/





































































































Текст
А. И. ДРЫГА, В. г. БАБАШ, а. И. ПУНТУС, М. М. БОЛЬШАКОВ
ЖЕЛЕЗОБЕТОННЫЕ
ДЕТАЛИ
МАШИН
ИЗДАТЕЛЬСТВО „МАШИНОСТРОЕНИЕ"
Москва 1967
УДК 621.81 : 691.328
В книге обобщен отечественный и зарубежный опыт
проектирования, изготовления и исследования дета-
лей машин из железобетона. Рассмотрены вопросы
их расчета и даны практические примеры. Изложены
материалы по конструированию элементов, узлов и де-
талей машин из обычного и предварительно напряжен-
ного железобетона. Рассмотрена технология изготовле-
ния железобетонных деталей, а также их обработка
и транспортирование. Освещены вопросы экономики
и перспективы применения железобетона в машино-
строении. Даны рекомендации по решению конструк-
торских и технологических вопросов при создании
конструкций железобетонных деталей машин.
Книга рассчитана на конструкторов и технологов
машиностроительных предприятий и заводов железо-
бетонных деталей. Она также может быть полезна пре-
подавателям и студентам машиностроительных вузов
и учащимся техникумов.
Рецензент инж. Н. Т. Коротков
Редактор инж. Ф. А. Лапир
3-13-3
290—67
ВВЕДЕНИЕ
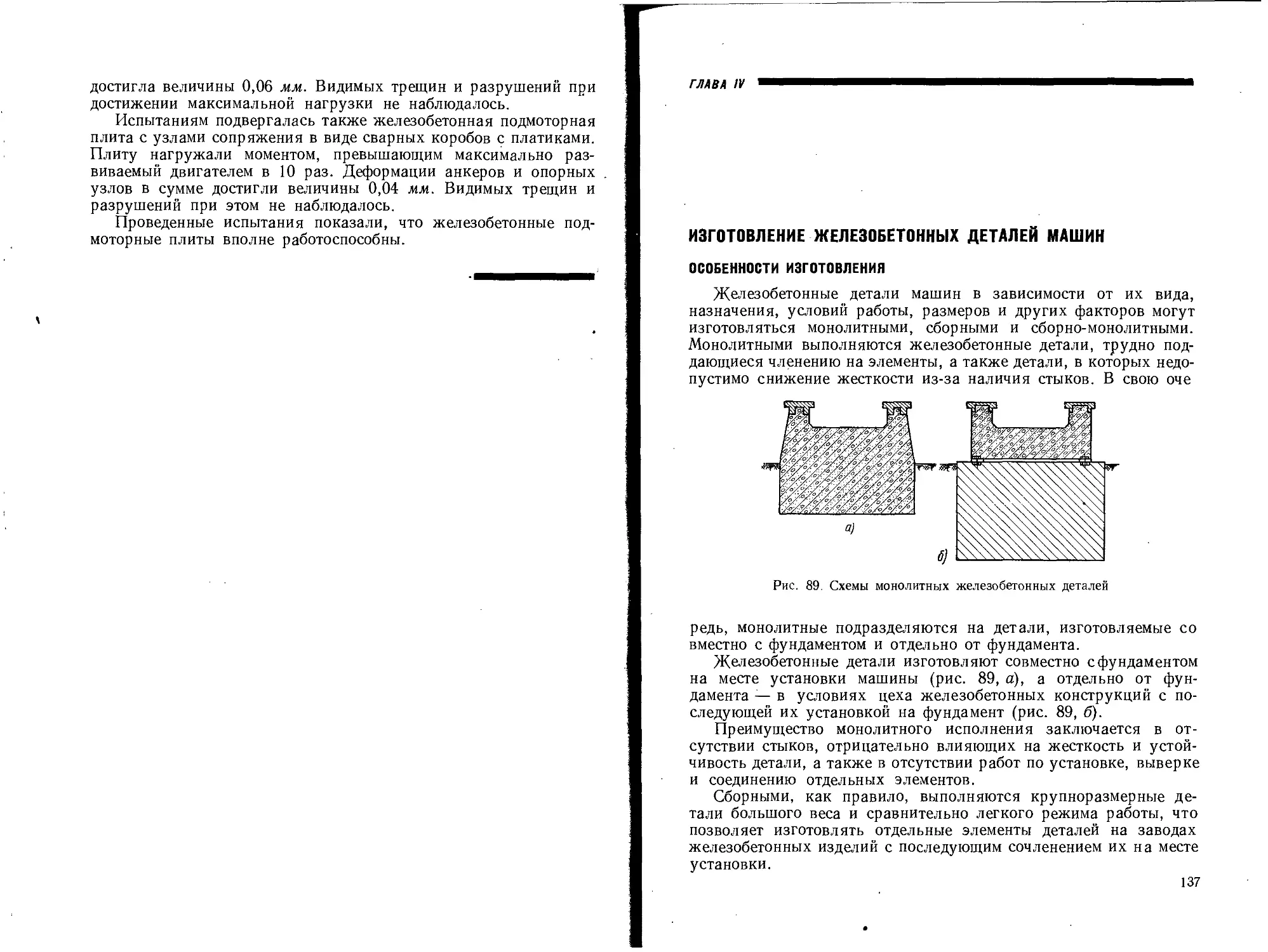
Использование железобетона для изготовления базовых де-
талей в тяжелом машиностроении может высвободить значитель-
ное количество металла, так как на эти детали затрачивается до
70% металла от общего его расхода в машиностроении.
Наряду с экономией металла применение железобетона в ма-
шиностроении дает возможность создать конструкции, обладающие
техническими преимуществами по сравнению с металлическими:
большей жесткостью, виброустойчивостью и хорошей сопро-
тивляемостью действию повторных и ударных нагрузок.
Использование бетонов высоких марок (500—1000) и высоко-
прочной стали (с пределом прочности до 20 000 кПсм2) позволяет
изготовлять железобетонные базовые детали машин, рассчитанные
на большие динамические нагрузки. Применение предварительно
напряженного железобетона дает возможность изготовлять де-
тали, в которых бетон всегда работает на сжатие. Такие конструк-
ции исключают возможность появления трещин при эксплуатации
и могут иметь практически неограниченную долговечность.
Прочность предварительно напряженного железобетона при
двухосном и -трехосном сжатии резко возрастает и приближается
к прочности металла. По данным Научно-исследовательского
института бетона и железобетона (НИИЖБ), железобетонные
цилиндрические образцы с наружной предварительно напряжен-
ной обоймой из высокопрочной проволоки выдерживали без при-
знаков разрушения на сжатие около 4000 кПсм2.
Благодаря этому появляется возможность заменять крупные
металлические отливки предварительно напряженным железо-
бетоном.
Железобетон относится к материалам с повышенными демп-
ферными свойствами (гашение колебаний в железобетоне происхо-
дит в 5 раз быстрее, чем в стали), поэтому базовые детали из желе-
зобетона обладают высокой виброустойчивостью.
Железобетонные детали машин могут быть выполнены с боль-
шой точностью, так как величины усадочных деформаций для ста-
лей и чугуна составляют от 0,5 до 3%, а для железобетона
0,015%.
В настоящее время на припуски в машиностроении расхо-
дуется до 20% металла, превращаемого в стружку. При изготов-
лении металлических закладных частей железобетонных базовых
1* 3
деталей величина припусков на механическую обработку сни-
жается в 3—5 раз, что дает значительную экономию металла
[28].
При замене литых чугунных и стальных базовых деталей
железобетонными резко снижается трудоемкость производства
и в несколько раз сокращается цикл их изготовления. Это дости-
гается за счет сокращения объемов механической обработки и
упразднения операций естественного старения металла.
Трудности, связанные с механической и термической обра-
боткой, сваркой и транспортированием крупногабаритных дета-
лей на машиностроительных заводах, ограничивают создание
более мощного оборудования. Детали из железобетона могут быть
выполнены на месте монтажа без ограничения габаритов, формы
и веса, с использованием изготовленных на машиностроительном
заводе лишь металлических закладных частей.
К недостаткам можно отнести получаемый в некоторых слу-
чаях большой собственный вес железобетонных деталей, а также
необходимость принятия специальных конструктивных мер по
защите бетонных поверхностей от агрессивных сред, повышенных
температур и местных механических повреждений.
В 1941 г. в СССР на Коломенском станкостроительном заводе
были изготовлены станки с железобетонными станинами для
протягивания глубоких отверстий. Длительный срок службы
этих станков подтвердил высокие эксплуатационные качества
железобетонных станин и способность их выдерживать перевозку
на большие расстояния.
На Коломенском заводе тяжелого станкостроения работает
с 1955 г. продольно-строгальный станок модели 7288 С (рис. 1),
на котором стойки, стол, поперечина и перекладина выполнены
из железобетона. Стоимость этого станка на 47,5 тыс. руб. меньше,
чем стоимость станка такого типа, изготовленного Новосибирским
заводом «Тяжстанкогидропресс», в котором железобетон не при-
менен. В продольно-строгальном станке модели 7288 С все поверх-
ности деталей имеют облицовку из стального листа толщиной
1,5—2 мм. Металлическая облицовка послужила наружной опа-
лубкой при изготовлении и защищает бетон от масел и эмульсий.
Многолетняя эксплуатация показала, что станок обеспечивает
высокую точность обработки и высокие эксплуатационные ка-
чества.
С 1959 г. на Киевском машиностроительном заводе «Больше-
вик» изготавливают вальцы для листования резиновых смесей
и пластических масс с железобетонными несущими фундамент-
ными плитами. Заводом серийно выпускаются вальцы моделей
2130 и 1530 с железобетонными плитами толщиной 300 мм, арми-
рованными плоскими арматурными каркасами.
Краматорский научно-исследовательский и проектно-техно-
логический институт машиностроения (НИИПТМАШ) разработал
4
Рис. 1. Продольно-строгальный станок модели 7288С в желе-
зобетонном исполнении
Рис. 2. Тяжелый токарный Станок модели 1660 с железобетонной
станиной
проект и совместно с Краматорским заводом тяжелого станко-
строения изготовил железобетонную станину тяжелого токарного
станка модели 1660. Такой станок работает на Сызранском за-
воде тяжелого машиностроения (рис. 2).
На Славянском керамико-изоляторном комбинате изготовлены
с железобетонными станинами три станка для обточки изоляторов,
которые успешно эксплуатируются (рис. 3).
Рис. 3. Станок с железобетонной станиной для обточки крупных изоляторов
Краматорским заводом тяжелого станкостроения изготовлены
серии глубокосверлильных станков модели КЖ-1903 и бесцен-
трово-токарных станков модели 9340 (рис. 4) с железобетонными
станинами, которые работают на Челябинском трубопрокатном
заводе и на Никопольском трубном заводе.
НИИПТМАШем разработаны и совместно с Ново-Краматорским
машиностроительным заводом изготовлены железобетонные опор-
ные плиты приводных шестерен рудоразмольных мельниц, кото-
рые эксплуатируются на Криворожском горно-обогатительном
комбинате. Научно-исследовательскими институтами НИИЖБ
и ВНИИМЕТМАШ изготовлены и испытаны железобетонные
предварительно напряженные станины прессов усилием 120, 500,
600 и 800 т, а также изготовлена железобетонная клеть прокатного
стана «200» (рис. 5), которая эксплуатируется на Московском
заводе цветных металлов.
Днепропетровским инженерно-строительным институтом сов-
местно с НИИЖБом и Днепропетровским заводом прессов изго-
товлена и испытана железобетонная предварительно напряженная
станина кривошипного пресса К-117 усилием 100 т. Экспери-
ментальным научно-исследовательским институтом кузнечно-
6
Рис. 4. Бесцентрово-токарный станок модели 9340 с железобетонной
станиной
Рис. 5. Стан «Кварто-200» с железобетон-
ной клетью
прессового машиностроения (ЭНИКМАШ) совместно с Воронеж-
ским заводом тяжелых механических прессов изготовлен пресс
К-4НБ усилием 100/63 т с железобетонными стойками, который
эксплуатируется на механическом заводе в г. Воронеже.
В настоящее время железобетон находит все более широкое
применение в различных отраслях машиностроения. Из него
изготовляют:
а) в станкостроении — станины тяжелых токарных, шлифо-
вальных и-специальных станков, станины и стойки строгальных,
расточных и других станков;
б) в металлургическом машиностроении — станины клетей про-
катных станов, листоправйльных машин, дисковых ножниц, рамы
рольгангов с индивидуальным и групповым приводом, ролики
транспортеров, подмоторные и опорные плиты разных типов,
контргрузы и т. д.;
в) в кузнечно-прессовом оборудовании — станины прессов
различной мощности от 120 до 50 000 т, станины и шаботы моло-
тов и т. д.;
г) в горнорудном и дорожно-строительном оборудовании —
противовесы экскаваторов, опорные плиты рудоразмольных мель-
ниц, основания башенных кранов, вальцы дорожных катков
и т. д.
ГЛАВА I
РАСЧЕТ ЖЕЛЕЗОБЕТОННЫХ ДЕТАЛЕЙ МАШИН
КРАТКИЕ СВЕДЕНИЯ О МАТЕРИАЛАХ
Бетон — это искусственный камень, получающийся при за-
твердении смеси, составляемой из цемента, воды, песка и
щебня.
Основными вяжущими для изготовления железобетонных де-
талей машин являются: портландцемент, быстротвердеющий порт-
ландцемент (БТЦ), глиноземистый цемент и пуццолановый порт-
ландцемент.
Для изготовления железобетонных деталей машин целесооб-
разно применять цементы высоких марок (500—800). Для изде-
лий, твердеющих в естественных условиях, нужны быстротвер-
деющие цементы. Мелкий заполнитель для бетона — песок при-
меняется: речной, морской и горный. Мелкий заполнитель должен
удовлетворять требованиям ГОСТа 2781—50. Рекомендуется при-
менять - крупнозернистые и среднезернистые мытые кварцевые
пески с модулем крупности 2,4 и более.
Крупным заполнителем для бетона является щебень. Приме-
нение гравия не рекомендуется. Фракцию крупного заполнителя
выбирают исходя из размеров отдельных элементов железобетон-
ных деталей (полок, стенок, ребер) и насыщенности этих деталей
арматурой. Максимальный размер фракции щебня не должен пре-
вышать 3/4 наименьшего расстояния между стержнями арматуры.
Содержание в крупных заполнителях глинистых и пылевидных
частиц должно составлять не более 1 % (по весу). Для изготовления
железобетонных деталей машин рекомендуется использовать ще-
бень из естественных каменных материалов прочностью не ниже
1000 кПсм2. Вода для затворения бетона не должна содержать
масел, щелочей и других вредных примесей.
Для деталей машин из обычного и предварительно напряжен-
ного железобетона применяют тяжелые бетоны (объемным весом
2300—2400 кг/м3) следующих марок:
Марка бетона
Для станин:
металлорежущих станков..................... 400—500
прессов и клетей ............................ 500—600
плит ........................................ 300—400
9
Марка бетона
Для шаботов молотов................................ 600—800
Для деталей:
прокатного оборудования (типа рам рольгангов) . 400—500
сборочных приспособлений ...................... 200—300
К базовым деталям машин (станины металлорежущих станков
и др.) предъявляются требования стабильности их геометрических
размеров и формы в течение длительного времени эксплуатации.
Бетоны высоких марок менее подвержены усадке и ползучести,
поэтому их целесообразно применять для изготовления базовых
железобетонных деталей.
В бетоне базовых деталей крупных машин (тяжелые и сверх-
мощные прессы) должно быть малое тепловыделение при его твер-
дении, так как большие разности температур, возникающие при
последующем наружном охлаждении, приводят к деформациям
и напряжениям. В результате на наружных поверхностях появ-
ляются трещины.
Бетон в железобетонных деталях должен быть максимально
плотным. Это достигается применением жестких бетонных смесей
с водоцементным отношением от 0,31 до 0,42 и тщательным вибро-
уплотнением.
Бетоны должны хорошо противостоять ударным нагрузкам
и обладать повышенной выносливостью и сопротивлением растяже-
нию. Они должны быть стойкими к вредным воздействиям агрес-
сивных сред (масел, эмульсий, щелочей, кислот и др.) и повы-
шенным температурам.
На вибрированные бетоны высоких марок (400 и выше, водо-
цементное отношение 0,31—0,42), как показали исследования
авторов, масляные и эмульсионные среды не оказывают сущест-
венного влияния.
Таблица I
Пределы прочности бетона для основных видов напряженного состояния
н (кГ)
м? см2
Вид напряженного состояния Услов- ные обозна- чения Проектная марка бетона по прочности на сжатие
200 300 400 500 600 700
Сжатие осевое (призменная проч- ность) Сжатие при из- гибе Растяжение . . . по RH и Кн Р 142-10» (145) 176-10» (180) 15,7-10» (16) 206-10» (210) 254-10» (260) 20.6-10» (21) 274-106 (280) 343-10» (350) 24.5-10» (25) 343-10» (350) 431-10» (440) 27,4-10» (28) 411-10» (420) 510-10» (520) 29.4-10» (30) 480-10» (490) 588-10» (600) 31,4-10» (32)
10
Прочность бетона зависит от качества цемента, заполнителей,
состава бетона, водоцементного отношения, способа приготовления
и уплотнения, возраста и условий его твердения.
Марку бетона выбирают в каждом конкретном случае, исходя
из технико-экономических соображений, в зависимости от назна-
чения железобетонной детали, условий ее работы, способа изго-
товления, транспортировки и мон-
тажа. В табл. 1 приведены проект-
ные марки бетона по прочности на
сжатие и соответствующие им нор-
мативные сопротивления бетона
на осевое сжатие (призменная проч-
ность), растяжение и сжатие при
изгибе. Прочность бетона при ска-
лывании в 1,5—2 раза выше проч-
ности бетона при растяжении. Пре-
дельная сжимаемость бетона egp =
=0,002 (2 мм/пог. л). Предель-
ная растяжимость бетона 8gpp =
= 0,00015(0,15 мм/пог. л), коэф-
фициент линейного расширения Рис. 6. График зависимости между
бетона принимают а= 1-10-5. деформациями и напряжениями
Между деформациями и напряже-
ниями в бетоне имеет место нелинейная зависимость (рис. 6).
Модуль упругости бетона — величина переменная, зависящая от
величины напряжений и других факторов.
Начальный модуль упругости бетона Еб соответствует лишь
мгновенному загружению образца, при котором имеют место
только упругие деформации. Величины модулей упругости Еб
различных марок бетона при сжатии и растяжении приведены
в табл. 2. Модуль сдвига бетона G6 = 0,43.Еб, где Еб — началь-
ный модуль упругости бетона при сжатии. Деформации ползу-
чести и усадки в бетоне зависят от водоцементного отношения,
возраста бетона, влажности окружающей среды и других факто-
ров [36, 32, 21 ]. Бетон, как и другие материалы, при переменных
Таблица 2
Начальные модули упругости бетона при сжатии и растяжении £ё в {кГ/смг)
Проектная марка бетона по прочности иа сжатие Обычный тяжелый бетой Тяжелый бетон на мелком заполнителе с расходом цемента 500 кг/м3 и более
200 259-Ю8 (265 000) 196-Ю8 (200 000)
300 308-10s (315 000) 230-108 (235 000)
400 343-108 (350 000) 250-108 (255 000)
500 372-10® (380 000) 279-108 (285 000)
600 392-108 (400 000) 294-108 (300 000)
и
нагрузках имеет более низкую прочность, чём при однократном
приложении нагрузки, постоянной по величине.
Выносливость бетона зависит в основном от пределов изме-
нения нагрузки.
Проф. Берг О. Я- отмечает, что предел выносливости при сжа-
тии и растяжении неармированного бетона и изгибе бетонных ба-
лок за полный асимметричный цикл нагрузки в среднем состав-
ляет 50—55% соответствующего предела прочности бетона при
статическом нагружении до разрушения. На предел выносливости
бетона влияют сроки и условия его хранения. Предел выносливости
с ростом возраста бетона увеличивается, а с ухудшением условий
хранения снижается [2,25].
Арматура в виде стальных стержней, пучков, сеток или карка-
сов применяется для армирования бетона и располагается глав-
ным образом в тех частях конструкции, которые подвержены рас-
тягивающим усилиям.
Стали для армирования железобетонных конструкций должны
удовлетворять основным техническим требованиям, регламенти-
рованным нормамиедроектирования.
В зависимости от основной технологии изготовления арматур-
ная сталь разделяется на две основные группы: горячекатаную
стержневую и холоднотянутую проволочную, а в зависимости
от профиля — на гладкую и периодическую.
Механические характеристики основных видов арматурных
сталей, применяемых в деталях машин из обычного и предвари-
тельно напряженного железобетона, приведены в «Строительных
нормах и правилах» (СН и П) [40].
Чугун (ГОСТ 1412-54) широко применяют для изготовления
литых закладных частей железобетонных деталей машин. Области
его применения приведены в табл. 3.
Для отливок закладных частей можно применять также высо-
копрочный чугун с шаровидным графитом (ГОСТ 7293—54).
Сталь, применяемая в закладных частях железобетонных
деталей машин, должна обладать хорошей свариваемостью,
так как большинство соединений деталей этих машин осущест-
вляется сваркой.
При выборе марки стали для закладных частей необходимо
руководствоваться следующим: при возможности шире применять
углеродистую сталь обыкновенного качества Ст. 3 и углеродистые
конструкционные 15,35 и 45; в сварных конструкциях следует
применять углеродистые стали марок Ст. 3, Ст. 5, Ст. 6, 15, 35,
45, 60 Г; в литых конструкциях — применять стали марок: 25Л,
35Л, 40Л, 40ГЛ, 45Л, 45ГЛ, 55Л.
Металлопрокат тоже широко применяют для изготовления
закладных частей. Например, прокатная угловая равнобокая
сталь (ГОСТ 8509—57) и неравнобокая (ГОСТ 8510—57), горяче-
катаные трубы диаметром 60—120 мм (ГОСТ 8732—56) из мате-
12
Таблица 3
Область применения наиболее распространенных марок
серого чугуна
Марка чугуна Требования к закладным частям Изготовляемые закладные части
СЧ 32-52 СЧ 21-40 СЧ 18-36 СЧ 15-32 СЧ 12-28 Условные напряжения из- гиба до 500 кГ1см? Условные удельные давле- ния между трущимися по- верхностями >20 кГ/см? Условные напряжения из- гиба до 300 кГ/см? Условные удельные давле- ния между трущимися по- верхностями }>5 кГ/см? Средняя прочность и хоро- шая обрабатываемость Условные напряжения из- гиба до 100 кГ/см2 Удельные давления между трущимися поверхностями <5 кГ/см“ Слабонагруженные детали Закладные части прессов Направляющие револьвер- ных автоматических, токарных и других интенсивно нагру- женных станков Направляющие, плиты дол- бежных, строгальных и рас- точных станков Направляющие металлоре- жущих станков Плиты, платики станин стан- ков, рам рольгангов, опорных плит Закладные части сложной формы, тонкостенные отливки с большими габаритными раз- мерами Закладные части стендовых и других плит Платики небольших разме- ров большинства железобе- тонных деталей машин
риала Ст. 3 и Ст. 10, тонколистовая (ГОСТ 3680—57), толсто-
листовая (ГОСТ 5681—57) сталь и др.
Железобетон представляет собой конструктивное сочетание
двух материалов: бетона и стали, которые работают совместно.
Это обеспечивается сцеплением бетона с арматурой и конструктив-
ным зацеплением арматуры в бетоне. Физико-механические свой-
ства железобетона зависят от свойств составляющих материалов,
но не аналогичны им. Усадка железобетона примерно вдвое меньше,
чем усадка бетона.
Для тяжелого железобетона коэффициент укорочения от
усадки Еу_а = 0,00015. Применяя безусадочный и расширяющийся
цемент для изготовления железобетонных деталей, можно исклю-
чить деформации усадки в бетоне.
При длительном действии нагрузки в железобетоне разви-
ваются деформации ползучести, являющиеся следствием ползу-
чести бетона. Однако свободным деформациям ползучести бетона
препятствует стальная арматура.
Подробные сведения о ползучести железобетона изложены
в специальной литературе [21, 28, 36].
13
При продолжительном воздействии на железобетон высоких
температур в нем возникают значительные внутренние напряже-
ния из-за различия коэффициентов линейного расширения цемент-
ного камня, заполнителя и стальной арматуры.
При температуре до 373,15° К (100° С) деформации и дополни-
тельные напряжения в железобетонных деталях невелики и не
приводят к снижению их прочности. Некоторое снижение проч-
ности бетона наблюдается в интервале температур от 473,15° К
(200° С) до 573,15° К (300° С). Нагревание бетона до 673,15° К
(400° С) вызывает снижение его прочности в 2 раза, а до 773,15° К
(500° С) до 3 раз.
Железобетонные детали машин, подвергающиеся в процессе
эксплуатации постоянному воздействию повышенных температур,
должны быть изготовлены из жаростойких бетонов или иметь спе-
циальную защиту в виде изоляции (21, 38, 39].
Для получения жаростойкого бетона применяют заполнители,
имеющие достаточную степень жаростойкости и малый коэффи-
циент температурного расширения. В качестве вяжущих при-
меняют глиноземистый цемент, портландцемент и жидкое
стекло.
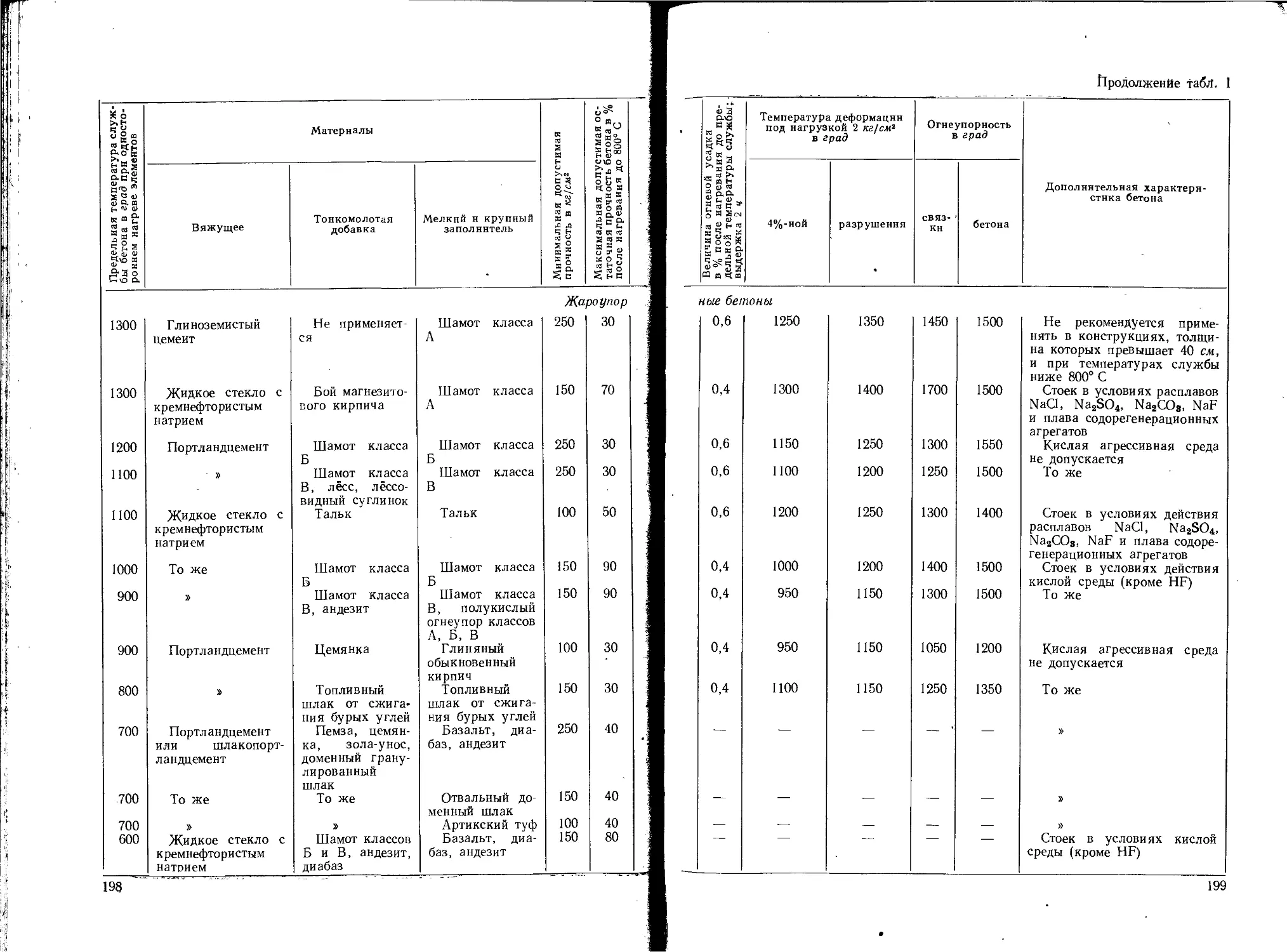
Данные по техническим требованиям к основным свойствам
жаростойких бетонов приведены в табл. 1 приложения [39].
(стр. 196).
Для предотвращения коррозии бетона и арматуры предусма-
триваются соответствующие мероприятия, учитывая степень
агрессивности сред. Одним из основных мероприятий по повыше-
нию коррозионной стойкости бетона является повышение его
плотности. Большое значение имеет выбор вида цемента и подбор
состава бетона с учетом агрессивности среды. Для защиты арма-
туры от коррозии необходимо, чтобы толщина защитного слоя
бетона у арматуры была не менее предусмотренной нормами [37 ].
Бетон в защитном слое должен быть плотным, без раковин и дру-
гих дефектов, повышающих степень его проницаемости. От среды
большой агрессивности поверхности железобетонных деталей
необходимо защищать покрытиями.
Обычные строительные железобетонные конструкции нор-
мально работают при наличии трещин в растянутой зоне. В желе-
зобетонных деталях машин трещины недопустимы. Если этого
достичь не удается в обычном железобетоне, применяют предва-
рительно напряженный железобетон. Детали из него проекти-
руются, как правило, так, чтобы при эксплуатационных нагруз-
ках они работали без трещин в растянутой зоне или чтобы растя-
гивающие напряжения в бетоне не появлялись.
В машиностроении из обычного железобетона изготавливают
базовые детали станин металлорежущих станков, подмоторные
плиты, а из предварительно напряженного — станины прессов,
клетей прокатных станов и другие базовые детали.
14
ОБЩИЕ ПОЛОЖЕНИЯ РАСЧЕТА
На железобетонные базовые детали машин в общем случае
действуют статические и динамические нагрузки: вес узлов машин
и обрабатываемых деталей; составляющие силы резания, усилия
прокатки, штамповки и ковки; крутящие моменты двигателей;
инерционные силы от поступательного движения и вращения
масс и т. п.
По возможным схемам расчета базовые железобетонные де-
тали можно разделить на следующие группы: брусья (станины,
стойки); рамы (портальные станины, рамы транспортных машин,
фундаментные рамы); пластины (плиты, планшайбы, столы);
штампы (шаботы молотов) и прочие (цилиндры, плунжеры, толстые
плиты и т. п.).
Под воздействием нагрузок железобетонные детали могут на-
ходиться в сложном напряженном состоянии, составляющем ком-
бинацию основных его видов (внецентренное растяжение и сжатие,
изгиб, кручение).
Статический расчет (определение внутренних усилий) железо-
бетонных деталей производится методами строительной механики
стержневых систем. Однако использование железобетона для изго-
товления деталей машин в ряде случаев вызывает появление новых
конструктивных решений и форм элементов, для которых пока
не разработаны методы статического расчета. Для массивных
элементов в ряде случаев на смену методам строительной механики
стержневых систем приходят методы теории упругости. Ведутся
теоретические исследования работы массивных элементов и разра-
ботаны практические методы расчета цилиндрических архитравов,
массивных железобетонных рам, составленных из прямоугольных
элементов, и других деталей [28].
Базовые несущие системы машин должны обеспечивать и со-
хранять в течение длительного срока службы правильное располо-
жение и возможность точных перемещений узлов, инструмента
и изделий. В ряде машин и станков не только остаточные, а даже
небольшие упругие деформации деталей могут привести к не-
правильной работе системы. Поэтому основным критерием работо-
способности базовых деталей является их жесткость, которая
определяется собственными деформациями несущих систем и мест-
ными деформациями в сопряжениях [16].
В связи с этим основными требованиями, предъявляемыми
к железобетону при его применении в конструкциях большинства
машин, является: обеспечение неизменяемости во времени перво-
начальных геометрических размеров элементов машин и повыше-
ние их жесткости при распределенных и местных нагрузках.
Базовые детали в машинах являются наиболее сложными
и трудоемкими. Поломка корпусной детали надолго выводит всю
машину из строя, поэтому размеры их сечений должны удовлетво-
рять требованиям прочности при воздействии наибольших, воз-
можных в условиях эксплуатации, нагрузок. Если для металли-
ческих корпусных деталей расчет на прочность не является обяза-
тельным (кроме сильно нагруженных деталей), а в ряде случаев
прочность автоматически удовлетворяется расчетом на жесткость
(малонагруженные станины металлорежущих станков, плиты
и т. п.), то в железобетонных деталях напряжения могут вызвать
появление трещин в растянутой зоне вследствие низкого сопро-
тивления бетона на растяжение. Поэтому необходимые размеры
сечений железобетонных элементов всегда назначаются по усло-
виям прочности от статической нагрузки.
При воздействии динамических многократноловторных на-
грузок возможны усталостные разрушения, поэтому железобе-
тонные элементы деталей надо рассчитывать в этом случае по пре-
делу выносливости бетона и арматуры. Расчет на выносливость
дополняет, но не заменяет расчета на прочность. Размеры сечений
элементов выбирают по наиболее неблагоприятным данным, полу-
ченным из расчета на прочность и выносливость.
При расчете несущих элементов машин малой динамичности
(большинство металлорежущих станков) динамические нагрузки
можно не учитывать [42 ]. Для машин средней и большой динамич-
ности расчет конструкций на прочность и выносливость произво-
дится с учетом коэффициента динамичности.
Надежность и точность работы машин зависят не только от
общей прочности и жесткости несущих деталей, но также и от
прочности и жесткости крепления закладных металлических дета-
лей в железобетоне. Поэтому такой расчет является важным и не-
обходимым. Способы расчета прочности и жесткости анкеровки
металлических закладных деталей в бетоне при различных сило-
вых воздействиях разрабатывают на основе экспериментальных
исследований, с учетом многочисленных факторов, влияющих
на работу анкеровки деталей.
Разработка общей методики расчета железобетонных базовых
деталей машин встречает ряд трудностей из-за: принятого в ма-
шиностроении чисто индивидуального подхода к проектированию
деталей; отсутствия нормативного материала по расчету (лими-
тирующие деформации, коэффициенты условий эксплуатации,
коэффициенты перегрузки и т. п.); сложности статического рас-
чета в связи со сложностью форм. Для решения этих вопросов
требуются широкие теоретические, экспериментальные и стати-
стические исследования.
РАСЧЕТ НА ПРОЧНОСТЬ
Выбор методов расчета. Для расчета строительных железобетон-
ных конструкций’в СССР в настоящее время принят прогрессивный
и эффективный метод расчета по предельным состояниям, который
приводит к более экономичным конструкциям,
Применение железобетона в машиностроении вызывает необ-
ходимость учитывать ряд особенностей, присущих деталям машин.
Так, например, для большинства железобетонных деталей
машин и станков трещины в растянутой зоне недопустимы.
Если в конструкции появляются трещины, то полное сечение
бетона будет ими ослаблено. По мере раскрытия трещин момент
инерции сечения уменьшается, следовательно, прогиб будет на-
растать. Таким образом, сечение с трещинами имеет меньший
момент инерции, а следовательно, меньшую жесткость и боль-
шие прогибы. Это неблагоприятно сказывается на работе деталей
машин, критерием работоспособности которых является же-
сткость.
Трещины нарушают сцепление арматуры с бетоном, а также
способствуют коррозии арматуры и бетона вследствие свободного
доступа через них влаги и агрессивных сред (масел, эмульсий
и т. п.). Трещины понижают жесткость и долговечность железо-
бетонных конструкций.
Размеры элементов базовых деталей машин предопределяются
условиями жесткости, длительного сохранения высокой точности
геометрических размеров. В большинстве машин нельзя допускать,
чтобы отдельные детали имели остаточные деформации и работали
за пределами упругости [26]. В процессе эксплуатации деформа-
ции деталей всегда упругие. В противном случае при остаточных
деформациях машины фактически вышли бы из строя. Отсюда
следует, что элементы железобетонных базовых деталей машин
работают обычно в I (упругой) стадии, с напряжениями в сечениях,
не превышающими определенных величин допускаемых напряже-
ний. Поэтому наиболее приемлемым для расчета элементов железо-
бетонных деталей машин является расчет по упругой стадии,
по формулам сопротивления материалов с учетом свойств железо-
бетона [15, 32, 37].
Если в сечениях элементов железобетонных деталей машин
возникают растягивающие напряжения, не превосходящие до-
пускаемых, они легко воспринимаются обычным железобетоном.
Силовые же рамы и другие сильно растянутые и изгибаемые
элементы необходимо изготавливать из предварительно напряжен-
ного железобетона.
Использование для железобетонных деталей машин высоко-
прочных однородных бетонов высокого качества дает возможность
учитывать его работу на растяжение до величин допускаемых на-
пряжений.
В настоящей главе рассматриваются вопросы статической
прочности элементов деталей машин из обычного железобетона.
Допускаемые напряжения и коэффициенты запаса. Выбор
допускаемых напряжений является очень важным и наиболее
ответственным этапом в расчетах деталей машин на прочность.
В практике расчетов^деталей на прочность известно несколько
2 А. И. Дрыгя 11яя
методов выбора допускаемых напряжений. Для расчета на проч-
ность железобетонных деталей машин, учитывая ответственность
их, целесообразно воспользоваться наиболее современным и про-
грессивным методом — дифференциальным или методом частных
коэффициентов [22].
В общем случае формула для расчета допускаемых напряжений
имеет вид
предельные напряжения
допускаемые напряжения = —-------------с.
J г запас прочности
Прочность деталей характеризуется предельными напряже-
ниями. При статическом нагружении деталей для хрупких мате-
риалов (чугун, твердые стали, бетон) характеристикой прочности
является предел прочности, для пластичных (мягкие стали)—
предел текучести. Пределы прочности бетона для основных видов
напряженного состояния (призменная прочность /?„р, сжатие
при изгибе R“, растяжение й?р) определяются в зависимости от
марки бетона (см. табл. 1). Для горячекатаной арматуры, контро-
лируемой характеристикой прочности, является браковочный ми-
нимум предела текучести, для холоднообработанной арматуры —
браковочный минимум предела прочности. В табл. 4 [40] приве-
дены нормативные сопротивления R% (браковочные минимумы
пределов прочности и текучести) арматуры всех классов.
Выбор коэффициента запаса прочности в основном зависит от
наличия концентраторов напряжений, однородности материала
детали, степени ответственности детали, точности расчета и харак-
тера нагрузок.
Концентрация напряжений. В местах острых углов, отверстий,
подрезов, неплавных сопряжений и т. д. при нагружении детали
возникают местные повышенные напряжения, называемые «кон-
центрацией напряжений».
При статическом нагружении концентрацию напряжений в же-
лезобетоне можно не учитывать.
Концентрация напряжений опасна при динамическом нагруже-
нии деталей, но и здесь наблюдается сглаживание напряжений
за счет пластической податливости материала. В этом случае
в расчет вводят действительные коэффициенты концентрации
напряжений ka и kt, которые определяются экспериментально.
Однородность материала деталей. Прочность материалов обла-
дает изменчивостью. При испытании образцов одной и той же
партии материала наблюдается естественный разброс. Изменчи-
вость прочности зависит от характера самого материала и совер-
шенства технологического процесса его изготовления и устана-
вливается опытным путем на основании многочисленных наблю-
дений.
Путем испытания партии образцов получают среднее значение
прочности материала R.
Механические характеристики основных видов арматурных сталей, применяемых в обычных
и предварительно напряженных железобетонных конструкциях
о о г—г— со ю г— <£> иэ Ю Ю Ю lO LO • 1 1 1 1 1 1 1 , да да я ? ® 1 СО СО о О СО ’’f Ю) ю СО Г* 00 Примечания: 1. С увеличением диаметра холоднотянутой проволоки ее предел прочности уменьшается. 2. Относительные удлинения горячекатаной арматуры приведены для пятикратных образцов, для проволоки принята база 100 мм’, для прядей даны равномерные удлинения перед разрывом. 3. Горячекатаная арматура испытывается на однократный загиб в холодном состоянии, причем угол загиба и диаметр оправки изменяют в зависимости от марки стали. Проволока перегибается вокруг валика диаметром 20 и 30 мм в зависимости от ее диаметра. 4. Арматура из высокопрочной холоднотянутой проволоки не имеет площадки текучести, и для нее в таблице приведены зна- чения условного предела текучести.
0О8Т ви Я09 -ИЛЭЙЭД OlfJMfr 4 2—10 2—4
% ч psiqderd эггэоц аинэнни'Ь’Л ЭОНЧ1ГЭ1ИЭОН1О _ «О Й 2 i I | 04
-кэ/гы 8 нхэ -аьКяах iratfadH 2400 3000 4000 ( 6000 0,8 0,8 0,8
zw3ltM а ихэ -OHhodn iratfadjj _ _ _ _ _ 1 о 1 о 1 о Й Я 2Й 2 оооо оо о о оо о оооо оо 00 О ОО Ю о .. о о,Л СО Ю О О Ю тГ СЧ «Л g —< 00 о —
(otf и xo ww a iqdxaw -BHtf) хнэирхйоэ о о о сч ю чр О тГ со ю 00 00 q- О О О О СО LO LO 1О сч СЧ
> Сорт стали 1 (марка) 1 ё • к « к S Я 2 g £ та •> к 5 о о « ю ggg g gg н f- о о о о о О О ”£? = && &§ У” s 5 5 5& и X >5 >> >, LQ сч
Класс арматурной стали по ГОСТу i 5781-61 | i < < <2 ® « «
Профиль к к СТ К к К та то S о е; 2 то J? S о Si 5 М ЕС S ^>5^ KtuS-Д b st о о .$« л ь- {=( о s я О о £?тао s « о ® ч о. о CU- Л 4 н Я- ° °-ш Ьг? <- «1 в bsf й- Ле н-< Е
Вид арматуры 1 Горячекатаная » Горячекатаная высо- копрочная Проволока холодно- тянутая Проволока холодно- тянутая высокопрочная Проволока холодно- тянутая высокопрочная Семипроволочные пряди
2*
19
Пониженная прочность Pmin принимается за возможный пре-
дел снижения прочности материала (бетона и арматуры) в практи-
ческих условиях. Учитывая, что при расчете по допускаемым на-
пряжениям применяется общий коэффициент запаса, состоящий
из ряда частных, вводится коэффициент изменчивости механи-
ческих свойств материалов kU3 по величине, обратный коэффи-
циенту однородности k°6 и k°a, принятому В СН и П*.
Коэффициент изменчивости механических свойств материала
Рекомендуется принимать коэффициенты изменчивости свойств
материала, полученные на основании практики эксплуатации
железобетонных конструкций, а также статистических данных
контрольных испытаний [37 ].
Для высокопрочных бетонов марок 300—700 сжатие осевое
и при изгибе k6U3c = 1,70; растяжение, срез, скалывание k6u3p = 2,0.
Для арматуры из горячекатаной стали класса А—I (марок
Ст. 0 и Ст. 3), а также для арматуры из Ст. 0 и Ст. 3, подвергнутой
силовой калибровке, ku3 = 1,1.
Для арматуры из горячекатаной стали периодического профиля
класса А—II и А—III (Ст. 5 и 25Г2С) kau:, = 1,2.
Для холодносплющенной арматуры периодического профиля
и для арматуры из холоднотянутой проволоки kaU3 = 1,25.
Довольно низкие коэффициенты изменчивости механических
свойств для арматуры объясняются тем, что они назначены по
отношению к браковочному минимуму прочностных характеристик,
а не к средним характеристикам.
Степень ответственности детали. Степень опасности разруше-
ния детали оценивается коэффициентом ответственности детали kom,
который назначается в каждом конкретном случае [22]. Реко-
мендуется принимать следующие величины коэффициента ответ-
ственности деталей, когда выход из строя детали:
не вызывает остановки машины kom = 1;
вызывает остановку машины kom — 1,1 4-1,2;
вызывает аварию kom = 1,24-1,3.
Точность расчета. Расчет железобетонных базовых деталей
машин со сложными расчетными схемами, сечениями и характером
загружения требует многих допущений и упрощений. Относитель-
ная точность расчета в связи с упрощением схем загружения дета-
лей, упрощенным пониманием условий работы детали, усреднением
расчетных данных и т. п. оценивается коэффициентом точно-
* Коэффициент k6U3 —----- и k“S =----- принят для удобства его исполь-
k6 k°a
зования в формуле (2).
20
СТи расчета km р. Ориентировочно можно принимать km „ =
= 1,14-1,3 [22].
Характер нагрузок. Вводимые в расчетные формулы нагрузки
назначаются на основании экспериментально-теоретических и
статистических данных о работе деталей.
Действующие на детали внешние нагрузки можно подразде-
лять на нормативные и расчетные. За нормативные принимают
•максимальные нагрузки, соответствующие нормальным условиям
эксплуатации машин. За расчетные принимают наибольшие на-
грузки, возможные в условиях эксплуатации, вследствие случай-
ных перегрузок.
Превышение расчетной нагрузки по сравнению с нормативной
оценивается коэффициентами перегрузки kn, которые устанавли-
вают на основании опыта проектирования, эксплуатации машин
и статистической обработки результатов длительных наблюдений.
Аналогично частными коэффициентами можно оценивать и дру-
гие факторы, влияющие на выбор прочности в каждом конкретном
случае.
Произведение частных коэффициентов называют коэффициентом
запаса прочности материала детали:
= ^из^от^т. p^nt (2)
тогда допускаемые напряжения равны
. , _ предел прочности
Необходимо отметить, что допускаемые напряжения для бе-
тона не должны превышать предела упругой работы бетонов,
который в 2,5—3,5 раза ниже марочной (кубиковой) прочности
или 0,42?£р. При таких напряжениях модули упругости на сжа-
тие и растяжение приближенно можно считать постоянными
и равными начальному модулю упругости Еб.
При напряжениях, превышающих указанные пределы, модули
упругости снижаются из-за появления пластических деформаций,
и в элементах возникают остаточные деформации.
Для железобетонных элементов характерно, что коэффициенты
запаса прочности сжатого бетона (k6. с), растянутого, бетона
(А>. р) и для арматуры (ka) будут иметь различные значения.
Осевое сжатие. К центрально-сжатым элементам относятся
стойки, штампы и т. п. По конструкции железобетонные стойки
можно разделить на следующие основные типы: стойки с гибкой
продольной арматурой и хомутами; стойки с косвенной арматурой
в виде спиралей или сварных колец, т. е. бетон в обойме и стойки
с жесткой арматурой.
При расчете основываются на следующих допущениях: напря-
жения сжатия распределяются равномерно по всему сечению;
вследствие надежного сцепления арматуры с бетоном железобе-
тонный стержень будет работать как одно целое и деформации
21
арматуры и бетона будут равны; модуль упругости бетона прй
напряжениях, не превышающих допустимых, постоянен и равен
начальному модулю упругости.
Напряжения в бетоне определяют по формуле
N , ...
Об — ~р [об. Пр]> (4)
'пр
где N — сжимающая продольная сила;
Fnp = F6 + nFa — приведенная к бетону площадь сечения
элемента; Fa и F6 — соответственно площади сечения арматуры
(металла) и бетона сжатого железобетонного элемента; п =
£
= ---коэффициент приведения:
RH
[об.п„] = ---допускаемое напряжение бетона на сжатие.
*6. с
Напряжения в арматуре определяют по формуле
Оа = ПО6 =-р-< [оа], (5)
Г пр
RH
где [оа ] = — допускаемое напряжение арматуры на сжатие.
