









































































































































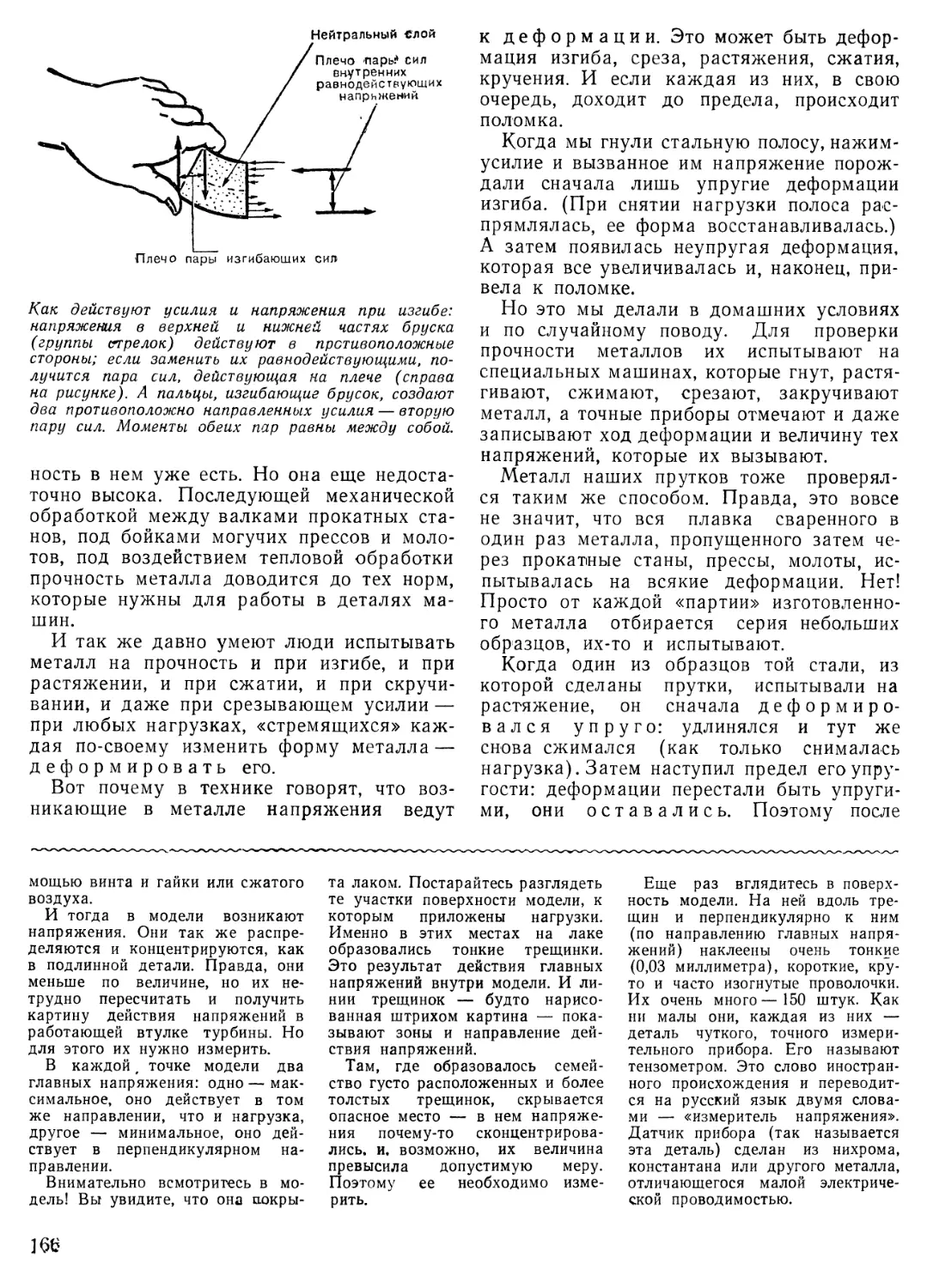



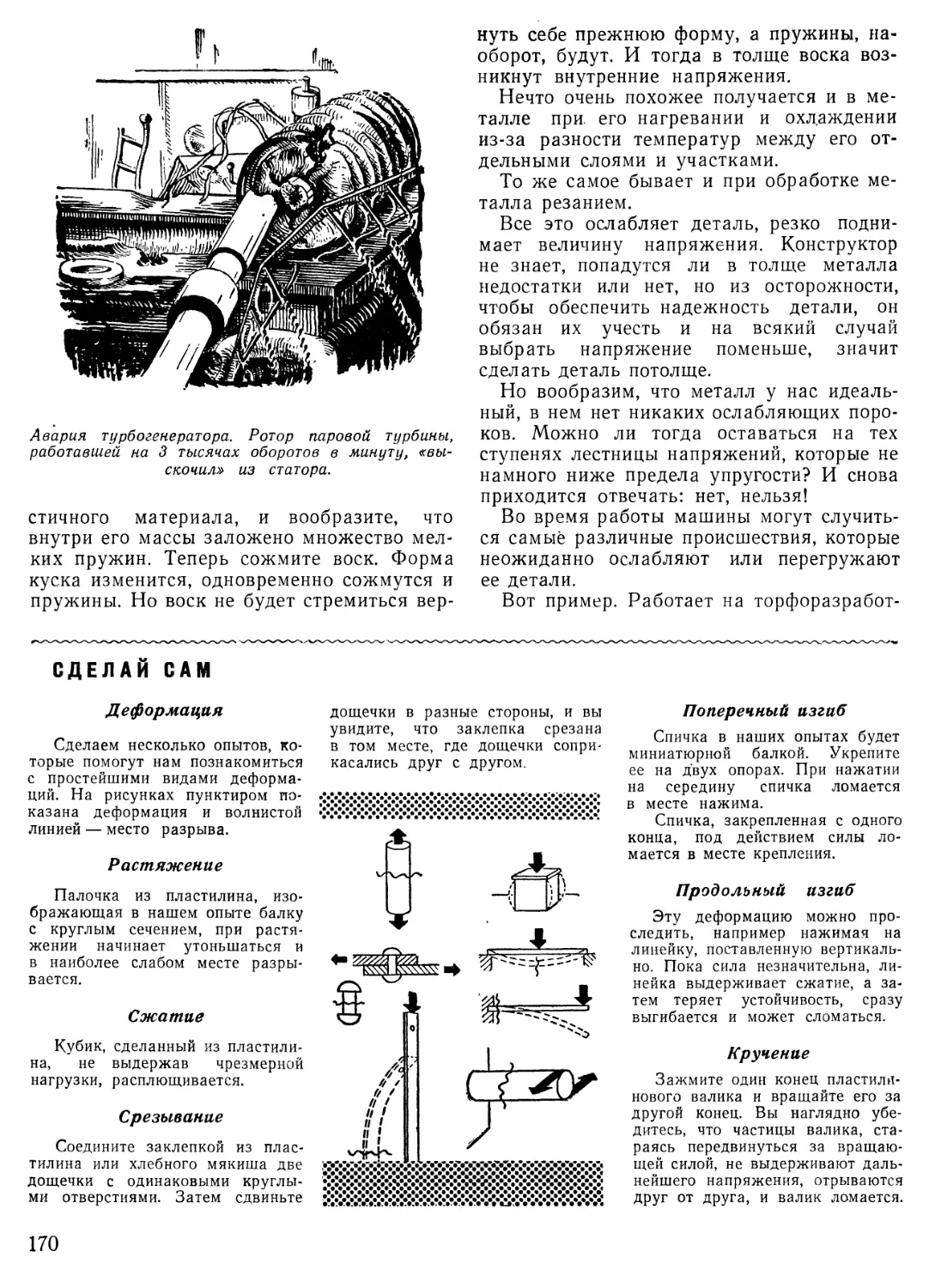
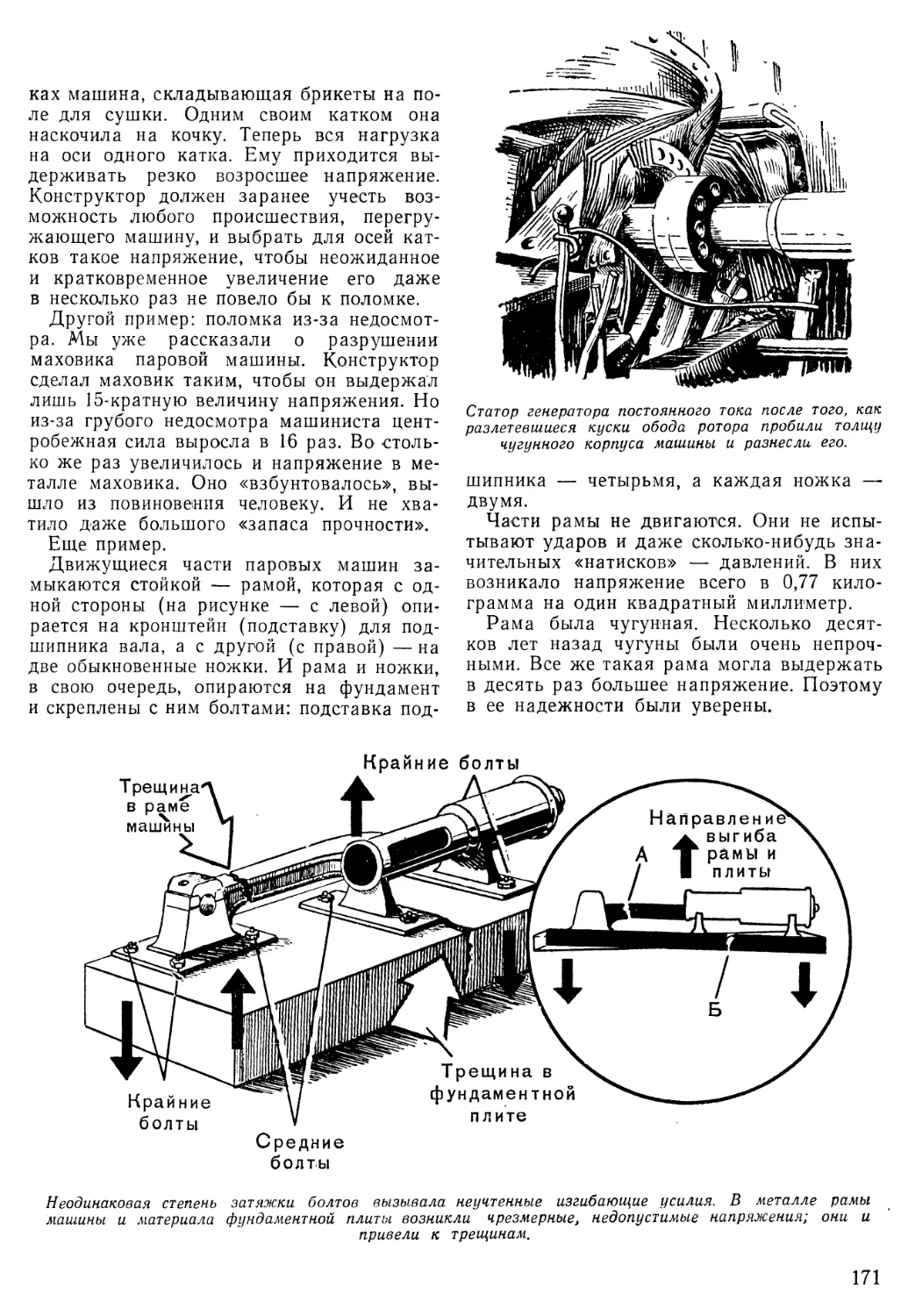







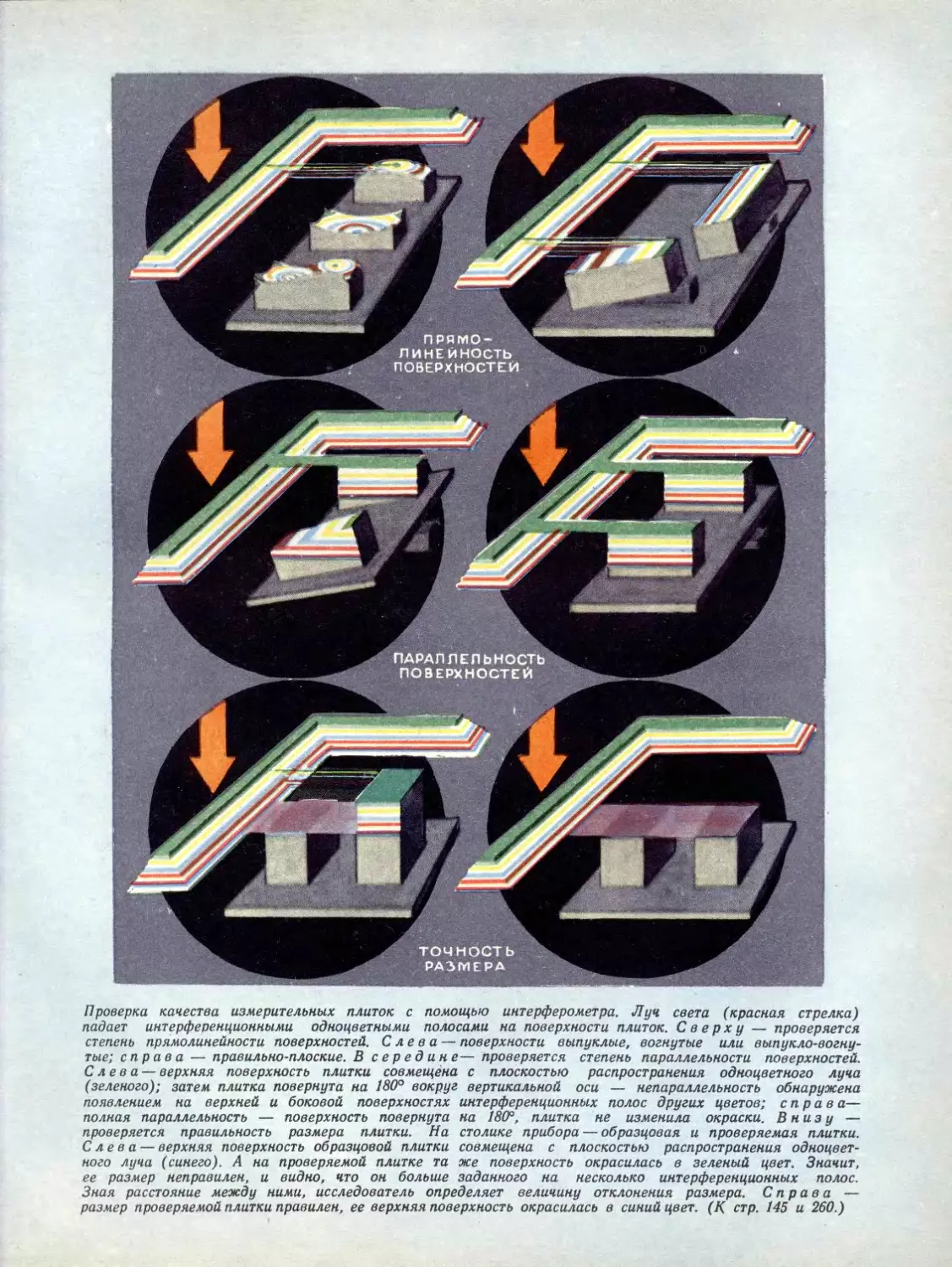







































































































































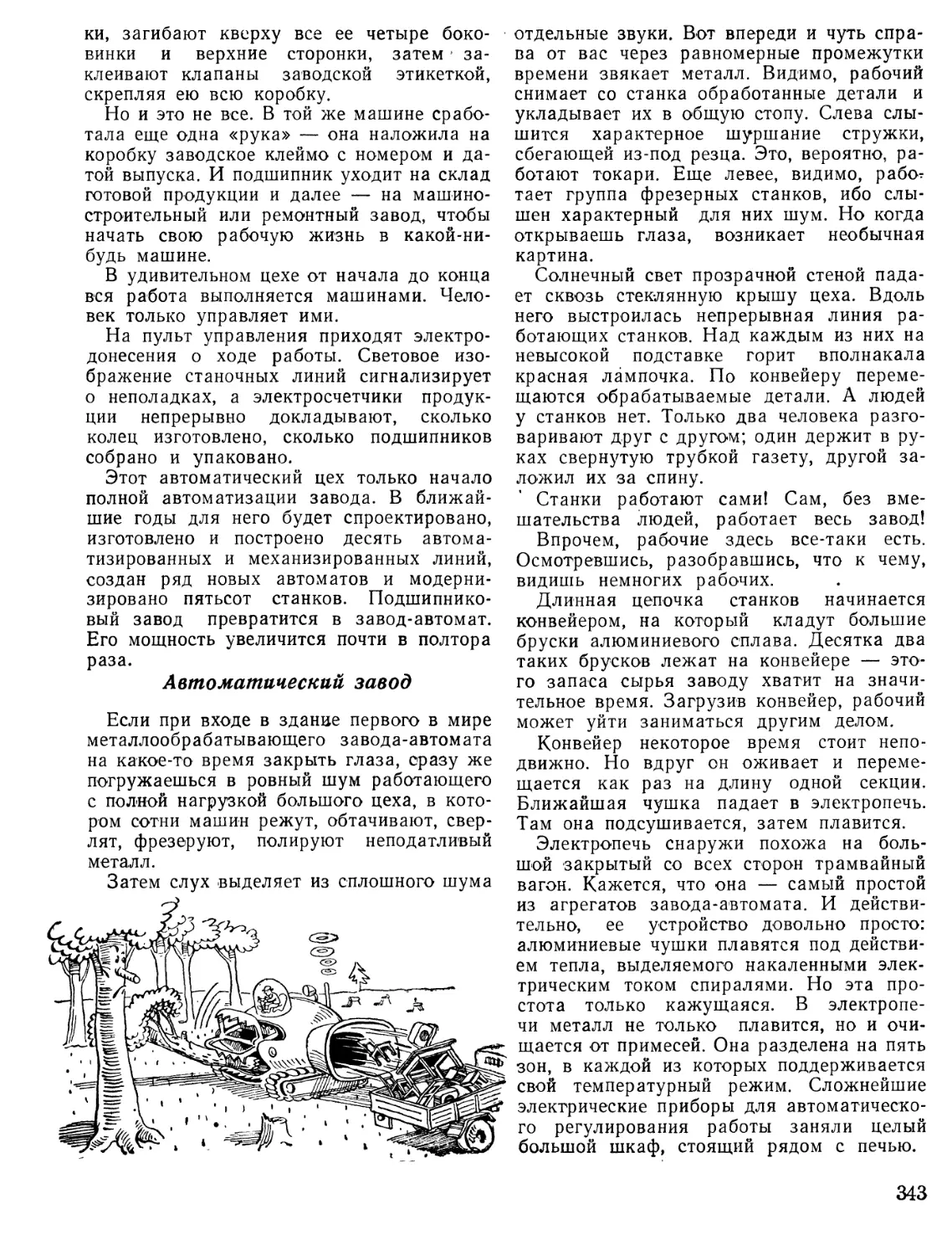




































































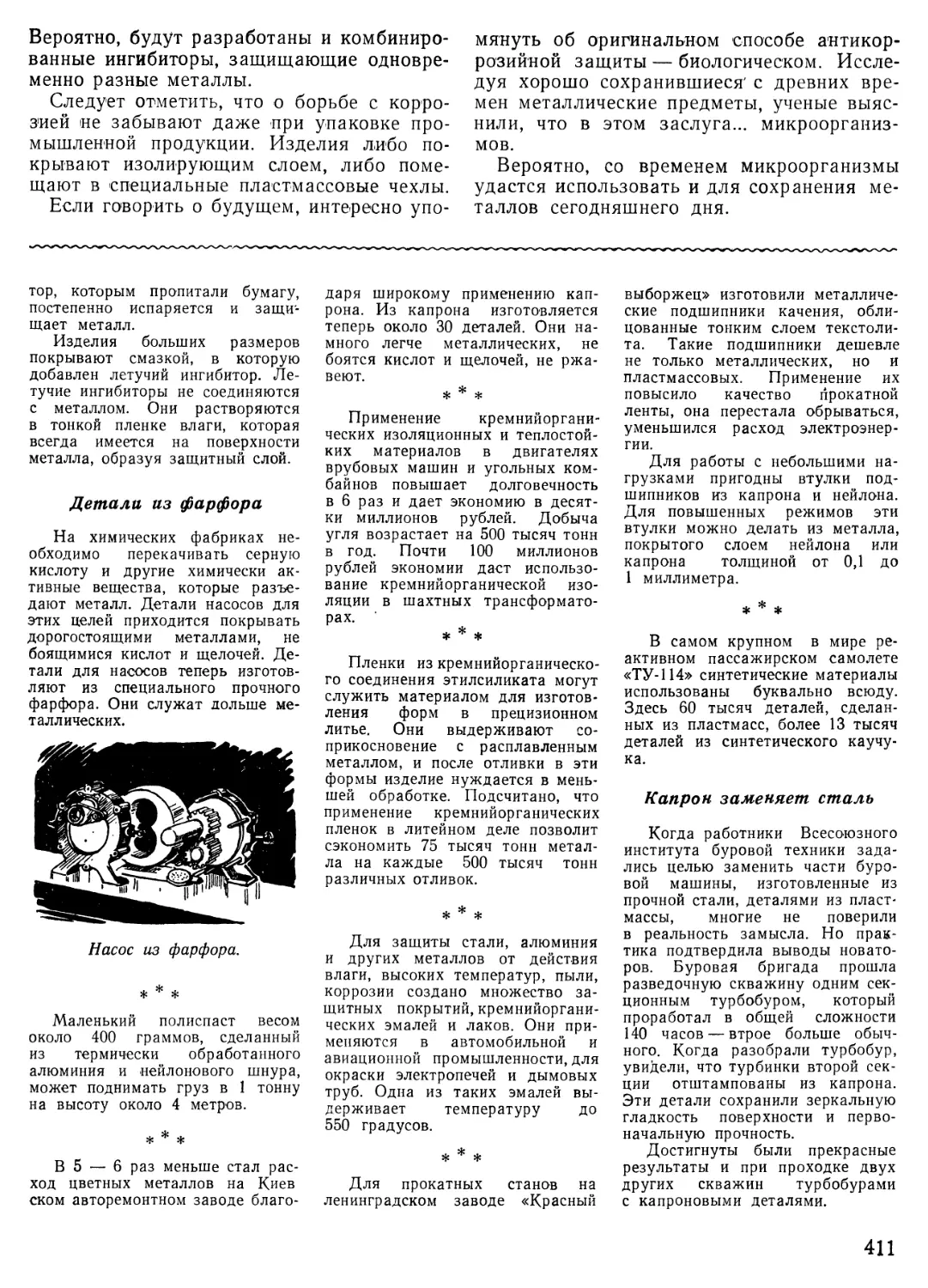

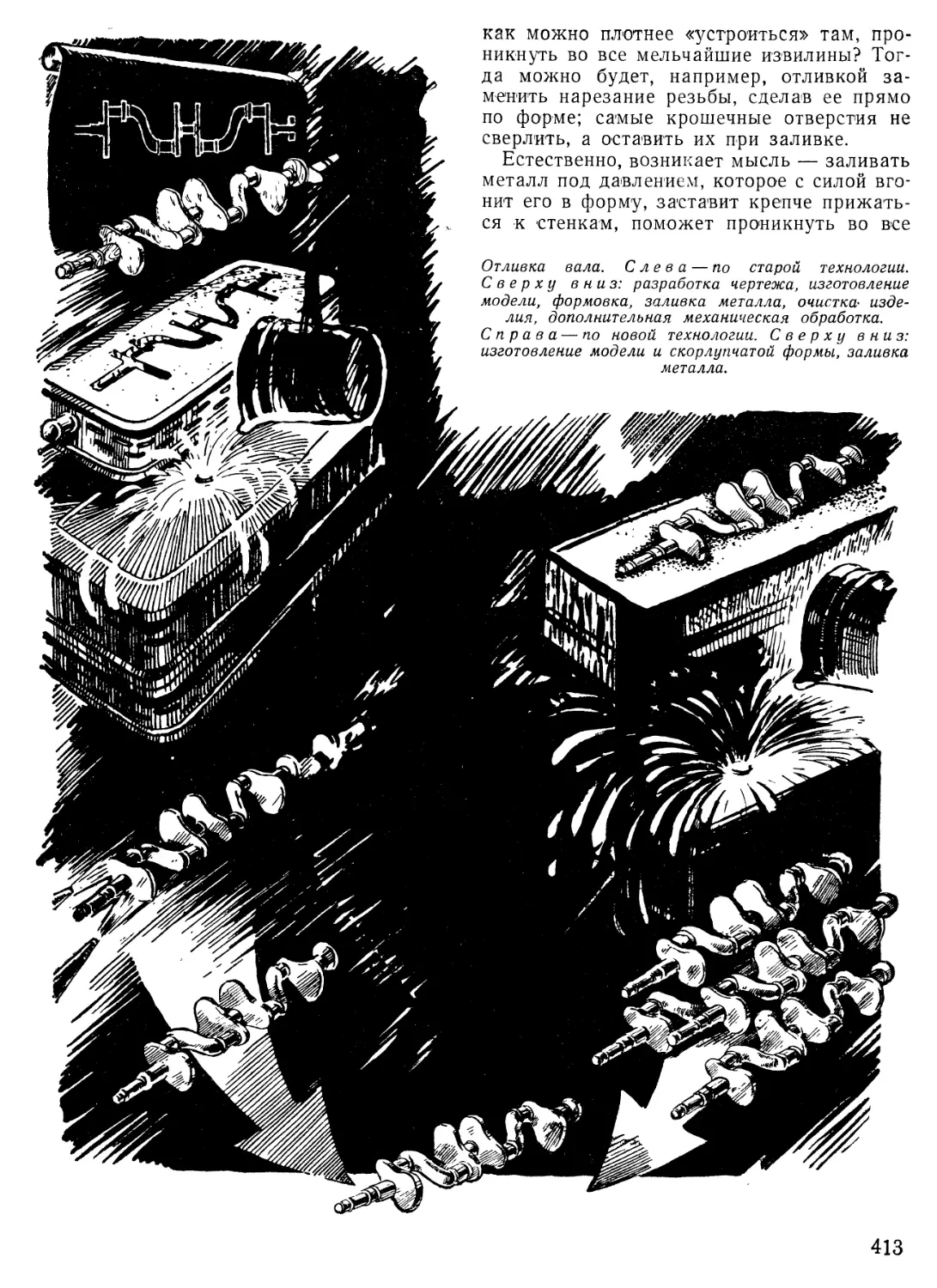


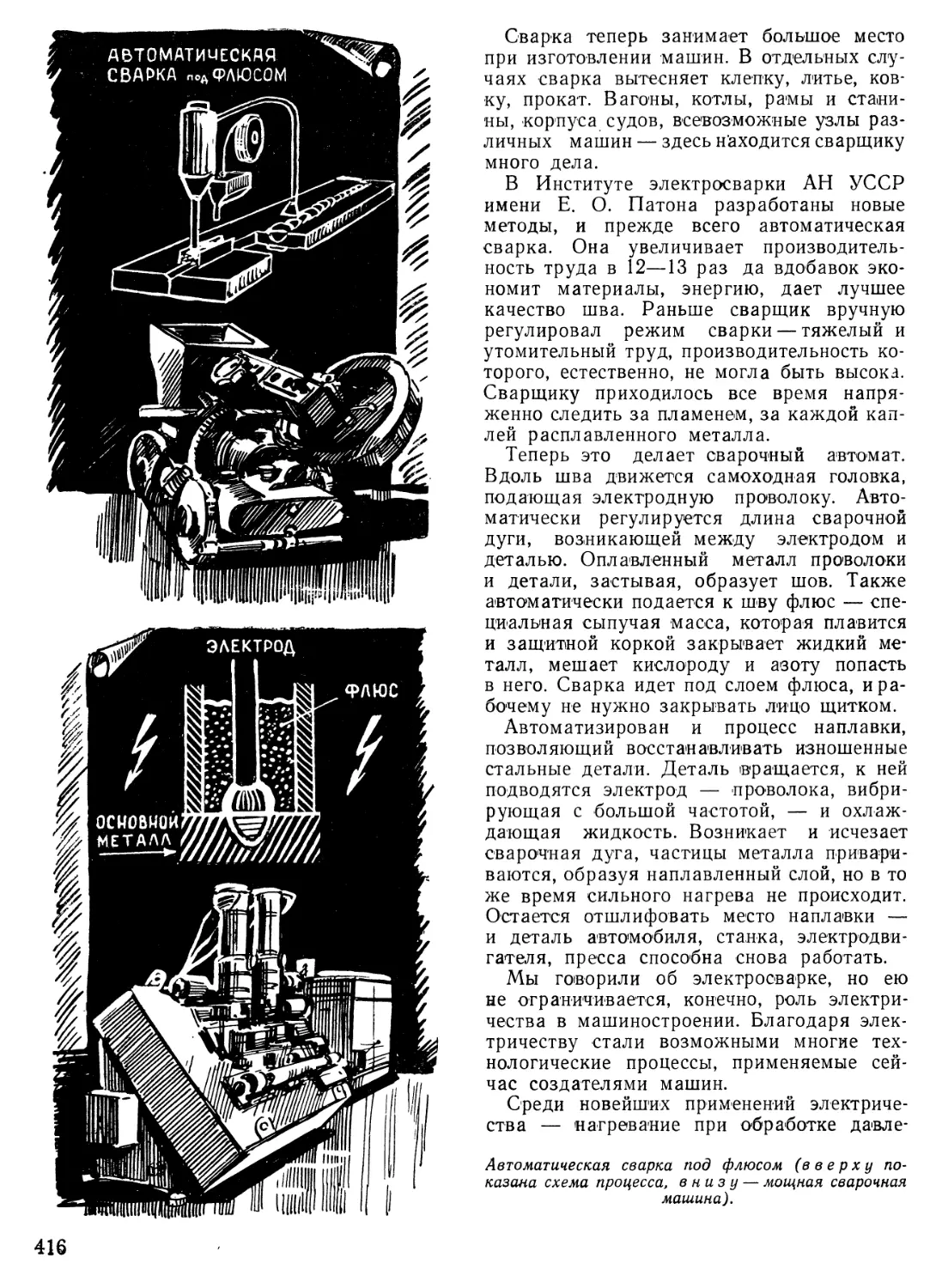






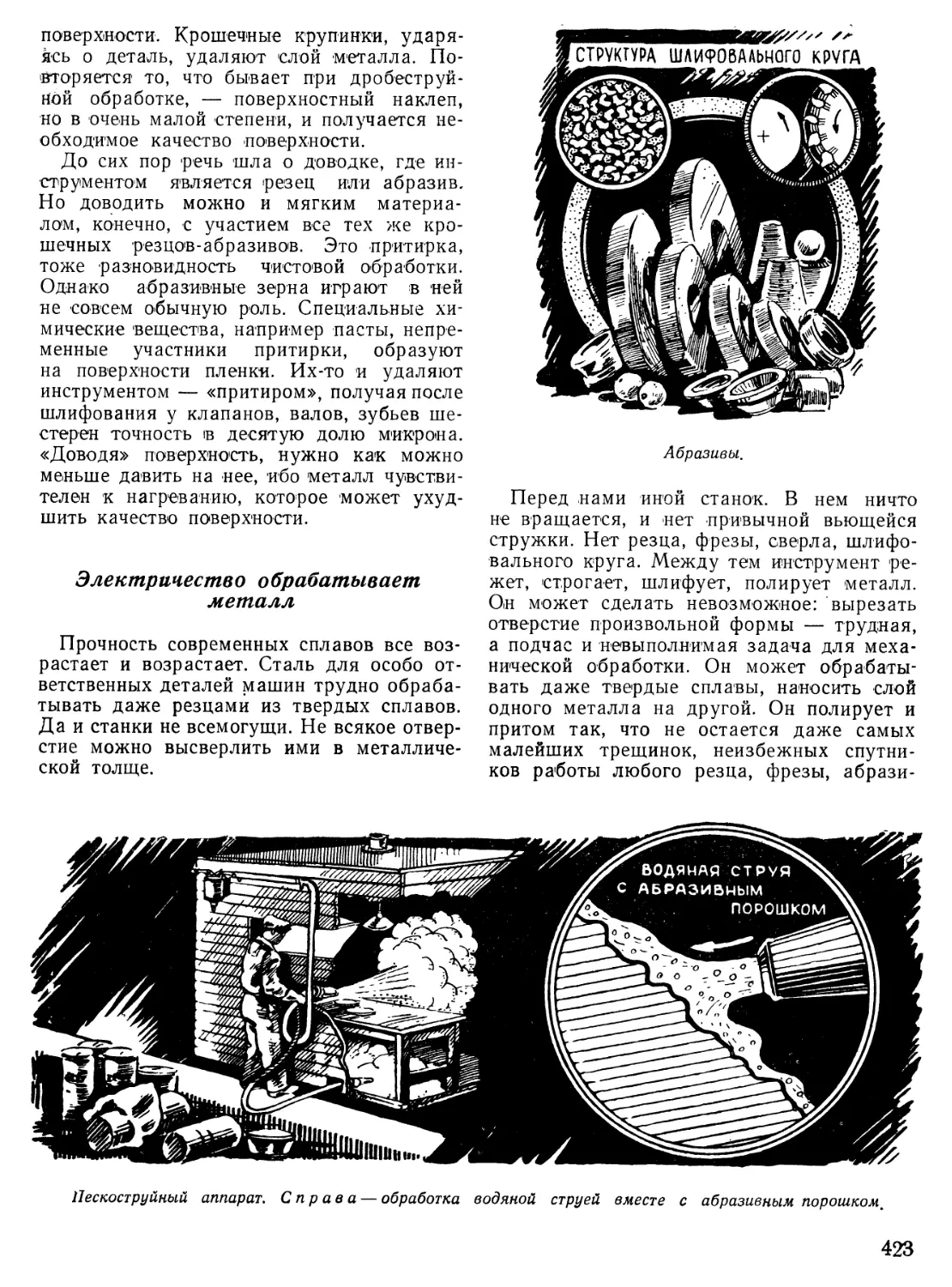













































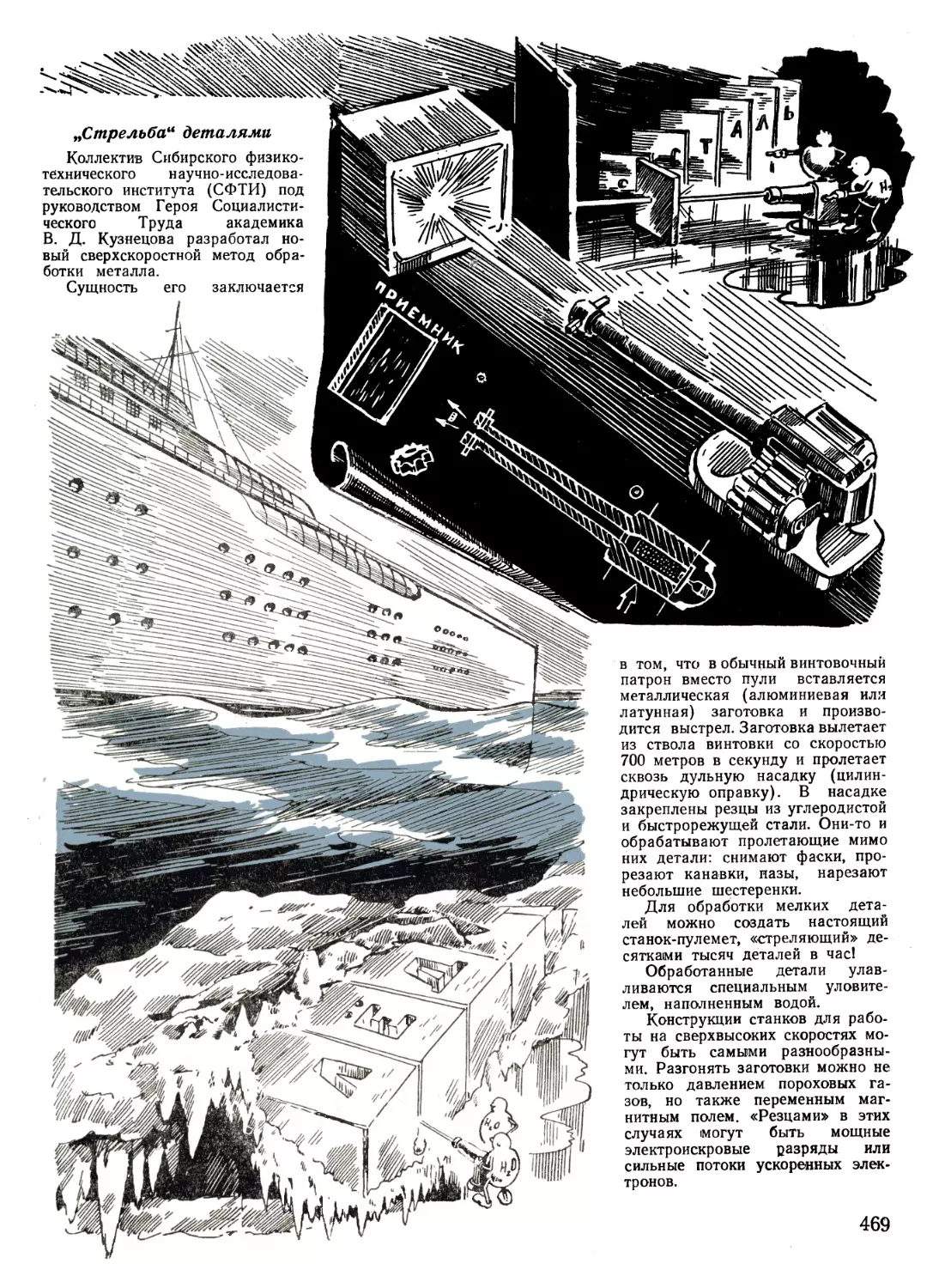







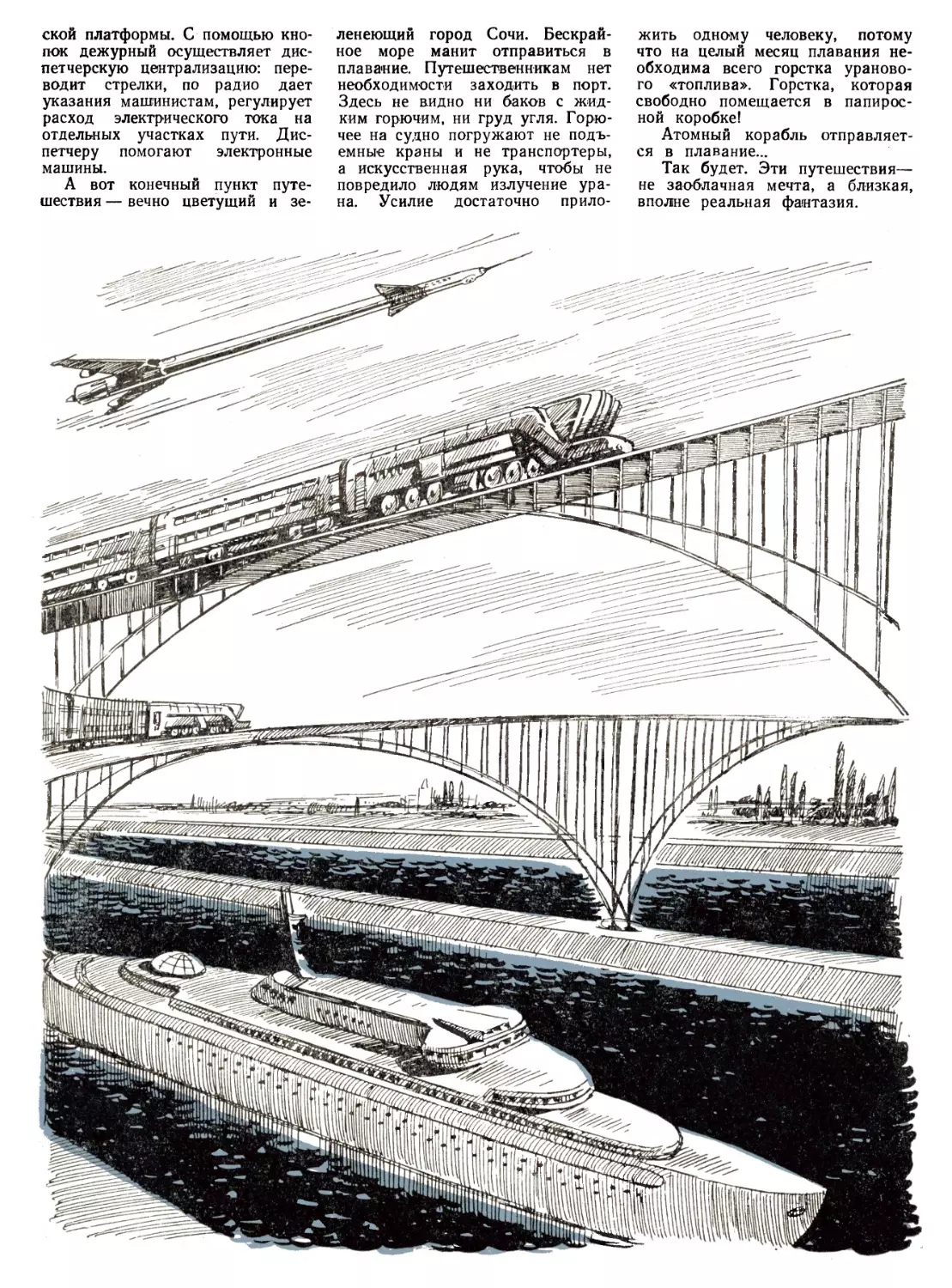

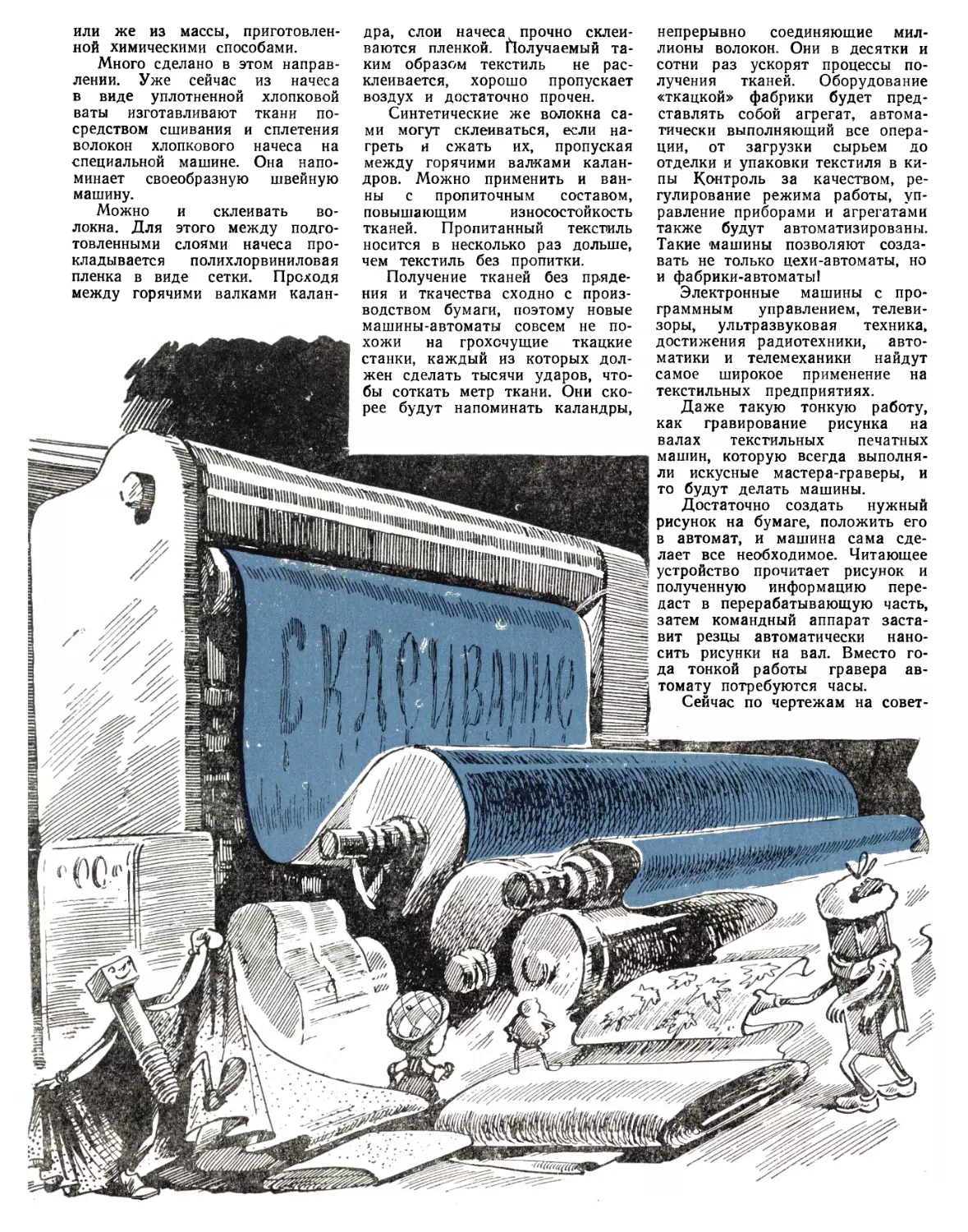

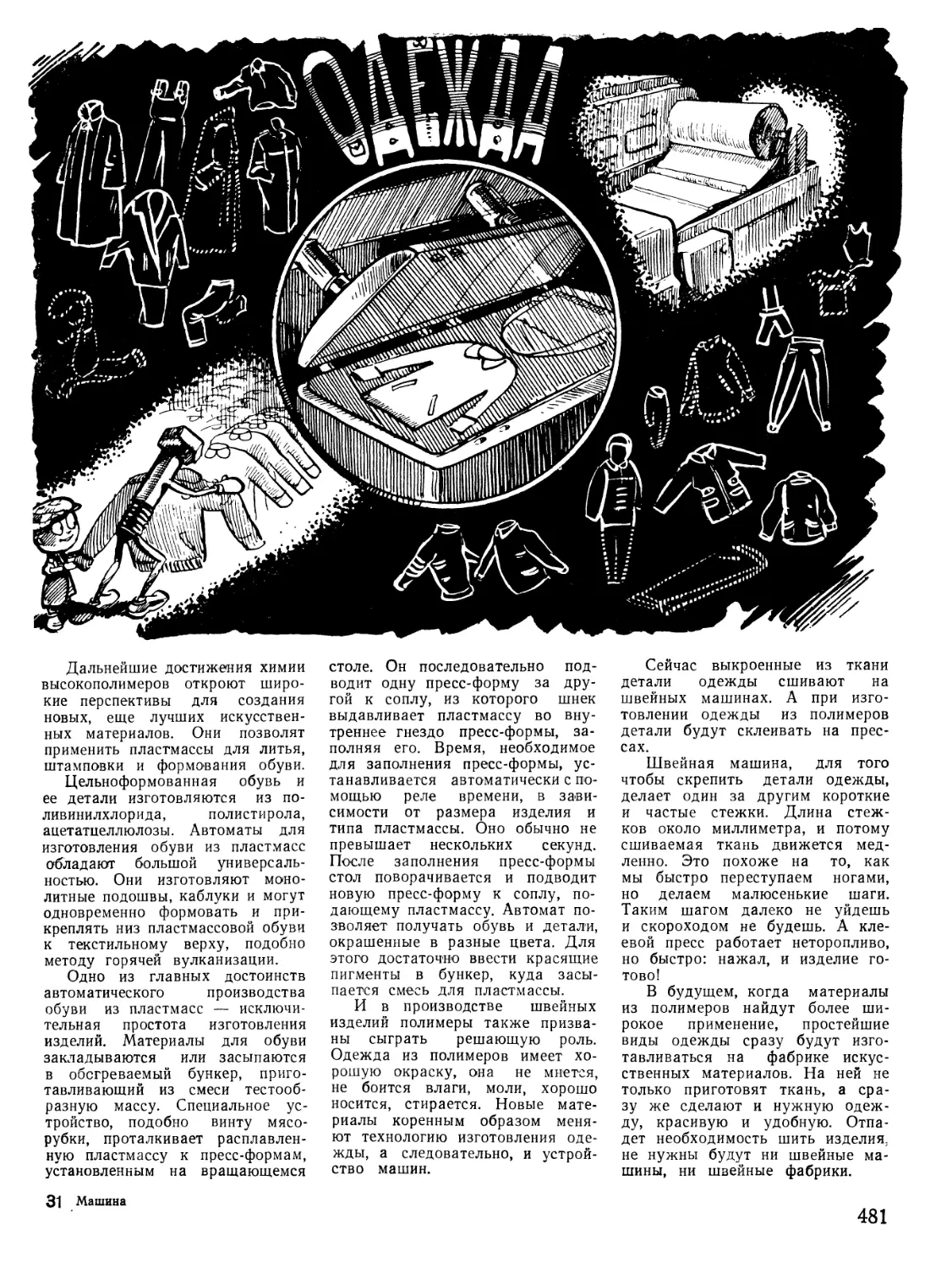




























Текст
ИЗУЧАЙТЕ МАШИНЫ!
Нельзя представить себе нашу жизнь без машин. Машины — это
орудия человека в его огромном труде, направленном к познанию зако-
нов природы и покорению ее. С помощью техники мы используем на-
учные открытия на благо человечества.
Число машин непрерывно растет. В каждой из них — мысль уче-
ного, талант конструктора, знания инженера и мастерство рабочего.
Вам, молодым, жить в мире машин, о которых мы сегодня еще толь-
ко мечтаем. Созданные вами автоматические заводы будут выпускать
невиданные еще машины. Построенные вами, помчатся в космические
рейсы к далеким мирам межпланетные ракеты. Новые электронные
машины станут постоянными, верными помощниками человека — уче-
ного, инженера, рабочего — в исследовательском, техническом труде и
на производстве. Они будут помогать в разнообразных областях ум-
ственной деятельности: выполнять математические вычисления, подго-
товлять материалы для планирования народного хозяйства, переводить
с одного языка на другой.
Да мало ли еще более удивительного предстоит вам задумать и осу-
ществить! Для этого надо много знать и уметь и, значит, много учиться.
Машины подчиняются только знающим и умеющим, не терпят не-
доучек и полузнаек.
В современной машине, как в фокусе, сосредоточиваются опыт
и достижения многих теоретических и прикладных наук. Чтобы разо-
браться в устройстве сложной машины, надо изучать математику и
физику, сопротивление материалов и металловедение, гидравлику и
газодинамику, электротехнику, электронику и другие науки. Надо быть
очень образованным человеком, чтобы стать повелителем машин, а тем
более их творцом.
Не знать, как работают дизельный и реактивный двигатели, электро-
мотор и автоматический станок, скоро будет так же стыдно, как те-
перь — не уметь писать и читать. Знание основ техники станет всеоб-
щим. Вот почему особенно важно изучать устройство машин, историю
их создания, мечтать об их будущем.
Любите, изучайте, знайте машины!
Академики:
1
i чтения по технике
молодежи
ЕЕ ПРОШЛОЕ,
НАСТОЯЩЕЕ
И БУДУЩЕЕ
ИЗДАТЕЛЬСТВО ЦК ВЛКСМ
/Молодая гвардия
19 5 9
Общая редакция
академика АРТОБОЛЕВСКОГО И И.
Составитель
ПЕКЕЛИС В Д
Авторы основного текста
Беркович Д М,, Васильев М. В., Ляпунов Б В,
Пекелис В Д, Перля 3 Н.
Авторы раздела «М ашины будущего»
Академик Артоболевский И И, доктор физико-математических наук Верещагин Л. Ф.л
член-корреспондент Академии наук СССР Звонков В В, профессор, доктор техниче-
ских наук Капустин И И , член-корреспондент Академии наук СССР Одинг И. A t
член-корреспондент Академии наук СССР Петров Б. Н, профессор, доктор техниче-
ских наук Покровский Г. И , член-корреспондент Академии наук СССР Целиков А. И.
Авторы заметок
Инженер Аксенов Е А , Бобырь 3. А , инженер Высоцкая Н М, профессор, доктор
технических наук Гаврилов М А., Зеликович Э. С., инженер Котов А Н, инженер
Максимов Л Ю, Малиничев Г Д, инженер Рабиза Ф В, инженер Степанов Ю И.,
Федченко В А
Авторы справочного отдела
Гальминас В А , Ляпунов Б В , Метаниева М С.
Консультанты и рецензенты
Профессор, доктор технических наук Артоболевский С. И> профессор, доктор техни-
ческих наук Ачеркан Н С, кандидат технических наук Бессонов С М, инженер
Буровцев Н А , Гальминас В А , профессор, доктор технических наук Демьянюк Ф. С.,
профессор, доктор технических наук Дьячков А. К, инженер Збарский М. И.,
профессор, доктор технических наук Капустин И. И., доктор технических наук
Кобринский А Е, инженер Ларионов Л. Г., профессор, доктор технических наук
Лозинский М. Г, профессор, доктор технических наук Никитин Г А , Разгон Л. Э.,
профессор, доктор технических наук Хрущов М. М, кандидат технических наук
Чеканов А. А., инженер Щеголев А, Ф
Оформление
Переплет — Мовермана С. Г; титул, шмуцтитулы, заставки, концовки — Борисова В В,
и Волкова С Н; цветные рисунки — Вендрова Л. С., Дашкова Б. Г., Кышты-
мова Б П, Лебедева А Н, Мовермана С. Г., Наумова С. Г., Петрова А В., Руше-
ва Н. К., Туруновской И. М. Иллюстрации к основному тексту — Аверьянова М Ф.,
Аркуши К А , Вендрова Л. С., Вецрумба С А , Волкова С Н , Гамбург Э. Г., Зава-
лова Ф Л, Клементьева А Н, Наумова С. Г., Семина В. А., Смольянинова Н. П.
Портреты — Скаловой Н К Иллюстрации к заметкам на полях — Гордеевой Г, В^
Максимова В Н., Наумова С Г., Рабизы Ф. В., Шамро О. Б Юмористические рисун-
ки— Кащенко В. Ю., Л. и Ю Черепановых.
Консультант по рисункам
Профессор, доктор технических наук Капустин И. И.
Художественный редактор
ЛЕБЕДЕВ Л. И.
ПРЕДИСЛОВИЕ
Машина... Это слово стало привычным в наш век и прочно вошло
в повседневный обиход современного человека.
Станки на фабриках и заводах, поезда на стальных путях, тракто-
ры и комбайны на колхозных полях, автомобили на улицах и дорогах,
самолеты в воздухе и корабли в море — всюду машины. Они умно-
жают силы человека, облегчают его труд, дают возможность побеждать
пространство и время — перевозят людей по суше, по воде или воздуху
из одного конца страны в другой, с одного материка на другой. Всё
вокруг нас — от иголки до многоэтажного дома, от карманных
часов до продуктов на нашем столе — и сами машины создаются трудом
человека, который управляет армией машин.
Машины помогают покорять природу и изучать окружающий мир.
Мы встречаем их на Крайнем Севере и на Дальнем Востоке, в Сибири
и в Казахстане, на берегах больших и малых рек страны, под всеми
градусами широты и долготы — везде, где идет грандиозная битва за
урожай, за энергию, за овладение богатствами земных недр.
Машины — и у зимовщиков на Северном полюсе и в поселке «Мир-
ный» в Антарктиде. С их помощью приборы — «глаза науки» — опус-
каются в неизведанные подводные глубины, поднимаются в страто-
сферу и даже в межпланетное пространство.
Но машины не только работают на заводах, в лабораториях, на
полях. Они в каждом доме, каждой комнате, с ними сталкивается
каждый человек — учится ли он, работает или отдыхает.
5
И неудивительно, что, живя в мире машин, мы не можем не интере-
соваться ими. Теперь школьники знакомятся с современным производ-
ством, с основами машиноведения. Обучение тесно связывается с прак-
тикой. Школьники трудятся в цехах завода и в поле, в гараже и за ру-
лем автомобиля.
Много интересного таит в себе машинная техника! У пытливого ума
здесь возникнут десятки вопросов, и он станет искать на них ответ.
Какой самый мощный двигатель на свете? Сколько за одну мину-
ту производится всяких вещей в нашей стране? Как устроен реактив-
ный самолет и почему на нем можно летать быстрее звука? Сколько
оборотов делает в минуту вал самой быстроходной машины?
Какой, как, сколько... Может ли, есть ли, правда ли... Сто тысяч
«почему»... На многие вопросы ответят учебник и школа. Многое узнают
школьники из собственного опыта. Но мир машин велик и многообра-
зен. Те, кто захочет узнать о нем побольше, должны обратиться к испы-
танному другу — книге. Книги расскажут о том, что скрыто иногда за
несколькими строчками учебника, за короткой математической выклад-
кой, за примечанием, набранным мелким шрифтом.
Они расскажут об огромном семействе самых разнообразных
машин.
Из чего и как делают машины — вопрос и сложный и интересный.
Не все знают, какие бывают материалы, какими удивительными свой-
ствами они обладают. Многим неизвестно, что и керамикой теперь
режут металлы, что есть чудесный инструмент — электрическая искра.
Не все знают, что в создании машин1 участвуют не одни станки и
инструменты, но и такое «оружие» машиностроителя, как невидимые
лучи и неслышимые звуки, что машиностроителям помогают радио и
кино, телевидение и химия, атомная энергия и взрыв.
«Нужно всюду больше вводить машин, переходить к применению
машинной техники возможно шире», — подчеркивал Ленин. Сбываются
слова вождя.
Наша страна вступила сейчас в новый важнейший период своего
развития — период развернутого строительства коммунистического
общества. Много предстоит сделать по грандиозному семилетнему
плану, принятому историческим внеочередным XXI съездом КПСС. Ве-
ликая программа предусматривает в 1959—1965 годах дальнейший
мощный подъем всех отраслей экономики на базе преимущественного
роста тяжелой индустрии и всемерного развития новой техники. Июнь-
ский Пленум ЦК КПСС, посвященный вопросу ускорения технического
прогресса в промышленности и строительстве, наметил важные меро-
приятия по внедрению комплексной механизации и автоматизации и
дальнейшему расширению промышленного производства. Пленум обра-
тился ко всему советскому народу с призывом настойчиво овладевать
новой техникой, шире распространять и внедрять опыт передовиков
соревнования, новаторов производства, развивать массовое движение
рационализаторов и изобретателей.
Широчайшее поле деятельности во всех областях промышленного
6
и сельскохозяйственного производства открыто перед нашей моло-
дежью. Производство требует грамотных, умелых работников. Им
нужно много знать, много учиться.
Помочь познакомиться с машиной — главная задача этой книги.
Она не учебник, и не учебное пособие, и не словарь, не энциклопедия,
хотя речь в ней идет о многом, что связано с машинами. Книга пред-
ставляет собой круг научно-популярного чтения для молодежи, которая
интересуется современными машинами, техническим прогрессом.
Над книгой работал большой коллектив инженеров, ученых, писа-
телей, журналистов и художников. В ней читатель найдет разнообраз-
ный материал —и простой и более сложный. Это сделано не случайно.
Хотелось, чтобы интересное и полезное для себя здесь нашли читатели
разных категорий: и те, кто уже читал книги по технике, и те, кто еще
только начинает знакомиться с нею.
Читатель узнает в книге, какую роль играют машины в нашей жиз-
ни, прочтет о машиностроении — сердцевине тяжелой индустрии, об
основных направлениях технического прогресса.
Подробно рассказывается о принципах устройства машины, о ее
частях и работе, об основных этапах ее истории, описаны главнейшие
типы машин. Машины показаны и старые и новые, чтобы видно было,
как они развивались. Несколько очерков посвящено материаловедению
и металлообработке, науке о прочности машин, новейшей технологии
машиностроения, испытаниям и контролю машин и их деталей.
Связь науки и машиностроительной практики, достижения техниче-
ской физики и других отраслей знания также отражены в книге. Значи-
тельное место уделено промышленной автоматике, включая применение
электронных вычислительных устройств — «машинной математики».
Отдельный рассказ посвящен организации производства на крупном
машиностроительном заводе. Заключительные очерки рассказывают
о завтрашнем дне машинной техники и машиностроения.
Содержание книги не ограничено только очерками на основную тему.
Помимо них, включены разнообразные по форме заметки. Здесь чита-
тель найдет и «Физику в машине», и любопытные цифры и факты, и
«Математику у станка», и экскурсии на заводы и в лаборатории и много
других нужных сведений.
Многочисленные рисунки с подробным пояснительным текстом пока-
зывают общий вид и разрез машин. Схемы, чертежи, диаграммы иллю-
стрируют различные заметки.
Среди читателей, несомненно, окажутся и юные техники — строи-
тели моделей различных машин, любители самоделок и опытов. Для
них предназначен раздел «Сделай сам».
Чтобы можно было легко разобраться в большой книге, в конце вы-
делен справочный отдел — подробный указатель к тексту и рисункам.
Наконец для желающих глубже познакомиться с тем или иным
вопросом, затронутым в круге чтения, составлен систематизированный
список дополнительной научно-популярной, научно-технической и науч-
но-фантастической литературы.
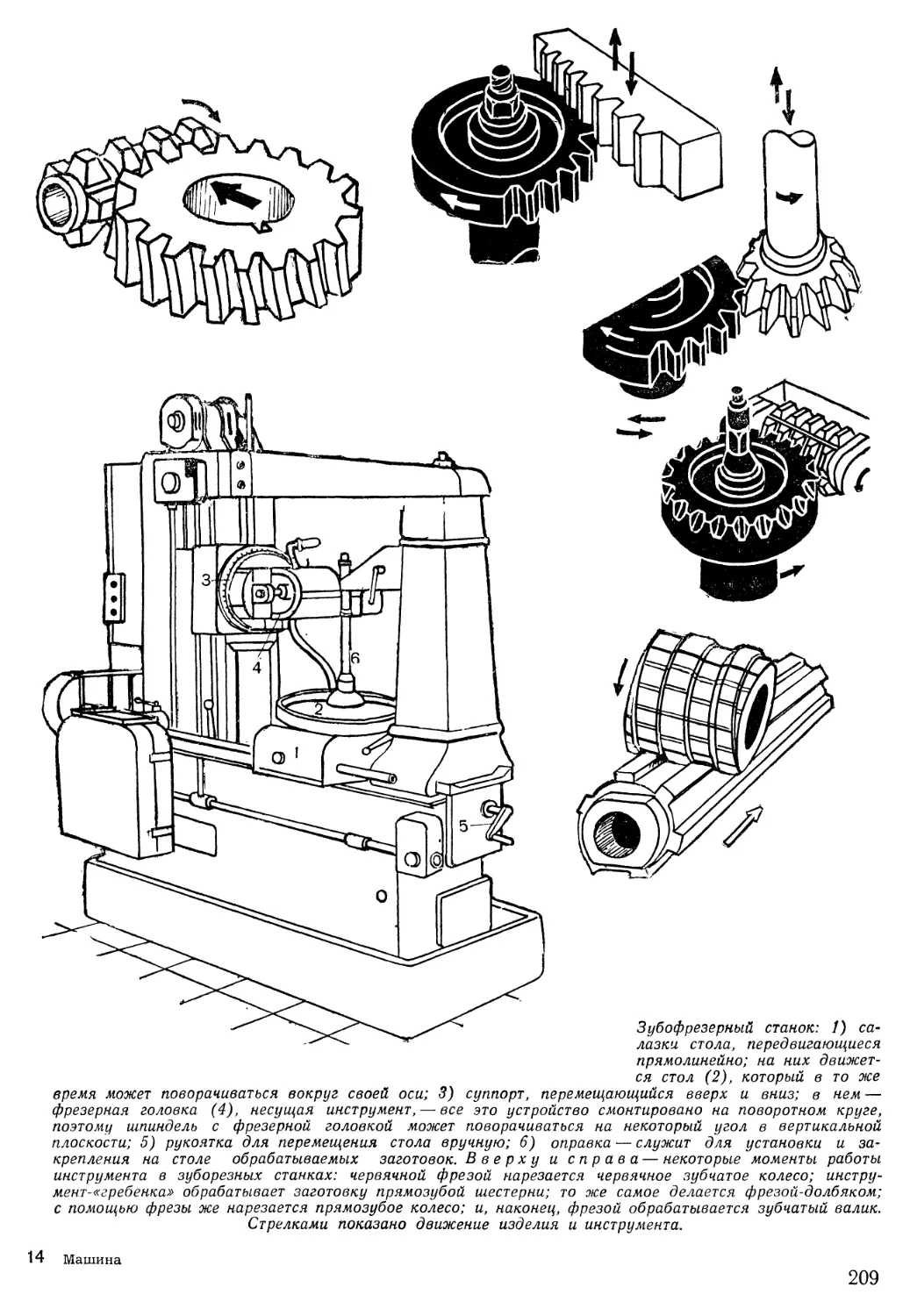
7
Мир машин
Что ТАКОЕ МАШИНА
Что такое машина . . ............................... 37
Из чего строится машина . .......................... 76
Как создается машина ............................... 92
Как строится машина .............................. 200
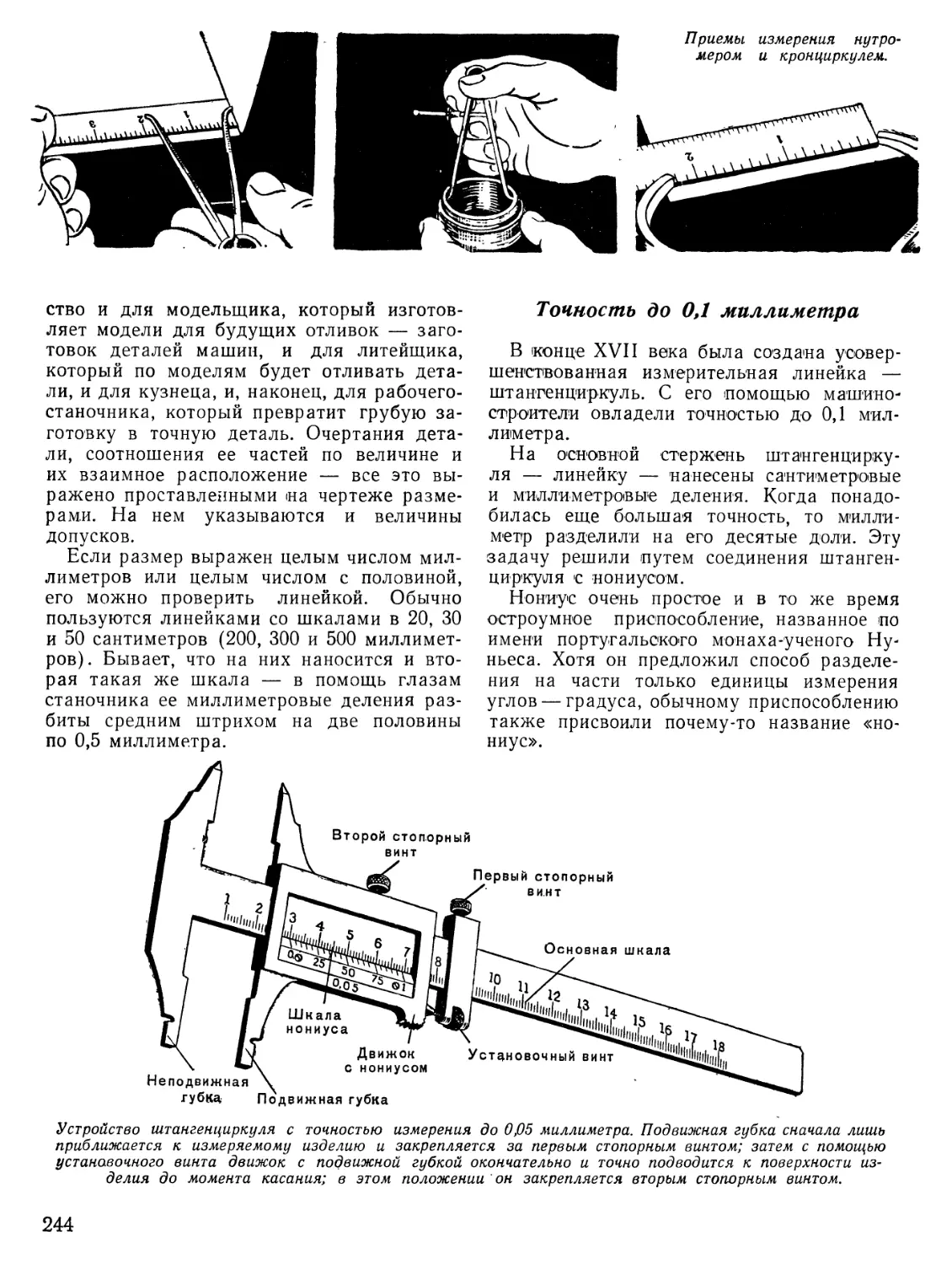
Машина и точность . ........ в 234
Машина
РАБОТАЕТ
Машиностроительный завод
Машина работает
Машины-автоматы
Машины-инженеры
269
286
304
348
На путях прогресса
На путях прогресса............................... 387
Материалы новой техники .... ... 394
Навое в производстве машин . . 412
Наука помогает машиностроению.................... 430
Машины будущего
Физика в машине............................... 43—365
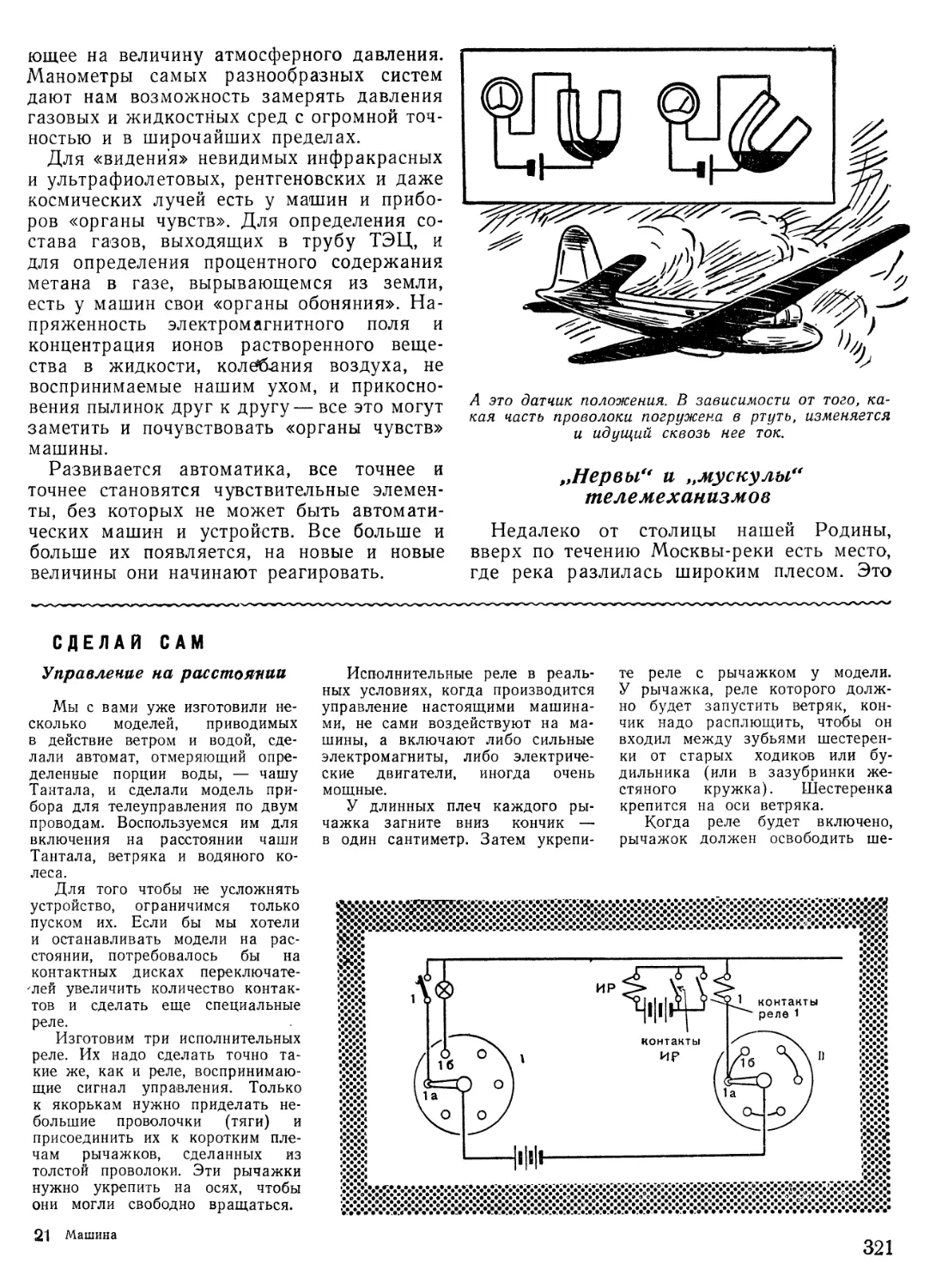
Сделай сам............................. 54—322
Экскурсии на заводы, в институты и лаборатории 144—375
Чертеж — язык техники...........................187—446
Математика у станка ...... 214—222
Разные заметки .................................12—446
Предметный указатель ............................. 489
Именной указатель . . оО1
Что читать.................. . . 503
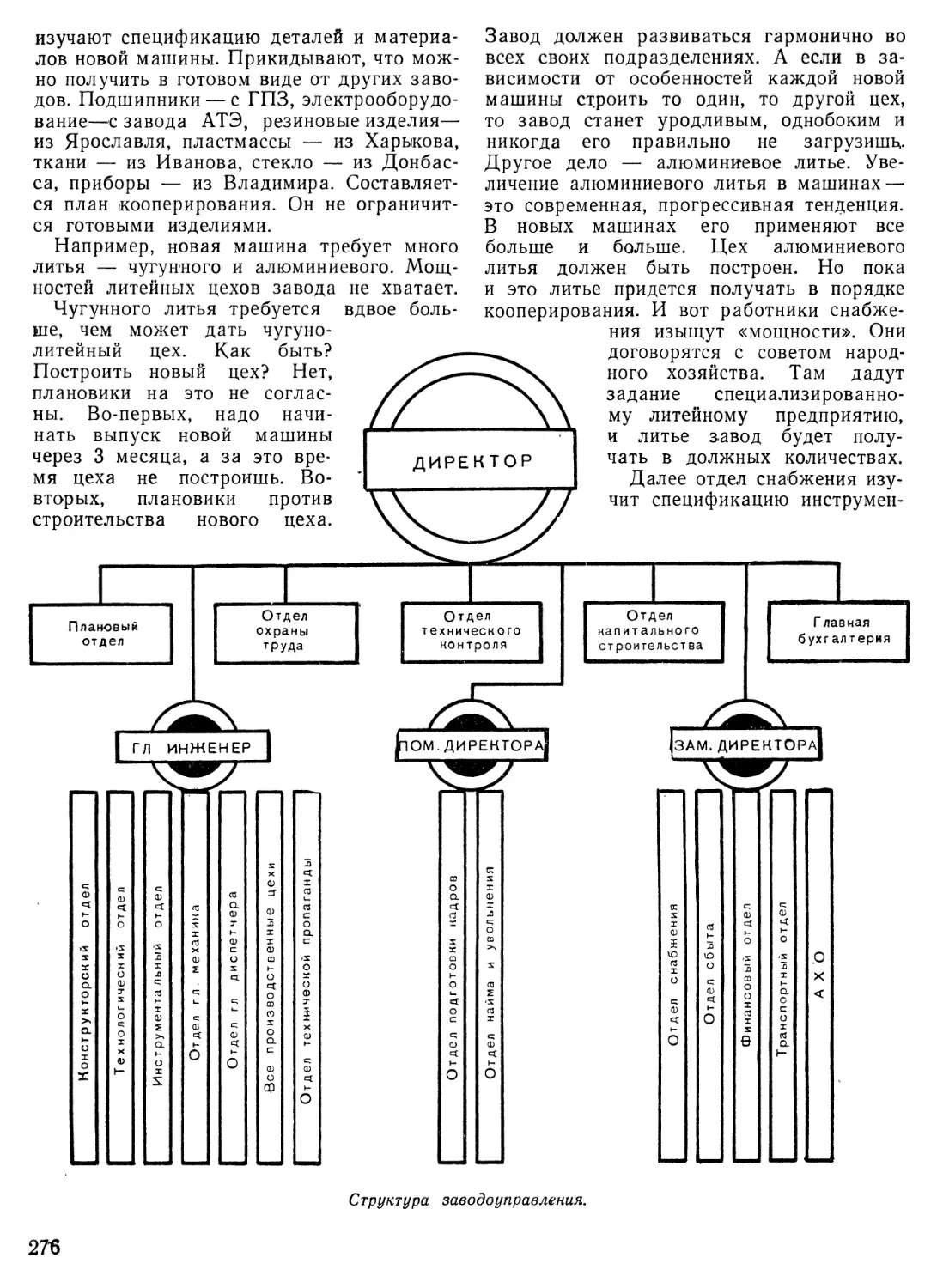
Обширен и многообразен огромный про-
изводственный организм народного хозяй-
ства страны. Промышленность, сельское
хозяйство, транспорт — таковы главнейшие
его части. Каждая из них жизненно важна
для народа.
Множество самых различных подразде-
лений есть в трех главных частях. Их
перечисление заняло бы немало места:
сколько существует отраслей промышлен-
ности, сколько видов транспорта, связи,
сколько продуктов и сырья дает сельское
хозяйство! Но в этом многообразии выде-
ляется самое важное, самое решающее, от
чего зависят в конечном счете любое про-
изводство, уровень жизни любого из нас,
наконец обороноспособность государства.
Тяжелая индустрия, дающая уголь, нефть,
металл, энергию, создающая машины, —
вот основа основ могущества страны, ее
благосостояния и культуры.
Неуклонно из года в год растет производ-
ство в металлургии, машиностроении, энер-
гетике, добывающей промышленности. За
семь лет — с 1959 по 1965 год — добыча
угля в СССР увеличится на 21—23 процен-
та, нефти — в 2 раза, чугуна — на 65—
77 процентов, стали — на 56—65 процентов.
Машиностроение и металлообработка уве-
личат продукцию почти вдвое.
11
Уголь — «хлеб» промышленности. Его
ждут электростанции и металлургические
заводы. Его можно превратить в лекарства,
краски, удобрения, пластмассы и во множе-
ство других полезных продуктов.
Нефть — «черное золото». Это пища бес-
численной армии двигателей, ценнейшее
химическое сырье. Это прежде всего бен-
зин, керосин, смазочные масла. Не будь их,
замерла бы работа на полях, повсюду оста-
новились бы тракторы и комбайны, авто-
машины и корабли, самолеты не поднялись
бы в воздух.
Энергия. Недаром «веком электричества»
называют наше время. Электрические солн-
ца превращают ночь в день. Электродви-
гатели работают на фабриках и заводах.
Электричество помогает добывать уголь и
нефть, обрабатывать металл. Оно все шире
применяется в сельском хозяйстве. Элек-
тричество необходимо на транспорте и
в быту. Оно играет большую роль и в свя-
зи. Радио и телеграф, телевидение и
кино, трамваи, троллейбусы, электропоез-
да— все они работают благодаря этому
самому удобному виду энергии, который
легко превратить в любой другой и пере-
дать на сотни и тысячи километров.
Металл — «тело» машин. Без металла
нет машиностроения. И если тяжелая ин-
дустрия — основа основ народного хозяй-
ства, то машиностроение — его сердцевина.
Почему? Потому что и уголь, и нефть, и
металл, и энергия добываются с помощью
наших механических помощников—ма-
шин.
Вот геологи нашли и разведали залежи
угля. Надо пройти ствол — подземный тон-
нель. Приходят на помощь машины, и шах-
та вступает в строй. Мощные машины стали
орудием шахтера, заменяя труд десятков
людей. Одна машина — угольный ком-
байн — на все руки мастер: и рубит, и от-
бивает, и грузит уголь!
Но вырубить уголь — еще далеко не ко-
нец работе. Надо закрепить вслед за ком-
байном кровлю, откачать воду, доставить
шахтеров в забой — и тут помогают спе-
циальные крепи, конвейеры, насосы, элек-
тровозы, которые за несколько минут
подвезут к месту работ горняков и вывезут
уголь.
На открытых разработках — там уголь
залегает неглубоко — работают экскавато
ры, паровозы и электровозы.
Недалеко то время, когда исчезнет про-
фессия шахтера, какой раньше понимали
ее, исчезнет в шахтах физический труд, за-
мененный трудом машин-автоматов.
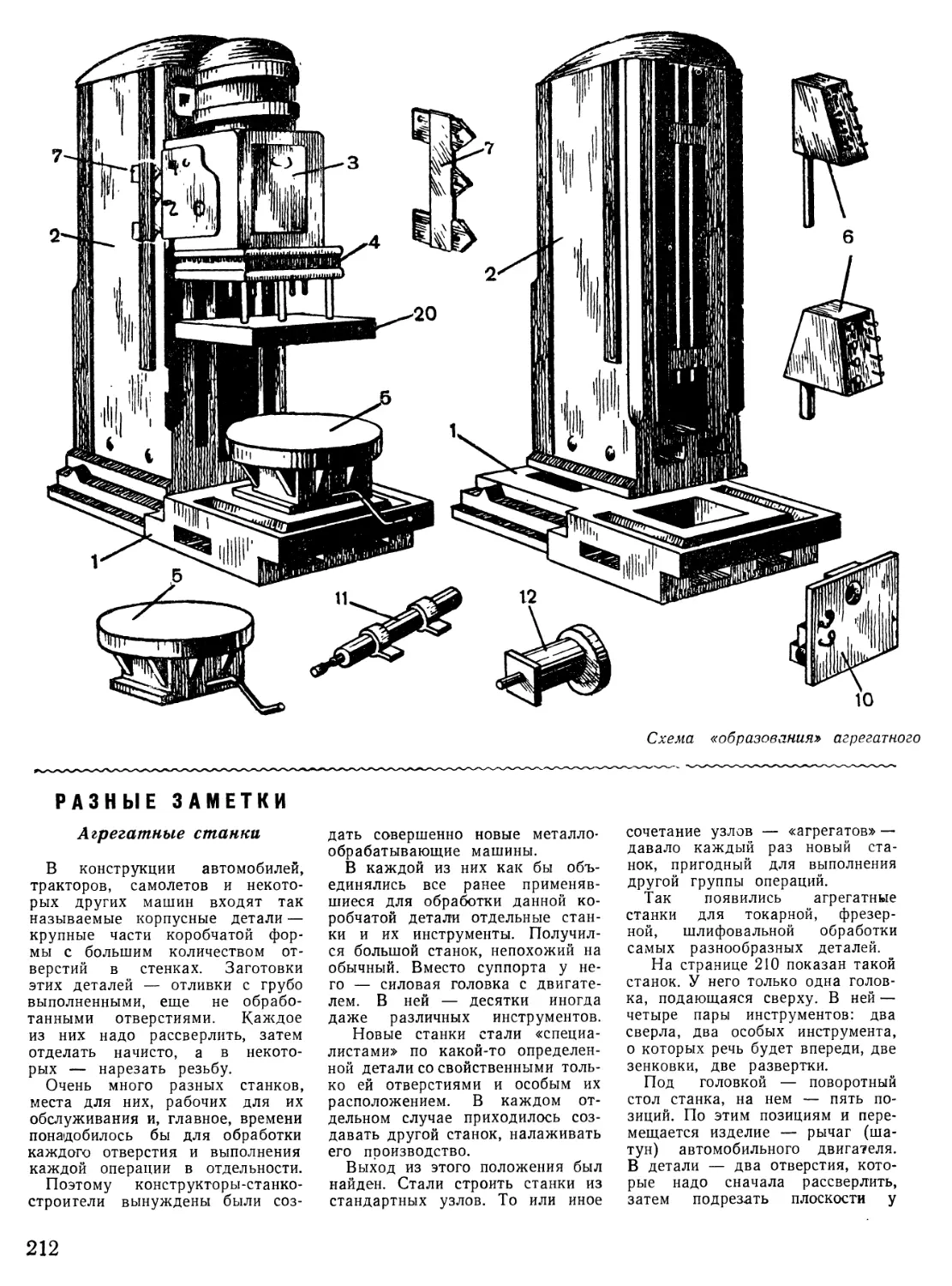
РАЗНЫЕ ЗАМЕТКИ
Гидротурбина-гигант
Турбины волжских гидростанций должны в се-
кунду пропускать 600 кубометров воды—в шесть раз
больше, чем протекает за это время по каналу
имени Москвы. Самая большая из построенных
у нас турбин имеет мощность свыше 126 тысяч ки-
ловатт. Диаметр рабочего колеса гидротурбины для
Волжской ГЭС равен 9,3 метра. Давление на опору,
оказываемое этим гигантом, превышает 3 тысячи
тонн. За создание мощной турбины группа конст-
рукторов во главе с Н. Н. Ковалевым удостоена
Ленинской премии.
Для Братской ГЭС нужно Судет построить гид-
ротурбины мощностью свыше 200 тысяч киловатт.
12
И нефть добывают при помощи машин.
Приходится иной раз проникать на кило-
метры в глубину земли, под топи болот
и даже под морское дно, где скры-
ваются богатейшие нефтяные запасы. Ма-
шиностроители дают нефтяникам турбобу-
ры и долота, буровые станки, подъемные
механизмы, насосы — все, что требует
сложная техника нефтедобычи.
Богата кладами наша земля. В подзем-
ной кладовой хранятся не только уголь и
нефть. Там залежи металлических руд —
от простого железа до редких и очень нуж-
ных металлов, без которых машины строить
ныне нельзя. За топливо и сырье, за энер-
гию и металл ведется упорная борьба, а без
машин и приборов ее вести невозможно.
Когда приборы-разведчики сказали свое
слово, выступают машины — «добытчики»
и «перевозчики».
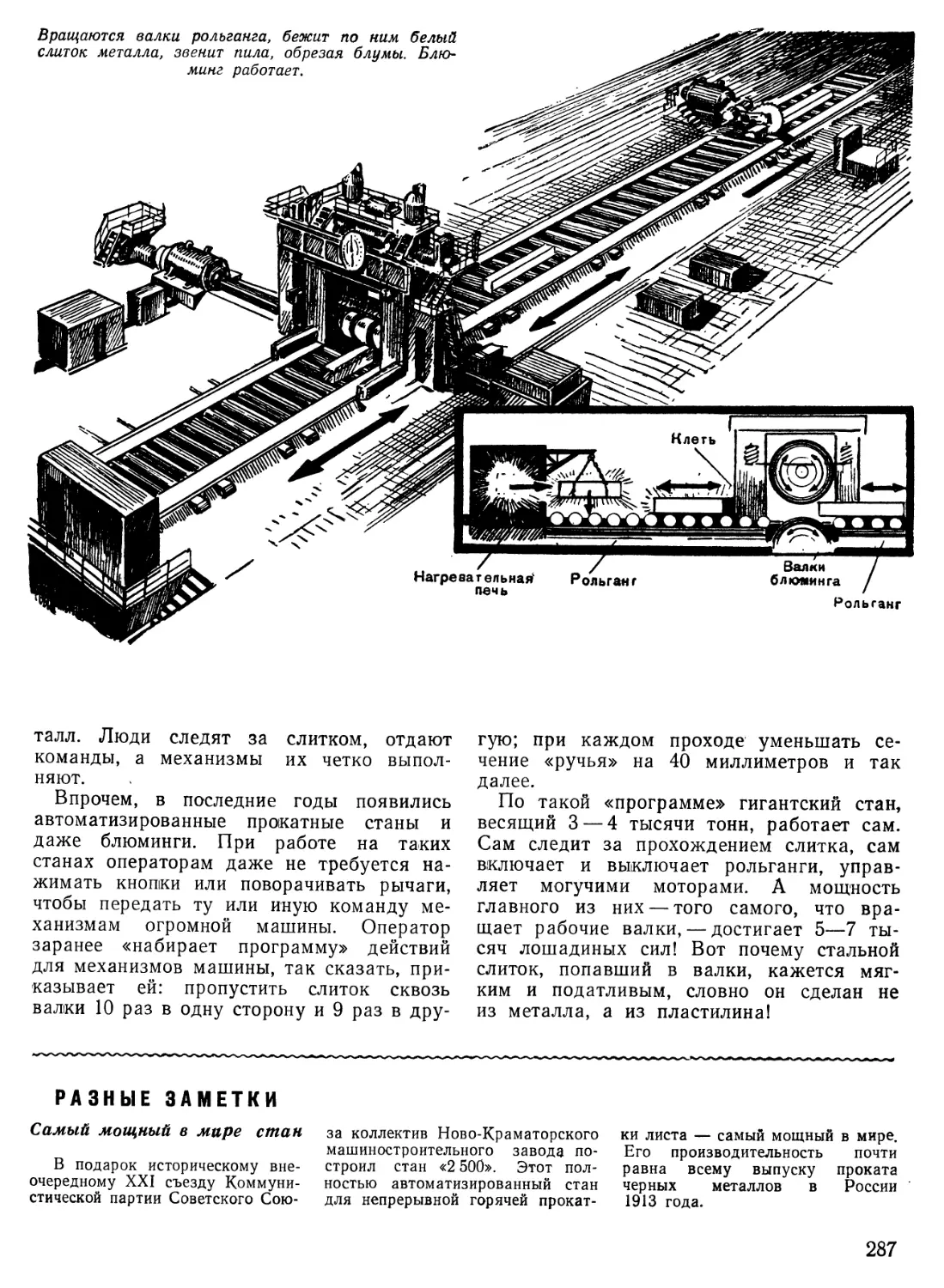
Металл выплавляют металлурги. И у них
в подчинении «тяжелая артиллерия» —
мощные, исполинские агрегаты и машины.
Нужен металл — балки и рельсы, полосы
и тонкие листы, прокат всевозможных се-
чений и трубы. Значит, нужны прокатные
станы — отряд машин, оснащенных авто-
матикой и приборами. С большой ско-
ростью мчится стальная болванка в про-
катном цехе. Мощность двигателей одного
гиганта-блюминга, который из стального
слитка в несколько тонн весом делает про
кат, достигает 37 тысяч киловатт!
Давление помогает обрабатывать метал-
лы и в прессах и под молотами. Чтобы пре-
одолеть сопротивление металла, надо при-
ложить громадную силу — в тысячи тонн.
Приходится для этого создавать давле-
ние, как в глубинах моря или в недрам
земли.
От металла к машине лежит долгий путь.
Он также совершается с помощью машин.
Литая, кованая, прокатанная заготовка по-
падает в механический цех. Металлурги
стремятся как можно ближе следовать чер-
тежу, чтобы при обработке с заготовки при-
ходилось как можно меньше снимать ме-
талла. И все же остается еще достаточно
работы станкам — недаром их у нас в стра-
не около двух миллионов!
Среди станков есть карлики — они поме-
стятся на столе — и великаны, которые не
Машины и металл
Машиностроение не зря называют сердцевиной
промышленности: еще в 1957 году из каждых 100 ра-
бочих 31 трудился в нашей стране на машинострои-
тельных заводах, а всего на этих заводах работало
почти пять с половиной миллионов человек —
больше, чем жителей в столице нашей Родины
Москве.
В 1957 году металлурги страны дали промышлен-
ности 40,2 миллиона тонн проката. Если бы весь этот
металл был выдан в виде рельсов, то их с лихвой
хватило бы на железнодорожный путь от Земли до
Луны.
К концу семилетки выплавка стали у нас достиг-
нет 91 миллиона тонн. Рельсов из нее хватило бы
уже на гигантское кольцо с диаметром, равным рас-
стоянию от Земли до Луны.
13
уместить и в большом доме. Есть быстро-
ходные машины и аппараты на полтораста
тысяч и больше оборотов в минуту и меха-
низмы, где один оборот происходит за це-
лый год. Разные в них бывают и инстру-
менты: резцы, сверла, протяжки, фрезы,
шлифовальные круги. Металл режут метал-
лом — быстрорежущей сталью, твердым
сплавом. В последнее время им на помощь
пришла минералокерамика.
Резец-клин скалывает кусочек за кусоч-
ком, и стружка вьется лентой, завиваясь
в колечки, ломаясь по пути. Быстро вра-
щается заготовка, стружка накаляется до-
красна и сбегает чуть ли не со скоростью
поезда. В самом деле, километр в мину-
ту— это скорость поезда!
У станков может быть не один инстру-
мент, а несколько, которые работают одно-
временно или последовательно один за JQtpy-
гим. Можно обрабатывать сразу несколько
изделий.
Есть станки, изготовляющие изделие по
модели, копируя ее. На полуавтомате ра-
бочий устанавливает заготовку, пускает
в ход станок и снимает готовую деталь.
Станки-автоматы почти полностью осво-
бождают рабочего от физического труда.
Есть станки, работающие по задан-
ной программе: они повинуются сигналам,
которые им посылает специальный управ-,
ляющий прибор.
На станочных линиях — «цепочке» из
автоматов — изделие сходит через каж-
дые несколько минут.
Машины-карлики и машины-гиганты
Машиностроителям приходится сталкиваться с об-
работкой самых разнообразных деталей: от едва
различимых глазом до гигантов высотой с трехэтаж-
ный дом.
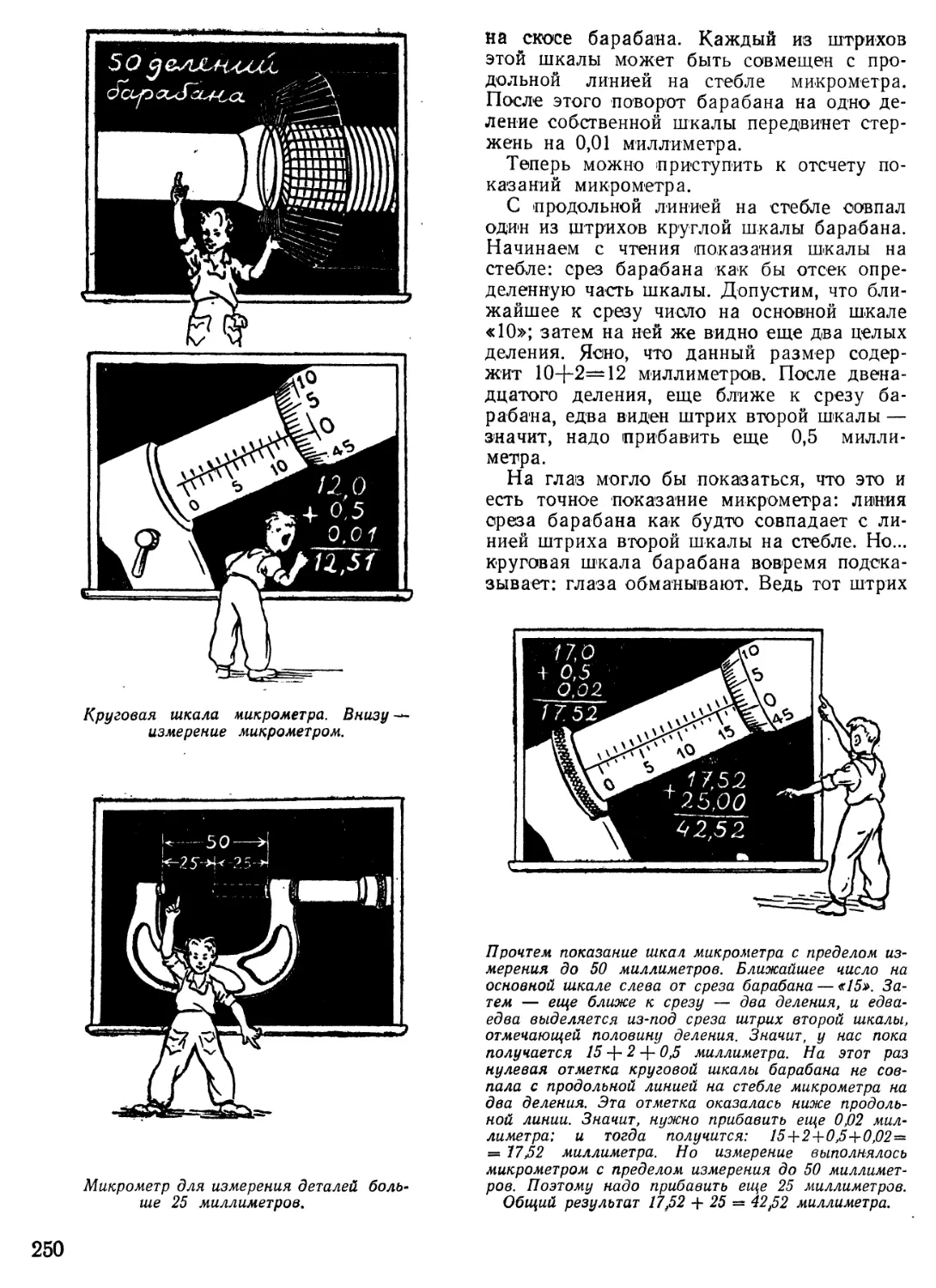
В часах на вашем запястье есть шайбочка тол-
щиной в 0,01 миллиметра и наружным диаметром
в 0,645 миллиметра. В обычную спичечную короб-
ку войдет 6 миллионов таких деталек. Весит каж-
дая из них 0,000013 грамма! Не дышите на нее —
улетит!
А в одном из павильонов на Выставке достиже-
ний народного хозяйства СССР можно увидеть мо-
дель гигантской станины-слябинга. Высота ее —
больше 8 метров, а вес — 120 тонн! Если ее поло-
жить на одну чашу весов, то на другую пришлось
бы поставить ни мало, ни много 82 полностью сна-
ряженные автомашины «Победа»!
Иногда бывает нужно просверлить в дета-
лях некоторых приборов отверстия диаметром
И
45 тысячных миллиметра. Для этого су*
шествуют сверлильные станки-лилипуты.
Рабочий у такого станка следит за обработ-
кой сквозь лупу.
Есть токарные станки для деталей
диаметром в 1 миллиметр. В часовой про-
мышленности имеются станки-автоматы
для нарезания зубьев на миниатюрных ше-
стеренках. Высота зубьев на них не пре-
вышает двух десятых миллиметра.
Наряду с этим промышленность нуж-
дается в зубчатых колесах, диаметр кото-
рых в несколько раз больше человеческого
роста. Их обрабатывают на карусельных
станках с диаметром планшайбы свыше
двух десятков метров. Суппорты этой
машины передвигаются с помощью элек-
тромоторов, а добираться к ним рабочему
приходится с помощью лестниц и тра-
пов.
На одном из наших заводов работает
токарный станок-гигант. Он может обраба-
тывать детали диаметром в 4 метра и дли-
ной 32 метра! На громадном футбольном
поле Центрального стадиона имени Ленина
было бы тесно даже двум таким станкам.
А к 1960 поду должен быть освоен еще
более крупный станок — для деталей диа-
метром 6,3 метра.
Гигантский фрезерный станок для обра-
ботки роторов электрогенераторов имеет
в длину 17 метров, в ширину 9,5 и в высо-
ту 5,5 метра. Вес его 180 тонн. Он приво-
дится в движение 22 электродвигателями,
а управляет его работой всего один рабо-
чий — все механизмы действуют автома-
тически. На этом станке производятся
сразу две операции: фрезеровка па-
зов и обработка «ласточкиного хвоста» ге-
нератора. Размер обрабатываемой детали-
12,5 метра в длину и диаметр — 2,8 метра.
Детали еще больших диаметров — до 13 мет-
ров! — можно обрабатывать на карусельном станке
Коломенского завода. Вес этого гиганта — 500 тонн,
то есть столько, сколько весят свыше 200 обычных
станков, а высотою он почти с трехэтажный дом.
Приводят в действие станок 42 электродвигателя
мощностью от 0,25 киловатт до 150 киловатт. Этот
станок тоже владеет несколькими специальностя-
ми — одновременно на нем обтачиваются торцы,
цилиндрические и конические поверхности турбин-
ных деталей.
Тяжелый четырехшпиндельный продольно-фре-
зерный станок может обрабатывать детали длиной
до 12 метров.
Диаметр арены Московского и других цирков
«всего» 13 метров. «Всего» потому, что некоторые
карусельные станки на наших заводах позволяют
обрабатывать детали диаметром 22 метра! Один та-
кой станок весит столько же, сколько железнодо-
рожный состав, — 1 700 тонн!
15
Машины нужны не только тяжелой, но и
легкой промышленности и строительной ин-
дустрии.
В самом деле, теперь часто можно уви-
деть такую картину. Машины вгрызаются
в землю, заменяя сотни землекопов, избав-
ляя людей от тяжелого физического труда.
Грузовики привозят части будущего зда-
ния. Вот громадная панель — перекрытие
между этажами; вот стены, колонны, лест-
ничные площадки... Постепенно растет боль-
шой дом, уже можно угадать его контуры.
Здесь своеобразное производство, по суще-
ству, сборочный цех строительного завода.
Прямо под открытым небом идет работа, и
все же это индустрия, машинное царство.
И путь к сборке дома начинался тоже при
участии машин.
РАЗНЫЕ ЗАМЕТКИ
Цифры великого плана
Семилетка. 1959 — 1965 годы!
Всего семь лет пройдет, а ма-
шиностроение и металлообра-
ботка увеличат свою продукцию
почти вдвое. Такова контрольная
цифра. Что же скрывается за ней?
В полтора раза вырастет про-
изводство металлорежущих стан-
ков и кузнечно-прессовых машин.
Тысяча триста новых автоматизи-
рованных станочных линий вой-
дут в строй. Какую бы отрасль
машиностроения мы ни взял-и —
оборудование для энергетики или
металлургии, промышленности
химической, текстильной или пи-
щевой, выпуск автомобилей, элек-
тровозов или тепловозов, — всю-
ду намечается превысить уро-
вень 1958 пода самое меньшее
в два раза.
Даже беглый обзор цифр се-
милетнего плана показывает, ка-
кие качественные сдвиги произо-
шли в машиностроении за послед-
ние годы. Лишь о десятках авто-
матических и полуавтоматических
линий можно было раньше гово-
рить. Сейчас автоматика на пе-
реднем плане, и цехи-автоматы,
заводы-автоматы — это уже не
опыт, а реальная цель. Производ-
ство счетных и математических
машин должно вырасти почти
в пять раз. Это значит, что
наступает время перехода на
высшую ступень автоматизации
производства, присущей комму-
низму.
И не случайно семилеткой
предусмотрено, что машинострое-
ние обеспечит выпуск комплекса
машин и приборов для дальней-
шей механизации тяжелых и тру-
доемких работ, для широкого вне-
дрения автоматики в промышлен-
ности, на транспорте и в сель-
ском хозяйстве.
Только на базе новейших до-
стижений науки возможно осуще-
ствить за семилетку высокие тею-
пы развития машиностроения.
Машиностроение внесет свой
вклад в широкую программу
строительства коммунизма в на
шей стране.
Об огромных успехах совет-
ского машиностроения красноре-
чиво говорит сопоставление ре-
зультатов двух переписей. Первая
была произведена в 1910 году,
вторая — сорок восемь лет спу
стя.
В сельском хозяйстве страны
было:
1910 год
сох и косуль — 7,8 млн
плугов деревянных — 2,2 млн
плугов железных — 4.2 млн.
борон деревянных — 17,7 млн.
1958 год
тракторов (в пересчете
на 15-сильные) — 1700 000
комбайнов зерновых — 483 000
грузовых автомобилей — 660 000
и миллионы сложнейших сельско-
хозяйственных машин.
До революции механические
двигатели давали сельскому хо-
зяйству только 1 процент всех
мощностей. Сегодня — 95 про
центов.
Каждые пять часов в нашей
стране рождается новый тип
станка, новый прибор, новая кон-
струкция турбины или новая мо-
дель машины.
Вот наглядная таблица роста
продукции Машиностроения и ме-
таллообработки в СССР в про»
центах:
1940— 100
1950— 215
1958— 680
1965— 1300
16
Машина должна иметь красивый внешний вид. Рационально размещенные, удобной формы рычаги,
рукоятки, кнопки улучшают условия труда и повышают его производительность. Светлая, прият-
ная окраска машины не утомляет глаз. Красивое оформление заставляет рабочего бережно отно-
ситься к машине, соблюдать чистоту.
Какая резкая разница между станком XVIII века и станком начала и середины XX века!
Рулевое колесо и педали автомобиля, кнопки управления, изображенные здесь, — плод содру-
жества художника и инженера. (К стр. 14.)
Выставка достижений Народного Хозяйства — царство машин. Автомобили и тракторы, прессы и
прокатные станы, всевозможные сельскохозяйственные машины, тепловоз и электровоз... Художник
изобразил здесь только малую долю того, что можно увидеть на выставке. (К стр 16.)
Здесь изображены машины легкой и пищевой^ промышленности: хлебопекарная печь (1), тестопри-
готовительный агрегат (2), тестозакаточная машина (3), швейные машины (4 и 5), крутильная маши-
на (6), холодильная машина в прилавке (7), холодильный аммиачный компрессор (8), лино-
тип (9), ротационная машина (J0), офсетная машина (11). (К стр. 31.)
Они готовили для стройки бетон, изго-
товляли каркасы, резали и сваривали ме-
талл. Все сделано ими в цехах домострои-
тельных заводов: трубы, штукатурка, кера-
мические плиты. Машины рыли котлован,
помогали укладывать фундамент, собирать
из строительных деталей дом. Они подведут
к нему асфальтовую дорогу, привезут са-
женцы деревьев, чтобы зелень разрослась
во дворе.
Стройкам нужны миллионы кубометров
бетона, тысячи километров труб, сотни
миллионов кирпичей. Несколько тысяч ку-
бометров бетона в сутки дает автоматизи-
рованный бетонный завод. Сырье — ще-
бень, песок, цемент, вода — подается авто-
матически в бетономешалку. Оператор
у пульта управления выбирает нужную
марку бетона и устанавливает дозировку
сырья.
Непрерывным потоком идет готовый
бетон, который ждут на строительных пло-
щадках. Камнерезные машины готовят ма-
териал для каменных домов, другие маши-
ны приготовляют раствор и подают его.
Наши крупнейшие стройки — этапы боль-
шого пути. Магнитка, Днепрострой, Волго-
Донской канал, Куйбышевская ГЭС — за
всем этим напряженный героический труд
многих людей, работа множества машин и
механизмов. Сталинградская, Иркутская,
Братская, Красноярская ГЭС — за каждым
из этих слов скрывается фронт великого на-
ступления на природу.
2 Машина
17
W//&
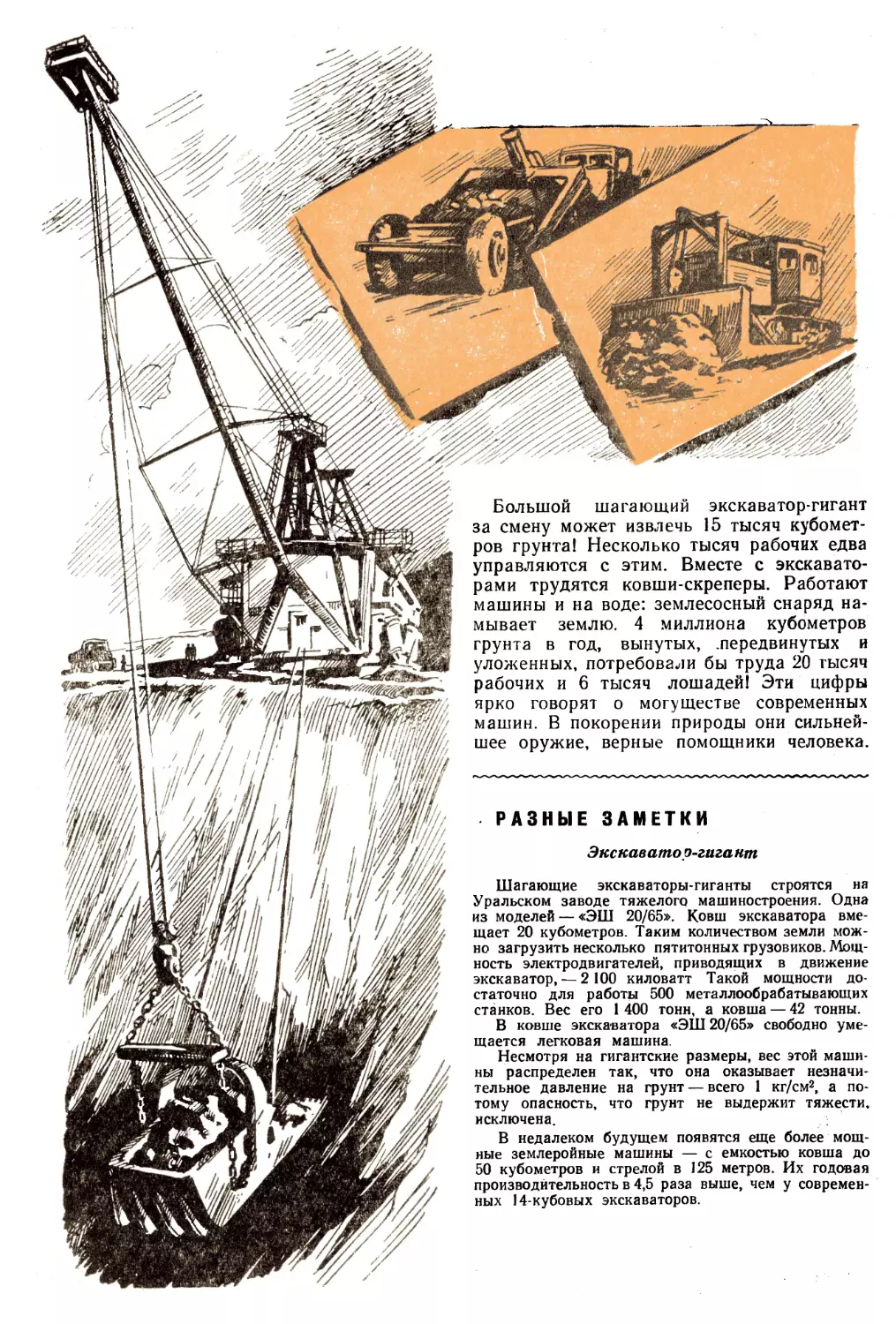
Большой шагающий экскаватор-гигант
за смену может извлечь 15 тысяч кубомет-
ров грунта! Несколько тысяч рабочих едва
управляются с этим. Вместе с экскавато-
рами трудятся ковши-скреперы. Работают
машины и на воде: землесосный снаряд на-
мывает землю. 4 миллиона кубометров
грунта в год, вынутых, передвинутых и
уложенных, потребовали бы труда 20 тысяч
рабочих и 6 тысяч лошадей! Эти цифры
ярко говорят о могуществе современных
машин. В покорении природы они сильней-
шее оружие, верные помощники человека.
РАЗНЫЕ ЗАМЕТКИ
Экскаватор-гигант
Шагающие экскаваторы-гиганты строятся на
Уральском заводе тяжелого машиностроения. Одна
из моделей — «ЭШ 20/65». Ковш экскаватора вме-
щает 20 кубометров. Таким количеством земли мож-
но загрузить несколько пятитонных грузовиков. Мощ-
ность электродвигателей, приводящих в движение
экскаватор, — 2100 киловатт Такой мощности до-
статочно для работы 500 металлообрабатывающих
станков. Вес его 1 400 тонн, а ковша — 42 тонны.
В ковше экскаватора «ЭШ 20/65» свободно уме-
щается легковая машина.
Несмотря на гигантские размеры, вес этой маши-
ны распределен так, что она оказывает незначи-
тельное давление на грунт — всего 1 кг/см2, а по-
тому опасность, что грунт не выдержит тяжести,
исключена.
В недалеком будущем появятся еще более мощ-
ные землеройные машины — с емкостью ковша до
50 кубометров и стрелой в 125 метров. Их годовая
производительность в 4,5 раза выше, чем у современ-
ных 14-кубовых экскаваторов.
Перед натиском строителей отступает
тайга. Они заставили воду поить степи и
пустыни, каналами соединяют моря и реки,
прокладывают пути-дороги через селения и
города, от берега к берегу перекидывают
мосты, тоннелями прорезают горы.
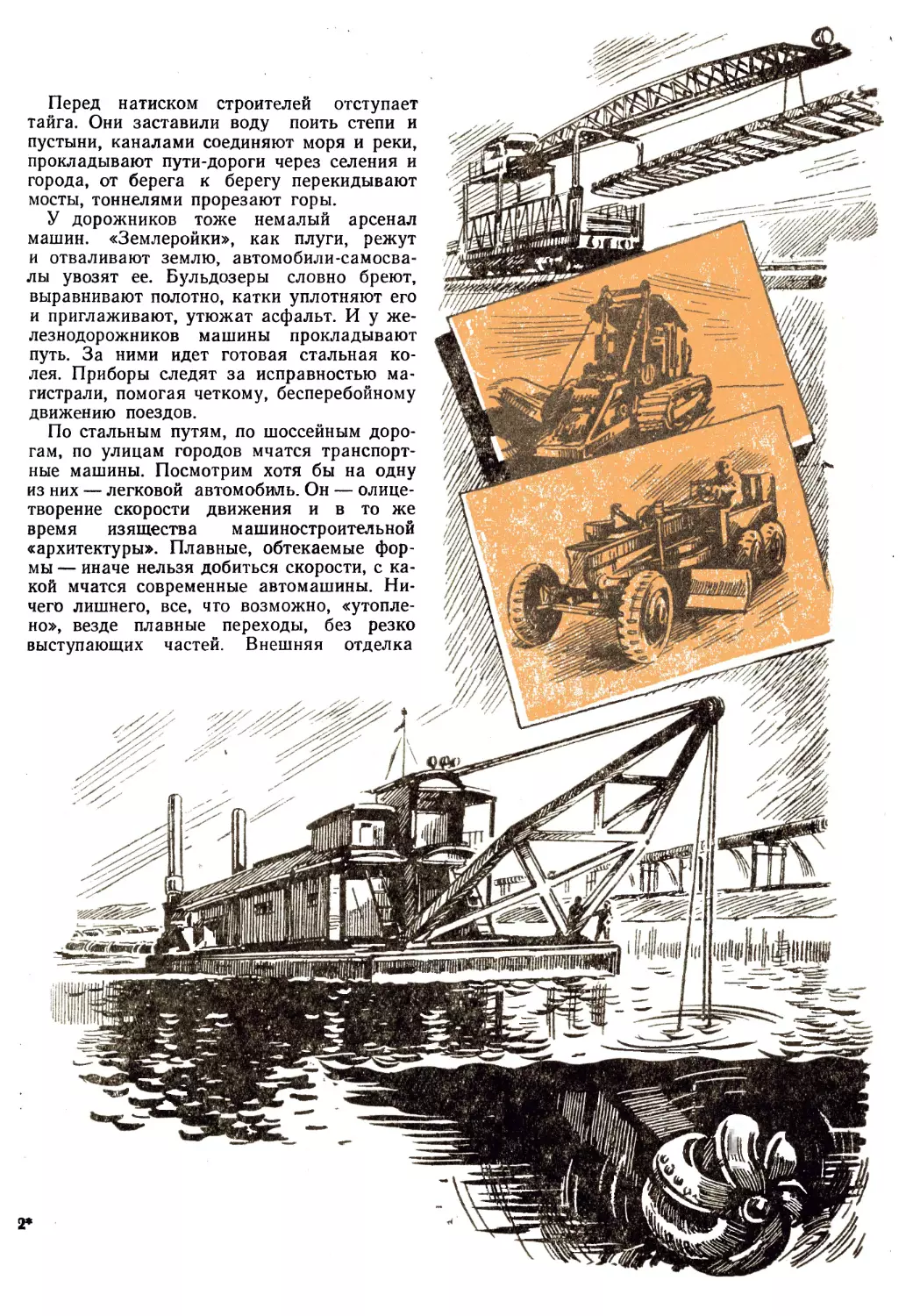
У дорожников тоже немалый арсенал
машин. «Землеройки», как плуги, режут
и отваливают землю, автомобили-самосва-
лы увозят ее. Бульдозеры словно бреют,
выравнивают полотно, катки уплотняют его
и приглаживают, утюжат асфальт. И у же-
лезнодорожников машины прокладывают
путь. За ними идет готовая стальная ко-
лея. Приборы следят за исправностью ма-
гистрали, помогая четкому, бесперебойному
движению поездов.
По стальным путям, по шоссейным доро-
гам, по улицам городов мчатся транспорт-
ные машины. Посмотрим хотя бы на одну
из них — легковой автомобиль. Он — олице-
творение скорости движения и в то же
время изящества машиностроительной
«архитектуры». Плавные, обтекаемые фор-
мы — иначе нельзя добиться скорости, с ка-
кой мчатся современные автомашины. Ни-
чего лишнего, все, что возможно, «утопле-
но», везде плавные переходы, без резко
выступающих частей. Внешняя отделка
РАЗНЫЕ ЗАМЕТКИ
Самый большой а самый
маленький автомобиль
На Минском автозаводе был
построен автомобиль-самосвал
грузоподъемностью в 25 тонн.
Мощность двигателя — 300 ло-
шадиных сил. Диаметр коле-
са — 1 метр 65 сантиметров, то
есть больше, чем высота «Моск-
вича». Длина машины — 8 метров
30 сантиметров. Грузоподъемность
«МАЗ-525» превышает грузоподъ-
емность железнодорожной плат-
формы. Теперь строятся еще
более мощные самосвалы
«МАЗ-530» на 40 тонн груза.
Проходил испытания и самый
маленький представитель семей-
ства автомобилей — двухместная
микролитражка. Вес машины —
370 килограммов, мощность дви-
гателя — 8 лошадиных сил, ско-
рость— 80 километров в час.
До революции у нас в стране
не было своей автомобильной
промышленности. В 1913 году из
привозных деталей на Русско-
Балтийском заводе было собра-
но... 100 автомобилей. Лишь
в 1924 году появились первые
отечественные машины. А в 1958
году с конвейеров автозаво-
дов Советского Союза сошло
511 тысяч автомобилей. Их колон-
на растянулась бы почти на три
тысячи километров: от Москвы до
Омска. У нас теперь каждую ми-
нуту с конвейера сходит один ав-
томобиль.
радует глаз. Внутреннее убранство обеспе-
чивает комфорт. Мягкие сиденья, хороший
обзор, отопление, радио, плафоны ламп —
все продумано, начиная от размещения
пассажиров и кончая электрической зажи-
галкой.
Есть машины, приспособленные для дли-
тельных путешествий, в которых не только
ездят, но и живут. Это маленький домик-
прицеп со всеми удобствами, хотя и тесно-
ватая, но гостиница на колесах.
Существуют автомобили-крошки для од-
ного человека и большие междугородные
автобусы. Некоторые из них вмещают не
один десяток людей. И грузы перевозят
различные представители автомобильного
мира — от маленького «Москвича» до мно-
готонных грузовиков.
Гудя сиренами, мчатся красные пожар-
ные машины на борьбу с огнем. Ранним
утром выезжают на улицы труженики боль-
ших городов — автомобили-уборщики. Крас-
ный крест светится над кузовом санитарной
машины «Скорой помощи».
Необычайна форма гоночной автомаши-
ны. Со скоростью самолета .ураганом не-
сется она по треку: приземистая, обтекае-
мая, как падающая капля. Мощный мотор
позволяет автомобилю на суше догонять
самолет в воздухе.
21
ЭЛЕКТРОВОЗ
ГА30ТУРБ0В03
дайнн
А есть и машины-вездеходы, которым до-
рога вообще не нужна.
Чего только не встретишь в домике на
колесах: типографию и мастерские, баню и
пекарню, госпиталь и лабораторию, радио-
станцию и кинотеатр!
Соревнуясь в скорости с автомашинами,
по рельсовым дорогам мчатся поезда. Мощ-
ные тепловозы и электровозы ведут пасса-
жирские и грузовые составы.
Разнообразны машины, которые можно
увидеть на дорогах. Но взглянем теперь на
водные магистрали. Сколько самых различ-
ных кораблей бороздит моря и океаны!
Среди них океанские лайнеры. Они проплы-
вают за несколько суток тысячи километ-
22
вперед.
iigs ЯЯЧ 41
ПАРОХОД КОЛЕСНЫЙ
ТЕПЛОХОД
ВОДОМЕТ
НАбПОДВОДИЫХ КРЫЛЬЯХ
Ц.П&?охОД ВИНТОВОМ,
О^Гт-гт1_____
ЭЛЕКТРОХОД
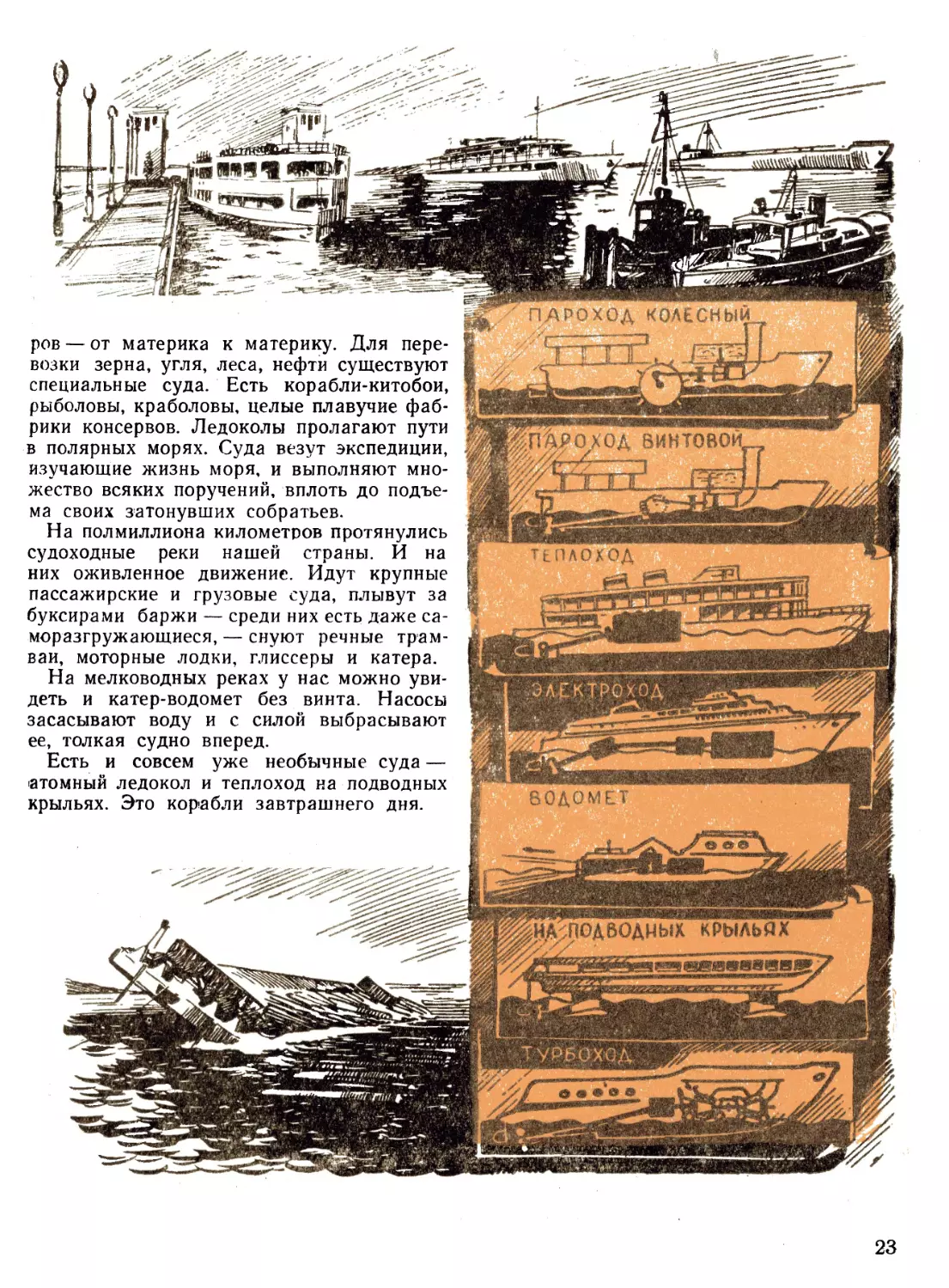
ров — от материка к материку. Для пере-
возки зерна, угля, леса, нефти существуют
специальные суда. Есть корабли-китобои,
рыболовы, краболовы, целые плавучие фаб-
рики консервов. Ледоколы пролагают пути
в полярных морях. Суда везут экспедиции,
изучающие жизнь моря, и выполняют мно-
жество всяких поручений, вплоть до подъе-
ма своих затонувших собратьев.
На полмиллиона километров протянулись
судоходные реки нашей страны. И на
них оживленное движение. Идут крупные
пассажирские и грузовые суда, плывут за
буксирами баржи — среди них есть даже са-
моразгружающиеся, — снуют речные трам-
ваи, моторные лодки, глиссеры и катера.
На мелководных реках у нас можно уви-
деть и катер-водомет без винта. Насосы
засасывают воду и с силой выбрасывают
ее, толкая судно
Есть и совсем уже необычные суда —
атомный ледокол
крыльях. Это корабли завтрашнего дня.
и теплоход на подводных
23
А теперь взгляните вверх, туда, где про-
ходят незримые воздушные дороги. Тишину
разрывает резкий свист. Самолет с корот-
кими отогнутыми назад крыльями, похо-
жий на ласточку, несется в стреми-
тельном полете. Вот самолет с треуголь-
ными крыльями летит, опережая звук.
Плывут многомоторные воздушные лайне-
24
мо-
ры. Юркие вертолеты — воздушные
тоииклы — опускаются, останавливаются
в воздухе и легко уносятся вверх. Плывет
в воздухе большой вертолет — летающий
вагон. Высоко в небе летит пассажирский
реактивный самолет-гигант с двумя сот-
нями людей на борту. За несколько часов
он пересечет всю страну.
25
Но вернемся снова на землю, и не просто
на землю, а к себе домой, в свою квар-
тиру.
...Накрыт стол, и по продуктам можно
изучать экономическую географию сельско-
го хозяйства и пищевой промышленности.
Рыба прибыла с Балтики. Из Подмо-
сковья — овощи, с Кавказа — фрукты, из
Крыма — вино, хлеб — с целины. С москов-
ской фабрики — шоколад и конфеты.
Много ли, мало ли путешествовали про-
дукты, все они в конце концов попадают
на стол. Однако перед этим и их путь лежал
через цепь машин.
В известном романе Ильфа и Петрова
«Двенадцать стульев» есть такое интерес-
ное место. Возле розовощекого великана
с непомерным аппетитом высятся целые
горы пищи. Хлеб, мясо, масло, рыба, ово-
щи, консервы, кондитерские изделия — все
колоссально, словно нужно накормить
исполина в стране лилипутов. Как Монб-
лан, уходит за облака гора из хлебных бу-
ханок. У подножия ее пасутся стада коров
и плещется молочное озеро. Брусок масла
величиною с добрый дом. В садке плавают
косяки всевозможной рыбы — улов боль-
шой рыболовной флотилии. Картофельные
холмы, штабеля огурцов, луковые заросли.
Валы из консервных банок. Конфетно-шо-
коладные бастионы. Чей же здесь рацион?
Кто его уничтожит? Иван Иванович Иванов
или Петр Петрович Петров — безразлично.
Это «средний» человек. Это то, что каждый
из нас съедает за свою жизнь, это своеоб-
разная наглядная статистика.
К ней надо было бы еще многое доба-
вить: свертки материи многометровой дли-
ны, разных сортов и расцветок; множество
пар обуви, шляп, белья, пачки с мылом и
прочее, и прочее, и прочее...
В основе такой шутки — верная мысль:
какое огромное количество предметов тре-
буется населению страны! Одному челове-
ку в день — немного, но когда людей
миллионы — иное дело, совсем иной счет.
26
Только с помощью машин и можно создать
изобилие продуктов, а также всех вещей,
в которых нуждается человек.
Необъятные пространства полей под си-
лу покорить только вооруженному техни-
кой человеку. Почти тысячу тракторов еже-
дневно дают машиностроители земледель-
цам. Свыше 20 миллионов лошадиных
сил — такова мощность тракторов, рабо-
тающих ныне в нашей стране. Через каж-
дые несколько минут с конвейера сходит
комбайн. Семьсот тысяч комбайнов убира-
ют у нас зерно.
Десять-одиннадцать миллиардов пудов
хлеба должны собирать мы ежегодно —
вот задача на ближайшие годы. Разве это
возможно без сельскохозяйственных ма-
шин? Они становятся все совершеннее.
Челябинские тракторостроители создали
гусеничный дизельный трактор мощ-
ностью в 250 лошадиных сил. В за-
крытой кабине водитель не будет ни мерз-
нуть, ни изнывать от жары: электропечь и
вентиляторы обеспечат ровный «климат».
Гигант заменяет пять обычных машин! Его
получат стройки, лесоразработки и нефте-
промыслы.
Трактор-амфибия — настоящий вездеход.
Он идет, не разбирая дороги, спускается по
откосу, входит в реку, не боясь отмелей,
плывет, как заправское судно, тащит за со-
бой караван плотов.
Сквозь чащу леса с грузом древесины
на большом щите позади пробирается дру-
гой — трелевочный — трактор. С лесосеки,
где жужжат пилы и с шумом падают ство-
лы, тягач на широких гусеницах тащит по
плохой лесной дороге срубленный лес.
А вот трактор, совсем не похожий на
своих собратьев. Два больших колеса сза-
ди, два маленьких впереди, а между ни-
ми — открытая рама с сиденьем трактори-
ста. Это самоходное шасси для навесных
орудий, которое может все делать на ого-
родах — от посева до уборки и вывозки
овощей.
27
У другого трактора совершенно необыч-
ный вид: высокая стрела, и к ней подходит
гибкий кабель.
Не слышно привычного рокота двигателя.
Электротрактор, пока еще, правда, на при-
вязи, движется по полю. Со временем и
длинный кабель исчезнет, когда научатся
передавать электроэнергию без проводов.
На миллионах гектаров раскинулась
фабрика под открытым небом, без стен,
окон и дверей. Солнце снабжает ее теплом
и светом, влагу доставляют дождевые об-
лака.
Казалось бы, что может быть проще, чем
производство на этой фабрике зерна, хлоп-
ка, овощей?
Но нет. Надо подготовить почву, посеять
семена, уничтожить сорняки, подкормить
растения, избавить их от вредителей и бо-
лезней, снять урожай. Надо и сено нако-
сить, высушить, убрать в стога. Наши ма-
шиностроители после войны создали около
двухсот типов всевозможных сельскохозяй-
ственных машин и орудий для различных
культур, различных видов работ: плуги,
сеялки, культиваторы, опрыскиватели, на-
возопогрузчики, грабли, косилки, подбор-
щики, стогометатели, кормоприготови-
тели.
Последуем с полей обратно в город, что-
бы проследить хотя бы за тем, как хлеб на
стол пришел. Раскроем значение слова
«хлебозавод».
28
29
В тестомесильный агрегат непрерывно
подается сырье: -мука, соль, сахар, дрож-
жи. Лопатки, вращаясь, замешивают тесто;
затем оно поступает в бродильные чаны, и
готовое тесто делится — тоже машиной — на
куски. Машина придает им форму батонов
и сама отправляет в печь. За день выпе-
кается 30 тысяч батонов.
Не отстают и кондитеры. Свыше двух
миллионов конфет в час вырабатывает ка-
рамельный цех на московской фабрике
«Красный Октябрь». Фабрика выпускает
каждую минуту 300 с лишним тысяч гото-
вых конфет. Велика «цена минуты» у пи-
щевиков!
На мясокомбинате четверть миллиона со-
сисок, около полумиллиона пельменей
в смену — этим можно накормить немало
людей — вырабатывают «умные» машины.
Они наполняют оболочку мясным фаршем,
перекручивают ее, подсушивают, коптят,
варят, охлаждают и, наконец, пакуют со-
сиски. Они делают из теста трубочку, за-
полняют ее мясом, посыпают мукой, закры-
вают, штампуют, отправляют пельмени
в холодильник и запечатывают в коробку.
Вот консервная банка. Прежде чем по-
пасть в нее, рыба прошла долгий путь. Ее
поймали сетью, связанной машиной. Мощ-
ный кран — гидротранспортер, рыбонасос
участвовали в доставке рыбы на завод.
Ее сушили и коптили тоже при помощи
механизмов.
На механизированных линиях рыбу со-
лят, разделывают, а это не так-то просто.
Приходится осуществлять целую серию опе-
раций — от снятия чешуи и удаления ко-
стей до резки на куски. Всевозможные
машины трудятся над этим: снимают
чешую, отрезают голову, плавники — сло-
вом, кусок рыбного филе, пока не очутится
в магазине, пройдет через «руки» всевоз-
можнейших машин.
И замораживают рыбу теперь не вруч-
ную: машина окунает ее в холодную воду
и обдувает вентилятором — на ней появ-
ляется тонкая корочка льда.
А как ловко автомат готовит из бумаги
бутылки и наполняет их молоком!
Нечего и думать о соревновании с этой
машиной: ее производительность — 2 500 бу-
тылок в час!
Перейдем теперь в продуктовый мага-
зин. Вы хотите поесть, и не продавец — ма-
шина-автомат отпустит вам завтрак. В ми-
ровой торговой практике с помощью авто-
матов продаются сотни товаров. Опускает-
ся монета. Тотчас же сосиски подогреты и
спешат к вам на бумажной тарелочке. Хо-
тите газированной воды? Автомат может
налить ее с любым из трех видов сиропа и
аккуратно отсчитает сдачу.
30
А вот еще один пример. В типографии
стоит неумолчный шум машин. Уже гото-
вы сотни тысяч листов-оттисков будущей
книги, отпечатаны цветные вкладки, облож-
ка. Идет брошюровка, и растут груды па-
чек готовых книг. На пачке — ярлык-на-
клейка «Машина». Отсюда пачки поедут
во все города. Их распечатают, книги по-
ставят на полки магазинов и библиотек.
И, раскрывая книгу с тиснением на пере-
плете, вы здесь вспомните наш разговор
о машинах, с помощью которых люди до-
носят в этой книге печатное слово о самом
мире машин.
Мы совершили путешествие в мир ма-
шин, побывали в шахте и на металлурги-
ческом заводе, в механическом цехе и на
стройке, на дорогах, воздушных и водных
магистралях, на полях и на фабриках лег-
кой индустрии. Но, конечно, далеко не
о всех машинах мы рассказали. Ведь в Со-
ветском Союзе ежегодно создается до 900
новых марок и типов машин и механизмов.
Одних только металлорежущих станков
будет выпускаться к 1965 году около
200 тысяч штук. Намного возрастет выпуск
различных машин и оборудования для всех
отраслей промышленности.
Машины всегда делились на две большие
группы: машины-двигатели, которые сооб-
щают движение, передают энергию, и ма-
РАЗНЫЕ ЗАМЕТКИ
Для блага народа
Семилетний план поставил как одну
из важнейших задачу намного увеличить
выпуск промышленных и продовольствен-
ных товаров для населения нашей страны.
Вот лишь несколько интересных цифр исто
рической семилетки.
Производство мяса возрастет на
217 процентов, масла — на 160, молока —
на 225. Мощность сахарных заводов увели-
чится более чем в два раза. Вступят
в строй 200 новых консервных фабрик.
Рыбная промышленность даст к концу
семилетки продукции на 162 процента боль-
ше, чем в 1958 году. Это значит, что мы
догоним и перегоним по производству ряда
главных продовольственных товаров самые
развитые капиталистические страны!
У нас всего будет в достатке. Легкая
промышленность выпустит в полтора ра-
за больше тканей, трикотажа, обуви, чем
производилось в 1958 году. А это означа-
ет, что мы и здесь догоним Америку —
наиболее развитую страну капиталистиче-
ского мира.
31
шины-орудия, которые выполняют работу.
В самое последнее время благодаря равви*
тию электроники появились и новые, не-
обычные машины — управляющие. Эти
сложнейшие автоматические устройства хо-
тя и не заменяют человека, но позволяют
сделать производство почти полностью без-
людным и намного его убыстрить.
Можно рассказать еще о многих машинах.
В космос рукою советского человека по-
сланы искусственные спутники Земли и
межпланетные космические ракеты.
В стратосферу, на рекордную высоту
в 38,4 километра, поднялся ракетный само-
лет Х-2 — прообраз кораблей сверхдальних
и сверхвысотных воздушных рейсов^
Под воду на рекордную глубину — свы-
ше 4 километров — опустилась и соверши-
ла плавание французская сверхглубоковод-
ная лодка — батискаф.
Так машины помогают человеку откры-
вать окружающий мир, посылать приборы
и самому переноситься туда, куда тысяче-
летиями ему был «вход запрещен»,—в под-
небесье и в глубины морей.
Благодаря машинам и приборам у чело-
века появились «длинные руки» и необы-
чайное зрение. Они помогают ему работать
с радиоактивными веществами, не боясь
опасных излучений. Они следят за ходом
химических реакций, и человек может на
расстоянии управлять вредными производ-
ствами.
Благодаря машинам человек стал поисти-
ЗАМЕТКИ НА ПОЛЯХ
Внимание—спутник!
Внимание—ракета!
4 октября и 3 ноября 1957 го-
да, 15 мая 1958 года, 2 января,
12 сентября и 4 октября 1959 го-
да — эти даты вошли в историю
человечества как первые вехи но-
вой эпохи, эпохи изучения и ос-
воения космического простран-
ства.
Вот несколько интересных
цифр и фактов, относящихся к ис-
кусственным спутникам Земли и
космическим ракетам.
Для вывода спутника на орби-
ту требуется развить мощность,
превышающую мощность самой
крупной гидростанции в мире.
Температура в камере сгора-
ния двигателя мощной ракеты,
несущей спутник на орбиту, со-
ставляет тысячи градусов.
Газы вытекают из сопла раке-
ты со скоростью в несколько ты-
сяч метров в секунду.
Отклонение всего лишь в один
градус от заданного направления
полета вызывает изменение траек-
тории ракеты на 120 километров.
Ошибка в скорости на несколько
десятков метров в секунду озна-
чает изменение орбиты спутника
на сто километров. Отсюда видно,
какую высокую точность должна
иметь система управления.
Аппаратура, установленная на
спутнике и космической ракете,
должна выдерживать усиленную
тяжесть и невесомость, вредное
действие излучений, метеоритов и
космической пыли. Сочетание лег-
кости, малых размеров и малого
потребления энергии, прочности,
выносливости, точности и надеж-
ности в работе — всего этого уда-
лось добиться советским ученым
и инженерам
Практически доказана возмож-
ность использования батарей сол-
нечных фотоэлементов для пита-
ния энергией аппаратуры летаю-
щих космических лабораторий.
Полезный груз третьего советского
спутника составил 1 327 кило-
граммов. Вес последней ступени
первой космической ракеты без
топлива равен 1 472 килограммам,
второй — 1 511, а третьей — 1 553.
Контейнер с приборами и источ-
никами питания весят соответ-
ственно 361,3, 390,2 и 435 кило-
граммов. Вторая советская кос-
мическая ракета достигла Луны,
а третья совершила облет вокруг
нее и сфотографировала.
32
не великаном, обладающим исполинской
силой. Действительно, человек, работая
вручную «на полную мощность», дает все-
го... десятую лошадиной силы. Если бы все
население Земли—2,5 миллиарда человек—
взялось за работу, человеческие мускулы
дали бы более 200 миллионов лошадиных
сил. Много? Мало. Несколько крупных
электростанций, сложившись вместе, легко
заменили бы силу всех людей. Вспомним и
про другие двигатели, неустанно работаю-
щие всюду. В 1939 году, например, мощ-
ность двигателей внутреннего сгорания на
земном шаре составляла 2,5 миллиарда ло-
шадиных сил. Вот каковы стальные муску-
лы человека!
Мы ограничились отдельными примера-
ми, но и их достаточно, чтобы увидеть и
понять одно: какую огромную пользу при-
носит мир машин, как он велик и сложен.
Что же такое машина?
Слово это всем знакомо и в нашем рас-
сказе употреблялось много раз. Здесь на-
меренно сказано не «машины», а «маши-
на». Почему? Ведь только что говорилось
о великом множестве механических помощ-
ников человека, которые нельзя даже оки-
нуть одним взглядом. Однако ошибки нет.
Как бы разнообразны ни были машины,
как бы ни была велика их семья, у них есть
общее и в назначении, и в устройстве, и
в способах изготовления. Об этом общем,
о путях прогресса в машиностроении, об
автоматах, о машинах будущего и пойдет
у нас речь.
ЧТО ЧИТАТЬ
Мир машин велик и многообразен. Те, кто захочет подробнее познакомиться с ним,
могут прочесть эти научно-популярные книги.
М а к с а р е в Ю. Е., Новая техника — новые победы (беседы о техническом прогрессе
в семилетке). Изд-во «Молодая гвардия», 1959, 62 стр.
Беркович Д. М., О развитии техники в семилетием плане. М., изд-во «Знание»,
1958, 32 стр.
Кузнецов.В. И., Прогресс тяжелой индустрии в СССР. М., изд-во «Знание», 1958,
64 стр.
Долматовский Ю., Повесть об автомобиле. Изд-во «Молодая гвардия», 1958,
197 стр.
Дорохов А., Сто послушных рук. М., Детгиз, 1955, 160 стр. (Об устройстве и рабо-
те различных машин.)
Крошкин М. Г., Спутник Солнца. М., изд-во «Знание», 1959, 32 стр. (О советской
космической ракете, запущенной 2 января 1959 года и ставшей искусственной пла-
нетой солнечной системы.)
Сборник. Тысяча работников. Рассказы о машинах. М., Детгиз, 1958, 400 стр.
Левин М., Машина — двигатель (От водяного колеса до атомного двигателя.)}.
Л., Детгиз, 1957, 223 стр.
Ляпунов Б., Огненный вихрь. Изд-во «Молодая гвардия», 1957, 79 стр. (О новом
двигателе — газовой турбине.)
Моралевич Ю., Покорители пространства. М., Госполитиздат, 1956, 100 стр.
(О водном, автомобильном и железнодорожном транспорте.)
В журналах «Техника — молодежи», «Знание — сила», «Юный техник», «Наука и
жизнь» систематически печатаются статьи и очерки, знакомящие с устройством и
работой всевозможных машин, с новинками советского и зарубежного машино-
строения.
3
Машина
Что такое машина
Предыстория. Великий переворот. О живых двигателях и водя-
ных колесах. Царь-пар и его преемники. Наука о машинах.
Из чего строится машина
Самый главный материал. Еще два свойства. Три регулятора.
Волшебная теплота.
Как создается машина
Машинный «букварь». Машинный «сказ». Магический четы-
рехзвенник. Колесо в машине. Кулачки и винты. Самая глав-
ная. Машинная «почта». Трение в машине. Что такое под-
шипник? Прочность машины. Выносливость и жесткость.
Машинная «лихорадка». Математика конструктора.
Как строится машина
В заготовительных цехах. В металлорежущих цехах. Сила
резания и ее «союзники». Геометрия резания. Сокровищница
передовых станочников.
Машина и точность
Неточная точность. Верно — вероятно — правильно. Что такое
допуск и взаимозаменяемость. Охота за микронами. Точность
до 0,5 миллиметра. Точность до 0,1 миллиметра. Точность до
0,01 миллиметра. Точность до 0,001 миллиметра. Новые сред-
ства точности. Плитки уличаются в неточности.
36
Как-то раз автору этих строк случилось
проводить беседу со школьниками восьмо-
го класса на тему о машине. Один из уче-
ников высказал недоумение, возникшее
у него в связи с темой. Вот что он рас-
сказал:
— Утром в открытое окно нашей квар-
тиры донеслось со двора: «То-о-чить ножи,
ножницы, то-о-чить!» Мать вспомнила, что
уже давно надо привести в порядок зату-
пившиеся ножи и ножницы. Она собрала
их и послала меня вниз к точильщику.
Пока он работал, я разглядывал устрой-
ство его переносного станочка. Затем гром-
ко произнес: «Ну и допотопная же ма-
шина!»
Во дворе стояла наша «Победа». Отец
копался в двигателе, готовя автомобиль
к загородной поездке. Он на секунду ото-
рвался от своего дела и, взглянув на меня,
коротко бросил: «Это не совсем машина!»
И тут же снова полез под капот.
Я знал: теперь ему не до ответов на во-
просы. Поэтому задавал их себе. Почему
переносный точильный станочек нельзя
назвать машиной в полном смысле этого
слова? Ведь b нем вращается колесо,
вращение передается на вал с насаженным
на него точилом, оно и затачивает ножи.
На-конеп догадался. Да, все это происхо-
дит, как в машине, но... двигателя-то нет!
Вместо двигателя — нога точильщика. Он
37
нажимает ступней на педаль, затем отпу-
скает ее. Педаль скреплена с тягой, кото-
рая — через коленчатый вал — связа-
на с колесом и вращает его. А если нет
двигателя, если вместо него трудится че-
ловек, нет и машины.
Тут я вспомнил: недавно всем классом
мы побывали на механическом заводе. Там
видели такое же точило, насаженное на
вал. Но все устройство держалось на опо-
ре, укрепленной на стене. Рядом — рубиль-
ник, включающий электродвигатель. При
мне к точилу подошел рабочий и включил
рубильник. Загудел двигатель, очень быстро
стало вращаться точило. Тогда рабочий
поднес к нему резец и начал его затачи-
вать. Вот это машина! Не человек, а дви-
гатель вращал точило!
Я был уверен, что мои рассуждения пра-
вильны, и очень гордился своим выводом.
Когда мы сели в «Победу» и выехали
на широкое загородное шоссе, я расска-
зал о своем выводе отцу.
«Не отвлекай меня, — сказал он, — а то-
чило, что ты видел в цехе, тоже не маши-
на. И вообще дело не в двигателе».
Тут он замолчал и больше не проронил
ни слова. А я даже растерялся: если дело
не в двигателе, то в чем же? Может быть,
отец ошибается, он ведь не инженер, а эко-
номист, откуда ему знать, что такое ма-
шина?
Минут через десять навстречу нам по-
казался велосипедист. Вдруг отец нарушил
молчание и спросил: «Как по-твоему, наша
«Победа» и всякий другой автомобиль —
машина или нет?»
«Конечно, машина, — уверенно ответил
я и подумал: «Ведь в ней есть двигатель,
да еще какой!»
«А велосипед?» — продолжал спрашивать
отец.
Я как-то сразу осекся. Действительно,
никуда не денешься! Велосипед, конечно,
Переносный точильный станок — неразвитая ма-
шина: изделие — нож — закреплено не в станке,
а остается в руках работающего человека. Вело-
сипед и автомобиль — машины, в них есть и дви-
гатель, и передаточный механизм, и исполнительный
механизм — задние колеса; только у велосипеда
двигатель — человек. А самокат не машина, в нем
нет передаточного механизма.
38
машина, а ведь двигателя в нем нет. Вер-
нее, двигателем служат ноги человека.
Я не ответил отцу, а он нет-нет да
взглянет на меня искоса и улыбнется: мол,
задал я тебе загадку, сиди думай и не ме-
шай. вести машину.
И я впрямь крепко задумался.
Вспомнилось мне, например, что у нас
дома есть обыкновенная ручная швейная
машина, а у тетки — ножная. В пошивоч-
ной мастерской я видел такую же, но
с электродвигателем. Даже в название
и той, и другой, и третьей входит слово
«машина». Выходит, что и здесь характер
двигателя не меняет сущности механиче-
ского устройства: оно остается машиной,
даже если приводится в движение рука-
ми или ногами человека.
Просто моторная машина работает во
много раз быстрее и, надо думать, ровнее,
точнее ручной или ножной. Эта разница,
конечно, очень важна, но... не в ней кроет-
ся причина, почему одно механическое
устройство можно назвать машиной, а дру-
гое, как, например, ножной точильный ста-
нок или цеховое моторное точило, нельзя.
Значит, отец был прав. Существует ка-
кой-то другой признак, определяющий суть
машины. Но какой?
Вскоре мы свернули на проселочную до-
рогу и сделали привал у опушки знакомо-
го леса. Потом отправились по грибы. Вер-
нулись вечером. На обратном пути уже
стемнело, и я не решился отвлекать отца
разговорами. Так и не пришлось мне уз-
нать, что такое машина.
Ну что же, поможем школьнику и его то-
варищам разобраться в том, что такое ма-
шина, как сложилось понятие машины
в сознании современных людей.
Предыстория
В театре ставили драму из жизни древ-
них греков, о Троянской войне. Вот кратко
ее содержание.
В лагере осаждающих эллины побили
камнями Паламеда. Отец его Навплий за-
думал отомстить. На южной оконечности
острова Эвбея, что расположен в Эгейском
море, на пути, по которому эллины будут
возвращаться из троянского похода, он
строит ложный маяк. Его замысел удался:
корабли эллинов разбились у опасного
мыса. И когда доблестный Аякс пытался
спастись на суше, покровительствующая
Навилию богиня Афина поразила героя
молнией.
В драме пять актов. Один за другим они
проходят перед зрителем. Вот в первом
12 греков трудятся около кораблей, подго-
тавливают их к спуску на воду для воз-
вращения к родным берегам.
Кроме них, на заднем плане сцены дру-
гие воины работают в походной мастер-
ской: куют, пилят, сверлят.
Весь второй акт занят сценой спуска
на воду греческих кораблей. Опять много
действующих лиц.
В третьем акте корабли отплывают, во-
круг них резвятся в воде дельфины. В чет-
вертом — буря и сквозь нее, в углу сцены,
видно, как Навплий заканчивает сооруже-
ние ложного маяка. Наконец пятый акт.
Корабли разбиваются и погибают в мор-
ской пучине. Борется с волнами Аякс, про-
биваясь к берегу. И тогда финал: появляет-
ся богиня Афина, из ее грозно поднятой
руки вырываются молнии, одна из них уда-
ряет Аякса. Герой исчезает в волнах. За-
навес.
«При чем тут эта драма?» — вероятно,
думаете вы. Правда, из пьесы видно, что
постановка сложная, в ней участвует мно-
го персонажей, показываются дельфины,
разбушевавшиеся стихии и даже богиня
появляется внезапно с небес, как Мефисто-
фель из ада в опере «Фауст». Для всего
этого нужны и хорошие актеры и сложная
техника сцены. И все же какое это имеет
отношение к понятию машины?
Прежде всего драма ставилась не в на-
ши дни, а больше двух тысячелетий назад.
Роли в ней исполнялись не людьми, а кук-
лами. Они действовали с помощью скрытых
в них механических устройств. Как видите,
уже тогда люди умели создавать самодей-
ствующие механические приспособления и
с их помощью осуществлять очень сложные
исполнительные движения. Механизирован-
ное явление богини, эффектно завершаю-
щее драму (а так кончались в те времена
39
Сцена из постановки древнегреческого автоматиче-
ского кукольного театра. Из грозно простертой
руки богини Афины вырываются молнии, одна из
них поражает спасающегося вплавь Аякса.
почти все драмы), древние драматурги так
и называли: «Deus ex machina». В пере-
воде с латинского это означает: «Божество
ив машины».
Машина! К этому слову все мы привы-
каем с детства. У нас не возникает сомне-
ний в том, что оно свое, русское. И это
действительно так, потому что еще не-
сколько столетий назад оно пришло в наш
язык, освоилось в нем. В XVIII столетии
оно и у нас звучало так же, как у римлян,—
«махина».
Римляне и греки называли машинами
все механические устройства — от самых
простых до очень сложных. В этих устрой-
ствах чудесно передавалось движение
и усилие. Если было нужно, движение из-
менялось по направлению и скорости,
а усилие —. по величине.
Для этой цели пользовались разнообраз-
но скомбинированными рычагами и блоками
различного вида, гладкими и зубча-
тыми колесами, винтом с гайкой, пневма-
тическими или гидравлическими устрой-
ствами. И в наши дни они служат для
передачи движений и усилий в машинах.
Для помощи людям в труде приспособ-
ления создавались редко. Чаще механизмы
служили жрецам для обмана народа и бо-
гатым — для забавы. Так было потому,
что огромные массы рабов вручную справ-
лялись даже с очень трудоемкой работой.
Лишь иногда их снабжали простейшими
механическими устройствами. Примеры та-
ких устройств — гончарный круг для изго-
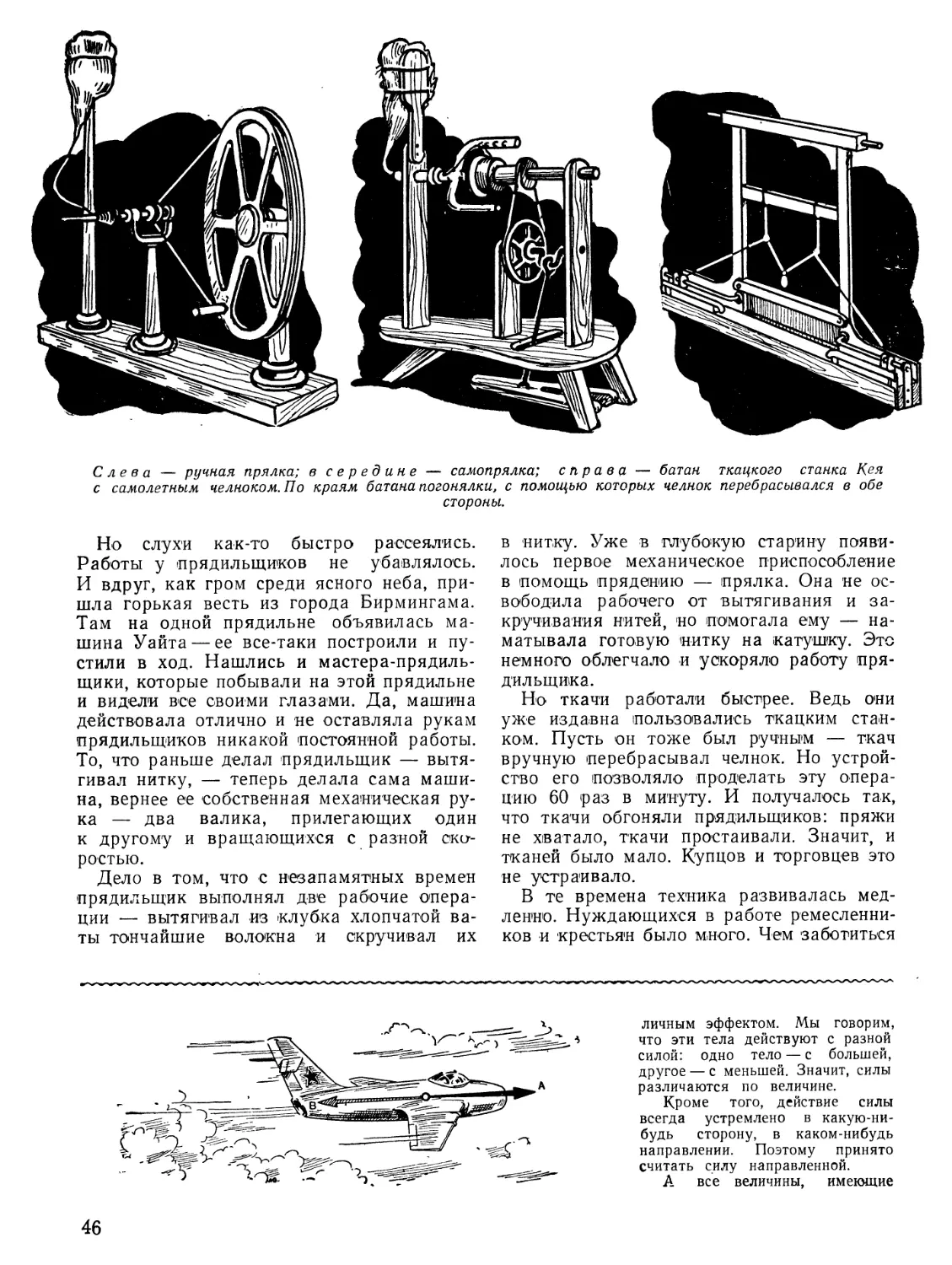
товления глиняной посуды, ручная прялка
и некоторые другие.
Древние механики помогали земледель-
цам поднимать воду из рек и озер ша-
дуфом — устройством, напоминающим ко-
лодезный журавель, и водоподъемным вин-
том, созданным Архимедом. Изобрели они
и водоподъемное колесо с черпаками, ук-
репленными на его ободе. Двигателем
служила мускульная сила животных — бы-
ков, волов. Они приводили в движение два
зубчатых колеса: горизонтальное (на вер-
тикальном валу) и вертикальное (на го-
ризонтальнохм валу). Оба колеса сцепля-
лись зубьями.
Водяное колесо насадили на второй, гори-
зонтальный, вал. Нижней частью своего
обода оно было слегка погружено в во-
ду. Движение зубчатых колес передавалось
на вал водоподъемного колеса — оно вра-
щалось, черпаки забирали воду, поднимали
ее и переливали в отводные желоба, кото-
рые играли роль водопроводных труб.
Это устройство помогло создать очень
полезную установку для ускорения другой
работы.
Тяжелым и медленным был труд муко-
молов. Они вручную растирали зерна меж-
ду подвижным и неподвижным жерновами.
40
Водяные колеса.
стихах:
Дайте
отдых своим рукам,
Пусть
этого изобрете-
так воспел его
работницы, и спите
мирно.
петух напрасно возвещает вам
наступление дня.
Део поручила работу девушкам-нимфам,
И нимфы теперь быстро скачут по колесам.
Приведенные в движение оси катятся,
вращают тяжелый жернов.
Ручные мельницы никак не обеспечивали
потребности в муке. Поэтому, как только
появилась возможность построить машину,
механики это сделали.
Древнему изобретателю пришла в голо-
ву простая мысль: снабдить водяное колесо
лопастями и установить его по течению
реки. Вода будет ударять в лопаст'и, и ко-
лесо начнет вращаться — само превратит-
ся в двигатель. Так можно будет приводить
в движение те зубчатые колеса, которые
раньше вращались силой животных. И ес-
ли на вертикальный вал первого зубчатого
колеса, на его верхушку, насадить жернов,
а под ним установить второй, неподвиж-
ный, то человеку останется только подсы-
пать зерно между жерновами и собирать
муку.
Так и сделали. Получилось замечатель-
ное устройство. Оно освободило человека
от изнурительной работы: не надо было
вручную вертеть жернова.
Велико было значение
ния. Древнеримский поэт
в таких
В воображении поэта только божествен-
ная сила могла помочь людям добиться
столь великого эффекта. Вот он и «увидел»
нимф, скачущих по колесам мельницы.
Так же остро необходимы были людям
в древнейшие времена приспособления для
подъема больших тяжестей. Вспомните
о гигантских постройках. Они сложены из
громадных камней. Строители не смогли
бы их перемещать и поднимать, если бы
не изобрели наклонную плоскость, блок,
полиспаст, ворот и другие подъемные
устройства. И в горном деле для подъема
руды, в портах для погрузочных и разгру-
зочных работ не удавалось обойтись без
подъемной техники.
К I веку до нашей эры во многих обла-
стях своей деятельности люди стали приме-
нять разнообразные механические приспо-
собления. Были среди них совсем простые,
были и сложные. Большинство приспособ-
лений лишь частично облегчало и ускоряло
работу человека, и только очень немногие
освобождали людей от изнурительного
труда.
41
Леонардо да Винчи (1452—1519) — великий италь-
янский художник, ученый и механик эпохи Возрож-
дения. Ему принадлежат проекты многих изобре-
тений, которые были осуществлены лишь через
столетия.
Все эти приспособления назывались ма-
шинами. Но уже у древних механиков
возникло сомнение, можно ли называть так
простые механические устройства, в кото-
рых не было ничего чудесного. Нет, считали
механики, машины — это те приспособле-
ния, что чаще и больше всего помогают
людям в самом тяжелом труде. Но такими
были только подъемные устройства. В них
человек служил лишь источником двига-
тельной силы, которая умножалась спе-
циальными приспособлениями. А руки лю-
дей, их мускулы, были освобождены от не-
посредственного поднимания непосильных
грузов.
В самом приспособлении, как и в мель-
нице, работал свой исполнительный меха-
низм, несущий тяжесть.
В это время родилось и первое опреде-
ление машины. Оно было высказано зна-
менитым римским механиком Витрувием и
гласило: «Машина есть вещественное соору-
жение, приносящее очень большую пользу
при передвижении тяжестей».
Конечно, определение было неверным.
Выходило, что даже вододействующая му-
комольная чудо-мельница — не машина.
Но так получилось потому, что Витрувий,
как и все механики того времени, в поисках
общего определения не нашел какого-то
главного и общего признака машины.
