












































































































































































Автор: Чэпел Ч.Э. Бент Р.Д. Маккинли Дж.Л.
Теги: ремонт самолеты авиатехника техническое обслуживание
Год: 1962




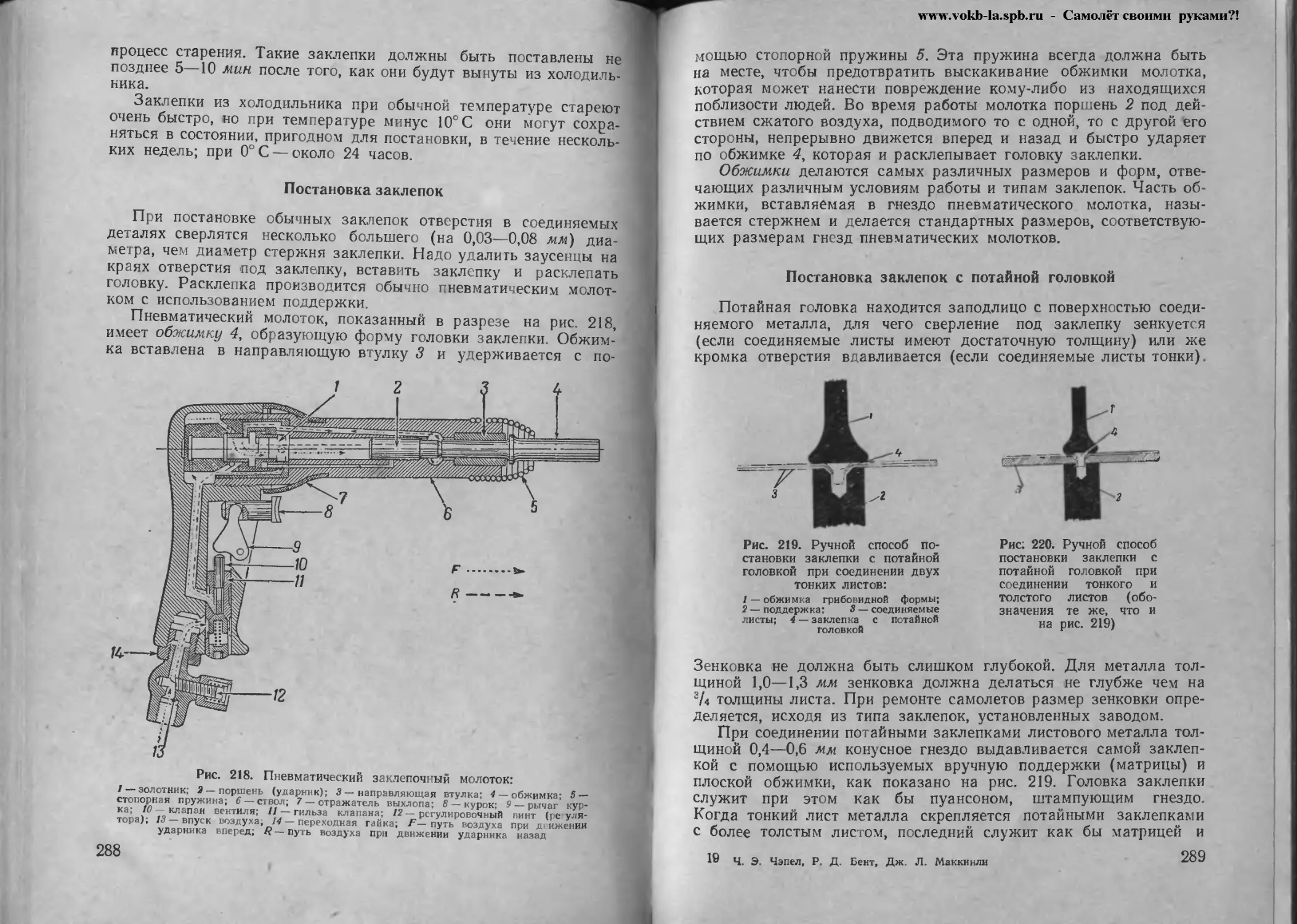
Текст
Ч. э. ЧЭПЕД Р. Д. БЕНТ, ДЖ. .1. МАККИНЛИ
ОБСЛУЖИВАНИЕ
И РЕМОНТ
САМОЛЕТОВ
AIRCRAFT'.,
MAINTENANCE
AND- REPAIR
By the Technical Development Staff of
Northrop Aeronautical Institute
CHARLES EDWARD CHAPEL
RALPH D. BENT
james l. McKinley
REVISED EDITION
McGRAW-HILL BOOK COMPANY, INC.
NEW YORK — TORONTO — LONDON
www.vokb-Ia.spb.ru - Самолет своими руками?!
ч. Э. ЧЭПЕЛ, Р. Д. БЕНТ, ДЖ. Л. МАККИНЛИ
^ьСЛУЖИВАНИЕ
И РЕМОНТ
САМОЛЕТОВ У '
5
Сокращенный перевод с английс^ ri А. П. Смолина
Под редакцией Д. А. Нефедова
ВОЕННОЕ ИЗДАТЕЛЬСТВО
МИНИСТЕРСТВА ОБОРОНЫ СССР
МОСКВА-1962
6T5.I
444
Ч. Э. Ч э п е л, Р. Д Бент, Дж Л. Маккинли
ОБСЛУЖИВАНИЕ И РЕМОНТ САМОЛЕТОВ V"
(Перевод с английского)
В книге описываются устройство и работа основных элементов и типовых
схем гидравлических систем самолетов, а также шасси (амортизационных стоек,
колес и тормозных устройств) и приводятся общие правила их обслуживания и
ремонта, излагаются сведения по авиационному материаловедению, описываются
методы контроля качества материалов в условиях эксплуатации и ремонта, рас-
сматриваются технология выполнения ряда ремонтных и регулировочных работ
(сварка, клепка, заклепка тросов и др ) и вопросы центровки самолетов.
Книга предназначается для широкого круга авиационных специалистов ВВС,
ГВФ и ДОСААФ, связанных с эксплуатацией и ремонтом самолетов, а также
для учащихся и преподавательско-инструкторского состава авиационных учебных
заведений.
www.vokb-la.spb.ru - Самолёт своими руками?!
ОТ АВТОРОВ
Настоящая книга представляет собой пособие по эксплуатации,
техническому обслуживанию и ремонту самолетов и авиационных
двигателей. При ее написании использованы материалы американ-
ского авиационного института Нортропа.
В книге рассматриваются вопросы ремонта основных деталей
самолетов. Кроме того, излагаются основы авиационной гидрав-
лики, рассказывается о конструкции гидравлических систем тормоз-
ных устройств и шасси самолетов, разъясняется порядок и способы
устранения неисправностей в этих системах.
Пособие предназначается для слушателей авиационных учебных
заведений, специалистов по ремонту и техническому обслуживанию
самолетов на аэродромах и предприятиях авиационной промыш-
ленности.
Книга иллюстрирована многочисленными рисунками, схемами,
чертежами и диаграммами, которые облегчают усвоение затраги-
ваемых в тексте вопросов.
www.vokb-Ia.spb.ru - Самолёт своими руками?!
Глава I
ОСНОВЫ АВИАЦИОННОЙ ГИДРАВЛИКИ
ОСНОВНЫЕ понятия
Общее определение самолетных гидравлических систем
Авиационная гидравлика является разделом науки, который
объясняет, каким образом с помощью жидкости передаются уси-
лия, необходимые для приведения в действие органов управления
самолетом и его агрегатов.
Сила есть действие одного тела на другое, вызывающее изме-
нение движения тела, подвергающегося действию. В зависимости
от направления действия силы движение может ускоряться или
замедляться. Величина силы может быть измерена в килограммах
или других единицах. Сила, приходящаяся на единицу площади и
перпендикулярная к ней, называется давлением и выражается
обычно в килограммах на квадратный сантиметр.
Жидкость (в общем смысле) —вещество, мельчайшие частицы
которого (молекулы) обладают подвижностью и могут легко пе-
ремещаться относительно друг друга. Жидкость может быть в ка-
пельном или газообразном состоянии.
Газ — состояние вещества, при котором его молекулы удалены
на относительно большие расстояния и обладают способностью
распространения.
Жидкость (в собственном смысле) — состояние вещества, при
котором молекулы имеют значительную свободу передвижения,
однако эта свобода недостаточна для того, чтобы позволить части-
цам отделиться друг от друга. Принципиальное различие между
газами и жидкостями заключается в том, что жидкости почти не-
сжимаемы, в то время как газы могут быть сильно сжаты. Весьма
°ЛЬ г?6 давление может вызвать лишь незначительное уменьше-
ние ° ъема жидкости. Последнее слишком мало для того, чтобы
ИМе bJlPaKTId4ecKoe значение, поэтому при рассмотрении самолет-
ных г Дравличеоких систем им можно пренебречь.
7
ПРИНЦИПЫ гидравлики
Гидравлический подъемник (домкрат)
Примером применения гидравлического давления в технике
может служить обычный гидравлический домкрат, с помощью кото-
рого можно легко поднять грузовой автомобиль весом в несколько
тонн. Гидравлическая система домкрата независима и состоит из
насоса, силового цилиндра, поршня, резервуара и клапанов.
В самолетных гидравлических системах источник мощности
(насос), как травило, удален от рабочего органа (силового ци-
линдра) и передача энергии осуществляется с помощью жидко-
сти, текущей по трубопроводу.
Физические свойства жидкостей
Сжимаемость жидкости — это способность ее занимать мень
шее пространство, или объем, по сравнению с объемом перед на
чалом сжатия. Жидкость, находящаяся под давлением, стремите;
возвратиться к первоначальному объему и вызывает усилия, на
правленные во все стороны. Если давление на некоторый замкну
тый объем воды составляет 7 кг/см1 2, то ее объем уменьшите;
только на 0,0003 первоначального объема. Другие жидкости ведут
себя под давлением таким же образом. Поэтому можно считать,
что жидкости практически несжимаемы.
Тепловое расширение жидкости — это увеличение объема, про-
исходящее в результате повышения температуры. В этом случа!
различные жидкости ведут себя по-разному. Например, больший
ство масел с повышением температуры расширяется в значительна
большей степени, чем вода ’. Поэтому в самолетных гидравличе
ских системах во избежание поломки их деталей обычно должн,
предусматриваться специальная компенсация, обеспечивающа
возможность теплового расширения жидкости.
Плотность какого-либо вещества — это вес единицы объема, <
удельный вес — отношение веса некоторого объема какого-либ
вещества к весу равного объема воды2. Это отношение можно вы
разить следующей формулой:
» Плотность вещества
Удельный вес——_
Плотность воды
Плотность воды принимается равной единице и берется з
основу, или стандарт, для сравнения с другими веществами. Hi
пример, удельный вес керосина составляет 0,8. Это значит, чз
при одинаковых объемах вес кубической единицы керосина буд(
1 Для масел, применяющихся в гидросистемах самолетов, коэффицие!
объемного расширения может быть принят равным 0,00065.— Прим. ред.
2 Согласно принятой в нашей литературе терминологии удельный вес ео
отношение веса данного тела к его объему, а плотность — отношение массы те.
к его объему. Таким образом, плотность вещества равна его удельному вес
деленному на ускорение силы тяжести.— Прим, ред
».voKD-ia.spo.ru - с амолет своими руками.'!
Меньше веса такого же объема воды и составит 0,8 от него. Ртуть
в 13,5 раза тяжелее равного объема воды, поэтому ее удельный
вес составляет 13,5. Каждый предмет погружается в жидкость до
тех пор, пока его вес не будет уравновешен весом вытесненного
I м объема жидкости. Например, кусок дерева, имеющего удель-
ный вес 0,8, погрузится в воду на 0,8 своего объема и будет пла-
вать на воде.
Этот (принцип применен в приборе, называемом ареометром,
который представляет собой запаянную сверху широкую стеклян-
ную трубку с грузом на нижнем конце в виде шарика, заполнен-
ного ртутью или дробью. Трубка имеет шкалу, градуированную на
различные плотности жидкостей, в которые ареометр может быть
погружен. Шкала прибора градуируется таким образом, что при
погружении в чистую воду уровень жидкости устанавливается
против отметки 1,0 на шкале. Глубина погружения прибора в
другие жидкости будет зависеть от их плотности. В жидкости с
плотностью большей, чем вода, ареометр погрузится на меньшую
глубину, а в жидкости с меньшей плотностью — на большую глу-
бину. По соответствующим делениям на шкале прибора может
быть определена плотность жидкости, используемой в самолетных
гидравлических системах.
Термин текучесть в применении к газам или капельным жидко-
стям означает способность жидкостей принимать форму сосуда,
в котором они заключены. Например, вода или какая-либо другая
жидкость, налитые из сосуда прямоугольной формы в круглый со-
суд, принимают форму последнего. Жидкости, обладающие мень-
шей текучестью, например тяжелые масла, изменяют свою форму
медленнее, чем жидкости с большей текучестью, например вода.
В самолетных гидравлических системах применяются жидкие ми-
неральные или легкие растительные масла, обладающие доста-
точной текучестью для прохождения по тонким трубопроводам.
Вязкость — свойство жидкости прилипать к стенкам сосуда и
оказывать сопротивление движению молекул относительно друг
друга, создавая тангенциальные силы на их поверхности. Тяжелая,
медленно текущая жидкость имеет большую вязкость по сравне-
нию с легкой, быстро текущей жидкостью. Вязкость жидкости за-
висит от температуры. Каждый шофер знает, как трудно запу-
с ить автомобильный двигатель в холодную погоду из-за увели-
чения вязкости смазочного масла с понижением температуры. По-
добным же образом изменение температуры влияет на вязкость
рабочей жидкости гидравлических систем.
Передача энергии с помощью давления жидкости
Чтобы представить себе процесс передачи энергии с помощью
ав ения жидкости, необходимо рассмотреть два различных ее со-
с ояния: состояние покоя и состояние движения. Жидкости при
^ж тии передают давление равномерно во все стороны. Например,
и г рловину какого-либо сосуда произвольной формы, имею-
9
щую площадь поперечного сечения 4 см2, закрыть плотно входя-
щим в нее поршнем и положить на него груз весом в 1 кг, то дав-
ление на жидкость будет равно 1:4 = 0,25 кг/см2. Это давление
передается внутри жидкости на каждый квадратный сантиметр по-
Рис. 1. Передача давления в сооб-
щающихся сосудах
верхности стенок сосуда. Если
площадь поверхности состав-
ляет 100 см2, то суммарная си-
ла, действующая на внутрен-
ние стенки, составит 25 кг.
Применение этого принципа
показано на рис. 1. Изобра-
женные на этом рисунке ци-
линдры А и В соединены между
собой тонкой трубкой 3, причем
поршень 1 в цилиндре А имеет
площадь поперечного сечения
10 см2, а поршень 2 в цилин-
дре В— 100 см2. Если к порш-
ню 1 приложить силу в 1 кг,
то она создаст давление на поршень, равное 1:10=0,1 кг/см2.
Такое же давление будут испытывать и жидкость в сообщаю-
щихся сосудах, стенки и днища обоих цилиндров и поршней,
а также внутренняя поверхность соединительной трубки. Так
как площадь поршня 2 со-
ставляет 100 см2, то суммар-
ная сила, действующая на
этот поршень, будет равна
0,1-100=10 кг.
На рис. 2 показан резуль-
тат движения поршня / в ци-
линдре А. Если этот поршень
под действием силы в 1 кг опу-
стится вниз, то жидкость из
цилиндра А по соединительной
трубке 3 будет перетекать в ци-
линдр В и переместит поршень
2 вверх. Так как площадь
поршня 2 в десять раз больше
Рис. 2. Увеличение приложенной силы
площади поршня /, то поршень 2 поднимется на 0,1 величины пере-
мещения поршня /. Например, если поршень 1 переместится вниз
на 2 см, то поршень 2 поднимется на 0,2 см. Наоборот, при переме-
щении поршня 2 на 0,2 см поршень 1 переместится на 2 см. Таким
образом, выигрыш в силе происходит за счет потери в пути и ско-
рости.
Если при той же нагрузке площадь поршня 1 сделать меньше, то
давление, образующееся в жидкости, станет больше и суммарная
сила, действующая на поршень 2, увеличится. Если увеличить размер
поршня 2, то сила, действующая на него, также увеличится.
10
yvvvvv.voKD-ia.spn.ru - самолет своими руками :i
Механический выигрыш в силе
К а некоторая движущая сила используется для того, чтобы
пеодолеть большую силу сопротивления, то достигается, как го-
ворят механический выигрыш в силе. Сила может быть увеличена
за счет потери в пути. Произведенная телом работа равна числен-
ной величине приложенной к телу силы, умноженной на ве-
личину пути, пройденного телом в направлении действия силы.
Например; три поднятии тела весом 20 кг на высоту 1 м совер-
шается работа, равная 20-1=20 кгм. Так как механический вы-
игрыш в силе равен преодоленному сопротивлению, разделенному
на затраченную силу, то теоретический выигрыш, получаемый при
действии системы, показанной на рис. 1, б>дет равен 10. Однако
действительный выигрыш меньше этой величины вследствие со-
противления жидкости при проходе через соединяющую цилиндры
узкую трубку, а также вследствие трения «между стенками цилин-
дров и поршнями. Поэтому в действительности, для того чтобы по-
лучить силу в 10 кг на поршне 2, необходимо к поршню 1 прило-
жить силу более 1 кг.
Применение принципа механического выигрыша в силе позво-
ляет при малой начальной силе приводить в действие механизмы,
требующие гораздо большей силы. Поэтому небольшие гидравли-
ческие насосы могут развивать достаточную силу, для того чтобы
приводить в действие относительно тяжелое шасси, закрылки
(щитки) и другие устройства больших самолетов.
Применение основных принципов в гидравлической системе
В гидравлической системе самолета протекающая по трубопро-
воду жидкость используется для передачи давления от одной
точки на самолете к другой; причем, если пренебречь незначитель-
ным трением жидкости о стенки, давление на обоих концах тру-
бопровода будет одинаковым, вне зависимости от его длины и
числа имеющихся на нем изгибов. Если конец трубопровода при-
соединить к какому-либо цилиндру, площадь поршня которого
больше поперечного сечения трубопровода, то движение поршня в
цилиндре будет совершаться с меньшей скоростью, чем скорость
течения жидкости в трубопроводе, но с гораздо большей силой.
с?то движение поршня с помощью штока или тяги может быть ис-
пользовано для приведения в действие какого-либо механизма на
самолете.
РАЗВИТИЕ ПРИНЦИПИАЛЬНОЙ СХЕМЫ ГИДРАВЛИЧЕСКОЙ
СИСТЕМЫ
Главный и силовой цилиндры
ва На рис. 3 показаны два агрегата, соединенные трубкой Сле-
ли~~)главнЬ1й Цилиндр, или ручной насос 2, оправа — силовой ци-
LH Р 5. Стрелками показано направление потока жидкости,
11
создаваемого движением поршня 1 в ручном насосе 2. При этом вся
трубка и пространство под поршнями 1 и 4 заполнены жидкостью.
Когда поршень 1 движется влево, то вследствие несжимаемости
жидкости поршень 4 в силовом цилиндре 5 будет подниматься,
сжимая три этом пружину 3 и выдвигая шток поршня вверх. Если
прекратить движение поршня 1 и ослабить создаваемое им давле-
ние, то сжатая пружина 3 в цилиндре 5, разжимаясь, заставит
поршни 1 и 4 возвратиться в исходное положение.
При рассмотрении этой простейшей схемы левую деталь мы
назвали главным цилиндром, так как в нем сила превращается
в давление. По существу, ее можно назвать ручным насосом, так
как насос фактически выполняет ту же самую работу.
Такая простейшая схема имеет свои ограничения* во-первых,
для того чтобы она работала, поршень и шток в силовом цилинд-
ре 5 должны двигаться очень легко, а во-вторых, поскольку пор-
шень 4 намного больше поршня 1, то его перемещения в цилиндре
будут незначительными, и если требуется передвинуть поршень 4
на большее расстояние, то необходимо иметь дополнительный за-
пас рабочей жидкости в каком-либо резервуаре для пополнения
жидкости, вытесняемой из главного цилиндра 2.
Резервуар и система обратных клапанов
В резервуаре гидравлической системы самолета хранится запас
рабочей жидкости. Резервуар должен быть достаточно емким, так
как за счет резерва жидкости, хранимого в резервуаре, должно
быть обеспечено пополнение гидросистемы при максимальных рас-
ходах жидкости для работы и при потере жидкости в случае обра-
зования течи в гидросистеме.
Резервуар является также дополнительной камерой в системе,
которая обеспечивает расширение жидкости при повышении тем-
12
www.vokb-la.spb.ru - Самолёт своими руками?!
ы 1 Кроме того, в резервуаре жидкость освобождается от
Пе?мпьк в* воздуха, попадающих в систему.
На пис 4 в простейшую схему включен резервуар <?, соединен-
ий трубопроводом с ручным насосом. Резервуар имеет отвер-
ие 7 для сообщения с наружным воздухом. Однако такая схема
Се могла бы работать, если бы в системе не были установлены
обратные клапаны 6 и 9, препятствующие перетеканию жидкости
Рис. 4. Схема гидравлической системы с резервуаром и двумя клапанами
(обозначения см. рис. 5)
из цилиндра 5 в цилиндр 2 «при движении поршня / вправо и из
цилиндра 2 в резервуар при движении поршня влево. Если пода-
вать жидкость ручным насосом из резервуара в цилиндр 5, то за
несколько его движений шток поршня 4 в цилиндре 5 можно вы-
двинуть на всю его длину или остановить в любом желаемом по-
ложении. Хотя такая система позволяет осуществить полный ход
поршневого штока в цилиндре 5, она не дает возможности пру-
жине 3 возвратить поршень 4 в исходное 'положение, так как об-
ратный клапан 6 закрывает доступ жидкости в цилиндр 2 ручного
насоса.
Распределительный кран и сливная магистраль
Распределительный кран является устройством, посредством
которого поток жидкости можно переключить в нужном направ-
лении. В основной схеме гидравлической системы, изображенной
Пр°ф. т. М. Башта рекомендует емкость резервуара брать на 50% больше
чеп°СТ#Г гидРавлическ°й системы, но не меньше объема жидкости, проходящей
гип3 °ак за 0,3—0,5 минуты. (Башта Т. М. Расчеты и конструкции самолетных
Дравлических устройств. Оборонгиз, М., 1961)—Прим. ред.
13
на рис. 5, добавлены распределительный кран 10, установленный
на пути движения жидкости от ручного насоса к цилиндру 5, и
трубопровод 11, соединяющий этот кран с резервуаром. Когда
распределительный кран установлен в положение, показанное
сплошными линиями, жидкость от ручного насоса может проходить
в силовой цилиндр 5 и двигать в нем поршень 4 со штоком; когда
Рис. 5. Схема гидравлической системы с двухходовым краном управления и
пружиной в силовом цилиндре:
1 — поршень ручного насоса; 2 — ручной насос; 3 — пружина силового цилиндра; 4 — пор-
шень силового цилиндра; 5 — силовой цилиндр; 6 и 9 — обратные клапаны; 7 — дренажная
трубка резервуара; 8 — резервуар; 10 — двухходовой распределительный кран; 11 — сливная
магистраль
же кран 10 поставлен в положение, показанное пунктирными ли-
ниями, то жидкость, вытесняемая из силового цилиндра 5 под дей-
ствием пружины 3, возвратится обратно в резервуар 8 по сливной
магистрали 11. Кран, имеющий два рабочих положения, назы-
вается двухходовым распределительным краном.
Четырехходовой распределительный кран
На рис. 6 показана та же схема, но двухходовой распредели-
тельный кран заменен четырехходовым. Большинство механизмов
самолета, приводимых в действие от гидравлических силовых ци-
линдров, имеет прямое и обратное движение, для обеспечения ко-
торого необходимо наличие гидравлического давления в двух на-
правлениях. Поэтому пружина силового цилиндра 5 на рис. 6 от-
сутствует, ее заменяет гидравлическое давление, подводимое от
четырехходового распределительного крана 10 по трубопроводу к
отверстию 3 силового цилиндра.
Четырехходовые распределительные краны пробкового типа,
схематически показанные на рис. 6, редко используются в совре-
менных гидравлических системах. На рисунке такой кран приве-
ден лишь для иллюстрации и облегчения понимания принципиаль-
14
www.vokb-la.spb.ru - Самолёт своими руками?!
„ схемы. Рассматривая схему, мы можем видеть, что при поло-
Н°И ин распределительного крана 10, показанном сплошными ли-
*е”1И жидкость от ручного насоса 2 будет подаваться в нижнюю
НИЯть силового цилиндра 5; при этом жидкость, находящаяся над
ча нем 4, через отверстие 3, трубопровод 12, четырехходовой
Пасп еделительный кран 10 и сливную магистраль 11 возвра-
щается в резервуар.
Рис. 6. Схема гидравлической системы с четырехходовым краном без пружины
в силовом цилиндре (обозначения см. рис. 7)
Если повернуть распределительный кран 10 в положение, по-
казанное пунктирными линиями, то жидкость от ручного насоса 2
будет подаваться в верхнюю часть силового цилиндра 5 и двигать
поршень 4 вниз, который в свою очередь вытеснит жидкость из
нижней части цилиндра 5 через распределительный кран 10 в ре-
зервуар 8. Следовательно, благодаря наличию крана давление
жидкости может воздействовать на поршень 4 с обеих сторон, и
никакой возвратной пружины в этой схеме не требуется.
Во всех конструкциях кранов предусмотрено нейтральное по-
ложение «Выключено»; поэтому если кран 10, показанный на схе-
ме рис. 6, поставить под углом 45° по отношению к рабочим поло-
жениям, то все отверстия будут перекрыты и поток жидкости через
кран прекратится.
Необходимо также учесть, что объем рабочей жидкости в верх-
ней части цилиндра 5 при нейтральном положении поршня 4 будет
меньше объема жидкости под поршнем 4, так как сверху к порш-
ню присоединен шток. По этой же причине сила, действующая на
поршень 4 сверху, будет также меньше силы, действующей снизу.
Насос с механическим приводом и предохранительный клапан
На рис. 7 приведена основная схема гидравлической системы
ам лета, но с добавлением по сравнению с предыдущей схемой,
По азанной на рис. 6, насоса 15 с механическим приводом, предо-
15
хранительного клапана 13, дополнительного обратного клапана 16
и регулятора давления 14. Когда применяется только ручной на-
сос 2, то количество жидкости, перемещаемой за каждый цикл ка-
чания, сравнительно невелико. Для приведения в действие шасси
или какого-либо другого механизма, имеющего силовые цилиндры
большого размера, потребовались бы, если действовать только
ручным насосом, длительное время и большие усилия со стороны
летчика. Поэтому на са>молете для приведения в действие гидрав-
лической системы применяются гидравлические насосы с механи-
ческим или электрическим приводом. Такой насос показан на
Рис. 7. Схема гидравлической системы с предохранительным клапаном, регу-
лятором давления и механическим насосом:
1—поршень ручного насоса; 2 — ручной насос; 3 — отверстие силового цилиндра; 4—
поршень силового цилиндра; 5 — силовой цилиндр; 6, 9 и 16 — обратные клапаны; 7 — дре-
нажная трубка; 8 — резервуар; 10 — четырехходовой распределительный кран; 11 и 12 —
сливная магистраль; 13 — предохранительный клапан; 14 — регулятор давления; 15 — меха-
нический насос
рис. 7. Насос с механическим приводом постоянно создает давле-
ние в системе, и летчику остается только поставить распредели-
тельный кран в то или иное положение, чтобы получить прямое
или обратное движение поршня и штока в силовом цилиндре.
Однако если силовой насос не остановится точно в тот момент,
когда .механизм самолета, приводимый в действие гидроприводом,
достигнет конца своего рабочего хода, то давление в системе очень
резко возрастет и может вызвать разрушение какой-либо детали
системы или даже повреждение самого насоса. Поэтому в системе
устанавливается предохранительный клапан 13.
Предохранительный клапан открывается и сбрасывает давле-
ние в тот момент, когда оно превысит некоторую, заранее задан-
ную величину. В схеме (рис. 7) этот клапан установлен на трубо-
проводе между нагнетающей и сливной магистралями и предохра-
няет от избытка давления не только какой-либо один агрегат гид-
равлической системы, а всю систему в целом; поэтому в данном
случае он называется предохранительным клапаном системы.
16
vvvvvv.vokb-la.spb.ru - Самолёт своими руками?!
оемя работы механический насос непрерывно забирает жид-
В° В Hi резервуара и подает ее в систему. Если при этом рас-
К°Спелительнь1Й кран 10 будет закрыт, то в трубопроводе между
пРеД ,,м и краном создастся высокое давление. Предохранитель-
НйС С чапан 13 при этом откроется и пропустит поток жидкости в
НЬивную магистраль, а через нее в резервуар 8. Если распредели-
С пьньй кран 10 будет стоять в рабочем положении, то жидкость
I ' ет (подаваться в силовой цилиндр 5 и одновременно оттуда сте-
у Ть обратно в резервуар; предохранительный клапан 13 системы
к и этом будет закрыт. В момент достижения поршнем 4 конца
св ег рабочего хода давление в силовом цилиндре и в трубопро-
водах сильно возрастает; и если оно превысит величину, на кото-
ю отрегулирован предохранительный клапан системы, послед-
ний откроется и сбросит излишек жидкости в резервуар 8.
В схеме (рис. 7) имеется дополнительный (обратный) кла-
пан 16, установленный между механическим насосом 15 и нагне-
т ющей магистралью. Если бы ©того клапана не было, то в слу-
чае отказа или поломки механического насоса ручной насос был
бы бесполезен, так как он перекачивал бы жидкость через меха-
нический насос обратно в резервуар. Ручной насос 2 в гидравли-
ческой системе остается не только как резервный на аварийный
случай, но с успехом может быть применен для испытания гидро-
системы на земле.
Механический насос, как было сказано выше, может быть с
независимым электрическим приводом или же может приводиться
в действие от авиационного двигателя. Тяжелые самолеты могут
иметь несколько насосов с приводом от авиационных двигателей
для создания давления в гидравлической системе и, кроме того,
насос с электроприводом для вспомогательной гидравлической си-
стемы.
Регулятор давления
Регулятор давления 14 (рис. 7) действует полностью автомати-
чески. Главное назначение этого агрегата — оградить механи-
ческий насос от перегрузки. Когда давление в системе достигает
некоторой максимальной величины, регулятор давления откры-
вается и весь поток жидкости, создаваемый механическим насо-
сом 15, направляется через сливную магистраль обратно в резер-
вуар 8. Когда давление в системе упадет до величины, на кото-
рую отрегулирован регулятор давления, он закроется и вновь на-
Равит жидкость в гидросистему.
Общий принцип действия гидравлической системы
са ^пР°Щенная принципиальная схема гидравлической системы
мех?Лета п°казана на вышеприведенных рисунках. Когда работает
дел 4 СКИй насос, в нагнетающей магистрали постоянно под-
Р ивается давление. Это имеет место даже тогда, когда предо-
2
Э. Чэпел, Р. д. Бент, Дж. Л. Маккинлп
хранительный клапан открыт, так как насос развивает достаток
ное давление, чтобы преодолевать силу упругости пружины предо
хранительного клапана и в то же время поддерживать давление в
системе на определенном уровне. Когда же насос перестает рабо
тать, то давление замыкается в нагнетающей магистрали с по
мощью обратных клапанов 6 и 16 (рис. 7).
На приведенных выше схемах показан только один силовой
цилиндр 5, который может обеспечить работу только одного из ме
ханизмов са1.молета. Если же необходимо обеспечить действие не
скольких механизмов самолета, нужно соответственно увеличить
количество распределительных кранов и силовых цилиндров.
Материалы, применяемые в самолетных гидравлических системах
В самолетных гидравлических системах находят широкое при-
менение алюминиевые сплавы, так как они позволяют экономии
в весе и одновременно способны выдерживать высокие давления
жидкости в гидросистеме. Движущиеся детали гидросистемы
чтобы они могли лучше противостоять износу и коррозии, изготов
ляются из твердых молибденовых сталей. Различные агрегаты и
детали гидравлической системы соединяются между собой специ-
альными гибкими шлангами или жесткими трубопроводами. Со-
единение гибких шлангов и трубопроводов осуществляется с по
мощью специальных соединительных муфт или креплений, состоя
щих из нескольких деталей. Жесткие трубопроводы изготовляются
из алюминиевых сплавов, а в случае особо высоких давлений — из
стали.
Противопожарные меры
Все трубопроводы гидравлической системы, проходящие в огн
опасной зоне между пожарной перегородкой и двигателем, до.
стали. Для
жны быть сделаны из тугоплавкой антикоррозийной
гибких соединений на этих участках должны применяться специ-
альные огнестойкие шланги. Все соединения и крепления трубо-
проводов должны также отвечать противопожарным требованиям.
Все линии гидросистемы в огнеопасных местах должны быть обес-
печены огнетушительными средствами и специальными устройст-
вами, замыкающими трубопровод в случае разрыва, чтобы пред-
отвратить попадание легковоспламеняющейся рабочей жидкости в
огнеопасную зону. Если указанные меры не могут быть обеспе-
чены, то трубопроводы гидросистемы необходимо прокладывать в
обход опасных в пожарном отношении зон.
Магистральные линии гидросистемы
Линия трубопроводов, по которым поток жидкости идет от меха-
нического насоса к распределительному крану, называется нагне-
тающей магистралью. Она может включать в себя и другие тру'
18
www.vokb-la.spb.ru - Самолёт своими руками?!
в дьь находящиеся под давлением, например трубопровод,
бОП/щий к регулятору давления или к обратным клапанам.
1Д\п<ния, отводящая рабочую жидкость обратно в резервуар, на-
зывается сливной магистролью.
МЕХАНИЧЕСКИЕ НАСОСЫ
Назначение и применение механических насосов
Механические насосы являются источником энергии для гид-
оа ческих систем самолетов. Они превращают механическою
энергию в энергию давления рабочей жидкости, используемую для
приведения в действие механизмов самолета. Как было сказано
ыше, такие насосы могут иметь независимый электрический при-
в д или механический привод от двигателя самолетной силовой
установки. Для предохранения от перегрузки большинство механи-
ческих насосов имеет специальный предохранительный штифт, или
палец, включенный в механизм привода. В случае перегрузки этот
палец срезается и привод насоса выключается.
Типы применяемых механических насосов
Механические насосы, применяемые в настоящее время, могут
быть разделены на две основные группы: 1) насосы постоянной
производительности (объема) и 2) насосы переменной производи-
тельности (объема). Механические насосы первой группы при по-
стоянных оборотах имеют постоянную (производительность. Эта
производительность не может
потребностей данной гидрав-
лической системы без измене-
ния числа оборотов насоса, а
следовательно, и двигателя,
приводящего его в движение.
механического насоса пе-
ременной производительности
(объема) она может изменять-
ся в зависимости от требований
гидравлической системы при
ниоранении постоянного давле-
Насос шестереночного типа
п ^асос шестсреночного типа
и ан на рис. 8. Он состоит
запртт^Х шестеРен с внешним
Метит^еНИем‘ Необходимо от-
’ что зазоры между
2*
быть изменена в зависимости от
Рис. 8. Гидравлический насос шестере-
ночного типа с механическим приводом:
/ — ведущая шестерня 2 — ведомая шестерня;
3 — всасывающее отверстие, 4 — нагнетающее
отверстие
19
Рис. 9. Шестереночный
насос с шестернями вну-
треннего зацепления:
1 — ротор с внутренним за-
цеплением; 2 — статор; 3 —
ведущая шестерня; 4 — го-
ловка насоса; 5 — всасываю-
щее отверстие; 6 — нагнета-
ющее отверстие
зубьями, находящимися в зацеплении, и между шестернями и стет
ками корпуса должны быть очень малыми. На рисунке ведущг
шестерня обозначена цифрой /, ведомая — 2, всасывающее отв< ।
стие — 3, а нагнетающее — 4. Отверстие 3 соединяется с резерву^
ром, а отверстие 4 — с нагнетающей магистралью. Ведущая
стерня устанавливается на приводном валике, конец которог
выступает из корпуса наружу, проходя через сальник или манжету!
предохраняющую от протекания масла и
корпуса. Направление вращения ведущей
ведомой шестерен показано на рисущ
стрелками. Процесс нагнетания в насо
происходит следующим образом: зубья ше
стерен при своем движении проходят миц
всасывающего отверстия 3; жидкость, зао
санная в это время в полость между зубы
ми и корпусом, переносится к нагнетающ
му отверстию 4. Так как при вращении ш<
стерен зубья ведущей шестерни все врех
сцеплены с зубьями ведомой, то рабоча
жидкость будет постоянно перемещаться
выпускному отверстию и вытесняться в н
гнетающую магистраль.
Шестереночный насос с шестернями
внутреннего зацепления
Шестереночный насос с шестернями вн
треннего зацепления схематически показ<
на рис. 9. Принцип его действия тот же, ч‘
и у шестереночного насоса с наружным з
цеплением шестерен, но он имеет друг
устройство зацепления *. Насос состо:
из корпуса, имеющего головку 4 с дву>
серповидными отверстиями, одно из и
’ торых 5 связано со всасывающей, а др
гое 6 с нагнетающей магистралью. В ко
пус запрессован статор 2, внутреннее о
верстие которого расположено эксцентрично по отношению к гнез;
корпуса. Внутри отверстия статора вращается ротор /, предста
ляющий собой две шестерни с внутренним зацеплением. Вц
тренняя, ведущая, шестерня 3 имеет четыре узких зуба и устано
лена на шпонке на ведущем валике эксцентрично по отнош
1 Основными преимуществами такого насоса по сравнению с насосам
с внешним зацеплением являются большая компактность и лучшая кавитацио!
ная характеристика (т. е. меньшая способность образования пустот и разрыва
внутри жидкости, заполняющей насос), так как жидкость в насосе такого тип
подводится со стороны центра и центробежные силы способствуют заполнени1
жидкостью впадин шестерен насоса.— Прим, перев.
20
www.vokb-la.spb.ru - Самолёт своими рукамй
ротору /, имеющему пять внутренних зубьев, из которых
нню кр данны’й момент зацепляется полностью с внутренней ше-
В КЗней только один зуб. Когда ведущая шестерня 3 вращается
сТеР павлении против часовой стрелки, то и шестерня-ротор 1
В Утренним зацеплением зубьев приводится во вращение в том
С Б ^правлении. Рабочая жидкость поступает во всасывающий па-
^Хбок и через него к всасывающему серповидному отверстию 5
Т головке 4. При вращении шестерен пространство между их зубь-
ями уменьшается и жидкость вытесняется через другое серповид-
ное отверстие 6 головки в нагнетающую магистраль.
Лопастный насос
Рис. 10. Лопастный насос:
I — статор; 2 — ротор; 3 — лопасти ро-
тора; 4 — всасывающее отверстие; 5 —
нагнетающее отверстие
На рис. 10 схематически показан насос лопастного типа. Он
состоит из корпуса, в котором установлен неподвижный статор /,
представляющий собой стальную втулку. Внутри статора эксцен-
трично к его внутреннему отверстию
помещается пустотелый ротор 2,
имеющий четыре подвижные лопа-
сти 3, которые вместе с самим рото-
ром разделяют внутреннюю полость
статора на четыре секции — поло-
сти. При вращении ротора эти по-
лости вследствие эксцентричного по-
ложения ротора 2 по отношению к
статору 1 изменяют свой объем.
При прохождении лопастей мимо
всасывающего отверстия 4 объем
каждой такой секции увеличивает-
ся и она заполняется жидкостью.
За другие полоборота ротора объем
каждой секции уменьшается, жид-
кость вытесняется в нагнетающее
отверстие 5 и через него в нагне-
тающую магистраль. Лопастный
насос редко используется в совре-
енных самолетных гидравлических
системах, так как импульсы давления, получающиеся при созда-
нии напора жидкости, могут вызвать сильные вибрации трубопрово-
дов гидросистемы. Однако насосы такого типа еще встречаются на
амолетах ранних конструкций.
Механические насосы поршневого типа
ре3^цРис- И «показан механический насос поршневого типа в раз-
п п ^Т° наСос постоянного объема. Различные варианты насосов
ск нсНе°ð типа» использующихся на современных самолетах,
тРуированы и действуют в соответствии с общими основными
21
принципами. Различие наблюдается главным образом тольк
в способе, при помощи которого поршни приводятся в движени
внутри цилиндров. Показанный на рисунке насос состоит из щ
линдрового блока 13 и приводного звена 9, заключенных в об ц
корпус 12. Головка блока 14, имеющая всасывающее 2 и наги
Рис. II. Механический насос поршневого типа:
а — общий вид насоса и поперечный разрез; б — вид головки блока и цилиндров
плане; в — развернутая схема хода поршней в цилиндрах за один оборот; 1— нагнетаМ
отверстие; 2 — всасывающее отверстие; 3 — плоскость разъема головки и блока; 4 —
жимная пружина блока; 5 — шариковый подшипник; 6 — универсальный, шарнир; 7 — ш
цевой приводной валик; 8 и 10 — шариковые подшипники; 9 — приводное звено; 11 — шар
вой шарнир; 12 — корпус насоса; 13 — цилиндровый блок; 14 — головка блока
тающее 1 отверстия, закрывает корпус сверху. В блоке имеете
семь цилиндров, расположенных симметрично по окружности
Поршневая группа имеет шатуны и поршни, .причем концы шату
нов соединяются при помощи шаровых шарниров 11 с приводны*
звеном 9, которое в свою очередь связано универсальным шарни
ром 6 с цилиндровым блоком 13. Такие же шаровые шарнир’-
имеются и в поршневых головках шатунов, что дает возможност’
22
www.vokb-la.spb.ru - Самолёт своими руками?!
Tvнам И .поршням перемещаться относительно друг друга и по
ношению к верхней плоскости приводного звена 9.
°т М жду нижней .плоскостью цилиндрового блока 13 и верхней
оскостью приводного звена 9, когда они установлены в корпусе,
^пазуется некоторый угол. Блок с поршнями и их привод вра-
ются вместе от какого-либо источника мощности, например от
^анионного двигателя. Скорость их вращения одинакова, так как
ни связаны универсальным шарниром. Благодаря наличию указан-
ного выше угла поршни получают возвратно-поступательное дви-
жение и перекачивают жидкость из резервуара в нагнетающую ма-
гистраль гидравлической системы через выпускное отверстие в го-
ловке корпуса.
Для предотвращения течи рабочей жидкости на приводном ва-
лике установлен кольцевой сальник. В нижней части корпуса
имеется отверстие, служащее для отвода попадающей туда
жидкости.
Приводной валик вращает универсальный шарнир 6, представ-
ляющий собой жесткий валик с шарнирами на обоих концах. Этот
шарнир вращает цилиндровый блок.
За пол-оборота цилиндрового блока каждый цилиндр отойдет
от верхнего среза приводного звена 9, заставив таким образом
поршень в цилиндре переместиться вниз. В этой части цикла ци-
линдр связан с впускным отверстием в головке блока. При дви-
жении поршня вниз рабочая жидкость поступает в цилиндр.
После того как цилиндр пройдет положение н. м. т., он сооб-
щится с выпускным отверстием в головке блока. Завершая
полный оборот, цилиндр -приблизится к верхнему срезу привод-
ного звена и заставит поршень .перемещаться вверх к головке
цилиндра. Рабочая жидкость, заполнившая цилиндр в первой по-
ловине цикла, теперь выбрасывается из цилиндра через выпуск-
ное отверстие. В любой момент работы насоса три цилиндра со-
единены с впуском и три цилиндра с выпуском, а седьмой цилиндр
оказывается закрытым (рис. 11,6). Однако в момент закрытия
одного из цилиндров блока другой цилиндр открывается, и таким
образом обеспечивается непрерывная подача рабочей жидкости
без пульсаций. На рис. 11, в показана развернутая схема дейст-
вии такого насоса.
Насосы переменной производительности
ние аС0СЬ1' переменной производительности получили свое назва-
щегоИЗ?а наличия У них механизма, автоматически увеличиваю-
щей °бъем подаваемой жидкости, когда механизмы самолета,
ЩегоВуюихие от гидропривода, начинают работать, и уменьшаю-
де э от объем, когда эти механизмы прекращают работу, под-
в систВЭЯ’ таким образом, постоянное, заранее заданное давление
®ме. Насос ©того типа имеет предохранительный клапан, от-
23
крывающийся при чрезмерном повышении давления в системе •
Тем самым устраняется необходимость в обычно устанавливаемом
предохранительном клапане всей системы. При применении насс.
сов переменной производительности отпадает надобность в peryJ
ляторе давления, так как его роль выполняет механизм, автома-
тически регулирующий объем подаваемой жидкости.
По своей конструкции насос переменной производительности
может быть подобен только что описанному насосу поршневого
типа постоянной производительности, с той лишь разницей, что|
в этом насосе в отличие от насоса постоянной производительно-
сти может изменяться угол между плоскостью цилиндрового блока
и верхней плоскостью приводного звена, изменяя тем самым и ход!
всех поршней, который в конечном счете определяет объем жидко-
сти, подаваемой насосом в систему. В таком насосе блок цилин-
дров помещен не в общий жесткий корпус с приводным звеном,|
а соединен с ним шарнирно; это дает возможность изменять угол,
между цилиндровым блоком и приводным звеном. Величина из-]
менения этого угла регулируется специальным устройством, действ
вующим от давления жидкости. Когда давление в системе падает,!
механизм немедленно увеличивает угол между цилиндровым бло-1
ком и приводным звеном, вследствие чего увеличивается ход.
поршней и вместе с тем подача жидкости в систему; если же не
требуется подачи жидкости в систему, этот угол автоматически
уменьшается до величины, необходимой для поддержания задан-
ного уровня давления в системе. Несмотря на различие в деталях,
конструкции насосов поршневого типа с переменной производив
тельностью, все они основаны на одном и том же принципе уве-j
личения или уменьшения длины хода поршней, благодаря чему их1
производительность может отвечать различным требованиям ги-
дравлических систем.
Проверка насосов и уход за ними
Если при получении насоса со склада он окажется заполненным
жидкостью2, то ее надо полностью удалить и насос перед уста-
новкой на самолет тщательно промыть. Промывка производите!!
специальными растворами, после чего насос трижды промываете!
чистой рабочей жидкостью, такой же, какая заливается в гидрав^
лическую систему.
При ближайших очередных регламетных работах на самолет!
насос должен быть снят3. Проворачивая насос рукой за привод^
1 Предохранительный клапан ставится непосредственно в конструкцию й
только на насосах переменной производительности, но и на насосах других тл
пов.— Прим. ред. |
2 Вероятно, авторы имеют в виду консервирующую смазку.— Прим. ред.
3 Эта рекомендация относится к какому-то определенному типу самолет;
В практике насос снимается только при определенных видах регламентных Рг
бот, а иногда только при ремонте двигателя.— Прим, ред,
24
www.vokb-la.spb.ru - Самолёт своими руками?!
й валик, надо проверить, свободно ли вращаются все детали.
Рели при проворачивании валика будет обнаружено значительное
^противление вращению, насос необходимо заменить. При каж-
ой очередной замене двигателя на самолете насос гидросистемы,
приводимый в действие от авиадвигателя, должен быть снят для
переборки даже в том случае, если он был заменен новым неза-
долго до смены двигателя. Если насос приводится в действие не
т двигателя, а от другого источника мощности, то снятие насоса
для переборки не обязательно. Это общие правила; кроме них,
существуют детальные инструкции заводов-изготовителей для
каждого типа гидравлического насоса.
Основные причины неисправностей механического насоса
Абразивные частицы, попадающие в рабочую жидкость, вызы-
вают повышенный износ деталей и перегрев самого насоса. Это
может привести к заклиниванию движущихся деталей насоса и
поломке сцепления привода. Средствами предупреждения этого
могут быть только периодическая промывка всей системы и тща-
тельная очистка рабочей жидкости до заправки ее в систему.
Воздушная пробка вызывается низким уровнем жидкости в ре-
зервуаре гидравлической системы или попаданием воздуха во вса-
сывающую магистраль, подводящую жидкость к насосу. Воздуш-
ная пробка может вызвать мгновенное заклинивание насоса
вследствие недостатка смазки, так как рабочая жидкость не
только создает давление в системе, но и смазывает все движу-
щиеся детали, через которые она протекает1. Попадание воздуха
в систему (можно предотвратить, тщательно проверяя отсутствие
течи в соединениях, особенно на всасывающем трубопроводе.
Чтобы предотвратить образование воздушной пробки вслед-
ствие низкого уровня жидкости в резервуаре, надо возможно чаще
проверять уровень жидкости. Для этой цели служит смотровое
стекло, обычно устанавливаемое сбоку резервуара. Однако смотро-
вое стекло имеется не во всех гидравлических системах. Если
стекла нет, для измерения глубины жидкости в резервуаре необхо-
димо применять измерительный щуп чили какое-либо другое сред-
ство. При этом надо учитывать, что сетка заливной горловины мо-
жет быть засорена грязью, задерживающей рабочую жидкость
ВнУтри горловины, что создает ложное впечатление заполненного
Резервуара, в то время как на самом деле уровень жидкости в ре-
зервуаре может быть очень низким и угрожать надежности дей-
Ствия всей гидравлической системы. Поэтому сетка в горловине
Резервуара гидравлической системы должна тщательно очищаться
ПеРед каждой заправкой? Другие неисправности гидравлической
Системы приведены в следующей таблице.
р Кроме того, наличие воздушной пробки в системе может привести к раз-
У потока жидкости и отказу в работе гидросистемы.— Прим. ред.
25
Неисправность
Причина
Способ устранения
Насос не подает жид-
кость.
Направление вращения
насоса не совпадает с
указанием стрелки, име-
ющейся на насосе.
Низкий уровень жид-
кости в резервуаре.
Насос не создает тре-
буемого давления.
Засорена всасываю-
щая магистраль системы.
Подсос воздуха во
всасывающей маги-
страли.
Рабочая жидкость в
системе несоответствую-
щего качества.
Поломка ведущего ва-
лика насоса или каких-
либо внутренних дета-
лей.
Срез валика привода
насоса.
Насос не подает жид-
кость по одной из ука-
занных выше причин.
Неправильная регули-
ровка предохранительно-
го или редукционного
клапана.
Эти же клапаны за-
клинились в открытом
положении.
Течь жидкости в гид-
равлической системе
управления (цилиндрах
или клапанах).
Нет плотного прилега-
ния клапанов к гнездам
в результате задиров,
образовавшихся в кла-
панах от абразивных ча-
стиц, попавших в рабо-
чую жидкость.
Если привод насоса элек.
трический, надо переклю-
чить провода на клеммах ц
обеспечить правильное вра.
щение насоса. Если насос
приводится в действие от
двигателя самолета, то кла.
панная головка должна быть
перевернута.
Долить жидкость до ре.
комендуемого уровня. Ли,
ния всасывания должна
быть значительно ниже
уровня жидкости в резер-
вуаре.
Выяснить причину обра-
зования пробки и удалить
последнюю
Устранить течь и подсос
воздуха в соединениях и
трубопроводах.
Заменить жидкость соот-
ветствующей техническим
условиям.
Проверить и заменить не-
обходимые дета пи.
Снять насос и заменить
валик привода.
Выяснить причину и уст-
ранить ее, как указано
выше.
См. Инструкцию по регу«
лировке предохранительно-
го или редукционного кла*
пана.
См. предыдущий пункт. I
Замкнуть поток жидкости!
за предохранительным кла-
паном и проверить, создает
ли насос на этом участке
нормальное давление В слу-
чае обнаружения течи жид-
кости в системе устранить!
ее.
Притереть клапаны к
гнездам или заменить их
новыми.
26
www.vokb-la.spb.ru - Самолёт своими руками
Продолжение
Неисправность Причина Способ устранения
Присутствие воздуха в гидравлической системе. Наружная течь жидко- сти. Незначительный под- сос воздуха в соедине- ниях всасывающей ли- нии насоса. Подсос воздуха в сальнике ведущего ва- лика насоса. Наличие пузырьков воздуха во всасываемой жидкости. Закупорилось венти- ляционное отверстие ре- зервуара. Несоответствие каче- ства жидкости. Поврежден сальник вала. Ослабло крепление клапанной головки или гнезд подшипников в корпусе или же неис- правна прокладка кла- панной головки. Износ сальника при- вода насоса от двига- теля. Подтянуть соединения на- соса или заменить дефект- ные детали. Заменить сальник. Все сливные магистрали, ведущие к резервуару, дол- жны быть помещены ниже уровня жидкости в нем и изолированы от всасываю- щей линии. Открыть сообщение с воз- духом через сапун или воз- душный фильтр. Заменить жидкость сме- сью, отвечающей техниче- ским условиям. Заменить сальник. Подтянуть крепление или заменить прокладку. Проверить и в случае не- обходимости заменить саль- ник.
Общие характеристики насосов с приводом от двигателя
В большинстве гидравлических систем устанавливаются гидрав-
лические насосы шестереночного, «поршневого или лопастного типа
с приводом от авиадвигателя. Они обладают достаточной произво-
дительностью для того, чтобы удовлетворить всем потребностям си-
стемы и даже обеспечить некоторый резерв. Насосы поршневого
ТИпа обладают в общем большей производительностью, чем на-
рРсы других типов. Создаваемые ими давления могут достигать
кг см2 и более, но рабочие давления большинства насосов с
приводом от авиадвигателя еще в недавнем прошлом были <в пре-
Делах 50—85 кг/см2.
Большинство таких насосов имеет предохранительный штифт
Ли палец в приводе, который срезается в случае отказа предохра-
с^Тельн°го клапана и недопустимого повышения давления в си-
В некоторых гидравлических системах устанавливаются по два
насоса с приводом от двигателя: один — для обеспечения действия
гидравлического автопилота; другой — для всех других гидравли.
ческих систем.
Насосы с электроприводом
Насосы с электроприводом применяются в некоторых самолет,
ных гидравлических системах для обеспечения давления в систе-
ме вместо насосов, приводимых в действие от авиадвигателя.
В других системах они используются только как вспомогательные
в дополнение к насосу с приводом от двигателя с целью обеспе*
чить работу некоторой части гидросистемы. Они могут быть также
использованы как аварийные в случае отказа основного насоса си-
стемы,
приводимого в действие от авиадвигателя.
РУЧНЫЕ НАСОСЫ
Назначение и использование ручных насосов
всех самолетных гидравлических системах 1 имеется ручной
который используется в первую очередь в аварийных слу-
может
земле.
Во
насос,
чаях — при отказе механического насоса. Кроме того, он
использоваться при проверке гидравлической системы на
порш-
Классификация ручных насосов
В качестве ручных насосов применяются насосы только
невого типа. Они могут быть разделены на две основные группы
насосы простого действия и насосы двойного действия. Насосы про-
стого действия имеют один рабочий ход (ход сжатия) за два дви-
жения ручкой, а насосы двойного действия—два рабочих
за те же два движения ручкой.
хода
имеет
КОТО'
Ручной насос простого действия
Типовой ручной гидравлический насос простого действия
цилиндр, поршень, ручку и два обратных клапана, один из
рых включен во всасывающую магистраль из резервуара, а дру-
гой— в нагнетающую магистраль. При движении ручки и поршня
в одну сторону жидкость через первый обратный клапан засасы-
вается из резервуара в цилиндр насоса. При обратном движении
ручки и поршня первый клапан закрывается и открывается второй,
через который жидкость вытесняется в нагнетающую магистраль
системы. Таким образом, за два хода ручки получается один ра'
1 На многих современных самолетах ручной насос не ставится.— Прим-ред-
28
www.vokb-la.spb.ru - Самолёт своими руками?!
Принцип действия такого насоса иллю-
ий ход (нагнетание). Принцип действия такого насоса иллю-
^°Чируется рис. 4—7. На рисунках обратные клапаны 6 и 9 пока-
сТР вне самого насоса, в действительности же они включаются
заБ' > конструкцию. Ручные насосы простого типа в гидравлических
Б1С емах современных самолетов встречаются редко*
Ручные насосы двойного действия
На рис. 12 показан частичный разрез ручного насоса двойного
действия, предназначенного для аварийного выпуска шасси. С по-
мощью такого насоса обеспечивается нормальное давление жидко-
сти в гидросистеме в том случае, если основной источник давле-
ния окажется неисправным. Для питания ручного насоса обычно
Рис. 12. Ручной насос двойного действия:
/ — корпус; 2— тарельчатый клапан; 3 —- поршень; / — втулка; Б и 6 — уплотнительные
кольца; 7 — поршневой шток; 8 — кронштейн; А — всасывающее и В — нагнетающее отверстия
имеется специальный бачок меньшей емкости, чем главный резер-
вуар, из которого жидкость поступает в малый бачок самотеком.
Насос имеет корпус /, в котором находится поршень двойного
действия 3. Ход нагнетания происходит при движении ручки в лю-
бую сторону. При движении ручки вниз (на рисунке) жидкость из
бачка засасывается через отверстие А, отжимая при этом кла-
пан 2 тарельчатого типа, и поступает во внутреннюю камеру на-
соса. При движении ручки в обратную сторону жидкость проходит
через каналы в поршне 3 и выбрасывается через отверстие В в на-
летающую магистраль аварийной системы. Шток поршня 7 про-
ходит через сальниковую втулку 4, имеющую уплотнительные
Кольца 5 и 6. Наружный конец поршневого штока 7 связан соеди-
нительным звеном с кронштейном 8 ручки насоса, от которой он
Получает (возвратно-поступательное движение. Если ручной насос
такого типа не работает, ото указывает на то, что имеется пропуск
Жидкости в уплотнении поршня или в тарельчатом клапане 2. Ве-
роятной причиной слишком слабого усилия при движении ручки
Насоса также является пропуск жидкости, В этом случае насос
29
www.vokb-la.spb.ru - Самолёт своими руками?!
Рис. 13. Ручной насос поршневого типа двойного
действия:
1— корпус; 2— крышка корпуса; 3 — поршень; 4 и 5 —
обратные клапаны; 6 — соединительное звено; 7 — ручка;
А — всасывающее и В — нагнетающее отверстия
надо снять для переборки и ремонта. Если же насос подает жид.
кость, но ручка ходит слишком туго, причиной этого может быть
заклинивание поршня или его штока или же слишком тугая за-
тяжка шарниров соединительного звена. Прежде всего надо осла-
бить затяжку шарниров; если это не поможет, причину надо иска ь
в поршне или штоке
что потребует перебор-
ки или замены агре-
гата.
Другая конструк-
ция ручного насоса
двойного действия по-
казана на рис. 13. Этот
насос состоит из корпу-
са цилиндра /, порш-
ня 3 с установленным
внутри него обратным
клапаном 5, поршнево-
го штока большого
диаметра, ручки 7 и
обратного клапана 4.
На некоторых насосах
этого типа
внутреннего
клапана
вр тесто
обратного
поршне
одном на-
клапана в
имеется уплотнение, пропускающее жидкость только в «дпил; нач
правлении, но на рис. 13 показана конструкция насоса с клапаном.
Когда поршень (рис. 13) движется вправо, обратный клапан 5
крыт, а клапан 4 открыт. Жидкость из резервуара заполняет на-
сос. Когда поршень движется влево, то клапан 4 закрыт. Под Ж
давлением жидкости клапан 5 открывается и пропускает жидкость
в пространство за поршнем. Но это пространство значительно
меньше объема жидкости, поступающей из левой полости цилиндра,
поэтому часть ее вытесняется в нагнетающую магистраль. При
обратном движении поршня 3 вправо клапан 5 закроется. Жидкость, И
находящаяся за поршнем, снова будет вытесняться через отвер-
стие В в нагнетающую линию. В то же время жидкость из резер-
вуара опять заполнит левую полость цилиндра через клапан 4.
В результате за два движения ручки 7 получается два хода сжатия,
и жидкость поступает в нагнетающую магистраль системы непре-
рывно. “
за*
Эксплуатация и проверка ручных насосов
Общее состояние и производительность ручных насосов дол-
жны проверяться систематически через регулярные промежутки
времени. Ослабленное движение ручки и поршня насоса указывает
30
в связи
э-нергии
для ли-
наличие пропуска жидкости в поршне или клапанах. При пол-
BoiM отказе насоса в работе вероятной причиной может быть силь-
I цы» пропуск жидкости в тех же местах. Причиной затрудненного
И движения ручки может быть заклинивание поршня или его штока,
I а также нарушение регулировки соединительного звена 6 (рис. 13)
I между штоком поршня и ручкой. Подобные неисправности и сред-
[ ства их устранения были уже рассмотрены несколько выше
I с насосом, изображенным на рис. 12.
ДЕТАЛИ, ПЕРЕДАЮЩИЕ ДВИЖЕНИЕ
F Силовые цилиндры
Силовой цилиндр предназначен для преобразования
II давления жидкости в механическую работу, используемую
нейного движения каких-либо механизмов.
|| Силовой цилиндр, приводящий в действие механизм, устанав-
ливается таким образом, что поршневой шток или сам корпус си-
I левого цилиндра соединяется механически с движущейся деталью,
тогда как другая часть закрепляется на корпусе самолета.
Большинство гидравлических силовых цилиндров представляет
собой цилиндры двухстороннего силового действия. Это значит,
что гидравлическая жидкость может поступать в цилиндр с обеих
сторон поршня и двигать его в том или ином направлении. Сило-
вые цилиндры такого типа наиболее распространены в самолет-
ных гидравлических системах. Однако в этих системах использу-
ются также силовые цилиндры одностороннего силового действия,
обеспечивающие движение штока только в одну сторону. Такие
силовые цилиндры используются в тормозных системах и на воен-
ных самолетах для перезарядки авиационных пушек и т. п.
Силовые цилиндры различаются по длине и по диаметру в за-
висимости от величины потребного усилия и длины хода штока
агрегата или механизма самолета, приводимых ® действие от этого
силового цилиндра. Например, силовой цилиндр, приводящий в
действие механизм уборки шасси, должен обеспечить максималь-
ное усилие более 4500 кг при ходе штока свыше 0,5 м.
Диаметр цилиндра зависит от площади сечения поршня и не-
обходимой величины давления. Так, для обеспечения усилия в
4500 кг при давлении в системе около 70 кг!см2 площадь сечения
онаШНЯ должна составить около 65 см2, а при давлении 140 кг! см2
может быть уменьшена до 32,5 см2‘, соответственно уменьшится
ДИаметР цилиндра.
Силовой цилиндр одностороннего действия
а пир 1 л « «
вия с од а показан силовой цилиндр одностороннего деист-
Щаяся ДНИм входным отверстием А. Рабочая жидкость, находя-
д Давлением, поступает в отверстие А на левом конце
31
цилиндра и заставляет поршень в цилиндре двигаться в правую
сторону, сжимая возвратную пружину поршня. Как только двн^е
ние механизма, приводимого в действие от данного силового цЗ
Рис. 14. Силовые цилиндры:
а — одностороннего действия; б — двухстороннего действия
линдра, закончится, давление жидкости на поршень прекратится и
возвратная пружина заставит его возвратиться в первоначальное
положение.
Силовой цилиндр двухстороннего действия
Цилиндр двухстороннего действия показан на рис. 14, б. Рабо-
чая жидкость под давлением поступает в отверстие А или В на
правом или левом конце цилиндра и в зависимости от ©того дви-
гает поршень со штоком цилиндра влево или вправо. При этом
рабочая жидкость с обратной стороны поршня вытесняется через
соответствующее отверстие в резервуар системы. Так как данный
силовой цилиндр двойного действия, то приводимый им механизм
может перемещаться в любом направлении путем изменения на-
правления потока жидкости.
Силовой цилиндр двухпоршневого типа
На рис. 15 показан разрез силового цилиндра двухпоршневого
типа, который применяется в гидравлической системе самолета
тогда, когда необходимо одновременно приводить в действие два
механизма от одного и того же силового цилиндра. Цилиндр
32
www.vokb-Ia.spb.ru - Самолёт своими руками?!
акого устройства имеет два поршня и три отверстия. Рабочая жид-
( ть поступает в цилиндр через среднее отверстие 2 от распреде-
п цельного крана и двигает сразу оба поршня в разные стороны.
Через штоки поршней движение передается соответствующим ме-
ханизмам самолета. В это же время жидкость, находящаяся между
поршнями и торцовыми крышками цилиндра, вытесняется через
Рис. 15. Силовой цилиндр двухпоршневого типа
отверстия 1 и 3 и распределительный кран в резервуар системы.
Если же жидкость под давлением будет подаваться в отверстия 1
и 5, а вытесняться из середины цилиндра через отверстие 2, то
движение поршней и, следовательно, механизмов самолета 65 дет
обратным.
Демпферы силовых цилиндров
В некоторых конструкциях силовых цилиндров на штоке поршня
устанавливаются пружинные амортизаторы, которые по мере под-
хода поршня к концу цилиндра замедляют его’ движение. Это пре-
дохраняет механизм самолета, соединенный с концом штока
поршня, от возможной поломки три резкой остановке поршня, так
как силы инерции в этом случае смогут достигать больших вели-
чин. Силовой цилиндр такой конструкции может быть установлен
в механизме уборки шасси или закрылков (щитков) для замедле-
Я их движения в момент подхода к крайним положениям *.
Детали силового цилиндра
На .рис. 16 показан силовой цилиндр в разрезе с выдвинутым и
У ранным штоком. На разрезе цифрами обозначены основные де-
али силового цилиндра. Эти детали следующие: наконечник што-
Маемо"^ М Сил0в0г0 Цилиндра может быть выполнен не только в виде сжи-
тизатопьПрУЖШ1Ы‘ нек0Т0Рых цилиндрах устанавливаются специальные амор-
оставше”* принцип Действия которых заключается в дросселировании выхода
ой скооос В КОнце х°Да поршня жидкости, допуская ее вытеснение с задан-
тиводавлен™0 Через отверстия в каналах. Таким образом создается сила про-
Д ия, замедляющая движение поршня в конце хода.— Прим, псрев.
Ч. Э. Чэпел, Р. д Вент, дж д Маккинли 23
е
ка 1, контргайка 2 наконечника /, шток поршня 3, Сальникову
уплотнения и прокладки 4, 9, 12, уплотнение поршня 5, гайка
поршня 6, гильза цилиндра 7, стопорный винт 8, головка цилин
Рис. 16. Силовой ципиндр в разрезе:
а — с выдвинутым штоком; б — с убранным штоком
дра 10, шайба 11, поршень 13, уплотнение буксы штока 14, направ
ляющая букса штока 15, стопорное кольцо буксы 16.
Уход за силовыми цилиндрами
периодический уход за силовыми цилин-
Детальная проверка и
драми производятся в соответствии с инструкциями заводов, изго-
товляющих детали самолетных гидравлических систем. Прежде
всего при наружном осмотре проверяется отсутствие течи рабочей
жидкости. Если течь обнаружена в крышках цилиндра, надо их
подтянуть на резьбе или заменить их уплотнительные прокладки
Если течь появляется на выходе поршневого штока из цилиндр*»
надо затянуть гайку сальника штока или, если это не помогает,
заменить уплотнительные кольца направляющей буксы штока.
34
www.vokb-la.spb.ru - Самолёт своими руками?!
Вращающиеся соединения
В гидравлических системах для присоединения агрегатов, имею-
щ IX во время работы угловые перемещения, применяются вра-
ающиеся соединения. Образец такого соединения показан на
рис. 17. Оно состоит из корпуса 2, штуцера 1 и уплотняющих паке-
тов 3, устанавливаемых между штуцером и корпусом и обеспечи-
вающих штуцеру свободное д g
вращение.
Применение таких соеди-
нений дает возможность ис-
пользовать в некоторых слу-
чаях вместо гибких шлангов
жесткие трубопроводы там,
где имеются вращающиеся
детали. Такое соединение
может быть использовано,
например, для силового ци-
линдра шасси, который дол-
Рис. 17. Типовое вращающееся соединение:
1 — штуцер; 2 — корпус; 3 — уплотняющие па-
кеты; 4 — опорная шайба; 5— затяжная гайка;
А и В — штуцеры для подвода рабочей жидкости
от распределительного крапа; С и D— штуце-
ры присоединения трубопроводов от силового
цилиндра
жен поворачиваться во
время выпуска и уборки
шасси. Вращающееся со-
единение может применять-
ся как в случае, когда одна
из соединяемых деталей имеет жесткое закрепление, а другая вра-
щается, так и в случае свободного вращения обеих деталей. В лю-
бом случае принцип его действия один и тот же.
В корпусе вращающегося соединения имеются отверстия А и В
для присоединения трубопроводов, идущих к распределительному
крану гидравлической системы, а также отверстия С и D, сооб-
щающиеся с силовым цилиндром. С одного конца в корпусе 2 вра-
щающегося соединения имеется внутренняя резьба, куда завинчи-
вается гайка 5, которая через шайбу 4 удерживает уплотнение 3.
Кроме того, шайба 4 упирается в заплечики штуцера /, удержи-
ая шоследний в корпусе.
Рабочая жидкость шод давлением входит в отверстие В кор-
пуса и поступает в кольцевое пространство между внутренней и
наружной тоубками штуцера к отверстию С и через него к сило-
вому цилиндру. В то же время от другой части силового цилиндра
рабочая жидкость идет обратно к отверстию D, через внутреннюю
тРУбку штуцера 1 проходит к отверстию А в корпусе и через него
зеррИвн^ю магистраль системы, по которой возвращается в ре-
Провфка и устранение неисправностей вращающихся соединений
^Режде чем установить вращающееся соединение в гидравли-
ск ю систему, его необходимо тщательно промыть той же чистой
Ра очей жидкостью, которая залита в систему. Для этой цели
3* ОК
нельзя применять какую-либо другую жидкость. Наиболее част
встречающейся неисправностью является течь соединения. Внутре
няя течь вызывает тугое действие соединения. В этом случае
должны быть перебраны или заменены манжеты пакетов уплотне-
ния. Если течь обнаружена вокруг штуцера, надо подтянуть за,
тяжную гайку, а если это не помогает, необходимо перебрать или
заменить уплотнительные манжеты.
Прочие рабочие агрегаты гидравлической системы
Каждый агрегат гидравлической системы предназначен для вы-
полнения определенных функций в этой системе. Например, гид-
равлический насос—механизм для 1Превращения механической
энергии в давление жидкости, тогда как силовой цилиндр—эт
гидравлический агрегат, превращающий энергию давления жидко-
сти обратно в механическую энергию движения механизмов, дей-
ствующих от гидропривода.
Кроме этих агрегатов есть еще другие гидравлические устрой-
ства, например гидравлические моторы и гидравлические усили-
тели (бустеры), для привода рулей и взлетно-посадочных уст-
ройств самолетов. Гидравлические насосы и моторы конструктивно
и кинематически подобны, все расчеты и характеристики для этих
агрегатов будут общими, хотя действие их прямо противоположно.
Эксплуатация, уход, проверка и ремонт их осуществляются одними
и теми же способами.
Гидравлические генераторы
Гидравлические генераторы — гидравлические устройства, при-
меняемые для получения сравнительно низкого давления жидко-
сти, чтобы приводить в действие гидравлический мотор. По кон-
струкции, эксплуатации, уходу и ремонту они идентичны гидравли-
ческим насосам. Разница только в том, что гидравлический гене-
ратор развивает меньшее давление, чем соответствующий по кон-
структивным данным механический насос.
Гидравлические моторы
Как поршневые насосы некоторых типов, так и лопастные на-
сосы могут быть превращены в гидравлические моторы, вращаю-
щиеся под действием гидравлического давления Они могут пере-
давать вращательное движение каким-либо агрегатам и механиз-
мам самолета.
Гидравлические моторы используются для нагнетания кондиц -
онированного воздуха в кабину, для дистанционного привода топ-
ливных помп, очистителей стекол кабины, гидравлических турелей
и закрылков (щитков). Приводной вал гидравлического мотора
36
www.vokb-la.spb.ru - Самолёт своими руками?!
единяется с механизмом самолета, который он должен приво-
С°ть в действие. Одно из отверстий корпуса мотора соединяется со
ивной магистралью системы, а другое отверстие — с напорной
магистралью гидравлического генератора. Рабочая жидкость, по-
с у аюшая в мотор под давлением, приводит его во вращение, мо-
р же в свою очередь вращает механизм, соединенный с его
валом.
РЕЗЕРВУАРЫ И ФИЛЬТРЫ
Общее описание резервуара
Резервуар — это бак, в котором находится запас жидкости для
гидросистемы. Обычно он помещается в самой высокой точке гид-
росистемы, что обеспечивает подачу жидкости самотеком. Бак мо-
жет иметь самые различные формы, но наилучшей формой с точки
зрения гидравлики является вертикальный цилиндр. Обычно ре-__
зервуары свариваются из листов алюминиевого сплава, но для
этой цели применяются с успехом также и магниевые оплавы. Ре-
зервуары устанавливаются на кронштейнах с мягкими проклад-
ками и укрепляются хомутами, обшитыми фетром.
На рис. 18 приведена схема такого резервуара, на которой ука-
заны: Н — высший уровень жидкости в резервуаре; а — простран-
ство для ценообразования; h — уровень жидкости в резервуаре при
стоянке самолета на земле; b—минимальный уровень, обеспечи-
вающий действие ручного насоса.
На рис. 19 представлен общий вид резервуара с частичным
разрезом. На рисунке показаны: дренажное отверстие 3 резерву-
ара; смотровое стекло 2; заливная горловина 6; штуцер 1 для при-
соединения сливной магистрали; фильтр 4 на всасывающих ли-
ниях 7 и 8 к механическому и ручному насосам.
Для обеспечения свободной (нормальной) подачи жидкости из
резервуара к насосу необходимо, чтобы резервуар сообщался с ат-
мосферой, что достигается устройством специального дренажного
(вентиляционного) отверстия. Попавший в систему воздух также
выходит через это дренажное отверстие. Если конструкция самоле-
та предусматривает возможность полета вверх колесами, в дре-
нажном отверстии устанавливается обратный клапан, не позво-
яющий жидкости вытекать при таком полете.
Отвечающая определенным техническим условиям рабочая
жидкость заливается в резервуар через заливную горловину 6 до
Уровня h, показанного на рис. 18, который проверяется по смотро-
вому стеклу 2 (рис. 19). Желательно, чтобы резервуар имел от-
стоиник и кран для слива отстоявшейся грязи. Для очистки рабо-
и жидкости от попавших в нее посторонних частиц над отвер-
стиями, через которые жидкость поступает в систему, а также в
а ивной горловине устанавливаются сетчатые фильтры. Отвер-
тке, через которое гидравлическая жидкость засасывается меха-
37
ническим насосом, имеет выступающий внутрь резервуара забор,
ный патрубок 5. Такое устройство позволяет механическому на-
сосу забирать более чистую (отстоявшуюся) жидкость из резерву
ара и, кроме того, оставляет резерв жидкости для ручного насоса
на случай аварии.
Рис. 18. Схема резервуара гидроси-
стемы:
/ — заливная горловина; 2 — сливная ли-
ния; 8—заборный штуцер механического
насоса, 4— то же, ручного насоса; а —
пространство для ценообразования; в —
уровень жидкости для аварийной работы
ручного насоса; Л—уровень жидкости при
стоянке самолета на земле
Рис. 19 Общий вид резервуара:
1 — штуцер для присоединения сливной
магистрали, 2 — указатель уровня жидко-
сти (смотровое стекло); 3 — дренажная
трубка; 4 — сетчатый фильтр: 5 — внутрен-
ний патрубок на трубопроводе к механи-
ческому насосу для оставления резерва,
используемого ручным насосом* 6—за-
ливная горловина; 7 и 8 — подвод жидко-
сти к всасывающим линиям ручного и
механического насосов
Штуцер 1 сливной магистрали присоединяется к резервуару
под прямым углом, для того чтобы придать вращательное движе-
ние струе сливаемой жидкости и тем самым уменьшить пенообра-
зование.
На резервуаре обычно укрепляется трафарет, содержащий все
его данные, включая материал, из которого он изготовлен, и ука-
зание, для каких жидкостей он может быть использован.
В случае отсутствия смотрового стекла для «проверки уровня
жидкости в резервуаре используется щуп такого же типа, какой
применяется на автомашине для замера уровня масла в картере
двигателя или бензина в баке. Иногда устанавливается электриче-
ский измеритель уровня с дистанционной передачей показаний на
указатель уровня жидкости, устанавливаемый на приборной доске
38
www.vokb-la.spb.ru - Самолёт своими руками?!
кабине летчика. Экипаж самолета должен тщательно следить за
I заниями этого прибора во время полета. С его помощью
можно сразу выявить появление течи в системе и избежать потери
всей жидкости, за исключением резерва, в случае если течь не бу-
дет своевременно обнаружена и устранена.
Количество жидкости 5 резервуаре
Количество жидкости в гидравлической системе определяется
при проектировании системы. Ввиду того что при этом невозможно
предусмотреть все случаи, встречающиеся на практике, обычно
(принимается, что емкость резервуара должна быть достаточно
большой, чтобы компенсировать все изменения объема жидкости,
вызываемые температурным расширением, а также изменения вну-
треннего объема всех действующих механизмов системы, включая
аккумуляцию давления. Минимальный уровень жидкости в резер-
вуаре (а следовательно, и минимальный ее объем) должен быть,
по крайней мере, на 50 мм выше всасывающего патрубка трубо-
провода, идущего к механическому насосу. Необходимо также
предусмотреть достаточный резерв жидкости в резервуаре для ра-
боты ручного насоса. Этот резерв должен дать возможность ис-
пользовать все гидравлические механизмы, необходимые для по-
садки самолета, исключая, конечно, случаи, когда шасси можно
выпустить механическим способом.
Назначение резервуара
• Резервуар предназначается для выполнения следующих функ-
ций: 1) обеспечение действия гидросистемы жидкостью; 2) погло-
щение излишков жидкости, образующихся при увеличении ее объ-
ема с повышением температуры; 3) пополнение потерь жидкости в
случае течи где-либо в системе; 4) удаление пузырьков попавшего
в систему воздуха (благодаря наличию свободного пространства
над уровнем жидкости и дренажного отверстия в резервуаре);
5) очищение рабочей жидкости от попавших в нее посторонних ча-
ст Ц с помощью сетчатого фильтра.
Герметические резервуары
^Резервуары могут быть герметическими, содержащими в верх-
ней части воздух под давлением. В этом случае на дренажном от-
срстии или в заливной горловине резервуара устанавливается
Р Дохранительный клапан Если предохранительный клапан уста-
нав ивается в заливной горловине, то дренажное отверстие не де-
ПоеТСЯ* Резервуаров, находящихся под давлением, жидкость
дается к насосу принудительно, а не самотеком, что особенно
атЖН . ПРИ высотных полетах, когда вследствие низкого давления
мооферного воздуха подача жидкости самотеком не обеспечи-
39
Рис. 20
ческий
трубки
Схемати-
разрез
Вентури:
1 — отверстие, сооб-
щающееся с резер-
вуаром; 2 — трубка
для подсоса воздуха;
3 — отверстие, сооб-
щающееся с нагнета-
ющей или сливной
магистралью
вает нормальной работы механического насоса, а образующиеся
при этом в насосе воздушные пробки могут привести вообще к
прекращению подачи жидкости.
На рис. 20 схематически показана трубка Вентури, устанавли-
ваемая на патрубке сливной магистрали с целью подачи воздуха
резервуар. Эта трубка действует следующим об-
разом: когда рабочая жидкость под давлением
проходит через диффузор трубки, то скорость
жидкости увеличивается, а статическое давление
струи уменьшается и в узком месте канала обра-
зуется подсос воздуха, попадающего в поток ра-
бочей жидкости, и эта смесь жидкости и воздуха
поступает в резервуар
Проверка и эксплуатация резервуаров
Чтобы снять резервуар с самолета, нужно
убрать давление в системе, приводя в действие
закрылки (щитки) до тех пор, пока давление в
системе и аккумуляторе не снизится до нуля.
Кроме того, необходимо сбросить давление,
остающееся в системе между распределительны-
ми кранами и силовыми цилиндрами, последова-
тельно провернув распределительные краны
управления через все рабочие положения. После
этого через сливной кран на дне резервуара сли-
вают всю жидкость из гидравлической системы и
отсоединяют трубопроводы. Когда все трубо-
проводы отсоединены от резервуара, отверстия
необходимо немедленно закрыть деревянными
пробками1 2 После этого отвертывают болты креп-
к опорным кронштейнам и снимают резервуар с
самолета. Резиновые прокладки между резервуаром и кронштей-
нами оставляют на кронштейнах.
Для очистки резервуара не нужно разбирать его полностью, а
лишь в той мере, как это необходимо для его промывки. При
этом отсоединяются все наружные детали, кроме патрубков, при-
варенных к корпусу резервуара.
Проверка резервуара начинается с наружного осмотра, в осо-
бенности тех мест, где он соприкасается с другими деталями само-
лета; на все соприкасающиеся поверхности во избежание коррозии
нанесено пульверизационным способом покрытие из хромистого
цинка3. Если такое покрытие стерто, поцарапано или отстало от
ления резервуара
1 На современных самолетах этот способ не применяется, а обычно исполь-
зуется воздух от пневмосистемы самолета или от одной из ступеней компрес-
сора реактивного двигателя.— Прим. ред.,
2 Отверстия лучше закрывать металлическими заглушками или обвязывать
плотной тканью, так как стружки от деревянных пробок могут попасть в систе-
му.— Прим ред.
Антикоррозийное покрытие резервуара может быть и другим.— Прим. ре&д
40
www.vokb-la.spb.ru - Самолёт своими руками?!
епхности, то перед установкой резервуара на место его следует
восстановить.
Общая проверка резервуара включает периодическую проверку
вня жидкости в резервуаре и тщательный наружный осмотр с
ю выявления мест течи. Если течь образуется в сальниках или
докладках, их надо заменить. Сетки фильтров нужно периодиче-
ки очищать от грязи, а также возможно чаще сливать небольшое
ко ичество рабочей жидкости через сливной кран резервуара. Для
большинства резервуаров имеются специальные инструкции заво-
дов-изготовителей, но основные принципы остаются те же, что и
только что рассмотренные.
Испытание резервуара производят следующим образом: плотно
закрываются все наружные отверстия, кроме одного, к которому
в течение 3 мин подводят сжатый воздух под давлением 1,75 кг! см2.
Перед этим резервуар погружают в бак с водой и то 'появлению
пузырьков устанавливают места течи. Затем производят наруж-
ный осмотр с целью выявления мест вспучивания и дефор-
мации.
Перед тем как установить резервуар на место, проверяют на-
личие резиновых прокладок на опорных кронштейнах, причем все
отверстия под болты в 'прокладках должны точно совпадать с от-
верстиями в кронштейнах. Болты крепления вставляются сверху,
а гайки навинчиваются снизу. Затем ставят хомуты крепления и
проверяют, закрыт ли сливной крап. Ручку крана законтривают
проволокой.
Фильтры
Фильтр — защитный агрегат гидравлической системы, предна-
значенный для очистки рабочей жидкости от мельчайших посто-
ронних частиц и грязи, присутствие которых может привести к от-
казу всей системы или отдельных агрегатов. Такие частицы (по-
стоянно попадают в жидкость в результате износа клапанов, кра-
нов, насосов и других деталей гидравлической системы и нахо-
дятся в ней во взвешенном состоянии. Если они не будут задер-
жаны фильтрами, то, попадая в зазоры между сопряженными де-
талями агрегатов системы, они способствуют скорейшему их из-
носу и могут даже вызвать заклинивание или поломку деталей.
Так как зазоры очень малы (сотые и даже тысячные доли милли-
метра), надежность и эффективность работы всей гидравлической
системы во многом зависят от тщательности очистки жидкости.
Фильтры лучше располагать внутри резервуара или в каком-либо
ДРУ ом месте гидросистемы, на нагнетающей или сливной линиях,
вообще же в любом месте, где, по мнению конструктора, может
°ыть обеспечена наилучшая очистка рабочей жидкости.