Кд
Расчетные формулы для определения размеров поперечного
сечения стойки выразятся следующим образом:
6 [аб. пр] (1 + ПЦ) ’ (
Fa = pF6, (7)
где р — коэффициент армирования.
Осевое растяжение. Допускаемое растягивающее усилие равно
N = [o6.p](F6 + nFa). (8)
Напряжения растяжения в бетоне определяются по формуле
Об.р =кб.р]. (9)
и г пр н
Площадь сечения бетона и арматуры рассчитывают по фор-
мулам:
где
RH
Е°б-= k^p'
Fa = pF6. (11)
Изгиб. Все однородные тела на изгиб рассчитывают на осно-
вании следующих допущений: соседние волокна не оказывают
22
друг на друга влияния; удлинения пропорциональны напряже-
ниям (закон Гука); модуль упругости для всех волокон постоян-
ный и не зависит от знака напряжений; плоское сечение при из-
гибе остается плоским (закон Бернулли).
Для железобетона из этих допущений принимают только
закон Бернулли. Сечение железобетонной балки при изгибе
остается плоским, поэтому изменения длины волокон прямо
пропорциональны расстояниям этих волокон от нейтральной
оси.
Так как для бетона не совсем справедлив закон Гука и зави-
симость между деформациями и напряжениями имеет нелиней-
ный характер, то последние распределяются в сечении по кривой.
При малых напряжениях эта кривизна незначительная и модуль
упругости бетона при растяжении и
сжатии почти одинаковый. Поэтому
без особой погрешности эпюра
напряжений в сечении может быть
принята прямолинейной (закон Гу-
ка). При таких предположениях
напряжения в железобетоне рас-
считывают по общим законам соп-
ротивления материалов так же,
как и балки из однородного мате-
риала, причем различие модулей
упругости стали и бетона учиты-
вается заменой сечения стали
Рис. 7. Расчетная схема сечения
изгибаемого элемента
п-кратным сечением бетона.
Для сечения любой симметричной формы (рис. 7) выражения
напряжений в бетоне и арматуре будут иметь вид
М / г q Об = -f—x < [Об. «1; J пр Об. р = т (^ х) < [Об. р.«]; J пр (12) (13)
М \ Г 1 оа =n-r-(h — х — а) < [oj; (14)
Оа = п (х — О ) < [аа] , J пр (15)
где Jnp — приведенный к бетону момент инерции относительно
нейтральной оси (центра тяжести сечения).
Положение нейтральной оси определяется из условия
(16)
г пр
где Snp — приведенный к бетону статический момент относительно
сжатой грани сечения.
23
В выражениях (12), (13) и (14), (15) допускаемые напряжения
определяют следующим образом:
допускаемое
напряжение бетона на сжатие при изгибе
R“
напряжение арматуры
R*
напряжение бетона на растяжение при изгибе
Величина RHP.U не обусловлена строительными нормами.
Но, как показали опыты проф. Б. Г. Скрамтаева, предел прочности
бетона на растяжение при изгибе RHP. и у растянутого края бетон-
ной балки, вычисленный по обычной формуле изгиба Rp. и ~
=в 1,7 раза больше предела прочности Rp при осевом растя-
жении, согласно нормам.
Поэтому допускаемые напряжения бетона на растяжение при
изгибе целесообразно выразить через RHp-.
RH
= li-
Практически из приведенных выше величин напряжений
важно учесть лишь растягивающее напряжение, поскольку бетон
имеет низкий предел прочности при растяжении.
Если удовлетворяется условие (13), все остальные условия
выполняются автоматически, поэтому проверку об, оа, оа можно
и не делать.
Допустимый изгибающий момент по растянутой зоне опреде-
лится по формуле
допускаемое
допускаемое
(17)
м <; 1°б- Р- ц1 Др
(й — х)
(18)
Для прямоугольного сечения с двойной арматурой, имеющего
высоту h и ширину Ь\
snp = + nFа (Л — а) + nF'aa ; (19)
F пр = bh-\- hF а + nF а, (20)
ЛР = + nFa (h - х - af + nF'а (x - aj + LKL—< (21)
о о
Значения Fnp, S„p и J подставляют в формулы (12, 13, 14,
15, 16 и 18),
24
Таким же образом Определяю! напряжения для сечений любой
сложной конфигурации.
При расчете сечений с одиночной арматурой, расположенной
в растянутой зоне, из всех формул выпадает значение Fa = 0.
Расчет на скалывание при изгибе. Если рассматривать работу
железобетонной балки в I стадии (с учетом работы растянутой
зоны бетона), то картина распределения главных напряжений
будет приблизительно соответствовать случаю однородной балки.
Железобетонные балки в отличие от балок хиз однородного
материала разрушаются не только в середине пролета, а и у опор.
Там образуются наклонные трещины из-за больших главных
растягивающих напряжений.
Происходит это потому, что сопротивление бетона скалыва-
нию RcK колеблется в пределах 42—70 кПсм2, и значительно превос-
ходит сопротивление его растяжению (2?р в пределах 21—35 кПсм?).
Разрушение идет по линии наименьшего сопротивления, т. е.
трещины образуются по направлениям, перпендикулярным
к траекториям главных растягивающих напряжений. Поэтому
для железобетонных балок главные растягивающие напряжения
гораздо опасней скалывающих, и проверку на скалывание нужно
заменить проверкой главных растягивающих напряжений. Наибо-
лее опасны сечения, в которых направления главных растяги-
вающих напряжений значительно отличаются от направления
растянутой арматуры, при величине этих напряжений, мало отли-
чающихся от максимума. Это сечения, лежащие в растянутой
зоне вблизи нейтральной плоскости. Так как нормальные напряже-
ния в них невелики, то главные растягивающие напряжения по
численному значению близки к скалывающим. Приближенно
можно принять, что вблизи нейтральной оси в растянутой зоне
гг — т
гл. р vmax*
Во избежание образования в железобетонных балках наклон-
ных трещин необходимо, чтобы главные растягивающие напряже-
ния огл. р не превосходили временного сопротивления бетона
на растяжение Rp. Если по расчету огл. р > Rp, то сечение балки
необходимо увеличить. При огл.р < [об. р ] главные растяги-
вающие напряжения могут быть надежно восприняты бетоном
без дополнительного специального армирования.
Внецентренное сжатие. Если от внецентренного сжатия в по-
перечном сечении железобетонного элемента возникают или
только напряжения сжатия, или с одной стороны — сжатия,
а с другой, не превышающие допускаемых, напряжения растяже-
ния, которые не могут вызвать появление трещин, расчет ведется
по одному методу с учетом работы всего сечения.
Особо рассматривается случай, когда растягивающие напряже-
ния достигают значительной величины. При этом обычный желе-
зобетон, как правило, заменяют предварительно напряженным.
25
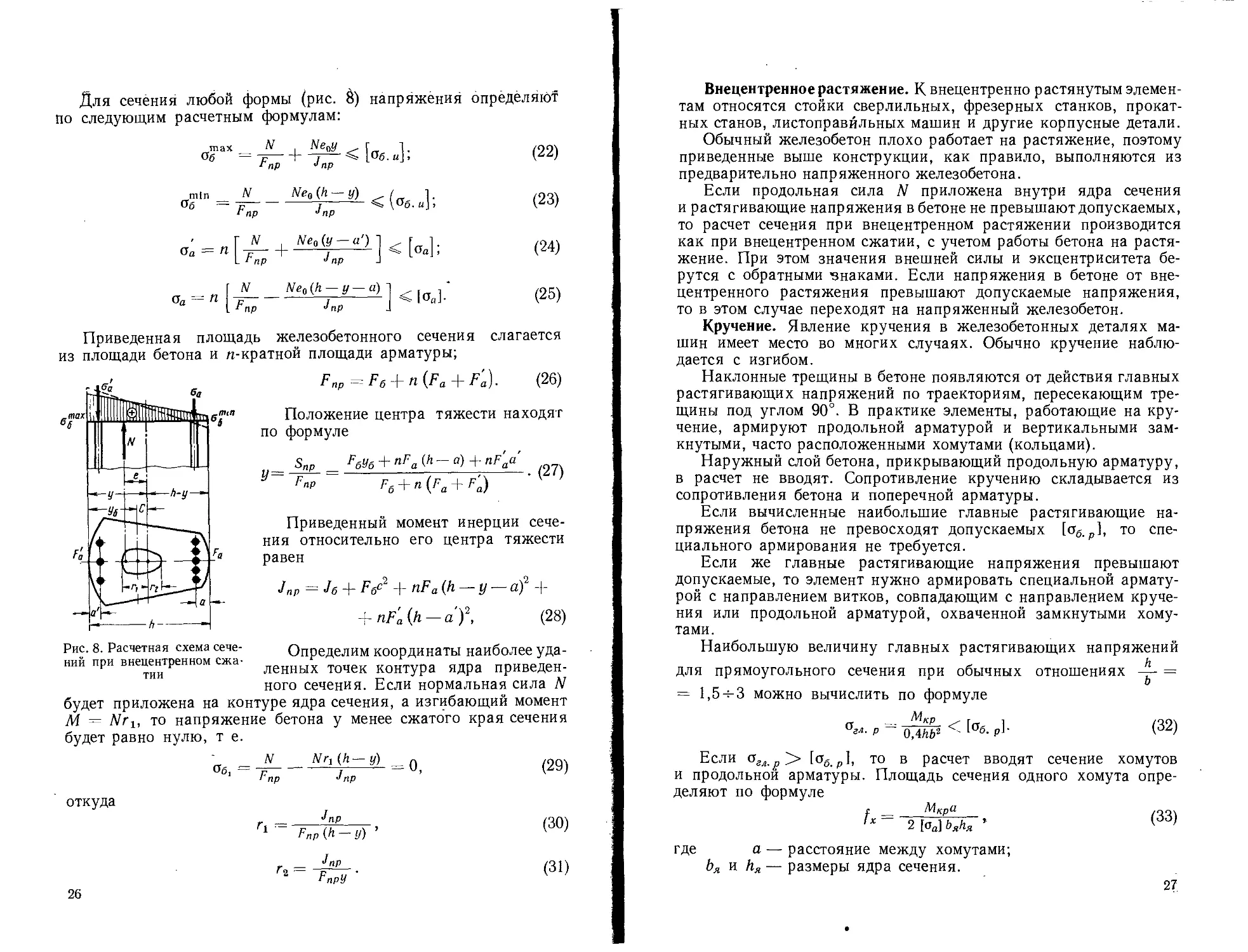
Для сечения любой формы (рис. 8) напряжения определяют
по следующим расчетным формулам:
N
F пр
max
Об
(22)
min Об = N F пр _ Ne0 (h — у) < J пр (об.«]; (23)
Оа = п [— tFnp । Ne9 (у — a') ~1 “Г I J np J < [oa]; (24)
Оа = « [ N Ne0(h — у — a) ’ j < [oj. (25)
Fnp Jnp
Приведенная площадь железобетонного сечения слагается
из площади бетона и ц-кратной площади арматуры;
Рис. 8. Расчетная схема сече-
ний при внецентренном сжа-
тии
Fnp=F6 + n(Fa + F'a}. (26)
Положение центра тяжести находят
по формуле
Snp _ РбУб + nF a ^~а)+ nF'aa
Fnp Рб + п (да + F'a)
Приведенный момент инерции сече-
ния относительно его центра тяжести
равен
J пр ~ Jб F бс nF а (h. — у а) Ц-
+ nF'a(h — a)\ (28)
Определим координаты наиболее уда-
ленных точек контура ядра приведен-
ного сечения. Если нормальная сила N
будет приложена на контуре ядра сечения, а изгибающий момент
М = Nrlt то напряжение бетона у менее сжатого края сечения
будет равно нулю, т е.
_ „ N __ Nrj (h — у) __ n
Об, р т 6,
Рпр J пр
откуда
J пр
Fnp(.h — y) ’
г ___ Jnp
2 ' РпрУ
(29)
(30)
(31)
26
Внецентренное растяжение. К внецентренно растянутым элемен-
там относятся стойки сверлильных, фрезерных станков, прокат-
ных станов, листоправйльных машин и другие корпусные детали.
Обычный железобетон плохо работает на растяжение, поэтому
приведенные выше конструкции, как правило, выполняются из
предварительно напряженного железобетона.
Если продольная сила N приложена внутри ядра сечения
и растягивающие напряжения в бетоне не превышают допускаемых,
то расчет сечения при внецентренном растяжении производится
как при внецентренном сжатии, с учетом работы бетона на растя-
жение. При этом значения внешней силы и эксцентриситета бе-
рутся с обратными 'знаками. Если напряжения в бетоне от вне-
центренного растяжения превышают допускаемые напряжения,
то в этом случае переходят на напряженный железобетон.
Кручение. Явление кручения в железобетонных деталях ма-
шин имеет место во многих случаях. Обычно кручение наблю-
дается с изгибом.
Наклонные трещины в бетоне появляются от действия главных
растягивающих напряжений по траекториям, пересекающим тре-
щины под углом 90°. В практике элементы, работающие на кру-
чение, армируют продольной арматурой и вертикальными зам-
кнутыми, часто расположенными хомутами (кольцами).
Наружный слой бетона, прикрывающий продольную арматуру,
в расчет не вводят. Сопротивление кручению складывается из
сопротивления бетона и поперечной арматуры.
Если вычисленные наибольшие главные растягивающие на-
пряжения бетона не превосходят допускаемых [об. р], то спе-
циального армирования не требуется.
Если же главные растягивающие напряжения превышают
допускаемые, то элемент нужно армировать специальной армату-
рой с направлением витков, совпадающим с направлением круче-
ния или продольной арматурой, охваченной замкнутыми хому-
тами.
Наибольшую величину главных растягивающих напряжений
h
для прямоугольного сечения при обычных отношениях — =
= 1,54-3 можно вычислить по формуле
°гл. р — о(4/;£2 < [°б. р]’ (32)
Если агл >> [об. р], то в расчет вводят сечение хомутов
и продольной арматуры. Площадь сечения одного хомута опре-
деляют по формуле
f — МкрЧ /ооч
Тх 2 [по] ьяия ’
где а — расстояние между хомутами;
Ья и Кя — размеры ядра сечения.
27
При наличии в элементе дополнительной продольной арматуры
с сечением стержня fn, при расстоянии между стержнями а, сече-
ние стержня будет
Особенности расчета составных сечений. Составные сечения
состоят из нескольких материалов. Так, в железобетонных дета-
лях машин применяют железобетонные элементы, в сечении кото-
рых значительную роль занимают металлические детали, распро-
страняющиеся на часть или полную длину элементов.
Ряд исследований (экспериментальных и теоретических) дока-
зывают возможность осуществления прочного и жесткого сопря-
жения таких металлических деталей с бетоном при соответству-
ющей их анкеровке.
При расчете элементов железобетонных деталей в упругой
стадии на изгиб, центральное и внецентренное сжатие и растяже-
ние можно считать совместную работу металлических закладных
деталей с бетоном обеспеченной.
Приведенный выше метод расчета железобетонных элементов
на прочность по упругой стадии (классическая теория) вполне
пригоден для расчетов составных сечений железобетонных эле-
ментов. Площадь сечения металла заменяют л-кратной площадью
бетона п = ESn~ и в расчетные формулы добавляют элементы,
содержащие сечение металла закладных деталей.
Приводить подробный расчет таких сечений нет смысла, так
как он аналогичен уже рассмотренному методу расчета.
Некоторые особенности приобретает расчет составных сечений
при изгибе железобетонных элементов, в которых основная масса
металла сосредоточена в сжатой зоне.
Концентрация металла в сжатой зоне железобетонных изги-
баемых элементов ухудшает работу растянутой зоны бетона,
так как нейтральная ось резко поднимается к сжатой грани сече-
ния, вовлекая тем самым большую часть бетона в растянутую
зону. Для уравновешивания больших площадей металла сжатой
зоны требуется значительное количество арматурной стали, рас-
полагаемой в растянутой зоне (при условии сохранения положе-
ния нейтральной оси).
РАСЧЕТ НА ЖЕСТКОСТЬ
Основным критерием работоспособности большинства базовых
деталей машин является их жесткость, поэтому расчет на жесткость
для таких деталей является определяющим.
Расчет и оценка жесткости деталей может производиться:
1. По условной жесткости — перемещению точки приложения
нагрузки при действии условной сосредоточенной силы. Такую
28
характеристику жесткости можно использовать для сравнитель-
ной оценки жесткости рассматриваемой детали в сравнении с де-
талью, зарекомендовавшей себя в работе. При этом производится
сопоставление смещений в направлениях, непосредственно влия-
ющих на качество и точность изготовления или точность уста-
новки узлов и деталей машин. Показателем жесткости принимают
величину
Р
j = -у- кГ/мм, (35)
где Р — действующая сила;
f — деформация по направлению действия силы.
2. По геометрической жесткости сечения. На жесткость при
изгибе влияют: модуль упругости Е, форма поперечного сечения
детали, момент инерции приведенного сечения
Jnpи кривизну
оси элемента. Большое значение имеет форма поперечного сечения,
так как выбором формы элемента можно увеличить моменты инер-
ции. В железобетонных станинах заполнением внутренних
пустот достигается значительное увеличение площади попереч-
ного сечения, а следовательно, момента инерции и жесткости
сечения в целом. Внешние габаритные размеры при этом
остаются прежними. Показателем жесткости сечения при изгибе
служит величина
в = EJnp = Me, (36)
где е — радиус кривизны.
Жесткость при кручении характеризуется величиной
(37)
где Мкр — крутящий момент;
Ф — угол закручивания на единицу длины.
3. По допустимым деформациям, установленным стандартами,
которые предопределяются потребной точностью изготовления
изделий, точностью установки узлов и деталей машин, требова-
ниями прямолинейности и устойчивости рабочей поверхности
деталей. Так, для сверлильных станков критерием жесткости
является перпендикулярность оси сверла и стола, для токарных —
отжим резца, для резьбонакатных — разжим станины, для станин
клетей прокатных станов — разжим станины по направлению
усилия прокатки и т. д. Особенно высокая жесткость требуется
для базовых деталей металлорежущих^станков, которые должны
обеспечивать максимальную частоту собственных колебаний и
минимальную резонансную амплитуду. Железобетонная станина
должна обладать такой жесткостью, при которой ее деформации,
при действии наибольших усилий во время работы станка, не вы-
ходят за пределы допусков на неточность обработки. При этом
29
необходимо учесть, что в балансе упругих перемещений, приве-
денных к инструменту, в станках с вращательным главным дви-
жением со шпинделями, несущими поперечную нагрузку, доля
станины и корпусных деталей вместе с направляющими прямо-
линейного движения достигает 50%, а в станках с поступательным
главным движением, в которых шпиндель отсутствует, — 90%
и более [16].
Повышенная деформативность станин клетей тонколистовых
прокатных станов горячей и холодной прокатки сказывается на
величине допусков по толщине прокатываемых листов. В част-
ности, толщина прокатываемого листа будет больше предусмотрен-
ной. В данном случае необходимо обеспечить достаточную жест-
кость станин клетей. Для станов холодной прокатки общие де-
формации станины не должны превышать 0,2—0,3 мм, а для станов
«Кадрто» горячей прокатки 0,5-н0,7 мм [18].
При определении деформаций железобетонных деталей необ-
ходимо учитывать деформации основного материала (собственные
деформации) и местные, контактные деформации.
Собственные деформации железобетонных элементов могут быть
определены в упругой стадии, так же как и для сплошного тела,
с учетом работы растянутого бетона по известным формулам со-
противления материалов. При этом в расчет вводят приведенные
поперечные сечения с учетом арматуры. Расчет на местную жест-
кость производится специальными методами (контактная задача,
жесткость анкеровки и т. п.). Иногда теоретические методы рас-
чета деталей очень сложны и их приходится базировать на данных
экспериментов.
РАСЧЕТ НА ДИНАМИЧЕСКИЕ НАГРУЗКИ
Расчет на выносливость при переменных нагрузках. Одной
из предпосылок для расчета железобетонных деталей на выносли-
вость является гипотеза о плоских сечениях. Влияние бетона рас-
тянутой зоны на деформации арматуры не учитывается. При рас-
чете на выносливость принимают во внимание нормативные на-
грузки, которые соответствуют нормальным условиям эксплуата-
ции. Размеры сечений конструкций принимают наибольшими,
полученными из расчета на прочность или выносливость, поэтому
расчет на выносливость не заменяет расчета на прочность.
Метод расчета на выносливость основан на использовании
формул теории упругого тела. Изменение напряженного состояния
в железобетонных деталях под воздействием переменных нагрузок
учитывают путем введения пониженной величины модуля деформа-
ций бетона Ед, отражающего процесс нарастания остаточных де-
формаций в бетоне. Величину модуля Еб непосредственно в рас-
Е
чет не вводят, а вводится коэффициент приведения п', равный —
30
где
Проектная марка бетона........200 300 400 500— 800
Значение коэффициента........ 25 2б 15 10
Расчет элементов железобетонных деталей на выносливость
сводится к определению напряжений в бетоне и арматуре и срав-
нению их с соответствующими расчетными сопротивлениями на
выносливость. Расчет элементов железобетонных деталей машин
на выносливость производится по принятой методике.
Расчет на удар. Динамичность нагрузок на практике учиты-
вают с помощью динамического коэффициента kd. Чтобы получить
максимальное значение динамического усилия, динамическую
нагрузку заменяют статической, а найденное от нее усилие или
перемещение умножается на динамический коэффициент.
Sd = Skd. (38)
Коэффициент kg зависит от вида динамической нагрузки,
схемы, массы, жесткости конструкции и от ряда других факторов.
Обычно его определяют аналитически.
При ударе падающего груза по упругому материалу, точки,
по которым происходит удар, приобретают некоторую скорость
движения. Однако для развития деформаций всего материала
требуется время, которое может оказаться большим, чем про-
должительность удара. Поэтому обычно производится условный
расчет на удар, по которому определяют внутренние силы и пере-
мещения, возникающие после удара. Таким образом, определяют
наибольшее перемещение точек, по которым наносится удар.. Зная
перемещения, можно решить задачу напряженного состояния
материала.
Существует ряд предложений по расчету железобетонных кон-
струкций на удар, но только при действии единичного удара.
Действие многократного удара на материалы пока не изучено.
Рассмотрим метод расчета железобетонных элементов при дей-
ствии единичного удара.
В качестве критерия сопротивляемости железобетонной кон-
струкции действию ударной нагрузки некоторые авторы реко-
мендуют принимать статическую прочность. Одним из предложе-
ний по расчету железобетонных конструкций на ударную нагрузку
является расчет по «классической теории» железобетона. Сила
удара не должна вызывать пластических деформаций конструк-
ции. Так как железобетон состоит из двух материалов с различ-
ными модулями упругости, то, чтобы применить формулу сопро-
тивления материалов, сечение железобетонного элемента приводят
к фиктивному (приведенному) сечению с единым модулем упруго-
сти.
На основании формул сопротивления материалов определяем
реакцию системы Рд, называемую динамической силой, на дей-
ствие упавшего груза. От удара система получает деформацию
31
6д = Рэкв: С, которая равна 6а = bcka, где РэКв — статически
приложенная в точке соударная сила, эквивалентная по своему
действию удару; С — коэффициент пропорциональности, назы-
ваемой жесткостью, который равен С = t где / — высота
элемента. Сила РэКв выражается формулой
Р экв Qkg,
(39)
где Q — вес падающего груза.
Динамический коэффициент ka в случае продольного сжимаю-
щего удара выражается формулой
-1 + V W
где Н — высота падения груза;
— деформация элемента от статического
груза Q.
Напряжение при ударе
_ ____ Р^Кв r_ -I
Оа — < L°6. d
г пр
приложения
(41)
где [об. £. 1 —допускаемое напряжение на сжатие для бетона;
Fnp — приведенная площадь сечения элемента.
Приведенный расчет не учитывает усталостной прочности
бетона и арматуры при действии большого количества циклов
удара.
'Коэффициент ka в данном случае определен без учета массы
элемента и ударяющего тела.
Определение силы удара, вызывающего изгиб железобетонного
элемента, производится по формуле (39).
При расчете изгибаемых элементов ka определяют с учетом
массы груза и массы элемента:
^“‘+/ 1 + ^ГпЬг’ <42)
f ’ 35 т2
где т2 — масса падающего груза;
— полная масса элемента;
17 Л
-gg-mx — приведенная масса балки.
Напряжения в бетоне и арматуре изгибаемого железобетонного
элемента от действия силы РэКв определяют по тем же формулам,
что и при статическом воздействии нагрузки.
32
РАСЧЕТ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЭЛЕМЕНТОВ
В деталях, работающих на осевое или внецентренное растяже-
ние и на внецентренное сжатие с большим эксцентриситетом,
производят предварительное натяжение только продольной арма-
туры. Двухосное и трехосное предварительное обж&чше целесо-
образно применять в массивных конструкциях, напринкер в эле-
ментах гидравлических прессов, шаботах, станинах прокатных
станов.
Прочность сечений элементов предварительно напряженных
конструкций рассчитывают в зависимости от характера воздей-
ствия внешних усилий (изгиб, растяжение, сжатие), включая
усилия обжатия.
В сечениях, нормальных к оси элемента, напряжения в бетоне
и арматуре определяют по упругой стадии. При этом в состав при-
веденного сечения вводят полное сечение бетона с учетом ослабле-
ния его каналами и пазами, а также площади сечений всей продоль-
ной напрягаемой и ненапрягаемей арматуры, умноженные на
отношение модулей упругости стали и бетона.
Предварительно напряженные элементы редко используют
для восприятия сжимающих усилий и предварительного напря-
жения в условиях сжатия. Бетон может воспринимать сжимаю-
щую нагрузку лучше без предварительного обжатия его арма-
турой .
Предварительно напряженные железобетонные детали рассчи-
тывают на выносливость в случае действия на деталь многократно
повторной нагрузки. К таким деталям относятся станины клетей
прокатных станов и прессов, рамы рольгангов, станины стан-
ков.
Смысл расчета на выносливость заключается в определении
напряжений в бетоне и напрягаемой арматуре и сравнении их
с расчетными сопротивлениями.
Для деталей, подвергающихся многократно повторяющемуся
действию нормативной нагрузки, наибольшие величины напряже-
ний в бетоне сжатой зоны не должны превосходить расчетных
сопротивлений бетона на выносливость.
Напряжения в бетоне растянутой зоны вычисляют на уровне
наиболее удаленного от нейтральной оси ряда арматуры. Они
не должны превосходить расчетного сопротивления на выносли-
вость Rm.
Вычисленные напряжения не должны превышать допускаемых
напряжений бетона на растяжение.
При расчете предварительно напряженных элементов железо-
бетонных деталей машин используется принятая методика [37],
но за расчетные сопротивления при расчете на прочность прини-
маются допускаемые напряжения для бетона и арматуры, опре-
деляемые по методике, изложенной выше.
3 А. И. Дрыга 1138 33
РАСЧЕТ И ИССЛЕДОВАНИЕ АНКЕРОВКИ ЗАКЛАДНЫХ ЧАСТЕЙ
ч
Рис. 9. Напряженно-деформиро-
ваиное состояние анкера при вы-
дергивании его из бетона
Наиболее распространенным и рациональным видом анкеровки
металлических закладных частей в бетоне являются анкеры из
горячекатаной арматурной стали периодического профиля класса
А—II и А-— III. В анкерах закладных частей возникают напряже-
ния сжатия, растяжения и среза.
Наибольшую опасность в смысле прочности и жесткости пред-
ставляютюсевые растягивающие напряжения, вызванные внешней
нагрузкой.
Напряжения сдвига и нормальные
напряжения в арматуре распределя-
ются по длине задёлки стержня не-
равномерно (рис. 9). С увеличением
длины заделки среднее расчетное иа-
N
пряжение гсц_ср—уменьшается
при постоянном наибольшем напря-
жении тси шах для данного образца
[21 ].
Из опытов для высокопрочных
бетонов, применяемых в машиност-
роении, т<,ч=2,94‘1064-4,905-106 «Ли2
(30 ч-50 кГ/см2) для гладкой круглой
арматуры и Tf„=8,81 • 106 ч-14,715 х
X 10е н/м2 (1004-150 кГ/см2) для го-
рячекатаной арматурной стали перио-
дического профиля класса А—II,
А—III.
Наименьшую необходимую длину заделки круглых стержней
можно определить из условия равнопрочности, т. е. надежного
закрепления стержня в бетоне вплоть до достижения арматурой
предела текучести:
1>-^-
4КЧ]’
(43)
где Ra — нормативное сопротивление арматуры;
хСц : k = [тсч] — допустимое напряжение сцепления;
k — коэффициент запаса прочности.
На основании проведенных авторами опытов построены гра-
фики (рис. 10), показывающие зависимость напряжений в стерж-
нях при начале их сдвига относительно бетона призм от длины
заделки в бетоне. Эта зависимость выражается прямыми наклон-
ными линиями, которые становятся параллельными оси абсцисс
при достижении в стержнях напряжений, соответствующих пре-
делу прочности сталей. Участок графика, параллельный оси
абсцисс, означает, что дальнейшее увеличение длины заделки не
34
увеличивает напряжений в стержнях и поэтому ие рационально.
Периодический профиль повышает прочность анкеровки стерж-
ней в бетоне. и обеспечивает возможность довести стержень до
разрыва при заделке в высокопрочном бетоне (марки 400—700)
иа длину 15с?.
Результаты испытания образцов показали, что налич.ие косвен-
ной арматуры значительно повышает напряжения в стержне при
начале сдвига и при выдергивании в 1,5—2 раза.
Косвенную арматуру необходимо располагать вблизи загружен-
ного конца стержня, где возникают наибольшие растягивающие
усилия.
Рис. 10. Зависимость прочности
анкеровки от длины заделки стерж-
ней
ба кГ/см2
Кубикобая прочность бетона
Рис. 11. Зависимость прочности ан-
керовки от марки бетона при опти-
мальных параметрах состава бето-
на:
} — при начале сдвига; 2 — при раз-
рушении
В результате исследования
НИИЖБ анкеровки арматур-
ных стержней, заделанных в бетонах с оптимальным составом,
получены графики зависимостей прочности анкеровки от проч-
ности бетона. График, представленный на рис. 11, изображает
зависимость величины напряжения оа в стержне при начале
сдвига и при разрушении от кубиковой прочности бетона для
заделки длиной 15d.
Жесткость узлов сопряжения металлических закладных де-
талей с бетоном определяется жесткостью заделки анкеров в бе-
тоне. Установлено, что иа жесткость заделки анкеров влияют
марки и состав бетона, профиль и диаметр анкеров, а также длина
заделки [1].
По данным опытов построены кривые зависимостей смещений
от прочности бетона (рис. 12). С повышением кубиковой проч-
ности бетона величина смещения загруженного сечения анкера
уменьшается. При напряжениях в стержне до 98,1-10е н/м2
(1000 кПсм2) прочность бетона иа смещение влияет незначительно.
Так, в интервале прочности от 19,62-10е до 68,67-10е н/м2 (200
до 700 кПсм2) при оа = 98,1-10® н/м2 (1000 кГ/см2} величины
смещений уменьшаются почти по линейному закону с небольшим
3* 35
уклоном. При более высоких напряжениях в анкерах, порядка
196,2-1064-686,7-106 н/м2 (2000—7000 кГ/см2), влияние прочности
бетона на величину смещения увеличивается. Исследование влия-
Рис. 12. Зависимость смещений загружен-
ного сечения стержня от прочности бетона
(сталь 30ХГ2С, диаметр d= 144-16 мм,
длина заделки I — 10d).
ния длины заделки арматур-
ных стержней периодического
профиля на жесткость анке-
ровки в высокопрочном бе-
тоне показало, что при напря-
жениях в анкерах до 196,2 X
X 106 н!м2 (2000 кГ/см^) уве-
личение длины заделки сверх
(10—15) d не влечет за собой
уменьшения величины сме-
щения загруженного сече-
ния анкера. При напряже-
ниях в анкерах выше 196,2х
X 106 н/м? (2000 кГ/см2) сме-
щения 6 уменьшаются не-
значительно, при увеличе-
нии длины заделки свыше
(10— 15)d.
Если необходимо повы-
сить жесткость анкеровки
стержней при неизменных
напряжениях, увеличение
длины заделки стержней
свыше 15d нецелесообразно.
В этом ’случае необходимо
повышать прочность бетона.
РАСЧЕТ СТАНИНЫ ГЛУБОКОСВЕРЛИЛЬНОГО СТАНКА (пример)
Рассмотрим расчет железобетонной станины глубокосверлнльного станка
(рис. 13) при кольцевом сверлении отверстий диаметром до 180 мм в деталях из
стали 38ХФА. Усилие подачи при максимальных режимах резания (s= 0,96 мм/об;
t = 20 мм; п~ 625 об/мин) равно 8000 кГ. При работе станка стебель испыты-
вает сжатие, а Станина, выполненная в виде железобетонной конструкции
с чугунными направляющими (рис. 14), работает на внецентренное растяжение.
Расчет на прочность. Расчетная схема станины может быть представлена
в виде внецентренно растянутого элемента (см. рис. 13), нагруженного расчетной
продольной силой (усилие подачи) N = 8000 кГ с эксцентриситетом е0 =
= (Н—t/0-f-67) см. Расчетный изгибающий момент М = Ne0. При выборе
расчетной схемы собственный вес станины и вес узлов станка не учитывается.
Материал железобетонной станины: бетон М600, горячекатаная арматура класса
A-II, направляющие из чугуна марки СЧ 15-32. Определим допускаемые напря-
жения для материалов станины.
Допускаемое напряжение для сжатого бетона при изгибе
36
где = 520 кПсм2 — нормативное сопротивление бетона на сжатие при из-
гибе;
с = k6u3 ckomkmpkn — коэффициент запаса прочности.
Рис. 13. Общий вид и расчетная схема глубокосверлильного станка:
1—стеблевая бабка; 2—стебель; 3—головка с резцом; 4—маслосборник;
5 — изделие; 6 — зажим; 7 — упор; 3 — призмы; 9 — станина
1000-
Рис. 14. Сечение железобетонной станины
На основании формул [5, 17] принимаем
Й«зС = “0^6 =1,7’
&от ~ 1»1;
km, р ~ Ы;
kn = 1,3;
37
тогда
k6.c = 1,7-1,1.1,Ь1,3=- 2,66;
Рб. ul = -|Ц- = 195 кГ/см*.
Для растянутого бетона допускаемые напряжения равны
чп
[Об. Р. «1 = 1.7 = 1,7 -^ = 16,2 кГ/см*
р 0,10
где
*в. р = *5; V». pkn = 2-i,i • i,i • 1,з=з,15.
Допускаемые напряжения для арматуры равны
[ffa] = ^-= = 1600 кГ/см*.
Rq 1 ,ОУ
где
ka = kaM*m.pkn = 1,2-1,1-1,1-1,3 = 1,89.
Для чугуна принимаем
[ст,] = = 750 кГ/см2.
Кц Л
При расчете на прочность динамический коэффициент не учитывается, так
как данный станок относится к машинам малой динамичности.
Расчет на прочность железобетонной станины проводится как для сплошного
упругого тела с сечением, приведенным к бетону (рис. 14).
При этом
£а _ 2,1-10’ ____
"° Е6 0,4-10’ 5'25,
- „ Дет _ 2,1-10’ ,
= ^-.-5,25.
Определим положение центра тяжести сечения:
ОХ
Г пр
sxnp = 2-20-47-23,5+ 2-9,5-14-51,75+ 53-16-35 +
+ 5,25-7-1,54-35+ 5,25-4-3,14-3,5+ 2-3,25-1,5-9-55,5 +
+ 2-3,25-2,5-9-55,5+ 2-3,25-3-13-52,5 + 2.3,25-4-13-52,5 +
+ 2-3,25-14-3,5-58,25 + 5,25-0,2-53-42 = 155 470 сма;
Fnp -- 2-20-47+ 2-9,5-14+ 53-16+ 5,25-7-1,54 +
+ 5,25-4-3,14+ 3,25-2-1,5-9+ 2-3,25-2,5-9+ 2-3,25-3-13 +
+ 2-3,25-4-13 + 2-3,25-14-3,5 + 5,25-0,2-53 = 4321 см2.
155470
i/0==T32l~ = 36 см-
Момент Инерции приведенного сечения
2.2П.473 9 On3.14
Jnp = ------1- 2 • 20 • 47 • 12,5* + ’ -у,} - + 2 • 14 • 9,5 • 15,753 +
+ —3i463 + 53-16'13 + 7-5,25-1.54-1® + 5,25-4-3,14-32,5® +
+ 2—:2^'5-98 + 2-3,25-1,5-9-19,5®+ 2'-5122'5'98 + 2-3,25-2,5-9-19,5® +
+ 2'3’2^23-138 + 2-3,25-3.13-17,5® + 2'3±^4'138 + 2-3,25-4-13-17,5® +
+ 5,25-0,2-53-7® = 1 174891 сл+
Изгибающий момент
М = Ne0 = 8000 (60—36+67) = 728 000 кГсм.
Нормальные напряжения в сечении железобетонной станины при внецентрен-
ном растяжении определяются по формуле
М , Му
гпр JnP
Растягивающие напряжения в крайних волокнах чугунных направляющих
8000 3,25-728000-24
ач- р 4321 + 1174891
= 50,15 кГ/см? < 750 кГ/сл?,
Растягивающие напряжения в крайних волокнах бетона
„ 8000 728000-20,5 .
б- р = 432Т ----1174891— = 4,6 кГ/СМ < 16,2 КГ1С'’А ’
Сжимающие напряжения в крайних волокнах бетона
°б-с=S ~ ТГтЙэГ = - 20,4 кГ'с^ <195 кГ/см*
Сжимающие напряжения в арматуре
„ 8000 5,25-728000-32,5 г/ . 1ЙПП „. .
°а = 4321 =-----Г174891-----= Ю4,1 кГ1с^ < 1600 кГ/ся?.
Таким образом, сечение железобетонной станины по условиям прочности
запроектировано с большим запасом.
Расчет жесткости. Из-за отсутствия нормативных данных по выбору жест-
кости станины данного типа (допустимых общих деформаций системы, а также
доли деформаций станины в балансе упругих перемещений системы) можно про-
вести сравнительный расчет жесткости железобетонной станины с аналогичной
по типу чугунной станиной, зарекомендовавшей себя в работе. Для этого восполь-
зуемся сравнением условной величины жесткости железобетонной и чугунной
станин, которая принята в станкостроении,
39
Определим прогиб железобетонной станйны от расчетных нагрузок!
_ МР _ 728000-550^ _
Ли;.б 8£7лр 8-0,4-Ю’-1174891 U,U°S° СМ
Для определения жесткости j найдем силу Р, которую необходимо прило-
жить к станине в виде сосредоточенной нагрузки посредине пролета, чтобы полу-
чить прогиб 1Ж, в
рр
?ж- 6 = 48£У ’
откуда
р _ 6^EJ _ 0,0585 - 48 - 0,4 10е • 1174891 _ „
F--------Р “ 55о=Г ’ —•
Следовательно,
7930 г/
!ж.6 = 0 0585 == 3 555 кГММ'
Рис. 15. Сечение чугунной станины
Те же операции проведем для чугунной станины, предварительно определив
центр тяжести ее сечения (рис. 15) и момент инерции:
2-2,5-9-55,5 + 2-1-13-53,5 + 2-2,5-60-30 +
+ 2-15-3,5.58,25 + 2.2,5-19,5-50,25 + 2-1,5.9-55,5 +
_ S ___ +53-2,5.41,75 + 2-5,5-1,25-2,5 _
У~~ F “2-2,5-9 :-2.1.13-| 2-2,5-60-1 2-15-3,5 + 2-2,5-19,5 + “4},/СЛг'
+ 2-1,5-9 + 53-2,5 + 2-5,5-2,5
40
J = JL'2’5'93 + 2-2,5 • 9 -14,82 + + 2 -1 • 13 -12,82 + Л2’^60”
+ 2-2,5-60-10,72 + -;1д23-53 + 2-15-3,5-17,552 + -2'2’^219'53 +
+ 2-2,5.19,5-9,552 + + 2 -1,5-9-14,82 + 53 ^2’53 +
9 5 5 9 53
+ 53.2,5-1,052 + ' + 2-5,5-2,5.39,452 = 232 178 c^;
8000-86,3-5502
8-1,3- 10s-232178
= 0,086 cm-,
0,086-4.1,3-10".232178
Г ~ 5503
=7500 кГ,
1ч =
7500
0,86
= 8730 кГ!мм < /яс. б = 13 555 кГ/мм,-.
Жесткость железобетонной станины в 1,55 раз выше чугунной.
ГЛАВА II
КОНСТРУИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ДЕТАЛЕЙ МАШИН
ИСХОДНЫЕ ПОЛОЖЕНИЯ ПРОЕКТИРОВАНИЯ
В машиностроении может быть осуществлена замена сущест-
вующих металлических базовых деталей железобетонными и новое
проектирование машин и станков. Характерной особенностью
замены металлической детали железобетонной является повторяе-
мость форм и размеров. Иными словами, применение железобе-
тонной детали не должно вызывать изменение конструкций или
доработку сопрягающихся с базовой деталью узлов машины.
Заданием на проектирование железобетонной детали в этом
случае служит рабочий чертеж металлической детали, в котором
указаны точность и чистота механической обработки; допускае-
мые отклонения от взаимного расположения рабочих плоскостей;
требования, предъявляемые к материалу и внешнему виду детали.
Чертежи узлов и общих видов дают представление о положении
базовой детали в машине или станке, о конструкции присоеди-
няемых к базовой детали узлов и механизмов и их взаимодействии
в период работы машины.
Таким образом, конструктор, приступая к проектированию
железобетонной детали взамен существующей металлической,
располагает достаточными исходными материалами.
Следует отметить, что требование повторения геометрических
форм и размеров металлической детали затрудняет применение
унифицированных и типовых конструкций закладных частей и
арматурных каркасов. Некоторые формы металлических деталей
оказываются неприемлемыми для исполнения их в железобетоне.
Новые железобетонные базовые детали проектируют на основе
руководящих материалов. Основные размеры деталей выбирают
с учетом требований к железобетонным конструкциям и основных
свойств железобетона. Расчетом определяют размеры поперечных
сечений, обеспечивающих необходимую жесткость и прочность
конструкции.
Базовым деталям машин присуще большое разнообразие
форм поперечных сечений, габаритных размеров и конструкций.
Базовые детали можно разделить на следующие группы.
По назначению:
станины и стойки, имеющие направляющие движения;
42
плиты, основании и рамы;'
блоки и шаботы;
станины прессов и листоправйльнЫХ Машин, имеющих замкну-
тый контур;
цилиндры, барабаны, ролики и плунжеры;
балки, траверсы, перекладины и ползуны.
По форме: детали, у которых один габаритных размер зна-
чительно больше, чем два других (станины станков, траверсы,
стойки, балки и т. д.); детали, у которых один габаритный размер
меньше, чем два других (фундаментные плиты, блоки); детали,
имеющие форму цилиндра (плунжеры, ролики, катки).
По способу изготовления:
монолитные, сборные и сборно-монолитные.
Базовые детали машин можно изготавливать также из обыч-
ного и предварительно напряженного железобетона.
Базовые детали машин должны обладать достаточной жест-
костью, обеспечивающей заданное взаимное расположение рабо-
чих поверхностей в процессе эксплуатации машины и являющейся
основным критерием их работоспособности. Взаимное расположе-
ние рабочих поверхностей определяется высокой точностью. Так,
например, прямолинейность направляющих тяжелых токарных
станков задается в пределах 0,02 мм на 1000 мм длины, а на всей
длине направляющих — 0,08 мм.
Железобетонные базовые детали не должны изменять своих
размеров в условиях длительной эксплуатации. Стабильность
размеров и форм обеспечивает длительное сохранение точности,
высокое качество и долговечность машин и станков.
Размеры поперечных сечений железобетонных базовых дета-
лей машин принимаются такими, чтобы наравне с жесткостью
обеспечить достаточную прочность конструкции.
Базовым деталям машин и станков присущи сложные формы
с большим количеством ниш, углублений и окон для разме-
щения электрооборудования, маслопроводов и для удаления
стружки.
В то же время всякое усложнение формы детали удорожает кон-
струкцию, так как для ее выполнения в железобетоне требуется
более сложная опалубка. При проектировании железобетонных
базовых деталей следует избегать резких переходов, острых,
входящих углов, труднодоступных для бетонирования мест скоп-
ления арматуры, выступов. Толщину стенок менее 120 мм прини-
мать не рекомендуется.
Железобетонные детали машин должны иметь округленные
углы, плавные переходы, гладкие наружные поверхности. При
конструировании Железобетонных деталей машин нужно исходить
из основных требований:
1) унификации и типизации узлов и размеров, простоты форм
и минимального расхода материалов;
43
2) железобетонные детали машин Должны ИМеТь наименьшее
число узлов, в которых могут возникнуть концентрации напряже-
ний, приводящие к усталостным явлениям при действии много-
кратно повторяющейся нагрузки;
3) размеры и вес деталей или отдельных частей должны обес-
печивать возможность их изготовления, транспортировки и мон-
тажа;
4) места сопряжения и присоединения узлов и механизмов
с железобетонной базовой деталью должны быть выполнены из
Рис. 16. Конструктивные меры по защите
бетона:
а—металлическая облицовка; б—лакокрасоч-
ные покрытия; в—обрамление углов металлом
металла в виде закладных
частей.
Платики, воспринимаю-
щие рабочее усилие, крепят
к бетону при помощи анкер-
ных стержней. Платики для
монтажа трубопроводов сис-
темы смазки, электрообору-
дования и клеммных коробок
можно приклеивать к бетону.
Рекомендуется следующий
состав клея в весовых час-
тях:
эпоксидная смола марки
ЭД-5 или ЭД-6-100; окситер-
пеновый растворитель — 40;
наполнитель (цемент, тонко-
молотый песок) — 100; отвер-
дитель (гексометилендиамин или полиэтиленполиамин) — 25—30;
5) конструкции железобетонных деталей машин должны обес-
печивать условия для механической и термической обработки,
а также сборки машины;
6) должны быть приняты конструктивные меры по защите
бетонных поверхностей от воздействия вредных сред, высоких
температур и механических повреждений (например, при падении
стружки) (рис. 16);
7) транспортировочные устройства должны обеспечивать удоб-
ство транспортирования и кантования деталей;
8) трещины в конструкции не допускаются, поэтому должен
быть обеспечен соответствующий запас прочности;
9) должна быть обеспечена долговечность конструкции и ста-
бильность размеров детали во времени. Необходимо предусматри-
вать меры по уменьшению усадочных деформаций ползучести
(дополнительное армирование, применение металлической обли-
цовки, покрытие бетонных поверхностей эпоксидными смолами);
10) внешний вид железобетонных деталей должен удовлетво-
рять требованиям ГОСТов на приемку оборудования (машин и
станков). Наружные бетонные поверхности должны быть ровными,
44
не иметь шероховатостей, раковин, выбоин и других дефектов.
Железобетонные детали должны быть окрашены в цвет машины
или станка, отвечающий требованиям эстетики;
11) выбранная конструкция железобетонной базовой детали
должна обеспечить высокие технико-экономические показатели
по сравнению с соответствующей металлической деталью или ей
подобной.
Оформление рабочих чертежей. Чертежи железобетонных ба-
зовых деталей машин содержат элементы машиностроительного
Лист 1
Расход материалов (6 кГ)
Чугун Прокат Арматура бетон 6 м*
156 87 45 0.15
Рис. 17. Общий вид железобетонной плиты:
/ — транспортировочная труба; 2 — направляющая; 3 — опорный узел;
4 — рабочая арматура
и строительного черчения. Поэтому при их разработке необходимо
пользоваться соответствующими ГОСТами («Чертежи в машино-
строении», 1960 г., «Система чертежного хозяйства», 1961, ГОСТ
5401—50 и др.).
Для удобства пользования рабочим чертежом рекомендуется
арматурный каркас вычерчивать отдельно от общего вида детали
с разрезами. Бетон условно обозначать не надо.
На чертеже общего вида детали (рис. 17) проставляют знаки
чистоты механической обработки, допуски на взаимное располо-
жение рабочих поверхностей и технические требования. В специ-
фикации над штампом дают перечень входящих в деталь металли-
ческих закладных частей (обозначение, наименование, количество,
вес, материал и т. д.). Этот чертеж служит в основном для механи-
ческой обработки. При вычерчивании арматурного каркаса
(рис. 18) необходимо указывать размеры, определяющие положе-
ние стержней в конструкции, места соединения и стыковки арма-
турных стержней и подробно показывать анкеровку закладных
частей (см. рис. 17 и 18).