Одно за другим проходили столетия,
наступили средние века, а картина почти
не менялась. И в феодальном обще-
стве труд крепостных был рабским. По-
прежнему нужда в приспособлениях, об-
легчающих и ускоряющих работу, ощуща-
лась больше всего там, где поднимали
и перемещали непосильные тяжести. И че-
рез 1 600 лет после Витрувия немецкий
ученый Цейзинг снова провозгласил, .что
«машина — это сооружение, оказывающее
исключительные услуги при передвижении
тяжестей».
Но уже в ближайшие два столетия по-
ложение в Западной Европе быстро из-
менилось. Стремительно развивалась очень
прибыльная торговля с недавно захвачен-
ными колониями. Спрос на товары — са-
мые различные — непрерывно возрастал.
Приходилось производить их все больше
и больше — значит, самый процесс труда,
пусть ручного, надо было ускорять с по-
мощью механизмов.
Кроме ремесленных мастерских по изго-
товлению различных изделий, стали все
чаще появляться первые крупные про-
м ышленные п р едпри я тия. Хозяин -канита -
лист собирал на них много свободных
р ем еслен ников, котор ы е п рев р а щались
в рабочих. Труд оставался ручным, но те-
перь — под неусыпным присмотром хозяй-
ских приказчиков-мастеров — рабочих за-
ставляли трудиться не покладая рук по
многу часов в день, выжимая из них все
силы. Такие предприятия получили назва-
ние «мануфактуры». Это латинское слово,
в переводе на русский язык оно означает
«ручной труд».
Изобретатели стремились даже к созда-
нию таких устройств, которые вовсе вытес-
нили бы из процесса о-бработки сырья и
материалов медлительные руки человека.
Изредка такие приспособления появля-
лись. И стало ясно, что старое определение
машины не годится. Надо было расширить
42
его, чтобы оно давало какую-то общую ха-
рактеристику наиболее совершенных меха-
нических приспособлений в разных отрас-
лях производства.
Уже с начала XVIII столетия появляют-
ся все новые и новые определения маши-
ны. По-прежнему ученые исходили при
этом из того важного признака, который,
по их мнению, был источником наиболее
полезного качества механического устрой-
ства. Так, в 1724 году механик Леупольд
из города Лейпцига определил: «Машина,
или приспособление, есть искусственное
произведение, при помощи которого могут
осуществляться движения, а также эконо-
мится время или сила, чего нельзя было
бы достигнуть иным образом». Из этого сле-
довало, что в мир машин попадает очень
много устройств, которые хотя и помогают
человеку в труде, но не заменяют его рук
при обработке сырья и материалов. Поэто-
му труд остается медлительным, дает мало
продукции (например, ручная самопрялка).
После Леупольда еще и другие ученые
на протяжении XVIII и в первой половине
XIX столетия пытались ответить на -воп-
рос, что такое машина, найти самый глав-
ный и общий признак ее, но каждый раз
получалось неясное и неполное определе-
ние.
Был даже такой довольно странный
случай. Один из немецких ученых,
В. Шульц, в 1843 году растолковал, что
самое сложное приспособление, если оно
приводится в движение человеком, — не
машина. А если оно же или даже более
простое устройство работает от силы каких-
либо животных, от ветра, напора воды или
механического двигателя.— тогда это ма-
шина.
Получалось так: двигался по полю про-
стой плуг, его влекли за собой волы. По
Шульцу, это машина. А на фабрике рабо-
тала очень сложная прядильная машина; ее
исполнительный механизм быстро и точно
выполнял за человека тонкую работу пря-
дения, но на фабрике не было ни водяного
колеса, ни другого механического двигате-
ля. Приходилось вручную приводить маши-
ну в движение. Тогда, по Шульцу, такое
устройство можно было называть только
орудием, а не машиной.
Карл Маркс выявил и эту ошибку и за-
блуждения других ученых, пытавшихся оп-
ределить понятие машины. Он доказал, что
их неудачи исходят от одной и той же при-
чины. Ученые искали главный признак ма-
шины не там, где он действительно нахо-
дился. Маркс разъяснил, что этот признак
надо было искать в отношении между
рабочим и машиной. А так как все
исследователи до Маркса (и буржуазные
ученые после него), наоборот, изолировали
машину от рабочего, они сами лишали се-
бя источника истины.
Если какое-нибудь устройство обогаща-
лось механическим двигателем, то вытес-
нялась лишь та часть человеческого труда,
которая сводилась к простому применению
силы.
ФИЗИКА В МАШИНЕ
Рожденная материей
Что такое сила? При каких
условиях она появляется и как
рождается?
Прежде чем ответить на по-
ставленные вопросы, посмотрим,
есть ли что общее, кроме их ма-
териальности, у всех окружающих
нас тел, предметов, вещей.
Понаблюдайте за вещами
у себя в квартире. Вернувшись
летом из отпуска, вы положили
в укромное место ненужный вам
до следующего лета чемодан и
уверены, что пока вы (или кто-
нибудь другой) не сдвинете его
с места, он там и будет лежать.
Можно привести и много дру-
гих примеров. Однако все они бу-
дут подтверждать ту мысль, что
все тела обладают свойством
(именно свойством) сохранять свое
состояние покоя. Больше того, ес-
ли вы захотите сдвинуть с места
чемодан, то он будет противиться
вашим усилиям, упорно сохраняя
первоначальное положение.
Можно сказать — чемодан со-
противляется действиям потому,
что между ним и полом сущест-
вует трение. А вообразите, что
трения нет. Допустим, надо за-
крыть висящую на идеальных
(без трения) петлях массивную
многопудовую железную дверь.
Дверь также будет сопротивлять-
ся вашему действию. А если не
будете ее закрывать, то она оста-
нется в состоянии покоя беско-
нечно долго.
Итак, у всех тел, пред-
метов и веществ есть
одно общее для них
свойство — сохранять
свое состояние покоя.
Это свойство называет-
ся инерцией покоя.
Теперь познакомимся с другим
примером.
Посмотрите, как производятся
маневры вагонов на железнодо-
рожных станциях. Паровоз тол-
кнул вагон — и тот катится по
рельсам довольно долго. И если
бы не было трения в подшипниках
колес (в буксах), трения между
43
Неизмеримо важнее было вытеснить из
процесса производства другую часть чело-
веческого труда — ту, что непосредственно
воздействовала на обрабатываемые сырье
и материалы. Даже самый мощный двига-
тель был ни к чему, если в приспособлении
не было исполнительного механизма. Тогда
все рабочие движения выполнял человек,
а делал он это очень медленно, продук-
ции давал мало, обходилась она очень до-
рого. А если такой механизм появлялся,
если он получал от источника энергии дви-
жущую силу и совершал закрепленными
в нем орудиями те рабочие движения, ко-
торые раньше выполнял человек своим
ручным инструментом, — тогда получалась
машина. И работала она быстрее и точнее
человека и давала намного больше деше-
вой продукции высокого качества.
Когда швея работает вручную, она успе-
вает сделать не больше 60 стежков в ми-
нуту — один стежок в секунду. На ручной
швейной машине (рука швеи — двига-
тель) за одну секунду получается 25 стеж-
ков. Это значит, что исполнительный меха-
низм, соревнуясь с обеими руками швеи,
«обогнал» их в 25 раз. А на моторизован-
ной машине за одну секунду получается
40 стежков — электродвигатель всего
лишь в 1,6 раза «обогнал» одну только
руку швеи. Ясно, что роль исполнительного
механизма важнее, чем роль двигателя.
Маркс и указал на исполнительный ме-
ханизм как на главный признак машины.
Он говорил: «...исходит ли движущая сила
от человека или же в свою очередь от ма-
шины, это ничего не меняет в существе
дела». А вот если нет исполнительного ме-
ханизма, если инструментом орудует чело-
век и ему приходится вручную выполнять
рабочие движения, тогда нет машины,
а есть только приспособление, помогающее
людям в труде.
Теперь ясно, почему переносный точиль-
ный станочек — неразвитая машина. В нем
есть двигатель (нога точильщика), пере-
даточный механизм (педаль с колесом),
есть даже исполнительный механизм с за-
жатым в нем инструментом (вал с точи-
лом), но человеку приходится самому
прижимать ножи к точилу, держать их
в таком положении, затем переворачивать.
Значит, в этом устройстве исполнительный
механизм не развит, он выполняет только
малую часть работы, а главная рабочая
нагрузка по-прежнему на человеке.
По этой же причине и моторизованное
точило — не машина. И то и другое лишь
механизированные орудия труда. А вело-
сипед — машина, в нем есть и двигатель
(ноги велосипедиста), и передача (педали,
передаточная цепь, зубчатки), и полностью
развитый исполнительный механизм —
заднее колесо со втулкой.
Из учения Маркса о том, что такое ма-
шина, советские ученые извлекли следую-
щие три важные определения.
Машины-двигатели — те машины, в ко-
торых тот или другой вид энергии преобра-
зуется в механическую работу, необходи-
мую для приведения в движение рабочей
машины.
колесами и рельсами и сопротив-
ления воздуха, то вагон двигался
бы так долго, пока что-нибудь
не помешало бы этому движению.
Почти идеальными условиями
для подобных опытов обладает
космическое пространство. Движу-
щиеся в нем тела не испытывают
сопротивления среды. И если
пренебречь притяжением плане-
тами, то, раз получив толчок,
тела будут двигаться бесконечно
долго (до следующего столкно-
вения), не изменяя своей скорости
и направления.
В идее искусственных спутни-
ков Земли решающим поэтому яв-
ляется то, что они забрасываются
на такую высоту, где атмосфера
не оказывает сопротивления их
движению.
А попробуйте остановить или
изменить направление движения
тела в космическом пространстве.
Вы почувствуете, что для этого
вам потребуется напрячь свои
мышцы, затратить определенные
усилия, ибо тело стремится сохра-
нить свое первоначальное состоя^
ние, поведение, первоначальное
движение.
Этим свойством обладают все
движущиеся тела, предметы, ве-
щества. Называется оно инерци-
ей движения и заключается
в том, что все движущие-
ся тела сохраняют свое
состояние равномерно-
го и прямолинейного
движения.
Интересно теперь посмотреть,
какие силы действуют на поезд,
44
Рабочие машины — те машины, с по-
мощью которых изменяются свойства, со-
стояние, форма и положение обрабатывае-
мого сырья, материала, предмета.
А те рабочие машины, в которых все
операции выполняются исполнительными
механизмами без содействия человека и
которые нуждаются только в том, чтобы
он контролировал их работу, — это маши-
ны-автоматы.
Так наши машиноведы отвечают на воп-
рос, что такое машина.
Во времена Маркса один мощный двига-
тель приводил в движение много машин.
С тех пор прошло почти столетие. В наши
дни каждая рабочая машина, а в некото-
рых случаях даже отдельные ее механизмы
имеют свои двигатели. Они как бы встрое-
ны в машину, составляют с ней одно це-
лое. Получился единый машинный агрегат,
в который входит и двигатель, и переда-
точный механизм, и рабочая машина.
Великий переворот
В сентябрьский день 1742 года много на-
роду собралось в английском городе Норт-
гемптоне вокруг недавно построенной но-
вой большой прядильни. Больше всего
здесь было мастеров-прядильщиков не
только жителей города, но и пришедших
из окрестных и даже далеких деревень.
Их не пускали за дощатую ограду. Во
двор и внутрь большого деревянного зда-
ния прядильни пригласили только почет-
ных гостей — хозяев прядилен чуть ли не
всей Англии да еще важных господ, при-
бывших из Лондона.
В толпе за оградой на лицах людей тре-
вога. А причина ее всем понятна. Несколь-
ко лет назад (с тех пор, как мастер Джон
Кей изобрел свой самолетный ткацкий чел-
нок) кончилась спокойная жизнь ткачей.
Раньше у них всегда было вдоволь работы.
А новое приспособление сначала лишило
работы тех ткачей, которые перекидывали
челнок. Зате.м оно быстро «съело» все за-
пасы пряжи, переделало' их в ткань. Тогда
стало мало работы и для оставшихся тка-
чей. Хозяева начали увольнять их или
сбавлять плату. Ткачей довели до такой
нищеты, что уже давно грозятся они раз-
рушить все новые станки, а самого Кея
убить: пусть, мол, будет урок другим изо-
бретателям. А прядильщики, хоть и сочув-
ствовали ткачам, радовались, что не на-
шлось еще среди них своего Кея. По-преж-
нему для прядильных мастерских не
хватало рабочих рук, а плату они получали
высокую.
Через два года после первого появления
самолетного челнока разнесся слух: на-
шелся и среди прядильщиков свой Кей, да
еще какой! Говорили, что некто Уайт изо-
брел прядильную машину и для рук чело-
века вовсе не осталось работы. Это уж
похуже самолетного челнока. Машина, ду-
мали прядильщики, будет, пожалуй, рабо-
тать за десятерых. Если хозяева даже
вдвое или втрое увеличат выпуск пряжи, и
тогда много народу останется без работы.
идущий равномерно и прямоли-
нейно между станциями. Куда
расходуется тяговое усилие па-
ровоза?
Тянет ли паровоз состав ва-
гонов или нет?
Оказывается, нет. Состав
движется, подчиняясь высказан-
ному только что положению, по
инерции, так сказать, самостоя-
тельно. Паровозное же тяговое
усилие тратится на преодоление
трения в подшипниках колес,
между колесами и рельсами и
на преодоление сопротивления
воздуха. И выходит, что сотни
пассажиров едут не потому, что
их везет паровоз, а потому, что
действует закон инерции движе-
ния, сформулированный великим
английским ученым Исааком Нью-
тоном в 1687 году. Этот закон чи-
тается так:
Всякое тело стремит-
ся сохранить свое состоя-
ние покоя или равномер-
ного и прямолинейного
движения до тех пор,
пока какая-нибудь при-
чина (сила) не выведет
его из этого состояния.
И выходит, что, когда тело по-
коится, мы не видим вокруг него
сил, кроме силы тяготения. И ко-
гда другое тело равномерно пря-
молинейно движется, с ним то-
же не связана никакая сила. Но
вот второе тело при своем движе-
нии столкнулось с первым и вы-
вело его из состояния покоя. Мы
говорим, что на него подейство-
вала сила. Само же оно также
изменило свое движение, измени-
ло или скорость, или на-
правление. И опять мы говорим,
что на него подействовала
сила.
Значит, силу нельзя предста-
вить себе в отрыве от тела или
предмета. Как огонь немыслим
без горючего, так и немыслима
сила без тел, без предметов, без
материи. Мы никогда не смо-
жем обнаружить действие вооб-
ще силы, силы невещественной,
абстрактной. Мы увидим ее
только в столкновении, во взаи-
модействии тел, предметов, раз-
ного рода полей, лучей света,
радиоволн и т. д.
Но наблюдения и опыты по-
казывают, что одинаковые тела
могут на нас действовать с раз-
45
Слева — ручная прялка; в середине — самопрялка; справа — батан ткацкого станка Кея
с самолетным челноком. По краям батана погонялки, с помощью которых челнок перебрасывался в обе
стороны.
Но слухи как-то быстро рассеялись.
Работы у прядильщиков не убавлялось.
И вдруг, как гром среди ясного неба, при-
шла горькая весть из города Бирмингама.
Там на одной прядильне объявилась ма-
шина Уайта — ее все-таки построили и пу-
стили в ход. Нашлись и мастера-прядиль-
щики, которые побывали на этой прядильне
и видели все своими глазами. Да, машина
действовала отлично и не оставляла рукам
прядильщиков никакой постоянной работы.
То, что раньше делал прядильщик — вытя-
гивал нитку, — теперь делала сама маши-
на, вернее ее собственная механическая ру-
ка — два валика, прилегающих один
к другому и вращающихся с разной ско-
ростью.
Дело в том, что с незапамятных времен
прядильщик выполнял две рабочие опера-
ции — вытягивал из клубка хлопчатой ва-
ты тончайшие волокна и скручивал их
в нитку. Уже в глубокую старину появи-
лось первое механическое приспособление
в помощь прядению — прялка. Она не ос-
вободила рабочего от вытягивания и за-
кручивания нитей, но помогала ему — на-
матывала готовую нитку на катушку. Это
немного облегчало и ускоряло работу пря-
дильщика.
Но ткачи работали быстрее. Ведь они
уже издавна пользовались ткацким стан-
ком. Пусть он тоже был ручным — ткач
вручную перебрасывал челнок. Но устрой-
ство его позволяло проделать эту опера-
цию 60 раз в минуту. И получалось так,
что ткачи обгоняли прядильщиков: пряжи
не хватало, ткачи простаивали. Значит, и
тканей было мало. Купцов и торговцев это
не устраивало.
В те времена техника развивалась мед-
ленно. Нуждающихся в работе ремесленни-
ков и крестьян было много. Чем заботиться
личным эффектом. Мы говорим,
что эти тела действуют с разной
силой: одно тело — с большей,
другое — с меньшей. Значит, силы
различаются по величине.
Кроме того, действие силы
всегда устремлено в какую-ни-
будь сторону, в каком-нибудь
направлении. Поэтому принято
считать силу направленной.
А все величины, имеющие
46
о новых изобретениях, владельцы мастер-
ских и торговцы тканями просто увеличива-
ли число своих работников.
Прошло почти 100 лет, прежде чем у пря-
дильщиков появилось новое, более совер-
шенное орудие труда .— самопрялка. Руки
прядильщика освободились еще от одной
работы — от закручивания нити. Теперь
он только вытягивал ее. И этого было
достаточно для резкого ускорения ра-
боты.
Прядильщики заваливали ткачей пряжей.
А ткачи не успевали ее перерабатывать,
отставали от прядильщиков. Это приносило
убытки и хозяевам прядилен и хозяевам
ткацких мастерских.
С помощью самопрялки прядильщики
удерживали первенство очень долго —
200 лет. Только в 1733 году появился само-
летный челнок. Его перебрасывали не руки
рабочего, а две механические «погонялки».
Ткачу оставалось, правда, достаточно ра-
боты и для ног и для рук, но теперь дело
пошло вдвое быстрее.
Снова вперед вырвались ткачи — пря-
дильщики не могли угнаться за ними. Пря-
жи опять не хватало. Значит, очередной
рывок вперед был за прядильщиками. Но
ткачи уже настолько их обогнали, что от-
дельные улучшения самопрялки ничего не
давали. И впервые стало ясно: причина
медлительности этого приспособления —
руки прядильщика. Механические намот-
чик и .крутильщик могли бы работать в не-
сколько раз быстрее. Но приходилось
сдерживать их, приспосабливать к медли-
тельным рукам прядильщика, вытягиваю-
щего нитку.
Как пришла в голову изобретателей
дерзкая мысль — убрать из приспособле-
ния руки человека, заменить их механиче-
ским «вытягивалыциком»?
Ответ на этот вопрос кроется в том по-
ложении, которое, с одной стороны, созда-
лось на рынке хлопчатобумажных тканей,
и с другой — в технике того времени.
В первой половине XVIII столетия спрос
на дешевые бумажйые ткани для Европы,
а особенно для колониальных стран, воз-
растал огромными скачками.
Ручная работа прядильщиков и ткачей
превратилась в серьезное и уже нетерпи-
мое препятствие на пути к увеличению до-
ходов капиталистов и к удовлетворению
очень острой потребности населения.
А механики еще с древних времен на-
капливали умение воспроизводить самые
разнообразные движения человека. Глав-
ным образом они создавали различные ча-
сы и 'механические игрушки, постепенно
открывали законы, управляющие работой
очень сложных механизмов.
К середине XVIII столетия эти механиз-
мы достигли наибольшего совершенства.
В ы д а ю щи й ся фран цу зеки й мех ани к
и ученый Вокансон прославился замеча-
тельными творениями: он создал механиче-
ские подобия живой утки и музыканта-
флейтиста. Утка била крыльями, крякала,
клевала рассыпанный корм и как бы пере-
варивала его. Флейтист держал флейту
у губ, перебирал пальцами клапаны и ис-
полнял несколько мелодий.
Примерно к тому же времени создал
«часы яичной фигуры» — автоматический
кукольный театр — знаменитый русский
механик И. П. Кулибин. Его современник
Волосков построил очень сложный и в то
же время исключительно точно действую-
щий механизм астрономических часов. Они
показывали и часы с минутами, и дни, и
праздники, и фазы луны, и движение солн-
ца по знакам зодиака, и високосные годы.
В те времена очень был развит инте-
рес к практической механике. Даже
высокопоставленные лица занимались со-
зданием всевозможных «затей». Известно,
как любил механику, слесарное и токар-
размеры и направление, назы-
ваются векторными. К ним от-
носятся скорость, ускорение, си-
ла и другие.
Величины, не имеющие на-
правления, такие, как темпера-
тура, энергия, масса и многие
другие, называются скалярными
величинами — скалярами.
Графически силу изображают
в виде стрелы с наконечником.
Ц-5кг
О— 1,1 I ........ 1 I |1 »
Р2=1кг{
О"*
Длина стрелы обозначает вели-
чину силы в масштабе, а на-
конечник указывает направление
действия ее.
Так представлять силу очень
удобно и выгодно. При конст-
руировании машин, расчете и
анализе действующих в них сил
проще производить всевозмож-
ные вычисления и арифметиче-
ские действия с векторными ве-
личинами, чем с самими силами.
А решив задачу и получив окон-
чательный результат, переходить
затем к силам.
47
Механическая музыкантша. Под полом — устрой-
ство, напоминающее будильник. Заводная пружи-
на — двигатель; зубчатки, валики, рычаги — переда-
точный механизм, заставляющий руки, голову и
корпус музыкантши выполнять заранее заданные
движения.
ное дело Петр I. В Ленинграде в Петров-
ской кунсткамере хранятся металлообраба-
тывающие машины-станки, на которых он
отлично работал. Их создали выдающийся
русский механик А. К. Нартов и другие
талантливые умельцы того времени. Нема-
ло станков было построено и в Западной
Европе.
Успехи практической механики и приве-
ли к тому, что, когда остро понадобилось
заменить руки прядильщика рабочим меха-
низмом, эта задача, хоть и трудная, была
уже по плечу людям техники того времени.
Поэтому ее решили в короткий срок. И так
как хлопчатобумажная промышленность
быстрее и больше всего развивалась
в Англии, там и появились первые пря-
дильные машины.
«Часы яичной фигуры» Кулибина — миниатюрный
автоматический кукольный театр.
Самое главное, они были еще и много-
рукими. 50 пар валиков вытягивали од-
новременно 50 ниток с 50 веретен. Машины
закручивали эти нитки. Механические
руки работали еще искусней, чем живые,
и в то же время в 10 раз быстрее. Машина
давала столько же пряжи, сколько 500 ра-
бочих-прядильщиков. А управляло маши-
нами всего, лишь десять девушек, ед-
ва только научившихся прядильному делу.
Хозяева платили им намного меньше, чем
опытным мастерам.
Поняли тогда мастера-прядильщики, что
наступают для них черные дни.
Правда, в первое время для новых ма-
шиц не хватало' работы. Они оказались
слишком производительными, и в них еще
не было большой нужды. Но такое положе-
ние вскоре изменилось. Спрос на ткани
48
и в Европе и в колониях быстро вырастал.
Не прошло и 25 лет, как машины Уайта
устарели, понадобились еще более произ-
водительные. И тогда началось то, что в ис-
тории техники получило название «Про-
мышленная революция XVIII века».
После 1770 года одна за другой появля-
лись новые, все более совершенные пря-
дильные машины. Ими заменяли самопрял-
ки в десятках прядилен. Хозяева богатели,
и опасения мастеров-прядильщиков теперь
начали оправдываться. Многие из них, вы-
тесненные машинами, оставались без рабо-
ты. А на складах накапливались горы
готовой пряжи. Ткацкие мастерские с руч-
ными станками, оборудованными даже са-
молетными челноками Кея, не справлялись
с делом, не успевали переработать всю
пряжу в материю.
Прядильням пришлось остановиться:
нельзя было расширять производство, неко-
му было сбывать излишки пряжи. Но и у
хозяев-ткачей положение оказалось не луч-
ше. Они располагали огромными запасами
пряжи, имели выгодные заказы на ткани,
а не могли их выполнить: не хватало ра-
бочих рук. Еще раз встало препятствие —
медлительный ручной труд. Теперь это был
ручной труд ткачей. И хотя благодаря «по-
гонялкам» Кея челнок летал достаточно
быстро, другие — ручные и ножные —
операции задерживали работу.
Нужен был механический ткач: ни руки,
ни ноги человека не должны участвовать
в его работе. Механики-ткачи понимали:
если удастся создать такую машину, ее
Токарно-копировальный станок А. К. Нартова кон-
струкции 1729 года.
Иван Петрович Кулибин (1735—1818) — замечатель-
ный русский изобретатель, крупнейший исследова-
тель-экспериментатор в области прикладной меха-
ники. Руководя механической мастерской Академии
наук, сконструировал и построил фонарь-прожектор,
повозку-самокат, оптический телеграф, «водоход-
ное» судно и много других устройств.
исполнительные органы будут действовать
так быстро, что даже челнок Кея отстанет.
Придется и его движение ускорить. Тогда
и получится ткацкий станок, который ока-
жется достойны'М напарником прядильной
машине.
Первый механический ткацкий станок
появился еще в 1678 году. Его изобрел
француз Де Женез. Но тогда в машине
еще не было нужды и никто не заботился
о том, чтобы устранить многие ее недостат-
ки и использовать для изготовления тка-
ней. Жак Вокансон, творец замечательных
механических игрушек, через 75 лет создал
такую же машину. Лишь через 20 лет после
этого ее использовали на одной из фабрик
в английском городе Манчестере и то^толь-
ко для изготовления шелковых тканей.
Не пришла еще пора этих машин.
Но еще через 20 лет положение стало
другим. И когда англичанин Эдмунд Карт-
райт в 1785 году создал свой механический
4 Машина
49
ткацкий станок, эта машина завоевала
общее признание и быстро вытеснила из
ткацких мастерских ручные устройства.
Чудесно ускорилась работа ткацких
станков, и выяснилось, что не поспевают
за ними рабочие, которые вручную выпол-
няют вспомогательные промежуточные опе-
рации и отделку тканей.
Когда сделана основа ткани, ее необхо-
димо проклеить крахмалом — прошлихто-
вать. А готовую ткань надо сделать белой —
отбелить. Затем на ней печатают цветные
пестрые узоры или рисунки. Для этого
понадобились быстродействующие маши-
ны. За короткое время они были изобрете-
ны и вступили в строй производственных
установок.
Но с прядением и ткачеством тесно свя-
заны не только вспомогательные и отде-
лочные операции, а и смежные отрасли
промышленности. Так, ' для подготовки
хлопка к прядению его очищают от за-
стрявших в нем семян. Ручная очистка —
очень медленная операция. За рабочий
день одной работнице удается очистить
всего лишь фунт хлопка. Поэтому очистка
обходилась дорого. А нужно было, чтобы
она стала и быстрой и дешевой. Тогда
появились хлопкоочистительные машины.
И производительность труда работницы
увеличилась в 100 раз.
Для машинного печатания на тканях
цветных рисунков понадобились улучшен-
ные краски и в большом количестве. При-
шлось вводить ряд усовершенствований
в изготовление красок (красителей). И это
сильно сказалось на общем развитии хими-
ческой промышленности.
Машины появились и в производстве
кружев и в швейной промышленности.
Все они — и прядильные, и ткацкие, и дру-
гие — улучшались, становились более
скоростными и в то же время более слож-
ными. Раньше их строили из дерева, но
этот 'материал оказался ненадежным, недо-
статочно прочным. Кроме того, деревянные
части получались громоздкими, машины
занимали много места, приходилось возво-
дить большие здания.
А машины, сделанные из металла, из
стали, работали надежно, служили долго
и места занимали намного меньше. Поэто-
му строители машин все больше переходи-
ли на новый материал.
ФИЗИКА В МАШИНЕ
Чем мерить силу?
Будем толкать по шоссе шар.
Предположим, что трения,
сопротивления воздуха и других
помех нет. Тогда движение ша-
ра будет все более ускоряться.
На языке механики надо ска-
зать так: мы сообщаем шару
ускорение, применяя силу.
Таким образом, сила может
сообщать телам ускорение и тем
самым двигать и останавливать
их, а также изменять скорость и
направление их движения.
От большей силы тело полу-
чает большее ускорение. С дру-
гой стороны, чем «массивнее» тело,
тем меньшее ускорение будет
сообщать ему одна и та же сила.
Вот сила, двигающая шарик
массой в 1 грамм; с каждой се-
кундой скорость шарика возрас-
тает на 1 сантиметр в секунду.
Величина такой силы, сооб-
щающей 1 грамму ускорение в
1 сантиметр в секунду за секун-
ду, принята мерой силы. Названа
она «диной» от греческого слова
«динамис» — «сила».
Чему же равна сила?
Пусть ускорение в 1 санти-
метр в секунду, за секунду полу-
чает шарик не в 1 грамм, а в 12.
Для этого потребуется сила не
в 1, а в 12 дин.
Начнем теперь сообщать ша-
рику ускорение не в 1, а в 5 сан-
тиметров в секунду за секунду.
Тогда придется увеличить силу
еще в 5 раз, и она выразится чи-
слом:
12 граммов X на ускорение в
5 сантиметров в секунду за се-
кунду = 60 динам.
Таким образом, величину си-
лы составляет произведение
массы на ускорение.
Сила работает
Сообщая телу ускорение, си-
ла двигает его — работает. От
чего же зависит величина ее ра-
боты?
Ясно — от величины силы и
от длины пути, на протяжении
которого эта сила действовала:
чем больше сила и длиннее путь,
тем больше будет произведенная
работа.
Работа 1 дины на 1 санти-
метре пути—единица работы. Она
названа «эргом» от греческого
слова «эргон» — «работа, дело».
В предыдущем примере мы
приложили к шарику силу не
в 1, а в 60 дин. В таком случае
работа силы на 1 сантиметре
пути будет равной не 1, а 60 эр-
гам.
А если сила действовала на
протяжении не 1, а 8 сантимет-
ров пути?
Тогда величина работы будет
еще в 8 раз больше:
60 дин X на 8 сантиметров =
=480 эргам.
Следовательно, работу со-
ставляет произведение силы на
пройденный телом путь.
За счет чего совершается
работа?
Прилагая к шару силу и тем
самым двигая его, мы произво-
дим работу. Подобная же рабо-
та совершается лошадью, па-
50
Тогда металлургам 'цришлось не только
улучшить качество выпускаемого металла,
но и ускорить у себя все рабочие процессы.
И им понадобились машины.
Много работы прибавилось и машино-
строителям. В механических мастерских
рабочие трудились день и ночь и все же не
справлялись с заказами. Ведь и они рабо-
тали вручную. Ручной молот, зубило, на-
пильник, столярный рубанок, долото и
стамеска, сверлильные приспособления и,
наконец, ручной токарный станок — вот
и вся техника механиков того времени.
И уже в самом конце XVIII и в начале
XIX столетия остро понадобились и были
созданы для обработки дерева и металла
механические станки разного назначения,
кузнечные молоты, ножницы.
Получилось нечто очень похожее на про-
цесс, который называется цепной реак-
цией. Одна реакция вызывает бурное
возникновение других, как бы продолжаю-
щих первую. То же самое происходило
тогда и в промышленности. Изобретение и
распространение прядильных машин, а за-
тем и механических ткацких станков вызва-
ло появление рабочих машин сначала
в смежных, затем во все более и более отда-
ленных областях промышленности.
Как от брошенного в воду камня расхо-
дятся волнами расширяющиеся круги, так
и машины постепенно, но быстро захлесты-
вали одну за другой все новые отрасли руч-
ного ремесленного труда и вытесняли осво-
бождающуюся рабочую силу. Мастерские
и мануфактуры превращались в фабрики и
заводы.
В первые десятилетия переворота все это
проявлялось не так уж резко. Но скоро про-
изошло важнейшее событие, которое уско-
рило вторжение машин в технику и про-
мышленность. Но чтобы лучше понять рас-
сказ о нем, полезно сначала познакомиться
с теми двигателями, которыми пользова-
лись люди в своем труде и задолго до
переворота в промышленности и вплоть до
того времени, когда это событие соверши-
лось.
О живых двигателях и водяных
колесах
С древних времен человек привык к то-
му, что для приведения в движение орудий
ровозом, авиамотором. Где ее
источник?
В питании, без которого у че-
ловека, лошади, паровоза, авиа-
мотора не оказалось бы силы
двигать шар, телегу, поезд, само-
лет.
Очевидно, в питании живых
организмов белками, жирами и
углеводами и машин — дрова-
ми, углем и бензином содер-
жится нечто общее, порождаю-
щее силу, делающее тела спо-
собными к работе, к деятельно-
сти. Что же это?
Энергия. Происходит это сло-
во от греческого «энергея», оз-
начающего «деятельность».
Эрг за эрг
Итак, работа выполняется за
счет энергии; лошадь, паровая
машина, электродвигатель, рабо-
тая, затрачивают энергию.
И, наоборот, работа порожда-
ет энергию. Так, вращая дина-
мо-машину, лошадь, паровая ма-
шина, электродвигатель могут
производить энергию.
Количества работы и энергии
строго соответствуют друг дру-
гу. Поэтому энергия измеряется
той же единицей, что работа, —
эргом, и обмениваются они из
твердого расчета «эрг за эрг».
Что такое мощность?
Представим себе ребенка и
взрослого, которые носят воду
на одинаковое расстояние. Взрос-
лый человек принес за 20 ми-
нут 10 ведер, а ребенок —
за 30 минут 6 ведер. Почему
взрослый в меньший промежуток
времени смог проделать боль-
шую работу, чем ребенок?
Потому, что он сильнее ре-
бенка. Прилагая большую силу,
он в состоянии произвести в еди-
ницу времени большую работу,
отдать больше энергии, чем ребе-
нок. Короче, взрослый работоспо-
собнее ребенка.
Механическую работоспособ-
ность называют обычно «мощно-
стью». Чему же равна в нашем
примере мощность взрослого и
ребенка?
Чтобы найти ее, разделим
величину произведенной работы—
число принесенных ведер воды —
на время, в течение которого эта
работа совершалась. Отсюда вид-
но, что мощность — это рабдта,
деленная на время, то есть рабо-
та в единицу времени.
В нашей задаче мы мерили’
мощность работой по переноске
воды в минуту. А так как в ме-
ханике работа исчисляется в эр-
гах и время — в секундах, то
мерой мощности в механике дол-
жен быть эрг в секунду.
малые и большие
1 эрг в 1 секунду — величина
очень малая, практически ни-
чтожная. Поэтому в технике изме-
ряют мощность не одним, а сразу
10 миллионами эргов в секунду.
Эта большая мера названа «ват-
том» (или «уаттом»)4 в память
об английском изобретателе па-
ровой машины Уатте.
Есть еще большие меры мощ-
ности: гектоватт, равный 100 ват-
там, и киловатт, равный
1 000 ваттам.
Чтобы найти мощность, мы
делили работу на время. Следо-
вательно, для определения ра-
боты по мощности надо мощ-
4*
51
труда или перевозки грузов следует поль-
зоваться только собственной мускульной
силой. Когда люди приручили домашних
животных, они обрели более мощный источ-
ник энергии движения и заставили рабо-
тать лошадей, быков, ослов, мулов и со-
бак.
Живые двигатели просуществовали ты-
сячи лет и помогали людям в труде еще
в самый канун появления парового двига-
теля.
И даже после этого великого события
еще в течение десятилетий ими продолжа-
ли пользоваться, если почему-либо было
невыгодно приобретать паровую машину.
А в отсталых странах до сих пор и человек
и животные во многих случаях играют роль
двигателя.
Развитые в техническом отношении на-
роды за последние 150 лет постепенно на-
чали применять механические, а затем
электрические двигатели. Но пока шла эта
замена, в передачу движения от живых
двигателей все время вносились улучше-
ния.
В громоздкое механическое устройство,
«извлекавшее» из животного энергию и пе-
редававшее ее рабочему валу машины, за-
прягались лошади. Получался конный при-
вод.
Посмотрите на рисунок, изображающий
часть такого устройства. Четыре сильные
лошади развивали мощность в 260 кило-
граммометров в секунду, или около трех
с половиной технических лошадиных сил.
Но в таком приводе были два серьезных
недостатка. Первый — передача движения,
пусть не очень сложная, все же урывала
довольно большую часть и без того
малой мощности, которую развивали жи-
вость множить на время. Вот
эта простая арифметика:
работа
Если мощность= —.
время
то работа = мощность X время.
Отсюда можно получить та-
кие меры работы и энергии: ватт-
секунда, ватт-час, гектоватт-час,
киловатт-час.
Что такое
,,лошадиная сила"?
Этот энерго-механический тер-
мин появился вскоре после того,
как были изобретены первые
практически пригодные паровые
двигатели. Тогда и понадобилась
единица измерения мощности
этих машин. Естественно, что
механики хотели выразить мощ-
ность паровых машин, сравнивая
ее с работоспособностью лошади
в конном приводе.
Заставили сильную лошадь
вращать ворот подъемной маши-
ны. Это повторялось много раз.
И выяснилось, что в течение часа
лошадь совершила работу: 60 ки-
лограммовХ4 500 метров=270 000
килограммометров. Значит, ее
мощность = 75 килограммометров
/270000\
в секунду и назвали
' 3600 /
«лошадиной силой».
Формула Герстнера
Чешский ученый Герстнер
вычислил формулу для расчета
всех элементов передачи дви-
52
вотные. ' Они расходовали свою силу на
преодоление трения между соприкасающи-
мися частями привода и на перемещение
тяжелого дышла, на котором их гоняли по
кругу. Второй недостаток — усилие для
вращения вала получалось только за счет
физического напряжения животных. Поэто-
му приходилось умерять и без того малую
скорость движения.
Оба эти недостатка удалось как бы осла-
бить, заменив привод другим передаточным
устройством.
Представьте себе деревянное колесо диа-
метром в несколько метров. Оно жестко на-
сажено на слегка наклонную ось. Поэтому
и плоскость круга колеса получается на-
клонной. По радиусам круга набиты план-
ки. На край круга поставлено животное.
Оно начинает переступать по планкам. То-
гда поверхность круга как бы уходит из-под
ног животного. Это заставляет живой дви-
гатель непрерывно действовать ногами, вра-
щать и круг и ось. Далее движение пере-
дается горизонтальному валу.
Животное топталось на месте, отсюда и
возникло название «топчак». Это устрой-
ство называют иногда и ступальным коле-
сом.
Так избавились от дышла, уменьшили
число «мест» трения в передаче, а глав-
ное — лучше использовали работу живот-
ных. Ведь теперь вес животного «помогал»
его ногам: одновременно в работе участво-
вали усилие, развиваемое ногами животно-
го, и его собственная тяжесть. И еще одно
преимущество перед обыкновенным приво-
дом. На топчаке скорость получалась более
высокой: животное чаще переступало нога-
ми. Правда, оно не могло так работать
долго, каждые три часа его приходилось
менять, но расчет показывал, что это вы-
годно.
Часто на топчаках работали и люди. То-
гда строили большое колесо. Оно враща-
лось вокруг горизонтальной оси. На его ци-
линдрическую поверхность набивали пере-
Топчак с лошадью.
жения от живых двигате-
лей.
Допустим, что для неболь-
шой фабрики понадобилось по-
лучить мощность в 16 лошади-
ных сил. Решили пользоваться
приводом и запрячь в него мед-
лительных волов, которые будут
работать по 6 часов со скоро-
стью передвижения в 0,5 метра
в секунду. Сколько же волов
придется запрячь одновременно
в несколько приводов?
Формула Герстнера дает, что
при таких условиях каждый вол
будет работать с усилием в 95
килограммов. Тогда он разовьет
мощность в 95X0,5=47,5 кило-
граммометра за секунду. Но
16 лошадиных сил — это 16X75 =
= 1 200 килограммометров за
секунду. Значит, необходимое
число волов должно рав-
няться 1 200 : 47,5 = 25. На самом
деле их нужно было много боль-
ше — при одновременной работе
они как бы тормозили друг дру-
га. Приходилось ставить много
приводов и иметь животных для
подмены. На их кормежку, на
заработную плату для ухажи-
вающих за ними людей расходо-
вались большие деньги.
Кроме того, 10—15 приводов
занимали чуть ли не 500 квад-
ратных метров площади, и для
животных нужно было строить
и содержать большие помеще-
ния. Мощность в 16 лошадиных
сил обходилась в сравнительно
большую сумму — в десятки раз
дороже, чем в наши дни.
Вспомним, что современный
электродвигатель такой же мощ-
ности — около 12 киловатт —
занимает площадь всего лишь
в одну треть квадратного метра,
после своего включения он почти
не требует помощи человека,
а его круглосуточная работа об-
ходится предприятию всего
в 55 рублей.
53
кладину. Получалась круговая лестница —
перекладины служили ступенями. Человек,
оставаясь на одном и том же месте, пере-
хватывал перекладины руками и переступал
по ним ногами. Ступени лестницы уходили
из-под ног, и колесо вращалось вместе
с осью — валом.
Колесо-топчак делалось с широким обо-
дом, и тогда в нем работали два и даже
три человека.
В Англии и старом Китае на таких ко-
лесах работали преступники. И это было
Человек — привод машины.
настолько тяжело и изнурительно, что ка-
торжники предпочитали наказание плетьми
«бегу» в таком колесе.
Для одновременной работы не одного,
а нескольких человек или животных диа-
метр топчака увеличивали иногда до
14—15 метров. Получалась огромная, тя-
желая и громоздкая установка. Давала она
небольшую мощность, всего несколько ло-
шадиных сил.
Но ведь издавна люди знали о другом
более мощном и удобном источнике энер-
гии—о текущей воде и создали другой дви-
гатель — водяное колесо. Почему же при-
ходилось пользоваться живыми двигателя-
ми?
Прежде всего водяные колеса как бы
привязывали промышленные предприятия
к рекам, и нельзя было строить мастерские,
заводы, фабрики там, где это было выгод-
но. Кроме того, работа водяного колеса
очень зависела от времени года. Зимой,
например, лед ломал лопасти колеса и
прерывал работу.
Водяное колесо вращалось очень мед-
ленно. Чтобы сообщить валам рабочих ма-
шин достаточную скорость, приходилось
устанавливать промежуточные ускоряющие
механизмы, составленные из зубчатых ко-
СДЕЛАЙ САМ
В этих маленьких заметках на
полях рассказано, как проделать
простые опыты из имеющихся
под рукой материалов и предме-
тов. В заметках также объясняет-
ся, как своими руками изготовить
несколько простых моделей ма-
шин и приборов.
Простые опыты и модели по-
могут вам продумать и проверить
некоторые физические законы,
лучше усвоить их. Конечно,
в процессе работы вы можете
усовершенствовать опыты и мо-
дели и даже придумать новые.
Водяное колесо
Сделаем маленькую модель
водяного колеса.
Из четырех не очень широких
тонких деревянных дощечек с вы-
резами в середине соберите вось-
миконечную звездочку. Ровную
длинную палочку приспособьте
для вала, проделав в его сере-
дине выточку, чтобы лучше укре-
пить на валу колесо. Вал уста-
новите в подшипниках. Такое
колесо на ручейке или в спе-
циальном желобе, по которому
течет вода, будет вращаться.
Можно устроить и маленький
водопад, чтобы на лопасти коле-
са падала струя воды, вытекаю-
щая из какого-нибудь водоема
или просто из водопроводного
крана.
На валу водяного колеса укре-
пите под прямым утлом друг
к другу две деревянные палочки
с лопаткообразными концами. Их
надо устанавливать на некотором
расстоянии друг от друга. Палоч-
ки-кулачки должны по очереди
нажимать на концы расположен-
ных на одной оси рычагов.
Ось располагают так, чтобы
более короткая часть рычагов на-
ходилась со стороны вращающего-
ся вала с кулачками. На длин-
ных концах рычагов нужно укре-
пить в виде молоточков толстые
палочки с тупыми концами. Это
исполнительные органы нашей
машины.
При вращении водяного колеса
кулачки будут по очереди нажи-
мать на концы рычагов. Длинный
конец одного из рычагов при этом
54
12Оквт
9
лес. Но они «съедали» до половины мощ-
ности. А водяные колеса и без того были
маломощными. Чтобы прибавить мощность,
приходилось строить их очень большими.
Гигантское водяное колесо — двигатель, от кото-
рого работали насосы на острове Мэн. Рядом —
современный электродвигатель такой же мощности.
Тяжелый и громоздкий двигатель занимал
много места. Получалось огромное соору-
жение. Бывало, что диаметр колеса дости-
гал 10 метров. Иногда колеса насаживали
по нескольку на один вал. И все равно по-
лучался маломощный, тихоходный, невы-
годный двигатель.
Даже через сто лет после начала про-
мышленного переворота в Англии на ост-
рове Мэн, расположенном в проливе Ла-
Манш, еще работало гигантское колесо.
Оно служило двигателем для водяных
насосов. Диаметр колеса достигал 22 мет-
ров — высоты шестиэтажного дома, шири-
на обода — около 2 метров. Для его экс-
плуатации понадобилось крупное соору-
жение — здание с водонапорной башней,
отводными каналами, вспомогательными
устройствами и помещениями.
будет подниматься, и, когда кула-
чок соскользнет с короткого кон-
ца рычага, молоточек опустится
и ударится о подложенную под
него дощечку.
- Удары будут ритмично повто-
ряться все время, пока крутится
колесо.
То, что мы с вами сейчас соору-
дили, совсем не игрушка, а до-
вольно точная модель настоящей
машины, так называемой толчеи.
Толчея еще в недавнее время
широко применялась в Средней
Азии для обмолота риса. Шум от
ее ритмичной работы можно было
услышать на значительном рас-
стоянии.
Гидротурбина
Сделаем модель современной
гидротурбины. Это будет очень
упрощенная модель, но тем не
менее она даст некоторое пред-
ставление о работе настоящих
гигантских турбин гидростанций.
Для модели используем пере-
вернутую горлышком вниз бутыл-
ку с отрезанным дном. Надо
взять бутылку от молока. Уста-
новить ее на горлышко, отрезан-
ное от другой такой же бутылки.
Стык горлышек необходимо сде-
лать водонепроницаемым с по-
мощью прокладки из воска. В са-
мой узкой части бутылок будет
турбинная камера. Здесь поме-
щается ротор, сделанный из ку-
сочка жести.
Ротор следует припаять
к тонкому, толщиной в 3—4 мил-
лиметра, металлическому пруту и
затем укрепить в подшипнике,
установленном сверху, и в под-
пятнике, помещенном внизу при-
бора. Подшипник сделайте из ка-
тушки от ниток, а подпятник —
тоже из катушки, но с отверстием,
до половины забитым деревянной
палочкой.
Из воска или пластилина сде-
лайте направляющий аппарат
с косыми отверстиями. Они соз-
дадут нужное направление потоку
воды, устремленному на лопатки
ротора. Теперь лейте воду в при-
бор — ротор будет быстро вра-
щаться.
55
Ветряные двигатели,. Справа — разрез
ветряка.
Установка занимала площадь не меньше
чем в 400 квадратных метров, а ее вес до-
стигал тысячи тонн. И все это давало рабо-
чую мощность лишь в 150—160 лошадиных
сил, около 120 киловатт. В наше время
электродвигатель такой мощности занима-
ет пространство примерно в один кубичес-
кий метр, его высота не больше одного мет-
ра, а вес — 0,8 тонны.
Колесо-великан делало один оборот в ми-
нуту. Значит, с такой же скоростью вра-
щался его вал. Ее приходилось увеличи-
вать — с помощью промежуточных меха-
низмов — в несколько, а то и во много раз.
А вал современного электродвигателя дела-
ет около 3 тысяч оборотов в минуту: его
скорость не увеличивают в передаточной
цепи, а, наоборот, уменьшают.
Примерно с XI века в Германии, а затем
в Голландии появились ветряные двигате-
ли, работающие от энергии ветра. Впослед-
ствии они распространились и в других
странах. Эти двигатели в усовершенст-
вованном виде существуют и в наши дни.
Но в те времена они полностью зависели
СДЕЛАЙ САМ
Ветряк
Маленькую, простую модель
действующего ветряка можно
сделать за пять минут. Это извест-
ная детская игрушка из куска
бумаги, булавки и палочки. Раз-
режьте квадратный кусочек бума-
ги по его диагоналям, не доходя
до центра. Загните к середине
квадрата четыре конца бумажки,
проткните их булавкой, воткните
булавку в палочку — и модель
готова. Если нет ветра, то доста-
точно подуть, чтобы ветряк начал
быстро вращаться.
Ветряной двигатель
Модель ветряного двигателя
начнем делать с того, что подбе-
рем для его вала ровную круг-
лую палку. На одном из ее концов
нужно укрепить крестовину из
узких дощечек, а к ним приде-
лать четыре фанерные лопасти,
расположив их под некоторым
56
от капризов ветра и не могли служить по-
стоянно действующими, достаточно мощны-
ми и надежными двигателями.
Вот как обстояло дело с приведением
в движение рабочих машин, когда они еще
только появились. Для фабрики в несколь-
ко десятков прядильных машин или ткац-
ких станков с необходимыми вспомогатель-
ными устройствами нужна была мощность
в 250—300 лошадиных сил. А как ее до-
быть? С помощью живых двигателей прак-
тически этого нельзя было сделать. Выгод-
но или невыгодно хозяину, а строить фаб-
рику приходилось на берегу реки. Но и
водяные колеса—мы уже знаем — не были
«геркулесами» мощности. «Нимфы» даже
в конце XVIII столетия могли при-
водить в движение только 10—20 рабо-
чих машин. И это очень сдерживало стро-
ительство новых промышленных предприя-
тий и распространение рабочих машин.
Но вот во второй половине XVIII столе-
тия произошло очень важное событие. Оно
Паровая машина Папена.
Паровая машина Бранка. Движение передавалось
двум пестам, дробившим в ступках засыпанный
продукт.
было столь значительным, что его часто на-
зывают вторым переворотом в промышлен-
ности.
Царь-пар и его преемники
В то время небольшой английский горо-
док Донкастер расцветал и расширялся
чуть ли не с каждым месяцем. Изобрета-
тель новейшего ткацкого станка и очень
умелый организатор производства тканей
Картрайт сделал этот городок своей про-
мышленной «резиденцией», строил здесь
ткацкие фабрики. Сначала, в 1787 году, он
основал около протекавшей тут реки ткац-
кое предприятие всего в 20 станков. Их при-
водило в движение несколько больших во-
дяных колес.
углом к воображаемой плоскости
крестовины. Вал должен легко
вращаться в проволочных или
деревянных подшипниках.
Другой конец вала надо за-
острить и упереть в неподвижную
дощечку — подпятник. Это нуж-
но для того, чтобы во время вра-
щения вал под напором ветра,
который будет давить на крылья
ветряка, не сдвигался с места.
Когда модель будет построена,
ее надо отрегулировать, выбрав
лучшее расположение лопастей и
добившись наименьшего трения
в подшипниках.
Конечно, энергия такого не-
большого ветряка настолько мала,
что ее не удастся применить для
каких-нибудь хозяйственных це-
лей, но мы можем к ветряку при-
строить механизм для демонстра-
ции преобразования кругового
движения в возвратно-поступа-
тельное. Подобные механизмы
устанавливают, когда ветряк ра-
ботает как водокачка.
Вырежьте из середины вала
кусок длиной в несколько санти-
метров и соедините его с поло-
винками вала с помощью двух
дощечек такой же длины, как и
вырезанный кусок.
Получится так называемое ко-
лено. Серединка вала как бы
съехала со своего места. Надо все
это проделать так, чтобы вал не
утратил своей первоначальной
жесткости, чтобы он остался та-
ким же крепким, как и раньше.
Вокруг колена оберните 2-мил-
лиметровую проволоку и загните
меньший конец несколько раз
вокруг большего. Петля должна
быть свободной. Это у нас будет
шатун. Прикрепите к его свобод-
ному концу с помощью петелек
прямой кусок такой же проволо-
ки. Получился шток насоса.
Сделайте для него направляю-
щие. Для этого просуньте шток
в расположенные друг над другом
две катушки от ниток. Катушки
укрепите.
Работа закончена. Дождитесь
ветра, й ветряк начнет вращаться.
Шатун будет то поднимать, то
опускать шток. У настоящих вет-
ряков к концу штока приделан
поршень, который и качает воду.
57
Механические ткачи работали быстрее
людей, давали много тканей, торговля шла
бойко. Но покупателей приезжало в Дон-
кастер еще больше, неплохо продавались
и материи, изготовленные местными ткача-
ми на ручных станках. Работы было доста-
точно и для машин и для людей, и ничто
не нарушало спокойного течения жизни
в маленьком тихом городке.
Неприятности начались через два года.
Ткачи заметили, что к фабрике пристраи-
вается какое-то особенное помещение.
А скоро по городку разнесся слух: Карт-
райт собирается отказаться от водяного ко-
леса; он хочет поставить в новом помеще-
нии несколько еще не виданных в Донка-
стере и малоизвестных даже в больших
городах механических двигателей — но-
вых паровых машин.
Вести об этих машинах еще раньше до-
ползли до ткачей. Они знали, например,
что совсем недавно их изобрел какой-то
Джемс Уатт из города Глазго в Шотландии.
Еще четыре года назад, когда новые
двигатели только появились, один из них
был установлен на прядильне в Ноттингэм-
пшире, и, если верить людям, ее хозяин не
нахвалится своим могучим и неутомимым
механическим работником.
Еще в древние времена ученые-механики
знали о силе пара и о его способности со-
вершать работу. Это знание сохранилось
в средние века. Но тогда ученые и механи-
ки еще не понимали законов, управляющих
горением топлива, истечением пара и его
действием.
Первую попытку обуздать пар сделал
СДЕЛАЙ САМ
Ветряной двигатель
с поворотным
приспособлением
Можно построить и модель
ветряка, который сам автоматиче-
ски будет поворачиваться «лицом»
к ветру.
Для этого возьмите 4 длинных
куска 2-миллиметровой железной
или медной проволоки и пайкой
скрепите их короткими кусочками
такой же проволоки. Получится
ажурная вышка. Наверху сде-
лайте из жести площадочку с ров-
ным круглым отверстием посе-
редине. В отверстие вставьте
трубку с припаянной к ней шай-
бой. Шайба должна упираться
в верхнюю площадку вышки.
К верхней части трубки надо
припаять проволоку, как это по-
казано на рисунке. Крыльчатка,
изготовленная из жестяного круж-
ка с загнутыми лопастями, должна
быть припаяна к проволочной оси,
на которой имеется колено. К не-
му прикрепите шатун, а шток
пропустите в трубку. Шток и ша-
тун сделайте из кусочков прово-
локи, соединенных между собой
двумя петельками.
С другой стороны вращающей-
ся части ветряка йадо припаять
на двух кусках проволоки хвост,
вырезанный из жести.
Ветряк установите на деревян-
ной подставке. В ней укрепите
58
в конце XVII столетия французский ученый-
физик Дени Папен. Сначала у него вовсе
и не было намерения изобрести паровой
двигатель. По поручению знаменитого фи-
зика и механика Гюйгенса он стремился
получить пустоту под поршнем, скользящим
в цилиндре. Папен пришел к мысли, что
для этого достаточно нагреть воду до ки-
пения, заставить ее испаряться, затем впу-
стить пар под поршень. Расширяясь, пар
поднимет поршень. Тогда надо пар охла-
дить, превратить его в воду. Она займет
очень небольшой объем, ее можно и вовсе
удалить, а в освободившемся объеме ци-
линдра образуется пустота.
И вдруг Папена осенила мысль: по сути
дела, у него получится паровая машина,
идея которой уже царила в умах изобрета-
телей. Стоило лишь непрерывно чередовать
процессы испарения воды с расширением
пара и последующего охлаждения его в во-
ду, и поршень будет двигаться в цилиндре
то в одном, то в противоположном направ-
лении. И если связать поршень с каким-то
передаточным механизмом, получится дви-
гатель, способный совершать работу.
Папену так и не удалось применить свою
машину на практике: в ней оказалось много
серьезных недостатков. Но заложенные в ма-
шине идеи помогли другим изобретателям.
Так, около 1700 года появился первый
паровой насос англичанина Севери — для
откачки воды из рудников. В машине осу-
ществлялась лишь одна идея Папена —
охлаждение пара и получение разреженно-
го пространства. Но все делалось без порш-
ня — работала образовавшаяся «пустота».
Стоило опустить такое устройство в какой-
нибудь водоем, и оно откачивало воду, за-
сасывая ее.
Джемс Уатт (1736—1819) — выдающийся англий-
ский механик-изобретатель. В 1768 году сконструи-
ровал усовершенствованную паровую машину, ко-
торая оказалась вдвое эффективнее лучшей кон-
струкции того времени — машины Ньюкомена.
Машина Севери годилась только для от-
качки воды и оказалась очень невыгодной:
приходилось доставлять и сжигать много
угля. Поэтому ею и пользовались только
в угольных рудниках: топливо было под ру-
кой.
Еще через несколько лет английский куз-
нец Ньюкомен и помогавший ему мастер
трубку и пропустите туда нижний
конец штока. Это и будет «на-
сос».
Паровые машины
Для того чтобы продемонстри-
ровать могущество пара и пока-
зать, как пар давит на поршень
паровой машины, сделайте такой
опыт.
Укрепите на проволочной под-
ставке наперсток. Налейте в него
до половины в'оду и заткните его
пробкой. Под наперсток подведи-
те горящую свечу и отойдите
в сторону. Вода закипит и выши-
бет пробку.
Поршневая паровая машина
работает по тому же принципу,
но отличается тем, что для полу-
чения пара применяется специаль-
ный котел. Из котла пар посту-
пает в цилиндр машины, давит
на поршень, поршень, двигаясь,
приводит е помощью шатунно-
кривошипного механизма во вра-
щение вал с насаженным на не-
го маховиком. А уже с вала
механическую энергию можно
брать на любую работу.
Но в последнее время все
больше и больше находит приме-
нение друго‘й вид паровой маши-
ны — паровая турбина. Паровые
59
Паровая машина Уатта.
Коулей использовали вторую идею Пале-
на — передачу рабочего движения через
поршень.
По сути делд, созданная ими машина ни-
чем не отличалась от той, которую построил
Папен. Но на этот раз в устройство внесли
важное улучшение — ускорили охлажде-
ние пара. Это сделало машину настолько
работоспособной, что она исправно качала
воду: приводила в движение насос.
турбины более выгодны, чем
поршневые машины.
Попытаемся сделать очень упро-
щенную модель паровой турбины.
Паровым котлом для нашей
турбины будет служить обыкно-
венный чайник.
Возьмите кусочек дерева,
вставьте в него резиновую или
металлическую тонкую трубку,
затем выточите из него втулочку
и вставьте ее в носик чайника,
как пробку.
Обмотайте затем места соеди-
нения изоляционной лентой.
Налейте в чайник воду, чтобы
она не перекрывала отверстия но-
сика внутри чайника.
Котел готов.
Теперь из тонкой жести вы-
режьте кружок диаметром
в 5 сантиметров, прорежьте по
направлению к центру 22 прорези.
До центра не доходите на рас-
стояние одного сантиметра. Жес-
тяные секторочки поверните плос-
когубцами так, чтобы их верхние
края были почти перпендикуляр-
ны к плоскости турбинки.
Турбинку наденьте на тонкий
гвоздь и закрепите ее каплей
олова.
Ось укрепите в подшипниках
так, чтобы трение было ничтож-
ным. Конец трубки, идущей от
носика чайника, укрепите около
лопаток турбинки. Когда чаййик
закипит, подложите под крышку
чайника сложенный вдвое чистый
листок бумаги и нажмите через
полотенце на крышку. Из трубки
с силой будет бить струя пара,
и турбинка начнет быстро вра-
щаться.
Выбрать лучшее направление
струи пара можно заранее. Возь-
мите тонкую трубку и, дуя в нее,
передвигайте ее под разными
углами к лопаткам.
60
Машина Ньюкомена проработала, по-
жалуй, не меньше 100 лет, но только для
откачки воды на угольных шахтах.
Почему? — удивится читатель. Разве
нельзя было передать движение от поршня
к исполнительным механизмам других ма-
шин? Да, можно было! А не сделали этого
по очень важной причине: машина Ньюко-
мена тоже оказалась невыгодной — неэко-
номичной. Она «съедала» 25 килограммов
угля в час на одну лошадиную силу разви-
ваемой мощности. Это значит, что одна
довольно слабая машина в 10 лошадиных
сил за одни сутки «пожирала» 6 тонн угля.
Вот почему никто и не пытался превра-
тить насос Ньюкомена в двигатель для лю-
бых других производств.
Такое положение длилось десятки лет.
Но появление все новых и новых машин,
фабрик и заводов требовало нового двига-
теля, пригодного для любого производства
и в то же время достаточно выгодного.
Такой двигатель создал английский меха-
ник Уатт. Это была паровая универсальная
машина для промышленности. В ней пар
работал по обе стороны поршня, толкал его
то в одном, то в противоположном направ-
лении, и не при нормальном атмосферном
давлении (одна атмосфера), а при повы-
шенном (нисколько атмосфер). Это резко
улучшило машину. Затем изобретатель
снабдил машину устройством, которое как
бы выжимало из пара побольше скрытой
в нем силы.
И еще много других улучшений сделали
паровую машину неизмеримо совершеннее
ее ближайших предшественниц.
Уже к 1780 году машина Уатта «съеда-
ла» всего лишь около 3 килограммов угля
на ло'шадиную силу в час. Ее экономич-
ность увеличилась во много раз.
Правда, и после этого паровой двига-
тель отдавал рабочей машине только не-
большую часть энергии, которая скрыта
в топливе. Но теперь, при огромной кон-
центрации энергии в угле, было выгодно
тратить средства на закупку и доставку топ-
лива.
Можно было в сравнительно небольшом
помещении установить один большой или
несколько меньших паровых двигателей и
получать от них мощность даже в сотни ло-
шадиных сил.
Вот когда фабриканты и заводчики по-
чувствовали, что можно расширять старые
фабрики, строить новые, устанавливать
в них больше машин.
Предприятия стало возможным строить
в городах и в местности, где нет рек, но
зато дешевы рабочие руки и больше спрос
на товары.
Теперь вернемся к событиям в Донкасте-
ре, о которых шла речь в начале этого рас-
сказа.
ФИЗИКА В МАШИНЕ
По „тропе" электричества
Перед нами паровая машина.
Ее мощность составляет, скажем,
50 киловатт. Как это предста-
вить себе?
Киловатт породили хорошо
знакомые нам сантиметр, грамм
и секунда. Но, пройдя через ди-
ну и миллионы эргов, о'ни уте-
ряли в киловатте свою ясность.
Поэтому мы не представляем
себе киловатт непосредственно
и так же ощутимо, как, напри-
мер, килограмм и километр.
Возьмем этот «барьер» с другой
стороны; подойдем к нему по
«тропе» электричества. Пусть па-
ровая машина в 50 киловатт вра-
щает динамо-машину. Тогда дина-
мо-машина даст ток мощностью
в 50 киловатт. Потерями при «об-
менах» пренебрежем: будем по-
прежнему исходить из расчета
«эрг за эрг». 50 киловатт — это
50 000 ватт. Следовательно, в ре-
зультате работы нашей паровой
машины может «гореть» тысяча
электрических ламп по 50 ватт
каждая. А такие лампы и число
тысячу мы уже наверняка смо-
жем представить себе. Вот что
такое мощность в 50 киловатт.
Цепь „энергия — работа —
энергия"
Теперь мы сможем полно-
стью уяснить себе взаимоотно-
шения работы и энергии.
Предположим, что наша па-
ровая машина работала час. В
таком случае количество произ-
веденной энергии составило
50 киловатт-часов. За 8 часов по-
лучилось бы 50 киловатт X 8 ча-
сов = 400 киловатт-часов.
Но кто в цепи «паровая ма-
шина — динамо-машина — лам-
пы» поставщик и кто потреби-
тель энергии?
Все одновременно! В самом
деле, паровая машина, потреб-
ляя тепловую энергию угля, ра-
ботает за ее счет. В результате
работы она дает динамо-машине
энергию движения. А динамо-
машина, поглощая эту энергию,
вырабатывает электроэнергию.
Быть может, группа ламп, пи-
таемая динамо-машиной, пред-
ставляет только потребителя?
Нет, получая электроэнергию,
лампы сами становятся источни-
ками энергии — лучистой, кото-
рую они отдают окружающему
их пространству. Ясно, что рабо-
ту и энергию, как и мощность
производимую и мощность по-
требляемую, следует мерить од-
ними и теми же единицами.
61
Иван Иванович Ползунов (1728—1766) — талантли-
вый русский теплотехник, один из первых изобре-
тателей универсального теплового двигателя;
в 1765 году построил первую в России паросило-
вую установку для приведения в движение завод-
ских машин.
Предприимчивый Картрайт быстро разо-
брался в преимуществах нового двигателя
и заказал для своей фабрики несколько па-
ровых машин. Он понял, что теперь можно
будет пустить в ход не двадцать, а сотни
ткацких станков.
А где же взять рабочих? Но разве мало
бедняков среди окрестных крестьян? На-
учиться работать на ткацком станке не так
уж трудно. Главное другое. Машинная
ткань и лучше и дешевле той, что изготов-
ляют ткачи-одиночки на своих ручных стан-
ках.
Раньше, когда на фабрике работало
только 20 станков, не было недостатка в по-
купателях и на «ручные» ткани. Но теперь
дело повернется по-другому. Он, Картрайт,
поставит на своей фабрике 400 станков и
завалит тканями донкастерский рынок.
Ткачи-одиночки не смогут сбыть ни одного
ярда. И тогда им придется уйти из дому,
бросить свои ручные станки, стать рабочи-
ми на его фабрике.
Еще два года, и Картрайт осуществил за-
думанное. Около старой фабрики вырос но-
вый корпус. Привезли и установили в нем
400 новеньких ткацких станков. Оставалось
только наладить и пустить в ход уже до-
ставленные более мощные паровые маши-
ны. Сотням ткачей-одиночек в Донкастере
и в близко расположенных районах грозила
безработица и разорение.
И в одну из ночей над Донкастером за-
полыхало пламя. Горела фабрика Картрай-
та. Огонь охватил новое здание со всех сто-
рон. Как ни старались пожарники, через
несколько часов от фабрики остались обуг-
лившиеся развалины.
Виновники пожара были хорошо извест-
ны. Ткачи-одиночки не хотели оставаться
без работы, не хотели идти в кабалу к фаб-
рикантам. И они наивно верили в то, что
после уничтожения фабрики Картрайт и
другие капиталисты одумаются, перестанут
строить новые крупные предприятия и уве-
личивать число машин.
Вот что писали ткачи Картрайту в одном
из своих писем.
«Мы поклялись... разрушить вашу фа-
брику, хотя бы нам пришлось поплатиться
за это своей жизнью... Если вы будете и
дальше продолжать свое дело, то вам из-
вестно, что вас ожидает».
В последующие годы ремесленники-оди-
ночки, объединяясь, разрушали фабрики и
машины и в других местах. Но это не мог-
ло помешать распространению нового дви-
гателя и связанному с ним увеличению ко-
личества машин. Ведь паровая машина
приносила хозяевам фабрик и заводов не-
исчислимые выгоды. Вот один пример.
В прядильной промышленности паровой
двигатель в 100 лошадиных сил развивал
такую же мощность, как 880 человек. Он
приводил в движение 50 тысяч веретен. Их
обслуживало только 750 рабочих. Но про-
дукции они давали больше, чем раньше
200 тысяч прядильщиков, работавших вруч-
ную.
Поэтому быстро увеличивалось в Англии
и в других странах число заводов и фабрик
с паровыми двигателями. Сначала едини-
цы, затем десятки, а к 1800 году сотни
паровых машин работали на самых различ-
ных промышленных предприятиях: на руд-
никах, металлургических заводах, прядиль-
ных и ткацких фабриках и на других разно-
образных производствах. За короткое время
в несколько раз увеличилось и число ра-
62
бочих машин и количество вырабатываемой
ими продукции. Опираясь на более мощ-
ный, скоростной и выгодный двигатель,
изобретатели улучшали старые и создавали
новые машины.
Вот почему считают, что изобретение
паровой машины привело ко второму пере-
вороту в промышленности и в развитии ма-
шин.
Человечество обязано этим не только Уат-
ту, но и замечательному сыну русского на-
рода Ивану Ивановичу Ползунову. Он то-
же изобрел машину, предназначенную слу-
жить двигателем для любых рабочих ма-
шин. Это произошло на несколько лет
раньше, чем стало известно о творении
Уатта. Ползунов обогатил свою машину
оригинальными устройствами, которые сде-
лали ее вполне пригодной для практики.
Она была использована не для откачки во-
ды, а для очень важного в металлургии
производственного процесса — приведения
в движение воздуходувных мехов. За два
месяца своей работы машина Ползунова
помогла расплавить 10 тысяч пудов руды.
Но в царской России новый двигатель
встретили неприязненно. Мануфактурное
производство, основанное на бесплатном
труде огромных масс крепостных, не нуж-
далось в механическом двигателе. Поэтому
Ползунову помогали скупо, с оглядкой, ста-
вили перед ним много препятствий. Испы-
танную уже после его смерти машину за-
бросили, забыли. Разобранная на части,
она еще долго валялась на берегу пруда.
Это место получило образное название —
«Ползуновское пепелище».
Но пришло время, и победное развитие
паровых двигателей охватило промышлен-
ность всех стран. Царь-пар стал подлин-
ным властителем в производстве на фабри-
ках и заводах.
Постепенно улучшалась конструкция па-
ровых двигателей. В течение XIX столетия
йепрерывно увеличивались мощность и ко-
эффициент полезного действия (кпд) паро-
вых машин. Появились и двигатели внут-
реннего сгорания — их кпд дошел до 35 про-
центов. Создали и другой, намного более
мощный паровой двигатель — паровую
турбину. В том же столетии инженеры на-
учились наиболее выгодно пользоваться си-
лой падающей воды. Они построили еще
один мощный двигатель—водяную турби-
ну. Ее кпд достиг 75—90 процентов. И, на-
конец, появилась газовая турбина.
Источники движения для рабочих машин
становились мощнее, выгоднее, разнообраз-
нее.
В самом конце XIX века произошло важ-
нейшее событие. Изобретенный еще
в 1834 году академиком Б. С. Якоби элек-
СДЕЛАЙ САМ
Электрический двигатель
На каком принципе основан
электрический двигатель?
Принцип простой: взаимодей-
ствие магнитного поля и электри-
ческого тока.
Проделаем несколько опытов
для иллюстрации этого.
Для опытов понадобится силь-
ный подковообразный магнит, ба-
тарейка карманного фонарика и
немного медной изолированной
проволоки диаметром около
0,3 миллиметра.
Как известно, между полюсами
магнита проходят так называе-
мые магнитные силовые линии.
Эти линии невидимы, но недаром
их называют силовыми. Проходя
через железные и стальные пред-
меты, они притягивают их к маг-
ниту.
С помощью железных опилок,
насыпанных на листочек бумаги
и поднесенных к полюсам магни-
та, можно увиДеть направление
силовых линий от одного полю-
са к другому. Получается как бы
их «портрет».
Приступим к опытам.
Возьмите иголку с вдетой в нее
ниткой и поднесите к магниту,
чтобы она притянулась к нему
острым концом. Затем тяните за
нитку, и, оторвав иголку от маг-
нита, добейтесь, чтобы иголка
повисла в воздухе на небольшом
расстоянии от магнита.
Иголку удерживают в таком
63
Топливо
Паровая
турбина и схема силовой установки.
Котельная
Насосы
Сосна'ль-
зывает
в печь
Повышающий
трансформатор
Водозаборная
труба
1 с сеткой
Линия высокого
напряжения
/__________
Электро -
/энерг ия
к в сеть
•Н
загрузочный!
бункер
Движение
==^пара
Элек троэнергия
Паровая
турбина
Конденсатор
Электро-
генератор
двигатель удалось превратить
выгодный и удобный источник
трическии
в наиболее
энергии для машин.
Русские электротехники Д. А. Лачинов и
М. О. Доливо-Добровольский научили ин-
женеров без больших потерь передавать
на расстояние выработанный на электро-
станциях ток.
Раньше на заводе, фабрике или у каж-
дого Цеха стояла мощная паровая маши-
на или двигатель внутреннего сгорания.
Вращение его вала с помощью бесконечного
ремня передавалось на длинный промежу-
точный вал — трансмиссию — с надетыми
на него шкивами. С каждого шкива сбегал
другой бесконечный ремень, сбегал к рабо-
чей машине и вращал ее вал.
положении две нити. От притя-
жения к магниту — настоящая
нить, а от падения на стол —
невидимая магнитная нить — си-
ловая линия.
Попытайтесь перерезать ее
куском стекла, картона или рас-
ческой из пластмассы. Никакого
результата. Иголка даже не дрог-
нет и будет по-прежнему висеть
в воздухе.
Но стоит провести между маг-
нитом и кончиком иголки ножом,
как магнитная силовая линия ока-
жется перерезанной и иголка
упадет. Магнитная линия, войдя
в нож, изменяет свое направление
и до иголки не доходит.
Магнитное поле, как известно,
существует не только у магнита.
Оно имеется и у любого про-
вода, по которому течет электри-
ческий ток.
Возьмите моточек изолирован-
ной проволоки, подвесьте его на
нитке и, присоединив концы про-
волоки к батарейке от карманно-
го фонаря, поднесите к мотку
магнит. В зависимости от направ-
ления тока в витках проволоки
произойдет либо притяжение мо-
точка к магниту, либо отталки-
вание. В обоих случаях наблю-
дается взаимодействие силовых
линий магнита и магнитных ли-
ний, порожденных током бата-
рейки.
А теперь сделаем самую прос-
тую модель электрического двига-
теля.
Оголите медную проволоку и
привяжите два ее куска к ка-
рандашу на расстоянии несколь-
ких сантиметров друг от друга.
На натянутые проволочки по-
ложите кусочек голой медной про-
волоки с загнутыми концами, что-
64
Теперь же паровые машины, двигатели
внутреннего сгорания, а затем и турбины,
паровые и водяные, сосредоточивались
в просторных залах электростанций. Они
терялась на пути к машинам. Кончился этот
процесс тем, что от единого мощного элек-
тродвигателя отказались. Вместо него не-
большие двигатели стали как бы частью
приводили в движение генераторы — ма-
шины, вырабатывающие электриче-
скую энергию. Эта энергия направля-
лась по проводам в обмотки электро-
двигателей и заставляла вращаться
их валы.
Сначала и электродвигатели работа-
ли вдали от рабочих машин. Один
достаточно мощный двигатель через
трансмиссию вращал валы многих ма-
шин. Но очень скоро гибкая природа
электрической энергии и компактность
электродвигателей подсказали инже-
нерам, как
и сберечь
каждой рабочей машины.
Поршень
Четыре танта
работы дизеля
Дизельный
двигатель
ДТ-54
(в разрезе)
Топливная
форсунка
Выхлопная труба
Всасывание воздуха
I
Коленчатый
вал-кривошип Отработан_
ный газ
Двигатель внутреннего сгорания.
избавиться ог трансмиссии
много энергии, которая
Труба
для подачи
воздуха
Сг
Шатун
Поршень -
ползун
Шатун
Кривошип
бы она не соскакивала со своих
«рельсов». Натянутые проволоч-
ки — «рельсы» — надо располо-
жить немного наклонно внутри
подковообразного магнита.
Ток пройдет от одного полю-
са батарейки к другому через ле-
жащую на «рельсах» проволочку.
Подвижная проволочка начнет
скользить по «рельсам», стремясь
выйти из поля магнита. Возмож-
но, что для получения этого надо
будет поменять местами концы
проволочек у полюсов батарейки.
Подобное же явление проис-
ходит и в электрическом двига-
теле. Благодаря взаимодействию
магнитного поля неподвижных
катушек — статора и магнитного
поля обмотки ротора, по которой
также пропускается электриче-
ский ток, ротор начинает быстро
вращаться, как бы стремясь убе-
жать от магнитного поля статора.
б Машина
65
Генератор
Спиральная
** камера
Лопатки
9. направляющего
аппарата
Рабочее
колесо
турбины
Всасывающая
труба
ФИЗИКА В МАШИНЕ
Что такое кпд маишны
Когда под котлом с водой
(или в цилиндре двигателя внут-
реннего сгорания) сжигают топ-
ливо, выделяется тепловая энер-
гия. Теплота измеряется боль-
шими и малыми калориями.
Тепловую энергию можно
превратить в механическую ра-
боту, которая измеряется кило-
граммометрами. Одна большая
калория теплоты эквивалентна
427 килограммометрам работы.
Такой процесс и происходит
в паровой машине или в дви-
гателе внутреннего сгорания.
Тепловая энергия, развиваемая
топливом, принимает другой
вид, превращается в механиче-
скую. Это выражается в рабо-
те, которую выполняют: поршень
двигателя, все последующие
звенья передачи энергии и, на-
конец, исполнительные меха-
низмы той машины, которая
приводится в движение.
Мы знаем — энергия не те-
ряется и не пропадает. Но это
66
Вал такого двигателя непосредственно
вращает главный вал машины или приво-
дит его в движение с помощью небольшого
бесконечного ремня или промежуточных
зубчатых колес. Бывает и так, что даже от-
дельные исполнительные механизмы маши-
ны обслуживаются своим «индивидуаль-
ным» двигателем.
Это произошло уже на наших глазах,
в последние десятилетия. Теперь нет в це-
хах безмоторных машин. Вместо них ра-
ботают современные машинные агрегаты.
И каждый такой агрегат состоит из элек-
тродвигателя, передаточных механизмов и
рабочей машины.
схема установки,
снят.)
не значит, что все 100 процентов
энергии, выделяющейся при
сгорании топлива, переходят
в исполнительные механизмы
рабочей машины. Нет, на пути
энергии от сгорающего топлива,
через котел, нагреваемую и ис-
паряющуюся воду и расширяю-
щийся пар, далее — через пор-
шень и все последующие звенья
передачи происходит много,
очень много утечек энергии.
Большая часть тепловой энергии
расходуется на нагрев сосуда
с водой (котла), на рассеяние
тепла в окружающее простран-
ство, уходит и в другие «кана-
лы».
Только та ее часть — уже
небольшая, — которая содер-
жится в расширяющемся паре,
передается поршню. И здесь
энергия принимает новую фор-
му — механическую — и выра-
жается в движении поршня. Но
утечки продолжаются. Какие-то
доли энергии расходуются на
преодоление трения поршня
о стенки цилиндра. А еще даль-
ше то же трение в тех местах,
где звенья — детали цепи пере-
дачи — сочленяются одно с дру-
гим и перемещаются относи-
тельно друг друга, еще много
раз урывает для себя какие-то
«порции» энергии.
Там, где трутся друг о друга
сочлененные детали, механиче-
ская энергия вновь превращает-
ся в тепло, уходит в металл,
который затем отдает получен-
ную теплоту в воздух.
Вот почему до исполнитель-
ных механизмов доходит сравни-
тельно небольшая доля энер-
гии, которая развивается от сго-
рания топлива. Даже во многих
новейших машинах, работающих
от тепловых двигателей, эта доля
составляет всего лишь 0,18 —
0,2 начального количества энер-
гии. А во времена Ньюкомена
исполнительный механизм его
машины получал только 1/зоэ
5*
67
Наука о машинах
Победа машин заставила усилить изуче-
ние законов передачи движения, взаимо-
связи и взаимодействия между частями ме-
ханизма. Все это должно было служить
одной цели —усовершенствованию рабо-
чих движений в машинах. Надо было сде-
лать их более быстрыми, точными, добить-
ся, чтобы каждая машина заменяла еще
больше рабочих.
Ученые, посвятившие свой труд решению
этих задач, в первую очередь стремились
открыть законы воспроизведения в маши-
нах любого заданного рабочего движения,
законы прочности деталей машин, законы
трения в машинах. Их трудами создавалась
новая наука — машиноведение.
Разрозненные начатки науки о машинах
появлялись еще в трудах древних механи-
ков и в средние века. Творцы «разумных»
механизмов XVIII столетия, такие, как Ку-
либин в России, Вокансон во Франции,
отец и сын Дро в Швейцарии и другие за-
мечательные механики, уже пытались обоб-
щать наблюдаемые явления и процессы
в работе созданных автоматов. Поэто-
му им удавалось в более короткие сроки
подбирать детали механизмов и точно вос-
производить движения, которые должны
были проделывать механические фигуры
людей и животных.
Опыт этих механиков во многом послу-
жил отправной точкой для исследований
ученых, решавших задачи машиноведения
уже на протяжении XVIII столетия.
Первые теоретические труды по вопро-
сам машиноведения появились в России
(Леонард Эйлер — исследования по тео-
рии турбин) и во Франции.
В 1771 году крупнейший французский
ученый Кулон опубликовал «Теорию про-
стых машин».
А 28 сентября 1794 года один из передо-
вых революционных деятелей Франции и
в то же время виднейший ученый Гаспар
Монж вместе с другими учеными основал
Парижскую политехническую школу, став-
шую крупнейшим научным центром зарож-
дающегося машиноведения.
Именно Гаспар Монж доказал, что самые
сложные машины — это только то или иное
сочетание небольшого числа одних и тех
же элементов.
По его предложению в Политехнической
школе для 'изучения элементов машины и
способов использования движущей силы
при получении заданного исполнительного
часть той энергии, которая рож-
далась от сгоравшего топлива.
Это значит: если разделить чис-
ло килограммометров, которое
давала машина Ньюкомена в ви-
де полезной работы по откачке
воды, на то полное число кило-
граммометров, которое способно
было дать сгоравшее при этом
топливо, получится дробь 1/зоо-
В технике такое отношение по-
лучило название общего коэф-
фициента полезного действия всей
установки. Сокращенно его на-
зывают общим кпд.
Существует еще и другой —
не общий, а механический кпд.
Это отношение полезной работы
к тому числу килограммометров,
которое получает поршень от
пара.
Выходит так: весь путь энер-
гии от сгорающего топлива до
исполнительного органа рабочей
машины делится на два главных
участка. Первый — от горяще-
го топлива до «выходного поро-
га» двигателя. Второй — от это-
го «порога» до исполнительного
органа рабочей машины. На пер-
вом участке утечки энергии ог-
ромны даже в наше время.
Только на нем теряется до 0,8
всей энергии, содержавшейся в
топливе.
На втором участке утечки на-
много меньше.
Получив от двигателя какое-
то количество килограммометров,
рабочая машина теряет только
около четверти. Ее кпд обычно
не ниже 0,75.
„Лошадиный парадокс*'
«Лошадиная сила» — назва-
ние парадоксальное, так как
«лошадиная сила» — и не «ло-
шадиная» и не «сила». Во-пер-
вых, она — мера не силы, а мощ-
ности. Величина ее равна 736 ват-
там, то есть 0,736 киловатта. Та-
ким образом, лошадиная сила мень-
ше киловатта; 1 киловатт = 1,359
лошадиной силы. Во-вторых, ло-
шадиная сила значительно боль-
ше мощности лошади, составляю-
щей в среднем около 0,5 кило-
ватта. Следовательно, 1 киловатт
соответствует примерно мощности
двух средних лошадей.
Интересно, а работу скольких
лошадей может заменить элек-
тростанция мощностью, скажем,
в 1 миллион киловатт? Не ошиби-
тесь, не скажите: «двух миллио-
нов», полагая 1 киловатт равным
в среднем мощности двух лоша-
дей. Здесь таится еще один «ло-
шадиный парадокс».
Действительно, электростан-
ция может работать круглые
сутки, без перерыва, неопреде-
ленно долгое время, а лошадь
должна отдыхать. Много време-
ни уходит и на ее кормление.
Сколько же часов она в состоя-
нии работать в течение суток?
Мы не совершим грубой
ошибки, приняв, что на полную
мощность изо дня в день ло-
шадь в состоянии работать
в среднем примерно треть суток.
В таком случае электростанция
в 1 миллион киловатт сможет
заменить работу не 2, а 6 мил-
лионов лошадей. «Шеренга» из
стольких лошадей, поставленных
одна за другой, протянулась бы
через весь • Советский Союз от
его западных границ до восточ-
ных.
68
Электродвигатель.
Показаны различные виды пуска.
«Лес» приводных ремней на заводе конца XIX и начала XX века.
движения был впервые введен курс теории
механизмов.
В XIX столетии Парижская политехни-
ческая школа играла роль рассадника нау-
ки о машинах и оказала большое влияние
на ее развитие в Европе. В двадцатых го-
дах выдающийся французский ученый Пон-
селе опубликовал свои труды: «Курс при-
кладной механики машин» и «Введение
в промышленную механику». Появились
вслед за тем исследовательские работы по
теоретической и прикладной механике Бе-
танкура, Кориолиса, Новье, Виллиса.
В других странах также создавались
научные учреждения, в которых ученые, ин-
женеры успешно разрабатывали вопросы
машиноведения. Стали широко известными,
например, такие работы в Германии, при-
надлежавшие Редтенбахеру и Рело.
В России еще в 1722 году появилась кни-
га Г. Г. Скорнякова-Писарева «Наука ста-
тическая, или механика». Еще через
шестнадцать лет вышла в свет книга петер-
бургского академика И. Ф. Крафта «Крат-
кое руководство к познанию простых и
сложных машин, сочиненное для употреб-
ления российского юношества». Затем
в 1774 году выдающийся русский ученый-
механик С. К. Котельников опубликовал
«Книгу, содержащую учение о равновесии
и движении тел».
Все это подготовило почву для значи-
тельных успехов науки о машинах в Рос-
сии в следующем столетии.
С его второй половины в промышленно-
сти царской России начался переход от руч-
ной техники производства к машинной, от
небольших мануфактур к фабрикам и за-
водам, на которых устанавливались всевоз-
можные машины.
Передовые русские люди хорошо пони-
мали прогрессивный характер этой переме-
РАЗНЫЕ ЗАМЕТКИ
Условные знака
Отведите глаза от этих строк
и подумайте: что происходит, ко-
гда ваш взор скользит по черным
значкам на бумаге?
Вы «читаете». Это цепь слож-
ных процессов. Но сводятся они
к одному: к приему вами мысли,
выраженной условными знаками.
Оцените их. Маленькие условные
значки, по которым бегут ваши
глаза, уже столетия связывают
умы людей на всей Земле. Их
власть не ограничена ни момен-
том, ни местом. Сквозь громады
времен и пространств несут они
идеи, опыт, знания.
Письменность сделала мысль
бессмертной.
Вот письменные условные зна-
ки иного рода — цифры. Это со-
кращенные обозначения целых
слов, множества слов — назва-
ний чисел. Без них и условных
знаков для действий над числами
арифметическая запись выгляде-
ла бы примерно так:
945
+ 378 «Девятьсот сорок пять.
162 триста семьдесят восемь
1485 и сто шестьдесят два, сло-
567 женные вместе, составля-
---q7~> ют в сумме тысячу че-
X 27 ТЬ1'Реста восемьдесят пять.
--- Из этой суммы вычитает-
6426 ся пятьсот шестьдесят
Ч-18360 Семь, что дает в остатке
24/86 девятьсот восемнадцать.
70
Цех машиностроительного завода в тридцатых годах
нашего века: «лес» ремней исчез.
ны, ее необходимость для развития отече-
ственной промышленности. Они прилагали
все усилия к тому, чтобы поднять науку
и технику в России и избавить страну от
необходимости обращаться за технической
помощью к заграничным ученым.
Среди этих людей особенно выделялась
группа ученых — крупнейших специали-
стов в области теоретической механики и
механики машин.
В 1857 году один из наиболее выдающих-
ся русских ученых-математиков, П. Л. Че-
бышев, представил в Академию наук свой
труд* Средствами высшей математики уче-
ный устанавливал точные законы построе-
ния механизмов, исполнительная деталь ко-
торых должна совершать движение по
заданной прямой линии. Очень скоро
в своих последующих работах он научил
инженеров определять форму механизмов
и размеры их частей для воспроизведения
наперед заданных любых движений.
Эти движения могли быть прямолиней-
ными и криволинейными или соединять
в себе и то и другое (путь детали мог со-
стоять из перемежающихся прямолинейных
и криволинейных участков различной дли-
ны и направления) — все равно деталь
или, вернее, определенная ее часть, точно
пройдет по этому «капризному» пути, будто
это не часть машины, а рука человека, на-
правляемая его волей и сознанием.
Новая теория учила инженеров, как в ре-
зультате математического анализа и ос-
нованных на нем расчетов быстро опреде-
лять, какие и сколько звеньев необходимы
для построения соответствующего механиз-
ма, как они должны быть сочленены, ка-
ковы должны быть размеры этих звеньев.
Современником П. Л. Чебышева был
академик М. В. Остроградский, один из ос-
новоположников аналитической механики.
Почти одновременно с П. Л. Чебышевым
развивали науку о машинах крупнейшие
Умноженный на двадцать семь,
этот остаток дает два произве-
дения в шесть тысяч четыреста
двадцать шесть и восемнадцать ты-
сяч триста шестьдесят, составляю-
щие в сумме двадцать четыре
тысячи семьсот восемьдесят
шесть».
Это словесное изложение на-
столько длинно и неудобно, что
кажется путаным и с трудом под-
дается усвоению. Зато как крат-
ко, просто и четко излагается то
же самое в столбце условных зна-
ков и сокращенных обозначений.
Наглядные, они воспринимаются
глазом сразу в целом. Поэтому
ими и оперировать легко.
И еще один вид условных
письменных знаков: буквенные
обозначения различных тел и ве-
ществ, величин и их свойств и
действий над ними. Без таких
знаков немыслимы сейчас многие
науки. Химики запутались бы
в словесных описаниях сложней-
ших молекул и процессов в ве-
ществах; математики, механики
и физики едва разбирались бы
в своих записях и выводах.
Все более проникая с давних
пор в математические науки, ус-
ловные знаки и сокращенные обо-
значения способствовали их раз-
витию. Громоздкие и туманные
описания намного 'сокращались.
71
Гаспар Монж (1746 — 1818)—крупнейший француз-
ский ученый — математик и механик, активный
деятель французской революции. Создал общий ме-
тод изображения пространственных фигур на пло-
скости, чем внес ценнейший вклад в формирование
начертательной геометрии как прикладной науки.
Впервые ввел курс теории механизмов.
ученые-механики И. А. Вышнеградский
и Н. П. Петров. Уже в последние годы жиз-
ни и научной деятельности П. Л. Чебыше-
ва проявился могучий гений корифея оте-
чественного машиноведения Н. Е. Жуков-
ского.
Все это лишь самые яркие имена. Ря-
дом с ними следует упомянуть С. А. Чап-
лыгина, В. Л. Кирпичева, П. О. Сомова,
Н. И. Мерцалова, В. П. Горячкина и
Л. В. Ассура.
Исследования, осуществленные П. Л. Че-
бышевым, послужили для большинства этих
ученых фундаментом, на котором их труда-
ми энергично возводилось здание отечест-
венного машиноведения.
Открытия П. Л. Чебышева решали зада-
чу о движении в механизмах машин лишь
геометрически — в отношении траектории
движения и соотношения размеров частей
механизма. Силы, воздействующие на меха-
низмы и возникающие в процессе работы,
при этом как бы отбрасывались, не учиты-
вались. Но когда главные задачи были ре-
шены, появилась возможность увенчать их
покорением сил, действующих в машине,
познать управляющие ими законы и под-
чинить их воле конструктора. Эта работа и
была проделана плеядой выдающихся рус-
ских ученых-механиков, современников и
учеников П. Л. Чебышева.
Ученик М. В. Остроградского, И. А. Выш-
неградский стал одним из основоположни-
ков важнейшей для машиноведения теории
автоматического регулирования машин. Не-
упрощались и прояснялись; охва-
тываемые привычным взглядом,
они наводили и наводят ум на но-
вые заключения и дальнейшие от-
крытия.
Магические формулы.
Наблюдать целый вечер чуда-
ков, которые размахивают смыч-
ками, бьют по клавишам и дуют
в трубы, — до чего это скучно!
Кто может так рассуждать?
Глухой. Для него игра оркестра
представляет бессмысленные дви-
жения музыкантов.
Формулы, алгебра, расчеты...
Что за скука!
А кто так рассуждает? Чело-
век, который не видит, что скры-
вается за формулами.
Целые эпохи лучшие умы че-
ловечества трудились над позна-
нием законов, управляющих ми-
ром, пытались познать природу
вещей. И вот в руках человече-
ства «магические» алгебраические
формулы механики, физики, запи-
си условными знаками — форму-
лами — химических реакций, ре-
цептов многочисленных веществ.
В формулах — знания, добытые
упорным трудом многих поколе-
ний. В формулах заключены и
идеи многих машин. Можно сме-
ло сказать, что машины — это
одетые в металл, в твердое ве-
щество формулы. В формулах —
«душа» машин.
Ученые, изобретатели, творцы
новой техники видят в вообра-
жении то, что еще не родилось.
Путь от воображаемого к дейст-
вительному пролегает через мно-
жество формул.
О чем они рассказывают
«Сила тяготения между тела-
ми, — гласит известный закон,—
прямо пропорциональна их мас-
сам и обратно пропорциональна
квадрату расстояния между ни-
ми».
Об этом же самом кратко и
четко говорят формулы. Достаточ-
но бросить взгляд на формулу,
чтобы уловить ее содержание.
Вот тот же закон на языке
формул:
Буквы, как обычно принято,
латинские. Каждая имеет свое
значение: f — сила, k — постоянная
тяготения, М и т — массы тел,
R — расстояние между ними.
Видно, что на что множится и
делится. Поскольку М и т стоят
72
обходимость в таком регулировании возник-
ла немедленно после того, как валы рабо-
чих машин завертелись от нового двига-
теля — паровой машины. Условия работы
машин требуют постоянства скорости вра-
щения валов. Но стоило по какой-нибудь
причине уменьшиться рабочей нагрузке ма-
шины, и тут же уменьшалось сопротивление
движению деталей, и поэтому возрастала
скорость вращения вала — развивались си-
лы, которые как бы вырывались из-под
контроля человека и начинали «разносить»
машину. А если рабочая нагрузка, наобо-
рот, увеличивалась, возрастали и сопротив-
ления, и тогда вращение вала замедлялось
все больше и больше, и, наконец, машина
вовсе останавливалась.
В зависимости от условий работы воз-
можны изменения рабочей нагрузки маши-
ны в одну или другую сторону. Но устано-
вившаяся скорость вращения рабочего вала
всегда должна быть постоянной или менять-
ся в очень небольших пределах. Поэтому
уже на первых порах перехода к машинно-
му производству приходилось устанавли-
вать в паровой машине особые приспособ-
ления—регуляторы, которые автоматически
«следили» за режимом работы двигателя
и, как только менялась величина со-
противлений в рабочей машине, заставляли
двигатель усиливать или ослаблять свое
воздействие на передаточные механизмы.
Благодаря этому машина работала ровно,
число оборотов ее вала оставалось на од-
ном и том же уровне.
С течением времени к точности работы
Михаил Васильевич Остроградский (1801—1862) —
крупнейший русский математик. Ему принадлежат вы-
дающиеся научные труды в области теоретической
механики с прикладным направлением. Его ученика-
ми были виднейшие ученые второй половины XIX ве-
ка: Н. П. Петров, И. А. Вышнеградский и другие.
в числителе дроОи, ясно, что f
прямо пропорциональна им. Об-
ратная пропорциональность рас-
стоянию вытекает из положения R
в знаменателе: чем больше R, тем,
стало быть, меньше f и наоборот.
Бросается в глаза, хотя она и
крохотная, двойка при R, заме-
няющая выражение «в квадрате».
Луну, планеты, Солнце, звезды,
целые вселенные из миллиардов
звезд. В формулах небесной меха-
ники — гармония мироздания,
строгий порядок бесконечно веч-
ного бега сверкающих гигантских
светил.
Формулы о многом рассказы-
вают; до степени музыкальности
возвышается в них порой красота
и поэзия мысли. Надо только су-
меть это почувствовать.
Формулы рассказывают о раз-
гаданных тайнах глубочайших
недр материи; о сказочных элек-
тромагнитных волнах, обращаю-
щих невидимое и неслышимое
в доступное глазу и уху.
Не бойтесь формул! Учитесь
владеть этим тонким инструмен-
том человеческого гения. В- фор-
мулах увековечены ценнейшие до-
стояния людского рода, в них за-
ключено величие и могущество
разума, его торжество над поко-
ренной природой.
Пожелаем, чтобы среди наших
читателей не нашлось ни одного,
для которого формулы оставались
бы устрашающими чудищами.
73
машин предъявлялись все большие требо-
вания, и задачи автоматического регулиро-
вания становились все многочисленнее и
сложнее. В наше время они решаются с по-
мощью не только чисто механических, но
и электромеханических устройств. Соз-
дана стройная теория работы подобных
устройств в самых разнообразных условиях.
Но работы И. А. Вышнеградского сохрани-
ли до настоящего времени большое значе-
ние.
Они были блестяще продолжены
Н. Е. Жуковским в его теории регулиро-
вания машин. Он же исследовал и изучил
силы, возникающие в рабочей машине
в процессе движения ее частей, их ко-
лебания, трение между частями и создал
свой труд «Задачи о движении механизма
ФИЗИКА В МАШИНЕ
Основы молекулярно-
кинетической теории
Физико-химические и механи-
ческие свойства почти всех ве-
ществ обусловлены силами, име-
ющими одну и ту же природу.
Когда мы смотрим на кусок
меди, он кажется нам сплошным,
монолитным, без единой поры.
Вещество, кажется, заполняет
весь его объем, и какой бы ма-
ленький участок внутри этого
куска мы ни выделили, он дол-
жен быть заполненным медью.
На самом деле это не так.
Если вырезать в куске кубики
с очень и очень маленькими реб-
рами — в 0,000 000 001 (10 9)
сантиметра, то многие из них
окажутся пустыми, в них не
будет меди. Значит, вещество не
сплошь заполняет объем, а вкра-
плено какими-то кусочками, ча-
стицами.
Если бы с нашим зрением
произошло чудо и оно могло бы
видеть все увеличенным так, как
увеличили бы последовательно
два современных мощных элек-
тронных микроскопа, то кусок
меди представился бы нам как
объем, заполненный редким «мед-
ным» туманом.
Представление о том, что
всякое вещество состоит из
обособленных частиц, было вы-
сказано еще древними греками.
Они утверждали, .что все веще-
ства состоят из мельчайших ча-
стиц, разделить которые на еще
более мелкие доли невозможно.
Греки назвали эти частицы ато-
мами, то есть «неделимыми».
Впоследствии оказалось — ча-
стицы делятся на еще меньшие
части. Но в принципе древние
ученые были правы, когда утвер-
ждали, что вещества имеют пре-
рывистую структуру.
И по современным взглядам
химически простое вещество со-
стоит из большого числа вполне
одинаковых, обособленных ча-
стиц — атомов. В химически
же сложных веществах роль ча-
стиц играют молекулы. Они
состоят из различного числа
атомов.
Так, молекула обыкновенной
воды, имеющая химическую фор-
мулу Н2О, состоит из трех ато-
мов: двух атомов водорода (Н2)
и одного атома кислорода (О).
А вот молекула-гигант поливи-
нилхлорида состоит из 18 000 ато-
мов.
Размеры атомов чрезвычайно
малы и составляют примерно од-
ну миллиардную долю санти-
метра (10—9). Они настолько ма-
лы, и их так много, что если все
количество атомов, входящих в со-
став одного кубического сантимет-
ра меди, расположить в одну ли-
нию, то длина ее будет равна поч-
ти четырнадцати миллиардам ки-
лометров. То есть примерно в
90 раз больше расстояния от Зем-
ли до Солнца.
По сравнению с атомами мо-
лекулы выглядят гигантами. Ес-
ли атомы посчитать кирпичами,
то молекулы будут большими
зданиями. Однако размеры и мо-
лекул настолько малы, что в ни-
чтожно малом объеме вещества
их находится всегда огромное
количество. Об этом наглядно
говорит такой пример.
Если взять стакан воды и
каждую из молекул ее покра-
сить или сделать «меченой»,
а затем тщательно перемешать
эту воду с водой всех океанов,
морей, озер и рек земного шара,
то, зачерпнув в любом водоеме
стакан воды, мы обнаружим
в нем одну «зарегистпиоованную»
на*ми молекулу.
В капельке воды диаметром
0,1 миллиметра содержится 1016
молекул, или в 4 миллиона раз
больше, чем людей на земле,
то есть на одного человека при-
шлось бы 4 миллиона молекул.
Если атомы веществ настоль-
ко малы, что люди еще долгое
время не смогут их увидеть да-
же с помощью самых совершен-
ных микроскопов и других при-
боров, то крупные молекулы не-
которых веществ удалось не
только увидеть, но и сфотогра-
фировать. На рисунке приведена
фотография молекул органиче-
ского вещества гемоцианина, по-
лученная при помощи электрон-
ного микроскопа.
При сравнении с масштабом
видно, что молекулы составляют
всего лишь сотую долю микро-
на. А ведь это «громадные» мо-
лекулы, состоящие почти из мил-
лиона атомов. Микрон же ра-
вен одной тысячной доле милли-
метра.
Итак, всякое вещество
не сплошное и непре-
рывное, а состоит из
очень большого числа
маленьких одинаковых
частиц — молекул. При-
чем, эти частицы обла-
дают такими же свойст-
вами и признаками, что
74
под действием заданных сил». Эта работа
Н. Е. Жуковского послужила основой еще
одного важнейшего раздела науки о маши-
нах— динамики машин.
Почетный академик В. П. Горячкин пер-
вый из ученых-машиноведов разработал во-
просы земледельческой механики и теории
сельскохозяйственных машин.
Русские ученые внесли много нового
в науку о механизмах. Но деятельность их
затруднялась тем, что они не получали
поддержки царского правительства. Правя-
щая верхушка и ее окружение предпочита-
ли ввозить машины из-за границы, отдавая
страну в экономическую кабалу иностран-
ному капиталу.
Только Великая Октябрьская социалисти-
ческая революция изменила положение.
В первые же дни после революции наши
ученые получили поддержку партии и со-
ветской власти и сумели создать передовую
научную школу отечественного машинове-
дения.
Ученики и последователи замечательных
русских ученых, советские машиноведы да-
леко вперед продвинули наше машино-
строение.
Результат этой громадной исследователь-
ской работы можно увидеть сегодня повсю-
ду. Это миллионы современных ма-
шин, о которых вы прочитали в первой
главе.
Машин стало не только много. Они те-
перь сильнее, красивее, быстрее. Наконец
машины стали «умными» — это тоже вели-
кое достижение ученых-машиноведов.
Последние десятилетия поставили перед
наукой о машинах новые задачи. О них мы
подробно поговорим в одном из разделов
книги. Но здесь необходимо сказать, что
неуклонно, неодолимо поднимаются скоро-
сти и температуры работы машин. Нога
в ногу с ними повышаются и требования
к материалам. Выполнять эти требования
становится все сложнее. Необходимы не
просто хорошие материалы, а самые луч-
шие, идеальные.
И ученые-металлофизики объединились
с машиноведами в поисках таких материа-
лов. Настало время, когда, казалось бы,
совсем чуждые классическому машинове-
дению науки становятся сегодня его бли-
жайшими «помощниками».
В книге вы еще познакомитесь с совер-
шенно новым типом машин — машинами,
которые могут управлять производством,
решать сложные математические задачи.
Последние годы теории такого рода ма-
шин уделяется очень много внимания. Что-
бы успешно решать новые проблемы созда-
ния таких машин, крупнейшие математики
объединяются с биологами, физиологами
и инженерами, и именно здесь, на стыке
таких далеких друг от друга в недавнем
прошлом наук, рождаются новые теории
построения еще более удивительных
машин.
Но одной теории недостаточно. Чем
«умнее» машина, тем сложнее ее устрой-
ство — не только механическое; но н элект-
рическое. И в науку о машинах неудержимо
вливаются многочисленные отрасли элект-
ротехнических наук.
Образно говоря, двери лабораторий уче-
ных-машиноведов открыты сейчас настежь
для всех наук. Самые разнообразные из
них входят туда свободно и встречают там
радушный прием. Только в тесном содру-
жестве математиков и физиков, машино-
строителей и металловедов, биологов и эко-
номистов можно работать над созданием
машин будущего.
Машины на наших заводах и фабриках,
на колхозных ’полях, на стройках и на
транспорте, создаваемые на основе трудов
по машиноведению, все больше и лучше
помогают советским людям в их борьбе за
построение нового общества, за светлое
будущее человечества.
и данное вещество, взя-
тое в большом количе-
стве: каждая молекула, напри-
мер, сахара — сладкая, соли —
соленая, стали — твердая и т. д.
Значит, и любой станок, ма-
шина, инструмент состоят из ве-
щества, которое представляет со-
бой крупноячеистые соты, где
«пустого» пространства больше,
чем собственно вещества. А ка-
кое бы получилось вещество, ес-
ли бы мы ликвидировали в нем
«пустоты» и оно было бы сплош-
ным? Какими бы свойствами
обладал материал, в котором
были бы одни ядра атомов
и не было промежутков между
ними?
Если бы удалось изготовить
из ядерного вещества жесть тол-
щиной в одну десятую долю ми-
крона (0,0001 миллиметра), то
она оказалась бы крепче самой
толстой брони. Правда, трудно
представить себе корабль, оде-
тый такой броней. Один квад-
ратный метр ее весил бы более
600 тысяч тонн.
75
Самый главный материал
В комнате на столе стоит ручная швей-
ная машина. Только «коробка» ее основа-
ния и крышка к ней, да еще держатель на
рукоятке сделаны из дерева, а все осталь-
ное поблескивает металлом. А мясорубка?
И в ней все металлическое. По улице мчат-
ся легковые и грузовые автомобили.
И в тех и в других самые главные части и
механизмы из металла. То же самое и в ве-
лосипедах, мотоциклах, в подъемных кра-
нах и в других машинах, с которыми стал-
кивается человек чуть ли не на каждом
шагу. Поэтому в нашем сознании сложи-
лось твердое представление: там, где ма-
шина, там металл. И понятие машины
стало почти неотделимым от металла. Но
какого?
Ответить на этот вопрос труднее. Ведь
металлов много, внешний вид и свойства
у них разные. В наше время даже человек,
не посвященный в тайны техники, сразу же
назовет железо, сталь, чугун, медь, брон-
зу, алюминий, олово, свинец, цинк, ртуть,
серебро, золото, платину. Немало металлов
назовут специалисты: машиностроитель,
инструментальщик, электротехник; еще
больше — металловед и уже совсем мно-
го — химик. Ведь к его услугам вся таб-
лица Менделеева с 70 входящими в нее
элементами-металлами.
Но если бы умели говорить машины, лю-
бая из них «назвала» бы лишь несколько
металлов. Они встречаются в большинстве
машин. Это сталь, чугун, латунь, бронза,
дюралюминий, силумин, баббит. Правда,
каждый из них делится на несколько сор-
Серый чугун-сталь,
бронза, алюминий,
пружинная сталь
(детали топливного
насоса)
Сталь 40Г
(зубчатый
венец маховика)
Баббит Б83
(внладыш)
Серый чугун
(блок,картер)
Пружинная сталь
(пружина клапана)
Хромоникелевая сталь 50ХН
(всасывающий клапан)
Клапанная жаропрочная
сталь
Сталь 20 (поршневой палец)
Сталь 45
(шатун)
Сталь 45 Г 2
Бронза(упорное
кольцо)
Поршневой
износоустойчивый
чугун
(поршневые кольца)
Алюминиевый сплаз
(поршень)
(коленчатый вал)
Металлы, из которых сделаны детали двигателя внутреннего сгорания.
Легированный чугун
(гильза блока)
76
тов, или «марок». Особенно сталь. И у каж-
дого сорта другие свойства, другие каче-
ства.
Самое удивительное — ни одного из этих
металлов не найдешь в таблице Менде-
леева. Оказывается, их нет в природе, и
потому они отсутствуют и в таблице Мен-
делеева. Люди сами создали эти металлы.
А произошло это вот почему.
Самые подходящие для строительства
машин природные металлы не обладают
в достаточной степени необходимыми свой-
ствами. Металловеды и металлурги как бы
растворили в расплавленных природных
металлах другие вещества и металлы. По-
лучившиеся сплавы приобретали улучшен-
ные или вовсе новые свойства.
Ученые и инженеры постепенно узнали,
в каком соотношении надо сплавлять ос-
новной металл с добавленными к нему ве-
ществами или другими металлами, чтобы
получить то или другое свойство, ту или
другую степень какого-нибудь свойства.
И в этом огромное преимущество всякого
сплава: ему не только придаются задан-
ные, необходимые свойства, но можно еще
менять степень, их уровень.
Если читатель внимателен, он заметит:
речь уже пошла не о металлах, а о спла-
вах. Они не сотворены природой, а созна-
тельно созданы человеком для того, чтобы
строить из них машины. В каждом из
сплавов основой служит один из несколь-
ких металлов таблицы Менделеева. В стали
и чугуне — железо. В бронзе и латуни —
медь. В дюралюминии — алюминий. А баб-
бит не похож на другие сплавы: в нем не
одна, а четыре основы: свинец, олово, сурь-
ма и медь. Все они сплавлены в одно це-
лое.
Металлы сплавляются для улучшения
основных машиностроительных материалов.
Эти материалы, конечно, намного прочнее
дерева, применявшегося раньше. Но воз-
росшие скорости движения и усилия в ма-
шинах потребовали и большей прочности
для их деталей. Ведь во время работы ма-
шины в ней развиваются усилия, которые
и растягивают и сжимают детали, гнут и
скручивают их в разные стороны и как бы
стремятся перерезать. Было бы очень пло-
хо, если бы детали разрывались, расплю-
щивались, ломались.
В быстром и разнонаправленном движе-
нии детали машины, бывает, ударяют или
трутся одна о другую. И если их рабочие
поверхности окажутся недостаточно твер-
дыми, опять неполадка: на них могут обра-
зовываться выбоины, неровности. Детали
будут быстро изнашиваться. А раз так, и
вся машина будет недолговечной.
Мы еще вернемся к рассказу обо всех
трудных «переделках», в которые попадают
детали каждой машины, когда она рабо-
тает.
Не так уж давно в просторечии можно
было услышать: «У него железный орга-
низм» или: «У него железный характер».
Так говорили потому, что в сознании самых
широких масс людей, мало знавших
ФИЗИКА В МАШИНЕ
Существование — это
движение
Как же ведут себя атомы и
молекулы в веществе? Действи-
тельна ли кажущаяся неподвиж-
ность рассматриваемого нами ку-
ска меди?
Оказывается, нет. Многочис-
ленные опыты и наблюдения го-
ворят, что эти частицы находят-
ся в постоянном беспорядочном
движении. И только благодаря
непрерывному хаотическому дви-
жению вещество является таким,
каким мы его видим.
Что может подтвердить спра-
ведливость этого утверждения?
Капните несколько капель
одеколона на стол, и через не-
которое время приятный запах
можно' почувствовать в дальнем
углу комнаты. Молекулы одеколо-
на, беспорядочно двигаясь, оторва-
лись от капли и распространи-
лись по комнате. Такое явление
называется диффузией газа.
Налейте полстакана раствора
медного купороса (жидкость си-
него цвета), а сверху осторож-
но добавьте чистой воды. (Рас-
твор медного купороса тяжелее
воды, поэтому займет нижнее
положение.) Между жидкостями
будет видна резкая граница. По-
ставьте стакан в такое место,
где он не подвергался бы ника-
ким толчкам и сотрясениям. Мо-
лекулы жидкостей будут переме-
шиваться, диффундировать, и че-
рез несколько часов граница ста-
нет размытой. Это значит, что
в своем движении молекулы одной
жидкости переходят в другую —
и наоборот.
Наблюдается диффузия и
твердых тел. Проделывают обыч-
но такой опыт. На гладко от-
п
о технике, с представлением о железе ассо-
циировалось и представление о высшей
прочности и твердости. А в наше время го-
ворят: «У него стальные мышцы» или:
«У него стальной характер». Это значит,
даже неспециалисты узнали: сталь намного
и прочнее и тверже железа.
А что нужно для получения стали? Спла-
вить железо с небольшим количеством ши-
роко распространенного в природе и пото-
му вполне доступного химического элемен-
та — углерода. Тогда и получается то, что
химики называют сплавом железа с угле-
родом, или сталью. А менее строгие
в научных определениях техники так прямо
и говорят: металл — сталь. Стоит увели-
чить долю углерода в сплаве, и тогда полу-
чится уже не сталь, а другой сплав — чу-
гун. По прочности он очень уступает стали.
Как получают сталь и чугун — это тема
рассказа не о машинах, а о металлургии
и металловедении.
Когда железо выплавляется из руды
в доменных печах, оно долго и тесно «об-
щается» с почти чистым углеродом — кок-
сом.
Поэтому в сплаве очень много углеро-
да; получается чугун.
Когда металл затвердевает в виде
небольших брусков — «чушек», их отправ-
ляют прямо на машиностроительные заво-
ды. Там в печах-вагранках чушки опять
расплавляются, жидкий металл разливает-
ся в заранее приготовленные формы, снова
затвердевает в них. Получаются заготовки
будущих чугунных деталей той машины,
которая строится на данном заводе. Из
литейного цеха их отправляют в другие
цехи, где на станках с помощью режущих
инструментов снимут с отлитых заготовок
(с некоторых поверхностей) тонкий слой
металла и придадут им точную по разме-
рам форму будущих деталей. А основная
масса чугуна отправляется из доменной
печи в сталеплавильные печи металлурги-
ческого завода. В те же печи заваливается
и стальной лом. Пока длится плавка, в пе-
чи происходит процесс, благодаря которому
доля углерода в сплаве намного умень-
шается. Так получается сталь.
Ее выпускают из печи в большие сталь-
ные ковши, а из них разливают в чугунные
сосуды, их называют изложницами. Сталь
в них затвердевает в слитки.
И опять разветвляется ее путь. Одни
слитки (небольшая часть) куются под
шлифованную поверхность золо-
той пластинки кладут свинцовую,
тоже с тщательно отшлифован-
ной поверхностью (более тяже-
лое золото — внизу), и ставят
на них груз. При комнатной
температуре за 4—5 лет золото и
свинец «срастаются», так как мо-
лекулы их взаимно проникают
друг в друга почти на 1 санти-
метр. Можно и непосредственно
наблюдать за движением моле-
кул.
давление
Если смешать одну часть чер-
ной туши с двумя частями воды,
а затем, поместив каплю этого
раствора под микроскоп, наблю-
дать за поведением мельчайших
частиц туши, то глазу предста-
нет необычная картина. Все ча-
стички находятся в непрерывном
хаотическом движении. Если со-
средоточить внимание на какой-
либо одной, то можно увидеть,
что движение ее напоминает
маленькие прыжки. Они проис-
ходят под совокупными ударами
нескольких молекул воды, кото-
рые толкают частицу со всех
сторон. Но так как движение
молекул хаотическое, то частица
туши, очевидно, получает то с од-
ной стороны большее число уда-
ров, то с другой, что и заставля-
ет ее метаться из стороны в сто-
рону.
Итак, молекул, покоя-
щихся продолжитель-
ное время, нет. Во всех
телах и при всяких ус-
ловиях они находятся
в состоянии непрерыв-
ного беспорядочного
движения.
Это скрытое от глаз движе-
ние определяет собой различные
виды движения в природе и
механическое в частности. Бла-
годаря ему перемещаются на
земле массы воздуха, совершает
круговорот вода, работают стан-
ки и машины на заводах и фа-
бриках, летают самолеты и дви-
жутся небесные тела.
Движение — это форма су-
ществования материи.
78
мощными молотами или обжимаются в тя-
желых прессах — они превращаются в за-
готовки, из которых потом на очень боль-
ших и мощных металлорежущих станках
изготовляют самые крупные детали огром-
ных машин. Другие слитки прокатываются
на могучих машинах — прокатных станах.
Слиток нагревается, делается мягким и
в таком состоянии пропускается последова-
тельно через несколько пар обжимных
валков. Валки расположены один над дру-
гим, между ними — небольшой просвет,
а в «теле» каждого их них вырезана поло-
вина контура той формы, которую хотят
придать будущей заготовке. Оба выреза,
соединенные вместе, образуют полный про-
филь ее поперечного сечения. В первой
паре валков этот профиль еще очень груб
и неточен.
А в следующих парах он все больше и
больше приближается к своим конечным
очертаниям.
Валки вращаются навстречу один друго-
му. Когда прокатываемую заготовку уже
подали в пространство между ними, они
как бы затягивают металл, заставляют его
протиснуться между их поверхностями.
И по мере того как слиток переходит из
одной пары валков в другую, он постепен-
но принимает заданную форму и делается
очень длинным. Так получаются цилиндри-
ческие или прямоугольные прутки, полосы,
угловой или коробчатый профиль, рельсы,
балки разные, фасонные заготовки и мно-
го самых разнообразных профилей. Все
они объединены в одном названии —
стальной прокат.
Машиностроительный завод заказывает
для себя те профили, которые лучше, бли-
же всего подходят к формам деталей строя-
щихся на нем машин. На складах или
в заготовительных цехах завода из этих
профилей нарезаются партии заготовок.
Одни из них, если форма и размеры заго-
товок достаточно приближаются к очерта-
ниям готового изделия, отправляются пря-
мо в металлорежущие цехи. Здесь с каж-
дой заготовки снимается стружка, будущей
детали придается ее конечная форма и раз-
меры.
Другие партии нуждаются еще в допол-
нительной подгонке к заданным для заго-
товки форме и размерам. Эту работу вы-
полняют тут же (на машиностроительном
заводе, в его кузнечном цехе) менее мощ-
ные молоты, прессы, быстродействующие
ковочные или холодо-высадочные машины.
Мы еще узнаем, как это делается.
Пока речь шла об отливках, поковках,
прокате, мы чуть было не упустили само-
го главного — забыли сообщить читателю,
что действие даже того малого количества
углерода, которое превращает железо в ма-
шиностроительную сталь (всего лишь доли
одного процента), сказывается лишь после
тепловой обработки — закалки. Чем угле-
рода больше, тем сталь прочнее и тверже.
Например, если в стали всего лишь 0,1 —
0,2 процента углерода, она получится
сравнительно мягкой и непрочной. А стоит
увеличить долю углерода до 0,35—0,5 про-
цента, а то и 0,6 процента, и оба главных
качества сплава становятся намного выше.
Выходит, что углерод не только необхо-
димая составляющая часть сплава. Он еще
служит своего рода регулятором прочности
и твердости этого важнейшего материала,
из которого строится машина. Но пределы
действия углерода невелики, особенно в от-
ношении прочности. Он регулирует проч-
ность стали от низшей до сравнительно
невысокой степени. А в наше время пона-
добились для машин и более прочные ста-
ли. Можно, правда, прибавить углерода.
Сталь станет прочнее и тверже, но... тут
начнет проявлять себя и очень сильный
враг обоих этих качеств — хрупкость.
Как же быть? Этот вопрос машинострои-
тели впервые задали металловедам еще не-
сколько десятилетий назад. В поисках
ответа на него инженеры обогатили сплав
железа с углеродом небольшими добавка-
ми других металлов: вольфрама, марганца,
кремния, молибдена, ванадия, хрома, ни-
келя, кобальта. Все они повышают проч-
ность стали — одни больше, другие меньше.
Бывает, что полезен или необходим «союз»
двух и даже трех таких добавок. Они тоже
играют роль регуляторов прочности, твер-
дости и некоторых других свойств высоко-
сортной стали, которую называют «легиро-
ванной».
Теперь вообразим, что перед нами два
куска стали. В одном железо и 0,4 процен-
та углерода. В другом еще и небольшие
(единицы или доли процентов) добавки
хрома и никеля. Мы уже знаем: второй
прочнее. Вот какая сила кроется в малых
добавках.
У каждой из них есть какая-то своя
особенность.
Хром, например, придает стали очень
79
стойкую твердость. А если прибавить его
побольше — 14 процентов, сталь не будет
ржаветь, окисляться на воздухе. А ведь во
многих машинах детали работают в таких
условиях, что будь они сделаны из обыкно-
венной стали, очень быстро заржавели бы.
Окалина — сестра ржавчины. Она тоже
окисел. Ее темная чешуя появляется на
стали при нагревании до высокой темпера-
туры (в сотни градусов). Бывает, в маши-
нах выделяется столько теплоты, что воз-
можна и такая температура. Тогда опять
выручает добавка хрома. Но на этот раз
его понадобится много больше, чем для
нержавеющей стали (25 процентов). И да-
же при температуре в 800—1000 градусов
нет окалины.
Тот же хром в союзе с кремнием
сохраняет в стали прочность при высокой
«расслабляющей» температуре. А в союзе
с большой добавкой никеля помогает стали
сопротивляться разъедающему действию
кислот (в машинах химических заводов).
И другие добавки — каждая по-своему
и в зависимости от количества — то помо-
гают стали сопротивляться изнашиванию,
то придают ей магнитные свойства или,
наоборот, делают ее вовсе немагнитной.
Обыкновенная, без добавок, сталь де-
лится на несколько марок по количеству
вошедшего в нее углерода. Это марки угле-
родистой стали. А легированная сталь раз-
личается по количеству металла в каждой
добавке и по их сочетанию. Простая ариф-
метика подсказывает, что марок таких ста-
лей очень много — десятки, а то и сотни.
Конструктору приходится порядком пораз-
мыслить, когда ему надо выбрать материал
для деталей своей машины, особенно для
«ответственных» деталей, работающих в тя-
желых условиях. А какие детали изготов-
ляются из чугуна? До недавнего времени
только «неответственные» и только такие,
которые работают не в трудных условиях
нагрузки. Но в самые последние годы ме-
талловеды создали новый сорт чугуна —
прочного и нехрупкого, не уступающего
самым высоким маркам углеродистой ма-
шиностроительной стали.
Малая прочность и хрупкость чугуна
происходит оттого, что в нем, когда он
еще в жидком виде, образуются круп-
ные включения углерода в виде графита.
Их никак не удавалось размельчить и рав-
номерно распределить по всей толще ме-
талла. Но неожиданно оказалось, что не-
большая добавка в жидкий чугун еще
одного сплава — железа с кремнием (его
еще называют ферросилицием) — доста-
точна, чтобы тут же начиналось энергичное
размельчение графита. Такой чугун дого-
няет по прочности низкие сорта углероди-
стой стали, но все же остается хрупким. •
Но металловеды не удовлетворились
своим далеко не полным успехом. Еще и
еще раз повторяли они попытки устранить
чрезмерную хрупкость чугуна. И когда
ферросилиций заменили металлом магнием,
пришла победа. Новый чугун оказался и
прочным и нехрупким. В отношении этих
свойств он сравнился чуть ли не с лучшей
углеродистой сталью. Теперь из улучшен-
ного чугуна изготовляются даже некоторые
ответственные детали машин. И это очень
ФИЗИКА В МАШИНЕ
Силы далекого и близкого
действия
Кроме подвижности, молекулы
обладают еще одним существен-
ным свойством. Они находятся
в силовом взаимодействии. Взаи-
модействие это двоякое. С одной
стороны, молекулы притягиваются
друг к другу, с другой — оттал-
киваются
Но притяжение это не похо-
же на гравита-ционное, то есть
притяжение тел Землей и взаимо-
действие между небесными телами.
Природа его окончательно еще не
выяснена. Однако приближен-
но можно считать ее электриче-
ской. Силы взаимодействия на-
зываются силами взаимного при-
тяжения или силами сцепления.
Почему молекулы вещества,
притягиваясь, не падают друг на
друга и не образуют сплошь за-
полненный объем?
Оказывается, между молеку-
лами вещества действуют не
только силы сцепления, но и от-
талкивания. Характер действия
этих сил различен. Если силы
взаимного притяжения — силы
дальнего действия, то силы от-
талкивания — короткодействую-
щие. При постепенном сближе-
нии, например, двух молекул на-
ступает такой момент, когда меж-
ду ними начинают дейст-
вовать силы сцепления, и моле-
кулы притягиваются одна к дру-
гой. И чем меньше расстояние
между ними, тем силы сцепле-
ния становятся большими.
Но на каком-то незначитель-
ном расстоянии между молеку-
лами вступают в действие дру-
гие силы — силы отталкивания.
По мере сближения они растут
и становятся равными силам
притяжения. Такое равновесие
сил притяжения и отталкивания
и поясняет, почему молекулы не
падают друг на друга.
80
Строение металлов, рассмотренное с помощью большого горизонтального металлографического ми-
кроскопа. Шлифы, образцов окрасились благодаря окислению при нагревании: 1) высоколегированная
сталь; 2) сплав силумина; 3) чистое железо при температуре 1100 градусов; 4) аустенит легиро-
ванной стали; 5) сплав серебра с кремнием; 6) подшипниковый сплав (баббит) на оловянной осно-
ве; 7) бронза. (К стр. 85.)
ПУТЬ МЕТАЛЛА , , .
ОТ РУДЫ ДО ПРОКАТ^,, ииив
jl .«I ' * ' • , -
Строение металлов, рассмотренное с помощью специальной установки: 1) микро-У^ ;;
фотография поверхности образца низкоуглеродистой стали; образец выдержан, 20 ми-
нут в вакууме при температуре 1200 градусов, затем охлажден до 500 градусов.
После этого в вакуумную камеру ввели воздух, затем на 1 минуту еще раз создали
меньшую степень разряжения, снова охладили образец —на этот раз до комнатной
температуры —и сфотографировали; 2) и 3) микрофотографии —черно-белая и цвет-
ная — поверхности образца чистого никеля после нагревания в течение часа в вакуума
ры 1100 градусов; 4) цветная микрофотография закаленной стали после обработки холодо
желтый фон, мартенсит — иглы разного цвета; 5) конструкционная сталь. Темные участки
лые —феррит, 6) инструментальная сталь. Белые иглы — цеменит. (К стр. 87.)
Четыре последовательных
момента изгибания полосы из мягкой стали.
важно: чугун намного дешевле стали. А так
как этот металл лучше отливается в формы,
самый процесс изготовления отливок из
него легче и проще.
Итак, мы узнали самое главное о самых
главных материалах, из которых строятся
машины, — о стали и чугуне.
Теми же 'способами (литьем, прокаткой,
ковкой) делаются и заготовки из латуни
(медь с цинком), бронзы (медь с оловом
или алюминием, или с кремнием, или со
свинцом, или с еще другими добавками),
из дюралюминия (алюминий с медью,
магнием и кремнием) и силумина (алю-
миний с кремнием).
Еще два свойства
Вообразите, что к полу вашей комнаты
прибита металлическая планка. Вам необ-
ходимо оторвать ее. Что делать? Вы до-
были где-то обыкновенную металлическую
полосу, втиснули ее конец между планкой
и полом и стали действовать этим орудием
как рычагом — оттягивать другой конец
кверху. Но планка держится крепко. Вы
усиливаете нажим. Тогда полоса чуть-чуть
изгибается. Но, как только вы ослабили на-
жим, она выпрямилась.
Это значит — проявилось свойство упру-
гости металла. Пока усилие еще невелико,
он ведет себя, словно резина. Как только
нагрузка снимается, он восстанавливает
свою начальную форму.
Вы повторяете попытку. Снова полоса
упруго изогнулась. Вы слегка усиливаете
нажим. Полоса резко согнулась углом и...
уже не выпрямилась, когда вы ее отпусти-
ли. Наступил предел упругости.
Беда еще невелика. Полосу можно вы-
прямить. Но попробуйте продолжать на-
жим. Полоса изгибается все больше и боль-
ше. Этим она как бы сигнализирует вам:
берегись, во мне нет не только упругости,
уже почти не осталось и прочности; еще
немного, и я вовсе сломаюсь! Вам надо
в этот момент остановиться. Но вы запоз-
дали, и через несколько мгновений — су-
хой треск, полоса сломалась.
Она сделана из мягкой, непрочной стали,
которую часто называют железом. Мы
с вами убедились: этот металл очень
недолго сопротивлялся сравнительно не-
большому усилию руки человека. Затем
он разрушился — разорвалась связь меж-
ду микрочастицами металла. Это случилось
в момент, когда наступил предел его проч-
ности.
Если полосу сделать из стекла, предел
прочности наступит раньше: стекло еще
Связывая последнее положе-
ние' с хаотическим движением
молекул, необходимо сказать,
что вследствие беспорядочного
движения и взаимных столкнове-
ний, а также наличия сил оттал-
кивания молекулы стремятся
разлететься возможно дальше
друг от друга, то есть распре-
делиться в возможно большем
объеме.
Силы же взаимного притя-
жения, наоборот, стремятся
сблизить молекулы и стянуть их
в возможно меньший объем.
Если с явлением движения
молекул мы связываем кинети-
ческую энергию их, то с притя-
жением и отталкиванием связы-
ваем потенциальную — энеогию
положения.
Так как в любом веществе
эти противоположные стремле-
ния имеют место одновременно,
то состояние тела (твердое,
жидкое или газообразное) зави-
сит от того, какое из этих
стремлений преобладает и в ка-
кой мере.
С энергетической точки зре-
ния можно сказать, что состоя-
ние вещества определяется со-
отношением между кинетической
и потенциальной энергией моле-
кул, из которых состоит данное
тело. Если взаимная потенциаль-
ная энергия соседних молекул
имеет наибольшее значение, а
кинетическая наименьшее, то ве-
щество находится в твердом
состоянии, то есть молекулы его
расположены близко друг возле
друга и образуют прочную си-
стему. Если же кинетическая
энергия молекул значительно
больше потенциальной, то веще-
ство находится в жидком или га-
зообразном состоянии.
6 Машина
81
менее прочно на изгиб, чем мягкая сталь,
связь между его частицами слабее. А поло-
са из стали высшего сорта будет вести се-
бя по-другому. Пожалуй, не удастся ее
сломать — не хватит сил. Она будет из-
гибаться, но только как пружина. Усилие
одного человека не согнет ее «за предел»
упругости.
Если планка не оторвется, придется
звать кого-нибудь на помощь. Возможно,
и после этого с планкой ничего не сделает-
ся, а полоса потеряет упругость, согнется
и, наконец, сломается. Но нам ясно: она
намного прочнее первой полосы, способна
дольше сопротивляться большему усилию,
не разрушаясь. Степень этой способности
и есть прочность материала.
Но вернемся к первой полосе. Когда она
изгибалась, образовался угол изгиба, ко-
торый все время уменьшался. У вершины
угла в металле и происходил процесс, ко-
торый вызвал поломку. С внешней ее сто-
роны металл растягивался, а с внутрен-
ней — сжимался. Это нетрудно проверить.
Надо аккуратно сложить обе части сло-
мавшейся полосы и точно измерить полу-
чившуюся длину с внешней и внутренней
стороны угла. Первая окажется на очень
малую величину длиннее, а вторая — ко-
роче своего первоначального размера (ко-
гда полоса была еще целой и прямой).
В этом изменении кроется еще одна
очень важная особенность многих материа-
лов и большинства металлов — пластич-
ность. Она заключается в том, что хоть под
«непосильной» нагрузкой твердое тело раз-
рушается, но это обычно происходит не
внезапно, без всякого предупреждения.
Нет, сначала, на сколько-то времени рань-
ше, меняются и форма предмета и его раз-
меры. Эти изменения ясно видны. Они и
сигнализируют, что вот-вот грозит поломка.
В природе существуют материалы с ог-
ромной пластичностью, например воск.
Большинству металлов тоже свойственна
пластичность. Есть металлы, у которых
больше пластичности: у них «преду-
преждающие» изменения формы и разме-
ров начинаются намного раньше момента
поломки и очень значительны. А у других
металлов пластичности меньше: «сигналы»
о поломке делаются заметными незадолго
до того, как она происходит, при очень ма-
лом изменении формы и размеров. Один и
тот же металл, например сталь, в разных
сортах-марках отличается и разной сте-
пенью пластичности — от большой до ни-
чтожно малой.
ФИЗИКА В МАШИНЕ
Газообразное состояние
вещества
В газе средняя кинетическая
энергия теплового движения мо-
лекул достаточно велика и легко
преодолевает силы притяжения
между ними. Это ведет к тому,
что молекулы газа разлетаются
во все стороны и распространяют-
ся на весь предоставленный ему
объем. Поэтому газообразное со-
стояние характеризуется больши-
ми средними расстояниями меж-
ду молекулами, а тепловое дви-
жение молекул сводится к сво-
бодному движению их на длину
пути пробега, в несколько раз пре-
вышающую размеры самих моле-
кул. При этом движении моле-
кулы сталкиваются и между со-
бой и со стенками сосуда. Число
взаимных соударений молекул га-
за, заключенного в сосуд, харак-
теризует упругость его, которая
тем больше, чем чаще ударяются
молекулы друг о друга. Но они
сталкиваются не только между
собой, а ударяются и о стенки
сосуда, в котором находятся.
И вот сумма ударов газовых мо-
лекул о стенки сосуда в единицу
времени и называется давлением
газа. А сумму ударов можно
рассматривать как среднюю силу.
Значит, давление есть не что
иное, как сила, приходящаяся на
единицу площади поверхности со-
суда:
Чтобы установить единицу
давления, надо в формуле взять
и силу, равную единице, напри-
мер F=1 килограмму, и пло-
щадь — одному квадратному сан-
тиметру: S = 1, тогда и давление
кг
Р будет равно единице: Р = 1
Эта единица называется техниче-
ской атмосферой. Заметим, что
она несколько меньше (на 0,033)
нормальной атмосферы, равной
силе, с которой столб воздуха
сечением в 1 см2 давит на по-
верхность Земли.
Все манометры проградуиро-
ваны в этих единицах, и ими
измеряется давление во многих
случаях: давление в камерах
сжатия двигателей, в баллонах
автомобильных шин, в паровых
котлах, в тормозных системах
различных видов транспорта и
во многих других.
Жидкое состояние вещества
В жидкости молекулы на-
столько сближены, что уже за-
метно взаимное притяжение их
82
«Пластичность» — научный термин.
В технике же про пластичные материалы,
особенно про металлы, говорят, что они
отличаются вязкостью.
Но встречаются и такие материалы, у ко-
торых вовсе нет пластичности. Они разру-
шаются (под влиянием приложенного уси-
лия) без заметных предупреждающих
«сигналов»-изменений. Про такие материа-
лы говорят, что им свойственна хрупкость.
Обыкновенный чугун, стекло, любой мине-
рал— все это хрупкие материалы.
Хрупкость — тоже одно из свойств вся-
кого твердого тела. Она противоположна
вязкости. У одного твердого тела она
больше, у другого — меньше. Стекло, на-
пример, — один из самых хрупких мате-
риалов. А в красной меди почти нет хруп-
кости. И сталь бывает настолько малопла-
стичной, что ее называют хрупкой. Тогда-то
она и разрушается почти без заметного
изменения формы и размеров.
Теперь мы знаем о всех основных свой-
ствах материалов: об их твердости, проч-
ности, вязкости, хрупкости.
Какие из них полезны деталям машины,
какие вредны?
Если деталь периодически сталкивается
со своей «соседкой» или непрерывно трет-
ся, об нее, то твердость полезна обеим ра-
бочим поверхностям. А инструментам — и
режущим и давящим — твердость необхо-
дима во всех случаях. Если ее не будет, не
получится и резания или правильной обра-
ботки заготовки давлением.
Получается так: твердость часто полез-
на материалу деталей машин и просто не-
обходима инструментам. Хрупкость же
в большинстве случаев вредна и тем и дру-
гим. Однако бывает так, что и хрупкость
нужна. Например, предохранительные су-
хари в прокатных станах должны быть
хрупкими, чтобы при перегрузке они сразу
же разрушались не сминаясь.
А прочность? Это свойство очень полезно,
даже необходимо материалу деталей ма-
шин, в одном случае больше, в другом
меньше.
Если материал даже в меру вязок, но не-
достаточно прочен, деталь может сломать-
ся. Это сделают те усилия, которые дей-
ствуют в работающей машине.
Хуже всего, если материал, из которого
сделана деталь, и мягок, и хрупок, и непро-
чен.
Теперь нам ясно: самый лучший мате-
риал для изготовления из него деталей ма-
шины должен быть прежде всего достаточ-
но прочным и вязким. В некоторых же
случаях для поверхностей деталей, а осо-
друг к другу, и это притяжение
удерживает их в пределах опре-
деленного объема. Жидкость,
как мы знаем, не стремится
увеличить свой объем неограни-
ченно, подобно газу. Однако
нельзя считать, что молекулы
в жидкостях плотно «упакова-
ны». Хаотическое движение рас-
талкивает их и создает промежут-
ки между ними.
Среднее расстояние между
молекулами жидкости таково,
что силы притяжения еще недо-
статочны, чтобы вещество при-
няло определенную форму и со-
храняло ее. Жидкость, взятая
в большом количестве, своей
формы не имеет и под действи-
ем веса принимает форму того
сосуда, в который она налита.
Твердое тело
Переход вещества из жид-
кого состояния в твердое заклю-
чается в дальнейшем уменьше-
нии кинетической энергии моле-
кул, в прекращении поступатель-
ного их движения.
В твердых телах энергия
молекул в основном находится
в потенциальной форме. Сами
молекулы, занимая некоторое
определенное положение в про-
странстве, лишь колеблются,
дрожат около этих средних по-
ложений. Притяжение молекул
настолько значительно, что твер-
дое тело не только имеет свою
форму, но сильно сопротивляется
изменению объема и формы, то
есть сдвигу одной части тела
относительно другой.
Необходимо отметить, что
средние положения, около кото-
рых происходят колебания мо-
лекул и атомов в твердом теле,
расположены в пространстве
правильными рядами, образуя
так называемую пространствен-
ную, или кристаллическую, решет-
ку вещества.
На рисунке изображено рас-
положение атомов в кристалле
поваренной соли. (NaCl), из ко-
торого видно, что атомы натрия
(Na) и хлора (С1) строго чере-
дуются в правильном кубе.
Процесс затвердевания или
замерзания жидкости , может ид-
ти двумя путями.
Во-первых, непрерывным уве-
личением вязкости. Жидкость
постепенно густеет все больше и
больше и, наконец, превращает-
ся в смолообразное или стекло-
образное твердое тело. Такое
состояние вещества называется
аморфным. К аморфным веще-
ствам относятся смолы, асфальт,
стекло и т. д.
Гораздо чаще затвердевание
6*
83
Дмитрий Константинович Чернов (1839—1921) —
великий русский ученый, создатель науки о ме-
талле—металлографии и теории тепловой обработки
стали. Чернов широко известен также своими вы-
дающимися исследованиями в области артиллерий-
ской техники, прикладной математики, механики и
авиации.
бенно для рабочих оконечностей машинно-
го инструмента, не менее важна твердость.
Почему же машиностроители выбрали
сталь? В «сыром» виде, когда этот металл
еще только изготовлен, он тверд, но не
очень. Он вязок, но его прочность недоста-
точна для «службы» в машине.
В чем же секрет его «победы» над дру-
гими материалами? В том, что сталь отли-
чается еще одним очень важным свойством:
ее можно поднимать (и очень высоко) по
ступеням лестницы твердости; ее можно
сделать «богатырем» прочности и в меру
вязкой, нехрупкой. За тысячелетия работы
с металлом люди постепенно научились это
делать.
Три регулятора
Итак, мы уже знаем, от чего зависят
главные свойства металла: от его химиче-
ского состава. Но остаются ли они такими
же и дальше, когда металл обжимают под
молотами и прессами или режут на метал-
лорежущих станках, когда еще не закончен-
ные «полуфабрикаты» обрабатывают теп-
лом при высокой и низкой температуре?
Нет, не остаются! Механическая или те-
пловая обработка очень сказывается на
свойствах металла и может сделать их
лучше или хуже. Второе не случается толь-
ко потому, что строители машин за века,
а особенно за последние 100 лет очень глу-
боко изучили поведение металла в процес-
се обработки и точно знают, что ему по-
лезно или вредно. И они делают с за-
готовкой только то, что ей полезно, что
не ухудшает тех ее свойств, которые уже
происходит путем образования
и развития различной формы мно-
гогранников. Они достигают боль-
ших видимых размеров. Особенно
наглядные образцы многогранни-
ков встречаются в природе
в виде прозрачных и правильно
оформленных кусков горного хру-
сталя. В древности ученые счита-
ли его сильно затвердевшим льдом
и назвали кристаллом, что по-
гречески означает лед.
Кристаллическую структуру
имеет не только горный хрусталь.
Громадное большинство окружаю-
щих нас веществ при отвердева
нии кристаллизуется. И процесс
кристаллизации идет непрерывно.
Он наблюдается и в охлаждаю-
щейся жидкости и в уже давно
затвердевшем и остывшем теле.
Механические свойства метал-
ла обуславливаются также силами
взаимодействия между молекула-
ми и атомами в кристаллических
пространственных решетках и
между ними. Эти силы определя-
ют твердость металла, его упру-
гость, жаростойкость и другие
качества.
были в металле, а, наоборот, улучшает.
Больше того, они настолько овладели
своим материалом, что с помощью обра-
ботки как бы управляют его свойствами и
могут улучшать их именно так, как нужно
для надежной и долговечной работы бу-
дущей детали.
Ясно, конечно, что для этого пришлось
найти дверь, ведущую во внутренний мир
металла, проникнуть в него, познакомиться
с его строением — структурой — и узнать,
как он откликается на внешние воздейст-
вия, и механические и тепловые. И уче-
ные — металловеды и машиностроители —
сделали это.
Теперь вернемся к опыту со стальной по-
лосой, которую мы сломали. Вспомните,
мы еще складывали сломанные куски. Но
не обратили тогда особенного внимания на
поверхности излома. А жаль! Один их вид
мог бы натолкнуть на очень важные сооб-
ражения о строении металла.
Впервые исследовал изломы металла
под микроскопом выдающийся русский ме-
таллург П. П. Аносов. И оказалось, что
кристаллы — это как бы «клетки», из ко-
торых складывается «тело» металла. Но
как и когда «клетки» образовались, как
они сложились в одно целое? На эти во-
просы ответил другой великий русский уче-
ный, тоже металлург, отец науки о ме-
талле Д. К. Чернов.
Он доказал: когда сталь рождается
в печи, получается в жидком виде, в ней
еще нет «клеток» — кристаллов. Но вот ее
выливают в изложницу, металл охлаждает-
ся и постепенно затвердевает. Именно те-
перь, пока протекает этот процесс, происхо-
дит важнейшее явление в жизни металла —
в нем образуются «клетки» — кристаллы
слитка. И они располагаются не беспоря-
дочно, а в определенном строю и тесно
Так выглядит под микроскопом строение отожжен-
ной стали (слева) и закаленной (справа).
Так выглядит под микроскопом строение литой ста-
ли (слева) и кованой (справа).
прилегают один к другому своими гра-
нями.
А когда сталь сломана (изгибом) или
разорвана (растяжением), ее разделение
на два куска происходит как раз по этим
граням. Вот почему на поверхности изло-
ма или разрыва видны кристаллы. Их ощу-
щаешь пальцем как шероховатость.
Все же эта кристаллическая картина
недостаточно ясна. Форма и границы кри-
сталлов нечетко очерчены. И если речь
идет не об однородном металле, а о спла-
ве, хотя бы о стали, то в изломе не раз-
личишь кристаллов каждого из составляю-
щих его веществ и их соединений.
Но металловеды нашли способ превра-
щения поверхности излома в более четкую,
ясную картину. Сделали это так. От прут-
ка хотя бы квадратного сечения отломан
небольшой брусочек, почти кубик. Поверх-
ность излома опиливается до гладкости.
И все кристаллы в данном сечении прутка
как бы срезаются. После этого поверхность
шлифуется с помощью наждачной бумаги.
Шлифованная поверхность ровно побле-
скивает; больше ничего на ней не видно да-
же через лупу или в микроскоп. Но побле-
скивание кубика обманчиво. Наблюдателю
кажется, что перед ним идеально гладкая
поверхность. В действительности же по-
верхность кубика пересечена очень малы-
ми неровностями, не различимыми ни
глазом, ни на ощупь, но все же существую-
щими и искажающими ее плоскость. С по-
мощью специальных приборов измерили их
величину — 0,01 миллиметра.
А для металлографического исследова-
ния необходима наиболее гладкая поверх-
ность. Вовсе уничтожить неровности невоз-
можно даже новейшими способами. Чтобы
сгладить верхнюю плоскость кубика, лучше
всего тщательно отполировать ее вручную.
85
Кристаллические решетки железа (расположение
атомов в кристаллах).
Поверхность получится почти идеально
ровной, станет намного более блестящей,
сверкающей, но по-прежнему ничего не
будет видно.
Полированную поверхность смачивают
кислотой, протравливают ее. Происходит
травление соседних кристалликов с разной
интенсивностью (из-за того, что свойства
самих кристалликов различны). Вместо
зеркальной поверхность делается неровной,
но на этот раз неровности соответствуют
отдельным кристалликам-зернам. Одни
зерна меньше травятся — они остаются
высокими, другие травятся сильнее
(растворяются) — они делаются ниже.
При рассмотрении под микроскопом
с особым освещением на поверхности ме-
талла виден рельеф, соответствующий кри-
сталлическому строению. И тогда раскры-
ваются первые тайны внутреннего мира
металла. На поверхности кубика вырисо-
вываются тонкие, разнообразные очерта-
ния зерен-кристаллов. Все они различаются
по форме.
Получается такая же картина, как на
полированной поверхности гранита. Но на
ней все видно невооруженным глазом,
а толщина зерен-кристаллов металла не
намного больше толщины человеческого
волоса. Внутренний мир металла — микро-
мир, а зерна толщиной с иголку — велика-
ны в этом мире и попадаются очень редко.
В чистом металле (в чистом железе) зерна
различаются только по величине, а по со-
ставу они все одинаковы. Если же металл
представляет собой сплав, то зерна делят-
ся на группы — в каждой группе все зерна
одинакового состава.
Для протравления поверхности — шли-
фа — стального кубика можно применить
и особые кислоты, при которых зерна оди-
накового состава окрашиваются в один и
тот же определенный цвет. Благодаря это-
му внешний вид зерен на поверхности ку-
бика различается не только по очертаниям
и величине, но и по цвету — по соответ-
ствующему ему химическому составу. Вот
почему перед исследователем металла от-
крывается подлинная панорама кристал-
лов, написанная гаммой ярких красок.
Мир кристаллов! Только что мы узнали:
кристаллы отличаются самой разнообраз-
ной формой. А читатель привык к тому, что
во всех случаях кристаллам свойственна
правильная геометрическая форма — куба,
призмы, пирамиды, что такая форма —
главный признак кристалла. Получается,
что название «кристаллы» не подходит для
зерен металла.
Но это не так. Правильность геометри-
ческой формы вовсе не главный признак
кристалла. Эта роль принадлежит другому
его свойству — скалываться по граням той
формы, которой он отличается!
Сама форма может быть нарушена: если
она представляет собой куб, его углы и
ребра могут по какой-нибудь причине раз-
рушиться. Но все равно кристалл будет
скалываться по граням разрушенного куба.
Когда расплавленный металл застывает,
когда начинают развиваться кристаллы-
клетки, каждый из них растет по своим
осям в разных направлениях. При этом он
встречается с так же растущими смежны-
ми кристаллами; происходит взаимное и
беспорядочное ограничение роста. Форма
застывающих зерен подчиняется встречно-
му воздействию соседей и поэтому оказы-
вается неправильной. Но кристаллические
свойства зерен от этого не исчезают. Ха-
рактерная форма кристаллов большинства
металлов — куб — незримо продолжает
существовать и выражается в том, что при
скалывании от них будут отделяться пла-
стинки по плоскостям куба.
О чем же рассказали ученым увиденные
ими кристаллические картины? Об одной
очень важной роли кристаллов — о влия-
нии их величины на прочность и на некото-
рые другие свойства металлов.
Был сделан простой опыт. Выбрали оп-
ределенную сталь и проследили за ее кри-
сталлами во всех тех состояниях, в кото-
рых может оказаться металл.
Вот его вылили из сталелитейной печи
в изложницы и после затвердения сделали
86
шлиф. Кристаллы получились очень боль-
шими. Затем один слиток послали на ков-
ку, а другой в прокатку и снова сделали
шлифы с одного и другого. На этот раз
кристаллы намного уменьшились, будто
обработка давлением размельчила их. Еще
больше влияют на величину кристаллов
(или «зерен») различные виды тепловой
обработки.
Этот опыт можно проделать и с разными
металлами, «переживающими» одно и то
же состояние. И шлифы опять покажут
разные по величине и очертаниям кристал-
лы-зерна.
Но самое главное в другом. Оказалось,
чем мельче кристаллы-зерна, тем прочнее
металл. Да и другие его свойства меняют-
ся в какой-то степени.
И получалось, что существуют три регу-
лятора свойств металла. Первый уже из-
вестный нам — его химический состав.
Второй — изменение строения металла,
измельчение его кристаллов после обработ-
ки давлением. И третий — изменение
строения металла после тепловой обра-
ботки.
Последний из трех регуляторов оказался
самым действенным.
С незапамятных времен мастера метал-
ла умели им пользоваться.
Тот, кто внимательно читал «Одиссею»
Гомера, вероятно, вспомнит следующие
строки:
...Как погружает кузнец раскаленный топор
или секиру в воду холодную,
и зашипит с клокотаньем железо, —
крепче железо бывает, в огне и в воде
закаляясь...
Слова эти относятся к эпохе, отстоящей
от наших дней на 28 столетий.
Почти все это время мастера металла
работали только на основе медленно на-
капливающегося опыта. Еще не были из-
вестны законы, точно управляющие тепло-
вой «жизнью» металла. Поэтому и резуль-
таты далеко не всегда получались точны-
ми: третий регулятор свойств металла
действовал как бы на ощупь.
Но вот всего лишь около 80 лет назад
наш замечательный соотечественник, вели-
кий русский ученый-металлург Д. К. Чер-
нов открыл законы чудесных превращений,
происходящих в металле под влиянием
теплоты, и поставил эти законы на службу
человеку. Опираясь на них, металлурги и
машиностроители полностью овладели
третьим, самым важным регулятором
механических свойств металла. И тогда
стали они уверенно и точно придавать ему
только те качества, которые наилучшим
образом служат в сооружениях и маши-
нах. Как это делается?
Волшебная теплота
Мы знаем об огромной и плодотворной
роли теплоты в жизни человека. Теплота со-
гревает наши жилища, помогает готовить
пищу, работает в машинах-двигателях,
ФИЗИКА В МАШИНЕ
Теплота и температура
Понятия «теплота» и «темпера-
тура» тесно связаны между собой.
Но они выражают не одно и то
же. Если термином «теплота» мы
обозначаем энергию, находящуюся
в своеобразной форме, то есть
в форме теплоты, то температура
характеризует степень нагретости
тела или вещества.
Мы знаем, что кинетическая
энергия движущегося тела тем
больше, чем больше его скорость.
При нагревании же вещества ско-
рость хаотического движения мо-
лекул увеличивается, значит
увеличивается их средняя кинети-
ческая энергия и повышается
температура вещества. Следова-
тельно, температура тела
есть не что иное, как
мера средней кинетиче-
ской энергии движения
молекул этого тела.
Увеличивать среднюю кинети-
ческую энергию молекул можно
не только нагреванием тел. Тре-
ние, удары, скручивание, сгиба-
ние, сжатие тоже увеличивают
скорость движения молекул тела,
повышают его температуру. Поэ-
тому в тех местах машины, где
детали трутся своими поверхно-
стями или работают на изгиб, на
скручивание и т. д., необходимо
предусматривать приспособления,
отводящие теплоту.
Представление о степени на-
гретости вещества (тела) можно
получить, прикоснувшись к нему
рукой. Однако сделать это не
87
промышленных печах, в лабораториях уче-
ных.
Когда дело касается , металлов, осо-
бенно стали, теплота — волшебник. Под
ее влиянием и происходят те удивительные
изменения в строении металла, которые
придают ему лучшие свойства. Теплота же
снижает степень хрупкости стали.
Чтобы убедиться в этом, проследим за
«судьбой» микрочастички металла в бол-
ванке углеродистой стали.
Прежде чем попасть на склад, болванка
уже «прожила» немалую жизнь. Металл, из
которого она сделана, родился в домен-
ной печи в виде чугуна. После этого
в мартеновской печи он превратился
в сталь. В жидком виде ее вылили в излож-
ницы., В одной из них и оказался металл
болванки.
Вместе со всей массой стали он затвер-
дел. Получился очень большой слиток —
длиной до 2 метров и толщиной около
0,7 метра. Его нагрели докрасна и стали
пропускать между вращающимися очень
мощными (по силе давления) валками про-
катной машины — блюминга. Гигантский
слиток стал менее толстым: валки обжали
его, и он удлинился. А валки следующих
прокатных станов продолжили эту работу,
постепенно все более и более обжимая за-
готовку. Из валков последнего стана —
сортового — выдавилась очень длинная
цилиндрическая заготовка диаметром при-
мерно в 200 миллиметров.
И здесь, пока длилась прокатка, на по-
мощь машинам приходила теплота. Перед
каждым обжатием металл приходилось
вновь нагревать — размягчать, чтобы он
легче, лучше принимал ту форму, которая
вырезана в теле последней пары валков.
Заготовку доставили на склад машино-
строительного завода. Здесь ее разрезали
на несколько кусков. Вслед за тем они
попали в кладовую заготовок того цеха,
где изготовляются шестерни диаметром
в 200 миллиметров.
В нашу задачу не входит сейчас расска-
зывать о том, как обточенный поверху один
из кусков заготовки был нарезан на диски,
как в центре дисков расточили цилиндри-
ческие отверстия, как затем выполнили са-
мую ответственную часть обработки — на-
резали зубья будущей шестерни.
Именно будущей: шестерня еще не
готова. «Почему? — удивится читатель. —
Ведь как будто уже сделано все необхо-
димое, даже зубья!» Но шестерне придется
работать в сцеплении с другим зубчатым
колесом. А условия работы обычно такие,
что между соприкасающимися поверхностя-
ми зубьев, пусть на крошечном участке,
неизбежно сильное трение.
Больше того! Как ни старались конструк-
торы добиться плавного движения зубьев
при сцеплении и расцеплении, все же их
соприкосновение происходит с ударом не-
малой силы. Значит, соприкасающимся
поверхностям зубьев придется выдержи-
вать трение, и при этом они не должны
изнашиваться, истираться. Им придется
испытывать удары, и при этом они не
должны разрушаться.
А изгибание зубьев? В те мгновения, что
они соприкасаются и зуб ведущего колеса
нажимает на зуб ведомого, который сопро-
тивляется этому, металлу приходится вы-
держивать изгибающее усилие. Оно как бы
всегда возможно, и, кроме того,
определена температура будет
приблизительно. Для более точ-
ного измерения ее можно пользо-
ваться различными признаками и
свойствами тел. Так, при повыше-
нии температуры объем тел не-
много увеличивается, а при пони-
жении — уменьшается. Это явле-
ние и положено в основу устрой-
ства жидкостных термометров.
Некоторые вещества, например
полупроводники, при нагревании
заряжаются электричеством. Это
явление положено в основу
устройства точечных термометров.
Измерять температуру можно
пирометрами — приборами, пока-
зывающими зависимость цвета
каления от температуры, газо-
выми термометрами, использую-
щими зависимость изменения
объема или давления газа от тем-
пературы, и т. д.
88
стремится смять оба зуба, сорвать их
с обода шестерни. И только прочность ме-
талла спасает колесо от такого разрушения.
Даже самая лучшая машиностроитель-
ная углеродистая сталь в «сыром» виде не
отличается той степенью прочности и твер-
дости, которая нужна для шестерен, ра-
ботающих в трудных условиях. Приходит-
ся «поднимать» оба свойства металла на
более высокий уровень. Правильная их
комбинация делает шестерню надежной,
прочной, ее зубья стойко сопротивляются
силе трения и изнашиваются очень мед-
ленно.
И все это достигается с помощью те-
пловой обработки — закалки.
«Почему же, — еще раз удивится чита-
тель, — не закалили весь отрезок прутка,
чтобы сразу получить достаточно прочную
и твердую сталь?» Да просто потому, что
очень прочная и твердая сталь трудно под-
дается обработке резанием. Было бы не-
легко превратить болванку в шестерню.
Поэтому сначала, пока прочность и твер-
дость стали не очень высоки, почти пол-
ностью изготовляют всю шестерню. Но
делают ее едва-едва «полнее» окончатель-
ных размеров зубьев. Лишь после того как
шестерню закалят и «отпустят», ее «дове-
дут» до окончательных размеров. А произ-
водят доводку особо твердым шлифоваль-
ным инструментом.
Но нас интересуют пока те виды тепло-
вой обработки, которые в данном случае
чудесно укрепили материал шестерни, —
закалка и «отпуск». О них и поведем речь.
Как условились в начале рассказа, его
герой —это микрочастичка стали, оказав-
шаяся теперь в уже почти изготовленной,
но еще не закаленной шестерне.
Частичка находится среди кристалличе-
ских решеток химического элемента железа,
которые напоминают кубики, сложенные из
атомов. Нарисуйте на бумаге такой кубик
с длиной грани примерно в один сантиметр,
тесно уложите внутри него десяток-другой
атомов в виде шариков. Расстояния между
ними получатся очень малыми. А в кри-
сталлической решетке несчетное число ато-
мов и расстояние между ними в сотни
миллионов раз меньше, чем на вашем ри-
сунке. И атомы в решетках расположены
пока так, что железо еще мягкое, в нем
очень мало и прочности и твердости.
Ученые назвали такое железо ферри-
том.
Но здесь же, в массе феррита, растворен
еще один химический элемент — углерод.
Да, именно растворен, как сахар в чае.
Только в чае жидкий раствор сахара,
а в железе — застывший, твердый раствор
углерода, которого не больше 0,04 процен-
та. Здесь же, в массе феррита, попадают-
ся частички, представляющие собой другое
вещество. Оно образовалось от химическо-
го соединения углерода с железом. Полу-
чилось вещество очень твердое и хрупкое.
Ученые назвали его цементитом.
Мельчайшие зернышки цементита пере-
межаются с зернами феррита. Эту своеоб-
разную мозаику назвали перлитом.
Таково строение металла наших шесте-
рен, пока он остается «сырым». Но вот ше-
стерни загружены в закалочную печь.
Быстро поднимается температура металла.
Вот она достигла одной из открытых
Д. К. Черновым критических температур-
ных точек — 723 градусов. И тогда в ме-
талле происходит переворот — перестраи-
ваются атомы в кристаллических решетках.
Один вид железа превращается в другой.
Эта основа стали делается намного более
емкой: она теперь способна растворить
в себе не 0,04 процента, а даже 1,4—1,7 про-
цента углерода. Но где его взять?
Вот тут-то и выясняется, что зернышки
цементита — это своего рода «карманы»,
в которых железо как бы хранит запас
углерода на тот случай, когда благоприят-
ные обстоятельства позволят ему вдоволь
насытиться этим элементом. При темпера-
туре 723 градуса зернышки цементита
очень активно растворяются в железе но-
вого вида. По той же причине атомы угле-
рода приобретают большую подвижность.
Они быстро и равномерно пронизывают
всю массу железа. Получается довольно
насыщенный твердый раствор углерода
в железе, в котором нет цементита.
Строение металла сделалось совсем дру-
гим. В таком виде и состоянии ученые на-
зывают его аустенитом. Зерна аусте-
нита крупные, и металл в целом намного
прочнее и тверже, чем «во времена» пер-
лита. Выходит, цементит действительно по-
служил резервуаром, из которого аустенит
извлек свою возросшую прочность и высо-
кую твердость.
Но там, где крупные зерна, гнездится и
хрупкость. Значит, аустенитовая структура
стала непригодна ни для деталей машин,
ни для инструмента. Все же вообразим,
89
Строители машин распознают сорта чугунов и сталей по цвету
и форме огненной искры при испытании образца на шлифоваль-
ном круге. Так приблизительно определяют свойства кусков
стали или чугуна, если неизвестна марка металла.
что, несмотря на это, мы ре-
шили воспользоваться таким
металлом. Оказывается, все
равно невозможно: аустенит —
структура неустойчивая.
Пока температура выше или
равна 723 градусам, аустенит
будто заперт в металле. Но
стоит нам извлечь шестерни
из печи и дать им остыть едва-
едва ниже критической точки,
и «ворота» раскрываются, ау-
стенит «уходит» из металла —
возрождаются феррит и це-
ментит.
Невозможно все время со-
хранять температуру выше
723 градусов. Охлаждение
будущей шестерни даже до
комнатной температуры в кон-
це концов неизбежно. Значит,
неизбежен и «уход» аустенита.
Но в нашем случае нельзя
допустить, чтобы он превра-
тился в перлит, — сталь сде-
лается мягкой. А нам необхо-
димо как-то добиться высокой
твердости. И это можно сде-
лать с помощью того же ох-
лаждения, но не медленного и
постепенного, а быстрого и
резкого, например в воде. Это
и есть закалка.
Почему же металл ведет
себя по-разному при медлен-
ном и быстром охлаждении?
Нетрудно догадаться, что
происходит, когда металл ох-
лаждается медленно. Возро-
дившийся феррит «выталки-
вает» излишний для него угле-
род. Но температура еще
достаточно высока, по-преж-
нему очень подвижны атомы
углерода. И они успевают
«разбежаться» по образуемым
ими же зернышкам цементита.
Снова мозаика перлита.
С нашей шестерней мы по-
ступаем по-другому: быстро
погружаем ее в воду за не-
сколько секунд до того, как
металл в процессе охлаждения
«перешагнет» 723 градуса. И
сразу же температура его сни-
жается до 240 — 200 градусов.