По конструкции фильтры подразделяются на два основных
в Да: 1) фильтры пластинчатого типа и 2) сетчатые фильтры.
41
Фильтр Куно
На рис. 21 схематически показан фильтр Куно (пластинчатого
типа). Он имеет головку 2, к которой крепятся корпус (отстой-
ник) и фильтрующий элемент. В головке находятся впускное Д и
выпускное В отверстия. Фильтрующий элемент представляет со-
бой пакет, набранный из пластинчатых дисков 3, отштампованных
из тонкой листовой стали ц
разделенных один от другого
тонкими крестообразными про-
кладками 4, и надетый на
шпиндель квадратного сече-
ния /. Диски 3 закреплены на
стержне неподвижно и могут
вращаться только вместе с ним
при
проворачивании
его за
Рис. 21. Фильтр Куно:
1 — шпиндель; 2 — головка; 3 — диск; 4 —
прокладка; 5 — пробка спускного отвер-
стия; 6 — пластины (ножи) очистителя;
А — впускное и В — выпускное отверстия
Рис. 22. Взаимное распо-
ложение дисков, прокладок
и очистительных ножей
фильтра Куно (обозначения
см. рис. 21)
ручку. Сбоку от фильтрующего элемента находится ряд тонких
неподвижных очистительных пластин (ножей) 6, которые входят
в промежутки между дисками фильтрующего элемента и снимают
осевшую там грязь при вращении элемента за верхнюю ручку. На
рис. 22 наглядно видно устройство дисков, промежуточных прокла-
док фильтрующего элемента и ножей очистителя.
Рабочая жидкость, поступающая через впускное отверстие,
проходит через зазоры межд} дисками фильтрующего элемента во
внутренние каналы, образованные выштампованными в дисках
отверстиями, и через них поступает в выходное отверстие. Так как
42
www.vokb-la.spb.ru - Самолёт своими руками?!
язоры между дисками очень малы ’, то все попавшие в рабочую
жидкость твердые частицы, имеющие размер больше этих зазоров,
будут задерживаться фильтром и оседать на дно стакана отстой-
I а Когда фильтрующий элемент засорится, его можно очистить,
свернув хотя бы один раз верхнюю ручку. При этом ножи не-
подвижного очистителя удалят всю грязь с дисков. Такая очистка
фильтра может производиться во время работы гидросистемы без
снятия фильтра с самолета. Проворачивание ручки фильтра надо
лать ежедневно и до тех пор, пока фильтрующий элемент не
будет полностью очищен и ручка не станет вращаться свободно.
Кроме того, надо систематически отворачивать пробку 5 на дне
отстойника фильтра и спускать из него отстоявшуюся загрязнен-
ною жидкость.
Некоторые конструкции фильтров такого типа имеют шарико-
вый обратный клапан, называемый иногда перепускным предохра-
нительным клапаном. Такой клапан устанавливается между
вш скным и выпускным отверстиями в головке корпуса фильтра и
пропускает жидкость, минуя фильтр в том случае, если последний
сильно засорен, что сопровождается значительным повышением
давления в нем.
Фильтры тонкой очистки типа Микроник
Такие фильтры рассчитаны на отфильтровывание взвешенных
в гидравлической жидкости мельчайших частиц. Они сконструиро-
ваны специально для современных гидравлических систем, имею-
щих крайне малые зазоры в сопряжении деталей. Фильтрующий
элемент такого фильтра может быть сделан из специально обра-
ботанной гофрированной бумаги и рассчитан на задержание ча-
стиц размером около 10 микрон. Модели таких фильтров различа-
ются по конструкции в зависимости от того места в гидросистеме,
где они будут установлены. Например, они могут устанавливаться
в резервуаре, в нагнетающей или сливной магистрали, а иногда
даже в вентиляционной линии резервуара. В последнем случае
фильтр становится воздушным и очищает от пыли и посторонних
частиц поступающий в резервуар воздух.
Фильтр такого типа показан в разобранном виде и в разрезе
на рис. 23. Как видно на разрезе фильтра, в головке 1 установлен
перепускной клапан, пропускающий рабочую жидкость, минуя
фильтр в случае сильного засорения последнего. В таком филь-
тре надлежит систематически отвинчивать головку, вынимать, очи-
щать и промывать фильтрующий элемент 8 и в случае надобности
заменять его новым.
Другой фильтр подобного типа, но с сетчатым фильтрующим
элементом <показан на рис. 24 Впускное А и выпускное В отвер-
Пе 1 ® некоторых конструкциях фильтров — около 0,05 мм и менее.— Прим.
43
стия этого фильтра расположены на одной вертикальной линии.
Фильтрующий элемент представляет собой перфорированный ме-
таллический стакан 4, плотно обмотанный снаружи тончайшей
Рис. 23. Фильтр типа Микроник:
1 — головка; 2 и 9 — контровочная проволо-
ка; 3 — поршень перепускного клапана; 4 —
пружина; 5 — направляющая пружина; 6 — про-
кладное кольцо; 7 — пробка; 8 — фильтрующий
элемент; 10 — корпус; 11 — уплотнительная про-
кладка
Рис. 24. Фильтр с
проволочным филь-
трующим элементом:
1 — головка; 2 — прижим-
ная гайка; 3 — проволо-
ка, обматывающая ста-
кан фильтра; 4 — перфо-
рированный металличе-
ский стакан; 5 — пере-
пускной клапан; А —
впускное и В — выпуск-
ное отверстия
проволокой 3. Стакан вверху отбортован и прижимается втулкой 2,
ввинченной в головку 1 фильтра. Жидкость, поступающая через
нижнее входное отверстие А, протекает через витки проволоки 3,
входит внутрь стакана и поднимается вверх к выпускному отвер-
стию В. При этом все посторонние частицы задерживаются на вит-
44
www.voKD-ia.spb.ru - самолет своими руками
х проволоки. В нижней части стакана 4 установлен перепуск-
К й клапан 5. Обычно фильтры такого типа должны сниматься и
Избираться для очистки и промывки, но некоторые конструкции
также имеют вращающиеся пластинчатые очистители для очистки
фильтров на месте без снятия их с самолета.
Общие правила ухода за фильтрами
Регулярная очистка пластинчатого фильтра типа Куно «произ-
водится вращением ручки фильтрующего элемента (два — три обо-
рота), после чего грязь, собравшаяся в отстойнике фильтра, уда-
яется через сливное отверстие. Для полной очистки такой фильтр
снимается и в разобранном виде промывается керосином или
смесью четыреххлористого углерода с бензолом. Если при работе
фильтра наблюдалась течь, производят замену уплотняющих про-
кладок. При разборке и сборке фильтра надо очень осторожно
обращаться с фильтрующим пластинчатым элементом. Фильтры
сетчатого типа, имеющие специальный дисковый очиститель, очи-
щаются тем же способом, как и фильтры Куно. Сетчатые фильтры,
не имеющие специального очистителя, снимаются и после раз-
борки подвергаются промывке в соответствующих растворителях.
Если необходимо, фильтрующие элементы заменяются новыми.
Более подробные указания по проверке и эксплуатации фильтров
даются в специальных инструкциях заводов-изготовителей.
Фильтры резервуаров
Независимо от наличия фильтров в других «местах гидравли-
ческой системы всегда необходимо устанавливать фильтры в ре-
зервуаре. Пример установки фильтров в резервуаре показан на
рис. 25. Как видно из рисунка, внутри резервуара установлены
Два фильтра типа Микроник. Верхний фильтр 3 фильтрует жид-
кость, заливаемую в резервуар через заливную горловину; этот же
фильтр очищает воздух, поступающий внутрь резервуара через
Дренажную трубку. Верхний фильтр крепится к крышке 1 резер-
вуара и удерживается снизу круглой пластиной 2, закрепляемой
болтом с гайкой. Между фильтром 3, верхней крышкой и нижней
пластиной устанавливаются уплотнительные прокладки.
Нижний фильтр 4 установлен на дне резервуара. Он филь-
трует жидкость, поступающую из сливной магистрали. Этот фильтр
помещен в специальном стакане, прикрепленном к днищу резер-
вуара. Внутри фильтра 4 установлен перепускной клапан 5. Он
Регулируется на перепад давления около 0,7 кг/см2 и пропускает
жи ость в резервуар, «минуя фильтр, если последний сильно засо-
н и. При проверке резервуара такого типа должны быть тщательно
смотрены фильтрующие элементы обоих фильтров. Это выпол-
45
няется через определенные часы> работы резервуара и фильтров
Замена фильтрующих элементов также производится через опрс'
деленные сроки. Фильтры, находящиеся в хорошем состоянии
Рис. 25. Установка фильтра в резервуаре:
1 — крышка резервуара; 2 — круглая пластина для крепления
фильтра; 3 и 4— фильтры; 5 — перепускной клапан
можно после очистки использовать снова. В случае износа тех
или иных деталей фильтра последние необходимо заменить или
поставить новый фильтр.
АККУМУЛЯТОРЫ
В гидравлической системе может быть установлен еще один
агрегат, назначение которого — сохранять запас гидравлической
жидкости под давлением. Этот агрегат называется гидравлическим
аккумулятором.
Функции гидравлического аккумулятора следующие: 1) по-
стоянное поддержание нормального давления в системе, особенно
в моменты пиковых нагрузок механического насоса; 2) обеспече-
ние гидросистемы некоторым запасом жидкости под давлением
в кратковременные моменты перерыва в работе насоса; 3) ослаб-
46
www.vokb-Ia.spb.ru - Самолёт своими руками?!
ние колебаний давления в системе в результате пульсаций
Едкости, подаваемой насосом, а также в моменты одновременно-
Ж включения нескольких механизмов самолета с гидроприводом;
Л поглощение гидравлических ударов в системе, образующихся во
пемя работы регулятора давления в моменты переключения по-
тока жидкости; 5) предотвращение слишком частого включения и
выключения регулятора давления, что вызывает повышенный из-
нос как самого регулятора, так и механического насоса.
Как правило, гидравлический аккумулятор и резервуар, рабо-
тающий под давлением, не следует устанавливать в отсеке авиа-
двигателя. Исключение представляют лишь те случаи, когда эти
агрегаты составляют одно целое с силовой установкой.
Аккумуляторы применяются не во всех самолетных гидравли-
ческих системах. При конструировании новой гидравлической си-
стемы аккумулятор включается в систему по
тора главным образом для сохранения
бочей жидкости, находящейся под дав-
лением, а также для поглощения коле-
баний давления в системе, что в неко-
торых случаях является его главной
функцией.
желанию конструк-
•энергии в виде ра-
Сферический аккумулятор
с диафрагмой
Аккумулятор сферического типа с
диафрагмой схематически показан на
рис. 26. Он представляет собой сферу,
разделенную резиновой перегородкой
на две камеры: гидравлическую 3 и
воздушную 4. Сфера делается разъ-
емной, причем половинки ее свинчи-
ваются на резьбе или стягиваются бол-
тами. В верхней половине имеется
штуцер А для трубопровода, соединя-
ющего аккумулятор с гидросистемой.
Поступающая через этот штуцер под
Давлением рабочая жидкость стремит-
ся увеличить объем верхней камеры 3
и сжимает воздух1 в нижней камере 4.
Для того чтобы диафрагма 1 не была
вдавлена в отверстие штуцера А или
запаса
Рис. 26. Сферический аккуму-
лятор из двух полусфер с диа-
фрагмой:
/—диафрагма; 2 — сетка; 3 — гид-
равлическая камера; 4 — воздушная
камера; 5 — воздушный клапан;
А — отверстие в нагнетающую ма-
гистраль
вдавлена в отверстие штуцера А или повреждена, что возможно
при полном расходе или сливе жидкости из системы, на диафрагме
Делается утолщение или ставится специальная металлическая
айба, а в нижней части штуцера А устанавливается сетка 2.
1 В последнее время в связи с переходом на высокие давления в гидроси-
е вместо воздуха, создающего в этих условиях взрывоопасную смесь, при-
Н ется азот или другой инертный газ.— Прим. ред.
47
В нижней части аккумулятора находится воздушный клапан 5 дЛя
зарядки нижней камеры воздухом под определенным давлением
Во время зарядки воздушной камеры 4 диафрагма 1 прилегает
к верхней полусфере аккумулятора. Когда при подаче в верхнюю
камеру аккумулятора рабочей жидкости давление последней пре-
высит давление сжатого воздуха, диафрагма отжимается вниз
еще более сжимая воздух в нижней камере.
В моменты тиковой нагрузки, когда давление в системе па-
дает, сжатый воздух отжимает диафрагму вверх и вытесняет часть
жидкости из верхней камеры 3 в систему, поддерживая давление
на определенном уровне. То же произойдет и в момент отказа
в работе гидравлического насоса. В таких случаях часть жидко-
сти, вытесненной сжатым воздухом из камеры 3 в магистраль,
может обеспечить работу какого-либо механизма самолета.
Сферический аккумулятор с резиновым мешком
аккумулятора представляет
Рис. 27. Сферический аккуму-
лятор с резиновым мешком:
1 — резиновый мешок; 2 — сетка;
3 — гидравлическая камера; 4 —
воздушная камера; 5 — предохра-
нительная металлическая шайба;
6 — воздушный клапан; 7 — крыш-
ка; А — отверстие в нагнетающую
магистраль
Другая конструкция сферического
собой замкнутую стальную сферу (рис. 27), внутрь которой через
нижнее отверстие вставляется резиновый мешок, закрепляемый
там с помощью крышки 7. Через верх-
ний штуцер Л, снабженный сеткой 2,
в гидравлическую камеру 3 подается
рабочая жидкость, а в резиновый ме-
шок / (воздушную камеру 4} через
клапан 6 в нижней крышке — сжатый
воздух. С целью предохранения рези-
новой оболочки, так же как и в кон-
струкции аккумулятора с диафрагмой,
в средней части резиновой оболочки
имеется металлическая шайба 5, пре-
дохраняющая оболочку от втягивания
в штуцер верхнего отверстия, когда
жидкость слита из системы.
Действие этого аккумулятора ана-
логично действию сферического акку-
мулятора с диафрагмой.
Аккумулятор поршневого типа
Поршневой гидравлический акку-
мулятор, показанный на рис. 28, пред-
ставляет собой цилиндр с воздушным
клапаном 1 на одном конце и отвер-
стием 6 для гидравлической жидкости на другом. Внутрь ци-
линдра вставлен плавающий поршень 4 с уплотнением в виде ко-
лец 7. Поршень разделяет цилиндр на две камеры: воздушную 3
и гидравлическую 5.
48
www.vokb-la.spb.ru - Самолёт своими руками?!
Р°
Д in работы аккумулятор через клапан 1 и каналы 2 предвари-
^омального давления в системе. Как только гидравлический на-
сос начинает работать, давле-
нпе жидкости в системе быст-
-□ поднимается и, действуя
на поршень, сжимает воздух в
цилиндре таким же образом,
к к в сферических аккумуля-
т рах с диафрагмой или меш-
ком. При максимальном дав-
лении в системе объем воздуха
должен составлять около поло-
вины объема жидкости.
п7 заряжается воздухом до давления, равного примерно з
___________ „оо патшп о ГМПТСИС К Я V ТППккЛ ГМ ПП Я R ПНирСЕНЙ НЯ-
нор*
СОС
Установка и снятие
аккумуляторов
Новый аккумулятор перед
установкой в систему предва-
рительно заряжают воздухом
до требуемого давления*.
Уровень жидкости в резер-
вуаре проверяют после того, к
Прежде чем снять аккумулятор
gig Жидкость □ Воздух
Рис. 28. Гидравлический аккумулятор
поршневого типа:
1 — воздушный клапан; 2 — воздушные кана-
лы; 3— воздушная камера; 4—поршень; 5—
гидравлическая камера; 6 — отверстие для
входа рабочей жидкости; 7 — уплотнительные
кольца поршня
iK аккумулятор уже установлен,
с самолета, надо сначала умень-
шить в нем давление воздуха до нуля, для чего частично отвернуть
пробку воздушного клапана 5 (рис. 26). Клапан вывертывают
только после того, как давление упадет до нуля, так как иначе
давление воздуха может выбить клапан из гнезда. Затем от акку-
мулятора отсоединяют трубопровод, подводящий к нему жидкость,
и снимают аккумулятор. Все отверстия в снятом аккумуляторе не-
обходимо закрыть пробками.
Проверка и эксплуатация аккумуляторов
Аккумуляторы следует систематически проверять, нет ли в них
течи рабочей жидкости и не пропускают ли они воздух. Первое
легко определяется наружным осмотром. Чтобы обнаружить про-
пуск воздуха, аккумулятор герметически закрывают и покрывают
мыльной эмульсией. В местах пропуска воздуха будут появляться
пузыри.
Наличие внутренней течи жидкости можно обнаружить, слегка
ослабив воздушный клапан. Если через клапан будет просачи-
ваться жидкость, следует заменить диафрагму или весь аккуму-
лятор.
Это справедливо только для какого-то конкретного типа самолета. На боль-
нстве самолетов зарядка гидроаккумулятора воздухом производится после
j тановки его на самолет.— Прим. ред.
4
И Э. Чэпел, Р. Д. Бент, Дж. Л. Маккинли
49
Аккумуляторы, состоящие из двух полусфер, соединенных бол-
тами, не ремонтируют в полевых условиях, их необходимо от-
правлять в специальные 1мастерские.
Зарядку аккумулятора сжатым воздухом можно проверить
при помощи манометра высокого давления 1 или с использованием
давления в гидравлической системе2 путем медленного действия
посадочными закрылками (щитками). При этом необходимо в -
мательно наблюдать за показанием манометра. Последнее показа-
ние манометра перед резким падением стрелки до нуля пр -
нимается за давление воздуха в аккумуляторе.
При необходимости замены воздушного клапана 6 (рис. 27)
надо использовать только специальный клапан высокого давления,
так как постановка клапана другого типа может привести к не-
исправности всей гидравлической системы.
Эти краткие указания содержат только самые общие правила,
которые ни в коей мере не исключают необходимости для каждого
механика детально знать соответствующие указания заводов-изго-
товителей, для того чтобы обеспечить грамотный уход и эксплуата-
цию аккумуляторов разных конструкций и избежать возможных
неисправностей и поломок.
САМОЗАПИРАЮЩИЕСЯ СОЕДИНЕНИЯ
Устройство и назначение самозапирающегося соединения
Самозапирающееся соединение состоит из двух шариковых
обратных клапанов, установленных по концам соединяемых трубо-
проводов 3 и открываемых плавающим пальцем 4. Шарики 2 и 6
клапанов имеют пружины 1 и 8, прижимающие их к гнездам, когда
плавающий палец 4 не будет этому препятствовать. Оба клапана
стягиваются между собой соединительной гайкой 7, как показано
на рис. 29, а.
Как только подобное соединение будет разомкнуто или сло-
мано, плавающий палец 4 не будет нажимать на шарики 2 и 6
клапанов и пружины 1 и 8 прижмут их к гнездам (рис. 29,6).
Таким образом будет предотвращено вытекание жидкости из
обоих трубопроводов и сохранено давление в гидросистеме. Эти
соединения ставятся у пожарных перегородок на всасывающей и
нагнетающей линиях гидравлического насоса с приводом от авиа-
двигателя. Они могут быть в любое время разъединены как раз
в месте прохода трубопроводов через пожарную перегородку.
1 В этом случае давление в гидросистеме должно быть равным нулю; мано-
метр присоединяется к воздушной полости аккумулятора.— Прим. ред.
2 Более правильно — с использованием манометра гидравлической систе-
мы.— Прим, ред,
50
www.vokb-la.spb.ru - Самолёт своими руками?!
Конструкция других таких же соединений в основном анало-
а и разнится только по форме. При сборке соединения пла-
1а1ошнн палец снова выжмет шарики из их гнезд и обеспечит сво-
бс .ный проход жидкости от А к
& и от В к А. Соединение затя-
г твается гайкой 7 и стопорится
к нтргайкой 5 или контровочной
проволокой. Небольшое количе-
ство воздуха, находящегося меж-
ду шариками клапанов, попадает
в систему и выделяется в резер-
вуаре во время работы си-
стемы.
Уход за самозапирающимися
соединениями
Появление течи из разъеди-
ненного трубопровода с самоза-
пирающимися соединениями ука-
зывает на неплотность запорного
клапана или поломку пружины.
Неисправные детали следует за-
менить. Если соединение в со-
бранном виде не пропускает по-
тока жидкости, причиной этого
может быть поломка плавающего
пальца между шариковыми кла-
панами, и его необходимо за-
менить.
Ремонт самозапирающихся со-
единений сводится обычно к при-
тирке гнезд шариков запорных клапанов с применением специаль-
ных притирочных паст и замене сломанных деталей.
Перед сборкой соединения надо тщательно промыть все детали
в чистой рабочей жидкости.
Примечание. Не следует пытаться ремонтировать подобные соедине-
ния, еСЛИ Не имеется соответствующих приспособлений для их испытания и ре-
5
В
Рис.
29. Самозапирающееся соеди-
нение:
1 и 8— пружины запорных клапанов, 2 и
6 — шарики клапанов; 3 — гнездо шарико-
вых клапанов, 4—плавающий палец; 5 —
контргайка; 7 — соединительная гайка, А,
В — отверстия трубопроводов
а
Проверка действия самозапирающихся соединений
Каждый трубопровод, имеющий самозапирающееся соединение,
п сверяется в отдельности под гидравлическим давлением на от-
сутствие течи. Допускается (пропуск жидкости в шариковом кла-
ане в количестве не более 10 капель в минуту под давлением
°ло 35 кг/см2. После проверки трубопроводы соединяются и про-
4* 51
веряется свободный проход жидкости через открытые шариковые
клапаны. Отсутствие наружной течи из-под гайки соединения про-
веряется следующим образом: один конец соединенного трубопро-
вода плотно закрывают, а к другому концу подводят гидравличе-
ское давление, втрое превышающее нормальное, и производят на-
ружный осмотр.
ЖИДКОСТИ, ПРИМЕНЯЕМЫЕ В ГИДРОСИСТЕМАХ
Назначение рабочей жидкости
Жидкость в гидравлических системах служит для передачи
энергии давления к действующим от гидропривода агрегатам и м. -
ханизмам самолета. Она выполняет также роль смазки, умень-
шающей трение между движущимися деталями, и отводит часть
образующегося в системе тепла.
Виды рабочих жидкостей
Имеются три основных вида рабочих жидкостей:
1. Жидкости на растительной основе — это смеси из касторо-
вого масла и спирта 1. Обычно их окрашивают в голубой цвет.
В настоящее время применяются редко.
2. Жидкости на минеральной основе — минеральные масла,
производные нефти. Их обычно окрашивают в красный цвет. Эти
жидкости широко применяются в самолетных гидравлических си-
стемах, так как не вызывают (как жидкости первого типа) корро-
зии металлических поверхностей, с которыми они соприкасаются
в системе. Кроме того, эти жидкости имеют хорошие смазываю-
щие свойства.
3. Невоспламеняющиеся жидкости. Ввиду того что жидкости
на минеральной основе воспламеняемы и увеличивают пожарную
опасность на самолете, в настоящее время авиационные и химиче-
ские заводы обычно кооперируются по изготовлению негорючих
рабочих жидкостей для гидросистем. Многие из невоспламеняю-
щихся рабочих жидкостей уже проверены на практике2. Некото-
рые из них имеют характеристики, превышающие характеристики
жидкостей на минеральной основе, обладая лучшими смазочными
качествами, большим диапазоном допустимых температур исполь-
зования и высокими антикоррозийными свойствами. При примене-
нии невоспламеняющихся рабочих жидкостей следует соблюдать
1 Авторы не упомянули здесь о спирто-глицериновой смеси, которая до не-
давнего времени широко применялась в гидросистемах самолетов. Вследствие
сравнительной дороговизны, высокой температуры загустевания и коррозийной
активности эта смесь в настоящее время применяется редко.— Прим. ред.
2 К таким жидкостям относятся жидкости на кремниевой основе, которые,
помимо пожарной безопасности, удовлетворяют еще требованиям вязкости И
могут использоваться в большом диапазоне температур.— Прим, перев.
52
www.vokb-Ia.spb.ru - Самолёт своими руками?!
которые особые меры предосторожности, например уплотнения
^сальники необходимо изготовлять из материалов, предписывае-
>’ специальной инструкцией по применению такой жидкости в
\ росистеме самолета; такие жидкости нельзя смешивать с дру-
Гцми видами рабочих жидкостей, их следует применять лишь в спе-
циально для них приспособленных гидравлических системах.
Общие указания по применению
гидравлических жидкостей
1. На каждой гидравлической системе должна быть табличка
с указанием марки рабочей жидкости, пригодной для применения
в данной системе.
2. Ни при каких обстоятельствах не следует использовать
в гидросистеме самолетов рабочую жидкость иную, чем та, кото-
рая указана на табличке.
3. Необходимо, чтобы резервуары и содержащаяся в них рабо-
чая жидкость были предохранены от всякого рода загрязнений.
Даже самые мельчайшие взвешенные в рабочей жидкости посто-
ронние частицы могут вызвать серьезные повреждения детален
гидросистемы и вывести ее из строя. Добавление чистой жидкости
в загрязненную или наоборот делает их непригодными для исполь-
зования.
Меры в случае смешения жидкостей
В случае смешения двух типов жидкостей в гидравлической си-
стеме может образоваться клееобразный или смолообразный оса-
док, отлагающийся на деталях системы. Если это (произошло, не-
обходимо принять следующие меры:
1. Снять все уплотнительные кольца (сальники) гидросистемы,
на которых образовались отложения.
2. Промыть все детали и внутренние каналы гидросистемы ней-
трализующей жидкостью, представляющей собой смесь одной
части бензина с одной частью растворителя (ацетона).
3. Поставить новые уплотнительные кольца (сальники).
УПЛОТНИТЕЛЬНЫЕ КОЛЬЦА ГИДРАВЛИЧЕСКОЙ СИСТЕМЫ
(САЛЬНИКИ)
Назначение
Назначение уплотнительных колец гидравлической системы —
предотвратить течь жидкости и снижение давления в гидросистеме
самолета. Кольца устанавливаются на большинстве агрегатов гид-
росистемы, имеющих движущиеся детали, например на силовых
Цилиндрах, насосах и т. д. Иногда уплотнительные кольца назы-
ВаЮт сальниками.
53
Очень важно обеспечить правильный уход, установку и пр0.
верку уплотнительных колец гидравлической системы само, ет *
так как кольцо с задирами или местными сужениями может щ'
звать отказ в полете всего агрегата и аварию самолета.
Форма и материал уплотнительных колец
Уплотнительные кольца самолетных гидросистем могут иметь
различную форму. Обычно применяются кольца следующих форм
поперечного сечения: круглой, V-образной (шевронной), С^-образ-
ной и прямоугольной.
Уплотнительные кольца обычно изготовляются из натурального
каучука, синтетической резины или кожи. Недостаток натураль-
ного каучука во время второй мировой войны вызвал широкое при-
менение колец из синтетической резины. Такие кольца нашли при-
менение для многих целей, в том числе и в гидросистемах, в кото-
рых используются рабочие жидкости на минеральной основе.
Существует определенная взаимозависимость между материа-
лом, из которого изготовлено уплотнительное кольцо, и рабочей
жидкостью, которая может использоваться в гидравлической си-
стеме. Например, уплотнительные кольца из кожи, пропитанной
специальным составом, можно использовать с рабочей жидкостью
как на минеральной, так и на растительной основе. Рабочая жид-
кость на минеральной основе разрушает уплотнительные кольца
из натурального каучука и не влияет па кольца из синтетической
резины. Рабочая жидкость на растительной основе допускает при-
менение уплотнительных колец, изготовленных как из натураль-
ного каучука, так и из синтетической резины. Однако для большей
гарантии колец от разрушения целесообразно в случае примене-
ния жидкости, имеющей растительную основу, ставить уплотни-
тельные кольца из натурального каучука, а при использовании
жидкости, имеющей минеральную основу,— только из синтетиче-
ской резины. Следует помнить, что касторовое масло и каучук вы-
рабатываются из растений, а минеральные масла, применяемые
для самолетных гидравлических систем, и синтетическая резина
изготовляются из нефтепродуктов.
Маркировка уплотнительных колец
Для того чтобы показать, какой тип рабочей жидкости должен
применяться в гидросистеме данного самолета, а также какие
уплотнительные кольца можно ставить в гидросистему, работаю-
щую на данном типе жидкости, введена специальная маркировка
уплотнительных колец и отдельных агрегатов системы. Например,
некоторые уплотнительные кольца целиком покрываются красной
краской или имеют красный поясок, букву или число, указываю-
щие на то, что эти кольца могут быть использованы в гидроси-
стеме с рабочей жидкостью красного цвета.
54
www.vokb-la.spb.ru - Самолёт своими руками
Другие кольца имеют (подобную же маркировку черного цвета,
называющую на применение их только с рабочей жидкостью,
5 л юшей такую же отличительную цветовую окраску.
1 Во всех случаях замены уплотнительных колец или рабочей
жидкости в гидравлической системе авиационный техник должен
бе иться, что кольца соответствуют рабочей жидкости, применяе-
мой в системе. На некоторых самолетах, как уже указывалось
выше, на агрегаты гидросистемы наносят цветные полосы, по ко-
орым можно сразу определить тип уплотнительных колец и ра-
б ч^ю жидкость, пригодные для данной системы. Такие метки на-
носятся, например, на крышках тормозных колес.
Общие правила установки и замены
уплотнительных колец
При установке и замене уплотнительных колец должны соблю-
аться некоторые общие для всех типов колец правила:
1. Разборку агрегата или детали, в которых заменяются уплот-
нительные кольца, следует производить только в мере, действи-
тельно необходимой в данном случае.
2. При разборке нужно установить точный размер заменяемых
колец.
3. Необходимо проверить материал, из которого изготовлено
заменяемое уплотнение, и новые кольца ставить только из того
же материала.
4. При установке нового уплотнительного кольца надо предва-
рительно тщательно проверить его размеры, форму и материал, из
которого оно изготовлено, а также отсутствие заусенцев, надре-
зов и других неисправностей. Уплотнительные кольца несоответст-
вующих размеров, форм и материалов, а также кольца с наличием
дефектов ставить в агрегаты гидросистемы нельзя.
5. Перед тем как поставить новое уплотнительное кольцо, его
следует некоторое время выдержать в такой же рабочей жидкости,
какая залита в систему; устанавливать кольцо надо в мокром виде.
6. При установке уплотнительного кольца нужно стараться как
можно меньше его растягивать.
7. При снятии и установке уплотнительных колец применять
острый инструмент недопустимо.
8. После установки уплотнительного кольца на место его нужно
осторожно расправить, чтобы не было скручивания или изгиба.
Установка круглых уплотнительных колец
Круглые в сечении уплотнительные кольца, как и всякие дру-
гие, надо предохранять от задиров. После установки на место они
обычно не нуждаются в подгонке. Технику остается только убе-
диться в том, что поставлено кольцо соответствующего размера и
Чт° оно, будучи установленным, обеспечивает герметичность со-
55
Установка V- и U-образных уплотнительных колец
При установке таких колец надо соблюдать следующие осн< в-
ные правила:
1. Прежде чем установить на место все уплотнительные кольца
надо поставить одно кольцо и убедиться, что оно хорошо входит
в канавку.
2. Если после установки уплотнительного кольца оно касается
острых краев детали или резьбы, необходимо между уплотнитель-
ным кольцом и резьбой или острыми краями, с которыми кольцо
соприкасается, поставить предохранительную прокладку толщи-
ной 0,25—0,1 мм.
3. При установке колец в сальниковое уплотнение агрегата, не
имеющего гайки для регулировки затяжки сальника, достаточная
степень уплотнения достигается с помощью металлических про-
кладок определенной толщины, устанавливаемых по краям пакета
уплотнительных колец.
4. Если же сальниковое уплотнение имеет регулировочную
гайку, ее затягивают до тех пор, пока пакет V-образных колец не
будет сжат достаточно плотно, но не настолько, чтобы раздавить
кольца. После 'этого затяжку сальниковой гайки ослабляют так,
чтобы было возможно ее зашплинтовать.
5. Во всех случаях после установки того или иного агрегата, до
того как в системе будет создано гидравлическое давление, необ-
ходимо проверить от руки, свободно ли двигаются его подвижные
детали.
www.vokb-la.spb.ru - Самолёт своими руками
Глава II
КЛАПАНЫ УПРАВЛЕНИЯ ПОТОКОМ ЖИДКОСТИ
В ГИДРАВЛИЧЕСКОЙ СИСТЕМЕ
Назначение и классификация клапанов
Клапаны управления регулируют направление и скорость по-
тока жидкости в гидравлической системе. К таким клапанам отно-
сятся* калиброванные отверстия, регулируемые дроссели, обратные
клапаны различных типов, запорные вентили, стержневые клапаны
последовательного действия, перекрывные краны, распределитель-
ные краны и другие устройства подобного рода.
Калиброванные отверстия и регулируемые дроссели
Рис. 30. Штуцер с калиброван-
ным отверстием
Калиброванное отверстие представляет собой сужение какого-
либо канала или прохода до определенного диаметра. Калибро-
ванное отверстие и регулируемый дроссель весьма сходны по прин-
ципу действия и различаются только по конструкции. Размер ка-
либрованного отверстия постоянен, тогда как размер прохода, или
отверстия «в свету», у регулируе-
мых дросселей может изменяться.
Назначение калиброванного от-
верстия или регулируемого дроссе-
ля— ограничивать скорость потока
рабочей жидкости в трубопроводе
гидравлической системы. Такое
ограничение скорости потока жид-
кости используется для замедления
Движения механизмов, действую-
щих от гидропривода.
На рис. 30 показано калиброванное отверстие, сделанное в ка-
нале штуцера, с резьбой на обоих концах. Жидкость поступает
в канал большего диаметра и выходит через малое калиброванное
отверстие, в результате чего уменьшается скорость потока жид-
кости. Калиброванное отверстие такого типа может быть уста-
новлено на гидравлическом трубопроводе между распределитель-
57
ным краном и силовым цилиндром с целью замедления его дейст-
вия. Оно может быть установлено и в других местах, например
в механизме, приводящем в действие юбки капотов двигателей.
На рис. 31 показан регулируемый дроссель. В корпусе дрос-
селя имеются два горизонтальных отвер-
стия Л и В и игольчатый клапан С, с по-
мощью которого можно регулировать раз.
мер проходного отверстия внутреннего кана-
ла. В этом заключается основное его отли-
чие от простого калиброванного отверстия.
ч
Обратный клапан с калиброванным
каналом
Такой клапан (рис. 32) предназначается
для того, чтобы обеспечить полный про-
пуск жидкости в одном направлении и
ограничить поток в обратном направлении.
Жидкость, поступающая во входное отверстие А, отжимает шарик
клапана от седла и выходит через отверстие В. При движении жид-
кости в обратном направлении от отверстия В к отверстию А
поток будет задержан шариком, который плотно прижимается
к седлу пружиной и напором жидкости, и только небольшая часть
жидкости может протекать через канал С малого диаметра, про-
сверленный в седле клапана,
и выходить через отверстие А с
пониженной скоростью. В клапа-
нах конического типа такие кана- а
лы обычно сверлятся не в седле,
а в самом конусе клапана.
Обратные клапаны с калиб-
рованным каналом могут быть Рис. 32. Обратный клапан с калиб-
установлены на гидравлическом рованным каналом
трубопроводе, идущем к меха-
низму закрылков (щитков), что дает возможность обеспечить бы-
строе движение их вниз и замедленное движение вверх. Иногда
такие клапаны устанавливаются на трубопроводах гидросистемы,
идущих к шасси, обеспечивая быструю уборку и замедленный вы-
пуск последнего.
Необходимость замедления движения закрылков (щитков)
вверх и выпуска шасси заключается в том, что аэродинамическая
нагрузка на закрылки (щитки) может настолько увеличить ско-
рость их движения, что это может привести к поломке закрылков
или крыла. Равным образом вес шасси при выпуске может в такой
мере повысить скорость их выпуска, что это повлечет за собой воз-
никновение значительных усилий и ударных нагрузок, способных
вызвать повреждение конструкции и отказ в работе деталей шасси.
58
www.vokb-la.spb.ru - Самолёт своими руками?!
Простой обратный клапан
Простой обратный клапан (рис. 33) позволяет жидкости сво-
бодно проходить только в одном направлении (от Л к В) и за-
бывает движение потока в обратном направлении. Такие клапаны
ставятся на нагнетающей или
с ивной'магистрали или в каком-
ибо другом месте гидравлической
системы, где это необходимо.
Они ставятся также на нагнета-
ющей магистрали с целью преду-
предить обратное действие гидрав-
лического давления на насос, когда
он не работает, а давление в системе
имеется. Эти клапаны могут выполнять роль предохранительных
клапанов, препятствующих утечке рабочей жидкости из гидроси-
стемы при повреждении последней, так как замыкают давление на
4
Рис. 33. Простой обратный клапан
определенных
Рис. 34. Обрат-
ный клапан ко-
нусного типа:
участках системы.
В конструкции обратного клапана шарик может
быть заменен конусом, плунжером или деталью
какой-либо другой формы. Независимо от формы
клапан для предотвращения течи должен быть
плотно притерт к гнезду. Клапан работает следую-
щим образом: когда жидкость входит в отверстие А,
она отжимает клапан от гнезда, преодолевая силу
пружины, и свободно проходит к отверстию В. Как
только давление жидкости уменьшится, пружина
снова прижмет клапан к гнезду и не даст возмож-
ности жидкости пройти в направлении от В к А *.
В некоторых конструкциях в качестве запирающего
устройства могут применяться тарельчатые клапа-
ны из пластмассы или конусообразные клапаны из
стали (рис. 34).
Некоторые заводы используют тонкие пластин-
I — корпус; 2 —
пружина; 3 — ко-
нусный клапан;
’—седло клала
на; А — впускное
и В — выпускное
отверстия
ного обратного
чатые клапаны из алюминия с кольцом круглого
сечения из синтетической резины, служащим седлом
клапана. Однако, несмотря на разнообразие форм
и материалов, действие всех обратных клапанов
основано на одном и том же принципе.
Показанная на рис. 35 конструкция беспружин-
клапана носит название пульсирующего клапана,
который может быть использован как обратный клапан аккумуля-
тора, включающийся только в случае поломки нагнетающей маги-
страли. Клапан присоединяется отверстием А к нагнетающей маги-
страли, а отверстием В — к гидроаккумулятору.
1 На корпусе обратных (запорных) клапанов наносится стрелка, указываю-
щая направление свободного протока жидкости через клапан.— Прим. ред.
59
При зарядке аккумулятора рабочая жидкость течет свободно
от Л к В, отжимая конус клапана 1 от гнезда 2. Если при заря-
женном аккумуляторе поток жидкости останавливается, то конус-
ный клапан не садится в гнездо, а плавает в рабочей жидкости во
взвешенном состоянии, так как дав-
ление с обеих его сторон одинаково
Нагнетающая магистраль прис< -
единяется к отверстию А, и при об-
разовании в ней течи рабочая жи; -
кость начинает просачиваться об-
ратно от аккумулятора в направле-
нии от В к Л, стремясь восполнить
Рис. 35. Пульсирующий, или об-
ратный клапан без пружины
потерю жидкости в результате те-
чи. Если в магистрали, соединенной
с отверстием А, произойдет полом-
ка, то давление, имеющееся в акку-
муляторе и отверстии В, плотно прижмет конусный клапан к гнезду
и закроет поток жидкости в направлении от В к Л1.
Если установить в такой клапан пружину, эффект уравновеши-
вания клапана в жидкости будет потерян, так как в момент оста-
новки потока жидкости в направлении от Л к В пружина посадит
клапан в гнездо и никакого просачивания рабочей жидкости со
стороны аккумулятора в нагнетающую линию не будет.
Уход за обратными клапанами и проверка их
Обратные клапаны как простого типа, так и с калиброванным
каналом не требуют особого ухода в течение длительного периода
времени. Негерметичность клапана чаще всего вызывается попада-
нием посторонних частиц между клапаном (шариком, конусом
и т. п.) и его гнездом. В этом случае в первую очередь надо посту-
чать по корпусу клапана деревянным молотком. Если это не по-
может,— снять и разобрать клапан.
После разборки клапана прежде всего проверяют, нет ли за-
усенцев или царапин на гнезде или на самом клапане, после чего
промывают клапан чистой рабочей жидкостью, снова собирают,
испытывают и устанавливают на место.
При разборке одновременно проверяют, нет ли на корпусе и
на самом клапане коррозии или шероховатости на посадочной по-
верхности клапана и гнезда. Незначительные следы износа можно
зачистить и отполировать. Клапаны конусного типа легко могут
перекоситься, в результате чего они будут опираться на гнездо
одним краем и могут заклиниться в мягком алюминиевом кор-
1 Для обеспечения нормальной работы агрегата (механизма), обслужива -
мого данным аккумулятором, при поломке основной нагнетающей магистрали
обратный клапан должен быть установлен до места разветвления трубопроводов,
идущих от нагнетающей магистрали к аккумулятору и от аккумулятора к об-
служиваемому им агрегату (механизму). —Прим. ред.
60
www.vokb-la.spb.ru - Самолёт своими руками?!
се Это чаще всего бывает с клапанами, смонтированными в го-
ризонтальном положении.
Проверять состояние клапанного гнезда нужно при ярком
свете, пользуясь, насколько это возможно, увеличительным стек-
ом. ’Незначительный износ гнезда можно устранить тщательной
притиркой клапана, применяя для этой цели притирочную пасту
высшего качества. Притирку можно делать для клапанов конус-
ного типа, но для шариковых клапанов это не рекомендуется, так
как легко деформировать форму шарика. Поэтому шарик надо за-
менить новым.
Необходимо тщательно проверять правильность установки кла-
пана по отношению к направлению потока жидкости в данном
месте гидравлической системы. Стрелка, изображенная на корпусе
обратных клапанов, должна совпадать с направлением потока
жидкости, проходящей через клапан.
Дозирующий обратный клапан
В
Рис. 36. Дозирующий обратный клапан с калиб-
рованным стержнем:
/_поршень; 2 —пружина; 3—гайка; 4—калиброван-
ный стержень; А — входное и В — выходное отверстия
Дозирующий обратный клапан (рис. 36) иногда называется
односторонним дросселем. Он имеет такое же назначение, как и
обратный клапан с калиброванным каналом, т. е. позволяет жид-
кости протекать свободно в одном направлении, но тормозит поток
жидкости в обратном направлении.
По сравнению с кла-
паном, имеющим ка-
нал с калиброванным
отверстием, дозирую-
щий обратный кла-
пан позволяет регули-
ровать степень тормо-
жения потока.
Как показано на
рис. 36, в корпусе кла-
пана имеется пор-
шень 1, нагруженный
пружиной 2 и имеющий
Центральное отверстие,
в которое заходит ко-
нусный конец регули-
ровочного стержня 4.
При направлении потока жидкости от отверстия В к отверстию
А поршень снимается со стержня и отодвигается влево (по ри-
сунку), сжимая пружину и освобождая свободный проход для
Жидкости через центральное отверстие в его днище. Однако, когда
поток жидкости меняет свое направление, поршень вновь садится
на стержень 4 (это происходит медленно) и вызывает постепен-
ную задержку потока жидкости. Количество протекающей жид-
кости можно отрегулировать с помощью резьбы, имеющейся на
61
Рис. 37. Обратный клапан с калиб-
рованным стержнем
стержне, для чего надо отвер-
нуть стопорную гайку 3 и вр
щать стержень 4 в ту или ру.
гую сторону.
Дозирующий обратный кла-
пан применяется с целью не
только предотвратить повре-
ждение деталей притормажи-
ванием потока, но также и для
того, чтобы регулировать вре-
мя, в течение которого необхо-
димо приводить в действи
агрегат или механизм самол -
та от гидропривода.
На рис. 37 показан так и
же клапан, но несколько иной
конструкции. Здесь к обычно-
му шариковому обратному кла-
пану добавлен стержень 1, к -
торый регулируется так, чтобы
удерживать шарик все время
в положении, слегка приподня-
том над седлом. Как и в пр -
дыдущем случае, жидкость сво
бодно проходит из отверстия В
к отверстию А, отжимая шарик
вверх и поступая далее в трубопровод, ведущий к силовому цилин
дру. В обратном направлении жидкость может проходить только
через узкое кольцевое отверстие 2 между шариком и его гнездом,
размер которого можно отрегулировать, завинчивая или вывинчи
вая стержень /, имеющий резьбу. Тем самым может быть отрегули-
рована скорость возвращения потока от силового цилиндра.
Перепускной (шунтирующий) клапан
Показанный на рис. 38 перепускной клапан является обратным
клапаном с механическим управлением. Он может открываться
с помощью ручки, давая свободный проход рабочей жидкости
обоих направлениях. В большинстве гидравлических систем такой
клапан устанавливается обычно между ручным насосом и аккуму-
лятором, с тем чтобы напор жидкости, создаваемый ручным насо
сом, мог быть направлен либо к распределительному крану, либо
к аккумулятору.
Клапан состоит из корпуса с двумя отверстиями А и В, ручки 1
управления шариковым клапаном и входящего внутрь корпуса
штока 2, соединенного с ручкой.
При нормальной работе клапана (рис. 38, а) он действует как
обыкновенный обратный клапан. При этом рабочая жидкость по-
62
www.vokb-la.spb.ru - Самолёт своими руками
ступает через отверстие А, от-
нимает шарик и выходит через
отверстие В. Движением руч-
кИ 1 можно вывести шарик
из гнезда, как показано на
оис. 38, б, и открыть свободный
проход жидкости в обоих на-
правлениях.
Концевой переключатель1
Этот клапан предназначен
для установления некоторой
последовательности действия
различных механизмов само-
лета, имеющих гидравлический
привод. Такой клапан приме-
няется, например, в системе
шасси, где створки люков, че-
рез которые убираются колеса
шасси, должны открываться до
того, как шасси будет выпу-
щено, и закрываться после того,
типа показан на рис. 39.
автоматический обратный
6
Рис. 38. Перепускной (шунтирующий)
клапан:
а — потожение деталей клапана при нор-
мальной работе; б — положение деталей кла-
пана, позволяющее свободный проход жидко-
сти в обоих направлениях
как шасси убрано. Клапан такого
По принципу действия это перепускной
клапан. В положении, показанном на
Рис. 39. Концевой
переключатель:
1 — плунжер; 2 и 4 —
пружины; 3 — шарик
клапана; А — входное
и В — выходное от-
верстия
Рис. 40. Схема гидропривода шасси с
концевыми переключателями:
/ — трубопровод системы уборки шасси; 2 —
силовой цилиндр управления шасси; 3 и Б —
концевые переключатели; 4 — силовой цилиндр
управления створками люков шасси; 6 — тру-
бопровод системы выпуска шасси
1 Клапаны
прим. ред.
такого назначения называют также согласующими клапанами.—
63
рисунке, рабочая жидкость может свободно проходить от отвер-
стия А к отверстию В, но поток жидкости в обратном направлении
будет закрыт до тех пор, пока шарик 3 клапана не будет выведен
из гнезда с помощью плунжера 1.
На рис. 40 показана схема гидропривода шасси, в которой
установлены два концевых переключателя 3 и 5. При уборке шас-
си поток рабочей жидкости, создаваемый напором механического
насоса, течет от распределительного крана по трубопроводу 1 к Си.
ловому цилиндру 2 шасси и концевому переключателю 3 В это
время концевой переключатель 3 находится в закрытом положе-
нии и задерживает поток рабочей жидкости к силовому цилиндру 4,
приводящему в движение створки люков шасси. Как только пор-
шень силового цилиндра шасси подойдет к концу своего рабочего
хода, шток поршня или какая-либо другая деталь шасси нажимает
на плунжер концевого переключателя 3, направляет поток жид-
кости к силовому цилиндру 4 механизма, приводящего в действие
створки люка шасси, и закрывает их.
Рабочая жидкость, находящаяся в цилиндре по другую сто-
рону поршня, при его движении вытесняется в магистраль выпу-
ска шасси 6 через другой концевой выключатель 5, в котором по-
ток жидкости проходит свободно от отверстия А к отверстию В,
как показано на рис. 39.
При выпуске шасси находящаяся под давлением рабочая жид-
кость поступает в силовой цилиндр 4 створок люка шасси, но так
как концевой выключатель 5 закрыт, поршень в силовом цилиндре
шасси не двигается. Только когда поршень силового цилиндра
створок дойдет до конца своего рабочего хода, шток поршня этого
цилиндра или какая-либо деталь механизма выпуска шасси на-
жмет на плунжер концевого выключателя 5 и откроет свободный
проход для рабочей жидкости в силовой цилиндр 2 шасси, в ре-
зультате чего шасси будет опускаться. В это время рабочая жид-
кость из другой части цилиндра пойдет в магистраль подъема
шасси через концевой выключатель 3.
Концевые переключатели используются иногда для управления
работой гидравлических замков, запирающих шасси в верхнем или
нижнем положении. В этом случае концевой переключатель закры-
вает доступ рабочей жидкости в силовой цилиндр замкового уст-
ройства до тех пор, пока шасси не будет полностью убрано или
выпущено. Иногда концевой переключатель и его силовой цилиндр
\ соединяются в одном агрегате.
На рис. 41 показан концевой переключатель, устанавливаемый
в системе шасси. Его отверстие А соединяется с магистралью убор-
ки шасси, а отверстие В — с силовым цилиндром створок шасси.
Рабочая жидкость, поступающая в отверстие А, прижимает шарик
к гнезду и не может пройти далее к отверстию В (рис. 41,с). Но
как только шасси будет полностью убрано, одна из деталей меха-
низма уборки шасси нажмет на плунжер концевого переключателя
и поднимет шарик из гнезда, сжимая пружину, как показано
64
www.vokb-ki.spb.ru - Самолёт своими руками
на рис. 41,6, после чего рабочая жидкость получит свобод-
ой проход от отверстия А к отверстию В, а через него к си-
ловому цилиндру створок шасси и закроет их.
В некоторых случаях отвер-
стие В может быть соединено с си-
ловым цилиндром шасси. Когда
створки шасси будут полностью от-
крыты, одна из деталей механизма
их открытия нажмет на плунжер
концевого переключателя и откроет
доступ жидкости через отверстие В
к силовому цилиндру механизма
опускания шасси, и оно будет выпу-
щено.
Аварийный автоматический клапан
Назначение этого клапана со-
стоит в том, чтобы автоматически
направить рабочую жидкость, по-
ступающую в гидросистему от нор-
мального или аварийного источни-
ка давления или же непосредствен-
Рис. 41. Концевой переключатель
гидросистемы шасси
но от аварийного источника, к сило-
вому цилиндру. Этот агрегат устанавливается на магистрали выпу-
ска шасси, а также включается в механизм гидравлических тормо-
зов. При использовании аварийной системы в ней не будет поте-
Рис. 42. Аварийный авто-
матический клапан:
£ пРУжина клапана; 2—авто-
этический клапан; А — отвер-
ие подвода жидкости от
варинкого источника; В — от-
Zlw™6, соединенное с распре-
вм?^ТеЛЬНЫМ кРаном; С — от-
рстие, ведущее к силовому
ри рабочей жидкости даже в том случае,
если в основной системе появится течь,
так как отверстие, сообщающее клапан
с основной гидравлической линией, будет
закрыто.
На рис. 42 показан аварийный авто-
матический клапан при работе гидроси-
стемы от основного источника давления.
цилиндру
В этом случае рабочая жидкость от рас-
пределительного крана поступает через
отверстие В и свободно проходит через
отверстие С к силовому цилиндру. Отвер-
стие А закрыто для прохода рабочей
жидкости автоматическим клапаном 2,
прижимаемым пружиной 1 и давлением
самой жидкости. Когда перестает рабо-
тать основной и вступает в работу аварийный источник гидравли-
ческого питания, создаваемый им поток рабочей жидкости подво-
ди :ся к отверстию А, и так как давления жидкости в корпусе кла-
пана уже не будет, то клапан сдвинется влево, сжимая пружину 1
и закрывая отверстие В, после чего для жидкости откроется
Ч. Э. Чэпел, Р. Д. Бент, Дж. Л. Маккинли
65
Рис. 43. Автоматический клапан шунтирования
полостей силового цилиндра:
а — положение деталей при выпуске шасси; б — положе-
ние деталей при уборке шасси
свободный проход из А к С, а через него к силовому цилинш
Надо помнить, что такой клапан имеет два впускных и одно вы-
пускное отверстие. Он является, по существу, обратным клапаном
запирающим проход жидкости в одном из направлений в зависи-
мости от источника давления гидравлической жидкости.
Клапаны для шунтирования полостей силового цилиндра
Назначением таких клапанов является перепуск рабочей жид-
кости из магистрали подъема в магистраль выпуска шасси в то
время, когда шасси опускается. Под действием собственного веса
шасси опускается так
быстро, что поток ра-
бочей жидкости, со-
здаваемый насосом, не
успевает заполнить по-
лости силового цилин-
дра, в результате чего
с одной стороны порш-
ня образуется вакуум,
а с другой его стороны
и в трубопроводе убор-
ки шасси давление уве-
личивается. Если в
этой системе устано-
вить автоматический
шунтовой клапан, рабо-
чая жидкость сможет
перетекать из одной
полости силового ци-
линдра в другую, чем
будет обеспечено более
равномерное и плавное
опускание шасси.
Существуют два ва-
рианта конструкции та-
ких клапанов: в одном
варианте клапан при-
водится в действие вручную и используется только при аварийном
выпуске шасси, в другом варианте он действует автоматически и
используется также и при нормальном выпуске шасси.
Автоматический клапан шунтирования полостей силового ци-
линдра (рис. 43) состоит из корпуса с тремя отверстиями, в кото-
ром находятся два обратных клапана 1 и 2 и плавающий по -
шень 3. При выпуске шасси рабочая жидкость поступает в отвер-
стие А из полости силового цилиндра, работающего на подъем
шасси. Давлением жидкости, прошедшей по косому сверлению,
плавающий поршень 3 переместится вправо и откроет обратный
66
vvvvvv.vokb-ki.spb.ru - Самолёт своими руками?!
клапан 2. Рабочая жидкость, открыв обратный клапан /, посту-
пает к отверстию С, а через него в полость силового цилиндра,
работающую на выпуск шасси. Как только поток жидкости под
напором, создаваемым механическим насосом, заполнит вакуум,
образовавшийся за поршнем, давление в магистрали выпуска шас-
си возрастет и закроет обратный клапан 1, что даст возможность
произвести полный выпуск
шасси. Рабочая жидкость,
оставшаяся в полости сило-
вого цилиндра, сообщенной
с отверстием А, вытеснится
из него и передвинет еще
больше вправо плавающий
поршень 3, сообщив отвер-
стие А с отверстием В, и че-
рез него уйдет к распреде-
лительному крану.
При уборке шасси рабо-
чая жидкость входит в от-
верстие В, отодвигает пла-
вающий поршень 3 влево и
выходит через отверстие А
в полость силового цилин-
д а, работающего на подъем рис Шунтирующий клапан ручного дей-
шасси. Положение деталей ствия
клапана в этом случае пока-
зано на рис. 43, б.
Устройство шунтирующего клапана ручного действия показано
на рис. 44. Клапан состоит из корпуса с двумя отверстиями А и В,
плунжера 2, обратного клапана 3 и ручки 1. Этот тип клапана на-
зывается также аварийным разгрузочным клапаном или клапаном
сброса давления.
Этот клапан, так же как и рассмотренный выше автоматиче-
ский шунтирующий клапан, служит для обеспечения быстрого вы-
пуска шасси в аварийных случаях, но действие его осуществляется
вручную.
Отверстие А корпуса клапана сообщается с магистралью опу-
скания шасси, а отверстие В — с магистралью уборки шасси.
Плунжер установлен на одной линии с обратным шариковым кла-
паном, находящимся между отверстиями А и В.
При нормальном действии шасси шарик обратного клапана за-
крывает отверстие гнезда и не дает жидкости перетекать от В
к А. В аварийном случае ручка клапана передвигается влево, на-
нимает на плунжер, и шарик удерживается в открытом положе-
нии. Рабочая жидкость может тогда перетекать через клапан из
Магистрали уборки в магистраль выпуска шасси. Обратный поток
жидкости под давлением, имеющимся в магистрали выпуска шасси,
5*
67
задерживается обратным клапаном, устанавливаемым на этой ма,
гистрали перед отверстием А шунтирующего клапана ручного дей-
ствия.
• . Распределительный кран
С помощью распределительного крана производится изменение
направления движения механизмов самолета, действующих от гид-
ропривода. При установке крана в различные положения рабочая
жидкость может быть направлена к любому концу силового ци-
линдра, причем противоположная полость цилиндра сообщается
с резервуаром.
Существует две группы распределительных кранов: двухходо-
вые и четырехходовые краны. Двухходовой распределительный
кран используется с силовым цилиндром, в котором для движения
поршня в одном направлении служит пружина, а в другом направ-
лении— рабочая жидкость. Четырехходовой распределительный
кран применяется с силовым цилиндром, поршень которого может
двигаться под действием рабочей жидкости в двух направле-
ниях. Рабочая жидкость подводится к одному или другому концу
силового цилиндра. При этом противоположный конец цилиндра
соединяется со сливной магистралью. Распределительный кран та-
кого типа применяется гораздо чаще, чем двухходовой.
Распределительные краны конструируются так, чтобы ими
было легко пользоваться и чтобы они имели возможно малое гид-
равлическое сопротивление. В некоторых конструкциях распреде-
лительных кранов часть давления рабочей жидкости используется
для того, чтобы облегчить летчику управление самим краном. Та-
кие краны называются уравновешенными *.
Распределительные краны можно устанавливать в кабине лет-
чика, и тогда последний управляет ими непосредственно; их мож-
но устанавливать и в любом другом месте на самолете, тогда они
снабжаются дистанционным управлением. Дистанционное управ-
ление можно осуществлять с помощью соленоидного устройства,
тросами или через систему рычагов и тяг.
Распределительный кран пробкового типа
Типовая конструкция четырехходового крана пробкового типа
(рис. 45) состоит из корпуса с четырьмя отверстиями, расположен-
ными под углом 90°, и пробки, вращающейся при помощи ручки и
имеющей два канала, через которые сообщаются между собой
1 Для уравновешивания гидравлического давления в кранах с конусными
пробками обычно устанавливаются пружины, противодействующие давлению
жидкости, стремящемуся вытолкнуть пробку из гнезда. Иногда вместо пру-
жины к торцу пробки по специальному каналу подводится часть гидравличе-
ского давления.— Прим, перев.
68
www.vokb-la.spb.ru - Самолёт своими руками?!
либо два отверстия в корпусе. Впускное отверстие А, соеди-
2 с нагнетающей линией, и выпускное отверстие D, соединен-
с" сливной линией, всегда находятся друг против друга. Дру-
ва отверстия соединяются с трубопроводами силового ци-
как«е''
ценное
ное
гие
линдра-
р бочая жидкость, поступающая под давлением из нагнетаю-
щей линии к отверстию А (рис. 45,а), выходит наружу через от-
верстие В и подводится к одной из по-
постей силового цилиндра. В это время
*жи кость из другой полости цилиндра
вхо ит в отверстие С и выходит через от-
верстие D в сливную линию.
На рис. 45,6 показано изменение на-
правления движения потока рабочей
жидкости при повороте пробки крана на
90° по сравнению с ее положением на
рис. 45, а. Если пробку крана повернуть
только на 45°, то отверстия в пробке не
совпадут с отверстиями каналов в кор-
пусе и жидкость через кран не пройдет.
Такое положение распределительного
крана называется нейтральным.
В современных самолетных гидравли-
ческих системах такие пробковые краны
встречаются редко. Однако, ввиду того
что они просты по своей конструкции и
принципу действия, желательно, чтобы
технический состав, обслуживающий са-
молеты, был с ними знаком.
Клапанный распределитель
с кулачковым валиком
под высо-
от А к В;
слив идет
Клапанный распределитель такого
типа (рис. 46) состоит из корпуса ку-
лачкового валика с рукояткой управле-
ния и ряда тарельчатых клапанов, снаб-
женных пружинами. В корпусе имеются
отверстия 2 и 5, соединенные со сливной и
ля щ гидросистемы. Через отверстия 3 и
Рис. 45. Разрез распреде-
лительного крана пробково-
го типа:
а — поток жидкости
ким давлением идет
поток жидкости на _ _
от С к О; б — обратное на-
правление потоков _________
при повороте пробки крана на
жидкости
нагнетающей магистра-
__________________ __г__ ____, 4 клапан соединяется
с левым цилиндром. В представленном клапанном распреде-
Ли е полости, где находятся клапаны 6 и 9, соединены с на-
н ающей магистралью, а полости клапанов / и 10 — со сливной.
1 и повороте кулачкового валика кулачки 8, действуя на толка-
тели 7, поднимают пару клапанов, из которых один соединен с на-
н юШей магистралью, а другой — со сливной. Когда кулачковый
ик клапанного распределителя установлен в положение, пока-
69
занное на рис. 46, клапан 9 соединен с нагнетающей магистралью,
а клапан 1 соединен со сливной магистралью, тогда как клапаны
6 и 10 удерживаются в закрытом положении пружинами. Рабочая
жидкость из нагнетающей магистрали через отверстие 5 попадает
в корпус клапанного распределителя и через открытый клапан 9
по внутренним каналам поступает к отверстию 4 и далее по тру-
бопроводам к одной из полостей силового цилиндра. В то же время
Рис 46. Клапанный распределитель с кулачковым ва-
ликом:
1,6, 9 и 10 — тарельчатые клапаны; 2 и 5 — отверстия, веду-
щие в сливную и нагнетающую магистрали; 3 и 4 — отверстия,
ведущие к силовым цилиндрам; 7 — толкатель; .8 — кулачок
распределительного валика
жидкость из другой полости силового цилиндра, соединенной тру-
бопроводами с отверстием 3 клапанного распределителя, посту-
пает в корпус распределителя и через открытый клапан 1 — в слив-
ную магистраль системы.
Для изменения направления движения штока силового цилин-
дра необходимо кулачковый валик поставить в такое положение,
когда будут открыты клапаны 6 и 10, а клапаны 9 и 1 закрыты.
Тогда рабочая жидкость из нагнетающей магистрали через откры-
тый клапан 6 пойдет к отверстию 3 и далее по трубопроводу к си-
ловому цилиндру, а жидкость из другой полости цилиндра через
отверстие 4 и открытый клапан 10 пойдет в сливную магистраль.
Если установить кулачковый валик в такое положение, когда ку-
лачки не будут набегать на одну из двух пар клапанов, то все
клапаны будут закрыты и движения жидкости через распредели-
тель не будет. Это и будет соответствовать нейтральному положе-
нию рычага управления клапаном.
70
www.vokb-la.spb.ru - Самолёт своими руками?!
Уход за клапанными распределителями
Клапанный распределитель не требует особого обслуживания,
ме предохранения его от попадания посторонних частиц. При
всех периодических проверках и осмотрах следует тщательно
осмотреть и очистить все фильтры системы, для того чтобы
в обратные и предохранительные клапаны, а также в клапанные
распределители не могли попасть посторонние частицы, что при-
во ит к течи клапанов или повреждению их деталей. Клапанные
распределители также нужно проверять через регулярные проме-
жутки времени в соответствии с рекомендациями заводов, выпу-
скающих эти агрегаты. В промежутках между этими регулярными
проверками никакого особого ухода за клапанными распредели-
телями не требуется. Детали клапанного распределителя сма-
зываются автоматически той же рабочей жидкостью гидросистемы,
которая циркулирует через распределитель. При проверке клапан-
ного распределителя может быть обнаружено пропускание жидко-
сти через закрытый клапан. Вероятные причины и способы устра-
нения этого дефекта указаны в нижеследующей таблице.
Причина Способ устранения
Между клапаном и его седлом по- пала посторонняя частица. Повреждено нижнее сальниковое уплотнение. Нарушена регулировка клапана. Ось клапана сместилась по отно- шению к седлу. Повреждено седло клапана в ре- зультате попадания постороннего предмета. Открыть клапан и дать возможность рабочей жидкости проходить под дав- лением в системе через седло клапана. Заменить уплотнение. Отрегулировать клапан. Заменить клапан. Притереть клапан к седлу или заме- нить его.
Если появилась течь из-под регулировочной пробки клапана,
начит повреждена кольцевая прокладка. В этом случае надо
снять крышку и пробку и заменить кольцевую прокладку или
крышку. Течь в крышках редукционного и обратного клапанов
также может быть вызвана неисправностью прокладки или крышки,
я устранения течи эти детали нужно заменить.
Если кулачковый валик не устанавливается в промежуточное
положение (между закрытием и открытием клапанов), то скорее
всего причина заключается в том, что поломан или сместился сто-
порный палец; последний следует заменить.
И явление течи через задний шарнир валика указывает на ис-
правность сальникового уплотнения вследствие скручивания или
овреждения сальника; это также может произойти в результате по-
71
падания посторонних частиц между валиком и отверстием корпуса
Для устранения этой неисправности может потребоваться полная
разборка и промывка всего клапанного распределителя.
Те же причины могут вызвать течь жидкости через передний
шарнир валика. В этом случае сальниковое уплотнение (необходи-
мо заменить, а если окажется слишком большой зазор между ва-
ликом и корпусом, нужно заменить и валик.
Кроме этих, наиболее часто встречающихся неисправностей, су-
ществуют и другие. Причины таких неисправностей может обнару.
жить только опытный специалист, хорошо знающий принцип дей-
ствия и конструкцию клапанного распределителя.
Распределительные устройства золотникового типа
Четырехходовои золотниковый распределитель (называемый
также скользящим клапаном) состоит обычно из следующих дета-
лей: корпуса с четырьмя отверстиями и цилиндрического золотни-
ка с внутренним каналом
и двумя поршнями.
Три различных поло-
жения распределительно-
го устройства золотнико-
вого типа показаны на
рис. 47. На рис. 47, а ра-
бочая жидкость из нагне-
тающей магистрали под-
водится к отверстию 1 и,
войдя внутрь корпуса, об-
текает суженную часть
золотника 5, а затем вы-
ходит через отверстие 2
к силовому цилиндру.
В то же время рабочая
жидкость из другой поло-
сти силового цилин т.ра
поступает в корпус рас-
пределителя через отвер-
стия 3 и 4 и выходит в
сливную магистраль. Если
золотник переместить в
положение, показанное на
рис. 47,6, направление
потока рабочей жидкости
Рис. 47. Распределительное устройство золот-
никового типа к силовому цилиндру из-
меняется на обратное, при
этом поступающая под давлением в отверстие 1 рабочая жидкость
выходит к силовому цилиндру через отверстие 5, а из другой поло-
сти силового цилиндра жидкость поступает к отверстию 2, входит
72
www.vokb-Ia.spb.ru - Самолёт своими руками?!
в канал 6 золотника и через него и отверстие 4 возвращается в слив*
ную магистраль.
При положении золотника, показанном на рис. 47, в, нижние
отверстия перекрыты, и поток жидкости через золотниковый рас-
пределитель во всех направлениях прекращается.
Золотниковый распределитель в гидравлической системе открытого
типа с полным сбросом давления
Схема и описание самолетной гидравлической системы откры-
того типа с полным сбросом давления приведены в главе IV. Здесь
укажем лишь, что в этом типе гидравлической системы все рас-
пределительные краны и клапаны управления включены последо-
вательно в общий поток жидкости как в нагнетающей, так и в слив-
ной линиях.
Рис. 48. Золотниковый распределитель гидравлической системы
открытого типа; положение золотника при подаче жидкости к сило-
вому цилиндру:
1 — рычаг; 2 — ролик; 3 — кулачок; 4 — валик; 5 и 7 — регулировочный винт;
6 — скользящий золотник; 8 и 10 — регулировочный винт пружины перепуск-
ного клапана; 11 — пружина ролика
В гидравлических системах открытого типа, так же как и в
Других гидравлических системах, рабочая жидкость подастся че-
рез распределительный кран к одной полости силового цилиндра и
одновременно из другой его полости направляется через этот же
кран в сливную магистраль системы. Преимущество распредели-
тельного крана открытого типа заключается в том, что золотник
автоматически возвращается в нейтральное положение, когда пор-
шень в силовом цилиндре достигает конца своего рабочего хода.
При нейтральном положении золотника поток рабочей жидкости
от механического насоса направляется к резервуару.
Золотниковый распределительный кран открытого типа
(рис. 48—50) состоит из корпуса с четырьмя отверстиями, золот-
ника б, двух регулировочных винтов 5 и 7, двух перепускных кла-
73
панов 9, а также специального механизма, состоящего из ролика •>
с пружиной 11 и кулачкового устройства 3, соединенного с концов
штока золотника. Этот механизм служит для того, чтобы удержи
вать золотник в рабочем или нейтральном положении.
Рис. 50. Золотниковый распределитель гидравлической си-
стемы открытого типа; положение золотника при переходе из
крайнего правого положения в нейтральное
На рис. 48 золотник показан в одном из двух своих рабочих
положений. Он передвинут вручную вправо и удерживается в
этом положении с помощью пружинно-кулачкового механизма. Пря
таком положении золотника рабочая жидкость под давлением по-
ступает в отверстие А и, пройдя свободно через золотник к отвер-
стию D, выходит к одной из полостей силового цилиндра и пере-
двигает его поршень в одно из крайних положений. Жидкость, вы-
тесняемая при этом из другой полости силового цилиндра, подво-
74
www.vokb-la.spb.ru - Самолёт своими руками?!
я к отверстию В золотникового распределителя и по внутрен-
1йТ каналам выходит через отверстие С в сливную магистраль’.
йИ*рис. 49 соответствует нейтральному положению золотника.
r этом* положении золотник удерживается рычажным механизмом
пружиной и роликом, вошедшим во впадину кулачка При этом
СеНтральное отверстие в золотнике совпадает с каналом С в корпу-
се распределителя и рабочая жидкость течет свободно из нагне-
тающей в сливную магистраль.
Положение деталей распределителя, показанное на рис. 50, со-
ответствует моменту автоматического возвращения золотника из
крайнего правого положения в нейтральное. Когда поршень сило-
вого цилиндра достигнет конца рабочего хода, то гидравлическое
давление увеличится по сравнению с нормальным давлением как
в этой части цилиндра, так и в трубопроводе, идущем к золотни-
ковому распределителю. При определенном значении этого дав-
ления откроется перепускной шариковый клапан 9, момент откры-
тия которого регулируется специальным винтом 8, изменяющим
степень предварительного сжатия пружины, рабочая жидкость
пройдет через него в камеру справа от золотника и будет толкать
золотник влево. Как только отверстие Е золотника совпадет с ка-
налом F в корпусе распределителя, немедленно откроется свобод-
ный проход от впускного отверстия А к правому концу золотни-
ка, в результате чего давление рабочей жидкости еще более уско-
рит движение золотника влево, развив достаточное усилие для
того, чтобы отвести верхний конец рычага влево, поставив пру-
жинно-роликовый механизм в нейтральное положение. Ролик 2,
скатываясь во впадину кулачка 3, способствует движению верхне-
го конца рычага, а следовательно, и движению всего золотника
влево. При этом рабочая жидкость, заполняющая левую часть кор-
пуса распределителя, вытесняется через канал И к отверстию С
и через него уходит в сливную магистраль.
Особенностью такой конструкции золотникового распределителя
является то, что здесь исключается возможность перехода золот-
ника по инерции за нейтральное положение к левому рабочему по-
ложению. Это достигается следующим: во-первых, кулачковый пру-
жинно-роликовый механизм удерживает золотник в нейтральном
положении, когда ролик находится во впадине кулачка, и, во-вто-
Рых, когда золотник достигнет нейтрального положения, он за-
кроет канал Н и рабочая жидкость, вытесняемая движением зо-
лотника из камеры К, сможет проходить только через отверстие,
Регулируемое калибровочным винтом 5, что будет дросселировать
поток Жидкости и задержит ход золотника влево. Поэтому при
подходе к нейтральному положению золотник будет двигаться вле-
Во замедленно и, пройдя немного дальше нейтрального положения,
Под ли золотник передвинуть вправо, то жидкость под давлением будет
Налы ТЬСЯ ЧеРез золотник к отверстию В, а через отверстие D, внутренние ка-
и отверстие С уходить в сливную магистраль — Прим ред.
75
точно возвратится к нему под действием прркинно-роликового ме. I
ханизма. Тщательная регулировка калибровочных винтов очень
важна. Так, например, если один из винтов завернуть полностью!
до отказа, то золотник, возвращаясь в нейтральное положение, вы-
зовет гидравлический удар в замкнутом объеме несжимаемой жид-
кости, что может привести к поломке деталей золотникового рас-
пределителя. Если при этом вывернуть другой калибровочный винт
слишком много, золотник не сможет преодолеть сопротивления ры-
чага, замкнутого пружиной и роликом. В этом случае давление
жидкости поднимет шарик перепускного клапана, и жидкость, вме-
сто того чтобы поступать в пространство за правым концом золот-
ника и тем самым способствовать его движению влево, потечет
через правый калибровочный винт и отверстие С в сливную маги-
страль.
Если бы золотник находился в левом рабочем положении, то
все действия были бы обратными.
Обслуживание и ремонт золотникового распределителя
гидравлической системы открытого типа с полным
сбросом давления
Золотниковый распределитель такого типа настолько прост по
конструкции, что при нормальных условиях эксплуатации едва ли
возникнет необходимость в его разборке и ремонте. Это произво-
дится лишь после длительной его работы, но даже и в этом случае
требуется обычно лишь заменить сальниковое уплотнение золот-
никового штока.
Пока золотниковый распределитель работает удовлетворитель-
но, его не надо трогать, как бы долго он ни эксплуатировался. Кон-
струкция основных его деталей такова, что их отказ в работе или
поломка вряд ли возможны. Поэтому нарушать регулировку кла-
пана не следует до тех пор, пока не возникнет необходимость его
капитального ремонта.
Переборка распределителя может выполняться только в ре-
монтной мастерской, в которой есть специальное оборудование для
ремонта и испытания золотниковых (распределителей такого типа.
Распределительные золотники с электромагнитным
управлением
Проволочная спираль, по которой пропускают постоянный элек-
трический ток, приобретает свойства магнита. Благодаря этому
свойству подобные спирали можно использовать для приведения
в действие различных механизмов. Если внутрь такой спирали—•
соленоида поместить стержень из мягкого железа, то соленоид ста-
нет электромагнитом, а стержень — сердечником электромагнита.
Магнитные силы стремятся втянуть стержень внутрь спиральной
76
www.vokb-la.spb.ru - Самолёт своими руками?!
ушки. Подвижной сердечник такого рода с помощью соответ-
К вуюшей передачи можно использовать для выполнения различ-
ных, чисто механических, функций.
Электромагнит делается с разъемным сердечником. Одна часть
гепдечника неподвижно закрепляется внутри катушки, а другая
может свободно передвигаться.
В нормальном положении обе части сердечника разделены пру-
жиной. Когда через катушку электромагнита проходит электриче-
ский ток, неподвижная
часть сердечника при-
обретает полярность,
Противоположную той,
которая образуется на
смежном конце по-
движной части сердеч-
ника, и будет притяги-
вать к себе подвижную
часть. Получающееся
при этом линейное дви-
жение подвижной ча-
сти сердечника может
быть передано другим
деталям агрегата. Пре-
Рис. 51. Золотниковый распределитель с элек-
тромагнитным управлением:
I — электромагнит; 2 — золотник; 3 — пружина; 4 — уп-
лотнения; 5 — сердечник; 6 — штепсельный разъем
имущество примене-
ния электромагнитного
управления заключает-
ся в том, что электро-
магнит можно устано-
вить в любом месте на самолете непосредственно у соответствую-
щего агрегата и приводить его в действие переключением электри-
ческого тока из кабины летчика.
Наиболее часто электромагниты применяются для разного рода
выключателей и прерывателей тока, в распределительных устрой-
ствах и других механизмах.
На рис. 51 показан золотниковый распределитель с электромаг-
нитным управлением. Он приводится в действие при помощи элек-
тромагнита 1. Деталь, соединенная с подвижной частью сердеч-
ника 5, иногда называется плунжером электромагнита. Золотник 2
распределителя открывает проток жидкости, когда в катушку со-
леноида поступает ток, и закрывает при выключении тока.
Такие золотниковые распределители применяются в тех слу-
чаях, когда их можно поместить близко к силовым цилиндрам и
благодаря этому избежать длинных трубопроводов, неизбежных
в тех случаях, когда распределительные золотники устанавливают-
ся в кабине летчика и управляются им непосредственно.
Электромагнитный дистанционный способ управления по срав-
нению с механическим имеет преимущество в отношении экономии
еса и места, так как он устраняет необходимость в тросах, направ-
77
ляющих роликах и трубках, рычагах, тягах и тому подобных де-
талях, используемых при механическом управлении на расстоянии.
Кроме того, значительно облегчаются монтаж деталей ‘Системы*
управления и уход за ней. Недостатком электромагнитной системы
управления является то, что при ее применении обычно приходится
иметь резервный способ включения золотникового распределителя
на случай отказа электросистемы. Обычно это достигается тем, что
распределитель устанавливают на самолете в месте, доступном для
одного из членов экипажа для включения вручную. Если электри-
ческая система самолета оборудована резервным источником элек-
тропитания, то в таких конструкциях нет надобности прибегать
к ручному управлению распределителем.
www.vokb-la.spb.ru - Самолёт своими руками?!
Глава III
ПРЕДОХРАНИТЕЛЬНЫЕ И РЕДУКЦИОННЫЕ КЛАПАНЫ
И УСТРОЙСТВА
РЕГУЛЯТОРЫ ДАВЛЕНИЯ
Назначение
Главным назначением регулятора давления является разгруз-
ка насоса от избыточного давления жидкости. Когда давление в
самолетной гидросистеме достигнет заранее предусмотренной мак-
симальной величины, регулятор давления откроется и пропустит
жидкость в резервуар. Как только давление в гидросистеме сни-
зится до определенной величины, регулятор давления закроется и
направит поток жидкости, создаваемый насосом, в гидравлическую
систему. Действие регулятора давления автоматическое.
Диапазон давления
Разница между максимальной и минимальной величиной дав-
ления, на которое регулируется открытие и закрытие регулятора
Давления, достигает часто 20 %! от давления, предусмотренного
конструкцией. Например, если самолетная гидравлическая систе-
ма спроектирована с расчетом работы при давлении 70 кг! см2, то
регулятор давления открывается при этом же давлении в системе,
а закрывается при давлении около 57 кг! см2. Это -не является стан-
дартом, и есть самолеты, на которых регулятор давления закры-
вается при давлении в системе 185 ке/с.м2, а открывается при
217 кг!см\
Применение
Регуляторы давления в основном являются пружинными кла-
панами. Они служат для выполнения тех же функций, что и пре-
Д хранительные или редукционные клапаны, т. е. для того, чтобы
79
предотвратить повышение давления в гидравлической систем^ ’
сверх определенного, заранее установленного уровня. Чтобы уде
жать давление в нагнетающей магистрали на установленном м к
симуме, регулятор при превышении этого давления направляет ра.
бочую жидкость в сливную магистраль, ведущую к резервуар\
Клапаны такого типа часто применяются в тех случаях, когда .не
обходимо продолжительное время перепускать рабочую жидкость,
например в гидравлической системе автопилота.
В такой системе последовательно с регулятором давления дл
большей надежности ставится предохранительный клапан. Если в
• гидравлической системе установлены оба эти агрегата, предохр -
нительный клапан всегда регулируется на величину давления
большую, чем у регулятора давления. Таким образом, разгрузоч
ный клапан является специальным типом регулятора давления.
Регулятор давления разгрузочного типа1
Регулятор давления разгрузочного типа показан на рис. 52. Он
состоит из корпуса с тремя отверстиями А, В и С, поршня 1 с тол
кателем 6, пружины 2 и двух шариковых обратных клапанов 3 и 5.
Следует отметить, что клапан 3 установлен на перепускной линии
от Л кВ2 *.
Когда регулятор давления находится в положении, показанном
на рис. 52, о, шарик обратного клапана 5 закрывает отверсти
гнезда 4, а поршень 1 прижимается вниз пружиной 2. Рабочая
жидкость, подаваемая механическим насосом через отверстие А
проходит по наружному трубопроводу через обратный клапан 3 к
отверстию В, и в то же время она плотно прижимает к седлу шарик
клапана 5. Одновременно давление в канале В, действуя на пор-
шень снизу, стремится поднять его и открыть клапан 5.
Для того чтобы лучше понять действие такого регулятора дав
ления, рассмотрим его работу на конкретном примере. Так, напри-
мер, приняв площадь гнезда шарика около 2,2 см2, площадь попе- .
речного сечения поршня 6,5 см2, давление в гидросистеме 42,5 кг/см9
и усилие пружины около 270 кг, получим, что шарик будет удер
живать в гнезде сила 2,2X42,5=93 кг. Если к этой силе приб -
вить силу упругости пружины, то суммарная сила, .направленн. я
вниз, будет 93 + 270 = 363 кг. Но одновременно давление рабочей
жидкости гидросистемы воздействует на поршень снизу, создавая
силу, направленную вверх, равную 6,5X42,5=275 кг. Разность этих
сил даст силу, равную 363—275=88 кг и направленную вниз. Если
увеличить давление в гидросистеме до 55 кг!см2, то, произведя ана-
1 Применяемая в данном переводе терминология по мере возможности со-
гласована с терминологией книги проф. Башта Т. М. Расчеты и конструкции
самолетных гидравлических устройств Оборонгиз, М., 1961.— Прим, /герев.
2 Поскольку клапан 3 включен в нагнетающую магистраль, относить его
к регулятору не совсем правильно.— Прим. ред.
80
www.vokbla.spb.ru - Самолёт своими руками?!
ичные расчеты, можно убедиться в том, что результирующая
сила уменьшится до 30 кг, но будет также направлена вниз. При
гВеличении давления в гидросистеме до 64 кг! см2 эта результирую-
щая сила будет равна 5 кг и направлена не вниз, а вверх.
Следовательно, если в первых двух случаях шарик обратного
клапана 5 остается прижатым к гнезду, то в последнем случае пор-
шень, двигаясь вверх, поднимает его своим толкателем из гнезда,
Рис. 52. Регулятор давления разгрузочного типа:
а — общий вид регулятора в разрезе; б — клапан регулятора
в открытом положении
и рабочая жидкость, подаваемая насосом, сможет свободно про-
текать через клапан 5 и соединительное отверстие 4 в корпус ре-
гулятора, а из него через отверстие С возвращаться в резервуар
(рис. 52, б).
Как только обратный клапан 5 откроется, давление в верхней
части трубопровода упадет и клапан 3 на трубопроводе закроется,
не давая упасть давлению в нижней части трубопровода, благодаря
чему клапан 5 будет удерживаться открытым и насос будет рабо-
тать без нагрузки.
Давление в системе ’, преодолевая силу пружины, будет дер-
жать регулятор открытым до тех .пор, пока это давление по какой-
Либо причине2 не упадет ниже величины, достаточной для того,
* За клапаном 3.— Прим. ред.
Такой причиной может быть вступление в работу какого-либо гидро-
ройства.— Прим. ред.
ч Э. Чэпел, Р, Д Бент, Дж Л. Маккинли 61
чтобы удерживать пружину в сжатом состоянии. Когда давление
упадет до этого значения, пружина снова опустит поршень вниз
обратный клапан 5 закроется и поток жидкости пойдет по трубо’
проводу.
Такой регулятор нельзя разбирать без применения специаль-
ного пресса, так как пружина в собранном регуляторе находится
под нагрузкой. Поэтому при разборке и снятии верхней крышки
надо зажимать регулятор в прессе, иначе можно поранить находя-
щихся поблизости людей или повредить сам регулятор.
Регулятор давления механического типа
На рис. 53 показан общий вид регулятора давления механиче-
ского типа, а на рис. 54 — схема его работы.
