





































































































































































































Текст
УДК 629 7 002(075 3)
Рецензенты, предметная комиссия Воронежского
авиационного техникума и д-р техн, наук В. Н. Крысин.
Грошиков А. И., Малафеев В. А. Заготовительно-штампо-
вочные работы в самолетостроении. М., «Машиностроение»,
1976, 440 с.
В учебнике рассмотрены технологические процессы заго-
товительно штамповочных работ в самолетостроении, технико-
экономические параметры которых увязываются с масштабом
производства Описаны современные конструкции оборудова-
ния и оснастки Значительное внимание уделено описанию вы-
сокоэнергетнческих процессов пластических деформаций и ме-
тодов изготовления деталей каркаса и обшивки самолета из
титана, нержавеющих и жароупорных высокопрочных сталей
и неметаллических материалов. Детально изложены плазово-
шаблонный н макетно-эталонный методы взаимозаменяемости.
Учебник может быть также полезен инженерно-техниче-
ским работникам авиационной промышленности.
Табл. 35. Илл. 314. Библ. 4.
31808 144
Г --------------144-76
038(01)-76
© Издательство «Машиностроение», 1976 г.
ПРЕДИСЛОВИЕ
Конструктивные особенности самолетов последних лет, в ча-
сики* гп, переход к панельным конструкциям, увеличение разме-
ров и сечений элементов обшивки и каркаса, применение высо-
копрочных в большинстве своем малотехнологичных материа-
лов, пллстмнсс и композиционных материалов, значительно
изменили сущссзиоиаишую ранее технологию и обусловили по-
Иклеине новых технологических процессов, оснастки и оборудо-
вании II производство внедряются высокоэнсргстические методы
формооПрпюжлппн формовки взрывом бризантных взрывча-
1ЫЧ ВГ1ЦПСТН (lillll), порохов и га iob, элекгрогидравлическая
формовки, формовки импульсным магнитным полем.
Применение электронных вычислительных машин вносит из-
менение нс только в построение технологических процессов
(iniiipiiMCp. плазовые работы с применением координатографов
с iipoi раммпым управлением), но и в процесс разработки тех-
ПОЛОП1И (проектирование раскроя и формообразования в штам-
пах с помощью ЭВМ).
В настоящей книге авторы стремились возможно полнее от-
разить современный уровень развития технологии заготовитель-
ных работ самолетостроительного производства, а также про-
цессы, специфичные для самолетостроения, сведения о которых
невозможно получить в распространенной справочной литерату-
ре по штамповочному производству.
В учебнике описаны .технологические процессы изготовле-
ния деталей каркаса, обшивок и трубопроводов самолетов, при-
меняемые в заготовительных цехах самолетостроительных заво-
дов. Описаны оборудование и технологическая оснастка загото-
вительных цехов. Наряду с отработанными технологическими
процессами даны новые, находящиеся в стадии промышленного
освоения.
3
Рассмотрены особенности изготовления деталей из высоко-
прочных материалов и пластмасс.
Книга написана как учебник для техникумов, готовящих
специалистов по самолетостроению, и как учебное пособие для
студентов соответствующих специальностей институтов, произ-
водственных мастеров и рабочих заводов, изготавливающих
самолеты и другие летательные аппараты.
Гл. 1, 2, 3, 14 и 15 написаны инЖ. В. А. Малафеевым, гл. 4—
13 — инж. А. И. Грошиковым.
Глава 1
ОСНОВНЫЕ СВЕДЕНИЯ ПО ТЕХНОЛОГИИ ПРОИЗВОДСТВА
В ЗАГОТОВИТЕЛЬНЫХ ЦЕХАХ
САМОЛЕТОСТРОИТЕЛЬНЫХ ЗАВОДОВ
1.1. ПОНЯТИЕ О ТЕХНОЛОГИИ, ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССЕ
И ЕГО ЭЛЕМЕНТАХ
Технология как наука- изучает сущность производственных
процессов, взаимную связь этих процессов и закономерности их
развития.
Производственным процессом называется вся сумма взаимо-
связанных трудовых процессов, необходимых для получения го-
тового изделия (в частности, самолета). Он включает два вида
процессов — технологические (основные) и вспомогательные.
Технологическим процессом называется основная составляю-
щая производственного процесса, в результате которой материал
или полупродукт (заготовка) изменяют свои формы, размеры
или химический состав на пути превращения в готовое изделие.
Технологический процесс является основной составляющей про-
изводственного процесса.
Вспомогательными называются процессы, непосредственно не
включающие операции изготовления изделия, а только обеспечи-
вающие осуществление этих операций (изготовление оснастки,
ремонт оборудования и оснастки, обеспечение технологического
процесса энергией, паром и др.). В соответствии с таким деле-
нием основными производственными участками и цехами явля-
ются те, на которых реализуются технологические процессы
изготовления изделия (самолета) — заготовительные, сбороч-
ные, испытательные, а вспомогательными участками и цехами
являются те, на которые реализуются вспомогательные процес-
сы (ремонтные, инструментальные, паросиловые и т. д.).
Для удобства проектирования и анализа технологические
процессы делятся на элементы: операции, переходы, проходы,
приемы, движения, установы, позиции.
Операцией называется часть технологического процесса по
изготовлению одной или партии деталей, выполняемая на одном
рабочем месте.
Переход — часть операций, характеризуемая неизменными
режимом, инструментом и поверхностью.
Проход — часть перехода, выполняемая за одно перемещение
инструмента относительно обрабатываемой поверхности.
5
Прием — одно или несколько движений, имеющих закончен-
ное целевое назначение (взять резак, подвести заднюю бабку,
зажать изделия в приспособлении).
Движение — простейшая часть приема, доступная замеру
(протянуть руку, взять инструмент, нажать кнопку).
Устинов — придание изделию определенного положения от-
носительно инструмента и закрепление его в этом положении.
Позиция — одно из положений, которое может занимать из-
делие и инструмент относительно друг друга без их освобожде-
ния (например, положение детали относительно инструмента
при сверлении в кантующемся кондукторе).
Основной задачей при разработке технологического процесса
является использование имеющихся средств производства с наи-
большим эффектом, иначе говоря, изготовление самолета с ми-
нимальными затратами труда и материалов. Эта задача явля-
ется одной из основных и при проектировании конструкций са-
молетов. Сумма свойств конструкции, определяющая
возможности ее изготовления с минимальными затратами труда
и материалов называется технологичностью.
1.2. ТИПЫ ПРОИЗВОДСТВА
По организационным и технологическим признакам различа-
ют четыре типа производства — массовое, серийное, опытное и
единичное.
При массовом производстве за рабочим местом закрепляет-
ся на длительное время одна операция. Сами же операции мак-
симально раздроблены (дифференцированы). Оборудование и
оснастка применяются специальные. Расположено оборудование
по производственному потоку. Классификация рабочих и себе-
стоимость изделий низкая. Массовое производство целесообраз-
но при большом объеме и устойчивой программе.
В характерном для самолетостроения серийном производст-
ве за рабочим местом закрепляется несколько чередующихся во
времени операций. Сами операции менее раздроблены, чем при
массовом производстве. Оборудование и оснастка используются
частично универсальные, частично специализированные. Обору-
дование расположено по групповому признаку (на участках с
с устойчивой продукцией, например, крепежными нормалями —
по технологическому признаку). Квалификация рабочих и себе-
стоимость производства выше, чем при массовом производстве.
Изделия запускаются в производство сериями. Серией называ-
ется партия изделий, изготавливаемых по одному чертежу, тех-
нологии и техническим условиям.
При единичном производстве за рабочим местом операции не
закрепляются и максимально укрупнены. Оборудование и осна-
стка — универсальные. Расположение оборудования — группо-
6
ное. Квалификация рабочих и себестоимость производства выше,
чем при массовом и серийном производствах.
При опытном производстве, в отличие от единичного, одно-
временно с задачей изготовления изделия проверяются чертежи
и технологические возможности запуска изделия в серийное или
массовое производство.
Соответственно типу производства технологический процесс
разрабатывается подробно (операционные карты) или укруп-
непно (маршрутная технология).
1.3. ОБЪЕМ И ЗНАЧЕНИЕ
ЗАГОТОВИТЕЛЬНО-ШТАМПОВОЧНЫХ РАБОТ
Заготовительно-штамповочные работы занимают одно из ве-
дущих мест в общем производственном процессе изготовления
самолета. В заготовительно-штамповочных цехах изготовляются
детали каркаса и обшивки агрегатов планера; через них про-
ходит до 85% материалов, необходимых для изготовления цель-
нометаллического самолета. От качества изготовления деталей
в заготовительно-штамповочных цехах зависит в значительной
пепени качество и трудоемкость сборочных работ, а также ка-
чество и надежность самолета. Трудоемкость заготовительно-
штамповочных работ составляет 10—15% от общей трудоемко-
i in изготовления цельнометаллического самолета. В заготови-
гельно-штамповочных цехах перерабатываются различные
материалы в виде специальных легированных сталей, алюминие-
вых и магниевых сплавов, титана и его сплавов, керамики и
металлокерамики, стеклотекстолитов, теплозащитных пласт-
масс, а также прессовочные и другие материалы.
Масштабы заготовительно-штамповочных работ отражаются
па количестве технологической оснастки и трудоемкости ее изго-
ювления. Не менее 60% всей номенклатуры оснастки и трудоем-
кости ее изготовления приходится на заготовительно-штампо-
вочные работы. При серийном производстве тяжелого самолета
необходимо изготовить более 10 тысяч штампов, десятки тысяч
шаблонов, сотни пуансонов для обтяжки и контроля деталей,
несколько тысяч формоблоков, а также другую оснастку для
формообразования и контроля деталей.
Совершенствование заготовительно-штамповочных работ по-
зволяет уменьшать трудоемкость сборочных процессов. Внедре-
ние штампо-сварных конструкций, монолитных деталей и пане-
лей, внедрение в производство станков с программным управле-
нием позволяет создавать более совершенные по аэродинамиче-
ским обводам и более технологичные конструкции самолетов.
Неуклонное совершенствование летных характеристик само-
лета требует применения новых материалов и разработки прин-
ципиально новых процессов формообразования деталей и пане-
лей. Совершенствование членения самолета также требует созда-
7
ния технологических процессов заготовительно-штамповочных
работ и технологического оборудования на принципиально новых
физических основах работы.
Плазменная и лазерная резка металлических материалов на
установках с программным управлением, формообразование де-
талей источниками высоких энергий, внедрение электромехани-
ческих и химических методов обработки открывают широкие
возможности получения крупногабаритных деталей и панелей
сложных форм, позволяют совершенствовать взаимозаменяе-
мость и использовать новые принципы сборочных процессов в
самолетостроении. Внедрение станков с программным управле-
нием для точной обработки поверхностей сложной формы рас-
ширяет возможности применения системы допусков и посадок
при изготовлении деталей и панелей самолета.
Глава 2
МЕТОДЫ И СРЕДСТВА ОБЕСПЕЧЕНИЯ
ВЗАИМОЗАМЕНЯЕМОСТИ В САМОЛЕТОСТРОЕНИИ
2.1. КОНСТРУКТИВНЫЕ И ТЕХНОЛОГИЧЕСКИЕ
ОСОБЕННОСТИ САМОЛЕТОВ
Конструктивными особенностями деталей агрегатов планера
являются сложность формы, большие размеры и малая жест-
кость. Вследствие этих особенностей в самолетостроении приме-
няют специальные методы и средства обеспечения взаимозаме-
няемости агрегатов, отсеков, панелей, узлов и деталей.
Технологическими особенностями самолетостроения являют-
ся: 1) точное воспроизведение геометрической формы и размеров
деталей; 2) обеспечение взаимозаменяемости агрегатов, панелей,
узлов и деталей при сборке и ремонтных работах.
2.2. ВЗАИМОЗАМЕНЯЕМОСТЬ ПРИ ИЗГОТОВЛЕНИИ
КАРКАСА И ОБШИВКИ САМОЛЕТА
Под взаимозаменяемостью понимают свойство деталей, пане-
лей, узлов и агрегатов одного и того же типоразмера заменять
друг друга с сохранением функционального назначения. Взаи-
мозаменяемость обеспечивает изготовление и сборку самолетов
на различных заводах и проведение ремонтных работ на само-
лете. Взаимозаменяемость элементов конструкции самолета
включает требования: 1) идентичность формы и размеров; 2)
возможность сборки конструктивных элементов самолета без
дополнительной обработки, 3) идентичность выполняемых функ-
ций, 4) идентичность физических параметров: по весу, прочнос-
ти, жесткости и центровке,.
В общем машиностроении взаимозаменяемость обеспечива-
ется в индивидуальном производстве замерами при помощи уни-
версальных измерительных инструментов, а в массовом произ-
водстве— предельными калибрами и специальными контроль-
ными приспособлениями.
В самолетостроении подобные методы находят применение
при изготовлении деталей шасси, агрегатов и деталей самолет-
ных систем и оборудования самолетов. При изготовлении дета-
лей каркаса и обшивки агрегатов планера самолета подобными
методами пользоваться нельзя вследствие конструктивных осо-
бенностей.
9
Для обеспечения взаимозаменяемости деталей каркаса и об-
шивки агрегатов планера самолета используют плазово-шаб-
лонный и макетно-эталонный методы. Сущность плазово-шаб-
лонного метода заключается в том, что теоретические чертежи
самолета и его агрегатов заменяются плазами, то есть чертежами
на панелях, выполненными в натуральную величину. При этом
рабочие чертежи деталей заменяют плоскими металлическими
шаблонами — жесткими носителями формы и размеров деталей.
Шаблоны являются измерительными инструментами, а в ряде
случаев и приспособлениями. После изготовления плазов и шаб-
лонов размеры, имеющиеся на чертежах, используются в основ-
ном для справок. Плазы и шаблоны позволяют увязывать за-
готовительную и сборочную оснастку и получать взаимозаме-
няемые агрегаты и детали самолета.
Дальнейшим совершенствованием плазово-шаблонного мето-
да в самолетостроении явилось применение макетно-эталонной
оснастки. При макетно-эталонном методе по шаблонам, снятым
с плаза, создается макет или эталон поверхности агрегата.
С помощью эталона поверхности получают обводы рабочей и
контрольной оснастки, а также монтируют сборочные приспособ-
ления. По эталону поверхности изготовляют слепки, по которым
воспроизводят пуансоны и матрицы для формовки деталей об-
шивок и каркаса, а также изготовляют контрольные приспособ-
ления для этих деталей и эталоны отдельных деталей.
Макетно-эталонный метод облегчает не только создание за-
готовительной, но сборочной и контрольной оснастки. При этом
по эталону поверхности агрегата изготовляют контрэталон, по
которому создают эталоны отдельных узлов, входящих в агре-
гат, и по ним — приспособления для сборки узлов. По контр-
эталону агрегата создают разъемный монтажный эталон агре-
гата и по нему, в свою очередь, изготовляют монтажные этало-
ны панелей, а затем и приспособления для сборки панелей.
По разъемному монтажному эталону агрегата изготовляют
стапель для сборки агрегата, контрэталоны сварных узлов и
механически обрабатываемых деталей, по которым изготовляют
эталоны сварных узлов и механически обрабатываемых деталей.
Макетно-эталонный способ получил широкое распростране-
ние при производстве самолетов легкого типа, так как неболь-
шие габариты агрегатов самолета позволяют изготовлять удоб-
ные в производстве эталоны и контрэталоны поверхностей,
а также монтажные эталоны с необходимой точностью оснастки.
2.3. ПЛАЗОВО-ШАБЛОННЫЙ МЕТОД
В основу плазово-шаблонного метода положены следующие
основные правила:
1. Плазы выполняются в натуральную величину, так как
масштабное изображение дает правильное представление о ли-
ниях, но не дает правильного представления о площадях.
10
2. Каждая кривая линия строится по разметке только один
раз, потому что даже один исполнитель, пользуясь одним и тем
же инструментом, не может построить дважды две кривые так,
чтобы при наложении одной на другую все участки совпадали.
При вычерчивании симметричного контура строят по разметке
только одну кривую, а симметричную — копируют.
3. Контуры и размеры с плаза на шаблон и с шаблона на
шаблон переносят без применения мерительного инструмента
путем непосредственного копирования.
4. На плазах вычерчивают линии пересечения внешних по-
верхностей каркаса агрегата, так как его аэродинамические об-
воды определяются жестким каркасом, по которому прилегает
обшивка. Учет толщины обшивки, которая изменяется в преде-
лах допуска, только создает усложнение.
5. Переход от конструкторских баз, данных на чертежах,
к производственным установочным и сборочным осуществляется
при помощи вспомогательных баз, в качестве которых служат
технологические отверстия, при этом отверстие сверлится по
разметке только на одном шаблоне, а на остальные переносят
просверливанием через первый шаблон или путем одновремен-
ного совместного сверления отверстий в шаблонах.
6. На плазы и шаблоны наносится информация при помощи
условных обозначений. Эта информация дает представление о
конструкции детали и частично указывает на способ ее изготов-
ления.
2.4. КОНСТРУКЦИЯ И ИЗГОТОВЛЕНИЕ ПЛАЗОВ
Плазом называется панель, на поверхность которой наносит-
ся теоретический чертеж агрегата самолета в натуральную ве-
личину. Для удобства работы плазы устанавливают на специ-
альном столе. В зависимости от назначения плазы делятся на
теоретические и конструктивные. На теоретических плазах вы-
черчиваются координатные и конструктивные оси, теоретический
чертеж самолета или его агрегата.
Теоретические плазы служат для геометрической и конструк-
111вной увязки обводов. Основными конструктивными элемента-
ми металлического плаза являются: панель 1, рама-решетка 2,
илазовый стол 3 (рис. 2. 1,а). Конструктивные плазы применя-
ют: 1) для геометрической и конструктивной увязки всех дета-
лей, входящих в узел; 2) для получения контура шаблонов;
3) для контроля шаблонов. Кроме того, на них производится
конструктивная увязка узла или детали. Контуры конструктив-
ного плаза (рис. 2.1,6) копируются с теоретического (тушью на
впнипрозе или фотоконтактным способом), после чего по сбо-
рочным чертежам на него наносятся детали конструкции.
В зависимости от размеров плазы делятся на стационарные
о переносные, разборные и неразборные.
II
Стационарным называется плаз, состоящий из нескольких
секций, соединенных между собой. Переносным плазом называ-
ется панель, на которой производится плазовая разбивка. Раз-
борные плазы более удобны, так как в этом случае более рацио-
нально используется площадь плазового помещения, так как
лишние секции всегда можно убрать, облегчается дублирование
плазов, их транспортировка и хранение.
Рис. 2.1. Плазы:
а—металлический плаз (теоретический): 1—панель; 2—рама-решетка; 3—плазовый
стол; б—конструктивный плаз
В качестве плазовых панелей используют металлические ли-
сты, листы из пластмассы и фанерные щиты. Плазовый стол со-
стоит из рамы и ножек с домкратами, регулирующими их высо-
ту. Каркас стола изготовляется из стальных уголков размерами
50X50 мм. Домкраты выполнены в виде четырех болтов, регу-
лируемых по высоте, чем достигается установка стола в гори-
зонтальное положение. Ножки стола выполняются из стальных
труб диаметром от 40 до 70 мм, соединенных между собой свар-
ной конструкцией. К раме стола прикрепляются фанерные ли-
сты (прокладки) толщиной 10—12 мм или решетки, связанные
из деревянных брусков. На каждую прокладку устанавливается
одна стандартная дуралюмнповая панель размерами I000X
2000 мм. Панели крепятся к прокладкам шурупами или уста-
навливаются на ппнфты, для чего на раме стола крепятся до-
полнительные полосы с отверстиями, в которые вставлены
втулки.
Плазовые столы скрепляются между собой тандерными бол-
тами, обеспечивающими точную подгонку стыков плазовых сто-
лов. Рабочая поверхность плаза выполняется в виде отдельных
панелей из дуралюмина Д16Т размерами 1000X2000 мм, тол-
12
шиной 3 мм; из листов фанеры толщиной 8—12 мм или из листов
пластмассы (винипроза) толщиной от 0,2 до 0,6 мм. Рама-ре-
шетка состоит из отдельных секций размерами 240X240 мм,
« вязанных между собой в шип и закрепленных казеиновым кле-
ем и гвоздями. После склеивания раму-решетку фугуют по тор-
цам, верхней и нижней поверхностям. Правильность изготовле-
ния секций проверяется контрольной линейкой, зазор между
во юрой и поверхностью секции не должен превышать 1 мм. Сек-
ции рамы-решетки консервируют нанесением двух слоев олифы.
Изготовление плазов состоит из следующих операций:
1) предварительная отрезка панелей плаза на гильотинных
ножницах с припуском до 5 мм на сторону;
2) фрезерование в размеры плазовой панели;
3) подготовка рабочей пбверхности плаза: а) выравнивание
п обработка, б) нанесение антикоррозионного покрытия в виде
анодирования и покрытия эмалью, в) сверление отверстий и раз-
бивка координатной сетки размером 200x200 или 100X100 мм;
4) .выполнение теоретических разбивок: а) составление тех-
нического задания на вычерчивание данного агрегата, б) состав-
ление монтажной схемы плаза, в) построение координатных и
конструктивных осей и теоретических контуров, г) контроль осей
и контуров;
5) подсчет величин малок и составление таблиц;
6) нанесение информации и оформление плаза;
7) контроль плаза и составление паспорта плаза.
Для обеспечения высокой точности выполнения плазовых
разбивок на панели плаза наносится координатная сетка с рас-
стоянием между линиями, кратным 50 мм. Координатная сетка
размечается на панели на пл аз-кондукторе или на разметочном
с голе. Для облегчения стыковки плазов и проверки по ним точ-
ности изготовления контрольно-контурных шаблонов (ШКЛ) в
панелях плаза сверлятся плаз-кондукторные и базовые отвер-
стия после покрытия панелей плаза эмалью.
Плав-кондуктор и его применение для разметки
координатной сетки и сверления отверстий
Плаз-кондуктор (рис. 2.2) представляет собой тяжелую чу-
гунную плиту 1 с тщательно отшабренной поверхностью, кото-
рая устанавливается на домкратах 2. Плита имеет Т-образные
пазы 3 для крепления к ней плазов, шаблонов и рубильников
стапелей. По обеим сторонам плиты установлены продольные
линейки 4 с отверстиями диаметром 18 Л, обработанными на
координатно-расточном станке с шагом 50±0,1 мм и с точностью
но шагу 0,02 мм. К продольным линейкам при помощи фикса-
1оров 5 прикрепляются поперечные кондукторные линейки 6,
имеющие отверстия также с шагом 50±0,1 мм.
13
Необходимыми принадлежностями плаз-кондуктора являют-
ся: продольная и поперечная кондукторные линейки (рис. 2.3),
продольная и поперечная разметочная линейка (рис. 2. 4) и на-
бор фиксаторов (рис. 2.5), выполненных из стали ЗОХГСА. По-
ложение координатных и конструктивных осей расчерчиваемого
агрегата, координатной сетки, плаз-кондукторных и базовых
отверстий на панелях плаза задается специальными монтажны-
Рис. 2.2. Плаз-кондуктор:
1—плита; 2—домкрат; 3—пазы, 4—продольные плаз-коидукторные ли-
нейки с отверстиями; 5—фиксатор; 6—поперечные плаз кондукторные
линейки; 7—радиально-сверлильный станок
ми схемами (рис. 2.6), составленными пл азово-шаблонным це-
хом. Схема расположения базовых отверстий согласовывается
с технологическим отделом завода. Сверление отверстий произ-
водится на радиально-сверлильном станке, устанавливаемом у
плаз-кондуктора. Разметка контура панелей, сверление в них
плаз-кондукторных отверстий и монтаж в них усилительных
шайб, предохраняющих отверстия панелей плаза от изнашива-
ния, производится при помощи специального шаблона-кондук-
тора (рис. 2.7). Шаблон-кондуктор представляет собой сталь-
ной лист с приклепанными у краев в продольном направлении
уголками для придания жесткости.
В шаблоне-кондукторе с помощью плаз-кондуктора сверлят-
ся отверстия диаметром 5,3 мм с сеткой, кратной 50 мм. В соот-
ветствии с монтажной схемой плаза в его панелях при помощи
шаблона-кондуктора просверливаются плаз-кондукторные от-
верстия через переходные втулки диаметром 8СХ5,3 мм, кон-
14
Рис. 2.4. Разметочная линейка
15
Рнс. 2. 5. Набор фиксаторов
Рис. 2. 6. Монтажная схема плаза
16
тур панели плаза также фрезеруется или опиливается по шабло
ну-кондуктору. На оборотной стороне панели плаза устанавли
ваются усиливающие шайбы (рис. 2.8), которые крепятся бол
тами диаметром 5 мм, вставляемыми в плаз-кондукторные от
верстия, затем шайбы приклепываются, а болты вынимаются
Для установки плазовой панели на плаз-кондуктор укладыва
ются балинитовые проклад-
ки, толщина которых мень-
ше толщины кондукторной
линейки на толщину панели.
Панель плаза укладывается
на балинитовые прокладки,
положенные на плаз-кондук-
торную плиту и фиксируется
по четырем угловым плаз-
кондукторным отверстиям
фиксаторами диаметром
5,3 мм при помощи кондук-
торных линеек и переходных
втулок диаметром 18СХ
Х5,3 мм. Далее из кондук-
торной линейки вынимается
фиксатор диаметром 5,3 мм
и переходная втулка диамет-
ром 18Сх5,8 мм, а вместо
Рис. 2.8. Усиливающая шайба
нее вставляется новая пере-
ходная втулка диаметром
18СХ7,7 мм, после чего в па-
нели плаза засверливается отверстие диаметром 7,7 мм. Это же
отверстие через новую переходную втулку диаметром 18X184
развертывается до диаметра 8А и заштыривается фиксатором
диаметром 8А (рис. 2.9). Подобным образом обрабатываются
все четыре угловые плаз-кондукторные отверстия и панель за-
штыривается четырьмя фиксаторами диаметром 8С. При по-
мощи третьей передвигаемой поперечной кондукторной линейки
и переходных втулок диаметром 18X7,7 и 18x84 мм сверлят и
развертывают в панели плаза все остальные плаз-кондукторные
и базовые отверстия согласно монтажной схеме.
Нанесение координатных, конструктивных осей и линий ко-
ординатной сетки на плазовую панель, а также разметка внеш-
них габаритов плаза производятся на плаз-кондукторе с помо-
тт_ГТ О ОЛПпго____1ЮЛ1С-О ттгтчгчттгл ГТ! гтпп_и_ттt-ioгчг>тттт/->тт о лаилггА»тттсТУ
линеек. Плазовый нож (рис. 2. 10) представляет собой стальную
пластину, скошенную с одной стороны и снабженную упором,
который обеспечивает правильное положение ножа во время ра-
боты. Окончательная разметка внешних габаритов плазовой
панели производится при помощи разметочных линеек, установ-
ленных по угловым плаз-кондукторным отверстиям, и ножа.
17
A-A
(условно повернуто')
Переходная втулка
Фиксаторы
Кондукторная линейка
Панель плаза
Плита плаз- кондуктора
Дополнительная кондукторная линеика
Вапинитовая прокладка
Продольная
линеика
плаз - кондуктора
Рис 2.9 Установка панели на плаз-кондуктор
Рис. 2. ilO. Плазовый нож
18
Опиловка плазовой панели по линиям внешних габаритов про-
изводится перед монтажом панелей плаза с допуском на стыках
н пределах 0,2—0,3 мм.
Для нанесения поперечных линий координатной сети на
плаз-кондуктор устанавливают две поперечные плаз-кондуктор-
нле линейки и балинитовые прокладки. Поперечные плаз-кон-
дукторные линейки заштыриваются в отверстия продольных
Рис. 2 11. Разметка поперечных линий координатной
сетки:
I—плаз-кондукторная плита. 2—продольная плаз-кондукторная
линейка; S—поперечная плаз-кондукторная линейка; 4—попе-
речная разметочная лннейка; 5—фиксатор 18С; 6—фиксатор
18Х8С
плаз-кондукторных линеек и из них по угловым плаз-кондук-
торным отверстиям 18ДХ8Д устанавливается на штырях плазо-
вая панель (рис. 2. 11).
Вертикальные линии координатной сетки наносятся на плазо-
ную панель плазовым ножом по поперечной разметочной линей-
ке. Поперечная разметочная линейка устанавливается на
продольные плаз-кондукторные линейки и фиксируется фиксато-
рами диаметром 18С. Для нанесения продольных линий коорди-
натной сетки на плаз-кондуктор устанавливают по краям еще
две дополнительные поперечные плаз-кондукторные линейки.
Эти линейки необходимы для установки по ним продольной раз-
меточной плаз-кондукторной линейки, которая фиксируется
фиксаторами диаметром 18С (рис. 2. 12). Прорезать линии
следует в одном направлении, слева направо, соблюдая особую
осторожность на кромках плаза.
Разметка линий координатной сетки
на разметочном столе
При отсутствии плаз-кондуктора сверление плаз-кондуктор-
ных и базовых отверстий, а также разметку линий координат-
19
ной сетки можно производить на разметочном столе (рис. 2.13).
Разметочный стол представляет собой массивную металлическую
разметочную плиту, установленную на четырех металлических
Рис. 2.il2. Разметка продольных линий координатной
сетки:
1—пл аз-кондукторная плита; 2—продольная пл аз-кондукторная
лннейка; 3— поперечная плаз-кондукториая лннейка; 4~продоль-
ная разметочная линейка; 5—-фиксатор 18С; 6—фиксатор J8X8C;
7—фиксатор 18С; 8—фиксатор 18СХ8С
ногах. По краям плиты закрепляются четыре стальные линей-
ки толщиной 20 мм, образующие прямоугольную раму, в кото-
рую при разметке сетки и закладываются стандартные панели
плаза.
В линейках разметочного стола
на координатно-расточном стайке
растачиваются отверстия шагом
100±0,2 мм. Зазор между панелью
плаза и линейками не должен пре-
вышать 0,2 мм. В отверстия линеек
запрессовываются шпильки диамет-
ром 10 мм с таким расчетом, чтобы
они выступали над поверхностью
линейки на 12—15 мм. Сверление
пл аз-кондукторных и базовых отвер-
стий и разметка линий координат-
ной сетки производится с помощью
продольных и поперечных кондукторных линеек, а также разме-
точных линеек, как и на плаз-кондукторе.
Контроль линий координатной сетки
Правильность нанесения линий координатной сетки проверя-
ется повторной выборочной установкой кондукторных линеек и
20
повторным нанесением координатной сетки с последующей про-
веркой совпадения линий сетки при помощи микроскопа с оку-
лярной шкалой 24-кратного увеличения (рис. 2. 14, а) и конт-
рольной линейкой КЛ с двумя лупами с 7-кратного увеличения
Рис. 2.14. Контрольный и измерительный инструменты,
применяемые при плазовой разметке:
а—-микроскоп с окулярной шкалой; б—контрольная лннейка КЛ
(рис. 2. 14,6). Микроскоп с окулярной шкалой 24-кратного уве-
личения имеет цену деления шкалы ±0,1 мм и обеспечивает точ-
ность измерения в пределах ±0,2 мм при наибольшем измеряе-
мом расстоянии 6 мм. Контрольная линейка КЛ изготовляется
из латуни, имеет цену деления шкалы ±0,2 мм и снабжена дву-
мя лупами 7-кратного увеличения. Контрольная линейка обес-
печивает точность измерения в пределах ±0,1 мм при наиболь-
шем измеряемом расстоянии 1020 мм.
Стыковка плазовых столов и панелей
При стыковке плазовых столов и панелей неразборного пла-
за плазовые столы с закрепленными в них рамами-решетками
устанавливаются с помощью нивелира в горизонтальное положе-
ние и стыкуются при помощи тандерных болтов. Стыковка пане-
лей плаза производится согласно монтажной схеме плаза на
состыкованных плазовых столах с помощью двух кондукторных
линеек (рис. 2. 15), а также одного или двух шаблонов-кондук-
<оров и фиксаторов диаметром 8С, располагаемых по плаз-кон-
дукторным отверстиям плаза (рис. 2. 16).
Предварительная проверка правильности стыковки панелей
проверяется по прямолинейности линий координатной сетки.
11осле проверки, не снимая кондукторных линеек и шаблонов-
кондукторов, производят сверление и зенкование панелей. За-
тем их крепят шурупами диаметром 6 мм к раме-решетке.
2Ь
Окончательно правильность стыковки плазовых панелей не-
разборного плаза проверяется натяжением стальной струны и
микроскопом с окулярной шкалой. При стыковке плазовых сто-
Рис. 2.15. Стыковка панелей плаза при помощи линеек
лов и панелей разборного плаза плазовые столы с закреплен-
ными на них рамами-решетками устанавливаются в горизонталь-
ное положение с помощью нивелира и стыкуются посредством
тандерных болтов. Для быстрого съема плазовых панелей с ос-
нования в конструкцию стола введен дополнительный стальной
лист размерами 2200X1100x2 мм. В листе с помощью шаблона-
Шаблоны - кондукторы
Рис. 2.16. Стыковка панелей плаза при
помощи шаблонов-кондукторов
кондуктора сверлится 8 плаз-кондукторных отверстий. В про-
сверленные плаз-кондукторные отверстия вставляются втулки и
крепятся к листу четырьмя потайными болтами. К двум стыкуе-
мым сторонам каждого стального листа крепятся две стыковоч-
ные стальные ленты (рис. 2.17). Стальные листы со втулками
22
накладываются на рамы-решетки состыкованных плазовых сто-
лов и стыкуются при помощи плаз-кондукторных линеек или
шаблонов-кондукторов. Между собой стальные листы соединя-
СтыкоВочная лента
Стальной лист
Рис. 2.17. Стальной лист со втулками и стыковочными лентами
ются потайными болтами посредством стыковочных стальных
лент. Разборные плазы позволяют быстро снять и заменить
плазовые панели, что обеспечивает выполнение нескольких раз-
личных плазовых разбивок на одном основании плаза.
2.5. РАЗБИВКА ПЛАЗОВ
Координатные оси и плоскости при плазовой разбивке
Для взаимной увязки расположения агрегатов, узлов и дета-
лей самолета в плазово-шаблонном методе применяется про-
странственная прямоугольная система координат (рис. 2. 18).
Начало координат принимается в крайней носовой точке са-
молета. Соответственно выбирается система координатных
осей: 1) горизонтальная продольная ось — ось самолета; 2) го-
ризонтальная поперечная ось — ось строительной горизонтали;
3) вертикальная ось — ось дистанций.
Основными координатными плоскостями принимаются:
1) плоскость симметрии самолета — вертикальная продольная
плоскость, проходящая через ось самолета; 2) плоскость строи-
юльной горизонтали — горизонтальная продольная плоскость,
проходящая через ось самолета; 3) плоскость дистанции — верти-
кальная поперечная плоскость, перпендикулярная оси самолета
и проходящая через крайнюю носовую точку самолета.
23
Плазовая увязка теоретических обводов агрегатов самолета
производится на плазах: 1) боковой проекции (плоскость сим-
метрии); 2) плановой проекции (плоскость строительной гори-
зонтали); 3) совмещенных сечений (плоскость дистанций).
Рис 2.18. Основные оси и координатные плоскости при плазовой
разбивке самолета:
О—начало координат; 1—ось самолета; 2—строительная горизонталь; 3—ось
симметрий (дистанций); 4—плоскость симметрии, 5—плоскость строитель-
ной горизонтали; 6—плоскость дистанции О
На плазах вычерчиваются теоретические обводы агрегатов:
фюзеляжа, гондол двигателя, центроплана, крыла, стабилиза-
тора и киля. Плазовая увязка теоретических обводов и конструк-
ций самолета и взаимная увязка его агрегатов осуществляется
в натуральную величину, главным образом, при помощи геомет-
рических построений. Теоретические обводы агрегатов самолета
задаются системой сечений плоскостями, параллельными коор-
динатным плоскостям. Плоскости сечений стремятся выбирать
так, чтобы они совпадали с плоскостями элементов конструкции
агрегата: 1) теоретические обводы фюзеляжа и гондолы двига-
теля задаются системой сечений плоскостями шпангоутов;
2) отъемная часть крыла, центроплан и агрегаты хвостового опе-
рения задаются системой сечений плоскостями нервюр. В том
случае, если сечения по нервюрам и шпангоутам не в полной
мере определяют характер обводов агрегата, то на теоретических
плазах даются промежуточные сечения. Каждая плазовая ли-
ния вычерчивается один раз, дублирование плазовых линий при
-плазовых увязках допускается лишь в исключительных случаях
и только методами, обеспечивающими высокую точность.
24
Выбор системы прямоугольных координат
для агрегатов самолета
Плазовые разбивки теоретического обвода фюзеляжа и гон-
дол двигателя выполняются на трех плазах, представляющих
собой три взаимно перпендикулярные плоскости проекций
(рис. 2.19): 1) плаз боковой проекции является проекцией тео-
ретических обводов агрегатов на плоскость симметрии самолета;
на плаз наносят ось строительной горизонтали (ось двигателя)
и ось нулевой дистанции; 2) плаз плановой проекции, представ-
проекциц
Рис. 2.19. Основные плоскости фюзеляжа и гондолы
двигателя
ляющий собой проекцию теоретических обводов агрегата на го-
ризонтальную плоскость; на плаз наносят ось симметрии (ось
двигателя) и ось нулевой дистанции; 3) плаз совмещенных
сечений является проекцией теоретических обводов агрегата на
плоскость дистанций; на плаз наносят строительную горизонталь
(ось двигателя) и ось симметрии.
Выбор системы координат для плазовой разбивки крыла за-
висит от его конструкции, которая определяется расположени-
ем нервюр:
1. Для крыла с нервюрами, расположенными перпендикуляр-
но плоскости хорд (рис. 2.20), система координатных осей сле-
дующая: а) плоскость хорд — горизонтальная плоскость; б) пло-
скость основного лонжерона — вертикальная продольная пло-
(кость; в) плоскость нервюр — вертикальная поперечная
плоскость.
25
Рис. 2.20. Основные координатные плоскости кры-
ла с нервюрами, расположенными перпендикуляр-
но плоскости хорд
Плоскость
нервюр
Плоскость основного
лонжерона
Строительная горизонталь крыла
Рис. 2.21. Основные координатные плоскости кры-
ла с нервюрами, расположенными параллельно
плоскости симметрии самолета
2в
2. Для крыла с нервюрами, расположенными параллельно-
плоскости симметрии самолета, система координатных плоско-
стей следующая: а) строительная плоскость — горизонтальная
плоскость; б) плоскость основного лонжерона — вертикальная
продольная плоскость; в) плоскость нервюр — вертикальная по-
перечная плоскость (рис. 2.21). Плазовые разбивки теоретиче-
ских обводов крыла (рис. 2. 22) производятся на плазах: а) пла-
новой проекции; б) совмещенных сечений; в) лонжеронов.
Ось корневой
Рис. 2.22. Плаз теоретических обводов крыла
Обычно на плазы теоретических обводов крыла наносят ко-
ординатные оси: а) на плаз плановой проекции — ось основного
лонжерона (или линия фокусов, линия носков и т. д.) и ось кор-
невой нервюры; б) на плаз совмещенных сечений—хорда и
нулевая дистанция корневой нервюры; в) на плаз лонжеронов —
хорда и ось корневой нервюры. Для горизонтального оперения
выбор координатных плоскостей и осей аналогичен выбору их
для крыла с нервюрами, расположенными перпендикулярно
плоскости хорд. Для вертикального оперения координатными
плоскостями являются: а) плоскость симметрии или плоскость
хорд — вертикально-продольная плоскость; б) плоскость лонже-
рона — вертикально-поперечная плоскость.
Правила плазовой разбивки агрегатов самолета
Для полной увязки теоретических обводов самолета плазо-
вую разбивку его агрегатов производят в трех проекциях. Тео-
ретические обводы каждого агрегата выполняются на отдельных
плазах (рис. 2.23). Обычно плановая и боковая проекции фю-
зеляжа разбиваются на одном плазе: на плановой проекции
изображается правый борт фюзеляжа, а на боковой проекции
изображается вид на правый борт фюзеляжа, причем боковая
проекция фюзеляжа располагается носовой частью влево. На
27
плазе совмещенных сечений изображается вид на носовую часть,
справа вычерчивается хвостовая часть от мидельного сечения,
Рис. 2. 23. Теоретические плазы секции фюзеляжа:
1, 2, 3, 4, S. 6, 7—шпангоуты
а слева — носовая часть. Чтобы плазы совмещенных сечений не
были перегружены линиями, рекомендуется выполнять плазы на
носовую и хвостовую части отдельно.
Расчет и построение теоретических обводов '
агрегатов двойной кривизны
Теоретические обводы агрегатов самолета двойной кривизны
строятся одним из методов: 1) графическим методом батоксов
и горизонталей; 2) графическим методом кривых второго по-
рядка; 3) графоаналитическим методом кривых второго по-
рядка.
Графический метод батоксов, горизонтапей
и шпангоутов
Графический метод батоксов, горизонталей и шпангоутов ос-
нован на приемах построения, применяемых в начертательной
геометрии. Построение обводов методом батоксов и горизонта-
лей (рис. 2. 24) заключается в следующем:
1) выбирается основная система координат;
28
2) выбирается система плоскостей батоксов, параллельных
плоскости симметрии и расположенных от нее на расстояниях,
кратных 50 мм;
3) выбирается система плоскостей горизонталей, параллель-
ных плоскости строительной горизонтали и расположенных от
этой плоскости на расстояниях, кратных 50 мм;
4) выбирается система плоскостей шпангоутов и промежу-
точных плоскостей, параллельных плоскости дистанции. Выбор
дистанции плоскостей шпангоутов производится по теоретиче-
ским чертежам и чертежам стапельной оснастки;
Рис. 2.24. Плоскости батоксов, горизонталей и
шпангоутов
5) производится связка одноименных точек линий теоретиче-
ского обвода агрегата на всех трех плазах одновременно, при
этом плавность теоретических линий проверяется на глаз, то
есть визуально;
6) после увязки обвода агрегата с плазом по горизонталям и
батоксам снимаются размеры, которые вносятся в плазовые таб-
лицы, утверждаемые в дальнейшем как теоретические чертежи
агрегата. Увязать плаз — значит получить одинаковые коорди-
наты всех точек на всех плазах и добиться плавности линий,
проходящих через эти точки. Так как плавность проведения ли-
ний обводов проверяется визуально, то при больших размерах
плазовой разбивки можно не заметить волнистости линии. По-
тому плазы боковой и плановой проекций (рис. 2.25) строят
как плазы сжатых дистанций в масштабе по продольным сечени-
ям 1:5 или 1:10, а по поперечным сечениям — в масштабе 1:1.
В этом случае характер кривой выражается более ярко и легче
заметна волнистость линий.
Плаз совмещенных сечений всегда строится в масштабе 1:1
(рис. 2.26). Недостатки графического метода батоксов и гори-
зонталей следующие: 1) каждая кривая задается большим коли-
29
чеством точек, близко отстоящих друг от друга, и при построе-
нии ординат батоксов и горизонталей возможна ошибка, так как
Рис. 2. 25. Плазы фюзеляжа:
о—боковая проекция: б—плановая проекция
построение и плавность кривой целиком зависит от квалифика-
ции плазовика-разметчика; 2) последовательная визуальная
165432101 234567
Рис. 2. 26. Плаз совмещенных се-
чений фюзеляжа
увязка сечении и поверхности
агрегата также зависит от ква-
лификации исполнителя; 3) каж-
дая кривая строится по прибли-
женным координатам, что не
обеспечивает точности построе-
ния теоретических кривых.
Метод кривых второго порядка
Математический метод кривых
второго порядка применяется для
построения обводов агрегатов
двойной кривизны. Преимуще-
ства данного метода перед гра-
фическим методом батоксов и го
ризонталей следующие: 1) каж
дая кривая задается координата-
ми трех точек и дискриминантом,
которые и определяют пять усло-
вий, необходимых и достаточных для задания кривой второго
порядка, при этом плавность кривой не зависит от квалифика-
ции исполнителя; 2) увязка сечений производится на основе ма-
тематических законов, обусловливающих плавность кривых вто-
30
I ого порядка; 3) любая кривая обвода строится либо путем спе-
циального графического построения, либо по координатам, полу-
ченным расчетом; 4) вследствие указанных выше особенностей
метод кривых второго порядка позволяет производить увязку
обводов на теоретических плазах, выполненных в масштабе 1 :5
или 1 :10 при хорошем качестве работ; 5) значительно снижает-
ся трудоемкость проектных и плазовых работ; 6) более рацио-
нально используется площадь плазово-шаблонного цеха, так как
существенно уменьшаются пло-
щади потребных плазов.
Задание кривой второго по-
рядка. Кривая второго поряд-
ка задается на чертеже в си-
стеме координат самолета или
агрегата координатами трех
точек и коэффициентом, ха-
рактеризующим выпуклость
кривой (рис. 2.27). Точ-
ка А(Ха Ya) — крайняя левая
точка кривой называется на-
чальной точкой и обводится
треугольником. Точка В(Хв
YB) — точка пересечения каса-
тельных к кривой в точке Л и С
называется вершиной и обво-
Рис. 2.27. Условия задания кривой
второго порядка
дится квадратом. Точка С (Хс Yc) — крайняя правая точка кри-
вой называется конечной точкой и обводится треугольником.
Точка Е — точка кривой, лежащая на медиане BD, называется
промежуточной точкой и обводится кружком. Коэффициент, ха-
рактеризующий выпуклость кривой, называется дискриминан-
том и представляет собой отношение отрезка ED, отсекаемого
кривой на медиане BD треугольника АВС, к величине медианы,
т. е. f=ED!BD, где f — дискриминант кривой второго порядка.
Величина дискриминанта определяет положение точки Е кри-
вой второго порядка. Для задаваемых кривых, образующих об-
воды агрегатов самолета, применяются только следующие стан-
дартные значения дискриминантов: 0,300; 0,310; ... 0,390; 0,400;
0,405; 0,410; 0,414; 0,415; 0,420; ... 0,595; 0,600; 0,610; 0,620;
... 0,690; 0,700.
Построение теоретической кривой обвода методом кривых
второго порядка. Кривая теоретического обвода агрегата может
заменяться на одну или на несколько сопряженных между собой
кривых второго порядка со стандартными дискриминантами. За-
мена лекальной кривой теоретического обвода производится в
следующем порядке (рис. 2.28). Лекальная кривая теоретиче-
ского обвода q, вычерченная конструктором, заменяется двумя
кривыми второго порядка Л1Д1С1 и Л2Д2С2, для определения ко-
31
торых кривую q делят на два участка AiCi и А2С2, а затем в точ-
ках Ai, Ci и С2 кривой в первом приближении проводят каса-
тельные Л1Вь BiB2 и В2С2. Точки пересечения медиан треуголь-
ников и А2В2С2 обозначают через Е} и Е2 и задают их с
помощью стандартных значений дискриминантов. Четыре точки
Ai, Bi, Ci, Ei, определяющие кривую второго порядка Л1Е1С1,
выражают пять геометрических условий (три точки: Ai, Е} и Ci)
и две касательные /4^1 и BtCi, необходимые и достаточные для
построения кривой второго порядка).
кривыми второго порядка
Точки А2, Bi, С2 и Е2 определяют вторую кривую второго по-
рядка А2Е2В2, причем она сопрягается с кривой А1Е1С1 в точке
Ci=A2, в которой эти кривые имеют общую касательную BXB2.
Найденные кривые второго порядка лишь приближенно совпа-
дают с заданной кривой q, если требуется более точное совпаде-
ние, следует увеличить число кривых второго порядка, которыми
заменяется лекальная кривая q. В зависимости от точности вос-
произведения контура зависит количество заменяющих кривых
второго порядка.
Построение поверхностей агрегатов двойной кривизны. В дан-
ном случае поверхность фюзеляжа (рис. 2.29) задается тремя
кривыми второго порядка: 1) нулевым батоксом, лежащим в
вертикальной плоскости; 2) линией полушироты, лежащей в го-
ризонтальной плоскости; 3) линией промежуточных точек, лежа-
щих в плоскости некоторого продольного сечения («рыбины»).
Эти кривые определяют для каждого поперечного сечения на-
чальную, промежуточную, конечную точки и вершину. Началь-
ная точка лежит на нулевом батоксе, касательная к ней распо-
лагается горизонтально; конечная точка лежит на линии полу-
широты, касательная к ним располагается вертикально;
промежуточные точки располагаются на линии промежуточных
точек; вершина определяется пересечением касательных.
Таким образом определяются все пять геометрических усло-
вий (три точки и две касательные), необходимых и достаточных
для построения поперечного сечения, являющегося кривой вто-
рого порядка. Вместо линии промежуточных точек можно зада-
32
ваться графиком дискриминанта, являющегося линией, задаю-
щей закон изменения дискриминанта поперечных сечений по
дистанции, этот график задается как обычная кривая второго
порядка.
Проектирование обводов агрегата по методу кривых второ-
го порядка производится в следующем порядке: 1) зная габа-
Начальная Промежцточ- Линия промежд-
точка \ ~\ная точка / точных точен
Нулевой
батокс
Вершина
Конечное
сечение
Конечная
точка
Промежуточное
сечение
Линия
пплушироты
цпу„„ьнв^Плоскость проме-
-сёчение ^Уточных точек
Рис 2 29 Пространственное построение поверхно-
сти при помощи кривых второго порядка
риты агрегата, вычерчивают его примерный обвод при виде
сбоку и в плане по теоретическим линиям, образуемым сечением
координатными плоскостями; 2) затем, строят ряд контроль-
ных поперечных сечений, на основании которых намечается
необходимое количество кривых, достаточное для образования
лих поперечных сечений, подбираются графики дискриминан-
юв, линии промежуточных точек, радиусные и плоские участки
и т. д. Все эти данные являются необходимыми для построения
остальных поперечных сечений агрегатов.
Точность плазовых работ
Практикой самолетостроительных заводов выработаны сле-
дующие допуски на изготовление теоретических плазов: размет-
ка координатной сетки на панель плаза ±0,1 мм, стыковка па-
нелей плаза с размеченной координатной сеткой ±0,2 мм, нане-
сение координат точек при построении контурных сечений
tO,15 мм, разметка расположения координатных и конструктив-
ных осей ±0,15 мм, разметка расположения базовых и плаз-
мшдукторных отверстий ±0,15 мм, ширина линии координатной
сегки ±0,05... 0,1 мм, ширина линий, вычерченных на плазе
±0.15... 0,2 мм. Базовые и вспомогательные отверстия выпол-
няются по второму классу точности, информация на плазе нано-
си! ся стандартным шрифтом по ЕСКД.
2 72
33
Хранение плазов
Плаз необходимо содержать в чистоте и в хорошем состоя-
нии. Плазовые столы в нерабочее время следует закрывать спе-
циальными покрывалами. При работе на плазах пользуются
ватными матрасиками со сменными чехлами. Ходить по плазам
разрешатся только в чистых войлочных тапочках, в которых
нельзя ходить по полу. Для сохранения точности плазов в поме-
щении поддерживается постоянная температура (20°±3° С) и
влажность воздуха 55—65%, контролируемые с помощью тер-
мометров или психрометров.
Малки и их измерение
Чтобы детали каркаса оптимально вписывались в его аэро-
динамические обводы, полкам стрингеров придают некоторые
угловые величины, различные по направлению. Для самолетных
деталей малкой М называется угол между нормалью к плоскости
стенки и касательной в данной точке к внешней поверхности
малкованной детали.
Рис. 2.30. Сечение
малки с открытым
профилем
Рис. 2 31. Сечение
малки с закрытым
профилем
Рис. 2 32. Малка теоретиче-
ского контура
Различают открытые (рис. 2.30) и закрытые (рис. 2.31)
малки. Открытой малкой называется угол между полкой и нор-
малью к стенке, превышающей угол 90°. Обычно открытая мал-
ка измеряется углом превышения от угла полки и стенки, рав-
ного а=90°, то есть Л4ОТк=а — 90° (см. рис. 2.30). При закры-
той малке а менее 90°, то есть Л4зак=90о—а (см. рис. 2.31).
Закрытые малки более сложны в производстве, так как один из
углов гиба менее 90° и требуется операция подгибки или мал-
ковки профиля, усложняется клепка с обшивкой.
Обводы агрегатов двойной кривизны также можно контроли-
ровать в отдельных точках угловыми величинами — малками.
Малкой в данной точке А теоретического обвода агрегата назы-
вается угол, образованный касательной к контуру теоретическо-
34
о сечения в заданной точке и перпендикуляром, проведенным
юрез эту точку, лежащим в плоскости нормальной к плоскости
1 еоретического сечения (рис. 2. 32).
Замер малок в сечениях, не совпадающих с нулевым батон-
ом и полуширотой, требует дополнительных построений
Рис. 2.33. Замер малки в сечении, не совпадаю-
щем с нулевым .батоксом и полуширотой
(рис. 2.33). Например, если возникает необходимость замера
малок в точке А плаза, совмещенных сечений, поступают так:
в точке А проводят касательную к линии и по этой касательной
or точки А откладывают расстояние между шпангоутами. Затем
<имеченную точку С соединяют с точкой, аналогичной точке А
(1. е. с точкой В), на соседнем шпангоуте. Угол, полученный
Рис. 2 34. Диаграмма малок
Рис 2. 35 Использование
диаграммы для замера
малок
между касательной и линией, и будет углом малки. Для удоб-
ста замера малок строят диаграмму малок на прозрачном ма-
юрпале (рис. 2.34). Для изготовления диаграммы необходимо
провести вертикальную линию и произвольно отметить точку О.
Or этой точки откладывают расстояния между теоретическими
2*
35
сечениями (50, 100, 150, 200,. -., 500) Затем из точки, соответ-
ствующей наибольшему расстоянию между теоретическими се-
чениями, проводят дугу и перпендикуляр. Дугу делят на граду-
сы и через отмеченные точки проводят лучи до пересечения с
верхней горизонтальной линией.
Рис 2 36. Веерный малкомер
Диаграмму, вычерченную па прозрачном материале, исполь-
зуют для замера малок (рис. 2.35). Для этого диаграмму необ-
ходимо наложить на плаз совмещенных сечений и совместить
точку, где замеряется малка, с размером на диаграмме, соот-
ветствующим расстоянию между теоретическими сечениями,
и определить, какой луч проходит через аналогичную точку дру-
гого теоретического сечения. Этот луч и укажет величину малки.
Рис 2. 37. Применение веерного м алкомера
Для замера малки вся диаграмма не нужна, а нужна только
одна полоска с расстоянием, соответствующим расстоянию меж-
ду теоретическими сечениями. Если несколько металлических
полосок, отвечающих лучам диаграммы малок, скрепить шар-
нирной заклепкой, получают веерный малкомер (рис. 2.36).
Применение мелкомера показано на рис. 2. 37.
36
2.6. ШАБЛОНЫ
Классификация, окраска, назначение
Шаблоном называется специальное плоское приспособле-
ние— инструмент, являющееся жестким носителем формы и
размеров детали, узла или агрегата. Основными характеристи-
Рис 2. 38. Шаблон контрольно-контурный (ШКК)
ками шаблона являются контур, оси, информация, необходимая
чля использования шаблона в производстве, а также технологи-
ческие отверстия. Эти отверстия служат переходной базой от
конструкторской к производственной. Типовая номенклатура
включает три основные группы шаблонов, классифицирующих-
< я по их назначению:
I. Основные шаблоны, предназначенные для конструктивной
увязки плоских узлов самолета, для технологической увязки и
Рис. 2 39. Отпечаток контрольный (ОК)
контроля узлового комплекта шаблонов, а также для изготовле-
ния, технологической увязки и контроля шаблонов-приспособле-
ний и изготовления отдельных шаблонов. К основным шаблонам
относятся: 1. Шаблоны контрольно-контурные (ШКК)
(рис. 2.38). 2. Отпечаток контрольный (ОК.) (рис. 2.39), являю-
37
щийся копией конструктивного плаза, отпечатанной на стальном
листе. Основные шаблоны служат основой для изготовления и
контроля производственных шаблонов. Они не выдаются на про-
изводство и хранятся в плазово-шаблонном цехе. ШКК окраши-
вается в красный цвет, а отпечаток контрольный (ОК) не окра-
шивается.
II. Эталонные шаблоны, предназначенные для изготовления,
технологической увязки и контроля детального комплекта шаб-
лонов, а также для восстановления производственных шаблонов.
Эталонные шаблоны окрашиваются в желтый цвет.
Рис 2 40. Шаблон контура (ШК)
III. Производственные шаблоны, предназначенные для изготов-
ления и контроля заготовок и деталей, контроля форм и разме-
ров узлов и агрегатов, изготовления и контроля заготовительной
оснастки в виде формоблоков, штампов, оправок, болванок и
т. п., а также для изготовления деталей и узлов стапельной ос-
настки, ее монтажа и контроля. Производственные шаблоны, ко-
торые служат для изготовления и контроля самолетных деталей,
узлов и агрегатов, окрашиваются в черный цвет и выдаются в
производственные цеха. Производственные шаблоны, которые
служат для изготовления заготовительной и сборочной оснаст-
ки (шаблоны приспособлений ШП), окрашиваются в зеленый
цвет и выдаются в цех, изготовляющий соответствующую тех-
нологическую оснастку.
К производственным шаблонам относятся:
1. Шаблон контура (ШК) (рис. 2.40), предназначенный для
увязки детального комплекта шаблонов. Шаблон контура опре-
деляет наружный контур детали и взаимную увязку шаблонов
внутреннего контура и развертки деталей. Шаблоны контура
применяются при изготовлении контрольных приспособлений,
изготовлении матриц гибочных и других штампов. Шаблоны
контура изготовляют по шаблону контрольно-контурному
(ШКК), отпечатку контрольному (ОК), по конструктивному
плазу или по чертежам узла и детали. В зависимости от назна-
38
чения ШК выполняют в одном экземпляре (эталонный) или в
двух (рабочий и эталонный). По шаблонам контура производит-
ся изготовление и увязка шаблонов ШВК и ШРД (для плоских
деталей), шаблонов ШОК (для профильных деталей), а также
для изготовления оснастки (контрольных плазов, штампов, ко-
пиров и др.).
Рис 2.41. Шаблон развертки детали (ШРД)
2. Шаблон развертки детали (ШРД) (рис. 2.41) применяет-
ся при разметке заготовок деталей несложной формы, при изго-
ювлении матриц и пуансонов вырубных штампов и при изго-
товлении шаблонов для фрезерования и сверления в них техно-
логических отверстий.
3. Шаблон заготовки (ШЗ) изготовляется по заготовке, по-
лученной опытным путем (рис. 2.42). Применяется при изготов-
лении заготовок деталей сложной формы, например, обшивок
двойной кривизны, когда геомет-
рически правильная развертка _____________
непригодна. у
По шаблону заготовки (ШЗ) /
производится разметка загото- (
вок. изготовление пуансонов и V \
матриц вырубных штампов, а X. \
(акже изготовление шаблонов -----------——
для фрезерования заготовок.
Шаблон заготовки применяют Рис 2 42. Шаблон заготовки
1акже в случае, когда раскрой <шз)
листа выполняют не на деталь,
а на карту.
4. Шаблон внутреннего контура детали (ШВК) (рис. 2.43).
Применяется при изготовлении формблоков, оправок и рабочих
формообразующих полостей штампов, гравюр матриц и т. д.
Характерными деталями, изготовляемыми по ШВК, являются
39
нервюры и шпангоуты. Шаблон ШВК изготовляется по шабло-
нам ШКК или ОК, ШК и чертежам узла или детали.
5. Шаблоны фрезерования (ШФ) служат копиром при изго
товлении плоских заготовок и деталей фрезерованием.
6. Шаблон контура сечения (ШКС) — плоский шаблон, ра-
бочая кромка которого является сечением детали (рис. 2.44).
Рис. 2.43 Шаблон внутреннего контура (ШВК)
Рис. 2 44. Шаблон контура сечения
(ШКС)
ШКС изготовляют по плазу, шаблонам ШКК, ОК, ШК, черте-
жам узла или детали и по техническим условиям изготовления
шаблона. Предназначаются ШКС для изготовления рабочих по-
верхностей, матриц и пуансонов вытяжных и формовочных
штампов, болванок, доводки макетов поверхностей и контроля
деталей. ШКС изготовляют как по наружному, так и по внут-
реннему контурам детали и
обозначаются они соответст-
венно ШКСП и шксв.
7. Шаблоны гибки (ШГ)
служат для изготовления и
контроля деталей, формо-
образуемых гибкой. Вместо
плоского шаблона ШГ, ра-
бочий контур которого за-
дает кривизну детали, иног-
да применяют соответствен-
но согнутый стальной пру-
ток или эталонную деталь.
8. Шаблон монтажно-фиксирующий (ШМФ) (рис. 2. 45) слу-
жит для монтажа стапельной оснастки. Изготовляется по чер-
тежам технологического отдела на основе теоретического плаза
или ШКК в одном экземпляре. ШМФ называют стапельным
шаблоном.
40
9. Шаблон группового раскроя (ШГР) (рис. 2. 46) — плоский
шаблон на группу деталей, размещенных на стандартном листе,
и изготовляемый на основе карты группового раскроя, шабло-
нов развертки деталей или шаблонов заготовки. Шаблон пред-
Рис. 2.45. Шаблон монтажно-фиксирующий (ШМФ)
назначается для сверления отверстий в листовом материале
согласно карте группового раскроя и раскладке шаблонов фре-
«ерования при изготовлении заготовок деталей на копировально-
фрезерном станке КФС1М.
10. Шаблон отрезки и кондуктор для сверления (ШОК)
(рис. 2.47), предназначенный для разметки под обрезку конту-
ров деталей двойной кривизны после их формообразования,
а также для сверления отверстий в деталях, как по кондуктору.
Рис. 2 46. Шаблон группового раскроя (ШГР)
11. Каркас из шаблонов представляет собой объемный шаб-
кий каркас (рис. 2. 48). Каркас изготовляют на основании черте-
жей узлов или детали, комплекта шаблонов контура сечения и
< иециальных чертежей технологического отдела.
12. Шаблоны приспособлений (ШП), предназначенные для
и и отовления деталей приспособлений.
41
13. Шаблоны разные (ШР), дополнительные шаблоны, ко-
торые создаются в зависимости от специфики конструктивных и
технологических особенностей самолета и его производства.
Номенклатура шаблонов
устанавливается и утверждает-
ся главным технологом завода.
Рис. 2 48. Каркас из шаблонов КРС
Рис. 2. 47. Шаблон отрезки и кон-
дуктор для сверления (ШОК)
Комплектность шаблонов
В самолетостроительном производстве шаблоны изготовляют
коплектами с целью обеспечения их технологической увязки.
Это необходимо для достижения взаимозаменяемости деталей,
узлов и агрегатов. Технологическая увязка при изготовлении и
контроле комплекта шаблонов производится по контуру, коорди-
натным и конструктивным осям, установочным линиям, техноло-
гическим отверстиям и сериям выпуска шаблонов.
Применяются следующие виды комплектов шаблонов: 1) де-
тальный комплект шаблонов, включающий все шаблоны, необ-
ходимые для изготовления детали; 2) узловой комплект шабло-
нов, объединяющий детальные комплекты по количеству
деталей в узле; 3) комплект ШКК на агрегат; 4) комплект кон-
трольных отпечатков (ОК) на узел или агрегат; 5) комплект
шаблонов приспособлений на данную единицу технологической
оснастки (например, на стапель).
Технологический процесс изготовления шаблонов
Получение заготовки. Шаблоны изготовляются из листовой хо-
лоднокатанной стали 20 по ГОСТ 11268—65 толщиной от 1,5 до
2 мм. При отсутствии холоднокатанной стали разрешается при-
менять горячекатанную сталь 20 по ГОСТ 11268—65 толщиной
1,5—2 мм. Шаблоны ШРД, ШФ, ШОК и ШКК изготовляют
только из стали толщиной 2 мм. В тех случаях, когда шаблоны
имеют малые размеры или при больших размерах малую жест-
кость, толщина материала увеличивается. Технологический про-
цесс изготовления шаблонов включает следующие типовые опе-
рации: 1) подготовка листа; 2) раскрой заготовки; 3) разметка
осей и контура; 4) вырезка по контуру; 5) обработка по контуру;
6) разметка отверстий; 7) сверление отверстий; 8) нанесение ин-
42
формации и маркировки; 9) контроль шаблонов; 10) окраска
поверхностей шаблонов. Подготовка листа заключается в его
правке, очистке от грязи и ржавчины, маркировке и удалении
смазки. Предварительный раскрой заготовки шаблона произво-
дится на гильотинных, роликовых или вибрационных ножницах
< припуском 10—15 мм на сторону. После раскроя и последую-
щей правки заготовки обезжиривают, протирая концами, смо-
ченными в разжижителе РВД или в бензине марки Б-70.
Разметка осей и контура. Шаблоны изготовляются по следую-
щим источникам: 1) по данным теоретической таблицы; 2) по
1еоретическому плазу; 3) по конструктивному плазу; 4) по ша-
блонам ШКК, ОК, ШК; 5) по фотоотпечатку; 6) по чертежу де-
1али или узла; 7) по эталонной детали; 8) по эталону поверх-
ности, болванке гипсомодели и т. п.
Перенос контура производится на заготовку следующими ме-
юдами: 1) фотоконтактным; 2) плоской печати; 3) разметкой на
плаз-кондукторе и вертикальном разметочном стенде по таблич-
ным данным, ШКК и чертежу; 4) при помощи специальной раз-
меточной оснастки (координатографов, эллипсографов, радиу-
< ографов и т. п.); 5) по плазу.
Наиболее прогрессивными и перспективными методами яв-
ияются фотоконтактный метод и метод плоской печати. Фото-
контактный метод разметки — это процесс печатания контура
шаблона на заготовку. Так как контур шаблона воспроизводит-
।я с плазовой панели, которая выполняется на непрозрачном
материале (дуралюмине или фанере) и на прозрачном материа-
ле (винипрозе), применяют два способа фотоконтактного мето-
ла- негативный и позитивный. В первом случае необходимо со-
щавать плаз-дублер на винипрозе. В настоящее время фотокон-
нактный метод применяют и для дублирования конструктивных
плазов.
Фотоконтактный метод разметки шаблонов включает следу-
ющие основные операции:
1. Подготовку заготовок в виде очистки их поверхности от
<-ледов коррозии, окалины, масляных пятен, следов краски, ла-
ка н маркировочных знаков. Очистку производят на специаль-
ных станках. Кроме того, очищать можно струей воды с песком.
Качество очистки проверяется на смачиваемость поверхности,
uik как несмачиваемые участки имеют жировой слой.
2. Нанесение светочувствительной эмульсии на поверхность
шаблона или плаза-дублера производится при помощи центри-
фу! и или поливочного приспособления.
Центрифуга представляет собой резервуар, в котором име-
<чся вращающаяся каретка, на которой закрепляется заготовка
шаблона. При вращении каретки светочувствительная эмульсия
наносится на центральную часть заготовки и под действием
цен I робежных сил растекается, покрывая заготовку тонким рав-
43
номерным слоем. Работа -поливочного приспособления проста и
понятна из рисунка 2. 49.
3. Просушку эмульсии после ее нанесения производят в су-
шильной камере, которая оборудована электронагревателями
или калориферами. Просушка ведется в течение 10 мин при
/=40—50° С. Чрезмерное повышение температуры недопустимо
во избежание задубливания эмульсии.
4. Фотокопирование выполняется на специальной копиро-
вальной установке — раме (рис. 2. 50). Заготовка шаблона укла-
дывается на стол копироватьной рамы эмульсией вверх. На за-
Рнс. 2.49. Поливочное приспособ-
ление:
1—стол; 2—угольник, 3—резиновая
прокладка; 4—заготовка шаблона; 5—
эмульсия; 6—сливной желоб
готовку шаблона укладывается
конструктивный плаз матовой
стороной вниз, на которой тушью
вычерчены оси, линии, контур.
Рис. 2.50. Копировальная рама:
1—заготовка шаблона; 2—конструктнвн
плаз; 3—источник света; 4—вакуумный ст
5—целлофан; 6—крышка копировальной ра
Заготовка шаблона с конструктивным плазом накрывается цел-
лофановым покрывалом и для создания полного контакта плаза
с заготовкой из-под целлофанового покрывала вакуум-насосом
выкачивается воздух, создавая разрежение 0,23—0,25 кгс/см2.
После этого опускают крышку копировальной рамы и произво-
дят экспонирование, включая свет 108 ламп мощностью 30 В
каждая. Время экспонирования зависит от чувствительноеiи
эмульсий (обычно на 3—4 мин).
5. Проявление отпечатка производится в ванне с проявитель-
ным раствором. Просвеченная светочувствительная эмульсия
задубливается и под действием проявителя окрашивается в чер-
ный цвет. Непросвеченная эмульсия, находящаяся под черными
линиями контура на плазе, не задубливается и при погружении
в раствор набухает и разрушается. Ее следы удаляются про-
мывкой.
6. Просушку заготовки шаблона (после промывки) в сушиль-
ной камере при £=50°—60° С.
7. Контроль фотоотпечатка на заготовке шаблона заключает-
ся в тщательном осмотре фотокопии и замерах полученных об-
водов. Точность обводов проверяется наложением плаза, с кото-
44
рого печатался контур шаблона, на полученный фотоотпечаток
и измерением величины несовпадения линий микроскопом с оку-
лярной шкалой. Отклонение линий контура на заготовке шаб-
лона от линий контура на конструктивном плазе не должно пре-
вышать 0,2 мм.
Разметка по табличным данным. Разметка заготовки шабло-
на по табличным данным производится с помощью плаз-кондук-
гора или вертикального разметочного стенда (рис. 2.51). Сна-
чала в заготовке сверлят базовые отверстия (БО) и на заготов-
ку наносят координатные оси. От координатных осей по данным
Заготовка
Контур шаблона
Рис. 2. 51. Разметка шаблона по табличным данным
таблицы—откладывают. соответствующие котрди»
। аты, определяющие точки линии обвода. По нанесенным
।очкам с помощью плазовой рейки и ножа (чертилки) вычерчи-
вают линию контура. Заготовка шаблона на столе плаз-кондук-
юра фиксируется штифтами по базовым отверстиям. Координат-
ные оси и координаты точек наносятся на заготовку с помощью
разметочных линеек. Затем заготовка снимается с плаз-кондук-
iopa и на обычном столе по точкам проводятся теоретические
линии.
Разметка на плаз-кондукторе весьма трудоемкий процесс,
[ребующий высокой квалификации разметчика. Механизация
процесса разметки контура шаблонов осуществляется с помо-
щью специальной разметочной оснастки, и в первую очередь,
координатографов. Координатографы используются также и для
разметки осей и контура на теоретических плазах.
Разметка с помощью координатографа. Аналитические спосо-
бы задания поверхностей агрегатов открывают новые возможно-
ст в вычерчивании плазовых кривых по определенным матема-
шческим зависимостям, что, в свою очередь, позволяет приме-
нять программное управление при разметке плазов и шаблонов.
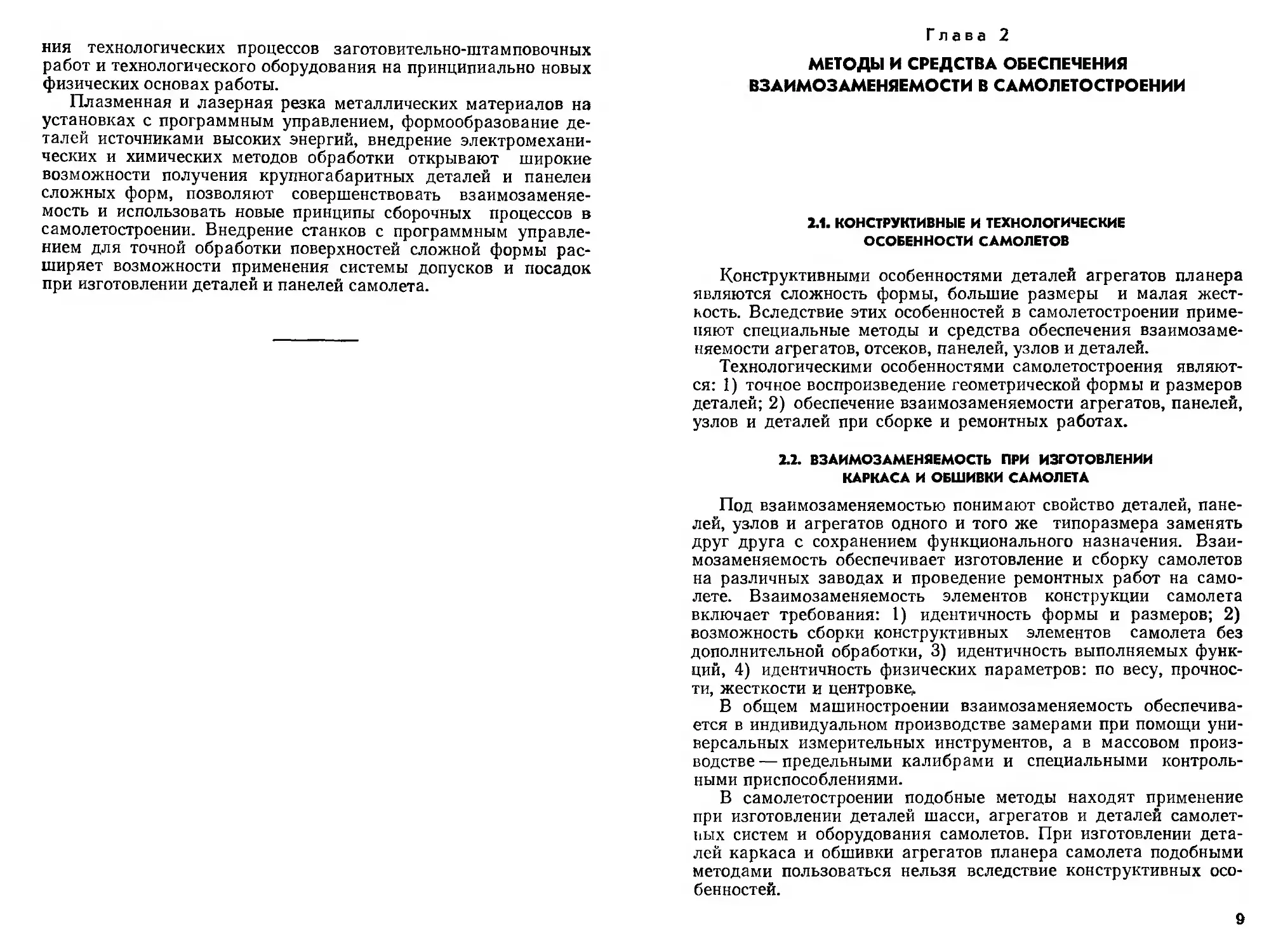
Координатограф (рис. 2.52) имеет две подвижные каретки,
обеспечивающие два взаимно перпендикулярных движения.
С помощью этих кареток на плазах и шаблонах можно отклады-
вать значения абсцисс и ординат в декартовой системе коорди-
нат. Установка координатографа на плаз-кондуктор позволяет
45
размечать координаты на заготовках шаблонов от базовых от
верстий, имеющихся на плаз-кондукторе, а также заменять па
нели плаза при вычерчивании кривых, длина которых превышает
габариты панели
Принцип работы координатографа заключается в том, что
значения абсцисс и ординат откладываются на отсечном устрой
стве пульта управления, которое по данным значений X и Y дае-”
двигателям соответствующие импульсы на передвижение каре
Рис 2 52 Автоматический координатограф, установленный на плазе
ток Для уточнения размеров в двух взаимно перпендикулярных
плоскостях применяется система обратной связи, в которой ис-
пользуется свойство дифракционных решеток Система имеет
стеклянную линейку с темными штрихами, отстоящими друг от
друга на расстоянии 0,1 мм Под линейкой находится освети-
тель, а на ней — фотоэлектрический датчик, на круглое стекло
которого нанесены аналогичные деления (рис 2 53) Когда ка-
ретка с фотоэлектрическим датчиком движется вдоль линейки,
на нем от перекрытия штрихов возникают импульсы, которые
передаются на усилитель В случае рассогласования заданных
и полученных величин соответствующим двигателям через уси-
литель посылается дополнительный импульс, ликвидирующий
дисбаланс
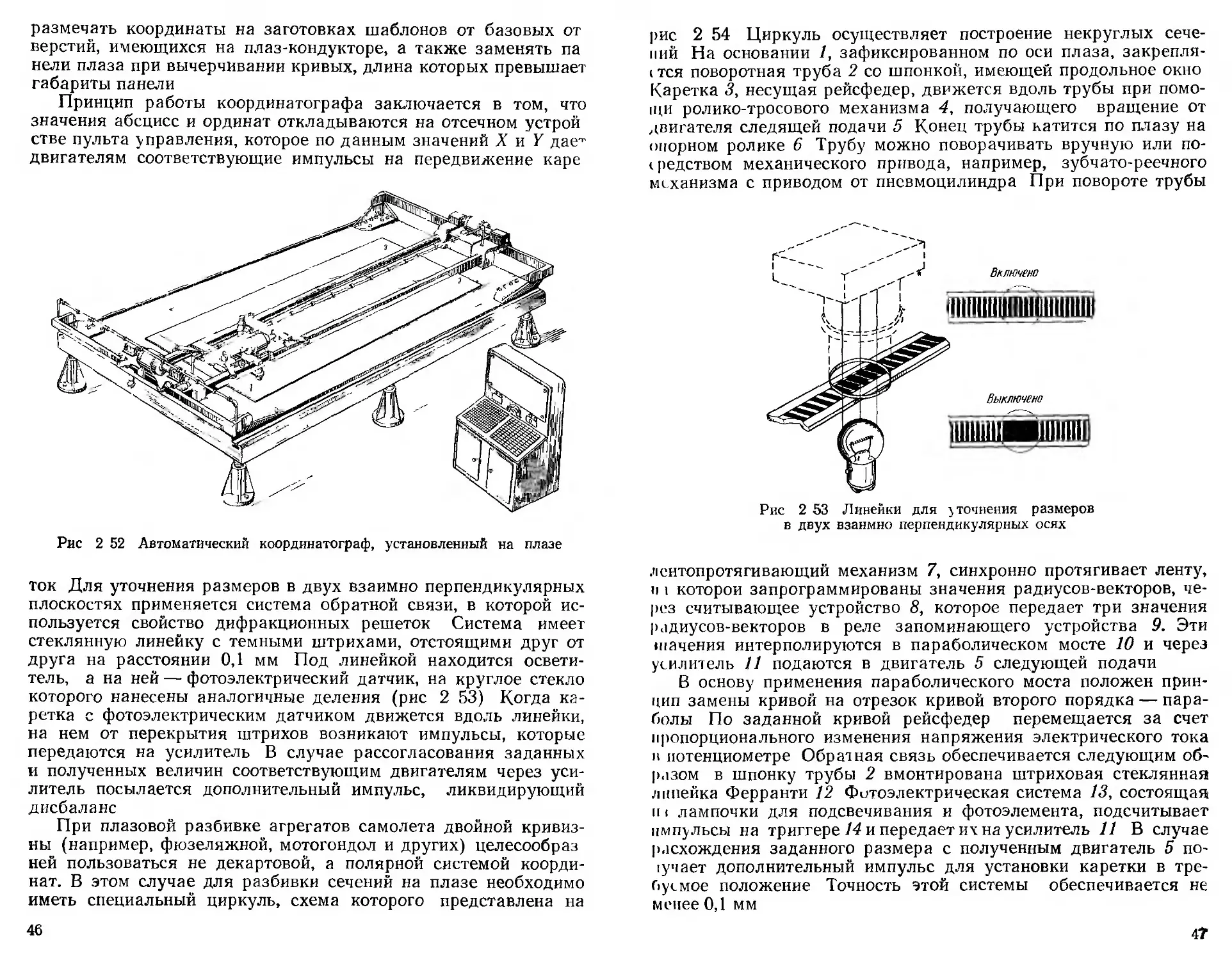
При плазовой разбивке агрегатов самолета двойной кривиз-
ны (например, фюзеляжной, мотогондол и других) целесообраз
ней пользоваться не декартовой, а полярной системой коорди-
нат. В этом случае для разбивки сечений на плазе необходимо
иметь специальный циркуль, схема которого представлена на
46
рис 2 54 Циркуль осуществляет построение некруглых сече-
ний На основании 1, зафиксированном по оси плаза, закрепля-
йся поворотная труба 2 со шпонкой, имеющей продольное окно
Каретка 3, несущая рейсфедер, движется вдоль трубы при помо-
щи ролико-тросового механизма 4, получающего вращение от
двигателя следящей подачи 5 Конец трубы катится по плазу на
опорном ролике 6 Трубу можно поворачивать вручную или по-
средством механического привода, например, зубчато-реечного
механизма с приводом от пневмоцилиндра При повороте трубы
в двух взаимно перпендикулярных осях
лентопротягивающий механизм 7, синхронно протягивает ленту,
п 1 которой запрограммированы значения радиусов-векторов, че-
рез считывающее устройство 8, которое передает три значения
радиусов-векторов в реле запоминающего устройства 9. Эти
шачения интерполируются в параболическом мосте 10 и через
усилитель 11 подаются в двигатель 5 следующей подачи
В основу применения параболического моста положен прин-
цип замены кривой на отрезок кривой второго порядка — пара-
болы По заданной кривой рейсфедер перемещается за счет
пропорционального изменения напряжения электрического тока
в потенциометре Обратная связь обеспечивается следующим об-
разом в шпонку трубы 2 вмонтирована штриховая стеклянная
линейка Ферранти 12 Фотоэлектрическая система 13, состоящая
п । лампочки для подсвечивания и фотоэлемента, подсчитывает
импульсы на триггере 14 и передает их на усилитель 11 В случае
расхождения заданного размера с полученным двигатель 5 по-
|учает дополнительный импульс для установки каретки в тре-
буемое положение Точность этой системы обеспечивается не
менее 0,1 мм
4?
Для каждой кривой требуется своя программа и поэтому при
изменении конфигурации сечения приходится заменять ленту
на циркуле. Используя свойства поверхностей одинарной кри-
визны, можно выполнять серию кривых по одной программе.
Теоретические контуры таких поверхностей как крыло и опере-
ние самолетов задаются системой сечений, выполненных парал-
Рис 2 54 Схема циркуля для некруглых сечений
/—основание 2—поворотная труба 3—каретка, 4—ролико тросовый меха
низм, 5—двигатель следящей системы, 6—опорный ролик 7—лентопротя
гивающий механизм, 8—считывающее устройство, 9—запоминающее уст
ройство. 10—параболический мост 11—усилитель, 12—линейка Ферранти,
13—фотоэлектрическая система, 14—триггер
лельными сечениями нервюр. Геометрические свойства поверх
ности агрегата с прямолинейной образующей позволяют задат
поверхность одним сечением (например, корневым) и углами
направления этой образующей, по которым можно построит1
любое сечение по размаху крыла (рис. 2. 55).
Координаты любого сечения в этом случае выражаются
уравнением
Xz=XK±Z.tgP; Kz = rK-Z-J|. (2.1'
Обозначив
tgp=m; tgy —п,
cos р
получим Xz—XK + mZ и Yz — KIC — nZ. (2.2
48
Так как для любой образующей поверхности значения Хк и
Ук, т и п постоянны, то любое промежуточное сечение может
быть выражено как функция только одной переменной величи-
ны Z. Вследствие этого уравнение (2.2) удобно использовать
для воспроизведения любых сечений с помощью специализиро-
ванной электронной цифровой машины с жестким программным
управлением, реализующей данный алгоритм и хранящей в сво-
ей памяти параметры исходного сечения (Хк, Ук, пит).
Рнс 2 55 Схема поверхности агрегата с прямолинейной образующей
Схема управления координатографом для воспроизведения
любых сечений поверхности одинарной кривизны по одной про-
грамме представлена на рис. 2. 56.
Перфорированная лента 5 с записанной по четырем каналам
(Хк, Ук, тип) программой передвигается с помощью ленгопро-
тягивающего механизма 1 от двигателя 4. В дешифраторе 16 по
первому и второму каналам отрабатываются величины для под-
счета значения Xz, а по третьему и четвертому — для подсчета
значения УZ- Так как отработка величин Xz и Уz производится
аналогичными устройствами, в дальнейшем рассматривается от-
работка только величины У2= Ук — Z. Значение Z меняется при
переходе на другое сечение и задается на отсечном устройстве 6
при помощи клавиатуры 7. Сигналы устройства 6 и дешифрато-
ра 16 поступают в электронные счетчики 8. В параллельном
сумматоре 9 величина умножается на коэффициент п, после
чего, произведение вычитается из значения YK в последователь-
ном сумматоре 10. Значение У по трем смежным точкам профи-
ля с выходного устройства 11 поступает в реле запоминающих
устройств 13. От запоминающих устройств при поступлении но-
ной информации сигналы передаются в интерполятор 12 типа
параболического моста или иного аналогичного устройства, уста-
навливающего напряжение через усилитель 14 в двигателе еле-
49
lit 17
50
дящей подачи 15. Напряжение в двигателе балансируется сиг-
налами системы обратной связи, которая состоит из фотоэлек-
трического датчика 19, двигающегося совместно с кареткой
вдоль неподвижной линейки Ферранти 20 через триггер 18.
Разметка шаблонов по ШКК. В случае необходимости изго-
товления комплекта шаблонов вначале размечают, а затем обра-
батывают заготовку шаблона ШКК и по шаблону ШКК разме-
чают все остальные шаблоны, имеющие с ним эквидистантные
контуры. Например, при разметке шаблона ШВК по шаблону
ШКК последний устанавливается по базовым отверстиям на раз-
меточной плите. Затем на шаблон ШКК накладывается заго-
товка шаблона ШВК и устанавливается по базовым отверстиям
относительно шаблона ШКК. Далее определяется поправка УшвК
(см. табл. 2.1), и величина поправки устанавливается на штан-
генчертилке.
Таблица 2.1
Формулы расчета поправок на координаты контура шаблона ШКК
при построении по нему контуров других шаблонов
Поправка, мм
Тип шаблона
при открытой малке
при закрытой малке
ШВК
+ Mg
90° — М°
90° + М°
+ «2 tg
ШК
ШРД
+ДКШрд = (А — т) —
Здесь ДУ—поправка на координаты контура ШКК прн построении других
шаблонов, мм; М — малка, град; б2 — толщина материала полки каркасной де-
тали, мм; 61 — толщина обшнвкн, мм; Ь — ширина борта детали, мм; т — по-
правка на увеличение контура ШРД относительно ШК.
При открытой малке, когда угол гиба р=90°— М и при за-
крытой малке, когда 0=9О°+М, поправку т можно предста-
вить в виде суммы где mj=r(2tgp/2— 0,0175 Р),
722=62(2 tg р/2 — 0,00873 Р), г—внутренний радиус закругления
полок в углу, мм.
Штангенчертилкой сводят контур шаблона ШКК и полу-
чают обвод шаблона ШВК (рис. 2. 57).
Разметка шаблонов по плазу. Для разметки линий контура
шаблона по плазу применяют пантограф (рис. 2. 58) или чаще
специальный копир (рис. 2. 59). При разметке по плазу ШКК
51
непосредственным копированием с использованием специально-
го копира выполняются следующие работы:
1) изготовляют заготовку шаблона и на нее наносят конст-
руктивные оси, затем заготовку обрезают, оставляя припуск по
всему контуру;
Рис. 2. 57. Разметка шаблона ШВК по шаблону ШКК
штангенчертнлкой
2) устанавливают иглу копира в прорезанный на плазе об-
вод шпангоута;
3) эквидистантно линии обвода укладывают гибкую плазо-
вую рейку, прижимая ее вплотную к колесикам копира
(рис. 2. 60, а);
Рис 2 58 Пантограф для перене-
сения обводов с плаза на заготов-
ку шаблона
Рнс 2 59 Копир для перенесения обво-
дов с плаза на заготовку шаблона
4) снимают копир и укладывают на плаз заготовку шаблона
добиваясь совмещения конструктивных баз плаза и шаблона;
5) положение шаблона фиксируют наложением на него груза;
6) устанавливают копир и, прокатывая его по рейке, прочер-
чивают на заготовке шаблона линию обвода шпангоута (см
рис. 2. 60, б). .
52
Разметка шаблона ШКК по плазу с помощью копира при
эквидистантной укладке плазовой рейки представлена на
рис. 2. 61.
Рис. 2.60. Разметка шаблона по плазу с помощью копира:
а—установка рейки по кривой отвода, б—перенос контура на шаблон 1—пла-
зовая рейка; 2—крица; 3—копир, 4—кривая обвода на плазе, 5—заготовка
шаблона, С- игла копира 7—колесики копира
Вырезка по контуру. Черновая вырезка шаблона по контуру
производится на контурно-выпиловочном станке типа 76ВС с
припуском 0.3—0,5 мм (рис. 2.62). Внутренние замкнутые кон-
туры шаблона вырезаются на обсечном прессе-бородке и на про-
Рис 2.61. Разметка шабло-
на ШКК с помощью копира
при эквидистантной уклад-
ке рейки:
1—плазовая рейка; 2—крицы;
3—когир, 4— обвод шпангоута
на плазе; 5—контур заготовки
шаблона, 6—игла копира; 7—
колесики копира
Рис. 2 62. Контурно-выпи-
ловочный станок
сечных ножницах, а при небольших'
размерах контура отверстия высвер-
ливаются на сверлильном станке.
Чистовая обработка шаблонов по
контуру производится или вручную
путем опиловки каждого шаблона, или фрезерованием пакета
шаблонов на станке КФС-ЗА. При ручном опиливании шаблона
припуск после вырезки опиливается по контурной линии драче-
53-
вым напильником. Окончательное опиливание производится
личным напильником.
В процессе опиливания шаблон сверяют с плазом и добива-
ются совпадения линий контура шаблона с плазовой кривой.
Рабочие движения при опиловке шаблонов должны быть направ-
лены от лицевой стороны шаблона, чтобы заусенцы образовы-
вались на противоположной стороне. Категорически запрещает-
ся опиливание шаблона-дублера по контуру готового шаблона в
совмещенном состоянии. При обработке по контуру пакета шаб-
Рис 2.63. Схема обработки
шаблона на стайке КФС-ЗА:
1—шаблон копир; 2—ролик; 3—фре-
зерная головка, 4—заготовка шаб-
лона
Рнс. 2 64. Схема обработки
шаблона на станке КФС-ЗЧ:
1—стол станка; 2—луч фотокопи-
Ровального прибора; 3—электриче-
ская цепь; 4—фрезерная головка:
5—заготовка шаблона
лонов фрезерованием на станке КФС-ЗА используется, как ко-
пир, готовый шаблон (рис. 2.63). Толщина пакета до 12 мм.
Станок позволяет производить обработку наружного и внутрен-
него криволинейного контура шаблонов длиной до 3800 мм и ши-
риной до 1500 мм с точностью в пределах ±0,1 мм при чистоте
обработки по 5 кл. Станок имеет два стола: на правом уста-
навливается шаблон ШКК 1, а на левом — пакет заготовок дуб-
лируемого шаблона 4.
По контуру шаблона 1 перемещается ролик 2 копировально-
го прибора, который жестко связан рамой с фрезерной головкой
3. При обкатке ролика 2 по кривой ШКК фреза головки 3 об-
рабатывает пакет заготовок 4 по эквидистантному контуру.
Технические данные копировально-фрезерного станка КФС-ЗА
Длина...................... 8000 мм
Ширина............ . . 6000 мм
Размеры столов............. 3900X1500 мм
Частота вращения фрезы . . . 3—30 с~*
(200—1900 об/мин)
Скорость обработки .... 500 мм/мин
Станок полуавтоматический, так как на нем процесс обра-
ботки производится автоматически, а установка и снятие заго-
товки производится вручную.
54
Для обработки заготовки шаблона непосредственно по выко-
пировке с плаза или по чертежу, минуя все промежуточные и
ручные операции, используется станок КФС-ЗЧ (рис. 2.64). На
столе 1 станка КФС-ЗЧ размещается чертеж изготовляемого
шаблона, по контуру которого движется луч 2 фотокопироваль-
ного прибора. Движение луча 2 передается электрической це-
пью 3 фрезерной головке 4, которая копирует линию контура
чертежа, обрабатывая по нему заготовку 5. Точность воспроиз-
ведения контура шаблона относительно контура на чертеже
±0,1 мм. По конструкции станок КФС-ЗЧ сходен со станком
КФС-ЗА и имеет одинаковые с ним габаритные размеры.
Технологические отверстия в шаблонах
Отверстия служат переходной базой от конструкторской к
производственной базе. Они используются в процессе изготов-
ления деталей, изготовления сборочной и заготовительной осна-
стки, а также при сборке узлов и агрегатов. Кроме технологиче-
ских отверстий, в шаблонах сверлят или просекают вспомога-
тельные отверстия для подвески шаблонов при хранении.
В шаблонах ШОК дополнительно вырезают проверочные окна
(ПО), которые служат для проверки правильности установки
шаблона относительно детали. Размеры ПО и их расположение
задаются в зависимости от формы детали технологом плазово-
шаблонного цеха.
Базовые отверстия (БО) предназначаются для установки
шаблонов на теоретических плазах совмещенных сечений агре-
гатов при переносе координатных и конструктивных осей и кон-
тура, при обработке шаблонов, а также для технологической
увязки шаблонов между собой и их контроле. БО не должны
совпадать с другими отверстиями на шаблонах, БО располага-
ют на основных координатных осях на большом расстоянии
друг от друга, кратном 50 мм. Сверлят базовые отверстия до
окончательной обработки контура шаблонов и около отверстия
наносят информацию «БО». Базовые отверстия сверлят в шаб-
лонах ШКК и ШМФ.
Установочные отверстия (УО) предназначаются для фикса-
ции деталей в сборочных приспособлениях. УО сверлят в шабло-
нах ШКК, ШК, ШМФ и ШРД и около них наносят информацию
«УО». При выборе количества и расположения установочных
отверстий руководствуются чертежами и ШКК- Для деталей, не
связанных с обводами агрегата, допускается совмещение УО со
шпилечными отверстиями.
Монтажные отверстия (МО) предназначаются для установки
монтажно-фиксирующих шаблонов ШМФ при монтаже оснаст-
ки. Сверлят их в шаблонах ШМФ, ШКК и ОК и около них нано-
сят информацию «МО». Расположение и количество монтажных
о шерстин определяется чертежами технологического отдела с
55
учетом самолетных чертежей и схемы расположения базовых
отверстий на плазе.
Сборочные отверстия (СО) предназначаются для фиксации
деталей при внестапельной сборке узла. Сверлят их во всех со-
прягаемых деталях. Сборочные отверстия наносятся на самолет-
ные чертежи цветными карандашами технологами сборочных
цехов согласно ведомости технологических отверстий, а затем
переносят на шаблон. Количество сборочных отверстий преду-
сматривается не менее двух и зависит от формы и габаритов
детали. Сверлят их в шаблонах ШКК, ОК, ШК, ШРД, ШОК и
около них наносят информацию «СО».
Направляющие отверстия (НО) предназначаются для сверле-
ния в деталях отверстий под заклепки и болты. Их сверлят в
шаблонах одной из сопрягаемых деталей. Направляющие отвер-
стия сверлят в шаблонах ШК, ШРД, ШОК и ШГР, причем око-
ло них информация не наносится. Расположение и количество
направляющих отверстий определяется на основании самолет-
ных чертежей и ведомостей технологических отверстий.
Шпилечные отверстия (ШО) предназначаются для установки
на формблоках шпилек для фиксирования разверток деталей,
а также для сверления отверстий в развертках. Шпилечные от-
верстия сверлят в шаблонах ШКК, ШК, ШРД, ШГР и ШВК
и около них наносят информацию «ШО». Количество и располо-
жение шпилечных отверстий определяется на основании само-
летных чертежей с учетом технологических особенностей формо-
образования деталей.
При установлении числа и расположения шпилечных отвер-
стий рекомендуется учитывать соображения:
1) шпилечные отверстия не должны совпадать с заклепоч-
ными или болтовыми отверстиями и осью симметрии шаблона;
2) шпилечные отверстия должны максимально приближаться
к краям детали, причем минимально допустимое расстояние от
ШО до края детали должно быть не менее 8 мм;
3) расстояния шпилечных отверстий до осей заклепок и бол-
тов должны быть не менее 3d заклепки или болта.
Инструментальные отверстия (ИО) предназначаются для
установки развертки детали на различных штампах при полу-
чении местных просечек при штамповке. Инструментальные от-
верстия сверлят в шаблонах ШКК, ШРД, ШВК и ШОК, напро-
тив них на шаблонах наносят информацию «ИО». Количество
и расположение инструментальных отверстий определяют тех-
ническими условиями, разработанными технологическим от-
делом.
Выбор диаметра отверстий. Зависимость между диаметрами
отверстий в шаблонах и деталях и диаметрами заклепок, шпи-
лек и ловителей формблоков, штампов, оправок и т. п. приве-
дена в табл. 2. 2. Диаметры технологических отверстий в шаб-
лонах приведены в табл. 2. 3.
56
Таблица 2. 2
Диаметры, мм
Заклщток Шпилек штампа или формблока Отверстий 9 детали Отверстий в шаблоне Переходных втулок
Меньше 2 — 1,2 5,0 1,25X5,0
От 2,0 до 2,6 .— 1,6 5,0 1,6x5,0
От 2,6 до 3,0 — 2,0 5,0 2,0X5,0
Более 3,0 — 2,5 6,0 2,5X6,0
2,5 2,5 6,0 2,5x6,0
5,0 5,0 8,0 5,0X6,0
Сверление отверстий. В зависимости от назначения техноло-
гические отверстия сверлят в пл аз-кондукторе, на разметочном
столе, на координатно-расточном станке, на сверлильном станке
с оптическим центроискателем, а также на вертикально-свер-
лильном станке или пневмодрелью по предварительной кернов-
ке. При изготовлении детального или узлового комплекта шаб-
лонов отверстия в шаблонах необходимо сверлить одновремен-
но. При изготовлении отдельных шаблонов отверстия в них
можно сверлить по другому шаблону при помощи кондукторной
насадки с дальнейшей разделкой отверстия до заданного диа-
метра посредством развертки с направляющим хвостовиком.
Отверстия для подвески шаблонов имеют форму трилистни-
ка и они сверлятся сверлом или просекаются на прессе. Сверле-
ние базовых и монтажных отверстий осуществляется на плаз-
кондукторе в следующей технологической последовательности
(рис. 2. 65):
1. Заготовка шаблона крепится прихватами на плаз-кондук-
торной плите.
2. В заготовке шаблона через поперечную кондукторную ли-
нейку с переходной втулкой сверлится первое отверстие диа-
метром 7,7 мм на радиально-сверлильном, вертикально-свер-
лильном станках или пневмодрелью.
3. Через вторую поперечную плаз-кондукторную линейку в
готовке шаблона, аналогично операции 2, сверлится второе
отверстие диаметром 7,7 мм.
4. Оба отверстия диаметром 7,7 мм развертываются разверт-
ками до диаметра 8Д.
5. Проверяются отверстия диаметром 8Л посредством плаз-
копдукторной поперечной линейки с переходными втулками внут-
реннего диаметра 8А и фиксаторов 0 80, вставляемых в отвер-
гши заготовки шаблона через втулки линейки.
Сверление отверстий на сверлильном станке с оптическим
центроискателем представлено на рис. 2. 66. Сверление в данном
57
Таблица 2.3
Обозначение шаблона Обозначение технологи- ческого отверстия Диаметр отверстия, мм Примечания
БО 8,0
МО 8,0 В контрольном отпечатке
ШКК УО 8,0 ОК базовые отверстия не сверлят
ок шо 8,0
ио 6,0
со 5,0; 6,0
УО 8,0
ШК шо 8,0 В отдельных случаях базо-
ШРД ио 6,0 вые отверстия сверлят в шаб- лонах ШК
но 5,0; 6,0
ШГР со 5,0; 6,0
шо 8,0 Для деталей малых габари-
ШВК ио 2,0 тов в ШВК разрешается свер- лить отверстия ШО диаметром
2,5 мм, не совмещая их с от- верстиями НО и СО
но 5,0; 6,0
шок со 5,0; 6,0
ио 6,0
БО 8,0
ШМФ МО 8,0
УО 8,0
Примечания. (1. Отверстия, оси которых являются наклонными к
плоскости шаблона, в шаблонах не сверлятся.
2. Для анкерных гаек различных типов на шаблоны наносятся только
центровые отверстия гаек.
3. Отверстия для крепления приборов, фланцев бензобаков и пр. необхо-
димо сверлить только по мастерплитам.
случае производится в следующей технологической последова-
тельности:
1. Шаблон для сверления отверстий помещается на горизон-
тальный стол станка между оптическим центроискателем и свер-
лильной головкой, после чего производится его установка.
2. Путем совмещения размеченных осей отверстий шаблона с
точками пересечения координатной сетки оптического центро-
искателя обеспечивается установка шаблона и при этом дости-
гается соосность отверстия в шаблоне с осью сверла. Оптиче-
ский центроискатель представляет собой микроскоп с 24-крат-
ным увеличением, что позволяет устанавливать шаблоны с
точностью ±0,05 мм.
3. Объектив центроискателя наводится на.фокус вращения
кольца на тубусе, а перемещается шаблон под объективом мик-
роскопа вручную.
Рис. 2.65. Сверление отверстий на плаз-кондукторе
4. После установки шаблон закрепляется вертикальными
пневмоприжимами, действующими от ножной педали. Неболь-
шие шаблоны закрепляются на столе ручным эксцентриковым
прижимом.
5. Сверление отверстий в шаб-
лоне с оптическим центроискате-
лем производится со стороны
шаблона, не имеющей разметки.
Нанесение информации
и маркировки
Информацией называется
комплекс условных обозначений,
наносимых на шаблоны, допол-
няющих геометрическую и техно-
югическую характеристики как
самого шаблона, так и соответст-
штощего ему узла или детали.
Информация делится на два
вида.