90
При этой температуре и происходит об-
ратная перестройка кристаллических реше-
ток железа. Аустенит исчезает, но... нет и
мозаики перлита — не видно ни феррита,
ни цементита. Что же случилось?
Атомы углерода при резко снизившейся
температуре почти потеряли свою подвиж-
ность. У них не хватило активности для
того, чтобы вырваться из раствора в воз-
родившемся феррите и снова превратиться
в цементит. Они «застряли» в феррите,
остались растворенными в нем. Но раствор
сделался перенасыщенным.
Это сильно искажает кристаллические
решетки металла. Его строение выглядит
так, будто сталь сложена из частичек
игольчатого вида. Это уже новая струк-
тура — мартенсит.
Изменились и вид частичек и свойства
стали. Она приобрела большую прочность
и высокую твердость — это хорошо, но
стала очень хрупкой, а это плохо.
Тогда еще раз на помощь приходит теп-
лота. Уже охладившуюся закаленную
сталь «отпускают» — вновь нагревают
до температуры 600—680 градусов (для
различных изделий температура отпуска
разная). Затем медленно охлаждают. Про-
цесс не вредит прочности, немного сни-
жается твердость, тоже без вреда для ра-
боты будущей шестерни, но зато «лечит»
металл от хрупкости.
Теперь остается «довести» шестерню, ее
размеры, до заданной чертежом величи-
ны, и она готова к работе.
Бывает, высокая твердость вовсе и не
нужна детали, которую предстоит изгото-
вить. Но необходимо сделать ее металл
прочным и очень вязким. Тогда вместо за-
калки пользуются отжигом. Начало от-
жига такое же, как и у закалки: деталь
(или заготовку) нагревают до высокой
температуры (около 800 градусов). Затем
через некоторое время охлаждают, но не
быстро и резко, а медленно и постепенно —
в остывающей печи. Конечно, и в этом слу-
чае, как только температура оказывается
ниже критической точки, возрождается
перлит. Сталь делается мягкой, но... тепло-
та все же успевает размельчить зерна.
А это приводит к тому, что металл при-
обретает необходимую степень вязкости.
Но если после такого же нагревания и
выдержки в печи охладить сталь на воздухе
(еще медленнее), тогда в металле не толь-
ко размельчаются зерна, но происходят и
другие изменения. В результате получают-
ся и прочность и твердость, но с вязкостью
дело менее благополучно. Такую обработку
назвали нормализацией.
Может случиться и другое. Известно, что
в работе шестерни испытывают толчки или
даже мгновенные удары. Поэтому они
должны быть с поверхности достаточно
прочными, очень твердыми и в то же время
вязкими.
Лучше всего воспользоваться почти са-
мой мягкой машиностроительной сталью,
в которой всего лишь 0,1—0,15 процента
углерода. Именно из нее мы и изготовим
нашу шестерню. И тогда обработаем ее
теплотой, но по новому способу.
Шестерню укладывают в стальной ящик
на «постель» из древесного угля, переме-
шанного с содой. Затем ее укрывают
«одеялом» из такого же материала — за-
сыпают той же смесью. Содержимое ящи-
ка трамбуется, а потом нагревается в пе-
чи до 900 градусов и выдерживается при
такой температуре 10—15 часов. Происхо-
дит цементация стали.
Древесный уголь — это углерод. Под
влиянием теплоты он проникает в металл
шестерни, но недалеко — на глубину
в 1—2 миллиметра от поверхности. Этот
слой становится очень богатым углеродом,
богаче, чем самая высокоуглеродистая
сталь. А весь остальной металл остается
таким же «бедняком» в отношении углеро-
да, каким был до цементации.
Какой же смысл в подобной тепловой
обработке? После нее шестерни быстро и
резко охлаждаются — закаливаются. Раз-
ные части шестерен по-разному «пережи-
вают» это. Богатый углеродом поверхност-
ный слой становится очень твердым. А весь
остальной металл почти не принимает за-
калки — остается мягким и очень вязким.
И трудное, как будто противоречивое за-
дание — сделать шестерни и твердыми и
вязкими — полностью выполнено.
Вот какие чудеса проделывает теплота
со сталью. И все это благодаря тому, что
ее влияние заставляет перестраиваться
частицы углерода и железа. Металлурги и
металловеды научились таким же образом
управлять «жизнью» частиц и цветных ма-
шиностроительных металлов.
Это умение и позволило строителям ма-
шин создавать детали с самыми разнооб-
разными свойствами — с любыми комби-
нациями прочности, твердости и вязкости.
91
Машинный „букварь"
Все машины создаются из одних и тех
же частей — деталей. В машине их может
набраться сотни и даже тысячи. Но это толь-
ко общее количество. Видов деталей немно-
го. В каждой машине они повторяются.
Почему конструкторам удается строить
из малого числа видов деталей огромное
количество самых разнообразных машин,
совершенно не похожих одна на другую?
Известно, что в солнечном спектре всего
лишь семь основных цветов. И среди
них — переходные тона. Художник, смеши-
вая краски, получает и новые цвета и но-
вые тона. Так он увеличивает число красок
на своей палитре.
В нашей азбуке только тридцать две
буквы. Никаких промежуточных знаков не
существует. Может показаться, что сокро-
вищница речи как будто численно беднее
палитры красок художника. Но они подда-
ются смешению. И тогда рождаются чудес-
ные «краски» — слова. Их много: в словаре
русского языка насчитывается около
100 тысяч.
Получилось богатейшее сочетание слов.
Из него наш народ, его поэты и писатели
черпают неисчислимое количество произве-
дений народного эпоса, поэзии, художест-
венной прозы.
Из этого видно: дело не только в коли-
честве начальных средств изображения, но
и в том, насколько активно и разнообраз-
но соединяются они друг с другом. Звуки
нашей речи, обозначенные буквами, обла-
дают подобным свойством еще в большей
степени, чем ноты и краски. Поэтому со-
кровищница речи дает намного более бо-
гатую «продукцию».
Все это рассказано потому, что конструк-
торы машин — такие же творческие
работники, как художники и писатели.
У них тоже есть своя палитра или азбука
и словарь. Только они численно много бед-
нее, хотя добытые из них богатства — ма-
шины, работающие на человека, начиная
с древних веков до наших дней, представ-
лены очень большим числом.
Нетрудно вообразить и подлинный ма-
шинный «букварь» и то, как складываются
из машинных «букв» слоги, слова и целые
произведения. Для этого надо продолжить
сравнение.
Хоть в нашем алфавите и тридцать две
буквы, но в их начертаниях легко можно
различить несколько групп. Буквы каждой
группы очень похожи и как бы срисованы
одна с другой с небольшими изменениями.
Бывает, что одна из букв будто сложена
из двух других. Так, например, в одну
группу попадают Ь, Ъ, Ы, Р и Ч, а в дру-
гую—П, Ш, Ц, Щ, в третью—Б, В, Г, Е, и Т.
Весь алфавит легко разбивается на семь-
восемь таких групп. Поэтому можно пред-
положить всего лишь семь или восемь
основных начертаний.
А сколько таких основных «букв» в ма-
шинной «азбуке»? Неужели не больше?
Нет, меньше, и намного. Пожалуй, их толь-
ко три: рычаг, колесо и винт.
Но за время своего существования —
около 2 500 лет — «буквы» машинной «аз-
буки» обзавелись «родичами», у них обра-
зовались своего рода «семьи». И у каждого
члена «семьи» свое назначение.
Самая многочисленная «семья» у коле-
са. Вот его «родичи»:
обыкновенные вращающиеся валы и оси,
маховое колесо,
приводный шкив,
маховички-рукоятки,
зубчатые колеса (шестерни),
колеса трения,
храповик,
звездочка (цепное колесо),
эксцентрик,
шариковый и роликовый подшипники.
Да и все другие вращающиеся детали
тоже «научились» своей работе у колеса.
Значит, в «семье» одного колеса больше
десятка «букв» машинной «азбуки». А если
еще подсчитать, сколько потомства уже
«народилось» у каждой из этих деталей
машин, то «букв» получится намного боль-
ше. У одного зубчатого колеса не меньше
восьми таких «родичей», и у каждого своя
работа.
92
«Буквы» машинной «азбуки»: рычаг, колесо, винт.
Пусть не такие большие, но свои «семьи»
есть и у рычага и у винта. И тогда машин-
ная «азбука» разрастается до многих десят-
ков «букв». Конечно, и у конструкторов
машин различные «почерки». Начертанные
ими одни и те же «буквы»-детали могут
выглядеть по-разному. Бывает, неопытный
человек не сразу и разберет, какая перед
ним «буква». Но главные отличительные
признаки в них обязательно сохраняются.
Благодаря этому «почерк» конструктора
всегда четок и разборчив.
Итак, существует машинная «азбука» и
в ней много «букв». Еще в древние вре-
мена механики научились складывать эти
«буквы» в «слоги». Только в машинной гра-
моте слог называется звеном.
Вот, например, одно из звеньев — вал
с жестко насаженным на него зубчатым
колесом. И так же как слог может со-
стоять из одной гласной или двух, трех и
даже четырех букв, так и машинные звенья
бывают и однобуквенными — из одной де-
тали — и двух-, трех- или четырехбуквенны-
ми —из двух, трех или четырех деталей.
Обычно в машине много деталей. Мно-
гие из них служат частями корпуса маши-
ны или ее движущихся механизмов. Мно-
гочисленны и различные скрепляющие
детали: винты, шпильки, шпонки (в пазах)
и другие.
Конечно, все они работают в машине. Из
них тоже составляются звенья. Но главное
в ней — детали, передающие движение ис-
полнительным органам. Ведь именно они
и выполняют за человека физическую ра-
боту. Книга, которую вы держите в руках,
не учебник. Поэтому и речь в ней пойдет
лишь о самом главном и интересном —
о звеньях, передающих движение.
В каждом звене одна или обе крайние
составляющие его детали играют связую-
щую роль. С их помощью одно звено сое-
диняется, связывается с другим. Связь вы-
ражается в том, что от формы и скорости
движения одного звена зависят форма и
скорость движения второго. Такая пара
звеньев так и названа «парой».
Вот два вала с жестко насаженными на
них зубчатыми колесами. Сцепим зубья
колес и будем вращать вал одного из них.
Начнет вращаться и второе колесо, а вме-
сте с ними и его вал. Если придать враще-
нию первого колеса какое-то направление
и скорость, то второе будет двигаться
в определенном направлении и с таким же
93
Трапецевидная резьба Винт в ручном прессе Цоколь электролампы-винт
«Семья» винта.
94
или с другим (большим или меньшим), но
заранее известным числом оборотов в еди-
ницу времени.
Так будет и в любой другой паре, из ка-
ких бы звеньев она ни состояла. Если она
составлена из двух зубчатых колес, форма
движения всегда будет вращательная. Но
пары бывают разные. Можно, например,
так связать в пару некоторые разновид-
ности стержней, чтобы их точки двигались
и по самым простым — прямолинейным —
и по самым замысловатым — криволиней-
ным — путям. Кроме того, часто связы-
ваются в пары и детали из разных «се-
мейств»— рычаги с винтами или колесами,
винты с колесами.
Из одного слова не сложишь ни песни,
ни рассказа, ни тем более повести или ро-
мана. Из слов составляются предложения,
а из предложений — текст литературного
произведения. Машинная же «речь» очень
лаконична. Бывает, что и одна пара выра-
жает очень много.
Исполнительные механизмы машины вы-
полняют за человека иной раз очень слож-
ные, как будто запутанные движения. Чаще
всего одной-двумя парами не обойдешься.
Но если даны звенья, их можно связать
в цепь. Так и делают машиностроители.
Они связывают между собой несколько
или много схожих или различных пар.
И тогда постепенно, из пары в пару, дви-
жение меняется и по скорости и по форме.
А в каком-то звене оно, наконец, получает-
ся таким, какое нужно конструктору.
Вал с насаженной на него шестерней.
Вверху — зашплинтованная гайка; в середи-
не — вал и втулка соединены шпонкой: на валу и
втулке сделаны прямоугольные канавки, они обра-
зуют полость, в которую входит шпонка; ниже —
шпонки другого вида; внизу — в тело вала встав-
лена шпонка особой формы, сегментная.
Теперь пришло время рассказать об од-
ном очень важном свойстве движения
в цепи, состоящей из звеньев и пар. Всем
хорошо известно: электрический ток течет
и способен работать только в том случае,
если цепь тока замкнута. То же самое и
с движением в машине. Для того чтобы
95
оно стало действенным, чтобы машинные
«слова» выражали какой-то определенный
смысл, необходимо замкнуть цепь звень-
ев — соединить начальную и конечную па-
ру еще одним, неподвижным, звеном.
Только тогда движение звеньев в цепи сде-
лается практически полезным. И это сразу
видно на примере с теми двумя звеньями,
о которых уже шла речь: два вала с наса-
женными на них и сцепленными между
собой зубчатыми колесами-шестернями.
Чтобы получившаяся пара работала,
надо концы валов установить в подшип-
ники, а они должны находиться в какой-то
неподвижной опоре, которая как бы замы-
кает эту короткую цепь, составленную все-
го лишь из двух звеньев. Такая закончен-
ная — замкнутая — цепь звеньев и пар
образует машинное «предложение» с оп-
ределенным содержанием — механизм. Он
может состоять и из трех или из несколь-
ких пар. Из таких механизмов и составлено
все произведение конструктора — машина.
Бывает произведение очень простым, немно-
гословным и коротким, бывает оно и слож-
ным, с большим количеством «глав»
и «подглавок». Это мы увидим из дальней-
шего рассказа.
Машинный 9>сказ“
Домашние хозяйки неплохо управляются
с очень полезным для них устройством —
ручной мясорубкой, этим, пожалуй, самым
простым «машинным произведением» неве-
домого конструктора. Так как оно всем
хорошо знакомо, разберем его по «предло-
жениям» на «слова» и «слоги», проследим,
как связана в нем и работает цепь из ма-
шинных звеньев.
Первое звено — изогнутая рукоятка
с рабочим валом мясорубки. Вот первый и
он же последний «слог». Он образует од-
носложное «слово» машинной «речи», кото-
рое позволило конструктору выразить очень
многое.
Вал сделан винтообразным. Значит,
это винт с резьбой специального профиля.
Он вращается рукояткой. Витки толка-
ФИЗИКА В МАШИНЕ
Непримиримые соперницы
Пусть на тело действует не-
сколько сил (они так и называ-
ются— действующие), и в резуль-
тате оно перемещается в каком-то
направлении. Если эти силы за-
менить одной, которая производи-
ла бы такое же перемещение,
что и первые, то эта сила бу-
дет называться равнодействую-
щей — R.
А если к этому же телу, на
которое действует несколько сил,
приложить еще одну силу, кото-
рая уравновешивала бы действие
предыдущих, то она будет назы-
ваться уравновешивающей — У.
Уравновешивающая сила всег-
да равна равнодействующей и на-
правлена в противоположную сто-
рону.
Так, действующая вниз сила
тяжести (вес) подвешенной к по-
толку люстры уравновешивается
упругой силой прогибающегося
потолка, которая направлена
вверх и равна весу люстры.
Здесь вес люстры является равно-
действующей весов всех ее частей,
а упругая сила потолка — урав-
новешивающей.
Уравновешивающими силами,
играющими большую роль в тех-
нике, являются силы, которые
называются реакциями опор. Они
встречаются буквально на каждом
96
ют мясо вперед. Значит, вращательное дви-
жение вала обеспечивает поступательное
движение мяса. Очень короткая цепь (ру-
коятка с валом — стойка), а ее уже уда-
лось закончить исполнительным органом —
подающим винтом. В этом практический
смысл получившегося механизма. Вра-
щающийся — подающий — винт заканчи-
вается звездочкой ножей, которые измель-
чают поданные куски мяса.
У выходного отверстия корпуса вставле-
на металлическая решетка. Это еще один,
третий, инструмент, которым действует ма-
шина. Винт непрерывно подает мясо
к выходному отверстию и заставляет из-
мельченные ножами кусочки протискивать-
ся сквозь отверстия сетки. Теперь мясо пе-
ремолото.
Вокруг нас в повседневном быту немало
таких же, пусть немного более сложных,
«машинных произведений». Мы проходим
мимо них, зачастую и не замечая их огром-
ной роли в нашей жизни.
Самая высокая спортивная скорость пе-
шего передвижения людей не превышает
7 километров в час, и то лишь на расстоя-
нии в 50 километров. А на наших глазах
ноги гонщика заставляют велосипед мчать-
ся по ленте шоссе со скоростью до 43 ки-
лометров в час. И это на дистанции
в 150—200 километров. Выходит, что те же
ноги передвигают человека в шесть раз
скорее и намного дальше.
Простой велосипед — тоже очень и очень
«немногословное» «машинное произведение»
и, образно говоря, содержит в себе сказку
о чудесных семимильных сапогах.
Все это еще сохранившиеся ручные и
ножные машины. Но как только руки или
ноги человека заменяются электродвигате-
лем, «машинный сказ» в повести о труде
делается неизмеримо богаче.
Всем отлично известно, как месят тесто.
Рука пекаря мнет его, закатывает, совер-
шает однообразные, но сложные движения
по криволинейной траектории. Легко мож-
шагу. Мы наступили ногой на по-
ловицу и давим на нее своим ве-
сом вниз, а она, не давая нам
провалиться, действует на нас
снизу вверх, уравновешивает наш
вес, уравновешивает нашу силу
тяжести. Возникает эта уравнове-
шивающая сила в результате
прогиба половицы и появления
упругой силы деформации дос-
ки. Называется это явление реак-
цией опоры.
Сорокачетырехтонный валок
прокатного стана опирается на
подшипники и своим весом за-
ставляет их деформировать-
ся. Последние, стремясь вос-
становить свою первоначальную
форму, действуют на вал снизу
вверх с силой, равной весу вала.
Это тоже реакция опоры. И такое
явление встречается во всех ма-
шинах.
R
Сложение сил
Так как силы в механике
можно представить в виде векто-
ров, а векторы можно склады-
вать, вычитать, умножать, то
и с силами можно производить
арифметические действия. И вся-
кий раз задача будет сводиться
к нахождению равнодействующей
нескольких сил, приложенных
к телу.
Допустим, на тело действуют
две или несколько сил в одном
направлении. Сложение будет за-
ключаться в нахождении равно-
действующей, которая равна сум-
ме приложенных сил и направле-
на в ту же сторону.
Когда был изобретен первый
уборочный зерновой комбайн, для
его перемещения по полю подхо-
дящих тракторов еще не сущест-
вовало. В машину впрягали де-
сятки лошадей, то есть приклады-
вали несколько действующих сил
к одному телу.
Сейчас, как мы знаем, ком-
байн передвигается с помощью
трактора. Действие десятков сил
лошадей заменено одной, произ-
водящей такой же эффект.
Если же две силы действуют
по одной прямой, но в противо-
положные стороны — например,
на летящий самолет действуют си-
ла тяги двигателя и сопротивле-
ние воздуха, — то равнодейству-
ющая будет равна их разности
и направлена в сторону большей.
97
7 Машива
При действии на тело двух сил
под некоторым углом друг к дру-
гу их равнодействующая будет
равна диагонали параллелограм-
ма, построенного на приложенных
к телу двух силах.
Ну, а как найти равнодей-
ствующую, если на тело, аппа-
рат или деталь машины действует
одновременно и в разных,направ-
лениях несколько сил? В этом
случае поступают так же, как
и при действии двух сил под уг-
лом. То есть последовательным
построением параллелограммов
на уже найденной равнодейству-
ющей первых любых двух сил и
следующей силе можно найти
в конце концов их общую равно-
действующую.
Действующие на тела силы
можно не только складывать.
Сплошь и рядом для анализа ра-
боты той или иной машины или
изучения условий, в которых ра-
ботают отдельные детали маши-
ны, требуется знать, на что рас-
ходуется приложенное к ней
усилие (сила). В этом случае
действующие силы желательно
разложить на элементы, их со-
ставляющие. А можно ли это де-
лать?
Оказывается, любую силу
можно разложить на две состав-
ляющие. Надо только знать или
два направления, по которым
пойдут искомые составляющие,
или направление одной из них и
размеры другой искомой состав-
ляющей.
Возьмем тело, находящееся на
наклонной плоскости С без тре-
ния. На него действует сила тя-
жести (вес) Р, направленная
вниз. Под действием этой силы,
вообще говоря, тело будет и ска-
тываться и давить на плоскость.
Разберем подробнее, какая часть
силы Р будет скатывающей, а ка-
кая будет давить на плоскость.
Для этого выберем направления:
одно вдоль наклонной плоскости
и другое перпендикулярно ей.
Затем разложим вес Р по этим
направлениям: получим силы Pi
и Рг. Тогда скатывающей силой
будет сила Рь а производящей
давление на плоскость — Рг. По-
лучили опять параллелограмм сил,
диагональю которого является
сила тяжести Р, а сторонами —
составляющие ее Pi и Рг.
Составляющая сила Рг урав-
новешивается реакцией опоры
(наклонной плоскости). А чтобы
удержать тело на плоскости
в покое, надо к нему приложить
силу Ph, равную Pi и противопо-
ложно направленную. Величина
силы РЦ будет меньше силы тя-
жести Р (веса тела) во столько
раз, во сколько раз высота на-
Р
клонной плоскости b меньше
ее длины с:
Видно, что можно небольшой
силой поднять тяжелый груз на
значительную высоту; надо толь-
ко взять довольно большую на-
клонную плоскость. В этом случае
мы хотя и проигрываем в пути
(он удлиняется), зато выигрываем
в силе (она меньше веса тела).
^передач
HfeEEEE
передачи в тестомесильной
Работа звеньев
машине. Месильная лапа — часть четырехзвен-
ника, в котором зубчатое колесо с пальцем
служит кривошипом, лапа — шатуном, серь-
га — коромыслом, а корпус машины — стой-
кой. Показано, как передается движение от
промежуточного вала к месильной лапе и де-
же с тестом.
но представить, сколько пекарей-месиль-
щиков, работающих вручную, понадоби-
лось бы на хлебозаводе. Пожалуй, сотни.
Ясно, что нужны машины. Каждая из них
должна заменять десятки людей. И меха-
ническая ее рука пусть действует, как рука
пекаря-месильщика.
«Задача трудная, — задумывается чита-
тель. — Если такая машина и существует,
то, вероятно, для передачи столь сложного
движения нужны самые разнообразные де-
тали, и в большом количества».
Но это не так. Машина-месильщик дей-
ствительно существует и работает на на-
ших хлебозаводах. У нее огромная месиль-
ная лапа, которая делает свою работу
быстро и неутомимо. Но оказывается, что
и «машинное произведение» с таким бога-
тым содержанием очень «немногословно».
Оно состоит всего лишь из нескольких ме-
ханизмов.
Работает электродвигатель. На его вра-
щающийся вал надет бесконечный ремень.
Он непрерывно движется, охватывая про-
межуточный вал, и вращает его.
Вал двигателя и ремень — первая пара;
ремень и промежуточный вал — вторая.
В то же время ремень служит как бы Аве-
ном с двумя «ушками». Оно связывает обе
пары в первый отрезок цепи передачи дви-
жения.
А зачем понадобился промежуточный
вал?
Дело в том, что конечное звено нашей
цепи — лапа механического месильщика.
Вал двигателя вращается, а лапа долж-
на совершать совсем другое, сложное, дви-
жение.
Значит, на всех отрезках передачи не-
обходимо постепенно изменять движение,
чтобы в конце цепи получилось нужное.
А для этого прежде надо уменьшить ско-
рость, с которой вращается вал двигателя.
На валу двигателя маленькое колесо
(шкив), а на промежуточном — большое.
По законам «семейства» колес ремень пе-
99
редаст большому шкиву вращение с умень-
шенной угловой скоростью. Но все же он
вращается еще слишком быстро. Конечно,
можно было бы сразу уменьшить скорость
до необходимой, стоит только сделать по-
больше шкив. Но тогда он получился бы
громоздким, тяжелым.
Поэтому шкив не меняют, а на проме-
жуточный вал насаживают небольшое
колесо, на этот раз зубчатое. Получается
еще одно звено.
Рядом устанавливают рабочий вал ма-
шины. На нем тоже жестко насаживают
зубчатое колесо побольше. Это новое зве-
но. Зубья обеих шестерен сцепляются. По-
лучилась следующая пара.
Теперь вместе с промежуточным валом
вращается и насаженное на него зубчатое
колесо, а оно заставляет вращаться сцеп-
ленную с ним шестерню. Только эта ше-
стерня побольше и поэтому оборачивается
вокруг своей оси медленнее. Значит, и ра-
бочий вал, на котором она жестко сидит,
вращается с такой же уменьшенной ско-
ростью.
На этом участке цепи уже можно преоб-
разовать вращение в то сложное движение,
крторого мы хотим добиться. Но и это при-
ходится делать не сразу, а постепенно, на-
капливая изменения в очередных звеньях
и парах.
Последняя «буква», до которой мы до-
шли, — рабочий вал. На начальном участ-
ке своей длины, там, где шестерня ничем
не отличается от других обычных валов,
он цилиндрический и прямой. Но несколь-
ко поодаль от шестерни он вдруг выгибает-
ся большим коленом, делает своего рода
крюк, затем снова возвращается к своей
оси. Теперь это уже коленчатый вал — еще
одна «буква» машинного «алфавита».
Когда вал вращается, его колено опи-
сывает окружность вокруг основной оси.
Оказывается, оно способно превращать
вращательное движение в совершенно
иное.
Вообразим, что мы видим еще два сле-
дующих звена. Первое — плоский стержень
(прямой или изогнутый). На одном его
конце круглое отверстие. Этим отверстием
ФИЗИКА В МАШИНЕ
Число степеней свободы
Многие, конечно, слышали
о существовании системы коор-
динат. Вкратце напомним, что
выбранная система координат
позволяет точно определить мес-
тоположение точки или тела
в пространстве. Для этого надо
знать только три координаты точ-
ки. Если речь идет об определе-
нии местонахождения самолета
в данный момент времени, то не-
обходимо указать его долготу,
широту и высоту, или координаты
х, у, z.
При движении самолета все
три указанные координаты будут
меняться. В этом случае говорят,
что тело имеет три степени сво-
боды, так как самолет может пе-
ремещаться в любом из этих
направлений или в трех направ-
лениях сразу.
Число степеней свободы тел
рассчитывается по числу незави-
100
стержень надет на колено. В другом конце
стержня тоже просверлено круглое отвер-
стие — очко. Оно надевается на горизон-
тальный шип еще одного рычага, который
может качаться в обе стороны.
При вращении коленчатого вала колено
описывает полную окружность. При этом
первый стержень перемещается по опреде-
ленной траектории. А связанный с ним дру-
гой рычаг только качается в обе стороны.
Посмотрите, как это выглядит на рисун-
ке на 99 странице.
Конструктор знает о свойстве звеньев-
рычагов, «погоняемых» коленчатым валом.
Он знает и о том, что разные размеры
колена и звеньев меняют траекторию дви-
жения отдельных точек первого стержня.
И еще: если от того же стержня — его на-
зывают «шатуном» — отходит какое-нибудь
ответвление в виде другого рычага, да еще
«обросшего», в свою очередь, пересекаю-
щими стержнями, то отдельные точки по-
лучившегося механизма будут двигаться
по самым различным по форме криволиней-
ным траекториям. И выходит, что одно и
то же сочетание тех же деталей, только
всякий раз подобранных с другой комби-
нацией размеров и с некоторыми добавле-
ниями, дает различные траектории дви-
жения.
Конструктор и использовал это в ме-
сильной машине, о которой идет речь.
К шатуну пристроили огромную выгибаю-
щуюся месильную лапу. И так выбрали ее
форму и размер, что при движении колен-
чатого вала и сопряженных с ним рычагов
рабочий конец лапы входит в сосуд с те-
стом и выполняет в нем ту же работу, что
и рука пекаря-месильщика.
На этом кончается первая глава «произ-
ведения», созданного конструктором.
Вторая такая цепь от вала двигателя
к другому исполнительному органу маши-
ны, к сосуду — деже, в котором находится
тесто. Еще раз вспомним, как работает пе-
карь-месильщик. Замесив один кусок теста,
он придвигает к себе другой и продолжает
ту же работу. А в машине это делается но-
симых координат, определяющих
положение тела в пространстве.
Посмотрим, каковы возможно-
сти в смысле движения у шара,
свободно парящего в простран-
стве. Он может двигаться посту-
пательно в любом направлении,
то есть вдоль трех взаимно-пер-
пендикулярных осей х, у и Z,
и вращаться вокруг каждой из
этих осей. Следовательно, шар
имеет шесть степеней свободы.
Значит, свободно парящий
шар не связан никакими ограни-
чениями. Говорят, что на систему
не наложены кинематические
связи.
Рассмотрим степени свободы
совокупности двух тел, связанных
между собой так, что одно мо-
жет совершать относительно дру-
гого только определенные переме-
щения. Такие два тела назы-
ваются кинематической парой,
а приспособления, стесняющие
движение тела и уменьшающие
число степеней его свободы, назы-
ваются кинематическими связями.
Возьмем, к примеру, такую ки-
нематическую пару: шар, перека-
тывающийся со скольжением на
плоскости. Пара будет иметь пять
степеней свободы, так как, связав
шар с плоскостью, мы лишим его
возможности перемещаться вверх-
вниз вдоль оси г. Но он все же
может еще вращаться вокруг трех
осей координат — х, у и z и дви-
гаться вдоль осей х и у. Отор-
ваться же от плоскости ему нель-
зя, в противном случае кинема-
тическая связь нарушится и си-
стема перестанет быть кинемати-
ческой парой.
А вот еще одна кинематиче-
ская пара — цилиндр на плос-
кости. Она обладает четырьмя
степенями свободы: поступатель-
ное движение вдоль осей х и у и
вращательное — вокруг осей у
и z.
Об этой паре можно сказать
также, что она имеет две кине-
матические связи. И действитель-
но, цилиндр невозможно оторвать
от плоскости и нельзя вращать
вокруг оси х.
Более широкое распростране-
ние в технике имеет кинематиче-
ская пара, называемая шаровой
пятой. В ней звено А не может
двигаться вдоль координатных
осей х, у и z, но оно имеет воз-
можность вращаться вокруг этих
осей. Поэтому пара имеет три сте-
пени свободы, или на нее наложе-
ны три кинематические связи.
С кинематической парой, кото-
рая называется цилиндрической
парой, знакомы многие механики.
Принцип передачи движения с по-
мощью этой системы встречается
во всевозможных трансмиссиях,
подвижных вращающихся карет-
ках, сверлильных станках и дру-
гих устройствах. Цилиндрическая
пара имеет две степени свободы
(на нее наложены четыре кине-
матические связи). Полый ци-
линдр В может свободно вра-
щаться на стержне (оси) А
101
другому. Как и рука человека, ее месиль-
ная лапа работает на одном и том же ме-
сте. Но тесто в деже не разделено на
куски, а представляет собой сплошную и
большую массу. И лапа, конечно, «не уме-
ет» придвигать к себе еще не обработан-
ные ею части теста. Эту работу выполняет
сама дежа: она вращается с заранее рас-
считанной малой скоростью и постепенно
подает под лапу очередные части теста.
Кажется, что здесь все очень просто.
Ведь не происходит никаких изменений
формы движения: вращается вал двигате-
ля, вращается и дежа. Правда, она дви-
гается медленно, а вал двигателя — очень
быстро. Но мы уже знаем, как при пере-
даче движения справляются с такой зада-
чей обыкновенные шестерни. Поэтому
нетрудно вообразить в цепи передачи не-
сколько звеньев в виде промежуточных
валов с насаженными на них зубчатыми
колесами разного диаметра и, значит,
с разными числами зубьев. Они подобраны
так, что от одного звена к другому, в каж-
дой паре, скорость вращения снижается до
нужной. На валу последней шестерни и вра-
щается дежа.
На самом же деле эта задача тоже не
из легких.
Вот первая трудность.
Вообразите, что промежуточный вал
вращается по часовой стрелке. На нем
шестерня. Рядом второй промежуточный
вал, на нем тоже шестерня, другого диа-
метра. Они сцеплены. При вращении зубья
второй шестерни побегут в направлении,
противоположном зубьям первой.
Сначала нам кажется, что все в порядке:
дежа как раз и должна двигаться против
часовой стрелки. Но ведь на пути к ней
движение передается еще и через другие
промежуточные валы — на следующем
шестерня снова будет вращаться по часо-
вой стрелке. И еще неизвестно, куда «по-
бегут» зубья колеса на валу, где вращает-
ся дежа.
Выходит, что простые и схожие между
собой звенья — в зависимости от того, как
они подобраны, — каждый раз дают дру-
гое направление вращению. И не так уж
просто получить нужное движение с мини-
мальной затратой звеньев.
И вторая трудность.
Вал двигателя вращается в вертикаль-
ной плоскости, а дежа — в горизонтальной.
Значит, движения одинаковые, а плоскости
разные. На пути от двигателя к деже где-
то между двумя звеньями цепи в одной из
промежуточных пар вращательное движе-
ние должно совершить «прыжок» из одной
плоскости в другую.
Его совершают с помощью конического
зубчатого колеса, насаженного на один из
промежуточных валов, который от своей
(вращаться вокруг оси у), а так-
же перемещаться вдоль этого
стержня (перемещаться вдоль
оси у).
Еще чаще встречается кинема-
тическая пара, которая имеет
длинное название — цилиндриче-
ский вал' с упорными кольцами,
вращающийся в подшипнике. Ее
мы встречаем (может, в изменен-
ном виде) и в гидротурбинной
установке, где вал турбины вра-
щается в опорном подшипнике, и
в двигателе внутреннего сгора-
ния, и во многих машинах и ме-
ханизмах.
Этой паре предоставлена одна
степень свободы (на нее наложе-
но пять кинематических связей),
выражающаяся в том, что вал
А в подшипнике В может только
вращаться вокруг оси у.
Перечисленные кинематические
пары входят во все буквально
механизмы и машины в каче-
стве составного элемента. Правда,
мы их можем обнаружить в ви-
доизмененной форме. Так, шаро-
вую пяту мы видим в механизме
крепления оптических, геодезиче-
ских приборов и фотоаппаратов,
цилиндрическую пару — в ко-
робках передач автомобилей
и т. д.
102
обычной шестерни может вращаться в вер-
тикальной плоскости.
Коническое зубчатое колесо — еще одна
«буква» машинной «азбуки». Его зубья, их
внешние кромки, расположены не парал-
лельно оси колеса, а под углом к ней. Сре-
ди зубчатых колес есть и другие «мастера»
разнообразных и очень полезных изменений
в цепи передаваемого движения.
Итак, мы «прочли» и вторую главку ма-
шинного «сказа» и увидели, как вырази-
телен язык деталей машин.
В передаче движения цепям тестомесиль-
ной'машины мы не встретились ни с вин-
том и гайкой, ни с пневматическими,
гидравлическими и электрическими звень-
ями. А они тоже выступают в ролях дета-
лей-«букв», «слогов»-звеньев и «слов»-пар.
Больше того, они намного обогащают ма-
шинную «речь», помогают создавать все
более и более содержательные произведе-
ния конструкторского искусства. Но и то-
го, что мы увидели в тестомесильной
машине, уже почти достаточно, чтобы по-
нять, почему одни и те же детали встре-
чаются в самых различных машинах. '
В следующих рассказах поближе позна-
комимся с «семьями» основных деталей
машин.
Магический четырехзвенник
Случалось ли вам увидеть на улице та-
кую картину: по асфальтированному тро-
туару передвигается на колесах кресло-
самокат? Седок-инвалид орудует двумя
рычагами: один у его левой руки, другой —
у правой. По очереди он тянет их к себе и
отталкивает вперед, колеса непрерывно
вращаются, и кресло передвигает своего
пассажира, обгоняя пешеходов.
Каждому ясно, что кресло-машина не
последнее слово техники, но вряд ли мно-
гим известно, что прообраз его создан почти
100 лет назад академиком П. Л. Чебыше-
вым.
Пафнутий Львович Чебышев прославился
своими работами в области теории меха-
низмов.
Первая работа, представленная им
в Российскую Академию наук, называлась
«Теория механизмов, известных под име-
нем параллелограммов». В ней средствами
математического анализа устанавливались
точные законы построения параллелограм-
мов и других механизмов, исполнительная
Кресло-самокат Чебышева. Седок приводил в дви-
жение рычаг-шатун, тогда кривошип вращал коле-
со. Справа — схема механизма, послужившая
основой для конструирования самоката.
деталь которых должна совершать движе-
ние по строго заданной прямой линии.
Но замечательный ученый не остановил-
ся на этом. Новые работы Чебышева воо-
ружили инженеров-машиностроителей мо-
гучим практическим средством для доста-
точно быстрого и точного проектирования
механизмов самых разнообразных рабочих
машин с самыми различными по форме
движениями их исполнительных органов.
В одной из лабораторий Института ма-
шиноведения Академии наук СССР стоит
самый обыкновенный шкаф. Но его содер-
жимое необычно. На полках не стопки ак-
куратно уложенных научных работ — ру-
кописей, а несколько странные на вид
устройства, собранные из деревянных ры-
чагов-стержней. Они представляют собой
точные модели механизмов, которые в свое
время, 70—80 лет назад, создал и показал
своим современникам замечательный рус-
ский ученый академик П. Л. Чебышев.
Тогда механизмы Чебышева произвели
сенсацию. Люди видели перед собой какие-
то путаные на вид сочетания простых
стержней, связанных самыми обыкновенны-
ми шарнирами. Но стоило привести в дви-
жение один — ведущий — рычаг, и все
остальные перемещались по определенным,
точно очерченным путям-траекториям: од-
ни — по криволинейным, другие — по пря-
мым, третьи — по замысловатым, как бы
составленным из прямых и кривых линий.
И, наконец, последний — исполнитель-
ный — стержень воспроизводил движение,
с помощью которого можно было совер-
шить полезную работу.
Так, один из механизмов воспроизводил
четырьмя «ногами» движения хода лоша-
ди; второй — движения рук лодочника-
103
«Лошадь» Чебышева и схема действия ее меха-
низма.
гребца и его весел. Воспользовавшись дру-
гим таким механизмом, можно было сор-
тировать зерно по весу. Тогда же посети-
тели выставки могли полюбоваться и
креслом-самокатом, о котором было рас-
сказано вначале.
Механизмы из рычагов-стержней суще-
ствовали и до Чебышева. Еще древние
механики умели конструировать рычажные
шарнирные устройства и с их помощью
превращать одну форму движения в дру-
гую. Успех достигался кропотливым и
очень длительным подбором отдельных ча-
стей механизма. Десятки и сотни вариан-
тов строил изобретатель, пока, наконец,
получался удовлетворительный результат.
А Чебышев с помощью математического
анализа ускорил эту работу во много раз
и научил механиков быстро и правильно
находить те точки, в которых следует со-
членять шарнирами отдельные стержни.
И тогда шарнирные механизмы размножи-
лись в мире машин. Их стали все чаще
устанавливать в цепи передачи движения
от двигателя к исполнительному органу.
Один из первых и в то же время наи-
Механический «гребец» Чебышева и схема действия
его устройства.
более распространенных таких механиз-
мов — кривошипно-шатунный механизм,
с помощью которого прямолинейное дви-
жение поршня, скользящего в цилиндре
(поршневого двигателя), превращается во
вращательное движение вала машины.
Как это происходит?
Вспомните ворот обычного колодца. Во-
рот вращает человек с помощью простой
рукоятки. К торцу вала перпендикулярно
его оси прикреплен один конец стержня-
рычага, изогнутый под углом в 90 граду-
сов. Второй, более короткий конец стержня
располагается горизонтально. Человек
охватывает его кистью руки и заставляет
двигаться по кругу, тем самым вращая
вал.
Ворот.
Представьте себе, что и в двигателе то-
рец вала (хотя бы правый) тоже снабжен
такой же рукояткой в виде изогнутого
стержня. Его называют «кривошип». В пло-
скости, перпендикулярной валу, располо-
жена ось цилиндра двигателя, в нем —
поршень.
Теперь задача: надо сделать так, чтобы
при движении поршня вперед-назад вал
вращался. Ясно, что для этого необходимо
какое-то промежуточное — между пор-
шнем и кривошипом — передаточное звено.
Роль его играет еще один стержень. Его
называют «шатун». На одном его конце
очко, которое свободно насаживается на
горизонтальную часть — шейку кривоши-
па. Получается шарнирное соединение.
А другой конец — тоже шарниром — свя-
зан с поршнем. Поэтому в нашем случае
шатун занимает наклонное положение.
104
Шарнирный механизм. Чебышева в швейной машине для передачи нити с катушки на иглу. Автома-
тические весы и зерносортировка Чебышева. На схеме видно, что при вращении кривошипа получа-
лось качательное движение исполнительного рычага.
Условимся, что все это сделано тогда,
когда поршень находился в своем крайне
правом положении. И вот началось его
движение влево. Вместе с ним перемещает-
ся прямолинейно и шток. Что же происхо-
дит с шатуном? Он действует точно так,
как рука человека: заставляет кривошип
описывать окружность и вращать вал. При
этом, пока поршень со штоком совершает
свой путь в один конец, рукоятка описывает
только половину окружности. А пока пор-
шень возвращается в свое начальное поло-
жение, рукоятка продолжает свой путь по
второй половине окружности. За оба хода
поршня вал делает один полный оборот во-
круг своей оси.
ФИЗИКА В МАШИНЕ
Золотое правило механики
Почти невозможно найти со-
временную машину, в которой не
применялись бы в том или ином
виде рычаги. Шофер открывает
дверку автомобиля — использует-
ся рычаг, выжимает ногой муф-
ту сцепления — рычаг, включает
скорость — рычаг, тормозит —
рычаг. На заводе, в лаборатории,
в быту — всюду рычаги и рыча-
ги. Всевозможные коромысла,
кронштейны, завертки, рукоят-
ки — все это рычаги. Чем же
объяснить такое проникновение
рычагов в машины, их широкое
применение?
Выясним главное качество рас-
пространенного звена машин.
Рычагом называется тело, име-
ющее точку опоры (ось враще-
ния) и точки приложения сил.
В зависимости от расположения
этих трех точек рычаги делятся
на два вида — рычаги 1-го и 2-го
рода.
Рычагом 1-го рода называется
рычаг, у которого точки прило-
жения сил (на рис. F и Q) рас-
полагаются по разным сторонам
точки опоры О. Такой рычаг
будет находиться в равновесии
или равномерном движении толь-
ко тогда, если произведение силы
на плечо (перпендикуляр на ли-
нию действия силы, опущенный
из точки опоры О) правой части
рычага (F-BiO) равно произве-
дению силы на плечо левой части
рычага (Q.i4iO), то есть F.B\O —
= Q-A{0.
Из равенства вытекает знаме-
нитое золотое правило механики:
105
Пафнутий Львович Чебышев (1821—1894) — вели-
кий русский математик и механик. Академик Пе-
тербургской Академии наук. Был избран в члены
Берлинской, Болонской, Парижской, Шведской ака-
демий наук, в члены Лондонского королевского об-
щества и в почетные члены многих других рус-
ских и иностранных научных обществ, академий и
университетов. Автор выдающихся математических
исследований. Много времени и труда ученый уде-
лял теории машин и механизмов.
Все это хорошо видно на рисунке на
странице 108. Но еще лучше можно пред-
ставить себе движение и действие шатуна,
если сравнить их с работой человека, вер-
тящего рукоятку швейной машины.
Бывает, и довольно часто, что не только
в поршневых двигателях, но и в других
машинах приходится делать то же самое —
превращать прямолинейное движение во
вращательное. Тогда вместо поршня, пере-
мещающегося внутри цилиндра (между его
стенок), действует другой узел деталей:
вместо поршня — различные по величине
и форме колодки (своего рода короткие
стержни), а вместо цилиндра — какая-ни-
будь плоскость с устроенными на ней дву-
мя продольными и параллельными высту-
пами или канавками. Колодка скользит —
ползет — между ними или на них, как по
рельсам, и эти рельсы «направляют» ко-
лодку по точному прямолинейному пути,
не позволяют ей уклониться от него.
Строители машин очень любят образные
сравнения. Много деталей и механизмов
различных машин получили названия
предметов, окружающих человека в его
повседневной жизни. Так, например, в ме-
таллообрабатывающем станке вдруг попа-
даются механизмы под названием «гита-
ра», «трензель» (часть упряжи) или дета-
ли «хомутик», «поводок». А «собачки»,
«сухари», «кулаки» и «пальцы» встречают-
ся на каждом шагу. Так получилось и
в шарнирных механизмах. Почти все их
звенья названы образно. Мы скоро убе-
димся, что и в названии, шатуна скрывает-
ся образ его действия. Ползущую же ко-
Приложенная сила F
(это может быть усилие челове-
ка) во столько раз мень-
ше веса поднимаемого
тела Q, во сколько раз
плечо AiO меньше плеча
В1О. Изображается это формулой:
,, л Аг О
F-Q • Bi о-
Но выигрыш в силе достается
всегда ценой проигрыша в пу-
ти. Действительно, чтобы пе-
реместить груз на расстояние
AAi, надо силе F совершить боль-
ший путь BB[. Однако при со-
здании той или иной машины бы-
вает целесообразней совершить
больший путь малой силой, но
при этом хоть и на малое рассто-
яние переместить тяжелый груз.
Рычагом 2-го рода называется
такое тело, у которого точки
приложения сил (см. на рисунке
точки Л и В) находятся по одну
сторону точки опоры О. Такой
рычаг будет находиться в равно-
весии или равномерном движении
в том случае, если F»BlO = Q.AiO.
Из этого равенства следует, что
г. z. Л1 0
F = Q-~——’то есть для подъема
О
груза в Q килограммов надо при-
ложить силу F, во столько раз
меньшую Q, во сколько раз рычаг
AiO меньше рычага В\О.
И здесь выигрыш в силе до-
стигается проигрышем в пути.
106
лодку так и назвали — «ползун» или
«ползушка», а как бы ведущим ее высту-
пам-канавкам присвоили название «на-
правляющие». Поршень со штоком — это
тоже своего рода ползун, а стенки цилин-
дра, в которых он скользит, играют роль
направляющих.
До сих пор мы представляли себе дви-
жение в кривошипно-шатунном механизме
так, как оно происходит, например, в лю-
бом поршневом двигателе — от поршня
к валу. Но в'других машинах часто бы-
вает и наоборот — от кривошипа к ползу-
ну. Вот картина такого движения: вра-
щается (от какого-то двигателя) вал;
вместе с ним и кривошип; шарнирно свя-
занный с ним шатун, в свою очередь, со-
вершает те же движения; и тогда ползун
скользит в направляющих. За один оборот
кривошипа он успевает пройти свой путь
в два конца.
Итак, сочетание (на шарнирах) всего
лишь трех рычагов и стержней (ползуна,
шатуна, кривошипа) дает возможность
осуществить взаимное превращение одной
СДЕЛАЙ САМ
Рычаги
Возьмите не очень длинную
палку, просуньте ее в ручку тя-
желого чемодана и, пригласив на
помощь товарища, приподнимите
вдвоем чемодан.
Если чемодан находится строго
посередине, то каждый из вас
будет испытывать одинаковую на-
грузку. Но сдвиньте чемодан
к одному из концов палки, и сразу
все изменится. Более легким груз
покажется тому, кто держит бо-
лее длинный конец палки. Изме-
нились плечи, изменилось и соот-
ношение сил, которые удерживают
груз в поднятом положении.
Руки каждого из вас являются
опорами рычага, и если расстоя-
ние от опоры до груза будет
меньшим, то нагрузка на эту точ-
ку опоры будет большей.
Сделайте другой рычаг. Возь-
мите небольшую палку и около
одного из ее концов сбоку вбейте
гвоздь. Наденьте на этот конец
утюг (гвоздь нужен для того,
чтобы утюг не соскользнул на
пол) и положите палку на спин-
ку стула. Чтобы стул не перевер-
нулся, на него нужно сесть. Дер-
жа рычаг за свободный конец,
двигайте его так, чтобы точка
опоры — спинка стула — стано-
вилась то ближе к грузу, то
дальше от него.
Вы убедитесь, что чем боль-
ше расстояние от руки до точки
опоры, тем легче удержать груз.
Можно опыт изменить: передви-
гать руку вдоль рычага к точке
опоры, оставляя неизменным рас-
стояние от опоры до груза. Ре-
зультат будет тот же.
А теперь проделайте следую-
щее. .
Положите конец рычага на
стол, отодвинув утюг немного
дальше от конца. Держа палку
за другой конец и двигая утюг,
мы получим такой же результат,
что и в первом опыте с чемода-
ном.
Всегда, когда расстояние до
точки опоры или до груза боль-
шое, груз удержать легче.
Десятичные весы
Десятичные весы отличаются
от обычных коромысловых тем,
что рычаг здесь применен не
равноплечий: одно плечо рычага
больше другого в 10 раз.
Такие весы выгодно иметь для
взвешивания тяжелых грузов.
В самом деле, если на обычных
коромысловых весах для взвеши-
вания пятидесятикилограммового
107
Работа шатуна в паровой машине.
формы движения в другую. Правда, три
рычага — три звена — нуждаются еще
в четвертом, в стойке; в противном случае
звенья не составят замкнутой цепи и их
движения не будут определенными.
В поршневом двигателе роль замыкающе-
го опорного звена играет корпус машины.
Творцы машин пользуются и другими
мешка картофеля надо иметь ги-
ри тоже весом в 50 килограммов,
то на десятичных весах достаточ-
но пятикилограммовой гири.
Построим модель таких весов.
Прежде всего сделайте осно-
вание из доски. На нем укрепите
стойку, на верхней части ее ось
из проволоки. На оси должен на-
ходиться рычаг — небольшой де-
ревянный брусок, одно плечо ко-
торого длиннее другого в десять
раз. К короткому плечу подвесьте
платформочку для грузов, к длин-
ному концу коромысла — неболь-
шую платформочку для гирь.
Нужно добиться полного равнове-
сия весов.
На коромысле около оси по-
ставьте стрелку.
И на неподвижной стойке укре-
пите такую же стрелку. При пол-
ном равновесии стрелки должны
совпадать.
Если вы на платформочку для
груза положите десять коробок
спичек, то на маленькую плат-
формочку для гирь достаточно
положить одну, и наши весы бу-
дут в равновесии.
Блоки
В галерее простейших механиз-
мов почетное место занимают
блоки.
Блок — это, по сути дела,
обыкновенный равноплечий рычаг
с опорой в центре. Он не дает ни-
какого выигрыша в силе, а толь-
ко изменяет направление движе-
ния, что во многих случаях имеет
большое значение. Но механики
додумались сделать так, чтобы и
в работе блоков получался выиг-
рыш в силе. Применили системы
блоков, одну из которых, назы-
ваемую полиспастом, мы и по-
строим.
Возьмите толстую проволоку—
прут, наденьте на нее 4 катуш-
ки из-под ниток и укрепите
концы прута между неподвижны-
ми опорами.
Из другого куска толстой про-
волоки и четырех катушек сде-
лайте подвижную часть полиспас-
та. Концы проволоки с нанизан-
ными на нее катушками загните
по два раза под прямым углом,
затем концы скрутите и сделайте
из них крючок для груза. Полу-
чится проволочная рамка с катуш-
ками и с крючком.
Теперь приступим к опытам.
Накиньте на одну из висящих ка-
108
сочетаниями рычагов в шарнирных меха-
низмах для самых разнообразных превра-
щений движений в машине или для пере-
дачи одного и того же движения последую-
щим звеньям.
В одном из них раскрывается смысл,
скрытый в названии шатуна. Вот его зве-
нья: первое — уже известный нам криво-
шип, второе — сочлененный с ним шатун,
а третье — уже не скользящий ползун,
а еще один рычаг-стержень. Одним своим
концом он связан на шарнире с шатуном,
а другим — с неподвижной стойкой. Но и
кривошип, вернее — его вал, связан со
стойкой. Вот и получился еще один вид
шарнирного «четырехзвенника». Просле-
дим, как он работает.
Делает свои обороты кривошип, как бы
ныряет вниз и вновь выплывает кверху
шатун (еще раз вспомним о движении лок-
тевой части руки швеи). А третье звено?
Его конец, сочлененный с шатуном, дви-
жется в обе стороны: то подается вперед
на определенный угол, то назад на такой
же угол, качается, как коромысло, около
точки своей опоры на стойке. Поэтому его
и назвали «коромыслом». Чтобы коромысло
качалось, его надо раскачивать вперед-на-
зад. Эту работу и делает шатун, отсюда
его название. А механизм в целом тоже
тушек кусок тонкого шпагата и,
привязав один конец к какому-
нибудь грузу, например к пресс-
папье, потяните за другой конец.
Выигрыша в силе не будет, пото-
му что у нас обыкновенный блок.
Чтобы как-то измерить усилие,
которое мы прикладываем для
подъема пресс-папье, к свободно-
му концу веревки привяжите ту-
шгую резинку. Когда вы за нее по-
тянете, она удлинится. Сравните
длину растянутой резинки с ее
прежней длиной.
Теперь возьмите конец шпа-
гата, привяжите его к верхнему
пруту, пропустите его под первую
катушку подвижной части нашего
полиспаста, перекиньте через
первую катушку наверху, потом
через вторую катушку подвижной
части и так далее, пока конец
шпагата е привязанной к нему
резинкой не будет перекинут че-
рез последнюю, верхнюю катушку.
На крючок подвижной части
подвесьте то же самое пресс-
папье. Потяните за резинку и
измерьте ее растяжение. Она рас-
тянулась значительно меньше, чем
раньше.
Выигрыш в силе должен быть
в нашем случае в 8 раз. Он про-
исходит за счет проигрыша в
пути.
Но на практике выигрыш
в силе будет несколько меньше
из-за трения веревки и трения
между собой наших очень несо-
вершенных блоков.
Наклонная плоскость
Поднимите привязанный к ре-
зинке (резинка служит нам, как
и раньше, измерителем силы —
динамометром) утюг. Замерьте,
насколько при этом растянулась
резинка. Затем положите наклон-
но гладкую доску так, чтобы ее
верхний конец был на той же
высоте, на какую вы поднимали
утюг.
С помощью этой же резинки
тяните вверх утюг, но уже по
наклонной доске. Резинка удли-
нится меньше — тащить утюг
будет значительно легче.
Таким образом, за счет уве-
личения пути мы можем затра-
тить меньшую силу для подъема
груза. Кстати, вспомните, что на
крутую гору подниматься значи-
тельно труднее, чем на пологую.
Простой автомобильный дом-
крат — винт, вращаемый длинной
рукояткой, — есть не что иное,
как наклонная плоскость, как бы
навернутая на стержень — ворот.
В этом легко убедиться.
Возьмите лист бумаги, вырежь-
109
имеет свое имя — «кривошипно-коромы-
словый».
Из этого можно было бы сделать вывод,
что кривошип и коромысло — самые глав-
ные звенья механизма. Но это не так. Вол-
шебником, осуществляющим превращение
движений — вращательного в качательное
и наоборот, — по-прежнему остается шатун.
Присоединим к шатуну длинный рычаг, да
еще придадим этой «добавке» ответвления
тоже в виде стержней разной длины. Тогда
различные точки на этих новых частях ме-
ханизма будут совершать движения по
замкнутым кривым линиям самой различ-
ной формы. И если нужно, чтобы испол-
нительный орган машины выполнял какое-
то определенное рабочее движение, его
часто помещают в заранее подобранной
точке на ответвлении шатуна. Вот почему
это звено кривошипно-коромыслового ме-
ханизма во многих конструкциях машин
служит для осуществления рабочего дви-
жения. Мы уже видели это в устройстве
тестомесильной машины.
Нам уже ясно: четырехзвенник прини-
мает различные формы. В кривошипно-ша-
тунном механизме нет коромысла, а в кри-
вошипно-коромысловом нет ползуна. Но
бывает, что в четырехзвеннике нет и кри-
вошипа. Вместо него еще одно такое же
коромысло. Тогда ни одно звено не опи-
сывает окружности: оба коромысла кача-
ются около своих опорных точек. Только
шатун всегда входит в цепь четырехзвен-
ника.
Случается и так, что он связывает два
кривошипа. И они в своем движении де-
лают полный оборот. Тогда «путешествие»
шатуна и точек на его ответвлениях — это
нетрудно себе представить — протекает по
еще более разнообразным путям — траек-
ториям. При этом кривошипы могут быть
равной и неравной длины.
Кривошип не всегда выглядит одинако-
во. Бывает, он действительно похож на
рукоятку. Но часто он напоминает своим
видом колено. Таким он выглядит хотя бы
в той же тестомесильной машине, в кото-
рой рабочий вал коленчатый. А у рабочего
вала двигателей внутреннего сгорания не
одно, а несколько колен-кривошипов.
Сколько в двигателе цилиндров, столько и
изгибов-колен на валу. Сочлененные
с поршнями шатуны охватывают своими
вторыми концами «шейки» вала, располо-
женные как раз на изгибах его колен.
Шатуны и заставляют колена описывать
окружность, совершать полный оборот и
вращать вал вокруг его оси.
Представим себе другой кривошип в ви-
де обыкновенной рукоятки. Далее вообра-
зим, что из крайней точки на его свободном
конце описана окружность радиусом немно-
го побольше длины рукоятки. По размерам
этой окружности изготовлен диск и краем
своим наложен как бы на продолжение
те из нее прямоугольный тре-
угольник. Проведите по его гипо-
тенузе красную черту и наверните
его на карандаш, начав навора-
чивать с меньшего катета. Полу-
чится винтовая линия.
Когда мы вращаем рукояткой
винт домкрата, он вывинчивается
из своего корпуса — гайки, под-
нимая груз, положенный сверху
винта.
А ведь с помощью такого
несложного приспособления мы
поднимаем шутя одной рукой це-
лый автомобиль — несколько
тонн!
Но существуют винты, кото-
рые ввинчиваются не в гайку,
а в воздух или воду.
Самые разнообразные воздуш-
ные винты применяются в авиа-
ции как движители самолетов,
вертолетов.
Другой род винтов — водяные
винты приводят в движение и
крошечную моторную лодочку, и
глиссеры, и речные суда, и боль-
шие морские теплоходы, и огром-
ные океанские лайнеры — целые
плавучие города.
Сделаем игрушку, которая бу-
дет летать наподобие вертолета.
Возьмите катушку, вбейте в ее
торцовую часть (по обе стороны
отверстия) по небольшому гвоз-
дику без шляпок.
Затем вырежьте из жести си-
луэт удлиненной восьмерки, за-
гните в разные стороны его лопа-
сти, проделайте в его середине
3 отверстия: в центре чуть боль-
ше, чем отверстие катушки, а по
бокам такие, чтобы в них свобод-
но могли входить вбитые в торец
катушки гвоздики.
Наденьте катушку с нашим
пропеллером на круглую палочку,
которую надо держать в левой
руке, намотайте на катушку ве-
ревочку и правой рукой сильно
потяните за ее конец. Жестяной
пропеллер взлетит вверх на до-
вольно большую высоту.
по
Четырехзвенники: сверху вниз — кривошипно-
коромысловый механизм; в нем кривошип, совер-
шающий полный оборот; коромысло качается в обе
стороны на какой-то угол; шатун перемещается; на
следующих схемах — четырехзвенник без кривоши-
па и с двумя коромыслами; справа — действую-
щая с помощью шестизвенника подобного типа ма-
шина, подающая сыпучие продукты из бункера
в дальнейшую переработку. Четырехзвенник с дву-
мя кривошипами (без коромысла) и четырехзвенник
с эксцентриком, играющим роль кривошипа.
Бункер
Передача
Двигатель
Коромысло
Шатун
оси вала. Получился тот же кривошип, но
в виде диска, центр которого может вра-
щаться вокруг оси вала.
В некоторых случаях такая форма кри-
вошипа (диска-эксцентрика) помогает луч-
ше всего передать движение от вращаю-
щегося вала (через шатун) третьему звену.
Наш четырехзвенник — самый распрост-
раненный шарнирный механизм. Встреча-
ются и многозвенники (с пятью, шестью и
даже восемью звеньями). Но они работают
в машинах редких конструкций. Вот по-
чему мы и ограничились рассказом о со-
дружестве кривошипа, шатуна и коромыс-
ла (или ползуна) с замыкающей их непо-
движной стойкой.
Но семейство рычагов включает и дру-
гих членов. Среди них различные рычаги-
толкатели. Не всегда они выглядят как
стержни; бывает, они сделаны в виде ко-
лодки с частично криволинейными очерта-
ниями. В своем движении по прямой линии
такой рычаг — его называют «кулак» —
толкает, перемещает другой рычаг. При
этом он не сочленяется (шарниром или
другим скреплением) с той деталью, кото-
рую передвигает, а лишь касается ее и не-
прерывно толкает различными точками
своего профиля.
111
Но почему мы раньше всего рассказыва-
ли о стержнях и рычагах как о первых
буквах машинного «букваря»? Потому, что
еще много у нас работает поршневых дви-
гателей, и внутри них эти детали первые
делают важное дело: превращают прямо-
линейное движение во вращательное.
А там, где машина приводится в дей-
ствие от электродвигателя и вал вращается
непосредственно электрическим током, на
всем пути до исполнительного механизма
самую важную роль играют те «буквы» ма-
шинного «букваря», которые относятся
к семейству колеса.
Колесо в машине
Продолжим знакомство с тестомесиль-
ной машиной. На этот раз нас интересуют
валы. Валы в машинном агрегате — это
«станции» передачи движения. Вал элек-
тродвигателя — своего рода колесо, толь-
ко без спицы, — первая станция. Отсюда
движение передается с помощью колес-
шкивов или сразу на конечную станцию —
на главный вал рабочей машины, или на
следующую станцию — промежуточный
вал..
И тут, между первой и второй станция-
ми передачи, у конструктора возникает
много нелёгких и интересных вопросов.
Дело в том, что уже на этом, первом,
«перегоне» надо решить трудную задачу.
Вал электродвигателя делает примерно
720 оборотов в минуту. Эту скорость надо
уменьшить. Лапа механического месиль-:
щика делает (тоже примерно) 60 рабочих
движений в минуту. Значит, столько же
раз обернется в минуту и ее коленчатый
вал — кривошип. Конечно, можно сразу
передать движение с вала двигателя на
конечную станцию — на коленчатый вал.
Тогда на одном «перегоне» скорость при-
дется уменьшить в 12 раз.
Как это делается, в общих чертах мы
уже знаем. Предположим, что конструк-
тор решил воспользоваться ременной пере-
дачей.
И оказывается, существует интересное
правило: когда два вращающихся
шкива связаны бесконечным
ремнем, то во сколько раз диа-
метр первого шкива больше диа-
метра второго, во столько раз
число оборотов второго шкива
большечисла оборотов первого.
Это значит, если конструктор выбрал
для диаметра шкива на валу двигателя ве-
личину хотя бы в 150 миллиметров, то
у него уже есть три из четырех данных
для решения задачи. Ему известны: ско-
рость вала (и шкива) двигателя, диаметр
шкива двигателя и та скорость, которую
нужно передать рабочему валу; неизвестен
только диаметр шкива на рабочем валу.
И конструктор рассуждает так: число обо-
ротов рабочего вала (и его шкива) со-
ставляет V12 скорости, с которой вращает-
ся вал двигателя. Из этого следует, что
диаметр шкива на рабочем валу должен
быть в 12 раз больше, чем диаметр шки-
ва на валу двигателя. Остается умножить
150 миллиметров на 12, и получится, что
диаметр шкива на рабочем валу —>
1 800 миллиметров. А математически эта
зависимость записывается так:
число оборотов вала двигателя
число оборотов рабочего вала
диаметр шкива на рабочем валу
"" диаметр шкива на валу двигателя
Благодаря этому правилу легко можно
вычислить одну из четырех величин (когда
три остальные известны) и в том случае,
если понадобилось увеличить скорость на
рабочем валу. Нужно только насадить на
него шкив поменьше, чем на валу двига-
теля, и заранее рассчитать его диаметр по
нашей формуле. А она представляет собой
112
= 1 800.
обыкновенную пропорцию, хорошо извест-
ную школьнику.
Попробуем подставить в нее те величи-
ны, которые действуют в нашей примерной
передаче. Тогда получится:
720-Х_
60 “150*
А правило пропорции гласит, что любой
из двух ее средних членов равен произве-
дению крайних членов, разделенному на
второй средний член. Значит:
720-150
X —
60
Из той же пропорции механики извлекли
два числа, которые стали играть роль
основных двух характеристик передачи
между двумя вращающимися валами или
насаженными на них колесами.
Первая из них выражает, сколько
оборотов делает ведомое колесо
(или вал) за один оборот ведуще-
го. Чтобы узнать это, делят число оборо-
тов ведомого колеса на число оборотов
ведущего. Получающийся результат назван
«передаточным отношением». В нашем
случае мы делим 60 на 720 и получаем, что
передаточное отношение равно V12. И эта
величина приносит свою пользу при расче-
тах передачи. Так, вместо того чтобы вы-
числять пропорцию, достаточно разделить
величину диаметра шкива на передаточное
отношение, и получится величина диаметра
ведомого шкива:
150:—= 1 800.
12
Вторая характеристика: сколько обо-
ротов должно сделать ведущее
колесо, чтобы обеспечить один
оборот ведомого. Узнать это можно,
разделив число оборотов ведущего колеса
на число оборотов ведомого. Получающий-
ся результат назван «передаточным чи-
слом». В нашем случае мы делим 720 на
60 и получаем передаточное число, рав-
ное 12. А если мы просто умножим диа-
метр ведущего колеса на это число, тоже
получим величину диаметра ведомого ко-
леса:
150-12=1 800.
Теперь мы хорошо ознакомились с пра-
вилом передачи движения между валами
и колесами и с выражающей его пропор-
цией. И нам нетрудно понять, что и пере-
даточное отношение и передаточное число
можно получить, пользуясь не числами
оборотов, а диаметрами колес. Только в
первом случае делим диаметр ведущего
на диаметр ведомого, а во вто-
ром— диаметр ведомого на диа-
метр ведущего. Следует добавить, что
в технических расчетах чаще всего пользу-
ются именно передаточным числом.
Так с помощью арифметики решается
задача преобразования большей скорости
в меньшую или наоборот всего лишь изме-
нением диаметра шкива.
Но как быть, если в одной и той же
машине приходится иногда менять число
оборотов рабочего вала на большее или
меньшее? В нашем случае вместо 60 обо-
ротов в минуту надо получить, допустим,
75 или 45?. Ответ как будто ясен: надо по-
менять шкив на рабочем валу. В первом
случае его диаметр должен уменьшиться
до 1 440 миллиметров, а во втором, наобо-
рот, увеличиться до 2 400 миллиметров.
Оба результата легко получаются из
формулы-пропорции. Надо только вместо
Работа кулачков: ввер-
ху — кулачок управ-
ляет движением вверх-
вниз; в середине —
сообщает качательное
движение рычагу; вни-
зу слева — застав-
ляет карандаш двигать-
ся по замкнутой прямо-
угольной траектории;
внизу справа — ка-
чает кривой рычаг во-
круг опорного шарнира
и этим заставляет рабо-
тать лезвия ножниц.
8 Машина
113
Одна из простейших машин с ременным приво-
дом — вальцовая дробилка.
60 подставить сначала 75, а потом 45.
(Можно сделать и по-другому: поменять
шкив на валу двигателя — в первом слу-
чае соответственно увеличить его диаметр,
а во втором — уменьшить.)
Но очень хлопотно всякий раз, когда по-
надобится, менять скорость, снимать же-
стко закрепленный шкив и насаживать
другой. Это трудно и отняло бы много вре-
мени, даже если бы Шкивы были и не ог-
ромные, а средние или малые. Поэтому
иногда шкивы делают ступенчатыми —
в виде лестницы с тремя (или больше)
ступенями. Это значит, что в нашем слу-
чае получился бы тройной шкив с тре-
мя ступенями: ступень наибольше-
го диаметра — 2 400 миллиметров, ступень
среднего диаметра — 1 800 и, наконец, сту-
пень наименьшего диаметра — 1 440.
И стоило бы лишь переставить ремень на
любую из этих ступеней, и соответственно
получились бы и разные числа оборотов:
45, 60 и 75.
При этом оба шкива — ведущий и ве-
домый — вращаются в одном и том же
направлении.
А теперь скрестим ветви ременной лен-
ты. Посмотрите на рисунок, и вы увидите,
что шкивы теперь вращаются в противопо-
ложные стороны. Еще одно изменение, на
этот раз направления движения.
Как видите, мир машины — это мир
почти непрерывных и разнообразных пре-
вращений движения. Оно меняется и по
форме, и по скорости, и по направлению.
И члены семейства колеса, пожалуй, са-
мые активные «творцы» таких изменений.
Но они же участвуют еще в одном, не
менее важном превращении. Дело в том,
что с числами оборотов и диаметрами
колес тесно связана еще одна важнейшая
величина — момент силы, который пере-
дается от вала двигателя к рабочим ме-
ханизмам машины.
Передача вращения приводным ремнем между шки-
вами равного диаметра без изменения скорости
вращения и неравного диаметра с изменением ско-
рости вращения.
Передача вращения приводным ремнем между
ступенчатыми шкивами со сменой ступеней.
Передача вращения приводным ремнем от боль-
шого шкива к малому с увеличением скорости во
столько раз, во сколько диаметр ведущего шкива
больше диаметра малого, и оч малого к большому
с уменьшением скорости; кроме того, скрещение пе-
редаточного ремня меняет направление вращения
ведомого шкива на противоположное.
114
Оказывается, то же передаточное число
выражает, какое усилие способен развивать
исполнительный орган машины на каждый
килограммометр энергии, «отпущенной»
валом двигателя. В нашем примере лапа
механического месильщика должна была
бы развивать усилие в 12 раз большее, чем
то, которое передается шкивом на валу
двигателя.
Выходит, что не только скорости, но и
усилия, действующие в машине, претерпе-
вают изменения, подчиняющиеся закону
передаточного числа.
Продолжим наше путешествие по ма-
шине.
Вероятно, и читатель обратил внимание
на то, что шкивы диаметром в 1 440—
2 400 миллиметров (в один и полтора ро-
ста человека) — это нечто слишком боль-
шое, тяжелое и громоздкое, не вяжущееся
с представлением о машине средних разме-
ров. Так оно и есть. Для обычных машин
такой шкив на рабочем валу не годится.
Сам по себе он утяжелит машину, сделает
ее громоздкой. Кроме того, придется и
вал сделать толстым, тяжелым. Тогда и
другие детали конструкции могут изме-
ниться в сторону, вовсе не выгодную для
работы машины. Вот почему таких шкивов
в наше время и не бывает. А ременная пе-
редача сохранилась для таких случаев,
когда между числами оборотов вала дви-
гателя и вала машины разница не очень
Передача движения между зубчатыми колесами
с помощью цепи.
велика. Тогда и диаметры шкивов полу-
чаются сравнительно небольшими.
Все это относится и к цепной передаче.
Вместо бесконечного ремня в ней работает
бесконечная депь, а вместо шкивов —
звездочки, те же колеса, только из ободов
выступают по радиусам зубья. На них и
надеваются звенья цепи, натянутой на оба
колеса.
ФИЗИКА В МАШИНЕ
Момент сил
В начале нашего столетия бы-
ли изобретены нефтяные одноци-
линдровые двигатели внутреннего
сгорания. Заводились они вруч-
ную. Надо было взяться за спе-
циальную рукоятку, укрепленную
посередине одной из спиц тяжело-
го маховика, и раскручивать его
до тех пор, пока двигатель не
заведется. Машинисту приходи-
лось неимоверно напрягаться,
чтобы преодолеть упругую силу
сжимаемого в цилиндре воздуха,
когда поршень шел к верхней
мертвой точке.
Часто одному человеку не уда-
валось раскрутить эту тяжелую
махину. Тогда он просил помощи.
Если же поблизости никого не
было, машинист брался за рукоят-
ку, расположенную не посредине
спицы, а на ободе маховика, и
сразу же чувствовал, что при
том же усилии маховик вращает-
ся легче.
Почему так происходило? Ведь
в обоих случаях 'человек прикла-
дывал к маховику одну и ту
же силу и преодолевал одно и
то же сопротивление, оказывае-
мое упругими силами сжимаемо-
го в цилиндре воздуха.
А происходило это потому, что
на вращение твердого тела (в на-
шем случае маховика) оказывает
влияние не только величина при-
ложенной к нему силы, но и рас-
стояние точки приложения ее от
оси вращения. Расстояние это на-
зывается плечом и равно перпен-
дикуляру, опущенному из центра
на направление действия силы.
Точнее, вращение твердого
тела вокруг оси опреде-
ляется величиной, рав-
ной произведению силы
на плечо. Эта величина
называется моментом
силы, или вращающим
моментом.
8*
П5
При передаче движения колесами (трением) скоро-
сти меняются не «скачками» через ступени (как, на-
пример, при зубчатых передачах), а плавно по
прямой, как бы по восходящей или нисходящей
«стремянке».
Такая передача работает в велосипеде.
Седок, нажимая на педали-кривошипы,
вращает ведущую звездочку (большого
диаметра).
Натянутая на нее цепь передает движе-
ние ведомой звездочке (малого диаметра),
насаженной на ось заднего колеса. (В этом
случае двигатель — ножные *мышцы седо-
ка, а кости ног играют роль коромысла
и шатуна; получается кривошипно-коромы-
словый механизм, превращающий качатель-
ное движение берцовой кости во вращение
большой звездочки.) И число оборотов
заднего колеса в несколько раз обгоняет
скорость звездочки на валу педалей.
Для замедления или ускорения враща-
тельного движения может служить так
называемая фрикционная передача, то
есть передача движения трением.
Когда вращается шкив двигателя, между
поверхностью его обода и ремнем возни-
кает сила трения, она и «погоняет» натя-
нутый ремень вперед, к шкиву рабочего
вала. А там эта же сила возникает от
трения движущегося ремня о поверхность
обода второго шкива. И она заставляет
вращаться рабочий вал.
А можно ли, сохранив направление дви-
жения, обойтись без ремня? Можно. Надо
лишь настолько сблизить оба вала, чтобы
ободья шкивов тесно соприкоснулись, и
устроить так, чтобы какая-то сила непре-
рывно прижимала их один к другому. То-
гда, если привести во вращение один
шкив — ведущий, то тут же начнет вра-
щаться и второй — ведомый. При этом за-
коны передачи не изменятся.
Нужно еще сказать, что шкивы ремен-
ной передачи действительно очень напоми-
нают своим видом обыкновенные колеса
с широкими ободьями. Во фрикционной же
передаче они похожи на диски.
Вообразим, что в нашей машине движе-
ние передается с помощью двух соприка-
сающихся дисков. А все числовые величи-
ны — те же, что и в первом примере.
Значит, передаточное число равно 12; и
снова 150 X 12 = 1 800. Таким получается
диаметр ведомого диска. И это опять не
годится. Но так получилось просто пото-
му, что вообще нехорошо на одном перего-
Теперь понятно, почему маши-
нисту во втором случае было лег-
че заводить двигатель. К махови-
ку прикладывался больший мо-
мент силы, больший вращающий
момент, так как при равенстве сил
плечо во втором случае было боль-
ше, а следовательно, и произве-
дение силы на плечо также было
больше.
Момент силы, или, как его
еще называют, крутящий мо-
мент, — величина векторная, то
есть имеет не только размеры, но
и строго определенное направле-
ние. Условились, что если под
действием силы маховик вращает-
ся по часовой стрелке, то вектор
момента силы направлен от нас.
На рисунке видно расположе-
ние вектора силы F и вектора
момента силы М.
Момент инерции
Под куполом цирка воздуш-
ная гимнастка готовится к оче-
редному трюку. Прикрепив к не-
подвижной трапеции специальный
механизм и держась за перекла-
дину руками, она повисла на вы-
тянутых руках, зажала зубами
конец специального механизма и,
прижав руки к туловищу, начала
вращаться вокруг своей продоль-
ной оси.
Скорость стремительно нара-
стала. Через мгновение во вра-
щающейся сверкающей фигуре
уже нельзя различить гимнастки.
Так проходит секунда, две, три!
Но вот артистка резко раски-
нула руки, развела ноги и оста-
новилась, получив в награду гром
аплодисментов.
Не все, конечно, зрители при-
дали большое значение тому, что
гимнастка раскинула руки. А это
очень важный прием. При испол-
нении номера был использован
один из основных законов меха-
ники — закон сохранения момен-
та количества движения.
Момент количества
движения (L) вращающе-
гося тела равен произ-
ведению момента инер-
ции (I) на угловую ско-
рость W . (Об угловой ско-
рости мы расскажем, когда бу-
дем говорить о вращательном
движении.) С понятием момента
инерции мы сталкиваемся впер-
вые и для лучшего уяснения фи-
зической сущности этой новой ве-
личины сравним ее с другой, ана-
логичной, но хорошо знакомой.
116
не движения энергии (между двумя
станциями-валами) изменять скорость
в 12 раз. Это всегда затрудняет конструк-
тора. Чтобы выйти из положения, он стро-
ит на пути передачи промежуточные стан-
ции: вводит в конструкцию один, два или
больше промежуточных валов.
На промежуточные станции в ременной
передаче понадобится много места. А во
фрикционной другая беда. Часто не удает-
ся сделать так, чтобы достаточное усилие
все время и надежно прижимало один диск
к другому. Или условия работы машины
такие, что в отдельные моменты это уси-
лие ослабевает и... диски проскальзывают:
ослабевает сила трения, ведомый диск
останавливается — цепь передачи преры-
вается.
Все это относится к двум соприкасаю-
щимся дискам. Если же их три, осущест-
вить передачу еще труднее. А при большем
числе непосредственно соприкасающихся
дисков ее и вовсе нельзя осуществить.
Но зато пара дисков (их называют ко-*
лесами трения) отличается и важны-
ми преимуществами. Они могут соприка-
саться и передавать движение не только
своими ободьями, но и по-другому.
К плоской поверхности одного из
дисков прижимается своим ободом вто-
рой. Теперь остается привести во вращение
любой из них, и тут же начнется движение
его «напарника», но уже оно переместится
из одной плоскости в другую.
Но более важно другое: второй диск
можно передвигать по радиусу первого на
Работа кулачков на распределительном валу.
мельчайшие расстояния. Если, например,
первый диск ведущий, то при этом без из-
менения числа его оборотов будет менять-
ся — увеличиваться или уменьшаться —
скорость ведомого, и тоже на мельчайшую
величину. Ступени скорости, неизбежные
не только в ременных, но и во всех других
механических передачах, здесь исчезают.
Лестница скоростей выравнивается в поло-
гую прямую линию — переменный радиус
первого диска.
Кулачки и винты
Перед нами токарный станок (полуав-
томат или автомат). В нем не один, а не-
сколько режущих инструментов. Столько
же исполнительных механизмов. Одновре-
менно и в строгой последовательности вы-
полняется несколько операций. А как
только изделие готово, еще один резец
подходит сбоку и отрезает его. Специаль-
ный «питатель» подает новый отрезок
прутка.
Так, при рассмотрении вра-
щающегося тела понятие о мо-
менте силы оказывается анало-
гичным понятию просто силы
в поступательном движении. По-
нятие же момента инерции вра-
щающегося тела аналогично по-
нятию массы в поступательном
движении.
Именно момент инерции при
вращении сообщает, придает телу
способность сохранять свое состо-
яние или покоя, или движения,
противиться действующей силе,
проявлять инертность. Эта спо-
собность называется жироскопи-
ческим эффектом и широко ис-
пользуется человеком во всевоз-
можных машинах.
Моментом инерции ма-
териальной точки отно-
сительно оси вращения
называется величина,
численно равная произ-
ведению массы этой точ-
ки на квадрат ее рассто-
яния от оси (центра)
вращения: I =; т- г2.
По этой же формуле вычисля-
ют момент инерции шкивов, ма-
ховиков, цилиндров и других вра-
щающихся тел, масса которых
удалена от оси вращения.
Для тел иной формы (диска,
стержня и пр.) момент инерции
определяется по другим форму-
лам.
Как видно, момент инерции
вращающегося тела зависит от
того, как распределена его масса
относительно оси вращения.
Так, входя составной частью
в уравнение момента количества
движения L = I • <о, изменяющий-
ся момент инерции существенное
влияние оказывает на другой со-
множитель уравнения, на угловую
скорость. Ведь момент количества
движения тела L всегда остается
постоянным. А раз в постоян-
ном произведении изменяется один
сомножитель, то другой также
должен изменяться.
В нашем примере артистка
цирка, прижав руки к туловищу,
имела момент инерции, допустим,
равный 1,2 килограмма на квад-
ратный метр (кг.м2), и вращалась
со скоростью <о=2 об/сек.
Чтобы остановиться, гимнаст-
ка раскинула в стороны руки,
масса ее тела при этом так рас-
пределилась, что момент инерции
резко увеличился и стал равен
8 кг • м2, то есть увеличился
в 6,6 раза.
117
Управление сложными операциями про-
водится без сложных механических и
электрических устройств. В машине вра-
щается рабочий вал. Его назвали рас-
пределительным за то, что он дей-
ствительно распределяет всю работу
между отдельными исполнительными меха-
низмами. Он «командует», когда и что на-
до делать каждому механизму. И он же за-
ставляет их выполнять заданную работу.
Каким же образом от него исходят
команды?
Распределительный вал несет на себе
несколько жестко насаженных дисков и
цилиндров-барабанов. Диски — с криво-
линейными выступами, а барабаны — с вы-
точенными в них извилистыми канавками.
Это управляющие кулачки, простые и в то
же время чудесные детали главным обра-
зом автоматических машин.
Они вращаются вместе с валом. Во вре-
мя движения каждый из них непрерывно
или периодически соприкасается с деталью
(обычно с рычагом), которую он «ведет».
Именно соприкасается, а не связан с ней.
Если кулачок — диск, то он ведет (тол-
кает) один конец рычага отдельными точ-
ками своей криволинейной поверхности.
Форма у рычага бывает и сложная. Но ча-
ще всего это стержень с вращающимся ро-
ликом на конце. На ролике и передвигает-
ся ведомый рычаг.
Если кулачок—барабан с канавкой, ро-
лик рычага скользит внутри канавки.
Профиль кулачка — сочетание кривых
линий различного радиуса или прямых ли-
ний с кривыми. Отрезки прямых и радиу-
сы подбираются так, что в каждый момент
вращения кулачка рычаг совершает точно
определенное движение или остается в по-
кое.
Но рычаг — начало цепи связанных
между собой передаточных звеньев — тех
же рычагов, валов, различных колес и
других. Эта цепь тянется к исполнительно-
му механизму. От направления и продол-
жительности перемещения начального ры-
чага зависят все характеристики движения
последующих звеньев. И выходит, что про-
стой кулачок командует всей цепью, в том
числе и ее концевым звеном, которое пере-
дает исполнительное движение.
Мало того, профили кулачков и их рас-
положение на валу так скомбинированы,
что все исполнительные механизмы рабо-
тают как бы по графику.
Управляющие вращающиеся кулачки —
плод большого труда инженеров и рабо-
чих-станочников. Чтобы кулачок делал
А так как закон сохранения
гласит, что момент количества
движения должен при этом
остаться постоянным, то, следо-
вательно, резко должна умень-
шиться скорость вращения гим-
настки. Так оно на самом деле и
произошло. Скорость понизилась
также в 6,6 раза и стала равной
0,3 об/сек.
Вйнт
В качестве примера использо-
вания винта рассмотрим болт, ко-
торый служит для скрепления ка-
ких-либо разъемных частей в ма-
шинах. Завинчивая болт ключом,
мы должны при отсутствии
трения выигрывать в силе во
столько раз, во сколько длина
окружности, описанной рукой
с ключом, больше шага винтовой
нарезки болта. Если рука, надав-
ливающая на ключ, опишет
окружность, например, длиной
500 миллиметров, а болт ввин-
тится на 2 миллиметра, то выиг-
рыш в силе получится 500 : 2 =
= 250 раз.
Конечно, наличие трения не-
сколько снизит этот выигрыш, од-
нако он будет все же значитель-
ным.
Если мы винтом станем при-
жимать одну плоскость к другой,
то приложенная сила F будет
во столько раз меньше силы Q,
во сколько раз шаг винта h
меньше длины окружности, опи-
сываемой силой F:
2r.R'
118
свое дело исправно, его профиль необходи-
мо сначала рассчитать с помощью мате-
матики и точно вычертить. Это работа
инженеров. Затем его надо тщательно изго-
товить. А это работа высококвалифициро-
ванных мастеров-станочников. Малейшая
погрешность в точности профиля — и за-
данное движение не получатся.
В начале главы «Машинный «сказ» чи-
татель узнал о подающем винте мясоруб-
ки. Вал винта вращается, и витки винтовой
нарезки совершают работу — подают мя-
со к ножам мясорубки. Точно так .работают
большие подающие винты-шнеки в земле-
дельческих и угольных комбайнах. Винты-
шнеки несут транспортную службу внутри
машин.
Мягкие и всякого рода сыпучие продук-
ты (мясо в мясорубке, зерно, овощи,
уголь) обволакивают витки шнека, играя
роль гайки. Когда шнек вращается на од-
ном месте, его витки врезаются — ввинчи-
ваются — в гайку-продукт и заставляют
его перемещаться прямолинейно. Это еще
один способ превращения движения в ма-
шине.
Источник его кроется в особенностях
винтовой линии. Она обвивает вал винта
спиральными витками. Когда они вра-
щаются, все точки на них участвуют в ра-
боте по перемещению — толканию — про-
дукта. Но одна точка (в начале витка)
расположена в одном сечении вала винта,
другая — в следующем, третья—еще даль-
Различные виды винтов. При вращении винта (ко-
торый показан внизу) в одном и том же направ-
лении гайка передвигается в два конца.
ше. И так на длине всего витка и каждого
его «соседа». Продукт как бы передается
с одной точки на следующую и далее. По-
этому и происходит его перемещение.
Еще более важно, что в силу той же осо-
бенности обыкновенный винт, вращаясь на
месте, может перемещать прямолинейно и
в обе стороны навинченную на него обык-
новенную гайку.
Однозаходный винт
Тр0хзаходный винт
119
«Путешествие» энергии от ведущего вала двигателя
на ведомый вал.
Работает обыкновенный токарный ста-
нок. Обрабатываемая цилиндрическая за-
готовка вращается вокруг горизонтальной
оси, а инструмент — резец — двигается
вдоль нее и снимает стружку — каждый
раз с очередного цилиндрического участка.
Это движение, сравнительно медленное и
строго равномерное, осуществляет обыкно-
венный винт. Он расположен в станке
параллельно его рабочей оси — шпин-
Зд&сь и на следующей странице показаны различ-
ные транспортирующие механизмы.
делю. На винт навинчена гайка в виде ка-
ретки. А на ней колодка — резцедержа-
тель, в которой закреплен инструмент, об-
ращенный режущей гранью к заготовке.
Вал винта связан с вращающимся шпин-
делем цепью зубчатых колес (о них речь
впереди). И здесь действует передаточное
число. Оно такое, что вал винта вращается
с замедленной скоростью, с заранее рас-
считанным небольшим числом оборотов.
Гайка-каретка поэтому также медленно
совершает свое движение по виткам винта.
Они нарезаны точно: на всей длине угол
подъема винтовой линии одинаковый. Зна-
чит, и расстояние между одними и теми
же точками двух соседних витков — вели-
чина шага винта — тоже постоянно. А ес-
ли так, гайка-каретка и «путешествующий»
на ней резец перемещаются равномерно.
Здесь рассказано о самом главном наз-
начении винта для передачи движения
в машине: он сообщает детали-гайке пря-
молинейное и равномерное движение. Но
в некоторых случаях винт не вращается,
а гайка двигается поступательно по его
виткам, и уже винт начинает оборачивать-
ся вокруг своей оси. Прямолинейное дви-
жение гайки преобразуется во вращение
винта. А если помешать винту вращаться,
а гайку толкать по оси, тогда начнет вра-
щаться гайка.
Для каждого из применений винта и
гайки механики находили наилучшую фор-
му витка винтовой линии. В одном случае
угол подъема и шаг должны быть помень-
ше, а в другом — побольше. А если шаг
большой, опорная поверхность для гайки
меньше. Тогда наносят еще одну или не-
сколько «ниток» винтовой нарезки. Для
этого окружность вала винта делится на
две или больше равных частей, а из точек
деления начинается еще одна, две или не-
сколько отдельных винтовых линий. Они
вьются — «ходят» вокруг вала винта па-
раллельно первой. Получается не один ход
винта, а два-три или много ходов. Поэтому
и винты делятся на однозаходные, двухза-
ходные, трехзаходные и многозаходные.
Бывает, что у винта две нитки, но... они
не параллельные, а направлены навстречу
одна другой и в каждом шаге пересекают-
ся. Что это дает?
Для движения гайки в какую-то опреде-
ленную сторону необходимо врашать винт
в одном направлении, а для движения
гайки в противоположную сторону прихо-
120
дится вращать и винт в обратном направ-
лении. Но еще лучше, если есть возмож-
ность передвигать гайку в два конца, не
меняя направления вращения винта! Вот
тут-то и выручает пересекающаяся нарез-
ка. Гайка особого устройства (вместо
внутренней нарезки она снабжена паль-
цем-поводком, скользящим в канавках на-
резки винта) на коротком участке совер-
шает движение в два конца: дойдя до
«перекрестка», она переходит на встреч-
ную нитку, вьющуюся в обратном направ-
лении, и возвращается по ней назад, затем
снова вперед.
В большинстве случаев винтовой меха-
низм состоит всего из трех звеньев: винта,
гайки и той неподвижной стойки, на кото-
рую эти детали опираются. Но бывает и
так, что винт с гайкой становятся актив-
ными частями многозвенного механизма.
Например, с подвижной гайкой связан на
шарнире шатун, который приводит в дви-
жение кривошип. И получается, что гайка
выступает в роли ползуна кривошипно-
шатунного механизма.
Винтовые механизмы работают в самых
разнообразных машинах: и в станках, и в
домкратах, в прессах и во многих других.
Следует рассказать и о бесконечных рем-
нях, цепях, шкивах и звездочках, высту-
пающих не в роли передатчиков энергии,
а в роли «носильщиков» обрабатываемого
сырья, материалов, продуктов или загото-
вок внутри машины или между машинами.
Бывает, что продукт перемещается не-
посредственно на очень широких переда-
точных лентах, натянутых на два вращаю-
щихся колеса-ролика. Бывает и так: на
движущихся лентах укреплены ковши,
крючья и другие приспособления для пере-
мещения продукта порциями. Такое соеди-
нение вращающихся колес-роликов или
колес-звездочек с натянутыми на них лен-
тами или цепями-транспортерами удобно.
Например, в зерноуборочном комбайне
с того момента, как его жатка срезала
колосья, обрабатываемый продукт переме-
щается по машине от одного исполнитель-
ного механизма к другому преимуществен-
но на разнообразных ленточных транспор-
терах и шнеками.
Но некоторые разновидности вращаю-
щегося колеса сами по себе — без ленты
или цепи — неплохо справляются с пере-
мещением обрабатываемого продукта.
Вот «дорожка», составленная из распо-
ложенных вплотную вращающихся цилин-
дрических катков. Как только груз попал
на дорожку, он неудержимо двигается к ее
концу: вращаясь, катки передают груз от
одного к другому.
В машине можно увидеть и звездочку,
медленно и равномерно вращающуюся во-
круг своей оси. Звездочка помещена вну-
три воронки. Она подает в пространство
между зубьями обрабатываемый предмет.
Вращаясь, звездочка перемещает его
к нижнему выпускному отверстию. И каж-
дый поворот звездочки выносит очередную
обрабатываемую единицу на следующий
участок его движения.
Самая главная
Представьте себе, что два соприкасаю-
щихся диска фрикционной передачи в ма-
шине вас подвели: ведущий проскользнул,
121
Воображение помогает представить себе, как из
обыкновенных дисков фрикционной передачи можно
получить зубчатые колеса.
а ведомый остановился. Вы с огорчением
смотрите на диски, и вдруг вам показалось,
что с ними происходит нечто странное. На
каждой цилиндрической поверхности вы-
растают какие-то выступы, все одинаковые.
Они расходятся от окружности диска тол-
стыми лучами, разделенными небольшими
просветами. Ширина просвета такая же, как
толщина выступа. В то же время как раз
на тех участках окружности, где образо-
вались просветы, в «теле» каждого диска
сделаны вырезы-просветы. И их очертания
как бы продолжают профили выступов.
Все это, по сути дела, не изменило ди-
сков. Их начальные цилиндрические по-
верхности, которыми они соприкасались и
как бы катились один по другому, остались
такими же. Но в каждом на линии окруж-
ности расположились чередующиеся осно-
вания выступов и вырезов. И когда вы сно-
ва начинаете вращать ведущий диск, его
выступы — назовем их зубьями — входят
в углубленные просветы ведомого диска и в
своем движении заставляют его вращаться.
Итак, воображение нарисовало обычные
зубчатые колеса, которые часто называют-
ся и шестернями. Когда они работают, не
может быть никакого проскальзывания —
остановки — ведомого колеса или холо-
стого хода ведущего. Даже три, четыре
или много колес, сцепленных последова-
тельно, не подведут конструктора. Нужно
только правильно подобрать колеса для
взаимного зацепления: они должны быть
одного и того же... Читатель ждет слова
«размера». Нет! И диаметры колес и числа
зубьев могут быть разные. Одним и тем
же должен быть модуль зацепления.
Модуль зацепления — это та часть
длины (в миллиметрах) диаметра началь-
ной окружности колеса, которая приходит-
ся на один его зуб. И достаточно разде-
лить величину этого диаметра на число
зубьев колеса, чтобы получить величину
модуля:
.диаметр начальной окружности
число зубьев “ моДУлю‘
За сухим правилом равенства модулей
для сцепляемых колес скрывается очень
интересный и на первый взгляд малове-
роятный факт.
/ Диаметр
/ начальной
Строение зубчатого колеса.
122
Представьте себе два зубчатых колеса.
Диаметр начальной окружности одного из
них 600 миллиметров, а число зубьев —
200. Значит, модуль равен 3. Диаметр вто-
рого колеса — 500 миллиметров, а число
зубьев — тоже 200. Значит, модуль равен
2,5. И хоть колеса по диаметрам не очень
уж разнятся, а по числу зубьев одинаковы,
их нельзя связать в пару: модули у них раз-
ные, зацепление не получится.
Теперь заменим второе колесо маленькой
шестеренкой. Ее диаметр всего 48 милли-
метров, а число зубьев — только 16. Зна-
чит, модуль равен 3. И оно равноправно
с первым колесом, может работать в паре
с ним, зацепление будет правильным.
Это первый, самый важный и очень ин-
тересный по своему существу закон работы
зубчатых колес. Но работой шестерен уп-
равляют и другие законы, тоже важные и
не менее интересные. Так, например, суще-
ствует закон формы зуба.
Для плавного сцепления и расцепления
зубьев без сколько-нибудь значительного
трения между ними необходима наиболее
подходящая форма их профиля. Если этого
нет, ведомое колесо вращается неравно-
мерно: то быстрее, то медленнее, как бы
рывками. Механики заметили это еще
в XVII столетии. По их просьбе математики
нашли несколько таких профилей. Чаще
всего боковым очертаниям зуба, образую-
щим поверхность касания с зубом другого
колеса, придавалась форма так называе-
мых циклических кривых, которые описы-
вает любая точка на колесе, катящемся
по прямой или по выпуклой, а также во-
гнутой дуге окружности.
Но уже во второй половине XVIII сто-
летия крупнейший ученый того времени,
член Российской Академии наук Леонард
Эйлер предложил для профиля зуба еще
одну кривую — эвольвенту. Колеса с зубь-
ями такого профиля сцепляются и расцеп-
ляются, казалось бы, наиболее плавно.
Поэтому и до наших дней почти у всех
зубчатых колес профиль зубьев делался по
эвольвенте.
Но все же и у эвольвентного зацепления
есть свои серьезные недостатки. В поисках
путей их преодоления советский ученый-но-
ватор М. Л. Новиков создал в 1955 году
новую теорию зубчатых зацеплений и на ее
базе — новую зубчатую передачу.
Всесторонняя проверка практикой уже
позволила дать отличную оценку этой ра-
боте. В 1959 году М. Л. Новикову была
присуждена за нее Ленинская премия.
Двести лет «царило» в машинах эволь-
вентное зацепление Леонарда Эйлера.
И только сейчас появился у него новый,
очень опасный конкурент — зубчатая пе-
редача Новикова. Следует поинтересовать-
ся, по какому закону осуществляется за-
цепление и какие превращения происходят
на перегонах между станциями передачи.
Оказывается, и в зубчатом зацеплении
действует та же пропорция и то же пере-
даточное число. И в пропорции могут уча-
ствовать не только величина диаметров
колес (их начальных окружностей) и чис-
ла оборотов, но и числа зубьев: ими поль-
зуются вместо чисел оборотов.
Приведем простой пример, который под-
твердит древность закона о соотношении
скоростей в зубчатых передачах и в то же
время покажет его в практическом действии.
В I веке до нашей эры жил один из ве-
личайших механиков древности Ктесибий.
Он сконструировал часы, работавшие от
небольшого водяного колесика. В основу
их устройства был положен такой замы-
сел. Водяное колесико (ведущее) делало
один оборот за 6 суток, а связанный с ним
в одну цепь цилиндр (ведомый) должен
был делать один оборот за 360 дней: вра-
РАЗНЫЕ ЗАМЕТКИ
Зубчатая передача Новикова
В обычных зубчатых передачах
контакт обоих колес происходит
по расположенной вдоль дли-
ны зуба прямой линии. Поэтому
их и называют передачами с ли-
нейчатым контактом. В передаче
Новикова осуществлено зацепле-
ние с точечным контактом.
Внешне передача резко отли-
чается формой своих зубьев. Их
профиль образован дугами ок-
ружностей. Но если на одной
шестерне передачи зубья имеют
выпуклый профиль, то на дру-
гой — вогнутый. В передачах Но-
викова косозубые шестерни.
Главное достоинство передач
Новикова — их большая нагру-
зочная способность (в два-три ра-
за большая, чем у эвольвентных).
Изготовленные для одинаковых
нагрузок, они почти вдвое легче.
В нашей стране ежегодно вы-
пускают около трехсот миллионов
силовых зубчатых колес. Только
на их весе можно сэкономить за
год около 4,5 миллиона тонн ме-
талла. В зубчатых передачах Но-
викова почти вдвое уменьшены
потери на трение, снизился шум
работающей передачи, повысился
срок службы. На наших заводах
уже началось быстрое внедрение
новых зубчатых передач.
123
щаться в 60 раз медленнее. На вал водя-
ного колесика Ктесибий насадил шесте-
ренку, а на вал цилиндра — зубчатое ко-
лесо. И эти два звена он так связал цепью
передачи, что добился своей цели.
Как он это сделал? С помощью той же
пропорции, которая была хорошо известна
еще Архимеду.
Ктесибий уже знал, что
число оборотов водяного колесика
число оборотов цилиндра “
числу зубьев шестерни цилиндра
“ число зубьев шестерни колесика
диаметру шестерни цилиндра
— диаметр шестерни колесика
Передача вращения между зубчатыми колесами: 1) между двумя колесами равного диаметра;
2) между двумя колесами неравного диаметра; малое колесо — ведущее; 3) между двумя колеса-
ми неравного диаметра; большое колесо—ведущее. Черным цветом показано, на какой угол поверну-
лось ведущее колесо, а точками — на какой угол оно заставило повернуться ведомое колесо. Спра-
ва — те же три случая зацепления, но с промежуточной шестерней-паразиткой: углы поворотов не
изменились, но ведомые колеса вращаются в том же направлении, что и ведущие.
124
Из этого следовало, что то зубчатое ко-
лесо, которое будет вращать вал цилинд-
ра, должно иметь в 60 раз больше зубьев,
чем шестеренка водяного колесика.
В те времена зубчатые колеса изготов-
лялись вручную самыми искусными масте-
рами-механиками. На кропотливую работу
уходило много времени, стоила она очень
дорого. Изготовить более или менее точно
колесо с очень большим количеством зубь-
ев было почти невозможно. Поэтому поло-
жение у Ктесибия было нелёгкое. Если бы
даже на вал водяного колесика он насадил
шестерню всего лишь с одним зубом, и
тогда пришлось бы для вала цилиндра из-
готовить колесо с 60 зубьями, большого
диаметра и слишком громоздкое для ча-
сов.
Но Ктесибий нашел выход. Между дву-
мя валами — станциями передачи движе-
ния — он ввел еще одну, промежуточную,
Так можно себе представить устройство часов
Ктесибия.
станцию-вал. И сразу же все ,трудности
остались позади. Что же получилось?
Будем исходить из того, что действитель-
но на валу водяного колесика, который
оборачивался 60 раз в год, насадили шес-
теренку с одним зубом, а на промежуточ-
ный вал — с 10 зубьями. Поэтому он вра-
щался со скоростью шесть оборотов
в год. Тут же, на промежуточном валу, на-
РАЗНЫЕ ЗАМЕТКИ
Жидкостные ,,мышцы"
машин
Представьте, что вам сообщи-
ли, будто бы металл в машине
в некоторых случаях заменяют
жидкостью и даже... воздухом.
А именно — делают из этих «ма-
териалов» кривошипы или шату-
ны с ползуном. В первый момент
такая новость кажется неверо-
ятной, смехотворной. Можно поду-
мать, что жидкостные или воз-
душные детали машин возникли
в воображении знаменитого вра-
ля барона Мюнхгаузена.
И все-таки удивительные «де-
тали» существуют. Больше того!
Они все чаще встречаются в кон-
струкциях машин, особенно в ме-
таллообрабатывающих станках
(жидкостные — гидравлические)
и в шахтных механизмах (воздуш-
ные — пневматические). О них
написаны главы в учебниках и да-
же целые книги.
Существование жидкостных и
воздушных деталей машин объяс-
няется важным свойством жидко-
стей и газов: «полученное» давле-
ние они передают (внутри любого
сосуда, в котором находятся) во
всех направлениях и с той же си-
лой. А жидкости, кроме того, еще
и практически не сжимаются.
Вот пример передачи движения
с помощью жидкости.
В машине - резервуар с мас-
лом. От него отходит подающая
труба. На ее пути — кожух, в ко-
тором находятся два сцепленных
зубчатых колеса — шестерни. При
этом труба «впадает» в кожух
как раз в том месте, где проис-
ходит расцепление зубьев шесте-
рен. А на противоположном участ-
ке кожуха — выходное отверстие,
откуда отходит еще один трубо-
провод.
Ведущая шестерня вращается
(от двигателя) и приводит в дви-
жение ведомое зубчатое колесо.
Там, где зубья расцепляются
(снизу внутри кожуха), происхо-
дит засасывание масла из резер-
вуара. Оно заполняет весь кожух.
А там, где зубья входят в зацеп-
ление (в верхней части кожуха),
они выталкивают масло в отводя-
щую трубу. При этом создается
определенное давление (до 30 ат-
мосфер и даже больше), кото-
рое и гонит масло по трубе.
Обыкновенная зубчатая «па-
ра», заключенная в кожух, пре-
вращается в насос, который на-
качивает масло из резервуара
внутрь машины.
Какую же работу может
в ней выполнять масло? Оказы-
вается, очень важную! Как про-
вода подают электрическое напря-
жение, так и трубы подводят мас-
ло в любую полость. При этом
передается и самое усилие и ма-
лейшие его изменения. Можно
подать масло в цилиндры к порш-
ням то с одной, то с другой сто-
роны и осуществить возвратно-
поступательное прямолинейное
движение. А можно подвести ма-
сло к лопаткам, насаженным на
вал, и заставить их вращаться во-
круг оси. Бывают и другие самые
разнообразные механизмы, рабо-
тающие от переданного через
жидкость усилия.
Но для чего они нужны? Ведь
проще от того же двигателя и ве-
дущей шестерни передавать дви-
жение через цепь обыкновенных
деталей — рычагов, зубчатых ко-
лес, кулачков и винтов.
Но, оказывается, жидкостная
передача действует намного луч-
ше.
В обыкновенной механической
передаче всегда налицо ступени
скорости или усилия.
А жидкостная передача не де-
лает «скачков» через ступени, она
плавно поднимается или спус-
кается по лестнице скоростей и
усилий. Мельчайшее изменение
давления на жидкость в насосе
точно передается ведомой дета-
ли, меняет на столь же малую ве-
личину усилие или скорость. По-
лучается бесступенчатая пере-
дача.
И еще одно большое достоин-
ство отличает жидкостную (гид-
равлическую) передачу — она
действует без ударов. А в обык-
новенном передаточном механиз-
ме, как только меняется направ-
ление движения на обратное.
125
Случай практического использования обыкновенных
зубчатых и червячных пар для превращения быст-
рого движения вала в медленное возвратно-посту-
пательное перемещение ползуна.
садили вторую шестеренку, тоже с одним
зубом. И она оборачивалась вокруг своей
оси шесть раз в год. А на вал цилиндра
(третья и конечная станция передачи) на-
садили шестеренку с шестью зубьями.
И она вращала цилиндр с едва заметной
для глаза скоростью в один оборот за
360 дней. В результате вместо двух шесте-
рен Ктесибию понадобились четыре, кото-
рые он разбил на две пары. На промежу-
точную станцию потребовалось ничтожное
дополнительное пространство. Но выигрыш
оказался очень большим: все четыре ше-
стерни получились малыми по диаметру,
а общее число их зубьев — только 18. Их
удалось изготовить легко и сравнительно
быстро.
Пример показывает, что с помощью зуб-
чатой передачи в механизмах и машинах
можно осуществлять любые превращения
скоростей — по их величине — и избав-
ляться от больших и громоздких шестерен.
Представьте себе тихоходный двига-
тель, дающий всего только 100 оборотов
в минуту. А рабочему валу необходимо со-
общить скорость в 3 тысячи оборотов —
увеличить в 30 раз. Такой «разгон» скоро-
сти с помощью зубчатой передачи в три-
четыре станции сделать нетрудно.
Мы уже знаем, что в зубчатом механиз-
ме превращения движения происходят не
только по скорости, но и по направлению
вращения. Любой вал передачи можно за-
ставить вращаться в направлении, необхо-
димом для работы машины.
Если при непосредственном сцеплении
двух шестерен ведомая будет вращаться
не в том направлении, какое нужно кон-
структору, достаточно разделить их треть-
ей шестеренкой, и ведомая шестерня «по-
бежит» в заданном направлении. При этом
сколько бы зубьев ни было у шестерни-раз-
делителя, передаточное число (и переда-
неизбежен сильный удар: тут ска-
зывается инерция массы деталей
механизма.
Кроме того, как ни точно из-
готовлены, например, сцепленные
шестерни, между их зубьями всег-
да остаются зазоры. И когда на-
чинается обратное движение, они
быстро «съедаются» — происхо-
дит сильный удар.
Все это плохо отражается на
машине. Детали изнашиваются.
А толчки от ударов вызывают
дрожание (вибрацию), которое
расстраивает работу. Если же
в машине передаются большие
усилия (в сотни и тысячи тонн),
звенья передачи получаются очень
тяжелыми, мощь и вред ударов
возрастают во много раз.
Вот почему жидкостные пере-
дачи все чаще вытесняют «жест-
кие» механизмы во многих ма-
шинах. Масло плавно и точно пе-
ремещает столы и «головки» —
суппорты металлообрабатывающих
станков, работает в автоматически
действующих зажимных, переда-
точных и других устройствах.
Почти так же работает в ме-
ханизированных инструментах
(в пневматических отбойных мо-
лотках и сверлах) и в некоторых
(больше всего в шахтных) маши-
нах сжатый воздух.
Но для получения сжатого воз-
духа мало небольшого насоса,
встроенного в машину. Для этого
нужна отдельная рабочая маши-
на — компрессор. Она и гонит
к исполнительным органам пнев-
матических инструментов и машин
уже готовый к работе «спрессо-
ванный» воздух.
В шахтах, например, необходи-
мо быть настороже — как бы не
взорвались скопившиеся газы.
А искра от электродвигателя, вра-
щающего вал машины или гидро-
насоса, может сыграть роль «под-
жигателя». Поэтому в таких слу-
чаях пользуются пневматическими
машинами (различные породопо-
грузочные и другие установки) —
сжатый воздух для них подается
по трубам от далеко расположен-
ного компрессора.
Гидравлические тормоза, гид-
равлические муфты и другие де-
тали с применением гидравлики
начинают все шире использоваться
в машиностроении. В 1959 году
группе инженеров Московско-
го станкостроительного завода
имени Орджоникидзе была при-
суждена Ленинская премия за
создание высокопроизводительных
гидравлических станков — токар-
но-копировальных полуавтоматов.
Это еще одна крупная победа
гидравлики в машинах.
126
Зубчатые пары (сверху вниз): из двух сцепленных цилиндрических шестерен; из цевочного колеса,
сцепленного с колесом-звездочкой; из двух конических шестерен; из червяка, сцепленного с червячным
колесом. На схеме (внизу) — образование червячного зацепления. Справа — различные виды
планетарных зацеплений.
127
Слева — некруглые колеса с меняющимися ско-
ростями ведомого звена. Справа — зацепление
эллиптических зубчатых колес. В течение одного
оборота соотношения радиусов ведущего и ведомо-
го звена на каждом участке зацепления меняются,
вместе с ними периодически меняются и скорости
на окружностях ведущего и ведомого колес.
точное отношение) не меняется. Даже две,
три и больше шестерен-разделителей не
повлияют на эти числа. Они останутся та-
кими же, как и в случае, если веду-
щее и ведомое колеса связаны между со-
бой. Поэтому их и назвали «паразитными;».
Но надо сказать — несправедливо. Ведь
одно полезное дело уже сделано: изменено
направление вращения ведомого колеса и
его вала. А кроме того, бывает, что по ус-
ловиям конструкции машины два связан-
ных вала довольно далеки один от друго-
го. Тогда передать движение между ними
можно с помощью двух непосредственно
сцепленных зубчатых колес очень боль-
шого диаметра. Но как только конструктор
отказывается от непосредственного сцеп-
ления ведущего и ведомого колес и встав-
ляет между ними одну, две или несколько
«паразиток», картина меняется: можно
подобрать ведущее и ведомое колеса нор-
мальной величины.
Можно сделать и так, чтобы две непо-
средственно сцепленные шестерни враща-
лись в одну и ту же сторону. Нужно в од-
ном колесе зубья нарезать не на внешней,
а на внутренней поверхности обода,
а обыкновенную шестерню диаметром по-
меньше расположить внутри большего ко-
леса. Когда одно из них будет вращаться,
то и другое (то есть и ведущее и ведомое)
начнет вращаться в том же направлении.
Такое зацепление называется внутрен-
ним. В нем происходит только одно из-
менение движения — по скорости.
Бывает в зубчатом сцеплении, что ше-
стерни одновременно и вращаются вокруг
собственных осей и катятся по поверхно-
стям связанных с ними колес. Это происхо-
дит по-разному. Колесо, обкатываемое ше-
стерней, то неподвижно, то вращается» то
шестерня совершает оба движения вместе,
сцепленная сразу с двумя колесами:
одно — с внешним зацеплением, другое —
с внутренним.
До сих пор предполагалось, что ведомое
колесо, получив от ведущего определенное
число оборотов и направление движения,
вращается с постоянной, равномерной ско-
ростью и непрерывно. Но бывает, нужно
изменить и характер движения, чтобы ве-
домый вал на протяжении одного оборота
вращался то быстрее, то медленнее. Или—
еще чаще — периодически останавливался.
Две трудные задачи такого движения
конструкторы решили еще в прошлом веке
тоже с помощью зубчатого зацепления.
Они создали криволинейные зубчатые ко-
128
леса и шестерни в виде эллипсов. Каждое
из них вращается вокруг одной из своих
осей. Ясно, что в течение одного оборота
несколько раз меняется соотношение их
радиусов, а значит, и скорости движения на
окружностях ведущего и ведомого колес.
Тогда же конструкторы придумали еще
одну зубчатую пару — мальтийский крест
с ведущей шайбой-диском.
Четыре конца (или три, или пять) маль-
тийского креста сделаны в виде дуг точно
такого же радиуса, как и у шайбы. Они раз-
делены вырезами, в которые и входит ро-
лик или палец ведущей шайбы. Шайба
вращается непрерывно, а мальтийский
крест — только в тот отрезок времени, по-
ка палец находится внутри выреза и нажи-
мает на его стенку. Как только палец вы-
ходит из выреза (после того как шайба
сделала часть своего оборота), мальтийский
крест останавливается.
Он как бы ожидает момента, когда палец
шайбы, сделав полный оборот, войдет
в следующий вырез. Тогда крест повернет-
ся на другую часть оборота. Выходит, он
вращается периодически. Сколько вырезов
или пальцев у креста, на столько частей
делится полный оборот. И между ними
остановка. Движение становится прерыви-
стым.
Итак, скорость, направление, характер!
Но в «Машинном «сказе» упомянуты еще
конические шестерни, которые меняют пло-
скость вращения — горизонтальную на
вертикальную и наоборот.
Вращается вал, на нем — одна кониче-
ская шестерня. Под углом к нему располо-
жен второй вал, на нем—другая кониче-
ская шестерня. Оси валов пересекаются.
Сцепляем обе шестерни — и второй вал
начинает вращаться.
А как передать вращение не между пе-
ресекающимися, а между скрещивающи-
мися валами?
В первый момент вопрос может вызвать
недоумение. В самохм деле, какая разница
между пересекающимися и скрещенными
валами? Оказывается, большая. Первые
вращаются в разных плоскостях, но их оси
имеют общую точку пересечения. А вторые
тоже вращаются в разных и взаимно-пер-
пендикулярных плоскостях, но (как видно
на рисунке) ни в одной точке их оси не
пересекаются.
Очевидно, что конические зубчатые ко-
леса не могут передать вращение в таком
сложном положении. С этим делом
«справляются» шестерни, которые, оказы-
вается, намного «старше» конических ко-
Передача вращения между пересекающимися и
скрещенными валами. А — пересекающиеся валы и
передача движения с помощью конических зубча-
тых колес. Б — скрещенные валы и передача дви-
жения червячной парой (червяк — червячное
колесо) или винтовыми колесами.
9 Машина
129
лес и появились в технике более 2 ты-
сяч лет назад.
Распространенным подъемным устрой-
ством в древности служил обыкновенный
ворот — почти такой же, каким и в наши
дни в деревнях поднимают из колодца
ведра с водой. Небольшое усилие пере-
дается от рукоятки на рабочий вал через
цепь связанных зубчатых колес. На вал
наматывается веревка, на конец ее подве-
шивается груз. Его можно поднимать или
опускать, вращая рукоятку в одну или дру-
гую сторону.
Вот груз поднят и висит на веревке. От-
пустим рукоятку: она завертится в обрат-
ную сторону, а груз быстро пойдет вниз.
Пока вращали рукоятку первого вала,
рука играла роль двигателя, развиваемое
ею усилие преодолевало тяжесть груза.
Шестерня на первом валу была ведущей,
а зубчатое колесо на рабочем валу — ве-
домым. Когда перестали вращать рукоят-
ку, но удерживали ее, усилие уравновеши-
вало тяжесть груза. Рукоятку отпустили,
и роли переменились. Неуравновешенный
груз превратился в двигатель. Сила его
тяжести легко' преодолела все сопротивле-
ния внутри устройства. Шестерня на рабо-
чем валу стала ведущей, а на первом —
ведомой, и вся работа по подъему груза
пропала даром.
Такая неприятность часто огорчала и
древних механиков. Чтобы избежать ее,
они ввели в устройство ворота винт с ма-
лым углом подъема его линии и решили
сцепить витки винта с зубьями шестерни
на первом валу. Рукоятку приделали не
к торцу первого вала, а к торцу винта. Че-
ловек вертел рукоятку и вращал этим
винт. Витки винта толкали сцепленные
с ними зубья шестерни. Она вращалась и
передавала движение на рабочий вал. Груз
поднимался.
А когда рукоятку отпускали, витки вин-
та тормозили движение шестерни на пер-
вом валу. Поэтому вся цепь передачи и са-
мый груз оставались в покое.
Но такую систему нельзя было осуще-
ствить сразу. В те времена зубья шестерни
были только прямыми и располагались
параллельно оси колеса. А витки винта —
спиральные. Сцепления не получалось.
Пришлось изменить на первой шестерне
форму зубьев: сделать их не прямыми,
а как бы очерченными по такой спирали,
чтобы они плавно сцеплялись с витками
винта. Задачу решил древний механик Ге-
СДЕЛАЙ САМ
Передача механической
энергии
Сделайте стенд приспособлений
для передачи механической энер-
гии.
Возьмите небольшой кусок
фанеры и установите его верти-
кально. К фанере приклейте сто-
лярным клеем деревянные под-
ставочки — подшипники. В них
установите:
1. Обыкновенный вал. Сделай-
те его из круглой налочки и укре-
пите в подшипниках. На одном
из концов приделайте ручку.
Вал — самый простой способ пе-
редачи энергии от двигателя
к исполнительному механизму. На
фанере можно сделать поясняю-
щие надписи и схемы.
2. Вал с муфтой. Часто бывает
нужно, не останавливая двигате-
ля, отключить от него исполни-
тельный механизм. Сделайте та-
кой же вал, как и в предыдущем
случае, но укрепите его на четы-
рех подшипниках. В середине
между вторым и третьим подшип-
никами вал должен быть разре-
зан. В разрезе нужно поместить
2 фанерных кружка. Один при-
крепите гвоздиком и клеем к тор-
цу левой половинки вала, а другой
кружок наденьте на деревянную
втулочку, а ее, в свою очередь,
наденьте на вторую половину
вала. Деревянная втулочка долж-
на скользить по валу, но не про-
ворачиваться на нем. Для этого
сделайте вдоль сквозного отвер-
стия втулочки желобок, а на валу
сделайте выступ.
На втулочке нужно сделать
кольцевой паз, в который должна
входить изготовленная из толстой
проволоки вилка переключателя.
Эту вилку надо укрепить на оси
так, чтобы она находилась над
валом. Снабдите переключатель
маленькой рукояткой. К фанер-
ным кружочкам в тех местах, где
они будут соприкасаться, при-
клейте резиновые кружки, чтобы
они не пробуксовывали.
У нас получилась фрикцион-
ная муфта.
130
рон Александрийский. Он и его современ-
ники поняли, что достигнутый успех не
только улучшил работу ворота. Ведь оси
валов винта и первой шестерни не пересе-
каются, а в то же время они взаимно-пер-
пендикулярны, значит — скрещены. Но
движение между ними передается односто-
ронне: в такой паре нельзя сделать ше-
стерню ведущей, она всегда ведомая.
Винт, введенный в зубчатую передачу,
получил образное название червяка
(линия его витков в своем движении как
бы извивается), а сцепленная с ним ше-
стерня — червячного колеса. Вме-
сте они составляю^ червячную пару.
Когда великому художнику, скульптору,
строителю и механику Леонардо да Винчи
пришлось решать задачу передачи движе-
ния между скрещенными валами при боль-
ших усилиях, действующих на зубья, он
увидел, что сделать это с помощью чер-
вячной пары трудно. И Леонардо да Вин-
чи создал пару из двух колес с зубьями,
также очерченными по винтовой линии, но
очень крутой. Получились новые колеса —
винтовые.
А через два столетия появились маши-
ны, в которых надо было передавать могу-
чие усилия в десятки и сотни тонн. Это ма-
шины, прокатывающие огромные слитки
металла, мощные кузнечные молоты.
Зубья уже известной формы — прямые
и винтовые, — даже очень прочные, не все-
Шевронные зубчатые колеса (в центре). Каж-
дое — сумма двух (слева и справа) косозу-
бых колес с разнонаправленными зубьями. Воз-
никающие в каждом из них осевые усилия дей-
ствуют в противоположных направлениях и уни-
чтожают друг друга.
гда выдерживали большие нагрузки. При-
шлось создать новый вид зубчатого коле-
са — шевронное колесо. Каждый его зуб
как бы слагался из двух прямых, косо
сомкнутых под углом зубьев наподобие
двускатной кровли. Колеса с такими зубья-
ми надежно работали при самых больших
усилиях и сцеплялись плавно, почти бес-
шумно.
Из нашего небольшого рассказа ясно,
что один только член семейства колеса —
Если вы повернете рычаг пе-
реключателя так, чтобы фанерные
кружки соприкасались, то при
вращении за ручку весь вал бу-
дет вращаться. Если повернете
рукоятку так, чтобы диск на
правой половине вала отошел
вправо, правая половина вала
отключится и вращаться не
будет.
3. Карданный вал. Расположи-
те под тупым углом друг к другу
две половинки вала. Установите
их на четырех подшипниках. Как
показано на рисунке, сделайте
соединение с помощью крестови-
ны, состоящей из двух свободно
вращающихся в подшипниках, но
скрепленных между собою наглу-
хо толстых проволочек. Этот ме-
ханизм позволит свободно пере-
давать вращение под небольшим
углом.
4. Зубчатая передача. Из фа-
неры нужно вырезать лобзиком
два зубчатых колеса разных раз-
меров с одинаковыми по величи-
не, но разными по количеству
зубьями. Укрепите их на стенде
и снабдите одно из них ручкой.
Чтобы колеса не выскакивали из
9*
131
шестерня — в свою очередь, сделался «ро-
доначальником» еще нескольких видов са-
мой главной детали почти всех машин.
Машинная „почта"
В самые последние годы прошлого сто-
летия на одном из заводов в Силезии слу-
чилась авария.
В то время двигателями служили только
паровые машины.
Одна из них приводила в движение ди-
намо-машину, которая давала электриче-
ский ток для освещения.
Двигатель исправно работал день и ночь
почти без перерывов. Как-то днем наблю-
давший за ним рабочий отлучился, оставил
машину без присмотра. И вдруг люди во
дворе услышали страшный грохот, будто
внутри машинного помещения выстрелили
из пушки. В то же мгновение оттуда через
крышу, как камни из кратера вулкана, вы-
летели куски металла. Они поднялись вы-
соко над зданием и упали вдали от него.
Сила, выбросившая металл, была огромна.
Так, один кусок в 210 килограммов пробил
кровельную балку толщиной в 115 милли-
метров и взлетел на высоту двадцатиэтаж-
ного дома. Другой кусок в 150 килограм-
мов встретил на своем пути стену сосед-
него помещения толщиной в два кирпича,
пробил в ней дыру в один квадратный
метр, затем разворотил крышу, взлетел
над ней и, описав небольшую кривую, еще
раз продырявил крышу и упал внутрь
строения.
В помещении, где работала машина, уви-
дели картину полного разрушения. Словно
смерч зародился внутри одной из машин,
разнес и двигатель и динамо на куски, раз-
метал их и взвнлся кверху.
Что же послужило источником такой
огромной разрушительной силы?
Есть такая поговорка: «Гора родила
мышь». Ее обычно произносят, когда хотят
отметить, что большие усилия, большая
работа дали сравнительно ничтожные ре-
зультаты. А в описанном случае, наоборот,
«мышь родила гору»: неисправность, слу-
чившаяся с маленькой деталью одного ме-
ханизма, вызвала бурю разрушения.
Столь важный механизм — регулятор
числа оборотов кривошипа паровой ма-
шины.
Вот они перед нами. С правой стороны—
цилиндр, в котором ходит поршень. Левее
в корпусе машины как бы вырезано окош-
ко и виден конец штока поршня, шарнир-
но связанный с шатуном. Еще левее —
открытая часть машины; другой конец ша-
туна связан с кривошипом, который совер-
шает обороты и вращает вал.
Видны и другие устройства. Это вспо-
могательные части и механизмы. Среди них
два привлекают внимание — как раз те,
с которыми мы хотим познакомиться.
Слева, насаженное на вал машины, вра-
щается большое и тяжелое колесо— махо-
вик, очень важная часть двигателя.
Внизу рисунка показан кривошипно-
шатунный механизм машины в отдельные
моменты своей работы: начальный, первый
полусредний, средний, второй полусредний
и конечный. Три из них — начальный, сред-
ний и конечный — опасны для машины. Мо-
жет случиться, что в своем прямолинейном
движении шатун, образуя с кривошипом
прямую линию, как бы упрется в кривошип
и будет толкать или тянуть его по оси, а не
вращать. Движение прекратится.
Машиноведы называют такое положение
«крайним положением». Оно может*вызвать
остановку машины и даже аварию, если
зацепления друг с другом, нужно
место зацепления зубьев прижать
полоской плексигласа или же,
если найдется большой кусок
плексигласа, можно сделать про-
зрачную крышку, которая будет
прижимать обе зубчатки к стенду.
Шестерни надо покрасить в раз-
ные цвета.
5. Ременная передача. Вырежь-
те из фанеры лобзиком три круж-
ка: два одинакового размера,
а один немного меньшей вели-
чины.
Склейте кружки столярным
клеем, поместив меньший между
одинаковыми так, чтобы их цент-
ры совпадали.
Положите склеенные кружки
под пресс и дайте клею высох-
нуть.
Затем так же вырежьте круж-
ки других размеров и проделайте
то же самое.
У вас получится два фанерных
колеса — шкивы разной величины
с желобками по их ободу..
Прикрепите к одному из шки-
вов такую же ручку, какую вы
сделали к зубчатым колесам.
Укрепите фанерные шкивы на
стенде и соедините их веревочкой.
Получится модель ременной пе-
редачи.
Стенд можно дополнить и дру-
гими видами механических при-
способлений для передачи энер-
гии: моделью червячной передачи,
парой конических шестерен, маль-
тийским крестом — приспособле-
нием для передачи прерывистого
движения —’и другими.
132
Главные «узлы» паровой машины и схема ее работы.
Крайнее положение
ФИЗИКА В МАШИНЕ
Вращательное движение
Все многообразие механиче-
ских движений, встречающихся
в природе, можно делить по двум
основным признакам: по скорости
перемещения и по форме траек-
тории (форме пути), которую
описывает движущееся тело.
По скорости все движения де-
лятся на равномерные, то есть
движения с постоянной скоростью,
и неравномерные, или перемен-
ные, когда тело движется с пере-
менной, изменяющейся скоростью.
Более простым движением яв-
ляется равномерное.
По форме траектории движе-
ния бывают или прямолинейные,
или криволинейные. Прямолиней-
ным движением называется такое,
при котором точки тела переме-
щаются по прямой линии. А кри-
волинейным — когда точки движу-
щегося тела описывают кривую
линию любой формы.
Из криволинейных движений
наиболее простое — движение по
окружности. Оно называется вра-
щательным.
Рассматривая движение той
или иной детали, механизма или
машины, мы можем определить
его как: равномерное прямоли-
нейное или равномерное криволи-
нейное; неравномерное прямоли-
нейное или неравномерное криво-
линейное.
Из криволинейных рассмотрим
наиболее простое — вращатель-
ное движение по окружности с
постоянной скоростью. Так вра-
щается наша Земля вокруг своей
оси, делая полный оборот
за 24 часа; равномерно вращает-
ся наждачный круг шлифовально-
го станка, маховик двигателя,
камень, привязанный на нитку, и
раскручиваемый рукой, вал гид-
ротурбины электростанции и т. д.
В равномерном вращательном
движении различают две ско-
рости: линейную и угловую.
Линейной (иногда ее называют
окружной) скоростью называется
скорость движения какой-либо от-
дельной точки вращающегося те-
ла. Измеряется она такими же
единицами, что и скорость по-
ступательного движения, то есть
сантиметрами в секунду, метрами
в минуту и километрами в час.
Но линейная скорость не мо-
жет точно охарактеризовать вра-
щательное движение. Допустим,
мы имеем два вращающихся ма-
ховика. Точки обода первого име-
ют линейную скорость 40 санти-
метров в секунду, а второго —
80. Какой из них вращается бы-
стрее? Кажется, второй: ведь 80
единиц больше, чем 40. Но воз-
можно, и первый. Действительно,
если первый маховик имеет ради-
ус 20 сантиметров, а второй —
100, то первый делает 120 оборо-
133
шатун и кривошип не выдержат сжатия
или растяжения и сломаются.
Маховик — союзник машины в борьбе
против крайних положений. Большая мас-
са колеса, раскрутившись по инерции, про-
должает вращаться и в момент крайнего
положения. На мгновение маховик как бы
заменяет выключившийся кривошипно-ша-
тунный механизм и вращает вал. Это не-
медленно выводит кривошип из крайнего
положения — изламывает прямую ли-
нию «кривошип-шатун». Последний уже не
растягивает (или сжимает) кривошип,
а вновь вертит его (как рукоятку) вокруг
оси вала. Шатун «оживает», обретает вра-
щающую силу и, в свою очередь, поддер-
живает вращение маховика, сохраняя в сво-
ем «союзнике» запас энергии на тот слу-
чай, если движение опять затормозится
крайним положением.
Чем больше диаметр и масса маховика,
тем больше его «сила». Так, в машине,
с которой случилась описанная авария,
диаметр маховика равнялся трем метрам,
Авария паровой машины в Силезии. Куски разор-
вавшегося маховика пробили крышу помещения и
разлетелись на большое расстояние. Слева —
«виновник» аварии — регулятор паровой машины.
Видно: 1) состояние регулятора до аварии, 2) мо-
мент, когда шар взлетел кверху, и 3) момент,
когда шар не сдержал кольцо и оно опустилось
в нижнее положение.
134
а ширина очень толстого обода — 330 мил-
лиметрам. Площадь сечения толстых спиц
достигала примерно 150 квадратных санти-
метров. Вот почему сравнительно неболь-
шие обломки весили сотни килограммов.
Конечно, конструктор заранее рассчиты-
вает, какой величины должна быть «сила»,
направленная против крайнего положения,
и придает маховику размеры и массу, ко-
торые необходимы. До наших дней маховик
входит в устройство машин, в которых ра-
ботает кривошипно-шатунный механизм и
существует опасность крайних положений.
Кроме того, маховик придает ходу маши-
ны важное свойство — равномерность, а
главное — аккумулирует энергию вращения.
тов в минуту, а второй всего 48.
То есть он вращается в 2,5 раза
медленнее, хотя линейная ско-
рость точек его обода в 2 • раза
больше линейной скорости точек
обода первого маховика. Как вид-
но, линейная скорость
вращающегося тела за-
висит от радиуса враще-
ния.
Совершенно точно вращатель-
ное движение тела характеризует-
ся другой скоростью, которая на-
зывается угловой.
Угловая скорость из-
меряется величиной уг-
ла, на который поверну-
лось тело за единицу
времени (секунду или минуту).
Эта скорость от радиуса враще-
ния не зависит. Если точка обо-
да маховика за секунду поверну-
лась на 90 градусов, то и все точ-
ки маховика повернулись на
тот же угол. А если сказано, что
угловая скорость первого махови-
ка равна 120 оборотам в минуту,
второго — 48, то значит первый
маховик вращается в 2,5 раза
быстрее второго. Обозначается уг-
ловая скорость буквою ы и из-
меряется оборотами в секунду
или оборотами в минуту. Между
собой линейная и угловая ско-
рости находятся в такой зависи-
мости: V = <0’7?.
Несмотря на то, что мы рас-
сматриваем равномерное враща-
тельное движение, тем не менее
оно имеет ускорение. Ускорение,
как известно, появляется тогда,
когда движущееся тело меняет
свою скорость, уменьшает ее или
увеличивает.
Разгоняющийся автомобиль,
поезд или самолет движутся с ус-
корением. Ускорение, но с обрат-
ным знаком имеет место и
при торможении этих машин. Но
откуда возьмется ускорение
в рассматриваемом вращательном
движении, если оно равномерное,
то есть скорость его постоянна?
Ускорение это возникает не
в результате изменения величи-
ны скорости — она в нем посто-
янная, — а в результате измене-
ния ее направления. Ведь враща-
ющееся тело каждое мгновение
сворачивает с прямого пути на
окружность. И это искривление
порождает ускорение. Такое уско-
рение называется центростреми-
тельным; приложено оно к вра-
щающемуся телу и направлено
по радиусу к центру; обозначает-
ся буквою а и вычисляется по
формуле:
а = —, или а — <1)2 . р.
Но какая же сила заставляет
вращающееся тело сворачивать
с прямолинейного пути и двигать-
ся по окружности? В случае вра-
щающегося камня на нитке этой
силой является мускульная сила
руки человека; в случае враще-
ния Луны вокруг Земли — сила
притяжения Луны Землей; в слу-
чае движения мотоциклиста по
круглой вертикальной стенке —
упругая сила досок, из которых
сделана стена.
Во всех случаях эта сила при-
ложена к вращающемуся телу,
направлена по радиусу к центру
и называется поэтому центростре-
мительной. Обозначается она бук-
вою F и вычисляется по фор-*
mv2
муле: Рцс = —, где т— мас-
V2
са вращающегося тела, а ——
ускорение (вспомним формулу
второго закона Ньютона: F=m>a).
135
Регулятор Уатта.
А теперь познакомимся с регулятором.
Нам придется вспомнить рассказ «Наука
о машинах». В нем уже упоминалось об
особых устройствах — регуляторах, кото-
рые должны автоматически следить за ре-
жимом работы, за величинами скоростей
и усилий, регулировать их, чтобы машина
работала ровно, без перебоев и аварий.
Когда И. И. Ползунов создавал свою пер-
вую машину, он изобрел для нее устройст-
во, благодаря которому уровень воды в па-
ровом котле оставался постоянным. Под-
ливная трубка автоматически подавала
ровно столько воды, сколько испарялось.
Без этого воды становилось все меньше,
а пространство для пара — все больше.
Давление пара ослабевало. Машина ра-
ботала с непрерывно уменьшающейся мощ-
ностью и скоростью и скоро останавлива-
лась.
Регулятор И. И. Ползунова — первое
устройство для регулирования работы ма-
шины. В несколько усложненном виде он
сохранился до наших дней и надежно слу-
жит для регулирования уровня воды в кот-
лах и баках.
А строителю паровых машин Уатту при-
шлось бороться за то, чтобы рабочий вал
паровой машины всегда вращался с одной
и той же скоростью, как бы ни менялась
нагрузка. Он изобрел специальный при-
бор— регулятор. На рисунке он виден
в двух положениях. На его централь-
ной оси скрещиваются две пары стержней-
тяг, образуя что-то вроде ромба. Стержни
одной пары смыкаются нижними концами
на оси, а на верхних концах несут по шару.
Другая пара, на той же оси, смыкается
верхними концами, а нижними как бы при-
тягивает к ней стержни с шарами.
Ось механизма связана с рабочим валом
машины и вращается с тем же числом обо-
ротов. На нее насажено неподвижное коль-
цо. На кольцо и опираются нижние концы
первой пары стержней. Они соединены
с кольцом на шарнирах, и поэтому угол,
под которым они расходятся в обе сторо-
ны, может меняться — увеличиваться или
уменьшаться. Вторая пара стержней тоже
смыкается на оси, но на подвижном коль-
це, которое может скользить вверх и вниз.
И. здесь все соединения шарнирные.
Вращается вал, вращается и ось регуля-
тора. Число оборотов нормальное. При
этом величина центробежной силы такая,
что шары и стержни расходятся от оси
прибора на определенный угол, и регуля-
тор— в нейтральном положении, не вме-
шивается в работу машины.
Но как только число оборотов вала,
а значит, и оси регулятора увеличивается,
шары расходятся, увлекают за собой верх-
ние стержни, а те тянут вверх подвижное
Но если центростремительная
сила все время притягивает тело
к центру вращения, то почему
это тело не приближается к цент-
ру и не падает на него?
Теперь вспомним, что всякая
сила возникает при взаимодей-
ствии двух или нескольких тел.
В наших примерах взаимодей-
ствовали веревка и камень, Земля
и Луна, мотоциклист и стена, и
при этом веревка действовала на
камень, Земля на Луну и стена
на мотоциклиста, и во всех слу-
чаях развивалась центростреми-
тельная сила.
Но, согласно третьему закону
Ньютона, если одно тело дейст-
вует с некоторой силой на дру-
гое, то и это другое тело дейст-
вует на первое с той же силой,
но в противоположном направле-
нии. Значит, камень действует на
веревку с силой, равной центро-
стремительной и направленной от
центра. Так же действуют Луна
на Землю и мотоциклист на
стенку.
Эта сила называется центро-
бежной, приложена к удерживаю-
щим телам и направлена от
центра вращения. Обозначает-
ся она буквою Рцб и вычисляется
так же, как и центростремитель-
ная, по формуле:
mv2
Рцб= р~.
136
кольцо. Через систему рычагов оно связа-
но с паровпускным клапаном и прикры-
вает его. Уменьшается подача пара — и
уменьшается число оборотов вала.
Может случиться, что скорость вала
упадет ниже нормы. Уменьшится величина
центробежной силы, шары сблизятся, по-
движное кольцо поднимется, а паровпуск-
ной клапан откроет вход пару пошире, чи-
сло оборотов возрастет. Так и снует кольцо
регулятора вверх-вниз, как бы наблюдая
за числом оборотов вала и то сбавляя, то
прибавляя ему скорости.
Простое и остроумное устройство посте-
пенно совершенствовалось и работает вот
уже больше 150 лет. Работало оно и в паро-
вой машине, с которой случилась авария.
Произошло это из-за неисправности ре-
гулятора. Рабочего, обслуживающего ма-
шину, как мы знаем, не было. Неполадка
оставалась незамеченной, никаких мер
против нее не принималось. В регуляторе
выскочил правый стержень с шаром. Цен-
тробежная сила заставила шар взлететь
кверху. Оставшемуся на месте второму ша-
ру оказалось не под силу удержать на ме-
сте довольно тяжелое подвижное кольцо
регулятора. Оно опустилось в свое крайнее
нижнее положение и открыло для пара са-
мый широкий вход. Обороты машины быст-
ро нарастали и скоро намного «обогнали»
расчетную норму. А поврежденный регу-
лятор не действовал.
Маховик раскручивался все сильнее,
«набирая» могучую центробежную силу.
Величина центробежной силы прямо про-
порциональна величине скорости, взятой
в квадрате. Нормальная скорость вала ма-
шины 130 оборотов в минуту. А к моменту
разноса маховика она превысила 500 обо-
ротов: увеличилась в 4 раза. Но центробеж-
ная сила возросла в квадрате — в 16 раз.
СДЕЛАЙ САМ
Волчок
Сделайте такой опыт. Выньте
из вилки велосипеда переднее
колесо вместе с осью. Держите
руками ось за ее концы и попро-
сите кого-нибудь сильно раскру-
тить колесо. Попробуйте теперь
повернуть ось. Колесо будет вмес-
те с осью странным образом вы-
ворачиваться, как бы протестуя
против вашего намерения изме-
нить направление его оси.
Сделайте волчок из картонно-
го, деревянного или жестяного
кружка и спички в качестве оси.
Запустите волчок на столе и на-
блюдайте за его поведением. Ко-
гда волчок вращается наклонно,
на него действует, кроме силы
трения о стол и трения о воздух,
также и сила веса, которая стре-
мится его опрокинуть. Ось волчка,
стараясь выпрямиться, совершает
при этом конусообразные движе-
ния.
Устойчивость волчка широко
используется в технике. Напри-
мер, компас, устроенный на прин-
ципе волчка, гораздо надежнее
магнитного, зависящего от окру-
жающих его железных и сталь-
ных предметов.
Вот опыт, иллюстрирующий
постоянство оси вращения волчка.
Возьмите картонный или жес-
тяной кружок диаметром 15—20
сантиметров, пробейте в его цент-
ре маленькое отверстие и про-
деньте в него шпагат, завязав
затем на продетом конце узелок.
Другой конец закрепите так, что-
бы можно было качать кружок
на шпагате как маятник. Если
раскачать его, то кружок будет
болтаться как попало.
А теперь сделайте следующее:
прежде чем запустить маятник,
раскрутите кружок вокруг бечев-
ки, используя ее как ось враще-
ния. Теперь при качании маятника
с вращающимся вокруг своей оси
кружком вы увидите совсем дру-
гую картину. Кружок будет пе-
ремещаться в пространстве так,
что его незримая ось вращения
будет все время сохранять по-
стоянство своего направления, хо-
тя сам шпагат и будет изменять
свое положение по отношению
к кружку.
Это свойство оси вращающего-
ся волчка используется в так на-
зываемых автопилотах, широко
используемых для облегчения лет-
чикам управления самолетом.
Центробежный регулятор
Сделайте волчок и поместите
на его удлиненной оси петлю из
полоски тонкого картона с при-
клеенными грузиками из пласти-
лина.
Запустите волчок, и грузики
разойдутся в стороны, а картон-
ная петля сожмется по вертикали,
и тем больше, чем больше ско-
рость вращения.
137
Чугунный маховик не мог выдержать та-
кого натиска и разлетелся вдребезги, раз-
нося все кругом.
В XIX и XX столетиях машины станови-
лись все более совершенными, скоростны-
ми и в то же время сложными. В их работе
все больше возникало процессов, которые
нуждались в быстром и точном регулирова-
нии.
В последние десятилетия требования к
регуляторам возросли. Понадобились са-
модействующие устройства, управляющие
пуском машины, ее рабочими движениями
и остановкой.
Очень долго дело подвигалось медленно.
Механические регуляторы оказались недо-
статочно быстрыми для скоростных машин.
Кое-где они еще работают, главным обра-
зом — в паровых машинах и турбинах. Но
по-прежнему из-за неполадок случаются
разрушительные аварии. Лишь средства
электротехники помогли намного улучшить
регулирование и управление в машинах.
Теперь даже некоторые рабочие процессы
в них кажутся чуть ли не разумными.
Как устроены удивительные механизмы:
чувствующие, передающие, исполнитель-
ные — те, что помогают человеку управ-
лять машиной?
Прежде всего о чувствительном органе,
о прерывателе.
Название «прерыватель» относится к до-
вольно многочисленной группе электриче-
ских устройств. Все они объединены тем,
что активно выполняют одни и те же обя-
занности: или разъединяют цепь тока, или,
наоборот, соединяют ее.
Прерыватель, включенный в цепь элек-
трического тока, как бы делит ее на два
отрезка и служит мостом через разрыв
между ними.
Прерывателей существует много. Один из
них показан на рисунке. Он включен в ра-
бочую электрическую цепь; изменение
сопротивления в прерывателе меняет ве-
личину силы тока в рабочем проводнике.
Донесение прерывателя мчится к исполни-
тельному органу регулятора — реле.
Наиболее распространенный прерыва-
тель— электромагнитное реле.
Различные виды реле, сохраняющие» электродвигатели. Слева — электромагнитное реле. В сере-
дине — индукционное реле. В прорезь С-образного сердечника пропускается край алюминиевого диска.
Когда по обмотке проходит ток, диск вращается, а пружина тормозит это движение. Но вот в элек-
тродвигателе увеличилась сила тока и диск одолел- пружину. Тут же замыкатель продвинется вместе
с диском (на очень малый угол) и замкнет рядом расположенную пару контактов. Двигатель выклю-
чается. Справ а—механическое реле в виде диска с подвижным и неподвижным контактами. Оно на-
саживается на вал электродвигателя. При вращении вала возникает центробежная сила, которая стре-
мится отбросить подвижный контакт, оторвать его от неподвижного. Этому мешает обыкновенная
пружинка, удерживающая на месте подвижный контакт. Но как только число оборотов двигателя
по какой-то причине «подскочит» кверху и станет опасным, центробежная сила преодолевает сопро-
тивление пружинки, контакты разомкнутся, в цепь двигателя включится дополнительное сопротивле-
ние, ток уменьшится, число оборотов войдет в норму. А «охрана» двигателя — контакты замкнутся,
снова займут свой «сторожевой пост».
138
Электрический ток подведен к катушке
с железным сердечником. Сердечник на-
магничивается. Сила его притяжения за-
висит от силы подведенного к катушке то-
ка: чем сильнее или слабее ток, тем больше
или меньше притяжение магнита.
Катушка с сердечником — это одна часть
электромагнитного реле. А вторая (ря-
дом) — так называемый якорь, который
может покачиваться около своей оси на
шарнире. Он снабжен контактом и удер-
живается в определенном положении пру-
жиной. Непосредственно около него распо-
ложены контакты второй части электриче-
ской цепи.
Как только сила тока, подведенного
к катушке, достигнет достаточной величи-
ны, сердечник-магнит притянет к себе
якорь. Этим он или разорвет цепь тока,
или, наоборот, соединит ее, а следователь-
но, остановит или пустит двигатель.
Слово «реле» входит в технические сло-
вари на всех языках. Его значение имеет
один и Дот же смысл: устройство для пе-
реключения движения тока на очередной
участок.
На французском язьА<е слово «реле»
[relais] существует давно. Здесь его можно
найти и в обыкновенном словаре, с ука-
занием нескольких других значений: смен-
ные или перекладные лошади, почтовая
станция.
СДЕЛАЙ САМ
Электромагнитное реле
Сделаем простейшее электро-
магнитное реле.
Возьмите пустую катушку от
ниток и аккуратно намотайте на
нее как можно больше медной
изолированной проволоки диамет-
ром около 0,3 миллиметра. Пер-
вые ряды у вас лягут более или
менее ровно, а когда намотка бу-
дет подходить к концу, витки мо-
гут и перехлестывать друг друга.
Стремясь намотать как можно
больше проволоки, вы придадите
катушке немного бочкообразный
вид — в середине катушка будет
немного толще, чем к краям.
Когда кончите намотку, закрепите
нитками конец проволоки, чтобы
она не разматывалась.
Возьмите железный гвоздь тол-
щиной в 4—5 миллиметров и сде-
лайте из него букву «П» так, что-
бы на одну из сторон буквы мож-
но было надеть катушку.
Ножовкой или напильником
отрежьте лишнюю часть гвоздя,
оставив над катушкой выступ раз-
мером в 5 миллиметров. Другая
часть гвоздя, находящаяся вне
катушки, должна быть на 4 мил-
лиметра длиннее. Мы изготовили
сердечник будущего реле. Укрепи-
те сердечник на деревянной до-
щечке с помощью железной скоб-
ки из тонкого гвоздя и закрепи-
те оловом место их соединения,
чтобы сердечник не вращался.
К наружной части сердечника на-
до припаять загнутую Г-образную
в 5—6 миллиметров шириной по-
лоску жести от консервной банки.
Теперь наденьте на более ко-
роткую часть сердечника катушку,
отогнув предварительно жестяную
полоску. Затем верните ее на
место так, чтобы она на несколь-
ко миллиметров не доходила до
сердечника катушки. Осталось
сделать контакты.
Один кусочек провода диамет-
ром 0,3 миллиметра надо при-
паять к сердечнику, а другой —
к тонкой медной пластинке. Ее
надо укрепить на торцовой части
катушки и подвести под конец
якоря реле.
Все концы проволочек, а их
у нас получилось четыре, надо
вынести к зажимам, укрепленным
на дощечке. Можно ограничиться
даже вбитыми маленькими гвоз-
диками, а дальнейшие соединения
делать, скручивая зачищенные
концы проволочек.
Теперь реле отрегулируем.
Обыкновенная батарейка от кар-
манного фонаря будет источником
тока. Присоедините один провод
катушки к полюсу батарейки.
Другого полюса касайтесь вторым
концом провода от катушки. На-
до добиться, чтобы жестяной
якорек реле, притягиваемый сер-
дечником, касался при этом мед-
ного контакта. А при отключении
батарейки якорек благодаря своей
упругости должен отходить вверх.
Лампочка, присоединенная
к другой батарейке, в цепи кото-
рой находятся провода от кон-
тактов, при включениях реле
должна загораться, при выключе-
ниях — гаснуть.
139
О почтовых станциях читатель, вероятно,
мало что знает. Они существовали в про-
шлом столетии, когда не было железных
дорог. Люди ездили из одного города
в другой на лошадях по почтовым
трактам. На всем пути были расположены
почтовые станции. Каждая упряжка
совершала рейсы только между двумя
станциями в оба конца. На очередной стан-
ции пришедшие лошади выпрягались и от-
дыхали, а свежие закладывались
в дорожную коляску или кибитку. Поэтому
и лошади назывались перекладными.
Получалось так: почтовая станция оста-
навливала движение в конце одного уча-
стка пути и переключала его на следую-
щий участок.
В сущности, то же самое происходит и
на железных дорогах, на станциях, где
меняются локомотивы.
Во французском языке и перекладные и
станции обозначались одним коротким
словом «реле». И когда в технику пришло
электрическое устройство — прерыватель,
то его тоже назвали реле. Благодаря об*
разности и краткости новое слово быстро
проникло в технический лексикон.
Всевозможные реле сделались в маши-
нах подлинными «почтовыми станциями»,
управляющими движением на очередных
«перегонах». Машинная «почта» работает
исправно, точно. Она чувствительна, быст-
ра и почти исключает разрушительные ава-
рии.
Для создания электрических регуляторов
понадобились устройства, которые как бы
заменяли глаз и руку человека, но были
бы быстрее и точнее.
Изделие на станке токаря-скоростника
вращается со скоростью до 100 оборотов
ФИЗИКА В МАШИНЕ
Тепловое расширение тел
Различные вещества при на-
гревании расширяются различно.
Так, оловянный стержень при на-
гревании удлинится на величину,
в девять раз большую, чем фар-
форовый.
По отношению к твердым те-
лам, форма которых при неболь-
ших изменениях температуры не
меняется, различают изменение
линейных размеров — линейное
расширение, и изменение их объе-
ма, объемное расширение.
Это свойство учитывается при
создании почти всех машин и
сооружений. Укладывая железно-
дорожные рельсы, на стыках ос-
t
на Г, то
бы в сто раз
тавляют небольшой зазор. Пре-
дусматриваются зазоры и между
поршнями и стенками цилиндров
в двигателях. Тепловые электри-
ческие приборы и тепловые реле
работают потому, что проходя-
щий по проводам электрический
ток нагревает их. Детали реле,
удлиняясь, заставляют срабаты-
вать те или иные контактные ме-
ханизмы.
Рассмотрим количественные
зависимости теплового расшире-
ния тел. Допустим, что мы имеем
медный стержень, длина которого
при 0° равна 2 метрам (10*=2м).
Нагреем стержень до температу-
ры t = 100°. Измерив длину стер-
жня при 100°, найдем, что
lt = 2,0034 метра.
Удлинение стержня составит:
lt — 10 = 2,0034—2 = 0,0034 ме-
тра.
Если бы стержень нагревали
не на 100°,
удлинение
меньше, то
lt—l0
а только
было
есть:
0,0034
100
=0,000034.
Но нагревали мы стержень
длиной в 2 метра, а все расчеты
надо вести по отношению к 1 ме-
тру. Поэтому удлинение умень-
шится еще вдвое:
lt — l0 0,0034
Т7Г = _Тоо^=0-000017-
Полученная величина, числен-
но равная удлинению, которое
получит при нагревании на 1°
стержень, имевший при 0° длину,
равную единице, называется ко-
эффициентом линейного расшире-
ния того вещества, из которого
изготовлен стержень.
Обозначается коэффициент ли-
140
в секунду. Идет обработка детали. Вдруг
глаз рабочего замечает серьезную непо-
ладку, надо остановить станок, иначе
брак. Кажется, он мгновенно нажал кноп-
ку «стоп». Но пройдет 0,2 секунды, пока
воспринятое глазом впечатление дойдет
до мозга и превратится в решение и
приказ руке нажать кнопку. А за это вре-
мя изделие сделает еще 20 оборотов, и,
возможно, произойдет та неполадка, кото-
рую хотел избежать рабочий. Но в уст-
ройстве скоростных станков предусмотре-
ны всевозможные регуляторы. Они дей-
ствуют во много раз быстрее, чем проте-
кает тот промежуток времени, который
мы привыкли называть мгновением (на
мигание глаза тоже уходит около 0,2 се-
кунды). Вот как устроен регулятор автома-
тического электронасоса.
В баке на поверхности воды покачивает-
ся поплавок со стерженьком, идущим квер-
ху. Он механически связан с прерывателем
электрического тока.
Как только прерыватель получает от
поплавка приказ об изменении уровня во-
ды в баке, он посылает донесение к реле.
Оно срабатывает: происходит замыкание
или размыкание контактов, и передается
полученный приказ в сеть тока, управляю-
щего работой двигателя. Теперь приказ от-
правляется к исполнительному органу, ко-
торый или пускает двигатель в ход, или
останавливает его (вновь пускает воду
в бак или останавливает), ускоряет или
замедляет вращение рабочего вала (уско-
ряет или замедляет поступление воды).
Благодаря огромной скорости электри-
ческого тока все это происходит очень
быстро: всякого рода задвижки, переклю-
чатели, реостаты, выполняющие получен-
ные электрические приказы, действуют по-
чти мгновенно.
Если угрожающе начнет перегреваться
электродвигатель и будет грозить авария,
вступает в действие еще один орган регу-
лировщика — электротермическое реле. Оно
чувствует перегрев и вовремя посылает
приказ другому прибору регулировщика —
другому прерывателю — разорвать цепь
главного (рабочего) тока, остановить дви-
гатель.
Когда же восстановится нормальная тем-
пература, электротермическое реле снова
включит главный ток и пустит двигатель.
Такие же электрические регулировщики
командуют движением в самых разнообраз-
нейного расширения греческой
буквой а и имеет такое выра-
жение:
Коэффициенты линейного рас-
ширения для каждого вещества
постоянны, вычислены и сведены
в таблицу, которую можно найти
в техническом справочнике.
Если известна длина какоц-ни-
будь детали при 0° и известен
материал, из которого она сдела-
на (а значит и а ), то длину
этой детали при любой темпера-
туре t можно определить по фор-
муле:
/г = /0 (1 -f-crf).
Так же находится и коэффи-
циент объемного расширения тел.
Обозначается он буквою р и
имеет такой вид:
Vf-Vo
i -Vo •
Коэффициенты линейного и
объемного расширения связаны
между собой простой зависимо-
стью:
₽ = 3а.
РАЗНЫЕ ЗАМЕТКИ -----------------
Когда расстояние между Мо-
сквой и Ленинградом меньше:
летом или зимой?
Этот вопрос не так уж бес-
смыслен, как кажется на первый
взгляд, если бы вы измеряли
это расстояние только по длине
рельсов Октябрьской железной до-
роги, не учитывая стыков между
рельсами. Зимой они короче ни
мало, ни много на целых 300 мет-
ров.
А виной этому совсем неза-
метная величина: 0,0000117.
Именно таков коэффициент ли-
нейного расширения стали. Он го-
ворит о том, что стальной брусок
длиной в один метр при нагреве
на один градус удлиняется всего
на 10 микрон. Но когда метров и
градусов много, из микрон скла-
дываются сантиметры и метры.
С температурным расширением
материалов инженерам прихо-
дится особенно считаться при
проектировании больших соору-
жений. Ведь знаменитая Эйфеле-
ва башня в жаркий летний пол-
день на целых 12 сантиметров
выше, чем зимней ночью. Инже-
неры предусматривают специаль-
ные тепловые зазоры, компенса-
торы, температурные швы. Но
сделать это удается не всегда.
Особенно в тяжелом положении
оказываются строители мостов.
Вот что писала в декабре
1927 года одна из газет: «Необы-
чайные для Франции морозы,
стоящие в течение нескольких
дней, послужили причиной серь-
езного повреждения моста через
Сену в самом центре Парижа.
Железный остов моста от мороза
сжался, отчего вздулись и затем
рассыпались кубики на покры-
вающей его мостовой. Проезд по
мосту временно закрыт».
141
ных машинах. Всегда в их устройстве чет-
ко разделены обязанности между «чувстви-
тельными», «командующими» и исполни-
тельными органами. В каждом из них мы
встречаем уже знакомые нам прерыватели,
реле и выключатели.
Работает турбина. Ее вал вращается
с очень большой скоростью. Вдруг на-
грузка резко упала. И без того быстро
вращающийся вал машины, не сдерживае-
мый нагрузкой, понесся еще быстрее: чи-
сло оборотов опасно увеличилось. Увеличи-
лись и центробежные силы. Они могут ра-
зорвать вал и разнести машину.
Выручает электрический регулятор.
В тело вала, в просверленные по его ок-
ружности отверстия, вставлены грузики.
Специальная пружина удерживает их в от-
верстии и не позволяет центробежным си-
лам выдвинуть на линию окружности вала.
Когда вал превысил допустимую скорость
и надвинулась катастрофа, картина мгно-
венно меняется. Увеличившиеся центро-
бежные силы преодолели сопротивление
пружин, и грузики высунулись из тела ва-
ла. Их подстерегает спусковой крючок ре-
гулятора. Нажим высунувшегося грузика
заставит его разомкнуть контакты электри-
ческой цепи. Тогда сработает реле,
Фотореле контролирует комплектность изделия —
металлического колпачка с запрессованной в него
вставкой. Когда под контрольным устройством про-
ходит колпачок без вставки, резко увеличивается
интенсивность отражения света от поверхности
изделия. На это немедленно отзывается фотоэле-
мент и срабатывает фотореле. Оно приводит в дей-
ствие пневматический сбрасыватель, который струей
сжатого воздуха сдувает с ленты транспортера
некомплектный колпачок. Чтобы не сбрасывались
смежные колпачки, промежуток между начальным
и конечным моментами работы контрольного
устройства регулируется электронным реле времени.
Коитаиты
Вверху — реле регулирования числа оборотов —
диск с прорезью, сделанной по радиусу. В центре
прорези — груз, его удерживают две пружины. При
вращении вала центробежная сила «помогает» гру-
зу преодолеть сопротивление пружин и продвинуть-
ся подальше от центра. С грузом связан штифт,
который замыкает контакты в тот момент, когда
число оборотов достигает определенной величины.
В середине — тепловое реле — плоская прямая
или свернутая в спираль биметаллическая пла-
стинка. Один конец пластинки неподвижен, на
другом — контакт. При нагревании пластинка из-
гибается в сторону металла с меньшим коэффициен-
том расширения, контакты замыкаются. Такие реле
срабатывают прежде, чем наступает момент аварии
от перегревания в машине.
Внизу — реле времени. Когда в катушке возни-
кает ток, в нее втягивается якорь, давит на грушу
и вытесняет воздух через верхние отверстия. Ско-
рость срабатывания такого реле (время, протекаю-
щее до момента замыкания контактов) зависит от
количества и диаметра отверстий. Регулировочным
винтом можно в большей или меньшей степени пе-
рекрыть главное отверстие и увеличить или сокра-
тить время срабатывания реле.
142
телъ сбрасывателя
Фотореле сортирует коробки с электронными лампами. На коробки одного и другого типа в разных
местах наклеены глянцевитые полоски, хорошо отражающие свет. На коробки третьего типа поло-
ски вовсе не наклеиваются. Коробки устанавливаются на главный подающий транспортер так, чтобы
наклеенные полоски находились под прямым углом к направлению движения. Когда коробки проходят
между фотоэлементами, на полоски падают лучи от источников света и они отражаются на соответ-
ствующий фотоэлемент. Срабатывает фотореле, включает электродвигатель сбрасывателя, который
отталкивает данный ящик на один из раздаточные транспортеров. А ящик без полоски свободно
проходит мимо фотоэлементов, мимо двух раздаточных транспортеров и уходит дальше по
главному пути.
Источник света
Бункер
Лоток
Шкала весов
Световой
поток
Уравновеши-
вающий груз
и
Фотореле
Поворотный
стол
Вибратор
Запол няемая
тара
Шторка
Фото-
элемент
Пуста
тара
Заполненная
тара
Фотореле управляет насыпкой в
тару и взвешиванием мелких из-
делий — винтов. Из бункера (его
«трясет» вибратор) по лотку вин-
ты попадают в ящик, установлен-
ный на чашке весов. На другой
чашке — такой же ящик, напол-
ненный требуемым количеством
винтов. Рядом со второй чаш-
кой—шторка, расположенная как
раз под пучком лучей, идущим
от источника света к фотоэле-
менту. Луч света возбуждает элек-
трический ток, который течет по
может заставить сработать реле. Сила
зависит от степени освещенности фотоэле-
проводнику
. тока в цепи
мента. В тот момент, когда в заполняемый ящик насы-
пано то количество винтов, которое уравновешивает
груз на второй чашке, шторка поднимается и перекры-
вает световой поток. Тогда уменьшается освещенность
фотоэлемента, срабатывает связанное с ним фотореле
и прекращает подачу винтов. И тут же включается
механизм, который поворачивает магазинный стол на
45 градусов. Заполненная тара «уходит» с чашки ве-
сов, на ее место устанавливается пустой ящик, весь
процесс повторяется.
143
которое разорвет цепь рабочего тока
и остановит двигатель.
Регулятор сделал свое дело. Грузики
уходят обратно в гнезда, а специальная
пружина возвращает спусковой крючок
в исходное положение, при котором он за-
мыкал контакты чувствительной цепи. Те-
перь электрический регулятор снова готов
к действию.
Когда будет устранена причина сброса
нагрузки, он опять, и очень надежно, защи-
тит машину, если грозные или опасные
центробежные силы вырвутся на свободу.
Существует очень много разных электри-
ческих регуляторов. Здесь мы лишь в са-
мом общем виде показали, как они дейст-
вуют. Регуляторы быстро совершенст-
вуются, и можно сказать, что в наши дни
все меньше остается задач по управлению
движением в машинах, которые нельзя бы-
ло бы решить с помощью той или другой
системы машинной «почты».
Трение в машине
Пока шла речь о движении поршня в
цилиндре или ползуна в направляющих,
о шкивах и ремнях, о дисках фрикционной
передачи, о шарнирно связанных деталях,
о работе кулачков и зубчатых колес, —
все время «незримым» героем повествова-
ния оставалось трение. Основные законы
этого физического явления известны каж-
дому школьнику. Но трение в машине об-
ладает интересными особенностями.
Вспомним, как действует ременная или
фрикционная передача. Она работает бла-
годаря трению, которое — «внутри» данной
пары — способствует передаче движения.