Направление потока жидкости, проходящей через регулятор,
определяется положением разгрузочного золотника (перепускного
клапана), приводимого в движение кулачковым механизмом, уста-
новленным в самом регуляторе. Отверстие А соединено с механи-
ческим насосом, отверстие В — со сливной магистралью, а отвер-
стие С — с находящейся под давлением главной магистралью си-
стемы. Цилиндр /, в который поступает рабочая жидкость под те,м
же давлением, что и в системе, имеет поршень 2, отжимаемый пру-
жиной 4, прикрепленной к корпусу регулятора. В корпусе регу-
лятора находится также разгрузочный золотник 6, приводимый в
Рис. 53. Общий вид регулятора давления
механического типа
действие кулачковым рычагом 8 через тягу /3, и пружинно-роли-
ковый механизм 9 с пружиной 10 и регулировочным винтом //•
Тяга 13 соединяется с разгрузочным золотником при помощи паль-
ца, заходящего в удлиненную прорезь в штоке разгрузочного зо-
лотника. Такое устройство дает возможность изменять положение
разгрузочного золотника только при относительно больших пере-
мещениях кулачкового рычага.
82
www.vokb-la.spb.ru - Самолёт своими руками?!
рабочая жидкость, поступающая через отверстие А, по наруж-
, трубопроводу идет к обратному клапану 72, поступает через
Н \ в главную магистраль системы и одновременно выходит че-
п!з отверстие С в цилиндр 7.
Р р[ри повышении давления в системе сверх уровня, на который
трегулирована пружина 4 1, поршень 2 передвинется вправо, сжи-
я пружину, причем имеющийся на штоке поршня фланец 5, за-
х яший в прорезь кулачкового рычага 8, повернет этот рычаг в
управлении по часовой стрелке, в результате чего разгрузочный
Рис. 54. Схема работы регулятора давления механического
типа:
/ — цилиндр; 2 — поршень; 3 — фланец штока поршня; 4 — пружина.
5 — регулировочный винт; 6 — разгрузочный золотник; 7 — стопорный
шарик; 8—кулачковый рычаг; 9— пружинно роликовый механизм;
10— пружина кулачка; //-—регулировочный винт пружинно роликового
механизма; 12 — обратный клапан; 13 — соединительная тяга; Л — по-
ступление жидкости от насоса; В — отверстие в сливную магистраль;
С — выход жидкости в главную магистраль системы
золотник 6 также передвинется вправо. При таком положении раз-
грузочного золотника рабочая жидкость проходит через него сво-
бодно и через отверстие В поступает в сливную магистраль, осво-
бождая таким образом насос от нагрузки.
В нижней части кулачкового рычага имеется специальный вы-
ступ, по которому скользит ролик пружинно-роликового механиз-
ма 9. При движении кулачкового рычага вправо выступ его отво-
дит сначала ролик в левую сторону, сжимая пружину 10, а затем
ролик под действием этой же пружины будет скользить по дру-
гой наклонной стороне выступа, фиксируя кулачковый рычаг в этом
положении.
Действующее на поршень 2 давление в главной магистрали си-
стемы удерживается обратным клапаном 72. Если это давление
в системе по какой-либо причине упадет, то под действием пру-
жины 4, нажимающей на фланец 5, кулачковый рычаг повернется
_ 1 Обычно пружина 4 регулируется на давление, превышающее на 7—
и кг/сл12 нормальное рабочее давление в системе.— Прим. ред.
6* 83
против часовой стрелки, а разгрузочный золотник 6 перемести ся
влево и закроет доступ жидкости в сливную магистраль. О нако
незначительное изменение давления в системе не может вызвать
движения разгрузочного золотника, так как стопорный шарик 7
удерживает поршень золотника 6 в открытом положении до тех
пор, пока кулачок не пройдет некоторое расстояние за счет свобод-
ного хода пальца в прорези штока разгрузочного золотника.
При движении кулачкового рычага против часовой стрелки ро-
лик 9, прижимаемый пружиной 10, снова огибает выступ кулачка
и фиксирует его в крайнем положении. Разность давлений, соот-
ветствующих моментам включения и выключения насоса, обеспечи-
вается конструкцией регулятора.
Обслуживание регулятора давления механического типа
Для того чтобы изменить давление, при котором срабатывает
регулятор, надо повернуть регулировочный винт 5 (рис. 54), конец
которого выведен наружу. Если регулятор медленно реагирует на
изменения давления, надо вращать регулировочный винт 11 пру-
жины 10 до тех пор, пока действие регулятора не станет достаточ-
но быстрым.
Если включение и выключение насоса регулятором происходит
медленно, то надо проверить обратный клапан 12. При полной ис-
правности клапана этот дефект может быть вызван пропуском
уплотнений на поршне 2.
При наличии в регуляторе сливных отверстий они располагают-
ся в донной части корпуса.
Конструкция и действие регулятора давления золотникового типа
(автомата разгрузки насоса)
Схема регулятора давления золотникового типа показана на
рис. 55 и 56.
Четыре отверстия в корпусе регулятора, показанные на рис. 55,
соединяются соответственно: отверстие А — с механическим насо-
сом; отверстие В — с нагнетающей линией гидросистемы; отвер-
стия С и D — со сливной магистралью (резервуаром). В данной
модели регулятора отверстие D является одновременно дренаж-
ным, в других моделях внутренний дренаж осуществляется через
отверстие С. Внутри корпуса находятся управляющий золотник 2,
разгрузочный золотник 5 и управляемый золотник 61. Положение
этих золотников определяет направление потока рабочей жидкости
по каналам, просверленным внутри корпуса.
1 Золотник такого рода часто называют также плавающим.— Прим. ред.
84
www.vokb-Ia.spb.ru
Самолёт своими руками
Положение регулятора, показан-
е на рис. 55, соответствует мо-
нт , когда насос включен в си-
ему и рабочая жидкость, поступа-
ющая в регулятор от механического
насоса, открывает обратный кла-
пан 4 и проходит в систему.
О повременно рабочая жидкость,
богнув разгрузочный золотник 5,
проходит по внутренним канатам
в корпусе регулятора к средней вы-
точке управляющего золотника 2,
а оттуда к правому торцу управ-
ляемого золотника 6 и передвигает
Рис. 55. Регулятор давления зо-
лотникового типа; положение
первое
его влево.
Это дает возможность потоку
жидкости пройти по внутреннему
каналу к левому торцу разгрузочно-
го золотника 5, что помогает пру-
жине удерживать этот золотник в закрытом положении. После того
как давление в гидросистеме повысится настолько, что оно преодо-
леет сопротивление пружины 1, поршень 3 переместит управляющий
золотник 2 в верхнее положение, как это показано на рис. 56.
В этом положении регулятора рабочая жидкость пройдет через
выточку, имеющуюся в средней части управляющего золотника, а
е
Рис. 56. Регулятор давления
золотникового типа; положение
второе:
~ пружина; 2 — управляющий зо-
лотник, 3 — плунжер; 4 — обратный
"Лапан; 5 — разгрузочный золотник;
Управляемый золотник; А — от-
ерстие к механическому насосу;
~ к нагнетающей линии гидро-
"Стемы, С и D — к сливной маги-
страли
также через внутренние каналы и
подойдет к левому торцу управляе-
мого золотника 6. Жидкость, нахо-
дящаяся за правым торцом этого
золотника, будет отведена через ка-
налы внутри управляющего золот-
ника и отверстие D в сливную ма-
гистраль (к резервуару).
Под действием давления жидко-
сти золотник 6 передвинется вправо,
и жидкость, подошедшая к сред-
ней выточке этого золотника, прой-
дет через внутренние каналы к пра-
вому торцу разгрузочного золот-
ника. Так как пространство за его
левым торцом в это время сооб-
щится через левую выточку управ-
ляемого золотника и отверстие D со
сливной магистралью, то разгрузоч-
ный золотник 5 передвинется влево,
и поток жидкости, создаваемый на-
сосом, будет поступать через ко-
нусную и утонченную часть разгру-
85
зочного золотника в сливную магистраль к резервуару, и насос от-
ключится от системы,
В это время обратный клапан 4 под действием пружины закры-
вается и удерживает давление рабочей жидкости в системе и у
нижнего торца поршня управляющего золотника регулятора. Такое
положение деталей регулятора сохраняется до тех пор, пока дав-
ление в системе не упадет. При действии какого-либо самолетного
механизма, работающего от гидропривода, гидравлическое давле-
ние в системе понизится и не сможет удерживать управляющий зо-
лотник в верхнем положении, так как пружина 1 регулятора ото-
жмет его вниз. Тогда золотники 5 и 6 перейдут в положение, ука-
занное на рис. 55, и цикл включения насоса повторится снова.
Обслуживание регулятора давления золотникового типа
Рабочее давление такого регулятора можно регулировать за-
меной пружины /, для чего отвинчивается специальная крышка и
пружина вынимается из регулятора. Когда крышка снова ставится
на место, ее надо плотно затянуть.
Если регулятор не обеспечивает давления в системе, это зна-
чит, что поломана пружина 1 или заклинился один из золотни-
ков 5 или 6. Сломанную пружину заменяют; если пружина
исправна, надо вынуть золотники и проверить их состояние.
Исправные золотники промывают чистой рабочей жидкостью той
же марки, какая залита в систему, и устанавливают на место,
соблюдая осторожность, чтобы не допустить попадания в регулятор
даже самых мельчайших посторонних частиц, так как это может
привести к заклиниванию золотника.
Если обратный клапан 4 «вибрирует» и не может поддержи-
вать давление в системе, надо проверить, нет ли где-либо течи,
а затем уже проверять правильность посадки клапана в гнезде.
Другой причиной ©того дефекта может быть пропуск жидкости че-
рез поршень управляющего золотника.
Действие регулятора давления золотникового типа
как разгрузочного клапана в комбинированной гидравлической
системе открытого типа и с постоянным высоким давлением *
Регулятор давления золотникового типа в самолетной гидрав-
лической системе может действовать как разгрузочный клапан.
Этот частный случай рассмотрен ниже.
Разгрузочный клапан служит для зарядки аккумулятора и
является регулятором давления в том случае, когда насос с при-
водом от двигателя обеспечивает рабочей жидкостью всю гидрав-
лическую систему через линию системы открытого типа. Когда
1 Подробное описание этих систем дано в главе IV.— Прим. ред.
86
www.vokb-la.spb.ru - Самолёт своими руками?!
минимальное давление в аккумуля-
торе упадет до величины 60 кг/см2
(±3,5 кг/см2), разгрузочный клапан
направляет поток рабочей жидкости
из системы открытого типа к аккуму-
ляторам. При повышении давления
до 75 кг/см2 (±3,5 кг/см2) клапан вы-
ключается и прекращает зарядку
аккумулятора. Приведенные выше
цифровые величины давления отно-
сятся только к определенному типу
системы, а сведения, изложенные
ниже, могут быть отнесены к системе,
соединяющей в себе черты системы
Рис. 57. Регулятор давления
золотникового типа; момент
начала работы насоса
открытого типа с характерными черта-
ми системы с постоянным высоким
давлением.
На рис. 57—59 показаны различные
положения регулятора давления золотникового типа. Отверстие А
служит для зарядки аккумулятора; через отверстие В жидкость
под давлением входит в регулятор; отверстие С соединяется через
распределительный кран со сливной линией к резервуару, а отвер-
стие D служит спускным отверстием в сливную магистраль тормоз-
ного резервуара.
Положение деталей в момент начала работы насоса показано
на рис. 57. Давление жидкости, поступающей от насоса через от-
верстие В, передается немедленно по каналу Е к кольцевой ка-
Рис 58. Регулятор давления золотнико-
вого типа; момент начала зарядки ак-
кумулятора
навке вокруг разгрузочного зо-
лотника 5; далее по внутрен-
ним каналам к правому концу
золотника 6 и передвигает
этот золотник влево, как пока-
зано на рисунке, при этом
жидкость с левой стороны зо-
лотника 6 вытесняется через
специальный канал корпуса к
сливному отверстию D. Дви-
жение золотника 6 влево от-
крывает для гидравлического
давления доступ от отвер-
стия В к левому концу разгру-
зочного золотника 5. Это дав-
ление помогает пружине удер-
живать золотник 5 в крайнем
правом положении. Обратный
клапан 4 удерживается пру-
жиной в закрытом положе-
нии.
87
На рис. 58 показано положение деталей в момент начала За.
рядки аккумулятора, когда вследствие увеличения давления от-
крывается обратный клапан 4 и начинается зарядка аккумулятора
через отверстие А Одновременно через узкий, калиброванный ка-
нал К давление жидкости передается в камеру F, где оно всегда
поддерживается таким же, как и в аккумуляторе. При увеличении
Рис. 59. Регулятор давления золотнико-
вого типа; момент разгрузки насоса
дено к левому концу золотника
этого давления плунжер з
управляющего золотника на-
чинает постепенно двигаться
вверх, сжимая пружину регу-.
лятора.
Положение деталей, соот-
ветствующее моменту разгруз-
ки насоса, показано на рис. 59.
Площадь головки плунжера 3
по отношению к усилию, соз-
даваемому пружиной регуля-
тора, рассчитана таким обра-
зом, что при достижении в ак-
кумуляторе и в камере /’'давле-
ния 75 кг{см1 2 (±3,5 кг] см2)*,
золотник 2 поднимается на-
столько, что сообщит между
собой другие каналы корпуса,
как показано на этом рисунке.
Таким образом, гидравличе-
ское давление будет подве-
6 и передвинет этот золотник
вправо, причем жидкость, находящаяся в канале с другой стороны
золотника, будет вытеснена через каналы внутри золотника 2
к сливному отверстию D. Измененное положение золотника 6 по-
зволяет передать давление от отверстия В к правому концу разгру-
зочного золотника 5 и передвинет этот золотник влево, сжимая
пружину; жидкость, находящаяся с левой стороны золотника, бу-
дет при этом вытеснена по внутреннему каналу также в отвер-
стие D. При движении разгрузочного золотника влево он откроет
проход для жидкости от отверстия В через канал Е к отверстию С,
откуда жидкость через распределительный кран системы откры-
того типа возвратится в резервуар. Когда выпускное отверстие С,
ведущее в возвратную линию к резервуару, открыто, давление в
нагнетающей линии падает, а давление в аккумуляторе сохраняется
благодаря тому, что обратный клапан закрыт.
Разгрузочный золотник 5 фактически действует так же, как
предохранительный (перепускной) клапан. Требуется очень незна-
чительное давление, чтобы удерживать этот золотник в крайнем
1 Для какой-то конкретной системы. Для других систем давление будет
другим.— Прим. ред.
88
www.vokb-la.spb.ru - Самолёт своими руками?!
Левом положении, при котором жидкость, входящая под давле-
нием через отверстие В, свободно проходит к отверстию С и далее
к сливной магистрали в резервуар. Если поток жидкости через
отверстие В прекратится, пружина подвинет золотник 5 вправо и
перекроет проход для жидкости от отверстия В к С.
При выходе рабочей жидкости из аккумулятора и падении
в нем давления падает также давление в камере F и пружина /
регулятора отжимает золотник 3 вниз. При снижении давления
в аккумуляторе до 60 кг/см2 (±3,5 кг/см2) операция зарядки ак-
кумулятора повторяется снова.
С целью уменьшения противодавления в сливных каналах, ко-
торое могло бы замедлить действие золотников, отверстие D со-
единяется не с главным резервуаром, а со сливной магистралью
резервуара тормозной системы. На этой линии нет фильтра, кото-
рый в случае загрязнения может быть причиной образования про-
тиводавления и задержки разгрузочного золотника 5 в нерабочем
состоянии.
Особенности действия разгрузочных клапанов
Прежде чем перейти к рассмотрению неисправностей разгру-
зочных клапанов и способов их устранения, необходимо подчерк-
нуть некоторые особенности их действия. Разгрузочный клапан —
это специальный тип регулятора давления, являющийся частью
аккумуляторной системы. Установка его преследует две цели:
1) направить поток рабочей жидкости в аккумулятор и поддер-
живать в нем давление в установленных пределах; 2) полностью
разгрузить насос и направить поток жидкости обратно в резер-
вуар.
Клапан начинает разгружать аккумуляторную систему с того
момента, когда давление в этой системе упадет до нижнего пре-
дела установленного диапазона давлений. При верхнем пределе
этого диапазона клапан перепускает обратно в резервуар весь по-
ток жидкости, создаваемый насосом.
В самолетных гидравлических системах находит применение
несколько типов разгрузочных клапанов. Некоторые из них позво-
ляют регулировку, а некоторые не регулируются совсем. Некото-
рые модели представляют собой самостоятельный агрегат, другие
же являются просто регуляторами давления, превращенными
в разгрузочный клапан путем добавления обратного клапана
в перепускной линии регулятора.
Роль дросселирования жидкости
Дросселирование потока жидкости в канале К, ведущем в ка-
меру F (рис. 58), предотвращает влияние колебаний давления
в аккумуляторной системе на положение управляющего золот-
ника, благодаря чему разгрузочный золотник предохраняется от
89
беспорядочных движений. Подобное же дросселирование потока
в каналах корпуса, ведущих к золотнику 6, замедляет, движение
золотника и предохраняет его от поломки.
Подготовка разгрузочного клапана к работе
Правильность установки трубопровода проверяется путем срав-
нения со схемой данной гидросистемы, приведенной в руково/ т-
вах, справочниках или чертежах. Особенно тщательно надо пр< -
верить разгрузочный трубопровод, через который поток жидкости
идет в резервуар. В трубопроводе и его соединениях не долж о
быть никаких посторонних препятствий движению потока жидко-
сти, для того чтобы противодавление в нем не превышало
1,4 кг/см2 (для конструкции разгрузочного клапана, показанной
на рис. 55). Весьма важно, чтобы рабочая жидкость гидравличе-
ской системы была абсолютист чистой и не содержала никаких по-
сторонних частиц. В том случае если на деталях клапана будут
обнаружены следы действия абразивных частиц, необходимо
слить всю жидкость из гидросистемы и заправить ее снова чистой
рабочей жидкостью.
Проверка и ремонт
Перед проверкой состояния разгрузочного клапана его детали
тщательно промывают жидкостью специального состава. Если ра-
бочая жидкость имеет минеральную основу, для промывки можно
использовать состав, содержащий минеральное масло. После про-
мывки приступают к проверке состояния деталей.
Золотники должны свободно двигаться в своих гнездах. Если
движение их затруднено, надо проверить, не попали ли на них
грязь, волокна и т. п., что обычно является причиной неисправно-
сти агрегата. Возможность заклинивания золотников можно
предотвратить, залив чистую рабочую жидкость и несколько раз
переместив золотники взад и вперед в их гнездах. Если после
очистки золотники все же двигаются недостаточно свободно, их
можно слегка отполировать крокусной шкуркой *, после чего тща-
тельно промыть и снова установить в гнезда.
Обратный клапан 4 должен входить в гнездо свободно, а само
гнездо должно быть совершенно исправным. В случае необходи-
мости клапан можно притереть к гнезду, используя для этого спе-
циальные притирочные составы2. Перед постановкой клапана на
место его следует тщательно промыть, удалив с него все абразив-
ные частицы.
* Крокус — окись железа в виде порошка, применяющаяся для полировки
стекла и металлов.— Прим, перев.
2 В СССР для этой цели применяются специальные притирочные пасты, на-
пример для притирки гнезд клапанов применяется паста ГОИ.— Прим, перев.
90
www.vokb-la.spb.ru - Самолёт своими руками?!
Необходимо также проверить, свободно ли движется поршень
управляющего золотника в своем гнезде и нет ли деформации или
потери упругости пружины. Неисправные пружины заменяются.
Тщательно 'проверить, не засорены ли каналы, просверленные
внутри корпуса клапана, и при необходимости их прочистить. Все
уплотнительные прокладки должны быть заменены новыми.
у Перед сборкой все детали агрегата должны быть промыты со-
ответствующим очистительным раствором и после этого еще раз
чистой рабочей жидкостью.
В нижеследующей таблице приведены обобщенные сведения
0 неисправностях клапана, их причинах и способах устранения.
Неисправность Причина Способ устранения
Разгрузочный клапан не обеспечивает зарядки аккумулятора, о Клапан не направляет поток от насоса в слив- ную магистраль. Показания манометра при включении и выклю- чении золотника неустой- чивы. ч. Клапан вибрирует или Дает сильную течь. Клапан не держит Давления в аккумулято- ре, хотя в остальной си- стеме течи нет. Разгрузочный клапан заклинился в положении «Открыто» в сливную магистраль (к резервуа- ру). Сломана пружина управляющего золот- ника. Золотники заклини- лись в гнездах (рис. 58). Перетянута пробка при попытке устранить течь жидкости, вследствие чего повреждено гнездо и заклинился управляю- щий золотник или его поршень. Частично заклинива- ются золотники в гнез- дах. Золотники повреж- дены и по краям обра- зовались заусенцы. Перетянуты пробки при попытке устранить течь жидкости. При этом повреждено гнездо и заклинились управля- ющий золотник и его поршень. Поршень управляюще- го золотника пропускает жидкость. Обратный клапан про- пускает жидкость. Разобрать клапан и про- верить действие внутренних деталей. Золотники должны двигаться в гнездах сво- бодно. Если надо, заменить пружины. Разобрать золотники, про- верить их и очистить. Вывернуть пробку и за- вернуть снова. При полной затяжке пробки снаружи должны быть видны не бо- лее двух ниток резьбы. Если необходимо, заменить пробку. Разобрать клапан; прове- рить его и очистить. Осто- рожно прошлифовать зо- лотники и удалить все за- усенцы, стараясь не повре- дить острые края поясков. Способ устранения тот же, что и в предыдущем пункте. Отсоединить сливную ма- гистраль и проверить от- сутствие течи, не спуская давления в аккумуляторе, но выключив насос. При тех же условиях от- соединить нагнетающую ма- гистраль и проверить, нет ли течи. При обнаружении течи снять разгрузочный клапан и притереть его или заменить обратный клапан.
91
Испытание в действии
На рис. 60 показана схема установки для испытания разг у.
зочного клапана, на которой виден порядок включения этого кла-
пана с другими агрегатами. При открытых вентилях 1 и 4 цир у.
ляция жидкости в этой схеме составляет около 11 л/мин. Если за
крыть вентиль 4 и наблюдать показания манометра 3 аккумуля
Рис. 60. Схема установки для испытания разгрузочного кла-
пана:
А и С — трубопроводы к резервуару; В — трубопровод от насоса испы-
тательного стенда. Предварительная зарядка аккумулятора воздухом до
заполнения жидкостью должна быть 42,6 кг см2
тора,— в рассмотренной выше системе разгрузочный клапан 5
должен выключиться при давлении около 75 кг{см2 (±3,5 кг!см2)1
Во время зарядки аккумулятора 6 нормальное количество посту-
пающей жидкости составляет 400 см3{мин.
Медленно открывают вентиль 4 и наблюдают за падением дав-
ления по манометру 3. Разгрузочный клапан для данной системы
должен включиться при давлении 60 кг/см2 (±3,5 кг/см2). Вен-
тиль 4 должен быть так отрегулирован, чтобы включение и вы-
ключение происходило автоматически. В ходе испытаний нео! хо
димо, чтобы клапан сработал не менее 25 раз. Затем необходим
закрыть вентиль 4 и дроссельный кран 1 и не открывать их до тех
пор, пока давление на манометре 2 не поднимется до величины
75 кг}см2. После этого снова отрегулировать вентиль 4 так, чтобы
включение и выключение происходило автоматически. Давления
в это время должны -быть такими же, как были указаны выше,
т. е. 75 кг!см2 — для выключения и 60 кг! см2 (±3,5 кг/см2) —для
включения клапана. Эту операцию надо повторить, используя об-
ратные давления 53 и 36 кг, см2.
1 Величины давлений и другие приведенные ниже данные относятся к кон-
кретной гидросистеме с разгрузочным клапаном фирмы Виккерс.— Прим, р
92
www.vokb-la.spb.ru - Самолёт своими руками?!
Продолжают испытание с вентилем 4, отрегулированным на
автоматическое включение и выключение клапана. При этом испы-
тании клапан должен сработать по крайней мере 25 раз при
циркуляции потока жидкости около 38 л/мин.
Для того чтобы провести статическое испытание, надо закрыть
оба вентиля 1 и 4, к впускному отверстию В подвести давление
в 106 кг/см1 2 и проверить, нет ли внутренней течи. После статиче-
ского испытания необходимо еще раз проверить регулировку дав-
ления.
Регулировка давления
Регулировку клапана, показанного на рис. 58, можно произво-
дить, лишь установив прокладки под пружину 1 или заменив эту
пружину. Чтобы уменьшить нижний предел давления, нужно уда-
лить прокладки (если они имеются), а чтобы увеличить верхний
предел давления, следует поставить дополнительные прокладки.
Регулировку верхнего и нижнего пределов диапазона давлений
нельзя производить независимо друг от друга.
ЗОЛОТНИКОВЫЕ РАСПРЕДЕЛИТЕЛИ НАЖИМНОГО ТИПА
Конструкция и действие
Золотниковый распределитель нажимного типа представляет
собой клапан с ручным выключением и автоматическим включением
(рис. 61).
Отверстие А корпуса распределителя сообщается с нагнетаю-
щей магистралью насоса, а отверстие В — с резервуаром. При «по-
ложении деталей распределителя, как показано на рис. 61, а, ра-
бочая жидкость свободно проходит от насоса через распредели-
тель в резервуар.
Если требуется привести в действие какой-либо работающий от
гидропривода механизм, необходимо нажать на кнопку плун-
жера 1, переместив его вправо При этом плунжер переместит
вправо поршень 2, а последний своим пальцем 3 перекроет отвер-
стие В, благодаря чему прекратится проход жидкости через рас-
пределитель и насос создаст давление в гидросистеме.
Для того чтобы обеспечить выключение насоса при определен-
ном давлении, в распределителе имеется специальное стопорное
Устройство, которое состоит из стопорного пальца. 4, пружины 5 и
Регулировочного винта 6. Когда поршень 2 переместится вправо,
стопорный палец 4 войдет в специальную выточку на поршне 2 и
будет удерживать его в положении, показанном на рис. 61,6.
1 Предварительно надо распределительный кран управления гидравличе-
сьим приводом данного механизма поставить в нужное положение.— Прим. ред.
93
После того как механизм, работающий от гидропривода, по-
дойдет к концу своего рабочего хода, давление в его силовом ци.
линдре увеличится и будет действовать на правый торец поршня 2
стремясь переместить
поршень влево. Когда
давление дойдет до вели-
чины, способной преодо-
леть усилие пружины,
прижимающей стопорный
палец 4, последний при-
поднимется и выйдет из
выточки поршня 2. Пор-
шень 2 получит возмож-
ность передвигаться и под
давлением жидкости сме-
Рис. 61. Золотниковый распредели-
тель нажимного типа:
а — положение, когда плунжер не нажат;
б — положение при нажатии плунжера
стится влево (по рисун-
ку). Отверстие В снова
откроется для свободного
прохода жидкости от на-
соса в резервуар.
В корпусе распредели-
теля нажимного типа про-
тив впускного отверстия/
иногда ставится еще об-
ратный клапан. В рас-
пределителе такой кон-
струкции поток рабочей
жидкости от насоса про-
ходит через распредели-
тель и выходит наружу в
главную гидросистему че-
рез обратный клапан.
Когда отверстие В рас-
пределителя будет от-
крыто, поток жидкости, как и в первой конструкции, направится
свободно в сливную магистраль к резервуару; при этом обратный
клапан закроется и будет удерживать давление в гидросистеме.
Неисправности при эксплуатации и способы их устранения
Наиболее частой неисправностью золотникового распредели-
теля нажимного типа является течь, устраняемая заменой саль-
никовых уплотнений и прокладок. Для определения этой неисправ-
ности обычно бывает достаточно простого наружного осмотра.
Распределители такого типа в обычных условиях разбирать не
следует, исключая случаи, когда возникает необходимость заме-
нить прокладку или сальник,
94
www.vokb-la.spb.ru - Самолёт своими руками?!
Демпфер колебаний давления
Демпфер колебаний иногда называют цилиндром для поглоще-
ния колебаний давления в гидросистеме. Он всегда устанавли-
вается в системе с постоянным высоким давлением вблизи золот-
никового распределителя нажимного типа и соединяется с ним.
Назначение демпфера—1поглощать колебания давления, когда
последнее поднимается выше предела, установленного для на-
жимного распределителя. Таким образом, демпфер предохраняет
распределитель от слишком быстрого выключения. Демпфер коле-
баний представляет собой установленный внутрь цилиндрического
корпуса поршень, снабженный пружиной.
Рис. 62. Демпфер колебаний давления в гидросистеме
Отверстие А* (рис. 62) сообщается с нагнетающей линией. Дав-
ление рабочей жидкости, входящей через это отверстие, застав-
ляет поршень 1 двигаться назад, сжимая пружину 2 до тех пор,
пока сила гидравлического давления не будет уравновешена уси-
лием пружины.
Всякие колебания давления вызывают движение поршня и бу-
дут поглощены или ослаблены пружиной. Левая часть цилиндра
сообщается с наружным воздухом; когда поршень под действием
колебаний давления в жидкости передвигается в ту или другую
сторону, то через отверстия 3 входит и выходит воздух. Эти отвер-
стия служат также для слива рабочей жидкости, просочившейся
через уплотнительные кольца поршня.
В некоторых гидравлических системах в качестве демпферов
Для ослабления и поглощения колебаний давления в системе
используются небольшие аккумуляторы. Иногда последние уста-
навливаются и на нагнетающем трубопроводе.
95
КЛАПАН УПРАВЛЕНИЯ НАСОСОМ
Назначение и конструкция клапана
Клапан управления насосом дает возможность одному из лет-
чиков или бортовому инженеру управлять вручную направлением
потока рабочей жидкости в главную гидравлическую систему или
в резервуар в зависимости от того, действуют ли механиз<мы, ра-
ботающие от гидропривода, или по-
требность в гидравлическом давлении А
для работы механизмов отсутствует.
Рис. 63. Клапан управления на-
сосом:
1 — седло; 2 — шариковый клапан; 3 —
шток с пружиной; 4 — валик, соеди-
ненный с ручкой управления, 5 — ку-
лачок; 6 — регулировочный винт; 7 —
предохранительный клапан; А — впуск-
ное отверстие из нагнетающей маги-
страли; В — выпускное отверстие в слив-
ную магистраль
Типовая конструкция клапана управления насосом (в откры-
том положении) показана на рис. 63. На рис. 64 часть клапана
(в увеличенном виде) показана в момент закрытия шарикового
клапана. В корпусе клапана имеются два отверстия: впускное Л
и выпускное В. В отверстии А, соединенном с нагнетающей ли-
нией, помещен шариковый клапан 2, опускающийся под давлением
жидкости, проходящей через клапан в сливную магистраль. Ша-
рик клапана может быть прижат к седлу 1 штоком 3, действую-
щим от кулачкового механизма 5. Кулачковый механизм повора-
чивается вручную при помощи ручки, надетой на валик 4. Между
впускным и выпускным отверстиями установлен предохранитель-
ный клапан 7.
Действие клапана
Когда действующие от гидропривода механизмы самолета не
работают, рабочая жидкость поступает от насоса во впускное от?
верстие А и свободно выходит наружу через отверстие В. В этот
момент клапан открыт, как показано на рис. 64.
96
www.vokb-Ia.spb.ru - Самолёт своими руками?!
Перед включением в работу того или иного механизма само-
лета нужно повернуть ручку управления клапаном, тогда кула-
чок 5 при помощи штока 3 прижмет шарик 2 к его гнезду и за-
кроет проход жидкости в сливную магистраль, направляя ее к ра-
бочим органам.
Когда самолетный механизм сработает, давление в силовом
цилиндре повысится, и если оно превысит расчетное, то откроет
предохранительный клапан 7, и поток жидкости пройдет через от-
верстие В в сливную магистраль.
В этом агрегате регулируется только предохранительный кла-
пан с помощью регулировочного винта 6.
РАСПРЕДЕЛИТЕЛЬ НАЖИМНОГО ТИПА, ДЕЙСТВУЮЩИЙ
С ЗАМЕДЛЕНИЕМ
Назначение и конструкция
Назначение распределителя, действующего с замедлением,—
разгрузить насос в то время, когда действующие от гидропривода
механизмы не работают.
Типовая конструкция распределителя показана на рис. 65. Рас-
пределитель состоит из
корпуса с внутренней
расточкой, в которой мо-
жет двигаться плунжер 1
с поршнем 2, имеющим
тарельчатый клапан для
пропуска жидкости толь-
ко в одном направлении
(влево). В корпусе рас-
пределителя имеются
также три отверстия А,
В и С, которые сооб-
щены с внутренней рас-
точкой. Левая сторона
расточки и канал к от-
верстию С соединены
внутренними сверления-
ми, в которых установлен
Регулируемый игольча-
тый клапан 4. Ось плун-
жера совпадает с осью
отверстия В, ведущего
в сливную магистраль,
а диаметр плунжепа
Равен диаметру отвер-
стия В.
Рис. 65. Распределитель нажимного типа,
действующий с замедлением:
а — положение деталей при открытом распредели-
теле; б — положение деталей распределителя при
нажатии кнопки плунжера; 1 — плунжер; 2 — пор-
шень; 3 — пружина; 4—игольчатый клапан; 5—кла-
пан поршня с пропуском жидкости в одну сторону;
А — отверстие к насосу; В — к сливной магистрали;
С — к распределительному крану
7
Ч. Э. Чэпел, Р. Д Бент, Дж. Л. Маккинли
97
Действие распределителя
Когда распределитель открыт, рабочая жидкость, поступающая
от насоса через отверстие А, свободно проходит через отверстие В
в сливную магистраль, так как гидравлическое давление в ней
ниже, чем в магистрали С. В этот момент детали распределителя
находятся в положении, показанном на рис. 65, а.
Когда требуется включить в работу механизм, действующий от
гидропривода, достаточно нажать на головку плунжера 1. Тогда
конец плунжера войдет в канал отверстия В, закроет его, и поток
жидкости через отверстие С пойдет к распределительному крану.
Положение деталей распределителя в этот момент показано на
рис. 65,6.
При нажатии на головку плунжера и движении его вмест
с поршнем вправо жидкость через односторонний клапан 5 порш-
ня 2 проходит на другую его сторону, заполняя левую часть рас-
точки за поршнем. Давление жидкости по обе стороны поршн
в это время одинаковое. Сжатая пружина 5, разжимаясь, застав-
ляет поршень 2 двигаться влево, устанавливая таким образом
плунжер в открытое положение. Так как жидкость не может
пройти вправо через клапан 5 поршня, то при движении плунжера
влево жидкость выходит только через узкий канал и игольчатый
клапан 4.
Скорость движения плунжера и поршня влево определяется
степенью открытия игольчатого калибровочного клапана 4, что
регулируется с помощью винта, выходящего наружу корпуса.
Проверка работы распределителя
Распределитель такого типа требует довольно частой проверк
правильности его срабатывания по времени. Время срабатывания
распределителя на выключение должно быть вдвое больше вре-
мени срабатывания механизма, действующего от гидропривода че-
рез ©тот распределитель.
Регулировка времени срабатывания распределителя на выклю-
чение производится завинчиванием или вывинчиванием игольча
того клапана 4. При этом завинчивание игольчатого клапана уве
личивает время, а вывинчивание уменьшает его.
Если нужное время срабатывания распределителя не удается
установить с помощью игольчатого клапана, следует проверить
состояние обратного клапана поршня и при необходимости за
менить его.
Проверку времени срабатывания распределителя и его регули-
ровку надо проводить при температуре рабочей жидкости, равной
нормальной эксплуатационной температуре.
98
www.vokb-Ia.spb.ru - Самолёт своими руками?!
ПРЕДОХРАНИТЕЛЬНЫЕ КЛАПАНЫ
Назначение клапанов
7
Назначение предохранительных клапанов — предотвращать
повышение давления в самолетной гидравлической системе сверх
определенного уровня. Это достигается путем отвода через пре-
дохранительный клапан
некоторой части рабочей
жидкости из области вы-
сокого давления в слив-
ную магистраль.
Предохранител ь н ы е
клапаны бывают различ-
ных конструкций, но все
они, как правило, явля-
ются пружинными, регу-
лируемыми клапанами.
Пружина предохрани-
тельного клапана регули-
руется на определенный
максимум давления4, и,
когда давление в гидрав-
лической системе пре-
высит эту величину,
предохранительный кла-
пан открывается и напра-
вляет поток рабочей
жидкости из нагнетающей
линии в сливную маги-
страль (к резервуару).
Действие клапана
На рис. 66 показан
предохранительный кла-
пан (типа Песко) меха-
нического насоса с приво-
дом от авиадвигателя. Та-
кой клапан при незначи-
тельных изменениях в
Рис. 66. Предохранительный клапан механиче-
ского насоса:
а — положение деталей клапана при нормальном
гидравлическом давлении (клапан закрыт); б — по-
ложение деталей при повышенном давлении; 1, 3 и
5—места повышенного давления; 2 — шток клапана;
4—кольцевая щель между клапаном и гнездом кор
пуса; 6 — тарельчатый клапан; 7 — возвратная пру-
жина; крышка; 9—регулировочный винт пружи-
ны, 10 — отверстие в сливную магистраль
конструкции можно ис-
пользовать и для дру-
гих механизмов гидроси-
стемы.
Положение деталей,
1 Выше рабочего, но ниже давления, которое может вызвать разрушение ги-
дросистемы.— Прим. ред.
7*
99
показанное на рис. 66, а, соответствует закрытому состоянию кла-
пана. На рис. 66, б показан момент повышения давления в гидрав-
лическом трубопроводе выше максимума, на который отрегулиро-
вана пружина 7.
Когда гидравлическое давление в полостях трубопровода 5
и в камере 3 ^превысит установленный максимум, клапан 6 от-
кроется и пропустит рабочую жидкость через отверстие 10 в слив-
ную 1магистраль (к резервуару).
При движении штока клапана 2 вправо давление в камере 3
упадет ниже давления в трубопроводе, но площадь, на которую
оно будет действовать, увеличится благодаря выходу клапана 6
из гнезда. Поэтому уменьшение давления в камере 3 не вызовет
немедленного закрытия клапана. Такая конструкция самого кла-
пана улучшает также его характеристики в отношении вибраций
так как незначительные колебания давления не смогут выве-
сти клапан 6 из гнезда; эти колебания давления должны сначала
возникнуть в камере 3, куда они передаются через узкую кольце-
вую щель 4 между тарелкой клапана 2 и гнездом корпуса, и за-
тем поднять конусный клапан 6 из его седла. На рис. 66, а коль-
цевая щель 4 увеличена, для того чтобы придать большую нагляд-
ность рисунку.
Испытание в действии и регулировка клапана
Для испытания и регулировки клапан устанавливают на испыта-
тельном стенде. Отверстие 10 и одно из отверстий 1 или 5 закры-
вают пробками. Через оставшееся открытым отверстие в клапан
подается давление, вдвое большее по величине, чем то, на которое
отрегулирован клапан. Например, если регулировочное давление
составляет 90 кг/см2, надо приложить давление, равное около
180 кг{см2, после чего проверить отсутствие наружной течи в соеди-
нениях деталей клапана.
Затем надо провести испытание действия клапана и колеба-
ния давления. Для этого надо удалить пробку из отверстия 10 и,
оставив закрытым выпускное отверстие 1, приложить давление
к впускному отверстию 5.
На корпусе клапана должно быть указано давление, на кото-
рое рассчитан клапан. При испытании медленно доводят гидрав-
лическое давление на впуске до предписанного уровня (с допу-
ском ±0,7 кг/см2) и по нему регулируют момент открытия клапана
Например, если клапан рассчитан на давление около 90 кг/см2,
надо поднять гидравлическое давление и отрегулировать клапан
так, чтобы он открылся при давлении 90 ±0,7 кг!см2.
На рис. 67 показан предохранительный клапан поршневого типа
с конусом (типа Адель). При нормальном давлении в системе
рабочая жидкость входит через отверстие А и свободно вы-
ходит из клапана через отверстие В. Пружина 2, нажимая на пор-
шень 1, плотно прижимает его к конусу 4 и закрывает проход
100
www.vokb-la.spb.ru - Самолёт своими руками?!
жидкости через отверстие С к сливной магистрали. Степень нажа-
тия пружины регулируется с помощью стакана 5 с резьбой; при
завинчивании этого стакана в корпус сжатие пружины 2 увеличи-
вается и повышается давление,
при котором открывается кла-
пан, и наоборот.
Когда давление в гидроси-
стеме превысит величину, на
которую отрегулирована пру-
жина, клапан откроется, и по-
ток жидкости получит доступ
в сливную магистраль через
отверстие С. Как только дав-
ление в системе упадет, пру-
жина снова закроет его.
Корпус клапана сделан из
алюминиевого сплава. Ста-
кан 5 с конусом и поршень 1
изготовляются из стали. Крыш-
ка 3 корпуса, сделанная тоже
А
Рис. 67. Предохранительный клапан
поршневого типа:
1 — поршень; 2 — пружина; 3 — крышка корпу-
са, 4— конус; 5 —стакан гнезда; 6 — контр-
гайка; А — впускное и В — выпускное отвер-
стия клапана; С — отверстие для выхода жид-
кости в сливную магистраль
из стали, ввернута в корпус со
стороны клапана и удерживает на месте пружину 2. Стакан 5 сто-
порится контргайкой 6. На поршне 1 и на стакане 5 устанавли-
ваются сальниковые уплотнительные кольца круглого сечения.
Уход за клапаном
Клапан перед установкой надо тщательно испытать. После
этого в течение всего межремонтного периода работы самолета
едва ли потребуются его регулировка или ремонт. В крайнем слу-
чае клапан можно отрегулировать на требуемое давление, не сни-
мая его с места. Протекание рабочей жидкости при закрытом кла-
пане указывает на необходимость замены уплотнительных колец.
Ремонт клапана можно производить только в мастерских, распо-
лагающих специальным оборудованием.
Разборка клапана. Проверка и ремонт деталей
Чтобы разобрать клапан, показанный на рис. 67, надо удалить
контровочную проволоку, отвернуть крышку 3 корпуса, ослабить
контргайку 6 и затем вывернуть из корпуса стакан 5 с кону-
сом 4.
После разборки осматривают конус 4 клапана и седло порш-
Ня 7 и, если необходимо, притирают их совместно, применяя для
этой цели специальную притирочную пасту. Проверяют, нет ли на
ьерхности поршня и на стенках внутреннего канала корпуса
Царапин. Мелкие повреждения поверхности устраняют зачисткой
пРи помощи тонкой крокусной шкурки и шлифовкой, после чего
101
тщательно промывают детали и удаляют оставшиеся от, шлифовки
абразивные частицы. При каждой переборке следует заменять
уплотнительные кольца. Клапан собирают, предварительно промыв
его детали сначала промывочным раствором, а затем чистой рабо-
чей жидкостью той же марки, какая залита в гидросистему.
Предохранительные клапаны на перепускной линии
Рис. 68. Предохранитель-
ный клапан, устанавли-
ваемый на перепускной
линии:
/ — регулировочный винт;
2 — пружина; 3 — корпус; 4 —
стальной шарик; 5 — направ-
ляющий диск; А — впускное
мВ — выпускное отверстия
Предохранительные клапаны рассмотренных выше конструкций
обычно устанавливают на нагнетающей магистрали. Клапан, по-
казанный на рис. 68, устанавливается на перепускной линии между
нагнетающей и сливной магистралями. Та-
кой клапан применяется в механизме от-
крытия створок бомбовых люков.
По конструкции — это клапан шариково-
го типа. В корпусе, изготовленном из алюми-
ниевого сплава, имеются два отверстия:
впускное А и выпускное В. Клапан имеет
стальной закаленный и полированный ша-
рик 4, прижимаемый к гнезду корпуса 3
пружиной 2. Пружина сжимается при по-
мощи двух направляющих дисков 5, вы-
ступы которых заходят внутрь пружины.
В верхний направляющий диск заверты-
вается регулировочный винт 1, который
обычно закрывается специальным предо-
хранительным колпачком.
В случае применения клапана такого
типа в системе управления створками бом-
бовых люков назначением его является
перепуск рабочей жидкости из линии, упра-
вляющей открытием люков, к линии их за-
крытия с целью ускорения открытия створок.
В положении, показанном на рис. 68, шарик закрывает проход
жидкости, поступающей под давлением через отверстие А к отвер-
стию В и далее в сливную магистраль. Усилие, с которым пру-
жина прижимает шарик 4 к гнезду, регулируется при помощи вин-
та 1. Вращая этот винт, можно так отрегулировать нажатие пру-
жины 2, чтобы шарик поднимался из гнезда, когда давление в от-
верстии А превысит заранее установленную величину. Клапан
остается открытым до тех пор, пока давление не снизится до уста-
новленного предела.
Ограничения в применении предохранительных клапанов
В большинстве гидравлических систем предохранительные кла-
паны нельзя использовать в качестве регуляторов давления, так
как в системах, где гидравлическое давление создается механиче-
102
www.vokb-la.spb.ru - Самолёт своими руками?!
ским насосом, работающим от авиадвигателя, насос все время на-
ходится под нагрузкой, вследствие чего энергия, затрачиваемая
на удержание шарика в поднятом состоянии, переходит в тепло-
вую. Это тепло передается рабочей жидкости, которая несет его к
у лотнительным кольцам, что способствует их быстрому разру-
шению. В тех же самолетных гидравлических системах, где насос
имеет электрический привод, предохранительные клапаны могут
быть использованы в качестве регуляторов давления.
Предохранительные клапаны от теплового расширения жидкости
Предохранительные клапаны описанной выше конструкции рас-
считаны на работу при более высоких давлениях, чем обычные
предохранительные клапаны, и устанавливаются иногда в гидрав-
лической системе для предотвращения повреждения гидросистемы
вследствие повышения давления жидкости от ее расширения при
повышении температуры.
Эти клапаны обычно устанавливаются на линии, соединяющей
распределительный кран с силовым цилиндром, и связывают эту
линию со сливной магистралью. При нейтральном положении кра-
на и повышении температуры давление на этом участке трубопро-
водов повышается вследствие теплового расширения жидкости.
Когда давление достигнет уровня, на который отрегулирован кла-
пан, он откроется и пропустит часть жидкости в сливную маги-
страль, в результате чего давление в трубопроводе снизится до
нормального.
Иногда такие предохранительные клапаны делаются двойными,
т. е. имеют три отверстия и два шариковых клапана в одном кор-
пусе. Эти клапаны устанавливаются так, что одно отверстие со-
единено со сливной магистралью, а два других — с трубопроводами,
соединяющими распределительный кран с полостями силового
цилиндра. Благодаря этому одним клапаном предотвращается
повышение давления как в одной, так и в другой линиях, идущих
к сливному цилиндру.
КЛАПАН ВЫКЛЮЧЕНИЯ ДАВЛЕНИЯ
Клапаны выключения давления называются также стоп-кра-
нами или клапанами ограничения хода. Они устанавливаются
обычно между распределительным краном и гидроприводом меха-
низма. Клапаны предназначены для автоматической остановки ме-
ханизма самолета в нужный момент путем прекращения подачи
жидкости к гидроприводу.
На рис. 69 приведен разрез такого клапана в двух положениях.
Клапан состоит из корпуса с двумя отверстиями А и В, обратного
лапана 1 и плунжера 3, часть которого выходит наружу кор-
пуса клапана. На другом конце плунжера имеется клапан тарель-
чатого типа 4 с направляющим конусом.
103
Рис. 69. Клапан выключения давления (стоп-
кран):
а — клапан открыт; б — клапан закрыт; 1 — обрат-
ный шариковый клапан; 2— регулировочный винт
плунжера; 3 — плунжер; 4 — направляющий конус и
тарельчатый клапан; А — вход рабочей жидкости в
клапан; В — выход жидкости к силовому цилиндру
При положении дета-
лей, как показано на рис.
69, а, рабочая жидкость
поступает в клапан под
давлением через отвер-
стие А и* выходит через
отверстие В к силовому
цилиндру, который при
водит в движение тот или
иной механизм самолета.
Когда механизм дости-
гает конца своего хода,
одна из его деталей на-
жимает на регулировоч-
ный винт 2 плунжера 3
клапана и последний за
крывается, прекращая
подачу жидкости к гидро-
приводу механизма, и ме-
ханизм останавливается
Положение деталей кла-
пана в этот момент по
казано на рис. 69, б.
Момент остановки ме-
ханизма регулируется пу-
тем вывертывания или
ввертывания регулировоч-
ного винта 2.
Шариковый обратный
клапан 1 служит для
пропуска жидкости через
клапан выключения давления от отверстия В к отверстию А, что
необходимо для слива жидкости при изменении направления дви-
жения механизма.
ПРЕДОХРАНИТЕЛЬНЫЙ КЛАПАН МЕХАНИЗМА ЗАКРЫЛКОВ
(ЩИТКОВ)
Назначение и конструкция клапана
Назначение предохранительного клапана закрылков (щит-
ков) — предотвратить их поломку при выпуске на большой скоро-
сти полета. С помощью клапана закрылки (щитки) автоматиче-
ски убираются, если выпуск их производится на скорости больше
допустимой.
Клапан (рис. 70) состоит из корпуса с тремя отверстиями, ре-
гулировочного винта 1 и золотникового плунжера 3, нагруженного
пружиной 2. Одновременно с установкой такого клапана в гид-
104
www.vokb-la.spb.ru - Самолёт своими руками?!
Рис. 70.Предохранитель-
ный клапан механизма
закрылков (щитков):
равлической системе ставятся два обратных клапана. Из имею-
щихся в корпусе трех отверстий отверстие А соединяется с распре-
делительным краном на линии выпуска за-
крылков (щитков); отверстие В—с поло-
стью силового цилиндра, работающей на
механизм выпуска закрылков, а отвер-
стие С — со сливной магистралью. При
нормальном действии системы детали кла-
пана находятся в положении, показанном
на рис. 70.
Действие клапана
Схема установки предохранительного
клапана закрылков показана на рис. 71. Ра-
бочая жидкость, поступающая в клапан
через отверстие А (рис. 70), проходит через
выточку на золотниковом плунжере 3 к
отверстию В и через него идет к полости
силового цилиндра, работающей на выпуск
закрылков. Опускаемые закрылки (щитки)
испытывают на себе возрастающее дей-
ствие встречного потока воздуха. Это вы-
зывает увеличение давления в линии гидро-
системы, работающей на выпуск закрылков,
а также в полости В клапана. Увеличенное
давление передается по внутренним кана-
лам золотникового плунжера к его ниж-
нему концу. Если давление, создаваемое
встречным потоком воздуха, увеличится на-
столько, что дальнейшее опускание закрыл-
ков может привести к их поломке, гидравли-
ческое давление в системе повысится и
сожмет пружину 2 еще до того, как за-
крылки опустятся полностью. При этом
поднимется золотниковый плунжер 3 и его
Утолщенная часть закроет отверстие А. В результате этого поток
жидкости между силовым цилиндром и предохранительным кла-
паном будет перекрыт и закрылки (щитки) останутся на месте до
тех пор, пока скорость самолета не уменьшится.
Аэродинамическая нагрузка, действующая на закрылки, будет
стремиться вдвинуть поршень внутрь силового цилиндра. В это
время рабочая жидкость, находящаяся в трубопроводе, работаю-
щем на выпуск закрылков (щитков), окажется замкнутой. Давле-
ние в этой линии и в предохранительном клапане механизма за-
к Ь1 ков повысится. Когда оно достигнет заранее установленной
величины, на которую отрегулирован предохранительный клапан,
выточка в золотниковом плунжере соединит отверстия В и С,
105
1 — регулировочный винт;
2 — пружина плунжера; 3 —
плунжер; А — отверстие, со-
единенное с полостью си-
лового цилиндра, работаю-
щей на выпуск шасси; В —
отверстие, соединенное с
распределительным краном
гидропривода выпускания
шасси; С — отверстие в слив-
ную магистраль
благодаря чему часть рабочей жидкости из полости силового ци-
линдра, работающей на выпуск закрылков, будет вытеснена в
сливную магистраль через отверстие С. Под действием аэродщ а-
мической нагрузки закрылки смогут тогда подниматься до тех пор
пока давление на них не снизится до величины, на которую отрс’
гулирован клапан В этот момент усилием пружины 2 плунжер з
передвинется вниз. Отвер-
стие С при этом закроется, и
закрылки останутся неподвиж-
ными до тех пор, пока ско-
рость самолета не изменится.
При снижении скорости само-
лета действие клапана будет
обратным описанному.
Рис. 71. Схема установки предохрани-
тельного клапана закрылков (щитков):
/ — распределительный кран; 2 — нагнетаю-
щая магистраль; 3—сливная магистраль, 4 —
предохранительный клапан; 5 — силовой ци-
линдр; 6 —- движение штока цилиндра при
опускании закрылков; 7 — обратные клапаны;
А, В и С — отверстия в корпусе предохрани-
тельного клапана
ГИДРАВЛИЧЕСКИЕ
ПЕРЕКЛЮЧАТЕЛИ ДАВЛЕНИЯ
Назначение
Назначение гидравлических
переключателей — автомати-
чески включать или выклю-
чать электрические переключа-
тели при отклонении гидравли-
ческого давления от нормы.
Наиболее распространены два
типа гидравлических переключателей; 1) переключатель, предупре-
ждающий об отклонении давления от нормы, действующий при
определенной величине давления; 2) переключатель, способный
действовать в широком диапазоне давлений.
Переключатель, предупреждающий об отклонении давления
Назначение переключателя — замкнуть электрическую цепь к
предупредительному сигналу, обращая таким образом внимание
экипажа самолета на отклонение давления в гидравлической си-
стеме от нормы.
Конструкция переключателя, предупреждающего об отклоне-
нии давления, показана на рис. 72 и 73. Корпус переключателя с
крышкой 1 имеет одно отверстие А, соединенное с нагнетающей
линией. Кроме того, внизу имеется нажимной электровыключа-
тель 3 и электроразъем 4.
Действие такого переключателя простое. Рабочая жидкость,
поступающая под давлением к отверстию А, сжимает пружину 6
и удерживает поршень 2 в поднятом положении, как показано на
рис. 72. Когда переключатель находится в этом положении, между
106
www.vokb-la.spb.ru - Самолёт своими руками?!
током поршня 2 и штоком нажимного электровыключателя 3
111 «естся зазор 5, что соответствует положению «Выключено».
1 Если давление упадет ниже величины, на которую отрегулиро-
в н переключатель, пружина 6 опустит поршень 2 вниз, и он своим
штоком включит нажимной электровыключатель 3, как показано
на рис. 73 Электрический ток пройдет через выключатель и вклю-
чит предупреждающий сигнал, который может быть световым,
вуковым или каким-либо другим.
Рис. 72. Переключа-
тель, предупреждаю-
щий об отклонении
давления; положение
переключателя с ра-
зомкнутыми контак-
тами
Рис. 73. Пере-
ключатель, пре-
дупреждающий
об отклонении
давления; поло-
жение переклю-
чателя с замк-
нутыми контак-
тами
На рис. 74—78 схематически показан автоматический переклю-
атель давления фирмы Бендикс в различные моменты его дейст-
вия Конструкция такого переключателя более сложная, чем пере-
ключателя предупреждающего типа.
В самолетной гидравлической системе переключатель давления
такого типа ставится для того, чтобы управлять зарядкой аккуму-
ляторов, включая и выключая вспомогательный электрический на-
сос, когда давление в аккумуляторах достигнет определенной ве-
яны. Последовательно с переключателем такого типа ставится
переключатель ручного действия, который выключается в полете
очнется перед посадкой и взлетом.
107
Корпус автоматического переключателя давления Бендикс еде
лан из алюминиевого сплава. Стальной шток 2, приводимый вдсй
ствие гидравлическим давлением, включает и выключает электрц.
Рис. 75. Действие автомати-
ческого переключателя Бен-
дикс
Рис. 74. Действие автомати-
ческого переключателя Бен-
дикс
Рис. 77. Действие автоматиче-
ского переключателя Бендикс
Положение Ш
Рис. 76. Действие автомати-
ческого переключателя Бен-
дикс
ческий выключатель 1. Регулирующий механизм такого переклю-
чателя состоит из перепускного клапана 4 с небольшой пружиной 8,
стального шарика 5 и поршня 7, нагруженного мощной пружи-
ной 6, сила сжатия которой определяет регулировку переключа-
теля. В корпусе имеются три отверстия, одно из которых А соеди-
нено с нагнетающей линией от вспомогательного электрического
108
www.vokb-la.spb.ru - Самолёт своими руками?!
оса и через обратные клапаны с аккумуляторами. Другое от-
11 рсТие В соединено с линией одного из аккумуляторов после об-
Ватного клапана, а третье С — со сливной магистралью. Давление
Р 0 верстия В не всегда равно давлению у отверстия А.
Хотя приведенное ниже описание работы автоматического пе-
Положение V
Рис. 78. Действие автомати-
ческого переключателя Бен-
дикс
еключателя относится к частному случаю самолетной гидравличе-
ской системы, оно содержит достаточно общих сведений, дающих
возможность понять действие переклю-
чателей давления других типов. Поло-
жение I деталей переключателя, пока-
занное на рис. 74, соответствует запол-
н нию корпуса переключателя рабочей
жидкостью без давления. При этом
аккумуляторы остаются незаряжен-
ными. Плунжер 3 электрического вы-
ключателя удерживается во включен-
ном положении пружиной, имеющейся
в самом механизме этого выключателя.
Вспомогательный электрический на-
сос не действует потому, что главный
выключатель ручного действия повер-
нут в положение «Выключено». Поло-
жение II деталей переключателя, по-
казанное на рис. 75, соответствует то-
му моменту, когда электрический на-
сос включен и давление в аккумуляторах
вышается. Камера F сообщается с отверстием С через каналы Е
и у отверстий А и В по-
и Н, поэтому гидравлическое давление, действующее на нижнюю
часть поршня 7, удерживает его в положении «Включено».
Пружина 8 прижимает клапан 4 к гнезду. Давление в камере Е
не может поднять клапан 4, так как площади клапана с обеих
сторон равны и силы давления вверх и вниз уравновешиваются.
Давление, имеющееся в аккумуляторе, подводится через канал J
в камеру К. При повышении этого давления поршень 7 подни-
мается вверх, сжимая пружину 6, и поднимает шарик 5 к пере-
пускному клапану 4.
На рис. 76 показано положение III деталей переключателя, со-
ответствующее моменту, когда давление в аккумуляторе достигает
нижнего предела регулировки (или момента начала работы пере-
ключателя давления) и шарик 5 касается перепускного клапана 4.
Пднако давление пружины 8 все еще удерживает клапан 4 в
гнезде, и гидравлическое давление продолжает увеличиваться.
Когда давление в аккумуляторе достигнет верхнего предела, соот-
в ‘ствующего моменту выключения, направленная вверх сила, со-
3 аваемая повышением гидравлического давления в камере К, до-
стигнет величины, достаточной для того, чтобы преодолеть усилие
Р жины 6. При этом поршень 7 и плунжер клапана 4 поднимутся,
как показано на рис. 77.
109
В этом положении гидравлическое давление передается в ка-
меру F, и, хотя давление по обе стороны поршня 3 будет примерно
одинаковым, верхняя площадь поршня будет больше, чем ниж-
няя, в силу того что диаметр штока снизу больше, чем сверху, и
сила, действующая на поршень в камере F, будет превышать силу
действующую снизу. Это заставит поршень двигаться вниз и вы-
ключить электрический выключатель 1.
На рис. 78 переключатель «оказан при переходе в положение
«Включено». При снижении давления в камере К до нижнего
предела (или момента включения переключателя) клапан 4 са-
дится в гнездо, а шарик 5 отжимается вниз давлением жидкости,
поступающей через канал Е. В тот момент, когда шарик 5 откроет
проход £, гидравлическое давление из камеры F будет сброшено
через канал Е и камеру Н в сливную магистраль. Тогда давление
в камере 7И поднимет поршень 3, и электрический переключатель 1
будет включен. Аккумуляторы снова заряжаются. Зарядка и раз-
рядка аккумуляторов повторяются при переходе деталей переклю-
чателя через положения III, IV и V, как показано на рис. 76, 77
и 78.
Действие переключателя давления находится в прямой зависи-
мости от регулировки пружин. Пружина 6, определяющая диапа-
зон рабочих величин давления, должна быть достаточно мощной,
чтобы регулятор не реагировал на небольшие изменения давления.
Натяжение этой пружины регулируется гайкой 9 (рис. 74). За-
тягивая гайку, можно увеличить как верхний, так и нижний пре-
делы регулировки давления на одинаковую величину, и наоборот,
ослабляя гайку, можно соответственно уменьшить оба эти предела.
Уход за переключателем давления
Если переключатель давления работает плохо, его нужно де-
монтировать. В большинстве случаев неисправность переключа-
теля можно устранить, если сменить сальниковые уплотнения.
Иногда оказывается необходимым притереть клапанные гнезда.
Неравномерное или слишком быстрое включение и выключение
агрегата может быть вызвано в зависимости от конструкции си-
стемы и типа установки неисправностью пружины в обратном кла-
пане аккумулятора, течью в нагнетающей линии или в обратном
клапане вспомогательного насоса, а также негерметичностью его
редукционного клапана.
Испытание в действии и регулировка переключателя давления
На рис. 79 показана схема испытательного стенда для переклю-
чателей давления. К трем точкам А, В и С одновременно подво-
дится гидравлическое давление и проверяется отсутствие течи.
Пока гидравлическое давление не достигнет величины, соответ-
110
www.vokb-la.spb.ru - Самолёт своими руками?!
сТв}ЮЩей моменту выключения, показанный на схеме звонок бу-
дет звонить.
После приведения в действие насоса испытательного стенда
кран 1 закрывается не совсем плотно, с тем чтобы некоторое коли-
чество жидкости «постепенно вытекало из системы. Это позволит
наблюдать за действием переключателя в течение всего периода
его работы, не закрывая и не открывая неоднократно кран 1.
Рис. 79. Схема стенда для испытания переключателей давления:
1 — регулировочный кран; 2 — крышка выключателя; 3 — электрическая батарея;
4 — звонок; 5 — манометр на 215 кг/см2; 6 — аккумулятор; 7 — сливная трубка;
А, В и С — точки подвода рабочей жидкости при проверке отсутствия течи*
Аккумулятор должен быть предварительно заряжен сжатым воздухом до давле-
ния 42,5 кг!смг
• Переключатель давления должен быть отрегулирован так,
чтобы включение и выключение электровыключателя происходило
при требуемом минимальном и максимальном давлении. Переклю-
чатель регулируется по верхнему пределу диапазона давления.
В целях получения наилучших результатов нужно для каждой си-
стемы, в которой устанавливается переключатель давления, «подо-
брать соответствующую регулировку.
Прежде чем начать регулировку переключателя, необходимо
снять крышку 2, показанную на рис. 79, и, увеличивая или умень-
шая затяжку пружины 7 при помощи гайки 9 (рис. 74), отрегули-
ровать необходимые пределы давления, при которых срабатывает
’переключатель. При испытании проверяется также количество
рабочей жидкости, вытекающей через отверстие С. Это количество
не должно превышать установленной нормы.
111
ДЕМПФЕРЫ КОЛЕБАНИЙ СТРЕЛКИ МАНОМЕТРА,
(ГАСИТЕЛИ ПУЛЬСАЦИЙ)
Демпфер служит для гашения колебаний стрелки манометра
вызываемых работой насоса вследствие подачи жидкости пор-’
циями. Эти колебания мешают экипажу получать точные отсчеты
Рис. 80. Демпфер для гашения ко-
лебаний стрелки манометра:
/ — стержень; 2 — колпачок; А — отвер-
стие к манометру; В — отверстие в си-
стему; К — канал для прохода рабочей
жидкости
по показаниям стрелки манометра 1
В гидравлических системах, гд
колебания стрелки манометра при
работе насоса отсутствуют или не-
значительны, демпфер можно не
ставить.
В корпусе демпфера (рис. 80)
имеются два калиброванных ка-
нала, в один из которых вставлен
стержень 1 диаметром несколько
меньшим, чем диаметр канала 2.
Пульсация потока рабочей жид-
кости, подводимого к манометру,
заставляет стержень колебаться
вверх и вниз, в то же время инерция
массы стержня препятствует этому.
Таким образом, при соответствую-
щем подборе веса стержня можно
добиться, чтобы значительная часть колебаний поглощалась до
того, как они достигнут манометра. Это позволит уменьшить коле-
бания стрелки манометра и облегчить чтение показаний.
Ограничитель колебаний стрелки манометра
Рис. 81. Ограничитель колеба-
ний с калиброванным отвер-
стием
На рис. 81 показан ограничитель колебаний, который можно
установить в любом трубопроводе к манометру гидравлической
системы, для того чтобы предохранить манометр от колебаний дав-
ления. По конструкции — это простой штуцер, устанавливаемый в
соединениях трубопровода. Штуцер
имеет внутренний канал с кали-
брованным отверстием К, ограничи-
вающим прохождение потока жидко-
сти.
Засорение отверстия ограничителя
колебаний вызывает неправильные
показания манометра. В этом случае
ограничитель нужно снять и прочи-
стить отверстие.
1 При совпадении частоты пульсаций давления с частотой собственных ко-
лебаний стрелки может наступить резонанс, увеличивающий колебание стрелки
до недопустимо большой величины.— Прим, перее.
2 Диаметр стержня должен быть на 0,06—0,1 лш меньше диаметра канала.—
Прим. ред.
112
www.vokb-la.spb.ru - Самолёт своими руками?!
Г л а в а IV
ГИДРАВЛИЧЕСКИЕ СИСТЕМЫ
КЛАССИФИКАЦИЯ ГИДРАВЛИЧЕСКИХ СИСТЕМ
Общие требования
Самолетные гидравлические системы должны иметь соответ-
ствующий источник гидравлического давления, создающий давле-
ние большее, чем это требуется для приведения в действие меха-
низмов самолета. Гидравлическая система должна допускать ре-
гулировку давления и подачу рабочей жидкости к различным гид-
равлическим агрегатам в соответствующем количестве.
Наиболее распространенные типы самолетных гидравлических
систем
Наиболее распространены следующие типы самолетных гидрав-
лических систем: 1) система, имеющая гидравлический насос с
электроприводом; 2) система с золотниковым распределителем на-
жимного типа; 3) система с клапаном управления насосом; 4) си-
стема с постоянным высоким давлением в главной нагнетающей
магистрали; 5) система открытого типа с полным сбросом дав-
ления.
В свою очередь системы с постоянным высоким давлением в
главной •нагнетающей магистрали могут быть нескольких видов.
Из них наиболее распространены следующие: 1) система с регули-
ровкой давления предохранительным (редукционным) клапаном;
2) система с регулятором давления или разгрузочным клапаном;
3) система с регулировкой давления золотниковым распределите-
лем нажимного типа; 4) система с насосом переменной производи-
тельности.
8
ч. Э Чэпел, Р. Д. Бент, Дж. Л. Маккинли
113
СИСТЕМА, СНАБЖЕННАЯ НАСОСОМ С ЭЛЕКТРОПРИВОДОМ
Системы этого типа устанавливаются главным образом на не-
больших самолетах для приведения в действие всех механизмов'
работающих от гидропривода, за исключением тормозов
Типовая схема такой гидравлической системы (рис. 82) состоит
из гидравлического насоса 8 (с приводом от электродвигателя 9)
и приводит в действие механизм уборки и вып> ска главного шасси
17
Рис. 82. Типовая схема гидросистемы, снабженной насосом с электрическим
приводом:
1 — силовой цилиндр закрылков; 2 — предохранительные клапаны для температурного рас-
ширения; 3— калиброванное отверстие (дроссель); 4— клапанные распределители; 5, б и
14 — обратные клапаны; 7—фильтр; 8—гидронасос с электрическим приводом; 9— элек-
тродвигатель; 10— предохранительный клапан гидронасоса; 11 — резервуар; 12— предохра
нительный клапан; 13 — ручной насос; 15 — клапаны управления механизмом перезарядки
авиационных пушек; 16 — силовые цилиндры механизма управления перезарядкой пушек;
17—силовые цилиндры основных стоек шасси; 18 — силовой цилиндр стойки хвостового
колеса
хвостового колеса, закрылков (щитков) и механизмы перезарядки
пушек на военном самолете. Силовые цилиндры /, 16, 17 и 18 ра-
ботают от гидравлического давления, создаваемого этим насосом.
Электродвигатель 9 включается и выключается рычажным пе-
реключателем. Ручной насос 13 поршневого типа двойного дейст-
вия используется в аварийных случаях при отказе главной гидрав-
лической системы, а также при проверке и испытании гидравличе-
ской системы на земле. Клапанные распределители 4 с кулачковым
валиком управляют действием шасси, хвостового колеса и закрыл-
114
www.vokb-la.spb.ru - Самолёт своими руками?!
в (щитков), причем один из них управляет действием шасси и
ростового колеса, а другой — только закрылками. На входном от-
верстии каждого распределителя установлен обратный клапан.
На некоторых самолетах устанавливаются еще клапаны 15
.^травления (механизмом «перезарядки авиационных пушек. В этом
Механизме устанавливаются четыре силовых цилиндра 16 (по од-
ному силовому цилиндру на каждую из четырех пушек самолета),
соединенных попарно, как показано на схеме, причем каждая пара
цилиндров управляется с -помощью одного клапана. Два силовых
цилиндра 17 приводят в действие главные стойки шасси; ци-
линдр 18 приводит в действие механизм хвостового колеса, а ци-
линдр 1— механизм управления закрылками (щитками).
В гидросистему включен предохранительный клапан 10 гидрав-
лического насоса для того, чтобы разгрузить систему от слишком
высокого давления, образующегося в момент, когда механизм са-
молета, работающий от гидропривода, дошел до конца своего ра-
бочего хода, а летчик еще не остановил насос электрическим вы-
клюй а гелем.
Предохранительный клапан 12 установлен для ограничения
максимального давления, создаваемого ручным насосом. Резер-
вуар 11 служит для хранения запаса рабочей жидкости в гидро-
системе. Обратный клапан, установленный на нагнетающей маги-
страли, предотвращает пропуск рабочей жидкости в механический
насос от ручной помпы, в то время как механический насос не ра-
ботает.
Калиброванное отверстие 3, имеющееся в гидравлической ли-
нии выпуска закрылков (щитков), служит для «предотвращения
слишком резкой уборки закрылков L В гидросистеме этого типа
устанавливаются еще комбинированные предохранительные кла-
паны для снижения чрезмерных давлений, образующихся от теп-
лового расширения рабочей жидкости при повышении темпера-
туры Эти клапаны устанавливаются на трубопроводах шасси и
закрылков (щитков).
Действие системы, снабженной насосом с электроприводом
Гидравлическая система этого типа приводится в действие од-
ним из членов экипажа самолета. Для этого он ставит клапанный
Распределитель в соответствующее положение и посредством ры-
чажного переключателя включает электродвигатель гидронасоса.
Электрический выключатель имеет пружину, возвращающую его
в почожение «Выключено» всякий раз, когда ручка рычажного
переключателя отпущена. Поэтому в положении «Включено»
Ручку переключателя приходится удерживать рукой не только в
течение всего времени действия самолетного механизма, работаю-
1 За счет торможения жидкости, вытесняемой из полости силового цилиндра,
работа! щего на выпуск.— Прим. ред.
8* 115
шего от гидропривода, но и несколько секунд после Torq, как этот
механизм достигнет конца своего рабочего хода. Это делается дя
того, чтобы поднять давление в силовом цилиндре. После этого
распределительный кран устанавливается в нейтральное положе-
ние и отпускается рычажный переключатель. Существующие ин-
струкции, разработанные для каждого типа самолета, содержат
обычно указания о необходимом времени включения електриче-
ского выключателя.
СИСТЕМА С ЗОЛОТНИКОВЫМ РАСПРЕДЕЛИТЕЛЕМ
НАЖИМНОГО ТИПА
Назначение и конструкция
Распределитель нажимного типа используется в гидросистеме
на небольших самолетах для механизмов, работающих от гидро-
привода, за исключением тормозов.
Типовая схема гидросистемы с золотниковым распределителем
нажимного типа показана на рис. 83. Она включает следующие
устройства.
Механический насос 2, приводимый от авиадвигателя, обеспе-
чивает действие механизмов шасси и закрылков (щитков). Насос
действует только во время работы авиадвигателя.
Распределитель 6 нажимного типа, действующий с замедле-
нием, служит для разгрузки механического насоса в то время,
когда ни один из механизмов самолета, работающих от гидропри-
вода, не используется. Этот распределитель включается вручную,
а выключается автоматически через некоторый промежуток вре-
мени после срабатывания механизма.
Ручной насос 8 двойного действия поршневого типа исполь-
зуется в аварийных случаях для выпуска и уборки шасси, а также
для испытания гидросистемы на земле.
Комбинированный распределительный кран 10 поршневого типа
служит для управления действием шасси и закрылков (щитков).
Если кабина самолета рассчитана на двух летчиков, управление
распределительным краном дублируется так, что включать и вы-
ключать его <может как первый, так и второй летчик с помощью
рычажного механизма.
Вспомогательный золотниковый распределитель 11 установлен
в системе закрылков (щитков). Через него проходят обе линии
трубопроводов, работающие на выпуск и уборку закрылков (щит-
ков). Этот распределитель удерживает давление в силовом ци-
линдре, когда распределительный кран находится в нейтральном
положении \
Предохранительный клапан 5 предназначен для ограничения
1 Клапан // представляет собой гидравлический замок, замыкающий рабо-
чую жидкость в силовом цилиндре закрылков (щитков), чем предотвращается
опускание их при стоянке самолета на земле и отсос их в полете.— Прим. рео>
116
www.vokb-la.spb.ru - Самолёт своими руками?!
пения, развиваемого насосом, после того как механизмы само-
Я В* работающие от гидропривода, достигнут конца своего рабо-
•пе /хода, и до того, как откроется распределитель нажимного
Чипа, действующий с замедлением.
Рис. 83. Гидросистема с золотниковым распределителем нажимного типа:
/ — резервуар; 2 — механический насос; 3— манометр; 4— демпфер колебаний стрелки
манометра; 5 — предохранительный клапан; б — распределитель нажимного типа, дей-
ствующий с замедлением; 7 — регулировочный винт игольчатого клапана распределителя
нажимного типа; 8 — ручной насос; 9 — обратный клапан; 10 — распределительный кран;
И — вспомогательный золотниковый распределитель; 12 и 14 — силовые цилиндры закрыл-
ков (щитков) и шасси; 13 — обратный клапан с калиброванным боковым каналом
Давление в системе определяется по манометру 3. Он устанав-
ливается на нагнетающей магистрали в месте, показанном на
схеме. Для устранения колебаний стрелки на трубке, подводящей
Давление к манометру, установлен демпфер колебаний 4.
Обратный клапан 13 с калиброванным отверстием установлен
на гидравлической линии подъема шасси с целью замедления ско-
рости прохождения рабочей жидкости, отводимой из полости сило-
вого цилиндра, работающей на подъем, с тем чтобы предотвратить
слишком быстрый выпуск шасси.
Действие системы с золотниковым распределителем нажимного
типа
Механизмы самолета, работающие от гидро-привода, приво-
дятся в действие в этой системе следующим образом: первый или
второй летчик включает распределитель нажимного типа, дейст-
вующий с замедлением; затем устанавливает распределительный
117
кран в необходимое положение1 и ожидает некоторое время авто
матического открытия нажимного распределителя. В случае а'
держки открытия летчик выдвигает ручку плунжера и таким бра"
зом открывает распределитель вручную. г °
В самолетных гидравлических системах такой же схемы, но с
применением золотникового распределителя нажимного типа, д и.
ствующего без замедления, летчик сначала должен установить
распределительный кран в нужное положение, а затем включить
золотниковый распределитель. Когда гидравлическое давлениед
стигнет величины, на которую отрегулирована пружина золотни-
кового распределителя, последний откроется, а если по какой-либо
причине произойдет задержка его открытия, летчику достаточно
ударить слегка ладоныб по нажимной кнопке золотника, чтобы он
открылся.
Неисправности гидросистемы с золотниковым распределителем
нажимного типа
В любой гидросистеме причиной серьезных неисправностей
может быть недостаток рабочей жидкости или наружная течь. Так
как указанная причина относится не только к этой гидросистеме,
в приводимой ниже таблице она не упоминается, в ней рассматри-
ваются только наиболее часто встречающиеся неисправности и спо-
собы их устранения для данной конкретной системы.
Неисправность
Причина
Способ устранения
Насос не создает гид-
равлического давления.
Насос не развивает до-
статочного давления для
приведения в действие
различных механизмов
Замедленное действие
системы по сравнению с
предусмотренными тех-
ническими требованиями.
Механизмы самолета,
действующие от гидро-
привода, не останавли-
ваются в нейтральном
положении.
Срезан предохрани-
тельный палец или спе-
циальное звено привода.
Предохранительный
клапан отрегулирован на
слишком малое давление
или сломана его пру-
жина.
Износ шестерен на-
соса.
В систему попал воз-
дух.
Пропуск рабочей жид-
кости в силовом цилинд-
ре или в распредели-
тельном кране.
Внутренняя течь жид-
кости в силовом цилин-
дре.
Снять и заменить насос.
Если пружина исправна,
отрегулировать предохрани-
тельный клапан заново.
Сломанную пружину заме-
нить.
Снять и заменить насос
Удалить воздух из си-
стемы способом, указанным
ниже.
Заменить сальниковые
уплотнения.
Заменить уплотнен' е
поршня.
1 На выпуск или на уборку.— Прим, ред.
118
www.vokb-la.spb.ru - Самолёт своими руками?!
П родолжение
.—-—" Неисправность Причина Способ устранения
Тарельчатый клапан распределительного кра- на не садится в гнездо. Очистить агрегат, удалив посторонние частицы. Прове- рить зазор между кулач- ком и клапаном и отрегули- ровать его или заменить де- тали.
Поршень ручного на- Поршень насоса про- Заменить уплотнение
coca движется слишком свободно. пускает рабочую жид- кость. Если насос продолжает пропускать жидкость, про- верить обратные клапаны на исправность их действия.
При работе ручным на- сосом ощущается пру- жинящее действие жид- кости. В систему попал воз- дух. Удалить из системы воз- дух.
ГИДРАВЛИЧЕСКАЯ СИСТЕМА С КЛАПАНОМ УПРАВЛЕНИЯ НАСОСОМ
Различие между системой с золотниковым распределителем
нажимного типа и системой с клапаном управления насосам за-
ключается в том, что первая имеет золотниковый распределитель
нажимного типа, а вторая — клапан управления насосом.
Для приведения в действие механизма при гидравлической си-
стеме такого типа летчик устанавливает распределительный кран
в положение, соответствующее включению нужного механизма, а
затем переводит ручку клапана управления насосом вниз и удер-
живает ее в этом положении до тех пор, пока механизм не срабо-
тает. Ручка снабжена пружиной, и после того как летчик отпустит
ее, она автоматически возвратится в положение «Выключено».
ГИДРАВЛИЧЕСКАЯ СИСТЕМА С РЕГУЛЯТОРОМ ДАВЛЕНИЯ
Применение и конструкция
Гидравлическая система с регулятором давления широко при-
меняется на больших самолетах, где она используется для приве-
дения в действие всех самолетных механизмов, работающих от
гидропривода, включая тормоза. Реже она устанавливается на
легких самолетах.
На рис. 84 показана принципиальная схема такой гидравличе-
ской системы.
В систему входят:
Резервуар 1 для хранения запаса рабочей жидкости гидроси-
стемы.
Фильтр 2 типа Куно для очистки рабочей жидкости от посто-
ронних частиц.
119
Шестереночный гидравлический насос 3 с приводом от агиа
двигателя, обеспечивающий гидравлическое давление для приве е
ния в действие шасси, тормозов, закрылков (щитков), ств С
бомболюков и т. п. л
Аккумулятор давления 4.
Обратные клапаны 5.
Распределительный кран 7 пробкового типа, позволяющий пере-
ключать питание гидросистемы на один или другой гидравли
ский насос с приводом от двигателя. Когда один насос питает
гидросистему, то поток жидкости от другого насоса обеспечив т
работу гидравлического автопилота.
Рис. 84. Гидравлическая система с
регулятором давления
Силовые цилиндры 8 и распределительный кран 9, приводят е
в действие механизм створок капотов двигателей. Самозапираю-
щиеся соединения 10 позволяют производить замену насоса или
двигателя без потери рабочей жидкости из системы.
Распределительный кран И управления закрылками (щит-
камй).
Автоматический клапан 12 для перепуска рабочей жидкости из
полости силового цилиндра, работающей на подъем шасси, в по-
лость, работающую на выпуск и обратно. Этот клапан обеспечи-
вает плавный и быстрый выпуск шасси.
Перепускной клапан 13, предохраняющий аккумулятор от пере
грузки во время аварийного действия ручным насосом и позволяю
щий производить зарядку аккумулятора в случаях, когда это не-
обходимо.
Регулятор давления 14, поддерживающий давление в заранее
установленных пределах и разгружающий механический насос.
Предохранительный клапан 15, предохраняющий систему от
чрезмерного давления при неисправности регулятора давления.
120
www.vokb-la.spb.ru - Самолёт своими руками?!
Дроссельные краны 16, установленные в механизме створок ка-
тов для замедления их движения.
п° обратный клапан 17 с калиброванным каналом. Он установлен
трубопроводе выпуска закрылков и служит для предотвраще-
в я слишком резкого движения последних при уборке.
Н Аварийный баллон 30 со сжатым воздухом, снабженный вен-
тилем 18. Он обеспечивает подачу воздуха под давлением через
аварийные автоматические клапаны 241 в силовые цилиндры 31
для приведения в действие створок бомболюков в аварийных слу-
чаях.
Демпфер 20 колебаний стрелки манометра 19 гидросистемы.
Ручной насос 21, используемый в аварийных случаях и для ис-
пытания системы на земле.
Гидравлический автопилот 22.
Концевые переключатели 23 в системе шасси, обеспечивающие
открытие створок его люков перед выпуском шасси и закрытие
створок после уборки шасси.
Силовые цилиндры шасси и створок его люков 25 и 28.
Редукционные клапаны 26 для ограничения давления, образую-
щегося за счет теплового расширения рабочей жидкости.
Кран управления тормозами 27 и дебустерные (понизитель-
ные) клапаны 6 для управления действием тормозов2.
Распределительный кран 29 створок бомболюков.
Предохранительный клапан 32 в системе закрылков (щитков),
обеспечивающий невозможность полного выпуска закрылков при
слишком больших скоростях полета.
Распределительный кран 33 системы шасси.
Силовой цилиндр 34 закрылков (щитков).
В данной гидросистеме для управления действиями механизмов
установлены распределительные краны, поршневого типа. В каж-
дой секции системы имеется свой редукционный клапан, предот-
вращающий увеличение гидравлического давления при повышении
температуры. Особенностью системы является также применение
воздушного давления для аварийного приведения в действие ство-
рок бомболюков.
Действие системы
Для приведения в действие гидравлической системы первый
•летчик, второй летчик или бортовой инженер ставит соответствую-
щий распределительный кран в нужное положение. Когда меха-
низм самолета,'действующий от гидропривода, достигает конца
своего рабочего хода, давление в аккумуляторе поднимается и ре-
гУлятор давления открывается автоматически, благодаря чему на-
с°с освобождается от перегрузки.
Такая аварийная .система с использованием сжатого воздуха часто приме-
яется также и для аварийного выпуска шасси.— Прим. ред.
Описание крана 27 и клапана 6 дано на стр. 142—146.— Прим. ред.
121
При действии створок бомболюков в аварийных случаях рас-
пределительный кран ставится в положение «Открыто» и откры
вается вентиль 18. Тогда сжатый воздух из аварийного баллона 3
устремится через автоматические аварийные клапаны 24 к сил
вым цилиндрам 31, открывающим створки бомболюков.
Неисправности гидравлической системы с регулятором давления
Наиболее частыми неисправностями гидравлической системы
данного типа (равно как и других типов) являются недостаток
рабочей жидкости и ее наружная течь. Поэтому в приведенной
ниже таблице эти неисправности не рассматриваются, в ней ука-
заны только причины и способы устранения других видов неисправ-
ностей.
Неисправность Причина Способ устранения
Давление в системе Регулятор давления Отрегулировать или заме
ниже нормального. отрегулирован непра- вильно. нить регулятор.