1. Общая информация или
маркировка, указывающая общие
характеристики шаблона: шифр
и шелия; условное обозначение
шаблона; номер чертежа агрегата
Рис. 2.66. Сверление отверстий иа
станке с оптическим центроиска-
телем
, узла, детали, материала, из'
которого изготавливается деталь; дистанции; срок действия шаб-
лона; предприятие, номер цеха; табельный номер рабочего, изго-
58
59
товившего шаблон; дата изготовления шаблона, клеймо конт-
(иептеж
2. Специальная информация, характеризующая и дополняю-
щая геометрические и технологические параметры деталей, из-
Рис 2.67 Схема для
определения лицевой стороны ШКК
готовляемых по данным шаблонам, например, высота и направ-
ление бортов, вид и глубина подсечек, вид и величина малок,
расположение и тип технологических отверстий и т. д. Инфор-
мацию наносят на лицевую сторону шаблона, за исключением
особых случаев, оговариваемых в чертежах и технических усло-
виях на изготовление шаблонов.
60
Для определения лицевой стороны ШКК пользуются схемой,
ппипрприной ия пир 2 67 Ппимрпы ггплиныу обпамяирмий ия
в инструкции «Изготовление и применение шаблонов».
Контроль шаблонов
Все шаблоны тщательно проверяются по форме и размерам,
по их увязке в комплекте, по чертежу и плазу. Контроль шаб-
лона заключается в проверке: а) точности нанесения коорди-
Рис. 2 68 Проверка шаблона по теоретическому плазу
Контршаблон Панель из плексигласа.
Шаблон
Рис
стола
Источники освещения
2 69 Специальный стол с
подсветом
натных и конструктивных осей; б) точности обработки по
контуру; в) точности разметки и сверления отверстий; г) соответ-
ствия шаблонов самолетным чертежам, чертежам технологиче-
ского отдела и техническим условиям на их изготовление; д) пра-
вильности взаимной увязки; е) правильности нанесения инфор-
мации.
Точность нанесения на шаблон
осей проверяется по плазу, а от-
клонение осей на плазе и шаблоне
проверяется микроскопом с окуляр-
ной шкалой. Проверка шаблона по
теоретическому плазу представлена
на рис. 2.68. Точность обработки
шаблона по контуру проверяется
микроскопом с окулярной шкалой,
щупом, индикаторным приспособле-
нием, линейкой. Проверка микро-
скопом производится по плазу, щуп
используется при проверке по
контршаблонам на специальном столе с подсветом (рис. 2.69).
Проверка индикаторным приспособлением используется при
проверке шаблона ШК по контуру шаблона ШКК и аналогично
ШМФ и ШК по ШКК; ШВК по ШК или ШКК (рис. 2.70). Точ-
ность разметки и сверления базовых и монтажных отверстий оп-
ределяется на плаз-кондукторе посредством кондукторных лине-
61
ек Правильность нанесения информации на шаблоны проверяет-
ся по плазам, чертежам и таблицам условных обозначений.
Рис 2 70 Проверка шаблона индикаторным при
способлеиием
Допуски на изготовление шаблонов зависят от скорости самоле-
та и назначения детали и приводятся в ведомственной нормали.
Окраска шаблонов
Шаблоны красят из пульверизатора масляной эмалью, при
этом а) шаблоны ШКК окрашивают красной эмалью А-13,
б) все рабочие шаблоны окрашивают в черный цвет эмалью
А-12, в) шаблоны приспособлений и ШМФ окрашивают в зеле-
ный цвет эмалью А 7, г) эталонные шаблоны окрашивают в жел-
тый цвет эмалью А-6
Шаблон ШКК окрашивают только с той стороны, на кото-
рую наносят информацию, остальные шаблоны окрашивают с
обеих сторон Углубления информации закрашиваются цинко-
выми белилами.
2.7. МАКЕТНО-ЭТАЛОННЫЙ МЕТОД
При макетно-эталонном методе обеспечения взаимозаменяе-
мости агрегатов и деталей, а также увязки технологической ос-
настки исходным элементом является эталон (макет) поверхно-
сти агрегата или ее части, с помощью которого получают точ-
ное воспроизведение аэродинамических обводов поверхности
С помощью эталона поверхности получают обводы рабочей
(формообразующей и сборочной) и контрольной оснастки Обво
ды с эталона поверхности переносят на монтажный эталон,
а также рабочую и контрольную оснастку путем снятия с него
слепков По эталону поверхности получают обводы узлов и де-
талей, а также увязывают положение стыковых узлов относи-
тельно обводов и осей агрегата.
Макетно эталонный способ получил особенно широкое рас-
пространение при подготовке производства самолетов легкого
типа, так как небольшие габариты агрегатов самолета позво-
ляют изготовлять удобные в производстве эталоны поверхно-
стей, контрэталоны поверхностей и монтажные эталоны Осо-
62
бенно этот метод эффективен при серийном производстве само-
лета на нескольких заводах и в условиях кооперирования
основного самолетостроительного завода с агрегатными завода-
ми, спепиа-тезирующимися на производстве отдельных агрега-
тов самолета.
Типовая номенклатура эталонной оснастки
Типовая номенклатура эталонной оснастки включает этало-
ны поверхности, контрэталоны, монтажные эталоны, эталоны
узлов и эталоны деталей.
Эталон поверхности. Приспособление-инструмент — прост-
ранственный носитель размерор и формы секции, отсека узла, па-
Рис 2 71 Эталон поверхности фюзеляжа
нели или всего агрегата самолета называется эталоном поверх-
ности. Эталон поверхности воспроизводит наружную поверхность
агрегата или его части в соответствии с принятой схемой чле-
нения. По нему изготовляются контрэталоны, рубильники сбо-
рочных стапелей и слепки, по которым выполняется заготови-
тельная оснастка в виде пуансонов для формообразования
обшивочных и каркасных деталей, шаблонов для обрезки кро-
мок обшивки и профильных деталей и т. п.
Конструктивное оформление эталона поверхности произво-
дится в виде прочного сборного, сварного или литого каркаса
с опорами для установки его в корпусе приспособления
(рис 2 71 и 2 72) Наружные обводы эталона поверхности до
стигаются обработкой вручную по шаблонам ШКК или ШК,
63
собранным на трубчатом каркасе при соблюдении расстояний
по чертежу между шпангоутами или нервюрами, а также обра-
боткой на специальных копировально-токарных станках. При из-
Рис 2.72 Эталон поверхности
крыла
готовлении эталона поверхности
с помощью шаблонов ШКК или
ШК пространство между шабло-
нами заполняется легко обраба-
тываемыми материалами в виде
древесины, гипса, пластмасс, дре-
весно-клеевой массы, карбиноль-
ного цемента и т. д., которые при
обработке пакета снимаются так,
чтобы были видны торцы шабло-
нов. После обработки плавность
обводов между каркасом шабло-
нов проверяется продольными шаблонами ШКС, изготовленны-
ми по сечениям стрингеров плаза боковой проекции.
При изготовлении эталона поверхности по контр-шаблонам
его обработка производится на универсальном стенде
(рис. 2.73). Универсальный стенд состоит из колонн /, верхней
балки 2, нижних балок 3 и стола 4. На столе 4 устанавливаются
опоры 5 и 6, на которые крепится заготовка эталона 7. Продоль-
ные балки 3 устанавливаются на поперечных балках 8. На ко-
Рис 2 73 Универсальный стенд для изготовления эталонов поверхности
/—колонны; 2—верхние балки 3—нижние балки 4—стол, 5 и 6—опоры. 7—заго-
товка эталона, -поперечные балки $>—координатные линейки; 10—фитинги, 11—
рубильники, /2—контршаблон, 13— штыри
лоннах /, поперечных балках 8, продольных балках 2 и 3 уста-
навливаются координатные линейки 9. В координатных линейках
имеются отверстия с шагом 100+0,01 или 200+0.1 мм. Балка 2
может устанавливаться в положении, необходимом по высоте, на
колонне 1 и фиксироваться на ней штырями, вставляемыми в от-
верстия балки и координатных линеек. Балки 3 устанавливаются
и фиксируются на балках 8 в положении, требующемся по раз-
64
меру X. На балках 2 и 3 посредством фитингов 10 фиксиру-
ются рубильники 11, которые устанавливаются в нужное поло-
жение с помощью координатных линеек.
Для обработки поверхности эталона в стенд устанавливается
<а готовка эталона, фиксируется в требуемом положении, после
чего устанавливаются рубильники, обвод которых выполняется
с зазором по отношению к обводу эталона. В зоне расположения
рубильников прорезается поверхность эталона до ее совпадения
с контуром контршаблона 12, после чего последний фиксирует-
ся на рубильнике 11 штырями 13.
Затем столярными инструмента-
ми обрабатывается поверхность
между шаблонами, а ее соответ-
ствие обводам агрегата контро-
лируется продольными шаблона-
ми ШКС, для установки которых
в стенде предусматриваются точ-
ки крепления.
Универсальный стенд позво-
ляет обрабатывать эталоны по-
верхности различных размеров
при незначительной переналадке
стенда и изготовления рубильни-
ков и шаблонов на данную по-
верхность. Недостатком изготов-
Рис. 2 74. Схема токарио-копиро-
вальиого станка ТКБ-1 для изго-
товления эталонов поверхности:
1—заготовка эталона; 2—копир, 3—го-
ловка суппорта; 4—объемный копир;
5—специальный датчик гидросистемы
станка
.пения эталонов поверхности с
помощью шаблонов и контршаблонов является большая трудо-
емкость и вг.сокая квалификация исполнителя.
Обработка эталонов поверхности на специальных копиро-
вальных станках — наиболее производительный способ обра-
ботки. Для обработки эталонов поверхностей фюзеляжа, мото-
I ондол, подвесных баков применяют токарно-копировальный ста-
нок ТКБ-1 (рис. 2.74). Если обрабатывается эталон круглого
ючения, то заготовка 1 обрабатывается резцом в продольном
направлении, при этом головка суппорта 3 перемещается от хо-
дового винта, а резец одновременно получает поперечное пере-
мещение от копира 2, кривая которого соответствует обводу,
/1'1я обработки эталонов поверхности, сечения которых отличны
от круга, применяется объемный копир 4, представляющий со-
бой модель эталона поверхности в масштабе 1 :10 и синхронно
вращающийся с обрабатываемой заготовкой эталона 1. При
обработке заготовки по объемному копиру 4 копир 2 выключа-
ется, а по поверхности копира 4 перемещается специальный дат-
чик 5 гидросистемы станка, управляющий движением головки
3. а следовательно, и резцом. При этом на заготовке эталона
воспроизводится поверхность, соответствующая поверхности ко-
пира 4 в масштабе 10:1.
72
65
Станок ТКБ-1 позволяет обрабатывать заготовки эталонов
поверхности с максимальной длиной 10000 мм и наибольшим
размером поперечного сечения до 3000 мм.
Для обработки эталонов поверхностей агрегатов крыла и
оперения с прямолинейными образующими рубильников и ложе-
ментов применяется копировально-фрезерный станок КФК-1,
позволяющий обрабатывать крыльевые панели одинарной кри-
враны_Лпмс_2 751 Эталон плпрпунлпи^-КйЫ-пьедогр i aruejaTJLL
или крыльевая панель ус-
4 танавливается в неподвиж-
Ряс. 2.75 Схема копировально-фрезер-
ного станка КФК-1:
1—станина, 2—копиры, 3—обрабатываемый
эталон крыла, 4—траверса, 5—каретка, 6—ци-
линдрическая фреза; 7—привод фрезы
ном положении на столс
станины 1 станка. По смен-
ным копирам 2, отвечаю-
щим обводам, перемещает
ся траверса 4, на которой
установлена каретка 5, на
последней, на специальном
кронштейне, крепится ци-
линдрическая фреза 6 и ее
привод 7. При обработке
заготовки эталона или па-
нели фреза снимает ма-
териал с обрабатываемой
поверхности полосами, рав-
ными ее ширине.
Точность обработки на станке КФК-1 составляет 0,15 мм от
размеров обводов копира. После обработки заготовки эталона
поверхности по обводу ее поверхность оклеивается перкалем с
последующим нанесением на него 2—3 слоев клея. После высы-
хания клея поверхность эталона полируют. На эталоне поверх-
ности в местах расположения шпангоутов или нервюр устанав-
ливают втулки для базовых отверстий, служащих для установки
рубильников. Затем на поверхность эталона наносят оси лон-
жеронов, нервюр, шпангоутов, стрингеров, обводы люков, э пе-
ронов, щитков, линии стыков обшивки и другие вспомогатель-
ные линии.
Эталон поверхности на часть агрегата или секции изготов-
ляется с помощью шаблонов ШКС, для чего шаблоны собира-
ются в пакет и центрируются по базовым отверстиям. Прост-
ранство между шаблонами ШКС заполняется легко обрабаты-
ваемым материалом и обрабатывается по обводам слесарной
обработкой. Полученная форма представляет собой контрэта-
лон обвода, по которому получают слепок эталона поверхности.
Контрэталоном называется приспособление, являющееся же-
стким носителем формы и размеров агрегата или его части
(рис. 2.76). Контрэталон служит для изготовления монтажного
эталона и увязки эталона поверхности и монтажного эталона.
В частном случае контрэталон, изготовленный по шаблонам
66
ШКС, может служить для изготовления эталона поверхности ча-
(ти или секции агрегата и для изготовления слепков, применяе-
мых при изготовлении заготовительной и контрольной оснастки
(пуансоны, болванки и т. д.). Контрэталон обычно изготовляет-
ся по эталону поверхности. Для этого эталон поверхности уста-
навливается в контрэталоне, выравнивается и фиксируется в
положении, требующемся по установочным или реперным точ-
jca^j Jатем устанавливаются пуАильники облопы пабпией пп-
Рис. 2 76. Коитрэталон крыла
верхности, которые изготовлены с зазором в 3—5 мм по отноше-
нию к обводам эталона поверхности. После этого зазоры между
рубильниками и эталоном поверхности заполняют специальным
цементом, который при засыхании прилипает к поверхности
рубильника, образуя на поверхности обводы, соответствующие
обводам эталона поверхности (рис. 2. 77).
Монтажным эталоном называется приспособление, являю-
щееся жестким носителем формы и размеров наружной поверх-
ности агрегата в местах расположения шпангоутов, нервюр и
воспроизводящее пространственные стыковые узлы, соединяю-
щие данный агрегат с другими агрегатами (рис. 2. 78). Монтаж-
ный эталон служит для изготовления по нему стапеля сборки
агрегата. Каркас монтажного эталона представляет собой про-
странственную форму из труб и профилей. Обводы шпангоутов
и стрингеров на монтажном эталоне изготовляются из цемента
или металлических листов. Монтажный эталон изготовляют по
контрэталону агрегата. После получения обводов на рубильни-
ках в контрэталон устанавливается каркас монтажного эталона.
87
При изготовлении обводов из металлических листов листы
подгоняются по обводам рубильников контрэталона ручной опи-
ловкой. После изготовления обводов на монтажный эталон уста-
Рис. 2.78. Монтажный эталон крыла
навливают стыковые узлы, увязывая их поло-
жение с обводами. Монтажный эталон обра-
батывается только по поверхности лекал,т.е.
в местах расположения нервюр, шпангоутов и
стрингеров.
Для расширения фронта работ при изго-
товлении технологической оснастки и повы-
шения точности ее обработки монтажные эта-
лоны делаются сборными. При членении мон-
выделяются эталоны на отдельные сборочные
единицы, образующие аэродинамические обводы агрегата. Со-
ответственно находят применение монтажные эталоны узлов, па-
нелей и деталей. Например, монтажный эталон хвостовой части
фюзеляжа истребителя состоит из трех секций, семи панелей ч
двадцати пяти узлов, на которые изготовляют отдельные эта-
лоны.
Рис. 2. 77 Схема
изготовления об-
вода рубильника
по эталону по-
верхности:
А—эталон поверхно-
сти: 2—деревянная
опалубка; 3—отвер-
стие для подвески
рубильника; 4—це-
мент; 5—рубильник;
6—целлофановая
лента или слой ва-
зелина
тажных эталонов
2.8. ВЗАИМНАЯ УВЯЗКА ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Сущность и выбор метода увязки
Изготовление деталей самолета и сборка из них узлов, пане-
лей, секций и агрегатов вызывает необходимость согласования
между собой формы и размеров заготовительной, сборочной и
контрольной оснастки. Увязка эта достигается переносом формы
и размеров деталей с помощью их жестких носителей. Метод
увязки зависит, в основном, от типа самолета. Для самолетов
легкого типа наиболее рациональным является эталонно-шаб-
лонный метод увязки, чему способствуют небольшие габариты
68
агрегатов, а следовательно, эталонов и контрэталонов при до-
статочной точности их изготовления.
Принципиальная схема увязки технологической оснастки
эталонно-шаблонным способом представлена на рис. 2. 79, кон-
кретно увязка технологической оснастки представлена для кры-
ла на рис. 2. 80.
Рис. 2.79. Принципиальная схема эталонно-шаблонного способа увязки
технологической оснастки при изготовлении и сборке агрегатов самолета
Для самолетов среднего и тяжелого типа применяется увяз-
ка технологической оснастки с помощью плаз-кондуктора и ин-
струментального стенда. При этом методе исходными элемен-
|ами являются шаблоны ШКК и чертежи приспособлений, да-
ющие координаты центров отверстий подвески рубильников
относительно базовых осей самолета и агрегата. Принципиаль-
ная схема увязки технологической оснастки с помощью плаз-
кондуктора и инструментального стенда представлена на
рис. 2. 81.
Перспективные вопросы совершенствования взаимозаменяе-
мости в самолетостроении отражены в гл. 1 при описании под-
Iотовки производства.
Метод координатно-аналитической увязки поверхностей
агрегатов самолета двойной кривизны
Перспективным методом автоматизации подготовки произ-
водства является комплексная увязка обводов, элементов кон-
ирукций и технологических баз агрегата на основе использова-
ния электронно-вычислительной техники и современных
координатных измерительных систем. Цифровая информация о
69
размерах, форме, конструкции изделия переносится с чертеж»
непосредственно на обрабатываемые детали, а информация о
взаимном расположении отдельных плоских сечений агрегатов &
пространстве — на сборочную оснастку в виде системы коорди-
натно-фиксирующих отверстий (КФО).
Рис. 2. 80. Принципиальная схема эталонно-шаблонного способа для крыла
1—плаз совмещенных сечений; 2—шаблоны контуров; 3—эталон поверхности: 4—
«оитрэталон; 5—монтажный эталон; 6 и 7—слепки для изготовления пуансонов; 3—
эриспособления для контроля деталей; 9—эталоны узлов; 10—рубильники для стапе-
лей; 11—пуансоны для обшивочных деталей; 12—пуансоны для гибки профилей кар-
каса; 13—формблоки; И—калибровочные штампы; 15—приспособления для сборки
узлов; 16—стапель для сборки крыла; 17—обшивочные детали; 18— профили каркаса;
20—узлы каркаса; 21—крыло самолета
Новый комплекс, построенный на сочетании принципа коор-
динированной увязки сборочных баз агрегатов с аналитически-
ми способами расчета сложных аэродинамических поверхностей
называется методом координатно-аналитической увязки
(МКАУ). Практически наиболее приемлемым направлением
развития методов изготовления технологической оснастки явля-
ется рациональное совмещение автоматических операций с руч-
ными.
Разработка математических методов проектирования слож-
ных поверхностей открыла широкие возможности для автомати-
70
зации расчетноплазовых работ. Обводы агрегатов задаются
кривыми второго порядка, что создает возможность построения
теоретических контуров расчетными методами определения и
увязки геометрических параметров поверхностей. Участки по-
______-ж. Логлейобптельносгпь изготовления
и сворки технологической исностки
Испопьзовоние чертежей и шаблона при устй-
-----* лобке втулок в рубильниках и вилок но волках
р- Заготовительная осностко
|||[|||i[[[|| Сборочная осностко
Рис. 2.81. Принципиальная схема увязки технологи-
ческой оснастки с помощью плаз-коидуктора и инст-
рументального стенда
। ерхности двойной кривизны агрегатов заменяются более про-
< । ыми поверхностями, обладающими математическими законо-
мерностями.
Поверхности, ограниченные контурами двойной кривизны,
воспроизводят совокупностями продольных криволинейных об-
разующих в цилиндрической системе координат, пользуясь ана-
литическим методом подбора кривых второго порядка.
71
Для агрегатов с прямолинейными образующими используют
способ аппроксимации опорных дужек математической линией,
состоящей из сопряженных участков кривых второго порядка.
Составленная для этой цели программа позволяет в процес-
се расчета подбирать кривую и сравнивать ее с табличными дан-
ными. При необходимости можно сузить участок, а затем рас-
считать следующий, обеспечив сопряжение с предыдущим участ-
ком. Аналитическую аппроксимацию произвольно заданных
поверхностей непрерывными функциями и составление таблиц
основных геометрических параметров агрегатов выполняют при
помощи заранее отработанных универсальных программ в вы-
числительном центре предприятия на электронно-вычислитель-
ных машинах (ЭВМ), например, «Урал-4» «Минск-32» и других.
Полученная информация дает возможность исследовать ха-
рактер поверхности агрегата, степень плавности его обводов,
установить отсутствие зон с переменной кривизной и провести
другие виды анализа, чтобы получить оптимальные теоретиче-
ские контуры агрегатов. Исходную информацию рассчитывают и
кодируют на быстродействующих малогабаритных ЭВМ, на-
стольных клавишных вычислительных машинах. Для определе-
ния координат точек контура и значения малок произвольных
сечений поверхности агрегатов, координат стыковых точек по-
разъемам на базе аппроксимированной поверхности разработа-
ны алгоритмы типовых расчетов.
Математическое представление поверхностей агрегатов от-
крыло реальную перспективу автоматизации процессов расчер-
чивания теоретических контуров при помощи электронных коор-
динатографов. Важным шагом в осуществлении комплексной
механизации плазово-шаблонных работ является внедрение си-
стемы черлонов, которые представляют собой безразмерные
специальные чертежи общего вида плоского конструктивного
узла или детали, выполненные в натуральную величину на полу-
прозрачном пластике. Теоретический контур сечений, базовые
оси агрегата, оси элементов конструкции, линии ШВК, ШРД и
другие вычерчивают на черлоне с помощью координатографа
или вручную по расчетным данным. Контуры деталей, образую-
щих узел на черлоне, расчерчивают на основании эскизов, раз-
рабатываемых ОКБ. Остальные элементы (сечения, виды, узлы,
подписи, штампы и т. п.) конструктор выносит на отдельный
лист, оформляемый на кальке в" любом масштабе по ЕСКД.
Черлоны содержат полную числовую информацию о геометрии
каждого сечения агрегата, что позволяет использовать их для
воспроизведения всех элементов, конструкций, входящих в дан-
ный узел, а также для снятия кальки чертежа машинным спо-
собом. Черлоны обеспечивают взаимную увязку элементов кон-
струкции узла в процессе рабочего проектирования изделия и
дают возможность отказаться от изготовления основных шабло-
нов ШКК и конструктивных плазов. Совмещение конструктор-
72
ских работ с плазовыми существенно сокращает подготовку
производства.
Использование черлонов весьма перспективно для автомати-
зации программирования обработки сложных контурных дета-
лей с применением фотоэлектрических следящих систем. Авто-
матизация расчета и преобразования геометрических характе-
ристик контуров в цифровую информацию позволяет весьма
широко внедрять в самолетостроение оборудование с числовым
программным управлением (ЧПУ).
При обработке деталей на оборудовании с ЧПУ построение
поверхностей осуществляется непосредственно при изготовлении
самих элементов конструкции, без предварительного изготовле-
ния самих элементов конструкции, без предварительного изго-
ювления специальных носителей форм и размеров в виде эта-
лонов, шаблонов, копиров и т. д. Оборудование с ЧПУ является
базой для освоения производства самолетов новых типов. Обо-
рудование с ЧПУ внедряется в заготовительно-штамповочное
производство для раскроя листов, гибки труб, изготовление
форм блоков, шаблонов, обтяжных пуансонов, ложементов и ру-
бильников стапелей.
Элементы оснастки с переменной малкой обрабатываются на
трехкоординатных станках с ЧПУ фрезерными головками с из-
меняемым углом наклона режущих кромок, а объемная осна-
стка обрабатывается сферическими фрезами по точкам, вдоль
прямолинейных образующих поверхности. Исходными данными
для расчета программы являются эквидистанты, взятые по
центру сферы фрезы. Для симметричных профилей программу
составляют только на одну половину контура, а вторую — обра-
батывают по той же программе, переключая направление подач
по одной из координатных осей на обратное.
Объемная оснастка, ограниченная сложными криволинейны-
ми поверхностями, вызывает затруднения в программировании
обработки, так как оно весьма трудоемко. Такую оснастку целе-
сообразнее изготовлять на копировально-фрезерных станках,
например, ЛР-163.
Эффективным средством снижения трудоемкости подготовки
производства является сборка по координатно-фиксирующим
отверстиям (КФО). По этому методу агрегаты самолета и их
< оставляющие собирают на базе специальных отверстий, выпол-
няемых в базовых элементах приспособления и в деталях кар-
каса изделия, в стандартной координатной сетке плаз-кондук-
тора (50X50; 25X25) или 10X10 мм. Эти отверстия вносят в
чертеж изделия и координируют относительно осей самолета в
определенной системе, благодаря чему они и получили название
координатно-фиксирующих, а сам процесс сборки назван коор-
динатным.
Количество КФО выбирается исходя из величины прогиба
конструкции от собственного веса и внешних нагрузок, которую
73
устанавливают в зависимости от величины допуска на нагру
женный контур агрегата. КФО в элементах каркаса сверлят и
разделывают в заготовительном производстве по контурам уни-
версально-подгоночных приспособлений на базе доведенного
контура детали и с учетом фактически полученных размеров и
деформаций. В монолитных элементах КФО выполняют при
помощи кондукторных устройств и используют в качестве базы
на станках ЧПУ. Данная схема технологического процесса обес-
печивает выполнение размеров чертежа в пределах 2—3 классов
точности. Координатная сборка требует расчленения замкнутых
отсеков на открытые сборочные единицы. Это позволяет созда-
вать компактные схемы стапелей с расположением фиксирую-
щих элементов внутри собираемого объекта, что, в свою оче-
редь, облегчает подходы к агрегату, облегчает закладку под-
сборок и выемку готового изделия из стапеля.
Координатная сборка предусматривает комплексное исполь-
зование системы КФО, что обеспечивает единые технологиче-
ские базы на всех этапах производства, а именно: 1) установоч-
ные базы при обработке деталей на станках с ЧПУ; 2) сбороч-
ные базы при сборке узлов и панелей; 3) измерительные базы
при прокладке коммуникаций и монтаже систем бортового обо-
рудования; 4) стыковочные базы при стыковке крупногабарит-
ных наборок и агрегатов.
Сборка по КФО широко сочетается на отдельных стадиях ра-
ботьг со сборкой по СО, что требует строгого согласования обеих
систем. В панелях одинарной кривизны увязка достигается ана-
литическим путем в процессе расчета разверток обшивки.
В общем случае задача решается отработкой комплекта пла-
зово-шаблонной оснастки (ПШО) в специальном координатном
стенде. Эта методика увязки исключает необходимость изготов-
ления эталонов поверхности и другой, объемной, оснастки, обра-
зованной поверхностями второго порядка.
Изттлкденпр шллнтаж Дшксаттюв. КФО_ия_рмлрл>х ор»-
ществляется при помощи координатно-расточных станков, плаз-
кондукторов и инструментальных стендов без применения пла-
зовых шаблонов. Это существенно повышает точность монтажа,
так как изготовление и установка в пространстве крупногабарит-
ных шаблонов связаны со значительными производственными
погрешностями.
Для монтажа сборочных приспособлений и макетной оснаст-
ки эффективными являются многопозиционные пространствен-
ные стенды. Стенд представляет собой инструментальную систе-
му координат, которая состоит из блока поверочных плит, име-
ющих отверстия с шагом 50Х500-05 мм, и набора сменные
кронштейнов с такими же отверстиями, которые служат для от-
счета размеров по оси. Пространственные стенды значительно
расширяют фронт работ при монтаже оснастки и обеспечивают
высокую точность измерений по трем координатным осям.
74
Для воспроизведения больших размеров в вертикальной пло-
скости используются прецизионные оптические визиры. Для на-
стройки универсально-переналаживаемых приспособлений в про-
цессе сборки по КФО применяют шаговые линейки, фитинги,
угольники и другие инструментальные средства координации
размеров. Для контроля положения системы фиксаторов КФО
в стапелях служит оптико-механическая переносная система ко-
ординат.
Перспективным направлением совершенствования процессов
монтажа стапельной оснастки является внедрение лазерной тех-
ники, обеспечивающей возможность центрирования и непосред-
ственного измерения длин с высокой точностью.
На рис. 2. 82 показана схема взаимозаменяемости элементов
конструкции крыла самолета, отражающая перенос размеров с
чертежа, являющегося первоисточником информации, на гото-
вый агрегат самолета при применении системы МКАУ.
Система МКАУ позволяет на 50% сократить цикл подготов-
ки производства и существенно сократить трудоемкость изделия.
2.9. МАТЕМАТИЧЕСКОЕ ЗАДАНИЕ ОБВОДОВ ФЮЗЕЛЯЖА
Существующие методы математического задания базируются
на дискретно-точечном задании поверхностей, что затрудняет
разработку единого алгоритма поверхности и ведет к большим
потерям рабочего времени при программировании расчета на
ЭЦВМ.
Перспективным методом математического задания поверхно-
сти является математическое выражение, единое для всех попе-
речных сечений фюзеляжа:
/пшат. На рис. 2.83 показано семейство кривых, описываемых
уравнением 2. 3 при различных показателях степени т и п.
При m=oo; n=oo 1—прямые, образующие прямоугольник
с<> сторонами Y~B, Z—A и Z=A при Y—B; при \<2m<Z<x>-,
) <п<оо, 2 — гладкая кривая с касательными Y=B и Z=0 и
/.—А при У=0;
при т=1; п=1 3 — уравнение прямой линии в отрезках;
при 0<т<1; 0<и<1; 4 — гладкая кривая с касательными
У =0 при Z=A и 2=0 при У=В;
при т=0; п=0; 5—прямые линии Y—B при Z—0 и Z—A
при У=0;
при ш=2 п=2 6 — частный случай уравнения эллипса с по-
луосями А и В.
Используя уравнение (2. 3), можно получить математическое
падание поперечных сечений фюзеляжа сколь угодно сложной
75
тнашэпэ амцшянпдйоом амнси/вэйэдпнд
Рис. 2.82. Схема взаимозаменяемости крыла на основе системы МКАУ
76
формы. При задании поверхности фюзеляжа в целом необходи-
мо, чтобы показатели степени тип, параметры А и В зависе-
ли от третьей координаты X, за начало отсчета которой прини-
мается носовая точка фюзеляжа (рис. 2. 84).
Параметры А(Х) и В(Х), определяющие обводы фюзеляжа
в плановой и боковой проекциях, обычно задаются кривыми вто-
рого порядка A(X)=alX2-\-b1X-\-ci, В(Х)—а2Х2-[-Ь2Х-{-£2.
XY
Значения показателей степени т(Х) и п(Х) вычисляются из
уравнения двух лучей, рассекающих предварительную эпюру
поперечных сечений фюзеляжа в окрестности фиксированных то-
чек, обусловленных требованиями компоновки и конструкции.
Предварительная эпюра разрабатывается конструктором-компо-
новщиком нового изделия и одновременно служит первичным
документом для математического задания обводов фюзеляжа
(рис. 2. 85).
Как следует из рис. 2. 85, уравнение лучей в системе коорди-i
нат YOZ имеют вид:
Kj=Z tg a1=r1(X) sin аъ
Y2=Ztga2=r2(X) sinaa.
Рассмотрим сечение предварительной эпюры по лучу 1
(рис. 2.86). Как видно из эпюры, в общем случае через фикси-
рованные по условиям компоновки эпюры точки с координата-
ми: Л'1Г1(Л'1); X2r2(X2); X3ri(X3) ... X-s^X.;) провести плавную
линию нельзя. Поэтому уравнение плавной кривой ri—f(X) за-
дается таким образом, чтобы аналитические значения r{Xi были
максимально приближены к эпюрным значениям на заданных по
условиям компоновки сечениях.
77
Из уравнения
Z1=r1(X) cos ctj, Z2=r2(Z')cosa2,
K1=Z1(Ar) sin ab K2=r2(JQ sin a2.
Рис. 2 85. Предварительная
эпюра сечений фюзеляжа
Рис 2 86 Сечение предваритель-
ной эпюры по лучу /
Подставляя эти значения в
чим значения коэффициентов
исходное уравнение (2.3), полу-
In Е
где
1 = ---221,
In Е
____F<± (X) sin ад. р__rt (X) sin ai .
с~ В ' ~ В
jj___г2 (A') cos аг . р/~| (A') cos а[
~ А ' ~ А
Значения показателей степеней т и п определяются на ЭВМ
«помощью методов вычислительной математики.
Глава 3
МАТЕРИАЛЫ И ПОЛУФАБРИКАТЫ,
ПРИМЕНЯЕМЫЕ ПРИ ИЗГОТОВЛЕНИИ
КАРКАСА И ОБШИВКИ САМОЛЕТОВ
К материалам, применяемым для изготовления деталей кар-
каса и обшивки самолетов, предъявляются высокие требования
конструктивного характера, а именно: высокая прочность, уста-
лостная прочность, жесткость, вибропрочность, термостойкость,
коррозионная стойкость, малый удельный вес. Эти конструктив-
ные качества выявляются в процессе механических, статических
и других испытаний на специальных стендах.
Одновременно к материалам, применяемым для изготовле-
ния деталей самолета, предъявляются и технологические требо-
вания: хорошая пластичность для деформируемых материалов,
хорошая жидкотекучесть для литейных материалов, а также об-
рабатываемость резанием и свариваемость материалов.
Технологические свойства определяются технологическими
испытаниями в виде проб на пластичность, сплющивание и раз-
вальцовку, жидкотекучесть, свариваемость, обрабатываемость
резанием и другие виды формообразования и сборки. Техноло-
гические свойства материалов определяют успешное получение
самолетных деталей сложной формы, определяемой аэродина-
мическими обводами. Номенклатура технологических испытаний
устанавливается отделом главного технолога завода.
Так как улучшение конструктивных свойств материалов неиз-
бежно ухудшает их технологические свойства, применяют специ-
альные приемы формообразования в виде штамповки с предва-
рительным нагревом, штамповки с применением высоких скоро-
стей, давлений и энергий. Это создает возможность изготовле-
ния деталей из высокопрочных и термостойких материалов, со-
храняющих конструктивные свойства в условиях аэродинамиче-
ского нагрева.
В самолетах применяются разнообразные металлические ма-
териалы и металлоиды. Учащиеся техникумов изучают их в кур-
се «Авиационные материалы». Выбор материалов по конструк-
тивным свойствам для самолетных деталей определяется в ос-
новном удельной прочностью, под которой понимается отноше-
ние предела прочности к удельному весу. Сравнение материалов
по данному показателю выявляет оптимальный материал, ре-
шающий проблему скорости, высотности и дальности полета
самолета
79
Для современных самолетов хорошо зарекомендовали себя
легкие и относительно прочные материалы: алюминиевые, маг-
ниевые, титановые, никелевые сплавы, а также специальные
стали, армированные пластики и керамика.
Материалы поставляются на самолетостроительные заводы
в виде полуфабрикатов: листов, профилей, труб, прутков, ли-
тейных чушек и композиционных материалов в виде порошков
пластмасс, керамики и металлокерамики.
Обшивочные детали и детали каркаса агрегатов планера для
самолетов, летающих на скоростях полета, отвечающих аэро-
динамическому нагреву — не выше 200—250° С, изготовляются
из алюминиевых сплавов Д16, АМц, АМгб, В95, ВАД-23, ВАЛ-5,
АБМ-1, АБМ-2, АК4-1.
Для скоростей полета самолетов до М=2 хорошо зареко-
мендовали себя алюминиевые сплавы, спекаемые из порошков,
имеющих в составе окись алюминия AI2O3 до 6—9%.
Сплавы САП-1, САП-2, САП-3 поставляются 15 «листах и
прессованных полуфабрикатах и применяются для деталей и уз-
лов, работающих длительно при повышенных температурах. Эти
сплавы деформируются ограниченно и предусматриваются для
деталей, заготовки которых не подвергаются большим дефор-
мациям.
Магниевые сплавы МА14-МА8, МЛ5, МЛ7, МЛ9, МЛ 10,
МЛ-11 и др. широко применяются в самолетостроении благода-
ря малой плотности и сравнительно высокой прочности.
Введение в магниевые сплавы специальных легирующих до-
бавок делает их пригодными для самолетных деталей, работаю-
щих при температурах 200—250° С и кратковременно при темпе-
ратуре до 350° С. Недостатком магниевых сплавов является по-
ниженная коррозионная стойкость и необходимость
предварительного подогрева до температуры 240—270° С перед
пластическим деформированием формообразования деталей.
У скоростных самолетов детали, подвергающиеся нагреву,
изготовляются из титана и титановых сплавов ВТ1, ВТЗ-1,
ВТ6-С, ВТ8, ВТ9, ВТ10, ВТ14, ВТ15, ВТ16, ОТ4, ОТ4-1 и др.
Титановые сплавы применяются для изготовления каркасных
и обшивочных деталей самолетов при скорости полета, отвеча-
ющей аэродинамическому нагреву до температуры 500° С. <
Легирование сплавов титана алюминием, хромом, молибде-
ном, марганцем и железом повышает их прочность и сообщает
высокую свариваемость. Детали из титановых сплавов изготов-
ляются штамповкой с предварительным подогревом до темпе-
ратуры 350—500° С, а иногда и до 700° С. При технологическом
нагреве выше 400° С в обычных условиях эти сплавы теряют
пластичность и ударную вязкость. Это вызывает необходимость
их нагрева в вакууме или в среде нейтральных газов перед фор-
мообразованием детали. При формообразовании деталей из ли-
80
стовых титановых сплавов холодной штамповкой применяются
высокие энергии и скорости, например, взрыв.
Высокопрочные легированные стали применяются для нагру-
женных силовых деталей самолетов. Хорошо зарекомендовали
себя стали 25ХМА, ЗОХМА, 25ХГСА, ЗОХГСА, ЗОХГСНА и мно-
гие другие. Эти стали поставляются в листах, полосах и прут-
ках. Детали и заготовки из этих сталей изготовляют обработкой
резанием, горячей и холодной штамповкой.
Жаропрочные стали аустенитного класса 1Х18Н9Т, ЭИ654,
1Х18Н10Т, Х18Н9Т и другие, подобные им, обладают антикор-
розионными свойствами и применяются для трубопроводов и
деталей, работающих в условиях агрессивных’ сред.
Для самолетов, летающие с гиперзвуковыми скоростями по-
лета, аэродинамический нагрев деталей превышает 700° С. Для
изготовления деталей, работающих в таких условиях, применя-
ются специальные стали переходного аустенитно-мартенситного
класса типа СН и ВНС.
Стали CH-2 (Х15Н910), СНЗ, СН4, ВНС2, ВНС5 и другие
подобные в результате сложной термической обработки полу-
чают прочность ов=150 кг/мм2. Термообработка этих сталей за-
ключается в нормализации при температуре 975—1050° С, обра-
ботке холодом при температуре минус 70° С и отпуске при тем-
nepaTjpe 400—450° С. Эти стали поставляются в виде листов,
профилей и труб.
Для деталей из листовых аустенитно-мартенситных сталей
формообразование производится с использованием высоких ско-
ростей и энергий или с предварительным подогревом заготовок.
Для изготовления трехслойных самолетных конструкций с
заполнителями в виде сот и пенопластов для рулей, элеронов,
закрылков, панелей и отсеков крыла, стабилизатора, фюзеля-
жа, перегородок, полов, деталей остекления, радиопрозрачных
обтекателей локационных антенн, термоизоляции, декоративной
отделки широко применяются пластмассы.
Дальнейшим развитием применения пластмасс явилось при-
менение в самолетостроении армированных пластмасс, для ар-
мирования которых используются разнообразные органические,
металлические, асбестовые, стеклянные, кварцевые, угольные,
кремнеземные, керамические и другие материалы. Они исполь-
зуются для конструкций, испытывающих высокие температур-
ные нагрузки.
Для сложных по форме крупногабаритных конструкций при
выклейке используют клеи на основе полиэфирных, эпоксидных
и других смол. Армированный пластик анизотропен, поэтому
необходимо выбирать оптимальное направление укладки арми-
рующего материала по отношению к нагрузке, действующей на
конструкцию.
При дальнейшем возрастании скорости полета самолета и
аэродинамического нагрева деталей перспективным является
81
применение керамических материалов. Они могут длительное
время работать в окислительной среде воздуха при температуре
выше 1000° С. При такой температуре применяют чистые скис-
лы алюминия, циркония, бериллия, магния, гафния, титана и
тория. Окислы А2О3, ВеО, ZrO2, Т1О2 могут работать длительное
время в интервале температур 1700—2600° С. Для аналогичных
условий работы перспективны и бескислородные соединения ме-
таллов: карбиды, бориды, нитриды и некоторые другие.
В самолетостроении наметились два направления применения
керамических материалов:
1) непосредственное изготовление деталей из керамики соот-
ветствующей удельной прочности и жаростойкости, для чего
перспективны окислы, перерабатываемые методами керамиче-
ской технологии;
2) для защиты от окисления и термохимических процессов
тугоплавких металлов деталей путем нанесения на их поверх-
ность покрытия на основе окисной керамики, для чего приме
няются разнообразные технологические процессы.
Глава 4
ИЗГОТОВЛЕНИЕ ПЛОСКИХ ЗАГОТОВОК
И ДЕТАЛЕЙ САМОЛЕТА ИЗ ЛИСТА
4.1. ОБЩАЯ ХАРАКТЕРИСТИКА
Плоские детали и заготовки из листа по количеству и номен-
клатуре составляют многочисленную группу продукции загото-
вительных цехов самолетостроительных заводов. Основную мас-
су этих деталей целесообразно получать в раскройных цехах или
на отделениях раскроя на высокопроизводительном механизиро-
ванном и автоматизированном оборудовании. При централизо-
ванном раскрое такое оборудование хорошо загружено и затра-
TJI тто. гх<г'/>ттттп тт ол«лптпгнлш Ar rrvD*•»<"» охгттгт tuomn гт
бенно благоприятные условия для рационального использования
такого оборудования создаются при общезаводском централизо-
ванном раскрое.
Однако при свойственном самолетостроению мелкосерийном
и опытном производстве, организация централизованного обще-
заводского раскроя практически трудно осуществима. Поэтому
оборудование для листового раскроя обычно размещается в ря-
де цехов и часто загружено неполностью, из-за чего во многих
случаях применение хотя и невысокопроизводительного, но и
недорогого неавтоматизированного оборудования оказывается
)кономически целесообразным. Применение неавтоматизирован-
ного, простого оборудования и оснастки оправдывается и тем,
что при опытных работах, при изготовлении единичных заказов
и головных серий затраты на переналадку сложного, высокопро-
изводительного оборудования оказываются неэкономичными.
Мелкие доводочные работы по доработке деталей из листа
обычно выполняются непосредственно на участках узловой и
.ирегатной сборки. Для этих работ применяется малогабарит-
ное вспомогательное оборудование — немеханизированные на-
стольные ножницы, вибрационные пневматические и электриче-
ские ручные ножницы и т. д.
4.2. КЛАССИФИКАЦИЯ ПО ТЕХНОЛОГИЧЕСКОМУ ПРИЗНАКУ
По технологическим признакам плоские детали и заготовки
из листа образуют три группы:
1) Детали с прямолинейными очертаниями. К этой группе
относятся крупногабаритные детали при любом масштабе про-
83
изводства и детали средних и небольших габаритов при неболь-
ших масштабах производства.
2) Детали с криволинейными очертаниями, изготавливаемые
на радиальных и специализированных вертикально-фрезерных
станках для листового раскроя, на роликовых и вибрационных
ножницах. К этой группе относятся крупногабаритные детали с
криволинейными очертаниями, получаемые, в основном, на ра-
диально-фрезерных станках, и малогабаритные детали с криво-
линейными очертаниями, получаемые, в основном, на вертикаль-
но-фрезерных станках. Как вспомогательное оборудование при
раскрое второй группы применяются роликовые и, реже, вибра-
ционные ножницы. При достаточно больших партиях деталей
(свыше 25—50 шт.) целесообразно применять упрощенные ли-
стовые (пинцетные) штампы.
3) Малогабаритные детали как с прямолинейными, так и с
криволинейными очертаниями при больших масштабах их изго-
товления. Эта группа получается вырубкой в штампах.
4.3. СИСТЕМЫ РАСКРОЯ
Выбор способа раскроя зависит от технологической группы
детали, ее материала, толщины, располагаемого оборудования,
масштабов производства, требований к точности размеров и пр.
Для самолетостроения характерна высокая стоимость материа-
лов, что также влияет на выбор способа раскроя. При изготов
лении мелких деталей из листа эта стоимость составляет,
в среднем, 70—80% от стоимости детали. Для крупногабарит-
ных деталей обшивки самолета этот процент еще выше. Поэто-
му при выборе способа раскроя основным критерием качества
техпроцесса является коэффициент ц использования материала,
равный отношению суммы 2 весов Gn деталей, полученных из
листа-заготовки, к весу G3 листа-заготовки
100 (%).
G3
При вырубке в штампах наиболее экономичное использова-
ние заготовки определяется сопоставлением вариантов располо-
жения деталей в полосе и полос в листе. При раскрое на нож-
ницах и фрезерных станках наиболее экономичное использова-
ние материала возможно при организации общезаводского или
общецехового централизованного раскроя. В этом случае все
детали машины, вырезаемые из листа, группируются по маркам
материала, толщине листа и количеству деталей, идущих на од-
ну машину. Затем составляются карты группового раскроя.
Карта раскроя представляет собой выполненный в масштабе
чертеж листа-заготовки с расположенными в нем контурами
вырезаемых из этого листа деталей и перемычек между ними
В том случае, когда раскрой проектируется на фрезерных стан-
64
ках, перемычки должны учитывать диаметр фрезы; при прямо-
линейном раскрое на гильотинных ножницах перемычек может
не быть вообще (безотходный раскрой).
Карта включает комплектный набор деталей (с учетом за-
пасных частей) на один, два и т. д. самолета. На карте компо-
нуются детали только для раскроя на определенном виде обо-
рудования. На ней же указывается количество и размеры отхо-
дов. После утверждения карта раскроя превращается в;
документ, по которому определяется расход материала на одну
машину, коэффициент ц использования материала и расчерчи-
вается (ШГР) шаблон группового раскроя (см. гл. 2). Разли-
чают раскрой групповой и индивидуальный.
При групповом раскрое карта раскроя и ШГР компонуются
из деталей различных конфигураций, подбираемых по сообра-
жениям наилучшего заполнения стандартного листа-заготовки.
При индивидуальном раскрое на карте раскроя и на ШГР раз-
мещаются детали только одного наименования. При групповом
раскрое по ШГР коэффициент использования материала можно
довести до т} = 88—92%. При нецентрализованном раскрое, без
разработки карт раскроя, коэффициент использования материа-
ла т] падает до 60%.
4.4. РАСКРОЙ ДЕТАЛЕЙ
ПЕРВОЙ ТЕХНОЛОГИЧЕСКОЙ ГРУППЫ
При небольшой толщине листа и невысоких требованиях к
точности раскроя детали этой группы получаются на гильотин-
ных ножницах. При большой толщине листа и высоких требо-
ваниях к точности (например, при изготовлении толстостенных
несущих обшивок самолета и монолитных панелей) дефекты,,
получаемые при резке на гильотинных ножницах (утяжка ли-
ста, смятие, заусенцы и пр.), по техусловиям недопустимы и опе-
рация раскроя выполняется на специальных фрезерных обрез-
ных листовых станках типа ФОЛ-2.
Раскрой на ножницах
Процесс резания на ножницах. В начале соприкосновения но-
жей с разрезаемым листом (рис. 4.1, а) их проникновение в
толщу листа происходит за счет упругих деформаций всего се-
чения и смятия участков, непосредственно соприкасающихся с
режущими гранями ножей (на кромке детали участок смятия
имеет вид блестящей узкой полосы).
Вследствие зазора z между режущими кромками ножей и
вследствие того, что равнодействующие усилия резания прило-
жены на некотором расстоянии С от режущих кромок
(рис. 4.1,6) в плоскости резания возникает момент М=Рха. Под
влиянием этого момента заготовка стремится повернуться. Для
предупреждения этого гильотинные ножницы снабжаются при-
85
жимом, создающим противоположно направленный момент Q&.
Когда напряжение в сечении достигает предела текучести ме-
талла заготовки, начинается пластическое течение. При проник-
Рис. 4. 1. Схема отделения металла при резке на нож-
ницах:
а—начало процесса; б—момент отделения детали
новении режущих кромок ножей на глубину (0,2—0,5) s напря-
жение увеличивается до значения сопротивления срезу и проис-
ходит разрушение материала, начинающееся с появления наклон-
ных трещин у кромок ножей. Увеличиваясь, трещины сходятся,
завершая разделение листа по плоскости резания.
Разрушение металла происходит не только под действием
усилий сдвига, но и под действием изгибающего момента, по-
Рис 4. 2. Геометрия режущих кромок ножей:
а—углы резания; б—отрезка параллельными ножами; в—отрезка наклонным ножом
этому при определении усилия резания пользуются не коэффи-
циентом т сопротивления сдвигу, а экспериментально опреде-
ляемым коэффициентом аСр сопротивления срезу на ножницах.
При резании на ножницах с параллельными ножами
(рис. 4.2, б) усилие резания определится по формуле: Р=
«6
= l,3/saCp, где I — длина реза, мм; s — толщина листа, мм;
оСр — сопротивление срезу, кг/мм2 (берется по таблицам); 1,3 —
коэффициент, учитывающий отклонения по толщине листа, ме-
ханическим качествам материала заготовки, притупление ножей
и т. д.
При параллельных ножах вся работа А резания происходит
на очень небольшом пути, равном толщине листа. Усилие
Р=— получается очень большим и действует, как мгновенно
приложенная нагрузка. Резание происходит с ударом, быстро
изнашивающим машину. Поэтому параллельно ножи устанавли-
ваются редко, главным образом, при отрезке точных по ширине
полос-заготовок под вырубнук) штамповку из тонких листов.
Обычно верхний нож устанавливается под углом <р (рис. 4. 2, в)
и усилие резания в каждый' момент определяется площадью
s2 „ s .
-----треугольника с высотой s и основанием :
2tgy r tg?
s2
Р— 1,3---------аср.
2tg? ср
Усилие резания при наклонных ножах значительно меньше
усилия резания того же листа при параллельной установке но-
жей. Однако под влиянием момента A4=Z’iCz и горизонтальной
составляющей Р2 (см. рис. 4.1,6) заготовка, отрезанным уча-
стком опирающаяся на переднюю кромку верхнего ножа, а на
неотрезанном участке фиксированная только прижимом, в про-
цессе резания несколько сдвигается, получает утяжку и линия
реза получается не прямой, а саблевидной в плане и изогнутой.
Поэтому при резке листов малой толщины, когда перегрузки
механизма ножниц можно не бояться, а также при резке мате-
риалов, имеющих небольшую прочность (текстолита, гетинак-
са, картона, фибры и т. д.) ножи устанавливаются параллельно.
Как видно из формулы, чем больше угол <р наклона верхнего
ножа, тем меньше усилие, нагружающее ножницы, при тех же
толщине и материале разрезаемого листа. Однако практически
при большой длине ножей (более 3 м) величина угла <р ограни-
чивается значением 3—3,5°. При больших значениях <р величина
хода верхнего ножа и высота ножниц получаются очень боль-
шими, а отрезаемый участок листа сильно изогнутым. Опас-
ность выскальзывания листа из под ножа возникает при угле
<р>9°.
Процесс отделения металла при резании на ножницах имеет
много общего с процессом резания на строгальных станках и
геометрия режущих кромок должна быть аналогичной (см.
рис. 4. 2, а). Для уменьшения усилия резания и трения о пло-
скость среза на ножах предусматривается задний угол а, а для
уменьшения изгибающего момента — передний угол у. Величи*
на угла а составляет 1,5—3°, а угла у не превышает 10°. Для
87
того, чтобы под действием горизонтальной составляющей верх-
ний нож не находил на нижний, между ножами в плоскости их
движения оставляют зазор z. Величина этого зазора берется по
таблицам и составляет, в зависимости от толщины и механиче-
ских свойств материала разрезаемого листа, 0,02—0,9 мм. Часто
из соображений удешевления изготовления и переточки ножей
они делаются прямоугольными, без углов а и у. Изготавливают-
ся ножи для гильотинных ножниц из углеродистой стали марок
Рис 4. 3. Гильотинные ножницы
а—общий вид, б—схематичный поперечный разрез, 1—станина; 2—стол, 3—ползун;
4—прижим, 5—привод; 6—упоры, 7—механизм включения 5—опорная плита, 9—ниж-
ний нож; /0—верхний нож; //—рама; /2—буфер
-У8А или У10А с термической обработкой до HRC 56—58, ре-
же— из сталей Х12М, Х12ТФ, 5ХВ2С, 6ХС с термической обра-
боткой до HRC 58—62.
Устройство и работа гильотинных ножниц. На рис. 4.3, а дан
общий вид гильотинных ножниц, а на рис. 4. 3, б их поперечный
схематический разрез. Жесткая, воспринимающая ударные на-
грузки резания, литая чугунная или сваренная из толстых
стальных плит станина 1 служит основой, на которой смонти-
рованы все остальные узлы и механизмы. Для жесткости кон-
струкции станина выполняется в виде узла таврового сечения.
Массивная опорная плита 8 обеспечивает конструкции большую
жесткость в направлении усилия резания. Задний упор 6, рас-
положенный по всей длине ножей, устанавливается в процессе
наладки ножниц вращением маховичка.
Чугунный стол 2, снабженный продольными Т-образными
пазами, служит опорой для разрезаемых листов. В Т-образных
пазах фиксируются болты для крепления боковых и передних
«8
упоров. Заготовка фиксируется на столе прижимами 4, располо-
женными вдоль линии реза. Прижимы автоматически опускают-
ся на разрезаемый лист в начале рабочего хода ползуна. На
ножницах старых типов они фиксируют лист усилием пружин.
Более надежное прижатие дают гидравлические прижимы, уста-
навливаемые на современных моделях гильотинных ножниц.
Гидравлические прижимы наиболее полно отвечают требовани-
ям процесса. Они равномерно прижимают лист при любых от-
клонениях его толщины по длине реза и не пружинят, что умень-
шает утяжку листа в процессе резания. Нижний нож 9 крепится
горизонтально на торце стола, верхний 10 закрепляется на-
клонно к нижнему, на ползуне 3. Угол <р наклона верхнего ножа
регулируется от 0° до предельного значения (обычно не более
3,5°).
Для уменьшения инерционных нагрузок вес движущихся ча-
стей уравновешен буферами 12. Электропривод 5 включает:
электродвигатель, редуктор и эксцентриковый или кривошипный
механизм, преобразующий вращательное движение электродви-
гателя в возвратно-поступательное движение ползуна. Механизм
включения хода 7, состоящий из педали и сцепной муфты, мо-
жет быть переключен при настройке как на одиночные ходы,
так и на непрерывную работу. При включении на одиночные
ходы для повторения хода необходимо нажать ножную педаль,
после чего, независимо от продолжительности нажатия, ползун
сделает только один ход. При включении на непрерывную рабо-
ту ползун непрерывно повторяет хода в течение всего времени,
пока нажата педаль.
Технология раскроя на гильотинных ножницах. В паспортах
и таблицах технических данных ножниц дана максимальная тол-
щина разрезаемого листа для стали аь=50 кг/мм2. Если вь раз-
резаемого материала больше или меньше этой величины, то не-
обходимо произвести пересчет максимально допускаемой тол-
щины листа. Для этого удобно пользоваться графиками.
Точность резки на гильотинных ножницах зависит от точности
установки упоров, прижима заготовки, толщины листа, шири-
ны отрезаемой полосы, состояния режущих кромок и степени
износа машины. При работе в нормальных условиях допуск на
ширину полосы при длине до 2000 мм составляет при толщине
листа до 10 мм и ширине отрезаемой полосы до 500 мм от 0,25—
3 мм. При оптимальных условиях эти отклонения уменьшаются
на 40—50%.
Чистота поверхности реза при раскрое на гильотинных нож-
ницах соответствует V 2— V 4 по ГОСТ 2789—73. При разрез-
ке листа на полосы и прямоугольные детали обычно пользуются
задними упорами 4 (рис. 4. 4, а). Если деталь имеет форму тра-
пеции или треугольника, пользуются сочетанием боковых и зад-
них упоров (см. рис. 4.4, б). Боковые и передние упоры пред-
ставляют собой линейки 1, закрепляемые болтами 2 в Т-образ-
89
ных пазах стола 3 или на кронштейнах 5 стола. Расстановка
упора осуществляется по шаблонам (ШРД, ШЗ, ШК и др.).
Особенности резки титановых сплавов. Листовой раскрой
титановых сплавов выполняется обычными способами с исполь-
зованием стандартного оборудования. При раскрое толстых ли-
стов из высоколегированных титановых сплавов кромка детали
Рис. 4. 4. Схема настройки ножниц:
а—отрезка по заднему упору; б—отрезка по заднему и боковым упорам;
e—отрезка по переднему упору; г—-установка для получения наклонного
°реза; /—линейка; 2—болт; 3—стол; 4~задний упор; 5—кронштейн; 6—под-
кладка
может выкрашиваться и образуются мелкие трещины, парал-
дельные поверхности листа. Этот дефект предупреждается подо-
гревом заготовки, уменьшением зазора между ножами и при-
менением ножниц с острыми, непритупленными режущими
кромками. Подогрев заготовки в зоне резания дается полосой с
шириной «60 мм. Температура нагрева — до 700° С. Нагрев
может быть выполнен специальными лампами, помещаемыми в
желобчатый экран из нержавеющей стали с полированной
рабочей поверхностью. Кромки деталей после отрезки зачи-
щаются. В тех случаях, когда объем работ на участке невелик
(например, доработка деталей из листа на участках сборки) и
установка гильотинных ножниц экономически нецелесообразна,
применяются настольные гильотинные ножницы с рычажным
90
приводом, ручные рычажные ножницы с пневмоприводом, руч-
ные пневматические вибрационные ножницы или ручные роли-
ковые ножницы с пневмоприводом.
Раскрой деталей с прямолинейными контурами
на фрезерных станках
Листовая резка на фрезерных станках характерна для дета-
лей с криволинейными контурами. Она менее производительна,
чем на гильотинных ножницах, и для получения деталей с пря-
молинейными очертаниями используется ’ только в том случае,
когда гильотинные ножницы неприменимы. Таким случаем яв-
ляется, в частности, разрезка крупногабаритных (до 7 м дли-
ной) листов-деталей обшивки самолета, имеющих большую
толщину. При большой длине реза и большой толщине листа
линия реза при резке на гильотинных ножницах получает,
вследствие утяжки, саблевидное искривление, устранение кото-
рого требует больших доводочных работ. В этих случаях опе-
рация выполняется на специализированных станках. На них же
сфрезеровываются фаски, облегчающие окончательную пригон-
ку листов обшивок при сборке. Примером конструкции фрезер-
но-обрезного листового станка может служить модель ФОЛ-2
(рис. 4.5). Станок позволяет разрезать и обрезать по контуру
листы длиной до 7 м, шириной до 3 м и толщиной до 12 мм.
Станина 1, две стойки 2 и траверса 3 образуют жесткую раму
станка. На траверсе 3 закреплены 28 прижимных пневмоци-
линдров 8, предназначенных для прижатия разрезаемого листа
к столу 7 станка и составляющих одно конструктивно целое со
станком. На штоках цилиндров 8 с помощью специальных муфт
крепятся прижимы 9, заканчивающиеся коромыслами, распре-
деляющими усилие, развиваемое цилиндром (350 кгс при давле-
нии воздуха в сети 4 кгс/см2) на две точки.
Таким образом, заготовка может быть зажата в 56 точках
с общим усилием 9800 кгс. Прижимы могут быть включены как
по одному, так и группами, по 2 или 3 прижима. Вдоль сто-
ла 7, по его направляющим 4, перемещаются, с помощью ходо-
вого винта 6, два суппорта: горизонтально-фрезерный 5 и верти-
кально-фрезерный 10.
Вертикально-фрезерный несет пальцевидную фрезу с верти-
кально расположенной осью и предназначен для вырезания в
деталях окон и обработки торцов, перпендикулярных направля-
ющим станка. Горизонтально-фрезерный суппорт 5 имеет гори-
зонтально расположенный шпиндель, на котором крепятся тор-
цовые или дисковые фрезы, и предназначен для обрезки про-
дольных торцов листов и снятия фасок. Как шпиндель
горизонтально-фрезерной головки, так и шпиндель вертикально-
фрезерной головки дают 3000 об/мин. Горизонтально-фрезерный
суппорт имеет 9 рабочих ступеней продольной подачи—от 1000
91
Рис. 4. 5 Фрезерно-обрезной листовой станок ФОЛ-2:
станина; J—стойка; 3—траверса; 4—направляющие; 5—суппорт горизонтально-фрезерной головки; 6—ходовой винт; 7—стол;
пневмоцилиндр; 3—прижим; 10—суппорт вертикально-фрезерной головки
92
до 144 мм/мин и ускоренную холостую подачу 2250 мм/мин.
Вертикально-фрезерная головка имеет 4 подачи — от 750 мм/мин
до 240 мм/мин.
Настройка подач вертикальной и горизонтальной головок
осуществляется с помощью парно-сменных шестерен. На станке
можно выполнять: 1) обрезку плоских прямоугольных листов
по контуру; 2) обрезку деталей из листа, изогнутых под боль-
шим радиусом (со стрелой прогиба не более 350 мм); 3) вырез-
ку прямоугольных окон в плоских листах и изогнутых листах
(со стрелой прогиба не более 350 мм); 4) фрезерование фасок
на прямолинейных участках листов, параллельных или перпен-
дикулярных направляющим станка; 5) фрезерование полок
прямых профилей (по высоте и толщине).
4.5. РАСКРОЙ ДЕТАЛЕЙ
ВТОРОЙ ТЕХНОЛОГИЧЕСКОЙ ГРУППЫ
Обзор методов раскроя
Крупногабаритные детали и заготовки из листов легких
сплавов с криволинейными очертаниями в самолетостроении
получаются, в основном, фрезерованием. При опытном и мелко-
серийном производствах этим же способом получаются и дета-
ли с небольшими габаритами. Дуралюмин обрабатывается на
фрезерных станках с большими скоростями и подачами. Так,
листы из дуралюмина Д16 режутся со скоростью а=450 м/мин
с подачей фрезы до 1,8 м/мин. Такие высокие скорости и подачи
делают экономически выгодным раскрой листов из алюминие-
вых сплавов методом вырезки по контуру пальцевой фрезой.
Существует целый ряд моделей специализированных фре-
зерных станков для листового раскроя. Они имеют обычно всего
одну или, реже, две высокие скорости вращения шпинделя, рас-
считанные на резание легких сплавов, ручную подачу инстру-
мента или заготовки и большой вылет хобота, несущего шпин-
дель, что необходимо для раскроя крупногабаритных листов.
Криволинейный раскрой второй технологической группы мо-
жет также выполняться на роликовых и вибрационных ножни-
цах. При этом производительность и точность меньше, чем при
раскрое фрезерованием, но можно раскраивать листы из стали
и титана.
Раскрой фрезерованием
Сущность процесса заключается в том, что по наложенному
сверху или подложенному снизу шаблону 1 (рис. 4. 6) из паке-
та 2, состоящего из нескольких листов-заготовок, пальцевой фре-
юй 3 вырезается одновременно несколько деталей. При этом спо-
собе отпадает операция разметки. Производительность значи-
тельно повышается вследствие одновременной вырезки целого
93
пакета деталей. Точность раскроя зависит, в основном, от точ-
ности применяемого шаблона, а не от квалификации исполни-
теля.
Следует отметить, что линии, по которым очерчены контуры
криволинейных деталей самолета, в большинстве своем имеют
сложное математическое выражение, и копирование по шабло-
нам — наилучший метод их точного воспроизведения на стан-
Рис 4. 6. Схема раскроя листа на специализированном вер-
тикально-фрезерном станке с нижним расположением
шпинделя:
1—шаблон- 2—пакет заготовок, 3—фреза; 4—копировальный палец;
5—штифт; б—втулка; 7—заклепка, 8—подкладка; 9—струбцина
ках. Неизбежные потери металла в стружку, определяемые,
в основном, диаметром фрезы — недостаток раскроя фрезерова-
нием. В зависимости от размеров деталей и объема производ-
ства операция выполняется на вертикально- и радиально-фре-
зерных станках или на копировально-фрезерных полуавтоматах
На вертикально-фрезерных станках вырезаются детали не
больших габаритов при небольшом коэффициенте повторяемо
сти в самолете и при объеме работ, соответствующем серийному
и опытному производству. Заготовками служат карточки, наре-
занные из листа на гильотинных ножницах, или отходы, полу-
чаемые при вырезании крупногабаритных деталей. Фрезерова
ние можно осуществлять как по всему контуру, так и по отделы
ным криволинейным участкам (в этом случае детали сначала
94
вырезаются по прямолинейным контурам на гильотинных нож-
ницах) .
На вертикально-фрезерных станках выполняется также чи-
стовая обработка деталей после вырезки их резиной на гидро-
прессах, обрезка углов и фасонных вырезов в полках профилей,
обрезка припусков на отштампованных из листа деталях и т. д.
Подача в процессе резания осуществляется ручным перемеще-
нием по плоскости стола пакета заготовок 2, прижатого к нему
шаблона 1 и сжимающей их струбцины 9. Станки выпускаются
двух типов: с верхним расположением шпинделя и с нижним
расположением шпинделя.
При нижнем расположении шпинделя он находится под сто-
лом станка. Над плоскостью ^тола выступает лишь закреплен-
ная на шпинделе фреза. По такой схеме работает станок ДФ-98.
Шаблон устанавливается над пакетом заготовок и прижимается
к копировальному пальцу, закрепляемому на кронштейне стола.
Если диаметр пальца равен диаметру фрезы, то раскрой выпол-
няется по шаблонам ШЗ, ШРД или ШК. Если диаметр пальца
отличен от диаметра фрезы, то пользуются шаблонами фрезеро-
вания ШФ, которые по наружному контуру отличаются от соот-
ветствующих ШЗ и ШРД на разницу между радиусами пальца
и фрезы.
При раскрое на вертикально-фрезерных станках с верхним
расположением шпинделя шаблон 1 кладется под пакет 2 заго-
товок и обводится при раскрое по копировальному пальцу, за-
крепленному соосно с фрезой в столе станка. По такой схеме
работает станок ДФ-97. Вертикально-фрезерные станки целесо-
образно использовать в том случае, если пакет деталей имеет
небольшой вес и для его перемещения по столу в процессе фре-
зерования требуется небольшое усилие. При больших размерах
деталей вести фрезерование с подачей путем передвижения па-
кета заготовок трудно. В этих случаях вместо вертикально-фре-
зерных станков применяются радиально-фрезерные, на которых
движется не пакет заготовок, а фреза.
Раскрой на радиально-фрезерных станках. Специализиро-
ванные радиально-фрезерные станки для листового раскроя
алюминиевых сплавов одновременно используются для сверле-
ния в раскраиваемых деталях технологических отверстий (НО,
ИО, БО, СО, ШО), каковую операцию удобно совмещать с рас-
кроем. Для этого на станках делается два хобота: фрезерный,
несущий на себе фрезерную головку, и сверлильный, со сверлиль-
ной головкой.
В качестве примера конструкции рассмотрим станок ОС-6
(рис. 4.7). Станок состоит из тумбы 1, на которой укреплена
стойка 6, несущая два трехшарнирных хобота — фрезерный 5 и
сверлильный 7. Фрезерная головка 3 перемещается по верти-
кальным направляющим хобота с помощью пневматического
цилиндра 4. Управление подачей воздуха в цилиндр осущест-
95
вляется с помощью крана 2, вынесенного в зону рабочего места.
Сверлильная головка 9 направляется по отверстию шаблона и
опускается с помощью рукоятки 10. При этом кондукторная
планка 11 прижимается пружиной к пакету деталей. Вес голов-
ки уравновешивается, с некоторым избытком, пружиной 8, под-
нимающей и удерживающей головку в нерабочем состоянии
вверху.
Рис. 4.7. Радиальный сверлильно-фрезерный станок ОС-6:
/—тумба; 2—кран; 3—фрезерная головка; 4—пневматический цилиндр; 5—фрезер-
ный хобот; 6—стойка; 7—сверлильный хобот; 8—пружина; S—сверлильная го-
ловка; 10—рукоятка; 11—кондукторная планка
Радиальные фрезерно-сверлильные станки для листового рас-
кроя наиболее полно используются при групповом раскрое
(рис. 4. 8) из стандартных листов по шаблонам группового рас-
кроя (ШГР). На пакет 3 листов, общей толщиной 8—12 мм
(эта толщина для различных материалов различна и ограничи-
вается физическими возможностями фрезеровщика, подающего
фрезу 6 усилием рук), накладывается шаблон 5 группового рас-
кроя, по которому сверлятся технологические отверстия. Шаблон
при этом скрепляется с пакетом 3 и столешницей 1 станка струб-
цинами 10. Затем шаблон группового раскроя снимается и вме-
сто него укладываются шаблоны ШРД, ШЗ или ШФ, ориенти-
руемые по технологическим отверстиям и скрепляемые с паке-
том также струбцинами.
Для того чтобы поверхность среза была чистой, листы дол-
жны фиксироваться в непосредственной близости от работаю-
щей фрезы. При зажатии по краю пакета это не представляет
особых затруднений и осуществляется постепенной перестанов-
кой струбцин вслед за движущейся головкой. При движении
фрезы по внутренним участкам пакета пользование струбцина-
ми не всегда возможно. В этих случаях шаблон вместе с паке-
том листов крепят шурупами, ввинчиваемыми в столешницу /
через отверстия в шаблоне и пакете листов-заготовок. Если в
вырезаемых деталях (например, в днищах баков) отверстия
сверлить нельзя, то фиксация осуществляется через отверстия
96
в специально оставляемых ушках, которые после обрезаются на
ножницах. При фрезеровании по шаблону ШРД или ШЗ диа-
метр направляющего пояса фрезы или направляющей втулки 7
должен быть одинаковым с диаметром режущей части фрезы 6.
При фрезеровании по шаблону ШФ толщина направляющей
тулки должна соответствовать разнице между контурами де-
тали и шаблона.
А
Рис. 4 8 Раскрой на станке ОС*6:
а—схема установки для раскроя, б—устройство быстродействующей
струбцины
1—столешница, 2—рейка; 3—пакет заготовок; 4—рукоятка; 5—шаблон, 6—
фреза. 7—втулка, 8—кронштейн, 9—фрезерная головка; 10—струбцина. 11—
звездочка, 12—винт. 13—втулка, 14—защелка; 15—пружина
При применении быстродействующей струбцины 10 для за-
крепления пакета на столе требуется всего один-два оборота
шездочки 11. Холостой ход зажимного винта 12 (т. е. подвод и
<нвод) осуществляется простым перемещением винта вместе с
hi узкой 13 в отверстии корпуса. При этом втулка фиксируется
и щелкой 14, зуб которой под действием пружины 15 сцепляет-
< я с храповыми зубьями втулки, после чего остается лишь пово-
ротом звездочки окончательно затянуть винт.
Основной недостаток радиально-фрезерных станков для ли-
синого раскроя — необходимость ручной подачи фрезы. Руки
(| резеровщика в процессе раскроя нагружены динамическими
72
97
усилиями подачи. Сочетание этих усилий с вибрациями, возни-
кающими при резании, крайне неблагоприятно для нервно-мы-
шечной системы. Этого недостатка не имеет радиальный фрезер-
но-копировальный станок с гидравлическим усилителем РФК-1
(рис. 4. 9).
На РФК-1 раскрой ведется также по копиру, уложенному по-
верх пакета заготовок, но усилие подачи фрезы создается не ру-
ками рабочего, а совместным действием двух гидроцилиндров 1.
Рис 4 9. Станок РФК4:
/—гидравлический цилиндр, 2—рукоятка
Усилие направлено в сторону перемещения рукоятки 2, управ-
ляющей подачей гидросмеси в рабочие цилиндры 1. Для осуще-
ствления процесса требуются лишь незначительные усилия, при
лагаемые к рукоятке 2, необходимые для переключения золт-
ников гидропривода.
Автоматизация листового раскроя фрезерованием усл ,
няется двумя особенностями листового раскроя: 1) ф] i
должна перемещаться по всегда различным и крайне слож’ i
кривым, характерным для очертаний самолетных дета >,
2) из-за небольшой жесткости листа зажатие заготовки дол и»
всегда быть вблизи работающего инструмента, причем по i-
рактеру раскраиваемого материала использование электром.н-
нитных полей исключается.
При существующей автоматизации применяются гидравлччс
ские или электрические следящие системы копирования kohi ,> i
шаблона движением фрезы. В качестве примера полуавтом ни
ческого раскроя фрезерованием можно привести работу на <
зерно-копировальном полуавтомате КСФ-1М, снабже) ।
электрическим следящим устройством (рис. 4.10). На сто. и
98
Рис 4. 10. Схема работы станка КСФ-1М:
/—фрезерная головка, 2—каретка; 3—пакет деталей, 4—рабочий стол; 5—па-
кет листов заготовок, 6—групповой набор копиров (ГНК); 1—копир. 8—стол
копиров; 9—копировальная головка
4*
99
копиров станка устанавливается групповой набор копиров
(ГНК) 6 (аналогичный ШГР) с габаритами стандартного ли-
ста и с просветами в между копирами 7, обеспечивающими про-
ход фрезы. На рабочем столе 4 станка укладывается пакет 5
листов-заготовок общей толщиной 10—14 мм. Фрезерная Kapei-
ка 2 станка имеет две головки: копировальную 9 и фрезерную 1
При включении автоматической подачи два щупа копировальноп
головки 9 («палец» и «разведчик»), воспринимающие кривизну
копиров, обходят копир 7 по контуру. С помощью электрической
следящей системы, состоящей из потенциометрического датчика
угловых перемещений, электромашинных усилителей и электро-
двигателей продольной и поперечной подач, преобразуют кри-
визну копира в подачу фрезерной головки 1 (жестко закреплен-
ной вместе с головкой .9 на каретке 2). При этом фреза голов-
ки 1, повторяя движение копировального пальца, вырезает из
пакета 5 заготовок пакет деталей 3 соответственно контуру ко-
пира 7 с точностью ±0,2 мм. Аналогично работают полуавтома-
ты с гидравлической следящей системой.
Криволинейный раскрой на вибрационных
и дисковых (роликовых) ножницах
Раскрой на ножницах деталей с криволинейными контурами
менее производителен, чем на фрезерных станках, и дает мень-
шую точность. Ножницы применяются для криволинейного рас-
кроя, главным образом, как вспомогательное оборудование, при
выполнении единичных заказов, опытных машин, для обрезки
припусков после штамповки, для доработки деталей на участ
ках сборки и для раскроя листов из стали и титана.
При раскрое фрезерованием одновременно вырезается целый
пакет деталей, разметки не требуется (операция ведется по на
кладному шаблону) и точность размеров определяется точно
стью этого шаблона, а при раскрое на ножницах вырезаею!
только одна деталь, требуется операция разметки, которая щл
криволинейных контуров требует времени, часто большего, чем
собственно раскрой, а точность резки по риске зависит от вни-
мательности исполнителя и его квалификации. Максимально
достижимая точность при криволинейном раскрое на ножницах
7—9 кл. при чистоте 2—4 кл. ГОСТ 2789—73
Для криволинейного раскроя используются вибрационные
ножницы (стационарные и ручные), дисковые ножницы или,
для доводочных мелких работ, настольные рычажные ножницы
с криволинейными ножами. Вибрационные ножницы получи ш
свое название из-за большого числа ходов в минуту (1500
2000). Ножи этих ножнцц (рис. 4. 11,6) делаются очень корен
кими (L=35—40 мм). В сочетании с большим углом <р створи,
доходящим до 25°, это позволяет вести процесс отделения тип
товки большим числом малых (3—10 мм) резов и получать крн
100
волпнейные контуры в виде многогранников с большим числом
очень коротких граней. Практически это дает плавные криволи-
нейные очертания. Минимальные радиусы криволинейных участ-
ков, получаемые на вибрационных ножницах — около 15 мм.
Регулировка ножниц заключается в установлении зазора z
между ножами, который берется равным 0,25 от толщины s ли-
ста 2=0,25 s. Вибрационные ножницы изготавливаются в двух
конструктивных вариантах: а) стационарные с электроприво-
дом; б) ручные с электроприводом или пневмоприводом.
Рис 4 11 Вибрационные ножницы-
а—общий вид ножниц Н535 б—схемы резания,
1—электродвигатель 2—вал, 3— ползун, 4—головка нижнего ножа
Стационарные (рис. 4. 11, ц) вибрационные ножницы харак-
и разуются вылетом L станины, позволяющим вырезать отвер-
i । ия в крупногабаритных деталях. Изображенные на рис. 4. 11, с
ножницы модели Н535 позволяют резать сталь толщиной до
ь.З мм. В верхней части станины находится вал 2, приводимый
но вращение от электродвигателя /. На рабочем конце вала
расположен эксцентрик, сообщающий ползуну 3 и укрепленному
на нем верхнему ножу поступательно-возвратное движение.
11пжшш нож укреплен неподвижно на головке 4.
Ручные вибрационные ножницы применяются, главным об-
р । юм, для доработки крупногабаритных деталей, установка ко-
н>рых на стационарные ножницы затруднена В частности, руч-
ные вибрационные ножницы применяются при работах по сбор-
м обшивок. Они рассчитаны на резание листов небольших
|ошшн (до 2—3 мм). С внедрением в конструкцию самолета
пиана и высокопрочных сталей, листы из которых фрезерова-
нием не раскраиваются, значение парно-роликовых ножниц для
101
криволинейного листового раскроя как оборудования заготови-
тельных цехов самолетостроительных заводов возрастает.
Схема резания дисковыми ножами-роликами дана на
рис. 4. 12, а, б, в. Процесс отделения металла аналогичен про-
цессу резания прямыми ножами, но из-за малой площади со-
Рис 4.12. Роликовые ножницы:
а—схема резания с осями ножей, параллельными плоскости заготовки б—
схема резания с наклонным нижним ножом в—схема резаиия с двумя нак-
лонными ножами: г—стационарные роликовые ножницы (модель H45IAC) /—
электропривод, 2—станина; 3, 4—ножи, 5—винт; 6—головка; 7—рукоятка, 8—
вал
прикосновения с ножом заготовку в процессе резания можно
поворачивать. Криволинейная поверхность задней режущей гра-
ни ножей легко допускает такой поворот.
При осях роликов, параллельных плоскости заготовки
(рис. 4. 12, а), минимальный радиус кривизны вырезаемого кон
тура 7?=200 мм при толщине листа до 2,5 мм. Еще больниц-
возможности криволинейного раскроя создаются при одном (см
рис. 4.12,6) или обоих ножах (см. рис. 4.12, в) с осями, располо
женными под углом к плоскости заготовки.
102
При резании на ножницах с осями ножей, параллельными
плоскости листа, угол захвата <р (см. рис. 4.12, а) не должен
превышать 20°, чему соответствует отношение диаметра D роли-
ков и толщины s листа D/s — lb... 35. Угол а скоса ножей берет-
ся в пределах а = 1°... ...Зазор z между но-
жами берется равным г=<(0,05... 0,07)s. Перекрытие ножей /г=
=-(0,2...0,5)s.
При наклонном нижнем ноже (см. рис. 4. 12, б) ось нижнего
ножа наклоняется под углом у=30 ...40°^-...^-л j, угол
скоса ножей а—1°30'... 2° (—..: — л).
\120 90 /
В том случае, когда наклонены оси обоих ножей (см. рис.
4.12,в), угол скоса а=6...10° (3/90...5/90л), зазор с по верти-
кали берется с<0,3 s, а зазор в горизонтальной плоскости —
z <0,2 s.
Двухдисковые ножницы с наклонными ножами (см. рис.
1.12, г) представляют собой отлитую из чугуна или сваренную
из листовой стали С-образную жесткую станину 2, на которой
смонтирован электропривод 1, сообщающий принудительное вра-
щательное движение верхнему 4 и нижнему 3 ножам. Регулиро-
вание горизонтального и вертикального зазоров между ножами
достигается перемещением головки 6 верхнего ножа в двух на-
правлениях: рукояткой 7 и регулировочным винтом 5. Для воз-
можности перемещения головки 6 при регулировке верхний нож
связан с приводом карданным валом 8.
Особенности криволинейного раскроя деталей
из титана и высокопрочных сталей
Криволинейный раскрой деталей второй группы из титано-
вых сплавов, нержавеющих и жаропрочных сталей выполняет-
ся на роликовых, вибрационных или рычажных ножницах и на
ленточных пилах. Раскрой фрезерованием, успешно применяе-
мый при изготовлении деталей из алюминиевых сплавов, при
и 1готовлении деталей из титана, нержавеющих и жаропрочных
счалей непригоден. Фрезы очень быстро приходят в негодность
и требуют переточки после прохода участка длиной не более
100—600 мм. При резании ленточными пилами инструмент (лен-
l.i) меньше нагревается теплом, выделяемым при резании. Лен-
ы выбрасывает нагретый металл и при длине 600—1200 мм
ыпевает остывать до температуры, не снижающей ее прочность.
Скорость ленты при резании титана — от 200 до 1300 м/мин. Шаг
зубьев — от 1 до 4 мм.
Наряду с лентами, имеющими зубья, для разрезки высоко-
прочных сталей применяются фрикционные (не имеющие зубь-
103
ев) ленточные пилы. Если при резании нержавеющей стали лен-
тами с зубьями стойкость не превышает 2 ч, то при резании
фрикционными лентами она увеличивается до 29 ч. Резание
пилами пакетов листов не рекомендуется, так как может при-
вести к сварке листов уносимыми лентой расплавленными ча-
стицами металла.
Раскрой на высечных ножницах
Одним из основных методов раскроя деталей второй техно-
логической группы из титана, нержавеющих и жаропрочных
сталей является последовательная просечка заготовки вдоль
контура детали на высечных ножницах с последующей зачист-
кой кромок на фрезерных станках.
Общий вид высечных ножниц (модель Н533) дан на
рис 4.13, а Изменение числа ходов выполняется перестановкоп
тексропного ремня 2, связывающего электродвигатель / с экс
центриковым валом 3, на другую ступень шкивов. Величина
хода и длина шатуна регулируется вращением маховичков 4 и
5 Крепление ножей 6, пуансона 7 и матрицы 8 показано на рис.
4 13, б, в, г.
В зависимости от конфигурации и требований, предъявляе
мых к детали, применяют три способа раскроя: 1) раскрой пря
мыми ножами; 2) двухстороннее прорезание; 3) перфорацион-
ная резка-высечка.
Раскрой прямыми ножами применяется чаще других из-за
простоты процесса и простой конструкции ножей. На ножницах
Н533 (см. рис. 4. 13, а) верхний нож прямоугольного сечения
закрепляется винтами на ползуне. Нижний нож круглого сеч1
ния устанавливается в матрицедержателе и также крепится
винтом. Формы ножей могут быть различны. Ножи, изображен
ные на рис. 4. 14, а, для облегчения криволинейной резки нмек>1
скругленные в плане рабочие кромки и угол створа ср меж iy
этими кромками на виде спереди. Недостатки резания прямыми
ножами — вмятины, образующиеся при входе ножа в лист, зи
усенцы, изгиб листа.
Этих недостатков не имеет метод двухстороннего прорезания
при котором резка выполняется в виде узкой канавки Реж\
щими инструментами при этом служит пуансон 4, имеющий ч<
тыре режущих кромки и четыре ножа 3, 5, 6, 7. Резание начи
нается с нижней кромки пуансона 4 и ножа 6. Затем отделени>
металла протекает по режущим кромкам ножей 3 и 5, котори<
образуют с пуансоном 4 угол створа ср Заканчивается отде к*
ние прямоугольного отхода ножом 7 и соответствующей реял
шей кромкой пуансона 4 Скорость прорезки, в зависимости
толщины листа, — 2—5 м/мин Минимальный радиус криви г
104
Рис 4 13 Высечные ножницы
а—общий вид ножниц Н533, б—крепление ножа, в—крепление бород
кового пуансона, г—крепление матрицы 1—электродвигатель 2—ре
мень, 3—ват 4 и 5—маховички, 6— нож, 7—пуансон бородок 8—мат
рица
105
ны — 40 мм. Ширина прорезаемой канавки равна толщине ли-
ста.
Перфорационная резка-высечка применяется при отрезке по
сложным кривым с малыми радиусами. Инструментом при этом
процессе служит хорошо освоенный на самолетостроительных
заводах бородковый штамп с круглой матрицей 8 и пуансоном
7 (см. рис. 4. 13). При раскрое листа толщиной 2,5 мм пуансо-
Рис. 4.14. Инструменты для раскроя листов на высечных
ножницах:
а—ножи со скругленными режущими кромками; б—ножи для прорезки:
1—верхний нож; 2—иижний иож; 3 и 5—боковые иожи; 4—пуаисон;
6—передний нож; 7—задний нож
ном-бородком с диаметром 3,5 мм можно получать детали с
радиусом кривизны 7?^2,5 мм. При обсечке в бородковом штам-
пе боковые усилия, возникающие при резке, воспринимаются
матрицей, из которой пуансон полностью не выходит. Отход
имеет серповидную форму. Величина снимаемого за один ход
припуска определяется высотой рабочей грани (заплечика) пу-
ансона. Существуют конструкции бородковых штампов с более
сложными и совершенными устройствами для направления
пуансона по матрице и ограничения подачи листа.
При всех трех описанных способах вырезку можно выпол-
нять как по разметке, так и по шаблонам. При толщине листа
до 8 мм резание может начинаться с любой точки на площади
листа-заготовки. При большей толщине для резания из точек,
расположенных внутри контура листа, необходимо сначала про-
бить или просверлить заходное отверстие.
4.6. РАЗМЕРНОЕ КОНТУРНОЕ ТРАВЛЕНИЕ
Размерное контурное травление, для обозначения которого
часто пользуются взятым из иностранной литературы термином
«химическое фрезерование», представляет собой процесс изби-
рательного фигурного химического растворения металла с от-
дельных участков поверхности заготовок в горячих растворах
щелочей или кислот. Заготовка покрывается защитной пленкой.
На участках, подлежащих травлению, эта пленка удаляется,
затем заготовка погружается в травящий раствор, который рас-
творяет металл на незащищенных участках.
Область применения
В самолетостроении размерное контурное травление приме-
няется, в основном, для снятия припуска по толщине, на тонко-
стенных, слабонагруженных деталях обшивки с целью устране-
ния местных излишков толщины, обусловливаемых постоянст-
вом сечений стандартных листов и профилей. Размерное контур-
ное травление применяется также для увеличения степени моно-
штности конструкций (замена приклепанных усилений в местах
вырезов под люки монолитными утолщениями, местные утолще-
ния в зоне сварных швов, местные усиления листов на участках
сосредоточенных сил — у заделки стрингерного набора, у свер-
1ений под болты и заклепки, у кронштейнов подвески элеронов
и закрылков).
Значительно реже размерное контурное травление приме-
няется для получения деталей с клиновидными сечениями и для
обработки деталей, имеющих большую толщину. Если деталь
имеет жесткость, достаточную для надежного зажатия при ме-
ханической обработке, ее целесообразнее обрабатывать на ме-
таллорежущих станках.
Размерным контурным травлением можно обрабатывать де-
тли из сплавов на основе алюминия, титана, углеродистых и
малолегированных сталей, нержавеющих жароупорных сталей
и т. д. Трудоемкость травления в несколько раз ниже обработки
на фрезерных станках при низкой квалификации исполнителей.
Состав травильных ванн и химические процессы
При травлении алюминиевых сплавов пользуются раствора-
ми NaOH с концентрацией от 120 до 400 г/л. Одинаковую эф-
фективность можно получить при травлении растворами КОН,
но из-за большей стоимости этими растворами не пользуются.
106
107
Из кислотных растворов наиболее эффективны растворы соля-
ной кислоты НС1.
Однако качество поверхности, полученной при травлении
алюминиевых сплавов растворами НС1, ниже, чем при травле-
нии щелочами. Растворы НС1 быстрее истощаются, и скорость
травления уменьшается. Общая стоимость растворения 1 кг ме-
талла в кислотных растворах выше, чем в щелочах.
Основной процесс растворения алюминиевых сплавов в
NaOH может быть представлен уравнением
2NaOH+2Al+2H2O—^2NaAIO2+3H2—>.
В начальной стадии травления в свежем растворе, пока про-
дукты реакции не насытили раствор, они в осадок не впадают,
а реакция протекает с большой скоростью, уменьшающейся по
мере насыщения раствора. После насыщения раствора продук-
тами реакции вновь образующиеся молекулы NaAlO2 разлага-
ются на выпадающие в осадок А12О3 и NaOH, состав раствора
стабилизируется и скорость реакции становится постоянной. По-
скольку при постоянной скорости реакции расчеты времени трав-
ления и контроль процесса значительно проще, в практике поль-
зуются ваннами с раствором уже насыщенным NaAlO2. Опти-
мальное содержание ванн—10—15% NaOH при насыщении
раствора алюминием 10—40 г/л.
Температурные режимы
Процесс травления в щелочных ваннах можно вести при тем-
пературах в диапазоне 20—90° С. Чем выше температура ванны,
тем интенсивнее протекает процесс, но одновременно услож
няется управление им. Практически установлено, что процесс
травления алюминиевых сплавов дает оптимальные результант
при температуре 50—55° С. В этом случае разность температхр
отдельных точек поверхности влияет на скорость травления
меньше, чем при температуре 75—80° С.
Положение деталей в ванне
Пузырьки водорода, выделяющегося при травлении, умень-
шают скорость травления и, при вертикальном положении дета-
ли, стравливание происходит неравномерно. Поэтому обрабаты-
ваемые детали располагают горизонтально, обрабатываемой
поверхностью вверх (исключение составляют случаи травления
на клин). При травлении деталей из труб и двухстороннем
травлении листов детали в процессе травления поворачивают.
Чистота обработки травлением
Чистота обработки зависит от чистоты заготовки, плотное!и,
структуры и однородности материала, температуры и концень
108
рации раствора, скорости травления, глубины травления, предва-
рительной термообработки и ряда других факторов. Дефекты
поверхности заготовки — отклонения по толщине, риски, трещи-
ны, забоины, царапины и т. д. при травлении не устраняются,
лишь сглаживается острота углов. Прокатанный материал тра-
вится лучше и чище, чем литой, прессованный или штампован-
ный. Процесс старения перед травлением также улучшает
чистоту поверхности. Чем однороднее структура металла заго-
товки и меньше зерно, тем выше чистота травленой поверхности.
Включения в протравливаемой поверхности, являющиеся источ-
никами точечной эрозии, также ухудшают чистоту травления.
Скорость травления зависит главным образом от температуры
раствора. Так, например, при -травлении в 10%-.ном растворе
NaOH при повышении температуры с 50° С до 90° С скорость
травления возрастает ~в7 раз (с 0,3 до 2,2 мм/ч). Влияет так-
же процент алюминия в травящем растворе и другие факторы.
В среднем скорость травления листов из алюминиевых сплавов
составляет около 1 мм/ч. Аналогичны средние скорости травле-
ния других металлов: для углеродистых и низколегированных
сталей скорость травления — 0,9—1,3 мм/ч, для нержавеющих и
жаропрочных сталей — 0,4—0,8 мм/ч, для титановых сплавов —
0,5—0,8 мм/ч. Практически достижимая в цеховых условиях
чистота поверхности, полученная травлением, лежит в пределах
V4—V5 ГОСТ 2789—73.
Точность обработки травлением
Наибольшая точность контурного размерного травления алю-
миниевых сплавов составляет, в зависимости от глубины трав-
ления, от ±0,05 мм /при глубине травления до 1 мм) до
±0,18 мм (при глубине травления до 5 мм). Теоретически точ-
ность может быть достигнута значительно большая, так как при
средней скорости снятия металла 0,01 мм/мин процесс может
быть прерван с большой точностью по времени. Однако из-за
неравномерной температуры отдельных участков обрабатывае-
мой поверхности, неравномерной концентрации травящего рас-
твора, неоднородности химического состава, структуры обраба-
тываемого металла и неодинаковой толщины слоя выделяющих-
ся при травлении пузырьков водорода указанные точности при
существующей технологии являются предельными.
Так как скорость травления слоя плакировки примерно в
полтора раза быстрее, чем основного материала, а толщина
слоя плакировки обычно неодинакова, плакированные поверх-
ности травятся с меньшей точностью, чем неплакированные.
В частности, при одинаковом защитном покрытии, на неплаки-
рованном материале скосы получаются в 1,5—2 раза круче, чем
па плакированном.
10»
Ввиду того, что после удаления верхних слоев металла тра-
вящий раствор попадает под защитную пленку и растворяет
участки под ее кромками, размеры участка травления больше
размеров шаблона, по которому производилась разметка, тео-
Рис. 4. 15. Схема процесса травления-
а., б—нормальный процесс (защитная пленка отгибается (б) или отламыва-
ется (а); в—травление при недостаточной адгезии и излишне прочной плен-
ке; г—травление при хорошей адгезии по чрезмерно жесткой пленке; д—
травление на клин; е—веерное травление
петически на глубину травления t (рис. 4. 15, а). Практически
величина поднутрения зависит от интенсивности удаления пу-
зырьков воздуха из под края защитной пленки и может коле-
баться в зависимости от качества защитного покрытия и ряда
других факторов.
Технология травления
Типовой техпроцесс контурного размерного травления вклю-
чает операции: 1) подготовку поверхности детали под защитное
покрытие; 2) нанесение защитного покрытия; 3) снятие защит-
ного покрытия с обрабатываемых участков; 4) травление,
5) промывку; 6) операции по улучшению чистоты поверхности.
Подготовка поверхности должна обеспечивать хорошую ад-
гезию (прилипание) защитного слоя и несложное удаление этого
слоя как на участках, подвергающихся травлению (перед трав-
лением), так и на остальной поверхности (по окончании трав-
ления). Подготовка поверхности включает обезжиривание, дека-
пирование, промывку и грунтовку.
НО
Нанесение защитного покрытия. Защитное покрытие должно
быть химически устойчивым против травящего раствора, иметь
хорошую адгезию к поверхности детали, легко удаляться по
окончании травления, противостоять механическим повреждени-
ям при транспортировке детали. Под давлением выделяющихся
газов образовавшиеся консольные участки покрытия должны
отламываться, как показано на рис. 4. 15, а или отгибаться (см.
рис. 4.15,6), позволяя выделяющимся пузырькам газов легко
удаляться. Если адгезия недостаточна, а прочность пленки по-
крытия велика, то газы могут приподнять пленку и начнется
травление защищенных участков детали (см. рис. 4. 15, в). Если
защитная пленка излишне жестка и препятствует удалению
выделяющихся газов, то nponect нормального растворения уча-
стков на границах покрытия нарушается (см. рис. 4. 15, г).
Обычно защитное покрытие состоит из 3—8 слоев щелочно-
устойчивых эмалей или лаков (например, этилцеллулозный лак
Э-1, нитроцеллулозный лак Al-Н, эмаль ХВ-16, эмаль ХСЭ-101,
лак ХСЛ и др.) и осуществляется методами погружения или
пульверизации. Общая толщина слоя — 80—100 ц. После нане-
сения каждого слоя сушка в течение 20—40 мин при температу-
ре 16—35° С. Окончательная сушка — 2—3 ч.
На подлежащие травлению участки накладываются шабло-
ны. По контуру этих шаблонов защитная пленка прорезается и
отслаивается ножом. При одностороннем травлении деталь рас-
полагается горизонтально, вверх обрабатываемой поверхностью.
При двухстороннем травлении деталь в процессе травления
поворачивается на 180°.
При травлении «на клин» (см. рис. 4.15,6) деталь распола-
гается вертикально и непрерывно, со скоростью, определяемой
углом клина и скоростью травления, поднимается вверх.
Для получения деталей с толщиной, изменяющейся по более
сложным законам, применяется «веерное» травление (см. рис.
4. 15, е), которым можно получить поверхности как одинарной,
так и двойной кривизны. При веерном травлении линии смачи-
вания не параллельны, как при травлении «на клин», а расхо-
дятся веером. Детали в ванне жестко крепятся на специальных
рамах, что исключает возможность их выталкивания вверх водо-
родом, бурно выделяющимся на нижних плоскостях. Травиль-
ные ванны оборудуются механизмами для перемещения деталей
в процессе травления, установками для регулирования темпера-
туры раствора и вентиляцией для отсоса выделяющегося возду-
ха и брызг щелочи. В автоматизированных ваннах перемещения
деталей в процессе травления осуществляются автоматически и
управляются с помощью программных устройств. На рис. 4. 16
приведена одна из схем автоматической травильной ванны. Ра-
ма 1 с закрепленной на ней деталью 2 подвешена на тягах 3 и
автоматически перемещается каретками 4, приводимыми в дви-
жение индивидуальными гидроприводами через редукторы 5 и
111
кодовые винты 6. Каждый из этих гидроприводов имеет неза-
висимое управление по программе, записанной на магнитной
лепте задающего устройства. Сигналы управления с ленты по-
ступают на шаговые электродвигатели, управляющие золотника-
ми гидромоторов, поднимающих детали из раствора в любой
последовательности со скоростью, плавно изменяющейся по за-
данной программе.
Технологический цикл обра-
ботки детали методом контурного
травления имеет значительную
длительность (12—20 ч) и участ-
ки размерного контурного трав-
ления требуют больших площа-
дей. Один из способов уменьше-
ния длительности цикла травле-
ния — применение струйного ме-
тода. При струйном методе осад-
ки медных и цинковых соедине-
ний, образующиеся на обрабаты-
ваемой поверхности, затрудняю-
щие отвод водорода и замгдгя-
ющие процесс, уносятся струей
травящего раствора. Подающие
раствор вращающиеся сопла диа-
метром 5 мм должны распола-
гаться с шагом ~ 150 мм на рас-
стоянии 200—250 мм от обраба-
тываемой поверхности.
Рис. 4. 16. Схема автоматической
травильной ванны:
1—рама; 2—деталь; 3—тяга; 4—карет-
ка; 5—редуктор; 6—ходовой винт
Существует ряд других способов интенсификации процесса,
в частности, метод наливания. При этом методе обрабатываемая
поверхность покрывается шаблоном-емкостью. В закрытой поло-
сти, образованной обрабатываемой поверхностью и этим шабло-
ном, циркулирует перекачиваемый насосом травящий раствор.
Преимущества этого способа — улучшение санитарных условий
рабочего места, сокращение операций нанесения защитной плен-
ки, разметки и удаления этой пленки на обрабатываемых участ-
ках и удаления покрытия по окончании процесса. Как уже ука
зывалось, травление дает чистоту V4—V5, тогда как для дости-
жения требуемой по техусловиям усталостной прочности
материала обычно необходима чистота не менее V8. Поэтому
после травления в технологический процесс включают операции
по доводке чистоты — шабловку, зачистку шкуркой, шлифова-
ние абразивными порошками с маслом и т. д. Более производи-
тельны механизированные способы зачистки—шлифование
пневмоинструментами, пульсированием изделия в абразивной
среде, ленточно-шлифовальными головками, ферромагнитной
крошкой и т. д.
112
Для травления малолегированных конструкционных, нержа-
веющих и углеродистых сталей применяются подогретые до 60—
70° С водные растворы азотной, фосфорной и серной кислот или
смесей азотной с серной, азотной с соляной или соляной с сер-
ной и фосфорной с добавлением регуляторов травления. Для
травления нержавеющих сталей применяется водный раствор
соляной (50%) и фосфорной (2,5%) кислот, нагретый до тем-
пературы 60° С. Для улучшения чистоты поверхности в ванне
растворяется нержавеющая сталь в количестве 0,05 кг/л, что,
однако, несколько снижает скорость травления. Для травления
титана и его сплавов применяют водные растворы плавиковой
и серной (или азотной и плавиковой) кислот с добавлением
регуляторов травления. Температура ванны 18—20° С.
Состав одного из вариантов ванн (в процентах)
Азотная кислота..........................10,9
Плавиковая кислота.......................5,5
Сульфированный жирный спирт . 0,04
Остальное ................. вода
Скорость травления (мм/ч)
Титановые сплавы ..............0,5—0,8
Нержавеющие и жаропрочные стали . . . 0,4—0,8
Углеродистые и низколегированные стали . . 0,9—1,3
Процесс травления протекает с интенсивным выделением
тепла, температура раствора непрерывно повышается и для под-
держания ее на оптимальном уровне требуются специальные
регулирующие устройства и механические мешалки.
Контроль процесса
Наиболее прост контроль с помощью комплекта образцов,
погружаемых в ванну вместе с деталью. Через определенные
интервалы времени очередные образцы вынимаются и произво-
дятся необходимые замеры. Относительно несложен контроль по
весу удаляемого металла. По окончании растворения заданного
веса оттарированный противовесный механизм, на котором под-
вешивается деталь, автоматически извлекает ее из ванны.
Существуют схемы автоматического прекращения процесса
травления на основании непрерывного, также автоматического,
контроля вспомогательного образца, сделанного из того же ма-
териала, что и заготовка, погруженного на ту же глубину и рас-
творяемого с той же скоростью. По достижении заданной глу-
бины съема припуска на образце автоматически включается
механизм подъема детали из ванны.
113
4.7. РАСКРОЯ ДЕТАЛЕЙ
ТРЕТЬЕЙ ТЕХНОЛОГИЧЕСКОЙ ГРУППЫ
Вырубка в штампах. Сущность процесса
Основной способ получения малогабаритных плоских дета-
лей самолета из листа при больших масштабах их производст-
ва — вырубка в штампах. Высокая производительность, низкая
квалификация обслуживания процесса, большая точность и
взаимозаменяемость деталей, определяемые исполнением штам-
Рис. 4. 17. Вырубка в штампе:
а, б, в—последовательность отделе-
ния высоечки; 1—пуансон; 2—мат-
рица
па и не зависящие от квалифика-
ции исполнителя, делают выруб-
ную штамповку наиболее желатель-
ной даже при мелкосерийном про-
изводстве. По характеру разделе-
ния металла вырубка в штампе-
близка к резанию на ножницах с
параллельными ножами, но проте-
кает, как правило, по замкнутому
контуру.
Пуансон 1 (рис. 4.17, а) в нача-
ле соприкосновения с заготовкой
вдавливается в нее и сминает ее
поверхность. Одновременно режу-
щие кромки матрицы 2 сминают и
нижнюю поверхность заготовки.
При дальнейшем углублении пуан-
сона в заготовку деформации и
усилие смятия увеличиваются и,
когда оно становится равным соп-
ротивлению вырубаемого контура срезу, начинается скалывание
заготовки по этому контуру. У режущих кромок пуансона и мат-
рицы сначала появляются трещины (см. рис. 4.17,6), распола-
гающиеся к направлению движения пуансона под некоторым уг-
лом. Затем эти трещины увеличиваются и, наконец (см. рис.