Значит, в таких случаях трение полезно, и
его необходимо всячески усиливать.
А если скользит в направляющих ползун
кривошипно-шатунного механизма или вра-
щаются внутри подшипников шейки вала,
тогда трение вредно: оно противодействует
движению. Необходимо всячески умень-
шать трение, бороться с ним.
Но всегда ли трение — враг машины, ес-
ли оно сопротивляется движению? Оказы-
вается, нет, не всегда! Хорошо известно,
что тормозят или вовсе останавливают дви-
жение с помощью усиленного трения (тор-
моза). И выходит, трение, сопротивляю-
щееся движению, может быть и врагом и
другом машины.
Дружить и враждовать с трением людям
пришлось с незапамятных времен. Когда-
то, на заре своей культуры, человечество
еще не знало колеса. Люди волокли свои
ЭКСКУРСИЯ В ЛАБОРАТОРИЮ
Свет в роли исследователя
Изучая машину, процесс износа
деталей, ученые и инженеры часто
пользуются приборами, работа
которых связана с явлением ин-
терференции света. В книге не
раз говорится об этом явлении.
В чем оно состоит?
В 1814 году ученый Фраунгофер
открыл, что солнечный спектр пе-
ресечен множеством темных линий.
Они получили название фра-
унгоферовых линий. Их положе-
ние в спектре неизменно. Наибо-
лее заметные из фраунгоферовых
линий (всего их насчитывается
несколько тысяч) разделяют
спектр на восемь частей: темно-
красную, светло-красную, оранже-
вую, желтую, зеленую, голубую,
синюю, фиолетовую.
Отдельные, четко окрашенные
полосы порождаются одноцветны-
ми лучами, которые в физике све-
та называются монохроматиче-
скими. Это слово составлено из
двух греческих слов: «монос» —
один и «хрома» — цвет.
Всякое вещество, находящееся
в раскаленном состоянии, излучает
в окружающее пространство элек-
тромагнитные волны. Их энергия
распространяется со скоростью
300 тысяч километров в секунду
и создает в человеческом глазу
ощущение света.
Установлено, что каждый одно-
цветный луч имеет постоянную,
только ему свойственную длину
волны. Именно от длины волны
и зависит восприятие глазом того
или иного цвета.
Внутри каждого из восьми
основных участков спектра, разде-
ленных линиями, существует ог-
ромное количество оттенков дан-
ного цвета со свойственной каж-
дому оттенку характерной длиной
волны. Но так как внутри одного
цвета разница между длинами
волн различных оттенков ничтож-
но мала, то для практических це-
лей ею пренебрегают и принимают
для каждого из восьми цветных
участков по одной характерной
длине волны, выраженной в мет-
рических единицах.
Длина волн очень незначитель-
на и для средних светлых линий
(желтый, зеленый), ее величина
равна приблизительно 0,0005 мил-
лиметра.
Всякое вещество дает особый
спектр, состоящий из свойствен-
ных только ему одному ли-
ний, всегда одинаково располо-
женных. Длина волн, соответ-
ствующая каждой линии спектра
определенного вещества, есть ве-
личина постоянная, не изменяю-
щаяся со временем и не за-
висящая от каких-либо условий.
Эти свойства световых волн и
натолкнули на мысль использовать
их длину в качестве природного
эталона линейных мер.
Но световые волны невидимы.
Как же можно с их помощью про-
изводить измерения? Ученые сде-
лали их видимыми, воспользовав-
144
Из двух исходных точек (I и II)
начинается волновое движение
световых лучей, направленных на
экран. Лучи, волны которых сов-
падают по фазе, как бы нала-
гаются один на другой (совпадая
началом и концом волны), дают
на экране яркий участок; лучи, не
совпадающие по фазе (взаимно
смещенные на половину длины
волны), дают на экране темный
участок.
шись явлением интерференции
света.
В чем оно заключается? Вопрос
этот очень сложный, поэтому,
знакомясь с ним, надо быть очень
внимательным.
Представим себе, что два одно-
цветных (следовательно, имеющих
одинаковую длину волны) луча
действуют одновременно. Из воз-
можных в данном случае положе-
ний обоих лучей нас интересуют
два: первый — когда одинаковые
по длине волны таких двух лучей
как бы налагаются друг на друга,
совпадая «началом» и «концом»
волны. Такие два луча дают уве-
личенную яркость. Второй — ко-
гда волны как бы направлены
друг против друга.
Если проследить одинаково рас-
положенные точки этих волн (на-
пример, высшие точки верхних
гребешков каждой волны), то вид-
но, что они взаимно смещены на
половину длины волны. (Стоит
«передвинуть» один луч на поло-
вину волны, и они снова будут
как бы наложены один на дру-
гой.) Такие два луча дают пони-
женную яркость и даже ощуще-
ние темноты, если величины
колебаний волны одинаковы. Вол-
ны как бы уничтожают друг
друга.
В физике это явление называет-
ся интерференцией. Практически
оно может дать очень интересный
эффект.
Два плоских зеркала поставле-
ны под небольшим углом друг
к другу. На расстоянии несколь-
ких сантиметров от линии сопри-
косновения зеркал расположена
узкая щель, которая освещается
сзади сильным источником света
(солнце, вольтова дуга). Пучок
света падает на зеркала и отра-
жается вниз на экран.
Каждое зеркало можно рассма-
тривать как отдельный источник
того же света. Из этих двух ис-
ходных точек как бы начинается
волновое движение двух пучков
лучей, направленных на экран, на
котором можно наблюдать сле-
дующее явление.
В середине экрана расположена
точка, до которой волны проходят
одинаковый путь. Длины волн
одинаковы, и гребень одной на-
кладывается на гребень другой.
Провалы волн также совпадают.
Поэтому участок будет освещен.
По сторонам от него расположе-
ны две точки, расстояние до кото-
рых от исходных точек будет та-
ким, что гребень одной волны
совпадает с провалом другой. Это
значит: в данном случае длина
пути, проходимого светом от од-
ного источника, на половину дли-
ны волны короче, чем длина пути
от второго.
В точках, расположенных по
обеим сторонам освещенного уча-
стка, получается затемнение экра-
на — темная полоса.
Идя дальше в стороны от сере-
дины экрана, придем в такие два
участка, до которых длина путей
света от исходных точек будет
разниться на целую длину волны.
Опять гребень одной волны совпа-
дает с гребнем другой.
Провал одной совпадает с про-
валом другой, и эти участки бу-
дут усиленно освещены.
Далее придем к двум точкам,
расстояния до каждой из которых
от источников света будут раз-
ниться на 1,5 волны. Снова полу-
чится затемнение и темная полоса.
В результате—освещенный экран,
Явление интерференции — для наглядности — можно срав-
нить с работой пильщиков: в то время как один из них тянет
пилу к себе, другой «позволяет» ей уйти и этим помогает
пилке; если же оба пильщика одновременно тянут пилу
к себе, никакой работы не получается.
пересеченный рядом темных, рав-
но отстоящих друг от друга полос.
Расстояния между полосами зави-
сят исключительно от длины волн.
Промежуток между двумя ярки-
ми или двумя темными полосами
на экране равен длине волны дан-
ного одноцветного луча. А про-
межуток между серединой светлой
полосы и темной полосой — поло-
вине длины волны.
Можно отмерить таким же спо-
собом и более мелкие деления
длины волны.
Все это о двух одноцветных лу-
чах. Но и два луча обычного бе-
лого цвета, содержащие в себе
множество одноцветных лучей,
могут интерферировать.
Тогда на экране отражаются
полосы от каждого одноцветного
луча — они укладываются рядом
в том порядке, который харак-
терен для спектра данного источ-
ника света. И эта гамма цветов
все время повторяется, а длина
волны—расстояние между каждой
соседней парой одноцветных полос.
На месте экрана можно поме-
стить любой измеряемый предмет
и подсчитать, сколько на его дли-
не уложится полос.
Если мы определим таким пу-
тем длину волны как долю этой
длины, то две величины — прове-
ряемая длина и волна данного
одноцветного луча света — будут
связаны неизменным соотноше-
нием.
Благодаря этому длина волны
может быть использована как
точнейшая мера. Это и было еде*'
лано в свое время для выражения
длины международного прототипа
метра в длинах световых волн.
Машиноведам же интерференция
помогает не только в самых точ-
ных измерениях длины, но и в ис-
следованиях процессов изнаши-
вания деталей машин, в изучении
важнейших проблем прочности.
10 Машина
145
дороге, двигался,
как на ко-
Наглядная история колеса, подшипника
качения и скольжения в машине.
непосильный. Затем стали уклады-
тяжести на полозья. Необходимая
тяги сразу уменьшилась в несколько
грузы по земле — труд, по существу, для
них
вать
сила
раз. Еще меньшая сила тяги затрачива-
лась, когда под полозьями дорогу полива-
ли водой.
Древние возницы знали, что смазыва-
ние трущихся поверхностей жидкостью
уменьшает силу трения, облегчает движе-
ние. И уже намного легче было тащить
сани по снегу.
Для дальнейшего облегчения тяги и ус-
корения движения люди позаимствовали
у природы ее «изобретение» — качение.
Подсмотреть этот секрет было нетрудно.
Природа пользуется им очень часто.
Сорванный ветром, вращается вокруг
своей оси венчик цветка ветреницы, пере-
катывается по степи перекати-поле, а жу-
ки скарабеи, например, обкладывают пи-
тательной массой яйца, отложенные сам-
кой, придают им форму шара и лишь
затем катят их в место хранения.
Раньше всего люди стали использовать
катки. Они подкатывали под полозья
обыкновенные круглые бревна. Впослед-
ствии, чтобы не приходилось каждый раз
перекладывать катки вперед по направле-
нию движения, начали делать в полозьях,
вдоль их, полукруглые вырезы и встав-
лять в них постоянные катки. Такой возок
катился по
лесах.
Катки оказались ближайшими предка-
ми сплошного колеса на оси. Впоследствии
для облегчения веса колес их стали из-
готовлять не сплошными, а со спицами.
Сначала спиц было четыре, затем их чис-
ло стали увеличивать.
Так скольжение большой поверхностью
было заменено качением,
трение между колесом и дорогой умень-
шилось в десятки раз. Но трение сколь-
жения не исчезло вовсе — оно перемести-
лось на небольшую поверхность между
осью телеги и внутренней поверхностью
ступицы колеса.
при котором
146
Тогда же было использовано изобрете-
ние древнейших возчиков — «смазка»
жидкостью соприкасающихся в движении
поверхностей: полозьев и дороги. Но те-
перь уже смазывались малые поверхности
шейки оси и ступицы. А чтобы смазка
держалась дольше, жидкость заменили
густой, вязкой смолой.
Применение подшипника было еще од-
ной крупной победой человека над тре-
нием.
В 1768 году в Петербурге устанавлива-
ли памятник Петру I. Для постамента
понадобился огромный камень. Подходя-
147
щего размера скалу нашли в 9 километ-
рах от Петербурга. Она весила около
100 тысяч пудов.
Для того чтобы доставить скалу в Пе-
тербург, пришлось придумать особое при-
способление (оно показано на рисунке).
Приспособление и послужило прообразом
изобретенного в конце прошлого века
подшипника качения.
Уже в первых рабочих машинах коле-
са, поставленные для вращения валов,
стали самой важной частью машин. Были
созданы шкивы, шестерни. С тех пор быстро
увеличивались скорости вращения всех
«членов семьи» колеса в машине: у шкивов,
шестерен и всевозможных колес.
Новые знания о трении люди накапли-
вали медленно. Первые исследования
в этой области науки (в начале XVI столе-
тия) проведены Леонардо да Винчи. Но
только с появлением производственных ма-
шин — 200 лет назад — возникла необходи-
мость глубоко и всесторонне изучить тре-
ние.
Трение в машине вездесуще, противоре-
чиво и играет важнейшую роль. Вредное
трение съедает значительную часть энер-
гии, которую дает двигатель для работы
машины. Поэтому уменьшается коэффи-
циент полезного действия машины.
Во время вращения вала в подшипнике образуется
масляный клин, воспринимающий и несущий рабо-
чую нагрузку.
Конструктор, создавший машину, стре-
мится, чтобы полезное трение не превыша-
ло Необходимой величины, а вредное —
было как можно меньше. А для этого необ-
ходимо точно знать природу и «механизм»
трения в машинах.
В течение многих лет результаты иссле-
дований давали машиноведам приближен-
ные и далеко не точные знания о загадоч-
ном явлении. Перелом произошел в конце
прошлого столетия, когда недостаточность
знаний о трении в машинах превратилась
в самое серьезное препятствие на пути
к увеличению рабочих скоростей.
Уже в давние времена инженеры заме-
тили одну особенность в технике смазки
машин. Смазывающая жидкость слуШила
хорошо, если в процессе работы машины
она удерживалась между трущимися по-
верхностями — не выдавливалась под
влиянием действующего усилия. В про-
тивном случае эффект смазки ослабевал
или вовсе исчезал, и трение между деталя-
ми становилось во много раз больше.
Выдающийся русский ученый-механик
Н. П. Петров обратил внимание на это яв-
ление. Если так, решил ученый, то пред-
ставление о том, что трение в машине про-
исходит между поверхностями соприкасаю-
щихся в движении деталей, не всегда
соответствует действительности. Ведь во
время работы машины поверхности разде-
лены слоем смазки, не допускающей
их соприкосновения. И на самом деле не
бывает трения между двумя смазанными
твердыми телами — деталями машины. Но
оно все же действует в машине. Это проис-
ходит потому, что трение возникает и дей-
ствует внутри самой смазывающей жидко-
сти.
Внутрь отверстия подшипника вставлена
шейка оси или валй. Машина еще не ра-
ботает, и шейка лежит на внутренней по-
верхности подшипника в нижней части его
отверстия, заполненного поданной смазкой.
Но вот машина запускается, пока при
медленном вращении. Шейка еще касается
поверхности подшипника, но уже в движе-
нии: между ними происходит трение. По-
этому величина коэффициента трения еще
недопустимо велика, и обе поверхности
усиленно изнашиваются.
К счастью, момент запуска длится не-
долго. Машина набирает скорость, число
оборотов становится больше, ось вращает-
ся все быстрее.
148
Вращающаяся деталь в своем движении
увлекает за собой смазочную жидкость,
гонит ее под себя, в зазор между валом и
поверхностью подшипника. От этого в нем
возрастает давление, и смазочный слой
начинает все больше отжимать кверху
вал: вовсе отделяет его от поверхности
подшипника. Вал как бы всплывает в по-
токе масла.
Ось вала приближается к оси отверстия
подшипника. Но никогда не бывает, чтобы
они совместились, чтобы вал расположил-
ся точно в центре подшипника.
Образуется своего рода масляная по-
душка в форме клина. Она и несет на себе
вал.
Выходит, если машина работает нор-
мально, с достаточной скоростью и обе-
спечено необходимое количество смазки,
трение непосредственно между двумя твер-
дыми телами — валом и подшипником —
устраняется.
Вращающийся вал и подшипник можно
себе представить как два цилиндра. Один —
вращающийся вал — вставлен в другой —
подшипник, и разделены они как будто
сплошной массой смазочной жидкости. Но
Н. П. Петров доказал, что сплошная масса
ведет себя так, будто и она состоит из
огромного множества цилиндров, вставлен-
ных один в другой и вращающихся вокруг
оси вала. Вся смазочная жидкость в под-
шипнике как бы разделена на тончайшие
слои. Толщина каждого из них — только
одна молекула.
Существует очень малая мера длины —
микрон, одна тысячная доля миллиметра.
Чтобы исследовать внутреннюю картину
трения в машине, даже такой меры недо-
статочно. Тот же миллиметр придется раз-
делить уже не на тысячу, а на миллион до-
лей; получится миллимикрон.
Но в некоторых случаях даже миллими-
крон понадобится разделить на десять ча-
стей и пользоваться мельчайшей мерой
Изменения масляного клина между вращающимся
валом и подшипником. Сверху вниз: число обо-
ротов вала в двигателе равно нулю, вал лежит на
поверхности подшипника, выдавив всю смазку.
Начало движения, малое число оборотов, вал всплы-
вает, под ним масляный клин; число оборотов стало
большим — вал еще ближе к центру окружности
подшипника, масляный клин сохраняется, но слабее
выражен; никогда не бывает, чтобы ось вала точно
совпала с центром окружности подшипника. Это
произошло бы при бесконечно большом числе обо-
ротов или если бы машина работала без нагрузки.
149
Николай Павлович Петров (1836—1920) — выдаю-
щийся русский инженер и ученый-механик. Почетный
член Петербургской Академии наук, основоположник
гидродинамической теории трения.
длины, известной ученым, — ангстре-
мом. Слой в одну молекулу — это всего
10—20 ангстремов.
Для сравнения укажем: толщина папи-
росной бумаги, выраженная той же мерой
длины, составляет 300 тысяч ангстремов.
Крайний внутренний слой смазки прили-
пает к поверхности вала. То же самое про-
исходит и с крайним внешним слоем: он
прилипает к стенкам подшипника. Это вы-
зывается очень сильным сцеплением меж-
ду молекулами масла и молекулами по-
верхностного слоя вала или подшипника.
Оба крайних слоя смазочной жидкости
как бы срастаются с металлом и составля-
ют с ним одно целое.
Поэтому крайний внутренний слой дви-
гается — вращается — вместе с валом,
а крайний внешний слой остается не-
подвижным, как и поверхность подшип-
ника.
Все остальные промежуточные слои со-
прикасаются друг с другом, и между ними
возникает так называемое внутреннее
трение жидкости.
Вращение вала с прилипшим к нему сло-
ем благодаря трению передается следую-
щим слоям. Каждый из этих слоев имеет
двух соседей по движению: один из них,
внутренний слой, передает ему вращение,
другой, внешний, тормозит его.
Поэтому чем дальше от вала каждый
вращающийся слой, тем меньше скорость
его скольжения.
Трение между всеми слоями масла и
поглощает часть того внешнего усилия, ко-
торое заставило вал вращаться.
Свойство соседних слоев смазочной жид-
кости сопротивляться перемещению бла-
годаря возникающему между ними внут-
реннему трению называется вязкостью.
Степень этого свойства очень зависит от
температуры: чем она выше, тем вязкость
жидкостей меньше.
Нарисовав полную картину сложного
поведения смазочной жидкости в подшип-
нике, Н. П. Петров исследовал соотноше-
ние всех ее элементов и сформулировал
закон трения в машинах. Закон гласит, что
при одной и той же температуре смазы-
вающей жидкости сила трения между ва-
лом и подшипником зависит в первую оче-
редь от вязкости масла, от величины по-
верхности подшипника, от скорости враще-
ния, от толщины смазочного слоя.
Была выведена точная математическая
формула, в которой все величины связаны
в единое значение силы трения между лю-
быми двумя соприкасающимися в дви-
жении (через слой смазки) деталями ма-
шины.
Выводы Н. П. Петрова дополнены и раз-
виты в работах Н. Ц. Жуковского и
С. А. Чаплыгина о жидкостном — гидро-
динамическом — трении в машинах.
Но в машинах, как известно, действует
не только жидкостное, но и так называе-
мое «граничное» трение. Правда, первое
из них преобладает, второе же действует
только лишь при запуске машины. Кроме
того, при передаче движения действует су-
хое трение. Значит, и эти виды трения не-
обходимо было изучить и точно определить
законы, которые ими управляют.
150
Издавна ученые единодушно считали,
что причина возникновения трения — ше-
роховатость поверхности твердых тел. При
их соприкосновении микроскопические вы-
ступы на поверхности одного тела зацеп-
ляются за такие же выступы на поверхно-
сти другого тела. А когда одно из них дви-
жется в отношении другого, выступы или
сминаются, или срезаются, или как бы
отгибаются, затем снова занимают свое
начальное положение (как ворсинки в
щетке).
Это якобы и дает эффект трения.
Но скоро ученые и инженеры заметили,
что даже между отлично полированными
стальными поверхностями деталей все же
возникает трение.
Больше того, чем глаже поверхности, тем
больше и возникающая между ними сила
трения. Заметили также, что если разъеди-
нить две соприкасающиеся сверхгладкие
поверхности, на них после этого обнаружи-
ваются явные царапины.
Правда, даже на сверхгладких сверкаю-
щих поверхностях все равно остаются не-
ровности, пусть ничтожные, не более
0,0005 миллиметра, или 500 миллимикрон.
Все это опровергало мнение, будто при-
чина трения скрывается только в заметной
шероховатости поверхности твердых тел.
Тогда ученые обратились к молекуляр-
ной теории строения вещества.
Внутри каждого тела между частица-
ми — молекулами — действуют силы моле-
кулярного сцепления. Это действие распро-
страняется на расстоянии нескольких анг-
стремов.
Если поверхности двух твердых тел на-
столько сближены, что расстояние между
какими-то их точками уменьшается до
столь малой величины, начинается дейст-
вие молекулярного сцепления.
Очень нелегко добиться такого сближе-
ния поверхностей. Ведь этому препятст-
вуют пленки окислов, газов, влаги и за-
грязнений. Касание происходит лишь в тех
точках, где неровности под влиянием сдав-
ливающей силы встретились своими верши-
нами. Здесь и возникают силы молекуляр-
ного сцепления, которые сопротивляются
перемещению одного из соприкасающихся
тел относительно другого.
Все точки касания, взятые вместе, обыч-
но составляют очень малую часть площади
трущихся поверхностей — от 1/10000 до
1/1000 ее доли. Поэтому, если поверхности
не гладкие, а шероховатые, сила молеку-
лярного сцепления будет небольшой.
Но сила трения между такими поверхно-
стями все же велика. Объясняется это тем,
что она представляет собой, в случае ше-
роховатости поверхностей, сумму двух сла-
гаемых: сил молекулярного сцепления и
взаимного зацепления неровностей; при
этом второе слагаемое намного больше
первого.
ФИЗИКА В МАШИНЕ
Молекулярные явления
в жидкости
Всякая жидкость представляет
собой собрание большого коли-
чества молекул, расположенных
друг возле друга так близко, что
между ними действуют силы вза-
имного притяжения, силы сцепле-
ния. Они настолько велики и на-
столько стягивают молекулы во-
едино, что жидкость при обычной
температуре и давлении считает-
ся несжимаемой. Это внутреннее
давление достигает огромных раз-
меров. Так, для воды оно при-
близительно равно 17 000 атмо-
сфер, для ртути 13 500 атмосфер.
Почему же палец, погруженный
в воду, не испытывает этого да-
вления?
Дело в том, что направлено
это давление всегда внутрь жид-
кости от тела, и в нашем случае
оно направлено от пальца внутрь
воды.
Силы сцепления и обусловлен-
ное ими явление несжимаемости
жидкости широко используются
в технике. Разработка горных
пород и каменного угля гид-
равлическим способом, работа гид-
равлических прессов, молотов и
гидросистем в различных механиз-
мах, замена шестеренчатых коро-
бок передач скоростей гидропере-
дачами — это только несколько
примеров из громадного числа,
когда используются огромная уп-
ругость и несжимаемость жидко-
сти, используются силы сцепления
между молекулами.
Этими же силами объясняются
поверхностные явления в жидко-
сти, такие, как поверхностное на-
тяжение, капиллярность, смачива-
ние и несмачивание твердого те-
ла жидкостью.
Вязкость жидкости также
обусловлена наличием молекуляр-
ных сил сцепления и играет боль-
шую роль во многих технических
приспособлениях, где имеет место
движение (течение) жидкости и
где жидкость является смазочной
прослойкой между трущимися по-
верхностями.
151
Слой смазки толщиной в одну молекулу распола-
гается по поверхности трущейся детали так, что
активные концы очень крепко сцепляются с части-
цами металла.
На очень гладких и сверхгладких по-
верхностях значительно больше тесно сбли-
женных точек, а количество неровностей
и высота их малы. Поэтому возрастает
сила молекулярного сцепления и намного
уменьшается влияние зацепления неровно-
стей. И в этом случае сила трения пред-
ставляет собой сумму тех же двух слагае-
мых, но теперь первое больше второго.
Выходит, сухое трение вызывается дву-
мя причинами: первая — зацепление неров-
ностей, вторая — молекулярное сцепление.
По сути же дела, при движении шерохова-
тых трущихся тел сминание и срезывание
микроскопических бугорков на их поверх-
ности — это тоже процесс преодоления сил
молекулярного сцепления, действующих
внутри металла.
Усилие, действующее на трущиеся твер-
дые тела, заставляет сминаться мельчай-
шие неровности, при этом истинная пло-
щадь соприкосновения увеличивается: чем
больше усилие, тем больше и эта площадь.
Но тогда возрастает молекулярное сцеп-
ление и увеличивается сила трения.
Ученые прошлых столетий не знали это-
го. Они наблюдали, как трение возрастает
вместе с усилием, и поэтому считали, что
оно зависит только от величины давления
на трущиеся тела.
В действительности же сила в первую
очередь зависит от размеров площади ис-
тинного касания (а не от величины площа-
ди общего, видимого касания).
Те же силы молекулярного сцепления
вызывают и жидкостное трение. Молекулы
смазочной жидкости отличаются вытянутой
формой; один ее конец проявляет большую
активность в сцеплении, другой — меньшую.
Молекулы обоих крайних слоев садятся
активными концами на металл поверхно-
стей и очень крепко сцепляются с его ча-
стицами, вот почему крайние слои смазоч-
ной жидкости так прочно срастаются с по-
верхностями вала и подшипника. А вторые
концы молекул образуют на поверхности
металла своего рода очень плотный жид-
костный «ворс».
СДЕЛАЙ САМ
Трение
Проделаем два опыта, из кото-
рых будет видна разница между
трением скольжения и трением
качения.
Возьмите утюг, поставьте его
на стол, привяжите к нему ре-
зинку и потяните за нее. Когда
утюг сдвинется с места и начнет
скользить по столу, замерьте дли-
ну растянутой резинки. Затем по-
ложите под утюг несколько круг-
лых карандашей. Утюг сдвинуть
с места будет гораздо легче, чем
в предыдущем случае. Утюг легко
катится на карандашах, которые
в данном случае служат ролико-
выми подшипниками.
Растяжение резинки — нашего
простейшего динамометра — бу-
дет значительно меньшим, потому
что усилие на передвижение утю-
га, поставленного на карандаши-
катки, будет небольшим.
Сравнив величины растяжения
резинок, можяо будет сказать, во
сколько раз в данном случае
трение качения меньше трения
скольжения.
152
Если промежуточные слои отсутствуют,
а поверхности достаточно гладкие, молеку-
лы этого ворса сцепляются и так крепко
соединяют трущиеся тела, что их очень
трудно оторвать одно от другого (но сдви-
нуть их легко). Если же поверхности раз-
делены многими тончайшими слоями смаз-
ки, то каждый очередной слой все менее
сцепляется с последующим. Поэтому слои
смазки с очень малым, ничтожным сопро-
тивлением перемещаются в отношении сво-
их соседей. Вот почему так важна роль
смазки в машинах как главного союзника
в борьбе против наиболее вредных сопро-
тивлений движению — сил трения.
Что такое подшипник
Открытия в области трения помогли ма-
шиностроителям создать современный под-
шипник— один из важнейших узлов ма-
шины. Все его детали принадлежат к «се-
мейству» колеса.
Древняя колесная втулка, внутри кото-
рой вращалась шейка тележной оси, зна-
чительно усовершенствовалась. В наши
дни она получила название «подшипник
скольжения».
В таком подшипнике во время вращения
вала всегда образуется могучий масляный
клин, воспринимающий и несущий на себе
рабочую нагрузку. Поток смазки не только
уменьшает трение, но еще и охлаждает на-
гревающиеся детали, отнимает у них вред-
ное тепло и уносит с собой, отводит его.
Если нагрузка на вал, скорость скольже-
ния в подшипнике и возникающее тепло
невелики, с подачей смазки справляется
Если поверхности двух трущихся деталей разде-
лены слоями смазки, эти слои свободно переме-
щаются — детали скользят по масляной «подушке».
ЭКСКУРСИЯ В ЛАБОРАТОРИЮ ИЗНОСА
„Оспины на лаце“ детали
Экскурсия школьников пришла
на завод. Ребята осматривали
один из цехов. В это время в нем
устанавливали новую машину. Пе-
ред монтажом ее разобрали на
части. И вдруг при осмотре дета-
лей, которые во время работы ма-
шины трутся одна о другую, бро-
сился в глаза явный брак: на зер-
кально-чистой глади металла
были разбросаны крохотные рыт-
винки — оспины. Правда, каждая
из них ничтожно мала. На од-
ной поверхности, что поменьше,—
оспина с маленькую точку; на
другой — с жирную точку.
Но рытвинки все же хорошо
видны и вполне ощутимы. Кажет-
ся, будто кто-то умышленно в по-
верхность вдавливал вершины
очень твердых четырехгранных пи-
рамидок и в металле получились
их отпечатки.
Экскурсанты смотрят на детали,
и им кажется, что вот-вот слеса-
ри-сборщики забракуют машину.
Но нет, они продолжают свою ра-
боту спокойно, деловито, будто
ничего не видят. Недоумение
школьников рассеивает мастер. Он
молча вынимает из бокового кар-
мана небольшую тетрадку — пас-
порт машины. На ее страницах
описана машина, дана ее полная
техническая характеристика.
Мастер полистал тетрадку, оты-
скал какую-то страницу и ногтем
большого пальца подчеркнул
строчку. Школьники прочли: «На
трущихся поверхностях (сле-
дует их перечень) ...сделаны от-
печатки четырехгранной алмазной
пирамидой...» Далее следовали чи-
словые характеристики отпечат-
ков: диагоналей оснований пира-
мид — они располагаются как раз
153
Смазка в зазоре между валом и подшипником как
бы состоит из огромного числа жидкостных цилинд-
ров, вставленных один в другой и вращающихся
вокруг общей оси.
простая масленка. Смазка идет через труб-
ку в отверстие во втулке подшипника.
По-другому обстоит дело в скоростных и
тяжело нагруженных машинах. Чем больше
масла в единицу времени протекает в зазо-
ре, тем надежнее жидкостная прослойка и
тем больше тепла она отнимает у трущихся
частей и уносит с собой. Поэтому в таких
случаях подают масло в подшипники под
давлением с помощью масляных насосов.
Масляный насос — первая станция пото-
ка смазки. А далее для ее подвода в зазо-
ры между трущимися поверхностями суще-
ствует целая система. Она состоит из сети
подводящих трубок и каналов, сделанных
в шатунах и в отдельных частях валов, и
канавок, проточенных на внутренней по-
верхности втулок подшипников.
Канавки бывают и продольные (по дли-
не втулки) и поперечные, кольцевые и в ви-
де уродливой восьмерки, напоминающей
скрещенные лапки паучка. Такую канавку
так и прозвали «паучком».
Смазочные ручейки, пройдя через всю
маслоносную систему, стекают в масляный
резервуар. Оттуда отработанная смазка
под давлением подается в фильтр, очищает-
ся, масляные насосы гонят ее в маслонос-
ную сеть.
Круговорот смазочной жидкости обеспе-
чивает бесперебойность работы и долго-
вечность всей машины.
Но вот машина остановилась, прекрати-
лась подача масла, истощилась несущая
сила масляного клина, и вал опустился на
нижнюю часть поверхности подшипника.
При этом своей тяжестью он выдавил из
зазора «обессилевший» слой смазки. В том
месте, где поверхности вала и подшипника
соприкоснулись, уже нет жидкостного тре-
ния, а есть граничное.
Необходимо, чтобы это трение было
наименьшим, значит очень важно, из ка-
кого металла изготовлены трущиеся по-
верхности.
Валы и оси чаще всего изготовлены из
стали. Она обладает необходимым сочета-
нием прочности, твердости, упругости. Но
для внутренней поверхности подшипника
на самой поверхности металла —
и их высот (глубин отпечатков),
затем — кривизны боковых по-
верхностей и еще какие-то число-
вые данные; наконец — не очень
сложная математическая формула.
Все числа очень малы — выра-
жаются долями миллиметра. Так,
диагонали оснований — от 0,11 до
1,0 миллиметра; а глубина — все-
го лишь 0,14—0,15 миллиметра.
Запись в паспорте машины во-
все не разъяснила, почему на зер-
кально-гладкой поверхности вы-
давлены оспины.
Отпечатки сделаны намеренно,
по указанию работников исследо-
вательской лаборатории. Они из-
учают, как протекает процесс из-
нашивания трущихся деталей ма-
шины. Каждый отпечаток с вели-
чайшей тщательностью измерен.
Все полученные величины входят
в математическую формулу, запи-
санную в паспорт. Когда машина
поработает некоторое время, от-
печаток измерят снова и с такой
же степенью точности. Конечно,
все величины отпечатка (длина
диагонали и его глубина) станут
меньше. Их подставляют в фор-
мулу и узнают, чему равен из-
нос детали.
По полученным результатам
в лаборатории будут судить, как
протекал процесс изнашивания
трущихся деталей на отдельных
участках их поверхности.
Почему так исследуют процесс
изнашивания? Неужели нет дру-
гих способов, без применения
оспин?
Почему, например, просто не
измерить всю трущуюся деталь до
начала ее работы и впоследствии,
когда она поработает в машине,
сколько ей положено? И вообще
как улавливаются, да еще с высо-
кой и в то же время постоянной
степенью точности, ничтожно ма-
лые изменения размеров отпечат-
ка или величина кривизны его бо-
ковых поверхностей?
За ответами на эти вопросы от-
правимся в заводскую лаборато-
рию. Вот что мы здесь узнаем.
Работает в машине вал. Его
«шейки» трутся о поверхности
подшипников. Прошел какой-то
срок, машину разобрали, точным
154
следует подобрать металл, который в паре
со сталью дает наименьший коэффициент
трения, например сплав олова.
Самую втулку подшипника приходится
изготовлять из стали. Втулка должна отли-
чаться прочностью и упругостью. А внутрь
можно «вкладывать» пустотелый ци-
линдр, изготовленный из специального под-
шипникового сплава. В нем и будет вра-
щаться шейка вала, и трение уменьшится.
Дополнительную часть подшипника так и
стали называть вкладышем. Он очень
нужен не только в моменты пуска машины,
но и во время вращения вала. На поверх-
ности мягкого и пластичного вкладыша
крепче удерживается масляная пленка, на
нем же во время работы легко сглаживают-
ся неровности; поэтому их выступы не про-
рывают слоя смазки.
Но вкладыш из такого сплава обладает
и многими недостатками: металл мягок, не
выдерживает нагрузки, подается под ней,
а подшипник должен служить надежной
опорой вращающегося вала.
Для вкладышей понадобился металл,
объединяющий два противоположных каче-
ства— твердость и мягкость. Вкладыши
стали изготовлять двухслойными. Главный
опорный слой почти во всю толщину вкла-
дыша делают из твердого металла, например
бронзы, а второй, поверхностный и очень
тонкий рабочий слой — из сплава баббита.
Основа баббита — мягкое, пластичное
олово. К нему добавляют очень небольшие
доли одного-двух специально подобранных
твердых металлов. Твердые частицы при-
дают прочность основному металлу бабби-
та, удерживают его от растекания по по-
верхности вкладыша, а тонкая оболочка из
мягкого металла (основы баббита) в паре со
»
инструментом или прибором изме-
рили диаметры шеек, получили но-
вые, уменьшенные размеры их.
Как будто ясно, насколько они
износились.
Нет, не ясно! Ведь полученный
размер относится к двум противо-
положным точкам диаметра шей-
ки. Нельзя делить результат на
два — может быть, одна сторона
шейки истерлась больше, а другая
меньше.
Кроме того, нет никакой уве-
ренности в том, что и раньше и
теперь измерен один и тот же
диаметр. Вполне вероятно, что
во второй раз измерен другой
диаметр, который — пусть не на
очень малую величину — меньше
или больше. Эта разница тоже
спутает все расчеты. Может слу-
читься и другое — разница в
размере получилась не только от
изнашивания, но и от какой-то де-
формации вала.
Конечно, в таком результате
исследования оказалось бы много
неясностей, неточностей, искажаю-
щих и величину износа и картину
изнашивания. Значит, способ не
годится.
Но существуют и другие мето-
ды. Например, можно взвешивать
исследуемую деталь до ее работы
в машине и после. В некоторых
случаях делается так: отбирается
проба отработанного смазочного
масла и определяется, сколько
в ней металла (в виде мельчай-
ших частиц — продуктов изнаши-
вания).
Эти и другие способы очень
сложны и не всегда дают хорошие
результаты. А измерение отпечат-
ков во всех случаях наиболее точ-
но и сравнительно быстро отвечает
на вопросы исследователя. Так
получается потому, что в его ру-
ках очень точное средство оп-
ределения числовых характеристик
отпечатка — интерференция света.
155
Первый велосипедный шариковый подшипник.
сталью шейки вала намного снижает силу
трения. Выходит, что баббиты в подшипни-
ках скольжения — второе по степени важ-
ности средство борьбы с вредным трением.
В самом конце прошлого столетия выяс-
нилось, что в некоторых новых машинах
даже жидкостное трение, несмотря на его
очень малую величину, все же оказывается
слишком сильным. Понадобилось создать
подшипник, в котором поверхность шейки
вала не скользила бы, а катилась по вну-
тренней поверхности втулки.
В подшипнике скольжения все точки
обеих поверхностей участвовали в процессе
трения. Сумма сил сцепления между ними
достигала большой величины. А при каче-
нии теоретически только одна точка каж-
дой поверхности, а практически очень огра-
ниченное число точек участвовало бы в про-
цессе трения, и сумма сил сцепления всегда
оставалась бы намного меньше.
Именно так и были устроены первые
в мире шариковые подшипники. Их соби-
рали из двух колец, вставленных одно
в другое. В просвете по окружности распо-
лагались шарики равного диаметра. Шейка
вала наглухо вставлялась во внутреннее
кольцо подшипника. Вращающийся вал не
скользил, а катился на шариках по внут-
ренней поверхности внешнего кольца. Со-
противление движению уменьшилось в де-
сятки раз.
В новом подшипнике на точки касания
шариков и колец распределяется вся на-
Приборы, в которых работают
два интерферирующих луча, а эк-
раном служит оспина на поверхно-
сти трения, улавливают самую
ничтожную разницу в размерах
отпечатка, самую малую кривизну
его боковых граней и дают для
формулы износа наиболее точные
данные.
Вот почему «оспины на лице»
детали оказались отличным сред-
ством для исследования процесса
изнашивания. Но и у этого сред-
ства уже появился «соперник».
В нашей беседе шла речь об
исследовании изнашивания по со-
держанию металла в смазке.
В последнее время этот способ
сделан более точным благодаря
участию меченых атомов. Но об
этом речь в другой главе.
Исследование отпечатка, сделанного алмазной пирамидой. Сверху
слева — вспученное место на поверхности вокруг отпечатка вы-
ровнено осторожным шлифованием. Справа — так выглядело
вспученное место на экране интерферометра, нагрузка на пирами-
ду — 2 килограмма. (Длина диагонали отпечатка — 110 микрон.
На рисунке она увеличена в 330 раз.) Внизу слева — интерфе-
ренционная картина вокруг отпечатка, сделанного на улучшенной
стали при нагрузке в 30 килограммов; в центре — интерферен-
ционные полосы на закаленной стальной поверхности у конца диа-
гонали отпечатка длиной в ПО микрон; справа — интерферен-
ционные полосы на грани отпечатка.
156
«Паучок» на поверхно-
сти подшипника служит
для удержания смазки
между трущимися по-
верхностями.
В шатунах и теле вала сверлятся каналы; в них
циркулирует смазка. (Диаметр каналов показан
в сильно увеличенном виде.)
вал. Значит,
грузка, которая приходится на
все шарики должны быть изготовлены из
прочной, упругой стали достаточно высокой
твердости.
Размеры шариков должны быть строго
одинаковыми. Стоит допустить ничтожную
разницу в величине диаметров, всего лишь
в несколько микрон, и нагрузка обрушится
на наибольший шарик. Через него на коль-
цо будет передано возросшее напряжение,
раньше времени начнется разрушение по-
верхности кольца — оно выйдет из строя.
В шариковых подшипниках, особенно на
больших скоростях вращения, недопустимо
соприкосновение шариков при движении по
канавке. Поэтому в устройство подшипни-
ков входит особая промежуточная деталь—
сепаратор. Это промежуточное кольцо с от-
верстиями-гнездами, в которых вращаются
шарики. Если подшипник рассчитан на
большую нагрузку при высокой скорости,
в нем работают не один, а несколько рядов
шариков в многорядном сепараторе.
РАЗНЫЕ ЗАМЕТКИ
Хорошая смазка до последнего
времени считалась непременным
условием надежной работы лю-
бого подшипника. Однако недав-
но были изготовлены оригиналь-
ные биметаллические подшипни-
ки. Их поверхность покрывается
слоем пористого бронзового по-
рошка, а затем пропитывается
полимерным веществом — тефло-
Но сепаратор сам по себе источник тре-
ния. Шарики трутся о его поверхность.
В некоторых конструкциях подшипников ка-
чения для скоростных машин, в которых
вал делает чуть ли не до 100 тысяч оборо-
тов в минуту, обходятся без сепаратора,
а иногда и без внутреннего кольца — ша-
рики катятся по желобку, проточенному на
конце вала.
ном. Он заполняет все неровно-
сти и позволяет работать без
всякой смазки. Коэффициент тре-
ния любого материала в таком
подшипнике не превышает 0,05.
Приходится только внимательно
следить, чтобы температура под-
шипника не превысила 327 граду-
сов, так как тефлон размяг-
чается. Круговорот смазки в двигателе.
157
Современный шариковый подшипник.
В шариковых подшипниках при неболь-
ших и средних скоростях сила возникающе-
го трения настолько мала, что и выделяю-
щееся тепло тоже невелико и неопасно.
Ведь каждый шарик в каждое мгновение
своего движения касается дорожки уже
другой, почти точечной частью своей по-
верхности. Значит, та часть, которая только
что испытала трение и слегка нагрелась,
пока ей снова придется коснуться дорожки,
успеет охладиться.
В таких подшипниках смазка нужна толь-
ко для уменьшения трения, а не для отвода
тепла. Здесь не нужно обеспечивать непре-
рывного маслообращения, своего рода про-
точной струи, не нужно подавать смазку
под давлением, как в подшипниках сколь-
жения. Поэтому подшипник «заряжается»
смазкой на определенное время своей ра-
боты.
Но при очень больших скоростях, при-
мерно в 15—20 тысяч оборотов в минуту,
или 250—350 в секунду, картина резко ме-
няется. Тепла выделяется намного боль-
ше — один оборот шарика протекает в нич-
тожную долю мгновения. Каждый нагрев-
шийся участок, почти не успев охладиться,
вновь нагревается. «Порции» тепла накла-
дываются одна на другую все больше и
больше, их сумма в конце концов возра-
стает, и даже особо твердая сталь шариков
не выдерживает. Нарушается работа под-
шипников.
В таких случаях и в подшипниках каче-
ния также устраивается система маслооб-
ращения: проточная струя смазки непре-
158
Современный роликовый подшипник.
рывно подается в подшипник и отводит
опасный излишек тепла. Чтобы струя была
как можно полнее и быстрее, ее тоже по-
дают под давлением, которое в особо ско-
ростных машинах доходит до 7—8 атмо-
сфер.
Несколько моложе шариковых роликовые
подшипники, где вместо шариков между
кольцами катятся небольшие стальные ци-
линдры, своего рода катки. Они предназ-
начены главным образом для больших на-
грузок. В шариковых устройствах вся на-
грузка приходится на единичные точки
поверхности, а в роликовых — на очень
узкую прямоугольную поверхность, рас-
положенную по образующей цилиндра:
опора более надежна.
В машинах-гигантах бывают и подшип-
ники качения — гиганты. Сквозь внутрен-
нее кольцо такого подшипника, даже не
пригнувшись, пройдет взрослый человек,
а «шарики» в нем — с ядро старинной пуш-
ки. Бывают и карликовые подшипники —
меньше горошины. Существует много раз-
личных конструкций шариковых и ролико-
вых подшипников.
Существуют так называемые игольчатые
подшипники. Они внешне напоминают ро-
ликовые.
Между двумя кольцами, такими же как
и в роликовых подшипниках, проложены
вплотную друг к другу удлиненные ролики
с очень малым диаметром: утолщенные не-
заостренные иглы. Вообразим, что нам уда-
лось проникнуть внутрь подшипника в мо-
мент запуска и работы.
159
Мы увидим, что иголки, как шарики и
ролики, легко тронулись с места и так же
покатились по своим цилиндрическим до-
рожкам. Пока все идет так, как и должно
быт! в подшипнике качения. Но очень быст-
ро картина меняется. Иголки увлекают за
собой смазку и выгоняют ее книзу и кверху.
Масло сосредоточивается в двух тонких
слоях-пленках, которые располагаются ме-
жду кольцевой цепью иголок и поверхно-
стями качения. Слои-пленки цепко держат-
ся, не разрываются. Ведь нагрузка на вал
равномерно распределяется на удлиненные
и многочисленные линии цилиндров иголок.
Поэтому игольчатый подшипник надежно
выдерживает еще большие нагрузки, чем
роликовый. Цепь же иголок не касается
колец, она двигается в масле.
Каждая иголка трется о слои масла, и
это должно заставить ее вращаться. Но
в то же время иголки трутся одна о другую
и о масло, уплотнившееся в зазоре между
ними. А это трение стремится затормозить
вращение, остановить его. В соревновании
двух влияний трения побеждает второе:
оно действует на большей поверхности и
поэтому оказывается сильнее. Иголки тут
же перестают катиться, они образуют как
бы сплошное третье внутреннее кольцо под-
шипника, которое вращается между поверх-
ностями качения.
Пока длится вращение, между игольча-
тым и основными кольцами подшипника
работают два слоя масла, которые разделя-
ют их, не дают соприкоснуться, не допу-
скают возникновения сухого трения.
Игольчатый подшипник обладает еще
одним полезным свойством: он сам восста-
навливает целость смазки, если даже какой-
либо случайный толчок, удар или другая
причина повлечет за собой разрыв пленки.
Немедленно иголки касаются поверхности
качения, снова начинается вращение каж-
дой из них, опять масло увлекается движе-
нием и располагается в слоях по обеим
сторонам игольчатого кольца. Все происхо-
дит почти мгновенно, и практически разрыв
пленки проходит незаметно.
Как видим, игольчатые подшипники
только внешне похожи на роликовые.
А в действительности это те же подшипни-
РАЗНЫЕ ЗАМЕТКИ
В винтовых передачах (гайка
и винт) типа ходового винта то-
карного станка существует тре-
ние скольжения. Лишь в самое
последнее время удалось и в та-
ких соединениях добиться трения
качения. Для этого спиральные
желобки в винте и гайке запол-
няются шариками. Гайка непо-
средственно не соприкасается
с винтом, а как бы катится по
нему на шариках.
Шариковые винты не требуют
смазки. Они отлично работают и
при очень низкой и при очень
высокой температуре. Применив
новую винтовую передачу, можно
в два, а иногда и в три раза
уменьшить мощность двигателя.
Шариковые винты обладают ис-
ключительно плавным и равно-
мерным ходом, поэтому их легко
установить в нужном положении
с точностью до долей микрона.
* * *
Сегодня шарикоподшипник
знаком каждому и уже не вызы-
вает удивления. Однако есть
подшипники, способные поразить
даже самое смелое воображение.
Для уникальной цементной печи
в Германской Демократической
Республике изготовлен 'своеобраз-
ный подшипник качения. Он
представляет собой обод, который
охватывает барабан печи и будет
вращаться с ним на двух опор-
ных роликах. Общий вес подшип-
ника 125. тонн, а диаметр внутрен-
него кольца достигает 6 метров!
А в Швейцарии серийно вы-
пускаются подшипники с наруж-
ным диаметром в 1,1 миллимет-
ра! В 5 500 раз меньше! В под-
шипнике — три стальных шарика
диаметром по 0,4 миллиметра,
изготовленные с точностью до
0,2 микрона! В обыкновенной
спичечной коробке уместится
34 тысячи таких подшипников!
160
ки скольжения, но без вредного действия
трения покоя при запуске в ход.
Для чего же понадобились такие под-
шипники?
Существуют машины, в которых нагруз-
ка на валы достигает 100—200 тонн и
к тому же еще пульсирует — действует ко-
роткими ритмичными ударами. И вращают-
ся валы с большой скоростью.
Обычные подшипники не справляются
с трением и теплом, возникающими в таких
машинах. Игольчатые же выдерживают
большую нагрузку даже при малых разме-
рах и небольшом весе. И система смазки
в них простая. Поэтому они применяются
в авиационных двигателях внутреннего сго-
рания, в тяжелых металлообрабатывающих
станках, в некоторых узлах автомобиля и
в других машинах, где «пульсирует» боль-
шая нагрузка.
В скоростных подшипниках скольжения
и качения важнейшая и очень нелегкая за-
дача — отвод тепла. Чем больше скорости,
тем это труднее сделать. Уже при 20 тыся-
чах оборотов в минуту самая активная
струя смазки, как бы ее ни вводили в под-
шипник, может не справиться с отводом
возрастающего тепла. Тогда сгорит под-
шипник и неизбежна авария.
В наши дни в опытных конструкциях
некоторых машин валы делают не десятки,
а сотни тысяч оборотов в минуту. Снова
встает вопрос о борьбе с трением. Намети-
лись первые успехи, и можно ожидать, что
сила трения уменьшится.
Коэффициент трения в подшипниках ка-
чения снизился почти до 0,001. Это значит,
сила трения в них составляет лишь 7юоо
долю нагрузки на вал.
Возможно ли еще во много раз умень-
шить столь малую долю? Что может ока-
заться эффективнее качения, что может
победить его так, как в свое время качение
победило скольжение?
Может быть, вернуться к скольжению,
но на основе новой техники сообщить ему
другие качества, которые уменьшили бы
сопротивление трения? Ведь если просле-
дить историю подшипника, то сначала в нем
устранили сопротивление сухого трения,
затем стали подавать больше смазки;
в игольчатых подшипниках устранили еще
и сопротивление трения покоя. А если
устранить и сопротивление жидкостного
трения?
То, о чем нельзя было и мечтать всего
лишь 15—20 лет назад — о вращении вала
в подшипнике при воздушной смазке, —
ФИЗИКА В МАШИНЕ
Опытные газовые законы
В мире машин много предста-
вителей, работа которых нераз-
рывно связана с газами. Вот
перед нами обыкновенный пнев-
матический молоток. В нем рабо-
тает сжатый воздух. И невоз-
можно представить себе устройст-
во и работу молотка, не зная,
как изменяются давление возду-
ха и его температура при сжатии
и расширении, как изменяется
объем воздуха при изменении
температуры и т. д.
Если некоторое количество га-
за сжимать таким образом, что-
бы в течение всего процесса сжа-
тия температура его была посто-
янной, то объем газа будет умень-
шаться так, что произведение
объема на давление будет все
время оставаться неизменным.
Например, компрессор всосал
в цилиндр V = 500 кубических
сантиметров воздуха при давле-
нии Р — 1 атмосфере. Если допу-
стить, что температура газа при
этом останется неизменной, то и
произведение Р • V — 500 единиц.
Когда процесс сжатия закончит-
ся, то воздух займет новый объ-
ем: Vi = 20 кубических сантимет-
ров, давление его тоже будет
иным и увеличится до Pi = 25 ат-
мосфер, но произведение их оста-
нется прежним и будет равно
Р\ • Vi = 25*20 = 500 единиц.
Это первый опытный газовый
закон — закон Бойля—Мариотта.
Если некоторое количество га-
за, помещенного в сосуд постоян-
ного объема, нагреть на один
градус, то давление его увеличит-
11 Машина
161
Воздушный подшипник.
превратилось в реальную возможность
в наши дни для машин с очень большим
числом оборотов в минуту.
Из воздуха может образоваться несущий
клин под шейкой вращающегося вала в за-
зоре между ней и стенкой подшипника.
Для этого нужно, чтобы число оборотов
было достаточно велико — около 20 тысяч
и выше. Тогда вал всплывает в воздухе и
держится в нем, как в смазочной жидкости,
пока длится вращение на больших оборо-
тах.
Внутреннее трение между частицами воз-
духа в несколько десятков тысяч раз мень-
ше, чем в смазочных жидкостях. Значит,
коэффициент трения выразится уже не ты-
сячными, а, возможно, стотысячными до-
лями. И тепла выделится настолько мало,
что его и отводить не надо: оно не будет
вредить машине.
Ахиллесова пята такого подшипника —
слабость несущего клина. Подшипник вы-
держивает только небольшие нагрузки на
вал. Большая нагрузка раздавит воздуш-
ный клин, вытеснит его из зазора, прижмет
вал к подшипнику. Остановится вращение,
произойдет авария.
Воздушные подшипники пока устанавли-
ваются только в небольших скоростных
машинах, работающих при очень малой на-
грузке, например в суперцентрифугах-—
аппаратах для очистки жидкостей.
Еще не существует воздушных подшип-
ников для сильно нагруженных больших
машин. Но можно подавать воздух в под-
шипник под давлением и этим настолько
увеличить мощь воздушного клина, чтобы
он осилил и значительную нагрузку. И мо-
жет случиться невероятное: скольжение
возьмет реванш в своем соревновании с ка-
чением. Трение в осях машин уменьшится
1
ся на часть первоначального
давления. Этим объясняется по-
вышение давления в шинах авто-
мобилей в летнее время и умень-
шение его зимой.
Если же этот газ нагревать
при постоянном давлении, то
с повышением температуры на
один градус теперь уж его объем
1
увеличится на часть перво-
начального объема.
Из этого закона был сделан
важный вывод. Давление газа,
как известно, объясняется хаоти-
ческим движением его молекул,
интенсивность которого, в свою
очередь, зависит от температуры.
Если температуру газа пони-
зить на один градус, то его дав-
ление, следовательно, уменьшится
1
на 273 часть первоначального.
А можно ли дальнейшим пониже-
нием температуры добиться того,
что давление станет равным нулю,
и как будут вести себя при этом
молекулы? Оказывается, при тем-
пературе в минус 273 градуса
Цельсия газ никакого давления
на стенки сосуда не производит.
Кинетическая энергия его моле-
кул равна нулю, и они не совер-
шают поступательного движения
и не ударяют о стенки сосуда.
Температура в минус 273 граду-
са Цельсия называется абсолют-
ным нулем.
Деформация растяжения
Укрепив за верхний конец от-
резок стальной проволоки длиной
/о, будем к нижнему концу под-
вешивать различные грузы, назы-
ваемые деформирующей силой Р,
или натяжением.
Пока мы прикладываем к про-
волоке небольшие грузы, она так
растягивается, что при снятии на-
грузки снова принимает перво-
начальную длину. Силы сцепле-
ния молекул восстанавливают
первоначальное расположение
кристаллов. Увеличивая постепен-
но деформирующую силу, можно
162
до ничтожной величины, и коэффициент тре-
ния, пожалуй, придется обозначать деся-
тичной дробью уже не с тремя, а с семью
или даже восемью знаками после запятой.
Практически это будет означать, что
трение разгромлено и уже больше не в со-
стоянии оказать серьезного сопротивления
движению в машине или способствовать
возникновению хоть в малейшей степени
угрожающего тепла. Долговечность под-
шипников возрастает неизмеримо, а коэф-
фициент полезного действия машин подни-
мается почти до единицы.
Но это «почти» всегда будет оставаться:
никогда не может вовсе исчезнуть неистре-
бимое в природе трение.
Так на протяжении всей истории разви-
тия техники борьба с трением в машинах
была направлена к достижению непрерыв-
ного, все убыстряющегося возрастания ра-
бочих скоростей. Тысячи оборотов в двига-
телях и десятки тысяч оборотов в произ-
водственных машинах — результат побед,
одержанных в этой упорной борьбе.
Прочность машины
Ученые давно выяснили, что усилие, при-
ложенное к любому материалу, в том числе
и к металлу, вызывает в нем сопротивле-
ние. Материал сопротивляется, и тем силь-
нее, чем больше приложенное усилие.
Когда мышцам человека приходится
выдерживать какую-то нагрузку, например
поднимать тяжесть, они напрягаются. Изу-
чая сопротивление материалов, люди науки
сравнили его — по внешнему сходству —
с напряжением, возникающим в теле чело-
века, совершающего работу. Это сопротив-
ление назвали напряжением мате-
риала.
Напряжение в металле — сильный и
опасный враг машин, к тому же еще и
скрытый. Когда машина собрана, испытана
и работает, никому — ни конструктору, ни
рабочему — не видно, как возникают на-
пряжения, как и где они сосредоточивают-
ся, на каком участке опасность поломки
более вероятна. Все это нужно определить
заранее, когда машина еще только создает-
ся. И конструкторы так и делают. Они
опираются в работе на положения важней-
шей науки инженеров — сопротивления ма-
териалов.
В физике существует закон, который гла-
сит, что всякое действие вызывает равное
ему противодействие. Напряжение, проти-
водействующее приложенному к материалу
усилию, тоже равно ему по своей общей
величине.
Теперь вообразим, что мы растягиваем
два стальных прутка квадратного сечения.
У одного сторона квадрата — 10 мил-
лиметров, у другого — 12. Приложенные
проволоку так растянуть, что по-
сле снятия груза она не вернется
к первоначальному размеру, а ста-
нет несколько длиннее. Это и назы-
вается пределом упругости, а пре-
дыдущие деформации, вызванные
силами, меньшими предела упру-
гости, называются упругими де-
формациями. Деформации же,
остающиеся в проволоке после
действия внешних сил, называют-
ся остаточными деформациями.
Вещества с большими преде-
лами упругости называются упру-
гими. Это железо, специальные
сплавы металлов, из которых из-
готовляются всевозможные пру-
жины, рессоры, амортизаторы.
Вещества, предел упругости
которых невелик, называются
пластичными: например, смолы,
пластилин, свинец, асфальт.
Вещества с очень большими
пределами упругости называются
хрупкими — это стекло, перека-
ленные стали, чугун.
Физик Гук, изучая упругие де-
формации, установил, что вели-
чина упругой деформа-
ции тела пропорциональ-
на приложенной силе Р.
В нашем примере с проволо-
кой, сечение которой обозначим
S, будем иметь следующее:
где /1—/о — абсолютное удлине-
ние, Р — деформирующая сила,
/о — первоначальная длина, а —
некоторый коэффициент, величина
которого зависит от природы ма-
териала, из которого сделана про-
волока, стержень или деталь, и
называется коэффициентом упру-
гости. Коэффициент а имеет очень
маленькое численное значение.
Для стали, например, а = 0,000045
мм2/кг. Поэтому в технике поль-
зуются другой величиной, обрат-
1
ной коэффициенту, — Е = ~ *
Эту величину называют модулем
упругости, или модулем Юнга.
Для той же стали модуль Юнга
уже будет равен 22 000 кг/мм2.
163
В двух пруточках неравного сечения при одинако-
вом растягивающем усилии возникают напряжения
разной величины.
к ним усилия одинаковые, по 1 500 кило-
граммов каждое. Значит, и общая ве-
личина напряжения металла в каждом пру-
тке также равна 1 500 килограммам.
Выходит, что и напряжения в обоих пру-
тках одинаковые. Но нет, это вовсе не так!
Представим, что прутки вдруг пере-
стали быть единым сплошным телом. Ка-
кая-то сила превратила их в два пучка
тонких проволочек, но не круглого, а тоже
квадратного сечения. Сторона такого квад-
ратика один миллиметр. Тогда в первом
прутке уложится 100 таких проволочек,
а во втором—144. И каждая из них —
отдельное тело. Что же произойдет с ве-
личиной напряжения? Ясно, что она разде-
лится поровну: в первом случае — на
100 частей, а во втором — на 144. Тогда
напряжение каждой проволочки в первом
пучке будет равно 15 килограммам, а во
втором — немного больше 10 килограммов.
То, что у нас получилось, очень поучи-
тельно. Ведь, по сути дела, разделение пру-
тков на отдельные проволочки не изме-
нило величины их сечений. Значит, и
раньше, до их воображаемого разделения,
на каждый квадратный миллиметр сечения
прутков приходилась равная часть обще-
го напряжения. И, конечно, для каждого
из прутков она разной величины. И это
очень важно. Из этого следует, что дело
не в общей величине напряжения, возник-
шего в металле какой-нибудь детали,
а в той его части, которая приходится на
единицу сечения.
Растяжение полосы вызывает удлинение в продоль-
ном направлении, сужение в поперечном.
Р АЗНЫЕ ЗАМЕТКИ
Машины для испытаний
на растяжение и сжатие
Необходимость всесторонне
испытать прочность конструкцион-
ных частей на растяжение, сжа-
тие или изгиб привела к развитию
все более крупных машин для
испытания прочности. Построена
машина для испытания на растя-
жение для сил до 600 тонн при
сжатии и до 300 тонн при растя-
жении.
Установка снабжена вибрато-
ром. Он позволяет создавать пуль-
сирующие, часто меняющиеся на-
грузки. Они могут в машине
колебаться в пределах от 150 тонн
при сжатии и до 150 тонн при
растяжении.
Существуют и еще более мощ-
ные машины / например для сил
до 1 200 тонн при сжатии и 600
тонн при растяжении.
Эти агрегаты могут удовлетво-
рить почти все встречающиеся на
практике потребности в испыта-
ниях материалов.
* *
Две стальные пластинки при-
крепили к ободу колеса, делав-
шего 300 оборотов в минуту. При
вращении они пересекали две
тонкие водяные струи высокого
давления. Пластинки были пере-
резаны до половины меньше чем
за 3 минуты. Специальная сталь
выдерживала это испытание 15 —
20 минут. Опыт служил для опре-
деления износа турбинных лопа-
ток и пропеллерных лопастей
с целью подбора наиболее подхо-
дящих материалов для них.
164
Вот почему-в науке о сопротивлении ма-
териалов принято считать, что под влия^
нием приложенного усилия общая величина
напряжения распределяется по всему сече-
нию обычно равномерно.
Ученые так и условились: единицей из-
мерения напряжения служит та ее величи-
на, которая приходится на один квадрат-
ный миллиметр сечения детали.
10 и даже 15 килограммов всего лишь
на один квадратный миллиметр — на пло-
щадь величиной с булавочную головку! Ка-
жется, огромная нагрузка. Но прутки
легко выдерживают ее. Больше того, если
мы будем увеличивать растягивающие уси-
лия, прутки разорвутся не скоро — лишь
при напряжении в 40—50 килограммов на
один квадратный миллиметр. Если сталь
высокосортная, очень прочная, придется до-
вести напряжение чуть ли не до 130—
140 килограммов. Это значит, что для раз-
рыва хотя бы первого прутка понадобит-
ся усилие в 13—14 тонн.
Оказывается, прутки богатырски силь-
ны. А они из стали. Из нее изготовлено
огромное большинство деталей машин, и
детали отличаются такой же прочностью.
Познакомимся с числами—характеристи-
ками прочности металла в деталях машин.
Конструктор заранее знает, при каком
напряжении наступает предел упругости и
при каком — предел прочности. Для него
нет тайны и в том, в какие моменты и при
Усилия, действующие на детали и в конструкциях,
приводят к деформациям. Под тяжестью проходя-
щей грузовой автомашины изгибается пролет моста.
В балках моста возникают напряжения подобно
тому, как это бывает при изгибании обыкновенного
упругого бруска. Кик действуют изгибающие усилия,
показано жирными стрелками. Верхняя часть бруска
сжата, нижняя растянута. Длина нейтрального слоя
остается без изменения.
каких напряжениях металл переживает дру-
гие кризисные состояния.
Откуда он получает эти сведения?
Ученые-металлурги уже давно научили
мастеров металла «составлять» сталь, чу-
гун, цветные сплавы с заранее заданными
характеристиками прочности.
Когда вылитый из сталеплавильной пе-
чи металл затвердевает, определенная проч-
ЗКСКУРСИЯ В ЛАБОРАТОРИЮ НАПРЯЖЕНИЙ
Зеркало напряжений
Как ни точно сделан расчет ма-
шины на прочность, на практике
в распределении напряжений слу-
чаются неожиданные сюрпризы.
В одном месте детали напряжения
вдруг почему-то становятся выше
допустимого предела, в другом —
ниже. А это надо увидеть, чтобы
указать конструкторам, где уси-
лить слабое место или, наоборот,
ослабить слишком прочное.
Вообразим, что мы в лаборато-
рии исследования и измерения
напряжений, возникающих в дета-
лях машин под нагрузкой.
В центре лаборатории стоит
стенд, напоминающий жесткую
металлическую раму. Внутри ра-
мы — довольно большая цилин-
дрическая деталь типа втулки.
Сразу бросается в глаза, что она
не металлическая.
Перед нами — модель втулки
рабочего колеса мощной водяной
турбины. Подлинная деталь боль-
ше в 12 раз. Модель пластмассо-
вая. Правда, пластмасса особая —
отличается упругостью. Ее назва-
ние «неолейкорит».
Модель «окружена» грузами,
подвешенными на длинных рыча-
гах. Это сделано для того, чтобы
на нее действовали усилия такие
же по характеру, направлению и
точкам приложения, как и в под-
линной работающей детали. Вес
сравнительно небольших грузов
передается к точкам приложения
через рычаги, получается момент
силы, и нагрузка увеличивается в
несколько раз. Кроме того, можно
воспроизводить нагрузки с по-
165
Как действуют усилия и напряжения при изгибе:
напряжения в верхней и нижней частях бруска
(группы стрелок) действуют в противоположные
стороны; если заменить их равнодействующими, по-
лучится пара сил, действующая на плече (справа
на рисунке). А пальцы, изгибающие брусок, создают
два противоположно направленных усилия — вторую
пару сил. Моменты обеих пар равны между собой.
ность в нем уже есть. Но она еще недоста-
точно высока. Последующей механической
обработкой между валками прокатных ста-
нов, под бойками могучих прессов и моло-
тов, под воздействием тепловой обработки
прочность металла доводится до тех норм,
которые нужны для работы в деталях ма-
шин.
И так же давно умеют люди испытывать
металл на прочность и при изгибе, и при
растяжении, и при сжатии, и при скручи-
вании, и даже при срезывающем усилии —
при любых нагрузках, «стремящихся» каж-
дая по-своему изменить форму металла —
деформировать его.
Вот почему в технике говорят, что воз-
никающие в металле напряжения ведут
к деформации. Это может быть дефор-
мация изгиба, среза, растяжения, сжатия,
кручения. И если каждая из них, в свою
очередь, доходит до предела, происходит
поломка.
Когда мы гнули стальную полосу, нажим-
усилие и вызванное им напряжение порож-
дали сначала лишь упругие деформации
изгиба. (При снятии нагрузки полоса рас-
прямлялась, ее форма восстанавливалась.)
А затем появилась неупругая деформация,
которая все увеличивалась и, наконец, при-
вела к поломке.
Но это мы делали в домашних условиях
и по случайному поводу. Для проверки
прочности металлов их испытывают на
специальных машинах, которые гнут, растя-
гивают, сжимают, срезают, закручивают
металл, а точные приборы отмечают и даже
записывают ход деформации и величину тех
напряжений, которые их вызывают.
Металл наших прутков тоже проверял-
ся таким же способом. Правда, это вовсе
не значит, что вся плавка сваренного в
один раз металла, пропущенного затем че-
рез прокатные станы, прессы, молоты, ис-
пытывалась на всякие деформации. Нет!
Просто от каждой «партии» изготовленно-
го металла отбирается серия небольших
образцов, их-то и испытывают.
Когда один из образцов той стали, из
которой сделаны прутки, испытывали на
растяжение, он сначала деформиро-
вался упруго: удлинялся и тут же
снова сжимался (как только снималась
нагрузка). Затем наступил предел его упру-
гости: деформации перестали быть упруги-
ми, они оставались. Поэтому после
мощью винта и гайки или сжатого
воздуха.
И тогда в модели возникают
напряжения. Они так же распре-
деляются и концентрируются, как
в подлинной детали. Правда, они
меньше по величине, но их не-
трудно пересчитать и получить
картину действия напряжений в
работающей втулке турбины. Но
для этого их нужно измерить.
В каждой , точке модели два
главных напряжения: одно — мак-
симальное, оно действует в том
же направлении, что и нагрузка,
другое — минимальное, оно дей-
ствует в перпендикулярном на-
правлении.
Внимательно всмотритесь в мо-
дель! Вы увидите, что она покры-
та лаком. Постарайтесь разглядеть
те участки поверхности модели, к
которым приложены нагрузки.
Именно в этих местах на лаке
образовались тонкие трещинки.
Это результат действия главных
напряжений внутри модели. И ли-
нии трещинок — будто нарисо-
ванная штрихом картина — пока-
зывают зоны и направление дей-
ствия напряжений.
Там, где образовалось семей-
ство густо расположенных и более
толстых трещинок, скрывается
опасное место — в нем напряже-
ния почему-то сконцентрирова-
лись. и. возможно, их величина
превысила допустимую меру.
Поэтому ее необходимо изме-
рить.
Еще раз вглядитесь в поверх-
ность модели. На ней вдоль тре-
щин и перпендикулярно к ним
(по направлению главных напря-
жений) наклеены очень тонкие
(0,03 миллиметра), короткие, кру-
то и часто изогнутые проволочки.
Их очень много—150 штук. Как
ни малы они, каждая из них —
деталь чуткого, точного измери-
тельного прибора. Его называют
тензометром. Это слово иностран-
ного происхождения и переводит-
ся на русский язык двумя слова-
ми — «измеритель напряжения».
Датчик прибора (так называется
эта деталь) сделан из нихрома,
константана или другого металла,
отличающегося малой электриче-
ской проводимостью.
ж
перехода предела упругости их называют
остаточными. И машина отметила, ка-
ким было напряжение в этот момент. Почти
тут же, едва напряжение возросло, сталь
стала растягиваться даже без увеличения
усилия — металл как бы потек. Еще раз
отмечается величина напряжения, наступил
предел текучести.
Но вот сталь уже не течет, она снова
сопротивляется растяжению. Приходится
сильнее растягивать образец, напряжения
ползут кверху все круче и круче. И так же
«в гору» идет удлинение образца.
Выше, еще выше... Но что это? Глаз ис-
следователя, а не только прибор, улавли-
вает какое-то изменение формы образца как
раз на середине его длины, будто невиди-
мое сжимающееся кольцо сдавливает ме-
талл. Быстро намечается «шейка», опоясы-
вающая стержень образца.
До сих пор цилиндрический стержень ра-
стягивался равномерно по всей длине:
каждый участок удлинялся одинаково.
И, конечно, из-за этого стержень делался
тоньше — тоже по всей длине. Теперь же
картина резко изменилась: общее удлине-
ние прекратилось, только наметившаяся
шейка по-прежнему растягивается, и очень
быстро.
Растягивающее усилие действует теперь
на непрерывно уменьшающуюся площадь
сечения шейки. Поэтому величина напряже-
ния как бы подскакивает кверху. Она воз-
растает так резко, что сталь — связи между
ее частицами — опять не выдерживает, ме-
Момент внутренних сил
Возникновение деформации кручения.
талл «течет». Но на этот раз процесс раз-
вивается быстро и безостановочно. И ско-
ро— сухой треск, образец разорвался,
достигнут и пройден предел прочности.
Перед нашими глазами прошла очень
короткая «жизнь» одного образца. И дру-
гие образцы на других испытательных ма-
Материал модели и приклеенная
проволочка как бы слиты в еди-
ное тело. И вызванная напряже-
ниями деформация (сжатия, ра-
стяжения) точно передается про-
волочке. Она тоже сжимается или
растягивается, ее размеры подли-
не и диаметру изменяются в ту
или другую сторону.
Но тогда изменится и электри-
ческая проводимость (электриче-
ское сопротивление) проволочки.
Это послужит мерой деформации
модели на данном участке ее по-
верхности, значит и мерой на-
пряжения.
Проволочка включается в цепь
постоянного тока через усилитель
и далее присоединяется к чувстви-
тельным электроизмерительным
устройствам.
Сначала узнают, что показывает
тензометр, когда модель свободна
от нагрузок, потом — когда она
полностью нагружена. Это дает
величины деформаций. На помощь
исследователю приходят матема-
тические формулы. Пользуясь ими,
он вычисляет величины напряже-
ний и пересчитывает результат
для подлинной детали.
Полученные решения передают
конструкторам завода, выпускаю-
щего турбины. И там, где напря-
жения будут слишком велики,
размеры детали делаются «пол-
нее» — величина напряжений сни-
жается. А там, где напряжения
ниже допускаемых, можно и
должно уменьшить размеры, об-
легчить деталь.
Надо добиться того, чтобы на
всех участках величины напряже-
ний оказались на уровне допу-
скаемых. В этом лучшая гаран-
тия прочности детали.
Теперь перейдем во второе по-
мещение лаборатории.
В нем довольно длинная опти-
ческая установка. Ее две главные
рабочие части — поляризатор и
анализатор — сделаны из особого
прозрачного вещества; кроме того,
в устройство входят разнообраз-
ные оптические стекла — линзы.
Части имеют общую проходящую
через них оптическую линию —
они как бы сидят на одной опти-
ческой «скамье».
На ту же «скамью» между по-
ляризатором и анализатором по-
мещена нагруженная прозрачная
модель детали машины. В ней точ-
но воспроизведена форма детали,
но размеры в несколько раз. мень-
ше. Замыкает установку экран.
167
шинах гнут, сжимают, срезывают, закручи-
вают.
Так узнают характеристики какой-нибудь
определенной марки металла. Одна лучше
сопротивляется растяжению, но хуже из-
гибу или скручиванию. Другая, наоборот,
стойко выдерживает большое напряжение
на изгиб и отступает перед натиском срав-
нительно слабого растяжения или другой
нагрузки.
Выходит, что металл каждой марки имеет
свою прочностную «индивидуальность». Но
ведь и детали машин отличаются тем же.
Одна, по замыслу конструктора, в работе
испытывает большие напряжения на изгиб,
но не очень уж значительные на растяже-
ние. Другая же главным образом растяги-
вается и сжимается, а иным деформациям
почти не подвергается. И есть среди дета-
лей машин такие, которые сильно скру-
чиваются (валы, оси).
Поэтому конструктор подбирает для де-
талей машины металл подходящей марки.
Из расчета режима работы машины кон-
структору точно известны величины тех
усилий, которые будут в ней действовать.
Значит, он также может предусмотреть,
какие напряжения возникнут в деталях.
На первый взгляд кажется: достаточно
выбрать сталь, которая не разрушается при
рабочем напряжении машины, тогда все бу-
дет хорошо. Но почему же в таком случае
при работе все же случаются поломки ма-
шин?
Да потому, что конструктору на самом
деле вовсе не так легко решить свою зада-
чу, как мы намеренно только что показали.
Можно ли, например, допустить, чтобы
в детали машины напряжение достигло ве-
личины, при которой наступает предел
прочности и разрушение? Конечно, нет!
Даже в какой-то степени приближающую-
ся величину тоже нельзя допустить.
Самые разнообразные причины могут
вызвать незначительное ослабление детали,
уменьшение ее прочности. И тогда напря-
жение, которое еще только приближается
к разрушающему, может сделаться ката-
строфическим.
Совершенно ясно, что в большинстве
случаев нельзя допустить и той величины
напряжения, при которой металл течет: из-
менится форма детали, и нарушится работа
машины.
Может быть, допустимы напряжения, ве-
личины которых меняются где-то между
пределом текучести и пределом упругости?
И эти напряжения никогда нельзя допу-
В лаборатории темно. У края
«скамьи» вспыхивает яркий ого-
нек — источник белого света, пуч-
ка лучей-исследователей. Они на-
чинают путешествие по оптиче-
ской «скамье».
Сначала пучок расходится ко-
ротким веером. Его лучи встре-
чают на своем пути две спарен-
ные линзы: вогнутую и тут же за
ней — двояковыпуклую. Вместе
линзы образуют коллектор — со-
биратель лучей: световой веер ме-
няет форму, его лучи изламывают-
ся и идут дальше ровным строем
параллельных линий.
Строй проходит через поляриза-
тор. И здесь особые свойства ве-
щества, из которого он сделан,
вносят важное изменение в дви-
жение света. Обычно оно проис-
ходит в неисчислимом количестве
плоскостей, пересекающихся по
оси распространения световых
волн. А поляризатор как бы пога-
шает свет во всех плоскостях, кро-
ме двух. Это значит, что из всего
пучка остается только два луча, и
каждый из них распространяется
в своей плоскости. Плоскости об-
разуют угол в 90 градусов.
Ученым удалось один из двух
лучей выключить из дальней-
шего движения по оптической
«скамье». И дальше за поляриза-
тором распространяется волнами
лишь один луч в определенной
плоскости, например в вертикаль-
ной.
Теперь это уже не обыкновен-
ный свет, а «поляризованный». Он
отличается особыми свойствами.
Но нас интересует только то свой-
ство, которое проявляется при
прохождении луча сквозь модель.
Вышедший из поляризатора луч
пронизывает ее и внутри, претер-
певает новые изменения.
Первое: он, в свою очередь, де-
лится на два новых луча. Каждый
из них тоже распространяется
только в одной плоскости.
Второе: один из этих лучей как
бы выбрал для себя плоскость,
проходящую через ось распростра-
нения света и направление макси-
мального напряжения, а другой—
плоскость, проходящую через ту
же ось и направление минималь-
ного напряжения.
Третье: распространяясь по-раз-
ному в напряженных зонах моде-
ли (значит, в различных по плот-
ности средах), оба луча приобре-
тают различные по величине ско-
рости и длины волн. А разность
скоростей зависит от величины
возникших в модели напряжений.
И вот два вновь родившихся
луча вышли из модели. Теперь
они распространяются в воздухе.
Немедленно их скорости и длины
волн уравниваются — возвраща-
ются к характерным для воздуш-
ной среды величинам. Но из-за
того, что внутри модели эти ве-
личины были разными, волна од-
ного луча как бы обгоняет волну
другого (или отстает от него). Так
они и распространяются далее по
оптической «скамье».
Вспомним то, что мы уже знаем
о явлении интерференции света.
Как будто волны наших двух лу-
чей тоже должны складываться
или вычитаться. Нет, не должны:
ведь они распространяются в раз-
ных плоскостях.
В таком виде им и предстоит
пройти сквозь анализатор. Он по-
вернут по отношению к поляриза-
тору на 90 градусов. От этого
происходит следующее.
168
скать. Удлинение детали под влиянием на-
грузки будет оставаться, размеры ее
могут так увеличиться, что нарушится пра-
вильное взаимодействие частей машины.
Верна ли догадка? И да и нет. Верна по-
тому, что действительно где-то на этом
участке находится искомая величина на-
пряжения; неверна потому, что неизвестно,
какое именно напряжение на этом участке
следует выбрать как допускаемое, обещаю-
щее надежную работу детали. Если найти
его где-то близко от предела упругости, те
же самые малые ослабления детали могут
повлечь за собой неожиданный скачок на-
пряжения и вызвать остающиеся удлине-
ния. Значит, надо спуститься еще ниже по
«лестнице напряжений». Насколько?
Напряжение предела упругости уже
в два раза меньше разрушающего напря-
жения. Тогда, может быть, следует выбрать
напряжение в три раза меньше? Вот тут-то
и начинается область незнания: конструк-
торы машин не дают точного ответа на во-
прос. Так получается потому, что металл,
из которого изготавливаются детали ма-
шин, только в теории представляется
идеально однородным и плотным. В дей-
ствительности же в его толще могут ока-
заться самые неожиданные, зачастую труд-
но обнаруживаемые и очень неприятные
сюрпризы: различные пустоты, порой ми-
кроскопически малые, а иногда и доволь-
но крупные, называемые «раковинами»;
в толще металла нередки микроскопиче-
ские трещинки, вкрапления окислов.
А так называемые внутренние напряже-
ния?
Представьте себе кусок воска, очень пла-
Напряжение, действующее перпендикулярно к пло-
скости сечения, называется нормальным; на-
пряжение, действующее в плоскости сечения, на-
зывают касательным.
Если бы между анализатором и
поляризатором не было прозрач-
ной модели, то луч, распростра-
няющийся из поляризатора в вер-
тикальной плоскости, не прошел
бы через анализатор — свет был
бы полностью погашен. Оказы-
вается, в таком случае только лу-
чи, распространяющиеся в гори-
зонтальной плоскости, проходят
свободно через эту преграду. Но
выручило то, что между ними
оказалась прозрачная модель. Ее
так поместили на «скамье», что
вновь родившиеся в ней два луча
идут в двух новых плоскостях,
расположившихся под углом к
вертикали (и к горизонтали). По-
этому анализатор их не гасит.
Какая-то большая или мень-
шая часть каждого из свето-
вых лучей (это зависит от величи-
ны угла) проскальзывает сквозь
анализатор. Но при этом меняют-
ся плоскости их распространения.
Оба луча оказываются в одной и
той же горизонтальной плоскости,
и в ней продолжается волновое
движение. А если так, ничто уже
не препятствует явлению интер-
ференции. Оба луча, вернее — со-
ставляющие их одноцветные лучи,
начинают интерферировать.
За анализатором на оптической
«скамье» расположен экран. На
нем появляется изукрашенное
цветными интерференционными
полосами изображение исследу-
емой модели. А мы уже знаем, что
интерференция каждой пары одно-
цветных лучей зависит от разно-
сти главных напряжений в опре-
деленной точке модели.
Ученые определили соотношение
между длиной световых волн и
этой разностью; тогда стала из-
вестна и численная величина раз-
ности. Те же интерференционные
полосы позволяют подсчитать и
величину суммы главных напря-
жений. А если известны сумма и
разность двух величин, легко вы-
числяется и каждая из них в от-
дельности. И тогда делается яс-
ным, как велики напряжения в
любой точке модели. Остается
лишь пересчитать их величины,
чтобы определить, какие напряже-
ния будут действовать в подлин-
ной детали.
В установке, о которой шла
речь, есть окуляр для исследова-
теля, который наблюдает нарисо-
ванную лучами картину. За экра-
ном на той же оптической
«скамье» можно установить фото-
камеру и получить цветную фото-
графию этой картины.
Как она выглядит?
Каждая одноцветная полоса
соответствует напряжению опре-
деленной величины. Если нагруз-
ка приложена к модели на очень
малом участке, от него расходятся
одноцветные, но различно окра-
шенные круги и овалы малого,
постепенно увеличивающегося ра-
диуса.
Если же нагрузка приложена на
значительном участке профиля
модели (и детали), напряжения
тоже рисуются кругами и овала-
ми, но настолько большого радиу-
са, что на экране видны лишь
отрезки окружностей и овалов в
виде почти прямых цветных ли-
ний.
Так в лаборатории напряжений
в установке — полярископе — ра-
ботают лучи-исследователи.
169
Авария турбогенератора. Ротор паровой турбины,
работавшей на 3 тысячах оборотов в минуту, «вы-
скочил» из статора.
стичного материала, и вообразите, что
внутри его массы заложено множество мел-
ких пружин. Теперь сожмите воск. Форма
куска изменится, одновременно сожмутся и
пружины. Но воск не будет стремиться вер-
нуть себе прежнюю форму, а пружины, на-
оборот, будут. И тогда в толще воска воз-
никнут внутренние напряжения.
Нечто очень похожее получается и в ме-
талле при. его нагревании и охлаждении
из-за разности температур между его от-
дельными слоями и участками.
То же самое бывает и при обработке ме-
талла резанием.
Все это ослабляет деталь, резко подни-
мает величину напряжения. Конструктор
не знает, попадутся ли в толще металла
недостатки или нет, но из осторожности,
чтобы обеспечить надежность детали, он
обязан их учесть и на всякий случай
выбрать напряжение поменьше, значит
сделать деталь потолще.
Но вообразим, что металл у нас идеаль-
ный, в нем нет никаких ослабляющих поро-
ков. Можно ли тогда оставаться на тех
ступенях лестницы напряжений, которые не
намного ниже предела упругости? И снова
приходится отвечать: нет, нельзя!
Во время работы машины могут случить-
ся самые различные происшествия, которые
неожиданно ослабляют или перегружают
ее детали.
Вот пример. Работает на торфоразработ-
СДЕЛАЙ САМ
Деформация
Сделаем несколько опытов, ко-
торые помогут нам познакомиться
с простейшими видами деформа-
ций. На рисунках пунктиром по-
казана деформация и волнистой
линией — место разрыва.
Растяжение
Палочка из пластилина, изо-
бражающая в нашем опыте балку
с круглым сечением, при растя-
жении начинает утоньшаться и
в наиболее слабом месте разры-
вается.
Сжатие
Кубик, сделанный из пластили-
на, не выдержав чрезмерной
нагрузки, расплющивается.
Срезывание
Соедините заклепкой из плас-
тилина или хлебного мякиша две
дощечки с одинаковыми круглы-
ми отверстиями. Затем сдвиньте
дощечки в разные стороны, и вы
увидите, что заклепка срезана
в том месте, где дощечки сопри-
касались друг с другом.
Поперечный изгиб
Спичка в наших опытах будет
миниатюрной балкой. Укрепите
ее на двух опорах. При нажатии
на середину спичка ломается
в месте нажима.
Спичка, закрепленная с одного
конца, под действием силы ло-
мается в месте крепления.
Продольный изгиб
Эту деформацию можно про-
следить, например нажимая на
линейку, поставленную вертикаль-
но. Пока сила незначительна, ли-
нейка выдерживает сжатие, а за-
тем теряет устойчивость, сразу
выгибается и может сломаться.
Кручение
Зажмите один конец пластили-
нового валика и вращайте его за
другой конец. Вы наглядно убе-
дитесь, что частицы валика, ста-
раясь передвинуться за вращаю-
щей силой, не выдерживают даль-
нейшего напряжения, отрываются
друг от друга, и валик ломается.
170
ках машина, складывающая брикеты на по-
ле для сушки. Одним своим катком она
наскочила на кочку. Теперь вся нагрузка
на оси одного катка. Ему приходится вы-
держивать резко возросшее напряжение.
Конструктор должен заранее учесть воз-
можность любого происшествия, перегру-
жающего машину, и выбрать для осей кат-
ков такое напряжение, чтобы неожиданное
и кратковременное увеличение его даже
в несколько раз не повело бы к поломке.
Другой пример: поломка из-за недосмот-
ра. Мы уже рассказали о разрушении
маховика паровой машины. Конструктор
сделал маховик таким, чтобы он выдержал
лишь 15-кратную величину напряжения. Но
из-за грубого недосмотра машиниста цент-
робежная сила выросла в 16 раз. Во столь-
ко же раз увеличилось и напряжение в ме-
талле маховика. Оно «взбунтовалось», вы-
шло из повиновения человеку. И не хва-
тило даже большого «запаса прочности».
Еще пример.
Движущиеся части паровых машин за-
мыкаются стойкой — рамой, которая с од-
ной стороны (на рисунке — с левой) опи-
рается на кронштейн (подставку) для под-
шипника вала, а с другой (с правой) —на
две обыкновенные ножки. И рама и ножки,
в свою очередь, опираются на фундамент
и скреплены с ним болтами: подставка под-
Статор генератора постоянного тока после того, как
разлетевшиеся куски обода ротора пробили толщу
чугунного корпуса машины и разнесли его.
шипника — четырьмя, а каждая ножка —
двумя.
Части рамы не двигаются. Они не испы-
тывают ударов и даже сколько-нибудь зна-
чительных «натисков» — давлений. В них
возникало напряжение всего в 0,77 кило-
грамма на один квадратный миллиметр.
Рама была чугунная. Несколько десят-
ков лет назад чугуны были очень непроч-
ными. Все же такая рама могла выдержать
в десять раз большее напряжение. Поэтому
в ее надежности были уверены.
Неодинаковая степень затяжки болтов вызывала неучтенные изгибающие усилия. В металле рамы
машины и материала фундаментной плиты возникли чрезмерные, недопустимые напряжения; они и
привели к трещинам.
171
Вверху — микрофотография углеродистой стали
после 50 тысяч изгибаний в обе стороны при на-
пряжении 19,5 килограмма на один квадратный
миллиметр. Появилась трещина, но еще > не очень
заметная. Но вот тот же образец дополнительно
растянули на 5 процентов. И трещина (внизу)
сразу стала длинной и широкой.
И вдруг рама разорвалась совсем близ-
ко около левой подставки. Начались по-
иски причины. Из показаний машиниста
выяснилось, что незадолго до аварии он
сильно завернул не все восемь гаек фун-
даментных болтов, а только крайние.
Из-за этого рама выгнулась. Напряже-
ния в ней сразу же увеличились во много
раз. А тут еще палец кривошипа неплотно
сидел в шарнире. Происходило сильное
биение, раму трясло как в лихорадке, и
она лопнула.
Все это неожиданные аварии. Они от не-
предвиденных в работе происшествий, не-
досмотров, слишком резких перегрузок и
даже от ошибок, вкравшихся при конструи-
ровании и расчете машины. Но возможны
поломки и от других причин.
Выносливость и жесткость
Работает шатун паровой машины. Пор-
шень вместе со штоком перемещается в
цилиндре, толкает шатун, приводит в дви-
жение кривошип. Стержень шатуна испыты-
вает вдоль своей оси сжимающую нагруз-
ку — работает на сжатие. Начинается
обратное движение поршня. В момент пере-
хода кривошипа через первое крайнее по-
ложение движение как бы останавливается
и нагрузка снимается. Затем поршень уже
не толкает шатун, а, наоборот, тянет назад.
Возникает новая, противоположно направ-
ленная нагрузка — стержень шатуна испы-
тывает растяжение.
Сжатия и растяжения, пока длится ра-
бота машины, непрерывно сменяют друг
друга, сжимают и растягивают металл ша-
туна. За время работы в паровой машине
шатуну приходится выдержать больше од-
ного миллиарда циклов, состоящих из
быстро и попеременно действующих сжа-
тий и растяжений.
Каждая из нагрузок, взятая отдельно, не
тяжела для правильно рассчитанного ша-
туна. Ведь величина возникающих в нем
напряжений хорошо известна конструктору:
качество металла и размеры шатуна так
подобраны, что запаса прочности достаточ-
но, Но частая и быстрая смена противо-
положно направленных напряжений «изма-
тывает» металл, заставляет его «уставать»
даже от сравнительно легкой нагрузки.
И тогда металл в каком-то одном, наибо-
лее напряженном участке «надрывается»,
в нем возникает трещина, она распростра-
няется все глубже и глубже, и внезапно
происходит поломка.
Машиностроители так и назвали это яв-
ление усталостью металла. Она воз-
никает в деталях машин, если в них дей-
ствуют быстро повторяющиеся и чередую-
щиеся напряжения: сжатие и растяжение,
изгибание, срез или скручивание в проти-
воположные стороны, пусть даже напряже-
ния намного ниже допускаемых.
Примерно в начале двадцатых годов бы-
ло подсчитано, сколько переменных нагру-
зок испытывают части некоторых машин за
время своей работы. Результат оказался
неожиданным. Так, например, коленчатый
172
1 миллиард, а вал паровой турбины —
15 миллиардов.
15 миллиардов переменных изнуряющих
нагрузок испытывал за свою рабочую
жизнь вал паровой турбины! За тридцать
лет, прошедших со времени подсчета, ра-
бочие скорости большинства машин увели-
чились в несколько раз. Легко можно себе
Распространившаяся во внутрен-
них слоях металла усталостная
трещина сделалась причиной по-
ломки роторного вала турбогене-
ратора.
вал двигателя самолета испытывал в то
время 18 миллионов переменных нагрузок,
вагонная ось — 50 миллионов, коленчатый
вал автомобильного двигателя — 120 мил-
лионов, ось паровоза — 400 миллионов,
движущиеся части паровой машины —
представить, как изменились приведенные
числа: они достигли чудовищных величин.
Чтобы выдержать такие' нагрузки, дета-
ли должны отличаться огромной сопро-
тивляемостью усталости, должны быть
очень выносливыми. Это новое их ка-
РАЗНЫЕ ЗАМЕТКИ
Гибель „Кометы"
Несколько лет прошло с мо-
мента трагической гибели англий-
ского пассажирского реактивного
самолета «Комета», но лишь
совсем недавно выяснены причи-
ны, вызвавшие эту катастрофу.
Гибель «Кометы» долгое вре-
мя казалась необъяснимой. Огром-
ный самолет с четырьмя реактив-
ными двигателями летел со ско-
ростью 800 километров в час на
высоте 10 тысяч метров и через
полчаса после вылета из Рима
внезапно рассыпался на куски и
упал в Средиземное море. Погиб-
ли все пассажиры и экипаж воз-
душного корабля — 35 человек.
Поиски причин, (вызвавших
аварию, шли в самых различных
направлениях. Даже специальные
подводные телевизионные уста-
новки были использованы для то-
го, чтобы разыскать на дне моря
остатки погибшего самолета,
•поднять и исследовать их. Поиски
и обнаружение самолета долгое
время служили громкой рекламой
т ел еви з и о иному обор удов ан и ю,
которое было использовано для
этой цели.
...Загадку «Кометы» разреши-
ла огромная исследовательская
работа, и вновь весь мир облете-
ло страшное для всех конструкто-
ров слово «усталость». Много
десятилетий изучалось это таин-
ственное явление. Казалось, ин-
женеры уже научились учитывать
его в своей работе. Но усталость
снова проявила себя. Кинофильм,
снятый во время испытаний на
«родных братьях» «Кометы», ри-
сует картину катастрофы.
Стенки кабины не выдержали
длительных напряжений, возни-
кающих из-за разности внутренне-
го и внешнего давлений при по-
лете на большой высоте. Возра-
стая и убывая при изменениях
высоты, эти напряжения вызвали
усталость металла. По металли-
ческой «коже» кабины стремитель-
но пробежала трещина, и внутрен-
нее давление с огромной силой
разметало в стороны все, что на-
ходилось в ней. Взрыв был мгно-
венным и сокрушительным.
Изучение обстоятельств гибели
«Кометы» позволило установить
новые закономерности явления
усталости.
* * *
Что прочнее: человеческий во-
лос или свинец, медь, платина,
дюралюминий? Волос! Оказы-
вается, по прочности с нашими
волосами может соперничать
только сталь! При толщине
в 0,05 мм волос выдерживает
груз в 100 граммов. Это значит,
что предел прочности его превы-
шает 5 тысяч кг/см2. Женская ко-
са состоит в среднем из 200 ты-
сяч волос и легко выдерживает
груз в 20 тонн! Недаром древние
карфагеняне считали женские ко-
сы лучшим материалом для тя-
жей своих метательных машин.
173
Усталостный излом шейки коленчатого вала.
В шейке коленчатого вала — поперечное отверстие.
Это вызвало усталостную трещину и излом шейки
у отверстия.
чество — выносливость — стало важней-
шим в характеристике каждой машины.
На специальной испытательной машине
растягивают и сжимают поочередно один
за другим серию в десять образцов. Пер-
вый образец нагружают высокой, но еще
посильной нагрузкой. Через сравнительно
небольшое число циклов (растяжение —
сжатие) первый образец устает и внезапно,
без каких-либо сигнализирующих призна-
ков, разрывается. Тогда в машину устанав-
ливается второй образец. Опять искусст-
венно изнуряют металл, изматывают его
чередующимися растяжениями и сжатия-
ми, но на этот раз величина нагрузки,
а значит, напряжений меньше. Образец
снова устает, но выдерживает уже большее
число нагрузочных циклов и все же опять
разрывается. Еще раз, для третьего образ-
ца, снижается величина напряжения, и то-
гда снова возрастает число нагрузочных
циклов до разрыва.
Все больше образцов проходит через ис-
пытание, каждый раз уменьшается величи-
на напряжения, и все отдаляется момент
разрыва образца — возрастает число пере-
житых им нагрузочных циклов. Наконец
при какой-то определенной нагрузке сталь-
ной образец выдерживает 10 миллионов
циклов и не разрывается.
Пусть еще больше возрастет число цик-
лов: металл теперь настолько хорошо со-
противляется усталости, что выдержи-
вает напряжение, не разрываясь. Значит,
величина этого напряжения и выражает еще
одну характеристику работающего ме-
талла — предел его выносливости. Ее тоже
записывают в паспорт металла. И если
для полной надежности снизить рабочее
напряжение детали, то деталь будет слу-
жить при любом числе переменных нагру-
зок.
Но и забота о выносливости деталей ма-
шин не исчерпывает трудностей конструк-
тора.
Представьте себе какую-нибудь продол-
говатую деталь, например шатун или лю-
бую другую деталь из «семейства» рыча-
га. Когда она работает в машине, на нее
действуют не только растягивающие или
сжимающие, но и изгибающие усилия. При
этом может случиться, что произойдет из-
гиб — и поперечный и продольный.
Бывает, тяги, шатуны, сделанные в виде
стержней сплошного сечения и из очень
прочного металла, хорошо выдерживающе-
го значительные растяжения, «сдают» под
напряжением изгиба, особенно продольно-
го. Они не разрушаются, но изгибаются.
Металлу не хватает жесткости; в этом от-
ношении ему необходимо как-то помочь.
Конструкторов выручила одна особен-
ность работы металла в таких деталях.
Оказывается, стоит лишь придать им фор-
му, в которой бы металл сосредоточился
подальше от оси детали, и противоизгибная
сила детали возрастает в несколько раз.
Для этого детали изготовляют полыми.
Тогда вся масса металла сосредоточивается
на окружности цилиндрического стержня.
Можно достигнуть той же цели, сделав
деталь ребристой: значительная часть ме-
талла и здесь будет удалена от оси детали.
Так появились в машинах, например в са-
174
молетных двигателях, трубчатые валы, што-
ки, ребристые шатуны.
Уже давно известно, что напряжение рас-
пределяется в металле неравномерно: в не-
которых местах оно концентрируется и по-
этому больше, в других — меньше; средняя
его величина, принятая конструктором, по-
лучается из всех этих величин. Но там, где
напряжение сконцентрировалось, оно может
оказаться настолько большим, что произой-
дет поломка.
Концентраторов напряжений в металле
много. Напряжения всегда как бы набра-
сываются на слабое место металла: на лю-
бые пустоты, трещинки.
Некоторые особенности формы деталей
машин: всевозможные острые вырезы, рез-
кие переходы профиля, сквозные отверстия,
Очаги зарождения трещины при многократной переменной нагрузке (показаны стрелками). В круж-
ках — интерференционные полосы, получаемые при исследовании напряжений в таких деталях.
СДЕЛАЙ САМ
Усталость металла
Вероятно, вам часто приходи-
лось ломать проволоку или тор-
чащий из доски гвоздь, быстро
сгибая их то в одну, то в дру-
гую сторону. Выражаясь техни-
чески, вы подвергали их знако-
переменной нагрузке, если счи-
тать, что сгибание в одну сторону
это «плюс», а сгибание в другую
сторону — «минус».
Частицы металла в месте, наи-
более подвергающемся такой
быстрой смене нагрузок, расхо-
дятся, образуются усталостные
трещины, и затем происходит
полное разрушение — разрыв.
Влияние формы
на прочность
На опытах рассмотрим случаи,
когда сами по себе непрочные
материалы становятся прочны-
ми, если им придать нужную
форму.
Вырежьте из писчей бумаги
две полоски длиной 14 сантимет-
ров и шириной в 2 сантиметра
и положите их рядом на две кни-
ги, лежащие на расстоянии при-
мерно 10—12 сантиметров друг от
друга.
Середины бумажных полосок
прогнутся от собственной тяжести.
А уже о том, чтобы положить на
них какой-нибудь груз, например
коробку спичек, и говорить не
приходится. Но стоит только со-
гнуть полоски по их длине попо-
лам, как они сразу приобретут
жесткость.
Положите полоски рядом угол-
ком вверх на опоры. Теперь на
них можно класть записную книж-
ку, и они почти не прогнутся. Бу-
мажный листок гнется в руке.
Но, свернутый в трубку, приоб-
ретает жесткость.
Оказывается, прочность на из-
гиб зависит не только от само-
го материала, но и от формы,
175
Микрофотографии углеродистой стали до испытания на усталость (слева) и после него (справа).
Хорошо видно, как изменилось строение металла.
всякого рода канавки, односторонние и опо-
ясывающие, и даже сколько-нибудь «глубо-
кие» следы резца на поверхности детали —
все это тоже играет роль очень активных
концентраторов напряжений.
Значит, конструктор должен позаботить-
ся и о том, чтобы в форме детали не было
резких переходов от одного сечения к дру-
гому и даже небольших остроугольных вы-
резов. Очертания детали должны быть
плавными, «спокойными».
В наши дни открыто много тайн распре-
деления напряжений. Ученые нашли спосо-
бы проникать во внутренний мир металла
и разведывать в нем, где и как распреде-
лились и сосредоточились напряжения,
какова их величина и направленность. Но,
несмотря на это, многое в металле и его
службе остается еще не полностью откры-
тым и изученным. Поэтому конструктор
вынужден застраховать машину от своего
незнания. Он снижает напряжение, имея
в виду возможные недостатки в самом ме-
талле, затем еще раз уменьшает получив-
которую придали этому материа-
лу.
Песок и бумага очень непроч-
ные материалы. Песок рассыпает-
ся, бумага рвется. Но если
склеить из бумаги в два слоя
цилиндр и насыпать в него сухой
песок, то получится довольно
крепкий столбик, способный вы-
держать значительное давление.
Давление на песок распределяет-
ся равномерно по круговым стен-
кам цилиндра. Этот принцип
используется иногда и в строи-
тельстве.
Материал, из которого сделана
коробка спичек, — хрупкая, тон-
кая деревянная пластинка.
А в склеенном виде спичечная
коробка способна выдержать боль-
шую нагрузку.
Поставьте вертикально четыре
пустые коробки от спичек (оста-
вив только их наружную часть).
На них положите небольшую дос-
ку так, чтобы она своими углами
опиралась на все стоящие короб-
ки. На доску можно поставить
четырехлетнего ребенка — под-
ставка выдержит. Оказывается,
что спичечная коробка способна
выдержать на себе нагрузку
в 2 тысячи раз большую, чем ее
собственный вес.
Теперь, когда вы на опытах
176
Разнообразные усилия, действующие на втулку рабочего колеса турбины, вос-
производятся на модели этой детали с помощью нагрузочных устройств. (К стр. 165.)
Исследование напряжений в моделях деталей машин с помощью полярископа. Сверху —
общий вид установки и момент исследования напряжений в крюке крана. С установки снят
светофильтр — исследование ведется в поляризованном белом свете, модель окрашивается
всеми цветами спектра. Внизу справа показан тот же крюк, исследованный со свето-
фильтром в поляризованном одноцветном луче света. Внизу слева и в центре —
исследованные в полярископе модели зубчатого зацепления и растягиваемой пластинки с отвер-
стием в центре. (К стр. 167.)
Проверка качества измерительных плиток с помощью интерферометра. Луч света (красная стрелка)
падает интерференционными одноцветными полосами на поверхности плиток. Сверху — проверяется
степень прямолинейности поверхностей. С ле в а —поверхности выпуклые, вогнутые или выпукло-вогну-
тые; справа — правильно-плоские. В середине— проверяется степень параллельности поверхностей.
С л е в а — верхняя поверхность плитки совмещена с плоскостью распространения одноцветного луча
(зеленого); затем плитка повернута на 180° вокруг вертикальной оси — непараллельность обнаружена
появлением на верхней и боковой поверхностях интерференционных полос других цветов; справа—
полная параллельность — поверхность повернута на 180°, плитка не изменила окраски. Внизу —
проверяется правильность размера плитки. На столике прибора —образцовая и проверяемая плитки.
Слева — верхняя поверхность образцовой плитки совмещена с плоскостью распространения одноцвет-
ного луча (синего). А на проверяемой плитке та же поверхность окрасилась в зеленый цвет. Значит,
ее размер неправилен, и видно, что он больше заданного на несколько интерференционных полос.
Зная расстояние между ними, исследователь определяет величину отклонения размера. Справа —
размер проверяемой плитки правилен, ее верхняя поверхность окрасилась в синий цвет. (К. стр. 145 и 260.)
При равных диаметрах
металлического прутка и
плотно связанного пуч-
ка тонких проволок из
того же материала вто-
рой прочнее на растя-
жение.
тот же брусок
сопротивляется
если он уложен
Один и
лучше
изгибу,
узким ребром, а не ши-
рокой «полкой».
шуюся величину, чтобы учесть возможные
капризы в распределении и действии на-
пряжений. Наконец приходится представить
возможные происшествия в работе машины
и — случатся ли они, или нет — предусмот-
Массивный стержень, труба такого же диаметра и
двутавровая балка, ширина «полки» которой равна
диаметру ее «соседей», — все они одинаково прочны
на изгиб. Но в массивном стержне намного больше
металла, чем в трубе или в балке. Значит, благода-
ря форме металл в трубе и балке лучше работает
на поперечный (и продольный) изгиб.
реть на их долю скидку с величины напря-
жения.
Все взятое вместе создает «запас проч-
ности».
Бывает, что величина расчетного напря-
жения уменьшается в сравнении с пределом
прочности уже не в два и не в три, а в че-
тыре, пять и больше — иногда даже до
двадцати — раз.
Чем тяжелее условия работы машины,
убедились, что прочность зависит
не только от материала, но и от
формы, которая ему придается,
можете из кусков бумаги, согну-
тых в виде уголков разных разме-
ров, склеить легкие, прочные мо-
дели мостов, подъемных кранов,
башен.
При изготовлении таких моде-
лей обрезайте концы бумажных
уголков так, чтобы отдельные кус-
ки можно было подогнать друг
к другу. Чаще всего срезы нужно
делать косые.
В качестве клея используйте
расплавленный стеарин, набирая
его из горящей свечи, подогретой
над пламенем, стеклянной капель-
ницей (пипеткой). Стеарин, после
того как вы его капнете в нужное
место, моментально застывает,
скрепляя детали модели.
Процесс изготовления моделей
из бумаги очень напоминает увле-
кательную работу электросварщи-
ков, создающих красивые ажур-
ные конструкции из стали на
настоящем строительстве.
РАЗНЫЕ ЗАМЕТКИ
вала равной
при разной
Два
прочности
длине весят одинаково,
поэтому пустотелый ко-
ленчатый вал для авто-
мобильного мотора ока-
зался прочнее сплошного,
на 35 процентов легче
его и дешевле.
12 Машина
177
Всякого рода отверстия тоже дей-
ствуют как «собиратели» напряже-
ний; в том месте детали, где есть
отверстие, грозит поломка.
чем более вероятны внезапные и сильные
перегрузки ее деталей, тем меньше допу-
скаемое напряжение и больше запас проч-
ности, который обязательно предусматри-
вает конструктор, когда он проектирует ма-
шину.
Но значит ли это, что можно перестра-
ховаться и на всякий случай обеспечить
для машины слишком большой запас проч-
ности?
Такая перестраховка — брак в работе
конструктора. Ведь чем меньше выбранное
им напряжение, тем больше сечение детали.
Это увеличивает ее размеры, а следователь-
но, и расход очень нужного стране металла.
Машина получается тяжелой и дорогой.
Конструктор имеет право и обязан де-
лать скидку с величины напряжения за счет
всего, что ему неизвестно и что необходимо
учесть. Но он обязан знать и все, что по-
зволяет ему как можно больше снизить ве-
личину этой скидки, сделать ее наименьшей.
Если конструктор не знает этого, слишком
большой запас прочности — результат его
невежества.
Распределение напряжений в металле штока порш-
невого двигателя (слева направо). В штоке
равного сечения линии напряжений располагаются
ровной «шеренгой». Если на штоке — кольцевой же-
лобок с остроугольным донышком, сечение его
уменьшается. На него действует та же нагрузка.
Значит, линии во всей «шеренге» напряжений
должны стать длиннее. На самом же деле происхо-
дит другое. Напряжение сосредоточивается у до-
нышка кольцевого желобка — здесь линии вытяну-
лись в несколько раз. А по всей внутренней толще
(в этом же сечении) линии стали короче — напря-
жение слабее. Если закруглить угол донышка, «пи-
ки» напряжений будто срезаются, становятся лишь
немного длиннее линий на среднем участке «ше-
ренги».
178
Машинная „лихорадка"
Подвесим на нитке небольшую гирю,
дождемся ее полного «успокоения»—не-
подвижности. Теперь гиря в состоянии рав-
новесия. Отведем ее на какой-то угол и от-
пустим. Гиря будет раскачиваться — ко-
лебаться, двигаясь по дуге окружности,
радиус которой — длина нитки. Весь путь
в оба конца — размах колебания. Полови-
на размаха, расстояние по дуге окружно-
сти от отвесного до крайнего положения, —
амплитуда колебания.
Ясно видно, что каждый очередной раз-
мах меньше предыдущего, — колебание по-
степенно затухает. Наконец размахи дела-
ются почти незаметными.
В начале опыта пустим в ход секундомер
и измерим продолжительность первого, са-
мого большого размаха. Потом повторим
измерение на десятом размахе. Он будет
намного короче первого, и можно полагать,
что и продолжительность его окажется
меньше. А на самом деле секундомер по-
казывает такое же время.
Двадцатый размах — совсем короткий —
длился столько долей секунды, сколько пер-
вый и десятый. Скоро наступил момент,
когда нитка с гирей едва-едва отходила от
отвесного положения. И все равно на этот
кратчайший ее путь, на очень незначитель-
ное колебание, опять затрачивалось столь-
ко же времени, сколько уходило на каждый
из всех предыдущих размахов.
Пример вынужденных колебаний: каждый раз при
возвращении качелей в начальную точку качания
они получают импульс. Когда наступит резонанс
частот собственных и вынужденных колебаний ка-
челей, размахи качания станут резко возрастать.
Этот закон — постоянство, неизменность
величины времени каждого размаха данно-
го тела под влиянием определенной силы,
выведшей его из равновесия, — открыл ве-
ликий итальянский ученый Галилей еще
в начале XVII столетия.
Но если неизменно время размаха, то не-
изменно также и число размахов в едини-
цу времени, или частота колебаний.
Ученые доказали, что постоянная часто-
та таких колебаний (ее называют собствен-
ной частотой данного тела) так же харак-
теризует любой предмет, машину, сооруже-
ние, как присущий им цвет, запах или
удельный вес и другие признаки. Число ко-
лебаний в секунду и было принято в каче-
стве величины, характеризующей частоту, а
ФИЗИКА В МАШИНЕ
Колебания
Во многих машинах очень ча-
сто встречаются периодические
движения, то есть такие, когда
какая-нибудь деталь или часть
детали повторяет несколько раз
одно и то же движение за оди-
наковое время. Это время, через
которое такое движение снова
повторяется, называется перио-
дом Т. Большую группу периоди-
ческих движений составляют ко-
лебательные движения, в которых
точка перемещается около како-
го-то среднего положения. К та-
ким движениям относятся колеба-
ния маятника, движение поршня
в цилиндре, колебания струны
и т. д.
Число полных колебаний, на-
пример, маятника в секунду на-
зывается частотой колебания
и составляет величину, обрат-
i
ную периоду, т. е.
Расстояние от среднего поло-
жения до наибольшего отклонения
маятника называется амплитудой
колебания А. Две амплитуды
называются размахом колебания.
Любое отклонение х колеблю-
щегося тела от положения равно-
весия вычисляют по формуле:
X = A-Sina, где а=—— • t —
=2tcv^ называется фазой, которая
показывает, в какой стадии от
начального среднего положения
находится тело в данный мо-
мент времени t. Тогда уравне-
ние колебательного движения
примет вид:
х = А • Sin (2тМ).
12*
179
Алексей Николаевич Крылов (1863—1945) — про-
славленный русский ученый с мировым именем, ма-
тематик, механик и кораблестроитель, академик,
Герой Социалистического Труда. Ему принадлежат
классические работы по остойчивости и плавучести
судов, по теории колебаний корабля на волне, пер-
вый в мировой науке курс «Вибрации судов» и це-
лый ряд ценнейших исследований непотопляемости
судна, в теории магнитных компасов и в других
областях судостроения.
одно колебание в секунду — в качестве
единицы частоты. Ей дали название герц
по имени немецкого ученого Герца, автора
выдающихся работ в области теории коле-
баний. Но существует и другой вид коле-
баний. Их вызывает не мгновенное, боль-
ше не возобновляющееся внешнее воздей-
ствие, а повторные и периодически
действующие усилия.
Они непрерывно вынуждают тело коле-
баться с частотой, которая меняется. Она
зависит от частоты действия усилия. Это не
свободные, а вынужденные коле-
бания.
Частота свободных колебаний остается
постоянной, а вынужденных меняется.
Она может оказаться ниже и выше свобод-
ных. Но в какой-то момент обе частоты сов-
падут.
Не следует думать, что сооружение, ма-
шина или любое другое тело должны обя-
зательно колебаться с присущей им соб-
ственной частотой. Они могут и вовсе не
иметь в данный момент никаких свободных
колебаний. Но достаточно частоте вынуж-
денных колебаний совпасть с присущей
предмету частотой свободных колебаний,
как произойдет опасное явление, которое
называется резонансом.
Колебания свободные и вынужденные
действуют и в машинах, но в них они про-
текают с особо высокой частотой и с нич-
тожно малым размахом, заставляя детали
машин дрожать. В практике такие колеба-
ния получили название вибраций. Вибрации
возникают в машине независимо от воли
человека, вопреки ей и могут разрушить
машину.
Только если заранее предусмотреть воз-
можность возникновения вибраций, учесть
их силу и направление, можно поставить пе-
ред ними препятствия и ослабить или почти
вовсе устранить их вредное действие. Кро-
ме того, работа машины регулируется, что-
бы не произошло самого опасного — резо-
нанса.
Творческое первенство в исследовании
вибраций машин принадлежит замечатель-
ному русскому ученому академику
А. Н. Крылову.
Много самых разнообразных воздействий
передается машине в виде толчков и уда-
ров, вызывающих разнохарактерные и раз-
нонаправленные вибрации. Одни из ви-
браций затухают, другие возникают, одни
встречаются в своем движении, ослабляют
друг друга, иные, наоборот, совпадают по
направлению и усиливаются, а третьи дей-
ствуют независимо от остальных. Получает-
ся своеобразная арифметика колебаний, их
вычитание и сложение.
Результат выражается в виде какой-то
общей вибрации всей машины и отдельных
вибраций каждой из ее деталей. И все же
в этом хаосе каждое колебание живет сво-
ей собственной жизнью — отличается от
других своей собственной и неизменной
частотой.
Очень опасными оказались так назы-
ваемые крутильные колебания. Возникают
180
они таким образом. Когда вал вращается,
на соседних его участках иногда усилия на
микроскопическую величину и на мгновение
разнятся между собой. В результате про-
исходит частичное закручивание вала. Эф-
фект явления тут же прекращается, и вал
снова раскручивается. Все же он не остает-
ся в нормальном состоянии, а закручивает-
ся в обратную сторону, затем снова закру-
чивается в противоположном направлении.
В работающем валу возникают и вынуж-
денные крутильные колебания. Так, напри-
мер, кривошип периодически за каждый
оборот закручивает вал в одну или другую
сторону.
Рабочие скорости производственных ма-
шин непрерывно растут. Уже десятки тысяч
оборотов в минуту делают рабочие валы —
шпиндели некоторых станков.
Естественно, что частоты вынужденных
колебаний машин очень быстро нагоняют
частоты свободных вибраций, происходит
резонанс свободных и вынужденных колеба-
ний. Затем, если рабочая скорость машины
вдвое превосходит частоту свободных коле-
баний, снова наступит резонанс. Далее чис-
ло оборотов шпинделя может и в три, и
в четыре, и в пять, и даже в тридцать раз
превзойти частоту свободных колебаний.
И каждый раз, когда число оборотов вала
окажется кратным числу, выражающему ча-
стоту свободных колебаний, возникает ре-
зонанс.
Из этого следует, что современные скоро-
стные машины намного более восприимчи-
вы к резонансу. Поэтому в наши дни «ли-
хорадка» вибраций стала особенно опас-
ной. Она служит источником самых разно-
образных и зачастую катастрофических
аварий машин.
Вынужденные вибрации могут совпадать
не только со свободными колебаниями
машины, но и с частотой и направлением
воздействия повторно-переменных нагрузок.
Тогда они помогают нагрузкам ослаблять
деталь, заставляют ее преждевременно ус-
тавать и способствуют внезапной поломке.
Часто как будто без причины возникают
трещины в фундаментах машин или в сте-
нах помещения, где они работают, — это то-
же работа вибраций. И они же ускоряют
изнашивание машины, вмешиваются в дви-
жение деталей механизмов и приборов, рас-
страивают их и вызывают неправильности
в работе. Бывает, что самые точные авто-
маты и реле, стрелки всевозможных указа-
тельных приборов ошибаются — виноваты
вибрации.
Вот почему вибрации — смертельный
враг машин. Они не только грозят машинам
преждевременным износом, поломкой, на-
рушением работы, они угрожают и безопас-
ности людей, которые работают у машин.
Дрожь, как образ сверхбыстрых вибра-
ций в машинах, очень точно выражает
внешнее впечатление от этого явления.
Но одного образного представления о нем
недостаточно. Интересно и важно знать, на-
сколько велика частота таких колебаний
и каков по величине их размах.
Оказывается, частота таких колебаний
в современных скоростных машинах ме-
няется в пределах от 15 до 80—85 в секун-
ду. Это значит, что при самой «медленной»
дрожи машины одно колебание протекает
за 715 секунды.
Но в наши дни существуют такие маши-
ны и приборы, как газовые турбины и гиро-
скопы, в которых валы мчатся со скоростью
25 тысяч и больше оборотов в минуту. Како-
ва же частота их вынужденных колебаний?
Здесь одно колебание протекает за 7doo се,-
кунды.
А величина размахов вибраций измеряет-
ся тысячными долями миллиметра — мик-
ронами. И если для самых тихоходных ма-
шин размах вибраций 180—120 микрон, то
для очень быстроходных — всего лишь 40—
30, а для газовых турбин или гироскопов—
только несколько микрон. Человеческий во-
лос по толщине больше ее в десять раз.
Вибрации обладают определенной энерги-
ей, могут воздействовать на детали маши-
Возможный случай возбуждения вынужденных ко-
лебаний: «вылетающие» из рояля звуки вынуждают
колебаться струны арфы. Эти колебания незначи-
тельны и незаметны, но если у одной струны часто-
та собственных колебаний такая же, как у струны
рояля, — произойдет резонанс, и струна начнет
вибрировать, сделается вторым источником звука.
181
ны и вызывать в них соответствующее на-
пряжение.
И вот если частота колебаний в машине
вместе со скоростью ее работы увеличилась
хотя бы вдвое, то энергия вибраций, а
вместе с нею и вызываемые ими напряже-
ния возрастают вчетверо; если частота
вибраций увеличится втрое, энергия их
возрастет в девять раз. Это закон: при
увеличении частоты вибраций их энергия
возрастет в квадрате.
За последние десять-пятнадцать лет ско-
рости машин увеличились в некоторых слу-
чаях не в два и не в три, а в десять раз.
Значит, энергия вибраций и вызываемые ею
напряжения возросли в сто раз.
Предотвратить вибрации и полностью уст-
ранить их невозможно.
Дело в том, что на ограниченных по глу-
бине и площади участках грунта под влия-
нием самых различных и разнообразных
ударных нагрузок возникают и распростра-
няются колебательные движения — подлин-
ные землетрясения, но не огромные и мощ-
ные, а микроскопические и ничтожные по
силе.
По булыжной мостовой прогрохотала
грузовая автомашина. Ее колеса, перекаты-
ваясь по камням, ударяют в них всей тя-
жестью груза. И люди в близко располо-
женных домах вдруг ощущают легкое со-
трясение пола под ногами, слышат звон
посуды, задрожавшей на полках буфета.
Машину и ее фундамент никак не удает-
ся полностью изолировать от всех микро-
землетрясений, волны которых приходят от
самых различных центров. А такие микро-
землетрясения порождают свободные коле-
бания-вибрации и фундамента, и машины
в целом, и ее деталей.
Все это рассказ о свободных и вынуж-
денных колебаниях. Но, оказывается, в ма-
шинах во время работы появляется еще
один вид колебаний — не свободных и не
вынужденных. Их вызывает не внешняя си-
ла, а какой-то постоянно происходящий
в машине процесс, служащий источником
энергии, поддерживающей эти колебания.
Самый простой случай таких колебаний—
дрожание струны скрипки, когда смычок
движется по ней только в одном направ-
лении.
То же самое, например, происходит и в
процессе работы токарного станка: непре-
рывно вращающаяся заготовка, «набегая»
на резец, заставляет его дрожать. Заготов-
ка играет роль смычка, резец — струны. Во
время работы самых различных машин,
особенно скоростных, возникают по некото-
рым причинам и такие вибрации — их на-
зывают автоколебаниями.
Возбудителей вибраций в машине и око-
ло нее так много, они так разнообразны, что
даже в специально посвященной им книге
всего не расскажешь. Мы приведем лишь
один пример.
Вредное действие резонанса вибраций: в самолетах резонанс может быть причиной разрушения в воз-
духе; резонанс собственной частоты колебаний моста с частотой вынужденных его колебаний,
порожденных слитным шагом проходящих солдат, разрушит мост.
182
На металлообрабатывающем станке изго-
товлялись дорогие детали. Их размеры не-
обходимо было выдержать с высокой точ-
ностью, до нескольких микрон.
Станок был правильно налажен, не было
никаких причин для расстройства его ра-
боты. И вдруг пошли негодные детали. На
какую-то ничтожную величину инструмент
ошибался из-за непрерывной лихорадочной
тряски — вибрации.
Но в самой машине возбудители колеба-
ний были настолько обезврежены, что не
могли вызвать столь недопустимых вибра-
ций. Значит, они притаились вне станка.
Станок остановили. С помощью специ-
альных приборов «выслушали» его. Оказа-
лось, машина хотя и не работает, а дрожит.
Те же приборы сообщили, что размах коле-
баний достигает недопустимой в данном
случае величины — 10 микрон, а частота —
почти 19 в секунду.
Где же скрывается источник этих коле-
баний? Его можно найти по неизменному
признаку — по частоте колебаний. Если где-
то в цехе происходит периодическое дви-
жение с такой же (или кратной) частотой,
оно и является «возмутителем спокойст-
вия» машины.
Может быть, работает другой станок?
Нет, во всем цехе не нашлось машины или
механизма, который работал бы с такими
числами оборотов или двойных ходов.
Механики стали «выслушивать» пол око-
ло станка — находить с помощью прибо-
ров точки, колеблющиеся с той же частотой,
но с увеличивающимся размахом. Ведь
с приближением к источнику колебаний их
частота остается без изменений, а размахи
все больше и больше.
В металлорежущих станках резонанс
на кораблях то же явление может
вибраций ведет к полному расстройству работы, машины;
разрушить двигатель, оставить судно без хода, сделать его
игрушкой волн.
Найденные точки, вытянувшиеся через
всю ширину цеха, привели людей в сосед-
нее производственное помещение. Здесь
нашли место, у которого те же 19 колеба-
ний в секунду. Неподалеку был установлен
мощный вентилятор. Он вращался со скоро-
стью 1 120 оборотов в минуту (почти 19
в секунду).
В его роторе какая-то часть массы метал-
ла оказалась неуравновешенной. Враще-
ние ротора порождало неучтенную центро-
бежную силу, которая заставляла дрожать
вентилятор и его фундамент с частотой,
равной числу оборотов. Только размах ко-
лебаний у фундамента вентилятора был
не 10, а 140 микрон.
Эти вибрации распространялись волнами
во все стороны, словно искали себе братьев
по частоте. В соседнем цехе они нашли
станок. Частота его свободных колебаний
тоже была 19 в секунду.
183
Волны пришедших колебаний нарушили
«покой» станка, и ничтожный, ничем не
проявлявший себя размах его свободных
колебаний увеличился в несколько раз: ма-
шину затрясло.
Когда неисправность вентилятора была
устранена, станок перестал вибрировать,
прекратился и брак дорогих деталей.
Устройство большинства приборов, помо-
гающих «выслушивать» машины и исследо-
вать источники вибрации, основано на том,
что внутри корпуса прибора, который колеб-
лется вместе с вибрирующей машиной, ис-
кусственно создается неподвижная точка.
Колебания корпуса прибора, а значит, и
самой машины относительно этой точки из-
меряются и даже записываются различны-
ми способами.
Для измерения частоты колебаний суще-
ствуют еще своего рода гребенки, длина их
зубцов различна. Каждый зубец обладает
собственной частотой свободных колебаний.
РАЗНЫЕ ЗАМЕТКИ
Колебания ые всегда вредны и
не всегда с ними приходится ве-
сти борьбу — вибрации в маши-
нах могут выполнять и полезную
работу: разрыхлять породу, уп-
лотнять бетонную смесь, заби-
вать сваи, шпунт. Это имеет
очень большое значение при
строительстве фундаментов и ос-
нований различных сооружений.
Вибрации применяют при погру-
жении шахтных крепей, устрой-
стве скважин для геологических
исследований, для уплотнения
грунта при строительстве дорог,
гидротехнических сооружений.
С помощью вибраций можно уда-
лить вредные газы и шлак из рас-
плавленного чугуна и сделать
его высококачественным.
На использовании свойств ко-
лебательных движений основано
устройство многих пневматиче-
ских инструментов и приборов.
Высокочастотные колебательные
рабочие движения улучшают ка-
чество шлифования и понижают
температуру обрабатываемой де-
тали. Уменьшается опасность по-
явления трещин от перегрева и
больших напряжений.
Во многих отраслях промыш-
ленности приходится прибегать к
размолу и классификации сырья
по размерам и удельному весу,
сортировке, очистке. Для этих опе-
раций в настоящее время приме-
няются вибрационные машины.
Вибрационные машины — мель-
ницы — для измельчения мате-
риалов дают тончайшие порошки
угля для электростанций, песка
и извести — для получения це-
мента, красителей и других ма-
териалов и пищевых продуктов.
Часто в процессе производства
приходится транспортировать сы-
пучие, пылящие, горячие мате-
риалы. Здесь виброметод также
оказывает большую помощь. Ви-
брационный транспортер — тру-
ба, колеблющаяся под воздей-
ствием вибратора. Колебания пе-
редаются таким образом, чтобы
точки стенок трубы совершали
овальные траектории в верти-
кальной плоскости. При этом ча-
стицы материала в трубе тоже
начинают колебаться, отрываются
от ее стенок и перемещаются на
небольшие расстояния. Так как
частота колебаний очень боль-
шая, то вся масса непрерывно
движется внутри трубы. При этом
ни пыль, ни вредные горячие газы
не загрязняют помещения.
184
Получается столько контрольных частот,
сколько зубцов, — гамма частот, различаю-
щихся между собой на очень малую вели-
чину.
Такую гребенку устанавливают на корпус
или деталь вибрирующей машины. Свобод-
ные колебания зубцов гребенки очень малы
и незаметны. Но как только колебания ма-
шины совпадут с какой-нибудь из частот
гаммы, соответствующий зубец гребенки
так задрожит, что его вибрация станет ви-
димой.
Частота свободных колебаний каждого
зубца гребенки заранее известна и про-
ставлена на нем. Поэтому известна и часто-
та колебаний машины.
Для определения лихорадки машин поль-
зуются также ручным прибором, который
напоминает слуховую трубку врача. Это
тонкий металлический стержень диаметром
6—8 миллиметров и длиной в 600—800 мил-
лиметров. Один его конец заострен, а на
другом укреплен небольшой диск. Острие
трубки упирают в поверхность исследуемой
машины или детали, а диск прикладывают
к уху. Опытный «машинный врач» опреде-
ляет на слух характеристику вибраций да-
же высокой частоты.
Существует еще много других механи-
ческих, оптических и электрических уст-
ройств для исследования и измерения виб-
раций.
Если причина вибраций кроется в неис-
правностях машины, их устраняют, и ликви-
дируется источник вредных колебаний. Так,
например, если в металле вращающихся
деталей оказываются различные по удель-
ному весу массы — источники неучтенных
СДЕЛАЙ САМ
Колебания
Чтобы увидеть, от чего зави-
сит резонанс, проделайте такой
опыт.
Из нитки и хлебного мякиша
или воска сделайте маятник. Нач-
ните его раскачивать легкими
толчками пальца. Если будете
толчки производить ритмично,
в такт колебаниям маятника, то
его можно раскачать очень силь-
но. Нужно, чтобы толчки совпа-
дали с движениями маятника.
Еще один пример, когда легки-
ми, слабыми толчками можно рас-
качать большой маятник, — это
раскачивание качелей.
Но если мы хотим затормо-
зить, остановить качели, то толч-
ки надо делать невпопад с их
движениями. Тогда они быстро
остановятся.
Для того чтобы два маятника
настроить в резонанс, надо их
сделать одинаковой величины.
Повесьте на натянутую гори-
зонтально веревочку два одинако-
вых маятника, сделанных, как и
в прошлом опыте, из ниток и ша-
риков из хлебного мякиша или
пластилина.
Качните один из маятников.
Через несколько секунд начнет
раскачиваться и второй, сначала
слабо, а затем все сильнее и
сильнее. Колебания от первого
маятника через веревочку — «пе-
рекладину» — передаются второ-
му, и он, будучи одинакового раз-
мера с первым, начнет раскачи-
ваться. Но стоит только сделать
Затем, быстро и часто встряхи-
вая чашку, заставляя ее вибри-
ровать, наблюдайте, что произой-
дет с шариками.
Вы увидите через некоторое
время, что металлический шарик
погрузится в крупу и, как потом
вы убедитесь, дойдет до самого
дна чашки. А пробковый шарик,
наоборот, всплывет на поверх-
ность крупы.
Произошло то, что обычно
происходит, когда мы имеем дело
с жидкостью: более тяжелое те-
ло утонуло, более легкое всплыло.
Но если бы вы не заставили ру-
кой вибрировать чашку, этого
явления не произошло бы.
один маятник короче другого, ус-
ловие резонанса нарушается, вто-
рой маятник не сдвинется с ме-
ста, сколько бы времени ни ка-
чался первый.
Один из видов колебаний —
вибрация
Сделайте опыт, который пока-
жет, что частички твердого веще-
ства при вибрации становятся
очень податливыми, похожими на
частицы жидкости.
Положите на дно чашки ша-
рик, сделанный из пробки. Диа-
метр шарика может быть
1—1,5 сантиметра.
Насыпьте в чашку гречневой
крупы и положите на ее поверх-
ность металлический шарик (на-
пример, от шарикового подшипни-
ка) такого же примерно размера,
что и пробковый шарик.
185
и опасных центробежных сил, — их уравно-
вешивают противовесами — балансируют.
Неуравновешенность валов и других вра-
щающихся частей машин — очень часто
встречающаяся неисправность. Поэтому тех-
ника балансировки изучена хорошо и пред-
ставляет собой отдельную и важную специ-
альность в машиностроении. Но часто не
удается устранить причину вибраций. И ес-
ли размах колебаний достигает угрожаю-
щей величины, принимают меры для умень-
шения их вредного действия.
Ученые и инженеры решают задачу дву-
мя способами.
Известно, что работа мощных молотов
вызывает микроземлетрясения под близле-
жащими домами. Люди в них лишаются
отдыха: не могут заснуть.
Но представьте себе, что на пути вибра-
ционной волны, идущей от молота, поста-
вили препятствие в виде механического по-
глотителя энергии колебаний. Он может
принять на себя или большую часть энер-
гии колебаний — тогда люди смогут за-
снуть хотя бы беспокойным сном, или по-
глотить всю энергию колебаний — тогда
ничто не будет мешать спокойному сну оби-
тателей дома.
Это первый способ уменьшения размаха,
значит, и вредного действия вибраций.
Но можно поступить и по-другому: за-
ранее поставить препятствие в том месте
сооружения или машины, где уже образо-
вался резонанс вынужденных и свободных
колебаний. В нашем случае —между фун-
даментом дома и его первым этажом.
Так же поступают и с машинами, охва-
ченными вибрациями. И поглотители и
успокоители колебаний — это приборы, ко-
торые вводятся в конструкцию машины.
Поглотители, в сущности, гасят вибрации,
поэтому их называют виброгасителями.
Успокоители сдерживают, или, как говорят
техники, демпфируют, колебания, поэтому
их называют демпферами.
Бурное развитие движения рабочих-ско-
ростников во всех областях отечественной
промышленности, особенно в металлообра-
ботке, способствует тому, что в последние
годы в нашей стране ученые и конструкто-
ры и сами рабочие-новаторы создают раз-
личные, все более совершенные демпферы и
виброгасители. Это обеспечивает непрерыв-
ное и быстрое возрастание рабочих скоро-
стей машин в промышленности и на транс-
порте..
Математика конструктора
Машина... Ее части в ритмичном и ско-
ростном движении. Точно, в заданном по-
рядке совершают свой путь исполнитель-
ные механизмы. Они хорошо выдерживают
немалую силовую нагрузку и не ломаются.
Можно ли добиться такого результата
простым подбором деталей, их формы и раз-
меров на глаз, по чутью конструктора?
Конечно, нет!
Мы уже знаем, что в своей работе кон-
структор опирается на законы прочности.
Они выражены на языке математики про-
стыми или сложными формулами. Вообще
математика — элементарная и высшая —
важнейший инструмент конструктора в его
расчетной работе. В одних случаях она слу-
жит надежным средством определения
размеров деталей, их соотношения между
собой, в других — помогает проникнуть за
пределы известных, обыденных решений.
Если бы мы попытались привести матема-
тические расчеты движения деталей, их
прочности и размеров только для одной це-
пи механизмов машины, пришлось бы ис-
пещрить множество страниц математиче-
скими выводами столь высокого уровня, что
читатель в них и не разберется.
Но мы покажем расчет самого простого
и хорошо известного рабочего механизма —
обыкновенной лебедки для подъема грузов.
Все детали ее механизма открыты, устрое-
ны просто, изучить работу лебедки не труд-
но.
Между двух стоек вращается барабан.
На нем намотан стальной канат — трос.
На валу барабана насажено большое зуб-
чатое колесо. Над барабаном еще два вала
лебедки. Один с обоих концов кончается ру-
коятками. Его вращают вручную. Второй
186
вал промежуточный. На каждом из них —
передаточные шестерни. У них одинаковые
модули, значит, они могут работать во вза-
имном зацеплении.
Человек вращает рукоятку первого, при-
емного вала. Если развиваемого им усилия
не хватит, второй рабочий одновременно
вращает рукоятку на другом конце вала:
усилие удваивается. Через цепь шестерен
оно передается валу барабана и многократ-
но увеличивается, а трос поднимает (или
опускает) груз.
Как узнать, во сколько раз нужно увели-
чить то усилие, которое затрачивается на
вращение барабана одним или двумя рабо-
чими, что нужно, чтобы добиться такого
увеличения, какими должны быть звенья
цепи передачи движения?
Некоторые из этих вопросов, в свою
очередь, содержат по нескольку'задач. Ре-
шая их, конструктор должен сделать много
выкладок, расчетов. Все они образуют сво-
его рода цепь задач.
Какая же из них первая?
Первая задача — это определение наи-
большей величины груза, на который рас-
считывается лебедка. Допустим, она равна
1 000 килограммов. Теперь конструктор мо-
жет одну за другой определить, какие и
каких размеров детали должны участво-
вать в передаче движения и усилия.
При подъеме груз будет висеть на сталь-
ном тросе. Ясно, раньше всего надо знать,
каким должен быть его диаметр. Обозна-
чим его буквой d т. Опыт и расчет прочно-
сти уже давно позволили инженерам соста-
вить таблицу, из которой видно, что при
грузе в 1 000 килограммов следует выбрать
трос диаметром в 9,5 миллиметра.
В наших простых выкладках не нужна
высокая точность. Для удобства дальней-
ших расчетов округлим величину диаметра
троса до 10 миллиметров.
Трос такой толщины будет намотан на ба-
рабан лебедки. Каким же должен быть диа-
метр самого барабана? И это известно из
практики. Радиус барабана (г) примерно
в 12 раз больше толщины троса. Значит,
г — 12 • d>/z = 120 миллиметрам,
Груз в 1 000 килограммов, висящий на
тросе, действует по его оси. Значит, он ра-
ботает на плече (R) длиной:
R + 120 = 125 миллиметрам.
Ясно, что получится момент (Мо) силы.
Его сопротивление и придется преодолеть
при подъеме груза, а равен он:
Мо — QR = 1 000 • 125 — 125 000 килограммомилли-
метрам.
(Далее мы все время будем иметь дело
с килограммами, миллиметрами и килограм-
момиллиметрами. Соответственно будем
обозначать их: кГ, мм и кГмм.)
ЧЕРТЕЖ-ЯЗЫК ТЕХНИКИ
Быстро движущаяся в холод-
ной синеве неба еле различимая
точка оставляет за собой замы-
словатый белый след. Постепенно
четкость рисунка теряется, тонкая
снежная лента расплывается, раз-
рывается и превращается в от-
дельные, медленно тающие, об-
рывистые, пухлые облачка. Точка
же растет, приобретает серебри-
стый блеск, и вот уже доносится
рокот быстро снижающегося са-
молета. Еще мгновение — и на
дорожке аэродрома, постепенно
замедляя свой бег, останавливает-
ся легкокрылая изящная машина.
Совсем недавно этот самолет
существовал только в замыслах
конструктора. Первые зримые
очертания он получил в неболь-
ших набросках, зарисовках, как
незаконченный этюд художни-
ка — выпуклая спина, запрокину-
тые в разбеге назад крылья, ту-
пой нос, прижатые, глубоко за-
прятанные колеса — все это еще
не давало ясного представления
о самой конструкции будущей
машины. И только когда много-
численные листы бумаги, исчер-
ченные кажущимся хаосом линий,
запечатлели каждую деталь, стро-
го продуманную и рассчитанную
коллективом инженеров, конструк-
торов и технологов, машина полу-
чила четкие формы.
Чертежи эти доступны и по-
нятны любому технически грамот-
ному человеку. Будь то инженер
или техник, токарь или слесарь —
каждый из них, взяв в руки чер-
теж, правильно поймет, что на
нем изображено, токарь или фре-
зеровщик смогут изготовить на-
черченные детали, а слесарь-сбор-
щик сумеет собрать из отдельных
деталей по сборочному чертежу
тот или иной узел, агрегат, а уж
из них и всю машину в целом.
187
Получив такие данные, конструктор сра-
зу сообразит, что источник «ручной» энер-
гии придется сделать наибольшим — надо,
чтобы двое рабочих вращали обе рукоятки
лебедки. Каждый из них разовьет усилие
не больше 15 кГ. Но и здесь получится
момент (крутящий) силы — произведение
величины усилия на плечо, на длину ру-
коятки. Удобная ее длина равна 370 мм.
Значит, на самом приемном валу разовьет-
ся момент (Mt) величиной в
Мх = 2(15-370) г= 11 100 кГмм.
Теперь картина прояснилась в главном.
Передаточную цепь от приемного вала до
барабана необходимо построить так, что-
бы на пути между ее звеньями усилие, раз-
витое обоими рабочими, увеличилось во
столько раз, во сколько 125 000 больше,
чем 11 100; округленно — в 11,5 раза.
Это число всегда совпадает по величине
с передаточным, которому, как мы уже зна-
ем, подчинены не только размеры деталей
в цепи механизма, числа зубьев шестерен
и оборотов, но и изменения передаваемых
усилий и моментов. Оно обозначается бук-
вой i0. И то, что мы уже узнали, выражает-
ся математически так:
Мо 125 000
1о~М! “ 11 100 11,5-
«Вооружившись» величиной передаточно-
го числа, конструктор уже легко решает все
последующие задачи.
Почему же нельзя избавиться
от сложного, кропотливого труда
нанесения на лист бумаги каждой
отдельной детали? Почему нельзя
при изготовлении всех этих дета-
лей руководствоваться лишь эски-
зами, рисунками или просто сло-
весным объяснением, рассказом?
Почему понадобилась специальная
наука — начертательная геомет-
рия, изучающая геометрические
способы изображения предметов
на плоскости, наука, на основании
которой делаются чертежи? Что
представляет собой сам чертеж и
чем он отличается от рисунка или
фотографии? Почему эти способы
изображения недостаточны для
изготовления деталей, сборки ма-
шин, постройки корабля, сооруже-
ния зданий?
Рисунок — это только картина,
передающая нам предмет так, как
он представляется художнику. На
рисунке мы, например, видим пе-
ред собой суживающиеся к гори-
зонту рельсы и рядом с ними —
уходящие вдаль, постепенно
уменьшающиеся телеграфные
столбы. И в действительности,
смотря вдаль на убегающее по-
лотно железной дороги, нам тоже
кажется, что рельсы где-то дале-
ко-далеко сливаются в одну ли-
нию, а телеграфные столбы умень-
шаются до точки. Но ведь на са-
мом деле этого не происходит —
телеграфные столбы все примерно
одинакового размера, а рельсы
188
кгнГ napbi колес = 0,95
кп2Г 2* парЬ/ колес = 0,95
к.п2дёарабанаи троса =0,95
ОЗщии к=0,950,95-0,95= 0,85?
Из практики он знает: при ручном приво-
де желательно, чтобы величина передаточ-
ного числа в одной зубчатой паре не была
больше 10. В противном случае слишком
велико будет ведомое или ведущее звено.
Поэтому в цепи передачи необходимы две
пары сцепленных зубчатых колес. Произ-
ведение их передаточных чисел должно рав-
няться 11,5. Тогда общее передаточное чис-
ло всей зубчатой цепи тоже будет 11,5. Из
этого следует: между приемным валом ле-
бедки (с рукоятками) и валом барабана
надо ввести еще один — промежуточный—
вал. Тогда первую — ведущую — шестерню
можно насадить на приемный вал, а ее ве-
домую «напарницу» — на промежуточный.
На тот же вал надо насадить еще одну шес-
терню— она будет ведущей во второй па-
ре; а ведомым сделать зубчатое колесо на
валу барабана. Оно и должно вращаться
с заданным числом оборотов и давать не-
обходимую величину рабочего усилия.
Но и это еще далеко не все. 11,5 — вели-
чина передаточного числа без учета всяких
«вредных сопротивлений» трения, которые
действуют в каждой паре. Правда, они ма-
лы и съедают всего лишь 0,05 развиваемой
мощности. Остается 0,95. Это и есть коэф-
фициент полезного действия одной зубчатой
пары.
То же самое происходит и в третьей па-
ре: барабан — трос. Там тоже кпд 0,95.
Чтобы получить общий кпд всей лебедки
(эту величину принято обозначать буквой
идут параллельно и никогда не
сойдутся в одну линию.
Если же рельсы и телеграфные
столбы изобразить на чертежах,
то на одном из них рельсы будут
видны в виде двух строго парал-
лельных линий, а столбы в виде
точек, расположенных на одинако-
вом расстоянии друг от друга. На
этом чертеже изображен план,
или, как говорят, вид сверху. На
другом же чертеже рельсы пред-
ставят собой одну сплошную ли-
нию, а столбы — равные отрезки
прямых, расположенных, как и на
первом чертеже, на одинаковом
расстоянии друг от друга. Это
уже будет вид сбоку.
Представим другой пример —
художник нарисовал дом. Мы пре-
красно знаем, что линии стен до-
ма, оконных и дверных проемов
и многих других элементов зда-
ния строго параллельны. В рисун-
ке же художника параллельности
у этих линий нет. По мере удале-
ния от переднего плана картины
ширина оконных проемов, рас-
стояние между линиями стен
сужаются. Однако нас это не
смущает. Мы считаем, что
дом нарисован верно. Но ни ин-
женера, ни прораба, ни рабочего
как будущих строителей этого до-
ма рисунок не удовлетворяет. Они
не смогут по внешнему виду по-
строить этот дом. Им необходимо
знать размеры здания, количество
комнат, их расположение, разме-
ры фундамента и т. д. Только
полный чертеж здания и всех его
элементов даст возможность пра-
вильно его построить.
Теперь вернемся к самолету.
Художник может изобразить его
стоящим на поле боком, немного
вкось или спереди, может нарисо-
вать его в полете, при выходе из
пике или на развороте. Но как бы
хорошо художник ни изобразил
самолет, ни на одном из заводов
не возьмутся построить его.
То же и с фотографией. Во
скольких бы видах, с каких угод-
но сторон ни была снята машина
или даже отдельные ее детали, все
равно фотография не может яв-
ляться исчерпывающим материа-
189
Фа (с тичвская бе личина
передаточного число
ЯёреЪаточное число _ 1{t§ —
к-п<& —0,875
(Округленно)
греческого алфавита — эта), надо пере-
множить все три частных кпд:
у] = 0,95<0,95-0,95 % 0,857.
И для того чтобы узнать действительную
величину передаточного числа (i), надо
11,5 разделить на общий кпд. Тогда
11,5
i = 13,5 (округленно).
Наконец конструктор «вооружен» прак-
тически действующим общим передаточным
числом — 13,5. Он разбивает его по парам
на два частных — 3 и 4,5. Это выгоднее
всего: шестерни передачи по диаметру и ко-
личеству зубьев не будут разниться слиш-
ком резко. (Если бы величина получен-
ного общего передаточного числа не дели-
лась бы легко на два множителя, пришлось
бы ее округлять.)
Но ясно, что в той паре, где передаточ-
ное число 4,5, ведомое колесо будет самым
большим. Посадить его на промежуточный
вал нельзя—конструкция получится гро-
моздкая: приемный и промежуточный валы
будут разделены большим расстоянием. По-
этому лучше всего именно ту пару, в ко-
торой передаточное число 4,5, сделать вто-
рой. Самое большое колесо окажется тог-
да на валу барабана, который все равно
расположен подальше от приемного вала.
И теперь это колесо, оставаясь самым ти-
хоходным, будет вращаться с приемлемой
скоростью.
лом для их изготовления. Как
сможет рабочий определить по
фотографиям или рисункам, ’како-
го диаметра и какой длины он
должен сделать, например, валик
для двигателя, из какого металла,
где и какие ему нужно просвер-
лить отверстия, каким резцом сни-
мать стружку, в каком месте и на
какую глубину сделать канавку
для шпонки? На все эти вопросы
он не найдет ответа ни на фото-
графии, ни на рисунке.
Для изготовления деталей не-
обходим чертеж. Это тот доку-
мент, по которому изготовляется
изображенный на нем предмет. Он
дает представление о размерах,
материале, допуске.
Причем интересно то, что
чертеж имеет международный ха-
рактер. Подобно тому как многие
отрасли науки и искусства обла-
дают своими условными обозначе-
ниями, одинаковыми на любом
языке, как, например, нотная гра-
мота, язык математических или
химических формул, так и любой
чертеж понятен почти каждому
технически грамотному человеку
любой страны.
В далеком прошлом, когда еще
не было известно черчение, для
технических целей чаще всего
пользовались рисунками. Долгое
время содержанием этих рисунков
был лишь план сооружения, то
есть его вид сверху. С течением
времени план стал дополняться
видом сооружения, называемым
главным, — видом спереди. Одна-
ко автор этих рисунков должен
был на месте руководить работа-
ми, непрерывно давая объяснения
и указания для выполнения свое-
го замысла.
Установлено, что примерно до
XIV—XVI веков технических чер-
тежей, по которым можно было
бы изготовлять отдельные детали,
возводить сооружения, не было.
И нам приходится сейчас только
поражаться архитектурным памят-
никам глубокой старины, дошед-
шим до нас, искусству и удиви-
тельному инженерному чутью
зодчих, сумевших без чертежей и
каких-либо расчетов возводить
изумительные храмы, огромные
дворцы, могучие крепости.
С развитием техники, с появле-
нием все более и .более сложных
машин графическое изображение
стало совершенствоваться и вско-
ре выросло в самостоятельную
науку.
В 1725 году была издана, на-
пример, неизвестным автором кни-
га «Приемы циркуля и линейки,
или избраннейшее начало в мате-
матических искусствах, или же
возможно легким и новым спосо-
бом доступити землемерия и иных
из оного происходящих искусств».
В этой книге рассказывается, как
нужно обращаться с чертежными
инструментами и принадлежностя-
ми, а также излагаются приемы
190
Каким же оно должно быть по количест-
ву зубьев?
Вопрос решает конструктор, его право и
обязанность определить наиболее подходя-
щее число, хотя бы 72. Тогда количество
зубьев у ведущего колеса шестерни на про-
межуточном валу будет.
72
475 = 16’
Работа второй пары колес и сводится
к вращению вала барабана и подъему ви-
сящего на тросе груза. Значит, раньше все-
го надо определить, какими должны быть
эти колеса. А уже потом, в зависимости от
полученных ответов, очень просто опреде-
ляются все характеристики колес первой
пары.
Итак, вспомним величину того момента,
сопротивление которого придется преодо-
левать, вращая вал барабана, — 125 000
кГмм! Но ведь это без учета кпд пары ба-
рабан— трос. А он равен 0,95. Значит,
практически величина момента возрастет.
га 125 000 1О1СПП
Она будет равна —----------М31 600 кГмм.
0,9о
Это очень важная величина. От нее за-
висит главная характеристика зацепле-
ния— модуль. Существует формула, кото-
рая позволяет получить выражающую его
величину непосредственно из величины мо-
мента. И уже затем из величины модуля
можно вести дальнейший расчет. Но тогда
пришлось бы ввести незнакомые читателю
величины, понятия и усложнить восприя-
тие расчета. Поэтому для простоты вос-
пользуемся другим, несколько устаревшим,
но для нашего случая достаточно точным
способом дальнейшего расчета. Сначала по-
лучим из величины момента не модуль, а
размер шага колеса (t). Существует выра-
жающая его формула, вот она:
t=31/2EK
V Z-P4
Что такое тс и какова его величина (при-
близительно 3,14), известно.
М — момент (131 600 кГмм).
Z — число зубьев колеса (72).
р—та часть нагрузки на зуб колеса, ко-
торая приходится на один квадратный сан-
тиметр его рабочей поверхности.
$ (греческая буква «пси») — отношение
длины зуба к шагу.
Только последние две величины нам как
будто неизвестны.
Но конструктор заранее ставит себе ус-
ловие: р должно быть не больше 24 кГ на
квадратный сантиметр. Тогда будет обес-
печена надежная прочность зуба, а для ф ,
как известно из практики, лучшая величи-
на 2. Теперь следует подставить в формулу
шага все величины. Но тут надо проявить
осторожность. Ведь в числитель дроби под
графического решения некоторых
практических строительных задач.
К середине XVIII века наука
о графических методах построе-
ния проекционных изображений
почти ничем не отличалась от
начертательной геометрии сегод-
няшнего дня.
По требованиям же современ-
ной техники вся машина в целом и
каждая ее деталь в отдельности
должны быть нанесены на чертеж,
и нанесены не как-нибудь, а в
строго определенном положении,
с учетом всех правил и условно-
стей черчения. А их очень много,
и все они разработаны и утверж-
дены Государственным общесоюз-
ным стандартом — ГОСТом.
Чертежи выполняются на ли-
стах бумаги только определенных
размеров, так называемых «фор-
матках». Форматов установлено
шесть (814ХН52 мм; 576Х814мм;
407X576 мм; 288X407 мм; 203Х
Х288 мм и 144X203 мм). На фор-
матке в правом нижнем углу обя-
зательно помещается штамп с по-
ясняющими надписями. Масштаб
чертежа выбирается тоже не слу^
чайный, а один из установленных
ГОСТом. Но размеры на чертежах
проставляются действительные,
а не масштабные.
Имеется ц£лая система в наз-
начении линий чертежей—сплош-
ных, штриховых и штрих-пунк-
тирных. Линии видимого контура,
выносные, размерные и некоторые
другие обязательно делаются
сплошные, но различной толщины.
Линии невидимого контура, резь-
ба — штриховые, а линии осевые
и центровые — штрих-пунктир-
ные. Существуют и определенные
правила для написания и распо-
ложения на чертежах цифр, обо-
значающих размеры деталей, и
для надписей.
Только когда чертеж выполнен
в определенном масштабе, с соб-
людением всех условностей и тре-
бований машиностроительного
черчения, он становится доступ-
ным для любого специалиста-ма-
шиностроителя. И именно любого,
так как чертежный язык интерна-
ционален. Чертеж любой детали,
например шатуна двигателя внут-
реннего сгорания, будет понят
инженером или техником любой
национальности именно как шатун,
и никто из них не подумает, что
перед ним изображена какая-ни-
будь другая деталь машины. По
сборочному чертежу машины и
191
корнем входит величина М, выраженная
в килограммомиллиметрах, а в знамена-
тель — величина р, выраженная в кило-
граммах на квадратный сантиметр.
А в чем будет выражен результат?
Нет, нельзя делить миллиметры на сан-
тиметры! Нужно в числителе выразить М
в килограммосантиметрах (тогда результат
получится в сантиметрах) или в знаменате-
ле выразить р в килограммах на квадрат-
ный миллиметр.
Для нашего расчета удобнее сделать вто-
рое. Вместо 24 придется подставлять в фор-
мулу 0,24. Так и сделаем:
мм (округленно).
V 72-0,24-2 J 7
Из главы о колесах мы знаем: модуль
равен величине диаметра начальной окруж-
ности колеса, деленной на число зубьев. Но
для модуля есть и другое выражение —
шаг, деленный на число к (ЗД4):
t 29
m =— — 5—j_7 — около 9,2.
тс 3,14
Среди принятых для модулей величин
такой нет. Приходится подбирать наиболее
близкую в сторону увеличения. Это 10.
Но от величины модуля зависят другие
характеристики колеса и в первую очередь
шаг. Значит, приходится подправить и рас-
четную величину шага:
t
— = m=10; t = 10-3,14 = 31,4 мм.
тс
А радиус колеса
Z2 72
R2 = * ni = у - 10 = 360 мм.
Такое большое колесо не бывает сплош-
ным, его изготовляют со спицами. И су-
ществует формула для подсчета их чис-
ла (А):
1 г—-r- 1 г------27
А—— • /2-R2 = у - /2 - 360 = у =4
(округленно).
Получив эти характеристики большого
колеса, нетрудно узнать их и для ведущей
шестерни, что работает на промежуточном
валу. Ее радиус.
R2 360 о
г2 =-- =: —=80 мм.
4,5 4,5
Остальные величины — шаг, длина зу-
ба — такие же, как у большого колеса.
А спиц такой небольшой шестерне не нуж-
но — ее отливают сплошной.
Так мы узнали размеры колес. Но впе-
реди расчет усилий и диаметров валов.
По окружности большого колеса там, где
сцеплены зубья, действует «окружное» уси-
лие (Р2). Оно направлено противоположно
силе тяжести груза:
2 0,95-R2‘
Повторим:
Q — вес груза.
R — радиус барабана плюс радиус сече-
ния каната.
рабочим чертежам ее частей, раз-
работанным в русском конструк-
торском бюро, эта машина мо-
жет быть сделана без помощи
переводчиков на любом машино-
строительном заводе в любой
стране.
Чертеж — это документ, со-
ставленный на основе математиче-
ской науки — начертательной гео-
метрии — с помощью специаль-
ных чертежных инструментов. Он
является документом потому, что
дает совершенно точные, не иска-
женные формы деталей, их вели-
чину, расположение в простран-
стве, взаимосвязь с другими дета-
лями. С помощью чертежей на
сравнительно небольшом листе
бумаги может быть дано предель-
но краткое и доступное для чте-
ния и понимания представление
о довольно обширном материале.
Методы графического построе-
ния не очень сложны и достаточ-
но понятны. Передача правиль-
ных размеров и формы предметов
достигается с помощью изображе-
ния их на бумаге в нескольких
проекциях. Самый простой пример
получения проекции (такого пред-
мета, например,как спичечная ко-
робка) — это положить предмет
на лист бумаги и обвести по кон-
туру карандашом. Но не всякий
предмет можно таким образом
спроектировать, так как по разме-
рам или по форме они могут и не
поддаваться подобной обводке.
Есть другой способ проектиро-
вания, при котором в масштабе
или в натуральную величину мож-
но получать совершенно правиль-
ное, не искаженное изображение
предмета. Этот способ носит на-
звание прямоугольной, или орто-
гональной, проекции. Понять сущ-
ность его легко из такого при-
мера.
Представим себе, что ведро
или табурет стоят под дождем,
капли которого падают совершен-
но отвесно — вертикально. Тогда
под ведром или табуретом оста-
нутся сухие места, в точности ото-
бражающие их форму при взгля-
де на них сверху. Эти пятна и
есть не что иное, как проекция
ведра или табурета. Так как кап-
ли дождя падали вертикально под
прямым углом к земле, то такая
проекция и называется прямо-
угольной, или ортогональной.
192
‘Jad'uycbi колес второй napbi
R2 — радиус' большой шестерни.
(0,95 — кпд второй зубчатой пары.)
Все эти величины нам известны. .Подста-
вим их в формулу. Результат получится
в килограммах.
1 000-125
Ро—---------= 370 кг (округленно).
2 0,95-360 J
Эта величина позволяет рассчитать раз-
меры спиц и втулки большого колеса и ва-
ла барабана.
Сечение спиц бывает разной формы. Вы-
берем крестообразную. Такая и показана
на рисунке. У нее несколько размеров. Са-
мый главный — ширина большей «полки»
креста, которая располагается в плоскости
вращения колеса. Она обозначена буквой
латинского алфавита h.
h ~-
Спица колеса его ступица
и диаметр вала дара дана
1/^ 370 ‘ 360
И 3-4
— 105 мм.
Толщина обеих «полок» креста составляет:
одной — 0,2-h, или 21 мм, а другой —
0,15 • h, или 16 мм (округленно).
Теперь подсчитаем величину диаметра
(cL ) вала барабана.
Для этого существует формула:
de = 1 Р2 ’ R2 = 1 f 370-360
V 0,2b,] У 0,2-[т,] ’
A [tk-J — это та величина напряжения на
один квадратный сантиметр сечения
вала, которую можно допустить для его
работы. Она и обозначается буквой древне-
греческого алфавита т — «тау» со знач-
Возможна и косоугольная про-
екция, когда каждая точка тела
проектируется на плоскость не
под прямым углом, а под острым.
И прямоугольные и косоуголь-
ные проекции применяются для
выполнения чертежей и техниче-
ских рисунков. Причем во всех
странах мира принято совершен-
но определенное расположение
проекций на чертеже — в трех ви-
дах: спереди, сверху и сбоку.
Предмет помещается в простран-
стве, образованном тремя взаим-
но-перпендикулярными плоскостя-
ми, и проектируется методом пря-
моугольной проекции на все три
плоскости.
На фронтальной плоскости про-
екций получается вид спереди, или
главный вид, на горизонтальной—
вид сверху, или план, и на боко-
вой, или профильной, плоскости
проекций — боковой вид. Если го-
ризонтальную плоскость повернуть
на 90 градусов от фронтальной
плоскости вниз, а боковую — на
90 градусов вправо от нее, то они
совместятся все в одной плоскости
и получится чертеж в прямоуголь-
ных проекциях.
Прямоугольные проекции позво-
ляют судить об истинных геомет-
рических размерах тела. Без опре-
деленного навыка по этим проек-
циям иногда трудно представить
себе форму изображения в про-
странстве. Для наглядности тогда
чертят аксонометрическую проек-
цию, то есть проекцию под косым
углом, которая уже и дает ясное
представление о форме предмета.
Работа с чертежами распадает-
ся на две самостоятельные фазы:
составление рабочих и сборочных
чертежей, когда замысел конструк-
тора, сотни раз проверенный и
рассчитанный, получает докумен-
тальное отображение, и чтение
чертежа и изготовление по нему
деталей, из которых будет собра-
на вся машина.
Рабочий чертеж должен давать
полную характеристику деталей —
форму, необходимую чистоту об-
работки и точность, с которой
должны быть выдержаны все ее
размеры. Сборочные чертежи изо-
бражают соединение нескольких
деталей. Они дают представление
об устройстве соединения в целом
и о связи отдельных его дета-
лей.
С помощью сборочных черте-
жей уясняется взаимное располо-
жение деталей, их соединение и
крепление. Те детали, поверхности
которых соприкасаются друг
с другом, носят название сопря-
гаемых, а границы, в которых по-
верхности соприкасаются, носят
название сопрягаемых размеров.
Прочие размеры деталей, не свя-
занные с другими деталями, на-
зываются свободными размерами.
ГОСТом разработана система
допусков и посадок. От величины
допусков зависит класс точности,
13 Машина
193
ком «к» и равна 600. Но мы вели расчет
в миллиметрах. Поэтому уменьшаем
величину в 100 раз.
Тогда получится:
de = 3J0'360 эд мм (округленно).
V 0,2-6
Теперь можно подумать и о размерах
ступицы большого колеса—той его части,
которая центральным отверстием насажи-
вается на вал. Она показана на рисунке.
Главные ее размеры: 1) наружный диаметр
цилиндра (dc ) и 2) длина цилиндра (/).
Для подсчета служат формулы:
dc = 1,8-de = 1,8-50 — 90 мм;
I — 1,5-de — 1,5 «50 = 75 мм.
Мы узнали все размеры и характеристи-
ки деталей третьей и второй пары в цепи
механизмов лебедки. Осталось разобрать-
ся в первой паре и определить диаметры
приемного и промежуточного валов.
Раньше всего: какой должна быть веду-
щая шестерня первой пары — та, что наса-
жена на приемный вал? Лучше всего, что-
бы у нее было 16 зубьев и тот же шаг и
модуль, что и у ведущей шестерни второй
пары. (Несколько погодя мы узнаем, поче-
му это нужно.) Значит, и все остальные ха-
рактеристики у нее такие же. А у ведомой
шестерни первой пары, что насажена на
промежуточный вал, будет 16\3=48 зубь-
ев (3 — передаточное число первой пары).
то есть степень точности изготов-
ления. Класс точности определяет-
ся методом и режимом обработки.