При нормальной ра- Клапан регулятора за- Очистить регулятор, если
боте насоса в гидроси- стеме нет давления. клинился или находится в положении «Открыто». возможно
Гидравлического дав- Распределительный Поставить ручку распре-
пения, создаваемого на- кран находится в полу- делительного крана насоса
сосом, едва хватает для открытом положении. в нужное положетие.
действия автопилота. Большой зазор между пробкой и корпусом рас- пределительного крана насоса. Подтянуть регулирово» ную гайку пробки, если она имеется. Если ее нет, зам нить кран.
При повороте ручки Течь рабочей жидко- Устранить течь в аккуму-
распределительного кра- на давление в аккумуля- торе мгновенно падает. сти в аккумуляторе. Неисправна пробка распределительного крана. ляторе или заменить его. Заменить пробку.
Шасси выпускается не- равномерно и медленно. Засорен автоматиче- ский клапан для шунти- рования полостей сило- вого цилиндра. Очистить клапан.
Не удается обеспечить Предохранительный Отрегулировать клапан
нормальной зарядки ак- кумулятора с помощью клапан отрегулирован на слишком низкое давле- на нормальное давление.
рacoca. ние.
В момент выключения Пропуск жидкости в Проверить обратный кла-
насоса манометр дает неверные показания. обратном клапане. пан и в случае необходи- мости отремонтировать его гнездо.
• Нет воздуха в аккуму- ляторе. Проверить аккумулятор на пропуск воздуха и, если н< - обходимо, заменить.
122
www.vokb-la.spb.ru - Самолёт своими руками?!
идрАВЛИЧЕСКАЯ СИСТЕМА С ПОСТОЯННЫМ ВЫСОКИМ ДАВЛЕНИЕМ
* в ГЛАВНОЙ НАГНЕТАЮЩЕЙ МАГИСТРАЛИ, РЕГУЛИРУЕМЫМ
РЕДУКЦИОННЫМ КЛАПАНОМ
Принцип действия
Простейшая схема гидросистемы такого типа 'показана на
пис. 85. Гидравлический насос 5 с приводом от авиадвигателя за-
бирает рабочую жидкость из резервуара 3 через обратный кла-
пан 4, установленный на всасывающей линии. Этот обратный кла-
Рис. 85. Гидросистема с постоянным высоким давлением в глав-
ной напорной магистрали и редукционным клапаном:
/ — фильтр; 2 — дренажное отверстие; 3 — резервуар; 4 и 6 — обратные
клапаны; 5 — насос с приводом от двигателя: 7 — редукционный клапан;
8—манометр; 9—ручной насос; 10 и 13 — силовые цилиндры шасси и
закрылков; // и 12—распределительные краны системы шасси и за-
крылков
пан поддерживает насос все время заполненным жидкостью, пред-
отвращая ее вытекание из всасывающей линии в то время, когда
насос не работает. На современных самолетах в гидросистеме, где
пасос имеет привод от двигателя, на линии всасывания между на-
сосом и резервуаром, часто на противоположной перегородке, уста-
навливается перекрывной кран, управляемый из кабины самолета.
° случае возникновения пожара этим аварийным краном перекры-
вается подвод рабочей жидкости к насосу.
123
Жидкость, подаваемая насосом под давлением, проходит через
обратный клапан 6 и редукционный клапан 7 к распределитель-
ным кранам 11 и 12. Редукционный клапан регулируется так
чтобы давление в системе не превышало установленной макси-
мальной величины. Если гидравлическое давление превышает эту
величину, редукционный клапан «сбрасывает» излишек давления
через сливную (магистраль в резервуар 3. Таким образом механи-
ческий насос и редукционный клапан поддерживают постоянное
высокое давление в главной нагнетающей магистрали, ведущей ко
всем кранам управления.
Так как насос с приводом от авиадвигателя работает непре-
рывно в течение всего времени работы двигателя, то, когда само-
летные механизмы, действующие от гидропривода, не работают,
редукционный клапан направляет жидкость в сливную магистраль.
Распределительные краны представляют собой простые кла-
паны с четырьмя отверстиями, через которые рабочая жидкость
направляется из нагнетающей магистрали в силовые цилиндры
и из силовых цилиндров возвращается в сливную магистраль к
резервуару. Перемещением ручки управления распределительными
кранами изменяется направление потока жидкости к силовым ци-
линдрам и тем самым изменяется направление движения их
поршней.
Фильтр 1 очищает рабочую жидкость от осадков и посторон-
них частиц. В некоторых гидросистемах фильтры устанавливаются
на нагнетающей магистрали или даже внутри резервуара.
Если механический насос в полете откажет, давление жидкости
может быть создано с помощью ручного насоса, который исполь-
зуется также и для испытания системы на земле. Обратный кла-
пан 6 устанавливается между редукционным клапаном и механи-
ческим насосом с целью предохранить насос от гидравлического
давления, создаваемого ручным насосом.
Манометр 8, показывающий давление в гидросистеме, устанав-
ливается на доске приборов или в каком-либо другом месте в ка-
бине летчика, где члены экипажа самолета могут легко следить за
его показаниями.
Недостатки гидравлической системы с постоянным высоким
давлением, регулируемым редукционным клапаном
Гидравлическая система такого типа имеет так много недо-
статков, что она редко применяется на больших самолетах. Основ-
ные ее недостатки следующие: 1) постоянная циркуляция рабочей
жидкости через насос под высоким давлением не только приводит
к потере энергии в виде тепла, но и вызывает повышенный износ
деталей насоса; 2) тепло, выделяемое рабочей жидкостью, вызы-
вает быстрое разрушение уплотнений и приводит к образованию
чрезмерной течи жидкости, так как все клапаны управления,
обратные клапаны и т. п. постоянно работают под высоким дав-
лением.
124
www.vokb-la.spb.ru - Самолёт своими руками?!
ГИДРАВЛНЧЕСКЛЯ СИСТЕМА С АККУМУЛЯТОРОМ И ПОСТОЯННЫМ
ВЫСОКИМ ДАВЛЕНИЕМ В ГЛАВНОЙ НАГНЕТАЮЩЕЙ МАГИСТРАЛИ,
РЕГУЛИРУЕМЫМ РАЗГРУЗОЧНЫМ КЛАПАНОМ (РЕГУЛЯТОРОМ
ДАВЛЕНИЯ)
На рис. 86 1представлена схема гидравлической системы, в кото-
рой давление регулируется с помощью разгрузочного клапана
(регулятора давления), действующего одновременно с одним или
двумя аккумуляторами.
Рис. 86. Гидросистема с аккумулятором и разгрузочным
клапаном (регулятором давления):
1 — фильтр; 2 — дренажное отверстие; 3 — резервуар; 4 — обратный
клапан; 5 — насос с приводом от двигателя; 6 — ручной насос; 7 —
разгрузочный клапан (регулятор давления); 8— предохранительный
клапан; 9—манометр; 10 и 12— тормоза; 11 — силовые цилиндры
тормозов; 13 и 14— клапаны управления тормозами; 15— аккуму-
лятор; 16 и 18 — распределительные краны закрылков и шасси;
17 и 19 — силовые цилиндры закрылков и шасси
Когда самолетные механизмы, приводимые в действие от гид-
ропривода, не работают, поток жидкости, создаваемый механиче-
ским насосом, непрерывно работающим от авиадвигателя, направ-
ляется 1 в сливную магистраль. Рабочая жидкость засасывается
насосом 5 из резервуара 3 через обратный клапан 4 на всасываю-
щей линии и нагнетается насосом под давлением через разгрузоч-
1 Через разгрузочный клапан (регулятор давления).— Прим. ред.
125
ный клапан (регулятор давления) 7, с помощью которого регуди 1
руется зарядка аккумулятора 15.
Как было объяснено выше, аккумулятор — это устройство, со-
храняющее рабочую жидкость под давлением для использования
в силовых цилиндрах. Он состоит из двух камер, разделенных гиб
кой диафрагмой. Одна из камер аккумулятора содержит сжатый
воздух, а другая — рабочую жидкость. Зарядка аккумулятора сжа-
тым воздухом до необходимого давления (в зависимости от кон-
струкции гидросистемы) производится еще до зарядки его рабочей
жидкостью.
До тех пор пока давление в аккумуляторе не достигнет зара-
нее установленной максимальной величины, на которую отрегули-
рован клапан (регулятор давления), этот клапан будет направлять
весь поток жидкости по нагнетающей линии в аккумулятор. После
зарядки аккумулятора разгрузочный клапан направляет поток
жидкости по сливной магистрали в резервуар, и жидкость начинает
свободно циркулировать между насосом 5, разгрузочным клапаном
(регулятором давления) 7 и резервуаром 3.
Во время действия самолетных механизмов, работающих от
гидропривода, рабочая жидкость поступает из аккумулятора1, и
давление в нем падает. При уменьшении давления ниже предела,
на который отрегулирован разгрузочный клапан (регулятор давле-
ния), последний снова направит поток рабочей жидкости в акку-
мулятор. Таким образом, регулируемое высокое давление удержи-
вается как в аккумуляторе, так и в кранах, регулирующих поток
жидкости, хотя от насоса не требуется высокое давление, когда
самолетные механизмы от гидропривода не работают.
Установленный в этой системе предохранительный клапан 8 ре-
гулируется на несколько большую максимальную величину гид-
равлического давления, чем разгрузочный клапан (регулятор дав-
ления), с той целью, чтобы гарантировать его действие в случае
заклинивания разгрузочного клапана в положении, соответствую-
щем зарядке аккумулятора. В этом случае гидравлическое давле-
ние может возрасти до чрезмерно большой величины, поэтому
предохранительный клапан также направляет поток жидкости че-
рез сливную магистраль в резервуар.
Поток рабочей жидкости направляется в силовые цилиндры че-
рез четырехходовые распределительные краны 16 и 18 обычного
типа, а обратный поток жидкости, вытесняемой поршнями сило-
вых цилиндров, идет через сливную магистраль к резервуару. При
обратном положении ручек распределительных кранов движение
поршней силовых цилиндров и направление потока жидкости изме-
няются на противоположные.
* Это имеет место в первый момент включения гидропривода. В дальней-
шем, когда давление в системе упадет ниже предела, на который отрегулиро-
ван разгрузочный клапан (регулятор давления), последний включит насос ДЛд
питания системы, и жидкость под давлением будет подаваться как к включен-
ному гидроприводу, так и в аккумулятор.— Прим. ред.
126
www.vokb-la.spb.ru - Самолёт своими руками?!
В системе установлен фильтр /, очищающий рабочую жид-
кость сливающуюся в резервуар, от осадков и посторонних частиц.
ручной насос 6 подает рабочею жидкость в систему в случае
отказа механического насоса в «полете. Кроме того, он исполь-
зуется для проверки действия гидросистемы на земле.
Манометр 9 устанавливается в кабине летчика для определения
величины гидравлического давления.
Клапаны 13 и 14 управления тормозами (колес) приводятся в
действие летчиками из кабины с помощью педалей, соединенных
с этими клапанами.
Конструкция тормозных колодок может быть различной, но
принцип их действия понятен из приведенной схемы и пояснений.
Сливная линия тормозной системы во избежание замедления дей-
ствия тормозов, вызываемого противодавлением при загрязненном
фильтре, направляет рабочую жидкость прямо, в резервуар, минуя
фильтр.
СИСТЕМА С ПОСТОЯННЫМ ВЫСОКИМ ДАВЛЕНИЕМ
В ГЛАВНОЙ НАГНЕТАЮЩЕЙ МАГИСТРАЛИ, РЕГУЛИРУЕМАЯ
ЗОЛОТНИКОВЫМ РАСПРЕДЕЛИТЕЛЕМ НАЖИМНОГО ТИПА
На рис. 87 приведена схема гидравлической системы, регули-
руемой золотниковым распределителем 7 нажимного типа. Этот
распределитель устанавливается в системе с целью снизить гид-
равлическое давление при продолжительном действии насоса с
приводом от авиадвигателя, в то время когда самолетные меха-
низмы, действующие от гидропривода, не работают.
Как и в других системах, рабочая жидкость забирается насо-
сом 5 из резервуара 3 через обратный клапан 4, установленный
на всасывающей линии.
Когда самолетные механизмы, действующие от гидропривода,
не работают, рабочая жидкость, нагнетаемая насосом, пропу-
скается свободно через обратный клапан 6 на нагнетающей линии
и золотниковый распределитель 7 нажимного типа в сливную ма-
гистраль к резервуару.
Распределитель этого типа можно считать ручным перекрыв-
ным краном, имеющим автоматическое включение. Для приведе-
ния в действие самолетных механизмов ручка соответствующего
распределительного крана ставится в рабочее положение и нажи-
мается кнопка золотникового распределителя 7. Перепуск рабочей
Жидкости в сливную магистраль оказывается, таким образом, пе-
рекрытым, и поток жидкости направляется к крану управления
силовыми цилиндрами.
В конце рабочего хода поршня силового цилиндра гидравличе-
ское давление возрастает, и при заранее установленной макси-
мальной величине поршень золотникового распределителя автома-
тически открывает отверстие для пропуска потока жидкости в
сливную магистраль к резервуару, и жидкость снова начинает
127
циркулировать без задержки из нагнетающей магистрали чер 3
распределитель 7 и сливную магистраль в резервуар 3. Таким о
разом, в этой системе не создается высокого давления в то вр< мя
когда самолетные механизмы не работают.
Рис. 87. Гидросистема с постоянным высоким давлением
в главной нагнетающей магистрали, регулируемым золотни-
ковым распределителем нажимного типа:
1 — фильтр; 2 — дренажное отверстие; 3 — резервуар; 4 и 6 — об-
ратные клапаны; 5 — насос с приводом от двигателя; 7 — золот-
никовый распределитель 8 — цилиндр для поглощения колебаний;
9—предохранительный клапан; 10— ручной насос; 11— манометр;
/2 и 14 — распределительные краны закрылков и шасси; 13 и 15 —
силовые цилиндры закрылков и шасси
Золотниковый распределитель нажимного типа выполняет в
гидросистеме без аккумулятора те же функции, какие разгрузоч-
ный клапан (регулятор давления) выполняет в системе с аккуму-
лятором.
Цилиндр 8 поглощает колебания давления, которые иначе
могли бы вызвать преждевременное выключение нажимного золот-
никового распределителя 7.
Предохранительный клапан 9 регулируется на более высокое
максимальное давление, чем золотниковый распределитель 7, и в
случае заклинивания распределителя 7, когда поршень не может
отоити в нейтральное положение, предохранительный клапан 9
128
wvvvv.vokb la.spb.ru - Самолёт своими руками?!
с абатывает, направляя поток жидкости в сливную линию к резер-
ву арУ-
Через распределительные краны 12 и 14 поток жидкости на-
правляется к силовым цилиндрам 13 и 15, а жидкость, вытесняе-
мая из цилиндров, идет в сливную магистраль к резервуару 3. При
перестановке ручек распределительных кранов в другое крайнее
положение направление потока жидкости и движение поршней в
силовых цилиндрах реверсируются.
функции фильтра 1, ручного насоса 10 и манометра И те же,
что и в системах, рассмотренных выше.
СИСТЕМА С ПОСТОЯННЫМ ВЫСОКИМ ДАВЛЕНИЕМ В ГЛАВНОЙ
НАГНЕТАЮЩЕЙ МАГИСТРАЛИ, ОБОРУДОВАННАЯ НАСОСОМ
ПЕРЕМЕННОЙ ПРОИЗВОДИТЕЛЬНОСТИ
Особенности работы
Такую гидравлическую систему иногда называют системой с
переменной нагрузкой. В ней может быть установлен, хотя и не
обязательно, аккумулятор давления. Насос с приводом от авиа-
двигателя имеет специальное устройство, управляющее его произ-
водительностью. Это устройство заранее устанавливается на же-
лаемое гидравлическое давление для данной системы.
Когда распределительные краны поставлены в нейтральное по-
ложение, насос подает только такое количество рабочей жидкости,
какое необходимо для поддержания давления на заданном уровне.
При включении распределительного крана давление в системе па-
дает, так как рабочая жидкость уходит в силовой цилиндр. Уст-
ройство> регулирующее подачу насоса, немедленно повышает его
производительность, восстанавливая нормальное давление в си-
стеме. При возрастании гидравлического давления после оконча-
ния рабочего хода поршня ото устройство понижает производи-
тельность насоса.
В насосах переменной производительности ставится также
предохранительный клапан, открытие которого отрегулировано на
более высокое давление, чем устройство для регулировки произво-
дительности насоса. Это предохраняет систему от чрезмерного
гидравлического давления.
Преимущества системы
Система такого типа исключает необходимость иметь разгру-
зочный клапан (регулятор давления) и аккумулятор, благодаря
чему уменьшается количество агрегатов в системе и устраняются
гидравлические удары, возможные в системе с регулятором давле-
ния Однако в тормозной системе можно установить один или
Диже два аккумулятора. При этом ставится также и обратный
клапан на нагнетающей линии, ведущей к клапанам управления
Ч Э. Чэпел, Р. Д Бент, Дж. Л. Маккинли 129
тормозами. Аккумулятор ставится между обратным клапаном
клапанами управления тормозами. Обратный клапан свободно
пропускает жидкость от насоса к клапанам тормозов в течение
всего времени работы насоса. После остановки насоса или при а.
дении давления в основной гидросистеме обратный клапан са-
дится в гнездо и отключает аккумулятор от основной сист \1Ь1
Рис. 88. Гидросистема с насосом переменной производительности
1 — резервуар; 2 — насос переменной производительности; 3 —
фильтр-отстойник; 4 — предохранительный клапан; 5 и 7 — обрат-
ные клапаны; 6 — ручной насос; 8 — распределительные краны с
возвратом в нейтральное положение с помощью пружин; 9 и 10 —
силовые цилиндры закрылков и шасси
обеспечивая таким образом гидравлическое давление только для
тормозов при нахождении самолета на земле с выключенными
двигателями.
Как правило, насосы переменной производительности устан в-
ливаются в гидравлических системах, где имеется шотребность в
гидравлическом давлении во время полета на крейсерской скоро-
сти для приведения в действие таких механизмов, как створки ка-
потов двигателей, бустеры рулей управления и нагнетатели гер-
метических кабин и автопилотов.
На рис. 88 приведена схема гидравлической системы с насо
переменной производительности, не имеющая разгрузочных клан ;
нов и аккумуляторов. Число гидравлических агрегатов в э I
системе сведено до минимума, что упрощает ее установку Ч
130
www.vokb-la.spb.ru - Самолёт своими руками?!
обслуживание, а на военном самолете такая система снижает
опасность поражения в бою. Подача насоса является постоянной
в пределах широкого диапазона числа оборотов авиадвигателя.
Насос развивает давление порядка 106,5 кг/см2. Охлаждение
достигается циркуляцией жидкости через картер насоса Ч
Одним из преимуществ системы этого типа является то, что
скорость действия силового цилиндра возможно регулировать то
мере необходимости. Это достигается путем дросселирования по-
тока в одной из общих линий к силовым цилиндрам. Степень
росселирования может быть постоянной или переменной в зависи-
мости от конструкции системы.
Конструкция такой системы требует высокого давления, разви-
ваемого насосом, заставляя его реагировать на промежуточные
положения силового цилиндра с соответствующим уменьшением
подачи жидкости под давлением. Силовой цилиндр действует при
этом замедленнее.
ГИДРАВЛИЧЕСКАЯ СИСТЕМА ОТКРЫТОГО ТИПА
С ПОЛНЫМ СБРОСОМ ДАВЛЕНИЯ
Особенности конструкции
Основной конструктивной особенностью этой системы является
то, что все распределительные краны или клапаны управления
объединены общей питающей или сливной магистралью. Когда
распределительные краны поставлены в нейтральное положение,
все отверстия, через которые рабочая жидкость проходит под дав-
лением, оказываются соединенными с отверстиями сливной маги-
страли. Поэтому жидкость все время циркулирует «между резервуа-
ром и насосом. Это продолжается до тех пор, пока не будет вклю-
чен в действие какой-либо самолетный механизм, работающий от
гидропривода. До этого момента в системе нет гидравлического
давления, кроме самого необходимого для преодоления трения
жидкости, проходящей по трубопроводам, и сопротивления потоку
в обратных клапанах.
Преимущества системы
Когда самолетные механизмы', действующие от гидропривода,
не работают, насос, приводимый от авиадвигателя, продолжает
подавать жидкость в систему, однако это не влечет за собой чрез-
мерной потери мощности двигателя и износа деталей насоса.
Кроме того, в связи с низким давлением в системе сильно умень-
шается износ клапанов. Продолжительная циркуляция рабочей
1 Эти данные относятся к какой-то определенной модели. Вообще же на-
сосы переменной производительности выпускаются на различное максимальное
Давление, с различными системами охлаждения, а также и без охлаждения.—
Дфид/. ред.
9*
131
жидкости при низком давлении через питающую и сливную маги-
страль очищает систему от воздуха, грязи и посторонних частиц.
Когда рабочая жидкость направляется через клапан управле-
ния к какому-либо самолетному механизму, гидравлическое дав-
ление возрастает до величины, необходимой для работы именно
©того механизма; при этом используется только один распредели-
тельный кран. Если все главные самолетные 1механизмы, работаю-
щие от гидропривода, будут действовать одновременно, то в слив-
ной магистрали ближайшего к насосу распределительного крана
чрезмерно поднимется противодавление.
Недостатки системы
Недостатком системы является то, что она не позволяет действо-
вать одновременно более чем одним распределительным краном.
Например, если распределительный кран закрылка (щитка) вклю-
чен, поток жидкости направляется к силовому цилиндру этого за-
крылка и для приведения в действие шасси или какого-либо
другого механизма самолета, работающего от гидропривода, ока-
зывается возможным использовать только ту рабочую жидкость,
которая вытесняется из противоположной полости силового ци-
линдра закрылков (щитков). Если в то же самое время будет
включен распределительный кран шасси, противодавление системы
шасси будет действовать на поршень силового цилиндра закрылка
(щитка) в направлении, противоположном его нормальному дви-
жению, что поднимет гидравлическое давление и приведет к вы-
ключению распределительного крана закрылков (щитков) до того,
как действие механизма будет выполнено4. »
Этот недостаток системы открытого типа не исключает воз-
можности ее применения в том случае, когда система исполь-
зуется только для управления закрылками (щитками) и шасси,
так как в нормальном полете действие этих самолетных механиз-
мов редко происходит одновременно. Но в том случае, когда си-
стема работает и на другие самолетные механизмы, такие, как
щитки капотов, заслонки масляного радиатора, автопилоты и т.п.,
невозможность одновременного включения двух распределитель-
ных кранов представляет собой серьезный недостаток. В этом слу-
чае возникает необходимость объединять эту систему с системой
высокого давления или устанавливать отдельную систему, управ-
ляющую тормозами.
На рис. 89 показана гидравлическая система открытого типа.
Насос 2 забирает рабочую жидкость из резервуара 10 и направ-
ляет ее через распределительные краны 11 и 12 обратно в резер-
вуар. При работе агрегатов этой системы давление в ней поддер'
живается в пределах, необходимых для преодоления трения жид-
1 Это возможно в том случае, если распределительный кран имеет устрой-
ство для автоматической установки в открытое положение при определенном
давлении.— Прим. ред.
132
www.vokb-la.spb.ru - Самолёт своими руками?!
кости в трубопроводах. Вместо распределительных кранов обыч-
ного поршневого или тарельчатого типа она имеет золотниковые
распределительные краны, автоматически устанавливающиеся в
нейтральное положение. Когда золотниковые распределители си-
стемы открытого типа находятся в нейтральном положении, то весь
Рис. 89. Гидросистема открытого типа с полным сбросом давления:
1 — манометр: 2 — насос с приводом от авиадвигателя: 3, 4, 13 и 14 — разъемы трубо-
проводов; 5 и 8 — обратные клапаны; 6—предохранительный клапан; 7 — фильтр; 9 —
перекрывной край аварийного запаса жидкости в резервуаре; 10 — резервуар; 11 и III —
распределительные крапы закрылков и шасси
поток жидкости свободно проходит через них в резервуар. Эти
распределители устанавливаются последовательно, а не парал-
лельно. В такой системе золотниковый распределитель одновре-
менно является клапаном, освобождающим насос от нагрузки в
конце рабочего хода поршней силовых цилиндров.
ГИДРАВЛИЧЕСКАЯ СИСТЕМА ОТКРЫТОГО ТИПА
В КОМБИНАЦИИ С СИСТЕМОЙ ПОСТОЯННОГО ВЫСОКОГО ДАВЛЕНИЯ
В ГЛАВНОЙ НАГНЕТАЮЩЕЙ МАГИСТРАЛИ
Система открытого типа может использоваться в комбинации с
системой, имеющей постоянное высокое давление в нагнетающей
(напорной) магистрали и гидроаккумулятор. В этом случае си-
стема открытого типа используется для приведения в действие
шасси, закрылков (щитков) и т. т., а аккумулятор другой системы
используется для приведения в действие тормозов, (механизмов
Управления оружием и т. д.
Принцип действия системы
Регулятор давления (разгрузочный клапан) включается в си-
стему открытого типа для обеспечения зарядки аккумуляторов. Во
время этого процесса весь поток рабочей жидкости направляется
133
на зарядку аккумуляторов, и в течение всего периода зарядки си-
стему открытого типа нельзя использовать для приведения в дей-
ствие самолетных механизмов.
Когда аккумуляторы заряжены, регулятор давления (разгру-
зочный клапан) направляет поток жидкости в систему открытого
типа, и его можно использовать для приведения в действие меха-
низмов, работающих от этой системы.
Если в системе постоянного высокого давления вследствие по-
ломки ее агрегатов появится течь, то аккумуляторы этой системы
нельзя будет зарядить до нормального давления, и регулятор дав-
ления будет все время находиться в положении для зарядки акку-
муляторов.
В этом случае нельзя пользоваться и механизмакми, действую-
щими от системы открытого типа.
ГИДРАВЛИЧЕСКИЕ СИСТЕМЫ ВЫСОКОГО ДАВЛЕНИЯ
Чтобы повысить мощность гидравлических приводов, не увели-
чивая их веса, на тяжелых самолетах 1 используется гидравличе-
ское давление свыше 200 кг/см2. Такие системы с высоким гидрав-
лическим давлением ускоряют действие шасси, закрылков (щит-
ков) и других механизмов самолета, работающих от гидропривода.
Рабочее давление2 в таких гидравлических системах колеб-
лется от 190 до 220 кг/см2. Большинство агрегатов этой гидравли-
ческой системы такие же, как и в системах с низким давлением,
но некоторые агрегаты, в том числе и механический насос, кон-
струируются специально для работы в гидросистемах с высоким
давлением.
При эксплуатации и ремонте гидравлических систем высокого
давления авиационный техник должен строго следить за тем,
чтобы все заменяемые материалы и детали по конструкции и типу
соответствовали условиям работы под высоким давлением. Неис-
правности различных соединений или трубопроводов в этих гидро-
системах могут привести к серьезным повреждениям самолета и
представлять опасность для личного состава.
В системах высокого давления применяются трубопроводы, из-
готовленные из нержавеющей стали или из алюминиевых сплавов.
Нержавеющая сталь используется в узлах, где возникают очень
большие напряжения.
Применяемые в таких системах гибкие шланги специально рас-
считаны на высокое давление. При проведении наземных испыта-
ний гидравлических систем с высоким давлением приходится со-
блюдать следующие предосторожности для защиты личного со-
става, обслуживающего самолет:
1 Системы высокого давления могут применяться на самолетах любых весо-
вых категорий.— Прим ред.
2 Есть системы и с более высоким давлением — Прим. ред.
134
www.vokb-la.spb.ru - Самолёт своими руками?!
1) на самолете должны находиться только лица, непосред-
ственно проводящие испытание;
2) в кабине самолета должен находиться опытный механик;
3) между механиком, находящимся в кабине, и техником, ру-
ководящим испытаниями, должна быть обеспечена связь через
спу1;
4) о начале испытания оборудования окружающие предупре-
ждаются звуковым сигналом;
5) все лица, не имеющие отношения к работе, не допускаются
к месту проведения испытаний.
ц 1 Связь может быть и другая, например по радио или, что применяется
аЩе, визуальная.— Прим. ред.
Глава V
ГИДРАВЛИЧЕСКИЕ ТОРМОЗНЫЕ СИСТЕМЫ
ТИПОВЫЕ СХЕМЫ
Назначение самолетной тормозной системы
Самолетная тормозная система используется при посадке са-
молета, рулении и на стоянке *.
Типы тормозных систем
Самолетные тормозные системы подразделяются на действую-
щие от 1механического, гидравлического или пневматического при-
вода. Все эти системы рассчитаны на включение тормозов с ис-
пользованием педалей1 2.
Тормоза механического типа в настоящее время можно встре-
тить только на легких самолетах устаревших конструкций. В та-
кой системе управление тормозами осуществляется с помощью
роликов, тросов и коленчатых рычагов, передающих усилия от пе-
далей к тормозньш колодкам.
На многих тяжелых самолетах тормозная система является под-
системой главной гидравлической системы, а на легких самолетах
часто устанавливается независимая тормозная система с управ-
ляющими цилиндрами3.
В качестве вспомогательных систем, независимых от действия
главной гидравлической системы, устанавливаются пневматические
тормозные системы, используемые в аварийных случаях при от-
казе главной гидросистемы.
1 А также при буксировке самолета.— Прим. ред.
2 В большинстве пневматических тормозных систем устанавливаются два
клапана управления тормозами (последовательно): один с управлением, уста-
новленным на ручке (штурвале) управления самолетом, а другой связан с пе-
далями.— Прим. ред.
3 Управляющие цилиндры также называют ножными насосами-датчиками
тормозной системы, главными цилиндрами тормозной системы, а также тормоз-
ными цилиндрами.— Прим. ред.
136
www.vokb-Ia.spb.ru - Самолёт своими руками?!
ТИПОВАЯ ТОРМОЗНАЯ СИСТЕМА С УПРАВЛЯЮЩИМИ
ЦИЛИНДРАМИ
Конструкция системы
На рис. 90 показана типовая схема тормозной системы с
управляющими цилиндрами, в которую помимо управляющих ци-
линдров 7, входят резервуар 4, детали механической передачи от
педалей к цилиндрам, гидравлические трубопроводы и механизм 6
затормаживания колес
на стоянке.
Трубопроводы мо-
гут быть жесткими,
гибкими или комбини-
рованными из тех и
Других.
Управляющий ци-
линдр 7 — агрегат, соз-
дающий гидравличе-
ское давление. На
каждую стойку шасси
ставится по одному ци-
линдру. По конструк-
ции — это односторон-
ний насос ручного дей-
ствия с возвратно-по-
ступательным движе-
нием поршня. Он пред-
назначен для подачи
в тормозную систему
гидравлической жидко-
сти под давлением.
Резервуар 4 — ба-
чок с запасом рабочей
жидкости, компенси-
рующим незначитель-
ную утечку ее в соеди-
нениях. Конструктивно
он выполняется либо как деталь управляющего цилиндра, либо
как отдельный бачок. Он сообщается с наружным воздухом для
того, чтобы обеспечить подачу жидкости самотеком. Вследствие
этого возникает необходимость все время поддерживать определен-
ный уровень жидкости в бачке, с тем чтобы воздух не мог проник-
нуть в гидросистему и нарушить ее работу.
Механическая передача от педалей к управляющим цилиндрам
состоит из рычагов и тяг, с помощью которых при нажатии на тор-
мозную педаль 3 происходит перемещение поршня в цилиндре.
137
Ю
Рис. 90. Типовая схема тормозной системы:
7 — педаль руля направления; 2 и 5 — возвратные пру-
жины; 3 — педаль тормоза; 4 — резервуар; б — ручка для
торможения самолета при стоянке; 7 — управляющие
цилиндры; 8 — сливной кран; 9 — силовой цилиндр; 10 —
тормозная колодка
Если летчик уберет ноги с педалей, пружины 2 и 5 возвратят их
в исходное положение и выключат управляющий цилиндр.
На большинстве самолетов тормозная система составля т
часть рулевой системы. Рулем и -тормозами колес можно пользо-
ваться независимо один от другого, но при желании ими можно
действовать одновременно.
Силовые цилиндры тормозов являются агрегатами тормозной
системы, которые под действием давления рабочей жидкости, по-
ступающей из управляющего цилиндра, прижимают тормозные ко-
лодки к барабану.
Механизм затормаживания колес самолета на стоянке является
частью основной гидравлической тормозной системы. Управлени
этим механизмом находится в кабине летчика. Если нажать на
тормозные педали 8 и взять на себя ручку 6 механизма заторма-
живания колес, тормоза замкнутся в положении «Включено». Но-
вое нажатие на педали освободит систему от торможения. В тор-
мозных системах используются различные конструкции цилиндров,
но обычно после вторичного нажатия на «педаль поршень управля-
ющего цилиндра возвращается в положение «Выключено». В за-
висимости от конструкции управляющего цилиндра при нажатии
на педали открывается клапан механизма затормаживания колес
на стоянке или выключается специальный замок, запирающий
тормоз на стоянке.
Действие системы
Рабочая жидкость поступает в тормозную систему из резерву-
ара 4 самотеком и заполняет камеру сжатия управляющего ци-
линдра и трубопроводы. Летчик может действовать тормозом на
каждое колесо в отдельности или на оба одновременно, так как
каждая тормозная педаль управляет только одним управляющим
цилиндром. Нажатие летчиком тормозных педалей заставляет
передвигаться «поршни в управляющих цилиндрах, при этом рабо-
чая жидкость подается под давлением к силовым цилиндрам.
При увеличении нажатия на педали давление в системе воз-
растает.
Из силовых цилиндров жидкость вытесняется обратно к управ-
ляющим цилиндрам под действием пружин, сжимающих тормоз-
ные колодки.
Обычно управляющий цилиндр снабжен компенсационным от-
верстием или клапаном, через который при повышении давления
от теплового расширения избыток гидравлической жидкости пере-
текает из камеры сжатия обратно в резервуар. Это предотвра-
щает непроизвольное торможение колес при повышении давления.
Компенсационное отверстие или клапан закрывается при незначи-
тельном «передвижении поршня, и ©то позволяет поднять гидрав-
лическое давление в системе до необходимого предела.
138
www.vokb-la.spb.ru - Самолёт своими руками?!
УПРАВЛЯЮЩИЕ ЦИЛИНДРЫ
Ниже приводятся типы управляющих цилиндров, применяемых
в тормозных системах различными фирмами США.
Управляющий цилиндр системы Гудиер
Конструкция управляющего цилиндра этой системы показана
на рис. 91.
На рис. 92 представлено положение деталей цилиндра в мо-
мент шоступления в него рабочей жидкости из резервуара через
впускное и компенсационное отверстия. Положение деталей, пока-
занное на рис. 93, соответствует моменту торможения. Управляю-
Рис. 91. Управляющий цилиндр системы Гудиер:
1 —литой корпус; 2— шгок поршня; 3 — соединительная муфта; 4 — поршень; 5—•
ограничитель хода поршня; 6 — контровочное кольцо ограничителя; 7 — пружина;
8 — уплотняющий манжет; 9 — резиновый чехол; 10 и // — хомуты чехла; /2 — шту-
цер впускного отверстия; 13 — вильчатый наконечник поршневого штока; 14—
контргайка; 15 — задняя уплотняющая манжета поршня; 16 — алюминиевая про-
кладка; 17 — компенсационное отверстие; 18 — отверстие для пропуска жидкости
самотеком; 19 — отверстия в головке поршня; 20 — вентиляционное отверстие чехла
Рис. 92. Управляющий цилиндр системы Гудиер; положение деталей в мо-
мент поступления рабочей жидкости из резервуара:
/ — выходное и 4 — входное отверстия; 2 — возвратная пружина; 3 — компенсационное
отверстие; 5 — поршень; 6 — шток поршня; 7 — чехол; 8 — вильчатый наконечник штока
139
щий цилиндр монтируется на педалях так, что наконечник 8 с уш-
ком поршневого штока 6 находится внизу, а возвратная пружина
наверху.
При подъеме поршня 5 вверх компенсационное отверстие 3 за-
крывается и давление в камере сжатия поднимается. Это гидрав-
лическое давление передается в силовой цилиндр тормоза.
Когда летчик снимает ногу с 'педали, поршень 5 под действием
возвратной пружины 2 возвращается в положение «Выключено».
Рис. 93. Управляющий цилиндр системы Гудиер; положение деталей в
момент торможения
В этом положении поршня компенсационное отверстие 3, как было
сказано выше, компенсирует изменение объема рабочей жидкости
от теплового расширения, отводя образующийся избыток жидко-
сти в резервуар Ч
При управляющем цилиндре такого типа тормоза запираются
на стоянке в положении «Включено» с помощью специального
храпового замка, являющегося частью механической рычажной
передачи между педалями и управляющими цилиндрами. Увеличе-
ние объема жидкости вследствие теплового расширения при повы-
шении температуры компенсируется пружиной, установленной в ме-
ханической передаче. Когда летчик с большим усилием нажимает
на тормозную педаль, храповой замок выключается.
Управляющий цилиндр системы Норт-Америкен
На рис. 94 схематически показан управляющий цилиндр систе-
мы Норт-Америкен. Он представляет собой единую отливку, вклю-
чающую корпус резервуара и два цилиндра, как показано на ри-
сунке. На правой стороне рисунка цилиндр показан в положении
«Включено», а на левой — в положении «Выключено».
Когда тормозная педаль нажата, поршень 7 движется от цен-
тра1 2. Клапан 8 при этом закрывается, и давление в системе под-
нимается.
1 Или восполняет утечку жидкости.— Прим ред.
2 Правый — вправо или левый — влево.— Прим. ред.
140
www.vokb-la.spb.ru - Самолёт своими руками?!
При снятии усилия с педали возвратная пружина 10 поршня
возвращает его в положение «Выключено». При этом шток клапа-
на 8 упирается в стопор 9, клапан открывается и рабочая жид-
кость поступает через него в цилиндр из резервуара 11.
При желании летчик может замкнуть тормоз в положении
«Включено» или в положении, соответствующем торможению при
стоянке самолета. Для этого он сначала применяет торможение,
а затем подтягиванием ручки 4 на себя закрывает клапан 6, чем
Рис. 94. Управляющий цилиндр Норт-Америкен:
1 — камера сжатия; 2— резиновый компенсатор; 3 и 5 —
отверстия, сообщающиеся с силовыми цилиндрами; 4— руч-
ка управления; 6 — клапан для торможения колес при
стоянке самолета; 7 — поршень; 8 — клапан; 9 — стопор;
10 — возвратная пружина поршня; 11 — резервуар
задерживается давление жидкости в системе. После этого педали
могут быть отпущены, и, хотя поршень возвращается в положение
«Выключено», колеса будут заторможены. Для компенсации рас-
ширения жидкости от температуры и предотвращения возможных
при этом повреждений используются резиновые компенсаторы 2.
Летчик может освободить тормоза, включенные при стоянке
самолета, достаточно сильным наж’атием на педали, при этом дав-
лением жидкости в управляющем цилиндре клапан 6 открывается.
ГИДРАВЛИЧЕСКИЕ СИСТЕМЫ С КЛАПАНОМ УПРАВЛЕНИЯ
ТОРМОЗАМИ КОЛЕС
Назначение клапана управления тормозами колес
•Клапан предназначен редуцировать давление жидкости, посту-
пающей из нагнетающей магистрали главной гидравлической си-
стемы к силовым цилиндрам тормозной системы, для приведения
в действие тормозов.
Необходимость такого устройства вызывается тем, что нор-
мальное давление в главной гидравлической системе превышает
максимальное давление, требующееся для действия тормозов.
141
Назначение понизителя давления (дебустера)
Понизитель давления (дебустер) служит для понижения давле-
ния жидкости, поступающей к тормозам, с тем чтобы обеспечить
плавность их действия. Этот агрегат иногда применяется совме-
стно с клапаном управления тормозами
Типы клапанов управления тормозами
В самолетных тормозных системах наиболее распространены
два типа клапанов управления тормозами: с внешним и внутрен-
ним расположением пружин. Каждый из этих типов может пред-
ставлять собой сблокированный клапан, состоящий из двух клапа-
нов, совмещенных в одном корпусе, причем каждый из клапанов
работает самостоятельно и редуцирует гидравлическое давление
для тормоза одного колеса1 2. Независимо от типа клапан управле-
ния тормозом передает в тормозную систему только определен-
ную часть гидравлического давления главной гидросистемы. Вели-
чина этого давления зависит от силы нажатия летчиком на пе-
даль.
Клапан управления тормозом с наружной пружиной3
На рис. 95 показан клапан такого типа. Клапан имеет корпус
с четырьмя отверстиями, два клапана управления и две наружные
вильчатые пружины4 8. Клапан управления состоит из поршня 1
с клапаном выпуска 3, обратного клапана 2 и неподвижно закреп-
ленного стопорного штифта 4. Шток 5 поршня 1 выходит из кор-
пуса наружу и своим концом соединяется с вильчатой пружиной 8.
На правой стороне рисунка показан момент, когда обратный
клапан 2 находится в гнезде и закрывает проход для рабочей
жидкости, находящейся под давлением, из главной гидросистемы
в тормозную, которая в свою очередь соединена со сливной маги-
стралью через каналы, просверленные в поршне.
Когда летчик нажимает на педаль, вильчатая пружина 8, бу-
дучи связанной с педалью, поворачивается вокруг своей оси 9.
В начале этого вращения поршень 1 поднимается настолько, что
клапан выпуска 3 сядет в гнездо поршня 1 и закроет проход ра-
бочей жидкости в сливную магистраль.
1 Понизитель давления устанавливается в линии гидросистемы тормозов ме-
жду клапаном управления тормозами и самими тормозами (силовыми цилин-
драми). Помимо понижения давления, он обеспечивает также ускорение дейст-
вия тормозов.— Прим. ред.
2 Точнее, всех колес одной стойки шасси.— Прим. ред.
3 Эта пружина обычно называется редукционной, так как она фактически
регулирует величину давления в тормозной системе.— Прим. ред.
4 На рис. 95 показана только одна левая наружная пружина.— Прим, реи-
142
www.vokb-la.spb.ru - Самолёт своими руками
При дальнейшем движении поршень 1 передвинет вместе с со-
и клапан выпуска 3, который своим острием выведет из гнезда
ик обратного клапана 2, как это показано на левой стороне
рисунка.
рабочая жидкость из главной гидросистемы входит под давле-
Н1 еМ в корпус клапана через входное отверстие А, проходит
выходит через отверстие D в тру-
через ооратныи клапан и
бопровод, идущий к тор-
мозу правого колеса.
Поршень под действием
гидравлического давле-
ния сверху стремится
опуститься вниз, и, когда
это давление возрастет
настолько, что усилие,
действующее на поршень,
сможет сжать вильчатую
пружину 8, поршень 1
вместе с клапаном вы-
пуска 3 опустятся вниз и
шарик обратного клапа-
на 2 снова сядет в гнездо.
В этот момент доступ ги-
дравлической жидкости
под давлением в тормоз-
ную систему будет за-
крыт.
Величина гидравличе-
ского давления в тормоз-
ной системе определяется
усилием сжатия вильча-
той пружины 8, необхо-
димым для того, чтобы
шарик обратного клапа-
Рис. 95. Клапан управления тормозом с на-
ружной пружиной:
1 — поршень; 2— обратный клапан; 3—клапан вы-
пуска; 4 — стопорный штифт; 5 — шток поршня;
6 — регулировочный винт низкого давления; 7 — ре-
гулировочный движок; 8 — вильчатая пружина; 9 —
ось пружины; А — входное отверстие; В и D— отвер-
стия, сообщающиеся с тормозными цилиндрами; С —
выходное отверстие в сливную магистраль
на 2 сел в свое гнездо, а
это в свою очередь зави-
сит от угла поворота вильчатой пружины (степени нажатия лет-
чиком ножной педали). Таким образом, и величина давления,
создаваемого в тормозной системе, определяется величиной
отклонения педали ногой летчика. Когда он снимает ногу с педали,
поршень 1 и клапан выпуска 3 двигаются вниз под действием
гидравлического давления на поршень. После незначительного
перемещения поршня вниз клапан выпуска 3 нижним хвостовиком
Упрется в стопорный штифт 4. При этом буртик клапана 3 выйдет
из гнезда, и это откроет путь для рабочей жидкости через каналы,
просверленные в поршне 1, в нижнюю полость, и она будет выхо-
дить через отверстие С в резервуар. В этот момент колеса будут
расторможены.
143
Клапан управления тормозом с внутренней пружиной1
На рис. 96 показан в разрезе клапан управления тормозом с
внутренней пружиной. Он состоит из корпуса с тремя отверстиями,
плунжера /, пружины 2, поршня 7, конусного обратного клапа
на 6 и тарельчатого клапана 4.
Рис. 96. Клапан управления тормозом с внутренней
пружиной:
I — плунжер; 2 — пружина; 3 — кулачок; 4 — тарельчатый кла-
пан; 5 — регулировочный винт кулачка; 6 — конусный обратный
клапан; 7— поршень (скользящий клапаи); 8 — направляющая
втулка обратного клапана; 9—обратная пружина клапана;
10 — отверстия в направляющей втулке; А — отверстие, сооб-
щающееся с нагнетающей магистралью главной гидросистемы;
В — выход жидкости в тормозную систему; С — выход жидко-
сти в сливную магистраль
Когда летчик нажимает ногой на педаль, то плунжер 1 под
действием передаточного рычага входит внутрь корпуса, сжимая
пружину 2 и передвигая поршень 7 вправо. В начале пути поршня
конусный клапан 6 закроет центральное отверстие поршня 7. При
дальнейшем движении поршня конусный клапан 6 будет двигаться
вправо вместе с ним. Это движение повернет кулачок 3 на оси и
откроет тарельчатый клапан 4, сообщая внутреннюю часть кор-
пуса с отверстием А, находящимся под давлением.
Рабочая жидкость, поступающая из главной гидравлической
системы; под давлением проходит теперь свободно через тарельча-
тый клапан 4 к отверстию В и далее в тормозную магистраль.
Повышение давления в этой магистрали, воздействуя на конусный
клапан 6 и поршень 7, передвигает их влево, сжимая пружину.
Как только конусный клапан сдвинется влево, тарельчатый кла-
’ См. примечание 3 на стр. 142.— Прим, ред.
144
www.vokb-la.spb.ru - Самолёт своими руками?!
пан 4 закроется и увеличение давления в тормозной системе пре-
кратится *.
Таким образом, давление в тормозной системе зависит от ве-
личины сжатия «пружины 2, которое определяет момент закрытия
клапана 4. В свою очередь величина сжатия этой пружины зави-
сит от пути, проходимого плунжером 1 вправо под действием ме-
ханической передачи от тормозной педали. Поэтому и величина
давления в тормозной системе прямо пропорциональна силе нажа-
тия на тормозную педаль. Благодаря наличию клапана управле-
ния в тормозной системе может быть создано любое гидравличе-
ское давление в пределах его регулировки. Максимальное давле-
ние регулируется упором плунжера /, силой пружины 2 и регули-
ровочным винтом 5.
Понизитель давления (дебустер)
Понизитель давления (дебустер), как об этом упоминалось
выше, предназначен для дальнейшего понижения давления за кла-
паном управления тормозами с целью смягчения резкого действия
тормозов. В более широком понимании можно считать, что назна-
чение понизителя давления следующее:
1) снижение гидравлического давления после клапана управ-
ления тормозами до величины, необходимой для действия тор-
мозов;
Рис 97. Понизитель Давления (дебустер)
2) обеспечение быстрого действия тормозов.
Типовой понизитель давления, показанный на рис. 97, пред-
ставляет собой цилиндр с крышками на обоих концах, к которым
присоединяются трубопроводы тормозной системы и клапана упра-
1 Когда летчик отпустит педаль, пружина 2 будет разгружена и поршень 7
ПоД действием пружины 9 передвинется влево. Обратный клапан 6 своим за-
плечиком ляжет на направляющую втулку 8, и центральное отверстие в порш-
Не 7 откроется (как показано на рис. 96). При этом рабочая жидкость из тор-
мозной системы через отверстие 10 в направляющей втулке 8, центральное от-
верстие в поршне 7 и отверстие С уйдет в сливную магистраль. Колеса шасси
°УДут расторможены.— Прим. ред.
Ю Ч. Э. Чэпел, Р. Д. Бент, Дж. Л. Маккинли 145
вления тормозом. Внутри цилиндра размещены направляющая
гильза 5 и поршень 5, нагруженный пружиной 2.
Поршень 3 разделяет цилиндр внутри на небольшую камеру 4
высокого давления, сообщенную через отверстие А с клапаном
управления тормозом, и камеру 1 большего объема с низким дав-
лением. Эта камера сообщена через отверстие В с трубопроводом
идущим к силовому цилиндру тормоза. Компенсационный кла-
пан 6 шарикового типа установлен в центре поршневой головки.
Рабочая жидкость, поступающая под давлением от клапана
управления тормозом к отверстию А, оказывает давление на вну-
треннюю сторону поршня и стремится передвинуть его влево. Как
только поршень 3 начинает двигаться внутрь камеры /, он сжи-
мает возвратную пружину 2 и вытесняет рабочую жидкость из
этой камеры через отверстие В в тормозную линию. Разность дав-
лений в большой и малой камерах определяется-тем, что: а) дав-
ление, действующее на внутреннюю сторону поршня, должно пре-
одолеть сопротивление сильной возвратной пружины 2, прежде
чем поршень сможет сдвинуться влево; б) площадь поршня, на
которую действует давление, имеющееся в камере 4, меньше, чем
площадь, на которую действует давление, имеющееся в камере /,
поэтому и давление в камере 1 меньше, чем в камере 4.
Таким способом дебустер понижает гидравлическое давление и
смягчает действие тормозов, несмотря на высокое давление в глав-
ной гидравлической системе1.
Как только гидравлическое давление в рабочей жидкости, по*
ступившей от клапана управления тормозами, будет снижено, воз-
вратная пружина 2 поршня сдвинет его обратно в правую сто-
рону. Это немедленно снизит гидравлическое давление в камере/
низкого давления и в соответствующей степени ослабит действие
тормоза.
При работе тормоза поршень передвигается почти на полную
длину цилиндра. В случае появления течи в тормозной системе
поршень будет двигаться влево до тех пор, пока закрепленный в
левой крышке цилиндра штифт 7 не откроет компенсационный
клапан 6. Так как площадь поршня со стороны камеры 1 больше,
чем со стороны камеры 4, то гидравлическое давление в тормоз-
ной системе при открытом компенсационном клапане 6 не сможет
превысить давление, существующее при нормальном рабочем ходе
поршня 2.
1 Понизитель давления выполняет также роль ускорителя действия тормо-
зов Так как диаметр камеры низкого давления 1 больше диаметра камеры вы-
сокого давления 4, то при данном ходе поршня 3 из камеры / будет вытесняться
больший объем жидкости, чем объем жидкости, поступающей в камеру 4. Сле-
довательно, скорость движения жидкости через отверстие Вив трубопроводах
тормозов будет больше, чем через отверстие А.— Прим. ред.
2 Если давление в камере 1 превысит нормальное рабочее давление в тор-
мозной системе, то поршень переместится вправо, и компенсационный клапан за-
кроется.— Прим,, ред.
146
www.vokb-la.spb.ru - Самолёт своими руками?!
АВАРИЙНЫЕ ПНЕВМАТИЧЕСКИЕ ТОРМОЗНЫЕ СИСТЕМЫ
Назначение и конструкция
Назначение аварийной пневматической тормозной системы —
обеспечить работу тормозов с помощью сжатого воздуха в слу-
чае неисправности гидра-
влической системы.
На рис. 98 приведена
схема типовой аварийной
пневматической системы
торможения. Она состоит
из следующих агрегатов
и деталей: баллона /, за-
ряженного сжатым воз-
духом; клапана 5 аварий-
ного торможения, устано-
вленного у баллона и
приводимого в действие
летчиком из кабины са-
молета; крана 6, исполь-
зуемого для растормажи-
вания путем выпуска воз-
духа в атмосферу (такой
кран применяется не во
всех системах); автомати-
ческих аварийных клапа-
нов 9 (переключателей),
через которые сжатый
воздух проходит к сило-
вым цилиндрам тормозов
(эти клапаны о днов ре-
Рис. 98. Схема типовой пневматической си-
стемы аварийного торможения
/ — баллон со сжатым воздухом; 2—манометр; 3 —
трос управления из кабины летчика; 4 — кулачковый
механизм; 5 — клапан аварийного торможения; 6 —
кран растормаживания; 7 и в — трубопроводы гидро-
системы к тормозным клапанам или дебустерам;
9—аварийные клапаны; 10 и 11— тормозные колод-
ки наружных и внутренних колес стоек шасси
менно закрывают проход
воздуха в главную гидравлическую систему, сохраняя в ней дав-
ление1); кроме того, в системе имеются необходимые трубопроводы
и соединения.
Действие системы
Когда летчик производит торможение с помощью аварийной
тормозной пневматической системы, прежде всего он открывает
клапан 5 аварийного торможения, что дает доступ сжатому воз-
духу из баллона 1 в тормозную систему. При этом поршень авто-
матического аварийного клапана 9 закрывает отверстие основной
гидравлической системы, открывает доступ сжатому воздуху к си-
ловому цилиндру и производит торможение. В некоторых системах
При открытии клапана аварийного торможения все имеющееся в
_____
1 Основное назначение этих клапанов — предотвратить проникновение воз-
духа в главную гидросистему, а также попадание рабочей жидкости в аварий-
НУЮ пневматическую систему.— Прим, перев.
Ю* 147
баллоне давление передается в тормозную систему. В др/гих си-
стемах этот клапан передает пониженное давление, необходнм0е
для торможения.
При растормаживании колес летчик закрывает клапан 5 ава-
рийного торможения и открывает кран 6 растормаживания аварий-
ной системы. В некоторых гидравлических системах оба эти кла-
пана (клапан 5 аварийного торможения и кран 6 растормажива-
ния) объединяются в одном агрегате, поэтому летчик может
одновременно управлять ими.
Необходимо помнить, что после использования аварийной
пневматической системы надо удалить воздух из тормозной си-
стемы, перезарядить баллон со сжатым воздухом и закрепить
ручку управления в 'положении «Выключено». При этом особенно
тщательно нужно проверять пневматики колес, так как при поль-
зовании аварийной тормозной системой возможен их повышенный
износ.
Назначение аварийного автоматического клапана
Этот клапан устанавливается для того, чтобы в случае неис-
правности главной гидравлической системы отключить ее и обес-
печить проход воздуха под давлением от аварийной пневматической
системы к тормозу при открытии клапана аварийного торможения.
При нормальном действии гидравлической системы этот клапан
отключает аварийную систему и обеспечивает проход рабочей жид-
кости к тормозам. На каждый тормоз устанавливается отдельный
аварийный автоматический клапан *.
ГИДРАВЛИЧЕСКАЯ ТОРМОЗНАЯ СИСТЕМА НА ЛЕГКОМ САМОЛЕТЕ
На рис. 99 показана гидравлическая тормозная система одного
из легких самолетов. Можно видеть различные агрегаты системы,
которые обеспечивают гидравлическое давление и передачу его по
трубопроводам к тормозам колес. Трубопроводы изготовлены из
алюминиевых труб и шлангов из синтетической резины. В этой си-
стеме могут быть применены тормоза различных типов: колодоч-
ные, камерные и дисковые.
Главнейшими агрегатами системы являются: резервуар 1 с за-
пасом рабочей жидкости, тормозные педали 2 и 4, управляющие
цилиндры 5 и 6, автоматические клапаны и трубопроводы'. Ру4'
ка 5, находящаяся в кабине летчика, служит для включения тор-
мозов на стоянке самолета.
В данной тормозной системе тормоза могут действовать неза-
висимо или вместе. Обе части системы взаимосвязаны, и тормоза
1 Описание аварийного автоматического клапана дано на стр. 65, рис. 42.—*
Прим, перев.
148
www.vokb-la.spb.ru - Самолёт своими руками?!
Рис. 99. Гидравлическая тормозная система легкого самолета
149
могут быть приведены в действие как с левого, так и с правого си-
дения летчиков.
Рабочая жидкость из резервуара 1 поступает к управляющим
цилиндрам 5 и 6 и при нажатии тормозных педалей идет под дав-
лением к силовым цилиндрам тормозов по трубопроводам 7.
Чтобы затормозить самолет на стоянке, необходимо оттянуть
ручку 3 назад и произвести несколько качаний педалями 2 и 4 д0
тех пор, пока в системе не появится достаточное давление для за-
тормаживания колес. Это давление удерживается с помощью
специального клапана. Для растормаживания ручку 3 надо подать
вперед.
ПРОВЕРКА ГИДРАВЛИЧЕСКИХ ТОРМОЗНЫХ СИСТЕМ И УХОД ЗА НИМИ
Периодичность проверок
Самолетная тормозная система все время должна быть в пол-
ностью исправном состоянии, поэтому ее надо проверять система-
тически через небольшие промежутки времени. Кроме того, при
каждом осмотре самолета необходимо производить осмотр всех
агрегатов и деталей гидравлической тормозной системы, убеждаясь
в правильности их монтажа, отсутствии деформации, течи и т. д.
Течь рабочей жидкости
Все трубопроводы и соединения проверяются во время работы
системы при полном рабочем давлении. Ослабленные соединения
нельзя подтягивать, пока давление в системе не спущено. Течь,
обнаруженная в управляющих цилиндрах, устраняется подтяжкой
сальниковых гаек, но при этом надо помнить, что чрезмерная за-
тяжка этих гаек может вызвать прогиб штоков управляющих ци-
линдров. При проверке всех гибких трубопроводов надо следить за
тем, чтобы у них не было «мягких» (ослабленных) мест или вздутий
и трещин. При малейших признаках разрушения трубопроводы
нужно заменить.
Наличие воздуха в системе
«Пружинящее» действие ножных педалей указывает на нали-
чие в системе воздуха, который необходимо удалить описанным
ниже способом.
Уровень жидкости
Для того чтобы предотвратить просачивание воздуха в гидро-
систему, следует все время поддерживать необходимый уровень
рабочей жидкости в резервуаре.
Общие указания по уходу и ремонту
Прежде чем снять нужный агрегат, следует проверить все его
соединения и передачи. Погнутые поршневые штоки, сработав-
шиеся цилиндры и другие детали и агрегаты, непригодные для ра-
боты, нужно немедленно заменить.
150
www.vokb-la.spb.ru - Самолёт своими руками?!
При незначительном повреждении гнездо компенсационного
кпапана достаточно притереть, применив специальную притироч-
ную пасту. В ремонтных мастерских при этом обычно применяют
с ениальное приспособление для центрирования положения
поршня и штока во время притирки. После притирки клапана надо
тщательно удалить с его гнезда остатки притирочной пасты и про-
мыть каналы поршня. Если поршень или шток сильно повреждены,
их необходимо заменить.
Мелкие царапины на стенках цилиндров обычно не влияют на
ействие агрегата. При глубоких царапинах цилиндр нужно заме-
нить, так как шлифовкой можно удалить антикоррозийное покры-
тие стенок.
Шланги и трубопроводы, находящиеся под давлением, ремонту
не подлежат. Их заменяют новыми при малейшем подозрении на
возможное повреждение или поломку. Обязательно заменяются
все детали системы торможения, на которых обнаружены повре-
ждения.
УДАЛЕНИЕ ВОЗДУХА ИЗ ТОРМОЗНОЙ СИСТЕМЫ
Причины попадания воздуха в систему
Наиболее частые причины попадания воздуха в тормозную си-
стему следующие:
1) негерметичность гидравлических трубопроводов системы;
2) недостаточная подача рабочей жидкости в управляющие ци-
линдры.
Удаление воздуха, попав-
шего в гидравлическую си-
.стему, производят следую-
щими способами.
Удаление воздуха из тор-
мозной системы с управляю-
щими цилиндрами путем
прокачивания жидкости
с использованием управ-
ляющего цилиндра в каче-
стве насоса
На рис. 100 приведена
схема гидравлической тор-
мозной системы, на которой
показана ручка 2 для тор-
можения колес на стоянке,
Рис. 100. Схема гидравлической тормозной
системы
педаль 1 тормоза и педаль 3 руля направления, резервуар 4, управ-
ляющие цилиндры 5 и силовые цилиндры 6.
На рис. 101 приведена подобная же схема, но с добавлением
специального оборудования, дающего возможность использовать
151
8
Рис. 101. Схема гидравлической тормозной
системы с возможностью использования
управляющих цилиндров как насосов для
прокачивания рабочей жидкости:
1 — педали тормоза; 2 — ручка для включе-
ния тормоза на стоянке; 3 — педали руля на-
правления; 4— резервуар; 5 — управляющие ци
линдры; б — силовые цилиндры; 7 — сливные
краны; 8 — дополнительная емкость; 9 — тормоз-
ные колодки; 10 — сливные стаканы емкостью
около 5 л
главные цилиндры как насосы при прокачивании рабочей жидко-
сти через систему. Дополнительная емкость 8, соединенная шлангом
с резервуаром 4, заполняет-
ся частично той же рабочей
жидкостью, которая исполь-
зуется в системе. Другие
шланги присоединяются к
сливным кранам 7 силовых
цилиндров 6, а их открытые
концы опускаются в слив-
ные стеклянные стаканы 10,
заполненные той же рабо-
чей жидкостью.
Чтобы удалить воздух из
системы, нужно несколько
раз нажать и отпустить
тормозные педали. При
этом, перед тем как нажать
на тормозную педаль, бы-
стро открывают сливной
кран 7 и так же быстро его
закрывают в тот момент,
когда тормозная педаль
медленно возвращается в
выключенное положение.
Операцию повторяют до тех
пор, пока в сливных стака-
нах 10 не прекратится обра-
зование пузырьков воздуха.
Для этого может потребо-
ваться прокачать через си-
стему до 0,6 л и более рабо-
чей жидкости в зависимости
от конструкции системы.
Закончив работу, нужно
плотно закрыть сливные
краны 7, отсоединить шланги и проверить уровень жидкости в ре-
зервуаре. В случае отклонения уровень доводят до нормы.
10
Удаление воздуха из тормозной системы с управляющими
цилиндрами принудительной подачей жидкости в систему
через сливной кран силового цилиндра
На рис. 102 показана специальная установка для удаления
воздуха из тормозной системы. Она состоит из следующих дета-
лей: трубопровода 2, идущего от регулятора давления, регулируе-
мого на давление около 2 кг/см?-, воздушного обратного клапана 5;
предохранительного клапана 4; контейнера 7 емкостью около 2 л
152
www.vokb-la.spb.ru - Самолёт своими руками?!
с крышкой /; манометра 8 со шкалой от 0 до 2,5 кг/см2-, медной
трубки 5 диаметром 4,8 мм, согнутой в виде петли; штуцера 6 для
присоединения к сливному крану силового цилиндра; запорного
крана 9 и необходимой арматуры.
При выполнении операции по удалению воздуха из тормозной
системы надо снять пробку заливной горловины резервуара и вме-
сто нее поставить ниппель со шлангом. Открытый конец шланга
опускается в чистый бидон.
Рис. 102. Схема установки для удаления воздуха из
гидравлической тормозной системы
Затем открывают сливное отверстие силового цилиндра тормо-
зов и присоединяют к нему штуцер 6 с трубопроводом для подачи
жидкости из контейнера 7. На трубопроводе установлены запор-
ный кран 9 и манометр 8, как показано на рис. 102. Петля 5 из
медной трубки служит демпфером.
Рабочая жидкость, заполняющая контейнер 7, находится под
давлением 0,4—0,7 кг/см2, что достигается подачей в контейнер
сжатого воздуха. Техник отключает тормоза, медленно открывает
запорный кран 9 на трубопроводе, идущем к силовому цилиндру
тормоза, и пропускает жидкость в цилиндр При этом давление в
силовом цилиндре не должно превышать величины, необходимой
для циркуляции жидкости в системе.
Для удаления пузырьков воздуха из гидравлической системы
жидкости позволяют вытекать из бачка самотеком. Когда жид-
кость дойдет до заливной горловины резервуара, закрывают за-
порный кран 9. После этого закрывается спускной кран силового
цилиндра, отсоединяется дополнительная установка и проверяется
Уровень жидкости в резервуаре. В случае необходимости уровень
Доводится до нормы.
153
Удаление воздуха из тормозной системы с управляющими
цилиндрами при помощи воздушного давления
На некоторых самолетах воздух из тормозной системы с уПр
вляющими цилиндрами можно удалить, нагнетая его через в
душный клапан в верхней части резервуара. Сжатый воздух п
дается в резервуар до тех пор, пока давление в нем не достигне
величины около 0,4 кг)см2. После этого несколько раз нажимают и
отпускают тормозные «педали. Это позволяет удалить воздух из
системы, но такой способ не всегда дает хорошие результаты.
Удаление воздуха из системы с клапаном управления тормозом
Перед удалением воздуха из тормозной системы такого типа
нужно предварительно зарядить аккумулятор тормозной системы.
Затем к сливному крану силового цилиндра присоединяется шланг
для удаления воздуха, свободный конец которого опускают в чис-
тый стеклянный стакан, заполненный рабочей жидкостью. После
этого техник открывает сливной кран силового цилиндра и, рабо-
тая тормозными педалями, «прогоняет жидкость через клапан упра-
вления тормозом до тех пор, пока в стакане не прекратится появ-
ление пузырьков воздуха. Затем он плотно закрывает сливной
кран, отсоединяет от него шланг для удаления воздуха, ставит на
место предохранительный колпачок и «проверяет общее действие
тормозной системы; чтобы убедиться в ее исправности.
РЕГУЛИРОВКА ТОРМОЗНОЙ СИСТЕМЫ, СНАБЖЕННОЙ ГЛАВНЫМИ
ЦИЛИНДРАМИ
Регулировка рычажно-механической передачи
Регулировка рычажно-механической передачи тормозной систе-
мы производится с целью изменить рабочий ход поршня. Напри-
мер, может оказаться, что, несмотря на полный рабочий ход
плунжера клапана управления тормозом, давление в тормозной си-
стеме останется низким. Это может вызываться различными при-
чинами, но наиболее вероятной является неправильная регулиров-
ка механической передачи к рычагу тормозного клапана. В «этом
случае бывает необходимо укоротить соответствующую тягу пере-
дачи.
Регулировка клапана управления тормозом, снабженного
наружной пружиной
При эксплуатации клапана этого типа может возникнуть необ-
ходимость регулировки его на низкое и высокое давление. Сначала
производится регулировка низкого давления.
Регулировка клапана на низкое давление
Чтобы отрегулировать клапан на низкое давление, к сливному
крану тормозного силового цилиндра присоединяют манометр низ-
кого давления и открывают кран. После этого нужно завернуть
154
www.vokb-la.spb.ru - Самолёт своими руками?!
регулировочный винт низкого давления до тех пор, пока манометр
jje покажет давление 0,7—1,1 кг/см2, нажать тормозные педали до
половины их рабочего хода и затем отпустить их. После этого
надо отвернуть регулировочный винт, пока манометр не покажет
давление1 0,35 кг!см2. Затем регулировочный винт отворачивают
еще на V4 оборота и стопорят. По окончании регулировки закры-
вают сливной кран и снимают манометр.
Регулировка клапана на высокое давление
При регулировке клапана на высокое давление тормозную си-
стему оставляют под полным рабочим давлением. Нужно открыть
сливной кран и присоединить к нему манометр высокого давления.
Затем, установив регулировочный движок 7 (рис. 95) на расстоя-
нии около 25 мм от точки соединения с рычажной передачей, от-
жимать полностью тормозные педали и наблюдать за показанием
манометра.
Если давление окажется слишком низким, нужно передвинуть
регулировочный движок 7 в направлении винта 6, если же слиш-
ком высоким, то в обратном направлении. Регулировку продол-
жают до тех пор, пока давление не достигнет необходимой вели-
чины. После окончания регулировки закрывают сливной кран, сни-
мают (манометр и надевают защитный колпачок. Важно помнить,
что нельзя передвигать регулировочный движок 7, когда пружи-
на 8 находится под нагрузкой.
Регулировка клапана управления тормозом, снабженного
внутренней пружиной
Такой клапан можно регулировать, изменяя длину рабочего
хода плунжера 1 (рис. 96). Для этого, как и в предыдущем слу-
чае, нужно открыть сливной кран, присоединив к нему манометр
высокого давления. Убедившись в том, что система находится под
полным рабочим давлением, надо отжать тормозные педали до
конца их хода и наблюдать за показанием манометра.
Если давление оказывается слишком низким, увеличивают ра-
бочий ход плунжера, вывертывая его наконечник. При слишком
высоком давлении длину рабочего хода уменьшают, завинчивая
регулировочную гайку в сторону цилиндра.
Регулировка продолжается до тех пор, пока давление не будет
приведено к нормальному уровню в соответствии с техническими
требованиями. После окончания регулировки сливной кран закры-
вают, манометр снимают и надевают защитный колпачок.
1 Величины давлений для разных типов самолетов могут быть различны,
их значения даются в инструкциях.— Прим. ред.
155
Глава VI
ШАССИ
ВИДЫ ШАССИ
Предварительные замечания
Шасси самолета иногда называют органами приземления. Оно
состоит из главных и вспомогательных узлов и 1может быть неуби-
рающимся или убирающимся. Основное шасси представляет собой
главную опору самолета на суше или воде. В комплект деталей
шасси входят: колеса (поплавки, лыжи), амортизирующее устрой-
ство, тормоза, механизм уборки шасси, органы управления, систе-
ма сигнализации, створки, обтекатели и детали, обеспечивающие
крепление шасси к фюзеляжу самолета.
Вспомогательное шасси состоит из хвостового или носового ко-
леса, костыля, подкрыльных поплавков и т. п. с соответствую-
щими обтекателями и креплениями.
Типы и действие основного шасси
Неубирающееся жестко закрепленное шасси обычно крепится
к узлам самолета болтами. По существу, оно не является полно-
стью жестко закрепленным, так как предназначено воспринимать
нагрузки, возникающие при посадке, а для этого колеса должны
иметь свободу движения вверх и вниз, воспринимая удары, возни-
кающие при посадке и во время руления.
Неубирающееся шасси может быть расчалочного или консоль-
ного типа (без расчалок).
Убирающееся шасси позволяет уменьшить лобовое сопротивле-
ние. На некоторых самолетах шасси убирается полностью в крыло
или в фюзеляж. На других типах самолетов шасси убирается
только частично, оставляя снаружи нижние части колес и обтека-
тели. Направление уборки шасси может быть различным. В неко-
торых конструкциях самолетов шасси убирается в крылья назад,
в других — внутрь, к фюзеляжу; иногда стойки шасси складываются
156
www.vokb-Ia.spb.ru - Самолёт своими руками?!
по направлению к концам крыльев. Способы уборки шасси также
зличны. Уборка шасси может производиться вручную от меха-
низма, приводимого в действие летчиком, или с помощью гидравли-
ческих, электрических или комбинированных приводов. Большин-
ство механизмов уборки шасси с электрическим или гидравлическим
приводом имеет также и ручную систему управления, которой
можно воспользоваться в аварийных случаях1.
Указатели положения шасси показывают летчику, выпущено ли
шасси или убрано. Некоторые из таких приборов имеют стрелки
или миниатюрные колесики, по одному для каждой стойки шасси.
Прибор помещается на приборной доске самолета. Стрелки или
колесики отклоняются в положение «Убрано» или «Выпущено»
синхронно с перемещениями основного шасси, облегчая летчику
контроль за положением шасси в воздухе. На некоторых самолетах
используются световые сигналы, например, когда шасси выпущено
и замкнуто, зажигается лампочка зеленого цвета.
Специальные механические замки автоматически стопорят
шасси в положениях «Выпущено» и «Убрано» и так же автомати-
чески открываются, когда летчик начинает действовать рукояткой
управления шасси. На некоторых самолетах имеется устройство,
не позволяющее летчику в кабине случайно убрать шасси, когда
самолет находится на земле. Это обеспечивается с помощью спе-
циальных стопорных пальцев, которые устанавливаются и убира-
ются на земле.
Чтобы предотвратить посадку с убранным шасси, устанавли-
ваются предупредительные сигналы, связанные с механизмом
уборки шасси. Обычно это электрические звуковой или световой
сигналы, установленные в кабине.
Для взлета и посадки на снег или лед применяются лыжи.
Обычно они цельнометаллической конструкции и проектируются
так, чтобы при их установке можно было не снимать колес. Лыжа
такого типа имеет прорезь, через которую проходит колесо, немного
выступающее наружу. Крепежное приспособление лыжи устанав-
ливается на шасси по бокам колеса.
Если самолет длительное время летает с аэродрома со снеж-
ным или ледяным покровом, колеса снимают с осей и на их место
устанавливают лыжи другого типа.
Есть самолеты с убирающимися в полете лыжами, но на боль-
шинстве самолетов старых конструкций лыжное шасси в полете не
убирается.
На гидросамолетах в зависимости от конструкции устанавли-
вается шасси одно- или двухпоплавкового типа-, на летающих лод-
ках, имеющих водонепроницаемый корпус, поплавки устанавли-
ваются только по концам крыльев.
1 В настоящее время ручной способ выпуска шасси даже в аварийных слу-
чаях не применяется, а используются аварийные гидравлические, пневматиче-
ские или электрические системы.— Прим. ред.
157
Некоторые легкие самолеты имеют обычное трехопорное шасси
с двумя передними колесами и хвостовым костылем или колесом
Если главные колеса располагаются позади центра тяжести само-
лета, то третья опора устанавливается под носовой частью фюзеля-
жа в виде переднего колеса; такой тип шасси называется шасси с
носовым колесом.
Хвостовое колесо
Хвостовое колесо может быть убирающимся или неубираю-
щимся в полете. Неубирающееся хвостовое колесо обычно устанав-
ливают на небольших самолетах с малыми скоростями полета. На
скоростных самолетах устанавливается убирающееся в полете хво-
стовое колесо. Оно убирается одновременно с главными стойками
шасси при помощи той же системы управления.
Чтобы обеспечить маневренность самолета при рулении, хво-
стовое колесо делается ориентирующимся. В некоторых конструк-
циях движение хвостового колеса синхронизировано с движениями
руля направления. В этом случае иногда устанавливается автома-
тическое устройство, выключающее управление колесом, когда
руль направления достигает предела своего движения или не-
сколько ранее. Это позволяет управлять хвостовым колесом во
время руления. Автоматическое выключающее устройство служит
также для предохранения фюзеляжа от резких скручивающих толч-
ков, которые могут возникнуть при взлете и посадке с неподготов-
ленной площадки1.
Устройство для предупреждения явления, называемого шимми2
(демпфер шимми), уменьшает тенденцию хвостового колеса к
сильным колебаниям при рулении самолета и на посадке. Оно со-
стоит из двух фрикционных дисков, обычно изготовленных из раз-
личных материалов и находящихся в постоянном соприкосновении
под действием спиральной пружины. Один из дисков закреплен на
оси, а другой представляет одно целое с верхней пластиной выклю-
чающего (механизма. Когда хвостовое колесо находится в любом
управляемом положении, трение между дисками поглощает его ко-
лебания.
В систему тросов управления хвостовым колесом включается
пружинное амортизирующее устройство, имеющее назначение по-
глощать толчки, вызываемые колебаниями хвостового колеса,
предотвращая их передачу через тросы управления к педалям
руля направления. Эго устройство обеспечивает также полный ход
руля направления в тех случаях, когда движение хвостового ко-
леса застопорено.
1 Для облегчения летчику выдерживания направления при посадке на мно-
гих самолетах устанавливается механизм, стопорящий установку хвостового ко
леса при определенном положении ручки управления самолетом в положении
строго по продольной оси самолета.— Прим. ред.
2 Шимми — особые самовозбуждающиеся колебания переднего или хвосто-
вого колеса на больших посадочных скоростях.— Прим, перев.
158
www.vokb-la.spb.ru - Самолёт своими руками?!
Носовое колесо и хвостовой буфер
Шасси с носовым колесом имеет ряд преимуществ; главнейшие
из них следующие: 1) носовое колесо позволяет осуществлять бо-
лее сильное торможение самолета, снижая опасность капотиро-
вания; 2) обзор летчика при рулении улучшается, так как фюзеляж
самолета практически находится в горизонтальном положении;
3) уменьшается опасность -непроизвольного разворачивания само-
лета при движении на земле.
Так как самолет опирается передней частью фюзеляжа на но-
совое колесо и хвостовая часть фюзеляжа не имеет опоры, то для
предотвращения повреждения ее при возможном ударе о землю во
время посадки или при обслуживании большинство самолетов
этого типа снабжаются хвостовым буфером. Это может быть про-
стой резиновый буфер, хвостовой костыль с амортизационной стой-
кой или колесо с пневматиком. На некоторых самолетах этот бу-
фер может убираться в полете.
Демпферы шимми и амортизационные стойки
Носовое колесо обычно имеет одну амортизационную стойку
консольного типа, к которой крепится вилка с одним или несколь-
кими колесами; в комплект носового колеса входит также меха-
низм для уборки шасси. Демпфер шимми ограничивает движение
колеса с вилкой и предотвращает их колебания.
Амортизационные стойки поглощают ударные нагрузки, кото-
рые воспринимались бы конструкцией самолета во время руления
и на посадке. Как демпфер шимми, так и амортизационные стойки
более подробно рассмотрены ниже.
Убирающееся в полете шасси
Большинство современных самолетов оборудовано механиз-
мом уборки шасси в полете, который приводится в действие с по-
мощью гидравлической или электрической системы. Системы убор-
ки шасси обычно проектируются так, чтобы стойки шасси убира-
лись внутрь крыльев или фюзеляжа. Направление уборки может
быть вперед, назад и в стороны. При проверке убирающегося в по-
лете шасси, а также при уходе и ремонте необходимо придержи-
ваться инструкций завода-изготовителя.
Конструкция амортизационных стоек шасси
Конструкция стоек может быть различная. Стойка, показанная
на рис. 103, типична для многих тяжелых самолетов. На рисунке
отмечены следующие узлы и детали: гайка 1 уплотнительной коль-
цевой манжеты; уплотнительная кольцевая манжета 2; уплотне-
ние 5, воспринимающее давление в верхней части стойки; верхняя
159
направляющая букса 4, удерживающая внутренний цилиндр ц
установленный соосно с наружным цилиндром 10\ амортизирую’
щий клапан 5, закрывающий-
ся, когда амортизатор разжи-
мается при отсутствии нагруз-
ки на стойку, и тормозящий
проток жидкости, обеспечивая
Рис. 103. Амортизационная стойка шас-
си с масляно-пневматической амортиза-
цией:
а — разрез стойки; б — вид узла Д; 1 — гайка
кольцевой манжеты; 2 — уплотнительная коль
цевая манжета; 3 — уплотнение; 4 — верхняя
направляющая букса; 5 — амортизирующий
клапан; 6 — кольцевой хомут; 7 — нижняя на-
правляющая букса: 8 — пробка отверстия для
заполнения цилиндра; 9 — стопорный винт;
10 — наружный цилиндр; 11 — внутренний ци-
линдр; 12 — внутренняя труба; 13 — калибро
ванный стержень; 14 — кольцевое воздушное
пространство; 15 — затяжная гайка; 16 — очи-
стительное кольцо; 17 — верхнее уплотнитель-
ное кольцо; 18 — неопреновая прокладка: 19 —
нижнее уплотнительное кольцо
плавный ход амортизатора;
наружный кольцевой хомут б\
нижняя направляющая бук-
са 7; пробка 8 отверстия для
заполнения цилиндра рабо-
чей жидкостью; стопорный
винт 9, удерживающий верх-
нюю буксу 4 на внутреннем
цилиндре 11.
Калиброванный стержень 13
входит в трубу 12 поршня и
ограничивает скорость пере-
текания жидкости из нижней
части цилиндра в верхнюю че-
рез отверстие в днище тру-
бы 12, когда цилиндр сжимает-
ся при посадке самолета или
рулении.
Между нижней частью на-
ружного цилиндра 10 и вну-
тренним цилиндром 11 имеется
кольцевое воздушное про-
странство 14. Затяжная гай-
ка 15 в нижней части цилиндра
удерживает нижнюю буксу 7 и
уплотняющие кольцевые саль-
ники в нужном положении.
Очистительное кольцо 16 пре-
дохраняет от попадания в ци-
линдр грязи и посторонних
предметов, когда стойка нахо-
дится в сжатом состоянии.
На рис. 103, б показаны в
более крупном масштабе саль-
ник и букса, находящиеся на
нижнем конце амортизацион-
ной стойки (на рис. 103, а этот
узел отмечен кружком Л). Верхнее уплотнительное кольцо 17,
неопреновая прокладка 18 и нижнее уплотнительное кольцо 19
сжаты вместе, образуя плотный сальник между внутренним и на-
ружным цилиндрами.
160
www .vokb-Ia.spb.ru - Самолёт своими руками?!
На рис. 104 показана в увеличенном масштабе гайка 20 саль-
ника, компрессионное и уплотнительное кольца сальника 2/, 22
(на рис. 103,а этот узел отмечен кружком В). На рис. 104 пока-
заны в увеличенном масштабе: направляющая букса 23 поршня,
I гайка 25 и стопорный винт 26
контргайка 24 буксы, замковая
(этот узел на рис. 103, а отме-
чен кружком С).
Как было сказано выше,
амортизационная стойка по-
глощает удары, возникающие
при посадке и рулении. На-
чальный толчок при посадке
смягчается продавливанием
жидкости через небольшое от-
верстие для калиброванного
стержня 13 (рис. 103,а). При
дальнейшем сжатии стойки
под действием веса всего само-
гайка 25 и
20
21
22
25
26
Узел 6
Рис. 104, Узлы
УзелС
амортизационной стойки
(рис. 103)
лета давление в верхней части
стойки увеличивается до тех пор, пока сжатый воздух не будет в
состоянии воспринимать этот вес.
Когда самолет рулит по земле, сжатый воздух в амортизацион-
ной стойке действует как пружина, смягчая удары. Более подроб-
ные сведения об амортизационных стойках привецены ниже.
Основные стойки шасси
Основная стойка шасси типовой конструкции показана на
рис. 105. Она состоит из амортизационной стойки 13, колеса 12 с
тормозом, подвески и бокового подкоса 4, двухзвеньевого рычага 10
для предотвращения поворота поршня или штокахв цилиндре
амортизационной стойки, силового цилиндра 18 подъемника, зам-
ков, стопорящих шасси в выпущенном и убранном положении, и
вспомогательной воздушной системы 1 и 5.
Для уборки стойки шток силового цилиндра 18 подъемника вы-
ходит под действием гидравлического давления. Это вызывает по-
ворот стойки вокруг оси 3 подвески до тех пор, пока она не займет
приблизительно горизонтальное положение. Когда стойка подни-
мется вверх полностью, то имеющийся на ней палец включит верх-
ний замок 17, который замкнет стойку в этом положении.
Когда стойка выпускается, то при первом движении рабочего
механизма этот замок выключается. Это позволяет стойке опу-
скаться под действием собственного веса, а рабочий цилиндр подъ-
емника амортизирует скорость спуска. В то время как стойка при-
ближается к выпущенному положению, силовой цилиндр дожи-
мает ее полностью. В этом положении специальный выступ 2 за-
ходит в замковую щель 19 и скользит по ней до замка 20 выпу-
11 Ч. Э, Чэпел, Р. Д. Бент, Дж. Л. Маккинли ^1
шейного положения. Замок выпущенного положения предохраняет
стойку шасси от самопроизвольного складывания. Системы убира-
9 Ю
Рис. 105. Основная стойка шасси типовой кон-
ющихся шасси обычно
снабжаются специаль-
ным замком, предот-
вращающим случайное
складывание шасси
при стоянке самолета
на земле.
Стойка шасси, по-
казанная на рис 105
снабжена аварийной
пневматической систе-
мой опускания. Специ-
альным назначением
этой системы является
опускание и замыкание
стойки шасси в слу-
чае неисправности ги-
дравлической системы.
Герметический воз-
душный бачок / запол-
нен сжатым воздухом
под высоким давле-
нием. В случае необхо-
димости использовать
эту систему воздух и?
бачка подается по
трубке к специальному
воздушному цилинд-
ру 5. Этот воздушный
цилиндр обладает до-
статочной мощностью,
чтобы замкнуть шасси
в выпущенном поло-
жении.