45
В спецификации должны быть эскизы стержней и айкеров,
их диаметр, количество, длина и вес. Рекомендуется давать таб-
лицу с указанием расхода материала: металла, арматурной стали
(в кг) и бетона (в №).
Рис. 18. Арматурный кар-
кас железобетонной плиты
2 ем 45 погь «<
1 1 !>го 8 3360 и
7? п/п Эскиз ~д~ мм ~~Г~ мм Кол. Общая длинам» Вес кГ
Рабочий проект железобетонной базовой детали состоит из
следующих чертежей: общий вид и размеры железобетонной де-
тали с монтируемыми на ней узлами и механизмами; рабочий
чертеж железобетонной детали; детальные чертежи металлических
закладных частей и арматурного каркаса; общий вид и разрезы
технологической оснастки (деревянной опалубки и т. д.); деталь-
ные чертежи технологической оснастки.
Обязательным условием проектирования является сравнение
жесткостных показателей EJ, определенных для железобетонной
и металлической деталей.
КОНСТРУИРОВАНИЕ ЭЛЕМЕНТОВ И УЗЛОВ
ЖЕЛЕЗОБЕТОННЫХ ДЕТАЛЕЙ МАШИН
Элементами конструкций железобетонных базовых деталей
машин являются балки, плиты, -блоки, стойки и т. д.
Наличие массивных металлических закладных частей влияет
на конструирование этих элементов. В большинстве случаев
длинномерные металлические закладные части служат основой
для образования элементов железобетонных деталей. Направляю-
щие движения, длиной до 8 м, являются базой для образования
продольных балок, а металлические опорные плиты — железо-
бетонных блоков.
46
Станины тяжелых токарных станков состоят из двух (иногда
трех, четырех) продольных балок с располагающимися вверху
чугунными направляющими, ряда поперечных балок (диафрагм)
и массивного блока с чугунной (или сварной) плитой, предназначен-
ной для установки передней бабки.
Элементы конструкций железобетонных базовых деталей вклю-
чают отдельные узлы: фундаментные опоры, узлы крепления и
стыки, масляные ванны и др.
Металлические закладные части следует проектировать из
сталей, отвечающих условиям свариваемости, а их конструкция
должна обеспечивать удобство изготовления.
При конструировании закладных частей необходимо преду-
сматривать надежное крепление их в бетоне путем приварки к арма-
турному каркасу или с помощью отдельных стержней. Для анке-
ровки чугунных закладных частей в чугун заливают стальные
стержни, к которым при монтаже приваривают анкеры.
Глубина заделки анкерных стержней периодического профиля
в чугуне составляет 3—4 диаметра стержня.
В чугун можно заливать гладкие стержни, для чего один конец
выполняют в виде вилки. Для некоторых закладных частей такой
способ анкеровки бывает неприемлемым по конструктивным
соображениям, тогда анкерные стержни ставят на резьбе.
Приваривать к закладным частям листовую и полосовую сталь,
разделяющую бетон на отдельные участки, не рекомендуется.
Толщину платиков назначают по расчету или конструктивно. Они
должны быть больше или равны половине диаметра приваривае-
мых впритык стержней, но не менее 4 мм, чтобы предотвратить
прожигание при сварке.
Если платики после бетонирования не подвергаются механиче-
ской обработке, то их следует размещать заподлицо с бетонной
поверхностью. В других случаях платики выступают на величину,
равную размеру припуска на механическую обработку плюс 10—
15 мм, т. е. чтобы после механической обработки они выступали
из бетона.
Анкерные стержни следует выполнять из горячекатаной стали
периодического профиля в виде прямых коротышей без отгибов.
Глубину заделки анкеров в бетоне определяют расчетом из
условия обеспечения прочности и достаточной жесткости крепле-
ния закладных частей в бетоне. Это зависит от марки бетона,
диаметра арматуры и возникающих в анкерах напряжений.
Стержни с закладными частями следует соединять дуговой
электросваркой (рис. 19).
Электродуговую сварку фланговым швом рекомендуется при-
менять для соединения внахлестку с листовым или сортовым
прокатом стержней диаметром от 8 мм и выше.* После сварки
или отливки металлические закладные части должны пройти
термическую обработку для снятия внутренних напряжений.
47
Литые закладные части должны быть обработаны до бетониро-
вания. Припуск на обрабатываемые после бетонирования рабочие
поверхности составляет 7—10 мм, в зависимости от характера
обработки и размеров закладных частей.
Рис. 19. Соединение анкерных стержней с закладными
частями
Опорные узлы. Машины с фундаментом можно соединять раз-
личными способами: подливкой цементным раствором, с помощью
фундаментных болтов, винтами с резиновой втулкой [19]. Первый
Рис. 20. Виды опорных
узлов металлических ба-
зовых деталей
способ применяют для установки небольших токарных, фрезерных
и других станков. Под основание машины, установленной и вы-
веренной на металлических подкладках, вводят цементный рас-
твор, который соединяется с поверхностью подошвы и фунда-
мента. Никаких дополнительных креплений не требуется. Основа-
ние базовой детали выполняется гладким, без пладиков,
При креплении машины к фундаменту болтами в базовой де-
тали для них предусматривают отверстия. Выверяют машину
на фундаменте с помощью металлических подкладок или регу-
лируемых клиньев. После выверки базовая деталь подливается
цементным раствором.
Для размещения фундаментных болтов базовые детали выпол-
няют с фланцами. Если для уменьшения габаритов опорная по-
верхность развивается внутрь и болты размещаются внутри базо-
вой детали, то в местах установки болтов делают карманы (рис. 20,
а, в, г). Иногда для болтов предусматривают лапы (рис. 20, б, г, д).
Рис. 21. Виды опорных узлов железобетонных базовых деталей
На рис. 21 показаны примеры выполнения опорных узлов
в железобетонных базовых деталях машин. Наибольшее распро-
странение получили внутренние и наружные фундаментные опоры.
Внутренние опоры состоят из основного платика с приварен-
ным карманом под гаечный ключ. Анкеровка опоры в бетоне осу-
ществляется путем приварки продольных, поперечных и верти-
кальных стержней. Наружные опоры состоят из платиков с отвер-
стием и приваренных к нему ребер жесткости.
При проектировании опорных узлов необходимо предусматри-
вать удобство анкеровки и обеспечение защитного слоя.
Выбор размеров опорного узла в зависимости от диаметра
фундаментных болтов производится по табл. 5.
Крепление узлов и механизмов. Наиболее распространено
в машиностроении болтовое и шпилечное соединение деталей.
При болтовом соединении в деталях предусматривают окна или
карманы для ввода болта в отверстие. При шпилечном соединении
таких окон и карманов не требуется, что является одним из его
преимуществ.
На рис. 22 показаны различные способы соединения узлов
с железобетонной деталью.
4 А. И. Дрыга 1138 49
Для шпилечного соединения достаточно в железобетонной де-
тали предусмотреть опорный платик с резьбовым отверстием,
в которое ввертывается шпилька (рис. 22, а).
Болтовое соединение может быть осуществлено различными
способами. В опорной металлической плите делают паз, заканчи-
вающийся отверстием, диаметр которого соответствует диаметру
головки болта. Болт вставляют головкой в отверстие и перемещают
вдоль паза (рис. 22, б).
Рис. 22. Способы крепления механизмов и узлов к железобетонным
базовым деталям
Для ввода болта в отверстие можно предусмотреть карман из
тонкого стального листа, привариваемого к опорному платику
(рис. 22, в).
При креплении двигателей, редукторов можно рекомендовать
салазки с Т-образным пазом, которые привариваются к основному
опорному платику (рис. 22, г).
Способ крепления выбирают в каждом случае в зависимости
от конструкции железобетонной детали и условий сборки машины.
Образование отверстий в железобетонных деталях. В железо-
бетонных деталях отверстия сверлятся в металлических заклад-
ных частях. Толщина платиков и бобышек должна быть достаточ-
ной. Она определяется для гладких отверстий длиной сверления
с некоторым запасом, обеспечивающим цельность бобышки,
а для резьбовых отверстий учитывается глубина сверления отвер-
стия под резьбу (рис. 23, а) (табл. 6). В целях экономии металла
5Q
Таблица 5
Выбор размеров опорных узлов Железобетонных деталей машин
Размеры в мм
d,
12
16
20
24
30
36
42
48
90
100
120
140
170
200
230
250
40
45
60
70
85
НО
115
130
20
21
32
36
45
55
60
70
16
20
25
28
36
45
50
55
112
140
170
186
210
265
300
350
80
95
115
135
155
190
210
230
18
20
24
26
32
38
45
50
32
38
45
50
60
70
82
95
80
100
120
130
155
190
210
250
60
70
80
90
110
130
150
170
30
40
48
55
60
70
74
86
40
46
65
75
85
100
115
130
25
30
36
42
48
48
50
60
6
8
10
12
14
16
18
20
8
10
12
14
14
18
20
25
10
12
14
14
16
20
22
28
5
6
8
10
10
12
14
20
6
8
10
10
12
14
18
20
15
20
22
28
28
28
4
5
7
8
9
12
15
21
23
25
27
30
30 12 30
30 15 31
Выбор размеров бобышек
Таблица 6
Размеры в мм
d ^св L B/D
12 15,5 20 42
16 20 26 55
20 25 32 70
24 30 38 70
30 37 45 90
36 44 55 ПО
42 51 75 130
48 58 85 150
51
целесообразно толщину металлической части назначать равной
длине резьбы, а выход сверла в бетон предупреждать постановкой
платика или деревянного бруска (рис. 23, б).
При заданных координатах в местах отверстий заранее преду-
сматривают бобышки или металлические стаканы, размеры кото-
рых назначают с некоторым запасом, компенсирующим возможные
отклонения при сверлении отверстий. Если координаты отверстий
не заданы и они выполняются при сборке, возможные отклонения
в положении отверстий учитывают платиком больших размеров
или желобом (рис. 23, в).
Рис. 23. Виды отверстий в железобетонных деталях
При замене материалов, например чугуна на сталь, необходимо
производить перерасчет длины резьбы, чтобы обеспечить прочность
и надежность соединения при минимальных длинах резьбы.
Конструирование масЛяных ванн в железобетонных деталях.
Масляные ванны многих машин размещены непосредственно в ба-
зовой детали, например в рамах рольганга с групповым приводом
или станинах тяжелых токарных станков. Совмещение масляных
ванн с базовой деталью делает машину компактной. Масло неблаго-
приятно действует на бетон, поэтому конструктор должен принять
меры по его защите.
На рис. 24, а показан пример конструктивного решения масля-
ной ванны в металлической детали.
При железобетонном исполнении базовых деталей масляную
ванну выполняют ввиде сварного бака, который размещается
внутри конструкции (рис. 24, в).
Хомуты и рабочие стёржни каркаса можно приваривать непо-
средственно к баку. Такое размещение маслобаков значительно
усложняет монтаж каркаса в опалубке и бетонирование конструк-
ции (при значительных размерах бака приходится смещать и
разрезать рабочие стержни, из-за чего образуются труднодоступ-
ные места).
52
Другим вариантом является выйесёййе масляного бака за
пределы конструкции. В этом случае в железобетонной детали
предусматривается маслосборник и сливная труба (рис. 24, б).
Маслонасос с фильтром монтируют непосредственно на крышке
бака. В железобетонной станине предусматривается маслосборник,
совмещенный со сварной передней плитой и сливной трубой, вы-
ходящей наружу, которая соединена с баком.
Вариант размещения масляной ванны выбирают исходя из
конструкции железобетонной детали и ее габаритных размеров.
Рис. 24. Конструктивное
решение масляных ваин
в металлических и желе-
зобетонных деталях ма-
шин
Стыковка железобетонных деталей. В зависимости от габарита
и веса железобетонные детали выполняются монолитными или
сбор но-монолитными.
В первом случае бетонируют одновременно всю деталь в единой
опалубке.
Во втором случае деталь разбивают на отдельные элементы,
которые изготовляют заранее и собирают на монтажной площадке.
ч Такое членение железобетонных и металлических деталей
вызвано технологическими возможностями заводов-изготовителей,
которые не в состоянии отлить или забетонировать крупногабарит-
ные конструкции. Например, станины станков длиной до 25 м
изготовляют по секциям.
Кроме технологических, часто встречаются конструктивные
стыки. Например, стыкуют стойки и поперечину карусельного
станка, станину к шпиндельной бабке некоторых специальных
станков, станину и траверсу листоправильных машин.
Основным требованием, предъявляемым к стыку, является
жесткость, которая должна быть не менее жесткости стыкуемых
элементов. В таком случае деталь рассматривают как монолитную
конструкцию.
53
Технологические и конструктивные стыки металлических де-
талей осуществляются тщательной пригонкой стыкуемых торцев,
затяжкой болтами и фиксацией штифтами или шпонками. Торцы
фрезеруют чисто, а затем шабрят. Шабровкой добиваются приле-
гания плоскостей. Качество стыковки тщательно контролируют,
так как от этого зависит жесткость стыка. В зазоры стыков секций
станин, например, не должен проходить щуп 0,05 мм на глубину
более 25 мм. На рис. 25, а показан стык чугунных станин.
Рис. 25. Стыковка металлических и железобетонных деталей машин
и способы соединения стыковочной плиты с направляющими
Стыки железобетонных деталей по конструкции аналогичны
металлическим (рис. 25, б). Торцовая стенка стыкуемого элемента
снабжается металлической плитой соответствующей толщины,
которая прочно соединяется с бетоном. Толщина чугунной плиты
назначается в пределах 30—50 мм, а остальной — 20—30 мм.
На рис. 25, в показаны способы соединения металлической
торцовой плиты с направляющими.
Транспортировочные устройства. Для транспортирования и
кантования железобетонных деталей предусматривают специаль-
ные устройства. Наиболее распространенным является труба,
размещенная в массиве бетона и соединенная с ним с помощью
анкерных стержней. Трубы применяют в деталях весом до 20 т
и выше. Диаметр труб выбирают в пределах 80—120 мм (рис. 26, а).
Для транспортирования деталей весом до 5 т на ней предусматри-
вают рымные болты и пуговицы, заанкеренные в бетоне (рис. 26, б).
Вместо рымных болтов и пуговиц можно использовать крюки
(рис. 26, в).
54
Кроме перечисленных выше транспортировочных устройств,
можно применять монтажные петли из стальной горячекатаной
гладкой арматуры Ст. 3 (рис. 26, г). Монтажные петли применяют
в деталях, не подвергающихся кантовке в процессе обработки и
монтажа.
Направляющие движения. Многие базовые детали снабжены
направляющими движения (станины листоправйльных машин,
станины металлорежущих станков, прессы, станины дисковых
'НОЖНИц).
Рис. 26. Транспортировочные устройства в железобетонных
деталях машин
Направляющие являются наиболее ответственной частью кон-
струкций. Они выполняют роль базовых поверхностей, по которым
перемещаются узлы машин.
Основным требованием, предъявляемым к направляющим,
является износостойкость и твердость. Термическая обработка
направляющих значительно повышает износостойкость, а приме-
нение стальных закаленных направляющих взамен чугунных уве-
личивает их стойкость к износу примерно в 5—10 раз. Колебания
твердости направляющей составляют НВ от 25 до 35 ед. в зави-
симости от их длины.
Практика проектирования и изготовления железобетонных
деталей машин и станков дала ряд конструктивных решений на-
правляющих. Так, направляющие в продольно-строгальном станке
модели 7288С с базовыми деталями из железобетона выполнены
в виде стальных сварных коробок с привертными калеными план-
ками, Однако опыт изготовления показал нецелесообразность
> 55
применения каленых планок из-за сложности их изготовления
и трудоемкости последующей механообработки.
В железобетонной станине тяжелого токарного станка модели
1660 применены литые чугунные направляющие, а в железобетон-
ных станинах глубокосверлильных станков Краматорского завода
тяжелых станков — сварные направляющие.
При выборе материала направляющих и способа их изготовле-
ния необходимо учитывать, что сварные направляющие менее
металлоемки, нежели литые чугунные, но обходятся дороже при
изготовлении.
Для осуществления анкеровки чугунных направляющих в чу-
гуне должны быть заделаны стальные элементы. Опыты, проведен-
ные НИИПТМАШ, показали, что ими могут быть фасонный прокат
или стальные стержни. Следует указать, что заливка фасонного
проката, уголков, швеллеров и т. д. сопряжена с рядом технологи-
ческих трудностей (трудоемкая очистка проката от ржавчины,
значительная его деформация при остывании отливки). Стальные
стержни, предназначенные для заливки в чугун, должны содержать
не более 0,3% углерода. Более высокое содержание углерода
в стали снижает прочностные свойства анкеров ввиду науглерожи-
вания граничного слоя залитой части, в то время как в остальной
части стержня процентное содержание углерода не изменяется.
Таблица 7
Выбор размеров литых направляющих
железобетонных деталей машин
Размеры в мм
До 12
14
16
18
20
18
21
24
27
30
12
14
16
18
20
10
10
12
14
16
21
22
23
24
25
40
45
54
60
65
60
70
8.0
90
100
Назначаются конструк-
тивно
56
Основные размеры литых направляющих можно выбрать НО
табл. 7. Размеры даны в зависимости от диаметра заливаемых в чу-
гун стержней.
Стальные направляющие изготавливают из листового проката.
Следует стремиться к уменьшению числа свариваемых элементов,
чтобы уменьшить объем сварочных работ, а следоватедьно, и
деформации, возникающие при сварке.
Армирование элементов и узлов. Арматурный каркас железо-
бетонных деталей представляет собой пространственную кон-
струкцию, состоящую из арматурных стержней, соединенных
сваркой или с помощью вязальной проволоки, и металлических
закладных частей, которые являются его жесткими звеньями.
Арматурный каркас может быть образован как отдельными
стержнями, так и плоскими каркасами или сетками.
Металлические закладные части (направляющие, плиты) в той
или иной степени влияют на формирование арматурного каркаса.
Например, при армировании балок, снабженных металлическими
направляющими, поперечные стержни приваривают к направляю-
щим и рабочим продольным стержням. Таким образом, полу-
чается замкнутый арматурный каркас. При высоте поперечных
стержней более 300 мм ставят дополнительные монтажные
стержни. Если направляющих нет, то балки армируют по при-
нятым правилам [37].
В местах сопряжения продольных балок с поперечными бал-
ками или плитами (в вутах) ставят наклонные стержни, воспри-
нимающие растягивающие напряжения.
Кроме перечисленных выше стержней, в каркас входят анкер-
ные стержни (коротыши), привариваемые к металлическим за-
кладным частям.
Железобетонные детали машин типа плит армируют плоскими
каркасами (сетками), соединяемыми в пространственный каркас
отдельными монтажными стержнями.
В качестве арматуры применяют арматурную сталь класса А—I,
А—II, А—III. Диаметры рабочих стержней определяют расчетом.
Однако следует указать, что большое количество арматуры в желе-
зобетонных деталях ставят конструктивно с учетом особых требо-
ваний, предъявляемых к детали при изготовлении и эксплуатации.
При армировании железобетонных деталей следует стремиться
к тому, чтобы количество применяемых в одной конструкции типов
и диаметров арматуры было минимальным.
Чтобы предохранить стальные стержни от коррозии и дей-
ствия вредных сред, их размещают в массе бетона с образованием
защитного слоя, величина которого зависит от диаметра стержней,
условий эксплуатации и других факторов.
Величина защитного слоя указывается в соответствующих
руководящих материалах [37]- Например, для плит величина
защитного слоя принимается не менее 10 мм, для балок при
57
высоте до' 300 мм толщина защитного слоя бетона такая же, как
у плит; в балках при высоте более 300 мм при диаметре арма-
туры до 20 мм — не менее 20 мм, при диаметре арматуры более
20 мм — не менее 25 мм, более 35 мм — не менее 30 мм.
Если в качестве арматуры используют фасонный прокат, то
толщина защитного слоя принимается равной 50 мм.
В балках с предварительно напряженной арматурой, натяги-
ваемой на упоры, толщину защитного слоя бетона для рабочей
арматуры при диаметре более 32 мм рекомендуется принимать, не
менее величины диаметра арматуры. ’
Хомуты и поперечные стержни должны отстоять от поверхно-
сти бетона не менее чем на 15 мм.
При систематических воздействиях агрессивных сред тол-
щина защитного слоя должна быть увеличена минимум на
10 мм.
В балках концы стержней продольной арматуры должны от-
стоять от наружной поверхности бетона не более чем на 10 мм,
в плитах — не более чем на 5 мм. Концы напрягаемой арматуры,
а также анкеры должны быть защищены слоем раствора или бе-
тона толщиной не менее 5 мм.
При проектировании железобетонных деталей машин должны
задаваться расстояния между стержнями и пучками арматуры,
согласно указаниям СН и П. Так, расстояния в свету между
отдельными продольными стержнями арматуры, а также между
стержнями соседних плоских сварных каркасов не должны быть
меньше диаметра стержней, если они при бетонировании занимают
горизонтальное или наклонное положение, и не менее 50 мм, если
стержни занимают вертикальное положение.
Расстояние в свету между стержнями периодического профиля
принимается без учета выступов и ребер стержней.
Расстояние между хомутами при армировании сварными кар-
касами должно быть не более 20d, где d — диаметр продольной
арматуры, или не более 500 мм.
В железобетонных деталях, работающих на кручение с изгибом,
хомуты должны быть замкнутыми.
Как показывает опыт проектирования и изготовления железо-
бетонных деталей, арматурный каркас следует проектировать из
отдельных элементов. Например, целесообразно металлические
опорные узлы объединять с рабочими продольными и поперечными
стержнями, образовав плоский арматурный каркас. Это позволяет
применять унифицированные каркасы.
Металлическая облицовка анкерится в бетоне отдельными
П-образными стержнями, расположенными в шахматном порядке
на ее внутренней поверхности (рис. 27, а).
Для обеспечения хорошей анкеровки расстояние между стерж-
нями должно быть не более 206, где 6 — толщина стального
листа.
58
Транспортировочные узлы (трубы, втулки) анкерятся стерж-
нями и сетками (рис. 27, б). Анкеровка опорных узлов в бетоне
осуществляется отдельными стержнями, как показано на рис. 28, а.
Рис. 27. Анкеровка металлических закладных частей
Пустоты надлежит размещать так, чтобы обеспечить прямо-
линейность рабочих стержней, не допуская пересечения каркаса
балок (рис. 28, б).
Конструирование базо-
вых деталей из железобе-
тона требует решения во-
просов защиты открытых
бетонных поверхностей от
агрессивного воздействия
масел и эмульсий. Дл яэтого
применяют: облицовку тон-
ким металлическим листом,
лакокрасочные покрытия,
покрытия пластмассами,
наклейку защитных пленок
и металлизацию поверх-
ностей. Выбор метода за-
щиты обусловлен техниче-
скими и экономическими
соображениями.
6-5
Рис. 28. Анкеровка узлов железобетонных
деталей
На основании исследований, проведенных авторами
в НИИПТМАШе, для защиты бетонных поверхностей железо-
бетонных деталей машин рекомендуется применять следующие
лакокрасочные покрытия: а) фенолформальдегидный грунт
59
ФЛ-ОЗ-К (ГОСТ 9109—59) — два слоя, нитроцеллюлозная шпат-
левка АШ-30, эпоксидно-нитроцеллюлозная эмаль ЭП-51 — два
слоя; б) химически стойкий лак ХСЛ (ГОСТ 7313—55) с 20% на-
полнителя (портландцемент марки 500—600) — два слоя; перхлор-
виниловая шпатлевка ПХВШ-23, нитроглифталевая эмаль НКО-23
(ГОСТ 6631—53) — два слоя; нитроэмаль № 925 — два слоя.
На чертежах указывают технические условия на устройство
защитных покрытий для бетонных поверхностей железобетонных
деталей. При покрытии тонким листом облицовку и ее анкеровку
дают в рабочих чертежах.
ОСНОВЫ КОНСТРУИРОВАНИЯ ДЕТАЛЕЙ МАШИН
С ПРИМЕНЕНИЕМ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННОГО ЖЕЛЕЗОБЕТОНА
При проектировании железобетонных конструкций машин
применяется одноосное, двухосное и трехосное напряжение.
В настоящее время широко применяют непрерывное наматы-
вание высокопрочной проволоки на бетон детали. Этот способ
успешно применен для армирования
станин прессов различной мощности,
причем как монолитных, так и сбор-
ных железобетонных конструкций ма-
шин. Например, станина пресса
ТЖ-600 усилием 600 т, сконструи-
рованная сотрудниками НИИЖБа и
ВНИИМЕТМАШа, состоит из желе-
зобетонных элементов: верхнего и
нижнего ригеля и четырех колонн
(рис. 29). После сборки станины все
ее элементы при помощи навивки
предварительно напряженной прово-
лочной арматуры объединяются в еди-
ную пространственную раму.
В некоторых железобетонных кон-
струкциях машин предварительно
напряженная арматура выполняет
роль анкеровки металлических зак-
ладных частей в бетоне, так как при
анкеровке ненапряженной арматурой
иногда невозможно достигнуть тре-
буемой жесткости анкеровки. Это на-
Рис. 29. Станина пресса ТЖ-600 блюдается в конструкциях, восприни-
мающих нагрузки типа импульса (ша-
боты), где мгновенное приложение нагрузки (удар) к металлической
закладной плите вызывает большие отрывающие усилия (рис. 30).
Для равномерного распределения усилия обжатия, передавае-
мого на бетон от предварительно напряженной арматуры, под
анкерами устанавливают металлическую плиту. Нередко в железо-
60
бетонных конструкциях машин эта металлическая плита является
рабочей или привалочной поверхностью. Поэтому анкеровка
предварительно напряженной арматуры в таком случае имеет
свои особенности. Если железобетонная деталь имеет металличе-
ские закладные части на противоположных гранях, то анкеровать
предварительно напряженную арматуру можно образованием
Рис. 31. Конструктивное реше-
ние анкеровки закладной детали
планшайбы карусельного станка
диаметром 8000 мм:
1 — планка; 2, 5—закладная деталь;
3 — арматура; 4 — каналообразо-
ватель
Рис. 30. Анкеровка
металлической зак-
ладной детали пре-
дварительно напря-
женной арматурой
ниши в одном из металлических листов. К другому листу стержень
приваривают, если это стержневая арматура. В случае пучковой
арматуры ниши делают в обоих закладных частях, а поверх ниши
крепят металлический лист. Размеры ниши обусловливаются раз-
мерами анкеров.
На рис. 31 показана анкеровка предварительно напряженной
арматуры планшайбы карусельного станка 0 8000 мм, выполнен-
ной СКБ-4 (г. Коломна).
В деталях, условия эксплуатации которых позволяют распо-
лагать анкеры на ее поверхности, анкеровку преднапряженной
арматуры можно выполнять снаружи, как показано на рис. 32, а.
Если во время эксплуатации анкеры и преднапряженная арматура
могут получить повреждение, то в этих случаях анкеры ограждают
61
защитным кожухом (рис. 32, в). Анкеры преднапряженной арма-
туры в конструкциях, где их возвышение над поверхностью недо-
пустимо, могут располагаться в нишах (впотай), создаваемых
металлическими закладными частями (рис. 32, б). На рис. 33 по-
Рис. 33. Анкеровка предвари-
тельно напряженной арматуры
в железобетонной поперечине
карусельного станка:
/ — стакан; 2 — винт; 3 — фланец;
4 — шайба; 5 — труба
казаны анкеровка предварительно напряженной арматуры по-
перечины карусельного станка 0 8000 мм.
Конструирование арматурных элементов, типы анкеров и за-
хватных приспособлений, расположение арматуры в конструкциях
и многие другие вопросы конструирования рассмотрены в спе-
циальной литературе и обусловлены указаниями СН и П [37].
ГлАвА Iи
ПРОЕКТИРОВАНИЕ И ИССЛЕДОВАНИЕ НЕКОТОРЫХ ТИПОВ
ЖЕЛЕЗОБЕТОННЫХ ДЕТАЛЕЙ МАШИН
РАМА РОЛЬГАНГА С ИНДИВИДУАЛЬНЫМ ПРИВОДОМ
Конструкция железобетонной рамы рольганга разработана
НИИПТМАШем для листопрокатного стана 2800. Она представ-
ляет собой замкнутую прямоугольную в плане рамную конструк-
цию, образованную двумя тумбами и продольными балками
Рис. 34. Железобетонная рама рольганга с индивидуальным приводом рамной
конструкции:
1, 2 — плоские продольные каркасы балок рамы: 5, II — плоские каркасы тумб рамы:
4, 5, 9, 10 — металлические сварные закладные части в раме; 6 — скрытые монтажные
петли; 7, 8 плоские сварные сетки
(рис. 34). Для установки и крепления корпусов подшипников
и редуктора привода ролика предусмотрены верхние металлические
опорные площадки 4, 5, 9, 10.
Металлические трубы 4 приварены к верхним металлическим
площадкам 1, 3 и нижним опорным платикам 2. Трубы служат
для пропуска анкерных болтов, которыми рама крепится
63
к фундаменту, и одновременно айкером для металлических опорных
площадок и опорных платиков. Железобетонную раму рольганга
армируют плоскими сварными арматурными каркасами из стали
класса А—II, которые при монтаже объединяют в один простран-
5-Ь
Рис. 35. Скрытая монтажная петля:
/ — корпус; 2 — винт; 3 — крышка; 4 — анкерная скоба;
5—поперечниа; 6—подъемное кольцо; 7—анкерные хомуты
ственный каркас. Опорные платики запроектированы выступаю-
щими на 25 мм над поверхностью бетона, поскольку они служат
также базовой площадкой при механической обработке верхних
металлических опорных площадок. Для защиты бетонных поверх-
ностей от повреждений при случайных ударах снаружи по пери-
метру арматурного каркаса располагают защитные сетки из ар-
матурной стали класса А—I диаметром 3 мм, с размерами ячейки
40x40 мм. -
Для транспортирования и кантования рамы предусматривают
скрытые монтажные петли (рис. 35), размеры которых принимают
в зависимости от веса транспортируемой рамы. Применение желе-
64
Зобетона для Изготовления рамы рольганга с индивидуальным
приводом позволило снизить расход металла с 850 кг до 230.
При транспортировании слитков и коротких толстых полос
возможен случай, когда на один ролик передается практически
полный вес полосы. При транспортировании тонких и длинных
полос предполагают, что вес полосы распределяется между всеми
роликами равномерно.
Статическую нагрузку на один ролик определяют по табл. 8
в зависимости от веса и размера заготовки. Динамическая нагрузка
возможна при падении тяжелой полосы на рольганг с высоты,
например, когда полоса при выходе из валков поднимается за
счет нижнего давления прокатки и затем падает на рольганг или
когда уровень прокатки выше уровня роликов рольганга. Такие
случаи бывают и при кантовании тяжелой полосы, когда она сна-
чала ставится на ребро и затем падает на грань, а также при отре-
зании заднего конца полосы на тяжелых ножницах, не имеющих
прижима, когда задний конец полосы под воздействием нижнего
ножа поднимается и затем падает на рольганг. Определив усилия,
которые передаются роликом на раму, производят расчет железо-
бетонной рамы рольганга. В зависимости от конструкции роль-
ганга схема нагружения может быть различной. Обычно рамы
рольгангов рассматривают как балки на двух опорах (с консо-
лями или без них), нагруженные усилиями от роликов, собствен-
ным весом рамы и в некоторых случаях весом электродвигателей
и редукторов, установленных на раме.
Таблица 8
Величины статической нагрузки на один ролик
в зависимости от веса и размера заготовки
Характеристика проката Статическая нагрузка на один ролик Qem в кг
Прокат сечением свыше 10 000 ммг и длиной менее 3 шагов роликов Полосы сечением свыше 2000 мм2 и длиной от 3 до 4 шагов роликов То же, длиной от 4 до 10 шагов роликов .... 0,75(?ш О,5(2ш 0,ЗД«
Примечание. — вес заготовки.
Железобетонные рамы рольгангов рассчитывают на прочность
и жесткость в вертикальной плоскости. Достаточная жесткость
рам необходима для обеспечения точности взаимного расположе-
ния подшипниковых опор и предотвращения их перекосов при
эксплуатации. Железобетонные рамы рольгангов рассчитывают
на усилия, возникающие при транспортировке.
5 А. и. Дрыга 1138 65
С целью определения зксперймейтальиым путем величин Де*
формаций железобетонной рамы рольганга при статическом при-
ложении расчетных нагрузок и сопоставления их с данными рас-
четов в НИИПТМАШе (г. Краматорск) производились стендовые
Испытания. Раму нагружали до расчетной величины. Схема на-
гружения показана на рис. 36. По данным испытаний построен
график (см. рис. 36) нарастания деформаций в железобетонной
Рис. 36. График нарастания деформаций в железобе-
тонной раме рольганга с индивидуальным приводом
рамной конструкции
раме рольганга при увеличении нагрузок (1 — ?! = 196 кГ, Р2 —
= 100 кГ; 2 — Рг = 980 кГ, Р2 = 500 кГ; 3 — Рх = 1764 кГ,
Р2 = 900 кГ, 4 — ?! = 2156 кГ, Р2 = 1100 к?; 5 — Рх =
= 2790 кГ, Р2 — 1440 кГ). Расчетными нагрузками являются
Pi = 2790 кГ и ?2 = 1440 кГ. При выдержке испытываемой же-
лезобетонной рамы под расчетными нагрузками в течение 1 ч 40 мин
нарастание деформаций не наблюдалось. При дальнейшем увели-
чении нагрузки до ?i = 4000 кГ, Р2 — 2000 кГ видимые трещины
не обнаружены. Из данных эксперимента следует, что при расчет-
ных нагрузках железобетонные рамы рольгангов работают в упру-
гой стадии. Результаты эксперимента подтвердили правильность
проведенных расчетов железобетонной рамы рольганга с индиви-
дуальным приводом.
По данным эксперимента, прогиб рамы рольганга посредине
в точке В при расчетных нагрузках соответственно Рх = 2790 кГ,
Р2 = 1440 кГ равен 0,407 мм, а по расчету — 0,35 мм.
Одновременно была испытана железобетонная рама рольганга
с индивидуальным приводом балочной конструкции (рис. 37) по
66
той же методике, на том же стенде и на те же нагрузки для опре-
деления экспериментальным путем величин деформаций при стати-
ческом приложении расчетных нагрузок и сопоставления их с дан-
ными испытаний рамы рольганга рамной конструкции.
37lt0
оии
Рис. 37. Железобетон-
ная рама рольганга
балочной конструк-
ции:
1 и 3—верхние металли-
ческие опорные площад-
ки: 2—нижние опорные
платики; 4 — трубы
По данным испытаний построен график (рис. 38) нарастания
деформаций в железобетонной раме рольганга. Из этих данных
следует, что при расчетных нагрузках железобетонные рамы
рольгангов балочной конструкции работают в упругой стадии,
а прогиб ее посредине при расчетных нагрузках составляет 1,16 мм,
в то время как при этих же расчетных нагрузках в железобетонных
рамах рольгангов рамной конструкции величины прогибов по-
средине не превышают 0,41 мм. Следовательно, железобетонные
рамы рольгангов рамной конструкции более жестки, меньше де-
формируются и при выборе конструкции железобетонных рам
рольгангов с индивидуальным приводом им следует отдавать пред-
почтение.
Рамы рольгангов в процессе эксплуатации иногда подвергаются
воздействиям ударных нагрузок различного характера. Наиболее
5* 67
опасны изгибные ударные нагрузки, возникающие при падении
заготовок на ролики рольгангов. Чтобы проверить работоспособ-
ность данного типа рам рольгангов, в НИИПТМАШе (г. Крама-
Рис. 38. График нарастания деформаций в железо-
бетонной раме рольганга с индивидуальным приводом
балочной конструкции
торск) провели стендовые испытания железобетонной рамы роль-
ганга на действие ударных изгибных нагрузок.
Нагрузка создавалась в результате удара свободно падающего
груза весом 400 кГ. По данным экспериментов построен график
Рис. 39. График нарастания
деформаций в железобетон-
ной раме рольганага с инди-
видуальным приводом при
воздействии ударных нагру-
зок
68
изменения деформаций (прогибов), вы-
званных ударными нагрузками (рис. 39).
Из эксперимента следует, что с увели-
чением энергии удара прогибы увели-
чиваются. При высоте падения груза от
100 до 1000 мм испытуемая железобе-
тонная рама рольганга работает в 1-й,
упругой, стадии. При высоте падения
груза от 1000 до 2000 мм испытуемая
рама начинает работать в стадии II. Об
этом свидетельствует появление волос-
ных трещин при падении груза с вы-
соты 1000 мм и увеличение их числа и
глубины. В связи с образованием волос-
ных трещин из работы частично выклю-
чается бетон растянутой зоны, т. е.
уменьшается рабочая высота сечения, о чем свидетельствует умень-
шение амплитуды колебаний при высоте падения груза от 1200
до 1600 мм. При дальнейшем увеличении высоты падения груза
от 1600 до 2000 мм наблюдается некоторое увеличение амплитуды
колебаний за счет увеличения энергии удара. При высоте паде-
ния груза 2000 мм и выше волосные трещины в испытуемой раме
развиваются и появляются пластические деформации. Энергия
колебаний, вызванных ударом, гасится за 2,5—0,3 сек, причем
чем больше возрастает энергия удара, тем меньше время гашения
энергии колебаний, что также свидетельствует об увеличении
пластических деформаций.
Испытания показали, что железобетонные рамы рольгангов
способны воспринимать большие повторные ударные нагрузки,
сохраняя работоспособность.
РАМА РОЛЬГАНГА С ГРУППОВЫМ ПРИВОДОМ1
Конструкция железобетонной рамы рольганга разработана
НИИПТМАШем для тонколистового прокатного стана 1700.
Секция железобетонной рамы рольганга (рис. 40) состоит из двух
продольных железобетонных балок 1 и 3, соединенных между
собой при помощи траверс 2 в жесткую пространственную кон-
струкцию, которая обеспечивает правильное положение опор
подшипников, трансмиссионного вала и точность зацепления ше-
стерен.
Балки армированы пространственными арматурными карка-
сами из стали класса А—II (Ст. 5). Для установки и крепления
корпусов подшипников 4 и редукторов привода роликов на балках
предусмотрены металлические опорные площадки. Продольная
железобетонная балка рамы рольганга имеет в сечении вид тавра
с полками вверху (рис. 41). В местах крепления железобетонной
рамы рольганга к фундаменту балка имеет прямоугольное сече-
ние, а для пропуска анкерных болтов предусмотрены металличе-
ские трубы 1. Эти трубы приварены к верхним металлическим опор-
ным площадкам 3, а внизу — к нижним опорным платикам 9.
Труба, кроме своего основного назначения, выполняет роль
анкера для опорной плиты и нижнего платика. Для стыковки
железобетонных балок с траверсами на балках предусмотрены
боковые опорные плиты 4. Опорные плиты 4 анкерованы в бетоне
балки трубами 5, которые одновременно служат для пропуска
крепежных болтов, соединяющих траверсы с балками рамы.
Крепежные болты для крепления редукторов и подшипников
к раме пропускают через предусмотренные в полках металличе-
ские трубы 2. Для более жесткой связи полок железобетонной
балки с ребром служат металлические кронштейны 7. Они с обеих
сторон связаны между собой поперечными металлическими стерж-
1 Авторское свидетельство № 144137. «Бюллетень изобретений», № 2, 1962.
69
нями 8, пропущенными через стенку железобетонной балки.
Трубы 2 связывают также кронштейны с верхними металлическими
опорными площадками. Боковые металлические листы 6 предо-
храняют бетон балки от местного смятия при затяжке болтов,,
Рис. 40. Рольганг с групповым приводом с железобетонной рамой:
1,3 — продольные железобетонные балки рамы рольганга; 2—траверса; 4—под-
шипник; 5 — коническая передача
соединяющих траверсы с балками, и одновременно служат для
анкеровки труб 5. Ко всем металлическим закладным частям,
служащим для создания опорных и базовых поверхностей, предъ-
является требование надежной анкеровки в бетоне.
При стыковке двух секций рам между собой торцовые плиты
скрепляют болтами. Конструкция монтажных узлов и стыков
должна обеспечивать удобную установку и затяжку болтов,
70
Металлические стыки на болтах при монтаже и эксплуатации бо-
лее удобны ввиду их разъемности. В ряде случаев имеет смысл
в рамах рольгангов выполнять соединения неразборными, так
как обычно эти рамы устанавливают в рабочую линию агрегата
при монтаже и в дальнейшем их могут демонтировать только при
реконструкции стана. Поэтому можно выполнять неразборной
стыковку приводных и неприводных сторон (балок) при помощи
железобетонных траверс. Таким же образом можно соединять ме-
Рис. 41. Железобетонная балка рамы рольганга с групповым приводом:
/, 2 и 5 - металлические трубы; 3 — верхние металлические опорные площадки;
4—боковые опорные плиты; -боковые металлические листы; 7—металлические
кронштейны; 8—металлические анкерные стержни; нижние опорные платики
жду собой отдельные секции рольганга. В этих случаях в местах
стыковки и по концам стыкуемых элементов следует оставлять
выпуски арматуры.
При монтаже рам рольгангов, после их выверки, .'арматуру
сваривают, а место стыка заполняют бетоном. Железобетонные
стыки проще металлических и требуют меньшего расхода металла.
Стыковые соединения в железобетонных рамах рольгангов можно
делать также сварными, т. е. стык остается металлическим, но
вместо болтовых соединений выполняют неразъемное сварное со-
единение. Вопросы выбора стыковых соединений при разработке
конструкций железобетонных рам рольгангов необходимо решать
дифференцированно, учитывая характер и условия их работы.
Для расчета железобетонных рам рольгангов необходимо вна-
чале определить усилия, которые передаются роликами на раму.
Для этого рассмотрим схему сил, действующих на ролик (рис. 42, а).
Максимальный крутящий момент определяется по формуле
(' С \
(44)
\ /
71
где 6r — вес ролика в кГ;
Qcm — статическая нагрузка на ролик;
d — диаметр шейки ролика в см;
СД]—маховой момент ролика, равный для цельнокованых
роликов
ОД? = 2GP7?2 кГсм2, (45)
где R — радиус бочки ролика в см,
Рис. 42. Схема сил, действующих на ролик, и расчетная схема балки
рольганга с групповым приводом
и для пустотелых роликов
G4?=2GP($ + Rl), (46)
где и R2 — наружный и внутренний радиусы роликов в см;
f — коэффициент трения в цапфах, который при
отсутствии нагрева подшипников принимают
0,005—0,007, а при нагреве подшипников 0,008—
0,01;
ц — коэффициент трения при движении заготовки
по рольгангу, принимаемый при трогании для
станов холодной прокатки 0,15, а для станов
горячей прокатки 0,3; при V < 5 м/сек-, для ста-
нов холодной прокатки 0,15; для станов горячей
прокатки 0,2; при 1/ > 5 м/сек-, для станов хо-
лодной прокатки 0,1; для станов горячей прокатки
0,15.
72
Полное усилие, действующее в зубчатой передаче, определяют
по формуле
Р = 2М , ‘ (47)
аср cos a v '
Осевое усилие определяют по формуле
т = Р0Кр tg а sin ф, (48)
где а = 20° — угол зацепления;
Ф — половина угла начального конуса шестерни;
dcP — средний диаметр конической шестерни.
dcP = 2% = (Д/ — b sin ф), (49)
где Д( — диаметр делительной окружности большой корпусной
шестерни;
b — длина зуба конической шестерни;
Рокр — окружное усилие, равное
Р - —. (50)
0КР " dcP ' ’
Реакцию в наиболее нагруженной опоре В подсчитывают по
формуле
RB = ±-[Gp^+QCT (Pi-а) + Р (Li + аг) - Тгср] , (51)
где а — величина, принимаемая по табл. 9, в зависимости от
длины бочки и расстояния / от кромки бочки ролика до
середины опоры В; .
(Zi — расстояние от плоскости, проходящей через середину
зуба шестерни, до середины опоры В.
Таблица 9
Значения величины а
Длина бочкр
До 800 Свыше 800 до 1400
ю| t- + -t+z
4 ролика L в мм
Свыше 1400 до 2400 Свыше 2400
4+z о] Г- _1_
Определив реакции опор RB и РА, рассматриваем их в дальней-
шем как внешние силы, приложенные к железобетонной раме
рольганга, взяв их с противоположным знаком, т. е. как усилия,
которые передаются роликами на раму. Как известно, преобладаю-
щее большинство рольгангов с групповым приводом представляют
собой две параллельные балки, соединенные между собой при
помощи траверс. Каждая из балок рамы представляет собой много-
пролетную неразрезную балку, загруженную внешними усилиями
73
от роликов на раму и собственным весом балок. Расчетная схема
представлена на рис. 42, б.
Балки железобетонных рам рольгангов с групповым приводом
рассчитывают по прочности и жесткости в вертикальной плоскости
от воздействий усилий роликов и собственного веса. Отдельно
производится расчет на жесткость балок рамы в горизонтальной
плоскости от воздействий осевых усилий, передаваемых трансмис-
сионным валом через конические шестерни на ролики рольгангов.
Требование достаточной жест-
h=1060
h-
мм
О
007.5
__ 0050
^0075
S 0.100
15 0,125
Рис. 43. График нарастания деформаций
в среднем пролете неразрезной многопро-
летной железобетонной рамы рольганга:
кости вызвано необходимо-
стью обеспечить правильное
положение опор трансмис-
сионного вала и точностью
зацепления шестерен.
Необходимо производить
поверочный расчет по жест-
кости на усилия от сил реза-
ния при механической обра-
ботке металлических заклад-
ных частей. Железобетонные
балки рам рольгангов обяза-
тельно проверяют расчетом
на усилия при транспорти-
I — Р = 2000 кг; 2 — Р = 5000 кг; 3 — Р =
= 8000 кг
ровке.
Стендовые испытания же-
лезобетонной балки рамы
рольганга с групповым приводом производились по схеме
рис. 42, б на статически приложенные расчетные нагрузки.
По данным испытаний, для среднего пролета наибольшей
длины железобетонной балки рольганга построен график рис. 43
нарастания деформаций при увеличении нагрузки от 2000 до
8000 кГ. При выдержке испытываемой железобетонной балки
рамы рольганга под расчетными нагрузками в течение 1 ч 10 мин
нарастания деформаций не наблюдалось. Полученные экспери-
ментально величины прогибов посредине пролетов неразрезной
железобетонной балки близки по величине к расчетным. Так, во
втором пролете, для которого построен график деформаций, прогиб
посредине равен 0,115 мм сравнительно с 0,1 мм по расчету.
Результаты испытаний железобетонной балки рамы рольганга
с групповым приводом подтверждают с необходимой точностью
расчетные данные.
КЛЕТЬ ПРОКАТНОГО СТАНА „КВАРТ0-200“
Сотрудниками НИИЖБа и ВНИИМЕТМАШа [28] разработана
конструкция железобетонной рабочей клети прокатного стана
Кварто-200. Рабочая клеть этого стана представляет собой не-
разъемную раму из четырех стоек круглого сечения, соединенных
74
вверху и внизу прямоугольными ригелями (рис. 44). В центре
ригеля имеется технологическое отверстие диаметром 257 мм для
установки гидравлического цилиндра нажимного механизма.
Шток цилиндра соединен с траверсой, в которую вмонтированы
подшипниковые узлы верхнего валка клети. Стойки выполнены
Рис. 44. Конструкция железобетонной клети стана
«Кварто-200»
1 — арматурный каркас; 2—трубы для пропуска напря-
гаемой арматуры; 3 — стойки; 4—технологическое отвер-
стие; 5—направляющие; 6—облицовка; 7—валки стаиииы
из стандартных труб, заполненных бетоном с наружным диаме-
тром 273 мм и толщиной стенки 8 мм. К стойкам приварены на-
правляющие. Боковые и внутренние грани ригелей облицованы
стальным листом толщиной 2 мм, а торцовые грани покрыты масти-
кой, состоящей из эпоксидной смолы с отвердителем и молотого
песка. Ригели армированы сварными каркасами из арматуры диа-
метром 10 и 6 мм, которые приваривают к облицовке.
Предварительное напряжение в бетоне клети создается стяж-
ными шпильками из стержней горячекатаной арматурной стали
периодического профиля диаметром 36 мм марки 35ГС, упрочнен-
ной вытяжкой до 5500 кПсм\ Общий вес каркаса клети составляет
944 кГ.