4.17, в), происходит отделение детали. При дальнейшем движе-
нии вниз пуансон должен преодолеть сопротивление трения о
стенки вырезанного отверстия и сопротивление трения протал-
киваемой через матрицу детали об ее стенки.
Для того чтобы трещины скалывания, направленные сверху
и снизу, совпадали, между пуансоном и матрицей должен быть
зазор, величина которого зависит от толщины листа и пласти-
ческих свойств материала, определяющих величину угла скалы-
вания а и глубину с проникновения пуансона в заготовку в мо-
мент появления трещин. Если зазор мал, то трещины скалыва-
ния не совпадают, металл заклинивается между пуансоном и
матрицей. Поверхность среза получается рваной, а усилие вы-
рубки резко возрастает. Если зазор между пуансоном и матри-
цей больше требуемого, то деформация изгиба, возникающая
114
перед началом образования трещин, значительно возрастает,
а деталь получается с заусенцами.
В цеховых условиях величину зазора берут по таблицам.
В таблицах величина зазора дается в % от толщины листа и
составляет от 5% (при малых толщинах листа) до 15% от тол-
щины s заготовки (при больших толщинах листа). При вырубке
магниевых сплавов в холодном состоянии чистая поверхность
среза может быть достигнута при толщине листа не свыше
1,5 мм. Для получения чистой поверхности среза при больших
толщинах операция ведется с подогревом заготовки до 250—
320° С.
При вырубке в штампах титановых сплавов (при большой
толщине листа) на торце детали могут появляться микротрещи-
ны, параллельные плоскости листа. В этом случае штамповку
ведут с подогревом заготовки;
Определение усилий вырубки,
съема и проталкивания
При вырубке в штампах процесс отделения детали от листа-
заготовки не является чистым сдвигом, а сопровождается де-
формацией изгиба, увеличивающей необходимое усилие. Для
определения усилия вырубки учитываются все факторы, увели-
чивающие усилие (изгиб, притупление режущих кромок пуан-
сона и матрицы, возможные неравномерность толщины листа и
механических качеств заготовки и др.).
В общем случае расчетная формула имеет вид Рв = l,25Lsocp,
где Рв — усилие вырубки, кгс; L — периметр вырезки, мм; s —
толщина листа, мм; оср — сопротивление срезу, кгс/мм2 (с уче-
том величины зазора между пуансоном и матрицей); 1,25 — ко-
эффициент, учитывающий притупление штампа, неравномерность
толщины листа и неоднородность механических качеств мате-
риала заготовки.
В большинстве случаев из механических свойств материала
известна лишь величина предела прочности ов. В этих случаях
принимают
ОсР—2 Ов * k,
где k — коэффициент, величина которого колеблется для раз-
личных металлов в пределах 0,5—0,8.
При расчете усилия, которое должен развить пресс, наряду
с усилием Р собственно вырубки необходимо также принимать
во внимание две составляющие: усилие Лгр проталкивания дета-
ли через матрицу и усилие Рс съема отхода с пуансона. После
отделения от заготовки деталь в результате упругих деформа-
ций заклинивается в матрице. Аналогичные деформации вызы-
вают заклинивание отхода (или детали) на пуансоне. Усилия,
необходимые для проталкивания детали (или отхода) через
115
матрицу и для снятия детали (или отхода) с пуансона, зависят
от большого числа трудно учитываемых факторов, в частности,
от механических свойств материала заготовки, толщины листа,
размеров и формы вырубаемого контура, коэффициента трения
между поверхностями штампа и детали (в свою очередь зави-
сящего от смазки), величины зазора между пуансоном и матри-
цей, степени притупления штампа, изгиба полосы-заготовки,
размеров перемычки между вырубаемыми контурами, количе-
ства деталей, одновременно помещающихся в рабочем пояске
матрицы и т. д. Ввиду сложности определения влияния всех пере-
численных факторов в производственных условиях величину
усилий съема Рс и проталкивания РПр находят из эмпирических
формул, в которых за основу берут величину усилия вырубки
Рв, умножая ее на коэффициенты, определяемые опытным пу-
тем.
Усилие проталкивания детали через матрицу рассчитывают
по эмпирической формуле РПр—Рв-кщ)-п, где Pnv — усилие про-
талкивания, кгс; Рв—усилие вырубки, кгс; kIlfi—опытный коэф-
фициент, зависящий от механических свойств материала заго-
товки (берется по таблицам). Для различных материалов значе-
ние knv колеблется в пределах 0,02—0,13; п — число деталей
(или отходов), располагаемых по высоте цилиндрического рабо-
чего пояска матрицы.
Усилие съема детали с пуансона, величина которого необхо-
дима для расчета съемников, определяют также по эмпириче-
ской формуле: Pc = PB.kc, где Рс — усилие съема, кгс; Рв— уси-
лие вырубки, кгс; kc — опытный коэффициент, зависящий от ме-
ханических качеств заготовки и равный /гс=0,02—0,05 (берется
по таблицам).
Если деталь или отход снимается с пуансона буферным
устройством, сжимаемым при ходе ползуна вниз, то общее уси-
лие, потребное для вырубки, определяют по формуле Р=Рв-{-
С~\~Р пр-
Если буферного устройства нет, а съем выполняется с помо-
щью съемной плиты, то ползун нагружается усилием съема не
при ходе вырубки, а при обратном ходе. В этом случае общее
усилие, потребное для вырубки, P=PB~pPTW.
Если производственный участок, на котором будет эксплуа-
тироваться проектируемый штамп, не располагает необходимы-
ми прессами, то усилие вырубки можно уменьшить скашивани-
ем пуансона (или матрицы) или разделением операции вырезки
на несколько операций, в каждой из которых вырубается лишь
часть всего контура.
Точность вырубных работ
Размер dB вырубленного на штампе отверстия определяется
размерами пуансона, а размер da вырубленной по наружному
контуру детали — размерами матрицы. При вырубке отверстия
116
в детали точный размер отверстия дается пуансону, а необхо-
димый зазор между пуансоном и матрицей достигается соответ-
ствующим увеличением размеров отверстия в матрице. При
вырубке детали по наружному контуру зазор получается за счет
соответствующего уменьшения размеров пуансона. Точность де-
талей, полученных штамповкой, зависит от целого ряда факто-
ров: а) точности изготовления пуансона и матрицы; б) количе-
ства и последовательности переходов; в) конструкции штампа
и способа фиксации заготовки; г) толщины листа; д) размерен
и конфигурации детали; е) конструкции и состояния пресса.
Единой системы допусков на размеры деталей, получаемых вы-
рубной штамповкой, и на размеры рабочих частей пуансонов и
матриц в настоящее время ещё нет.
При вырубке деталей с размерами до 150—200 мм при тол-
щине s<4 мм в штампах последовательного действия и раз-
дельной штамповкой средняя экономическая точность находит-
ся в пределах 5—7 класса точности. В штампах повышенной
точности с направляющими цилиндрами или колонками и
устройством для- прижима заготовки во время штамповки точ-
ность вырубки можно получить в пределах 3—4 класса. При-
мерные соотношения между точностью вырубаемых деталей и
точностью изготовления рабочих участков пуансонов и матриц
приведены в таблице:
Класс точности вырубаемой детали 3 За 4 5 6 7 8
Класс точности изготовления рабо- чего участка пуансона и матрицы 1 2 2а 3 За 5 5
Для многих штампованных деталей самолета требуемая точ-
ность не превышает точности шаблонов ШРД, ШЗ и др. Чистота
поверхности среза при обычной вырубной штамповке находится
в пределах 3—5 класса чистоты по ГОСТ 2789—73, а при от-
резке и прорезке — в пределах 3-—5 класса.
Раскрой листа при разделительной штамповке
Основной задачей проектирования раскроя материала пр»
вырубной штамповке является наиболее полное использование
площади листа. Степень использования материала при штам-
повке характеризуется коэффициентом использования материа-
ла kK, равным отношению общей площади 2ГД деталей, выре-
занных из листа, к площади листа Гл:
117
Использование материала при штамповке зависит от способа
разрезки листа на полосы, порядка расположения деталей в по-
лосе и размеров перемычек (между деталями в полосе и от
вырубки до края полосы).
Для уменьшения отходов и времени на заправку полосы в
штамп лист разрезается на полосы так, чтобы по длине полосы
Рис 4 (18 Схемы раскроя листа и полосы
а—размещение деталей вдоль полосы б—размещение дета-
лей поперек полосы, в—прямое расположение деталей в
лотосе г—наклонное расположение д—встречное с пово-
ротом полосы, е—размещение без перемычек ж—мчогоряд
ное размещение
разместилось максимальное количество деталей (рис. 4. 18,6).
Расположение деталей в полосе может быть прямым (рис.
4. 18, в), наклонным (рис. 4. 18, г), встречным, с поворотом по-
лосы (рис. 4.18,6), многорядным (рис. 4.18,ж). Если требуемая
точность детали невелика, то вырезку иногда можно вести без
перемычки (рис. 4. 18, е). Величина перемычек п между дета-
лями в полосе и т до края полосы должна быть минимальной.
Однако чрезмерное уменьшение перемычек приводит к их выво-
рачиванию, браку деталей и уменьшению стойкости штампов.
При конструировании штампов величины пит берутся по таб-
лицам.
Конструкция разделительных штампов
Классификация штампов для разделительных операций мо-
жет быть произведена по целому ряду признаков: вид выпол-
няемой операции, построение технологического процесса, род
направляющих устройств, характер применения. Разделитель-
ные операции имеют следующие разновидности: а) отрезку,
б) вырубку; в) пробивку круглых отверстий; г) надрезку; д) об-
ив
резку (обсечку); е) разрезку; ж) зачистку. В соответствии с
перечисленной классификацией процессов штампы называются
отрезными, вырезными, дыропробивными, надрезными, обрезны-
ми, разрезными, зачистными.
По построению технологического процесса различают штам-
пы простого действия, выполняющие только одну операцию,
штампы последовательного действия, в которых заготовка про-
ходит две или более операций, выполняемых в последовательно'
расположенных друг за другом позициях, и штампы совмещен-
ного действия, в которых две или более операции совмещены
в одной позиции.
Направляющие устройства •— основной конструктивный при-
знак штампа. Простые открытые штампы не имеют устройст&
для направления верхней части по нижней. Это направление-
обеспечивается точностью сопряжения ползуна пресса с направ-
ляющими станины. В штампах с направляющей плитой-съемни-
ком в ряде случаев эта плита выполняет не только функции’
съемника, но и направляющего элемента. Штампы с направля-
ющими колонками дают большую точность направления пуан-
сона по отверстию в матрице, обеспечивая точность работы
долговечность штампа. В плунжерных штампах, применяемых
в точном приборостроении, направление верхней части штампа
по нижней достигается развитой поверхностью направляющего'
цилиндра (плунжера).
В зависимости от характера применения штампы разделяют
на три группы: 1) упрощенные; 2) универсальные инструмен-
тальные; 3) специальные инструментальные. Из упрощенных,
штампов в самолетостроении находят применение: упрощенные,
для вырезки резиной на гидропрессах, листовые и блочные
Упрощенные штампы. Наряду с универсальными инструмен-
тальными штампами упрощенные штампы решают основную эко-
номическую проблему заготовительных цехов самолетострои-
тельных заводов — рентабельность применения штамповки в ус-
ловиях мелкосерийного и опытного производства.
Листовые (пинцетные) штампы. На рис. 4. 19 дан общий вид
листового вырубного штампа. Штамп состоит из матрицы 1, пу-
ансонодержателя 3 и пуансона 2. Пуансон соединяется с пуан-
сонодержателем точечной сваркой или заклепками. В матрицу
запрессованы штифты 4 для направления заготовки-ленты и
упорный штифт 5, фиксирующий заготовку в направлении по-
дачи ленты. В пуансонодержателе против упорного и направля-
ющих штифтов просверлены окна для выхода штифтов и для
контроля положения заготовки в штампе.
На листовых штампах можно вырезать детали из листов
дуралюмина, стали, латуни и других материалов при толщине
листа от 0,5 до 8 мм. Стойкость листовых штампов зависит от
толщины и механических свойств материала заготовки, материа-
ла и термической обработки пуансона и матрицы, точности их
119»
изготовления и т. д. и составляет при вырезке деталей из цвет-
ных металлов 800—1000 шт. Затраты металла на изготовление
листового штампа приблизительно в 10 раз меньше, чем на изго-
товление инструментального. Трудоемкость изготовления листо-
вого штампа колеблется в пределах 5—40 чел.-ч. Произво-
дительность при работе с листовым штампом в 5—6 раз выше,
чем при ручной слесарной обработке детали. В ряде случаев
изготовление листового штампа экономически целесообразно
/ 2 3
Рис. 4. 19. Листовой штамп:
/—матрица; 2—пуансон; 3—пуансонодержатель; 4 и 5~
штифты
уже при партии в 20 шт. Листовые штампы могут быть примене-
ны для получения деталей всех трех технологических групп в
период запуска машины в производство, когда основная оснаст-
ка еще не изготовлена, а также при изготовлении опытных са-
молетов и отдельных мелких серий.
Блочные штампы (рис. 4.20), называемые также пластинча-
тыми быстросменными, характеризуются универсальным корпу-
сом-блоком, закрепляемым на прессе и быстросменными пуан-
соном 13 и матрицей 2, фиксируемыми на блоке штифтами 19 и
быстродействующими прихватами 12 и 25- При затягивании бол-
та 8 прихваты поворачиваются на осях 11, давят на скошенные
края пуансоподержателя 6 и прижимают его к опорной пластине
10. При отвинчивании гайки 14 прихваты раздвигаются пружина-
ми 9. На нижней части блока аналогичным образом или с помо-
щью Г-обра.зных прихватов 25 крепится матрица. Опорные пла-
стины 10 и 20 предохраняют верхнюю и нижнюю плиты от изно-
са. Нижняя 1 и верхняя 7 плиты блоков отливаются из чугуна.
Их точное взаимное расположение обеспечивается направляю-
щими колонками 3, запрессованными в нижнюю плиту и входя-
щими, по скользящей посадке второго или первого классов, во
втулки 4, запрессованные в верхнюю плиту. Точное взаимное рас-
120
положение матрицы и пуансона на штампе достигается приме-
нением кондуктора, общего при сверлении и развертывании
отверстий в пуансонодержателе 6, матрицедержателе /7 и в
верхней и нижней частях блока, куда запрессовываются фикси-
рующие штифты 19. Кондуктор является комплектным узлом
штампа и хранится вместе с ним.
Рис. 4. 20. Типовая конструкция блочного штампа с механическим
креплением блока:
1—иижняя плита; 2—-пуансон-матрица; 3—колонка: 4— втулка; 5—резино-
вый выталкиватель; 6—пу а неон одержите л ь: 7—верхняя плита; 8—болт; 9—
пружина; 10—опорная пластина; 11—ось: 12— прихват; 13— пуансон; /4—
гайка; 15—матрица; 16—резиновый съемник; 17—матрицедержатель; 18—
поперечный упор; 19—штифт; 20—опорная пластина; 2/—анкерный болт;
22—корпус продольного упора; 23—винт; 24—продольный упор; 25—при-
хват
Показанный на рис. 4. 20 штамп состоит из верхнего пуансо-
нодержателя 6, матрицедержателя 17, пуансона-матрицы 2 руб-
ки контура и вырубки отверстия, пуансона 13 просечки отвер-
стия, матрицы 15 рубки контура, съемника 16 и выталкивате-
ля 5. Стойкость рабочих частей блочных штампов при вырубке
деталей из алюминиевых сплавов с толщиной листа до 3 мм —
от 5000 до 10000 деталей между переточками. До полного изно-
са рабочие части допускают не более 5 переточек.
121
Блочные штампы значительно производительнее листовых и
могут эффективно применяться как при мелкосерийном, так и
при среднесерийном производстве. Основным недостатком блоч-
ных штампов является несовершенство устройств для фиксации
заготовки, съема детали и отходов. Пре-
имущества — малая стоимость по срав-
нению с обычными инструментальными
штампами.
Раскрой полосы
Рис 4.22. Штамп для пробивки
отверстий под стрингеры:
>—нижняя плита; 2—матрица; 3—съем-
ник, 4—буфер, б—пуансон; 6—пуансо-
нодержатель; 7—хвостовик; 8—винт;
9~верхняя плита, 10—ловитель
Рис. 4 21. Сменный блок
с индивидуальными ко-
лонками:
1—колонка; 2—втулка; 3, 4,
5—фиксаторы, b—съемник;
7 — пуансонодержатель; 8
и 9—пуансоны
Более надежна и технологична конструкция блочных штам-
пов, у которых каждый пакет снабжается собственными колон-
ками 1 (рис. 4.21) и втулками 2. В этом случае блок изготав-
ливается как самостоятельный узел, связанный с корпусом толь-
ко габаритными размерами и пригодный к установке на любой
корпус данного номера. Блок имеет съемник 6, фиксатор 5 для
первого удара (вырубка двух отверстий пуансонами <?), фикса-
тор 4 для вырубки по наружному контуру первой в полосе де-
тали и фиксатор 3 для вырубки всех последующих деталей в
полосе. Таким образом, по совершенству фиксации и съему от-
хода штамп не отличается от нормального инструментального
122
и обеспечивает нормальные точность и экономичность раскроя
полосы и производительность.
Универсальные инструментальные штампы. Эти штампы при-
меняют в самолетостроении, в основном, при изготовлении дета-
лей, полученных поэлементной штамповкой (с нормализованны-
ми участками контура и нормализованными отверстиями).
По конструктивному признаку штампы этой группы разделя-
ют на две подгруппы: 1) универсальные дыропробивные штампы
для индивидуальной пробивки отверстий и для групповой про-
бивки отверстий; 2) штампы для поэлементной штамповки кон-
тура.
Универсальными дыропробивными штампами пользуются в
основном при пробивке конструктивных отверстий в нервюрах,
стенках, мембранах, деталях обшивки и др. Эти штампы, как
правило, изготовляют открытыми, с тем чтобы можно было уста-
новить на них детали с габаритами, ограничиваемыми только
вылетом пресса. Примером такой конструкции могут служить
штампы для пробивки в нервюрах отверстий для прохода
стрингеров (рис. 4. 22).
Штампом пользуются для вырезки отверстий в различных
по размерам нервюрах с разным шагом отверстий. Детали уста-
навливают на штампе с фиксацией инструментальными отвер-
стиями (ИО) по штифтам (ловителям) 10. Верхнюю часть штам-
па крепят на прессе хвостовиком 7, запрессованным в верхнюю
плиту 9. Пуансон 5 запрессован в пуансонодержателе 6 и. кроме
того, удерживается от выпадения буртиком, входящим в соот-
ветствующую выточку пуансонодержателя, который скрепляют
с верхней плитой четырьмя винтами 8 и двумя штифтами. Съем-
ник 3 предотвращает заклинивание детали на пуансоне. Резино-
вый буфер 4 съемника рассчитывается по усилию съема. Вместо
резины могут быть поставлены пружины. Резиновые буферные
устройства обычно предпочитают пружинным, из-за простоты
изготовления, малой стоимости и более простой регулировки,
которая сводится к добавлению или снятию отдельных листов
резины из пакета, образующего буфер. Матрицу 2 крепят на
нижней плите 1 также четырьмя болтами и двумя штифтами.
Групповая пробивка отверстий под заклепки и болты, в част-
ности, направляющих отверстий, — весьма распространенная
операция при изготовлении обшивок и деталей каркаса самоле-
та из профилей. Эту операцию целесообразно выполнять на
универсальных штампах с изменяемым расстоянием между ося-
ми пуансонов. Если отверстия расположены на одной прямой,
то удобно пользоваться штамп-скобами, устанавливаемыми на
профилегибочных прессах (см. гл. 11).
Штампы для поэлементной штамповки. Сущность поэлемент-
ной штамповки заключается в том, что контур детали разби-
вается на элементарные участки (прямые, скошенные, наруж-
ные радиусные скругления, внутренние радиусные выемки и
123
т. д.). Каждый из этих участков контура вырубается на отдель-
ном штампе. Штамп, изготовленный для резки по какому-либо
элементу контура, пригоден для изготовления всех деталей, име-
ющих такие элементы контура, и, следовательно, универсален.
Он может быть использован до полного износа и его изготовле-
ние экономически целесообразно даже при очень малых сериях.
На рис. 4. 23 приведен пример поэлементной штамповки де-
лали внутреннего набора крыла за 8 операций. После вырубки
Рис. 4. 23. Последовательность изготовления детали по-
элементной штамповкой
в универсальном дыропробивном штампе трех направляющих
отверстий НО (операции 1—3) на операции 4 высекается угол
для облегчения гибки бортов. На операции 5 на штампе для
прямолинейной резки обрезается скос. Оба борта гнутся за од-
ну операцию 6 на универсальном гибочном штампе. По имею-
щимся трем направляющим отверстиям вырубаются и формуют-
ся в комбинированных отбортовочных штампах: на операции
7 — верхняя отбортовка меньшего диаметра, а на операции 8 —
две остальные, имеющие одинаковый диаметр. Деталь при этом
фиксируется ловителями штампов. На участке, где осуществля-
.©теп-тгээжмснтчггН! штамимола, усгаиавливаюттруппу (линию)
прессов со штампами, последовательно выполняющими опера-
ции образования контура детали. Участок оснащается комплек-
том штампов, обеспечивающих все разновидности поэлементной
штамповки.
Специализация рабочих на выполнении отдельных элемен-
тов контура и на настройке соответствующего универсального
штампа способствует увеличению производительности и улуч-
шению качества деталей. Точность получения контура при по-
элементной штамповке ниже, чем при штамповке за один удар,
124
из-за суммирования неточностей, возникающих при установке
заготовки на каждом из штампов, используемых для образова-
ния контура. На штампах для поэлементной штамповки вели-
чина и конфигурация обрезаемого припуска определяется упо-
рами. Заготовка фиксируется в регулируемых упорах так, чтобы
отрезаемая ее часть свешивалась над зевом матрицы и срезалась
при ходе пуансона. Регулируемые упоры выполняются в виде
планок, закрепляемых болтами на корпусе штампа или в виде
передвижных упоров, перемещаемых при наладке с помощью
ходовых винтов.
Специальные инструментальные штампы. Упрощенные штам-
пы — листовые, блочные и для поэлементной штамповки — при-
меняют при небольшом объеме мелкосерийного и опытного про-
изводства или при запуске машины в производство, в период
изготовления основной оснастки. При установившемся произ-
водстве с достаточно большой программой экономически целе-
сообразнее применять специальные инструментальные штампы,
которые отличаются от упрощенных и универсальных большей
производительностью и позволяют лучше использовать мате-
риал.
Специальный инструментальный штамп изготовляют только
для вырубки одной определенной детали, после изготовления
которой он больше не используется (частично могут быть ис-
пользованы нормализованные детали). В отличие от упрощенных
штампов специальные инструментальные штампы обычно имеют
конструктивно отработанные устройства для фиксации ленты или
полосы-заготовки как по длине, так и по шагу, точное направле-
ние пуансона по матрице, а при дальнейшем развитии конструк-
ции — автоматические устройства для подачи заготовки и уда-
ления детали и отходов. Специальными инструментальными
штампами изготовляются, в основном, детали третьей техноло-
гической группы (небольшие детали из листа с любыми очер-
таниями контура), получаемые в большом количестве.
Одна из наиболее распространенных конструкций подобного
штампа показана на рис. 4. 24. Штамп предназначен для выруб-
ки контровочной шайбы за два перехода. Сначала в ленте-заго-
товке вырубают внутреннее отверстие, затем на второй позиции
вырубают по контуру деталь, которая падает вниз через отвер-
Line о Lviaipnuc гл СТОЛч? ИрСССН» ЭТОТ ШТ и МП, Kull II ВСО ШТ2МПЫ,-
в которых операция выполняется за два или более последова-
тельных перехода, называется штампом последовательного дей-
ствия или последовательным штампом. Иногда такие штампы
называют прогрессивными.
Штамп состоит из следующих деталей: хвостовика 7, с по-
мощью которого его крепят на ползуне пресса, верхней плиты 6
(на этой плите собраны все детали верхней части штампа),
пуансонодержателя 5, пуансонов 4 и 9, съемника 3, снимающего
с пуансонов заклинившийся на них отход, нижней плиты 1 (на
125
которой размещены все детали нижней части штампа), матрицы
11, фиксатора 2, определяющего величину перемещения полосы-
заготовки (начиная с третьего удара), фиксаторов 12 i 13, до
которых подается полоса при первом и втором ударе, колонок
10 и направляющих втулок 8, дающих точное направление верх-
ней части штампа относительно нижней. Лента-заготовка в по-
перечном направлении фиксируется пазом в съемнике 3.
Рис 4 24 Инструментальный штамп
последовательного действия для вы-
рубки шайбы
1—нижняя плита, 2—фиксатор 3—съемник,
4 и 9—пуансоны, 5—пуансонодержатель,
6—верхняя плита 7—хвостовик 8—втулка,
10—колонка, 11—матрица. 12 и 13—фикса-
тор
Рис 4 25 Инструментальный совме-
щенного действия (компаундный)
штамп для вырубки шайбы
1—буфер, 2— съем 1ик, 3—планка 4—шток;
5—планка 6—штифт 7—пуансон, 8—мат-
рица, 9—выталкиватель, 10—фиксатор, 11—
шансон матрица
На рис. 4 25 изображен штамп для вырубки такой же, как
и в предыдущем штампе, контровочной шайбы за один удар не
в двух, а в одной позиции. Такие штампы, в которых в одной
позиции совмещается выполнение нескольких операций, назы-
ваются штампами совмещенного действия или совмещенными
штампами. Иногда эти штампы называют компаундными.
Штамп работает следующим образом: полоса-заготовка подает-
ся (слева направо) до фиксатора 10. При опускании ползуна
пресса пуансон 7 заходит в пуансон-матрицу 11 и вырубает
126
внутреннее отверстие шайбы. В этот момент пуансон-матрица
наружным контуром заходит в матрицу 8 и вырубает наружный
контур шайбы. Внутренняя высечка (кружок) падает в отверстие
в столе пресса. Деталь выталкивается из матрицы 8 выталки-
вателем 9, опускаемым при верхнем положении ползуна пресса
штифтами 6, планкой 5, штоком 4, поперечной планкой, нахо-
дящейся на ползуне пресса, и упорами станины пресса. Две
планки 3 фиксируют заготовку-полосу в поперечном направле-
нии. Съемник 2, удерживаемый в верхнем положении резиновым
буфером 1, снимает полосу с пуансона-матрицы 11.
Совмещенные штампы обеспечивают более точную соосность
наружных и внутренних контуров детали, но сложнее в изготов-
лении. Удаление детали выполняется сдуванием. Деталь может
также оставаться в ленте и удаляться вместе с ней.
Комбинированные штампы. Машинное время при изготовле-
нии деталей вырубной штамповкой очень мало и составляет при
числе ходов пресса 60—120 в минуту соответственно 1—0,5 с.
Основную долю оперативного времени составляет установка за-
готовки (полосы, штучной заготовки) и съем готовой детали.
Поэтому соединение нескольких операций штамповки в одну
резко увеличивает производительность за счет совмещения вспо-
могательного времени. Такое совмещение дают комбинирован-
ные штампы, соединяющие в себе операции вырубки, гибки, вы-
тяжки, отбортовки и т. д.
Оборудование для вырубной штамповки.
Выбор и настройка прессов
Для вырезной штамповки применяют главным образом ме-
ханические кривошипные прессы. Наряду с этим иногда поль-
зуются фрикционными и гидравлическими прессами. Кривошип-
ный пресс состоит из следующих узлов и механизмов (рис.
4.26): станины 1, вала 5, маховика или маховой шестерни 3,
муфты 4, электродвигателя 2, шатуна 8, ползуна 9, тормозного
устройства 6 и стола 10.
Поступательно-возвратное движение ползуна обеспечивается
эксцентричным расположением кривошипа 2 вала (рис. 4.27).
Регулировка величины хода ползуна достигается поворотом
эксцентричной втулки 3, в которую входит кривошип. Втулка
фиксируется в различных положениях торцовой кулачковой муф-
той 4. От проворачивания на валу муфта удерживается шпонкой.
Максимальная величина хода ползуна 77max = +i(ei + e2)-2; ми-
нимальная Hmin— (ei — е2) -2.
После установки муфта затягивается гайкой 5. Ползун при
движении в направляющих пресса должен иметь люфт не более
0,05 мм, что особенно важно, когда штамп не имеет направляю-
щих устройств и точность направления пуансона по матрице оп-
ределяется только точностью хода ползуна. Указанная точность
127
ЛОСДИГЙ^ТСД.-ПЛШпабпиппнанием паблчих плврпхнлстей плпчуия.
и направляющих и регулировкой зазора с помощью винтов и
клиньев.
Для регулировки расстояния между ползуном и столом пол-
зун 8 соединен с шатуном 6 винтом 7, ввинчиваемым или вывин-
Рис 4 26 Схема кривошипного пресса
/—станина, 2—электродвигатель 3— маховик (или маховая шестерня), 4—
муфта, 5—ват 6—тормозное устройство 7—подшипник 8—шатун, 9—пол
зуи 10—стол 11—педель включения
чиваемым в процессе регулировки за шестигранник Ш, находя-
щийся в его средней части. После регулировки винт жестко фик-
сируется в ползуне затягиванием винта 9, стягивающего суха-
ри 10. Для предохранения от поломки пресса в ползуне часто
устанавливают предохранительную шайбу 11, срезающуюся при
перегрузках пресса.
Крепление штампов на ползуне достигается зажимом хвосто-
вика 5 штампа (рис. 4. 28) между опорной поверхностью пол-
зуна 1 (обычно призматической формы) и сухарем 2, затягивае-
128
мым шпильками Л На многих птгсах.в пплзуНк^имспТС.»: УСТРОЙ-
СТВО для выталкивании высечки черев лвинивил. ч™ wviuni
из поперечины 7, свободно лежащей в сквозной прорези ползу-
на / Высота прорези должна быть больше высоты планки на
величину хода выталкивания. Нижнее ребро поперечины рас-
положено несколько выше конца хвостовика 5 штампа, то есть
там, где находится торец выталкивателя 8. В процессе вырубки,
Рис 4 27 Схема регулировки хода и подъема ползуна:
/—вал пресса; 2—кривошип, 3—втулка, 4—муфта; 5—гайка; 6—шатун; 7—
виит, 8—ползун; 9—виит, 10— сухарь, 11—шайба
когда выталкиватель поднимается вверх, поперечина перемеща-
ется в верхнюю часть щели. При ходе ползуна вверх поперечина
останавливается упорными винтами 6 раньше, чем ползун дой-
дет до крайнего верхнего положения, и вместе с выталкивателем
перемещается в свое крайнее нижнее положение, выбрасывая
высечку 9 из верхней части штампа. На рис. 4. 28, б показано
положение детали в момент вырубки, а на рис. 4. 28, в — в мо-
мент выталкивания высечки.
Пресс выбирается для каждой конкретной работы по следу-
ющим параметрам (см. рис. 4.26): 1) максимальному усилию;
2) работоспособности (мощности); 3) максимальному ходу пол-
зуна пресса и его регулировке; 4) числу ходов в минуту; 5) пло-
щади стола LxBlt величины отверстия в столе LiXBz и d;
6) вылету станины С; 7) закрытой высоте (расстоянию Н меж-
ду нижним торцом ползуна и столом пресса при крайнем ниж-
5 72
129
нем положении ползуна). Закрытая высота измеряется на прес-
се, отрегулированном на наибольшую величину хода, и при пре-
дельно укороченной длине шатуна.
При выборе пресса, кроме этих данных, может иметь значе-
ние наличие устройства для выталкивания через хвостовик, ве-
личина регулировки высоты стола, хода ползуна и длины ша-
туна.
Рис. 4 28. Схема установки штампа.
а—крепление верхней части штампа на ползуне; б—положение деталей устрой-
ства для выталкивания высечки через хвостовик в момент вырубки; в—положе-
ние деталей в момент выталкивания высечки 9,
Z—ползун; 2—сухарь; 3—-шпилька, 4—винт. 5—хвостовик, 6—-винт; 7—поперечина;
8—выталкиватель, 9—высечка
Наиболее полно все параметры пресса учитываются при про-
ектировании технологии вырубки и вырубных штампов с приме-
нением электронных вычислительных машин (ЭВМ). При этом
учитывается не только наличный парк прессового оборудования,
но и его загрузка и ряд других параметров, которые вводятся
в запоминающие устройства ЭВМ.
Порядок проектирования с использованием ЭВМ следующий.
В запоминающие устройства ЭВМ вводится нормативно-спра-
вочная информация (НСИ). Эта информация содержит все спра-
вочные материалы: сведения об имеющемся на заводе оборудо-
вании, характеристики материалов, оснастки, нормативы вре-
мени и др. Для получения таких материалов используются
справочники и учебники по штамповке (Д. А. Шофмана,
Д. А. Вайнтрауба, В. П. Романовского, Б. П. Звороно, С. А. Ва-
лиева и др.). С участием инженера-программиста разрабаты-
вается логико-математическая модель процесса. Геометрическая
и качественная информация, содержащаяся на чертеже-детали
кодируется и вносится в карту исходной информации детали
(КИНД). Содержание КИНД в информационно-вычислитель-
ном центре (ИВЦ) переносится на стандартную перфоленту.
Дента вводится в ЭВМ, которая и выполняет работу по проек-
тированию технологического процесса и штампа.
130
Машиной назначается оборудование, определяется опти-
мальное расположение детали в полосе и полосы в листе, опре-
деляются оптимальные габариты листа и коэффициент kB ис-
иотьзования материала заготовки. Назначаются операции очи-
стки и клеймения деталей. Выполняется расчетно-техническое
нормирование операции. Из набора бланков-чертежей, имею-
щихся в распоряжении технологического отдела, выбирается тип
штампа. ЭВМ проставляет шифр этого бланка и рассчитывает
формы, размеры и допуски рабочих деталей штампа. Резуль-
таты расчетов выводятся на алфавитно-цифровое печатающее
устройство. Документация передается в отдел главного техно-
лога и там окончательно оформляется. По данным документа-
ции подбирается бланк-чертеж., в который вносят размеры и до-
пуски рабочих частей штампа.
Глава 5
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ САМОЛЕТА
ГИБКОЙ ИЗ ЛИСТА
$.1. КЛАССИФИКАЦИЯ ДЕТАЛЕЙ ПО ТЕХНОЛОГИЧЕСКОМУ ПРИЗНАКУ
Детали самолета, получаемые гибкой из листа, можно раз-
делить на три технологические группы: 1) гнутые детали не-
больших габаритов различной конфигурации (типа скоб, крон-
штейнов для крепления гидротрубопроводов, электрожгутов,
маслопроводов и др.); 2) плоские детали с бортами и их заго-
товки (нервюры, перегородки, мембраны и др.); 3) профили из
листа. Особую группу гнутых деталей из листа составляют об-
шивки самолета одинарной кривизны. Гибка этих деталей рас-
сматривается в гл. 10.
Детали первой группы при небольшом объеме производст-
ва— при единичных заказах и мелких сериях или в период
изготовления основной оснастки (при запуске машины в произ-
водство) — изготовляют вручную на оправках или на универ-
сальных гибочных станках (кантовках). При большом объеме
производства детали первой группы изготовляют в гибочных
штампах.
Детали второй технологической группы характеризуются
плоской формой и наличием бортов по краям. Значительные га-
бариты этих деталей при изготовлении их в инструментальных
штампах вызывают большие затраты металла и связанную с
этим высокую стоимость штампов. Наиболее экономически целе-
сообразным методом изготовления деталей второй группы в ус-
ловиях самолетостроения является гибка резиной на гидравли-
ческих прессах.
Детали третьей группы характеризуются большой протяжен-
ностью в одном направлении и одинаковыми конфигурацией и
размерами сечений по длине. Основной метод получения деталей
этой группы — гибка с помощью универсальных или, реже, спе-
циальных штампов на универсальных листогибочных прессах.
Профили из листа с криволинейными образующими изготовля-
ют, в основном, последующей прокаткой на роликах прямоли-
нейных профилей, полученных гибкой из листа.
5Л. СУЩНОСТЬ ПРОЦЕССА ПЛАСТИЧЕСКОГО ИЗГИБА
При нагружении лежащей на матрице заготовки усилием
пуансона слои А рис. 5. 1 металла, расположенные внутри угла
132
Рис 5.1. Схема напряжений и дефор-
маций при пластическом изгибе
изгиба, сжимаются и укорачиваются в продольном направлю
нии, одновременно растягиваясь в поперечном. Слои Б, располо-
женные на наружной стороне изгибаемого угла, растягиваются,
удлиняясь в продольном направлении и укорачиваясь в попе-
речном. При этом в соответствии с гипотезой «плоских сечений»
все сечения изгибаемого бруса, перпендикулярные его оси,
остаются плоскими и после изгиба. При небольшой относитель-
ной ширине B/s заготовки (B/s<i5) в результате описанных
деформаций прямоугольные сечения изгибаемой детали превра-
щаются в трапецеидальные.
В средней части изгибаемого \
сечения расположен нейтраль- § § А Зшупластических /
ный слой деформаций 00, «формаций Г
длина волокон в котором Ири
изгибе не изменяется.
При больших радиусах 7?
гибки положение нейтрально-
го слоя почти совпадает с се-
рединой сечения. По мере
уменьшения радиуса гибки
этот слой смещается к внут-
ренней стороне изгибаемого
•угла. Величина деформации
растянутых и сжатых слоев
изгибаемой детали зависит от
величины радиуса изгиба R и
толщины заготовки $. Чем меньше радиус кривизны, тем боль-
ше деформации крайних волокон. При очень малых радиусах
изгиба может произойти разрыв наружных волокон, поэтому оп-
ределение минимально допустимых радиусов изгиба имеет боль-
шое практическое значение. Для вычисления минимально допу-
стимого радиуса 7?min изгиба обычно пользуются формулой
^min=fe, где j?min — минимальный радиус изгиба, мм; k — коэф-
фициент, зависящий от механических свойств материала заго-
товки и расположения волокон и получаемый опытным путем;
s — толщина листа, мм.
Отношение R/s радиуса изгиба к толщине листа называют
также относительным радиусом изгиба Rom (ROth=R/s).
При раскрое заготовки детали в штампе или на ножницах
вблизи поверхности среза образуется зона нагартованного ма-
териала, и если полученные таким образом заготовки не под-
вергались отжигу, их следует рассматривать как нагартован-
ные. Металл в листе, полученном прокаткой, анизотропен. Его
кристаллиты получают в результате проката волокнистую фор-
му и прочность в сечениях, расположенных поперек волокон,
больше, чем в сечениях, расположенных параллельно волокнам.
При предельных значениях радиуса изгиба заготовки в листе
гири раскрое располагают так, чтобы линия изгиба была перпен-
133
дикулярна направлению волокон или образовывала с ними угол
не менее 45°.
Значения радиуса 7?ОТн приведены в табл. 5.1. Как видно из
таблицы, на величину минимального значения радиуса влияет
нагартовка, температура подогрева и расположение линии изги-
ба относительно направления волокон, образующихся при про-
катке. Значительное влияние имеет также состояние кромок за-
готовки. Большие заусенцы на кромках способствуют образова-
нию трещин. При предельно малых радиусах изгиба заусенцы
перед операцией гибки зачищаются (они должны быть направ-
лены внутрь угла гиба).
Таблица 5 /
Значения минимального относительного радиуса изгиба ROtB
для различных материалов
Ма гериал Отожженные или нормализованные Нагартоваиные
Расположение линии изгиба
поперек волокон вдоль волокон поперек воюкои ВДОЛЬ волокон
Алюминий АД, АДФ 0 0,3 0,3 0,8
Дуралюмин мягкий 1 1.5 1,5 2,5
Дуралюмин твердый 2 3 3 4
Сплав В95М — — 1,8 3
Сплав В95Т — — 3,5 5
Сплав АМгбТ 2 — — —
Магниевый сплав МА1 2* 3* 7 9
Магниевый сплав МА8 2* 3* 5 8
Титановый сплав BTil 1,5** 2** 3 4
Титановый сплав ВТ5 — — 4 5
Медь отожженная 0 0,3 1 2
Латунь Л68 0 0,3 0,4 0,8
Сталь 05—08кп 0 0,3 0,2 0,5
Сталь 15—20, Ст. 3 0,1 0,5 0,5. 1
Сталь 45—50, Ст. 6 0,5 1 1 1,7
Сталь ЗОХГСА .— — 1,5 4
Сталь нержавеющая — — 2,5 6,5
* Нагрев до 300” С.
** Нагрев до 300—400° С
134
S.3. ПРУЖИНЕНИЕ ПРИ ИЗГИБЕ
Если волокна, находящиеся на внешней стороне угла изги-
баемого листа пластически растянуты, а на внутренней стороне
угла пластически сжаты, то наряду с пластическими в них при-
сутствуют и упругие деформации, имеющие предельные значе-
ния. Вблизи нейтральной линии О—О, на которой знак напря-
жений меняется, если она расположена внутри материала, всег-
да находится слой, в кото-
ром деформации не пере-
шли за предел упругости.
Таким образом, после
снятия изгибающих усилий
в листе остаются упругие
деформации, которые зас-
тавляют деталь распружи-
иивать В практике штам-
повочных работ пружине-
ние выражают углом Лер
между сторонами изгибае-
мого угла, на который уве-
личивается угол загиба <р
после снятия изгибающего
усилия. Величина угла А<р'
зависит от целого ряда фак- P,iC- 2 Зависимость угла пружинения
' от радиуса гибки (для АМгбТ) при из-
торов: относительного ради- F гнбе на' угол 60о
уса изгиба Roth—R/s, угла
загиба <р, упругих свойств
металла заготовки и ее нагартовки и конструкции штампа. За-
висимость угла пружинения А<р от относительного радиуса из-
гиба 7?отн видна на рис. 5 2, где представлены 8 образцов дета-
лей одной и той же толщины, изогнутые пуансоном с одним и тем
же углом 60°, но с разными радиусами изгиба При увеличении
радиуса п\ ансона с 3 до 24 мм угол пружинения увеличивается
на 16°30' (83°—66°30'). Поскольку кривизна детали, а следова-
тельно, и относительный радиус кривизны /?отн на различных
участках пуансона различны — пружинение детали при гибке
в значительной степени зависит от конструкции штампа. Эту
зависимость при проектировании штампа трудно учесть.
Рекомендации по выбору и определению рабочих размеров
гибочных штампов даны в нормали АН-702. В практике значе-
ния Дф при расчетах размеров штампа берутся по таблицам или
графикам, составленным на основании экспериментальных дан-
ных. На определенный таким образом угол пружинения при кон-
струировании гибочного штампа делается поправка в размерах
рабочих частей пуансона и матрицы. Точных поправок обычно
получить нельзя, так как механические свойства материалов
колеблются даже для заготовок, полученных из одного листа
135
(в частности, из-за различного наклепа в середине и по пери-
ферии листа, полученного при прокатке). Поэтому гибочные
штампы после испытания часто дорабатываются. Величину угла
пружинения практически можно уменьшить почти до нуля вве-
дением дополнительной операции калибровки с чеканящим уда-
ром (выполняется обычно на фрикционных прессах).
5.4. ОСОБЕННОСТИ ПЛАСТИЧЕСКОЙ ГИБКИ
ЛИСТОВ ИЗ НЕРЖАВЕЮЩИХ СТАЛЕЙ И ТИТАНОВЫХ СПЛАВОВ
Листы из нержавеющей и жаропрочной стали, применение
которых в самолетостроении с каждым годом растет, для повы-
шения прочности нагартовывают прокаткой в холодном состоя-
нии. При этом пластичность этих сталей значительно уменьша-
ется и пружинение при гибке (в штампах, резиной и т. д.) име-
ет очень большое значение. Для сталей 1Х18Н9Н, 1Х18Н9ТН и
ЭИ654Н угол пружинения при /?отн—3 доходит до 15°, а при
#отн=15 — до 35°. При относительных радиусах /?отн^с8 ради-
ус изогнутой детали мало отличается от радиуса пуансона. При
больших относительных радиусах изгиба при конструировании
штампа необходима корректировка радиуса пуансона.
Сплавы титана имеют узкий интервал формуемости и срав-
нительно небольшое удлинение, что резко ограничивает возмож-
ности гибки. Способность материала к формообразованию может
быть выражена отношением разницы между пределом прочно-
сти и пределом текучести к пределу прочности, выраженным в
%. В то время как у аустенитной нержавеющей стали это отно-
шение равно 70%, у сплавов титана оно опускается до 8%.
Механические свойства титановых сплавов анизотропны и
значительно колеблются даже в пределах площади одного ли-
ста. Отклонения по толщине листов титана значительно больше,
чем для других металлов, что вызывает затруднение при назна-
чении рабочих размеров штампа и увеличенные отклонения в
размерах отштампованных деталей. Поверхность заготовок из
титана должна быть гладкой без рисок и царапин, а кромки не
должны иметь заусенцев. Перечисленные дефекты могут стать
очагами разрушения, особенно при гибке по небольшим радиу-
сам на участках, где преобладают деформации растяжения (на
наружных участках изгибаемого угла).
Из-за большого и неравномерного пружинения обычные тех-
нологические схемы для формообразования деталей из титана
непригодны и процессы ведутся в следующем порядке. В холод-
ном или нагретом состоянии заготовке общепринятыми метода-
ми придается приближенная форма с широкими допусками.
Затем деталь проходит для снятия остаточных напряжений тер-
мообработку и получает окончательную форму калибровкой в
горячем состоянии. Таким образом, гибка деталей из титана на
прессах в основном является предварительной операцией. Хотя
136
во многих случаях детали из титана можно гнуть в штампах
без нагрева заготовки, обычно предпочитают вести процесс с
подогревом, что уменьшает пружинение и позволяет выполнять
гибку с меньшими радиусами скруглений. Заготовки из титана
нагреваются при этом до 260—315° С, а заготовки из титано-
вых сплавов — до 425—540° С, с подогревом штампов с помощью
электроспиралей до 135—260° С.
Гибку титана рекомендуется вести на гидравлических прес-
сах, обеспечивающих невысокие скорости деформации. При гиб-
ке с небольшими скоростями (на гидравлических прессах)
штамп может быть нагрет до 540°, а заготовка взята без подо-
грева. За время хода (3—5 с) ползуна заготовка успевает на-
греться до оптимальной температуры за счет контакта со штам-
пом. При работе на обычных'кривошипных и на листозагибоч-
ных прессах матрица и пуансон не подогреваются, а заготовку
нагревают до 565° С.
Поскольку титан имеет склонность к растрескиванию по ра-
диусу гибки, все сложные по форме полученные гибкой или
формовкой детали из титана подвергаются флюоресцентному
контролю. Если обнаруженные таким образом дефекты незна-
чительны, они удаляются зачисткой и шлифованием.
5.5. ОПРЕДЕЛЕНИЕ УСИЛИЯ ГИБКИ В ШТАМПАХ
Все случаи гибки в штампах можно свести к трем схемам:
1) свободная гибка (рис. 5.3,6); 2) гибка с упругим выталки-
вателем (рис. 5. 3, в); 3) гибка с калибровкой (рис. 5. 3, г).
При свободной гибке усилие пресса затрачивается только на
преодоление сопротивлений деформации изгибаемой детали и
усилий трения ее о стенки матрицы. При этом стенки детали
получаются, как это видно из рис. 5.3, б, не плоскими. Для устра-
нения этого явления применяют упругие выталкиватели (см.
рис. 5.3,8). Как показывает практика, усилие, развиваемое вы-
талкивателем, должно составлять 25-—30% усилия, необходи-
мого при свободной гибке. При гибке с калибровкой (см. рис.
5.3, г) потребное усилие рассчитывают по усилию калибровки,
которое значительно больше усилия гибки. При расчетах уси-
лий гибки изгибаемую деталь можно рассматривать как балку,
нагруженную давлением пуансона. Однако расчеты значительно
усложняются, поскольку между заготовкой и стенками матрицы
возникают силы трения, а также происходит упрочнение мате-
риала вследствие пластических деформаций на изгибаемых уча-
стках детали. С учетом этих факторов величина усилия гибки
П-образной детали (см. рис. 5. 3, а) равна (в конце процесса,
когда усилие имеет наибольшую величину)
уз 0>4 (1,5 Ч-*в)
Гп + s + cs
137
где Ев — относительное удлинение материала заготовки при раз-
рыве (в момент начала образования шейки); b — длина детали
Рис. 5.3. Схемы гибки в
штампах:
а—схема нагружения заго-
товки; б—свободная гибка
(«иа провал»); в—гибка с
упругим выталкивателем;
г—гибка с калибрующим
ударом
по линии изгиба, мм; гп — радиус
скругления рабочей кромки пуансона,
мм; с — коэффициент, учитывающий
уменьшение трения изгибаемой дета-
ли о рабочую поверхность матрицы
(берется из таблиц).
В цеховых условиях для прибли-
женных расчетов усилия гибки без
калибровки обычно пользуются фор-
мулой
р__ksbvB
~ 1000 ’
где Р — потребное усилие пресса, тс;
k — коэффициент, принимаемый для
обычных условий гибки (й=0,25);
b — общая длина линии изгиба, мм;
ств — предел прочности при растяже-
нии, кгс/мм2.
Из формулы видно, что требуемое
усилие изгиба составляет часть уси-
лия разрыва по изгибаемому перимет-
ру, причем коэффициентом 0,25 учи-
тывается как влияние радиусов скруг-
ления пуансона и матрицы, так и тре-
ние, и заклинивание при изгибе. Если
гибка ведется с калибровкой детали,
то необходимое усилие пресса рассчи-
тывают по формуле P—qF/\000, где
Р — усилие пресса, тс; F — площадь,
подлежащая калибровке, мм2; q —
удельное давление калибровки, кг/мм2
(берется из таблиц).
5.6. ТОЧНОСТЬ ГИБКИ В ШТАМПАХ
На точность деталей, получаемых гибкой в штампах, оказы-
вает влияние целый ряд факторов: однородность механических
свойств материала заготовки, отклонения по толщине заготов-
ки, форма и размеры изготовляемой детали, конструкция и точ-
ность изготовления штампа (в частности, наличие прижима),
точность изготовления пуансона и матрицы, точность направле-
ния верхней части штампа относительно нижней, точность бази-
рования заготовки на штампе, количество переходов при штам-
повке (в особенности, наличие операции калибровки).
138
Наиболее часто встречающимися вилами брака при гибке в
штампах являются: искажение формы детали вследствие пру-
жинения, трещины по линии изгиба, вмятины, царапины и зади-
ры на поверхности детали, смещение изгибаемых участков от-
носительно друг друга, изменение толщины материала в зоне
гибки. Брак по пружинению устраняется точным учетом углов
пружинения материала, а при значительных отклонениях упру-
гих свойств материала — введением операции калибровки.
Трещины появляются вследствие неправильного выбора ра-
диуса изгиба, неправильного расположения линии изгиба отно-
сительно направления волокон материала или в результате де-
фектов материала.
Царапины и задиры устраняются очисткой поверхности
штампа и заготовок от загрязнений (песка, окалины и т. д.).
Причины вмятин — малые радиусы схода на матрице и износ
штампа. Причиной смещения изгибаемых участков относитель-
но друг друга является неправильная фиксация заготовки ня
штампе.
Утонение на участке изгиба обычно происходит из-за малых
радиусов рабочих частей пуансона и защемления заготовки меж-
ду пуансоном и матрицей.
S.7. ТЕХНОЛОГИЯ ГИБОЧНЫХ РАБОТ
Гибка деталей первой технологической группы
Гибка на оправках. Как уже указывалось,
единичных заказов и в период запуска новой
водство, когда серийная технологическая
оснастка — гибочные штампы — еще не
изготовлена, детали первой технологиче-
ской группы гнут вручную на оправках или
на универсальных загибочных станках —
кантовках.
Гибочные оправки обычно изготавлива-
ют из двух половин: собственно оправки 1
(рис. 5-4) и прижима 2, взаимно фиксиру-
емых штифтами 3. Это позволяет зажимать
заготовку 4 между двумя с надлежащей
чистотой обработанными поверхностями,
что предохраняет ее от повреждения губ-
ками тисков. Заготовка, заложенная между
половинами оправки, зажимается вместе с
ними в тисках и изгибается ударами молот-
при изготовлении
машины в произ-
Рис. 5.4 Гибка на
двухсторонней оправ-
ке в тисках:
/—•оправка; 2—прижим;
3—штифт, 4—-деталь
ка. Фиксация заготовки в оправке осуществляется по инструмен-
тальным отверстиям (ИО) или по контуру.
Контур рабочей поверхности оправки изготовляют по шаб-
лону внутреннего контура (ШВК) детали. Радиус рабочей кром-
ки берется по шаблону контура сечения (ШКС) детали с уче-
139
том утла пружинения. Материалом для изготовления гибочных
оправок служит балинит или любая поделочная сталь. Произво-
дительность при гибке в оправках во много раз меньше произ-
водительности при гибке в штампах. Поверхность детали пов-
реждается ударами молотка или киянки и детали требуют
сплошного контроля.
Гибка на кантовках (листогибочных станках с поворотной
балкой). Схема гибки на листогибочных станках с поворотной
Рис. 5.5 Гибка иа универсальных листогибочных станках (кан-
товках) :
а—схема гибки; б—кантовка; 1—стойки; 2 и 8—маховики подъема верхне-
го и иижиего столов, 3—рукоятка, 4—фартук; 5—нижний стол; 6—про
тивовес; 7—верхний стол (траверса); 9—заготовка; 10—линейка; //—упор;
12—прокладка
гибочной балкой (кантовках) дана на рис. 5. 5, а, а общий вид
небольшой кантовки с ручным приводом — на рис. 5. 5, б. Ста-
нок состоит из двух стоек 1 нижнего стола 5, верхнего стола 7,
фартука 4 и механизмов подъема верхнего и нижнего столов.
Верхний стол при зажиме заготовки может перемещаться в вер-
тикальном направлении вращением маховика 8, а нижний стол
в процессе настройки станка на толщину заготовки — с помощью
маховиков 2. Поворотную гибочную балку (фартук) при гибке
поворачивают на оси рукоятками. Вес фартука уравновешен
противовесом 6. Станок позволяет гнуть детали по прямым ли-
ниям под различными радиусами, определяемыми радиусом ли-
нейки 10. Заготовка 9 кладется на нижний стол 5 станка и при-
жимается к нему линейкой 10. Прижим достигается вращением
маховика 8, опускающего верхний стол 7 с его линейкой 10.
После этого рукоятками 3 поворачивают фартук 4 вверх до из-
гиба заготовки на требуемый угол. Ширина отгибаемого участка
определяется упором 11.
Детали можно также устанавливать по разметке или шабло-
нам. Для гибки под различными радиусами к станку следует
иметь комплект линеек. Накладывая на линейку прокладки 12,
140
можно получать детали с различным радиусом изгиба без сме-
ны линейки. Маховики 2 предназначены для регулирования
положения нижнего стола, рабочая поверхность которого долж-
на располагаться выше рабочей поверхности линейки фартука
на толщину заготовки. На отечественных самолетостроительных
заводах применяются кантовки как с ручным, так и с механиче-
ским приводом.
Изображенный на рис. 5. 6, а ручной станок позволяет гнуть
детали длиной (по образующей) до 2000 мм при толщине листа
до 3 мм из стали и до 6 мм из дуралюмина. На станках с меха-
ническим приводом механизированы как перемещение верхнего
стола, так и поворот гибочной балки (фартука). Такие механи-
зированные станки дают достаточную эффективность не только
как вспомогательное, но и как основное листозагибочное обору-
дование.
Примером конструкции механизированной кантовки может
служить модель И2118. Станок имеет гидравлический привод как
фартука, так и прижимной балки. Машина может работать как
с раздельным управлением приводами прижимного и поворотного
механизмов, так и в автоматическом режиме. Управляется маши-
на с помощью кнопок и переносной панели. Аналогичную конст-
рукцию имеет кантовка И2116. Кантовки И242 и И2114, в отличие
от описанных, имеют механический привод зажима и поворота
(от индивидуальных электроприводов). Аналогичные по конст-
рукции рассмотренным кантовкам настольные гибочные станки,
устанавливаемые на слесарных группах, используются для гиб-
ки небольших деталей в период изготовления оснастки по новым
машинам или при исполнении небольших заказов.
Гибка в штампах. При серийном и крупносерийном произ-
водстве детали первой технологической группы и, в незначи-
тельной степени, второй и третьей изготовляют в гибочных ин-
струментальных штампах. Поскольку гибка в штампах обеспе-
чивает высокую точность размеров и взаимозаменяемость дета-
лей, в отдельных случаях штампы удешевленных конструкций
применяют и при изготовлении мелких партий деталей. Особое
значение при этом имеют универсальные гибочные переналажи-
ваемые штампы (УГШ), которые могут быть использованы для
целой технологической группы деталей, причем для перехода от
изготовления одной детали к изготовлению другой требуется
очень нетрудоемкая переналадка.
По конструктивным признакам гибочные инструментальные
штампы можно разделить на четыре группы: 1) простые с цель-
ными пуансоном и матрицей (рис. 5.6; 5. 7 и 5.8); 2) с пуансо-
ном или матрицей, поворачивающимися или скользящими в про-
цессе гибки детали (рис. 5. 9 и 5. 10); 3) комбинированные,
в которых операция гибки совмещается с другими операциями
или совмещаются несколько последовательно выполняемых опе-
141
Рис 5 6 Гибочный штамп, ра-
ботающий на провал (а), пра-
вильно согнутая деталь (б);
брак (е):
1—матрица, 2—фиксатор; 3—пуан-
сон
Рис 5.7 Штамп с жестким
(калибрующим) ударом
/—пуансон; 2—матрица; 3—фикса-
тор
Рис 5.8 Штамп с прижимом-вы-
талкивателем от универсального
буферного устройства:
1—прижим выталкиватель, 2—матри-
ца; 3—пуансон; 4—фиксатор
Рис 5.9 Схемы штампов с пово-
рачивающимися деталями мат-
рицы:
а—для гибки детали с закрытой мал-
кой; б—для гибки патрубка,
/—пуансон, 2—матрица, 3—сухарь
142
раций гибки; 4) универсальные, переналаживаемые (УГШ)
рис. 5. 11.
Штампы с цельными пуансоном и матрицей наиболее про-
стые в изготовлении и отладке, в свою очередь, могут быть раз-
делены на три подгруппы: а) штампы, работающие на провал
(см. рис. 5.6); б) штампы с калибрующим ударом (см. рис.
5.7); в) штампы с выталкивателем (см. рис. 5.8).
д-д
6-Б
1
Рис 5. 10 Гибочный штамп со скользящими деталями матрицы:
/—оправка, 2—движок, 3 и 4—клинья; 5—пуаисон; 6 и 7—пружины. 8—направля-
ющая колонка
Штампы, работающие на провал, просты и недороги в изго-
товлении. Заготовка фиксируется на матрице 1 с помощью упо-
ра или рамки-фикса гора 2. Пуансон 3, изогнув деталь, протал-
кивает ее через отверстие в матрице и столе пресса в подстав-
ленную тару. Хотя заготовка и фиксирована на матрице, из-за
неодинакового трения или неодинакового сопротивления изгибу
гибка происходит с неодинаковым перемещением сторон и де-
таль получается бракованной (см. рис. 5.6,6 и в). Пружинение
детали (А<р) при такой конструкции не компенсируется; деталь
143
приходится дорабатывать или мирился с возможными откло-
нениями.
В штампах (см. рис. 5. 7) в конце гибки заготовки, уложен-
ной на матрицу 2 и фиксаторы 3, пуансон 1 калибрует деталь,
и ошибка из-за пружинения устраняется. Усилие в конце удара
может резко возрасти из-за плюсового отклонения по толщине
заготовки. Для предупреждения поломки пресса под такие
Рис 5. 11 Гибка хомутиков на универсальном переналаживае-
мом гибочном штампе
а—формы хомутиков, б, в, г, д—переходы операции гибки,
I—оправка, 2 и //—упоры, 3 и 10—упоры, 4 и 9—ползуны; 5 и 8— рычаги,
6 и 7—сухари
штампы при установке на кривошипные прессы кладется рези-
новая прокладка. Обычно для штампов с жестким ударом ис-
пользуются фрикционные прессы.
В штампах с прижимом-выталкивателем (см. рис. 5. 8) заго-
товка, с момента соприкосновения с ней пуансона, в течение
всей гибки зажата между прижимом 1 и пуансоном 3, что пре-
дохраняет заготовку от сдвига. Если это не вредит качеству де-
тали, в прижим или пуансон запрессовывается керн, который,
вдавившись в заготовку, обеспечивает невозможность ее сдвига
относительно пуансона. Поскольку колебания в величине уси-
144
лия зажатия заготовки не отражаются на процессе гибки, ги-
бочные штампы обычно устанавливаются с универсальными
буферными устройствами, имеющимися на прессах, что резко
удешевляет штамп.
Штампы со скользящими или поворотными частями приме-
няются при гибке деталей сложной конфигурации или для ком-
пенсации пружинения. На рис. 5.9, а и б дана схема штампа с
поворачивающимися сухарями 3. При гибке скобы с закрытой
малкой (см. рис. 5. 9, а) пуансон 1 сначала отгибает борта ско-
бы на 90°, а в конце хода, надавливая на нижние плечи, пово-
рачивает сухари 3 так, что вертикальные их плечи догибают
борта до нужного угла. При подъеме пуансона возвращаемые
пружинами в исходное положение сухари позволяют пуансону
выйти из матрицы 2.
Аналогично работает штамп (см. рис. 5. 9, б). Примером кон-
струкции со скользящими деталями может служить штамп для
гибки детали капотного замка, изображенный на рис. 5. 10. За-
готовка фиксируется между оправкой 1 и движком 2, перемеща-
ющимся под действием клина 3. Клинья 4 сдвигают пуансоны 5,
которые при этом и выполняют операцию гибки. В исходное по-
ложение пуансоны возвращаются под действием пружин 6,
а движок 2 — под действием пружин 7. Для разгрузки направ-
ляющих колонок 8 скобы клиньев 4 расположены таким обра-
зом, чтобы боковые составляющие усилия гибки взаимно урав-
новешивались.
При характерных для самолетостроения частых сменах мо-
делей машин, большой номенклатуре деталей и опытном и мел-
косерийном характере производства, технологические отделы и
инструментальные цехи в большинстве случаев не в состоянии
своевременно спроектировать и изготовить всю специальную
оснастку для запускаемого в производство самолета. Даже сво-
евременно поступившие в цех штампы нередко требуют пере-
делки или доработки вследствие изменений, внесенных в конст-
рукцию детали за время проектирования и изготовления штам-
па. Поэтому значительный процент деталей из листа,
относящихся к первой технологической группе, изготавливается
вручную на слесарных группах со свойственными ручной работе
неточностью, отсутствием взаимозаменяемости и дефектами по-
верхности.
Одним из решений этой проблемы является применение
универсальных гибочных переналаживаемых штампов (УГШ).
Применение универсальных переналаживаемых штампов осуще-
ствляется по двум направлениям: а) изготовление однотипных,
но имеющих различные размеры, деталей; б) выполнение одно-
типных элементарных операций по изготовлению различных по
размеру и конфигурации деталей (поэлементная штамповка).
Переналаживаемые штампы сложнее и дороже в наладке, тре-
буют высококвалифицированных наладчиков, не так жестки и ме-
145
нее точны, чем специальные инструментальные штампы, работа
на них менее производительна, но они дают возможность полу-
чать детали со свойственной штампам точностью и чистотой
поверхности. Конструктивно эти штампы характеризуются уни-
версальным корпусом и переставными или сменными рабочими
частями (пуансоны, матрицы, упоры, фиксаторы).
Для обеспечения всего комплекса гибочных работ по типо-
вым деталям самолета необходимо иметь комплект перенала-
живаемых штампов, на каждом из которых можно выполнять
определенный вид гибочных работ (гибка одного угла, гибка
двух углов, гибка на углы до 360° и т. д.). Универсальные пере-
налаживаемые штампы могут быть также применены для выпол-
нения отдельных элементов операций гибки деталей со сложной
конфигурацией. В этом случае целесообразно выполнять все
гибочные операции на одном участке, сгруппировав прессы в од-
ну поточную линию.
Проектированию универсальных переналаживаемых штам-
пов должна предшествовать работа по анализу конструктивных
форм деталей и разработка технологии поэлементной штампов-
ки. В качестве примера рассмотрим конструкцию переналажи-
ваемого гибочного штампа для изготовления деталей типа хому-
тиков, в большом количестве и ассортименте применяемых на
каждом самолете. На штампе можно получать самые разнооб-
разные формы хомутиков (см. рис. 5. 11,а).
На рис. 5.11,6 показано исходное положение деталей штам-
па. Заготовку-полосу укладывают на подвижные ползуны 4 и 9
между упорами 10 и 3. При включении хода пресса сменная оп-
равка 1, форма и размеры которой соответствуют внутренним
размерам детали, вдавливает заготовку в паз, образованный су-
харями 6 и 7, сообщая кривизну ее нижней части. Изгиб верхней
части детали выполняется торцовыми поверхностями ползунов 4
и 9, сдвигаемых в конце хода пресса вниз рычагами 8 и 5, кото-
рые поворачиваются упорами 2 и 11, расположенными на верх-
ней части штампа. На рис. 5. 11, в показана гибка хомутика с
неодинаковыми по длине концами в момент завершения формо-
образования нижней части его и начала формовки верхней ча-
сти. На рис. 5. 11, г изображен момент окончания гибки симмет-
ричного хомутика, а на рис. 5. И, д — несимметричного.
Оборудование для гибки в штампах. При небольшой высоте
изгибаемой детали, когда ход пуансона небольшой, операция
выполняется на простых кривошипных прессах, применяемых
для вырубных работ с установленными на них универсальными
буферными устройствами. Если деталь высокая, то кривошип-
ные вырубные прессы, имеющие небольшой ход ползуна, не-
пригодны и штамп проектируется на прессы, применяемые для
вытяжных работ, —кривошипные гидравлические или фрикци-
онные. Если деталь гнется с правкой (с калибрующим ударом),
то применяются фрикционные или гидравлические прессы. На
146
кривошипных прессах гибка с калибровкой при больших плю-
совых отклонениях по толщине заготовки может привести к
поломке пресса. При выборе пресса и конструкции штампа учи-
тываются не только размеры, материал и толщина стенок дета-
ли, но и наличие свободного оборудования на производственных
участках, наиболее экономичный раскрой листа-заготовки и
целый ряд других факторов. Наиболее полно значение всех этих
факторов учитывается при проектировании технологического
процесса и штампа на ЭВМ (более подробно см. гл. 4).
Гибка деталей второй технологической группы
Детали второй технологической группы (плоские детали
средних и больших габаритов с бортами) составляют как по
количеству, так и по весу значительную часть от общей массы
деталей каркаса самолета. К этой группе относятся нервюры из
листа, всевозможные стенки, перегородки, мембраны и т. д.
(рис. 5. 12, а). Общим технологическим признаком этой группы
является наличие бортов, с помощью которых эти детали связы-
ваются с обшивкой самолета и с остальными элементами кар-
каса.
Гибка-формовка резиной на гидропрессах. Основным мето-
дом изготовления этих деталей является гибка резиной на гид-
ропрессах. При этом, помимо деформаций, характерных для
операций гибки, на участках с криволинейными бортами проис-
ходит деформация металла, свойственная операции вытяжки
(на выпуклых участках бортов) или отбортовке (на вогнутых
участках бортов). Обычно одновременно с гибкой бортов на
нервюрах формуются рифты и отбортовки, расположенные в
стенке детали. В целом этот комплекс процессов в производст-
венных условиях называется формовкой. В основе процесса ле-
жит свойство несжимаемости резины, заключенной в замкнутом
пространстве.
Схема процесса формовки резиной на гидропрессе представ-
лена на рис. 5. 12, б, в. При ходе ползуна вниз резина подушки
1 замыкается в пространстве между стенками контейнера 2 и
болстерной плитой 3. При этом резина, обтекая контур форм-
блоков 4, установленных на плите, загибает борта и формует
углубления в стенке детали 5. Как видно из схемы, единствен-
ной специальной деталью штампа является формблок 4.
Преимущества гибки резиной — дешевизна и простота изго-
товления оснастки и короткие сроки подготовки новых произ-
водств — обусловили почти исключительное применение этого
метода при изготовлении деталей второй группы. Резиновая по-
душка вместе с контейнером является по существу универсаль-
ной матрицей. Твердость резины, из которой изготовляют по-
душку, выбирают в зависимости от давления при формовке,
механических свойств и толщины формуемого листа. Для фор-
147
мовки деталей из тонких стальных и алюминиевых листов при
обычных давлениях (100 кгс/см2) подушку набирают из резины
мягкой или средней твердости. При повышенных давлениях (до
400 кгс/см2) и для формовки толстых листовых материалов
Рис. 5. 12. Гибка-формовка деталей второй технологиче-
ской группы:
а—типовые детали второй группы; б—исходное положение; в—
положение в конце гибки; г—крепление шпильки и поднутрен-
ние формблока;
/—подушка; 2—контейнер; 3— болстерная плита; 4—формблок;
5—заготовка (деталь); 6—шпилька
пользуются твердыми сортами резины. Толщина подушки долж-
на обеспечивать степень деформации резины при штамповке,
близкую к 20% (т. е. высота подушки должна быть в 5 раз боль-
ше высоты формблоков). Подушка крепится к дну контейнера
пробками или запрессовывается в него с обжимом 3—5 мм на
сторону. Зазор между болстерной плитой и контейнером, как и
при вырезке резиной, берут равным 3—5 мм на сторону. Высо-
та Н формблоков составляет (1,3—1,4) h мм при вогнутых бор-
148
тах и /i+5 мм при прямых и выпуклых бортах, где h — высота1
борта (см. рис. 5. 12). Эти размеры обеспечивают необходимый,
прижим края борта к формблоку. В большинстве случаев вы-
сота борта нервюр и стенок не превышает 20 мм и поэтому
формблоки изготовляют толщиной 25—30 мм.
Материалом для изготовления формблоков служит балинит.
Технология изготовления следующая. На заготовку формблока,,
вырезанную на ленточной пиле, накладывают шаблон внутрен-
него контура (ШВК), фиксируемый на этой заготовке шпилеч-
ными отверстиями (ШО) по запрессованным в формблок штиф-
там 6 (которые в производстве неправильно называют шпиль-
ками). Непосредственно по шаблону или по прочерченной по
нему риске контур вырезают на вертикально-фрезерном станке
(например, модели ДФ-98). Радиусы наружных верхних углов
запиливают вручную по шаблону ШКС драчевыми пилами. Для
фиксации на формблоках заготовок деталей используются от-
I срстия ШО. По отверстиям ШО на формблоке сверлят отвер-
стия диаметром 5 мм, в которые забиваются шпильки. Наиболее
рациональная конструкция шпилек приведена на рис. 5. 12, а.
При поломке выступающей части такая шпилька легко выби-
вается. Увеличенный диаметр нижней части шпильки обеспечи-
вает длительное сохранение точности посадочного отверстия.
Количество шпилек зависит от конфигурации и размера детали.
Шпильки должны не только фиксировать заготовку, но и пре-
дотвращать возможность ее утяжки при гибке.
Стойкость формблоков из балпнита колеблется в пределах
1500—3000 деталей. При формовке деталей из магниевых спла-
вов, осуществляемой с подогревом пуансонов и заготовок, форм-
блоки изготовляют из сплавов АК6, Д16 и других, имеющих
температурный коэффициент расширения, близкий к коэффици-
енту расширения МА1 и МА8.
Для компенсации упругих деформаций изгибаемых деталей
стенки формблоков поднутряют (см. рис. 5.12, г) на величину
угла пружинения. Формблоки расстанавливают на болстерной
плите или непосредственно на столе пресса таким образом, что-
бы площадь стола была максимально использована, но при этом,
между краями заготовок оставалось расстояние около 5 мм.
Заготовки из дуралюмина подаются на штамповку в отожжен-
ном или свежезакаленном состоянии. Штамповка в свежезака-
ленном состоянии имеет то преимущество, что отштампованная
деталь не требует дальнейшей термической обработки, а сле-
довательно, и правки, которая в этом случае из-за бортов и
рифтов отличается трудоемкостью и неудобством. Детали не-
большой толщины (1 мм и меньше) со сплошной конфигурацией
и большими габаритами штампуют исключительно в свежезак-а-
ленном состоянии. При большой толщине листа и простой кон-
фигурации детали поводка после закалки незначительна и
операция закалки выполняется после штамповки, на которую
14»
заготовка подается в отожженном состоянии Если радиус заги-
ба бортов не меньше трех толщин листа, борта прямые, на
стенке нет сложных рифтов и деталь не требует ручной дора-
ботки, то штамповку ведут из закаленного материала (в состоя-
нии поставки). Заготовку при штамповке в отожженном состоя-
нии или свежезакаленном правят на многовалковой правильной
машине или на падающем молоте. При правке на многовалковой
машине заготовку пропускают через валки от одного до трех
раз При правке на падающих молотах заготовки укладывают
на стол молота пакетами по 30—50 шт. Правка осуществляет-
ся за 3—5 ударов стесселя. В исключительных случаях правку
можно выполнять вручную, ударами резиновой киянки или
валыа по детали, уложенной на рихтовочную плиту или форм-
блок Иногда, при небольшой толщине и большой площади стен-
ки, на плоской части детали при операции гибки бортов обра-
зуются «хлопуны» (участки с местным выпучиванием). Наибо-
лее рациональный способ предотвращения образования
«хлопунов» — введение на соответствующих участках детали
рифтов (на что требуется согласие конструктора самолета).
При штамповке деталей с малой высотой бортов резина мо-
жет, не отгибая полностью бортов, частично обтекать их, в ре-
зультате чего получается неполный загиб. Наименьшая высота
бортов для различных материалов, определенные эксперимен-
тальным путем, обычно приводятся в таблицах. Она зависит от
внутреннего радиуса г изгиба, толщины s, материала заготовки
и давления формовки.
При формовке бортов с малыми радиусами кривизны конту-
ра могут появляться разрывы (на вогнутых участках) или склад-
ки (на выпуклых участках). На рис. 5. 13 видно, что на вогну-
тых участках наружная дуга заготовки L2 должна при гибке
борта растянуться до размера внутренней дуги 12 При предель-
ных значениях эта деформация приводит к появлению разры-
вов На выпуклых участках наружная дуга заготовки Ц при
гибке борта сокращается до размера внутренней дуги /ь Эта
деформация в значительной степени происходит вследствие
утолщения борта и при предельных значениях ведет к образо-
ванию складок.
Степень посадки (укорочения) kn кромки борта на выпуклых
участках характеризуется отношением Лп=(1—/?д//?э) Ю0, где
— радиус детали в плане; 7?3 — радиус заготовки в плане
(рис. 5.13).
Экспериментально установленные значения kn для формовки
различных материалов как без доводки, так и с последующей
доводкой бортов (разглаживание получившихся при формовке
гофров) приводятся в технологических нормативах НИАТ.
Формовку за один переход с последующей правкой складок
на бортах можно заменить многопереходной (не более трех
переходов) бездоводочной формовкой с промежуточными отжи-
150
гами детали. Радиус кривизны кромки детали (рис. 5.14,0}
на каждом переходе берется по таблицам бездоводочной фор-
мовки. При формовке бортов на вогнутых участках детали де-
Рис 5 13 Схема изменения длины периметра за-
готовки на выпуклых и вогнутых бортах
формации материала аналогичны происходящим при отбортовке-
и характеризуются коэффициентом отбортовки £0=
= (Яд//?з — 1) 100%, где — радиус детали в плане; /?3 — ради-
ус заготовки.
Рис 5 14 Способы уменьшения складкообразования при формовке резиной-
а—формовка за два перехода, б в—формовка с оправкой скчадкодержателем, г—
опрзвка д~вырезные фестоны е—глухие фестоны
1—заготовка, 2—форм блок 3—шпилька, 4—прижим, 5—универсальный упор 6—
подушка контейнера 7—верхняя плита, 8—нижняя плита 9—вкладыш, 10—винт
151
Предельно допустимые значения k0 для листов толщиной
0,8—2 мм см в табл. 5. 2.
Таблица 5. 2
Предельно допустимые значения k0 для листов толщиной 0,8—2 мм
Материал Давление формовки, кгс/см2 Но, % Примечание
Д16М В95М 75-400 15-22 В свежезакаленном со- стоянии
МА8 ВТ1 75 300-400 85-104 40—50 При нагреве до 300° С 300° С
При формовке с последующей доработкой — посадкой обра-
зовавшихся складок — допускается правка складок, не превос-
ходящих определенной величины. Такие складки называются
«нормальными». Высота нормальной складки должна быть ме-
нее основания складки или равна ему. Экспериментально уста-
новлено, что величина RnIR3 для нормальных складок на дета-
лях из свежезакаленного или отожженного дуралюмина может
составлять:
Толщина листа 0,5 0,6 0,8 1-1,2
0,9 0,84 0,8 0,77
Доводочные работы значительно увеличивают трудоемкость
изготовления деталей, снижают их качество и точность и, при
серийном производстве, допускаются лишь как исключение.
Поэтому при серийном производстве на тех участках гибки, где
образуются складки, делают вырезные или глухие (жесткие)
фестоны. Вырезные фестоны (см. рис. 5. 14, д) несколько ослаб-
ляют прочность детали, а глухие (см. рис. 5.14, е), наоборот,
повышают жесткость конструкции. Расположение заклепок на
отгибаемом борте должно быть увязано с расположением фе-
стонов. Вырезные фестоны должны заходить за линию сгиба
борта, иначе эта линия при формовке будет смещаться. Раз-
меры фестонов нормализованы.
Если по конструктивным соображениям фестоны недопусти-
мы, то применяют натяжные оправки, выполняющие функции
складкодержателей. Оправка (см. рис. 5-14, г) состоит из верх-
ней плиты 7, нижней плиты 8 и вкладыша 9. Рабочая кромка
верхней плиты скругляется по радиусу, равному 3—4 толщинам
-изгибаемого листа. Контур верхней плиты обрабатывают по
шаблону ШК детали, а рабочую кромку нижней плиты — по
152
шаблону ШВК детали. Верхнюю плиту изготовляют из стали 45
с соответствующей термической обработкой, нижнюю плиту и
вкладыш — из балинита.
Схема штамповки с применением оправки приведена на
рис. 5.14, б, в. Заготовка 1 фиксируется на формблоке 2 по
отверстиям ШО шпильками 3. На заготовке устанавливается
прижим 4. Край заготовки заводится в оправку, внутренний паз
которой предварительно смазывается машинным маслом. Уни-
версальный упор 5 устанавливают вплотную к скошенному краю
справки. При ходе ползуна вниз оправка под давлением резино-
вой подушки 6 опускается, отодвигая упор и удерживая край де-
тали от образования складок. Одновременно с формовкой бортов
в стенках деталей второй технологической группы формуются
рифты (зиги) и отбортовки. При формовке рифтов (зигов) и от-
бортовок происходит местная вытяжка металла заготовки. При
этом около формуемого углубления получается утонение листа
(до 6—10% первоначальной толщины), которое зависит от соот-
ношения геометрических размеров рифта. Установлено, что при
толщине заготовки 0,5—1,2 мм радиус кривизны сечения рифта
г должен быть не менее 6 мм. Если на имеющейся установке дав-
ление резины контейнера оказывается недостаточным и рифты
формуются не на полную глубину, применяют накладки из ре-
зины, балинита, текстолита или алюминиевых сплавов.
Стандартные отбортованные отверстия облегчения (отбор-
товки) 13СТ, 14СТ, 10СН и 11СН в стенках деталей получают в
инструментальных штампах с фиксацией по инструментальным
отверстиям (ИО). Детали с подсечками (Z-образными изгиба-
ми с высотой, равной толщине листа) формуются с применени-
ем твердых накладок, фиксируемых на формблоке шпильками.
Зазор между формующим уступом формблока и накладкой со-
ставляет 1,5 s.
Если формблок имеет большую кривизну (например, форм-
блоки для изготовления деталей типа шпангоутов), то в ре-
зультате неодинаковых усилий, действующих на внешний и
внутренний контур формблока при формовке, в нем возникают
изгибающие усилия, которые при небольших поперечных сече-
ниях формблока могут вызвать его поломку. В этом случае
формблок крепится на дополнительный опорный лист, разгру-
жающий его от изгибающих усилий.
Детали из магниевых сплавов формуются в подогретом со-'
стоянии. Для этого формблоки подогревают на электрических
или газовых плитах или в печах. При толщине заготовки 1,5 мм
и больше обычно подогревают не только формблоки, но и за-
готовки. Подогревают также болстерную плиту пресса.
Схема формовки показана на рис. 5. 15. Для уменьшения
теплопотерь в окружающую среду подштамповая плита защище-
на снизу и сверху теплоизолирующими подкладками. Темпера-
туру подогрева заготовки до штамповки при стальных или чу-
153
риалом заготовок. Для
Рис. 5. !5 Схема формовки
резиной на гидропрессе с
подогревом болстерной
плитьг
1—пластина; 2—формблок; 3—
термостойкая резина, 4—резино-
вая подушка; 5—заготовка; 6—
теплоизоляционная проклад-
ка; 7—болстерная плита с по-
догревом
гунных штампах берут равной 340—360° С, а при штампах из
алюминиевых сплавов -— 250—350° С.
Формблоки для гибки с подогревом изготовляются из спла-
вов АК6, Д16, стали, силумина или чугуна. Наилучшие резуль-
таты дают формблоки из сплавов АК6 и Д16, имеющие коэф-
фициент линейного расширения примерно одинаковый с мате-
” уменьшения сцепления с формуемыми
деталями формблоки анодируются.
Для предотвращения разрушения ре-
зины контейнера под действием высо-
кой температуры нижний слой подуш-
ки толщиной 10—20 мм выполняется
из термостойкой резины (например,
марки 2961 или 3109 группы ЗД).
При формовке деталей, подогретых
до 280—320° С, пружинение практиче-
ски не наблюдается. Для предотвра-
щения отгиба борта при снятии дета-
ли формблоки поднутряют на угол
Р= 1—2°. Для магниевых сплавов МА1
и МА8 предельная высота борта, кото-
рую можно получать без образования
складок, определяется коэффициентом
/г=/?д/Д> 0,74—0,85.
При формовке рифтов (зигов) и
отбортовок на деталях из сплавов МА1
и МА8 давлением резины в контейне-
ре 85—100 кгс/см2 радиусы скругле-
ния берутся в пределах (4—7)s.
Особенности формовки деталей из титана и его сплавов. Для
формовки резиной деталей из титановых сплавов требуются дав-
ления 340—700 кгс/см2. Формблоки должны быть обязательно
стальными. В качестве смазки применяется тальк. Простые по
контуру детали из листов небольшой толщины формуются без
нагрева. Сложные по конфигурации детали из толстого листа —
в горячем состоянии. При нагреве заготовка укладывается на
формблок п покрывается сверху таким же по форме листом-
покрышкой из алюминия. Этот пакет нагревают в печи до 540° С
и быстро переносят на пресс. Для предохранения резиновой по-
душки пресса пакет сверху накрывают прокладкой из силиконо-
вой резины толщиной 25 мм, выдерживающей до 200 ходов. Дав-
ление формования — около 700 кгс/см2. После снятия формо-
вочного давления деталь пружинит и, как правило, требуется
калибровка с нагревом и отжиг.
Процесс калибровки основан на ползучести титана и его
сплавов при совместном воздействии высоких температур и дав-
ления. Калибруемая деталь, предварительно отформованная ка-
ким-либо способом, устанавливается на калибровочную оправку,
154
изготовленную с точным соблюдением размеров без учета пру-
жинения или теплового расширения, и подвергается в течение
некоторого времени (10—30 мин) совместному воздействию дав-
ления (105—210 кгс/см2) и температуры (510—560° С), созда-
ваемой пламенем газовых горелок или электронагревателей.
Давление калибровки может создаваться гидравлическим прес-
сом или гидроцилиндрами специальных калибровочных уста-
новок.
Рис. 5.116. Установка для калибровки с подогревом де-
талей из титановых сплавов:
1—деталь; 2—прижимная плита; 3—оправка, 4—неподвижная
колодка: 6—гидроцилиндры. 7—горелки; в—футеровка из огне-
упорного кирпича
При калибровке на гидропрессах на стол пресса устанавли-
вается универсальный корпус-держатель штампа с электроподо-
гревом с помощью пластинчатых электронагревателей, обеспечи-
вающих постоянную температуру нагрева 540° С. Предвари-
тельно отожженная деталь калибруется под давлением до
210 кгс/см2 в течение 2—10 мин. Затем деталь снимается и ох-
лаждается при комнатной температуре. Полученные при фор-
мовке гофры и волнистость калибровкой полностью устраняют-
ся, а деталь получает точные размеры. Ручной доводки после
калибровки не требуется.
Пример конструкции калибровочной установки дан на
рис. 5. 16. Калибруемая деталь 1, установленная на оправку 3,
прижимается к ней сверху плитой 2, приводимой в действие гид-
роцилиндром 6. С боков деталь вторым гидроцилиндром 6 зажи-
мается между неподвижной 4 и подвижной 5 колодками. Подо-
грев ведется пламенем газовых горелок 7. Рабочее пространст-
во установки имеет футеровку 8 из огнеупорного кирпича.
155
Оборудование. Гибку-форМоЁку Деталей ЁТорой технологиче-
ской группы (плоские детали с бортами и их заготовки) выпол-
няют на специально сконструированных для этой цели гидрав-
лических прессах с резиновой подушкой-контейнером, запол-
няемой жидкостью под давлением (см. гл. 8). Для этой цели
применяются также простые гидравлические прессы, фрикцион-
ные прессы и падающие молоты. Применение быстроходных
кривошипных и эксцентриковых прессов не рационально, так как
из-за упругой отдачи резиновой подушки механизм пресса бы-
стро изнашивается.
Динамическая штамповка резиной на установках, использую-
щих энергию свободно падающего груза. Энергия перечисленных
выше видов оборудования в ряде случаев бывает недостаточна
для формовки деталей из трудно формуемых высокопрочных ма-
териалов (высокопрочных сталей, титановых сплавов и др.). Луч-
шие результаты дает ударная штамповка резиной нагретых заго-
товок (в частности, сплавы ОТ4-1 до 650° С) на установках
типа УДШР, использующих энергию свободно падающего груза-
На установке УДШР-800 груз, падающий с высоты 6300 мм,
развивает энергию удара до 30000 кгсм, что позволяет созда-
вать в контейнере давление формующей резины до 1000 кгс/см.'
Гибка деталей третьей технологической группы
(типа профилей из листа]
Поскольку при равновеликой площадке поперечного сечения
прессованные профили имеют большую жесткость и точность,
профили, получаемые гибкой из листа, применяются в тех слу-
чаях, когда нет прессованных профилей требуемого сечения.
Профили из листа изготовляют гибкой нарезанных гильотинны-
ми ножницами полос на специальных листогибочных прессах или
на загибочных станках (кантовках) с поворотной гибочной бал-
кой. Применение для этой цели обычных эксцентриковых прес-
сов нецелесообразно, так как штампы получаются громоздки-
ми, дорогими и неудобными в эксплуатации.
Сущность процесса, усилия, деформации. Гибка профилей из
листа обычно выполняется в универсальных штампах по схеме
свободного изгиба, реже — в специальных штампах. Заготовка 4
(рис. 5. 17, а) свободно укладывается на матрицу 3, с ориенти-
ровкой по ширине по универсальным упорам, имеющимся на
прессе. После включения хода ползуна пресса деталь гнется пу-
ансоном 1 на требуемый угол с учетом угла пружинения, опре-
деляемого при гибке первой летали и компенсируемого увеличе-
нием глубины захода пуансона в зев матрицы.
Универсальный штамп состоит из прямого I (рис. 5.17,6)
или изогнутого 2 пуансона и универсальной матрицы 3, имею-
щей на гранях различные по размерам и форме пазы. Размеры
пазов обычно нормализуются. При свободной гибке, без протя-
156
гивания заготовки в щели между пуансоном и стенками матри-
цы (см. рис. 5.17,а), усилие можно определить по эмпириче-
ской формуле
р> cLs2-on
~ Ь ’
где Р—усилие гибки, кгс; L — длина профиля, мм; <тв — вре-
менное сопротивление разрыву материала заготовки, кгс/мм2; с—
Рис. 5.17. Гибка на листо-
гибочном прессе:
а—схема процесса; б—детали
универсального штампа для
гибки профилей;
/—прямой пуансон; 2—изогну-
тый пуаисон; 5—матрица; 4—
заготовка
эмпирический коэффициент, зависящий от отношения b/s; b —
ширина зева матрицы; s — толщина листа:
b/s <8 <12 <16
С 1,33 1,26 1,20
Получение профилей из листа методом стесненного изгиба.
Как уже указывалось, основной недостаток профилей, согнутых
из листа, — не жесткие углы между стенкой и полками. В по-
следние годы задача получения гнутых из листа профилей с же-
сткими углами решена методом стесненного изгиба. Этот метод
особенно важен при изготовлении кольцевых деталей, типа
шпангоутов, с большими поперечными сечениями. До последнего
времени такие детали во многих случаях изготавливались путем
обработки на металлорежущих станках кованых, катаных или
гнутых заготовок, имеющих прямоугольное сечение. При таком
способе коэффициент использования дорогостоящего материала
не превышает 0,1—0,2. При переводе таких заготовок на гибку
157
из листа коэффициент использования материала можно повы-
сить до 0,7—0,8. Однако из-за малых радиусов в углах между
полками такая гибка ранее не производилась. Лишь в последние
годы был разработан метод стесненного изгиба, который решает
эту задачу.
Сущность процесса стесненного изгиба заключается в том,
что плоская полоса-заготовка профиля сжимается в поперечном
направлении, после чего гнется с сохранением и увеличением
Рис 5 18. Схема стесненного изгиба профиля из полос.,!
напряжения сжатия в процессе изгиба. Стесненный изгиб мо-
жет быть применен при протягивании, прокатывании, штампов-
ке и при загибке кромок.
Схема стесненного изгиба при прокатывании в роликах да-
на на рис. 5. 18. Гибка профиля осуществляется прокаткой в че-
тырех парах роликов. При прокатке в первых двух парах (см.
рис. 5. 18, а, б) выполняется простой изгиб. В третьей и четвер-
той парах—стесненный. Процесс перетекания материала при
стесненном изгибе наглядно виден при сопоставлении рис.
5. 18, в и рис. 5. 18, г При неизменной высоте стенки (45 мм)
ширина полок уменьшилась с 24,5 до 24 мм за счет принуди-
тельного перетекания металла в наружные углы профиля. Про-
цесс ведется с местным нагревом зон деформации с помощью
индуктора.
Оборудование для гибки профилей из листа. По кинематиче-
ской схеме и внешнему виду листогибочные кривошипные прес-
сы (см. табл. 5. 3) близки к гильотинным ножницам, с той раз-
ницей, что вместо верхнего ножа на ползуне крепится универ-
сальный или специальный пуансон, а вместо нижнего ножа на
столе пресса устанавливается универсальная или специальная
матрица.
Управление прессами как педальное, так и кнопочное, с пере-
носного пульта. Пресса (кроме мод. 59) могут работать в режи-
ме одиночных ходов, в автоматическом режиме и в наладочном
режиме (от толчковой кнопки). Расстояние между столом и пол-
158
зуном контролируется по шкале, установленной у рабочего ме-
ста. Основные параметры листозагибочных прессов нормализо-
ваны (ГОСТ 7879—56).
Таблица 5.3
Техническая характеристика листогибочных прессов
Модель пресса Номинальное усилие ТС Длина стола и ползуна, мм Число ХОЛОВ в минуту Расстояние между столом и ползуном в его нижнем положении, мм Регулировка расе гояния между столом и ползуном, мм
И1330 100 2550 . 10 и 30 320 100
И1330А 100 4050 10 и 30 320 100
И1332Б 160 5050 v 8 и 24 400 125
И1334Б 250 5050 8 и 24 400 125
59 1500 30 285 60
Оснастка и технология гибки профилей из листа. Как уже
указывалось листогибочные прессы используются, главным
образом, как вспомогательное оборулование и поэтому специ-
альным штампам предпочитают универсальные, комплект кото-
рых обычно имеется при прессе, как его принадлежность. Соот-
ветственно детали получаются в большинстве случаев методом
поэлементной многопереходной гибки. Для гибки открытых про-
филей применяются прямые пуансоны 1 (см. рис. 5. 17). Полу-
закрытые и коробчатые профили гнутся изогнутыми пуансонами
2. Угол а пазов матрицы берется в пределах 75—90°, а ширина
паза b — от 5 до 30 мм. Радиус г рабочей части пуансона берет-
ся равным внутреннему радиусу изгибаемого профиля и колеб-
лется в пределах 1—7 мм. Угол между гранями пуансона обыч-
но равен 15°. Ширину зева матрицы b определяют по формуле:
6=2(гф-5-|-1), гДе — ширина зева; г—внутренний радиус из-
гиба; s — толщина заготовки.
Комплект универсальных пуансонов и матриц обеспечивает
выполнение основной массы работ по гибке профилей. В каче-
стве примера на рис. 5. 19, а дана схема гибки коробчатого про-
филя за 8 переходов. Восьмой переход может быть выполнен
только изогнутым пуансоном. Специальные пуансоны и матрицы
изготовляют при большом объеме работ или при невозможности
изготовления детали на универсальных штампах.
На рис. 5.19,6, в, г изображены специальные штампы для
изготовления полузакрытых профилей на рис. 5. 20 для гибки
трапецеидального гофра. Величина угла а на верхних плоско-
стях пластин 1 матрицы и на нижних плоскостях боковых пла-
стин 2 пуансона 3 должна точно соответствовать углу пружине-
159
Переходы
Рис. 5. 19. Схема гибки профилей на уни-
версальных и специальных штампах:
а—последовательность гибки коробчатого профи
ля на универсальном штампе за 8 переходов;
б, в—гибка полузакрытого коробчатого профиля
на специальном штампе за две операции; а—
гибка профиля трубчатого сечения на специаль-
ном штампе за две операции
Рис. 5.20. Штамп для гибки трапецеидального гофра:
а—схема штампа; б—разметка заготовки; /—пластина матрицы;.
2—боковая пластина пуансона; 3—пуансон; •/—ловитель
Шаг
подачи
заготовки
160
ния материала и обычно доводится при отладке штампа. Парал-
лельность волн гофра и точное соблюдение величины шага до-
стигаются фиксацией заготовки на штампе двумя запрессован-
ными в пуансон 3 ловителями 4, входящими в инструментальные
отверстия (ИО), предварительно просверленные в заготовке.
В качестве примера специализированного переналаживаемо-
го штампа на рис. 5. 21 приведена одна из конструкций штампа
Рис. 5.21. Универсальный подсечный штамп:
/—пуансон; 2—прокладки; 3~вкладыш пуансона; 4—упорная линейка; 5—
виит; 6— вкладыш матрицы; 7—матрица
для прямолинейных подсечек. Вкладыш 3, укрепленный на пу-
ансоне 1, и вкладыш 6, укрепляемый на матрице 7, могут уста-
навливаться с помощью прокладок 2 на различных высотах, чем
и определяется глубина подсечки. Ширина подсечки устанавли-
вается линейкой 4, фиксируемой с помощью винтов 5. Для уста-
новки заготовки на прессе часто применяют универсальные упо-
ры, допускающие регулировку как по высоте, так и в горизон-
тальном направлении. Величина угла загиба при гибке универ-
сальными пуансонами определяется глубиной захода пуансона
в матрицу. Поправка на угол пружинения производится при на-
ладке пресса регулированием длины шатунов. Профили из листа
с непрямолинейной осью получают за две операции: а) гибка из
полосы прямолинейного профиля; б) изгиб полученного профиля
на профилегибочных станках (см. гл. 11).
Глава 6
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ САМОЛЕТА
ВЫТЯЖКОЙ В ШТАМПАХ И РОТАЦИОННОЙ
ОБРАБОТКОЙ ДАВЛЕНИЕМ
_ 61. ОБЛАСТЬПРИМЕНЕНИЯ
И СХЕМА ПРОЦЕССА ВЫТЯЖКИ
Одним из наиболее производительных и точных способов из-
готовления полых деталей с постоянной толщиной стенки явля-
ется вытяжка из листа в штампах. В самолетостроении вытяж-
кой из листа получают корпусы узлов топливных систем и си-
стем смазки, днища баков, полусферы шаровых баллонов, заго-
товки сильфонов, различные защитные кожухи, коробки и кол-
пачки, передние отсеки подвесных баков, законцовки крыльев,
киля и стабилизатора, детали мотогондол, обтекатели воздуш-
ных винтов и т. д.
Схема классификации деталей, получаемых вытяжкой, по
технологическим признакам дана иа рис. 6. 1. Основными тре-
мя технологическими группами являются: 1) тела вращения,
2) детали коробчатой формы; 3) детали сложной формы. В свою
очередь, эти группы делятся на подгруппы в зависимости от
очертаний стенок и дна. Сущность процесса вытяжки из листа
заключается в том, что плоская заготовка 1 (рис. 6. 2) под дей-
ствием пуансона 2 и матрицы 4 вытягивается в полую простран-
ственную деталь 5. Это происходит в результате перетекания ме-
талла в толщине листа, без существенных изменений этой толщи-
ны. Обычно вытяжка производится в холодном состоянии. При
вытяжке из малопластичных металлов (например, магниевых и
титановых сплавов) для увеличения пластичности заготовка
подогревается.
6.2. ДЕФОРМАЦИИ И НАПРЯЖЕНИЯ
Если на поверхности заготовки 1 (см. рис. 6. 2) нанести кон-
центрическую сетку, то после вытяжки можно видеть, что четы-
рехугольники этой сетки вытянулись в радиальном направлении
за счет уменьшения в тангенциальном направлении. Это вытя-
гивание тем больше, чем меньше отношение диаметра d детали
к диаметру Ds заготовки d/D3, называемое коэффициентом вы-
тяжки. Характер деформаций при вытяжке виден также из
сопоставления формы и размеров заготовки 1 с геометрической
разверткой 6 готовой детали 5. Материал заштрихованных на
заготовке треугольников (они называются «характеристически-
162
5:
&
*
I
§
е>
>
аннчиогЬоньйц |—
Э11нпанпиодп11ц |—
(§)- этнпйшэннпээн
зпшмкэынпзПиоц
а/чньпйшэинпзэн
aiwnaHnuogntty —
апчоаьпнся
(g)- aiiiuDhHaijfniig —
эпмаьпйднпип^ —
aamha nun nanaad
птзой тчн is ан д
Рис 6 1 Схема классификации деталей, получаемых вытяжкой из листа
6*
163
Рис. 6.2. Схема вытяжки в штампе:
/—заготовка; 2—пуансон; 3—складкодсржатель; 4—матрица; 5—вытянутая деталь;
6—развертка готовой детали; 7—складкообразование при вытяжке детали без склад-
кодержателя
154
ми») перетек в радиальном направлении, образовав заштрихо-
ванные участки стенки детали с высотой (Z)p—D3)I2, которых на
заготовке не было. Перетекание металла из фланца вытягивае-
мой детали в ее стенки происходит в результате совместно дей-
ствующих во фланце усилий растяжения в радиальном направ-
лении и усилий сжатия в тангенциальном направлении. В про-
цессе вытяжки отдельные участки вытягиваемой детали
нагружены сложными, непрерывно изменяющимися в процессе
формообразования детали напряжениями, и претерпевают со-
ответствующие им деформации.
На рис. 6. 2 показана схема напряжений и деформаций на
участках цилиндрической детали при вытяжке с прижимом.
Наиболее опасным является сечение на участке перехода от бо-
ковой стенки детали к ее дну, на которое пуансон непосредст-
венно передает усилие от ползуна пресса. Здесь действуют зна-
чительные двухосное растяжение и одноосное сжатие, приводя-
щие к значительному растяжению и утонению стенки. Наиболь-
шее утонение может здесь достигать до 18% от толщины заго-
товки, При предельных значениях усилия вытяжки по этому се-
чению происходит отрыв дна. В сечениях плоского дна действу-
ют двухстороннее равномерное растяжение и осевое сжатие.
Цилиндрическая часть стенки находится в линейно-напряжен-
ном и плоско-деформированном состоянии.
На скруглениях рабочих кромок матрицы действуют про-
странственный изгиб, радиальное растяжение и тангенциальное
сжатие. Во фланце детали, находящемся под прижимом, дейст-
вуют радиально-растягивающие щ и тангенциально-сжимающие
оз напряжения. Сжимающие напряжения Ог имеют относительно
небольшую величину. Под действием тангенциального сжатия оз
фланец заготовки утолщается, может произойти потеря устой-
чивости и складкообразование 7 (см. рис. 6.2). Наибольшее
утолщение края детали, наблюдаемое при вытяжке деталей без
фланца, может доходить до 30% от начальной толщины заго-
товки. Для предупреждения складкообразования вытяжные
штампы, за редким исключением, снабжаются прижимами-
складкодержателями 3. Вытяжка без складкодержателя воз-
можна только при получении неглубоких деталей с большой
-относительной толщиной стенки s/D (где s — толщина листа;
D — диаметр заготовки).
6.3. ОПРЕДЕЛЕНИЕ ФОРМЫ И РАЗМЕРОВ
ЗАГОТОВКИ И ЧИСЛА ПЕРЕХОДОВ
Чтобы определить размеры заготовки при вытяжке деталей
из листа, руководствуются основным законом обработки давле-
нием — вес и объем материала заготовки (без припусков на об-
резку) должны быть равны весу и объему материала готовой
детали. При обычной вытяжке (без утонения стенок) этот закон
165
может быть с достаточным приближением сформулирован так:
поверхность заготовки должна быть равна поверхности готовой
детали В производственных условиях площадь заготовки обыч-
но рассчитывается для тонкого листового материала (s <Д,5 мм)
по внутреннему периметру и наружной высоте или наружному
периметру и внутренней высоте готовой детали. При больших
толщинах стенки расчет ведется по средней линии. При вытяж-
ке деталей с формой тел вращения заготовка имеет форму
диска.
Для стакана (см. рис. 6. 1) диаметр заготовки D рассчиты-
вают из равенства
n^~-=n(d — s)(Н—г — s)+— — 2s— 2r)f г
4 2 I \
H)+
+4(r+fy]+^-2^.
При вытяжке деталей, отличных от тел вращения, определе-
ние формы заготовок значительно усложняется. Способы их рас-
чета приводятся в различных справочниках. Обычно эти спосо-
бы дают лишь приближенные размеры и полученные по ним
данные можно класть в основу проектирования штампа для вы-
рубки заготовки под вытяжку лишь в том случае, когда края
детали после вытяжки обрезаются. В практике такие расчеты
делаются для определения числа переходов, а размеры и фор-
ма заготовки уточняются опытным путем после изготовления
вытяжного штампа. Поэтому штампы для вырезки заготовки
под вытяжку изготовляют после изготовления вытяжных штам-
пов.