струкции:
1 — воздушный бачок аварийной воздушной системы;
2 — выступ; 3 к 15 — оси подвески стойки; 4 — боковой
подкос; 5 — силовой цилиндр аварийной воздушной си-
стемы; 6 и 7 — гидравлический и воздушный трубопро-
воды к тормозам; 8 — покрышка колеса; 9 — барабан
тормозов; 10 — двухзвеньевой рычаг; 11 — аварийный
клапан тормозов; 12 — колесо; 13—амортизационная
стойка; 14 — заливная пробка; 16 — манометр воздушной
системы; 17 — замок убранного положения; 18 — гидрав-
лический силовой цилиндр; 19— замковая щель; 20—
замок выпущенного положения
Передняя стойка
шасси
Так как большин-
ство современных са-
молетов имеет носовое
опорное колесо, то в
полете передняя стойка
шасси должна также
убираться. На рис. 106 показана одна из конструкций передней
стойки шасси, убирающейся в полете. Действие механизма этой
162
www.vokb-la.spb.ru - Самолёт своими руками?!
стойки аналогично действию механизма основных стоек шасси.
Передняя стойка всегда убирается, складываясь вдоль оси само-
лета вперед или назад.
Рис. 106. Передняя стойка шасси:
I — палец замка убранного положения стойки; 2 — двухзвеньевой рычаг;
3 — микровыключатели; 4 — замок выпущенного положения стойки; 5 —
складывающийся подкос; 6, 7 и 10—тросы механизма замыкания стойки
в выпущенном положении; 8 — силовой цилиндр; 9 — указатель положе-
ния стойки; // — пружина механизма замка; 12— замок убранного поло-
жения стойки; 13 — пробка для заливки масла в амортизационную
стойку; 14— пружина; 15 — демпфер шимми; 16 — грязевый щиток; 17 —
заземление стойки
Особенно важны для действия передней стойки шасси работа
двухзвеньевого рычага 2, а также работа демпфера шимми 15.
Двухзвеньевой рычаг удерживает переднее колесо шасси от пере-
мещения относительно цилиндра амортизационной стойки, и для
его нормальной работы необходимо следить за тем, чтобы в шар-
нирных соединениях, болтах и втулках был минимальный люфт
(«игра»).
11*
163
Убирающаяся «передняя стойка шасси снабжена замками выпу-
щенного и убранного положения 4 и 12, действующими так же, как
Рис. 107. Замок убранного по-
ложения передней стойки шасси
замки на основных стойках шасси.
На рис. 107 крупным планом показан
замок, схематически представленный
на рис. 106.
УХОД ЗА ПНЕВМАТИКАМИ
Хранение
Покрышки или камеры при хране-
нии нельзя вешать на гвозди или ве-
шалки, складывать на длительное
время друг на друга, нельзя хранить
камеры без упаковки. До пуска в
эксплуатацию нельзя снимать с по-
крышек и камер изоляционное покры-
тие (обмотку). Покрышки и камеры
нужно всячески предохранять от за-
грязнения жидкой или густой смазкой. Пневматики надо хранить
в прохладном, темном, сухом помещении, куда не проникают сол-
нечные лучи, способствующие разрушению резины. Пневматики
следует укладывать в специальные гнезда, чтобы их собственный
вес возможно равномернее распределялся по большей площади
опоры. Камеры надо хранить в заводской упаковке в горизонталь-
ном положении.
Установка пневматиков
Самолетные пневматики нельзя использовать, если они имеют
трещины или сломанные реборды. Покрышки ставятся только
после того, как их внутренняя поверхность будет тщательно прове-
рена и очищена. При установке камер и покрышек нельзя пользо-
ваться острым инструментом. До установки покрышку и камеру
слегка «пересыпают тальком, а стержень воздушного вентиля тща-
тельно заправляют в отверстие, имеющееся на колесе. В целях
лучшей балансировки колеса необходимо пневматик устанавли-
вать так, чтобы метка, обозначающая самую тяжелую точку пнев-
матика, приходилась против метки, обозначающей самую легкую
точку обода колеса.
Накачивание пневматиков
При накачивании пневматика нельзя стоять прямо против ко-
леса. Не рекомендуется неустановленную камеру накачивать
свыше нормального размера. Нельзя также перекачивать пневма-
тики сверх нормы, так как это может повредить самолет и нанести
164
www.vokb-Ia.spb.ru - Самолёт своими руками?!
травмы обслуживающему персоналу и летчику. Недостаточное
давление в пневматиках приводит к их повышенному износу и не-
уравновешенности.
При наполнении пневматиков воздухом следует строго выдер-
живать предписанное заводскими инструкциями давление. Реко-
мендуется сначала полностью накачать пневматик, а затем не-
много спустить воздух, чтобы дать возможность камере сесть на
свое место. Накачивать пневматик до рекомендуемого давления
следует в горизонтальном положении.
Проверка покрышек и камер
Необходимо периодически (проверять давление воздуха в пнев-
матиках, установленных на самолетах, не находящихся в эксплуа-
тации. Для этой цели надо использовать специальный манометр.
Если пневматик, который по времени работы должен быть еще
пригодным к эксплуатации, имеет признаки чрезмерного износа,
надо сейчас же исследовать вероятные причины этого явления и
принять меры к их устранению»
Рис. 108. Метки на пневматиках для определения давления
воздуха
При периодических осмотрах, производимых по регламенту,
покрышки проверяют на отсутствие порезов и других повреждений
их боковых стенок. Одновременно проверяется отсутствие утечки
воздуха через вентили. Колпачки ниппелей должны быть туго за-
винчены. Проверка давления в пневматиках производится либо по
манометру, либо по прогибу пневматика относительно специаль-
ных меток, наносимых на покрышках (рис. 108).
Уход за покрышками и камерами
Камеру нельзя использовать, если на ней имеются явные следы
истирания или утоньшения стенок вследствие нагрева при тормо-
жении. Заплаты на камерах не должны нарушать балансировку
колеса L Протектор покрышки нельзя реставрировать, если на нем
1 В последнее время в связи с большими посадочными скоростями и боль-
шими нагрузками на колеса ремонт камер, как правило, не практикуется —
Прим. ред.
165
повреждены хотя бы два слоя. Перед тем как снять колесо с са-
молета, (необходимо снизить давление в пневматике примерно до
1,5 кг 1см2 (точная цифра зависит от типа самолета и указы
вается заводом). Пневматики, на которых имеется вспучивание
или ненормальная деформация, необходимо заменить. Глубину
порезов и трещин на покрышках проверяют тупым инструментом.
Нужно следить за тем, чтобы вовремя производилось восстанов-
ление протектора, когда обычно его износ достигает 85% или
когда его поверхность становится почти гладкой.
Общие правила эксплуатации покрышек и камер
Приводимые ниже правила могут на первый взгляд показаться
элементарными, но их соблюдение очень важно для обеспечения
безопасности полетов:
1. Опасайтесь превышать давление воздуха в пневматиках —
излишнее накачивание ослабленного пневматика может привести
к взрыву.
2. Устанавливая пневматик, располагайте вентиль на соответ-
ствующей стороне колеса, иначе камера быстро выйдет из строя
3. Следите за правильной балансировкой колеса. Если баланси-
ровка нарушена, колесо при посадке всегда будет касаться земли
перетяжеленной точкой. Это влечет за собой неравномерный износ
покрышки и преждевременный выход ее из строя. Нарушение ба-
лансировки колеса может также вызвать сильные вибрации само-
лета при взлете или посадке, особенно на больших скоростях.
4. При развороте во время руления необходимо, чтобы вну-
треннее колесо вращалось, описывая дугу достаточного радиуса.
Если разворот производится с застопоренным колесом, на бортах
покрышки (возникают большие напряжения, что способствует ее
преждевременному износу.
5. Всегда закрывайте чехлом пневматики шасси при заправке
самолета во избежание попадания на них антифриза или масла.
6. Никогда не используйте на сухой земле или бетоне пневма-
тики, специально предназначенные для снега или льда. Это ведет
к их чрезмерному износу и стиранию протектора покрышки.
7. Заводы не гарантируют правильной работы шасси, если на-
рушаются рекомендуемые ими размеры покрышки, обода и дав-
ления в пневматике.
ДЕМПФЕРЫ ШИММИ
Как уже указывалось, демпферы шимми служат для ограниче-
ния движения колеса и вилки на передней стойке шасси с целью
предотвращения их самопроизвольных колебаний1. Большинство
демпферов шимми основано на принципе дросселирования (тормо-
1 Это может привести к срыву пневматика и поломке передней стойки шас-
си.— Прим, перед.
166
vvvvvv.vokb-la.spb.ru - Самолёт своими руками?!
жения) потока жидкости, направляемого через отверстие из одной
камеры в другую. На рис. 109 показаны три положения демпфера
шимми носового колеса, а на рис. 110 показан такой же демпфер
двойного действия.
а 6 6
Рис. 109. Три положения демпфера шимми;
А и В — цилиндры, С и ©—клапаны, /—резервуар. 2—дренажные отверстия- 3—
клапан в открытом положении; 4 — клапан в закрытом положении
Рис. ПО. Демпфер шимми двойного действия:
1— цилиндр; 2 — поршень; 3—камера сжатия; 4—шток поршня; 5 — уплотнение; б —
пробка клапана; 7 и 11 — клапаны; 8 — соединительная трубка; 9 — пробка резервуара;
10 — резервуар
Работа этого механизма заключается в следующем. Когда дви-
жущиеся части демпфера достигают конца своего хода, переднее
колесо с вилкой не может более поворачиваться, хотя во время
167
буксировки механизм может быть выключен и колесо получит сво-
боду поворота на 360 . Носовое колесо перед уборкой должно быть
установлено в вертикальной плоскости симметрии, для чего 'перед-
няя стойка шасси снабжается двумя внешними выступами (кулач-
ками), которые вводятся в зацепление и центрируют стойку во
время взлета самолета. Во время руления пилот производит раз-
вороты, применяя тормоза и руль направления с той стороны, в
которую делается разворот, но внутреннее по отношению к разво-
роту колесо не должно быть полностью заторможено. Если ©то
будет сделано, переднее колесо не сможет в достаточной мере раз-
вернуться, чтобы допустить разворот вокруг одного из колес глав-
ных стоек шасси. На многих самолетах переднее колесо не должно
поворачиваться более чем на 30 вправо или влево, иначе может
быть поврежден демпфер шимми.
АМОРТИЗАТОРЫ
Назначение и типы амортизаторов
Как уже говорилось в этой главе, амортизационные стойки
шасси предназначены смягчать толчки и удары, возникающие вс
время руления или при посадке самолета.
Различают три основных типа амортизаторов: гидравлические
(пневматические), резиновые (дисковые, кольцевые, шнуровые)
и пружинные (спиральные или пластинчатые). На большинстве
современных самолетов устанавливаются гидравлические или гид-
ропневматические амортизационные стойки, предназначенные по-
глощать удары при посадке и рулении. На самолетах старых ти-
пов применялись амортизаторы резиновых шнуров или резиновых
дисков. Несмотря на частичное поглощение ударов резиной, обрат-
ная реакция амортизатора была так велика, что приходилось да-
вать ему значительное предварительное растяжение или сжатие в
зависимости от конструкции амортизатора. При грубой посадке
обратная отдача резиновых амортизаторов стремилась отбросить
самолет снова в воздух, что в действительности иногда и случа-
лось Гидравлическая и гидропневматическая амортизация этого
недостатка не имеет.
Типовая конструкция амортизационной стойки
На рис. 111 схематически показана конструкция типовой амор-
тизационной стойки гидропневматического типа. Основными ее де-
талями являются поршень 1 и цилиндр 4. Цилиндр заполняется
до определенного уровня жидкостью, а его верхняя камера — воз-
духом. В днище поршня имеется одно или несколько малых от-
верстий; когда самолет совершает посадку, жидкость продавли-
вается через эти отверстия. При этом шток с поршнем входят в
цилиндр, (выжимая жидкость из верхней камеры в нижнюю и по-
168
www,vokb-la.spb.ru - Самолёт своими руками?!
глошая таким образом
амортизационных стоек
пан, открывающийся в
силу удара. В некоторых конструкциях
вместо отверстий в поршне имеется кла-
то время, когда поршень
для того, чтобы дать возможность жидкости
переходить в воздушную камеру и получить
такой же амортизирующий эффект.
Удары при рулении должны поглощаться
даже после того, как масло в цилиндре прой-
дет через поршень. В амортизационной
стойке находится сжатый воздух или пру-
жина, не допускающие поршень до верхнего
конца цилиндра и поглощающие толчки при
рулении самолета.
Значение пневматиков как амортизаторов
движется вверх
Рис. 111. Простейшая
конструкция масляно-
пневматической а мор
тизационпой стойки
1 — поршень; 2 — сжатый
воздух; 3 — масло; 4 —
цилиндр
Пневматики самолета также в некоторой
степени помогают поглощению ударов, осо-
бенно при рулении. Пневматики низкого
давления, устанавливаемые на некоторых са-
молетах, иногда называются «воздушными
колесами», так как в этом случае пневматик
не имеет собственно колеса, а устанавли-
вается непосредственно на втулке или гильзе,
которая вращается на оси. Давление воздуха
в этих пневматиках очень низкое, оно не пре-
вышает 0,35—0,50 кг/см2. Такие воздушные
колеса позволяют использовать аэродромы с
мягким и влажным грунтом. Хотя современ-
ные амортизационные устройства не вызывают
взмывания («козления») самолета, обычные
пневматики не поглощают, а аккумулируют
энергию удара при посадке и таким образом
к «козлению» самолета при грубой посадке.
создают тенденцию
Конструкция более сложной амортизационной стойки
Амортизационная стойка шасси с гидравлической (или гидро-
пневматической) амортизацией более сложной конструкции пока-
зана на рис. 112 (а — в сжатом и б — свободном состоянии).
Стойка имеет внутренний 4 и наружный 3 цилиндры и движу-
щийся внутри стальной поршень 11. Ось колеса соединяется с
поршнем. Оба цилиндра удерживаются в определенном положе-
нии заделкой в стальной головке, а движение поршня 11 направ-
ляется с помощью двух букс 2 и 9, одна из которых укреплена на
верхней части поршня, а другая укрепляется у основания внутрен-
него цилиндра. Для предотвращения протекания жидкости на
нижнем конце наружного цилиндра устанавливается сальник 8.
169
Снизу внутренний цилиндр имеет отверстие 10, через которое про-
ходит калиброванный конический стержень 6, служащий для ре-
гулировки скорости потока перетекающей жидкости, но никогда не
Рис. 112. Разрез масляно пневма-
тической амортизационной стойки:
а — стойка в сжатом положении; б —
стойка в свободном положении; 1 — за-
ливная пробка и воздушный клапан;
2 — направляющая букса; 3 — наруж-
ный цилиндр; 4 — внутренний цилиндр;
5 — обратный (откидной) клапан; 6 —
калиброванный конический стержень;
7 — демпфирующая трубка; 8— саль-
закрывающий отверстие полностью.
В донной части внутреннего ци-
линдра вставлена демпфирующая
трубка 7 с откидным клапаном 5
наверху.
Действие амортизационной стойки
Действие амортизационной стой-
ки, представленной на рис. 112, тре-
бует некоторого пояснения. На
рис. 112, а стойка находится в сжа-
том состоянии. Сжатый воздух
подается в цилиндры через воздуш-
ный клапан /, установленный на
верхнем конце стойки, при этом
стойка частично раздвигается \
Когда самолет взлетает, давление
воздуха в цилиндре и вес колеса
раздвигают стойку полностью, как
показано на рис. 112,6. Жидкость
из верхней части цилиндра перете-
кает вниз через отверстие в нижней
части демпфирующей трубки 7 и
калиброванное отверстие 10 и за-
полняет свободное пространство в
поршне, образующееся вследствие
удлинения стойки. Когда самолет
ударяется о землю при посадке,
стойка сжимается; при этом жид-
кость устремляется вверх через ка-
либрованное отверстие 10.
В начальный момент сжатия
тонкий конец конусного стержня
находится в этом отверстии. Как
только стержень начинает дви-
ники; 9 — направляющая букса; 10 —
калиброванное кольцевое отверстие;
11 — поршень
гаться вверх, его утолщающееся се-
чение все больше закрывает от-
верстие 10 и поток жидкости постепенно ограничивается все
сильнее по мере того, как поршень идет к концу своего хода. В это
время воздух, находящийся в верхней части цилиндра, сжимается
1 Зарядка амортизационной стойки воздухом обычно производится при пол-
ностью разгруженной стойке и после заливки в нее жидкости. Количество зали-
ваемой жидкости и давление воздуха при зарядке, как правило, указываются
на стойке.— Прим. ред.
170
www.vokb-la.sph.ru - Самолёт своими руками?!
За счет перетекания жидкости в верхнюю камеру. Скорость сжа-
тия стойки благодаря действию калиброванного стержня и сжа-
того воздуха прогрессивно снижается, и таким образом энергия
удара поглощается.
Поскольку в момент посадки самодет обладает известным ко-
личеством движения, стойка сжимается больше, чем она сжалась
бы под действием только веса самолета. При дальнейшем сжатии
обратный (откидной) клапан 5 на верхнем конце демпфирующей
трубки 7 остается открытым, давая возможность жидкости сво-
бодно перетекать в верхнюю камеру. Когда будет достигнуто мак-
симальное сжатие и начнется обратный ход стойки, воздушное
давление в верхней камере начнет вытеснять жидкость в нижнюю
камеру и закроет обратный клапан 5. После этого жидкость смо-
жет проходить обратно только через отверстия в нижней части
демпфирующей трубки и через отверстие 10.
Если бы этого не было, то высокое давление воздуха, создаю-
щееся в результате удара при посадке, вызвало бы очень резкое
расширение стойки, что заставило бы самолет «взмыть» при по-
садке. Это же устройство предохраняет а.мортизацион 1ую стойку
от повреждения при взлете самолета с неподготовленной пло-
щадки. В некоторых конструкциях демпфирующий клапан уста-
навливается не на демпфирующей трубке, а где-нибудь в другом
месте на внутреннем цилиндре.
Вышеизложенного достаточно, чтобы понять основной принцип
устройства амортизационных стоек шасси. В некоторых конструк-
циях вместо демпфирующей трубки применяются гидравлические
буферы; в других конструкциях нет калиброванного конусного
стержня или вместо сжатого воздуха используются пружины. Не-
которые стойки имеют шлицы, фиксирующие взаимное положение
деталей. В большинстве же стоек имеются закрепляемые на ци-
линдре и поршне двухзвеньевые рычаги, предотвращающие враще-
ние поршня в цилиндре.
КОЛЕСА1
Типы колес
Колеса можно в общем подразделить на два класса: дисковые
колеса и литые колеса. Дисковые колеса состоят из дисков, изго-
товленных из алюминиевого сплава и крепящихся к ободу и
втулке. На внутренней стороне колеса монтируется стальной тор-
мозной барабан. Для пневматиков низкого давления изготовляются
колеса меньшего диаметра. Они отливаются обычно из алюминие-
вого сплава и имеют внутренний тормозной механизм.
1 Приведенная в этом разделе классификация типов колес не полностью
с ответствует классификации, принятой в советской литературе. Многие из опи-
санных здесь конструкций колес устарели и не находят применения на советских
самолетах.— Прим. ред.
171
Тормоза приводятся в действие летчиком из кабины посредст-
вом педалей. Торможение каждого колеса производится отдельно,
что облегчает \правлен ie самолетом при рулении
Колеса можно также подразделять следующим образом:
1. Колеса с несъемной ребордой (иногда называемые цельными
колесами) и ободом глубокого типа, для основных стоек шасси.
2. Колеса со съемной ребордой и ободом глубокого типа, для
основньих стоек шасси.
3. Колеса со съемной ребордой и ободом плоского типа, для
основных стоек шасси.
4. Разъемные колеса с ободом плоского типа, для вспомога-
тельных стоек шасси.
Материалы для колес
Колеса чаще всего изготовляются из алюминиевых сплавов, но
иногда — из .магниевых сплавов. Эти спл-авы отличаются высокой
прочностью в сочетании с малым весом. Однако ремонт колес из
таких сплавов очень труден или совсем невозможен. Магниевые
сплавы воспламеняются при относительно низких температурах, и
изделия из них нельзя ремонтировать обьичными (методами сварки.
Для сварки деталей из магниевых сплавов разработаны специаль-
ные методы.
Гильзы тормозных бара'банов и наружные обоймы конических
роликовых подшипников изготовляют из стали. При производстве
колес особенно тщательно обрабатываются контур обода и гильза
тормозного барабана.
Вопросы коррозии колес заслуживают серьезного внимания.
Чтобы предупредить появление коррозии или замедлить ее развитие,
все детали, кроме подшипников и трущихся поверхностей, предо-
храняются специальными покрытиями. Детали из алюминиевых
сплавов анодируются или покрываются одним слоем покрытия на
масляной основе и двумя слоями алюминиевой эмали или лака.
Внутренняя поверхность колеса между внутренними и внешними
подшипниками обрабатывается таким же способом или покры-
вается тонким слоем смазки для подшипников. Все стальные де-
тали, кроме гильз тормозных барабанов и деталей из нержавею-
щей стали, имеют кадмиевое покрытие. На всех новых колесах,
поступающих с завода, рабочие поверхности тормозных барабанов
покрыты черным лаком. Перед установкой тормоза на колесо лак
необходимо растворить и удалить.
Конструкция колес
На рис. 113 показано собранное самолетное колесо на оси.
Подшипники колеса конические роликовые с сепараторами с двумя
обоймами. В каждое колесо запрессованы наружные конические
обоймы подшипников, ступица колеса закрыта колпаком, чтобы
172
1
www.vokb-la.spb.ru - Самолёт своими руками?!
предохрашпъ наружный подшипник от попадания грязи. Для
предотвращения попадания смазки на тормозной барабан 3 на
внутренней стороне втулки устанавливаются уплотнительные саль
ники /; для дисковых тормозов они изготовляются из фетра. На
самолетах-амфиоиях устанавли-
ваются специальные сальники,
предохраняющие от проникнове-
ния воды. Контур торцовой части
колеса образуется диском 5, пред-
ставляющим собой деталь самого
колеса или специального обтека-
теля, укрепляемого на винтах
или другим способом. В любом
случае стремятся достигнуть воз-
можно более гладкой поверхно-
сти наружных контуров колеса.
Колеса основных стоек шасси
Практически все современные
колеса с несъемной ребордой для
основных стоек шасси являются
колесами с ободом глубокого
типа. Чтобы увеличить жесткость
внешнего края обода, создают
внешние радиальные ребра.
Главнейшее различие между
пневматиков обтекаемого типа,
Рис. 113. Разрез самолетного колеса:
/ — сальник; 2 — ось колеса; 3 — тормоз-
ной барабан; 4 — затяжная тайка подшип-
ника; 5 — диск обтекателя
колесами, применяемыми для
i колесами для пневматиков с
гладким контуром заключается в том, что последние имеют более
широкую ступицу. Колесо со съемной ребордой и ободом глубо-
кого типа, показанное на рис. 114, имеет одну съемную реборду 1,
закрепляемую пружинным стопорным кольцом 2. Колеса с ребор-
дой съемного типа используются для пневматиков низкого давле-
ния и могут быть как с ободом глубокого типа, так и плоского.
Если тормозной барабан обычного типа устанавливается с обеих
сторон колеса, такое колесо имеет двойные тормоза. Гильза тор-
мозного барабана крепится к колесу с помощью стальных болтов,
проходящих через отливку и закрепляемых гайками с внутренней
стороны, они могут быть затянуты через отверстия между ребрами
колеса.
Колеса вспомогательных стоек шасси
Хвостовое и носовое колеса могут быть разъемного типа или со
съемной ребордой.
Колеса разъемного типа делаются из двух половин, соединяе-
мых болтами. Это облегчает снятие или установку покрышки и ка-
м,еры. Перед разборкой колеса воздух из пневматика спускается.
173
При установке хвостового колеса на вилку на ось ставят регули-
ровочные прокладки, с тем чтобы устранить слишком большой
люфт. Гайка оси затягивается возможно туже, но без торможения
вращения колеса. В противном случае гайка слегка отворачивается
и стопорится шплинтом.
Колесо со съемной ребордой и ободом глубокого типа имеет
фланец для надежной посадки реборды на обод. Реборда удержи-
Рис. 114. Колесо со съемной ребордой и
ободом глубокого типа:
1 —съемная реборда; 2 — пружинное стопорное
кольцо; 3 — сальник; 4 — обтекатель; 5 — винт
крепления обтекателя; 6 — конический роликовый
подшипник
вается пружинным стопор-
ным кольцом, что облегчает
снятие пневматика. При
установке колеса винты кре-
пления обтекателя выверты-
ваются, колесо устанавли-
вается на ось, затягивается
гайкой и шплинтуется.
Уплотнительные сальники
подшипников
В современных конструк-
циях колес главных стоек
шасси и носового колеса
имеются уплотнительные
сальники, устанавливаемые
с наружной стороны каждо-
го подшипника для того,
чтобы сохранять смазку в
подшипнике и предохранять
его от попадания грязи и воды. На колесе со спицами ставится,
кроме того, сальник на внутренней стороне подшипников, для того
чтобы масло не попадало на пневматик через соединение обода
с колесом. Диски обтекателей крепятся к колесу и вращаются вме-
сте с ним. Они образуют обтекаемую поверхность и удерживают
подшипники на месте, когда колесо снято с оси.
ТОРМОЗА
Классификация тормозов
Тормоза самолетных колес могут быть подразделены на:
1) тормоза колодочного типа с внутренними раздвижными колод-
ками; 2) тормоза многодисковые; 3) тормоза камерные. На неко-
торых самолетах установлены колеса с механическим приводом
тормозов, на других — с пневматическим приводом, но большин-
ство самолетов имеет тормоза с гидравлическим приводом. Боль-
шинство тормозов, применяемых в настоящее время, многодиско-
вого типа, хотя однодисковые и колодочные тормоза часто ста-
вятся на колесах легких самолетов
1 Это справедливо для самолетов США.— Прим, ред.
174
www.vokb-la.spb.ru - Самолёт своими руками?!
Тормоз с раздвижными колодками
Внутренние тормоза с раздвижными колодками могут быть в
виде: 1) односторонних, или одинарных, сервотормозов и 2) двух-
с оронних, или двойных, или реверсивных, сервотормозов. Слово
серво обозначает серводействие\ в отношении тормозов это значит,
что вращение тормозного барабана используется для усиления
ействия тормозных колодок.
Рис. 115. Односторонний
сервотормоз:
1 и 7 — тормозные колодки; 2 —
анкерный патец; 3 — кронштейн;
4 — силовой цилиндр; 5 — воз-
вратная пружина колодки; 6 —
ограничитель хода колодки; 8 —
направление вращения колеса
/ — возвратные пружины колодок;
2 — силовой цилиндр с двумя пор-
шнями; 3 — пружина, оттягиваю-
щая колодки вниз; 4 и 6 — оси ко-
лодок; 5—маховичок дтя регули-
ровки; 7 — тормозной диск
В односторонних сервотормозах серводействие осуществляется
только для одного направления вращения колеса, в то время как
у двухстороннего, или реверсивного, сервотормоза серводействие
осуществляется в обоих направлениях. Оба вида тормозов могут
быть одноколодочной или двухколодочной конструкции. Тормоза
укрепляются к фланцу стойки шасси на болтах, проходящих через
тормозной диск, имеющий обычно 12 одинаковых отверстий, из ко-
торых только половина используется под болты. Это дает возмож-
ность при первоначальной установке тормоза подобрать отверстия
так, чтобы поместить рабочий цилиндр привода тормоза в самой
верхней точке.
На рис. 115 показан односторонний сервотормоз, а на
рис. 116 — двухсторонний. Поскольку серводействие односторон-
него сервотормоза эффективно только в одном направлении вра-
щения колеса, тормоза правого и левого колеса самолета невзаи-
мозаменяемы. На тормозах наносятся метки, указывающие на-
правление вращения колеса, на которое они могут быть поставле-
ны. Действие двухсторонних сервотормозов одинаково эффективно
175
при любом направлении вращения колеса. Поэтому они взаимоза-
меняемы.
Односторонние сервотормоза имеют только один поршень в си-
ловом цилиндре 4 (рис. 115). Действие поршня передается на ко-
нец тормозной колодки 7, прижи-
мая ее к тормозному барабану
колеса. При двухстороннем сер-
вотормозе в силовом цилиндре 2
(рис. 116) имеются два поршня,
причем концы обеих тормозных
колодок одновременно прижи-
маются к тормозному барабану.
Оба вида этих тормозов могут
иметь как механический, так и
гидравлический привод.
Многодисковые тормоза
Тормоза дискового типа в ос-
новном состоят из чередующихся
бронзовых и стальных дисков или
колец, заключенных в металличе-
ский картер. Стальные диски
удерживаются в неподвижном со-
стоянии анкерной опорой, а чере-
дующиеся с ними бронзовые ди-
ски посажены на шпонку и вра-'
щаются вместе со втулкой. Когда
все эти диски сжимаются вместе
под действием механического или
гидравлического привода, взаим-
ное трение их друг о друга со-
здает тормозное усилие, доста-
точное для некоторых конструк-
ций самолетов. На рис 117 пока-
зан многодисковый тормоз в раз-
резе. Число дисков 5 изменяется
в зависимости от типа колеса, на
котором устанавливается такой
тормоз. При данных размерах ко-
леса такой тормоз обеспечивает
большую поверхность трения, чем
Рис. 117. Многодисковый тормоз:
1 — сальник из синтетической резины; 2 —
поршень; 3— тепловая изоляция; 4— на-
жимное кольцо; 5 — диски; 6 — регулиро-
вочная гайка; 7—контровка ганки; 8 —
возвратная пружина
тормоз камерного типа с колодками. Зазор между дисками зави-
сит от типа колеса; его можно регулировать стальной гайкой 6,
удерживающей диски в определенном положении на анкерной
опоре. После регулировки гайка контрится. Анкерная опора кре-
пится болтом к фланцу тормоза.
176
www.vokb-la.spb.ru - Самолёт своими руками?!
Во время работы тормоза образуется большое количество
тепла; поэтому, прежде чем поставить самолет на стояночный тор-
моз, тормоза после их использования должны охлаждаться в тече-
ние 10—15 мин.
Действие этих тормозов весьма простое. Когда включается
гидропривод, давление в гидросистеме передается на диски с по-
мощью кольцеобразного поршня 2, смонтированного также в коль-
цевом цилиндре. Цилиндр снабжен сальником 1 из синтетической
резины, помещенным за поршнем и удерживаемым в стенке цилин-
дра небольшими пружинами. В колесах большого размера кон-
сольная пружина воздействует непосредственно на поршень,
отводя его назад. В колесах малого и среднего размера поршень
возвращается в глубь цилиндра с помощью спиральных пружин,
действующих на диск высокого давления, благодаря чему давле-
ние на диски прекращается, как только гидросистема будет отклю-
чена от тормоза.
Тормоза камерного типа
На рис. 118 показан общий вид тормоза камерного типа и ра-
бочий узел В (в увеличенном масштабе). Тормоз такого типа
состоит из четырех главных деталей: диска тормоза 9\ резиновой
расширительной камеры 3\ возвратных пружин 4\ тормозных коло-
док 2. Однорядный тормоз имеет один ряд колодок, расположенных
по окружности, а двухрядный — два ряда. Внутренний обтекатель,
или кожух, смонтирован на оси между тормозным диском и корпу-
сом, чтобы защитить корпус от попадания влаги.
Плоская расширительная камера толщиной около 6,5 мн сде-
лана из прорезиненной ткани *. Она охватывает тормозной диск и
заложена между боко1выми фланцами. Посредством специального
штуцера она соединяется с гидропроводом, проходящим через
сальниковое уплотнение.
Тормозные колодки сделаны из материала, подобного мате-
риалу тормозной ленты, но спрессованного в твердую массу. Они
соединяются с выступами на тормозном диске, удерживающими
их от вращения вместе с тормозным барабаном. По концам каж-
дой колодки имеются гнезда, в которых заложены плоские пру-
жины. Концы пружин вмонтированы .в прорези в боковых фланцах
тормозного диска и прочно удерживают колодки, прижимая их
к камере и не давая им вращаться при выключенном тормозе.
Действие камерного тормоза
Камерный тормоз действует от гидравлического привода1 2 и
может быть использован с любой обычно применяемой гидравли-
ческой системой. При нажатии на педаль рабочая жидкость
1 Или из резины, как и камеры пневматиков колес.— Прим. ред.
2 Часто также и от пневматического привода.— Прим. ред.
12 4. Э. Чэпел, Р. Д. Бент, Дж. Л. Маккинли • 177
Вид сбоку
Рис. 118. Тормоз камерного типа:
а — общий вид и разрез тормоза; б — узел В в увеличенном виде; / — гнездо
для резиновой камеры; 2 — тормозные колодки; 3 — резиновая камера; 4 и
5 — возвратные пружины; 6 — выступы тормозных колодок; 7 — гайка нип-
пеля; 8—гайка сальника; 9— диск тормоза
подается в расширительную камеру. Тормозной диск не позволяет
камере расширяться внутрь и в стороны. Давление жидкости, рас-
ширяя камеру, перемещает колодки в радиальном направлении и
прижимает их к тормозному барабану. Когда давление снимается,
пружины по концам колодки стремятся выдавить жидкость из ка-
меры и оттянуть колодки от тормозного барабана. Это действие
усиливается самой камерой, поскольку ее диаметр несколько
меньше диаметра тормозного диска и она стремится сжаться без
помощи пружин. Колодки не связаны между собой и действуют
независимо друг от Друга.
Регулировка
Единственным способом изменения радиального зазора между
тормозной колодкой и тормозным барабаном (величина которого
зависит от размеров барабана) является обточка или шлифовка
178
www.vokb-Ia.spb.ru - Самолёт своими руками?!
поверхности тормозных колодок. По мере износа тормозных коло-
док объем потребной для работы тормоза жидкости увеличи-
вается. Это увеличение объема частично компенсируется за счет
увеличения размеров колодок от воздействия тепла и рабочей жид-
кости. Поэтому увеличение потребного объема жидкости и, следо-
вательно, увеличение хода тормозных педалей не достигают недо-
пустимых пределов ранее срока замены колодок.
Однодисковые тормоза
На рис. 119 показаны детали современного однодискового тор-
моза фирмы Гудиер. Тормоза этого типа успешно работают на
Рис. 119. Однодисковый тормоз фирмы Гудиер:
/ — диск: 2—тормозная колодка; 3—гайка регулировоч-
ного пальца: 4— головка цилиндра; 5—кольцо головки
цилиндра; 6—кольцо регулировочного пальца; 7 и 8 — за-
жим и шайба пальца; 9 — поршневое кольцо; 10 — фетро-
вый очиститель; 11 — поршень; 12 — стопорное кольцо; 13 —
конус стопорной пружины; 14 — пружина выключения тор-
моза; 15 — регулировочный палец; 16 и 17 — винт и шайба
клапана; 18 — клапан; 19—ниппель клапана; 20— про-
кладка клапана; 21 — впускной ниппель; 22 — прокладка
ниппеля; 23 и 24 — винт и шайба впускного клапана; 25 —
картер тормоза
многих самолетах как военных, так и гражданских, в том числе и
легких.
Наименование деталей дано в подрисуночной подписи.
Действие однодисковой тормозной системы
Главный диск 1 соединяется с колесом посредством зубьев или
шлицев по окружности обода и вращается вместе с ним. По обеим
сторонам диска помещаются тормозные колодки (шайбы) 2, ко-
12*
179
торые при пользовании тормозом нажимают на диск, тормозя дви-
жение колеса или останавливая его совсем.
Одна из тормозных колодок смонтирована в углублении плиты,
укрепленной на главной оси конструкции. Другая колодка 2 уста-
новлена за поршнем И и прижимается под действием гидравличе-
ского давления на поршень. Как показано на рисунке, три поршня
объединены вместе в картере 25 тормоза. Однодиоковые тормоза
могут быть сконструированы с таким количеством отдельных
поршней, какое необходимо для данной конструкции самолета.
В большинстве гидравлических тормозных систем необходимо
удалять попавший в систему воздух. Детали 16—20 на рис. 119
относятся к клапану для спуска воздуха. Для того чтобы спустить
воздух из тормозной системы, надо слегка приоткрыть клапан 18,
тогда гидравлическое давление, действуя на поршень 11, вытеснит
воздух из системы через клапан. Когда весь воздух будет удален,
клапан надо закрыть.
Обслуживание и проверка тормозной системы производятся в
соответствии с заводскими инструкциями.
ПРОВЕРКА И ОБСЛУЖИВАНИЕ ШАССИ
Общая проверка шасси
Если самолет имеет убирающееся в полете шасси, то через
определенные промежутки времени его надо ставить на специаль-
ные подъемные приспособления и проверять полностью действие
всех механизмов уборки и выпуска шасси. Когда процесс уборки
или выпуска начат, он должен быть доведен до конца. Было бы
неправильным прерывать процесс уборки или выпуска шасси до
его окончания; это правило относится почти ко всем типам шасси.
Все механизмы должны действовать свободно в течение всего
цикла, и все детали в убранном положении должны входить в их
гнезда с достаточными зазорами.
Шнуровые аьмортизаторы на самолетах, где они установлены,
должны быть целыми и не иметь разрывов и протертых мест. Они
должны быть чистыми от масла, грязи и т. п. и обладать свойст-
венной им эластичностью. Замыкающие устройства должны дей-
ствовать безупречно, иначе они будут представлять опасность.
Указатели положения шасси должны точно показывать как выпу-
щенное, так и убранное положение, а предупреждающие устрой-
ства— подавать отчетливый сигнал, когда шасси не полностью
выпущено. Створки шасси должны действовать легко и свободно.
Тросы должны иметь правильное натяжение; допускается лишь
ограниченное число обрывов отдельных нитей; коррозия на тросах
недопустима. Отсутствующие болты необходимо поставить на
место, а детали с разработанными болтовыми отверстиями — за-
менить. Растяжки и соединения не должны иметь трещин или по-
гнутых деталей и должны быть прочно закреплены.
www.vokb-la.spb.ru - Самолёт своими руками?!
Демпфер шимми хвостового колеса
Сильно изношенные диски в демпфере шимми хвостового ко-
леса должны быть заменены, так как их действие основано на
трении. Они очищаются от попавшей смазки, для чего их снимают
и промывают чистым неэтилированным бензином. Демпфер дол-
жен давать свободу движениям стойки шасси, однако не в ущерб
собственному действию. Гидравлический
демпфер не должен иметь течи; необходимо
поддерживать в нем правильный уровень
жидкости.
Хвостовой костыль
Надо проверять прочность крепления
хвостового костыля. Если он снабжен амор-
тизационной стойкой, она должна действо-
вать свободно. Механизм уборки костыля в
полете проверяют, очищают и смазывают.
В случае применения резины проверяют ее
состояние. Изношенные, имеющие трещи-
ны или надломы детали должны быть за-
менены.
Амортизационные стойки
- На рис. 120, а показан выпуск воздуха
из амортизационной стойки нажатием
стержня воздушного клапана. Этот способ
неправильный, он может привести к повре-
ждению клапана. Для того чтобы правиль-
но выпустить воздух, пробку заливного от-
верстия следует ослабить с помощью гаеч-
ного ключа, как показано на рис. 120,6.
После того как воздух выпущен, можно вы-
винтить пробку и слить жидкость, как по-
казано на рис. 121. Чтобы убедиться в том,
6
Рис. 120. Выпуск воз-
что жидкость вылита полностью, надо вдви-
нуть поршень в цилиндр на всю длину его
хода.
После разборки стойка должна быть
проверена в соответствии с заводскими ин-
струкциями, которых надо строго придержи-
ваться также и при сборке стойки.
духа из амортизацион-
ной стойки:
а — неправильный способ —
нажатием на стержень воз-
душного клапана; б—пра-
вильный способ — ослабле-
нием затяжки пробки за-
ливного отверстия гаечным
ключом
Во время сборки амортизационной
стойки особое внимание надо уделять установке уплотнений. На
рис. 122 показан один из способов установки сальников шеврон
него сечения. Нужно смазать каждое кольцо тем же маслом,
181
Рис. 121. Слив масла из
амортизационной стойки
Рис. 122. Установка уплотни-
тельных колец шевронного се-
чения
Рис. 123. Заполнение воздухом ги-
дропневматической амортизационной
стойки
182
www.vokb-la.spb.ru - Самолёт своими руками?!
которое заливается в стойку, и убедиться в том, что уплотнение
устанавливается в правильном положении. Надо соблюдать осто-
рожность, чтобы не разрезать или не поцарапать сальники во время
уста овки.
На рис. 123 показано заполнение воздухом амортизационной
стойки с гидропневм этическим амортизатором, после чего воздух
спускается. Эта процедура повторяется несколько раз для луч-
шего уплотнения колец и удаления пузырьков воздуха. В заклю-
чение надо отрегулировать давление воздуха до нормальной вели-
чины. Масляно-пневматические стойки должны проверяться еже-
дневно на отсутствие течи и повреждений.
Колеса
Когда колесо снимается для проверки, его внутренняя и внеш-
няя поверхности должны быть тщательно очищены. Сальники и
подшипники снимаются. Для промывки подшипников, сальников,
гне д подшипников и других мест, где собирается смазка, приме-
няется чистый бензин. Перед тем как монтировать покрышку и
камеру, детали колеса высушивают на открытом воздухе.
Колеса проверяются на отсутствие трещин, заусенцев в гнез-
дах подшипников, царапин на гильзах и неплотности гильз тор-
мозных барабанов.
Если детали имеют трещины, прогибы, коррозию или ослабле-
ние гильзы, которое нельзя устранить затяжкой или заменой бол-
тов, колесо должно быть заменено. На ободе в местах соприкос-
новения его с пневматиком не должно быть никаких дефектов, так
как это можег привести к повреждению камеры или .покрышки.
Если необходимо, предохранительное покрытие заменяется. Под-
ии пники заменяют в том случае, когда ролики имеют шерохова-
тую, покрытую раковинами или коррозией, поверхность и над-
треснутые обоймы или сепараторы. Для подшипников надо при-
м нять только рекомендованную смазку и заменять ее через опре-
деленные промежутки времени.
Тормоза
Тормоза заменяются в следующих случаях: 1) если в них
имеются корродированные, треснувшие или сломанные детали;
2) если деформированы тормозные колодки, которые не могут
обеспечить полное соприкосновение с гильзой тормозного барабана;
3) если ослабли заклепки или сильно износились тормозные на-
кладки или же они имеют задиры и сильно замаслились.
Автомат торможения
Долгое время большую проблему представлял юз колес, на-
блюдавшийся при посадке самолета, так как он приводил к повы-
шенному износу и разрыву пневматиков. Для борьбы с этим явле-
183
нием фирма Вестингауз создала автомат торможения, подобный
давно применяемым на железных дорогах.
Автомат торможения состоит из регулятора оборотов, устанав-
ливаемого на каждом колесе, и работающего совместно с ним
клапана, также смонтированного на колесе в точке подвода дав-
ления к расширительной камере или дисковому тормозу.
Рис. 124. Автомат торможения:
1 — клапан системы; 2 — обратный клапан; 3 — регулятор; 4 — клапан тор-
моза; 5 — аварийный тормозной клапан
Автомат служит для того, чтобы выключить давление в тормоз-
ной системе в момент, когда снижение числа оборотов колеса до-
стигнет определенной, заранее установленной величины. Когда
степень снижения числа оборотов уменьшится настолько, что сила
трения вращения станет больше тормозного усилия, давление
в тормозной системе автоматически восстанавливается.
На рис. 124 представлена схема пневматического автомата тор-
можения. Регулятор 3 устанавливается на наружной стороне каж-
дого колеса на линии, совпадающей с осью вращения, и вращается
вместе с колесом. Обратный клапан 2 устанавливается в непо-
движной точке на стойке шасси.
Главнейшими деталями автомата являются картер, инерцион-
ное колесо, планетарная шестеренчатая передача и рычаг управле-
ния, связанный с клапаном системы. Когда самолет садится, кар-
тер вращается вместе с колесом. Внутри картера находится инер-
ционное колесо, которое разгоняется с помощью пружинного ме-
ханизма сцепления до скорости вращения самолетного колеса.
Когда самолетное колесо достигнет скорости, соответствующей
184
www.vokb-la.spb.ru - Самолёт своими руками?!
касанию его о землю, картер регулятора и инерционное колесо
вращаются с ним синхронно. Какое-либо увеличение или умень-
шение скорости вращения самолетного колеса свыше заранее опре-
деленной величины приведет к проскальзыванию сцепления и раз-
ности в скоростях вращения самолетного колеса и инерционного
колеса регулятора. Эта разность в скоростях вращения исполь-
зуется через блок (систему) шестерен для приведения в действие
рычага, связанного с клапаном системы. Если ускорение враще-
ния самолетного колеса превзойдет заранее определенный предел,
рычаг регулятора через клапан выключит давление в тормозной
системе. Когда самолетное колесо приобретет снова нормальное
число оборотов, соответствующее скорости движения самолета на
земле, рычаг управления возвратится в нейтральное положение и
восстановит давление в тормозной системе.
Глава VII
ТЕРМИЧЕСКАЯ ОБРАБОТКА И ИСПЫТАНИЕ МЕТАЛЛОВ
ПРИНЦИПЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Определение термической обработки
Термическая обработка металлов заключается в контролируе-
мом нагреве и охлаждении металла с целью придания ему жела-
тельных механических свойств: твердости, вязкости, прочности на
растяжение и определенного характера внутренней структуры. От-
жиг, нормализация, отпуск и закалка являются видами термо-
обработки. Закалка с быстрым охлаждением в масле, воде или со-
ляном растворе является частью различных процессов термиче-
ской обработки.
Термообработке могут успешно подвергаться не только чер-
ные металлы, как чугун и сталь, но и некоторые цветные металлы,
например сплавы меди и алюминия. Применяемый метод термо-
обработки зависит от рода металла и результатов, которые жела-
тельно получить.
Последовательность операций при термообработке
Последовательность операций термообработки следующая:
1. Нагрев металла до температуры, лежащей в пределах или
несколько выше его критической температуры ’, при соблюдении
тщательного контроля.
2. Выдержка при этой температуре в течение определенного
времени для полного прогрева и завершения процессов изменения
структуры (перекристаллизации) металла.
3. Охлаждение до температуры окружающей среды с различ-
ной скоростью (на воздухе, в воде, масле, соляном растворе и т.п.).
1 Критическая температура сплава — это температура, выше которой проис-
ходит изменение структуры сплава.— Прим. ред.
186
www.vokb-Ia.spb.ru - Самолёт своими руками?!
Главнейшие виды термообработки черных металлов
Отжиг — вид термической обработки металла, состоящий из
операций нагрева и охлаждения с целью удаления внутренних на-
пряжений в металле, понижения его твердости и увеличения пла-
стичности, изменения электромагнитных и других физических
свойств или улучшения его структуры. При отжиге металл нагре-
вается постепенно до температуры выше критической, выдержи-
вается при этой температуре в течение определенного времени (до
тех пор, пока структура металла не будет улучшена) ’, затем мед-
ленно охлаждается в соответствии со специальными указаниями
по отжигу данного металла. От других форм термической обра-
ботки металла отжиг отличается медленным охлаждением.
Нормализация является процессом нагрева черных металлов
выше их критической температуры для получения лучшего рас-
пределения углерода в железе с последующим охлаждением на
спокойном воздухе.
Закалка металла производится путем нагрева его выше крити-
ческой температуры и последующего быстрого охлаждения в ма-
сле, воде или соляном растворе. В результате закалки получается
мелкозернистая структура металла, повышаются его твердость
и прочность на растяжение и уменьшается вязкость (ковкость).
Металл после закалки обычно слишком хрупок, поэтому закалка
является обычно только первой стадией обработки стали повы-
шенной прочности.
Механическое упрочнение является результатом какого-либо
механического процесса (нагартовки, наклепа), повышающего
твердость металла за счет многократного применения механиче-
ской силы, например: прокатка, ковка, изгиб, скручивание и т. д.
Отпуск применяется главным образом к стали с целью снятия
внутренних напряжений, образующихся в процессе закалки ме-
талла. При отпуске закаленная сталь нагревается до температуры
ниже критической в течение определенного времени и затем охлаж-
дается в воде, масле, на воздухе и т. п. Получаемые при этом ме-
ханические качества металла: прочность на растяжение, твердость и
пластичность — непосредственно зависят от температуры нагрева1 2.
При высоких температурах отпуска пластичность металла улуч-
шается при одновременном понижении твердости, прочности на
растяжение и предела текучести.
Термическая обработка, которой подвергают сплавы железа для
того, чтобы создать твердую, износоустойчивую поверхность, остав-
ляя в то же время сердцевину металла эластичной и вязкой, обыч-
но выполняется тремя изложенными ниже способами.
Цементация (науглероживание) заключается в длительном вы-
держивании металла при высокой температуре в контакте с твер-
1 Вследствие фазовой перекристаллизации создается устойчивая (равновес-
ная) структура.— Прим. ред.
2 А также от скорости охлаждения.— Прим ред.
187
дым, жидким или газообразным материалом, богатым углеродом.
Этот процесс должен продолжаться достаточно длительное время,
чтобы металл мог поглотить достаточное количество углерода и
приобрести на поверхности качества высокоуглеродистой стали.
Азотирование заключается в выдерживании стали при темпе-
ратуре ниже критической в безводном нашатырном спирте. При
этом поверхность стали поглощает азот, образуя слой азотистого
железа, менее глубокий, но более твердый, чем при цементации
(науглероживании).
Цианирование применяется для быстрого образования твердой
поверхности сплавов железа с низким содержанием углерода ’.
Для этой цели стальная деталь погружается в ванну расплавлен-
ных цианистых солей натрия, калия, кальция и др. или же поверх-
ность нагретой детали посыпается сверху порошком цианистых
соединений. Температура детали во время процесса колеблется от
700 до 900°, она зависит от сорта стали, глубины твердого слоя, ко-
торый желательно получить, типа применяемых цианистых соеди-
нений и времени цианирования.
ТЕРМИЧЕСКАЯ ОБРАБОТКА АЛЮМИНИЕВЫХ СПЛАВОВ
Основное назначение термообработки
Основным назначением термической обработки алюминиевых
сплавов является повышение их прочности и улучшение антикор-
розийных свойств. Иногда термообработка используется для от-
жига (смягчения) изделий из алюминиевых сплавов с целью об-
легчить их применение в производстве.
Фазы термообработки
При термической обработке алюминиевые сплавы проходят
две фазы: 1) нагрев до определенной температуры и закалку;
2) повышение прочности благодаря старению. Процесс старения
может происходить при комнатной температуре или с нагревом в
течение некоторого времени до определенной температуры.
Основные требования термообработки
Основными требованиями к нагревательному оборудованию
являются однородность нагрева и возможность контроля за темпе-
ратурным режимом1 2. Для нагрева обычно применяются жидкая
1 При цианировании сталь насыщается одновременно углеродом и азотом,
так как циан — газ, состоящий из углерода и азота. Поэтому при цианировании
происходят одновременно цементация и азотирование.— Прим, перев.
2 При термической обработке алюминиевых сплавов в полевых условиях для
контроля за температурой часто применяются специальные термочувствительные
карандаши.— Прим. ред.
188
www.vokb-la.spb.ru - Самолёт своими руками?!
нагревательная ванна и воздушная печь. На рис. 125 и 126 пока-
зана печи для нагрева металла в жидкой ванне и горячим возду-
хом. Эти два вида печей имеют наиболее широкое распростране-
ние.
Жидкая ванна имеет преимущество в скорости нагрева и равно-
мерности температуры, но воздушная печь обладает большей гиб-
костью в применении и не имеет не-
которых опасных недостатков
жидкостной ванны.
нагрева
ванне
Рис. 126. Печь для нагрева деталей
горячим воздухом
Рис. 125. Печь для
деталей в жидкой
Для обеспечения точного контроля за температурой должны
быть применены автоматические регистрирующие устройства,
ведущие непрерывную запись температуры по времени. Пределы
этой температуры в каждом отдельном случае обеспечиваются за-
ранее заданной программой. Качество термообработки и соответ-
ствие ее желаемым результатам периодически проверяются испы-
танием образцов.
Как нагревательная печь, так и ванна располагаются таким
образом, чтобы детали, подвергающиеся термообработке, могли
быть немедленно доставлены к месту закалки. Это является важ-
ным условием, так как детали должны идти в закалку при опреде-
ленной температуре. На рис. 127 и 128 показано правильное и не-
правильное положение деталей в загрузочном контейнере перед
термической обработкой. •
Так как температура в нагревательной печи меняется в зависи-
мости от обрабатываемых сплавов, необходимо, чтобы одновре-
менно подвергались термической обработке только детали, изго-
товленные из одного и того же сплава. Для того чтобы закалка де-
189
талей была равномерной по всему сечению, их размещают в на-
гревательной печи таким образом, чтобы они нагревались равно-
мерно.
Время нахождения металла в печи, необходимое для полного
прогрева до соответствующей температуры всех частей деталей, за-
висит от их толщины.
Температура нагрева поддерживается в определенных пределах.
Слишком низкая температура не может обеспечить должного каче-
Рис. 127. Правильное расположение де-
талей в загрузочном контейнере для
термической обработки
Рис. 128. Неправильное расположение
деталей в загрузочном контейнере для
термической обработки
ства закалки и сопротивляемо-
сти коррозии. Слишком высо-
кая температура дает неудов-
летворительную структуру ме-
талла.
Излишне высокая темпера-
тура в' некоторых местах на-
гревательной печи при нагре-
ве деталей из алюминиевых
сплавов может привести к об-
разованию раковин и выделе-
нию компонентов сплава. Ра-
ковины в зависимости от их
размеров и расположения по
детали могут явиться причиной
выхода деталей в брак.
Возможны три способа
охлаждения при закалке: 1) по-
гружение в воду; 2) обрызгива-
ние струей воды; 3) обдув хо-
лодным воздухом. Из этих спо-
собов погружение в ванну с
холодной водой является наи-
лучшим, так как это повышает
сопротивляемость коррозии, но
там, где это предусмотрено
технологией, может быть при-
менено и обрызгивание водой.
Закалочная ванна должна со-
держать достаточное коли-
чество воды для того, чтобы
она не перегревалась. Непре-
рывный проток воды через ван-
ну позволяет поддерживать
низкую температуру.
При повторной термообработке плакированного металла мо-
жет иметь место диффузия алюминиевого сплава в поверхностное
покрытие из чистого алюминия. Поэтому в таких случаях должна
строго соблюдаться предписанная технология термической обра-
190
www.vokb-la.spb.ru - Самолёт своими руками?!
ботки. В то же время сплавы, не покрытые чистым алюминием,
могут подвергаться неоднократной термообработке без вреда для
них, если это выполняется в соответствии с инструкциями.
ИСПЫТАНИЕ ТВЕРДОСТИ МЕТАЛЛА
Важность испытаний твердости
Все металлы, применяющиеся при изготовпении различных де-
талей самолета, должны быть испытаны на твердость. Эта работа
может быть выполнена с помощью различных приборов и инстру-
ментов. По найденной величине твердости можно судить о проч-
ности металла на растяжение.
Испытание твердости по Бринеллю
Прибор для испытания твердости по Бринеллю показан на
рис 129. На этом приборе испытываются главным образом отпив
ки, поковки и заготовки до их механической обработки. Определе-
ние твердости производится нажимом стального шарика опреде-
ленного диаметра, вдавливаемого
в металл при определенном дав-
лении. Применяются три различ-
ные величины давления для чер-
ных, цветных и мягких металлов1
После нажатия точно измеряется
диаметр отпечатка, оставленного
стальным шариком в металле с
помощью градуированного ми-
кроскопа. Полученный размер от-
печатка сравнивается со спе-
циальной шкалой, по которой
может быть определена не толь-
ко твердость металла, но и его
прочность на растяжение.
Перед тем, как производить
испытание на приборе Бринелля,
надо убедиться в том, что поверх-
ность металла совершенно чистая
(без накипи или окалины), пло-
ская и достаточно гладкая для
того, чтобы можно было получить
точное измерение. Испытуемая
Рис. 129. Прибор Бринелля для
испытания твердости металлов
1 В СССР порядок испытаний на приборе Бринелля определяется ГОСТ При
испытаниях используются стальные шарики диаметром 10,5 и 2,5 мм с на-
грузкой на шарик Р — 10 D2 для черных металлов и Р = 2,5 D2 для очень мяг-
ких металлов.— Прим, перед.
191
деталь поддерживается таким образом, чтобы в момент прило-
жения нагрузки не произошло ее смещения. Если поверхность ме-
талла по каким-либо причинам обезуглерожена, это может быть
причиной получения неправильных показаний прибора о понижен-
ной твердости, хотя твердость его соответствует требованиям.
В этом случае можно запилить или прошлифовать поверхность ме-
талла для того, чтобы удалить обезуглероженный слой и затем
произвести новое испытание. Прибор нельзя применять в условиях
вибрации или если деталь слишком тонка и может быть продав-
лена насквозь.
Испытание твердости по Роквеллу
Прибор для испытания твердости по Роквеллу, показанный на
рис. 130, также широко используется при определении твердости
металлов. Его применение сходно с прибором Бринелля, так как
Рис. 130. Прибор для
испытания твердости ме-
таллов по Роквеллу
испытание производится также вдавли-
ванием в металл алмазного конуса или
стального шарика определенных разме-
ра и формы при определенном давлении.
На головке прибора имеется индикатор,
на шкале которого сразу отмечается глу-
бина проникновения конуса в металл.
Пользуясь этим показанием, по спе-
циальной таблице определяют прочность
металла на растяжение.
Один и тот же алмазный конус при
трех различных величинах давления мо-
жет быть использован для испытания ме-
таллов различных степеней твердости.
Для более мягких металлов применяет-
ся стальной шарик определенного раз-
мера и при определенном давлении. Для
того чтобы учитывать различные усло-
вия испытания, на индикаторе прибора
имеется несколько шкал, обозначенных
буквами, по которым и производятся от-
счеты.
Перед испытанием металла на приборе Роквелла необходимо
убедиться в том, что поверхность испытуемого металла чистая и
гладкая и что она перпендикулярна (выверяется по угольнику)
к оси нажимной части прибора, как показано на рис. 131. Если
испытуемая деталь очень широкая и тяжелая, она должна быть
закреплена так, чтобы в момент испытания не могла сместиться.
Когда твердость металла заведомо находится за пределами
возможностей этого прибора, производить испытания беспо-
лезно.
192
www.vokb-la.spb.ru - Самолёт своими руками?!
На рис. 132 и 133 показано неправильное применение прибора
для испытания твердости металла. В первом случае испытание
производится на слишком узкой
полоске металла, в результате чего
металл выдавливается в стороны.
Во втором случае два отпечатка
сделаны рядом, в результате чего
деформация металла повлияет на
величину отсчетов.
При проведении испытаний надо
соблюдать следующие предосторож-
ности. Нельзя ударять по конусу
при снятии или замене подставки.
Нельзя пользоваться подъемным
Рис. 131. Правильная установка
испытуемого образца на приборе
винтом, когда подставка установлена на месте, и прижимать ее
к конусу. Нельзя превышать установленную для данного случая
норму давления, а если это было сделано, то бесполезно произ-
Рис. 132.
Неправиль-
ное приме-
нение при-
бора Рок-
велла: испы-
туемый об-
разец слиш-
ком узок и
металл вы-
давливается
в стороны
водить отсчет, уменьшив давление до
нормы. Винт подъемника, гнезда для
подставки и конуса должны быть
абсолютно чистыми для того, чтобы
не допустить «амортизирующего» эф-
фекта.
Испытание твердости склероскопом
Склероскоп, показанный на рис. 134,
является третьим прибором, применяе-
мым для испытания твердости металлов.
Действие этого прибора основано не
на принципе вдавливания и получения
отпечатка, а на отскакивании от поверх-
ности металла шарика, снабженного ал-
мазным наконечником. Шарик падает в
градуированной стеклянной трубке на
поверхность испытуемого металла. На-
блюдая визуально за высотой первого
подскока шарика после падения, полу-
чают отсчет по шкале. Иногда на приборе
устанавливается специальная стрелка, которая отмечает макси-
мальную высоту поднятия шарика. Для цветных металлов приме-
няется специальный шарик из мягкого материала, а отсчеты произ-
водятся по той же шкале прибора.
При испытании твердости склероскопом поверхность металла,
так же как и в предыдущих случаях, должна быть чистой и глад-
кой; стеклянная трубка должна быть перпендикулярна поверхности
13 ч. э. Чэпел, Р. Д Бент, Дж. Л. Маккинли
б
Рис. 133.
Неправиль-
ное приме-
нение при-
бора Рок-
велла; нель-
зя делать
два отпе-
чатка рядом
193
металла. Шарик прибора можно бросать на одно и то же место
только один раз, в противном случае алмазный наконечник может
Рис. 134. Склероскоп — прибор для
испытания твердости металлов
быть сломан и отсчеты будут
неверны.
Уход за приборами для
испытания на твердость и их
использование
Точность показаний описан-
ных выше приборов для испы-
тания на твердость должна ча-
сто проверяться. Частота про-
верки зависит от интенсивно-
сти их использования. Провер-
ка точности показаний делает-
ся с помощью калибров, по-
ставляемых заводами, изготов-
ляющими эти приборы. Калиб-
ры тщательно сверяются с
основными эталонами. Прибор
Бринелля, работающий про-
должительное время при одних
и тех же давлениях, проверяет-
ся два раза в день. При продол-
жительной работе прибора Рок-
велла он также должен прове-
ряться дважды за восьмичасо-
вую смену. А склероскоп во
время работы проверяется по
крайней мере каждый час.
При неправильном отсчете, полученном на приборе для испытания
на твердость, немедленно должна быть произведена проверка. При
смене испытуемого металла шарик и нагрузка должны быть изме-
нены в соответствии с качествами нового металла. Эта работа дол-
жна выполняться квалифицированным персоналом, непосред-
ственно ответственным за сохранность и эксплуатацию испытатель-
ных приборов. Эти же лица после изменения установки приборов
должны произвести их проверку.
Дюрометр Шора для испытания твердости
пластмасс и резины
Этот прибор (рис. 135) предназначен для испытания сырой или
обработанной резины, пластмасс и им подобных материалов. Он
представляет собой палец (иглу), снабженный пружиной, сжатой
под определенным давлением. Степень твердости испытуемого ма-
194
www.vokb-la.spb.ru - Самолёт своими руками?!
териала определяется глубиной вдавливания иглы в материал до
тех пор, пока не будет преодолено давление пружины. Отсчеты бе-
рутся прямо на шкале прибора.
Рис. 135. Дюрометр Шора для испытания твер-
дости пластических материалов и резины
Ручные клещи Вебстера для испытания твердости
Прибор такого типа показан на рис. 136. Он имеет вид плоско-
губцев, на одной челюсти которых установлена опора для испытуе-
мсго металла, а на другой —разной длины и сечения зубцы, вда-
Рис. 136. Ручные клещи для испытания твердо-
сти металлов
вливаемые в металл при сжатии клещей рукой. С увеличением чи-
сла отпечатков зубцов увеличивается и общая площадь смятия, по-
этому число получившихся отпечатков указывает на степень твер-
дости металла. Более совершенная модель этого прибора снабжена
дисковым индикатором* отсчет по которому может быть сделан
13* 195
непосредственно во время сжатия клещей, что устраняет необходи-
мость определения количества вдавливаний. Применяя этот при-
бор, надо соблюдать перпендикулярность положения нажимных
зубцов к поверхности испытуемой детали, так как при их на-
клоне или повороте они могут дать неточные показания.
Прибор Бэрколь для испытания твердости алюминия и его
сплавов
Так же как и клещи Вебстера, прибор Бэрколь применяется
для испытания твердости алюминия и его сплавов. Этот прибор по-
казан на рис. 137. Он имеет снабженную пружиной и выступаю-
щую наружу из корпуса прибора иглу. Специальный указатель
Рис. 137. Прибор Бэрколь для испытания твердости алюминия и его сплавов
показывает величину сжатия пружины при вдавливании иглы в
испытуемый материал. Чем большее давление применено для вдав-
ливания иглы в материал, тем большие показания дает указатель.
Этот прибор может быть использован для проверки изделий, про-
ходящих термообработку после проверки по прибору Роквелла,
а также и в других случаях для получения контрольных данных.
При испытании однородного металла этот прибор может быть
отрегулирован так, что будет давать отсчет, идентичный отсчету
по какой-либо шкале прибора Роквелла, полученный на том же
металле. При проверке твердости альклэда 1 и других неоднород-
ных металлов, толщина покрытия которых изменяется в зависи-
мости от применяемого металла, прибор Бэрколь тарируется по
показаниям прибора Роквелла для каждого испытуемого мате-
риала.
1 Фирменное название плакированного алюминиевого сплава.— Прим. ред.
196
www.vokb-la.spb.ru - Самолёт своими руками?!
Игла прибора очень твердая и хрупкая и должна устанавли-
ваться строго перпендикулярно к поверхности проверяемого пред-
мета, чтобы предотвратить возможность ее скольжения по поверх-
ности, в результате чего она может быть сломана. Если игла за-
тупилась, погнута или сломана, она немедленно заменяется. Смену
Рис. 138. Правильная установ-
ка трубы на приборе при
испытании твердости металла
Рис. 139. Неправильная установ-
ка трубы при испытании твердо-
сти металла
Рис. 140. Правильная установ-
ка изогнутого стержня при
испытании твердости металла
Рис. 141. Неправильная уста-
новка изогнутого стержня при
испытании твердости металла
иглы может произвести только специалист, так как при этом при-
ходится разбирать прибор и регулировать предварительное сжа-
тие пружины. Сжатием пружины прибор настраивается для полу-
чения правильных отсчетов в пределах значительного диапазона
для различных алюминиевых сплавов. Оба описанных прибора
(Вебстера и Бэрколь) должны периодически проверяться на от-
сутствие прилипшего металла к нажимным частям.
На рис. 138 показан правильный способ установки пустотелой
трубы перед испытанием, а на рис. 139 — неправильный, при кото-
ром не могут быть получены точные результаты, так как на отсчет
будет влиять упругая деформация трубы. Правильный и непра-
вильный способы установки изогнутого прутка для испытания по-
197
казаны на рис. 140 и 141. При неправильной установке прутка на
отсчет будет также влиять его упругая деформация за счет не-
плотного прилегания к опоре.
Применение приборов для испытания твердости
Приборы для испытания твердости используются главным об-
разом для проверки поступающих на склад полуфабрикатов в виде
отливок, поковок, пруткового, профилированного и листового ме-
талла, труб, деталей после механической и термической обработ-
ки, а также сваренных деталей, предназначенных для термообра-
ботки. Такие приборы используются также для проверки твердо-
сти всех материалов из черных и цветных металлов или готовых
деталей, идущих на постройку самолета, перед тем как эти мате-
риалы или детали будут поставлены на самолет.
ПРОВЕРКА С ПОМОЩЬЮ РЕНТГЕНОВЫХ ЛУЧЕЙ
Проверка рентгеновыми лучами, называемая производственной
рентгенографией, является в авиационной промышленности важ-
нейшим методом исследования металлов без их разрушения. С по-
мощью этого метода можно определить любые пороки и дефекты
внутренней структуры металла. Основную массу деталей, прове-
ряемых рентгеновыми лучами, составляют отливки из латуни,
алюминия, магния и других сплавов. Просвечивание металлов
рентгеновыми лучами является высокоспециализированной обла-
стью, лежащей вне пределов компетенции большинства авиацион-
ных специалистов. На деталях, прошедших проверку рентгеновы-
ми лучами, ставится клеймо «Х-лучи».
МАГНИТНАЯ ПРОВЕРКА
Назначение и условия применения
Применение магнита позволяет видеть простым глазом все
скрытые от невооруженного глаза внутренние дефекты (трещины,
посторонние включения и различные другие дефекты внутренней
структуры) магнитных металлов.
Все механически обрабатываемые детали и сварные швы дета-
лей из магнитных металлов должны быть подвергнуты проверке
магнитным способом. Исключение составляют детали, работающие
при незначительных нагрузках, а также детали, магнитная про-
верка которых не предусмотрена действующими на данный момент
инструкциями. На чертежах и спецификациях должны быть ука-
заны детали, подвергающиеся магнитной проверке. Массовые де-
тали, как гайки, болты и т. п., подвергаются такой проверке ча-
стично. Процент деталей, которые должны быть проверены, опре-
деляется техническими требованиями.
198
www.vokb-la.spb.ru - Самолёт своими руками?!
Порядок испытания
Прежде чем подвергнуть детали магнитной проверке, они дол-
жны быть очищены от грязи, масла и посторонних частиц, из-за ко-
торых могут быть получены ошибочные данные. Все отверстия за-
Рис. 142. Спектр магнитных силовых линий вокруг на-
магниченного железного стержня
крывают пробками. Электрические контакты должны быть надеж-
ными. Окись металла должна быть равномерно распределена в
жидкости1 и иметь достаточную концентрацию, чтобы обеспечить
Рис. 143. Соленоид для продольного
намагничивания деталей
Рис. 144. Спектр магнитных силовых
линий соленоида
требуемые результаты в соответствии с существующими техниче-
скими условиями.
На рис. 142 показаны магнитные силовые линии полюсов на-
магниченного стержня, а на рис. 143 показан соленоид, внутри маг-
нитного поля которого помещается металлическая деталь для про-
1 В качестве жидкости применяется масло, керосин или мыльная эмульсия,
в которой взболтан ферромагнитный порошок; этой жидкостью поливают намаг-
ниченную деталь.— Прим. перев.
199
дольного намагничивания. С помощью такой установки выявляются
внутренние дефекты, расположенные перпендикулярно продоль-
ной оси катушки. Спектр силовых линии магнитного поля такой
силовых линий в стальном стержне
при отсутствии дефектов металяа
ловых линий в стальном стержне
при наличии поперечной трещины
внутри металла
Рис. 147.
магнитной
Рис. 148, Направление силовых ли-
ний вокруг круглого стержня
Проверка детали на
испытательной уста-
новке
Вид магнитного поля
при отсутствии
Рис. 150. Вид магнитного поля
круглой детали при наличии ради-
альной трещины
Рис. 149.
круглой детали
внутренних дефектов металла
На рис. 145 показано направле-
катушки показан на рис. 144.
ние магнитных силовых линий в стальном стержне, не имеющем де-
фектов, а на рис. 146 — искажение магнитных линий из-за наличия
трещины внутри стержня, обнаруженной при намагничивании его
вдоль оси.
200
www.vokb-la.spb.ru - Самолёт своими руками?!
При циркулярном намагничивании деталь помещается между
э ектродами специального агрегата. Прохождение тока образует
кольцеобразное магнитное поле вокруг детали, с помощью кото-
рого обнаруживаются внутренние дефекты.
Такая магнитная установка показана на рис. 147, а на
рис. 148 — направление магнитных силовых линий р детали, под-
вергшейся намагничиванию на этой установке (вид сбоку). Если
смотреть на магнитное поле с торца, то силовые линии примут вид,
показанный на рис. 149. На рис. 150 видно местное искажение си-
ловых линий вследствие наличия внутреннего дефекта металла.
При использовании метода магнитной суспензии намагничиваю-
щий электрический ток включается в то время, когда деталь поли-
вают или погружают в жидкость. Если применен метод поли-
вания, ток включается сразу же после того, как поливание пре-
кращено. Это предотвращает смывание признаков, указывающих
дефектные места, и делает проверку более точной. Решение во-
проса о пригодности или непригодности деталей, имеющих те или
иные дефекты, зависит от характера их функции на самолете.
Маркировка
Лицо, производящее проверку, должно поставить на деталях,
прошедших магнитное испытание, клеймо, свидетельствующее о
принятии детали. Клеймо не ставится:
1) на деталях и узлах, которые постановкой клейма можно
сделать непригодными для применения; такие детали помечаются
краской в соответствующих местах;
2) все небольшие детали (гайки и т. п.) по стандартам армии и
флота также помечаются краской, а не клеймом.
Детали, прошедшие магнитную проверку, должны быть помече-
ны клеймом приемщика или окрашены около номера детали или
в другом месте, хорошо видимом после сборки узла.
Глава VIII
ОБОРУДОВАНИЕ ДЛЯ ГАЗОВОЙ СВАРКИ САМОЛЕТНЫХ
ДЕТАЛЕЙ
Значение качественной сварки
Авиационным специалистам приходится часто производить ре-
монт авиационных деталей сваркой. Если это делать небрежно и
игнорировать существующие правила, то сварной шов может по-
служить причиной аварии самолета и гибели человеческих жизней.
Процесс сварки
Сваркой называется процесс соединения металлических дета-
лей сплавлением или кузнечным свариванием. При кузнечном сва-
ривании концы деталей, изготовленных из сварочного железа 1 или
стали, нагреваются в кузнечном горне до пластического состояния.
После этого концы деталей соединяют вместе и подвергают дав-
лению или ковке.
Сварка плавлением — способ соединения деталей в одно целое
путем нагрева их краев до расплавления и полного слияния в еди-
ный кусок металла. Этот способ широко используется как в авиа-
ционной, так и в других областях промышленности. Кузнечная
сварка и сварка плавлением являются термическими способами
соединения деталей, так как в том и другом случае требуется на-
грев. В авиационной практике применяется только сварка плавле-
нием.
Основными видами сварки плавлением являются кислородно-
ацетиленовая, или, как она обычно называется, газовая сварка, и
электродуговая сварка.
1 Сварочное железо с низким содержанием углерода и без легирующих при-
садок, образующих при нагреве тугоплавкие оксидные пленки.— Прим, перев.
202
www.vokb-la.spb.ru - Самолёт своими руками?!
В самолетостроении применяется главным образом газовая
сварка *. Тепло, необходимое для такой сварки, образуется от сго-
рания смеси газов кислорода и ацетилена, выходящей в соответст-
вующей пропорции из наконечника сварочной горелки На некото-
ром расстоянии от конца мундштука горелки температура ацети-
лено-кислородного пламени достигает 3500° С, что вполне доста-
точно для того, чтобы расплавить любой из известных металлов.
Тепло, потребное для расплавления металлов, может быть полу-
чено и электрическим нагревом. Двумя основными видами элек-
трической сварки являются электродуговая сварка и электрическая
сварка сопротивлением. Для расплавления металла при электроду-
говой сварке используется высокая температура электрической
дуги, образующейся между двумя электрическими проводниками.
При электросварке сопротивлением используется ток низкого на-
пряжения, но большой силы, подводимый к свариваемым деталям
через массивный медный проводник, обладающий очень малым
электрическим сопротивлением. Свариваемые детали, помещенные
на пути электрического тока, оказывают большое сопротивление
электротоку. При этом развивается достаточное количество тепла,
чтобы расплавить детали в месте их соприкосновения.
Технология кислородно-ацетиленовой сварки
Для получения сварного шва большей толщины, чем толщина
свариваемых деталей, в процессе сварки добавляется некоторое до-
полнительное количество металла в виде сварочной проволоки или
прутка. При сварке тонких листов их свариваемые края могут быть
отбортованы и расплавляются вместе с отбортовкой, что обеспечи-
вает необходимое количество металла для образования сварного
шва. Утолщение металла в сварном шве необходимо для того,
чтобы обеспечить достаточную прочность соединения, так как ме-
талл шва литой и не может быть таким же прочным, как основной
металл.
Прочность сварки какого-либо металла во многом зависит от
мастерства и знаний сварщика. При правильной предварительной
подготовке металла и правильном использовании пламени можно
получить высококачественную сварку.
Оборудование для кислородно-ацетиленовой сварки
Оборудование для кислородно-ацетиленовой сварки может быть
переносное (подвижное) или стационарное. Переносный аппарат
устанавливается на ручную тележку и в таком виде перевозится от
одной работы к другой. Он состоит из одного баллона с кислородом
и одного с ацетиленом, ацетиленового и кислородного редукторов
В настоящее время в авиастроении применяется главным образом контакт-
я и дуговая электросварка в защитных средах,— При», перев.
203
Рис. 152. Подвижная уста-
новка для газовой сварки,
смонтированная на тележке:
1 — сварочная горелка; 2 — баллон
с ацетиленом; 3 — редуктор дав-
ления ацетилена; 4 — редуктор дав-
ления кислорода; 5 — баллон с
кислородом
Рис. 151. Переносная установка для
газовой сварки:
1 и 2 — вентили сварочной горелки; 3 — свароч-
ная горелка; 4—кислородный баллон; 5—кисло-
родный шланг; 6 — кислородный редуктор; 7 и
8 — манометры рабочего давления и давления в
баллоне; 9 — запорный вентиль кислородного
баллона; 10 — ацетиленовый шланг; 11— ацети
леновым редуктор; 12 и 13 — манометры ацетиле-
нового баллона; 15 — запорный вентиль ацетиле-
нового баллона; 16 — ацетиленовый баллон
Рис. 153. Стационарная установка для газовой сварки
на несколько сварочных постов
204
www.vokb-la.spb.ru - Самолёт своими руками?!
явления с манометрами, соединительных шлангов и сварочной го-
релки с вентилями-регуляторами, смесительной камерой и наконеч-
никам11- К аппарату прилагается специальный ключ, защитные
очки, безопасный зажигательный прибор и огнетушитель.
На рис. 151 представлена схема такого портативного аппарата,
а на рис. 152 этот же аппарат показан установленным на ручной
тележке.
Стационарное оборудование аналогично подвижной установке,
с той лишь разницей, что ацетилен и кислород подаются по трубам
к отдельным сварочным горелкам от центрального пункта подачи
газов. В этом случае со сварщиков снимаются заботы о баллонах
с кислородом и ацетиленом, так как они присоединены к общим
трубопроводам с отдельными главными редукторами на каждую
группу баллонов. Подобная типовая установка показана на рис 153,
где видно, что все баллоны с однородным газом объединены общим
горизонтальным трубопроводом, к которому подходят короткие
трубки от каждого баллона. Поток газов и постоянное давление на
каждом сварочном пункте поддерживаются отдельными редукто-
рами. В некоторых случаях ацетилен получается не из баллонов,
а от ацетиленового генератора, где ацетилен образуется от реакции
воды с карбидом кальция.
Ацетилен
Ацетилен представляет собой горючий бесцветный газ с харак-
терным запахом *, легко различаемым даже тогда, когда он сильно
разбавлен воздухом. По химическому составу он представляет со-
единение углерода и водорода, имеющее химическое обозначение
С2Н2, указывающее на то, что в молекуле ацетилена содержится
два атома углерода и два атома водорода. Так как углерод имеет
атомный вес 12, а водород—1,008, то ацетилен состоит из 92,3%
углерода и 7,7% водорода2.
При смешивании с воздухом или кислородом ацетилен образует
легковоспламеняющийся газ. Пределы воспламенения такой смеси
взрывного типа очень обширны и в процентном отношении состав-
ляют от 97% воздуха и 3% ацетилена до 18% воздуха и 82% аце-
тилена. При несоблюдении предосторожностей он может дать
пламя, распространяющееся со скоростью 100 м/сек. Поэтому,
обы не допустить образования пламени внутри горелки, смесь
ацетилена с воздухом или кислородом должна выходить из мунд-
штука горелки со скоростью большей, чем скорость распростране-
ния пламени.
При низком давлении и нормальной температуре чистый аце-
тилен ^без примеси воздуха — устойчивый газ, но, если заполнить им
контейнер и сжать до давления около 1 кг/см2, он становится не-
1 Чистый ацетилен имеет слабый эфирный, а технический — сильный чесноч-
ный запах,— Прим перев
По весу.— Прим. ред.
205
устойчивым, а при давлении 2 кг/см1 2 он способен к самовзрыву при
легком сотрясении даже в том случае, когда в нем нет примеси воз-
духа или кислорода.
Несмотря на способность к самовзрывакию, ацетилен можно
перевозить на большие расстояния в баллонах под высоким давле-
нием с достаточной степенью безопасности. Для этой цели заводы,
вырабатывающие ацетилен, помещают его в баллоны, заполненные
пористой массой, пропитанной ацетоном, являющимся легковоспла-
меняющейся химической жидкостью, поглощающей ацетилен в
объеме, во много раз превышающем собственный объем1. При со-
ответствующем соотношении ацетилена и ацетона безопасное дав-
ление в таком баллоне может быть доведено до 17,5 ат.
Ацетилен получают искусственным путем. Аппарат для получе-
ния ацетилена носит название ацетиленового генератора. В нем
ацетилен получается в результате взаимодействия воды с карбидом
кальция. Существуют три основных типа ацетиленовых генерато
ров: карбид в воду, вода в карбид и контактные генераторы.
Карбид кальция — вещество, состоящее из углерода и кальция
СаС2, получаемое путем сплавления негашеной извести СаО с кок-
сом в электрической печи. При соприкосновении с водой карбид
кальция быстро поглощает воду и разлагается на составные части.
Углерод соединяется с водородом, образуя ацетилен, а кальций со-
единяется с кислородом, образуя гидрат окиси кальция (гашеную
известь). Из 0,5 кг очищенного карбида кальция можно получить
до 141,5 л ацетилена, но благодаря примесям обычный выход газа
несколько менее и составляет около 135 л2. В генераторах типа
карбид в воду небольшие кусочки карбида кальция под действием
питающего механизма медленно падают в контейнер с постоянным
объемом воды. В генераторах типа вода в карбид вода подается
периодически на карбид, находящийся в камере генератора. В ге-
нераторах контактного типа карбид кальция в виде плиток поме-
щается в корзинку, прикрепленную к стеклянному колпаку, которая
либо опускается в воду, либо удерживается неподвижно до тех пор,
пока уровень воды не поднимется до нее.
* Ацетиленовый баллон — стальной, бесшовный имеет форму бу-
тыли. В горловине баллона устанавливается обратный вентиль с
редуктором давления. Баллон заполняется пористым материалом,
пропитанным ацетоном3. На баллоне устанавливаются специальные
1 Ацетон СН3СОСН3 является лучшим растворителем для ацетилена. В еди-
нице объема ацетона растворяется 23 единицы объема ацетилена при атмосфер-
ном давлении и температуре 15° С. При увеличении давления растворимость аце-
тилена в ацетоне возрастает пропорционально давлению.— Прим, перев.
2 По данным Справочника газосварщика (Машгиз, 1957, стр. 12), теоретиче-
ский выход ацетилена из 1 кг чистого карбида кальция составляет 344,5 л, а га-
рантированный выход — 235—285 л.— Прим, перев.
8 В качестве пористого материала применяется древесный активированный
уголь, пемза, инфузорная земля и другие пористые материалы. Объем, образуе-
мый порами, должен составлять 70—80% от общего объема массы материала.—
Прим, перев.
206
www.vokb-la.spb.ru - Самолёт своими руками?!
предохранительные пробки, моментально освобождающие газ из
б ьплона в случае пожара. Отверстия в пробках сделаны очень ма-
ленькими для того, чтобы горящая смесь ацетилена с воздухом не
могла проникнуть внутрь баллона.
Ацетиленовые баллоны имеют различную емкость — от 3140 до
7800 л газа.
Объем газа, содержащегося в баллоне в кубических метрах, мо-
жет быть определен взвешиванием заряженного баллона. Из полу-
ченного веса вычитается вес тары, выштампованный на баллоне.
Полученную разницу надо разделить на удельный вес ацетилена,
равный 1,17 кг/м3.
На верхней части баллона имеется запорный вентиль со штуце-
ром для присоединения редуктора давления или патрубка. В зави-
симости от наличия внутренней или наружной резьбы на штуцерах
в некоторых случаях приходится делать переходные соединения *.
Кислород
Кислород — бесцветный газ, без запаха и вкуса. Он составляет
23% по весу и 21 % по объему окружающей нас атмосферы.
Кислород — чрезвычайно активный элемент. При соответствую-
щих условиях он образует соединения почти со всеми элементами,
причем иногда результат такого соединения является весьма опас-
ным. Например, даже густые смазочные масла в присутствии чи-
стого кислорода становятся в высокой степени воспламеняемыми.