Расчет клети имеет некоторое особенности. Усилия, возникаю-
щие от давления металла при прокатке и от натяжения моталки,
полностью передаются станинам клети. Это внешние усилия и
75
к стальной клети, они приложены без эксцентриситетов, а К жё*
лезобетонной с некоторыми эксцентриситетами, так как ее сечения,
определяемые по заданным деформациям х, превышают сечения
элементов стальной клети, а валки остаются прежних размеров.
Поэтому работа элементов железобетонной клети значительно
усложняется по сравнению со стальной. Стойки и ригели станин
железобетонной клети при эксплуатационных нагрузках с учетом
Рис. 45. Схема приложе-
ния и величины действую-
щих эксплуатационных
предварительного обжатия работают на
сжатие, изгиб в двух плоскостях и круче-
Рис. 46. Расчетные схемы железобетонной клети
стана
нагрузок на железобетон-
ную клеть стана
ние. Схема приложения и величины дейст-
вующих эксплуатационных нагрузок на
железобетонную клеть стана показаны на рис. 45. Железобетонная
клеть прокатного стана представляет собой пространственную кон-
струкцию.
Клеть была рассчитана приближенным методом, путем расчле-
нения пространственной конструкции на отдельные замкнутые
плоские рамы. Расчетные схемы даны на рис. 46. Расчет сечений
элементов клети выполнен в соответствии с СН и П [37]. Резуль-
таты расчета были проверены экспериментально при испытаниях
клети.
Деформации стоек при натяжении всех стержней на 35 т со-
ставили 0,225 мм, а деформации между опорными подушками —
0,267 мм. Разница в 0,042 мм получилась, по-видимому, за счет
изгиба ригеля вследствие неравномерного обжатия стоек.
При эксплуатационной нагрузке 50 т получены следующие
деформации клети: растяжение стойки — 0,03 мм, прогиб ригеля —
0,01 мм и смятие бетона под опорной подушкой — 0,015 мм.
1 При проектировании клети прокатного стана было поставлено условие,
чтобы при эксплуатации клети упругие деформации не превышали 90 мк.
76
Деформация Между опорными' подушками станин составляет
0,03 + 2 (0,01 + 0,015) = 0,080 мм.
При увеличении вертикальной нагрузки до 100 т трещин
в бетоне ригелей не обнаружено. Во время испытаний клети опре-
деляли напряжения во всех стойках и ригелях, при этом в стойках
только в стальной оболочке, а в ригелях — в стальной оболочке
Рис. 47. Напряжения в сечениях ригеля и стойки:
а, б, в—напряжения в среднем сечении ригеля соответственно от предварительного
обжатия, от нагрузки 50 иг, суммарная; г, д, е — напряжения в среднем сечении
стойки соответственно от предварительного обжатия, от нагрузки 50 т, сум-
марная
и в бетоне. Полученные напряжения в среднем сечении ригеля
станины и в среднем сечении стойки приведены в виде эпюр на
рис. 47.
В процессе прокатки вертикальная нагрузка на клеть меняется
от Pmin = 35 до РП1ах = 50 tn, а в момент захвата изделия валками
от Pmin = 0 до Ртах = 50 т, т. е. клеть в процессе работы испы-
р .
тывает повторную нагрузку в двух режимах: при q = pmin =
35 0 r тах
=-эд- =0,7 и при q = эд-. При этом оба режима повторяются
по очереди один раз при прокатке каждой единицы изделия.
Железобетонная клеть испытана на деформативность на много-
кратно повторную нагрузку при
6 = ^=1- 0’1 и 2 = 1 = 0,7.
^niax ии
В результате испытаний железобетонной клети установлено,
что после 18-10е циклов повторения нагрузок упругая деформа-
ция между опорными подушками станины равнялась 80 мк и прак-
77
Тическй не изменялась, а остаточная деформация составила fecero
лишь 0,078 мм. При действии горизонтальных нагрузок упругая
деформация между опорными подушками станин изменяется всего
лишь на 1—2 мк, а поэтому можно считать, что горизонтальные
нагрузки практически не влияют на деформацию клети и в рас-
четах их можно не учитывать.
Напряжения от кручения в ригелях станины при эксплуата-
ционных нагрузках малы: в стальной обшивке 10кГ/см*, в бетоне
около 2 кГ1см~. Следовательно, ригели станин можно не рассчи-
тывать на кручение.
За свой срок службы железобетонная клеть Кварто-200 может
выдержать 12-10е циклов нагрузки.
СТАНИНА КЛЕТИ ПРОКАТНОГО СТАНА „НЛС-1700“
Монолитное выполнение узла станин клети стана Кварто-200
в железобетоне является преимуществом для малых клетей и не
может быть общим решением для тяжелых клетей станов, где га-
барит по высоте станин может превышать 10 м, а вес узла станины
200 т. Значительная длина валков в листовых станах требует
установки двух нажимных винтов, а следовательно, двух отвер-
стий в поперечинах каждой станины. Это значительно усложняет
конструктивное решение узла станин тяжелых прокатных клетей
в железобетоне. Параллельно с НИИЖБом и ВНИИМЕТМАШем
в г. Краматорске НИИПТМАШем создана конструкция узла
станин клети непрерывно-листового стана НЛС-1700 в железо-
бетонном исполнении х. Для выполнения этой задачи потребова-
лись совершенно новые технические решения. Непрерывно-ли-
стовой стан НЛС-1700 предназначен для горячей прокатки слябов
весом до 15,5 т и длиной от 2000 до 6300 мм в полосы толщиной
1,2—10 мм, свернутые в рулоны. Рабочие клети чистовой группы
служат для непрерывной прокатки полосы, придания ей оконча-
тельных размеров и надлежащей чистоты поверхности. Диаметр
рабочих валков 700 мм, опорных валков 1400 мм, длина бочки
валка 1700 мм. Скорость прокатки 6—45 м!сек. На стане прокаты-
вают углеродистые стали, а также возможен прокат полос из леги-
рованных сталей с пределом прочности до 98- 10s ^100
на пониженных режимах.
При конструировании железобетонных станин клетей исходят
из конкретных условий. Так, при разработке конструкции же-
лезобетонной станины стана НЛС-1700 для Карагандинского
завода исходили из^условия, что примыкающие к станинам узлы
клети были уже изготовлены, то в основу проекта было положено
требование максимально сохранить габарит станины. Жесткие
1 Разработка проекта выполнена инженерами П. В. Кармазиным, С. П. Чу-
маченко.
78
требования сохранения в железобетонной станине формы и раз-
меров повлекли за собой повышенный расход металла и большие
трудности в обеспечении необходимой жесткости станины. При
проектировании новых прокатных станов можно создать конструк-
ции железобетонных станин любой нужной жесткости и прочности
со значительно меньшим расходом металла.
Конструкция узла станины клетей стана НЛС-1700 изображена
на рис. 48 и представляет'собой две раздельные станины, жестко
связанные между собой внизу двумя стальными поперечными тра-
версами 8, а вверху двумя боковыми и одной центральной травер-
сами. Стойки станин 2, верхняя 1 и нижняя 5 поперечины обли-
цованы стальным листом. Планки 4 и 7 на нижней поперечине
выполняют роль салазок, по которым выдвигают комплект валков
при их смене. Внутри проем облицован листом толщиной 50 мм,
к которому прикреплены сменные планки 3. Станины крепят к фун-
даменту анкерными болтами, пропуская их через отверстия в сталь-
ных полых литых плитах 6.
Все элементы станин, которые при действии усилий прокатки
испытывают растягивающие напряжения, подвергаются предвари-
тельному напряжению за счет натяжения арматуры. В таких
элементах бетон всегда будет работать на сжатие, а арматура —
на растяжение. Рассмотрим конструирование отдельных узлов
железобетонных станин клети прокатного стана НЛС-1700
(рис. 49).
Узлы и элементы железобетонной станины клети, в которых
по условиям работы возможны растягивающие напряжения,
армируют напрягаемой стержневой арматурой диаметром 40 мм
из стали 30ХГ2С. Чтобы не ослаблять сечение напрягаемых стерж-
ней нарезкой резьбы, с обеих концов их наваривают контактной
стыковой электросваркой коротыши с резьбой М42.
При конструировании станин предусматривалось, что бетони-
ровать их будут на месте монтажа. Металлический каркас станин
проектировался таким, чтобы была обеспечена необходимая его
жесткость при механической обработке и транспортировании. Раз-
работанная конструкция технологична, изготовление отдельных
элементов металлического каркаса несложно.
Металлический каркас станин запроектирован из полых стоек
прямоугольного сечения и литых верхних и нижних балок. Стойки
каркаса выполняют сварными из листовой стали толщиной 18 мм,
а со стороны направляющих планок — окна станины из листа тол-
щиной 50 мм для получения необходимой жесткости каркаса при
механической обработке окна станины. Верхние и нижние балки
сделаны из стального литья и в соединении со стойками образуют
общую жесткую конструкцию каркаса. Такая конструкция каркаса
станин позволяет производить: полную механическую обработку,
контрольную сборку клети на заводе-изготовителе, транспорти-
рование каркасов станин по железной дороге и бетонирование
79
0<10<Г
Рис. 49. Конструкции узлов железобетонной станины прокатного стана НЛС-1700:
/, 16 — стяжные шпильки; 2, 4, 6, 13, 15 — планки; 3, 5, 7 и 12 — напрягаемая арматура; 8 и 14 — траверсы; 9 — болты;
10 — наклонные .стержни; 11 — иеиапрягаемая арматура верхней поперечины
станин на месте монтажа, не нарушая классов точности посадоч-
ных мест. Поскольку напрягаемую арматуру натягивают после
бетонирования, для размещения ее и предотвращения сцепления
бетона с арматурой последняя размещается в трубах диаметром
62 мм. Стойки железобетонной станины клети, подвергающиеся
растяжению, армируют продольной напрягаемой арматурой 7.
Располагают ее в стойках так, чтобы центр тяжести сечения стойки
совпадал с центром тяжести суммарной эпюры изгиба и растяже-
ния и центром затяжки. В местах передачи усилий от затяжки
арматуры 7 на верхнюю поперечину предусмотрены планки 6 и 13
из листа толщиной 100 мм для предотвращения местного смятия
бетона и распределения давления по площади.
Для восприятия растягивающих напряжений в верхней по-
перечине железобетонной станины от действия изгибающего мо-
мента и поперечной силы в поперечине располагают продольную
напрягаемую арматуру 3 в виде сквозных шпилек длиной 4300 мм.
Среднюю часть верхней поперечины в плоскости стоек армируют
напрягаемой арматурой в виде коротких шпилек 12 длиной 1810
и 1410 мм. Один из концов шпилек в стальной отливке закреп-
ляют на резьбе.
В местах передачи усилий от напряжения шпилек (арматуры)
для равномерной передачи нагрузки на бетонные поверхности
и защиты бетона от местного смятия на верхней поперечине пре-
дусмотрены планки 4 из листа толщиной 50 мм. Для связи поверху
между обеими станинами клети предусмотрены стяжные шпильки 1
и 16 длиной соответственно 5000 и 6030 мм. Там, где они опи-
раются на наружную поверхность бетона, ставят планки 2 и 15
из листа.
Верхняя траверса 8 соединена с верхней поперечиной станины
болтами 9 (М64 X 280). В сжатой зоне верхней поперечины уста-
навливают ненапрягаемую арматуру 11 из стали класса А—I
диаметром 24 мм, которая с помощью хомутов связана с напрягае-
мой араматурой в растянутой зоне поперечины. Для повышения
жесткости станины, учитывая, что в стойках наблюдаются боль-
шие растягивающие усилия, верхняя и нйжняя поперечины при-
няты несколько большей высоты.
За счет повышения жесткости поперечин удалось снизить
величины напряжений от изгибающих моментов во внутренних
входящих углах станины. В железобетонных рамах для смягчения
перенапряжений входящие углы необходимо проектировать в виде
закруглений или вутов. В станине НДС-1700, конструктивно,
по расположению узлов и механизмов, вуты выполнить нельзя,
поэтому пришлось повысить жесткость поперечины. Верхние
и нижние поперечины в железобетонных станинах можно выпол-
нить в любых требуемых для железобетона сечениях.
Для повышения жесткости углов сопряжений поперечин со
стойками устанавливают дополнительные наклонные стержни 10
82
диаметром 24 мм. Таким же образбм конструируют Нйжйюю йОйё-
речину станины. Напрягаемую арматуру (шпильки) располагают
на таком расстоянии, чтобы обеспечить их нормальное натяжение
с помощью гидравлических домкратов.
В станине НЛС-1700 расстояния между напрягаемой арматурой
(шпильками) приняты от 160 до 200 мм. Арматуру верхних й
нижних поперечин станин располагают таким образом, чтобы
ее центры натяжения совпадали с центрами тяжести эпюр изги-
бающих моментов в зоне растягивающих напряжений. Наружный
каркас станины, облицовка верхних и нижних поперечин листовой
сталью запроектированы так, что они одновременно являются
опалубкой при бетонировании.
При конструировании предусмотрена технологичность изго-
товления элементов и необходимая жесткость каркасов станин
для транспортирования. Арматурные стержни в каркасе станины
размещены так, что наконечники глубинных вибраторов могут
свободно проходить между стержнями каркаса. В этом случае
обеспечено качественное уплотнение бетона в конструкции. Для
изготовления станин клетей следует предусматривать жесткие
бетоны высоких марок (600 и более), так как в этом случае усадка
бетона будет минимальной.
Для станины клети НДС-1700 марка бетона принята 600. Чтобы
предупредить возможность выпучивания боковых листов стоек
при бетонировании, к листам приварены круглые стержни диа-
метром 10 мм в двух взаимно перпендикулярных направлениях.
Для надежности анкеровки боковых листов стоек к ним приварены
анкеры в виде отрезков стержней того же диаметра, длиной 200 мм
с шагом 250 мм по вертикали.
В процессе эксплуатации стана необходимо периодически
контролировать арматуру с помощью гидродомкратов с маномет-
рами. При ослаблении затяжки натяжение доводят до требуемого.
Преимущества конструкции узла станин рабочих клетей стана
НЛС-1700 заключаются в следующем: экономия металла на из-
готовление станин рабочих клетей составляет на одну клеть 130 т;
значительно уменьшается цикл изготовления; снижения стоимости
изготовления; на заводе изготовляется только металлический
каркас станины, а бетонируют его на месте монтажа, что облег-
чает транспортирование станин и их монтаж; станина не уступает
по прочности, жесткости и долговечности в работе станинам из
стали. Для очень крупных станов и в тех случаях, когда по усло-
виям' прокатки от станины не требуется большой жесткости, це-
лесообразно применять составные станины. При этом облегчается
изготовление, обработка и транспортирование.
В тонколистовых станах горячей и холодной прокатки имеет
значение не только прочность станин (определяемая величиной
возникающих в них напряжений), но и жесткость, т. е. величина
их деформации при прокатке. Если деформация станин при
6* 83
прокатке будет значительной, то это отразится йа величине допу-
сков по толщине прокатываемых листов.
Станины рассчитывают на максимальное усилие, действующее
при прокатке на шейку валка и передающееся на нее через по-
душки, нажимной винт и нажимную гайку. Горизонтальными
усилиями, действующими на валки и станину в момент захвата
и при прокатке с натяжением, обычно пренебрегают, так как по
сравнению с вертикальным усилием они незначительны.
В станине прокатного стана 1700 наибольшее давление про-
катки Рпр = Г800 т, а момент прокатки Мпр = 30 000 кГм. Для
расчета станины принимается, что давление металла на валок Р
направлено вертикально.
Таким образом, на ригель каждой станины от шеек верхнего
и нижнего опорных валков через подушки и нажимной винт
Р
будут действовать силы, равные -у = 900 т.
В конструктивно принятых параметрах железобетонной ста-
нины находят сечения и волокна, которые испытывают растяги-
вающие напряжения.
В центре тяжести эпюры растяжения прикладывается резуль-
тирующая усилий предварительного натяжения арматуры. Ее
величину определяют с таким расчетом, чтобы в условиях эксплуа-
тации бетон элементов станины работал на сжатие, а арматура
на растяжение.
При определении напряжений в расчет вводят приведенную
площадь, т. е. площадь арматуры и металла, входящего в расчетное
сечение, приводят к площади бетона посредством расчетного
числа п.
Кроме условий прочности, станина также должна удовлетво-
рять условиям жесткости.
При расчете станины на жесткость определяют суммарную
деформацию, слагающуюся из деформации стоек и ригелей. Полу-
ченную суммарную деформацию всей станины сравнивают с до-
пустимой деформацией для станин.
Пример. Расчет предварительно напряженной железобетонной станины не-
прерывно-листового прокатного стана НЛС-1700.
Исходные данные для расчета: наибольший момент прокатки Мпр =
= 30 000 кГм; наибольшее давление прокатки Рпр = 1800 т; расстояние между
осями нажимных винтов 2800 мм; продолжительность цикла прокатки 40—120 сек;
число пропусков за цикл — 1; максимальная деформация станины допускается
равной 1,08 мм *. Бетон принят марки 600 с £б = 0,41 • 106 кГ/сл2; напрягаемая
арматура из стали Ст. 30ХГ2С с <7„ = 9000 кПсм2.
1. Проверка прочности станины.
Построение нейтральной линии станины и подсчет моментов инерции
сечений. Схема станины изображена на рис. 50.
‘Морозов Б. А. Исследование жесткости рабочих клетей прокатных
станов. «Вестник машиностроения». 1953, № 11.
84
Рис. 50. Схема станины Рис. 51. Расчетные сечения
А. Сечение A—A.
Координата нейтральной плоскости (рис. 51)
У (Ftyt + nF'ty't)
’ 2 +О ’
где н Fi — площади участков сечений бетона и металла;
2 1. Юв
n = 10* ~ 5,125 — отношение модулей упругости металла и бе-
тона;
yi н z/(. — расстояние от центра тяжести участков сечений до нижней кромки
сечения.
93,2.76,4-51,6— 28,3-2 (2-15 + 2,33 + 54 + 79 + 90) +
+ 5,125 [80-5.2,5 — 80-1,8-99,1 + 2-93,2-1,8-51,6 + 4-4,48-33 Ц
„ __________________+ 4-4,48-15 + 2-4,48 (54 + 79 + 90)]________ = 4
Ja 93,2-76,4— 14-28,3 + 5,125.(80-5 + 80-1,8 + 2-93,2-1,8 +
+ 4.4,48+ 4-4,48 + 2-4,48 + 2-4,48 +2-4,48)
Приведенная площадь сечения F°p = F6 + nFM.
Площадь бетона Fg = 6724 сж2.
Площадь металла FM = 943 сж2.
Fanp = 6724+ 5,125-943 = 11 561 см2.
Приведенный момент инерции сечения А—А стоек станины
J<np = J б + nJм’
где Jg — момент ннерцни бетона;
JM — момент инерции металла.
J6 = 76-4^3’23 + 7б,4-93,2-5,62 — [14 3,1644'64 + 4 3,14~ — (312 + 132) +
+ 2 -3’14'6 (82 + ЗЗ2 + 442) 1 = 5 047 681 еж4.
J м
+ 80 - 5 - 43,52 + 1,81328° + 1,8 • 80 - 53,12 + 2 Г8’^3,23
+ 2-1,8-93,2-5,62 + 14-^.(64— 5,554) + 4 3-j4 (62 — 5,552) (312 + 132) +
3 1 4
+ 2 (62 — 5,552) (82 + ЗЗ2 + 442) = 1 460 074 сж4.
J“p = 5 047 681 + 5,125-1 460 074 = 12 523 000 сж4.
Б. Сечение Д—Д
Координата нейтральной плоскости (см. рис. 51) у а = 48,4 сж.
JM = 7 590 966 сж4. Je = 34 070 997 сж4.
Приведенный момент инерции сечения Д—Д нижнего ригеля.
86
Jdnp = 34 070 997-h 5,125-7 590 966= 6,28-107 cm4.
Площадь бетона Fq = 16 862 см2.
Площадь металла FM = 4260 см2.
Приведенная площадь сечения
Fdp = 16 862 + 5,125-4260 = 38 662 см2.
В. Сечение В—В
Координата нейтральной плоскости (см. рис. 51) ув = 71,5 см.
Jq = 8 898 365 cMi.
JM = 13 895 729 сж4.
Jnp = 8 898 365 + 5>125 13 895 729 = 80 100 000 clA‘t-
Площадь сечения бетона Kg = 9426 см2; площадь сечения металла FM ~
= 7680 см2.
Приведенная площадь сечения
Fe„p = 9426 + 5,125-7680 = 48776 см2.
Определение деформаций в станине рабочей клети
Деформации (угловые и линейные) определяем исходя из упругой работы
железобетонной рамы.
Рис. 52. Расчетные характеристики станины:
а — расчетная схема железобетонной Станины; б — момент в стойках;
в — эпюра моментов
Исходные данные: Р = 900 000 кГ; I = 251 см; h = 709,9 см; Jenp =
= 80,1 • 106 см4; Jd = 62,8 • 106 см4; Ja„„ = 12,523-106 см4; I* = 48 776 см2>
* вр r lip
Fdp = 38 662 см2; F“p = И 561 см2; Еб= 0,41-Ю6 кПсм2; hx= 590 см.
Расчетная схема станины дана на рис. 52, а.
Моменты инерции и площади сечений приведены К бетону.
87
Удлинение стоек
Р
а —----
9Fa
пр
_ ОЙ!
/з~+Г
900 000
2-11561
39-590
0,41 -10®
39 кГ/см2.
= 0,0561
см.
Прогиб верхнего ригеля
К-fl . /7 /Л
Прогиб
от изгибающего
f - Р/3
момента
900 000.2513
48-0,41.10».80,1 -10» °'C0J0;)-СЛЛ
Прогиб от перерезывающей силы
2G6Fenp
k = 1,2-— коэффициент формы прямоугольного сечения.
Модуль упругости 2-го рода
„ Е6 1
°б= 2(1+^)’ ПРИ " б •
G6 = 0,42857/+ = 0,42857-0,41.106 = 0,1755-106 кГ/см2,
,о 900 000-251
~ ’2 2-0,1755-10е-48776 " 0,01585 СМ'
Выгиб
,,, __ М2Р .
1 ' *ЕбЛР •
Момент в стойке (рис. 52, б)
I h , /
и Pl „ Р1 Р^р '^'Г<
Л42__ -М^ — — h _
2 !а 9
пр J пр пр
Р/2
2
2___________
Iе Ia h
J npJ прп
Ja
J пр
9-105-2512
16
(80,1 + 62,8) 10»
ф10»(80,1 + 62,8) + 80,1 ’106 ‘62,8,1 °6'709,9 1,67 10
12,523-10’
Эпюра моментов показана на рис. 52, в.
Тогда
1,67-10». 2512
8-0,41.106.80,1.10» °-0004 см-
ft = 0,00905 + 0,01585 — 0,0004 = 0,0245 см,
Прогиб нижнего ригеЛЯ
Прогиб
Прогиб
Выгиб
от изгибающего момента
.> рР 900 000.2513
/9 —• ~j — —2 о Л . f . гптГо 1 лй — 0,01 1ОО CAI,
2 48EeJd 48-0,41 -106-62,8-106
от перерезывающей силы
t" - a Pl
/о — &------з
900000-251
’2 2-0,1755.108-38662 " СМ'
2 ~ »E6Jdnp
1,67-10’.2512
8-0,41 -106-62,8.10G 0,00051 см'
Тогда
Общая деформация станины
f = fi + /2 + fi = 0,0245 + 0,03094 + 0,0561 = 0,11154 см.
Если вместо/3 = 0,0561 см подставить величину Д2 = 0,0524 см (получен-
ную из графика рис. 55), то получим
f = fi + /2 + Д2 = 0,0245 + 0,03094 + 0,0524 = 0,10784 см <1,08,
т. е. общая деформация станины находится в пределах допустимой величины.
Построение нейтральной линии станины и расчетной схемы нагружений.
I = 159 + Чуа = 159 + 2-46 = 251 см.
h = 590 + ув+ yd= 590 + 71,5 + 48,4 = 709,9 см.
Защемляющий момент в месте соединения поперечин со стойками.
Л42 = 1,67-10’ кГсм.
= 0,01155 + 0,0199 — 0,00051 = 0,03094 см.
11. Определение напряжений в станине.
Напряжения в верхней поперечине (сеч. рис. 51)
Растяжение в верхних волокнах бетона
’ 4 - (1,67.10’) (135- 71,5— 19)
.. gg । “ — 30,5 к. Г/см?.
Сжатие
(ВД10-.2Я _,|Ю.,0.\(,,|5_,0)
- on । । па =42,2 кГ/см-.
89
Напряжения в иижией поперечине (сеч. рис. Si).
Растяжение
Сжатие
(137 - yd)
J
54,83.10е-88,6
62,8.10»
= — 77,5 кГ/см?.
°dd
54,83.31,4-10»
62,8-10»
“27,4 кГ/см2.
Напряжения в стойках
Во внешних волокнах — растяжение
р _ Р __ M2(100- yQ — 1,8) _ 900000
°аа пра та 2-11561
zrnp J пр
1,67-10»-52,2
12,523-10»
= 32 кГ1смг.
Во внутренних волокнах — растяжение
рв = р . А12(уа-5) = 900 000
°ов пра та 2-11561
zr»p J пр
1,67-10».41 ,
12,523-1б»~ = 44-4/
станине рабочей клети
III. Определение усилий обжатия в
Рис. 53. Схемы обжатий верхней н нижней
поперечины
Верхняя поперечина (рис,
53, а).
Запас по напряжениям сжа-
тия от предварительного натя-
жения принимаем 20% с учетом
получения напряжения в арма-
туре в допускаемых пределах.
Тогда напряжение сжатия от
предварительного натяжения
в верхних волокнах будет
о’=1,2а₽ = 1,2-30,5 =
= 36,6 кГ/см2.
Усилие обжатия
Св г-в
‘ пр
(135 — у8 — 19) .
+ je
J пр
°еМр
Лр + Лр^-Уе-^)
36,6-80,1-10»-48776
80,1-10» + 48776-28,5-63,5
= 1000 000 кГ.
Нижняя поперечина (рис. 53, б).
90
Запас по напряжениям сжатия от предварительного натяжения также при-
нимаем 20%.
Тогда
= l'2add = 1.2-77,5 = 93 кГ/см1.
Усилие обжатия
Jd Fd
yd _________ cd np пр_________
jdnP + <A>(137 -Уч)
93-62,8-106-38662
62,8 106 + 38662 - 58,6 (137 — 48,4)
= 864 000 kF.
Стойки станины.
Растягивающее усилие на одной стойке
Р
о —
р_
т
900 000
2
= 450 000 кГ.
Предварительное натяжение арматуры стойки с запасом по напряжениям
сжатия принимаем
= 1,3-Ро = 60О000 кГ.
Рис. 54. Схемы расположения напрягаемой арматуры в сече-
нии стойки и затяжки арматуры в станине
Определяем координату центра тяжести напрягаемой арматуры (рис. 54).
4F 15 + 4F (15 + 18)4-2^(15+18 + 21) +
+ 2Г (15+18 + 21+25) +2Г-90
Уо — । " — 45,571 см.
IV. Напряжения от предварительного натяжения арматуры.
Верхняя поперечина:
сжатие в верхних волокнах бетона
°св 36,6 кГ/см2,
сжатие в нижних волокнах бетона
= 1/8 = И%(135-у8- 19)
се гв тв
гпр J пр
1000000 1000000.28,5-44,5 . ,
ЖГ>----------= 5 кГ,см-
48776
Нижияя поперечина:
сжатие в нижних волокнах бетона
= 93 кГ/см1-,
растяжение в верхних волокнах бетона
v _ Vd Vde0(yd~ 17) 864 000 864000-58,6.31,4
^d ' rd jd ~ 38662 62,8-10®
np rip
Стойки станины:
максимальное сжатие в приведенном сечении
a Va 600000 _ ri 2
а‘ = 7т- = “П5бГ = 52 кГ,см -
пр
jd
J пр
— 2,9 кГ[смг.
Максимальные напряжения сжатия в бетоне и металле стоек. Усилию [/“
противодействуют усилие упругости бетона Vg и усилие упругости металла У“, т. е
Уа=иба+и“.
Приняв деформации бетона и металла от силы Va равными, получим
л V*
д== СТ’
^пр
Сб ’
где жесткость приведенного сечения
„ E6Fnp 0,41 • 10s-11561
Ьпр ~ 592
= 8-03-10s кГ/см.
Жесткость сечения бетона
г ЕбЕб 0,41-10®. 6724
С6 = =--------592-------= 4’67'10 КГ/СМ-
Жесткость сечения металла
„ _ ЕЛ 2,1 -106-943
= 3,36.10s кГ/см.
Л=^ =
(•'Пр
600000
8,03 • 10 в' - 0,0747 см’
тогда
= дсд = 0,0747-4,67.10s = 348 000 кГ.
= ДСМ = 0,0747 • 3,36 • 10s = 252 000 кГ.
92
В бетоне
в металле
о6
чж
F6
348000
6724
= 51,8 кГ/см1',
°сж
va
у м
ра
м
252000
943
= 268 к Г/см*.
V. Напряжения в напрягаемой арматуре.
Стойки станины.
Диаметр стержня 40 мм\ ст. 30ХГ2С.
Количество п = 14 шт.
Напряжения от силы натяжения
иа
cfP = —
Р nF а
600000
14.0,785-16
= 3420 кГ/см?.
Напряжения от силы прокатки.
Приведенная жесткость сечения стойки
С„р = 8,03-106 кПсм.
Жесткость арматуры на расчетной длине стойки hY = 590 см,
r EnFa
Са
2,0-106 -14 - 0,78 5 -16
590
= 0,596-106 кГ/см.
Определим коэффициент нагрузки
=------—-----=-------- ’ ------= 0 0694
Са + Cnp 106 (0,596 + 8,03)
Представим работу бетона арматуры в
(рис. 55).
Дополнительное усилие к натяжению
согласно рис. 55.
Рг=аР = 0,0694-450 000 = 31 200 кГ,
тогда
ар2_ Va + P2 600000 + 31200
°Р - nFa ~ 176 ~
= 3590 кГ/см*,
3590
что составит отношение _- - = 0,423, ре-
8500
комендуется 0,4—0,9.
• Деформация стойки станины будет
. Pz 31200
Лг” Са 0,596-106 - °’0524 см-
стойках станины в виде графика
Деформация арматуры на длине стойки
4^=21
“ г
600000
0,596-106 = 1 ’О06 см'
Абм- деформация стойки
Az - деформация от силы Р
Рис. 55. График работы бетона
и арматуры^в стойках станины
93
Деформация стойки от сжатия
Va 600000 n n7,Q
= с^= ОТг = 0'0748 -
Из графика (рис. 55) определим силу Ро, характеризующую предельную на-
грузку на стойки клети по напряжениям сжатия
Уа , Ро Ра .
Л? +
= Joooooq.ooy-ojWL = 65оООО кг,
что будет соответствовать перегрузу в 1,44 раза при напряжениях в стойках,
равных нулю. При растягивающих напряжениях в стойках станины, равных
12 кГ1смг, максимальный перегруз может быть допущен.
Ртя1г = Рп 4- о = 650000 + 11561 • 12 = 650000 + 139000 = 789 000 кГ,
IlldX U । Г1р 1 1
или
Ртах _ 789000
" Р 450000 ~
= 1,75 раза.
Напряжение в арматуре достиг-
нет
р
_Я _ Г тах —
Ртах nPa
789000
14-0,785.42
= 4500 кГ/см2.
Рис. 56. Эпюры напряжений
ав _ Vе _ 1000000
~ п^а ~ 18-0,785-42
Верхняя поперечина.
Напряжения от силы натяжения
= 4430 кГ/см\
где «т = 18 — число стержней арматуры.
Определим дополнительные напряжения в арматуре от приложения усилия
прокатки
где Op в — напряжения от усилия прокатки по линии действия равнодействую-
щей; арматуры (рис.
56)
( р1
Iе
пр
°Р-е
0,9.100-251
------4-------
80,1-100
2 0 -10е
До* -= 0 jg, 19,5 = 100 кГ/см*.
28,5
-----= 19,5 кГ/см1.
Максимальные напряжения й арматуре
оарв + До® = 4430 4- 100 = 4530 кГ/см2 < 6000 кГ/см2,
т. е. максимальные напряжения в арматуре меньше браковочного минимума
для стали 30ХГ2С; предела текучести 6000 кПсм* и предела прочности при рас-
тяжении 9000 кПсм?.
Нижняя поперечина.
Напряжения от силы затяжки
j Vd 864000 ,соп г, 2
= Ге П7ос л о = 4580 кР См •
Р n2Fa 15-0,785-4,2
где «а ~ 15 — число стержней арматуры.
Дополнительные напряжения в арматуре от приложения усилия прокатки
( pl
,d
J пр
54,83-106-58,6 2.
62,8-10® - 5 ,2 кГ/см ’
тогда
9 0.10®
Д</ = д |дв -51,2 = 250 кГ/см\
odp Д</ = 4580 + 250 = 4830 кГ/см2 < 6000 кГ/см2.
Напряжения от усилий предварительного натяжения арматуры и прокатки
приведены в табл. 10.
Таблица 10
Напряжения в станине рабочей клети НЛС-1700 в кГ/см2
Наименование узла От усилия предварительного натяжения От усилия прокатки
Волокна бетона Арма- , тура , Волокна бетона Арма- тура
Наруж- ные Внутрен- . ние Наруж- ное Внутрен- ние
Верхняя поперечина Сжатие 36,6 Сжатие 5,0 Растя- жение 4430 Сжатие 6,1 Сжатие 47,2 Растя- жение 4530
Стойки Сжатие 52 Сжатие 52 Растя- жение 3420 Сжатие 20 Сжатие 7,53 Растя- жение 3590
Нижняя поперечина Сжатие 93 Растя- жение 2,9 Растя- жение 4580 Сжатие 16 Сжатие 24,5 Растя- жение 4830
95
Эпюры напряжений железобетонной станины (стоек й ригелей) представлены
на рис. 57, а и б.
Из эпюр видно, что суммарные напряжения в элементах станины (состоя-
щие из установившихся напряжений предварительного обжатия бетона и напря-
жений, возникающих от действия эксплуатационных нагрузок) меньше допусти-
мых.
Рис. 57. Напряжения в станинах:
а — от предварительной затяжки; б— от усилия прокатки
СТАНИНА БЕСЦЕНТРОВО-ТОКАРНОГО СТАНКА МОДЕЛИ 9340
Железобетонная станина бесцентрово-токарного станка мо-
дели 9340 запроектирована НИИПТМАШем (г. Краматорск).
Рис. 58. Общин вид бесцеитрово-токариого стайка модели 9340
Станок (рис. 58) предназначен для обдирки трубных заготовок ’
и чистовой обточки сортового проката цилиндрической формы
диаметром после обработки 70—>250 мм, длиной до 7,5 м.
96
Станина станка состоит из двух частей:
левой секции на загрузочной стороне станка и правой — на
разгрузочной стороне станка.
По конструкции обе части станины одинаковы.
Форма и габаритные размеры железобетонной станины сов-
падают с размерами металлической (чугунной), так как первая
применяется взамен второй (рис. 59).
Направляющие станины имеют корытообразную форму. Они
состоят из основного листа толщиной 20 мм, к которому снизу
приварены две вертикальные стенки толщиной 10 мм. Для жест-
кости стенки соединяют поперечными планками, располагаю-
щимися с шагом 2100 мм. Длина направляющих составляет 6,8 м.
Круглые направляющие опираются на кронштейны, соединенные
винтами с основным листом плоских направляющих.
Направляющие соединяют с бетоном, приваривая хомуты
арматурного каркаса балок станины к вертикальным стенкам
направляющих.
Торцовая стыковочная плита состоит из основного листа
толщиной 20 мм, имеющего контуры привалочной плоскости
корпуса шпиндельной бабки. Чтобы уменьшить размеры обрабаты-
ваемой поверхности, к основному листу приварен лист толщиной
10 мм, имеющий внутренние вырезы.
В местах расположения резьбовых и гладких отверстий, со
стороны бетона, к основному листу приварены бобышки. Для
лучшей анкеровки и жесткости торцовая плита имеет четыре
ребра.
Анкерным устройством плиты служит пространственный арма-
турный каркас, стержни которого сваривают с плитой встык,
и наклонные стержни, усиливающие связь с бетоном верхней
части плиты. К ребрам жесткости приваривают стержни, которые
также служат анкерной связью плиты с бетоном.
Внутренняя часть станины облицована тонким стальным листом
толщиной 2 мм, который защищает бетон от воздействия масла
и эмульсии. Облицовка имеет желоб, который соединяется с баком
системы охлаждения (см. рис. 59).
Металлическую облицовку в бетоне анкеруют П-образными
стержнями и гладкой арматурой диаметром 6 мм, приваренными
в шахматном порядке к листам.
Наличие пустот в станине привело к образованию трех про-
дольных и семи поперечных балок, включая ригель задней части
станины. Значительная ширина станины по сравнению с ее вы-
сотой послужила основанием образования плиты по всей ширине
и длине станины. Две крайние балки и ригель возвышаются над
плитой в среднем на 200 мм. Это отражается на построении про-
странственного арматурного каркаса станины. Он состоит из
арматурных каркасов балок и ригеля железобетонной плиты.
На наружных боковых поверхностях крайних балок и ригеля
7 А. И. Дрыга 1138 97
предусмотрена мелкоячеистая сетка, предохраняющая периферий-
ный бетон от отколов.
Для удобства монтажа и изготовления каркас станины разбит
на ряд элементов. Среди них: нижний арматурный пояс, включаю-
щий в себя продольные и поперечные рабочие стержни балок,
а также опорные узлы; верхний арматурный пояс, состоящий из
рабочих стержней, соединяющих направляющие с платиком под
йронштейн крепления штока гидроцилиндра; рабочая сетка желе-
зобетонной плиты и хомуты балок. Наклонные стержни диаметром
20 мм служат для восприятия угловых моментов.
В качестве арматуры приняты стержни периодического про-
филя из стали класса А—II (Ст. 5). Рабочие стержни, располагаю-
щиеся у (крайних [растянутых [волокон балок, в нижней части
станины имеют диаметр 20 мм. Хомуты и рабочая сетка плиты
выполнены из стержней диаметром 12 мм. Вся конструкция,
изготовлена из бетона марки 500.
Для транспортирования железобетонной станины предусмо-
трены поперечные стальные трубы, соответствующие транспорти-
ровочным отверстиям металлической станины.
На вертикальной стенке передней части станины предусмо-
трены платики под электрооборудование. На фундамент железо-
бетонная станина опирается через регулируемые клинья с кре-
плением фундаментными болтами. Стыковка станин к корпусу
шпиндельной бабки осуществляется винтами М36 с последующей
штифтовкой разъема коническими штифтами.
Расход материалов на станину (на две секции) составляет:
металла — 6,5 т\ арматуры — 0,5 т; бетона М.500 — 6,7 jh3. Об-
щий вес станины 23 т.
От применения железобетона металлоемкость станины сни-
жается на 10600 кГ, или на 63% от чистого веса чугунной ста-
нины.
Станина воспринимает действие веса узлов и усилия резания,
возникающие при обработке изделий. Крутящий момент на резцо-
вой головке, передающийся через изделие на каретку, составляет
6600 кГм, а максимальное усилие подачи каретки гидроцилиндром
равно 42 500 кГ.
Вес каретки — 8500 кГ, а максимальный вес изделия —
1000 кГ.
На станину, кроме этого, действует изгибающий момент М =
= 37 000 кГм, возникающий от смещения оси резцовой головки
относительно гидроцилиндра подачи.
Таким образом, станина работает в сложных условиях сов-
местного действия изгибающего и крутящего моментов.
Сравнение жесткостных характеристик (EJ) показывает, что
жесткость железобетонной станины больше, чем металлической,
т. е.
3,06-1011 > 2,42-1011 сж4.
7* 99
1
j
Из расчета на прочность видно, что напряжения в арматуре
и бетоне при действии расчетных нагрузок не превышают до-
пускаемых. Напряжения в растянутом бетоне
<тб. р = 7,84 < 12,5 кПсм?.
Напряжение в арматуре составляет сг0 = 32,9 кПсм2, что
значительно меньше допускаемых напряжений.
Напряжение в сжатом бетоне равно 53,6 кПсм?. Это ниже
допускаемого для марки бетона М500.
Из расчета на внецентренное растяжение следует, что станина
армирована со значительным запасом, так как в большинстве
случаев арматура поставлена конструктивно.
Были проведены испытания станины для проверки расчетных
данных. На станине в процессе эксплуатации, кроме сил от веса
узлов, действуют силы резания: крутящий момент 6600 кГм,
усилие подачи 42 500 кГ и изгибающий момент 37 000 кГм.
Действие этих нагрузок было заменено действием трех сил:
распорной продольной силы; вертикальных сил, приложенных
к направляющим попарно на расстоянии базы опирания каретки
(1100 мм) и направленных у переднего торца каретки — вверх,
у противоположного торца — вниз, и горизонтальной поперечной
распорной силы, приложенной к круглым направляющим и равной
35 т. Изгибающий момент от горизонтальных сил приложен к на-
правляющим.
Распорная продольная сила равна 42,5 т (по расчету). Испы-
тания велись по следующим схемам: при действии горизонтальной
продольной распорной силы; при действии горизонтальной по-
перечной силы; при действии вертикальных сил; при одновремен-
ном действии горизонтальных и вертикальных сил.
При достижении расчетной величины горизонтальных и верти-
кальных сил трещины в бетоне не наблюдались. Они не были
обнаружены и при нагрузках, превышающих расчетные на 20%.
Наиболее неблагоприятна горизонтальная продольная распор-
ная сила, которая при действии на станину раскрывает стык
и вызывает внецентренное растяжение.
При действии горизонтальной поперечной распорной силы
суммарная деформация балок, по экспериментальным данным,
составляет 0,351 мм. Величина деформаций по уточненному рас-,
чету составляет 0,36 мм, что совпадает с опытными данными
(0,351 мм).
Для чугунной станины расчетная суммарная деформация равна
0,384 мм. Это на 0,033 мм больше величины, получающейся для
железобетонной станины и показывает, что последняя более жестка
по сравнению с чугунной.
Надежная связь торцовой плиты с бетоном при действии рас-
четных усилий обеспечивается существующей в конструкции
анкеровкой.
100
При проверке действия вертикальных сил до 30 т, что зна-
чительно превосходит расчетные нагрузки, величина прогиба
в пролете между опорами составляет 0,15—0,2 мм.
Исходя из условий эксплуатации станка полученный прогиб
допустим и существенного влияния на работоспособность не
оказывает.
При действии горизонтальной распорной силы (до 35 т) сум-
марная деформация балок составляет 0,26 мм. Сильно влияет на
деформацию балок жесткость средней части станины. При прило-
жении вертикальных и горизонтальных сил суммарная деформация
балок составляет 0,28 мм (Рв = 30 т\ Рг = 35 т), что вполне
допустимо по условиям эксплуатации станка.
СТАНИНА ТЯЖЕЛОГО ТОКАРНОГО СТАНКА МОДЕЛИ 1660
Научно-исследовательский и проектно-технологический инсти-
тут машиностроения (НИИПТМАШ, г. Краматорск) разработал
проект железобетонной станины тяжелого токарного станка мо-
дели 1660.
Железобетонная станина (рис. 60) представляет собой балоч-
ную монолитную транспортабельную конструкцию, состоящую
из двух многопролетных балок, жестко соединенных между собой
короткими железобетонными поперечинами (диафрагмами), и опор-
ной части под переднюю бабку. В верхней части балок расположены
плоские направляющие в виде чугунных отливок корытообраз-
ного сечения, длиной около 9 м. Для обеспечения связи и совмест-
ной работы направляющих с бетоном в их продольные ребра
заделаны анкеры диаметром 16 мм из арматуры периодического
профиля. К ним приваривают кондукторные полосы, служащие
промежуточным звеном связи между направляющими и стальным
арматурным каркасом. Связь направляющей со стальной опорной
плитой, предусмотренной для точной установки и надежного
крепления передней бабки на опоре, осуществляется приваркой
анкеров, заделанных в торцы направляющих.
Арматурный каркас балок выполнен в виде единого простран-
ственного каркаса из продольных рабочих стержней, изготовлен-
ных из горячекатаной арматуры периодического профиля диаме-
тром 28 мм, и двухветвенных хомутов диаметром 10 мм. Концы
хомутов приварены к кондукторным полосам.
Диафрагмы армируют четырьмя нижними, двумя средними
и пятью верхними рабочими стержнями периодического профиля
диаметром 20 мм. Хомуты выполняют из гладкой арматурной стали
класса A-I (Ст. 3) диаметром 6 мм. Для увеличения жесткости
станины в поперечном направлении диафрагмы усилены диаго-
нальными стержнями периодического профиля диаметром 20 мм.
Опорная часть под переднюю бабку армируется продольными
стержнями, фигурными каркасами и сеткой из стержней периоди-
101
11Z0
• для поддержки ходового вала и др.;
20 — транспортировочные трубы
ческого профиля, связывающих металлические закладные частй
в пространственную конструкцию. В передней верхней части плиты
смонтирован масляный бак, представляющий собой сварной короб
со сливным патрубком. Коробку подач станка крепят к сварной
раме с бобышками, приваренными к опорной плите.
Станина опирается опорными узлами на регулируемые клино-
вые башмаки. Опорные узлы представляют собой сварную кон-
струкцию, состоящую из опорного и промежуточного платиков
и кармана под ключ.
-13200-
Рис. 61. Схема станка и нагрузок, возникающих при резании
Для крепления кронштейнов ходового вала и винта, а также
другого неподвижного оборудования предусмотрены закладные
детали — платики. В балках железобетонной станины есть транс-
портировочные отверстия, образованные стальными трубами, ко-
торые жестко заделаны в бетоне.
Для защиты бетонных поверхностей станины от механического
разрушения падающей стружкой диафрагма облицована металличе-
ским листом толщиной 3 мм.
Станина испытывает действие различных нагрузок (рис. 61).
От задней бабки: половина веса заготовки, собственный вес, вне-
центренное растягивающее усилие, отрывающие и сжимающие
усилия, крутящий момент в направлении Ру, изгибающий момент
от усилий обжатия заготовки центрами и горизонтальной состав-
ляющей от веса заготовки; от передней бабки: половина веса
заготовки, собственный вес, внецентренное растягивающее усилие,
приложенное к верхней части станины, и крутящие моменты,
передаваемые шпинделем в направлении Ру. Вес задней бабки
и изделия приложены с эксцентриситетом к станине.
ЮЗ
Действуют также нагрузки от усилий резания. Из практики
эксплуатации станка установлено, что наиболее опасно усилие
подпора изделия задней бабкой, которое в некоторых случаях
доходит до 100 т. Усилие резания Pz = 10 т, направленное пер-
пендикулярно к плоскости зеркала направляющих, создает изги-
бающий момент в вертикальной плоскости. Составляющая сил реза-
ния Ру = 8 т, направленная вдоль резца, создает изгибающий
момент в горизонтальной плоскости и крутящий — в вертикаль-
ной плоскости, перпендикулярной продольной оси станины. Со-
ставляющая резания Рх и усилие подачи равны по величине и про-
тивоположны по знаку.
Станину можно рассчитывать, используя принцип независи-
мости действия сил на общие горизонтальные и вертикальные на-
грузки, на местные нагрузки и на транспортирование.
Исходными положениями при расчете будут следующие: кон-
струкция должна работать без трещин, растягивающие напряже-
ния не должны превышать расчетных, остаточные деформации
должны отсутствовать, упругие деформации для железобетонной
станины должны быть меньше, чем у металлической.
В результате заводских испытаний железобетонной станины
при сборке и в условиях промышленной эксплуатации установле-
но, что станина работоспособна, жесткость ее более чем в 2 раза
выше чугунной. При точении на силовых режимах, значительно
превосходивших предельно допустимые, максимальные напряже-
ния в железобетонной станине не превосходили 5—7 кГ/см2,
а при эксплуатационных режимах резания 3—5 кГ/см2. Это
свидетельствует об упругой работе материала станины.
Зависимость деформаций железобетонной станины от нагрузки—
линейная, деформации являются упругими. Прочность железобе-
тонной станины при транспортировании, кантовании, и монтаже
достаточна.