Размеры шаблона заготовки детали (ШЗ), по которому из-
готовляют вырубной штамп, уточняются при испытании вытяж-
ного штампа. Формообразование, возможное за одну операцию,
ограничивается максимально-допустимыми деформациями и на-
пряжениями в материале заготовки, которые в практике проек-
тирования техпроцессов листовой вытяжки учитываются коэф-
фициентами вытяжки пг, определяемыми для каждого материа-
ла экспериментальным путем в технологических лабораториях и
зафиксированными в справочниках и нормативах. Эти коэффи-
циенты выбираются таким образом, чтобы напряжения в мате-
риале заготовки не превосходили временного сопротивления
разрыву.
Для цилиндрических деталей коэффициент вытяжки m=d!D,
где d — диаметр вытянутого цилиндра; D — диаметр плоской
заготовки. Если при расчете окажется, что требуемый коэффи-
циент меньше допустимого предельного коэффициента, то это
означает, что для получения детали требуется два или больше
переходов. В этом случае коэффициент вытяжки для последую-
щих переходов определяют по формуле ma=dnlda—1, где-
166
dn—1—диаметр полуфабриката предыдущего перехода, мм;
dD — диаметр вытягиваемого полуфабриката, мм.
Коэффициент вытяжки т2 на второй операции имеет боль-
шую величину, чем коэффициент вытяжки тх на первой опера-
ции. С достаточным приближением при применении промежуточ-
ных отжигов для всех последующих операций значение т можно
брать таким же, как и для второй операции.
При очень точных расчетах значение т на каждой последую-
щей операции берется несколько большим, чем на предыдущей.
В табл. 6. 1 приведены значения коэффициентов вытяжки для
цилиндрических деталей из различных материалов.
Таблица 6.1
Значения коэффициентов mt и т2 при простой вытяжке
цилиндрических деталей из различных материалов
Материал и условия вытяжки Цилиндрические детали
т. т*
Стали 08 и 10 отожженные 0,50—0,55 0,70-0,75
Алюминий AM и АМц 0,52—0,55 0,70—0,75
Сталь 1Х18Н9Т 0,52—0,58 0,75—0,80
Магниевый сплав МА1 в холодном состоянии 0,87—0,92 —
Магниевый сплав МА8 0,80—0,85 —
Магниевый сплав МА1 с нагревом 0,45—0,50 0,57-0,67
Магниевый сплав МА8 до 330—350° С 0,38—0,45 0,54-0,64
Дуралюмин Д16М и Д1М 0,52—0,58 0,74—0,80
Сплав ВТЛ-1 в холодном состоянии 0,57- -0,60
Сплав ВТЛ-1 с нагревом до 300—400° С 0,40- -0,45
Сплав ВТ 1-2 с нагревом до 300—400° С 0,40- -0,45
Сплав ВТ5 в холодном состоянии 0,62- -0,65
При подогреве до 550—600° С сплав ВТ1 позволяет вести вы-
тяжку с коэффициентом /п=0,28, а сплав ВТ5 при подогреве до
700° С — с коэффициентом 0,46. Однако практически процесс ве-
дется с режимами, указанными в таблице. В процессе вытяжки
материал наклепывается и его пластичность ухудшается. По-
этому между отдельными переходами вытянутые полуфабрика-
ты отжигаются. Необходимость отжигов и между какими пере-
ходами следует их производить определяется при отладке тех-
нологического процесса.
На величину предельного (наименьшего) коэффициента вы-
тяжки т влияют следующие факторы:
1. Качество материала, состояние его поверхности, толщина
и т. д. Как правило, отожженный материал (мягкий) лучше
167
Л
Рис. 6 3 Последователь-
ность вытяжки детали со
сложной конфигурацией
штампуется, чем неотожженный (наклепанный). Поверхность
материала должна быть гладкой и чистой. Рабочие поверхности
штампа (пуансона, матрицы, прижимного кольца) с загрязне-
ниями быстро изнашиваются, на них образуются задиры и цара-
пины, что увеличивает сопротивление при перемещении мате-
риала и ухудшает его штампуемость. По этой же причине рабо-
чие поверхности штампа следует тщательно обрабатывать и
полировать и при вытяжке применять смазку. Чем материал
толще, тем он лучше штампуется, ибо
доля напряжений от трения, приходя-
щаяся на поперечное сечение материа-
ла вытягиваемой детали (полуфабри-
ката), меньше.
2. Геометрия инструмента (радиусы
скруглений матрицы и пуансона, зазор
между матрицей и пуансоном).
3. Способ вытяжки (с прижимом
или без прижима, при комнатной тем-
пературе или с подогревом.
Наиболее просто определяется чис-
ло переходов для деталей типа стака-
на. Сначала из условия равенства
площади заготовки и площади детали
находят размер заготовки (диаметр D
диска). Затем по диаметру D
и коэффициенту вытяжки для пер-
вого перехода (см. табл. 6. 1) опреде-
ляют диаметр детали d\ после первого
перехода. По полученному значению
диаметра d\ последовательно определяют диаметры следующих
переходов по формуле dn=^n-i^n Расчет продолжается до тех
пор, пока очередной диаметр dn будет равен (или несколько
меньше) диаметру готовой детали. Количество выполненных вы-
числений соответствует числу переходов.
При вытяжке деталей со сложной конфигурацией (рис. 6. 3)
за первый переход (а) вытягивают поверхность, необходимую
для образования внутренней части детали (т. е. набирают необ-
ходимое количество материала). При последующих операциях
(б, в, г, д) набранный материал переформовывается до оконча-
тельных заданных размеров. Если такая последовательность не
будет соблюдена, то из-за сопротивления выступов на перифе-
рии детали и образования складок перетекание металла будет
затруднено и может произойти разрыв металла.
При вытяжке коробок с прямоугольной или квадратной фор-
мой дна за несколько операций на первых операциях обычно-
вытягивают, соответственно, овальные или цилиндрические по-
луфабрикаты, которые на последующих операциях перетягивают
до заданной формы.
168
При вытяжке прямоугольных деталей наибольшей деформа-
ции подвергается материал заготовки, образующий углы дета-
ли (закругления), где по существу и происходит вытяжка. На
прямых же участках стенок материал подвергается почти ис-
ключительно гибке. Выше указывалось, что для предотвращения
образования складок применяется прижим. Однако относитель-
но толстый материал можно вытягивать и без прижима, так как
он оказывается достаточно устойчивым против складкообразо-
вания. При больших значениях коэффициентов вытяжки т, ког-
да сжимающие усилия в окружном направлении во фланце за-
готовки относительно невелики, складки при вытяжке также не
образуются.
В табл. 6 2 указано, в каких случаях следует производить
вытяжку с прижимом и без прижима.
Таблица 6. 2
Приближенные пределы применения вытяжки с прижимом
и без прижима заготовки
Способы вытяжки Для первой вытяжки Для последующих вытяжек
s/D т s/D т
С прижимом 0,015 0,60 0,01 0,80
Без прижима 0,017 0,55 0,015 0,78
6.4. РАДИУСЫ СКРУГЛЕНИЙ ПУАНСОНА И МАТРИЦЫ
Значительное влияние на процесс вытяжки имеет величина
радиусов скруглений пуансона гп и матрицы гм (см. рис. 62).
При уменьшении радиусов скруглений усилие вытяжки растет
и увеличивается возможность отрыва дна. При чрезмерном уве-
личении радиусов скругления пуансона и матрицы размеры не-
зажатого участка увеличиваются и могут образоваться складки.
При меньшей относительной толщине заготовки s/D радиус
скругления матрицы должен быть большим.
Большое влияние на процесс вытяжки оказывает смазка,
уменьшающая усилие вытяжки и износ штампов. При вытяжке
с хорошей смазкой коэффициент трения р колеблется в преде-
лах 0,08—0,1, тогда как при вытяжке без смазки его значение
доходит до 0,18—0,2. При работе без смазки стойкость штампов
уменьшается примерно на 40%. Смазками служат различные
минеральные масла, а также смеси из нескольких жидких ком-
понентов. При тяжелых вытяжках в смазки добавляются твер-
дые наполнители—сера, коллоидальный графит, тальк. Для алю-
миния и его сплавов хорошей смазкой является технический ва-
зелин. При вытяжке с подогревом в качестве смазки применяется
масло «вапор», смешанное с коллоидальным графитом.
169
Титан и его сплавы имеют очень низкие антифрикционные
свойства, работая на трение в паре с более твердыми металлами1
(сталь, чугун), они сильно истираются и переносятся на более
твердые металлы. При трении с более мягкими металлами
(цинк, свинец) последние размазываются по титану и быстро*
покрывают его. При вытягивании деталей из титана и его спла-
вов происходит их интенсивное налипание на рабочие поверх-
ности штампов. Под действием контактного давления на рабо-
чих поверхностях штампа отдельные частицы металла привари-
ваются к поверхности штампа и сдираются со штампуемого*
материала. В процессе штамповки эти налипшие частицы уплот-
няются и приобретают настолько высокую твердость, что вызы-
вают повреждение поверхности детали. Поэтому выбор смазки
при вытяжке деталей из титана и его сплавов имеет очень важ-
ное значение.
Хорошие результаты дают коллоидальный графит, молибде-
нит, воск (как нехлорированный, так и хлорированный) и смаз-
ки, применяемые при вытяжке магниевых сплавов. Лучшие ре-
зультаты дают фосфатирование, омеднение и специальное аноди-
рование, сочетаемые с перечисленными выше смазками, трилак
455 (раствор акрилатной смолы в трихлорэтилене), ДТ-40 (хло-
рированное масло большой вязкости), смазка ДН-2 (смесь
сульфонатного жирового масла с 43%-ным трихлорэтиле-
ном).
Наиболее эффективна сульфидизация, осуществляемая на-
гревом заготовки до температуры 570° С в течение 15 мин в рас-
плавленной соляной ванне (соль цианистой кислоты и серы) с
выдержкой в течение 3 ч.
6.5. ЗАЗОР МЕЖДУ ПУАНСОНОМ И МАТРИЦЕЙ
При установлении зазоров учитывается утолщение края за-
готовки, происходящее при вытяжке, и полюсовые отклонения
толщины листа-заготовки. В практических расчетах при вытяж-
ке цветных металлов можно для всех переходов, кроме послед-
него, принимать величину одностороннего зазора (см. рис.
6. 2), равной z= 1,1 ... l,3)s, а для черных — z=(l,2... 1,4)з.
На последнем переходе при необходимости калибровки стенок
детали указанные величины зазоров можно уменьшать. При
этом коэффициент вытяжки должен быть увеличен. Увеличение
зазоров для черных металлов по сравнению с зазорами для
цветных металлов вызывается тем, что листы черных металлов
изготовляют с двусторонними отклонениями по толщине, тогда
как листы цветных металлов — только с минусовыми допу-
сками.
170
6.6. ОПРЕДЕЛЕНИЕ УСИЛИЙ СКЛАДКОДЕРЖАТЕЛЯ
И ВЫТЯЖКИ
Усилие складко держателя должно быть минимальным, чтобы
не произошло отрыва дна детали и образования складок. Это
усилие определяют по формуле Pc—qF, где Рс— усилие склад-
кодержателя, кгс; q — удельное давление на 1 мм2 площади
прижима; F — площадь прижима, мм2, q — берется по табли-
цам.
Усилие вытяжки, передаваемое пуансоном на заготовку, рав-
но произведению площади втягиваемого поперечного сечения на
величину напряжения втягивания (с учетом сил трения и изги-
ба). Напряжение втягивания авт получается как сумма напря-
жений растяжения в радиальном направлении щ (см. рис. 6. 2),
сжатия в тангенциальном направлении о3, напряжений от изги-
ба на пуансоне и матрице в вертикальной и горизонтальной (по
окружности) плоскостях и напряжений, вызванных трением
между заготовкой, матрицей и прижимом. Величины этих состав-
ляющих точно могут быть подсчитаны только при наличии точ-
ных значений коэффициентов, характеризующих свойства метал-
ла вытягиваемой детали, размеров и конфигурации заготовки,
влияния смазки, зазора между пуансоном и матрицей и пр. Та-
кой расчет трудоемок, а точность его результатов, зависящая от
правильности выбранных коэффициентов, не всегда достоверна.
Практически, при технологических расчетах усилие вытяжки
определяется как часть усилия, необходимого для отрыва дна
вытягиваемой детали. Величина принятой доли, учитываемая
коэффициентом с, берется в зависимости только от одной вели-
чины — коэффициента вытяжки т. Потребное усилие при вы-
тяжке цилиндрических деталей или цилиндрических полуфабри-
катов на первом переходе из плоской заготовки составляет
РБ=пйзс()Б, где РБ — усилие вытяжки, кгс; d— диаметр дета-
ли, мм; s — толщина листа, мм; ав— временное сопротивление
разрыву, кг/мм2; с — коэффициент.
Коэффициент вытяжки т 0,55 0,57 0,60 0,62 0,65 0,67 0,70 0,72 0,75 0,77 0,80
Коэффициент с 1,00 0,93 0,86 0,79 0,72 0,66 0,60 0,55 0,50 0,45 0,30
6.7. СКОРОСТЬ ВЫТЯЖКИ
Максимально возможная скорость вытяжки зависит от ряда
•факторов (материал детали, ее конфигурация и пр.), значение
которых еще недостаточно установлены.
Практически при глубокой вытяжке берутся следующие ско-
рости:
171
Материал Скорость вытяжки, мм/с
яа прессах простого действия иа прессах двойного действия
Алюминий 900 500
Сплавы алюминия — 150-200
Латунь 1000 500
Медь 750 430
Сталь углеродистая 300 180—250
Нержавеющие стали — 100—150
При вытяжке деталей из титана и его сплавов скорости вы-
тяжки не должны превосходить 0,5—0,6 от скорости, применяе-
мой для углеродистых сталей. Поэтому для вытяжки деталей из
титана и его сплавов обычно применяют ие быстроходные кри-
вошипные прессы, а гидравлические прессы, имеющие неболь-
шую скорость ползуна.
6.8. РАЗНОВИДНОСТИ СХЕМ ВЫТЯЖНОЙ ШТАМПОВКИ
В зависимости от условий проведения технологического про-
цесса, конфигурации и материала детали вытяжка может осу-
ществляться по нескольким схемам. Наибольшее применение
находят: 1) вытяжка с конусной матрицей и дополнительными
складкодержателями; 2) реверсивная вытяжка; 3) вытяжка с
перетяжными ребрами; 4) вытяжка с утонением стенок; 5) мно-
гослойная вытяжка; 6) вытяжка с подогревом всей заготовки
или ее фланца.
Конусные матрицы и дополнительные
складкодержатели
Применяются конусные матрицы и дополнительные складко-
держатели при глубокой вытяжке для уменьшения числа опера-
ций, при вытяжке из заготовок с малыми относительными тол-
щинами и при изготовлении деталей с большими конусными
фланцами. Если матрица и складкодержатель имеют не пло-
скую, а конусную поверхность (см. рис. 6.4), то заготовка перед
заходом в цилиндрическую рабочую поверхность матрицы пред-
варительно формуется конической частью штампа в конусную
чашку. Угол охвата вытяжного ребра матрицы материалом заго-
товки и наружный диаметр заготовки благодаря этому умень-
шаются, что снижает усилие вытяжки. Радиус закругления вы-
тяжного ребра матрицы может быть взят равным до десяти
толщин листа, что также снижает усилие вытяжки. Все это дает
172
Рис. 6.4. Схема вытяжки с конченой
матрицей и дополнительным прижи-
мом:
I—матрица; 2—прижим; 3—дополнитель-
ный прижим; 4—штырЬ; 5—пружина, 6—
кольцо; 7—плита; 8—пуансон
возможность вести вытяжку с коэффициентами т—0,42 0,46
вместо коэффициентов т=0,52—0,56, требующихся при вытяж-
ке в плоской матрице с плоским складкодержателем.
Значение угла р (см. рис. 6. 4) определяется по эмпириче-
ской формуле 5 + °>3 (р0 — 0,5), где $ — толщина за-
готовки, мм; D — диаметр заготовки, мм; ц0 — коэффициент вы-
тяжки, допустимый для данно-
го отношения при матрице с
плоской рабочей поверхно-
стью.
При увеличении угла ₽ за
пределы получаемых по этой
формуле значений по краям
заготовки образуются складки
и процесс вытяжки не осуще-
ствим. При заготовках с ма-
лой относительной толщиной
s/D угол р очень мал и эффект
от применения описываемого
способа незначителен. В таких
случаях может быть примене-
на вытяжка с дополнительным
прижимом 3.
Спроектированный на
пресс двойного действия штамп
(рис. 6.4) работает следую-
щим образом: при опускании
наружного ползуна пресса за-
крепленная на нем плита 7,
несущая прижимы 3 и 2, опускает их на фланец заготовки. До-
полнительный прижим 3, который может в вертикальном на-
правлении перемещаться по штырям 4, в исходном положении
отжат мощными спиральными пружинами 5 вниз, до соприкос-
новения с верхней плоскостью прижима 2, жестко связанного с
плитой 7 кольцом 6. Кольцо первым приходит в соприкоснове-
ние с заготовкой, прижимает ее к горизонтальному пояску мат-
рицы 1 и останавливается. При дальнейшем опускании плиты
7 пружины 5 сжимаются, увеличивая усилие прижима, а кони-
ческий склад кодер жатель 2 опускается на заготовку и формует
ее коническую часть.
По окончании этой формовки, когда наружный ползун прес-
са и плита 7 останавливаются, опускается внутренний ползун
пресса, несущий на себе пуансон 8, и окончательно вытягивает
деталь. Конусный прижим 2 описанного штампа можно рассмат-
ривать как вытяжной пуансон первого перехода, вытягивающий
коническую чашку. По описанной схеме можно вытягивать де-
173
тали с большими конусными фланцами, у которых угол наклона
образующей к оси достигает 45°.
Аналогично конусным прижимам действуют дополнительные
сферические прижимы. Дополнительный сферический прижим
фиксирует заготовку на закруглении матрицы, предупреждая
складкообразование. Это позволяет увеличить радиусы скругле-
ния матрицы в 2—3 раза по сравнению с максимально допусти-
мыми при вытяжке по обычной схеме и получить коэффициенты
вытяжки до т=0,4.
Реверсивная вытяжка (вытяжка с выворачиванием]
Особенностью этого метода является изменение направления
вытяжки на обратное по сравнению с предыдущим переходом.
Это дает значительное увеличение радиального натяга материа-
ла, что особенно ценно при вытяжке тонкостенных деталей сфе-
рической и параболической формы. Этим же методом получают
детали с двойной стенкой и глубокие коробки.
Рис. 6 5 Схема реверсивной вытяжки фиксатора двигателя:
а—схема штампа, б—последовательные фазы вытяжки, /—пуансономатрица;
2—матрица 3—пуансон, 4—выталкиватель, 5—деталь
На рис. 6.5 дан пример реверсивной вытяжки детали 5
(фиксатора реактивного двигателя). В начале процесса (/) фор-
муется чаша с конической стенкой, на фланце которой из-за от-
сутствия складкодержателя образуются складки. При дальней-
шем опускании (II) пуансономатрицы 1 материал стенки перете-
кает через ее кромку, протягиваясь через зазор между пуансо-
номатрицей 1 и матрицей 2. При этом деталь натягивается на
пуансон 3, а гофры, выправляясь в зазоре, создают дополни-
тельный натяг материала. Готовая деталь 5 снимается с пуансо-
ном 3 выталкивателем 4.
174
Вытяжка с перетяжными (тормозными) ребрами
При вытяжке неглубоких сферических деталей (например,
днищ топливных баков) применяют тормозные ребра, распола-
гаемые концентрично рабочей кромке матрицы, или вытяжную
Рис. 6 6 Схема вытяжки с подогревом фланца
1—трубчатые электронагреватели, 2—матрица, 3—складкодержатель. 4—пуаи-
сои, 5—трубка водяного охлаждения пуансона
r=0,05d/s
кромку матрицы делают в виде выступающего ребра (рис. 6. 6).
Вытяжка с тормозными ребрами аналогична реверсивной вы-
тяжке. Ребра уменьшают складкообразование, увеличивая рас-
тягивающие напряжения и уменьшая тангенциальные.
Вытяжка с утонением стенок
При вытяжке с утонением стенок зазор между пуансоном и
матрицей меньше толщины заготовки, и высота вытягиваемой
детали дополнительно увеличивается за счет уменьшения тол-
щины стенок. Таким способом получают в самолетостроении
различные колпачки, гильзы, защитные кожухи и т. д. При этом
появляется возможность совмещения нескольких операций в од-
ной путем последовательного протягивания заготовки через
несколько матриц, расположенных одна над другой.
Многослойная вытяжка
Применяется при изготовлении деталей из заготовок с малой
относительной толщиной и заключается в том, что одновремен-
но вытягиваются несколько, положенных друг на друга, загото-
вок. Это увеличивает устойчивость борта против складкообра-
зования.
175
Вытяжка с подогревом
Вытяжка с подогревом всей заготовки или только ее фланца
применяется в том случае, когда материал (сплавы магния и
титана) при обычных температурах мало пластичен, а при по-
вышенных температурах его пластичность значительно повы-
шается. Особенно благоприятные условия вытяжки создаются в
том случае, когда фланец заготовки подогревается, а стенка и
дно сохраняют обычную температуру или охлаждаются. При
этом, поскольку прочность дна и стенки не уменьшена подогре-
вом, они могут воспринимать от пуансона и передавать фланцу
максимально допустимые усилия. В разогретом до состояния
повышенной пластичности фланце эти усилия вызывают макси-
мально возможные деформации. Коэффициенты вытяжки т,
получаемые при подогреве фланца, могут достигать следующих
значений: для магниевых сплавов МА1 и МА8 — 0,3... 0,32, для
алюминия AM и АМцМ — 0,39 ... 0,42, для дуралюмина Д16М
и Д16АТ —0,33... 0,37, для сплава В95А-Т — 0,32 ... 0,35.
На рис. 6. 6 дана схема вытяжки с подогревом фланца. По-
догрев ведется с помощью вмонтированных в матрицу 2 и склад-
кодержатель 3 трубчатых электронагревателей 1 или токами
высокой частоты. При этом температура, а следовательно, проч-
ность стенок и дна вытягиваемой детали остаются неизменны-
ми. Для их охлаждения в полость пуансона 4 подается по труб-
ке 5 проточная вода. Большие степени деформации можно полу-
чить, упрочняя стенки и дно детали низким охлаждением при
сохранении на фланце обычной температуры. Такое охлаждение
достигается подачей внутрь полого пуансона жидкого азота.
Низкое охлаждение дна и стенки позволяет увеличить степень
деформации примерно на 20—30%.
В практике самолетостроительных заводов значительно боль-
шее применение находят процессы вытяжки с подогревом всей
заготовки детали. Так, в частности, вытягиваются многие детали
из ряда титановых и магниевых сплавов. При вытяжке техниче-
ски чистого титана применяется нагрев заготовки до 200—
360° С. В нагретом до температуры 350—400° С состоянии вытя-
гивается сплав ВТ1-2. Сплав ВТ1-1, имеющий лучшую пластич-
ность, штампуется с подогревом только при сложной конфигу-
рации детали и при необходимости сокращения числа операций.
Наилучшая температура подогрева — 350—400° С. Заготовки
из титанового сплава ВТ6С перед вытяжкой нагреваются в воз-
душной печи до 800° С. Для уменьшения охлаждения фланца
матрица и прижим нагреваются до 200—250° С. Сплавы ОТ4 и
ОТ4-1 наиболее пластичны при температуре 500—650° С.
Для компенсации тепловых потерь при переносе от электро-
печи к штампу заготовка нагревается до 700° С, а в процессе
штамповки повторно 2—4 раза подогревается. Сам штамп подо-
гревается до 250° С. При особо сложных конфигурациях дета-
176
лей дается местный дополнительный подогрев заготовки газо-
выми горелками. Сплав ОТ4 очень чувствителен к неравномер-
ности остывания. При понижении температуры на отдельных уча-
стках заготовки пластические свойства этого участка резко
изменяются. Поэтому иногда предпочитают вытяжку деталей из
сплава ОТ4 вести в хо-
лодном состоянии.
Из-за значительного
пружинения титановых
сплавов, как правило,
в процесс вводится за-
ключительная операция
горячей калибровки. На-
грев заготовок из тита-
новых сплавов обычно
выполняется в электри-
ческих муфельных печах.
Нагрев на электроплитах
или путем контактирова-
ния с подогретыми частя-
ми штампа малоэффек-
тивен из-за низкой тепло-
проводности титана,
а штампы подогреваются
Рис. 6 7. Схема вытяжки полусферы шаро-
баллона:
1—пиансон; 2 и 3—асботекстолитовые кольца: 4—
штуцер; 5 и 6— стальные кольца; 7—матрица
только с целью уменьше-
ния скорости остывания
заготовки. Нагрев пламе-
нем газовых горелок
из-за его несовершенства
применяется только для
местного подогрева отдельных участков сложных деталей или
при ручном изготовлении деталей в опытном производстве. Не-
которое применение находят также индукционный нагрев и на-
грев электросопротивлением, применение которых ограничивает-
ся формой заготовок.
В качестве примера вытяжки с подогревом детали из тита-
нового сплава рассмотрим процесс получения полусферы шаро-
баллона из сплава ВТ6С. Заготовка, нагретая в воздушной печи
до температуры 800° С, вытягивается за три перехода на гидро-
прессе в штампах (рис. 6.7). Для уменьшения утонения дна и
стенок детали соприкасающийся с ними пуансон 1 охлаждается
изнутри до комнатной температуры сжатым воздухом, подавае-
мым через штуцер 4. Для уменьшения охлаждения фланца де-
тали матрицу 7 и прижимные кольца нагревают до 200—250° С.
Иа первом и втором переходах фланец зажимается в асботек-
столитовых прижимных кольцах 2 и 3. На третьем переходе —
стальными кольцами 5 и 6. Слева на рисунке дана схема пер-
вого и второго переходов, справа — третьего перехода.
177
После третьего перехода вытянутая деталь отжигается в воз-
душной печи при температуре 750° С. Все детали из сплавов
титана, полученные вытяжкой для снятия внутренних напряже-
ний, обязательно подвергаются термической обработке. В про-
тивном случае переупрочнение, полученное как при холодной,
так и при высокой горячей деформациях, приводит к растрески-
ванию готовых деталей под действием внутренних напряжений.
Магниевые сплавы в холодном состоянии недостаточно пла-
стичны. При повышении температуры свыше 220° С их пластич-
ность резко увеличивается. Поэтому в холодном состоянии вы-
тяжку деталей из магниевых сплавов производят лишь при боль-
ших коэффициентах вытяжки: /n=dn/dn-i='0,91—0,83 для
сплава МА1 и 0,83—0,80 для сплава МА8. Глубокую вытяжку
магниевых сплавов ведут с подогревом до 350—380° С. При этом
нагрев фланца заготовки осуществляется от матрицы и прижим-
ного кольца, а охлаждение стенки вытягиваемой детали — от
пуансона, в полости которого протекает вода.
6.9. КОНСТРУКЦИИ ВЫТЯЖНЫХ ШТАМПОВ
Классификация вытяжных штампов
По типовой конструктивной схеме простейшие вытяжные
штампы имеют много общего с вырубными. В отличие от вы-
рубных у вытяжных штампов специальных устройств для точ-
ного направления пуансона относительно матрицы обычно не
требуется, так как между пуансоном и матрицей есть зазор, рав-
ный толщине заготовки, а края пуансона и матрицы обязательна
скруглены и в момент захода пуансона в матрицу дают хоро-
шее направление.
Конструктивно наиболее сложной частью вытяжного штампа
является устройство для фиксации фланца детали — складко-
держатель (прижим). Во многих случаях из-за удобства распо-
ложения складкодержателя под столом пресса матрица распо-
лагается наверху, на ползуне пресса, а пуансон — внизу, на era
столе. Поэтому конструкцию вытяжного штампа во многом опре-
деляет характер фиксации фланца заготовки.
По конструктивным признакам вытяжные штампы можна
разделить на четыре группы:
1. Штампы для мелкой вытяжки без прижимных и съемных
устройств.
2. Штампы с индивидуальными буферными устройствами (на
эксцентриковые и кривошипные вырубные прессы).
3. Штампы на простые прессы с универсальными буферными
устройствами.
4- Штампы на прессы двойного и тройного действия.
Штампы каждой из этих групп, применяемые для выполне-
ния первой операции (т. е. вытяжки из плоской заготовки), зна-
178
чительно отличаются от штампов, применяемых для последую-
щих переходов.
По построению технологического процесса все штампы мож-
но разделить на две группы: 1) простые и 2) комбинированные.
В простых штампах выполняется одна операция, в комбиниро-
ванных совмещаются две или более операций.
Типовая конструкция штампа для пресса простого действия
В штампе, изображенном на рис. 6.8, .пуансон 1 расположен
на нижней части штампа, что позволяет
кое буферное устройство под столом 7
пресса. Выталкивание готовой детали
из матрицы 2, расположенной на верх-
ней части штампа, осуществляется вы-
талкивателем, состоящим из диска 3
и штока 4, проходящего через хвосто-
вик 5 штампа. Штифт 6 предохраняет
выталкиватель от выпадения из штам-
па при работе и транспортировке. При
такой конструкции выталкивателя
пресс должен иметь устройство для
выталкивания через хвостовик штампа.
Как видно из рис. 6.8, буферное
устройство составляет значительную
часть всей конструкции штампа и
сильно ее удорожает. Удорожания
можно избежать, если буферное уст-
ройство сделать универсальной при-
надлежностью пресса, что в большин-
стве случаев и делается. При проекти-
ровании вытяжных штампов на экс-
центриковые или кривошипные выруб-
ные прессы прижимное устройство
обычно связывают с буфером, распо-
расположить громозд-
Рис. 6.8. Схема вытяжного
штампа с нижним располо-
жением буфера:
лагаемым под столом пресса, а съем
детали с верхней части штампа осу-
ществляется выталкивателем через
ХВОСТОВИК штампа ИЛИ пружинами. /—пуансон; 2—матрица; 3—
Хорошие эксплуатационные качества диск:Шт7ф^ОК7:-с7ол°п1есса: б~
имеют пневматические буферные уст-
ройства, которые обеспечивают постоянное по всей длине хода
ползуна усилие прижатия, величина которого легко бесступеи-
чато регулируется с 'помощью редукционного клапана.
Штампы для прессов двойного и тройного действия
Такие штампы конструктивно значительно проще штампов,
(проектируемых на простые прессы. Вместо сложной конструк-
179
ции буфера-складкодержателя штамп снабжается только при-
жимным кольцом 4 (рис. 6.9). Это кольцо крепится на наруж-
ном ползуне 2 пресса, выполняющем функции складкодержате-
ля. Для выталкивания готовой детали 6 из матрицы 7 делается
простая плитка — выталкиватель 8 с помощью пневматического
буферного устройства 10, являющегося узлом пресса.
Рис. 6. 10. Вытяжной штамп на
пресс тройного действия
1—нижний пуансон; 2—заготовка; 3—
верхний пуансон; 4—прижимное коль-
цо; 5—наружный ползун; 6—внутрен-
ний ползун; 7—матрица; 8—штифты
Рис. 6 9. Схема вытяжного штам-
двойного действия:
/—внутренний ползун; 2—наружный
ползун; 3—переходная плита; 4—при-
жимное кольцо; 5—пуансон; 6—деталь;
7—матрица; 8—выталкиватель; 9—
штнфт; 10— пневматическое буферное
устройство (подушка)
Штампы на прессы тройного действия позволяют совместить
за один ход две операции, для выполнения которых в обычных
условиях потребовалось бы два штампа. На рис. 6. 10 показан
пример такого штампа. В начале хода пресса наружный пол-
зун — складкодержатель 5, опускаясь, прижимает с помощью
прижимного кольца 4 фланец заготовки 2 к матрице 7, Затем
опускается внутренний ползун 6 с укрепленным на нем верхним
пуансоном 3 и вытягивает конфигурацию первого перехода, пос-
ле чего нижний ползун пресса через штифты 8 и нижний пуан-
сон 1 формует участок второго перехода.
Комбинированные штампы
Называемые штампами совмещенного действия комбиниро-
ванные штампы позволяют избежать вспомогательных операций
установки, фиксации и съема деталей на промежуточных опера-
циях. Поскольку трудоемкость этих операций во много раз боль-
ше машинного времени штамповки, производительность труда
при переводе операции с группы простых штампов иа один ком-
бинированный резко возрастает. Вытяжные операции в значи-
тельной части выполняются на эксцентриковых и кривошипных
180
прессах для вырезной штамповки, более распространенных и де-
шевых. Однако в этом случае для каждого штампа, устанавли-
ваемого на указанных прессах, требуются индивидуальные
буферные устройства для прижима заготовки и съема со штам-
па готовой детали. Значительно упрощает и удешевляет конст-
рукцию вытяжных штампов установка на прессах постоянных
буферных устройств с пружинами или резиной.
6.10. .ОБОРУДОВАНИЕ ДЛЯ ВЫТЯЖНЫХ РАБОТ
Вытяжка обычно требует большого хода пресса, и кривошип-
ные вырубные прессы, имеющие небольшой ход, для выполнения
средних и глубоких вытяжек оказываются просто непригодными.
Оборудованием, специально изготовляемым для вытяжных ра-
бот, являются вытяжные прессы двойного действия, характери-
зующиеся большой величиной хода, небольшой скоростью ползу-
на, наличием второго (наружного) ползуна-складкодержателя и
пневматических буферных устройств, располагаемых под столом,
пресса.
На рис. 6. 11,о изображен общий вид пресса двойного дей-
W.WJ,T »л_пл ttqvti_1 . (гчи ruir* 1.1 ттлл’тттттхй ттп
складкодержатель 3, опускается первым и прижимает заготовку
к матрице 5. Вслед за этим с заготовкой соприкасается внутрен-
ний (вытяжной) ползун 2 и вытягивает ее. Затем оба ползуна
поднимаются. Как видно из графика движения ползунов
(рис. 6.11, в), наружный ползун в промежутке между точками
I и II при вращающемся главном вале остается неподвижным,,
что обеспечивается сложной кинематической цепью, связываю-
щей главный вал с наружным ползуном. Начиная с точки II
(при повороте главного вала на 180°), ползун движется вверх.
Существуют прессы тройного действия, у которых наряду с
двумя верхними ползунами, работающими аналогично ползунам,
пресса двойного действия, в столе имеется третий ползун, пере-
мещающийся внутри стола пресса в направлении, противопо-
ложном движению верхних ползунов.
Вытяжные прессы обычно снабжаются постоянными пневма-
тическими буферными устройствами (подушками), обеспечива-
ющими неизменяющееся при ходе пресса усилие прижима заго-
товки. Буферные устройства (на больших прессах их обычна
несколько) располагаются под столом пресса. Выбор пресса и
конструкции штампа зависят не только от размеров, конфигура-
ции и материала детали, но и от парка прессов, которыми рас-
полагает производственный участок, их загруженности и других
факторов. Наиболее полно значение всех факторов учитывается
при проектировании технологического процесса вытяжки и штам-
па на ЭВМ (см. гл. 4, § 7).
181»
Рис. 6. И. Пресс двойного действия:
-с.—общий вид; б—схема движения ползунов; в—график движения ползунов;
1—наружный ползун; 2—внутренний ползун; 3—скадк ©держатель; 4—пуан-
сон; 5—матрица
482
6.11. ТОКАРНО-ДАВИЛЬНЫЕ РАБОТЫ
Область применения и схема процесса
В период подготовки серийного и крупносерийного производ-
ства, когда вытяжные штампы еще не изготовлены, а также при
мелкосерийном и опытном производствах, когда изготовление
сложных, многопереходных вытяжных штампов недопустимо уд-
линяет период подготовки производства и увеличивает себестои-
мость машины, полые детали из листа, имеющие форму тел вра-
Рис. 6. 12. Выдавливание из листа на токарно-давильном станке:
а—схема процесса; б—перетекание металла заготовки; в—переходы при вы-
давливании конического стакана; 1—заготовка; 2—оправка; 3—центр. 4—да-
вильник; 5—гребенка
щения (как с прямолинейными, так и с криволинейными обра-
зующими), целесообразно выдавливать на токарно-давильных
станках. Так получают передние и задние отсеки подвесных топ-
ливных баков самолета, сферические днища, обтекатели воздуш-
ных винтов, корпуса цилиндрических радиаторов и различные
цилиндрические и конические обечайки с суженными торцовыми
сечениями.
Схема процесса выдавливания (называемого также обкат-
кой) дана на рис. 6. 12. Заготовка 1, в форме диска, прижима-
ется к закрепленной на шпинделе станке оправке 2 вращаю-
щимся центром 3 задней бабки и, под влиянием усилия трения
этого прижатия, вращается вместе с оправкой. С помощью да-
вильника 4, свободно операющегося на гребенку 5 и удерживае-
мого руками давильщика, заготовка обжимается постепенным
движением давильника от центра заготовки к ее периферии. На-
том участке окружности заготовки, где давильники соприкаса-
ются с ней, передаваемое им усилие Р преобразуется (рис.
6.12,6) в напряжение о0 и соответствующие ему деформации
eQ, действующие в радиальном направлении, и связанные с ни-
183-
ми напряжения сте и деформации е# . действующие в тангенци-
альном направлении.
В результате этих деформаций кальцевой участок (точнее,
виток спирали) заготовки, соприкасающийся с давильником,
удлиняется в направлении образующей детали за счет укороче-
ния по длине окружности. Процесс протекает за счет перемеще-
ния металла в толщине листа без существенных изменений этой
толщины и аналогичен процессу вытяжки в штампе, но в отли-
чие от него, материал перетекает не по всей площади фланца,
а в каждый момент, на узком участке t (см. рис. 6.12,6) в зоне
действия усилия, создаваемого давильником. В процессе фор-
мовки детали этот участок перемещается от дна детали к ее
вершине по винтовой линии с шагом, равным подаче давильника
за один оборот детали. Усилие на давильнике соответственно во
много раз меньше усилия на пуансоне вытяжного штампа при
вытяжке такой же детали. Если при вытяжке в штампе пре-
дельные значения коэффициента вытяжки ограничиваются проч-
ностью стенки детали вблизи дна, то при выдавливании на то-
карно-давильных станках такого ограничения нет и возможные
степени деформации ограничиваются в основном только пласти-
ческими свойствами металла заготовки.
Оборудование
Токарно-давильные станки по устройству аналогичны токар-
но-винторезным станкам, но не имеют механизма подачи, а ме-
ханизм главного движения значительно упрощен. Вместо суп-
порта на токарно-давильном станке установлена подвижная
•опора (гребенка), на которую при работе опирается давильник.
Для установки дисков-заготовок большого диаметра высота
.центров у токарно-давильных станков значительно больше, чем
у обычных токарно-винторезных станков и позволяет выдавли-
’вать детали диаметром до 800 мм.
Оснастка и инструмент
Оснасткой при работе на токарно-давильных станках служат
закрепляемые на шпинделе станка оправки — тела вращения,
имеющие форму и размеры внутренней полости изготавливаемой
детали. Часто их вытачивают на самом станке. В зависимости
от толщины, механических свойств заготовки и объема произ-
водства оправки вытачиваются из стали, чугуна, вторичных алю-
миниевых сплавов (например, силумина), балинита или сухой
древесины.
Обычно делается одна оправка по окончательным размерам
внутренней полости готовой детали. Если на одной оправке де-
таль выдавить не удается, изготавливаются оправки на проме-
жуточные переходы (рис. 6. 13, а). При выдавливании деталей с
.184
суженными выходными сечениями оправки делаются разъемны-
ми (рис. 6. 13,6). Клинья 2 и 3 такой оправки фиксируются с
одной стороны в проточке корпуса 1, с другой — вращающимся
центром 4, а по наружному диаметру — заготовкой. По оконча-
нии формовки детали оправка снимается с корпуса 1 и из нее-
вынимается клин 2, имеющий параллельные боковые грани. Пос-
ле этого остальные клинья 3 легко удаляются сдвигом к цент-
ру <
Рис. 6.13. Давильные оправки:
а—переходные оправки при выдавливании кока воздушного
винта; б—разъемная оправка для выдавливания корпуса
радиатора; 1—корпус оправки; 2 и 3—клинья; 4—вращаю-
щийся центр; 5—заготовка
Деревянные оправки после предварительного вытачивания
резцов доводятся до окончательных размеров обдавливанием
сферическим давильником, что придает поверхности большую
чистоту и прочность. Для увеличения прочности деревянные оп-
равки на участках, подвергаемых увеличенному давлению,
снабжаются металлическими кольцами. При выдавливании де-
талей из стального листа толщиной более 1 мм оправки дела-
ются металлическими.
Давильники изготавливаются из углеродистой стали У8 или
У10 с термической обработкой до HRC=58—60. Высокая твер-
дость и чистота рабочей поверхности давильника является необ-
ходимым условием получения чистой поверхности выдавливае-
мой детали. Поэтому рабочая поверхность давильника должна
иметь чистоту 12—14 класса ГОСТ. Обычно поверхность поли-
руется. Профиль рабочей части давильника должен соответст-
вовать профилю облавливаемого участка детали.
185
На рис. 6. 14, а — г показаны рабочие участки давильников
Для выдавливания наружных участков; на рис. 6.14, д, е — да-
вильники для формовки углублений как на цилиндрической, так
я на торцовой частях детали.
Рис. 6.14. Давильники
При больших удельных давлениях и мягком металле заго-
товки применяются роликовые давильники (см. рис. 6. 14, в, г),
которые более сложны в изготовлении, но обеспечивают лучшую
чистоту поверхности. Роликовый давильник (см. рис. 6. 14, г)
служит для закатки кромок. Для подрезки торцов деталей при-
меняются давильники-резцы (см. рис. 6. 14, ж, з).
Технология давильных работ
Токарно-давильные станки применяются не только для вы-
лавливания полых деталей из листа, но и для доводки (прогла-
живания) поверхности деталей, полученных вытяжкой в штам-
пах, закатки кромок, подрезки торцов, обрезки по длине и т. д.
Заготовкой обычно служат плоские диски, реже, цилиндриче-
ские и конические стаканы. Степень деформации заготовки при
выдавливании может быть задана отношением h/d высоты полу-
ченной детали h (см. рис. 6. 12, в) к ее диаметру d или коэффи-
циентом вытяжки т, равным отношению диаметра dn+1 детали,
полученного при очередном переходе к диаметру d предыдущего
перехода: m=d„+dd.
Ориентировочные данные по выбору числа переходов в зави-
симости от отношения:
h/d 1 1-1,5 1,5-2,5 2,5-3,5 3,5—4,5 5-6
Число переходов 1 1-2 2-3 3-4 4-5 5-6
Нормативы по технологии токарно-давильных работ еще
мало разработаны. При характерных для токарно-давильных
работ больших удельных давлениях на рабочей поверхности да-
вильника материал заготовки сильно нагартовывается и необ-
186
ходим отжиг, который дается как между переходами, так и по»
окончании формовки детали.
Сцепление (трение) между рабочей поверхностью давильни-
ка й поверхностью детали, ухудшающее чистоту обработки,
уменьшается полировкой рабочей поверхности давильника и
смазыванием поверхности детали минеральными маслами или-
хозяйственным мылом (при изготовлении деталей из нержавею-
щих сталей).
На качество поверхности оказывает влияние и скорость де-
формации (скорость на давильнике). В таблице 6.3 приведены
экспериментально установленные оптимальные частоты враще-
ния детали при выдавливании из различных материалов.
Таблица 6.9
Выбор частоты вращения детали
при давильных работах
Материал заготовки Мин~^ Материал заготовки Мин—*
Латунь Алюминий Магниевые сплавы 1000—1100 1200-800 1000-600 Дуралюмин Медь Сталь мягкая 500-900 800-600 600-400
Для выдавливания деталей из титана и магниевых сплавов
процесс ведется с подогревом заготовки и давильной оправки.
Осуществляется подогрев пламенем горелки, установленной на
станке со стороны, противоположной давильнику. Наряду с
обычными газовыми горелками применяются и специальные,
с широким факелом, охватывающим большую поверхность. Де-
таль при выдавливании смазывается жаростойкими смазками,
например, суспензией коллоидального графита, разведенного в
тетрахлориде. Точность деталей, полученных выдавливанием на
токарно-давильных станках, достигает 0,01—0,02 диаметра де-
тали. Чистота поверхности — до 7—9 класса.
При работе с ручной подачей инструмента, когда усилие на
давильнике и его подача могут изменяться в широких, объек-
тивно не контролируемых пределах, часты случаи брака по уто-
нению стенок. Особенно часто это бывает на участках с малыми
радиусами кривизны, где усилие нажатия давильника должно
быть максимальным. Поэтому силовые детали, изготовленные
па токарно-давильных станках, проходят сплошной контроль по
толщине стенок.
Работа на обычных токарно-давильных станках малопроиз-
водительна, требует больших затрат физического труда и высо-
кой квалификации исполнителя. Эти недостатки устраняются
187
при замене обычных токарно-давильных станков полуавтомата-
ми с гидравлической подачей давильника, программируемой с
помощью плоских копиров.
6.12. РОТАЦИОННАЯ ОБРАБОТКА ДАВЛЕНИЕМ
Называемая иначе ротационным выдавливанием или раскат-
кой, отличается тем, что формообразование детали происходит
со значительными изменениями толщины стенки заготовки.
Сущность процесса и основные расчеты
Ролик давильника 1 (рис. 6. 15), перемещаясь вдоль обра-
зующей оправки 2, сдвигает в направлении подачи находящий-
ся в контакте с ним участок заготовки 3, а с ним вместе и всю
недеформированную, незафиксированную от перемещения в осе-
вом направлении часть заготовки. Этот сдвиг распространяется
по винтовой линии с шагом, равным осевой подаче давильника.
В зависимости от направления течения металла различают
прямое выдавливание, когда материал перетекает в направлении
подачи давильника, и обратное, когда материал течет в направ-
лении, обратном движению давильника. В первом случае длина
оправки равна длине детали, во втором — такой зависимости
нет.
Методика расчета напряжений и усилий при ротационной об-
работке давлением еще достаточно не разработана. При фор-
мовке детали из толстостенной заготовки усилие на давильнике
во много раз меньше усилия, необходимого для перетекания
металла, за счет уменьшения диаметра фланца (как это проис-
ходит при вытяжке в штампах). Поэтому диаметр заготовки
остается неизменным и равен наибольшему диаметру детали,
а толщина, форма и размеры заготовки жестко связаны с кон-
фигурацией и размерами детали, условиями равенства объемов
материала на соответствующих участках заготовки и детали. Так,
например, при формовке детали 4 из заготовки 3 (рис. 6.15, а)
дно детали с диаметром d и толщиной s образуется из централь-
ту/аттач дит ал'гун П О TWTQT* VTA .Г* n'Q ТЛТХХЯТХ МАО «-» тлгчтттгтплтг n гт
4QV1D V. V vpVpiVl J V/ X X^ZA HQ OAJxJAAJiJ, VJOXJA \J J Cl V. 1 IX Cl 0U1U1VD'
ки с диаметрами D и d и толщиной s3.
Толщина sn конической части детали определяется из усло-
вия равенства объемов sRZ=s3(O— d) или sR=s3sina.
Предельные значения угла а определяются пластическими
свойствами материала заготовки, ограничивающими степень ее
деформации ф при утонении,
<р= ЮО,
«3
где s3 — толщина заготовки; $д — толщина детали на наиболее
утоненном участке.
188
Рис 6 15. Схема ротационной обработки давлением
а—схема выдавливания конической детали за один переход; б—вы-
давливание конической детали за два перехода; в—выдавливание ко-
нической детали с переменной толщиной стеикн; г—выдавливание сфе-
рической детали
1—давильник; 2— оправка-. 3—заготовка; 4—готовая деталь
189
Для плоских заготовок ф=(1 —sin а) • 100, где а — поло-
вина угла при вершине конуса.
Для материалов с пониженными пластическими свойствами
(ЗОХГСА, Х17Н2, АМгб) ф^50%.
Для металлов с удовлетворительной пластичностью (Ст20^
СН2, Д16, АМгЗ и др.) ф<66%.
Для материалов с хорошей пластичностью утонение стенки
может достигать 70—75% от исходной толщины. В отдельных,
случаях за один переход удается получить утонение до 90%.
Рис. 6.16. Типовые детали, получаемые ротационной обработкой давле-
нием
Таким образом, при хорошей пластичности металла значение
угла а для одного перехода доходит до 30° (не менее). Значе-
ние ф может быть увеличено подогревом заготовки в зоне дефор-
мации.
Если по условиям пластичности металла деталь не может
быть выполнена за один переход, операцию разбивают на не-
сколько переходов (см. рис. 6.15,6). В этом случае толщина
стенки после каждого из переходов определяется, как и при фор-
мовке, за один переход
sx=s sin ах; s2—s sin а2...sn—s sin ап.
С появлением специализированных токарно-давильных полу-
автоматов с гидравлической подачей давильников, обеспечива-
ющей очень высокие давления, до 300 кгс/см2, ротационная об-
работка давлением стала широко применяться для получения
полых деталей самолета, имеющих форму тел вращения с пере-
менной толщиной стенки.
При опытном и мелкосерийном производствах таким спосо-
бом целесообразно получать тонкостенные высокопрочные обо-
лочки цилиндрической, конической и оживальной формы как с
внутренним, так и с наружным оребрением и пассивными закон-
цовками из высокопрочных, жаропрочных и нержавеющих ста-
лей, сплавов титана, никеля, молибдена, алюминиевых сплавов
Д16, АЦМ, АМгб и др. (рис. 6.16).
Так, в частности, получают обечайки баков, корпуса двига-
телей, заготовки для сильфонов, оболочки самолетов и т. д., мно-
гие из которых раньше изготавливались сварными и клепаны-
190
ми. Переход на бесшовные конструкции корпусов двигателей,
работающих под большим давлением в условиях двухосного рас-
тяжения, уменьшает вес обечаек и соответствующий расход вы-
сокопрочных сталей на 10—20%.
Ротационной обработкой давлением можно получить крупно-
габаритные полые детали вращения с толщиной стенки менее
0,4 мм, что при механической обработке весьма сложно и связа-
но с большими отходами металла в стружку. Возможности полу-
чения полых деталей вращения со сложными очертаниями зна-
чительно расширяются при сочетании ротационной обработки
давлением с обычными токарно-давильными процессами.
Ротационная обработка давлением повышает исходные меха-
нические свойства материала в результате упрочнения, вызы-
ваемого большими степенями деформации. Так, например, сталь
<2Н2, имевшая до операции предел прочности сгв= 130 кгс/мм2 и
предел прочности сгв=130 кгс/мм2 и предел текучести <То,2=
= 105 кгс/мм2, после операции имела соответственно ов=
= 185 кгс/мм2 (повысился на 40%) и Оо,2=178 кгс/мм2 (повысил-
ся на 70%).
Выдавливанием с утонением можно получать тонкие листы
со значительно увеличенными механическими свойствами,- име-
ющие переменную толщину, ребра, утолщенные кромки, что до-
стигается разрезкой и развертыванием в лист выдавленных
крупногабаритных обечаек.
Современные станки для ротационной обработки давлением
позволяют получать из нержавеющих и жаропрочных сталей де-
тали с диаметром более 1500 мм и длиной более 3000 мм с чи-
стотой поверхности до 7—9 классов и точность размеров выше
4 класса, а в отдельных случаях — до 8 класса.
Технология ротационной обработки давлением
Заготовками для получения конических деталей как с пря-
молинейными, так и с криволинейными образующими служат
вырезанные из листа диски, трубы, цилиндрические или кониче-
ские чашки, полученные сваркой из листа, вытяжкой в штампах
или отливкой. Число переходов зависит от формы заготовки и
детали. При изготовлении стальных деталей за один переход
можно получить конусные детали с углом конуса до 30° (не ме-
нее), а при изготовлении из алюминиевых сплавов — до 20°.
Для получения из плоской заготовки цилиндрической детали
операция разбивается на два перехода: а) выдавливание из пле-
нной заготовки полуфабриката — усеченного конуса с углом до
.15°; б) выдавливание из полуфабриката цилиндрической детали.
Как уже указывалось, нормативы по ротационной обработке
давлением мало разработаны. Оптимальные окружные скорости
па давильнике обычно лежат в пределах 20—25 м/мин. Увели-
ченные окружные скорости позволяют увеличивать продольную
191
подачу давильника без превышения допустимых значений подач
на один оборот детали. Наилучшая чистота поверхности дости-
гается при подаче 0,1—0,25 мм/об. С увеличением подачи уве-
личивается производительность труда, но ухудшается качество
поверхности, на которой появляются следы давильного ролика.
При подачах 1,5—2 мм/об качество поверхности резко снижает-
ся, а при выдавливании тонких деталей из легких сплавов воз-
можен даже обрыв детали. Высота h гребешков на поверхности
детали связана с радиусом Д рабочей кромки давильного роли-
ка и его продольной подачей 5 мм/об зависимостью
По высоте гребешков h по ГОСТ 2785—51 находят класс чи-
стоты поверхности. Из-за высоких давлений на роликах заготов-
ка нагревается и требуется ее охлаждение. Обычно охлаждение
ведется с помощью эмульсий, применяемых на металлорежущих
станках. При особо тяжелых работах применяются специальные
смазки, имеющие большую вязкость, а также фосфатные покры-
тия поверхности заготовки.
При выдавливании за несколько переходов между перехода-
ми дает отжиг. Отжиг необходим также и при выдавливании за
один переход с большими коэффициентами утонения стенки.
Как для конических, так и для сферических деталей с по-
стоянными или переменными толщинами хд стенки исходным ус-
ловием при расчете толщины и угла наклона стенки заготовки
является равенство объемов металла у3 заготовки и vn детали,
заключенных между двумя соответствующими сечениями заго-
товки и детали (см. рис. 6. 15, а).
Для облегчения перетекания металла при ротационной обра-
ботке давлением в ряде случаев применяют нагрев заготовки в
зоне деформации. Газовая горелка — обычной конструкции или
с широким факелом — укрепляется на суппорте со стороны, про-
тивоположной давильнику, и в процессе обработки перемещает-
ся вместе с ним. Температура нагрева заготовок обечаек из ста-
лей 1Х18Н9Т и ЭИ811 колеблется в пределах 750—850° С.
Формовка начинается с участка плотного прилегания заго-
товки и ведется в сторону большого диаметра. При толщине за-
готовки более 1,5 мм малый торец заготовки фиксируется под-
порной шайбой. При толщине листа менее 1,5 мм такой фикса-
ции недостаточно, так как возможна потеря продольной устой-
чивости стенок заготовки и сползания ее в сторону, обратную
движению ролика. В этом случае вместо подпорной шайбы уста-
навливается схватывающий прижим. Наличие сварных швов на
чистоту обработки не влияет. Швы должны выполняться автома-
тической сваркой. Выступание шва на внутренней поверхности
заготовки не допускается. Зачистка шва должна быть выполнена
192
заподлицо с основным металлом, без подрезов. С наружной сто-
роны заготовки шов не должен выступать больше, чем на 0,2 мм.
Для изготовления конических обечаек как с прямолинейны-
ми, так и с криволинейными образующими отечественной про-
мышленностью выпущен горизонтально-давильный станок
СДГ-20 (рис. 6. 17, а). На станке можно выдавливать оболочки,
Рис 6 17 Горизонтально-давильный станок СДГ-20 и схемы работы на нем:
а—общий вид станка; б—выдавливание одним роликом по копиру- в—выдавливание без
утонения с помощью бустерного устройства, г—выдавливание двумя роликами; д—вы-
давливание тремя роликами,
1—ролик, 2—суппорт
имеющие постоянную и переменную толщину стенки с плавным
пли ступенчатым изменением этой толщины. Выдавливание мож-
но вести одним, двумя или тремя роликами.
При выдавливании одним роликом по копиру усилие на нем
не должно превышать 10 тс. Профиль копира повторяет наруж-
ный контур детали. При схеме работы с тремя роликами, при-
меняемой при выдавливании цилиндрических обечаек, ролики в
радиальном направлении жестко связаны. Выдавливание можно
нести как по прямой, так и по обратной схемам. На станке име-
ется бустерное устройство для работы одним роликом с ручным
управлением.
Варианты технологических схем обработки на станке даны
па рис. 6. 17, б — д. Пример выдавливания детали с криволиней-
7 72 193
ной образующей по копиру одним роликом 1 см. рис- 6.17,6.
Поперечный суппорт 2 задней каретки устанавливается перпен-
дикулярно образующей детали и перемещается в соответствии с
профилем копира. На рис. 6. 17, в показана схема ручного выдав-
ливания на станке одним роликом 1. Ролик перемещается вруч-
ную, причем усилие на рукоятке ручного привода, равное 8—
Рис. 6. 18. Бустерное устройство БУ-2:
а—общий вид; б—принципиальная гидросхема• I—плита; 2— гидроцилиидр попереч-
ной подачи; 3—гидроцилиндр поворота; 4—рукоятка управления; 5, 7—золотники;
6—регулятор давления; 8—гидронасос; 9—ролик
10 кгс, увеличивается бустерным устройством станка до 5 тс.
Бустерное устройство дает станку преимущества простого токар-
но-давильного станка — дешевизну и быстроту переналадки на
изготовление новых деталей.
При больших усилиях на ролике выдавливание ведется по
копирам двумя диаметрально расположенными роликами 1
(см. рис. 6.17,г), что разгружает станок от осевых усилий,
устраняет разностенность детали и позволяет вести процесс с
усилием на роликах, доходящим до 20 тс.
194
На рис. 6. 17, д приведена схема формовки цилиндрической
детали. Три ролика 1, жестко связанные между собой, имеют
подачу только вдоль оси вращения детали.
Бустерные усилители позволяют использовать для ротацион-
ной обработки давлением большинство моделей универсальных
юкарных и лобовых станков. Появляется возможность изготов-
ления крупногабаритных деталей с размерами, соответствующи-
ми высоте центров лобового станка. Станки для изготовления
таких крупногабаритных деталей обычно изготавливаются с вер-
икальным расположением шпинделя и представляют собой до-
рогостоящее оборудование.
Бустерный усилитель БУ-2, устанавливаемый на суппорте
лобового станка вместо резцедержателя (рис. 6. 18), имеет два
। пдравлических цилиндра: цилиндр 2 поперечной подачи и ци-
линдр 3 поворота. Совместное действие этих цилиндров воспро-
изводит движения, которые выполняет давильник при ручном
выдавливании. При этом усилие руки давильщика, требующееся
лишь для перемещения плунжеров золотников, увеличивается на
ролике по 2 тс (такое усилие развивает каждый из цилиндров).
При перемещении рукоятки 4 следящий золотник 5 цилиндра
поперечной подачи и следящий золотник 7 цилиндра 3 поворо-
та, связанные с рукояткой 4 тросами боудена, открывают проход
маслу, подаваемому от гидронасоса, в правую или левую поло-
пи цилиндров, перемещающих давильный ролик 9. Усилие, со-
тдаваемое цилиндром 2 поперечной подачи, бесступенчато
регулируется в пределах от нуля до максимума с помощью регу-
лятора давления 6. Питается система лопастным гидронасосом
8, развивающим давление, равное 50 кгс/см2.
Раскатка
Процесс выдавливания с утонением цилиндрических оболочек
получил название «раскатки». Раскатка ведется одним, двумя
пли тремя одновременно работающими роликами. В отдельный
случаях, в частности, при выдавливании тонкостенных стака-
нов —- заготовок для сильфонов — число роликов может быть
увеличено до двенадцати. Это обеспечивает увеличенное осевое
усилие, необходимое для передвижения заготовки по оправке.
Для получения тонкостенных цилиндрических деталей с пере-
менной толщиной стенок заготовки также должны иметь цилин-
дрическую форму. Они получаются из листа, прессованной или
катаной трубы, из раскатанных колец, кроме того, отливкой и
поковкой; и могут быть как монолитными, так и сварными.
Объем металла заготовки равен объему металла детали плюс
гехнологические припуски (на обрезку готовой детали, на зажа-
тие заготовки, и на выход ролика). Внутренний диаметр заго-
товки берется на 0,1—0,4 мм больше диаметра оправки. Длина
заготовки 'по соображениям экономики — небольшая, за счет
7*
185
увеличения толщины стенок. Это увеличение ограничивается
мощностью станка и допустимыми степенями деформации метал-
ла заготовки. Увеличение толщины стенки заготовки также при-
водит к раскатке детали — увеличению ее внутреннего диаметра.
Это явление делается заметным при толщине стенки свыше 4—
6 мм.
Одновременно с утолщением стенок заготовки несколько
увеличивается разностенность деталей. Раскаткой получаются
детали и с постоянной и с переменной толщиной стенок, изме-
няющейся плавно или уступами, в виде буртиков, поперечных
ребер и заплечиков (см. рис. 6. 16,6, в, г). Толщина наружных
буртиков не должна превышать толщину заготовки. Толщина
внутренних бортов устанавливается для каждой конкретной де-
тали эмпирически. Утолщение внутрь детали может быть выпол-
нено только с одного конца (см. рис. 6. 16, г).
В зависимости от режимов и материала чистота поверхности
деталей, полученных раскаткой, колеблется в пределах 4—
9 класса (ГОСТ 2789—73). Точность размеров по толщине стен-
ки достигает ±0,05 мм. Точность по диаметру — до 3—4 клас-
са. На чистоту и точность обработки значительное влияние ока-
зывают смазка и охлаждение заготовки. В качестве охлаждаю-
щей жидкости обычно используются эмульсии, применяемые на
металлорежущих станках. В качестве смазки применяются: при
изготовлении деталей из стали — машинное масло; при изготовле-
нии деталей из титановых сплавов — коллоидный графит, в ча-
стности, коллоидный препарат В-1.
Раскатку деталей из титановых сплавов ведут с зональным
нагревом заготовки пламенем газовой горелки, устанавливаемой
на суппорте станка со стороны, противоположной давильнику.
В качестве примера рассмотрим процесс раскатки на станке
СРГ-1.
Станок СРГ-1 (рис. 6. 19, а) предназначен для изготовления
только цилиндрических деталей из высокопрочных сталей глад-
ких и с наружными ребрами по прямому и обратному способам.
Обработка ведется тремя роликами или с помощью шариковой
обоймы. Давильная оправка крепится на планшайбе передней
бабки 7 и на центре задней бабки 8, центр перемещается с по-
мощью гидроцилиндра. Продольная подачи каретки, несущей
три давильных ролика по направляющим станины, также осу-
ществляется с помощью гидроцилиндров 10. Поперечная подача
давильных роликов, закрепленных на роликодержателях гидро-
цилиндров 11 поперечной подачи, также гидравлическая. Для
установки роликов в рабочее положение станок снабжен гидро-
упорами. Для охлаждения роликов и деформируемого участка
заготовки на станке установлена система жидкостного охлажде-
ния. Схема выполнения операции на станке показана на
рис. 6. 19, б, в, г. Заготовка 5 устанавливается на оправку 4,
закрепленную на шпинделе 1 станка и снабженную съемным
199
л-л
Рис 6 19 Изготовление деталей раскаткой-
общий вид станка СРГ-1; б, в, г—схема раскатки: /—шпиндель; 2—съемное кольцо; 3—ролики; 4—оправка; 5—заготовка- в—вращаю-
щийся центр; 7—передняя бабка, 8—задняя бабка; 9— каретка; 10— гидроцилиндр; 11—гидроцилиндр
197
кольцом 2. После прижатия заготовки вращающимся центром &
задней бабки ролики 3 устанавливаются на размер и включа-
ется их продольная подача (см. рис. 6. 19, в). По окончании
процесса давильные ролики и центр отводятся и готовая деталь
снимается с оправки с помощью кольца 2 (см. рис. 6. 19, г).
Техническая характеристика отечественных станков для ро-
тационной обработки давлением дана в табл. 6.4.
Таблица 6.4
Технические характеристики станков
для ротационной обработки давлением
Характеристики 3P-53 ТТ-БЗ ТТ-76 СДГ-20 СРГ-1
Наибольший диаметр заготовки, мм 520 900 1200 1200 1000
Наибольшая длина де- тали, мм 700 600 1500 1200 3000
Усилия на давильни- ке, кгс — — — 20000 40000*
Предельная частота вращения шпинделя, мин~1 350-2780 — — 32—1040 11-460
Габариты стайка, мм — 4150Х хзюох Х2000 8350X Х7000Х Х2670 7075 X Х5450Х Х3900 13800Х Х4000Х Х4400
Максимальная толщи- на обрабатываемого ли- ста из цветных спла- вов, мм 2,5 8 — — —
Число давильных ро- ликов 1 1 2 3 3
* Каждого из трех роликов.
Оснастка для ротационной обработки давлением
При выдавливании деталей из малоуглеродистых сталей и
алюминиевых сплавов оправки изготавливаются из стали 45 с
термообработкой HRC 35—40 из поделочных углеродистых ста-
лей или из чугуна. Выдавливание деталей из высокопрочных
сталей производится на оправках из инструментальных сталей,
высокой твердости, в частности, ШХ15, ГХЗ и др. Чистота по-
верхности оправки не менее 8 класса ГОСТ. Чтобы следы обра-
ботки оправки не отпечатались на поверхности детали, оправки
полируются. Биение рабочей части оправки, после установки на
станке и прижатия пинолью задней бабки, не должно превышать
0,05 мм, а при выдавливании тонкостенных деталей — 0,02 мм.
Разница в диаметрах цилиндрической части, отнесенная ко всей.
198
клине оправки, не должна превышать 0,05 мм, причем уменьше-
ние диаметра со стороны, прилежащей к шпинделю станка, не
допускается и в этих пределах.
Для ротационной обработки давлением применяются исклю-
чительно роликовые давильники. Наружный диаметр ролика
обычно берется в пределах 200—300 мм. Увеличение этого диа-
метра вызывает увеличение площади его соприкосновения с де-
Рис. 6.20. Ролики для
ротационной обработки давле-
нием:
а—для обкатки деталей из титана и высокопрочных сталей; б—
для выдавливания мягких материалов; в—универсальный ро-
лик для получения конусных деталей из плоских заготовок; г—
универсальный ролик для получения конусных деталей из коль-
цевых заготовок; д—универсальный ролик дли обработки ци-
линдрических деталей
талью и, следовательно, уменьшение, при неизменной величине
усилия на давильнике, удельного давления на заготовку.
Изготавливаются ролики из инструментальных сталей. При
обычных работах — из сталей типа Х12М с термообработкой до
HRC 59—61; при формовке деталей из высокопрочных материа-
лов— из сталей Р18 Х12Ф1 с термообработкой до HRC 61—63.
Из дорогостоящих инструментальных сталей делается только
рабочая часть ролика (остальная часть из стали 45). Материал
и термообработка роликов должны исключать налипание на них
материалов заготовки. Чистота рабочей поверхности ролика—•
не ниже V 9 ГОСТ. Профиль рабочей части ролика выбирает-
ся соответственно твердости материала заготовки и характеру
обработки.
Для обкатки цилиндрических деталей из титана и высоко-
прочных сталей применяются ролики с профилем, показанным
на рис. 6. 20, а. Если заготовка выполнена из мягких материа-
199
лов (алюминиевых сплавов, малоуглеродистых сталей), то пе-
ред рабочим калибрующим пояском А делается направляющий
поясок Б (см. рис. 6.20,6), препятствующий образованию на-
плыва впереди ролика. Чем меньше угол наклона гребня А ро-
лика и больше калибрующий поясок, тем больше явление рас-
катки— увеличение внутреннего диаметра детали). С увеличе-
нием ширины калибрующего пояска, улучшается чистота поверх-
ности детали. Однако при увеличении этой ширины до (8—10)s
мм/об (где s мм/об — продольная подача ролика) сработанная
поверхность может шелушиться. Обычно станок оснащается уни-
версальными роликами трех типов (см. рис- 6.20, в—д).
Глава 7
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ САМОЛЕТА
НА ЛИСТОШТАМПОВОЧНЫХ (ПАДАЮЩИХ) МОЛОТАХ
7.1. ТЕХНОЛОГИЧЕСКАЯ ХАРАКТЕРИСТИКА ПРОЦЕССА
Небольшие по размерам, имеющие сложную конфигурацию
обшивки, относящиеся к третьей технологической группе (см.
1л. 10), а также детали типа полупатрубков, окантовок, кресто-
вик и пр. (рис. 7. 1) при характерных для самолетостроения мел-
ко- и среднесерийном производствах изготавливать в инстру-
ментальных штампах экономически нерентабельно. Сложные
мпогопереходные инструментальные штампы резко удорожают
самолет, а значительные сроки, необходимые для изготовления
1ЛКИХ штампов, затягивают период запуска машины в произ-
водство.
Одним из наиболее эффективных решений этой проблемы
является применение листоштамповочных (падающих) молотов
(рис. 7.2), оснащенных дешевыми быстро (за 3—-5 смен) и не-
< ложно (путем отливки), изготавливаемыми свинцовс-цинковы-
мп штампами. Простые свинцово-цинковые штампы обычно по-
1ВОЛЯЮТ совмещать несколько операций, требуемых при штам-
повке в инструментальных штампах, в одну операцию за счет
многократного повторения ударов пуансона. После изготовления
необходимого количества деталей штамп используется как мате-
риал для отливки других штампов.
Процесс штамповки на листоштамповочных молотах имеет
ряд недостатков. Детали, изготовленные на листоштамповочных
молотах как по чистоте, так и по точности хуже деталей, полу-
ченных вытяжкой или формовкой в инструментальных штампах.
I рудоемкость изготовления каждой детали значительно выше
из-за ручной доводки, на которую обычно требуется больше вре-
мени, чем на собственно штамповку. Квалификация штампов-
щика на падающих молотах должна быть значительно выше ква-
лификации штамповщика на кривошипных и гидравлических
прессах, так как при штамповке на молотах оператор должен
сам решить, где на заготовке сделать вырезы для облегчения
перетекания металла, где увеличить припуск, где установить
регулирующие вытяжку прокладки из резины и какие размеры
должны иметь эти прокладки. Доводка детали в процессе штам-
повки — правка складок после каждого последующего удара —
требует от штамповщика знаний и опыта дюральщика (жестян-
201
Рис. 7.1. Типовые детали самолета, изготавливаемые иа листо-
штамповочных молотах:
а—крестовина фонаря; б, в—обтекатели; г, д—полупатрубки; г—колпачок;
яс—окантовка; з—крышка электросборкн; и—обшивка дверн; к—жесткость
крышки капота; л—каркас дверн; м—стыковой угольник; н—деталь лон-
жерона гондолы двигателя
202
щика). При регулировке силы удара стесселя по переходам тре-
буется хороший навык и понимание процесса перетекания ме-
талла, которые даются много-
летним опытом.
Несмотря на перечислен-
ные недостатки при мелкосе-
рийном, и, в особенности, при
опытном производствах штам-
повка на падающих молотах
перечисленных в начале главы
деталей самолета является
наиболее рентабельной и со-
ставляет 10—15% по трудоем-
кости от общего объема заго-
товительно-штамповочных ра-
бот на самолетостроительных
заводах.
Фирма Боинг применяет
листоштамповочные молоты
для штамповки даже таких
сложных деталей как закон-
цовки из слоистого алюминия
для каналов ракеты «Минит-
мен», причем брак отформо-
ванных деталей не превышает
1 % • Экономическая целесооб-
разность применения падаю-
щих молотов при средних се-
риях в каждом конкретном
случае может быть установле-
на сравнением вариантов тех-
процесса.
Рис. 7.2. Общий вид листоштамповоч-
ного молота:
/—золотник; 2—пневмопанель питания от
сети сжатого воздуха; 3—выхлопная тру-
ба; 4—рукоятка управления; 5—педаль уп-
равления замками; б—шабот со столом;
7—болты с пружинами; 8—стойка; 9—стес-
сель; 10—шток; 11—траверса; 12— пиевмо-
цилиндр; 13—направляющие
7.2. ЛИСТОШТАМПОВОЧНЫЕ ПАДАЮЩИЕ МОЛОТЫ
На раме молота (см. рис. 7. 2), собранной из шабота 6, сто-
ек 8 и траверсы 11 укреплен пневмоцилиндр 12, на штоке 10 ко-
торого находится стессель (ползун). Верхняя часть штампа за-
крепляется на этом ползуне, а нижняя устанавливается на сто-
ле, отлитом как одно целое с шаботом 6. С помощью рукоятки
управления 4 сжатый воздух подается в верхнюю или нижнюю
полости пневмоцилиндра 12, что заставляет стессель 9 вместе
с установленной на нем верхней частью штампа ударять по заго-
товке, уложенной на нижнюю часть штампа или подниматься
вверх. Сила удара регулируется высотой подъема стесселя, зави-
сящей от поворота рукоятки управления.
203
Подвергающийся сильным динамическим нагрузкам стессель
9 молота выполнен из стального литья. В нижней его части про-
сверлены отверстия, через которые вставляют резьбовые шпиль-
ки для крепления пуансонов. Стессель перемещается по направ-
ляющим 13. Для точного направления пуансона направляющие
при их износе могут выдвигаться из стоек 8 с помощью клинье-
вого устройства. В верхней части стесселя имеется гнездо для
закрепления конца штока 10.
Боковые стойки 8 скрепляют нижнюю и верхнюю части мо-
лота и служат направляющими для стесселя. Для уменьшения
вибрации при штамповке болты 7, скрепляющие стойки с шабо-
том бис верхней траверсой 11, установлены с пружинами.
Внутри стоек смонтированы замки, удерживающие стессель от
опускания, когда не требуется производить удары. Прежде чем
произвести удар, оператор должен с помощью ручки управле-
ния 4 слегка приподнять стессель 9, освободить замки от веса
падающих частей, затем, нажимая ногой на педаль управления
замками 5, убрать замки внутрь стоек.
Верхняя траверса 11 служит для скрепления верхних частей
стоек 8 с воздушным цилиндром 12. В отдельных конструкциях
молотов верхняя траверса выполнена за одно целое с цилинд-
ром. Воздушный цилиндр 12 е находящимся внутри поршнем и
штоком 10 служйт для подъема стесселя 9 и увеличения скоро-
сти падающих частей при движении вниз. В верхней части ци-
линдра 12 имеется воздушный амортизатор, предохраняющий
поршень от удара о верхнюю крышку цилиндра. Для герметич-
ности между подвижным штоком и нижней частью цилиндра 12
предусмотрено сальниковое уплотнение.
Шабот со столом 6 служит для установки на нем матрицы и
крепления нижних частей стоек 8. Шабот молота вместе с фун-
даментом воспринимает энергию удара падающих частей. По-
этому вес шабота в 10—16 раз превышает вес падающих частей
молота. Например, вес шабота трехтонного молота МЛ-3 равен
30 тс, а пятитонного 83 тс.
В механизм управления молотом входит также управление
предохранительными замками. Педаль 5 с помощью тяг и рыча-
гов (при нажиме на нее ногой) убирает замки внутрь стоек 8.
При снятии ноги с педали пружины, помещенные в стойках,
выпускают замки наружу, предохраняя стессель от падения.
Нижней частью стессель упирается на зубья замков.
Технологические возможности листоштамповочных молотов
определяются энергией удара, зависящей от веса падающих ча-
стей (вес стесселя и верхней части штампа) и высоты их подъе-
ма, и площадью стола. Модель молота обозначается весом пада-
ющих частей (в тоннах).
Экспериментально установлено, что листоштамповочный мо-
лот МЛ-1 развивает энергию удара, достаточную для формооб-
204
разования детали, которая при изготовлении на гидропрессе тре-
бует усилия до 500 тс, а молот МЛ-5 эквивалентен гидропрессу
с усилием 2000—2500 тс.
7.3. ТЕХНОЛОГИЯ ШТАМПОВКИ
НА ЛИСТОШТАМПОВОЧНЫХ МОЛОТАХ
Типовой технологический процесс изготовления детали на
листоштамповочном молоте включает операции: раскроя заго-
1овки, подготовки ее под штамповку, собственно штамповку и
доводочные операции.
Особенность раскроя заготовок под штамповку на листо-
штамповочных молотах заключается в том, что заготовки снаб-
жаются большими припусками (обычно не менее 20 мм иа сто-
рону). Размер заготовки сначала берется по приближенной раз-
вертке детали, а затем уточняется в процессе штамповки первых
деталей. Точной фиксации заготовки на штампе обычно нет.
11одготовка заключается в обрезке припуска до минимума на
одних и увеличении на других участках заготовки для регули-
рования перетекания металла при штамповке.
На участках наибольших деформаций заготовку можно в со-
ответствии с будущими очертаниями детали, подгибать, разво-
дить, выколачивать или посаживать. Заготовку разводят в тех
местах, где для облегчения вытяжки на штампе необходимо уве-
личить площадь материала за счет его утонения. Например,
изготовки для каркаса двери (см. рис. 7. 1,л) и концевого об-
н'кателя стабилизатора (см. рис. 7. 1,в) необходимо разводить
в средней части, т. е. в местах максимальной вытяжки материа-
ла. Это сокращает, количество переходов при штамповке.
Посадку (на посадочных станках Гавриленко) производят и
в тех местах заготовки, где необходимо уменьшить ее площадь
за счет утолщения материала. Для облегчения штамповки же-
сткости крышки капота (см. рис. 7. 1,к) и концевого обтекателя
(im. рис. 7.1,в) выполняют посадку материала по длинной сто-
роне заготовки. Это убирает лишний материал и уменьшает
правку гофров при штамповке.
Подгибка заготовок осуществляется на гибочных прессах и
трехвалковых станках для более точной фиксации заготовки на
матрице. Эту операцию необходимо производить для таких де-
1злей как обшивка двери (см. рис. 7.1, и) и каркас двери (см.
рис. 7. 1, л). Заготовки толщиной меньше 1,2 мм не гнут, так как
<>пп изгибаются от собственного веса при укладке на матрицу.
Заготовки стыкового угольника (см. рис. 7.1, м) и профиля
лонжерона (рис. 7. 1,н) гнут на гибочных прессах, после чего
<>пп хорошо укладываются в матрицу, и при штамповке полу-
чают правильную форму без перекосов.
В зависимости от направления кривизны детали различают
шишповку на вытяжку (рис. 7. 3, а) и на обжатие (рис. 7.3,6).
205
При штамповке на вытяжку деталь обращена выпуклой частью
вниз. Матрица 5 штампа имеет вогнутую форму, облегчающую
фиксацию заготовки. Появляющиеся при штамповке складки на
формуемой детали можно править, не снимая деталь со штампа.
Большинство деталей штампуется «на вытяжку».
При штамповке на обжатие матрица имеет выпуклую форму
и заготовку необходимо перед укладкой на штамп предваритель-
но подогнуть. Штамповка на обжатие применяется, главным об-
разом, при калибровке деталей, отштампованных на штампах
первого перехода, и для формовки деталей, имеющих сложные
контуры и небольшую глубину вытяжки.
5)
Рис 7.3 Способы расположения заготовки в штампе:
а—штамповка на вытяжку, б—штамповка на обжатие, 1—рым болты;
2—анкерная гайка; 3—шпилька, 4—пуансон, 5—матрица
Процесс штамповки протекает следующим образом: после
укладки заготовки на матрицу стесселю дается небольшой ход
и пуансон, заходя неглубоко в матрицу, делает первую, предва-
рительную формовку детали. Стессель поднимается, фиксирует-
ся в поднятом положении упорами. Деталь осматривают. Обра-
зовавшиеся складки и гофры выправляют вручную ударами
молота без съема детали с матрицы. Затем дается второй удар
с большим заходом пуансона в матрицу, деталь снова осматри-
вают и правят и т. д. Последний удар — калибрующий — осуще-
ствляется с полным заходом и чеканящим ударом пуансона.
В большинстве случаев операция штамповки выполняется в
одном штампе. Постепенный, с каждым ударом все больший,
заход пуансона в матрицу позволяет совместить в одном штампе
несколько переходов, обычно требуемых при штамповке в вы-
тяжных инструментальных штампах. Однако при глубокой вы-
тяжке может потребоваться расчленение операции на несколько
переходов. На рис. 7. 4 дан пример конфигурации детали (см.
рис. 1. 4, в), требующей изготовления трех штампов. В штампе
первого перехода набирается материал для будущего колпачка.
На переходах (см. рис. 7.4, б и в) этот материал приобретает
окончательную форму. Многопереходная штамповка применяет-
ся также при изготовлении больших серий деталей, когда допол-
нительные затраты на изготовление штампов несколько перехо-
дов
доп компенсируются экономией рабочего времени в результате
< окращения доводочных ручных работ, кроме того улучшается
качество деталей.
Вместо сложных расчетов размера штампа на промежуточ-
ные переходы для деталей незамкнутой формы можно пользо-
ваться следующим методом (см. рис. 7.4). По матрице оконча-
юльного перехода или по готовой эталонной детали изготовляют
< лепок в из нескольких слоев грубой марли, пропитанной воском
пли парафином, толщиной 2—3 мм. После остывания воска сле-
а
Рис. 7.4. Схема
формовки детали
в трех штампах:
а—первый переход;
б—второй переход;
в—третий переход
н калибровка
Рис. 7.5. Схема фор-
мовки детали за два
перехода:
а—штамп первого пере-
хода; б—штамп второго
перехода
иок снимают с исходной формы и расправляют, стараясь умень-
шить глубину вытяжки. Ввиду того что волокна нити материи
(марли) не растягиваются, а только изгибаются, распрямление
< лепка не изменяет его длины.
Вытяжка будет производиться на первых переходах в более
благоприятных условиях, так как глубина вытяжки а и б на
расправленном слепке меньше глубины вытяжки готовой дета-
щ в. По слепкам а и б изготовляют гипсомодели матриц про-
межуточных переходов.
Для снятия нагартовки деталь в промежутке между перехо-
дами термически обрабатывается. На рис. 7. 5 дан пример двух-
нереходной штамповки детали сложного профиля. На первом
переходе (а) для облегчения перетекания материала формуют-
। я только углубления без крайних рифтов. Радиусы Ri для об-
кч’чения перетекания материала берут в полтора-два раза
больше радиусов /?2, требуемых по чертежу детали, а глубину hi
выштамповок — несколько (до 5%) меньшей окончательной
I |убины h2. На втором переходе это потребует дополнительного
растяжения материала и деталь не будет иметь хлопунов. Фор-
207
отштамповать в нем
Рнс 7 6 Схема штам-
повки с фанерными рам-
ками
/—пуансон, 2—фанерные
рамки, 3—заготовка, 4—мат
рица
мовка крайних рифтов (б) не будет вызывать утяжки металла
из средних участков. Как и в предыдущем примере заготовка
после первого перехода подвергается термообработке для снятия
нагартовки.
В ряде случаев, когда для штамповки какой-либо впервые
запускаемой в производство детали не ясно, можно ли ее полу-
чить в штампе за один переход, сначала изготавливается один
штамп, по окончательному размеру детали. Если практически
деталь невозможно, изготавливают один
или несколько штампов на промежуточ-
ные переходы.
При глубокой вытяжке и сложных
конфигурациях деталей свободная штам-
повка в ряде случаев не позволяет полу-
чить деталь без складок и гофров даже
при расчленении операции на несколько
переходов. В этом случае применяют
оазличные прокладки, регулирующие пе-
ретекание металла заготовки. Для преду-
преждения складкообразования на флан-
цах заготовки можно пользоваться фа-
нерными рамками 2 (рис. 7.6), выпол-
няющими одновременно функции склад-
кодержателя и ограничителя захода
пуансона в матрицу. Рамки вырезаются из фанеры, толщиной
2—4 мм, размер отверстия в рамках на 10—15 мм больше раз-
меров рабочего контура матрицы.
Поскольку штампы не имеют специальных устройств для
фиксации заготовки и рамок, заготовка укладывается на матри-
цу по риске на матрице, а рамки на заготовку — по контуру
проема в матрице, намеченного ударами резиновой киянки по
заготовке, лежащей на матрице.
Высота пакета берется ниже высоты детали на 3—5 мм, вы-
тягиваемых на первом переходе. Переход состоит из двух уда-
ров. При первом, не сильном, происходит неглубокая вытяжка
(ход пуансона ограничен рамками). При втором ударе, силь-
ном, фанера рамок, спружинивая, прижимает фланец заготовки
к плоскости матрицы с усилием, выправляющим гофры, обра-
зовавшиеся при первом ударе, и предупреждает образование
новых. Затем верхняя рамка снимается, снова повторяются два
удара и т. д. Рамками можно пользоваться как при штамповке
на вытяжку, так и при штамповке на обжатие.
Задержать или усилить перетекание металла на отдельных
участках детали можно с помощью резиновых накладок, исполь-
зуемых на фланце заготовки и на отдельных участках ее внут-
реннего контура.
Реверсивная штамповка на листоштамповочных молотах при-
меняется при вытяжке, требующей нескольких переходов. Она
208
уменьшает местные утонения листа, значительно сокращает до-
водочные работы и расход металла на технологические припу-
ски. Коэффициент использования металла при штамповке в про-
стых штампах на листоштамповочных молотах, часто не превы-
шающий 0,4—0,5, при реверсивной штамповке может
увеличиваться до 0,75—0,8, а трудоемкость доводочных работ,
обычно составляющая в среднем 304-50% общей трудоемкости
Рнс 7 7 Примеры распределения деформаций по пере
ходам штамповки
а—коробка б—штамповка первого перехода коробки, в—полу
патрубок г—штамповка первого перехода полупатрубка
изготовления детали, в отдельных случаях уменьшается на 40—
50%. Одновременно с уменьшением ручных доводочных работ
улучшается качество детали.
Выполняется реверсивная штамповка как в жестких штам-
пах, так и в штампах с резиновым пуансоном. Штамповку с ре-
зиновым пуансоном применяют при изготовлении деталей про-
стой конфигурации: днища, обтекатели, полупатрубки, коробки
из листа как черных, так и цветных металлов с толщиной стенки
до 2 мм. Для формообразования деталей с относительно сложной
конфигурацией, при повышенных требованиях к равномерности
толщины стенок и расходу материала используются жесткие
штампы с пуансонами из свинца из ТЛКЭ и материалами из
АЦ13.
На рис. 7.7 показаны примеры конфигурации рабочих по-
верхностей матриц штампов первых переходов для типовых де-
талей. Как видно из приведенных примеров, методика распре-
деления деформаций по переходам аналогична применяемой при
209
выгяжке в инструментальных штампах. Размеры и геометрия
заготовок определяются также по методике, принятой при
штамповке — вытяжке в инструментальных штампах.
7.4. ОСОБЕННОСТИ ШТАМПОВКИ ДЕТАЛЕЙ
ИЗ ТИТАНА И МАГНИЕВЫХ СПЛАВОВ
При сложной конфигурации детали из ВТ1-1, ОТ4 и ОТ4-1
штампуют с подогревом заготовки. Нагрев, выполняемый в уста-
новленных на рабочем месте электропечах, позволяет сократить
число переходов В процессе штамповки заготовку, по мере
остывания, повторно нагревают. Повторные нагревы иногда по-
вторяются до четырех раз.
Сплав ВТ1 наиболее пластичен при 350—400° С, а ОТ4 и
ОТ4-1 — при 500—650° С С поправкой на тепловые потери при
транспортировании заготовки от печи к штампу начальная тем-
пература нагрева (температура при выемке из печи) для заго-
товок из сплава ВТ1 берется равной 600° С, а для заготовок из
ОТ4 и ОТ4-1 — 700° С. Для уменьшения тепловых потерь заго-
товки при соприкосновении со штампом его подогревают до
250° С. На участках детали, получающих при штампе большие
местные деформации, применяется местный нагрев заготовки га-
зовыми горелками.
Для облегчения перетекания металла рабочие поверхности
штампа смазывают. Перед калибровкой деталь повторно нагре-
вают (тот нагрев является одновременно отжигом), а для
уменьшения поводки при охлаждении оставляют охлаждаться в
штампе в течение 3—5 мин. Несмотря на смазку на поверхности
деталей остаются следы цинка, которые удаляют травлением в
азотной кислоте.
Радиационный нагрев инфракрасными лучами при штампов-
ке деталей из высокопрочных сплавов на основе титана, молиб-
дена и бериллия позволяет повышать температуру заготовки со
В качестве источников инфракрасного излучения применяют
кварцевые лампы, силитовые стержни, стержни из дисилицида
молибдена, проволочные спирали и трубы из нихрома.
Наиболее удобно в эксплуатации трубчатые кварцевые лам-
пы инфракрасного излучения типа НИК 220—1000 Тр. Лампа
состоит из вольфрамовой проволочной спирали, размещенной
внутри трубки из термостойкого кварцевого стекла. Трубка за-
полнена внутри аргоном и иодом. Молибденовые выводы спи-
рали приварены к цоколям. Диаметр трубки — 10 мм, длина —
370 мм. Потребляемая мощность при напряжении 220 В состав-
ляет 1040 Вт, а при напряжении 350 В — 2200 Вт. Лампы сое-
диняются в нагревательные панели, состоящие из экрана и 100—•
120 ламп, укрепленных в держателях, охлаждаемых водой.
210
Для уменьшения тепловых потерь устанавливаются боковые
рефлекторы, также охлаждаемые водой. Установка передвига-
ется по рельсам, смонтированным на столе молота. Подвод и
отвод охлаждающей воды осуществляется с помощью гибких
шлангов. Продолжительность нагрева заготовки устанавливает-
ся с помощью реле времени. После нагрева питание установки
отключается, установка отодвигается по рельсам в сторону, и
включаются рабочие ходы стесселя.
Для равномерного распределения температуры по площади
листа нагрев ведется с несколькими перерывами по 5 с, в тече-
ние которых происходит выравнивание температуры. Чтобы мат-
рица не перегревалась (для матриц из АЦ13 максимальная тем-
пература нагрева не должна превышать 250° С) ее рабочие по-
верхности покрываются теплоизоляционным слоем, состоящим
из 40% алюминиевой пудры AI2O3 и 60% бакелитового лака.
Эго покрытие служит и смазкой, препятствуя налипанию цинка
па поверхность штампуемой детали. Время нагрева заготовки
«ависит от толщины листа и колеблется от 2 мин, при толщине
листа 0,8—1 мм, до 3 мин, при толщине листа 1,2—2 мм.
При штамповке магниевых сплавов заготовку нагревают до
320—340° С в воздушных электропечах, устанавливаемых рядом
с молотом, на котором производится штамповка. Чтобы деталь
не остывала в процессе штамповки, необходимо нагревать также
матрицу (до 250° С). Пуансон можно не нагревать, так как
время контакта его с деталью незначительно. Матрицу и пуан-
<он изготовляют из цинка или сплава АЦ13. При отливке в мат-
рице делают сквозные отверстия диаметром 22—25 мм, в кото-
рые после ее установки на молот вставляют трубчатые электро-
нагреватели (ТЭН). Для безопасности работы напряжение
подводимого тока не должно превышать 36 В. Для автоматиче-
ского регулирования температуры матрицы в электросхему вклю-
чается терморегулятор с термопарой, вставляемой в одно из от-
верстий матрицы. Для уменьшения теплоотдачи от штампа сто-
rnr 'гол ПЛИ ОЛ П1 я ! ’ । < । 11 г(|L :
ржавеющей стали толщиной 1—1,5 мм, укладываемые в 5—
(> слоев во взаимно перпендикулярном направлении. Благодаря
большому количеству отверстий такие полосы являются надеж-
ной теплозащитой, так как воздух в отверстиях плохо проводит
юпло. Вместе с тем прочность полос вполне достаточна, чтобы
поддерживать матрицу при работе молота.
Вследствие незначительного сопротивления нагретого мате-
риала промежуточные удары молота должны быть очень слабы-
ми, поскольку сильные удары могут вызвать разрыв материала,
лишь калибрующие удары могут быть сильными.
При штамповке магниевых сплавов применяют смазку, со-
стоящую из 40% масла «Вапор» и 60% стеарата натрия. Такая
смазка хорошо выдерживает температуры, при которых указан-
211
ные сплавы штампуются, быстро расплавляется при натирании
нагретой матрицей и деталью (при комнатной температуре эта
смазка твердая). При штамповке необходимо следить, чтобы
вся рабочая поверхность матрицы была смазана, так как от
цинка или сплава АЦ13 на детали может остаться налет, кото-
рый придется зачищать перед оксидацией.
7.5. ИЗГОТОВЛЕНИЕ ШТАМПОВ
ДЛЯ ЛИСТОШТАМПОВОЧНЫХ МОЛОТОВ
В качестве рабочей оснастки при штамповке на падающих
молотах в большинстве случаев используются литые металличе-
ские штампы из цинка, свинца, модифицированного чугуна и
алюминиево-цинкового сплава АЦ13. В последнее время для
изготовления штампов начинают применять различные пласти-
ческие массы (пластики).
Штамп состоит из двух частей: пуансона 4 и матрицы 5
(см. рис. 7.3). Пуансон прикрепляется к стесселю молота резьбо-
выми шпильками 3, ввинчивающимися в залитые анкерные гай-
ки 2. Матрица 5 устанавливается на столе молота. Для транс-
портировки штампов в пуансон и матрицу при отливке вставля-
ют рым-болты 1.
Пуансон и матрицу изготовляют методом отливки. Механи-
ческой обработке рабочие поверхности штампов не подвергают-
ся, а только зачищаются слесарным способом. Изготовление та-
ких штампов гораздо менее трудоемкое, чем изготовление ин-
струментальных металлических штампов для прессов. Поэтому
штампы для падающих молотов в несколько раз дешевле и тре-
буют меньше времени для изготовления, что позволяет значи-
тельно сократить сроки подготовки производства.
Процесс изготовления штампов состоит из четырех основных
операций: а) изготовления модели матрицы; б) отливки матри-
цы; в) зачистки и доводки матрицы; г) отливки и доводки пуан-
сона. Последовательность изготовления штампов показана на
рис. 7. 8.
Модель матрицы изготовляют из гипса, так как он легко об-
рабатывается, недефицитен и дешев. Технический гипс
(2СаО4Н3О), замешанный в воде, теряет текучесть через 10—
15 мин и затвердевает через 20—25 мин после начала замеса.
Источником формы для гипсовой модели может служить:
1) деревянная болванка;
2) слепок из пескоклеевой массы (ПСК) с макета поверх-
ности;
3) плазовые шаблоны (отдельные или собранные в корзину
шаблонов);
4) чертежи детали;
5) эталонная деталь.
212
Болванки и слепки служат источником формы для сложных-
крупногабаритных деталей типа жесткостей, законцовок капо-
тов, зализов, окантовок люков фюзеляжей и гондол двигателя.
Плазовые шаблоны применяют для изготовления гипсовых
моделей деталей типа профилей, лонжеронов, нервюр, простран-
ственных деталей, имеющих форму тел вращения и др.
Рис. 7. 8. Технологическая схема изготовления свннцово-
цинкового штампа:
а—изготовление гипсовой модели; б—отлнвка матрицы, в—до-
водка матрицы; г—отливка пуансона; /—эталон патрубка; 2—
гипсовая модель матрицы; 3—заформованная опока; 4—залитая
матрица; 5—готовая матрица; 6—опока с матрицей; 7—зали-
тый пуансон; 8—установка гаек; 9—готовый штамп
Чертежи деталей используются только при изготовлении гип-
совых моделей простых деталей типа коробочек, профилей не-
сложных форм, крышек и патрубков с плоским разъемом.
По эталонным деталям выполняют гипсовые модели сложных
форм, изогнутых в двух плоскостях: патрубков, коллекторов
юрячих коммуникаций. Эталонные детали также используются
в тех случаях, когда форма детали уточняется и отрабатывается
по самолету или отдельному агрегату. К таким деталям отно-
сятся сложные зализы, стыковые угольники и др.
Модель матрицы по длине и ширине несколько больше гото-
вой матрицы. Это вызвано тем, что материал, из которого будет
отливаться матрица, при переходе из расплавленного состояния
213
в твердое и при остывании до комнатной температуры дает
усадку.
Для отливки матриц применяют технически чистый цинк
марок Ц1, Ц2 и ЦЗ, который обладает хорошими литейными
свойствами и удовлетворительно сохраняет форму при штампов-
ке, или сплав АЦ13.
При реверсивной штамповке гипсовую модель матрицы полу-
чают следующим образом (рис. 7.9). С матрицы второго пере-
хода снимается гипсовый слепок. Для предупреждения прили-
пания гипсового слепка к цинковой матрице на ее поверхность
а)
Рнс. 7. 9. Схема получения гипсовой модели первого
перехода прн реверсивной штамповке:
а—срез верхней части; б—выборка впадины; 1—нижняя по-
ловина; 2—верхняя половина
заносится разделительный слой (30—50%-ный раствор стеари-
на в керосине, веретенное масло, автол и т. д.). С полученного
гипсового слепка срезают верхнюю половину 2 выпуклой части,
а в оставшейся нижней части 1 выбирают впадину, в которую
могла бы полностью поместиться срезанная часть 2. В эту впа-
дину заливают раствор гипса и погружают предварительно сма-
занную разделительным составом срезанную часть 2. После пол-
ного отвердения залитого раствора из мастер-модели извлекают
срезанную часть 2, а гребни обрабатывают по обводу для полу-
чения необходимых радиусов плавного сопряжения. По получен-
ной таким образом мастер-модели изготовляют модель, по кото-
рой в дальнейшем выполняют штамп первого перехода. Наиболее
распространенным материалом для изготовления пуансонов
штампов падающих молотов являются свинец и термопластиче-
ская литейная композиция на основе этилцеллюлозы (ТЛК-Э).
Для штамповки деталей из нержавеющей стали и титановых
сплавов с целью повышения стойкости пуансоны изготавливают
из цинка, сплава АЦ13 или чугуна.
Кроме того, применяются комбинированные пуансоны, име-
ющие рабочую облицовку из свинца, ТЛК-Э или эпоксидных
«композиций, а корпус—из цинка или сплава АЦ13.
Для отливки свинцовых пуансонов применяют технически
чистый свинец Cl, С2, СЗ и С4. Относительная мягкость свинца
214
позволяет получать чистую, без отпечатков поверхность деталей.
Холодная текучесть свинца обеспечивает равномерный зазор
между матрицей и пуансоном (при ударе пуансон формуется по
матрице). Поскольку температура заливки равна 360°С, рас-
плавленный свинец выливают в матрицу из цинка или сплава
АЦ13, таким образом, матрица служит формой для отливки
пуансона, что значительно упрощает и удешевляет процесс изго-
ювления штампов для падающих молотов.
Пуансоны из ТКЛ-Э по сравнению с литыми металлически-
ми обладают рядом преимуществ. Стойкость их вдвое выше
свинцовых. На поверхности пуансонов из ТЛК-Э не остаются
। леды складок (гофров) и отпечатки отштампованных деталей.
11оэтому качество штампованных деталей (чистота поверхности)
получается более высоким. При ударе такие пуансоны произво-
дят меньше шума, их легче восстанавливать, для этого доста-
ючно опрессовать изношенную поверхность пуансона по нагре-
юй матрице.
Недостатком пуансонов из ТЛК-Э является малый вес. По-
ггому стессель для получения сильного удара, например, при*
калибровке, утяжеляют добавочными грузами. При работе
вследствие упругости пластика ТЛК-Э наблюдается вибриро-
вание пуансонов (подпрыгивание).
7.6. УСТАНОВКА ШТАМПОВ НА МОЛОТ
Верхняя часть штампа крепится на стесселе с помощью шпи-
лек 3 (см. рис. 7. 3). Ориентированная на столе молота по верх-
Рис. 7. 10. Крепление матрицы на столе молота:
а—резьбовое отверстие; 1—шпилька; 2—прихват, 3—стол молота
псп части нижняя часть штампа фиксируется заливкой цинка,
для чего вокруг матрицы на столе делается глиняный валик.
Более совершенно крепление с помощью планок-прихватов 2
(рис. 7.10), фиксируемых на столе 2 молота с помощью шпилек
I, ввинченных в резьбовые отверстия а.
Г л а в a 8
ВЫСОКОЭНЕРГЕТИЧЕСКИЕ И СПЕЦИАЛЬНЫЕ
МЕТОДЫ ФОРМОВКИ ДЕТАЛЕЙ САМОЛЕТА
ИЗ ЛИСТА И ТРУБ
8.1. ОБЛАСТЬ ПРИМЕНЕНИЯ И ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ
ВЫСОКОЭНЕРГЕТИЧЕСКИХ МЕТОДОВ ФОРМООБРАЗОВАНИЯ
Применявшиеся ранее в самолетостроении алюминиевые и
магниевые сплавы в современных конструкциях самолетов по-
степенно заменяются жаростойкими и нержавеющими сталями,
титаном и другими сплавами, имеющими высокие показатели
прочности, но низкие технологические свойства. Одновременно,
с целью облегчения веса самолета и уменьшения числа швов,
размеры деталей обшивок непрерывно увеличиваются. На совре-
менных самолетах монолитные панели и обшивки длиной 7—
12 м уже не редкость. Все это привело к тому, что усилия, не-
обходимые для формообразования деталей обшивки и каркаса
самолета, возросли во много раз и существующее прессовое обо-
рудование требованиям производства не удовлетворяет. Простое
увеличение мощности прессов и оснастки до необходимых уни-
кальных размеров резко повышает себестоимость, но не дает
требуемого качества деталей.
Поиски и исследования отечественных и зарубежных заво-
дов, технологических лабораторий и институтов показали, что
при небольших объемах производства эффективным решением
задачи является применение высокоэнергетических процессов —
взрывов бризантных взрывчатых веществ (БВВ), порохов, га-
зовых смесей, электрических разрядов в воде, импульсов мощ-
ных электромагнитных полей и др. Такие процессы получили
название высокоэнергетических, потому что при взрывах даже
незначительных количеств ВВ выделяется большое количество
энергии, что позволяет создавать очень большие усилия и дав -
ления. Так, например, взрывом только 1 кг тротила можно по-
лучить усилие до 10000 тс.
Особенно ценны при опытном и мелкосерийном производст-
вах преимущества высокоэнергетических методов формообразо-
вания: невысокие затраты на оборудование и оснастку при хоро-
шем качестве изделий, универсальность оборудования, возмож-
ность ведения процесса в вакууме и защитных средах. Кроме
того, при высокоэнергетических методах формообразования до-
стигается высокая точность размеров, а это особенно важно при
216
изготовлении деталей из титана и высокопрочных сталей, довод-
ка которых очень сложна и дорога.
Высокоэнергетические методы формообразования деталей из
высокопрочных материалов экономичнее других методов при из-
готовлении небольших серий крупногабаритных деталей, а в ря-
де случаев конкурируют со штамповкой на прессах и при боль-
ших масштабах производства.