Поэтому во избежание сильного взрыва необходимо тщательно
предупреждать возможность соприкосновения любой смазки с чи-
стым кислородом. В практике сварочных работ зарегистрированы
случаи гибели сварщиков при направлении потока чистого кисло-
рода в бидон со смазочным маслом. Даже масляные пятна на
одежде могут быть причиной взрыва, если их коснетбя струя кисло-
рода.
Хорошо известно, что ржавчина на железе и стали, окисление
меди и коррозия алюминия вызываются действием кислорода окру-
жающего воздуха на эти металлы.
Технический кислород получают двумя способами:
1. Способом сжижения воздуха, путем охлаждения его при по-
вышенном давлении. При последующем повышении температуры и
испарении жидкого воздуха в первую очередь испаряется газ с бо-
лее низкой температурой кипения и остается газ с более высокой
температурой кипения1 2.
1 В СССР ацетиленовые баллоны изготовляются по ГОСТ 949—41. Они
окрашиваются в белый цвет с надписью красного цвета «Ацетилен».— Прим,
перев.
2 Азот, имеющий температуру кипения ниже, чем кислород, улетучивается
раньше, а кислород остается в жидком виде.— Прим, перев.
207
2. Способом разложения воды электрическим током. Электри-
ческим ток, проходя через воду, разлагает ее на водород и кислород.
К воде добавляется кислота или щелочь. Водород выделяется на
Рис. 154. Вентиль кислородного
баллона:
1 — выходной штуцер; 2 — шток вен-
тиля; 3 — пружина штока; 4 — гайка
штока; 5 — ручной маховик; 6 — гайка
сальника: 7 — резиновое уплотнение;
8 — зажимная гайка предохранитель-
ной пластины; 9 — легкоплавкая шай-
ба; 10 — медная пластинка; 11 — шту-
цер вентиля; 12 — запорная игла; 13 —
нижний штуцер вентиля с резьбой
катоде, кислород — на аноде; выде-
лившиеся газы отводятся в разные
контейнеры.
Стандартный баллон для хране-
ния и транспортировки кислорода
изготовляется из стальной бесшов-
ной трубы и рассчитан на очень вы-
сокое давление. Если ацетиленовый
баллон заряжается нормальным
давлением около 17,5 ат при темпе-
ратуре около 21° С, то кислородный
баллон заряжается на заводе давле-
нием в 140 ат при той же температу-
ре. Применяются обычно два разме-
ра баллонов. Стандартный баллон
содержит около 6230 л газа, но
имеются и меньшие баллоны, емко-
стью около 3100 л1 *. Один кубиче-
ский метр кислорода при нормаль-
ном давлении и температуре 21°С
весит 1,43 кг, т. е. одному килограм-
му газа соответствует объем 0,7 ж3.
Для того чтобы определить количе-
ство кислорода в баллоне, надо, так
же как и для ацетилена, взвесить
заряженный баллон и из этой циф-
ры, выраженной в килограммах, вы-
честь вес пустого баллона и умно-
жить остаток на 0,7, при этом полу-
чим количество кислорода в куби-
ческих метрах.
На рис. 154 показан вентиль кислородного баллона. На шту-
цере 11 вентиля имеется предохранительное устройство, состоящее
из тонкой медной пластинки 10, прижимаемой гайкой 8 к шайбе 9
из легкоплавкового сплава, которая расплавляется при темпера-
туре около 116° С. Если баллон попадет в среду с высокой темпера-
турой, шайба расплавится, медная пластинка будет прорвана и газ
получит выход из баллона. Поэтому давление в баллоне не сможет
достичь опасной величины.
Вентиль имеет игольчатую конструкцию. Шток 2 вентиля состоит
из двух частей со скользящим соединением, которое позволяет
игле 12 штока перемещаться вверх и вниз, закрывая и открывая
1 Кислородные баллоны в СССР изготовляются по ГОСТ 949—37, водяной
емкостью 40—55 л\ они окрашиваются в голубой цвет с черной надписью «Кисло-
род».— Прим, перев.
208
www.vokb-la.spb.ru - Самолёт своими руками?!
вентиль. В нижней части имеется резьба и запорная игла, выпол-
ненная из монель-мсталла* 4. На верхнюю часть штока насажен руч-
ной маховик 5, служащий для открытия и закрытия клапана. Рези-
новое уплотнительное кольцо 7 вокруг штока представляет собой
газоуплотнительный сальник, прижимаемый гайкой 6. При откры-
тии вентиля нижняя часть штока нажимает на верхнюю и сжимает
уплотнительный сальник, предотвращая таким образом утечку газа.
Когда баллон не используется, вентиль закрывается защитным
колпаком.
Ацетиленовые и кислородные редукторы
Рис. 155. Разрез одноступенчато-
го редуктора инжекторного типа:
1 — регулировочный винт; 2 — регули-
руемая пружина мембраны; 3 — мем-
брана; 4 — накидная гайка для при-
соединения к баллону; 5 — инжектор;
6 — седло; 7 — компенсирующая пру-
жина; 8 — нижняя крышка; 9 — кор-
пус; 10 — верхняя крышка
Назначением ацетиленовых и кислородных редукторов является
понижение давления газов, поступающих из баллонов, и подача их
в горелку под постоянным давлением и в объеме, соответствующем
размеру наконечника горелки или мундштука.
Почти все редукторы могут быть
отнесены к двум типам: инжектор-
ному и шпиндельному, а по числу
степеней редуцирования делятся на
одноступенчатые и двухступенча-
тые. На рис. 155 и 156 показаны
схемы устройства и действия одно-
ступенчатого редуктора инжектор-
ного типа, а на рис. 157 и 158 —
двухступенчатого редуктора. Двух-
ступенчатый редуктор предназначен
для установки на одном баллоне и
используется на переносной свароч-
ной установке. Одноступенчатый ре-
дуктор используется на отдельной
сварочной установке стационарного
типа.
На баллонных редукторах обыч-
но устанавливаются по два мано-
метра: манометр высокого давления,
показывающий давление в баллоне,
и манометр низкого давления, по-
казывающий давление газов, посту-
пающих в горелку.
На рис. 159 показана установка манометров на кислородном ре-
дукторе давления, а на рис. 160 — на ацетиленовом. По конструк-
ции ацетиленовые и кислородные манометры сходны, но ацетилено-
вый манометр рассчитан на меньшее давление, чем кислородный.
Манометр высокого давления для ацетилена рассчитан на макси-
1 Монель-металл представляет собой сплав на никелевой основе, содержа-
щий до 29% меди, до 3% железа и до 1,8% марганца. Иногда за счет меди
добавляется до 3% алюминия. Он обладает высокой стойкостью против кор-
розии и жароупорностью.— Прим, перев.
Ч. Э. Чэпел, Р. Д Бент, Дж Л Маккинли 209
Рис. 156. Схема действия одноступенчатого редук-
тора инжекторного типа с автоматическим предо-
хранительным клапаном:
1 — регулировочный винт; 2 — регулируемая пружина мем-
браны; 3 — мембрана; 4 — накидная гайка для присоеди-
нения к баллону; .5—фильтр; 6 — камера высокого давле-
ния; 7 — компенсирующая пружина; 8 — пружина предо-
хранительного клапана; 9— седло клапана; 10— инжектор;
// — отверстие к сварочной горелке; 12— ярмо; 13— ка-
мера низкого давления
го
Рис. 157. Двухступенчатый редуктор:
1 — верхняя крышка; 2 и 12 — пружины клапа-
нов; 3 и 13 — клапаны; 4 — гнездо; 5 — корпус;
6—мембрана; 7 — нижняя крышка; 8 — пластина
мембраны; 9 — пружина; 10 — задняя часть ре-
дуктора; 11 — гнездо; 14— вилка мембраны; 15—
мембрана; 16—пластина мембраны; 17—регули-
руемая пружина; 18 — регулировочный винт; 19 —
маховичок; 20—передняя часть редуктора
210
www.vokb-la.spb.ru - Самолёт своими руками?!
Рис. 158. Схема действия двух-
ступенчатого редуктора
Рис. 160. Установка манометров и
редуктора на ацетиленовом бал-
лоне:
1 и 2 — манометры низкого и высо-
кого давления; 3 — штуцер соединения
с баллоном; 4 — двухступенчатый ре-
дуктор; 5 — предохранительный кла-
пан; 6 — ручка регулировочного винта;
7 — штуцер для присоединения шланга
Рис. 159. Установка маноме-
тров и редуктора на кислород-
ном баллоне:
1 — манометр газа низкого дав-
ления, подаваемого в сварочную
горелку; 2 — манометр высокого
давления в баллоне; 3 — гайка со-
единения с баллоном; 4—ручка
регулировочного винта; 5 — предо-
хранительный клапан (на рисунке
не виден); 6 — двухступенчатый
редуктор; 7 — штуцер для присо-
единения шланга
14*
211
мальное давление 30 kzIcm2, а шкала манометра низкого давления
используется для рабочих давлений в пределах 2,0—3,5 кг] см*.
В стационарных установках, где газ подается по трубопроводам
к индивидуальным сварочным точкам, для каждой точки требуется
только один манометр, показывающий давление газа, подводимого
по шлангам к горелке.
На некоторых редукторах устанавливается предохранительное
устройство, предотвращающее чрезмерное повышение давления
газа в камере низкого давления вследствие пропуска клапана или
обратной вспышки. Это устройство может быть выполнено или в
виде автоматически срабатывающего клапана, закрывающегося
немедленно после сброса излишка давления, или в виде диафрагмы,
прорывающейся при повышении давления в камере низкого давле-
ния до такой величины, что это может повредить трубку Бурдона в
манометре, мембрану редуктора или шланг.
Седла клапанов в редукторах изготовляются либо из специаль-
ного состава, либо из твердого каучука и всегда химически обраба-
тываются для того, чтобы предотвратить самовозгорание. Мембрана
в некоторых редукторах делается из нержавеющего термически об-
работанного сплава, а в других — из натуральной или синтетиче-
ской резины, усиленной тканью.
Следует помнить, что основным назначением редуктора яв-
ляется понижение давления газа в баллоне до безопасного уровня,
необходимого для работы сварочной горелки. Когда техник откры-
вает вентиль баллона, газ поступает в канал редуктора, ведущий
к камерам высокого и низкого давления Манометр высокого дав-
ления показывает при этом давление в баллоне. При повороте регу-
лировочного винта 1 (рис. 156) редуктора вправо он сжимает регу-
лируемую пружину 2 и через нее прогибает мембрану 3 вниз. При
этом седло 9 клапана, связанное вилкой с диафрагмой, опустится
вниз и откроет доступ газу в верхнюю камеру низкого давления, из
которой через отверстие 11 газ поступает по шлангу к горелке. А1а-
нометр рабочего давления, соединенный с камерой низкого давле-
ния, покажет при этом давление газа, поступающего к горелке.
Как только сварщик закрывает вентили сварочной горелки, дав-
ление в камере низкого давления повышается и возвращает мем-
брану в прежнее положение, при этом она сжимает регулируемую
пружину 2 и освобождает от давления седло 9 клапана. Компенси-
рующая пружина 7 прижмет тогда седло 9 к соплу инжектора 10 и
закроет доступ газа в редуктор.
При открытии сварщиком вентилей горелки давление газа на
диафрагму снова понизится и регулируемая пружина 2 опять ото-
жмет мембрану вниз и откроет седло клапана 9\ при этом газ снова
пойдет через редуктор. Таким образом, если сварщик отрегулирует
винтом 1 пружину 2, он будет иметь все время постоянную подачу и
давление газа, проходящего через редуктор. Подача и давление дол-
жны соответствовать размерам наконечника и мундштука горелки.
Для регулировки давления кислорода, поступающего из бал-
212
www.vokb-la.spb.ru - Самолёт своими руками?!
лона в горелку, предпочтительнее использовать двухступенчатые
редукторы, так как они дают возможность получить более точную
регулировку и уменьшить колебание пламени после его регули-
ровки. Двухступенчатый регулятор автоматически понижает перво-
начальное давление поступающего из баллона газа до величины по-
рядка 14 кг/см2 в первой ступени редакции, что достигается уста-
новкой дополнительного клапана 3 (рис. 157), регулируемого мем-
браной 6 в корпусе редуктора. Регулировка давления во второй
ступени редуктора до величины, требующейся для работы горелки,
производится вращением регулировочного винта 18, как было ска-
зано выше в отношении одноступенчатого редуктора.
Важно помнить, что, прежде чем открыть вентиль баллона, надо
закрыть редуктор. Если эта предосторожность не будет соблюдена,
газ с большой силой поступит через клапан 3 высокого давления и,
если мембрана 6 поставлена регулировочным винтом 18 в такое
положение, что будет удерживать клапан 13 открытым, газ пройдет
в рабочую камеру низкого давления и может ее повредить, так как
она не рассчитана на резкое заполнение газом высокого давления.
Сварочные горелки
Сварочная горелка предназначена для смешения горючего газа
с кислородом в соответствующих пропорциях. Горелка позволяет
управлять качеством и размерами пламени. Сварочные горелки
можно подразделить на две основные группы: 1) безынжекюрные
сбалансированного типа, называемые иногда горелками равного
давления (рис. 161); 2) инжекторные (рис. 162). Помимо этих двух
основных типов, сварочные горелки могут быть самых разнообраз-
ных видов и размеров. Горелки снабжаются набором наконечников
различных размеров. Выбор типа и размеров сварочной горелки за-
висит от той работы, которую надо выполнить. Наконечник подби-
рается в зависимости от количества тепла и размеров пламени, по-
требных для данного металла при данной его толщине.
На горелке, изображенной на рис. 161, показаны игольчатые за-
порные вентили 2 и 11 для кислорода и ацетилена. Они установлены
в местах входа кислородной 3 и ацетиленовой 10 трубок в голов-
ку 12 горелки. С помощью этих вентилей регулируется количество
ацетилена и кислорода, подаваемых в смесительную камеру 14. Го-
ловка горелки со смесительной камерой обычно помещается на пе-
реднем конце ручки 4. Смесительная камера 14 служит для соот-
ветствующего смешивания газов, обеспечивающего наилучшие усло-
вия сгорания. Смесь кислорода с ацетиленом поступает из смеси-
тельной камеры к наконечнику 11 сварочной горелки.
1 К наконечнику обычно относят также инжектор и смесительную камеру.
Горелка снабжается комплектом наконечников. Смена наконечников дает воз-
можность изменять мощность сварочного пламени. Крайняя часть наконечника,
через которую струя смеси выходит в атмосферу, называется мундштуком.
Мундштуки бывают сменные или составляют одно целое с наконечником.—
Прим. ред.
213
Ацетилен
214
wvvvv.vokb-ki.spb.ru - Самолёт своими руками?!
На рис. 163 показана типовая смесительная камера сварочной
горелки инжекторного типа. Горелка инжекторного типа работает
при постоянном кислородном давлении около 1,5 кг/см* 2 для нако-
нечников всех размеров. Ацетилен подается под очень малым давле-
нием, обычно менее 0,07 кг]см2 при любом размере наконечника.
Это давление должно быть достаточным только для того, чтобы аце-
тилен преодолел трение внутри шланга на пути до той точки инжек-
торной насадки, где из инжектора выходит поток кислорода. Боль-
шая скорость потока кислорода при проходе его через узкое отвер-
стие инжекторного сопла вызывает в этом месте разрежение и под-
сасывание ацетилена в смесительную камеру, где ацетилен и кисло-
род перемешиваются и поступают к наконечнику.
Рис. 162. Инжекторная сварочная горелка:
Рис. 163. Принцип действия инжекторной горелки:
/ — инжектор
Безынжекторная горелка сбалансированного типа нашла более
широкое применение в сварочных работах по ремонту современных
самолетов, чем инжекторная, так как ее легче регулировать и уход
за ней проще1. При использовании инжекторной горелки оказалось
затруднительным поддерживать весьма низкое давление ацетилена.
Если горелка безынжекторная, сварщик регулирует количество по-
ступающего газа с помощью редуктора и таким способом может
обеспечить работу самого большого наконечника сварочной горелки.
На некоторых типах сварочных горелок ставятся индивидуаль-
ные смесительные камеры для наконечников разных размеров, а в
Других конструкциях ставится одна смесительная камера для на-
конечников нескольких размеров.
Наконечники сварочной горелки могут быть разных типов.
Съемные наконечники делаются из твердой меди или из латуни и
бронзы. Наконечники обозначаются по номерам. Каждый завод
имеет собственную систему нумерации. Некоторые заводы обозна-
чают размеры наконечников номерами 0, 1, 2, 3, 4 и т. д.2, другие
’ В советской авиации при ремонте самолетов преимущественно использу-
ются инжекторные горелки типа СРМ-53, СУ и «Лилипут».— Прим. ред.
2 В СССР для сварочных горелок применяются наконечники от № 1 до № 7
при сварке металла толщиной 0,5—30 мм и при давлении кислорода 1—4 ат и
ацетилена не ниже 0,01 ат. — Прим, перев.
215
заводы дают номера 20, 21, 22 и т. д. Размеры наконечников разли-
чаются по диаметру отверстия, чтобы обеспечить соответствующее
количество тепла для определенного вида работы. Заводы, изготов-
ляющие сварочное оборудование, выпускают специальные таблицы,
в которых указывается давление ацетилена и кислорода для раз-
личных размеров наконечников сварочных горелок инжекторного и
безынжекторного типов. Размер наконечников должен соответство-
вать толщине свариваемого металла. В нижеследующей таблице
приведены диаметры отверстий наконечников в зависимости от тол-
щины металла при сварке встык.
Толщина стали, мм Диаметр отверстия, мм
0,4—0,8 0,66
0,8—1,7 0,78
1,7—3,2 0,94
3,2—4,8 1,06
4,8—6,4 1,40
6,4—9,6 1,70
Количество тепла, необходимое для сварки стали, зависит также
от угла расположения свариваемых деталей. Например, количество
тепла при сварке двух кусков металла, соединяемых под углом 30°,
будет другим, чем при их соединении под углом 90°.
Необходимо употреблять наконечники с малым отверстием для
сварки тонких деталей и с большим отверстием для сварки тяжелых
деталей. Если использовать наконечник малого размера для тяже-
лых деталей, металл не будет прогрет на достаточную глубину; если
же использовать наконечник слишком большого размера для тон-
ких деталей, излишек тепла приведет к прожиганию металла.
Шланги сварочных аппаратов
Шланг изготовляется из специальной резины; он присоеди-
няется одним концом к редуктору, а другим к сварочной горелке.
Прочность и размеры шлангов зависят от давлений, которые им
приходится выдерживать. Для ацетилена и кислорода применяются
шланги одной марки, но они различаются цветом и резьбой соеди-
нений Ацетиленовые шланги обычно окрашиваются в красный или
каштановый цвет и снабжаются соединениями с левой резьбой.
Кислородные шланги окрашиваются в черный или зеленый цвет и
снабжаются соединениями с правой резьбой. Кроме того, на шлан-
гах указывается название газа, для которого они предназначены.
1 В СССР применяются шланги из вулканизированной резины с внутренним
диаметром 5,5; 9,5 и 13,0 мм, длиной пе менее 5 м. Обычно они не окрашива-
ются.— Прим, перев.
216
www.vokb-ki.spb.ru - Самолёт своими руками?!
На рис. 164 показаны типовые штуцерные соединения шлангов
для ацетилена и кислорода. Следует обратить внимание, что на
гайке штуцера кислородного шланга отсутствует проточка, имею-
щаяся на ацетиленовой гайке.
Прочность и размер шланга зависят также от характера выпол-
няемой работы. Для сварки легких деталей применяются более тон-
кие и гибкие шланги, способные выдерживать давление до 14 кг/см2.
Для тяжелых работ по сварке и резке металла шланг должен вы-
держивать давление до 28 кг/см2. Размер шланга указывается по
Рис. 164. Типовые штуцерные соединения:
а—для ацетилена (с проточкой на гайке штуцера); б — для
киспорода
внутреннему диаметру и числу слоев ткани. Для легких сварочных
работ внутренний шланг должен быть с одним или двумя слоями
ткани и иметь внутренний диаметр 3,5—5,0 мм. Для тяжелых работ
по сварке и резке внутренний диаметр шланга достигает размера
6,5—8,0 мм при количестве слоев ткани от трех до пяти. Обычная
длина сварочных шлангов 4—7,5 м. Желательно иметь более корот-
кие шланги для того, чтобы уменьшить потерю давления на преодо-
ление трения газа о внутренние стенки шланга, а также с целью со-
кращения возможных перегибов.
Защитное снаряжение
Защитные очки для сварки имеют цветные стекла, предохраняю-
щие от яркого света, ультрафиолетовых и инфракрасных лучей, об-
разующихся при сварке. Кроме того, очки имеют и простые стекла
для защиты цветных стекол от повреждения. Сварщик должен в
первую очередь убедиться в том, что очки действительно защищают
глаза и в то же время не настолько темны, чтобы слишком снизить
видимость при сварке. Очки должны иметь специальные чашки,
плотно прикрывающие глазные впадины, чтобы искры и маленькие
кусочки горячего металла, образующиеся при сварке, не смогли по-
пасть в глаза. Они индивидуально подгоняются к глазам сварщика
и закрепляются за ним персонально.
Защитные перчатки для сварочных работ обычно изготовляют-
ся из асбеста или брезента с химической пропиткой. Их форма
217
и размер должны обеспечивать защиту рук и запястьев от ожогов
и искр при работе.
Для безопасного зажигания газовой горелки можно применять
специальную зажигалку, показанную на рис. 165, состоящую из
круглого стального стержня 1 с насечкой, как у напильника, крем-
ня 2, пружины 3 и чашеобразного щитка 4. Сжимая и разжимая
пружину, сварщик вызывает образование искр, способных воспла-
менить газ, выходящий из горелки. Такая зажигалка безопасна в
Рис. 165. Воспламенитель (зажигалка) для сварочной горелки:
/ — круглый стальной стержень с насечкой; 2 — кремень; 3 — пружина;
4 — щиток
пожарном отношении, так как в ней нет горючих материалов, иск-
ры вспыхивают только на мгновение, а ее длина достаточна, что-
бы защитить руку сварщика от возможного ожога. Никогда не сле-
дует употреблять для этой цели спички. При использовании спичек
вспышка газов, выходящих из сварочной горелки, может легко об-
жечь руку.
При работе со сварочной горелкой всегда должен быть под ру-
кой переносный огнетушитель, так как летящие искры и кусочки
горячего металла могут зажечь какой-либо материал. Наиболее
эффективны для тушения огня в этом случае углекислотные огне-
тушители.
Установка сварочных аппаратов
При установке переносных сварочных аппаратов первым дол-
гом надо укрепить баллоны на ручной тележке. Стационарные ап-
параты укрепляются к стене или верстаку сварочного поста. Это
делается с целью предохранить баллоны от случайного падения и
удара. До тех пор пока сварщик не будет готов подключить бал-
лон к линии, защитный колпак снимать не надо. Затем необходи-
мо продуть запорный вентиль баллона. Сварщик становится при
этом сбоку или сзади вентиля баллона и открывает запорный вен-
тиль баллона замедленно, в течение секунды, а затем быстро за-
крывает. Это делается с целью удалить грязь, которая могла по-
пасть в вентиль во время транспортировки. Если ее не удалить, она
218
www.vokb-Ia.spb.ru - Самолёт своими руками?!
может попасть во впускной ниппель редуктора и вызвать порчу
седла клапана.
Потом редукторы присоединяются к баллонам, что делается за-
тяжкой соединительной гайки гаечным ключом. Гайка затягивается
возможно туже1, чтобы предотвратить утечку газа. Ключ в тече-
ние всего времени работы остается на баллоне для использования
в аварийных случаях.
Если резьба соединительной гайки редуктора не соответствует
резьбе на штуцере баллона, ставится переходный патрубок с резь-
бой на обоих концах. При этом следует помнить, что резьба на ки-
слородных редукторах и штуцерах баллонов — правая, а на ацети-
леновых редукторах и баллонах — левая.
Следующий шаг — присоединение шлангов к редукторам. Зе-
леный или черный шланги присоединяют к кислородному редукто-
ру, а красный или каштановый — к ацетиленовому. При использо-
вании нового шланга его надо продуть, чтобы удалить остатки
талькового порошка, который был засыпан на заводе. Продувка
производится следующим образом: открывают запорный вентиль
баллона и вращают регулировочный винт редуктора давления по
часовой стрелке до тех пор, пока манометр низкого давления не
покажет 0,35 кг!см2. После продувки шланга запорный вентиль
баллона закрывается.
Потом присоединяют другие концы шлангов к ниппелям сва-
рочной горелки. Это делают с помощью гаечного ключа, соблюдая
при этом осторожность, чтобы не повредить грани соединительных
гаек.
Наконец, проверяется пропуск газа в соединениях. Никогда не
надо делать проверку с помощью горящей спички — это может при-
вести к взрыву. Вообще никогда не следует иметь открытое пламя
вблизи сварочного аппарата, кроме пламени сварочной горелки.
Наилучшим способом проверки пропуска газа в соединениях яв-
ляется покрытие их с помощью кисточки мыльным раствором.
Игольчатые вентили сварочной горелки во время этого испытания
должны быть закрыты. Открывают запорные вентили баллонов, за-
тем поворачивают по часовой стрелке регулировочные винты редук-
торов до тех пор, пока на рабочих манометрах не покажется низкое
давление. После этого на соединения наносится кистью мыльный
раствор, в местах пропуска газов образуются мыльные пузыри.
При обнаружении пропуска газа сварщик должен закрыть за-
порные вентили баллонов и определить причину неисправности.
Для устранения ее обычно достаточно подтянуть гайки соединений.
Реже причиной неисправности является грязь, попавшая в соеди-
нения, неисправные гнезда или поврежденная резьба в соединениях.
Грязь должна быть удалена промывкой; в случае неисправности
гнезда или резьбы соединение должно быть заменено. После
1 Но при этом нельзя пользоваться дополнительным рычагом, так как можно
сорвать резьбу.— Прим. ред.
219
устранения неисправности сварщик должен повторить проверку,
чтобы быть абсолютно уверенным в отсутствии пропуска газов.
При установке наконечника сварщик обычно знает, какой но-
мер требуется для данной работы.
На этом заканчивают установку аппарата и приступают к его
регулировке».
Регулировка давления
На рис. 166 показано правильное положение сварщика при от-
крывании запорного вентиля баллона. После того как вентиль от-
Рис. 166. Правипьное положение
сварщика при открывании баллона
крыт, сварщик регулирует давле-
ние с помощью регулировочного
винта редуктора. Если сварщик
при открывании вентиля баллона
стоит перед редуктором, то в слу-
чае его неисправности он подвер-
гается опасности, так как стекло
манометра может быть вырвано
и осколки могут попасть в лицо.
Поэтому он должен стоять с дру-
гой стороны редуктора и откры-
вать вентиль баллона очень мед-
ленно. При слишком резком от-
крытии вентиля может разорвать
редуктор.
Сначала открывают вентиль
ацетиленового баллона, после
чего вращением регулировочного
винта редуктора вправо устанав-
ливается нужное давление. Затем
таким же образом открывают
баллон с кислородом и регули-
руют давление подачи. Как уже было сказано выше, давление, по-
требное для сварки данных деталей, зависит от толщины металла,
с чем связан также и выбор наконечника сварочной горелки.
Зажигание горелки
Чтобы зажечь сварочную горелку, сварщик должен сначала от-
крыть ацетиленовый вентиль горелки на 3/4 оборота и быстро под-
жечь ацетилен искровой зажигалкой у самого выхода газа из нако-
нечника горелки. Это надо сделать возможно быстрее, чтобы не рас-
ходовать газ зря. Пламя ацетилена должно быть широкое, очень бе-
лое и дымное по краям. Если пламя образует много дыма, необхо-
димо приоткрыть кислородный вентиль до тех пор, пока около сре-
за мундштука горелки не появится хорошо очерченный белый ко-
220
www.vokb-la.spb.ru - Самолёт своими руками?!
Рис. 167. Виды кислородно-аце-
ти чекового пламени:
а — нейтральное (нормальное — восста
новительное); б — науглероживающее;
в — окислительное; 1 — внутренний ко-
нус (ядро); 2— наружный факел; 3 —
промежуточный конус (восстановитель-
ная зона)
hj с. Этот белый конус окружен
менее ярким голубоватым конусом
длиной 2—20 мм в зависимости от
используемого наконечника. Такое
пламя называют нейтральным
(рис. 167, а).
Кислородно-ацетиленовое пламя
Теоретически для сжигания
одного объема ацетилена требуется
2*/2 объема кислорода, при таком со-
ставе должно быть получено ней-
тральное 1 пламя. Но в действитель-
ности для того, чтобы сжечь полно-
стью один объем ацетилена, требует-
ся подать в горелку только один
объем кислорода, так как остальной
кислород берется из окружающего
воздуха. Окись углерода и водород,
поступающие из первой зоны сгора-
ния, смешиваются с кислородом
воздуха, сгорают, образуя углекис-
лый газ и водяные пары.
Нейтральное пламя, получающееся при сгорании примерно оди-
наковых объемов ацетилена и кислорода, окисляет все частицы уг-
лерода и водорода и имеет температуру около 3500° С. Это пламя
должно иметь плавно закругленный и ясно очерченный централь-
ный конус (ядро) 1, окружающая его область пламени должна
быть голубого цвета с темно-красным оттенком на конце и по
краям* 2.
Нейтральное пламя расплавляет металл без изменения его
качеств и оставляет поверхность чистой. При правильной пропор-
ции смеси ацетилена с кислородом в нейтральном пламени рас-
плавленный металл течет гладко и образует мало искр. При избыт-
ке ацетилена содержание углерода в металле увеличивается, рас-
плавленный металл кипит и при остывании теряет гладкость, шов
получается твердым и хрупким. При избытке кислорода металл
окисляется и сгорает, образуется много искр и шлака, а шов полу-
чается пористым и хрупким.
Для сварки большинства металлов лучше применять нейтраль-
ное пламя. Но для некоторых металлов в известных условиях не-
большой избыток одного из газов бывает выгодным. Например,
’ В СССР принято называть такое пламя нормальным — Прим, перев.
2 Зона пламени, непосредственно прибегающая к ядру, состоит из смеси
продуктов частичного сгорания газа являющихся восстановителями по отноше-
нию к окислам большинства металлов. Она является восстановительной и рабо-
чей зоной с наивысшей температурой пламени. Эта зона играет основную роль
в нагреве и плавлении металла.— Прим, перев.
221
некоторый избыток ацетилена выгоден при сварке никелевых спла-
вов типа монель-металла, а при сварке латуни целесообразен не-
который избыток кислорода.
На рис. 167, б показано науглероживающее пламя сварочной
горелки, получающееся при избытке ацетилена в пламени. При
этом часть углерода улетучивается не сгорая. В этом случае на-
блюдаются три зоны пламени вместо двух. Конец ярко-белого вну-
треннего конуса (ядра) не так резко очерчен, как при нейтральном
пламени. Ядро окружено промежуточным конусом с зазубренными
_______краями белого или зеленовато-бело-
"""***_________________ го цвета. Наружный факел голубо-
ватого цвета1 подобен факелу ней-
трального пламени.
___________Окислительное пламя показано
на рис. 167,в. Оно вызывается из-
Рис. 168. Форма пламени при за- бытком кислорода, поступающего в
сорении наконечника горелки горелку. В нем имеются только два
конуса. Внутренний конус окисли-
тельного пламени короче и более заострен, чем внутренний конус
нейтрального пламени, и имеет почти фиолетовую окраску. Наруж-
ный факел короче, чем у нейтрального пламени, его голубая окра-
ска слабее. Кроме размера факела, формы и цвета окислительного
пламени, оно может распознаваться по характерному шипению, на-
поминающему звук при выходе воздуха через очень малое отвер-
стие под большим давлением.
Окислительное пламя, как указывает само название, окисляет
или сжигает большинство металлов. Поэтому пользоваться им не
следует, за исключением специально предусмотренных случаев.
Сварщик должен каждые пять минут проверять качество свароч-
ного пламени, чтобы быть уверенным в том, что пламя горелки не
окислительное. Для проверки сначала медленно прикрывают ки-
слородный вентиль горелки, наблюдая за появлением на конце яд-
ра второго конуса с зазубренными краями. После этого снова ме-
дленно открывают кислородный вентиль, пока второй' конус не ис-
чезнет.
На рис. 168 показано пламя с искаженными очертаниями на-
ружного факела, причиной чего является наличие каких-либо пре-
пятствий (засорения) в наконечнике. В этом случае нужно немед-
ленно выключить сварочный аппарат и очистить или заменить на-
конечник.
Мягкое и жесткое пламя сварочной горелки
После приобретения навыков в регулировке правильных про-
порций кислорода и ацетилена в сварочной горелке сварщик дол-
жен еще научиться получать мягкое и жесткое пламя.
1 Науглероживающее пламя отличается удлиненным ядром расплывчатой
формы и коптящим пламенем с зеленовато-красным ореолом на конце.—
Прим. ред.
222
www.vokb-Ia.spb.ru - Самолёт своими руками?!
Мягкое пламя получается тогда, когда газы поступают в нако-
нечник сварочной горелки со сравнительно малой скоростью, а
жесткое пламя получается при высокой скорости поступления га-
зов под слишком большим давлением, что можно легко распознать
по увеличенному шуму, создаваемому горелкой Жесткое пламя
разрушает сварочную ванну, разбрызгивая из нее расплавленный
металл. В таком пламени трудно получить хорошее слияние ме-
таллов.
Нельзя получить мягкое нейтральное пламя, если наконечник
сварочной горелки засорен. Газовая смесь в этом случае будет вы-
текать неровно и подача тепла, необходимого для расплавления
металла, будет неравномерной, в связи с чем получить хороший
шов очень трудно.
Независимо от прочих условий колебание состава газовой
смеси возможно от ненормальной работы редукторов. Хороший свар-
щик должен все время следить за сварочным пламенем и про-
изводить регулировку, необходимую для получения нейтрального и
мягкого пламени.
Обратный удар
Обратный удар происходит при моментальном образовании об-
ратного потока газов, устремляющегося внутрь наконечника го-
релки и немедленно появляющегося снова. Обратный удар всегда
сопровождается хлопками или характерным шумом, напоминаю-
щим кипение. Иногда обратный удар смешивают с обратной
вспышкой, однако действительный обратный удар не так опасен,
как обратная вспышка, так как при обратном ударе пламя не вхо-
дит в головку сварочной горелки и прекращения подачи газов не
требуется.
Можно указать на пять основных причин обратного удара:
1) засорение наконечника сварочной горелки; 2) неправильная
регулировка давления газов; 3) незакрепленный наконечник;
4) перегрев наконечника во время работы; 5) касание концом го-
релки свариваемого предмета.
В случае засорения наконечника его прочищают мягкой медной
проволокой или, в крайнем случае, заменяют. Давление газов сле-
дует проверить и отрегулировать. Если ослабло крепление нако-
нечника, горелку выключают и наконечник туже затягивают на
резьбе. При перегреве наконечника горелку выключают и охлаж-
дают. Сварщик в процессе работы не должен допускать такой
ошибки, как касание наконечником горелки свариваемой детали.
Обратная вспышка
Обратная вспышка представляет собой ^воспламенение газов
внутри смесительной камеры сварочной горелки или даже за ней.
При обратной вспышке пламя целиком исчезает из наконечника
223
горелки и уже не появляется обратно. Если не выключить момен-
тально кислород и ацетилен, пламя мгновенно распространится
через шланг и редуктор, оно может проникнуть в баллон и причи-
нить большие повреждения. Обратную вспышку нельзя смешивать
с обратным ударом, как это было указано выше. Сварщик может
определить образование обратной вспышки по характерному рез-
кому шипению и по исчезновению пламени внутри горелки. Свар-
щик должен немедленно закрыть ацетиленовый и кислородный
вентили на горелке, чтобы отрезать путь распространению пла-
мени. Прежде чем снова зажечь газ, он должен охладить горелк
Обратная вспышка указывает на серьезную неисправность горелки
или на неправильное ее использование. Сварщик должен найти
причину неисправности и устранить ее до того, как он снова начнет
работу.
Последовательность действий при прекращении работы
сварочного аппарата
Прекращать работу сварочного аппарата нужно в такой поел -
довательности:
1. Закрыть ацетиленовый вентиль сварочной горелки, чтобы
сра^у погасить пламя.
2. Закрыть кислородный запорный вентиль сварочной горелки.
3. Закрыть запорный вентиль ацетиленового баллона.
4. Закрыть запорный вентиль кислородного баллона.
5. Снять давление на рабочих манометрах редукторов, для чего
открыть запорный ацетиленовый вентиль сварочной горелки При
©том выпускается ацетилен, оставшийся в шланге и редукторе.
6. Повернуть регулировочный винт ацетиленового редуктора
против часовой стрелки (влево) для того, чтобы ослабить давле-
ние на мембрану. После этого закрыть ацетиленовый вентиль на
горелке
7. Открыть кислородный вентиль на сварочной горелке и вы-
пустить кислород, оставшийся в шланге и редукторе.
8. Повернуть регулировочный винт кислородного редуктора
против часовой стрелки для того, чтобы ослабить давление на
мембрану. Затем закрыть кислородный вентиль на горелке.
9. Повесить горелку и шланг на место так, чтобы не допустить
резких перегибов шланга или повреждения горелки.
Необходимо соблюдать особую осторожность и никогда не
оставлять открытыми оба вентиля сварочной горелки в то время,
когда она не используется, так как газовая смесь может попасть
в шланги, что вызовет обратную вспышку и аварию.
www.vokb-la.spb.ru - Самолёт своими руками?!
Глава IX
ТЕХНИКА ГАЗОВОЙ СВАРКИ
На рис. 169 показано, как надо держать сварочную горелку при
сварке мелких изделий из тонкого металла. Горелку при этом дер-
жат в правой руке, как карандаш; сварщик как бы «пишет» ею на
металле. Шланги опускаются с наружной стороны запястья.
При сварке металла значительной толщины горелку держат
так, как держат молоток, обхватывая
ручку пальцами снизу (рис. 170). Го-
релка свободно лежит в руке, не вызы-
вая усилий в мускулах руки.
Левый способ сварки
Левый способ сварки иногда назы-
вается сваркой вперед. При этом способе
сварки пламя сварочной горелки направ-
лено вперед по отношению к направле-
нию движения сварного шва. Пруток
присадочного металла подается спереди
горелки или пламени, как показано на
рис. 171.
Горелка наклоняется в сторону, об-
ратную направлению пламени и направ-
лению движения сварного шва. Угол на-
клона пламени к плоскости сваривае-
мого металла зависит от типа соедине-
Рис. 169. Положение сва-
рочной горелки при сварке
тонкого металла
ния, положения свариваемых деталей и
вида свариваемого металла. Обычно он
составляет 30—60°.
Левый способ сварки не следует сме-
шивать с правы I способом, техника которого показана на рис 172
и подробно описана ниже в этой же главе. Оба эти способа по тех-
нике сварки совершенно различны.
15
4. Э. Чэпел, Р. Д. Бент, Дж. Л. Маккинли
225
Присадочный металл
Пруток присадочного металла, называемый иногда сварочной
проволокой, может быть тянутым или литым и испотьзуется для
подачи в сварочную ванну дополнительного металла, необходи-
мого для образования сварного соединения. При сварке он погру-
жается в расплавленный металл ванны и плавится вместе с ним.
Рис. 170. Положение сварочной горелки при сварке
металла значительной толщины
Рис. 171. Левый способ сварки
(вид на сварщика спереди)
Рис. 172. Правый способ сварки
(вид на сварщика спереди)
Расплавленный металл прутка составляет значительную часть
всего расплавленного при сварке металла. Обычно присадочный
пруток состоит из одного металла, но иногда он представляет
сплав различных металлов ’. При малом диаметре сварочный пру-
ток обычно называется сварочной проволокой.
При левом способе сварки, как было сказано выщ₽? пруток
присадочного металла подводится к сварочной ванне впереди пла-
1 Марки сварочной проволоки в СССР определяются по ГОСТ 2246—54.—
Прим, персе.
226
www.vokb-la.spb.ru - Самолёт своими руками?!
мени горелки. Угол наклона прутка по отношению к горелке изме-
няется в зависимости от характера выполняемой работы; но во
всех случаях расплавление его происходит при погружении в сва-
рочную ванну, образованную расплавлением кромок основного
металла. Если пруток держать над местом сварки, то расплавлен-
ный металл будет капать в сварочную ванну, а загрязнения, обра-
зующиеся на поверхности ванны, будут вноситься внутрь расплав-
ленного металла и сварочный шов получится некачественным.
Из большого разнообразия сплавов сварочной проволоки свар-
щик должен подобрать такой, металл которого был бы химически
родственным с основным металлом, т. е. иметь тот же химический
состав, что и основной свариваемый металл. Это имеет большое
значение, так как присадочный материал добавляется в сварной
шов. В противном случае сварка будет некачественной. Металл
присадочной проволоки соответствующего качества течет гладко и
хорошо соединяется с основным металлом без значительного искре-
ния. При несоответствующем качестве проволоки металл течет не-
равномерно, соединяется плохо и вызывает чрезмерное искрение.
Шов получается с грубой пористой поверхностью. В некоторых
случаях применяется сварочная проволока из стальных сплавов
с целью получить высокую прочность соединения, особенно в де-
талях, подвергаемых после сварки термической обработке. Во
время ремонта сваркой самолетных деталей, не требующих терми-
ческой обработки, успешно применяется сварочная проволока из
чистого железа или малоуглеродистой стали.
Сварочная проволока и прутки присадочного металла имеют
диаметр 1,6—9,5 мм. Диаметр прутка подбирается в зависимости
от толщины свариваемого металла. В практике работы мастерских
грубо считают, что диаметр сварочного прутка должен быть равен
толщине свариваемого металла
Марки сталей сварочной проволоки также разнообразны, как и
марки свариваемых сталей. Для сварки чугунных деталей приме-
няются чугунные прутки присадочного металла. Для никелевой
стали применяют никелевые присадочные прутки, для сварки
бронзы — бронзовые, а для сварки мягкой ковкой стали — из ков-
кой стали.
Пруток присадочного металла должен быть прямым или согнут
У конца под некоторым углом.
Сварочная горелка опускается настолько, чтобы белый конус
был на расстоянии около 3 мм от поверхности основного металла.
Конец присадочного прутка вводится в сварочную ванну расплав-
ленного металла, и по мере расплавления прутка ванна расплав-
ленного металла продвигается вперед.
Горелку никогда не следует двигать прямолинейно перед сва-
рочной ванной. Она должна перемещаться, захватывая края сва-
риваемых деталей с такой скоростью, чтобы края деталей плави-
лись. Если сварщик будет торопиться и двигать вперед пламя го-
релки слишком быстро, тепло сварочного пламени не сможет про-
15* 227
никнуть глубоко в толщу металла и его расплавить. При слишком
медленном движении горелки можно прожечь отверстие в металле.
Как было сказано выше, нельзя допускать, чтобы расплавлен-
ный металл капал с прутка в виде капель, так как сварка полу-
чится плохого качества — пористая.
Нельзя держать пруток присадочного металла под самым пла-
менем, он должен плавиться теплом сварочной ванны; пламя сва-
рочной горелки надо направлять на основной металл.
Движения сварочной горелки
Во время работы сварщик может совершать полукруговые зиг-
загообразные движения горелкой, как показано на рис. 173, или
же замкнутые круговые движения, показанные на рис. 174. Неза-
висимо от принятого способа движения горелки сварщик должен
делать сварной шов однообразны 4 движением для того, чтобы по-
верхность его была гладкая или равномерно-чешуйчатая. Эти вол-
нообразные чешуйки остаются на поверхности сварного шва в ре-
зультате движений горелки и прутка присадочного металла.
Легкие круговые движения горелки предпочтительнее при свар-
ке очень тонкого металла, так как он быстро нагревается Тако1Т
способ движения горелки позволяет сварщику быстрее передви-
гаться вдоль свариваемого шва и избежать прожигания дыр в ме-
талле.
Правый способ сварки
Сварка правым способом называется еще сваркой назад. При
этом способе сварки пламя сварочной горелки направлено в сто-
рону уже готового сварного шва, обратно движению горелки. Пру-
ток присадочного металла подводится сзади горелки, как показано
228
www.vokb-la.spb.ru - Самолёт своими руками?!
положение
шва
Стыковая сборка
Нижний
Ось
шва
гори
нтальна
Тавровое соединение
Горловина шва
вертикальна
Листы горизонтальны
Горизонтальный
Листы вертикальны
Ось шва
горизонтальна
Лист
вертикальный
Лист-
горизонтальный____________
сь шва
вертикальна
Вертикальный
Оба листа вертикальны
Гэризонтальный лист
горизонтальна
Листы и ось шва
вертикальны
Потолочный
Вертикаль^^.
ный лист
Ось шва горизонтальна
Листы горизонтальны
Рис. 175. Виды сварных швов в зависимости от положения сваривае-
мых деталей и шва при сварке
229
и понижает температуру ванны, что способствует удержанию рас
178 показано
плавленного металла на месте. На рис.
правильное
положение рук сварщика, держащих сварочную горелку и приса
дочный пруток при горизонтальной сварке.
Потолочный шов
Сварка потолочным швом производится в тех случаях, когта
свариваемая деталь находится в горизонтальном или близком к
нему положении, а сварка производится па стороне, обращенной
вниз. Сварной шов располагается горизонтально, а пламя свароч-
ной горелки направляется снизу вверх, как показано на рис. 179.
Рис. 179. Правильное положение сварочной го-
релки и прытка присадочного металла при свар-
ке потолочного шва
применен как правый, так и
В этом случае также может быть
левый способ сварки. Во всех случаях пламя горелки должно быть
направлено вверх под тем же самым углом, как и при нижней
сварке. Размер пламени сварочной горелки не должен превышать
самого необходимого для хорошего расплавления основного ме-
талла и присадочного прутка. При чрезмерном увеличении свароч-
ной ванны расплавленный металл может вытекать из свариваемого
шва и капать вниз, что снизит качество сварки.
Подготовка свариваемого металла
Свариваемые! детали должны быть скреплены хомутами или
зажимами достаточно прочными, чтобы предотвратить смещение
деталей в результате расширения или усадки нагретого при свар-
ке металла.
232
www.vokb-la.spb.ru - Самолёт своими руками?!
Перед сваркой детали должны быть зачищены шкуркой, сталь-
ной проволочной щеткой или другим способом. Если они подверга-
лись ранее металлизации, то она должна быть удалена с их по-
верхности обдувкой песком.
С кромок свариваемых поверхностей перед сваркой должны
б >1ть удалены копоть, ржавчина, окалина и прочие загрязнения
металла, чтобы предотвратить их внедрение в расплавленный при
сва ке металл. Свариваемые концы или края деталей необходимо
подготовить так, чтобы достичь их расплавления с наименьшей за-
тратой тепла.
Кроме того, с кромок деталей перед сваркой снимается фаска
с помощью наждачного круга или напильника, так как иначе по-
требовалось бы много тепла, чтобы расплавить металл на значи-
тельную глубину. Необходимость снятия фасок с кромок опреде-
ляется толщиной свариваемого металла. Например, при сварке
двух кусков стали толщиной 25 мм необходимо снять фаску такой
глубины, чтобы обеспечить расплавление металла на всю его
толщу.
Если нагрев будет слишком сильным, это будет сжигать ме-
талл, кроме того, от мест сварки тепло будет распространяться
внутрь металла, что приведет к его расширению с последующим
сжатием при остывании; это может вызвать коробление мягкого
металла и трещины в хрупком металле.
Виды сварных соединений
При сварке металла различных форм применяются пять различ-
ных видов сварных соединений: 1) стыковое; 2) Т-образное (тав-
ровое); 3) внахлестку; 4) угловое; 5) торцовое.
Важнейшими факторами, влияющими на характер подготовки
металла к сварке, являются: 1) форма свариваемых деталей;
2) толщина металла; 3) род металла; 4) наличный инструмент
для обработки кромок деталей; 5) нагрузка, которую сварной шов
должен выдерживать.
Стыковые соединения
Сварное соединение представляет собой элемент конструкции,
в котором части основного металла соединены сваркой. Слово
сварка часто применяется для обозначения сварного соединения.
Например, стыковая сварка—это сварное соединение встык. Сло-
во шов также часто употребляется в смысле сварного соединения,
особенно в применении к бакам и контейнерам.
При соединении встык торцы свариваемых деталей помещаются
Друг против друга.
Сварка встык применяется для соединения металлических де-
талей различной формы, например листового и пруткового метал-
233
ла, плит, труб и патрубков. Следует отметить, что в практике са-
молетостроения стыковые соединения для труб обычно не приме-
няются так как этот вид шва не обладает достаточной прочностью.
Рис. 180. Стыковое соединение с отбортованными
кромками; с=(от 1 до 3) t
Рис. 181. Простое стыковое соединение ли-
стового металла толщиной до 3 мм\ а—
—1,6-: 3,2 леи
На рис. 180 показано стыковое соединение с отбортованными
краями. Такое соединение применяется для очень тонкого листо-
вого металла толщиной до 1,6 мм. Свариваемые края отбортовы-
ваются под углом 80 или 90° на
величину, равную от двух- до трех-
кратной толщины свариваемого ме-
талла. При сварке отбортованные
края сплавляются вместе и обра-
зуют сварной шов. Присадочный
металл при этом не требуется, так
как отбортованные края при рас-
плавлении дают достаточно металла
для образования шва.
На рис. 181 показано нормаль-
ное стыковое соединение кислород-
но-ацетиленовой сваркой деталей
толщиной до 3 мм. Для получения
достаточно прочного шва при сты-
ковом соединении используется
сварочная проволока.
Т7ё
и-зг
3,2
2А-32
Рис 182. Четыре способа подго-
товки кромок свариваемого метал-
ла значительной толщины:
а — V-образный шов; б — Х-образный;
в — U -образный односторонний; г —
U -образный двухсторонний
2А-3.2
Подготовка свариваемого шва
при значительной толщине металла
На рис. 182 показана подготовка
кромок свариваемого металла при
значительной толщине . деталей.
Стыковые соединения, изображен-
ные на рис. 182, а и б, имеют V-образ-
234
www.vokb-la.spb.ru - Самолёт своими руками?!
Ную и Х-образную фаску, снятую с кромок свариваемого шва для
о посторонней и двухсторонней сварки. На рис. 182, виг показаны
U-образные односторонняя и двухсторонняя фаски соединения.
Одностороннее стыковое соединение с V-образной фаской при-
меняется для металла толщиной 3—13 мм; причем сварка произво-
ится только с одной стороны. Двухстороннее соединение с Х-образ-
Ной фаской используется для больших толщин металла, который
в этом случае сваривается с двух сторон. Угол снимаемой фаски
составляет 45°. Для стыкового соединения с Х-образной фаской
присадочного металла требуется вдвое меньше, чем для односто-
роннего соединения с V-образной фаской, но подготовка его до-
роже.
Стыковые соединения с односторонней и двухсторонней U-oo-
разной фаской имеют широкое применение для сварки металла
большой толщины, так как в этом случае требуется меньше приса-
дочного металла, чем при сварке V-образных стыковых соединений.
Все стыковые соединения с фаской, если при сварке обеспечено
хорошее расплавление металла, провар на полную глубину и соот-
ветствующее усиление шва,
могут воспринимать любые
нагрузки.
Т-образные (тавровые)
соединения
Соединения, показанные
на рис. 183, носят назва-
ние Т-образных, или тавро-
вых. Соединяемые детали
образуют при этом подобие
букты Т.
Т-образное соединение
без снятия фасок на кром-
ках свариваемого металла
применяется в самолето-
строении при сварке деталей
различной толщины, а так-
же может быть использо-
вано при сварке деталей
большой толщины, где
нагрузка перпендикулярна
продольной оси сварного
шва При подготовке такого
соединения к сварке необ-
ходимо только зачистить
наружные поверхности сва-
риваемых деталей в месте
стыка. Сварка производится
с двух сторон с полным про-
д
Рис. 183. Тавровые соединения:
а — двухстороннее без скоса кромок; б — двух*
стороннее с V образным скосом кромок; в — од-
ностороннее с V-образным скосом кромки; г —
одностороннее с Со образным скосом кромки; д —
двухстороннее с U -образным скосом кромок
235
варом деталей на стыке. Сварной шов при сварке таких соединений
в поперечном сечении имеет форму валика треугольной формы.
Тавровое соединение с односторонней V-образной фаской при-
меняется для сварки листового металла толщиной не свыше 13 мм,
особенно в тех случаях, когда сварной шов может быть сделан
только с одной стороны. Это соединение может воспринимать нор-
мальную нагрузку при условии полного провара стыка обеих сва-
риваемых деталей.
Тавровое соединение с двухсторонней V-образной фаской при-
меняется для сварки деталей из толстого металла в тех случаях,
когда стык может быть сварен с двух сторон. Такое соединение при
полном проваре стыка с обеих сторон и полном сплавлении обеих
деталей вместе может воспринимать все виды нагрузок.
Соединения с односторонней U-образной фаской применяются
при сварке листового металла толщиной свыше 25 мм, когда свар-
ной шов может быть сделан только с одной стороны, а соединения
с двухсторонней U-образной фаской применяются при сварке плит
или листов большой толщины, когда швы могут быть наложены
с двух сторон. Вообще говоря, таких соединений в авиации делать
не приходится, так как большинство сварочных работ на самоле-
тах производится на тонком листовом металле с применением дру-
гих видов соединений.
Соединения внахлестку
На рис. 184 показаны три вида сварных соединений листового
металла внахлестку.
При этом виде сварки детали соединяются накладыванием
друг на друга. Так могут свариваться листЬвой и прутковый ме-
в
Рис. 184. Соединения внахлестку:
а — с одинарным швом; б — с двух-
сторонним швом; в — с выштамповкой
(уступом)
талл, а также трубчатые детали.
Особенно широко этот вид сварных
соединений используется в конструк-
циях листового металла. При на-
правлении усилий от нагрузки
перпендикулярно сварному шву
(на разрыв) соединение внахлестку
прочнее, чем соединение встык.
На рис. 184, а показано соедине-
ние внахлестку с односторонним
сварным швом, применяемое при
сварке конструкций из листов, пла-
стин и т. п., работающих при незна-
чительной нагрузке. Такое соедине-
ние может быть выполнено при
телескопическом соединении сталь-
ных труб, где оно оправдывает
себя больше, чем соединение
встык.
236
www.vokb-Ia.spb.ru - Самолёт своими руками?!
Соединение внахлестку с двухсторонним сварным швом, пока-
занное «на рис. 184, б, применяется для сварки листов и пластин,
но работающих при значительно больших нагрузках, чем соедине-
ния с односторонним швом. При обычных толщинах листового ме-
талла и пластин такое соединение при правильном выполнении
сварных швов обеспечивает большую прочность.
Соединение внахлестку с уступом, показанное на рис. 184, в,
используется для сварки листового металла и пластин в том слу-
чае, когда одна сторона соединения должна быть плоской. Этот
тип соединения дает лучшее распределение напряжений от прило-
женной нагрузки, чем соединение внахлестку с одинарным или
двойным швом, но выполнить такое соединение сложнее.
Торцовые соединения
Рис. 185. Угловые отбортованные соединения:
а —для тонкого металла; б—для толстого металла
На рис. 185 показаны два вида торцовых соединений для свар-
ки листового металла и пластин. Сварной шов .накладывается на
торцы обоих свариваемых листов. Такое соединение не применяет-
ся в тех случаях, когда
требуется высокая проч-
ность, но широко исполь-
зуется при сварке различ-
ных изделий из листового
металла, так как такие
соединения могут выдер-
живать значительные на-
грузки. Торцовые соеди-
нения используются в
конструкциях баков, под-
вергающихся значитель-
ным усилиям. На рис.
185, а показано торцовое
соединение отбортованного тонкого листового металла, а на
рис. 185,6 — такое же соединение толстого листового металла.
Торцовые соединения обычно делаются посредством сварного
шва, накладываемого на торцы соединяемых деталей. При этом
кромка одной или каждой из свариваемых деталей загнута под
углом 90°, как это показано на рис. 185.
Угловые соединения
На рис. 186 показаны три вида угловых соединений листового
металла. Угловое соединение, показанное на рис. 186, а, носит на-
звание соединения закрытого типа-, оно применяется для деталей из
сравнительно тонкого листового металла, не подвергающихся зна-
чительным нагрузкам. При сварке такого соединения присадочный
металл вовсе не требуется или требуется в незначительном коли-
237
честве, так как кромка покрывающего листа расплавляется, и обра-
зует основание шва.
Угловое соединение открытого типа, показанное на рис. 186,6,
применяется для сварки толстого листового металла в тех же слу-
чаях, как и соединение закрытого типа. При сварке этого соеди-
нения расплавляются обе стороны угла, образованного торцами
Рис. 186. Три вида угловых соединений листового
металла:
а — закрытого типа; б — открытого типа; в — открытого
типа для значительных нагрузок
деталей, при этом необходимо добавить достаточное количество
присадочного металла, чтобы создать хороший прочный шов.
Когда угловое соединение открытого типа применяется в конструк-
циях, подвергающихся большим нагрузкам, внутри угла между
деталями накладывается дополнительный шов, как показано на
рис. 186, в.
Части сварного шва
На рис. 187 показан в разрезе сварной шов и дано наименова-
ние его частей. Лицо 1 — верхняя поверхность шва; корень 6 —
нижняя часть шва; горловина 5 — толщина сварного шва; подош-
ва 4 — кромка шва в месте перехода от лица шва к поверхности
основного металла; усиление 3 — возвышение над поверхностью
деталей, образованное за счет присадочного металла. Это увели-
чивает толщину сварного шва в поперечном сечении. Наплав 2
представляет ширину наплавленного металла после окончания
сварки. При хорошо проваренном шве наплав должен быть также
и у корня шва.
На рис. 188 показаны части сварного шва различных видов
сварных соединений.
Требуемые размеры сварного шва
Тремя 'Наиболее важными размерами сварного шва являются:
1) глубина провара — должна составлять не менее ’/4 толщины
свариваемого металла; 2) ширина наплава — должна быть в 2—3
раза больше толщины основного металла; 3) высота усиления—
должна быть не менее У2 толщины основного металла.
На рис. 189, а показано стыковое соединение с шириной напла-
ва, равной двойной толщине свариваемого металла. В сварном
238
www.vokb-la.spb.ru - Самолёт своими руками?!
Рис. 187. Сварной шов в разрезе:
1— лицо шва; 2— наплав (ширина) шва; 3 — уси-
ление; 4—подошва (кромка); 5 — горловина; 6 —
корень
Рис. 188. Части сварного шва
различных видов сварных
соединений:
а — встык; б — внахлестку; в — тав-
ровое. Цифровые обозначения 1—6
см. рис. 187; 7 — плечо шва; 8 —
ширина расплавленной зоны
Рис. 189. Размеры сварных швов соеди-
нений встык, внахлестку и таврового по
отношению к толщине свариваемого
металла
239
соединении внахлестку (рис. 189, б) ширина наплава равна полу-
торной толщине верхнего листа. В Т-образном соединении
(рис. 189, в) размер горловины сварного шва равен толщине при-
вариваемой вертикальной детали, а глубина расплавления ниж-
него листа под сварным швом составляет толщины основного
металла.
Причины дефектов сварных швов
Только правильное выполнение сварного шва может обеспечить
достаточную прочность и сопротивляемость усталости сварного
соединения. Если сварной шов не будет выполнен должным обра-
1
20
Е
SiWSSIg
1с
1 15
Рис. 190. Типичные дефекты сварных соединений:
1 — неровное лицо шва; 2 — непровар; 3 — плоское лицо шва и
слишком острый угол у подошвы; 4 — неровное расплавление ме-
талла и сдвиг края шва; 5 — слабое расплавление одной сто-
роны; 6—подрез металла по краям; 7 — подрез подошвы нижнего
листа; 8 — ненормальный провар иижнего листа; 9 — выпуклость
с острым углом у корня шва; 10 — слабый провар у корня шва:
11— недостаточный размер горловины шва; 12 — полный прожог
металла; 13—подрез подошвы; 14—недостаточное проникновение
металла; 15 — слишком выпуклое лицо шва; 16 — неодинаковый
шов; 17 — круглый шов отбортованного углового соединения; 13 —
расплавление металла насквозь; 19—недостаточный размер гор-
ловины сварного шва в угловом соединении; 20 — недостаточный
провар; 21 — наплыв шва на вертикальном листе углового соеди-
нения
240
www.vokb-la.spb.ru - Самолёт своими руками?!
м, сварное соединение может иметь менее 50% нормальной рас-
четной прочности.
Основными причинами дефектов сварных швов являются сле-
, щие: 1) подрез основного металла по кромке сварного шва;
9) недостаточная глубина провара металла; 3) плохое сплавление
присадочного металла с основным металлом; 4) попадание в рас-
плавленный металл окалины, шлака и образование газовых рако-
вин в сварном шве; 5) перегрев сварного шва; 6) наслаивание
присадочного металла на основной металл.
Неправильная сварка может явиться результатом недостаточ-
ного практического опыта сварщика или несоблюдения техники
сварки.
На рис. 190 показаны примеры дефектов сварных соединении.
Сварка, выполненная подобно образцам, приведенным на этом ри-
сунке, должна быть забракована.
Химические изменения металла при сварке
Химические изменения являются следствием добавления или
отнятия какого-либо вещества от основного металла. Большое ко-
личество тепла, развиваемое кислородно-ацетиленовым пламенем,
при длительном его воздействии на металл может вызвать потерю
отдельных элементов металла и ухудшить его механические каче-
ства: прочность, вязкость и предел текучести. Изменение механи-
ческих качеств может также произойти, если в процессе сварки
к металлу добавляются какие-либо элементы.
Физические изменения, вызываемые сваркой
Физические изменения не влияют на состав вещества. Наибо-
лее важными физическими свойствами, имеющими значение при
сварке, являются: точка плавления, теплопроводность, тепловое
расширение и сжатие.
Точка плавления
Точкой плавления называется температура, при которой твер-
дое вещество переходит в расплавленное (жидкое) состояние.
Чистые металлы имеют точку плавления, а сплавы — диапазон
температур плавления. Сварщик должен знать приблизительную
точку плавления различных металлов, с которыми он работает,
так как ему приходится иногда сваривать металлы с различными
точками плавления. Однако точки плавления свыше 1100 С точно
не установлены и могут отклоняться в ту или другую сторону от
2 до 5е С от данных, приведенных в таблицах точек плавления.
Бели в металл добавляется сплавляемый компонент, точка плав-
ления его понижается. Поэтому в таблицах точек плавления для
Ч. Э. Чэпел, Р. Д. Бент, Дж. Л. Маккинли 241
сплавов температура плавления указывается в зависимости от со-
держания сплавляемых элементов, и при определении точки
плавления какого-либо сплава это обстоятельство должно учиты-
ваться.
Тепловое расширение
Тепловым расширением твердых тел называется увеличение
размеров (длины, ширины и толщины) под действием тепла. Если
металл будет нагреваться неравномерно, это вызовет и неравно-
мерное его расширение, что может привести к короблению и даже
поломке металла. При равномерном повышении температуры по
всей массе металла таких явлений не будет.
Если эти соображения применить к сварке, легко понять, что
концентрированный подвод тепла в каком-либо одном месте детали
вызовет местное расширение металла и как следствие его дефор-
мацию или растрескивание от внутренних напряжений.
Сжатие
Рис. 191. Трещина АВ в среднем
стержне фасонной детали
При охлаждении после нагрева до высокой температуры проис-
ходит сжатие — явление, обратное расширению. При отсутствии
каких-либо особых сдерживающих факторов сжатие металла при
охлаждении будет таким же,
как и расширение при нагреве,
если диапазон изменения темпе-
ратуры одинаков.
В жесткой металлической
ферме какой-либо конструкции
взаимное перемещение металли-
ческих стержней ограничено. При
нагреве такой конструкции воз-
можны деформации или трещины,
в зависимости от степени пла-
стичности металла.
Для металлического стержня,
не ограниченного какими-либо
связями или препятствиями для свободного расширения и сжатия,
такой опасности от температурных изменений не имеется. Приме-
ром может служить свободно лежащий стержень или длинная не-
закрепленная труба и т. п.
Металлическая деталь, представляющая собой жестко связан-
ный замкнутый контур, как на рис. 191, может быть повреждена
от расширения и сжатия при изменениях температуры. На рисунке
видно, что средний стержень жестко закреплен в раме. Если в та-
кой конструкции необходимо заварить трещину АВ, то вследствие
242
www.vokb-la.spb.ru - Самолёт своими руками?!
жесткого соединения продольных и поперечных стержней рамы
расширение металла стержня от нагрева во время сварки возмож-
но только в самом месте сварки При охлаждении среднего стержня
после сварки он будет стремиться укорачиваться, что вызовет
внутренние напряжения, кото-
рые могут привести к де-
формации и даже разрыву
стержня.
Для того чтобы предотвра-
тить возможность такого яв-
ления, опытный сварщик, перед
тем как варить средний стер-
жень, нагревает всю деталь.
При нагреве все стержни дета-
ли удлиняются равномерно и
края трещины расходятся.
Сварщик заваривает трещину
и охлаждает деталь. При охла-
ждении после сварки сжатие
всех стержней происходит так-
же равномерно и деформации
и трещины не появляются. На
рис. 192 показаны примеры
деформаций различных дета-
лей после сварки.
Теплопроводность
Рис. 192. Эффект сжатия металла
при сварке*
а — закрытие зазора между свариваемы-
ми листами; бив — изгиб листа по кри-
вой или под углом; г — наклон вертикаль-
ного листа при односторонней сварке
таврового соединения
Теплопроводность — физи-
ческое свойство металла, по-
зволяющее ему передавать
тепло через его массу. Степень
теплопроводности показывает
скорость, с которой металл пе-
редает тепло; эта скорость для
различных металлов различна.
Потеря тепла через излучение
уменьшает как скорость про-
водимости тепла, так и рас-
стояние, на которое это тепло
может быть передано. Металлы, являющиеся хорошими проводни-
ками тепла, могуг быть плохими его излучателями, и наоборот,
плохие проводники могут быть хорошими излучателями.
При производстве сварки следует учитывать, что значительное
количество тепла от места сварки уходит путем излучения в окру-
жающую атмосферу. Поэтому металлы с высокой теплопровод-
ностью требуют во время сварки большего количества тепла, чем
металлы с низкой теплопроводностью. Кроме того, при сварке ме-
таллов следует помнить, что чем выше их теплопроводность, тем
16*
243
обширнее будет и горячая зона в металле вокруг места сварки.
Поэтому при большой теплопроводности металла можно ожидать
и большого расширения его при сварке.
Влияние высоких температур на прочность металлов
При нагревании прочность металлов уменьшается по мере при
ближения к точке плавления, где она равна нулю. Алюминиевые
сплавы, латунь, бронза, медь, чугун и даже некоторые сплавы
стали при высоких температурах, близких к их точкам плавления,
становятся очень хрупкими. Если эти металлы подвергнуть дейст-
вию нагрузки при высокой температуре, они могут сломаться или
дать трещину в области нагрева.
Например, точка плавления алюминия составляет около 650° С.
При 100°С алюминий имеет 90% своей максимальной прочности;
при температуре около 200°С прочность его падает до 75%, а при
температуре 400° С — до 50%; при 500° С он имеет только 8% мак-
симальной прочности, хотя эта температура еще весьма далека от
точки плавления.
Способы уменьшения деформаций и остаточных напряжений
Чтобы уменьшить возможность образования деформаций и
внутренних напряжений, после сварки необходимо регулировать
тепловое расширение и сжатие металла. Чем тоньше свариваемый
металл, тем больше его деформация, поэтому деформации особен-
но заметны при сварке длинных деталей из тонкого листового ме-
талла.
Сварщик располагает четырьмя способами для того, чтобы
уменьшить действие внутренних напряжений. Он может: 1) рас-
пределять тепло при нагреве более равномерно; 2) не перегревать
место сварки; 3) применять специальные зажимы, с помощью ко-
торых металл жестко закрепляется во время сварки; 4) обеспечи-
вать необходимый зазор между краями свариваемого соединения.
В зависимости от характера работы сварщик должен определить,
какой из этих четырех способов следует применить в данном слу-
чае или же использовать несколько способов одновременно.
Для начинающих сварщиков точная подача необходимого ко-
личества тепла к месту сварки является трудной задачей, но опыт-
ный сварщик может точно определить строго необходимое количе-
ство тепла. Это дается только опытом работы. Один из рабочих
приемов (ступенчатая сварка) показан на рис. 193. Сварщик сна-
чала кладет шов в точке 1, затем — в точке 2, потом — в точке 3,
после чего возвращается к точке 1 и т. д., повторяя эту операцию
до тех пор, пока не закончит сварку. Этот способ преследует цель
избежать перегрева металла в каком-либо месте сварного шва и
тем самым не допустить деформации и трещин.
244
www.vokb-la.spb.ru - Самолёт своими руками?!
Применяемые при сварке специальные приспособления (за-
жимы) жестко закрепляют металл на месте во время сварки, удер-
живают отдельные детали от смещения и предотвращают появле-
ние деформации и трещин.
Зажим или стапель дол-
жен плотно удерживать сва-
риваемые детали, но не на-
столько, чтобы препятство-
вать нормальному тепло-
вому расширению и сжатию
металла. При слишком ту-
гой затяжке зажима можно
вызвать внутренние напря-
жения В металле, что снизит Рис. 193. Сварка ступенчатым швом
его прочность.
Следующий способ уменьшения деформаций и остаточных на-
пряжений состоит в тщательном соблюдении зазора между края-
ми свариваемых деталей. Практически размер зазора определяется
следующим образом: при длине сварного шва 0,5 м и толщине ме-
талла около 12,5 мм широкий конец зазора должен иметь размер
22 мм\ если длина шва вдвое больше, то и зазор также должен
быть вдвое больше
Рис. 194. Предварительная прихватка металла
при сварке встык
На рис. 194 показан способ предварительной прихватки свар-
ного шва при стыковом соединении; края стыка в этом случае
устанавливаются параллельно и в таком виде прихватываются
сваркой. Прихватка удерживает детали в определенном положе-
нии при сварке. Этот метод используется при сварке коротких
прямых швов, а также при выполнении кольцевых швов на трубах,
Цилиндрах, баках и т. п.
1 По советским инструкциям максимальное разведение кромок сваривае-
мых листов при сварке без прихваток должно составлять около 5% длины свар-
ного шва.— Прим, перев.
245
Показанный на рис. 195 зажим применяется для стыковой
сварки листового металла.
На рис. 196 показано приспособление, сделанное из уголкового
железа, которое также используется для сварки стыковых соеди-
I
Рис. 195. Зажим для листов металла при сварке
встык.-
/ — шарнир; 2—установочная плита; 3 — зажимной винт
Рис. 196. Приспособление из уголко-
вого железа для сварки стыковых
соединений:
К — фрезерованная канавка
соединений. Острая
нений листового металла. Нижние два уголка, служащие для под-
держания свариваемой работы снизу, могут быть сварены или со-
единены болтами. В середине фрезеруется канавка К глубиной
0,8—1,2 мм и шириной около 19—20 мм, как показано на рисунке.
Подобное же приспособление
показано и на рис. 197. Оно сде-
лано из трех кусков уголкового
железа и используется для сварки
угловых
кромка нижнего уголка, служа-
щего опорой для свариваемых ли-
стов металла, срезана для того,
чтобы обеспечить зазор около
1,5 мм от свариваемых краев ме-
талла. Это необходимо для лучше-
го проваривания шва. Приспособ-
ление зажимается вместе со сва-
риваемым металлом с помощью
С-образных зажимов (струбцин),
металла там, где это возможно,
При сварке встык листового
надо устанавливать зазоры между краями листов либо применять
сварку ступенчатым или возвратно-ступенчатым способом. При
246
www.vokb-la.spb.ru - Самолёт своими руками?!
любом из этих способов сварки нагрев металла происходит более
равномерно и тепловые напряжения в металле понижаются, что
в свою очередь дает более равномерное расширение металла при
нагреве и сжатие при охлаждении.
Возвратно-ступенчатый способ сварки заключается в том, что
сварщик, идя в обратном направлении, последовательно завари-
вает промежутки между предварительными прихватками до тех
пор, пока весь шов не будет закончен. Сварной шов, выполненный
таким способом, показан на рис. 198, а. Для сравнения внизу этого
рисунка (б) показан шов, получаемый простым ступенчатым спо-
собом (рис. 193).
Рис. 197. Приспособление для сварки угловых соеди-
нений
Если сварка производится без специальных приспособлений,
допускающих нормальное расширение при нагреве и свариваемый
листовой металл закреплен так плотно, что никакие перемещения
от нагрева невозможны, можно применить загиб кромок сваривае-
мых листов или зиговку в виде желобков на каждом листе, иду-
щих параллельно шву на расстоянии 15—25 мм от стыка соедине-
ния, как это показано на рис. 199. Такой способ, конечно, дает не-
которое снижение внутренних напряжений в металле при охлаж-
дении после сварки, но, если по каким-либо причинам это является
нежелательным, сварщик может положить на металл вдоль шва
листы мокрого асбеста, чтобы уменьшить его нагрев и напряже-
ния при остывании.
Для уменьшения напряжений, появляющихся в металле при
сварке Т-образных соединений, может быть применен ступенчатый
способ сварки с обеих сторон, причем ступени шва должны чере-
доваться попеременно то с одной, то с другой стороны, не совпа-
дая в поперечном сечении. При сварке Т-образного соединения
из металла значительной толщины нижняя часть со стороны, об-
ратной свариваемому шву, предварительно нагревается до виш-
нево-красного цвета. Этот нагрев производится другой горелкой.
При тщательном выполнении этой работы можно достичь равно-
мерного расширения и сжатия обеих сторон свариваемой детали и
предотвратить тем самым деформацию при ее остывании.
247
s
о
и
3
s
О
ф
£
со
О)
сварка обратно-ступенчатым швом; б — ступенчатый шов (сварка, сделанная при первом шаге, заштрихо-
вана)
I
а
248
www.vokb-la.spb.ru - Самолёт своими руками?!
Рис. 199. Зиговка на кромках сваривае-
мых листов и загиб кромок
При сварке литых деталей используются различные способы
предварительного нагрева, зависящие от вида и формы сваривае-
мой отливки и характера поломки. В некоторых случаях требуется
полный прогрев всей детали, в других — только нагрев места свар-
ки. Опытный сварщик, овладевший описанными выше приемами,
не встретит затруднений
в выборе правильного
способа сварки.
При применении пред-
варительного нагрева
охлаждение детали после
сварки должно произво-
диться медленно и равно-
мерно.
При изготовлении и ремонте деталей с помощью сварки в них
обычно остаются внутренние напряжения. Чтобы получить полную
механическую прочность сварного шва и основного металла, эти
напряжения должны быть сняты. Наиболее рациональным мето-
дом для устранения этих напряжений является термическая обра-
ботка. Деталь помещается в нагревательную печь и нагревается
там до температуры, достаточной, чтобы снять эти напряжения,
с последующим медленным и равномерным охлаждением. Так, на-
пример, алюминий и его сплавы должны быть нагреты до темпера-
туры порядка 370—425° С; серый чугун — 480—540° С; хромонике-
левая сталь (инконель)1—760° С; углеродистые стали —480—
650° С; хромомолибденовая и хромоникелевая нержавеющая
сталь — 620—650° С.
Рис. 200. Устранение де-
формации трубы после свар-
ки путем нагрева
Рис. 201. Устранение дефор-
мации углового железа путем
нагрева
Для устранения незначительных деформаций, вызванных свар-
кой, в конструкциях, сделанных из стальных труб, уголковой стали
и тому подобных материалов, можно применить местный нагрев
До красного каления пламенем сварочной горелки. Примеры при-
менения такого способа местного нагрева показаны на рис. 200 и
1 Жаростойкий сплав для деталей газовых турбин.— Прим, перев.
249
201. На рис. 200 показан способ устранения деформации от внутрен-
них напряжений сварного узла из двух тр^б с помощью местного
нагрева, а на рис. 201 —местный нагрев сварного уголка с той же
целью.
Распознавание рода металлов
Авиационный техник должен быть в состоянии определить род
металла, прежде чем приступить к их сварке. Чаще всего металлы
маркируются с помощью цветных полос (на трубах и прутках)
или же штамповкой цифр (на листовом металле). В тех случаях,
когда никакой маркировки нет, можно приблизительно определить
род металла с помощью следующих трех методов: 1) искрового;
2) химического и 3) пробой пламенем.
Искровым методом распознают металлы на железной основе
с помощью характерного для каждого сорта стали пучка искр,
получаемого при шлифовке, металла на быстровращающемся наж-
дачном круге. Не железные металлы таким способом распознать
нельзя, так как они дают мало искр или вовсе их не дают. Для
правильного определения сорта стали по искровому методу необ-
ходимо прежде всего иметь проверенные образцы различных ста-
лей, пучки искр которых надо сравнить с пучком искр определяе-
мого металла. Искровые пучки характеризуются: а) объемом;
б) относительной длиной; в) цветом искр от наждачного камня;
г) цветом искр у конца пучка; д) количеством отдельных струй
в пучке и е) характером струй.
Объем пучка искр может быть очень малым, умеренным, уме-
ренно большим и большим. Длина пучка колеблется от 5 до 180 см
в зависимости от сорта стали. Например, науглероженная воль-
фрамовая сталь даст крайне малый пучок искр длиной всего около
5 см, а обычная поделочная сталь — большой пучок искр длиной
до 180 см. Эти данные будут справедливы только при использова-
нии наждачного круга диаметром 30,5 см, так как длина искро-
вого пучка зависит также от размеров и материала наждачного
круга, приложенного давления и некоторых других факторов.
По цвету пучок искр может быть красным, белым, оранжевым,
светло-оранжевым или соломенно-желтым. Количество струй
в искровом пучке можно указать так: «отсутствуют», «очень мало»,
«мало», «умеренное», «много», «очень много». По характеру струи
могут быть вильчатые, тонкие, повторяющиеся. Иногда они ха-
рактеризуются как искривленные, волнистые, или голубовато-
белые.
В некоторых справочниках для авиамехаников приводятся
таблицы искровых характеристик, но необходимо отметить, что все
эти данные являются относительными, так как даже окраска искро-
вого пучка может быть разными лицами оценена по-разному. По-
этому для оценки цвета пучка желательно использовать известные
250
www.vokb-Ia.spb.ru - Самолёт своими руками?!
образцы, которые позволят сэкономить время и увеличат точность
определения.
Химические методы определения металлов весьма разнообраз-
ны, и нельзя рассчитывать на то, чтобы сварщик знал их все или
даже хотя бы многие из них. Главное, что он должен знать — это
метод определения алюминия и его сплавов. Для этой цели кусок
металла погружается в 10-процентный раствор каустической соды
и оставляется в этом растворе до тех пор, пока его поверхность не
потемнеет. Если образец изготовлен из алюминиевого сплава, по-
темнение не может быть смыто водой; если же это чистый алюми-
ний, потемнение смывается водой и светлый цвет поверхности вос-
станавливается.
На образце, сделанном из альклэда (алюминиевый сплав, по-
крытый тонким слоем чистого алюминия), потемнение поверхности
также может быть отмыто водой, но тогда надо проверить торец
металла в разрезе, где под покрывающим слоем чистого алюминия
может быть обнаружен алюминиевыи сплав. Кроме того, листы
альклэда почти всегда маркируются в столь многих местах, что
любой кусок его может быть опознан.
Сварщик должен также знать химический метод различения
хромоникелевой нержавеющей стали и сплава инконель (хромо-
никелево-железный сплав). Для этого применяется раствор 10 г
хлорной меди в 100 см3 соляной кислоты. Такой раствор капают
на образец металла, который надо определить, и выдерживают
эту каплю на металле в течение двух минут. Затем к этой капле
осторожно добавляют 3—4 капли воды с помощью пипетки, после
чего образец промывается и высушивается. Если металл — нержа-
веющая сталь, то медь из раствора отлагается на его поверхности
в виде пятна цвета меди. На образце из сплава инконель такого
пятна не остается.
Проба пламенем используется для определения магниевых
сплавов. На кусок металла, подлежащий проверке, направляется
пламя сварочной горелки. Если металл представляет собой маг-
ниевый сплав, то по достижении точки плавления, он мгновенно
вспыхивает и горит ярким пламенем.
Качество выполненной сварки
Сварной шов должен обладать следующими качествами: 1) он
должен быть ровным и иметь одинаковую толщину; 2) он должен
иметь большую толщину, чем основной металл; 3) шов должен
входить клином в основной металл; 4) на основном металле на
расстоянии около 12 мм от сварного шва не должно быть окалины;
5) шов не должен быть пористым, с газовыми раковинами и не
иметь вздутий; 6) поверхность основного металла у шва не дол-
жна иметь усадочных раковин, трещин, признаков выгорания и де-
формации.
251
Простейшие испытания качества сварки
Одним из простейших способов проверки качества выполненной
сварки является испытание на изгиб. Медленно охладив сварен*
ную деталь, зажимают ее в слесарных тисках. Ударяя по верхней
части сваренной детали молотком, сгибают ее по линии сварен-
ного шва. Сварка при этом должна изгибаться так же, как основ-
ной металл, т. е. наружная сторона шва должна подвергаться рас-
тяжению, а внутренняя — сжатию. Если при этом сварной шов
даст трещину, особенно при обнаружении в месте излома загрязне-
ний и раковин, это указывает на неудовлетворительное выполне-
ние сварки. При хорошей сварке она должна изгибаться под уда-
рами молотка под углом 90°, причем даже при повторных изгибах
сварной шов не дает трещины
Наружный осмотр места сварки по существу является другим
простейшим способом проверки ее качества. При этом проверяется
гладкость шва по всей его ширине, высота усиления (рис. 187),
имея в виду, что она должна составлять 25—50% толщины основ-
ного металла, а также общая чистота выполненной сварки. Кон-
туры шва должны быть ровными и прямолинейными, а ширина и
высота шва должны быть соблюдены одинаковыми на всем его
протяжении. Пористость шва указывает на то, что сварщик не
усвоил еще элементарных сведений по сварке.
Необходимо иметь в виду, что даже чистая и гладкая, с виду
хорошо выполненная сварка не всегда бывает хорошего качества;
она может иметь внутренние пороки. Но сварка плохая по внеш-
нему виду всегда окажется неудовлетворительной и внутри.
Запиливать сварной шов для придания ему ровной поверх-
ности недопустимо, так как это может ослабить прочность шва.
Сварку нельзя также заливать припоем, бронзой и тому подоб-
ными заполнителями. В случае повторной сварки в одном и том
же месте, прежде чем начать новый шов, старый должен быть
тщательно удален. Вообще не следует варить там, где уже была
сварка, так как повторный нагрев при вторичной сварке вызывает
значительную потерю прочности основного металла и делает его
хрупким.
Все изложенные, выше рекомендации взяты из практики и дол-
жны соблюдаться при сварке авиационных конструкций.
1 Такой способ можно применить только в процессе обучения, но не для про-
верки качества сварки ремонтируемых деталей самолета.— Прим. ред.
252
www.vokb-la.spb.ru - Самолёт своими руками?!
Глава X
ТЕХНИКА ГАЗОВОЙ СВАРКИ ЧЕРНЫХ МЕТАЛЛОВ
Черные металлы
Металлы, содержащие большой процент железа, называются
черными. Железо — серебристо-белый металл, ковкий, тягучий,
сильно притягиваемый магнитом и легко окисляющийся на откры-
том воздухе. Оно применяется в производстве стали, чугуна и же-
лезных сплавов. Сплавы железа с другими элементами обладают
весьма широким диапазоном механических качеств, таких, как вяз-
кость, ковкость, твердость, прочность на растяжение и сопротив-
ляемость коррозии.
Сталь 1 представляет собой сплав железа с углеродом, содер-
жащий и другие элементы, например кремний, фосфор, серу, кис-
лород и марганец. В зависимости от величины этих примесей раз-
личают простую сталь, простую углеродистую сталь, твердую угле-
родистую сталь. При наличии в стали других элементов металл
называется стальным сплавом.
Чугун также представляет собой сплав железа с углеродом, но
с содержанием углерода 2,0—4,5% и обычно содержит значитель-
ный процент кремния. Чугунные сплавы могут содержать и другие
элементы — медь, никель, хром, молибден, ванадий, титан, алюми-
нии и цирконий.