В зависимости от назначения
деталей их приходится подвергать
той или иной обработке и выдер-
живать определенную допускаемую
точность. Что же такое точность
и чистота обработки? При обра-
ботке деталей резцом, фрезой,
шлифовальным кругом или другим
инструментом на обрабатываемой
поверхности образуются мелкие
неровности — выступы, впадины,
шероховатости. Чем грубей инст-
румент, тем эти неровности боль-
ше, чем тоньше, ‘гем они
меньше.
При снятии стружки обычным,
«черновым» резцом эти неровно-
сти измеряются десятыми долями
миллиметра, при шлифовке или
доводке — десятыми и сотыми
долями микрона. Величина неров-
ностей стандартизирована. Суще-
ствует 14 классов чистоты. На
чертежах чистота обозначается
знаком \7 с указанием класса чис-
тоты. Например, 5 означает
пятый класс чистоты, средняя ве-
личина неровностей при котором
допускается от 10 до 20 микрон.
В зависимости от назначения
деталей им нужна та или иная об-
работка и допускаемая точность.
Деталь считается годной, если ее
размер, полученный после долж-
ной обработки, находится между
предельными размерами или рав-
няется одному из них. Предель-
ные размеры деталей назначаются
при проектировании всей машины
и зависят от характера соедине-
ния деталей, условий их совмест-
ной работы и назначения.
Наибольшим предельным разме-
ром называется такой, больше ко-
торого не должен быть действи-
194
Если так, нетрудно вычислить и радиус
ведомой шестерни:
48
R1 = — • 10 = 240 мм.
Радиус ведущей шестерни
16
Г] = — • 10 — 80 мм = г2.
И, наконец, наступила очередь диамет-
ров приемного и промежуточного валов.
Первый «несет» на себе крутящий момент
величиной в 11 100 кГмм. Для подсчета его
диаметра служит формула:
Чтобы жестко связать шестерню с ва-
лом, придется вырезать в нем паз, в кото-
рый войдет «шпонка» — соединительная
деталь.
Вырез слишком ослабит «телр» столь тон-
кого вала. Поэтому конструктор делает на-
кидку на расчетную величину диаметра ва-
ла: увеличивает его до 30 миллиметров.
Промежуточный вал также «несет» на се-
бе крутящий момент:
Mi
0,95
Ri _ 11 100-240
и " 0,95-80
М2 =
= 34 800 кГмм.
Поэтому диаметр промежуточного вала
з /-------з г----------
——— — \/ -- 31мм(округленно).
У 0,2 [тА] у 0,2-6
Как и для приемного вала, эту величину
подправляют до 40 мм.
И только теперь можно подсчитать раз-
меры ступицы ведомой шестерни на проме-
жуточном валу — ее диаметр (dc) и дли-
ну (/):
de=l,8-d = 1,8-40 = 72 мм;
I = 1,5• d = 1,5-40 = 60 мм.
А окружное усилие на ободе этого колеса
выражено формулой:
Р2*г1
Pi =
0,95-Rt
370-80
0,95-240
= 130 кГ.
Число (А) крестообразных спиц у него
тоже 4 (меньше не бывает).
Расчетная формула для размеров их се-
чения (это колесо менее нагружено) здесь
другая:
' Р-У _1 /130*у
2,5-А V 2,5-4*
Нам еще неизвестна величина у — рас-
стояние между начальной окружностью ко-
леса и наружным диаметром ^го ступицы.
Оно равняется:
d 72
у = Ri —-с- — 240 — — = 204 мм.
2 2
Значит,
h = l/j3(y1204_ = 51 мм
V 2,5-4
тельный размер. А наименьшим —
такой, меньше которого не дол-
жен быть действительный размер.
Разность между наибольшим и
наименьшим размерами составляет
допустимый размер, или допуск.
Таким образом, допуск — это
та погрешность или не-
точность, которая разре-
шается при изготовлении
деталей. Естественно, что чем
допуск больше, тем проще изго-
товление детали. От точности об-
работки деталей зависит и пра-
вильность формы.
Характер сопряжения деталей,
или так называемая посадка, мо-
жет быть указан на выносной
линии чертежа, например, пишется
«впрессовать деталь» или «плот-
ная посадка». На некоторых чер-
тежах характер сопряжения не
указывается словами, а обозна-
чается условными буквами. Так
жесткое соединение без закрепле-
ния — запрессовка — обозна-
чается буквами «Пр».
Если на чертеже стоит буква
«С», то это значит, что деталь
входит достаточно плотно одна
в другую, но при смазке допу-
скается легкое передвижение —
скользящая посадка, и т. д.
Часто необходимо показать
внутренние формы детали. Тогда
в выбранном месте делают услов-
ное сечение. На месте, где оно
сделано, наносится условная
штриховка, обозначающая мате-
риал, из которого сделана деталь.
В машиностроении основным ма-
териалом служит металл. В гид-
ростроительстве, строительстве
зданий, портов наряду с металла-
ми применяется и много других
материалов.
Каждый из них имеет свое
условное обозначение.
Металл в разрезе обозначается
штриховыми косыми линиями. Де-
ревянным деталям в месте разре-
за придают рисунок продольных
волокон дерева или кольцевых по-
перечных кругов. Железобетон
узнается по косой штриховке с
вкрапленными между линиями не-
большими кружочками; песок изо-
бражается мелкими точечками,
распыленными около контурной
линии, и т. д.
13*
195
Соответственно толщины обеих «полок»
равняются:
0,2• 51 = 10 мм и 0,15*51 = 8 мм.
Наконец-то одну за другой мы «вытяну-
ли» числовые характеристики всех звеньев
цепи передаточного механизма. Теперь
можно его вычертить и проставить на чер-
теже размеры. Потом необходимо сделать и
рабочие чертежи всех деталей как руковод-
ство для изготовления каждой из них.
Но получены ли ответы на все вопросы,
заданные конструктору? Нет, не на все!
Мы еще обещали разъяснить, почему ве-
дущие шестерни обеих зубчатых пар сде-
ланы одинаковыми — с одним и тем же ша-
гом и модулем.
Прежде всего внимательно посмотрите
на рисунок, изображающий схему переда-
точного механизма лебедки. Вообразите,
что промежуточный вал с обеими шестер-
нями (ведомая первой пары и ведущая вто-
рой) убран, а ведущая шестерня первой
пары, работающая на приемном валу, пе-
редвинута так, что она расположилась
в той же вертикальной плоскости, в кото-
рой находится колесо на валу барабана.
Окажется, что эти два зубчатых колеса мо-
гут работать в зацеплении: получится ле-
бедка с одной только зубчатой парой.
И вовсе не обязательно убирать, снимать
промежуточный вал с его шестернями. До-
статочно просто вывести обе ведущие шес-
терни из зацепления с ведомыми колесами,
затем передвинуть ведущую шестерню пер-
вой пары и сцепить ее с большим колесом.
Тогда и будет работать только одна пара,
а «бывшие» — ведомая первой пары и ве-
дущая второй — останутся «безработны-
ми», в запасе на случай, если и они по-
надобятся.
Конечно, конструктор заранее позабо-
тился о том, чтобы все это можно было
сделать. Вот почему он так выбирал числа
зубьев (значит, и размеры колес).
А какая у него была цель?
Промежуточный вал и две пары колес
понадобились только потому, что предель-
ный груз для лебедки 1 000 кг. Даже
более легкие грузы не под силу одной зуб-
чатой паре. Но если груз мал, можно обой-
тись одной парой, и это, как мы сейчас уви-
дим, выгодно. Вот почему разумно сделать
так, чтобы лебедка работала и с двумя и
с одной парой зубчаток.
С каким же грузом справится одна пара?
Некоторые детали машин на-
столько просты, что чертежи их
могут быть даны только одной
проекцией. Но, не зная языка чер-
тежей, нельзя не только изгото-
вить эти простые детали, а даже
точно представить себе их. Рабо-
чий же, получив такой чертеж,
сразу без труда представляет се-
бе, что это за деталь, для чего
она может служить и что требует-
ся при ее изготовлении.
Если, например, сечение всех
участков детали окружность, то об
этом узнается по знакам 0> на-
несенным на каждом участке де-
тали.
Знак 0 означает диаметр,
а цифры, стоящие рядом, размер
его. Если есть сквозное отверстие,
то оно будет обозначено окруж-
ностью на одной проекции, а на
другой — двумя параллельными
линиями.
ГОСТом разработаны и обо-
значения часто встречающихся в
машиностроении всевозможных
видов проката, протяжки отдель-
ных деталей и различной обра-
ботки — уголки, швеллеры, про-
волока, шестерни, пружины, резь-
ба, сварка и т. д.
Весь этот комплекс условных
обозначений служит для облегче-
ния изготовления и чтения черте-
жей в машиностроении.
Не промышленность не ограни-
чена одним машиностроением.
Немало имеется и других отрас-
лей — судостроение, радиотехни-
ка, электротехника, электроника и
другие, где также существуют
свои законы для построения и чте-
ния чертежей.
В судостроении основным яв-
ляется так называемый теорети-
ческий чертеж корабля. Этот чер-
теж дает представление только
о форме поверхности судна. Изоб-
ражается судно в ортогональных
проекциях на трех плоскостях.
Горизонтальная плоскость совпа-
дает с поверхностью воды при
осадке судна с полным грузом и
делит судно на две части — под-
водную и надводную. Продольная
вертикальная плоскость рассекает
корабль по ширине на две равные
части — части правого и левого
борта.
И, наконец, плоскость мидель-
шпангоута — поперечная верти-
кальная плоскость—делит корабль
по длине на переднюю — носовую
и заднюю — кормовую части.
Но так как эти три плоскости
не могут отобразить сложную
форму поверхности судна, то в
судостроении прибегают к помо-
щи целого ряда вспомогательных
196
Работают два колеса: радиус ведуще-
го—80, радиус ведомого — 360 мм. Значит,
передаточное число R2: гх = 4,5.
Изменится и кпд; он равен произведению
0,95-0,95 = 0,903 (потери на трение будут
только на валу барабана и в одной зубча-
той паре, а не в двух). Вращательный мо-
мент на приемном валу остается прежним—
И 100 кГмм. А тот же момент для вала ба-
рабана надо определить заново:
Rs
Мо1 = 0,903- л Mi — 0,903-4,5-11 100 =
Г1
= 45 105 кГмм.
Округлим его до 45 100. Эта величина
будет представлять собой произведение
величины поднимаемого груза Q на ра-
диус R.
Значит, можно написать:
Q.R — 45 100, или
Q-125 — 45 100, или
45 100
Q = - — 360 кг (округленно).
Из этого следует, что малые грузы весом
до 360 кг те же двое рабочих могут под-
нимать, пользуясь одной парой зубчаток.
Но какой в этом смысл? Неужели только
Металлы
Стекло и другие
прозрачные материалы
резина, фарфор
Дерево
197
в «экономии» работы второй пары? Ока-
зывается, существует еще одна, и очень
важная, характеристика работы лебедки —
скорость подъема. Ее тоже можно заранее
рассчитать. И вот по скорости — для малых
грузов — передача с одной парой выгоднее,
чем с двумя.
Чтобы доказать это, рассчитаем снача-
ла, с какой скоростью будет подниматься
груз при двух зубчатых парах.
Человек, вращающий рукоятку приемно-
го вала, развивает на окружности враще-
ния скорость всего лишь до 1 м, или
1 000 мм в секунду. Тогда на окружности
ведущего колеса первой пары получится
скорость:
Г! 80
Vi = 1 000 • — = 1 000 •-= 216 мм в секунду.
г 370 J J
Такая же скорость получится и на окруж-
ности ведомого колеса первой пары. А на
окружности ведущей шестерни второй па-
ры скорость будет:
г2 80
v2 = vr— — 216- — = 72 мм.
2 1 Ri 240
Ясно, что такой же будет и окружная
скорость на большом колесе. А на окруж-
ности барабана скорость каната Уз ока-
жется еще меньше:
R ™ 125
Vg = V2- = 72 • = 25 мм в секунду.
1\2 3bU
Вот с какой небольшой скоростью будут
подниматься все грузы тяжелее 360 кило-
граммов.
Теперь переключимся — для грузов лег-
че 360 килограммов — на передачу с одной
зубчатой парой. Скорость в 216 мм в се-
кунду, развивающаяся на окружности
шестерни приемного вала, сразу передается
большому колесу на валу барабана. И ско-
рость каната для этого случая:
R 125
v4 = vr —- = 216 • —— = 75 мм в секунду.
R2 360
Подъем ускоряется в три раза.
Теперь понятно, для чего конструктор
заранее предусмотрел возможность пере-
вода лебедки на более короткую передачу
движения и работы.
Вот сколько расчетов понадобилось, что-
бы сконструировать простую ручную ле-
бедку.
плоскостей, секущих корпус судна
параллельно трем первым выбран-
ным плоскостям. В результате
этого получается густая сеть ли-
ний — теоретический чертеж суд-
на, который воспроизводит внеш-
ние очертания корпуса. Эти черте-
жи используются для изготовления
корпуса. Чертежи судовых меха-
низмов, машин, аппаратов в
судостроении выполняются по пра-
вилам машиностроительного чер-
чения.
В электротехнике и радиотех-
нике чаще всего приходится
встречаться с особым видом чер-
тежей — со схемами. Схемы эти
представляют ряд линий с вклю-
чениями кружков, квадратиков,
крестиков и других условных обо-
значений. Служат они для обозна-
чения электротехнических прибо-
ров, измерительной аппаратуры,
связи, для сборки радиоприемни-
ков, для выполнения электриче-
ской проводки и т. д.
Лист бумаги, испещренный
тонкими прямыми и зигзагообраз-
ными линиями, треугольниками,
овалами, у многих не вызывает
никаких представлений. Радиолю-
битель же по этой, с точки зрения
непосвященного, головоломке сра-
зу представляет себе устройство
радиоприемника.
Так же, глядя на чертеж кате-
ра или . самолета, конструктор
прекрасно разбирается в достоин-
ствах и недостатках его формы и
строения.
Создание сложных машин —
дело инженеров, техников, квали-
фицированных рабочих. Но и в
юности у молодых конструкто-
ров — студентов, школьников, ре-
месленников — широкое поле дея-
тельности. В технических кружках,
в школах, клубах они наряду
с другими предметами изучают и
черчение.
198
Надо еще учесть, что все формулы при-
водились нами в готовом виде (из справоч-
ника), без их вывода, который сам по себе
содержит много математики. Кроме того,
мы предельно упрощали и сокращали рас-
четы, избегая уточнений и некоторых новых
способов, которые потребовали бы введения
новых понятий, обозначений и математиче-
ских зависимостей.
Легко можно себе представить, как воз-
растает объем работы конструктора, когда
создается новая сложная машина. Ответов
в виде справочных данных и готовых фор-
мул тогда бывает недостаточно. Многие за-
дачи приходится решать заново. Вот поче-
му математика — верный, надежный друг
конструкторов. Чем крепче эта дружба, тем
больше сила творцов новых машин.
ФИЗИКА В МАШИНЕ
Центр тяжести
Проблема отыскания центра
тяжести детали машины, ее узла
или самой машины всегда была
важной и в различных условиях
решалась по-разному.
Авиаконструктор обязательно
должен знать, где находится
центр тяжести самолета.
Если он на это не будет обра-
щать внимания, то самолетом не
только трудно будет управлять,
а неизбежны даже аварии. То же
можно сказать и о морских су-
дах, об автомобилях, машинах
с быстровращающимися узлами
и деталями и вообще о всех кон-
струкциях.
Известно, что все тела при-
тягиваются Землей. Сила при-
тяжения называется тяжестью,
или весом тела, и направлена
она всегда вертикально вниз,
к центру Земли. Вообще говоря,
точка приложения этой силы и
является центром тяжести тела
или машины.
Как же определить точку при-
ложения этой силы к телу и чем
эта точка примечательна?
Разобьем мысленно какую-ли-
бо деталь или тело на небольшие
части. На каждую из них также
будет действовать сила тяжести.
А на все тело, следовательно,
действует система параллельных
сил, направленных вниз. Эти си-
лы можно заменить одной, кото-
рая, как мы знаем, называется
равнодействующей. Точка при-
ложения равнодействую-
щей и будет являться ис-
комым центром тяжести
тела.
У тел различной формы центр
тяжести определяется по-разному.
Так, если будем рассматривать
сплошной круг (диск), шкив, ко-
лесо или любое кольцо, то центр
тяжести будет находиться в их
геометрическом центре. Центр тя-
жести однородного стержня (бал-
ки) находится на середине про-
дольной оси; плоского треугольни-
ка — на пересечении медиан, то
есть линий, опущенных из вершин
углов на середины противополож-
ных сторон; прямоугольников —
на пересечении диагоналей и т. д.
Центр тяжести плоского тела
любой формы определяется двух-
кратным подвешиванием этого
тела за разные точки. Пересече-
ние продолжений линий подвеса,
проведенных вдоль тела, и будет
центром тяжести данного тела.
Центр тяжести объемного тела
отыскивается более сложно.
точки подвеса, то при отклоне-
нии тела от положения равнове-
сия оно будет снова возвращать-
ся в первоначальное положение.
Это случай устойчивого равнове-
сия. Наглядный пример его —
все многообразие маятников.
Если тело подвесить так, чтобы
центр тяжести его находился выше
точки подвеса В, то при отклоне-
нии от положения равновесия те-
ло будет продолжать отклоняться
и дальше. Это случай неустойчи-
вого равновесия.
И, наконец, если тело будет
подвешено за точку, совпадаю-
Виды равновесия
Подвесим тело любой формы
за какую-нибудь точку А. Если
центр тяжести находится ниже
щую с центром тяжести, то какое
бы положение ему ни придать,
оно в нем и останется. Это слу-
чай безразличного равновесия.
Примером такого вида равновесия
служат все маховики, шкивы и
прочие быстровращающиеся ча-
сти и детали машин.
199
В заготовительных цехах
На машиностроительных заводах есть
свои заготовительные цехи. В них работают
очень быстрые, «ловкие» машины. Они, как
и прокатные станы, воздействуют на ме-
талл давлением, обрабатывают уже отре-
занные от прокатных профилей небольшие
заготовки, но делают это с большей точ-
ностью.
С помощью таких машин-кузнецов удает-
ся «подогнать» подходящий профиль на-
столько близко к форме и даже размерам
будущей детали, что для ее окончательного
изготовления остается только снять кое-где
тонкие слои металла.
Механические кузнецы дают и полностью
готовые изделия. Тогда вовсе не приходится
обращаться к помощи металлорежущих
станков. А это очень важно. В стружке,
которая снимается с заготовок, заключено
много труда, затраченного в свое время на
выплавку металла, его прокатку и, нако-
нец, на само резание.
Вот работает штамповочный пресс, один
из представителей машин-кузнецов. Его
механическая рука опускается на заготов-
ку сверху вниз и с силой в тысячи тонн
нажимает на нагретый металл, заставляя
его заполнять фасонные углубления в штам-
пе, сначала один, затем другой — серию из
двух-трех вырезов. Каждый из них — оче-
редной переход к форме будущей детали.
В другом случае нажим ползуна сгибает
отрезок ленты, полосы листа в угловую
или в коробчатую, а то и в фасонную форму.
Так делают, когда возникает потреб-
ность в профиле изделия, который не про-
катывается в ручьях машин-богатырей.
Некоторые прессы высекают или выдав-
ливают из листа и ленты плоские и фигур-
ные детали различной формы.
У другой машины ползун действует не
по вертикали, а по горизонтали. Это в го-
ризонтально-ковочной машине. В ней дей-
ствует обыкновенная механическая рука,
составленная из кривошипа, шатуна и пол-
зуна.
Быстро движется кривошип, и ползунок-
боек с силой до 3 тысяч тонн ударяет в рас-
положенное перед ним гнездо-наковальню.
Гнезду придана форма необходимой заго-
товки, и в нем зажат нагретый конец сталь-
ного прута. Один удар ползуна заставляет
металл прутка заполнить форму гнезда-
штампа. Получается заготовка круглая или
круглая с уступами. Такой кузнец за час
может отковать больше 300 заготовок, опе-
режая в некоторых случаях быстроходные
станки-автоматы.
Но существуют еще более быстрые меха-
нические кузнецы — холодновысадочные
автоматы. С их помощью изготовляются
из проволоки и тонких прутков детали ма-
шин, которые необходимы в огромных ко-
личествах: болты, гайки, винты, шарики,
ролики и многие другие изделия.
Машины как бы раздают вширь — вы-
саживают — одну часть отрезка холодного
прутка или проволоки, делают ее толще и
выдавливают из нее в месте утолщения за-
данную форму — головку, шляпку, колпа-
чок, ободок. За один-три удара бойка ма-
шина в сотую долю секунды превращает
короткий отрезок тонкого прутка в болт или
в заклепку с «широкополой» шляпкой. Де-
сятки и даже сотни дает их машина всего
лишь за одну минуту. Она работает почти
со скоростью пулемета.
Те же болты изготовляются и на совре-
менных металлорежущих станках — токар-
ных автоматах. Если устроить своеобразное
соревнование на производительность, то
один холодновысадочный автомат даст
столько же продукции, сколько 20 совер-
шенных скоростных металлорежущих стан-
ков.
При этом механический кузнец работает
со столь высокой точностью, что после не-
го не надо обращаться за помощью к ме-
таллорежущим станкам: машина дает го-
товые к сборке детали.
Машина-кузнец побеждает не только
в производительности. В ее работе почти
нет потерь металла. Так, например, при
изготовлении болтов длиною в 150 милли-
метров потери металла на каждое изделие
составляют всего лишь 14 граммов. Но
200
Захват изделия Вынос изделия
Участок прессового цеха автозавода.
Листы заготовки (1) попадают под вытяжной пуансон пресса (2); полуфабрикат (3) захватывается
механическими руками (4), выносится на транспортер (5), который подает будущую крышу на сле-
дующую позицию — под обрезной штамп (6) второго пресса. Отходы проваливаются на подзем-
ный транспортер (7). Под пуансонами третьего и четвертого прессов изделие приобретает окончатель-
ную форму. Готовая крыша (8) на крюке цепного конвейера (9) отправляется на сборку. Штамп (10);
с его помощью штампуется крыша легкового автомобиля.
201
если тот же болт вытачивается на токар-
ном автомате, в стружку уходит 340 грам-
мов стали — почти в 25 раз больше.
Вот почему машиностроители стремятся
шире применять холодновысадочные авто-
маты в заготовительных цехах.
Часто конфигурация детали очень слож-
на: даже с помощью самых искусных ма-
шин-кузнецов не удается воспроизвести все
ее извилины и фасонные контуры. Деталь
может быть настолько велика по длине,
диаметру, весу, что ее ни в каких ручьях
не изготовишь. И, наконец, существует мно-
го и не очень сложных по очертаниям де-
талей, которые нужны в большом количе-
стве. Для их изготовления не существует
подходящего профиля проката.
Вот почему какая-то часть выплавленно-
го в домнах чугуна и сваренной в печах
стали уходит в другие заготовительные це-
хи машиностроительных заводов — в ли-
тейные цехи или даже на специальные ли-
тейные заводы. Там в менее мощных и
емких печах чугун или сталь снова пла-
вится. Жидкий металл выливается в фор-
мы, в которых уже более или менее точно
воспроизведены все очертания определен-
ных деталей какой-нибудь машины.
В наши дни для литья изобретены маши-
ны-автоматы. Связанные транспортерами,
они помогают литейщикам в самой ответ-
ственной и точной работе: и в приготовле-
нии земляных смесей, из которых делает-
ся форма, и в изготовлении форм из таких
смесей, и в заливке в формы жидкого ме-
талла, и в обрубке заусенцев у получивших-
ся отливок, и в их очистке от налипших
на металл частиц материалов, из которых
изготовлена форма.
В большом литейном цехе современного
машиностроительного завода работает цен-
тральная автоматическая установка для из-
готовления разных по составу формовочных
смесей. Это система автоматических дози-
рующих устройств, перемешивающих и
разрыхляющих машин и связывающих их
транспортеров.
Приготовленная в установке смесь в кон-
це своего пути ссыпается в бункер, распо-
ложенный над формовочной машиной. Ко-
гда оператор нажимает на рычаг затвора,
смесь подается вниз, к исполнительным
органам механического формовщика.
Существуют детали двигателя внутрен-
него сгорания — поршневые кольца. Они
насаживаются на поршень в его нижней ча-
сти и во время работы двигателя трутся
о внутренние стенки цилиндра машины.
Кольца должны хорошо сопротивляться из-
носу. Поэтому их отливают из чугуна, ко-
торый отличается высокой износостойко-
стью. И все же кольца очень недолговечны;
СДЕЛАЙ САМ
Литье
Попытаемся отлить какой-ни-
будь предмет. Только мы его бу-
дем отливать не из металла, а из
«АКР-7» — материала, из кото-
рого делаются пластмассовые зуб-
ные протезы.
Отольем для первого раза обык-
новенную катушку для ниток.
Начнем с формы. Возьмите же-
лезную коробочку небольшого
размера и заполните ее тестом,
приготовленным из размешанного
с водой гипса. Ножом разровняй-
те поверхность гипса и, положив
на нее смазанную тонким слоем
масла или вазелина катушку от
ниток, аккуратно вдавите ее до
середины. Гипсу дайте застыть.
Проделайте то же самое и
с другой коробочкой — вдавите
в гипс вторую, свободную, поло-
вину катушки, перевернув пер-
вую коробочку. Чтобы гипсовые
поверхности двух коробочек не
слиплись, между ними надо про-
ложить тонкую промасленную бу-
мажку с вырезом по форме ка-
тушки.
Когда гипс застынет, разнимите
половинки формы и удалите ос-
тавшуюся в одной из половинок
катушку.
Разведите порошок «АКР-7»
жидкостью-мономером до тесто-
образного вида и, набив этим
«тестом» обе половинки формы,
соедините их и туго свяжите ве-
ревочкой.
Теперь положите форму
с «литьем» в кастрюльку с во-
дой и поставьте ее на огонь. Ког-
да вода нагреется, дайте ей по-
кипеть минут сорок.
После этого разнимите акку-
ратно форму. У вас в руках бу-
дет пластмассовая катушка.
В местах разъема формы на ка-
тушке будет прилив, но его лег-
ко можно срезать.
Отверстие в катушке можно
просверлить на станке.
Описанным способом можно
отливать разные мелкие предме-
ты, например шахматную фигуру
для замены потерянной. В этом
случае всегда найдется фигура,
которая сможет сыграть роль мо-
дели. А когда фигура будет отли-
та и соответствующим образом
обработана, ее надо покрасить и
покрыть нитролаком.
202
при ремонте двигателей их часто приходит-
ся менять. Кроме того, двигателей внутрен-
него сгорания: автомобильных, тракторных
и других — изготовляется очень много. Зна-
чит, и колец нужно очень много — десятки
миллионов штук в год.
Только современные машины, расставлен-
ные по ходу процесса, справляются с фор-
мовкой огромных партий таких изделий.
Машина, формующая кольца, похожа на
карусель. Ее круглый стол через каждые
несколько секунд поворачивается вокруг
своей оси на 72 градуса. На нем пять по-
зиций. На первой — магазин для установки
рамок будущей формы, опок; на второй —
из бункера центральной землеприготови-
тельной установки в опоки просеивается
смесь; на третьей — опока полностью за-
полняется смесью; на четвертой — смесь
прессуется; на пятой — готовые опоки съез-
жают со стола.
Стол круглый, поэтому первая и пятая
позиции расположены на нем рядом. К пер-
вой подходит ленточный транспортер, кото-
рый подвозит стопки пустых опок. Здесь
стоит единственный рабочий — оператор.
Он перегружает доставленные пустые опо-
ки в магазин на первой позиции, ставит их
целыми стопками. В таком положении они
и заполняются формовочной смесью.
От пятой позиции в обратном направле-
нии отходит другой транспортер. На его
ленту съезжают стопки заполненных опок
с готовыми формами колец. Механический
формовщик отличается огромной произво-
дительностью: дает тысячи форм колец за
один только час работы.
Несколько формовочных автоматов ра-
ботают около рельсового пути, образующе-
го удлиненный замкнутый овал. По рель-
сам двигаются составы тележек. Изготов-
ленные формы доставляются к этим тележ-
кам и перегружаются на них.
По направляющему рельсу сверху над
тележками скользит подвешенный ковш,
заполненный жидким металлом. Оператор-
заливщик направляет струю металла в каж-
дую стопку форм. Тележки пробегают по
длинному участку овала и, как только оги-
бают один поворот, попадают в охлаж-
дающее устройство на другом длинном
участке овала. Далее они проходят под
подъемником, который снимает формы и
передает их на выбивную решетку.
Здесь готовая отливка освобождается от
формы и направляется к отделочным
устройствам. Рассыпавшаяся формовочная
смесь относится лентами транспортеров
в землеприготовительное отделение цен-
тральной установки, а пустые опоки —
к формовочным машинам. Круговорот про-
цесса повторяется.
На заводах, где изготовляются большие
партии отливок одного и того же изделия,
земляная смесь и изготовленные из нее
формы уже не могут удовлетворять маши-
ностроителей по нескольким очень важным
причинам.
Каждая такая форма служит только один
раз. Затем, при выбивке из нее отливки,
она разрушается. Легко представить, сколь-
ко труда и времени надо затратить на из-
готовление десятков и даже сотен тысяч
форм.
Кроме того, стенки формы очень подат-
ливы. Всякого рода воздействия искажают
размеры. Поэтому и отливка выходит из
формы неточной. Это вынуждает литейщи-
ков заранее рассчитывать форму так, что-
бы получался довольно большой припуск
лишнего металла. Его потом приходится
снимать на металлорежущих станках, пре-
вращая много металла в стружку.
В последнее время литейщики научились
изготовлять металлические формы из чу-
гуна или стали. Применили и другие но-
вейшие методы литья. О них рассказано
в другой главе.
Несмотря на все достижения передовых
машиностроителей в точной обработке ме-
талла давлением и литьем, еще очень мно-
го деталей, огромное их большинство, вы-
ходит готовыми не из кузнечно-прессовых
и литейных цехов, а лишь после обработки
на металлорежущих станках.
На большинстве машиностроительных за-
водов обычно только один литейный и один
кузнечный цех, а цехов, в которых работают
металлорежущие станки, несколько, и
в каждом из них — отряд из десятков и
сотен металлорежущих машин.
До сих пор наибольшая доля работы по
изготовлению деталей всех машин достается
станкам.
В металлорежущих цехах
Существует много видов станков, кото-
рые режут металл. Мы выберем несколько
наиболее интересных, а об одном расска-
жем подробно.
203
кого поперечного перемещения каретки суппорта; 11) коробка скоростей с рукоятками управления;
12) коробка подач с рукоятками управления; 13) маховичок перемещения пиноли. В верхней части
рисунка — основные виды обработки на токарно-винторезном станке. Слева направо: обточка;
подрезка торца изделия; сверление отверстия в нем; отрезка обработанного изделия от заготовки; наре-
зание резьбы; расточка внутренней поверхности; обточка профиля фасонным резцом.
204
Сверлильный станок: 1) чугунная плита; 2) на ней
стол и 3) колонна, которая несет на себе все ра-
бочие «узлы» станка; 4) шпиндель; 5) шпиндель-
ная головка; 6) инструмент; 7) коробка скоростей;
8) рукоятка переключения скоростей; 9) рукоятка,
управляющая изменением величины подачи;
10) рукоятка пуска, остановки и обратного хода;
11) штурвал для подъема и опускания шпинделя
перемещения шпинделя; 13) рукоятка подъема и опускания
— сверление отверстия. Слева направо показаны виды об-
вручную; 12) маховичок медленного
стола; 14) электродвигатель. Вверху
работки на сверлильном станке. В первом ряду: рассверливание уже сделанного отверстия; зенке-
ров ание — отделка поверхности отверстия зенкером; развертывание — дальнейшая отделка по-
верхности отверстия разверткой; зенкерование — в отверстии проделывается «вход» с прямоугольной
кромкой. Во втором ряду: другой вид зенкерования — проделывается «вход» с конической
кромкой; цекование — отделывается поверхность вокруг отверстия; нарезание метчиком резьбы на
стенках отверстия.
205
4ts
1Стол
Резец
двигатель
подач
бна
Кнопочная
станция
Суппорт*
Коробка
скоростей
Электродвигатель
Стойка
Стол
Станина
![Коробка
скоростей'
Поперечно-строгальный (слева) и долбежный (справа) станки и их главные механизмы. Сле-
ва сверху показаны отдельные моменты работы строгальных резцов, справа — долбежных ин-
струментов.
206
Универсальный фрезерный станок. На нем можно обрабатывать детали очень сложной формы: фре-
зеровать различными видами фрез, сверлить и растачивать отверстия, фрезеровать пазы, обра-
батывать по копиру сложные штампы и пресс-формы. Вертикальный шпиндель устанавливается по-
воротной головкой под требуемым углом. Кроме того, есть и горизонтальный. Слева показаны
отдельные моменты работы фрез на вертикальном шпинделе. Внизу — цилиндрической фрезой обра-
батывается плоская поверхность.
207
3) шлифовальная бабка, на ней вращает-
ся шлифовальный круг (бабка переме-
щается вдоль изделия); 4) рукоятка для
пуска и остановки планшайбы; рукоят-
кой (5) меняют скорости вращения изде-
лия; если оно длинное и тонкое, его
поддерживают опорой-люнетом (6); поворо-
том маховичка (7) передвигают шлифо-
вальную бабку в направлении, перпенди-
кулярном продольной оси изделия, а ма-
ховичок (8) заставляет стол станка
совершать продольное движение «в два
конца»; рукоятка (9) меняет скорость стола, а рукоятка (10) включает автоматическое его движение;
и, наконец, рукоятка (11) меняет направление этого движения на обратное.
Справа — плоскошлифовальный станок. На его корпусе видна панель — это электромеханический
оператор. Поворот рукоятки (1), и к электромагнитному столу «прилипают» изделия; нажим на «пуск»
кнопки (2) включает подачу охлаждающей жидкости. Кнопки (3 и 4) командуют перемещением и
вращением стола, а шпиндель станка с инструментом начинает вращаться или останавливается по «при-
казам» кнопки (5). Кнопка (6) сразу выключает все механизмы машины. Рукоятка (7) сообщает элек-
тромагнитному столу необходимое число оборотов. Рукоятка (8) поднимает и опускает бабку шлифо-
вального круга и включает механическую подачу шпинделя. Поворотом маховичка (9) можно то же
самое сделать вручную. Сверху показано, как в шлифовальных станках работает инструмент.
208
прямолинейно; на них движет-
ся стол (2), который в то же
время может поворачиваться вокруг своей оси; 3) суппорт, перемещающийся вверх и вниз; в нем —
фрезерная головка (4), несущая инструмент, — все это устройство смонтировано на поворотном круге,
поэтому шпиндель с фрезерной головкой может поворачиваться на некоторый угол в вертикальной
плоскости; 5) рукоятка для перемещения стола вручную; 6) оправка — служит для установки и за-
крепления на столе обрабатываемых заготовок. Вверху и справа — некоторые моменты работы
инструмента в зуборезных станках: червячной фрезой нарезается червячное зубчатое колесо; инстру-
мент-«гребенка» обрабатывает заготовку прямозубой шестерни; то же самое делается фрезой-долбяком;
с помощью фрезы же нарезается прямозубое колесо; и, наконец, фрезой обрабатывается зубчатый валик.
Стрелками показано движение изделия и инструмента.
14 Машина
209
Агрегатный станок.
210
Агрегатный станок.
14*
211
РАЗНЫЕ ЗАМЕТКИ
Агрегатные станки
В конструкции автомобилей,
тракторов, самолетов и некото-
рых других машин входят так
называемые корпусные детали —
крупные части коробчатой фор-
мы с большим количеством от-
верстий в стенках. Заготовки
этих деталей — отливки с грубо
выполненными, еще не обрабо-
танными отверстиями. Каждое
из них надо рассверлить, затем
отделать начисто, а в некото-
рых — нарезать резьбу.
Очень много разных станков,
места для них, рабочих для их
обслуживания и, главное, времени
понадобилось бы для обработки
каждого отверстия и выполнения
каждой операции в отдельности.
Поэтому конструкторы-станко-
строители вынуждены были соз-
дать совершенно новые металло-
обрабатывающие машины.
В каждой из них как бы объ-
единялись все ранее применяв-
шиеся для обработки данной ко-
робчатой детали отдельные стан-
ки и их инструменты. Получил-
ся большой станок, непохожий на
обычный. Вместо суппорта у не-
го — силовая головка с двигате-
лем. В ней — десятки иногда
даже различных инструментов.
Новые станки стали «специа-
листами» по какой-то определен-
ной детали со свойственными толь-
ко ей отверстиями и особым их
расположением. В каждом от-
дельном случае приходилось соз-
давать другой станок, налаживать
его производство.
Выход из этого положения был
найден. Стали строить станки из
стандартных узлов. То или иное
сочетание узлов — «агрегатов» —
давало каждый раз новый ста-
нок, пригодный для выполнения
другой группы операций.
Так появились агрегатные
станки для токарной, фрезер-
ной, шлифовальной обработки
самых разнообразных деталей.
На странице 210 показан такой
станок. У него только одна голов-
ка, подающаяся сверху. В ней —
четыре пары инструментов: два
сверла, два особых инструмента,
о которых речь будет впереди, две
зенковки, две развертки.
Под головкой — поворотный
стол станка, на нем — пять по-
зиций. По этим позициям и пере-
мещается изделие — рычаг (ша-
тун) автомобильного двигателя.
В детали — два отверстия, кото-
рые надо сначала рассверлить,
затем подрезать плоскости у
212
1 Основание
2 Колонка
3 Силовые головки
4 Шпиндельные головки
5 Поворотный стан
6 Пульт управления
7 Упоры управления
8 Станина
9 Салазки
10 Гидропанель
11 Гидроцилиндр
12 Гидронасос
13 Передняя крышка
14 Корпус
15 Поомежуточная плита
16 Задняя плита
17 Шпиндель
18 Промежуточный валик
19 Шестерня
20 Кондукторная плита
21 Приспособления
22 Средняя часть
23 Наклонная станина
станка из стандартных узлов.
кромки отверстия (с одной сто-
роны), далее — сделать «вход»
в отверстие (снять круговую фа-
ску с кромки отверстия) и, нако-
нец, окончательно отделать стен-
ки отверстия разверткой.
Изделие устанавливается на
первой позиции. Нажимается
кнопка на пульте управления.
Головка легко подается вниз, все
ее инструменты вращаются, и тут
же шатун автоматически зани-
мает вторую позицию, и на ней
начинается обработка. В оба от-
верстия вонзаются сверла, ос-
тальные инструменты работают
вхолостую. Процесс длится се-
кунды, и головка поднимается
кверху. Тем временем рабочий у
станка уже установил на первой
позиции другой шатун.
Операция — сверление — за-
кончена. Тут же изделие пере-
двигается на третью позицию, а
вторую занимает новый шатун.
Теперь, когда головка делает
следующий рабочий ход, сверла
вонзаются в только что подав-
шиеся под них отверстия очеред-
ного шатуна. Но пара насадных
зенкеров включается в работу и
подрезает плоскость у кромки
уже рассверленных отверстий
первого изделия.
Еще раз поднимается головка,
и снова перемещаются изделия.
Третий шатун занял установоч-
ную позицию. И уже, кроме сверл
и зенкеров, на четвертой позиции
делают свою работу зенковки —
снимают круговые фаски.
Когда и эта операция законче-
на, «головной» шатун приходит
на последнюю — пятую позицию.
За ним «в затылок» выстроились
еще три обрабатываемых шату-
на. Занята и первая позиция.
Развертки доводят обработку
отверстий до конца. Станок вы-
дает готовую продукцию. И те-
перь уже после каждого хода
головки очередной шатун будет
следовать на сборку.
На другом агрегатном много-
позиционном станке (стр. 211) об-
рабатывается поршень автомо-
бильного двигателя. На этот раз
на поверхности стола работают не
одна, а пять силовых головок. Они
расположены по окружности сто-
ла, оставляя небольшой ее уча-
сток для загрузки станка. И по-
ка изделие-поршень путешествует
по пяти позициям, на которые
нацелены инструменты головок,
постепенно выполняются все за-
данные операции и на свободный
участок стола приходит обрабо-
танный поршень. Теперь опера-
тор у станка после каждого по-
ворота стола делает два рабочих
движения: снимает с последней
позиции готовое изделие и уста-
навливает на подходе к первой
позиции очередной поршень.
213
Перед нами шестигранная колонна —
неподвижная основа станка. У каждой ее
грани вверху смонтирована силовая голов-
ка. На одной грани движение от головки
передается нескольким направленным вниз
сверлам, на второй — разверткам, на
остальных — 'другим режущим инструмен-
там, предназначенным для выполнения всех
последующих операций обработки отвер-
стий.
Колонна стоит как бы внутри подвижно-
го кругового стола. 'На нем столько же по-
зиций, сколько граней у колонны. И каждая
из позиций расположена как раз под на-
правленными на нее инструментами.
Первая позиция — та, на которой рабо-
тают сверла, первыми начинающие обра-
ботку. Здесь устанавливается первая деталь.
Как только сверла сделали свое дело,
стол поворачивается на 60 градусов. Де-
таль перемещается на вторую позицию,
а ее место занимает новая заготовка. По-
сле пятого поворота все позиции оказы-
ваются занятыми и одновременно обраба-
тывается шесть деталей.
Но это еще не все. Вокруг стола, сходясь
к нему по радиусам, направленным к гра-
ням колонны, расположены на опорах го-
ризонтальные силовые головки, своего
рода суппорты, несущие один, несколько
или много инструментов. В станке, о кото-
ром идет речь, они оснащены вращающи-
мися инструментами — фрезами, которые
обрабатывают плоские поверхности изде-
лия. И если его необходимо повернуть
с одной стороны на другую, это проделы-
вается автоматически действующими ис-
полнительными механизмами. Они настрое-
ны на такую работу и подстерегают деталь
на определенной позиции.
Выходит, в мире станков работают и
«многорукие» машины. Они и сверлят, и
развертывают, и растачивают отверстия, и
нарезают резьбу, и фрезеруют плоскости —
выполняют многие операции. Деталь вы-
пускается готовой для сборки.
Каждый из многопозиционных станков
заменяет группу обыкновенных или даже
МАТЕМАТИКА У СТАНКА
Приглашаем читателя в цех.
Просим внимательно оглядеться
вокруг и посмотреть, что делает-
ся в цехе, у станков. Это-
го вполне достаточно, чтобы
увидеть целый ряд прямолиней-
ных, конусообразных и криволи-
нейных тел, а также движений
по сложным траекториям, опре-
деляемым математическими ура-
внениями.
Конус
Широкому использованию
формы конуса в технике способ-
ствует простота его изготовле-
ния. Чтобы получить конус на
токарном станке, нужно лишь
сдвинуть с центрального положе-
ния заднюю бабку или повер-
нуть на некоторый угол верхнюю
каретку суппорта. Для подсчета
величины, на которую должны
быть сдвинуты или повернуты
части станка, токарь использует
обыкновенную тригонометрию и
h-величина смещения
задней бабки
Элементы усеченного конуса.
Внизу смещение задней бабки.
известные из нее простейшие за-
висимости.
Так, «катет равен гипотенузе,
умноженной на синус противоле-
жащего угла». Какое отношение
имеет это тригонометрическое
определение к работе токаря?
Оказывается, непосредственное.
При изготовлении конусов на
токарном и шлифовальном стан-
ках знакохмый катет превращает-
ся в искомую величину смеще-
ния задней бабки с центрального
положения, а противоположный
угол находится через тангенс
с помощью малого и большого
диаметров конуса, его длины.
Попробуем и мы с вами из-
готовить на токарном станке
конические детали. Как правило,
их форма — усеченный конус.
Чертеж, который нам вручит
мастер перед началом работы,
расскажет о размерах большого
и малого диаметров D\ и Z)2,
высоте L.
Для • того чтобы определить
угол, на который мы должны
повернуть каретку суппорта
с резцом, надо вычислить поло-
214
автоматизированных станков, выполняю-
щих определенные операции только на од-
ной рабочей позиции. Кроме того, несколь-
ко однопозиционных станков занимают
больше производственной площади, чем
один многопозиционный, который намного
превосходит их в производительности.
Для нескольких однопозиционных машин
нужно несколько рабочих, а для многопо-
зиционного станка — только один опера-
тор, подающий и убирающий изделия.
Сокращается и время холостого, непро-
изводительного хода 'станка, меньше нужно
передающих устройств. Металлорежущий
комбайн, работающий почти без вмеша-
тельства человека, делает свое дело рит-
мично, без замедлений и срывов, с равно-
мерной скоростью и не нарушает заданного
ему графика.
Даже не посвященному в тонкости ме-
таллообработки человеку ясно, что такие
станки намного ускоряют и удешевляют из-
готовление машин и в то же время облег-
чают и сберегают труд людей.
Теперь уже не обычные станки, а метал-
лорежущие комбайны будут выстраивать-
ся в линии, по которым потечет весь про-
цесс изготовления сложных деталей или
узлов машины.
Об этом мы еще расскажем. Здесь же
продолжим разговор о том, как протекает
в станках процесс резания металла.
При обработке металла резанием рабо-
чие движения инструментов и обрабатывае-
мых изделий не бывают сложными. В боль-
шинстве случаев гармонически согласуют-
ся лишь два основных вида движения —
прямолинейное и вращательное.
Работает простой токарный станок, об-
тачивается по окружности цилиндрическая
болванка-заготовка. Она зажата в станке
так, что вращается вместе с рабочим валом
станка — шпинделем — вокруг его оси.
Механизм суппорта подает к заготовке
резец настолько, чтобы снималась стружка
заданной толщины. Суппорт равномерно
передвигается вдоль оси изделия. Это пря-
молинейное движение согласовано со ско-
ростью вращения изделия. Как только сня-
та стружка с одного кругового участка
цилиндра, резец перемещается на следую-
щий участок.
Сочетание вращения заготовки и прямо-
линейного перемещения суппорта обеспечи-
вает непрерывную обточку изделия.
Таково же сочетание во фрезерном стан-
ке, когда изделие обрабатывается фрезой.
Только здесь вращается инструмент, а из-
вину угла при вершине нашего
конуса. При этой операции ис-
пользуются размеры диаметров
усеченного конуса и его высоты
и тригонометрическая функция
тангенса:
tga =
а затем по таблице находят ве-
личину угла о.
Несколько сложнее окажутся
расчеты, если начнем изготавли-
вать конус другим способом: пу-
тем смещения задней бабки.
В этом случае, определив снача-
ла половину угла при вершине
конуса, придется прибегнуть еще
к одной тригонометрической
функции — синусу.
Умножив общую длину обра-
батываемого изделия на синус
угла а, мы и получим величину
ht на которую нужно сместить
с центра заднюю бабку.
Описываемый способ обточки
конических поверхностей пригоден
лишь для пологих конусов с уг-
лом а <9°—/9°.
Но у этих способов получения
конуса есть большие недостатки.
Представьте, что надо обра-
ботать деталь, в которой точная
коническая поверхность имеет
большую длину. Тогда не удает-
ся это сделать с помощью
поворота каретки суппорта с рез-
цом — каретка имеет ограничен-
ный ход.
После неудачной попытки по-
вернуть каретку сместим зад-
нюю бабку на найденную вели-
чину и обработаем деталь.
Коническая поверхность полу-
чится недостаточно точной. В чем
дело? Оказывается, при сдвину-
том положении центры токарного
станка плохо прилегают к «за-
центрованным» отверстиям дета-
ли. Вот почему в поисках более
точных и универсальных спосо-
бов обработки конической по-
верхности производственники
пришли к различным копиро-
вальным устройствам, позволя-
ющим получать детали намного
точнее.
Иногда предпочитают с по-
мощью специального механиз-
ма — «гитары» — связывать в оп-
ределенном отношении продоль-
ный и поперечный ход станка.
Все это намного облегчает труд
рабочего.
Уравнения с несколькими
неизвестными
Перед обработкой шестерен,
резьбовых деталей, червяков и
реек фрезеровщику, токарю и
шлифовщику приходится решать
уравнение по крайней мере
с двумя неизвестными. В этом
им помогает неотъемлемый спут-
ник станков — набор сменных
зубчатых колес—шестерен с раз-
личным числом зубьев.
Найдя нужные решения, ра-
бочий выбирает соответствую-
щие шестерни и устанавливает
в так называемую «гитару» —
механизм настройки станка. На-
строив «гитару», рабочий доби-
вается взаимосвязи между дви-.
жениями инструмента и заготов-
ки во время обработки. При
изготовлении резьбы или червяка
при одном обороте заготовки
резец пройдет вдоль ее оси рас-
стояние, равное шагу нарезки.
На зуборезном станке фреза,
разделив с идеальной точностью
окружность на равные части,
нарежет на ней заданное число
зубьев. Нарежем и мы резьбу,
хотя бы самую простую; посмот-
d.-d2
2 L ’
215
делие движется под ним вместе со столом
станка. Иногда же бывает, что фреза не
только вращается, но и движется поступа-
тельно, а изделие остается на месте.
В сверлильном станке изделие неподвиж-
но, а оба движения, вращательное и пря-
молинейное, одновременно совершает ин-
струмент. Вращаясь, он врезается в металл
и в то же время постепенно подается в глу-
бину изделия.
Но бывает, что во время обработки со-
вершается только одно из движений —
прямолинейное. Например, когда изделие
строгают, оно или двигается «туда —обрат-
но» под неподвижным резцом, или, наобо-
рот, резец вперед-назад проходит над изде-
лием; в то же время изделие перемещается
в поперечном направлении.
Во всех остальных случаях обработки
металла комбинация прямолинейных и
вращательных движений инструмента и
изделия позволяет осуществить процесс ре-
зания на самых разнообразных поверхно-
стях: цилиндрических — наружных и внут-
ренних, — плоских и даже криволинейно-
извилистых.
Сопротивление большинства металлов
обработке резанием очень велико. И все же
в современных станках оно выполняется
с огромными скоростями. Инструменты или
изделия мчатся по круговой дорожке. Их
скорость, особенно при токарной и свер-
лильной обработках, выражается сотнями
метров в минуту, а во многих случаях под-
нимается и значительно выше. Иногда вре-
мя, за которое выполняется одна операция
обработки, измеряется всего лишь секундой.
Все это общая, внешняя картина процес-
са резания. Более сложна, конечно, физиче-
ская суть процесса.
Сила резания и ее „союзники"
Работает могучий экскаватор. Зубастый
ковш врезается в грунт, отрывает от него
какую-то часть, забирает ее, поднимается
кверху и относит груз в отвал. Машина
преодолела не только силу тяжести пере-
несенного грунта, но и его сопротивление
разрушению и захвату ковшом. Это очень
похоже на ту работу, которая совершается
станком при резании металла.
рим, как токарь решает уравне-
ния не в классе, а непосредствен-
но у своего станка.
На схеме станка (она при-
ложена к его паспорту) каждую
деталь обозначают определенны-
ми условными знаками: валы —
прямыми линиями, винты — ли-
ниями извилистыми, зубчатые
колеса — прямоугольниками. При
этом шестерни, неподвижно за-
крепленные на валах, обознача-
ются знаком «х» внутри прямо-
угольника, а блоки шестерен,
передвигаемые вдоль оси вала,
имеют вторую черту, параллель-
ную оси вала, и т. д.
Сменные шестерни обознача-
ются на схемах простыми бук-
вами: «а», «Ь», «с», «d». В схеме
указываются и данные ее элемен-
тов: число зубьев и модуль ше-
стерен, шаги винтов, количество
заходов и направление витков
червяков и т. д.
Для определения числа обо-
ротов какого-либо вала или
шестерни нужно узнать переда-
точное число между ними. О том,
как это делается, в книге уже
рассказано.
А теперь, используя эти фор-
мулы, посмотрим, как настраи-
вается токарный станок при из-
готовлении резьбы. Для получе-
ния резьбы на токарном станке
необходимо, чтобы резец за каж-
дый оборот шпинделя получал
продольное перемещение, равное
шагу резьбы, то есть для наре-
зания резьбы необходимо, что-
бы скорость продольного пере-
мещения резца была точно увя-
зана со скоростью вращения
шпинделя.
Такое точное взаимодействие
вращения шпинделя и перемеще-
ния резца на токарном станке
достигается с помощью ходового
винта, связанного со шпинделем
системой зубчатых колес. За
один оборот детали суппорт
с резцом перемещается на вели-
чину шага резьбы, равную Sp.
При этом нетрудно заметить, что
если бы шаг нарезаемого винта
Sp был бы равен шагу ходового
винта Sx, то ходовой винт дол-
жен был бы вращаться с та-
кой же скоростью, как и шпин-
дель.
Но такое совпадение бывает
редко, и обычно шаг нарезаемого
винта отличается от шага ходо-
вого винта.
И вот для того, чтобы можно
было получить различные скоро-
сти вращения ходового винта,
между ними устанавливаются
зубчатые колеса.
Устройство «гитары». Сменные
шестерни «а», «б», «в», «г» уста-
новлены на ведущем, промежу-
точном и ведомом валах. Расстоя-
ние между ведущим и ведомым
валами L остается неизменным.
Расстояния же А (между веду-
щим и промежуточным валами)
и Б (между промежуточным и
ведомым валами) можно менять.
Для этого служит особая де-
таль — «приклон», в ней — два
паза: радиальный и дуговой.
216
Металл тоже сопротивляется резанию.
Поверхностный слой его сопротивляется
нажиму со стороны резца, проникновению
в сталь режущей кромки. Происходит пер-
вое «столкновение» инструмента и заготов-
ки. Побеждает инструмент: его твердость
намного выше.
Строгальный резец преодолевает на своем пути си-
лу связи между частицами металла. Они деформи-
руются, сдвигаются, скалываются с поверхности
резания и выжимаются кверхуt
Теперь, после первой победы, инструмент
должен снять с заготовки стружку. Вооб-
разим, что перед нами протекает процесс
строгания. Тогда резцу, врезавшемуся
в металл, надо пройти довольно длинный
путь по поверхности изделия. И здесь ему
сопротивляется прочность металла.
Чем крепче связь между частицами ме-
талла, чем выше его прочность, тем боль-
ше сопротивление.
Резцу, вонзившемуся в «тело» стальной
заготовки, приходится нелегко. Его режу-
щая кромка давит на ближайшие к нему
частицы металла, старается сдвинуть их
с места, оторваты от заготовки. Частицы
как бы «упираются», сопротивляются сжа-
тию. И тогда на переднюю поверхность
режущей части резца начинает действовать
возникшая встречная сила: она как бы про-
тивостоит инструменту. Ее и называют си-
лой резания.
У силы сопротивления резанию есть еще
«союзники». И чтобы обнаружить их, по-
нять, в чем их сила и как она действует,
проследим дальше за процессом образова-
ния стружки.
На токарных станках совре-
менных конструкций точное пере-
мещение резца вдоль вращаю-
щейся заготовки осуществляется
путем комбинации сцепления
зубчатых колес в коробке подач,
которое достигается передвиже-
нием рукояток управления в со-
ответствии с указаниями таблиц,
укрепленных на станке.
В станках, не имеющих ко-
робки подач, точное взаимодей-
ствие движения шпинделя и резца
достигается подбором сменных
зубчатых колес, обозначенных
на схеме буквами «а», «б», «в»
и «а». А таких колес к токарному
станку прикладывается много.
Здесь и колеса с числами
зубьев, кратными пяти (20; 25;
30; 35 и т. д.), и колеса с чис-
лами зубьев 23 и 33; 47 и 97;
59 и 127 и т. д.
При подборе этих колес то-
карю и приходится вспоминать
о правилах действия с простыми
дробями, по существу, решать
уравнения со многими неизвест-
ными.
Установим сразу, что переда-
точное отношение сменных колес
(Z) равно шагу нарезаемой резь-
бы Sfi, деленному на шаг ходо-
вого винта Sx:
На нашем станке шаг ходо-
вого винта = 8 мм, а нужно
нарезать резьбу с шагом S.—
1 мм, то есть i — -g-.
Вычислив передаточное отно-
шение, подберем сменные колеса
настройки таким образом, чтобы
числа зубьев колес «а», «б», «в»
и «г» удовлетворяли уравнению:
Так как в правую часть урав-
нения входят четыре перемен-
ных, то теоретически оно имеет
бесконечное число решений. Но
практически количество решений
ограничено: каждое найденное
число зубьев должно быть таким,
чтобы его можно было найти
среди колес набора.
Каковы же нужные нам ре-
шения?
Умножим числитель и знаме-
натель на 20:
J____20
1~ 8 “ 160’
Однако, проводя такую опе-
рацию, убеждаемся, что оно не
удовлетворяет нашему условию:
колесо с 20 зубьями есть в набо-
ре, но другого колеса — со 160
зубьями — в нем нет. Другими
словами, одной парой колес
требуемую нами резьбу не наре-
жешь. Правильному решению
задачи поможет разложение
дроби на две:
. _ J________1_ 1
8 — 2 ’ 4‘
Умножая числитель и знаме-
натель первой дроби на 20, а вто-
рой — на 25, находим нужное
нам решение:
_ J_ 20 1 25 _ 20 25
1 — 2 ' 20 ’ 4 ' 25 “ 40 ' 100*
Выбирая из имеющегося на-
бора зубчатые колеса с числом
зубьев 20, 40, 25 и 100 и уста-
навливая их в соответствующем
порядке, мы можем приступить
к нарезке нужной резьбы.
217
Итак, режущая часть инструмента вонзи-
лась в поверхностный слой заготовки и ста-
ла продвигаться, сжимая впереди себя ча-
стицы металла. Что же при этом проис-
ходит?
Вообразим, что вся толща металла в за-
готовке разбита на мельчайшие кубики,
вплотную соприкасающиеся между собой.
Резец давит на кубики, и они сжимаются
в направлении действия силы. От этого
происходит еще одно явление: частицы ме-
талла вытягиваются перпендикулярно на-
правлению сжатия, и кубики превращают-
ся в призмы.
Но резец продолжает свое наступление.
Как ни сопротивляется металл, ему прихо-
дится отступать. При этом все больше и
больше меняется форма частиц металла:
натиск фезца преодолевает силы их сцепле-
ния, заставляет смещаться относительно
друг друга. Наконец смещение делается
настолько большим, что полностью преодо-
леваются силы сцепления между частица-
ми. Тогда от металла заготовки отделяется
сколотый резцом крошечный кусочек.
Но резец продолжает работу, скалывает
,на следующем участке своего движения
еще один кусочек, затем еще и еще. В по-
следовательном скалывании инструментом
отдельных частиц сдавленного металла и
Образование стружки и различные виды ее.
заключается процесс его резания. И чем
больше приходится резцу изменять форму
частиц металла, тем больше сила, которая
ФИЗИКА В МАШИНЕ
Клин
К числу простых механических
приспособлений относится также
всем известный клин, получивший
самое широкое применение в тех-
нике. Клин имеет тыльную поверх-
ность h (обух), щеки I и состав-
ляет основную часть колющих,
режущих, строгающих инструмен-
тов: ножниц, топора, колуна, рез-
ца, фрезы, сверла, лемеха и т. д.
Рассмотрим действие клина на
простом примере раскалывания
полена.
Силы, с которыми действует
клин на полено, получаются в ре-
зультате разложения того усилия,
которым клин вгоняется в тре-
щину, то есть силы Р. Разлагается
сила по правилу, уже рассказан-
ному нами, то есть по двум на-
правлениям, перпендикулярным
щекам клина. Полученные дей-
ствующие силы F будут во
столько раз больше силы Р, во
сколько раз щека клина I больше
его тыльной поверхности (обу-
ха) h. Математически это запи-
сывается так:
Клин можно использовать по-
разному. В одном случае он при-
меняется для раскалывания, ре-
зания, строгания, в другом —
для скрепления двух деталей,
частей. Так, если загнать в поле-
но топор, имеющий небольшой
угол заострения (узкий обух), то
он после удара завязнет там, и
потребуется большое усилие, что-
бы его вытащить. Расчеты пока-
а
зывают, что при равном
или меньшем коэффициента тре-
ния, давящие на щеки клина си-
лы (они противоположны силам
F) не могут его вытолкнуть.
Необходимо заметить, что
клин можно, рассматривать как
соединение двух наклонных плос-
костей. Тогда все рассуждения,
относящиеся к наклонной плоско-
сти, применимы к клину.
21В
сопротивляется натиску на впереди лежа-
щий участочек заготовки.
Когда смотришь, как режут металл, вид-
но, что стружка сходит не отдельными ку-
сочками, а завивается лентой. Это, конечно,
не совсем верное представление. Бывает, и
нередко, что резец снимает с металла
именно отдельные кусочки. Они представ-
ляют собою тоже стружку, но настолько
короткую, что она выглядит кусочком ме-
талла.
Но что же придает стружке вид завиваю-
щейся ленты?
Процесс рождения стружки протекает на
станке почти мгновенно. Строгальный ста-
нок, например, тихоход в сравнении с боль-
шинством других металлорежущих машин.
Но и он заставляет резец двигаться отно-
сительно поверхности изделия со скоростью
в несколько десятков метров в минуту.
И не успел еще сколоться первый кусочек
металла, как уже скалывается еще сцеп-
ленный с ним второй кусочек, затем тре-
тий, четвертый и бесконечное число после-
дующих. Все они при достаточно большой
скорости резания составляют цепь; ее
звенья — сколотые кусочки металла.
Если скорость резания очень велика,
звенья сливаются — цепь превращается
в прочную ленту.
Чем мягче и пластичнее металл, чем вы-
ше скорость резания, тем длиннее такая
стружка, тем больше походит она на лен-
ту. Этому еще способствует определенная
форма режущей части инструмента. О ней
речь впереди.
А если металл очень тверд и хрупок, то-
гда не получается ни цепи, ни ленты. Ско-
лотые кусочки тут же надламываются и
отлетают от заготовки.
Все это еще в 1870 году открыл выдаю-
щийся русский ученый И. А. Тиме.
Теперь вернемся к «союзникам» силы ре-
зания.
Восстановим в воображении картину
строгания. Резец, будто стальной коготь,
вонзившийся в поверхностный слой метал-
ла заготовки, упорно двигается вперед,
снимает стружку. Стружка отделяется от
металла, скользит по передней грани резца
с очень большой скоростью, трется об нее.
И тут, между стружкой и передней по-
верхностью режущей части инструмента,
рождается, начинает действовать «союз-
ник» № 1 силы резания. Это трение. Оно
порождает еще одну силу, сопротивляю-
щуюся резанию. Сила эта получила назва-
ние «нормальной». Она направлена перпен-
дикулярно к той поверхности, по которой
проходит резец, и отталкивает инструмент
от изделия. Ее нужно победить, преодолеть.
Иначе стружка нагромоздится перед рез-
цом, упрется в его переднюю грань, вовсе
застопорит резание.
Подобное явление наблюдается и в дру-
гих видах обработки, в том числе и в об-
точке.
В этом случае металл снимается с заго-
товки так называемым «проходным» рез-
цом: он проходит своей режущей частью
вдоль заготовки. Режущая кромка откло-
нена от оси изделия, как правило, на 45 гра-
дусов, поэтому и на заготовке образуется
круговой уступ, наклоненный к оси заго-
Силы, возникающие при строгании (слева) и при точении (справа).
219
товки под углом в 45 градусов. Нормальная
сила перпендикулярна к его поверхности и
действует внутри угла, образуемого осями
резца и заготовки. Пользуясь правилом
параллелограмма сил, ее делят на две.
Одна составляющая ее часть как бы со-
противляется движению суппорта станка.
Ее называют «силой подачи». А другая дей-
ствует по оси резца — ее назвали «радиаль-
ной силой».
У режущего инструмента есть и задняя
грань — та, что обращена к обрабатывае-
мой поверхности.
У строгального резца это нижняя его
грань. Частью ее он в своем движении
скользит по заготовке. И здесь возникает
трение. Сила его помогает главной силе со-
противления резанию, присоединяется к ней.
Это ее «союзник» № 2, который тоже уча-
ствует в отражении «наступления» резца.
И его необходимо подавить.
Против главной силы сопротивления ре-
занию и ее обоих «союзников» выступает
энергия, которую развивает двигатель
станка. Она и есть источник наступающей
силы, которую механизмы машины пере-
дают режущему инструменту. Когда заго-
товку строгают или обтачивают, львиная
доля этой силы, 90 процентов, обрушивает-
ся на главного противника, на самое со-
Где возникает трение при резании?
противление резанию. И лишь только де-
сятая ее доля справляется с обоими его
«союзниками».
Так распределяется расход энергии толь-
ко тогда, когда работают резцы. В этом
случае площадь соприкасающихся поверх-
ностей мала, значит и сила трения неве-
лика.
По-другому обстоит дело, когда сверлят-
ся в металле отверстия. Тут намного
большая поверхность инструмента трется
МАТЕМАТИКА У СТАНКА
Спираль Архимеда
Известно, что если по враща-
ющемуся с постоянной скоростью
лучу равномерно перемещается
точка, она описывает кривую,
называемую спиралью Архимеда.
Практическое использование
свойств спирали Архимеда мож-
но найти непосредственно у то-
карного станка, наблюдая за
тем, как рабочий при помощи
ключа, вставленного в четырех-
гранное отверстие на корпусе
самоцентрирующего патрона, на-
чинает одновременно перемещать
все три кулачка, заставляя их
крепко зажимать деталь. Одно-
временное перемещение кулачков
осуществляется с помощью спи-
ральной канавки, нарезанной
на большом коническом колесе,
находящемся в корпусе пат-
рона.
Четырехгранное отверстие, в
которое вставляется ключ, нахо-
дится в одном из трех кониче-
ских зубчатых колес, сцепляю-
щихся с большим колесом.
Спиральная же канавка нарезана
на задней, плоской его стороне.
В отдельные витки этой канавки
входят нижними выступами все
три зажимных кулачка.
Когда токарь ключом поверты-
вает одно из маленьких колес,
вращение передается большому
колесу.
Вращаясь, оно посредством спи-
ральной канавки перемещает
одновременно и равномерно все
три кулачка. При вращении ди-
ска со спиральной канавкой в ту
или другую сторону кулачки
приближаются или удаляются
от центра, зажимая или освобо-
ждая деталь.
Одновременное и равномер-
ное благодаря использованию
свойств спирали движение кулач-
ков очень удобно в работе: цилин-
дрическая поверхность детали
как бы самоцентрируется. Деталь
без посторонней помощи уста-
навливается и зажимается точно
по оси шпинделя.
Спираль Архимеда в трехкулач-
ковом зажимном патроне. Спе-
циальным ключом вращают одно
из трех зубчатых колес, связан-
ных с большой конической шес-
терней. При этом кулачки патро-
на перемещаются по канавке,
выполненной по спирали Архи-
меда, и зажимают изделие.
220
Скорости, размеры,
мощности и прогрессии
Посмотрите на числа, про*
ставленные возле рычага пере-
ключения коробки скоростей то-
карного станка. Не правда ли,
на первый взгляд их выбор ка-
жется более чем странным.
Здесь есть и четные цифры: 20
или 40, и нечетные: 25, 63. По*
падаются даже дробные: 31,5.
Можно подумать, что конструк-
торы взяли их просто наугад. Но
это не так. Расположим все чис-
ла, указанные на станке, в воз-
растающем порядке: 20, 25, 31,5,
40, 50, 63, 80, 100, 125, 160, 200,
250 и так далее. Закономерно-
сти пока не видно, но она есть, и
даже очень строгая. Если делить
каждое число на стоящее рядом
меньшее, всегда почти точно по-
лучится одна и та же цифра —
1,26. Значит, скорости станка
образуют геометрическую про-
грессию с таким знаменателем.
И сразу же напрашивается
вопрос: при чем здесь геометри-
ческая прогрессия? Оказывается,
роль ее исключительно велика.
Каждую деталь выгоднее обра-
батывать с наибольшей допусти-
мой скоростью. Но ведь размеры
деталей различны, и может слу-
читься (а в жизни почти всегда
так и случается), что нужное
число оборотов станок дать не
может. Нужно 290 оборотов
в минуту, а есть только 250 и
315. Приходится брать меньшую
скорость — 250 оборотов в мину-
ту — и работать на 14 процентов
медленнее, чем допускает стой-
кость инструмента.
Геометрический ряд скоро-
стей со знаменателем 1,26 гаран-
тирует нам: каков бы ни был
диаметр детали, потеря в скоро-
сти никогда не превысит 22 про-
центов. Открыл это замечатель-
ное свойство геометрического
ряда русский академик А. В. Га-
долин 80 лет назад. В своей ра-
боте «О переменах скоростей
вращения шпинделя в токарных
и сверлильных станках» он дал
конструкторам ясный ответ на
вопрос, как выбирать «ступень-
ки» коробки скоростей.
РАЗНЫЕ ЗАМЕТКИ -
Недавно построены токарные
станки принципиально новой кон-
струкции. Они предназначены для
обработки сверхтяжелых деталей
доменных печей, кожухов мощ-
ных турбин и статоров электро-
Если на каком-нибудь станке
вы увидите другие числа, про-
верьте закон Гадолина сами:
всегда вы обнаружите геометри-
ческую прогрессию с определен-
ным знаменателем. Именно она
обеспечивает одинаковую эконо-
мичность обработки деталей не-
зависимо от их размера.
С тех пор, вот уже более по-
лувека, открытый русским уче-
ным закон о построении ряда
скоростей станков является от-
правным пунктом, от которого
конструктор-станкостроитель на-
чинает проектирование нового
станка. Однако замечательные
свойства геометрического ряда
используются не только при
конструировании коробок скоро-
стей. Можно с уверенностью ска-
зать, что геометрическая про-
грессия является математическим
законом, iTa котором основывается
машиностроение.
Возьмем, к примеру, размеры
деталей различных машин. Вели-
ко количество деталей, которые
использует современная техника.
Все их кратко и не перечислишь:
ведь даже в таком несложном
механизме, как мясорубка, их
свыше десяти. В простом вело-
сипеде — свыше 150 деталей.
Легковой автомобиль — машина не
самая сложная и не самая боль-
шая среди множества машин —
имеет тысячи деталей. Двадцать
тысяч деталей в станке для фре-
зерования роторов гидротурбин.
Но как бы малы или велики ни
были детали, как бы ни разнооб-
разны были их формы, между
их размерами существует незри-
мая закономерная математиче-
ская связь. И как это ни пока-
жется странным, такой связью
между ними служит корень со-
роковой степени из десяти. И
вот почему. Геометрический ряд
прост и легко запоминается.
Наиболее подходящими для
техники оказались ряды, постро-
енные по геометрическим прог-
рессиям, включающие число 1 и
имеющие корни сороковой, два-
дцатой, десятой и пятой степени
из 10. Составленные с такими
знаменателями ряды чисел дают
плавное и закономерное нара-
моторов весом в несколько де-
сятков тонн. Вращение таких де-
талей на станке потребовало бы
очень много электроэнергии. По-
этому был применен принцип
вращения резца. Деталь непо-
стание размеров, могут удовле-
творить потребности даже самых
«капризных» машин, в которых
большие отклонения размеров
детали от расчетных значений
обычно недопустимы вследствие
заметного увеличения в этом слу-
чае габаритов или веса машин.
Конструктору не нужно запо-
минать все числа рядов (а их
несколько сотен), начиная с до-
лей миллиметра и кончая не-
сколькими тысячами миллимет-
ров. Ему достаточно знать толь-
ко первые сорок чисел, остальные
же получаются простым умноже-
нием или делением их на 10, 100
или 1 000. Из первого ограничен-
ного ряда со знаменателем ко-
рень сороковой степени из 10,
равным 1,06, можно легко со-
ставить остальные еще более ог-
раниченные ряды чисел. Так, сле-
дующий ограниченный ряд чи-
сел составляется из первого пу-
тем выбора из него чисел через
одно. В результате мы получим
геометрический ряд нормаль-
ных чисел, со знаменателем, рав-
ным корню двадцатой степени из
10, то есть 1,12. Выбором из
первого ряда только каждого
четвертого числа составляется
еще более ограниченный геомет-
рический ряд чисел со знамена-
телем, равным корню десятой сте-
пени из 10, или 1,25, и т. д.
Вот почему между всеми дета-
лями, находящимися в машинах,
имеется незримая математиче-
ская связь. И связью этой слу-
жит один из знаменателей гео-
метрической прогрессии.
Создание единой ограничен-
ной системы нормальных чисел,
совместно с разработанной еди-
ной системой допускаемых от-
клонений от заданных конструк-
тором размеров, оказало неоцени-
мую помощь в развитии техники.
Вместо хаоса в парке машин,
затруднявшего их производство,
эксплуатацию и ремонт, установ-
лен разумный порядок, основан-
ный на применении свойств гео-
метрической прогрессии: выпуска-
ются и намечаются к выпуску ма-
шины только нужные, каждое се-
мейство которых связано с другим
общей закономерностью.
движно крепится на станине и
центрируется между двух ко-
лонн П-образной стойки. Резец
крепится к специальному устрой-
ству, которое вращается вокруг
детали.
221
о металл заготовки. Силы трения увели-
чиваются. На их преодоление затрачивает-
ся уже одна пятая доля энергии станка.
Еще труднее при нарезании резьбы. Эту
работу выполняет особый режущий инстру-
мент — метчик. Он врезается в металл,
ввинчивается в него всеми своими витка-
ми. Площадь касания между инструментом
и изделием очень большая. И силы трения
становятся могучими. Против них направ-
ляют около половины мощности двигателя.
Машиностроители заинтересованы в том,
чтобы станок с инструментом оказались
достаточно сильными, а сопротивляющие-
ся им силы — как можно слабее.
Создавая станки и режущие инструмен-
ты, конструкторы заранее как бы видят
перед собой их будущего главного против-
ника— силу резания какой-то определен-
ной, заранее заданной наибольшей вели-
чины.
И они выбирают для станка электродви-
гатель достаточной мощности. Затем, хоро-
шо зная законы науки машиностроителей —
машиноведения, они придают надежную
прочность деталям коробки скоростей. Это
механизм, с помощью которого управляют
скоростью главного рабочего движения ин-
струмента (или обрабатываемого изделия).
В каждом станке работает и другой очень
важный механизм. Он управляет подачей
суппорта с инструментом вдоль и поперек
обрабатываемой заготовки (или стола стан-
ка с закрепленным на нем изделием —
к инструменту). Детали механизма должны
преодолевать часть отталкивающей силы,
рожденной трением стружки об инструмент.
Величина, и этой силы заранее известна
конструктору, и он придает деталям меха-
низма подач столь же надежную прочность.
Когда станок создан, построен и уже ра-
ботает, снова приходится бдительно следить
за силой резания. Неправильно выбранные
условия обработки могут сделать эту силу
больше, чем рассчитывал конструктор. То-
гда сломается даже достаточно прочный
инструмент или станок. Поэтому силы ре-
зания необходимо хорошо знать и уметь их
ослаблять.
Ученый К. А. Зворыкин, один из выдаю-
МАТЕМАТИКА У СТАНКА
Станок -„отшельник"
Заглянем в отдельное поме-
щение цеха, где работает коор-
динатно-расточный станок. На его
столе закреплена довольно слож-
ная деталь. Она должна быть
обработана с высокой степенью
точности — с очень малыми от-
клонениями в заданных разме-
рах.
Эти отклонения иногда не
должны превышать нескольких
микронов (нескольких тысячных
долей миллиметра).
Становится понятным, почему
большинство деталей координат-
ного станка выполняется особо
точными. На этих станках за-
прещено выполнять тяжелую
обдирочную работу. Ведь тогда
детали станка быстро износятся
и потеряют точность. В помеще-
нии, где стоит станок, всегда
поддерживается постоянная тем-
пература воздуха. Даже незна-
чительное изменение температу-
ры, на два-три градуса, самые
ничтожные тепловые влияния
могут нарушить точность станка
и привести к браку. Именно по-
этому станок изолирован и ра-
ботает «отшельником».
Рабочий начинает обрабаты-
вать деталь. На наших глазах
шпинделем станка, в котором за-
креплено специальное устрой-
ство — центроискатель, рабочий
находит как бы «начало коорди-
нат». Это центр ранее обработан-
ного отверстия. Главная часть
центроискателя — точный прибор,
его называют индикатором. Те-
перь для того чтобы найти центр
второго отверстия, нужно пре-
вратить продольное и поперечное
перемещение стола в своеобразные
«х» ,и «у».
Требуемая точность коорди-
натных перемещений обеспечи-
вается либо очень точными микро-
метрическими винтами, либо
устройствами, компенсирующими
неточности ходовых винтов. Но
если рабочему необходимо вы-
полнить особо точное перемеще-
ние, первый его помощник —
микроскоп.
У каждого координатно-ра-
сточного станка есть поворотный
стол. Деталь, закрепленная на
таком столе, может поворачи-
ваться в горизонтальной и вер-
тикальной плоскостях.
Глядя на работу расточника,
думаешь о том, что координат-
но-расточный станок — это цехо-
вая лаборатория, а львиная доля
труда расточника кроется в рас-
четной работе.
И в этом еще раз убеждаешь-
ся, когда видишь, как расточник
обрабатывает отверстие, ось ко-
торого наклонена к плоскости.
Для такой работы расточник
использует поворотный стол.
Угол наклона он знает из черте-
жа. Для того чтобы повернуть
стол, он должен подсчитать ве-
личину подставки — набора ме-
рительных плиток, подложенных
под упор стола. Это всего лишь
расчет катета прямоугольного
треугольника, если известны уг-
лы и величина другого катета;
но расчет надо сделать очень
точно. Ведь точность угловых
перемещений достигает на этом
станке нескольких секунд.
Но на координатно-расточном
станке выполняется не только
обработка деталей.
На нем можно делать точную
разметку и осуществлять самый
строгий контроль изделий, уже об-
работанных на других станках.
Эта машина заслуживает, что-
бы ее называли не только стан-
ком-«отшельником», но и станком-
«математиком». Мы ее специально
и поставили отдельно от всех
станков.
222
Координатно-расточный станок: 1) стол станка; 2) шпиндельная головка; 3) маховичок перемещения
шпиндельной головки; 4) рукоятка для подачи шпинделя вниз и вверх; 5) рукоятка для быстрого
подвода шпинделя; 6) включение подачи стола; 7) переключение движения стола на «медленно» и
«быстро»; 8) рукоятка поворота стола; 9) зажим стола. На рисунке не показана еще одна часть стан-
ка — оптический прибор для наблюдения всех рабочих движений и перемещений и очень точного их
измерения. Кругом станка — восемь последовательных моментов обработки изделия — сверления и рас-
точки отверстий с очень точно измеренными расстояниями и углами между осями — с поворотом стола
для 7-й и 8-й операций.
223
щихся последователей И. А. Тиме, просла-
вился исследованиями сил, действующих
при резании металлов. Он научил машино-
строителей властвовать над этими силами,
укрощать их и ослаблять. Важная роль
в этом принадлежит форме режущего ин-
струмента.
Геометрия резания
Выдающийся советский изобретатель
А. М. Игнатьев заинтересовался причиной
подмеченного им явления: природные режу-
щие инструменты — клювы, зубы, когти —
всегда остаются острыми.
Оказалось, что каждый зуб, клюв или
коготь как бы сложен из двух слоев. Они
расположены по длине когтя, зуба или
клюва. Передний слой — твердый, задний —
сравнительно мягкий. А угол заострения
такой, что зуб, например, сточен назад по
мягкому слою. Когда животное грызет пи-
щу, на передний твердый слой приходится
нагрузка побольше, а на задний, мягкий,—•
поменьше. Оба слоя истираются одинаково.
Вот почему угол заострения не меняется,
и зуб не делается тупым.
Так Игнатьев открыл свойство самозата-
чиваемости «резцов» животного. На основе
этого он изобрел многослойные самозата-
чивающиеся режущие инструменты.
Ничего не зная о самозатачивании, че-
ловечество еще в древнейшие времена за-
имствовало из природы и из собственного
опыта законы формы режущих инструмен-
тов. Первобытные люди, жившие в камен-
ном веке, не знали о геометрии; но и они
подолгу трудились, обивали выбранный
в качестве инструмента и уже заостренный
природой камень, старались придать ему
подсказанные им опытом наивыгоднейшие
формы и угол заострения.
При этом они подражали природе: их
режущие инструменты очень напоминали
своим видом когти хищных животных. Фор-
ма искусственных каменных, кремневых
«когтей» человека — инструментов — пред-
ставляла собой сочетание различных гео-
метрических фигур. Выходит, что даже
РАЗНЫЕ ЗАМЕТКИ
В нашей стране выпускаются
всевозможные виды станков —
специализированные и агрегатные,
уникальные весом свыше 500 тонн,
станки-автоматы и другие. Только
в 1958 году страна получила бо-
лее 138 тысяч металлорежущих
станков. Контрольными цифрами
развития народного хозяйства
СССР на 1959—1965 годы наме-
чено к концу семилетки довести
выпуск металлорежущих станков
до 200 тысяч — в 1,5 раза
больше, чем в 1958 году, в том
числе специальных, специализиро-
ванных и агрегатных станков
38 тысяч — в два раза больше,
чем в 1958 году.
* * *
Один из крупнейших токарных
станков может обрабатывать де-
тали весом в несколько сот тонн.
Работает он от двигателя мощно-
стью в 250 лошадиных сил. Диа-
метр планшайбы станка равен
4 метрам, а длина станка — поч-
ти 10 метрам.
224
Есть ли сходство в геометрии древнейших инструментов и современных резцов?
в отдаленные времена, за много тысяч лет
до нашей эры, когда и в помине не было
никакой науки, уже существовала какая-то
геометрия режущих инструментов.
За последнее столетие наука о реза-
нии металлов помогла внести много попра-
вок в геометрию режущих инструментов:
углов стало больше и величины их изме-
нились. Но основные очертания сохрани-
лись.
Какова же форма режущих инструмен-
тов? Что дают ее поверхности и углы при
резании?
Прежде всего пример из повседневной
практики.
Далеко не все люди занимаются резани-
ем металла или других материалов. Новеем
приходится резать хлеб. Мы, пожалуй, во-
все не замечаем, что даже в такой работе
люди пользуются законами геометрии ре-
зания.
На столе буханка хлеба. Режут ее острым
ножом. При этом не вдавливают лезвие
ножа во всю поверхность буханки. (Как ни
остер нож, сопротивление резанию будет
большим, и разрезать буханку будет труд-
но.) Нож наклоняют вперед, и лезвие легко
входит в хлеб, гладко его разрезает. Что
же произошло?
Вообразим, что на столе лежит очень
тяжелая гиря весом в 150 килограммов.
Чтобы площадь касания гири со столом
оказалась поменьше, ее нижней части
умышленно придали форму усеченного ко-
нуса.
Величина площади касания — 75 квадрат-
ных сантиметров. Значит, на каждый квад-
ратный сантиметр давит сила в 2 кило-
Современные режущие инструменты.
16 Машина
225
Современные режущие инструменты.
226
грамма. Она вызывает в материале плиты
напряжение такой же величины — 2 кило-
грамма на квадратный сантиметр. Если бы
форма гири снизу была цилиндрической,
площадь касания оказалась бы больше,
а напряжение меньше.
Наоборот, стоит сделать нижнюю часть
гири «острее», и напряжение увеличится.
И если площадь касания уменьшится хотя
бы до одного квадратного миллиметра, на-
пряжение подскочит до огромной величи-
ны— 150 кг: 0,01 см2 = 15 000 кг на квад-
ратный сантиметр.
В нашем случае действует напряжение
сжатия. Чем прочнее и тверже материал,
тем лучше сопротивляется он напряжению
сжатия. Но даже очень прочный и твердый
материал не выдержит напряжения сжатия
в 15 тысяч килограммов на квадратный
сантиметр. Тем более его не выдержит де-
рево. И тогда гиря, острие ее конуса, вон-
зится в поверхность стола, разрушит ее на
участке касания.
При соприкосновении лезвия ножа с хле-
бом (или любого режущего инструмента
с другим продуктом, материалом) проис-
ходит то же самое. На участке касания
возникает напряжение и в материале ножа
и в корочке хлеба. Оно тем больше, чем
меньше площадь участка касания.
Если лезвие очень острое, получается
не площадь, а лишь тончайшая линия ка-
сания. И тогда удельное давление, равное
величине силы нажима на нож, разделен-
ной на площадь касания, делается очень
большим. На поверхности буханки возни-
кает напряжение такой же величины. Оно
сильнее того напряжения, которое может
выдержать хлеб. И на линии касания лез-
вия ножа с корочкой буханки начинается
разрушение. Вот почему острый нож режет
лучше тупого.
Но сопротивление буханки все же еще
настолько велико, что при резании она
сминается, крошится. Тогда мы наклоняем
нож. От этого резко уменьшается длина
участка касания, значит и его площадь. Но
и это еще не все.
Хотя нож уже был отточен, все же, по-
ка его не наклонили, заострение лезвия
оказалось недостаточным. Но как только
нож наклонили — придали ему другое по-
ложение по отношению к буханке, — изме-
нился угол заострения лезвия: он стал мень-
ше, а лезвие как бы острее. Фактически
изменилась и геометрия ножа. На рисунке
16*
Острые наклонные ножи и топор режут лучше,
чем тупые и с горизонтально расположенными лез-
виями.
очень наглядно показано, как это полу-
чается.
Бессознательно люди пользуются этим
правилом геометрии резания с очень дав-
них времен.
Строго определенная форма — правиль-
ная геометрия — также необходима и ин-
струментам, режущим металл. Они быва-
ют разные: и резцы для различных целей,
и фрезы, и сверла, и метчики, и еще мно-
гие другие. Но «родоначальник» у них
один — резец.
В сверле два резца, их «тела» как бы
сплетены, свиты. Фреза составлена из не-
скольких резцов, образующих своего рода
режущую звезду. То же самое в инстру-
ментах для отделки стенок просверленного
отверстия и его верхней кромки — в раз-
вертках и зенкерах. В метчике много вин-
тообразно вьющихся резцов. Есть еще ин-
струмент — долбяк. Это тоже резец.
И, наконец, существует еще и «протяж-
ка»— длинный стержень с насеченными на
нем многочисленными резцами. Он выру-
чает, когда необходимо придать точные
размеры ранее проделанным длинным сквоз-
ным отверстиям или канавкам и пазам на
поверхности изделия.
Выходит, достаточно изучить геометрию
обыкновенного строгального резца, и то,
что мы узнаем, поможет понять устройство
и работу других режущих инструментов.
227
Образование геометрии строгального резца. Сле-
ва — передняя поверхность резца перпендикулярна
к направлению обработки — угол заострения и со-
противление резанию велики. В центре — на пе-
редней поверхности резца сделан угол. Угол заост-
рения и сопротивление резанию уменьшились.
Справа внизу — у резца, имеющего передний
угол, нет никакого угла на нижней поверхности —
угол заострения недостаточно мал, а трение очень
велико, оно усиливает сопротивление резанию;
вверху — нижняя поверхность резца — ее назы-
вают «задней» — скошена, получился угол, который
тоже назван «задним»; сопротивление резанию рез-
ко уменьшилось.
Сделать это нам поможет рисунок,
изображающий строгальный резец в работе.
Инструмент вонзился в металл, движется
вперед, снимает стружку. Своим видом и
работой он действительно напоминает ко-
готь хищника. Его режущая часть заостре-
на и как бы соскребает верхний тонкий
слой с поверхности заготовки.
Лезвие резца образовано двумя поверх-
ностями-гранями. Та, что сталкивает сре-
занный металл, — передняя; та, что обра-
щена к заготовке, — задняя. И сразу же
бросаются в глаза два угла; они играют
главную роль в резании. Первый между
передней поверхностью и вертикальной
плоскостью — это передний угол. Второй
между задней поверхностью и горизонталь-
ной плоскостью — это задний угол.
А теперь представим, что нам надо об-
точить на токарном станке цилиндрическую
болванку, снять с нее слой металла опреде-
ленной толщины. Вспомним: для этого
болванка должна быстро вращаться, а ре-
зец непрерывно и равномерно проходить
вдоль изделия (подается суппортом). Для
обточки существует особый резец. Его на-
зывают проходным.
Если этот инструмент срезает металл
вдоль болванки, то лезвие его режущей
части должно быть обращено туда же, ку-
да подается резец. Кромку лезвия распо-
лагают обычно под углом 45 градусов
к оси заготовки.
Но какая-то часть лезвия резца неизбеж-
’ но обращается к «телу» болванки. Она не
должна обтачивать заготовку. Поэтому ее
как бы отводят от заготовки, располагают
так, что она составляет небольшой угол
с горизонталью и не касается уже обто-
ченной поверхности. Это вспомогательное
лезвие.
Получается так: главное лезвие под ка-
ким-то углом к оси инструмента режет ме-
талл; а в той точке, где резец упирается
в тело заготовки, лезвие как бы изламы-
вается назад, превращается во вспомога-
тельное и под определенным углом (15—
20 градусов) отходит от болванки.
Из этого следует, что резец имеет одну
переднюю поверхность и две задние —
главную и вспомогательную. Он также име-
ет передний угол и два задних. Первый —
между передней гранью и горизонтальной
плоскостью, проходящей через режущие
кромки; вторые — между задними граня-
ми и вертикальными плоскостями, прохо-
дящими через те же кромки.
И еще прибавляется два очень важных
угла.
Первый — между главной режущей
кромкой и образующей цилиндра заготов-
Геометрия токарного проходного резца.
228
Увеличение угла при вершине сверла сказывается
на действующих при резании силах: необходимая
сила подачи возрастает, а радиальная сила умень-
шается. Видно, что при сверлении, когда значитель-
ная часть поверхности инструмента трется о металл
заготовки, силы трения становятся могучими.
ки, второй — между вспомогательной ре-
жущей кромкой и той же образующей. Они
хорошо видны, если смотришь на процесс
обточки сверху и видишь его в плане. По-
этому два угла так и названы: первый —
«главный угол в плане», второй — «вспо-
могательный угол в плане».
Геометрия инструмента бывает еще бо-
гаче. Но элементы, о которых мы уже
знаем, самые важные. Они в несколько ме-
няющемся виде существуют в любом ста-
ночном режущем инструменте.
В схватке механических сил, сталки-
вающихся в процессе резания, элементы
геометрии инструментов могут помогать
или противодействовать резанию. Во все
времена люди старались сделать элементы
геометрии инструмента такими, чтобы
они как можно больше помогали резанию.
А за последние 25 лет изучение геометрии
резания обогащено и творчеством советских
ученых, инженеров, рабочих-новаторов.
Создана стройная теория геометрии режу-
щих инструментов.
Сокровищница передовых станочников
В процессе резания много загадочных
явлений. Самые интересные из них связа-
ны с влиянием формы лезвия инструмента
на процесс образования стружки, на силы,
возникающие при этом, значит и на каче-
ство обработки, на скорость резания и на
стойкость инструмента. То, о чем сейчас
будет рассказано, только небольшая часть
этих интересных «загадок».
Если бы мы наблюдали резание снятым
на кинопленку, а затем медленно бы про-
сматривали кадры, то увидели бы одно
«таинственное» и очень интересное явление
процесса рождения стружки. Киноглаз по-
кажет, как на передней поверхности ин-
струмента, у самого лезвия, вскоре после
начала резания наращивается какой-то бу-
горок. Он становится все выше и выше; бы-
вает, его высота достигает нескольких мил-
лиметров.
Ясно, металлический бугорок «родился»
в процессе резания. Но из чего? Резец
здесь ни при чем: ведь в нем не убавилось
металла, а, наоборот, прибавилось. Значит,
«родительницей» бугорка может быть толь-
ко заготовка: нарост на резце из снятого
с нее металла.
Но вот резание кончилось, резец сняли и
исследовали бугорок. И тут новая загадка:
металл нароста в два, а то и в три
раза тверже металла заготовки. Он настоль-
ко тверд, что служит как бы передовой ре-
жущей оконечностью инструмента и ис-
правно режет металл заготовки, снимает
стружку. Откуда же появился бугорок?
Перед нами еще один кадр. С заготовки
сходит стружка. Она скользит по наклон-
ной плоскости — по передней поверхности
резца — и трется об нее. Возникает
сила трения, препятствующая скольжению
стружки. Трение стремится задержать ее
нижнюю часть. А вся масса стружки, в том
числе и ее верхняя часть, по-прежнему стре-
мится вниз по передней поверхности резца.
229
Образования нароста на передней поверхности
резца. Вверху слева — изменение переднего уг-
ла из-за нароста; справа — схема образования
нароста; в центре — вид нароста у режущей
кромки передней поверхности резца. Внизу сле-
ва — схема взаимодействия молекул стружки, на-
роста и резца; справа — частицы, металла струж-
ки оторвались от частиц нароста и сходят с резца.
В металле стружки, как и во всяком ве-
ществе, действует еще сила сцепления меж-
ду частицами (молекулами) металла. Она
крепко связывает нижнюю и верхнюю части
стружки. Но трение побеждает: верхняя
часть стружки отрывается и скользит даль-
ше, а нижняя задерживается, застаивается
около самой режущей кромки на передней
поверхности резца.
Но сзади непрерывно напирает поток
стружки. Сила резания толкает его вниз по
передней грани резца. Она давит на струж-
ку. Давление огромно — 25 тысяч кило-
граммов на каждый квадратный санти-
метр. И оно передается на задержавшуюся
часть стружки.
Когда стреляет пушка, снаряд выбрасы-
вается из ствола давлением пороховых
газов. Снаряд весит десятки килограммов,
летит он иногда на два десятка километ-
ров. И все же давление пороховых газов
в стволе орудия на квадратный сантиметр
меньше, чем то, что обрушивается на за-
стоявшуюся стружку.
Ее металл очень пластичен: легко под-
дается давлению и так же легко меняет
свою форму. Он впрессовывается во все
микроскопические неровности на передней
поверхности резца. И так близко с ней со-
прикасается, что между частицами струж-
ки и металла инструмента возникают и на-
чинают действовать силы молекулярного
сцепления. Тогда вдавленная часть струж-
ки и передняя поверхность резца накреп-
ко «склеиваются» в единое тело, получается
резец с уродливо выросшим добавочным
лезвием.
Добавочное лезвие может помогать и
вредить резанию. Его острие всегда закруг-
лено и зазубрено. Когда заготовку обра-
батывают начерно («обдирают»), этот не-
достаток не вредит делу. Наоборот, нарост
увеличивает передний угол — уменьшает
угол заострения резца.
Кроме того, нарост как бы нависает над
режущей кромкой резца, прикрывает ее и
защищает от разрушительного наступле-
ния стружки.
Она скользит по наросту и, лишь пройдя
его, попадает на переднюю поверхность уже
далеко от лезвия.
Но если надо обработать заготовку на-
чисто, превратить ее в изделие, тогда на-
РАЗНЫЕ ЗАМЕТКИ
Сверло — один из древней-
ших инструментов, известных че-
ловеку. Но лишь в 1822 году по-
явились сверла с винтовыми ка-
навками. До этого применялись
только перовые сверла.
Слово «фреза» знакомо, ве-
роятно, всем. Фреза — это
многолезвийный режущий инстру-
мент, предназначенный для обра-
ботки различных поверхностей. И
на первый взгляд странно, что
произошло название «фреза» от
французского слова «фрейз» —
«клубника»! Дело в том, что
предшественники современных
фрез по форме действительно на-
поминали ягоды клубники.
Цех в чемодане
Замечательный станок родил-
ся совсем недавно и во многом
похож на своих старших братьев.
А братьев у него немало — це-
лых десять, потому что это не
станок, а настоящий цех, хотя
он и умещается в небольшом че-
модане.
В «цехе» можно -вытачивать
детали из металла и дерева, свер-
лить и фрезеровать любой мате-
230
рост вредит резанию. Его острие царапает,
рвет обрабатываемую поверхность.
Ученые научили станочников избавлять-
ся от нароста. Оказалось, он образуется
при очень малой скорости резания и растет
вместе с нею. При скорости в 10—20 мет-
ров в минуту высота бугорка наибольшая.
Затем она начинает уменьшаться, а где-то
в промежутке между 50 и 100 метрами
в минуту бугорок вовсе исчезает. Его уни-
чтожает нарастающая теплота. Она раз-
мягчает металл нароста, а вращающаяся
заготовка и сходящая стружка как бы рас-
таскивают его частицы с пёредней поверх-
ности резца и оставляют на ней только
тонкий след «срытого» бугорка.
Значит, если при обточке нужно полу-
чить чистую поверхность, следует выбрать
или малую, или высокую скорость, и наро-
ста не будет. Но станочники-передовики
ухитряются избегать нароста даже на
средних скоростях. Они тщательно поли-
руют передние и задние поверхности ин-
струментов, пользуются при резании особы-
ми смазывающими жидкостями. Этим очень
ослабляется сила трения, и она уже не мо-
жет «наварить» вредный бугорок.
В развитии науки о форме режущего
инструмента было немало интересных эпи-
зодов. Пожалуй, о них можно было бы на-
писать целую книгу. Здесь же и очень ко-
ротко расскажем только об одном.
Было это еще в 1940 году. В то время
считали, что величина заднего угла не очень
влияет на качество работы инструмента,
особенно на стойкость. Даже небольшой,
в 10—12 градусов, задний угол как будто
достаточно устраняет трение задней поверх-
ности о тело заготовки. Значит, от его уве-
личения не может быть какой-нибудь дру-
гой пользы. Так полагали станочники.
Инженер И. П. Третьяков исследовал то-
гда работу особых фрез, с помощью кото-
рых на поверхности изделия проделывают
узкие неглубокие канавки-шлицы. Фрезы
так и называются — шлицевые. Своим ви-
дом они еще больше, чем другие фрезы,
напоминают плоскую звезду с лучами-рез-
цами.
После многих опытов с фрезами, обраба-
тывая очень твердую сталь, И. П. Третья-
ков решил все же проверить, не влияет ли
на их стойкость величина заднего угла.
Он выбрал скорость резания в 70 метров
в минуту и для начала придал задним уг-
лам всех резцов фрезы величину в 10 гра-
дусов. Фрезы «простояли» 15 минут.
Тогда исследователь установил другую
фрезу, у которой задний угол был увеличен
до 20 градусов. Не ожидая от изменения
чего-нибудь особенного, он спокойно на-
блюдал за работой инструмента и в то же
время посматривал на часы. Уже 10, 12 ми-
нут работает фреза. Приближается кри-
тический рубеж времени, интересно, рань-
ше или позже «сядет» фреза с увеличенным
задним углом? А вдруг на исходе той же
пятнадцатой минуты фреза откажется ра-
ботать. И выйдет, что старые, прочные
представления о малом влиянии заднего
угла подтвердятся еще раз.
...13 минут, 14... 15 минут — фреза рабо-
тает, 16, 17, 18, наконец 20 минут — фре-
за работает! Над ней склонились взволно-
ванные лица исследователя и его помощ-
ников. Они всматриваются в точку, где
в завихрении рождается тонкая стружка.
Так проходит еще 5, 10, 20 минут. А фре-
за не отступает перед накапливающейся
теплотой, режет и режет твердый металл.
Сколько же она простоит?
На этот вопрос точно ответили часы: фре-
за проработала 90 минут. Ее стойкость уве-
личилась в шесть раз. Прибавка к заднему
углу всего лишь десяти градусов подняла
стойкость фрезы в шесть раз.
Результат ошеломил исследователя.
Как? Значит, оценка роли заднего угла
не просто недостаточна, а чудовищно оши-
бочна!
риал, распилить и обстругать рей-
ки, выпиливать лобзиком, отшли-
фовать изделие и заточить
инструмент. Здесь же слесарь
найдет все, что ему необходимо
для работы: тисочки, напильни-
ки, плоскогубцы, молоток и т. д.
Все операции производятся на
одном станке, нужно лишь пере-
ставить отдельные узлы и сменить
инструменты.
Два поворота ключа, массив-
ная текстолитовая крышка легко
сдвигается, и перед глазами возни-
кают плотно уложенные и закреп-
ленные узлы станка. Без помощи
инструментов один узел легко сое-
диняется с другим, и через ми-
нуту перед вами самый настоя-
щий токарный станок по метал-
лу. Столь же быстро токарный
станок можно превратить в свер-
лильный, сверлильный — в за-
точный, заточный—в циркульную
пилу и т. д. И в каждом но-
вом обличье станок работает от-
лично.
Вес «цеха в чемодане» всего
16 килограммов, а сконструировал
и построил его своими руками
слесарь-рационализатор Калинин-
ского вагоностроительного завода
Павел Антонович Котлярчук.
231
Незначительные изменения геометрии резца превратили его в инструмент токарей-
скоростников. Слева — обыкновенный резец с пластинкой из твердого сплава.
В центре — на режущей кромке сделана фаска в 0,2—0,3 * миллиметра под углом
в 5 градусов. Справа — резец Колесова: добавлена еще одна небольшая режу-
щая кромка, параллельная оси изделия. Ее длина на 0,1 миллиметра больше величи-
ны продольной подачи резца за один оборот заготовки. Она сомкнута с главной режу-
щей кромкой переходным участком всего в 1 миллиметр, наклоненным к горизонтали
под углом в 20 градусов, и такой резец стал «сверхскоростником»: к скорости резания
добавилась ускоренная подача инструмента вдоль обрабатываемой заготовки.
И, вероятно, впереди еще более яркие до-
казательства новой истины.
Третьяков продолжал исследование, все
время увеличивал задний угол. Фрезы ра-
ботали все дольше и дольше, будто каждое
увеличение заднего угла вливало в них но-
вую силу сопротивления теплоте.
Но при этом уменьшался угол заостре-
ния. Его вершина делалась менее массив-
ной и могла не выдержать давления струж-
ки. И все же резцы фрезы отлично держа-
лись. Их задний угол «вырос» уже до
40 градусов. Фреза при этом стояла 225 ми-
нут и исправно резала металл.
Растут и растут задние углы, еще тонь-
ше вершины углов заострения, и все более
богатырской делается стойкость фрезы.
Когда задние углы «добираются» до неве-
роятной величины в 55 градусов, стойкость
подскакивает до 550 минут — фреза непре-
рывно работает 9 часов 10 минут и не
«сдает», не отступает.
Но тут же за этим пределом какая-то
критическая точка. Стойкость резко падает,
стремительно снижается.
Так было сделано очень важное откры-
тие, перевернувшее представление о роли
заднего угла в резании металлов.
Конечно, не всегда задний угол должен
быть так велик. Его наивыгоднейшая вели-
чина зависит и от толщины срезаемого
слоя и от других условий резания. Бывает,
что выгодно его уменьшить и до 6—8 гра-
дусов. В пособиях по резанию металлов
все это объясняется. Здесь же речь только
о том, как велико может быть значение
элементов геометрии режущего инстру-
мента.
То же самое можно было бы рассказать
о тех или иных влияниях переднего угла и
углов в плане и даже не названных различ-
ных переходных поверхностей и кромок ре-
жущей части инструмента.
Эти влияния многочисленны и разнооб-
разны. Далеко не все они известны и изу-
чены. Как ни велик вклад наших ученых
в науку о резании металлов, в ней еще есть
«белые пятна» именно на участке геомет-
рии режущего инструмента. Здесь еще мно-
гое придется сделать.
В годы пятилеток, особенно после Вели-
кой Отечественной войны, на помощь уче-
ным пришли рабочие-новаторы, передови-
ки машиностроения.
Вооруженные смелой мыслью и огром-
ным опытом, они атаковали загадки реза-
ния металлов. И вот одно за другим стали
извлекаться богатства из сокровищницы
скоростей резания — из геометрии режущих
инструментов. То это была всего лишь
узкая фаска, снятая с передней грани резца
у самого «жала» режущей части, то неболь-
шая выемка, выточенная на передней гра-
ни. Резание ускорилось в несколько раз, и
страна узнала о славных именах Г. Бортке-
вича, П. Быкова и других станочников-ско-
ростников.
Когда вибрации станка и изделия, каза-
лось, затормозили дальнейшее увеличение
скоростей, появилась на резцах «виброга-
сящая» фаска Д. Рыжкова, такая же, как
и скоростная, но снятая с задней грани то-
232
же у самого жала резца. И снова скорости
резания ринулись вперед.
В. Колесов так изменил геометрию
резца, что при той же скорости резания
увеличилась чуть ли не в десять'раз пода-
ча инструмента вдоль изделия. Во столько
же сократилось время выполнения опера-
ции. И это было равносильно ускорению
самого резания.
Казалось, уж теперь сокровищница гео-
метрии режущих инструментов исчерпана.
Но вскоре Н. Чекалин нашел в ней ключ
к тому, чтобы заставить резец работать —
резать металл — и на холостом ходу, ко-
гда инструмент отводится в исходное поло-
жение.
Выходит, что сокровищница геометрии
режущего инструмента еще очень богата.
Уже в последнее время и токари, и фрезе-
ровщики, и сверловщики добыли из нее
много ценного для ускорения резания ме-
таллов.
Передовики-станочники непрерывно уско-
ряют свою работу, улучшая геометрию ин-
струмента. И пока еще не видно конца
сокровищам скорости резания, которые
даются в руки пытливым, настойчивым и
упорным искателям нового и передового.
РАЗНЫЕ ЗАМЕТКИ
Дореволюционная Россия была
оборудована современными ору-
диями производства вчетверо хуже
Англии, впятеро хуже Германии,
вдесятеро хуже Америки.
За исторически кратчайшие
сроки в СССР создано мощное
отечественное машиностроение,
оснащенное передовой техникой и
способное производить любые са-
мые сложные и точные машины
для технического перевооружения
всех отраслей народного хозяй-
ства. В 1957 году валовая про-
дукция машиностроения и метал-
лообработки СССР более чем
в 200 раз превысила уровень
1913 года. По общему объему
продукции этой важнейшей от-
расли промышленности, являющей-
ся основой индустриального раз-
вития и технического прогресса
народного хозяйства, наша страна
занимает теперь первое место
в Европе и второе в мире.
Контрольными цифрами разви-
тия народного хозяйства СССР на
1959—1965 годы намечено за се-
милетие увеличить производство
продукции машиностроения и ме-
таллообработки почти в 2 раза.
* * *
На одном из передовых стан-
костроительных предприятий в
1958 году происходило очень ин-
тересное соревнование.
Замечательный новатор метал-
лообработки наладчик Ленин-
градского завода имени Кирова
Герой Социалистического Труда
В. Я. Карасев демонстрировал ра-
боту своей концевой фрезы. В
этом соревновании с фрезой В. Я.
Карасева «боролись» шведская и
американская фрезы.
Договорились так: обработку
трех заготовок, отрезанных от од-
ной и той же болванки, выполнят
последовательно всеми фрезами
на одном и том же станке. Число
оборотов шпинделя — тоже оди-
наковое. Победительницей при-
знают ту фрезу, которая будет
работать без поломки при наи-
большей подаче.
Испытание начали со швед-
ской фрезы при маленьких пода-
чах. Но уже при 60 миллиметрах
в минуту выявились неполадки —
задрожал станок. При 64 милли-
метрах раздался треск — фреза
сломалась.
Американская фреза спокойно
прошла рубеж 65 миллиметров в
минуту. Но уже при подаче в 75
миллиметров в минуту слома-
лась — «сошла с дистанции».
Начала свой «бег» советская
фреза. Подача быстро нарастает:
75, 90, 120 и 150 миллиметров в
минуту. Станок работает ровно,
не дрожит: 180, 210 миллиметров.
Спокойно сходит стружка. На-
конец 240 миллиметров. Все идет
отлично. При подаче в 290 милли-
метров в минуту не хватило
у станка мощности, он просто ос-
тановился.
Как принято говорить у спортс-
менов: соревнование пришлось
прервать ввиду явного превосход-
ства одного из противников.
Слава карасевской фрезы раз-
неслась по всему свету. Уже до-
могаются права на пользование
ею и шведские и другие иностран-
ные фирмы. А секрет ее высоких
качеств в том, что Карасев и его
товарищи по труду в своих на-
стойчивых, упорных и нелегких
исканиях разгадали еще одну
тайну инструмента.
С тех пор как появилась фре-
за, казалось незыблемой истиной,
что расстояние между ее лучами
по окружности — шаг фрезы —
должно быть одинаковым. А Ка-
расев открыл, что именно в этом
источник возникновения «дрожи»
при определенной подаче.
Стоит сделать фрезу разно-
шаговой, и можно увеличивать
подачу в несколько раз. Если же,
кроме этого, уменьшить число лу-
чей и за этот счет сделать впа-
дины между ними более емкими,
то стружка легче сходит с ин-
струмента и не перегружает его.
Так родились еще небывалые
фрезы, чемпионы скорости обра-
ботки. И конструкторам придется
создавать для них новые фрезер-
ные станки, более мощные и ско-
ростные.
Неточная точность
Итак, машина сконструирована, рассчи-
тана, сделаны чертежи ее общего вида, от-
дельных узлов и деталей. И тут-то возни-
кает новая и немалая трудность, которую
необходимо преодолеть сначала конструк-
тору, потом технологу (инженеру, который
разрабатывает весь процесс изготовления
машины), затем рабочим и контролерам-
приемщикам.
Вернемся к работе конструктора. Он рас-
считывает машину. Вот определен диаметр
какого-то вала, допустим 30 миллиметров.
На него насаживается шестерня. Ясно, диа-
метр ее центрального отверстия тоже 30 мил-
лиметров. Даже для столь простой и гру-
бой машины, как лебедка, нельзя «назна-
чить» для диаметра отверстия размер,
скажем, в 30,1 миллиметра: получится за-
зор, во время работы шестерня будет бол-
таться, дрожать, и в конце концов произой-
дет поломка. А в сложной и скоростной
машине любой сколько-нибудь улавливае-
мый зазор между стенками отверстия и по-
верхностью вала вообще недопустим.
Если образно представить себе такое
соединение деталей, то получится, будто
линии окружности вала и отверстия как бы
совпадают, сливаются в единую окруж-
ность. Значит, и диаметр может быть толь-
ко один.
Но тогда выходит, что при одном и том
же диаметре шестерня не «налезет» на вал!
Стенки отверстия нагревают, оно расши-
ряется и «налезает» на вал. Или, наоборот,
охлаждая вал в жидком воздухе, застав-
ляют на секунду сжаться металл вала. То-
гда шестерня сидит на валу очень крепко,
как говорят специалисты, «с натягом». Не-
обходимую для этого ничтожно малую раз-
ность единого, номинального диаметра вала
и отверстия конструктор рассчитывает за-
ранее и задает ее изготовителям.
И в других случаях, когда натяг не ну-
жен, тоже создается ничтожно малая раз-
ность в одном и том же номинальном раз-
мере. Отверстие делается больше вала
ровно настолько, чтобы оно «налезло» на
него и не получалось бы никакого ощути-
мого зазора.
«Посадка» шестерни должна быть плот-
ной.
Как видите, речь идет об одном и том же
номинальном размере, но с какими-то очень
малыми отклонениями от абсолютно точной
его величины, настолько малыми, что нель-
зя говорить о другом размере.
И тут-то встает вопрос: можно ли вообще
каким-либо способом получить абсолютно
точную величину изделия и измерить его
с абсолютной точностью?
В металлорежущий цех машинострои-
тельного завода пришел новый ученик. Сов-
сем недавно он окончил школу-десятилетку.
Юноша работает на токарном станке, он
старателен, быстро и хорошо осваивает но-
вое для него дело.
Сменный инженер цеха поручил ему вы-
точить вал диаметром в 30 миллиметров.
Он не дал чертежа, просто указал длину и
диаметр, но просил изготовить вал как мож-
но точнее.
Скоро деталь была готова. Между инже-
нером и молодым рабочим произошел такой
разговор:
Инженер. Каков точно размер диамет-
ра вала?
Ученик. 30 миллиметров.
Инженер. А откуда вы это знаете?
Во многих случаях требова-
ния к качеству и точности маши-
ны настолько высоки, что в ряде
производств число контролеров,
проверяющих детали, прибли-
жается к числу рабочих, изготав-
ливающих их. Для создания со-
временного авиационного двигате-
ля необходимо выполнить свыше
130 тысяч операций. Из них 50 ты-
сяч контрольные! Неудивительно,
что на авиационных заводах до
40 процентов работающих — конт-
ролеры. Вот почему за семилетку
у нас более чем в 2,5 раза по
сравнению с 1958 годом увеличит-
ся выпуск приборов, в том числе
и автоматических контролеров.
РАЗНЫЕ ЗАМЕТКИ
234
Средства измерения длины у наших предков: слева — локоть, в середине — сажень — рас-
стояние между концами средних пальцев вытянутых в стороны рук, справа — английский королев-
ский ярд—расстояние от кончика носа до среднего пальца вытянутой руки короля.
Ученик. Я измерил. Станок, резец, тол-
щина стружки — все установлено пра-
вильно, на диаметр в 30 миллиметров.
Инженер. Так-то оно так, а вдруг где-
то допущена самая ничтожная ошибка; мо-
жет быть, в изготовлении и в регулировке
механизмов станка, а в каком и какая, не-
известно? А может быть, резец сточился и
изменилась толщина стружки? Ничтожные
отклонения от абсолютной точности неиз-
бежны. Они есть всегда.
Что же имел в виду инженер?
Даже в работе столь точного прибора,
как часы, неточность неизбежна. Ошибка
в показаниях накапливается и в результа-
те погрешностей в изготовлении, и в резуль-
тате условий работы, и в результате не-
точности в снятии показаний стрелок, осо-
бенно секундной.
У хороших часов накопленная за сутки
ошибка достигает 0,25 минуты или 0,017
процента от суток. Это немного, и такие ча-
сы можно считать довольно точными. Но
существуют точнейшие астрономические
часы. Они изготовлены с чрезвычайно вы-
сокой точностью и работают в условиях,
которые в наибольшей степени исключают
влияние внешних факторов. Конечно, такие
часы намного точнее. Ошибка обычных ча-
сов за двое суток — 30 секунд — накап-
ливается в них за год. Это всего лишь
0,000095 одного процента. Какая ничтожная
неточность! И все-таки она существует и
действует, ее приходится учитывать.
Не так давно в газетах сообщалось, что
пущены в ход атомные часы, и якобы за год
они ошибаются лишь на 1 секунду —
0,0000032 одного процента по отношению
к измеренной величине.
В 30 раз удалось уменьшить ошибку, но
все же она осталась. Как бы ученые ни
уменьшали ошибку, она всегда останется и
«Средство точности» у землемеров Англии эпохи средневековья — длина поставленных в одну линию
ступней шестнадцати наугад выбранных взрослых мужчин.
235
Различные виды неточности изготовления.
всегда с ней придется считаться, вносить
необходимые поправки в точные расчеты.
Так и в металлообработке: и старый
опытный станочник, как бы ни старался, не
сделает абсолютно точного вала. Если он
выточит второй такой же вал, размер диа-
метра, вернее — величина отклонения от
него, получится уже другая. Так будет по-
тому, что токарь опять проделает целый
ряд движений: установит вновь заточенный
резец, подведет суппорт с инструментом,
выполнит и вспомогательные операции. Их
невозможно повторить с той же степенью
точности, которая была в первый раз. На-
копятся мельчайшие отклонения, а в ре-
зультате — новая величина общего откло-
нения от номинального размера.
Она складывается не только из число-
вых отклонений, но и из чисто геометричес-
ких — искажений формы самих деталей или
Шаг и глубина неровностей на обработанной поверх-
ности.
их поверхностей или неточностей во вза-
имном расположении тех же поверхностей
и осей. Конечно, отклонения от правильной
геометрии одной детали или двух-трех со-
пряженных тоже очень малы. Их можно
установить лишь с помощью очень точных
измерительных приборов.
Вот примеры таких отклонений. Вал по-
лучился не как правильный цилиндр,
а плавно утолщенным к середине, как боч-
ка, или с поверхностью вогнутой, или кону-
сообразной, или с ничтожно маленькими
гранями (до 10 микрон).
В иных случаях поверхность может по-
лучиться волнистой: гребни и впадины
волн чередуются, с ними чередуются и раз-
меры. Расстояние между двумя гребнями
или впадинами — шаг волны, а между вер-
шиной гребня и «дном» впадины — высота
волны. Бывает шаг волны в несколько мил-
лиметров, а высота — до 3—6 десятков мик-
рон. Это небольшие волны. Но случаются
и «грозные» волны с большим шагом и вы-
сотой в 125—300 микрон.
А если и шаг и высота очень малы и вы-
ражаются очень малыми долями миллимет-
ра, тогда нет волн, а есть мелкая «рябь», и
поверхность получается шероховатой, не-
достаточно чистой. Это тоже сказывается на
степени точности размеров.
И, наконец, последний пример. У двузу-
бой вилки зубцы сделаны плоскими. В них
просверлено по отверстию равного диамет-
ра. Их оси должны совпадать — сливаться
в невидимую прямую. И вот все размеры
правильны, а оси на какие-то малые доли
миллиметра не совпали. Разновидностей та-
ких отклонений довольно много.
Если бы ученик проверял диаметр вала
236
с помощью точного измерительного при-
бора индикатора, он тоже допустил бы
ошибки. Измерение без ошибок невозможно.
Проследим за процессом измерения.
Ученик установил на столик прибора
набор измерительных плиток с общим раз-
мером в 30 миллиметров. Затем отрегули-
ровал мерительный штифт прибора так,
чтобы он едва-едва касался верхней поверх-
ности плиток. Тогда указательная стрелка
остановилась на определенной отметке
шкалы. Ее положение — показание размера
в 30 миллиметров.
Затем ученик убрал набор измерительных
плиток, «прокатил» по гладкой поверхности
столика изготовленный вал и внимательно
проследил, в какую сторону и насколько
стрелка прибора отклонилась от положения,
в котором она показывала 30 миллиметров.
Оказалось, ровно на 7 делений; острие ее
совпало с седьмой отметкой-штрихом, счи-
тая от исходного положения. По установке
прибора известно: это отклонение в сторо-
ну увеличения. Значит, результат 30,07 мил-
лиметра.
На этот результат повлияли ошибки, на-
копившиеся при изготовлении прибора и
самих измерительных плиток. Кроме того,
в помещении цеха по каким-то причинам
могла резко подняться или упасть темпера-
тура воздуха, а прибор и плитки очень чув-
ствительны к этому. Наконец во время
установки прибора по плиткам или при из-
мерении могли быть допущены ошибки. Ес-
ли же допустить, что их не было, то и тог-
да остается самое главное — неточность
отсчета показаний стрелки на шкале при-
бора.
Измерительная шкала прибора состоит
из делений. Фактическая длина деления
(промежутка между двумя отметками-штри-
хами) равна одному миллиметру. А пере-
движение острия стрелки по такой длине
(в результате работы прибора) соответ-
ствует лишь одной сотой доле миллиметра,
или десяти тысячным его доли—10 микро-
нам. Обычно говорят: «цена» деления равна
10 микронам.
Толщина самих штрихов фактически рав-
на 0,1 миллиметра. Глаз даже самого зор-
кого человека не в состоянии уловить, в ка-
кой степени тонкое острие указательной
стрелки совпадает со штрихом отметки
деления. Может быть, указатель даже не
коснулся штриха, а лишь приблизился
к нему на столь малое расстояние, что глаз
его не улавливает. А такое расстояние, в
зависимости от остроты зрения наблюда-
теля, иногда достигает 0,1—0,2 миллимет-
ра, что соответствует действительной ошиб-
ке в 1—2 микрона.
Глаз не заметит и разницы в степени
совпадения острия указателя с близким
краем штриха, или с его осью, или с даль-
ним краем. А это разница до 0,05 милли-
метра в каждую сторону. В соответствии
с ценой всего деления в ней тоже содер-
жится пусть очень малая, но вполне учи-
тываемая часть проверяемого размера —
0,5 микрона. Значит, в сторону увеличения
или уменьшения размера ошибка может
достичь 2,5 микрона. И выходит, получен-
ный результат измерения в нашем приме-
ре может выражать собой и 30,0675 и
30,0725 миллиметра — колебаться в преде-
лах 5 микрон.
Пусть разница ничтожно мала, но она
существует. А если так, нельзя утверждать,
что размер 30,070 абсолютно точен. Нет,
можно лишь считать, что результат изме-
рения получен с точностью до 2,5 микро-
на.
Неужели такие ошибки важны и действи-
тельно «компрометируют» понятие абсо-
лютной точности? — вправе спросить чита-
тель. Да, важны, и настолько, что послу-
жили объектом большой и глубокой
исследовательской работы для определения
величины ошибок при отсчете результатов
измерения по шкале с делениями.
Верно — вероятно — правильно
Если измерение выполнено тщательно,
количество и величины ошибок сведены
к минимуму, тогда получится результат,
который можно считать верным. Практи-
чески так будет, когда речь пойдет об изме-
рении с помощью ручных инструментов и
с не очень высокой степенью точности, на-
пример до 0,05 или даже 0,01 миллиметра.
А при измерении с высокой степенью точ-
ности, хотя бы до микрона или его долей,
положение меняется. Приходится • пользо-
ваться очень точным прибором и выполнять
несколько установочных и контрольных
операций. Величина накапливающейся при
этом общей ошибки будет меняться. Вместе
с нею будет каждый раз меняться и резуль-
тат измерения.
Вообразим, что мы захотели проверить
первый результат (30,070) и повторили из-
237
мерение. Получилось 30,062. Еще раз —
30,075. Еще раз — 30,068. И эти три из-
мерения выполнили очень тщательно,
тем же прибором, такими же приемами и
движениями. Какой же из результатов ве-
рен?
Ответить на этот вопрос невозможно.
Любой из них имеет равное «право» на
верность, и любой может быть неверным.
Тогда мы рассуждаем так: один из ре-
зультатов верен; незаметно для себя мы
допустили где-то в других измерениях
ошибки; но как определить, в каких имен-
но?
Приходится вновь выполнить измерение.
Теперь повторился один из уже полученных
результатов. Может быть, он-то и верен?
Да, может быть, но не наверняка. А вдруг
просто повторилась общая ошибка, которая
образовалась при измерении, когда ранее
получился такой же результат. В сомнении
мы делаем еще одну попытку. Опять но-
РАЗНЫЕ ЗАМЕТКИ
Кривая Гаусса
Вы подошли к газетному киос-
ку, хотите купить газету и хоро-
шо помните, что в кармане у вас
9 монет: 6 — трехкопеечных и
3 двадцатикопеечных. По диа-
метру и толщине металлического
кружка они почти одинаковы.
Поэтому распознать их на ощупь
и наверняка вынуть из кармана
именно 20-копеечную монету не-
возможно. Вы делаете это наугад.
Мысленно задаете себе вопрос:
какова вероятность того, что
в руке окажется та монета, кото-
рая нужна?
Ясно, что она равна 3/э, или !/3.
Полученное соотношение как бы
отвечает на вопрос так: «Из трех
вынутых монет одна, вероятно,
будет 20-копеечной».
Как видите, в этом случае ве-
роятность вовсе не расплывчата,
она четко выражена числовой
дробью.
Может ли все-таки случиться,
что в первых трех монетах не
окажется ни одной 20-копеечной?
Да, может! И не только в трех,
айв шести. Только седьмая уж
наверняка будет 20-копеечной.
Это возможно, но... маловероят-
но. Почему?
Вы вынимаете первую трех-
копеечную монету. Вероятность
того, что она появится, равня-
лась 6/э, или 2/3. Вы достаете
вторую — опять трехкопеечная.
Но теперь вероятность ее появ-
ления была уже немного мень-
ше — 5/в. Для третьей такой же
монеты этот показатель умень-
шается до 4/?. В кармане оста-
лось шесть монет, из них только
три трехкопеечные. И теперь ве-
роятность появления в руке такой
монеты уменьшилась до 3/б,
или V2.
После того как извлечены пять
трехкопеечных монет, вероятность
появления шестой снизится до V4.
Пока вероятность для 3-копееч-
ных монет уменьшалась, для
20-копеечных она все время на-
ращивалась. Этот расчет и объ-
ясняет, почему маловероятно не-
прерывное извлечение из кармана
только 3-копеечных монет, поче-
му, вероятнее всего, одна из тех
первых монет окажется 20-ко-
пеечной.
Но в науке и технике мало де-
вяти или даже 20—30 определе-
ний искомой величины. Чтобы по-
лучить самый правильный резуль-
тат, приходится делать и сто и
больше определений.
Проделаем очень простой опыт.
Лист бумаги целиком расчертим
параллельными и равно отстоя-
щими одна от другой линиями.
Среднюю сделаем жирной. Затем
пронумеруем все промежутки.
Поднимаем на полметра над бу-
магой карандаш грифелем книзу,
нацелим его на жирную линию
и выпустим из руки. Грифель по-
ставит на бумаге точку. Повто-
рим эту «стрельбу» хотя бы
100 раз, а затем посчитаем, сколь-
ко точек оказалось в каждом
промежутке. Конечно, больше
всего — в двух промежутках,
смежных с жирной центральной
чертой. А далее — ив обе сторо-
ны — числа будут убывать.
Начертим на другом листе бу-
маги отрезок горизонтальной
прямой. Из его крайней левой
точки восстановим перпендикуляр.
Получатся оси будущего графика.
По горизонтальной оси отло-
жим на равных расстояниях но-
мера промежутков, а по верти-
кальной — числа грифельных
«попаданий» в промежутках.
Теперь сделаем так: из первой
номерной точки проведем перпен-
дикуляр к горизонтальной оси, а
из соответствующей ей отметки
«попаданий» — перпендикуляр к
вертикальной оси. Продолжим
оба перпендикуляра до пересече-
ния и отметим его на графике.
Затем проделаем то же самое
со всеми остальными отметками
238
На три штифта станочка
любой безопасной брит-
вы безотказно «сядет» лю-
бое лезвие, независимо от
того, в какой стране, на
каком заводе они изготов-
лены.
вый результат — 30,072, затем — 30,065 и
другие. И нет никаких оснований выбрать
из всех результатов один как действитель-
но верный. Что же делать?
Решаем выполнить не три-пять, а сто из-
мерений. Все время повторяются 15 разных
результатов. Некоторые из них больше
30,070, другие меньше, одна группа повто-
ряется часто, вторая — реже, третья —
совсем мало. Но ни разу не получилось ре-
зультата меньше 30,062 и больше 30,077.
Значит, искомая величина находится где-то
между полученными данными — в пределах
15 микрон. Это уже нечто вполне опреде-
ленное.
Правда, хотелось бы измерить вал точ-
нее, определить диаметр его с точностью
до одного или двух микронов. Вниматель-
нее изучим 15 результатов. Не трудно за-
метить: чаще других и примерно равное
число раз повторяются 30,071; 30,072;
30,073. А остальные — чем дальше отстоят
они от этих данных — повторяются все ре-
же и реже. Те же, что симметрично «рас-
положены», повторяются примерно равное
число раз.
Поэтому есть основания предположить
(а не утверждать): точный результат скры-
вается где-то совсем близко от 30,072. Этот
результат не верный, а, вероятно, наиболее
точный, значит — правильный (в тех усло-
виях, при которых выполнялось измере-
ние).
Все это удивляет. Неужели в столь же-
стко определенных рабочих процессах, как
изготовление деталей машин, можно опе-
рировать таким расплывчатым и неопреде-
ленным понятием, как вероятность. Но,
оказывается, оно не всегда такое. Вероят-
ность можно выразить числовыми соотно-
шениями. Тогда она входит в арсенал
математических средств инженера-кон-
структора и технолога и из врага точности
превращается в средство приближения
к наибольшей точности.
Допустим, когда мы выполнили 100 из-
мерений вала, результат 30,072 повторился
20 раз, смежные с ним 30,071 и 30,073 —
один 16, а другой 15 раз и следующие два
симметричных результата 30,070 и 30,074—
по 11 раз. Вероятность всех результатов
соответственно равна 20/100, 16/100, 15/100,
11/100, 11/100. А вероятность того, что пра-
вильный результат находится где-то между
30,070 и 30,074, равна сумме вероятностей
отдельных результатов в пределах этого
на обеих осях. Мы насчитаем
столько точек пересечений, сколь-
ко промежутков. Тогда соединим
их непрерывной линией, получит-
ся кривая; ее форма напоминает
очертания островерхого шатра.
Промежутки на бумаге — это
разные результаты измерения, а
числа грифельных «попаданий»—
это числа "повторений каждого ре-
зультата. Если мы построим для
ста измерений такой же график,
опять получится островерхий ша-
тер. И так будет всегда, когда
изучается повторяющееся явле-
ние и когда под влиянием
разнородных случайных причин
происходят отклонения от какой-
то определенной нормы. Только
в одном исследовании «шатер»
получится выше, в другом —
уже, в третьем — ниже, в четвер-
том — шире. Получившаяся кри-
вая графически показывает нор-
мальный закон распределения
случайных ошибок. Открыл этот
закон выдающийся немецкий мате-
матик Гаусс еще в первой поло-
вине прошлого века. «Шатер» на
графике так и назван — кривая
Гаусса.
Существует особая, очень важ-
ная и увлекательная математиче-
ская наука о законах случая, ко-
торая названа «теорией вероят-
ности». Она помогает инженерам
находить при конструировании и
изготовлении деталей машин наи-
более правильные Промежутки
между допускаемыми отклонения-
ми номинального размера сопря-
гаемых деталей.
239
размерного промежутка. Поэтому
мы и записываем:
11/100 + 16/100 + 20/100 + 15/100 +
+ 11/100 = 73/100.
Это и позволяет нам с большой степенью
вероятности предположить и то, что пра-
вильный результат скрывается в промежут-
ке от 30,070 до 30,074 и очень близок
к 30,072. Выходит, строителей машины
можно сравнить со стрелками, которые не
по своей вине никак не могут попасть в то-
чечную мишень, а попадают только в про-
странство между двумя точками. Их «мет-
кость» и сказывается в том, чтобы проме-
жуток был по возможности наименьшим.
Бывает, что в расчете участвуют опре-
деления из разных измерений. Они не свя-
заны единым, общим процессом измерения
и не отрицают один другое. Тогда пользу-
ются не сложением, а умножением.
Вот наглядный пример.
В цехе для сопряжения изготовляли ва-
лы и детали с отверстиями для них. Номи-
нальный размер — 60 миллиметров. Для
отверстия допускались отклонения в преде-
лах от 0 до +30 микрон, а для вала — от
0 до —20 микрон.
По многу раз выполнялись серии измере-
ний и вала и отверстия, чтобы узнать, как
внутри заданных промежутков распреде-
ляются получающиеся размеры. И выясни-
лось: для отверстия вероятность отклонения
в пределах от 0 до +5 микрон составляет
0,15, а для вала — от 0 до —5 микрон
составляет 0,20.
Понадобилось узнать, какова вероятность
сочетания таких валов и отверстий при
сборке. Воспользовались специальной тео-
ремой умножения вероятностей. И получи-
лось: искомая вероятность равна
0,15 • 0,20 = 0,03.
Работникам цеха сразу стало ясно, что
вероятность «встречи» в сборке вала и от-
верстия со столь незначительными отклоне-
ниями от номинальной величины очень ма-
ла и ее можно не принимать во внимание.
Что такое допуск
и взаимозаменяемость
То, что абсолютной точности не сущест-
вует, отражается даже в наших обиходных
представлениях.
В повседневной жизни, определяя значе-
ния каких-либо величин (возраст, цена,
размер, вес), мы часто употребляем слово
«около». Например: «Ему около сорока
лет». Говоря так, мы заранее допускаем
возможность ошибки в определении. Обыч-
но в таких случаях подразумевается и до-
пускается некоторое отклонение. Оно не
ограничено какими-то точно определенны-
ми пределами.
В технике же граница допускаемого от-
клонения устанавливается очень жестко.
Делается это так.
В результате расчета получают размер
нужной детали какой-либо машины — но-
минальный размер. Чтобы неизбежное от
него отклонение не вышло за пределы, до-
пускаемые в каждом отдельном случае,
конструктор заранее рассчитывает и наз-
начает их величину в обе стороны. Зная
верхний и нижний пределы данного раз-
мера, он соответственно назначает и пре-
делы размеров для сопрягаемой детали.
Если для размера вала диаметром
в 30 миллиметров мы назначили допускае-
мые отклонения плюс 0,05 миллиметра и
минус 0,05 миллиметра, значит годными бу-
дут все валы, диаметры которых уложатся
в промежуток между 30,05 и 29,95 милли-
метра. Остальные попадут в брак: они либо
не войдут в отверстие сопрягаемой детали,
либо будут «болтаться» в нем больше, чем
позволяют условия удовлетворительной ра-
боты машины.
Размеры «30,05» и «29,95» называются
предельными размерами вала. Разность
между двумя предельными размерами
(а также сумма величин отклонений) на-
зывается общим «допуском». В нашем слу-
чае допуск равен: 30,05 — 29,95 = 0,1 мил-
лиметра. Записывают размер так:
Л +o,os
30
- 0,05
Запись означает, что можно допустить
колебания в точности изготовления вала в
пределах одной десятой миллиметра.
Может случиться, что одним из преде-
лов — нижним или верхним — назначена
величина номинального размера. Тогда
второй предел, соответственно, делается
верхним или нижним. Вот как это выгля-
дело бы для нашего вала. Его диаметр
30 миллиметров, а все поле допуска —
0,1 миллиметра — расположилось не по
обе стороны, а только в одну, хотя бы в сто-
рону увеличения номинального размера.
Это записывается так: ЗО^0’1 ;
240
обычно нулевой показатель опускается, и
запись выглядит: 30 +0,1 •
Если все поле допуска располагается
в сторону уменьшения номинального раз-
мера, это видно из такой записи: 30-о,i
(верхний нулевой показатель опущен).
С одним из числовых примеров допусков
для вала и отверстия мы уже знакомы. Но-
минальный размер — 60 миллиметров, до-
пуски для отверстия: нижний — 0, верх-
ний — плюс 30 микрон; для вала: нижний—
тоже 0, верхний — минус 20 микрон. Запи-
сать это надо в виде дроби, в числителе
которой допуски для отверстия, а в знаме-
нателе — для вала.
60 + о,озо
60 _ 0,020
А как же быть с отклонениями от пра-
вильной формы? Если они «укладываются»
в допуски, их во многих случаях и не учи-
тывают. Но бывает, такие отклонения —
даже в пределах допусков — настолько
нетерпимы, что конструктор дополнительно
проставляет для них на чертежах еще более
узкие «рамки».
Существуют особые знаки для указания
на чертежах пределов отклонений на оваль-
ность, конусность, непрямолинейность об-
разующих цилиндра вала и на другие иска-
жения формы детали.
Учение о допусках не так уж молодо. Ему
примерно 60 лет. Работа по допускам раз-
вивалась быстрыми темпами, и постепенно
стройная система их была внедрена в про-
мышленность.
У нас в стране введена своя система до-
пусков, основанная на учете большого оте-
чественного опыта. Это позволило наладить
уверенное, бесперебойное и скоростное
массовое производство машин, а главное,
придать их деталям важнейшее свойство—
взаимозаменяемость.
Что такое взаимозаменяемость? Для по-
яснения приведем несколько примеров. Цо-
коль любой электролампочки, купленной
где-нибудь в Австралии или в любом дру-
гом месте земного шара, всегда ввернется
в любой патрон, приобретенный хотя бы
в магазине «Электросбыта» в Москве. Лез-
вие безопасной бритвы, изготовленное в лю-
бой стране и на любой фабрике, всегда лег-
ко «сядет» тремя отверстиями на три
штифта держателя.
Все это взаимозаменяемость стандартных
изделий. Так называют широко распростра-
ненные изделия вроде патрона и лампочки
или винта и гайки, для которых установлен
один из нескольких типов, характеризую-
щихся определенным материалом, весом,
размером. Если два стандартных изделия
предназначены для соединения, то их раз-
меры определяются таким образом, чтобы
обеспечить их взаимозаменяемость.
Но взаимозаменяемость — важнейшее
качество также и машин. Часто бывает, что
завод, которому поручено изготовление
сложной машины из большого количества
деталей, нуждается в помощи заводов-«по-
мощников». И вот, когда чуть ли не
с 10—15 заводов детали приходят на основ-
ной завод, из них легко собирают сложную
машину: они взаимозаменяемы.
Изготовляя машинные части взаимоза-
меняемыми, заводы выпускают машины
в массовом количестве и в короткий срок.
А если бы, ремонтируя автомобили и трак-
торы, нельзя было легко и скоро заменять
износившиеся части запасными, сколько
лишнего времени, труда и средств затра-
чивали бы ремонтные мастерские, заводы?
Измерение двухсторонней скобой.
Измерение переставной скобой.
16 Машина
241
Как же «обретают» машины взаимоза-
меняемость? Этим замечательным качест-
вом они обязаны тому, что размеры на чер-
тежах снабжены допусками. Именно бла-
годаря правильно назначенным допускам
легко и просто сопрягаются и две связан-
ные детали, и целые цепи деталей, и вся
машина. А детали-«близнецы» так же лег-
ко и просто заменяют одна другую в лю-
бом узле машины.
Каким же способом «ловят» в пределах
допусков заданный размер? Вот тут-то и
приходят на помощь измерительные инстру-
менты и приборы.
Взаимозаменяемость и заставляла маши-
ностроителей непрерывно улучшать и пре-
вращать во все более точно работающие
машины и приборы не только металлоре-
жущие станки, но и средства измерения
в металлообработке.
Охота за микронами
Представим себе инструмент, похожий
на сплюснутую по вертикали букву X.
В средней части этого инструмента отштам-
повано число 40,0, у одной из дуг — 0,
а у другой — минус 0,050. Это и есть пре-
дельный калибр — «скоба» — для измере-
ния диаметров, номинальный размер кото-
рых равен 40 миллиметрам, допускаемое
верхнее отклонение равно нулю, а ниж-
нее— минус 0,050 миллиметра, или 50 ми-
крон. Весь допуск, таким образом, равен:
40,0 — 39,950 = 0,050 миллиметра, или
50 микрон.
.Непроходная пробка
Измерение двухсторонней пробкой.
Расстояние между губками скобы с той
стороны, где помечено 0, равно 40 милли-
метрам, а с другой стороны — 39,950 мил-
лиметра. Первая сторона называется
проходной, вторая — непроходной, или бра-
ковочной. Валик годен, если скоба, поверну-
тая к изделию проходной стороной, легко
под тяжестью собственного веса надвигает-
ся сверху на валик. Повернутая же непро-
ходной стороной, она не надвигается,
а только «закусывает» и не идет дальше
(если скоба надвигается не сверху, необхо-
димо очень легкое усилие).
С помощью такой скобы рабочий и конт-
ролер имеют возможность, не обладая
особой квалификацией, легко и относитель-
но быстро проверять размеры деталей. Если
очень точно измерить забракованные ею
изделия, то окажется: их диаметры или
«полнее» 40, или меньше 39,950 милли-
метра.
Внутренний диаметр отверстий также
проверяется предельным калибром, только
не скобой, а пробкой. Это также не одна,
а две измерительные пробки, насаженные
на один стержень-рукоятку. На средней ча-
сти рукоятки нанесен номинальный раз-
мер, а на концах — допускаемые отклоне-
ния. Диаметр одной из пробок равен наи-
большему предельному размеру кольца,
диаметр второй — наименьшему предель-
ному размеру. И здесь годными окажутся
только те кольца, в которые первая проб-
ка (непроходная) под тяжестью собствен-
ного веса калибра не войдет, а вторая (про-
ходная) войдет свободно.
Для каждого номинального размера
с определенными допускаемыми отклоне-
ниями необходим специальный калибр
(скоба или пробка), который уже не годит-
ся даже для того же номинального разме-
ра, но с другими допускаемыми отклоне-
ниями. Это жесткие калибры. И если ра-
бочий, даже малоквалифицированный,
пользуясь инструментами, точно выполняет
правила обращения с ними, он не надела-
ет ошибок.
Но существуют и нежесткие, перестав-
ные калибры-скобы и внутренние калибры,
заменяющие пробки (их еще называют
«регулируемые калибры»). Мерительные
стерженьки этих скоб могут быть отрегули-
рованы (переставлены) с помощью очень
точных винтов.
И тогда получаются другие допуски или
новый номинальный размер. Чтобы нельзя
242
было самовольно переставить измеритель-
ные стерженьки, все устройство закрепляет-
ся (блокируется) так, что сдвинуть винт
невозможно.
Предельные калибры появились прибли-
зительно между 1895—1900 годами. При-
мерно в это же время началась работа по
новым калибрам в России. Этого добился
один из крупнейших русских инженеров,
А. П. Бородин.
Точность до 0,5 миллиметра
Существуют не только «жесткие» и пе-
реставные мерительные инструменты — ско-
бы и пробки, — но и «универсальные», ко-
торыми можно измерять много различных
размеров.
Такие инструменты нужны станочнику на
каждом шагу. В работе ему приходится
проверять много различных по величине
промежуточных размеров. А ведь калибры
преимущественно служат только для про-
верки окончательных размеров. Кроме то-
го, жесткие и переставные калибры удобны,
когда изготовляются в большом количестве
одни и те же детали. Если же приходится
в небольшой мастерской изготовлять еди-
ничные изделия, удобнее пользоваться уни-
версальным инструментом.
При этом бывает нужна разная степень
точности, и пользуются разным универсаль-
ным измерительным инструментом.
Первый такой инструмент — простая ли-
нейка. Но у нее много недостатков. Измере-
ние с помощью линейки требует очень кро-
потливой работы: чтобы сколько-нибудь
точно установить расстояние между пре-
дельными точками, нужно очень тщательно
прикладывать ее к измеряемому предмету.
Еще более трудно измерять линейкой на-
ружный и внутренний диаметры цилиндри-
ческого тела.
В помощь линейке изобрели кронцир-
куль и нутромер. Обе ножки кронциркуля
подвижны вокруг общего шарнира и могут
быть закреплены винтом в определенном
положении одна относительно другой. Для
измерения толщины или диаметра пользу-
ются кронциркулем, у которого ножки
изогнуты внутрь. А нутромер развился из
кронциркуля путем изгиба концов обеих
ножек наружу — в противоположные сто-
роны.
В наше время эти инструменты, даже в
усовершенствованном виде, служат только
для грубых измерений.
Доступная точность измерения с помощью
линейки ограничивается величиной наимень-
шего ее деления — миллиметра. Часто бы-
вает, что конечная точка измеряемой длины
оказывается между двумя соседними деле-
ниями линейки. Тогда приходится прене-
бречь неточностью и принять какое-нибудь
одно из двух соседних показаний. Можно
также на глаз решить, какую часть деле-
ния следует учесть для более точного oripe-
деления искомого размера. Обычно удается
таким образом повысить точность линейки
до половины величины ее наименьшего деле-
ния — 0,5 миллиметра. Это и есть та сте-
пень точности, которая свойственна совре-
менной линейке. И все же с ее помощью
удается выполнять пусть не очень точные,
но самые разнообразные измерения.
Чертежи всякой машины — это руковод-
16*
243
ство и для модельщика, который изготов-
ляет модели для будущих отливок — заго-
товок деталей машин, и для литейщика,
который по моделям будет отливать дета-
ли, и для кузнеца, и, наконец, для рабочего-
станочника, который превратит грубую за-
готовку в точную деталь. Очертания дета-
ли, соотношения ее частей по величине и
их взаимное расположение — все это вы-
ражено проставленными на чертеже разме-
рами. На нем указываются и величины
допусков.
Если размер выражен целым числом мил-
лиметров или целым числом с половиной,
его можно проверить линейкой. Обычно
пользуются линейками со шкалами в 20, 30
и 50 сантиметров (200, 300 и 500 миллимет-
ров). Бывает, что на них наносится и вто-
рая такая же шкала — в помощь глазам
станочника ее миллиметровые деления раз-
биты средним штрихом на две половины
по 0,5 миллиметра.
Точность до 0,1 миллиметра
В конце XVII века была создана усовер-
шенствованная измерительная линейка —
штангенциркуль. С его помощью машино-
строители овладели точностью до 0,1 мил-
лиметра.
На основной стержень штангенцирку-
ля — линейку — нанесены сантиметровые
и миллиметровые деления. Когда понадо-
билась еще большая точность, то милли-
метр разделили на его десятые доли. Эту
задачу решили путем соединения штанген-
циркуля с нониусом.
Нониус очень простое и в то же время
остроумное приспособление, названное по
имени португальского монаха-ученого Ну-
ньеса. Хотя он предложил способ разделе-
ния на части только единицы измерения
углов — градуса, обычному приспособлению
также присвоили почему-то название «но-
ниус».
Устройство штангенциркуля с точностью измерения до 0,05 миллиметра. Подвижная губка сначала лишь
приближается к измеряемому изделию и закрепляется за первым стопорным винтом; затем с помощью
установочного винта движок с подвижной губкой окончательно и точно подводится к поверхности из-
делия до момента касания; в этом положении он закрепляется вторым стопорным винтом.
244
В чем же заключается способ измерения
с помощью нониуса? Нагляднее всего с ним
познакомиться на примере измерения, вы-
полненного простейшим штангенциркулем
с нониусом.
В штангенциркуле на конце стальной
масштабной линейки с неподвижной губкой
скользит подвижная рамка (ее называют
«движок») со второй губкой. В движке сде-
лано окошко, сквозь которое видна основ-
ная шкала линейки. На краю нижней кром-
ки окошечка нанесена вторая маленькая
шкала, всего из 10 делений; каждое из них
по длине равно 9/ю миллиметра; значит,
длина всей шкалы равняется 9 миллимет-
рам. Это и есть нониус. Первый его
штрих — нулевой — нанесен таким обра-
зом, что при сомкнутых губках он точно
совпадает с нулевым штрихом основной
шкалы. Поэтому десятое деление нониуса
совпадает с девятым делением основной
шкалы. И если нулевое деление нониуса
поставить против одного из любых штрихов
линейки, то десятое его деление совпадет
с девятым по счету от этого штриха деле-
нием линейки.
Нам нужно узнать размер диаметра ва-
лика. Раздвигаются губки штангенциркуля,
валик вводится в просвет между ними. По-
движная губка подводится к валику до
легкого соприкосновения с поверхностью.
Стопорный винт движка закрепляет губки
в этом положении. Нулевая отметка нониу-
са укажет на основной линейке величину
диаметра валика. Точно показанное целое
количество миллиметров и есть результат
измерения.
Допустим, что нулевая отметка нониуса
совпала с восьмым миллиметром по основ-
ной шкале. Значит, диаметр валика равен
8 миллиметрам. Но если нулевая отметка
нониуса окажется где-то между восьмым и
девятым делением, приходится обратиться
к помощи нониуса. Очень легко доказать,
что все же какая-либо другая из десяти от-
меток нониуса обязательно совпадет с од-
ной из отметок основной линейки.
Предположим, размер валика нам изве-
стен и равен 8,6 миллиметра. Значит, пер-
вый (после нулевого) штрих нониуса отме-
тит на основной линейке 9,5 миллиметра
(8,6+0,9=9,5), второй — 10,4, третий —
11,3, четвертый — 12,2, пятый — 13,1 и,
наконец, шестой — 14 миллиметров. Сле-
довательно, штрих шестого деления нониу-
са совпадет со штрихом четырнадцатого
Нулевое деление нониуса сдвинуто на 0,1 милли-
метра. Что произошло с остальными делениями?
Все они тоже сдвинулись. Но с одним из них —
с первым — случилось нечто важное: оно совме-
стилось с первым делением основной шкалы. Это
понятно — ведь каждое деление нониуса на 0,1 мил-
лиметра меньше деления на основной шкале. И по-
ка нониус передвигается в пределах одного милли-
метра, всегда совмещаются именно те деления обеих
шкалг в порядковом номере которых содержится
столько единиц, сколько «пройдено» десятых долей
миллиметра.
деления основной шкалы. Если бы диаметр
валика равнялся 8,8 миллиметра, то с ка-
ким-либо из делений основной шкалы сов-
пало бы именно' восьмое деление нониуса.
Отсюда вывод: если и нулевая отметка но-
ниуса не совпадает с целым числом милли-
метров, то количество десятых до-
лей миллиметра, входящих в из-
меряемую длину, определяется
порядковым номером того деле-
ния шкалы нониуса, которое сов-
245
Раздвинем губки штангенциркуля, поместим меж-
ду ними тонкую проволочку, затем снова сомк-
нем их. О диаметре проволоки нам известно лишь,
что он меньше миллиметра. Смотрим на шкалу
нониуса: совместились седьмые деления обеих
шкал. Но тогда ясно: диаметр проволочки—0,7 мил-
лиметра.
Измерим небольшое цилиндрическое изделие. Но-
ниус «ушел» далеко, оставил слева не единицы,
а целых пять десятков миллиметров, да еще три
миллиметра, и «отхватил» больше половины четвер-
того. ' Меняется лц из-за этого способ измерения?
Нет, не меняется! Опять смотрим на нониус: его
деление оказалось совмещенным с делением (все
равно каким) основной шкалы. Шестое! Склады-
ваем: 50-\-3-\-0,6—53,6 миллиметра. Результат
найден.
потому, что мы захотели измерить про-
волочку потолще. Ее диаметр нам неиз-
вестен. Смотрим на нониус. Его нулевое деление
оставило слева целых два миллиметра и продвину-
лось еще дальше на какую-то долю миллиметра,
меньшую его половины. Но какую? Опять ищем:
какое деление нониуса совпало с делением основной
шкалы? Но на этот раз вовсе не обязательно, чтобы
«номер» деления был такой же — он может быть
любым. Мы замечаем — совместилось третье деление
нониуса (с пятым на основной шкале). Теперь счи-
таем: слева от нониуса — 2 миллиметра, а нонцус
показывает еще 0,3 миллиметра. Значит, 2,0 + 0,3 —
= 2,3 миллиметра — таков диаметр проволочки.
Теперь научимся владеть штангенциркулем, у ко-
торого шкала нониуса имеет 20 делений (точность
измерения до 0,05 мм). На рисунке — рамка движ-
ка с окошечком и обеими шкалами. Каждое деле-
ние нониуса равно 0,95 миллиметра, а вся его шка-
ла —19 миллиметрам. Когда губки инструмента
сомкнуты, совмещаются нулевые штрихи обеих
шкал, а также двадцатый (по порядку) нониуса
с девятнадцатым основной шкалы. Разность между
«ценой» деления основной шкалы и нониуса равна
уже не 0,1, а 0,05 миллиметра. Значит, нониус де-
лит одно миллиметровое деление основной шкалы
не на 10, а на 20 долей. Измерение выполняется
так же, как и в предыдущих примерах. А результат
получается с точностью не до 0,1, а до 0,05 милли-
метра. Но 21 штрих нониуса размечен числами от
1 до 100. Каждое деление заранее как бы умно-
жается на 5. Поэтому совпавший штрих нониуса
показывает столько сотых долей миллиметра, сколь-
ко единиц в его пятикратно увеличенном «номере».
246
Штангенциркулем можно достичь еще большей точ-
ности измерения. Для этого шкалу нониуса раз-
бивают на 50 делений. Цена каждого — не 0,95,
а 0,98 миллиметра. Разность между ценами делений
обеих шкал — 0,02 миллиметра (50 делений но-
ниуса перекроют 49 делений основной шкалы). Зна-
чит, каждый миллиметр основной шкалы делится
на 50 частей, а точность измерения — 0,02 милли-
метра. Но и здесь штрихи размечены не от 1 до
50, а от 1 до 100 — номер каждого деления заранее
умножен на 2. Совместившийся штрих нониуса сле-
дует искать между двумя такими штрихами, из ко-
торых один сдвинут вправо, а другой влево от про-
тиволежащих штрихов основной шкалы.
падает с каки м-л ибо из делений
основной шкалы.
Измерив валик и установив, что нулевая
отметка нониуса пришлась между восьмым
и девятым миллиметрами основной шкалы,
определяем, какое деление нониуса совпало
с делением основной шкалы. И если таким
делением нониуса оказалось шестое, диа-
метр валика равен 8,6 миллиметра.
Справедливость вывода можно доказать
очень просто. Мы произвели примерное из-
мерение и установили (для данного слу-
чая), что шестое деление нониуса совпало
с четырнадцатым делением линейки. Мож-
но утверждать, что 14 больше искомого
диаметра валика на 6 делений нониуса. Но
6X0,9 = 5,4 миллиметра, следовательно, раз-
мер равен: 14 — 5,4 = 8,6 миллиметра.
После того как глаза привыкают быстро
читать показания инструмента, следует вы-
работать такой навык, которым владеют
Теперь проделаем измерение. Нониус оставил слева
3 сантиметра 1 миллиметр и какую-то долю следую-
щего. Совмещенным оказался шестнадцатый штрих.
Но его «номер» — 32. Так и пишем результат:
30,0 + ip + 0,32 = 31,32 миллиметра.
Измерение внутреннего диаметра цилиндра большого
размера. Результат, показанный нониусом. Слева
осталось 12 и еще три с небольшим. Совместился
одиннадцатый (по порядку) штрих. Значит, его но-
мер—22. Записываем: 120,0-\-3,0-^-0,22=123,22 мил-
лиметра.
опытный станочник или слесарь. Они обыч-
но легким движением большого и указа-
тельного пальцев окончательно устанавли-
вают подвижную губку с помощью регу-
лировочного винта. Как только подвижная
ножка коснется поверхности измеряемой
детали, пальцы чувствуют это и как бы
сигнализируют мозгу: «Стоп, довольно,
дальнейшая подача ножки не только не
нужна, но может исказить показание инст-
румента и даже повредить прибор». Разви-
тие такого чувства меры — дело практики.
247
Штангенциркуль с нониусом — очень
распространенный универсальный измери-
тельный инструмент. С его помощью мож-
но получить значительную степень точно-
сти — до сотых долей миллиметра. Для
этого шкалу нониуса разбивают на боль-
шее число делений. Но в основном роль но-
ниуса в измерительной технике сводится
почему с его помощью удалось измерять
детали машин с точностью до 0,01 милли-
метра.
В устройство микрометра входит винт
с очень малым шагом и точно изготовлен-
ной микрометрической нарезкой. Вспомним,
если гайка делает полный оборот по винту,
она совершает линейное перемещение
Перед нами постепенно как бы вырисо-
вывается своего рода лестница точности.
На ее ступенях — от нижней до верхней —
разместились измерительные средства все
более и более высокой точности.
Вообразим, что мы поднимаемся по этим
ступеням. Вот самая нижняя. На ней ли-
нейка. На следующей — штангенциркуль
с нониусом. Еще один шаг вверх, и на тре-
тьей ступени найдем еще один универсаль-
ный измерительный инструмент — микро-
метр. Он в десять раз точнее штангенцир-
куля и делит миллиметр на 100 частей. Вот
Устройство и работа микрометра.
вдоль оси винта, равное его шагу; если же
она повертывается, к примеру, только на
75о долю полного оборота, она продвинет-
ся по оси на 7бо долю шага. При высокой
точности изготовления такого винта обе-
спечена и точность перемещения гайки.
Как работает микрометр? На одном кон-
це стальной жесткой скобы обращена
внутрь закаленная «пятка» с очень точно
обработанной мерительной поверхностью.
Другой конец скобы переходит в цилиндри-
ческую втулку, ее называют «стебель» ми-
крометра. На внутренней поверхности стеб-
ля нарезаны витки очень точной мелкой
резьбы. Стебель служит гайкой для микро-
метрического винта, который и переме-
щается внутри него.
Таким образом, в микрометре гайка не-
подвижна, а винт вращается и перемещает-
ся по прямой линии. Ненарезанная часть
этого винта (в виде цилиндрического стер-
жня) проходит сквозь стебель и может пе-
редвигаться или по направлению к непо-
248
движной пятке, или, наоборот, уходит от
нее. Срез стержня также представляет со-
бой очень точно обработанную закаленную
мерительную поверхность. Другой конец
винта несет на себе жестко скрепленную
с ним втулку; ее называют «барабан». Эта
деталь вращается вместе с микрометриче-
ским винтом.
Измеряемую деталь помещают в скобу
микрометра между мерительной пяткой и
торцом подвижного стержня. Вращая ба-
рабан, передвигают стержень к измеряе-
мой детали до соприкосновения с нею.
Один оборот винта передвигает мери-
тельный стержень на длину шага микроме-
трической резьбы — на 0,5 миллиметра.
Всего на винте 50 витков такой резьбы:
это значит, что мерительная поверхность
стержня может переместиться на 25 мил-
лиметров от своего исходного положения
(такое положение бывает или тогда, когда
микрометр раскрыт на полную величину
своего диапазона измерения — 25 миллимет-
ров, или когда мерительная поверхность
стержня и пятки сомкнуты).
Чтобы можно было видеть, на сколько
оборотов винта стержень удален от пятки,
поверхность стебля разделена продольной
горизонтальной чертой, а по ее обеим сто-
ронам нанесены две шкалы. Одна из них —
основная — состоит из 25 делений, «ценою»
каждое в 1 миллиметр; другая — из 24 та-
ких же делений, но ее штрихи смещены
относительно делений первой шкалы на
0,5 миллиметра. Получается так, что каж-
дый штрих второй шкалы разбивает на две
половины каждое деление основной шкалы.
На этой шкале первый штрих обозначен
нулем. Далее (последовательно) обозначен
своим порядковым числом штрих каждого
пятого деления; получается ряд цифр: 0,
5, 10, 15, 20, 25.
Если представить себе полный виток
резьбы микрометрического винта в развер-
нутом виде, мы получим прямую линию;
ее можно разделить на 50 равных частей.
Один оборот винта — его вращение по од-
ному витку резьбы — передвигает стер-
жень на всю длину шага (0,5 миллиметра);
если же повернуть винт только на Vso обо-
рота, или на 750 часть развернутой линии
витка, то перемещение стержня окажется
в 50 раз меньше, оно будет равно:
0,5 : 50 = 0,01 миллиметра.
50 делений окружности одного витка
резьбы нанесены в виде круговой шкалы
как бы вырезана часть его
поверхности, а барабан по-
казан так, будто он сделан
из прозрачного материала. Сквозь барабан виден
микрометрический винт, а в прорези стебля — на-
чальная часть мерительного стержня.
Соотношение витка резьбы и полного оборота.
249
Круговая шкала микрометра. Внизу
измерение микрометром.
на скосе барабана. Каждый из штрихов
этой шкалы может быть совмещен с про-
дольной линией на стебле микрометра.
После этого поворот барабана на одно де-
ление собственной шкалы передвинет стер-
жень на 0,01 миллиметра.
Теперь можно приступить к отсчету по-
казаний микро метр а.
С продольной линией на стебле совпал
один из штрихов круглой шкалы барабана.
Начинаем с чтения показания шкалы на
стебле: срез барабана как бы отсек опре-
деленную часть шкалы. Допустим, что бли-
жайшее к срезу число на основной шкале
«10»; затем на ней же видно еще два целых
деления. Ясно, что данный размер содер-
жит 10+2—12 миллиметров. После двена-
дцатого деления, еще ближе к срезу ба-
рабана, едва виден штрих второй шкалы —
значит, надо прибавить еще 0,5 милли-
метра.
На глаз могло бы показаться, что это и
есть точное показание микрометра: линия
среза барабана как будто совпадает с ли-
нией штриха второй шкалы на стебле. Но...
круговая шкала барабана вовремя подска-
зывает: глаза обманывают. Ведь тот штрих
Микрометр для измерения деталей боль-
ше 25 миллиметров.
Прочтем показание шкал микрометра с пределом из-
мерения до 50 миллиметров. Ближайшее число на
основной шкале слева от среза барабана — «15». За-
тем — еще ближе к срезу — два деления, и едва-
едва выделяется из-под среза штрих второй шкалы,
отмечающей половину деления. Значит, у нас пока
получается 15 + 2 + 0,5 миллиметра. На этот раз
нулевая отметка круговой шкалы барабана не сов-
пала с продольной линией на стебле микрометра на
два деления. Эта отметка оказалась ниже продоль-
ной линии. Значит, нужно прибавить еще 0,02 мил-
лиметра: и тогда получится: 15+2+0,5+0,02=
= 17,52 миллиметра. Но измерение выполнялось
микрометром с пределом измерения до 50 миллимет-
ров. Поэтому надо прибавить еще 25 миллиметров.
Общий результат 17,52 + 25 = 42,52 миллиметра.
250
круговой шкалы, который отмечен нулем,
не совпал с продольной линией на стебле.
На сколько? На одно деление! Вот если
бы мы повернули барабан по часовой
стрелке на это одно деление, тогда по-
лучилось бы полное совпадение линии сре-
за барабана со штрихом второй шкалы.
При этом отсеченный участок шкалы на
Для измерения внутренних размеров служит микро-
метрический нутромер. Скоба с пяткой и меритель-
ным стержнем заменена в нем двумя раздвижными
губками, которые подводятся к противоположным
участкам измеряемого отверстия. При этом губки
устанавливаются под прямым углом к срезу отвер-
стия и по его диаметру.
таль больше 50, но меньше 75 миллимет-
ров, соответствующее расстояние равняется
75 миллиметрам. Можно, конечно, пользо-
ваться микрометрами и с большими преде-
лами измерения. Но всегда остаются толь-
ко 50 витков резьбы с шагом в 0,5 милли-
метра и стержень выдвигается по напра-
влению к пятке лишь на 25 миллиметров.
Получается так: в обыкновенном малом
микрометре мерительная поверхность стер-
жня перемещается от 0 до 25 миллиметров;
в микрометре с пределом измерения до
50 миллиметров и больше — также от 0 до
25, но к результату добавляется то число
миллиметров, на какое величина предела
измерения больше 25.
В современных микрометрах на конце
рукоятки есть еще стопорная гайка — не-
большая деталь с пружинным и зубчатым
механизмами внутри. Ее цилиндрическая
поверхность шероховата, и достаточно по-
этому даже очень малого усилия, чтобы
гайка поворачивалась.