8.2. ШТАМПОВКА ВЗРЫВОМ БВВ
Схема и сущность процесса
Схема формовки взрывом бризантного взрывчатого вещества
(БВВ) дана на рис. 8.1. Заготовка 2 устанавливается на жест-
кой матрице 1 и прижимаетсй к ней по периметру складкодер-
Рис. 8 1- Схема формовки взрывом БВВ в воде:
1—матрица; 2—заготовка; 3—складко держатель; 4—антисейсмиче-
ская прокладка, 5—-бетонная стенка; 6—облицовка из стальных ли-
стов; 7—заряд; 8—набор металлических сеток
жателем <3. Над заготовкой располагается заряд 7, величина
которого определяется расчетным путем. Взрывная волна, пере-
данная через воду, нагружает заготовку со скоростью, достига-
ющей нескольких сотен метров в секунду, формуя и калибруя
деталь в матрице.
217
Вместо воды для передачи и распределения по плоскости
заготовки энергии взрывной волны могут быть использованы
коллоиды, сыпучие вещества или специальные смеси, состоящие
из наполнителя (глина, мел), связующих материалов (солидол,
машинное масло) и отвердителей (парафин, канифоль). Процесс
формообразования взрывом по характеру нагружения заготовки
принципиально отличен от формования на гидравлических и ме-
ханических прессах, на которых в течение всего процесса за-
готовка нагружена внешними статиче-
_____________________ скими силами, передаваемыми ей ползу-
ном пресса через пуансон или резину.
В начальный момент действия взрыв-
ной волны ее действию противостоят не
только внутренние силы сопротивления
заготовки, но и в значительно большей
степени инерционные силы массы заго-
товки. При дальнейшем протекании про-
цесса давление взрывной волны умень-
шается. Начиная с того момента, когда
оно становится равным силам внутрен-
него сопротивления деформации материа-
ла заготовки, дальнейшее деформирова-
ние, в том числе и калибровка деталей
по матрице, осуществляется, в основном,
за счет сил инерции частиц металла за-
готовки. Это подтверждается наблюде-
ниями за процессом деформации заго-
товки при формовке взрывом (рис. 8.2).
Под влиянием взрывной волны с фронтом, близким к плос-
кому, заготовка сначала движется параллельно своему началь-
ному положению, вытягиваясь за счет фланца (см. рис. 8.2, а).
Затем за счет накопленной кинетической энергии она отрыва-
ется от волны, вытягивается до соприкосновения с матрицей (см.
рис. 8.2, б) и, ударяясь об нее, калибруется, вдавливаясь в мель-
чайшие углубления и риски на поверхности матрицы (поэтому
при формовке взрывом чистота внутренней поверхности матрицы
имеет важное значение).
При определенной скорости (называемой критической), раз-
ной для различных металлов, заготовка разрушается в точке
удара взрыва, но при скоростях, несколько меньших критичес-
ких, металлы приобретают повышенные пластические свойства,
что происходит, главным образом благодаря высокому гидро-
статическому давлению (до 200000 кгс/см2). Это дает возмож-
ность формовать детали из хрупких материалов, не поддающих-
ся формовке методами статического нагружения, и принимать
•большие степени деформации за один переход.
Из-за незначительного пружинения при калибровке взрывом
точность деталей значительно повышается. Так как основная
Рис. 8. 2. Последователь-
ность формообразования
сферического днища
взрывом БВВ в воде:
а—вытяжка под давлением
ударной волны; б—вытяжка
и калибровка под влияни-
ем сил инерции
218
по величине, заключительная, стадия деформации заготовки про-
। екает под действием инерционных сил, форма деталей, получае-
мых из сварных заготовок, сварными швами не искажается; в
зоне шва микротрещин и пористости не образуется.
Штамповка взрывом может применяться для вытяжки и ка-
либровки деталей из листа, для кольцевой обтяжки, отбортов-
ки, пробивки отверстий, резки, гибки и т. д., причем некоторые
операции можно совмещать. Габариты деталей и усилия при
взрывной штамповке почти не ограничены. Наиболее отработа-
ны процессы формовки из листа крупногабаритных деталей типа
целых сферических днищ, отдельных участков сферических ем-
костей, крупногабаритных жесткостей, монолитных панелей (в
том числе, сотовых конструкций), тороидальных поверхностей
п т. д. При изготовлении крупногабаритных деталей этого типа
калибровка взрывом является единственным методом достиже-
ния точных размеров.
Экономический эффект замены необходимых для получения
перечисленных деталей сверхмощных гидравлических прессов и
многотонных штампов недорогой установкой для формовки взры-
вом, имеющей лишь одну специальную деталь-матрицу, особен-
но заметен. Так, стоимость установки для формовки деталей ти-
па сферического днища диаметром 3000 мм в 30 раз дешевле
I пдравлического пресса соответствующей мощности.
По виду применяемых взрывчатых веществ штамповка взры-
вом имеет три основные разновидности; а) штамповка бризант-
ными взрывчатыми веществами (БВВ); б) штамповка пороха-
ми; в) штамповка взрывчатыми газовыми смесями.
Бризантные взрывчатые вещества (БВВ) характеризуются
мгновенным сгоранием (взрывом) со скоростью детонации
5700—6900 м/с. Процесс горения практически по скорости неуп-
равляем. БВВ используются, главным образом, для взрыва в от-
крытых объемах. К группе БВВ относятся: тротил, аммониты,
। ексоген, тетранитропентаэритрит и др. Наиболее удобен спрес-
сованный в заряды требуемой формы тротил, подрываемый с по-
мощью электродетонаторов. Из всех БВВ он наиболее изучен и
по нему имеются исчерпывающие расчетные данные.
При штамповке взрывом взрывной волне необходимо придать
определенную форму. Это достигается соответствующей конфи-
урацией заряда. Так, цилиндрический заряд создает волну
цилиндрической формы, плоский заряд — плоскую волну, сфе-
рический заряд — волну сферической формы. Обычно БВВ вы-
пускают в виде детонирующих шнуров, зерен или шашек раз-
личной величины и формы, из которых и формуются заряды.
В отдельных случаях для придания волне нужной формы приме-
няются комбинированные заряды, составленные из разных ВВ,
отличающихся скоростью детонации. Форму взрывной волне
можно придать также, применяя коммулятивные заряды (имею-
щие направленный взрыв) или локализаторы — устройства, ог-
219
раничивающие зону действия волны. К взрывчатым веществам
предъявляются требования: безопасность в обращении, стабиль-
ность свойств, простота возбуждения взрыва, невысокая стои-
мость и влагоустойчивость.
Установки для штамповки взрывом БВВ
Крупные и средние детали формуются открытым или полу-
закрытым методом на полигонах в бассейнах или в наземных
резервуарах. Полигон для формовки взрывом оборудуется бас-
сейнами различных габаритов, площадками для открытой штам-
повки на воздухе, помещениями для штамповки небольших де-
талей порохами, складами ВВ и подсобными помещениями.
Бассейн (см. рис. 8.1) представляет собой цилиндрический
или пирамидальный приямок с бетонными стенками 5, облицо-
ванными стальными листами 6. Облицовка защищает бетон от
раскрашивания. Между облицовкой и бетоном укладывается
антисейсмическая прокладка 4 (песок, дерево). Диаметр приям-
ка составляет не менее 1,5 диаметра штампа.
Высота столба воды hi над зарядом берется в 1,5—2 раза
больше расстояния hz от заряда до заготовки. Столб воды над
заготовкой должен быть достаточно велик, чтобы нейтрализовать
действие волны разряжения, отраженной от свободной поверх-
ности. Расстояние hz берется равным 0,5—0,6 диаметра форму-
емой детали. Для уменьшения выброса воды в бассейн опуска-
ется набор восьми металлических сеток Сетки не мешают вы-
ходу газообразных продуктов взрыва, но задерживают массу
воды. Для заполнения и слива воды бассейн снабжен насосной
установкой. Для отсоса воздуха из пространства между заго-
товкой и матрицей установка оборудована вакуум-насосом. Ес-
ли при штамповке деталь не касается стенок и дна матрицы, то
отсос воздуха не обязателен. Если деталь должна отформоваться
по поверхности матрицы, то неотсосанный воздух, не успевая
полностью выйти из нее, обжигает деталь и искажает ее форму.
Вакуум должен быть не менее 10-1 ... 10~3 мм рт ст. Если тол-
щина s листа заготовки больше 0,01, ее диаметра D, то отсос
воздуха можно заменить сверлением отверстий в теле матрицы
для выхода воздуха.
В качестве заполнителя бассейна может быть использована
любая жидкость. Чем больше удельный вес передающей среды,
тем больше коэффициент использования энергии взрыва. При
передаче через воздух этот коэффициент равен 4%, а при пере-
даче через воду — до 33%. Обычно используют воду. Разлет
ВВ и осколков детонатора при этом минимален и поражение
ими обслуживающего персонала исключается. Шум при формов-
ке взрывом в воде не превосходит шума от обычного кузнечно-
прессового оборудования.
220
Матрицы для формовки взрывом в зависимости от объема
производства материала, толщины заготовки и вида формообра-
кжания (с калибровкой или без калибровки) делают из стали,
чугуна, цинковых сплавов, бетона и других материалов.
Если матрица используется для калибровки, ее рабочая по-
верхность должна быть очень чистой, так как малейшие неров-
ности, риски и даже капли воды, попавшие на матрицу, отпе-
чатываются на поверхности детали. Для получения высокой
чистоты поверхности детали в ряде случаев после каждого под-
Рис 8 3. Штамп для формовки взрывом БВВ в установке бассейно-
го типа
а—конструкция штампа; б—формуемая деталь; /—рым; 2—кольцо; 3—мат-
рица; 4~штуцер; 5—выталкиватель; 6—манжета; 7—фиксатор, 8—корпус
рыва поверхность матрицы обрабатывают пескоструйкой и поли-
руют абразивным порошком. Рабочие поверхности бетонных
матриц облицовываются стекловолокном.
Во избежание искажения при импульсных нагрузках, матри-
цы должны иметь значительный (10—13-кратный) запас проч-
ности.
Матрицы из цинковых сплавов применяются при штамповке
небольших партий деталей из листов малых толщин (не более
мм), когда формующие усилия не превышают ов цинкового
< плава У цинковых сплавов имеется свойство самосмазки, что
у меньшает потребное количество смазки на вытяжных радиусах.
Минимальная толщина стенок матрицы — 200 мм. Получают
м;прицы литьем по модели штампуемой детали.
Матрицы из стали и ковкого чугуна применяют, когда пар-
п1я деталей большая, толщина заготовки доходит до 3 мм, а в
теле матрицы имеются участки концентрации напряжений.
Для крупногабаритных матриц применяется среднеуглеро-
дииая и низколегированная стали.
На рис. 8 3, а дан пример конструкции штампа для формов-
ки деталей из жаропрочной стали ЭИ878 толщиной 2,5 мм (рис.
221
8.3, б). Для возможности съема готовой детали, имеющей уши-
рение в средней части, матрица 3 собрана из двух половин, вза-
имно ориентируемых фиксаторами 7. Своей наружной коничес-
кой поверхностью (угол конуса 3°) матрица входит в имеющий
ответный конус корпус 8 штампа, откованный, как и матрица 3,
из стали 5ХНВ и стянутый кольцами 2.
Для повышения ударной вязкости матрица термически обра-
ботана до HRC=40—45. Воздух из пространства между заго-
товкой и матрицей отсасывается через штуцер 4. Верхний торец
штампа герметизирован резиновой манжетой 6. Для съема от-
формованной детали штамп вынимается из бассейна за рымы 1,
а матрица выпрессовывается из корпуса выталкивателем 5.
Матрицы из бетона и пластмасс применяются при изготовле-
нии деталей по единичным заказам или при формовке тонколи-
стового металла с низкими значениями <js
Для предупреждения складкообразования по фланцу формуе-
мой детали на матрице устанавливается прижим или вытяжное
кольцо. Прижатие осуществляется болтами, гидравлическими
скобами, гидравлическими рычажными зажимами или гидроци-
линдрами, оттягивающими прижимное кольцо вниз. Если формов-
ка должна выполняться с подогревом заготовки, то вместо воды
в качестве передающих сред могут быть использованы другие
среды.
Определение массы заряда БВВ
Методика расчета величины заряда БВВ разработана недо-
статочно и расчет массы заряда может быть выполнен лишь при-
ближенно и только для ограниченного числа видов штампуемых
деталей. Давление взрывной волны на заготовку зависит от
целого ряда факторов, многие из которых трудно учесть рас-
четными формулами,— формы ударной волны, определяющей
поле давления, свойств проводящей среды, характера взаимодей-
ствия ударной волны с заготовкой, формы заготовки, механиче-
ских свойств материала, относительной толщины (для круглых
заготовок конфигурации и размеров бассейна, расстояния
от заряда до заготовки, высоты столба жидкости над зарядом,
разряжения в полости матрицы.
Теоретические расчеты строятся на определении давления
на заготовку взрывной волны, преломленной металлом заготов-
ки. Это давление сопоставляется с сопротивлением заготовки,
определяемым по формулам теории пластичности, откуда и на-
ходят требуемую массу заряда ВВ. Для такого расчета необ-
ходимы коэффициенты, учитывающие перечисленные выше фак-
торы, в справочной литературе отсутствующие. В практике
пользуются полуэмпирическими формулами, выведенными на
основании опытов для каждого конкретного вида штамповки.
222
1<1к, например, масса q заряда тротила, необходимая для фор-
мовки сферических днищ, с достаточным приближением можно
определить по формуле:
q = kRXM Г—^Ll0,8
d2
L 1 +4/2 _
где q — масса заряда тротила, г; R — расстояние от заряда до
•аготовки, м; ов — предел прочности материала заготовки,
hi с/см2; s — толщина заготовки, см; d — диаметр детали, см;
I - глубина детали, см; k — опытный коэффициент. Для дур-
алюмина £ = 8,2; для титана £=11,1; для стали £=16,9.
8.3. ШТАМПОВКА ВЗРЫВОМ ПОРОХОВ
Особенности процесса и определение массы заряда
При штамповке небольших деталей вместо БВВ целесообраз-
нее пользоваться порохами, взрываемыми в замкнутом прост-
ранстве. Установки для такой штамповки не требуют специаль-
ных полигонов и могут быть размещены в заготовительно-штам-
повочных цехах. В отличие от БВВ, которые при прохождении
по ним детонационной волны взрываются со скоростью 5700—
0900 м/с и весь процесс штамповки протекает в течение микро-
(екунд, пороха сгорают параллельными слоями со значительно
меньшей скоростью (порядка 400 м/с). Процесс штамповки
длится несколько миллисекунд, давление на заготовку распро-
< 1раняется равномерно и можно управлять протеканием взрыва.
При сгорании на открытом пространстве пороха взрывной вол-
ны почти не дают и поэтому штамповка взрывом порохов осу-
ществляется только в установках закрытого типа. Формообра-
юнание может выполняться и непосредственным давлением по-
роховых газов, но обычно процесс ведется через промежуточные
|ела — твердые, такие как стессель молота, или жидкости.
Массу заряда q для деталей типа сферических днищ можно
подсчитать по достаточно приближенным результатам формулы
__Рп + W7*) + 2/ & —
cf
uipq-r масса заряда, кг; рп — давление пороховых газов,
кге/см2; — первоначальный объем, в котором начинает го-
ре ib заряд, дм3; Wh — объем штампуемой детали, дм3; — сум-
ма внешних работ, совершаемых газами; £ — показатель адиа-
б.'иы газа для пироксилинового пороха (£=1,2); с — коэффи-
циент, учитывающий потери (на теплоотдачу, негерметичность
и др.). Колеблется в зависимости от конструкции установки в
пределах 0,5—0,85; f — сила пороха. Для пироксилинового по-
роха /=950000 кг-дм/кг.
223
Сумма внешних работ (2г), совершаемых газами, включает
работу пластического деформирования заготовки и работу по
преодолению сил трения при перемещении заготовки по матрице
в процессе штамповки. Поскольку подсчет этой суммы трудо-
емок и неточен для ориентиро-
вочных расчетов, можно брать
kPn
,
где 6=1,13 для листов из алю-
миниевых сплавов и 6=1,18—
1,2 — для стальных листов.
Схема формовки взрывом
пороха с передачей давления
на заготовку через жидкую
среду представлена на рис. 8.4.
Над заготовкой 8 и в крышку 5
залита жидкость (вода или
коллоидная смесь), изолиро-
ванная от заготовки резиновой
диафрагмой 6, а от заряда 3
эластичной камерой 4. Эта
Рис. 8 4 Схема формовки взрывом
пороха с передачей давления через
жидкую среду:
1—затвор; 2—гильза; 3—заряд; 4—камера;
5—крышка; 6—диафрагма; 7—кольцо; 8—
заготовка; 9—корпус; 10— матрица
жидкость, имеющая определен-
ную инерционность, демпфи-
рует толчок от расширяющих-
ся газов, вследствие чего ско-
рость деформирования нара-
стает более плавно, нежели
при непосредственном действии на заготовку пороховых газов.
Заготовка 8 прижата к матрице 10 кольцом — складкодержате-
лем 7. Воздух из пространства между заготовкой и матрицей
вытесняется при формовке через отверстие а в матрице 10 и кор-
пусе 9. Запальная свеча смонтирована в гильзе 2, фиксирован-
ной в крышке 5 затвором 1.
Формовка на пресс-лушках
и пресс-молотах взрывного действия
Штамповка взрывом порохов с передачей давления на заго-
товку через твердые тела осуществляется на пресс-молотах
взрывного действия и на пресс-пушках. Если стесселю падающе-
го молота сообщить энергию взрыва, то на нем можно выпол-
нять работы, для которых потребовались бы уникальные гид-
равлические прессы.
Примером конструкции пресс-молота взрывного Действия мо-
жет служить модель ПМ.ВД-1, схема которой дана на рис. 8.5.
По кинематической схеме ПМ.ВД-1 аналогичен падающим моло-
224
там серии МЛ, но, в отличие от них, ускорение стесселю при
рабочем ходе создается не сжатым воздухом, а газообразными
продуктами взрыва пороха. Корпус
ния 1 двух стоек 3 и блока ци-
линдров 7. Блок имеет рабочий
цилиндр, по которому под дей-
ствием пороховых газов пере-
мещается вниз (при рабочем
ходе) поршень 8 и два пневмо-
цилиндра с поршнями 9, авто-
матически возвращающими ра-
бочий поршень в исходное
верхнее положение. Упруго со-
единенный с поршнем 8 стес-*
сель 4 с контейнером 6 и рези-
новой подушкой 5, выполняю-
щей функции универсальной
матрицы или универсального
пуансона, движется по направ-
ляющим станины. Шабот 2
установлен в основании 1 на
гидравлическом амортизаторе.
При ударе жидкость из поло-
сти а перетекает в полость б
через отверстия небольшого
сечения, смягчая резкость уда-
ра. По окончании рабочего
цикла она снова возвращает-
ся в полость а давлением сжа-
того воздуха, поступающего,
как и для питания пневмоци-
линдров подъема стесселя, от
заводской сети сжатого воз-
духа.
В верхней части рабочего
цилиндра на резьбе закреплен
затвор 10, внутри которого на-
ходится камера сгорания и
вставляется гильза с пороховым
лом. Боек, разбивающий пистон, имеет электромагнитный спуск.
Технология штамповки на пресс-молоте взрывного действия
аналогична технологии штамповки резиной на падающих моло-
iax. Мгновенное давление резины при максимальной скорости
стесселя о = 32 м/с и весе падающих частей молота, равном
350 кг, равно 2500 кгс/см2. Энергия удара, определяемая
< коростью стесселя в конце хода, регулируется изменением
объема камеры сгорания или изменением величины заряда.
молота собран из
основа-
4—стес-
7—блок
Рис. 8 5. Схема пресс-молота взрыв-
ного действия:
/—основание, 2—шабот, 3—стойка;
сель. 5—подушка 6—контейнер,
цилиндров; 8—поршень рабочего цилинд-
дра, 9—поршень пневмоцилиндра возврата;
10—затвор
зарядом и пистоном-взрывате-
225
Объем камеры сгорания изменяется ввинчиванием регулировоч-
ного винта.
Опыт показал, что ручные доводочные работы, составляющие
после штамповки на падающих молотах до 35% трудоемкости
изготовления детали при штамповке на пресс-молоте взрывного
действия, уменьшаются до 20%. Пресс-пушки, представляющие
собой другую разновидность оборудования для взрывной штам-
повки с передачей энергии через твердое тело, могут быть легко
изготовлены из стволов снятых с вооружения артиллерийских
систем.
В самолетостроении пресс-пушки могут быть эффективно ис-
пользованы, в частности, для формовки деталей типа сильфонов
из стали, титана, сплавов алюминия, латуни и других материа-
лов.
8.4. ШТАМПОВКА ВЗРЫВЧАТЫМИ ГАЗОВЫМИ СМЕСЯМИ
Взрывчатые вещества (бризантные и пороха) опасны в обра-
щении и по правилам техники безопасности требуют для обслу-
Рис. 8.6 Схема установки для
формовки деталей из листа взры-
вом газовой смеси:
/—манометр: 2—свеча; 3—трубка; 4—
взрывная камера; 5—диафрагма; б, II,
12—штуцеры; 7—матрица; 8—корпус;
9—заготовка; 10—складкодержатель;
13—спираль
живания перевозки, хранения
и использования специально
подготовленные кадры взрыв-
ников и специально оборудо-
ванные и изолированные от
других зданий помещения для
хранения. Горючие газы (аце-
тилен, метан, пропан и кисло-
род), транспортируемые к мес-
ту потребления в баллонах, та-
кой опасности не представ-
ляют и на любом предприятии
имеется многолетний опыт
обращения с этими газами.
По теплотворной способно-
сти горючие газы значительно
выше ВВ. Так, теплотвор-
ная способность тротила —
1010 ккал/кг, а смеси аце-
тилена с кислородом —
2900 ккал/кг. Стоимость энер-
гии взрыва смеси метана с кис-
лородом в 15 раз дешевле та-
кого же количества энергии,
полученной взрывом тротила.
На рис. 8.6 дана схема уста-
новки для формовки детали из
листа взрывом газовой смеси.
Заготовка 9 фиксируется на
матрице 7 складкодержате-
226
лем 10. Резиновая диафрагма 5, уплотняющая стык взрывной
камеры 4 и корпуса 8 установки, одновременно изолирует заго-
товку от продуктов взрыва. После подачи во взрывную камеру 4
через штуцеры 6 и И горючего газа и кислорода (воздух при
ном выпускается через штуцер 12) смесь воспламеняется за-
пальной свечой 2. Горение смеси в трубке 3 быстро переходит
в детонацию, чему способствует форма трубки и спираль 13,
создающая эффект шероховатости трубки. Детонационная
полна из трубки распространяется на весь объем рабочей ка-
меры 4 и формует заготовку. Воздух из пространства между за-
юговкой и матрицей выходит через отверстие а.
Процентное соотношение газов в смеси устанавливается по
их парциальному давлению, замеряемому с помощью маномет-
ра 1. Опыты показали, что на установках, выполненных по опи-
санной схеме, можно выполнять не только вытяжные операции,
по и формовку ребер жесткости, просечку отверстий и другие
работы.
8.5. ШТАМПОВКА С ПОМОЩЬЮ
ЭЛЕКТРОГИДРАВЛИЧЕСКОГО ЭФФЕКТА
(ЭЛЕКТРОГИДРАВЛИЧЕСКАЯ ШТАМПОВКА)
Схема и сущность процесса
Электрогидравлическим эффектом называется непосредствен-
ное создание, с помощью электрического разряда в жидкости,
ударной волны, которая образуется вследствие перехода части
жидкости в плазму с мгновенным увеличением начального объ-
ема в тысячи раз. Это увеличение имеет характер взрыва, при-
чем ударная волна перемещается со сверхзвуковой скоростью.
Схема формовки из листа сферической детали с помощью
электрогидравлического эффекта (электрогидравлической штам-
повки) дана на рис. 8.7. Заготовка 15 зажимается между мат-
рицей 3 и фланцем 4 корпуса установки. Нижняя часть корпуса
представляет собой резервуар 5, заполняемый водой через кран
14, сливается вода через кран 13. Воздух из пространства меж-
ду матрицей 3 и заготовкой 15 отсасывается с помощью вакуум-
линии 16. В резервуаре 5 находятся погруженные в воду элект-
роды 6, с помощью которых образуется дуговой разряд. Элект-
роды могут иметь искровой промежуток или закорачиваются
инициирующим проводником 11.
Батарея конденсаторов 9, питаемая от сети промышленного
тока через повышающий трансформатор 8 и выпрямитель 7, на-
капливает заряд, энергия и напряжение которого должны со-
ответствовать требуемой работе формовки детали. На существую-
щих установках напряжение заряда, регулируемое при настрой-
ке, достигает 18,5 кВ. При замыкании по команде с пульта
управления цепи разрядником 10, высоковольтный дуговой раз-
8*
227
ряд испаряет и превращает в плазму инициирующий проводник
11, объем которого в контактирующей с ним воды за очень ма-
лый промежуток времени возрастает в 104 ... 105 раз. Скорость
расширения образовавшегося плазменного канала — около
106 см/с. Частицы воды на границе плазменного канала полу-
чают соответствующее ускорение и образуют ударную волну
(электрогидравлический эффект). Затем следует пульсирующее
Рис. 8.7. Схема электрогидравлической формовки:
1—плита; 2—пиевмозажим; 3—матрица; 4—фланец; 5—резервуар; 6—элек-
трод; 7—выпрямитель; 8—трансформатор; 9—батарея конденсаторов; 10—
разрядник, //—инициирующий проводник; 12—регулятор высоты подъема
электродов; 13 и 14—краны; 15—заготовка; 16—вакуум-линия
чередование сжатия и разрежения, пока энергия, переданная
жидкости зарядом, не израсходуется. Под действием пульсирую-
щей ударной волны заготовка получает ускорение и движется
к матрице, приобретая сначала форму правильного круга, затем
параболоида и, наконец, прилегает к матрице по всей ее по-
верхности. В этой последней стадии формовки, как и при фор-
мовке взрывом, основную роль играют инерционные силы ча-
стиц формуемой заготовки.
При точном расчете заряда конденсаторов энергия заряда
конденсаторов к концу формования полностью израсходуется.
Деталь, прилегая в последней стадии формования к матрице, не
будет передавать на нее значительных усилий и поэтому мат-
рицу можно изготавливать из малопрочных материалов (напри-
мер, алюминиевых сплавов) даже при формовке деталей из вы-
сокопрочных материалов.
228
Форма волны, образуемой при разряде, должна быть, по воз-
можности, близкой к форме матрицы. Так как разряд, продол-
жающийся после испарения инициирующего проводника, прохо-
дит по плазменному каналу, форма волны определяется и зада-
<чся конфигурацией проводника. Например, для получения
цилиндрической волны проводник изгибается в кольцо. Для полу-
чения плоской волны проводнику придают форму паука или не-
скольких концентрических колец.
Наряду с величиной и напряжением заряда, расстоянием
между электродами и их расположением, давление на заготов-
к\ регулируется и расстоянием от нее до электродов; для этого
на установке предусмотрено соответствующее устройство 12 (см.
рис. 8.7).
Если одним мощным импульсом деталь отформовать не уда-
е1ся (она разрушается или образуются складки), то энергия
формования разбивается на несколько импульсов. Процесс фор-
мовки зависит не только от перечисленных выше факторов, но
и о г конфигурации формуемой детали, относительной толщины
заготовки и лишь приближенно описывается эмпирическими
формулами. Мощность разряда может значительно превысить
работу деформации и создать дополнительное нагружение мат-
рицы. Поэтому матрицы и устройства для их крепления на ус-
1аиовке (поз. 1 и 2) делаются с запасом прочности.
При небольших размерах формуемых деталей процесс ве-
дется в закрытых установках. При формовке крупногабаритных
деталей удобнее установки, у которых поверхность жидкости
сообщается с атмосферой. При штамповке в открытых резер-
вуарах для достижения равного результата требуется большая
энергия разряда, чем при штамповке в закрытых установках, так
как во втором случае эффект отражения ударной волны умень-
шает пружинение детали.
Оборудование и оснастка
Электрогидравлическая штамповка выполняется на специ-
альных установках или специальных прессах, скомпонованных
и । повышающего трансформатора, выпрямительного устройства,
(пиарен конденсаторов, разрядного устройства, пульта управ-
ления, токопроводов (обычно выполняемых в виде коаксиаль-
ной) кабеля) и технологического блока. Технологический блок
«компонован из матрицы, прижимной плиты, прижимов с регули-
руемым усилием и разрядной камеры. На прессах для электро-
I нлравлической штамповки фланец заготовки прижимается
механизированным прижимным устройством по аналогии с ме-
ханическими вытяжными прессами. Материалом для изготовле-
ния матриц 'служат алюминиевые сплавы, низкоуглеродистые
«или, бетон, эпоксидные композиции.
229
Область применения
Электрогидравлическую штамповку применяют для формовки
сплавов алюминия и меди, малопластичных высокопрочных ме-
таллов — титана, ниобия, вольфрама, колумбия и высокопроч-
ных сталей различных марок, в том числе нержавеющей стали.
Этим способом можно производить вытяжку, калибровку, про-
бивку отверстий, отбортовку, раздачу и калибровку деталей и <
труб, деталей с внутренними уширениями, наружной и внутрен-
ней резьбой и т. д.
При электрогидравлической штамповке затраты на изготов-
ление оснастки резко снижаются вследствие объединения в один
нескольких переходов, необходимых при штамповке на механи-
ческих прессах, и вследствие упрощения штампа, единственной
специальной деталью которого является матрица. Одновремен-
но значительно улучшается точность и чистота поверхности
штампуемых деталей. Совершенно отпадают трудоемкие опера
ции ручной доработки деталей, необходимые, например, при
штамповке на падающих молотах.
8.6. ШТАМПОВКА ИМПУЛЬСНЫМ МАГНИТНЫМ ПОЛЕМ
(ЭЛЕКТРОМАГНИТНАЯ ШТАМПОВКА]
Сущность процесса и основные расчеты
Если в поле соленоида 1 (рис. 8.8) поместить металлическую
токопроводящую заготовку 2, то при прохождении по соленоиду
импульса тока, его магнитное поле, взаимодействуя с магнитным
Рис. 8.8. Схема формовки импульсным магнитным по-
лем:
/—соленоид; 2— заготовка; 3—пуансон; 4—разрядник; 5—батарея
конденсаторов; 6—выпрямитель; 7—трансформатор
полем наведенного им в теле заготовки тока, заставит заготовкх
сжиматься в направлении пуансона 3. При очень большом токе
в обмотке соленоида эти силы сжатия могут быть настолько вс
лики, что частицы материала заготовки, преодолевая сопротин
ление сжатия, со скоростью, соизмеримой со скоростью взрывной
волны, устремятся к поверхности пуансона, и ударившись о нес,
(примут форму поверхности пуансона.
230
Отличительная особенность электромагнитной штамповки —
1>.|цпомерное приложение давления. Равномерность объясняется
к-м, что деформирующие усилия возникают в самих частицах
м.нериала заготовки по всей ее массе. Энергия взаимодействия
полей соленоида и заготовки, деформирующая заготовку, зави-
< и г от быстроты нарастания тока в соленоиде, силы импульса,
но продолжительности и коэффициента взаимоиндукции соле-
ноида и заготовки. Чем больше сила тока и скорость ее изме-
нения в обмотке соленоида 1, тем больше его магнитное поле и
. > '1С, индукцируемая в заготовке, токи и поля, создаваемые этой
>ДС, и сила взаимодействия, формующая заготовку. Импульс
юка в соленоиде создается разрядом батареи конденсаторов 5.
Заряжаются конденсаторы от сети промышленного тока через
пннышающий (до 100000 В) трансформатор 7 и выпрямитель 6.
Импульс тока от конденсаторов на рабочую обмотку соленоида
подается с помощью высоковольтного разрядника 4. На суще-
<। иующих установках давление, прижимающее заготовку к пуан-
сону, достигает 10000 кгс/см2.
Процесс электромагнитной штамповки может быть автома-
тп шрован, а его параметры определены расчетным путем. Если
пшестна энергия, необходимая для формообразования детали и
КПД установки ц (практически ц=3—10%), то электрические
параметры процесса можно рассчитать, зная коэффициенты са-
моиндукции соленоида и заготовки и коэффициент их взаимо-
индукции. В общем случае энергия W магнитного поля тока I,
проходящего по замкнутому контуру соленоида с индуктивно-
<чыо L, равна W=LI2/2. При изменении силы тока в соленоиде
по шикает ЭДС самоиндукции е, равная L=dlldt.
Рассматривая заготовку как замкнутый контур, находящийся
и магнитном поле соленоида, можем определить наведенную в
|пготовке ЭДС взаимоиндукции е2.
_ -дф,2_______м
ег~ dt ~ 7,412 dt'
где Ф12 — величина сцепления магнитных потоков контуров;
М12 — коэффициент взаимоиндукции контуров.
Рассматривая соленоид и заготовку как два достаточно близ-
ки расположенных контура, в которых протекают изменяющие-
ся по времени токи Д и 12, можно выразить ЭДС наводимые в
соленоиде (et) и заготовке (е2) формулами
е1== - Lx^- + М
dt — dt
+ М^-,
dt dt
где M — коэффициент взаимоиндукции контуров соленоида / и
заготовки 2 M=Mi2=M2l.
231
Знак минус ставится при согласованном направлении потоков
самоиндукции и взаимоиндукции, а знак плюс — при встречном
направлении. Коэффициент М при этом всегда положительный.
Энергия W магнитного поля, связанного с двумя контурами —
соленоида и заготовки,— равная W—— -j- Ml\I2,
при наличии токов в обоих контурах передается из одного кон-
тура (соленоида) в другой (заготовки), деформируя заготовку
по форме пуансона или матрицы, помещенных на пути движу-
щихся частиц массы заготовки.
Оборудование и оснастка
В рассмотренной схеме установки (см. рис. 8.8) выпрямляю*
щее устройство собирается из кенотронных ламп или полупро-
водниковых вентилей. Высоковольтные конденсаторы 5 должны
иметь низкую собственную индуктивность и выдерживать боль-
шое количество импульсных разрядов. Конденсаторы собирают-
ся в батарею по параллельной и по параллельно-последова-
тельной схемам. Из конденсаторов емкостью 3—14 мкф соби-
раются батареи с энергией до 400 кдж.
В качестве разрядных устройств используются газоразрядные
высоковольтные лампы (игнитроны) или высоковольтные раз-
рядники, представляющие собой большие стальные или латун-
ные электроды, расположенные друг от друга на небольшом рас-
стоянии, заполненном азотом (при закрытой конструкции).
Наиболее сложной задачей является разработка конструк
ции рабочих катушек, которые при работе установки испытыва-
ют те же нагрузки, что и формуемые заготовки. Для поглощения
кинетической энергии импульса катушки делаются макси-
мально массивными. Существуют конструкции катушек с прину-
дительным охлаждением и предварительным напряжением ма-
териала. Основные разновидности катушек: а) цилиндрические;
б) соленоидного типа; в) плоские.
Цилиндрические катушки предназначены для размещения
внутри трубчатых заготовок (при операциях раздачи, формовки
рифтов, развальцовки и т. д.).
Катушки соленоидного типа представляют собой соленоид,
внутренний диаметр которого на 0,5 мм больше наружного диа-
метра заготовки. Применяются для обжатия трубчатых заго-
товок (например, при напрессовке на внутреннюю деталь), для
обжатия труб и т. д.
Плоские катушки применяются для выколотки, вырубки, че-
канки и т. д. Катушка представляет собой плоскую спираль, вде-
ланную в корпус (диаметром до 300 мм) и отделенную от за-
готовки только слоем изоляции. Примером конструкции плоской
232
«а ।ушки может служить универсальный магнитный «молот»
(рис. 8.9), позволяющий формовать и выколачивать простран-
< । ионные детали отдельными участками по аналогии с
механическими выколоточными молотками. Контур (см. рис.
8а) имеет два полюса (при одном полюсе давление на заго-
товку вблизи оси меньше, чем на периферии, и плоские заготов-
ПодВод тока Магнитные силовые
Рис. 8.9. Схема магнитного молота:
с—двухполюсный контур универсального назначения; б—
магнитный молот для формовки гофра
кн после импульса выпучиваются в центре). Молот специальной
Конструкции для формовки гофра изображен на рис. 89, б.
Задача изготовления катушек, которые в течение длительно-
|<> времени могли бы выдерживать колоссальные динамические
н.п рузки, сочетающиеся с термическими и электрическими на-
। рушами, решается по двум направлениям: 1) изготовление ка-
lyincK многократного действия с каркасами из высокопрочных
мшериалов, в пазы которых закладываются рабочие проводни-
ки, 2) изготовление очень дешевых, но малопрочных катушек
1>п ювого действия. При подаче рабочего импульса такая обмот-
ки разлетается в стороны. Для предохранения обслуживающего
персонала от возможных травм установка должна иметь за-
щитный кожух.
233
Технологические особенности процесса электромагнитной
штамповки
В отличие от формовки на механических прессах материал
заготовки деформируется без соприкосновения с инструментом
и качество его поверхности не нарушается. Давление на заготов
ку распределяется равномерно, а усилие легко регулируется и с
•менением энергии импульса. Так как для передачи заготовке
Рис. 8. 10. Обжатие трубы на наконечнике тяги-
а—схема процесса; б—узел с обмоткой, подготовленные к операции; в—узел пос-
ле операции; /—наконечник; 2—труба; 3—катушка
деформирующих усилий промежуточных деталей или сред ис-
требуется, процесс легко вести с подогревом заготовки в ваку
уме или в защитных средах.
В настоящее время процесс достаточно освоен при изготоп
лении небольших передних деталей. Местные выдавки на степ
ках труб, запрессовка штуцеров и ниппелей, раздача и обжа
тие отдельных участков по длине трубы, запрессовка втулок
сальников и целый ряд других операций может быть выполнен
со скоростью до 10 операций в минуту при очень небольших за-
тратах времени на переналадку. Для выполнения перечисленных
операций разработаны конструкции универсальных станков, ус-
пешно эксплуатируемые на самолетостроительных заводах.
Процесс обжатия конца трубы 2 тяги управления на нако-
нечнике 1 с помощью поля, создаваемого катушкой 3, показан
на рис. 8.10.
8.7. ВИБРАЦИОННАЯ ШТАМПОВКА
Один из способов увеличения технологических возможностей
высокопрочных малопластичных металлов при формообразую
щих операциях—наложение на статические усилия формова
ния вибраций околозвуковых частот. Такое наложение сочета
ет в себе качество процессов ударного действия (увеличивает с»
234
ск'пень деформации за счет повторных ударов) и качество про-
цессов статического действия (возможность ведения процесса в
।очных штампах).
Если заготовка 3 (рис. 8.11), находящаяся на матрице 4,
формуется пуансоном 2, закрепленным на вибраторе 1 и совер-
шающим возвратно-поступательные движения с амплитудой А
<порядка десятых долей милли-
метра) и с частотой до 20000 Гц, то
Рис. 8. 111. Схема вибра-
ционной штамповки:
1—вибратор; 2—пуаисон; 3—
заготовка; 4—матрица
Требуемое усилие формовки в не-
сколько раз уменьшается, а воз-
можная степень деформации увели-
Рис. 8.12. Схема вибрацион-
ной вытяжки с пульсирую-
щим прижимом:
а—исходное положение; б—об-
разование складок; в—разгла-
живание складок; /—пуансон;
2—прижим; 3—заготовка; 4—
матрица
•пишется. Это происходит вследствие того, что вибрации, накла-
ды каясь на статические усилия деформации, разупрочняют ме-
талл и снижают контактное и межкристаллическое трение.
Таким образом, действие вибрационной нагрузки аналогич-
но действию нагрева заготовки. Поскольку при нагреве многие
in малопластичных сплавов, например, сплавы молибдена и бе-
риллия, интенсивно насыщаются водородом или окисляются, а
ин.шовые сплавы интенсивно охрупчиваются, то нагрев заготов-
ки целесообразно (даже (при 'повышенных производственных за-
iрасах) заменять на повышение пластичности с помощью вибра-
ционных нагрузок.
Параметры вибратора (частота, амплитуда, возмущающая
• ила) необходимо подбирать практически, так как нет достаточ-
ною опыта. Например, основной показатель — частота колеба-
... — может колебаться от 25 Гц до 20 кГц. Высокие частоты
кидаются магнитострикционными вибраторами. Колебания низ-
кой частоты обеспечиваются электромеханическими эксцентрико-
|||.1ми вибраторами. Отечественная строительная промышленность
пынускает несколько конструкций вибраторов и подобрать виб-
р.нор с требуемыми характеристиками нетрудно.
235
При вибрационной вытяжке в штампах пульсирующее дав-
ление может быть сообщено пуансону (см. рис. 8.11) матрице
или прижиму. Схема вытяжки с пульсирующим прижимом да-
на на рис. 8.12. По мере захода пуансона 1 в матрицу 4 на
фланце заготовки 3 образуется гофр с высотой волны Л; не пре-
вышающей хода прижима (см. рис. 8.12, б). При ходе вниз при-
жим разглаживает образовавшийся гофр (см. рис. 8.12, в), при
ходе прижима вверх гофр образуется снова и т. д.
В отличие от обычных (статических) методов вытяжки, пе-
ретекание металла во фланце заготовки осуществляется за счет
посадки гофра прижимным кольцом. Это уменьшает нагрузку
пуансона и вытянутых участков заготовки, позволяет улучшить
коэффициент вытяжки и сократить число переходов. Область
рационального применения вибрационной штамповки — формо-
образующие операции (вытяжка, отбортовка, формовка) неболь-
ших и средних деталей из высокопрочных малопластичных ме-
таллов.
8.8. СТАТИЧЕСКАЯ ШТАМПОВКА ЖИДКОСТЬЮ
(ГИДРОШТАМПОВКА]
Сущность и технологическая характеристика
процесса
Если в вытяжном штампе вместо жесткого металлического
пуансона использовать жидкость А (рис. 8.13). нагнетаемую под
Рис. 8.13. Схема штампа для гидроформовки сфериче-
ского днища:
А—формующая жидкость (вода)*
/—стол пресса; 2—нижняя плита: 3 и 5—каналы; 4—резиновый
жгут; 6—ползун пресса; 7—облицовка; 8—матрица
высоким давлением, то заготовка, растягиваемая и вдавлива-
мая в матрицу 8 гидростатическим давлением, приобретает фор
му матрицы. Такой процесс называется гидроштамповкой или
236
гидроформовкой. Жидкость в этом случае выполняет функции
у пиверсального пуансона, пригодного для матрицы любой фор-
мы.
Гидроформовка имеет ряд преимуществ, особенно важных
при мелкосерийном производстве. Мощность гидросистемы, пи-
тающей установку, мало связана с размерами формуемых дета-
лей, которые таким образом, могут быть очень большими. За-
фаты металла и квалифицированного труда станочников, необ-
ходимые для изготовления и доводки стальных штампов, почти
о । падают, так как пуансон делать вообще не надо, а на матри-
цу (в основном, железобетонная конструкция) требуется значи-
тельно меньше металла и обработки, чем на цельнометалличес-
кую.
При опытном и мелкосерийном производствах получающаяся
экономия средств резко снижает себестоимость продукции. Бо-
лес того, отпадает надобность уникальных по размерам и мощ-
ности прессов, которые при штамповке крупногабаритных дета-
лей в металлических штампах необходимы.
Другое очень существенное преимущество гидроформовки —
возможность получения деталей с суженными выходными сече-
ниями, из которых жесткий стальной пуансон по окончании фор-
мовки извлечь нельзя.
Основные недостатки гидроформовки: а) малая производи-1
•и-льность, обусловленная длительностью операции установки и
зажатия заготовки, уплотнения рабочей полости, заполнения ее
жидкостью; б) невозможность формовки участков, имеющих'
небольшие радиусы кривизны; в) утонение заготовки в централь-
ной зоне; г) смещение заготовки из заданного положения из-за
отсутствия трения о пуансон.
Область рационального применения гидроформовки: а) фор-
мовка крупногабаритных деталей из малопрочных материалов
( ю ов=40—60 кгс/см2, имеющих небольшую толщину стенок и
плавные очертания, при небольшом объеме производства;
6) формовка деталей с суженными выходными сечениями.
Типовые конструкции установок
для гидроштамповки
Установки для формовки днищ. Конструкция штампа для
формовки сферических деталей типа днищ выбирается в зави-
(н мости от конфигурации, толщины и материала заготовки и
обьема производства. Наиболее просты и требуют наименьших
пират труда, материала и времени на изготовление штампы,
устанавливаемые на стол гидропресса (см. рис. 8.13).
Штамп устанавливается на столе 1 гидравлического пресса
и прижимается к нему ползуном 6. Это обеспечивает герметич-
ность внутренней полости штампа, образованной матрицей 8 и
нижней плитой 2 штампа. Железобетонная матрица 8 представ-
237
ляет собой стальной сварной каркас, заполненный бетоном и об-
лицованный по рабочей поверхности цементом марки НИАТ-МЦ,
обеспечивающим высокую чистоту поверхности, быстрозатвер-
девающим с небольшой усадкой. Толщина облицовки 7 — око-
ло 20 мм. Резиновый жгут 4 уплотняет зазор между матрицей
и нижней плитой.
Наполнение рабочей полости штампа водой в процессе вы-
тяжки осуществляется через канал 5 в теле нижней плиты. Пе-
ретяжное ребро, расположенное на нижней плите 2 по перимет-
ру заготовки, обеспечивает устойчивость листа-заготовки
(предотвращает образование складок). По окончании вытяжки
вода давлением сжатого воздуха вытесняется в расходный бак
по каналу 3. Давление формующей воды создается гидроуста-
новкой с роторно-пластинчатыми или роторно-поршневыми на-
сосами высокого давления.
В ряде случаев при гидроформовании сферических днищ при-
меняется реверсивный метод, при котором операция разбивает-
ся на два перехода. При первом переходе (рис. 8.14, а) заго-
товка-лист 1 вытягивается в полуфабрикат 7 по форме вклады-
ша 2, причем по ее периметру образуется высокий кольцевой
рифт, который на втором 'переходе (рис. 8.14,6), выполняе-
мом при снятом вкладыше 2, выворачивается до прилегания и
калибровки по матрице 9 и получения окончательной формы де-
тали.
Увеличенный угол изгиба заготовки у ребра матрицы, полу-
чаемый при реверсивной формовке, дает дополнительное натя-
жение заготовки по периметру и уменьшает опасность складко-
образования. Силы трения, возникающие между вкладышем и
заготовкой, фиксируют средний участок заготовки, удерживая
заготовку от смещения и предохраняя от утонения ее централь-
ную часть.
На первом переходе формовка ведется при незажатом флан-
це заготовки. Свободное перемещение фланца достигается с по-
мощью прокладки 5 соответствующей толщины, положенной на
время первого перехода между матрицей 9 и нижней плитой 3
штампа. На втором переходе эта прокладка снимается и фор-
мовка продолжается при защемленном фланце детали за счет
объема материала, вытянутого на первом переходе. Формующая
жидкость подается в рабочую полость через канал 10, а после
окончания формовки сливается через канал 6. Зазор между
матрицей 9 и плитой 3 герметизируется резиновым жгутом 4. Во
вкладыше 2, закрепляемом на матрице болтами, и в теле мат-
рицы сделаны каналы 8 для выхода воздуха.
Прижатие верхней части штампа к нижней может достигать-
ся усилием траверсы гидропресса, клиновыми фиксаторами,
болтами или специальными быстродействующими зажимами.
Пружинение детали после формовки компенсируется соответст-
вующей корректировкой формы матрицы.
238
Применение гидроформовки в сочетании с инструментальны-
ми штампами (гидромеханическая штамповка) соединяет преи-
мущества обоих методов и позволяет уменьшить число перехо-
дов. При получении деталей глубокой вытяжкой из титана
гидромеханическая формовка дает лучшие результаты, чем много-
переходная вытяжка в инструментальных штампах. При вытяж-
ке в инструментальных штампах поверхность титанового листа-
заготовки легко загрязняется. Мелкие частицы металла, отры-
Рис. 8.14. Схема реверсивной
гидроформовки:
а—первый переход; б—второй пере-
ход; 1—заготовка; 2—вкладыш; 3—
нижняя плита; 4—резиновый жгут;
5—прокладка; 6—канал; 7—полу-
фабрикаты; 8—канал; 9—матрица;
/0—канал; 1!—готовая деталь
Рис 8.115. Схема вытяжки в гидроме-
ханическом штампе;
а—и а прессе одинарного действия; б—на
прессе двойного действия;
1—корпус, 2—кольцо; 3—складкодержа-
тель; 4—пуансон; 5—ШТОК; 6—трубопровод;
7—клин; 8—болт; 9—заготовка; 10—датчик;
И— готовая деталь
вающиеся от поверхности, действуют подобно абразивным
и'рнам и увеличивают наволакивание и нагрузку заготовки в
процессе вытяжки. В гидромеханических штампах, где вместо
металлического пуансона с заготовкой контактирует вода, это
явление устраняется.
На рис. 8.15 приведен пример вытяжки эллиптического днища
с цилиндрическим пояском в гидромеханическом штампе на
прессе одинарного (см. рис. 8.15, а) и двойного (рис. 8.15, б)
действия. Нижняя часть штампа собрана из корпуса 1 и коль-
ца 2. Заготовка 9 прижимается к кольцу 2 на прессе двойного
действия складкодержателем 3 и штоками 5, на которые давит
прижимная траверса пресса, а на прессе одинарного действия —
клиньями 7 и болтами 8.
Пуансон 4 вытягивает заготовку в стакан с плоским дном
(см. форму пуансона). Затем через трубопровод 6 в полость
между дном пуансона и заготовкой подается формующая жид-
кость, которая вытягивает плоское дно в сферическую готовую
деталь 11. Электроконтактный датчик 10 сигнализирует об окон-
чании вытяжки.
239
Установки для гидроформовки конических обечаек с непрямо-
линейными образующими. При больших габаритах деталей гидро-
формовка выполняется на установках, принципиальная схема
которых дана на рис. 8.16. Форма детали определяется конфигу-
рацией внутренней рабочей полости корпуса 5, к которой деталь
прижимается непосредственно или через резиновую диафрагму 2
формующей жидкостью, заливаемой во внутреннюю полость 4
Рис. 8. 16 Схема гидрофор-
мовки конических обечаек с
криволинейными образую-
щими и с перемещающими-
ся в процессе формовки
торцами заготовки:
/—верхний зажимной диск; 2—•
диафрагма; 3—сердечник; 4—
внутренняя полость; 5—корпус;
6—облицовка
Рис. 8. 17. Схема гидромехани-
ческого штампа для формовки
конической обечайки:
1—матрица; 2—заготовка; 3—при-
емник; 4—пуаисои; 5—резиновый
жгут; 6—кольцо; 7—буфер; 8—
плунжер
заготовки. Формовка с диафрагмой 2 применяется в том случае,
когда края заготовки в процессе формовки перемещаются, и без
резиновой диафрагмы герметизация их прилегания к матрице
невозможна.
Облицовка 6 из пластмассы обеспечивает чистоту поверхно-
сти формуемой детали. Для уменьшения расхода воды при за-
полнении установки внутрь вставляется полый сварной герме-
тически закрытый сердечник 3.
При небольших размерах детали и большом объеме произ-
водства гидроформовка конических обечаек может выполняться
в гидромеханических инструментальных штампах (рис. 8.17).
Штамп устанавливается на пресс двойного действия. Заготовка
2, установленная в матрицу, герметически прижимается к ней
снизу уплотняющим пояском пуансона 4, а сверху — уплотняю-
240
щим кольцом 6, упруго прижимающим верхний периметр заго-
товки к краю матрицы под действием резинового буфера 7.
Зазор между верхним периметром заготовки и пуансоном уплот-
няется резиновым жгутом 5. Плунжер 8, закрепленный на вы-
тяжной траверсе пресса, при опускании вытесняет жидкость че-
рез каналы б в пространство между пуансоном и заготовкой.
Давлением этой жидкости заготовка формуется и калибруется
по внутренней полости матрицы. Жидкость из пространства
между заготовкой и матрицей вытесняется через каналы а в
приемник 3.
Рис. 8 18. Схема гидроформовки сильфона:
а—первый переход,- б—второй переход; /—неподвижная голов-
ка; 2—цанга; 3—заготовка, 4—разрезное кольцо; 5—подвиж-
ная головка; 6—глухая справка; 7—готовая деталь; 8—оправка
с каналом
Установки для гидроформовки деталей из трубчатых загото-
вок. Из трубчатых заготовок (цельнотянутых или сваренных из
листа) в самолетостроении получают муфты соединения дюри-
товых шлангов, сильфоны, детали шаровых соединений выхлоп-
ных коллекторов и труб горячей коммуникации.
Наиболее сложны в изготовлении и чаще других применяют-
ся в конструкции самолета сильфоны. Сильфоны изготавливают-
ся из сваренных на роликовых машинах или цельнотянутых тон-
костенных труб или стаканов, полученных многопереходной вы-
тяжкой из листа.
Операция гофрирования разбивается на два перехода.
Первый переход — предварительная формовка (вспучивание)
гофра. Заготовка 3 (рис. 8.18) герметически зажимается по кон-
цам цангами 2 на оправках 6 и 8, находящихся на подвижной
головке 5 и неподвижной 1. По наружному контуру заготовка
фиксируется разрезными кольцами 4. Через центральное отвер-
241
стие в оправке 8 подается жидкость с давлением, обеспечиваю-
щим предварительное вспучивание волн гофра.
Второй переход — сжатие волн гофра (см. рис. 8.18, б). Не
уменьшая давления внутри заготовки, подают подвижную голов-
ку 5 до полного сближения колец. Волны гофра, сжимаясь в
осевом направлении до шага Ц, поднимаются, заполняя внут-
ренние полости, образованные кольцами 4, и заготовка приобре-
тает размеры готовой детали 7. По окончании формовки давле-
ние формующей жидкости снимается. Кольца 4 удаляются раз-
движением в радиальном направлении. Для этого кольца вы-
полнены разрезными, в виде двух раздвижных блоков полуко-
лец.
8.9. ФОРМОВКА РЕЗИНОЙ
Сущность и технологическая характеристика
процесса
Сжатая в замкнутом пространстве резина ведет себя, как
несжимаемая жидкость; формовка резиной является разновид-
ностью гидроформовки, при которой функции жидкости выпол-
няет резина. Преимущество резины перед жидкостями — боль-
шие силы сцепления между частицами, вследствие которых ре-
зина по окончании деформации принимает прежнюю форму.
Из-за большей вязкости резины оснастка для формовки может
быть выполнена без специальных герметизирующих устройств, с
большими неплотностями, зазорами и щелями. Это значительно
упрощает и удешевляет оснастку (рис. 8.19).
Помещенная в стальной контейнер 1 резина 2, замыкаясь в
его пространстве установленной на столе жесткой частью штам-
па (матрицей 4 или пуансоном 8), формует деталь 3, выполняя
в зависимости от конструкции штампа, функции пуансона (см.
рис. 8.19, а), матрицы (см. рис. 8.19, б) или, при реверсивной
вытяжке, последовательно того и другого. Затраты на изготов-
ление штампа при штамповке резиной очень невелики, так как
вместо целого штампа изготавливается только пуансон или мат-
рица.
Наряду с преимуществами резина имеет существенные тех-
нологические недостатки. При больших степенях деформации
она быстро теряет прочность и разрушается, поэтому приходит-
ся часто заменять резину. Усилие, необходимое для формовки
деталей резиной, должно быть в ряде случаев во много раз
больше усилия, требующегося при формовке этой же детали в же-
стких штампах. Происходит это потому, что в то время как в ме-
таллическом штампе усилия формовки прилагаются лишь на де-
формируемых участках заготовки, при формовке резиной давле-
ние должно с одинаковой интенсивностью передаваться на все
участки площади заготовки (на деформируемые и на недефор-
мируемые).
242
Уменьшения степени деформации резины и мощности приво-
да пресса можно, в частности, достигнуть, применяя вместо ре-
зиновой подушки резиновую оболочку, заполняемую внутри
жидкостью. По такой схеме работают специальные прессы пря-
мого действия типа ПШР (см. рис. 8.19, в).
При изготовлении деталей со сложной пространственной кон-
фигурацией из листа формовка и штамповка резиной находят
Рис. 8.19. Разновидности про-
цессов формообразования де-
талей резиной:
а—вытяжка упругим пуансоном по
жесткой матрице, б—вытяжка же-
стким пуансоном в упругой матри-
це, в—формовка резиновой обо-
лочкой, заполняемой жидкостью;
1—контейнер, 2—резиновая подуш-
ка: 3—формуемая деталь; 4—матри-
ца: 5—стол, 6—плита, 7—стессель
молота; 8 и 11 пуансон; 9—складко-
держатель; 10—ползун пресса
широкое применение. Применение упрощенной оснастки с рези-
ной вместо сложных многопереходных металлических вытяжных
штампов резко уменьшает затраты на изготовление оснастки и
сокращает период подготовки производства.
Формовка резиной применяется, главным образом, для изго-
товления деталей внутреннего набора самолета: стенок, перего-
родок, диафрагм, панелей, нервюр, жесткостей, коробок, полу-
патрубков и охватывает большинство формообразующих опера-
ций: гибку-формовку плоских деталей с бортами (типа нервюр),
формовку полупатрубков, отбортовку краев отверстий, штампов-
ку подсечек и рифтов, неглубокую вытяжку. При небольшой
толщине листа-заготовки (для дуралюмина до 1,3 мм) и при
невысоких требованиях к чистоте и точности реза с помощью
резины можно выполнять и разделительные операции.
По энергетическому признаку формовка резиной имеет две
разновидности: а) статическая формовка (операция выполня-
ется при малых скоростях ~3 м/с за один ход на гидропрессах)
243
и б) динамическая формовка (одним или несколькими повторны-
ми ударами ползуна на листоштамповочных «падающих» моло-
тах, на фрикционных прессах, на пресс-молотах взрывного дей-
ствия. Эксцентриковые и кривошинные прессы для этой опера-
ции непригодны, так как из-за упругой реакции резины механизм
пресса быстро приходит в негодность.
Технология формовки и конструкция штампов
Формовка резиной может выполняться по двум основным
схемам: 1) формовка жестким пуансоном по упругой матрице
(см. рис. 8.19, б) и 2) формовка упругим пуансоном по жесткой
матрице (см. рис. 8.19, а}. Для предупреждения складкообразо-
вания фланец заготовки может фиксироваться специальным
складкодержателем 9 (см. рис. 8.19, б), кольцом, прижимаемым
резиновой подушкой, или неподвижной опорой-складкодержа-
телем.
Формовка упругим пуансоном по жесткой матрице (см. рис.
8.19, а). В сварной или литой цилиндрический стальной контей-
нер 1 плотно (с натягом 3—5 мм) вставлена резиновая подуш-
ка-пуансон 2. Эта часть штампа является универсальной для
деталей, габариты заготовок которых не больше внутреннего диа-
метра D контейнера. Нижняя часть (матрица 4) имеет цилинд-
рическую форму, а рабочая часть ее выполняется по наружному
контуру детали. Матрицы можно изготовлять из цинка, сплава
АЦ13, чугуна, балинита и других материалов.
товку детали 3, придавая ей форму матрицы. Возникающие си-
лы трения между резиной, текущей в углубление матрицы, и
фланцем заготовки благоприятствуют процессы вытяжки. Кон-
тейнер с универсальным резиновым пуансоном крепится к стес-
селю 7 молота шпильками так же, как и жесткие пуансоны.
Матрица 4 устанавливается свободно на стол 5 молота и фик-
сируется плитой 6, имеющей отверстие, равное внутреннему диа-
метру контейнера.
На рис. 8.19 6 и в приведен вариант схемы формовки
упругой матрицей по жесткому пуансону. Эта схема имеет ряд
преимуществ. В частности, она дает очень выгодное распреде-
ление напряжений в материале вытягиваемой детали. Наиболее
полно эти преимущества использованы на специальных гидрав-
лических прессах ПШВР, предназначенных для штамповки-
вытяжки резиной. Заготовка укладывается на пуансон 8, ее
края ложатся при этом на складкодержатель 9, находящийся
перед началом вытяжки на одном уровне с верхней плоскостью
тейнером 1, в который запрессована резиновая подушка 2, опус-
кается на деталь, фиксируя ее дно на пуансоне 8, а края — на
складкодержателе 9. Когда давление резины 2 возрастает до
244
величины, необходимой для предотвращения образования гоф-
ров на фланце детали 3, ползун 10 останавливается. Включает-
ся нижний гидроцилиндр пресса, на котором установлен пуан-
сон 8. Пуансон, поднимаясь, вытягивает деталь. По мере подъ-
ема пуансона вытягиваемые участки детали прижимаются к
нему давлением резины. Это уменьшает утонение стенки детали
в наиболее опасном месте — в сопряжении стенок с дном — и
позволяет на 204-30% увеличить степень формоизменения де-
тали.
Детали, штампуемые в инструментальных штампах за не-
сколько переходов, при штамповке резиной можно (в ряде слу-
чаев) изготавливать за один переход. Фланец детали в течение
всего процесса вытяжки остается зафиксированным на складко-
держателе 9 давлением резйновой подушки 2. Чтобы давление
резины в подушке не увеличивалось по мере захода в нее пуан-
сона, пресс снабжен автоматическим устройством, стабилизирую-
щим это давление за счет опускания складкодержателя. Для
лучшего прижатия заготовки к пуансону их соприкасающиеся
поверхности не смазываются, а боковая поверхность пуансона
вдоль образующей не шлифуется.
Оснастка
Жесткие части штампа при формовке резиной изготавливают-
ся из балинита, чугуна, вторичных алюминиевых сплавов по
контурам детали. Наибольшую сложность представляет правиль-
-ЩДЦ. nufton Vn4nWr<.nLnai“._,H.„TF Щт-.упп
мера, пи характеру раиичеи нагрузки контейнер представляет
собой и рассчитывается на прочность как резервуар, рабо-
тающий при высоких давлениях (до 1200 кгс/см2), при импульс-
ном нагружении этими давлениями. В соответствии с правилами
Госгортехнадзора контейнеры должны подвергаться испытаниям
на прочность. При высоких давлениях стенки контейнеров со-
бираются из стальных колец или рамок, соединяемых сваркой
(рис. 8.20, а) или кольцевыми ребрами, входящими в ответные
проточки (рис. 8.20, бив).
Резиновые подушки обычно склеиваются из листов толщиной
30—60 мм. Сорт резины подбирается в зависимости от проекти-
руемого процесса формовки. Чем мягче резина, тем большую'
степень деформации она допускает. Однако с уменьшением твер-
дости увеличивается опасность затекания резины под борт де-
тали. Хорошие результаты дают комбинированные подушки, у
которых основная масса состоит из резины мягкой или средней
твердости, а нижняя часть — лист толщиной 40—60 мм из рези-
ЦН-Д0В.НЩ<‘ццпй тропплгти
TpWlTOid! I1 IIUILI'I LUUM Wk (I II! ВГ
тановых и магниевых сплавов) на подушку подклеивается тер-
мостойкая резина марки 5168. В плане резиновая подушка де-
245.
лается на 2,5—3 мм больше соответствующего размера контей-
нера, что обеспечивает необходимый натяг при запрессовывании
Рис. 8.20. Конструкции контейнеров:
а—сварной из стальных колец; б и в—с кольцами, соединенны-
ми на проточках
подушки в контейнер. Высота подушки Н (см. рис. 8.19, а) бе-
рется равной пятикратной высоте h штампуемой детали. При
меньших высотах резина быстро изнашивается.
Оборудование
Основным оборудованием, применяемым при штамповке рези-
ной, являются специальные гидравлические прессы типа ПШВР
для глубокой вытяжки резиной и прессы типа П-307 для фор-
оолтгупиаомой влппй Большой объем
работ по штамповке резиной
ных гидравлических прессах, листоштамповочных «падающих»
молотах и на фрикционных прессах.
Когда производственный участок оснащен универсальными
гидравлическими прессами, а приобретение прессов типа ПШВР
организационно невозможно или экономически нецелесообразно
из-за небольшого объема работ, глубокую вытяжку резиновой
матрицей можно реализовать с помощью монтируемой на уни-
версальном гидравлическом прессе установки УВШ (рис 8.21).
Установка добавляет к прессу второй, нижний, гидравличе-
ский цилиндр, создающий усилие прижатия фланца вытягивае-
мой детали к резиновой подушке- Усилие сохраняется постоян-
ным в процессе вытяжки детали. На корпусе 7 установки жест-
ко крепится пуансон 3, выполненный по внутренним размерам
вытягиваемой детали. Прижимное кольцо-складкодержатель
-4 фиксируется на опорных колонках 5. Колонки закреплены на
плунжере 6 гидроцилиндра установки. Усилие зажатия фланца
детали между резиновой подушкой 2 контейнера 1 и складко-
держателем 4 регулируется с помощью редукционного клапана
гидросистемы в зависимости от требований технологического
процесса.
246
При ходе вытяжки пуансон остается неподвижным, а при-
жимное кольцо-складкодержатель 4 опускается, сохраняя пос-
тоянное усилие прижатия фланца. Это достигается стравлива-
нием жидкости из под плунжера 6 через перепускной клапан
гидросистемы, отрегулированный на заданное усилие прижатия.
Рис 8.21. Схема установки УВШ
Рис. 8.22. Формовка разжимными
iipcw 1луиикин ввнижки ь РЕ-
ЗИНОВОЙ матрице:
1—контейнер; 2—резиновая подушка;
3—пуансон; 4—складкодержатель; 6—
опорная колонка- 6—плунжер гидро-
цилнндра; 7—корпус гидроцилиидра
/—обечайка; 2—пуансон; 3—конический
клин
8.10. ФОРМОВКА РАЗЖИМНЫМИ ПУАНСОНАМИ
(КОЛЬЦЕВАЯ ОБТЯЖКА)
Сущность и область применения процесса
Сущность процесса заключается в том, что сваренная из ли-
ста цилиндрическая или коническая обечайка 1 (рис. 8.22) на-
девается на разрезанный на секторы пуансон 2, после чего уси-
лием гидропривода внутрь пуансона вводится конический клин
3, раздвигающий секторы пуансона до придания заготовке окон-
чательных размеров и конфигурации.
Формовка разжимными пуансонами экономически рента-
бельный при серийном производстве способ получения цилинд-
рических и конических обечаек с криволинейными образующими,
корпусов подвесных баков, цилиндрических и конических обши-
вок отсеков беспилотных летательных аппаратов, камер сгорания
247
и пр. Этот способ позволяет изготавливать детали из высоко-
прочных нержавеющих сталей титана и его сплавов. Кольцевая
•обтяжка применяется и как операция калибровки.
Оборудование
Для формовки и калибровки разжимными пуансонами не-
больших деталей используются универсальные гидравлические,
кривошипные, эксцентриковые
и фрикционные прессы, на ко-
торые устанавливаются спе-
циальные калибровочные и об-
тяжные штампы с разрезными
Рис 8.24. Конструкция универ-
сального разжимного пуансона:
1—прижим-. 2—болт; 3—конус; 4—пос-
тоянный сектор; 5—сменный сектор,
6—фиксатор сектора; 7—опорная пли-
та; S—фиксатор заготовки
Рис. 8. 23. Схема пресса ПКД:
7—прижим; 2—шайба; 3—тяга; 4—раз-
резной пуансон; 5—опорная плита; 6—
конус; 7—шпилька; 8—стол; 9—травер-
са; 10—КОЛОНКИ; //—гидроцилиндр; 12—
поршень; 13—плунжер
пуансонами. Крупногабаритные детали (диаметром до 1600 мм
и высотой до 1000 мм) формуются на специальных прессах типа
ПКД (пресс калибровки деталей), выпускаемых отечественной
промышленностью (рис. 8.23).
Плоский стол 8 пресса имеет шесть Т-образных пазов, по
которым с помощью анкерных болтов крепится конус 6. Раз-
248
движные секторы разрезного пуансона 4 опираются на подъем-
ную плиту 5, установленную на маркетные шпильки 7. После-
того, как заготовка надета на пуансон 4, включается рабочий
гидроцилиндр 11. Перемещаясь вниз, цилиндр, связанный с при-
жимом 1, колонками 10, траверсой 9 и тягой 3 давит через шай-
бу 2 на секторы пуансона 4, натягивая их на конус 6. Секторы,
опускаясь на конус, раздвигаются, формуя и калибруя деталь.
По окончании процесса давление из рабочего цилиндра И
снимается. Подается давление внутрь неподвижного поршня 12.
Под влиянием этого давления плунжер 13 поднимается, пере-
мещая траверсу 9 вверх. Вместе с траверсой поднимаются мар-
кетные шпильки 7, лежащая на них плита 8 и пуансон 4. Схо-
дя на малый диаметр неподвижного конуса 6, пуансон освобож-
дает готовую деталь. Все узлы пресса устанавливаются в исход-
ное положение.
При отсутствии прессов типа ПКД формовка разжимными
пуансонами выполняется на обычных гидравлических прессах
в специальных штампах с разжимными пуансонами.
Оснастка и технология обтягивания
С целью уменьшения затрат металла и рабочей силы при-
формовке и калибровке крупногабаритных деталей применяют
универсальные разжимные пуансоны (рис. 8.24). Универсальный
пуансон собирается из конуса 3, секторов 4, на которые уста-
навливаются сменные рабочие секторы 5, опорной плиты 7 и
прижима 1. Сменные секторы 5 крепятся на постоянных секто-
рах 4 с помощью штифтов 6 и болтов 2. Штифты 8 фиксируют
заготовку по высоте.
Участки материала заготовки, находящиеся между разжим-
ными секторами, деформируются по прямой, а не по окружно-
сти, что приводит к огранке поверхности. Чем больше секторов,
тем огранка будет меньше. Увеличение количества секторов
больше 12—18 практически невозможно, так как они получаются
слишком тонкими и слабыми. Несколько уменьшает огранку
поверхности формовка обечаек в два или больше переходов.
При первом переходе пуансон не полностью разжимают. Затем
снимают давление пресса и поворачивают обечайку так, чтобы
граненые места легли на поверхность секторов, после чего осу-
ществляют окончательную формовку.
Глава 9
ДОВОДОЧНЫЕ И ВСПОМОГАТЕЛЬНЫЕ РАБОТЫ
ПО ИЗГОТОВЛЕНИЮ ДЕТАЛЕЙ ИЗ ЛИСТА
9.1. СОДЕРЖАНИЕ И ХАРАКТЕРИСТИКА
ДОВОДОЧНЫХ И ВСПОМОГАТЕЛЬНЫХ РАБОТ
Анализ трудоемкости технологических процессов в заготови-
тельных цехах самолетостроительных заводов показывает, что
во многих случаях ручная доводка (доработка) детали, после
ее изготовления на механическом оборудовании, по трудоемко-
сти не только сравнима, но в ряде случаев значительно больше
трудоемкости основных механизированных операций. Так, на-
пример, трудоемкость ручной правки нервюр после их заключи-
тельной термообработки значительно больше трудоемкости их
формовки на гидропрессах. Поэтому доводочным и вспомога-
тельным работам следует при разработке технологических про-
цессов уделять не меньшее внимание, чем основным, тем более,
что они требуют более высокой квалификации исполнения, более
тщательного сплошного контроля и не обеспечивают, как всякая
ручная операция, стандартного качества деталей.
Квалификация рабочего, занятого на доводочных работах,
более высокая, чем штамповщика, резчика, фрезеровщика и
сверловщика. Рабочие — доводчики, медники, жестянщики или
дуральщики должны самостоятельно определять место и степень
деформации детали, последовательность отдельных приемов
работ и очередность проведения термической обработки, так как
расчленить технологический процесс доводки детали практиче-
ски невозможно и нецелесообразно.
Трудоемкость изготовления деталей, проходящих ручную до-
водку, на 80—90% состоит из доводочных работ и только 10—
12% падает на работу штамповочного оборудования. Одним из
главных направлений в снижении общей трудоемкости загото-
вительно-штамповочных работ является устранение или умень-
шение ручной доводки деталей. Эта задача осложняется неболь-
шой серийностью самолетостроительного производства, сжатыми
сроками для подготовки производства новых изделий, частыми
их модификациями, а также большой номенклатурной слож-
ных пространственных листовых деталей.
Для уменьшения или полной ликвидации ручных доводочных
работ можно рекомендовать: 1) изготовление деталей обшивки
самолета из дуралюмина обтяжкой в свежезакаленном состоя-
250
нии; 2) замену ручного способа изготовления деталей штампов-
кой на прессах, падающих молотах или формовкой резиной при
повышенном давлении; 3) изготовление переходных и калибро-
вочных штампов для падающих молотов, калибровку дуралю-
мина в свежезакаленном состоянии; 4) отработку штампов и
формоблоков с учетом пружинения материала; 5) применение
штамповки с одновременной закалкой в штампах.
При доработке деталей обшивки и каркаса самолета, от-
штампованных или полученных обтягиванием на прессах, нахо-
дят применение следующие механизированные процессы: 1) вы-
колотка; 2) посадка; 3) отбортовка; 4) зиговка. Соответствующее
оборудование, обычно называемое вспомогательным, — зиг-
машины, выколоточные молотки, посадочные станки — обычно
устанавливается на участках, где протекают основные операции
или вблизи слесарно-сборочных групп. При изготовлении опыт-
ных машин, когда проектирование и изготовление механизиро-
ванной оснастки (штампов, обтяжных пуансонов и пр.) эконо-
мически нерентабельно и организационно невозможно (так как
недопустимо увеличивать сроки изготовления машины) вспомо-
гательное оборудование выполняет функции основного.
9.2. ВЫКОЛОТКА
Сущность и технологическая характеристика
операций
Выколотка — операция превращения плоских участков ли-
ста-заготовки в участки, имеющие сферическую или более слож-
ные пространственные формы. Ручная или машинно-ручная
операция выколотки в опытном и
единичном производствах заме-
няет операции обтягивания, вы-
тяжки и формовки, а при серий-
ном производстве используется
для доработки после указанных
операций отдельных участков де-
тали, которые почему-либо не
могут быть выполнены точно по
чертежу (пружинение, нетехноло-
гичные формы детали и т. д.).
Сущность процесса выколотки
заключается в том (рис. 9.1), что
в результате ударов молотка 1 на
участке АВ листа-заготовки 2 ме-
талл утоняется. Так как объем
длина L(L2>Li) и площадь учаш
окружающие, недеформируемые,
Рис. 9.(1. Схема процесса выко-
лотки:
/—молоток; 2— деталь; 3—опорный ин-
струмент
металла не уменьшается, то
гка увеличиваются. Поскольку
участки заготовки не позво-
ляют металлу течь в стороны, увеличение площади вызывает
251
образование выпуклости или вогнутости. Изменяя силу и коли-
чество ударов и место их приложения можно получить заданную
форму детали. Чем больше и с большей силой будет нанесено
Ю1/И три бппыпр МОЖНО
а tTUM у част кет
При выколотке средней части круглой заготовки расстояние
между точками А и В практически не изменится, так как диа-
метр внешнего, недеформированного, кольца не меняется. Следо-
вательно, материал в средней части должен принять форму сфе-
рической или иной выпуклой поверхности. При выколотке про-
исходит интенсивная деформация заготовки и, следовательно,
быстрая нагартовка материала. Поэтому при значительной вы-
колотке необходимы промежуточные отжиги. Операция выко-
лотки может осуществляться вручную или механизированными
^ппглбзм^ __________
Ручная выколотка
Для ручной выколотки применяют универсальный опорный
инструмент различной формы в зависимости от формы детали и,
как правило, стальные молотки со сферической рабочей частью.
Такая форма предотвращает образование забоин при перекосе
Рис. 9. 2. Инструмент для ручной выколотки:
а, б, в—выколоточиые молотки; г, д, е, яс—опоры
молотка (рис. 9.2). Рабочие поверхности опорного инструмента
и молотков калят и полируют. Опорный инструмент крепится
и слесарные тиски или в специальные стойки, устанавливаемые
на полу. Операцию начинают с места максимального утонения
(а значит, и максимального «подъема» материала). Удары нано-
сят не очень сильно, но часто, располагая их по расходящейся
спирали. В местах меньшего подъема материала силу ударов
уменьшают. Для получения выпуклости в определенную сторо-
ну при начале выколотки деревянным или пластмассовым мо-
лотом наносят удары дальше точки опоры, создавая направле-
ние подъема материала. После предварительной выколотки про-
252
изводят отжиг заготовки. Выколотку продолжают до тех пор,
пока не получат требуемую форму детали. Необходимо учиты-
вать, что при сильном ударе можно получить местное выпучи-
вание больше необходимого Пли vnartav та —“аада
Л.1Ш1., а уи^ллчсиМс ЬЫ11уКЛис1И.'
Рис. 9.3. Схема ручной
выколотки чашки с
фланцем
При выколотке деталей сложных форм производят одновре-
менно посадку бортов вручную или на станках Гавриленко.
Поэтому на участках доводки и выко-
лотки деталей устанавливают посадоч-
ные станки. После получения заданной
формы поверхность детали проглажи-
вают гладильными молотками на опор-
ном инструменте, так как в результате
посадки и выколотки остаются следы по-
садкц гофров и местные_____________Нд.
окончательно выколоченной детали обре-
заются припуски и опиливаются зау-
сенцы.
Ручную выколотку деталей с неболь-
шой выпуклостью можно производить и
на болванках: деревянных, металличе-
ских и из пескоклеевой массы ПСК. Вы-
колотка детали типа чашки с фланцем
на болванке показана на рис. 9. 3. Заго-
товка плотно прижимается к болванке,
после чего начинают выколотку с края А
выпуклости, постепенно . передвигаясь
к середине С. Если сразу начать выко-
лотку с середины, то может наступить разрыв материала, так
как края не будут деформированы. Для снятия нагартовки и
облегчения дальнейшей выколотки проводят промежуточные
отжиги. После окончания выколотки деталь проглаживают
и обрезают.
Закалку деталей из сплавов Д16 и В95 производят перед
окончанием выколотки, так как после закалки детали под дейст-
вием внутренних напряжений деформируются, теряют форму и
их снова приходится править по болванке.
При выколотке деталей из магниевых сплавов необходимо
нагревать деталь и болванку, ввиду того, что в холодном сос-
тоянии эти сплавы малопластичны. Деталь нагревают газовыми
горелками или паяльными лампами. Металлические болванки
подогревают с помощью трубчатых электронагревателей (ТЭН).
Для контроля температуры нагрева детали применяют специ-
альные термокарандаши, которыми закрашивают нагреваемый
участок. Побеление карандашного мазка означает, что темпе-
ратура достигла, указанной на термокарандаше, и нагрев сле-
дует остановить.
253
Выколотку магниевых сплавов дуралюминовыми молотками
или на дуралюминовых болванках производить нельзя. При со-
прикосновении дуралюмина с нагретой поверхностью магниевой
детали происходит диффузия алюминия в магний, а это место
впоследствии становится очагом коррозии. Поэтому молотки и
болванки изготовляют из стали, чугуна, цинка или магниевого
литья.
Машинная выколотка
Выколотка деталей или доводка штампованных деталей руч-
ным способом весьма трудоемкая операция. Поэтому во всех
заготовительно-штамповочных цехах устанавливают пневмати-
ческие выколоточные молоты. Замена ручной выколотки меха-
нической резко снижает трудоемкость и улучшает качество по-
верхности деталей.
Выпускаемые выколоточные молоты имеют примерно одинако-
вое устройство и различаются, в основном, весом падающих ча-
стей, а следовательно, и силой удара.
Таблица 9. t
Модель Вес задающих частей, кгс Вылет станины Число ходов в минуту Наибольшая толщина обра- батываемого листа
дуралюмин сталь
М001 8 1085 400 2 1 1
г 2 . М! й L LS
мооз 16 1500 375 6 Q
М004 20 1500 350 10 5
На молотах М001 и М002 выколачивают детали из алюминие-
вых сплавов толщиной до 4 мм и мягкой стали толщиной до*
1,8 мм. Молот М003 применяется для выколотки деталей из алю-
миниевых сплавов толщиной до 6 мм и нержавеющей стали тол-
щиной до 2 мм. Модель М004 позволяет выколачивать детали из
титановых сплавов и нержавеющих сталей толщиной до 2,5 мм.
На рис. 9.4 показаны общий вид и схематический разрез
пневматического выколоточного молота. Основными частями
молота являются: а) станина 16, выполненная из чугунного*
литья. Г-образная форма дает большой вылет и позволяет выко-
лачивать детали больших габаритов. Для облегчения станина
имеет двутавровое сечение; б) пневматическая головка 14 со
штоком и бойком; в) электродвигатель 15 со шкивом, установ-
ленный на станине; г) приставная стойка 13 с наковальней.
Стойка крепится на самостоятельном массивном фундаменте,,
воспринимающем удары молота.
254
255
Наковальни на стойке могут меняться в зависимости от ха-
рактера работы. Для правильной работы молота и для получе-
ния деталей без забоин необходимо, чтобы ось наковальни и
стойки совпадала с осью бойка и штока пневматической головки.
Пневматическая головка состоит из корпуса 1, коленчатого ва-
ла 3 и насаженного на него шкива 2. На коленчатый вал надет
шатун 4, соединенный с поршнем 5, который совершает поступа-
тельно-возвратное движение в цилиндре 6. Внизу цилиндра 6
помещен поршень 7, соединенный со штоком 10.
При ходе поршня 5 вверх в межпоршневом пространстве соз-
дается вакуум и поршень 7 со штоком 10 также начинает пере-
мещаться вверх. Для пропускания воздуха под поршень 7 име-
ется обратный клапан 11. Достигнув верхней мертвой точки, пор-
шень 5 начинает опускаться вниз, сжимая воздух, находящийся
между поршнями. Поршень 7 под действием собственной массы
и силы сжатого воздуха начнет перемещаться вниз, ударяя бой-
ком, прикрепленным к штоку 10, по материалу выколачиваемой
детали. Воздух под поршнем 7 будет выходить через выпускной
клапан 8. Регулируя выпуск воздуха ручкой 9, можно получать
удары разной силы. При закрытом клапане 8 поршень 7 со што-
ком задерживается на определенной высоте, так как сжатый воз-
дух под поршнем не дает ему опуститься до конца. Пружинный
клапан 12 также может регулировать силу удара, выпуская сжа-
тый воздух из межпоршневого пространства. Этот клапан не
дает быстрой регулировки силы удара и используется как на-
строечный при регулировке молота.
Подготовка к выполнению операции начинается с подбора
бойка с необходимой формой рабочей части (см. рис. 9.4 в, г,д).
Для более интенсивного утонения материала требуется увеличен-
ное давление q бойка на материал. Это давление может быть
определено по формуле q=PIF, где q — давление, кгс/мм2; Р—
сила удара, кгс; F — площадь рабочей части бойков, мм2.
Силу удара Р можно увеличивать до предела, ограниченного
для каждого из четырех типов молотов. Чем больше вес падаю-
щих частей, тем больше сила удара. На любом молоте, не меняя
веса падающих частей, можно увеличить давление q, уменьшив
площадь F рабочей части бойка. Площадь рабочей части бойка
можно уменьшать только до определенной величины. Чрезмер-
ное ее уменьшение приводит к зарубкам на поверхности детали
или к образованию трещин.
Бойки изготавливают из углеродистой инструментальной ста-
ли У8А или У9А. Рабочую часть закаливают и отпускают до
твердости HRC 44—48, после чего тщательно полируют. Заго-
товка детали помещается под бойком и удерживается рабочим,
а крупные детали (типа обшивок) двумя рабочими. Подводя не-
обходимые места детали под боек, производят выколотку. Для
равномерной деформации материала необходимо непрерывно
перемещать заготовку относительно бойка.
256
Машинная выколотка так же, как и ручная, сильно нагарто-
нывает материал, поэтому деталь необходимо несколько раз от-
жигать. Форму выколачиваемой детали в процессе работы про-
веряют по шаблонам, болванкам или другой контрольной ос-
настке. Для облегчения течения материала и получения чистой
детали поверхность выколачиваемой детали смазывают машин-
ным маслом. После выколотки детали проглаживают гладиль-
ными бойками (слабыми ударами).
Заготовки из тонкого листового материала рационально вы-
колачивать по две-три одновременно, что повышает производи-
юльность труда и обеспечивает хорошее качество поверхности.
В этом случае перед выколоткой необходимо каждую заготовку
смазать машинным маслом. Тацим приемом пользуются при тол-
щине листа до 0,8 мм.
Детали, изготовленные выколоткой (как ручной, так и ма-
шинной), должны проходить сплошной контроль не только по
форме, но и по толщине стенки. Если у дуралыцика нет необ-
ходимого опыта, отдельные участки могут быть нагартованы до
i.iкой степени, что восстановление с помощью отжига первона-
чальных свойств металла невозможно.
Так как даже при механизации выколотки при ударе дефор-
мируется очень небольшой участок листа, общее время опера-
ции весьма большое. Перечисленные отрицательные стороны
процесса выколотки заставляют при серийном производстве при-
менять более совершенные процессы (обтягивание, вытяжку,
ннамповку на падающих молотах и пр.), сохраняя выколотку
лишь как вспомогательную операцию.
9.3. ПОСАДКА
Сущность и технологическая характеристика
операции
В то время как при выколотке выпуклые или вогнутые пог
ьерхности получаются за счет утонения и соответствующего уве-
личения по площади внутренних участков заготовки, при посад-
ке тот же результат достигается утолщением и соответствующим
сокращением по длине периферийных участков заготовки при
пен шейной толщине внутренних участков.
Сущность процесса посадки может быть иллюстрирована
< хемой, данной на рис. 9.5. Если на участке материала длиной
li (см. рис. 9.5, а) изогнуть («навести») волны гофра, как no-
к.нано на рис. 9.5, б, то длина кромки участка уменьшается до
6(/2</1)- Если затем ударами молотка (как это делается при
ручной посадке) или давлением (как это делается на станках
I .щриленко) полученные волны гофра осадить, то длина участ-
ка /3 (несколько увеличенная по сравнению с /г) будет меньше
/| ш счет увеличения толщины листа s2>Si. Прямоугольная за-
готовка (см. рис. 9.5, а) в результате такого укорочения одной
72
257
стороны, плавно изменяющегося по длине L волны, приобретает
форму элемента плоского кольца (см. рис. 9.5, г). Если выпол-
нить равномерную посадку по окружности плоского листа, то
можно получить пространственную деталь типа сферы или ко-
нуса. Изменяя степень посадки на отдельных участках, можно
получать поверхности различной кривизны. Операция посадки
Рис. 9. 5. Схема посадки:
а—исходная заготовка; б—наведение гофров, в—посадка гофров; г—схема изме-
нения формы детали
применяется при подготовке листа под штамповку на падающих
молотах, под обтяжку, при доводке отштампованных и обтяну-
тых деталей и при ручной выколотке. Величина «осадкч ^ви-
сит от пластичности материала. При значительной посадке про-
исходит сильная нагартовка, поэтому детали необходимо
подвергать промежуточному отжигу. Посадка термически упроч-
няемых сплавов Д16 и В95 осуществляется только в отожженном
и свежезакаленном состоянии, так как при посадке в исходном
(твердом) состоянии могут появляться трещины. Посадку мож-
но выполнять на станках Гавриленко, ПС-80 или ручным спо-
собом.
Ручная посадка
Ручная посадка материала выполняется в два приема: гоф-
рирование (образование гофра) и посадка гофра.
Гофрирование производят на той части детали, которую не-
обходимо посадить. Эта операция производится гофрилками
(рис. 9.6) или круглогубцами. Гофры изготовляют невысокими
для предотвращения образования складок или трещин при даль-
нейшей посадке. Оптимальный размер гофра должен иметь вы-
соту h, равную ширине А (см. рис. 9.5). Располагают гофры
258
равномерно по длине борта детали. Посадку гофра выполняют
деревянными, металлическими или текстолитовыми молотками
на конце рельса или на плите. Первые удары производят по вы-
<<>кому краю гофра для того, чтобы удержать остальную часть
к>фра от распрямления. После этого легкими и частыми удара-
ми посаживают гофр, начиная с низкой части и переходя к краю
борта. Посадку гофров выполняют наводильным (заострен-
ным) молотком, проглаживание — гладильным молотком.
Рис. 9. 6. Ручная посадка-
а—последовательность нанесения ударов при посадке; б—гофрилка; в—
наводильный молоток; г—гладильный молоток
Рабочие части гофрилок, молотков, концов рельса и плит
должны быть тщательно отполированы, чтобы не повредить по-
верхность деталей. Так как при посадке материал сильно на-
। лртовывается, его необходимо отжигать. После отжига можно
повторно гофрировать и посаживать. Ручную посадку повторяют
до гех пор, пока не получат деталь требуемой формы. Процесс
ручной посадки весьма трудоемкий, требует высокой квалифи-
кации жестянщика и многократной термической обработки.
Машинная посадка
Последовательность выполнения операции посадки на стан-
ках, работающих по схеме Гавриленко (рис. 9.7) аналогична
последовательности при ручной посадке. Лист-заготовку вкла-
дывают в рабочую щель станка, образованную верхним под-
вижным пуансоном 2 и нижним неподвижным 3. Ввод, переме-
нимте по длине борта и съем заготовки выполняются при ра-
ботающем станке.
9*
259
С каждым рабочим ходом (60—90 раз в минуту) на заго-
товке образуется новое утолщение с соответствующим уменьше-
Рис. 9.7. Посадка по схеме Гавриленко:
а—формовка волны; б—разглаживание волны; в—общий вид станка Гавриленко;
/—кнопочный пускатель; 2—верхний подвижной хобот (пуансон); 3—иижний непод-
вижной хобот (пуаисои); 4—ролик; 5—пуаисои; 6—шатун, 7, 9, 12, 13—шестерни; 8—
амортизатор; 10—коленчатый вал, //—кулачок; 14—шкив; /5—станина; 16—электро-
двигатель; 17—заготовка
нием ее периметра. Это укорочение получается следующим об-
разом: в начале каждого хода (см. рис. 9.7, а) на лист опуска-
ется язычок-пуансон 5 и выгибает волну. Верхний хобот 2 в это
Рнс. 9.8. Схема посадки на станке
ПС-80:
1—нижние губки, 2—верхние губки; 3—
клинья; 4—ползун; 5—заготовка
время приподнят и не прижи-
мает лежащий на нижнем хо-
боте лист, позволяя волне сво-
бодно формоваться. Затем пу-
ансон 5 отходит, верхний хобот
2 опускается, прижимая лист
к нижнему хоботу (см. рис.
9.7,6), а снизу по волне про-
катывается ролик 4. разглажи-
вая ее. Зажатый между хобо-
тами лист позволяет волне раз-
гладиться только за счет утол-
щения материала. Дуга abc
укорачивается при этом до
длины прямой ас. Недостаток
станков, работающих по схеме
Гавриленко — невозможность
посадки узких бортов, располо-
женных вблизи возвышенных
участков детали, в частности,
полок профилей. Этого недостатка не имеет посадочный станок
ПС-80, схема работы которого дана на рис. 9. 8.
260
Благодаря большому вылету станины (500 мм) станок ПС-80,
предназначенный, в основном, для посадки полок профилей, ус-
пешно используется и для посадки листа. Верхние плавающие
। \ бки 2 находятся на ползуне 4, который движется возвратно-
нос гупательно с помощью кривошипно-коленного механизма при-
вода станка. Аналогичные им нижние губки 1 расположены на
неподвижной нижней части станины. Нормальное к верхним
। кошенным граням губок 2 усилие Q разлагается на наклонной
плоскости этих граней на вертикальные составляющие Р', при-
жимающие заготовку 5 к нижним губкам 1, и на горизонтальные
составляющие Р", которые в конце опускания ползуна переме-
шают зажатый участок к центру штампа. Аналогично действует
правая пара губок 1 и 2. В результате сближения левой и правой
пар губок зажатый между ними участок заготовки укорачива-
ется за счет утолщения.
Соотношение между усилием Р' зажатия заготовки и усили-
ем Р" сближения губок (посадки), в общем случае определяе-
мое углом наклона граней плавающих губок 1 и 2, на станке
ПС-80 может изменяться с помощью клиньев 3. Усилие R, раз-
виваемое клиньями, разлагается на наклонных плоскостях их
граней на горизонтальные составляющие, действующие навстре-
чу усилиям Р", и на вертикальные составляющие, суммирую-
щиеся с усилиями Р’.
Таким образом, с увеличением усилия R, развиваемого клинь-
ями, усилие зажатия заготовки губками увеличивается, а усилие
сближения губок уменьшается. Величина R регулируется изме-
нением давления в гидроцилиндрах пневмогидравлического при-
вода, с помощью которого эти клинья приводятся в действие.
9.4. ОТБОРТОВКА ОТВЕРСТИЙ
Операция отбортовки применяется при изготовлении люковых
проемов в обшивках фюзеляжа, крыльев, оперения и мотогон-
дол, при формовке отверстий облегчения и конструктивных от-
верстий в листовых деталях внутреннего набора самолета. Как
момент, повышающий жесткость без дополнительного увеличе-
ния веса, отбортовки в конструкциях самолетов очень распро-
е । ранены.
Сущность и технологическая характеристика операции
Сущность процесса отбортовки заключается в образовании
по краю отверстия борта за счет отгиба кольца материала, не-
посредственно примыкающего к этому краю. Как видно из схе-
мы, в процессе отбортовки диаметр заготовки d увеличивается
до величины D. Это происходит, в основном, за счет растяже-
ния сечений, входящих в кольцо (деформации материала в ра-
диальном направлении очень малы), и связано со значительным
261
утонением материала, увеличивающимся по мере приближения
к крайним сечениям борта.
Наглядное представление о характере деформаций материа-
ла дает сопоставление формы ячеек радиально-кольцевой сетки,
нанесенной на поверхности заготовки (см. рис. 9.9, в), с их фор-
мой и размерами после отбортовки (см. рис. 9.9, б).
Степень деформации материала, наибольшая для крайнего
сечения, определяется
a)
в)
Рис. 9.9. Схема отбортовки:
а—заготовка; б—полученный
борт; в—радиально-кольцевая
сетка на заготовке
А
коэффициентом отбортовки ko^,=dlD,
равным отношению диаметра d отвер-
стия в заготовке к диаметру D борта
(по средней линии). Максимально до-
пустимые значения коэффициента от-
бортовки зависят не только от пласти-
ческих свойств материала заготовки,
но и от относительной ее толщины
$/сМ00(%), равной отношению тол-
щины $ листа к диаметру d отверстия
в заготовке.
Имеют значение также форма пу-
ансона и состояние кромок отверстия
(чистота, отсутствие микротрещин и
заусенцев). Предельные значения ко-
эффициента ^отб для различных ма-
териалов в зависимости от способа от-
бортовки и относительной толщины
материала при расчетах берутся по
таблицам. Чем больше относительная
толщина д/с?-100%, тем меньше йОТб
и, следовательно, тем выше борт можно получить при том же
материале заготовки. С увеличением радиуса скругления рабо-
чей кромки пуансона усилие на пуансоне при прочих равных
условиях уменьшается, а допустимая высота борта увеличи-
вается.
В тех случаях, когда за одну операцию борт нужной высоты
получить нельзя, операция разбивается на две или больше с про-
межуточным отжигом заготовки.
Для последующих операций k 0-л берется на 15—20% больше,
чем на первой — ^отб (1,15—1,2).
Размеры отверстия d в заготовке с достаточным приближе-
нием можно найти, считая, что борт отгибается без радиального
растяжения (для рис. 9.9) : d=Dy—rt(r+s/2)—2h.
При высоких бортах и небольших значениях d требуется бо-
лее точный расчет, построенный на равенстве объема материала
до и после отбортовки. Усилие отбортовки при определении мощ-
ности оборудования с достаточной точностью определяется по
формуле Р=1,5л(Д—c?)-scrB, где D — диаметр отбортованного'
отверстия, мм; d — диаметр отверстия в заготовке, мм; ов —
262
иременное сопротивление разрыву, кгс/мм2; s — толщина лис-
1.1, мм.
Небольшие стандартные или нормализованные отбортовки
(и стенках нервюр, перегородок топливных баков и т. д.) удобно
вырубать и формовать в открытых комбинированных штампах,
направляемых с помощью ИО, просверленных в заготовках при
их раскрое по ШРД и ШЗ.
Рис 9. 10. Комбиииро-
п шный штамп для вы-
рубки и формовки стан-
дартной отбортовки:
/ фиксатор; 2—вытяжной
пушсон; 3—буфер; 4—вы-
рубной пуансон; 5—матри-
ца, 6—отбортованная де-
таль
Конструкция комбинированного штампа для вытяжки и вы-
рубки стандартной отбортовки ИСТ дана на рис. 9.10. Заготов-
ку (нервюру, перегородку и т. д.) устанавливают на штампе по
инструментальным отверстиям (ИО), в которые входит фикса-
|<>р (ловитель) 1. При опускании верхней части штампа на ниж-
нюю сначала вытяжной пуансон 2 формует углубление (усилие
। жатия буфера 3 должно быть больше усилия формовки), затем
пуансон 2 останавливается матрицей 5, а вырубной пуансон 4,
продолжая движение, вырубает отверстие. Так выполнять one-
р. пн но отбортовки можно в небольших плоских или имеющих не-
польшую кривизну деталях’. Отбортовка отверстий в крупнога-
баритных, имеющих пространственную форму, деталях может
иьнюлняться тремя способами: а) вручную; б) в штампах на
• нециальных гидропрессах; в) на радиально-сверлильных стан-
ках с помощью головки с вращающимися роликами.
Отбортовка вручную
Отбортовка вручную выполняется на болванке или на арми-
ропапном пескослепке с местным подогревом пламенем газовой
। предки. Этот способ трудоемок, требует исполнителей высокой
квалификации и не обеспечивает стандартного качества выпол-
нения.
263-
Отбортовка в штампе
Пример отбортовки в штампе на специальном гидропрессе
показан на рис. 9.11. Изделие 3 устанавливается на станине 10
с помощью сваренной из труб опоры 8. Если в изделии имеется
Рис. 9.11. Схема отбортовки в штампе на специальном гидро-
прессе:
а—общий вид установки; б—схема отбортовки на поверхности, перпенди-
кулярной оси отверстия; в—схема отбортовки на поверхности, наклонной
к оси отверстия,
1—гидроцилиндр, 2—матрица, 3—изделие, 4—шток, 5—формующая часть
пуансона; 6—калибрующая часть пуансона, 7—клин, 8—опора, 9—поворот-
ная стойка, 10—станина
несколько отбортованных отверстий, опора может быть выпол-
нена скользящей или поворачивающейся на шарнирах, с тем,
чтобы все отверстия могли быть отбортованы за несколько по-
зиций в одном установе. По кинематике процесс аналогичен про-
тягиванию.
264
После установки матрицы 2 на станину и изделия 3 на опо-
ру 8 включается гудроцилиндр 1, и его шток 4 вводится в от-
верстие заготовки. На шток надевается составной пуансон 5—6
(ем. рис. 9.11, б) фиксируемый клином 7. Включается рабочий
ход, во время которого пуансон 5—6 отбортовывает отверстие
па матрице 2. Детали из высокопрочных алюминиевых сплавов
перед отбортовкой отверстий диаметром до 300 мм подогрева-
ннся до температуры 300—350° С. При больших диаметрах от-
перстий отбортовки ведется без подогрева.
На рис. 9.11, б показана конструкция насадного пуансона для
<iiбортовки отверстий, расположенных на поверхностях, перпен-
шкхлярных к оси отверстия, а на рис. 9.11,в — для отбортовки
«нперстий на поверхностях, не; перпендикулярных к оси отвер-
< inii. Охлаждающийся к концу операции борт, охватывающий
пуансон, зажимает его калибрующую часть (зазор между ними
< оответствует горячей прессовой посадке) и при извлечении пу-
ансона заготовка недопустимо деформируется. Для устранения
лого пуансон делают составным — из калибрующей части 6 и
формующей части 5 (см. рис. 9.11, б и в). После калибровки от-
верстия калибрующая часть 5 выходит из него «на провал» и
(юртом не защемляется. Поворотная стойка 9 служит дли облег-
чения установки и съема пуансонов.
Отбортовка на радиально-сверлильных станках
Такая отбортовка имеет то преимущество, что выполняется
па весьма распространенном оборудовании — радиально-свер-
।ильных станках. Инструментом служат закрепляемые на шпин-
деле станка роликовые головки (рис. 9.12). На головке смонти-
рованы три роликовых блока 2, несущих ролики 1. Зубчатые
< ектора 8 блоков, находящиеся в сцеплении с рейкой 4, при опус-
кании шпинделя станка поворачиваются в своих кольцевых на-
правляющих вместе с роликами 1, катящимися по краю отвер-
гая и выдавливающими борт по матрице, установленной на
(юл станка. Процесс аналогичен работе на токарно-давильном
< ганке с тем различием, что изделие при выполнении операции
остается неподвижным. При опускании шпинделя закрепленная
па нем средняя часть головки со шлицевой втулкой 5 опуска-
йся, сжимая пружины 3, усилием которых корпус 6, блоки 2 и
находящиеся на них ролики 1 прижимаются к выдавливаемому
порту. Снизу головка центрируется роликом 7, входящим в на-
правляющую втулку матрицы. Борт формуется простым опуска-
нием вращающегося шпинделя станка, несущего головку, как
при сверлении отверстия. Сложность и дороговизна механизма
роликовой головки в изготовлении и наладке являются сущест-
венными недостатками этого способа.
265
Рис. 9.12. Схема роликовой головки:
/—ролик; 2—блок; 3—пружина; 4—рейка; 5—шлицевая втулка; 6—корпус го-
ловки; 7—ролик; 8—зубчатый сектор
266
9.5. ЗИГОВКА
Сущность и назначение процесса
Зиговкой называется операция формовки в листовых заго-
кжках канавок («рифтов» или «зигов») путем прокатывания
(поговки между двумя роликами. На плоских стенках рифты
обычно делаются для увеличения жесткости, а на трубах — для
фиксации на них дюритовых шлангов.
Рнс. 9.13. Зигмашина ИБ2713:
1—пневмоцилиндр, 2—шток, 3—ползун, 4—верхний ролик; 5—педаль
При большом объеме производства рифты формуются в штам-
пах или резиной на формоблоках одновременно с формовкой или
вытяжкой всей детали. При небольших объемах работ, в част-
ности, при изготовлении опытных машин, единичных заказов,
или в период изготовления основной оснастки рифты формуются
па универсальных зигмашинах (рис. 9.13). Инструментом при
лом служат ролики (рис. 9.14), форма рабочей части которых
определяет профиль формуемого рифта. Длина рифта может
быть любой. Расстояние от оси рифта до края заготовки уста-
267
навливается при единичных работах — разметкой заготовки по
ШРД, ШЗ или другим шаблонам, а при изготовлении партии
деталей — установкой упора, имеющегося на станке.