Условия применения сварки
Ремонт самолетных деталей с применением сварки может быть
произведен только при некоторых определенных условиях. Детали
самолетов, прошедшие термообработку, не могут ремонтироваться
1 Классификация металлов и сплавов в СССР определяется ГОСТ 5200—50;
по этому стандарту сталью называется железный сплав с содержанием угле-
рода до 2%; малоуглеродистая сталь имеет содержание углерода до 0,25%;
среднеуглеродистая — 0,25—0,6%; высокоуглеродистая— 0,6—2,0%.— Прим, перев.
253
сваркой, если нет возможности для повторной термической обра-
ботки, а в некоторых случаях даже и тогда ремонт сваркой не
может быть сделан. Это главным образом относится к деталям из
алюминиевых сплавов, подвергавшимся холодной обработке перед
сваркой. Стальные детали, прочность которых была повышена хо-
лодной обработкой, также не свариваются, так как нагрев при
сварке снижает прочность. Кроме того, нельзя сваривать холодно-
тянутые или холоднокатаные детали, как расчалки обтекаемого
профиля, тросы и растяжки из проволоки круглого сечения.
Нельзя также применять кислородно-ацетиленовую сварку для
ремонта стальных деталей, имеющих паянные соединения как
твердым, так и мягким припоем, так как припой разрушает
сварку.
Самолетостроительные заводы широко применяют термическую
и холодную обработку деталей самолета. Поэтому авиационный
специалист должен знать, что ремонт многих деталей не можег
быть выполнен сваркой. Необходимо также знать те места, где
можно делать ремонт сваркой и где нельзя.
Детали шасси, моторные рамы, а также многие фюзеляжи,
рули управления, различные крепления, топливные баки и т. п.
изготовляются с применением сварки.
Термообработке подвергаются обычно стойки шасси, различные
крепления, воспринимающие большие нагрузки, силовые болты,
пальцы соединений и наконечники тандеров.
Во всех конструкциях из алюминиевого сплава, подвергавше-
гося термической обработке, соединения деталей осуществляются
обычно с помощью болтов, заклепок или каким-либо другим меха-
ническим способом. Поэтому и ремонт их должен выполняться по-
добным же образом.
Сильно изношенные или поврежденные отливки из алюминие-
вых сплавов, непригодные для дальнейшего использования, заме-
няются новыми.
Термически обработанные детали- из алюминиевого сплава не
должны подвергаться паянию или сварке, так как нагрев детали
при этом достаточен, чтобы уничтожить эффект термообработки.
Производить повторную термообработку после сварки бесполезно,
потому что литой металл в местах сварки не восстанавливает своих
нормальных качеств. Термическая обработка после паяния также
невозможна, так как алюминиевые припои расплавляются при бо-
лее низкой температуре, чем температура термообработки.
Как было сказано выше, детали самолета, для нормальной ра-
боты которых требуется термическая обработка, после сварочных
операций должны подвергаться термообработке повторно. Когда
данные термообработки не могут быть получены от завода-изго-
товителя, они могут быть определены испытанием на твердость по
Бринеллю или Роквеллу, произведенным в нескольких местах са-
молетной детали.
254
www.vokb-la.spb.ru - Самолёт своими руками?!
Подготовка самолетной детали к сварке
После того как принято решение о ремонте какой-либо детали
самолета с помощью сварки, необходимо прежде всего очистить
еталь от грязи или смазки, а затем удалить защитное покрытие
(если оно имеется), например кадмиевое покрытие, краску, эмаль,
лак и т. п. Такие защитные покрытия мешают выполнению сварки,
проникают в свариваемый шов и ослабляют его.
Кадмиевое покрытие удаляется путем погружения кромки сва-
риваемого соединения в один из следующих растворов: 1) смесь
из 11,4 л воды, 28,5 л соляной кислоты и 5,7 л нашатырного спир-
та; 2) смесь из 0,5 кг азотнокислой соли аммиака и около 4 л
воды; 3) смесь 73 с.и3 соляной кислоты с 27 сл!3 воды и 2г сурьмы.
Краска, эмаль и лак могут быть удалены одним из следующих
методов: 1) очисткой стальной щеткой; 2) применением наждач-
ной шкурки; 3) обдувкой песком; 4) с помощью растворителя ла-
ков и красок; 5) с помощью 10-процентного горячего раствора
каустической соды. После применения раствора каустической соды
или растворителей деталь должна быть погружена в 10-процент-
нып раствор азотной кислоты и затем тщательно вымыта горячей
водой, чтобы удалить полностью растворители, каустическую соду
и т. п.
Ржавчина и окалина на стальных деталях всего лучше удаля-
ются обдувкой песком. Грязь, густая и жидкая смазка могут быть
удалены раствором четыреххлористого углерода в нефти в пропор-
ции один к одному или раствором каустической соды Можно сде-
лать это также неэтилированным бензином с помощью слегка на-
моченной в нем тряпки, хотя этот способ нельзя рекомендовать
для широкого применения.
Сталь
Под сталью, как было сказано выше, понимаются различные
железные сплавы, обладающие различными физическими и хими-
ческими характеристиками. Существующие стали прежде всего
разделяются на простые углеродистые и легированные стали
(стальные сплавы), которые в свою очередь затем подразделяются
на большое количество различных марок сталей. Большинство
сталей может свариваться. Стали, применяемые для изготовления
деталей с помощью сварки, не должны содержать более 0,3% угле-
рода. В процессе производства получают сталь с определенным
содержанием углерода, обеспечивающим необходимые качества
металла.
Сварщик должен внимательно относиться к технологическому
процессу сварки и не допускать ошибок, которые могут изменить
химический состав свариваемой стали. Например, расплавленная
сталь обладает большой способностью поглощать углерод. Кисло-
род также легко соединяется с металлом, образуя весьма вредные
255
окисли. Когда сталь плавится в окисляющей атмосфере, количе-
ство окислов железа быстро увеличивается, распространяясь по
всей массе расплавленного металла. Содержащийся в воздухе
азот также соединяется с расплавленным металлом, образуя азо-
тистые соединения железа (нитриды). Присутствие этих соедине-
ний в большом количестве понижает прочность стали.
Меры предохранения металла от загрязнения при сварке
При выполнении сварки кислородно-ацетиленовым пламенем
сварщик должен соблюдать ряд предосторожностей для того, что-
бы свести возможность загрязнения металла к минимуму:
1. Поддерживать все время хорошо отрегулированное ней-
тральное (нормальное) пламя при сварке всех сталей, используя
очень небольшой избыток ацетилена при сварке сплавов с высо-
ким содержанием никеля или хрома.
2. Сохранять достаточно низкое давление газов, чтобы избе-
жать жесткого пламени, затрудняющего контроль над плавлением
металла.
3. Поддерживать размер пламени достаточным, чтобы ускорить
процесс плавления металла и обеспечить полный провар сваривае-
мого соединения данного типа.
4. Конец центрального конуса (ядра) пламени должен быть
немного выше поверхности свариваемого металла. Направлять
пламя сварочной горелки таким образом, чтобы расплавленный
металл был все время прикрыт пламенем.
5. Конец прутка присадочного металла держать в пределах сва-
рочной ванны или покрывающего ее пламени.
Сварка углеродистых сталей
Углеродистые стали разделяются на четыре следующие группы:
1. Малоуглеродистая сталь с содержанием углерода 0,07—
0,20%.
2. Мягкая углеродистая сталь с содержанием углерода
0,20—0,30%.
3. Среднеуглеродистая сталь с содержанием углерода 0,35—
0,45%.
4. Высокоуглеродистая сталь с содержанием углерода 0,5—2,0%.
Прочность на растяжение, ударная вязкость и способность к
свариванию определяются у этих сталей содержанием углерода.
Большинство из свариваемых сталей, применяемых в конструк-
ции самолета, содержат менее 0,5% углерода. Немногие стали
являются исключением из этого правила. ЛАалоуглеродистые, мяг-
кие и среднеуглеродистые стали свариваются сравнительно легко,
но применение их в производстве и ремонте самолетов весьма огра-
ничено Сварка высокоуглеродистой стали и стальных сплавов типа
нержавеющей стали производится с помощью аналогичной техно-
256
www.vokb-la.spb.ru - Самолёт своими руками?!
логии, но для получения хорошего качества требуется соблюдение
некоторых особых правил.
В большинстве случаев самолетные детали из малоуглеродистой
уягкой и среднеуглеродистой стали не нуждаются в предваритель-
ном подогреве. Они должны быть хорошо очищены, а на кромках
свариваемого металла значительной толщины должна быть снята
фаска под углом 45°. Применение флюса не требуется. Флюс пред-
ставляет собой специальные вещества или порошкообразные смеси
ля удаления окислов из расплавленного металла или для предот-
вращения их образования с целью получения прочного сварного
шва.
При выборе прутков присадочного металла сварщик должен
стремиться к тому, чтобы присадочный металл имел процент со-
держания углерода, близкий к основному свариваемому металлу.
Например, щэи сварке среднеуглеродистой стали пруток присадоч-
ного металла должен содержать углерода 0,35—0,45%.Желательно
также, чтобы пруток содержал незначительный процент металла
ванадия.
Отрегулировав нейтральное (нормальное) пламя, сварщик дол-
жен поддерживать его во все время работы. Особенно следует
избегать окислительного пламени (с избытком кислорода), так как
оно сжигает или окисляет металл. При невыполнении этого усло-
вия расплавленный при сварке металл покрывается пленкой окисла
железа, металл плавится плохо, а в застывшем металле сварного
шва образуются шлаковые включения.
Начинающий сварщик должен регулировать пламя сварочной
горелки каждые 5—10 мин. Для этого надо отдалить горелку от
сварочной ванны на расстояние, достаточное для того, чтобы при-
остановить процесс плавления, но так, чтобы внешний конус пла-
мени покрывал сварной шов, защищая его от кислорода окружаю-
щего воздуха.
Затем надо открыть ацетиленовый запорный вентиль горелки
настолько, чтобы получить явный избыток ацетилена. Внешний
признак этого — появление перистого контура вокруг внутреннего
конуса (ядра) пламени. Тогда сварщик должен прикрыть ацетиле-
новый вентиль до тех пор, пока перистый контур не исчезнет. Убе-
дившись, что пламя нейтральное, он возобновляет работу.
В начале работы сварщик применяет метод левой сварки, удер-
живая горелку под углом 60° к поверхности свариваемого металла
и наблюдая за тем, чтобы конец внутреннего конуса (ядра) пла-
мени немного не доходил до расплавленного металла i. Если сва-
риваемая сталь имеет значительную толщину, сварщик производит
горелкой колебательные движения, чтобы расплавить металл по
обе стороны фаски шва; расплавленный металл при этом стекает
На дно фаски.
’ Пламя имеет наиболее высокую температуру на расстоянии 2—4 мм от
конца ядра. Этой частью пламени производится нагрев и расплавление металла
При сварке.— Прим, перев
257
17
Ч, Э Чэпел, Р Д Бент, Дж. Л Маккинли
Расплавив кромки металла, сварщик берет в другую руку пру-
ток присадочной проволоки и удерживает его во внешней части фа-
кела для нагрева. Плавление прутка должно произойти в момент
образования сварочной ванны из расплавленного металла на дне
фаски.
Работа сварщика в это время несколько осложняется, так как
он должен двигать горелку в одном направлении, а пруток приса-
дочного металла — в другом. Перед расплавлением прутка конец
его должен быть погружен в сварочную ванну, причем сварщик
покачивает его слегка из стороны в сторону противоположно
движениям пламени сварочной горелки. Необходимо отметить, что
конец прутка присадочного металла должен двигаться под поверх-
ностью сварочной ванны. Если он находится выше этой поверхно-
сти, то образующиеся при его плавлении капли падают в ванну
расплавленного металла, снижая качество сварки.
Забывая наблюдать за прутком и сосредоточивая внимание
только на движениях горелки, сварщик может не заметить касания
и прилипания прутка к холодному металлу по сторонам сваривае-
мого шва, в результате придется расплавлять такие места пламе-
нем сварочной горелки. Поэтому очень важно хорошо отработать
движение присадочного прутка, с тем чтобы его конец всегда оста-
вался погруженным в сварочную ванну.
Присадочный металл добавляется во время сварки в таком ко-
личестве, чтобы поверхность сварочной ванны была выше краев
свариваемого металла, создавая избыток металла для образования
усиления шва (рис. 187).
После образования сварочной ванны сварщик постепенно про-
двигает ее вперед вдоль шва до тех пор, пока не закончит сварку.
Однако надо тщательно следить за тем, чтобы не продвигать сва-
рочную ванну до тех пор, пока не будут расплавлены кромки сва-
риваемого соединения. Расплавленный металл прутка не будет
сплавляться с основным металлом, если последний только нагрет,
но не расплавлен.
Окись железа (окалина) плавится раньше самой стали. Оши-
бочно сварщик может принять ее за расплавленную сталь. Он дол-
жен всегда помнить, что сплавление металла может быть получено
только тогда, когда расплавится сама сталь.
Приближаясь к концу шва, сварщик медленно отводит го-
релку, чтобы охладить сталь и предотвратить переливание ее че-
рез край шва. Окислы, образующиеся при сварке, загрязнения и
посторонние примеси, попавшие в свариваемую сталь, поднима-
ются на поверхность расплавленного металла и по окончании ра-
боты могут быть удалены на наждачном круге.
Те' же основные правила соблюдаются и при сварке высоко-
углеродистой стали. Эта сталь в большинстве случаев содержит
углерода 0,5—1,05%, но иногда содержание углерода доходит до
2,0%. Применение сварочного пламени с повышенным содержа-
нием кислорода или ацетилена будет изменять процентное содер-
258
www.vokb-Ia.spb.ru - Самолёт своими руками?!
жание углерода в стали, вследствие чего изменятся и ее физиче-
ские и химические характеристики. Поэтому необходимо помнить,
что при сварке высокоуглеродистой стали пламя сварочной го-
релки должно быть нейтральным, причем пруток присадочного ме-
талла должен быть также из высокоуглеродистой стали. Пружины,
сделанные из такой стали, не могут быть сварены удовлетвори-
тельно, так как литой металл сварного шва не сможет выдержать
изгибающих нагрузок даже в том случае, если сваренная деталь
повторной термической обработкой будет доведена до первона-
чальной твердости.
Сварка хромомолибденовой стали
Многие детали самолетов, изготовленные с применением
сварки, делаются из хромомолибденовой стали. Она поступает
в производство в виде прутков, листов и бесшовных труб. Листы
и трубы из этой стали применяются для различных сварных кон-
струкций, например подмоторных рам, шасси и стальных трубча-
тых конструкций фюзеляжей; кроме того, эта сталь идет на изго-
товление различных кронштейнов, креплений, узлов и вспомога-
тельных деталей.
Технология сварки примерно такая же, как и для углеродистых
сталей, кроме повышенного предварительного нагрева участков
металла, примыкающих к месту сварки, до температуры 150—
200° С. Если это не будет сделано, то на этих участках металла
при резком нагреве пламенем горелки могут образоваться трещины.
При сварке надо пользоваться только мягким, нейтральным
(нормальным) пламенем, так как окисляющее пламя при некото-
рых условиях может быть причиной образования трещин в ме-
стах сварки во время охлаждения. Науглероживающее пламя мо-
жет также вызвать трещины при охлаждении и всегда делает ме-
талл ломким. Пламя направляется на металл под углом и создает
предварительный нагрев металла перед самым местом сварки.
Сила пламени должна быть достаточной, чтобы расплавить металл
и получить полное сплавление. Излишек же.тепла может вызвать
появление значительных напряжений в свариваемых местах и об-
разование крупнозернистой внутренней структуры, что понизит
прочность металла.
Сварщик должен насколько возможно защищать нагретый ме-
талл от влияния окружающего воздуха. Может быть рекомендо-
вана сварка в атмосфере водорода путем направления его струи
прямо на свариваемый металл со стороны, противоположной на-
правлению сварки. Такой метод уменьшает образование окалины
и увеличивает прочность сварки, устраняя условия для воздушной
закалки места сварки.
Зажимные приспособления для закрепления свариваемых де-
талей должны быть так спроектированы и изготовлены, чтобы
предотвратить образование внутренних напряжений в металле при
охлаждении.
17*
259
Для соединения тонкостенных труб и других деталей из тонкой
хромомолибденовой стали преимущественно применяется сварка
кислородно-ацетиленовым пламенем, особенно в тех случаях, когда
металл не может быть поддержан со стороны, противоположной
сварке. Если металл имеет толщину более 2 мм, предпочтительнее
применять электродуговую сварку, так как нагреваемая зона при
этой сварке уже, тепловые напряжения меньше и может быть по-
лучено более высокое качество сварки, особенно в тех случаях,
когда размеры детали не позволяют легко осуществить термиче-
скую обработку, чтобы устранить внутренние напряжения, обра-
зующиеся в металле в результате сварки.
При газовой сварке этого металла применяется сварочная про-
волока, содержащая 0,06%’ углерода, 0,15% марганца и 0,06%
кремния. Когда желательно получить повышенную прочность,
в качестве присадочного металла может быть использован пруток
из хромомолибденовой стали с последующей термообработкой де-
тали после сварки. Такой пруток должен содержать около 0,8%'
марганца, 0,3% углерода, 0,25% молибдена и 1,0% хрома.
Сварщику должно быть известно различие в прочности металла
на растяжение, получаемой при использовании в качестве приса-
дочного металла углеродистой и хромомолибденовой стали. Когда
используется углеродистая сталь, прочность на растяжение соеди-
нений, сваренных из тонкого металла и труб, составляет 63—
66 кг/мм? без термической обработки и 91—94 кг/мм2 с термооб-
работкой, если термообработка выполнена надлежащим образом
Применение присадочного прутка из хромомолибденовой стали с
последующей термической обработкой повышает прочность сварки
на растяжение до 136 кг]мм2.
Сварка нержавеющей стали
Хромоникелевая сталь с высокой сопротивляемостью коррозии
обычно называется нержавеющей сталью. Она содержит 18%'
хрома и 8% никеля с варьирующимися количествами молибдена,
углерода, марганца, титана и колумбия!. Это очень прочный и
в то же время достаточно пластичный металл, легко поддающийся
ковке для придания ему сложной формы. Такая сталь обладает
стойкостью против атмосферной коррозии и влияния различных
химических веществ. Эти качества являются весьма ценными, так
как коррозия какого-либо металла вызывает образование раковин
и других пороков на поверхности металла, понижающих его спо-
собность выдерживать напряжения, возникающие при поверхност-
ной вибрации деталей самолета, и вызывающих поломку от уста-
лости металла.
* По ГОСТ 5632—51 хромоникелевые стали содержат углерода 0,07—0,25%.
хрома 16,0—25%, никеля 1,5— 20,0%, кроме того, незначительный процент крем-
ния и марганца.— Прим, перев,
260
www.vokb-la.spb.ru - Самолёт своими руками?!
Технология сварки нержавеющей стали такая же, как и простой
углеродистой стали, но все требования в отношении мер предосто-
рожности при сварке должны соблюдаться еще строже. Это в осо-
бенности касается нержавеющей стали, прошедшей специальную
обработку или стабилизацию с добавлением колумбия или титана.
Такая стабилизация означает добавку одного из этих металлов
к нержавеющей стали для того, чтобы сохранить содержание
хрома. Если не добавлять эти металлы, углерод, присутствующий
в нержавеющей стали, имеет тенденцию при высокой температуре
соединяться с хромом, в результате чего сталь теряет частично
свои свойства нержавеющей стали.
Нержавеющая сталь поддается не только газовой, но и любой
другой сварке. Используя сварку кислородно-ацетиленовым пла-
менем или электродуговую, можно получить прочность сварного
шва на растяжение такую же, как и у основного металла в ото-
жженном состоянии. Нагрев, получаемый металлом при сварке, по-
нижает антикоррозийные свойства нержавеющей стали в сварном
шве и прилегающем к нему основном металле. Если при сварке
металл нагревался равномерно до температуры 1040—1100' С, а
затем быстро охлаждался, антикоррозийные свойства могут быть
восстановлены.
Для металла толщиной до 1,6 мм возможна воздушная за-
калка, при большей толщине требуется охлаждение погружением
в воду.
Точка плавления нержавеющей стали 1370—1430° С. Коэффи-
циент теплового расширения у нее примерно на 60% больше, чем
у углеродистых сталей, а коэффициент теплопроводности состав-
ляет от Уз до ]/2 коэффициента теплопроводности углеродистых
сталей.
Как уже было сказано выше, соблюдение технологических пра-
вил сварки для нержавеющей стали должно быть еще более стро-
гим, чем при сварке углеродистых сталей. Для того чтобы избе-
жать окислительного пламени, при сварке нержавеющей стали ре-
комендуется использовать нейтральное пламя, у которого внутрен-
ний конус (ядро) окружено очень небольшим перистым контуром,
появляющимся при избытке ацетилена. Пламя регулируется таким
образом, чтобы ширина перистого контура была около 1,5 лш, что
будет указывать на правильный избыток ацетилена.
Такая регулировка пламени гарантирует сварщика от непро-
извольного изменения давления газов, которое могло бы превра-
тить пламя в окислительное. Большого избытка кислорода, как
было отмечено выше, надо избегать—такое пламя окисляет рас-
плавленный металл и делает его пористым после охлаждения.
Нельзя также допускать и избытка ацетилена, насыщающего не-
ржавеющую сталь при сварке углеродом, в результате чего она
еряет часть своих антикоррозийных свойств.
В процессе сварки необходимо защищать металл от окружаю-
щего воздуха, кислород и азот которого легко соединяются с го-
261
рячим металлом. Такая защита осуществляется с помощью сварки
в атмосфере водорода или же водородным пламенем, направлен-
ным противоположно сварочному пламени.
В случае невозможности использовать водородную защиту ме-
талла от влияния окружающего воздуха, надо применять соответ-
ствующий флюс, составленный специально для растворения окиси
хрома, образующейся на поверхности расплавленной нержавею-
щей стали. Флюс, смоченный водой, в виде жидкой пасты нано-
сится кистью на пруток присадочного металла и на обратную сто-
рону свариваемых деталей по ходу шва. Применение флюса с об-
ратной стороны шва делается для защиты горячего металла от
окисления кислородом окружающего воздуха. В течение несколь-
ких минут после того как он нанесен, флюс высыхает и к моменту
сварки становится почти твердым.
Пруток присадочного металла должен быть из той же нержа-
веющей стали, как и основной металл. Например, если сталь основ-
ного металла содержит колумбий *, то и сварочный пруток дол-
жен иметь ту же присадку. Присадочный металл обычно исполь-
зуется при сварке стали толщиной от 1,6 мм и толще.
При сварке более тонкого металла делается отбортовка кро-
мок высотой около 1,5 мм, которые смазываются флюсом сверху
и снизу и сплавляются вместе, давая достаточно металла для об-
разования сварного шва. Сварочная проволока при этом не при-
меняется.
Сварка деталей толщиной 1,6—3,2 мм проводится простым сты-
ковым швом, причем желательно снизу под стык устанавливать
медную подкладку, предохраняющую от вытекания расплавленного
металла. При сварке более толстых деталей на кромках соедине-
ния снимается V-образная фаска, позволяющая сварочному пла-
мени проникать в глубину стыка.
Опасность деформаций, о которой говорилось выше, для не-
ржавеющей стали становится особо важной, так как теплопровод-
ность ее в три раза меньше, а коэффициент теплового расширения
в полтора раза больше, чем у обыкновенной стали.
Замедленный отвод тепла приводит к тому, что нержавеющая
сталь нагревается до высокой температуры на малом участке, где
произведена сварка. Сравнительно более высокий коэффициент ли-
нейного расширения нержавеющей стали повышает возможность
образования деформаций и остаточных напряжений по сравнению
с обыкновенной сталью.
При сварке листового металла детали должны удерживаться
в зажимном приспособлении (стапеле) для сохранения прямолиней-
1 Колумбий (ниобий) — новый жаропрочный металл (выдерживает свыше
2000° С), применяемый для сталей, идущих на изготовление лопаток турбин, имеет
большие перспективы использования благодаря своей сверхпроводимости. Его
преимуществом по сравнению с молибденом является неспособность к рекри-
сталлизации и приобретению хрупкости при определенных температурах. Кроме
того, он легче молибдена.— Прим, перев.
262
www.vokb-la.spb.ru - Самолёт своими руками?!
ности свариваемых кромок. Зажим деталей в приспособлении
должен быть плотным, но допускающим нормальное сжатие ме-
талла. Нельзя прерывать начатую сварку до ее полного оконча-
ния, в случае же вынужденного перерыва перед возобновлением
сварки надо нагреть металл до вишнево-красного каления.
Для многих сварочных работ применение простых зажимов
(струбцин) оказывается выгоднее, чем зажимных приспособлений
(стапелей). Но независимо от того, какие приспособления приме-
няются, детали при сварке должны удерживаться на месте до пол-
ного их охлаждения.
Желательно, чтобы заключенные в зажимы или стапели детали
имели некоторый наклон вниз в направлении сварки. Это позво-
ляет флюсу, имеющему более низкую температуру плавления, чем
основной металл, стекать вниз и защищать его в момент плавления.
Подготовка к сварке нержавеющей стали
Перед тем как непосредственно начать сварку нержавеющей
стали, сварщик должен:
1. Убедиться в том, что сварочное пламя отрегулировано с лег-
ким избытком ацетилена. Хотя нейтральное (нормальное) пламя
было бы предпочтительнее, но трудности, связанные с его поддер-
жанием, могут привести к образованию окислительного пламени,
прежде чем это будет замечено сварщиком.
2. По толщине свариваемого металла определить наилучший
вид соединения, применимого в данном случае, например простое
стыковое соединение с отбортовкой кромок или со снятием с них
фасок.
3. Покрыть основной металл нержавеющей стали и пруток при-
садочного металла флюсом, представляющим собой кремообраз-
ную пасту из специального порошка, смешанного с чистой водой ’.
4. Подобрать необходимые зажимы и приспособления для фик-
сирования деталей относительно друг друга во время сварки и
предотвращения деформаций от нагрева.
5. Подобрать соответствующий наконечник горелки, обеспечи-
вающий нормальное пламя Размер наконечника и мундштука мо-
жет быть на один номер меньше, чем обычно используемый для
углеродистой стали такой же толщины.
6. Помнить, что пруток присадочного металла должен все
время находиться в пределах факела пламени. Металл прутка,
плавясь, должен стекать внутрь сварочной ванны, при этом нельзя
Размешивать расплавленный металл ванны концом сварочного
прутка.
1 В СССР при газовой сварке нержавеющих и кислотостойких сталей реко-
м щуется применять флюсы следующего состава: № 5 — из 80% плавикового
цчо/Та и 2. 0 ФеРРотитана в виде пасты на жидком стекле и воде: № 70 — из
j*5 /о борной кислоты, по 5% двуокиси титана, плавикового шпата и ферротитана
’ 1 11 Ю% двуокиси кремния, феррохрома и ферромарганца в виде пасты.—
11 Рим. перев.
263
Практические способы сварки нержавеющей стали
При сварке тонких листов из нержавеющей стали лучше при-
менять способ левой сварки, а для металла значительных тол-
щин— сварку правым способом. Сварщик высокой квалификации
сам может выбрать правильный способ для каждого вида свароч-
ных работ.
Сварщик должен держать пруток присадочного металла впе-
реди пламени горелки так, чтобы он плавился в том же месте или
в то же время, как и основной металл. При сварке нержавеющей
стали надо держать уменьшенное пламя сварочной горелки для со-
кращения количества подводимого тепла по следующим причинам:
1) точка плавления нержавеющей стали лежит несколько ниже,
чем обычных сталей; 2) нержавеющая сталь имеет относительно
меньшую теплопроводность; 3) перегрев при сварке стали ведет
к более быстрому соединению содержащегося в ней колумбия
с углеродом, который не успевает компенсироваться добавкой ко-
лумбия из металла присадочного прутка Кроме того, избыток
тепла может вызвать деформации, как об этом было сказано
выше.
При сварке нержавеющей стали надо стремиться, начав сварку,
закончить шов полностью, идя в одном направлении. Возвращение
обратно для заварки каких-либо пропущенных мест влечет за со-
бой окисление металла. Повышенный коэффициент линейного рас-
ширения этой стали увеличивает ее тенденцию к деформации после
сварки.
Сварщик должен избегать вести сварку от краев к центру сва-
риваемого соединения. Если этого избежать нельзя, надо начи-
тать сварку, отступив от края на расстояние 25—50 мм. Эту часть
шва сварщик должен заканчивать в обратном направлении
(к краю), после того как остальной шов будет выполнен.
Нормы для сварных швов, принятые в самолетостроении
Листовой металл и трубы, применяемые в конструкциях само-
летов, стандартизованы. Ниже приводятся нормы сварных швов
для различных сталей и способов сварки.
На рис. 202 приведены размеры сварного шва встык для про-
стой углеродистой или хромомолибденовой листовой стали и для
труб с толщиной стенки до 2,5 мм Для более толстого металла
требуется специальная подготовка соединения Если на кромках
стыка снята фаска под углом 45°, сварной шов должен быть при-
мерно на 3 мм шире размера V-образной фаски Это обеспечивает
расплавление кромок свариваемого метапла на глубину около
1,5 мм по обеим сторонам V-образной фаски.
Шов должен быть проварен на всю глубину основного металла,
однако излишек металла на обратной стороне сварки нежелателен.
264
www.vokb-la.spb.ru - Самолёт своими руками?!
Высота усиления шва для металла толщиной до 1,6 мм должна
быть приблизительно равна толщине свариваемого металла, но
при более толстом металле эта величина может быть относительно
Рис. 202. Размеры сварного шва соединения встык без
скоса кромок листового металла и труб из простой
углеродистой или хромомолибденовой стали толщиной
до 2,5 мм:
1 — глубина провара; 2 — конус; 3 — ширина шва (при тол-
щине металла до 1.5 мм она должна в 6 раз превышать тол-
щину свариваемого металла); 4 — усиление (равно толщине
металла); 5 — приблизительная линия расправления кромок;
размер а при толщине металла 0,9—1,5 мм должен быть ра-
вен 1,2 мм; при толщине металла 1,5—2,5 мм — 1,6 мм
уменьшена. Во всех случаях внешний контур усиления должен
быть ровным и гладким и иметь плавный переход к поверхности
Линия расплавления
Рис. 203. Размеры сварных швов тавровых и
угловых соединений листового металла одина-
ковой толщины
основного металла.
При толщине металла 1,6—2,5 мм размер горловины сварного
шва должен быть на 75% больше толщины основного металла.
Если толщина металла 2,5—3,2 мм, то размер горловины может
только на 50% превышать
толщину основного ме-
талла. Для металла тол-
ще 3,2 мм размер горло-
вины будет на 25—30%
больше толщины металла.
На рис. 203 показаны
размеры швов Т-образно-
го и углового соединений
Для листового металла
одинаковой толщины.
Размеры плеч а и b
жны быть равны, по край-
ней мере, полуторной тол-
щине свариваемого металла Размер горловины сварного шва дол-
жен быть не менее толщины основного металла, а поверхность
Шва должна быть слегка вогнутой. Провар должен быть полным
и Расплавленный металл должен проникать до корня шва. Края
Щва должны плавно сливаться с основным металлом.
265
Рис. 204. Сварной шов внахлестку: Рис. 205. Торцовый шов;
1 — лицо шва; 2—линия расплавления металла; толщина шва С ДОЛжна
с>1’5* быть равна толщине сва-
риваемого металла t
Сварной шов
С двух сторон
Линия расплавления^
ДМ
/$\''''-^орловина uufjg 5 Опт
47 и/.б’лгл/
Цмин1г
Рис. 206. Сварные Т-образные соединения
листового металла с трубой (листовой ме-
талл толще стенки трубы)
266
www.vokb-Ia.spb.ru - Самолёт своими руками?!
На рис. 204 показан сварной шов листового металла внахле-
стку. Ширина горизонтального плеча а равна не менее чем полу-
торной толщине основного металла. Провар должен быть полным
с достаточной глубиной расплавления основного металла в месте
сое, инения листов. Поверхность сварного шва должна быть слегка
выпуклой и плавно сливаться с поверхностью основного металла.
На рис. 205 показан торцовый шов при сварке двух листов ме-
талла. При незначительной толщине свариваемых листов глубина
расплавления кромок должна быть равна толщине одного листа,
для листов большей толщины эта глубина может быть уменьшена
до 25—50%. Такой шов не должен применяться для деталей, ис-
пытывающих большие нагрузки.
Соединения листового металла с трубой и соответствующие раз-
меры швов показаны на рис. 206.
Необходимо иметь в виду, что металл нельзя расплавлять на
всю толщину стенки трубы, к которой приваривается листовой ме-
талл.
Для нержавеющей стали величина усиления шва и его ширина
могут быть изменены, но провар и глубина расплавления металла
остаются теми же, как и для других сталей. Горловина сварного
шва должна быть равна примерно полуторной толщине основного
металла. Для стыковых соединений листового металла толщиной
до 1,6 мм необходимо стремиться, чтобы ширина сварного шва не
превышала четырехкратной толщины основного металла.
Сварочная проволока для сталей
Сварочная проволока, применяемая для газовой сварки сталей,
различается по маркам металла и видам работы. Она подбирается
в зависимости от толщины свариваемого металла, общих размеров
свариваемых деталей и условий сварки. Главным фактором яв-
ляется толщина металла.
Если общий размер свариваемых деталей и условия сварки
требуют подвода большего количества тепла, диаметр сварочной
проволоки увелич-ивается. Проволока малого диаметра будет рас-
плавляться слишком быстро, что не обеспечит надежного сплавле-
ния ее металла с основным металлом свариваемых деталей. При
излишне большом диаметре сварочная проволока расплавится
позже основного металла и, охлаждая сварочную ванну, будет за-
держивать процесс сварки и препятствовать хорошему сплавлению
металлов.
267
Глава XI
СВАРКА АЛЮМИНИЕВЫХ СПЛАВОВ
Алюминий и его сплавы
Алюминий довольно прочный, легкий металл серебристого
цвета, получаемый главным образом из алюминиевой руды — бок
ситов. При сгорании алюминий выделяет много тепла. Он легко
окисляется, под действием влажного воздуха быстро покрывается
защитным слоем окисла, предохраняющего его от дальнейшей кор-
розии.
Алюминий поставляется в виде прутков, листов, труб и прово-
локи. Он может быть термически обработан с отпуском до состоя-
ния, соответствующего V4, V2 и % максимальной твердости. За-
калка с отпуском до половинной твердости обычно используется
для самолетных деталей, изготовляемых из листового металла.
Алюминий может свариваться как кислородно-водородным, так и
кислородно-ацетиленовым пламенем. Листовой и прутковый алю-
миний толщиной 3 мм и более можно сваривать электросваркой.
При сварке алюминия малой толщины предпочтительнее приме
нять кислородно-водородное пламя.
В чистом виде алюминий обладает невысокими механическими
качествами. Наиболее ценным его качеством является малый
удельный вес. Для повышения прочности детали изготовляются не
из чистого алюминия, а из его сплавов с одним или двумя дру-
гими металлами. Эти сплавы поступают как в виде литья, так и
полуфабрикатов, которые могут иметь повышенные механические
свойства благодаря нагартовке в результате холодной обработки
(прокатка, протяжка, штамповка и т. п.). Объем холодной обра-
ботки определяет твердость сплавов.
Повышение прочности алюминиевых сплавов достигается пу-
тем специальной термической обработки, которой обычно подвер-
гаются алюминиевые сплавы, идущие на изготовление деталей са-
268
www.vokb-Ia.spb.ru - Самолёт своими руками?!
мОлетов. Сплав, применяемый в полуфабрикатах, идущих на изго-
товление самолетных деталей, обычно содержит не более 6% раз-
личных примесей; в литье их может быть больше.
Как правило, сварка самолетных деталей из алюминиевых
сплавов применяется мало, так как она может нарушить их каче-
ства, полученные в результате термической обработки, которые
не могут быть полностью восстановлены. Поэтому надо всегда пом-
нить, что применение газовой сварки при производстве и ремонте
самолетов ограничено деталями, не подвергающимися большим
нагрузкам, практически это будут те детали, металл которых не
подвергался термической обработке.
Примерами таких деталей могут быть топливные трубопроводы
и баки, а также крепления, не входящие в силовую схему кон-
струкции самолета.
Хотя сварщикам не так уж часто приходится встречаться со
сваркой алюминиевых сплавов, но они должны хорошо знать тех-
нические особенности этой сварки, несколько отличающиеся от
сварки других металлов. Особенно характерной в этом отноше-
нии является сварка алюминиевых баков. Для этой цели наиболее
широко применяется сварка кислородно-ацетиленовым пламенем,
дающая швы, непроницаемые для газов и жидкостей.
Приступая к сварке, прежде всего надо тщательно очистить
места будущего соединения деталей. Для этой цели применяется
стальная шерсть или проволочная щетка. Очищенное место сварки
алюминиевого сплава обычно по внешнему виду имеет матовый
оттенок. При наличии следов коррозии место сварки должно быть
погружено на 10—30 сек в нагретый 10-процентный раствор три-
натриевой соли фосфорной кислоты, после чего его промывают
разбавленным 10-процентным раствором азотной кислоты, а затем
в горячей воде для полного удаления химических веществ, кото-
рые могут вызвать появление коррозии Ч
Сварные соединения алюминиевых сплавов в общем такие же,
как и при сварке стали. Они могут быть стыковыми, Т-образными
(тавровыми) или угловыми.
Если толщина свариваемого металла около 10 мм и более, он
Должен быть предварительно нагрет до температуры 370—425° С
для того, чтобы уменьшить тепловые напряжения при сварке и
свести к минимуму количество тепла, затрачиваемого на разогрев
металла. Температура предварительного нагрева должна поддер-
живаться до окончания сварки; однако это относится только к уз*
кой полосе по обеим сторонам стыка.
1 По существующим в СССР правилам при сварке алюминия рекомендуется
кромки металла, подлежащие сварке, обезжиривать погружением на время (не
более одной минуты) в 10-процентный раствор едкого натра NaOH, подогретый
до 40—50° С, после чего промыть в проточной воде и высушить (Справочник
газосварщика, Машгиз, 1957). — Прим, перев.
269
Как и при сварке других металлов, для сварки алюминиевых
сплавов очень важным является применение сварочной проволоки
соответствующего качества 4.
Наконечник сварочной горелки для сварки алюминиевых спла-
вов должен быть немного большего размера, чем при сварке стали
такой же толщины. Это необходимо для того, чтобы создать до-
статочную концентрацию тепла, необходимую для расплавления
основного металла.
В приводимой ниже таблице даны приблизительные размеры
наконечников и соответствующее давление газа, применяемые при
сварке алюминия различной толщины кистородно-ацетиленовым
пламенем.
Толщина листа, мм Диаметр от- верстия нако- нечника, мм Давление кислорода, кг см2 Давление ацетилена, кг см2
тт 1 л 0,635 0,07 0,07
до i,U 0,89 0,07 0,07
1,0-2,0 1,40 0,14 0,14
2,0—3,0 1,65 0,21 0,21
3,0—5,0 1,91 0,28 0,28
6,0 2,16 0,35 0,35
8,0 2,16 0,35 0,35
10,0 2,41 0,42 0,42
16,0 2,67 0,49 0,49
Характер сварочного пламени при сварке алюминиевых
сплавов
При сварке алюминиевых сплавов желательно иметь нейтраль-
ное (нормальное) сварочное пламя. Так как вполне нейтральное
пламя получить очень трудно, некоторые опытные сварщики реко-
мендуют небольшой излишек ацетилена в пламени, как об этом
сказано выше. Однако всегда надо стремиться к тому, чтобы со-
держание ацетилена и кислорода в пламени было в равной про-
порции. Сварочное пламя должно быть не только нейтральным, оно
также должно быть мягким, что достигается тщательной регули-
ровкой игольчатых вентилей для получения малой скорости по-
ступления смеси газов в наконечник горелки.
Флюс для сварки алюминиевых сплавов
Флюс представляет собой порошок, смешанный с водой в про-
порции 2 части флюса и 1 часть воды, в результате чего обра-
зуется жидкая паста. Точка плавления флюса ниже точки плавле-
1 В СССР в качестве присадочного металла при сварке алюминия и его
сплавов применяется проволока, прутки или полоски того же состава, что я сва-
риваемый металл. — Прим, перев.
270
www.vokb-la.spb.ru - Самолёт своими руками?!
ния алюминия или его окиси, образующейся в виде пленки на по-
в рхности алюминия. Флюс разрушает и удаляет пленку окиси,
беспечивая лучшее соединение металла присадочного прутка с чи-
стым расплавленным основным металлом.
Если сварка деталей и алюминиевых сплавов производится без
применения присадочного металла, флюс наносится прямо на со-
е инение, а если применяется присадочный металл, он должен
быть покрыт флюсом. При значительной толщине деталей флюсом
покрывается основной металл и присадочный1.
Техника сварки алюминиевых сплавов
При сварке деталей из алюминиевых сплавов сварочную го-
релку надо держать со значительным наклоном, с тем чтобы пламя
пе прожигало отверстия в металле.
Для соединений встык и соединений с отбортовкой кромок угол
наклона сварочной горелки составляет около 45° к поверхности
основного металла, а для соединений внахлестку2 * * * * * В этот угол уве-
личивается до 60°. При сварке тавровых соединений пламя газо-
вой горелки удерживается примерно на одинаковом расстоянии от
обеих стенок соединения; внутренний конус газового пламени при
этом находится на расстоянии около 3 мм от свариваемого ме-
талла и ни в коем случае не должен его касаться.
Оба края соединения нагреваются равномерно для правильно-
го распределения тепла в области свариваемого шва. Пламя го-
релки не следует задерживать долго на одном месте.
При сварке других металлов сварщик может заранее определить
начало плавления по изменению цвета металла на свариваемом
соединении. Но при сварке алюминиевых сплавов этот момент уло-
вить трудно, так как в этом случае при приближении к точке пла-
вления не наблюдается резко выраженных изменений цвета ме-
талла. При наступлении точки плавления он без всякого измене-
ния внешнего вида мгновенно плавится и течет. Некоторые опыт-
ные сварщики надевают при сварке слегка голубые очки и через
них распознают наступление точки плавления по легкому посере-
нию металла.
1 В советских инструкциях по газовой сварке рекомендуются для алюминия
и его сплавов восемь различных флюсов, содержащих: хлористый натрий в ко-
личестве (по весу) 30—45%, хлористый калий 29—51%, хлористый литий 9 —
15%. Отдельные номера флюсов имеют еще добавки в виде хлористого бария
"18 } (флюс № 6), фтористого натрия 8—10% (флюсы № 3, 4, 7 и 8), фтори-
стого кальция 4% (флюс № 6) и кислого сернокислого натрия 3% (флюс № 1).
Эти флюсы представляют собой сухой порошок, который в виде пасты, полу-
ченной путем смешивания порошка с водой, наносится на присадочный металл
и кромки свариваемого металла. — Прим, перев.
В связи с невозможностью полного удаления остатков флюса в соедине-
ниях внахлестку этот вид соединения при сварке алюминиевых сплавов не ре-
комендуется.— Прим, перев.
271
Можно также, слегка коснувшись металла присадочным п у .
ком, «почувствовать» наступление момента плавления, так как
алюминий становится в это время мягким и пластичным. Уста
новив, что металл расплавился, нужно немедленно погрузить в нег
присадочный пруток, где он также расплавится.
Рис. 208. Движения сва-
рочного прутка при
сварке:
а — при поднятии прутка
пламя сварочной горелки
подвигается вперед; б — но-
вое погружение прутка в
сварочную ванну; в — волно-
образное движение пругка
в процессе продвижения
сварки вперед
в
Рис. 207. Плавление ме-
талла при сварке:
а и б — начальный момент
плавления металла пламе-
нем сварочной горелки;
е — погружение присадоч-
ного металла в сварочную
ванну
На рис. 207, а и б показан первоначальный нагрев металла
пламенем сварочной горелки и начало его плавления, а на рис.
207, в показано введение прутка присадочного металла в расплав
ленный основной металл и плавление вместе с ним. Затем пруток
поднимают из ванны, как показано на рис. 208, о, и в то же время
пламя сварочной горелки подвигают вперед для того, чтобы про-
должить процесс плавления. Потом пруток снова погружают
в ванну, как показано на рис. 208,6. В результате, по мере того
как сварочный шов подвигается вперед, получается волновая ли-
1ния движения конца прутка, схематически показанная на
рис. 208, в.
Начинающий сварщик должен помнить, что одной из особенно-
стей алюминия является его быстрое затвердевание после плав-
272
www.vokb-la.spb.ru - Самолёт своими руками?!
ления, кроме того, он не обладает такой текучестью, как расплав-
ленная сталь. При сварке алюминия присадочный пруток держат
почти в пламени горелки, перед тем как погрузить его в расплав-
ленный металл, так как тепла ванны расплавленного алюминия
недостаточно для того, чтобы расплавить присадочный металл.
При сварке алюминиевых сплавов надо работать быстро, в про-
тивном случае можно прожечь металл. При хорошей сварке встык
валик сварочного шва образуется как сверху, так и снизу соеди-
нения.
Закончив сварку, надо удалить остатки флюса, так как в при-
сутствии влаги они могут вызвать коррозию основного металла.
Обычным методом удаления флюса является очистка сваренной
детали или сварного шва жесткой щеткой в горячей воде. Если
нельзя достать горячей воды, можно применить погружение сва-
ренной детали или промывку сварного шва 10-процентным раство-
ром серной кислоты 1 с последующей промывкой холодной водой
для удаления остатков раствора.
Практические испытания качества сварки алюминия
На некоторых заводах, прежде чем допустить сварщика к свар-
ке деталей из алюминиевых сплавов, его подвергают предвари-
тельной проверке, состоящей из трех испытаний: первое испыта-
ние— сварка стыка с отбортованными кромками листового метал-
ла толщиной около 2 мм; второе испытание — сварка встык об-
разца из листового металла толщиной 2—3,2 мм; третье испыта-
ние— сварка образца таврового соединения.
Образец для первого испытания представляет собой два куска
листового алюминия (или его сплава) площадью около 4Q см2,
причем высота загнутых кромок равна двойной толщине листа.
Перед сваркой такого образца загнутые кромки предварительно
схватываются зажимами и в ^нескольких местах делается при-
хватка сваркой, затем кромки расплавляются с использованием
в случае надобности флюса и сварочной проволоки. При этом дол-
жен быть получен хороший закругленный сварной шов. После
сварки такого соединения не должно остаться и следов, указы-
вающих на то, что кромки металла были отбортованы.
При сварке листового металла толщиной 2—3 мм загиб
кромок, а также снятие фаски не делаются. Если толщина металла
более 3,2 мм, на кромках стыка снимается фаска под углом 45°
так, чтобы общий двухгранный угол составил около 90°.
Сваренные образцы разрезаются и проверяются на отсутствие
таких дефектов, как трещины, раковины, недостаточное расплав-
ление металла, непровар, слишком неровная поверхность шва
* Советские инструкции рекомендуют промывать сварные швы теплой водой
или 5-процентным раствором азотной кислоты с добавлением 2% хромпика, по-
догретым до 50—60° С в течение 5 мин.— Прим, перев.
Ч Э. Чэпел, Р. Д. Бент, Дж. Л. Маккинли 273
и т д. Образец из термически обработанного сплава, сваренного
встык с отбортовкой краев, при испытании должен допускать загиб
на 180° по линии сварного шва без образования трещин в основ-
ном металле или в шве. В некоторых случаях образцы, сваренные
встык из термически обработанных алюминиевых сплавов, подвер-
гаются испытаниям на разрыв, причем они должны иметь не ме-
нее 80% прочности основного термически обработанного металла.
Сварка отливок из алюминиевых сплавов
Отливки из алюминиевых сплавов могут быть сложной кон-
фигурации с различными размерами сечений в разных частях от-
ливки одной и той же детали. Они могут быть термически обрабо-
таны для повышения механической прочности. Все это в значи-
тельной мере способствует появлению при сварке термических на-
пряжений и образованию трещин. Все литые детали алюминие-
вых сплавов могут свариваться, но сварка самолетных деталей,
подвергающихся значительным нагрузкам в полете, не может быть
произведена без одобрения представителя завода или государст-
венного инспектора.
Перед сваркой отливка прежде всего должна быть очищена
стальной проволочной щеткой и протерта тряпкой или концами,
'смоченными бензином, для удаления грязи и смазки.
Если литая деталь в изломе имеет значительную толщину, в
месте сварки делается механическим способом фаска под углом
45° так, чтобы общий угол составил около 90°, а толщина металла
без фаски была не менее 2,5 мм. Такой метод применим для свар-
ки металла толщиной более 5 мм.
Если же металл тоньше, небольшая фаска может быть сделана
с помощью специального скребка, представляющего собой отно-
шенный на конце стальной пруток Он используется также для
удаления окислов. шлака и примесей с расплавленного металла,
что особенно важно при сварке алюминия без флюса. Скребки из-
готовляются из стального прутка диаметром около 6 мм и длиной
около 300 мм. Один конец такого прутка нагревается сварочной
горелкой, расплющивается до ширины около 10 мм и шлифуется
на наждачном круге, а другой конец загибается в виде ручки.
При ремонте сломанной отливки из алюминиевого сплава тре-
щина или излом нагреваются пламенем сварочной горелки на глу-
бину около 50 ял!, причем само пламя удерживается от металла
также на расстоянии около 50 мм. Движения горелки вдоль тре-
щины должны быть достаточно быстрыми, чтобы не перегреть ка-
кой-либо отдельной точки металла. Нескольких секунд достаточно,
чтобы металл нагрелся настолько, чтобы скребком можно было
снять фаску на свариваемых краях трещины или излома. Все,
что останется на конце скребка, сварщик стряхивает, стукнув им
о сварочный стол. Не надо держать скребок под пламенем сва-
рочной горелки во избежание сильного нагревания ручки.
274
www.vokb-la.spb.ru - Самолёт своими руками?!
Прежде чем производить самую сварку, весь поврежденный
металл вокруг места поломки отливки должен быть оплавлен или
срезан механическим способом. Части сломанной детали склады-
ваются в соответствующем положении и удерживаются зажимами
в течение всего времени предварительного нагрева и сварки. Эти
зажимы, как говорилось уже ранее, должны надежно стягивать
деталь, но не вызывать значительных напряжений, особенно в се-
чениях незначительной толщины, так как не надо забывать, что
нагретый алюминий легко крошится; кроме того, они должны до-
пускать некоторое расширение детали под действием нагрева в
процессе сварки.
Крупные отливки из алюминиевых сплавов, а также отливки
сложных очертаний подвергаются предварительному медленному
и равномерному нагреву в специальной печи Отливки малых раз-
меров, а также отливки, в которых надо заварить трещины, обра-
зовавшиеся близко к краю тонкого сечения, подвергаются предва-
рительному нагреву пламенем сварочной горелки только вблизи
места образования трещины или излома. Нагрев алюминиевых от-
ливок всех размеров и форм должен производиться медленно.
После прогрева кромки трещины или излома должны быть
прихвачены сваркой. Сварку надо вести от середины шва к его
концам. Так как алюминиевые отливки, подобно листовому алю-
минию, плавятся при сравнительно низкой температуре, тепло сва-
рочной ванны не в состоянии расплавить присадочный металл, по-
этому в процессе сварки присадочный пруток должен удержи-
ваться почти в пламени сварочной горелки, чтобы его легко мож-
но было расплавить. При сварке большинства алюминиевых отли-
вок обычно применяется алюминиево-медно-кремниевая сварочная
проволока.
При применении флюса окись алюминия в виде пленки плавает
на поверхности расплавленного металла и легко удаляется с по-
мощью скребка или ложки. Если флюс не применяется, окислы,
остающиеся в расплавленном металле, затрудняют процесс плав-
ления и ослабляют прочность сварного шва.
Целесообразно во время сварки размешивать расплавленный
металл концом скребка или даже прутка присадочного металла,
что способствует полному расплавлению металла, удалению окис-
лов и образованию прочного шва, если при этом были соблюдены
все прочие правила сварки.
После окончания сварки сварщик удаляет с помощью скребка
все излишние наплывы металла и оставляет деталь для медленного
охлаждения.
При заварке раковин в алюминиевых отливках кромки их дол-
жны быть сплавлены или срезаны механическим способом для
того, чтобы предотвратить образование пустот в металле и улуч-
шить доступ в глубину раковины во время работы.
18*
Глава XII
ПРИМЕНЕНИЕ СВАРКИ ПРИ РЕМОНТЕ
САМОЛЕТНЫХ КОНСТРУКЦИЙ
Ремонт самолетных узлов, изготовленных из стальных труб
с применением сварки
Современные самолеты конструируются так, что обшивка само-
лета воспринимает в полете большую часть нагрузки. Поэтому в
конструкциях современных самолетов применяется значительно
меньшее количество труб, чем в самолетах более ранних конструк-
ций. Однако как в фюзеляже, так и в подмоторных рамах остается
еще много стальных трубчатых элементов.
Стальные трубы, применяемые на самолетах, изготовлены из
хромомолибденовой стали. Главнейшие качества этой стали: вы-
сокое сопротивление усталости при ударных нагрузках, износо-
устойчивость и жаропрочность. При соответствующей термообра-
ботке эта сталь может принимать глубокую закалку; она легко
поддается механической обработке и легко сваривается газовой и
электрической сваркой.
Стальные трубы, применяемые в конструкции самолета, яв-
ляются весьма прочными по отношению к своему весу и могут
быть легко отремонтированы. Ремонт можег быть произведен
с минимальным оборудованием. Требуется лишь сварочный аппа-
рат и сталь соответствующего профиля для замены сломанного
или погнутого элемента.
Процесс сварки трубчатых стальных конструкций и соединений
Сварочное пламя должно быть мягким и нейтральным (нор-
мальным). Восстановительная зона пламени не должна превы-
шать более чем в полтора раза длину внутреннего конуса (ядра),
а ширина ее должна быть не более 3,5 мм.
27Ь
www.vokb-la.spb.ru - Самолёт своими руками?!
Размер наконечника сварочной горелки должен быть согласо-
ван с толщиной свариваемого металла. Он должен обеспечить
возможность быстрой сварки, но без перегрева и сжигания метал-
ла В сожженном, ослабленном металле во время сжатия при охла-
ждении образуются трещины. По той же причине не рекомен-
дуется производить повторную сварку, так как это может привести
к поломке конструкции в полете. При предварительном нагреве
металла пламя направляется на место сварки.
Пруток присадочного металла делается из мягкой стали, спе-
циально предназначенной для сварки хромомолибденовых сталей,
так как такая сталь плавится мягко и обеспечивает хорошее ка-
чество сварки без применения флюса. Некоторые сварщики пред-
почитают сварочную проволоку из стального сплава, но большин-
ство специалистов по сварке находят это менее выгодным.
Сварные швы, сделанные на трубах в самолетных конструк-
циях, не должны как-либо подправляться, например опиливаться
или шлифоваться. При сварке труб с толщиной стенки меньше
1,0 мм сварочный шов должен быть не шире 6,5 мм. Нагретая
сталь имеет меньшую прочность по сравнению со сталью в холод-
ном состоянии. Это в особенности относится к хромомолибдено-
вой стали, которую в нагретом состоянии легко сломать даже при
незначительном усилии. Для предохранения от такой поломки надо
применять сварочные приспособления (стапели), допускающие
расширение и сжатие свариваемых деталей. Надо также стре-
миться избегать перегрева металла при сварке на кромке детали
или близко от края, так как край быстро перегревается и может
дать трещину раньше, чем сварщик заметит перегрев металла.
С целью предотвращения перегрева в таком случае сварщик, при-
ближаясь к краю детали, должен медленно удалять пламя горел-
ки от металла.
После сварки необходимо восстановить антикоррозийные по-
крытия, которые могли быть нарушены при сварке.
После ремонта самолетного узла из стальных труб необходимо
его обдуть песком, после чего нанести грунтовку цинкохроматом
путем обрызгивания. Очень важно не прикасаться руками к по-
верхности металла, обдутой песком, до того, как будет сделано за-
щитное покрытие.
Процесс подготовки к сварке
Детали, предназначенные для сварки, очищаются наждачной
и куркой или стальной щеткой. Если они имеют защитное метал-
лизационное покрытие, его перед сваркой удаляют пескоструйным
аппаратом.
Металлизация является (процессом, при котором поверхность
основного металла покрывается тонким слоем расплавленного ме-
талла для защиты деталей от окисления или для восстановления
изношенных деталей. Этот процесс используется иногда вместо
277
окраски для покрытия алюминием цилиндров двигателей. Перед
металлизацией металла его поверхность слегка обдувается песком.
Проволока, используемая для обрызгивания, подается в воздушное
сопло металлизационного аппарата через кислородно-ацетилено-
вое пламя, которое расплавляет и распыляет металл проволоки по
металлизируемой поверхности. Этот процесс широко применяется
в производстве и ремонте самолетов.
Предотвращение деформаций от сварки
При производстве и ремонте узлов и соединений из стальных
труб сварщик должен принимать в расчет расширение, сжатие и
усадку свариваемого металла. Кроме того, он должен предотвра-
тить чрезмерное сокращение толщины металла за счет образова-
ния большой окалины во время сварки. Соблюдением правильной
технологии сварки можно регулировать все эти явления в допу-
стимых пределах.
Трещины могут быть предотвращены уменьшением напряжений,
образующихся в сварном шве и основном металле под действием
веса или вызываемых ограничением нормальных процессов рас-
ширения и сжатия. Например, соединение труб в узле, где схо-
дятся несколько элементов, должно быть сварено и охлаждено до
того, как будут сварены противоположные концы элементов. Это
делается потому, что при сварке таких соединений надо иметь не-
которое время, чтобы отвести от места сварки тепло, вызывающее
расширение элементов. Если трубчатые элементы связаны подоб-
ным узлом, то на противоположном конце рекомендуется приме-
нить массивные зажимы, охлаждающие пластины или мокрый ас-
бест, прикладываемый к свариваемым элементам для того, чтобы
ограничить распространение тепла и уменьшить таким образом
расширение элементов.
При сварке трубчатых соединительных деталей образование
внутренних напряжений и сопутствующих им трещин может быть
в значительной мере уменьшено, если начинать сварку с закреп-
ленного конца детали и проводить ее в направлении незакреплен-
ного конца. Холоднокатаные профили из стальных сплавов или
термически обработанные детали перед сваркой должны быть
отожжены, чтобы уменьшить их хрупкость. Другой рекомендуемый
способ снятия внутренних напряжений после сварки деталей из
стальных сплавов заключается в равномерном нагреве всей детали
до температуры 620—650° С с последующим очень медленным ее
охлаждением.
Когда соединение выполняется с применением заклепок и свар-
ки, постановка заклепок производится после сварки, благодаря
чему предотвращается образование в заклепочном шве срезаю-
щих усилий, вызываемых расширением и сжатием металла в про-
цессе сварки.
278
www.vokb-ki.spb.ru - Самолёт своими руками?!
Деформации можно предупредить применением достаточного
к личества зажимов и правильным устройством стапелей. С целью
уменьшения внутренних напряжений применяется также метод
прогрессирующей (непрерывной) сварки, при котором сварка про-
водится постепенно и непрерывно от начала до конца. Одним из
способов уменьшения деформаций является также нагрев обрат-
ной стороны свариваемой детали.
Ремонт деталей шасси и моторных рам
Ремонт деталей шасси и моторных рам, сделанных из круглых
труб, может быть выполнен по типовым образцам, показанным на
рис. 209, 210, где приведены и основные размеры соединений в за-
висимости от диаметра трубы. На рис. 211 показано сращивание
Рис. 209. Типовое соединение при ремонте трубча-
тых лонжеронов с использованием трубы того же
диаметра
трубы обтекаемого профиля с помощью разрезного хомута такого
Же сечения. Этот способ применяется при ремонте различных
стоек и подкосов профилированного сечения. На рис. 212 сращи-
вание трубы обтекаемого профиля сделано с помощью усиливаю-
щей вставки, а на рис. 213 — с помощью усиливающих ребер; оба
эти вида ремонта могут быть применены при ремонте деталей
шасси.
279
Рис. 210. Различные способы ремонта узлов трубчатых кон-
струкций:
к — зазор перед сваркой около 3 мм
280
www.vokb-la.spb.ru - Самолёт своими руками?!
А=не менее 5,5 С
Рис. 211. Способ ремонта детали из трубы обтекаемого профиля
с помощью хомута из разрезанной трубы:
/ — отрезок наружной трубы (хомут) того же нли несколько большего се-
чения, чем основная деталь; 2 — сварной шов наружной трубы хомута; А —
минимальная длина хомута; В — размер сечения трубы обтекаемого про-
филя по малой оси; С — то же, по большой оси
Рис. 212. Ремонт трубы обтекаемого профиля с применением
внутренней вставки на заклепках:
1 — отверстия под заклепки диаметром, равным */4 С (сверлятся только
в наружной трубе); 2 — сварной шов отрезка трубы, вставляемого внутрь
ремонтируемой трубы, в этом месте труба разрезается по длине и сва-
ривается, внутренняя вставка делается из трубы такого же размера, как
основная, но ее размер по большей оси должен быть уменьшен до
0,08С; размер А должен быть равен 2/з В; В — размер сечения основной
трубы по малой осн; С — размер сечення по большой оси
Рис. 213. Ремонт трубы обтекаемого профиля с помощью по-
становки усиливающих ребер:
д — размер сечения трубы по малой оси (соответствует расстоянию
между ввариваемыми ребрами); В — расстояние первого усиливающего
ребра от передней кромки трубы должно быть равно 2/з А, С раз
мер сечения трубы по большой оси
Ремонт крыльев и хвостового оперения
Лонжероны крыльев и хвостового оперения, изготовленные из
труб и не подвергающиеся термической обработке, могут ремонти
роваться способами, описанными выше. Если же они подвергались
термообработке, после сварки и ремонта весь лонжерон должен
быть подвергнут повторной термообработке. Поэтому в большин-
стве случаев лучше заменить весь лонжерон новым заводского из-
готовления.
Подкосы и стойки крыла круглого или обтекаемого сечения
также обычно заменяются новыми, полученными с завода-изгото
вителя. Подкосы сращиваются только в местах, прилегающих к
узлам креплений.
Стальные детали, которые нельзя ремонтировать сваркой
Нельзя ремонтировать сваркой такие самолетные детали, нор-
мальная работа которых зависит от соответствующих механиче-
ских качеств, полученных холодной обработкой. К таким деталям
относятся: 1) стальные ленты обтекаемого профиля и тросы;
2) детали, паянные твердым или мягким припоем (так как припой,
проникая в сварку, ослабляет ее); 3) детали из стальных никеле-
вых сплавов, подвергающиеся термообработке, в частности само-
летные болты, наконечники тандеров, оси и другие детали.
-ч
Проверка деталей после сварки и антикоррозийного покрытия
Полости пустотелых стальных деталей заполняют под давле-
нием горячим льняным или минеральным маслом. Это делается
для создания внутреннего защитного покрова, предохраняющего
от коррозии, а также с целью обнаружения трещин в сварке, так
как горячее масло проникает в мельчайшие трещины и делает их
заметными для глаза. Такой способ не следует применять во всех
случаях, но его можно рекомендовать, когда большая часть кон-
струкции сваривается заново. Осмотр отремонтированных конст-
рукций, как правило, должен производиться с помощью лупы, по
меньшей мере 10-кратного увеличения.
Вполне безвредным, легко практически осуществимым и доста-
точно эффективным является магнитный метод проверки (такой,
как «магнафлокс»), позволяющий обнаруживать мельчайшие тре
щины и раковины. Поверхность проверяемого металла должна
быть гладкой и очищенной от окалины, так как найти трещины на
неровной поверхности наплавленного металла трудно. Обдувка
песком дает хорошие результаты, когда она производится опытным
работником.
Эффективность проверки деталей с помощью рентгеновых лу-
чей ограничивается трудностью доступа к некоторым соединениям
и необходимостью просвечивания деталей под несколькими углами
282
www.vokb-la.spb.ru - Самолёт своими руками?!
для полной гарантии обнаружения дефектов. Однако результаты
этой проверки весьма удовлетворительны, а новейшие достижения
в этой области сокращают время и снижают стоимость такой про-
верки.
Со стальных деталей и сварных соединений самолетных кон-
струкций, покрывающихся краской, тщательно удаляется вся ока-
лина и ржавчина. Для этой цели наиболее эффективна обдувка
песком. Если обдувка песком не может быть применена, окалина,
ржавчина и грязь удаляются зачисткой мелким наждачным полот-
ном. Сразу же после очистки на металл наносится защитное по-
крытие пульверизационным способом. До этого касаться очищен-
ной поверхности металла руками можно только в перчатках. Не-
соблюдение этой предосторожности может повлечь за собой появ-
ление коррозии.
Весьма рациональным способом защиты металла наружной по-
верхности труб является покрытие их цинкохроматом путем об-
рызгивания под давлением или нанесением щеткой двух слоев
цинкохромата с добавлением во второй слой 113 г аммониево-брон-
зового порошка на 4 л неразбавленного цинкохромата. Такая об-
работка обеспечивает отличную защиту от коррозии. Однако при-
емлемо любое покрытие металла красками на масляном основа-
нии или эмалями. Детали конструкции, соприкасающиеся с тканью,
пропитанной аэролаками, должны предохраняться обматыванием
тесьмой или покрываться защитной краской, непроницаемой для
аэролака. Для этой цели можно также использовать липкую
тесьму.
Для защиты внутренней поверхности труб от коррозии их мож-
но заполнять под давлением горячим льняным или минеральным
маслом, как было сказано выше. Масло спускается из трубы перед
ее заделкой. Можно и не применять заполнения маслом, а герме-
тически закрыть трубу, чтобы предотвратить доступ воздуха в нее,
что также является приемлемым методом для защиты внутренней
поверхности ремонтируемых конструкций от коррозии.
Ремонт топливных и масляных баков
Крайне важно после ремонта баков сваркой удалить все остат-
ки сварочного флюса, чтобы предотвратить образование коррозии.
Для этого бак после сварки промывают внутри и снаружи боль-
шим количеством горячей воды и высушивают. Затем его погру-
жают в 5-процентный раствор азотной или серной кислоты или за-
полняют этим раствором. Раствор кислоты держат в баке око-
ло 1 ч, а затем бак тщательно промывается чистой свежей водой.
Эффективность этой промывки проверяется добавлением 5-про-
центного раствора азотистого серебра к остаткам промывочной
воды, использованной при последней промывке бака после сварки.
Образование тяжелого белого осадка указывает на то, что про-
283
мывка быта
вторена
Сварные
самолетных
сделана недостаточно тщательно и должна быть по-
6
Рис. 214. Соединение стенки топлив-
ного бака с внутренней перего-
родкой:
а — соединение заклепочным швом с об-
вариванием головок заклепок; / — головка
заклепки, обваренная сваркой; 2 — стенка
бака: 3 — зиговка для усиления с генки
вдоль шва; 4 — стенка внутренней перего-
родки; 5 — сварной шов, б — соединение
сварным швом
соединения применяются в некоторых конструкциях
алюминиевых топливных баков. По типу они могут
быть соединениями встык, угло-
выми и внахлестку.
При использовании заклепок
для крепления внутренних пере-
городок к стенкам бака наруж-
ные головки заклепок обварива-
ются, чтобы сделать их непрони-
цаемыми для жидкости.
На стенках бака по обе сто-
роны заклепочного шва делаются
зиговки, обеспечивающие расши-
рение и сжатие металла во время
сварки. Кроме того, они прида-
ют жесткость и предотвращают
коробление конструкции. На
рис. 214,а показано такое закле-
почное соединение перегородки
со стенкой бака.
На рис. 214, б показано
применяемое в некоторых кон-
струкциях соединение внутрен-
ней перегородки со стенкой
бака, выполненное только сваркой без применения заклепок.
На рис. 215 показаны сварные швы для топливных баков. Там,
где требуется особо надежный шов, применяется соединение сте-
нок бака в двойную нахлестку с уплотнением его сваркой
(рис. 215,а).
Для малых швов может быть применено соединение стенок
бака встык с отбортовкой краев, что придает ему большую жест-
кость и обеспечивает правильное положение листов во время свар-
ки, а также дополнительный ме-
талл для шва. Такое соединение
показано на рис. 215,6.
Рис. 216, а иллюстрирует ис-
пользование торцового шва в
угловом соединении для изготов-
ления бака и для вваривания
гнезда для крышки смотрового
люка в стенку бака, а на рис. 216, б
показано широко распространен-
ное в конструкции топливных ба-
ков угловое соединение. Оно сва-
ривается так же, как отборто-
ванное и стыковое соединения.
6
Рис. 215. Сварные швы топлив-
ных баков:
а — шов в двойную нахлестку с провар-
кой (для особо плотных соедикений);
б — шов встык с отбортовкой
284
www.vokb-la.spb.ru - Самолёт своими руками?!
На рис. 217, а шоказано соединение стенок бака внахлестку
с волнообразным сварным швом, усиленным заклепками, наруж-
ные головки которых обварены.
Увеличение жесткости стыкового соединения стенок бака, по-
казанное на рис. 217,6, сделано с помощью ленты, вставленной
Рис. 216. Угловые сварные
соединения, применяемые в
топливных баках:
а — отбортованный; б — с частич-
ной отбортовкой
Рис. 217. Другие виды со-
единений стенок баков:
а — внахлестку с зигзагообраз-
ным сварным швом и примене-
нием заклепок; 1 — шов; 2 —
заклепки; б — усиление сварно-
го шва вставным ребром
между торцами соединяемых листов и выступающей над поверхно-
стью листов. На это соединение с двух сторон накладывается ва-
лик сварного шва.
Дефекты повторной сварки стальных сварных соединений
При необходимости заварки какого-либо дефекта в сварном
стальном соединении надо прежде всего тщательно удалить ста-
рый шов, чтобы при ремонте обеспечить необходимую глубину
расплавления металла. Старый шов удаляется с помощью зубила
и молотка1, а в доступных местах — с помощью наждачного кру-
га. Одновременно со старой сваркой надо удалить вокруг места
сварки окалину и защитное покрытие металла.
Повторная сварка может быть произведена как кислородно-
ацетиленовым пламенем, так и электрической дугой, но последняя
более приемлема для деталей, проходивших термообработку, так
как при этом виде сварки тепло в большей степени сосредоточи-
вается в одном месте и вызывает меньшие термические напряже-
ния. В то же время для сварки металла толщиной менее 1,5 мм
1 В нашей литературе рекомендуется для этой цели применять только спе-
циальные переносные фрезы или абразивы, но не зубило, которым можно по-
вредить основной металл. — Прим, перев.
285
при невозможности обеспечить какой-либо металлической опоры
лучше применять газовую сварку.
С целью предотвратить образование трещин, вызываемых тер-
мическими напряжениями, места поломки детали, сваренной из
термически обработанных стальных сплавов, перед сваркой нор-
мализуются. После сварки такие детали подвергаются новой нор-
мализации, чтобы устранить термические напряжения, и вновь
термически обрабатываются. В некоторых случаях металл нельзя
подвергать такой повторной термообработке после сварки. Тогда
делают предварительный нагрев соединения перед сваркой до тем-
пературы 315—370° С.
Ремонт обтекателей (капотов)
Обтекатели (капоты), сделанные из алюминия и его сплавов,
ремонтируются путем постановки заплат на изношенные места,
заварки трещин и поломок, вызываемых вибрацией, и путем за-
мены изношенных или сломанных креплений.
Трещины или поломки ремонтируют заваркой мест излома.
При этом должен быть достигнут достаточный провар, чтобы обес-
печить образование небольшого шва и на обратной стороне ме-
талла. При заварке трещин, идущих от какого-либо отверстия в
металле обтекателя или от его кромки, трещину выравнивают,
прихватывают сваркой, а затем накладывают непрерывный шов
от конца трещины по направлению к кромке или отверстию. На-
ружная поверхность отремонтированных сваркой обтекателей дол-
жна быть обработана так, чтобы она была возможно более глад-
кой. Деформации или складки, образовавшиеся при ремонте, рас-
скатывают или выправляют молотком для обеспечения необходи-
мой аэродинамической обтекаемости.
Изношенные места могут быть совсем вырезаны и заменены
новым куском листового металла, которому предварительно при-
дается необходимая форма. После пригонки куска на месте- его
прихватывают по контуру сваркой с промежутками 25—50 лш.
При выполнении сварки надо обеспечить образование незначитель-
ного шва и на обратной стороне металла.
www.vokb-la.spb.ru - Самолёт своими руками?!
Глава XIII
АВИАЦИОННАЯ КЛЕПКА
Заклепка имеет цилиндрический стержень и головку и служит
для соединения двух и более частей металла вместе Для поста-
новки заклепок в металле должны быть сделаны отверстия соот-
ветствующего размера, куда вставляются стержни заклепок. Вы-
ступающий из отверстия конец стержня расклепывается, образуя
вторую головку. Размеры и форма головки подбираются так, что-
бы удовлетворять необходимым требованиям. Образование второй
головки на заклепке производится различными способами, опи-
санными ниже в настоящей главе.
Типы заклепок
Большое многообразие различных типов заклепок, применяв-
шихся ранее в самолетных конструкциях, впоследствии было огра-
ничено применением стандартов в промышленности. Приняты два
основных типа заклепок: заклепка с универсальной головкой (по-
лукруглой) и заклепка с потайной головкой (угол конуса 100°).
Имеются и другие специальные типы заклепок, частично указан-
ные ниже, применяемые в тех случаях, когда в силу особенности
конструкции соединяемых деталей или из соображений прочности
стандартные заклепки не могут быть поставлены.
В самолетостроительной промышленности США приняты два
способа кодового обозначения заклепок: числами и буквами.
С помощью комбинации чисел и букв обозначаются тип, мате-
риал и размер заклепки *.
Заклепки, изготовленные из термообрабатываемых алюминие-
вых сплавов, должны ставиться немедленно после термообработ-
ки или же храниться при температуре ниже нуля, чтобы задержать
1 В СССР марка алюминиевого сплава или стали, из которых изготовлены
заклепки, обозначается специалы ими углублениями или выпуклостями на за-
кладной головке заклепки. — Прим. ред.
287
процесс старения. Такие заклепки должны быть поставлены не
позднее 5—10 мин после того, как они будут вынуты из холодиль-
ника.
Заклепки из холодильника при обычной температуре стареют
очень быстро, но при температуре минус 10е С они могут сохра-
няться в состоянии, пригодном для постановки, в течение несколь-
ких недель; при 0°С — около 24 часов.
Постановка заклепок
При постановке обычных заклепок отверстия в соединяемых
деталях сверлятся несколько большего (на 0,03—0,08 мм) диа-
метра, чем диаметр стержня заклепки. Надо удалить заусенцы на
краях отверстия под заклепку, вставить заклепку и расклепать
головку. Расклепка производится обычно пневматическим молот-
ком с использованием поддержки.
Пневматический молоток, показанный в разрезе на рис. 218,
имеет обжимку 4, образующую форму головки заклепки. Обжим-
ка вставлена в направляющую втулку 3 и удерживается с по-
Рис. 218. Пневматический заклепочный молоток:
/ — золотник; 2— поршень (ударник); 3—направляющая втулка; 4— обжимка; 5 —
стопорная пружина; 6 — ствол; 7 — отражатель выхлопа; 8 — курок; 9 — рычаг кур-
ка; tO — клапан вентиля; 11 — гильза клапана; 12 — регулировочный винт (ре уля-
тора); 13—впуск воздуха, 14— переходная гайка; F— путь воздуха при движении
ударника вперед; /?—путь воздуха при движении ударника назад
288
www.vokb-la.spb.ru - Самолёт своими руками?!
мощью стопорной пружины 5. Эта пружина всегда должна быть
на месте, чтобы предотвратить выскакивание обжимки молотка,
которая может нанести повреждение кому-либо из находящихся
поблизости людей. Во время работы молотка поршень 2 под дей-
ствием сжатого воздуха, подводимого то с одной, то с другой его
стороны, непрерывно движется вперед и назад и быстро ударяет
по обжимке 4, которая и расклепывает головку заклепки.
Обжимки делаются самых различных размеров и форм, отве-
чающих различным условиям работы и типам заклепок. Часть об-
жимки, вставляемая в гнездо пневматического молотка, назы-
вается стержнем и делается стандартных размеров, соответствую-
щих размерам гнезд пневматических молотков.
Постановка заклепок с потайной головкой
Потайная головка находится заподлицо с поверхностью соеди-
няемого металла, для чего сверление под заклепку зенкуется
(если соединяемые листы имеют достаточную толщину) или же
кромка отверстия вдавливается (если соединяемые листы тонки).
Рис. 219. Ручной способ по-
становки заклепки с потайной
головкой при соединении двух
тонких листов:
1 — обжимка грибовидной формы;
2 — поддержка; 3 — соединяемые
листы; 4 — заклепка с потайной
головкой
Рис; 220. Ручной способ
постановки заклепки с
потайной головкой при
соединении тонкого и
толстого листов (обо-
значения те же, что и
на рис. 219)
Зенковка не должна быть слишком глубокой. Для металла тол-
щиной 1,0—1,3 мм зенковка должна делаться не глубже чем на
2А толщины листа. При ремонте самолетов размер зенковки опре-
деляется, исходя из типа заклепок, установленных заводом.
При соединении потайными заклепками листового металла тол-
щиной 0,4—0,6 мм конусное гнездо выдавливается самой заклеп-
кой с помощью используемых вручную поддержки (матрицы) и
плоской обжимки, как показано на рис. 219. Головка заклепки
служит при этом как бы пуансоном, штампующим гнездо.
Когда тонкий лист металла скрепляется потайными заклепками
с более толстым листом, последний служит как бы матрицей и
1® Ч. Э. Чэпел, Р. Д. Бент, Дж Л. Маккинли 289
тонкий лист впрессовывается в зенковку толстого, как показано
на рис. 220. В заводских условиях эта работа выполняется на спе-
циальной пневматической машине.
Иногда в сильно нагруженных деталях самолета с целью со-
хранить максимальную прочность листа бывает необходимо делать
штампованные гнезда под потайные заклепки в сравнительно тол-
стом листовом металле. В этом случае применяется горячая штам-
повка, выполняемая на специальной машине, имеющей нагревае-
мые пуансон и матрицу. Машина приводится в действие сжатым
воздухом и выдавливает в листе металла коническое гнездо под
заклепку.
ВЫПОЛНЕНИЕ КЛЕПКИ
Размер заклепки
При замене заклепок можно использовать заклепки того же
размера, если диаметр отверстия соответствует диаметру стержня
последних. В противном случае отверстия должны быть рассвер-
лены или развернуты под следующий больший размер. Диаметр
заклепки для соединения листового металла должен быть прибли-
зительно в три раза более толщины самого толстого листа. Для
тонких листов заклепка может иметь даже несколько больший диа-
метр.
Заклепочный шов
При замене заклепок во время ремонта самолета на листовом
металле, подвергающемся воздействию больших нагрузок, расстоя-
ние между заклепками может быть принято таким же, как на дру-
гих таких же заклепочных
швах данного самолета. Мини-
мальное расстояние между цен-
трами заклепок в самолетных
конструкциях должно быть в
три раза более диаметра стер-
жня заклепки, а минимальное
расстояние центра заклепки от
края листа — в два раза более
диаметра стержня заклепки,
как показано на рис. 221.
лепок в одном ряду называется
Рис. 221. Расположение заклепок
Расстояние между центрами
шагом заклепочного шва, а расстояние между двумя рядами за-
клепок в шве называется шириной шва.
Как правило, считают, что максимальный размер шага при
однорядном шве не должен превышать 24-кратной толщины соеди-
няемого металла. Например, если толщина соединяемого металла
около 2 мм, максимальный размер шага составляет не более 50мм.
290
www.vokb-la.spb.ru - Самолёт своими руками?!
Количество заклепок, потребное для ремонта какой-либо дета-
ли, определяется необходимой прочностью заклепочного шва
Прочность шва определяется, во-первых, прочностью заклепок на
срез и, во-вторых, прочностью соединяемых листов металла на
растяжение (рис. 222).
Эти два условия опре-
деляют необходимое
количество заклепок в
шве.
Прочность заклепок
на срез и прочность ме-
таллов на растяжение
берутся из соответст-
вующих таблиц. Когда
эти величины известны,
можно определить тре-
буемое количество за-
клепок. Например,
Рис. 222. Схема действия сил на заклепку:
Р — силы, растягивающие листы металла, соединенные
заклепками, F—место среза заклепки
если срезывающее уси-
лие, которое может вы-
держать одна заклеп-
ка диаметром 3,2 мм, составляет 156 кг, то, чтобы обеспечить
достаточную прочность шва при условии, что металл соединяемых
листов выдерживает усилие на растяжение, равное 2500 кг, потре-
буется 2500: 156=16,05 заклепки. Для гарантии прочности шва мо-
гут быть поставлены 17 заклепок.
Рис. 223. Минимальные размеры элементов заклепки
Для образования правильной замыкающей головки необходи-
мо, чтобы была обеспечена достаточная длина стержня На
рис. 223 показана минимальная длина стержня заклепки, необхо-
димая для образования головки, и размеры самой головки в рас-
клепанном виде.
Сверловка отверстий под заклепки
Для получения хорошего заклепочного соединения надо обес-
печить правильную сверловку отверстий под заклепки. Для этого
режде всего надо правильно заточить сверло. Новые сверла обыч-
но имеют удовлетворительную заточку, но после износа они дол-
жны быть снова заточены. Правильная заточка конца сверла пока-
зана на рис. 224.
19* 291
Места сверления должны быть размечены на металле каран-
дашом или, если металл значительной толщины, керном. Для свер-
ления отверстий с большой точностью применяется кондуктор,
удерживающий сверло в заданном положении.
Рис. 225. Ошибки при сверлении отверстий и поста-
новке заклепок:
а — на левой части рисунка показаны правильно просверлен-
ные отверстия, на правой части — два средних отверстия про-
сверлены с перекосом; б — стружка между склепываемыми
листами металла
При сверлении отверстий сверло должно всегда удерживаться
строго перпендикулярно к плоскости просверливаемого металла.
Необходимо также крепко удерживать дрель с тем, чтобы не до-
пустить увода сверла в сторону, в результате чего может быть по-
врежден металл, прилегающий к месту сверления. Обычно до
включения дрели с электрическим или пневматическим приводом
сверло устанавливают на место сверления и проворачивают от
руки. В результате этого в металле образуется заметное углубле-
ние и в дальнейшем движении сверло будет удерживаться в пра-
вильном положении.
292
www.vokb-la.spb.ru - Самолёт своими руками?!
На рис. 225, а показаны правильно и неправильно просверлен-
ные отверстия. На левом рисунке приведены чистые и правильно
просверленные отверстия, а на правом рисунке два средних отвер-
стия просверлены под углом и непригодны для постановки за-
клепок.
Отверстие под заклепку нельзя считать законченным, пока оно
не будет зачищено от заусенцев. Снятие заусенцев — операция,
при которой удаляется оставшаяся стружка и зачищаются края
просверленного отверстия. Обычно это делается вручную или с по-
мощью сверла большего, чем просверленное отверстие, размера.
Иногда это делается специальным инструментом для удаления за-
усенцев, представляющим собой металлический стержень с остры-
ми краями. При одновременном сверлении двух и более листов ме-
талла необходимо также удалять стружку и заусенцы, образую-
щиеся между листами металла. Если этого не сделать, между ли-
стами образуется полость, как показано на рис. 225, б.
Применение клепального молотка
Пневматические молотки имеются самых различных размеров,
начиная с самого малого, используемого для заклепок диаметром
1,6—2,4 мм. При ремонте самолетов наиболее распространенным
является пневматический молоток для заклепок диаметром 2,4—
4,0 мм, но существуют молотки для большего диаметра.
Сила удара пневматических молотков регулируется в зависи-
мости от потребности и размера заклепок. Но наиболее желатель-
ной регулировкой молотка является такая, при которой головка .
заклепки может быть сделана при минимальном числе ударов мо-
лотка. При слабых ударах молотка заклепка может быть нагарто-
вана так сильно, что нельзя будет образовать головку без трещин *.