ДЕТАЛИ ПРОДОЛЬНО-ФРЕЗЕРНОГО СТАНКА МОДЕЛИ 6642
Уханьским заводом тяжелых станков (Китай) выпускаются
продольно-фрезерные станки модели 6642 с железобетонными
базовыми деталями. Из железобетона выполнены: станина, стойки,
поперечина и перекладина.
Особенностью их конструкции является то, что закладные
части представляют собой чугунные отливки с заделанными в них
гладкими анкерными стержнями. Для лучшей связи с чугуном
заделанная часть анкерного стержня заканчивается вилкой,
а выступающая — крюком.
Закладные части не связаны непосредственно с арматурным
каркасом, а прочность заделки их в бетоне обеспечивается анкер-
ными стержнями. Бетонные поверхности покрывают кислото-
упорным лаком.
104
Станина станка (рис. 62) выполнена пустотелой. Для соеди-
нения стоек со станиной служат массивные чугунные плиты
с рядом крепежных отверстий. Станина снабжена двумя направ-
ляющими призматической формы. В средней ее части размещается
масляный бак с выходящей наружу сливной трубой, а в проеме
между направляющими проходит желоб.
Рис. 62. Железобетонная станина продольно-фрезерного станка:
1 — боковой стыковочный платик; 2 — направляющие; 3 — транспортировочное отвер-
стие; 4 — опорные платики; 5 — арматура; 6 — масляная ванна
Арматурный каркас станины состоит из гладких продольных
рабочих стержней диаметром 22 мм, распределительных стержней
диаметром 14 мм и хомутов диаметром 10 мм. Поперечные балки
армированы аналогично.
Экономия металла составляет 2000 кГ, или 57% от чистого
веса металлического основания.
Левая и правая стойка имеют одинаковую конструкцию в виде
железобетонных монолитных колонн. Они снабжены вертикаль-
ными чугунными направляющими и массивной стыковочной
плитой, которая имеет карманы для болтов.
Арматурный каркас стоек состоит из восьми рабочих про-
дольных гладких стержней диаметром 28 мм и четырех монтажных
диаметром 20 мм. Замкнутые хомуты располагаются по контуру
из гладких стержней диаметром 10 мм. Основание стоек арми-
ровано гладкими стержнями диаметром V2 мм.
Экономия металла на одной стойке равна 1150 кГ, или 44%
от чистого веса стойки в металле. Поперечина и перекладина
выполнены аналогично.
105
ПЛИТА РАДИАЛЬНО-СВЕРЛИЛЬНОГО СТАНКА МОДЕЛИ 2Н56
Радиально-сверлильный станок модели 2Н58 с железобетон-
ной фундаментной плитой разработан Одесским СКВ. Фундамент-
ная плита служит для закрепления колонны станка и деталей,
обрабатываемых на станке. Для этого в верхней опорной плос-
кости имеется ряд продольных пазов и отверстий. Для отвода
и сбора охлаждающей жидкости предусмотрен желоб по контуру
плиты.
Железобетонная плита имеет верхний стальной лист с про-
дольными пазами и отверстиями и желоб, привариваемый к листу
Рис. 63. Железобетонная фундаментная плита:
/ — желоб; 2 — металлическая опорная плита; 3 — облицовка; 4 — бобышка для крепле-
ния колонны стайка
(рис. 63). Боковые поверхности плиты защищены металлической
облицовкой, служащей одновременно опалубкой при изготовлении.
Таким образом, бетон в верхней части надежно предохраняется
от попадания охлаждающей жидкости.
Арматурный каркас состоит из стержней, привариваемых к
стальному верхнему листу, и рабочей сетки, размещающейся
в нижней части плиты.
Экономия металла составляет 4430 кА, или 66% от чистого
веса металлической плиты.
ДЕТАЛИ КАРУСЕЛЬНОГО СТАНКА МОДЕЛИ 1563С
В разработанном на Коломенском заводе тяжелого станко-
строения карусельном станке 1563С из железобетона выполнены:
планшайба, основание, стойки, перекладина и поперечина.
Характерной особенностью железобетонных деталей этого
станка является их изготовление в виде ребристых полых эле-
ментов. Для образования пустот применяют фанерные ящики,
После бетонирования ящики остаются в бетоне,
106
Железобетонная йланшайба станка состоит из двух частей.
Одна половина планшайбы имеет шип, другая — паз. При сборке
планшайбы шип входит в паз и обе части по разъему крепятся
болтами.
Снизу планшайба имеет стальные круговые направляющие
движения в виде привертных каленых планок. В верхней части
планшайбы есть стальной лист с радиальными пазами для уста-
новки и закрепления обрабатываемых на станке деталей. Место
Рис. 64. Часть железобетонной планшайбы карусельного станка:
1 — цилиндр; 2 — стыковочная плита; 3 — карман металлический; 4 — опорная
плита с пазами; 5 — радиальная арматура; 6 — хомуты; 7 — крепежные трубы;
8 — направляющая; 9 — круглые стержни; 10 — облицовка
посадки планшайбы на конус основания выполнено в виде мас-
сивной цилиндрической втулки, к которой привариваются стержни
каркаса.
Боковые поверхности покрыты тонким стальным листом.
Арматурный каркас планшайбы состоит из стержней: радиаль-
ных, располагающихся в два ряда по высоте планшайбы, круговых,
располагающихся по радиусам, и вертикальных, приваренных
к стальному верхнему листу и соединяющих радиальные и круго-
вые стержни обоих рядов. Стержни изготовляют из арматуры
периодического профиля стали класса А-II (Ст. 5).
Для строповки при транспортировании в планшайбе преду-
смотрены отверстия, окантованные стальным листом (рис. 64).
Основание, как и планшайба, выполнено из двух половин —
передней и задней, несколько отличающихся по форме. Обе по-
ловины соединяются болтами.
Основание нижней частью опирается на фундамент и крепится
к нему болтами. Круговые направляющие основания выполнены
чугунными с заделанными в чугуне анкерами — стержнями.
На рис. 65 изображена правая стойка, представляющая собой
железобетонную пустотелую конструкцию. Она имеет вертикаль-
107
ные направляющие движения, по которым перемещается попере-
чина. Стойка крепится к основанию, для чего в ней предусмотрена
стальная плита и карманы. В верхней части стойки имеется метал-
лическая плита с пазами, предна-
значенная для крепления пере-
кладины.
Арматурный каркас выполнен
в виде отдельных плоских карка-
сов. По наружным стенкам стоек
уложена рулонная сетка, умень-
шающая усадку бетона при твер-
дении и предотвращающая отколы
его при механическихвоздействиях.
Для транспортирования преду-
смотрены сквозные отверстия, об-
рамленные металлом. Бетон при-
нят марки 500.
Поперечина, в отличие от рас-
смотренных выше железобетонных
деталей станка, выполнена из пред-
варительно напряженного железо-
бетона, так как при эксплуатации
находится в тяжелых условиях
совместного действия изгибающего
и крутящего моментов.
Для предварительного напря-
жения в поперечине (рис. 66) пре-
дусмотрены продольные каналы,
в которые вставляют натягиваемые
шпильки.
Рис. 66. Железобетонная попере-
чина карусельного станка:
/ —арматурный каркас; 2 — направляю-
щая; 3 — металлическая облицовка;
4 — каналы для напрягаемой шпильки;
5—сетка арматурная; 6 — втулка транс-
портировочного отверстия; 7 — дере-
вянный ящик; 8—металлическая окан-
товка угла
Горизонтальные направляющие поперечины выполнены в виде
чугунных отливок корытообразной формы с поперечными ребрами.
В проеме между направляющими бетон защищен от попадания
масла стальным листом.
Экономия металла составляет 154,9 т, или 67% от чистого
веса деталей, изготовленных из металла.
СТАНИНА КРУГЛОШЛИФОВАЛЬНОГО СТАНКА МОДЕЛИ ЗА164
На рис. 67 изображена железобетонная станина круглошли-
фовального станка модели ЗА164, разработанная ЮЖНИИ и Харь-
ковским Промстройпроектом.
Она представляет собой пустотелую железобетонную конст-
рукцию — продольную П-образную балку с тумбой под шлифо-
вальную бабку. Направляющие движения выполняются из чугуна.
Для связи чугунных направляющих с железобетоном в них пре-
дусмотрены анкеры из арматуры периодического профиля, ко-
торые заделываются в чугуне при отливке направляющих.
109
По нижнему контуру станины И по всём выступающим углам
предусмотрена металлическая окантовка в виде уголков, предо-
храняющих бетон от отколов.
Нижнее обрамление из уголков обеспечивает также возмож-
ность перемещать станок по каткам. Для транспортирования по
концам балки и в тумбе имеются отверстия, усиленные отрезками
стальных труб. В средней части станины размещается масляный бак,
а вдоль балки проходит желоб для сбора охлаждающей жидкости.
Рис. 67. Железобетонная станина круглошлифовального станка:
/—металлическая облицовка; 2—рабочая арматура; 3—направляющая; 4—желоб;
5 — продольная рабочая арматура; 6—транспортировочное отверстие; 7—окан-
товка из уголка; 8—транспортировочное отверстие плиты под шлифовальную бабку
Поверхности бетона, соприкасающиеся с охлаждающей жид-
костью, покрыты стальным тонким листом.
Арматурный каркас станины выполнен из гладких стержней
стали класса А—I (Ст. 3), диаметром 8 мм, предварительно на-
пряженная арматура — из стали класса А—III (35 ГС). Бетон
принят марки 400.
Общий расход металла на одну станину сокращается на 2977 кГ,
что составляет 66% от чистого веса чугунной станины.
ШАБОТ Ю-ТОННОГО ШТАМПОВОЧНОГО МОЛОТА
Конструкция предварительно напряженного железобетонного
шабота 10-тонного штамповочного молота (рис. 68) разработана
НИИПТМАШем. В верхней части его имеется стальная плита,
которая по форме и размерам не отличается от верха стального ша-
бота. Она предохраняет бетон от непосредственного восприятия
контактных динамических напряжений при эксплуатации.
Усилия, возникающие при работе молота, передаются на же-
лезобетонный шабот посредством этой же стальной плиты. Желе-
110
Рис. 68. Конструкция железобетонного ша-
бота 10-тонного штамповочного молота
зобетонный массив шабота и верхняя стальная плита связаны 22
пучками предварительно напряженной арматуры и четырьмя
анкерными болтами диаметром 76 мм. Для восприятия напряже-
ний от изгиба шабот армирован в продольном направлении 25
пучками высокопрочной проволоки.
Скалывающие напряжения, возникающие в верхней части
бетонного массива шабота от усилий штамповки, воспринимают 6
пучков продольной и 8 пуч-
ков поперечной арматуры.
Араматурные сетки на
торцах предназначены для
восприятия скалывающих
напряжений в бетоне, воз-
никающих от предвари-
тельного напряжения и на-
пряжений смятия под анке-
рами. На торцах шабота
предусмотрены арматур-
ные сетки из проволоки
диаметром 5 мм.
В местах опирания ан-
керов напрягаемой арма-
туры устанавливаются ме-
таллические листы толщи-
ной Юки для равномерного
распределения напряже-
ний от сил обжатия бетона
и восприятия напряжений
сжатия.
Для армирования ша-
бота служат пучки напря-
гаемой арматуры из холод-
нотянутой высокопрочной
проволоки диаметром 5 мм.
Пучок состоит из семи прядей по семь проволок в каждой и по
одной проволоке уложено между прядями. После натяжения пучки
закрепляют при помощи анкерных колодок. Для закрепления пуч-
ков вертикальной напрягаемой арматуры в бетоне применены
глухие анкеры.
Вертикальные анкерные болты предназначены для установки
и закрепления верхней стальной плиты перед подливанием цемент-
ного раствора.
Каналы для пропуска пучков арматуры образованы металли-
ческими трубами, которые после натяжения арматуры заполняются
цементным раствором. Это предохраняет арматуру от коррозии
и улучшает работу шабота, так как’создается монолитное соеди-
нение пучков с телом шабота. Все выступающие части шабота
111
(анкерные колодки и т. д.) закрываются металлическими кожу-
хами.
В условиях эксплуатации шабот находится в сложном напря-
женном состоянии, претерпевая ударные нагрузки, повторяю-
щиеся за время срока его службы несколько десятков миллио-
нов раз.
Ударная нагрузка определяется из условий работы деформа-
ции металла при штамповке.
При расчете железобетонный шабот рассматривается как
балка на упругом основании, нагруженная сосредоточенной силой
Р = 8000 т, эквивалентной силе удара и приложенной посредине
пролета. Для расчета принято сечение шабота по вертикали от
точки приложения силы. Так как сечение шабота состоит из
двух разнородных материалов (бетона и стальной арматуры), то
определяют геометрические характеристики приведенного се-
чения.
Расчет на прочность заключается в определении несущей
способности сечения железобетонного шабота и сравнении ее
с максимальным усилием, возникающим в сечении от действия
внешней нагрузки.
Момент от внешней нагрузки Р = 8000 т в сечении под силой
равен 4133 тм, а перерезывающая сила Q = 4000 т.
После определения внутренних усилий, возникающих в сече-
нии от внешней нагрузки, определяют потери предварительного
напряжения. Суммарные потери после обжатия бетона составили
972 кПсм?. Напряжения в арматуре с учетом всех потерь равны
9450 кПсм?. Величина момента внутренних сил, соответствующая
расчетному предельному состоянию по несущей способности,
в данном случае равна 7200 тм, а величина максимального мо-
мента, вызванного внешней нагрузкой, — 4133 тм. Следовательно,
несущая способность рассчитываемого сечения железобетонного
шабота почти в 2 раза выше момента внешних сил.
Кроме расчета на прочность, производится также проверка
шабота на трещиностойкость. Для этого определяют величину
момента внутренних сил, которую может воспринять сечение
в его расчетном предельном состоянии до начала образования
трещин. Сечение железобетонного шабота до появления трещин
выдерживает момент, равный 3640 тм, а величина действующего
момента, за вычетом момента сил обжатия, бетона относительно
ядровой точки составляет 1567 тм. Следовательно, появление
трещин исключено даже при двухкратной перегрузке.
Шабот проверяют на выносливость, исходя из напряжений в
арматуре, с учетом потерь от обжатия и нарастающих деформаций
бетона в результате многократного приложения ударной нагрузки.
Расчет на выносливость сводится к определению напряжений
в сечении шабота и сравнению их с расчетным сопротивлением
бетона на сжатие при изгибе. Растягивающие напряжения в сече-
112
нии шабота отсутствуют, а сжимающие напряжения невелики.
Однако расчетом на выносливость необходимо также учитывать
контактную прочность бетона при действии ударной силы, повто-
ряющейся много раз. В результате испытаний моделей железо-
бетонного шабота было установлено следующее.
Величина максимальной динамической силы, прикладываемой
к модели, равна 320 т. Модель, выполненная в масштабе 1 : 5
(рис. 69) по отношению к натурному образцу, изготовлена из
Рис. 69. Модель железобетонного шабота
бетона марки 500. В качестве предварительно напряженной арма-
туры взята горячекатаная сталь периодического профиля марки
30ХГ2С, которую натягивали электротермическим способом. Испы-
тания производились с целью проверки работоспособности модели
железобетонного шабота 10-тонного штамповочного молота при
приложении расчетной ударной нагрузки 2-10е циклов. Модель
была установлена на бетонный фундамент и испытывалась на удар-
ной установке со свободным падением ударника. Скорость падения
ударника к моменту соприкосновения с плитой модели Vo =
= 3,5 м/сек.
Модель выдержала 2-10е циклов приложения ударной на-
грузки, при этом никаких нарушений целостности модели не наблю-
далось. Эпюра распределения напряжений по высоте сечения при
изгибе под силой в горизонтальных плоскостях показана на
рис. 70, а.
Одновременно определены напряжения сжатия по высоте се-
чения под силой. Эпюра распределения напряжений сжатия по-
казана на рис. 70, б.
При приложении 2 • 10е циклов ударной нагрузки сцепление
металлической плиты с бетоном це нарушилось.
§ А. И. Дрыга 1138 ЦЗ
Одновременно с испытанием предварительно напряженной
модели шабота испытывали модель с ненапрягаемой арматурой.
При приложении 700 тыс. циклов ударной нагрузки такой же
Рис. 70. Эпюры напряжений в предварительно напря-
женной модели шабота
величины (Р = 8000 т) металлическая плита, по которой произво-
дились удары, начала отслаиваться и в месте контакта ее с мас-
сивом бетона появилось напыление. Следовательно, для данной
Рис. 71. Эпюры напряжений в модели шабота из обычного
железобетона
величины силы удара анкеровка плиты ненапряженной арма-
турой является недостаточно жесткой и анкеровку металлических
закладных частей, по которым непосредственно производится
удар, необходимо выполнять с помощью предварительно напряжен-
ной арматуры.
На модели получено распределение напряжений по сечению
под силой, при изгибе, величины которых приведены на рис. 71, а.
114
На рис. 71, б представлена расчетная эпюра распределения на-
пряжений в том же сечении модели, из которой следует, что на-
пряжения в бетоне, полученные экспериментально, близки к рас-
четным.
Испытаниями модели железобетонного шабота 10-тонного
штамповочного молота установлена работоспособность ее при
приложении 2-106 циклов расчетной ударной нагрузки.
СТАНИНА ПРЕССА ПЖБ-800
Железобетонная предварительно напряженная станина
пресса ПЖБ-800, разработанная НИИЖБом совместно с
ВНИИМЕТМАШем, представляет собой конструкцию, состоящую
из четырех монтажных элементов: двух архитравов — верхнего
и нижнего и двух стоек (рис. 72).
Эти элементы при помощи продоль-
ной стержневой арматуры объединяются
в пространственную конструкцию. Для
повышения прочности и жесткости архи-
травов станины они выполняются в виде
толстых железобетонных плит предва-
рительно напряженных в двух напра-
влениях. Предварительное напряжение
бетона архитравов осуществляется на-
вивкой по боковой поверхности элемен-
тов обоймы из высокопрочной арматур-
ной проволоки диаметром 4 мм. Обойма
состоит из трех сплошных рядов прово-
локи. Бетон для станины принят марки
500. В станине для крепления механи-
ческих узлов пресса, распределения пе-
редаваемых на бетон сосредоточенных
усилий и в местах сопряжения элемен-
тов предусмотрены металлические за-
кладные части.
Принятая форма цилиндрической ста-
нины обеспечивает достаточную жест-
кость конструкции при действии про-
дольных и поперечных усилий.
Рис. 72. Железобетонная ста-
нина пресса ПЖБ-800
Железобетонные станины прессов цилиндрической формы при
эксплуатации находятся в условиях сложного напряженного
состояния. Схема нагрузок, действующих на цилиндрическую
станину пресса, приведена на рис. 73.
При эксплуатации стенки станины работают на внецентренное
растяжение. Сечение стенок определяется в основном возмож-
ностью расстановки продольной рабочей напрягаемой арматуры
станины, которая должна воспринимать усилия прессования. Для
расчета стенок могут быть использованы положения СНиП [37].
8*
115
А-А
Р
Б
П
Р
Архитравы станин являются наиболее нагруженными элемен-
тами. Их прочность и жесткость должны быть достаточны, чтобы
передать рабочее усилие пресса на несущие растянутые стенки
станины. Эксплуатационные усилия переда-
ются на нагружаемую часть архитрава через
пирамиду штампов, распределяющих давле-
ние до величины, безопасной для железо-
бетона. Величина рабочего усилия такова,
что давление Р на бетон архитрава, распре-
деленное под плитой, может достигать вели-
чин, значительно превышающих кубиковую
прочность бетона. С противоположной сто-
роны на опорной плоскости архитрава воз-
никает реактивное давление анкеров продоль-
ной напряженной арматуры, передаваемое на
бетон через толстые металлические шайбы,
распределяющие давление.
Реактивные усилия вызваны натяжением
арматуры и действуют на бетон конструк-
ции постоянно, увеличиваясь в момент ра-
боты пресса до максимального значения.
Определение напряжений и деформаций в
железобетонном архитраве с напрягаемой
арматурой может быть выполнено как для
объемного пространственного тела из упруго
работающего материала по методике рас-
чета, разработанной инж. Гохбаумом Ф. А.
Для расчета цилиндрических архитравов
железобетонных станин прессов Браилов-
ским М. И., Астровой Т. И. предложена
формула [28 ]
kP3KcnJl < mO,15ndo4№ (Rnp + 4<т0), (52)
Схема нагру-
Рис. 73
аок, действующих на
станину пресса
ПЖБ-800
где k — коэффициент перегрузки, принимаемый по техниче-
скому заданию на пресс;
Р3кСпл ~ эксплуатационная нагрузка;
т — коэффициент условий работы конструкции;
d0 — диаметр штампа, передающего нагрузку на архи-
трав, в СМ',
Д — диаметр архитрава в см\
<т0 — давление на боковую поверхность архитрава пред-
варительно напряженной сплошной обоймы в кПсмъ\
К — коэффициент, вычисляемый по формуле
(53)
116
где I — рабочий пролет архитрава;
а — угол наклона внутреннего усилия к оси, перпендикуляр-
ной направлению этого усилия.
При выборе величины обжатия необходимо соблюдать условие
q < WRnp. (54)
Из этого условия подбирают сечение проволочной обоймы
по формуле
2dnp
где п — число слоев обоймы;
Р — усилие в проволоке при навивке ее на бетонный сердечник
архитрава,
при этом должно соблюдаться условие
Р <-’4fRnp ; (56)
1пР
Д — диаметр архитрава;
dnp — диаметр проволоки;
fnp — сечение проволоки,
<71 = Я + А?, (57)
где i\q — возможные потери предварительного обжатия в бетоне
[37].
Опытами, проведенными в НИИЖБе Браиловским М. И.
и Астровой Т. И. [28], установлено, что конструкция архитрава
станины пресса в виде толстой железобетонной предварительно
напряженной круглой плиты обеспечивает необходимую прочность
станины. Плита из бетона марок 500—600 диаметром 52 см и вы-
сотой 40 см при диаметре нагружающего штампа 22,5 см, армиро-
ванная предварительно напряженной проволокой, составляющей
2,5% от объема бетона, выдерживает усилие 800—1000 т. При
таком же соотношении размеров, а внешнем диаметре в 2,5 раза
большем плита выдерживала усилие примерно в 2,5 раза выше
(до 2300 т).
Экспериментальные исследования показали, что прочность
круглой толстой плиты пропорциональна высоте плиты, марке
бетона, величине предварительного обжатия и в значительной
степени зависит от диаметра штампа, передающего нагрузку.
Боковое обжатие плиты рекомендуется принимать равным или не
более 0,2—0,3 кубиковой прочности бетона. Диаметр штампа d0,
передающего нагрузку, наиболее выгодно принимать из условия
где Д — диаметр архитрава.
117
ДЕТАЛИ ПРЕССА ТЖБ-150
НИИЖБом совместно с ВНИИМЕТМАШем и Ново-Краматор-
ским машиностроительным заводом разработан проект пресса
усилием 50 тыс. т модели ТЖБ-150 с железобетонной предвар’и-
Рис. 74. Железобетонная рама пресса
ТЖБ-150С:
1 — лист; 2 — распределительная плита
верхнего ригеля станины; 3—вентиляцион-
ные каналы; 4—экранирующая стенка из
жароупорного бетона; 5—закладные части
направляющих; 6—рабочий цилиндр; 7 —
металлическая облицовка рабочего ци-
линдра; 8 — распределительная плита ниж-
него ригеля станины; 9 — две стальные
прокладки; 10—канал для пропуска труб
гидросистемы; 11—предварительно напря-
женная проволока; 12—стыковая экрани-
рующая конструкция из металлического
листа; 13 —продольная напрягаемая арма-
тура
около 80 кПсм2, при работе пресса оно уменьшается до 7,5 кПсм2.
В качестве продольной предварительно напряженной арма-
тельно напряженной станиной.
Основными элементами пресса
из железобетона (рис. 74) явля-
ются:
а) силовая цилиндрическая
рама с наружным диаметром
12 м и высотой 26 м\ в верхней
и нижней части рама ограничена
железобетонными ригелями, вы-
сота которых 6 м. Толщина ра-
мы 2,85 м;
б) железобетонный плунжер,
выполненный в виде сплошного
цилиндра, заключенного в сталь-
ную обойму. Диаметр плунжера
4,5 м, а высота 7 м;
в) силовой цилиндр; спроек-
тирован в виде тонкой стальной
гидроизоляционной рубашки,
забетонированной в основании
цилиндрической рамы.
В стенках цилиндра от пред-
варительно напряженной спи-
ральной арматуры возникают
кольцевые напряжения сжатия,
равные 142 кПсм2, а при работе
пресса от внутреннего давления
они падают до 18 кПсм2. Таким
образом, при внутреннем гид-
ростатическом давлении 320 ати
в бетоне цилиндра еще остаются
сжимающие напряжения. Пред-
варительное напряжение, про-
дольной арматуры производится
с помощью самого пресса. Уста-
новившееся напряжение в бето-
не стенок пресса должно быть
туры принят непрерывный пучок с анкерами в виде, железобетон-
ных сегментных дисков радиусом 280 мм и шириной 500 мм.
Пучок состоит из 360 проволок диаметром 5 мм с пределом проч-
ности при разрыве 1700 кПсм2. Разрывное усилие пучка 1225 т,
118
а расчетное усилие 650 т. Рама пресса армирована пучками
высокопрочной проволоки, которые помещаются в каналах прямо-
угольного сечения размерами 420x100 мм. Начальное натяжение
пучков проволоки с целью выравнивания длины предусмотрено
до 200 кПсм2. Предварительное напряжение фиксируют с помощью
стальных клиньев, закладываемых в швы, с последующей под-
ливкой цементным раствором высокой марки.
Железобетонные прессы имеют большую жесткость, чем метал-
лические. Это обусловлено большим поперечным сечением железо-
бетонных элементов и малой величиной перепада напряжений.
Напряжения в вертикальных пучках изменяются от 10 000 кПсм2
при нерабочем положении пресса, до 10 360 кПсм2 — при его
эксплуатации. Перепад напряжений в арматуре составляет 3,6%.
Поэтому гарантируется предел выносливости металла железобе-
тонного пресса.
ДЕТАЛИ КОНВЕЙЕРОВ
75) и изготовляются в виде от-
Рис. 75. Поперечное сечение железо-
бетонной секции конвейера: ,
/ — крышка; 2— основание
Скребковый конвейер с шириной ленты 500 мм разработан
институтом «Ленгипрошахт». Железобетонные элементы конвейера
имеют коробчатое сечение (рис.
дельных секций. Крышки коро-
бов выполнены в виде плоских
железобетонных плит толщиной
40 мм.
Арматурный каркас железо-
бетонных секций состоит из гну-
той сетки, располагающейся по
боковым стенкам и днищу. Тол-
щина боковых стенок равна
40 мм, а основания — 60 мм.
Для транспортирования секции
предусмотрены петли из гнутых
стержней.
В днище имеется углубление
шириной 320 мм для укладки
слоя стекла (12 мм) и цемент-
ного раствора (4 мм), а в крыш-
ке секции — загрузочные окна.
В боковых стенках предусмот-
рены отверстия для болтов, ко-
торыми крепятся направляю-
щие, выполненные по форме уголков. Арматура изготавливается
из стержней арматурной стали класса А—I и А—II. Бетон при-
нят марки 200:
На одном погонном метре конвейера, при изготовлении дета-
лей из железобетона, экономится 103 кГ металла, или 68% от
реса металлических деталей.
119
В ленточных конвейерах с шириной ленты 1200 мм стойки
и рама выполняются из сборного железобетона. Стойки имеют-
прямоугольное сечение 70 X 100 мм и высоту 655 мм. Рама состоит
из продольных и поперечных балок и имеет габаритные размеры
в плане 2990X1630 при высоте 130 мм. Балки армируются пло-
скими каркасами. Железобетонные элементы соединяют путем
сварки металлических закладных частей. Расход металла на
1 пог. м транспортера при применении железобетона снижается
более чем в 5 раз.
-900
Рис. 76. Железобетонные
детели конвейера:
а — ролик; /—бетонный ро-
лик; 2 — металлическая опо-
ра; б—барабан: /—металли-
ческий фланец с опорой; 2 —
железобетонный цилиндр;
3 —закладная часть цилиндра
Ленточные конвейеры с шириной ленты 1400 мм разработаны
Харьковским Промстройпроектом,-
Станина конвейера совмещена с несущей конструкцией про-
летного строения, выполненной из сборных предварительно на-
пряженных ферм с параллельными поясами. Пролет ферм состав-
ляет 16 м. Нижний пояс фермы армируют высокопрочной про-
волокой, натягиваемой на упоры. Бетон принят марки 400. В пло-
скостях верхних поясов ферм и опорных раскосов предусмотрены
металлические связи, обеспечивающие устойчивость конструк-
ции.
Верхние и нижние роликоопоры прикрепляют к закладным
металлическим листам, расположенным в верхнем поясе фермы.
Кроме того, в ленточных конвейерах из железобетона изго-
тавливаются барабаны и ролики (рис. 76, а и б). Барабан состоит
из торцовых металлических опор — фланцев и железобетонного
цилиндра, имеющего металлическую обойму, которая непосред-
ственно соединяется с фланцем посредством сварки,
120
Железобетонный ролик состоит из торцовых металлических
фланцев, в которых монтируются подшипники опор бетонного
цилиндра.
Экономия металла для ролика составляет 67% от веса ролика,
исполненного в металле; для барабана экономия металла равна
185 кГ, или 65% от чистого веса барабана, изготовленного цели-
ком из металла.
СБОРОЧНЫЕ ПРИСПОСОБЛЕНИЯ
На машиностроительных заводах применяют железобетонные
сборочные приспособления. Разработаны нормали на железобе-
тонные балки и основания, составляющие каркас сборочных
приспособлений. Блоки колонн разработаны трех типоразмеров:
900 X 600X1500 (1000); 600 Х 450Х 1500j_(1000); 450 x 300x1500
(1000) мм (рис. 77).
Характеристики блоков колонн сборочных приспособлений
приведены в табл. 11.
Таблица 11
Характеристика блоков колонн сборочных приспособлений
Размеры блока колонны в мм
Количество
отверстий
Вес в кг
А В Н а Ь
п п, пг
об- ме-
щий талла
900
600
450
600
1500
1000
660
450
300
1500
1000
1500
1000
400
290
360
250
140
120 400 250
100 250 200
80 200 200
16
12
8
26
16
26
16
26
16
24
14
24
14
24
14
1060
720
600
410
330
230
92,1
82,7
62,4
55,9
38,5
34,2
Примечание. Отверстия п, nt и пг имеют диаметр 22 мм.
Блоки армированы двумя рядами вертикальных стержней из
арматуры диаметром 6 мм, расположенных на расстоянии от 50
до 200 мм, и хомутами диаметром 3 мм с шагом 50 мм.
По торцам блоки колонн имеют фланцы рамной конструкции,
сваренные из полос толщиной 10 мм и шириной 80—100 мм.
В торцовых фланцах предусматриваются отверстия для пропуска
болтов, соединяющих блоки колонн между собой (рис. 78). Рас-
стояние между осями этих отверстий принято во всех блоках
150 мм, что позволяет соединять блоки различных сечений с по-
мощью болтов с гайками.
121
Для крёплёния литых балочных и углОвых кронштейнов на
боковых сторонах блоков имеются отверстия диаметром 22 мм,
в два ряда с шагом 100 мм. В каждом блоке предусмотрены окна
Рис. 77. Блок колонны каркаса сбороч-
ного приспособления нз железобетона
Рис. 78. Блок колонны в^сборе
для монтажа и транспортирования блоков и кронштейнов. Балоч-
ные кронштейны попарно крепятся на верхнем торце блока ко-
лонны или с боков, а к ним сверху или снизу присоединяют про-
дольную балку сборочного при-
Таблаца 12 способления.
Размеры верхних плит в мм
Сечение блока колоииы А В а
900Х 600 600Х 450 450Х 300 600 450 450 450 450 300
Для установки и крепления
на блоках колонн продольных и
поперечных балок служат верх-
ние плиты, балочные и угло-
вые кронштейны. Размеры верх-
них плит приведены в табл. 12,
где А и В — размеры плиты по
низу; а — размеры плиты по
верху. Высота плит 100 мм.
122
На верхних плитах можно устанавливать балки в двух взаимно
перпендикулярных положениях. Балочные кронштейны попарно
крепят на верхнем торце блока колонны или с боков, а к ним снизу
или сверху присоединяют продольную балку сборочного при-
способления.
Для блоков колонн предусмотрены нормализованные железо-
бетонные основания, которые в верхней части имеют сварной
фланец, состоящий из фланца соответствующего блока колонны
и рамы с уголками 60x60x8 мм для установки на нее балок
стапеля.
Для крепления балки в основании имеются ниши. В нижней
части основания расположены четыре или шесть сварных башма-
ков для крепления основания фундаментными болтами к опоре.
В продольных стенках расположены два сквозных отверстия
диаметром 80 мм для транспортирования и монтажа оснований.
Стенки основания армированы гладкими стержнями диаметром
6 мм.
Для изготовления железобетонных сборочных приспособлений
принят бетон марки 200. Затраты на изготовление железо-
бетонных элементов сборочных приспособлений в 8—10 раз
меньше, чем на изготовление однотипных чугунных элементов.
ДЕТАЛИ ЭКСКАВАТОРОВ
Конструкция железобетонной плиты преобразовательного агре-
гата экскаватора ЭКГ-4 разработана Уральским Промстройпроек-
том совместно с заводом Уралэлектроаппарат (г. Свердловск).
Она выполнена в виде сплошной плиты размером 4660x1080 мм,
толщиной 475 мм, из бетона марки 300 с применением предвари-
тельно напряженной арматуры (рис. 79).
Расчетная жесткость железобетонной плиты выше, чем метал-
лической.
Увеличение веса плиты с 2100 кГ (в металле) до 4500 кГ (в же-
лезобетоне) в данном случае является даже рациональным, так
как на разницу этих весов уменьшается вес требуемого противо-
веса, частью которого одновременно является сам преобразова-
тельный агрегат.
Характер динамических усилий, возникающих при эксплуа-
тации экскаватора, обусловил армирование плиты. Плита арми-
руется по всем наружным граням сетками из арматурной стали
класса'А—I (Ст. 3) с размером ячеек 120x120 мм.
Для повышения жесткости плита армирована в продольном
направлении 16 струнами диаметром 5 мм из высокопрочной
стали класса В, предварительно натянутыми на упоры, с_общим
усилием 16,5 т.
Для крепления оборудования в плиту заделывают стальные
листы толщиной 30 мм.
123
Замена металлической рамы железобетонной дает экономию
металла на каждом изделии 1334 кГ при значительном снижении
стоимости и трудоемкости изготовления.
Железобетонная плита преобразовательного агрегата шагаю-
щего экскаватора ЭШ-8/60 разработана Харьковским институтом
«Промстройпроект» взамен сварной металлической весом 8 т.
Конструкция плиты представляет собой раму, состоящую из си-
стемы продольных и поперечных балок, монолитно связанных
между собой. Нагрузки от электрических машин воспринимаются
продольными балками, армированными предварительно напряжен-
ной стержневой арматурой класса А—III. Поперечные балки
служат для связи продольных балок и участвуют в работе рамы
при действии горизонтальных динамических нагрузок.
Бетон в конструкции принимается марки 400. Форма попереч-
ных сечений балок выбрана с учетом габаритов электрических
машин, уменьшения веса и рационального использования мате-
риалов.
В местах опирания машин на фундаментную плиту предусмо-
трены закладные части из листовой стали толщиной 30 мм, ко-
торые в бетоне анкерятся арматурными стержнями периодического
профиля, приваренными к закладным частям. К закладным де-
талям приваривают шайбы толщиной 60 мм, в которых просвер-
лены и нарезаны отверстия для крепления машин к плите.
Экономия металла при замене металлической плиты железо-
бетонной на каждом изделии составляет 6 т.
Для шагающего экскаватора ЭШ-8/60 применяется металличе-
ская сварная база, состоящая из трех частей, которые собирают
124
и склепывают на месте монтажа экскаватора. Сварка металличе-
ской базы затруднена тем, что ее необходимо вести изнутри отсеков,
в которые сварщик проникает через специальные люки.
Конструкция железобетонной базы лишена этих недостатков.
Кроме того, на железобетонную базу стали расходуется в 3—
4 раза меньше, чем на металлическую.
Конструкция железобетонной базы разделена на две боковые
секции и одну среднюю (как и в металлической), каждая из ко-
торых представляет собой плиты, соединенные балками-стен-
ками.
На базу действуют отрицательные изгибающие моменты, вы-
зывающие растягивающие усилия в верхней плите.
Нижняя плита базы загружена реактивным давлением грунта,
достигающим значительных величин. Система перекрестных ба-
лок-стенок позволила снизить толщину нижней плиты до макси-
мума при большой величине реактивного давления грунта.
Верхняя и нижняя плиты, а также стенки армированы сет-
ками горячекатаной арматуры периодического профиля клас-
са А—III из стали 25Г2С.
Секции базы соединяют на месте установки экскаватора, за-
водя напрягаемую арматуру в предусмотренные каналы (после
выверки базы) и затем натягивая ее на затвердевший бетон.
Швы между частями базы зачеканивают цементным раствором.
Для защиты нижней плиты от истирания наружная поверх-
ность ее выполняется с защитным слоем из сталебетона (бетон
с металлической стружкой).
Верхняя плита защищена от действия масел обшивкой из
листовой стали толщиной 3 мм, в которой предусматривается уста-
новка закладных частей для опорных роликов, зубчатой рейки
и центральной части для поворотной пяты. Для закрепления пяты
к листу центральной части приваривают стальные шайбы, в ко-
торых при механической обработке базы просверливают и наре-
зают отверстия.
При изготовлении базы принят бетон марки 600.
ДЕТАЛИ ГИДРОГЕНЕРАТОРОВ
Из железобетона выполняются лапы верхней крестовины гид-
рогенератора. Основное требование здесь — взаимозаменяемость
металлических лап с железобетонными. Железобетонная лапа
по конструкции напоминает балку трапециевидной формы шири-
ной 500 мм, высотой 1985 и 930 мм (рис. 80). Учитывая динамиче-
ский характер нагрузок, действующих на лапы, они изготовляются
из предварительно напряженного железобетона, причем натяже-
ние арматуры производится до бетонирования. В качестве основ-
ной рабочей арматуры приняты стержни из арматурной стали
класса А—III марки 25Г2С. Бетон принят марки 400.
125
Рис. 80. Конструкция железобетонной лапы
гидрогенератора
2900
Рис. 81. Железобетонная плита под резинообрабатывающие
вальцы:
1 — платик; 2 — арматурный каркас; 3—анкерный стержень; 4—отвер-
стие для крепления плиты к фундаменту
Во избежание разрушения бетона маСлбМ незащищенная по-
верхность лап покрывается эпоксидной смолой.
Экономия металла составляет 3090 кГ, или 70% от веса лапы,
изготовленной полностью из металла.
ПЛИТЫ ПОД ВАЛЬЦЫ 2130, 1530
Плита является базовой деталью и служит для установки
вальцев, редуктора и электродвигателя. На рис. 81 изображена
железобетонная плита вальцев. Места опор и сопряжения узлов
выполнены металлическими в виде платиков, возвышающихся над
бетонной поверхностью на 20 мм.
Для облегчения веса и экономии материалов в плите имеются
пустоты.
На фундамент плита опирается нижней плоскостью, которая
не обрабатывается и представляет собою открытую бетонную по-
верхность. Крепление к фундаменту осуществляется болтами,
вставляемыми в отверстия, образованные в бетоне трубами диа-
метром 50 мм. Транспортируют плиту с помощью стержневых пе-
тель, заанкеренных в бетоне.
Арматурный каркас состоит из двух рабочих сеток, установ-
ленных на расстоянии 30 мм от верхней и нижней плоскости плиты
и соединенных между собою хомутами. Материал каркаса — ар-
матурная сталь класса А—II (Ст. 5).
Металлические закладные части плиты заанкерены в бетоне
с помощью приваренных к ним стержней. Бетон принят марки 200.
При эксплуатации плита испытывает сжимающие и изгибающие
нагрузки, при этом растягивающие напряжения в арматуре со-
ставляют 306 кПсм\ а сжимающие напряжения в бетоне равны
19,6 кПсм\
> । Расход металла на железобетонную плиту составляет 504 кГ,
при этом экономия его равна 1956 кГ, или 79,5% от чистого веса
чугунной плиты.
СТЕНДОВЫЕ ПЛИТЫ
Стендовые плиты применяются обычно в механических и ме-
ханосборочных цехах для сборки машин и узлов в качестве базо-
вых поверхностей; для испытания машин и станков; в металло-
режущих станках (тяжелых расточных станках) для установки
изделий, а также для установки неподвижных узлов станков.
НИИПТМАШем разработан проект железобетонной стендовой
плиты с размерами в плане 1800x5000 мм. По конструкции же-
лезобетонные стендовые плиты (рис. 82) монолитные, ребристые,
с верхней чугунной закладной плитой и системой продольных
и поперечных железобетонных ребер, армированных продоль-
ной и поперечной арматурой. Для установки анкерных болтов
127
Предусмотрено четыре отверстия. Плиты стыкуются по Торцам с по-
мощью шпилек. Продольные пазы служат для установки крепеж-
ных болтов и строгаются в закладной чугунной плите 1 с разме-
рами, принятыми для чугунных плит. Расстояние между пазами
Рис. 82. Поперечное сечение шестипазовой железобетонной стендовой
плиты:
1 — плита чугунная закладная; 2 — резьбовые анкеры; 3 — глухие анкеры;
4, 5, — хомуты; 1 и 9 — рабочая арматура; 8 — монтажная арматура
равно 300 мм. Высота плиты — 400 мм. Закладная чугунная
плита является звеном, через которое передаются сжимающие и
отрывающие усилия, действующие на всю плиту. Поэтому к за-
кладной плите предъявляются высокие требования прочности и
жесткости, надежности анкеровки, прочности при транспорти-
ровании и при механической обработке. Закладная чугунная плита
выполнена в виде двух ребристых отливок (короткой и длинной),
соединенных между собой тремя шпильками и коническими штиф-
128
тами. Стыкованная плита позволяет применить машинную фор-
мовку и снизить трудоемкость по изготовлению литья.
Закладную чугунную плиту соединяют с железобетонной
частью сваркой вертикальных стержней железобетонного кар-
каса 4, 5 с глухими 3 и ввертными 2 анкерами плиты. Глухие
анкеры располагаются десятью рядами с шагом в продольном на-
правлении 240—250 мм. Ввертные анкеры, расположенные по
контуру плиты, применяются в связи с тем, что нижняя часть
служит базой для обработки зеркала плиты и обрабатывается
вместе с бонками. Отверстия для установки ввертных анкеров
сверлят после механической обработки нижней части плиты.
Материал глухих анкеров — Ст. 5 периодического профиля диа-
метром 10 мм, ввертных — Ст. 3 диаметром 12 мм с резьбой М-12
на одном конце.
Продольные балки армируются двумя продольными рабочими
стержнями 9 диаметром 18 мм и двумя стержнями 8 диаметром
10 мм, выполняющими роль противоусадочной и монтажной ар-
матуры.
Вертикальные стержни изготовлены из арматуры периодиче-
ского профиля диаметром 10 мм. Поперечные балки также арми-
руются продольными рабочими стержнями диаметром 18 мм и
противоусадочной арматурой диаметром 10 мм. Продольные
балки, по которым плиты соединяются в секции, дополнительно
армированы двумя стержнями диаметром 18 мм.
В общем случае на плиты действуют изгибающий и крутящие
моменты, сжимающие и отрывающие нагрузки, возникающие
от усилий резания и усилий зажатия изделий к плитам (в тяжелых
расточных станках), веса изделий (в плитах расточных станков
и в сборочных стендовых плитах). Для случая применения плиты
как установочной базы при обработке изделий небольшого веса
необходимо учитывать силы резания, которые достигают 8 т
(при фрезеровании). При обработке изделий большого веса силы
резания в сравнении с весом изделий малы и ими можно прене-
бречь.
Для случая применения плит в качестве сборочных стендов
основной нагрузкой, передающейся на плиты, является вес изде-
лий, достигающий 1—2 тыс. т. При установке изделий на плиту
всей поверхностью или на часто расположенные подкладки вес
изделия принимается как равномерно распределенный. Если та-
ких подкладок мало, то вес изделий предполагается передающимся
на плиту в виде сосредоточенных сил, достигающих в местах
расположения подкладок 100—200 т. Такие нагрузки от соб-
ственного веса изделий, вызывающие в конструкциях плит из-
гиб и сжатие, не имеют закономерностей в распределении и по-
стоянства по величине. Они отличаются многообразием схем при-
ложения и чисто случайным характером распределения их по
площади плит.
9 А. И. Дрыга 1138 • 129
Основным критерием работоспособности стендовых плит яв-
ляется жесткость, от которой зависит точность базовых установоч-
ных поверхностей, а следовательно, и точность обработки и сборки
изделий. Жесткость плит можно оценивать на основе сопоставле-
ния расчетных или экспериментальных данных о деформациях
(прогибах, углах поворота сечений) с допустимыми значениями
деформаций плит. Последние выбирают исходя из требований пря-
молинейности рабочей поверхности плит и устанавливают по дан-
ным специально поставленных экспериментов или по результатам
обработки статистических данных для аналогичных конструкций,
проверенных в эксплуатации. К сожалению, в настоящее время
отсутствуют нормативные данные о допустимых деформациях плит
при эксплуатационной нагрузке, что в значительной мере затруд-
няет проектирование таких конструкций.
Определение расчетным путем деформаций сборочных стендов,
состоящих из ряда соединенных между собой плит, при сложных
видах нагружения представляет большие трудности. Прибли-
женно стендовые плиты можно рассматривать как тонкие жесткие
пластины на сплошном упругом основании. Основанием служит
бетонный массив фундамента, если жесткость фундаментов зна-
чительно превышает жесткость плит, или грунт, если жесткость
фундамента и жесткость плиты одного порядка. При этом пред-
полагается совместная работа фундамента и плиты.
Напряжения в плитах, как правило, невелики и обычно рас-
чета на прочность плит не требуется.
При изучении местной прочности и жесткости железобетонных
стендовых плит существенное значение имеет вопрос прочности
и жесткости анкеровки чугунных закладных частей в бетоне.
Большие растягивающие напряжения в анкерах, а следовательно,
значительные их удлинения могут привести к нарушению сцеп-
ления между чугунной плитой и бетоном.
Чтобы определить величину и характер распределения растя-
гивающих напряжений в анкерах чугунной плиты, которые воз-
никают в процессе крепления изделий к плите прихватками,
а также напряжений от действия усилий резания при определен-
ном сочетании моментов, проводились лабораторные испытания на
натурном образце железобетонной стендовой плиты.
При креплении изделий прихватками на плиту в месте зажа-
тия действуют три взаимно уравновешенные силы, вызывающие
местные деформации закладной плиты. Максимальные отрываю-
щие усилия, принятые при испытаниях, назначаются из условия
равенства расчетных нагрузок максимально возможным усилиям
в болтах при затяжке изделий в производственных условиях.
В результате анализа экспериментальных исследований были
сделаны следующие выводы. Наибольшая величина растягиваю-
щих напряжений в анкерах вблизи зоны их соединения с чугуном
равна 850 кПсм2 (рис. 83), что не превышает Ra = 2400 кГ1см2
130
для Ст. 5. Основная часть сосредоточенной растягивающей на-
грузки, передающейся на анкеры, воспринимается в продольном
направлении плиты тремя, а в поперечном двумя соседними ан-
Рис. 83. Распределение напряжений в анкерах по длине плиты
керами, симметрично расположенными по отношению к оси
приложения нагрузки, т. е. основную долю нагрузки восприни-
мают шесть анкеров, принадлежащих одной балке (рис. 83 и 84).
Рис 84. Распределение напряжений в анкерах в поперечном направлении плиты
При напряжениях у загруженного сечения анкеров, равных 1000—
1400 кГ/см\ в этой зоне возникают упругие деформации, абсо-
лютная величина которых достигает 50—70 мк [32]. Практически
в момент приложения растягивающей нагрузки чугунная плита
будет отслаиваться от бетона на величину 50—70 мк. Такие упру-
гие деформации не могут существенно влиять на работоспособ-
ность конструкции. Однако для обеспечения достаточной жест-
9* 131
кости и монолитности сопряжения металлических закладных де-
талей с бетоном при проектировании подобных конструкций не-
обходимо принимать в анкерах напряжения, не превышающие
500 кПсм*.