Рис. 9.14. Типовые схемы зиговки и конструкции зиготовочных ро-
ликов:
а—полукруглый рифт; б—трапециевидный рифт; в—знговка плоской детали по
упору; г—зиговка двух рифтов за один проход; д—подсчека; е—одновремен
ная подсечка и отбортовка, ж—одновременная зиговка н отбортовка; з—за-
калка борта, и—зиговка патрубка; к—посадочные размеры роликов;
/—верхний ролик; 2—нижннй ролик; 3—упор; 4—заготовка
Оборудование
Примером конструкции зигмашины может служить модель
ИБ2713.
На зигмашине ИБ2713 (см. рис. 9.13) верхний ролик 4 опус-
кается пневмоцилиндром 1, включаемым в работу ножной пе-
далью 5. Шток 2 пневмоцилиндра связан с ползуном 3, несущим
верхний ролик 4. Эти машины позволяют формовать зиги на ли-
стах стали и титана с толщиной до 3 мм (см. табл. 9.2).
Таблица 9. 2
Техническая характеристика зигмашин
Модель Наибольшая тол- щина обрабаты- ваемого стального листа, мм Усилие прижатия роликов, кгс Скорость проката, м/мин Вылет роликов, мм
И2715 3,15 3000 4—12 500
ИБ2713 2,00 2000 6,6—10 320
ЭМ49 2,00 600
268
Оснастка
Зиговочные ролики (см. рис. 9.14) изготавливаются из угле-
родистых сталей У7—У10 или малоуглеродистых цементируемых
ii.iлей с последующей цементировкой и закалкой. Твердость
рабочей поверхности роликов — не менее HRC 40—44. Шерохо-
патость поверхности V 8. Полировка рабочей поверхности роли-
ков (особенно при заготовке цветных металлов) обязательна.
Профиль рабочей поверхности ролика выполняется по профилю
< оответствующей поверхности рифта. В самолетостроении в ос-
новном распространены два профиля: полукруглый (см. рис.
9 14, а) и трапецеидальный (см. рис. 9.14,6). Размеры полу-
круглых рифтов нормализованы. Редко встречающиеся в конст-
рукциях самолетов трапецеидальные гофры не нормализо-
ваны.
На рис. 9.14, в—к показана конфигурация роликов для раз-
личных работ, выполняемых на зигмашинах.
Технология зиговочных работ
Зиговка плоских деталей (см. рис. 9.14, в) встречается при
н и'отовлении днищ топливных баков, различных перегородок,
жесткостей, стенок нервюр и т. д. При изготовлении сквозных
рифтов поводка плоскости детали незначительна и зиговку мож-
но производить на деталях из материала в любом состоянии
(мягком или закаленном).
Прокатка рифтов, не доходящих до краев детали, вызывает
коробление поверхности вследствие неравномерной деформации
материала. Для сокращения правки зиговку вполняют на дета-
лях из материала в свежезакаленном (дуралюмин) или отож-
женном состоянии. При зиговке по разметке криволинейных
рифтов пользуются ручным приводом для вращения роликов, так
как при машинном приводе рабочий может не успеть направить
Че I аль под ролики и расположение рифта не совпадет с раз-
мпкой. Зиговка узких и длинных деталей может привести к из-
гибу полосы на ребро вследствие неравномерного нажима роли-
кии на материал. При зиговке таких деталей сильно зажимать
нолики нельзя и операция разбивается на несколько переходов.
При зиговке сварных обечаек необходимо, чтобы нижний ролик
находился внутри детали, так как удерживать деталь наверху
неудобно. Если диаметр обечайки или днища бака больше рас-
г Iояния от роликов до пола, то зигмашину устанавливают на
подставку или делают приямок. Перед зиговкой обечайки и дни-
ща баков должны быть отторцованы, так как неровность торцов
цы ювет волнистость рифта. Если одновременно выполняется и
<нбортовка (см. рис. 9.14, ж), то отбортованная поверхность не
по.«учится плоской и величина отбортовки будет различная. Ро-
лик сильно зажимать нельзя, так как можно смять край обе-
269
чайки, в результате чего увеличится ее диаметр, и обечайка не бу.
дет стыковаться с днищем.
На рис. 9.14, г показан профиль роликов для одновременной
прокатки двух рифтов. Расстояние между рифтами при прокатке
в таких роликах будет точным по всей длине рифтов, а произ-
водительность увеличивается не только за счет сокращения ма-
шинного, но и вспомогательного времени. Соответственно изме-
няя профиль роликов, на зигмашине можно выполнять подсечку
(см. рис. 9.14, д), закатку бортов, отбортовку. Иногда отбортов-
ка выполняется одновременно с прокаткой рифта (ж) или с под-
сечкой (е).
При зиговке труб диаметр ролика, входящего внутрь трубы,
ограничен диаметром заготовки и ролик часто выполняется кон-
сольным (см. рис. 9.14, и). Для смыкания роликов второй ролик
изготовляется большего диаметра. При равных числах оборотов
верхнего и нижнего валов линейные скорости на рабочих частях
роликов будут различны, в результате чего на трубах появятся
надиры. Чтобы их предотвратить, нижний ролик не крепится на
шпонку вала, а вращается па нем свободно.
Для зиговки рифтов сильфонов с несколькими глубокими вол-
нами ролики изготовляются двух- или трехручьевыми. После об-
разования первой волны заготовку сильфона подают на шаг,
фиксируя первую волну на втором ручье. Затем вторая волна
фиксируется на втором ручье и так далее до получения нужного
количества волн. Можно зиговать на сильфоне сразу все волны,
но для этого необходимо изготовить несколько переходных роли-
ков с уменьшенной глубиной волны и увеличенным шагом волн.
В противном случае произойдет разрыв материала, так как за-
пертый крайними рифтами материал не сможет перемещаться с
цилиндрической части заготовки и удлинение превысит допусти-
мое. На рис. 9.14. к показаны посадочные размеры роликов.
Глава 10
ИЗГОТОВЛЕНИЕ ОБШИВОК САМОЛЕТОВ
10.1. КЛАССИФИКАЦИЯ ОБШИВОК
ПО ТЕХНОЛОГИЧЕСКИМ ПРИЗНАКАМ
Обшивки самолетов по технологическим признакам можно
разделить на три основные группы (рис. 10.1): 1) обшивки оди-
нарной кривизны (с прямолинейной образующей) I и а, б, в, г,
(>. 2) крупногабаритные обшивки двойной кривизны (у которых
любое сечение дает кривую линию) II и з, и, к; 3) мелкогаба-
ритные обшивкн со сложной конфигурацией типа зализов, за-
концовок обтекателей (III и е, ж).
Построение технологического процесса изготовления обшивки
и выбор оборудования определяются принадлежностью детали к
очной из этих групп, а также материалом детали, объемом про-
нзвоства и техническими условиями на изготовление и приемку.
10.2 ИЗГОТОВЛЕНИЕ ОБШИВОК ОДИНАРНОЙ КРИВИЗНЫ
(ПЕРВАЯ ТЕХНОЛОГИЧЕСКАЯ ГРУППА)
К первой технологической группе относятся детали обшивки
вентральной части фюзеляжа, стабилизатора, крыла и центро-
плана. Они, в свою очередь, образуют три технологические
। руппы: 1) цилиндрические — из листа с постоянной, подлине
лечали, кривизной сечения (см. рис. 10.1, а и б); 2) конические —
и । листа с переменной, по длине детали, кривизной сечения (см.
рис. 10,1, в, г, <9); 3) монолитные, в которых обшивка составляет
пл но целое с ребрами жесткости. По конфигурации монолитные
пошивки могут быть как цилиндрическими, так и коническими.
Каждую из этих подгрупп можно дополнительно разделить
ио второстепенным технологическим признакам (наличие окон,
форма кромки и т. д.).
Типовой технологический процесс изготовления цилиндриче-
< кнх и конических обшивок одинарной кривизны включает сле-
Vioiiuie операции: 1) отрезку заготовки; 2) гибку; 3) чистовую
опрезку по контуру и вырезание окон. В зависимости от требуе-
мой точности вторую и третью операции можно менять местами.
Менсе точные обшивки сначала вырезаются в окончательный
рц 1мср, затем гнутся. Точные обшивки обрабатываются по кон-
гуру после гибки.
271,
Овишвки одинарной кривизны Овшивки двойной кривизны
в) конические г) коническая д)коническая обшивка е) зализ ж) зализ з) пошивка с
(нимняя и верхняя (лавовая с малым оавиусом рисртами
панельные обшивка изгиба
обшивки крыла) с лючком)
272
Рис. 10 1. Технологическая классификация обшивок самолета
Отрезка заготовок
Заготовки точных обшивок отрезают гильотинными ножни-
цами с припуском на чистовую обработку или сразу фрезеруют
в окончательный размер на фрезерных станках типа ФОЛ или
радиально-фрезерных типах ОС-86, РФ и др. Заготовки деталей
обшивки, к точности которых не предъявляют высоких требова-
ний, отрезают сразу в окончательный размер гильотинными
ножницами. Необходимость обработки обшивок по контуру на
фрезерных станках вызывается тем, что при отрезке ножницами
отклонения от размера при длине линии реза 2—3 м могут до-
стигать 3 мм (в основном, вследствие утяжки листа). В ряде
случаев для уменьшения работы по подгонке обшивки по стыку
при сборке на краях ее снимаются фаски. Операция снятия фа-
сок выполняется также на кромко-фрезерном станке типа
ФОЛ-2.
Гибка обшивок одинарной кривизны
Основной способ гибки обшивок одинарной кривизны — про-
катка в трехвалковых станках типа КГЛ и ЛГС, в четырехвал-
ковых станках типа ГЛС или, при выполнении разовых заказов
по изготовлению небольших деталей, — в ручных трехвалках,
используемых как вспомогательное оборудование. При малых
радиусах изгиба обшивки (например, на обшивках носков плос-
костей) способ прокатки неприменим и обшивки этого типа по-
лучаются обтягиванием на обтяжных прессах.
Отечественной промышленностью выпущены три однотипные,
мало отличающиеся по конструкции модели механических трех-
валок типа КГЛ: КГЛ-1М, КГЛ-2 и КГЛ-3, различные по мощ-
ности и размерам прокатываемого листа, и несколько отличная
по конструкции, но работающая по той же схеме модель ЛГС-IO.
Станок КГЛ-2. Рассмотрим в качестве примера устройство
и работу среднего по мощности станка КГЛ-2 (рис. 10.2).
На двух тумбах 1 укреплена станина 2, на которой на пли-
тах 3 установлены два нижних валка 4, получающие вращение
от распределительного механизма, расположенного в тумбах 1.
Над двумя нижними валками расположен третий, верхний, ва-
лок 5, установленный в подшипниках на подвижной траверсе 6
и также получающий принудительное вращение от распредели-
1ельного механизма. Все три валка для предотвращения прогиба
при нагружении, изгибающем деталь усилием, упираются на
ролики 7 кронштейнов 8. При настройке станка нижние валки
могут раздвигаться, оставаясь взаимно параллельными (при
। ибке цииндрических обшивок) или располагаясь под углом (при
I ибке конических обшивок).
Верхний валок может перемещаться в вертикальном направ-
лении вместе с траверсой 6, на которой он укреплен. При этом
273
он может оставаться параллельным нижним валкам (при гибке
цилиндрческих обшивок) или располагаться к ним под углом
(при гибке конических обшивок). Все три валка получают вра-
щение от распределительных коробок через карданные валы, что
обеспечивает синхронное вращение трех валков при любом их
положении и во время подъема и опускания верхнего валка.
Передачей крутящего момента на оба конца каждого из вал-
ков устраняется возможность отставания одного конца валка от
Рис. 10.2. Копировально-гибочный листовой станок КГЛ-2:
а—схема гибки в трех валках; б—общий вид с ганка;
1—тумба; 2—стаиииа; 3—плита; -4—иижиий валок; 5—верхний валок; €—тра-
верса, 7—ролик; 8—кронштейн; 9—гидроцилиндр, 10—стрелочный индикатор
другого в результате упругих деформаций скручивания. Кривиз-
на изгибаемой детали определяется диаметрами валков DB и DK
(см. рис. 10.2, а) и расстояниями L и 2а между их осями. При
раздвижении нижних валков (настроечное движение) радиус
кривизны изгибаемой детали увеличивается При подъеме верх-
него валка радиус кривизны изгибаемой детали увеличивается,
при опускании — уменьшается. Этим перемещением верхнего
валка изменяется радиус кривизны обшивки в процессе ее гиб-
ки-прокатки.
Верхний валок вместе с траверсой 6 поднимается и опуска-
ется гидроцилиндрами 9, укрепленными на тумбах / При парал-
лельном расположении верхнего валка относительно нижних
изгибаемая обшивка получает коническую форму (при этом,
поскольку окружные скорости на концах валков остаются оди-
наковыми, изгибаемая поверхность не является поверхностью
правильного конуса). Траверса вместе с верхним валком может
подниматься и опускаться в процессе прокатки обшивки. Этим
достигается плавное изменение радиуса кривизны детали Подъ-
274
ем траверсы может осуществляться как с помощью кнопок руч-
ного управления, так и автоматически — от гидромеханического
копировального устройства.
Характеристика листогибочных станков. Станок КГЛ-3, наи-
больший по габаритам и мощности, применяется для гибки круп-
ногабаритных обшивок. На нем может быть установлено такое
же копировальное устройство, 'как на КГЛ-2.
Рис. 10 3. Схема компоновки станков
ЛГС:
а—ЛГС-б; б—Л ГС-10; в—Л ГС-15; г—схема
гибки прокатки, д—схема простой гибки
шаговой передвижкой заготовки
Станок (пресс) ЛГС-10 представляет собой дальнейшее раз-
витие конструкции схемы КГ Л. На нем можно гнуть обшивки не
только прокатыванием, но и в передвижку, опусканием универ-
сального пуансона (как на листогибочных кривошипных прес-
< ах).
Конструктивно ЛГС представляет собой гидравлический че-
। ырехколонный пресс, собранный из нормализованных узлов
(рис. 10.3). Проектом пресса предусматривается возможность
изготовления трех сборных размеров: ЛГС-5, ЛГС-10 и ЛГС-15
для гибки листов, соответственно 5, 10 и 15 м длиной (см. рис.
10.3, а, б, в).
В вариантах ЛГС-10 и ЛГС-15 предусматривается работа
двух и трех траверс, синхронизируемая с помощью гидромеха-
нических копирных устройств. Вдоль стола пресса установлены
загрузочные столы. Готовая изогнутая деталь удерживается при-
275
емным устройством, имеющимся внутри станины. Техническая
характеристика трехвалковых станков дана в табл. 10.1.
Таблица 10. 1
Техническая характеристика
копировально-гибочных трехвалковых станков
Основные технические данные КГЛ-1М КГЛ-2 клг-з Л ГС-10
Наибольшее рабочее усилие тра- версы, тс 20 ПО 275 500
Наибольшие размеры изгибаемого листа, мм:
длина 3500 5000 7000 10000
ширина Не ограничена
Нагрузка на il пог см листа, кгс 56 220 390 500
Наименьший радиус гибки, мм Диаметры валков, мм: 20 75 150 —
верхнего 14 60 120 —
НИЖНИХ 21 80 140 —•
Скорость прокатывания, м/мнн 0,5; 0,75 0,7; 1,5 1,13 1,13
Наибольший угол наклона траверсы 40' 1° 30' 55'
Расстояние 2а между осями (см. рис 10 2) нижних валков, мм
наибольшее 160 200 350 —
наименьшее 40 90 200 —
Наибольший рабочий ход травер- сы, мм 18 230 360 300
Технология прокатки цилиндрических обшивок. Рассмотрим
технологию гибки на станке КГЛ-2, получившем наибольшее
распространение. При опытном и мелкосерийном производстве,
а также в период изготовления оснастки для серийного произ-
водства работа на станке выполняется с ручным управлением,
без использования копировального устройства. При этом наст-
ройка станка сводится к определению и регулировке размера b
(см. рис. 10.2), который вместе с размером 2а определяет ради-
ус изгиба детали. Величина 2а регулируется перемещением плит,
на которых смонтированы валки. Величина 2а на станке КГЛ-2
может регулироваться в пределах от 90 до 200 мм. Величина b
устанавливается для каждого участка гибки в зависимости от
требуемой кривизны, толщины изгибаемого листа и механичес-
ких свойств материала. В цеховых условиях величина b выбира-
ется по графикам.
276
На рис. 10.4 приведен такой график, составленный для дур-
алюмина Д16А-ТНВ. График построен с учетом пружинения ма-
териала для значения 2а-110 мм. По оси ординат отложены ра-
диусы кривизны, получаемые после снятия нагрузки, а по оси
абсцисс — величины Ь и соответствующие им показания индикато-
ров подъема траверсы. Стрелочный индикатор 70 (см. рис. 10.2),
Расстояние между осями нижних и верхнего вапнов в мм
Показание индикатора станка в мм
Рис. 10.4. График зависимости радиуса кривизны листов ду-
ралюмина Д16А-ТНВ от расстояния между осями верхнего
и нижнего валков на станке КГЛ-2
i вязанный с упорным винтом, ограничивающим опускание тра-
версы, имеет две шкалы: внутреннюю (с ценой деления 0,1 мм)
и наружную (с ценой деления 1 мм) подъема верхнего валка.
При гибке цилиндрических обшивок оба конца траверсы уста-
навливаются на одинаковую высоту. Упоры, определяющие по-
ложение концов траверсы, регулируют при траверсе, поднятой
в крайнее верхнее положение.
После того как упоры отрегулированы, в станок закладыва-
г|ся заготовка, траверса опускается на упоры, включается вра-
щение валков и начинается операция гибки. Края обшивки на
длине менее 80 мм от края могут быть изогнуты только совме-
277
стно с лентой, подложенной под заготовку Операцию подкатки
обоих краев производят перед началом гибки. При этом верх-
ний валок дополнительно поднимается на толщину подклады-
ваемой ленты.
Направляющие отверстия (НО) иод заклепки и болты в об-
шивках сверлят до гибки. Если толщина листа не превышает
5 мм, а радиус изгиба не менее определенной величины (для
Д16А-ТНВ 800 мм, для В95А-Т 1800 мм, для МА8 500 мм и т. д.),
то окна вырезают также до операции гибки. Если однократная
прокатка не дает требуемого радиуса, то операцию повторяют
при соответствующим образом скорректированном положении
траверсы.
После окончания прокатки станок останавливается и деталь
вручную или специальным приспособлением снимают со станка.
При ручном .съеме больших обшивок станок КГП-2 обслужи-
вают пять рабочих (два — с передней стороны станка, два — с
задней стороны и один — у пульта управления). При использо-
вании подъемных приспособлений количество рабочих и затраты
физического труда сокращаются.
В процессе гибки верхний валок всегда в какой-то степени
проскальзывает относительно заготовки из-за различных линей-
ных скоростей на внутренней и наружной поверхностях. Для
предотвращения повреждения поверхности листа, которое может
произойти в результате проскальзывания, заготовку покрывают
оберточной бумагой.
При ручном управлении станком любая кривизна изгибае-
мой обшивки получается как сумма цилиндрических поверхно-
стей, так как одновременные перемещения траверсы и вращение
валков невыполнимы. Полученная таким образом как бы гра-
неная поверхность обшивки имеет худшие аэродинамические ка-
чества, чем плавная кривая теоретического профиля.
Только автоматическая работа станка с одновременным пе-
ремещением прокатываемой детали и подъемом или опусканием
верхнего, гибочного, валка может обеспечить плавную кривизну
обшивки. Автоматическое управление гибкой резко увеличивает
производительность станка, так как отпадают потери времени,
связанные с многократными остановками станка, замерами кри-
визны и регулировкой высоты подъема траверсы, неизбежными
при работе с ручным управлением.
Поскольку скорость подачи заготовки валками определяется
окружной скоростью валков и является величиной постоянной,
автоматизация управления гибкой-прокаткой сводится к автома-
тическому подъему и опусканию в процессе прокатки верхнего
гибочного валка, положение которого относительно нижних и
определяет радиус изгиба детали.
При работе по полуавтоматическому циклу кривизна изги-
баемой обшивки на КГЛ-2 программируется профилем кулачка-
278
копира, управляющего подъемом верхнего валка станка с по-
мощью гидравлической следящей системы.
Гибка на станках ГЛС. На станках типа ГЛС прокатка ве-
дется по четырехвалковой схеме (рис. 10,5), при которой сред-
ние •— верхний и нижний — валки, имеющие принудительное
вращение, перемещают заготовку: а крайние — свободно вра-
щаясь, изгибают ее. При такой схеме подгибка концов заготовки
и гибка конических обечаек значительно упрощаются, а точ-
ность гибки обшивок увеличивается. Механизм подъема верхнего
валка позволяет гнуть замкнутые обечайки, снимаемые по окон-
чании процесса перемещением вдоль оси валков. Техническая
характеристика станков типа ГЛС дана в табл. 10.2.
Таблица 10. 2
Техническая характеристика листогибочных
четырехвалковых станков типа ГЛС
Параметры характеристик ГЛС-0.5К ГЛС-2К ГЛС-2,5 ГЛС-4 ГЛС-12
Наибольшая длина об- разующей обечайки, мм 500 2000 2500 4000 12000
Наименьший диаметр обечайки, мм 80 500 оОО 400 —
Наименьшая нагрузка на 1 пог. см листа, кгс 150 150 640 75 1700
Наибольшее усилие (раверсы, тс 7,5 30 160 30 2000
В качестве представителя группы четырехвалковых листо-
। нбочных станков рассмотрим средний по мощности станок
ГЛС-2К- Верхний 14 и нижний 15 (см. рис. 10.5,6) ведущие вал-
ки получают принудительное вращение от электродвигателя 9
"ерез коробку скоростей 7 и карданные валы 5. Верхний веду-
щий вал 14 установлен на траверсе 4, которая вместе с ним мо-
жет подниматься гидроцилиндрами 6. Кривизна изгибаемых де-
шлей задается сближением или подъемом гибочных валков 13.
При сближении валков кривизна увеличивается. Сближение осу-
ществляется вращением маховичков 12, заклиненных на ходовых
пиитах кареток 16, на которых валки укреплены в подшипни-
ках. Валки 13 сближением одних концов или раздвижением
других могут устанавливаться под углом, в результате чего
обечайки получаются коническими. Подъем кареток 16 вместе с
установленными на них валками 13 осуществляются гидроци-
лнпдрами 11.
При подъеме кривизна увеличивается, при опускании —
уменьшается. Величина подъема устанавливается упорными гай-
27»
Рис 10. 5 Гибка-прокатка на станках типа ГЛС:
•схема гибки, б—общий вид станка ГЛС 2К; в—кинематическая схема;
I
<2
280
ками, находящимися на штоках гидроцилиндров. Вер-
хний 14 и нижний 15 ведущие валки имеют (см. ки-
нематическую схему станка рис. 10.5, в) самостоя-
тельные приводы. Вращением рукояток 8 и 10, связан-
ных с механизмами скользящих шпонок, верхнему
валку 14 можно задавать пять скоростей вращения,
а нижнему 15 —- четыре.
Если на левом конце верхнего валка заклинить на
шпонке ведущий ролик 2, а на всей остальной его дли-
не установить плотно друг к другу шарикоподшипни-
ки 3, то левый конец прокатываемой обечайки будет
принудительно перемещаться ведущим роликом 2 с его
окружной скоростью, д остальная длина обечайки бу-
дет проскальзывать вместе со свободно вращающими-
ся шарикоподшипниками. Если таким же образом за-
клинить на правом конце нижнего ведущего валка 15
ведущий ролик, а на остальной длине вплотную друг
к другу установить свободно вращающиеся шарико-
подшипники, то нижний ведущий валок будет пере-
двигать заготовку со своей заданной ему коробкой ско-
ростей, скоростью, а верхний — со своей, также за-
данной ему с помощью коробки скоростей.
Таким образом, при прокатке обечаек можно полу-
чать за один проход (с подкаткой концов — за два
прохода) точные, лишенные седловидности детали.
Такой процесс возможен только при гибке листов из
материалов повышенной прочности, в частности, не-
ржавеющих и жаропрочных сталей. При прокатке
мягких алюминиевых сплавов наборные ведущие валы
оставляют на листе отпечатки, а ведущие ролики верх-
него и нижнего валка раскатывают кромки заготовки,
и образующие конуса получаются криволинейными.
Поэтому при прокатке листов из алюминиевых спла-
вов ведущие валки делаются монолитными, а скорос-
ти их берутся одинаковыми. Гибочные валки собирают
из шарикоподшипников, плотно друг к другу насажен-
ных на вал.
Перед началом работы станок настраивают. Вра-
щением маховичков 12 устанавливают расстояние
между гибочными валками, а установкой упорных га-
ек на штоках гидроцилиндров 11 — высоту подъема
гибочных валков. Гибочные валки опускают в нижнее
положение. Включением гидроцилиндра 6 поднимает-
ся траверса 4, несущая верхний ведущий валок 14, и
заготовка устанавливается на станок. Опусканием
траверсы верхний валок прижимает заготовку к ниж-
нему. Включается подъем заднего гибочного валка 13
(гидроцилиндрами 11) и вращение ведущих валков.
281
В конце прохода получается готовая обечайка с одним неподо-
гнутым концом. Задний гибочный валок опускается, поднимает-
ся передний, станку дается реверс, в результате которого под-
Рис. 10 6 Схема гибки на станке ГЛС-12:
1—траверса, 2—пуансон, 3—гибочные валки, 4—каретка; 5—ходовой
винт, 6—стол, 7—механизм автоматической шаговой подачи; 8—гидро-
цилиндр, 9—нижний контакт, 10—верхний Контакт; //—щуп; 12—рычаг
катывается второй конец обшивки. Включается подъем траверсы
и готовая деталь снимается со станка.
Наиболее мощный из группы ГЛС станок ГЛС-12 имеет две
конструктивных особенности, значительно увеличивающие его
282
технологические возможности: а) устройство для гибки обшивок
пуансоном впередвижку (как на листогибочных прессах); б)
автоматическое регулирование кривизны изгибаемой детали <_
помощью системы автоматического контроля кривизны, выполня-
ющей функцию обратной связи.
Для простой гибки (с передвижкой заготовки) на траверсе
1 станка (рис. 10 6) крепится универсальный гибочный пуансон
2, а гибочные валки 3 включением гидроцилиндров 8 устанав-
ливаются в верхнем положении и выполняют функции универ-
сальной матрицы. Вращение валков отключается. Гибка выпол-
няется возвратно-поступательным движением траверсы, рабо-
тающей, как ползун гибочного пресса.
Перемещение заготовки на. шаг гибки может выполняться
автоматически, что очень удобно при гибке ребристых панелей.
Такое перемещение осуществляется с помощью кареток 4 загру-
зочных столов 6. После каждого очередного рабочего хода тра-
версы 1 ходовой винт 5 поворачивается механизмом 7 автомати-
ческой подачи, перемещая каретку 4 на шаг.
Автоматическая корректировка кривизны изгибаемой детали
выполняется путем повюрных ходов пуансона с большей глуби-
ной опускания.
Электроконтактный датчик, щуп 11 которого вместе
с левым плечом рычага 12 опускается изогнутой деталью
(при достаточной ее кривизне), замыкает верхний контакт 10,
подавая механизму 7 сигнал на очередное шаговое перемещение
детали. Если кривизна недостаточна, замыкается нижний кон-
i.ikt 9, подавая сигнал механизму регулировки глубины опуска-
ния пуансона. Затем следует повторное опускание траверсы с
пуансоном на тот же участок детали, но с большей глубиной
<ахода в нее. Если этот ход дает требуемую кривизну, следует
передвижка заготовки. Если кривизна остается недостаточной,
подается сигнал еще большего увеличения глубины захода, пов-
торяется рабочий ход и т. д.
Для гибки конических заготовок на станке предусмотрены
специальные загрузочные столы, подающие правый и левый кон-
цы заготовки с различным шагом.
Гибка конических обшивок. Конические (то есть с перемен-
ной по длине образующей кривизной сечения) обшивки можно
получать на станках КГЛ, ЛГС и ГСЛ таким же способом, как
и цилиндрические. При этом для каждого конца траверсы вы-
< ora b (см. рис. 10.2) определяется в отдельности по радиусу
кривизны на соответствующем конце обшивки. Конусность может
быть также достигнута раздвижением концов нижних валков на
одной стороне станка. Однако при этом деталь не получается
I еометрически правильной, так как из-за одинаковых линейных
< коростей на концах валков линии гиба располагаются под уг-
лом к образующим конуса.
283
В результате указанного отклонения от геометрически пра-
вильной формы на крупногабаритных обшивках (длиной 2 м и
более) создается седловидность (плавный провал) до 6—7 мм.
Седловидность на тонких (до 2—2,5 мм) обшивках может быть
исправлена при сборке. При больших толщинах исправление за-
труднено и для предотвращения образования седловидности опе-
рацию гибки ведут методом «процентных линий».
Сущность этого метода заключается в том, что прокатка ве-
дется по о7дельным участкам заготовки, соответствующим 5—
10% общей длины изгибаемой дуги, причем на каждом участке
заготовка устанавливается по линии, совпадающей с положени-
ем образующей конуса. Практически это сводится к следующе-
му: на внутреннюю сторону торцов заготовки наносят (по шаб-
лону ШЗ) риски процентных линий. Около рисок проставляют
их цифровые обозначения и размеры радиусов кривизны. При
длине обшивки 2000—3000 мм прокатка выполняется с переста-
новкой через каждые 10%, а при длине свыше 3000 мм — через
каждые 5%.
Конические обшивки можно также получать гибкой на станках
ЛГС, ГЛС и листогибочных прессах, используя для этого уни-
версальные штампы. Дуралюминовая заготовка берется закален-
ной. Ползун пресса устанавливают с перекосом, соответствую-
щим конусности обшивки, для чего муфта, связывающая регу-
лировочные винты шатунов, расцепляется и одна из сторон пол-
зуна поднимается выше другой на величину, соответствующую
конусности. Заготовка с каждым ходом пресса -продвигается на
величину, зависящую от кривизны и толщины заготовки. Пружи-
нение материала компенсируется увеличением глубины захода
пуансона в матрицу. В процессе гибки кривизна периодически
проверяется по шаблону ШКС. Обшивки из титановых сплавов
гнутся при комнатной температуре, как и обшивки из алюминие-
вых сплавов.
10.3. ИЗГОТОВЛЕНИЕ МОНОЛИТНЫХ ОБШИВОК
Операция типового технологического процесса
В конструкциях современных самолетов все больше приме-
няются монолитные обшивки (панели) крыла и фюзеляжа. Мо-
нолитными обшивками (или монолитными панелями) рис. 10.7
называются обшивки, у которых ребра жесткости, выполняющие
функции стрингеров, изготовлены из одного куска металла с соб-
ственно листом-обшивкой. Плоские заготовки таких панелей по-
лучаются горячим прессованием на мощных гидравлических
прессах или горячей прокаткой. Полученный таким образом на
специализированных заводах, поставляющих поковки и штам-
повки, полуфабрикат окончательно формуется и обрабатывается
284
по толщине в заготовительных цехах самолетостроительных за-
водов.
Конструктивно монолитные панели имеют ряд существенных
преимуществ по сравнению со сборными. Однако они менее тех-
Рис. 10.7. Типовые конструкции монолитных ошибок
нелогичны и трудоемкость их изготовления, в особенности тру-
доемкость процесса гибки на имеющемся оборудовании, создан-
ном для гибки деталей из гладкого листа, значительно выше.
В механических и заготовительных цехах самолетостроитель-
ных заводов монолитные панели проходят следующие операции:
285
1) механической обработки по толщине листа и ребер; 2) гиб-
ки-формовки; 3) обрезки по контуру; 4) вырезки лючков и дру-
гих отверстий.
Механическая обработка панелей включает обработку ребер
жесткости, контура панели, площадок под профили разъема,
фрезерование замка и ряд
других операций. Эти опера-
ции выполняются в механи-
ческих цехах на модернизи-
рованных станках КСФ-20,
КФП-1, ФЭП-1 и др.
Операция гибки-формов-
ки по обводам может быть
выполнена несколькими спо-
собами: а) прокаткой на ме-
ханических трех и четырех
валках типа КГЛ, ЛГС и
ГЛС; б) последовательной
многоударной гибкой на ли-
стозагибочных прессах и
прессах ЛГС; в) гибкой на
листозагибочных прессах
или прессах ЛГС за один
ход в рессорных штампах;
г) дробеударной формовкой.
Гибка на валковых стан-
ках. Между ребрами пане-
ли 1 (рис. 10.8) вставляются
буковые прокладки 2. Свер-
ху или с обеих сторон на-
кладываются технологичес-
кие листы 3, предохраняю-
щие панель от механических
повреждений и объединяю-
щие панель и прокладки в
один пакет, который прока-
тывается в валках станка.
Рис. 10.8. Схема гибки монолитных па-
нелей:
а—прокаткой в валках; б—гибка в универ-
сальном штампе передвижной заготовки;
1—панель; 2—прокладка; 3—лист; 4—пуаисон;
5—матрица
После гибки панель доводится до окончательных размеров прав-
кой на гидравлическом консольном прессе с проверкой шабло-
нами ШКС по контрольным сечениям (обычно по осям нервюр).
Схема последовательной многоударной гибки на прессах
ЛГС и листозагибочных прессах дана на рис. 10.8, б. Более плав-
ные очертания контура и большую производительность дает гиб-
ка в рессорных шаблонах.
Схема гибки в рессорном штампе дана на рис. 10.9. На кор-
пусе I верхней части штампа укреплен пуансон (рессора) 2,
опирающийся своими концами на ролики 3. Пуансон набран из
пластин термически обработанной стали 60С2. На корпусе 8
286
Штамп в открытом положении Штамп в закрытом положении
Рис. 10. 9. Рессорный штамп для гибки монолитных обшивок:
-корпус-, 2—пуансон-рессора; 3—ролик; 4—кассета; 5—матрица-рессора; 6—заготовка; 7—винт; 8—корпус; 9—регулируемая опо-
ра; 10—постоянная опора
287
нижней части штампа находятся три опоры: одна постоянная 10
и две регулируемые 9. На опорах смонтирована гибкая кассета
4 и матрица-рессора 5 (предварительно согнутая по кривой)
При ходе ползуна пресса вниз весь пакет, состоящий из пуан-
сона 2, кассеты 4, матрицы 5 и зажатой между кассетой и пуан-
соном заготовки 6, изгибается под действием усилия, развивае-
мого прессом, как балка, свободно лежащая на двух опорах,
функции которых выполняют ролик 8. Радиус кривизны регули-
руют закрытой высотой штампа (вращением винта 7) и уста-
новкой опор 9, настраиваемых как по высоте, так и по углу на-
клона.
Операция формовки осуществляется с последовательным пе-
ремещением заготовки в штампе. Необходимое число ударов
определяется соотношением длин штампа и заготовки. На рис
пресса для гибки панелей в зонах установки нервюр с радиу-
сом от 500 мм и до бесконечности и формования по этим же ра-
диусам окантовок лючков Пуансон и матрица формующего ме-
ханизма представляют собой набор из девяти ползунов (пуан-
сон — из девяти ползунов 12, матрица — из девяти ползунов 9).
Как ползуны пуансона, так и ползуны матрицы располага-
ются по требуемой кривизне детали. Для сглаживания ступенча-
тости пуансона и матрицы на их рабочих поверхностях укрепле-
ны пакеты листовых рессор 7 и 8. Это предохраняет изгибаемую
панель от появления вмятин вследствие контактных напряжений
на участках ее соприкосновения с ползунами. Рессорный пакет 8
пуансона скреплен скобами 6. Рессорный пакет 7 матрицы кре-
пится на среднем ползуне матрицы. Ползуны пуансона расста-
навливаются по требуемой кривой поворотом кулачкового
вала 1. Координаты кривой, по которой изгибается панель относи-
тельно оси кулачкового вала 1, складывается из радиуса соот-
ветствующего кулачка 2, длины толкателя 3, длины ползуна 12
и толщины рессорного пакета 8. Толкатели 3 и ползуны 12 пу-
ансона могут свободно перемещаться в вертикальном направле-
нии. Их движение вверх ограничивается кулачками 2, к которым
они прижимаются пружинами 4, опирающимися снизу на тра-
версу 13. Нижние концы ползуна 12 (кроме двух крайних) на-
правляются ползушками 10, скользящими в пазах торцовых
плит 11. В процессе гибки ползуны 12, расставленные поворотом
кулачкового вала, неподвижны. Формуемая панель огибается по
ним подъемом ползунов 9 матрицы, каждый из которых подни-
мается индивидуальным гидроцилиндром, развивающим усилие
в 10 тс.
По окончании гибки ползуны 9 опускаются в исходное поло-
жение пружинами. Цилиндры включаются в работу последова-
тельно, начиная от центра к краям. В процессе гибки отклоне-
ния в направлении изгибающей силы недопустимы, так как соз-
288
чающийся при этом переменный изгибающий момент обуслов-
ливает переменную кривизну панели. Указанные отклонения уст-
раняются, если выдержан постоянный зазор между пуансоном
и матрицей. В рассматриваемой конструкции такое постоянство
Рис. 10.10. Схема специализированного пресса для гибки мо-
г нолитпых панелей:
/—кулачковый вал; 2— кулачок; 3—толкатель; 4—пружина; 5—звено;
6—скоба, 7—иижняя рессора; 8—верхняя рессора. 9—ползун матрицы;
10—ползушка; Ц—торцовая плита; 12—ползун пуансона; 13—траверса
достигается боковым смещением четырех средних ползунов 12,
< кольжением по наклонным пазам и поворотом крайних с по-
мощью звеньев 5.
Настройка пресса на заданный радиус кривизны достигает-
ся поворотом кулачкового вала 1 с помощью ручного штурвала.
|(> 72
289
Профили кулачков 2 построены так, что при установке на лю-
бую новую кривизну изгиба эта кривизна одинакова по всей
длине образующей изгибаемого сечения. Изгибаемая панель за-
водится в формующее устройство и перемещается в процессе
изгиба с помощью роликового транспортирующего устройства,
имеющего механизм подъема заготовки, до соприкосновения с
пуансоном.
Дробеударное формование. Дробеударное формование моно
литных панелей не только менее трудоемко, по сравнению с рас-
смотренными ранее способами, но и повышает конструктивные
качества панелей, увеличивая их усталостную прочность Уста-
лостная прочность при дробеударной обработке увеличивается
вследствие напряжений сжатия на поверхностных слоях метал-
ла. Эти напряжения препятствуют образованию и распростране-
нию усталостных трещин
Дробеударное формование целесообразно применять при
гибке ребристых панелей одинарной и двойной кривизны с пе-
ременной толщиной полотна, у которых ребра жесткости парал-
лельны или сходятся под небольшим углом, а направление про-
центной линии параллельно этим ребрам или располагается под
углом не более 5°. Операцию эту применяют также в качестве
доводочной при изгибе вафельных панелей и обшивок из листов
переменной толщины. При толщине полотна более 20 мм и ме-
нее 1,5 мм операция дробеударной обработки технически ослож-
няется. При больших толщинах наклеп должен быть настолько
интенсивным, что возможно появление подповерхностных тре-
щин. При толщине менее 1,5 мм режимы процесса должны вы-
держиваться с большой точностью, что вызывает большие за-
труднения. На заготовках со слабыми, срезанными или резко
поставленными ребрами жесткости, а также на участках, имею-
щих значительные поперечные жесткости (например, окантовки
иллюминаторов на фюзеляжных панелях пассажирских и транс-
портных самолетов), дробеударная обработка дает двойную
кривизну, выходящую за пределы допусков. В этом случае дро-
беударное формование целесообразно применять только как до-
водочную операцию.
Процесс формования протекает следующим образом. При
ударах выбрасываемых импеллером 1 дробинок 2 по поверхно-
сти заготовки 3 (рис. 10.11) часть выделяющейся энергии удара
затрачивается на пластическое деформирование поверхности
листа. Поверхностный слой, глубиной у (глубина наклепа, рис
10.12, а), получает неравномерную остаточно-упругую деформа-
цию сгост, что приводит к возникновению в сечении остаточных
напряжений, неуравновешенных по моменту. Момент этих оста-
точных напряжений уравновешивается моментом изгибных на-
пряжений, возникающих благодаря изгибу сечения (см. рис.
10.12, б). Заготовка 3 (см. рис. 10.11) изгибается выпуклостью
навстречу струе дроби до тех пор, пока напряжения не уравно-
290'
bfi >nся. Радиус образовавшейся в результате дробеструйной об-
1>||(>огки кривизны панели пропорционален ее жесткости и об-
ри । по пропорционален величине остаточных напряжений в на-
цл< ванном слое, глубине наклепа
И к>лщине заготовки.
На рис. 10.12, в дана совме-
щенная эпюра остаточных напря-
жений от дробеударной обра-
Гмнки, напряжений от изгиба за-
1О1ОНКИ и равновесная эпюра.
Pm 1ягивающие напряжения во
нну|ренних слоях листа примерно
нлвое меньше напряжений сжа-
тия в наклепанном слое. Изме-
Рис. 10 11 Схема процесса дробе-
ударного формования
/—импеллер, 2—дробь, 3—заготовка
няя режимы бомбардировки по-
верхности дробью, можно изме-
ни и, глубину наклепанного слоя
и <н гаточные напряжения в нем.
. >1им изменением и регулируется
Кривизна формуемой детали. В начале процесса внутренние на-
пряжения растут пропорционально времени обработки, но затем
tun цпает насыщение и дальнейшая обработка может вызвать
Микротрещины.
Режимы бомбардировки можно изменять за счет изменения
диаметра дроби, скорости удара, угла атаки, плотности потока
Рис 10 12 Деформации и напряжения при обработке дробью
« деформация поверхности детали при ударе дробинки, б—эпюра оста-
точных напряжений в сечении панели до изгиба, в—эпюра напряжений в
сечении панели после изгиба
н времени его действия. Для удобства управления процессом
обычно изменяют только скорость дроби и время обработки. При
«тематическом программном управлении процессом с записью
программы на 8-дорожечной перфоленте автоматически изменя-
тся ыкже размер дроби (имеется несколько бункеров с дробью
291
различных диаметров), угол установки дробеметного сопла и
скорость его перемещения над обрабатываемой поверхно-
стью.
Процесс дробеударной формовки включает операции: 1) под-
гибку жестких участков панели (формовка которых дробью не-
рациональна) на гибочных прессах; 2) собственно формовку не-
жестких участков; 3) шлифования поверхности панели; 4) ано-
дирования. Заготовка поступает на дробеударную обработку
окончательно термически обработанная и с максимально воз-
можной механической обработкой.
Первая операция — подгибка на прессах — необходима в тех
случаях, когда на панели есть участки, толщина которых значи-
тельно превосходит среднюю толщину всей панели (места сты-
ковки с лонжеронами, окантовки лючков). Собственно процесс
формования производится методом повторных проб: за первый
проход дается обработка меньше расчетной. Полученная кри-
визна контролируется по шаблонам контура сечения (ШКС).
Участки, уже получившие нужную кривизну, покрываются для
защиты от дальнейшей обработки резиной. Операция дробе-
струйной обработки повторяется и т. д.
Во время первых проходов давление в рабочем бункере (при
диаметре дроби 0,4—0,7 мм) составляет 0,5—1 кгс/см2 (в зави-
симости от марки материала и толщины полотна). К концу про-
цесса это давление постепенно увеличивают до получения тре-
буемой кривизны обвода.
Операция шлифования вводится в том случае, если чистота
дробеструйной обработки (не выше 5 класса) требованиям про-
изводства не удовлетворяет. Поскольку удаление наклепанного
слоя ведет к распрямлению детали, шлифованием можно сни-
мать только гребешки лунок, не задевая их оснований.
Заключительная операция — анодирование — является анти-
корозионной и осуществляется по обычной технологии.
В зависимости от способа сообщения скорости дроби разли-
чают установки дробеструйные, на которых дробь разгоняется
струей сжатого воздуха, и дробеметные, на которых дробь раз-
гоняется вращающейся крыльчаткой (импеллером). Установка
компонуется из 5 устройств: 1) формующего аппарата (на дробе-
метной — с импеллером, на дробеструйной — с соплом); 2) ме-
ханизма перемещения обрабатываемой детали относительно
формующего аппарата; 3) устройства регенерации и очистки
дроби от пыли и осколков; 4) механизма управления; 5) венти-
ляционного устройства.
Дробеструйная установка имеет следующее устройство: на
общей платформе устанавливается ряд сопловых головок, каж-
дая из которых имеет собственную регулировку давления воь
духа, расхода дроби и угла наклона сопла. Расстояние между
головками также регулируется при настройке. Расход дроби и
расстояние от сопла до обрабатываемой поверхности, опредс
292
ленные опытным путем, при работе установки остаются постоян-
ными. Давление воздуха, подаваемое на каждую из головок,
регулируется в зависимости от толщины полотна панели и тре-
буемой кривизны детали. Изменение кривизны панели по ее дли-
не достигается изменением скорости ее перемещения, для чего
механизм перемещения заготовки имеет бесступенчатое регу-
лирование скорости. Для процесса применяется стальная дробь
диаметром 0,3—4,0 мм с твердостью HRC 45—55. Она отжига-
ется, рафинируется, обкатывается и отбирается по диаметру для
повышения стойкости и сохранения постоянных параметров про-
цесса формовки.
Дробеметные установки работают следующим образом:
крыльчатка (импеллер) диаметром 500 мм с шириной лопаток
1>5 мм, вращающаяся со скоростью 2200 об/мин, выбрасывает
дробь со скоростью на выходе из импеллера 50—60 м/с. Поток
дроби имеет в плоскости ширины заготовки веерообразную фор-
му (см. рис. 10.11). Управление кривизной панели осуществля-
ется изменением угла атаки дроби. Регулятор расхода дроби
имеет 18 рабочих позиций. Кривизна изгибаемой панели по
длине, как и на дробеструйной установке, регулируется скоро-
стью перемещения панели относительно сопла.
Дробеструйные установки универсальнее дробеметных, так
как на них, обрабатывая панель дифференцированно в направ-
лении ее ширины, можно получать любую кривизну при любом
распределении толщины полотна. Их недостатки: нестабильность
по режиму, сложность в управлении и наладке и меньшая эко-
номичность. На дробеметных установках заданная кривизна
получается только при определенном распределении толщины
полотна по панели.
Обработка дробью в несколько раз увеличивает усталостную
прочность металлов, поэтому в ряде конструкций самолетов
предусматривается двусторонняя обработка дробью как сталь-
ных, так и дуралюминовых обшивок. Точность и стабильность
процесса при этом обеспечивается только при программном
автоматическом управлении. Регулирование процесса при авто-
матическом управлении достигается также изменением диамет-
ра дроби. Установка имеет три бункера, загружаемых дробью
различных диаметров (от 0,43 до 0,71 мм). Переключение бун-
керов в процессе обработки выполняется автоматически в со-
ответствии с программой.
При изготовлении обшивок самолета Ил-62 дробеструйной
обработкой на установке БДУ-32 формуется 118 наименований
прессованных панелей крыла и центроплана. Панели цилиндри-
ческой части фюзеляжа (25 наименований) обрабатываются
комбинированным способом: сначала основное формообразова-
ние кривизны получается пропиткой на КГЛ-3, а затем кривизна
доводится на дробеструйной установке БДУ-Э2.
293
На самолетостроительных заводах дробеударная обработка
осуществляется с помощью модернизированной передвижной
дробеструйной установки БДУ-Э2М конструкции ВПТИ тяжело-
го машиностроения и специализированной дробеструйной уста-
новки УФПД-1, имеющей 12 дробеструйных агрегатов. Установ-
ки имеют следующие характеристики:
Параметры БДУ-Э2М УФПД-1
Наибольшая эффективная толщина полотна па- нели, мм 10 15
Наибольший диаметр дроби, мм 1,2 4
Наибольшая скорость дроби, м/с 30 40
Эффективная осредненная производитель- ность, см2/мин 300 4000
Расход воздуха, м3/ч 400 1200
Чистовая обработка по контуру, вырезка лючков и окон.
Взаимная пригонка отдельных монолитных панелей: стыковка
по ширине, припиловка площадок под профили разъема и самих
профилей разъема, подгонка фитингов и накладок осуществля-
ется на контрольно-пригоночных стендах. Чистовая обработка
обшивок одинарной кривизны, согнутых из листа, выполняется
на фрезерно-обрезных листовых станках типа ФОЛ-2 или ра-
диально-фрезерных станках типа ОС-86 по разметке или по на-
кладным шаблонам. Таким же образом вырезаются окна в
лючки.
Продольные и поперечные кромки со стрелой прогиба до
300 мм фрезеруются с помощью горизонтально-фрезерной го-
ловки. Если стрела прогиба обшивки не превышает 200 мм, а
припуск не более 5 мм, то резание осуществляется сборными
торцовыми фрезами диаметром 150—200 мм, оснащенными
твердосплавными пластинами. Если припуск составляет 5—25 мм,
а стрела прогиба доходит до 300 мм, то рекомендуется приме-
нять трехсторонние дисковые фрезы диаметром 300 мм.
Прорезку окон и фрезерование поперечных кромок в заго-
товках со стрелой прогиба свыше 300 мм и при припусках боль-
ше 25 мм выполняют с помощью вертикально-фрезерной голов-
ки, причем режущим инструментом является пальцевая фреза
диаметром 20 мм, изготавливаемая из быстрорежущей стал»
Р18. При вырезании окон и снятии больших припусков листы-
заготовки кладут не непосредственно на стол, а на деревянные
подкладки.
Высокую производительность, точность и чистоту торцовки
обшивок можно получить при обрезке по схеме, представленной
294
и.। рис. 10.13. Обшивка 1 помещается на болванку 2, изготовлен-
ную по гипсомодели детали из стеклотекстолита, и фиксируется
па пей с помощью вакуума, подаваемого в канавки, находящие-
ся на ее поверхности. Герметичность присоса достигается с по-
мощью резиновых прокладок. Болванка устанавливается на
стол 3 вертикально-фрезерного станка типа ДФ-98 чисто обра-
ботанной плоскостью, точно закоординированной относительно
обводов детали. При перемещении периметра болванки по дис-
Рис. 10.13. Схема обрезки обшивки с фиксацией
вакуумными присосами:
1—обшивка; 2—болванка; 3—стол стайка; 4—фреза
копой фрезе 4 припуск срезается настолько чисто и точно, что
дополнительных доводочных операций не требуется.
При вырубке окон и лючков с помощью штампов обеспечи-
вается высокая производительность и точность. Однако из-за
больших габаритов и пространственной формы обшивок приме-
нение инструментальных штампов обычного типа и кривошип-
ных прессов невозможно. Удовлетворительные результаты дает
пырубка на листогибочных прессах в блочных штампах с меха-
ническим или электромагнитным креплением сменных пуансонов
и матрицы.
На рис. 10.14, а показаны сменные пуансон 1 и матрица 2
блочного штампа с электромагнитным креплением, а на рис.
10 14, б — обшивка с отверстиями, полученными вырубкой.
Контроль. Обшивки в процессе гибки и после окончания
операции проверяют по шаблонам контура сечения (ШКС) (рис.
10 13, а) как по концевым, так и по промежуточным сечениям
чср(ч 1—1,5 м длины обшивки. Прямолинейность образующих
(отсутствие седловидности) проверяют по струне, натянутой по
295
a)
Рис 10.14. Пример вырубки отверстий в обшивке:
а—рабочие части штампа, б—обшивка с вырубленными отверстиями, 1—пу-
ансон; 2—матрица
Рис. 10 15. Контроль обшивок одинарной кривизны'
о—шаблон ШКС, б—специальный стенд;
7—рубильник, 2—противовес, 3—шланг
296
отвесу. Конические обшивки проверяют на контрольном стенде
(см. рис. 10.15, б). Плотность прилегания обшивки к шаблонам
сгенда проверяют щупом. Для облегчения подъема откидные
прижимы (рубильники) 1 снабжены противовесами 2. Обшивки
па стенде фиксируют шлангами 3, в которые подается сжатый
воздух.
10.4. ИЗГОТОВЛЕНИЕ ОБШИВОК ДВОЙНОЙ КРИВИЗНЫ
Обзор методов формообразования и выбор метода.
Обшивки второй технологической группы (двойной кривиз-
ны) со средними и большими размерами при единичных заказах
и в начальной стадии освоения серийного производства можно
изготовлять выколоткой на пневматических молотах по шабло-
нам ШКС или макетам-эталонам поверхности. При этом обычно
производят посадку краев детали на посадочных станках.
Сферические обшивки типа днищ в мелкосерийном производ-
стве и при изготовлении опытных машин успешно изготавлива-
ются способом последовательной местной деформации. При
серийном производстве наиболее рациональным методом изготов-
ления обшивок двойной кривизны является вытяжка их из плос-
ких листов на обтяжных прессах. В некоторых случаях приме-
няют также формовку жидкостью.
Оборудование для изготовления обшивок двойной кривизны
выбирают в зависимости от формы, габаритов, толщины детали
и материала, из которого они изготовляются. Во многих случа-
ях как при изготовлении выколоткой, так и при изготовлении
обтяжкой возникает необходимость доводочных работ по сгла-
живанию складок и посадке краев заготовок или уже отформо-
ванных деталей. Доводочные работы, выполняемые вручную или
па посадочных станках, при изготовлении обшивок двойной кри-
визны неизбежны даже при хорошо отработанной технологии.
Метод выколотки
При выколотке кривизны обшивки получаются путем увели-
чения площади внутренних участков, при неизменяющихся раз-
мерах наружных участков, что сопровождается нежелательным
уюнением материала, изменением его механических свойств
вследствие нагартовки и частичным повреждением наружного
шщитного слоя от ударов молотка. Операция мало производи-
юльна, требует высокой квалификации исполнителя н сплошно-
го контроля кривизны и толщины стенок. Нагартовка материа-
ла при недостаточно квалифицированной выколотке может
достичь таких степеней, при которых исходные физико-механиче-
ские свойства термообработкой полностью не могут быть вос-
становлены (см. гл. 11).
297
Метод последовательной местной деформации
Деталь постепенно формуется отдельными небольшими уча-
стками в штампе, имеющем соответствующую кривизну (рис.
10.16). Операция выполняется на гидравлических прессах, фрик-
ционных прессах или падающих мо-
лотах. Матрица 1, рабочая поверх-
ность которой в 15—20 раз меньше
поверхности детали, имеет радиус
Rw кривизны несколько меньший ра-
диуса детали: /?м= (0,85 ...
0,9)/?д. Рабочая сферическая по-
верхность пуансона имеет кривизну
Rh=Rm—s. Диаметр пуансона Dn на-
10—15% меньше диаметра DM сфе-
рической лунки матрицы. Da=
= (0,85 ... 0,9)DM.
Операция выполняется с посте-
пенным перемещением заготовки
по концентрическим окружностям
Рис. 10.16. Схема последова- от периферии к центру и от центра
тельной местной деформации: к перИферии. Незначительные не-
/—матрица; 2—деталь; 5—пуансон
ровности ДОВОДЯТСЯ на ВЫКОЛОТОЙ-
ном молоте. Этот способ применим
только для получения сферических деталей (штамповка деталей
с формой эллипсоида, параболоида и т. д. невозможна)-
Обтягивание
Сущность и характеристика процесса. Сущность процесса
обтягивания заключается в том, что плоская заготовка-лист 1
(рис. 10.17, а) превращается в пространственную деталь растя-
гивающими усилиями Рр, расположенными с двух ее противопо-
ложных концов. При состоянии пластического растяжения во
всех сечениях деталь пластически деформируется, плотно приле-
гая к поверхности обтяжного пуансона 2 и принимая форму этой
поверхности. Основным условием получения детали требуемых
размеров является растяжение всех сечений заготовки до состоя-
ния пластичности. При простом изгибе верхние слои заготовки
(см. рис. 10.17, б) растягиваются, нижние — сжимаются, аслой,
расположенный на нейтральной линии (примерно в середине тол-
щины листа), изгибаясь, не изменяет своей длины. Когда на-
ружные участки, прилегающие к верхней и нижней плоскостям
детали, при изгибе получают пластические деформации, участки,
прилегающие к нейтральной линии (на схеме заштрихованы),
изгибаются в пределах упругих деформаций. После снятия изги-
бающих усилий вследствие упругих деформаций изогнутая де-
таль частично распрямляется. При этом удлиненные при изгибе
298
верхние слои несколько сокращаются а сжатые — несколько
удлиняются. Чем больше радиус изгиба, тем большее значение
имеют упругие деформации (пружинение) после снятия изги-
бающего усилия.
При изготовлении обшивок второй группы, в большинстве
случаев имеющих большие радиусы кривизны, упругие дефор-
мации имеют весьма большое значение. При большом значении
отношения радиуса изгиба 7? к толщине листа s (для дуралюмина
при /?/« = 125) изгиб может полностью происходить в пределах уп-
Рис. 10.17. Схема простого обтягивания:
с—схема процесса; б—напряжения в листе при простом изгибе; в—напряже-
ния при гибке с растяжением;
I—заготовка-лист; 2—пуансон; 3—стол; 4—зажим
ругих деформаций и после снятия изгибающих усилий заготовка
полностью возвращается к первоначальной форме. Угол пружи-
нения, на который надо при обтягивании сложной детали допол-
нительно изогнуть заготовку, чтобы получить деталь требуемой
кривизны, расчетным методом точно определить невозможно.
Кроме того, этот угол различен даже для листов из одной пар-
тии заготовок.
Таким образом, компенсировать пружинение соответствую-
щей корректировкой размеров обтяжного пуансона практически
невозможно. Самым распространенным в самолетостроении ме-
тлой уменьшения влияния упругих деформаций при изгибе на
конечную форму детали является гибка с растяжением, а при-
менительно к пространственным деталям, изготовленным из ли-
ста,— обтяжка (процесс имеет несколько разновидностей).
Обтяжка имеет значительные преимущества перед простой
гибкой благодаря растягивающим усилиям по всему сечению
дошли. Складываясь с напряжениями изгибающих усилий, на-
пряжения от растягивающих усилий смещают нейтральный слой
к центру кривизны. Чем больше растягивающее усилие, тем это
смещение больше и при определенных значениях растягивающе-
го усилия (когда минимальная величина напряжения больше
предела текучести) нейтральный слой выходит за пределы сече-
299
ния, в котором остаются лишь растягивающие усилия (см. рис.
10.17). По всему сечению заготовки действуют напряжения
только одного знака — растягивающие, что значительно снижа-
ет влияние упругих деформаций. После снятия нагрузки они
лишь незначительно уменьшают длину детали, почти не изменяя
ее формы.
Если минимальные величины напряжений в сечениях детали
будут больше предела текучести, то после снятия усилий все
сечения детали упруго сожмутся почти на одинаковую величи-
ну — величину упругой деформации от растяжения. Деталь в.
этом случае лишь укоротится, причем искажения всех участков
легко определяются расчетным путем, и следовательно, соот-
ветствующая корректировка формы пуансона может быть про-
изведена при его проектировании.
Однако в практике в чистом виде такие случаи встречаются
редко. Обычно из-за переменной кривизны по ширине и длине
детали напряжения распределяются неравномерно: в то время
как в одних сечениях растягивающие напряжения уже выходят
за пределы текучести, в других — возникают напряжения сжа-
тия, иногда приводящие даже к образованию складок. Поэтому
готовая деталь, как правило, несколько отличается по форме от
рабочей поверхности обтяжного пуансона. Доводочные работы
при изготовлении сложных по конфигурации обшивок двойной
кривизны (посадка, выколотка) неизбежны.
Технология обтяжки. Основными факторами, определяющими
построение технологического процесса обтяжки, являются:
1) размеры и форма детали; 2) механические свойства материа-
ла заготовки; 3) коэффициент обтяжки; 4) относительная вели-
чина радиуса кривизны. Обтяжку можно выполнять по двум,
схемам: а) простой обтяжки; б) обтяжки с предварительным
растяжением заготовки.
При простой обтяжке (по этой схеме работают прессы ОП-2,
ОП-3, ОП-5К и ОП-ЮОО) заготовку-лист 1 (см. рис. 10.17, а)
закрепляют в зажимах 4, после чего включают механизм подъ-
ема стола 3 с пуансоном 2. При обтяжке с предварительным
растяжением (рис. 10.18, а) заготовка 2, закрепленная в зажи-
мах 1, сначала растягивается усилием Рр и только после этого
обтягивается по пуансону 4 усилием РСт при подъеме стола 3.
Эту схему можно использовать на прессах РО-1, РО-3, ОП-5К>
ОП-ЮОО и РО-5.
Крупногабаритные обшивки двойной кривизны носовой и
хвостовой частей фюзеляжа гондол двигателя и т. д. изготовля-
ют обтяжкой с предварительным растяжением. При обтяжке
на прессах РО-1 и РО-3, на которых заготовка зажимается по
узкой стороне, относительные потери металла на припуски под
зажим меньше, чем при обтяжке на прессах ОП-2 и ОП-3, где
заготовка зажимается по широкой стороне.
300
11ебольшие обшивки двойной кривизны фюзеляжа, узкие об-
щи пси одинарной кривизны крыла, обтекатели оперения и др.
п hoi овляют методом простой обтяжки. Формадетали характери-
.ijeicfl коэффициентом обтяжки, равным отношению длины раз-
Рис. 10.18 Схемы обтягивания-
а—с предварительным растяжением; б—односторонняя; в—
схема определения &обт;
1—зажим; 2—заготовка, 3—стол; 4—пуансон
Портки /шах (см. рис. 10.18, в) наиболее деформированного уча-
< пса к длине развертки /ты наименее деформированного уча-
('ка
&обт — /щах//щ!п-
Для обшивок одинарной кривизны за коэффициент обтяжки
принимается отношение длины развертки криволинейного участ-
ки к длине заготовки в этом же сечении. В зависимости от ве-
личины Аобт процесс ведут: а) за один переход; б) методом
ношорной обтяжки по одному пуансону; в) двух- и многопере-
яодпым методом (по нескольким пуансонам); г) с предвари-
'к-лыюй подготовкой заготовки; д) комбинированным методом;
с подогревом заготовки.
Наряду с перечисленными методами при изготовлении неко-
п>рых деталей применяют методы односторонней обтяжки (см.
рис. 10.18, б). Рассмотрим перечисленные методы подробнее.
301
Обтяжка за один переход. Однопер входную обтяжку приме-
няют в том случае, когда величина коэффициента обтяжки не
превышает следующих значений (при Д/s 125):
Толщина дуралюминового листа, мм 1 2 3 4
1,04 1,045 1,05 1,06
При небольшой толщине листа (менее 2 мм) обтяжка ведет-
ся по неподвижному пуансону, при большей толщине — по под-
вижному пуансону. При обтяжке по неподвижному пуансону
положение последнего, установленное при наладке пресса, при
работе не изменяется. Обтяжка осуществляется в результате
движения растяжных цилиндров.
При обтяжке по подвижному пуансону процесс ведется чере-
дованием движения стола и зажимов до тех пор, пока заготов-
ка не обтянет пуансон на гребне. После этого дается оконча-
тельное усилие обтяжки. Величина усилия обтяжки в цеховых
условиях определяется по графикам, составленным для различ-
ных толщин и материалов заготовки, характеризуемых пределом
текучести о0,2.
Повторная обтяжка по одному пуансону. Сущность метода
заключается в том, что заготовка предварительно обтягивается
в отожженном состоянии, затем закаливается и повторно обтя-
гивается в свежезакаленном состоянии. Этот метод применяют
в том случае, когда при Д/з> 125 значения &Обт больше указан-
ных выше, и однопереходной обтяжкой деталь получить нельзя.
За первый переход заготовка обтягивается до значения в
зависимости от толщины листа. Коэффициент обтяжки /?2 при
втором переходе определяют по формуле: k2=k—£i+l, где k —
общин коэффициент обтяжки детали; kt — коэффициент первого
перехода.
Двухпереходную обтяжку применяют в том случае, когда
Д/э< 125 (независимо от значения &обт)- При этом методе опе-
рацию ведут по двум пуансонам, причем продольный радиус пу-
ансона первого перехода берется равным 0,6—0,7 от величины
окончательного радиуса кривизны детали. В промежутке между
переходами деталь подвергается закалке. При коэффициентах
^обт. превышающих 1,07—1,12, операцию ведут за несколько пе-
реходов.
Обтяжка с предварительной подготовкой заготовки. Если
конфигурация детали не позволяет изготовлять ее, пользуясь
только обтяжными или растяжно-обтяжными прессами, то при-
меняют обтяжку с предварительной подготовкой заготовки или
комбинированный метод. Предварительная подготовка заготов-
302
ки заключается в том, что края ее перед обтяжкой прсдвари-
юлыю разводятся на выколоточных молотках или укорачивают-
ся на посадочных станках.
При комбинированном методе одновременно с обтяжкой на
прессе отдельные участки детали формуются вручную с по-
мощью киянок из твердой резины.
Обтяжку с подогревом заготовки применяют при коэффици-
ентах обтяжки /гОбт>1,15. При этом за один переход могут быть
ипотовлены детали, имеющие ^обт^1,35. Для получения детали
i । аким коэффициентом обтяжкой без подогрева требуется до
восьми повторных операций. Сущность метода заключается в
юм, что операцию ведут на пуансонах, подогретых трубчатыми
(лектронагревателями (залитыми в них) или в газовых печах, в
результате чего уложенная на пуансон заготовка также нагре-
вается до температуры пуансона.
При больших толщинах (более 3 мм) заготовки целесообраз-
но предварительно подогревать в электрических или газовых пе-
чах При толщине листа свыше 0,8 мм, чтобы заготовка успела
нагреться, обтяжку ведут с остановками на 10—30 с (в зависи-
мости от толщины листа). Если заготовка нагревается в печи, то
скорость обтяжки берется такой же, как и при обтяжке без по-
догрева. Перед обтяжкой с подогревом заготовка подвергается
предварительной обтяжке в состоянии поставки. После обтяжки
<• подогревом деталь закаливается и затем калибруется в свеже-
<а каленном состоянии.
Как при холодной обтяжке, так и при обтяжке с подогревом
перемещению металла по поверхности пуансона препятствуют си.
лы трения. При холодней обтяжке для облегчения перемещения
металла деталь в процессе обтяжки слегка постукивают резиновы-
ми киянками. При обтяжке с подогревом трение между заготовкой
и пуансоном значительно увеличивается, поэтому поверхности
пуансона необходимо покрывать смазкой. Наибольшей термо-
< юйкостью обладает смазка следующего состава: вапор 50%,
< юарат бария 50%. Кроме этой смазки применяют и
1ругие.
При односторонней обтяжке (см. рис. 10.18, б) перемещают-
< я тажимы лишь одной стороны пресса. По этой схеме операцию
можно вести на прессе ОП-2.
Особенности обтягивания обшивок из титана и его сплавов.
II п'отовление обшивок двойной кривизны из титана и титановых
сплавов методом обтягивания — технологически сложная опе-
рация, главным образом, из-за сильного и неравномерного пру-
жинения титана. По степени пружинения титан аналогичен по-
лу тердой нержавеющей стали, а у его сплавов пружинение еще
Польше. Поэтому технология обтяжки обшивок из титана и его
сплавов часто близка технологии обтяжки обшивок из нержа-
веющих сталей.
303
Обтягивание ведут в холодном состоянии и с подогревом за-
готовки При обтягивании без подогрева требуется несколько
переходов с промежуточными отжигами после каждого пере-
хода. Подогрев заготовки значительно сокращает число опера-
ций. Если пружинение при холодном обтягивании составляет
12—13%, то при подогреве оно уменьшается до 4—6%- При об-
тягивании необходимо строго выдерживать равномерную темпе-
ратуру всей заготовки, иначе образуются местные утонения и
разрывы.
Большое значение при обтягивании, в особенности холодном,
имеет состояние поверхности и кромок заготовки. Даже мелкие
дефекты ведут к разрыву листа. Операцию часто ведут по двум
пуансонам (предварительной и окончательной формы). В каче-
стве смазки применяются молибденит, графитовые коллоидны?
препараты и др.
Типовая схема получения обшивок двойной кривизны вклю-
чает: предварительную обтяжку в холодном состоянии или с по-
догревом по размерам с широкими допусками, термообработку
для снятия остаточных напряжений и калибровку в горячем со-
стоянии с использованием свойства ползучести металла. При не-
значительной двойной кривизне обтягивание можно вести на
пуансонах, подогретых до 205°С с помощью газовых горелок. До
пустимое растяжение титана при этом равно ~10%, а его спла-
вов ----6%- Обогреваемые пуансоны делаются из стали или по-
крываются сверху оболочкой из нержавеющей стали, полученной
обтягиванием по этому же пуансону.
При получении из титана обшивок с большой двойной кри-
визной можно за одну операцию выполнить обтягивание, калиб-
ровку и отжиг. При этом пуансон с оболочкой из нержавеющей
стали нагревается до температуры 300—540° С с помощью труб-
чатых электронагревателей, встроенных в его тело. Смазка пу-
ансона — сернистый молибден в жидком невоспламеняющемся
растворителе. Заготовка сначала нагревается, прижатая к пуан-
сону легким натяжением, а затем обтягивается с промежуточ-
ными отжигами.
Хорошие результаты дает нагрев заготовки методом электро-
сопротивления. Установленная на пресс заготовка включается в
цепь электрического тока. При напряжении до 20 В, подаваемом
через изолированные зажимные губки, по сечению заготовки
проходит ток, плотностью до 7 А/мм2, разогревающий за 40—50 с
лист до температуры обтягивания (для титана ОТ4 — до 650° С
для титана ВТ1-2 — до 400° С). Вся операция выполняется за
один установ.
Неравномерность растягивания из-за наличия сил трения
между заготовкой и пуансоном компенсируется большей темпе-
ратурой нагрева на вершине пуансона. Равномерное увеличение
температуры к середине листа достигается увеличением плотно-
304
v 1И тока за счет плавного уменьшения ширины листа в середине
его длины.
Определение размеров заготовок при обтягивании. Размер
|.1готовки L (см. рис. 10.17, а) определяют по формуле L = tn+
+ (п1+пг+пз)2,
ine /д — длина развертки детали; щ — расстояние от края пу-
ансона до линии обреза детали; п2 — расстояние от края губок
до края пуансона; п3 — припуск на захват заготовки в губках.
Максимальное значение припуска щ составляет 40—70 мм.
Величина п2 определяется конструкцией пуансона и возможно-
стями перемещения зажимных губок пресса и колеблется в пре-
делах 30—200 мм. Ввиду значительной величины припусков при-
менение метода обтяжки целесообразно только при больших раз-
мерах деталей.
Одним из способов сокращения относительного значения при-
пусков является групповая обтяжка, при которой в одном листе-
шготовке группируют несколько деталей, имеющих примерно
одинаковую кривизну. Минимальное расстояние между деталями
и листе составляет 5—10 мм.
Контроль процесса обтяжки заключается в проверке плот-
ности прилегания детали к пуансону и в замерах деформации
(удлинения) заготовки. Плотность прилегания определяют про-
i 1укиванием или специальными приборами. Деформацию мате-
риала заготовки в конце обтяжки проверяют на участках, распо-
ложенных на гребне детали у зажимов, где эти деформации
имеют наибольшее значение и не искажены силами трения за-
юювки о пуансон. Удлинение о3, измеренное в конце процесса
обтяжки, не должно превышать максимально допустимого для
данного материала значения отах (соответствующего максималь-
ному допустимому &обт) и не должно быть меньше деформации
о,, соответствующей коэффициенту ЛОбт, запроектированному по
ie\дологическому процессу для данного перехода; бт^6э<бОбт-
Соотношение между удлинениями б и соответствующими их
коэффициентами обтяжки &Обт приведены в табл. 10.3.
Таблица 10.3
Зависимость между коэффициентом обтяжки и удлинением
бт с, % ^обт с, % ^сбт с, %
1,015 1,5 1,038 3,9 1,052 5,4
1,020 2,0 1,040 4,1 1,055 5,7
1,025 2,6 1,044 4,5 1,060 6,2
1,030 3,1 1,045 4,6 1,070 7,3
1,035 3,6 1,050 5,1 1,800 8,3
305
Для определения величины деформации на поверхность листа
наносят карандашом риски, расстояние между которыми изме-
ряют до обтяжки и в конце процесса. Установив требуемое уси-
лие обтяжки и соответствующее ему давление в гидросистеме
на первых деталях, при изготовлении последующих контроль
осуществляют по показаниям манометров.
Более совершенным является контроль с помощью дефомет-
ра (рис. 10.19, а). На корпусе 2, прижимаемом к поверхности
Вид Б
Рис. 10 19. Контроль деформаций при обтяжке:
а—дефометр, б—установка дефометра на прессе РО 3;
1—неподвижная игла; 2—корпус, 3—пневматический цилиндр; 4—индуктивный дат-
чик; 5—ось; 6—подвижная игла; 7—кронштейн; 8 и 9—болты
детали пневматическим цилиндром 3, имеются две иглы: непо-
движная 1 и подвижная 6. При подаче сжатого воздуха в
цилиндр 3 иглы вдавливаются в заготовку. При растяжении заго-
товки расстояние между иглами изменяется, вследствие чего иг-
ла 6 поворачивается на своей оси 5. При этом выступ а, нахо-
дящийся на игле, передвигает щуп индуктивного датчика 4, ко-
торый посылает соответствующие сигналы на шкалу прибора
Схема установки дефометра на растяжно-обтяжном прессе
РО-3 показаны на рис. 10.19, б. Дефометр крепится на плите
пресса кронштейном 7 и болтами 8 и 9. Требуемое рабочее дав-
ление р в цилиндре можно определить по формуле p~p!F, где
р — давление в цилиндрах, кгс/см2 (по манометру); Р — уси-
лие растяжения, кгс; F — площадь поршня, см2.
Определение усилий растяжения заготовки и подъема стола.
Для того чтобы растянуть заготовку до состояния пластичности,
необходимо создать в ее материале напряжения, превышающие
предел текучести сто,2- Если с некоторым запасом заменить Оо,2
величиной ов, то усилие растяжения (кгс) составит (см. рис.
10.17, a) P=0,9Bsaa, где s — толщина листа, мм; В — ширина
листа, мм; ов — предел прочности, кг/см2.
306
Усилие подъема стола Рст будет, соответственно, равно
Pcr= 1,8B-sob cos а, где а — угол между направлением усилия
подъема стола и направлением усилия растяжения.
Таблица 10.4
Техническая характеристика обтяжных
и растяжно-обтяжных прессов
Параметры ОП-2М ОП-3 ОП-60 ОП-ЮОО ОП-5К РО-1М РО-ЗМ РО-5М
Усилие подъема ствола, тс — 360 60 150 200 300 200
Усилие растя- жения, тс 600 — — 500 150 100 270 150
Наибольшая длина заготов- ки, мм 4000 3000 2000 7500 5000 7000 7000 7000
Наибольшая ширина заготов- ки, мм — — 1500 3000 2000 1500 1800 2000
Оборудование для обтяжных работ. Как уже указывалось,
обтяжные работы по схеме простого обтягивания выполняются
на обтяжных прессах ОП-2, ОП-3, ОП-ЮОО, ОП-60 и комбиниро-
ванном обтяжном прессе ОП-5К. Техническая характеристика
обтяжных прессов дана в таблице 10.4.
Рис. 10.20. Обтяжной пресс ОП-3
/—станина; 2—траверса; 3—ходовой винт, 4—привод ходового винта;
5—гидроцилиндр подъема стола, 6—стол, 7—зажим
На рис. 10.20 дан общий вид обтяжного пресса ОП-3. Стани-
на 1 представляет собой жесткую раму, собранную из балок.
307
Траверса 2 с помощью ходовых винтов 3 перемещается по на-
правляющим станины независимыми электроприводами 4. Верх-
няя часть траверсы 2 представляет собой поворотную стальную
балку, на которой расстанавливаются (по прямой линии или
дуге окружности) одиннадцать зажимов 7 с клещевыми губка-
ми. Двумя гидроцилиндрами, расположенными в кронштейнах
траверсы, поворотная балка
может поворачиваться вместе
с установленными на ней за-
жимами вокруг горизонтальной
оси.
На прессе ОП-2 (рис. 10 21)
обтяжка ведется раздельно, не-
зависимым перемещением вниз
траверс 7 с зажимами 1 отно-
сительно обтяжного пуансона
4, неподвижно установленного
на столе 3 пресса. Зажимы 1
крепятся на боковых поверх-
ностях траверс 7 с помощью
кронштейнов. На кронштейнах
зажимы поставлены шарнирно
и могут поворачиваться на
угол ±5° от вертикали. Не-
большая ширина зажимов поз-
воляет изготавливать очень
узкие обшивки (до 100 мм).
Рис. 10.21. Схема работы обтяжного
пресса ОП-2
1—зажим; 2—обшивка; 3—стол; 4—пуан-
сон, 5—гидроцилиндр; 6—каретка; 7—тра-
верса
Стол 3 выполнен в виде узкой стальной литой балки. Верхняя и
правая боковая плоскости стола обработаны и снабжены Т-об-
разными пазами для крепления пуансонов. Гидроцилиндры 5
пресса ОП-2 крепятся к траверсам 7 и к кареткам 6 с помощью
осей и подпятников, благодаря чему траверсы могут наклоняться
на угол до 1°.
Обтягивание с растяжением выполняется на растяжно-об-
тяжных прессах РО-1М, РО-ЗМ, РО-5М и на комбинированных
прессах ОП-5К и ОП-1000. В качестве примера рассмотрим уст-
ройство и работу (пресса РО-ЗМ (рис. 1022), имеющего верхний
дополнительный стол 14 для формовки обшивок знакоперемен-
ной кривизны. Узлы пресса смонтированы на стальной сварной
станине 20. По направляющим, укрепленным на станине, пере-
мещаются каретки 4, несущие растяжные цилиндры 6 с зажим-
ными плитами 9 и зажимами 11, цилиндры 7 наклона зажимных
плит и формующие цилиндры 10. Каретки перемещаются с по-
мощью ходовых винтов 3, входящих в гайки 1 кареток. Враще-
ние винтов осуществляется от двух индивидуальных электро-
приводов 2.
В процессе обтяжки каждая из кареток дополнительно фик-
сируется на станине двумя пневматическими фиксаторами. За-
308
309»
готовка закрепляется в зажимах 11 плиты 9. Зажимы могут пе-
редвигаться при настройке пресса по Т-образным пазам плиты.
После зажима листа подается давление в цилиндры 10 и заго-
товка огибается в соответствии с контуром крайнего сечения
детали.
Гидравлические растяжные цилиндры 6 крепятся на цапфах
21 кареток и могут быть повернуты в соответствии с углом на-
клона крайних участков обтяжного пуансона. Поворот осуще-
ствляется цилиндрами 7 наклона и рычагами 22. Под растяжным
цилиндром и над ним находятся цилиндры холостого хода, што-
ки которых связаны с зажимными плитами.
Нижний стол 17, на который устанавливаются обтяжные^т^-
"unWllDl, viviwn 1 XljJVJUCiri Л Cl 1-LL 1 WIYCIA Л 1 p VA 1 лдр ClOVin-iC,C.I\.flA
ров 19, поднимающих стол в процессе обтяжки. Стол крепится
к штокам шарнирами, что позволяет наклонять его на угол до
5°. Для установки пуансонов небольшой высоты стол снабжен
сменными тумбами 16.
Верхний стол 14, используемый при изготовлении обшивок
знакопеременной кривизны, подвешен к штокам двух гидравли-
ческих цилиндров 15, укрепленных на стальной сварной коробке
(портале) 12. Крепление верхнего стола к штокам цилиндров
выполняется, как и у нижнего стола, шарнирным. Для точного
направления при подъеме и опускании стол имеет цилиндриче-
скую направляющую 13, скользящую во втулке, запрессованной
в портале. В верхнем положении стол запирается механическим
запорным устройством (замком). Включение гидравлических ци-
линдров сблокировано с механизмом замка и может быть осу-
ществлено только после его отпирания.
Комбинированный пресс ОП-5К удобен в мелкосерийном про-
изводстве — при небольших объемах производства на нем од-
ном можно выполнить весь объем обтяжных работ. На рис. 10.23
дан общий вид пресса. При работе по схеме простого обтягива-
ния заготовка крепится в зажимах 5 и формуется подъемом пу
ансона 6, установленного на сменной переходной плите 8 сто-
ла 7. Подъем стола осуществляется двумя гидроцилиндрами 13.
В отличие от пресса ОП-3 на прессе ОП-5К стол 7 может по-
ворачиваться (наладочное движение, выполняемое вручную) на
своей вертикальной оси 14. Возможен также наклон стола па
угол до 10° к горизонту за счет неодинакового перемещения
поршней гидроцилиндров 13. Как и на прессе ОП-3, зажимные
плиты 4, несущие на верхней плоскости по 9 секций зажимов 5,
могут устанавливаться (за счет неодинакового перемещения
правых и левых сторон кареток 2 их ходовыми винтами) под
углом друг к другу. Максимальный угол поворота плиты ±10э.
Такой поворот позволяет зажимать заготовки, имеющие форму
трапеции или параллелограмма.
Ходовые винты, перемещающие каретки 2 вдоль станины 15,
расположены, как и у пресса ОП-3, вдоль длинных краев стани-
.310
h 12 1u
31»
пы. Зажимные плиты 4 шарнирно закреплены на осях 12 пере-
ходных плит, которые, в свою очередь, жестко крепятся на што-
ках растяжных цилиндров 1.
Для работы по схеме простого обтягивания зажимные пли-
ты 4 поворачиваются на своих осях, как показано на левой по-
ловине рис. 10.23, и фиксируются в таком положении на каретке
2 фиксаторами 3.
Для работы по схеме обтягивания с растяжением зажимные
плиты 4 поворачиваются, как показано на правой половине рис.
10.23, и фиксируются на каретках 2 фиксаторами 10. При уста-
новке плит 4 по нижним фиксаторам 3 зажимы 5 могут быть
сближены до их соприкосновения, что позволяет обтягивать пол-
ные профили обшивок. Для изготовления обшивок, изогнутых
Ж> .HUTHI4 ttjiHTLI grinnn дпнпдгитпа НО ООН
тяжных цилиндров 1. Угол поворота может достигать 30°. Это
наладочное движение осуществляется вручную, вращением руко-
ятки 11. Зажимы 5 могут быть установлены на плите 4 как по
прямой линии, так и по кривой со стрелой до 70 мм.
При обтягивании с растяжением заготовка крепится 11 сек-
циями боковых зажимов 9, установленных в Т-образных пазах
боковой поверхности плиты 4. Растяжение заготовки осущест-
вляется подачей давления в растяжные гидроцилиндры 1, шар-
нирно закрепленные на каретках 2. Оси гидроцилиндров 1 могут
наклоняться к горизонту на угол от 0° до 9°. Поворот на требуе-
мый угол наклона осуществляется с помощью гидроцилинд-
ров 16.
На прессе ОП-5К расстановка зажимов 9 на боковой поверх-
ности зажимной плиты 4 механизирована и осуществляется ди-
станционно с пульта управления с помощью гидравлических
следящих приводов. Зажимы 9 передвигаются по Т-образным па
зам тягами и рычагами. Каждый рычаг приводится в действие
индивидуальным гидроцилиндром. Работой гидроцилиндров уп-
равляет оператор, контролирующий величину перемещения с по-
мощью дистанционной сельсинной передачи.
Оснастка. В зависимости от объема производства, усилий
обтяжки и температурных режимов процесса обтяжные пуан-
соны изготавливаются из пескоклеевой массы ПСК, древесины,
балинита, дельта-древесины, железобетона, акрилопластов,
эпоксипластов, сплава АЦ13 и вторичных алюминиевых спла-
вов. Основная масса обтяжных пуансонов изготавливается из
пескоклеевой массы ПСК. Состав ПСК: 85% сухого кварцевого
песка и 15% клея ВИАМ-БЗ.
На рис. 10.24, а дан пример конструкции пескоклеевого пу-
ансона. Деревянный каркас пуансона собирается из наружных
щитов 2, продольных и поперечных внутренних щитов 7 и 12,
планок жесткости 13, угловых бобышек 6, скрепляющих отдель-
ные щиты, и основания 5. К наружным щитам прикрепляются
такелажные кольца 14. Пескоклеевая масса ПСК может запол-
•312
31&
пять весь объем пуансона или только облицовочную часть 3.
В этом случае внутренняя часть для облегчения пуансона запол-
няется смесью массы ПСК с древесными чурками 4. Угол на-
клона боковых граней пуансона из пескоклеевой массы не дол-
жен быть больше 30°, так как в противном случае боковая грань
может отколоться. Рабочую поверхность пуансона склеивают
тканью 1.
Конструкция слепка из ПСК такая же, как и пуансонов из
ПСК, но каркас у него значительно легче, так как слепок не ис-
пытывает таких нагрузок, как пуансон. Поверхность пескослеп-
J
Рис. 110 25 Деревянные обтяжные пуансоны:
а—для простого обтягивания, б—для обтягивания с растяжением;
1—основание из дуба или бука, 2—ткань 3—облицовка из дуба или
бука, 4—внутренний набор из сосны
ков тканью не оклеивается. Вместо такелажных колец в слепке
предусматриваются два сквозных отверстия, в которые встав-
ляется прут для подъема и переноски слепка. При наличии ма-
кетов поверхности самолета пуансоны для обтяжки обшивок из-
готовляют методом копирования поверхности. Если макеты по-
верхности выпуклые, то сначала с макета снимают слепок, а
затем по слепку копируют пуансон. При вогнутых макетах по-
верхности пуансон непосредственно копируется с макета поверх-
ности. В этом случае исключается промежуточная оснастка —
слепок, что повышает точность обтяжного пуансона.
Пуансоны из ПСК наряду с преимуществами (простотой из-
готовления, дешевизной и недефицитными материалами) имеют
ряд недостатков, в частности, большой вес, хрупкость, трудоем-
кую ручную доработку при изготовлении, невозможность вести
процесс с подогревом.
Деревянные пуансоны (рис. 10.25) собираются на казеино-
вом клее из брусков или досок. Для обтягивания толстых лис-
тов тело пуансона делается монолитным. Для обтягивания тон-
костенных обшивок пуансоны клеятся пустотелыми. Из-за боль-
ших затрат квалифицированного труда столяров и малой устой-
чивости против атмосферных воздействий деревянные обтяжные
пуансоны заменяются пуансонами из пескоклеевой массы, желе-
зобетона и других материалов. Железобетонные обтяжные пу-
314
а пеоны примерно в 3 раза дешевле пуансонов из ПСК и в два
|ы ia дешевле деревянных. Стоимость их ремонта значительно
чиже стоимости ремонта пуансонов из дерева и пескоклеевой
массы, а возможность хранения на улице высвобождает склад-
ские и производственные площади.
Для единичного и мелкосерийного производства применяются
гкелезобетонные пуансоны без покрытия. Рабочие поверхности
1.1ких пуансонов шпаклюются графитовой шпаклевкой, состоя-
щей из смеси эпоксидной смолы с серебристым графитом В се-
рийном производстве применяются железобетонные пуансоны с
облицовкой из эпоксипластов. После облицовки эпоксипластом
поверхность пуансона покрывается одним или двумя слоями стек-
лоткани и шпаклюется графитовой шпаклевкой. При наличии ма-
кетов-эталонов поверхности железобетонные пуансоны формуют-
ся заливкой в пескослепки. При отсутствии макетов-эталонов
поверхности пуансоны получаются бетонированием каркаса по
шаблонам ШКС. Для изготовления железобетонных обтяжных
пуансонов, работающих при нормальных температурах, применя-
ется бетон М400, состоящий из быстротвердеющего портландце-
мента БТЦ М500, песка и щебня При электроподогреве до 90° С
О1вердение этого бетона происходит за 9 ч (1,5 ч выдержка пос-
ле заливки, 3,5 ч подогрев до 90° С и 4 ч остывание).
Типовая конструкция железобетонного обтяжного пуансона
дана на рис. 10.26, а. Пуансон состоит из деревянного или сталь-
ного каркаса 1, выполняющего при заливке функции опалубки,
арматуры 3 — сетки из стальных прутьев диаметром 3—10 мм
п облицовочного слоя 5, имеющего со стороны рабочей поверх-
ности толщину 40—120 мм. Арматура размещается на расстоя-
нии 30—50 мм от поверхности, более плотно на участках, где
возможны растягивающие усилия, и с меньшей плотностью — на
участках, нагруженных сжимающими усилиями.
Для облицовки пуансонов может быть использован эпокси-
пласт, состоящий из эпоксидных смол (ЭД6, ЭД5, Э40 или
«гЗпокси-1200»), отвердителя (полиэтиленполиамин, кубовый ос-
1аток гексаметилендиамина) и наполнителей (железный поро-
шок, гипс, маршалит, графит, алюминиевая пудра, асбест, стек-
ловолокно). Приготовление эпоксипласта заключается в после-
довательном смешивании компонентов, причем отвердитель вво-
дится последним. Время использования смеси (до отвердева-
ния) — 20—25 мин.
На рис. 10.26, б дан каркас железобетонного пуансона для
o6i ягивания с электронагревом сопротивлением до 500° С. Диа-
м<-1р прутков каркаса 8—10 мм. Изготавливается пуансон по
< ледующей технологии: по эталону поверхности агрегата само-
лета делается пескослепок. Рабочая поверхность пескослепка
( мвзывается тонким слоем машинного масла. После установки в
пескослепок каркаса в него заливается термостойкий бетон и
315
пуансон вместе с пескослепком сушится при температуре 15—
20° С в течение 80 ч. Затем пуансон вынимают из пескослепка
л досушивают при 100—110° С в течение 32 ч.
Рис. 10.26 Железобетонный обтяжной пуаисои:
J—наружный каркас; 2—рым; 3—арматура; 4—внутренний каркас;
5—бетой
Состав жароупорного бетона
(кг на 1 мэ бетона)
Жидкое стекло................. 350—400
Кремнефтористый натрий . . . 40—50
Тонкомолотый шамот .... 500
Шамотный песок................500
Шамотный щебень...............750
316
Металлические литые пуансоны (рис. 10.27) отливаются из
цинка, цинкового сплава АЦ13 или вторичных алюминиевых
сплавов. Технология изготовления обтяжных пуансонов из сила-
ва АЦ13 такая же, как и технология изготовления штампов для
падающих молотов. Для облегчения пуансона внутрь его заде-
Рис. 10. 27. Литой металлический пуаисои
лываются стальные трубы диаметром 80—100 мм или оставляют-
ся образующиеся при формовке пустоты. Внутри пуансона про-
кладываются трубчатые электронагреватели на расстоянии 10—
15 мм от поверхности с шагом около 50 мм. Мощность одного
ТЭНа колеблется в пределах 0,3—0,75 кВт. Напряжение (по
соображениям техники безопасности) не превышает 36 В. Ко-
личество нагревателей п можно определить по формуле п =
гдеМ — мощность одного нагревателя; А — мощность,
необходимая для нагрева пуансона
А^1,16бМ(4-/) 4-0,4^.
Здесь с — удельная теплоемкость материала пуансона в кДж/°С;
G — масса пуансона, кг; t\—температура нагрева пуансона,
°C; / — температура воздуха в цехе, °C; z— время нагрева, ч.
Для поддержания температуры нагретого пуансона требует-
ся мощность Л'подЛ'ОДМ
Глава 11
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ САМОЛЕТА
ИЗ ПРОФИЛЕЙ
11.1. ТЕХНОЛОГИЧЕСКАЯ ХАРАКТЕРИСТИКА И ОПЕРАЦИИ
ТИПОВОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Профили представляют собой наиболее многочисленную по
номенклатуре, количеству и трудоемкости изготовления группу
деталей самолета. В конструкциях средних самолетов общая
длина деталей из профилей достигает 15 км при номенклатуре
деталей 12000—15000 шт. Из прессованных и гнутых профилей
делаются стрингеры, пояса нервюр и лонжеронов, уголки жест-
кости нервюр, стенок, перегородок и шпангоутов и различные
фитинги. По способу получения заготовок профили делятся на
две группы: а) прессованные и б) гнутые из листа.
Основная масса деталей изготавливается из прессованных
профилей. При той же площади поперечного сечения прессован-
ные профили, имеющие жесткие углы, а в ряде случаев и утол-
щения (бульбы) на краях полок, имеют большую жесткость, чем
гнутые из листа. Вследствие изготовления методами массового
производства по хорошо отработанной технологии прессованные
профили дешевле гнутых из листа. Поэтому профили небольших
сечений из листа изготавливаются, в основном, только в тех слу-
чаях, когда нет прессованных профилей нужных сечений. Эта
операция выполняется в заготовительных цехах самолетострои-
тельных заводов.
Технология гибки прямых профилей из листа на листозаги-
бочных прессах рассмотрена в гл. 5. Последующие операции из-
готовления деталей из профилей, полученных гибкой из листа
и из прессованных профилей, аналогичны. Прессованные профи-
ли поступают на самолетостроительные заводы как прямолиней-
ные полуфабрикаты длиной 6—12 м. Чистота поверхности, точ-
ность размеров по сечениям, прямолинейность, закрутка, опре-
деляются соответствующими ведомственными техническими
условиями. По технологическим признакам, в основу которых
положены трудоемкость и техническая сложность операций по
изготовлению деталей и группы оборудования для осуществле-
ния техпроцессов, детали из профилей можно разбить на семь-
технологических групп (рис. 11.1): а) прямые; б) небольшой
кривизны (типа стрингеров, поясов, лонжеронов); в) детали боль-
шой кривизны (типа шпангоутов) с углом изгиба до 180°; г) то-
318
же с углом изгиба до 360°; д) знакопеременной кривизны; е) с
местными изгибами по малым радиусам; ж) короткие, из про-
филей, получаемые в штампах.
Основную массу деталей из профилей (70—75%) составляют
детали первой и седьмой технологических групп. Детали второй
«руппы составляют 12—15% общего числа деталей из профилей.
На долю третьей и четвертой групп падает 10—12%.
Рис. 11. 1. Технологическая классификация деталей из про-
филей-
а—прямые детали; б—детали небольшой кривизны (типа стринге-
ров), в—детали большой кривизны (типа шпангоутов) с углом из-
гиба до 180°; г—детали большой кривизны (типа шпангоутов) с
углом изгиба до 360е С; д—детали знакопеременной кривизны; е—
детали с местными изгибами по малым радиусам; ок—короткие
детали со сложным контуром, имеющие большой коэффициент пов-
торяемости иа машине
319
Типовая технология изготовления деталей из профилей мо-
жет включать следующие операции: а) резку профилей по дли-
не; б) зачистку заусенцев; в) клеймение; г) правку на прессах и
на плите (рихтовку); е) обрезку скосов; ж) обрезку радиусов и
фасонную торцовку; з) образование местных вырезов в полках
профилей; и) малковку; к) подсечку; л) гибку; м) пробивку или
сверление отверстий в полках профилей; н) термическую обра-
ботку; о) антикоррозионные покрытия; п) контроль. В зависи-
мости от технологической группы отдельные операции могут не
применяться или, наоборот, являются основными.
11.2. ОТРЕЗКА ПРОФИЛЕЙ ПО ДЛИНЕ
В зависимости от размеров, материала, требуемой чистоты,
точности, масштаба производства и наличия оборудования про-
фили разрезаются по длине в штампах, анодно-механических
станках, маятниковых дисковых пилах, на пресс-ножницах, аб-
разивных отрезных станках.
Отрезка в штампах
Отрезка в штампах (рис. 11.2) — высокопроизводительная
операция. Штамп значительно универсален, окупается даже при
Рис. 11 2 Штамп для отрезки профилей.
1—верхний нож, 2—нижний нож; 5—упор: 4—болт, 5—планка: б—ниж-
няя плита, 7—колонка; 8—прижим; 9—буфер
небольших сериях самолетов. Заготовка кладется на нижнюю
плиту 6, имеющую форму внутреннего контура поперечного се-
чения профиля, и продвигается до упора 3. При включении ра-
бочего хода пресса сначала на заготовку опускается прижим 8,
фиксирующий ее на штампе усилием буфера 9. Тем самым пре-
320
дупреждается выворачивание и отжатие детали в процессе от-
резки. При дальнейшем ходе ползуна нож 1 отрезает деталь на
ноже 2. Перестановкой упора 3 вдоль паза планки 5 можно из-
менять длину отрезаемой детали. На штампе для профилей ти-
на уголка можно отрезать различные по высоте и толщине по-
лок детали. При большой программе по отрезке коротких дета-
лей штамп целесообразно эксплуатировать с автоматической
валковой подачей.
Анодно-механическая резка
Прогрессивный способ отрезки профильного материала отли-
чается большой чистотой и точностью реза, малыми потерями ме-
1 алла в отходы, дешевизной и простотой изготовления инструмен-
1.1. Скорость резания от прочности металла практически незави-
Рис. 11.3. Анодио-мехаиическая резка:
а—схема процесса; б—станок АМО-14;
1—станина; 2—зажимное устройство; 3—днск-электрод; 4—коромысло; 5—ко-
жух диска; 6—демпфер; 7—приборная панель, 8—противовес; 9—электродви-
гатель; 10—ось; 11—заготовка, 12— Сопло, 13—рукоятка
< пт, что делает анодно-механическую резку особо ценной при рас-
крое профилей из высокопрочных сталей и сплавов.
Схема процесса дана на рис. 11.3, а. Стальной гладкий диск-
электрод 3 толщиной 0,5—2 мм, вращающийся с окружной ско-
ростью 7—20 м/с, подключен к отрицательному полюсу источ-
ника постоянного тока с напряжением 20—28 В. Заготовка 11,
служащая другим электродам, подключена к положительному
полюсу источника. Непосредственного соприкосновения между
диском 3 и заготовкой 11 нет.
II 72
321
Электрическая цепь замыкается рабочей жидкостью (элект-
ролитом), подаваемой в виде струи в зону резания. В качестве
электролита используется водный раствор жидкого стекла с
удельным весом 1,28—1,32. При прохождении по этой цепи тока
металл разрушается. Продукты разрушения уносятся режущим
диском и электролитом. Процесс может протекать и при пита-
нии схемы переменным током, однако при этом производитель-
ность падает вдвое, а качество резко ухудшается.
Сила тока в цепи и количество подаваемого электролита за-
висят от сечения заготовки (см. табл. 11.1).
Таблица 11.1
Параметры процессе в анодно-механической резки
Наибольшая ширина сечения, мм Сила тока, Л Количество электролита, л/мнн Размеры диска, мм
диаметр толщина
До 30 До 60 5-10 До 200 0,5—0,6
30-100 60-150 10-15 200—400 0,8-1,0
100—200 150-300 15-20 500-700 1,2-1,7
200—300 350—500 20—25 800—1100 1,7-2,0
для удаления анодной
Давление электрода, необходимое
пленки, выдерживается в пределах 0,5—2,0 кгс/см2. Окружная
скорость диска-электрода на небольших станках — 7—9 м/с. На
больших станках с дисками диаметром 400—700 мм — до 16—
20 м/с.
Схема станка АМО-14 (см. рис. 11.3, б) дает представление
о работе анодно-механических отрезных станков. Заготовка 11
крепится на станке с помощью зажимного устройства 2. Диск-
электрод 3 закреплен на оси коромысла 4, качающегося на оси
10. На другом конце коромысла находится электродвигатель 9,
вращающий диск-электрод. Коромысло уравновешивается про-
тивовесом 8. Резкие качания коромысла амортизируются масля-
ным демпфером-регулятором 6.
Внутри станины расположены резервуар с электролитом и
насос. Электропитание подводится к зажимному устройству 2 и
через меднографитные щетки к контактному кольцу диска 3.
После включения электропитания цепи резания и электродвига-
теля 9 диск <3 подается на заготовку вручную, нажатием на ру-
коятку 13. По такой схеме, с нежесткой подачей диска-электро-
да, работают станки АМО-13, АМО-14 и АМО-32, у которых по-
дача диска осуществляется механически. Существуют станки
(например 4821) и с жесткой подачей диска.
322
Отрезка на пилах
Маятниковые дисковые пилы, применяемые для разрезки про-
филей из алюминиевых сплавов (рис. 11.4) имеют поворотный
рабочий стол 6, который может вместе с пилой поворачиваться
вокруг вертикальной оси. Пильный диск 7, в свою очередь, мо-
жет наклоняться своей плоскостью под углом к вертикальной
плоскости. Сочетание двух этих поворотов позволяет отрезать
от профиля-заготовки детали по плоскостям, расположенным
под любым углом к ее оси.
Устройство пилы следующее: на чугунной литой стойке 24
неподвижно закреплен круглый стол 23. По обработанной коль-
цевой направляющей поверхности этого стола перемещается по-
воротный стол 6, на котором'смонтирован узел поворотного ма-
ятника, несущий пильный диск 7. Литая плита 8, на которой кре-
пится пильный диск и электродвигатель <3, может качаться на
оси 15. Это качательное движение и обеспечивает подачу пиль-
ного диска на деталь в процессе резки. Опускается диск при на-
жатии на рукоятку 5. При этом растягиваются две пружины 16,
возвращающие плиту с пильным диском в исходное положение
при прекращении нажатия на рукоятку. Качание плиты ограни-
чивается регулируемыми упорами 12 и 17.
Шкив электродвигателя связан со шкивом шпинделя клино-
ременной подачей. Натяжение ремней обеспечивается теми же
пружинами 16, поворачивающими площадку 14 электродвигате-
ля на оси 13. Плита 8 вместе с диском, электродвигателем, осью
15 и литой чугунной втулкой 20 могут поворачиваться на оси
кронштейна 10, скрепленного болтами 9 и 11 с поворотным сто-
лом 6. Это позволяет наклонять пильный диск относительно плос-
кости стола до 45° (только в левую сторону). Угол наклона из-
меряется по градусной шкале 18, укрепленной на кронштейне
10. При повороте указатель 19, закрепленный на втулке 20, пе-
ремещается относительно шкалы 18 и указывает угол наклона
диска. Поворот осуществляется вращением маховичка 22, за-
клиненного на ходовом винте 21 и рычаге 27 с качающейся гай-
кой 28 и жестко связанного со втулкой 20. Весь узел вместе со
с голом 6 при настройке станка может поворачиваться относи-
юльно вертикальной оси на ±70°. Для этого необходимо осво-
бодить рукоятки 25, стягивающие с помощью сухарей 26 непо-
движный стол 23 и поворотный стол 6. На кронштейнах 1 непо-
движного стола крепятся линейки 2 с упорами 4, которые
настраиваются по длине отрезаемых деталей.
При небольших сечениях отрезаемых профилей целесообраз-
но применять небольшие передвижные пневматические пресс-нож-
ницы со сменными ножами (рис. 11.5). Силовой пневмоцилиндр
/ при ходе поршня 2 вниз поворачивает рычаг <3, качающийся на
оси 5, в нижнее положение. Подвижной нож 6, укрепленный на
рычаге 3, скользит по неподвижному сменному ножу 7, укреплеи-
11*
323
ному на кронштейне 4, и отрезает заготовку, выдвинутую до ре-
гулируемого упора. Включается рабочий ход поворотом рукоятки
пневмокрана 8.