Клепальные молотки и обжимки всегда необходимо содержать
в исправном и хорошем состоянии: вовремя смазывать, очищать
и т. д.
При включении сжатого воздуха обжимка не должна нахо-
диться против какого-либо твердого металла, так как это может
привести к ее поломке.
При небрежном закреплении обжимки в гнезде молотка и слу-
чайном нажатии на курок обжимка будет выброшена из молотка
с такой силой, что легко может убить человека или разрушить ка-
кое-либо оборудование.
Во впускное воздушное отверстие пневматического молотка
ежедневно надо закапывать по нескольку капель машинного мас-
ла. Периодически в зависимости от степени использования моло-
ток разбирают, очищают и заменяют изношенные детали, после
чего молоток снова собирается и смазывается.
1 При сильных ударах молотка будет происходить сильная деформация за-
клепки, что, так же как и при очень слабых ударах, может привести к растре-
скиванию заклепки —Прим. ред.
293
Поддержки
Поддержки представляют собой стальные приспособления
различных форм и размеров, служащие для образования головки
заклепки при расклепке ее пневматическим молотком. Края под-
Рис. 226. Поддержки различной формы для поста-
новки заклепок
держки слегка закруглены, чтобы не задевать соединяемого ме-
талла. Поверхность поддержки должна быть очень гладкой, а ее
лицевая часть, соприкасающаяся со стержнем заклепки, делается
плоской.
Рис. 227. Поддержка разжимного типа
Для получения лучшего качества клепки мастер должен вы-
брать в каждом отдельном случае ремонта поддержку соответст-
вующей формы и веса. Как правило, вес поддержки должен быть
приблизительно на 0,5 кг меньше веса клепального молотка. На
рис. 226 показаны поддержки различного вида.
На рис. 227 показаны поддержки разжимного типа *. Поддержка
• Поддержки разжимного типа могут быть и других конструкций.—
Прим ред.
294
www.vokb-Ia.spb.ru - Самолёт своими руками?!
состоит из двух стальных деталей, разжимающихся с помощью
клина после введения ее внутрь какой-либо трубы, где заклепку
нельзя достать с помощью обычных поддержек Внутренний диа-
Рис. 228. Применение поддержки при клепке пнев-
матическим молотком;
1 — обжимка пневматического молотка; 2— головка заклепки; 3—
поддержка
Рис. 229. Наиболее характерные дефекты постановки заклепок
метр трубы не должен быть особенно большим, с тем чтобы допу-
скать упор кулачков разжимных поддержек с одной стороны,
в конец стержня заклепки, а с другой стороны — в стенку трубы
295
Применение поддержки обычного типа показано на рис. 228.
Она должна прочно удерживаться против стержня заклепки, в
то время как обжимка пневматического молотка ударяет по го-
ловке заклепки. Очень важно, чтобы поддержка была помещена
против стержня заклепки заранее, иначе, если начать расклепку
без поддержки, соединяемые места металла могут быть повреж-
дены.
Правильная постановка заклепки в такой же мере зависит от
правильного использования поддержки, как и клепального мо-
лотка. Лицевая поверхность поддержки должна быть перпендику-
лярна оси заклепки, в противном случае ее головка может быть
смещена в сторону.
Иногда клепальщик может регулировать образование головки,
осторожно наклоняя поддержку. На рис. 229 показаны наиболее
характерные ошибки, наблюдаемые при постановке заклепок.
Фиксатор (зажим)
Фиксатор является одним из наиболее широко используемых и
полезных инструментов, применяемых при соединении листового
металла клепкой. Фиксаторы изготовляются различных типов и
форм, но наибольшее распространение в настоящее время полу-
Рис. 230.
Листовой
фиксатор:
1 — плунжер из
прочной стали:
2 — стальной
корпус: 3—пру-
жина: 4 — фа-
сонная крыш-
ка; 5 —разжим-
ный замок; ь -
стальной рас-
ширитель
Рис. 231. Установка листового
фиксатора:
/ — клещи; 2 — замок в сжатом виде
(вводится в просверленное отверстие);
3 — суммарная толщина соединяемых ли-
стов металла; 4 — расширитель
Рис. 232. Листовой фик-
сатор в установленном
виде
296
www.vokb-Ia.spb.ru - Самолёт своими руками?!
чили сравнительно немногие конструкции. Одна из конструкций
фиксатора показана на рис. 230.
Фиксатор удерживает вместе соединяемые листы металла при
сверлении и клепке. Он состоит из механически обработанного кор-
пуса 2, в котором находится плунжер 1, спиральная пружина 5,
стальной разжимный замок 5 и стальной расширитель 6. При на-
жатии на плунжер специальными клещами или щипцами разжим-
ный замок опускается вниз, концы его сходятся и могут быть
вставлены в отверстие, просверленное в металле, как показано на
рис. 231. При снятии клещей спиральная пружина будет стре-
миться втянуть замок обратно и расширитель раздвинет его кон-
цы, как показано на рис. 232. Снятие фиксатора производится дей-
ствиями, обратными его установке.
Удаление заклепок
При ремонте самолета часто бывает необходимо удалить ста-
рые заклепки. При этом надо соблюдать большую осторожность,
чтобы не повредить основной металл, с которого снимаются за-
клепки. Удаление заклепок производится сверлением через завод-
скую головку заклепки с помощью сверла приблизительно того же
размера, что и диаметр стержня заклепки. При этом необходимо
сверло устанавливать и удерживать точно в центре заклепочной
головки, а сверление производить только до основания головки,
в противном случае можно случайно расширить заклепочное от-
верстие. После сверления головка заклепки обычно отскакивает и
остаток стержня можно выбить с помощью бородка.
Диаметр отверстий, освобожденных от старых заклепок, дол-
жен быть проверен, чтобы при постановке новой заклепки не по-
лучилось недопустимого зазора между стенкой отверстия и стерж-
нем заклепки. Если отверстие окажется увеличенным, его надо
рассверлить под следующий больший размер заклепки по стан-
дарту.
Специальные заклепки
Стандартные типы заклепок не могут отвечать всем требова-
ниям производства и прочности конструкции самолета; поэтому
возникает необходимость в большом разнообразии заклепок спе-
циальных типов, используемых в отдельных случаях. Нужда в спе-
циальных заклепках так велика, что некоторые заводы создают
большие организации, занятые целиком разработкой конструкций
и производством таких заклепок.
Заклепки «слепого» типа
Пистоны — делаются для того, чтобы заменить обычные за«
клепки в таких местах, где нельзя использовать поддержку для
образования головки. Пистон может быть поставлен и расклепан
297
с одной стороны. Обычно их использование ограничивается та-
кими местами, как задние кромки рулей, элеронов, закрылков
и т. п., а также в других местах, где одна сторона детали недо-
ступна для клепки
Рис. 233. Заклепки Черри с протяжкой:
а — глухого типа; б — сквозного типа
Рис. 234. Заклепки взрывного типа
Заклепки с протяжкой, называемые по имени выпускающей их
американской фирмы заклепками Черри. Эта заклепка делается
пустотелой; внутрь нее вставляется расширительный стержень,
как показано на рис. 233. После установки заклепки в просверлен-
ное отверстие стержень протягивается через заклепку, расширяя
ее и стягивая листы металла. •
298
www.vokb-la.spb.ru - Самолёт своими руками?!
Заклепки Черри изготовляются двух основных типов: глухого
типа (расширительный стержень обламывается после того, как
получено достаточное уплотнение заклепки в гнезде) и сквозного
типа (расширительный стержень протягивается через заклепку
полностью). Прочность на срез последней заклепки меньше проч-
ности заклепки глухого типа.
Взрывные заклепки также принадлежат к заклепкам слепого
типа. Они расширяются благодаря взрыву взрывчатого вещества,
заложенного в стержень заклепки. На рис. 234 показана такая
заклепка до и после взрыва. При установке этих заклепок к их
головкам прикладывается нагреваемый молоток1 и взрывчатое ве-
щество в стержне взрывается, расширяя стержень заклепки.
Заклепки-гайки
Заклепка-гайка является специальным видом слепых заклепок.
Она может быть использована как гайка, так как имеет внутри
нарезку для винта или болта, как показано на рис. 235. Эти за-
клепки устанавливаются с помощью специального приспособления
со стержнем, завинчиваемым в резьбу в заклепке. Натяжением
стержня в нижней части заклепки образуется кольцевая выпук-
лость, как показано на рисунке.
Заклепки с кольцом
Специальные заклепки с кольцом изготовляются с целью полу-
чения исключительно высокой прочности заклепочного шва на
срез.
Такая заклепка состоит из двух частей: стержня с плоской го-
ловкой обычно изготовляемого из специальной нержавеющей ста-
ли или из прочного алюминиевого сплава, и кольца из мягких
алюминиевых сплавов, а в некоторых случаях из мягкой, но жаро-
прочной стали.
1 Типа электрического паяльника. — Прим ред.
299
Отверстие, в которое вставляется заклепка, должно быть про-
сверлено с крайне малым допуском, указываемым в заводской
спецификации. Заклепки могут ставиться с помощью пневматиче-
Рис. 236. Постановка заклепки с кольцом:
а — установка заклепки и кольца на место; бив — обжатие кольца на го-
ловке заклепки с помощью пневматического молотка
ского молотка и поддержки или клепальной машины с пневмати-
ческим или гидравлическим приводом. На рис. 236 показан спо-
соб постановки такой заклепки и кольца, плотно зажимающего ее
на месте. Излишек металла кольца автомати-
Рис. 237. Вид за-
клепки с кольцом
после установки
чески срезается, оставляя гладкую головку,
как показано на рис. 237.
Метод клепки НАКАТ
Этот новый метод клепки разработан для
производства современных реактивных само-
летов с целью получения совершенно гладкой
наружной поверхности. При этом методе ис-
пользуются стандартные заклепки, однако способ их установки
значительно отличается от обычно принятых методов.
При подготовке к постановке заклепок по методу НАКА отвер-
стия в металле сверлятся, как обычно, но по наружной поверхно-
сти металла в отверстиях делается зенковка под углом 60° вместо
обычного угла зенковки 100°. Стандартные заклепки устанавли-
ваются головкой с внутренней стороны обшивки и прижимаются
* НАКА — Национальный консультативный комитет по авиации. — Прим,
перев.
300
www.vokb-la.spb.ru - Самолёт своими руками?!
поддержкой соответствующей формы. В пневматический молоток
устанавливается плоская обжимка. При расклепке стержня обра-
зуется коническая головка, заполняющая коническое гнездо зен-
ковки.
Излишек металла, выступающий над поверхностью обшивки,
удаляется быстро вращающейся маленькой фрезой. Этот инстру-
мент используется вручную наподобие электросверла. Для того
чтобы металл не срезался слишком глубоко, на фрезе имеется спе-
циальный, точно регулируемый ограничитель.
Глава XIV
РЕМОНТ САМОЛЕТОВ МЕТАЛЛИЧЕСКОЙ КОНСТРУКЦИИ
Ремонт современного самолета металлической конструкции тре-
бует со стороны авиационного специалиста особого внимания, так
как некоторые его детали работают при критических нагрузках,
малейшее снижение прочности этих деталей может вызвать по-
ломку и гибель самолета.
Производя ремонт, техник должен быть уверен, что технология
ремонта правильная и соответствует техническим требованиям.
Если ремонт выходит за пределы одобренных стандартов, необхо-
димо проверить прочность отремонтированной детали путем рас-
четов и испытаний.
В данной главе описаны лишь некоторые виды ремонта деталей
из листового металла, методика которых проверена и одобрена.
Однако они могут служить образцом для определения некоторых
общих технологических принципов, применимых при других видах
ремонта самолетов металлической конструкции.
МАТЕРИАЛЫ
Алюминий и его сплавы
Алюминиевые сплавы можно подразделить на две группы: тер-
мически обрабатываемые и необрабатываемые. Самолеты изготов-
ляются главным образом из термически обрабатываемых алюми-
ниевых сплавов.
Листы алюминиевого сплава могут быть без защитного покры-
тия или же иметь покрытие из чистого алюминия с обеих сторон
листа с целью защиты его от коррозии. Такой металл называется
плакированным. При соприкосновении чистого алюминия с окру-
жающим воздухом на нем образуется тонкая пленка окиси, пре-
дохраняющая его в значительной мере от коррозии. Эта пленка
окиси практически невидима и не изменяет его внешнего вида.
302
www.vokb-la.spb.ru - Самолёт своими руками?!
Неплакированные алюминиевые сплавы должны быть специ-
ально обработаны для защиты металла от коррозии. Одним из
{аиболее распространенных способов защиты алюминиевого спла-
ва является анодизация. При этом способе алюминиевый сплав по-
гружается в раствор хромовой кислоты, через который пропу-
скается электрический ток. Путем электролиза на металле обра-
зуется пленка окиси, обладающая высоким сопротивлением кор-
розии. Такая поверхность служит также хорошим основанием под
окраску.
Имеются и другие многочисленные способы предохранения ме-
талла от коррозии, но описание их выходит за пределы настоящей
книги. Одним из таких, также весьма распространенных способов,
включающих предварительную очистку и травление сплава рас-
твором хромовой или фосфорной кислоты, является покрытие цин-
кохроматом с последующей обычной окраской эмалью или лаком.
Прочность алюминиевых сплавов зависит от их состава. Тех-
ник, производящий ремонт, должен знать марку сплава, исполь-
зованного в первоначальной конструкции, а также его термообра-
ботку, с тем чтобы применять для ремонта металл не меньшей
прочности. Данные прочности металлов на растяжение могут быть
взяты из заводских спецификаций.
В некоторых случаях, когда маркировка на алюминиевом сплаве
отсутствует, техник может грубо определить тип алюминиевого
сплава путем простого испытания: поверхность сплавов, содержа-
щих большой процент меди, при погружении в 10-процентный рас-
твор каустической соды моментально чернеет. У плакированного
металла чернеют только обрезанные края листов. Чистый алюми-
ний и его сплавы без значительного содержания меди не изменяют
при этом своего цвета.
Другим способом определения марки сплава является испыта-
ние твердости на приборах Роквелла или Бринелля, которые были
описаны выше.
Магний и его сплавы
Магниевые сплавы благодаря легкому весу и прочности нахо-
дят широкое применение как в самолетных конструкциях, так и
в деталях авиационных двигателей. Они используются в производ-
стве в виде листов и отливок.
Преимущества магниевых сплавов в значительной мере сни-
жаются вследствие их большой подверженности коррозии. Раз-
работаны различные способы уменьшения этой тенденции, из ко-
торых следует отметить травление хромовой кислотой и электроли-
тическую анодизацию. При этих способах на магниевом сплаве
образуется антикоррозийная пленка окисла.
Другими отрицательными качествами магниевых сплавов яв-
ляются их легкая воспламеняемость и трудность тушения магние-
вого пламени.
303
Нержавеющая сталь
Листовая нержавеющая сталь часто применяется в авиации
там, где желательно получить большую жаропрочность. Нержа-
веющая сталь применяется для пожарных перегородок, для дета-
лей самолета, подверженных действию выхлопа двигателей или
находящихся в струе горящих газов, выходящих из сопла реак-
тивного двигателя. Наиболее распространенной является нержа-
веющая сталь, содержащая 18% хрома и 8% никеля.
Использование (нержавеющей стали со временем должно все
более расширяться, особенно для самолетов, достигающих скоро-
стей теплового барьера.
Соединение деталей самолетов из нержавеющей стали обычно
делается на заклепках, болтах или точечной сваркой. Конструк-
ции, где применена точечная сварка, должны ремонтироваться на
заводе или на ремонтных базах, специализированных для этих
целей. При установке новых заклепок и болтов мастер, ремонти-
рующий самолет, должен быть уверен, что они соответствуют тех-
ническим условиям.
Детали из нержавеющей стали, не входящие в силовую схему
конструкции самолета, могут ремонтироваться методами, описан-
ными выше. Может быть даже применено паяние обычным свин-
иово-оловянным припоем. Для получения лучших результатов при
паянии должен применяться флюс фосфорной кислоты, но после
паяния все остатки флюса во избежание появления коррозии дол-
жны быть тщательно удалены.
ТИПОВЫЕ ПРАКТИЧЕСКИЕ МЕТОДЫ РЕМОНТА
Придание формы заготовкам вручную
Иногда требуется придать заготовке металла форму ремонти-
руемой детали; это может быть сделано ручным способом с по-
мощью мешка с песком или специальных шаблонов.
Придание формы заготовкам для таких деталей, как капоты и
обтекатели, обычно делается с помощью мешка с песком и дере-
вянного молотка (выколотки). При этом способе вырезанную из
отожженного алюминия заготовку укладывают на покрытый ко-
жей мешок с песком и обколачивают закругленной деревянной вы-
колоткой. Под ударами молотка металл вытягивается и прини-
мает желаемую форму. Неровности, остающиеся на поверхности
металла, заглаживаются прокатыванием металла между сталь-
ными роликами овальной формы.
При нагартовке металла под влиянием такой обработки может
возникнуть необходимость в его периодическом отжиге в процессе
работы.
304
w ww.vokb-Ia.spb.ru - Самолёт своими руками?!
Детали с отбортованными краями, как носовые части нервюр
или детали с изогнутыми фланцами, лучше обрабатывать на шаб-
лонах из твердого дерева. Шаблон изготовляется по размерам за-
Рис. 238. Изготовление фланца алюминиевой детали ручным
способом
меняемой детали с соответствующим допуском. Алюминиевые де-
тали формуются на шаблоне путем зажима точно вырезанной за-
готовки между шаблоном и пуансоном. Фланцы выполняются руч-
ной выколоткой с помощью поддержки, как показано на рис. 238,
Ремонт небольших отверстий
Небольшие пробоины в обшивке металлического самолета мо-
гут быть отремонтированы путем наложения накладок или заплат
впотай, если поломка не затрагивает нервюр или других деталей
Рис. 239. Торцовые фрезы для обработки краев отверстий
конструкции самолета. Неровные края отверстия выравниваются
напильником или с помощью торцовых фрез, вставляемых в пат-
рон электрического сверла. Такие фрезы показаны на рис. 239.
20 4 Э Чэпел, Р. Д Бент, Дж Л Маккинли ^05
Заплата на обшивку может быть поставлена на заклепках сна-
ружи или заподлицо с обшивкой, как показано на рис. 240. За-
клепки при этом устанавливаются по окружности в один, два или
три ряда. При наложении заплаты заподлицо с обшивкой заплата
ставится на внутренней стороне обшивки, а с внешней стороны в
отверстие обшивки устанавливается заглушка, точно вырезанная
Рис. 240. Постановка заплаты на отверстие в обшивке:
А, Ви С — отверстия различного размера; Р — заплата
по форме отверстия и приклепанная к внутренней заплате. В этом
случае применяются заклепки с потайной головкой.
Замена панелей
При повреждении обшивки, несущей нагрузку на значительном
участке, иногда приходится заменять всю панель. Старую панель
удаляют, тщательно высверливая заклепки в соединительных швах.
Новая панель делается из того же металла и тех же размеров, что
и старая. Заклепки должны также соответствовать первоначаль-
ному образцу.
В тех случаях, когда заменяется только часть панели, заклепоч-
ный шов в заменяемой части делается по образцу более прочного
шва ремонтируемой панели. Перед тем, как поврежденная панель
306
www.vokb-la.spb.ru - Самолёт своими руками?!
крыла будет заменена, все скрытые под ней внутренние детали
олжны быть тщательно проверены. Все поврежденные нервюры
или другие детали должны быть также отремонтированы до заме-
ны панели обшивки.
Соединение листового металла
Основные типы соединений листового металла заклепочными
швами показаны на рис. 241. Двухрядный заклепочный шов, пока-
занный на рис. 241,а,
обеспечивает прочность
соединения, равную 75%
прочности целого листа
без сверлений под за-
клепки, а образец шва,
показанный на рис. 241,6,
дает прочность до 83%.
Соединение стрингеров
Соединения стринге-
ров показаны на рис. 242,
где основные (старые)
детали конструкции не
заштрихованы, а новые
соединительные или уси-
ливающие детали заштри-
хованы. Стрингеры под-
вергаются как растягива-
ющим, так и сжимающим
усилиям, поэтому при ре-
монте их надо соблю-
дать некоторые общие,
указанные ниже, принци-
пы клепки.
1. Для того чтобы из-
бежать эксцентричных на-
грузок и деформации при
сжатии, соединительные и
усиливающие детали дол-
жны быть размещены на-
сколько возможно СИМ-
Рис. 241. Заклепочные соединения:
а — двухрядный шов с прочностью, равной 75% от
прочности целого листа без сверлений; б — трех- и
многорядный шов с прочностью 83% от прочности
целого листа; D диаметр заклепки должен быть
равен примерно трехкратной толщине соединяемого
металла; t — толщина листового металла; А и В —
соединяемые листы
метричнее по отношению
к плоскости симметрии профиля стрингера. Крепление этих
деталей производится к возможно большему числу элементов,
чтобы предотвратить изгиб в любом направлении.
2. Для предотвращения снижения прочности стрингера под на-
грузкой заклепочные отверстия на конце соединения делаются не
20*
307
больше, чем для заклепок крепления обшивки, а следующий рЯп
заклепок располагается сзади в шахматном порядке
3. Во избежание концентрации нагрузок на последнюю заклеп-
ку, приводящей к ее поломке, соединение должно суживаться
к концам.
Рис. 242. Ремонт стрингеров:
а -- ремонт стрингера накладкой профиля; б — различные ви-
ды усиления профилей; на чертежах основные заменяемые
или ремонтируемые детали конструкции не заштрихованы, се-
чения усиливающих и соединительных деталей заштрихованы
4. При ремонте накладками двух соседних стрингеров стыки
должны располагаться в шахматном порядке.
5. Диаметр заклепок в стрингерах должен быть в два — три
раза более толщины металла полки, но не более его ширины.
Ремонт трещин
Трещины в деталях конструкции самолетов, сделанных из ли-
стового алюминиевого сплава, ремонтируются постановкой усили-
вающих накладок на заклепках. Усиливающие накладки делаются
308
www.vokb-la.spb.ru - Самолёт своими руками?!
из того же самого сплава, но раза в полтора толще, чем металл
основных деталей. При каждом ремонте трещины, прежде чем на-
ложить усиливающую накладку, концы трещин должны быть за-
сверлены сверлом небольшого диаметра, что предотвращает даль-
нейшее распространение трещины.
Концентрация напряжения в какой-либо точке создает условия,
способствующие появлению и развитию трещины, особенно если
это связано с повторением нагрузки, как это бывает при вибра-
циях. Концентрация напряжений в металле может быть вызвана
наличием надрезов, царапин или дефектами самой конструкции.
Отмечен случай полной поломки крыла, вызванной концентрацией
напряжений в месте вырезки .металла для образования люка. По-
этому при ремонте деталей необходимо всегда убедиться в том,
что металл нигде не подрезан и не образует острых углов между
кромками и что в местах загиба металла под углом имеется гал-
тель достаточного радиуса для устранения концентрации напря-
жений
Глава XV
АВИАЦИОННЫЕ ТРОСЫ1 И РАСЧАЛКИ
Трос управления самолетом
Трос управления выполнен из прядей стальной проволоки и ис-
пользуется для связи штурвала и педалей с рулями управления,
а также для связи элементов рулей между собой.
Прядь
Прядь состоит из одной, двух и более проволок или нитей, ко-
торые скручиваются вместе и затем свиваются, образуя трос или
канат. Этот термин может относиться также к нескольким прово-
локам, навитым вокруг сердечника.
Гибкий и негибкий трос
Гибкий трос состоит из семи прядей по 7 или 19 проволок
(7X7 и 7X19). Он легко сгибается и применяется для управления
самолетом. Негибкий трос состоит из одной пряди в 19 проволок,
он сгибается значительно хуже. На самолетах такой трос часто
используется для внутренних расчалок. Гибкий трос иногда назы-
вают авиационным, а негибкий — авиационной прядью.
Трос 1X19 (авиационная прядь)
Трос негибкого типа из 19 нитей, свитых в одну прядь, пока-
зан на рис. 243. Раньше он применялся для наружных расчалок,
но был заменен впоследствии лентами-расчалками обтекаемой
формы.
* В СССР конструкция и данные всех стальных канатов (тросов), в том
числе и авиационных, определяется ГОСТ 3241—55. — Прим. перев<
310
www.vokb-la.spb.ru - Самолёт своими руками?!
Рис. 243. Трос (1X19) негибкого типа из одной пряди
в 19 нитей
Авиационный трос 6X7 с органическим сердечником
Трос из шести прядей по семи нитей в каждой с органическим
сердечником принадлежит к гибким тросам. Благодаря наличию
органического сердечника он гнется легче, чем трос 7x7, но проч-
ность его меньше.
Авиационный трос 7X7
Трос из семи прядей по семи проволок принадлежит к гибким
тросам. Внешних прядей шесть, седьмая прядь является сердечни-
ком. Он применяется для управления самолетом в тех конструк-
циях, где нет очень резких перегибов троса на роликах и где тро-
сы не несут больших нагрузок.
Авиационный трос 7X19
Трос из семи прядей по 19 нитей, иногда называемый сверхгиб-
ким авиационным тросом, является исключительно гибким. Он
свит из шести внешних прядей с металлическим сердечником из 19
нитей и может проходить предварительную обработку, как указы-
вается ниже. Благодаря высокой прочности и гибкости он находит
широкое применение для основных тросов управления.
Нераскручивающиеся и раскручивающиеся тросы
У нераскручивающихся тросов отдельным прядям придана спи-
ральная (винтообразная) форма, которую они сохраняют в сви-
том тросе. Это дает тросу большую гибкость и предотвращает из-
гиб и скручивание прядей, когда они свиты в трос; при разрезании
такого троса пряди не расплетаются. Раскручивающиеся тросы
свиваются из прядей без предварительного придания им спи-
ральной формы.
Предварительная вытяжка
Предварительная вытяжка дается тросу до того, как он будет
поставлен на самолет с целью устранить или уменьшить конструк-
тивное удлинение троса в эксплуатации. Это удлинение происхо-
311
дит за счет уплотнения прилегания отдельных проволок в каждой
пряди друг к другу под действием приложенного растягивающего
усилия. Предварительная вытяжка дается тросу после постановки
коушей и заплетки концов. При вытяжке один конец троса при-
крепляется к какой-либо неподвижной опоре, а другой —- к по-
движному устройству, вроде гидравлического домкрата, с помощью
которого тросу дается нагрузка, равная 60% от разрушающей, в
течение определенного периода времени. Испытуемый трос поме-
щается в специальном желобе, закрываемом сверху крышкой, для
защиты обслуживающего персонала, производящего испытания, от
повреждений в случае разрыва троса или поломки его креплений
во время приложения контрольной
Рис. 244. Сечение троса из шести пря-
дей по семь нитей с органическим сер-
дечником:
1 пряди; 2 — проволоки; 3 — органический
сердечник
нагрузки.
Контрольная нагрузка —
максимальное усилие, прила-
гаемое к концам троса при его
испытании. Нагрузка произво-
дится постепенно и непрерыв-
но, пока не достигнет кон-
трольной величины, под кото-
рой трос остается не менее
трех минут. Разрушающая на-
грузка есть сила, вызывающая
разрыв троса.
Сердечник троса
Сердечник, показанный на
рис. 244, представляет собой
отдельную прядь, проходящую
в центре троса, вокруг кото-
рой навиваются остальные
пряди. Он может быть сделан из пеньки или стальных проволок.
В последнем случае он может состоять из одной или нескольких
прядей, свитых в направлении, противоположном наружным
прядям.
Свивка тросов
Крестовой называется такая свивка, при которой направление
свивки прядей троса обратно направлению свивки проволок в каж-
дой пряди. Поэтому у таких тросов наружные проволоки парал-
лельны оси троса, как показано на рис. 245, а и б.
Односторонней называют такую свивку троса, при которой про-
волоки в отдельных прядях и пряди в тросе свиваются в одну сто-
рону (рис. 245, виг).
312
www.vokb-la.spb.ru - Самолёт своими руками?!
Направление как крестовой, так и односторонней свивки может
быть правым и левым1. Кроме того, возможен комбинированный
вид свивки, показанный на
рис. 245, д.
Измерение диаметра троса
На рис. 246 показан пра-
вильный (слева) и непра-
вильный (справа) способ
измерения диаметра троса.
Правильный размер троса
является диаметром наи-
меньшего круга, в который
вписывается поперечное се-
чение троса.
Закрепление прядей
Закрепление прядей по-
казано на рис. 247, оно де-
лается перед разрезанием
троса с помощью отожжен-
ной железной проволоки,
обматываемой вокруг троса
с промежутками. При резке
троса между двумя обмот-
ками его пряди не распу-
скаются. Необходимое чис-
ло и размеры проволочных
обмоток зависят от диаме-
тра разрезаемого троса.
Рис. 245. Различные типы тросов:
а — крестовая свивка правая (свивка прядей
правая, свивка проволок в прядях левая); б—
крестовая свивка левая (свивка прядей левая,
свивка проволок в прядях поавая); в—односто-
ронняя свивка правая (свивка прядей и прово-
лок в прядях правая); г — односторонняя свивка
левая (свивка прядей и проволок в прядях ле-
вая); д — комбинированный способ свивки (свив-
ка троса правая или левая, свивка проволок в
прядях различная)
Закрепление сплетки
Закрепление сплетки производится обматыванием ее тонкой
проволокой, как показано на рис. 248, причем витки проволоки кла-
дутся плотно один к другому, образуя сплошную почти твердую
поверхность. Это скрепляет и делает более прочным место спле-
тения.
1 Тросы односторонней свивки более гибки, чем тросы крестовой свивки,
и при одинаковых условиях эксплуатации более долговечны. Но в то же время
за ними требуется более тщательный уход и наблюдение, так как их конструк-
ция менее устойчива и они легче раскручиваются и расплющиваются при из-
гибе на роликах. — Прим, перев.
313
Рис. 246. Правильный (а) и неправильный (б) способ
измерения диаметра троса штангенциркулем
Рис. 247. Закрепление прядей перед разрубкой троса
Рис. 248. Обмотка заплетенного конца про-
волокой
314
www.vokb-la.spb.ru - Самолёт своими руками?!
КОНЦЕВЫЕ КРЕПЛЕНИЯ ТРОСА
К концевым креплениям троса относятся коуши, зажимы, вил-
ки, серьги и кольца. Конструкции их рассмотрены ниже.
Коуш показан на рис. 249. Он представляет собой петлю гру-
шевидной формы из тонкого металла с канавкой для укладки тро-
са. Конец троса огибает коуш и заплетается. Коуш усиливает
крепление, предотвраща-
ет острые изгибы и из-
нос конца троса в месте
крепления. Максимальное
напряжение и износ име-
ют место в опорной точ-
ке 1 коуша. Остальные
части коуша — горлови-
на 2, концы 3 и голов-
ная часть 4. После уста-
новки коуша на трос
его концы 3 приходятся
как раз в начале за-
плетай свободного конца
t — опорная
Рис. 249. Коуш троса:
точка; 2 — горловина; 3 — концы;
4 — головка коуша
троса.
Тросовые зажимы, показанные на рис. 250, представляют собой
U-образные болты с зажимающей частью (корпусом) и гайками.
С помощью этих зажимов свободный конец троса укрепляется к
основному тросу. Такое закрепление конца делается для тросов,
несущих не очень большие нагрузки. Количество зажимов и рас-
стояние между ними зависят от диаметра троса *.
Специальные коуши, рассчитанные на заделку конца троса
литым металлом с U-образной петлей или вилкой на конце, пока-
заны на рис. 251 и 252. На конце троса, закрепляемого в коуше
Рис. 250. Тросовые зажимы:
/ — зажимы; 2 — коуш
такого типа, удаляется сердечник на глубину гнезда коуша, пряди
раскручиваются, и концы нитей загибаются обратно. После этого
нижнее отверстие коуша заделывается какой-либо замазкой, а
концы нитей заливаются расплавленным цинком или другим
1 Их количество зависит также от действующей на трос нагрузки. — Прим,
ред.
315
Рис. 251. Закрепление конца троса с заливкой металлом
Рис. 252. Вильча-
тый наконечник
открытого типа
Рис. 254. Вильчатый наконечник
с втулкой
316
www.vokb-la.spb.ru - Самолёт своими руками?!
металлом. При малой нагрузке на трос такое крепление может
быть осуществлено без заливки горячим металлом. Другой вид
такого же кропления представлен на рис. 252.
Серьга, показанная на рис. 253, представляет собой металли-
ческую деталь крепления, сделанную из стержня, концы которого
сплющиваются, свер-
лятся и загибаются в
виде петли. Центры от-
верстий выравниваются
так, чтобы можно бы-
ло поставить палец.
Конструкция виль-
чатого наконечника по-
казана на рис. 254. Это
та же серьга, но приспособленная для соединения гибкого троса
со стержнем. Такой наконечник позволяет многократно, легко и
быстро соединять и разъединять детали.
Палец вильчатого наконечника делается гладким, без резьбы, с
отверстием для шплинта на одном конце. С помощью пальца и на-
конечника конец троса соединяется с тандером или другой деталью.
Вильчатые наконечники других конструкций показаны на
рис. 255.
Рис. 255. Вильчатые наконечники
ТАНДЕРЫ
Назначение тандера
Тандер является соединительной деталью, посредством которой
регулируется длина и натяжение тросов и растяжек. Он имеет
муфту с правой и левой резьбой по концам, куда завинчиваются
Рис. 256. Тандеры для соединения тросов*
1 — с ущковымй наконечниками; 2 — с одним вильчатым и одним
ушкоВЫм накойечником; 3 —с двумя вильчатыми наконечниками;
4 — муфта тандера
наконечники различных типов. При вращении муфты с помощью
воротка, вставленного в сквозное отверстие, концы наконечников
ввинчиваются или вывинчиваются из муфты, в результате чего на-
тяжение троса увеличивается или уменьшается. Некоторые виды
тандеров показаны на рис. 256,
317
Наконечники
Наконечники, показанные на рис. 257, представляют собой кон-
цевые крепления, соединяемые с тросом путем обжима. Конец
троса или проволоки вставляется в наконечник крепления сво-
Рис. 257. Наконечники тросов:
/ — наконечник с ушком; 2—вильчатый наконечник; 3—
наконечник с резьбой
Рис. 258. Станки для обжимки наконечников:
а — С ручным приводом; б —с механическим приводом; 1 — вращающаяся
от механического привода цилиндрическая головка; 2 — ролики из зака-
ленной стали: 3 — диск; 4 — кулачки; 5 — прокладки
бодно, после чего наконечник обжимается на обжим йой машине
с ручным или механическим приводом, как показано на рис. 258, а
и б.
Ленты-расчалки
Ленты-расчалки обладают большой прочностью на растяжение.
Они бывают круглого, квадратного или эллиптического сечения,
как показано на рис. 259. Ленты-расчалки применяются как для
318
www.vokb-la.spb.ru - Самолёт своими руками?!
внешних, так и внутренних растяжек самолета. Они изготовляют-
ся из холоднотянутой прутковой или нержавеющей стали и для
предохранения от коррозии могут иметь кадмиевое или оловяни-
стое покрытие
Рис. 259. Ленты-расчалки различных сечений
Ленты-расчалки изготовляются определенной длины. На кон-
цах нарезается правая и левая резьба. При вращении лента ввин-
чивается в наконечники и расстояние между наконечниками сокра-
щается. Сечениям, прилегающим к концам ленты, иногда придают
четырехгранную форму под ключ.
Вращение ленты во избежание повреждения предохранитель-
ного покрытия и возникновения коррозии производится только
при помощи специального ключа. Концы ленты ввинчиваются в на-
конечники настолько, чтобы закрыть имеющиеся в них контроль-
ные отверстия. Только в этом случае резьба на конце ленты смо-
жет выдержать расчетную
нагрузку.
Ввернутые в наконечники
концы ленты должны быть
застопорены контргайкой.
Наконечники соединяются с
узлами крепления с помо-
щью пальцев или болтов.
ЗАПЛЕТКА ТРОСОВ
Посредством заплетки вы-
полняется соединение двух
тросов или же двух частей
одного и того же троса вме-
сте путем вплетения одних
прядей в другие.
Рис. 260. Расплетенная прядь:
1 — прядь; 2 — трос
319
При удлиненной заплетке соединяемые пряди раскручиваются,
как показано на рис. 260, и обрезаются с интервалами. Каждая
раскрученная прядь одного троса укладывается в канавку, освобо-
Розрез
Рис. 261. Паяное соединение:
1 — ролик; 2 — промежутки для проверки; 3 — опайка
соединения
Рис. 262. Зажим для заплетки
тросов:
1 — стопорная гайка; 2 — регулиро-
вочный винт; 3 — ролик; 4 — держа-
тель троса; 5 — шило
дившуюся от раскрученной пряди другого троса. Таким образом,
диаметр троса не увеличивается. Поскольку в конце троса сердеч-
ник удаляется, конец каждой пряди
может быть заделан внутрь троса.
Заплетка с заделкой концов пря-
дей представляет собой такой же спо-
соб соединения тросов, как и в случае,
когда трос заплетается вокруг коу-
ша или роликовой втулки. И в этом
случае пряди конца троса вплетаются
в основной трос. Таким способом
можно также соединить два отдель-
ных троса. Заплетенное соединение
может быть обмотано
вощенным шнуром и
лаком.
Паяное соединение
представляет собой закрепление сво-
бодного конца троса, обернутого во-
круг коуша или ролика с помощью
мягкой оцинкованной проволоки, на-
матываемой вокруг троса, как пока-
зано на рис. 261, причем эта обмотка выходит за свободный конец
троса. Затем все соединение заливается припоем.
На рис. 262 представлен зажим для заплетки тросов !. Это уст-
ройство позволяет плотно захватить трос вместе с коушем или
втулкой и удерживать их во время работы в требуемом положении.
льняным про-
покрыто шел-
с обмоткой
1 Зажимы, применяемые при заплетке тросов, могут быть самых различ-
ных конструкций. — Прим. ред.
320
www.vokb-ia.spb.ru - Самолёт своими руками?!
СТАНДАРТНАЯ ЗАПЛЕТКА ТРОСА В ПЯТЬ ОПЕРАЦИЙ
Этот способ применяется как стандартный для заплетки гиб-
ких тросов управления самолетом. Сначала из троса делается пет-
ля для коуша, затем трос с коушем закрепляется в зажиме, и
пряди свободного конца вплетаются в основной трос.
Рис. 263. Инструмент и материалы для заплетки тросов
Рис. 264 Тиски и зажимы
Гибкий трос 7X19 имеет наибольшее применение для системы
управления самолетом. У него шесть наружных прядей, обвитых
вокруг центральной пряди или сердечника. Средняя прядь (сер-
дечник) легко различается от остальных благодаря своей ровной
поверхности. Наружные пряди имеют волнистую форму вследствие
21 Ч. Э. Чэпел, Р Д. Бент, Дж. Л. Маккинли ^21
Рис. 265. Шилья различного вида
Рис. 266. Заделка концов троса
заплеткой и обмоткой проволокой
Рис. 267. Закрепление свободного конца троса
на коуше с помощью зажима
322
www.vokbla.spb.ru - Самолёт своими руками?!
того, что они навиваются спиралью вокруг сердечника. Каждая
прядь состоит из 19 проволок.
На рис. 263, 264 и 265 представлен набор инструментов и ма-
териалов, необходимых для заплетки тросов. Вид стандартной
заплетки с коушем и с роликом
показан на рис. 266.
Подготовка троса
для заплетки
Перед тем как заплетать трос,
надо выполнить следующее:
1) погрузить конец троса снача-
ла в растворитель, а затем во
флюс; 2) погрузить часть троса,
которая должна быть разрезана,
в припой; 3) разрезать пропаян-
ную часть надвое; 4) отогнуть
концы коуша назад приблизи-
тельно под углом 45°, согнув
трос петлей, плотно надеть его на
коуш и закрепить зажимом, как
показано на рис. 267.
Первая операция заплетки
первой пряди
Отобрав первую прядь немно-
го ниже конца коуша, надо вста-
вить под нее шило и вытянуть ее
из конца троса, как показано на
рис. 268. Затем вставить шило
под три первые пряди основного
троса ниже коуша, как показа-
но на рис. 269, в образовавшую-
ся щель ввести справа налево
первую прядь свободного конца
троса и затянуть ее плоскогуб-
цами (рис. 270).
Первая операция заплетки
второй пряди
Рис. 268. Отбор первой пряди при
первой операции заплетки
Рис. 269. Первая операция заплетки
первой пряди
Рис. 270. За плетка первой пряди
Отобрать следующую прядь
из свободного конца троса и, под-
няв шилом первые две из трех прядей основного троса, поднятых
при первом шаге заплетки, ввести под них и затянуть вторую
прядь свободного конца, как показано на рис. 271.
21*
323
Первая операция заплетки третьей пряди
При этой операции отбирают третью прядь, считая от коуша, из
свободного конца троса и, подняв одну из трех первых прячей
основного троса, (протягивают под нее третью прядь, как показано
на рис. 272. Затем плотно затягивают все три протянутые пряди
свободного конца и отводят их назад, чтобы удержать на месте.
Операция со средней прядью
Осторожно отобрав из свободного конца троса среднюю прядь
(сердечник), протягивают ее так же, как вторую прядь свободного
конца (рис. 273), и завязывают на ней узел, чтобы ее легко можно
было отличить от других прядей.
Первая операция заплетки шестой пряди
Пропустив четвертую и пятую пряди свободного конца, отде-
лить шестую прядь. Затем поднимают пятую и шестую пряди ос-
новного троса с помощью шила (рис. 274) и пропускают под них
слева направо шестую прядь свободного конца (рис. 275). Эта
прядь единственная, которая заплетается слева направо в первой
операции заплетки.
Первая операция заплетки четвертой и пятой прядей
Освободить четвертую и пятую пряди свободного конца троса.
Держа четвертую прядь в левой руке, шилом, находящимся в пра-
вой руке, поднять шестую прядь основного троса, как показано
на рис. 276, и протянуть под нее четвертую прядь справа налево.
Пятая прядь свободного конца заправляется под пятую прядь
основного троса, как показано на рис. 277.
После этого каждую из прядей, заплетенных в первой опера-
ции, надо крепко затянуть и загнуть назад.
Вторая операция заплетки
В начале второй операции заплетки троса заделывают сердеч-
ник, заплетая через него свободную прядь (слева от сердечника)
под прядь основного троса, находящуюся справа от сердечника.
Поэтому заплетка ведется слева направо над прядью основного
троса, лежащей слева от сердечника, как показано на рис. 278.
Натянув эту прядь возможно туже, поднимают шилом следую-
щую прядь основного троса справа и заправляют под нее очеред-
ную свободную прядь слева направо, как показано на рис. 279,
280. Подобные же операции повторяются с остающимися четырьмя
прядями,
324
www.vokb-la.spb.ru - Самолёт своими руками?!
Рис. 271. Первая операция заплетки
второй пряди
Рис. 272. Первая операция заплетки
третьей пряди
Рис. 273. Заплетка средней пряди
Рис. 274. Первая операция за-
плетки шестой пряди
Рис. 275. Заплетка шестой пряди
Рис. 276. Первая операция за-
плетки четвертой пряди
325
Рис. 277. Первая операция за-
плетки пятой пряди
Рис. 278. Заделка сердечника
Рис. 279. Вторая операция за-
плетки троса
Рис. 280. Вторая операция за-
плетки троса
Рис. 281. Третья операция за-
плетки троса
Рис. 282. Сведение заплетки
на конус: деление каждой пря-
ди на две части
Рис. 283. Обрезка средней пря-
ди кусачками
Рис. 284. Четвертая операция
заплетки
326
www.vokb-la.spb.ru - Самолёт своими руками?!
Третья операция заплетки
Третья операция затлетки выполняется точно так же, как и
вторая с заплеткой прядей слева направо (рис. 281).
Сведение заплетки на конус
Сведение заплетки на конус начинается перед четвертой опе-
рацией. Каждая прядь при этом должна быть разделена 1пополам,
как показано на рис. 282. Одну половину пряди отгибают в сто-
рону, а другую заплетают при четвертой операции. Затем отре-
зают сердечник свободного конца как можно ближе к тросу
(рис. 283).
Другой вариант сведения на конус основан на вырезании не-
большого числа проволок из середины каждой пряди перед четвер-
той и последующими операциями.
Четвертая операция заплетки
Четвертая операция делается таким же образом, как вторая и
третья — через одну и под рдну прядь слева направо (рис. 284).
Пятая операция заплетки
В ©той операции снова делят оставшееся количество проволок
в прядях и половину их загибают назад. Оставшиеся пряди запле-
тают через одну й под одну так же,
как и в четвертой операции
(рис. 285).
Отделка заплетки
Отделка заплетенного троса про-*
изводится следующим образом:
прежде всего надо туго натянуть
концы проволок и отогнуть их в
стороны; энергично обстукать за-
плетку деревянным молотком
(рис. 286) и обрезать свободные
концы проволок, как на рис. 287.
Затем, начиная снизу, обматывают заплетенный конец троса
хлопчатобумажным или льняным шнуром, укладывая витки плот-
но друг к другу, пока все обрезанные концы проволок троса не
будут закрыты. Конец шнура завязывается узлом и обмотка чва
раза покрывается шеллаком. Этим завершается заплетка илца
троса в пять операций (рис. 288).
327
Рис. 286. Отделка заплетки: обстукивание мо-
лотком
Рис. 287. Обрезка незаплетенных концов прядей
Рис. 288. Вид конца
троса с коушем, запле-
тенного в пять операций
с обмоткой, пропитан-
ной шеллаком
328
www.vokb-la.spb.ru - Самолёт своими руками?!
Заплетка троса армейского типа с обмоткой и пайкой
При заплетке троса по армейскому образцу для обмотки со-
единения применяется мягко отожженная стальная проволока,
гладко облуженная горячим способом. Флюсом при паянии служит
стеариновая кислота или соответствующая смесь стеариновой кис-
лоты и канифоли. Может быть использован также раствор кани-
фоли в спирте или в каком-либо другом растворителе.
Трос разрезается только механическим способом. Использова-
ние для этой цели кислородно-ацетиленового пламени не допу-
скается. Обмотка проволокой производится машиной или вручную
с постоянным натяжением. Перед паянием все конца тщательно
очищаются путем погружения во флюс и гладко опаиваются. Про-
странство между проволочной обмоткой и тросом должно быть
полностью заполнено припоем. Для зачистки припоя нельзя при-
менять точильный камень или напильник.
Глава XVI
ВЕС, ЦЕНТРОВКА И НАГРУЗКА
ЗНАЧЕНИЕ ПРАВИЛЬНОЙ ЗАГРУЗКИ САМОЛЕТА
На первых шагах развития авиации летчик летал по интуиции,
а каждый взявший в руки гаечный ключ мог считать себя авиаци-
онным механиком. Проблемы разрешались путем догадок, попы-
ток и исправления ошибок. Если то или иное нововведение не при-
водило сразу к гибели летчика или к разрушению самолета, оно
полагалось правильным и применялось до тех пор, пока не насту-
пала трагедия. Сегодня летное дело основывается на знании и
полном понимании физики и техники полета, в результате чего
полеты стали более безопасными и эффективными.
Это особенно справедливо в отношении размещения грузов на
самолете. В каждом случае, когда вес самолета или его полезная
нагрузка претерпевают изменения в связи с добавлением или сня-
тием какого-либо оборудования или груза или же вследствие кон-
структивных изменений, должен быть сделан перерасчет весов и
новой центровки самолета. Нагрузка современного самолета пред-
ставляет собой сложный и все время изменяющийся комплекс, со-
стоящий из различных грузов, экипажа, топлива, пассажиров и
багажа. Для наиболее эффективного использования самолета в
каждом полете необходима система точного контроля за разме-
щением грузов и за центровкой самолета.
Неправильная загрузка ухудшает характеристики самолета,
снижает его потолок, маневренность, горизонтальную скорость и
скороподъемность. Однако это наименьшее зло. Большая опас-
ность неправильной загрузки самолета заключается в том, что еще
до начала фактического полета она может привести к аварии са-
молета и гибели людей вследствие появления ненормальных на-
пряжений в деталях конструкции самолета или в результате изме-
нения летной характеристики.
330
www.vokb-la.spb.ru - Самолёт своими руками?!
ВЛИЯНИЕ НЕПРАВИЛЬНОЙ ЗАГРУЗКИ САМОЛЕТА
Чрезмерная загрузка
Чрезмерная загрузка самолета может повлечь за собой:
1. Уменьшение маневренности.
2. Увеличение разбега при взлете.
3. Уменьшение угла набора высоты.
4. Снижение скороподъемности.
5. Снижение потолка.
6. Увеличение расхода топлива.
7. Повышенный износ пневматиков.
8. Снижение коэффициента безопасности самолета при полете
в неспокойном воздухе и при взлете с неподготовленного аэро-
дрома.
9. Изменение критической скорости.
10. Изменения характеристик самолета, которые могут привести
к летному происшествию.
Степень опасности каждого из этих явлений зависит от кон-
кретных условий, т. е. то, что крайне опасно в одном случае, может
иметь не столь важное значение при других обстоятельствах.
Увеличение веса передней части самолета
сдвигает его центр тяжести вперед
Большое увеличение веса передней части самолета вызывает
следующие явления:
1. Увеличение расхода топлива (сокращение дальности по-
лета).
2. Увеличение потребной мощности при полете на данной ско-
рости.
3. Увеличение тенденции’ к пикированию независимо от дей-
ствий пилота.
4. Затрудненный подъем носа самолета при посадке.
5. Повышение склонности самолета к колебаниям.
6. Увеличение нагрузки на носовое колесо.
7. Возрастание опасности при пользовании закрылками (щит-
ками).
8. Повышение реакции самолета на неправильное применение
тормозов на посадке.
9. Возрастание опасности в полете при повреждении рулей на
хвостовом оперении.
10 Трудность опускания хвоста при посадке и неустойчивое
действие тормозов.
331
Увеличение веса хвостовой части самолета
сдвигает его центр тяжести назад
Рис. 289. Определение центра тяже-
сти самолета подвешиванием
Большое увеличение веса хво-
стовой части самолета может
иметь следующие последствия:
1. Уменьшение скорости.
2. Повышенный расход топ-
лива.
3. Повышение трудности вы-
полнения летчиком полета по
приборам.
4. Повышение опасности по-
тери скорости, в особенно-
сти при полете в неспокойном
воздухе.
5. Снижение возможности
полета на пониженной мощно-
сти.
6. Снижение продольной
устойчивости от безразличного
равновесия до неустойчивого.
7. Увеличение опасности в
полете при повреждении хво-
стового оперения.
ЦЕНТР ТЯЖЕСТИ (Ц. Т.)
САМОЛЕТА
Центром тяжести самолета
называется точка, относитель-
но которой самолет в подве-
шенном положении находится
в равновесии1.
Практические методы
определения ц. т. самолета
Для легкого самолета ц. т.
может быть определен путем
подвешивания самолета с по-
мощью троса (рис. 289) в нескольких положениях.
Если отметить на самолете линии, продолжающие направление
троса, то точка их пересечения укажет положение центра
тяжести 2.
1 В советской литературе ц. т. самолета называется точка приложения силы
его веса.— Прим, перев.
2 Практически такой метод определения ц. т. самолета не применяется.—
Прим. ред.
332
www.vokb-la.spb.ru - Самолёт своими руками?!
Правило рычага
опоры. Имеются рычаги трех видов, но
Гаечный ключ, лом и ножницы являются рычагами, дающими
возможность использовать механическую выгоду, т. е. получить
выигрыш в силе при проигрыше в расстоянии или выигрыш в рас-
стоянии при проигрыше в силе.
Рычаг в общем понимании этого слова представляет собой
жесткий стержень, который может свободно вращаться около
точки, называемой точкой
при рассмотрении нагруз-
ки и центровки самолета
приходится иметь дело
с рычагом первого рода.
Такой рычаг показан на
рис. 290, где Р — точка
опоры, Е — сила, дейст-
вующая на рычаг, и R—
сила сопротивления. Если
сила R равна 2 кг и точ-
ка ее приложения нахо-
дится от точки опоры Р
на расстоянии 5 см, а
сила Е приложена на расстоянии 20 см
определить и величину силы Е, равную
уравновешивания силы R. Другими словами, при уравновешенном
рычаге произведения из величины силы на длину пле^ча по обе
стороны от точки опоры должны быть равны.
Произведение силы на плечо называется моментом силы.
Рычаг находится в равновесии, когда сумма моментов, вра-
щающих рычаг около оси в одном направлении, равна сумме
моментов, вращающих рычаг в противоположном направ-
лении.
от точки опоры, можно
0,5 кг, достаточную для
Момент силы и равновесие
Тенденция силы вращать тело относительно какой-либо оси на-
зывается моментом силы относительно этой оси.
Величина и направление момента силы зависят от величины и
направления силы и от расстояния ее до оси вращения. Расстояние
взятое по перпендикуляру, опущенному из центра оси вращения
на направление силы, называется плечом силы; момент изме-
ряется произведением силы на плечо. Таким образом, сила в 5 кг,
действующая на расстоянии 0,6 м от оси, создает вращающий мо-
мент, равный 3 кгм.
Принято считать моменты, действующие по часовой стрелке,
положительными, а против часовой стрелки — отрицательными.
333
Если сумма положительных моментов равна сумме отрицатель-
ных моментов, вращения не будет. Это обычно выражается в виде
уравнения SM—О, где S обозначает сумму всех моментов Л1 как
положительных, так и отрицательных относительно данной
оси.
Обратимся к рис. 291, на котором показаны силы и моменты,
действующие по обе стороны точки опоры А. Моменты ЛЦ, М2 и
Л13, производимые силами, равными 1,2 и 1 кг, на расстояниях от
точки А, равных соответственно 3, 2 и 1 м, создают моменты,
равные 3, 4 и 1 кгм, действующие против часовой стрелки (отри-
цательные), а момент М4, создаваемый силой 4 кг на плече 2 ж,
равен 8 кгм (положительный). Таким образом, получается, что
7И14-Л12+'^з—М4, т. е. сумма отрицательных и положительных
моментов равна нулю и вращения около точки А не будет.
1кг 2кг 1кг ькг
'1м 1м 1м А_________________2м_______
।
8кг
Рис. 291. Диаграмма моментов
Суммарная сила, направленная вниз, будет равна 8 кг, и эта
сила вызовет реакцию опоры в точке А, равную также 8 кг. По-
этому в данном случае не будет ни вращения, ни движения вверх
или вниз, и, как говорят, тело будет находиться в равновесии.
Цель этой краткой теоретической предпосылки состоит в том,
чтобы дать возможность авиационным специалистам использовать
эти сведения для правильного распределения весов на самолете и
тем самым обеспечить безопасный полет с минимальной затратой
мощности двигателя и энергии летчика.
Как мы видели выше, при несоблюдении условий правильного
.размещения грузов на самолете не только создаются трудности
в его пилотировании даже в нормальном полете, а в сложных усло-
виях это может привести к аварии самолета.
ОПРЕДЕЛЕНИЕ ВЕСОВ И ПОЛОЖЕНИЯ Ц. Т. САМОЛЕТА
Основные принципы
Основной принцип, заложенный в методе определения положе-
ния ц. т. самолета, весьма прост и сводится к применению рычага
первого рода. На рис. 292 показан обыкновенный безмен, являю-
334
www.vokb-la.spb.ru - Самолёт своими руками?!
щийся также рычагом первого рода. Он уравновешен на опоре 2,
и его рычаг находится в горизонтальном положении; момент от
Рис. 292. Безмен — пример рычага первого
рода
более тяжелой гири 1 на малом плече уравновешен моментом от
небольшого скользящего груза 3 на большом плече.
Пределы перемещения ц. т.
Равновесие безмена достигается только тогда, когда центр тя-
жести находится в точке опоры. Самолет же в полете можно при-
вести в состояние равновесия в определенных пределах положе-
ния ц. т. с помощью триммеров или руля высоты. Смещение ц. т.
за эти пределы может ухудшить летные характеристики самолета
и вызвать появление опасных
тенденций в полете.
Эти допустимые пределы
изменения положения ц. т. но-
сят название диапазона цен-
тровки. Обычно центр тяже-
сти лежит ближе к передней
части крыла; точное его поло-
жение дается в описании каж-
дого самолета.
Рис. 293 показывает, что
для уравновешивания некото-
рого груза в носу самолета
Рис. 293. Уравновешивание самолета.
Большой груз в носу самолета урав-
новешивается малым грузом в его
хвостовой части
335
требуется поместить в несколько раз меньший груз в хвостовой его
части. Иными словами, равновесие самолета определяется суммой
моментов от грузов.
Для обеспечения безопасности при взлете, в полете и на по-
садке ц. т. самолета должен лежать в пределах диапазона цент-
ровки. В некоторых случаях предельно допустимые положения ц. т.
на взлете и посадке указываются особо. На рис. 294 условно по-
казаны такие безопасные
пределы (диапазон цен-
тровки) , внутри которых ле-
жит ц. т.
Рис. 294. Диапазон центровки:
1 — переднее и 2 — заднее предельные безопас-
ные положения ц. т.; 3—фактическое положе-
ние ц. т.
Определение
положения ц. т.
Ц.
делен
точка,
не имел бы тенденции вращаться
Рис. 295. Направление действия поло-
жительного и отрицательного моментов
на самолет
т. может быть опре-
как воображаемая
относительно которой
положительные (кабрирование) и отрицательные (пикирование)
моменты сил точно равны друг другу. Таким образом, если подве-
сить самолет за эту точку, он
в какую-либо сторону, как
показано на рис. 295. Вес
самолета можно полагать
сосредоточенным в ц. т.
Крайний передний и
крайний задний пределы по-
ложения ц. т., определяемые
во время летных испытаний
самолета с полной нагруз-
кой, должны отвечать тре-
бованиям безопасности по-
лета1. Эти пределы указы-
ваются для данного типа
самолета либо в процентах от
(САХ), либо в виде линейного
ной точки.
Средняя аэродинамическая хорда, используемая в аэродинами-
ческих расчетах, является хордой воображаемого крыла. От лет-
чиков, техников и инженеров-эксплуатационников редко требуется
определение аэродинамической хорды, так как это дело конструк-
торов и аэродинамиков. Она обычно дается заранее для определе-
ния размещения нагрузки и центровки. Поэтому от рядового авиа-
ционного работника требуется иметь о ней лишь общее понятие.
средней аэродинамической хорды
размера, относительно определен-
1 Допустимые пределы центровок указываются в техническом описании са-
молета и в инструкции по его эксплуатации.— Прим. ред.
336
www.vokb-la.spb.ru - Самолёт своими руками?!
Начало отсчетов
За начало отсчетов может быть принята плоскость или линия
на самолете, по отношению к которой может быть показано разме-
щение нагрузки. Обычно при расчетах в качестве такой линии
берут вертикальную каса-
тельную к передней кромке
крыла или какую-либо пе-
регородку в фюзеляже при
положении самолета в ли-
нии полета. Во избежание
Рис. 296. Начальная линия отсчета (Л)
у передней кромки крыла
недоразумений должна быть
использована та начальная
точка, которая приведена
в описании самолета (если она дается). Во всех случаях отправ-
ная точка, использованная в расчетах, должна быть точно ука-
зана.
На рис. 296 показано размещение начальной линии у передней
кромки крыла самолета. Удобно взять за начальную линию каса-
тельную к носовой части самолета (рис. 297). Измеряя плечи раз-
Рис. 297. Начальная линия отсчета (Д)
у крайней точки носа самолета
личных грузов на самолете
по отношению к этой линии,
мы получаем все моменты
положительными, что ис-
ключает ошибки в отноше-
нии знака моментов, воз-
можные в том случае, когда
начальная точка выбрана
внутри контура самолета.
В описаниях самолетов
расстояния (плечи) различ-
ных грузов от линии отсчета приводятся совместно с наименова-
нием и весом предметов (грузов). Если этих данных
быть получены непо-
средственным измере-
нием. На рис. 298 началь-
ная линия взята на кром-
ке крыла. Плечо предме-
та весом в 10 кг равно
2 м; поэтому такой груз
дает момент, равный
10x2=20 кгм.
Момент -2xi(H>Qkzm
нет, они могут
Рис. 298. Определение момента относительно
начальной линии
Для облегчения рабо-
ты при вычислении мо-
ментов можно ввести ка-
кой-либо общий делитель, уменьшающий количество цифр. Этот
делитель во избежание ошибки должен быть применен ко всем
замерам и специально оговорен в конце расчета.
22 Ч. э. Чэпел, Р. Д. Бент, Дж. Л. Маккинли
337
Взвешивание самолетов
После крупных ремонтов или модификаций самолетов, а так-
же при поступлении жалобы от летчика на неправильную оалан-
сировку самолета и при обнаружении каких-либо ошибок в преды-
дущих расчетах самолет должен подвергаться взвешиванию для
проверки правильности центровки.
Вс-е данные нагрузок, весов и их размещения должны сохра-
няться в виде специальных записей в течение всего срока службы
самолета, от момента поступления его на эксплуатацию и до спи-
сания его за непригодностью.
Вес тары
Под тарой при взвешивании самолета подразумевается вес
всего вспомогательного оборудования, необходимого для производ-
ства взвешивания, как, например, упорные колодки, различные
крепления, блоки, домкраты и т. д., вес которых воспринимается
весами, но не входит в действительный вес самолета.
Вес пустого самолета
Вес пустого самолета является фактическим весом, используе-
мым как основа для определения полетного веса.
Использование балласта
Съемный балласт используется для того, чтобы создать на са-
молете условия, соответствующие требованиям полета. При этом
необходимо соблюдать следующие правила: 1) место или места
для установки балласта должны быть заранее подготовлены и
точно обозначены; 2) в инструкцию по эксплуатации самолета
должны быть включены указания о размещении балласта для всех
вариантов нагрузки, требующих его применения.
Полный вес самолета
Полный полетный вес самолета есть общий вес самолета и
всего его оборудования.
Ц. т. пустого самолета
В весе пустого самолета и в расположении его ц. т. должен быть
учтен весь фиксированный балласт, неиспользуемый запас топлива,
несливаемый запас масла, жидкости в системе охлаждения и в ги-
дравлической системе. В дополнение к данным веса пустого само-
лета и положения его ц. т. в инструкциях по эксплуатации должны
указываться вес и размещение различных предметов оборудования,
устанавливаемого при взвешивании самолета.
338
www.vokb-la.spb.ru - Самолёт своими руками?!
Оборудование
В описаниях самолетов указывается обязательное оборудова-
ние, а также оборудование, установка которого не является обяза-
тельной. Все обязательное, необязательное и специальное оборудо-
вание, установленное на самолете при взвешивании, а также и по-
следующие изменения в оборудовании должны быть занесены
в журнал взвешивания.
К специальному оборудованию относятся предметы, не указан-
ные в соответствующем описании самолета, например осветитель-
ные ракеты, инструмент, лестницы, навигационные огни, ковры и
т. п. Все специальное оборудование должно быть занесено в жур-
нал с указанием его наименования, веса и размера плеча; при от-
сутствии этого размера он должен быть замерен на месте.
ВЗВЕШИВАНИЕ САМОЛЕТА
Порядок взвешивания для определения веса пустого самолета:
1. Взвешивание самолета должно всегда производиться в закры-
том помещении, чтобы устранить возможное влияние ветра на про-
изводимые отсчеты.
2. При определении положения ц. т. пустого самолета путем
взвешивания он устанавливается в линию полета ’.
3. Проверив правильность шкал весов, установить пузырек
уровня на нуль и записать используемую тару.
4. Удостовериться, что топливные баки пустые.
5. Масляные баки могут содержать полное количество масла
или же оно может быть слито. При взвешивании с полными мас-
ляными баками действительный вес пустого самолета будет равен
фактически замеренному весу самолета минус вес масла (1 л ве-
сит 0,7 кг). В записях взвешивания точно указывается, производи-
лось ли взвешивание с полными или пустыми масляными баками.
6. Системы жидкостного охлаждения должны быть заполнены.
7. Специальное имущество и оборудование, такое, как инстру-
мент, якоря, стойки, канаты, санитарное оборудование и т. д., оста-
ется на самолете, если оно входит в перечень стандартного обору-
дования.
Определение положения ц. т. пустого самолета
1. Необходимо выполнить приведенные выше указания по взве-
шиванию самолета.
2. Записать полученные взвешиванием данные, как показано в
приведенной ниже таблице, и определить ц. т. в соответствии с при-
веденным ниже примерным расчетом, иллюстрируемым рис. 299.
1 При взвешивании самолета используются трое весов (двое устанавлива-
ются под стойки главного шасси и одни — под переднее или хвостовое колесо).—
Прим. ред.
22*
339
Точка опоры Отсчет по шкале весов, кг Вес тары, кг Чистый вес самолета, кг
Левое колесо 320 0 320
Правое колесо 320 0 320
Хвостовое колесо 92 32 60
Вес пустого самолета 700
Отчет о взвешивании должен содержать следующие данные:
1. Вес пустого самолета, включая несливаемый остаток масла
Рис. 299. Взвешивание самолета при поло-
жении ц. т. сзади начальной линии
(масло из системы сливает-
ся перед взвешиванием).
2. Вес пустого самолета,
включая* оборудование, пе-
речисленное в соответствую-
щих спецификациях. Если
эти спецификации не содер-
жат всего установленного
оборудования, необходимо
составить полный перечень
всех предметов оборудова-
ния.
Расстояние ц. т. пустого
самолета от осевой линии
колес шасси равно весу хво-
стовой части, умноженному на расстояние между осями колес
основного шасси и хвостового колеса, деленному на фактический
вес пустого самолета:
60X520
fl! = —yog—' 45 см.
Расстояние ц. т. от начальной линии составит
£ = 45— 4 = 41 см.
Другой пример определения ц. т. пустого самолета
На рис. 300 показан другой пример определения положения
ц. т. На этой схеме расстояние х от оси колес основного шасси до
передней кромки крыла равно 51 см, а расстояние у между осями
колес равно 530 см. Данные взвешивания указаны в приведенной
ниже таблице.
340
www.vokb-la.spb.ru - Самолёт своими руками?!
Точка опоры Отсчет по шкале весов, кг Вес тары, кг Чистый вес самолета, кг
Правое колесо 560 0 560
Левое колесо 560 0 560
Хвостовое колесо 97 11 86
Вес пустого самолета 1206
Определим величину А — расстояние ц. т. от оси передних
колес:
л = 86X530
Л 1206 —СМ'
Расстояние ц. т. от начальной линии равно
Х—Д =51—38-13 см.
Так как ц. т. расположен впереди начальной линии, момент его
Ц. т.лустого
Рис. 300. Взвешивание самолета при поло-
жении ц. т. впереди начальной линии
будет отрицательным и его плечо должно быть дано со знаком ми-
нус (—13) по отношению к начальной линии.
ОПРЕДЕЛЕНИЕ КРАЙНИХ ПОЛОЖЕНИЙ Ц. Т. НАГРУЖЕННОГО
САМОЛЕТА
Предварительные замечания
Крайние положения ц. т. (переднее и заднее) получаются при
наиболее критическом распределении оборудования и полезной на-
грузки.
Крайние положения ц. т. самолета с нагрузкой могут быть оп-
ределены как взвешиванием в двух нагруженных положениях, так
и вычислением. Оба способа преследуют одну цель — убедиться,
что при наиболее неблагоприятных условиях распределения на-
грузки положение ц. т. не выходит за допустимые пределы, уста-
новленные летными испытаниями.
341
Определение крайних положений ц. т. взвешиванием
1. Необходимо выполнить указания, приведенные выше в раз-
деле «Взвешивание самолета», с некоторыми указанными ниже из-
менениями.
2. Масляный бак должен быть заполнен полностью.
3. Если какое-либо оборудование не установлено, оно заме-
щается балластом соответствующего веса, размещенным точно
в тех же местах.
4. Загрузка самолета полезным грузом или заменяющим его
балластом (члены экипажа и пассажиры по 77 кг на человека, топ-
ливо 0,70 кг на 1 л, багаж и т. д.) должна быть следующей.
Для определения переднего предела положения ц. т.
Все оборудование и пассажиры, помещающиеся впереди край-
него переднего предела положения ц. т. должны быть на своих ме-
стах.
Летчик должен быть на самом переднем сиденье, оборудован-
ном управлением.
Топливные баки, находящиеся впереди крайнего предела ц т.,
должны быть заполнены (если топливный бак или баки расположе-
ны сзади переднего крайнего предела, они должны быть заполне-
ны минимальным количеством топлива).
Для определения заднего предела положения ц. т.
Все оборудование и пассажиры, помещающиеся сзади крайнего
заднего предела положения ц. т. — на своих местах.
Летчик — на самом заднем сиденье, оборудованном управле-
нием.
Топливные баки, находящиеся сзади крайнего заднего предела,
должны быть заполнены (если топливный бак или баки находятся
впереди крайнего предела ц. т., они заполняются минимальным ко-
личеством топлива).
5. Записать вес и измерения и подсчитать расстояния от край-
них положений ц. т. по отношению к начальной линии, как показа-
но на рис. 299, относящемся к определению ц. т. пустого самолета.
6. Сравнить определенные таким образом крайние положения
ц. т. с допустимыми пределами, как было ранее объяснено.
Вычисления для определения крайних положений ц. т.
Приведенные ниже в тексте и в таблицах расчеты основываются
на взвешивании условно взятого самолета, в отношении которого
уже было рассмотрено выше взвешивание и определение ц. т. пу-
стого самолета (рис. 299).
342
www.vokb-Ia.spb.ru - Самолёт своими руками?!
Крайнее переднее положение ц. т.
Вес, кг Плечо, см Момент, кгсм
Вес пустого самолета, полученный
взвешиванием 700 +41 28 700
Летчик 77 +58 4 466
Топливо (минимум) 50 +56 2 800
Масло (15 л) 14 —50 —700
Всего . . 841 +35 266
Крайнее переднее положение ц. т. можно получить из следую-
щего отношения:
Расстояние ц. т.= = + «.9 см.
Предел переднего положения ц. т. (взятый из соответствующей
спецификации) составляет 42 см\ можно считать поэтому, что по-
лученное выше расстояние переднего расположения ц. т. приемле-
мо, так как оно не выходит из допустимого предела.
Крайнее заднее положение ц. т.
Вес, кг Плечо, см Момент, кгсм
Вес пустого самолета, полученный
взвешиванием 700 + 41 28 700
Летчик 77 + 58 4 466
Топливо (минимум) 50 + 56 2800
Масло 14 — 50 —700
Пассажиры (сзади, два) 154 + 120 18 480
Багаж (стандартный объем) .... 30 + 178 5 340
Всего . . 1025 59086
Примечание. Вес передних пассажиров может не учитываться, по-
скольку в данном примере он не выводит ц т. за допустимые пределы По этой
же причине взято минимальное количество топлива.
Крайнее заднее положение ц. т. получаем аналогично преды-
дущему примеру:
Суммарный момент 59 086
Расстояние ц. т. == —- .-3—F~ 58 см.
Общий вес 1025
343
Предел заднего положения ц. т. (взятый по спецификации) состав-
ляет 63 см; этот предел в данном случае не превышен и крайнее
заднее положение ц. т. является приемлемым. Следует заметить,
что нагрузки, приведенные в этих расчетах, согласуются с изло-
женными выше правилами определения крайних положений ц. т.
взвешиванием.
ОПРЕДЕЛЕНИЕ ПОЛОЖЕНИЯ Ц. Т. РАСЧЕТНЫМ ПУТЕМ
Нижеследующие расчеты приведены для удобства работы ин*
спектирующих и других лиц, проверяющих загрузку самолета
с точки зрения его центровки при добавлении или снятии какого-
либо оборудования или перемещения его внутри самолета.
Метод расчета
При выполнении этих расчетов крайние положения ц. т. самоле-
та (см. выше раздел «Определение крайних положений ц. т. нагру-
женного самолета») будут приняты лежащими в допустимых пре-
делах, являющихся критическими для данной нагрузки (передний
предел соответствует добавлению нагрузок впереди или удалению
нагрузок сзади ц. т. самолета, а задний предел соответствует уда-
лению нагрузок впереди или добавлению сзади ц. т. самолета).
Хотя такое предположение будет в некоторых случаях приводить
к недостаточно точным результатам, оно должно быть сделано,
когда фактическое положение ц. т. пустого самолета неизвестно.
Эти расчеты преследуют цель определить результирующий мо-
мент при изменении оборудования, с тем чтобы создать момент,
компенсирующий эти изменения т. е. при изменениях, вызванных
удалением каких-либо грузов спереди или добавлением их сзади
ц. т. самолета; компенсировать эти изменения нагрузки путем
добавления или уменьшения веса с соответствующей стороны ц. т.
самолета с целью получения нужного положения ц. т. и предотвра-
щения возможности выхода его за допустимые пределы.
ОПРЕДЕЛЕНИЕ ВЕСА И ПОЛОЖЕНИЯ Ц. Т. ПРИ ИЗМЕНЕННОЙ
НАГРУЗКЕ САМОЛЕТА
Основные предпосылки для решения задач
В последующем тексте приведены теоретические расчеты и гра-
фическое изображение моментов, иллюстрирующие основные прин-
ципы этих расчетов. Предполагается, что эти немногие теорети-
ческие рассуждения будут тщательно изучены, а схематические
рисунки сохранены в памяти. Когда изучающий эту книгу будет
представлять себе все это отчетливо, можно легко и быстро оценить
344
www.vokb-la.spb.ru - Самолёт своими руками?!
эффект, производимый изменением нагрузки, и определить необхо-
димый компенсирующий момент для любых изменений нагрузки,
которые могут встретиться в последующей практике.
Примечание. При всех расчетах по определению ц. т. необходимо тща-
тельно учитывать соответствующий алгебраический знак (4- или —) и, чтобы
обеспечить единообразие в этих расчетах, всегда наглядно представлять себе
самолет с носовой частью, направленной влево. Напоминаем, что плечо или го-
ризонтальное расстояние от точки приложения нагрузки до ц. т. самолета имеет
знак минус, если нагрузка размещена впереди начальной линии, и знак плюс,
если она находится сзади нее.
Необходимо четко представлять себе следующее:
1. Удаление какого-либо груза впереди ц. т. или добавление
груза позади ц. т. приводит к перемещению ц. т. назад и вызывает
увеличение положительного ( + ) момента, как бы утяжеляющего
хвост самолета, т. е. стремящегося поднять нос самолета кверху.
Рис. 301. Эффект от снятия гру-
за впереди ц. т. самолета
Нос самолета
Плечо
Рис. 302. Эффект от добавления
груза впереди ц. т. самолета
Рис. 303. Эффект от снятия
груза позади ц. т. самолета
Рис. 304. Эффект от добав-
ления груза позади ц. т. са-
молета
2. Добавление нагрузки спереди или снятие ее сзади ц. т. са-
молета приводит к перемещению ц. т. самолета вперед и вызывает
увеличение отрицательного момента, как бы облегчающего хвост
самолета, т. е. стремящегося опустить нос самолета.
На рис. 301—304 показан эффект, вызываемый добавлением
и снятием грузов спереди и сзади ц. т. самолета.
Пример 1. На самолете требуется установить два пилотских си-
денья специального типа. Даны: вес пустого самолета 1150 кг, ди-
\ 345
апазон центровки от 4-44 до 4-69 см\ за начальную линию при-
нята вертикаль, касательная к передней кромке крыла. Требуется
определить необходимые компенсирующие изменения для того,
чтобы предотвратить перемещение ц. т. за допустимые пределы
соответственно схеме на рис. 305.
Решение. Если принять что ц. т. нагруженного самолета лежит
на переднем пределе А, сиденья пилотов окажутся позади ц. т. и
поэтому вызовут уменьшение отрицательного момента, утяжеляю-
щего носовую часть самолета. Если же принять положение ц. т. на
заднем пределе В, сиденья окажутся впереди ц. т. и влияние их
веса будет обратным.
Рис. 305. Схема к примеру первому
Заключение. Из сказанного можно сделать вывод, что добавле-
ние какой-либо нагрузки или комбинации нагрузок, ц. т. которых
оказывается внутри допустимых пределов крайних положений ц. т.
самолета, является допустимым с точки зрения уравновешивания
нагрузок самолета и не требует проверки изменений положе-
ния ц. т.
Пример 2. Требуется установить осветительные огни, размещае-
мые позади ц. т. Даны: начальная линия — касательная к передней
кромке крыла; вес осветительных огней 10 кг (плечо 4-275 см)\
вес багажа 57 кг (плечо 4-215 см)\ пределы положения ц. т. от
+27 до +56 см. Крайним пределом смещения ц. т. в данном слу-
чае является линия В. В соответствии с рис. 306 требуется опреде-
лить необходимое уменьшение веса багажа, чтобы предотвратить
смещение ц. т. за допустимый предел В.
Решение 1. Допустим, что положение Ц. т. самолета под влия-
нием изменения нагрузки достигло крайнего предела В, как это
было рассмотрено выше в отношении случая добавления нагрузки
позади ц. т.
346
www.vokb-la.spb.ru - Самолёт своими руками?!
2. Определим плечо багажа и осветительных огней относитель-
но линии В, вычитая величину 56 см из длины плеч относительно
начальной линии.
Осбетпительн.
с „„Л&ничОкг
6агаж-57кг
215------------
— -------------------—
Размеры 6 см
Рис. 306. Схема к примеру второму
3. Момент относительно В, создаваемый добавлением освети-
тельных огней, составит
(275 — 56) X 10 = + 2190 кгсм.
4. Необходимое уменьшение веса багажа, компенсирующее
влияние добавочного веса осветительных огней, составит
2190: (215 — 56)~ 14 кг.
5. Вычитая эту величину из стандартного веса багажа, получим
57—14=43 кг.
Пример 3. С самолета снимается аккумуляторная батарея,
стоявшая впереди ц. т. самолета. Даны: начальная линия — перед-
няя кромка крыла; вес батареи 14 кг (плечо —48 см)\ багаж
23 кг (плечо +112 сж); пределы ц. т. от 33 до 45 см. В соответст-
вии с рис. 307 требуется определить необходимое уменьшение веса
багажа для того, чтобы предотвратить смещение ц. т. за предел В.
347
Решение. 1. Примем, что положение ц. т. достигло крайнего
предела В под влиянием изменения нагрузки, в связи со снятием
груза впереди ц. т.
2. Определим горизонтальные плечи относительно В: для ак-
кумулятора (—48) + (—45) =—93; для багажа (+112) —(45) =
— +67.
3. Момент относительно В, создаваемый снятием батареи, ра-
вен (—14) Х(—93) = + 1302 кг/см
Рис. 308. Схема к примеру четвертому
4. Необходимое уменьшение багажа для того, чтобы предотвра-
тить смещение ц. т. самолета, составит
1302
-=-^20 кг.
о/
5. Допустимый вес багажа будет тогда равен 23—20=3 кг.
Пример 4. В передней части самолета установлен электрический
стартер. Даны: начальная линия; вес стартера 6,8 кг (плечо
*—41 см)\ пределы ц. т. от +66 до +83 см\ вес багажа 4,5 кг (пле-
чо —230 см). Требуется определить необходимый вес балласта,
который следует добавить в багажное отделение, чтобы предотвра-
тить смещение ц. т. вперед под влиянием добавочного веса стар-
тера (рис. 308).
Ре шение. 1. Примем, что положение ц. т. самолета под влия-
нием веса стартера достигло крайнего предела А.
2. Определяем плечи относительно Л: для стартера (—41) +
+ (—66) = —107; для балласта (230 — 66) = +164.
3. Момент относительно А, образующийся благодаря установке
стартера, равен
(+6,8) Х(—107) ~—728 кг/см:
4. Вес добавочного балласта для компенсации этого момента
в обратном направлении составит
164*—5 кг.
5. Этот балласт помещается в багажном отделении с над-
писью: Фиксированный балласт 5 кг. Не снимать. Вес багажа —
нуль.
348
www.vokb-la.spb.ru - Самолёт своими руками?!
Пример 5. С гидросамолета снимается радиоприемник, находя-
щийся позади ц. т. Даны: диапазон центровки от 4-46 до
+ 52 см, вес радиоприемника 4 кг (плечо +97 см)’ хвостовой от-
сек, где может быть помещен балласт, имеет плечо’ +440 см. Тре-
------------- 440 -----------------
Размеры 6 см
Рис. 309. Схема к примеру пятому
46
буется определить вес фиксированного балласта, устанавливаемого
в хвостовом отсеке для предотвращения смещения ц. т. за крайний
предел А (рис. 309).
Решение. 1. Определим момент от
радиоприемника относительно А. Он
равен: 4Х(97—46) =204 кг/см.
2. Вес балласта, который должен
быть помещен в хвостовой отсек для
создания равного компенсирующего
момента:
204
(440 — 44)
^0,5 кг.
3. Поместить балласт в хвостовой
отсек с надписью: Балласт 0,5 кг. Не
снимать.
Пример 6. На рис. 310 приведены
две теоретические схемы нагрузок. На
первой схеме (рис. 310, а) начальная
линия показана впереди диапазона
центровки, как это имеет место на
большинстве монопланов, а на второй
схеме (рис. 310, б) — позади, как на
большинстве бипланов.
4 6 D
6
Рис. 310. Две теоретические
схемы нагрузок:
а — при положении начальной ли-
нии впереди диапазона центровки;
б — при положении начальной ли-
нии сзади диапазона центровки;
D — начальная линия; А нВ —
передний и задний пределы диапа
зона центровки
Рассмотрим два случая: 1) груз
добавлен позади предела В; 2) груз IF2 снят впереди предела А..
Требуется определить, насколько надо уменьшить вес багажа,
чтобы предотвратить смещение ц. т. за крайний предел В.
Уменьшение веса багажа равно весу добавленного груза, умно-
женному на расстояние до заднего предела ц. т. и деленному на
349
расстояние от места размещения багажа до заднего предела ц. т
Пусть BR является величиной необходимого уменьшения веса ба
гажа. Если груз добавлен сзади предела В, как показано на
рис. 310, а, то
с —Г *
Если же груз добавлен сзади предела В, как показано на
рис. 310, б, то
д (*1 4- Ь)
BR~~ ’•
Если груз 1^2 снят впереди предела А, как показано на рис. 310, с,
то
о _^(а-2 + И
BR— с_£> *
Если же груз $2 снят впереди предела А, как показано на
рис. 310, б, то
о _W^-b)
Практическое решение задачи уменьшения багажа
Допустим, что необходимо установить радиопередатчик весом
Wt = 12 кг на самолете со схемой, показанной на рис. 310, б. Диа-
пазон центровки от а=37 см до 6 = 6 см (впереди кромки крыла).
Плечо момента радиопередатчика *1=4-79 см, а плечо багажа
с = 4-124 см.
Вспомнив, что уменьшение веса багажа равно весу добавченно-
го груза, умноженному на расстояние до заднего предела ц. т. и де-
ленному на расстояние от багажа до заднего предела ц. т. можем
написать
12(79 4-6)
124 4-6
= 8,0 кг.
Если допустимый вес багажа до установки радиопередатчика был
равен 35 кг, то после установки он стал равным 35 — 8=27 кг.
www.vokbJa.spb.ru - Самолёт своими p,£Z
ОГЛАВЛЕНИЕ
От авторов « . * . . . . . .....................................
Глава I. Основы авиационной гидравлики .............................
Глава II. Клапаны управления потоком жидкости в гидравлической
системе ..........................................................
Глава III. Предохранительные и редукционные клапаны и устройства
Глава IV. Гидравлические системы..................................
Глава V. Гидравлические тормозные системы.........................
Глава VI. Шасси...................................................
Глава VII. Термическая обработка и испытание металлов ......
Глава VIII. Оборудование для газовой сварки самолетных деталей . .
Глава IX. Техника газовой сварки..................................
Глава X. Техника газовой сварки черных металлов...................
Глава XI. Сварка алюминиевых сплавов.......................... .
Глава XII. Применение сварки при ремонте самолетных конструкций .
Глава XIII. Авиационная клепка . . . .............................
Глава XIV. Ремонт самолетов металлической конструкции.............
Глава XV. Авиационные тросы и расчалки............................
Глава XVI. Вес, центровка и нагрузка..............................
Стр.
5
7
57
79
113
136
156
186
202
225
253
268
276
287
302
310
330