В результате производственных испытаний сборочного стенда
(рис. 85), состоящего из аналогичных по типу, но разных по кон-
струкции стендовых плит (цельнометаллических и железобетон-
ных), при соблюдении одинаковых условий монтажа для обоих
конструкций выяснилось, что при действии некоторых частных
сочетаний нагрузок вертикальные перемещения (осадки) железо-
бетонных стендовых плит не превышают, а в большинстве случаев
Рис. 85. Испытание стендовых плит в производственных
условиях
в 1,5—2 раза меньше перемещений чугунных плит. Поэтому же-
лезобетонные стендовые плиты можно считать вполне работоспо-
собными.
Кроме того, испытания показали, что внешняя сосредоточен-
ная нагрузка порядка 50—100 т воспринимается в основном
двумя продольными и двумя поперечными железобетонными
балками плиты, смежными с осью приложения внешней нагрузки,
причем в продольных балках работает один пролет, заключенный
между двумя поперечными балками.
Вертикальная сосредоточенная нагрузка Р = 100 т вызы-
вает в бетоне конструкции плиты напряжения сжатия, максималь-
ная величина которых равна 130 кГ/см?, что не превышает допу-
скаемого напряжения.
Более половины от величины полного вертикального смеще-
ния под силой занимает деформация податливости материала
подливки и меньше половины — осадки от упругой податливости
основания (грунта) и изгиба фундамента. Следовательно, уве-
личение жесткости системы «стендовые плиты — фундамент-
основание» рационально производить путем повышения марки
бетона, применяемого для подливки плит, а также одновремен-
ным повышением жесткости фундамента.
132
ПОД МОТОРНЫЕ ПЛИТЫ И ПЛИТЫ ПРИВОДА
В НИИПТМАШе (г. Краматорск) разработано и изготовлено
несколько типов железобетонных подмоторных плит и плит при-
водов.
Железобетонная подмоторная плита с салазками (рис. 86)
сконструирована в виде замкнутой рамы. Узлы сопряжения плиты
с двигателем выполнены в виде салазок с Т-образными пазами,
которые приваривают к металлическим закладным частям. По-
следние анкерятся в бетоне при помощи стержней из арматуры
периодического профиля, приваренных впритык.
Рис. 86. Железобе-
тонная подмоторная
плита с салазками:
1—салазки; 2—опор-
ный узел; 3—скрытая
монтажная петля
Опорные узлы плиты состоят из металлических листов и при-
варенных к ним труб диаметром 1,5 дюйма. Трубы служат для
пропуска фундаментных болтов и анкеровки в бетоне опорных
листов. Для транспортирования плиты предусмотрены скрытые
монтажные петли.
Железобетонная плита (рис. 87) представляет собой также
замкнутую раму. Узлы ее сопряжения с двигателем состоят из
верхних платиков с отверстиями для болтов и коробок из тонкого
листа, образующих в теле плиты ниши для свободного доступа
к головке болта. Верхние платики анкерятся в бетоне при помощи
стержней из горячекатаной арматуры периодического профиля,
приваренных к ним впритык. Опорные узлы состоят из уголков,
к которым приварены металлические бобышки с отверстиями
для анкерных болтов и верхних листов, образующих ниши. Для
транспортирования железобетонной плиты предусмотрены рым-
ные пуговицы, которые приваривают к металлическим пластинам
и анкер ят в бетоне.
Арматурный каркас плиты состоит из плоских каркасов, ко-
торые собирают при помощи сварки и связывают закладные части
133
в единое целое. Рабочая арматура состоит из стержней горяче-
катаной арматуры периодического профиля диаметром 12 мм,
а монтажная — из круглой диаметром 6 мм.
Плита привода (рис. 88) служит опорой для электродвигателя
и редуктора. Она выполнена в виде Г-образной плиты сплошного
сечения. Узлы сопряжения плиты с двигателем представляют
собой металлические сварные конструкции коробчатого типа,
образующие в теле плиты ниши для заводки болтов и свободного
доступа к их головкам. Узлы сопряжения плиты с редуктором
Рис. 87. Железобе-
тонная подмотор-
ная плита с карма-
нами:
1 — карман; 2 — рым-
ная пуговица; 3 —
опорный узел
представляют собой металлические опорные пластины с гнездами
-для размещения головок болтов.
Головка болта входит в паз, предохраняющий его от прово-
рачивания при затяжке.
Для крепления защитных кожухов привода в плите предусмот-
рены металлические закладные части, заанкеренные в бетоне при
помощи коротышей периодической арматуры, и металлический
сварной кронштейн.
Нижние опорные узлы выполнены в виде металлической кон-
струкции, состоящей из опорной плиты с отверстием под анкерный
болт, промежуточного платика толщиной 10 мм и кармана под
ключ из тонкого листа. Анкеровка опорных узлов осуществляется
сваркой их с арматурным каркасом. Для транспортирования плиты
предусмотрены рымные пуговицы.
Рабочая арматура равномерно распределена по всему сече-
нию плиты. Нижнюю арматуру сваривают в каркас и соединяют
с платиками опорных узлов. Верхняя арматура представляет
собой сетку с ячейкой 150x150 мм. Вертикальные стержни свя-
зывают верхнюю и нижнюю арматуру в пространственный кар-
кас.
134
Железобетонные плиты исследовали, чтобы изучить надеж-
ность соединения узлов сопряжения плит с двигателем и опорных
узлов с бетоном при максимальных нагрузках.
Испытывали железобетонную подмоторную плиту под двига-
тели типа МТК и МТ с максимальным крутящим моментом до
156 кГм. Учитывая, что в настоящее время промышленность пере-
шла на выпуск вышеуказанных типов двигателей с увеличенной'
в 1,5 раза мощностью при тех же габаритах, прилагая нагрузку,
исходили из момента, равного 1,5 Л4тах. Нагрузка, создаваемая
электродвигателем, передается на плиту в виде отрывающих и сжи-
мающих усилий, приложенных к узлам сопряжения плиты с дви-
гателем и к опорным узлам.
Плиту привода с салазками нагружали до максимального мо-
мента 3280 кГм, что в 21 раз превышает величину момента, раз-
виваемого двигателем.
При действии максимального момента деформаций анкеров
не наблюдалось. При приложении момента, превышающего ма-
ксимальный в несколько раз, максимальная деформация анкеров
135
достигла величины 0,06 мм. Видимых трещин и разрушений при
достижении максимальной нагрузки не наблюдалось.
Испытаниям подвергалась также железобетонная подмоторная
плита с узлами сопряжения в виде сварных коробов с платиками.
Плиту нагружали моментом, превышающим максимально раз-
виваемый двигателем в 10 раз. Деформации анкеров и опорных
узлов в сумме достигли величины 0,04 мм. Видимых трещин и
разрушений при этом не наблюдалось.
Проведенные испытания показали, что железобетонные под-
моторные плиты вполне работоспособны.
ГЛАВА IV
ИЗГОТОВЛЕНИЕ ЖЕЛЕЗОБЕТОННЫХ ДЕТАЛЕЙ МАШИН
ОСОБЕННОСТИ ИЗГОТОВЛЕНИЯ
Железобетонные детали машин в зависимости от их вида,
назначения, условий работы, размеров и других факторов могут
изготовляться монолитными, сборными и сборно-монолитными.
Монолитными выполняются железобетонные детали, трудно под-
дающиеся членению на элементы, а также детали, в которых недо-
пустимо снижение жесткости из-за наличия стыков. В свою оче
Рис. 89. Схемы монолитных железобетонных деталей
редь, монолитные подразделяются на детали, изготовляемые со
вместно с фундаментом и отдельно от фундамента.
Железобетонные детали изготовляют совместно с фундаментом
на месте установки машины (рис. 89, а), а отдельно от фун-
дамента — в условиях цеха железобетонных конструкций с по-
следующей их установкой на фундамент (рис. 89, б).
Преимущество монолитного исполнения заключается в от-
сутствии стыков, отрицательно влияющих на жесткость и устой-
чивость детали, а также в отсутствии работ по установке, выверке
и соединению отдельных элементов.
Сборными, как правило, выполняются крупноразмерные де-
тали большого веса и сравнительно легкого режима работы, что
позволяет изготовлять отдельные элементы деталей на заводах
железобетонных изделий с последующим сочленением их на месте
установки.
137
Сборно-монолитными выполняются детали из сборных желе-
зобетонных элементов и монолитного бетона, укладываемого на
месте монтажа детали.
Изготовление железобетонных деталей машин складывается
из следующих основных процессов: изготовления металлических
закладных частей; изготовления арматуры; сборки металлического •
каркаса, состоящего из арматуры и закладных частей; изготовле-
ния и сборки опалубки, приготовления бетонной смеси; формо-
вания (укладка и уплотнение бетонной смеси, выравнивание от-
крытых поверхностей бетона); твердения бетона (естественное,
искусственное); распалубки; устранения дефектов бетонирования;
подготовки поверхностей под окраску; чистовой механической
обработки закладных частей; окончательной окраски.
Каждый из процессов представляет собой ряд отдельных one-,
раций, выполняемых в определенной последовательности и на
соответствующем оборудовании.
Есть два принципиально отличных способа организации про-
изводства изготовления железобетонных деталей: агрегатно-поточ-
ный в перемещаемых формах или на поддонах и стендовый в непе-
ремещаемых формах. Стендовый способ наиболее целесообразен
для длинномерных, тяжеловесных и сложных железобетонных
деталей машин, так как при транспортировании в процессе изго-
товления могут нарушиться их размеры, а также целостность ме-
таллического каркаса и опалубки. Агрегатно-поточный метод
рационально применять при изготовлении простых по конструк-
ции деталей или деталей малого веса, при перемещении которых
жесткость поддона или формы обеспечивает стабильность габа-
ритных и внутренних размеров, а также неизменность положения
их закладных частей.
Железобетонные детали машин, как правило, имеют много
закладных частей, разнообразных по форме, конструкции и спо-
собу изготовления, которые могут весить от нескольких кило-
грамм до нескольких десятков тонн (до 40% общего веса детали).
Изготовление закладных частей составляет значительную часть
трудоемкости изготовления железобетонных деталей машин, так
как оно связано с литьем, сваркой и механической обработ-
кой.
Для установки, выверки и закрепления закладных частей,
опалубки и арматурного каркаса необходима соответствующая
технологическая оснастка, которая позволяет изготовлять де-
тали с необходимой точностью. Одним из видов технологической
оснастки являются точные стенды, которые служат основанием
для производства монтажа металлического каркаса, опалубки и
формовки детали. Они являются технологической базой, к кото-
рой соотносят некоторые размеры монтируемого металлического
каркаса. В качестве стендов могут служить обычные многопаз-
ные стендовые плиты, применяемые в машиностроении.
138
Для установки и выверки закладных частей в вертикальной
плоскости применяют металлические угольники, с помощью ко-
торых можно получить требуемую точность положения поверх-
ностей. Горизонтальность поверхностей закладных частей детали
выверяют машиностроительным уровнем, а в случае длинномер-
ных закладных частей — прецезионным нивелиром.
Для изготовления железобетонных деталей машин нужны кли-
новые башмаки, металлические линейки, штангенциркули, струб-
цины и винтовые домкраты для установки тяжеловесных заклад-
ных частей.
Для хорошего товарного вида необходимо окрашивать детали.
Во многих случаях окраска защищает бетон от вредного воздей-
ствия масел и эмульсий в процессе эксплуатации.
Большинство железобетонных деталей машин в процессе из-
готовления проходит стадию механической обработки. Насыщен-
ность деталей машин закладными частями и арматурой, приме-
нение для их изготовления жестких смесей, наличие сложных
сечений и труднодоступных для бетонирования мест требуют
уплотнять бетонную смесь высокочастотными вибраторами.
Для изготовления железобетонных деталей машин требуется
крановое оборудование грузоподъемностью до 50 т.
ИЗГОТОВЛЕНИЕ ЗАКЛАДНЫХ ЧАСТЕЙ
В зависимости от конструкции закладные части железобетон-
ных деталей машин могут быть литыми (направляющие движения,
стыковочные плиты), сварными и комбинированными. При изго-
товлении крупногабаритных закладных частей могут приме-
няться комбинированные конструкции, состоящие из сварных и
литых элементов, соединенных между собой сваркой.
Сварные закладные части по сравнению с литыми снижают
вес на 30—40%, уменьшают трудоемкость механической обработки
на 10—15%, сокращают цикл подготовки производства и улуч-
шают условия труда. Металлические закладные части изготав-
ливают на машиностроительных заводах. Отличительной особен-
ностью литых закладных частей являются разнообразные соче-
тания толстых и тонких частей и ребер. Для получения качествен-
ного литья закладных частей необходимо располагать их рабочие
плоскости в нижней части формы при ее заливке. В отличие от
стальных чугунные отливки имеют со стороны, обращенной к бе-
тону, залитые стальные элементы. Заделка стальных элементов
(стержней, уголков, швеллеров и т. п.) в чугуне вносит некоторую
специфику в производство чугунных отливок для железобетонных
деталей.
Длинномерные чугунные закладные части типа направляющих
движения представляют собой нежесткие корытообразные отливки
с поперечными ребрами (рис. 90, а).
139
С нижней стороны в чугуне заливают два ряда стержней из
арматуры периодического профиля. Кроме того, для стыковки
направляющих с другими металлическими закладными частями
в одном из торцов заделывают стальные стержни. В связи с тем,
что внутренние необрабатываемые поверхности контактируются
с бетоном, они должны быть тщательно обрублены и очищены.
На обрабатываемых поверхностях отливок должны быть при-
пуски, обеспечивающие получение поверхностей в соответствии
Рис. 90. Виды направляющих движения железо-
бетонных станин металлорежущих станков
с размерами чертежей. Внутренние поверхности отливок не грун-
туют и не окрашивают, так как они соприкасаются с бетоном.
К месту монтажа и бетонирования железобетонных деталей от-
ливки должны поступать предварительно обработанными по ра-
бочим плоскостям. Это необходимо для повышения точности сборки
закладных частей в опалубке, что в конечном счете влияет на точ-
ность изготовления железобетонных деталей. Большинство ме-
таллических закладных частей изготавливают в виде сварных кон-
струкций (рис. 90, б, в). В местах резьбовых отверстий сварных
закладных частей со стороны, обращенной к бетону, приваривают
бобышки, которые предотвращают выход инструмента в бетон
и его поломку.
Сварными могут изготавливаться опорные плиты, направляю-
щие станин, торцовые плиты и т. п. Маслосборники и металли-
ческую облицовку также изготавливают посредством сварки.-
140
к ним дополнительно предъявляется требование герметичности
сварных швов. Качество сварных соединений необходимо прове-
рять до бетонирования, так как в железобетонных деталях обна-
руженные дефекты изготовления закладных частей исправить
трудно или совсем невозможно. Закладные части должны иметь
достаточный припуск на механическую обработку, производи-
мую после формообразования железобетонной детали.
Опыт изготовления железобетонных деталей показывает, что
основным недостатком сварных закладных частей являются-зна-
чительные остаточные деформации и напряжения, возникающие
от неравномерного нагрева свариваемых элементов. Исправление
Рис. 91. Последовательность выполнения сварных швов:
а — правильно; б — неправильно
дефектов сварки путем правки и отжига требует дополнительной
затраты времени. Деформированные закладные части увеличивают
трудоемкость монтажа и усложняют сборку опалубки.
Для устранения остаточных деформаций целесообразно швы
выполнять в определенной последовательности (рис. 91, а и б).
Напряжение в сварных конструкциях можно уменьшить,
если соблюдать ряд условий. Основной металл не должен быть
склонен к образованию закалочных структур при остывании на
воздухе. Наплавленный металл должен обладать пластическими
свойствами не ниже пластических свойств основного металла.
Нельзя допускать пересечения сварных швов и их скопление в ка-
кой-то части конструкции. Нужно избегать применения сварных
швов, образующих замкнутые контуры, так как это увеличивает
плоскостную напряженность. Ребра косынки и др. размещать
таким образом, чтобы при сварке нагреву подвергались одни и
те же места основного металла.
В некоторых закладных частях с большим объемом сварочных
работ рекомендуется применять сварно-литые конструкции, т. е.
отдельные узлы изготавливать в виде стальных отливок.
Для снятия собственных напряжений в сварных конструкциях
производят отпуск. Высокий отпуск — в термической печи до
температуры 873,15—973,15° К (600-^-700° С) и выдержка в печи
141
около 3 мин на 1 мм толщины металла. Местный отпуск заклю-
чается в подогреве до 873,15° К (600° С) зоны около шва индукци-
онным методом или газопламенной горелкой. Деформированные
при сварке конструкции правят в холодном или горячем состо-
янии.
Предварительная механическая обработка закладных частей,
предназначена для исправления дефектов изготовления и для
образования технологических баз. Технологические базы необ-
ходимы при монтаже закладных частей в опалубке.
Предварительная обработка производится с припуском 5—
10 мм в зависимости от точности опалубки. Платики небольших
размеров предварительной обработке не подвергаются, так как
чистота проката, из которого их изготовляют, удовлетворяет тре-
бованиям монтажа.
АРМАТУРНЫЕ РАБОТЫ
Арматуру для железобетонных деталей машин заготавливают
в арматурных цехах или в специально оборудованных мастерских.
При поступлении арматурной стали в бухтах заготовка арма-
туры сводится к размотке бухт, правке с одновременной чисткой,
профилированию поверхности (если необходимо), разметке, резке
на отдельные стержни заданной величины, гибке и сварке или
вязке в сетки и каркасы. В случае поступления арматурной стали
в виде отдельных стержней заготовка арматуры сводится
к очистке, правке стержней, профилированию поверхности (если
необходимо), удлинению стержней (до 30—40 м) путем стыковой
сварки, разметке, резке, гибке и, наконец, сварке или вязке
в сетки и каркасы.
Операции по разматыванию, правке, разметке и резке арма-
турной стали, поступающей в бухтах, производят на правильно-
отрезных станках типа С-759. Стержни правят между штырями
или уголками, закрепленными на специальном стенде. Арматур-
ную сталь диаметром до 40 мм режут на станках С-370,
Единичные стержни размечают с помощью мерной рейки
с упором, укрепленной на роликовом столе у станка для резки.
Длина стержня арматуры определяется с учетом удлинения,
происходящего в результате пластических деформаций металла
при изгибе. Удлинение стержней при гибке зависит от диаметра
стержня и угла загиба (табл. 13).
Арматуру диаметром до 40 мм гнут на приводных станках
типа С-146 А.
Сетку и плоские каркасы изготовляют преимущественно на
контактных точечных сварочных машинах.
Сетки и плоские каркасы сваривают стационарными контакт-
ными аппаратами точечной сварки типа МТМ и МТП. Аппараты
точечной сварки обеспечивают сварку перекрещивающихся под
углом 90° круглых стержней диаметром от 4 до 20 мм.
142
Иногда арматурные стержни вяжут в каркасы и сетки мягкой
малоуглеродистой вязальной проволокой.
Пространственный металлический каркас железобетонных де-
талей машин состоит из плоских арматурных каркасов; арматур-
ных сеток; отдельных арматурных стержней (гнутых, прямых);
металлических закладных час-
тей (литых, чугунных или сталь-
ных, сварных, проката); обли-
цовочных металлических лис-
тов.
Заготовленные отдельные
элементы металлического карка-
са соединяют в единую прост-
ранственную систему точечной
или дуговой сваркой. В отдель-
ных случаях можно применять
вязку.
При изготовлении простран-
ственных каркасов наиболее ра-
циональна сварка при помощи
подвесной точечной контактной
электросварочной машины типа
МТПГ-75.
Таблица 13
Удлинение стержней в мм при гибке
Диаметр стержня в мм Удлинение при угле гибки
45° 90° 180°
6 Не учитывать 5 10
8 » » 10 10
10 5 10 15
12 5 10 15
14 5 15 20
16 5 15 25
20 10 15 30
22 10 20 40
25 15 25 45
27 20 30 50
32 25 35 60
Пространственные каркасы собирают на специальных стендах,
обеспечивающих необходимую точность установки и фиксации
элементов металлического каркаса, или на днище опалубки.
Перед сборкой пространственного каркаса к заготовленным за-
кладным частям и облицовочным металлическим листам привари-
ваются анкеры. К заклад-
ным частям анкеры при-
варивают дуговой элект-
росваркой, а к облицовоч-
ным листам — точечной
электросваркой.
При приварке арматур-
ных анкеров к стальным за-
кладным частям типа длин-
номерных направляющих
возникают большие дефор-
мации вследствие неравно-
Необходимо предусматри-
Рис. 92. Закрепление стальной направляю-
щей на стенде при сварке:
/—направляющая; 2—болт; 3—прижим; -/ — под-
кладка; 5 — стенд
мерного прогрева от дуговой сварки.
вать мероприятия по их устранению или уменьшению.
Весьма эффективным средством снижения величин деформаций
является закрепление закладных частей в специальных кондук-
торах и на сборочных стендах при помощи струбцин или различ-
ных прижимов (рис. 92). Остаточные напряжения, вызванные
сваркой, снимают посредством отжига в термических печах.
143
Фиксация закладных частей должна быть выдержана в пре-
делах допусков и достаточно надежна, чтобы во время уплотнения
бетонной смеси не было их смещения. Наиболее надежна фикса-
ция закладных частей в бортоснастке. В ней предусмотрены от-
верстия, через которые делают выпуски закладных частей. Почти
всегда в опалубке предусматривают ниши и пазы, размеры кото-
рых соответствуют размерам закладных частей. Этим фиксируется
положение закладных частей и одновременно обеспечивается пре-
вышение их над поверхностью бетона, которое необходимо для
механической обработки.
Арматурные элементы должны быть установлены так, чтобы
защитный слой соответствовал проектному.
Облицовочные металлические листы устанавливают в проект-
ное положение в порядке очередности сборки каркаса. Во избе-
жание выпучивания при уплотнении бетонной смеси облицовоч-
ные листы раскрепляют распорками, ребрами жесткости, установ-
кой дополнительных щитов опалубки или надежной связью с об-
щим металлическим каркасом.
После монтажа закладных частей и арматурных элементов
проверяют все размеры и правильность взаимного расположения
отдельных элементов каркаса. Убедившись, что каркас собран
в соответствии с чертежом, тщательно очищают сварочные швы
от шлака.
ИЗГОТОВЛЕНИЕ И СБОРКА ФОРМ
Формы должны удовлетворять требованиям быстрой и удоб-
ной сборки и разборки, смазки и очистки, надежности и простоты
креплений при сборке.
От качества форм зависит внешний вид железобетонной де-
тали; любые неровности и уступы на внутренней поверхности
формы воспроизводятся на бетонной поверхности. Формы должны
иметь минимальный вес и многократную оборачиваемость.
Жесткость формы должна быть достаточной для того, чтобы
размеры не изменялись в процессе формования и уплотнения бе-
тонной смеси, а также для транспортирования ее вместе со свеже-
формованной деталью.
Формы для изготовления железобетонных деталей могут быть
деревянные, металлические и дерево-металлические. Металличе-
ские формы бывают сварные, литые и штампованные.
По конструкции формы делятся на неподвижные, переносные,
сборно-разборные, съемные, разъемные и неразъемные, с глад-
ким днищем и формы-матрицы с профилированным днищем. Пере-
движные формы изготавливают, как правило, из металла. Дере-
вянные формы являются наиболее дешевыми и простыми в изго-
товлении. Оборачиваются они не более 5—7 раз и требуют постоян-
ного ремонта, поэтому их следует применять лишь при изготовле-
144
нии нестандартных деталей, выпускаемых в малых сериях.
Оборачиваемость деревянных форм может быть повышена путем
пропитывания древесины маслом или покрытия водонепроницае-
мыми составами, например бакелитовым лаком.
Металлические формы могут быть инвентарными, разборно-
переставными или в виде облицовки, остающейся в теле железо-
бетонной детали. Формы в виде облицовки имеют своей целью
защиту бетонной поверхности детали от механических и других
повреждений.
Металлические формы при правильной эксплуатации обеспе-
чивают 30-кратную оборачиваемость до профилактического ре-
монта и не менее 800—1000 оборотов до полного износа. Они до-
роже деревянных форм, более жесткие и могут обеспечить тре-
буемую точность размеров. Металлические формы при изготовле-
нии больших серий деталей более экономичны, чем деревянные.
Дерево-металлические формы применяют реже металлических и
деревянных.
Для получения чистой бетонной поверхности и облегчения
разборки щиты деревянной опалубки с внутренней стороны
должны иметь строганую поверхность. При изготовлении железо-
бетонных деталей машин деревянные формы иногда покрывают
тонким (0,4—0,1 мм) металлическим листом для получения глад-
кой поверхности.
Щиты опалубки соединяют между собой болтами, гвоздями и
клиньями (деревянными или металлическими).
Верх опалубки закрепляется при помощи деревянных брусьев
или стяжных болтов, которые крепятся к ребрам жесткости про-
тиволежащих боковых щитов.
Щиты опалубки железобетонных деталей могут иметь различ-
ной формы пазы и гнезда для размещения выступающих над по-
верхностью бетона металлических закладных частей. Пазы и
гнезда в щитах образуются посредством второй обшивки. Толщина
второй обшивки зависит от величины возвышения закладных ча-
стей над бетонной поверхностью. В некоторых случаях пазы и
гнезда заменяют сквозными отверстиями в опалубке, в которые
вставляют закладные части.
Самым распространенным материалом для изготовления дере-
вянной опалубки является сосна, однако возможно применение
и других пород древесины. Влажность древесины должна быть
в пределах 10—15%.
Металлические формы изготовляют сварными из листового и
фасонного проката.
Для железобетонных деталей машин, которые выпускаются
крупными сериями, можно изготавливать литые металлические
формы. Днище и борты отливают с пазами и гнездами, которые
потом обрабатывают. Преимущество литых металлических форм
заключается в том, что их можно изготовить с большой точностью.
10 А. И. Дрыга 1138 . 145
Дерево-металлические формы состоят из металлического кар-
каса и деревянной обшивки.
Элементы форм устанавливают в последовательности, опреде-
ляемой ее конструкцией. Установка бортов производится после
проверки правильности установки каркаса. Формы смазывают
до установки каркаса. После сборки формы проверяют правиль-
ность установки каркаса и подготовку ее к бетонированию.
Для смазки деревянных поверхностей форм применяют смесь
из одной части глины на 0,3—0,5 части воды (по весу) с добавкой
5—10% мыла, а для металлических поверхностей — смесь из
35% солярового масла, 35% керосина и 30% отходов мылова-
рения.
БЕТОННЫЕ РАБОТЫ
Подбор состава бетона. Состав бетона определяют исходя из
заданной прочности бетона при сжатии и характеристики бетон-
ной смеси по подвижности и удобоукладываемости (жесткости).
Перед тем как производить расчет состава бетона, необходимо
выбрать исходные материалы и испытать их. Цемент выбирают
в зависимости от его активности (марки) и интенсивности роста
прочности. Для бетона из жестких смесей оптимальное соотно-
шение между активностью цемента и требуемой маркой бетона
должно находиться в пределах от 1,0 до 2,0. Заполнители выби-
рают по показателям, предусмотренным в ГОСТах, а также по
наибольшей допустимой крупности. Состав бетона рекомендуется
рассчитывать по абсолютным объемам, пользуясь методом
проф. Б. Г. Скрамтаева. Количество воды определяют по табли-
цам «Указаний по применению жестких бетонных смесей в произ-
водстве сборных железобетонных деталей (У—10—56)» и «Реко-
мендаций по технологии изготовления сборных железобетонных
конструкций из жестких бетонных смесей». При расчете и под-
боре состава бетона в следующем порядке определяют: оптималь-
ное содержание воды в бетонной смеси из данных материалов,
обеспечивающее заданные показатели подвижности или жестко-
сти; рациональный зерновой состав заполнителей, определяемый
соотношением между отдельными фракциями или между круп-
ным и мелким заполнителями; необходимый расход цемента на
1 мя бетона, обеспечивающий заданную прочность бетона; расход
заполнителей на 1 jw3 бетона определенной плотности.
Пример. Расчет состава бетона из жестких бетонных смесей для изготовле-
ния железобетонной станины тяжелого токарного стайка.
Необходимо получить бетон марки 600 в возрасте 28 дней. Характеристика
материалов: активность портландцемента Амвросиевского цементного комбината
/?ч = 566 кПслА, удельный вес цемента 3,0; щебень сиенитовый Нальчикского
карьера, имеющий dHK = 25 мм, с кажущимся удельным весом 2,8 и объемным
весом в станадартно-рыхлом состоянии 1511 кГ/м3-, пустотиость щебня 46%;
песок мытый Игиатопольского карьера с Мкр = 2,57, с удельным весом 2,6 и
объемным весом 1,569 г!см3.
146
в__
ц
Сначала определяется водоцемеитиое отношение по формуле
1+«.2=“
где Rg — марка бетона.
Количество воды определяется по данным «Указаний по применению жестких
бетонных смесей в производстве сборных железобетонных деталей». Воды при-
нимаем 145 л на 1 л»3 бетона.
В
Исходя из водоцемеитного отношения —— = 0,32 и расхода воды, по формуле
определяем расход цемента в кГ на 1 л»3 бетона:
В _ 145 _
Ц~ _В_~ 0,32 ~~ 453 кГ'
Ц
Дальнейший расчет состава бетона ведется по абсолютным объемам соста-
вляющих материалов, исходя из того, что бетонная смесь будет уложена плотно.
Абсолютный объем цементного теста равен
fl 453
Ац = — + В = —+ 145 = 296 л.
Уч 3
Далее определяется абсолютный объем мелкого и крупного заполнителя
А3 = 1000 — 296 = 704 л.
Расход щебня и песка по абсолютному объему иа 1 л»3 бетона определяется
после проверки четырех пробных лабораторных составов из расчета содержания
в смесях 0,85; 0,90; 0,95; 1,07 л»3 щебня в стандартно-рыхлом состоянии иа 1 м3
бетона, с отнесением на долю песка разности абсолютных объемов.
&3 ^Щ-
Расход песка в кГ иа 1 л<3 бетона определяется по формуле
п = (юоо _ А_ в — уп,
\ Уч Ущ / .
где Щ = ЩоУщо — весовое количество щебия иа 1 м3 бетона;
щя — объем щебня в м3 в стандартно-рыхлом состоянии иа 1 м3 бетона;
Ушо — объемный вес щебия в стандартно-рыхлом состоянии;
Ущ’> Ул — кажущиеся удельные веса щебия и песка в стаидартио-рыхлом со-
стоянии.
Расчетный объемный вес жесткой бетонной смеси ур определяется по формуле
ур= Ц+ В+ Щ+ Вщ+ П кГ/м3,
г,е Вщ — количество воды (л/м3), поглощаемой крупным заполнителем в течение
30 мин, которое равно Вщ = №щЩ, где №щ (в данном случае 0,50) —
водопоглощеиие крупным заполнителем за 30 мин в %.
Окончательный расход воды иа 1 л«3-бетоиа определяется как сумма расхода
воды (В) и воды, поглощаемой щебнем в течение 30 мин (Вщ).
При заданном расходе щебия иа 1 м3 бетона четырех пробных замесов опре-
деляем расход песка и щебия.
10* 147
Первый состав
П=( 1000- 151 - 145— °’85'о511") 2,6 = 637,4 кГ.
\ До /
Щ = 0,85-1511 = 1284 кГ.
Количество воды (л/.и3), поглощаемой крупным заполнителем.в течение 30 мин,
„ 0,50-1284
Вц< = '—100— = 6,4 Л,М •
Расчетный объемный вес жесткой бетонной смеси
ур = 453 + 145 + 1284 4- 6,4 + 637,4 = 2525,8 кПм3.
Второй состав
П=( 1000— 151 — 145— °--o'Q151-^ 2,6 = 567 кГ.
\ 2,0 /
Щ = 0,90-1511 = 1360 кГ.
D 0,50-1360 CQ . ,
Вц< = joo— = 6,8 Л,м ’
ур = 453 145 -L 1360 + 6,8 4- 567 = 2531,8 кГ/м3.
Третий состав
П =
^1000— 151 — 145
0,95-1511 \ . ,Оо г
----—QO----- 2>6 = 498 кГ'
2,0 /
Щ = 0,95-1511 = 1435 кГ;
_ 0,5-1435 „„ . ,
= —Гоо- = 7,2 Л'М ’
ур = 453 + 145 + 1435 + 7,2 + 498 = 2538 кГ/м3.
Четвертый состав
1000— 151 — 145--11
2 • о
= 428 кГ;
Щ = 1,0-1511 = 1511 кГ;
р. 0,5-1511 , 8
= 100-0 - = 7’5 Л'М ’
Ур = 453 + 145 + 1511 + 7,5 + 428 = 2544 кГ/м3.
Если влажность крупного заполнителя превышает его водопоглощение за
30 мин, то из общего количество воды (В + Вщ) следует вычесть воду, находя-
щуюся в заполнителе.
Установленный расчетный объемный вес является исходной величиной при
контроле достаточности уплотнения запроектированной жесткой бетонной смеси.
После расчета состава бетона делают четыре пробных замеса
и определяют показатель удобоукладываемости. В случае если
полученный показатель удобоукладываемости значительно пре-
вышает заданный, составы корректируют, увеличивая количество
цементного теста. Одновременно изготавливают образцы 20х20х
Х20 см и испытывают на прочность в трехдневном возрасте, если
148
они твердели в нормальных условиях, и через день после изго-
товления, если они подвергались теплообработке. Имея резуль-
таты испытания на сжатие, можно выбирать любой из пробных
составов.
Ниже приводится рекомендуемый расход материалов на 1 ;и3
бетона марки 600 для изготовления железобетонных деталей ма-
шин исходя из характеристик, приведенных в примере: порт-
ландцемент марки 600 — 453 кГ\ вода — 145 л; песок 567 кГ\
щебень — 1360 кГ.
Приготовление бетонной смеси. Бетонная смесь должна сохра-
нять однородность, достигнутую при перемешивании компонен-
тов, обладать удобоукладываемостью, соответствующей приня-
тым методам формования и интенсивности уплотнения смеси.
Бетонные смеси по своим технологическим признакам разде-
ляются на пластичные и жесткие.
В табл. 14 приведены показатели подвижности и жесткости
различных бетонных смесей.
Для изготовления железобетонных деталей машин рекомен-
дуется применять жесткие бетонные смеси с показателем удобо-
укладываемости 40—50 сек. Водоцементное отношение должно
быть в пределах 0,31—0,42. Величина отношения веса песка к весу
щебня должна находиться в пределах 0,30—0,55.
Жесткие бетонные смеси способствуют повышению прочности
бетона, более экономичному расходованию цемента и ускорению
оборачиваемости форм, формовочных стендов и камер твердения.
Для приготовления бетонной смеси высокого качества с задан-
ными показателями свойств и экономного расходования материа-
лов необходимо обеспечить правильное и точное дозирование со-
ставляющих материалов на замес в соответствии с подобранным
составом бетона. По существующим нормам допускаемое откло-
нение в дозировании должно быть не более ± 1 % по весу для це-
мента и воды и не более ±2% для заполнителей. Такая высокая
точность может быть обеспечена только при весовом дозировании.
Жесткие бетонные смеси следует готовить в бетономешалках
с принудительным перемешиванием компонентов.
Техническая характеристика бетономешалок С-355
принудительного действия с противоточным
перемешиванием компонентов
Полезная емкость чаши в л................................500
Средняя производительность за смену в .и3.................60
Число оборотов чаши в минуту...........................6.7
Число оборотов лопастей в минуту........................31,4
Мощность двигателя в кет................................14,0
Вес бетономешалки в т..................................4,1
Только в исключительных случаях для приготовления жест-
ких смесей можно применять бетономешалки со свободным па-
дением материалов. Продолжительность перемешивания в таких
149
бетономешалках должна быть в 1,5—2 раза больше, чем с прину-
дительным перемешиванием (табл.
Таблица 14
Показатели подвижности
и жесткости бетонных смесей
15).
Таблица 15
Характеристика бетонной смеси Ь ’ * _ 5.0 S СО и «я О я СО ± С_ О % g о >. О о я я Жест- кость в сек
Особо жесткая 0 Более
200
Жесткая . . . 0 60—150
Пластичная ма-
лоподвижная . - 1—3 30—15
Подвижная . . 5—8 10—5
Весьма подвиж-
ная 10—12 —
Текучая .... 15—18 —
Рекомендуемая продолжительность
перемешивания жестких
бетонных смесей
Тип бетономешалки -Q О О Ж s Ш 0 Время переме- шивания в мин
Свободного паде- ния с наклоняющим- ся барабаном .... 500 2,5
1200 3
Принудительного перемешивания . . 500 1,5
Бетонирование, уход за бетоном и исправление дефектов
бетонирования. Укладка бетонной смеси должна быть такой,
Таблица 16
Характеристика
Показатели Глубинный вибратор Вибро- булава Глубинный вибратор с гиб- ким валом и наконечником диаметром в мм
И-50 И-86 И-22 И-21 И-116
75 50 75 50
Мощность в кет . . . . Напряжение в в ... . Число оборотов в мин . . Число колебаний в мин Вес в кг Продолжительность виб- рирования в сек при бето- не с осадкой конуса 2— 4 см Радиус действия глубин- ной проработки в см . . Толщина слоя проработ- ки в см Производительность: по поверхности слоя в ,и2/ч по бетонной смеси в м3/ч 1,0 36/220 6000 5200 20 30 30—40 20—30 30 9—20 1,5 36/220 6000 32 30 60 25—40 25—35 0,45 127/220 6000 2840 30 30 30—35 20—35 25 7,5 36,7 30 25—35 20—40 20 6 1,0 220 2840 6950 30,3 30 20 20—40 10 3 1,0 220 2840 14 000 35.3 30 25—ЗС 20—40 20 6 10 оос 31,0 30 20 20—4С 10 3
150
чтобы не допускалось ее расслоение, не было нарушено располо-
жение арматуры в бетоне и соблюдена предусмотренная черте-
жами толщина защитного слоя.
Бетонирование железобетонных деталей должно быть непре-
рывным и минимальным по времени. Укладываемую бетонную
смесь уплотняют при помощи вибраторов (табл. 16). Жесткие бе-
тонные смеси рекомендуется уплотнять глубинными вибрато-
рами И-116. Продолжительность вибрирования в каждом месте
установки вибратора составляет 30—60 сек. Признаком достаточ-
ности вибрирования служит прекращение осадки бетона. Шаг
перестановки вибраторов должен быть в пределах от 1 до 1,5 ра-
диуса их действия. Бетонную смесь укладывают слоями толщи-
ной 1,25 длины рабочей части внутреннего вибратора.
Чтобы бетон, уложенный в конструкцию, достиг марочной
прочности в естественных условиях, необходимо забетонирован-
ную конструкцию выдержать при температуре 288—298° К
(+15-25° С) и во влажной среде в течение 28 суток.
Процесс твердения бетона до проектной прочности по длитель-
ности занимает значительную часть времени в общем цикле из-
готовления железобетонных деталей машин. Ускорение этого
элс ктровибраторов
Подвесной глубинный вибратор Поверхностный вибратор Внброрейка Наружный вибратор тисковый Поверхност- ный вибратор
И-103 И-7 И-52 И-87 И-П7
7,0 0,4 0,4 0,4 0,8
— 36 36 36 36
1440 2840 2840 2840 2840
7000 2840 2840 2840 2600
403 43 125 — 30,5
15—25 60 60 — —
100—140 20—30 15—25 — —
40—60 10—30 10—25 __ —
— 25 20 — —
80—100 5—7 7 — —
151
процесса является одним из основных условий заводского произ-
водства деталей, что позволяет значительно уменьшить общий
цикл изготовления деталей, сократить сроки распалубки и го-
товности, повысить оборачиваемость форм и лучше исполь-
зовать производственные площади. Достигается это за счет
термовлажностной обработки; применения быстротвердеющих
цементов; использования обычных портландцементов высоких
марок с дополнительным их помолом; применения жестких
бетонных смесей при соответствующем повышении интенсив-
ности уплотнения; введением в смесь добавок ускорителей
твердения.
Применение жестких смесей, приготовленных на быстротвер-
деющем цементе, дает в 3-суточный срок 50—90% марочной
прочности бетона.
Основным средством ускорения твердения бетона при изго-
товлении деталей на заводе является термовлажностная обработка
в пропарочных камерах, где одновременно с температурой, при-
ближающейся к 373° К (100° С), поддерживается и повышенная
относительная влажность воздуха.
Железобетонные детали машин рекомендуется пропаривать
при температуре 343° К (70° С) по режиму 3—12—2, т. е. подъем
температуры в течение 3 ч, изотермический прогрев при темпе-
ратуре 343° К (70° С) — 12 ч и остывание 2 ч.
Для особо ответственных деталей, изготовленных на порт-
ландцементе, рекомендуется следующий режим термовлажност-
ной обработки:
подъем температуры до 313—323° К (40—50° С) в течение
2—3 ч с дальнейшим выдерживанием детали при этой темпера-
туре в течение 3 суток;
остывание в течение 1—2 ч.
После пропаривания прочность бетона достигает 70% от
марочной.
Отформованные железобетонные детали после снятия формы
могут иметь дефекты (раковины, неровности, наплывы, шерохо-
ватая поверхность детали, оголение арматуры и т. д.), которые
исправляют при подготовке детали к окраске. При исправлении
дефектов бетонирования в виде раковин открытого и закрытого
типов необходимо отбить весь слабый, рыхлый бетон и полностью
обнажить поверхность здорового бетона. Поверхность раковин
необходимо зачистить металлической щеткой и тщательно про-
мыть струей воды, после чего установить местную опалубку. Ра-
ковины заполняют бетонной смесью, приготовленной на мелком
щебне (крупность до 20 мм) с тщательным уплотнением вибрато-
рами или вручную. Не рекомендуется заделывать раковины це-
ментным раствором или тестом, так как вследствие усадки появ-
ляются трещины.
152
Шероховатую поверхность бетона необходимо зачистить ме-
таллической щеткой, промыть и затереть раствором. Наплывы
удаляют сразу же после распалубки.
Во избежание появления трещин в недостаточно [окрепшем
бетоне удалять наплывы нужно не ранее 5-—7 дней при естест-
венном твердении и сразу же после распалубки при термовлаж-
ностной обработке.
ОКРАСКА ЖЕЛЕЗОБЕТОННЫХ ДЕТАЛЕЙ МАШИН
Окраска железобетонных деталей машин предназначена для
защитного покрытия от агрессивного воздействия масел, эмуль-
сий и декоративного покрытия, придающего изделию хороший
товарный вид. На основании исследований, проведенных авто-
рами в НИИПТМАШе, для железобетонных деталей рекомен-
дуются следующие лакокрасочные покрытия и способы их нане-
сения.
Для железобетонных деталей (станины прокатных станов,
кузнечно-прессового оборудования и др.), бетонные поверхности
которых подвергаются агрессивному воздействию атмосферы,
эмульсий, масел (машинного С, индустриального 45, цилиндро-
вого 24, компрессорного), рекомендуется следующий способ. На
подготовленную поверхность наносят слой фенолформальдегид-
ного грунта ФЛ-ОЗ-К, а через 16 ч — второй слой грунта. Грунт
наносят на поверхность детали ровным тонким слоем толщиной
15—20 мк при помощи краскораспылителя КР-10 или К.Р-20
или кистью.
Грунт ФЛ-ОЗ-К (ГОСТ 9109—59) имеет хорошее сцепление
с бетонной поверхностью. После 16 ч сушки при температуре
288,15—293,15° К (15—20° С) по грунту наносят нитроцеллюлоз-
ную шпатлевку АШ-30 слоями толщиной не более 0,5 мм. Каж-
дый последующий слой шпатлевки можно наносить только по вы-
сушенному слою. Общая толщина шпатлевочных слоев должна
быть не более 1,5—2 мм. Для нанесения и разравнивания шпат-
левки вручную применяют стальные и резиновые шпатели. Шпат-
левочную массу можно наносить механическим путем, исполь-
зуя распылители типа’ РШ.
После просушки шпатлевки поверхности деталей зачищают
и шлифуют.
Механическое шлифование можно осуществлять с помощью
пневматической шлифовальной машины ШРСУ-8 или универ-
сальной пневматической машины УПМ-1. Мокрое шлифование
шпатлеванной поверхности производят абразивом зернистостью
120—140. Сухое шлифование осуществляется войлочным кругом со
шлифовальной шайбой.
Шлифовать можно как войлочным кругом, так и обычной
шлифовальной шкуркой № 100—120.
153
По шлифованной поверхности наносят два слоя толщиной по
20 мк эпоксиднонитроцеллюлозной эмали ЭП-51. Продолжитель-
ность высыхания каждого слоя эмали ЭП-51 при температуре
291,15—295,15° К (18—23° С) не более 3 ч. Для нанесения на по-
верхности окраски' следует применять высокопроизводительные
распылители К.Р-Ю, К.Р-30, 0-31, БТО-ЗМ, позволяющие окра-
шивать до 60 Л12 в час.
Для железобетонных деталей машин (станины металлорежу-
щих станков и др.), находящихся в помещениях с нормальной
влажностью, незагрязненной агрессивными газами, атмосферой и
подверженных воздействию масел и эмульсий, рекомендуется
следующий способ окраски.
На подготовленную поверхность наносят слой химически стой-
кого лака ХСЛ (ГОСТ 7313—55) с 20% наполнителя. Наполни-
телем служит портландцемент марки 500—600. Химически стой-
кий лак высыхает через 2 ч. После высыхания первого слоя на-
носят второй слой. После высыхания второго слоя наносят пер-
хлорвиниловую шпатлевку, характеризующуюся небольшой усад-
кой. При температуре 288,15—291,15° К (15—18° С) и толщине
слоя не более 0,5 мм шпатлевка высыхает в течение 2 ч. Нано-
сить шпатлевку следует небольшими участками, длиной 250—
300 мм, за два-три приема, так как она может свернуться
и отстать от поверхности детали.
При загустении шпатлевки ПХВШ-23 ее надо развести раст-
ворителем, состоящим на 12% бутилацетата, 26% ацетона и 62%
толуола. Общая толщина шпалевочных слоев не должна превы-
шать 1,5—2 мм.
Перед нанесением эмали шпатлевка шлифуется шкур-
кой № 100—120.
По шпатлеванной поверхности наносятся два слоя нитро-
глифталевой эмали НКО-23 (ГОСТ 6631—53). Время высыхания
каждого слоя 3 ч.
После высыхания нитроглифталевая эмаль НКО-23 перекры-
вается двумя слоями нитроэмали № 924 или 925, которые высы-
хают в течение часа. Толщина каждого слоя не должна превышать
15—20 мк.
Естественная сушка окрашенных деталей протекает довольно
медленно, поэтому рационально применять методы искусственной
сушки, например конвекционный метод, при котором изделия обо-
греваются горячим воздухом. Производительным методом является
также терморадиационный. Процесс сушки осуществляется теп-
лом, выделяемым поверхностью изделия, нагретой за счет погло-
щения инфракрасных лучей. Лакокрасочное покрытие нагревается
снизу от поверхности изделия и начинает твердеть вначале в ниж-
нем слое.
Это способствует хорошему и быстрому удалению паров раст-
ворителя краски, а следовательно, и ускоряет сушку.
154
МЕХАНИЧЕСКАЯ ОБРАБОТКА И ТРАНСПОРТИРОВКА
Рис. 93. Схема сил, дейст-
вующих иа закладную деталь
при строгании
В процессе изготовления железобетонных деталей машин не-
избежна механическая обработка металлических поверхностей,
которая производится на том же оборудовании, что и обработка
металлических деталей. Для них приемлемы все методы и виды
технологии механообработки. Однако имеются и некоторые ха-
рактерные для железобетонных деталей особенности.
В НИИПТМАШе авторами проведе-
ны экспериментальные исследования
прочности и жесткости анкеровки за-
кладных деталей в бетоне от воздействия
динамических нагрузок, возникающих
при строгании, сверлении и фрезеро-
вании, как основных видов механиче-
ской обработки металлических поверх-
ностей.
Работа строгального резца имеет
характер прерывистого резания. Вреза-
ние резца в заготовку в начале рабо-
чего хода сопровождается ударом. Си-
стематические удары неблагоприятно
влияют на анкеровку их в бетоне.