Рис. 11.5. Переносные пневматические пресс-ножннцы:
Л—пневмоцилнндр; 2—поршень; 3—рычаг; 4—кронштейн; 5—ось; 6—
подвижный нож; 7—неподвижный нож; 8~пневмокран
При отрезке на пресс-ножницах с хорошо заточенными но-
жами отпадают операции зачистки заусенцев и припиловка де-
талей, необходимые после отрезки на дисковых пилах.
11.3. ЗАЧИСТКА ЗАУСЕНЦЕВ
Заусенцы, образовавшиеся на торцах детали после резки, за-
чищают (в зависимости от величины) вручную, с помощью на-
пильников или с помощью пневматических (рис. 11.6) или эле-
ктрических ручных шлифовальных машинок.
Абразивный круг 1 подбирается по зернистости и связке в
зависимости от материала зачищаемых деталей. Пневматичес-
324
325
кий лопастной двигатель 2 питается от цеховой сети сжатого
воздуха (4—6 кгс/см2) через шланг, подсоединяемый к штуце-
ру 4. Включается машинка нажатием на кнопку 3.
Рис. 11 6 Пневмошлифовальная машинка ШР-06:
1—абразивный круг, 2—пневмодвигатель, 3—кнопка; 4—штуцер, 5—вал
Небольшие детали целесообразно зачищать на стационарных
наждачных станочках Операция зачистки заусенцев особенно
важна при обработке титановых сплавов, у которых заусенцы
легко делаются очагами появления трещин.
11.4. КЛЕЙМЕНИЕ
Для четкости хранения и транспортировки деталей из про-
филей их клеймят сразу же после отрезки. Маркировка (клей-
мение) деталей из профилей одна из трудоемких операций. Тру-
доемкость ее обусловливается большим количеством знаков
маркировки (в ряде случаев до 20). При клеймении стальными
закаленными или вольфрамовыми клеймами операция выпол-
няется на пневматических настольных прессах. Инструментами
являются клейма, выполненные в виде отдельных литер или в
виде десятизубых звездочек с цифрой на торце каждого из
зубьев Число маркировки устанавливается поворотом каждой из
звездочек соответствующей цифрой в рабочее положение.
Клеймение выполняется за один ход пресса Рабочий ход пнев-
моцилиндра привода включается нажатием ножной педали.
Точное расположение цифр маркировки по высоте строчки тре-
бует весьма тщательного исполнения звездочек, а одновременное
клеймение всех цифр маркировки — значительных усилий. Су-
ществуют конструкции маркировочных прессов, у которых клей-
мение выполняется за число ходов, равное числу цифр нумера-
ции, причем с каждым ходом над очередной литерой устанав-
ливается ролик, опускающий эту литеру.
326
На рис. 11 7 дан общий вид обоймы для клеймения на пнев-
мопрессе за один удар набором цифровых 1 и буквенных 2
литер.
Для клеймения деталей из труднообрабатываемых материа-
лов применяют электроискровые станки 4Б722 «Эрозимат» (Вен-
Рис. 11.7. Обойма к на-
стольному прессу для
клеймения деталей из
профилей:
/—цифровые литеры; 2—бук-
венные литеры, 3—корпус
обоймы
0
6.-6
герская народная республика). Поверхность смазывают тонким
слоем веретенного масла. Электрод крепится на ползуне при-
способления, сообщающего ему возвратно-поступательное дви-
жение В электродержателе можно одновременно устанавливать
до 51 цифровых знаков.
Клеймение может выполняться также на пантографе 6А463
с твердосплавным инструментом. На анодированной поверхности
маркировка надписывается от руки, пером, жировой несмывае-
мой тушью.
11.5. ПРАВКА (РИХТОВКА)
Операция правки вызывается тем, что детали деформируются
при транспортировке в виде заготовок и при отрезке. Кроме то-
го, допуски на непрямолинейпость профилей в состоянии по-
ставки часто превышают допуски на непрямолинейность само-
327
летных деталей из этих профилей. Поэтому после отрезки в тех-
нологический процесс включается операция правки. Профили
небольших сечений правятся на чугунной рихтовочной плите уда-
рами резиновой или деревянной киянки. Детали тяжелых сече-
ний правят на консольных гидравлических прессах, установив
деталь на две опоры и нагружая в середине давлением ползуна
пресса. На фрикционных прессах детали правят чеканящим
ударом.
V
11.6. ОБРЕЗКА СКОСОВ, ФАСОННАЯ ТОРЦОВКА
И ОБРЕЗКА ПОЛОК ПО ШИРИНЕ
Прямолинейные скосы полок с наименьшими затратами труда
можно обсекать на универсальных переналаживаемых штампах
(рис. 11.8). Штамп состоит из нижней плиты 1, на которой кре-
пятся ножи 2 и передвижные упоры-угольники 3. Планки 4, пе-
ремещаемые при наладке в вертикальном направлении, фикси-
руют деталь от выворачивания в вертикальной плоскости при
ударе пуансона. Выступы на конце упоров 3 ограничивают пере-
мещение детали по длине. Угол скоса устанавливается поворо-
том упора-угольника 3, который закрепляется затяжкой бол-
та 5.
Вырезы в полках деталей из профилей обычно выполняются
фрезерованием на вертикально-фрезерных станках ДФ-97 (с
верхним расположением шпинделя). Деталь при этом фиксиру-
ется на универсальной фрезерной оправке с пневмозажимом
(рис. 11.9) и разметки не требует. Заготовка устанавливается
на опорный брусок 3 и прижимается к нему через прижимную
планку 5 шестью пневмоприжимами 4, включаемыми поворотом
крана 6. Сменные копиры 2 крепятся к нижней плоскости пнев-
мооправки винтами 1. Когда оправка обводится рабочим конту-
ром копира по копировальному пальцу станка, фреза воспроиз-
водит контур копира на обрабатываемой поверхности детали.
Участок обработки профилей большой длины оборудуется специ-
ализированными копировально-фрезерными станками (рис.
11.10).
Станок состоит из длинной станины 1 с направляющими 2,
расположенными в вертикальной плоскости. По рейке 3, укреп-
ленной на направляющих, перемещается с помощью электро-
двигателя 4 каретка 5, несущая на себе ломающийся двухзвенье-
вой хобот 6 с фрезерной головкой 7. Высокочастотный электро-
двигатель мощностью 2 кВт сообщает фрезе 18 000 об/мин. Узкий
и длинный стол 8 станка имеет форму корыта, с одной стороны
которого установлены пневмоприжимы 9, а с другой — сменные
опорные бруски 10, форма которых определяется конфигурацией
детали и видом выполняемой операции.
Схемы фрезерования профилей различной конфигурации да-
ны на рис. 11.11.
328
Копир 4 вместе с деталью 9 прижимается к опорному бруску
/ пневмоприжимами 5 через планку. Опорный брусок 1 имеет
ступенчатую форму, обеспечивающую выход фрезы и стружки.
Рис. 11.8. Универсальный переналаживаемый штамп
для обрезки скосов на полках профилей:
I—нижняя плита; 2—нож; 3—упор; 4—планка; 5—болт
Фрезерование на станке возможно с ручной и с механической
подачей. При включении механической подачи копирование, при
определенных соотношениях усилия продольной подачи и усилия
прижатия фрезы к копиру, может выполняться без приложения
усилия рук фрезеровщика (автоматически). Усилие прижатия
329
фрезы к заготовке создается поперечной составляющей усилия
на хоботе.
Для обсечки торцов полок по ходовым размерам радиусов
применяются револьверные штампы. Один из таких штампов по*
Рнс. 111. 9. Универсальная оправка с пневмозажимом:
/—винт; 2—копир; 3—опорный брусок; 4—пневмоприжим; 5—прижимная планка; 6—
пневмокран
казан на рис. 11.12. Для каждого из радиусов в диапазоне 4—
12 мм даны две рабочие кромки матрицы — для правой и для
левой детали.
11.7. МАЛ КОВКА
Малковка выполняется в специальных или универсальных
штампах, на специальных профилеразводных станках или про-
каткой в роликах. Операция малковки требует больших усилий,
необходимых для переформовки материала жесткого угла про-
филя. Поэтому регулируемые универсальные штампы, на кото-
рых рабочие усилия воспринимаются болтами и деталями, удер-
живаемыми силами трения, возникающими от затяжки болтов,
применяются, главным образом, при малковке профилей с малой
жесткостью.
На рис. 11.13 приведена конструкция штампа со сменными
планками 2 и 3. Трапецеидальное сечение планок обеспечивает
требуемый угол малковки а. Сменный пуансон 1, укрепляемый
на пуансонодержателе 4 винтом 5, имеет такой же угол а меж-
ду сторонами. Длина штампа не более 600—800 мм. При боль-
330
шей длине детали малковка на этом штампе выполняется за не-
сколько ударов (с передвижкой детали). В штампе совмещаются
операции малковки и правки.
Дуралюминовые профили при малках более 5° малкуютсяв
отожженном или свежезакаленном состоянии. При малках ме-
нее 5° малковка профилей из закаленного дуралюмина может
выполняться и при состаренном состоянии. Поправка на угол
пружинения дается в пределах 1—2°.
Рис. 11. 10. Схема станка для фрезерования полок про-
филей:
/—станина; 2—направляющие; 3—рейка; 4—электродвигатель;
5—каретка; 6—хобот; 7—фрезерная головка; 8—стол; 9—пневмо-
прижим; 10—опорный брусок
331
1518 17
в) г)
Рис. 11.11. Установка профилей при фрезеровании полок:
а—фрезерование Г-образного профиля; б—фрезерование полки швеллера;
в—фрезерование Z-образного профиля; г—фрезерование двутаврового
профиля;
1—опорный брусок; 2—фреза; 3—копнрная втулка; 4, 12, 13. /б—копиры;
S—прижим; 6—поршень; 7—цилиндр; 8—стол; 9, 10, 14, /7—деталь; //—до-
полнительный упор; 15—промежуточный профиль
Б-Ё
Рис. 11.12. Револьверный штамп для обсечкн
полок профилей по радиусу
Рис. 11.13. Штамп
для малковкп
и правки;
I—пуаисон; 2 и 3—
планки; 4—пуаисонодер-
жатель; б—винт
332
11.8. ПОДСЕЧКА
Подсечка профилей (рис. 11.14, с) из-за жесткости верти-
кальной стенки требует значительных" усилий. Обычно подсечка
выполняется в штампах со сменными сухарями, одну из конст-
рукций которых см. на рис. 11.14, б.
Подсечка
6)
Рис. 11.14. Подсечка профилей:
а—схема процесса; б—схема универсального подсечного штампа;
J—винт; 2—регулируемый упор; 3—откидная планка; 4 н 6—пуансоны; 5—при-
жим; 7—сухарь; 8—клин; 9—клин; 10—винт; 11—гнездо
Деталь вставляется в штамп сбоку, причем ее вертикальные
полки фиксируются в момент подсечки клиньями 9, а горизон-
тальная полка — прижимом 5. По длине деталь фиксируется
упором 2. Глубина подсечки регулируется ходом пресса. Упор-
ный сухарь 7 с помощью клина 8 и винта 1 устанавливается на
высоту, соответствующую высоте подсечки. Сечение сменных пу-
ансонов 4 и 6 соответствует сечению подсекаемого профиля. Дли-
на перехода подсечки устанавливается вращением винта 10, пе-
333
ремещающего гнездо 11 нижнего пуансона вместе с пуансоном,
фиксированным в его пазах А. Для коротких подсечек упор 2
имеет откидную планку 3.»При подъеме верхней части штампа
клинья 9 возвращаются пружинами в исходное положение.
В большинстве случаев в конструкциях самолетов размеры
подсечек назначаются по нормалям, что позволяет обеспечить
весь объем работ по самолету небольшим числом штампов. Если
деталь гнется в штампе, то подсечка совмещается с гибкой. При
необходимости получения подсечек с повышенной точностью, в
частности на стрингерах и гофре из тонколистового материала,
вместо универсальных штампов применяют специальные.
11.9. ГИБКА ПРОФИЛЕЙ
Технологические особенности процесса
Гибка — наиболее сложная и трудоемкая операция техноло-
гического процесса изготовления деталей из профилей. Трудно-
сти, возникающие при гибке профилей, объясняются двумя их
особенностями: 1) наличием вертикальных полок, предельно на-
гружаемых и деформируемых из-за значительных расстояний от
нейтральной оси изгибаемого сечения. Предохранение этих полок
от потери устойчивости — одна из основных трудностей процес-
са; 2) несовпадением плоскости изгиба с главными осями инер-
ции сечения, что вызывает косой изгиб и связанное с ним закру-
чивание изогнутой детали.
Решение этих двух задач достигается выбором метода гибки,
наиболее подходящего для заданного сечения и формы детали.
Из существующих методов гибки профилей наибольшее приме-
нение находят: гибка-прокатка в роликах, гибка с растяжением,
гибка проталкиванием через фильеры, гибка в штампах, гибка
раскаткой. Хороший эффект дает сочетание этих методов с на-
гревом заготовки. При нагреве токами высокой частоты тонко-
стенных профилей незамкнутых сечений (уголков, шеллеров и
др.) возможно создание узкой зоны нагрева, позволяющей по-
лучить изгиб без вредных искажений и потери устойчивости.
Гибка прокаткой в роликах
Гибка прокаткой в роликах — наиболее распространенный
способ гибки профилей. Ролики, особенно сборные, представля-
ют собой в значительной степени универсальный инструмент.
Изменяя их взаимное расположение, можно получать детали са-
мой различной кривизны, а изменяя набор деталей, из которых
собирается ролик, прокатывать профили различных сечений.
Роликовые профилегибочные станки могут работать по схемам:
трехроликовой симметричной (рис. 11.15, а), трехроликовой не-
симметричной (см. рис. 11.15, б и в) и четырехроликовой (см.
рис. 11.15, г).
334
При гибке по симметричной трехроликовой схеме сечение
изгибаемого профиля в месте наибольших деформаций — под
средним роликом — остается незафиксированным и вертикаль-
ная полка легко теряет устойчивость. По такой схеме работают
старые модели роликовых станков и в настоящее время они сни-
маются с оборудования.
Рис. 11.15. Схемы гибки прокат-
кой в роликах:
а—трехроликовая симметричная схема,
б и в—трехроликовая несимметричная,
г—чстырехроликовая
Рис. 11 16 Трехроликовый станок
ПГ-6:
а, б, в—схема гибки на станке; г—об-
щий вид станка.
/—верхний ролик, 2 и 3—нижнне ро-
лики
Примером станка, работающего по несимметричной трехро-
ликовой схеме, может служить станок ПГ-6 (рис. 11.16). Все три
ролика станка приводные. Ось верхнего ролика 1 имеет постоян-
ное, стабильное положение. Оси нижних роликов 2 и 3 могут
при настройке перемещаться в горизонтальном и в вертикальном
направлениях.
Из рис. 11—16, а видно, что ролик 2 работает как ведущий,
ролик 3 как гибочный и наоборот функции гибочного выполня-
ет ролик 2, а ведущего — ролик 3 (см. рис. 11.16, б).
Для гибки тяжелых профилей из стали и легких сплавов оте-
чественная промышленность выпускает трехроликовый профи-
легибочный станок с дополнительной (опорной) роликовой го-
ловкой ПГ-5А, кинематическую схему которого см. на рис. 11.17.
Конструкцией станка предусмотрена возможность гибки профи-
лей полкой наружу и внутрь. Гибка выполняется как по симмет-
ричной, так и по несимметричной схемам, что позволяет, в ряде
случаев, избежать прямых незагнутых участков на концах де-
335
тали или максимально их уменьшить. Головка с дополнитель-
ным роликом 11, фиксирующим полку детали 16 в наиболее
опасном для потери устойчивости месте, позволяет гнуть профи-
ли со сложным сечением. Для удобства гибки крупногабарит-
ных деталей оси роликов 9 расположены вертикально, благодаря
Рис 11 17. Кинематическая схема станка ПГ-5А:
f—карданный вал; 2—дифференциал; 3—электродвигатель; 4—гидроцилиндр; 5—элект-
родвигатель; 6—каретка; 7—ходовой винт; 8—суппорт; 9—гибочный ролик; /0—редук-
тор; //—дополнительный ролик; 12—центральный ролик; 18—редуктор; /4—цепная
передача; 15—гидроцилиндр головки; 16—изгибаемый профиль
чему изгибаемая деталь 16 в процессе гибки находится в верти-
кальном положении, скользя по плите, столу или рольгангам.
Закрутка изгибаемого профиля предупреждается упорными
роликами, смонтированными на передней стенке станины. Поло-
жение этих роликов по высоте регулируется при настройке стан-
ка. Упорные ролики совместно со средним роликом и рольган-
гом станка создают гибочные усилия в вертикальной плоскости.
Таким образом, деталь изгибается одновременно в двух плоско-
стях — горизонтальной и вертикальной.
Взаимное расположение и перемещение механизмов станка
видны на схеме. Гибочные ролики 9 получают вращение от эле-
336
ктродвигателя 3 через дифференциал 2, карданные валы 1 и чер-
вячные редукторы 10, находящиеся на суппортах гибочных ро-
ликов. Червячный редуктор 13 центрального ролика /2 крепится
на торцовой стороне станины. Вращение от него на централь-
ный ролик 12 передается цепной передачей 14. Гибочные ролики
9 закреплены на суппортах 8, передвигающихся по направляю-
щим кареток 6. Каретки, в свою очередь, перемещаются по на-
правляющим станины станка электродвигателями 5 (настроечное
движение).
Гибочные ролики 9 имеют два установочных движения:
1) сближение между собой — перемещением кареток с помощью
ходовых винтов 7; 2) сближение с центральным роликом 12 —
перемещением суппортов 8 относительно кареток 6 с помощью
гидроцилиндров 4. Оба движения осуществляются с пульта уп-
равления. Величина перемещения суппортов гидроцилиндрами 4
устанавливается с помощью гидравлических упоров. Установка
упоров контролируется по шкале, находящейся на пульте уп-
равления. Движение кареток 6 независимое. Это позволяет ус-
танавливать гибочные ролики в любое положение относительно
центрального ролика — как симметрично, так и несимметрично.
Четвертый свободно вращающийся ролик 11, предназначенный
для дополнительной фиксации детали при гибке сложных про-
филей, имеет три установочных движения: горизонтальное и вер-
тикальное (прямолинейные) и вращательное — вокруг горизон-
тальной оси. Механизм дополнительного ролика смонтирован на
специальной головке.
Операция гибки на станке осуществляется в следующем по-
рядке. Устанавливаются каретки 6 и гидравлические упоры суп-
портов 8 гибочных роликов 9 и суппорот дополнительного ро-
лика 11 в соответствие с сечением и требуемым радиусом гибки
детали. Устанавливается заготовка и включаются гидроцилинд-
ры гибочных и дополнительных роликов. Включается вращение
роликов. Во избежание проскальзывания роликов по заготовке
масло с ее поверхности удаляется протиркой. В отдельных слу-
чаях поверхность детали натирается канифолью.
Недостаток станка ПГ-5М, свойственный всем трехролико-
вым станкам,— прямые участки на концах заготовки, поэтому
требуются технологические припуски, обрезаемые после гибки.
При этом операция разбивается на три: а) предварительную гиб-
ку; б) обрезку концов; в) окончательную гибку.
В четырехроликовых станках заготовка в процессе гибки пе-
ремещается двумя приводными ведущими роликами 3 и 4 (рис.
11.18)- Гибочные ролики 7, свободно вращающиеся на своих
осях, перемещаются в горизонтальном направлении ходовыми
винтами с ручным приводом от маховичков 6. В вертикальном
направлении ролики 7 перемещаются гидроцилиндром 2. Станок
ПГ-3 средней мощности (см. табл. 11.2) предназначен для гибки
337
дуралюминовых профилей. Для настройки станка на гибку де-
тали маховичком 8 устанавливаются упоры 9 в соответствии с
толщиной полки детали, зажимаемой между роликами 3 и 4.
Перемещение упоров 9 осуществляется по кинематической цепи:
маховичок 8 — конические зубчатки 2=30, цилиндрические
зубчатки z=48 — ходовые винты упоров 9.
Рис 11.18. Четырехроликовый станок ПГ-3:
1 и 2—гидроцилиндры; 3 и 4—ведущие ролики, 5—электродвигатель; 8, /0—махо-
вичок, 7—гибочный ролик, 9 и 11—упоры
После установки каждая новая деталь зажимается в роли-
ках 3 и 4 включением гидроцилиндра 1, поднимающего при этом
ролик 3 на высоту, ограничиваемую упорами 9. Гибочные роли-
ки 7 устанавливаются в горизонтальном направлении вращени-
ем ручных маховичков 6. Вертикальное положение роликов 7
устанавливается с помощью ручного маховичка 10. Маховичок
соединен с упорами 11 кинематической цепью: маховичок 10 —
ходовой винт Z=8 — гайка правого упора 11 — две пары кони-
ческих зубчаток z=30 — ходовой винт /=8 — гайка левого
упора.
При съеме очередной изгибаемой детали включением гидро-
цилиндра 2 ролики 7 опускаются, а после установки новой заго-
товки включением гидроцилиндра 2 поднимаются в рабочее по-
ложение, определяемое упорами 11. Ролики 3 и 4 имеют ревер-
сивное вращение, что позволяет подавать изгибаемую деталь в
обе стороны.
338
Таблица 11.2
Техническая характеристика роликовых
профилегибочных станков
Параметры ПГ-2М пг-з ПГ-4 ПГ-6
Наибольшее усилие ги- дроцилиндра гибочного ролика, тс 8,5 12 12 75
Наименьший радиус изгиба, мм 90 250 100 250
Наибольшие размеры изгибаемого профиля, *
ММ. 100 80 120
высота 50 120 150 260
140
ширина
Более мощный (см. табл. 11.2) станок ПГ-4 (см. схему рис.
11.15, г) предназначен для гибки стальных и тяжелых дуралю-
миновых профилей. Он отличается от ПГ-3 не только большей
мощностью, но и независимым управлением правым и левым ги-
бочными роликами, имеющими специальные гидроцилиндры
подъема. Оставшийся прямым при прокатке в одну сторону ко-
лец заготовки изгибается при прокатке в противоположном на-
правлении.
Для гибки профилей со сложными сечениями на станке уста-
навливается головка с дополнительным роликом, фиксирующим
профиль на участке наибольшей деформации. Профиль ролика
выполняется по соответствующему сечению изгибаемой детали.
Количество переходов при гибке прокаткой и положение ги-
бочных роликов определяются опытным путем. При прокатке
каждой очередной детали может потребоваться корректировка
этих величин в зависимости от отклонений по размерам сечения
и по физико-механическим свойствам. В начале операции после
нескольких проходов, а к концу операции после каждого прохода
деталь замеряется по шаблону (ШГ, ШКС и др.).
Наибольшую сложность представляет гибка профилей с не-
симметричными сечениями, при которых возникают значитель-
ные деформации закрутки в направлении наименьшего сопро-
тивления профиля изгибу. Эта закрутка доходит до 15°. Дово-
дочные работы по правке профилей после гибки, выполняемые в
большинстве случаев вручную, составляют до 75% общей трудо-
емкости гибочных работ. Основная причина закрутки — несов-
падение направления гибки с главными осями инерции сечения,
вызывающее косой изгиб. Только изгиб в направлении главной
оси инерции сечения с наименьшим моментом сопротивления не
сопровождается закруткой.
339
Деформации закрутки профилей с несимметричными сечения-
ми при гибке в роликах могут быть снижены или устранены
двумя способами: 1) приведением сечений к симметричным (прес-
сование симметричных заготовок с разрезкой их на две детали
после гибки; 2) изгибом в двух плоскостях.
Наиболее эффективным методом устранения закрутки явля-
ется нагрев детали в процессе гибки в зоне ее деформирования
до температуры разупрочнения. Пример гибки в сборных роли-
Рис. II. 19. Схема гибки несимметричного Z-обраэиого профиля-
1 и 4—ролики; 2, 3, 5—кольца
ках с приведением Z-образного несимметричного профиля к П-
образному симметричному дан на рис. 11.19. Сборные ролики ис-
пользуются не только для гибки, но и для разрезки согнутой де-
тали по оси симметрии. Внутри ролика 1 имеется кольцо 2, вы-
полняющее функции ножа матрицы при разрезке. При гибке оно
не снимается, выполняя функции прокладки. В ролик 4 при
операции разрезки закладывается кольцо-нож 3. Во время опе-
рации гибки оно заменяется кольцом-прокладкой 5, наружный
диаметр которого равен диаметру ролика 4.
Швеллерные профили для устранения закрутки также изги-
баются одновременно по два с расположением внутрь полками
(рис. 11.20). Верхний ролик 1 снабжается ребордами, фикси-
рующими боковые стенки деталей 2, а внутрь профилей закла-
дывается заполнитель 3 в виде бобышек из капролона, соеди-
ненных тросом 6. Для предупреждения продавливания полок из-
гибаемых деталей в щели между бобышками на внутреннюю
поверхность растянутых полок со стороны ролика укладывается
металлическая лента 4 толщиной 1,5—2 мм.
Один из способов устранения закрутки несимметричных про-
филей — гибка за две операции в двух плоскостях. За первую
операцию деталь изгибается в плоскости, перпендикулярной за-
данной. Кривизна в этой вспомогательной плоскости определя-
340
стся опытным путем. Затем деталь изгибается в направлении
главной оси инерции сечения с наименьшим моментом сопро-
тивления. Поскольку гибка в этой плоскости не сопровождается
закруткой, после второй операции профиль побочной деформа-
ции закрутки не имеет. Суммарная кривизна детали получается
как сумма деформаций на первой и второй операциях.
Рис. 11.21. Типовая кон-
струкция сборного ро-
лика:
Рис. 11.20 Схема гибки
швеллеров:
/—верхний ролнк; 2—заго-
товки; 3—заполнитель; 4—
леита; 5— иижний ролик;
6—трос
/—втулка; 2—кольцо; 3—
прокладка; 4—кольцо; 5—
гайка; 6—контргайка; 7—
шпонка
Из-за неточности выбора кривизны во вспомогательной плос-
кости и неточности определения положения главной оси инерции
сечения образуются закрутки, переменные по длине детали.
Оснасткой для гибки на роликовых станках служат ролики,
имеющие контур сечения изгибаемого профиля. Для сохранения
устойчивости полки профиля должны в процессе гибки фикси-
роваться канавками и бортами роликов. Зазор между полкой и
фиксирующими ее бортами ролика должен быть минимальным.
Величиной этого зазора определяется высота гофра, образующе-
гося на полках детали при потере устойчивости. Практикой ус-
тановлено, что оптимальная величина зазора между полкой
профиля и бортами ролика равна 0,1—0,2 мм. Однако эта вели-
чина у роликов, выточенных из одного куска металла, не может
быть выдержана, так как разница между верхним и нижним
допусками по толщине полок профилей может доходить до-
0,8 мм.
Зазор 0,1—0,2 мм может быть выдержан при гибке в сбор-
ных роликах (рис. 11.21), где ширина канавки регулируется
толщиной прокладки 3, устанавливаемой для каждой новой пар-
тии заготовок. У деталей из одной партии заготовок отклонения
по толщине полок укладываются в этот зазор. Для каждой пар-
341
тии прокладки могут быть выточены в соответствии с ее откло-
нениями. Сборный ролик состоит из втулки 1, на которой гай-
кой 5 стянуты посаженные на шпонке 7 кольца 2 и 4 и про-
кладка <?.
Гибка с растяжением
Технологический процесс гибки профилей прокаткой в роли-
ках имеет ряд недостатков: операция трудоемка и состоит из
большого числа проходов, включающих замеры детали. Профи-
ли при прокатке закручиваются и замалковываются. Этих недо-
статков не имеет процесс гибки с растяжением. Гибка профилей
с растяжением — операция, аналогичная обтяжке с растяжением
обшивок двойной кривизны (см. гл. 10).
Заготовка 1 (рис. 11.22, б), зажатая в патронах станка, сна-
чала растягивается до состояния пластичности растяжными гид-
роцилиндрами 6 (см. рис. 11.22, а), а затем, оставаясь в растя-
нутом состоянии, обтягивается с помощью гибочного гидроци-
-342
линдра 4 по пуансону 2, закрепленному на столе 3 станка (см.
рис. 11.22, в). Наилучшие результаты можно получить в том
случае, когда усилия растяжения выше предела упругих дефор-
маций по всему сечению профиля.
После окончания процесса деталь только несколько укоро-
тится, сохраняя полученную кривизну. Однако это не всегда воз-
можно. При большой высоте полки разница в деформациях внеш-
них и внутренних участков может быть настолько велика, что в
то время, как на внутренних участках напряжение будет нахо-
диться в границах упругости, на наружных участках начнется
разрушение. В этих случаях приходится ограничиваться таким
растяжением, при котором напряжения на внешних участках се-
чения не доходят до значений разрушающих. При этом точность
детали достигается вторичной обтяжкой-калиброванием. Раз-
ница в напряжениях на наружных и внутренних участках полки
характеризуется относительным радиусом кривизны р, равным
отношению радиуса У?д кривизны детали к высоте hu полки на
изгибаемом участке Q=RR/hn (см. рис. 11.22, в). Чем больше Q,
тем меньше разница в напряжениях.
Гибка с растяжением возможна при значении относительно-
го радиуса гибки р:
е=А.>ю.
л„
Гибка дуралюминовых профилей производится при свежеза-
каленном или отожженном состоянии заготовки. При небольшой
жесткости и больших значениях относительного радиуса кри-
визны гибка выполняется за один переход. В этом случае опе-
рации располагают в такой последовательности: 1) закалка;
2) предварительная обтяжка; 3) гибка; 4) калибровка.
Детали из жестких профилей, а также детали с малыми от-
носительными радиусами гнут за два перехода с промежуточной
термической обработкой. Операции выполняют в такой последо-
вательности (если пуансон выполнен без учета пружинения де-
тали): 1) отжиг заготовки; 2) предварительная обтяжка: 3) гиб-
ка; 4) закалка; 5) калибровка растяжением.
Вместо двухпереходной гибки можно применять одпопере-
ходную, но в этом случае пуансон должен быть изготовлен с
учетом пружинения детали Перед гибкой заготовка, зажатая в
патроны растяжных цилиндров, предварительно растягивается в
пределах 1 % ее длины. Считая, что материал заготовки при рас-
тяжении перед гибкой должен быть доведен до состояния теку-
чести, усилие предварительного растяжения Рпр можно прибли-
женно определить по формуле Pnp=Fa0,2, где F — площадь по-
перечного сечения детали, мм2; о0,2 — предел текучести при рас-
тяжении, кгс/мм2.
34»
Если гибка ведется за один переход, то после огибания де-
тали по пуансону ей сообщается дополнительное растяжение
(калибровка), которое на участках, расположенных непосредст-
венно около зажимных патронов, должно составлять в зависи-
мости от угла изгиба детали 2—7% (чем больше угол изгиба,
тем большую величину должно иметь удлинение). Величина
удлинения при калибровке (определяется опытным путем на
первых деталях) не должна превышать 8%. После калибровки
деталь должна полностью прилегать к пуансону. Усилие калиб-
ровки Рк можно приближенно определить по формуле Рк=
=0,9Еов, где F — площадь поперечного сечения детали, мм2;
ив — предел прочности, кгс/мм2. Если деталь гнется горизон-
тально (т. е. лежащей в плоскости изгиба полкой внутрь), то
для предотвращения складок полка зажимается между рабочей
частью пуансона и основанием. Удельное давление прижима
3 кг/см2. Длину заготовки L3 при гибке профилей с растяжением
•определяют по формуле Л3=0,99(Лд+2а), где LR — длина де-
тали, мм; а — припуск на зажатие заготовки в патроне станка
(около 50 мм); 0,99 — практически установленный коэффициент,
учитывающий удлинение при предварительном растяжении, гиб-
ке и калибровке.
Титановые профили, полученные гибкой из листа, гнутся на
роликовых станках прокаткой в холодном состоянии или гибкой
с растяжением, также без подогрева за две или более опера-
ций с промежуточным отжигом. В качестве смазки применяется
молибденит.
При гибке с растяжением профилей из титановых сплавов,
бериллия и высокопрочных сталей мощность имеющихся профи-
легибочных станков, рассчитанных на гибку деталей из алюми-
ниевых сплавов, оказывается недостаточной, а ручные операции
последующей доводки деталей — очень трудоемкими.
Применение обтяжки с электроконтактным нагревом заготов-
ки решило эту проблему. Через зажатую в патронах станка из-
гибаемую деталь пропускается электрический ток, разогреваю-
щий ее до температуры потери пружинения. При изготовлении
этим способом деталей из дуралюмина трудоемкость ручных до-
водочных работ значительно (почти вдвое) снижается. Установ-
ки для нагрева заготовки при гибке с растяжением работают при
напряжении 15—30 В. При помощи установки 540 ква темпера-
тура заготовки может быть поднята до 700—1100° С. Оптималь-
ные температуры обтягивания профилей из Д16М — 250—450°С.
Время нагрева — 8—20 с. Усилие растяжения заготовки при на-
греве снижается в зависимости от материала детали от 2 до 5 раз.
При обтягивании по балинитовым пуансонам температура
нагрева не должна превышать 250° С. При более высоких тем-
пературах пуансоны изготавливаются из других более термо-
стойких и электроизолирующих материалов, в частности, из ас-
344
боцементных электротехнических плит, сохраняющих исходные
свойства до 580° С.
Катаные и прессованные профили из титана гнутся на про-
филегибочных растяжных станках на стальных обтяжных пуан-
сонах. С помощью сегментных электронагревателей, подклады-
ваемых под пуансоны, температура пуансонов повышается до
200° С.
Прессованные профили из титановых сплавов гнутся по сле-
дующей технологии: 1) гибка с растяжением на стальном обтяж-
ном пуансоне, нагретом до 200° С и имеющем кривизну большую
чем кривизна детали; 2) промежуточный отжиг при 540° С в
течение 30 мин; 3) повторная обтяжка по пуансону, имеющему
контур готовой детали. Если деталь, полученная таким способом,
не укладывается в допуск, ее после отжига в печи калибруют в
нагретом состоянии в приспособлении для правки. Отжиг, сни-
жающий внутренние напряжения, можно выполнять в этом же
приспособлении.
При гибке профилей из алюминиевых сплавов обтяжные пу-
ансоны изготавливаются из баллинита или дельта-древесины.
Пуансон (рис. 11.23, а) состоит из трех основных частей: рабо-
чей части 1, основания 2 и прокладки 3. Для установки и креп-
ления на столе станка в пуансоне имеются два отверстия Д под
упорные колонки и одно отверстие Е, расположенные на оси
симметрии, для прохода штока нижнего прижимного цилиндра.
Отверстия под опорные колонки размещаются таким образом,
чтобы ось симметрии пуансона совпадала с осью станка, а вер-
шина пуансона касалась оси, проходящей через растяжные ци-
линдры. Пуансон предназначен для гибки Г-образного профиля
полкой внутрь.
Контур пуансона выполняется по шаблону детали с учетом
пружинения, которое определяют соответствующей корректи-
ровкой радиусом кривизны по формуле где /?п—радиус
кривизны пуансона; 7?д •— радиус кривизны детали; k — коэф-
фициент, зависящий от механических свойств, состояния мате-
риала заготовки и величины радиуса кривизны участка.
Одновременно необходимо учитывать упругое сокращение
детали после разгрузки от растягивающих усилий. Из-за нерав-
номерного распределения напряжений по высоте поперечного се-
чения и сокращения длины после снятия растягивающих усилий
деталь обычно имеет отклонения от контура пуансона. Величина
отклонения зависит от целого ряда факторов, из которых основ-
ные — величина относительных радиусов g изгибаемых участ-
ков, форма детали и количество переходов.
На рис. 11.23, г приведена схема упругих деформаций дета-
ли после снятия деформирующей нагрузки. Длины, углы и ра-
диусы отдельных участков пуансона обозначены £п, ап, Rn-
Соответствующие размеры детали после снятия нагрузок £д, ад,
345
346
/?д. Как видно из схемы, прямолинейные участки на концах де-
тали снятия нагрузки укорачиваются и поворачиваются на не-
которые углы. Радиусы криволинейных участков увеличиваются
(7?д>Яп), дуги (участки 2 и 3) укорачиваются, вследствие чего-
внутренние центральные углы уменьшаются.
При двухпереходной гибке точность выше, чем при однопе-
реходной. Экспериментально установлено, что при однопе-
реходной гибке для деталей типа стрингеров с относительным
радиусом 100 отклонения доходят до 0,5 мм. При криволи-
нейных участках на концах детали отклонение составляет 2—
5 мм, а при прямолинейных — увеличивается до 10—20 мм.
Длина Lc рабочего участка пуансона (прямолинейного и криво-
линейного) с учетом упругого сокращения берется равной
£п=1,д(1-}-у),
где LR — длина участка после снятия растягивающего усилия;
у — коэффициент упругого сокращения (берется по таблицам).
Для свежезакаленного дуралюмина Д16 у=0,004.
Для возможности корректировки радиуса кривизны в соот-
ветствии с углом пружинения детали вместо балинитовых пуан-
сонов постоянной кривизны применяют различные конструкции
сборных металлических пуансонов. Криволинейная рабочая по-
верхность на пуансоне набирается из отдельных секторов, кото-
рые можно расположить по любому криволинейному контуру.
Профилегибочные растяжные станки отечественных моделей
ПГР-6 (см. рис. 11.22), ПГР-7 и ПГР-8 имеют следующую ха-
рактеристику (табл. 11.3):
Таблица 11.3
Основные технические данные ПГР-6 ПГР-7 ПГР-8
Наибольшее усилие растяже- ния, кгс 9000 25000 60000
Наибольшая длина заготовки, мм 5500 6000 9000
Наименьшая длина заготовки, мм — 1000 2000
Наибольшая стрела обратной вогну- тости, мм — 500 —
Наибольший угол поворота ‘гибоч- ного рычага, град 90 90 90
Конструктивно однотипные, эти станки отличаются по мощ-
ности. Средний по мощности ПГР-7 имеет в отличие от ПГР-6 и
ПГР-8 установку для гибки деталей знакопеременной кривизны.
347
Гибка проталкиванием в фильер
При этом способе прямолинейный профиль-заготовка 7 (рис.
11.24, а) получает требуемую кривизну путем проталкивания с
помощью гидравлического устройства в гибочный ручей фильера
8. Ручей имеет поперечное сечение, соответствующее форме и
размерам сечения изгибаемого профиля и кривизну оси, соот-
Рис 11 24 Гибка проталкиванием в фильер:
а—схема гибки проталкиванием в фильер; б—пресс ППФ-1:
1—фильерный патрон, 2—зажимной патрон; 3—гидроцнлиндр, 4—буферный
гндроцилиндр; 5—ролик; 6—корпус; 7—заготовка; 8—фильер, 9—индуктор
ветствующую кривизне получаемой детали. Двигаясь по ручью,
заготовка наталкивается на формующую поверхность ручья и
изгибается под действием возникающих при этом поперечных
давлений. Нагрев заготовки в зоне деформирования с помощью
индуктора 9 или каких-либо других видов подогрева устраняет
закрутку детали.
Пресс ППФ-1 (для гибки профилей проталкиванием в филь-
ер) работает следующим образом (см. рис. 11.24, б): сменный
фильер устанавливается в фильерном патроне 1. В зажимной
патрон 2 вставляются сменные вкладыши, соответствующие
контуру изгибаемого профиля. Зажимной патрон приводится в
возвратно-поступательное движение рабочими гидроцилиидра-
ми 3. С каждым ходом поршней цилиндров 3 проталкиванием
заготовки через неподвижно закрепленный фильер формуется
438
очередной участок ее длины. Самозаклинивание заготовки в за-
жимном патроне осуществляется под действием усилия протал-
кивания, а до начала проталкивания — буферными гидроци-
линдрами 4. Корпус пресса 6 может поворачиваться на роликах
5 станины, для того чтобы плоскость изгиба детали можно было
сделать горизонтальной.
Поскольку гибка детали выполняется за один ход на неболь-
шой длине, пресс может иметь небольшую мощность. Пресс
ППФ-1 развивает усилие проталкивания до 50 т. Наибольшие
габариты сечения изгибаемого профиля 180X120 мм, наиболь-
шая толщина полки 12 мм, наименьший радиус изгиба 700 мм.
Гибка в штампах
Короткие детали (длиной до 500 мм) гнутся в штампах за
один удар. При стреле прогиба, не превышающей половины вы-
соты полки, детали из дуралюмина гнут в закаленном состоянии,
при большой кривизне — в свежезакаленном или отожженном
состоянии. При проектировании штампа должен учитываться
угол пружинения детали, который определяется опытным путем.
Рис 11 25. Штамп со сменными сухарями для гибки про-
филей:
I—стопорный винт; 2—пуаисои; 3—матрица; 4—штифт
На рис. 11.25 приведена одна из конструкций штампа для
гибки профилей, который может быть установлен на эксцентри-
ковом, кривошипном, фрикционном или гидравлическом прессе.
Верхняя и нижняя части штампа универсальные. В них с по-
мощью стопорных винтов 1 крепятся сменные пуансон 2 и мат-
рица 3. Матрица состоит из двух половин, фиксируемых между
собой штифтами 4. В штампе одновременно гнутся две детали
(правая и левая). Корпус штампа — стальной, пуансон и мат-
рица — из балинита.
Наиболее полное использование штампа достигается изготов-
лением в нем деталей нескольких наименований с одинаковыми
или близкими радиусами кривизны. В штампе изготовляют дета-
ли с наибольшей кривизной. Остальные детали после гибки в
штампе доводят до требуемой кривизны путем разводки верти-
349
кальной полки. При большой кривизне операция выполняется
за два перехода. При изгибе за один переход стрела прогиба де-
тали не должна превышать высоты вертикальной полки.
При гибке профилей с большими сечениями (с высотой вер-
тикальной полки до 100 мм, горизонтальной полки до 75 мм и
толщине полок до 10 мм) успешно применяют универсальные
рессорные штампы. Фиксация полок профилей со сложными се-
чениями в процессе гибки достигается в клиновых штампах.
12 3 4 5 6
Рис. II. 26. Клиновой штамп:
I— клин; 2—подвижной пуаисон; 3—неподвижный пуансон;
4—пуаисон; 5—матрица; 6—клин
С помощью клиньев вертикальное перемещение верхней части
штампа (рис. 11.26) преобразуется в горизонтальное движение
частей, заходящих в межполочные полости и фиксирующих пол-
ки. Под влиянием клина 1 пуансон 2 заходит в паз между гори-
зонтальной и наклонной полками профиля, фиксируя их от по-
тери устойчивости. Матрица 5, передвигаемая клином 6, и пуан-
сон 4 при дальнейшем опускании верхней части штампа изгиба-
ют деталь на неподвижном пуансоне 3 и подвижном пуансоне 2.
Клиповые штампы очень дорогие; требуют тщательной довод-
ки поверхностей пуансонов и клиньев и частых ремонтов в про-
цессе эксплуатации. Точность работы штампа снижается даже
при небольшом его износе. Кроме того, клиновые многопуан-
сонные штампы требуют мощного прессового оборудования.
Гибка методом ротационного обжатия (раскатки)
и ударным раздавливанием полок
Один из методов гибки профилей с несимметричными се-
чениями — гибка раскаткой или ударным раздавливанием по-
лок, лежащих в плоскости изгиба. Сущность процесса заклю-
чается в том, что при прокатывании в роликах 2 и 3 (рис.
11.27, а) горизонтальной полки заготовки 1, длина этой полки
350
должна увеличиваться за счет утонения. Под действием возни-
кающих при этом напряжений сжатия в сечении появляется мо-
мент, изгибающий вертикальную полку в плоскости, параллель-
ной горизонтальной полке. Часть сечения, изгибаемая за счет
раскатки, оставлена незаштрихованной (см. рис. 11.27, б), часть
сечения, изгибаемая за счет возникающего момента, заштри-
хована.
Рис. 11.27. Гибка профилей методом раскатки полок:
—схема процесса: б—деформация при раскатке полок; в—деформация детали
при излишнем обжатии у основания полки; г—деформация детали при излишнем
обжатии у конца полки; 1—заготовка; 2, 3—ролики
Волокна раскатываемой полки должны удлиняться не равно-
мерно, а прямо пропорционально их расстоянию от вертикаль-
ной полки. Удлинение Д/ создается за счет обжатия Д/i полки
по толщине. Чем дальше расположено волокно от вертикальной
полки, тем больше ДА. Эта зависимость носит линейный харак-
тер. Ролики 2 и 3 должны иметь соответствующую конусность
или, если они цилиндрические, устанавливаться под углом а,
определяемым из равенства tga=h/R, где h — высота раскаты-
ваемой полки; R — радиус кривизны.
При излишнем обжатии Д/г в концевой или корневой части
раскатываемой полки деталь получает искривление в незадан-
ных плоскостях, закрутку и замалковку. Эти дефекты устраня-
ются сближением или раздвижением роликов. При излишнем
обжатии в корневой части полки расположенные там волокна
стремятся удлиниться больше, чем это требуется для образова-
ния кривизны, и увлекают за собой волокна вертикальной полки.
Выходящий из роликов профиль поднимается вверх (см. рис.
11.27, в), образуя спираль. Для устранения этого искажения
351
Рис. (11.28.
Схема гибки
ударным раз-
давливанием:
1—заготовка; 2—
неподвижный
боек; 3—подвиж-
ный боек
раскатные ролики необходимо раздвинуть. При излишнем обжа-
тии концевой части выходящий из роликов конец опускается вниз
(см. рис. 11.27, г).
Изготавливаемый отечественной промышленностью профиле-
раскаточный станок ПРС-1 позволяет раскатывать полки толщи-
ной до 10 мм и шириной до 80 мм. Наибольшее
усилие сжатия раскатных роликов 30 тс.
Гибка раскаткой полок применима только
при изготовлении деталей с полкой, расположен-
ной на наружной стороне изгибаемого угла. Та-
кие детали в конструкциях самолетов встреча-
ются реже, чем детали с полкой внутрь.
Схема гибки профиля ударным раздавливани-
ем дана на рис. 11.28. По такой схеме работает
профилеразводный станок ПР-1. Заготовка 1, по-
мещенная на неподвижный плоский боек 2, раз-
давливается подвижным бойком 3, совершающим
в процессе работы станка возвратно-поступа-
тельные движения. Бойки представляют собой
универсальный инструмент, пригодный для всех
случаев работы на станке.
Гибка ударным раздавливанием и раскаткой полок может
применяться как для изгиба, так и для доводки изогнутых де-
талей. Всестороннее сжатие деформируемых элементов полки
позволяет гнуть профили с относительными радиусами изгиба q
в пределах р^2—3.
11.10, ПРОБИВКА И СВЕРЛЕНИЕ ОТВЕРСТИЙ
В ДЕТАЛЯХ ИЗ ПРОФИЛЕЙ
Групповая пробивка отверстий в прямолинейных профилях,
имеющих небольшую толщину полок, может быть выполнена на
листозагибочных прессах (развивающих большое усилие и име-
ющих длинные ползун и стол). На стол пресса устанавливается
набор штампов-скоб (рис. 11.29) с шагом, равным или кратным
шагу отверстий. За один удар ползуна пресса по пуансонам скоб
пробиваются сразу все отверстия. Если шаг отверстий меньше
ширины скобы, то скобы устанавливаются с двойным или трой-
ным шагом и пробивка выполняется с передвижкой заготовки,
соответственно, за два или три удара.
В корпусе 1 скобы запрессована матрица 2, над которой на-
ходится пуансон 3, перемещающийся вниз под давлением ползу-
на пресса, а вверх — под действием пружины 4, выполняющей
роль съемника. Направляющая втулка 5 прижимает заготовку к
матрице. Упор 6, ограничивающий продвижение детали в зев
скобы, устанавливается в соответствии с расстоянием от края
детали до оси отверстий. Если пуансон 3 входит во втулку 5 по
скользящей посадке второго или третьего класса, то он разгру-
352
“в*
® у C5J
а
1
О
I
Л9/<"
72
353
жается от продольного изгиба и может пробивать отверстия
2,5—2,7 мм в дуралюминовых профилях с толщиной полки до
5 мм.
При сложных очертаниях деталей сверление выполняется по
шаблонам ШОК. Значительное увеличение производительности
при сверлении отверстий в полках профилей дают установки с
небольшим вертикально-сверлильным станочком, свободно пе-
рекатывающимся на роликах вдоль стенда с зажатой деталью.
Для возможности сверления отверстий, расположенных в не-
сколько рядов, станок снабжен небольшим ломающимся хобо-
том (по типу ОС-86).
11.11. КОНТРОЛЬ ДЕТАЛЕЙ ИЗ ПРОФИЛЕЙ
Прямолинейность плоскости изгиба готовых деталей прове-
ряется по контрольной плите. Кривизна контролируется по ШГ.
контрольному плазу, лекалам и т. д. При большом объеме про-
изводства целесообразно пользоваться переналаживаемыми
контрольными приспособлениями (одну из конструкций см. на
рис. 11.30). На круглом столе 2 прорезаны радиальные пазы, в
них с помощью болтов 4 крепятся фиксаторы 3. Расставляются
фиксаторы по шаблону 6, к которому прижимаются нижней ча-
стью штифтов 5. Контролируемая деталь должна соприкасаться
с верхними концами штифтов 5.
Универсальный стенд для контроля стрингеров агрегатов
Ф-4 и Ф-5 тяжелого самолета показан на рис. 11.31. На бетон-
ных столбах смонтирована балка 1, на которой (по линейке 2)
устанавливаются в соответствии с дистанциями шпангоутов суп-
порты 3, несущие на себе стойки 5. Суппорты на балке и стойки
на суппортах жестко крепятся фиксаторами 4. В стойках на
карбинольном цементе залиты кронштейны 6. На кронштейнах
крепятся плазовые шаблоны 7, изготавливаемые по шпангоутам
и сечениям, через которые проходят контролируемые стрингеры.
Глава 12
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ САМОЛЕТА ИЗ ТРУБ
12.1. ТЕХНОЛОГИЧЕСКАЯ ХАРАКТЕРИСТИКА И ОПЕРАЦИИ
ТИПОВОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
В современных самолетах общая длина трубопроводов в гид-
росистемах управления топливных, масляных, воздушных и дру-
гих коммуникациях достигает нескольких километров и трудо-
Рис. 12. 1. Технологическая классификация деталей из
труб:
zz—прямые; б—изогнутые в одной плоскости; в—изогнутые в
двух плоскостях;
I—с прямым торцом: 2—с косым торцом; 3—с фасонным тор-
цом; 4—с развальцованным концом; 5—с обжатым концом; 6—
со сплющенным концом; 7—с вырезами в стенках
емкость их изготовления растет. Трубы широко применяются и
как конструкционно-силовые элементы — тяги управления са-
молетом и двигателем, звенья силовых нервюр и шпангоутов.
Материалом для труб служат, в зависимости от назначения и
внутреннего давления, алюминиевые сплавы (АМцМ, АМгМ,
АМг-бТ, Д16, В95), нержавеющие стали, медь, латунь,
355
бронза и углеродистые стали. Диаметры труб лежат в диапазоне
от 4 до 80 мм. По технологическим признакам детали из труб
можно разбить на три подгруппы: прямые (рис. 12.1, а); изогну-
тые в одной плоскости (рис. 12.1, б); изогнутые в нескольких
плоскостях (рис. 12.1, в).
Последующими признаками технологической классификации
может служить заделка концов труб: прямой 1, косой 2, или
фасонный срез 3, развальцовка 4, обжатие 5, сплющивание 6
или вырезы в стенках 7.
Технологический процесс изготовления деталей из труб мо-
жет включать операции: 1) отрезку по длине; 2) косую или фа-
сонную обрезку концов; 3) вырезку отверстий в стенках; 4) за-
делку концов (развальцовку, обжатие, сплющивание, рифтов-
ку); 5) гибку и 6) контроль.
12.2. ОТРЕЗКА
В зависимости от толщины, диаметра, длины, материала за-
готовки и масштаба производства отрезка труб может выпол-
няться в штампах, на дисковых пилах, на анодно-механических
станках, на абразивных отрезных станках или на специальных
трубоотрезных станках.
Наиболее распространенным методом является резка труб
на маятниковых дисковых плитах, применяемых для резки про-
филей. Резка труб из цветных металлов осуществляется на
нормальных дисковых фрезах, применяемых для резки профилей.
Трубы из углеродистых, нержавеющих и легированных с галей
разрезают также на маятниковых пилах, но вместо дисковой
фрезы устанавливают абразивные диски с вулканитовой связкой.
Скорость резания вулканитовыми кругами — 80—100 м/с.
Минимальная толщина круга — в пределах 0,8 мм.
Хрупкие, тонкие разрезные абразивные круги при осевых
биениях заготовки или круга разрушаются. Поэтому в механиз-
ме качающегося рычага маятниковой пилы все зазоры должны
быть тщательно выбраны. Лучшие результаты дают отрезные
станочки, у которых ось режущего диска зафиксирована в не-
подвижно закрепленных подшипниках, а заготовка закрепляется
на суппорте, передвигающемся в процессе подачи без люфтов
по хорошо пришабренным направляющим.
На дисковых пилах можно резать трубы различных разме-
ров по диаметру, толщине стенки и длине. На этих же пилах,
пользуясь поворотом стола, осуществляется резка косых торцов
на заготовках труб, что дает экономию материала и упрощает
технологию их изготовления. Резка труб на ленточных пилах
менее производительна, дает меньшую точность по длине и более
опасна при резке коротких заготовок (длиной до 50 мм).
Короткие заготовки труб длиной до 150—200 мм с толщиной
стенки более 2 мм целесообразно разрезать на обычных револь-
350
верных или токарно-отрезных станках. Заготовки, отрезанные на
этих станках, имеют чистую поверхность среза и почти не имеют
заусенцев. Длина заготовки и перпендикулярность плоскости
среза получаются более точные, чем при резке на маятниковых
и ленточных пилах, но трудоемкость резки выше в 3—5 раз.
Отечественные трубоотрезные станки позволяют отрезать тру-
бы диаметром от 60 до 280 мм. Заготовка вводится внутрь шпин-
деля и зажимается самоцентрирующими пневматическими тис-
ками. Отрезные резцы устанавливаются на вращающейся план-
шайбе, на которой смонтирован и механизм подачи резцов.
Подача происходит с каждым поворотом планшайбы. Резку труб
из титановых сплавов можно производить абразивным диском на
анодно-механических станках, ленточных пилах, токарных и тру-
боотрезных станках. Поскольку острые кромки на торцах отре-
занных труб из титана с заусенцами и микроскопическими тре-
щинами недопустимы, их торцуют на специальных торцовочных
станочках, снимающих фаски с внутренней и наружной поверх-
ностей кромки торца.
Анодно-механические станки (см. гл. 1.1) даже при резке тон-
костенных труб не деформируют деталь и дают чистый, без за-
усенцев, срез. При массовом или крупносерийном производстве
коротких заготовок труб (с толщиной стенки до 3 мм и длиной
не более 150—200 мм) применяют специальные разрезные штам-
пы, устанавливаемые на эксцентриковых или кривошипных прес-
сах.
12.3. КОСАЯ И ФАСОННАЯ ОБРЕЗКА КОНЦОВ
При резке на дисковых пилах и абразивных кругах косые
срезы получают установкой заготовки под углом к диску одно-
временно с отрезкой по длине. Если второй торец трубы прямой,
то заготовку с прямыми торцами режут сразу на две длины де-
тали, а затем, поворачивая на требуемый угол стол пилы, раз-
резают заготовку пополам. Этот прием позволяет за два реза
получить две детали и уменьшить расход материала.
Фасонная отрезка концов труб из легких сплавов при неболь-
ших заказах может быть выполнена на вертикально-фрезерных
станках типа ДФ-97 (с верхним расположением шпинделя) или
ДФ-98 (с нижним расположением шпинделя) по копиру — ана-
логично фасонному торцеванию профилей. При больших масшта-
бах производства применяются обсечные штампы (рис. 12.2),
одинаково пригодные для стальных труб и для труб из легких
сплавов.
Заготовка 6 надевается на дорн 2, фиксирующий сечение от
смятия. Зазор между пуансоном 1, матрицей 5 и дорном 2, вы-
полняющим функции матрицы при отрезке верхней половины
сечения, обеспечивается фиксацией дорна на пальце 3. Левая
(по чертежу) выступающая стенка штампа воспринимает боко-
357
вые усилия отрезки. Рабочая часть пуансона выполнена в виде
полукруглой выточки с радиусом кривизны, несколько большим
наружного радиуса заготовки.
Рис. 12. 2. Штамп для фасонной обрезки труб:
1—пуансон; 2—дорн; 3—палец; 4—нижняя плита; 5—матрица; 6—заготовка
12.4. ВЫРЕЗКА ОТВЕРСТИЙ В СТЕНКАХ
Просечка продольных пазов на концах труб, необходимых, в
частности, для приваривания ушковых наконечников, выполня-
ется в штампах. При небольших объемах производства вырезку
пазов можно осуществлять на горизонтальных и вертикальных
фрезерных станках пальцевыми или дисковыми фрезами. В этом1
случае трудоемкость изготовления значительно увеличивается.
Прорези различной формы в стенках труб (см. рис. 12.1, о)
можно прошивать с помощью комплекта электродов на электро-
искровых станках или прорезать дисковыми фрезами по раз-
метке или бумажным шаблонам, наклеиваемым на заготовку.
Наиболее эффективен метод размерного химического травления.
Технология травления аналогична технологии травления плос-
ких деталей (см.гл. 4).
12.5. ЗАДЕЛКА КОНЦОВ
Заделка концов включает операции развальцовки, обжатия,
сплющивания и рифтовки.
Развальцовка
Развальцовка — наиболее часто применяемая операция при
изготовлении разъемных ниппельных соединений трубопроводов
и гидравлических и масляных систем самолета. Развальцовку
труб диаметром до 20 мм с толщиной стенки до 1 мм можно про-
изводить вручную (рис. 12.3). Операция выполняется с помощью
керна-оправки 1 или вальцовок 3 и 5.
358
При развальцовке керном заготовка зажимается в тисках 4
с помощью разрезной матрицы 2 и формуется вручную ударами
молотка по керну или с помощью пневматического молотка, в
который вместо бойка-обжимки вставляется керн. При разваль-
цовке вращением вальцовки вместо керна используется кониче-
ская 3 или сферическая 5 вальцовка. Сферические вальцовки
дают качество соединений значительно лучшее, чем вальцовки
с конической рабочей поверхностью. При развальцовке описан-
Рис. 42.3. Методы ручной
развальцовки концов труб:
а—развальцовка керном; б—
развальцовка вращающейся
вальцовкой.
1—кери-оправка- 2—матрица;
3—ручная коническая валь-
цовка; 4—тнскн; 5—сферическая
Вальцовка
ными способами не получается правильная внутренняя конусная
поверхность высокой чистоты, что особенно важно для ниппель-
ных соединений, в которых герметичность создается без допол-
нительных уплотнений. Кроме того, указанные способы мало-
производительны.
Более эффективен процесс развальцовки на труборазвальцо-
вочных станках (ТР). Сущность процесса машинной развальцов-
ки заключается в том, что конический раструб на конце детали
3 (рис. 12.4) формуется сосредоточенной силой, действующей по
линии соприкосновения роликов 5 с заготовкой 3, опирающейся
на ниппель 2. Инструменту сообщается два движения: а) посту-
пательное, под действием силы Р, создающей удельное давление
q вращающимися вокруг собственной оси роликами 5; б) вра-
щательное, под действием крутящего момента М.
Местные удельные давления действуют на малых участках, в
местах соприкосновения участка трубы 3 с роликами 5. Поэто-
му небольшое усилие Р вызывает значительные удельные дав-
ления q, что создает зоны пластической деформации 4 материа-
ла трубы
359
При вращении оправки 1 зона пластической деформации рас-
пространяется по всей окружности раструба и диаметр трубы
увеличивается. При этом происходит уменьшение исходной тол-
щины стенки трубы s0 до $1. Толщину стенки на краю разваль-
цовки можно рассчитать по формуле: St=SoDo/Di, где — тол-
щина стенки в торце раструба; $0 — толщина стенки в цилинд-
рической части; £)0 — наружный диаметр до развальцовки;
Di — наружный диаметр трубы после развальцовки.
Рис. 12.4. Схема раз-
вальцовки на станке
ТР-1:
1—вращающаяся оправка;
2—ниппель; 3—труба (за-
готовка); 4—зона местной
пластической деформации;
5—ролики
Вальцовка 1 крепится на шпинделе станка, вращающемся с
Л=75—300 об/мин.
Заготовка собираемого соединения (труба с надетым на нее
ниппелем) зажимается в губках самоцентрирующего зажимного
устройства станка. Осевая подача инструмента 1 осуществляется
гидроцилиндром. Эта подача прекращается, когда осевое усилие
достигает величины, устанавливаемой при настройке станка.
После этого шпиндель автоматически возвращается в исходное
положение. Зажатие детали механизировано и осуществляется
с помощью специального зажима с гидроприводом.
Труборазвальцовочный станок (ТР-1) позволяет развальцо-
вывать трубы диаметром от 4 до 50 мм при толщине стенки от
0,5 до 2 мм. Максимальное усилие, развиваемое гидроцилиндром
подачи вальцовки.— 1000 кгс.
Развальцовка труб из титана ведется с подогревом. Подогрев
осуществляется в течение 30 с контактированием заготовки с
зажимными губками, нагреваемыми до 300—450° С от вмонтиро-
ванных в них электронагревательных элементов. Последующая
операция развальцовки занимает несколько секунд.
Обжатие
Обжатие — операция уменьшения диаметра трубы за счет
утолщения стенки (рис. 12.5). Применяется при изготовлении
различных тяг управления с регулируемыми резьбовыми нако-
нечниками, звеньев силовых нервюр, тяг и стоек крепления узлов
360
и механизмов самолета (см. рис. 12.5, а). Степень деформации
металла заготовки при обжатии характеризуется коэффициен-
том обжатия ^обж. равным отношению наружного диаметра се-
чения с!д после обжатия к диаметру заготовки d3: kObW=dRld3.
Возможности операции ограничиваются потерей устойчивос-
ти заготовки, происходящей при критических напряжениях, со-
ответствующих пределу текучести, в необжатой ее части. Усилие
Р обжатия может быть определено аналитически с учетом всех
факторов, влияющих на процесс. Однако такие расчеты требуют
экспериментального определения ряда входящих в них коэффи-
Рис. 12.5. Обжатие концов труб:
а—детали, полученные обжатием; б—схема процесса
циентов. В большинстве случаев такие коэффициенты отсутст-
вуют и расчет ведется из тех соображений, что требуемое мак-
симальное усилие не может превышать величины, необходимой
для сжатия заготовки до предела текучести металла в недефор-
мированных сечениях, передающих усилие. Тогда P — b<ysndcv,
где b — коэффициент, учитывающий влияние формоизменения
заготовки, изменяющейся обратно пропорционально &Обж- При
изменении коэффициента обжатия в пределах 0,95—0,7 b изме-
няется в пределах 0,3 ... 1; <js — предел текучести материала
заготовки; dcp — средний диаметр стенки заготовки; $ — тол-
щина стенки заготовки.
Обжатие деталей из труб может выполняться тремя способа-
ми: а) в штампах (с подогревом или без подогрева заготовки);
б) на ротационных машинах; в) на токарно-давильных станках.
Обжатие в штампах выполняется на гидравлических или кри-
вошипных прессах. Наибольшие деформации можно получить в
штампах с двусторонним подпором детали. Схема такого штам-
па дана на рис. 12.6. Надетая на оправку 3 заготовка защищена
от потери устойчивости скользящей обоймой 2. Сфера на вкла-
дыше 4 служит для калибровки внутренней полости детали. По
окончании обжатия матрица 1 и обойма 2 возвращаются в ис-
ходное верхнее положение буфером пресса через выталкива-
тель 5.
Оптимальные значения угла образующей конической части
матрицы лежат в пределах 15—30°. При углах более бСР возмо-
361
жен выворот трубы, для предупреждения которого штамп дол-
жен иметь складкодержатель. Если не удается получить холод-
ным обжатием деталь или число операций при этом велико,
операция ведется с нагревом заготовки. Так, при холодном об-
жатии дуралюминовой трубы 70x67 до диаметра 40 мм требу-
ется до 17 переходов, тогда как обжатие в матрице, подогретой
до температуры 450° С, выполняется за один переход при подаче
заготовки со скоростью 500 мм/мин.
Рис. 12 6 Штамп для
обжатия с двусторонним
подпором заготовки-
/—матрица, 2—обойма; 3—
оправка; 4—вкладыш; 5—
выталкиватель
Рис. 12.7. Схема обжа-
тия с подогревом заго-
товки.
1—заготовка; 2—водяная ру-
башка; 3—нагревательная
коробка; 4—матрица, 5—
выталкиватель
На рис. 12.7 дана схема штампа для обжатия с нагревом об-
жимаемого нижнего конца заготовки 1 от матрицы 4. Охлажде-
ние участка, прилегающего к зоне деформации, с помощью водя-
ной рубашки 2 обеспечивает сохранение сопротивления на сжа-
тие и на продольный изгиб. Универсальная нагревательная ко-
робка 3 допускает установку сменных матриц на целую группу
размеров деталей. Готовая деталь выбрасывается из матрицы
выталкивателем 5. Температура нагрева матрицы регулируется в
зависимости от материала заготовки и скорости ее захода в мат-
рицу и определяется опытным путем. В частности, для труб из
алюминиевых сплавов при скорости ползуна гидропресса 60—
100 мм/мин матрица подогревается до 450° С.
Аналогичны конструкции штампов для подсадки труб, т. е.
утолщение стенок с торца за счет укорочения заготовки без из-
менения ее наружного диаметра. Подсадкой можно получать
тяги управления из тонкостенных труб, имеющие на утолщен-
362
пых концах внутреннюю резьбу. Таким же способом можно вы-
полнять заделку наконечников тяг.
При большой длине заготовки обжатие и подсадка заталки-
п.шием заготовки в матрицу требует прессов с большой закры-
1ой высотой, громоздких штампов и зажимов, предохраняющих
i<iготовку от продольного изгиба. В таких случаях целесообраз-
ное вести обжатие в горизонтальных разъемных штампах (рис.
12.8). Верхний 1 и нижний 4 бойки штампа имеют рабочую
часть, проточенную в сомкнутом состоянии и соответствующую
Рис 12 8 Схема обжатия в горизонтальном разъемном
штампе.
/—верхний боек; 2—заготовка; 3—оправка, 4—нижний боек
форме обжатой части трубы. Бойки совершают поступательно-
возвратное движение (вибрируют), обжимая конец заготовки2.
Трубу постепенно подают в штамп до получения требуемой
длины обжатой части. Когда необходимо получить точный внут-
ренний диаметр обжатой части трубы, внутрь последней вводят
калибрующую оправку 3 и подают ее в штамп вместе с трубой.
После окончания процесса оправку 3 вынимают из трубы.
Преимущества осуществляемого в ротационных машинах про-
цесса обжатия концов труб в вибрационной разъемной матрице:
1) более благоприятные условия для пластической деформации,
чем при обжиме кольцевой матрицей; 2) значительно меньшее
осевое усилие подачи заготовки в штамп; 3) меньшее количество
переходов; 4) возможность применения оправки, что позволяет
получать калиброванный внутренний диаметр трубы без после-
дующей механической обработки.
Операция выполняется на станке ЗТ-1 по схеме (рис. 12.9).
Шпиндель 4 станка, имеющий паз, в котором свободно переме-
щаются половинки разъемной матрицы 1 и два бойка 2, вра-
щается против часовой стрелки. Обойма 5 со вставленными две-
надцатью роликами 3 вращается по часовой стрелке. Половинки
матрицы 1 и бойки 2 под действием центробежной силы расхо-
дятся, а при набегании бойков 2 на ролики 3 сходятся, произво-
дя обжим. Труба подается в момент, когда матрица находится
363
в разжатом состоянии. За один оборот шпинделя обойма совер-
шает также один оборот, а следовательно, за один оборот станка
произойдет 24 никла обжима.
Рис. 12.9. Схема обжатая труб на
станке ЗТ-1:
1—полуматрицы; 2—бойки; 3—ролики; 4—
шпиндель; 5—обойма
Рис. 12.10. Штамп для сплю-
щивания:
/—матрица; 2—пуансон; 3—фикса-
тор, 4—деталь
Сплющивание
При изготовлении из труб электромонтажных клеммных на-
конечников и при формовке концов стоек и раскосов каркаса
самолета, применяется сплющивание. Схема простейшего штам-
па для сплющивания конца трубы дана на рис. 12.10. Сплющи-
ваемая деталь 4 фиксируется от перемещения в продольном на-
правлении (под действием осевой составляющей усилия сплю-
щивания) упором А, а пуансон 2 — упором Б. В поперечном на-
правлении заготовка удерживается фиксаторами 3.
При штамповке электромонтажных наконечников обычно
применяются комбинированные штампы, совмещающие операции
сплющивания середины заготовки, общей для двух деталей, вы-
рубку двух отверстий и вырубку вогнутой перемычки, образую-
щей два скругленных торца обжатых концов наконечников. Та-
ким образом, за один удар штампа получаются два готовых на-
конечника.
12.6. ГИБКА
Схема процесса, деформации и усилия
Схема действующих при изгибе трубы усилий и напряжений
дана на рис. 12.11. Под действием изгибающего момента на
внешних волокнах детали возникают напряжения растяжения
ор, на внутренних — напряжения сжатия осж, равные по вели-
чине, но противоположные по знаку. В результате действия рас-
тягивающих напряжений наружная стенка трубы утоняется, а
внутренняя под действием сжимающих напряжений утолщается.
Изменение исходной толщины стенки трубы будет тем больше,
364
чем меньше радиус изгиба. Уменьшенная вследствие утонения
наружной стенки толщина St трубы определяется по формуле
с — 5о
1- , , А>~*) ’
2/? + Do
где Si — толщина стенки после изгиба; s0 — толщина стенки
исходной трубы; Do — наружный диаметр трубы; — радиус
гибки.
Рис, (12.11. Усилия, напряжения и деформации в сече-
ниях изгибаемой трубы
Действие сжимающих напряжений вызывает утолщение стен-
ки трубы до определенных пределов, после чего внутренняя
стенка теряет устойчивость и появляются складки. Кроме того,,
совместно действие растягивающих и сжимающих напряжений
вызывает поперечные сжимающие силы Р, которые без внут-
реннего подпора искажают круглую форму трубы в овальную
Do>Do>D№, где Do — большая ось овала; Do — диаметр исход-
ной трубы; DM — малая ось овала. Величину DM рассчитывают
по специальным таблицам.
Степень деформации материала при гибке труб характери-
зуется относительным радиусом изгиба Q, равным отношению
радиуса Р изгиба по нейтральному слою сечения к среднему
диаметру dcp трубы Q=P/dcp. Чем меньше относительный ради-
ус q, тем большие деформации и напряжения испытывают стен-
ки детали. Минимальные относительные радиусы гибки зависят
от механических свойств металла, допустимого утонения стенок,
допустимой высоты волн на вогнутой стороне детали и допусти-
мой овальности ее сечения.
На трубопроводах, работающих при вибрационных нагруз-
ках, волнистость не допускается, так как она вызывает концент-
рацию напряжений. На трубопроводах высокого давления, рабо-
тающих в статических условиях, опаснее чрезмерное утонение
стенок. Разностенность также недопустима для труб, работаю-
щих при высоких температурах. Обычно минимальный относи-
тельный радиус изгиба р берется не менее 2,5—3. Овальность
365-
•сечений в зависимости от назначения детали допускается от
±2% до ±8% диаметра. Если при заданных конструктивных
размерах изгибаемого участка деталь получает недопустимую
овальность, применяют гибку с заполнителем.
Основные дефекты деталей при операции гибки: утонение на-
ружных стенок, появление складок на внутренних стенках изги-
баемого участка и овальность сечения.
Величину изгибающего момента, необходимую при проекти-
ровании оснастки и подборе оборудования, определяют по фор-
муле
М=Ь^ + е-^-,
где М — изгибающий момент, кгс-мм; Do — наружный диаметр
трубы до гибки, мм; s0 — толщина стенки трубы до гибки, мм;
7? — радиус гибки трубы, мм; b v. с — коэффициенты, зависящие
от материала трубы, кгс/мм2. Для алюминиевого сплава АМгМ
6 = 67,6; с— 106,0. Для стали 20А 6=139,0; с=306,5. Для не-
ржавеющей стали 1Х18Н9Т 6 = 139,0; с=457,5.
Гибка труб может выполняться вручную с приспособления-
ми или без них, на трубогибочных станках или в штампах.
Выбор способа гибки определяется масштабом производства,
материалом заготовки, ее диаметром, толщиной стенки и отно-
сительным радиусом изгиба.
Гибка вручную
Вручную по шаблонам гибки (ШГ) без нагрева и наполни-
теля гнется основная часть трубопроводов небольшого диамет-
ра (4—8 мм). Шаблон ШГ выполняется в виде стального прут-
ка. Перед гибкой на заготовке мелом помечают границы
изогнутых участков. Небольшие отклонения в размерах деталей
могут быть легко компенсированы подгибом детали при сборке.
При больших диаметрах трубы гнут с наполнителем в виде
песка, легкоплавких сплавов (церробенда, ПОС-50), металли-
ческих оправок или гидропаполнителя. Чистый кварцевый песок,
просушенный при температуре 200—300э С, просеивается через
сито с квадратными ячейками размеров до 3 мм.
Заготовка, забитая снизу деревянной пробкой, устанавлива-
ется на вибрирующую площадку, засыпается из расположенного
сверху бункера песком и забивается деревянной пробкой с верх-
него конца. Песок позволяет гнуть трубы и холодном, и в горя-
чем состоянии, но как наполнитель имеет ряд недостатков. При
плотном заполнении труб частицы песка сцепляются с внутрен-
ней поверхностью трубы. Это сцепление тем больше, чем мягче
материал заготовки. Трудоемкая операция удаления частиц пес-
ка пыжеванием или тщательной промывкой растворителем, бен-
зином значительно удорожает и увеличивает длительность про-
-366
цесса. Заготовки должны иметь технологический припуск 50—
70 мм, увеличивающий расходы металла. Остатки песка засо-
ряют при эксплуатации гидросистемы самолета, вызывая отказы
в работе. При заполнении песком возможно образование воз-
душных полостей, на месте которых при гибке стенки теряют
устойчивость.
Рис. 12. 12. Гибкая оправка:
1—шайба; 2—прокладка; 3—тросик; 4—пружина
Применяемый как наполнитель, церробенд представляет со-
бой сплав из 50% висмута, 26,7% свинца, 13,3% олова и 10%
кадмия. Температура плавления церробенда 90—100° С позволя-
ет выплавлять его из детали после гибки погружением в горячую
воду. Температура плав-
ления сплава ПОС-50 не-
сколько выше 200° С.
Гибкая оправка (рис.
12.12) представляет собой
узел, собранный из шайб
1 с наружным рабочим
пояском, скругленным по
сфере, и сферических про-
кладок 2, нанизанных на
тросик 3. Задний конец
тросика проходит в от-
верстие оправки и натягивается сильной пружиной 4. В нерабо-
чем состоянии под действием пружины вся оправка имеет пря-
молинейную форму. Шайбы и прокладки выполнены из зака-
ленной стали. Для облегчения скольжения в трубе оправка по-
крывается слоем электролитической меди.
При гибке с такой оправкой труб диаметром 38—112 мм с
толщиной стенки 0,4—1 мм из нержавеющей стали и алюминие-
вых сплавов при радиусе кривизны 7?^2J/3 гофра на поверхно-
сти детали не образуется. Гибка с оправками требует хорошей
смазки оправок и внутренней поверхности трубы. Рабочие
поверхности шариков и шайб, из которых собираются оправки,
полируются.
Гибка с внутренним гидронагружением позволяет совместить
изгиб с испытанием на прочность, исключает возможность по-
падания в деталь частиц сыпучего заполнителя (песка), метал-
лических частиц от надира стенок оправками и создает условия
для автоматического управления режимами гидронагружения и
гибки.
Сущность процесса гибки с внутренним гидронагружением
заключается в том, что заготовка 1 (рис. 12.13), закрытая с од-
ной стороны заглушкой 3 и подсоединенная другим концом к
гидростенду, заполняется жидкостью под давлением и гнется в
трубогибочном приспособлении или станке 2 с сохранением по-
стоянного внутреннего давления до конца гибки. Давление жид-
кости предохраняет изгибаемые сечения от образования гофров
367
и овальности. С внутренним гидронагружением можно гнуть как
тонкостенные, так и толстостенные трубы при радиусе изгиба
7?>(2—3)cf.
При недостаточном давлении гидрозаполнителя на деформи-
руемых участках заготовки образуются складки (гофры) и оваль-
ность. При чрезмерном повышении давления гидрозаполнителя
заготовка раздувается. Оптимальная величина давления нахо-
5
Рис. 12.13. Схема гибки с гидронагружением:
fl—с постоянным давлением от гидростенда б—с падением гидростатиче-
ского давления от гидроаккумулятора, /—заготовка; 2—станок; 3—заглуш-
ка; 4—гидроаккумулятор; 5—обратный клапан
дится между началом потери устойчивости и началом раздутия,
и в производственных условиях берется из таблиц.
Существует и способ гибки с падением гидростатического
давления. При таком способе заготовка 1 с одной стороны сое-
диняется с гидроаккумулятором 4, а с другой стороны через об-
ратный клапан 5 заряжается от зарядного гидростенда, после
чего от него отсоединяется. Собранный таким образом узел ус-
танавливается на трубогибочный станок 2 или приспособление
и гнется, как обычно.
Оба способа требуют специальных мер по техние безопасно-
сти из-за возможного выброса гидрозаполнителя при высоком
давлении, происходящем при разрушении трубы в процессе
гибки.
Гибка в ручных трубогибочных приспособлениях
Ручные приспособления применяют при гибке труб из алю-
миниевого сплава АМцМ диаметром до 20 мм, а из дуралюмина
Д16, сталей 20А и 1Х18Н9-Т — диаметром до 12 мм. При этом
можно получать минимальные радиусы изгиба, равные трем диа-
метрам трубы. В приспособлениях осуществляется гибка труб
без наполнителя и с наполнителем.
368
На рис. 12.14 показано ручное приспособление, применяемое
для гибки сложных деталей, имеющих изгибы в нескольких
плоскостях. На таких приспособлениях гнутся трубы диаметром
до 12 мм. Приспособление смонтировано на балинитовой плите
1 и состоит из фиксирующих колодок 2, опорных планок 3, конт-
рольных планок 5, неподвижно закрепленных на плите, и съем-
ной универсальной гибочной оправки, переставляемой по ходу
гибки последовательно в отверстия опорных планок <3. Оправка
состоит из диска 7, оси 4, рукоятки 8 и прижима 10, прижимае-
мого к диску 7 винтом 11 через палец 9.
Рис 12. 14. Приспособление для гибки в нескольких плоскостях:
/—плита; 2—фиксирующая колодка; 3—опорная планка; 4—ось; 5—контрольная план-
ка; 6—прихват; 7—диск; 8—рукоятка; 9—палец; 10—прижим; 11—винт; 12—упор; 13—
заготовка
Гибка в приспособлении выполняется в следующем порядке:
конец трубы-заготовки 13 вставляется в паз колодки 2, продви-
гается до упора 12 и фиксируется прихватом 6. Затем на план-
ку 3 устанавливается гибочная оправка. Ось 4 оправки встав-
ляется в центральное отверстие планки 3, а сама планка 3, входя
своими боковыми гранями в паз, имеющийся на нижнем торце
диска 7, фиксирует его от проворачивания. Прижим 10 встав-
ляется между заготовкой 13 и пальцем 9. Вращением винта 11
он прижимается к заготовке. Вращением рукоятки 8 заготовка
гнется до упора в контрольную планку 5.
При установке гибочной оправки на другие опорные планки
3 операция повторяется в аналогичном порядке.
В серийном и опытном производствах широко применяется
изгиб труб с местным нагревом заготовки пламенем газовой го-
релки. Так гнутся трубы без наполнителя и с наполнителем. На-
грев используется при этом и как способ управления процессом,
так как, смещая область нагрева, можно изменять положение
изгибаемого участка заготовки.
При нагреве труб из алюминиевых сплавов поддерживают
температуру деформируемого участка, примерно равную темпе-
369
ратуре отжига данного сплава. Контроль температуры ведут с
помощью термокарандаша. Стальные трубы нагревают докрасна.
Образовавшиеся неглубокие гофры правят полукруглой обжим-
кой, подогревая горелкой место правки. Но при ручном нагреве
пламенем горелки возможны пережоги материала и низкое ка-
чество поверхности детали.
Гибка на трубогибочных станках
При малых диаметрах труб целесообразна гибка вручную.
Физические усилия, необходимые для гибки, очень малы и за-
траты времени на установку заготовки на станок и управление
станком ничем не оправдываются, так как производительность
при ручной гибке труб малых диаметров значительно выше, чем
на станках.
Рис. 12.15. Гибка на станке ТГС-2:
а—схема гибки; б—общий вид станка; в—оснастка;
1—гибочная оправка; 2—тяга; 3—калибрующая оправка; 4—тру-
ба. 5—плавающий прижим; 6—поворотный прижим
При диаметрах больше 10—15 мм усилия гибки и затраты
физического труда при ручном выполнении операции настолько
велики, что операцию переводят на станки даже в мелкосерий-
ном производстве. Схема гибки на распространенной конструк-
ции трубогибочного станка ТГС-2 показана на рис. 12.15. Ги-
бочная оправка 1 крепится на вращающемся столе станка. На
этом же столе поворачивается вместе с оправкой прижим 6, при-
жимающий конец трубы 4 к оправке 1. Калибрующая оправка 3
с тягой 2 крепится неподвижно на стойке станка. Трубу 4 наде-
вают на калибрующую оправку 3 до упора, устанавливаемого на
заданный размер. Конец трубы поворотным прижимом 6 прижи-
мают к гибочной оправке 1. Подводят к трубе плавающий при-
жим 5, который может перемещаться вдоль оси трубы. При по-
вороте стола станка оправка 1 начинает изгибать трубу; прямой
участок трубы, перемещаясь влево, увлекает силой трения пла-
вающий прижим 5.
370
Таким образом, деформируемый участок трубы оказывается;
зажатым по наружному диаметру между желобками оправки 1
и плавающего прижима 5, а по внутреннему диаметру — калиб-
рующей оправкой 3. Это предохраняет трубу от искажения по-
перечного сечения и от образования гофров на внутренней ча-
сти трубы.
На станке ТГС-2 можно гнуть трубы с наружным диаметром
до 80 мм. Гидромотор привода шпинделя позволяет бесступен-
чато регулировать число оборотов шпинделя от 0 до 2,8 об/мин.
Недостаток станков типа ТГС-2 — необходимость изготовления
оснастки для каждого диаметра трубы и радиуса ее изгиба и
необходимость переустановки заготовки при гибке в нескольких
плоскостях.
Более поздние и совершенные конструкции трубогибочных
станков выполняют гибку по схеме проталкивания заготовки че-
рез роликовую головку или фильеры (рис. 12 16). Заготовка 3
изгибается в плоскую или пространственную деталь сочетанием
трех движений — поступательного перемещения в гибочные ро-
лики 4, 5 и 6 с помощью каретки Л вращением вокруг собствен-
ной оси вместе с патроном 2, в котором зажата заготовка, и
подъемом гибочного ролика 6. Все эти движения на станке вы-
полняются автоматически и программируются расстановкой ку-
лачков 8 на диске 7 командоаппарата. Автоматической работой
станка управляют концевые контакты, установленные на пути
перемещения механизмов станка. Настройка станка заключает-
ся в установке роликов 4, 5 и 6 соответственно диаметру изги-
баемой трубы и в наборе программы на командоаппарате путем
расстановки кулачков в пазах программного диска.
На станке ТГСП-1 (рис. 12.17), также имеющем программное
управление, гибка выполняется с гидронаполнением заготовки.
Гидронаполнитель подается в заготовку 4 через гидрошарнир 1.
Программой задаются движения продольной подачи заготовки 4
в поддерживающих роликах 2 и направляющих 3, поворот гид-
рошарнира 1 вместе с заготовкой и подъем гибочного ролика 5
гидроприводом 6. Поскольку из-за отклонений по диаметру, тол-
щине стенок и механическим показателям пружинение даже у
деталей, изготовленных из одной партии заготовок различно, ста-
бильные размеры деталей можно получить только при гибке с
нагревом до состояния пластичности.
По такой схеме (рис. 12.18) работает модернизированный
станок ТГПС-2М. Местный нагрев заготовки 1 в зоне изгиба
между опорой 3 и гибочным роликом 4 выполняется с помощью
кольцевого индуктора высокой частоты 2. Нагрев ведется до тем-
пературы формовки (например, для стали — 800—950° С). Из-
гибаемый участок расположен между двумя охлаждаемыми не-
разупрочненными участками, препятствующими искажению из-
гибаемых сечений.
37t
Техническая характеристика программных трубогибочных
станков полуавтоматов, применяемых в заготовительных цехах
самолетостроительных заводов, дана в табл. 12.1.
Рис. 12. 18. Схема гибки с мест*
ным индукционным нагревом:
1—заготовка; 2—индуктор; 3—опора;
4—гибочный рол НК
Рис. '12.17. Схема гибки иа станке
ТГПС-1:
7—гидрошарнир; 2—поддерживающие ро-
лики; <?—направляющие ролики; 4—заго-
товка; 5—гибочный ролик, 6—гидропривод
Таблица 12.1
Параметры ТГСП-1 ТГГС-2 ТГПС-2М
Диаметр изгибаемой трубы, мм 6-25 6-36 6-36
Наибольшая длина заготовки, мм 3000 2400 5000
Наименьший относительный радиус изгиба 3 3 3
Прямые участки между изгибами, мм 20 60—80 20
На самолетостроительных заводах эксплуатируются также
трубогибочные программные автоматы с магазинами, вмещаю-
щими до 30 заготовок диаметром до 50 мм и длиной до 3658 мм.
Эти автоматы имеют числовое программное автоматическое и
ручное управление.
Гибка в штампах
При длине детали, не превышающей 500—700 мм, и при до-
статочно больших сериях изделий гибку целесообразно вести в
штампах. Операция выполняется как с заполнителем, так и без
заполнителя. В штампах можно получать детали знакоперемен-
ной кривизны, изогнутые в одной плокости, и детали с про-
странственной кривизной.
Гибка труб в штампах — наиболее производительный способ
из всех, рассмотренных раньше. Однако процесс имеет сущест-
венные недостатки, ограничивающие его применение, в частно-
сти: 1) искажения сечения (смятие) трубы в местах начального
ее контакта с пуансоном и матрицей; 2) невозможность гибки в
372
373
двух и более плоскостях на одном штампе; 3) сложность дора-
ботки штампа на величину пружинения.
Гибку труб с толщиной стенки менее 1,5—1 мм рекомендует-
ся выполнять на гидравлических прессах. При этом стенки сми-
наются меньше, чем при гибке на быстроходных кривошипных
прессах. Конструкция простого штампа для гибки труб показана
на рис. 12.19. Диаметр ручья штампа меньше наружного диа-
метра трубы на 0,3—0,4 мм. Материалом для изготовления пу-
Рис. 12.19. Штамп для гиб-
ки трубы:
/—пуансон; 2—заготовка; 3—
упор; 4—матрица
Рис. 12.20. Трубогибочный штамп с по-
воротными сухарями:
/—пуаисон; 2—качающиеся сухари; 3—корпус
матрицы; 4—ось матрицы; 5—возвратная пру-
жина* 6—упор; 7—прижим-выталкиватель; 8—
заготовка (труба)
ансона 1 и матрицы 4 могут служить сталь, сплав АЦ13, цинк
или дельта-древесина. В конце хода деталь калибруется по по-
перечным сечениям жестким ударом. Для уменьшения трения и
смятия детали штампы для гибки труб снабжаются на участках
наиболее интенсивного изгиба роликами или поворотными де-
талями пуансона или матрицы, поворачивающимися при гибке
вместе с соответствующими участками детали (рис. 12.20).
Из сопоставления левой и правой половин схемы можно про-
следить перемещение деталей штампа в процессе гибки. В ис
ходном положении сухари 2 матрицы находятся в горизонталь-
ном положении под действием возвратных пружин 5. Горизон-
тальное положение сухарей фиксируется упорами 6. Труба 8
укладывается в ручьи, профрезерованные в сухарях. Средняя
часть трубы опирается на прижим-выталкиватель 7. При ходе
пуансона 1 вниз труба изгибается и щеки, поворачиваясь, об-
катывают трубу вокруг пуансона, что уменьшает смятие трубы.
При ходе пуансона вверх выталкиватель 7 поднимает трубу 8, а
пружины 5 возвращают сухари 2 в исходное положение.
374
Особенности гибки труб,
работающих при высоких давлениях,
и труб с прямоугольным сечением
Трубы, работающие при давлении 200—300 кгс/см2 и изго-
тавливаемые из хромоникелевых сталей, успешно гнутся с гид-
розаполнителем. Операция выполняется как в роликовых при-
способлениях, так и на станках. Давление в заготовке, необходи-
мое для предотвращения эллипсности и гофрообразования, под-
бирается опытным путем. Например, при диаметре трубы до
15 мм и гибке по радиусу давление гидрозаполнителя рав-
но 300—350 кгс/см2.
Трубы прямоугольного сечения гнутся, как и круглые, с за-
полнением легкоплавкими сплавами или тонкими стальными
лентами, имеющими ширину, равную ширине внутренней по-
лости трубы.
Г л а в a 13
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ САМОЛЕТА ГОРЯЧЕЙ
и холодной объемной штамповкой
13.1. ГОРЯЧАЯ ШТАМПОВКА
Технологическая характеристика процесса
Сущность процесса горячей штамповки заключается в том,
что заготовку, нагретую до состояния пластичности (например
сталь — до температуры около 1200° С), помещают в штамп и
давлением (при штамповке на прессе) или ударами (при штам-
повке на молоте) заставляют заполнить рабо-
Рис. 13.1. Схема
течения металла
при горячей штам-
повке:
/—мостик; 2—мага-
зин
чую полость штампа, имеющую форму изго-
тавливаемой детали. При штамповке на прес-
сах деталь формуется за один ход. При штам-
повке на молотах может потребоваться нес-
колько ударов.
Для получения доброкачественной штам-
повки необходим некоторый излишек металла,
который, перетекая через облойный мостик 1
в облойный магазин 2 (рис 13 1) обеспечива-
ет гидростатическое давление, гарантирующее
заполнение всех деталей рабочей полости.
Горячая штамповка — прогрессивный, вы-
сокопроизводительный и экономичный способ
получения пространственных деталей, имею-
щих переменную величину поперечных сече-
ний. Детали, полученные горячей штамповкой, прочнее таких же
по размерам, вырезанных из целой заготовки того же материа-
ла на металлорежущих станках Это происходит, потому что
волокна материала при горячей штамповке располагаются па-
раллельно контуру детали, в то время как при изготовлении на
металлорежущих станках они перерезаются
Все детали, полученные в одном штампе, в заданных допус-
ках взаимозаменяемы, что дает значительные преимущества в
технологическом процессе. Производительность горячей штам-
повки во много раз выше обработки на металлорежущих стан-
ках. При изготовлении деталей сложных пространственных кон-
фигураций горячей штамповкой стоимость их при серийном и
массовом производствах снижается в десятки раз. Потери ме-
талла при этом резко сокращаются. Применение горячей штам-
376
повки позволяет объединять несколько деталей в одну, уменьшая
вес конструкции самолета в целом.
Пример. Замена клепаных сборных лонжеронов истребителя
цельноштампованными уменьшила вес машины на 45 кг. При
этом 272 детали и 3200 заклепок были соединены в 4 цельно-
штампованные детали (лонжерона).
Рис. 13 2 Детали самолета, получаемые горячей объемной штамповкой
Выгода замены клепаных панелей самолетов, соединяющих
в одном узле большое число деталей обшивки, продольного и
поперечного наборов, цельноштампованными настолько очевид-
на, что монолитные цельноштампованные панели сделались в
современных самолетах обычным элементом конструкции В са-
молетостроении, где штамповкой изготавливается до 85% всех
деталей, горячей объемной штамповкой получают большое чис-
ло деталей, начиная с крупногабаритных (весом свыше 1000 кг)
монолитных панелей и кончая качалками и кронштейнами сис-
тем управления самолетом и фитингами гидросистем. Горячей
штамповкой получаются также шпангоуты и другие элементы
поперечного силового набора фюзеляжа (рис. 13.2), узлы шас-
си и т. д.
Разновидности процесса, оснастка и оборудование
В зависимости от формы изготавливаемой детали, физико-
механических свойств ее металла и объема производства приме-
няют несколько видов штамповки: одноручьевую, многоручьевую,
комбинированную, безоблойную. При одноручьевой штамповке
штамп имеет только одну рабочую полость (ручей — чистовой).
Так штампуются детали только очень простой формы из сор-
тового проката.
13 72 377
Многоручьевая штамповка — основной вид горячей штам-
повки в серийном и массовом производствах. Штамп при этом
способе имеет несколько рабочих полостей (ручьев), в которых
последовательно формуется деталь. Сначала идут заготовитель-
ные ручьи, в которых из стандартного проката — прутка фор-
муется заготовка детали, набирается материал на участках
увеличенных сечений детали, создаются базовые поверхности
для фиксации в отделочных ручьях, удаляется окалина, которая
Рис. 13. 3. Четырехручьевая штамповка:
а—штамп для формовки рычага
/ и 2—заготовительные ручьи 3 н 4—отделочные ручьи 5—нож; б—последо-
вательность формовки в многоручьевом штампе
недопустима в чистовых ручьях (если окалину не удалить, она
в чистовых ручьях запрессуется в поверхностные слои детали).
После заготовительных ручьев следуют отделочные — черновые
и чистовые, в которых деталь приобретает окончательный вид.
На рис. 13.3 изображен четырехручьевой штамп для формов-
ки шатуна. Заготовительные ручьи 1 и 2 обеспечивают такое
распределение материала заготовки, при котором в отделочных
ручьях 3 и 4 этот материал перетекает в основном в направле-
нии, перпендикулярном длинной оси детали. Иначе говоря, в
каждом сечении площадь поперечного сечения заготовки должна
быть равна сумме площадей соответствующего поперечного се-
чения детали и облоя. Отштампованная деталь отрезается от
прутка-заготввки на ноже 5.
Как в заготовительных, так и в отделочных ручьях необхо-
димы штамповочные уклоны, величина которых зависит от фор-
мы и материала заготовки и наличия выталкивателя в штампе
(значения уклонов берутся по таблицам). Важным моментом
проектирования штампа для горячей штамповки является выбор
линии разъема. Разъем должен обеспечивать свободный съем
378
огшгамнованной детали. Наклонные линии разъема ухудшают
обрежу облоя. Их наклон к горизонтали не должен превышать
(>0“ Следует стремиться к тому, чтобы линия разъема проходи-
ла по наибольшему периметру штамповки, по плоскости сим-
мо! рии.
Горячая штамповка может выполняться: а) на паровоздуш-
ных молотах; б) на горячештамповочных кривошипных прес-
сах; в) на фрикционных прессах; г) на гидравлических прес-
сах; д) на горизонтально-ковочных машинах.
13.2. ПРОЕКТИРОВАНИЕ ДЕТАЛЕЙ,
ПОЛУЧАЕМЫХ ГОРЯЧЕЙ ШТАМПОВКОЙ
Оформление чертежей поковок
На рис. 13.4 приведен пример оформления чертежа поковки.
Под каждым из размеров поковки в скобках указывается соот-
ветствующий чистовой размер детали. Чистовые контуры детали
вычерчиваются внутри контура поковки условным пунктиром.
Рис. il3. 4. Оформление чертежа поковки
В технических требованиях на чертеже указываются: твердость,
допускаемые поверхностные дефекты, перекос (сдвиг осей)
штампов, заусенцев по линии разъема, не показанные на чер-
теже штамповочные уклоны и радиусы. На ответственных по-
ковках, кроме того, указывается требуемое направление волокон.
Проставлять габаритные размеры по линии разъема нельзя.
Основные требования к деталям, получаемым горячей штам-
повкой — простота геометрической формы и плавность перехо-
дов от одних сечений к другим. Из конструктивных элементов
деталей регламентируются: минимальные радиусы скруглений,
13*
379
штамповочные уклоны, минимальные толщины ребер и полотен,
минимальные расстояния между ребрами и линии разъема
штампа. Предельные значения этих величин определяются ГОСТ
7505—74 или ведомственными и заводскими нормативами.
Штамповочные уклоны для внутренних поверхностей (для
облегчения удаления поковки) берутся больше, чем для наруж-
ных. Величина уклона зависит от отношения высоты вертикаль-
ного участка к его толщине и материала детали.
При отсутствии справочных материалов штамповочные укло-
ны можно, в первом приближении, брать 5°—7° для легких спла-
вов и 7° — для стальных деталей.
Радиусы скруглений
В табл. 13.1 приведены значения радиусов скруглений для
штамповок из стали и легких сплавов. Как видно из таблицы,
радиусы скруглений тем больше, чем больше высота ребра. Чем
выше вертикальные элементы конструкции (ребра, стенки),тем
большие усилия необходимы для заполнения полости штампа и
тем выше требования к плавности перехода между вертикаль-
ными элементами и полотном детали.
Таблица 13.1
Высота ребра Л и толщина полотна s, мм г, мм Апоминие- вне и маг- ниевые сплавы МА2 и ВМ65-1 Магниевые сплавы Титановые сплавы
МАЗ МА5 мм Г» мм
Г1, мм
До 5
5-10
10-16
16—25
25-35
35-50
50-71
;71—100
3
4-
5
8
10
12
15
20
1,5
2
2,5
3
4
5
7
5
2 3,5 8
2,5 10
5 12
4 5 15
6 6 20
— — 25
2
2,5
3
4
5
7
10
380
Толщина полотна
Чем тоньше полотно (стенка, параллельная плоскости разъ-
ема штампа), тем большее давление требуется для перетекания
материала заготовки в конце хода ползуна, интенсивнее износ
штампа и больше усилия, необходимые для формовки детали.
В таблице 13.2 даны минимальные значения толщин s полотен
для основных разновидностей поперечных сечений деталей.
Таблица 13.2
f Ьтощадь проекции летали на плоскость разъема штампов, см8 Толщина полотна, j
Алю мини - вые сплавы Магниевые сплавы Титановые сплавы
МА2- ВМ65-1 МАЗ MAS
До 25 1,7 1,3 1,7 3,4 6,0 1,5
25-80 2,1 2,1 2,55 3,8 6,4 2,5
80—160 2,55 2,55 3,4 3,8 6,4 3,5
160—250 3,0 3,0 4,5 4,5 6,4 4,5
250—500 4,25 3,8 5,1 5,1 6,4 5,0
500-850 5,5 5,1 6,8 6,8 6,8 6,0
850-1180 6,8 6,4 8,5 8,5 8,5 8,0
1180—2050 8,5 7,7 10,2 10,2 10,2 10,0
2050—3150 10,2 9,4 — — — —
3150—4500 11,5 10,6 — — — —
4500—6300 13,2 12,3 — — — —
6300-8000 14,5 13,6 — — —
8000—10 000 15,3 14,5 — — — —
Минимальное и максимальное расстояние между ребрами
штамповки обусловлены процессом перетекания материала за-
готовки и ее температурными деформациями. Детали с двутав-
ровыми и швеллерными сечениями, если это позволяет силовая
схема нагрузки детали, удобно заменять деталями с крестооб-
разными или тавровыми сечениями. Если это позволяет прочно-
стной расчет, в полотне детали следует предусмотреть отверстия
облегчения, места которых при штамповке выгодно использовать
для собирания избыточного материала, что улучшает заполнение
полости штампа и повышает качество штамповки.
Допуски и припуски на размеры деталей,
получаемых горячей штамповкой
При проектировании заготовок и деталей, получаемых горя-
чей штамповкой, допуски и припуски берутся по нормалям
381
ВНИИНмаш или по заводским нормативам. При использовании
этих нормативов необходимо учитывать, что не следует назна-
чать жесткие допуски там, где в этом нет необходимости, так как
это значительно удорожает деталь, усложняет технологию и
уменьшает производительность труда.
Штамповки из легких сплавов на всех участках поверхности»
кроме линии разъема, имеют шероховатость, соответствующую
знаку /, а на участках обрезки облоя — знаку Этому же
знаку соответствует чистота всех поверхностей стальных штам-
повок.
У штамповок из титановых сплавов на поверхностях, не обра-
батываемых механически, а подвергаемых травлению, для уда-
ления дефектного слоя травлением предусматривается припуск,
равный 0,5 мм. Допуски на размеры элементов, обрабатывае-
мых в дальнейшем на металлорежущих станках, назначаются
по 6 классу точности.
Допуски на дуралюминовые штамповки, изготовляемые на
молотах и прессах, делятся на два класса. К первому классу
относятся размеры между необрабатываемыми поверхностями.
На эти размеры допуски должны быть более жесткими, так как
они окончательные. Ко второму классу отнесены допуски на
размеры между обрабатываемыми поверхностями, корректируе-
мые механической обработкой.
Отклонения вертикальных размеров (перпендикулярных плос-
кости разъема штампа) больше, чем отклонения размеров, па-
раллельных плоскости разъема (вторые зависят только от точ-
ности изготовления штампа, на первые же влияет и смыкание-
верхней и нижней части штампа в-процессе штамповки).
Штампованно-сварные детали
При сложной форме детали, требующей при ее штамповке
большого числа переходов, сложных штампов и последующей
трудоемкой механической обработки, целесообразно применять
штампованно-сварные конструкции. При этом способе деталь
сваривается из отдельных простых элементов, полученных в про-
стых штампах с точностью, исключающей необходимость после-
дующей механической обработки.
13.3. ХОЛОДНАЯ ОБЪЕМНАЯ ШТАМПОВКА
Технологическая характеристика процесса
Горячая объемная штамповка имеет ряд недостатков, выго-
рание легирующих присадок с поверхностных слоев отштампо-
ванной детали, относительно небольшая точность размеров и
малая чистота поверхности. В поверхность детали, окисляющую-
ся при нагреве, часто вштамповываются частицы окалины.
Поскольку в большинстве случаев работающими элементами
382
детали являются ее наружные поверхности, которые и должны
иметь точный химический состав легирующих присадок, — ме-
ханическая обработка на возможную толщину дефектного слоя
необходима и стоимость детали, очень небольшая после штам-
повки, в результате механической обработки возрастает в не-
сколько раз.
Перечисленные недостатки не возникают при холодной объ-
емной штамповке. По характеру деформаций и по построению
।(Апологического процесса холодная объемная штамповка ана-
логична горячей штамповке, но в отличие от последней процесс
ведется без нагрева заготовки, в холодном состоянии.