Вращая барабан, доводят мерительный
стержень до наибольшего приближения
к поверхности измеряемого предмета, но
без контакта с нею. Затем прекращают
стебле уменьшился бы на длину, соответст-
вующую вращению 'микрометрического вин-
та на 7бо его оборота — на 0,01 миллимет-
ра. Тогда и можно было бы считать, что
результат измерения — 12,5 миллиметра.
И во всех случаях, когда нулевой штрих
круговой шкалы совпадает с продольной
линией на стебле, результат измерения вы-
ражается или целым числом миллиметров,
или целым числом с половиной.
Но в нашем случае это не так: налицо
несовпадение на одно деление, а это зна-
чит, что к величине 12+0,5 миллиметра
следует прибавить еще 0,01 миллиметра; по-
лучится конечный результат: 12+0,5+
+0,01 = 12,51 миллиметра.
Бывают случаи, когда нужно измерить
микрометром деталь, размер которой боль-
ше 25 миллиметров. Кроме того, приходит-
ся измерять иногда две и больше деталей
в совмещенном виде, а их общий размер
больше 25 или даже 50 миллиметров. Во
всех таких случаях пользуются микромет-
рами с большим пределом измерения.
Если деталь больше 25, но меньше
50 миллиметров, нужен микрометр с рас-
стоянием в 50 миллиметров между пяткой
и исходным положением стержня. Если де-
С первого взгляда шкалы нутромера могут пока-
заться хорошо знакомыми. На самом деле числа
основной шкалы на стебле расположены не в обыч-
ной, а в обратной последовательности. Поэтому
раньше всего следует учесть число, которое непо-
средственно предшествует первой видимой цифре
шкалы на стебле, хотя оно и скрыто под барабаном.
В данном случае это «15», а не «20». Но барабан
«утаил» не только самое «16», но еще два полных
деления и еще почти половину одного деления.
Смотрим на круговую шкалу: с продольной линией
на стебле совпал не нулевой штрих, а тот из двух
штрихов, соседних с отметкой «35», который распо-
ложен ниже нее. Расчет от нуля следует вести свер-
ху вниз, получится «36». Общий результат измере-
ния: 15 -\-2 + 0Д6 « 17,36 миллиметра.
251
произошло пра-
с измеряемым предме-
движение барабана и начинают вращать
гайку. Она тоже продвигает стержень, но
ровно настолько, чтобы
вильное касание
том.
Пока это длится, слышен легкий треск:
Можно измерить отверстия и по-другому. Цилинд-
рическая мерительная головка, составленная из двух
частей, вводится в отверстие в сжатом состоянии,
затем опускается, и пружина раздвигает ее обе части
до соприкосновения со стенками. Вращение рукоят-
ки стопорит головку. Затем головка извлекается из
отверстия, и ее длина измеряется микрометром.
Существуют микрометры для больших внутренних
размеров. Они служат для измерения очень боль-
ших отверстий и устроены по-другому. Это мери-
тельный стержень, свинчиваемый из нескольких ми-
крометрических частей. Измерительные шкалы «чи-
таются» так же, как и в обыкновенном микрометре.
внутри гайки работает механизм. Поэтому
ей дали образное название «трещотка».
Как только усилие, с которым касается
стержень микрометра поверхности измеряе-
мой детали, достигнет допускаемой вели-
чины, трещотка, сколько бы ее ни вертели,
не продвинет дальше винта: она будет вра-
щаться вхолостую.
Для закрепления мерительного стержня
в каком-либо одном положении служит
особая деталь микрометра — зажимное
кольцо.
Бывают микрометры для измерения ши-
рины пазов или диаметра внутренних раз-
меров деталей, для измерения глубины от-
верстий и пазов. Но устройство и способы
применения всех разновидностей инстру-
мента в основном схожи. Существуют ми-
крометры с дополнительными устройства-
ми. С их помощью можно «уловить» даже
0,001 миллиметра.
Но в цеховой обстановке для отдельных
измерений такая точность редко может по-
Отверстие измеряется одной только частью инстру-
мента.
Нутромер наращивается для измерения большого
диаметра.
А если всех частей, собранных в один мерительный
стержень, недостаточно, на помощь приходят доба-
вочные мерительные стержни.
Показан пример отсчета на шкале микрометра-гл!^
биномера; при измерении пользовались стандарт-
ным стержнем длиною в 25 миллиметров. Шкала на
стебле показывает, что круговой срез барабана «ута-
ил» лишь какую-то часть первого деления. Это зна-
чит, что к величине «25» следует прибавить некото-
рое количество сотых долей миллиметра. Какое?
Смотрим на круговую шкалу и ведем отсчет от нуля
сверху: с продольной линией на стебле совпал ко-
нечный штрих второго деления; значит, надо при-
бавить еще 0,02. Общий результат: 25 + 0,02 =
— 25,02 миллиметра.
Микрометр служит и для измерения глубины вся-
кого рода отверстий. В таком инструменте тоже
работают мерительные стержни точной стандартной
длины. Его шкалы расположены и читаются в об-
ратном порядке, как и в микрометре-нутромере.
надобиться. Кроме того, для подобной
точности существуют другие, более совер-
ш енн ы е измерительные при бор ы.
Точность до 0,001 миллиметра
Вряд ли читателю известен принцип, на
котором основано устройство многих изме-
рительных приборов, улавливающих ты-
сячные доли миллиметра. А он очень прост.
Если у рычага с разными плечами с соот-
ношением их 1 : 10 переместить конечную
точку меньшего плеча всего лишь на
0,1 миллиметра, то это вызовет перемеще-
ние конечной точки большего плеча ровно
на 1 миллиметр.
Один из таких приборов назвали инди-
катором. Это латинское слово. Оно означа-
ет «указатель». Прибор не дает размера той
или иной детали, а сигнализирует, насколь-
ко ее размер отклонился от заданного по
чертежу, или отмечает совпадение разме-
ров.
Измеряют с помощью индикатора так.
Прибор закрепляют на стойке. Под мери-
тельный штифт подводят набор меритель-
ных плиток с общим размером, равным
253
заданному размеру детали. Затем регу-
лировкой устанавливают стрелку шкалы
прибора на нулевое — среднее — деление.
Плитки убирают и на их место устанавли-
вают деталь. Отклонение стрелки индика-
Схема действия рычажного измерительного прибора.
Подобная система рычагов и была основой устрой-
ства точных измерительных приборов еще в конце
XIX века. 1:10, 1:100 и даже 1:1 000 — переда-
точные числа приборов разной степени точности.
тора вправо или влево показывает, на-
сколько размер детали отклоняется от за-
данного.
У более совершенного прибора — мини-
метра — шкала имеет 20 или 60 делений.
Они нанесены черными штрихами на белом
поле на расстоянии одного милли-метра
друг от друга. В зависимости от условий
работы, для которой предназначен прибор,
«цена» деления шкалы, выраженная в долях
миллиметра, меняется.
Если цену одного деления прибора ум-
ножить на общее количество делений шка-
лы, то получается наибольшая величина
отклонения, отмечаемая прибором. Для
прибора с 20 делениями цена деления мо-
жет равняться 0,02; 0,01; 0,005; 0,002 и
0,001 миллиметра. Соответственно величи-
на отклонений размеров составляет 0,4; 0,2;
0,1; 0,04; 0,02 миллиметра. Для прибора
с 60 делениями цена деления может рав-
няться 0,01; 0,005; 0,002 миллиметра, а наи-
большая величина отмечаемых отклонений
размеров соответственно 0,6; 0,3 и 0,12 мил-
лиметра.
Вот устройство миниметра. В металли-
ческой колодке на верхней и нижней по-
верхности сделаны V-образные канавки.
Рычажной прибор — индикатор и его работа.
РАЗНЫЕ ЗАМЕТКИ
Шестерни для электронных
устройств, применяемых в точных
приборах, имеют допуски всего
лишь в 0,0127 миллиметра.
В основу одного универсаль-
ного измерительного прибора,
дающего точность измерения до
0,001 миллиметра, положен новый
принцип. Измеряемая деталь
устанавливается на стационарный
столик, и к ней подводятся не-
сколько щупов разных приборов.
Результаты измерения показыва-
ются на шкалах индикаторов.
Прибор сразу дает данные о вы-
соте, диаметре, о шаге резьбы,
о степени конусности, о размере
зубцов.
254
Они смещены в отношении друг друга.
В канавки сверху упирается неподвижная
призма, а снизу — верхний конец мери-
тельного стержня. Если мерительный стер-
жень движется кверху, происходит перекос
колодки. Величина подъема стерженька
будет показана на шкале движением стрел-
ки. Ее перемещение во столько раз больше
подъема стерженька, во сколько длина
стрелки больше расстояния между осями
мерительного стержня и неподвижной
призмы.
Шкала прибора не имеет нулевого деле-
ния — исходным может быть любое поло-
жение стрелки на шкале. Прибор устанав-
ливается по размеру проверяемого изделия
с помощью калибра или образцового, точно
изготовленного изделия. Затем при про-
верке уже других изготовленных по калиб-
ру изделий отклонение стрелки от началь-
ного положения показывает, насколько
фактический размер изделия отклонился от
заданного.
Фактический размер деления равняется
одному миллиметру, поэтому легко отме-
чать отклонения, равные половине деления.
А так как наименьшая цена одного деле-
ния шкалы миниметра может равняться
0,001 миллиметра, можно определить от-
клонения от заданного размера с точно-
стью до 0,0005 миллиметра.
Наиболее распространен миниметр на
колонке с плоской поверхностью установоч-
«Потомок» индикатора — прибор «Ортотест». Он бо-
лее точен — его передаточное число 1:1 000. А ра-
ботает так же. Шкалы таких приборов имеют 20
или 60 делений. И здесь деление имеет «цену» —
сколько долей миллиметра выражает собой продви-
жение стрелки между двумя смежными штрихами.
Если «цену» умножить на общее число делений
шкалы, получится наибольшая величина отклоне-
ния, отмечаемая прибором. Для шкалы в 20 деле-
ний «цена» может равняться 0,02; 0,01; 0,005; 0,002
и 0,001 миллиметра. А для шкалы в 60 делений —
0,01; 0,005; 0,002 миллиметра.
ного столика. Прибором проверяют разме-
ры призматических и цилиндрических дета-
лей. Для этого контрольную плитку или
калибр кладут на столик прибора. Держа-
тель миниметра с мерительной головкой
передвигают по колонке до тех пор, пока
мерительный стерженек подойдет почти
вплотную к калибру. Тогда держатель
жестко закрепляется. С помощью нижнего
микрометрического винта столик прибора
Набор контрольных плиток
или образцовое изделие
Распространенный на заводах рычажной прибор — миниметр. Шкала прибора не имеет
штриха — исходным может быть любое положение стрелки.
нулевого
255
подают кверху до тех пор, пока стрелка
миниметра не установится на определен*
ном делении шкалы.
Особый рычаг служит для приподыма-
ния мерительного стерженька перед уста-
новкой проверяемого объекта. Делается
это осторожно. Когда прибор отрегулиро-
ван на определенное деление, калибр уда-
ляют и на столик устанавливают проверяе-
мую деталь. Если деталь изготовлена
точно, стрелка указателя покажет то же
деление, на которое прибор отрегулирован.
Если деталь «полнее», стерженек поднимет-
ся кверху и стрелка отклонится вправо; ес-
ли деталь меньше заданного размера, стер-
женек опустится, стрелка отклонится влево.
Если у данного прибора «цена» деления
равняется 0,002 миллиметра, а стрелка от-
клонилась в ту или иную сторону, скажем,
на десять делений, то это значит, размер
детали отклоняется от основного на плюс
или минус 0,02 миллиметра. Когда откло-
нения не выходят за пределы заданных до-
пусков, деталь годна; в противном слу-
чае — бракуется. Пределы отклонений от
заданного размера обозначаются по обе
стороны от деления шкалы специальными
ст р е лк а м и -ук аз а т ел ям и.
Цилиндрические детали просто прокаты-
ваются под стерженьком по столику. Наи-
большее отклонение стрелки показывает,
насколько диаметр изделия разнится с за-
данным.
Для измерения листового металла слу-
жит установочный столик шаровой формы,
Схема работы и общий вид оптиметра.
а для измерения проволоки — столик ци-
линдрический. Когда измеряют такие дета-
ли, стерженек оканчивается не шариком,
а правильной плоской поверхностью.
Миниметр и другие приборы, устроенные
по такому же принципу, предназначены
для наиболее быстрой и точной проверки,
насколько правильны размеры массовой
партии одноименных деталей.
Детали малых размеров проверяются
с помощью измерительных приборов, уст-
ройство которых основано большей частью
на использовании и рычага и оптического
способа отсчета показаний.
Вот прибор, который называется «опти-
метр». Источник света через сферическую
линзу освещает шкалу с делениями. Отра-
зившись, лучи проходят через призму, пре-
ломляются книзу и попадают на поверх-
ность поворотного зеркала. В зависимости
от передвижения стерженька прибора угол
установки зеркала меняется, и лучи света
возвращаются тем же путем в объектив,
неся с собой изображение шкалы.
Поворотное зеркало находится в исход-
ном положении, и нулевое деление шкалы
совпадает с контрольной меткой на окуля-
ре. Если же поворотное зеркало качнется
вокруг оси и займет новое положение, нуле-
вое деление шкалы окажется где-нибудь
вправо или влево от метки, а сама метка
отложит на шкале величину отклонения.
Величина плеча рычага между опорной
точкой мерительного стержня и осью ка-
чания зеркала и расстояние шкалы от зер-
кала подобраны так, что перемещение мери-
тельного стержня на один микрон вызывает
перемещение луча на шкале на одно деле-
ние. А деление, в свою очередь, благодаря
увеличительному приспособлению представ-
ляется наблюдателю равным одному мил-
лиметру. В результате микрон — одна ты-
сячная доля миллиметра — отсчитывается
по шкале с той же четкостью, с какой про-
изводится отсчет миллиметров.
Наблюдатель может производить на глаз
отсчет «внутри» миллиметровых делений.
Поэтому на оптиметре доступна точность
в одну пятую часть микрона, или в две
десятитысячных миллиметра.
Существуют оптиметры с дополнитель-
ным проекционным приспособлением. Оно
еще больше увеличивает деления и позво-
ляет наблюдать результат на открытой
шкале. Прибор измеряет детали размером
до 200 миллиметров. Тем же оптическим
256
принципом пользуются в специальной ме-
рительной машине для сравнения между
собой двух длин.
Имеется и прибор, пригодный не только
для лабораторных измерений, но и для
обычного контроля деталей в массовом
производстве, например в автомобильном.
Им пользуются, когда необходимо соблю-
сти высокую степень точности обработки.
Деталь устанавливается на специальную
сменную подставку. Мерительный стержень
при подъеме или опускании действует на
устройство из рычагов, оптического стекла
и вогнутого зеркала. Электролампочка
малого напряжения служит источником
света. Лучи от нее оптическое стекло на-
правляет на вогнутую поверхность зеркала.
Они отражаются и попадают на матовый
экран. На нем лучи «рисуют» круглый яр-
кий «зайчик», разделенный в середине чер-
ной горизонтальной чертой. «Зайчик» мо-
жет «играть» по всей длине экрана.
На экране два указателя. На специаль-
ной шкале они отмечают пределы допус-
каемых отклонений. Мерительный стерже-
нек так отрегулирован, что годные по раз-
мерам детали вызывают игру «зайчика»
в поле между указателями, а негодные —
вне этого поля.
Даже малоквалифицированный рабочий
может очень быстро проверять однородные
по типу и размерам детали. Система ры-
чагов и оптических приспособлений дает
тысячекратное увеличение показаний мери-
тельного стерженька. Его перемещение
вверх на 0,001 миллиметра приводит к пе-
редвижению черты «зайчика» на полный
миллиметр по шкале. Так как по ней так-
же можно отсчитывать части миллиметра,
то и этот прибор дает точность, выражен-
ную десятитысячными долями миллиметра.
Новые средства точности
«Враг» точности — мерительная поверх-
ность инструмента или прибора. В процес-
се измерения она изнашивается. Приходит-
ся тщательно следить за тем, чтобы в ка-
кой-то момент инструмент или прибор не
начал пропускать брак.
Неизнашивающихся поверхностей не су-
ществует. Можно лишь уменьшить, замед-
лить процесс износа, изготовив конечную
часть мерительного стержня из наиболее
твердого материала — алмаза или сверх-
твердого сплава. Так обычно и поступают,
если необходимо обеспечить длительную и
надежную работу измерительного устрой-
ства.
Но оказалось, можно вовсе устранить
вредное влияние износа мерительной по-
верхности. Машиностроители создали при-
бор, в котором мерительная поверхность
заменена... воздушной струей.
Все измерительные приборы обязатель-
но располагают, пожалуй, самой главной
частью, которая «ощупывает» детали. Ее
иногда и называют «щупом». Таким при-
бором невозможно измерять деталь во вре-
мя работы, например вал во время вра-
щения. Движение детали под щупом будет
в какой-то мере передаваться измеритель-
ному прибору, сотрясать его, результат по-
лучится искаженным.
Особенно это недопустимо, когда изме-
ряется очень малая величина, выраженная
микронами. Самое ничтожное искажение
превысит величину допускаемой неточно-
сти. Вот почему машиностроители создали
своего рода «воздушный микрометр».
Мы уже знаем, что для небольших ма-
шин с очень быстро вращающимися вала-
ми созданы «воздушные» подшипники.
Толщина такого подшипника — воздушной
прослойки — меняется во время работы
вала в пределах между 3 и 15 микронами.
Допустим, что нам надо измерить прослой-
ку, когда она достигла наименьшей вели-
чины — 3 микрон. Возможная ошибка, не-
точность измерения должна быть меньше
одной десятой части этой величины, мень-
ше 0,3 микрона. Вот с какой точностью
должен работать воздушный микрометр
при измерении зазора между валом и под-
шипником.
Еще не так давно, когда хотели изобра-
зить очень малую длину, сравнивали ее
с толщиной человеческого волоса. Теперь
это сравнение потеряло убедительность.
Величина зазора, например, в подшипнике
почти в 20 раз меньше толщины человече-
ского волоса, а величина допускаемой при
измерении неточности — в 200 раз.
Как устроен воздушный микрометр?
Представьте себе стеклянный сосуд в ви-
де усеченного конуса. Сосуд расширяется
кверху. Снизу через систему регулирующих
устройств подводится воздух под опреде-
ленным и постоянным давлением. В сосуде
струя воздуха расширяется и теряет давле-
ние — оно тем меньше, чем выше и больше
каждое сечение конического сосуда.
Внутри сосуда может перемещаться сво-
17 Машина
257
его рода воздушный поплавок — он напо-
минает парашют: подведенный воздух «ду-
ет» под его купол и заставляет «плавать»
на каком-то определенном уровне без ка-
сания к стенкам сосуда. Сверху от сосуда
отходит трубка, которая через последую-
щую систему регуляторов подводит воздух
к измерительной головке и сквозь нее до
выходного отверстия — сопла.
Предположим, нам надо проверить раз-
мер изделия в 5 миллиметров; верхний до-
пуск — плюс 5 микрон, а нижний — минус
10 микрон. Из притертых мерительных пли-
ток составляется сначала размер 5,005 мил-
лиметра. Блок плиток подводится под из-
мерительную головку таким образом,
чтобы остался малый зазор определенной
величины (например, в 1 миллиметр).
Теперь подается воздух от компрессора,
и открывается отверстие выходного сопла.
Расход воздуха через сопло и зазор умень-
шает величину давления* воздуха в кониче-
ском сосуде, и поплавок устанавливается
на каком-то другом уровне. Рядом с кони-
ческим сосудом, параллельно его оси, рас-
положена измерительная шкала, и можно
отметить то ее деление, на котором попла-
вок «замер».
После этого набор плиток убирается; со-
ставляется другой, размером в 4,990 мил-
лиметра, и подводится под измерительную
головку. Теперь зазор между срезом сопла
и верхней поверхностью набора плиток
увеличился на 10 микрон. Значит, и ско-
рость истечения воздуха из сопла увели-
чилась, а поэтому еще раз изменится дав-
ление в коническом сосуде, оно умень-
шится. Поплавок опустится еще ниже и
замрет на другом уровне. На шкале отме-
тится соответствующее деление.
Итак, на шкале отмечены пределы до-
пусков измеряемой величины. Осталось
убрать второй набор плиток и вместо него
ввести под измерительную головку прове-
ряемую деталь. Зазор между соплом и ее
верхней поверхностью изменится в какую-
то сторону — уменьшится или увеличит-
ся, — и поплавок немедленно «почувству-
ет» это.
Если он «подскочит» выше верхней от-
метки, деталь «полнее», чем нужно. Ес-
ли «нырнет» поплавок ниже другой отмет-
ки, деталь меньше правильного размера —
она «запорота» и пойдет в брак. Если со-
ответствующее дел ени е и з мер ител ьной
шкалы окажется между двумя ранее отме-
ченными ее штрихами, все в порядке, де-
таль правильно изготовлена.
М а ши построй т ели н ау чи лись сопост ав -
лять величину перемещения поплавка по
шкале с размерами деталей. Такое сопо-
ставление называется «градуировкой» шка-
лы. Благодаря ей шкала микрометра не
только показывает, насколько правильно,
258
по допускам, изготовлена деталь, но и да-
ет прямой размер с удивительной точно-
стью.
В рычажных и рычажно-оптических из-
мерительных приборах ничтожное измене-
ние размера проверяемой детали вызывает
в 50, 100, 200, 500 и даже в 1 000 раз боль-
шее передвижение стрелки указателя по
измерительной шкале. Легко отсчитывают-
ся изменения размеров даже в 0,5 мик-
рона.
Су ществуют р ы ч а жн о - оп ти ч ески е прибо-
ры, в которых перемещение указателя
в 10 тысяч раз больше изменения раз-
мера проверяемой детали. Можно отсчиты-
вать изменение размера с точностью до
0,000025 миллиметра (до 74о доли микрона,
или до 25 миллимикрон).
В воздушном микрометре поплавок пере-
мещается по шкале на расстояние в 10—
12 тысяч раз большее, чем величина изме-
нения зазора между срезом сопла измери-
тельной головки и поверхностью проверяе-
мой детали. Поэтому прибор измеряет с та-
кой же точностью.
Бывают воздушные микрометры, где по-
плавок заменен подкрашенной водой в тон-
кой трубке. Трубка соединена с сосудом,
в котором меняется давление подаваемого
воздуха. Уровень воды в зависимости от
этого давления понижается или повышает-
ся. Рядом с трубкой — градуированная
шкала. Перемещение уровня воды в труб-
ке отмечается делениями шкалы.
Таким микрометром как раз и измеряют
величину тончайшей воздушной прослойки,
которая служит «смазкой» в подшипнике.
Плитки уличаются в неточности
Мы узнали, что именно мерительные
плитки служат машиностроителям как са-
мые надежные «ловцы» микрон. Как обес-
печивается такая высокая надежность?
Мерительные плитки еще больше, чем
калибры, боятся колебаний температуры.
Специальными нагревательными и охлаж-
дающими установками температура поме-
щений, где изготовляются плитки, регули-
руется с отклонением не более чем в 1 гра-
дус от принятой при точных измерениях
температуры в 20 градусов. Но и этого бы-
вает недостаточно для особо точных изме-
рений. Приходится определять температуру
изделий с точностью до 0,01 градуса и пу-
тем расчета вносить поправки в результат.
Даже теплота человеческого тела оказы-
вает заметное влияние на размеры плиток.
Освоение производства плиток высшей
точности — огромное достижение измери-
тельной техники. В нашей стране успешно
решена задача машинного изготовления
плиток.
Они позволяют выполнять измерения
с точностью от долей миллиметра до мик-
рон, поэтому при их изготовлении допус-
каются отклонения, которые выражаются
только десятыми долями микрона или деся-
титысячными долями миллиметра. Но из-
мерительные приборы, могущие улавливать
такие отклонения, в свою очередь, должны
отличаться еще более разительной точно-
стью. Тут уже нужно располагать точно-
стями порядка стотысячных долей милли-
метра.
Мерительные поверхности плиток долж-
ны представлять собой правильные плоско-
сти. Фактическое расстояние между ними
в миллиметрах должно точно равняться
проставленному на плитке числу.
На практике, однако, редко удается удо-
влетворить эти требования. Всегда бывают
отклонения от идеальной точности. И в этом
Воздушный микрометр с окрашенным водяным стол-
биком вместо воздушного поплавка.
17*
259
случае величина допускаемых отклонений
рассчитывается заранее. Производство
плиток налаживается так, чтобы не выхо-
дить за пределы отклонений, величины
которых выражаются десятитысячными до-
лями миллиметра.
100-милли'мегровая плитка может иметь
отклонение от размера в одну и другую
сторону не больше чем на 0,6 микрона. Это
отклонение должно приближаться к длине
волны красного луча света солнечного
спектра. Чем меньше размер плитки, тем
меньше и допускаемое отклонение. В плит-
ках длиной в 70 миллиметров допускается
отклонение не больше 0,45 микрона — при-
мерно на величину длины волны фиолето-
вого луча света. Самое малое отклонение
для наименьших размеров не превышает
0,2 микрона.
Наряду с допусками на неточность раз-
мера существуют еще допуски на отклоне-
ние от параллельности. Эти допуски еще
меньше. Наибольший равен 0,4 микрона,
наименьший — 0,1 микрона.
Исключительная точность — до 0,00001
миллиметра и выше — достигается с по-
мощью приборов, в устройстве которых
также использованы законы оптики,
а именно: законы интерференции световых
волн. Такие приборы называются интерфе-
рометрами.
Идея использования световых лучей для
контроля линейных мер появилась давно.
Преимущества такого «эталона», как све-
товая волна, очевидны. Он не стареет, не
подвержен влиянию температуры и, нако-
нец, может быть легко использован повсю-
ду, где есть соответствующие источники
света.
В 1829 году французский ученый Бабинэ
внес предложение использовать длину вол-
ны какого-нибудь определенного цвета в ка-
честве нового эталона линейных мер. Но
требования, предъявляемые к точности, не
РАЗНЫЕ ЗАМЕТКИ
Клей-невидимка
Известно, что склеивание бу-
маги, дерева и других материа-
лов — работа несложная. Для нее
служит канцелярский, столярный
и всякий другой клей. Существу-
ют даже клеи для более или ме-
нее прочной склейки двух кусков
металла.
Все это видимые, легко ощу-
тимые средства склеивания. Но
ученые-машиностроители нашли
невидимый «клей» для соединения
воедино двух или нескольких из-
мерительных плиток.
Склеивание плиток выполняет-
ся следующим способом. Сблизив
мерительные плоскости плиток,
начинают притирать их друг
к другу. Для этого верхнюю пла-
стинку двигают поступательно по
нижней и одновременно повора-
чивают ее на плоскости скольже-
ния в обе стороны. В результате
такого комбинированного движе-
ния плитки соединяются настоль-
ко крепко, что образуют как бы
одно тело.
Можно и так притереть две
плитки, что они не разъединятся
даже под действием силы в 100
килограммов. Такой притиркой
«склеивают» не только две, но
и несколько плиток. Получается
набор, его размер — сумма раз-
меров притертых плиток.
верочных плит, поверхности кото-
рых смазаны тонким слоем масла
или другой жидкости. Для разъ-
Свойство сверхгладких поверх-
ностей крепко соединяться друг
с другом известно ученым давно.
Уже больше шестидесяти лет на-
зад заметили это свойство у по-
единения таких плит приходи-
лось иной раз сдвигать их одну
по другой, так как отделить
обычным путем оказывалось не-
возможным.
260
НАБОР МЕРИТЕЛЬНЫХ ПЛИТОК
Наиболее распространенный набор состоит из 83 плиток. Они уложены в специальный ящик. Две
противоположные мерительные поверхности каждой плитки отделаны с высокой точностью. На каждой
плитке обозначено расстояние между мерительными плоскостями. Набор состоит из четырех серий.
В первую серию входит 47 плиток, в том числе 45 плиток, имеющих размеры от 1,01 до 1,49 (каждая
последующая плитка больше предыдущей на 0,01 миллиметра; отсутствуют в этой серии только плит-
ки 1,10, 1,20, 1,30 и 1,40, так как они включены в другую серию), и две плитки размерами в 0,5
и 1,005. Вторая серия состоит из 8 плиток размерами от 1,1 до 1Д миллиметра; здесь каждая последующая
плитка больше предыдущей на 0,1 миллиметра (отсутствует плитка 1,5). Третья серия состоит из
восемнадцати плиток размером от 1,0 до 9,5 миллиметра (через 0,5 мм). И, наконец, четвертая
серия — из десяти плиток размером от 10 до 100 миллиметров (через 10 мм). Соединив несколько
имеющихся в наборе плиток, можно в известных пределах получить любой размер с точностью до
5 микрон.
вызывали тогда еще необходимости в таком
эталоне.
Только в конце XIX века, когда бурно
развивающееся машиностроение потребова-
ло высокой точности мерительных инстру-
ментов, предложение Бабинэ было осу-
ществлено.
Физику Майкельсону в результате дли-
тельного и настойчивого т-руда удалось по-
строить интерферометр, с помощью которо-
го он сравнил эталон метра с длиной свето-
вой волны.
В качестве источника света Майкельсон
использовал свет гейслеровой трубки, на-
полненной парами металла кадмия.
Спектр кадмия состоит из четырех резко
выделяющихся цветных линий: красной, зе-
леной, синей и фиолетовой.
Выбор источника света был очень слож-
ной задачей, так как только применение
строго одноцветного луча позволяло на-
деяться на получение четкой интерферен-
ционной картины и на1 правильные резуль-
таты первоначального определения длины
эталона.
Результаты измерений Майкельсона на-
столько поражали своей точностью, что
вызывали сомнение. Длина одного метра
оказалась равной 1 553 163,5 длинам волн
красного цвета кадмия, 1 966 249,7 зеленого
или 2 083 372,1 синего.
Теперь можно было сделать обратное —
выразить в существующих единицах изме-
рения длины «размеры» использованных
волн. Они оказались такими.
Длина волны
красного цвета кадмия —
0,64 384 722 микрона,
зеленого — 0,50 858 240,
синего — 0,47 999 107.
Это исследование Майкельсона было вы-
полнено с огромной тщательностью и сы-
261
Плитки, изготовленные с
высокой степенью точности,
выдерживают своего рода
притирочную самопроверку.
Контрольная плитка дли-
ной хотя бы в 20 милли-
метров «склеивается» по
своим мерительным поверх-
ностям с двумя другими
плитками. В получившую-
ся «скобу» укладывается
с помощью притирки ряд
плиток, длина которых в
сумме также равна 20 мил-
лиметрам. И скоба не рас-
падается. Еще показатель-
нее другая проверка: ско-
бой, составленной из пли-
ток, проверяется размер
«пробки». Легко понять, что сумма даже микроско-
пических погрешностей на поверхностях плиток не
позволила бы осуществить такие проверки.
При изготовлении очень точных изделий встре-
чается необходимость в такой же точной их размет-
ке. Для этого изготовляют специальные «чертилки».
Их опорные поверхности обработаны так же, как и
мерительные поверхности калибров. Разметку про-
изводят на специальной точной плите с помощью
набора из тех же плиток.
грало исключительно важную роль в тех-
нике измерительного дела. Повторное из-
мерение, проведенное семь лет спустя дру-
гими учеными, дало те же самые результаты.
С тех пор, то есть с 1893 года, величина
длины прототипа метра из произвольной
меры, только приблизительно равной
’Аооооооо длины земного меридиана, превра-
тилась в неизменную величину, которую
всегда можно восстановить, зная точное
число длин волн одноцветного луча света,
укладывающееся на длине метра.
В практических измерениях, связанных
с проверкой линейных мер (в том числе и
плиток), не приходится выяснять абсолют-
ное значение длины, выраженное в числе
световых волн.
Обычно бывает важно измерить отклоне-
ния мерительной поверхности плитки от за-
данной параллельности или сравнить раз-
меры двух плиток — изготовленной и эта-
лонной.
Поэтому в промышленных интерферомет-
рах часто пользуются методом сравнения
различных участков поверхности.
В промышленных интерферометрах ис-
пользуется весь спектр определенного ис-
точника света. Это значит, что на изме-
ряемой длине наблюдаются интерференци-
онные полосы от каждого одноцветного
луча, участвующего в спектре данного ис-
точника света. Расстояние между каждой
соседней парой одноцветных полос соот-
ветствует известной нам длине волны дан-
ного одноцветного луча света.
Из мер я е м ые пл итки уста н ав л ив аются
одной мерительной поверхностью на пере-
ставной столик интерферометра таким
образом, чтобы интерференционные полосы
наблюдались на проверяемой поверхности.
Получается ряд строго параллельных и
прямых или криволинейных световых полос
со свойственным каждой полосе особым
цветом.
При проверке плиток на неровность по-
верхности их устанавливают, регулируя
положение столика прибора таким обра-
зом, чтобы кромка испытуемой поверхно-
Набором плиток составляют один из предельных
размеров скобы — верхний или нижний. Если скоба
правильно отрегулирована, то набор плотно войдет
в пространство между мерительными стержнями и
удержится в нем. Если промежуток между губками
скобы недостаточен, набор не пройдет, а если, нао-
борот, промежуток велик, набор не удержится и вы-
падет. С помощью соответствующего набора плиток
и специального держателя можно «составить» для
пробки точную проверочную скобу, а для кольца —
радиусный калибр. Плитками можно также прове-
рить точность микрометра, миниметра, оптического
прибора, воздушного микрометра и контрольных
автоматов.
262
ста воспринимала какой-либо один из лу-
чей, окрашивалась в один цвет, например
в фиолетовый. Тогда все точки поверхно-
сти испытуемой плитки, находящиеся на
этом же уровне (или весьма близкие к не-
му в пределах длины волны фиолетового
луча), будут тоже окрашены в фиолетовый
цвет.
Все приподнятые точки будут последова-
тельно окрашены полосами следующих за
фиолетовым спектральных цветов. Если по-
верхность имеет неровности, то возвышения
и впадины рельефно выделяются вследст-
вие окраски их в разные цвета.
Полосы располагаются по кругу, по точ-
кам поверхности, находящимся на одном
и том же уровне; им соответствуют одина-
ковые длины волн, и эти точки одинаково
удалены от источников света. Поэтому все
они и окрашиваются каким-либо одноцвет-
ным лучом.
При контроле готовых плиток встречает-
ся необходимость установить факт полной
гл а дкости (плоскостности) поверхности
плитки. Для этого достаточно слегка при-
поднять на подставке край плитки, чтобы
испытуемая поверхность освещалась пуч-
ком разных одноцветных лучей под неко-
торым углом. Если поверхность плоска, то
полосы будут прямыми и параллельными
друг к другу, в противном случае полосы
будут в большей или меньшей степени ис-
кривлены. Этим способом контроля улав-
ливаются отклонения, выражаемые долями
микрона.
Пользуясь интерферометром, легко так-
же установить, отклоняются ли меритель-
ные поверхности плитки от взаимной па-
раллельности. Плитка устанавливается на
столик прибора, положение которого ре-
гулируется таким образом, чтобы одна из
испытуемых поверхностей располагалась
в плоскости направления одного из лучей.
После этого плитка поворачивается на
180 градусов вокруг своей вертикальной
оси. Если испытуемая поверхность парал-
лельна нижней, расположенной в плоско-
сти стола, то после поворота окраска ее не
изменится. Если же поверхности непарал-
лельны, то после поворота на испытуемой
поверхности образуется ряд параллельных
полос. Число полос дает возможность опре-
делить в долях микрона величину отклоне-
ния мерительных поверхностей от парал-
лельности.
Для проверки правильности размера
пользуются интерферометром, но уже с по-
мощью образцовой плитки-
«ЛЕСТНИЦА» ТОЧНОСТИ
Важнейшим делом хранения и
соблюдения точности ведают на-
учно-метрологические учрежде-
ния. В них хранятся и образцо-
вые меры длины — эталоны. Они
образуют как бы лестницу точ-
ности, спускающуюся от основ-
ного эталона (копии международ-
ного прототипа метра) до тех
измерительных приборов, которые
служат для лабораторных и тех-
’АбСЧ
ЦДЛО
КОПИИ
ТАЛОН
нических измерений вне метроло-
гических учреждений — на пред-
приятиях промышленности. Эти
приборы занимают последние —
нижние — ступени лестницы точ-
ности.
Заводские эталоны для линей-
ных измерений — это измери-
тельные плитки. Именно с их
помощью улавливаются разности
между двумя размерами, выра-
жаемые иной раз несколькими
микронами.
го
'^?ГТТ1ГТГТГГГТ0БРАЗЦ0ВЬ1Е МЕРЫ РАЗРЯДА
ПРИБОРЫ ДЛЯ ЛАБОРАТОРНЫХ ИЗМЕРЕНИИ
Z^WpPbl ДЛЯ ТЕХНИЧЕСКИХ ИЗМЕРЕНИЙ
Р-Р ИБО Р Ы-У К А ЗАТЕДИ
^РДЗЦОВЫЕ МЕРЫЩорд^^
263
Образцовая плитка устанавливается так,
чтобы ее верхняя поверхность лежала
в плоскости направления одного какого-
либо луча, а сравниваемая плитка устанав-
ливается на том же столе рядом. Если
размер ее правилен, то верхняя поверх-
ность будет находиться в той же плоскости
и окрашиваться тем же лучом. Если же
размер проверяемой плитки больше, чем
размер образцовой, то верхняя поверхность
окажется окрашенной в другой цвет. По
числу полос на боковой поверхности плит-
ки определяют величину разности разме-
ров. Если бы испытуемая плитка оказалась
меньше образцовой, то в этом случае вели-
чину разности размеров можно было бы
определить по числу полос на боковой по-
верхности образцовой плитки.
Создание интерферометра явилось еще
одной ступенью на пути к завоеванию точ-
ности, так как дало возможность измерять
длину, выражаемую в миллимикронах,
в миллионных долях миллиметра.
В последнее время в нашей стране всту-
пают в строй не только отдельные совер-
шенные автоматические машины, но и це-
лые автоматические линии, цехи и даже за-
воды. Они должны быстро включаться
в процесс производства материальных цен-
ностей.
Для ученых и инженеров-специалистов
в области измерительной техники это озна-
чает необходимость конструирования все
более удивительных автоматических конт-
рольных устройств. И такие устройства вы-
пускаются. В них используются разнооб-
разные явления физики, богатейшие воз-
можности электротехники.
Создание замечательных контрольно-из-
мерительных автоматов уже позволило со-
ветским станкостроителям успешно решить
многие задачи автоматизации производства.
ЧТО ЧИТАТЬ?
О принципах устройства и работе машин, об истории машиностроения, о путях соз-
дания машины можно прочесть в книгах (знаком * отмечены более сложные
из них):
Б а л е з и н С. А., Коррозия металлов и борьба с ней. М. Изд-во «Знание», 1953,
32 стр.
Богданов Ю. М., Наука о прочности. М. Гостехиздат, 1955, 56 стр. (Научно-попу-
лярная библиотека.)
Болдырев С., Книга о металле. Изд-во «Молодая гвардия», 1956, 350 стр. (Основы
металлургического производства, обработка металла давлением.)
Болховитинов В., Буянов А., Захарченко В., Остроумов Г., Рассказы
из истории русской науки и техники. Изд-во «Молодая гвардия», 1957, 592 стр.
Вебер Ю., Разгаданный секрет. М. Детгиз, 1957, 160 стр. (Производство точных
измерительных плиток.)
Гумилевский Л., Русские инженеры. Изд-во «Молодая гвардия», 1953, 440 стр.
Гур вич А., Путешествие по станку. «Юный техник», 1956, № 2, стр. 38—42. (О то-
карно-копировальном станке.)
Дащенко А., Станки из крупных блоков. «Знание — сила», 1956, № 1, стр. 18—20.
(Агрегатные станки.)
* Дерягин Б. В., Что такое трение. Очерки о природе трения. М. Изд-во АН СССР,
1952, 244 стр. (Научно-популярная серия.)
* Добровольский В. А., Эрлих Л. Б., Основные принципы конструирования со-
временных машин. Киев—Москва. Машгиз, 1956, 110 стр.
* Добронравов Н. И., Беседа о колесе. М.—Л. Изд-во АН СССР, 1951, 52 стр.
(Колесо как средство преобразования и передачи вращательного движения.)
* Дьячков А. К-, Трение, износ и смазка в машинах. М. Изд-во АН СССР, 1958,
158 стр.
Жигалин В., Сверхмощные машины. «Наука и жизнь», 1956, № 6, стр. 5—9. (Новые
высокопроизводительные станки и прессы.)
* 3 а х а р о в Б. П., Металлы в машиностроении. М.—Свердловск. Машгиз, 1952,
60 стр.
Каплунов Б., Возможности токарного станка. «Юный техник», 1958, № 3,
стр. 60—61.
Ковалев Ю., Станок-уникум. «Техника — молодежи», 1955, № 10, стр. 19—21.
(Станок для обработки деталей длиной до 10 метров.)
Кувшинский В., Фрезерные станки. М. — Свердловск. Машгиз, 1956, 64 стр.
264
Левшунов Б., Волхонский С., Подарок конструкторов токарям. «Техника—
молодежи», 1956, № 7, стр. 18—21. (Токарно-винторезный станок «1К-62».)
Лисовский Л., Соломонович А., Силы трения. М. Госкультпросветиздат,
1948, 72 стр.
Лоскутов В., Зуборезные станки. М. — Свердловск. Машгиз, 1956, 76 стр.
Маликов Ф., Сверлильные станки. М. — Свердловск. Машгиз, 1956, 48 стр.
Мар Е., О простом железе. М. Детгиз, 1955, 72 стр. (Получение чугуна и стали, про-
катка металла, борьба с коррозией.)
Меньшаков В. М., Строгальные станки. М. — Свердловск. Машгиз, 1956, 56 стр.
Осипов А., Станок-гигант. «Наука и жизнь», 1955, № 7, стр. 53. (Карусельный
станок «КУ-18» для обработки деталей электрогенераторов.)
Пер ля 3., О станках и калибрах. М. Трудрезервиздат, 1952, 184 стр.
Пер л я 3., Человек режет металл. Рассказы о станках. М. Детгиз, 1958, 350 стр.
Писаренко Г. С., Вайнберг Д. В., Механические колебания. Киев. Гостехиздат
УССР, 1953, 140 стр. (Вредное действие колебаний в машинах и использование
колебательных движений в технике.)
Пло некий А. Ф., Измерения и меры. М. Гостехиздат, 1956, 64 стр.
* Прокопович А. Е., Успехи отечественного станкостроения. М. Изд-во «Знание»,
1954, 64 стр.
Родионов Е. П., Токарные станки. М. Трудрезервиздат, 1956, 104 стр. (Новая
техника и передовые методы труда.)
Сальников Г. П., Как устроен и работает токарный станок. Киев. Гостехиздат
УССР, 1955, 56 стр.
Сандомирский VI. У ниве реальный станок. «Наука и жизнь», 1956, № 6, стр. 49.
(Токарно-винторезный станок «1К-62».}
Сандомирский И., Две странички альбома. «Юный техник», 1957, № 9,
стр. 52—55. (Как изменились станки, которые выпускаются на заводе «Красный
пролетарий», за 45 лет.)
Славин О., Свойства металлов. М. Гостехиздат, 1954, 64 стр.
Смирнягина А., Контрасты в станочной семье. «Знание — сила», 1956, № 11,
стр. 7—10. (Полуавтоматические станки.)
Степанов Ю., Не разбирая машины. «Юный техник», 1957, № 8, стр. 47—48.
(Как познакомиться с устройством станка по его паспорту и разобраться в кине-
матической схеме.)'
Степанов Ю., Не видя станка. «Юный техник», 1958, № 2, стр. 24—27. (Знаком-
ство с системой нумерации станков.)
Толстов М., Токарные станки. М. — Свердловск. Машгиз, 1956, стр. 7—10.
Ящерицын П., Шлифовальные станки. М. — Свердловск. 1956, 60 стр.
НИШ
III!!!
IF
АШИНА
РАБОТАЕТ
Машиностроительный завод
Завод получает задание. Сердце завода.
Машина работает
Ворота стального ручья. Машина-геркулес. Угольные ком-
байны. Турбина в скважине. Машина-землекоп. Машина
в поле.
Машины-автоматы
Что такое автоматическая машина. Когда нужны автоматы.
Когда нужны телемеханические устройства. «Органы чувств»
машин. «Нервы» и «мускулы» телемеханизмов. От автоматиче-
ских устройств — к комплексной автоматизации. Станки-авто-
маты. Автоматическая линия. Автоматический цех. Автомати-
ческий завод.
М ашины-инженеры
Немного из истории и классификация. Электронный счет.
Сумматоры. Хранилище чисел. В машину и из машины. Как
управляют машиной. Электронные модели. Машины управ-
ляют машинами.
268
Завод получает задание
По-разному организовывается конструи-
рование новых машин. Бывает, машину со-
здают люди, занятые серийным производ-
ством. Производственные цехи, выпускаю-
щие сотни или тысячи деталей, получают
заказ изготовить несколько деталей новой
машины.
Бывает, изготовление новой машины
поручают специальному цеху. Иногда его
называют опытным, иногда эксперимен-
тальным, иногда цехом малых серий. Но
не в названии дело. Важно, что при этом
основные производственные цехи не за-
гружаются дополнительными заказами.
Бывает, новые образцы машин создает
самостоятельный опытный завод. Его про-
дукция — отдельные машины, проверен-
ные, испытанные, доработанные — такие,
какие можно спокойно передавать в мас-
совое производство.
Опытный завод изготовил комплект ра-
бочих чертежей новой машины. Серийный
завод получил задание на ее производст-
во и одновременно комплект рабочих чер-
тежей.
Какой путь должны пройти задание, чер-
тежи, чтобы в назначенный срок с конвейе-
ра начали сходить готовые машины?
Первым включается в работу плановый
отдел. Иначе и не может быть в плановом
269
Вместе с заданием завод получает от конструкторов
комплект рабочих чертежей.
государстве. Ведь все основные показате-
ли работы завода планируются. Количе-
ство рабочих на заводе, оборотные сред-
ства, число единиц оборудования — все
это элементы людских, финансовых, мате-
риальных балансов страны, все эти по-
требности завода должны быть сопостав-
лены с ресурсами страны. Плановый
отдел составляет график запуска машины
в производство: к такому-то числу долж-
ны закончить работу технологи; тогда-то
должны быть готовы чертежи инструмен-
тов, штампов, приспособлений. Устанав-
ливаются сроки их изготовления инстру-
ментальным цехом, устанавливаются
сроки поступления на склады завода ма-
териалов. Далее намечаются сроки запу-
ска деталей в производство по всем цехам
и сроки начала выпуска новой машины.
На этой стадии работы еще не состав-
ляются детальные планы производствен-
ных цехов. Их планы зависят от техноло-
гического процесса. Когда технологи сде-
лают свою работу, тогда станет известно,
на каком оборудовании будет выполняться
каждая операция, какими инструментами,
с какими приспособлениями, сколько вре-
мени она займет, сколько потребуется для
ее выполнения рабочих, какой квалифика-
ции. Все это основа для составления гра-
фиков равномерного и комплектного вы-
пуска машин в требуемых планом коли-
чествах.
Технологи начинают работать вместе
с конструкторами на той стадии, когда
машина еще на бумаге. Технолог садится
рядом с конструктором и вместе с ним об-
суждает конструкцию:
— Вот эта деталь будет нетехнологич-
ной, — говорит он конструктору, — ее
трудно будет обрабатывать. Надо упро-
стить конфигурацию.
Но если раньше технолог был лишь кон-
Первым включается в работу плановый отдел.
РАЗНЫЕ ЗАМЕТКИ
Несколько цифр
Современный автомобиль со-
стоит примерно из 3 500 различ-
ных деталей. В его изготовлении
участвуют сотни заводов-смежни-
ков разных отраслей промышлен-
ности. Список необходимых в
автомобильном производстве мате-
риалов включает более 2 000 наи-
менований. На крупном автомо-
бильном заводе до 70 цехов —
производственных и непроизвод-
ственных, основных и вспомога-
тельных; он занимает площадь
до 500 гектаров. Производство
автомобилей ведется по поточно-
му методу, с темпом выпуска от
30 секунд до 4 минут. Для изго-
товления грузовика требуется
130—500 нормированных часов,
легковой автомашины — 200—
700 часов.
Для пуска в массовое произ-
водство нового типа автомобиля
должно быть изготовлено 4 000 —
6 000 приспособлений, 10 000 —
17 000 наименований инструмента,
2 000—4 000 листовых штампов,
сотни кузнечных и сотни литей*
ных прессформ, многие километ-
ры рольгангов и конвейеров,
а также большое количество
вспомогательного оборудования—
моечных машин, ванн, испыта-
тельных стендов.
270
сультантом, то теперь он определяет даль-
нейшую судьбу машины. Как быстро удаст-
ся выпустить машину, в каких количе-
ствах, какого она будет качества, сколько
она будет стоить? Ответы на эти вопросы
в большой мере зависят от решения тех-
нологом, казалось бы, нехитрой задачи —
выбора вида обработки.
Совсем не просто это сделать. Вот плос-
кая поверхность. Ее можно получить или
строганием, или фрезерованием, или про-
тягиванием, а можно и шлифованием. Каж-
дый процесс имеет свои преимущества и
свои недостатки. Какой же выбрать?
Но после выбора обработки затрудне-
ния технолога не кончаются, а лишь на-
чинаются. Допустим, надо обработать по-
верху валик. Обработка токарная. Но вы-
полнить ее можно по-разному. Можно
вращать валик, а резец подвести к нему и
перемещать вдоль валика. Можно, наобо-
рот, резец вращать вокруг неподвижного
валика. Можно вращающийся валик пере-
мещать перед неподвижным резцом. Мож-
но, наконец, сделать резец с широким лез-
вием, и тогда не потребуются продольные
перемещения ни валика, ни резца.
При этом все время имеется в виду один
резец. Но ведь обработку можно одновре-
менно вести и двумя и многими резцами.
Количество возможных вариантов обра-
ботки измеряется десятками, и технологу
приходится учитывать млогое: точность
изделия, требуемое качество поверхно-
сти, условия будущей эксплуатации,
а главное — производительность процесса.
Дать как можно больше плоских поверх-
ностей, как можно больше валиков, дета-
лей, узлов, агрегатов и, конечно, с мини-
мальными затратами.
Технологам понадобилось разработать
технологический процесс изготовления ко-
лец шарикоподшипников. Колец надо вы-
пустить как можно больше. Подшипники
Технологи определяют судьбу машин.
требуются и автомобилю, и самолету, и
трактору, и комбайну, и тепловозу, и теп-
лоходу, и многим другим машинам.
Технологи прикинули: выточка кольца
из прутка на токарном станке займет
11,66 минуты, на револьверном — 7,46 ми-
нуты, на одношпиндельном автомате —
1,43 минуты, на четырехшпиндельном ав-
томате — 0,53 минуты.
Для выпуска заданного числа колец то-
карных станков потребовалось бы 44, ре-
вольверных 28, одношпиндельных автома-
тов 5, четырехшпиндельных — 2. На
токарных станках потребовалось бы
44 человека, на револьверных — 28, на
одношпиндельных автоматах — 2, на че-
тырехшпиндельных автоматах — 1. Соот-
ветственно уменьшилась бы потребность
в заводских площадях. Итак, технолог вы-
бирает обработку: выточка кольца из
прутка на четырехшпиндельном автомате.
При этом достигается наибольшая произ-
водительность и минимальные затраты.
Верно?
Вместо ковки — прокатка
Еще не так давно полуоси
для автомобиля «Москвич» изго-
товлялись на автозаводе имени
Лихачева. Заводу малолитраж-
ных автомобилей было не под си-
лу самому отковать эти детали.
На ЗИЛе огромные молоты обру-
шивали на заготовки всю свою
многотонную мощь. Потом концы
полуоси высаживались на гори-
зонтально-ковочной машине. За-
гружалось дорогое оборудование,
изнашивались ценные штампы, за-
трачивались тысячи киловатт-часов
энергии, а в результате поч-
ти четверть металла уходила
в отход.
Теперь в общую автоматиче-
скую линию завода малолит-
ражных автомобилей встроен
стан поперечно-винтовой прокат-
ки. Не слышно оглушительного
уханья молотов, но каждые 3 ми-
нуты из стана выходит полуось,
которую нужно лишь обточить на
концах, средняя же ее часть во-
обще не нуждается в какой-либо
обработке. В два раза повыси-
лась производительность при за-
мене ковки прокаткой. Почти не
стало и отходов. А из сэконом-
ленного за год металла можно
изготовить все стальные детали
для 200 новых «Москвичей».
271
Тоиарный
Револьверный
СТАН
НИ =г
X
Одношпмн- 5 Четырех-
дельный Q- шпиндель-
автомат с ный автомат
Площадей
D= D=i D= □=>
амм®а ® ® ® ® \
flBflQfMfl 0=1 03 04 №
та жав a S Eg S §
cOcOoOcO [3=1 □=> D=J □=»
Зданий
Рабочих
I I
♦ ♦<♦♦♦ ill
I I I I I I I I I I I
I I И I I Hill
I I I I I I I I I I I
I I I I I I Hill
I I I t I I I I I I I
I I ♦
Технологи подсчитали: для выпуска партии колец
шарикоподшипников требуется 44 токарных станка
и 44 станочника, или 28 револьверных станков и
28 станочников, или 5 одношпиндельных автоматов
и 2 станочника, или 2 четырехшпиндельных автома-
та и 1 станочник. Посмотрите, насколько при этом
изменится также потребность в заводских площадях.
Технолог продолжает размышления.
Обязательно ли вытачивать кольцо из
прутка? Конечно, не обязательно. Лучше
взять трубу соответствующего диаметра.
Меньше материала отойдет в стружку,
можно обойтись станком меньшей мощно-
сти. Упростится и удешевится режущий
инструмент.
Но и производительность процесса надо
повышать с учетом вопросов экономики.
Допустим, надо изготовить валики. Немно-
го — 100 штук в год. Конечно, многошпин-
дельный автомат покажет здесь высокую
производительность. Но оправдаются ли
расходы на его приобретение? Если и
имеется в цехе подобный станок, то и тог-
да использование его невыгодно.
Не только автомат, но даже и многорез-
цовый станок для такой работы не под-
ходит.
Технолог решит задачу просто. Заработ-
ная плата рабочего на простом токарном
станке выше, чем на многорезцовом по-
луавтомате. Так называемые переменные
расходы (кроме заработной платы, еще и
стоимость эксплуатации станка и инстру-
мента) на токарном станке составляют
60 копеек, а на многорезцовом — 24 копей-
ки. Разница 36 копеек. Зато стоимость
наладки токарного станка в год состав-
ляет 8 рублей, а многорезцового полу-
автомата — 200 рублей. Разница 192 руб-
ля, или 19 200 копеек.
19200 -ДЛИ ГТ
----~oUU. Поэтому при задании мень-
36
ше 600 валиков в год технолог выбирает
простой токарный станок. При больших
заданиях — многорезцовый полуавтомат.
При еще больших — автомат.
Так работает технолог.
Конечно, работа на многошпиндельном
автомате — это высокопроизводительная и
экономичная работа. Особенно при пра-
вильно выбранной заготовке. Если болт,
например, обрабатывать на токарном стан-
ке, то производительность составит 1 шту-
ку в 4 минуты. А если обработку перене-
сти на многошпиндельный автомат, то
производительность составит 18 штук
в 1 минуту, то есть возрастет в 72 раза.
Но технолог говорит: нельзя ли повысить
производительность, нельзя ли найти что-
либо еще лучше? И находит.
В конце концов, рассуждает он, обра-
ботка резанием, — сколь бы ни была
производительной, — варварский процесс.
18 болтов в минуту как будто бы неплохо.
К тому же продукция выходит точной, чи-
стой. А как тут получается с экономикой?
Готовый болт диаметром 20 миллиметров
и длиной 150 миллиметров весит 360 грам-
мов. А как вы думаете, сколько стружки
снимают при обработке одного болта?
340 граммов. Понятно неудовольствие тех-
нологов. И как бы ни улучшать процесс,
как бы ни повышать производительность,
все равно обработка резанием болтов
из прутка остается варварским процес-
сом. И технологи с ним никогда не прими-
рятся.
Теперь машиностроительный завод рас-
полагает техникой, позволяющей все чаще
и чаще отказываться от обработки реза-
272
кием в пользу обработки кузнечной тех-
никой.
Крупный завод выпускает ежегодно ты-
сячи и тысячи машин. Пусть сто тысяч.
Допустим, в машине 1000 деталей. При
токарной обработке простенького болтика
в стружку отходит 340 граммов металла.
Если 4от каждой детали отходит 340 грам-
мов, то сколько же это составит в год? По
крайней мере 340\1 000\ 100 000=34 000
тонн. Автомобиль «Москвич» весит мень-
ше 1 тонны. Значит, из отходов можно
было бы изготовить более 34 000 автомо-
билей.
Нет, не согласится технолог на токар-
ную обработку, сколь бы ни была она
производительна и высоко автоматизиро-
вана. Кузнецы создали высокопроизводи-
тельные прессы, ковочные машины-авто-
маты, точные штампы. Они научились
работать почти так же точно, как и то-
кари, но гораздо производительнее и эко-
номичнее.
Поэтому технолог при обработке болтов
откажется от токарного автомата — пусть
многошпиндельного. Он обратится к куз-
нечному производству и в технологической
карте напишет: «высадочный автомат».
Это означает 400 штук в минуту, отход
14 граммов с изделия.
К сожалению, еще не всегда можно от-
казаться от обработки резанием. Но все-
гда технолог продумывает все возможные
варианты, прикидывает, просчитывает. Он
знает, что всегда есть лучший метод и его
надо искать.
В тесном контакте с технологами рабо-
тает отдел организации труда. В нем
должны быть люди, не удовлетворенные су-
ществующими на данном предприятии ме-
тодами. Хороший организатор производства
должен быть убежден, что каждый метод
работы может быть заменен лучшим, и за-
дача состоит в том, чтобы этот лучший
Важное подразделение заводоуправления — отдел
снабжения.
метод найти. Мы видели, что именно так
работают наши технологи.
Отдел организации труда располагает
научными данными для организации рабо-
ты. Технологи подсчитали техническую
норму времени на выполнение каждой
операции. Эта норма правильно учитывает
возможности людей и оборудования. Надо
эти возможности полностью использовать.
Тогда нормы будут выполняться и пере-
выполняться.
Техническая норма на изготовление ко-
ленчатого вала автомобиля в кузнечном
цехе Горьковского автомобильного завода
была 50 секунд. На заводе американской
фирмы «Грэндж и Вильямс» на аналогич-
ную операцию затрачивалось 36 секунд.
Передовой кузнец нашего автозавода, пра-
вильно организовавший свою работу, свел
время изготовления вала к 30,8 секунды.
Через некоторое время норма в 30,8 секун-
ды выполнялась всеми кузнецами цеха.
Вот в этом и состоит главная работа отде-
18 Машина
273
Вся страна поставляет автомобильному заводу сырье и детали.
274
ла организации труда. Она требует боль-
шого размаха и внимания к самым, каза-
лось бы, незначительным мелочам.
При изучении процесса сборки колеса
установили, что покрышка лежит слишком
далеко от сборщика, на метр дальше необ-
ходимого. Один лишний шаг за покрыш-
кой, один обратно. Подсчитали: при сбор-
ке узла — два лишних шага; при сборке
машины (5 колес) — 10 шагов; в день
(100 комплектов)—1 километр; в год —
12 бессмысленно потерянных дней. Вот
что такое лишний шаг сборщика.
О том, как складывать детали на рабо-
чем месте сборщика, написано много ста-
тей, книг и диссертаций. И не зря. Оказы-
вается, даже форма ящика, в который кла-
дут мелкие детали у рабочего места сбор-
щика, оказывает влияние на количество
выпускаемых автомобилей. И не малое.
Можно поставить ящик-коробрчку. Что-
бы взять оттуда гайку, ее надо поднять со
дна. А лучше поставить ящик-совок. Гай-
ку можно не поднимать, а стянуть одним
пальцем. Времени при этом будет затраче-
но на 30 процентов меньше. А мы знаем,
что такое потеря времени у сборщика.
Можно поставить совок с горизонталь-
ным дном. Сборщик будет выбирать отту-
да гайки одну за другой. А лучше поста-
вить с наклонным дном. Стянет сборщик
гайку, а на ее место ползет другая. Опять
экономия времени.
Ящики расставляются по обе стороны от
сборщика. Те, что он берет левой рукой,—
слева, те, что правой, — справа. Все на,
своих местах. Сборщику удобно, легко.
Он может работать с закрытыми глазами.
Спокойно, размеренно, экономя каждую
минуту.
Минута в производстве — огромная ве-
личина. За одну минуту электростанции
Советского Союза дают столько энергии,
что ее хватит на месяц работы автомо-
бильного завода. За 1 минуту металлурги
выплавляют металл, которого хватит на
изготовление 5 мощных тракторов, 10 гру-
зовых автомобилей, нескольких мотоцик-
лов, десятков велосипедов. Автомобиле-
строители каждую минуту выпускают ав-
томобиль.
Отдел организации труда ищет решения
инженерных задач на путях научных до-
стижений, на путях полного и разумного
использования техники. Его дело — под-
нять выше производительность труда.
Важный отдел на заводе — отдел снаб-
жения. Снабженцы говорят, что самый
важный. Не дадут, мол, они материалов —
все остановится. Конечно, без материалов
жить нельзя. Но на заводе все отделы
важные. Каждый делает нужное дело.
И каждый человек на заводе — важная
фигура. Например, уборщица. Она так же
необходима на заводе, как и главный ин-
женер.
На машиностроительном заводе должно
быть чисто. И не только потому, что это
приятно для глаза. Высокие параметры со-
временных машин (скорости, давления, тем-
пературы) предъявляют исключительно вы-
сокие требования к качеству поверхности
деталей. Например, если сделать ногтем
царапину на шейке коленчатого вала мощ-
ного авиационного двигателя, вал может
в воздухе разлететься. А если при сборке
попадет в двигатель посторонний, хотя бы
очень маленький предмет — тяжелая авария
неизбежна. Сборочный цех машинострои-
тельного завода должен сиять чистотой.
Лишь тогда выпускаемые машины могут
быть высококачественными. И зависит
это во многом от уборщицы.
Что делают работники отдела снабжения?
Вместе с технологами и плановиками они
18*
275
не хватает,
вдвое боль-
изучают спецификацию деталей и материа-
лов новой машины. Прикидывают, что мож-
но получить в готовом виде от других заво-
дов. Подшипники — с ГПЗ, электрооборудо-
вание—с завода АТЭ, резиновые изделия—
из Ярославля, пластмассы — из Харькова,
ткани — из Иванова, стекло — из Донбас-
са, приборы — из Владимира. Составляет-
ся план кооперирования. Он не ограничит-
ся готовыми изделиями.
Например, новая машина требует много
литья — чугунного и алюминиевого. Мощ-
ностей литейных цехов завода
Чугунного литья требуется
ше, чем может дать чугуно-
литейный цех. Как быть?
Построить новый цех? Нет,
плановики на это не соглас-
ны. Во-первых, надо начи-
нать выпуск новой машины
через 3 месяца, а за это вре-
мя цеха не построишь. Во-
вторых, плановики против
строительства нового цеха.
ДИРЕКТОР
Завод должен развиваться гармонично во
всех своих подразделениях. А если в за-
висимости от особенностей каждой новой
машины строить то один, то другой цех,
то завод станет уродливым, однобоким и
никогда его правильно не загрузишь.
Другое дело — алюминиевое литье. Уве-
личение алюминиевого литья в машинах —
это современная, прогрессивная тенденция.
В новых машинах
больше и больше,
литья должен быть построен.
и это литье придется получать в порядке
кооперирования. И вот работники снабже-
ния изыщут «мощности». Они
договорятся с советом народ-
ного хозяйства. Там дадут
задание специализированно-
му литейному предприятию,
и литье завод будет полу-
чать в должных количествах.
Далее отдел снабжения изу-
чит спецификацию инструмен-
его применяют все
Цех алюминиевого
Но пока
Отдел
капитального
строительства
Г лавная
бухгалтерия
Плановый
отдел
Отдел
охраны
труда
Отдел
технического
контроля
Структура заводоуправления.
276
тов и приспособлений. Отдел хорошо знает,
что можно получить от инструментальных
заводов, что нужно делать самим. Самим
можно сделать много — на большом за-
воде должен быть хороший инструмен-
тальный цех. Если времени на выпуск
новой машины дано мало, пожалуй, снаб-
женцам и плановикам заранее придется
дать заказ инструментальному цеху дру-
гого завода, а может быть, и нескольким
заводам.
Отдел снабжения не только получает ма-
териалы, но. и следит за правильным их
расходованием. Он дает цехам металл
по весу и знает, сколько весят готовые
изделия, выпускаемые заводом. Куда де-
лась разница? Ушла в стружку? Значит,
нужно собрать ее, вывезти из цеха и сдать
на переплавку.
Каждая работа на заводе требует твор-
ческого подхода. Вот финансовый отдел.
Казалось бы, здесь одни сухие цифры. По-
лучил в банке деньги, распределил их по
статьям*, проконтролировал — и все. Но,
оказывается, и от работы финансистов, от
того, насколько хорошо видят они, что
в действительности скрывается за сухими
цифрами, во многом зависит вся работа
завода.
Существует такой термин: «оборотные
средства». Это деньги; запасы материа-
лов; начатые, но не законченные произ-
водством изделия; готовая, но не отправ-
ленная потребителю продукция.
Государство выделяет заводу ежегодно
определенную сумму оборотных средств. Од-
ному заводу, например, 100 миллионов руб-
лей. А продукции он выпускает в год на
400 миллионов рублей. Выходит, 4 раза
в год оборачиваются средства, продолжи-
тельность оборота — 90 дней.
А когда по требованию финансистов со-
кратили большие запасы материалов на
заводских складах, продолжительность
оборота средств вместо 90 дней составила
72 дня. Средства стали оборачиваться пять
раз в год вместо четырех.
Теперь металл не залеживался на скла-
дах, а сразу же шел в цехи — в работу на
станки, чтобы как можно быстрее из него
делались машины. В результате при тех
же 100 миллионах оборотных средств, по-
лученных от государства, завод получил
возможность выпускать продукцию не. на
400, а на 500 миллионов рублей в год.
«Сухие цифры» составляют содержание
Оборотные средства. «Сухие цифры». А используй
их с умом, и можешь намного увеличить выпуск
продукции.
еще одного отдела заводоуправления —
центральной бухгалтерии. Здесь идет
строгий учет каждой израсходованной ко-
пейки. Могут сказать: подумаешь, копей-
ка! Но если на каждой выпущенной заво-
дом детали сберечь только одну копейку,
то годовая экономия составит до полумил-
лиона рублей.
В заводоуправлении есть еще много дру-
гих отделов. Каждый из них примет уча-
стие в освоении новой машины.
Отдел главного механика изучит по-
требность в технологическом и энергети-
ческом оборудовании. В механических
цехах, скажем, обнаруживается нехватка
станков. Попросить новые? Возможно,
придется. Но раньше надо проверить свои
резервы. Можно модернизировать некото-
рые станки, автоматизировать их, сделать
более мощными, более производительными.
Можно улучшить использование многих
станков, для этого их надо отремонтировать.
Механикам найдется дело.
При модернизации станков потребуют-
ся, в частности, другие электродвигатели.
Это забота главного энергетика. А если
технологи введут много новых пневмати-
ческих приспособлений, например пневма-
тические зажимы, действующие быстро и
надежно, то опять энергетикам работа.
Резко повышается расход сжатого возду-
ха, поэтому придется позаботиться о повы-
шении мощности компрессорной станции.
277
Л'
Производственная структура
завода.
278
Литейщики вводят кислородное дутье
в вагранку, чтобы повысить производи-
тельность печей и качество чугуна. А энер-
гетикам надо без промедления для этого
расширить кислородную станцию. Нужны
будут для нее новые мощности, новые ма-
шины.
Отдел технической пропаганды завода
тоже принимает участие в освоении новых
машин. Отдел изыщет и размножит инфор-
мацию о всех новинках отечественных за-
водов, об изготовлении подобных машин
за границей, оборудует в цехах витрины,
устроит выставки, проведет лекции, пока-
жет технические кинофильмы, сделает все,
чтобы помочь рабочим и инженерам быст-
рее и лучше освоить новую продукцию.
Кадрами завода занимаются два отде-
ла: отдел кадров и отдел подготовки кад-
ров. Первый подбирает и расстанавливает
работников, второй занимается повыше-
нием их квалификации. Объем работы ог-
ромный. Ведь на крупном машинострои-
тельном заводе работает по 30, а то и 40
тысяч человек, и почти все они учатся.
Кружки техминимума, школа передового
опыта, курсы наладчиков, курсы мастеров,
вечерняя школа рабочей молодежи, ремес-
ленное училище, техникум, филиал вечер-
него института, группы заочников, аспи-
РАЗНЫЕ ЗАМЕТКИ
Делай, как показывают
Завод получил неожиданный
заказ на новые сложные прибо-
ры. И вот беда — срок испол-
нения очень небольшой. Детали
прибора — механические и элек-
трические — нетрудно изготовить
хорошо и быстро. Но для сборки
приборов нужны рабочие особой
квалификации, а их нет на заво-
де. Есть всего-навсего один спе-
циалист, остальные рабочие —
молодые, еще не успевшие на-
браться опыта. Они нуждаются
в специальной подготовке, в пред-
варительном изучении особенно-
стей прибора. На все это нужно
время и время.
Главный инженер чуть ли не
в сотый раз обдумывал создав-
шееся тяжелое положение. Как
найти из него выход?
И вдруг — идея! Она возник-
ла в тот миг, когда взгляд глав-
ного инженера скользнул по те-
левизору, стоявшему в углу ка-
бинета.
...Прошло немного времени,
и в одном из цехов завода можно
было увидеть длинный , ряд
сидящих друг возле друга
сборщиков. Перед каждым из
них — набор инструментов и де-
талей, необходимые вспомогатель-
ные материалы; немного подаль-
ше — телевизор. На его экране —
такое же рабочее место, как и
перед каждым из сборщиков. Те
же инструменты, те же детали.
Опытный, хорошо знающий свое
дело рабочий быстро и четко вы-
полнял операции, давал необхо-
димые указания. На экране хоро-
шо были видны его руки, их
умелые, правильные движения.
Рабочие повторяли движения сво-
его руководителя. Они учились
и собирали приборы одновре-
менно.
Для того чтобы осуществить
все это, понадобилось лишь при-
везти на завод одну передающую
телевизионную камеру и необхо-
димое количество телевизоров.
Объектив передающей камеры
был направлен на рабочее место,
за которым сидел обучающий.
По специальным кабелям изо-
бражение передавалось на все те-
левизоры. С помощью обычного
микрофона руководитель время от
времени передавал необходимые
дополнительные указания, обра-
щая внимание сборщиков на осо-
бо сложные операции, и преду-
преждал появление ошибок.
Сложный заказ был выполнен
в срок без предварительного обу-
чения рабочих, без брака, без
лишних затрат.
Новый способ быстрой органи-
зации производства и параллель-
ного обучения неопытных рабо-
чих — большая победа.
Еще несколько лет назад для
подготовки к выпуску нового при-
бора заводу давалось много вре-
мени. Можно было набрать не-
обходимое количество рабочих и
не спеша обучить их. Теперь —
иное дело. Существует много об-
ластей техники, где выпускаемые
приборы очень быстро устарева-
ют. Это особенно заметно
в электронике. И потому немед-
ленная наладка выпуска новых
приборов становится необходи-
мостью.
Телевидение замечательно по-
могает решать подобные задачи.
В производственные цехи и ад-
министративные помещения при-
боростроительных, машинострои-
тельных, металлургических и дру-
гих заводов телевидение пришло
как новое средство, ускоряющее
производственный процесс — кон-
струирование, изготовление дета-
лей, сборку.
Дешевые, надежные в работе
порГативные телевизионные уста-
новки используются для наблю-
дения в опасных для жизни че-
ловека местах, там, где слишком
жарко, душно, где воздух отрав-
лен газами или где человеку тес-
но. Эти «передачи», собранные
на телевизионных экранах дис-
петчера, помогают автоматизиро-
вать процессы производства со-
временных машин.
Теперь представьте себе, что
срочно понадобилось проверить
чертеж в каком-нибудь из цехов
большого завода. Можно, конеч-
но, послать в этот цех инженера
из конструкторского бюро. Но
ведь на это уходит много време-
ни. Значительно удобнее прокон-
сультироваться... по телевизион-
ной сети. Достаточно направить
камеру на требуемый чертеж и
воспользоваться телефоном.
Телевизионными камерами во-
оружились и прокатные станы.
С их помощью оператор легко
контролирует качество проката
и регулирует по данным наблюде-
ний давление прокатных валков.
Авиаконструкторы использова-
ли телевидение для контроля за
испытанием моделей в аэродина-
мических трубах.
Можно еще долго перечислять
самые разнообразные способы
использования телевидения в про-
изводственных цехах заводов. Те-
левидение облегчает работу, эко-
номит время, повышает произво-
дительность труда.
279
В цехе металлопокрытий деталям придают блестя-
щий внешний вид.
В термическом цехе металл приобретает заданные
механические качества-
рантские группы — каждый рабочий мо-
жет получить на заводе среднее и высшее
образование, может в совершенстве изу-
чить теорию своего дела, стать высококва-
лифицированным специалистом, наладчи-
ком, мастером, инженером, кандидатом
наук.
Отделы, занимающиеся кадрами, осо-
бенно напряженно работают при освоении
новой машины.
Требуются дополнительно наладчики
автоматов. Можно было бы нанять их. Но
ведь не ходят у нас безработные налад-
чики по улицам. Пожалуй, вернее создать
одну-две дополнительные группы и поду-
чить своих людей.
В центральную лабораторию требуются
специалисты по радиоактивным изотопам.
Их на заводе не подготовишь своими си-
лами. Придется разыскивать, запраши-
вать вузы. И молодежи со средним обра-
зованием надо принять побольше. Она
легко включается в любую работу, быстро
находит себе место в сложнейшем завод-
ском организме.
Из этого «душа» кузов выходит либо черным, либо
голубым, либо вишневым — таким, каким хотят
видеть его потребители.
Сердце завода
Важнейшее звено большинства машино-
строительных заводов, их сердце — это
главный сборочный конвейер. Здесь, на
главном сборочном конвейере, собранные
в установленном порядке детали становятся
машиной. На тех заводах, где нет конвейе-
ров, сборку ведут в механосборочных цехах.
Представьте себе, что вы стоите у глав-
ного сборочного конвейера автомобильно-
го завода. Вы видите, как со всех сторон
сюда поступают детали и узлы, готовые
агрегаты, как ставятся они на место, кре-
пятся, затягиваются, затем в конце линии
в кабину машины садится водитель, вклю-
чает стартер, и неподвижные детали и узлы
мгновенно, от одного прикосновения че-
ловека, становятся действующей машиной,
своим ходом сходящей с конвейера.
Малейший перебой в деятельности глав-
ного конвейера тотчас же болезненно ска-
зывается на жизни завода. Каждый цех
имеет какие-то запасы — и межопераци-
онные и на складе готовой продукции. Эти
запасы создают цеху маневренность, по-
зволяют ему компенсировать возникаю-
щие производственные неполадки.
А если сборка на конвейере останови-
280
лась на несколько минут — значит одна
или несколько машин будут недоданы
стране. Поэтому напряженно следят ра-
ботники завода за ритмичностью работы
конвейера.
Мы увидим дальше, как это происходит.
Перед поступлением на сборку некото-
рые детали хромируются или никелируют-
ся, чтобы они красиво выглядели и не
ржавели. Для этого их направляют в авто-
матизированный цех металлопокрытий.
Детали навешиваются на крючки, опера-
тор нажимает кнопку, детали автоматиче-
ски подводятся к ваннам и погружаются
в них для омеднения. Отсюда их вынима-
ет «автоматическая рука» и погружает на
транспортер. Он подает детали к полиро-
вальным станкам. «Автоматическая рука»
снимает деталь, устанавливает ее на столе,
станок полирует ее, «рука» снова снимает
деталь и ставит на транспортер.
Деталь подводится к ванне, опускается
в нее, купается и тщательно вымытой по-
ступает к группе ванн, где последовательно
никелируется и хромируется. Процесс ме-
таллопокрытия закончен. Но конвейер
пронесет детали еще через нагретую печь
для улучшения качества покрытия (сня-
тие напряжений в слое).
Система транспортеров цеха (всего их
11) тянется на полтора километра. На
всем протяжении к деталям не прикасает-
ся рука человека. Они автоматически дви-
жутся, находят свой путь к станции на-
значения, переходят на обходные пути,
мимо загруженного участка, проскальзы-
вают по цепи, если впереди оказывается
препятствие, и при всех обстоятельствах
в заданном темпе приходят на сборку.
Конвейерные линии протяженностью
свыше 10 километров управляются из еди-
ного центра. Скорости движения всех уча-
стков конвейера синхронизированы и ав-
томатически регулируются. Если на одном
участке почему-либо изменяется скорость
движения, то тотчас же меняется скорость
всех участков. Если на какой-либо опера-
ции происходит задержка (дефект детали,
узла), то собираемое изделие с предыду-
щей операции автоматически переводится
на обводной конвейер, поступает на запас-
ную станцию, где проходит необходимую
операцию, а затем поступает на основную
линию сборки.
Собранные машины проходят испытание
и сдаются на склад готовой продукции.
Конвейер — сердце завода — питается,
словно по кровеносным сосудам, потоком
деталей, узлов и агрегатов, поступающих
от многочисленных производственных
цехов.
На схеме, на следующей странице, по-
казаны не все цехи. В действительности
их значительно больше. Инструменталь-
ный, ремонтно-механический, ремонтно-
строительный, электромеханический, сва-
рочный, термический, транспортный, заго-
товительный — все они или обслуживают
основное производство, или непосредствен-
но участвуют в нем. С техникой большин-
ства этих цехов, с технологическими про-
цессами, осуществляемыми в них, чита-
тель уже познакомился в процессе
изучения машины. Здесь мы расскажем
о взаимодействии цехов, о том, как ими
управляют на заводе.
Работают на заводе десятки цехов, ты-
281
сячи станков, десятки тысяч людей. Выпу-
скают они тысячи деталей, производят
миллионы операций. Как разобраться во
всем этом? Кто может сказать, в каком це-
хе что происходит, что с какой деталью де-
лается?
Есть такие люди на заводе. Их совсем
немного, но у них хорошая техника. Она
позволяет им видеть, как идет производ-
ство любой детали на любом участке за-
вода. Эти люди не только следят за ходом
производства, но ускоряют его; если где-
либо произошло замедление, они сразу же
приходят на помощь. Такие вопросы ре-
шают работники производственно-диспет-
черского отдела завода.
Сердце завода — главный сборочный конвейер.
282
283
На центральном диспетчерском пункте
завода в мягких креслах молча сидят три
человека. В небольшом зале тихо. Разда-
ются лишь легкие щелчки. Работает аппа-
ратура. Ее здесь много. Светящиеся щиты
с цифрами, микрофоны, громкоговорители,
телевизор, телефоны. Вспыхивают и гас-
нут разноцветные лампочки.
На стене — огромный график. По нему
ползут светящиеся жучки — маленькие
макеты выпускаемых машин. Каждый жу-
чок автоматически связан с движущейся
на главном сборочном конвейере машиной.
Сборка идет нормально — нормально пол-
зет и жучок. Случись в цехе малейшая за-
держка — жучок мгновенно замрет на
месте. И сразу увидит диспетчер: конвейер
остановился, нужно срочно принимать ме-
ры. А если не увидит, над графиком тре-
вожно замигает красный шар — прини-
майте меры. Если же диспетчер не заме-
тит световой сигнал, через минуту в дис-
петчерской загудит сирена.
КЪнечно, диспетчер заметит сигнал и
примет соответствующие меры. Но от него
требуется другое.
Диспетчер должен предотвратить оста-
новку конвейера. Происходит это обычно
от неподачи деталей. Небольшие запасы
деталей всегда должны быть на складах.
Диспетчер неотступно следит за этим.
Каждая из тысяч деталей автомобиля
имеет номер. Он повторен на доске против
диспетчера. Рядом с номером — три кро-
шечные лампочки: зеленая, желтая, крас-
ная: Горит зеленая — все в порядке, за-
пас деталей нормален. Запас снизился ни-
же нормы — зажглась желтая: диспетчер,
внимание! Если бы запас исчерпался,
зажглась бы красная лампочка — ава-
рия!
Так следят за каждой из тысяч деталей.
Ведь они одинаково важны. Автомобиль
не может быть выпущен с завода не толь-
ко без двигателя, но и без гаек для креп-
ления номера или без отвертки в инстру-
ментальной сумке. Принимая смену,
дежурный диспетчер прежде всего огля-
дывает доску: не горят ли где желтые
или — еще хуже — красные лампочки.
Но мало следить за состоянием запасов
на складах. Важно всегда знать, как запа-
284
сы пополняются. У диспетчера завода ви-
сит график работы цехов: часовая выра-
ботка каждого цеха. На графике рядом
идут две кривые: план и выполнение. Идут
рядышком: вторая — чуть-чуть выше пер-
вой. Все в порядке. Но если в графике ка-
кого-либо цеха кривая выполнения слег-
ка отстанет, диспетчер сейчас же свяжется
с диспетчером этого цеха и выяснит обста-
новку.
Помещение диспетчера цеха похоже на
заводскую диспетчерскую. Только оно не-
много поменьше. Да графики здесь дру-
гие. Диспетчера завода интересует выра-
ботка цеха в целом. Цеховой диспетчер
следит за выработкой отдельного станка.
На светящемся щите выделена ячейка для
каждого станка: на стекле виден его си-
луэт, обозначен номер и номер обрабаты-
ваемой детали. В каждой ячейке все вре-
мя движутся цифры: 25, 26, 27, 28... — ве*
дется счет готовых деталей. Сведения
сообщает автоматический счетчик, уста-
новленный на станке. Он подсчитывает,
записывает и передает показания.
Спокоен и размерен ход производства. Но
достигается это не просто. Телефон, радио,
автоматика — все достижения передовой
техники используются для слаженной ра-
боты.
У каждого станка есть своя сигнализа-
ция. Диск — такой, как на телефоне, —
установлен на светящемся небольшом щи-
те. На нем надписи: 1—жду материала;
2 — вызываю механика; 3 — вызываю
электрика; 4 — вызываю мастера. Повер-
нет станочник цифру 1 на диске — и тот-
час же у него на щите засветится первый
сигнал. Такой же сигнал засветится на
пульте цехового диспетчера, в конторке
мастера и в цеховом складе. Не придется
станочнику долго ждать материал. Повер-
нет он цифру 2 — и через минуту у его
ставка появится дежурный механик.
В каждой ячейке движутся и движутся цифры —
диспетчер следит за выполнением плана.
Вот остановился электродвигатель у ав-
томатической линии номер 1. Разбираться
в том, что случилось с электродвигателем,
сейчас некогда. Посмотрим потом. А те-
перь нужно побыстрее пустить линию в ра-
боту. Она простаивает уже 4 минуты (при
остановке каждого станка у диспетчера
автоматически включаются часы). Элек-
трики отключают двигатель, снимают его
и ставят новый. Всего несколько минут, и
линия снова работает.
Погасли красные огни. Спокоен диспет-
чер завода. Главному конвейеру ничто не
угрожает.
Движется и движется бесконечная лен-
та сборочного конвейера. Одна за другой
сходят с него готовые машины. Они могут
гордо нести на себе марку советского ма-
шиностроительного завода, завода высокой
производственной культуры.
РАЗНЫЕ ЗАМЕТКИ
Вот кто значит ремонт!
Ремонт машин часто требует
колоссальной затраты времени и
денег. Иногда капитальный ре-
монт обходится дороже, чем по-
стройка новой машины. Чтобы из-
готовить автомашину «ЗИЛ-150»,
нужно затратить 170 человеко-ча-
сов, а чтобы капитально ее отре-
монтировать — 600! На ремонт
расходуется и очень много ме-
талла.
Вечных машин не существу-
ет, и конструктор обязан позабо-
титься об удобстве и сокращении
сроков ремонта машины. Если
она создана из стандартных уз-
лов и деталей, если соблюдается
условие взаимозаменяемости, ре-
монт может быть произведен
очень быстро. Вместо прише'дших
в негодность частей ставят новые,
а поломанные ремонтируют, что-
бы их можно было потом исполь-
зовать. Конструктору приходится
заботиться о том, чтобы узлы и
детали, которые изнашиваются
больше и быстрее других, можно
было легко снять и заменить.
285
Познакомимся с тем, как работают не-
которые представители многообразного
мира машин. Здесь представлены те, о ко-
торых мы еще не говорили в предыдущих
главах<
Ворота стального ручья
Блюминг — это одна из самых крупных
машин. Вместе со вспомогательным обору-
дованием он обычно занимает целый цех
металлургического завода. Блюминг — это
первые ворота, через которые неизбежно
проходит прокат.
...Блюминг работает. Из жерла нагрева-
тельной печи выскакивает пышущий жа-
ром, раскаленный добела многотонный
стальной слиток. Огромный четырехуголь-
ный кусок металла со стороной основания
в 70 сантиметров и длиной до 2,2 метра
весит от четырех до восьми тонн. Понят-
но, почему слиток имеет такие большие
размеры. В мартеновской печи сталевары
сварили 200—250 тонн стали. Затем ее
разлили по изложницам — специальным
формам, в которых она и застыла. Не-
выгодно делать изложницы маленькими —
это очень затормозит процесс отливки,
а значит, снизит общую выплавку стали.
Разбрасывая вокруг снопы искр, сталь-
ной слиток — он так раскален, что калюет-
ся полупрозрачным, — движется по
рольгангам к валкам блюминга. Просвет
между нижним и верхним валком лишь
примерно на 10 сантиметров меньше мак-
симальной толщины слитка.
Вот валки подхватили слиток и с такой
же легкостью, как пальцы ребенка обжи-
мают палочку пластилина, изменяют фор-
му металла, податливого от жара. На дру-
гую сторону валков слиток уже выходит бо-
лее тонким. Его снова подхватывают
рольганги, но не увозят далеко, а останав-
ливаются, едва слиток весь выходит из
валков блюминга. В этот момент верхний
валок — его диаметр у крупных блюмин-
гов равен 1,15 метра! — опускается, про-
свет между валками сужается. А рольган-
ги уже несут слиток назад, в сузивший-
ся просвет. И снова слиток становится
тоньше.
Так происходит несколько раз. Бывает,
и 10 и 15 раз проходит слиток через всё
сужающийся просвет между валками. Спе-
циальные устройства переворачивают его
с боку на бок, чтобы он обжался равно-
мерно со всех сторон. Другие устройства
перемещают его из «ручья» в «ручей» —
так называются выемки в валках блюмин-
га, имеющие разную величину. Третьи
устройства следят, чтобы слиток не пере-
косился, не искривился во время проката.
Наконец последний проход — и сталь-
ной слиток, превратившийся в прямоуголь-
ный или квадратный прокат толщиной от
12 до 45 сантиметров, рольганги увозят от
валков, которые снова расходятся, приго-
товившись обжать новый слиток.
В полусотне метров от рабочей клети —
так называется главная часть блюминга,
где смонтированы обжимные валки, —
гигантские ножницы, усилия которых до-
стигают 2 000 тонн, отрезают от прокатан-
ного, еще не остывшего металла концы
(они идут на переплавку), а сам металл
разрезают на куски нужной величины—так
называемые блумы. Блумы проходят через
холодильник и поступают на склад. Они
еще не являются готовым изделием, которое
в той или иной форме может служить лю-
дям. Нет, но с этими кусками металла,
поднять каждый из которых не под силу
одному человеку, уже справятся обычные
прокатные станы. Они превратят их в рель-
сы, швеллеры, двутавровые балки и другие
изделия, которые непосредственно могут
найти себе применение в народном хозяй-
стве.
Ну, а где же люди, управляющие могу-
чей машиной? Мы не видели их до сих
пор — человек не прикасался к раскален-
ному слитку ни на одном из этапов его пу-
тешествия вдоль стана.
На возвышении перед станом пульт уп-
равления, за которым стоят два человека.
Это, подчиняясь их командам, включаются
и выключаются рольганги, сдвигаются ра-
бочие валки блюминга, обжимающие ме-
286
талл. Люди следят за слитком, отдают
команды, а механизмы их четко выпол-
няют.
Впрочем, в последние годы появились
автоматизированные прокатные станы и
даже блюминги. При работе на таких
станах операторам даже не требуется на-
жимать кнопки или поворачивать рычаги,
чтобы передать ту или иную команду ме-
ханизмам огромной машины. Оператор
заранее «набирает программу» действий
для механизмов машины, так сказать, при-
казывает ей: пропустить слиток сквозь
валки 10 раз в одну сторону и 9 раз в дру-
гую; при каждом проходе уменьшать се-
чение «ручья» на 40 миллиметров и так
далее.
По такой «программе» гигантский стан,
весящий 3 — 4 тысячи тонн, работает сам.
Сам следит за прохождением слитка, сам
включает и выключает рольганги, управ-
ляет могучими моторами. А мощность
главного из них — того самого, что вра-
щает рабочие валки, — достигает 5—7 ты-
сяч лошадиных сил! Вот почему стальной
слиток, попавший в валки, кажется мяг-
ким и податливым, словно он сделан не
из металла, а из пластилина!
РАЗНЫЕ ЗАМЕТКИ
Самый мощный в мире стан
В подарок историческому вне-
очередному XXI съезду Коммуни-
стической партии Советского Сою-
за коллектив Ново-Краматорского
машиностроительного завода по-
строил стан «2 500». Этот пол-
ностью автоматизированный стан
для непрерывной горячей прокат-
ки листа — самый мощный в мире.
Его производительность почти
равна всему выпуску проката
черных металлов в России
1913 года.
287
Это машина-геркулес: пресс для штамповки деталей.
Один ход гигантского пресса — и отштампован трех-
метровый лонжерон большого пассажирского самолета.
О размерах пресса можно судить по силуэту дома Он
изображен на рисунке справа специально для сравне-
ния. Пресс развивает громадное рабочее усилие—более
чем в сорок пять тысяч тонн.
288
Машина-геркулес
Перед нами деталь реактивного сверх-
звукового самолета — лонжерон крыла. Ее
размеры: длина — 3 200 миллиметров, ши-
рина— 460 миллиметров, а толщина —
всего 4,8 миллиметра. Конфигурация ее
поверхности сложная. В то же время при
изготовлении требуется очень высокая
степень точности. Кроме того, деталь
должна быть очень легкой — ее делают из
алюминиевого сплава.
Еще не так давно лонжерон изготавлива-
ли из 68 отдельных частей, которые потом
собирались воедино с помощью 800 закле-
пок. Для одного самолета нужны четыре
лонжерона, значит всего — 272 части,
3 200 заклепок. Нетрудно представить себе
трудоемкость, длительность и дороговизну
работы. Самолеты — крупносерийная про-
дукция, их выпускают большими партиями.
Ускорить, удешевить производство — важ-
ная задача.
Лонжерон, показанный на рисунке, еде*
лан из одного куска металла, в нем нет за-
клепок. При его окончательном изготовле-
нии на металлорежущих станках снято
очень мало стружки — настолько точно бы-
ла сделана поковка. В результате удалось
сэкономить на каждом изделии 11,25 кило-
грамма металла — 45 килограммов на один
самолет.
Каким же способом достигнут такой ре-
зультат?
Перед нами гидравлический (с жидкост-
ными «мышцами») штамповочный пресс.
Это машина-геркулес. Ее общая высота
26,5 метра — высота девятиэтажного дома.
Целых четыре этажа находятся под полом
цеха. Но самое поражающее в прессе —
это его сила. Движущая часть машины ве-
сом в 1 820 тонн развивает рабочее усилие
в 45 500 тонн.
Именно такое усилие одним движением
превращает уложенную на штамп толстую
листовую заготовку в почти готовый лон-
жерон.
Существует довольно много и других
крупных деталей самолетов, которые штам-
пуются под ползуном такого пресса-геркуле-
са. И, конечно, возможно изготовление та-
ким же способом крупных и сравнительно
тонких деталей других машин. Особенно,
если придать прессу-гиганту еще больше
силы.
В США работают два пресса с усилием
Владимир Григорьевич Шухов (1853—1939) — про-
славленный инженер и ученый, с 1929 года — по-
четный академик. Шухов — автор талантливых ин-
женерных решений важнейших проблем в технике
нефтяной промышленности, теплотехнике и в строи-
тельном деле. Особенно широко известны созданные
им конструкции водотрубного парового котла и
ажурной башни стосорокавосьмиметровой высоты,
сочетающей высокую прочность с легкостью и про-
стотой сооружения.
в 45 500 тонн. Построен пресс с усилием
в 68 000 тонн и несколько больше. В на-
шей стране уже изготовлен, монтируется
на одном из заводов и скоро войдет
в строй пресс громадной силы — в
70 000 тонн. Его высота 37 метров —
с двенадцатиэтажный дом. Вес всей ма-
шины— 24 000 тонн (груз 16 тяжелых же-
лезнодорожных составов). В ее устройстве
4 опорные колонны, каждая из них длиной
в 30 метров.
Для доставки колонн к месту установки
пришлось спроектировать и построить спе-
циальные платформы-транспортеры. А для
монтажа гигантской машины понадобилось
около двух тысяч тонн специальных при-
способлений. Много труднейших научных,
инженерных и производственных задач ус-
пешно решили советские конструкторы,
технологи, монтажники, когда проектиро-
вали и строили уникальную машину.
19 Машина
289
Угольные комбайны
До Великой Октябрьской социалистиче-
ской революции шахтеров называли угле-
копами. Труд их был тяжелым, каторжным.
В сыром забое промокший до костей угле-
коп, лежа в неудобной позе на спине или на
боку, долбил обушком неподатливую тол-
щу угля. Отскакивавшие из-под ударов кир-
ки осколки камня царапали ему лицо,
грудь, руки. Тонкая угольная пыль, смочен-
ная соленым потом, проникая в кожу, разъ-
едала царапины.
«Нарубав» уголек, шахтер наваливал
его лопатой в санки, затем впрягался в них
и на четвереньках вывозил из забоя. Ста-
рая кляча, ослепшая от долгой жизни
в подземной темноте, тащила вагонетки по
штрекам к стволу шахты.
Шахта сегодняшнего дня, освещенная
лампами дневного света, с бетонированны-
ми штреками, гигантскими воздуходувками
и насосами, электровозами, стремительно
ведущими целые составы вагонеток, лен-
точными и скребковыми транспортерами и
угольными комбайнами, ни в малейшей сте-
пени не напоминает сырую темную яму,
в которой добывали уголь шахтеры дорево-
люционной России.
Присмотримся поближе к одной из уди-
вительных подземных машин, преобразив-
ших труд шахтера. Эта машина впервые
создана в нашей стране и теперь выпускает-
ся серийно. Вот она стоит в забое, у черной
стены нетронутого пласта угля, готовая
к работе. А рядом с ней вдоль забоя про-
тянулся желоб скребкового транспортера.
Эта машина, полюбившаяся шахтерам, на-
зывается угольный комбайн «Донбасс».
Сейчас уже существует несколько моделей
этого комбайна.
Машинист комбайна включил ток, и ма-
шина, весящая 6,5 тонны, двинулась
вдоль стены угля. Но, оказывается, боль-
шая часть машины движется внутри
угольного пласта, разрушая его. Металли-
ческая цепь, снабженная острыми «зубка-
ми»,— своеобразная ленточная пила, кото-
рую вместе с поддерживающим ее устрой-
ством называют здесь кольцевым баром,—
вырезает из «целика» пачку угля, целый
угольный столб. Его надо разрушить, раз-
бить на более мелкие куски. Это делает
режуще-отбивная штанга, расположенная
несколько позади кольцевого бара и также
движущаяся в угольном пласте.
На штанге — толстой металлической
оси — насажено несколько дисков, также
снабженных зубками для дробления угля.
Такие же зубки приварены и к самой штан-
ге. Во время работы комбайна штанга вме-
сте с дисками вращается и разрезает, дро-
бит отделенную баром пачку угля на куски
сравнительно небольшой величины.
Отделенный от целика и раздробленный
на куски уголь подхватывают лопатки
черный поток и несет на ленточный транспортер.
290
Горный комбайн Гуменника идет в пласте. Исполни-
тельный орган отбивает породу. Потоки воды под-
хватывают ее и уносят из забоя. Этот комбайн —
непревзойденный чемпион по. скорости движения под
землей. 1) Исполнительный орган; 2) бермовые фре-
зы; 3) редуктор; 4) двигатель; 5) распорная верх-
няя гусеница; 6) нижняя гусеница; 7) двигатель гу-
сениц; 8) пульт управления; 9) главный вал;
10) зубчатая передача; 11) штанги; 12, 13, 14) кле-
ваки и зубья; слева на схеме — траектория движе-
ния одного зубка; 15) путь движения угля.
кольцевого грузчика и сбрасывают на кон-
вейер. Вдоль забоя течет сверкающая чер-
ная река только что добытого угля. Не ме-
нее 90—95 процентов добытого угля ком-
байн сам грузит на транспортер;
Кажется, не быстро движется вдоль за-
боя угольный комбайн, наматывая на ба-
рабан стальной канат. За минуту он прохо-
дит примерно от четверти метра до мет-
ра — в зависимости от крепости угля. Но
за ним остается полоса вынутого угля тол-
19*
291
щиной до двух метров. А это означает до-
бычу 2—3 тонны угля в минуту. Столько же
добывал дореволюционный шахтер, воору-
женный кайлом и обушком, за целый день
каторжного труда.
Правда, пройдя вдоль всего забоя, уголь-
ный комбайн должен остановиться. Обрат-
ный путь он проходит не работая. Затем
его снова устанавливают в рабочее поло-
жение, переносят к нему скребковый транс-
портер, крепят свод выработки — и это
все занимает довольно много времени. По-
этому сменную производительность ком-
байна нельзя получить, просто перемножив
цифру его минутной производительности на
число минут. Но и с учетом всех потерь
времени, когда комбайн не работает, про-
изводительность труда рабочего при рабо-
те с комбайном достигает 8—10 тонн в сме-
ну. А за месяц комбайн «Донбасс», работая
в пласте мощностью около метра, дает
20 тысяч тонн угля.
Угольный комбайн «Донбасс» по' праву
называется «комбинированной» машиной,
в которой соединено несколько машин, вы-
полняющих одновременно отдельные, по-
следовательно идущие операции. Ведь он,
во-первых, отделяет пачку угля от цели-
ка, во-вторых, дробит ее на мелкие куски,
в-третьих, грузит на транспортер.
Уже много комбайнов «Донбасс» работа-
ет в нашей стране. Они предназначены
в основном для работы в полого падаю-
щих — слегка наклонных к линии гори-
зонта — пластах толщиной от 0,8 до
1,4 метра. Но ведь в наших угольных бас-
сейнах встречаются пласты угля и меньшей
и большей толщины, и наклонные под
углом в 45 градусов, и вставшие почти вер-
тикально, как стенка.
«Донбасс» — только один из многих
представителей славного семейства уголь-
ных комбайнов. У нас есть угольные ком-
байны, приспособленные для работы в са-
мых различных условиях. И семья их
пополняется все новыми и новыми образ-
цами.
Турбина в скважине
Ученые утверждают, что необходимость
в труде человека в шахтах и рудниках ра-
но или поздно отпадет. Люди научатся до-
бывать сокровища земных недр и не спус-
каясь под землю. Для того чтобы исполь-
зовать каменный уголь, будут поджигать
его пласт под землей и из получаемого га-
за добывать все необходимые химические
вещества, содержащиеся в угле. А на элек-
тростанциях подземной газификации газ
будут сжигать в газовых турбинах. И ни
шахт, ни шахтеров, ни угольных комбай-
нов не понадобится. Бывшие шахтеры смо-
гут заниматься другим, более легким и
интересным трудом.
Считают, что смогут добывать, не спус-
каясь под землю, многие полезные ископае-
мые. Ведь уже и в наше время есть места,
где подземную каменную соль... выкачива-
ют насосами. Для этого сначала в пласт
соли подают по скважинам воду, а затем
по другим скважинам откачивают ее креп-
кий рассол. Так же, накачивая в пласты
руд различные кислоты и щелочи, раство-
ряющие те или иные металлы, предпола-
гают ученые добывать и многие полезные
ископаемые.
Но во всех случаях надо будет уметь
пробурить хотя бы тонкую скважину. А это
дело не простое.
Ведь такая скважина в целом ряде слу-
чаев должна иметь чрезвычайно большую
-глубину. Уже сегодня существуют нефтяные
скважины глубиной почти в шесть километ-
ров. Понадобится бурить скважины и еще
глубже.
Широкое распространение в свое время
получил роторный способ бурения сква-
жины, при котором мощный двигатель,
установленный на поверхности земли, вра-
щает длинную колонну труб с находящимся
на самом ее конце долотом. Но представьте
себе .трубу длиной в 3—4 километра, ле-
жащую на поверхности земли. Ее повернуть
отнюдь не просто. А насколько труднее
РАЗНЫЕ ЗАМЕТКИ
Механические гиганты
Завод тяжелого машинострое-
ния имени Э. Тельмана в Магде-
бурге (ГДР) строит самые круп-
292
ные в мире камнедробилки для
горнорудной промышленности. Се-
рийно выпускаемая машина, по-
лучившая название «Большая
дробилка», может загружаться
глыбами до одного кубометра, то
есть весом в несколько тысяч ки-
лограммов. Через несколько ми-
нут такая глыба превращается
в камни величиной с кирпич.
Глинистый
раствор
Резина
Статор
Ротор
Вал
Фрезы
Кольцо
Подпят-
пяты
ник
Резина
Корпус
Гайка
вала
- Вал
Резина
пяты
Статор
Ротор
Вал
Резина
пяты
Вал
Ниппель
Г оловка
Диск пяты
Турбобур. Глинистый раствор, проходя под давле-
нием сквозь лопасти гидравлической турбины, вра-
щает ее ротор и соединенную с ним фрезу. Размель-
ченную породу глинистый раствор уносит из сква-
жины.
вращать такую нитку труб, висящую в тес-
ной скважине. И оказывается, что на тре-
ние труб о стенки скважины нередко уходит
две трети энергии двигателя, бурящего
скважину.
И вот инженеры решили остановить нит-
ку труб, на которых держится долото, опу-
стить двигатель с поверхности земли к са-
мому дну скважины, к забою, и вращать
только самую нижнюю часть, которая бу-
рит породу.
Но какой же двигатель сможет надежно
работать в узкой скважине шириной всего
в 20—35 сантиметров, испытывая все время
толчки и удары, неизбежные при бурении
твердой породы? К тому же двигатель омы-
293
вается все время глинистым раствором, ко-
торый накачивают, чтобы укреплять стен-
ки скважины.
На этот вопрос ответил советский ученый
член-корреспондент Академии наук СССР
М. Капелюшников. Таким двигателем долж-
на быть гидравлическая турбина.
Турбобур — гидравлическая турбина, сое-
диненная с долотом и способная соперни-
чать с обычным роторным бурением, —
родился не сразу. От идеи до ее оконча-
тельного воплощения прошло несколько
десятков лет. И сегодня уже можно ска-
зать: турбинное бурение существует,
преобладает при буровых работах. Свы-
ше 80 процентов скважин проходят у нас
сейчас турбинным бурением.
Как устроен турбобур?
Снаружи турбобур — длинная, в не-
сколько метров длиной, труба, с одного
конца которой находится, собственно, до-
лото— инструмент, который, вращаясь, раз-
рушает, пробуривает породу. Внутри трубы
турбобура установлена многоступенчатая
гидравлическая турбина. Число ступе-
ней в ней — число колец с лопатками —
достигает нескольких десятков, а иногда и
сотен. Проходя сквозь лопатки, жидкость
и вращает ротор турбины.
В первых образцах турбобуров, имев-
ших всего двух-трехступенчатую турбину,
жидкость должна была протекать с боль-
шой скоростью, благодаря чему лопатки
быстро разрушались. Ведь протекала
сквозь них не чистая вода, а глинистый ра-
створ, и находящиеся в нем твердые части-
цы царапали и разрушали металл лопаток.
ФИЗИКА В МАШИНЕ
Как работает глинистый
раствор
Вращение вала в многосту-
пенчатом турбобуре происходит
потому, что проходящий сквозь
эту машину глинистый раствор
действует одновременно на все
100 ступеней турбины.
Действие глинистого раство-
ра на лопатки турбин двоякое:
активное, когда водяная струя
толкает лопатки вперед, и ре-
активное действие струи, стекаю-
щей с лопатки вниз.
Чтобы полнее использовать
всю кинетическую энергию жид-
кости и увеличить активное и
реактивное действия струй, ло-
паткам ротора придают специаль-
ную изогнутую форму.
На рисунке видно, что F — это
та сила, которая и поворачивает
вал турбины.
Но глинистый раствор не толь-
ко вращает ротор подземной
турбины, он выполняет еще и
«очистительные» функции.
Парашютист весом в 70 кило-
граммов, выпрыгнувший с само-
лета и пролетевший 700 метров,
не раскрывая парашюта, приоб-
ретет постоянную скорость па-
дения около 60 метров в секун-
ду. В этом случае сила сопро-
тивления воздуха (сила трения)
уравновесит вес парашютиста, и
он будет падать равномерно,
с постоянной скоростью.
Раскрыв парашют, он сразу
уменьшит скорость падения до
6 метров в секунду. Эта ско-
рость также будет постоянной,
потому что сильно возросшее со-
противление воздуха уравнове-
сит тяжесть парашютиста при
скорости в 6 метров в секунду.
Теперь представим себе, что
воздух, окружающий парашюти-
ста, стал подниматься, двигаться
вверх со скоростью 6 метров
в секунду! Что произойдет с па-
рашютистом?
Да он просто остановится и
будет висеть в воздухе.
А если бы воздух стал подни-
маться со скоростью 7 метров
в секунду, парашютист «пополз»
бы тоже вверх, стал бы тоже
подниматься.
Такое же явление имеет ме-
сто и при бурении скважин. Во
время бурения на забое скопляет-
ся разбуренная горная порода.
Она убирается тем же глинис-
тым раствором, который, прохо-
дя через турбобур, вращает
ротор турбины и долото. Этот
раствор захватывает на забое
частицы породы и уносит их по
294
Теперь в многоступенчатых турбобурах
скорость протекания воды значительно
меньше и лопатки могут служить даже
в течение нескольких сотен часов непрерыв-
ной работы.
К ротору многоступенчатой турбины без
всякого редуктора приделано долото. Ро-
тор турбины, а значит и долото вращаются
со скоростью 700—800 оборотов в минуту.
Это примерно в 10 раз больше, чем ско-
рость вращения при обычном бурении.
Соответственно больше у турбобура и
скорость бурения. Однажды было устроено
сравнительное испытание скорости проход-
ки скважины при турбинном и роторном
бурении. Буровые вышки были установле-
ны рядом, условия проходки были одина-
ковыми. И оказалось, что турбобур углу-
бился за минуту на целый метр, а ротор
за 22 минуты продвинулся лишь на 20 сан-
тиметров.
Сравнивая эти цифры, вы уже не будете
удивляться, почему при турбинном бурении
в самых твердых породах нашим нефтяни-
кам удается за 20—30 дней проходить сква-
жины, которые при других способах буре-
ния проходят за 7—8 месяцев.
Машина-землекоп
При строительстве жилого дома или за-
водского цеха, плотины гидростанции или
насыпи железной дороги, линии высоко-
вольтной передачи или оросительного кана-
ла всегда приходится копать землю, или,
как говорят инженеры, «проводить земле-
ройные работы».
Труд землекопа издавна считался одним
из самых тяжелых. Великий русский поэт
Некрасов так описал землекопа в стихотво-
рении «Железная дорога»:
Губы бескровные, веки упавшие,
Язвы на тощих руках,
Вечно в воде по колено стоявшие
Ноги опухли; колтун в волосах;
Ямою грудь, что на заступ старательно
Изо дня в день налегала весь век...
Орудиями землекопа были лопата, кир-
ка, тачка. Напрягая всю свою физическую
силу, нажимая на заступ ногой, «налегая
грудью», он набирал полную лопату земли,
а потом броском выкидывал ее в сторону.
Киркой он разбивал камни, дробил креп-
кую породу.
Самый сильный землекоп, мог перебро-
сить вынутую землю не дальше чем на
3—4 метра. В случае, если землю надо бы-
ло переместить на большее расстояние, при-
менялась тачка.
Невысокой была производительность
труда землекопа, вооруженного примитив-
ными орудиями. Если грунт попадался
мягкий, песчаный или суглинистый, за две-
кольцевому зазору между стен-
ками скважины и бурильными
трубами наверх.
Скорость выноса частиц по-
роды зависит не только от ско-
рости поднимающегося потока
глинистого раствора, но и от его
вязкости.
Вязкость жидкости, или ее
внутреннее трение, объясняется
переносом молекулами количест-
ва движения из одного движу-
щегося слоя жидкости в другой.
Представим себе частицу по-
роды, покоящуюся в поднимаю-
щемся вверх глинистом растворе.
В этом случае твердое тело об-
текается потоком раствора. Рас-
смотрим два соседних слоя
жидкости Si и Зг, двигающихся
соответственно со скоростями Vi
и Уг. Скорость V2 больше скоро-
сти Vi, так как слой Si ближе
к покоящемуся твердому телу, к
которому «прилипли» ближайшие
молекулы жидкости, а это тормо-
зит движение молекул соседних
слоев. Мы знаем, что любая жид-
кость состоит из хаотически дви-
жущихся молекул. И в нашем
случае какая-то часть молекул
слоя S2, имеющая большую ско-
рость, будет влетать в слой Si
и передавать ему определенное
количество движения, то есть
тормозиться в нем и, в свою оче-
редь, ускорять его.
Часть же молекул слоя Si
будет влетать в слой S2, замед-
лять его и ускоряться сама. Вот
этим переносом молекулами ко-
личества движения и объясняет-
ся вязкость жидкости.
У различных жидкостей вяз-
кость различна и характеризует-
ся специальным коэффициентом,
называемым коэффициентом вяз-
кости.
Вязкая жидкость оказывает со-
противление f движущемуся в ней
телу. Так, если падающее в
жидкость тело имеет форму ша-
ра или близкую к шару, то
сила сопротивления будет:
f = 67ГГ]П/,
где Ч — коэффициент вязко-
сти жидкости, г — радиус шара,
v — скорость его падения.
Эта сила сопротивления жид-
кости «захватывает» частицы
разбуренной породы и уносит их
наверх, непрерывно очищая за-
бой скважины.
295
надцать часов изнурительного труда он
мог выкопать 4—6 кубометров земли. При
твердом, каменистом грунте производи-
тельность его труда была гораздо ниже.
Экскаваторы облегчили, качественно из-
менили каторжно-тяжелый труд землеко-
пов.
Экскаваторы появились довольно давно.
Еще в 1851 году, когда строилась железная
дорога Москва—Петербург (в то время са-
мая длинная в мире), на ее строительстве
впервые нашли себе применение «паровые
землекопы»— прообразы современных экс-
каваторов. Это были тяжелые, неуклюжие
машины, часто выходившие из строя. Но
все же эти скрежетавшие железом чудо-
вища, окутанные густыми облаками отра-
ботанного пара, вызывали своей работой
восхищение рабочих и инженеров, строив-
ших дорогу. Ничтожная доля земляных ра-
бот — 0,2 процента — была выполнена
этими машинами. Остальную массу зем-
ли — около 100 миллионов кубометров
грунта — выкопала, перенесла, уложила
в сооружения десятитысячная армия зем-
лекопов.
Нельзя даже сравнить по масштабам
строительство, осуществлявшееся в цар-
ской России, со строительством, которое
развернулось во всех концах нашей Роди-
ны сегодня. Воздвигаются новые электро-
станции на Волге, Енисее, Иртыше, Анга-
ре, строится большое количество колхозных
и межколхозных электростанций, сооружа-
ются новые фабрики и заводы, осущест-
вляется колоссальное жилищное строитель-
ство. Сотнями миллионов, миллиардами
кубометров измеряется объем земляных
работ на наших стройках. Но нет или
почти нет на них землекопов в прежнем
значении этого слова.
РАЗНЫЕ ЗАМЕТКИ
„Глаза“ машины
Представьте себе такую кар-
тину. Ведется разработка откры-
тых месторождений ценного мине-
рала. Там и тут высятся стрелы
экскаваторов — мощных лопат,
врезающихся в породу и извле-
кающих одновременно многие
тонны руды.
Бросок такой лопаты — и же-
лезнодорожная платформа полна.
Один за другим уходят товарные
эшелоны на обогатительные фаб-
рики, где извлекут из этого сырья
ценные вещества, необходимые
промышленности.
Землекоп, орудующий обыкно-
венной лопатой, хорошо видит ре-
зультаты своей работы. Если он
роет канаву, то старается сде-
лать более полной каждую пор-
цию вынутой земли, если просто
вскапывает землю, то следит за
глубиной, за тем, чтобы не оста-
вить камней.
Но этого не скажешь про ма-
шинистов экскаваторов.
Как же сделать так, чтобы
ковш экскаватора вгрызался
в участки с наилучшей породой,
чтобы вместе с ценным грузом не
отправлять на платформы «пу-
стую» руду?
«Зрячий» экскаватор отличал-
ся бы от своих обычных собрать-
ев лучшим качеством работы. Из
добытой им руды удавалось бы
получить куда больше необходи-
мого вещества.
Такие экскаваторы имеются.
«Зрячими» их делает телевидение.
Над ковшом у них на специаль-
ных амортизаторах укрепляется
телевизионная передающая каме-
ра. С близкого расстояния «рас-
смотренная картина» передается
по кабелю в кабину машиниста,
где на приемном экране он видит
результаты своей работы. Это
значит, что ни одного холостого
рейса к железнодорожным плат-
формам не сделает вооруженный
телевидением экскаватор. 6 ре-
зультате — только полный ковш
и только лучшей руды.
Такие «зрячие» машины все
чаще появляются сейчас на руд-
никах и заводах. Всюду, где при-
ходится управлять гигантскими
машинами, приспособлениями, глаз
уже не хватает. Рядом с инстру-
ментом машины, который плохо
виден человеку либо вовсе не
виден, ставят дополнительный
«глаз» — телевизионную камеру.
296
На строительстве машины выполняют
теперь 98—99 процентов земляных работ!
Две десятых процента и 99 процентов — та-
кова разница в степени механизации доре-
волюционного и сегодняшнего строитель-
ства!
В книге вы уже видели рисунки экскава-
торов. Типы их и размеры разнообразны.
Есть машины, приводимые в действие
паром, двигателями внутренного сгорания,
электричеством.
Есть машины-малютки с ковшом, в кото-
ром помещается всего четверть кубометра
грунта, и машины-гиганты вроде шагающе-
го четырнадцатикубового экскаватора, за
один раз забирающего целый железнодо-
рожный вагон грунта.
Современные экскаваторы могут приме-
няться в самых различных условиях, выпол-
няя самые разнообразные работы.
Вот экскаватор разрабатывает земляную
стену забоя пятиметровой высоты. Вот та-
кой же экскаватор вычерпывает грунт из
котлована. А вот этот же самый экскаватор
выравнивает площадку, срезая тонкие пла-
сты земли. Даже забивать сваи и корчевать
пни может экскаватор! Только для выпол-
нения каждой из этих работ он должен пе-
ременить сменное оборудование. Но ведь
и на любом универсальном станке для пе-
рехода с одной операции на другую нуж-
но сменить рабочий инструмент: проход-
ной резец — на отрезной, сверло — на
зенкер.
Одним из самых совершенных экскава-
торов до недавнего времени считался ша-
гающий гигант «ЭШ-14/65», заменяющий
труд 7—10 тысяч землекопов. Стрела этого
РАЗНЫЕ ЗАМЕТКИ
Роторный экскаватор
Перед вами крупнейший в Европе экскаватор
с роторным рабочим колесом. На колесе несколько
лопастных ковшей емкостью по 1 200 литров каждый.
Диаметр рабочего колеса — 10 метров. Вес экска-
ватора — 1 800 тонн, высота — 40 метров, длина —
80 метров, мощность моторов — 1 500 киловатт.
Передвигается машина на нескольких парах гусениц.
Производительность такого экскаватора 60 тысяч
кубических метров грунта в день.
Экскаваторы с роторным колесом предназначены
для добычи бурого угля. Уголь от места добычи пе-
реносится на несколько десятков метров в сторону
по транспортерным лентам и грузится в вагоны.
Работа механического землекопа — экскаватора —
подобна работе землекопа с лопатой.
экскаватора имеет в длину 65 метров. Он
может перемещать более чем на 120 метров
двадцатитонную порцию грунта, вмещаю-
щуюся в его ковше.
Несмотря на свои огромные размеры,
«ЭШ-14/65» — быстрая и маневренная ма-
шина. Весь цикл нагрузки и разгрузки ее
четырнадцатикубового ковша длится мень-
ше минуты.
297
Экскаватор - шагающий гигант — заменяет труд десяти тысяч землекопов*
Не уступает по своим размерам экскава-
тору «ЭШ-14/65» и другая машина —
«ЭГЛ-15». Предназначается она для разра-
ботки угля открытым способом и имеет
ковш емкостью в 15 кубометров. При мень-
шем радиусе действия — около 45 мет-
ров— она превосходит «ЭШ-14/65» по про-
изводительности.
Но сегодня у нас уже есть и еще более
мощные, чем «ЭШ-14/65», экскаваторы.
Такие, как созданный на базе этой маши-
ны, но еще более совершенный экскаватор
«ЭШ-20/65» и другие.
Машина в поле
В нашей книге — путешествии в мир ма-
шин —мы посетили цехи металлургических
и металлообрабатывающих заводов, побы-
вали в угольной шахте и на нефтепромыс-
лах, познакомились с одной из строитель-
ных машин. Везде мы видели машины, об-
легчающие труд людей и повышающие его
производительность. Листая страницы этой
книги, вы встречались и с другими маши-
нами, работающими на фабриках, желез-
ных дорогах, в лабораториях. Работают ма-
шины и в сельском хозяйстве, в поле, где
зреет урожай.
Машины помогают обрабатывать землю,
удобрять ее, производить посевы, ухажи-
вать за ними, убирать урожай. Они помо-
гают в первичной переработке сельскохо-
зяйственных продуктов.
Машины появляются в поле еще зимой,
когда снежный покров, словно пушистое
белое одеяло, покрывает поля. Тракторы
движутся сквозь снежные заносы, проделы-
вая в сугробах широкие просеки. Это за-
держивает весной на полях воду. Земля
успевает впитать больше влаги.
Наступает пора весенних полевых работ.
Сотни тысяч тракторов работают в это вре-
мя на полях нашей страны. Плуги, бороны,
рыхлители, сеялки — вот машины, которые
господствуют в поле весной.
Зреют посевы. Но вместе с побегами
культурных растений устремляются вверх
цепкие, упорные сорняки. Если их не уда-
лить, они могут вообще заглушить посевы.
И на поля выходят лущильники. А в неко-
торых случаях над посевами появляются
крылатые машины — самолеты сельскохо-
зяйственной авиации. Они разбрызгивают
и распыляют над полями химические ве-
щества, которые губительно действуют на
сорняки и, наоборот, способствуют росту
культурных растений. А над теми полями,
которым угрожают насекомые-вредители,
РАЗНЫЕ ЗАМЕТКИ
Социалистическое сельское хо-
зяйство нашей страны находится
на крутом подъеме. Оно имеет
крепкую и устойчивую базу для
производства такого количества
продуктов, которое необходимо
Советской стране.
Великий вождь трудящихся
В. И. Ленин когда-то мечтал
о ста тысячах тракторов для сель-
ского хозяйства. В настоящее
время промышленность СССР про-
изводит* в год 220 тысяч трак-
торов.
Одним из решающих условий
выполнения заданий по развитию
сельского хозяйства на 1959 —
1965 годы является всемерное рас-
ширение механизации и электри-
фикации производства, дальней-
шее оснащение колхозов и совхо-
зов передовой техникой. За семи-
летие намечается произвести для
сельского хозяйства более одного
миллиона тракторов, около четы-
рехсот тысяч зерновых комбайнов
Универсальный трактор
В машиностроении намечает-
ся теперь тенденция выпуска
универсальных машин, выполняю-
и большое количество других ма-
шин и оборудования.
щих несколько операций. Недавно,
например, выпущен трактор, кото-
рый может быть одновременно
бульдозером, тягачом, экскавато-
ром и подъемным краном. Выпу-
щен и подъемный кран на гусе-
ничном ходу, который одновре-
менно может быть грейдерным
экскаватором и тягачом для внут-
ризаводского транспорта.
Трактор-малютка
Самый маленький в мире гусе-
ничный трактор имеет дизель-
ный двигатель мощностью около
10 лошадиных сил, а расстояние
между гусеницами у него всего
80 сантиметров. Трактор может
пахать, работать с культиватором
и другими навесными орудиями.
Он весьма быстроходен и устойчив
на горных склонах и холмах.
Предназначен трактор главным
образом для работы на виноград-
никах и на плантациях хмеля.
300
самолеты разбрызгивают отравляющие ве-
щества. Иногда с самолетов производится
и подкормка посевов удобрением.
Выращен урожай, и бесчисленные убо-
рочные машины появляются в поле.
Так же, как непохожи между собой клуб-
ни картофеля, которые надо извлечь из-под
земли, и початки кукурузы, плотно завер-
нутые в листья, так и различны машины,
предназначенные для уборки той или иной
сельскохозяйственной культуры.
Хлопкоуборочная машина нежно извле-
кает белое облачко хлопковой ваты, только
если оно абсолютно созрело. Льноубороч-
ный комбайн вытеребливает стебли льна из
земли с корнем: ведь в этих стеблях и таит-
ся самое ценное, ради чего выращивают
лен, — его волокно. Чаеуборочная машина
бережно обламывает только самые юные
побеги чайного куста. Сенокосилка срезает
густые заросли клевера. Свеклоуборочный
комбайн извлекает из земли тугие корни
свеклы, срезает у них ботву и складывает
отдельными кучками. И так все культуры,
все, что выращено людьми... Для уборки
почти каждой полевой культуры приме-
няются специальные машины, и среди них
на первом месте хлебоуборочные.
Глубокая осень. И снова на поля выхо-
дят тракторы с плугами и сеялками — идут
посевы озимых. А другие машины в это
время занимаются уже переработкой сель-
скохозяйственного сырья.
Василий Прохорович Горячкин (1868—1935) — вы-
дающийся ученый, создавший теорию сельскохозяй-
ственных машин. С 1932 года — почетный акаде-
мик. Научные работы В. П. Горячкина — основа
дальнейших исследований методов механизации тру-
довых процессов в земледелии.
Сельскохозяйственный
агрегат
Недавно построена универ-
сальная сельскохозяйственная ма-
шина. Ее механизмы одновре-
менно пашут и разрыхляют зем-
лю на глубину 25 сантиметров,
вносят удобрения и химикалии
для борьбы с сорняками и вреди-
телями. При этом стальные плуги
выравнивают и уплотняют почву.
Они могут ее фрезеровать, раз-
мельчать и перемешивать. Глуби-
на обработки почвы регулируется
водителем. На обработку одного
гектара требуется около 50 ми-
нут.
Специальные молотки внутри
машины могут разбивать попада-
ющие камни и дробить стебли
растений. Эта же машина может
сажать бобовые культуры, корне-
плоды и картофель, садовые расте-
ния и кукурузу.
У машины есть подъемный
кран для загрузки удобрения и
гидравлические подъемники для
навески различных навесных ору-
дий.
Работает она на прицепе
у трактора, имея свой собствен-
ный двигатель мощностью в 300
лошадиных сил.
Гигантская работа и
величайшая точность
Коленчатый вал двигателя
трактора «ДТ-54» делает 1 300
оборотов в минуту, 780 тысяч
оборотов за 10-часовую смену,
500 миллионов оборотов за се-
зон работы! За поездку от Моск-
вы до Ленинграда коленчатый вал
автомобиля «Победа» делает
2 миллиона оборотов, а за 300-
тысячекилометровый безремонт-
ный пробег — почти миллиард
оборотов!
Всасывающий и выхлопной
клапаны двигателя должны от-
крываться и закрываться с от-
клонением от нужного положения
по ходу коленчатого вала не бо-
лее чем на 10 градусов. Это
соответствует точности по време-
ни в 0,0007 секунды! Еще боль-
шей точностью обладает система
зажигания карбюраторных двига-
телей, в которых отставание и
опережение искры не может пре-
вышать 2—3 градусов поворота
коленчатого вала, или 0,0002 се-
кунды!
За час система зажигания
двигателя автомобиля «ГАЗ-12»,
работающего на средних оборо-
тах, дает 540 тгйсяч искр, а за
безремонтный пробег — свыше
2,5 миллиарда!
301
302
Мотовило кладет стебли кукурузы на транспортер, пара валков затягивает их к валкам для отделения
початков и к силосорезному барабану. По двум транспортерам направляется из машины ее про-
дукция: силосная масса и золотые початки кукурузы.
Как и в предыдущих случаях, из огром-
ного количества машин, занятых в данной
области народного хозяйства, выберем
одну и познакомимся с ней поближе.
Пусть этой машиной будет универсальный
кукурузосилосоуборочный комбайн, рабо-
тающий на наших полях.
Его почти не видно, когда он движется
вдоль двухметровых зарослей кукурузы. Но
после прохода комбайна остается чистое
поле со срезанными под корень толсты-
ми — до 60 миллиметров! — стеблями.
Впереди комбайна едет трактор. Он не
только тянет за собой комбайн, но и черев
специальный вал передает ему часть
энергии своего двигателя. Эта энергия
приводит в движение все механизмы
комбайна.
Первым встречает заросли кукурузы ог-
раничитель — конусообразное устройство,
отделяющее от встречного потока растений
ту полосу, которую должен убрать комбайн
за один проход. Острые ножи косилки пе-
ререзают жесткие стебли, словно это то-
ненькие соломинки, их отрезанные части
подхватывает специальный транспортер и
относит к валкам, которые затягивают стеб-
ли к другим валкам, отделяющим почат-
ки от стеблей. Сквозь эти валки легко
проходят самые толстые стебли кукуру-
зы, но не могут пройти початки. Они от-
рываются и сбрасываются на свой транс-
портер, которой уносит их в специальную
прицепную тележку.
Прошедшие сквозь валки стебли кукуру-
зы попадают на ножевой силосорезный ба-
рабан.
Здесь стебли измельчаются, превраща-
ются в зеленую силосную массу. Спе-
циальный транспортер несет ее в кузов
самосвала или в тракторную тележку.
Машина выполняет целый ряд последова-
тельно идущих операций. Она срезает стеб-
ли, отделяет от них початки, измельчает
стебли и собирает полученную силосную
массу отдельно от початков. Это, по суще-
ству, целая поточная линия, поставленная
на колеса и работающая не на заводе, а
в зеленом цехе сельскохозяйственного про-
изводства.;
303
Что такое автоматическая машина
Представим себе, что на токарном станке
приходится вытачивать в течение продол-
жительного времени одну и ту же деталь.
Привычными движениями, почти не заду-
мываясь над ними, токарь управляет стан-
ком: нажимает в одной и той же последо-
вательности одни и те же рукоятки, на те
же самые деления устанавливает лимбы.
И с правильной периодичностью падают
в ящик готовые детали.
А почему бы не заставить машину вы-
полнять и эту чисто механическую работу?
Именно так часто и поступают. Станок
оборудуют специальным механизмом, ко-
торый подает необработанные заготовки,
снабжают его устройствами, которые авто-
матически включают те или иные механиз-
мы в соответствующей последовательности.
В задачу рабочего, после того как он нала-
дил и отрегулировал станок, входит только
наполнить магазин заготовками и включить
его. Такие станки называют автоматически-
ми, или просто автоматами.
Вот работают станки. Из-под резцов од-
ного из них выпало готовое изделие — свер-
кающий еще не окисленной поверхностью
латунный винт сложной формы. Можно уви-
деть весь цикл изготовления винта. Неулови-
мое движение рычагов автомата — и латун-
ный стержень, из которого делают винты,
выдвинулся из суппорта на точно отмерен-
ную величину. К нему с двух сторон при-
ближаются два резца. Сбегает золотистая
мелко завитая стружка. Несколько секунд—
и стерженек обработан на всю длину. Рез-
цы отходят, а вместо них включаются в ра-
боту новые. Снова сбегает стружка — про-
исходит нарезка резьбы. Одновременно
снимаются фаски и обрабатывается плос-
кая пятка головки болта. Еще несколько
секунд — и новый резец отрезает готовый
болт от стерженька. Звякнув о металли-
ческую стенку приемного бункера, он ло-
жится среди точно таких же изделий. А ста-
нок уже начал изготовление следующего
болта.
Теперь можно точно определить, какую
304
же машину называют автоматом. Автома-
тической машиной называется такая маши-
на, которая самостоятельно осуществляет
как все рабочие, так и все вспомогатель-
ные движения рабочего цикла, включая и
управление этими движениями.
Взглянем еще раз на станок-автомат, из-
готовляющий латунные болты. Он внешне
несколько похож на токарный станок.
С первого взгляда видно, что он прост по
устройству, проще, пожалуй, стоящих в со-
седнем пролете цеха универсальных токар-
ных станков последнего выпуска. Да это
так и должно быть: переход к узкой спе-
циализации всегда упрощает машину, це-
лый ряд ее узлов и деталей, не служащих
непосредственно для выполнения данной
операции, исключается из конструкции.
Между работающими автоматами не
спеша прохаживается рабочий. Иногда он
подходит к станку, повернет на пол-оборота
какую-нибудь рукоятку, вставит в мага-
зин станка новый латунный стержень, из
которого станок изготовляет сверкающие
винты, и снова отойдет. И все новые и но-
вые винты падают из-под резцов. Здесь ра-
бочий только налаживает автоматы и кон-
тролирует их работу. А они все делают са-
ми: и работают и управляют своей работой.
Станки-автоматы, выполняющие токарные
работы, распространены на очень многих
предприятиях. Крохотные станки-автоматы
величиной с обыкновенную швейную ма-
шину стоят в цехах часовых заводов. Из-
под тонких, как иглы, резцов выходят
ажурные, почти невесомые колесики, вин-
тики, все те детали, которые можно уви-
деть, открыв крышку ручных часов. Более
крупные станки-автоматы изготовляют бол-
ты, гайки самой разнообразной формы.
Есть станки-автоматы, изготовляющие и
другие детали.
Нередко встречаются на заводах и фаб-
риках станки и промежуточной группы. Они
сами осуществляют все рабочие движения,
полностью обрабатывают деталь. Но, сняв
последнюю стружку, они, как правило, ав-
томатически выключаются. Требуется вме-
шательство рабочего. Он должен снять об-
работанную деталь, установить в станок
необработанную заготовку и включить его.
Цикл оказывается прерванным. Такие
станки называются полуавтоматами.
Внедрение автоматических машин и уст-
ройств, средств контроля и управления
называется автоматизацией производства.
Автоматизация — это высший этап меха-
низации. Механизация, освобождая челове-
ка от выполнения тяжелой или трудоемкой
ручной работы, возлагает ее на машину,
оставляя на долю человека непосред-
ственное управление машиной.
Автоматизация освобождает человека и
от этого труда: машина-автомат работает
сама. Человек только наблюдает за ней да
приходит к ней на помощь в некоторых
случаях.
Не трудно догадаться, что рабочий, осу-
ществляющий наладку и контроль авто-
матических машин, должен быть квалифи-
цированным, знающим, образованным.
Автоматизация производства неизбежно
влечет за собой повышение производитель-
ности труда во много раз. Это и понятно:
станок-автомат обычно работает значитель-
но быстрее станка, управляемого рабочим
вручную. Кроме того, рабочий может об-
служивать, как правило, несколько автома-
тов одновременно.
Автоматизация производства — одно из
основных направлений развития советской
техники.
Когда нужны автоматы
Почти у каждой книги и брошюры на
последней странице в так называемых «вы-
ходных данных» под фамилией редактора
и оформителя — людей, отвечающих за кни-
гу нередко в не меньшей степени, чем ее
автор, — можно найти число, указывающее
тираж этой книги — сообщение о том,
в каком количестве экземпляров она из-
дана.
К сожалению, такую справку почти не-
Автомат: цикл замкнут.
Полуавтомат: цикл разомкнут.
20 Машина
305
Массовое производство. Вот где в первую очередь
нужны автоматы!
возможно получить о других вещах, кото-
рыми мы обычно пользуемся.
Каков, например, «тираж» недавно куп-
ленного вами письменного стола, вазочки
для цветов, патефонной пластинки, наруч-
ных часов, которые вы носите, ножа, лож-
ки и вилки, которыми вы едите, капроно-
вых чулок, наконец батона хлеба, от
которого вы отрезаете себе ломоть за
обедом?
А такие данные были бы очень интерес-
ны. Вы бы узнали, что у вашего письмен-
ного стола есть тысячи братьев, как две
капли воды похожих на него; что общий
«тираж» вашей марки наручных часов пе-
ревалил за несколько десятков тысяч; что
ежесуточный выпуск хлебных батонов
только в одной Москве составляет сотни
тысяч штук.
Еще поучительнее было бы проследить,
как изменялся «тираж» вещей из года в
год, ну хотя бы за последние 100 лет. Вы
бы узнали, что сто лет назад лишь очень
немногие предметы выпускались в массо-
вом количестве; что с каждым десятилети-
ем увеличивается не только «тираж» от-
дельных предметов, но и список названий
предметов, которые изготовляют сериями,
большими группами.
Особенно стремительным стал этот про-
цесс за последние десятилетия, падающие
на годы после Великой Октябрьской рево-
люции. Это и понятно — все выше растет
жизненный уровень нашего народа, и для
удовлетворения его потребностей требуется
изготовлять все больше самых разнообраз-
ных предметов.
В любом случае значительно легче изго-
товить десять одинаковых предметов, чем
десять разных, хотя бы сложность их всех
в изготовлении и была одинаковой. В мас-
совости, в однородности выпускаемых про-
изводством предметов и заключается одна
из причин, почему основным направлением
развития нашей техники является автома-
тизация.
На неавтоматизированном производстве,
выпускающем массовую продукцию, рабо-
чие стоят у станков и совершают одну или
несколько повторяющихся операций. Каж-
дые две минуты переходит заготовка со
станка на станок, от рабочего к рабочему;
движения, связанные со всей операцией,
рабочий изучил наизусть. И каждые две
РАЗНЫЕ ЗАМЕТКИ
„Цена“ минуты
Одна минута! Что может со-
вершиться за одну минуту? Ка-
кова «цена» минуты? Такие воп-
росы нередко возникают у мно-
гих. И это не случайно: ведь
время служит мерой затрат ©ся-
кого труда.
«Цена» минуты росла и рас-
тет в нашей стране с каждым
годом. Когда-то, казалось, нето-
ропливо текло время, и требова-
лись годы труда, чтобы сделать
то, что сейчас производится за
считанные минуты.
Возьмем, например, выплавку
металла. Двести лет назад дом-
на выплавляла около двух тонн
чугуна в сутки, а в наше время —
больше тонны в минуту.
Так было во всех отраслях
производства. Развивалась техни-
ка, облегчая человеческий труд,
совершенствовались машины, рос-
ла производительность труда.
Изобретение новых автоматиче-
ских машин дало возможность
одному человеку производить
столько изделий, сколько раньше
производили сотни и тысячи лю-
дей, Автомат, изготовляющий
стеклянные колбы электрических
ламп, заменил двенадцать с поло-
виной тысяч стеклодувов. Токарь,
работающий на современном ав-
томатическом токарно-винто-
резном станке, выполняет работу
нескольких тысяч искусных мас-
теров позапрошлого века.
Можно было бы привести де-
сятки подобных примеров, и все
они говорят о том, что техника
сделала человека великаном, спо-
собным творить то, что в неда-
леком прошлом показалось бы
чудом. Минута в наше время сто-
ит дороже, чем целый день сто
лет назад.
У нас непрерывно повышается
производительность труда, а с
нею и «цена» минуты.
Вот простой подсчет: совет-
ская тяжелая промышленность
за девять дней выпускала
в 1956 году столько продукции,
сколько промышленность царской
России давала за целый год. Зна-
чит, минута рабочего времени ста-
ла за сорок лет, прошедшие к тому
времени после Великого Октября,
в сорок раз дороже. А теперь и
того больше.
306
минуты повторяет их снова. Сто восемьде-
сят раз в смену!
В этом случае, когда рабочий выполняет
одни и те же повторяющиеся операции,
строго следующие друг за другом, легче
всего заменить его труд работой машины.
И тогда машина станет работать автома-
тически.
Действительно, станки-автоматы и полу-
автоматы чаще всего встречаются именно
на тех предприятиях, которые выпускают
изделия в массовом количестве,— на авто-
мобильных и тракторных заводах, на заво-
дах сельскохозяйственного машинострое-
ния, на часовых заводах, на текстильных
фабриках, на предприятиях, готовящих пи-
щевые полуфабрикаты. Здесь можно встре-
тить не только отдельные машины-автома-
ты, но и целые цепочки их, так называемые
автоматические линии, а зачастую и целые
автоматические цехи.
Есть у нас уже и автоматизированные за-
воды. Конечно, они появились именно
в тех отраслях промышленности, которые
готовят самую массовую продукцию. На-
пример, хлеб. Каждое утро сотни тысяч
людей покупают в магазинах вкусные
батоны и булочки. Изготовляют их для
массового потребления жителей крупней-
ших городов автоматизированные хлебо-
заводы. А конфеты? За стеклянными вит-
ринами магазинов можно увидеть десятки
самых различных сортов! Наиболее рас-
пространенные из них — карамели. А ведь
каждая карамелька — довольно сложное
изделие. Она состоит из мягкой начинки,
покрытой твердой коркой, да еще аккурат-
но завернута в несколько оберток. А сколь-
ко миллионов таких карамелек потреб-
ляется ежегодно населением нашей стра-
ны! Бесспорно, это одно из самых
массовых изделий. И делается карамель
в автоматических цехах автоматически
действующими машинами.
Бетон можно назвать хлебом современно-
го строительства. Искусственные скалы
плотин, пересекших русла рек, белые зда-
ния гидроэлектростанций, фундаменты, сте-
ны и перекрытия промышленных и жилых
зданий все чаще делаются из бетона и же-
лезобетона. Он потребляется в нашей стра-
не в колоссальных количествах. И со-
вершенно закономерно, что готовят бе-
тон на автоматизированных бетонных за-
водах.
Уже этих примеров достаточно, чтобы от-
ветить на поставленный в заголовке вопрос:
автоматы, автоматизация нужны в первую
очередь в массовом производстве.
Но это не единственный случай, когда
мы внедряем в наше производство автома-
тику.
Техника сегодняшнего дня — это техни-
Дорого стоит время! Сколько
же? Попробуем подсчитать.
Предположим, что все пред-
приятия работают в году в две
смены — 960 минут в день. За
год — 350 тысяч минут.
В 1940 году промышленная про-
дукция стоила 137,8 миллиарда
рублей. Выходит, одна минута
в денежном выражении — это
почти 400 тысяч рублей, две с по-
ловиной минуты — миллион!
А в 1950 году продукция про-
мышленности выросла против
1940 года на 73 процента. И ми-
нута стоила уже около 700 тысяч
рублей, полторы минуты — мил-
лион! К концу же пятой пятилет-
ки минута стала стоить еще на
полмиллиона рублей дороже, и
стоимость ее значительно перева-
лила за миллион. (В ценах 1940 г.)
Если каждый рабочий в на-
шей стране будет терять одну
минуту своего рабочего времени
ежедневно, то за год это прине-
сет убыток в 500 миллионов руб-
лей. На такую сумму можно по-
строить свыше 10 000 маломет-
ражных квартир.
Одна минута в жизни челове-
ка как будто совсем небольшое
время. Но в масштабах целой
страны, ее огромного производ-
ства, быстрых темпов развития
техники, промышленности, сель-
ского хозяйства это даже несколь-
ко лет назад составляло примерно
50 тонн чугуна, 72 тонны стали,
54 тонны проката, 610 тонн угля,
100 тонн нефти, 253 000 киловатт-
часов электроэнергии, 12 000 мет-
ров хлопчатобумажных тканей,
380 метров шерстяных тканей,
более 400 метров шелковых
тканей, 500 пар кожаной обуви,
6 600 килограммов сахара, 1 500
пар чулок и носок, 38 штук
часов, наконец это было около
1 500 000 тонн груза, перевезенного
железнодорожным, водным, авто-
мобильным и воздушным транс-
портом на расстояние в 1 кило-
метр.
А сейчас это уже более
180 тонн железной руды, 230 тонн
нефти.
По семилетнему плану опре-
делен значительный рост про-
мышленной продукции. Значит, и
«цена» минуты намного возрастет.
Например, только стали будет
выплавляться в минуту 175 тонн.
Чтобы лучше понять значе-
ние этих цифр, приведем несколь-
ко примеров.
20*
307
Полторы тысячи раз в минуту открывать каждый
клапан двигателя под силу только автоматическому
устройству.
ка высоких и сверхвысоких скоростей. Борь-
ба за скорость стала лозунгом нашего
времени. Невозможно ни уследить, ни тем
более управлять стремительными процесса-
ми, рассчитывая только на человеческие
органы чувств и свойственную человеку бы-
строту реакции. И в этом случае на помощь
приходят автоматические устройства.
О многих из них вы уже знаете.
Автоматический регулятор поддержива-
ет постоянным число оборотов вала паро-
вой турбины и выключает подачу пара, ес-
ли оно превысит предельно допустимую ве-
личину. Автоматически, без вмешательства
человека осуществляется смазка цилиндров
двигателя внутреннего сгорания. В помощь
пилоту скоростного самолета работают
сотни автоматических устройств. В пер-
вые космические полеты отправляются ра-
кеты, весь «экипаж» которых состоит из
автоматически действующих и управляе-
мых па расстоянии машин. Это ракеты-
автоматы.
Техника сегодняшнего дня — также тех-
ника высокой и сверхвысокой точности,
о которой уже подробно рассказывалось.
Немногими микронами, а то и долями ми-
крона измеряется допустимое отклонение
размеров многих деталей машин и прибо-
ров. Самые незначительные изменения тем-
пературы или давления, силы или напря-
жения электрического тока уже влияют на
ход технологического процесса. Органы
чувств человека бессильны, они не могут
уловить, заметить эти изменения. И здесь
на помощь приходит автоматика.
Автоматические станки на часовых заво-
дах изготовляют винтики наручных часов,
резьба на которых почти не видна простым
глазом. Станок затрачивает на изготовле-
ние одного винтика меньше минуты.
А сколько ювелирного мастерства и време-
ни надо было бы, чтобы сделать его
вручную!
Автоматические регуляторы строго вы-
держивают температуру в термической пе-
чи между 720 и 735 градусами. Только
в этом диапазоне температур нормально
идет сложный процесс перекристаллизации
Электричество играет огром-
ную роль в нашем народном хо-
зяйстве. Одного киловатт-часа
электроэнергии достаточно для
добычи 75 килограммов угля, про-
катки 50 килограммов металла,
изготовления двух пар обуви, вы-
печки 88 килограммов хлеба. Ки-
ловатт-часом электроэнергии мож-
но сделать столько же работы
на полях, сколько сделают де-
сять человек за час.
Из 100 тонн нефти можно вы-
работать столько бензина, что
его хватит для пробега грузовой
автомашины на расстояние в
1 миллион километров. Кроме то-
го, из этого количества нефти
получается около 55 тонн керо-
сина и других нефтепродуктов.
70 тонн стали хватит для из-
готовления примерно 30 сложных
металлообрабатывающих станков.
Стали, выработанной в течение
20 минут, достаточно для по-
стройки мощного тепловоза, в те-
чение 2 минут — для изготовле-
ния гусеничного трактора.
Большой жилой дом можно
несколько лет отапливать 600 тон-
нами угля, а 25 000 кубометров
газа — обеспечить снабжение га-
зовых плит и колонок одной квар-
тиры в течение почти 25 лет или
всего дома — в течение одного
года.
Вот что такое одна минута
в жизни страны. Дорого стоит
время! И чем дальше, тем оно
будет стоить дороже, потому что
в одну и ту же единицу времени
будет производиться больше про-
дукции. Борьба за скорость в на-
шей стране теперь идет во всех
областях современной техники и
производства. Быстрее работают
машины, растет и «цена» времени.
Дорогой становится не только ми-
нута, но и секунды и доли се-
кунды.
Ясно, какое огромное значе-
ние имеет борьба за экономию
рабочего времени, за рацио-
нальное использование каждой
минуты.
Нужно всегда помнить, что
время дорого, что, экономя время,
дорожа каждой минутой, мы бы-
стрее идем к нашей светлой це-
ли — коммунизму.
308
внутренней структуры сплава, подвергну-
того термообработке. Повысится темпера-
тура на десяток градусов — и металл
«сгорит», потеряет твердость; если темпе-
ратура окажется на десяток градусов ни-
же — процесс перекристаллизации затя-
нется на много недель. Никакой мастер
без помощи автоматики не сможет строго
выдержать в течение нескольких часов
требующийся режим. Но это очень легко
осуществляет автоматический регулятор.
Очень часто не только в лабораториях
ученых, но и в заводских и фабричных це-
хах приходится измерять и регулировать
такие факторы, которые вообще не регист-
рируются нашими органами чувств, — на-
пример, напряженность электромагнитного
поля, интенсивность невидимых лучей или
радиоактивных излучений. В этом случае
также лучше всего обратиться к помощи
автоматов. Значит, и там, где человеческие
органы чувств не могут обеспечить доста-
точной точности определения того или ино-
го параметра или где быстроты реакции
человека недостаточно, требуется обяза-
тельное внедрение автоматов.
Есть и еще один случай, когда неотвра-
тимо требуется применение автоматов. Это
опасные производства и производства, тре-
бующие стерильности, то есть абсолютной
чистоты. При изготовлении самых безобид-
ных красителей для текстильной промыш-
ленности, при производстве удобрений и
в ряде других случаев промежуточные про-
дукты могут быть ядовитыми или взрывча-
тыми. Не менее опасными являются и мно-
гие процессы, связанные с получением и
применением радиоактивных веществ —
урана, тория, плутония, радия. Нередко
опасна работа и с радиоактивными изото-
пами, применяемыми в самых различных
отраслях народного хозяйства.
Наиболее опасные операции во всех этих
производствах целесообразно поручать ав-
томатически действующим и управляемым
на расстоянии — телеуправляемым — ма-
шинам и механизмам. Меньше вероятно-
сти, что автомат ошибется, меньше урон,
если произойдет такая ошибка. Ведь самое
ценное у нас — это человеческая жизнь.
Пусть у атомного реактора работают автоматы с их
«железным» здоровьем.
СДЕЛАЙ САМ
Модель автомата
В промышленности бывают
случаи, когда требуется, чтобы
жидкость лилась не непрерывно,
а определенными, точными пор-
циями, автоматически, через опре-
деленные промежутки времени.
Тогда и применяют прибор, на-
зываемый кубком, или чашей
Тантала. Его модель можно сде-
лать так.
Возьмите бутылку с отрезан-
ным дном или ламповое стекло.
Сделайте из пластилина или вос-
ка пробку и залепите ею гор-
лышко бутылки или узкую часть
лампового стекла. Затем палоч-
кой проделайте в пробке отвер-
стие и вставьте в нее резиновую
трубку, какие обычно употребля-
ются для электропроводки. Согни-
те дугой резиновую трубку вну-
три сосуда, а конец доведите почти
до самой пробки. Надо поза-
ботиться о том, чтобы на изгибе
трубка не зажималась. С по-
мощью шпагата подвесьте изго-
товленный прибор к водопровод-
ному крану или к какой-нибудь
перекладине и лейте в сосуд воду.
Как только вода дойдет до изо-
гнутой части резиновой трубки,
она наполнит трубку и заставит
ее работать как сифон. Вода бу-
дет вытекать через наружный
конец трубки до полного опорож-
нения сосуда. Отрегулируйте си-
лу струи, которая льется в сосуд,
так, чтобы она была слабее
струи, вытекающей из сосуда, и
прибор будет уже без вашего
участия, сам регулярно то запол-
няться водой, то опорожняться.
309
Первыми в беспредельные космические простран-
ства проникли автоматы, управляемые телемеха-
ническими устройствами.
А вот и еще случай, когда автоматика
оказывается незаменимой. Весь наш зем-
ной шар окружает толстая газовая обо-
лочка— атмосфера. Она простирается на
высоту свыше тысячи километров. В толще
этой газовой оболочки полыхают разно-
цветные ленты полярных сияний и родятся
грозы; в ней дуют ветры, густеют и растаи-
вают облака. От происходящих в ней
процессов зависит и радиосвязь между
материками, и урожай на полях, и полно-
водность рек, на которых стоят гидроэлек-
тростанции, и успешность работы морско-
го и воздушного транспорта. Как важно
знать все, что происходит в различных
слоях атмосферы Земли!
Однако не прошло еще и двух десятков
лет с тех пор, как начали изучать не толь-
ко тропосферу — самый нижний слой
атмосферы толщиной в несколько кило-
метров, — а и ее вышележащие области.
Помогли в этом высотные ракеты.
Еще ни разу не удалось послать в полет
в такой ракете человека — слишком опасно,
мало еще усовершенствована ракета. По-
этому в заоблачные дали ионосферы от-
правляют в ракете автоматические при-
боры.
Они измеряют и записывают темпера-
туру окружающего воздуха, его давление,
СДЕЛАЙ САМ
Датчик давления
Самые сложные автоматы,
удивляющие нас своим необычай-
ным послушанием и необычайной
четкостью работы без участия
человека, состоят из очень про-
стых элементов, выполняющих не-
сложную работу. Вот простая
модель такого элемента.
Для передачи сигнала об из-
менении давления к манометру
приделывают контактную систе-
му. У манометра есть пружиня-
щая, согнутая по спирали или
просто дугой трубка с запаянным
концом. При изменениях давле-
ния воздуха, входящего в трубку,
она разгибается или возвращает-
ся обратно в свое прежнее со-
стояние. При этом соединенная
с трубкой стрелка показывает
величину давления воздуха, газа
или жидкости, и в определенный
момент замыкаются или размы-
каются установленные контакты,
посылающие электрический ток
в соответствующий прибор.
Чтобы понять принцип работы
манометра, сделайте из бумаги
трубку диаметром 2—3 сантимет-
ра, заклейте один конец и, начи-
ная с него, сверните трубку
в плотную спираль. Если подуть
в открытый конец, спираль рас-
прямится, если втянуть воздух,
спираль вернется в исходное по-
ложение.
Модель установки
телеуправления
Сделаем модель прибора, на
которой продемонстрируем один
из способов телеуправления не-
сколькими объектами по двум
проводам.
Далее приведены две схемы.
Они помогут вам понять разницу
между многопроводной и мало-
проводной системами телеуправ-
ления.
Предположим, что нужно
управлять 10 объектами. Для
простоты показана схема пере-
дачи только сигналов телеуправ-
ления. Передача обратных сигна-
лов здесь не показана.
В случае применения много-
проводной линии в нашем приме-
ре нужно 11 проводов.
310
интенсивность и состав солнечных лучей и
целый ряд других величин. Когда ракета
начинает снижаться, автоматы отделяют
кабинку от корпуса ракеты и она на пара-
шюте медленно опускается на Землю. Уче-
ные расшифровывают записи автоматов и
узнают все так же, как если бы они сами
сидели в ракете и производили все изме-
рения.
Значит, и тогда, когда присутствие чело-
века у работающей машины может быть
опасным для него или вообще невозможно,
целесообразно применение автоматики.
В последнем случае автоматика особенно
часто содружествует с телемеханикой.
Когда нужны телемеханические
устройства
Применяя средства современной техники,
можно снабдить дистанционным управлени-
ем токарный станок, стоящий в цехе, так
что работать на нем можно будет из каби-
нета директора завода.
Наблюдение за обрабатываемой деталью
будет в этом случае осуществляться
с помощью телевизора, передающую камеру
которого смонтируют на станке, а экран
установят на письменном столе в кабине-
те. Механические устройства, подобные
«стальным рукам» — манипуляторам,
применяющимся при обращении с радио-
активными веществами, позволят осущест-
влять установку деталей в патрон станка.
Все рукоятки также будут снабжены ди-
станционным управлением.
Но попробуйте рассказать о проекте тако-
го «усовершенствования» токарного станка
токарю. Он только рассмеется на ваши сло-
ва. И действительно, применение дистан-
ционного управления, телемеханики в этом
случае бессмысленно.
Когда же целесообразно и необходимо
применение телемеханики?
Лет двадцать пять назад на одной из
снежных вершин Памира ученые создали
метеорологическую станцию. Расположена
она была в чрезвычайно малодоступном ме-
сте; в течение большей части года ни прой-
ти, ни проехать ни в метеостанцию, ни из
нее было невозможно. Жили в домике этой
метеостанции всего два человека. Продо-
вольствие и все необходимое им завезли
сразу на год. На их обязанностях было во-
семь раз в сутки записать показания при-
боров и передать их по радио на Большую
землю.
Очень важной была выполняемая ими
работа и для науки и для практической
жизни.
В случае же применения мало-
проводной линии — только два
провода. Но зато в этом втором
случае должен быть прибор, ко-
торый обеспечивает надежность
работы по двум проводам.
Теперь приступим к изготов-
лению модели. Для простоты
возьмем не десять объектов,
а только три, но и этого будет
достаточно, чтобы хорошо понять
суть работы прибора и объяснить
ее другим.
В реальных условиях показан-
ные на схеме переключатели при-
водятся в действие маленькими
электрическими двигателями, ра-
ботающими согласованно, с оди-
наковой скоростью, как гово-
рят, синхронно.
У нас с вами таких двигате-
лей нет, и поэтому, чтобы изго-
товление модели было доступно
каждому и в любых условиях, мы
выходим из затруднительного по-
ложения так, как это указано
дальше.
Возьмите ровную деревянную
палку длиной в 1,5—2 метра и
толщиной 2—3 сантиметра. Она
будет служить осью нашего при-
бора, обеспечивающей одинако-
вую скорость вращения щеток
обоих переключателей. Представь-
те себе при этом, что расстояние
между переключателями не два
метра, а два километра и что
311
И в черные бездны океана проникают телемеха-
нические автоматы.
Сообщаемые сведения о состоянии ат-
мосферы входили в общую систему таких
же сообщений из самых различных мест
нашей страны и помогали в составлении
прогнозов погоды. Но жизнь у этих людей,
на месяцы отрезанных от всего мира, была
трудной.
Если сравнить синоптические карты —
карты, на которые наносятся сведения о по-
годе, получаемые от метеорологических
станций, — того времени с сегодняшними,
мы увидим, что количество пунктов, из ко-
торых поступают сведения, значительно
возросло.
Конечно, выросло и число метеорологи-
ческих станций — тысячи их работают
в нашей стране. Но на многих метео-
станциях, особенно находящихся в трудно-
доступных горных районах или на необи-
таемых островах, людей нет.
Сведения о погоде из этих мест сооб-
щают автоматы. Там работают автомати-
ческие метеостанции.
Особенно интересна автоматическая ме-
теостанция, устанавливаемая на дрейфую-
щих льдинах Северного Ледовитого океана.
Она представляет собой пятнадцатиметро-
вой высоты мачту, сбоку от которой нахо-
дится автоматически действующая метео-
вращаются щетки не вручную,
а электрическими двигателями,
установленными у каждого из
переключателей.
Поместите деревянную ось
в двух подшипниках, сделанных
из кусочков дерева. На концах
оси укрепите жестяные полоски
длиной около 10 сантиметров, ши-
риной 2 сантиметра-
Это будут щетки переключа-
телей. Вырежьте из фанеры два
диска диаметром около 25 сан-
тиметров. На каждом диске нуж-
но разместить на равном расстоя-
нии и с одинаковыми промежут-
ками шесть кусочков жести тра-
пециевидной формы. Промежутки
между ними нужно сделать такой
же ширины, как и они сами. Для
крепления их к фанерным дискам
можно применить такой способ.
Трапеции из жести надо вырезать
с узкими язычками, вставить
язычки в заранее проделанные
прорези в дисках, а затем загнуть
их. К этим загнутым язычкам на-
до припаять кусочки проволоки
для дальнейших соединений.
Фанерные диски надо укрепить
по отношению к щеткам так, что-
бы щетки могли с некоторым
нажимом скользить по их трапе-
циевидным контактам. Лучше все-
го собрать устройство, пропустив
ось через отверстие в кружках,
потому что на одном из ее кон-
цов (на командном пункте) нуж-
но будет приделать ручку для
вращения щеток.
Как все это может выглядеть,
показано на рисунке (стр. 313).
Теперь приступим к изготов-
лению других элементов нашей
модели.
Включатели. На деревянной
дощечке укрепите винтами на не-
котором расстоянии друг от дру-
га три полоски жести с приделан-
ными к концам деревянными руч-
ками. Эти полоски должны легко
312
рологическая аппаратура. Наиболее «неж-
ные» части автоматического механизма и
аккумуляторные батареи, питающие эти
механизмы и радиостанцию, находятся глу-
боко подо льдом, в воде.
Температура воды в океане всегда при-
мерно одинакова. Это и использовали
конструкторы автоматической метеороло-
гической станции.
Но представим себе: к дрейфующей ав-
томатической метеостанции приближается
ледокол. Ему нужны сведения о погоде, и
нужны немедленно, он не может ожидать
очередной радиопередачи автоматических
приборов. Тогда радист ледокола настраи-
вается на длину волны автоматической ме-
теостанции и шлет в эфир ее позывные. По
специальному коду он запрашивает сведе-
ния о погоде. И автоматическая метеостан-
ция отвечает. Отвечает так же четко и да-
же более четко, чем если бы на ней были
люди...
Совершенно очевидно, что автоматиче-
ская метеостанция снабжена приборами
радиотелеуправления.
Можно привести и другой пример. В од-
ной из наших южных республик есть целая
группа гидроэлектростанций, на которых
установлены автоматически работающие
турбоагрегаты. Приборы сами включают
на этих гидростанциях запасные турбины,
когда повышается спрос на электроэнер-
гию; выключают их, когда спрос умень-
шается; регулируют число оборотов, расход
воды; следят за тем, чтобы не перегрева-
поворачиваться вокруг винтов,
которыми они прикреплены к до-
щечке. Около тех концов, где
у полосок жести приделаны руч-
ки, прикрепите винтами согнутые
из жести неподвижные контакты
включателей.
Нужно подогнать детали вклю-
чателей, чтобы они могли замы-
кать и размыкать свои контакты.
Сигнальные лампочки. На этой
же деревянной дощечке рядом
с каждым включателем укрепите
по одной электрической лампоч-
ке от карманного фонаря и под-
ведите к ним кусочки изолирован-
ной проволоки со свободными
концами для дальнейших соеди-
нений.
Для включения различных ме-
ханизмов нужно изготовить три
реле. (Как их сделать, было
рассказано в заметках на полях
к главе «Машинная почта».) Реле
надо укрепить на другой дощечке.
С помощью батарейки про-
верьте работу всех реле и отре-
гулируйте зазоры между якорь-
ками и сердечниками .так, чтобы
в момент прохождения тока че-
рез их катушки якорьки замыка-
ли контакты, а в момент прекра-
щения тока — размыкали.
Теперь приступим к монтажу
всех деталей прибора.
Все соединения нужно сде-
лать изолированной медной про-
волокой диаметром 0,3—0,5 мил-
лиметра.
На схеме на стр. 314 показа-
но, как провести монтаж. Для
удобства пронумеруйте отдель-
ные детали так: переключатели
обозначьте римскими цифрами I
и II. Все контакты на обоих ди-
сках переключателей пронуме-
руйте, как показано на схеме. Та-
кие же цифры, но без букв на-
пишите соответственно у каждого
включателя и реле.
Соединения надо производить
так, чтобы номера соответствова-
ли друг другу.
Например, на переключателе
контакт, обозначенный цифрой
1а, надо присоединить к включа-
телю 1, контакт 16 к лампочке,
расположенной рядом с включа-
телем 1.
У переключателя II контакт
1а нужно присоединить к реле 1,
контакт 2а к реле 2, контакт За
313
Управляя гигантским
хозяйством энергосети,
нельзя обойтись без телемеханики.
лись подшипники, и вообще при нормаль-
ных условиях работы могут полностью об-
ходиться без людей. Дежурный персонал
на этих гидроэлектростанциях не нужен,
поэтому машины работают в запломбиро-
ванных помещениях. Только изредка появ-
к реле 3. (На схеме для нагляд-
ности показано только одно реле.)
Контакты 16, 26, 36 переклю-
чателя II присоединить к контак-
там реле 1, 2, 3.
Другие концы проводов от ре-
ле включателей и лампочек сое-
дините, как это показано на чер-
теже.
Щетки переключателей соеди-
ните между собой проводом че-
рез батарею. Проверьте, чтобы
щетки касались одноименных кон-
тактов переключателей, например
1а и 1а.
Когда все соединения будут
закончены, внимательно проверьте
их правильность, сверив с нарисо-
ванной схемой. Если у вас нет
возможности пропаять места сое-
динений проводов, то, хорошо за-
чистив провод от изоляции, скру-
тите его с другим проводом.
Нужно добиться, чтобы все сое-
динения были надежными.
Теперь приступим к испыта-
нию модели.