В процессе строгания на закладные
части действуют силы, указанные на
рис. 93, которые могут быть приведены
к одной равнодействующей У?. Равно-
действующую можно разложить на силы
Рг, Ру и Рх. Сила Рг стремится сдви-
нуть металлическую закладную часть
относительно бетона в плоскости главного (рабочего) движения
или опрокинуть закладную часть, если она имеет небольшие раз-
меры в плане и относительно большую высоту (при условии
надежного крепления детали к столу). Сила Ру прижимает за-
кладную часть к бетону детали. Сила Рх стремится сдвинуть
закладную часть относительно бетона в плоскости движения
подачи.
Соотношение между силами Рг, Рх и Р не остается постоян-
ным и зависит от геометрических элементов режущей части резца,
элементов режима резания (скорости, глубины и подачи), износа
резца, физико-механических свойств обрабатываемого металла
и условий резания. При обработке стали острым резцом с перед-
ним углом у = 15°, главным углом в плане ф = 45° и углом на-
клона главной режущей кромки Л. = 0 соотношение составляю-
щих силы резания в среднем может быть принято
Рг : Рь. : Рх = 1 : 0,45 : 0,35.
155
Исследование прочности и жесткости анкеровки длинномер-
ных, типа направляющих, металлических закладных частей в бе-
тоне производилось на железобетонных деталях с расположен-
ными в верхней части стальными пластинами 1200x300x30 лии,
с различным типом анкеровки их в бетоне.
Первый тип анкеровки представлял собой приваренные впри-
тык к стальной пластине анкеры из горячекатаной арматуры пе-
риодического профиля диаметром 10 мм и длиной заделки 15 диа-
метров. Второй тип анкеровки отличался наличием, кроме анкер-
ных стержней, поперечных ребер, приваренных к стальным пла-
стинам в тавр. В обоих случаях анкерные стержни расположены
по ширине балки в два ряда, а по длине — с постоянным шагом,
равным 200 л/jm. Бетон применялся марки 500.
Образцы строгали на продольно-строгальном станке от гидро-
привода с применением резцов из быстрорежущей стали. Режимы
резания выбирали из технологических возможностей станка, мощ-
ности привода и самого неблагоприятного воздействия на анке-
ровку образцов.
Режимы резания: глубина /=12 лии; подача 5 = 2,5 мм/дв. ход-,
скорость v = 10 м/мин. Силы резания, возникающие при строга-
нии: Рг = 4400 кГ; Ру= 1950 кГ', = 2500 кГ.
Экспериментальные исследования показали, что анкеры длин-
номерных закладных частей в процессе строгания подвергаются
сжатию от вертикальной составляющей усилия резания Ру и
имеют максимальные по величине напряжения под режущим
инструментом. ВеличиньГмаксимальных сжимающих напряжений
в анкерах (пики на осциллограмме) составляют 50—100 кПсм2.
Кроме того, при строгании возникают горизонтальные силы Рх
и Рг, сдвигающие за кладные части относительно бетона; при этом
анкеры работают на срез.
Вертикальных смещений закладных частей относительно бе-
тона с анкеровкой первого и второго типов не наблюдалось в пре-
делах точности приборов.
Зафиксированы горизонтальные смещения закладных частей
относительно бетона в направлении строгания с анкеровкой пер-
вого типа (без поперечных ребер). Величина этих смещений со-
ставляет 0,03 мм и имеет упругий характер.
У образцов с поперечными ребрами смещений в горизонтальной
плоскости в направлении строгания не наблюдалось, поэтому при
конструировании анкеров длинномерных закладных частей не-
обходимо предусматривать устройство поперечных ребер для вос-
приятия сдвигающих усилий от резания.
Видимых разрушений, трещин и отслоений не обнаружено.
Данные испытаний, полученные для анкеровки длинномер-
ных закладных частей, в полной мере можно перенести на анке-
ровку закладных частей в виде плит со значительными размерами
в плане.
156
Следовательно, возникающие при механической обработке
(строгании) длинномерных закладных частей и плит железобетон-
ных деталей машин усилия резания не представляют опасности
для прочности и жесткости их анкеровки в бетоне и строгание
можно производить на любых режимах. При этом анкеры заклад-
ных частей работают на сжатие и срез, а отрывающие и опроки-
дывающие усилия, вызывающие в анкерах растяжение, отсут-
ствуют. Некоторые предосторожности следует предпринимать при
строгании малоразмерных закладных частей в железобетонных
деталях.
Анкеры малоразмерных закладных частей по характеру своей
работы в процессе механической обработки строганием отличаются
от анкеров направляющих и плит. Для выяснения характера ра-
боты анкеров малоразмерных платиков, заанкеренных в бетоне,
были проведены экспериментальные исследования на железо-
бетонных деталях с заделанными в них платиками (рис. 94) при
отношении высоты последних к наибольшему размеру в плане
1 : 2,5. Малоразмерные закладные части типа «а», «б», «в» и «г»
отличаются различной конструкцией анкеровки их в бетоне.
Платик типа «г» для сравнения выполнен с преднамеренно ослаб-
ленной анкеровкой.
Испытание проводилось аналогично на том же продольно-
строгальном станке теми же резцами и с такими же режимами
157
резания, как и при испытании образцов с длинномерными заклад-
ными частями. Поэтому и усилия резания остались прежними.
Опыты показали, что на малоразмерные закладные части при
отношении их высоты к размеру в плане 1 : 4 и меньше в общем
случае в процессе строгания действуют опрокидывающие и
сдвигающие силы, величины которых зависят от величин уси-
лий резания и геометрических размеров платиков. Таким обра-
зом, платик находится в сложном напряженно-деформирован-
ном состоянии, что сказывается на работе анкеров. Часть анке-
ров в процессе строгания растянута, другая часть сжата.
При строгании образцов Ст. 3
Рис. 95. Схема смещений закладной
детали, зганкеренной в бетоне, при
строгании
(см. рис. 94) с площадью срезае-
мого слоя до 30 мм2 напряжения
в анкерах зафиксированы на осцил-
лограммах (рис. 94) соответственно
типам анкеровки. Разность значе-
ний растягивающих напряжений
в анкерах 1 и 2, а сжимающих —
3 и 4 объясняется наличием попе-
речной составляющей силы реза-
ния Рх, действующей в горизон-
тальной плоскости перпендикуляр-
но к продольной оси балки.
В начале каждого хода момент
врезания резца в металл сопровож-
дается ударами, вызывающими резкое нарастание напряжений
в анкерах. В анкерах закладной детали типа «а» нарастание нап-
ряжений относительно плавное, здесь работу удара восприни-
мают поперечные ребра.
Кроме растягивающих и сжимающих напряжений, в анкерах
имеет место срез.
От действия опрокидывающего момента (от составляющей Р2)
платики смещаются относительно бетона (рис. 95).
Ниже приведены величины смещений а2 и ау для различных
типов анкеровки платиков:
тип «а» — а2 = 0,05 мм/0; ау = 0,05 лл//0;
» «б» — а2 = 0,1 л«л|/0,01 мм; ау = 0,05 jwjw/0,01 мм;
» «в» — а2 = 0,1 лтл«/0,03 мм; ау — 0,15 лтл//0,05 мм;
» «г» — az = 0,3 jwjw/O, 1 мм; ау = 0,20 мм/0,1 мм.
В знаменателе указаны величины остаточных деформаций за-
кладных частей.
Как видно из приведенных данных, наиболее прочной и жест-
кой является анкеровка малоразмерных закладных частей в бе-
тоне. при воздействии усилий строгания по типу «а».
Механическую обработку малоразмерных закладных частей
в железобетонных деталях следует производить строганием при
легких и средних режимах или фрезерованием.
158
На рис. 96 показана обработка железобетонной станины тяже-
лого токарного станка мод. 1660 на продольно-строгальном станке.
При обработке отверстий в металлических закладных частях
железобетонных деталей машин могут нарушиться соединения
Рис. 96. Механическая обработка железобетонной станины тяжелого
токарного станка модели 1660 на продольно-строгально:»! станке на
Краматорском заводе тяжелого станкостроения
между металлическими частями и бетоном от воздействия сил
подачи и моментов, возникающих в процессе сверления. Это в боль-
шей мере относится к коротким отдельным платикам, заанкерен-
ным в бетоне.
При работе в сплошном материале на
сверло действуют силы, схема которых
показана на рис. 97. Действующая вдоль
оси сверла равнодействующая сила Ро, вы-
зываемая силой подачи, равна сумме проек-
ций сил, действующих вдоль оси х, т. е
Ро = 2РХ + Рп.к + 2РЛ,
где Рп.к—сила, создаваемая при внедре-
нии в материал поперечной
Рие. 97. Схема сил, дей-
ствующих на закладную
деталь при сверлении
кромки сверла;
Рл — сила трения сверла об обрабо-
танную поверхность.
Суммарный крутящий момент сопротив-
ления Мс, действующий на сверло, складывается из момента М
от сил Рг, момента Мп. к, создаваемого силами, действующими на
поперечной кромке, и момента Мл от сил трения на цилиндриче-
ских ленточных сверлах, т. е.
мс = м + мп.к + мл.
159
Чтобы выяснить возможность смещения платиков в бетоне и
величину этого смещения, был проведен ряд опытов [10].
Были испытаны бетонные образцы размером 20x20x20 см
с заделанными в них платиками, различных типов анкеровки,
которые подвергались обработке сверлением. При сверлении от-
верстий в опытных образцах выбирали самые тяжелые режимы ре-
зания. Диаметр спирального сверла — 48 мм, число оборотов
сверла в минуту — 54, подача — 0,1 мм/об.
В процессе сверления на образцы действовали усилие подачи
Ро = 540 кГ и крутящий момент Мс = 560 кГсм.
В результате испытаний было установлено, что металлические
закладные части образцов всех вышеуказанных серий не полу-
чили предполагаемого смещения (в пределах чувствительности
приборов). Даже платик, лишенный анкеровки, не сместился.
Силам резания в этом случае противостояли силы склеивания ме-
талла с бетоном.
Таким образом, сверление как один из видов механической
обработки при изготовлении железобетонных деталей машин не
представляет опасности для прочности и жесткости анкеровки
металлических закладных частей в бетоне и может производиться
на любых режимах.
Закаленные с применением нагрева токами высокой частоты
чугунные направляющие железобетонных станин шлифуют при
черновых проходах (в количестве 12—15) со скоростью продоль-
ной подачи стола 9—10 м/мин и глубиной шлифования 0,02—
0,03 мм/дв. ход-, при чистовых проходах (в количестве 4—5) ско-
рость продольной подачи 2—3 м!мин и глубина 0,01 мм!дв. ход. При-
пуск под шлифование закаленных направляющих 0,10—0,15 мм.
Наиболее важной технологической особенностью является то,
что механическая обработка железобетонных деталей машин мо-
жет производиться только после нанесения на бетонные поверхно-
сти защитных покрытий (лакокрасочных или других) для предо-
хранения бетонных поверхностей от масел и эмульсий. Чаще всего
производится огрунтовка поверхностей.
Транспортируют железобетонные детали так же, как и метал-
лические. В их конструкциях предусматривают транспортиро-
вочные отверстия или окна. В некоторых железобетонных дета-
лях, преимущественно небольших размеров (подмоторные, под-
моторно-подредукторные плиты и др.), для строповки предусмат-
риваются рымные пуговицы. Выбор способа транспортирования
обусловливается в значительной мере местными условиями и на-
личием кранового оборудования и транспорта. Для строповки
применяют канаты и стандартные стальные валики, которыми
пользуются при транспортировании чугунных станин станков
того же типа.
В крупногабаритных, тяжеловесных и в особенности длинно-
мерных железобетонных деталях, типа станин тяжелых станков,
160
число и взаимное расположение точек подвески выбирают из усло-
вия их расчета на транспортирование. Размеры транспортиро-
вочных валиков и штырей, а также диаметры канатов должны со-
ответствовать характеру изделия и его весу.
ИЗГОТОВЛЕНИЕ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ
ЖЕЛЕЗОБЕТОННЫХ ДЕТАЛЕЙ
Предварительно напряженные конструкции различают по виду
арматуры, типу ее анкеровки и способу соединения с бетоном,
а также при применяемым способам и устройствам для натяжения
арматуры и передачи сил предварительного натяжения на бетон.
T777h777777777777777777777T777777777777T7777-.
а)
0
Рис. 98. Способы создания предварительного натяжения
арматуры:
а — натяжение арматуры на упоры; б — то же, на бетон;
I—до обжатия бетона; II—после обжатия бетона
По способам и устройствам для натяжения арматуры разли-
чают: системы с арматурой, натянутой на бетон после его твер-
дения (случай анкеровки на концах элемента) (рис. 98, б); системы
с арматурой, натянутой на упоры до бетонирования (стержни
со сцеплением) (рис. 98, а); другие системы предварительного
напряжения (применение расширяющего цемента, системы с са-
мообжатием).
Изготовление напряженных конструкций, выполняемых с на-
тяжением арматуры на бетон, рекомендуется при производстве
крупноразмерных базовых деталей машин. Процесс изготовления
напряженных элементов с арматурой, натянутой после твердения
бетона, состоит из: бетонирования конструкции с образова-
нием каналов для арматурных элементов; установки арматурных
11 А. И. Дрыга 1138 161
элементов; крепления анкерных устройств к арматуре; натяжения
арматуры и защемления натянутой арматуры в анкерных устрой-
ствах; заполнения каналов цементным раствором.
Каналы для размещения арматурных элементов получают либо
путем установки металлических трубок или кожухов, остающихся
в конструкции, либо с помощью формовочных приспособлений —
каналообразователей. Применяемые для каналов металлические
трубки монтируют на арматурный элемент и устанавливают вместе
с ним в опалубку или форму до бетонирования изделия.
Трубка соединяется с анкерной обоймой при помощи патрубка
и место стыка герметически заделывается, что предотвращает
проникновение раствора.
Существует способ образования каналов в теле бетона при
помощи формующих приспособлений. Однако в таких каналах
потери на трение стержней о бетон выше, чем в каналах, облицо-
ванных металлом. Применяют также каналообразователи в виде
толстостенных резиновых трубок с металлическим сердечником
или без него. Сердечник (стержень или пучок проволок), смазан-
ный жидким мылом, вводят в трубку до ее установки в опа-
лубку. После затвердения бетона извлекают сердечник, а затем
трубку.
Наиболее простым и удобным является каналообразователь
из стальных труб. Трубы, уложенные и забетонированные в кон-
струкции, извлекают лебедкой вскоре после бетонирования.
Для фиксации проектного положения арматурных элементов
и каналообразователей, устанавливаемых в опалубку до бетони-
рования, в составе арматурного каркаса должны быть преду-
смотрены фиксирующие детали в виде рамок, сеток штырей, скоб,
которые надежно связаны с жесткой конструкцией опалубки или
с жестким арматурным каркасом.
Арматура, натягиваемая на бетон, применяется в виде пучков
проволок и отдельных стержней. Арматурные пучки изготавливают
из стальной круглой углеродистой проволоки. Для закрепления
пучков высокопрочной проволоки следует применять анкеры
в виде стальных цилиндрических колодок и конусных пробок,
запрессованных в колодки домкратами двойного действия после
натяжения арматуры, и гильзовые анкеры, закрепляемые на бе-
тоне гайками после натяжения пучка.
Для закрепления напрягаемой стержневой арматуры приме-
няют анкеры в виде концевых элементов с винтовой резьбой и
гайкой (см. рис. 31 и 32).
Натягивать арматуру по этому способу можно не раньше чем
бетон достигнет прочности, указанной в проекте конструкции.
Натяжение производится в два этапа: первый этап — выпрямление
арматуры в канале (свободная вытяжка), второй этап — натяжение
арматуры. Арматуру необходимо натягивать одновременно двумя
домкратами с двух концов железобетонной конструкции. Допу-
162
скается натяжение прямых пучков и стержней с одной стороны
при длине канала не более 18 м.
Заключительной операцией является заполнение каналов це-
ментным тестом или раствором под давлением. Цементное тесто
или раствор защищают арматурные пучки и стержни от ржавле-
ния и обеспечивают сцепление их с бетоном конструкции. Приго-
товленный раствор нагнетается в каналы механическим или руч-
ным растворонасосом через наконечник резинового шланга.
Кроме линейного натяжения, при изготовлении железобетон-
ных деталей машин получил распространение способ непрерывной
намотки напряженной проволоки на затвердевший бетон детали.
Этот способ успешно применен НИИЖБом при изготовлении
железобетонных станин прессов различной мощности.
Изготовление предварительно напряженных конструкций с на-
тяжением арматуры на упоры до бетонирования разделяется на
три вида.
Первый — это армирование высокопрочной проволокой диа-
метром от 2,5 до 6 мм периодического профиля. Совместная работа
проволочной арматуры с бетоном обеспечивается за счет надеж-
ного сцепления проволоки с бетоном по всей длине изделия. Вы-
сокопрочную проволоку натягивают на упоры форм или поддонов
с помощью гидродомкратов или электронагрева.
Второй вид — армирование непрерывной обмоткой. Непре-
рывная обмотка выполняется машинами путем обмотки натяну-
той проволоки по штырям или упорам поддонов, формы контуров
и стендов. При этом места перегиба напрягаемой проволоки могут
располагаться в теле конструкции или за ее пределами.
Третий — армирование стержневой горячекатаной арматурой,
натягиваемой до бетонирования на упоры стенда, формы или мат-
рицы и работающей совместно с бетоном за счет надежного сцеп-
ления с ним по всей длине изделия. Стержневую арматуру натя-
гивают на упоры с помощью гидравлических домкратов или элек-
тронагрева.
Выбор оборудования для натяжения арматуры (по способам
натяжения арматуры на упоры и на бетон) производится в соответ-
ствии с проектами предварительно напряженных деталей. Натяги-
вать арматуру можно механическим способом с помощью натяж-
ных машин или гидравлических и винтовых домкратов, системы
блоков, рычагов и подвешиваемого к ним груза, приводных гайко-
вертов или динамометрических тарированных гаечных ключей
при навинчивании гаек на резьбу захватного устройства или ар-
матуры.
Гидравлические домкраты двойного действия применяют для
натяжения пучковой арматуры и закрепления ее в напряженном
состоянии при помощи конической стальной пробки.
Однопоршневыми домкратами натягивают стержневую арма-
туру и пучки проволоки с гильзовыми анкерами.
И* 163
Термическое натяжение арматуры основано нс линейном рас-
ширении стали при нагреве арматуры электрическим током. Су-
ществует несколько вариантов термического натяжения арма-
туры.
Например, концы удлинившейся при нагреве арматуры закреп-
ляют в захватах упоров (при натяжении на упоры) или в анкерах
(при натяжении на затвердевший бетон). С охлаждением арматура
натягивается. После этого конструкцию бетонируют (при натяже-
нии на упоры). Нагревают арматуру с помощью специальных уста-
новок.
Можно покрывать арматуру слоем термопластического мате-
риала, после чего бетонировать деталь. С нагревбм арматуры тер-
мопластик размягчается. Он не препятствует перемещению удли-
няющийся арматуры, концы которой закрепляются в захватах,
опирающихся на бетон, и в таком положении арматура остывает.
При охлаждении арматуры термопластическое покрытие твер-
деет, в результате чего создается сцепление между арматурой и
бетоном.
Кроме натяжения арматуры на бетон и на упоры, существуют
другие способы предварительного напряжения.
Химическое предварительное напряжение производится по-
средством применения бетона на расширяющемся цементе.
В процессе твердения бетон расширяется и происходит удли-
нение связанной с ним арматуры.
Растягивающие усилия, возникающие в арматуре, передаются
на бетон, обжимая его. Расширяющийся цемент дает возможность
без применения дополнительного оборудования получить задан-
ное натяжение арматуры за счет энергии расширяющегося бетона.
Для измерения усилий, действующих в напрягаемой арматуре,
используют ряд приемов и соответствующих измерительных при-
боров и приспособлений.
Наиболее распространенным приемом является измерение кон-
цевого усилия. Для этого используют гидравлический натяжной
домкрат. Величину силы натяжения контролируют по показа-
телям гидравлического манометра, присоединенного к гидравли-
ческому цилиндру домкрата.
При измерении концевого усилия необходимо учитывать и
исключать потери натяжения, возникающие после окончания
операции натяжения из-за обмятия шайб и гаек анкерного уст-
ройства и проскальзывания проволоки в анкере при заталкива-
нии клина.
Величину натяжения также определяют, измеряя общее удли-
нение арматурного элемента путем замера перемещения подвиж-
ного захвата натяжной машины, домкрата или перемещением
меток, нанесенных на концах стержней арматурного элемента
относительно торца конструкции. Этот прием в основном исполь-
зуют при электротермическом натяжении арматуры.
164
При натяжении арматуры на форму удобно пользоваться обыч-
ным индикатором часового типа с ценой делений 0,01 мм, снаб-
женным удлинительной штангой и устройством для закрепления
прибора к проволоке.
СТАНИНА ТЯЖЕЛОГО ТОКАРНОГО СТАНКА МОДЕЛИ 1660
Железобетонная станина изготовлена Краматорским
НИИПТМАШем с участием Краматорского завода тяжелого стан-
костроения.
Изготовление станины производилось на стенде, установлен-
ном в пропарочной камере ямного типа.
Чугунные направляющие сделаны в виде длинномерных от-
ливок (длиной до 9 м) из чугуна марки СЧ 21-40. Вес широкой
направляющей —2,5 т, узкой — 1,5 tn. После отливки направ-
ляющие подвергали термической обработке — отжигу.
Опорную стальную плиту под переднюю бабку изготовляли
из листового проката и уголков. После сварки плиту подвергали
отжигу для снятия внутренних напряжений и деформаций.
Металлический каркас станины собирали следующим образом.
Металлические сварные опорные узлы своей опорной поверх-
ностью укладывали на стенд таким образом, чтобы их фасадные
вертикальные плоскости совместились в одну плоскость, прохо-
дящую через базисную линию. Чтобы уменьшить деформацию при
сварке и предохранить от смещений, опорные узлы крепили
к стенду струбцинами. Затем укладывали в проектное положение
на промежуточные платики опорных узлов выправленные и очи-
щенные рабочие арматурные стержни и после тщательной про-
верки геометрических размеров приваривали эти стержни к опор-
ным узлам. Все стержни плоского каркаса приваривали парал-
лельно от узла к узлу. При таком способе приварки деформации
почти полностью устраняются. После этого плоский каркас ниж-
него пояса станины был снят со стенда и была проведена установка
и выверка чугунных направляющих и плиты под переднюю бабку.
На стенд укладывали деревянные бруски, на которые устанавли-
вали обе направляющие и плиту зеркалом вниз и тщательно вы-
веряли их с помощью уровня и нивелира. При установке направ-
ляющих и стальной плиты точно соблюдались размеры, заданные
проектом, так как закладные детали могут при сборке получить
значительные смещения и величина припуска на окончательную
механическую обработку может оказаться недостаточной.
После окончательной выверки положения направляющих и
плиты выполнялась их стыковка путем сварки арматурных стер-
жней, заделанных в торцы направляющих при отливке, со сталь-
ной плитой.
Следующей технологической операцией была сборка простран-
ственного арматурного каркаса. Для установки плоских гори-
зонтальных каркасов с опорными платиками в проектное положе-
1138 165
ние применяли специальные винтовые приспособления, соединен-
ные попарно перекладинами из труб диаметром 36 мм. Плавным
вращением ручек винтовых приспособлений добивались проект-
ного положения опорных плоскостей опорных узлов, С помощью
отвеса, линейки, угломера, нивелира и машиностроительного
уровня выверяли положение опорных пл'атиков плбскйх каркасов
относительно узкой и широкой чугунных направляющих. После
окончательной проверки проектных отметок фиксировали плоские
каркасы отдельными стержнями и маячными хомутами. Затем
снимали и собирали каркасы балок (рис. 99),
Каркасы балок собирали в. определенном порядке. Вначале
размечали места установки хомутов и других стержней, затем
' Рис. 99. Сборка металлического каркаса
раскладывали их в технологической последовательности, прива-
ривая их к стальным полосам.
Сборку каркаса передней части станины начинали с установки
и закрепления боковой рамы, предназначенной для крепления
коробки подач суппорта. Установку и выверку рамы производили
с помощью отвеса и угломера. Рама после установки и закрепления
должна быть строго перпендикулярна к нижней плите. Отклоне-
ния ее боковых поверхностей от заданного положения не должны
выходить за пределы припусков, оставленных на окончательную
механическую обработку после бетонирования. Затем собирали
каркас передней части.
После сборки каркасов балок и каркаса под переднюю часть
устанавливали внутренние щиты опалубки балок и диафрагм,
а затем монтировали предохранительные листы диафрагм и обли-
цовочные листы балок с приваренными к ним анкерами.
Сборку каркасов диафрагм начинали с установки хомутов,
сквозь которые продевали горизонтальные наклонные рабочие
стержни.
Одновременно со сборкой каркасов диафрагм вели монтаж и
закрепление платиков и труб для транспортировочных валиков.
Хомуты, охватывающие трубы и связывающие их с полосой, из-
готавливали из арматуры периодического профиля с загибом в го-
рячем состоянии по трубе. Они должны плотно облегать трубу.
166
После сборки каркаса и установки платиков тщательно осмат-
ривали и проверяли положения стержней каркаса и платиков,
устраняли замеченные дефекты и очищали сварные швы от шлака.
После продувания каркаса сжатым воздухом с целью очистки от
шлака и мусора устанавливали предохранительные сетки, кото-
рые привязывали к каркасу проволокой.
Для предотвращения заплывания цементным молоком откры-
тых металлических поверхностей платиков, направляющих и
внутренних поверхностей монтажных труб их смазывали тонким
слоем отработанного машинного масла. На этом работа по под-
готовке каркаса-к установке опалубки заканчивалась.
Для изготовления ста-
нины была принята дере-
вянная опалубка из сосно-
вых досок толщиной 40 леи
и брусьев.
Опалубка представляет
собой деревянную щитовую
сборно-разборную конст-
рукцию, Состоящую из на-
ружных и внутренних щи-
тов балок (рис. 100), щитов
диафрагм и брусков крепле-
ния. Для получения хоро-
ших бетонных поверхностей
Рис. 100. Схема установки опалубки:
1 — узкая направляющая; 2 — широкая направ-
ляющая; 3—диафрагма; 4—щиты опалубки
внутренние поверхности щитов облицованы кровельным листом.
Опалубку в проектное положение устанавливали в строго опре-
деленной последовательности, увязывая с арматурными работами.
Так, внутренние щиты опалубки балок и щиты диафрагм уста-*
навливали после сборки каркаса балок и обязательно до сборки
каркаса диафрагм. Затем собирали наружные щиты балок и рас-
крепляли опалубку планками.
Для изготовления станины применялся бетон марки 500. Бетон-
ную смесь уплотняли с помощью глубинных вибраторов И-116..
Бетонировали станину непрерывно в течение 4 ч.
Для сокращения времени твердения бетона применяли искус-
ственный ускоряющий метод — термовлажностную обработку
в паровоздушной среде со следующим режимом: подъем темпера-
туры до 308,15—313,15° К (35—40° С) в течение 3 ч; пропарка
в течение 24 ч при той же температуре; снижение температуры при
закрытой камере со скоростью 10 град/ч-, выдержка при 15 ± 5°
в течение трех суток.
После остывания поверхности станины до температуры окру-
жающей среды и достижения бетоном соответствующей прочности
производилась распалубка станины. Сначала были сняты щиты
с наружных и торцовых, а затем с внутренних поверхностей
балок. После этого извлекали ящики, образующие пустоты.
167
Окраска станины состояла из следующих основных операций:
подготовки поверхности к огрунтовке, огрунтовки, шпатлевки,
повторной огрунтовки и окраски нитроэмалями.
Грунты, шпатлевки и нитроэмали, применяемые для окраски
железобетонной станины, маслостойкие, разведенные на основе
мочевинных и формальдегидных растворителей.
В качестве материала огрунтовки применялся нитро-
грунт УБГ-1. Шпатлевку поверхностей выполняли нитрошпат-
левкой АШ-30 с последующей зачисткой наждачной бумагой.
После зачистки наносили вторичную огрунтовку. Такая обработка
поверхности полностью защищает бетон от агрессивного влия-
ния масел и охлаждающих жидкостей в процессе механической
обработки и сборки. После механической обработки, сборкй и ис-
пытания всех узлов станка был нанесен окончательный слой нитро-
эмали 924.
Технология окончательной обработки железобетонной ста-
нины ничем не отличалась от обработки чугунных станин такого же
типа и производилась на тех же станках. В результате чистовой
механической обработки с рабочих поверхностей станины был
снят припуск, оставленный на неточность изготовления.
СТАНИНА БЕСЦЕНТРОВО-ТОКАРНОГО СТАНКА МОДЕЛИ 9340
Ново-Краматорский машиностроительный завод изготовил для
Краматорского завода тяжелого станкостроения серию железо-
бетонных станин, описание конструкции которых дано ранее.
Изготовление железобетонных станин производили в пропа-
рочной камере ямного типа. Металлическую облицовку (рис. 101)
изготовляли из стального листа толщиной 2 мм. Для сборки ее
с платиками предусматривались отверстия. Посредине в обли-
цовке размещался желоб для стока масла. После. изготовления
была проведена проверка на герметичность сварных швов.
Торцевой платик сваривали из стальных листов (рис. 102).
С одной стороны приваривали лист толщиной 10 мм, с другой сто-
роны — бобышки с желобом в местах крепежных резьбовых от-
верстий.
Направляющие, опорные узлы и торцевой платик после сварки
подвергались механической обработке с припуском 8—10 мм.
Пригонка металлических закладных частей осуществлялась при
монтаже их в опалубке.
Деревянная опалубка, состоящая из боковых, торцевых щи-
тов и нижней опорной рамы (рис. 103), изготовлялась в столяр-
ной мастерской. Чтобы увеличить срок службы опалубки, рабочие
поверхности щитов облицовывали тонким стальным листом тол-
щиной 0,25 мм.
Для образования пустот были изготовлены деревянные ящики.
Их делали разборными, чтобы можно было вынуть из конструкции
после бетонирования.
168
Рис. 101. Металлическая об-
лицовка:
1 — стейка торцевая; 2 — окно
для платика; 3—желоб; 4—окно
слива масла; 5—лист; 6 — вырез
под ребро •
1300
Рис. 102. Торцовый платик:
/—ребро; 2 — лист; 3— бобышка; 4 — желоб; 5 — платик; 6 — стакан
Рис. 103. Опалубка железобетонной станины:
/ — стяжной брус; 2 — клин; 3 — боковой, щнт; 4 — осно-
вание; 5—брус; 6 — ящик для образования пустоты
169
Щиты опалубки крепили с помощью деревянных клиньев.
Арматурный каркас для упрощения его изготовления был раз-
бит на ряд элементов. Каждый элемент каркаса — нижняя его
Рис. 104. Соединение торцового платика
с направляющей:
1 — торцевой платик; 2 — косынка;
правляющая
часть, рабочая сетка и т. д. —
изготавливался отдельно.
На монтаж и сборку опа-
лубки, металлических заклад-
ных частей и арматурного
каркаса был разработан под-
робный технологический про-
цесс с указанием времени на
каждую операцию (см. при-
ложение, табл. 2)
Монтаж закладных частей
в опалубке начинали с уста-
новки на деревянные бруски
направляющих, которые вы-
веряли и закрепляли на стен-
де. Затем монтировали торцевой платик, который устанавливали
непосредственно на направляющие. При этом контролировали
<3 — на-
прилегание опорных мест торцевого платика к направляющим
Рис. 105. Анкеровка заднего платика
и перпендикулярность его к плоскости стенда. Для обеспечения
жесткости соединения к направляющим и торцовому платику
приваривали косынки (рис. 104). После этого устанавливали
задний платик и платики под упоры каретки.
170
Наиболее трудоемким оказался монтаж металлической об-
лицовки, которая своими краями упирается в вертикальные
стенки направляющих. Во избежание деформаций облицовку
к направляющим приваривали прерывистым швом.
Для лучшего прилегания облицовки к направляющим ее на-
гружали сверху. Сливную трубу приваривали к облицовке таким
образом, чтобы вырез в трубе и отверстие в облицовке совпадали.
Монтажные арматурные работы начинали с приварки анкер-
ных стержней к платикам, торцовому платику и облицовке.
Рис. 106. Изготовление металлического каркаса
железобетонной станины
Затем к вертикальным стенкам направляющих приваривали хо-
муты. Для усиления анкеровки заднего платика, воспринимаю-
щего большие сдвигающие усилия в процессе эксплуатации станка,
к нему приваривали два наклонных стержня (рис. 105). Далее
следовала установка рабочей сетки, нижней части каркаса, вер-
тикальных стержней внутренних балок; приварка гнутых стерж-
ней к рабочим продольным стержням каркаса, к торцовому пла-
тику и монтаж труб для транспортирования (рис. 106).
Сборка опалубки заключалась в установке боковых щитов,
деревянного упора под задний платик и соединительных брусков
с клиньями.
Бетон в конструкции уплотняли ручными вибраторами. После
бетонирования станины подвергались термовлажностной обра-
ботке. На рис. 107 изображены секции железобетонной станины
в пропарочной камере (опалубка снята), а на рис. 108 показана
погрузка секции.
После изготовления станины подвергались механической об-
работке. В отличие от механической обработки чугунных станин
171
Рис. 107. Секции железобетонной'станины в пропарочной камере
Рис. 108. Отгрузка железобетонной станины
172
у железобетонных отсутствует обдирочная операция (черновое
строгание), а отверстия для фундаментных болтов в опорах свер-
лят до бетонирования.
При монтаже закладных частей, каркаса и опалубки был
выполнен хронометраж операций с выделением производительных
и непроизводительных затрат. Полученные данные приведены
в табл. 17, из которой видно, что общее время на монтаж умень-
шается по мере повторяемости железобетонных станин в произ-
водстве и на IV и III секциях время на монтаж равно 158 чел.-час.
против 227,5 на I секции. Это объясняется тем, что при изготов-
лении первой секции высок процент непроизводительных затрат
(до 26%), связанный с освоением производства. В среднем трудо-
емкость монтажа одной секции равна 158 чел.-час.
Таблица 17
Хронометрические данные монтажа закладных частей каркаса
и опалубки
Очередность изготовления Общее время в чел.-час. Затраты в чел.-час. Процент непроизво- дительных затрат к общему времени
производи- тельные непроизво- дительные
I секция 227,5 160,6 56,9 25,8
II секция 160,9 125,0 35,9 22,4
III секция 158,0 122,0 36,0 22,8
IV секция 158,0 122,0 36,0 22.8
Полная трудоемкость изготовления железобетонной секции
станины (без механообработки) равна 374,8 чел.-час. Трудоем-
кость изготовления опалубки (41,6 нормо-час) делится на число
раз ее использования (в нашем случае опалубка использо-
валась 4 раза). По данным Краматорского завода тяжелого стан-
костроения, трудоемкость получения отливки чугунной секции
станины равна 699,8 нормо-часов, из них 482,1 нормо-часа — тру-
доемкость получения отливки; 871 нормо-час — трудоемкость из-
готовления модельного комплекта, которая также делится на число
раз его использования, т. е. на 4 (217,7 нормо-час).
Таким образом, трудоемкость изготовления железобетонной
секции на 325 нормо-часов меньше трудоемкости получения чугун-
ной отливки, что составляет около 46%.
Анализ трудозатрат и организации производства при изго-
товлении железобетонных станин показывает, что необходимо
организовать специализированное производство, оснащенное стен-
дами и приспособлениями.
173
РАМА РОЛЬГАНГА С ИНДИВИДУАЛЬНЫМ ПРИВОДОМ
НИИПТМашем изготовлена железобетонная рама рольганга
(см. рис. 35) для прокатного стана.
Металлические закладные части изготавливали сварными из
листа Ст. 3 и труб Ст. 0. На рис. 109 показаны металлические за-
кладные части. Арматурный каркас рамы изготавливали из стерж-
ней периодического профиля класса А—II диаметром 10 мм.
После сборки каркаса рамы тщательно проверяли положение
стержней каркаса, закладных частей, скрытых монтажных петель
и очищали сварные швы от шлака.
Рис. 109. Металлические сварные закладные
части рамы рольганга
Опалубка для рамы рольганга представляет собой деревян-
ную сборно-разборную конструкцию (рис. 110).
Опалубку в проектное положение устанавливали в строго оп-
ределенной последовательности, увязывая с установкой заклад-
ных деталей и арматурных каркасов. При сборке опалубки ее
щиты в местах соприкосновения с бетоном для предохранения
от сцепления с ним смазывали отработанным машинным маслом.
Сборку опалубки начинали с установки и выверки нижнего
щита основания 1. Затем устанавливали ящик 10 с бруском для
образования пустоты, внутренние боковые щиты 5, внутренние
торцовые щиты 7 и закрепляли их. Производилась установка ме-
таллических закладных частей, скрытых монтажных петель,
сборка и сварка арматурного каркаса. После монтажа металли-
ческого каркаса сжатым воздухом выдували щепки, пыль, шлак
и опилки. Сборку опалубки заканчивали установкой наружных
-боковых 3 и торцовых щитов 8. Опалубку снизу раскрепляли
брусками 2, 9, а сверху брусками 6.
Раму рольганга бетонировали повернутой на 180° по отноше-
нию к рабочему положению.
Для приготовления бетона были применены следующие мате-
риалы: цемент портландский Амвросцевского цементного завода,
174
активностью 55,5- 10е н/м3 (566 кГ/ои2),*-песок кварцевый, средне-
зернистый, мытый, Игнатопольского карьера, с модулем крупно-
сти 2,24 и объемным весом 1569 кГ/м3-, щебень сиенитовый,. Каль-
чикского карьера, с наибольшей крупностью зерен 25 мм и объ-
емным весом 1511 кГ!м3\ вода питьевая водопроводная.
Расход материалов на 1 м3 бетона: цемента — 451 кГ, песка —
671' кГ, щебня — 1240 кГ, воды — 152 л.
Рис. 110. Деревянная щитовая опалубка рамы рольганга
Бетонную смесь в конструкцию укладывали одним слоем на
всю высоту рамы, учитывая, что высота рамы всего 350 мм. Уплот-
няли бетонную смесь глубинными вибраторами типа И-116. По
окончании укладки бетонной смеси верхнйй слой бетона тщательно
выравнивали й заглаживали. Одновременно с изготовлением
железобетонной - рамы' рольганга; изготавливали бетонные ку-
бики для испытания и определения предела прочности на
сжатие.
Забетонированную железобетонную раму рольганга и кубики
подвергали термовлажностной обработке по следующему режиму:
подъем температуры до 358,15° К (85° С) — 3 ч; выдерживание
при температуре 360° К (85—87° С) — 18 ч; затем снижение тем-
пературы и постепенное охлаждение.
В результате испытания кубиков 10 X 10 X10 см получена сред-
няя, прочность, приведенная к нормальным образцам, равная
39,2- 10е н!м3 (400 кГ/см3).
175
ПЛИТА ПРИВОДА ДИСКОВЫХ ножниц
НИИПТМАШем совместно со Старо-Краматорским машино-
строительным заводом изготовлена железобетонная плита привода
дисковых ножниц для прокатного
Рис. 111. Поперечное сечение дисковых
ножниц:
а — чугунной; б — железобетонной
стана 1700, которая в плане
имеет «Г»-образную форму с
наибольшим габаритным раз-
мером, равным 2560 мм. Вы-
сота плиты — 665 мм.
В верхней части плиты
размещаются платики под
установку электродвигателя
и редуктора.'К фундаменту
плита крепится с помощью
анкерных болтов, вставляе-
мых в отверстия металличе-
ских опорных узлов (рис, 111).
Крепление редуктора и дви-
гателя к плите осуществляет-
ся с помощью шпилек. Бетон
принят марки 500. Арматур-
ный каркас—сварной, состоя-
щий из ряда плоских карка-
сов. Для армирования приме-
нена арматурная сталь класса
А—II диаметром 14—20 мм.
Металлические закладные
части анкерятся в бетоне с по-
мощью стержней-коротышей. Изготовляли плиту в деревянной
опалубке, состоящей из боковых щитов и поддона. В последнем
имелись углубления ниши для размещения в них платиков. Глу-
Рис. 112. Размещение закладных частей в опалубке и
крепления щитов:
I — днище; 2 — закладная часть; 3 —- боковой щит
бина ниш равна возвышению платиков над бетонной поверхно-
стью плюс припуск на механическую обработку. Для опирания
щитов на поддоне предусматривалось возвышение высотой 15 мм
(рис. 112), а в боковых щитах, в местах опорных узлов,—гнезда!;
176
Платики сваривали из стальных листов. В местах отверстий
к листам приваривали бобышки таким образом, чтобы при сверле-
нии сверло не выходило в бетон.
Плоские каркасы и сетки изготовляли из отдельных стержней.
Монтаж закладных частей начинали с установки платиков в окна
поддона и приварки к ним анкерных стержней. После этого укла-
дывали рабочие сетки и вертикальные плоские каркасы, которые
соединялись с помощью отдельных стержней в пространственный
каркас. Монтаж завершался установкой нижней части арматур-
ного каркаса с узлами опор и труб для транспортирования. На
рис. 113 изображен арматурный каркас в опалубке перед бетони-
рованием. После укладки бетона плиту подвергали термовлажност-
ной обработке в пропарочной камере, которая осуществлялась по
следующему режиму: выдержка бетона до пропаривания — 4 ч;
подъем температуры до 343° К (70° С) г— 3 ч; выдержка при тем-
пературе 343° К (70° С) — 10 ч; охлаждение — 3 ч.
Таким образом, общий цикл пропаривания составлял 16 ч.
После распалубки устраняли мелкие дефекты бетонирования —
наплывы и рыхлости. Для защиты бетонных поверхностей от масел
их покрывали защитными составами.
На рис. 114 изображена железобетонная плита привода после
распалубки. Трудоемкость изготовления железобетонной плиты
составила 162,68 чел.-час. и распределялась по видам работ сле-
дующим образом: изготовление опалубки — 40,78; изготовление
металлических закладных частей — 48,8; изготовление арматур-
ного каркаса — 19,5; монтажные работы — 32,5; бетонирова-
ние — 15,1; отделочные работы — 6,0.
Соответственно трудоемкость изготовления металлической
плиты составляет 319,7 нормочасов и складывается из следующих
величин: формовка — 28,96; сборка и изготовление стержней —
78,19; заливка, выбивка — 3,0; обрубка — 21,0; изготовление
модели — 188,7.
Таким образом, трудоемкость изготовления железобетонной
плиты.на 157 нормочасов (49%) меньше трудоемкости изготовле-
ния металлической плиты \
ЖЕЛЕЗОБЕТОННЫЕ ПЛИТЫ
Подмоторные плиты. Железобетонные подмоторные плиты бе-
тонировались в перевернутом положении. Опалубку устанавли-
вали за два приема. Вначале ставили нижний щит (днище), а за-
тем монтировали металлический каркас. Остальные элементы
опалубки (боковые щиты и внутренний блок) устанавливали после
окончательной сборки каркаса.
1 Трудоемкость механической обработки железобетонной и металлической
цлиты одинакова и в расчете не учитывалась.
12 Д. И. Дрыга 1138 177
Сборку металлического каркаса начинали с установки в гнезда
днища опалубки закладных частей узлов сопряжения электродви-
гателя с плитой (рис. 115). Затем устанавливали плоские арма-
Рис. 113. Арматурный каркас в опалубке перед бетонированием
турные каркасы, которые сваривали совместно с закладными
частями в единый пространственный металлический каркас. Опор-
Рис. 114. Железобетонная плита привода после распалубки
ные карманы окончательно выставляли и закрепляли после уста-
новки боковых щитов и их закрепления.
Перед укладкой бетона проверяли все размеры, правильность
и надежность сборки арматурного каркаса и закладных частей,
178
надежность крепления элементов опалуоки, а также очистку кар-
каса и опалубки от мусора.
Бетонную смесь уплотняли глубинными вибраторами. Бетон
применялся марки 500 при водоцементном отношении 0,32. После
бетонирования плита подвергалась термовлажностной обработке
по режиму: медленный подъем температуры до 343° К (70° С);
выдерживание при этой температуре в течение 12 ч, а затем мед-
Pi:c. 115. Монтаж металлического каркаса подмоторной плиты
ленное остывание в течение 3 ч. После окраски была выполнена
механическая обработка поверхностей сопряжения плиты с элек-
тродвигателем. Опорные узлы механической обработке не подвер-
гались.
Железобетонная плита привода. Плита привода имела такую
же технологию изготовления, как и подмоторная плита.
Вначале устанавливали нижний щит опалубки и узлы сопря-
жения плиты с электродвигателем и редуктором, а также заклад-
ные части для крепления предохранительных кожухов. К заклад-
ным частям заранее приваривали анкеры. Затем укладывали сетки
и боковые закладные части (платики для приварки рымных
пуговиц и кронштейнов). Далее выставляли и закрепляли боко-
вые щиты опалубки, после чего устанавливали в проектное
12* ' 179
положение нижний каркас, сваренный заранее с опорными узлами
в горизонтальной плоскости. Нижний каркас и сетки соединяли
вертикальными стержнями в пространственный каркас.
Рис. 116. Положение плиты привода при бетонировании:
1 — бетон; 2 — боковой щнт опалубки; 3 — узел сопряжения плиты
с двигателем; 4 —днище опалубки
Бетонировали плиту привода в перевернутом положении
(рис. 116).
Все остальные операции по изготовлению плиты привода про-
изводили так же, как и для подмоторных плит.
При больших сериях изготовления подмоторных и подредук-
торных плит экономически целесообразно применять металличе-
скую опалубку взамен деревянной.
ГЛАВА V
НЕКОТОРЫЕ ВОПРОСЫ ЭКОНОМИКИ И ПЕРСПЕКТИВЫ
ПРИМЕНЕНИЯ ЖЕЛЕЗОБЕТОНА В МАШИНОСТРОЕНИИ
СНИЖЕНИЕ ТРУДОЕМКОСТИ И МЕТАЛЛОЕМКОСТИ
Основными факторами, определяющими технико-экономиче-
скую эффективность применения железобетона в машинострое-
нии, являются трудоемкость изготовления и затраты денежных
средств на материалы. Большое значение имеет снижение веса
металлических частей, которое в железобетонных деталях машин
достигает 60—80 %.
Отношение веса металлических закладных частей к общему
весу железобетонной детали колеблется в пределах от 0,1 до 0,4.
Так, для станин металлорежущих станков оно равно 0,15—0,3,
для плит 0,1—0,2, для рам рольгангов 0,12—0,37. Отношение
веса металлических закладных частей к общему весу железобетон-
ной детали характеризует степень использования металла. Чем
меньше это отношение, тем эффективнее используется металл.
Снижение металлоемкости деталей при изготовлении их из же-
лезобетона происходит за счет общего сокращения расхода ме-
талла, из которого выполняются только поверхности контакта
с монтируемыми узлами машин и опорные поверхности; широкого
применения сварных конструкций вместо литья и значительного
уменьшения общего припуска на механическую обработку метал-
лических закладных частей.
На металлоемкость железобетонных деталей машин влияет
сложность конструкции, наличие большого количества монтаж-
ных и опорных платиков, стыковочных плит, а также условий
эксплуатации.
В табл. 18 приводятся данные по экономии металла для неко-
торых моделей станков и другого оборудования.
Трудоемкость изготовления железобетонных деталей машин
складывается из трудоемкости изготовления закладных частей,
арматурного каркаса, сборки опалубки, бетонирования, механи-
ческой обработки и отделочных работ. В том случае, если форма
(опалубка) применяется для изготовления один раз, как это имеет
место при индивидуальном производстве, трудоемкость ее изго-
товления включается в общую трудоемкость. Если форма ис-
пользуется для изготовления серии деталей, тогда в общую
1138 181
Таблица 18
Сопоставление расхода материалов и стоимости металлических и железобетонных деталей
Типы машин или обору- дования Наименование изделии Расход материала иа одно изделие Вес изделия в т Стоимость изделия в тыс. руб.