Поверхностный слой детали химически однороден с основной
ее массой. Чистота поверхности деталей достигает 6—8 классов
по ГОСТ 2789—73. Точность детали в плане соответствует точ-
ности изготовления штампа, а отклонения по высоте детали при
оптимальных условиях не превышают 0,02—0,05 мм.
Особенно эффективно применение холодной объемной штам-
повки при массовом производстве деталей, сочетающих слож-
ную пространственную конфигурацию с высокой чистотой обра-
ботки (медицинские и хирургические инструменты, крепежные
нормали со сложной конфигурацией и т. д.). Холодная объемная
штамповка в ряде случаев значительно эффективнее даже таких
производительных процессов, как штамповка-вытяжка из листа,
а трудоемкость уменьшается в 5—10 раз, причем стоимость из-
готовления штампов сокращается в 3—5 раз.
Существующее отечественное оборудование позволяет полу-
чать холодной объемной штамповкой детали с площадью гори-
зонтальной проекции до 10 000 мм2 при высоте до 25 мм. В хо-
лодном состоянии могут штамповаться детали из углеродистых
сталей 10, 20, 30, 40, 50, из легированных сталей 40Х, ЗОХГСА,
12ХНЗА, 18ХНВА, 40ХНМА, 1Х18Н9Т и других, а также из
цветных металлов и их сплавов — красной меди, латуни Л68 и
Л62, алюминия и его сплавов Д1, Д16, АК4, АК6, АД8.
Детали по конфигурации могут быть самыми различными:
ступенчатыми (рис, 13.5, а), с односторонними и двусторонними
-бобышками (см. рис. 13.5, бив), полыми круглыми с фланцем
и без фланца (см. рис. 13.5, а), полыми некруглыми чашками и
Lcm inur. 13 5 г) и el и. полыми ступенчатыми Гем.
рис. 1<5.О, Ж).
В самолетостроении холодной объемной штамповкой изго-
товляют детали управления самолетом и двигателем (наконеч-
ники тяг, рычажки), крепежные детали, арматуру трубопроводов
и даже такие ответственные детали, как стальные полые лопа-
сти крупных воздушных винтов турбовинтовых двигателей.
Холодной объемной штамповкой трудно получить острые углы
(с радиусом скругления, меньшим 0,5 мм) и участки с резкими
изменениями сечений.
383
Разновидности процесса, деформации и усилия
В зависимости от технологического назначения, характера
деформаций и объема перераспределяемого материала разли-
чают семь способов холодной объемной штамповки: 1) клейме-
ние; 2) чеканка; 3) калибровка; 4) осадка; 5) объемная фор-
мовка; 6) высадка; 7) холодное выдавливание (прессование).
Рис. 13.5. Детали, получаемые холодной объемной штамповкой
Основным показателем, характеризующим деформации ме-
талла при холодной объемной штамповке, является степень де-
формации 8, определяемая отношением
е= Я°~^-100,
//о
где Но — начальная высота заготовки; Н — конечная высота
детали.
Или (для операций холодного выдавливания)
е = Г°~Г • 100,
Л)
где Го — площадь сечения заготовки; F — площадь сечения
детали.
384
Усилие штамповки определяют по формуле P=Fq, где Р —
усилие, кгс; F — площадь проекции штампуемой детали на
плоскость, перпендикулярную движению ползуна, мм2; q —
удельное давление сжатия, кгс/мм2.
Величина q зависит от целого ряда факторов: механических
свойств металла заготовки, соотношения геометрических разме-
ров заготовки, скорости деформации, трения между заготовкой
и штампом, схемы деформации. В конце процесса q может быть
в несколько раз больше, чем в начале деформации.
Рис. 13.6. Схема высадки:
а—за один переход; б—за два перехода
Из всех операций холодной объемной штамповки наиболь-
шее значение в самолетостроении имеет высадка.
Высадка — операция, посредством которой производится
утолщение заготовки путем перераспределения и перемещения
Объема металла (рис. 13.6). Высадка широко применяется при
изготовлении заклепок, винтов, анкерных и самоконтрящихся
гаек. При выполнении операции на высокопроизводительных хо-
лодновысадочных автоматах требуется значительно меньшие за-
траты труда и металла, чем при изготовлении тех же деталей
на металлорежущих станках или штамповкой-вытяжкой из ли-
ста.
При высадке деталь с головкой (типа заклепок, винтов)
обычно получают за одну операцию в несколько переходов. Чис-
ло переходов зависит от величины объема материала, необхо-
димого для образования головки и приведенного к относительной
длине l/d высаживаемого стержня /=4o/nd2, где I — длина заго-
товки, необходимая для образования головок, мм; v — объем
головки, мм3; d — диаметр заготовки, мм.
385
Если головка плоская и D/h>^,b (где D — диаметр головки;
h — высота головки), то при IID<J2,§ высадку ведут за два или
три перехода. При IID>% головку получают за две операции с
промежуточным отжигом. Высадку полукруглых головок со
шлицем (см. рис. 13.6, б) при lld<2,§ выполняют за два пере-
хода.
Для получения головки повышенной точности треблется до-
полнительный калибровочный удар. Чтобы установить необходи-
мое число операций и переходов при высадке, можно пользовать-
ся табл. 13.3.
Таблица 13. 3
Число переходов (ударов) Относительные размеры высаживаемой части Высаживаемые детали
ца D/h D/d
1 2,5 4,5 2,2 Заклепки, винты, шу- рупы с полукруглой, по- тайной и полупотайной головками
2 2,5-5 4,5-8,5 2,2-2,6 Заготовки болтов, за- клепки, винты, с цилинд- рическими головками, го- ловки с усом или квад- ратным подголовком
3 5-8 8,5-10 2,6—4 Винты с крестообраз- ным шлицем, болты с на- ружным и внутренним шестигранником
Высадкой можно получи-ть поверхности с чистотой до 6—7
класса по ГОСТ 2789—59. Точность размеров деталей, получае-
мых высадкой, по длине — в пределах 4—5 класса, по диаметру
в пределах 3—4 класса (при тщательном изготовлении и не-
сколько уменьшенной стойкости высадочного инструмента — до
2 класса точности).
Оснастка и оборудование
Штампы для холодной объемной штамповки обычно изготов-
ляют с устройством для съема готовой детали и с быстросмен-
ными рабочими частями — матрицей и пуансоном (из-за их ма-
лой стойкости). При штамповке деталей из сталей 10 и 20 стой-
кость штампов составляет от 3000 до 5000 деталей. При такой
стойкости рабочие части приходится часто заменять. При штам-
повке деталей из цветных сплавов, когда стойкость штампов зна-
чительно выше, и при небольшой программе производства вы-
386
поднять пуансон и матрицу быстросъемными нет необходимости.
И i-за больших усилий штамповки, резко возрастающих в конце
деформации, обычные эксцентриковые и кривошипные прессы,
применяемые при вырубной и вытяжной листовой штамповке,
для холодной объемной штамповки не пригодны.
Практика показывает, что наиболее полно удовлетворяют
требованиям холодной объемной штамповки шарнирно-рычаж-
ные чеканочные прессы или специальные закрытые кривошип-
ные прессы для холодного выдавливания. У таких прессов ста-
нина повышенной жесткости и ползун с удлиненными направ-
ляющими, так что даже при очень высоких нагрузках в станине
не возникают заметные упругие деформации, а ползун сохраняет
направление, вследствие чего инструмент не испытывает изги-
бающих моментов и оказывается достаточно стойким.
Работы по высадке крепежных деталей самолета выполняют-
ся на высадочных автоматах. Материал при работе на высадоч-
ных автоматах подается в виде прутка или проволоки, намотан-
ных в бунты. Значительно реже пользуются штучными заготов-
ками. При изготовлении деталей из прутка подача материала
осуществляется автоматически срабатывающими подающими
роликами станка. Штучные заготовки загружаются в бункер с
автоматическими питательными устройствами. В зависимости от
числа рабочих ударов за одну операцию различают одноудар-
ные, двухударные и трехударные высадочные автоматы.
13.4. ХОЛОДНОЕ ОБЪЕМНОЕ ГИДРОСТАТИЧЕСКОЕ
ПРЕССОВАНИЕ
Холодное объемное гидростатическое прессование (гидроэкс-
трузия) является разновидностью холодной объемной штампов-
ки, отличающейся тем, что заготовка в течение всего процесса
формообразования находится под всесторонним гидростатиче-
ским сжатием с давлением до 20 000 кгс/см2. При таком высоком
гидростатическом давлении прочность и пластичность металлов
значительно возрастает. В частности, прочность молиб-
дена увеличивается в 2—3 раза, пластичность в 10 раз, а удар-
ная вязкость — до 20 раз. Появляется возможность холодной
штамповки таких твердых и хрупких материалов как сплавы мо-
либдена, вольфрама, циркония, и различных карбидов и бори-
дов.
Улучшение механических свойств металлов при гидростати-
ческом объемном прессовании объясняется тем, что при совме-
стном действии гидростатического давления и пластических де-
формаций, происходящих при прессовании, устраняются дефек-
ты металла — микротрещины, поры и пр.
На рис. 13.7 дана принципиальная схема прямого гидроста-
тического прессования. Пуансон 1, закрепленный на ползуне
гидропресса, давит на рабочую жидкость 2, заключенную в кон-
387
тейнере 3, создавая вокруг заготовки 4 гидростатическое давле-
ние до 20 000 кгс/см2- Поп прйртпирм =>того давлений—металл
течет через рабочее отверстие матрицы 5, формуясь в готовое из-
Рис. 13.7. Схема холод-
ного объемного гидро-
статического прессо-
вания:
/—пуансон, 2—жидкость; 3—
контейнер, 4—заготовка»
5—матрица
делие. Для гидростатического прессования и штамповки отече-
ственная промышленность выпускает специальные гидравличе-
ские компрессоры, создающие давление жидкости до 16000
кгс/см2.
Глава 14
^ЗГОТОЕЛЕНИЕ п ет а ЛЕЙ САМОЛЕТА
ИЗ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
14.1. ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ, ОТСЕКОВ И АГРЕГАТОВ
ИЗ АРМИРОВАННЫХ ПЛАСТМАСС
Комбинированием различных типов армирующих материа-
лов и полимерных связующих получают конструкции с необхо-
димой прочностью, радиопрозрачностыо или радиопоглощением,
с химической и эрозионной стойкостью и рядом других задан-
ных свойств. От способа изготовления отсеков и агрегатов зави-
сит однородность композиции и качество изделий Большое зна-
чение для конструктивных качеств имеют режимы отвердения
армированного пластика К основным способам изготовления
отсеков и агрегатов относятся- формование при помощи герме-
тической эластичной оболочки и формование пропиткой под дав-
лением.
Формование при помощи герметичной
эластичной оболочки
Такое формование производится по пресс-формам, оправкам
и болванкам, изготовленным из алюминиевого сплава АЦ13,
стали, пластмасс, дерева, древесноклеевой массы и других ма-
териалов (рис. 14 1).
Рис. 14.1. Виды форм для формования оболочек:
1—позитивная 2—негативная 3—формуемое изделие
Укрупненный технологический процесс изготовления отсека
или агрегата обычно включает следующие операции: 1) нанесе-
ние на поверхность болванки или формы антиадгезионной смаз-
ки ЦИАТИМ-201, ЦИАТИМ-221 или укладка листового целло-
фана для предотвращения склеивания изделия с оснасткой; 2)
укладка раскроенной стеклоткани, пропитанной клеем, или сухой
389
ткани с последующей пропиткой. При укладке не допускается
совпадение кромок раскроенных кусков в соседних слоях, ибо при
совпадении кромок толщина/не сохранится равномерной по все-
му сечению; 3) укладка разделительной целлофановой пленки;
4) укладка эластичного резинового чехла с герметизацией флан-
цев формы прижимными кольцами посредством винтовых пнев-
матических или гидравлических зажимов (рис. 14.2); 5) формо-
вание (отвердение) связующего при заданной температуре и
избыточном давлении, которое создается вакуумированием (см.
Рис. 14.2. Способы создания избыточного давления:.
а—вакуумированием, б—в пресс камере; в—в автоклавах и гидроклавах,
J—форма, 2—резиновый чехол; 3—формуемое изделие, 4—прижимное кольцо; 5—винто-
вой зажим; 6—эластичная прокладка, 7—автоклав; 8—тележка; 9—крышка
рис. 14.2, а), в пресс-камерах (см. рис. 14.2, б), в автоклавах
и гидроклавах (см. рис. 14.2, в). С повышением избыточного
давления материал в стенках детали становится однороднее и
плотнее. Гидроклав позволяет получить максимальное давление
до 150 кгс/мм2.
Аппараты и устройства для отвердения применяются универ-
сальные, а изготовление формы или болванки недорого, поэто-
му данный способ чаще присущ опытному производству.
При необходимости изготовления многослойных конструкций
с чередованием жестких оболочек с легкими заполнителями в
виде пенопласта или сотоблоков технологический процесс вклю
чает следующие операции (рис. 14.3): 1) выклейку на пуансоне
внутренней обшивки (а) с ее последующим отвердением (поли-
меризацией клея в термокамере при определенном избыточном
давлении); 2) выклейку на матрице наружной обшивки (б) с
ее последующим отвердением; 3) приклейку сотового наполни-
теля определенной толщины к одной из обшивок (в); 4) обра-
ботку и подгонку элементов конструкции механической обра-
боткой; 5) сборку пресс-формы с приклейкой второй обшивки к
конструкции (г); 6) отвердение конструкции; 7) окончательная
390
механическая обработка конструкции и разделка стыка; 8) нане-
сение покрытия; 9) контроль конструкции.
Данный технологический процесс обеспечивает хорошее ка-
чесчво конструкции, но требует специальной дорогой оснастки.
Более простым и дешевым техпроцессом является изготовле-
Рис. 14.3. Основные этапы изготовления обтекателя с базированием
по наружному контуру:
а» б, в, г-—последовательность операций;
1—пуансон; 2—матрица; 3—внутренняя обшивка. 4— внешняя обшивка; 5—со-
товый заполнитель, 6—резиновый чехол
14.4). В этом случае техпроцесс включает операции: 1) выклейку
внутренней обшивки по болванке или металлическому пуансону;
2) отвердение в установке для полимеризации; 3) наложение со-
тоблоков на внутреннюю обшивку с приклейкой к последней;
4) отвердение в установке для полимеризации; 5) механическую
обработку по наружной поверхности сотового наполнителя с
целью получения точности аэродинамических обводов; 6) вы-
клейку наружной обшивки на сотовом заполнителе и оконча-
Рис. 14.4. Основные этапы изготовления обтека-
теля с базированием по внутреннему контуру:
а. б, в—последовательность операций,
1—болванка; 2—резиновый чехол; 3—внутренняя обшив-
ка; 4—сотовый заполнитель; 5—внешняя обшивка
тельную формовку конструкции; 7) окончательное отвердение;
8) нанесение на поверхность наружной обшивки выравниваю-
щего слоя или лакокрасочного покрытия; 9) разделку стыковой
поверхности; 10) контроль конструкции.
В зависимости от температуры аэродинамического нагрева
конструкции оболочки обтекателей изготовляются из стекло-
391
тканей на основе эпоксидных, фенольно-формальдегидных, крем-
ний-органических и других связующих. Заполнителями служат
сотоблоки из хлопчатобумажной ткани или стеклоткани, а так-
же пенопласта. При использовании в качестве заполнителя пено-
пласта техпроцесс изготовления конструкции включает операции
(рис. 14.5): 1) выклейку и формовку пуансона внутренней об-
Рис. 14.5. Основные этапы изготовления трехслойного обтекате-
ля с пенозаполнителем:
а, б, в, г—последовательность операций,^
/—пуансон, 2—матрица, 3—резиновый чехол 4—внутренняя обшивка; 5 -
внешняя обшивка; 6—жидкая композиция; 7—пенопласт
г)
шивки (а); 2) отвердение в полимеризационной установке;
3) выклейку и формовку на матрице наружной обшивки (б);
4) отвердение наружной обшивки; 5) заливку пенопласта во
внутреннюю обшивку и его вспенивание при определенной тем-
пературе (в); 6) опрессовку (г) пуансоном совместно с внутрен-
ней обшивкой пенопласта, залитого в наружную обшивку
(избыток пенопласта выдавливается в зазор между матрицей и
пуансоном); 7) механическую обра-
Рис. 14.6. Прессование в жест-
кой форме:
/—пуаисои; 2—матрица; 3—прессу-
емое изделие, 4—ограничитель за-
ботку конструкции; 8) нанесение
покрытия.
Детали простой формы и малых
габаритов формуют прессованием
в пресс-формах под гидропрессами
(рис. 14.6). Толщина детали опре-
деляется установленным зазором
между матрицей и пуансоном. На-
веска волокнитов или слоев стекло-
ткани назначается заранее. В зави-
симости от вида формуемого мате-
зора риала давление при прессовании на-
ходится в интервале 50—500кгс/см2.
Полимеризационные установки для отвердения применяют-
ся в виде автоклавов или термошкафов, снабженных вакуумны-
ми установками, компрессорами и соответствующей измери-
тельной и контрольной аппаратурой. Наряду с указанным обо-
рудованием находят применение нагревательные контактные
392
элементы, вмонтированые в собтветствующую оснастку, сухой
насыщенный пар, радиационный \дагрев и нагрев токами высо-
кой частоты.
Формование пропиткой |юд давлением
При этом способе в форму закладь^ается сухой армирующий
материал в виде стеклоткани, коротко^рубленного стекловолок-
на, стеклотрикотажа, пропитанного термостойким связующим.
Избыточное давление формовки создается вакуумированием
(рис. 14.7) или нагнетанием связующего в форму (см. рис.
Рис. 14.7. Схема пропитки под давлением:
•а—вакуумная пропитка при жесткой форме; б—под избыточным поло-
жительным давлением;
1—пуансон, 2—матрица; 3—наполнитель (стеклоткань, стеклотрико-
таж), 4—бачок со смолой; 5—запорный кран; 6—смотровое окно; 7—
бачок для смолы; 8—винтовой зажим
На пуансон 1, изготовленный по внутренней форме конст-
рукции, наносится антиадгезионная смазка и набирается пакет
сухой стеклоткани 3 необходимой толщины. На пакет надева-
ется матрица 2, смазанная по внутренней поверхности также
антиадгезионной смазкой. Зазор между матрицей и пуансоном
устанавливается, равным толщине стенки конструкции с соот-
ветствующим допуском. Вакуум-насос засасывает связующее из
бачка 4.
При оптимальном сочетании вязкости, температуры и скоро-
сти нагнетания обеспечивается хорошая пропитка конструкции
связующим. При условии, если в каналах пуансона будет цир-
кулировать теплоноситель соответствующей температуры или в
нем предусмотреть термоэлектронагревательные элементы, от-
вердение будет непосредственно в установке. Отвердение можно
производить и в отдельном термошкафу.
393
Пропитка под давлением обеспечивает точность выполнения
обводов, высокую плотность и герметичность, но требует слож-
ной дорогостоящей оснастки.
14.2. ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ
, ИЗ СТЕКЛОПЛАСТИКОВ НАМОТКОЙ
Изделия, форма которых достигается вращением произволь-
ных образующих, изготавливают намоткой на оправку соответ-
ствующей формы стеклянных нитей, ленты или ткани, пропитан-
ных связующим.
Практически получили распространение разновидности ме-
тода намотки:
1) тканевая намотка (на намоточном станке), при которой
на цилиндрическую или коническую оправку наматываются в
' Рис. 14.8. Разновидности методов намотки:
а—продольно поперечная, б—спиральная (косая), в—попе-
речно спиральная
определенной последовательности слои пропитанной ткани сати-
нового или, реже, гарнитурового переплетения, имеет высокую
производительность и хорошую прочность и герметичность;
2) продольно-поперечная намотка (ППН) характеризуется
укладкой пропитанных лент или жгутов по образующим в про-
дольном направлении и в поперечном или окружном направле-
нии под прямым углом к оси оправки. Прочность конструкции
по сравнению с тканевой обмоткой значительно увеличивается
(рис. 14.8, а);
3) спиральная или геодезическая намотка, при которой про-
питанный связующим армирующий материал укладывается по
траекториям геодезических линий (см. рис. 14.8, б). Геодезичес-
кая обмотка обеспечивает весьма высокую прочность.
Кроме перечисленных существует несколько разновидностей
специальных обмоток.
394
14.3. РАСКРОЙ ДЕТАЛЕЙИЗ НЕМЕТАЛЛИЧЕСКИХ
листовых мХтериалов
Выбор способа раскроя
Способ раскроя зависит от рода Материала и масштабов про-
изводства. Резину, гетинакс, фибру,\ текстолит, фетр, войлок и
картон можно разрезать на гильотинных ножницах с хорошо за-
точенными и отрегулированными по зазору ножами, а также в
штампах.
Резина легче подвергается вырезным операциям после сма-
чивания водой. Хрупкие неметаллические материалы (оргстек-
ло, текстолит, эбонит, гетинакс) легче резать на дисковых и лен-
точных пилах, применяемых для резки алюминиевых сплавов и
древесины. Диски и ленты пил имеют шаг зубьев до 3 мм с раз-
водом 0,3—0,5 мм на сторону. Скорость резания на ленточных
пилах составляет 15—17 м/с, а при резке на дисковых пилах —
25—35 м/с.
Точные заготовки и детали сложного криволинейного конту-
ра обрабатываются фрезерованием по шаблонам на вертикаль-
но-фрезерных станках, применяемых для раскроя алюминиевых
сплавов. Органическое стекло разрезается нагреваемой электри-
чески до температуры 300—400° С проволокой или тонкой сталь-
ной лентой при подаче до 0,5 м/мин.
Вырезка в штампах
Она применяется при большом объеме производства и боль-
шом коэффициенте повторяемости. Например, детали из волок-
нистых материалов: фетра, картона, фибры, листовой резины
вырубаются на штампах с остроугольными режущими кромками,
при этом вместо матрицы применяют деревянную прокладку с
торцовой плоскостью.
На рис. 14.9 представлена конструкция совмещенного штам-
па вырубки и пробивки квадратной резиновой прокладки с цент-
ральным круглым отверстием и четырьмя отверстиями для кре-
пежных болтов. Деталь выталкивается из полости штампа вы-
талкивателем 6, возвращаемым в исходное положение пружиной
7, которая также опускает вниз центральный выталкиватель 5
и четыре выталкивателя 4 при ходе ползуна вверх. Угол заточки
ножей (пуансонов) зависит от рода вырезаемого материала и
принимается по таблицам справочников, например, для резины,
пробки и картона — 15—18°, для фибры — 45°. Нож изготов-
ляют из стали У8А с термообработкой HRC = 50—55.
При весьма сложных очертаниях вырезаемого контура пуан-
сон изготовляется из стальной ленты толщиной 2—3 мм, изо-
гнутой по контуру детали. Лента цементируется на глубину 0,5—
0,8 мм, затачивается и укрепляется винтами на пуансонодержа-
395
« 5 е
теле. Подобные ленточно-ножевые штампы можно изготовлять
для деталей размером до 400 мм. Во избежание искажения раз-
меров детали под давлением/выталкивателей усилие пружины
должно быть минимальным, ^то достигается применением жест-
кого выталкивателя через хво-
стовик штампа.
Следует помнить, что хруп-
кие материалы (органическое
стекло, миканит, текстолит, ге-
тинакс, эбонит, слюда, вини-
пласт, в обычных штампах,
применяемых для вырезки де-
талей из металлов, вырезать
нельзя, так как в этом случае
процесс деформирования ма-
териала иной и трещины, обра-
зующиеся в процессе, прони-
кают глубоко в материал. По-
верхность среза носит харак-
тер скалывания и получается
неровной, выкрашивающейся
при малых усилиях. С увеличе-
нием толщины листа увеличи-
вается размер дефектных уча-
стков вблизи поверхности сре-
за. Обычные штампы находят
применение лишь для вырезки
фибры, картона, целлулоида
и бумаги. При штамповке бо-
лее хрупких материалов в
обычных штампах ограничи-
ваются небольшими толщина-
ми листа, а штампы снаб-
жаются сильными прижимами.
На режущих кромках подоб-
ных штампов передние углы
заостряют, что концентрирует
усилие резки на небольшом участке и несколько предотвращает
появление трещин.
В ряде случаев для получения более точной формы и разме-
ров деталей с чистой поверхностью среза из хрупких пластмасс
после вырубки применяют зачистку в зачистных штампах. При
этом для толщины материала более 1 мм вырубка производится
с предварительным подогревом заготовки. Время нагрева уста-
навливается в зависимости от толщины. Например, для тексто-
лита при з=1—2 мм — 3 мин; з=2—6 мм — 5 мин Для гети-
накса время нагрева устанавливается из расчета 5—8 мин на
1 мм толщины материала детали.
Рис. 14 9. Совмещенный штамп вы-
рубки и пробивки резиновой про-
кладки:
/—нож вырубки наружного контура 2—
нож вырубки центрального внутреннего
отверстия; 3—нож вырубки отверстия под
болт, 4, 5 и 6—выталкиватели, 7—пру-
жина
396
На рис. 14.10 представлен совмещенный штамп для вырубки
детали из текстолита с одновременной пробивкой прямоугольно-
го отверстия. Вырубная матрица 4 заточена под углом 45’;
вырубной плоский пуансон 3 изготовлен из латуни. Контур отвер-
стия вырезается пуансоном 5 и матрицей 2. Зазоры между мат-
рицей и пуансоном при вырезке деталей из текстолита и гети-
Рис. 14.10. Штамп для выруб-
ки детали из текстолита:
/—-пуансон одер жатель; 2—матри-
ца, 3 и 5— пуансоны, 4—матрица;
6—прижим, 7—шпильки
Рис. 14.11. Штамп для
зачистки деталей из тек-
столита:
/—пуаисои, 2 и 6—штыри; 3—мат-
рица, 4—выталкиватель, 5—шпиль-
ка
накса для штампов с плоскими режущими кромками составляет
z=(0,02—0,03)s на сторону. Заготовка прижимается прижимом
6, опирающимся шпильками 7 на тарелку мощного пневмати-
ческого буфера, смонтированного в столе пресса.
Для получения более точной и чистой поверхности по пери-
метру среза детали после вырубки проводится зачистка в за-
чистном штампе (рис. 14.11). Заготовка, вырубленная в вырубном
штампе, укладывается на выталкиватель 4, на котором фик-
сируется штырями 2 и 6 по имеющимся в ней отверстиям. Матри-
ца 3 заточена под углом 45°. Пуансон 1 изготовлен из алюминие-
вого сплава. Выталкиватель 4 через шпильки 5 и тарелку бу-
фера приводится в действие от буферного устройства, смонтиро-
ванного в столе пресса. Зачистка в зачистном штампе оебспечи-
вает чистоту поверхности не ниже 7 класса.
397
Вырубка деталей из органического стекла производится при
толщине листа до 1 мм. Перед вырубкой заготовку подогревают
до 100—120° С и в течение 10-—15 с охлаждают на воздухе, что
обеспечивает некоторое затвердевание поверхности детали и зна-
чительно уменьшает «завалы» на детали со стороны матрицы.
Эбонит штампуется при подогреве до 60—80° С.
Детали из стеклотекстолита изготавливают штамповкой-вы-
сечкой. В вырезных штампах для вырубки деталей из стекло-
текстолита пуансон и матрица подгоняются по скользящей по-
садке и, чтобы при обратном выходе пуансона кромки отверстий
не портились, в штампе предусматривается прижим.
Механическая обработка
На механическую обработку листы органического стекла по-
ставляются обклеенные бумагой, на которую наносят разметку
карандашом. Механическая обработка состоит из операций резки
на ленточных и дисковых пилах, фрезерования на вертикально-
фрезерных станках, сверления отверстий на вертикально-свер-
лильных станках, пневмо- и электродре-
/ J лях, точения на токарных станках. Фре-
/ /1 зерование органического стекла выпол-
няется аналогично фрезерованию древе-
- -I сины. Фрезерование проводится в два
// / прохода и на чистовой проход остав-
у/ (В /\ ляется припуск 0,5 мм.
wl Сверление отверстий в органическом
___________________1 стекле и пластмассах производится на
том же оборудовании, что и для метал-
Рис. 14 12. Схема сверле- лов, обычными спиральными сверлами,
ния оргстекла______Во избежание растрескивания органи-
ческого стекла вокруг отверстия вершина
сверла не должна выходить из листа раньше, чем режущие
кромки полностью войдут в материал. Как видно из рис. 14. 12,
для этого должно быть соблюдено соотношение cp^arctg df2s,
где ф — угол при вершине сверла, град; d — диаметр сверла, мм;
s — толщина листа, мм.
Резьба в деталях из оргстекла нарезается плашками и мет-
чиками, применяемыми при резке по металлам. Для обеспечения
чистой поверхности резьбы припуск за один проход снимается
минимальным и остановки в процессе нарезания делать не реко-
мендуется, ибо это вызывает прилипание инструмента к заго-
товке.
Сверление слоистых пластиков (текстолита, стеклотекстоли-
та, гетинакса) производится предпочтительно перовыми сверла-
ми с углом заострения 100—105° и задним углом 1—2°. Скорость
резания составляет 35—40 м/мин при подаче 0,05—0,4 мм/об.
При сверлении глубоких отверстий сверло периодически выни-
398
мается из отверстия, что обеспечивает его охлаждение. Охлаж-
дение водой не допускается, так как это вызывает скольжение
сверла по обрабатываемой поверхности и процесс сверления пре-
кращается.
При сверлении слоистых армированных пластиков применя-
ются и спиральные сверла. Во избежание нагревания и отпуска
сверла сверление ведут с большой подачей, периодически вы-
нимая сверло для охлаждения. Точение огрстекла на токарных
станках аналогично точению меди и бронзы при скорости реза-
ния 100 м/мин и подаче 0,5—1 мм/об. Угол заточки резца 0 = 55°
При высоких скоростях резания поверхность детали полумато-
вая и для придания ей нормального глянца ее надо шлифовать
и полировать.
Точение слоистых пластиков выполняется резцами, оснащен-
ными пластинами твердого сплава Т30К4, ВК-3, без охлаждения
(при попадании на резец жидкости он скользит, а не режет).
Стеклотекстолиты обтачиваются на обычных токарных станках
по металлам при скоростях резания v=45—60 м/мин и подаче
0,25 мм/об. Геометрия резца: угол заточки 0 = 50°, задний угол
а=35°.
Пенопласты обрабатывают обычными столярными инстру-
ментами, а их механическая обработка производится на том же
оборудовании и аналогичными инструментами, применяемыми
для обработки древесины.
14.4. ПЛАСТИЧЕСКОЕ ФОРМООБРАЗОВАНИЕ ДЕТАЛЕЙ
ИЗ ЛИСТОВЫХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Гибка
Большинство неметаллических материалов, применяемых для*
изготовления деталей самолета, подвергаются гибке в подогре-
том, а иногда в холодном состоянии. Гибке не подвергаются ге-
тинакс, коллекторный и прокладочный миканиты. Наиболее
часто подвергается гибке (с подогревом до 105—150° С) листовое
органическое стекло. Перед гибкой заготовку 10—15 с охлаждают
на воздухе для предохранения поверхности детали от повреж-
дения в процессе гибки. Недостаточный нагрев снижает опти-
ческие и механические свойства стекла, так как в наружных
слоях появляются волосяные трещины («серебро»). Подогревают
органическое стекло перед гибкой в конвекционных шкафах
(рис. 14.13), снабженных электрическими нагревательными уст-
ройствами, вентиляционной установкой для циркуляции нагре-
того воздуха и автоматическими регуляторами температуры.
Листы 1 подвешивают в шкаф в вертикальном положении за-
жимами 2. Оптимальное время и температура нагрева опреде-
ляются толщиной листа и принимаются по справочникам. На-
пример, для листа толщиной 6 мм время нагрева 15 мин при
399»
температуре 120° С. При излишне быстром нагреве в листе по-
являются неустраняемые газовые пузырьки.
Подогретое оргстекло изгибается легко. Гибку ведут на
болванках, обтянутых байкой без ворса, мягкой резиной и ими-
тированной кожей. Болванки изготовляют из гетинакса, тексто-
лита, балинита, а при большой серийности выпуска — из вто-
ричных алюминиевых сплавов, чу-
гуна и стали. В опытном производ-
стве болванки изготовляют из вы-
держанной сухой древесины, имею-
щей до 8% влажности, но они под
Рис. 114. 13 Крепление листов ор
гаиического стекла при иагреве:
1—лист; 2—зажим
Рис. 14. 14. Узлы установки
для нагрева инфракрасны-
ми лучами:
I—нагревательный элемент; 2—
экранированные поверхности
влиянием атмосферных условий разбухают или, наоборот, усы-
хают, теряя форму и размеры. Размеры болванки делают с уче-
том температурной деформации (около 2%) и ее рабочую по-
верхность тщательно полируют. Разогретая заготовка вручную
прижимается к поверхности болванки и края заготовки и бол-
ванки закрепляются струбцинами, располагаемыми через 150—
200 мм друг от друга. Съем детали с болванки допускается
после ее охлаждения до 30—40° С.
Текстолит и стеклотекстолит гнут при толщине листов не
более 3 мм, также в нагретом состоянии. Особенностью их по-
догрева является быстрый переход смолы в пластическое состоя-
ние, сопровождаемый раздвиганием волокон ткани. Подогрев
ведут быстро в течение 1—2 мин, так как при длительном на-
греве смола снова затвердевает. Для нагрева используют уста-
новки с обогревом инфракрасными лучами. Установки собира-
ются из нагревательных элементов 1 и экранированных поверх-
ностей 2 (рис. 14.14).
-400
Нагрев инфракрасными лучами в 8 раз дороже, чем в кон-
векционных шкафах, но время нагрева заготовки в 1,5—2 раза
меньше, что очень важна для слоистых пластиков. Температура
нагрева текстолита 150—170° С, а стеклотекстолита около 230°С.
Гибку ведут на болванках, оправках и приспособлениях, при-
меняемых для гибки металлических деталей.
Технология гибки эбонита и целлулоида такая же, как для
гибки органического стекла, но температура нагрева для эбо-
нита — 70—80° С, а для целлулоида — 90—100° С, причем ли-
стовой целлулоид толщиной до 0,5 мм гнется при комнатной тем-
пературе. Фибра и картон гнутся при влажности не менее 10%
в увлажненном состоянии. За 20—30 мин перед гибкой участок,
подвергаемый гибке, протирают влажной тряпкой, а гибку про-
изводят вручную на кантовочных и трехвалковых станках. Вини-
пласт гнется аналогично органическому стеклу с температурой
нагрева 80—120° С (в зависимости от толщины листа).
Формовка
Формовкой изготовляют детали агрегатов и систем самолета
из органического стекла, стеклотекстолита, текстолита, вини-
пласта, фибры, картона, целлулоида, гибкого и формовочного
миканита. Формовка ведется на болванках и пресс-формах.
Формовка на болванках проводится вручную за счет обтяжки
листа по болванке струбцинами, располагаемыми через 150—
200 мм, а для предотвращения образования складок на мате-
риале под струбцины подкладывают хомуты. Формовка деталей
в пресс-формах производится на гидравлических или ручных
винтовых прессах усилием до 5 тс.
Пресс-форма для формовки, представляющая закрытый
вытяжной штамп, работающий на упор, дана на рис. 14.15. Для
сокращения времени охлаждения до 30—40° С, необходимого для
снятия готовой детали, в пуансоне 1 и матрице 2 предусмотрены
каналы 3, в которых циркулирует холодная вода. Деталь снима-
ется с пуансона выталкивателем 4.
Фибра, картон и винипласт формуются так же, как и орг-
стекло. Фибру и картон предварительно размачивают в воде из
расчета 1,5—2 ч на 1 мм толщины листа, а винипласт форму-
ется с предварительным подогревом листа до 130° С.
Слоистые пластики (текстолит и стеклотекстолит) формуют
в пресс-формах после быстрого нагрева заготовки до темпера-
туры 150—170° С (для текстолита), 230° С (для стеклотексто-
лита) . Из текстолита и стеклотекстолита формуют детали более
простой симметричной формы с глубиной не более 40 мм, так
как они формуются значительно хуже, чем оргстекло. Миканит
также формуется в пресс-формах с быстрым предварительным
подогревом заготовки до 150—200° С при давлении 200—
500 кгс/см2.
401
Совмещенный штамп для формовки миканитовых манжет изо-
бражен на рис. 14.16. Заготовка — круглая шайба с централь-
штампе, фиксируется
ным отверстием, полученная в вырезном
на штыре 1. По мере опускания вер-
хнего пуансона 2 сначала усилием
пружины формуется внутренняя ко-
ническая поверхность детали, а борт
образуется при входе пуансона 2 и 3
в матрицу 5. Пружина 4 выталкива-
ет деталь вверх пуансоном 3.
Рис. 14.16. Совмещенный
штамп для формовки микани-
товых манжет:
/—штырь 2—3—пуансоны; 4—пру-
жина; 5—матрица
Рис. 14.15. Схема пресс-фор-
мы для формовки с подогревом
листовых термопластов:
1 и 2—части формы (верхняя и
нижняя); 3—канал, 4—выталкива-
тель
Вытяжка
Неметаллические листовые материалы (органическое стекло,
текстолит, стеклотекстолит, винипласт, целлулоид) подвергаются
вытяжке после предварительного подогрева заготовки, а фибра
и картон после предварительного увлажнения. Органическое
стекло вытягивается в штампах (рис. 14.17) или в пневматиче-
ских вытяжных устройствах, работающих под давлением или под
вакуумом.
Круглая заготовка 1 устанавливается в выточке матрицы 2
и фиксируется прижимом 3. Матрица, заготовка и прижим скреп-
ляются в пакет, который может быстро сниматься для нагрева
с основания штампа, не показанного на рисунке. Пуансон 4,
матрица 2 и прижим 3 изготавливаются из любой стали или вто-
ричных алюминиевых сплавов. Их рабочие поверхности, сопри-
касающиеся с заготовкой, тщательно полируют. Пакет нагре-
вается до 115—120° С.
Диаметр заготовки рассчитывают по формулам, аналогичным
при вытяжке металлических деталей, на обрезку прибавляют
припуск 30—40 мм иа диаметр. Вытяжку выполняют на гидрав-
лическом или ручном винтовом прессе при скорости пуансона
402
20—30 мм/с. Пуансон возвращают в исходное положение только
после охлаждения детали до 30—40° С.
Штамп смазывают машинным маслом, чтобы легче снимать
готовый колпачок. В подобных штампах можно вытягивать де-
тали глубиной, не превышающей диаметр детали, при разно-
стенности до 30 % •
При выходе из матрицы кромки детали раздуваются. Вытяжка
в штампах не пригодна для деталей остекления самолета, свето-
прозрачность которых строго
регламентируется. Вследствие
соприкосновения разогретой
заготовки с матрицей и при-
жимом поверхность детали
портится.
Рис. 14.17. Схема штампа для вы-
тяжки колпачка из органического
стекла:
/—заготовка; 2—матрица; 3—прижим; 4—
пуансон
Рис 14.18. Схема вакуумного приспо-
собления для вытяжки колпачка из
оргстекла:
/—заготовка; 2—лампа, 3—струбцина; 4—
корпус; 5—штуцер
Для вытяжки деталей остекления самолета применяют пнев-
матические устройства: 1. Вакуумные (рис. 14.18). Заготовка 1,
зажатая по краям струбцинами 3, нагревается инфракрасными
лучами от ламп 2 нагревателя. Из нижней полости (под заго-
товкой) корпуса 4 вакуум-насосом через штуцер 5 выкачивает-
ся воздух, давление в верхней полости (над заготовкой) — ат-
мосферное. Под действием избыточного давления нагретая
заготовка втягивается в полость корпуса матрицы 4 до сопри-
косновения со смонтированным на дне корпуса контактом, сиг-
нализирующим об окончании процесса.
2. Более эффективные, работающие давлением сжатого воз-
духа,— для вытяжки сферических стекол — блистеров (рис.
14.19). Заготовку, подогретую в воздушном циркуляционном
шкафу (рис. 14.20) до 140—145° С, укладывают на борта 3 (см.
рис. 14.19) пневмоустройства. Крышка 2, снабженная откидны-
ми струбцинами 4, опускается на заготовку и струбцины крепят
ее к корпусу. В герметически зажатый шланг 7, находящийся
403
в бортах приспособления, под давлением 2,5 кгс/см2 подается
сжатый воздух и под его действием заготовка плотно зажима-
ется, а неплотности в соединении крышки с корпусом закрыва-
ются Сжатый воздух при давлении 1,2—1,3 кгс/см2 подается в
корпус и под его действием заготовка вытягивается и приобрета-
Рис. 14 19 Схема установки для вытяжки блистера:
/—заготовка. 2—крышка, 3—борт, 4—струбцина; 5—штуцер, 6—
байка, 7—шланг
ет сферическую форму блистера. Подача воздуха регулируется
вручную и прекращается, когда вытянутая сфера соприкасается
с лоскутком байки 6, подвешенным на соответствующей высоте
на крышке приспособления. Контактное устройство применять
нельзя во избежание повреждения поверхности детали Вытяж-
ка детали происходит за счет утонения листа. При исходной тол-
щине заготовки 10 мм толщина купольной части детали состав-
ляет до 4,5 мм.
Схема индикаторного приспособления для проверки толщины
представлена на рис. 14.21. Детали остекления современных
404
высотных и скоростных самолетов подвергаются тщательным
испытаниям на оптические свойства (рис. 14 22) и прочность
Испытываемый блистер устанавливают на стенд 1, верхняя
часть 2 которого поворачивается на угол 360° и наклоняется па
угол 90°. Внутри блистера, примерно в том месте, где находит-
ся глаз наблюдателя, помещается коллиматор 3 (источник свето-
вого луча, представляющий собой пересечение двух взаимно
перпендикулярных штрихов на стекле, освещенном сзади лам-
почкой) На некотором расстоянии от блистера помещают ниве-
лир 4, который до установки блистера на стенд наводят точно
Рис. 14.20 Шкаф для подогрева заготовок бли-
стеров
на оптический центр коллиматора. После установки испытывае-
мого блистера измеряют угол отклонения луча с помощью ни-
велира. Суммарная величина А угла отклонения по горизонтали
и вертикали (д =]/ЛД?ор+Дверт) не Должна превышать 12 мин.
Проверка производится с поворотом детали через каждые 10’
по вертикальной и по горизонтальной осям.
Испытание деталей на прочность производят в приспособле-
нии, в котором деталь крепится болтами, как на самолете.
Внутрь приспособления подается давление </=1,52 кгс/см2, при
котором деталь должна сохранять прочность.
Каждую десятую деталь верхнего остекления и каждую два-
дцатую деталь бокового остекления испытывают на разрушение,
которое должно начинаться при давлении не ниже 1,8 кгс/см2.
Практически разрушение детали начинается при <7=2,0—
2,2 кгс/см2, причем оно начинается с появления трещин, распо-
ложенных под углом к оптической оси детали около отверстий
под болты.
Вытяжка деталей из текстолита и стеклолита производится
в таких же штампах, что и для вытяжки деталей из органиче-
ского стекла, с предварительным подогревом (для текстолита)
до 150—170° С, до 230° С для стеклотекстолита. Нагрев прово-
405
дится в течение 1—2 мин, а за ним немедленно выполняется вы-
тяжка.
Вытяжкой из текстолита и стеклотекстолита изготовляют
цилиндрические, конические и полусферические детали с высо-
той, равной или меньшей диаметра Вытягиваемость этих ма-
териалов весьма ограниченна. Радиус вытяжного ребра матри-
цы выполняется размером 6—8 мм.
Винипласт легко вытягивается после подогрева до 130° С.
Вытяжка производится на небольшую глубину на ручных вин-
Рис. 14.21. Схема проверки толщины
блистера
Рис. 14.22 Схема проверки опти-
ческих свойств блистера:
1—стенд, 2—поворотная часть; 3—кали*
матор, 4—нивелир
товых и гидравлических прессах. Например, при толщине заго-
товки 2—3 мм глубина вытяжки составляет всего 50 мм. Рабо-
чие части штампов для вытяжки винипласта изготовляют из ин-
струментальной, а остальные детали из простой поделочной
стали. Вытяжку винипласта производят также выдуванием сжа-
тым воздухом при давлении 1,5—2 кгс/см2, нагретым до 140—
160° С. Заготовка нагревается горячим воздухом. Деталь снима-
ют со штампа после охлаждения до 40° С.
Целлулоид вытягивается легко, как и винипласт, в штампах
и в пресс-формах после подогрева до 95—110° С на плите, обо-
греваемой горячей водой. Фибра и картон вытягиваются в ув-
лажненном состоянии. Заготовку перед вытяжкой размачивают
в воде из расчета 1,5—2 ч на 1 мм толщины листа. Затем за-
готовку и рабочие поверхности штампа посыпают графитом или'
тальком. Конструкция штампов для вытяжки фибры и картона
аналогична штампам для вытяжки органического стекла. Мате-
риалом для изготовления деталей штампов служат силумин или
облагороженная древесина.
Конструкция штампа для вытяжки детали из фибры пред-
ставлена на рис. 14.23. Заготовка 1, зажатая между матрицей 2
406
и прижимом 3 струбцинами 4, вытягивается пуансоном 5. После
вытяжки деталь вместе с пуансоном просушивается при 65—
70° С в течение 12 ч. Затем деталь снимается с пуансона и на-
Рис. 14 23. Схема штампа для вытяжки детали
из' фибры.
/—заготовка, 2—матрица, 3—прижим; 4—струбцина, 5—
' пуансон
девается на решетчатую болванку, на которой выдерживается
при нормальной температуре не менее 3 ч. Складки, образую-
щиеся на поверхности детали, срезаются стамеской без снятия
детали с пуансона.
Глава 15
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
И ОСНАСТКИ ДЛЯ ЗАГОТОВИТЕЛЬНЫХ ЦЕХОВ
САМОЛЕТОСТРОИТЕЛЬНЫХ ЗАВОДОВ
15.1. ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА
ПРОИЗВОДСТВА
Проектирование технологических процессов и оснастки сос-
тавляет главное содержание технологической подготовки про-
изводства для заготовительных цехов самолетостроительных за-
водов. Технологическая подготовка производства по объему и
содержанию зависит от типа производства. При опытном или
единичном производстве самолетов она сводится к укрупненной
разработке технологических процессов, в которых предусматри-
вается использование универсального оборудования, оснастки и
инструментов, а также рабочих высокой квалификации. В усло-
виях единичного производства специальные инструменты и ос-
настка применяются редко. Технологическая подготовка в усло-
виях серийного производства включает следующие работы:
1) технологическую отработку серийных чертежей самолета;
2) разработку методов и средств обеспечения взаимозаме-
няемости;
3) проектирование и внедрение технологических процессов и
передовых методов труда, а также организации технического
контроля и обеспечение высокого качества и надежности изде-
лия;
4) проектирование, изготовление и отладку технологической
оснастки для всех технологических процессов, а также специ-
ального оборудования и средств механизации;
5) установление расчетно-технических режимов технологи-
ческих процессов, нормирование времени выполнения операций,
расходов материалов, инструментов, топлива и энергии для тех-
нологических нужд, а также расчет использования и загрузки
оборудования;
6) проектирование и внедрение передовых форм организации
производственных процессов и труда;
7) установление объема работ цехов основного производст-
ва, распределение чертежей по цехам и разработка документа-
ции технологического планирования;
8) расчет оборудования и площадей, составление планиро-
вок цехов и технического плана реконструкции завода.
408
15.2. ИСХОДНЫЕ ДАННЫЕ ДЛЯ РАЗРАБОТКИ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
В ocuony технологического проектирования положены четыре
основных принципа: 1) качественной целесообразности; 2) эко-
номической целесообразности; 3) транспортной- целесообразно-
сти; 1) рациональной загрузки оборудования и рабочих мест.
Для разработки технологических процессов необходим ряд
исходных данных, которые можно разделить на три группы:
1. Основные исходные данные, к которым относятся: а) рабо-
чие чертежи изделия; б) плазовые шаблоны; в) директивная
тхнология; г) технические условия на приемку и поставку ма-
териалов; д) производственная программа выпуска изделий;
е) имеющееся на предприятии оборудование и его паспорта.
2. Руководящие материалы: а) типовые технологические
процессы; б) единая система конструкторской документации
СССР; в) ГОСТ и ведомственные нормали; г) альбомы типо-
вой оснастки и инструментов; д) нормативы времени на различ-
ные работы; е) инструкции и другие материалы.
3. Вспомогательные материалы: а) справочники; б) катало-
ги; в) периодическая литература.
15.3. ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
При проектировании серийной технологии различают три
стадии:
1. Начальную, во время которой разрабатывается исходная
руководящая технологическая документация и график подготов-
ки производства к выпуску нового изделия.
2. Промежуточную, в период которой разрабатывается вре-
менная технология и ее оснащение.
3. Заключительную, в период которой разрабатываются се-
рийная технология и оснастка, необходимые для полного осна-
щения серийного производства.
Работы по технологической подготовке производятся центра-
лизованно, децентрализованно и смешанно.
Разработка технологического процесса и контроля качества
продукции включает в себя следующие основные работы: 1) в
соответствии с заданной программой и сроками поставок опре-
деляются размеры партий или серий деталей, запускаемых в про-
изводство; 2) на основе экономических расчетов устанавливает-
ся вид наиболее экономически целесообразного формообразова-
ния детали и состав переходов в операциях; 3) определяется
форма и размеры заготовки и способ раскроя; 4) составляется
план обработки, т. е. устанавливается последовательность обра-
ботки, ба ня и межоперационные припуски; 5) выбирается обору-
дование, приспособления и инструмент, выбираются или рассчи-
тываются режимы обработки; 6) производится техническое
нормирование процесса и устанавливается квалификация испол-
14 72
409
кителей; 7) устанавливаются методы контроля качества готовых
изделий и контроля в процессе обработки; 8) оформляется тех-
нологическая разработка на картах.
Определение размера партий деталей,
запускаемых в производство
При серийном производстве детали, заготовки и панели в за-
готовительных и обрабатывающих цехах запускаются в произ-
водство партиями или сериями.
Партией (серией) в серийном производстве называется ко-
личество одинаковых заготовок, деталей, панелей или узлов, од-
новременно запускаемых в производство при одновременной за-
трате подготовительно-заключительного времени.
Увеличение размера партии деталей повышает производитель-
ность труда, увеличивает время полезного использования обо-
рудования, упрощает планирование и уменьшает подготовитель-
но-заключительное время, приходящееся на одну деталь. Это
значительно повышает экономические показатели производства.
Но с увеличением размера партии одновременно увеличивается
и техническая норма времени на партию, что увеличивает про-
изводственный цикл, потребность в оборотных средствах, вло-
женных в незавершенное производство, вызывает увеличение
нотребных площадей для хранения материалов и полуфабри-
катов. Это снижает экономические показатели производства, так
как неизбежно возрастает себестоимость продукции.
Уменьшать размер партии нерентабельно, так как уменьша-
ется время полезного использования высокопроизводительного
оборудования, требующего длительной и дорогой наладки на
определенные операции, что, в свою очередь, увеличивает себе-
стоимость продукции.
Определение оптимального размера партии деталей должно
производиться на основе технико-экономических показателей с
учетом конкретных производственных условий.
Выбор экономически целесообразного варианта
технологического процесса
Формообразование каждого изделия можно получить различ-
ными технологическими процессами. Для выбора рационального
варианта технологического процесса определяется себестоимость
детали по каждому варианту и сравнивается себестоимость. При
выборе рационального варианта следует руководствоваться обес-
печением требуемых качеств и надежности, сроками изготовле-
ления изделия и типом производства.
Экономичность варианта определяется его технологической
себестоимостью. Технологической себестоимостью называется
сумма затрат производства, величина которых зависит от дан-
410
кого варианта технологического процесса. В технологическую
еебеситмость не включаются затраты, одинаковые для сравни-
ваемых вариантов техпроцессов. Например, одинаковые несов-
мещенные операции в вариантах, одинаковый раскрой и т. д.
Определение вида, формы и размеров заготовки
Определение вида, формы и размеров заготовки является су-
щественной технико-экономической задачей. Необоснованно
большой припуск увеличивает расход металла, уменьшая коэф-
фициент его использования, загружает оборудование, увеличи-
вает трудоемкость детали. Чрезмерно малый припуск повышает
требования к точности обработки деталей и приводит к увели-
чению их себестоимости. Малый‘припуск часто приводит к браку.
Оптимальные размеры припусков определяются расчетно-ана-
литическим путем по таблицам справочников. Исходными дан-
ными для определения формы и размеров заготовки является
чертеж или шаблон готовой детали, указание относительно вида
.заготовки и характера термообработки, а также при необходи-
мости особые технические условия. При изготовлении деталей
из металлического листа, профилей, труб выбор заготовки зна-
чительно упрощается, так как он сводится к определению ее раз-
меров с учетом припуска на обрезку.
Межоперационные размеры полуфабрикатов рассчитываются
при штамповке деталей из листа по принципу равенства поверх-
ностей детали, полуфабрикатов и площади заготовки, для объ-
емных деталей — по принципу равенств объемов. Для процес-
сов, связанных со снятием стружки, межоперационные размеры
рассчитываются исходя из принятых припусков на обработку.
Анализ калькуляции стоимости современного самолета пока-
зывает, что более половины затрат приходится на долю мате-
риалов. Современные авиационные материалы представляют со-
бой дорогостоящие специальные стали, титановые и другие
сплавы. Поэтому для самолетостроительного производства очень
важной задачей является экономия материалов. Это достигает-
ся введением технически обоснованных норм расхода материа-
лов, выбором оптимального варианта раскроя, целесообразным
выбором материала по его физико-механическим свойствам я
правильным его использованием в конструкции, заменой дорого-
стоящих и дефицитных материалов более дешевыми и недефи-
цитными, применением техпроцессов, способствующих улучше-
нию прочностных свойств материалов, рациональным изготов-
лением заготовок, сокращением технологических припусков на
обработку.
Расчет нормы расхода материалов
Исходными данными при установлении нормы расхода ма-
териала служат: 1) чертежи деталей и шаблоны; 2) технические
14*
411
условия на изготовление деталей; 3) карты раскроя; 4) техно-
логический процесс изготовления деталей; 5) утвержденные нор-
мативы на технологические припуски; 6) действующие стандарты
на сортамент, качество и размеры полуфабрикатов; 7) данные
о взвешивании деталей.
Норма расхода устанавливается как на основные, так и на
вспомогательные материалы. Под нормой расхода материала
понимается минимальное его количество, необходимое для изго-
товления единицы изделия согласно принятой технологии.
Основными материалами являются материалы, входящие в
конструкцию изделия основного производства.
Вспомогательными материалами называют материалы, не
входящие в конструкцию изделия основного производства, но
необходимые при его изготовлении.
Методика расчета нормы расхода материала зависит от вида
сортамента исходного полуфабриката.
Расчет нормы расхода при изготовлении детали из листа
Для деталей из листа норма расхода материала зависит от
вида раскроя: индивидуального, группового и смешанного.
Наиболее экономичным является групповой раскрой, более
полно использующий всю площадь листа. При индивидуальном
раскрое из листа норма расхода определится по формуле
(15.1)
п
где N — норма расхода материала на одну деталь, кг; Q — мас-
са листа, кгс; п — количество деталей из листа.
При расчете массы детали из алюминиевого листа учитывают
отклонение размера по толщине, что не учитывается для сталь-
ного листа. Расчетная толщина алюминиевого листа получается
вычитанием из номинальной толщины половины допустимого
отклонения.
При групповом раскрое для определения нормы расхода ма-
териала следует сначала определить коэффициент использования
листа
(15.2)
где kB — коэффициент использования листа; Sf — сумма пло-
щадей заготовок, мм2; F — площадь листа, мм2; Sg — сумма
масс заготовок, кг; Q — масса листа, кг.
412
Тогда норма расхода материала для данной детали соста-
вит
(15.3)
или
N=f~V, (15-4)
*и
где IV — норма расхода материала для данной детали, кг; g —
масса заготовки данной детали, кг; f — площадь заготовки, мм2;
5 — расчетная толщина листа, мм; у — плотность материала,
кг/м3.
k„ — коэффициент использования листа, который зависит от
метода и вида раскроя: 0,80 и 0,84 (при индивидуальном прямо-
линейном и криволинейном раскрое), 0,92 (при групповом пря-
молинейном раскрое), 0,64 (при групповом криволинейном рас-
крое на станках КСФ-1М) и 0,79 (при смешанном прямо- и кри-
волинейном раскрое).
Расчет технической нормы расхода материала
при изготовлении деталей из профилей.
Норма расходов материала в этом случае определяется сле-
дующим образом:
Л^О^ЛфП), (15.5)
где N — норма расхода материала на одну деталь, кг; 6Т —
теоретическая масса профиля погонной длины в 1 мм, г (при-
нимают из таблиц); L — длина профиля по чертежу, шаблону
или эталону без припусков на обработку в заготовительном
цехе, мм; П — сумма всех припусков при изготовлении детали
П^Пх+Пз+Пз + П,,
где П1, Иг, П3 — припуски, соответственно, на резку заготовки,
на подсечку и на гибку профиля, мм; ГЦ — потеря металла на
некратпость по длине, мм.
Припуск на резку заготовки П1 зависит от способа резки про-
филя и принимается: 1) при резке на дисковых плитах П1 = 3—
5 мм; 2) при резке на ленточных пилах П4 = 2—3 мм; 3) при рез-
ке на пресс-ножницах и на обрезных штампах П1 = 0—1 мм.
Припуск П2 на длину при подсечке профиля зависит от глу-
бины подсечки и высоты полки профиля:
Высота полки профиль, мм Глубина подсечки, мм
До 2 2-6 6-9 Свыше 9
До 2 0 1 2 3
Свыше 20 0 3 4 5
413
Припуск Л3 на длину заготовки при гибке профилей зависит
от технологии гибки:
1. При гибке профилей на роликовых станках длина прямо-
линейного конца профиля должна быть не менее 125 мм. Так,,
например, профиль по шаблону имеет один прямой конец дли-
ной 50 мм, значит припуск для этого конца равен 125—50 =
= 75 мм, другой конец не имеет прямого участка, значит припуск
для этого конца равен 125 мм. Следовательно, общий припуск
на гибку профиля составит величину П3=75+125=200 мм.
2. При гибке профилей в штампах припуск принимается в за-
висимости от конструкции штампа:
а) для штампа с прижимом и фиксацией заготовки П3=
= 10 мм;
б) для штампа без прижима и фиксации заготовки Пз =
= 30 мм.
3. При гибке профилей с растяжением на прессах ПГР при-
пуск определяют по эмпирическим формулам П3 = 70—0.001L
(для ПГР-6): П3= 150—0,001/, (для ПГР-7) и П3= 210—0,001/,
(для ПГР-8), где L — длина развертки профиля без припус-
ков, мм.
Как видно из формул, при увеличении длины профилей
уменьшается величина припуска П3. Это происходит вследствие
удлинения профиля при растяжении. Величина потерь на не-
кратность длины профиля П4 определяется в размере 1,5% Дли-
ны заготовки с припуском:
П4в-Ь5_(£+П1+П,+П8).
Расчет нормы расхода материала
при изготовлении деталей из труб
Норму расхода материала определяют по формуле, анало-
гичной для деталей из профилей
'• 2У=От(/.-|-П), (15.6)
где N — норма расхода материала на одну деталь, г; GT — тео-
ретическая масса погонной длины трубы в 1 мм, г (принимается
по таблице); L — длина трубы по чертежу, эталону или шабло-
ну, мм; П — сумма всех припусков при изготовлении детали:
п=п1+п2+п3+п4,
где П1, П2, П3 и П4 — соответственно, припуски на резку заго-
товки трубы, на развальцовку и торцовку конца трубы, на гиб-
ку трубы, на некратность по длине трубы.
414
Припуск на резку заготовки трубы П1 зависит от способа
резки:
Способ резки Значение П], мм
На токарных и других станках На механической ножовке 3 2—2,5
На дисковых пилах В штампах 4 0—1
Припуск на развальцовку и торцовку Пг равен 3 мм на один
развальцованный конец.
Припуск на гибку П3 зависит от сложности детали и способа
гибки. К первой группе сложности относятся трубы простой кон-
фигурации с одним или двумя радиусами гибки и с прямолиней-
ными концами. Ко второй группе сложности относятся трубы с
двумя и более радиусами гибки и с радиусами на концах
Для труб первой группы сложности при гибке на трубогибоч-
ных станках припуск П3=40 мм, для труб второй группы слож-
ности — П3=160 мм. Для труб первой группы сложности при
ручной гибке без наполнителя припуск не дается, для труб вто-
рой группы сложности диаметром до 8 мм П3=10 мм. Для труб
второй группы сложности при гибке с наполнителем припуск П3
составляет:
Диаметр трубы, мм Значение П8, мм
До 10 10-25 25-36 36-43 Свыше 43 50 80 100 150 200
Для труб первой группы сложности величину припуска на
гибку берут в два раза меньше, чем для труб второй группы.
Потери па некратность П4 берут в размере 2% длины заго-
товки с припусками:
П.—Г^ + Пх+^+Ц,).
415
Выбор оборудования, приспособлений и инструмента
Выбор оборудования зависит от формы, конфигурации и раз-
меров детали, от заданной точности получения ее размеров и
от величины производственной программы выпуска деталей.
Существенным фактором при выборе оборудования является
величина производственного задания. Чем больше производст-
венное задание, тем в большей мере следует использовать вы-
сокопроизводительное специальное дорогостоящее оборудование.
Решающим фактором при выборе оборудования является эконо-
мичность процесса обработки и достижение необходимой точно-
сти и качества детали.
При разработке технологического процесса для действующе-
го предприятия следует считаться с загрузкой наличного обору-
дования. Выбор необходимого инструмента и приспособления
начинают с выяснения возможности применения универсальных
инструментов и оснастки и экономического или качественного-
обоснования применения и изготовления специальных. Специаль-
ную оснастку рекомендуется применять в тех случаях, когда
универсальная не обеспечивает получения требуемой формы де-
тали, ее чистоты, точности и качества поверхности. Решающим
фактором при выборе оснастки и инструмента являются эконо-
мические соображения.
Режимы обработки устанавливают на основе разработанных
нормативов и инструкций, составленных с использованием дан-
ных исследований и практического опыта.
Установление норм времени
и квалификации исполнителя
Под технической нормой времени понимают время, необхо-
димое на обработку, которое определяют исходя из организа-
ционно-технических условий, эксплуатационных возможностей
оборудования, методов и опыта работы передовиков производ-
ства.
Техническая норма времени на партию деталей состоит ив
следующих частей: 1) основного, или технологического, време-
ни, в течение которого изменяется форма, размеры, внешний вид
и структура заготовки. Оно бывает машинным, машинно-ручным
и ручным; 2) вспомогательного времени, необходимого для осу-
ществления основной работы; 3) времени, необходимого для
обслуживания рабочего места в течение смены; 4) времени пе-
рерывов на отдых и естественные надобности; 5) подготовитель-
но-заключительного времени, необходимого для ознакомления
с работой, подготовкой и уборкой рабочего места в начале и в
конце выполнения партии деталей. Первые из четырех пере-
численных частей технической нормы времени входят в штучное
время, пятая относится к норме времени на партию. Квалифи-
416
кацию исполнителя устанавливают в соотвествии с тарифно-ква-
лификационным справочнком, который составляется для каждой
отрасли промышленности. Методы контроля детали устанавли-
ваются в соответствии с требуемой точностью ее изготовления и
требуемыми свойствами и качествами поверхности.
Оформление технологической разработки
Разработанный технологический процесс фиксируют в доку-
ментах-картах. Эти карты называются картами технологическо-
го процесса, операционными картами и т. д.
Совокупность этих карт в последовательности операций пла-
на обработки называется технологическим процессом. В состав
технологической документации входят карты технологического
процесса, карты раскроя, технические условия на проектирова-
ние и изготовление технологической оснастки, маршрутная ве-
домость деталей, подетальные нормы расхода основных и вспо-
могательных материалов, чертежи оснастки, инструментов и не-
стандартного оборудования.
Основным видом технологической документации является
технологическая карта. В настоящее время бланки технологи-
ческой документации имеют различные формы по различным
ведомствам и предприятиям. При общем основном их содер-
жании ведется работа по их унификации в виде единой системы
технологической документации СССР. Наибольшее распростра-
нение имеет форма карты заготовительно-штамповочных работ
(см. стр. 418—419), которая печатается как на кальке, так и на
белой бумаге. Заполнение граф технологической карты произво-
дится следующим образом (см. соответственно номера граф тех-
нологической карты):
1. Название предприятия, которое обычно печатается совме-
стно с формой.
2. Номер цеха — изготовителя данной детали.
3. Номер технологического комплекта, в который входит дан-
ная деталь. Номера комплектов устанавливает отдел заготови-
тельно-штамповочных работ, находящийся в ведении главного
технолога завода, при распределении деталей по цехам-изгото-
вителям.
4. Количество листов, на которых составлен технологический
процесс, и порядковый номер листов.
5. Эскиз детали с габаритными размерами и размерами эле-
ментов детали, подлежащих обработке. Эскиз и размеры дают
общее представление о детали, но не являются основанием для
ее изготовления и приемки.
6. 11олиый номер чертежа детали без сокращений.
7. 1I аименование детали по чертежу.
8. Номер участка или мастерской, в которой изготавливается
деталь или выполняются отдельные операции. По номерам уча-
417
Завод Цех № в в № ТК И Листов Лист И Технологическая карта Заготовительно- штамповочных работ № чертежа Наименование детали |6| ш
Эскиз детали ПИ Мастерская Наименование опе- рации Оборудова- ние Оснастка и инстру- мент Разряд Норма времени Расценка
операции наименование мощность установл. на 1 дет. я установл. «3 я
|8| Г 9| |Ю[ ИИ Ц2| 1131 Ц4| |15| |1б| ini |18| в
— — — —— — —
Количество деталей на
|20| ОДИН комплект группу комп- лектов
|211
Откуда идет Куда идет Чистый вес детали
|23| |241 |25|
Марка материала по чертежу
•
Марка материала заго- товки R - •, ' >
Технолог Нач. техбюро Ведущий технолог ОЗШР . - Согласно с нач. ВТК
Габарит листа R •» *
Размер заготовки R Зам. нач. цеха по подг. пр-ва Гл. технолог •ч
Количество деталей из заготовки R № по пор. Содержание изменения Основание Ввести с... Гриф Аннул. с.. . Дата Гриф
листок № Дата
Норма материала на 1 деталь в кг
№ карты раскроя R
стков и мастерских планово-диспетчерское бюро цеха планиру-
ет изготовление деталей в цехе, составляя планы и графики про-
изводства.
9. Номера операций в строгом соответствии с их порядком
и последовательностью при изготовлении деталей.
10. Содержание операций и операционные размеры с допус-
ками.
11. Сокращенное наименование оборудования. Например,
эксцентриковый пресс — ЭН; гильотиные ножницы — ГН; па-
дающий молот — МП; радиально-фрезерный станок — РФС.
Обозначение марки оборудования или инвентарный номер. Ес-
ли работу производят вручную на верстаке, слепке, болванке
или оправке, указывают: «Р-—Р» (ручная работа).
12. Основная характеристика оборудования: для прессов— '
усилие; для молотов — вес падающих частей; для специальных
видов оборудования, имеющих сокращенное название,— модель;
для гильотинных ножниц — максимальная длина реза. Напри-
мер, эксцентриковый пресс усилием 60 тс — ЭП Р=60 тс; па-
дающий молот с весом падающих частей 3 т — ПМ МЛ — 3;
профилегибочный растяжной станок ПГР-6 — ПГР-6; гильотин-
ные ножницы с длиной реза 3000 мм — ГН—3.
Сокращенно вся оснастка и инструменты, необходимые для
выполнения данной операции. Шифр оснастки указывается со-
гласно чертежу оснастки. Например, штамп пластинчатый —
Щ. пл.; формоблок — ФБ; штамп вытяжной 1-й операции и
шифр чертежа штампа — Ш. Выт. 1 оп. 640/6081; универсально-
гибочный штамп — УГШ.
14 . Разряд работы согласно тарифно-квалификационного
справочника.-Если'на выполнении операции работают два и бо-
пее рабочих, указывается разряд каждого исполнителя.
15 , 16 и 18. Пояснений не требуют.
17 и 19. Норма времени или расценка на партию выпуска.
20. Количество деталей на одно изделие или на один комп-
лект из спецификации чертежа или из ТК.
21 и 22. Количество деталей, входящих в одинарный комп-
лект («од. к») или групповой комплект («гр. к»), указанное в
ТК или в других йланбвых документах. В спецификации чер-
тежей данных не помещают.
23. Номер цеха, поставляющего заготовку. Если ее получа-
ют из отдела снабжения, ставят номер этого отдела.
24. Номер цеха — потребителя деталей.
’ 25. Чистый вес детали, который берется из чертежа или оп-
ределяется взвешиванием готовой детали.
26. Пояснений не требует.
27. Марка материала и сечение заготовки, которые могут от-
личаться от чертежной в двух случаях:
а) когда целесообразно получать мягкий (отожженный) ма-
териал вместо твердого, чтобы не производить отжига;
420
б) если при вытяжке в штампе или выдавливании на давиль-
ных станках может получаться утонение больше допустимого
юхнолог должен предусмотреть заготовку несколько толще, чем
это указано в чертеже.
28. Габарит листа по ГОСТ или отраслевым нормалям. Раз-
меры листа выбирают, исходя из условий наиболее рациональ-
ного раскроя при наименьших отходах.
29. Размер заготовки: для штучной — габаритные размеры,
для вырубки или полосы — размеры ее длины и ширины. Если
заготовка криволинейная и раскраивается по карте раскроя,
указывают: «по ШРД», «по ШЗ», «по ШГР».
30. Пояснений не требует.
31. Норму материала на одну деталь определяют по габарит-
ным размерам с учетом отхода при раскрое листа и полосы. При
изготовлении из листа деталей одного наименования норму рас-
хода материала на одну деталь получают, разделив вес листа
на количество деталей, получаемых из листа. Если заготовка
поступает из цеха централизованного раскроя, то в графе ста-
вят прочерк.
32. Номер карты раскроя, в которую входит данная деталь.
Компект технологических операционных карт сводится в
альбом, который снабжается сводной картой на весь маршрут.
15.4. ТИПИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Существенного упрощения в разработке технологии достига-
ют применением типовых технологических процессов, что резко
сокращает время разработки технологических процессов и улуч-
шает их качество. Большая номенклатура деталей, изготовляе-
мых в заготовительно-штамповочном цехе самолетостроительного
производства, дает возможность сгруппировать, т. е. классифи-
цировать их по технологическим признакам. Для каждого типа
деталей разрабатывается типовой технологический процесс, на
основе которого технолог легко и быстро разрабатывает техно-
логический процесс для конкретной детали данного класса, фор-
мы и размеров.
Типизация технологических процессов дает следующие пре-
имущества: централизованно на базе передового опыта разра-
батываются и внедряются оптимальные технологические про-
цессы, создается возможность обобщить передовые методы ра-
боты и перенести их в широком масштабе в производство. При
групповом методе резко сокращается цикл подготовки производ-
ства и освоения новых изделий, увеличивается серийность, что
позволяет создавать групповые поточные линии с типовой тех-
нологией, повышается технологичность деталей, уменьшается ко-
личество переналадок оборудования и оснастки при запуске в
производство групп деталей, имеющих аналогичный типовой
технологический процесс.
45м
В промышленности применяют два метода типизации техно-
логических процессов: 1) составление технологического процес-
са на «слепышах»; 2) составление технологического процесса
на групповых картах.
При составлении технологии на «слепышах» используют тех-
нологические карты, на которых типографским способом отпеча-
тан текст типового технологического процесса. В тексте остают-
ся свободные места для записи размеров, количества и диамет-
ров отверстий, а также других параметров, характерных для
данной конкретной детали и не записанных в «слепыше». Сос-
тавление технологии на групповых картах сводится к составле-
нию списка деталей, которые изготовляют по данной групповой
карте. В этом списке указывают номер чертежа детали, коли-
чество деталей на одно изделие, подлежащих изготовлению,
размеры заготовок, количество и диаметры отверстий, марку
материала, усилие или мощность оборудования, норму времени
на изготовление детали, цех — потребитель детали.
Групповые карты по сравнению со «слепышами» имеют недо-
статки в виде снижения оперативности, затруднения в нахожде-
нии детали, усложнение в изменении технологии. Основой при-
менения типовых технологических процессов являются класси-
фикация и типизация деталей самолета.
Подготовка производства еще более сокращается при введе-
нии нормализации на детали и их элементы, при этом уменьша-
ется и себестоимость деталей.
Проф. В. В. Бойцов разработал классификацию и нормализа-
цию деталей и их элементов, что позволило внедрять и сделать
экономически рентабельной механизацию и комплексную авто-
матизацию производственных процессов в условиях мелкосерий-
ного производства. Примером служит штамповка деталей по
элементам, предложенная В. М. Богдановым.
15.5. ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА
ЗАГОТОВИТЕЛЬНО-ШТАМПОВОЧНЫХ ЦЕХОВ
И ЕЕ ПРОЕКТИРОВАНИЕ
Большое разнообразие технологических процессов изготовле-
ния деталей каркаса и обшивки самолета деталей систем тре-
бует большой разработки большого количества разнообразной
технологической оснастки. Проектированием заготовительно-
штамповочной оснастки занимается бюро технологического от-
дела заготовительно-штамповочных работ, подчиненного глав-
ному технологу завода.
Технологическая оснастка для заготовительно-штамповочных
работ включает:
1) инструментальные металлические штампы;
2) штампы для штамповки резиной и гидрорезиноштамповки;
3) матрицы для гидроформования;
422
4) матрицы для одноимпульсной и многоимпульсной высоко-
энергетической штамповок;
5) обтяжные пуансоны;
6) универсальногибочные матрицы и пуансоны;
7) штампы для штамповки деталей самолета из труб;
8) штампы для штамповки деталей из профилей;
9) штампы для штамповки деталей с предварительным по-
догревом;
10) штампы для падающих молотов;
11) штампы для холодной объемной штамповки и высадки;
12) штампы для горячей объемной штамповки и высадки;
13) различные оправки, формоблоки, ролики, копиры и дру-
гие формоизменяющие инструменты.
Этап проектирования штампо-заготовительной оснастки яв-
ляется производным по отношению к стадии проектирования
технологического процесса и его ускорение необходимо для со-
кращения сроков подготовки производства.
Конструкторское бюро отдела заготовительно-штамповочных
работ в качестве исходных материалов для разработки техноло-
гической оснастки получает техническое задание на проектиро-
вание оснастки с указанием типа оснастки и модели оборудова-
ния, на которое она должна устанавливаться, чертеж детали или
узла, в который входит деталь, плазовые разбивки, технические
условия цеха-потребителя и технологию. Этапы проектирова-
ния технологической оснастки можно перечислить на примере
проектирования штампа:
1. Уточняется раскрой и производится анализ вариантов уве-
личения коэффициента использования материала, формообразо-
вания детали.
2. Выбирается схема штампа в соответствии с анализом воз-
можности совмещения операций и последовательности выполне-
ния их во времени, по съему полосы и удалению отштампован-
ной детали.
3. В соответствии с выбранной схемой штампа производится
определение усилия формообразования, необходимости и усилия
прижима, усилия проталкивания, усилия выталкивания, усилия
съема, после чего определяется усилие пресса.
4. По выбранному усилию и ориентировочным габаритам
штампа и штампуемой детали подбирается пресс по его техни-
ческой характеристике, приводимой в каталоге или паспорте.
5. Выбираются приводы штампа в виде пружинных, резино-
вых или воздушных буферных устройств, съемников и выталки-
вателей.
6. Определяется центр давления пресса и с его точкой сов-
мещается ось хвостовика штампа, что обеспечивает равномер-
ную нагрузку на все участки периметра вырезаемых контуров.
423
7. Определяются внешние размеры матриц и пуансонов и по
ним производится подборка нормализованного блока штампа
(верхние и нижние плиты, соединенные колонками) по нормали.
8. Определяется величина зазора между матрицами и пуан-
сонами и его направление (за счет матрицы или пуансона).
9. Определяются исполнительные размеры матрицы и пуан-
сона и назначаются допуски на размеры.
10. Производится подбор из стандартных и нормализованных
элементов деталей штампа (матриц, пуансонов, пуансонодержа-
телей, хвостовиков, матрицедержателей, упоров, фиксирующих
штифтов, съемников, ловителей, направляющих планок, пружин,
фиксирующих штифтов, крепежных болтов, винтов и т. д.) и
подбор их материала и термообработки.
11. Производится проверка на прочность и жесткость основ-
ных рабочих деталей штампа, несущих нагрузки, с выбором ма-
териала и термообработки.
12. Вычерчивается общий вид штампа в трех проекциях с
выбором разрезов и сечений, окончательным определением за-
крытой и открытой высоты штампа. Штамп вычерчивается в
сомкнутом положении рабочих полостей. Чертеж штампа должен
отвечать требованиям «Единой системы конструкторской доку-
ментации» и содержать возможно большее количество стандарт-
ных и нормализованных деталей.
При проектировании штампов следует использовать в каче-
стве пособия при расчетах РТМ 35—65 ЕСКД. ведомственные
нормали, альбомы штампов, а также справочную, специальную
и периодическую литерат}ру.
13. Производится вычерчивание деталей штампа с указанием
чистоты обработки и термообработки.
14. Важным этапом является увязка работы штампа с уни-
версальными приспособлениями для механизации и автоматиза-
ции вспомогательных операций при заготовительно-штамповоч-
ных работах, а также с приспособлениями, обеспечивающими
безопасную работу при штамповке.
15. Завершающим этапом является составление паспорта
штампа и его опробирование в работе.
В настоящее время большинство деталей штампов нормали-
зованы и тестированы, что позволяет свести процесс проекти-
рования штампа к его компоновке из нормализованных элемен-
тов.
Типизация технологических процессов позволяет осуществ-
лять скоростное проектирование.
Для типовых деталей создаются чертежи-«слепыши» штам-
пов, на которых проставляются размеры, отвечающие размерам
штампуемой детали. Это резко сокращает графические работы
конструктора и цикл технологической подготовки производства.
Доводка и приемка технологической оснастки заготовительно-
424
штамповочных цехов производится в цехах. Доводка обычно га-
рантируется спариванием рабочих частей штампов, проверкой
рабочих частей по шаблонам, пробной штамповкой и проверкой
отштампованной детали по шаблонам, эталону поверхности, ма-
кету поверхности, эталонной детали с одновременной доработ-
кой рабочих частей оснастки до требуемой формы и размеров и
окончательной приемки БТК цеха-изготовителя.
Установка заготовительно-штамповочной оснастки на обору-
дование и наладка производится рабочими наладчиками, кото-
рые регулируют все установочные и рабочие параметры обору-
дования.
Эксплуатация заготовительно-штамповочной оснастки тре-
бует исправности оборудования, выполнения рабочими инструк-
ции по эксплуатации оснастки, правильного хранения ее на скла-
де и своевременного ремонта. Особенностью хранения и эксплуата-
ции неметаллической оснастки являются повышенные требова-
ния к влажности и температуре помещения. Так, например, дре-
весина при повышенной влажности и температуре изменяет свои
размеры, что приводит к искажению рабочих поверхностей ос-
настки и образованию трещин. Пуансоны для обтяжки хранят
на сплошных опорах. Для транспортировки пуансонов трос при-
крепляют к специально предусмотренным такелажным узлам.
Перед началом работы поверхность пуансонов протирают тряп-
кой и смазывают машинным маслом.
При установке пуансонов на обтяжные прессы свисание их
опорной поверхности допускается не более 50 мм.
Нормы стойкости штампо-заготовительной оснастки приво-
дятся в справочниках.
15.6. ПРИМЕРЫ ВАРИАНТОВ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ И ИХ СРАВНЕНИЕ
I. Деталь «Гофрированная панель» (рис. 15.1) состоит из трех отдельных
деталей, сваренных роликовой электросваркой. Членение панели вынужденное,
так как штамповкой на обычном оборудовании возможен был единственный
вариант технологического процесса.
Вариант 1. Эскиз детали (см. рис. 15.il). Материал деталей ЭИ878МЛ0,8
и ЭИ878ПНЛ0.8.
№ по пор. Наименование Оборудование Оснастка Норма времени на деталь, мин
1 Получить комплект за- готовок — 0/0,25
2 Подготовить кромки заготовок под сварку Верстак р/р 0/10
3 Сварить ААр. ДЭС Ад. св-2 — 0/0,8
4 Рентгеноконтроль
425
Продолжение
№ по пор. Наименование операций Оборудование Оснастка Норма времени на деталь, мин
5 6 7 8 9 10 11 12 13 14 15 16 17 Формовать первый переход Формовать второй переход Удалить с детали сви- нец травлением Обезжирить хими- чески Нагреть детали до 400±10 градусов Калибровать деталь Довести деталь в раз- меры и обрезать Удалить свинец трав- лением Травить и пассивиро- вать Проверить на герме- тичность Контроль контура и состояния поставки де- тали Подготовить поверх- ность трех деталей к сварке Сварить деталь роли- ковой электросваркой в объединенную панель Листоштампо- вочный молот МЛ-2 МЛ-2 Электропечь МЛ-2 РЭС Штамп Ац13 Штамп Ац13 Штамп Ац13 Болванка Ножницы Ролики 0/0,8 0/0,5 0/0,2 0/0,15 0/55 0/10 0/0,8
426
Вариант 2. Деталь формуется энергией взрыва на многоимпульсной уста-
новке (рис. 15 2). Это дало возможность конструктору объединить три дета-
ли в одну Другими методами объединенную панель изготовить невозможно.
№ по пор. Наименование операции Оборудование Оснастка Норма времени на деталь, мин
1 Получить комплект за- готовок 0/5,25
2 Подготовить кромки под сварку Верстак Р/р 0/10
3 Сварить АЛр ДЭС Ад. св-2 0/12
4 Рентгеноконтроль
5 Установить матрицу на ствол УВШ УВШ Матрица 0/0,8
Установить заготовку и зажать ее в матрице гидрозажимами
€ Вакуумировать матри- цу, опустить ее со сто- лом в бассейн и произве- сти подрыв зарядов УВШ Матрица 0/10
7 Поднять матрицу и снять деталь УВШ Матрица 0/0,4
8 Контроль контура де- тали
9 Довести деталь Матрица 1 ч
10 Обрезать припуск и опилить заусенцы Р/Р Ножницы Напильник 0/0,5
И Проверить на герметич- ность керосином
427
Продолжение
№ по пор. Наименование операций Оборудование Оснастка Норма времени на деталь, мин
12 13 Травить и пассиви- ровать Контроль контура и состояния поставки
Экономический эффект от внедрения второго варианта технологического
процесса можно определить по формуле Э=С1 — С2, где Э — экономический
эффект на одну деталь; Ci — себестоимость детали, изготовляемой по перво-
му варианту техпроцесса; Сг — себестоимость детали, изготовляемой по вто-
рому варианту техпроцесса.
С=Сизг. дет +См. д +Сосв +СОбор, где С — себестоимость детали;
Сизг. дет. стоимость изготовления детали; См. д — стоимость материала де-
тали, Сосв — капитальные затраты на оснастку, приходящиеся на одну де-
таль; Собщ — капитальные затраты на оборудование, приходящиеся на одну
деталь.
По первому варианту техпроцесса С=СИзг. дет+См.д+Сосв + Собор =
=0,66+ 5,4+2,58+ 0,06= 8,7 р.
По второму варианту технологического процесса С2= 0,85+5,4+0,63+
+048=7,06 р.
Экономический эффект на деталь получается Э=С» — С2=8,7— 7,6=
= 1,64 р.
II. Деталь «Стенка». Материал—сталь СНЗМЛ1.2. Эскиз (рис. 15.3).
Рйс. 15.3. Деталь «Стенка»
Вариант 1. Деталь по первому варианту технологического процесса изго-
товляется на гидропрессе П-307 формовкой резиной на формоблоках.
428
№ по пор. Наименование операции Оборудование Оснастка Норма времен» на деталь, мни
1 Получить заготовку 0/0,25
2 Обезжирить химически
3 Нормализовать на смягчение
4 Формовать деталь на первом переходе Гидропресс П-307 Формоблок 0/0,25
5 Формовать деталь на втором переходе П-307 Формоблок 0/0,25
6 Довести деталь по формблоку Р/Р Гладилка 0/0,45
7 Обезжирить детали
8 Нормализовать на уп- рочнение
9 Править контур детали Р/Р Формблок Гладилка 0/30
10 Обработать детали хо- лодом
11 Править детали Р/Р Форм блок Гладилка 0/20
12 Обезжирить детали
13 Старить детали
14 Править детали Р/Р Формблок Гладилка 0/10
15 Обрезать припуск и за- чистить заусенцы Р/Р Верстак Напильник Ножницы 0/10
16 Контроль контура и чи- стоты поверхности де- тали
17 Травить и пассивиро- вать •
18 окончательный конт- роль
42»
Вариант 2. Изготовление детали «Стенка* формовкой резиной на гидро-
прессе 124ШРД с давлением 1000 кгс/смг.
№ по пор. Наименование операции Оборудование Оснастка Норма времени на деталь, мин
1 Получить заготовку 0/0,25
2 Обезжирить химически
3 Нормализовать на смягчение
4 Формовать деталь на первом переходе Гидропресс 124ШРД Формоблок первого перехода 0/0,25
5 Формовать деталь на втором переходе Гидропресс 124ШРД Формоблок второго перехода 0/0,25
6 Довести деталь по формоблоку Р/Р 0/0,45
7 Обезжирить химически
8 Нормализовать детали на упрочнение
9 Обработать детали хо- лодом в приспособлении Приспо- собление
10 Обезжирить детали химически
11 Состарить детали
12 Травить и пассивиро- вать детали
13 Травить детали Р/Р Формоблок Гладилка 0/10
14 Обрезать припуск и опилить заусенцы Р/Р Верстак Ножницы Напильник о/.ю
15 Контроль контура и чистоты поверхности де- тали
Себестоимость детали, изготовляемой по первому варианту техпроцесса,
определится как С]=Сиаг. дет+См. д+Сосе+Сосор~1,01+3,8+0,14+0,12 =
=5,07 р.
Себестоимость детали, изготовляемой по второму варианту техпроцесса,
определится как СзвСиэг. дет+См. д+Сосн+Собор~0,56+3,8+0,14+0,15=
=4,65 р.
Экономический эффект от перевода штамповки детали с пресса П-307 иа
пресс 124ШРД с давлением 1000 кгс/см2 определится как Э=С1 —Са=
-=5,07—4,65 =0,54 р., т е. 54 к, на одну деталь.
СПИСОК ЛИТЕРАТУРЫ
1. Абибов А. Л. и др. Технология самолетостроения, М., «Машинострое-
ние», 1970, с. 599.
2. Горбунов М. Н. Технология заготовительно-штамповочных работ в
производстве летательных аппаратов, М., «Машиностроение», 1970, с. 351.
3. Громова А. Н., Завьялова В. И., Коробов В. К. Изготовление деталей
из листов и профилей при серийном производстве, М., Оборонгиз, 1960,
с. 344.
4. Грошиков А. И., Горбенко Н. И., Заславский Ю. Л. Заготовительно-
штамповочные работы в самолетостроении. М., Оборонгиз, 1961, с. 556.
ОГЛАВЛЕНИЕ
. Стр.
Предисловие......................................................... 3
Глава 1. Основные сведения по технологии производства в загото-
вительных цехах самолетостроительных заводов .... 5
1.1. Понятие о технологии, технологическом процессе и его элемен-
тах ............................................................. 5
1.2. Типы производства...................................... 6
1.3. Объем и значение заготовительно-штамповочных работ ... 7
Глава 2. Методы и средства обеспечения взаимозаменяемости в са-
молетостроении ................................................. 9
2.1. Конструктивные и технологические особенности самолетов . . 9
2.2. Взаимозаменяемость при изготовлении каркаса и обшивки са-
молета .......................................................... 9
2.3. Плазово-шаблоииый метод..................................... 10
2.4 Конструкция и изготовление плазов............................ 11
Плаз-кондуктор и его применение для разметки координатной
сетки и сверления отверстий................................... 13
Разметка линий координатной сетки на разметочном столе. . . 19
Контроль линий координатной сетки ............................. 20
Стыковка плазовых столов н панелей ............................ 21
2.5 Разбивка плазов.............................................. 23
Координатные оси и плоскости при плазовой разбивке .... 23
Выбор системы прямоугольных координат для агрегатов самолета 25
Правила плазовой разбивки агрегатов самолета................ 27
Расчет и построение теоретических обводов агрегатов двойной
кривизны.................................................... 28
Графический метод батоксов, горизонталей и шпангоутов ... 28
Метод кривых второго порядка.................................. 30
Точность плазовых работ....................................... 33
Хранение плазов .............................................. 34
Малки и их измерение.......................................... 34
2 6. Шаблоны.............’..................................... 37
Классификация, окраска, назначение.......................... 37
Комплектность шаблонов....................<................... 42
Технологический процесс изготовления шаблонов................. 42
433
Стр.
Технологические отверстия в шаблонах.......................... 55
Нанесение информации и маркировки............................. 59
Контроль шаблонов............................................. 61
Окраска шаблонов.............................................. 62
2.7. Макетно-эталонный метод ................................. 62
Типовая номенклатура эталонной оснастки....................... 63
2.8. Взаимная увязка технологической оснастки.................. 68
Сущность и выбор метода увязки................................ 68
Метод координатно-аналитической увязки поверхностей агрегатов
самолета двойной кривизны .................................... 69
2.9. Математическое задание обводов фюзеляжа................... 75
Глава 3. Материалы и полуфабрикаты, применяемые при изготов-
лении каркаса и обшивки самолетов............................. 79
Глава 4. Изготовление плоских заготовок и деталей самолета из
листа........................................>................ 83
4.1. Общая характеристика...................i.................. 83
4.2. Классификация по технологическому признаку................ 83
4.3. Системы раскроя . . . .'.................................. 84
4.4. Раскрой деталей первой технологической группы............. 85
Раскрой на ножницах........................................... 85
Раскрой деталей с прямолинейными контурами на фрезерных
станках....................................................... 91
4.5. Раскрой деталей второй технологической группы............. 93
Обзор методов раскроя........................................ 93
Раскрой фрезерованием........................................ 93
Криволинейный раскрой на вибрационных и дисковых (ролико-
вых ножницах................................................ 100
Особенности криволинейного раскроя деталей из титана и высо-
копрочных сталей............................................. 103
Раскрой на высечных ножницах....................1............ 104
4.6. Размерное контурное травление ........................... 107
Область применения........................................... 107
Состав травильных ванн и химические процессы................. 107
Температурные режимы......................................... 108
Положение деталей в ванне.................................... 108
Чистота обработки травлением................................. 108
Точность обработки травлением.......................л, . . . 109
Технология травления.......................................... НО
Контроль процесса............................................ 113
4.7. Раскрой деталей третьей технологической группы........... 114
Вырубка в штампах. Сущность процесса....................... 114
Определение усилий вырубки, съема и проталкивания .... 115
Точность вырубных работ...................................... 116
Раскрой листа при разделительной штамповке.................. 117
Конструкция разделительных штампов.......................... 118
Оборудование для вырубной штамповки. Выбор и настройка
прессов..................................................... 127
434
Стр.
Глава 5. Изготовление деталей самолета гибкой из листа . . . 132
51. Классификация деталей по технологическому признаку . . . 132
5 2. Сущность процесса пластического изгиба.................... 132
5.3. Пружинение при изгибе..................................... 135
5.4. Особенности пластической гибки листов из нержавеющих ста-
лей и титановых сплавов .................................. 136
5 5. Определение усилия гибки в штампах........................ 137
5.6 Точность гибки в штампах................................... 138
5 7 Технология гибочных работ.................................. 139
Гибка деталей первой технологической группы ................. 139
Гибка деталей второй технологической группы.................. 147
Гибка деталей третьей технологической группы (типа профилей
из листа).................................................... 156
Глава 6. Изготовление деталей самолета вытяжкой в штампах и ро-
тационной обработкой давлением.................................... 162
61. Область применения и схема процесса вытяжки................ 162
6 2. Деформации и напряжения................................... 162
6 3. Определение формы и размеров заготовки и числа переходов 165
6.4. Радиусы скругления пуансона н матрицы..................... 169
6.5. Зазор между пуансоном и матрицей.......................... 170
66. Определение усилий складкодержателя и вытяжки.............. 171
6 7 Скорость вытяжки........................................... 171
6.8. Разновидности схем вытяжной штамповки..................... 172
Конусные матрицы и дополнительные складкодержатели .... 172
Реверсивная вытяжка (вытяжка с выворачиванием) .............. 174
Вытяжка с перетяжными (тормозными) ребрами .................. 175
Вытяжка с утонением стенок................................... 175
Многослойная вытяжка......................................... 175
Вытяжка с подогревом......................................... 176
6 9 Конструкции вытяжных штампов............................... 178
Классификация вытяжных штампов............................... 178
Типовая конструкция штампа для пресса простого действия . . 179
Штампы для прессов двойного и тройного действия.............. 179
Комбинированные штампы....................................... 180
6 10. Оборудование для вытяжных работ.......................... 181
6 11. Токарно-давильные работы................................. 183
Область применения и схема процесса.......................... 183
Оборудование ................................................ 184
Оснастка и инструмент........................................ 184
Технология давильных работ................................... 186
6.12. Ротационная обработка давлением.......................... 188
Сущность процесса и основные расчеты . .—.—.—.—г .—.—. . .—.---188
Технология ротационной обработки давлением .................. 191
Раскатка..................................................... 195
Оснастка для ротационной обработки давлением................. 198
435
Стр.
Глава 7. Изготовление деталей самолета иа листоштамповочиых
(падающих) молотах.......................................... 201
7.1. Технологическая характеристика процесса.................. 201
7.2. Листоштамповочные падающие молоты........................ 203
7.3. Технология штамповки на листоштамповочных молотах .... 205
7.4. Особенности штамповки деталей из титана и магниевых спла-
вов .......................................................... 210
7.5. Изготовление штампов для листоштамповочных молотов . . . 212
7.6. Установка штампов на молот............................... 215
Глава 8. Высокоэнергетические и специальные методы формовки де-
талей самолета из листа и труб.............................. 216
8.1. Область применения и технологические особенности высоко-
энергетических методов формообразования ...................... 216
8.2. Штамповка взрывом БВВ.................................... 217
Схема и сущность процесса................................... 217
Установки для штамповки взрывом БВВ......................... 220
Определение массы заряда БВВ................................ 222
8.3. Штамповка взрывом порохов................................ 223
Особенности процесса и определение массы заряда............. 223
Формовка на пресс-пушках и пресс-молотах взрывного действия 224
8.4. Штамповка взрывчатыми газовыми смесями................... 226
8.5. Штамповка с помощью электрогидравлического эффекта (элек-
трогидравлическая штамповка).................................. 227
Схема и сущность процесса................................... 227
Оборудование и оснастка..................................... 229
Область применения.......................................... 230
8.6. Штамповка импульсным магнитным полем (электрогидравли-
ческая штамповка).......................................... 230
Сущность процесса и основные расчеты..................... 230
Оборудование и оснастка.................................. 232
Технологические особенности процесса электромагнитной штам-
повки ...................................................... 234
8.7. Вибрационная штамповка................................ 234
8.8. Статическая' штамповка жидкостью (гидроштамповка) . . . 236
Сущность и технологическая характеристика процесса . ... 236
Типовые конструкции установок для гидроштамповки .... 237
8.9. Формовка резиной...................................... 242
Сущность и технологическая характеристика процесса .... 242
Технология формовки и конструкция штампов................ 244
Оснастка................................................ 245
Оборудование............................................ 246
8.10. Формовка разжимными пуансонами (кольцевая обтяжка) . . 247
Сущность и область применения процесса.................. 247
Оборудование................................................. 248
Оснастка и технология обтягивания ......................... 249
436
Стр.
Глава 9. Доводочные и вспомогательные работы по изготовлению
деталей из листа................................................... 250
9.1. Содержание и характеристика доводочных и вспомогательных
работ.......................................................... 250
9.2. Выколотка................................................. 251
Сущность и технологическая характеристика операций........... 251
Ручная выколотка............................................. 252
Машинная выколотка........................................... 254
9.3. Посадка................................................... 257
Сущность и технологическая характеристика операции .... 257 .
Ручная посадка............................................... 258
Машинная посадка............................................. 259
9.4. Отбортовка отверстий...................................... 261
Сущность и технологическая характеристика операции .... 261
Отбортовка вручную .......................................... 263
Отбортовка в штампе.......................................... 264
Отбортовка на радиально-сверлильных станках.................. 265
9.5. Зиговка................................................. 267
Сущность и назначение процесса............................... 267
Оборудование................................................. 268
Оснастка..................................................... 269
Технология зиговочных работ ................................. 269
Глава 10. Изготовление обшивок самолета............................ 271
10.1. Классификация обшивок по технологическим признакам . . 271
10.2. Изготовление обшивок одинарной кривизны (первая техноло-
гическая группа) . . ;.................................... 271
Отрезка заготовок ........................................... 273
Гибка обшивок одинарной кривизны............................. 273
10.3. Изготовление монолитных обшивок.......................... 284
Операция типового технологического процесса.................. 284
10.4. Изготовление обшивок двойной кривизны.................... 297
Метод выколотки.............................................. 297
Метод последовательной местной деформации.................... 298
Обтягивание.................................................. 298
Глава 11. Изготовление деталей самолета из профилей........... 318
11.1. Технологическая характеристика и операции типового техно-
логического процесса........................................... 318
11.2. Отрезка профилей по длине................................ 320
Отрезка в штампах............................................ 320
Анодно-механическая резка.................................... 321
Отрезка на пнлах............................................. 323
11.3. Зачистка заусенцев....................................... 325
11.4. Клеймение................................................ 326
11.5. Правка (рихтовка)........................................ 327
437
Стр~
11.6. Обрезка скосов, фасонная торцовка и обрезка полок по ши-
рине ......................................................... 328
11.7. Малковка................................................ ЗЗО
11.8. Подсечка . 338
11.9. Гибка................................................... 334
Технологические особенности процесса ....................... 334
Гибка прокаткой в роликах................................... 334
Гибка с растяжением........................................ 342'
Гибка проталкиванием в фильер............................ 348
Гибка в штампах............................................ 349'
Гибка методом ротационного обжатия (раскатки) и ударным
раздавливанием полок ....................................... 350
11.10. Пробивка и сверление отверстий в деталях из профилей . . 352
11.11. Контроль деталей из профилей........................... 354
Глава 12. Изготовление деталей самолета из труб....................355
12.1. Технологическая характеристика и операции типового техно-
логического процесса.......................................... 355
12.2. Отрезка................................................. 356
12.3. Косая и фасонная обрезка концов........................ 357
12.4. Вырезка отверстий в станках............................. 358
12.5. Заделка концов.......................................... 358
Развальцовка ............................................... 358
Обжатие..................................................... 360
Сплющивание................................................. 364
12.6. Гибка................................................... 364
Схема процесса, деформации и усилия......................... 364
Гибка вручную............................................... 366
Гибка в ручных трубогибочных приспособлениях................ 368
Гибка на трубогибочных станках.............................. 370
Гибка в штампах............................................. 373
Особенности гибки труб, работающих при высоких давлениях, и
труб с прямоугольным сечением............................... 375
Глава 13. Изготовление деталей самолета горячей и холодной объ-
емной штамповкой................................................. 376
13.1. Горячая штамповка....................................... 376
Технологическая характеристика процесса .................... 376
Разновидности процесса, оснастка и оборудование............. 377
13.2. Проектирование деталей, получаемых горячей штамповкой . 379
Оформление чертежей поковок................................. 379
Радиусы скруглений.......................................... 380
Толщина полотна............................................. 381
Допуски и припуски на размеры деталей, получаемых горячей
штамповкой.................................................. 381
Штампованно-сварные детали.................................. 382
438
Стр.
13.3. Холодная объемная штамповка................................ 382
Технологическая характеристика процесса ....................... 382
Разновидности процесса, деформация и усилия.................... 384
Оснастка и оборудование........................................ 386
13.4. Холодное объемное гидростатическое прессование............. 387
Глава 14. Изготовление деталей самолета из неметаллических ма-
териалов ..................................................... 389
14.1. Изготовление деталей, отсеков и агрегатов из армированных
пластмасс ................................................... 389
Формование при помощи герметичной эластичной оболочки . . 389
Формование пропиткой под давлением ............................ 393
14.2. Изготовление деталей из стеклопластиков намоткой........... 394
14.3. Раскрой деталей из неметаллических листовых материалов 395
Выбор способа раскроя.................................... 395
Вырезка в штампах....................................... 395
Механическая обработка.................................. 398
14.4 Пластическое формообразование деталей из листовых неме-
таллических материалов.................................... 399
Гибка...................................................... 399
Формовка................................................ 401
Вытяжка................................................. 402
Глава 15. Проектирование технологических процессов и оснастки
для заготовительных цехов самолетостроительных заводов 408
15.1. Технологическая подготовка производства............. 408
15.2. Исходные данные для разработки технологических процессов 409
15.3. Проектирование технологических процессов............ 409
Определение размера партий деталей, запускаемых в производство 410
Выбор экономически целесообразного варианта технологического
процесса................................................ 410
Определение вида, формы и размеров заготовки............ 411
Расчет нормы расхода материалов......................... 411
Выбор оборудования, приспособлений и инструмента........ 416
Установление норм времени и квалификации исполнителя .... 416
Оформление технологической разработки................... 417
15.4. Типизация технологических процессов................. 421
15.5. Технологическая оснастка заготовительно-штамповочных це-
хов и ее проектирование.................................. 422
15.6. Примеры вариантов технологических процессов и их сравнение 425
Список литературы.............................................. 432
Александр Иванович Грошиков, Василий Андреевич Малафеев
ЗАГОТОВИТЕЛЬНО-ШТАМПОВОЧНЫЕ РАБОТЫ
В САМОЛЕТОСТРОЕНИИ
Редактор издательства Л. А. Беляева
Технический редактор Т. С. Старых
Художник Е. В. Бекетов
Корректор Л. Е. Хохлова
Сдано в набор 14/1-1976 г. Подписано к печати 22/IV-1976 г Т 08920
Формат 60x90’/ie Бумага № 1 Печ. л. 27,5 Уч -изд л 26,94
Цена 1 р 12 к Тираж 7200 экз Изд зак 380*
Издательство «Машиностроение», 107885 Москва, Б 78, 1-й Басманный пер, 3.
Московская типография № 8 Союзполиграфпрома
грн Государственном комитете Совета Министров СССР
по делам издательств, полиграфии и книжной торговли.
Хохловский пер., 7. Тип зак. 72