Поверните включатель 1 в по-
ложение «включено» и вращайте
ручку переключателей. Когда
щетки прошли по контактам 1а
и 1а, ток попадает в реле 1, кон-
такты его замкнулись, и, когда
щетки перейдут на контакты 2а
и 2а, прежде чем выключится ре-
ле 1, должна загореться лампоч-
ка у включателя 1. Если этого
не произошло, то под жестяные
контакты на дисках надо подсу-
нуть кусочки жести для того, что-
бы уменьшить промежуток между
ними, и тогда щетки начнут за-
мыкать контакты 16 и 16, не сой-
дя еще с контактов 1а и 1а.
То же самое произойдет при
повороте включателя 2 с реле 2
и его контактами. Загорится лам-
почка 2 (иа схеме не показана).
Конечно, это очень упрощен-
ная схема, в реальных условиях
и переключатели вращаются бы-
стрее, и объектов больше, и схе-
мы посложнее, да и работают
они более надежно.
314
ляются здесь инженеры и рабочие, чтобы
осмотреть механизмы и произвести профи-
лактический ремонт.
Но все-таки оставлять машины без вся-
кого наблюдения нельзя. Может случиться
какая-нибудь непредвиденная авария, по-
ломка, да и попросту надо знать, что ма-
шины работают нормально. Для этого уста-
новили центральный диспетчерский пункт,
который соединили телемеханическими свя-
зями сразу со всеми гидроэлектростанция-
ми, входящими в данную группу. Автома-
тическая аппаратура непрерывно сообщает
на диспетчерский пункт о ходе работы, со-
стоянии машин, выработке электроэнергии.
В случае необходимости дежурный диспет-
чер-инженер может, не выходя из этого
пункта, отдать машинам на любой из элек-
тростанций приказание. Машины не толь-
ко беспрекословно исполнят его, но и со-
общат об этом на центральный диспетчер-
ский пункт.
Телемеханические устройства позволяют
получать на центральном диспетчерском
пункте сведения о работе машин и управ-
лять ими.
Значит, мы можем сделать вывод: в тех
случаях, когда нерационально держать
у автоматически действующих машин или
приборов обслуживающий персонал, целе-
сообразно и необходимо применение теле-
механики.
Есть и другие случаи, когда без телеме-
ханики обойтись почти невозможно.
Котлоагрегат современной ТЭЦ — тепло-
электроцентрали,— вырабатывающий в час
несколько сотен тонн пара, — это огромное,
чрезвычайно сложное сооружение высотой
в шестиэтажный дом. Управление этим ги-
гантским агрегатом выведено на специаль-
ный щит, занимающий целую стенку. Не-
специалист, увидев этот щит, сверкающий
стеклом и никелем, белеющий десятками
циферблатов и лимбов с движущимися,
чуть трепещущими или совсем неподвиж-
ными стрелками, не поверит, что стоящий
Управлять автоматическими агрега-
тами гигантского парового котла без
средств телемеханики невозможно.
около этих приборов человек в белом, как
у хирурга, халате и есть бывший кочегар,
отвечающий за работу котла.
Дело это — управление современным кот-
лом— серьезное и ответственное. «Кочега-
ру» у пульта управления необходимо знать
целый ряд величин: температуру в разных
частях котла, состав уходящих в трубу га-
зов, количество воздуха, который подает
в топку воздуходувка, и так далее. И все
эти сведения о процессах, происходящих
в самых различных частях котлоагрегата,
надо иметь одновременно.
Телемеханика позволила вывести все ци-
ферблаты многочисленных приборов на
один щит. Только благодаря ее помощи
можно управлять многочисленными меха-
низмами котлоагрегата из одного места.
Значит, и в тех случаях, когда надо
управлять машинами или системами ма-
шин, территориально удаленными друг от
друга, но управление которыми должно
быть сосредоточено в одном месте, тоже
необходима телемеханика.
Такие системы машин встречаются не
так уж редко. Возьмем, к примеру, желез-
нодорожный транспорт. Механизмы, обслу-
живающие движущийся поезд, обеспечи-
вающие безопасность его движения, —
стрелки, семафоры, светофоры и другие
устройства — расположены вдоль всей дли-
ны железнодорожного пути. Управляют
ими из одного места при помощи телемеха-
нических устройств.
Без них не обойдешься и в энергосисте-
мах. Электростанция может находиться от
своих подстанций на расстоянии в десятки
километров. Между тем управление ими
должно быть централизовано: ведь они
непосредственно связаны друг с другом!
На больших расстояниях друг от друга
находятся шлюзы и насосные станции су-
доходных каналов. И в этих случаях тоже
необходима телемеханика.
Есть и на наших заводах и фабриках про-
изводственные процессы, управлять кото-
рыми без помощи телемеханики практиче-
ски невозможно.
Вы уже знаете, как работает гигантский
прокатный стан — блюминг.
Представьте, что этой машиной управ-
ляет один человек, причем управление каж-
дым механизмом находится близ этого ме-
ханизма. Человек бегает от одного мотора
к другому, с одной стороны гигантского
станка на другую. При этом ему почти все-
гда надо быть непосредственно вблизи про-
катываемой болванки. Пышущий жар об-
жигает его, слепит глаза. Фейерверк искр,
такой красивый издали, прожигает дыры
на спецовке, наносит ожоги. И все-таки,
как ни старайся, успеть он не может. Сто
различных включений и выключений
должен он сделать за сто секунд, в течение
которых прокатывается болванка!
Без автоматизации и телемеханизации
здесь не обойтись. Поэтому крупные про-
катные станы теперь снабжают автомати-
ческими и телемеханическими устройства-
ми, которые каждую минуту десятки раз
включают и выключают рольганги. А чело-
век — дежурный оператор — только следит
за работой механизмов из своей будки.
Значит, телемеханические устройства
крайне необходимы и в тех случаях, когда
человеку небезопасно или вообще невоз-
можно находиться рядом с работающей
машиной. О том, что таких случаев не так
уж мало, мы говорили в главе, посвящен-
ной автоматам.
РАЗНЫЕ ЗАМЕТКИ
Рождение фотоэлемента
Первый в мире фотоэлемент
создал русский ученый Александр
Григорьевич Столетов. 26 февра-
ля 1888 года в физической лабо-
ратории Московского университе-
та он произвел такой замечатель-
ный опыт.
К отрицательному полюсу
гальванической батареи он при-
соединил цинковый диск, к поло-
жительному — металлическую
сетку, поставленную напротив
диска. Получилась разомкнутая
электрическая цепь. Ток по этой
цепи не шел: стрелка включенно-
го в цепь гальванометра непо-
движно стояла на нуле.
Но вот Столетов направил на
цинковую пластинку сильный луч
света. И тотчас же сдвинулась
с нуля стрелка гальванометра —
по цепи пошел ток. Ученый уси-
лил свет, стрелка отклонилась
еще дальше. Ток в цепи сразу же
возрос.
Столетов выключил свет, и
стрелка гальванометра бессильно
упала — ток в цепи пропал. Ка-
залось, это луч света замыкал
разомкнутое пространство цепи.
Александр Григорьевич Столе-
тов довольно подробно исследовал
открытое им явление. Он, в част-
ности, вывел и сформулировал ос-
новной закон фотоэффекта о про-
порциональности между интенсив-
ностью падающего света и поро-
жденного им электрического тока.
Аппарат, на котором было
произведено открытие фотоэф-
фекта, можно по праву назвать
первым фотоэлементом.
316
Техника сегодняшнего дня идет по пути
создания автоматических станочных линий,
цехов, заводов-автоматов. Само собой ра-
зумеется, что управление такими системами
машин должно производиться из одного ме-
ста. Действительно, здесь телемеханические
устройства имеют огромное значение.
Телемеханика позволяет человеку быть
вездесущим: одновременно находиться и
у счетчика числа оборотов турбины гидро-
электростанции и около ваттметра электри-
ческой подстанции, которая расположена
в десятках километров от диспетчерского
пульта.
„Органы чувств" машин
Склонясь над своим станком, работает
токарь. Он вытачивает чугунные валики.
Токарь внимательно следит, чтобы резец не
перешел через тонкую риску — черту, обо-
значающую границу той части валика, ко-
торую надо обточить. Едва резец коснется
этой риски, токарь нажимает на рукоять
трензеля, выключая самоход, и отводит ре-
зец назад.
Так всегда и работает человек, управляя
машинами. При помощи своих органов
чувств он следит за изменениями материа-
ла, который он тем или иным способом пре-
образует, и в нужный момент прекращает
процесс. Простейшие примеры этому мы
можем встретить на каждом шагу. Домаш-
няя хозяйка, определив, что пироги готовы,
достает их из печи; сталевар выпускает из
мартена сварившуюся сталь; токарь вы-
ключает самоход станка.
При помощи своих органов чувств чело-
век следит за обработкой детали, включает
и выключает станок.
А как же работает автоматическая ма<
шина? Ведь токарь может управлять стан-
ком только потому, что он видит риску.
А как ее «увидит» автоматическое устрой-
ство?
Для этой цели, например, устанавливают
на станке специальный упор, который соот*
ветствует положению риски, а на подвиж-
ной каретке укрепляют рычажок. Как
только резец подойдет к риске, рычажок до-
стигнет упора и повернет рукоятку управ-
ления. Станок автоматически остановится.
Это устройство — оно называется конце-
вым выключателем — одно из простейших
автоматических устройств, широко распро-
страненных в самых разнообразных обла-
Простой датчик — концевой выключатель. Он оста-
новит мостовой подъемный кран, если тот подойдет
близко к стене.
стях техники. В нем уже совершенно отчет-
ливо виден один из обязательных элемен-
тов автоматики — «чувствительный» эле-
мент, или датчик.
Описанный автоматический концевой вы-
ключатель работает как бы «на ощупь».
Однако есть у машин «органы чувств», ко-
торые реагируют и на действие лучей света
так же, как сетчатка дна человеческого
глаза.
Такие устройства называются фотоэле-
ментами. Они широко применяются в тех-
нике. О некоторых мы уже говорили.
...Над широким простором водохранили-
ща опускается вечер. Солнце уже зашло за
линию горизонта, и небо на западе полы-
хает алыми лентами. Держа курс по белым
и красным покачивающимся на воде баке-
317
нам, идет пассажирский пароход. Смер-
кается. Пора бы бакенщику выезжать за-
жигать фонари.
Но лодки бакенщика нет. Фонари на ба-
кенах зажигаются сами, один за другим.
Может быть, бакены связаны проводами
с берегом и включение их осуществляется
нажимом кнопки в каком-либо прибреж-
ном домике? Нет. Бакены работают от ак-
кумуляторов. А включают их с наступлени-
ем сумерек фотоэлементы.
День и ночь, сутки за сутками, не тре-
буя времени ни для сна, ни для отдыха,
смотрят их внимательные зрачки в небо.
При дневном освещении в электрической
цепи, в которую они включены, идет ток.
Он размыкает цепь питания фонаря бакена.
Но погасает день, все меньше света ловит
внимательный зрачок фотоэлемента, и, на-
конец, прерывается ток в его цепи. Пружи-
на, не удерживаемая больше электромаг-
нитом, замыкает цепь питания фонаря ба-
кена, и он загорается.
Начинается утро. Все больше света по-
падает в фотоэлемент, и в его цепи начи-
нает течь ток. Электромагнит срабаты-
вает— и цепь питания фонаря размыкает-
ся. Бакен гаснет.
Вот другой пример. Большой завод.
С конвейера сходят готовые изделия. У са-
мого конца конвейера установлено счетное
устройство, одной из основных деталей ко-
торого является фотоэлемент. С одной сто-
роны на конвейере горит электролампочка,
бросающая узкий пучок света над самой
лентой в приемный зрачок фотоэлемента.
Готовое изделие, сходя с конвейера, на
мгновение заслоняет луч света, фотореле
замыкает счетное устройство, и на столе
у дежурного оператора появляется сообще-
ние о новом изделии.
Примеров можно привести много. Фото-
элементы «считают» шарики на подшипни-
ковых заводах и не ошибаются, если перед
ними мелькнет за секунду несколько де-
сятков сверкающих стальных горошин. Они
работают в регуляторах, отмеряющих точ-
ные порции жидких или сыпучих материа-
лов. Они помогают управлять такими ги-
гантскими машинами, как блюминги или
слябинги. Они позволяют определять тем-
пературы в плавильных печах и на поверх-
ности таинственных темных пятен пересече-
ний марсианских каналов. Да просто
невозможно, пожалуй, перечислить все
применения в современной технике, науке,
жизни изумительного прибора, созданного
русским ученым А. Г. Столетовым, — фо-
тоэлемента, нередко называемого «электри-
ческим глазом».
Ну, а существуют ли у машин органы,
реагирующие на звуковые сигналы — свое-
го рода «электрические уши»?
Да. И они известны всем. Ведь почти
каждый хоть раз в жизни держал в ру-
ках обыкновенный микрофон телефонной
трубки.
Когда мы говорим перед микрофоном,
колебания воздуха передаются его мем-
бране, и она надавливает на угольный по-
ФИЗИКА В МАШИНЕ
В чем сущность
фотоэффекта
Одним из носителей элемен-
тарного электрического заряда
является электрон. Под дей-
ствием света они вылетают из не-
которых химических элементов.
Упорядочив движение вырванных
светом электронов, создав их по-
ток, мы получим электрический
ток.
Одним из элементов, способ-
ных выбрасывать электроны под
действием света, является цинк.
В фотоэлементе Столетова вы-
битые светом из цинковой пла-
стинки электроны под действием
притяжения положительно заря-
женной сетки устремлялись
к ней. В цепи возникал электри-
ческий ток. Явление это на-
зывается внешним фотоэффек-
том.
В настоящее время известны
фотоэлементы, работающие и на
другом принципе — внутреннего
фотоэффекта. Сущность внутрен-
него фотоэффекта в том, что
некоторые вещества-полупровод-
ники под действием света значи-
тельно увеличивают свою про-
водимость. Есть и другие типы
фотоэлементов.
Фотоэлементы властно вторг-
лись во многие отрасли совре-
менной техники. Их внимательные
«электрические глаза» читают
запись на «звуковой дорожке»
современного звукового кино-
фильма, помогают передавать по
проводам фототелеграммы, не
пропустив ни одного знака в чер-
теже, который срочно нужен в
другом городе, не изменив ни од-
ного штриха в вашей подписи.
Фотоэлементы позволяют переда-
вать движущиеся изображения из
студии телевидения на тысячи эк-
ранов телевизоров.
318
рошок, сквозь который идет ток. Порошок
в такт колебаниям уплотняется и разре-
жается, и в такт этим уплотнениям и раз-
режениям изменяется проходящий по по-
рошку ток — ведь от того, насколько он
уплотнен, зависит его сопротивление про-
хождению тока. Ну, а ток, усилив, уже
можно заставить включить любое устрой-
ство. Таким «электрическим ухом» можно
оборудовать вход в гараж. Подъехав к не-
му и прогудев, вы включаете электрическое
устройство, которое широко и гостеприим-
но распахнет перед вами двери.
Вот вам и электрическое воплощение зна-
менитого восклицания из старинной араб-
ской сказки: «Сезам, отворись!»
В последнее время угольные микрофоны
стали часто заменять пьезоэлектрическими.
Дело в том, что кристаллы некоторых ве-
ществ, как, например, кварца, обладают
свойством отвечать на механическое воз-
действие появлением электрического заря-
да на своих гранях. Мембрана соединяется
с таким кристаллом, и ее колебания рож-
дают электрический ток.
Знает современная техника и другие
устройства, реагирующие на звуковые ко-
лебания воздуха.
Есть в распоряжении современной техни-
ки и устройства, которые как бы служат
для машин «органом обоняния». Эти орга-
ны определяют содержание в воздухе даже
таких газов, которые, с точки зрения наше-
го обоняния, не пахнут.
В шахтах и рудниках, например, для об-
наружения опасной концентрации горючих
газов применяется следующее устройство.
Оно представляет собой коробку из пори-
стого материала, закрытую гибкой мембра-
ной. Внутри этой коробки размещаются
раскаленная электрическим током неболь-
шая спираль и контакт, который замыкает-
ся с мембраной, если она окажется вдав-
ленной внутрь. Горючие газы проникают
сквозь пористую стенку коробки и сгорают
на раскаленной спиральке. Если таких га-
зов оказывается больше нормы, они, вы-
горая в коробке, создают там некоторое
разрежение. Мембрана втягивается и за-
мыкает контакт. Электрический ток посту-
пает в сигнальные устройства, предупреж-
дающие об опасности.
Есть и технические устройства, анало-
гичные чувству вкуса, свойственному живо-
му организму.
Представим себе, что надо подавать в ка-
Этот датчик заменяет обоняние. Он сигнализирует
о появлении угарного газа в воздухе рудника.
Этот датчик заменяет «чувство вкуса». По мере из-
менения электропроводности жидкости, в которую
добавляется краска, он регулирует насыщенность ра-
створа.
кой-либо механизм раствор кислоты строго
определенной, но не большей концентрации.
В смесительный бачок в таком случае
опускают два электрода, соединенных
с электромагнитом. Как известно, чем вы-
ше концентрация кислоты в воде, тем выше
электропроводность раствора. Пока кон-
центрация не велика, ток, проходящий че-
рез опущенные в кислоту электроды, недо-
статочен, чтобы сработал электромагнит.
Но как только концентрация увеличивает-
ся, превышая допустимую, электромагнит
замыкает контакты и прекращает поступ-
ление кислоты в смесительный бачок.
У человека существует так называемый
319
Иван Алексеевич Вышнеградский (1831—1895) —
выдающийся инженер и ученый-механик, почетный
член Петербургской Академии наук. Положил на-
чало теории автоматического регулирования работы
машин, ввел в русских технических высших учеб-
ных заведениях преподавание теоретических основ
машиностроения.
вестибулярный аппарат, также являющий-
ся органом чувств. Он воспринимает поло-
жение головы и тела в пространстве, следя
за направлением движения тела. Этот ап-
парат находится во внутреннем ухе челове-
ка и играет огромную роль в обеспечении
равновесия тела в покое и движении.
И в технике есть устройства, которые так
же, как и вестибулярный аппарат, могут
реагировать на положение этого устройства
относительно силы тяжести.
На следующей странице на рисунке по-
казана V-образно согнутая стеклянная
трубка. Один из контактов прибора укреп-
лен в ней в нижней точке согнутого
колена, от другого по одной из верти-
кальных трубок спускается проволока
большого сопротивления до первого кон-
такта, укрепленного в нижней точке. На
дно сосуда налита ртуть. Совершенно оче-
видно, что сопротивление прибора, если
подключить к его обоим контактам источ-
ник электрического тока, будет зависеть от
того, в каком положении будет находиться
прибор. Если наклонить его в сторону тру-
бочки, в которой нет контактов, так что
проволока, имеющая большое сопротивле-
ние, обнажится, сопротивление прибора
возрастет. Если наклонить в другую сторо-
ну так, чтобы оба контакта были залиты
ртутью, сопротивление станет очень ма-
леньким. А в зависимости от сопротивле-
ния изменится и идущий через прибор ток.
Такой чувствительный элемент, реаги-
рующий на положение прибора относитель-
но направления силы тяжести, может быть
применен в автоматических весах коромыс-
лового типа, в приборах автоматики, кото-
рые должны реагировать на изменение
положения каких-либо деталей, например
в регуляторах уровня горючего в баках
стационарных двигателей.
Вот, пожалуй, и исчерпаны все органы
чувств человека. А «органов чувств» машин
мы не перечислили и десятой доли.
Можем ли мы, например, без помощи
приборов определить величину идущего по
проводнику тока? А механическое устрой-
ство может сделать это очень просто. Вы
с ним уже знакомы. Это электромагнитное
реле из главы «Машинная почта».
Можем ли мы с помощью только наших
органов чувств точно определить, правиль-
но ли выдерживается температура в терми-
ческой печи на уровне от 720 до 750 граду-
сов?
Нет, конечно. Но температуру в термиче-
ской печи по цвету ее внутренних стенок
совершенно точно определит устройство
с фотоэлементом. Если надо обеспечить
выключение подачи топлива или тока
в печь по достижении определенной темпе-
ратуры, можно применить термореле. Как
оно устроено, вы тоже читали в главе
о «Машинной почте».
Мы почти не можем заметить изменения
величины атмосферного давления, если оно
не происходит чрезвычайно быстро или не
является чрезмерно большим. Только стре-
мительно поднимаясь на самолете, мы
иногда чувствуем боль в ушах. А ведь про-
стейший барометр — анероид — это чрезвы-
чайно чувствительное устройство, реагиру-
320
ющее на величину атмосферного давления.
Манометры самых разнообразных систем
дают нам возможность замерять давления
газовых и жидкостных сред с огромной точ-
ностью и в широчайших пределах.
Для «видения» невидимых инфракрасных
и ультрафиолетовых, рентгеновских и даже
космических лучей есть у машин и прибо-
ров «органы чувств». Для определения со-
става газов, выходящих в трубу ТЭЦ, и
для определения процентного содержания
метана в газе, вырывающемся из земли,
есть у машин свои «органы обоняния». На-
пряженность электромагнитного поля и
концентрация ионов растворенного веще-
ства в жидкости, колёблния воздуха, не
воспринимаемые нашим ухом, и прикосно-
вения пылинок друг к другу— все это могут
заметить и почувствовать «органы чувств»
машины.
Развивается автоматика, все точнее и
точнее становятся чувствительные элемен-
ты, без которых не может быть автомати-
ческих машин и устройств. Все больше и
больше их появляется, на новые и новые
величины они начинают реагировать.
А это датчик положения. В зависимости от того, ка-
кая часть проволоки погружена в ртуть, изменяется
и идущий сквозь нее ток.
„Нервы“ и „мускулы"
телемеханизмов
Недалеко от столицы нашей Родины,
вверх по течению Москвы-реки есть место,
где река разлилась широким плесом. Это
СДЕЛАЙ САМ
Управление на расстоянии
Мы с вами уже изготовили не-
сколько моделей, приводимых
в действие ветром и водой, сде-
лали автомат, отмеряющий опре-
деленные порции воды, — чашу
Тантала, и сделали модель при-
бора для телеуправления по двум
проводам. Воспользуемся им для
включения на расстоянии чаши
Тантала, ветряка и водяного ко-
леса.
Для того чтобы не усложнять
устройство, ограничимся только
пуском их. Если бы мы хотели
и останавливать модели на рас-
стоянии, потребовалось бы на
контактных дисках переключате-
лей увеличить количество контак-
тов и сделать еще специальные
реле.
Изготовим три исполнительных
реле. Их надо сделать точно та-
кие же, как и реле, воспринимаю-
щие сигнал управления. Только
к якорькам нужно приделать не-
большие проволочки (тяги) и
присоединить их к коротким пле-
чам рычажков, сделанных из
толстой проволоки. Эти рычажки
нужно укрепить на осях, чтобы
они могли свободно вращаться.
Исполнительные реле в реаль-
ных условиях, когда производится
управление настоящими машина-
ми, не сами воздействуют на ма-
шины, а включают либо сильные
электромагниты, либо электриче-
ские двигатели, иногда очень
мощные.
У длинных плеч каждого ры-
чажка загните вниз кончик —
в один сантиметр. Затем укрепи-
те реле с рычажком у модели.
У рычажка, реле которого долж-
но будет запустить ветряк, кон-
чик надо расплющить, чтобы он
входил между зубьями шестерен-
ки от старых ходиков или бу-
дильника (или в зазубринки же-
стяного кружка). Шестеренка
крепится на оси ветряка.
Когда реле будет включено,
рычажок должен освободить ше-
21 Машина
321
Виды телемеханических передач (сверху вниз): гид-
равлическая, шариковая, механическая. Разве можно
передать с их помощью движение на большое рас-
стояние!
место могло бы быть любимым для купаль-
щиков, но по берегам стоят щиты с надпи-
сями: «Купаться запрещается». И в самые
жаркие дни пустуют золотые пляжи и изум-
рудные от свежей зелени берега. Здесь бе-
регут чистоту воды: отсюда Москва пьет.
Здесь заборные трубы Рублевской водо-
проводной станции. Пульт управления
находится от нее на расстоянии трех кило-
метров. На пульте смонтированы десятки
приборов, показывающих расход воды,
мощность насосов, число оборотов. С по-
мощью каких же устройств передаются от
агрегатов станции к командному пульту
данные о их работе, как передаются с пуль-
та управления команды агрегатам станции?
Технике известны многочисленные устрой-
ства для передачи механического движения.
Карданный вал автомобиля, например, пе-
редает мощность с вала двигателя к веду-
щим колесам. Валы и ремни трансмиссий
в недалеком прошлом подавали энергию
от паровой машины ко всем станкам цеха.
Но, конечно, никому не придет в голову, что
агрегаты Рублевской станции соединены
с пультом управления карданными валами,
зубчатыми и ременными передачами трех-
километровой длины.
Есть и другие способы передачи механи-
ческого усилия на расстояние. Можно, на-
пример, взять стальные трубки и наполнить
их лежащими вплотную друг к другу сталь-
ными же шариками. Совершенно очевидно,
что, если мы нажмем на шарик, закрываю-
щий одно отверстие трубки, усилие это пе-
редастся через всю систему шариков и
сдвинет шарик, закрывающий другое отвер-
стие. Такую трубку можно плавно изгибать,
Каскадный усилитель. Приходящие к нему доли
ватта за счет механической энергии двигателя пре-
вращаются в десятки киловатт.
стеренку, и, если дует ветер,
крыльчатка сможет вращаться.
У водяного колеса на оси сде-
лайте такие же приспособления,
как и у ветряка, чтобы второе ре-
ле могло также растормозить его.
К рычажку реле, которое бу-
дет включать чашу Тантала —
наш водяной автомат, приделай-
те с помощью тяги из тонкой
проволоки плотный бумажный
желобок, подвесив его на нит-
ках. Нужно сделать так, чтобы
струйка воды лилась в желобок
и стекала наружу, не попадая
в сосуд. Когда реле будет вклю-
чено, рычаг должен передвинуть
бумажный желобок (продумайте,
как это сделать), струя будет по-
падать в сосуд, и чаша Тантала
начнет через одинаковые проме-
жутки времени выпускать опре-
деленные порции воды.
Когда все исполнительные ре-
ле будут готовы и хорошо отре-
гулированы, возьмите три новые
батарейки от карманного фонаря
и соедините их с исполнительны-
ми реле, как это показано на
схеме. Когда реле 1, 2 и 3 будут
замыкать свои контакты, ток по-
падет в обмотки соответствующих
исполнительных реле (ИР), кото-
рые, замкнув контакты, обеспечат
питание своих обмоток электри-
ческим током даже тогда, когда
реле 1, 2 и 3 разомкнут кон-
такты.
Когда все проверите, отрегу-
лируете реле, можно приступать
к испытанию установки. Струйка
воды должна течь на желобок
в обход прибора, крылья ветряка
должны быть выставлены на-
встречу ветру, а другая струя во-
ды должна литься на лопатки
водяного колеса.
Поручите товарищу не очень
быстро вращать за ручку щетки
переключателей.
Поверните включатель 1 в по-
ложение «включено». Реле 1
замкнет свои контакты, включит-
ся исполнительное реле, его ры-
чажок сдвинет желобок, струйка
воды будет литься в сосуд, и
прибор начнет действовать. Лам-
почка 1 загорается, сообщая
о том, что аппарат работает.
Так же будут пущены и вет-
ряк и водяное колесо.
322
все равно усилие будет передаваться. Вмес-
то системы шариков можно заполнить
трубку какой-либо жидкостью.
Такие передачи усилия наряду с рычаж-
ными, шестереночными широко применяют-
ся во многих станках-автоматах. Можно их
использовать и для передачи показаний не-
которых приборов, например манометра,
измеряющего давление пара в паровом кот-
ле, который находится в соседнем помеще-
нии. Но для передачи усилия на большие
расстояния они все же не годятся.
Для этих целей обычно используется
электрический ток. Он имеет целый ряд
преимуществ.
Во-первых, в электрические сигналы лег-
ко можно превращать показания любых
приборов — и термометра, измеряющего
температуру, и тахометра, определяющего
число оборотов, и манометра, следящего за
изменениями давления. Превратить же
в давление жидкости или движение систе-
мы шариков, например, высоту подъема
ртути в градуснике не так-то просто.
Во-вторых, использование механических
систем передачи заставило бы тянуть для
каждого замеряемого параметра свою сис-
тему труб или рычагов. Электрическая же
система телеуправления обходится двумя-
тремя, а в некоторых случаях даже одним
проводом. А передаются по ним показания
десятков приборов.
Сельсины нередко называют «электрическим валом».
Поворот якоря датчика вызывает «возмущение»
электромагнитных полей в приемнике, и его якорь
поворачивается на тот же угол.
Одним из. распространенных устройств
для передачи показаний приборов на даль-
ние расстояния являются сельсины. Иногда
пару сельсинов, связанных между собой, на-
зывают «электрическим валом». Это назва-
ние очень метко: действительно, роторы,
связанные сельсинами, поворачиваются
строго синхронно, как если бы они были
насажены на один вал.
Обычно первый сельсин — его называют
датчиком — надевается на ось стрелки
прибора, показания которого должны быть
переданы на расстояние. На ось другого
сельсина, находящегося на пульте управле-
с сервомотором.
Усилитель
Центро-
бежный
регулятор
Раздвинувшись, грузы
сервомотора, открывая
Масло
под
давлением
Гидравлический усилитель
центробежного регулятора опускают поршни
путь маслу. Оно подается под давлением насосом в сервомотор,
сдвигом поршня которого определяется поворот лопастей гидравли-
ческой турбины.
ервомотор j
Насос
Поворотные
лопасти
турбины
21*
ния, надевают такую же стрелку, как и
у первого прибора. Соединенные электри-
ческой схемой, оси сельсинов датчика и при-
емника поворачиваются на один и тот же
угол.
При помощи сельсина можно не только
узнавать показание прибора на расстоянии,
но и передавать команду машинам.
Электрические сигналы, передаваемые по
проводам, слабеют с расстоянием. Поэтому
очень важным элементом в телемеханиче-
ских системах являются усилители самых
разнообразных устройств и назначений.
Наиболее часто применяются в настоящее
время различные ламповые усилители, ра-
бота которых подобна работе усилителя
радиоприемника.
Часто встречающимся узлом в телемеха-
нических системах являются селекторные
устройства.
Попробуем подсчитать, сколько пар про-
водов должны соединять пульт управления
автоматической насосной станции с ее
машинами. Ведь дежурному диспетчеру не-
обходимо знать десятки разных величин,
характеризующих работу станции и ее ме-
ханизмов: и число оборотов двигателя, и
количество перекачиваемой воды, и уровень
ее в водохранилище, и температуру под-
Электронный фотоумножитель. Каждый упавший
электрон вызывает появление двух новых. Количе-
ство их нарастает лавинообразно.
шипников насосов. Если от каждого конт-
рольного прибора к пульту управления
протянуть провода, то их будет несколько
десятков. Однако этого нет. Всего два про-
вода подвешены к белым фарфоровым изо-
ляторам телеграфных столбов.
Селекторные устройства позволяют пере-
давать по одной линии связи одновременно
свыше сотни различных команд механизмам
и принимать сотни показаний приборов.
Примером сложного телемеханического
Принципиальное устройство датчика команд — номе-
ронабирателя обыкновенного телефона.
Прерыватель
324
устройства, с которым .в повседневной жиз-
ни встречается каждый, является современ-
ная автоматическая телефонная станция,
обслуживающая тысячи абонентов.
Вы сняли трубку и слышите непрерывный
гудок, как бы приглашающий вас набирать
номер. Вы подняли трубку и этим дейст-
вием дали автоматам, находящимся, быть
может, за несколько километров от вас, на
телефонной станции, команду подключить
ваш аппарат к устройствам, которые могут
соединить вас с абонентом.
Вы набираете номер. Каждый поворот
диска — очередная команда для действия
механизмов на телефонной станции. Все
шесть поворотов — это приказ: соедините
меня с моим товарищем, номер телефона
которого такой-то.
Автоматически действующие машины вы-
полняют ваше распоряжение. Среди десят-
ков тысяч других телефонов отыскан нуж-
ный номер. Непрерывная электрическая ли-
ния соединяет два аппарата. И автоматы
сообщают вам, подавая редкие гудки низ-
кого тона: приказ выполнен, сейчас будете
говорить.
Десятки механизмов, реле, искателей
начинают работать, когда вы привычным
движением набираете номер телефона.
Пользуясь телефоном, как часто мы забы*
ваем о том, что это и есть одно из вели-
чайших достижений телемеханики сегод-
няшнего дня!
Подъемно-вращающийся шаговый искатель. Им-
пульсами тока, поступающего в электромагниты,
щетку искателя поднимают до требующегося ряда,
а затем поворачивают на нужный угол.
От автоматических устройств
к комплексной автоматизации
Почти каждая современная машина, поч-
ти каждый станок, отнюдь не являющийся
автоматом, имеет целый ряд автоматически
действующих механизмов и устройств.
Возьмем, к примеру, трактор. Его нель-
зя считать автоматической машиной, если
не установлено специальное приспособле-
ние для работы без водителя. Но в дви-
гателе трактора есть целый ряд автома-
тически действующих устройств.
Автоматически, в зависимости от режима
работы, регулируется в нем подача топли-
ва в цилиндры.
Автоматически осуществляется включе-
ние и выключение системы охлаждения
двигателя.
Кажется, велико ли значение этих авто-
матических механизмов? Регулировать по-
Принципиальная схема простейшего селектора. Та-
кой селектор включает цепь звонка только в том
случае, если будет набрано число, на которое он
настроен.
325
дачу топлива можно и вручную. Так ли уж
важно, что температура воды в системе
охлаждения будет на 10 градусов выше
нормальной?
Предположим, что автоматическое регу-
лирование экономит нам всего 1 литр горю-
чего за день работы трактора. Но у нас
в стране работает около миллиона трак-
торов. Значит, в горячую пору вспашки или
уборки автоматические регуляторы эконо-
мят тысячу тонн ценного горючего в день —
двадцать пятидесятитонных цистерн, целый
железнодорожный состав!
Предположим, что автоматическое вклю-
чение системы охлаждения позволяет трак-
тору проработать всего 10 дополнительных
часов до капитального ремонта. На все
тракторы страны это составляет 10 миллио-
нов рабочих часов! Это равноценно тому,
что наша промышленность выпустит
на поля несколько тысяч новых трак-
торов!
Автоматически действующие механизмы
и устройства есть и в токарном станке, и
в гигантском прокатном стане, и у паро-
вой турбины, и у дизеля тепловоза.
Появление таких автоматических
устройств — первый этап автоматизации.
ЭКСКУРСИЯ В ОТК ЗАВОДА
Автоматические контролеры
Это необычная экскурсия.
Художник пошел на заводы, где
работают автоматы, и сделал не-
сколько рисунков и схем устрой-
ства автоматических контролеров.
Посмотрим, как они работают.
Вот измерительный прибор. Он
служит для автоматического конг
роля диаметра роликов. У него есть
электроконтактный датчик — от-
клонение от заданного размера
преобразуется в электрический
импульс. Главная часть прибо-
ра — электроконтактная головка
(в рамке). Пружина (5) удержи-
вает мерительный шток (4)
в нижнем положении. На нем вы-
ступ (6) давит на рычаг (7)
с контактом (8). Этот рычаг ук-
реплен в корпусе датчика плоской
пружиной (9). Неподвижные кон-
такты (10) и (11) тоже на
плоских пружинках. Их можно
передвигать относительно точек
закрепления с помощью регули-
ровочных винтов (12). Просвет
между неподвижными контактами
служит измерительным диапазо-
ном. Его размер устанавливается
по допускам.
Проверяется партия неболь-
ших роликов. Правильный размер
диаметра может изменяться в пре-
делах допуска — от 10 до 10,012
миллиметра.
Когда под измерительный
326
Следующий этап — появление станков —
автоматов и полуавтоматов. Но сначала,
как правило, это бывают только отдельные
станки, автоматизирующие отдельные опе-
рации в общей технологической линии про-
изводства.
Внедрение таких станков обычно вызы-
вает резкий рост производительности труда
на автоматизированных участках производ-
ства. Устарелыми, малопроизводительными
кажутся по сравнению с ними прежние
методы производства: неавтоматизирован-
ные операции и процессы. И нередко в та-
ких случаях можно наблюдать примерно
такую картину.
Работает высокопроизводительный ста-
нок-автомат. Он изготовляет стандартные
широко распространенные детали — кре-
пежные болты. На изготовление одного
болта станок затрачивает 1—2 секунды. За
минуту он выбрасывает десятки готовых
изделий — буквально выстреливает ими.
А осуществляемый вручную при помощи
резьбовых колец контроль каждого болта
занимает 30 секунд.
Получается чудовищное несоответствие.
Один рабочий-наладчик наблюдает за стан-
ком и обслуживает его. А контролировать
продукцию, вырабатываемую этим рабочим,
приходится десятку людей. Целый отдел
технического контроля всего лишь на од-
ного рабочего!
Где же выход?
Выход только один: операция контроля
тоже должна быть поручена высокопроиз-
водительному автомату. Только автомат-
контролер может угнаться за автоматом-
изготовителем.
Но после автоматизации контрольных
операций становятся узким местом произ-
водства, поражают своей устарелостью и
медлительностью другие вспомогательные
операции — транспортировка заготовок от
автомата к автомату, упаковка готовой про-
дукции и другие. И если их не автомати-
штифт подводят набор контроль-
ных плиток, или калибр, разме-
ром 9,999 миллиметра — тогда
контактный рычаг (7) отклонится
влево от среднего положения.
И левым регулировочным вин-
том (12) добиваются соприкосно-
вения неподвижного и подвижно-
го контактов. Замыкается цепь,
вспыхивает красная сигнальная
лампочка — «брак». После этого
убирается набор плиток и под
измерительный штифт подводится
другой—размером 10,013 миллиме-
тра. Это отклонит контактный
рычаг правее среднего положе-
ния. А вторым регулировочным
винтом осуществляют соприкосно-
вения между правым неподвиж-
ным и подвижным контактами.
И еще раз вспыхивает лампочка
«брак».
Теперь удаляют из-иод штиф-
та второй набор плиток, контакт-
ный рычаг занимает свое началь-
ное положение, и прибор готов
к работе.
Под штифт устанавливают
проверяемый ролик. Его диаметр
10,08 миллиметра. Подвижный
контакт отклонится вправо, но
в пределах допуска. При этом
контакт (13) замкнет цепь к лам-
почке «годен». И это будет повто-
ряться при любом размере диа-
метра ролика в пределах до-
пуска. А ролики меньше 10 или
больше 10,012 миллиметра за-
жгут лампу «брак».
Сигнальные лампочки заменя-
ют включенными в цепь электро-
магнитами. Каждый из них
командует заслонкой, которая
может закрыть проход детали
в отделения сортировочного уст-
ройства.
Это показано внизу рисунка
на странице слева.
Из вращающегося барабанно-
го магазина (1) ролики скаты-
ваются по каналу (2) до уровня
столика прибора. Ползун (3) по-
дает нижний ролик под измери-
тельный штифт. В этот момент
действует кнопка (14) — она
подключает реле к диаметриче-
ской цепи.
Ролик проверен, ползун тол-
кает изделие дальше, подводит
его к отверстию сортировочного
устройства, куда ролик и скаты-
вается.
Ползун возвращается в исход-
ное положение, цикл его работы
продолжается.
Если диаметр в пределах до-
пуска, ролик попадает в отделе-
ние «годные» (крайнее справа).
Если ролик «полнее» допустимо-
го, сработает один из электро-
магнитов, перекроет своей за-
слонкой путь и направит в отде-
ление для брака, но исправимого
(ведь большой диаметр еще мож-
но уменьшить).
Если диаметр оказался мень-
ше 10 миллиметров, сработает
второй электромагнит, тоже пе-
рекроет путь и направит изделие
в третье отделение — для брака,
уже неисправимого. Так осуще-
ствляется автоматически не толь-
ко проверка размеров, но и сор-
тировка.
И делается это с высокой сте-
пенью точности — до 0,001 мил-
лиметра.
327
зировать, они будут тормозить весь ход
дела.
Автоматизация, охватывающая не только
основные производственные операции, но и
вспомогательные, называется комплексной.
Это высшая, наиболее целесообразная фор-
ма автоматизации.
Комплексная автоматизация — это авто-
матические поточные линии, автоматические
цехи и заводы.
Комплексная автоматизация позволяет
резко уменьшить количество рабочих, заня-
тых на данном производстве, высвободив их
для другого труда, в 2—3 раза, а то и
в 10—20 раз повысить производительность
труда, обходиться значительно меньшими
производственными площадями.
В нашей стране работает много автома-
тических линий, цехов и заводов-автоматов.
Станки^ авто маты,
Вот небольшой станок с чрезвычайно тон-
кими, похожими на иглы резцами. Он дела-
ет крохотные детали. Это один из автома-
тов, изготовляющих точные приборы.
Откройте заднюю крышку ручных часов,
и вы увидите колесико, все время совер-
шающее колебательные движения вокруг
своей оси. Это «сердце часов» — баланс.
Чтобы изготовить один такой баланс
вручную, опытнейший часовщик должен
целый день сидеть над тисками и, вставив
в глаз увеличительное стекло, водить на-
пильником, похожим на смычок крохотной
скрипки, по бронзовой заготовке.
Станок-автомат изготовляет их в огром-
ном количестве из крохотных бронзовых
дисков величиной с копеечную монету. Одну
сторону у каждого из этих дисков предва-
рительно протачивают, а потом целую пач-
ку их закладывают в питатель.
В дело вступают резцы. Первый произво-
дит обработку торца диска. Затем вклю-
чается другой резец. Он врезается внутрь
диска, образуя обод баланса. Третий сни-
мает фаски.
Мастер только настраивает станок на
выполнение той или иной последователь-
ности операций. После этого станок сам
ведет всю работу.
Как же работает станок?
В механизме управления станком есть
набор дисков. Каждый из дисков имеет
форму, соответствующую движению того
или иного резца при работе. Вот диск начал
вращаться. Он нажимает при этом своим
краем на специальный стержень, конец ко-
А этот автоматический контро-
лер проверяет в трех сечениях
толщину поршневых колец авто-
мобильного двигателя и сортиру-
ет их на годные и негодные.
Кольца надеваются на прием-
ный валик (1). Они скользят
вниз, в гнездо, расположенное
на уровне ползуна (2), который
подает изделия на измерительную
позицию (3). Три электроконтакт-
ные мерительные головки (4)
своими рычажками измеряют
толщину кольца в трех его сече-
ниях (расположенные через каж-
дые 120 градусов) на внутренней
окружности.
Годные кольца попадают на
лоток (5) и соскальзывают на
приемную гильзу (6). Если изде-
лие окажется больше допускае-
мого размера, рычажок меритель-
ной головки отклонится, замкнет
контакты, и лоток (верхний) по-
вернется к другой гильзе. А если
меньше допускаемого размера,
мерительный рычажок отклонит-
ся в противоположную сторону,
замкнет другую пару контактов,
и лоток повернется к третьей
гильзе. Электроконтактный конт-
ролер рассортировывает за один
час 2 000 колец.
Теперь мы познакомимся
с электрическими датчиками —
сильным оружием охотников за
микронами. Вот общая схема
устройства и действия индуктив-
ного датчика-измерителя. На
П-образном сердечнике (1) —
катушка. На расстоянии 0,5 мил-
лиметра от ножек П-образного
сердечника — якорь (2) в виде
пластинки из мягкой стали. От
328
торого высовывается из латунной трубки.
Внутри трубки вплотную уложены сталь-
ные шарики и ролики. Движение стержня
передается через них по всем изгибам
трубки к другому ее концу, в который тоже
вставлен стержень, связанный с одним из
рабочих органов станка. Когда диск пово-
рачивается, движется и рабочий орган, при-
чем его движение может быть сделано лю-
бым, наперед заданным; для этого надо
только изготовить диск соответствующего
профиля.
Дисков таких несколько, вращаются они
все одновременно. Каждый из них передает
движение соответствующему рабочему орга-
ну станка — зажимному приспособлению,
выталкивателю, обеспечивает продольное
или поперечное движение резца. Все эти
движения согласованы таким образом, что
предопределяют правильную последователь-
ность обработки изделия, как если бы им
управлял непосредственно человек. И даже
больше. Человек может ошибиться, нажать
не ту рукоятку, у него может дрогнуть
рука, и он снимет стружку большей, чем
нужно, толщины, испортит деталь. Станок-
автомат, налаженный человеком, этого не
сделает. Он точен.
Советские универсальные автоматические станки
для шлифовки резьбы и расточки отверстий, демон-
стрировавшиеся на Всемирной выставке в Брюсселе,
завоевали всеобщее признание. Эти станки, как и
многие другие советские экспонаты, показали высо-
кий уровень отечественной техники и промышлен-
ности.
нее спускается вниз мерительный
штифт (3). На столике (4) под
штифтом — проверяемое изде-
лие (5).
В зависимости от величины
отклонения размера изделия ме-
няется толщина воздушного про-
света между полюсами сердечни-
ка и якорем-пластинкой. Тогда
меняется и сила тока, проходя-
щего по катушке, а шкала (6)
электроиндикатора показывает
насколько.
Между линейным перемещени-
ем мерительного штифта и дви-
жением стрелки индикатора
существует определенная зависи-
мость — известна «цена» (в до-
лях миллиметра) одного деления
шкалы. Поэтому результат про-
верки получается в линейных
единицах.
Внизу схема дифференциаль-
ного индуктивного датчика-изме-
рителя. Его показания не зависят
от частоты и напряжения источ-
ника питания током. В нем два
сердечника (1 и 2). Между их
полюсами — подвижный якорь
(3). Катушки датчика питаются
через трансформатор (4) от сети
переменного тока.
При среднем положении якоря
между обоими сердечниками сила
тока равна нулю. Это видно на
шкале (5) прибора. Если изде-
лие, находящееся под меритель-
ным штифтом, переместит якорь
вверх или вниз, будет меняться
сила тока в одной или другой ка-
тушке. И стрелка прибора откло-
нится от нулевого положения
вправо или влево на определен-
ное число делений.
Другой вид датчиков—емкост-
ные. Их устройство и работа
основаны на свойствах обыкно-
венного конденсатора, описание
которого есть в школьном курсе
физики.
На левом рисунке—устрой-
ство датчика. Воздушный конден-
сатор с неподвижной пластиной
(1) и подвижной (2), они сдела-
ны из алюминия. Подвижная пла-
стина держится на плоской пру-
жине (4). Изделие (5) подводит-
ся под мерительный штифт (3),
который представляет собой нож-
ку подвижной пластины.
Конденсатор имеет определен-
ную емкость. Ее величина зави-
сит от площади пластин и от
расстояния между ними. При од-
них и тех же пластинах емкость
меняется вместе с увеличением или
329
Вот под светло-серым кожухом его мед-
ленно поворачиваются вокруг своей оси
стальные диски управления. Рабочие орга-
ны — резцы, держатели, выталкиватели —
то медленно движутся, выполняя рабочие
движения, то быстро отходят, уступая свое
место другим. Золотистой струйкой сбе-
гает из-под резцов латунная стружка. И вот
очередной баланс — крохотное неутомимое
сердце часов, к которому в процессе изго-
товления не прикасалась рука человека,
падает в деревянный ящичек — хранилище
готовых деталей. Автомат деловито присту-
пает к изготовлению следующего баланса.
А теперь посетим удивительный цех тек-
стильной фабрики, цех, в котором стоят
ткацкие бесчелночные станки. Но сначала
вспомним несколько моментов из истории
ткачества. Ткачи, создавая ткань, перебра-
сывали вручную челнок, тянущий за собой
поперечную нить ткани. Затем были созда-
ны специальные механические устройства,
перебрасывающие челнок между рядами
продольных нитей так быстро, что он успе-
вает за секунду несколько раз изменить
направление движения на обратное.
Посмотрите внимательно на сатиновую,
ситцевую или шерстяную ткань. Вы заме-
тите, что нити в ней переплетены между
собой. Их переплели на фабрике, на кото-
рой соткали ткань. На станке продольные
нити были разделены на две группы через
одну. Эти группы были раздвинуты так,
что между ними образовался зазор. В зазор
и пролетел челнок, увлекая за собой попе-
речную нить. Группы продольных нитей
поменялись местами, плотно зажав попе-
речную нить, создав переплетение. И снова
пролетел челнок, и снова переменились
местами группы продольных нитей.
Деревянный или металлический челнок
обладает значительной массой, инерцией;
его трудно заставить двигаться с очень
большой скоростью. Это и ограничивает
скорость изготовления ткани. 250 переки-
док нити в минуту, более четырех переки-
док в секунду — разве не с бешеной
скоростью летает челнок, который невоз-
можно рассмотреть простым глазом, в на-
ших лучших ткацких станках! В них вес
челнока, его инерция сведены к минимуму.
И все-таки инженеры нашли способ
сделать еще более быстроходный ткацкий
уменьшением расстояния между
пластинами. Это происходит, ко-
гда под мерительным штифтом
проходит изделие с каким-то от-
клонением от заданного чертежом
размера. Шкала прибора с из-
вестной «ценой» деления показы-
вает, как велико отклонение, ос-
талось ли оно в пределах допус-
ков или вышло из них.
Другая разновидность емкост-
ного измерительного датчика —
дифференциального — показана
на том же рисунке справа. Меж-
ду двумя неподвижными пласти-
нами (1) проложена подвижная
(2) на пружине (4). С ней и свя-
зан мерительный штифт. Изделие
заставляет подвижную пластину
приблизиться к одной из своих
неподвижных «соседок». Меняется
емкость обеих половин датчика —
у одной увеличивается, у другой’
уменьшается. И это повышает
чувствительность прибора и точ-
ность его показаний.
Справа вы видите схему под-
ключения емкостного датчика
в электрическую цепь. Катушка
(1) питается от генератора вы-
сокой частоты и возбуждает —
индуцирует ток в катушке (2).
Датчик с подключенным к нему
конденсатором (3) и катушкой
самоиндукции образует колеба-
тельный контур.
Напряжение подается с кон-
тура на усилитель (4) и изме-
ряется гальванометром (5). При
определенных значениях индук-
тивности катушки и емкости кон-
денсатора в колебательном конту-
ре происходит резонанс и датчик
делается наиболее чувствитель-
ным. Можно добиться точно-
сти даже до 0,000025 миллиметра
(0,025 микрона). Практически же
прибор улавливает отклонение до
0,0001 миллиметра, или 0,1 микро-
на. Такое отклонение в 300 раз
тоньше самого тонкого человече-
ского волоса.
Вверху схема показывает при-
бор в действии. Проверяется тол-
щина бесконечной ленты, сделан-
ной из пластмассы. Она движет-
ся между металлическими пласти-
нами (2) и (3) — обкладками воз-
душного конденсатора. А на шка-
ле (4) отмечаются мельчайшие
отклонения толщины ленты на
различных участках ее длины.
Раньше то же самое делалось
так: лента пропускалась между
двумя валиками; из них верхний
жестко закреплен, а нижний по-
движен, его ось связана с точным
измерительным прибором. Но
валики, сжимая ленту, деформи-
ровали ее, и результаты проверки
оказывались неверными.
330
Автоматический станок с набором фигурных дисков, отдающих команды исполнительным органам станка.
331
автомате работает капля
воды.
станок. Правда, в этих станках пришлось
вообще отказаться от челнока. Его
заменили струей воздуха или каплей
воды.
Уже в целом ряде стран работают бес-
челночные станки, в которых поперечную
нить проносит струя воздуха. Правда, на
таких станках удается пока что изготовлять
ткани шириной не более 45 сантиметров.
Но зато вместо 240 перекидок челнока
в минуту на обычном станке на новом
удается осуществить 800 перекидок попе-
речной нити. Производительность подня-
лась в три с половиной раза.
Ткани шириной до 105 сантиметров изго-
товляют на бесчелночных станках другого
типа. В нем поперечную нить проносит
крохотная капелька воды, выбрызгиваемая
из сопла. Капелька эта очень мала, она
лишь едва смачивает кончик нити, летя-
щий со скоростью 40 метров в секунду.
В приемнике эту капельку отжимают, вода
не касается и не смачивает деталей станка.
Новые станки компактны, работают быст-
332
рее старых и почти беззвучно. Крохотная
капелька, пролетающая между нитями
основы, захватывает и поглощает пыль,
увлажняет воздух. Условия труда в цехах,
где работают бесчелночные станки, не-
сравненно лучше, чем в обычных цехах.
Наверное, не будет ошибки в утвержде-
нии за бесчелночными станками будущего
ткацкого производства.
Высокопроизводительные автоматы уста-
навливаются и на фабриках пищевой про-
мышленности. Например, один только кара-
мельный цех московской кондитерской фаб-
рики «Красный Октябрь» выпускает в час
более двух миллионов конфет!
Как же изготовляют эту лавину слад-
кого?
Вот стоит станок, от которого по транс-
портеру льется целая речка ирисок «Золо-
той ключик». Автомат одну за другой «вы-
стреливает» конфетки, завернутые в краси-
вые, аккуратные бумажки. Он выбрасывает
их по десятку в секунду, шестьсот штук
каждую минуту, 800 килограммов за сме-
ну. Рабочие называют станок «конфетным
пулеметом».
Присную массу варят из патоки, сахар-
ного сиропа и масла в больших гермети-
чески закрывающихся котлах. Не горящие
дрова или уголь, как когда-то, и даже не
газовое пламя нагревает котлы. Ирисную
массу «варит» пар, который по трубам по-
ступает в пространство между двойными
стенками котлов. Поэтому в цехе совсем
нет копоти.
Так работает «конфетомет».
Ирисная масса варится, приобретает
необходимую вязкость, приятный аромат,
шоколадный цвет. Ее выливают на большие
металлические столы. Лопасти вентилятора
обдувают огромную ароматную лепешку,
чтобы она быстрее остыла. Струи воды,
протекающей под металлической поверх-
ностью стола, охлаждают лепешку снизу.
ФИЗИКА В МАШИНЕ
Молекулы тянут нить
Известно, что небольшие ка-
пельки жидкости стремятся при-
нять форму шарика. Стремление
это обусловлено наличием у жид-
костей поверхностной пленки, по-
верхностного слоя молекул тол-
щиной, равной радиусу сферы мо-
лекулярного действия.
Пусть г — такое расстояние,
при котором силы взаимодействия
двух молекул, находящихся
в жидкости на расстоянии боль-
шем, чем г, настолько малы, что
ими можно пренебречь.
Проведем вокруг молекулы А
как центра сферу радиуса г. То-
гда на нашу молекулу А будут
действовать только те соседние
молекулы, которые находятся
внутри сферы радиуса г. Рас-
стояние г принято называть ра-
диусом молекулярного действия,
а сферу радиуса г — сферой мо-
лекулярного действия.
Силы притяжения, с которы-
ми на молекулу А действуют все
молекулы, находящиеся в сфе-
ре радиуса г, направлены в раз-
личные стороны, и их равнодей-
ствующая равна нулю.
Иначе дело обстоит с по-
верхностной молекулой В. На
нее будут действовать молекулы,
находящиеся лишь в нижней по-
лусфере. Равнодействующая сил
притяжения этих молекул будет
направлена вниз. Поверхностный
слой молекул очень прочный и
оказывает на всю жидкость та-
кое давление, называемое моле-
кулярным, что жидкость считает-
ся уже практически несжимаемой.
Величина этого давления для во-
ды равна приблизительно 17 000
атмосфер.
333
Затем она поступает на специальную ка-
тальную машину.
Ребристые валики раскатывают массу,
вытягивая лепешку в длинный жгут, ко-
торый захватывается роликами следующей
машины и, проходя между ними, становит-
ся все тоньше и тоньше.
Но ирисная масса может переохладиться,
потерять пластичность, стать хрупкой. Что-
бы этого не случилось, ролики машины
подогреваются электричеством. Словно чут-
кие теплые пальцы, осторожно вытягивают
ролики ирисный жгут и направляют его
в машину, которую прозвали «конфетным
пулеметом».
Здесь ирисный жгут становится прямо-
угольным. Стремительно вращающийся дис-
ковый нож разрезает его на небольшие
дольки — и уже сплошной поток ирисок
движется по лотку машины.
Теперь каждую из этих ирисок надо за-
вернуть в две бумажки — белую подложку
и цветную этикетку, на которой нарисова-
ны золотые ключики.
Эту операцию и выполняют стремительно
движущиеся механизмы «конфетомета».
Специальный толкатель подвигает ириску,
под которую уже положены бумажки,
в державки вращающегося диска. Автома-
тические ножницы отрезают от двух бу-
мажных лент, раскручивающихся с бара-
банов, кусочки бумаги, нужные для заверт-
ки. Стальные пальцы автомата завертывают
конфету, закручивают кончики бумажек, и
машина «выстреливает» конфетку на кон-
вейер готовой продукции.
Автоматические станки, изготовляющие
ирис, обслуживают всего две работницы.
Они устанавливают новые бумажные руло-
ны взамен израсходованных, следят за ра-
ботой ’машины, ссыпают готовый ирис
в картонные коробки.
Автоматическая линия
Многие, наверное, видели самоходные
зерноуборочные комбайны, величественно
движущиеся по пшеничному полю. «Степ-
ными кораблями», «фабриками зерна» зо-
вут их в народе. Они срезают хлеб, обмо-
лачивают его, отделяют зерно от половы и
полову от соломы. «Завернув» полову в со-
ломенный «пакет», они оставляют за собой
аккуратные копны. А зерно выгружают на
ходу в кузов подъехавшего автомобиля.
Но не сам комбайн интересует сейчас
нас, а крючковые приводные цепи, которые
оплетают его бока, переходя со звездочки
на звездочку, передавая с вала на вал уси-
лие двигателя, приводящее в движение раз-
личные механизмы комбайна. Если снять
их все с одной только машины и разложить
в одну линию, она протянется на 41 метр.
Тысяча звеньев составляет такую цепь. Ты-
сяча звеньев идет на каждый комбайн.
Посмотрите на цифры плана выпуска
комбайнов нашими заводами сельскохозяй-
ственного машиностроения, и вы увидите,
что требуется больше сотни миллионов та-
ких звеньев.
Звено крючковой цепи далеко не такое
уж простое изделие. Оно представляет со-
бой сложно изогнутую прямоугольную плас-
тинку с вырезанной и завернутой средней
частью. Этим вырезанным язычком она и
охватывает рамку соседнего звена.
Поверхностный слой жидко-
сти образует как бы поверхност-
ную пленку, которая подобно ту-
гой резиновой перчатке, плотно
облегающей кисть руки, охваты-
вает всю свободную поверхность
и стремится сжать жидкость до
предельно малого объема. Если
на свободной поверхности жид-
кости провести произвольную
прямую линию и сжимающую
силу пленки отнести к этой ли-
нии, то величина силы поверхно-
стного натяжения f будет тем
больше, чем большую линию I
мы возьмем:
f^al.
Коэффициент а йыражает за-
висимость силы поверхностного
натяжения от природы жидкости
и называется коэффициентом по-
верхностного натяжения. При
обычных (нормальных) темпера-
туре, давлении и влажности для
воды он равен:
дины
72-----------,
сантиметр
для спирта:
дины
90--------------------
сантиметр
Очень прочная поверхностная
пленка, стягивающая небольшое
количество жидкости в сфериче-
скую капельку, позволила кон-
структорам заменить в ткацком
станке тяжелый челнок капель-
кой жидкости.
Захватив своими молекулами
кончик тонкой нитки — «уток»,
капля, получив движение от
специального приспособления,
летит сама и увлекает за собой
весь «уток» сквозь основу. При
этом ткань ткется так же хоро-
шо, как и на челночном станке.
Однако теперь уже нет необхо-
димости затрачивать большое
количество энергии на сообщение
движения тяжелому челноку.
Кроме того, в цехах, где работа-
ют бесчелночные станки, нет то-
го шума и грохота, которые об-
разуются при ударах челнока,
а также совершенно исключена
та опасность, которая появляется
при вылете челнока из станка.
334
Но, кроме сложной формы, звенья крюч-
ковой цепи имеют и целый ряд других осо-
бенностей, затрудняющих их изготовление.
Они должны быть довольно точно изготов-
лены, иначе зубцы звездочек, на которые
они надеваются, перестанут попадать в их
отверстия. Они должны быть изготовлены
из качественного металла. Ведь им придет-
ся передавать значительные усилия и при
этом не деформироваться.
Прежде звенья таких цепей изготовляли
из листовой стали. Сначала лист разрубали
на прямоугольные заготовки, которые под-
вергали в печи термообработке. Там заго-
товки цепей покрывались окалиной, их надо
было очистить в галтовочном барабане. За-
тем они проходили пять прессов, превра-
щавших прямоугольные заготовки в сфор-
мованные звенья, и снова поступали на
термообработку: сначала их подвергали
закалке, а затем отпуску, чтобы снять все
внутренние напряжения. Снова следовала
очистка от окалины, потом сборка звеньев
в цепь, обкатка и контроль.
Пока комбайны выпускались сотнями, та-
кая технология позволяла обеспечить их
крючковыми цепями. Но когда ежегодный
выпуск комбайнов начал исчисляться сна-
чала тысячами, потом десятками тысяч, да
если учесть, что такие цепи применяются и
на других сельскохозяйственных машинах,
Линия автоматических станков.
сразу встает неотвратимая задача — авто-
матизировать производство крючковых при-
водных цепей.
У нас уже построено несколько автома-
тических линий для изготовления крючко-
вых приводных цепей.
ЭКСКУРСИЯ НА ЭЛЕКТРОЛАМПОВЫЙ ЗАВОД
Рождение электроламп
На цветной вкладке (стр. 177)
вы увидите обыкновенную элек-
тролампочку. Казалось бы, не
такой уж сложный предмет. Но
попробуем подробнее разобрать-
ся в устройстве электролампочки
и попутно проследим за цепью
технологических операций, кото-
рые необходимы для ее изготов-
ления.
Оказывается, в лампе немало
деталей. Ее основа — ножка, на
которой монтируется светящаяся
спираль. В ножке три стеклянные
детали: тонкая трубочка, штабик,
тарелочка — и два металличе-
ских платинитовых тончайших
стерженька-электрода. Все пять
деталей надо связать в один узе-
лок — скрепить в месте соеди-
нения. Но это еще не все. На ко-
нечных операциях изготовления
лампы придется через специаль-
ный воздухопроводный канал
в ножке откачать из колбы воз-
дух и наполнить ее инертным
газом.
Один конец ножки нагреба-
ют, придают ему форму шляпки,
вставляют в стекло крючки из
молибденовой проволоки. Еще
раньше расплющивают концы
электродов, подвешивают к ним
вольфрамовую спираль, которую
потом монтируют на крючках.
Когда ножка готова, ее встав-
ляют в колбу и сваривают шей-
ку колбы с тарелочкой ножки.
Лишь теперь откачивают из кол-
бы воздух, наполняют ее инерт-
ным газом, а затем отверстия
в канале запаивают.
Но еще осталось разогнуть
торчащие из шейки колбы концы
электродов, надеть и приклеить
цоколь, припаять к нему элек-
троды. И вот, когда все одинна-
дцать деталей собраны, лампа
готова.
Как видите, пришлось проде-
лать немало очень сложных ра-
бочих движений. Они выполня-
лись механизмами, струями газо-
вого пламени, пневматическими
устройствами. Обработке подвер-
гались самые хрупкие детали из
стекла и тончайшие проволочки.
Невольно думаешь, что только
руки мастера могут совершать
кропотливые, аккуратные, точно
отмеренные и направленные дви-
жения, необходимые для изготов-
ления лампы.
Но, оказывается, всю сложную
работу выполняют в одном из
цехов электролампового завода
всего четыре машины. Они напо-
минают карусели — вокруг цент-
ральной колонны в каждой вра-
щаются по кругу десятки свое-
образных гнезд; в них зажаты и
передвигаются по рабочим пози-
циям части будущих ламп.
У начальных позиций первой
карусели расположились магази-
ны с деталями лампы. В трех из
335
Схема
шарикового
аккумулятора
Контроль
Отделение
Намото1Ч1НЫ|И
стеид
Автоматическая линия производства цепей для ком-
байнов. Сначала осуществляются механические опе-
рации, затем, пройдя промежуточный бункер, цепь
поступает в термообработку, контроль и к упаковоч-
ному автомату.
Термообработка
Блочный штамп
Подающий механизм
Агрегат
термообработки
336
22 Машина
337
Это не автоматическая линия...
Автоматическая линия изготовляет крюч-
ковые приводные цепи из стальной ленты.
Рабочий устанавливает бунт ленты в пер-
вый станок линии и заправляет конец ленты
в пятипозиционный пресс. Эта машина не
только вырезает из стальной ленты звенья
цепи и придает им требующуюся форму, но
и собирает из них цепь. В машину входит
стальная лента, а из нее выходит уже со-
вершенно готовая, но еще «сырая» цепь.
«Сырой» ее называют потому, что она еще
не прошла термообработки, звенья ее еще
мягкие, податливые.
«Сырую» цепь сразу же испытывают, про-
веряя надежность сборки звеньев. А затем
она поступает в промежуточный склад —
питатель задела. Длинные петли цепи сге-
шиваются здесь, образуя словно целый лес
железных лиан.
Этот промежуточный склад нужен пото-
му, что дальнейшая обработка цепи носит
непрерывный характер, а штамповка —
процесс прерывистый. Кроме того, одного
бунта стальной ленты хватит всего на чет-
верть часа работы прессов, а установка но-
вого бунта занимает 2—3 минуты. В это
время цепь из-под прессов не поступает, и
агрегаты термообработки выбирают задел
•из склада. Когда же прессы включаются
снова, они за время своей работы успевают
дать в «промежуточный склад» новый за-
дел, так как темп их работы быстрее, чем
у агрегатов термообработки.
Агрегаты термообработки представляют
собой две вертикальные электропечи. В пер-
вой поддерживается температура около
850—900 градусов. За четыре минуты, в те-
чение которых каждое звено находится
в печи, оно успевает раскалиться до этой
температуры. Затем звено сразу попадает
в холодную проточную воду. Сталь прини-
мает закалку, становится твердой, но хруп-
кой.
Чтобы снять внутренние напряжения, ко-
торые возникают при закалке, да и при
механической обработке могли появиться,
цепь «отпускают» — нагревают во второй
них — стеклянные детали: длин-
ная тонкая трубочка, или штен-
гель, короткий и тоже тонкий
стерженек — штабик и еще одна
сравнительно толстая короткая
трубочка. Конец ее как бы раз-
вернут наружу и образует ворон-
ку. Это тарелочка. В четвертом
магазине — электроды будущей
лампы, сделанные из тонкой ком-
бинированной проволоки.
И вот карусель тронулась.
В момент пуска автоматически
сработал подающий механизм, и
в гнездо первой позиции про-
скользнула стеклянная деталь —
штабик; здесь его мягко охватили
губки клещей, и... карусель по-
неслась ко второй позиции. Тут
на несколько мгновений останов-
ка. Пока она длится, срабатывает
механизм второго магазина —
в клещи соскальзывает тарелка и
занимает в них заданное по от-
ношению к штабику положение.
Карусель поворачивается еще
раз, но на третьей позиции ничего
не происходит, она свободная, так
нужно для соблюдения правиль-
ного ритма работы машины.
На четвертой позиции в соби-
раемый в клещах узелок лам-
пы — ее ножки — из очередного
магазина соскальзывает и уста-
навливается внутри тарелки один
электрод. То же самое происхо-
дит со вторым электродом на пя-
той позиции, только он присло-
няется к противоположной стенке
тарелки.
Карусель двигается дальше,
на шестой позиции простаивает
вхолостую, но на седьмой в те
же клещи поступает из магазина-
питателя последняя деталь нож-
ки — штенгель — и занимает
свое место.
На следующей позиции рабо-
тает механизм, который подправ-
ляет расположение штабика и
тарелочки в отношении штенге-
ля и придает форме ножки не-
обходимую степень точности.
Во время движения карусели
механизм второй позиции еще и
проверяет, как сработал его
«предшественник» на первой по-
зиции, поступил ли штабик
в клещи? Если штабик не ока-
жется на месте, не состоится и
загрузка тарелочки. То же самое
проделывается и на четвертой по-
зиции — перед загрузкой элек-
тродов проверяется, на месте ли
тарелочка.
На седьмой позиции проверка
повторяется перед загрузкой
штенгеля. И, наконец, на вось-
мой — механический контролер
устанавливает, подан ли в клещи
штенгель. Если нет, прозвучит
призыв «на помощь» — раздаст-
ся звуковой сигнал. Тогда к ма-
шине подойдет механик и устра-
нит причину неполадки.
Ножке предстоит пройти еще
через 20 позиций. 14 из них —
на половине окружности карусе-
ли — как бы сливаются в сплош-
ную огненную дугу. На этих по-
зициях, с 9-й по 23-ю, рабочим
инструментом служит струя га-
зового пламени. Она устремляет-
ся на ту часть еще не скреплен-
338
печи до 450 градусов. На выходе из от-
пускной печи цепь попадает в ванну с ма-
шинным маслом. Она одновременно воро-
нится и смазывается. По существу, цепь
готова, осталось подвергнуть ее контро-
лю и упаковать для отправки потребите-
лям.
А где же галтовочные (полировальные)
барабаны, которые неизбежно вставали на
пути звеньев цепи после каждой термооб-
работки? А здесь они не нужны. Звенья
цепи столь непродолжительное время на-
ходятся в печах, что окалина на них обра-
зоваться не успевает.
Чистая, смазанная, вороненая крючковая
цепь из масляной ванны поступает на
контроль.
Ее растягивают под нагрузкой, измеря-
ют средний шаг. А затем она попадает
«в руки» автомата, который сматывает ее
в бунт. И не просто сматывает, а, отсчи-
тав заданное количество звеньев, отсое-
диняет их от ц^пи и начинает намотку но-
вого бунта.
При прежнем способе изготовления крюч-
ковых цепей каждое звено находилось
в производстве 48 часов. В автоматической
линии стальная лента превращается в цепь
за 48 минут.
Автоматическую линию обслуживают
в смену четыре человека, занимает она
200 квадратных метров производственной
площади.
При изготовлении по старому способу
такую же производительность могли обес-
печить 20 человек в смену, а необходимая
производственная площадь составляла
1 750 квадратных метров.
А вот и самый главный показатель: се-
бестоимость одного звена, изготовленного
по старому способу, была 37 копеек; себе-
стоимость того же звена, изготовленного
на автоматической линии, равняется всего
14,5 копейки.
Таким образом, на каждом звене удает-
ся экономить 22,5 копейки.
«Как мало, — может быть, подумает
кто-нибудь из читателей, — стоит ли ого-
род городить из-за какого-то двугривен-
ного!»
Вспомните цифры, которые мы привели
в начале этой главы: на каждый комбайн
идет тысяча звеньев, и уже на каждом са-
моходном комбайне мы имеем экономию
в 225 рублей. А это отнюдь не мало.
Один завод может выпустить в год более
десяти тысяч комбайнов. Для него годовая
экономия от ввода в действие автоматиче-
ской линии производства цепей составляет
уже около 3 миллионов рублей. А сколько
это составит на нескольких заводах ком-
байнов!
ной ножки, где внутри тарелочки,
у ее неразвернутого края, схо-
дятся концы штабика и штен-
геля.
Постепенно на нескольких по-
зициях размягчается стекло, его
делают вязким, тягучим, легко
поддающимся давлению. И тогда
в нагреваемом месте его сплющи-
вают — образуется лопатка,
скрепляющая все детали ножки
(вместе с электродами) в единый
узел, в готовую ножку (позиции
19—22-я). На тех же позициях
(21-й и 22-й) в лопатке проду-
вается струей горячего воздуха
тонкое сквозное отверстие, веду-
щее в полость штенгеля, — этот
канал очень пригодится механи-
ческим сборщикам лампы на
конечном участке их работы.
Еще на четырех позициях
ножка охлаждается, лопатка за-
твердевает, а с последней, 28-й
позиции механизм-передатчик ста-
вит ножку на спуск в печь, где
она отжигается. Благодаря этому
снимаются образовавшиеся в сте-
кле от нагрева и охлаждения
внутренние напряжения и устра-
няется чрезмерная хрупкость. Те-
перь ножка готова.
В печи — конвейерная цепь,
которая выносит отожженную
ножку ко второй карусели и пе-
редает ее у первой (29-й) пози-
ции в «набежавшее» гнездо с не-
сколько другими клещами.
На ее 20 позициях исполни-
тельные механизмы последова-
тельно осуществляют «развод»
электродов (30), расплющивание
концов, на которые навешивается
спираль (32), загибание этих кон-
цов в виде крючков (33) и наве-
шивание на них спирали (34).
Затем еще раз инструментом
становится струя газового пламе-
ни. Она нагревает конец штабика
и размягчает здесь стекло, пре-
вращает его в тягучую, вязкую
массу. В нее вставляются три
держателя-опоры спирали — три
молибденовые проволочки, и раз-
мягченному концу штабика при-
дается форма линзы (40).
Пока длится путешествие нож-
ки мимо свободной позиции, лин-
за охлаждается, опорные концы
держателей спирали крепко схва-
чены затвердевшим стеклом. И на
следующих позициях исполнитель-
ные механизмы еще несколько
подгибают электроды, проверяют
точность подвески спирали, за-
тем монтируют ее на держате-
ле — теперь у спирали уже не
две, а четыре-пять опор (42—44).
Осталось еще окунуть спираль,
если лампы пустотные, в осо-
бый предохранительный раствор,
высушить их теплым возду-
хом, и ножка лампы полностью
готова.
Теперь можно направить лам-
пы в рабочее гнездо третьей ма-
шины — она собирает лампу.
Это и делает последний исполни-
тельный механизм второй кару-
сели — ставит ножку на подаю-
щий конвейер.
А откуда появляются лампо-
вые колбы? Рядом с третьей
машиной уложены уже подготов-
22*
339
Автоматический цех
Годовая потребность нашей страны в под-
шипниках качения, шариковых и ролико-
вых — сотни миллионов штук. В каждом
из подшипников два кольца. Поэтому при-
ходится изготовлять двойное количество
колец. Их поверхности надо тщательно об-
работать — они должны быть гладкими,
точными. Сначала заготовки обтачиваются,
затем их подвергают тепловой обработке,
потом дважды шлифуют. С высокой точ-
ностью проверяются размеры между опера-
циями и на конечных стадиях изготовления.
Все это — очень трудоемкая работа.
А сколько надо изготовить шариков, ро-
ликов, сепараторов? Потом надо собрать
подшипник, проверить его. Раньше вся эта
работа производилась людьми на отдель-
ных машинах, теперь созданы для изготов-
ления подшипников целые автоматические
цехи.
Осуществлены самые смелые мечты но-
ваторов. На Первом государственном под-
шипниковом заводе работает цех, в котором
каждый участок состоит из вновь создан-
ных замечательных скоростных и точных
машин. И все они — и внутри участков и
между ними — связаны трассами автома-
тической передачи обрабатываемых изде-
лий. С момента, когда черные заготовки ко-
лец «насыпаны» в приемное устройство,
они автоматически следуют по токарному
участку, передаются на тепловой, уходят
с него на шлифовальный. Сборка подшип-
ников и даже тщательная их упаковка —
то, что до самого последнего времени и
не мыслилось иначе, как работа ловких,
отличающихся сноровкой рук, — выпол-
няется механическими руками машин.
Внутри цветной вкладки (стр. 400) по-
казан начальный — токарный — участок
цеха. На нем — строй М'ногошпиндельных
токарных автоматов. Машины разбиты на
четыре группы. Одна из них обра-
батывает наружные кольца роликовых под-
шипников, другая — внутренние, третья и
четвертая делают то же самое с кольцами
шариковых подшипников.
Каждая такая группа — это начало от-
дельной автоматической линии, а всего их
четыре. Проследуем по одной из них — по
той, что обрабатывает наружные кольца
роликовых подшипников.
Около группы токарных автоматов из по-
ла цеха как бы выступает верхушка колод-
ца. Только в нем не вода, а заготовки ко-
лец. Они навалены кучей на вращающееся
дно колодца. Оно имеет вид конуса с на-
правленной кверху вершиной. Получается
ленные контейнеры (ящики с гнез-
дами), в которых находятся кол-
бы. Механическая рука достает
из очередного контейнера колбу,
передает ее на конвейер, идущий
к третьей машине, к ее первой
позиции. На подходе к ней такая
же рука снимает колбу и почти
человеческим движением аккурат-
но укладывает ее в подошедшее
рабочее гнездо машины.
И когда ножка вставлена
в колбу (49), механизмы и струи
газового пламени на следующих
позициях (а всего их 20) выпол-
няют все операции по оформле-
нию горла колбы и соединению
его с ножкой в надлежащем ме-
сте (позиции 60—63-я).
Но третья машина отличается
еще и тем, что она состоит не из
одной карусели, а из двух. И как
только полуготовая лампа прой-
дет 20 позиций первой карусели,
она перемещается на вторую, где
ей предстоит обход еще 32 пози-
ций.
На них очень тщательно и
с повторной проверкой качества
проделанной работы выполняют-
ся операции по откачке из кол-
бы воздуха, промывке ее азотом,
наполнению газом — аргоном.
Горло колбы подготавливается
к сборке с цоколем. Для этого
разводятся оставшиеся вне колбы
концы электродов, огненные струи
отрезают еще торчащую излиш-
нюю часть штенгеля и запаива-
ют отверстие (96—97).
И тогда механические руки
переносят почти готовую лампу
на конвейер для подачи ее в пер-
вое гнездо последней карусели
(101). Здесь лампа соединяется
с цоколем. Эта как будто не
очень уж трудоемкая работа
в действительности состоит из
многочисленных переходных опе-
раций. Вот почему в машине 154
гнезда и... и столько же рабочих
позиций. На них работают и
струи газового пламени, подго-
тавливающие гнездо и обрабаты-
ваемые части цоколя, и струи
воздуха, сдувающие пламя и этим
регулирующие его действие или
охлаждающие нагретое изделие,
и ножи, отрезающие в заданный
размер оба электрода, и механи-
ческие «паяльщики», аккуратно
присоединяющие концы электро-
дов к цоколю. С 154-й позиции
готовая лампа автоматически вы-
талкивается в лоток и направ-
ляется им в приемник.
Теперь надо проверить качест-
во изготовленных ламп. К сожа-
лению, еще нет автоматических
контролеров. И на промежуточ-
ных и на конечном участках при-
ходится ставить людей — контро-
леров. Поэтому хоть все произ-
водственные и передаточные
операции выполняются только
механизмами, нужна помощь не-
скольких человек.
За один только час электро-
ламповая линия выталкивает на
приемку 1 200 ламп, или 10 000
в смену, 30 000 в сутки, 1 000 000
в месяц, 12 000 000 в год!
Нетрудно представить себе,
сколько нужно было бы рабочих
для замены одной такой высоко-
производительной автоматической
линии машин.
340
суживающийся книзу круговой канал. Цен-
тробежная сила отбрасывает заготовки
к стенкам колодца, а сила тяжести увлека-
ет их в самую нижнюю часть канала.
А там их подстерегает отверстие; заготовки
проваливаются в него по одной, катятся
по закрытому желобу, уходящему под пол.
Далее кольца катятся к подъемнику,
передаются на подвешенную над токар-
ными автоматами трассу и оттуда рас-
пределяются по наклонным желобам, от-
водящим заготовки к загрузочным пози-
циям станков.
Кольцо должно подаваться на загрузоч-
ную позицию так, чтобы оно всегда «сади-
лось» на первый шпиндель одним и тем же
торцом. А из колодца оно проваливается
в отверстие то в одном, то в другом поло-
жении. И оказывается, что даже отводной
желоб наделен механическим «умом». Он
раздвоен на две ветви — главную и вспомо-
гательную. Если кольцо «провалилось»
правильно, оно катится по главному жело-
бу; если неправильно, главная ветвь не
принимает его, отталкивает на вспомога-
тельную. А та изогнута так, что на своем
участке заставляет заготовку повернуться
и принять правильное положение. Поэтому
в тот момент, когда это кольцо ныряет под
пол, оно уже катится как надо.
Новый токарный автомат — это полно-
стью закрытый металлический шкаф. Внут-
ри — не один, а два шпиндельных бараба-
на. Они расположены на обеих бабках,
один против другого. На каждом из бара-
банов по четыре шпинделя.
Вот заготовка докатилась до загрузоч-
ной позиции на первом барабане. Автоопе-
ратор устанавливает ее на первый шпин-
дель. Еще миг, и делается поворотный шаг
на вторую позицию. К заготовке автомати-
чески подводятся резцы. Одни из них обта-
чивают кольцо по верху, другие по торцу,
третьи снимают с него две круговые фас-
ки. Но все это сделано вчерне. И когда
шпиндель переходит на третью позицию,
повторяется та же обработка, но уже чисто-
вая. Тогда шпиндель делает свой третий
шаг на последнюю позицию первого бара-
бана. Здесь к изделию приближается меха-
ническая рука перегружателя, снимает
кольцо, переворачивает его, переносит
к загрузочной позиции второго барабана
и устанавливает на шпиндель уже обра-
ботанным торцом.
Снова шаг на вторую позицию, затем —
Это не автоматизация...
на третью. Повторяется та же обработка,
но по внутренней поверхности кольца и
второго торца; с него также снимаются две
круговые фаски. А на четвертой позиции
автооператор снимает полностью обточен-
ное кольцо и опускает его в отводящий же-
лоб.
По главной трассе обточенные кольца
уходят на участок тепловой обработки и
накапливаются в четырех вместительных
магазинах. Отсюда изделия «отпускаются»
на четыре линии. Потоки колец текут
в печь, нагреваются до высокой темпера-
туры, выскальзывают в скрытую под по-
лом цеха масляную ванну, закаливаются
в ней. Затем они снова поднимаются, про-
ходят через моечные и сушильные устрой-
ства.
В следующем аппарате для проходящей
через него вереницы колец устраивается
искусственный мороз — температура
5—10 градусов ниже нуля. Это нужно для
того, чтобы металл колец «устоялся», что-
бы в нем не происходили процессы, от кото-
рых могут измениться размеры изделия.
От высокой температуры закалки металл
приобрел хрупкость. Поэтому «заморожен-
ные» кольца еще раз попадают в печь. Те-
перь их нагревают только до 160 градусов,
затем «отпускают» — охлаждают до 40 гра-
341
дусов; металл сохраняет твердость, но ста-
новится более вязким.
Все это делается в непрерывном автома-
тическом движении колец сквозь печи, ка-
меры, аппараты и действительно напомина-
ет поток. И с последней позиции участка
тепловой обработки этот поток еще раз
«впадает» в промежуточные магазины. От-
сюда кольца направляются по линиям шли-
фовального участка.
Их тоже четыре. Но мы уже условились,
что путешествуем только по одной — по
той, что обрабатывает наружное кольцо
роликового подшипника. В свою очередь,
она разделена на два следующих друг за
другом отрезка.
Передаточная трасса и наклонные жело-
ба подводят кольцо сначала к станку, ко-
торый шлифует один торец, затем кольцо
поворачивается другой стороной, подводит-
ся к другой такой же машине, и обрабаты-
вается второй торец. По-прежнему руки
человека не вмешиваются в эти операции.
И станок, автоматически управляемый
электроконтактным прибором, производит
контроль обработанных колец и компен-
сацию износа шлифовального круга. За
работой станка наблюдают по световым
сигналам прибора.
Это делается также автоматически.
В определенное мгновение гаснет свето-
вая панель, на которой написано «черно-
вая» (шлифовка), и вспыхивает другая
с надписью «чистовая» — круг начал вто-
рой цикл обработки роликовой дорожки.
Через заданные промежутки времени не-
обходимо вновь заправить круг — снять
с него налипшую пылевидную стружку,
восстановить заостренность его режущих
зерен. Это делается с помощью алмазов.
И наблюдатель, всматривающийся в ход
обработки, вдруг видит, как из станка
выдвигается механическая «рука», во-
оруженная алмазом, как она проводит
этим инструментом по вращающемуся
кругу. Этого достаточно — инструмент
заправлен.
На этот раз даже в середине шлифоваль-
ного участка, там, где кончается шлифов-
ка торцов, стоят промежуточные магазины.
За ними начинается шлифовка наружных
и внутренних поверхностей.
И снова еще небывалые шлифовальные
станки принимают с трассы кольца, пере-
двигают их под шлифовальные круги и от-
правляют дальше по линии. На этом отрез-
ке пути — после шлифовки наружной по-
верхности — автоматические контролеры
проверяют размеры кольца по внешнему
диаметру. Машина сортирует изделия: год-
ные пропускает на следующие операции,
а негодные отсылает в приемники брака;
при этом она разделяет кольца на окон-
чательно негодные и на такие, которые еще
можно исправить.
Годные изделия проходят на других
станках все остальные операции: шлифует-
ся вчерне и начисто роликовая . «дорож-
ка» — внутренняя поверхность кольца. За-
тем ее подвергают тонкой отделочной шли-
фовке. «Дорожка» делается сверхгладкой,
очень твердой и прочной. Теперь кольцо
полностью обработано и будет хорошо слу-
жить в подшипнике.
Пока это длилось, на другой и параллель-
ной линии закончилась обработка очеред-
ного внутреннего кольца. Теперь оба коль-
ца как будто готовы к сборке.
Но их еще нужно отмыть от всех следов
обработки и высушить. Это делается оче-
редной машиной.
На конечном пункте каждой линии стоит
еще очень бдительный и строгий многору-
кий электромеханический контролер. Это
измерительная машина. Кольцо «ныряет»
в нее и тут же с другой стороны выходит
на сборку (если оно годное). За несколько
этих мгновений машина успевает проверить
32 размера и доложить о результатах све-
товыми сигналами. Годные кольца она
пропускает, остальные отбрасывает в брак.
И, наконец, оба кольца попали на сбор-
ку. Здесь работают не металлорежущие
станки, а сборочные машины. Туда же —
на сборку — приходят из других цехов го-
товые шарики, ролики, сепараторы. Лов-
кие «руки» механических сборщиков
точными движениями собирают все эти ча-
сти в готовые подшипники. И тогда сбо-
рочная машина выталкивает их на участок
упаковки.
Чередой изделия проходят сквозь испол-
нительные аппараты моющей и высушиваю-
щей машины и в ней же покрываются пре-
дохраняющей от ржавления смазкой. После
этого «руки» механических упаковщиков
с удивительной сноровкой обертывают
в пропитанную парафином бумагу отдель-
но наружное кольцо, затем — внутреннее
с сепаратором и роликами, укладывают за-
вернутый подшипник на поданный из
магазина «раскрой» упаковочной короб-
342
ки, загибают кверху все ее четыре боко-
винки и верхние сторонки, затем > за-
клеивают клапаны заводской этикеткой,
скрепляя ею всю коробку.
Но и это не все. В той же машине срабо-
тала еще одна «рука» — она наложила на
коробку заводское клеймо с номером и да-
той выпуска. И подшипник уходит на склад
готовой продукции и далее — на машино-
строительный или ремонтный завод, чтобы
начать свою рабочую жизнь в какой-ни-
будь машине.
В удивительном цехе от начала до конца
вся работа выполняется машинами. Чело-
век только управляет ими.
На пульт управления приходят электро-
донесения о ходе работы. Световое изо-
бражение станочных линий сигнализирует
о неполадках, а электросчетчики продук-
ции непрерывно докладывают, сколько
колец изготовлено, сколько подшипников
собрано и упаковано.
Этот автоматический цех только начало
полной автоматизации завода. В ближай-
шие годы для него будет спроектировано,
изготовлено и построено десять автома-
тизированных и механизированных линий,
создан ряд новых автоматов и модерни-
зировано пятьсот станков. Подшипнико-
вый завод превратится в завод-автомат.
Его мощность увеличится почти в полтора
раза.
Автоматический завод
Если при входе в здание первого в мире
металлообрабатывающего завода-автомата
на какое-то время закрыть глаза, сразу же
погружаешься в ровный шум работающего
с полной нагрузкой большого цеха, в кото-
ром сотни машин режут, обтачивают, свер-
лят, фрезеруют, полируют неподатливый
металл.
Затем слух выделяет из сплошного шума
отдельные звуки. Вот впереди и чуть спра-
ва от вас через равномерные промежутки
времени звякает металл. Видимо, рабочий
снимает со станка обработанные детали и
укладывает их в общую стопу. Слева слы-
шится характерное шуршание стружки,
сбегающей из-под резца. Это, вероятно, ра-
ботают токари. Еще левее, видимо, работ
тает группа фрезерных станков, ибо слы-
шен характерный для них шум. Но когда
открываешь глаза, возникает необычная
картина.
Солнечный свет прозрачной стеной пада-
ет сквозь стеклянную крышу цеха. Вдоль
него выстроилась непрерывная линия ра-
ботающих станков. Над каждым из них на
невысокой подставке горит вполнакала
красная лампочка. По конвейеру переме-
щаются обрабатываемые детали. А людей
у станков нет. Только два человека разго-
варивают друг с другом; один держит в ру-
ках свернутую трубкой газету, другой за-
ложил их за спину.
Станки работают сами! Сам, без вме-
шательства людей, работает весь завод!
Впрочем, рабочие здесь все-таки есть.
Осмотревшись, разобравшись, что к чему,
видишь немногих рабочих.
Длинная цепочка станков начинается
конвейером, на который кладут большие
бруски алюминиевого сплава. Десятка два
таких брусков лежат на конвейере — это-
го запаса сырья заводу хватит на значи-
тельное время. Загрузив конвейер, рабочий
может уйти заниматься другим делом.
Конвейер некоторое время стоит непо-
движно. Но вдруг он оживает и переме-
щается как раз на длину одной секции.
Ближайшая чушка падает в электропечь.
Там она подсушивается, затем плавится.
Электропечь снаружи похожа на боль-
шой закрытый со всех сторон трамвайный
вагон. Кажется, что она — самый простой
из агрегатов завода-автомата. И действи-
тельно, ее устройство довольно просто:
алюминиевые чушки плавятся под действи-
ем тепла, выделяемого накаленными элек-
трическим током спиралями. Но эта про-
стота только кажущаяся. В электропе-
чи металл не только плавится, но и очи-
щается от примесей. Она разделена на пять
зон, в каждой из которых поддерживается
свой температурный режим. Сложнейшие
электрические приборы для автоматическо-
го регулирования работы заняли целый
большой шкаф, стоящий рядом с печью.
343
ис тая
шлифовка
Срезка центре- \
I вой бобышки
Под гоя ка
\ веса л
Отпуск отливок
Чушка
Контроль
твердости
Бункер межоперационного
1 задела
электропечь
части
Упаковка
Промежуточ -
ный бункер
Первый в мире автоматический
завод поршней.
Фрезерные
горизонт,
прорези
Черновая \
обточка
Черновая
расточка
Отрезка
литников
Черная
шлифовка^
Чистовая
обточка
\ Сверление
Изготовление
базовых
отверстий
Если считать, что начинается
у загрузочного конвейера, то кончается она
дозатором. К нему поступает металл уже
очищенный, имеющий совершенно опреде-
ленную температуру. Дозатор — это
отверстие, закрытое тонкой иглой из туго-
плавкого, не растворяющегося в расплав-
ленном алюминии металла. Каждые пят-
надцать секунд игла открывает отверстие,
и строго отмеренная порция металла вы-
ливается из печи.
А под струю металла уже подставила
сложенные горстью металлические ладони
следующая машина.
Она напоминает с первого взгляда кару-
сель, только вокруг ее основного корпуса
движутся не коляски для пассажиров, а ме-
таллические части разъемных форм для
металла, так называемые кокили. Движут-
ся они с периодическими остановками. Про-
следим полный цикл движений одного из
Контроль
и сортировка
Окончатель-
ная обработка1
отверстий <
кокилей — хотя бы того, который только
что наполнился металлом. Едва иссякла
сверкающая струйка, кокиль сдвинулся
в сторону, а под дозатор подошел следую-
щий. В первом кокиле металл в это время
застывает. К тому времени, когда кокиль
сдвигается на следующую позицию, металл
в нем отвердевает настолько, что
формы — металлические ладони — могут
уже несколько раздвинуться.
А на следующей позиции они раздви-
гаются совсем, освобождая готовую отлив-
ку. Она еще мало напоминает изделие, ее
безобразят литники — бесформенные куски
застывшего металла, без которых отливку,
однако, изготовить нельзя.
К освободившейся отливке протягивает-
ся металлическая «рука», берет ее и ставит
345
344
на конвейер. Железные губы диффузоров
обдувают отливку струями холодного воз-
духа. И вот она попадает на первый метал-
лообрабатывающий станок, который отре-
зает у нее литники. Сразу же отливка
становится значительно более похожей на
готовое изделие.
Затем отливки направляются на термо-
обработку в отпускную печь. Это тоже гро-
моздкое сооружение, даже превосходящее
своими размерами электроплавильную
печь. В этой печи каждая отливка находит-
ся в течение шести часов при температуре
в 200 градусов, и металл успевает приоб-
рести высокие механические качества. Но
в этом надо убедиться, и транспортирую-
щее устройство подводит отливку к станку-
контролеру. «Электрический глаз» — фото-
элемент — следит за тем, чтобы она легла
под контрольным устройством в строго оп-
ределенном положении. Только тогда
в стенку отливки вдавливается шарик из
сверхтвердого сплава.
Сила давления на этот шарик строго оп-
ределенная. Поэтому глубина вдавливания
его в металл отливки зависит только от
качества этого металла. Вдавился ша-
рик меньше нормы, значит металл слишком
тверд и отливка не годится. Вдавился глуб-
же нормы — металл слишком мягок.
И в первом и во втором случае отливки не
пойдут на дальнейшую обработку — они
проваливаются на транспортер, который
вернет их на переплавку в литейную печь.
И только абсолютно доброкачественные от-
ливки, — а таких подавляющее большинст-
во, — следуют дальше. На пути у них ока-
зывается бункер.
Сначала непонятным кажется назначение
этого огромного барабана с радиально рас-
положенными полочками, наполненного от-
ливками. Зачем прерывать линию изготов-
ления деталей агрегатом, в котором с заго-
товкой изделия ничего не делается?
Представьте, что на одном из последую-
щих станков сломался резец. На смену его
потребуется несколько минут. Значит, на
это время надо выключать электропечь, ли-
тейную машину, оставлять отливки в от-
пускной печи на более продолжительное
время, чем это необходимо. Чтобы такая
история не произошла, и служит так назы-
ваемый промежуточный бункер. Возможен
и другой случай: из строя выйдет литейная
машина. Тогда механический цех завода
будет получать заготовки из бункера.
346
Кроме того, весь участок автоматическо-
го завода, расположенный перед бунке-
ром, — его называют литейно-термическим
цехом — работает с периодичностью вы-
пуска готовой продукции в 15 секунд. Каж-
дые 15 секунд перемещается здесь отлив-
ка на новую позицию. А участок завода,
расположенный за бункером, — механиче-
ский цех завода-автомата — работает
с большей скоростью: через каждые де-
сять секунд меняет здесь свое местополо-
жение обрабатываемая заготовка. Но зато
литейно-термический цех работает в три
смены — электропечь неудобно ежесуточ-
но охлаждать, затем снова разогревать
к началу рабочих смен, а механический
цех работает в две смены. За это время он
успевает переработать и весь тот запас от-
ливок, который заготовил литейно-термиче-
ский цех в течение третьей, ночной смены.
Перейдем дальше, к станкам цеха ме-
ханической обработки. Здесь отливку по-
настоящему берут в оборот металлорежу-
щие станки: они фрезеруют ее плоские
поверхности, протачивают в ней канавки,
прорезают пазы, высверливают отверстия,
шлифуют ее. Станки как бы склонились
над отливками со всех сторон, так что,
только изловчившись, откуда-нибудь снизу
или, наоборот, сверху можно увидеть, что
же именно делается на этом станке. Десят-
ки резцов, сверл, фрез, шлифовальных кру-
гов обрабатывают заготовку, и, наконец,
на конвейер выпадает почти готовое изде-
лие.
Но только почти. Дело в том, что завод-
автомат выпускает чрезвычайно точные из-
делия. Они, например, не должны от-
личаться друг от друга по весу больше чем
на 2 грамма. Заботу об их «нормальном
весе» берет на себя очередной станок. По-
павшие на него заготовки взвешиваются,
и от них отрезается столько металла, сколь-
ко необходимо для придания им нормаль-
ного веса.
Затем заготовка полируется, лудится
в специальном лудильном агрегате. После
этого, задержавшись на некоторое время
в очередном бункере, заготовки поступают
на последний станок механической обработ-
ки, так называемый станок алмазной рас-
точки.
Одно из отверстий изделия завода-авто-
мата должно иметь чрезвычайно строго вы-
держанный размер. Отклонение допускает-
ся всего на 2—3 микрона. Это раз в
20—30 тоньше человеческого волоса. Вот
такую-то сверхточную работу и выполняет
станок алмазной расточки.
Изделие готово. Надо только проверить,
точно ли выполнили все операции много-
численные станки, участвовавшие в обра-
ботке. Это тоже делает машина — конт-
рольный автомат.
Машина эта работает под стеклянным
колпаком и больше похожа на сложный
аппарат из лаборатории ученого, чем на
станок промышленного предприятия. Но
это станок, и ни одно из изделий завода не
может пройти к потребителю мимо него.
Вот изделие оказалось под стеклянным
колпаком. Десятки «чутких пальцев» на не-
сколько секунд касаются его со всех сто-
рон — и все его размеры проверены и опре-
делены. Причем определены с величайшей
точностью — до микрона. Если все они пра-
вильны, изделие поступает на упаковку.
Если контрольно-сортировочный автомат
заметит хотя бы в одном из них отклоне-
ние свыше допустимой нормы, изделие
бракуется.
Автомат, отделив бракованные изделия
и рассортировав годные на три группы, на-
правляет их к упаковочной машине. Изде-
лия смазывают маслом, завертывают в про-
масленную бумагу, упаковывают комплек-
тами по 4 или 6 штук в картонные коробки.
Все это, в том числе и картонные коробки,
тут же на наших глазах делает машина.
Рабочий на электрокаре увозит коробки на
склад готовой продукции.
...Мы стоим у последнего станка завода
и смотрим на длинную линию удивитель-
ных машин, мимо которых мы только что
прошли. Машины работают сами, их дви-
жения точны, они не опережают и не отста-
ют друг от друга, они «сотрудничают» друг
с другом почти так же, как если бы ими
управляли стоящие у рычагов люди. Ма-
шины сами убирают за собой стружку,
сами берут на обработку очередные заго-
товки, сами устанавливают их, обрабаты-
вают, включая в правильной последова-
тельности те или иные рабочие органы,
наконец^ сами передают обработанные
детали следующим по очереди станкам.
Мало того, при какой-либо неисправности
и в затруднительном случае они сами зовут
на помощь людей. Для этого и служат го-
рящие вполнакала над каждым из этих
станков красные лампочки. Они вспыхива-
ют полным ярким светом при малейшей
неисправности.
За ними-то и следят на заводе-автомате
рабочие. Они ремонтируют станки, меняют
затупившийся инструмент и каждую мину-
ту готовы прийти на помощь станку.
Управление заводом-автоматом осуще-
ствляется со специального пункта. На его
темном стекле сияет светящаяся цепочка
станков и агрегатов. Дежурный за пультом
в каждое мгновение знает, сколько изделий
прошло через тот или иной станок, сколь-
ко ушло в брак, сколько поступило на
склад готовой продукции.
Вот они, эти изделия, — алюминиевые
поршни для автомашин. Их можно уви-
деть в гараже, на авторемонтном заводе.
Поршни имеют очень сложную форму и
должны изготавливаться с очень высокой
точностью. Почему же именно их выбрали
в качестве изделия для первого в мире ме-
таллического завода-автомата?
Этому две главные причины. Первая за-
ключается в том, что поршень автомобиль-
ного двигателя — изделие массовое, тре-
бующееся в огромных количествах. Каждая
автомашина после определенного срока ра-
боты должна менять весь комплект своих
поршней. Миллионы их требуются ежегод-
но нашему народному хозяйству. Вторая
причина состоит в том, что при изготовле-
нии автомобильного поршня надо было со-
четать самые различные производственные
операции, надо было включить в непрерыв-
ную технологическую линию и электропла-
вильную печь с литейной машиной, и линию
механической обработки, и точные конт-
рольные автоматы. Принципиальное дока-
зательство возможности доверить автома-
тическим станкам изготовление столь
сложного и точного изделия имеет само по
себе не малое значение.
Пусть завод-автомат еще далек от со-
вершенства, пусть много еще требует он
человеческого труда, но за ним будут со-
зданы многие и многие автоматические за-
воды для самых разнообразных произ-
водств. Они будут во много раз совершен-
нее этого первого автоматического завода.
С разнообразным миром машин и прибо-
ров вы познакомились в этой книге. Все их
трудно перечислить, просто невозможно.
Вспомним, что какую бы область человече-
ского труда мы ни взяли, везде участвуют
машины. Вы видели, как они добывают
уголь и нефть, плавят металл, копают зем-
лю, выпекают хлеб, печатают книги, ткут
материи.
Вы видели машины, которые победили
расстояние и время: перевозят людей по
земле, по воде и по воздуху, передают
сообщения и фотографии по проводам и без
них.
В отдельных главах перед вами прошли
машины, собранные в специальные заво-
ды. Эти машины дают возможность чело-
веку строить другие машинысамые раз-
нообразные, самые быстрые, самые мощ-
ные.
Таким образом, миллионы помощников
и заместителей своих рук нашли люди
в машинах. Ну, а есть ли машины, которые
помогали бы человеческому мозгу? Есть
ли помощники в умственном труде лю-
дей?
Да, такие машины есть. Человек не мог
оставаться равнодушным к тому, что он
вынужден сам, без механических помощни-
ков производить зачастую сложную и уто-
мительную умственную работу. И вот
началась трудная, упорная борьба за созда-
ние приборов и машин, которые бы «вы-
ручали» человека, когда его чрезмерно за-
гружают в лаборатории или на производ-
стве у станков и машин однообразной,
нудной, малоэффективной работой.
Некоторые из таких машин уже встреча-
лись в этой книге. Были машины-контроле-
ры, машины-счетчики, машины-регуляторы,
всевозможные хитроумные приборы, как
бы продолжающие глаза и уши человека.
Но человек пошел еще дальше, он по-
строил «думающие» машины. Они произ-
водят сложные вычисления, анализируют
строение кристаллов, учитывают книги
в библиотеках, подбирают справочный ма-
териал, управляют станками и даже целы-
ми заводами.
Что же представляют собой эти «умные»
машины? В них нет ничего сверхъестест-
венного или таинственного. Все они со-
зданы руками человека. Сейчас мы позна-
комимся с принципами, на которых осно-
вана их работа, узнаем в общих чертах,
как они устроены, как действуют, где их
применяют.
И когда такая машина перестанет быть
загадкой, читатель увидит, что «думающие»
машины — это всего лишь новый предста-
витель богатейшего мира машин, всего
лишь пополнение семейства машин новым
членом.
Хотя новым машинам очень мало вре-
мени от роду — немного больше десяти
лет, они уже по праву завоевали себе в тех-
нике одно из первых мест. Теперь можно
даже говорить о том, что за новыми ма-
шинами будущее.
Немного из истории и классификация
Издавна люди стремились облегчить и
ускорить вычисления. Сначала прибегали
просто к помощи пальцев, камешков, ра-
кушек, палочек, узелков на веревочках. По
мере усложнения вычислений стали приме-
нять всевозможные таблицы, потом приду-
мали счетные доски.
Мы и сейчас пользуемся счетами, кото-
рые помогали вычислять и в глубокой
древности.
Но с развитием науки и техники, с рас-
ширением промышленного производства
возникла необходимость в выполнении мно-
жества вычислительных операций. Стало
уже трудно обходиться только счетами и
таблицами квадратов, кубов, синусов, лога-
рифмов и другими. Не могли выручить и
простые счетные устройства: счетные па-
лочки, логарифмические линейки, самосче-
ты; тогда появились первые арифметиче-
ские машины.
Вначале это были тихоходные машины,
умевшие только складывать. Потом их усо-
вершенствовали, и они стали выполнять
все четыре действия арифметики. Так на-
зываемые арифмометры получили широчай-
348
шее распространение, их можно сегодня
увидеть и на столе бухгалтера или счетово-
да, и в конструкторском бюро, и на заво-
де, и в лаборатории.
Построены удобные клавишные полуав-
томатические и автоматические вычисли-
тельные машины с электрическим приводом,
печатающими устройствами и другими при-
способлениями, помогающими оператору.
Теперь можно увидеть. машины для счета,
которые помогают получать суммы, произ-
ведения, частные и разности чисел, имею-
щих до десяти и более знаков, то есть такие
числа, как, например, 9 895 768 432. Спе-
циалисты на таких машинах выполняют не
только простейшие арифметические дей-
ствия, но и производят сложные математи-
ческие расчеты.
Но обилие и разнообразие всевозможных
типов математических задач, которые при-
ходится решать людям, заставило ученых
и инженеров создавать не только более
мощные, но и более гибкие вычислитель-
ные машины.
Их теперь очень много: от настольного
арифмометра до гигантского электронного
агрегата тянется цепочка вычислительных
машин. Вот их классификация. Вся вычис-
лительная техника делится на два больших
класса: цифровые машины и моделирую-
щие.
Цифровые машины по-другому еще на-
зывают дискретными, то есть прерывного
действия. В них с помощью различных
устройств одна за другой — прерывисто —
перерабатываются отдельные цифры.
В моделирующих машинах применен
другой принцип. В отличие от цифровых
они оперируют не с каждой в отдельности
цифрой, а с непрерывно меняющимися зна-
чениями физических величин: напряжения-
ми, углами, длинами и т. п. В этих маши-
нах протекание одного процесса заменяется
другим, аналогичным, например гидрав-
лический — электрическим, то есть создает-
ся своеобразная модель.
Результат такая машина обычно выдает
не в числовом значении, а в виде графиков.
Моделирующие машины обычно разделяют
на вычислительные приборы — они многим
знакомы: это всевозможные логарифми-
ческие линейки, планиметры, тангенсные
механизмы и т. п. — и машины-аналоги, то
есть моделирующие установки.
ФИЗИКА В МАШИНЕ
Несколько слов
об электронике
У электричества есть интерес-
ное свойство: оно прерывисто,
или, как говорят ученые, ди-
скретно. Подобно тому как песок
состоит из отдельных песчинок,
так и электричество состоит из
отдельных «атомов», называемых
электронами. Электрон имеет мас-
су (9,1 • 10 ~-8 граммов), электри-
ческий заряд (1,6 . 10-19кулона),
магнитный момент (1) и другие
качества.
Движущийся электрон несет
на себе отрицательное электриче-
ство. Он входит в состав всех
атомов и активно участвует
в химических реакциях и пре-
вращениях вещества, обуслов-
ливает электрический ток в ме-
таллических проводниках, в га-
зонаполненных и вакуумных
трубках. Благодаря наличию
электронов, срывающихся с рас-
каленных катодов и стремящих-
ся к аноду, работают всевозмож-
ные радиолампы. В частности,
электрон также придает те цен-
нейшие качества полупроводни-
кам и полупроводниковым прибо-
рам, которыми они прославились
в настоящее время.
Драгоценным свойством элек-
тронов оказалась их безынерци-
онность. Поток электронов можно
мгновенно остановить и заста-
вить мгновенно двигаться. Радио-
лампа, включенная в электриче-
скую цепь, может миллионы,
миллиарды раз в секунду раз-
рывать ее и включать снова
только потому, что поток элект-
ронов внутри лампы мгновенно
останавливается и мгновенно на-
чинает течь. Это явление откры-
вает богатейшие перспективы
для создания сверхскоростных
электронных вычислительных ма-
шин с миллионами тактов в се-
кунду.
Электрическая цепь
Электрической цепью назы-
вается соединение проводами ис-
точника тока с переключателями,
измерительными приборами, а
также потребителями тока —
лампочками, электродвигателями,
нагревательными приборами.
Электрическую цепь часто
сравнивают с системой цент-
рального отопления здания.
Источник тока Е, например,
подобен насосу, который, подни-
мая воду на чердак, создает раз-
ность уровней и приводит ее в
движение.
Как насос может работать
только от постороннего двигателя,
так и источник тока создает
электродвижущую силу (эдс)
или за счет механической энер-
гии (двигатель приводит в дви-
жение динамо-машину), или за
счет энергии химического процес-
са (аккумуляторы, батареи), или
за счет других источников энер-
гии (энергии излучения атомов,
тепловых процессов и других).
Провода цепи подобны соеди-
нительным трубам, потребите-
ли — радиаторам, а переключа-
349
О них у нас еще речь впереди.
Среди цифровых машин, кроме клавиш-
ных, о которых говорилось выше, большое
место занимают перфорационные машины.
Они могут сами читать числа, производить
вычисления, выдавать результат. Это це-
лый комплект машин — их так и называют
перфорационным комплектом.
Первая машина в этой поточной линии
переработки цифр пробивает отверстия
в перфокартах — картонных прямоуголь-
никах.
Здесь каждое отверстие соответствует
той или иной. цифре. Один человек может
пробить на перфораторе до 350 карточек
в час.
Вторая машина — сортировальная — ав-
томатически группирует карточки по при-
знакам, собирая в отдельные группы кар-
точки с однозначными признаками. За час
машина раскладывает 24 тысячи перфо-
карт.
После этого группы перфокарт поступа-
ют в многосчетчиковый электромеханиче-
ский счетно-записывающий автомат. Эта
сложная машина (она состоит из 100 ты-
сяч деталей) обрабатывает до 9 тысяч
перфокарт в час, производя при этом
70 тысяч сложений!
Но, несмотря на такую большую скорость,
перфорационный комплект не получил на-
звания быстродействующих машин. С та-
ким названием существует другая большая
группа еще более быстрых счетных ма-
шин — электронных.
Быстродействующие электронные счетные
машины применяют для решения самых
разнообразных задач и главным образом,
когда необходим большой объем вычисле-
ний и высокая точность.
Они помогают ученым в ядерных иссле-
дованиях, в радиотехнике, в химии, в мате-
матике. Машина перерабатывает горы
экспериментальных наблюдений и стати-
стических данных, выдавая в виде результа-
та потоки чисел или точные математиче-
ские таблицы.
Они помогают^ конструкторам произво-
дить расчет аэродинамических характери-
стик самолета, управляемых ракет, вынос-
ливость узлов будущей машины или агре-
гата.
Они помогают инженерам анализировать
вибрации и напряжения в деталях конст-
рукций, прочность ферм моста, устойчи-
вость плотин, фундаментов.
В последнее время электронные машины
стали применять и для автоматизации
тели и рубильники — вентилям и
кранам.
Электрический ток может
двигаться только по замкнутой
цепи. Выходя из источника по
одному проводу, он по другому
возвращается обратно.
Путь тока внутри источника
называется внутренним участком
цепи, а вне источника — внешним
участком цепи.
И внешний и внутренний уча-
стки цепи оказывают определен-
ное сопротивление протекающе-
му по ним току. Объясняется это
сопротивление тем, что в тепло-
вом хаотическом движении моле-
кулы и атомы веществ, из ко-
торых изготовлены провода, нити
ламп, электролиты, мешают дви-
жению электронов по проводам,
подобно тому как мешали бы
бегущему спортсмену зрители,
высыпавшие на беговую дорожку.
Отдельные элементы электри-
ческой цепи можно соединять
друг с другом последовательно
или параллельно.
Последовательным соедине-
нием называется такое, при кото-
ром один и тот же ток проходит
по очереди через все элементы.
Соединим последовательно
несколько электрических лампо-
чек. Если мы захотим выключить
одну из них, то цепь разомкнет-
ся и все лампочки погаснут.
При последовательном соедине-
нии аккумуляторов, например,
«плюс» одного из них соединяется
с «минусом» другого и так далее.
При параллельном соедине-
нии ток, разветвляясь, проходит
через все элементы цепи не по
очереди, а одновременно. В этом
случае источники тока соединя-
ются вместе всеми их «плюсами»
и всеми «минусами».
•ri
350
Универсальная электронная быстродействующая вычислительная машина «Стрела»,
производственных процессов. Появились
так называемые управляющие машины,
«машины-инженеры», способные самостоя-
тельно, без вмешательства человека вести
сложные технологические процессы, управ-
лять производством: отдельными станками,
линиями станков, автоматическими цехами
и даже целыми заводами.
Что же это за удивительные машины, как
они устроены?
Если выключить одну из па-
раллельно соединенных лампо-
чек, то остальные будут продол-
жать гореть.
Графики этих импульсов име-
ют такую же форму, как и
графики всех затухающих про-
цессов и колебаний. Кривая им-
пульса напряжения имеет такой
вид.
U
Л, Пг
Импульсы
Электронная вычислительная
машина работает тактами. При
каждом такте по всей цепи ма-
шины идут электрические импуль-
сы, соответствующие различным
командам или числам.
Электрический импульс — это
быстрый и кратковременный
одиночный скачок тока или на-
пряжения. Импульсы бывают вы-
сокого напряжения, большого
тока, видеоимпульсы и радиоим-
пульсы.
Импульсы высокого напряже-
ния могут быть получены при
разрядке конденсатора, включен-
ного в электрическую цепь.
Импульсы большого тока по
форме могут быть такими же,
как и импульсы высокого напря-
жения.
Видеоимпульсы (название пе-
решло из телевидения) представ-
ляют собой импульсы постоян-
ного тока или напряжения. Об-
разуются они при замыкании
электрической цепи с источником
тока.
Форма видеоимпульса показа-
на на рисунке.
Ширина и высота видеоим-
пульсов зависит от длительности
импульса тп и амплитуды на-
пряжения или тока.
Радиоимпульсы — это им-
пульсы переменного тока или пе-
ременного напряжения высокой
частоты. Каждый радиоимпульс
представляет собой пакет высо-
кочастотных колебаний, частота
351
Электронный счет
Современная универсальная электрон-
ная вычислительная машина — большое
сооружение весом около десяти тонн. Обо-
рудование занимает несколько блоков-
шкафов, установленных в зале. В блоках
размещены сотни тысяч различных радио-
деталей: сопротивлений, емкостей, выпря-
мителей, тысячи электронных ламп, полу-
проводниковых приборов, десятки элек-
тронно-лучевых трубок, магнитных бараба-
нов и лент. Все это системой проводов со-
единено в единый организм машины.
Быстродействующая вычислительная ма-
шина — очень сложный и, казалось бы, не-
доступный для понимания агрегат. Но, как
и во всякой машине, в ней есть несколько
главных узлов и частей, которые дают пред-
ставление о ее работе, позволяют разоб-
раться в ее устройстве. В электронной вы-
числительной машине есть специальное
устройство, через которое вводятся
числа и программа работы. Вводное устрой-
ство— это своего рода вход в машину для
потока чисел, подготовленного к перера-
ботке. Затем эти числа попадают в главней-
шие части машины — арифметическое уст-
ройство и запоминающие устройства.
В арифметическОхМ блоке, собственно, и
ведется молниеносный счет. Здесь произво-
дятся элементарные арифметические и ло-
гические операции.
В запоминающих устройствах — «памя-
ти» машины хранятся числа, а также
команды программы. Это своего рода кла-
довая, хранилище чисел и команд. Сюда
же поступают промежуточные результаты
вычислений, которые ведет машина.
За работой машины автоматически сле-
дит блок управления, обеспечивая необхо-
димую последовательность включений всех
частей агрегата, соответствующий порядок
команд и операций.
Когда машина получит результат, он по-
ступает в выводное и печатающее устрой-
ства. Здесь результат автоматически запи-
сывается на электрической пишущей ма-
шинке или печатается в виде таблиц.
Устройство контроля дает возможность
не только проверять работу всей машины
и отдельных ее узлов, но и следить за про-
цессом вычисления. Если где-либо во время
работы возникнет неисправность, контро-
лер-автомат сообщит об этом.
Всю работу в вычислительной машине
выполняет электрический ток. Мельчай-
шей работающей деталью электронной
которых равна частоте источника
тока.
В электронных вычислитель-
ных машинах могут быть исполь-
зованы как видеоимпульсы, так
и радиоимпульсы. Генератором
импульсов в таких машинах яв-
ляется вводное устройство, в ко-
тором протягивается или перфо-
лента, или магнитофонная лента,
или перфокарта.
Создается и формируется
электрический импульс в тот мо-
мент, когда отверстие перфолен-
ты или перфокарты подходит
под контактные щетки вводного
устройства. Они сквозь отверстия
замыкают соответствующие элек-
трические цепи.
Когда применяют магнитофон-
ную ленту, то при прохождении
намагниченного участка ее возле
цепи снимающей катушки, в
электрической цепи последней
наводится импульс.
О системах счисления
Людям приходится иметь де-
ло с числами буквально на каж-
дом шагу. Им надо уметь пра-
вильно называть и записывать
любое число, как бы велико оно
ни было. Но если бы каждое чи-
сло называлось особым именем и
обозначалось в письме особым
значком, то запомнить все эти
слова и знаки никому бы не бы-
ло под силу.
Однако даже самые большие
числа мы произносим и записы-
ваем. Как же удается это сде-
лать?
Выручают хорошо отработан-
ные обозначения: совокупность
немногих названий и знаков, по-
зволяющая записать любое чи-
сло и дать ему имя. Такая сово-
купность знаков называется си-
стемой счисления.
Наша общепринятая систе-
ма — десятичная — использует
для записи чисел десять различ-
ных знаков-цифр: 1, 2, 3, 4, 5,
6, 7, 8, 9, 0. С их помощью мож-
но назвать и записать любое
число.
Как пересчитать большое ко-
личество одинаковых предметов,
например спичек? Сначала раз-
ложим их на кучки по десяти
штук в каждой, и, может быть,
еще останется несколько штук,
не вошедших в целые десятки.
Если кучек (десятков) окажется
много, сгруппируем их тоже по
десяти в сотни и т. д.
Допустим, спичечных кучек
по 10 штук у нас оказалось один-
надцать да еще одна спичка. То-
гда мы сказали бы, что сотен
(десять десятков) у нас одна, де-
сятков—один и единиц—одна. За-
пишется это так: 111. Цифры,
как видим, одинаковые — едини-
цы, а содержание их разное.
Так, единица справа — это еди-
ница; средняя — содержит уже
в себе десять единиц, стоящих
справа, а левая единица содер-
жит десять предыдущих единиц,
или десять десятков, то есть сто
спичек.
Таким образом, мы видим, что
содержание одной и той же циф-
ры в разных группах, разрядах
различно. Каждая единица раз-
ряда, начиная со второй, состоит
из десяти единиц предшествую-
щего разряда. Изображаются
352
Блок-схема быстродействующей электронной вычислительной машины. Сплошные стрелки — пути, по
которым идут числа; штриховые стрелки — это каналы управления.
23 Машина
353
Малогабаритная электронная вычислительная машина.
машины являются электронные лампы.
Каждые две лампы образуют основной
элемент машины — триггер.
Лампа в триггере может находиться
только в двух состояниях: либо быть «за-
пертой», либо — «открытой». Это своего
рода электронный выключатель, который,
подобно кнопочному выключателю, замы-
кает или размыкает ток в цепи.
В зависимости от очередного импульса
тока триггер будет менять свое состояние.
Два устойчивых состояния триггера дают
возможность сопоставить их с символа-
ми в так называемой двоичной систе-
они так: 1 = 10°; 10= 101; 100=102; 1 000=103; 10 000= 104 и так далее.
Рассмотрим число 736. Оно может быть представлено следующим образом:
7* 102 + 3- 1U1—Н 6* 10° — 7- 100 + 3* 10 + 6* 1=700+30+5=736. Как видно, оно состоит
только из коэффициентов 7, 3 и 6, стоящих при десятках в различных степенях.
Любое число в десятичной системе записывается так:
Д+ = ап-{л • 10п + ап * + ап—1 • 10л—2 + ... + а%* 10^ + а\ • 10^,
где а может принимать значения от 0 до 9, а п — от 0 до бесконечности.
Число 2 857, например, будет представлено так:
2* 103 + 8* 102 + 5* 101 + 7* 10°= 2* 1 000 + 8* 100 + 5* 10 + 7* 1 =2 000+800+50+7=2 857
Десятичная система не единственная. Основанием системы может быть взято
любое число. Для примера мы рассмотрим систему счисления с основанием 6. Такая
система будет называться шестеричной, и для записи она использует только шесть
знаков, шесть цифр: 0, 1, 2, 3, 4, 5. Цифра 6 будет соответствовать числу 10 в деся-
тичной системе, и ее нужно заменить единицей следующего, высшего разряда.
Число 736 в шестеричной системе запишется так:
3*63 + 2*62-f-2*61 + 4*6° = 3 224
II II II II II
(648+ 72 + 12 4- 4 = 736)
Любое число в шестеричной системе будет записано:
Nq = ап-\~у • 1 + an—i * + ... + ^2*6^ + а^ • 60
Число 2 857 будет представлено следующим образом:
2-64 + 1-63+ 1-62 + 2-61+ 1-6° = 21 121
II II II II II II
(2 592+ 216 + 36 + 12 + 1 = 2 857)
Система счисления, в основание которой положено число «два»,называется двоич-
ной. Замечательные свойства позволяют широко использовать ее в электронных
вычислительных машинах.
Для записи чисел в двоичной системе счисления достаточно только двух знаков,
двух цифр: 0 и 1.
Для единицы берется знак 1. Число «два», будучи основанием системы счисления,
354
ме счисления, где их всего два: 0 и 1. До-
пустим, положению «О» соответствует «за-
пертая» первая лампа и «открытая» вторая,
а состоянию «1», наоборот, «запертая» вто-
рая и «открытая» первая лампы.
Если на вход триггера подавать последо-
вательно серию импульсов, то, предполо-
жим, каждый нечетный импульс будет
переводить триггер в состояние «1», а каж-
дый четный — в состояние «О».
Скорость переключения триггеров не
поддается воображению. В одну секунду
небольшая ячейка машины может больше
миллиона раз изменить свое состояние. Это
и позволяет вести сверхбыстрый счет. То
«открываясь», то «запираясь», триггер
в секунду, если нужно, «переберет» мил-
лион единиц и нулей.
В заметках (внизу), где подробно го-
ворится о системах счисления, указано, ка-
кое большое удобство дает двоичный счет
машине. Оказывается, в этой системе очень
легко производить арифметические дейст-
вия. Собственно, здесь и считать-то не надо.
Необходимо только помнить, что 0 + 0
дает 0, а 0+1 и 1+0 равно 1. Когда же
складываются две единицы, в сумме данно-
го разряда числа пишется 0 (1 + 1=0), и
1 переносится в следующий (высший)
разряд.
Сложим, например, 13 и 9. В десятичной
системе это будет:
22
В двоичной системе сложение идет, как
обычно, с крайнего справа разряда, затем
переходит ко второму, третьему, четверто-
му и так далее. При этом соблюдается
правило переноса единиц в следующий
(высший) разряд:
1 1 — перенос
,001101
+ 001001
010110
Начинаем сложение с первого (крайнего
справа) разряда: 1 + 1 =0, и перенос 1
в следующий разряд. Переходим ко второ-
му разряду: 0+0=0 плюс 1 переноса —
получаем 1. Переходим к третьему разря-
ду: 1 + 0 = 1. В четвертом разряде две еди-
подобно числу десять в десятичной системе становится, следовательно, единицей
второго, высшего разряда и записывается так: 10. Число «три», состоящее из еди-
ницы второго разряда (два) и простой единицы, записывается так: 11. «Четыре»
является квадратом двух, то есть единицей следующего, третьего разряда, и запи-
сывается как 100. «Восемь» — это два в кубе, то есть единица в четвертом разряде,
и записывается как 1 000.
Число 736 в двоичной системе запишется следующим образом:
1 *29 + 0*28 + 1 >27 + 1 *26 + 1 «25 + 0»24 + 0*28 + 0*22 + 0.21 + 0*2° = 1 011 100 000
II II II II Н II П II II II II
(512+ 0+ 128 + 64 + 32 + 0+ 0 + 0 + 0+ 0= 736)
Любое число в двоичной системе записывается так:
N2 = Лд-|-1 * 2п + ап • 2Л—1 + ап-1 • 2Л~2 + ... + а% *21 + • 2®
В качестве примеров запишем в двоичной системе приводимое нами число
2 857.
1-2П + О.2Ю+ 1.29+ 1 -28+ 0-27 + 0-2« + 1 -25 + 0-24 + 1.23 + 0-22 + 0-21 + Ь2«= 101 100 101 001
, II II II II II II II II II II II II II ч
(2 048+ 0 +512 + 256 + 0 + 0 + 32 + 0 + 8 + 0 + 0 + 1 = 2857)
Теперь сравним записи в различных системах: в десятичной — 736; в шестерич-
ной— 3224; в двоичной—1 ОН 100000.
Как видим, в двоичной системе запись числа выглядит более громоздкой, длинной
и менее понятной.
Так почему же эту систему взяли «на вооружение» в вычислительной технике?
Дело в том, что электронная вычислительная машина работает тактами. При
каждом такте по электрической цепи машины идет импульс тока, который должен
соответствовать определенной цифре числа или определенному числу. Но какими
должны быть импульсы, чтобы с их помощью передать по цепи число 736 в деся-
тичном счислении?
Во-первых, надо послать три различных импульса, которые соответствовали бы
7, 3 и 6. Значит, импульс, несущий 7, по амплитуде, например, должен быть вдвое
больше импульса, несущего 3, и чуть-чуть больше импульса, несущего цифру 6,
Следовательно, надо иметь очень чувствительные приборы, которые смогли бы уло-
вить такую незначительную разницу между импульсами, несущими цифры 7 и 6.
Во-вторых, каждый из трех импульсов должен нести в себе еще и такие сведения —
23*
355
ницы дадут 0 и перенос 1 в пятый разряд.
Здесь 0 + 0 = 0 плюс 1 переноса дадут 1.
В последнем разряде два нуля в сумме да-
дут нуль.
Все разряды исчерпаны, получили сумму
010 110 —это 22.
Вычитание, как и сложение, производит-
ся тоже очень просто. Оно заменяется при-
бавлением к уменьшаемому дополнитель-
ного к вычитаемому числа.
Найдем дополнение к числу 100 111 (39).
Для этого в каждом разряде числа вместо
1 возьмем 0, а вместо 0 возьмем 1, то есть
поменяем все цифры на обратные. Получим
число, равное 011 000.
Теперь для получения дополнительного
числа прибавим единицу в низшем разряде
нашего числа:
^ОПОЭО
+ 1
011001
Следующий пример показывает, как мож-
но сложением уменьшаемого с дополни-
тельным числом заменить вычитание сло-
жением:
,110010 _50
ф 011001 39
(-1) 001011 11
Если так просто в двоичной системе скла-
дывать и вычитать, то, может быть, слож-
нее умножение? Нет, вместо запоминания
в десятичной системе большой таблицы
умножения от «единожды нуль» до «де-
вятью девять» здесь надо запомнить всего
четыре строчки, ведь мы имеем лишь две
цифры:
0\0=0 1X0=0
0X1=0 1X1 = 1
Пользуясь этой таблицей, произведем
умножение двух чисел, 5 и 6:
х/ 5 v 101
х 6 х 110
30 000
101
101
11110
Теперь умножим другую пару чисел, 19
и 22:
19 v 10011
х 22 х 10110
38 00000
38 10011
"418 ЮОИ
00000
10011
110160010
а из какого разряда данная циф-
ра? Ведь цифра 7, стоящая в треть-
ем разряде,— это не 7, а 700! Ка-
ким же должен быть импульс,
несущий цифру 7 со значением
700? Таким образом, в электрон-
ной машине надо предусмотреть
устройство, растягивающее, к
примеру, импульс во времени
в соответствии с разрядом несо-
мой цифры.
Как видно, трудностей с ис-
пользованием десятичной систе-
мы в электронных вычислитель-
ных машинах очень много.
Несколько меньше их в случае
использования других систем счи-
сления, например шестеричной.
В ней цифр не десять, а шесть,
и, следовательно, по электриче-
ской цепи счетной машины по-
требуется посылать не десять раз-
ных импульсов, а только шесть.
Но самой выгодной в этом смыс-
ле системой счисления является
двоичная с ее цифрами: 0 и 1.
Действительно, чтобы пере-
дать по цепи машины число 738,
надо не за три такта посылать
три различных импульса, а за де-
сять тактов послать четыре оди-
наковых импульса. Ведь в двоич-
ной системе число 736 записы-
вается как 1 011 100 000!
Но если различные импуль-
сы, соответствующие различным
цифрам и различным разрядам
в десятичной и других системах,
трудно различать, то при пе-
редаче числа в двоичной системе
по электрической цепи машины
будет или идти импульс, что со-
ответствует 1, или импульса не
будет, а это соответствует 0.
Правда, вычислительной ма-
шине придется делать значи-
тельно больше тактов. Так, при
передаче числа 2 857 она сделает
не четыре такта, а двенадцать —
101100 101001. Но, если учесть
«быстроходность» электронных
вычислительных машин, произво-
дящих десятки тысяч вычислений
в секунду, это не играет суще-
ственной роли.
Триггерное устройство
По электрическим цепям вы-
числительный машин сигналы пе-
реносятся импульсами электриче-
ского напряжения, а фиксируются
и считаются специальным радио-
техническим элементом — элек-
тронным триггером (триггер —
по-английски значит защелка).
Триггер, как уже говорилось,
представляет собой соединение
двух усилительных радиоламп.
Радиолампа работает так.
В откачанный стеклянный или
металлический сосуд впаяны два
электрода — один в виде прово-
локи, другой в виде диска или
цилиндрика. Первый электрод на-
зывается катодом. Он подклю-
чается к отрицательному полюсу
анодной батареи, а второй —
анод — соединяется с положи-
тельным полюсом той же бата-
реи.
Электрическое поле, образую-
щееся между катодом и анодом,
ускоряет электроны, вылетающие
из катода при его нагревании.
В результате этот поток электро-
нов замыкает электрическую
цепь. Такая лампа называется
диодом.
Достаточно между катодом и
356
Видно, что умножение, когда имеешь
дело только с единицами и нулями, упро-
щается. Необходимо лишь суммировать
множимое столько раз, сколько единичек
во множителе, сдвигая его влево. Умноже-
ние на нуль, как видите, не сказывается.
Деление в двоичной системе тоже про-
стое. Оно сводится к сдвигу делителя и
сложению чисел в дополнительном коде.
Таким образом, все четыре действия
арифметики в двоичной системе можно осу-
ществлять сложением. Это очень упрощает
задачу: чтобы считать, электронная маши-
на должна уметь только складывать и сдви-
гать числа. Невольно возникает вопрос,
а как же машина решает сложнейшие ма-
тематические задачи? Оказывается, мате-
матики умеют сложные математические
действия сводить к более простым — сло-
жению. Теперь после знакомства с ма-
шинной арифметикой вернемся к рассказу
о триггерах.
Если соединить несколько триггеров так,
чтобы выходные контакты предыдущего
триггера соединялись с входными контак-
тами последующего, то получится последо-
вательная цепочка — электронный много-
разрядный счетчик импульсов, поступаю-
щих на вход первого триггера.
Предположим, что в такой цепочке пять
триггеров и во всех зафиксировано поло-
жение «О», то есть вся цепочка показы-
вает 00 000. Подадим на вход цепочки —
первый справа триггер — один импульс.
Первый импульс на первом триггере зафик-
сирует 1 единицу. Второй импульс даст
здесь нуль, но поставит второй триггер
в положение «1». Третий импульс снова
даст в первом триггере «1». Четвертый им-
пульс заставит первые два триггера перей-
ти в состояние «0» и поставит четвертый
в положение «1». Пятый импульс снова
в первом триггере даст «1», оставив второй
и третий без изменений.
Теперь в цепочке после подачи пяти
импульсов записано не 00 000, а 00 101,
то есть пять: цепочка сосчитала пять им-
пульсов.
Такие счетчики применяются в электрон-
ных машинах для счета. Число их достигает
иногда более тысячи штук. Они позволяют
не только считать импульсы, но и «запоми-
нать» числа, зафиксировав то или иное ко-
личество импульсов. Триггерные цепи в не-
которых машинах являются главным уз-
лом устройства, из которого состоит так
называемый сумматор — часть машины,
ведущая молниеносный счет.
анодом поместить еще третий
электрод — сетку, как получим
трехэлектродную лампу—триод.
Если на сетку напряжение не
подано, то вылетевшие из като-
да электроны свободно могут
пролететь сквозь ее отверстия и
достигнуть анода.
В этом случае лампа рабо-
тает как диод.
Но если сетку зарядить отри-
цательным электричеством, она
будет отталкивать электроны,
они не все достигнут анода и по-
ток их сквозь лампу — анодный
ток — уменьшится. И, наоборот,
если на сетку подать положи-
тельный заряд, то она ускорит
движение электронов — анодный
ток усилится.
В момент, когда на сетку по-
дается отрицательный заряд и
он ослабляет электронный поток
через лампу, а то и совсем ее
запирает, анодное напряжение
лампы (разность потенциалов
между катодом и анодом) по-
вышается. Если же на сетку
подается положительный потен-
циал, усиливающий анодный
ток, то анодное напряжение
падает.
Так устроена и работает
трехэлектродная лампа — триод.
В триггерах триоды соедине-
ны, как усилители напряжения
с положительной обратной свя-
зью. Это значит, входы усилите-
лей (сетки ламп) соединены с
выходами (анодами) крест-на-
крест, то есть сетка первой лампы
соединена с анодом второй, а сет-
ка второй — с анодом первой.
Такая триггерная схема обладает
двумя устойчивыми положениями
(режимами). Один — когда пра-
вая лампа проводит ток, а левая
«заперта»; второй —догда пра-
вая лампа «запирается», а левая
проводит ток.
Схема остается в одном из
этих режимов до тех пор, пока
не будет подано некоторое на-
пряжение (импульс) на сетку
«запертой» лампы и оно не
заставит ее проводить ток (от-
крыться). Тогда лампы мгновен-
но поменяются своими функция-
ми и останутся в таком состоя-
нии до нового импульса.
357
Электронные схемы, выполняющие логические опе-
рации И, ИЛИ, НЕ.
Сумматоры
Прежде чем рассказать о сумматоре,
главной составной части арифметического
устройства машины, познакомимся с тремя
электронными схемами. Без них трудно бу-
дет понять работу сложного блока, склады-
вающего числа. Эти три схемы выполняют
логические операции, операции совсем не
сложные.
Первая называется схемой «И», или, по-
другому, схемой совпадения. Она дает на
выходе импульс напряжения только в слу-
чае совпадения во времени И первого И
второго входных импульсов.
Наглядно такую схему моделирует сосуд
с водой, у которого две задвижки. Уровень
воды в сосуде будет понижаться только
в том случае, когда мы откроем и первую
и вторую задвижки.
Вторая схема применяется для разделе-
ния цепей тока, поэтому ее называют раз-
делительной, по-другому — схемой «ИЛИ».
Она дает импульс на выходе при появле-
нии импульса ИЛИ на первом, ИЛИ на
втором входе схемы или на обоих сразу.
Аналогия с сосудом показывает, что уро-
вень воды будет уменьшаться, если мы от-
кроем или первую, или вторую задвижку,
или обе сразу.
Наконец третья схема называется схемой
несовпадения, или схемой «НЕ». Она, на-
оборот, не даст на выходе импульса, если
на вход пришел импульс, а если на входе
импульса НЕ будет, то на выходе он по-
явится.
Аналогия с сосудом здесь тоже должна
быть «наоборот», то есть уровень воды бу-
дет уменьшаться, если мы не будем тро-
гать открытую задвижку.
Из этих трех простейших схем можно со-
ставить более сложные, которые дадут
возможность производить трудные преоб-
разования с числами.
Вот пример такой схемы — одноразряд-
ный последовательный сумматор. Он со-
стоит из двух схем «НЕ» и двух схем «И».
Сумматор складывает два числа после-
довательно, разряд за разрядом.
На схеме видно, как на ввод поступил
импульс тока — 1 — низший разряд какого-
то числа А. Код этого же разряда другого
числа — В есть 0, здесь импульса нет.
Мы знаем, как работают. схемы «НЕ» и
«И», поэтому можем определить, что им-
пульс не пройдет через схемы совпадений
358
(3 и 4), а схемы несовпадений (1 и 2)
пропустят его, и будет показана сумма:
1+0=1.
Когда импульсы поступят на оба ввода
одновременно, то есть поступят сразу две
единицы, картина будет иной. Схема несов-
падений (1) не пропустит импульсы на
выход. Схема же совпадений (3) даст на
выводе импульс. Он пройдет на так назы-
ваемую линию переноса и задержится здесь
на одну микросекунду. В результате будет
показана сумма: 1 + 1=0. Когда в сум-
матор поступят импульсы следующего раз-
ряда чисел, импульс с переноса пройдет на
входы схем (2 и 4).
Если же следующий разряд чисел тоже
даст 1, тогда схема (1) снова не пропустит
импульс, а схема (3) даст его в линию пе-
реноса. В схему (2) поступит импульс от
предыдущего сложения и пройдет на линию
«сумма». Получим 1 + 1 + 1 = 1 и 1 на
перенос. Такое устройство за секунду про-
изводит миллион сложений.
Но, оказывается, есть более сложные схе-
мы сумматоров, которые производят сло-
жение еще быстрее. Это сумматоры парал-
лельного действия. Они суммируют числа
не постепенно как последовательные, а сра-
зу по всем разрядам. В параллельном
сумматоре складываемые числа находят-
ся в регистрах. Это цепочки триггеров,
соединенных параллельно. Сколько в чис-
ле разрядов, столько нужно и триггеров.
На следующей странице сумматор для
четырех разрядов. Числа, находящиеся в
регистрах, складываются в одноразрядных
сумматорах 1, 2, 3, 4... В каждом из них
три входа: на два подаются числа, третий
подает перенос в следующий разряд.
Сложим два числа: 0 101 и ООН.
,0101 (5)
+ ООН (3)
1000 (8)
В первый одноразрядный сумматор по-
ступят две единицы. Они дадут нуль и пе-
ренос единицы в следующий разряд. Во
втором сумматоре уже будут нуль и две
единицы. Они тоже дадут нуль и перенос
единицы в третий сумматор. Здесь получим
единицу, нуль и единицу. Это даст снова
нуль и перенос единицы в четвертый сум-
матор. В нем будут нуль, нуль, единица.
Складываем их и получаем в сумме едини-
цу. Переноса в следующий разряд нет.
Читаем итог в показателе «сумма»: 1 000,
то есть 8.
Схема работы сумматора последовательного
действия.
359
Схема работы сумматора параллельного действия.
В таком сумматоре сложение, например,
девятнадцатиразрядного числа производит-
ся всего за 2,4 микросекунды!
Хранилище чисел
В самом начале объяснения работы вы-
числительной машины мы столкнулись
с тем, что машине, для того чтобы вычис-
лять, необходимо фиксировать, удерживать,
или, говоря по-другому, «запоминать» чис-
ла. Для этой цели существует несколько
видов машинной «памяти».
Внутренняя, или, как ее еще называют,
оперативная, «память» нужна для запоми-
нания чисел при переносе их в следующий
разряд или для запоминания, например, ча-
стных произведений при умножении.
В другой «памяти» — внешней — нахо-
дятся первоначальные данные вычислений,
или результаты, которые понадобятся для
дальнейшей работы.
Работа каждого вида «памяти» машины
обеспечивается особыми устройствами.
Внутренняя «память» работает в тесном
взаимодействии со скоростным арифметиче-
ским устройством, поэтому и она должна
быть очень быстрой, оперативной. Быстро-
та ее определяется временем выборки чисел
из «памяти» и подачей их в арифметическое
устройство.
«Быструю память» строят или на элек-
тронно-лучевых трубках, или на ферритах.
Электронно-лучевые трубки в машине
похожи на кинескопы телевизоров.
Если на экран такой трубки направить
электронный луч, то можно в определен-
ном месте выбить на нем заряды в виде
светящихся точек. Они могут храниться
долгое время, достаточное для работы ма-
шины.
Цифры на экране записываются тоже
в двоичном коде. Есть заряд—1, нет
его — 0.
Две пары пластин внутри трубки управ-
ляют лучом, посылая его в разные места
поверхности экрана, разделенной на от-
дельные элементы. Они содержат 1024—
360
2048 чисел. При считывании данных доста-
точно направить луч в заданное место экра-
на, где была записана цифра.
Поясним это на примере. В машинной
«памяти» запись данных всегда сопровож-
дается адресом — номером ячейки, куда
посылается число. Каждая ячейка на экра-
не имеет свой номер. В трубке их от 1 до
1024. Если записывается единица «по ад-
ресу 253», то электронный луч «встанет»
точно против ячейки с этим номером и
выбьет на экране точку.
Весь процесс записи, считывания и вос-
становления данных происходит меньше
чем за одну микросекунду.
В настоящее время в электронных вычис-
лительных машинах применяют еще более
совершенную память. Она состоит из паке-
тов перекрещивающейся медной проволоки,
на которую надето множество маленьких
колечек из ферромагнитного материала. Ко-
лечки эти способны сохранять в виде оста-
точного магнетизма, в зависимости от по-
лярности, 0 или 1.
Каждое ферритовое кольцо «запоминает»
только одну двоичную цифру.
Электронно-лучевая трубка, в которой ведется
запись чисел в «оперативной памяти».
Количество колец в решетке определяет
емкость такой памяти, а количество реше-
ток в пакете определяет разрядность числа.
Для записи числа в ферритовой памяти
надо подать «половинные» импульсы, как
по горизонтальной, так и по вертикальной
проволочке. В месте «встречи» полуимпуль-
сов запишется единичка.
ФИЗИКА В МАШИНЕ
Немного о магнетизме
Все тела, притягивающие же-
лезо, чугун, сталь и в меньшей
степени никель, хром, кобальт,
а также их сплавы и некоторые
другие вещества, называют маг-
нитами.
Сами же эти вещества могут
получать магнитные свойства, по-
этому называются они магнитны-
ми, или ферромагнетиками.
Некоторые железные руды,
такие, как окись железа (Fe^O^),
по своей природе обладают при-
тягательными свойствами, поэто-
му их зовут естественными маг-
нитами.
Магнитные тела можно на-
магничивать и получать таким
образом искусственные магниты.
Искусственные магниты могут
или долго сохранять свои маг-
нитные свойства, тогда они но-
сят название постоянных, или их
магнитные свойства исчезают по-
чти совершенно, лишь только
перестает существовать причина
намагничения, тогда их зовут
временными магнитами.
Остаточное намагничивание
(или остаточный магнетизм)
очень велико у закаленной или
отжатой стали и совершенно нё-
значительно у мягкого и чистого
железа и у специальных его
сплавов.
Сила, которая задерживает
намагничивание, называется за-
держивающей, или коэрцитивной.
Эта сила равным образом сопро-
тивляется как намагничению тел,
так и их размагничению. Приро-
ду ее можно в общих чертах
объяснить своего рода «трением».
В ферромагнетиках имеются
небольшие области (домены),
которые сами по себе уже на-
магничены до предела, до насы-
щения.
При отсутствии внешнего
магнитного поля эти области
ориентированы беспорядочно,
в результате чего ферромагне-
тик (кусок железа) в среднем
не намагничен.
Если теперь на это тело на-
ложить внешнее магнитное поле,
то оно будет ориентировать не
отдельные молекулы, а целые
домены. В результате ферромаг-
нитный сплав может быть на-
магничен до насыщения.
Но когда ферромагнетик на-
магничивался, его домены пово-
рачивались, испытывая опреде-
ленное трение друг о друга.
Оно же удерживает их ориенти-
рованными в определенном на-
правлении и, как только исчезает
внешнее поле, обусловливает тем
самым остаточную намагничен-
ность ферромагнетика.
Вот это своеобразное «тре-
ние» и является источником за-
держивающей силы.
361
Схема работы ферритовой матрицы.
Для снятия чисел при считывании через
все ферритовые кольца решетки по диаго-
нали пропущена третья проволочка. Ее на-
зывают обмоткой считывания. По ней идут
сигналы, когда надо «вынуть» из «памя-
ти» какое-либо число.
Считывание и запись и здесь происходят
очень быстро — за одну стотысячную долю
секунды. На ферритовых пакетах можно
хранить несколько тысяч чисел.
Применяют в машинах и устройства «па-
мяти» в виде так называемых линий за-
держки. Принцип их работы заключается
в том, что числа, предназначенные для
запоминания, подводятся к одному концу
линии, распространяются по ней в виде
волн и через некоторое время выходят на
другой конец линии.
Тонкая длиной в метр металлическая
трубка, наполненная ртутью и закрытая
с концов кристалликами кварца, — это
ультраакустическая ртутная линия за-
держки. В ней импульс-единица будет все
время «бегать» от одного кристалла к дру-
гому и сохраняться — «запоминаться», —
как угодно долго.
Запоминающее устройство из восемна-
дцати таких трубок может хранить более
20 тысяч двоичных знаков.
Трубку с жидкой ртутью можно заменить
никелевой проволокой, а кристаллы кварца
на концах трубки — электрообмоткой. По-
лучится магнитострикционная линия за-
держки. На одном ее конце обмотка будет
«записывать» сигнал, а другая, «считываю:
щая», принимать. Частота повторения им-
Намагничивать ферромагне-
тики (создавать внешнее магнит-
ное поле) можно не только есте-
ственными или постоянными ис-
кусственными магнитами, но и
электрическим током.
В 1820 году знаменитый фи-
зик Эрстед открыл действие то-
ка на магнитную стрелку, чем
и положил начало новой главе
в истории электричества — уче-
нию о магнитных свойствах тока.
Оно соединило учение о магне-
тизме и учение об электричестве
в одну единую теорию электро-
магнитных явлений.
Когда по соленоиду (спира-
ли) пропускают электрический
ток, то внутри его (и снаружи)
возникает магнитное поле напря-
женности Н. Чем сила тока I бу-
дет больше, тем и напряжен-
ность магнитного поля Н будет
больше. Если внутрь соленоида
поместить железный стержень, то
его домены (области намагниче-
ния) начнут поворачиваться,
ориентироваться и стержень бу-
дет намагничиваться.
Возьмем ненамагниченный
железный стержень (намагниче-
ние его Р—0) и поместим
внутрь соленоида, в котором то-
ка еще нет и магнитное по-
ле, следовательно, отсутствует
(77 = 0). В системе координат
Р и Н этому состоянию соответ-
ствует точка О.
362
пульсов у этой линии в 100 раз больше,
чем в ртутной «памяти».
Работу другого вида «памяти».— внеш-
ней— все-перечисленные устройства обеспе-
чить не могут. Внешняя «память» служит
для ввода в машину и вывода из нее чисел,
программ вычислений — все это числа, зани-
мающие большой объем. Поэтому для
внешней «памяти» применяют перфориро-
ванные карточки, бумажные ленты, фото-
ленты и магнитные ленты.
С перфокарты или бумажной ленты за-
писанные на них отверстиями числа считы-
ваются просто. Контактные щетки «ощупы-
вают» ленту или карты. Там, где есть
отверстия, щетка соприкасается с метал-
лической пластинкой, проходящей под
ними, и замыкает цепь тока: в машину
идет импульс.
Но самая удобная внешняя «память» —
это запоминающие устройства на магнитных
лентах. Они позволяют «запоминать» до не-
скольких сотен тысяч чисел.
Запись чисел на магнитную ленту в вы-
числительной машине принципиально мало
отличается от записи звука на магнитофо-
не. Здесь тоже на поверхности магнитной
ленты, движущейся с определенной ско-
ростью с одной катушки на другую, спе-
циальные записывающие головки создают
отдельные участки намагничивания.
Когда поступает на магнитную головку
сигнал, на ленте наводится участок маг-
нитной дорожки — это единица. Записы-
Перфоленты и перфокарты — тоже один из видов
«памяти» машин.
вающая головка может служить и считы-
вающей. Когда лента проходит под ней, она
«считывает» магнитную запись и передает
импульсы в машину. Ввиду большой длины
лент скорость выборки здесь невелика —
всего 400 чисел в секунду.
Затем пустим по соленоиду
ток и будем его постепенно уве-
личивать.
Внешнее поле также будет
все время усиливаться и увели-
чивать намагничение стержня.
Но при каком-то значении На все
домены повернутся в одну сто-
рону вдоль поля, и в стержне
наступит магнитное насыщение,
то есть Р не будет увеличивать-
ся, а кривая придет в точку а.
Теперь начнем уменьшать элек-
трический ток (идти от На к 0),
при этом будет уменьшаться
намагничение стержня Р. И ког-
да внешнее поле исчезнет (//=0),
намагничение будет равно Рв,
то есть в стержне останется
магнетизм. Это значит, что ко-
эрцитивная сила не дала стерж-
ню полностью размагнититься и
трение не позволило доменам
нарушить ориентировку.
Чтобы снять остаточный маг-
нетизм Рв, надо по соленоиду
пустить ток в обратном направ-
лении; тогда внешнее магнитное
поле станет противоположного
направления и будет поворачи-
вать домены в противоположном
направлении. 'При этом кривая
перейдет через точку С, когда
в стержне не будет остаточного
магнетизма. Отрезок ОС и ха-
рактеризует величину задержи-
вающей силы. Затем кривая пой-
дет вниз и при каком-то значе-
нии Hd придет в точку d.
В стержне в это время будет
магнитное насыщение Pd.
Снова начнем уменьшать ток
и уменьшать соответственно на-
пряженность магнитного поля
соленоида (внешнего для стерж-
ня). И когда Н станет равной
нулю, кривая придет в точку Ре,
так как задерживающая сила не
даст стержню размагнититься
полностью. Чтобы остаточный
магнетизм Ре снять, надо пу-
стить ток опять в противополож-
ном, то есть в самом первона-
чальном направлении. Тогда
кривая намагничения через точ-
ку f придет в исходное положе-
ние а.
Полученная фигура называет-
ся петлей гистерезиса.
Площадь петли соответствует
работе, произведенной при ори-
ентировке домен (областей на-
магничения) вещества, из кото-
рого изготовлен стержень. Эта
работа обнаруживается выделе-
нием теплоты.
Если сердечник трансформа-
тора будет изготовлен из стали
с большой площадью петли гисте-
резиса, то за короткое время ра-
боты он сильно нагреется, так
как подвержен периодическому
363
Микрофон
Схема записи чисел на магнитную ленту.
Запись чисел на магнитный барабан.
воздействию противоположных на-
магничиваний.
Различные ферромагнетики
дают весьма разнообразные пет-
ли гистерезиса.
Различают «мягкие» магнит-
ные материалы, характеризую-
щиеся малой задерживающей
силой. Их петля гистерезиса име-
ет иной вид (1). К «мягким»
принадлежит мягкое железо,
кремниевая сталь, сплавы железа
с никелем.
Употребляются такие матери-
алы для изготовления сердечни-
ков трансформаторов и дрос-
сельных катушек. В электронных
счетных машинах они применя-
ются для изготовления сердечни-
ков записывающей и считываю-
щей магнитофонных головок.
К числу «твердых» магнитных
материалов, характеризующихся
большой коэрцитивной силой, от-
носятся углеродистые и специ-
альные стали. Они употребляют-
ся для изготовления постоянных
магнитов. В математических ма-
шинах «твердые» материалы
идут на изготовление магнито-
фонных лент, на изготовление
намагничивающейся пленки, по-
крывающей барабан запоминаю-
щего устройства, а та^же на
изготовление ферритовых колец
в устройстве «памяти» машины.
364
Необходимость иметь в машине объем-
ную быструю «память» привела к тому, что
конструкторы соединили положительные
качества оперативной «памяти» — скорость
выборки — с объемностью внешней «па-
мяти». Получилась так называемая проме-
жуточная память. Ее делают на магнитных
барабанах. Здесь каждый импульс записы-
вается специальной головкой, намагничи-
ванием участка поверхности барабана. На
одном сантиметре барабана можно запи-
сать до 40 импульсов. Число записывается
или на одной, или на нескольких парал-
лельных дорожках. Всего на барабане
можно разместить до 5 000 чисел.
Благодаря тому, что магнитный барабан
может вращаться с большой скоростью —
до 7 500 оборотов в минуту, считывание
чисел здесь происходит сравнительно
быстро.
Обычно в быстродействующей электрон-
ной вычислительной машине используются
одновременно различные виды и устройства
«памяти». Поэтому запоминающий узел ма-
шины сложен. Здесь установлены и элек-
тронно-лучевые трубки, и магнитный бара-
бан, и несколько магнитофонов с записью
чисел на магнитных лентах.
В машину и из машины
Для решения задач машина должна по-
лучать числа, с которыми ей придется опе-
рировать. Другими словами, с языка цифр
нужно числа перевести на язык импульсов.
Для этого числа преобразуются в особые
сигналы, удобные для работы машины.
Специальная электрическая пишущая ма-
шинка со скоростью до 10 цифр в секунду
пробивает отверстия на узкой бумажной
ленте, похожей на телеграфную. Каждое
отверстие — это код импульса. Подобно
тому как точкой и тире на телеграфной
ленте записываются слова, так на перфо-
ленте отверстиями записываются числа.
В устройстве ввода чисел перфолента пе-
рематывается с бобины на бобину. Элект-
рическая лампочка просвечивает перфолен-
ту, и луч, попадая через ее отверстие на фо-
тоэлемент, преобразуется в электрические
сигналы, соответствующие коду импульсов.
Эти-то сигналы и воздействуют на элект-
ронные схемы машины — перерабатывают-
ся ее устройствами в процессе решения за-
дачи.
Однако вводное устройство — одно из са-
мых медленных в машине. В машину за се-
кунду поступает несколько десятков чисел.
И если бы ввод чисел и работа арифмети-
ческого устройства происходили одновре-
менно, невозможно было бы использовать
огромные возможности машины. Она бы
«простаивала» в ожидании подачи следую-
щего числа. Чтобы избежать этого, числа
вводят заранее в оперативное запоминаю-
щее устройство. После этого машина уже
может работать на «полный ход».
Результаты вычислений машина записы-
вает чаще всего не на медленно работаю-
щее выводное устройство, а сначала во
внешнее запоминающее устройство. Эту за-
пись в выводном устройстве можно прочи-
тать с помощью дешифратора. В некото-
рых схемах машин дешифраторы работают
по следующему принципу. Считывая с маг-
нитной ленты запись, он зажигает одну из
10 лампочек, каждая из которых просвечи-
вает определенную линзу с нарисованной
на ней соответствующей цифрой. Свет от
линзы падает на кинопленку, где и фикси-
руется изображение этой цифры. В секунду
так записывается 200 чисел.
При выводе данных из машины к ней мо-
жет быть подключено и электромеханиче-
ское печатающее устройство, которое непо-
средственно на рулоне бумаги печатает чис-
ла и буквы со скоростью три числа в се-
кунду.
Необходимо заметить, что машина выда-
ет результаты вычислений не в двоичной,
а в десятичной системе счисления, более
удобной для работы. Перевод этот делает
сама машина как завершающий этап
в длинной цепи переработки чисел.
Десятки тысяч вычислений
в секунду
Самый искусный вычисли-
тель, работая с арифмометром, за
восьмичасовой рабочий день успе-
вает выполнить не более 2 тысяч
арифметических действий. Быстро-
действующая электронная счет-
ная машина делает 7—8 тысяч
таких вычислений в секунду! И
это еще не самая большая ско-
рость. Имеются электронные счет-
ные машины, выполняющие до
30 тысяч действий за секунду и
даже больше! Одна такая маши-
на заменяет около 30 тысяч ква-
лифицированных вычислителей!
365
Как управляют машиной
С момента пуска и до получения резуль-
тата электронная вычислительная машина
работает автоматически — без участия че-
ловека. Машина управляет сама собой. Она
сама записывает промежуточные результа-
ты, подает исходные данные для последую-
щих вычислений, сама устанавливает поря-
док операций, выбор необходимых данных.
Всю эту сложную работу направляет и кон-
тролирует управляющее устройство. Оно
непосредственно командует всеми частями
машины и переключает их для выполнения
все новых и новых операций.
Чтобы безошибочно выполнять такие
сложные функции, в управляющее устрой-
ство вводят заранее составленную програм-
му. Она составляется из отдельных команд
и хранится в «памяти» машины.
Рассмотрим одну из команд, записанную
на языке машин: 0001.0000001010. В пере-
воде на обычный язык это значит: «сло-
жить число из ячейки № 10 оперативной
памяти с числом, стоящим в сумматоре».
Первые четыре знака в этом большом на-
боре нулей и единиц означают операцию—
что нужно сделать. Вторая часть коман-
ды — десять знаков — указывает адрес
ячейки памяти, в которой находится число
для выполнения указанной операции.
Машина может выполнять не только та-
кие безусловные команды, но и так назы-
ваемые условные. Получив условную
команду, управляющее устройство в зави-
симости от предыдущего результата выби-
рает путь дальнейшей работы машины.
Условная команда выглядит так: «Если
число в сумматоре стало отрицательным —
переходи к выполнению команды, храня-
366
щейся в ячейке № 13. Если же оно положи-
тельно — выполняй команду из ячейки
№ 6».
Управляющее устройство, получив такую
команду, точно выполнит предписание
в зависимости от полученного в сумматоре
результата.
Основа управляющего устройства —
счетчик команд и регистр команд. Как они
работают?
Идет в машине такт за тактом. В одном—
команда из оперативной памяти подается
в управляющее устройство. Она фиксирует-
ся в регистре команд. В следующем такте
управляющее устройство реализует эту
команду. А счетчик аккуратно считает од-
ну выполненную команду за другой.
Вот в счетчике команд появилось число
0001, и открывается ячейка №4 оператив-
ной памяти. Содержащаяся там команда
поступает в регистр команд. Выбор коман-
ды закончен.
Она теперь находится в регистре. Содер-
жание ее означает: «число в ячейке № 10
сложить с числом, стоящим в сумматоре».
Это изображается уже известным нам ко-
дом — 0001.0000001010.
Оперативная часть команды 0001, стоя-
щая в регистре, пошлет сигнал «сложить»
в арифметическое устройство. Адресная
часть 0000001010 откроет выходы из ячей-
ки № 10, и число из нее поступит в сумма-
тор. Оно сложится с числом, которое там
уже находилось.
Такт выполнения команды закончен.
В счетчике команд появится цифра 0010—2,
если обозначить в десятичной системе.
В следующем такте в регистр поступит
команда из второй ячейки. Снова такт —
выполнение этой команды. Так управляю-
щее устройство такт за тактом выполнит
все команды, произведет весь цикл вычисле-
ния.
Быстродействующие электронные цифро-
вые вычислительные машины, как уже гово-
рилось, могут выполнять самую сложную
математическую работу.
Например, для международного астро-
номического календаря они подсчитали
орбиты движения около семисот малых пла-
нет солнечной системы. На десять лет впе-
ред машины определили их координаты,
точно установив, где они будут находиться
через каждые сорок дней.
При составлении геодезических карт на-
до решать очень сложные задачи. Одну из
них — с восемьюстами уравнениями —
машина решила за пятнадцать часов.
Раньше над ней трудилась бы много ме-
сяцев армия вычислителей.
Прежде на определение формы наибо-
лее крутых неосыпающихся откосов кана-
лов уходили месяцы труда пятнадцати вы-
числителей. А теперь машина подсчитывает
десять вариантов за три часа.
Вложили свой вклад машины и в созда-
ние синхроциклотрона — установки для
разгона элементарных частиц. Для выясне-
ния процессов, возникающих в новой атом-
ной машине, было сделано два миллиарда
арифметических действий!
Электронные машины производят расче-
ты орбит спутников Земли и космических
Усилители для электронной машины: один — на
лампах, другой — на полупроводниках.
367
ракет, обрабатывают данные, передавае-
мые со спутников и межпланетных станций
на Землю.
Но есть еще одна чрезвычайно обширная
область, где применяются электронные ма-
шины. Это область моделирования различ-
ных процессов. Здесь царство другого ти-
па вычислительных машин.
Электронные модели
Для того чтобы электронная цифровая
машина могла извлекать корни, интегриро-
вать, решать дифференциальные уравнения,
человек должен разложить каждую из этих
сложных задач на простейшие арифмети-
ческие действия и указать в программе по-
следовательность всех операций.
Но существуют машины, для которых не
требуется проводить такой предварительной
подготовки. Эти машины работают на ином
принципе.
«Казалось бы, что может быть общего
между расчетом движения небесных све-
тил... и качкой корабля...—говорил знамени-
тый русский ученый, академик А. Н. Кры-
лов. — Между тем если написать только
формулу и уравнения без слов, то нельзя
отличить, какой из этих вопросов решается:
уравнения одни и те же».
И в этом поразительном математическом
сходстве различных явлений кроются ог-
ромные возможности для создания удиви-
тельного мира математических моделей.
Внешне они не имеют даже отдаленного
сходства с «натурой». Но в этих моделях,
как в волшебном зеркале, могут отражаться
внутренние закономерности моделируемого
явления. Их роднит с «натурой» общая ма-
тематическая зависимость. Процессы в мо-
дели и в «натуре» описываются одинаковы-
ми уравнениями.
Представьте себе, что вам необходимо
решить такую сложную задачу. На пружи-
не подвешена гиря (масса). На нее действу-
ет сила. Надо найти закон, по которому
в зависимости от времени меняется рас-
стояние от массы до опоры. Это сделать
трудно без знания дифференциальных урав-
нений. Ведь в этой задаче изменения про-
исходят во времени, масса находится в дви-
жении. Нужно составить дифференциальное
уравнение движения массы.
И вот, оказывается, электронная вы-
числительная машина может смоделиро-
Схема моделирования сложного процесса.
вать такую задачу и тут же дать на нее
ответ.