в метал- ле т в железобетоне в ме- талле в железо- бетоне в ме- талле в железо- бетоне
металла в т бетона в м9
Карусельный станок мод. 1563С (0 6300) Поперечина, пере- кладина, стойки, планшайба и осно- вание 230 75,1 53,5 170,6 187,6 68,2 33,8
Карусельный станок мод. 1м 594 (0 16 000) Поперечина (сред- няя часть) 176 42,5 38,7 160,0 128,0 100 38
Продольно-строгальный станок мод. 7288С Поперечина, пере- кладина, стойки, станина и стол 346 122,9 81,0 270 81,5 80 32,5
Токарный станок мод. 1660 Станина 16 7,3 3,9 13,1 167,1 4,62 2,94
Копировально-фрезерный станок мод. АР-163 Плита для копира — 1,4 1,7 — 5,5 — —
Продольно фрезерный станок мод. 6642 Перекладина, стойки и станина 10,1 4,8 4,3 9,2 15,1
Радиально-сверлильный станок мод. 2Н58 Фундаментная плита 7,3 2,5 1,0 6,7 4,8 1,2 1,2'
Протяжной станок Станина — 0,64 0,9 — 2,9 — —
Продолжение табл. 18
Типы машин или обору- дования Наименование изделия Расход материала иа одно изделие Вес изделия в tn Стоимость изделия в тыс. руб.
в метал- ле т в железобетоне в ме- талле в железо- бетоне в ме- талле в железо- бетоне
металла в т бетона в м9
Верхняя крестовина ги- : дрогенератора Лапа 4,7 1,32 2,1 4,3 6,3 0,71 0,43
Гидроагрегат 5,5/100 Перекрытие кра- тера и опора под агрегат — —
Экскаватор ЭКГ-4 Плита преобразо- вателя агрегата 2,3 0,8 2,2 2,1 6,0 0,405 0,33
Плита 24161350 под элек- тромашину 0,4 0,1 0,1 0,4 0,5 0,084 0,032
Вертикальный пресс уси- лием 8000 т Силовая рама — 122 151,5 — 480 —
Прессформующий автомат Корпус стола и — 2,0 0,5 — 3,3 — —
основание
Мойка углеобогатительной фабрики 145 72 — — — 11,8
Каркас котла паропроиз- водительностью 420 т/м? 1 760 168 290 460 864 36
Продолжение табл. 18
Стоимость изделия в тыс. руб. в железо- бетоне 04 = СО II । । $9 $2 । . со со II 1 I А. °. и? О О О 'ф
ф § ч «3 И В Г'- о . . , > СО 00 | СГ> II 1 12 5 1 ~ ” О О —«
Вес изделия в т в железо- бетоне СО СО •'Ф 04 ^1 1 1 1 1 == g “ S3
। ф ф ч S t: лЗ « н 04 СО 04 О СО II 1 1 1 1 о «’ «0 ®
Расход материала на одно изделие в железобетоне <я И* g* 0) и \о СП 04 СО -Н <э (Э 04 со -м о N О о О О о о СП 04 04 04
металла в т 00 Ю —’ со со СОООООО Г- — со О О о’ О О о О 04 04
в метал- ле tn 04 -м о LO ’Ф со Tf rf | О О О О о О с© 00 о
Наименование изделия 1 Несущая станина фермы Несущая станина блока Ролик и противо- вес
Типы машин или обору- дования । Станина под вальцы 1530 Скребковый конвейер 600—250 м Скребковый конвейер 8— 500 м Ленточный конвейер с шириной ленты 1200 мм Ленточный конвейер в 1400 мм Ленточный конвейер в 800 мм Детали ленточных кон- вейеров Экскаватор ЭКГ-4 Фундаментная плита пре- образовательного агрегата База шагающего экскава- тора
184
трудоемкость изготовления детали включается часть трудоемкости
изготовления формы.
Для индивидуального изготовления железобетонных деталей
машин обычно применяется деревянная щитовая опалубка. Тру-
доемкость изготовления 1 м2 щитов опалубки составляет 1,8—
2 нормочаса.
Для серийного производства целесообразно применять метал-
лические формы, хотя трудоемкость изготовления 1 м2 таких форм
значительно выше, чем деревянных.
Трудоемкость изготовления металлических закладных частей
определяется технологическим процессом. Применение сортовой
стали и фасонного проката значительно облегчает изготовление
закладных частей. Трудоемкость 1 т сварных закладных частей
составляет 70—80 нормочасов, а 1 т отливок из чугуна с залитыми
в чугуне стержнями 40—60 нормочасов. В трудоемкость изготовле-
ния закладных частей в виде металлоконструкций входят загото-
вительные операции, электросварка и механическая обработка.
Арматурные работы при изготовлении железобетонных дета-
лей машин составляют примерно до 15% общего объема работ.
На изготовление арматурного каркаса средней сложности (при нали-
чии гнутых стержней) затрачивается 0,1—0,2 нормочаса на 1 кг арма-
туры. Сюда же относятся работы по анкеровке закладных частей.
Наиболее трудоемкой является операция по монтажу заклад-
ных частей и арматурного каркаса в опалубке. Как правило, она
зависит от точности изготовления закладных частей и опалубки,
а также расположения стержней в каркасе. На монтаж одной
тонны закладных частей в деревянной опалубке детали типа ста-
нины, имеющей торцовые и боковые платики и направляющие,
затрачивается до 30 нормочасов. Эти данные имеют место при ин-
дивидуальном изготовлении железобетонных деталей машин, без
применения специальной оснастки и стендов.
При современных методах бетонирования (применения вибра-
ционного способа уплотнения бетонной смеси) и применении жест-
ких бетонов с удобоукладываемостью 80—100 сек на укладку
в конструкцию 1 м3 бетонной смеси затрачивается 5—8 нормочасов.
Трудоемкость отделочных работ зависит в основном от каче-
ства бетонирования, размеров детали и способов их выполнения.
Трудоемкость изготовления железобетонных деталей машин
распределяется примерно в следующих пропорциях (по видам ра-
бот в процентах от общей трудоемкости).
Изготовление:
закладных частей.......................• . .30—40
формы (опалубки)........................10—15
арматурного каркаса.....................10—20
Бетонирование............................... 5
Отделочные работы........................... 5
Механическая обработка..................... 25
Транспортирование..........................До 4
Таблица И Производственный цикл изготовления чугунной плиты Дни (2 смены) 32 33 34 35 36 со “° — — — — — — — — Примечание. График построен на основании технологических карт изготовления чугунной плиты привода дисковых । ножниц диаметром 650 Старо-Краматорского машиностроительного завода.
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 j 28 27 j 26 J 25 | 24 23 22 24 20 49 18 47 46 | 45 | 44 13 | 12 | 11 | 10 | 9 | 8 | 7 | 6 1 II 1 1 II 1 1 1 I 1 — — — — — — — — — —
“° м JL со а СО сО а о? — — — — — — —
Наиме- нование опера- ции 1 Изготов- 1 ление модели й м ’ о 2 о и £ и ч) Р и « Ч 5 S ° Формов- ка Залнвка и осты- ! вание Обрубка Искусст- венное старение Механи- ческая обработка
186 1
Важной задачей конструктдров и производственников является
снижение трудоемкости изготовления железобетонных деталей пу-
тем совершенствования технологии их изготовления, применения
стендов и специальной оснастки, унифицированных узлов кон-
струкций, а также сокращения цикла изготовления.
В табл. 19 представлен график производственного цикла изго-
товления металлической плиты привода дисковых ножниц 0 650
при единичном производстве. Общая производительность цикла
составляет 36 дней (вес плиты — 7200 кг).
В табл. 20 приведен график производственного цикла изго-
товления железобетонной плиты привода дисковых ножниц диа-
метром 650 при единичном изготовлении. Длительность производ-
ственного цикла равняется 21 дню, или на 41% меньше цикла из-
готовления металлической плиты.
При изготовлении железобетонной станины станка модели 1660
достигнуто сокращение производственного цикла в 6
раз [9].
Для большинства железобетонных деталей машин производ-
ственный цикл в 2—3 раза меньше, чем для металлических.
ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ ПРИМЕНЕНИЯ ЖЕЛЕЗОБЕТОНА
ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Экономический эффект от внедрения железобетонных деталей
вместо металлических определяется путем сравнения их себестои-
мости. Расчет экономической эффективности изготовления железо-
бетонных деталей машин производится на основе следующих дан-
ных: годового выпуска машин; черного веса металлической де-
тали и веса жидкого металла, заливаемого в форму; стоимости
1 т жидкого чугуна; веса железобетонной детали; трудоемкости:
отливки металлической детали и ее механической обработки, из-
готовления железобетонной детали, включая трудоемкость изго-
товления металлических закладных частей; среднего тарифного
разряда работы для металлической и железобетонной деталей;
объема бетона для изготовления железобетонной детали; себестои-
мости 1 м3 бетона; расхода металла на изготовление железобетон-
ной детали (металлических закладных частей); стоимости 1 т
стальных отливок и поковок, являющихся составными частями
железобетонной детали; цен на прокат, принимающихся по прей-
скуранту; веса оплавленного металла при сварке закладных ча-
стей железобетонной детали; себестоимости 1 кг наплавленного
металла; переменных накладных расходов соответствующих це-
хов.
Себестоимость железобетонных деталей машин состоит из стои-
мости металлических закладных частей, железобетона и механи-
ческой обработки (рис. 117). Кроме того, необходимо учитывать
транспортировочные расходы, связанные с доставкой закладных
187
Таблица 20* Производственный цикл изготовления железобетонной плиты
Дни (2 смены) Т те Примечание. График построен на основании фактических затрат времени при изготовлении железобетонной плиты привода дисковых ножниц диаметром 650 для Старо-Краматорского машиностроительного завода. •
30 2
29 | 3
28 4
27 5
26 6
25 7
24 8
23 9
22 ю | »
21 11
20 12
19 13
18 14
17 15
16 16
15 17
И 18
|и 19
12 20
к 21
10 22
9 23
8 24
7 25
6 26 —
5 27
4 28
3 29
2 30
1 31
Наименование операции Изготовление металли- ческих закладных частей Изготовление опалубки Изготовление арматур- ного каркаса Монтаж опалубки за- кладных частей и каркаса Бетонирование ТерМовлажиостная об- работка Отделочные работы Механическая обработ- ка
188
частей и опалубки к месту бетонирования, а также с транспорти-
ровкой отформованной железобетонной детали на механическую
обработку. При калькулировании себестоимости железобетонных
деталей машин все затраты разбивают на следующие группы:
сырье и материалы; возвратные отходы (вычитаются); транспорт-
ные расходы; основная заработная плата производственных рабо-
чих; накладные расходы; дополнительная зарплата; потери от брака.
Чтобы определить отходы литейных цехов, берут вес жидкого
металла, заливаемого в форму, за вычетом черного веса.
Рис. 117. Схема структуры себестоимости железобетонных деталей
При определении отходов механических цехов берут черный
вес заготовки за вычетом чистого веса. При определении объема
бетона, необходимого для изготовления детали, учитывают произ-
водственные потери (соответствующим коэффициентом, увеличиваю-
щим общий расход бетона). Транспортные расходы определяются
дальностью и числом перевозок и устанавливаются для каждого
конкретного случая отдельно.
Так как в железобетонном исполнении выполняются отдельные
в основном базовые детали машин, то для них определяется цехо-
вая себестоимость и за накладные расходы берутся переменные
накладные расходы соответствующих цехов.
Пример. Определить цеховую себестоимость железобетонной станины. Ис-
ходные данные: общий вес 29,2 т, объем бетона 8 м\ вес металла: поковок —
1,1 т, стального листа — 3,7 т, арматурной стали — 0,4 т, расход древесины
(леса) — 1,2 м3.
Определяем расход интервалов.
Расход бетона равен 8-1,015 = 8,12 м3, где 1,015 — коэффициент, учитывающий
потери бетона
Расход металла — поковок’1,1-1,4 = 1,54 т;
лист стальной 3,7-1,06 = 3,9 т;
арматурной стали 0,4-1,2= 0,48 т,
189
где 1,4; 1,06; 1,2 — коэффициенты, учитывающие отношение черного веса к чи-
стому. Вес наплавленного металла — 200 кГ.
Определяем стоимость материалов.
Доска сосновая обрезная 1,2-25 = 30 руб.,
где 25 — стоимость 1 м3 досок в руб.
Бетон 8,12-13= 105,5 руб.,
где 13 — стоимость 1 м3 бетона в руб.
Поковки 1,54• 100,2 = 154,3 руб., где 100,2 — стоимость 1 т поковок в руб.
Лист стальной 3,9-56,1 = 218,8 руб., где 56,1 —стоимость 1 т листа в руб.
Арматурная сталь 0,48-54,5 = 26 руб., где 54,5 — стоимость 1 т арматур-
ной стали в руб.
Наплавленный металл 200 X 0,69 = 138 руб., где 0,69 — стоимость 1 кГ
наплавленного металла.
Из опыта изготовления железобетонных станин установлено, что трудоем-
кость изготовления одной тонны железобетонной станины равна 9,2 ч (23,1 ч/м3)
без учета трудоемкости изготовления металлических закладных частей. Трудоем-
кость изготовления железобетонной станины в нашем примере равна
23,8-9,2= 219 ч.
Трудоемкость изготовления опалубки — 40,4 норомочаса. В расчет прини-
маем 40,4 : 4 = 10,1 нормочаса, где 4 — число раз использования опалубки.
Зарплата рабочих, занятых изготовлением железобетонной станины, равна
219-0,425 = 93 руб-,
где 0,425 — тарифная ставка среднего разряда работы.
Переменная часть накладных расходов цеха сборного железобетона 196%,
или 182 руб.
Зарплата рабочих, занятых изготовлением опалубки 10,1-0,425 = 42,9 руб.
Переменная часть накладных расходов 196%, или 84,0 руб.
Трудоемкость изготовления закладных частей равна 206 нормочасасам.
Зарплата рабочих, занятых изготовлением металлических закладных частей,
206-0,425 = 87,5 руб.
Переменная часть накладных расходов механического цеха составляет 170%,
или 148,8 руб-
Отходы при изготовлении металлических закладных частей составляют 0,82 т
и стоят 0,82-10,2 = 8,36 руб., где 10,2 — стоимость в руб. 1 т отходов металла.
Трудоемкость механической обработки железобетонной станины равна
154 нормочасам. Зарплата рабочих, занятых механической обработкой, составляет
154-0,474 = 73 руб., где 0,474 — тарифная ставка среднего разряда работы.
Переменная часть накладных расходов механического цеха 170%, или 124 руб.
Отходы металла при механической обработке 1,47-10,2= 15 руб.
Таким образом, цеховая себестоимость железобетонной станины равна
(30 + 106 + 154 + 219 + 26 + 138) — 8,36 + (93 + 182 + 42,9 +
+ 84 + 87,5 + 148,8) + (73 + 124) — 15 = 1484,9 руб. ’
Определяем цеховую себестоимость чугунной станины. Исход-
ные данные: материал — чугун СЧ 21-40, жидкий вес чугуна, за-
ливаемого в форму, — 20,5 т, вес отливки — 19,3 т, вес станины—
15,6 т.
Расчет приведен в табл. 21.
Цеховая себестоимость чугунной станины на 1317 руб. больше
стоимости железобетонной станины, т. е, снижение стоимости ста-
нины составляет 47%. *
* Учитывая новшество работ, трудоемкость механической обработки железо-
бетонной станины увеличена на 31 нормочас по сравнению с трудоемкостью меха-
нической обработки чугунной станины-
J9P
Расчет себестоимости чугунной станины
Таблица 21
Наименование статей расхода Вес, нормы времени Стоимость 1 т мате- риала, тарифная ставка в руб. Сумма в руб.
/. Отливка Вес жидкого металла в т . . . 20,5 50—00 102,5
Зарплата рабочих, занятых фор- мовкой, заливкой, обрубкой, в нор- мой ас 855 0—474 405
Переменная часть накладных рас- ходов литейного цеха в % 287 1162,3
Отходы в т 1,2 18,3 22
И т о г о за вычетом отходов //. Механическая обработка 2570,3
Зарплата рабочих, занятых меха-
нической обработкой, в нормочас . . 123 0—474 58,3
Переменная часть накладных рас- ходов механического цеха в % . . . 170 99
Отходы (стружка) в т • 3,7 10,2 37,7
И т о г о за вычетом отходов III. Износ деревянной модели в руб Цеховая себестоимость - 119,6 112 2801,9
Большую часть себестоимости составляет стоимость металличе-
ских закладных частей, на их долю приходится до 60% стоимости
железобетонной детали. С другой стороны, трудоемкость изгото-
вления закладных частей составляет примерно до 30% трудоем-
кости металлической детали и 25% ее металлоемкости. Снижение
себестоимости железобетонных деталей по сравнению с себестои-
мостью металлических деталей происходит в основном за счет
снижения их металлоемкости.
Анализ себестоимости ряда железобетонных деталей машин
показывает, что она составляет примерно 0,25—0,4 себестоимости
металлических деталей:
Сж.д = (0,254-0,4) См.д,
где g и См 3 — себестоимость соответственно железобетон-
ной и металлической деталей. Коэффициент 0,25 берется для желе-
191
зобетонных деталей, изготавливающихся небольшими сериями;
0,4 — для деталей индивидуального производства. Размер условно-
годовой экономии будет равен разности затрат, отнесенных на из-
готовление металлической и железобетонной деталей. Экономиче-
ский эффект определяется по формуле
Э = (Ci - С2) V,
где Сг — затраты, отнесенные на изготовление металлической
детдли;
С2 — затраты, отнесенные на изготовление железобетонной
детали;
V — годовая программа выпуска машин с железобетонными
деталями.
Пример. Годовая программа выпуска станков с железобетонными станинами
в приведенном- выше примере составляет 10 шт. Тогда = 2801,9; С2 =
= 1484,9 руб.; V = 10 шт.
Экономический эффект от внедрения железобетона в станинах станков соста-
вляет
Э = (2801,9 — 1484,9) 10 = 1317,0 руб.
ПЕРСПЕКТИВЫ ПРИМЕНЕНИЯ ЖЕЛЕЗОБЕТОНА В МАШИНОСТРОЕНИИ
Организация серийного производства требует максимальной
унификации и нормализации размеров и отдельных элементов де-
талей. Особенно это относится к металлическим закладным частям
как более трудоемким и металлоемким элементам железобетонных
даталей машин. Применение унификации и типизации позволит
сократить сроки проектирования и изготовления, а также улуч-
шить качество деталей.
Для уменьшения трудоемкости монтажных работ большое зна-
чение имеет применение точных стендов, которые позволят сни-
зить припуск на механообработку после бетонирования, а в неко-
торых случаях вообще отказаться от финишной обработки железо-
бетонных деталей.
Железобетон с успехом можно применять при модернизации
старого оборудования и проектировании нового. В последнем слу-
чае применение железобетона является новым этапом, характери-
зующимся большими возможностями по максимальному исполь-
зованию свойств железобетона как нового конструкционного
материала. Использование железобетона при новом проектирова-
нии значительно расширяет область его применения в машино-
строении.
По неполным данным, в станкостроении разработана техноло-
гическая документации на 80 типоразмеров тяжелых металлоре-
жущих станков специального назначения с применением железо-
бетона.
В прессостроении разработана техническая документация на
20 типоразмеров прессов и гидравлических машин специального
192
назначения. Кроме того, разработаны технические предложений
по применению железобетона по гамме прессов, выпускаемых
заводами нашей страны.
В прокатостроении разработано пять типов рабочих клетей
для прокатных станов и выявлена возможность перевода на желе-
зобетон ряда металлоемких вспомогательных деталей транспорт-
ных и опорных конструкций.
Для определения объемов производства железобетонных дета-
лей машин, а также установления перспективы применения желе-
зобетона в машиностроении рядом научно-исследовательских ин-
ститутов проводятся работы по созданию номенклатуры деталей
машин и станков, выпускаемых машиностроительными и станко-
строительными заводами страны, которые технически возможно и
экономически целесообразно изготовлять из железобетона. При
этом определяется возможная экономия металла и общая эконо-
мическая эффективность от применения железобетона в деталях
машин (табл. 22).
Таблица 22
Экономическая эффективность применения железобетона
на некоторых машиностроительных заводах
Наименование заводов - Экономия металла в т Снижение
трудоемко- сти изго- товления в тыс. нормочасах СТОИМОСТИ изготовления в тыс. руб.
Ново-Краматорский машинострои- тельный завод (НКМЗ) . • . • • 11 120 584 1600
Старо-Краматорский машинострои- тельный завод (СКМЗ) 2 190 151 307
Краматорский завод тяжелого стан-
построения 1 770 44 204
Краснолучский машиностроитель- ный завод 575 74 83
Ясиноватский машиностроитель- ный завод . . • 663 70 70
Ждановский завод тяжелого ма- ши ноет рое ни я 916 6 40
Наиболее эффективно применение железобетона в технологи-
ческой оснастке.
Большие перспективы имеет применение жароупорного бетона
в металлургической промышленности. Изготовление из железо-
бетона одних только изложниц дает экономию в десятки тысяч
тонн металла и снижает их стоимость на миллионы рублей
в год [14 ].
В настоящее время внедряются новые процессы объемной штам-
повки, использующие импульсные нагрузки, т. е. штамповка
13 А. И. Дрыга 1138 193
взрывом, которая бсущёствляётсй в специальных Матрицах. Изгото*
вление матриц из стального литья встречает большие затруднения,
особенно в части обработки внутренней поверхности штампуемого
изделия.
Разработаны и испытаны конструкции железобетонных мат-
риц, дающих высокое качество штампуемых изделий.
Изготовление железобетонных деталей машин может произво-
диться по трем схемам. По первой схеме производство железобе-
тонных деталей машин организуется на машиностроительном за-
воде, без участия строительных организаций.
В этом случае на заводе организуется участок по производству
железобетонных деталей. Закладные части изготавливаются в ме-
ханических цехах, деревянные формы — в ремонтно-строительном
цехе завода. Для изготовления арматурного каркаса выделяется
специальное помещение.
Для бетонирования и пропаривания отформованных деталей
на участке предусматриваются пропарочные камеры и небольшой
бетонный узел со складом заполнителей и цемента. Технологиче-
ский процесс изготовления строится таким образом, что весь
производственный цикл выполняется машиностроительным за-
водом.
Вторая схема организации производства в отличие от преды-
дущей позволяет применять специальное оборудование при изго-
товлении арматурных каркасов, а также передовые методы труда
строителей и производственный опыт машиностроителей, привле-
кать к решению технических вопросов высококвалифицирован-
ных специалистов-строителей. Иными словами, железобетонные
детали машин в этом случае производятся на уровне последних
достижений науки и техники строительной индустрии.
Трудоемкость изготовления железобетонных деталей машин
получается на 30—40% ниже трудоемкости металлических дета-
лей, а цикл их изготовления сокращается в несколько раз.
Такая схема организации производства железобетонных дета-
лей машин нашла быстрое применение. Достаточно сказать, что
большинство железобетонных деталей изготовляется машинострои-
тельными заводами и заводами сборного железобетона.
Существенным недостатком является то, что заводы сборного
железобетона зачастую оснащены маломощными подъемно-транс-
портными средствами, не позволяющими производить железобе-
тонные детали весом в 15—20 т.
Третья схема организации производства предполагает наличие
специализированной базы. Такие базы должны располагать це-
хами’по производству металлических закладных частей, арматур-
ных каркасов и форм, а также цехами железобетонных конструк-
ций. При этом машиностроительные заводы, являющиеся заказчи-
ками, осуществляют механическую обработку железобетонных
деталей и сборку машин. Оснащение баз механическими цехами
194
освободит машиностроительные заводы от обработки железобетон-
ных деталей и позволит им иметь дополнительные резервы произ-
водства.
Такая схема организации производства позволяет организовать
плановый выпуск железобетонных деталей машин, применять
унифицированные узлы и типовую технологическую оснастку и,
наконец, наладить серийное, а в ряде случаев и поточное произ-
водство.
В Краматорске для изготовления железобетонных деталей ма-
шин используется цех сборного железобетона НКМЗ, производ-
ственная мощность которого составляет 10—12 тыс. м3 в год.
Освоение этой базы намечено провести в три этапа. На первом
этапе будет произведено 4500 м3, на втором — 8000 м3 и на третьем
10 000—12 000- м3 в год.
На Коломенском заводе тяжелого станкостроения в 1965 г.
вступила в строй производственная база по изготовлению железо-
бетонных деталей машин и станков мощностью в 10 000 м3 железо-
бетона в год (вес деталей от 15 до 200 т).
База состоит из заготовительного отделения и отделения сборки
и сварки. Кроме того, база снабжена самостоятельным бетонным
узлом, исследовательской лабораторией и мастерскими.
13
ПРИЛО
Технические, требования к основным
Предельная температура служ- бы бетона в град при односто- роннем нагреве элементов Материалы Минимальная допустимая прочность в кг/см2 Максимальная допустимая ос- таточная прочность бетона в % после нагревания до 800° С
Вяжущее Тоикомолотая добавка Мелкий н крупный заполнитель
1700 1700 1700 1400 1400 1100 Портландцемент с фосфорным ангидри- дом Высокоглиноземи- стый цемент Периклазовый це- мент Глиноземистый цемент Жидкое стекло с кремнефтористым натрием То же Хромит Не применяет- ся То же Не применяет- ся Бой магнезито- вого кирпича Хромит ' £ Хромит Бой высоко- глиноземистого кирпича Хромит с тита- ногли ноземистым шлаком, бой ма- гнезитохромисто- вого кирпича с титаноглиноземи- стым шлаком, ду- нит Хромит Бой магнезито- вого кирпича Хромит ысокоо, 250 250 250 0. 250 150 .150 ^H&ytiop 30 30 : 30 теупор 30 70 90
196
ЖЕНИЕ
Таблица 1
свойствам жаростойких бетонов
Величина огиедой усадки в % после нагревания до пре- дельной температуры службы; выдержка 2 ч Температура деформации под нагрузкой 2 кг {см* в град Огнеупорность в град Дополнительная характери- стика бетона
4%-ной разрушения связ- ки бетона
ные бетоны
1,5 1500 1600 Выше Выше Стоек против основного
1500 1770 1770 шлака, кислая агрессивная среда не допускается
1,0 1650 Выше Выше —
1770 1770
0,6 1400—1600 1600—1700 2000 — Не допускается применение
в условиях постоянного воз- действия паровой среды или
воды
ные бе тоны
0,8 1350 1450 1450 1700 Не рекомендуется приме- нять в конструкциях, толщи- на которых превышает 40 см, и при температурах службы ниже 800° С
1,0 1250 1450 1700 1700 Стоек в условиях действия расплавов NaCl, Na2SC>4, NaaCOs, NaF и плава содоре-
0,6 1100 генерационных агрегатов
1200 1700 1700 То же, и кислой среды (кроме HF)
197
ура служ- I односто- ентов Материалы К ОЗ 2 S /стимая ос- бетона в % <о 800° С
£«= Ч о? в й „
с<ъ m <о s
а> о. со w * _ к s ® В* св
к и £• Вяжущее Тонкомолотая Мелкий н крупный я ® д А, •ОвО.
S«S добавка заполнитель л J3 Ч ft Ч С U Св {R О?
л о Ч g S ОЗ и s 2 S ив w 53
и о ^\О ® дз 5 t- \О о. • s и 5 в* S ° а < С Макс] таточ после
Жароупор
1300 Глиноземистый Не применяет- Шамот класса 250 30
цемент ся А
1300 Жидкое стекло с Бой магнезито- Шамот класса 150 70
кремнефтористым натрием кого кирпича А
1200 Портландцемент Шамот класса Шамот класса 250 30
Б Б
1100 » Шамот класса Шамот класса 250 30
В, лёсс, лёссо- видный суглинок В
1100 Жидкое стекло с кремнефтористым натрием Тальк Тальк 100 50
1000 То же Шамот класса Шамот класса 150 90
Б Б
900 » Шамот класса Шамот класса 150 90
В, андезит В, полу кислый огнеупор классов А, Б, В
900 Портландцемент Цемянка Глиняный обыкновенный кирпич 100 30 -
800 » Топливный Топливный 150 30
шлак от сжига- шлак от ежи га-
пия бурых углей ния бурых углей 250
700 Портландцемент Пемза, цемян- Базальт, ди а- 40
или шлакопорт- ка, зола-унос, баз, андезит
ландцемент доменный грану- лированный
шлак
700 То же То же Отвальный до- менный шлак 150 40
700 » » Артикский туф 100 40
600 Жидкое стекло с Шамот классов Базальт, диа- 150 80
кремнефтористым Б и В, андезит, баз, андезит
натрием диабаз
19§
Продолжение табл. 1
Величина огневой усадки в % после нагревания до пре- дельной температуры службы;. выдержка 2 ч Температура деформации под нагрузкой 2 кг/см2 в град Огнеупорность в град Дополнительная характери- стика бетона
4%-ной разрушения связ- ки бетона
ные бетоны
0,6 1250 1350 1450 1500 Не рекомендуется приме- нять в конструкциях, толщи- на которых превышает 40 см, и при температурах службы ниже 800° С
0,4 1300 1400 1700 1500 Стоек в условиях расплавов NaCl, Na2SO4, Na2COs, NaF и плава содорегенерационных агрегатов
0,6 1150 1250 1300 1550 Кислая агрессивная среда не допускается
0,6 1100 1200 1250 1500 То же
0,6 1200 1250 1300 1400 Стоек в условиях действия расплавов NaCl, Na2SO,t, Na2COs, NaF и плава содоре- генерационных агрегатов
0,4 1000 1200 1400 1500 Стоек в условиях действия кислой среды (кроме HF)
0,4 950 1150 1300 1500 То же
0,4 950 1150 1050 1200 Кислая агрессивная среда не допускается
0,4 1100 1150 1250 1350 То же »
— — — — — » »
— — — — — Стоек в условиях кислой среды (кроме HF)
199
s
Технологическая карта изготовления железобетонной станины модели 9340
Таблица 2
Наименование работ Вес в кг Заготовка Монтаж Примечание
Количество Норма времейи в часах Количество Норма времени в часах
Устройство стенда из чугун-
ных направляющих (4 шт.) на клиновых башмаках с выверкой по горизонтали и вертикали 5000 10—00 Точность установки 0,1 мм на длине 1000 мм
Монтаж нижнего пояса:
установка карманов с за- креплением струбцинами к стенду 352,5 — — 15 шт. Точность 0,3 мм
заготовка стержней ниж-
него пояса и сварка сеток: </=16, /=680—3 шт. 47,76 144 точки — 4,32 м 0,95 Точность заготовки
</=12, /=215—4 шт. </=16, /=325—3 шт. </=12, /=230—1 шт. </=12, /=215—1 шт. </=20, /=1490—3 шт. 12 точек — 0,36 м 0,08 ± 1 мм; монтаж ± 0,5 мм
3,86
63 точки 1,53
</=12, /=335—8 шт. </=16, /=1040—1 шт. 94,01 168 точек
</=16, /=920—1 шт. </=16, /=820—1 шт. 10,70 6 отгибов — 0,72 м 0,21
</=12, /=215—5 шт. 30 точек
Примечание, d — диг метр стержня в мм, /—длина стержня в мм.
Продолжение табл. 2
Наименование работ Вес в кг Заготовка Монтаж Примечание
Количество Норма времени в часах Количество Норма времени в часах
d=\&, /=695—2 шт. </=16, /=1530—1 шт. , </=16, /=1190—1 шт. ‘ </=12, /=335—2 шт. </=12, /=215—2 шт. </=16, /=7485—3 шт. ~ </=12, /=215—20 шт. накладка 1 шт. ...... 7,47 40,92 10 отгибов 63 точки 5,17 1,08 м 14 точек 63 точки 0,2 м 0,19 0,19 0,94 • 0,50
Снятие готового,нижнего по- яса и уклаДка на. ровную по- верхность Установка брусьев деревян- ных 5 шт. и упора ...... Монтаж верхнего пояса: установка направляю- щих, заднего платика, креп- ления их струбцинами к стенду, укладка листов и сварка их между собой . . 558,1 — 1369,2 — « 1 шт. 0,1 м3 0,213 0,092 5—00 Точность ±1 мм Точность 0,2 мм на длине 1000 мм
to Продолжение табл. 2
Наименование работ Вес в кг Заготовка Монтаж Примечание
Количество Норма времени в часах Количество Норма времени в часах
Заготовка стержней для верх- него пояса и приварка их: < /=12, 1=500—148 шт. 4=12, /—120—14 шт. 4=12, /=160—12 шт. 4=16, /=1220—2 шт. 4=16, /=990—2 шт. < /=16, /=750—2 шт. < /=16, /=1450—1 шт. 4=16, /=980—1 шт. 4=16, /=1300—2 шт. < /=6, /=90—1000 шт. 4=12, /=75—10 шт. платик 2 шт. 167,75 1 отгиб 6 отгибов • 0,85 23,68 М 14 точек 12 точек 3,6 м 0,9 0,2 м 2,73 0,44 0,18 16,615 0,75 Точность ±1 мм
— —
Укладка облицовки, привар- ка ее и приварка анкеров к об- лицовке 170 170 кг 15,86 м 10 м 2,5. 2,08 1,01 Точность монтажа об- лицовки ±1 мм, анкеров ±2 мм
Установка торцового листа и его приварка к направляющим ребрам и облицовке 213 — — 213 кг 3,04 м 2,5 0,40 Точность установки 0,1 м Перпендикуляр 0,2
Продолжение табл. 2
Заготовка Монтаж
Наименование работ Вес в кг Количество Норма времени в часах Количество Норма времени в часах Примечание
' Заготовка и приварка к листу стержней: </=12, /=350—6 шт. . . </=12, /=460—14 шт. Заготовка и приварка к тор- цовому листу стержней: </=12, /=200—28 шт. Заготовка стержней для сет- ки, ее изготовление и монтаж: 12 7630—10 шт. 12 7510— 2 шт. 12 7340— 2 шт. 12 7020— 2 шт. . 12 7000— 2 шт. 12 /= 1740—48 шт. 12 1540— 1 шт. 12 1360— 1 шт. 12 1180— 1 шт. 12 1000— 1 шт. Заготовка и приварка стерж- ней внутренних ригелей: d—12, /=260—28 шт. </=12, /=7580;—2 шт. </=12, /=7630—2 шт. </=12, /=7480—2 шт. </=12, /=1700—21 шт. Монтаж трубы 7,6 5,0 198,74 78,74 3,94 936 точек 1 отгиб 1 отгиб 0,075 0,07 6,39 0,34 20 точек 28 точек 198,74 кг 88 точек 256 точек 3,94 0,115 0,15 1,92 11,425 2,00 0,045 Точность ±1 мм Точность ±1 мм Точность заготовки ± 1 мм, монтажа ± 1 мм Точность заготовки ± 1 мм, монтажа ± 1 мм Точность ±1 мм
Продолжение табл. 2
Заготовка Монтаж
Наименование работ Вес в кг Количество Норма времени в часах Количество Норма времени в ЧаСах Примечание
Заготовка стержней для кре- пления трубы и приварка их: d=12, /=80—5 шт. . </=12, /=90—3,шт. с/=12, /=290—2 шт. Монтаж труб 1,12 32,46 — 0,007 0,9 м ,32,46 0,19 0,63 И Точность монтажа Точность заготовки ± 1 мм ± 1 мм
Заготовка стержней для креп- ления трубы и приварка их: d=12, /=180-^8 шт, d=12, /=430—8 шт. d=12, /=50—12 шт. 4,81 1 отгиб 0,03 0,66 м 0,63 и Точность монтажа заготовки ± 1 мм
Установка домкратов и вы- верка 'по горизонтали 16 шт. — — 16 шт. 10,0 4- Точность 0,1 мм установки
Установка краном нижнего пояса, выверка его'и приварка к вертикальным стержням : . . — — 1 — 558,1 кг 176 точек 3,31 Точность ±0,1 мм
Монтаж наклонных стержней и монтажной арматуры: d=20, /=495—28 шт. ; d=12, /=360—30 шт. d=12, /=350—30 шт. d=12, /=300—18 шт. </=12, /=330—48 шт. </=12, /=235—96 шт. 92,7 92,7 0,35 394 точки 2,75 и Точность монтажа заготовки ± 1 мм
Продолжение табл. 2"
Наименование работ Вес в кг Заготовка Монтаж Примечание
Количество Норма времени в часах Количество Норма времени в часах
Монтаж уголка и приварка стержней d =6; 1=50—144 шт. . , 24 1,6 0,007 13,68 м 144 точки 3,56 Точность ±0,5 мм
Изготовление сетки из прово- локи -е/=5 мм с ячейками 100Х
X 100 размером: i
7700X 380—2 шт. ... 1000X 380—1 шт. . ’ Привязка сетки к арматур- 22,5 j 22,5 кг । 2,18 — — Точность ± 1 мм
ному каркасу вязальной про-
1 волокой . 22,5 — — 22,5 кг 0,38
Заготовка стержней и при-
; варка их к платикам .... 5 — 0,32 — — —. -
! - d=12, /=90—10 шт. . . Установка платиков и при- 0,8 — — —: -- —
варка их к направляющим . . Сборка опалубки из отдель- 5 — — 5 кг 0.25 Точность ±0,1 мм
ных щитов Установка деревянных коро- 15,1 м2 — — 15,1 м2 6,95 Точность ±0,3 мм
бов—14 шт т 16,8 м2 8,96 Точность ±0,3 мм *
л
литература
1. Астрова Т. И. и Овчинникова И. Г. Определение жесткости
крепления металлических деталей станков к железобетонным станинам станков.
«Вестник машиностроения», 1962, № 6л
2. Б е р г О. Я. О выносливости железобетонных конструкций. Труды
ЦНИИС. Вып. 36, М., Трансжелдориздат, 1960.
3. Болховитинов Н.Ф. и Ланда А. Ф. Чугун. Справочник по
машиностроительным материалам, т. 3. М., Машгиз, 1959.
4. Большаков М. М. Железобетонные станины станков.'Сб. «Машино-
строение», Киев, 1963, № 5.
5. Большаков М. М. Организация производства железобетонных де-
талей машин, Сб., «Машиностроение», Киев, 1964, № 6.
6. Большаков М. М. Железобетонная станина тяжелого токарного
станца мод. 1660. «Станки и инструмент», 1963, № 7.
7. Г в о з д е в А. А. Актуальные вопросы развития сборных предвари-
тельно напряженных железобетонных конструкций. «Бетон и железобетон»,
1960, № 7.
8. Г е р ш б е р г О. А. Технология бетонных и железобетонных изделий.
М., Промстройиздат, 1957.
9. Дрыга А. И., Долгов В. А. и БабашВ. Г. Опыт изготовле-
ния железобетонной станины тяжелого токарного станка модели 1660.
ГОСИНТИ, М., 1962.
10. Д р ы г а А. И. и Б а б а ш В. Г. Сверление металлических закладных
частей в железобетонных деталях машин. Сб. «Машиностроение», Киев, 1963, № 3.
11. Дрыга А. И. и Бабаш В. Г. Исследование прочности железобе-
тонных базовых деталей машин. Сб. «Машиностроение», Киев, 1963, № 4.
12. Д р ы г а А. И. и Бабаш В. Г. Исследование прочности и жесткости
крепления в бетоне металлических закладных частей железобетонных базовых
деталей машин. «Вестник машиностроения», 1963, № 11.
13. Ж е м о ч к и н В. Н. Практические методы расчета фундаментных ба-
лок и плит на упругом основании. М., Госстройиздат, 1962.
14. И л ь ч е и к о В. П. Перспективы применения железобетона в машино-
строении Донецкого совнархоза. Сб. «Машиностроение», Киев, 1965, № 1.
15. Кальницкий А. А., Кувалдин А. Н. и Овечкин А. М.
Классическая теория расчета железобетонных элементов. Под ред. проф.
В. М. Келдыша. Изд. ВИА им. Куйбышева, М., 1940.
16. Каминская В. В., Левина 3. М. и Решетов Д. Н. Ста-
нины и корпусные детали металлорежущих станков- Под ред. проф. Д. Н. Ре-
шетова. Мч Мащгиз, I960.
206
2Q7
17. Карташов К- Н- и Лю Д к о вс к и й И: Г. О применении желе-
зобетона в тяжелом машиностроении. «Промышленное строительство», 1959, № 6.
18. К о р о л е в А. А. Прокатные станы. М., Машгиз, 1958.
19. Л у к о в ц е в А. А. Рациональные способы установки машин на фун-
даменты. М., Машгиз, 1962.
20. Людковский И. Г. Применение железобетона в тяжелом машино-
строении и прессостроении. «Известия Академии строительства и архитектуры
СССР». М„ 1959, № 4.
21. М у р а ш е в В. И. и др. Железобетонные конструкции. М., Госстрой-
издат, 1962.
22. О д и н г И. А. Допускаемые напряжения в машиностроении и цикличе-
ская прочность металлов. М., Машгиз, 1962.
23. Опыт применения железобетона в машиностроении. Сб. ЦИНТИМАШ,
М., 1964.
24. Пастернак П. Л. и др. Железобетонные конструкции. М., Гос-
стройиздат, 1961.
25.. Писанко Г. Н. Исследование прочностных и деформативных свойств
высокопрочных бетонов. Труды ЦНИИС, вып. 36. М., Трансжелдориздат, 1960.
26. П о л я к о в В. С. и др. Детали мацшн. Л.—М., Машгиз, 1954.
27. Применение железобетона в машиностроении. Сб. ЦНТИ. Киев, 1963.
28. Применение железобетона в машиностроении. Сб. под ред. канд. техн,
наук И. Г. Людковского. М., «Машиностроение», 1964.
29. П у ц и и В. П. Применение железобетона для изготовления каркасов
сборочных приспособлений. Сб. «Высокопроизводительная технологическая ос-
настка». Главпромстрой, I960.
30. Рекомендации по технологии изготовления сборных железобетонных кон-
струкций из жестких бетонных смесей. УБТИ, М., 1957.
31. Р я б и н и н Д. И., Полы в я н н ы й В. П. Применение железобе-
тона в химическом машиностроении. Сб. «Машиностроение», Киев, 1961,
№ 5.
32. С а х а н о в с к и й К-В. Железобетонные конструкции. М., Госстрой-
издат, 1961. . . . ,
33. С н е г о в с к и й Ф. П,, Д р ы г а А. И. и Илюхин Б. И. Же-
лезобетонные базовые детали прокатных станов. Труды НИИПТМАШ, вып. 3,
Краматорск, 1962.
34. С и е г о в с к н й Ф. П., Дрыга.А. И. и Илюхин Б. И. Приме-
нение железобетона в тяжелом станкостроении. Сб. «Машиностроение», Киев,
1961, № 1.
35. Сортамент черных металлов. М., Стандартгиз, 1961.
36. Справочник проектировщика. Сборные железобетонные конструкции.
Под ред. проф. Мурашева В. И. М., Госстройиздат, 1959.
37. Строительные нормы и правила (СИ и П), ч. II, раздел В, гл. 1. Бетон-
ные и железобетонные конструкции. М., Госстройиздат, 1962.
38. Строительные нормы и правила (СН и П), ч. I, раздел В, гл. 1. Заполни-
тели для бетона и растворов. М., Госстройиздат, 1963.
39. Строительные нормы и правила (СН и П), ч. I, раздел В, гл. 3. Бетоны
на неорганических заполнителях. М., Госстройиздат, 1963.
208
40. Строительные нормы и правила (СН и П), ч. I, раздел В, гл. 4. Арматура
для железобетонных конструкций. М., Госстройиздат, 1963,
41. Сусников А. А. и др. Оборудование заводов железобетонных из-
делий. М., Машгиз, 1960.
42. Тригалев В. Н., Чеботаревич В. Н. и Скоробога-
тов В. О. Железобетонные станины металлорежущих станков. Свердловск,
Машгиз, 1960.
43. Указания по технологии электросварки арматуры железобетонных кон-
струкций, М., Госстройиздат, 1958.
44. Ch. Colosinan. Development of Technical Ideas in Machine Design and
the Importance of This Development for Vocational Training. American ENGINEE-
RING AND INDUSTRY, no 11, New ORKCITY. 1933.
45. T own H. C. Simplifyng Machine Tool Construction. Machinery. No 1505,
London, 1941.
14 А. И. Дрыга 1138
ОГЛАВЛЕНИЕ
Введение ............................................................. 3
Глава I. Расчет железобетонных деталей машин . . . ................... 9
Краткие сведения о материалах .................................... 9
Общие положения’ расчета ........................................ 15
Расчет на прочность ............................................. 16
Расчет на жесткость ............................................. 28
Расчет на динамические нагрузки.................................. 30
Расчет предварительно напряженных элементов . . . 33
Расчет и исследование анкеровки закладных частей................. 34
Расчет станины глубокосверлильного станка (пример) .............. 36
Глава II. Конструирование железобетонных деталей машин............... 42
Исходные положения проектирования................................ 42
Конструирование элементов и узлов железобетонных деталей ма-
шин ............................................................ 46
Основы конструирования деталей машин с применением предвари-
тельно напряженного железобетона ............................... 60
Глава III. Проектирование и исследование некоторых типов железобетон-
ных деталей машин.................................................... 63
Рама рольганга с индивидуальным приводом ........................ 63
Рама рольганга с групповым приводом.............................. 69
Клеть прокатного стаиа «Кварто-200» ............................. 74
Станина клети прокатного стана «НЛС-1700»........................ 78
Станина бесцентрово-токарного станка модели 9340 96
Станина тяжелого токарного станка модели 1660 .................. 101
Детали продольно-фрезерного станка модели 6642 104
Плита радиально-сверлильного станка модели 2Н58.................-106
Д&тали карусельного станка модели 1563С......................... 106
Станина круглошлифовального станка модели ЗА164................. 109
Шабот 10-тонного штамповочного молота .......................... 110
Станина пресса ПЖБ-800 ......................................... 115
Детали пресса ТЖБ-150 118
Детали конвейеров............................................... 119
Сборочные приспособления ....................................... 121
Детали экскаваторов ............................................ 123
Детали гидрогенераторов ........................................ 125
Плиты под вальцы 2130, 1530 .................................... 127
Стендовые плиты................................................. 127
Подмоторные плиты и плиты привода............................... 133
Глава IV. Изготовление железобетонных деталей машин................. 137
Особенности изготовления ....................................... 137
Изготовление закладных частей................................... 139
Арматурные работы .............................................. 142
210
Изготовление и сборка форм .................................. 144
Бетонные работы . >........................................... 146
Окраска железобетонных деталей машин ......................... 153
Механическая обработка и транспортировка..................... 155
Изготовление предварительно напряженных железобетонных де-
талей ....................................................... 161
Станина тяжелого токарного станка модели 1660 ................ 165
Станина бесцентрово-токарного станка модели 9340 168
Рама рольганга с индивидуальным приводом ..................... 174
Плита привода дисковых ножниц................................. 176
Железобетонные плиты.......................................... 177
Глава V. Некоторые вопросы экономики и перспективы применения
железобетона, в машиностроении ................................... 181
Снижение трудоемкости и металлоемкости........................ 181
Экономическая эффективность применения железобетона для изго-
товления деталей машин ....................................... 187
Перспективы применения железобетона в машиностроении......... 192
Приложение ....................................................... 196
Литература ....................................................... 207
Александр Иосифович Д р ы г а,
Владимир Григорьевич Б а б а ш,
Андрей Иванович Пунтус,
Михаил Михайлович Большаков
ЖЕЛЕЗОБЕТОННЫЕ ДЕТАЛИ МАШИН
Редактор издательства А. П. Бирюков
Технический редактор Н. Ф. Демкина
Корректор П. А. Пирязев
Переплет художника В. Б. Торгашова
Сдано в производство 12/VII 1966 г.
Подписано к печати 25/XI 1966 г.
Т-13276 Тираж 8000 экз.
Печ. л. 13,25 Бум. л. 6,63
Бумага типографская № 1. Уч.-изд. л. 13,5
Темплаи 1966 г., № 290 Формат 60X90Vie
Цена 87 к. Зак. № 1138
Издательство «МАШИНОСТРОЕНИЕ».
Москва, Б-66, 1-й Басманный пер., 3.
Ленинградская типография № 6
Главполиграфпрома Комитета по печати
при Совете Министров СССР
Ленинград, ул. Моисеенко, 10
ЗАМЕЧЕННЫЕ ОПЕЧАТКИ
Стр. Строка Напечатано Должно быть
8000 8000
СТ° ~ 4321 СТ“ 4321
39 11-я снизу 5.25-728 000-32,5 5,25-728 000-32,5
1 174 891 ~ 1 174 891
= 104,1 = —104,1
78 8-я » 98-Ю6 «Ли2 (100 кГ/см2) 98-10’ н/м2 (100 кГ/мм2)
99 i-я » см* кГ см2
114 4-я сверху Р = 8000 т Р = 320 т
118 1-я снизу 1700 кГ/см2 17 000 кГ/см2
А. И. Дрыг а н др. Заказ 1138.