Электронный дифференциальный анали-
затор состоит из шести или двенадцати ин-
тегрирующих усилителей. Кроме того, в нем
имеются суммирующие, множительные и
функциональные устройства. Все перемен-
ные величины, входящие в решаемые диф-
ференциальные уравнения, моделируются
в машине электрическим напряжением.
Электрическая цепь в машине представ-
ляет собой соединения обычного конденса-
тора и сопротивления. Данные задачи в ви-
де напряжения подаются на вход схемы.
Малогабаритная электронная моделирующая уста-
новка.
368
TilMoTW
MolRblCs
BalMi
NblMoIZr.
Редкие элементы стали незаменимыми, в машиностроении. Детали
реактивного двигателя, части самолета, приборы —все это и многое
другое невозможно создать без редких элементов. (К стр. 395.)
ИЯ ИЗ ПЛАСТАЛА1
ФЕНОЛ-
ФОРМАЛЬ
ДЕГИДНАЯ
СМОЛА у
Электронная моделирующая установка средней мощности. Предназначена для исследований в лабора-
торных условиях сложных систем автоматического регулирования и управления.
Снимаемое на выходе напряжение — это
уже готовый ответ. Непосредственно реша-
ет задачу емкость, то есть обыкновенный
конденсатор. Он накапливает заряды. На-
копление— основа интегрирования.
Небольшая схема дает некоторое пред-
ставление о процессе, который протекает
в машине.
В нашем примере и ускорение, и скорость
массы, и ее расстояние до опоры меняются
в зависимости от времени. Интегрируя ус-
корение, можно найти скорость, а интегри-
руя скорость, можно узнать, как меняется
во времени положение массы.
На электронной модели два интегратора.
На вход первого подается напряжение,
пропорциональное ускорению. После интег-
рирования на выходе возникает напряже-
ние, уже пропорциональное скорости.
Оно поступает на вход следующего инте-
гратора и снова интегрируется. Напряже-
ние на выходе второго интегратора и будет
РАЗНЫЕ ЗАМЕТКИ
Четверть миллиарда ру блей
экономии
Затраты на содержание обслу-
живающего персонала большой
быстродействующей универсаль-
ной электронной вычислительной
машины в течение одного часа со-
ставляют 100 рублей. Машина
заменяет труд 30 тысяч вы-
числителей. Стоимость их труда
в один час — 101,1 тысячи руб-
лей. Следовательно, в течение
каждого часа работы машины
экономится 101 тысяча рублей,
что составляет 252 миллиона
рублей экономии в год.
Сделала одна машина
Одна из советских малых уни-
версальных электронных вычисли-
тельных машин находится в экс-
плуатации уже несколько лет.
За это время на ней решены са-
мые разнообразные задачи из об-
ласти ядерной физики, радиотех-
ники, ракетной техники, балли-
стики, выполнены самые разно-
образные расчеты, связанные с
атомными реакторами и ускори-
телями, с исследованиями косми-
ческих лучей, устойчивостью гид-
росооружений, конструктивные
расчеты для крупных гидротур-
бин, для нагревательных печей.
В настоящее время на этой
машине проводят расчеты, свя-
занные с планированием народно-
го хозяйства.
24 Машина
369
меняться пропорционально расстоянию мас-
сы от опоры.
А напряжение, пропорциональное ускоре-
нию, которое было подано на вход первого
интегратора, вырабатывает суммирующая
электрическая схема. На ее входы подаются
напряжения, пропорциональные силам, при-
ложенным к массе и вызывающим ускоре-
ния. В нашем примере их две. Одна — по-
стоянная, которая приложена к массе. Дру-
гая — сила упругости пружины. Эта сила
переменная. Она зависит от растяжения
пружины, то есть от положения массы. По-
этому напряжение со второго интегратора,
определяющее эту силу, и было подано на
вход суммирующей цепочки.
На второй вход подается постоянное на-
пряжение, пропорциональное постоянной
силе.
Чтобы получить решение в удобном ви-
де, выходное напряжение второго интегра-
тора подается на трубку электронного
осциллографа. И на матово-белом экране
тотчас же появляется светящаяся кривая
линия. Это график простого движения мас-
сы в зависимости от времени.
Какую работу выполняет моделирую-
щая установка? Эта машина — на-
дежный помощник и ученого, и конструкто-
ра, и инженера. Давая возможность видеть
решение задачи одновременно с тем, как
она задается, то есть моментальную мате-
матическую фотографию какого-либо про-
цесса, машина позволяет наблюдать движе-
ние тока в электрокабелях, изменения,
испытываемые валом работающего двига-
теля, движение подземных вод.
С помощью электронной модели подроб-
но исследовали явления, возникающие при
прокате металла. Математическая маши-
на показала все, что происходит в работаю-
щем стане в процессе пуска, разгона и оста-
новки.
На самой большой моделируЪщей уста-
новке для определения наилучшего режи-
ма эксплуатации крупных нефтяных сква-
жин произвели расчеты рациональной раз-
работки нефтяных месторождений. Даже
с автоматическими арифмометрами, если
рассчитывается 100 скважин, нужно 200 че-
ловеко-месяцев труда расчетчиков. А элек-
тронная модель позволяет исследовать
в 70—80 вариантах все расчеты, необходи-
мые для расположения 50 эксплуатацион-
ных и 250 нагнетательных скважин. И на
все уходят не сотни месяцев, а только
2—3 дня.
На этой машине можно с большой точ-
ностью изучать процессы, происходящие
глубоко в недрах земли, в нефтеносных и
газоносных пластах, делать прогнозы по
добыче нефти для мест, отстоящих от ма-
шины на тысячи километров. Она может
показать не только сегодняшний день про-
мысла, но и изменения, которые произой-
дут в нефтяных пластах в ближайшие
5—6 лет.
Машины управляют машинами
Молниеносный счет, который ведут
быстродействующие электронные машины,
программирование, кодирование операций
и команд позволило применить эти машины
для управления производством.
Дело в том, что при непрерывности про-
370
Фрезерный станок с цифровым программным управ-
лением.
цесса, когда все операции выполняются ма-
шинами автоматически, специальная вы-
числительная машина может сама следить
за работой агрегатов согласно заданной
программе. Огромная скорость, большая
«память» машины позволяют ей вести про-
изводственные процессы в наиболее вы-
годных условиях, приближенных к опти-
мальному — лучшему — варианту.
Когда наблюдаешь работу обычного
станка, видишь, как фрезеровщик то под-
крутит небольшое колесо — штурвал, то
тронет чуть-чуть рычаг, то вдруг пу-
стит станок потише, то быстрее. И стано-
вится ясным, что к чему, зачем нужны все
эти манипуляции — серия управляющих
станком действий.
У самоработающего станка, когда на
него смотришь, ничего не понять: вра-
щаются детали, движется фреза, меняя
еле заметно свой ход, а кто им управ-
ляет? Как станок без человека «разби-
рается» в сложном процессе обработки?
Раньше в автоматическом станке с помо-
щью копиров и шаблонов в натуре моде-
лировался путь инструмента, обрабатыва-
ющего деталь. Следящее устройство «ощу-
пывало» модель-шаблон, его путь повторял
инструмент. Теперь их роль играют числа.
На узкой бумажной или магнитной ленте,
а иногда на. кинопленке нанесены замыс-
ловатые комбинации отверстий, намагни-
ченных участков или черточек. Это закоди-
рованная программа, которая содержит
необходимые указания о величине и на-
правлении перемещения инструмента при
обработке детали сложной формы.
Такая программа есть не что иное, как
подробное описание с помощью цифр тех-
нологического процесса. При работе на
обычном станке для этого служит обыкно-
венный чертеж.
Перемещаясь вдоль обрабатываемой по-
верхности строго в соответствии с прог-
раммой, инструмент изменяет профиль де-
тали. Встроенные в станок измерительные
инструменты автоматически в процессе об-
работки измеряют деталь. Данные измере-
ния поступают в счетно-решающее устрой-
ство. Здесь происходит непрерывное срав-
нение поступающей информации — своего
рода вычисления.
Что это за сравнение? Первые данные —
это требование программы. Вторые — ра-
бота, уже проделанная инструментом. В ре-
зультате вычислений и вырабатываются
для станка новые команды. В виде отдель-
ных импульсов они поступают в механизмы
подачи инструмента.
Технологи-турбостроители знают, как
трудно произвести точную обработку слож-
ного профиля турбинной лопатки, похожей
на замысловатую раковину. Надо высчи-
24*
371
тать по сложным уравнениям профиль, за-
тем начертить его, построить объемные
шаблоны и копиры, и только ПОТОхМ можно
приступить к обработке. На все это уходит
целых три недели. А на станке с програм-
мным управлением, включая наладку стан-
ка, — всего четыре часа!
На обычном станке кулачок сложной
формы изготовляется шесть недель, «ум-
ный» станок делает ту же работу за полча-
са! Экономисты подсчитали, что два авто-
матизированных станка могут выпустить
столько же продукции, сколько целый цех
с десятью станками.
Обслуживание станка ограничивается
установкой изделия и нажатием пусковой
кнопки. Закончив работу, станок сам оста-
навливается и будет ждать следующей за-
готовки.
Очень интересно проследить удивитель-
ный путь развития машинной техники, ко-
нечная цель которой — освобождение че-
ловека от непосредственного участия в про-
изводственном процессе.
Сначала во время работы станка все де-
лал человек. Он был двигателем — вращал
деталь. Он был частью исполнительного
механизма — держал резец. Он был конт-
ЭКСКУРСИЯ В ИНСТИТУТ АВТОМАТИКИ
Как машина управляет
Известный специалист по
управляющим системам доктор
технических наук Михаил Алек-
сандрович Гаврилов рассказыва-
ет, что все наиболее поразитель-
ные достижения последних лет
в управлении — электронные вы-
числительные машины, управляю-
щие машины, самонастраиваю-
щиеся регуляторы и многие дру-
гие устройства управления—обя-
заны своим возникновением и
развитием применению дискрет-
ных методов. Дискретные элемен-
ты наиболее полно могут реали-
зовать логические связи, и при
помощи их легче всего осуще-
ствить логические блоки, которые
получают все большее примене-
ние в современных автоматиче-
ских и телемеханических устрой-
ствах.
Все это требует, конечно, бо-
лее подробных разъяснений, к ко-
торым мы и переходим.
Прежде всего, что такое ди-
скретное действие? Каковы осо-
372
бенности дискретных элементов,
которые обладают такими ценны-
ми свойствами?
Управление производственны-
ми процессами требует решения
некоторых логических задач. Че-
ловек наблюдает при помощи
измерительных приборов вели-
чины, характеризующие производ-
ственный процесс, и сравнивает
их с заданными. Если эти вели-
чины совпадают, то процесс идет
правильно и никакого вмеша-
тельства не нужно. Если же дей-
ствительная величина отклони-
лась от заданной, то необходимо
воздействовать на производствен-
ный процесс для возвращения его
к нормальному состоянию.
Таким образом, первая зада-
ча, которую решает в этом слу-
чае человек, достаточно проста:
он устанавливает, нужно или нет
(«да» или «нет») его воздейст-
вие. Часто оно сводится к про-
стому определению знака откло-
нения «плюс» или «минус». В за-
висимости от него оператор
повышает или понижает какую-
либо величину до тех пор, пока
она снова не станет равной за-
данной.
В простейших автоматических
устройствах для этого не нужно
определять даже знак отклоне-
ния. Например, в электрическом
холодильнике поворотом специ-
ального рычажка можно устано-
вить величину температуры, кото-
рая должна поддерживаться. Ес-
ли температура поднимется выше
заданной, то включается мотор.
Он будет прокачивать через ох-
лаждающий элемент жидкость
до тех пор, пока температура
снова не понизится. Включением
и отключением мотора управляет
релейный элемент холодильника,
который сравнивает заданную
температуру с действительной и,
если она отклонилась, включает
мотор холодильника.
Релейный элемент — простей-
ший автоматический прибор, вы-
полняющий самые элементарные
функции. Он может или срабо-
тать, или не сработать, то есть
выполнить ту самую функцию
ролером, регулировщиком. Он организовы-
вал процесс работы и управлял им.
Затем человек освободился от самой тя-
желой части работы — энергетической, на-
шел себе замену — двигатель.
Построили суппорт, и человек, закрепив
в нем резец, освободил свои руки и смог
оставить себе лишь функции контролера и
управителя.
Долгое время люди не знали, как осво-
бодиться от такой работы. Без прямого и
непосредственного участия человека маши-
ны действовать не могли. Так было до не-
давнего времени.
Но вот сумели приспособить к станкам
копировальные устройства, создали полу-
автоматы и автоматы. И человек еще боль-
ше освободился в труде, стал простым на-
блюдателем, лишь следил за работой
станка.
Небольшие светло-серые шкафы счет-
но-решающих устройств, пристроенные
к станкам, известили мир еще об одной
победе — самоработающих станках. Для
них совершенно не требовалось участия
человека в обработке, контроле и управ-
лении.
Новая машина-робот представляет собой
машину совершенно нового типа, в конст-
рукции которой слиты воедино рабочая
машина, машина-двигатель, управляющая
машина. Это уже автомат высшего типа.
Он может заменить человека в сложном
технологическом процессе. В машину те-
перь входят и гидравлические, и пневмати-
ческие, и электрические, и электронные
устройства, выполняющие самые различ-
ные энергетические, исполнительные функ-
ции и функции управления.
Отстраненными от работы у такого ав-
томата стали теперь не только ноги и ру-
ки, но и глаза человека, его слух и даже
мозг.
Неоценимыми возможностями наделяют
станки-автоматы современное производство.
Совсем исключается затрата времени на
различные промеры, смену копиров и другие
операции. Не приходится тратить время и
материалы из-за непроизводительных дви-
жений рабочего. Исключается и масса дру-
гих погрешностей, бывающих в станках
с механическими контрольными копиро-
вальными устройствами.
Не говоря уже о высокой точности и ко-
«да» или «нет», о которой мы
говорили. Несмотря на простоту,
релейные элементы служат осно-
вой для многих дискретных авто-
матических устройств, выполняю-
щих самые сложные функции.
Это возможно потому, что любая
сложная операция управления
может быть сведена к некоторой
совокупности простых операций,
характеризующихся ответами на
вопросы: «да» или «нет»?
Одним из прогрессивных мето-
дов регулирования производст-
венных процессов является так
называемое регулирование по
«оптимуму». Смысл этого регули-
рования заключается в поддержа-
нии процесса в наивыгоднейшем
значении (максимуме или мини-
муме). Во многих случаях такое
значение заранее не может быть
определено, так как зависит от
многих причин, которые не могут
быть учтены.
Пусть, например, процесс про-
текает по ряду кривых, причем
неизвестно, какая из них в дан-
ный момент времени действитель-
ная. Процесс необходимо регули-
ровать таким образом, чтобы он
находился в верхней точке кри-
вой.
Чтобы осуществить такое ре-
гулирование, автоматическое
устройство заставляют изменять
величину по горизонтальной оси
графика — абсциссе — в некото-
рых небольших пределах в ту и
другую сторону и измеряют, в ка-
ком направлении изменяется вели-
чина по вертикальной оси — ор-
динате. Если при отклонении по
абсциссе влево величина ордина-
ты уменьшается, а при отклоне-
нии вправо увеличивается, то точ-
ка, в которой находится процесс,
будет в левой спадающей части
кривой (точка 1). Для приближе-
ния к максимуму Шужно значение
абсциссы увеличивать.
Если, наоборот, при отклоне-
нии по абсциссе влево величина
ординаты увеличивается, а при
отклонении вправо уменьшается,
то точка, в которой находится
процесс, будет в правой спадаю-
щей части кривой (точка 2). Для
приближения к максимуму нужно
уменьшать значение абсциссы.
Наконец, если процесс нахо-
дится вблизи максимума, то и при
отклонениях по оси абсцисс впра-
во и влево величина ординаты
будет уменьшаться (точка 3), что
служит признаком того, что на
процесс не нужно воздействовать.
Таким образом, и здесь задача
регулирования сводится к опреде-
лению двух противоположных
явлений: «понижается» или «по-
вышается», «да» или «нет», и к
воздействию на процесс в зави-
симости от сопоставления этих
явлений.
Эти сравнительно сложные
действия могут осуществлять эле-
ментарные реле А и В. Они реа-
373
Датчик
температуры
горячего дутья
Датчик
температуры
горячего дутья
Датчик
влажности
дутья
Доменная
печь
Регулятор
нагрева воздуха
Регулятор
горячего дутья
температуры
гор---------
Tfl Регуляю
. 1 тампАпат*
Регулятор
влажности
дутья
Датчики посылают управляющей машине сведения
о работе агрегатов, электронная машина сравнивает
их с данными программы и вырабатывает команды
для регуляторов.
гируют на изменения регулируе-
мой величины: если величина
повышается, переводят свои кон-
такты в верхнее положение, а ес-
ли понижается — в нижнее
положение. При этом реле А сра-
батывает тогда, когда величина
по оси абсцисс отклоняется вле-
во, а реле В — когда она от-
клоняется вправо.
Когда будет замкнута нижняя
выходная цепь, то будет подана
Понизить
команда «повысить» величину по
оси абсцисс. Когда замкнется
верхняя выходная цепь, то коман-
да будет соответствовать пониже-
нию регулируемой величины. Если
процесс находится вблизи макси-
мума, то оба реле переведут свои
контакты вниз, и ни одна из вы-
ходных цепей не будет замкнута.
При помощи релейных элемен-
тов может быть выражена и лю-
бая сложная числовая зависи-
мость. Допустим, имеется кривая,
характеризующая протекание ка-
кого-либо процесса в зависимости
от времени или какой-либо другой
величины. Ее можно измерять че-
рез равные малые промежутки.
Причем, если выбрать их соот-
ветствующим образом, то кривая
будет передана совершенно точно.
Пусть для какого-то отрезка
времени мы получим значения:
16, 17, 20, 25, 24, 23, 20, 18, 15, Ц.
Представим теперь эти числа
в так называемой двоичной систе-
ме счисления в виде таблицы, в
которой каждое из чисел записа-
но суммой степеней двойки.
В таблице показано только зна-
чение коэффициентов при послед-
них.
Видно, что каждый столбец
в таблице — это нули или едини-
цы. Таким образом, непрерывную
кривую мы заменили рядом «дис-
кретных» значений ее, а их свели
к комбинации нулей и единиц.
Теперь такую таблицу можно
перевести на перфокарты или
другую дискретную запись, а их
ввести во вводное устройство уп-
равляющей дискретной машины,
которая сможет по этим данным
следить за рабочим процессом и
управлять им.
374
лоссальной производительности, новые
станки позволят выпускать на разных пред-
приятиях абсолютно одинаковые детали
(по одной и той же программе).
Программы для станков можно готовить
на вычислительных машинах сразу для
всего завода. Можно готовить программы
и вне предприятия, даже в других городах.
Можно программы готовить и «про запас»,
собирая их в специальные «библиотеки»
промышленных программ. В случае необ-
ходимости программы можно получать для
разных работ по карте-заданию, как по
абонементу книги в библиотеке.
В настоящее время много внимания уде-
ляется развитию более высокого этапа ав-
томатизации производства. Вводятся сот-
ни автоматических линий. Здесь для
применения самодействующих станков от-
крываются необозримые перспективы.
Существующие автоматические линии не
позволяют легко и быстро изменять раз-
меры изготовляемых деталей, переходить
от изготовления одной детали к другой. Но-
вые системы дают возможность менять
настройку линии простым изменением
программы. Другими словами, стоит зало-
жить в машину другую бумажную ленту
с отверстиями, как изменится и работа
линии.
Уже проектируются поточные линии по
обработке однотипных деталей. Десятки
автоматических станков выстроятся скоро
в длинную линию. Специальное устройство,
управляющее линией, позволит обрабаты-
вать в день тысячи сложных частей маши-
ны. Линия в зависимости от программы
сможет менять характер производимых опе-
раций.
Большой интерес представят и автомати-
ческие линии, составленные из агрегатных
станков с программным управлением. На
участках можно будет производить сотни
операций по обработке сложных блоков.
Каждый блок будет обрабатываться в. не-
скольких различных положениях. В час ли-
ния сможет дать сотню деталей. Занят
будет на ней всего один человек.
Когда необходимость в такой установке
отпадет, стандартные узлы, использован-
ные здесь, позволят собрать новые станки
для металлообработки.
Таким образом, создается гарантия про-
тив чрезмерно быстрого «морального из-
носа» линий.
Известно, какое сложное дело — учет и
ЭКСКУРСИЯ В СТАНКОСТРОИТЕЛЬНЫЙ ИНСТИТУТ
Станок с программным
управлением
В современном производстве
машин встречается множество де-
талей, требующих для обработки
высококвалифицированного труда
слесарей-лекальщиков.
Особенно много времени зани-
мает обработка сложных деталей:
объемных штампов, кулачков, ко-
пиров, гребных винтов (лопаток
турбин) и многих других.
Это заставило инженеров ис-
кать новые методы автоматиза-
ции так называемого единичного
производства, которые обеспечи-
вали бы быструю переналадку
станков для изготовления самых
разнообразных деталей.
Долгие эксперименты увенча-
лись успехом. Было создано не-
сколько видов станков с цифро-
вым программным управлением.
Чтобы познакомиться с одним из
них, с его устройством и работой,
совершим небольшую экскурсию
в Московский научно-исследова-
тельский технологический инсти-
тут, где построен и успешно
работает трехкоординатный фре-
зерный станок, управляемый спе-
циальной программой.
Что же такое программное уп-
равление? Инженеры дают точное
определение.
Под цифровым программным
управлением подразумевается уп-
равление металлорежущим стан-
ком, при котором необходимая
последовательность, скорость и
величина перемещения режущего
инструмента относительно заготов-
ки фиксируется на различных
лентах, чаще всего на магнитной
ленте в виде определенной после-
довательности электрических им-
пульсов. Зафиксированная про-
грамма вводится в специальное
устройство, которое и обеспечи-
вает выполнение станком необхо-
димой работы.
Программа составляется сле-
дующим образом. Конструктор
разрабатывает чертеж детали, по-
верхности которой описываются
математическими зависимостя-
ми и формулами либо задаются
математическими таблицами. За-
тем этот чертеж попадает к опе-
ратору, наносящему данные чер-
тежа на стандартный лист в
обычной десятичной системе счис-
ления, но уже с учетом технологи-
ческих возможностей станка,
по сл е д ов а те л ьн ости н еобходи м ых
замен режущего инструмента,
скорости резания инструмента и
других технологических показате-
лей.
Данные с заполненного листа
переносятся в виде условного ко-
да на бумажную ленту, на кото-
рой соответствующим образом
пробиваются отверстия. Бумажная
лента относительно коротка и
содержит только основные, мини-
мально необходимые, но еще не-
375
Электронная вычислительная машина может управ-
лять и сложной автоматической линией.
контроль материалов на крупных заводах,
где при массовом производстве счет ведет-
ся на тысячи тонн и миллионы штук. Здесь
на главный конвейер, как в большую реку
ручьи и речки, стекаются десятки, а иногда
и сотни потоков агрегатов и деталей. При
ручном подборе и измерениях такого пото-
ка приходится занимать большую группу
рабочих-контролеров — специалистов высо-
кой квалификации. Только на подшипнико-
вых заводах до 35 процентов персонала —
контролеры. А всего в нашей промышлен-
ности их насчитывается свыше миллиона.
Они тратят на контроль очень много вре-
мени, иногда допускают ошибки и, по су-
ти дела, задерживают производственный
процесс.
Счетно-решающие устройства дают воз-
можность в корне изменить подобную ра-
боту.
Так, на заводах можно закодировать
тип изделий и спецификацию деталей, не-
обходимых для сборки. Управляющее уст-
ройство на основе кода-программы автома-
тически подберет нужные детали, измерит
их, отбракует и транспортирует на сбороч-
ный конвейер, обеспечив подачу детали
в точно заданном положении. При этом бу-
дет соблюден предельный по быстроте
темп сборки.
Применение станков и линий нового типа
даст возможность создать полностью авто-
матизированные цехи и даже полностью
автоматизированные заводы, все более при-
ближающие нас к образцовым производ-
ственным предприятиям коммунистического
общества.
достаточные для управления стан-
ком данные. На их основе элек-
тронная вычислительная машина
последовательно рассчитывает
в трех координатах — «х», «у» и
«z» — путь движения центра ре-
жущего инструмента, например
фрезы.
Для простоты рассмотрим та-
кой путь, рассчитанный для двух
координат — «х» и «у».
На рисунке видно, что путь по
кривой — так называемая жела-
емая траектория центра фрезы —
всегда может быть заменен от-
резками прямых, не выходящих
за поле того или иного допуска
точности детали. Таким образом,
расстояние от начала координат
(начала обработки) до точки В
центр фрезы может пройти по пря-
мым ОА и АВ, наклон которых
определяется соответственно при-
ращениями координат Лх1, Ar/i
и Лх2, Л//2.
Координаты станка оснащены
тремя импульсными следящими
системами. Если на вход одной
такой следящей системы подать
один электрический импульс, то
соответствующий исполнительный
орган станка переместится на ка-
кую-то вполне определенную ли-
нейную величину. Эта величина
носит название цены импульса.
Пусть цена импульса будет
равна 0,02 миллиметра, тогда
двум импульсам будет соответ-
ствовать перемещение 0,04 милли-
метра, трем — 0,06 миллиметра;
п импульсам будет соответствовать
перемещение п-0,02 миллиметра.
Электронная вычислительная
машина по математическому зада-
нию, исходя из допуска на точ-
ность детали, цены импульса и
других данных, рассчитывает ко-
личество и величину приращений
координат, время, за которое эти
приращения должны отработаться
станком, и записывает их на бу-
мажной ленте . комбинациями от-
верстий в двоичном коде.
Внутри цветной вкладки
(стр. 432) слева показано, как
на бумажной ленте записан
один участок приращения коорди-
нат «х», «у» и «г». В двоичном ко-
де для координаты «х» — число 7
будет (0111), для координаты
«у»—10(1010) и для координаты
«г» — 3 (00011). На следующей,
четвертой строчке записан в ус-
ловном коде признак знака каж-
дой координаты, то есть поло-
жительное или отрицательное
направление перемещения коорди-
нат станка. На пятой строчке
нанесено время отработки этих
приращений, или, другими слова-
ми, время, определяющее скорость
перемещения фрезы относительно
заготовки.
Наконец на последней, шестой
строчке этого участка может быть
377
Автоматическое управление производст-
венными процессами с помощью «умных»
роботов будет широко применяться и в ме-
таллургии.
Счетная машина способна в доли секун-
ды учитывать характеристики плавки: тем-
пературу, давление, состав газов, может
вычислять необходимые поправки и пере-
давать их машинам, регулирующим плавку.
Такое управление вместе с улучшением
технологии позволит увеличить производи-
тельность электроплавки стали, доменного
процесса на каждой домне до 20 процен-
тов.
Несколько лет назад у нас в стране испы-
тывалась первая в мире система приборов
автоматического контроля доменной печи.
Шесть раз в секунду механизмы, регули-
рующие работу печи, получали импульсы-
приказы, которые вырабатывались в резуль-
тате учета разнообразных параметров
доменного процесса.
Управляющие устройства работают на
электродуговых сталеплавильных печах
завода «Электросталь». Здесь вычисли-
тельные машины могут точно подсчитать
количество окислителей, флюсов и легиру-
ющих присадок, необходимых для получе-
ния металла заданной марки, а затем са-
мостоятельно автоматически повести плав-
ку. Такие машины помогут устранить
прерывность в процессе выплавки стали;
нанесена специальная команда
для остановки движения исполни-
тельных органов станка.
Цифры в двоичном коде, вы-
данные электронной вычислитель-
ной машиной и записанные на
перфоленте, не могут быть ис-
пользованы для непосредствен-
ного управления станком. Их
необходимо преобразовать в по-
следовательный ряд импульсов.
Это делает специальное элек-
тронное устройство — кодовый
преобразователь, который выдает
последовательный ряд импульсов
для трех координат. Этот ряд
импульсов записывается на маг-
нитную ленту.
Для больших деталей число
импульсов на одной дорожке мо-
жет превышать несколько миллио-
нов, и запись такой информации
на бумажной ленте в виде проби-
вок потребовала бы многих кило-
метров бумажной ленты. А маг-
нитная запись позволяет наносить
электрические импульсы на очень
близком расстоянии друг от дру-
га. Длина ленты сокращается
в 10—20 раз.
Каждой координате станка со-
ответствует своя дорожка на маг-
нитной ленте. В зависимости от
направления координаты головка
записи ориентирует магнитики на
ленте вполне определенным обра-
зом. От того, как они ориентиро-
ваны: какой полюс идет первым —
северный или южный, — в голов-
ке воспроизведения будет индук-
тироваться электрический импульс
той или другой формы.
У нас на рисунке координаты
«х» и «г» имеют положительный
знак, координата «у» — отрица-
тельный.
На этом, собственно, и закан-
чивается изготовление программы,
и магнитная лента передается
в устройство управления станком.
Оно находится в непосредствен-
ной близости от станка, состоит
из аппарата для воспроизведения
программы с магнитной ленты
и импульсных следящих систем,
которые приводят в движе-
ние исполнительные органы
станка.
Когда перемещается магнит-
ная лента, в головке считывания
индуктируются электрические им-
пульсы с амплитудой порядка
0,005 вольт. Электрический им-
пульс с магнитной головки через
усилитель, увеличивающий ампли-
туду импульса до 50 вольт, по-
дается на формирующую схему.
Схема в зависимости от формы
импульса посылает его либо по
положительному каналу (если
первая полуволна импульса поло-
жительна), либо по отрицатель-
ному каналу (если она отрица-
тельна) .
После этого по соответствую-
щему каналу импульс попадает
в импульсный реверсивный счет-
чик. Он представляет собой ше-
стиразрядный электронный счет-
чик с двумя входами. Один (на
рисунке с левой стороны счетчи-
ка) служит для командных им-
пульсов, другой (справа) — для
импульсов обратной связи. Кроме
того, каждый вход имеет два ка-
нала — положительный и отри-
цательный.
Реверсивный счетчик состоит
из нескольких триггерных ячеек
(в нашем случае их 6), способ-
ных запоминать количество им-
пульсов, поступивших с магнит-
ной ленты. Каждая ячейка
378
это даст огромное увеличение производства
высоколегированных сталей.
Вместо «штучного», прерывистого процес-
са всюду в металлургии появится единый
комплекс, когда на одном конце производ-
ства поступают исходные материалы, идет
плавка, получается жидкая сталь, а с дру-
гого конца непрерывно выходит отвердев-
ший металл.
«Умные» роботы будут применяться и для
управления высокопроизводительными про-
катными станами. Это позволит повысить
точность проката и сократить расход ме-
талла. Практически прокатка стали при
помощи управляющего устройства уже по-
лучена на одном из наших мощных заво-
дов. Здесь можно увидеть, как длинный хо-
бот крана опускается в жерло печи, захва-
тывает стальными челюстями раскаленный
слиток и подает его к прокатному стану.
Проходит лишь одно мгновение, а сли-
ток уже несется с огромной скоростью по
вращающимся валкам.
Всем командует счетно-решающая уста-
новка. Это она выбирает режим прокатки,
регулирует работу стана.
Не только машиностроение и металлур-
гия, но и другие отрасли промышленности
могут использовать быстродействующие
машины для управления. В первую очередь
в химической промышленности на заводах
•серной и азотной кислоты и кальцинирован-
ной соды. На этих предприятиях—вредное
для здоровья человека производство. Но-
вые машины освободят рабочих от необхо-
димости находиться в непосредственной
близости от агрегатов, в которых идут опас-
ные химические реакции.
Или возьмем переработку нефти — полу-
чение бензина, керосина и других продук-
тов. Автоматы крекинг-завода докладыва-
ют управляющему устройству множество
данных: давление, температуру, состав про-
межуточных продуктов переработки нефти
и другие сведения. На основе их машина
в короткий промежуток времени делает
анализы и вычисления, которые показыва-
ют, как дальше вести процесс.
Решение принимается на основе сложных
вычислений и с огромной быстротой. Это
позволяет оперативно вмешиваться в ход
процесса и вести его в наивыгоднейшем ре-
жиме.
Анализирующую электронную аппарату-
ру вполне можно назвать всевидящей, аб-
солютно точной и.предельно быстрой. Она
соответствует одному двоичному
разряду, то есть такой счетчик
может запомнить 63 импульса.
Выходы триггерных ячеек ре-
версивного счетчика соединены
с преобразователем числа импуль-
сов в напряжение. Одному им-
пульсу, пришедшему по положи-
тельному входу в реверсивный
счетчик, соответствует напряжение
на выходе преобразователя плюс
2 вольта. Двум импульсам —
плюс 4 вольта. А одному импуль-
су, пришедшему по отрицатель-
ному входу, соответствует напря-
жение минус 2 вольта, двум —
минус 4 вольта и так далее.
Если по положительному ка-
налу пришло два импульса, а за-
тем по отрицательному каналу —
два импульса, то напряжение на
выходе преобразователя будет
равно нулю.
Напряжение с выхода преоб-
разователя попадает через элек-
тронный и электромашинный уси-
лители на приводной мотор,
перемещающий исполнительный
орган станка. На исполнительном
органе установлен импульсный
датчик обратной связи, в задачу
которого входит преобразование
линейного перемещения в элек-
трические импульсы.
На рисунке датчики обратных
связей обозначены цифрой II.
Слева вверху датчик показан
крупным планом. Это легкий дю-
ралевый диск с прорезанными
в нем щелями. С одной стороны
диска укреплена осветительная
лампочка, с другой — фотоэлек-
трические элементы. Диск через
редуктор связан с двигающимся
исполнительным органом станка.
Если на фотоэлемент падает
луч света от осветителя, то через
него пойдет (на рисунке по го-
лубому каналу) электрический
ток. Если же диск со щелями по-
вернется и луч света перекроется
перемычкой между щелями, то
ток через фотоэлемент не пойдет.
Формирователь датчика импуль-
сов обратной связи зарегистриру-
ет это изменение тока и вырабо-
тает на своем выходе электриче-
ский импульс. Кинематика редук-
тора и количество щелей диска
выбраны таким образом, что при
перемещении исполнительного ор-
гана станка на 0,02 миллиметра
формирователь выдает один элек-
трический импульс.
В зависимости от направления
вращения диска схема формиро-
вателя датчика направляет им-
пульсы в реверсивный счетчик
либо по каналу сложения, либо
по каналу вычитания (на рисунке
они обозначены «+» или «—»).
Если на вход реверсивного
счетчика будет подан командный
импульс по отрицательному кана-
лу (желтая сплошная линия с ле-
вой стороны счетчика), то вы-
званное этихм импульсом напря-
жение на преобразователе уси-
лится и будет подано на двига-
тель постоянного тока. Шпиндель-
ная бабка станет перемещаться, и
датчик обратной связи выдаст им-
пульс, который направится фор-
мирователем в реверсивный счет-
чик по положительному каналу.
При подаче командного импульса
по положительному каналу им-
пульс обратной связи будет подан
по отрицательному каналу. Им-
пульсы обратной связи всегда
379
Электронный машинист ведет поезд, учитывая нетолько расписание, но и вес поезда, состояние пути
и другие данные.
состоит из вычислительного устройства, ми-
кроскопа, телевизионной камеры и специ-
альной оптики, передающей изображение
от микроскопа на телевизионный экран.
Такой прибор успевает сделать несколь-
ко полных анализов, пока лаборант обыч-
ным способом только произведет к ним
подготовку.
стремятся вычесть находящиеся
в реверсивном счетчике импульсы
и поставить реверсивный счетчик
в нулевое состояние.
Рассмотрим работу такой им-
пульсной следящей системы на
примере координаты «у». Пред-
положим, что с магнитной ленты
по отрицательному каналу пришел
в реверсивный счетчик всего один
электрический импульс. На выхо-
де преобразующего устройства по-
явится напряжение 2 вольта. Это
напряжение усилится и заставит
вращаться двигатель (на рисунке
обозначен цифрой III). Двигатель
приводит в движение через ходо-
вой винт (на рисунке обозначен
цифрой I) исполнительный орган
станка. Как только он переме-
стится на величину, равную 0,02
миллиметра, импульсный датчик
выдаст один электрический им-
пульс по каналу сложения в схе-
му реверсивного счетчика и унич-
тожит командный импульс, вве-
денный туда с магнитной ленты.
Напряжение на выходе преобра-
зователя пропадет, и двигатель
остановится.
Как видим, один командный
импульс в конечном счете заста-
вил переместиться исполнитель-
ный орган координаты «у» на ве-
личину в 0,02 миллиметра — на
цену одного импульса.
Если командные импульсы по-
давать на вход реверсивного счет-
чика непрерывно, один за другим,
исполнительный орган станка бу-
дет все время перемещаться. Чем
чаще будут идти импульсы, тем
быстрее будет перемещение, и на-
оборот. Величина перемещения
всегда будет определяться коли-
чеством импульсов. Точно таким
же образом работают остальные
две координаты.
Таким образом, если по трем
дорожкам магнитной ленты за-
писать электрические импульсы на
расстояниях друг от друга, опре-
деляемых каким-либо математиче-
ским законом, то при одновремен-
ном считывании этих импульсов,
следящие системы будут переме-
щать заготовку по тому же само-
му закону, и вращающаяся
фреза в результате работы соз-
даст деталь нужной нам слож-
ной формы.
Необходимо отметить, что для
плавной работы следящих систем
в станке устранены мертвые хо-
ды в редукторах датчиков обрат-
ных связей и в ходовых винтах
привода подач станка. Люфт
в редукторе выбирается двигате-
лем, который все время подтяги-
вает все шестеренки в одном на-
правлении.
В ходовых винтах применены
безлюфтовые шариковые гайки
(на рисунке обозначены цифрой 1).
Гайка состоит из двух поло-
вин, разжатых сильными пружи-
нами.
С управляемым органом стан-
ка (стол, шпиндельная бабка
станка) непосредственно связана
одна из половин гайки, а дру-
гая — через пружины. Как в вин-
те, так и в гайке есть нарезка,
заполненная обычными стальными
шариками. Первый и третий вит-
ки каждой полугайки соединены
трубкой, заполненной такими же
шариками.
При вращении винта шарики
будут циркулировать внутри труб-
ки, а также между полугайкой и
винтом. Так как полугайки раз-
жаты пружинами, то с изменени-
ем направления движения винта
не будет мертвого хода.
Цифровое программное управ-
ление создает широкие перспекти-
вы автоматизации индивидуально-
го и мелкосерийного производства
и быстрого и экономичного изго-
товления сложных эксперимен-
тальных деталей.
380
На Московском нефтеперерабатывающем
заводе в едином комплексе уже перестраи-
ваются и технология и автоматика. Вводят-
ся управляющие устройства.
На Ефремовском заводе синтетического
каучука еще в 1956 году можно было осу-
ществлять контроль и управление техноло-
гическим режимом из одного места — цент-
рального пульта управления. Теперь здесь
завершается высший этап автоматизации—
установлены электронные счетные машины.
Они самостоятельно управляют технологи-
ческим процессом: записывают показания
приборов, производят вычисления и выби-
рают наивыгоднейший режим работы аппа-
ратуры.
Многообразно применение управляющих
устройств в энергетике. Специальная счет-
ная машина централизованно будет управ-
лять турбогенераторами многих электро-
станций. В тысячную долю секунды она вы-
числит количество нужной электроэнергии,
эффективность использования турбогенера-
торов, стоимость угля, расходуемого каж-
дой станцией, теплотворность его и многие
другие данные.
Ученые утверждают, что полная автома-
тизация в единой электрической системе
нашей страны также будет достигнута
с помощью счетно-решающих устройств,
связанных телемеханическими системами
с автоматическими «операторами» на
электростанциях и подстанциях: человек
тогда сможет с легкостью необыкновенной
управлять гигантской энергетической сетью,
охватывающей всю страну.
Подобно сказочному богатырю с неверо-
ятно длинными руками, управляющие уст-
ройства сами будут пускать и останавли-
Электронная вычислительная машина непрерывно
ведет навигационные расчеты, определяет координа-
ты самолета и выводит его в заданный пункт.
вать агрегаты на станциях и подстанциях,
включать и выключать линии передач, ре-
гулировать частоту, напряжение, потоки
мощности по линиям, распределять мощно-
сти между станциями и агрегатами.
Обладая огромной скоростью, счетные ма-
шины быстро высчитают выгодный режим
и автоматически обеспечат электроэнергией
и ближние и отдаленные районы.
По самым скромным подсчетам, в систе-
ме мощностью в 30 миллионов киловатт
такое управление даст несколько сот мил-
лионов рублей ежегодной экономии.
РАЗНЫЕ ЗАМЕТКИ
Цифры великого плана
Один процент... Что он озна-
чает для цифр нашей семилетки?
Один процент прироста про-
мышленной продукции в 1959 го-
ду составит в денежном выраже-
нии более 11 миллиардов рублей,
а в 1965 — свыше 19 миллиар-
дов, — рост более чем в полтора
раза.
Один процент роста производи-
тельности труда — это 4 500 ав-
томашин, 1 700 тракторов,
1 150 металлорежущих станков.
А в 1959 году производительность
труда каждого рабочего, занятого
в промышленности, возрастет на
5,4 процента, за семилетие — на
45 — 50 процентов.
Один процент снижения себе-
стоимости продукции в промыш-
ленности только Российской Фе-
дерации означает возможность
изготовить 50 тысяч грузовых и
50 тысяч легковых автомашин,
50 тысяч тракторов. По всему Со-
ветскому Союзу к концу семи-
летки один процент снижения се-
бестоимости будет значить в де-
нежном выражении 21 миллиард
рублей. Снижение себестоимости
за семилетие составит около
12 процентов.
Так из малого складывается
большое. Один процент в масшта-
бе промышленности страны —
огромные ценности! XXI съезд
КПСС подчеркнул важнейшее
значение экономии материальных
и трудовых затрат. Новой технике
и передовым методам труда при-
надлежит главная роль в выпол-
нении величественных планов раз-
вития народного хозяйства СССР.
381
Электронные машины — «умные» робо-
ты — вводятся и на транспорте.
Построен автомашинист, который помо-
гает водить поезда. Он учитывает расписа-
ние движения на дороге, состояние пути, все
поезда, скорость, время и всевозможные
изменения, происшедшие почему-либо в до-
роге.
На железных дорогах устанавливается
автоматическая централизация стрелок.
Вводится механизация сортировочных го-
рок с применением вычислительных машин.
На такой горке радиолокаторы «видят»
все вагоны на всех путях и сообщают
о них данные вычислительному устрой-
ству — диспетчеру, — которое само форми-
рует составы.
Автоматы позволят ликвидировать на
железных дорогах профессии стрелочника,
башмачника, сцепщика. А на ряде участков
будут упразднены почти все существующие
ныне профессии, останется только началь-
ник станции.
Вычислительные машины помогут «наве-
сти порядок» в вагонном хозяйстве. Их за-
поминающее устройство всегда будет знать,
где находится вагон в любой момент, и
даст возможность улучшить распределение
вагонов и локомотивов на железных доро-
гах.
Семилетним планом ставится задача лик-
видации тяжелого ручного труда на основе
завершения комплексной механизации про-
изводственных процессов в промышленно-
сти, в сельском хозяйстве, в строительстве,
на транспорте, на погрузочно-разгрузочных
работах, в коммунальном хозяйстве.
Одновременно с осуществлением ком-
плексной механизации предусматривается
более широкая автоматизация производ-
ства, которая коренным образом облегчит
и улучшит условия труда и резко поднимет
его производительность. В социалистиче-
ском обществе автоматизация имеет не
только экономическое, но и большое со-
циальное значение. При автоматизации ко-
ренным образом меняется характер труда,
повышается культурно-технический уровень
рабочих, создаются условия для ликвида-
ции различия между умственным и физи-
ческим трудом; роль человека сводится
к управлению автоматами и приборами, на-
ладке их, составлению программы и режи-
мов технологических процессов.
ЧТО ЧИТАТЬ
Современный машиностроительный завод — сложное предприятие. О том, как он
устроен, как организовано на нем производство, какова роль новаторов в маши-
ностроении, вы прочтете в этих книгах (значком* отмечены более сложные книги):
Беркович Д., Рассказы о заводе. М., Детгиз, 1956, 280 стр. (Школьная библио-
тека.) (Об автомобильном заводе.)
* Быков П. В., Достижения токарей-новаторов. М., изд-во «Знание», 1956, 40 стр.
Дорохов А., Из ворот выходит грузовик. М., Детгиз, 1958, 96 стр. (О работе ав-
томобильного завода.)
* Казаков Н. Ф., Технический прогресс и передовой опыт новаторов машинострое-
ния. М., изд-во «Знание», 1957, 32 стр.
* Ротштейн А. И., Производительность труда и пути ее повышения в промыш-
ленности. Л., 1955, 40 стр. (Всесоюзное общество по распространению полити-
ческих и научных знаний. Ленинградское отделение.)
* Теп лов Г. В., Равномерная ритмичная работа машиностроительного завода. М.,
изд-во «Знание», 1955, 40 стр.
Книги этого раздела познакомят вас с устройством некоторых современных машин.
Ими, конечно, не исчерпываются все наши механические помощники.
А б л а н ц В. X., Реактивный двигатель. М., изд-во «Знание», 1956, 32 стр.
Баев Л. К., Меркулов И. А., Самолет-ракета. М., Гостехиздат, 1956, 56 стр.
(Н ау чно-лопул ярн а я би блиотека.)
* Безверхний Л., Стронская Е., Машина-землекоп. Л., Детгиз, 1955, 32 стр.
Бол г а ров Н., Пароход. Л., Детгиз, 1954, 168 стр.
Е ф е т о в М., Полоса чудес. М., Детгиз, 1955, 28 стр. (Школьная библиотека.)
(О железнодорожном транспорте.)
Ильин М., Сегал Е., Рассказы о машинах. Минск, Учпедгиз БССР, 1956, 40 стр.
(Устройство и работа часов, швейной машины, парохода, автомобиля, подъем-
ного крана.)
♦ Ковалевский М. М., Паровые турбины. М. — Свердловск, Машгиз, 1956, 104 стр.
Красивский С., Управление производством на расстоянии. Изд-во «Московский
рабочий», 1958, 96 стр. (О телемеханике и телеавтоматике.)
382
Куликовская Г., Локомотивы больших дорог. Изд-во «Молодая гвардия», 1957,
64 стр. (Современные электровозы.)
* Лурье А., Григорьев С., Мельников С., Наши помощники. Л., Детгиз,
1955, 36 стр. (Сельскохозяйственные машины )
♦Морозов С. А., По суше, воде и воздуху. (Пути сообщения). М., Гостех-
издат, 1953, 64 стр.
♦Николаев И. И., Газотурбовозы. М., изд-во «Знание», 1957, 32 стр.
Павлов В. Н., Тарасенков В. П., Поршневые двигатели внутреннего сгора-
ния. М., Воениздат, 1957, 173 стр.
О том, какую роль играет автоматика в машиностроении, какие существуют автома-
ты, какую выгоду дает использование автоматов в промышленности, можно про-
честь в следующих книгах:
♦Беркович Д. М., Автоматические линии в машиностроении. М., Трудрезервиз-
дат, 1956, 107 стр. (Новая техника и передовые методы труда.)
♦ Воронов А. А., Автоматизация производственных процессов. М., изд-во «Знание»,
1954, 40 стр.
Гонек Н., Ивин М., Рассказы об автоматике. Л., Детгиз, 1957, 175 стр.
Клементьев С., Управление машинами и механизмами на расстоянии. М., Воен-
издат, 1954, 160 стр. (Научно-популярная библиотека.)
Клементьев С., Фотоэлектроника и ее применение. М., Воениздат, 1954, 88 стр.
(Научно - поп у л я р н а я б и б л и о те к а.)
К р а с и в с к и й С. П., Автоматика и телемеханика в народном хозяйстве. М., изд-во
«Знание», 1956, 56 стр.
♦ПрокоповичА Е., Автоматизация производственных процессов в машинострое-
нии в 6-й пятилетке. М., изд-во «Знание», 1956, 48 стр.
Штейнгауз А. И., Завод без людей. М., Детгиз, 1957, 158 стр. (Школьная биб-
лиотека.)
В настоящее время появились машины, которые производят с огромной скоростью
сложные вычисления, управляют производственными процессами и работой ма-
шин. О них вы узнаете из таких книг:
♦Кольман Э., Кибернетика. М., изд-во «Знание», 1956, 40 стр.
Кобринский Н., Пекелис В., Быстрее мысли. Изд-во «Молодая гвардия», 1959,
388 стр.
♦ .Лебедев С. А., Электронные вычислительные машины. М., изд-во АН СССР, 1956,
48 стр.
♦ Майоров Ф. В., Электронные вычислительные машины. М., изд-во «Знание»,
1955, 40 стр.
* П ол е т а е в И. А., Сигнал (О некоторых понятиях кибернетики.) М., изд-во «Со-
ветское радио», 1958, 404 стр.
Рейнберг М Г., Думающие машины. М., Детгиз, 1957, 127 стр. (Школьная
библиотека.)
* Солодовников В. В., Некоторые черты кибернетики. М., изд-во «Знание», 1956,
32 стр.
* Тулу б А. В., Кибернетика. Л., 1957, 35 стр. (Общество по распространению по-
литических и научных знаний РСФСР.)
26 Машина
На путях прогресса
Высокие параметры. Где бессилен человек.
Материалы новой техники
С чем встречаются в машинах. Редкие элементы. Чище чис-
того. Металлы новой техники. С помощью холода, ультра-
звука и атомной энергии. Детали из смолы. Кроме металла
и пластмасс. Защита деталей машин.
Новое в производстве машин
Как можно точнее. Порошковая металлургия. Борьба за
скорость. Электричество обрабатывает металл. В цех пришел
ультразвук.
Наука помогает машиностроению
Модель и машина. Радиоактивные глаза. Электроны работа-
ют. Измерение и контроль. У испытателей и исследователей.
386
Высокие параметры
Важнейшее качество всякой машины,
как бы она ни была устроена, какие бы за-
дачи ни выполняла, — это ее производи-
тельность, или, иначе говоря, количество
продукции, которое она может выпустить
за единицу времени. Мера, конечно, для
каждой мащины своя: для станка, напри-
мер, число изделий. Но чем больше про-
дукции всех отраслей народного хозяй-
ства, тем сильнее и богаче страна, тем луч-
ше жизнь народа. Потому производитель-
ность и является важнейшим требованием,
которое предъявляется к машинам. Кон-
структоры добиваются увеличения скоро-
сти, улучшения других показателей работы:
экономичности, надежности, снижения веса
конструкции. Различными путями идут
к единой цели — совершенствованию машин.
Машиностроители ведут упорную борьбу
за скорость — таков первый путь прогресса
в машиностроении. Рост скоростей наблю-
дается в любой его отрасли, и притом
стремительный, неуклонный. За полвека
наибольшая скорость гоночного автомобиля
выросла в шесть раз — со 100 до 634 кило-
метров в час, а то, что было рекордом на
заре автомобильного транспорта, стало те-
перь повседневным: 110—130 километров
в час — обычная скорость современного
легкового автомобиля. Еще более разитель-
ные результаты у авиастроителей: с 1906 по
1959 год рекордные скорости выросли
26*
387
Николай Егорович Жуковский (1847—1921)— вели-
кий русский ученый-механик, положивший начало
важным разделам современной науки о машинах —
гидромеханике и аэромеханике. В. И. Ленин назвал
ученого «отцом русской авиации». Жуковскому при-
надлежит пророческое высказывание: «Человек не
имеет крыльев и по отношению веса своего тела
к весу мускулов в 72 раза слабее птицы... Но я ду-
маю, что он полетит, опираясь не на силу своих
мускулов, а на силу своего разума».
Реактивные самолеты сокращают расстояния: за
час они пролетают столько километров, сколько ско-
рый поезд проходит за сутки.
в 61 раз: 41 на первом самолете и 2 504 ки-
лометра в час — таковы две крайние циф-
ры рекордов. По сообщениям зарубежной
печати, в 1956 году на ракетном самолете
была получена скорость 3 680 километров
в час. Скорость же серийных реактивных
самолетов достигает 2 тысяч километров
в час, далеко перешла за скорость звука.
Самолет стал самым быстрым видом
транспорта. Почту и матрицы газет из
Москвы в Новосибирск доставляют
по воздуху за четыре часа. Совершаются
регулярные пассажирские рейсы на реак-
тивном пассажирском самолете «ТУ-104»
из Москвы в Иркутск за 7 часов
(включая час на посадку в Омске). Всего
55 минут занимает путь от Москвы до Ле-
нинграда! На новом турбовинтовом воз-
душном экспрессе «ИЛ-18» за три часа
можно перенестись из Москвы на Черно-
морское побережье Кавказа. Только 9 часов
48 минут необходимо самому крупному
в мире самолету «ТУ-114» для беспосадоч-
ного перелета Нью-Йорк—Москва. При ра-
боте на коротких линиях воздушный гигант
перевозит 220 пассажиров.
Наивысший из рекордов скорости при-
надлежит пока что беспилотному летатель-
ному аппарату — ракете. Около 8 километ-
ров в секунду, или 29 тысяч километров
в час, — такова скорость ракет — носите-
лей искусственных спутников, а свыше
11 километров в секунду, или почти 40 ты-
сяч километров в час, развили наши кос-
мические ракеты.
Значительно возросла скорость передви-
жения по воде и по железной дороге. Но-
вейший наш тепловоз теперь способен до-
ставить пассажирский состав из Москвы
в Ленинград за 7 часов — со скоростью
примерно 100 километров в час. Электро-
поезда превышают и эту скорость. Во
Франции электропоезд недавно установил
рекорд: 331 километр в час — это скорость
винтового гражданского самолета.
Одно из построенных в Горьком судов —
быстроходный катер с подводными
крыльями — проходит в час 130 километ-
ров.
Если перейти от транспортных к другим
машинам, то и там всюду можно заметить
рост скоростей. Скорости резания при об-
работке стали за столетие, с 1850 по
1950 год, увеличились в 80 раз и составля-
ют 400 метров в минуту, а рекордные ско-
рости давно, перевалили за 1 000 и прибли-
388
Борьба за скорость в авиации.
сконструирован
ротор которого
чем карандаш.
развивает до
36вОКГ%АС
зились к 4 тысячам. За четверть века,
к 1950 году, скорость прокатки стальной
ленты выросла в 100 раз — до 30 метров
в секунду.
Со скоростью 10 тысяч оборотов в мину-
ту вращается вал токарного станка-автома-
та. До 30 тысяч оборотов в минуту делают
прядильные веретена.
Число оборотов авиационной газовой
турбины, установленной на скоростном
реактивном самолете, достигает десятка и
более тысяч в минуту. Опытные газовые
турбины для автомобилей развивают 50 ты-
сяч оборотов в минуту.
В наши дни появились электродвигатели
невиданных ранее скоростей, дающие 18 ты-
сяч, 48 тысяч и 120 тысяч оборотов в мину-
ту. Создан сверхскоростной двигатель на
160 тысяч оборотов. Быстроходные электро-
двигатели работают теперь в станках для
обработки дерева и металла, в ручных
электроинструментах.
Недавно за рубежом
шлифовальный шпиндель,
имеет диаметр не больше,
Электродвигатель-малютка
100 тысяч оборотов в минуту!
Чтобы получить огромные числа оборо-
тов, инженеры воспользовались и силой
воздушной струи. Воздушные турбинки,
389
Высокие скорости вращения в технике.
вращающие шлифовальные шпиндели и
авиационные гироскопы, обеспечивают ско-
рости от 10 тысяч до 100 тысяч оборотов
в минуту, а особо быстроходные — и до
150 тысяч. Есть и ультрацентрифуги —
аппараты для очистки жидкости, работаю-
щие при 150 тысячах оборотов в минуту.
При небольшом диаметре вращающегося
ротора можно получить чрезвычайно боль-
шие, сверхвысокие скорости — до четверти
миллиона оборотов в минуту. А в одном из
опытов с крошечным ротором, диаметром
около одного сантиметра, удалось полу-
чить свыше миллиона оборотов в минуту!
На практике столь высокие числа оборо-
тов — четверть миллиона, миллион — не
нужны, но десятки тысяч оборотов в мину-
ту, как видим, стали привычной меркой
в технике сегодняшнего дня.
Мы много говорим здесь о числе оборо-
тов, о вращении в машинах, и не случайно.
Это характерно для современного машино-
строения, которое всюду, где только воз-
можно, заменяет прерывистое, возвратно-
поступательное движение непрерывным,
вращательным. В авиации, где большие
скорости полета потребовали новых двига-
телей, на смену поршневому мотору при-
шли газотурбинные двигатели. Паровые
турбины работают на мощных электростан-
циях, где не встретишь уже паровых
машин; турбобуры применяются вместо
ударных бурильных станков. Подобных при-
меров техника знает немало. Ее девизом
становится: как можно меньше потерь на
работу вхолостую, непрерывность любого
процесса. При этом высокие скорости пол-
нее оправдывают себя.
Таков один из путей прогресса в машино-
строении.
Наряду с быстроходностью возрастает
мощность многих машин. Крупные станки
РАЗНЫЕ ЗАМЕТКИ
Лопатки огромного турбоге-
нератора, делающего 3 600 оборо-
тов в минуту, движутся со ско-
ростью почти 1 300 километров
в час.
Сверхскоростная центрифуга
делает 666 тысяч оборотов в ми-
нуту и развивает гигантское уско-
рение. Она сделана из хромони-
келевой стали и применяется для
разделения металлов: если в нее
загрузить сплав серебра со свин-
390
цом, то свинец будет выброшен
наружу, а серебро останется.
Экспериментальная газовая
турбинка с крошечным ротором
диаметром в 1 сантиметр разви-
ла более миллиона оборотов
в минуту! Чтобы сделать столько
оборотов, сколько турбинка со-
вершала в секунду, нашей Земле
понадобится почти... 46 лет!
Но еще более удивительна,
чем достигнутые скорости, «мед-
ленность», с которой вращаются
детали отдельных приборов. В не-
которых часах есть шестерни,
совершающие один оборот в год.
Но, конечно, наивысшей «медлен-
ности» добился в своих замеча-
тельных часах датчанин Йенс
Ульсен: одно из колес его часов
делает полный оборот за 25 700
лет. За это время даже наша не-
торопливая Земля обернется
10 миллионов раз!
оснащены моторами общей мощностью
150—200 лошадиных сил.
30 тысяч лошадиных сил — мощность це-
лой электростанции — таково энергетиче-
ское вооружение большого многомоторного
самолета. Тысячи и десятки тысяч лошади-
ных сил сосредоточены в установках ша-
гающих экскаваторов, электровозов, тепло-
возов, кораблей. Если же говорить о тур-
бинах электростанций, то сейчас разраба-
тываются агрегаты мощностью в 250—300
и даже 600 тысяч киловатт — около мил-
лиона лошадиных сил!
Появляются системы машин, связанных
в один мощный агрегат. Таковы, например,
сложные станки и станочные линии, про-
катные станы, горные комбайны, о которых
вы прочитали в этой книге.
Машиностроителям приходится иметь де-
ло и с другими параметрами (параметр —
характеризующая величина) машины.
И здесь та же картина роста, стремления
к наивысшим показателям.
Современная техника — техника высо-
ких температур, давлений, частот, энергий
и вместе с тем низких температур, высоких
степеней разрежения.
Для плавки и тепловой обработки ме-
таллов нужны высокие температуры. Об-
работка металлов холодом, сжижение га-
зов и другие процессы требуют низких тем-
ператур. Глубокое охлаждение — до
70—100 градусов ниже нуля—помогает при
обработке стали. Оно дает возможность
охладить втулку жидким воздухом, легко
запрессовать в корпус, не нагревая его,
как приходилось делать раньше. Для полу-
чения высококачественных металлов, нуж-
ных машиностроителям, плавку ведут под
вакуумом, откачивая воздух. Наоборот, при
химических процессах создают давление
до тысячи атмосфер. И это в повсе-
дневной практике современного производ-
ства. В энергетических установках приме-
няют уже сейчас давление пара в 90 ат-
мосфер. А еще тридцать-сорок лет назад
паровые установки работали при 12—18 ат-
мосферах, в конце тридцатых годов — при
29 атмосферах. Выросла за то же время
и температура пара с 320—350 градусов
до 500—550 градусов. У нас создана турби-
на мощностью в 150 тысяч киловатт, при
давлении пара 170 атмосфер и температуре
550 градусов, создана турбина и в 200 тысяч
киловатт. Работают и над более мощными
установками.
К машиностроению близко примыкает
приборостроение. И в приборах мы встре-
чаемся с большим и малым. Приборо-
строители, создавая вакуумные приборы,
электролампы, радиолампы, фотоэлементы,
рентгеновские трубки, ускорители заряжен-
ных частиц, добиваются разрежения в мил-
лиардные и даже тысячемиллиардные доли
атмосферы. Электроны, которые двигаются
в приборах с огромными, космическими ско-
ростями, позволяют создавать быстродей-
ствующую аппаратуру.
Вы уже знаете, с какими огромными ско-
ростями работают вычислительные устрой-
ства — «машины-математики», где тоже уча-
ствуют электроны.
Где бессилен человек
Мы уже говорили, что как современное
производство не может обойтись без ма-
шин, так и современные машины не могут
работать без оснащения их приборами,
сложной автоматикой. Автоматизация —
еще одно направление прогресса машино-
строительной техники.
Теперь вы знаете — человек не может уп-
равлять вручную огромными мощностями,
напряжениями, давлениями, контролировать
на глазок работу очень быстроходных ма-
шин, проверять, не ошибаясь и не уставая,
с большой точностью тысячи изделий в час.
Лишь машины, которые «чувствуют» не-
измеримо острее, чем человек, могут легко
управлять производством, не допуская ни
малейшего отклонения от правильного ре-
жима, вести контроль, сколько бы изделий
ни проходило через них.
Ручной контроль, не говоря уже о том,
что точность его невелика, отнимает много
времени и сил. Зачастую только треть ра-
боты — сама работа, а половина ее —
контроль! Остальное время уходит на вспо-
могательные операции. Зачастую половина
всех рабочих — контролеры, потому что
современное массовое производство дает
каждый день, каждый час огромное коли-
чество продукции.
Возникает противоречие: можно изгото-
вить быстро и точно, но это ничего не даст,
если так же быстро и точно не проверить
сделанное. Выход только один — автома-
тический контролер. Почти сотню тысяч
деталей за смену проверяет он на подшип-
никовом заводе!
«Органы чувств» автоматов несравненно
острее, чем у человека. Это и понятно:
391
здесь участвует электроника, здесь приме-
няются и другие высокочувствительные
приборы. Электронной автоматике сейчас
принадлежит ведущая роль. Она обеспечи-
вает точность, чувствительность, скорость
измерения, регулирования, контроля.
Различные автоматы могут обнаружи-
вать свет, звук, тепло лучше, чем наши гла-
за, уши, кожа. Приборы могут улавливать
то, что недоступно человеку: неслышимые
звуки, невидимый свет и многое другое.
Автомат заметил и измерил ничтожно
малые изменения. Они превращаются чаще
всего в электрический ток. Ток бывает так
мал, что не может справиться ни с какой
даже самой маломощной машиной, в доли
РАЗНЫЕ ЗАМЕТКИ
В мире крайних темпера-
тур и давлений
Растет максимально допусти-
мая величина температур в маши-
нах. Сейчас для машин со сроком
службы в 100 тысяч часов она
составляет 550 градусов. В буду-
щем этот предел возрастет до
600—700 градусов. Для машин со
сроком службы в 10 тысяч часов
температура должна увеличиться
с 650 до 750—800 градусов, для
машин, живущих 500—1 000 часов,
допустимые температуры изме-
нятся с 850 до 1000 градусов.
Температура в пламени паяль-
ной лампы равна 1000 градусов;
при получении чугуна в до-
менной печи — 1500 градусов;
при выплавке стали — 1500—
1600 градусов;
в цилиндре двигателя внут-
реннего сгорания— 1700 граду-
сов;
в электропечи при плавке ме-
талла — 2000 градусов;
новый способ улавливания
азота из воздуха требует 2100 гра-
дусов;
нить электрической лампы на-
каляется до 2500 градусов;
в камере сгорания ракетного
двигателя — 3000 градусов;
в пламени сварочной горелки—
3300 градусов;
вольфрам плавится при 3300
градусов;
огнеупорный материал для
тиглей плавится при 3600 граду-
сов;
в дуге прожектора — до 4000
градусов;
для подводной сварки —
4300—4700 градусов;
при учетверенной скорости зву-
ка носовая часть ракеты может
нагреться при полете в воздухе
до 1000 градусов;
при скорости в десять раз
большей, чем скорость звука,
ударная волна может нагреть
392
«комариной» силы. Усилители увеличива-
ют слабый сигнал в тысячи, миллионы и,
если нужно, даже в миллиарды раз.
И тогда-то вступает в действие исполни-
тельный механизм. Он заставляет электро-
мотор увеличить или уменьшить обороты,
управляет электросваркой, открывает или
закрывает задвижки, клапаны, сбрасывает
негодные детали с конвейера или включает
сигнальные лампочки, изменяет подачу топ-
лива или воздуха в топку, поворачивая
рули, возвращает самолет или судно на
правильный курс.
Автоматика становится важнейшим ору-
дием технического прогресса, частью борь-
бы за скорость. Таковы победы техники.
В росте скоростей, мощностей, давлений,
температур — тех величин, которые ха-
рактерны для машин, видны черты техники
будущего коммунистического общества.
В развитии автоматики и энергетики мы
видим грандиозные перспективы промыш-
ленности, принадлежащей уже близкой
эпохе коммунизма. И в тесном содружестве
науки и техники, теории и практики сегод-
няшнего дня кроется сила, которая ведет и
будет вести людей по бесконечному пути
прогресса.
сжимаемую часть газа до 3000
градусов;
при двадцатикратно'М превы-
шении скорости звука — до
6000 градусов;
электрическая дуга высокой
интенсивности имеет температуру
до 10000 градусов;
электрический разряд позволил
получить температуру в 19700
градусов;
ударная волна в газах дает
температуру до 34000 градусов.
При изучении мощных электри-
ческих разрядов в газах советские
ученые получили в так называе-
мом «плазменном шнуре» темпе-
ратуру около 1000000 градусов.
В условиях термоядерного
взрыва на миллионные доли се-
кунды возникает температура
в десятки миллионов градусов!
Именно такая температура долж-
на быть внутри Солнца. Ряд уче-
ных считает, что температура
недр Солнца и других звезд рав-
на 20000000 градусов. Что это та-
кое, можно до некоторой степени
представить себе по следующему
примеру: если бы температура
в 20000000 градусов поддержива-
лась в булавочной головке, то
все живое на расстоянии
в 1 500 километров было бы уни-
чтожено. Находись эта булавоч-
ная головка в Москве, вся тер-
ритория внутри круга Мурманск—
Осло — Копенгаген — Берлин —
Будапешт — Бухарест — Тбили-
си — Челябинск превратилась бы
в голую безжизненную пустыню.
Наименьшая температура, по-
лученная в лаборатории, — минус
273,135 градуса. Она лишь на
0,025 градуса выше абсолютного
нуля (абсолютный нуль равен
— 273,16 градуса Цельсия).
* * *
Если нажать на нож с силой
в один килограмм, можно полу-
чить на острие давление в 10 ты-
сяч атмосфер;
на режущей кромке резца наи-
большее давление равно 20 тыся-
чам атмосфер;
давление в одну тысячу ат-
мосфер и температура в 400 гра-
дусов позволяют выращивать ис-
кусственные кристаллы кварца:
давление в 100 тысяч атмосфер
и температура в 2000 градусов пре-
вращают графит в алмаз.
Струя воды, бьющая под дав-
лением в 800 атмосфер, режет гра-
нит, а при давлении в 1200 —
1300 атмосфер пробивает сталь-
ной лист толщиной в 2 милли-
«Высокие пара-метры».
метра.
Взрыв обычных взрывчатых ве-
ществ и конденсированный элект-
рический разряд дает не больше
200 тысяч атмосфер. При взры-
ве кумулятивного заряда с кони-
ческой выемкой образуется струя,
давление в которой равно при-
мерно 6 миллионам
при взрыве атомного
ление достигает 1000
атмосфер.
Наивысшее давление, получен-
ное в лаборатории медленным
сжатием, — 425 тысяч атмосфер,
а соударением пластинок—5 мил-
лионов атмосфер.
Наивысшее разрежение, полу-
ченное в лаборатории,— Ю"-12 ат’
мосферы. В межзвездном прост-
ранстве давление равно 2,5Х
10 ~21 атмосферы; в ионосфере —
10”5 .
атмосфер;
заряда дав-
миллиардов
С чем встречаются в машинах
Из-за роста скоростей, мощностей, тем-
ператур, давлений увеличиваются напря-
жения, которые приходится испытывать
материалам. Еще сравнительно недавно
машиностроители имели дело с нагрузками
в одну-две тонны на квадратный сантиметр.
Теперь же в некоторых машинах встре-
чаются напряжения до 20 тонн на квадрат-
ный сантиметр, и не за горами время, когда
они возрастут еще больше.
Посмотрим, например, с чем сталкивают-
ся турбостроители, в частности создатели
газовых турбин. Турбина, установленная на
реактивном самолете, делает в минуту свы-
ше десятка тысяч оборотов. Концы лопаток
двигаются быстрее звука. Газ поступает на
лопатки нагретым до 900 градусов. Он бы-
вает разбавлен воздухом, содержащим кис-
лород; значит, существует опасность корро-
зии, разъедания металла. Лопатки должны
быть стойкими и против вибраций, так как
газ проходит через них не строго равномер-
но, вызывая колебания высокой частоты.
Итак, огромная центробежная сила, в де-
сятки тысяч раз превышающая вес самой
лопатки, температура столь большая, что
накаленный металл светится в темноте,
вредное действие вибраций и окружающей
среды.
Другой пример — паровая турбина. На ее
лопатки поступает пар, и мельчайшие, бы-
стро несущиеся водяные капельки ударяют-
ся о лопатки, разрушая их.
Не только турбины, но и многие другие
машины и части машин теперь работают
в условиях повышенных давлений, темпе-
ратур, скоростей. Камеры сгорания ракет-
ных двигателей, подшипники быстроходных
машин, детали станков и приборов, вра-
щающихся с огромными числами оборо-
тов, — подобных примеров множество в
современной технике.
Там, где развиваются скорости в тысячи
и десятки тысяч оборотов в минуту,—
в компрессорах, центрифугах, станках, при-
борах — там неизбежны большие нагруз-
РАЗНЫЕ ЗАМЕТКИ
Какой из конструкционных ма-
териалов самый легкий? Алю-
миний? Магний? Электрон?
Нет! Самыми легкими из всех
известных конструкционных мате-
риалов являются так называемые
пенопласты. Один кубометр не-
которых из них весит все-
го... 10 килограммов. Они
в 25 раз легче пробки, в 100 раз
легче воды, в 80 раз легче ста-
ли! Многие пенопласты являются
отличными звуко- и теплоизолято-
рами, не пропускают влагу, пары,
газы. В последнее время пенопла-
сты начинают широко приме-
няться в авиации, автомобиле- и
судостроении.
$ * *
Сплав никеля, стали и алюми-
ния по весу на 20 процентов лег-
че стали, а по магнитным свой-
ствам вдвое превышает ее и об-
ходится впятеро дешевле.
394
ки от центробежной силы. Там, где полу-
чаются высокие температуры, — в двига-
телях, топках котельных, металлургических
агрегатах, — там от материала требуется
жаростойкость. Там, где рабочие органы
подвергаются истиранию, — в землерой-
ных, угледобывающих машинах — металл
должен быть стойким против износа. Ча-
сти некоторых машин работают на холоде,
в воде, испытывают действие всевозмож-
ных разъедающих сред и различных на-
грузок — растяжения, сжатия, изгиба, кру-
чения.
Технике нужны материалы магнитные и
немагнитные, фрикционные и антифрик-
ционные, пористые, не проводящие ток, и
хорошие проводники, материалы с высокой
твердостью и пластичные, с большим и ма-
лым удельным весом. Ей необходимы ма-
териалы, изолирующие от вредных излуче-
ний, от колебаний, звуков, холода и тепла,
не боящиеся ржавчины, кислот и щелочей;
материалы, работающие при больших дав-
лениях, когда обычная сталь пропускает
жидкость как фильтр, и материалы,
работающие в глубоком вакууме, когда
давление близко к нулю. Для приборов
требуются материалы с особыми свойства-
ми, например полупроводники. Наконец,
энергетике нашего времени — а энергетика
тесно связана с машиностроением — нуж-
ны «расщепляющиеся» материалы для вы-
работки атомной энергии, такие, как уран
и торий, и материалы, не проницаемые для
продуктов расщепления.
Список получился большим, но и он не
полон, в нем перечислено лишь основное.
Как же выполняются эти требования,
как получают новые сплавы с нужными нам
свойствами, где их применяют? Как доби-
ваются улучшения их качества, как борют-
ся с факторами, разрушительно влияющи-
ми на материалы машин? Об этом мы и
будем говорить и начнем с простого при-
мера— со всем известного железа.
Основа многих сплавов — железо, и, по
существу, мы продолжаем жить в желез-
ном веке. Но железо выдерживает напря-
жение всего в две тонны на квадратный
сантиметр. А теперь существуют сплавы
железа — стали, выдерживающие 20 тонн
на квадратный сантиметр. В десять раз
удалось увеличить прочность металла!
Прочность легких авиационных алюминие-
вых сплавов в восемь раз больше, чем у чи-
стого алюминия.
Редкие элементы
Многие ценные свойства придают спла-
вам добавки разных элементов, на которые
еще сравнительно недавно обращалось ма-
ло внимания. Теперь они образно назы-
ваются «витаминами сплавов».
395
Наряду со «старыми», давно известными,
в обиход входят все новые и новые элемен-
ты: рассеянные в земной коре германий и
индий, бериллий и титан, цирконий и бор
и многие другие, именуемые редкими.
Ныне они играют в нашей жизни не ме-
нее важную роль, чем их соседи, которых
неизмеримо больше в недрах Земли.
Остановимся подробнее на роли членов
«семейства редких» в машиностроении.
Небольшое количество бериллия в брон-
зе повышает ее прочность, упругость, изно-
соустойчивость. Бериллиевая бронза идет
на изготовление подшипников и пружин.
Бериллием легируют многие алюминиевые
и магниевые сплавы для изготовления де-
талей самолетов. Литий добавляют в алю-
миниевые и магниевые сплавы для повы-
шения прочности, стойкости к действию
кислот и щелочей.
Цирконий прочен, очень тугоплавок,
стоек к действию щелочей, хорошо поддает-
ся обработке. Он так же, как и многие дру-
гие редкие металлы, служит «витамином»
сплавов. Им легируют стали для броневых
плит, добавляют в алюминиевые сплавы
для получения мелкозернистой структуры и
повышения прочности. Цирконий позволил
создать очень стойкие огнеупоры и изоля-
торы тока высокого напряжения.
Ниобий и тантал не уступают благород-
ным металлам в стойкости против окисле-
ния: они успешно соперничают с платиной
в химической и электротехнической про-
мышленности. Благодаря тугоплавкости
карбиды этих металлов входят в состав
твердых сплавов для резцов. Ниобий — не-
пременная составная часть сплавов для
котлов высокого давления, реактивных дви-
гателей, газовых турбин.
Улучшающие, легирующие добавки вво-
дятся в сплавы для деталей авиационных
двигателей и самолетов, работающих при
высоких температурах. Добавки позволили
создать высокомагнитные сплавы. Посто-
янный магнит из одного такого сплава раз-
мером в спичечную коробку выдерживает
груз в 25 килограммов!
Чище чистого
Разработаны методы получения сверхчи-
стых металлов, которые привели к новым,
очень интересным открытиям. Теперь ме-
таллурги получают металлы необыкновен-
ной чистоты. Металл, в котором на мил-
лион атомов всего два инородных, герма-
ний чистотой 99,99999999 процента — тако-
вы примеры достижений современных ме-
тодов очистки металлов.
Оказалось, что неизбежно присутствовав-
шие в металлах загрязнения скрывали
истинные их свойства. Металл, считавшийся
ранее хрупким, на самом деле пластичен,
твердый — мягок, бывший проводник тока
в действительности его плохо проводит.
Вскрылась настоящая природа многих эле-
ментов, крайне важных для современной
техники. Конечно, этим воспользовались
машиностроители и приборостроители. Они
стали прокатывать, ковать и штамповать
чистый титан, чего раньше не могли делать.
Они получили полупроводники, а полупро-
водниковые материалы проявляют свои
РАЗНЫЕ ЗАМЕТКИ
Что дает легирование
Легирование — добавление
к стали различных элементов —
дает повышение прочности, твер-
дости, износоустойчивости, стой-
кости против коррозии.
Прочность, вязкость и сопро-
тивляемость износу придает до-
бавление марганца; твердость и
упругость обеспечиваются добав-
лением кремния; высокая проч-
ность, твердость, стойкость про-
тив истирания повышаются леги-
рованием хромом.
Хромоникелевые стали хорошо
прокаливаются, обладают высокой
прочностью, ударной вязкостью,
хорошо сопротивляются «устало-
сти».
Ничтожные добавки титана,
циркония, бора и ванадия улуч-
шают механические свойства ста-
лей после термообработки. Воль-
фрам придает жаростойкость,
твердость и прочность.
Быстрорежущая сталь, выдер-
живающая высокие скорости реза-
ния, износоустойчивая, не теряю-
щая своих свойств при температу-
ре до 600 градусов, содержит
18 процентов вольфрама и 1 про-
цент ванадия или 6 процентов
вольфрама и 6 процентов молиб-
дена при 4 процентах хрома
в обеих марках.
Молибденовые сплавы и мо-
либден обладают очень малым
коэффициентом теплового расши-
рения. Молибденовые стали при-
меняют для газовых турбин.
Молибден обеспечивает ост-
роту бритвенных лезвий.
Соли фосфорных кислот дают
возможность получать лучшие
сорта нержавеющих сталей. До-
бавка бора придает стали мелко-
зернистую и однородную структу-
ру. Ванадий повышает на 50 про-
центов упругость и прочность
стали.
396
удивительные свойства только в чистом ви-
де. Достаточно, например, одного посто-
роннего атома на 100 миллионов атомов
германия, чтобы резко изменить его
электропроводность. Высокая степень чи-
стоты необходима и для сплавов: стоит по-
пасть ничтожному количеству, скажем, се-
ры, и снижается жаропрочность. Вот поче-
му все чаще и чаще встречаются сейчас
слова «сверхчистый металл».
Но для того чтобы добиться сверхвысо-
кой чистоты, понадобились новые способы
плавки, и их дали физики и химики. Полу-
чают, например, однородные, без малей-
ших примесей сплавы и металлы. Плавка
ведется без доступа воздуха, а выделяющие-
ся газы немедленно удаляются мощными
быстродействующими насосами.
Новыми методами очистки металлов до-
стигли рекордной чистоты: «'посторонних»
атомов осталось в металле всего одна мил-
лиардная доля процента!
Металлы новой техники
Расширяется перечень редких металлов,
которыми теперь пользуются в машино-
строении. Значение их возрастает с каж-
дым годом. Если раньше эти металлы при-
менялись главным образом для легирова-
ния сталей, то теперь они уже находят
самостоятельное применение. Среди них
металл, который плавится на ладони, и та-
кой, который по тугоплавкости уступает
лишь вольфраму, такой, который не боится
воды и жары, такие, в которых свет воз-
буждает электрический ток, и такие, кото-
рые меняют свою электропроводность.
Назовем их. Это литий — самый легкий
металл. Он вдвое легче воды и впятеро
легче алюминия. Самолет из лития могли
бы поднять два человека. В будущем он
обещает стать основой легких сплавов для
самолетостроения. Соединения лития дают
смазку для машин, работающих и при
160 градусах тепла и при 60 градусах хо-
лода. Применяются они также в керамиче-
ской и оптической промышленности.
Гафний дает тугоплавкие окислы. Из них
изготовляют огнеупоры для кладки печей,
в которых плавят металлы. Они инертны
и мало расширяются от тепла. Поэтому та-
кая кладка в печах не трескается и не за-
грязняет металл.
Цезий и рубидий нужны для создания
фотоэлементов: под действием света в этих
металлах возникает ток. Цезий — самый
легкоплавкий металл. Он превращается
в жидкость при 28 градусах — ниже темпе-
ратуры человеческого тела! На воздухе он
РАЗНЫЕ ЗАМЕТКИ
Примеси в миллионные
доли процента!
На всех золотых украшениях
стоит проба — число, показы-
вающее, сколько граммов золота
приходится на одну тысячу грам-
мов сплава, из которого изготов-
лено это изделие.
Высшая проба для ювелирных
изделий в СССР — 958. Увидев
эти цифры, мы говорим: «чистое
золото». Но, как видите, ему еще
далеко до полной чистоты! В хи-
мических лабораториях приме-
няются гораздо более чистые ве-
щества: в «химически чистых»
реактивах содержание посторон-
них примесей не превышает ты-
сячных и даже десятитысячных
долей процента! Но техника се-
годняшнего дня поставила перед
металлургами несравненно более
высокие требования.
Оказывается, даже ничтожно
малые примеси некоторых эле-
ментов грозят катастрофой высо-
коскоростным самолетам, атомным
котлам и многим другим аппара-
там.
В некоторых деталях совре-
менного атомного котла содер-
жание таких «опасных» элемен-
тов, как бор, кадмий и другие,
не должно превышать миллион-
ных долей процента!
397
мгновенно вспыхивает, так как очень энер-
гично соединяется с кислородом. В противо-
положность легкоплавкому цезию рений —
второй после вольфрама по тугоплавко-
сти элемент на Земле. Он не окис-
ляется даже при нагревании до 1 500 гра-
дусов; им покрывают вольфрамовые нити
в лампах, чтобы предохранить их от окис-
ления. Рений исключительно стоек против
действия кислот. Даже кипячение в серной
кислоте ему не страшно.
Рений в сплаве с платиной применяют
при изготовлении термопар и такими
термопарами можно измерять температуры
до 1600 градусов.
Германий, цезий, рубидий, селен, теллур,
галлий, кадмий — полупроводники. Герма-
ний уже произвел революцию в электрони-
ке, позволив заменить хрупкие вакуумные
лампы миниатюрными долговечными полу-
проводниковыми приборами.
Уже появились германиевые выпрямите-
ли. Вскоре будут созданы мощные и эконо-
мичные термо- и фотоэлементы, в которых
свет и тепло непосредственно превращают-
ся в ток.
Германий содержится в очень неболь-
ших количествах в некоторых сортах камен-
ных углей. Его приходится добывать из
золы и пыли, уходящей с дымом. Вместе
с германием при этом можно получить и
другой редкий элемент — галлий, который
кипит только при 2000 градусах. Поэтому
в термометрах для измерения высоких тем-
ператур вместо ртути применяют жидкий
галлий и сплавы галлия с индием.
Нам придется рассказать и о титане.
Применять в технике его начали совсем не-
давно, но он уже успел стать незаменимым
во многих отраслях машиностроения. Ти-
тан прочен почти как сталь, стоек против
коррозии в воздухе и в воде, даже в мор-
ской, тугоплавок и очень легок. Поэтому
титан и его сплавы начали применять для
самолетов и кораблей, газовых турбин и
танковой брони, режущего инструмента
и частей оружия.
РАЗНЫЕ ЗАМЕТКИ
Полупроводника
Полупроводники — это веще-
ства, обладающие малой электро-
проводимостью и стоящие между
проводниками и диэлектриками.
Малейшие примеси — в ничтож-
ные доли процента — позволяют
создавать вещества с разнооб-
разными электрическими свой-
ствами.
Электропроводность полупро-
водников изменяется при ничтож-
ном повышении или понижении
температуры, изменении освещен-
ности во много раз сильнее, чем
у проводников.
Пр.и помощи полупроводников
можно превращать переменный
ток в постоянный, усиливать вы-
сокочастотные колебания и гене-
рировать радиоволны, регулиро-
вать силу тока и напряжение, за-
щищать линии электропередач от
грозовых разрядов и перенапря-
жений, решать различные задачи
автоматики и телеуправления,
измерять температуру и осве-
щенность, обнаруживать светя-
щиеся и нагретые предметы на
расстоянии десятков километров,
превращать тепло в электричество
без помощи машин, превращать
электричество в тепло и холод,
концентрировать электрическую и
магнитную энергию, превращать
звук в электричество и, наоборот,
сделать видимыми невидимые
ультрафиолетовые лучи, получать
мощные потоки электронов в ва-
куумных радиоприборах, аккуму-
лировать световую энергию, уси-
ливать в миллионы раз самые
слабые токи, вести счет ядерных
частиц, ускорять ход химических
реакций.
398
Растет с каждым годом производство ти-
тана, хотя еще сложно его получать и об-
рабатывать. Но за ним будущее, и без него
нельзя представить машиностроение уже
сегодняшнего дня.
Ярким примером служит роль, которую
выполняет титан в авиационной технике.
К числу проблем, возникающих при полете
со скоростью, которая намного превышает
скорость звука, относится прежде всего
проблема «теплового барьера». С увеличе-
нием скорости нагрев сильно возрастает
вследствие трения о воздух.
Опытами установлено, что при скорости,
впятеро превышающей звуковую, плавится
алюминий, вшестеро — сталь. Обшивка са-
молета может покоробиться, а затем и раз-
рушиться. Ни алюминиевые, ни магниевые,
ни стальные сплавы не пригодны для ма-
шин, летающих с большими скоростями
в стратосфере. Они или теряют прочность
или слишком тяжелы. И только титановая
обшивка выдерживает температуру до
400 градусов.
К тому же легкость титана позволяет по-
высить грузоподъемность самолетов — это
особенно существенно для транспортной
авиации.
Огромное количество сплавов создано на
основе редких металлов. Техническая
мысль работает над тем, как увеличить их
число и удовлетворить повышающиеся тре-
бования к качеству машиностроительных
материалов.
С помощью холода, ультразвука
и атомной энергии
Для улучшения свойств сплавов широко
используется нагревание, позволяющее пе-
рестраивать их внутреннюю структуру.
Теперь сталь начали обрабатывать холо-
дом. Оказывается, после нагрева недоста-
точно охлаждения до комнатной темпера-
туры, чтобы перестройка структуры закон-
чилась целиком. Особенно это относится
к легированным сталям, в состав которых
входит иногда 10 и более различных эле-
ментов. Очевидно, необходимо охладить
сплав еще глубже, как выяснилось, до ми-
нус 80 градусов, «заморозить» сталь.
И, когда температура вновь станет нор-
мальной, приобретенные благодаря холоду
качества не исчезнут.
Обработка холодом повышает твердость
Вверху — обработка стали холодом, структура до
и после обработки. Внизу — обработка чугуна
ультразвуком, структура до и после обработки.
399
Принципиальная схема ядерного реактора, в кото-
ром используется энергия расщепления ядер атомов
урана.
деталей машин иногда почти на треть или
наполовину. Улучшается качество деталей,
например таких, как шестерни из легиро-
ванных сталей, увеличивается срок их
службы.
Появились и все шире проникают в про-
мышленность и другие новейшие способы
получения высококачественных сплавов.
Здесь надо назвать в первую очередь об-
работку ультразвуком. Ультразвуковые
установки могут излучать волны такой
мощности, которой достаточно для воздей-
ствия на вещество, на различные физико-
химические процессы. Металлурги восполь-
зовались этим ценным свойством неслыши-
мых звуков.
Если при застывании расплавленного ме-
талла подействовать на него ультразвуком,
то изменяется ход кристаллизации распла-
ва: слиток получится мелкозернистым, од-
нородным, а значит, лучшего качества. Кри-
сталлы дробятся, вся жидкая масса хоро-
шо перемешивается, застывая — становит-
ся плотной, без пор и раковин, удаляются
растворенные газы: мелкие пузырьки
укрупняются и вылетают наружу.
Какие же результаты дало применение
ультразвука на практике? В последние го-
ды металлургам удалось резко повысить
прочность чугуна. При облучении чугуна
ультразвуком графитовые включения из-
мельчаются в пыль. Чугун не только при-
обретает свойства стали, но и может во мно-
го раз лучше, чем обычный, сопротивляться
истиранию. При взгляде на образец под
микроскопом сразу бросается в глаза ра-
бота ультразвука: мельчайшие кристалли-
ки равномерно распределены по всей ме-
таллической толще. Таким путем можно
улучшить не только чугун, но и стальные
сплавы — литую заготовку, например, при-
близить к штампованной, намного повысить
ее прочность.
РАМЫ! ЗАМЕТКИ
Искусственные материалы
«Мы не должны ждать мило-
стей от природы. Взять их у нее—
паша задача». Эти слова замеча-
тельного преобразователя приро-
ды Ивана Владимировича Мичу-
рина относятся не только к агро-
номам и садоводам. «Милости»
природы, давшей человеку ка-
мень, дерево и металлы, сегодня
уже не удовлетворяют машино-
строителей. Ученые создали сотни
новых искусственных материалов,
по своим качествам во многом
превосходящих естественные.
Первое место среди новых ма-
териалов по праву принадлежит
пластмассам. Благодаря своим
замечательным свойствам они все
сильнее «теснят» такие привыч-
ные материалы, как сталь, брон-
за, латунь и другие. Еще
в 1929 году во всем мире произ-
водилось всего 85 тысяч тонн
пластмасс. А в 1956 году — уже
три с половиной миллиона тонн!
За 26 лет производство пластмасс
возросло почти в 40 раз.
Сегодня производство искусст-
400
Приборы — помощники машиностроителей:
1) электронно-лучевая трубка; 2) оптический
микроскоп; 3) счетчик заряженных частиц;
4) электронный микроскоп; 5) электронограф;
6) фотоэлемент. (К стр. 430.)
f... Город солнца, полный легких, светлых, почти
t невесомых зданий из пластмассы и капрона.
* воздвигнут люди с помощью удивительных ма-
шин будущего. (К стр, 453.)
В резерве металлургов еще одно сред-
ство управления металлом — это излучения
радиоактивных веществ. Их воздействие
способно изменять структуру металла, бо-
лее того, открывает новые, удивительные
возможности для металлургии высокока-
чественных сплавов. Элементарные части-
цы, попадающие внутрь кристаллической
решетки металла, приносят с собой энер-
гию, проникают глубоко в недра вещества и
перестраивают его. Если принесенной энер-
гии достаточно, она вызывает перестановки
атомов, меняет их расположение. Кроме
того, под действием излучений происходят
ядерные превращения: в металле появятся
«сами собой» атомы других элементов, на-
пример в железе — кобальт. Излучение
сделает то, что обычно выполняют легиро-
вание и нагревание.
Таким образом, с помощью радиоактив-
ных лучей можно будет получать легиро-
ванные сплавы: из низколегированных,
с малым содержанием добавок, делать вы-
соколегированные, целесообразно изменять
любые их свойства, наконец вести закал-,
ку — и все это без того привычного обо-
рудования, которое имеется сейчас у ме-
таллургов. Пока что новым оборудованием
для подобной радиационной обработки слу-
жит атомный реактор, дающий мощные по-
токи частиц. И уже первые опыты показа-
ли, что элементарные частицы смогут стать
еще одним средством покорения металла,
улучшения старых и создания новых ма-
шиностроительных материалов-
Детали из смолы
Не одни лишь металлы и их сплавы при-
меняются в машиностроении. Широко поль-
зуются и пластическими массами. С каж-
дым годом все больше деталей машин из-
готовляется из пластмасс. Уже созданы
пластмассы прочнее стали. Они об-
ладают такими ценными свойствами,
которых не встретишь среди металлов:
прозрачностью, способностью пропускать
невидимые лучи, стойкостью против внеш-
них воздействий и другими. Пластмассы
дешевле металла. Нагреванием и давле-
нием из них легко изготовить детали любой
формы, получать гладкие поверхности.
В современном автомобиле, самолете,
судне десятки и даже сотни пластмассовых
деталей. Они легкие, что очень важно для
авиации и автомобилестроения, не боятся
морской воды, а потому незаменимы на ко-
раблях. Стекла рубок, кают, рукоятки
приборов, электроарматура, лопасти воз-
душного винта, баки для масла и бензина
и многое другое изготовляется из пласт-
масс.
За последнее время появились автомо-
били с пластмассовыми кузовами. Один та-
кой автомобиль выпустил автозавод в Гер-
манской Демократической Республике. Он
прочен как сталь, его не поцарапаешь и не
сомнешь. Чтобы никто в этом не сомневал-
ся, по кузову ударяли тяжелым молотком.
Пластмасса осталась неповрежденной, а ме-
талл не выдержал. На Московском авто-
заводе имени Лихачева тоже построен
автомобиль из пластмассы — двухместная
скоростная машина. Кузов ее на 30 процен-
тов легче обычного, металлического, но не
уступает ему в прочности.
Синтетический материал волокнит ус-
пешно заменяет чугун. Изделия из него
легче, их не нужно ни обрабатывать,
ни окрашивать после изготовления. По
стойкости против износа и прочности во-
локнит не уступает чугуну. Из волокнита
изготовляют шкивы электромоторов, махо-
вики, детали холодильных машин.
Синтетические материалы успешно насту-
пают не только на металлы. Они все боль-
ше заменяют стекло, каучук, дерево.
Из пластмассы делают бесшумные ше-
стерни, а также прутки, стержни, болты,
венных веществ (типа пластмасс)
по объему превышает всю миро-
вую добычу алюминия, меди,
цинка, олова и свинца!
Многие пластмассы довольно
сложны, но главными составными
частями их являются: основа, то
есть связующее вещество, и на-
полнитель, предназначенный для
повышения прочности пластмассы.
Основой пластмасс очень часто
являются высокомолекулярные
соединения, которые связывают
наполнитель в одно целое и
определяют физико-механичесусие
свойства пластмасс.
Связующее вещество может
быть и продуктом химических
процессов — полимеризации и по-
ликонденсации, и химически изме-
ненным природным полимером, и
природными и нефтяными асфаль-
тами и смолами.
Наибольший интерес представ-
ляют связующие вещества, полу-
ченные в результате процесса по-
лимеризации из низкомолекуляр-
ных соединений.
Известно, что все органические
вещества делятся на две большие
26 Машина
401
Изделия из пластмасс: детали машин, гребной винт, яхта.
гайки, направляющие станков, детали ору-
жия, трубопроводы, гребные винты и кор-
пуса катеров, сборные дома и даже пру-
жины, которые лучше металлических и лег-
че изготовляются. Пластмассы-изоляторы,
применяемые в электропромышленности,
заменяют свинец.
Делаются попытки применить пластмас-
сы для изготовления различных деталей
турбореактивных двигателей. Думают, что
такие лопатки из пластмассы окажутся бо-
лее легкими и прочными, чем металличе-
ские. Они более выносливы, не подвержены
ползучести. Вероятно, в будущем пластмас-
сы будут широко применяться для изготов-
ления и других деталей авиадвигателей.
Для некоторых видов оборудования нуж-
ны подшипники, работающие в горячей воде.
Их можно изготовить из металла и про-
питать пластмассой, в состав которой вхо-
дит фтор.
Древесные пластики — пластмассы с на-
полнителем-опилками — материал для под-
шипников, вентилей, шестерен. Новый
пластик ретинакс идет на изготовление тор-
мозных колодок, выдерживающих темпера-
группы: одну из них составляют
низкомолекулярные вещества, мо-
лекулы которых просты и состоят
из небольшого числа атомов, дру-
гую — высокомолекулярные. Их
гигантские молекулы состоят из
нескольких десятков тысяч ато-
мов.
Молекулы простых веществ
устойчивы и называются блоком,
или мономером. Пример наиболее
распространенного такого вещест-
ва — газ этилен. Молекула его
состоит из шести атомов: двух —
углерода и четырех — водорода —
С2Н4. Так как у нее остаются еще
две незаполненные связи, то она
ненасыщенна, непредельна.
н н
Действительно, углерод четы-
рехвалентный, то есть в таблице
Менделеева он стоит в четвертой
колонке, и, следовательно, на
внешней электронной орбите его
атомов вращается только четыре
электрона из восьми возможных.
Значит, четыре места остаются
«вакантными», и они, как крючоч-
ки, выставленные во все стороны,
зацепляются за любые соседние
атомы, у которых есть такие же
крючки.
Наиболее «безобидны» в этом
отношении атомы водорода.
У них на единственной элек-
тронной орбите вращается всего
один электрон из двух возможных;
следовательно, и у атома водорода
тоже есть свой крючочек. Вот за
Herg-то атом углерода и зацеп-
ляется одним из своих четырех
крючочков.
В предельном случае атом уг-
лерода должен зацепить и притя-
нуть к себе четыре атома водоро-
да. Так оно на самом деле и
есть. Получается молекула СН4
газа метана, горящего в газовых
плитах на кухнях.
Вот структура этой молекулы:
н
Но бывают случаи, когда атом
углерода притягивает к себе не
четыре, а только два атома водо-
рода. Два атома углерода, соеди-
нившись, притягивают четыре ато-
ма водорода. Получается молеку-
ла газа этилена С2Н4 с двумя
свободными связями (крючочка-
ми).
Такая молекула, как известно,
называется блоком, а вещество—
мономером («монос» — один, «ме-
рос» — часть)'.
402
туру в 600—1000 градусов. Ретинакс
применяют для изготовления колодок тор-
мозов в самолетных колесах, в буровых
лебедках и в экскаваторах. Срок службы
тормозов вырос в 3—10 раз.
Нейлон, из которого делают тончайшие
чулки и дамское белье, применяется для
изготовления гребных винтов. Нейлоновые
винты не ржавеют, их не нужно чистить и
красить, они очень прочны. Даже на самых
крупных судах гребные винты можно де-
лать из нейлона.
Пластмассы помогают решить задачу
снижения веса машин и сокращения расхо-
да металлов.
Например, стойкость капроновых деталей
подшипников в три раза больше, чем метал-
лических, а весят пластмассы в 5—8 раз
меньше стали.
Пластмассы и электроизоляционные ма-
териалы обладали одним существенным
недостатком: они не выдерживали высоких
температур. Основой их были органические
соединения углерода. Теперь появились
кремнийорганические вещества, которые
могут работать и при низких и при высоких
температурах. Кремнийорганические соеди-
нения теплостойки, химически инертны, не
окисляются, не разрушаются от длитель-
ного действия солнечных лучей, не боятся
воды й холода, из них можно создать все-
Пласт массы всюду...
Если теперь газ этилен сжать
до 1 200 — 3 000 атмосфер и на-
гревать до 200 градусов, то блоки
в своем хаотическом движении все
чаще и чаще будут сталкиваться
и устанавливать связи между со-
бой, схватываться свободными
крючочками. Начнется химический
процесс полимеризации.
В результате давления и нагре-
вания газ превратится в жидкость,
а в процессе полимеризации жид-
кость густеет, становится вязкой
и затем совсем затвердевает, об-
разуя белое, почти прозрачное ве-
щество, которое называется поли-
этиленом. Формула полиэтилена
(СН2)п.
Структура молекулы имеет
следующий вид:
Полиэтилен хорошо поддается
механической обработке, размяг-
чается при ПО градусах, стоек к
действию концентрированной азот-
ной и соляной кислот. Полиэти-
лен — превосходный диэлектрик;
применяется как изолятор в ка-
бельной промышленности, как
пленкообразующее вещество для
получения искусственного волокна,
для изготовления труб и т. д.
Из полиэтилена можно полу-
чать материалы с любыми наперед
заданными физико-механическими
свойствами. Так, например, доста-
точно в блоках заместить ато-
мы водорода фтором, как по-
лучится новое вещество — теф-
лон. Сохраняя высокие диэлектри-
ческие свойства полиэтилена, оно
обладает более высокой тепло-
стойкостью и совершенно не го-
рит.
Замещая атомы водорода в бо-
ковых «ответвлениях», можно по-
лучать тысячи различных’ новых
материалов с любыми заданными
свойствами. Одни будут негорючи
и прочны, как сталь, другие —
гибки и эластичны, как резина,
и смогут выдерживать огромные
электрические напряжения. Тре-
тьи — тугоплавки и морозостой-
ки. Четвертые — легче пуха.
В состав пластических масс
входят, как говорилось, обычно
наполнители и связующие ве-
щества. Связующими могут быть
искусственные смолы, а наполни-
телями— древесная мука, каолин,
мел, текстильные и асбестовые во-
локна, бумага, древесный шпон.
В зависимости от наполнителя
пластики бывают слоистые, волок-
нистые, порошкообразные.
Исходный материал — смолу
измельчают в порошок, смешивают
с наполнителем и краской, засы-
пают в матрицу пресс-формы.
Пресс-форма ставится под пресс и
одновременно подогревается. Дав-
ление доходит до 150, а иногда и
до 350 атмосфер, температура —
до 150 градусов. При этом в нев-
26*
403
возможные электроизолирующие мате-
риалы.
Эти новые синтетические вещества дали
технике не замерзающие до 40 градусов
ниже нуля смазочные масла; резину, эла-
стичную и при высоких и при низких тем-
пературах; лаки, выдерживающие 500 гра-
дусов выше нуля; слоистые материалы, ко-
торые могут длительное время работать
при 200 градусах; электроизоляцию, не те-
ряющую своих свойств примерно до такой
же температуры и не боящуюся влаги;
теплостойкую облицовку, применяемую
в точном литье деталей; водонепроницаемые
строительные материалы и ткани. Они по-
служили основой для прочного и тепло-
стойкого стеклотекстолита, защитных по-
крытий металлов и сплавов, которые при-
меняются при изготовлении камер сгорания
реактивных двигателей, деталей двига-
телей внутреннего сгорания и электропечей.
Химия кремнийорганических соединений
еще очень молода, ей всего 20 лет, и пока
освоено всего несколько соединений. Но
в будущем она даст нашей промышленно-
сти много новых прочных и стойких мате-
риалов.
Кроме металла и пластмасс
Кроме пластмасс, бывают и другие «заме-
нители» металла. Прессованная древесина
служит вместо металла в подшипниках бе-
тономешалок. Ткацкие челноки и подшип-
ники опорных катков гусеничных тракто-
ров, втулки для гребных валов морских
судов изготовляют из древесины «желез-
ной березы», растущей на нашем Дальнем
Востоке.
Необычный заменитель использован не-
давно на Коломенском заводе тяжелого
станкостроения. Там изготовлен уникаль-
зрачном сером порошке происхо-
дит ряд превращений. Смола пла-
вится и обволакивает частички
наполнителя — древесной муки.
Постепенно разрастающиеся моле-
кулы образуют мягкое тесто, за-
полняющее форму. Свойства смо-
лы изменяются: она становится
нерастворимой и неплавкой; через
две-три минуты из пресс-формы
вынимают готовое изделие.
Материал, прочный, как чугун,
но в пять раз легче его, мож-
но получить, пропитывая куски
ткани смолой. Высушив и сложив
эти куски стопкой, их прессуют,
постепенно увеличивая давление
до 200 атмосфер. Этот материал
назвали текстильным камнем —
текстолитом. Из него делают раз-
личные детали машин (шестерни,
подшипники), корпуса лодок.
Аналогичным путем изготовляют и
бумажный камень — бакелит. Из
него делают детали телефонной и
радиоаппаратуры, изоляцию.
Раствором смол в спирте
пропитывают и древесный шпон.
Полученный из него после прессо-
вания материал применяют для
изготовления воздушных винтов
самолетов, шестерен, блоков,
вкладышей для подшипников.
Температуру до 250 градусов
выдерживает стеклотекстолит —
прекрасный изолятор и заменитель
стали. Он гак прочен, что из него
делают ролики, по которым катят-
ся ленты эскалаторов метро. Стек-
лотекстолит — пропитанная смо-
лой и прессованная ткань из стек-
лянного волокна.
Сырьем для приготовления
пластмасс служат отходы коксо-
вых печей, угарный и углекислый
газы, вода, уголь. Это сырье очень
дешево. Источником его являются
широко распространенные веще-
ства.
Пластмассовый инструмент
Созданы пластмассовые ме-
таллизированные инструменты
(штампы, матрицы) для штам-
повки деталей из металлических
листов. Они втрое легче металли-
ческих, отличаются прочностью,
простотой изготовления, дешевиз-
ной, выносливостью. Штампы
могут выдержать 27 тысяч опе-
раций без износа, тогда как у
стальных штампов признаки из-
носа появляются после 20 тысяч
операций. Инструменты делают-
ся из искусственных смол и по-
крываются слоем высокоуглероди-
стой никельхромомолибденовой
стали толщиной 0,5—0,7 милли-
метра.
Пружины из пластмассы
Разработан способ изготовле-
ния прочных пружин из полиэфир-
ных смол. В ряде случаев такие
пружины работают лучше металли-
ческих, ибо они немагнитны, не
пропускают ток, не расширяются
от тепла. Другое преимущество
пружин из пластмассы состоит
в том, что их обработка в не-
сколько раз проще, чем металли-
ческих. Они отливаются и не
имеют лишних внутренних на-
пряжений. Некоторые новые пру-
жины выдержали испытания при
больших нагрузках и резких ко-
лебаниях температуры (от —20
до+ 70° С).
*
* ❖
Замена губчатой резины пено-
пластами в сиденьях пассажир-
ского реактивного самолета
«ТУ-104» снизила вес машины
на 72 тонны.
*
* А
Вес пластмассового кузова ма-
лолитражного автомобиля мень-
ше по сравнению с обычным
почти на 30 процентов.
¥
¥ *
Использование новых видов
синтетических материалов при
производстве автомобильных шин
увеличивает срок их службы бо-
лее чем в полтора раза. На
каждом миллионе шин экономит-
ся около 400 миллионов рублей.
*
А ¥
Трудоемкость изготовления
пластмассовых штампов в 5—6 раз
меньше, чем металлических.
404
ный строгальный станок... из железобетона.
Железобетон, с которым до сих пор имели
дело лишь строители, пригодился и созда-
телям машин!
Детали этого оригинального станка, сде-
ланные из столь оригинального строймате-
риала, не уступают и чугунным. Экономия—
полтораста тонн металла и полтораста мил-
лионов рублей.
Еще один необычный материал появился
у машиностроителей в последние годы. Его
прозвали «чудо-камешком», и в этом на-
звании не слишком много преувеличения.
В самом деле, разве не чудо происходит,
когда камнем режут металл? 900 граду-
сов — предел для твердых сплавов. А ке-
рамика выдерживает в полтора раза боль-
ше. Она допускает обработку со сверхвы-
сокой скоростью — чуть ли не до 2 тысяч
метров в минуту — и дает лучшую чистоту
Прессованное дерево, из тка-
ней которого вытеснен весь воз-
дух, становится прочным, как ме-
талл, и из него можно делать
шкивы, выдерживающие до 2 ты-
сяч оборотов в минуту.
*
* «
Машиностроители с успехом
применяют железобетон вместо чу-
гуна. Из железобетона изготовля-
ют различные детали металло-
режущих станков — фундаменты,
станины, колонны, порталы.
Применение железобетона дает
экономию металла, снижает вес
станков, упрощает и удешевляет
производство.
Металлокерамика,
минералокерамика,
металломинералокерамика
Металлокерамикой, или, иначе,
порошковой металлургией, назван
процесс изготовления деталей из
металлических порошков. Состоит
он из трех операций — приготов-
ления порошков, прессования и
спекания.
Измельчение металлов в по-
рошки производится в вибрацион-
ных мельницах. Применяют также
распыление расплавленных метал-
лов сжатым воздухом, электролиз
и другие способы. Полученные
порошки засыпают в формы и
Прессуют, затем производится спе-
кание в электропечах. Оконча-
тельная обработка деталей, полу-
ченных из порошков, бывает весь-
ма незначительной.
Металлокерамика дает возмож-
ность получать изделия из таких
тугоплавких металлов, которые не
могут быть расплавлены из-за
высокой температуры их плавле-
ния, а также из тугоплав-
ких сплавов с более легкоплав-
кими.
Вольфрамовые части для элект-
роламп, молибденовая проволока
и лента для обмоток электропе-
чей, «тяжелые» сплавы вольфрама
и никеля для футляров, в кото-
Керамические резцы. Справа — детали, изготов-
ленные из металлических порошков.
рых хранят радиоактивные пре-
параты, материалы для баланси-
ров и противовесов машин, твер-
дые сплавы для режущих и
буровых инструментов дает ме-
таллокерамика.
С ее помощью могут быть по-
лучены изделия из таких метал-
лов, которые в расплавленном
состоянии не смешиваются. Это
свинцовистая бронза, в состав ко-
торой входят медь и свинец,
медно-графитовые композиции и
сплавы вольфрама и молибдена
с серебром и медью.
Иным способом получение ма-
териалов такого состава невоз-
можно — слишком велика разни-
405
Упрочение наклепом. Дробеструйная установка для
обработки конических шестерен.
поверхности. К тому же керамические рез-
цы очень дешевы, в них нет дефицитных
добавок вольфрама, кобальта, титана.
Основное поле деятельности для кера-
мических резцов — обработка легких ме-
таллов. Пригодны они и для чистовой обра-
ботки сталей и чугунов. Если же удастся
повысить их прочность, то керамика зай-
мет полноправное место в ряду других
инструментальных материалов. Уже сейчас
она частично пришла на смену быстрорежу-
щей стали и твердым сплавам, до сих пор
безраздельно господствовавшим в металло-
обработке.
Защита деталей машин
Помимо создания новых материалов, спо-
собных переносить тяжелые условия рабо-
ты, разработаны способы упрочения дета-
лей машин и защиты их от вредного дей-
ствия среды.
Металл как бы одевают в своеобразную
броню, повышая стойкость металличе-
ской поверхности. Технолог может обрабо-
тать деталь дробью. Если посмотреть, как
это делается, то покажется, что совершает-
ся преступление. Готовую, обработанную
деталь бомбардируют градом маленьких
стальных или чугунных шариков. Они с си-
лой выбрасываются струей сжатого возду-
ха или лопатками быстро вращающегося
колеса.
Обработка дробью упрочняет поверхно-
стный слой на небольшую глубину. Проис-
ходит, как говорят инженеры, наклеп —
ца в температурах плавления со-
ставляющих их металлов.
Металлокерамика позволяет
создать материалы, обладающие
особыми свойствами: пористые
железо-графитовые и медно-гра-
фитовые сплавы для ^подшипников,
обладающие высокой износоустой-
чивостью, для фильтров, антиобле-
денителей на самолетах, крыль-
чаток топливных насосов, сплавы
высокомагнитные и с высоким
коэффициентом трения. Методами
порошковой металлургии могут
быть получены детали и изделия
очень маленьких размеров, изде-
лия из материалов, не поддающих-
ся механической обработке, из
смесей, в состав которых входят
металлы и пластмассы, металлы и
кремний, кварц, карборунд.
В последнее время появился
еще один вид материалов — ме-
талломинералокерамика, или кер-
меты. Керметы отличаются особой
жароупорностью, и их применяют
для защиты или изготовления де-
талей машин, работающих при
высоких температурах. Изготов-
ляют их из смеси карбида крем-
ния с кобальтом, окиси магния
и железа, окиси магния и никеля
с кобальтом. В этих материалах
сочетаются высокая огнеупорность
минералов со стойкостью к удар-
ным нагрузкам, которой обладают
металлы.
Упрочнение наклепом
Для повышения твердости,
усталостной прочности, предела
текучести и других прочностных
свойств металла применяется об-
катка роликами. Обкатка произ-
водится твердыми, закаленными
роликами — одним или несколь-
кими. Диаметр их — 60—75 мил-
лиметров. При обкатке металл
не срезается, а только снимаются
неровности, оставшиеся от обра-
ботки, поверхность сглаживается,
полируется.
Приспособление для обкатки
ставится на суппорт и движется
вдоль вращающегося вала, укреп-
ленного на токарном станке. Об-
катка производится при смазке,
которая подается насосом. Если
ролик имеет твердосплавное по-
крытие — смазка не нужна, мож-
но обкатывать всухую. Стойкость
роликов очень велика: они выдер-
живают обкатку нескольких тысяч
деталей.
Отверстия также обкатываются
роликами или сквозь них продав-
ливают твердые закаленные шари-
ки. Для раскатки отверстий есть
специальные приспособления. В не-
которых из них ролики раздви-
гаются пружиной после того, как
введены внутрь отверстия. Рас-
катка отверстий, как и обкатка
валов, может производиться на
обычных токарных, фрезерных и
сверлильных станках.
В массовом производстве при-
меняется автомат для продавли-
вания через отверстия шариков.
Вместо роликов и шариков рас*
катка отверстий иногда произво-
дится протягиванием бочкообраз-
ного инструмента, называемого
дорном. Он изготовляется из твер-
дого закаленного металла и обра-
406
упрочение металла, вызванное изменением
свойств его поверхностного слоя. Долго-
вечность, живучесть детали возрастает
в несколько раз.
Помимо дробинок, можно бомбардиро-
вать деталь и другим способом — ударяя
по ней стальными шариками, помещенными
во вращающуюся обойму. Шарик слегка
выдвигается под действием центробежной
силы, наносит удар и отскакивает, за
ним — следующий, и так в течение всего
оборота. Обойма двигается вдоль детали и
быстро вращается, обходя ее и осыпая гра-
дом ударов—до 100 тысяч в секунду.
Кроме обдувки дробью, технолог может
применить, если речь идет о детали цилин-
дрической формы, обкатку роликами, по-
вышающую поверхностную прочность.
Деталь зажата между тремя стальными
закаленными роликами. Ролики давят на
нее с силой тем большей, чем крупнее де-
таль. И, держа ее в своих крепких объ-
ятиях, они обкатывают, «проглаживают»
ее со всех сторон. После такой обкатки по-
верхность получается ровная, приглажен-
ная и притом более прочная. Иногда
«утюжка» роликами делает поверхность де-
тали такой чистой, что ни шлифовка, ни
полировка уже не требуются.
Если после обкатки пройтись по поверх-
Нанесение металлического покрытия распылением.
ности иглой прибора, определяющего ее
качество, уже не будет резких впадин и
гребешков, поверхность станет намного
глаже и чище. Практический результат:
срок службы вагонной оси, например, уве-
личится в 25 раз!
Хромирование, никелировка, оцинков-
ка— эти защитные покрытия металла ме-
таллом известны давно.
батывается по высшему классу
точности.
Кроме обкатки, поверхностный
наклеп для повышения усталост-
ной прочности производят обдув-
кой дробью. Чем меньше дробь,
тем больше повышается усталост-
ная прочность. Но очень мелкую
дробь брать нельзя — слишком
маленькой получится толщина
наклепанного упрочненного слоя.
Обычно диаметр дробинок выби-
рают от 0,4 до 1,7 миллиметра.
Изготовляют их из стали или из
отбеленного чугуна.
Твердость дробинок должна
быть не ниже, чем твердость об-
рабатываемого материала. Время
обдувки, количество дробинок
и их скорость подбираются опыт-
ным путем.
Дробеструйная обработка про-
изводится при помощи установок
двух типов. Одни из них подобны
пескоструйным аппаратам, в них
дробинки увлекаются потоком
сжатого воздуха давлением
в 2—4 атмосферы. В других
использовано действие центробеж-
ной силы. Такие аппараты получи-
ли наибольшее распространение.
Дробь в них поступает к центру
вращающегося барабана и отбра-
сывается к его стенкам. В кожухе
барабана имеются отверстия,
сквозь которые вылетает дробь.
Обрабатываемые детали — шес-
терни, клапанные пружины —по-
мещаются на столе, устроенном
так, что весь он вращается и,
кроме того, вращаются укреплен-
ные на нем детали. При этом под
струю дроби они попадают всеми
своими сторонами. После обдувки
дробь подается в сепаратор для
отделения осколков и разбитых
дробинок. В течение одной смены
приходится заменять все дробин-
ки.
Для наклепа шариками можно
устроить и другое приспособление,
в котором также используется
действие центробежной силы.
В обойме сделано несколько ци-
линдрических отверстий. В них
находятся шарики. Наружный
диаметр гнезд подобран так, что
шарики не могут выскочить из
отверстий, а лишь будут немного
из них выдвигаться. Обойма
укрепляется на суппорте токарно-
го или круглошлифовального стан-
ка. При быстром ее вращении
шарики будут выдвигаться, уда-
рять о поверхность детали и от-
скакивать обратно. При скорости
в 1 800 оборотов в секунду и на-
ружном диаметре обоймы 350 мил-
лиметров и 60 шариках деталь
в одну секунду получит 108 ты-
сяч ударов. Этот способ дешевле
дробеструйного, так как не тре-
бует специальной установки и
большого расхода дроби. Он дает
более высокую чистоту поверх-
ности.
407
Л ужение.
Можно насытить поверхностный слой
азотом или углеродом. Сложные химиче-
ские соединения азота или углерода с ме-
таллом укрепят его поверхность, потому
что твердость их очень высока. Металлу,
ослабленному обработкой, не будет так
страшен износ. Но не очень-то просто за-
ставить металл соединиться с азотом.
Азот с трудом вступает в соединения, и
то лишь при высокой температуре. Деталь
приходится нагревать в течение нескольких
суток в аммиаке — газе, содержащем азот.
Прочность заметно возрастает, а размеры
азотированной детали изменяются всего
лишь на 1—2 микрона. Можно воспользо-
ваться для этого скоростной цемента-
цией — науглероживанием стали, поместив
деталь в установку, где нагрев в газовой
среде ведут с помощью токов высокой ча-
стоты. Для поверхностного насыщения при-
меняют также алюминий, хром, кремний,
бор.
Стальные детали упрочняют, нагревая
их в порошке бора при температуре
1000 градусов. При этом поверхность стали
делается тверже, устойчивее к коррозии и
действию кислот. Жароупорность, стой-
кость к коррозии и износу повышают, насы-
щая поверхностный слой кремнием.
Электролитическим путем осаждают на
поверхность детали титан, стойкий к корро-
зии. При этом широко используют ультра-
звук. Ультразвуковыми установками очи-
щают детали перед покрытием.
Сейчас покрытия наносятся и электри-
ческой искрой — кратковременным элек-
трическим разрядом. Электроискровое уп-
рочение повышает стойкость не только ме-
таллорежущих инструментов, но и трущих-
ся деталей. Искра насыщает поверхностный
слой твердыми соединениями титана и
вольфрама.
Начинает входить в практику химическое
никелирование — осаждение никеля из раст-
вора без участия электричества, причем
преимущество такого процесса в его про-
стоте. Штампы, зубчатки, сложные узлы
РАЗНЫЕ ЗАМЕТКИ
Азотирование и цементация
Повышения прочности, твердо-
сти, износоустойчивости металла
можно достигнуть, насыщая по-
верхность металла углеродом или
азотом. Науглероживание поверх-
ности стали называется цемента-
цией. Она приводит к химическим
изменениям поверхностных слоев,
делает их твердыми и износостой-
кими и при этом оставляет серд-
цевину металла вязкой и мягкой.
Цементация ведется в небольших
вращающихся печах природным
газом. Метан, содержащийся
в нем, распадается у поверхности
детали на углерод и водород.
Углерод проникает в кристалли-
ческую решетку металла и обра-
зует соединения, обладающие
большой твердостью.
Азотирование производится при
температуре 520—560 градусов
в печах, через которые пропус-
кается аммиак. Аммиак разлагает-
ся на азот и водород. Азот обра-
зует соединения в поверхностных
слоях металла, обладающих почти
такой же твердостью, как ал-
маз — самое твердое из всех
веществ. Не все сорта стали по-
вышают свою твердость при азо-
тировании. Лучше всего азотиро-
вать стали, легированные хро-
мом, молибденом и алюминием.
Высокую твердость и износо-
устойчивость придает стали одно-
временное насыщение азотом и
углеродом (цианирование). Про-
изводится оно в газовой среде,
состоящей из аммиака и светиль-
ного газа или пропана, при тем-
пературе 850 градусов.
Как защищают металл
от коррозии
Для защиты от коррозии при-
меняют металлические, неметалли-
ческие и химические покрытия.
Предварительно изделия из ме-
талла должны быть очищены от
жира, окислов, грязи. Это делает-
ся с помощью пескоструйных
аппаратов или специальных ба-
рабанов, при вращении которых
очищаются мелкие изделия. При-
меняется также шлифование и по-
лирование поверхностей, травле-
ние — растворение ржавчины
в кислотах.
Защитное покрытие должно
быть сплошным и прочным. Выбор
его зависит от условий, в каких
должен работать' металл. Мосты,
подъемные краны, кузова авто-
машин подвергаются разрушаю-
щему влиянию атмосферы. Их
защищают обычно лакокрасочны-
ми покрытиями. Цинкование
предохраняет от действия воды,
свинец препятствует растворению
металлов в серной кислоте. Ино-
гда нужно не только спасти
металлическое изделие от корро-
зии, но и сделать его красивым.
408
из стали и чугуна, трубки, режущий инст-
румент — такова область применения но-
вого метода.
Твердыми сплавами также защищают от
износа, если их наплавить на поверхность
детали. Это повышает долговечность ма-
шин — таких, как дробилки, экскаваторы,
а также буровых и режущих инструментов.
Не забыт и старый способ защиты —
окраска, только ведут ее теперь по-новому.
Обычно краску наносят, распыляя ее сжа-
тым воздухом, но при таком способе вели-
ки потери. Оказалось, что их намного мож-
но снизить, если использовать электриче-
ство. Деталь проходит через электростати-
ческое поле высокого напряжения, куда по-
падает и распыленная краска. Мельчайшие
капельки, зарядившись, перестают двигать-
ся беспорядочно и оседают на поверхности
металла. Расход краски при этом умень-
шается вдвое. Если для сушки применить
невидимые тепловые — инфракрасные —
лучи, деталь высохнет в десять раз быст-
рее. Таким путем можно экономно и быстро
окрашивать, например, детали автомашин,
тракторов.
В борьбу с врагом металлов — корро-
зией — включились химики. Всевозможные
транспортные машины, различные мелкие
металлические изделия и полуфабрикаты,
Ингибиторы — защитники от коррозии. Вверху —
детали, не защищенные ингибиторами.
которые необходимо хранить на складах,—
все это входит в перечень того, чему грозит
разрушение, если не принять своевременно
меры защиты.
Бывают, однако, случаи, когда обычные
способы — защитные покрытия — оказы-
ваются неприменимыми. Подшипник, игол-
ку, какую-либо деталь прибора нельзя по-
крыть металлическим слоем или краской.
В этом случае применяют нике-
лирование, хромирование, сереб-
рение, позолоту.
Металлические покрытия нано-
сятся путем погружения изделий
в расплавленный металл, в элек-
тролитических ваннах — осажде-
нием металлов из растворов со-
лей постоянным током (гальва-
нотехника), а также распылением
жидкого металла (металлизация).
Неметаллические покрытия
органического происхождения —
смолы, лаки, эмали, резина —
очень стойки к воздействию среды,
но не выдерживают высоких тем-
ператур. Широкое распростране-
ние получила защита металла от
коррозии азотом (азотирование).
При этом на поверхности металла
образуются азотистые соединения.
Хорошей защитой является
окисная пленка, образующаяся
на поверхности некоторых метал-
лов в результате коррозии и затем
предохраняющая их от раз-
рушения. Такая пленка образуется
на поверхности алюминия, цинка,
магния. Поэтому они и стойки
в атмосферных условиях. Окисные
пленки можно создавать искус-
ственно. Этот способ защиты от
коррозии назван оксидированием,
или воронением, так как поверх-
ность обретает цвет воронова
крыла. Он широко применяется
в приборостроении, станкострое-
нии и в оружейном деле.
Изделия из чугуна и стали
часто фосфатируют, применяя для
этого нерастворимые в воде фос-
форнокислые соединения железа
и марганца. Шероховатые фос-
фатированные поверхности легко
окрашиваются.
Применяются еще диффузион-
ные покрытия, образующиеся на-
греванием металлических изделий
с порошком какого-либо металла,
например алюминия. Жароупор-
ные и кислотостойкие покрытия
можно получить насыщением по-
верхности кремнием (силицирова-
нием).
За последние годы очень быст-
ро развивается применение сталей,
покрытых жаропрочной керами-
кой. Эта керамика может быть
применена при температурах от
650 до 1100 градусов. При тем-
пературах до 850 градусов сталь-
ные детали с керамическими
покрытиями имеют почти неогра-
ниченный срок службы. Суще-
ствует уже множество керами-
ческих составов, повышающих не
только жароупорность, но также
прочность и стойкость к кор-
розии. Толщина этих покрытий
очень невелика — она составляет
иногда всего 0,025—0,037 милли-
метра.
Керамикой покрывают нихро-
мовые нагревательные элементы,
детали реактивных двигателей,
инструменты для печей отжига,
турбинные лопатки, литейные
формы, горелки. В состав керами-
ческих покрытий могут входить
окиси алюминия, циркония (наи-
более стойкий химически и огне-
409
«Биологическая защита».
Изделия, которые должны подвергаться
дальнейшей обработке, не всегда возможно
хранить или перевозить под защитой
смазки: иногда требования производства не
допускают этого. Бывает, нужно защитить
систему жидкостного охлаждения автомо-
бильного двигателя от действия воды.
И тогда на помощь приходят ингибиторы,
или, иначе, замедлители коррозии.
Упаковочную бумагу пропитывают раст-
вором ингибитора, и коррозия не заде-
вает ни одного изделия, даже если они
хранятся на складе месяцами. Если изде-
лие имеет большие размеры или сложную
форму и его нельзя обернуть бумагой, то
ингибитор примешивают к смазке, и это на-
дежно предохраняет от коррозии. Ингиби-
торы можно также вводить в эмали, лаки.
Достаточно присутствие небольшого коли-
чества летучего ингибитора (причем вовсе
не обязательно покрывать им изделие),
чтобы проявилось его действие. Сложные
органические соединения, входящие в сос-
тав ингибитора, образуют на поверхности
металла защитную пленку. Для различных
металлов подбираются и различные составы
таких соединений: одни из них хорошо за-
щищают черные металлы, другие—цветные.
упорный материал), титана, алю-
минат магния, окись железа, хро-
ма, силикат циркония (циркон).
Ингибиторы
Ингибитор в переводе значит
тормозитель. Ингибиторами назва-
ли вещества, замедляющие кор-
розию металлов. Добавленные
в незначительном количестве
в кислоты, они препятствуют их
разрушительному действию на
металлы. Благодаря ингибиторам
стало даже возможным перево-
зить крепкие растворы кислот
в обыкновенных стальных цистер-
нах.
Ингибиторами по преимущест-
ву являются органические соеди-
нения — формальдегид, алкалои-
ды, белки, органические вещества,
содержащие азот и серу. Наи-
лучшее действие оказывают инги-
биторы, в состав которых входит
смесь нескольких веществ.
Для предотвращения коррозии
металла в воде и растворах солей
применяют группу неорганиче-
ских веществ, названных пасси-
ваторами. Они вступают в хими-
ческие соединения с поверхност-
ными атомами и ионами металла,
образуя прочную пленку, которая
не дает металлу разрушиться.
В качестве пассиваторов служат
фосфаты, хроматы, сода, жидкое
стекло и другие вещества.
Ингибиторы при обычной тем-
пературе не вступают в химиче-
410
ское соединение с металлом. Они
прилипают прочно к поверхности
металла, защищая его от корро-
зии.
Ингибиторы применяют также
для очистки металлов от ржав-
чины и окалины. Если произво-
дить травление металла в кислоте
после закалки, то растворится не
только окалина, но и слой метал-
ла под ней. Поэтому к кислотам
стали добавлять различные веще-
ства — замедлители растворения.
Раньше применяли клей, муку,
желатину, экстракты каменно-
угольной и древесной смол и дру-
гие продукты. Затем стали изго-
товлять специальные присадки.
Теперь созданы еще более эффек-
тивные присадки. Благодаря им
сокращается расход кислоты,
улучшаются условия работы, так
как не образуется кислотного ту-
мана, поверхность металла не
поглощает водород. Это последнее
обстоятельство особенно важно.
Водород делает металл хрупким,
и после травления изделия долж-
ны были вылеживаться для осво-
бождения от водорода не менее
24 часов. Но и это не давало нуж-
ного результата. Добавление инги-
биторов предотвращает поглоще-
ние водорода и позволяет приме-
нять глубокую холодную обра-
ботку металла.
Также приходится добавлять
ингибиторы и при удалении ржав-
чины кислотами. Иначе кислота
растворит не только ржавчину,
но и металл, что может привести
к порче изделия. Особенно выгод-
но и удобно удалять ржавчину
кислотами с мелких деталей, так
как при этом очищаются все
мельчайшие зазоры. Кислотой
с ингибитором можно очистить
даже полированную поверхность,
не нарушив полированного слоя.
Для этого надо взять небольшую
концентрацию кислоты и увели-
чить содержание ингибитора.
Добавляя ингибиторы в соля-
ную кислоту, применяемую для
удаления накипи из паровых кот-
лов, предохраняют от разруше-
ния их стенки.
Ингибиторы помогают подго-
товлять металлические изделия
К окраске и обработке, их вводят
в состав смазок, применяемых для
предохранения механизмов и при-
боров от коррозии во время дли-
тельной консервации. Если метал-
лические изделия подвергаются
коррозии не в кислотах или дру-
гих жидкостях, применяют лету-
чие ингибиторы. Они оказывают
защитное действие, находясь
в воздухе.
В настоящее время металли-
ческие изделия обертывают бума-
гой, пропитанной ингибитором
(карбонатами аминоспиртов). Она
надолго предохраняет сталь от
коррозии. Действие этой бумаги
будет еще более длительным,
если сверху завернуть изделия до-
полнительно в целлофан или па-
рафинированную бумагу. Ингиби-
Вероятно, будут разработаны и комбиниро-
ванные ингибиторы, защищающие одновре-
менно разные металлы.
Следует отметить, что о борьбе с корро-
зией не забывают даже при упаковке про-
мышленной продукции. Изделия либо по-
крывают изолирующим слоем, либо поме-
щают в специальные пластмассовые чехлы.
Если говорить о будущем, интересно упо-
мянуть об оригинальном способе антикор-
розийной защиты — биологическом. Иссле-
дуя хорошо сохранившиеся' с древних вре-
мен металлические предметы, ученые выяс-
нили, что в этом заслуга... микроорганиз-
мов.
Вероятно, со временем микроорганизмы
удастся использовать и для сохранения ме-
таллов сегодняшнего дня.
тор, которым пропитали бумагу,
постепенно испаряется и защи-
щает металл.
Изделия больших размеров
покрывают смазкой, в которую
добавлен летучий ингибитор. Ле-
тучие ингибиторы не соединяются
с металлом. Они растворяются
в тонкой пленке влаги, которая
всегда имеется на поверхности
металла, образуя защитный слой.
Детали из фарфора
На химических фабриках не-
обходимо перекачивать серную
кислоту и другие химически ак-
тивные вещества, которые разъе-
дают металл. Детали насосов для
этих целей приходится покрывать
дорогостоящими металлами, не
боящимися кислот и щелочей. Де-
тали для насосов теперь изготов-
ляют из специального прочного
фарфора. Они служат дольше ме-
таллических.
Насос из фарфора.
* * *
Маленький полиспаст весом
около 400 граммов, сделанный
из термически обработанного
алюминия и нейлонового шнура,
может поднимать груз в 1 тонну
на высоту около 4 метров.
* * *
В 5 — 6 раз меньше стал рас-
ход цветных металлов на Киев
ском авторемонтном заводе благо-
даря широкому применению кап-
рона. Из капрона изготовляется
теперь около 30 деталей. Они на-
много легче металлических, не
боятся кислот и щелочей, не ржа-
веют.
* * *
Применение кремнийоргани-
ческих изоляционных и теплостой-
ких материалов в двигателях
врубовых машин и угольных ком-
байнов повышает долговечность
в 6 раз и дает экономию в десят-
ки миллионов рублей. Добыча
угля возрастает на 500 тысяч тонн
в год. Почти 100 миллионов
рублей экономии даст использо-
вание кремнийорганической изо-
ляции в шахтных трансформато-
Пленки из кремнийорганическо-
го соединения этилсиликата могут
служить материалом для изготов-
ления форм в прецизионном
литье. Они выдерживают со-
прикосновение с расплавленным
металлом, и после отливки в эти
формы изделие нуждается в мень-
шей обработке. Подсчитано, что
применение кремнийорганических
пленок в литейном деле позволит
сэкономить 75 тысяч тонн метал-
ла на каждые 500 тысяч тонн
различных отливок.
* * *
Для защиты стали, алюминия
и других металлов от действия
влаги, высоких температур, пыли,
коррозии создано множество за-
щитных покрытий, кремнийоргани-
ческих эмалей и лаков. Они при-
меняются в автомобильной и
авиационной промышленности, для
окраски электропечей и дымовых
труб. Одна из таких эмалей вы-
держивает температуру до
550 градусов.
. * .
* *
Для прокатных станов на
ленинградском заводе «Красный
выборжец» изготовили металличе-
ские подшипники качения, обли-
цованные тонким слоем текстоли-
та. Такие подшипники дешевле
не только металлических, но и
пластмассовых. Применение их
повысило качество прокатной
ленты, она перестала обрываться,
уменьшился расход электроэнер-
гии.
Для работы с небольшими на-
грузками пригодны втулки под-
шипников из капрона и нейлона.
Для повышенных режимов эти
втулки можно делать из металла,
покрытого слоем нейлона или
капрона толщиной от 0,1 до
1 миллиметра.
* * *
В самом крупном в мире ре-
активном пассажирском самолете
«ТУ-114» синтетические материалы
использованы буквально всюду.
Здесь 60 тысяч деталей, сделан-
ных из пластмасс, более 13 тысяч
деталей из синтетического каучу-
ка.
Капрон заменяет сталь
Когда работники Всесоюзного
института буровой техники зада-
лись целью заменить части буро-
вой машины, изготовленные из
прочной стали, деталями из пласт-
массы, многие не поверили
в реальность замысла. Но прак-
тика подтвердила выводы новато-
ров. Буровая бригада прошла
разведочную скважину одним сек-
ционным турбобуром, который
проработал в общей сложности
140 часов — втрое больше обыч-
ного. Когда разобрали турбобур,
увидели, что турбинки второй сек-
ции отштампованы из капрона.
Эти детали сохранили зеркальную
гладкость поверхности и перво-
начальную прочность.
Достигнуты были прекрасные
результаты и при проходке двух
других скважин турбобурами
с капроновыми деталями.
411
Как можно точнее
С каждым годом возрастает производ-
ство машин, увеличивается продукция ме-
таллообработки. Но не один только коли-
чественный рост определяет развитие
машиностроения. Растут все показатели со-
временных машин, обладающих большой
мощностью, высокой производительностью.
И старых методов производства уже недо-
статочно, чтобы создавать такие машины.
Новая технология проникает во все отрасли
машиностроения, применяется на всех эта-
пах производства — от заготовительных
цехов до сборочных, от изготовления заго-
товки до сборки целой машины.
Познакомимся с новой технологией, поя-
вившейся в последние годы на машиностро-
ительных заводах.
Сходит с конвейера новенький автомо-
биль. Первые следы оставляют гусеницы
нового трактора. На испытательном стен-
де идет «обкатка» новорожденного двигате-
ля. Самолет выкатывают на летное поле
заводского аэродрома. В испытательный
пробег отправляется вновь построенный ло-
комотив.
Сборочный конвейер завода. Движется,
постепенно вырастая, будущая машина.
Множество деталей, и в каждой из них —
от болта до поршня автомобильного
мотора, от заклепки до самолетного фюзе-
ляжа— заложено много человеческого тру-
да. И естественно стремление машинострои-
телей сократить трудоемкость на всем пути
от металла к машине. Они добились успе-
ха: за последнее десятилетие вдвое быст-
рее, например, изготовляется комплект ав-
томобильных деталей! Много произошло
в машиностроении изменении, однако са-
мое главное, самое характерное — это
стремление повысить «скорость» в техноло-
гии — быстрее изготовлять детали машин,
экономить труд и металл, добиваться вы-
сокого качества обработки. Эта борьба за
скорость начинается, по существу, с литей-
ной и кузницы.
Сделать заготовку, которая по размерам
и форме как можно меньше отличается от
готовой детали, свести к минимуму даль-
нейшую механическую обработку — такая
поставлена задача. Как же выполнить ее?
Если говорить о литье, то теперь приме-
нены новые способы. Половинку металличе-
ской модели обсыпают специально приго-
товленной смесью, нагревают, и образуется
твердая корка. То же повторяют для дру-
гой половинки. Получаются «скорлупки»,
которые остается только соединить вместе
и залить внутрь металл.
Вал, отлитый в корковую форму, даже
не понадобится давать токарям на полную
обработку. Нужно будет только кое-где
подшлифовать, профрезеровать канавки,
просверлить отверстия и нарезать резьбу.
Экономится труд и металл.
Мы уже знаем о металлических формах:
они выдерживают не одну, а множество —
десятки и сотни — заливок. Даже если
в конце концов форма и прогорит, то элект-
росваркой нетрудно ее починить, чего не
сделаешь с песком или землей. Жизнь фор-
мы увеличивается во много раз. Литье по-
лучается более точным, производительность
намного возрастает.
Однако и этого мало. Металл заполняет
приготовленное для него место без всякого
воздействия извне. А что, если помочь ему
РАЗНЫЕ ЗАМЕТКИ
Судить об огромных преиму-
ществах непрерывной разливки
стали можно по такому факту.
50 тонн стали перерабатывается
в прокат обычным путем за 9 ча-
сов, причем в отходы попадает
18 тонн — 36 процентов! При не-
прерывной разливке на эту же
работу уходит 4 часа, а отходы
не превышают 4,5 тонны — все-
го 9 процентов.
* * *
В настоящее время разрабо-
тан метод отливки в стеклянные
формы. Восковая модель несколь-
ко раз погружается в жидкую
массу из специального стеклян-
ного порошка, смешанного с но-
сителем; когда стеклянная обо-
лочка достигнет нужной толщины,
ее обжигают, воск при этом выте-
кает, и форма готова. Метод осо-
бенно пригоден для прецизионных
отливок из тугоплавких металлов
и сплавов, и качество отливок
получается очень высокое.
412
как можно плотнее «устроиться» там, про-
никнуть во все мельчайшие извилины? Тог-
да можно будет, например, отливкой за-
менить нарезание резьбы, сделав ее прямо
по форме; самые крошечные отверстия не
сверлить, а оставить их при заливке.
Естественно, возникает мысль — заливать
металл под давлением, которое с силой вго-
нит его в форму, заставит крепче прижать-
ся к стенкам, поможет проникнуть во все
Отливка вала. Слева — по старой технологии.
Сверху вниз: разработка чертежа, изготовление
модели, формовка, заливка металла, очистка' изде-
лия, дополнительная механическая обработка.
Справа — по новой технологии. Сверху вниз:
изготовление модели и скорлупчатой формы, заливка
металла.
413
извилины. Давление можно создать с по-
мощью поршня, пресса или сжатого возду-
ха. Таким путем теперь изготовляют де-
тали из цветных сплавов с точностью до
сотых долей миллиметра.
Давление, впрочем, можно создать и ина-
че. Центробежная сила — неизбежный
спутник вращения. Воспользовались и ею:
форму стали вращать, и металл устремил-
ся к ее стенкам. Он не пройдет теперь ми-
мо малейших углублений и выступов, полу-
чится точный отпечаток полости формы,
точно изготовленная деталь любых очер-
таний — втулка или гильза цилиндра,
вкладыш подшипника или кольцо. Литье
под давлением и центробежное литье ши-
роко применяются в машиностроении.
Точным литьем по выплавляемым моде-
лям можно изготовлять детали из любых
металлов — не только стальные, но даже
из твердых сплавов, причем сложной фор-
мы и очень точно. Недаром появилось са-
мо название «точное литье». В автомобиле,
тракторе, самолете мы найдем сейчас не-
мало мелких деталей, отлитых по воско-
вым моделям. Раньше таким способом из-
готовляли только художественное литье. Те-
перь, когда он стал дешевым, им пользуют-
ся и машиностроители;
Таким путем отливают, например, сейчас
лопатки авиационных газовых турбин.
Жаропрочный сплав плавят в электри-
ческой печи. Печь выложена огнеупорным
материалом. Высокочастотный ток нагрева-
ет трубчатую спираль, изнутри охлаждае-
мую водой. Расплавленный металл должен
быть чистым, и его предохраняет от окис-
ления защитная газовая атмосфера: в печь
подают инертный газ, который не соеди-
няется с металлом.
Модель лопатки заливают легкоплавким
сплавом, изготовляя таким путем форму
для будущей отливки. Форму эту делают
разъемной из двух половин. Разняв ее и
вынув модель, заливают в форму под дав-
лением воск или какой-либо легкоплавкий
металл. Он заполняет все углубления. Сно-
ва вынимают модель — уже восковую, за-
ливают ее огнеупорной формовочной мас-
сой и просушивают.
Остается теперь нагреть форму, воск вы-
течет наружу, чтобы уступить место жаро-
Центробежное литье (вверху). Точное литье по
выплавляемым моделям (в середине).
Литье в оболочковые формы (внизу).
414
прочному сплаву. Когда сплав застынет,
отливку очищают от формовочной массы,
и после тщательного контроля ее качества
лопатка готова. Бывает, что после этого
не нужна больше никакая обработка.
Появилось и новое в технике обработки
давлением. Применяют двухстороннюю
штамповку, «сдавливая» заготовку одно-
временно с двух сторон, что улучшает ус-
ловия обработки. Несколько прессов объе-
диняют в один общий автоматизированный
агрегат. Тогда непрерывно выдаются гото-
вые детали, которые требуют много штам-
повочных операций. Характерный при-
мер — изготовление листовых автомобиль-
ных деталей из ленты. Разматывается ру-
лон широкой ленты, ее подхватывают валки
правильной машины и подают в пресс, ко-
торый штампует детали кузова автомобиля.
Технологи применяют и другие передо-
вые способы обработки давлением.
Прокаткой получают, кроме балок, лент
и рельсов, профили переменных сечений.
Резьбу накатывают, выдавливая кольцевую
дорожку на заготовке будущего винта,
смазочные канавки или рифления — на ка-
кой-нибудь иной детали.
Прокаткой теперь изготовляют изделия
самых разнообразных и сложных форм —
от лемеха плуга до сверла и гаечного клю-
ча, от шатуна и зубчатых колес до столо-
вой вилки. Если же говорить о более про-
стом, стальной ленте например, то сейчас
существует стан, дающий ленту толщиной
в 4 микрона — не толще фольги!
Для соединения литых и штампованных
деталей применяют сварку. Сварка позво-
ляет добиться того, чего нельзя достичь
иными способами: сделать заготовку из
разных металлов, соединить вместе терми-
чески обработанный и не обработанный ме-
талл. Это нередко дает заметное снижение
веса, и в то же время сварная конструкция
получается достаточно жесткой. Правда,
штампосварные заготовки приходится по-
том обрабатывать на станках. Сваркой
пользуются в заготовительных цехах тогда,
когда такая технология выгодна.
Давлением можно получить на прокатных станах
лист или переменный профиль.
Обработка давлением.
РАЗНЫЕ ЗАМЕТКИ
Новый метод автоматизации и
механизации мелкосерийного и
индивидуального производства
предложил кандидат технических
наук С. П. Митрофанов. По этому
методу сходные по конструкциям
и способам обработки детали
объединяются в группы, и изготов-
ление их ведется по особой тех-
нологической карте, выделенной
для одной комплексной детали.
Это дает большой экономический
эффект. За разработку и внедрение
метода группового производства
в машиностроении С. П. Митро-
фанов был удостоен в 1959 году
Ленинской премии.
415
Сварка теперь занимает большое место
при изготовлении машин. В отдельных слу-
чаях сварка вытесняет клепку, литье, ков-
ку, прокат. Вагоны, котлы, рамы и стани-
ны, корпуса судов, всевозможные узлы раз-
личных машин — здесь находится сварщику
много дела.
В Институте электросварки АН УССР
имени Е. О. Патона разработаны новые
методы, и прежде всего автоматическая
сварка. Она увеличивает производитель-
ность труда в 12—13 раз да вдобавок эко-
номит материалы, энергию, дает лучшее
качество шва. Раньше сварщик вручную
регулировал режим сварки — тяжелый и
утомительный труд, производительность ко-
торого, естественно, не могла быть высока.
Сварщику приходилось все время напря-
женно следить за пламенем, за каждой кап-
лей расплавленного металла.
Теперь это делает сварочный автомат.
Вдоль шва движется самоходная головка,
подающая электродную проволоку. Авто-
матически регулируется длина сварочной
дуги, возникающей между электродом и
деталью. Оплавленный металл проволоки
и детали, застывая, образует шов. Также
автоматически подается к шву флюс — спе-
циальная сыпучая масса, которая плавится
и защитной коркой закрывает жидкий ме-
талл, мешает кислороду и азоту попасть
в него. Сварка идет под слоем флюса, и ра-
бочему не нужно закрывать лицо щитком.
Автоматизирован и процесс наплавки,
позволяющий восстанавливать изношенные
стальные детали. Деталь вращается, к ней
подводятся электрод — проволока, вибри-
рующая с большой частотой, — и охлаж-
дающая жидкость. Возникает и исчезает
сварочная дуга, частицы металла привари-
ваются, образуя наплавленный слой, но в то
же время сильного нагрева не происходит.
Остается отшлифовать место наплавки —
и деталь автомобиля, станка, электродви-
гателя, пресса способна снова работать.
Мы говорили об электросварке, но ею
не ограничивается, конечно, роль электри-
чества в машиностроении. Благодаря элек-
тричеству стали возможными многие тех-
нологические процессы, применяемые сей-
час создателями машин.
Среди новейших применений электриче-
ства — нагревание при обработке давле-
Авто магическая сварка под флюсом (вверху по-
казана схема процесса, внизу — мощная сварочная
машина).
416
нием. Штамповкой в специальных электро-
молотах изготовляют теперь десятки видов
деталей. Токами высокой частоты можно
гораздо быстрее, чем в обычной печи, про-
греть тонкостенное стальное изделие.
И прежний «горячий» цех перестает быть
горячим: термообработка входит в общую
технологическую цепь.
Детали подвергаются закалке в установ-
ке, которая находится в общем потоке ме-
ханического производства: отсюда — ши-
рокие возможности для внедрения автома-
тики. На Московском автозаводе имени
Лихачева с помощью автоматизированного
станка закаливают поверхность шеек ко-
ленчатых валов. Электрозакалку проходят
и мелкие детали, весом в доли грамма, и
огромные части уникальных машин вроде
шестерни экскаватора-гиганта.
Вот две разительные цифры: высокочас-
тотная закалка длится 10—12 секунд вмес-
то 1—2 часов нагрева в печи или ванне.
Без закалки резко снизилась бы долговеч-
ность машин на транспорте, в строитель-
стве, в сельском хозяйстве. Поэтому токами
высокой частоты широко пользуются ма-
шиностроители. С помощью электрозакалки
удается сделать то, что невыполнимо при
старой нагревательной технике: избежать
сквозной закалки изделия, ведущей к недо-
пустимой хрупкости. Закалив же только
тонкий, в несколько миллиметров поверх-
ностный слой, можно одеть деталь в свое-
образную броню, предохраняющую от
слишком быстрого истирания. В то же вре-
мя незакаленная сердцевина детали лучше
переносит удар—это важно в штампах,
молотах, шестернях, инструментах.
Иногда бывает необходимо, наоборот, бы-
стро и равномерно прогреть материал на
всю толщину, например при склейке дере-
вянных конструкций, при сушке, обработке
пластма-сс, при изготовлении деталей из
металлических порошков. И тогда нагрев
с помощью высокочастотного электричес-
кого поля наиболее эффективен. Дерево под
действием горячего воздуха высыхает лишь
в течение многих суток, а с помощью токов
высокой частоты — всего за несколько ча-
сов. Пластмассовые детали легко сварива-
ются в высокочастотном поле.
Мы упомянули о прокатке стального ли-
ста толщиной в 4 микрона. А если нужна
столь же тонкая проволока — для электро-
радиоприборов? Ее получают обычно ка-
либровкой, пропуская металл через посте-
пенно уменьшающиеся по диаметру отвер-
стия. Но у этого способа есть предел. Он
далеко отодвинут теперь применением то-
ков высокой частоты. Ими плавят металл
и стекло и вытягивают тончайшую, покры-
тую стеклянной изоляцией проволоку.
Токи высокой частоты нашли применение
и для пайки, причем выполняется она ско-
рее, а соединение выходит прочнее, чем
обычно.
27 Машина
417
склейкаЛТ/
высокой
Порошковая металлургия
закаленный слой
Закалка шеек коленчатых валов токами
частоты. Справа — склейка и сушка древесины
токами высокой частоты.
за-
по-
из-
Обзор передовых методов получения
готовок был бы неполон без рассказа о
рошковой металлургии. С ее помощью
готовляют детали, не требующие последую-
щей обработки, и такие, которые нельзя
РАЗНЫЕ ЗАМЕТКИ
Закалка и токи высокой
частоты
Всякая установка для высоко-
частотной закалки имеет источ-
ник тока высокой частоты — лам-
повый или машинный генератор,
нагревательный индуктор, конден-
саторную батарею, станок или
приспособление, на котором про-
изводится закалка, и систему
автоматического управления про-
цессом. Деталь помещается внут-
ри индуктора, в теле которого
имеются отверстия для охлажде-
ния.
Детали,. имеющие форму дис-
ка, шестерни например, про-
ходят закалку в плоском диско-
образном индукторе, в центре ко-
торого крепится деталь.
Сложные детали — такие, как
коленчатые валы, требующие за-
калки в нескольких местах, —
обрабатывают на автоматизиро-
ванных установках. В них бывает
несколько разъемных индукторов.
Открываются и закрываются они
с помощью гидравлических уст-
ройств. Рабочий устанавливает
вал и закрывает индукторы. Обе
эти операции автоматизированы.
Все верхние половинки индукто-
ров надвигаются на шейки вала.
Нажатием кнопки включается
цикл автоматической закалки. При
этом нижняя половинка одного
из индукторов поднимается и за-
мыкает цепь. Включается высо-
кочастотный ток, и начинается на-
грев. После 4—6 секунд нагрева
ток отключается, и через отверстие
в индукторе подается под давле-
нием вода для закалки. Затем
нижняя половинка индуктора
опускается, а следующая под-
нимается, и начинается закал-
ка второй шейки. Так после-
довательно происходит обработка
всех шеек, после чего станок
открывается и происходит замена
вала. Закалка ведется на двух
станках: на одном обрабатывают
7 коренных шеек, на другом —
6 шатунных; пока на одном идет
закалка, на другом происходит
смена валов. В час можно обра-
ботать 30 валов.
Такие станки ставят в общем
потоке механической обработки.
Закалка производится между
предварительной и окончательной
шлифовкой. Закалке подвергают и
отверстия изнутри — например,
гильз, цилиндров тракторных дви-
гателей. Индуктор делается не-
подвижным, а деталь движется
поступательно и одновременно
вращается.
Спекание порошков
Современные металлокерамиче-
ские порошки получаются из кус-
ков карбидов вольфрама или хро-
ма, железа и кобальта, которые
дробятся и перемалываются
в мельницах. А твердые пластины
из них получаются прессованием
в формах под большим давлением
и последовательным двукратным
спеканием порошка при 1000 и
1500 градусах.
Пока длятся все эти процессы,
в порошке происходят сложные
физико-химические явления.
Вот насыпали в форму порош-
.ковую смесь. Она лежит как бы
одной сплошной массой. Кажется,
что отдельные ее частицы тесно
и плотно прилегают друг к другу,
что между ними вряд ли остались
незаполненные пространства.
На самом деле это не так.
Частицы порошка можно себе
представить в виде мельчайших
418
изготовлять на станках, и, наконец, дета-
ли пористые, которые никаким иным спо-
собом сделать нельзя.
Металлокерамическая промышленность
дает сверхтвердые резцы, самосмазываю-
щиеся подшипники с мельчайшими пора-
ми — «масленками», пористые материалы
для фильтров и охлаждающих устройств,
тормозные колодки самолетов, защитные
жаропрочные покрытия для стальных дета-
лей и многое другое. Из стального порошка
изготовляют части опытных газовых тур-
бин: через поры для охлаждения пропус-
кается жидкость или воздух.
Самые различные материалы с самыми
разнообразными свойствами можно полу-
чить с помощью порошковой металлургии.
Это объясняется весьма просто. Тугоплав-
кий или легкоплавкий, мягкий или твер-
дый, жаропрочный или холодостойкий
сплавы—все они годятся для металлокера-
мики. Разнообразие свойств исходных ма-
териалов и дает здесь свободу металлургу.
Оборудование &ля изготовления деталей из метал-
лических порошков.
шариков. У самых маленьких из
них диаметр в 0,0001 миллиметра,
а у самых крупных — в несколько
миллиметров (в десятки тысяч
раз больше). А в хорошо приго-
товленных порошках средняя ве-
личина диаметра частицы —
30 микрон. Это пылинка. Она
состоит из очень малого числа
зерен-кристаллов.
Продолжим сравнения с шари-
ками. Когда частицы порошка
насыпаны в форму, они и сопри-
касаются друг с другом, как ша-
рики, — ничтожно малыми участ-
ками своей поверхности. Ученые
подсчитали,что только 0,00001 до-
ля общей поверхности всех частиц
порошка участвует в контактах
между его пылинками.
Участочки поверхностей кон-
такта ничтожны по своей величи-
не. И возникающие в них моле-
кулярные силы слишком малы и
слабы для того, чтобы связывать
частицы воедино. Поэтому их так
легко перемешивать, отделять от
общей массы, пересыпать в дру-
гие формы.
Но вот порошок в форме спрес-
сован под большим давлением.
Поверхность контакта увеличилась
во много раз, а с нею вместе —
и молекулярные силы. Теперь
частицы пусть еще не очень креп-
ко, но уже связаны, — для того
чтобы нарушить связь между ни-
ми, необходимо небольшое уси-
лие.
В этот момент и закладывают
спрессованную форму в печь и вы-
держивают ее там при темпера-
туре в 1000 градусов.
Частицы порошка размягчают-
ся. Участки контакта между
смежными «шариками» увеличи-
ваются. Конечно, еще остается
достаточно пустот — большая
часть поверхности шариков по-
прежнему не «работает». Но мо-
лекулярные силы действуют на
возросшей площади, крепче свя-
зывают частицы порошка в одно,
уже почти компактное тело.
И еще важное обстоятельство.
При высокой температуре внеш-
ние атомы в кристаллических ре-
шетках на контактной поверхности
частиц делаются подвижными,
будто они текут и оплывают
участки касания.
Тогда не только увеличиваются
площади контакта — меняется и
самое строение кристаллических
решеток на границах частиц.
И это изменение приводит к сни-
жению хрупкости в частицах кар-
бидов вольфрама и железа.
Вновь созданное из порошка
компактное, но все еще порис-
тое тело — пластина — состоит
из сверхтвердых частиц этих
карбидов, перемешанных с менее
твердым чистым кобальтом. И те-
перь еще не вся их поверхность
участвует в контакте — будто
микроскопические поры прониза-
ли пластину во всех направлениях.
Значит, не все поверхностные
зерна-кристаллы перестроились.
Но зато пластину еще не трудно
резать, обрабатывать. Вот почему,
когда она в таком состоянии, из
нее выкраиваются будущие режу-
щие пластинки.
Но вот они вырезаны, заточе-
ны. Теперь как можно прочнее
связать частицы, до предела уве-
личить контактную поверхность,
уничтожить любые поры, сделать
пластину полностью компактной,
прочной, а главное — еще умень-
шить в ней хрупкость.
И тогда снова печь, и в ней
температура в 1500 градусов. На
границах частиц карбидов воль-
фрама и железа атомы становятся
еще подвижнее. Частицы слива-
ются воедино на новых и новых
контактных участках, заполняя
все поры. И перестраиваются все
остальные пограничные зерна-
кристаллы, обмениваясь атомами.
Ранее разделенные частицы кар-
бидов вольфрама, железа и части-
цы чистого кобальта связаны те-
перь в единое компактное тело.
И тут придется рассказать
о том, как тепло наносит пораже-
ние природной хрупкости карби-
дов, уничтожая напряжения, воз-
27*
419
«Чистовая обработка».
Готовится смесь металлических порошков
заданного состава с заданными размерами
частиц. Порошки можно приготовить по-
разному: в дробилках и мельницах, распы-
лением расплавленного металла, литьем
его в воду. Смесь засыпается в пресс-фор-
мы. Наступает очередь прессования, а за-
тем нагревания: порошки спекаются в элек-
тропечи. Остается лишь контроль. Эконо-
мится металл, можно приготовлять порош-
ки также из отходов, сокращается или
совсем исключается механическая обра-
ботка.
К минералокерамике, дающей керамиче-
ские резцы, и металлокерамике прибавилась
в последнее время минералометаллокера-
мика. Новый материал, названный керме-
том, сочетает полезные свойства минералов
и металла, входящих в его состав. Он пере-
носит — притом долгое время — высокие
температуры. Вот почему из него изготов-
ляют лопатки авиационных газовых турбин,
покрывают им камеры сгорания ракетных
двигателей.
Борьба за скорость
Отправимся теперь снова в механический
цех. Как и в кузнечно-прессовом цехе, здесь
изготовляют детали машин. Есть ли новин-
ки в производстве и тут, в царстве металло-
режущих станков? Конечно, об этом преж-
де всего говорят слова «скоростное реза-
ние» и «силовое резание», о которых вы
уже знаете.
Увеличение скорости резания, как оно ни
важно, само по себе еще не решает задачу
резкого п ов ы ш е ни я про из® о дител ь но сти
труда.
Быстрее обрабатывается * металл, но ес-
ли не сократить время, идущее на то, что-
бы устанавливать и снимать детали, кон-
тролировать их размеры, если не умень-
шить это вспомогательное время, выигрыш
в скорости резания почти ничего не даст.
Обрабатывая деталь, токарь уменьшил
«машинное» время в 13 раз, а производи-
тельность труда выросла всего в два раза,
потому что вспомогательное время оста-
лось прежним.
Нужно не только повышать скорость, но
и механизировать установку и съем дета-
лей, контроль размеров при обработке, ши-
ре использовать автоматику. Производи-
тельность, наиболее полное использование
рабочего времени, станка и инструмента —
вот в чем сейчас главное. Так говорят нова-
торы производства.
На одном заводе уменьшение вспомога-
тельного времени обработки детали на
никшие в их частицах в процессе
приготовления порошков.
Первый удар обрушивается на
них при температуре в 1000 гра-
дусов, второй и решительный —
при 1500.
А чистый кобальт при 1500 гра-
дусах расплавляется и заполняет
все пространство между остров-
ками карбидов. Затвердевая, он
образует плотный, прочный и
в то же время пластичный запол-
нитель.
Металл режут алмазом
Еще задолго до появления
минералокерамических материа-
лов машиностроители научились
обрабатывать металл инструмен-
тами, режущие кромки которых
сделаны из алмаза. Такими рез-
цами и сверлами пользуются,
например, на автомобильных и
авиационных заводах.
Когда выполняют окончатель-
ную, так называемую чисто-
вую, обработку поверхностей са-
мых важных, наиболее ответ-
ственных деталей двигателей
(шатунов, поршней, клапанов) и
снимается с них тончайшая струж-
ка, тогда выручают алмазные
резцы.
Не менее важную роль играют
алмазные режущие инструменты
на заводах, которые выпускают
точные механические, оптические
и электрические приборы.
Особенно хорошо служат та-
кие резцы при обработке цветных
металлов.
И, наконец, алмазом же поль-
зуются при резании сплавов —
металлокерамических или минера-
локерамических — и для заточки
сделанных из них резцов.
Дело не только в том, что
алмазный резец легко справляется
даже с самым твердым материа-
лом.
Этот резец к тому же и самый
стойкий.
Й если режущий инструмент
из быстрорежущей стали за всю
свою рабочую жизнь пройдет по
«дорогам» обработки 240 километ-
ров (длина его общего пути по
обработанным поверхностям),
а резец из твердого сплава —
1650 километров, инструмент
с алмазным лезвием оставит своих
сильных соперников далеко поза-
ди — он пройдет 6 тысяч кило-
метров.
420
8 минут дало годовую экономию в 66 ча-
сов. Подобных примеров можно привести
множество.
Киевский токарь Виталий Семинский пе-
ревыполняет нормы в пять-шесть раз. До-
бился он этого в основном за счет сокра-
щения вспомогательного времени. У всех
токарей машинное время составляет
20—35 процентов, а вспомогательное —
65—80. У Семинского, наоборот, машинное
время составляет 65—70 процентов, а вспо-
могательное— лишь 30—35.
Например, он применил специальное
приспособление, которое позволяет изго-
товлять разные ступенчатые валы без оста-
новки станка, работающего на полной мощ-
ности, и вспомогательное время удалось
сократить сразу в 10—15 раз.
Машиностроителям приходится сталки-
ваться с жесткими требованиями, предъяв-
ляемыми к обработанной поверхности, —
это диктуют условия работы машин. От чи-
стоты поверхности зависит качество дета-
лей.
На чистовые операции, таким обра-
зом, ложится ответственная задача, и вы-
полнять ее помогают различные способы
отделки поверхности.
Доводку поверхности производят и шли-
фованием, применяя вместо шлифовально-
го круга доводочную головку с помещен-
ными на ней абразивными брусочками. Го-
ловка вращается и одновременно делает
двойной ход — вперед и обратно — вдоль
оси. Таким образом, зерно абразива — это
резец в миниатюре — движется по слож-
ному пути и снимает все мельчайшие не-
ровности, которые остались от предыдущей
обработки.
После того как внутри цилиндра авто-
мобильного мотора пройдет доводочная го-
ловка, поверхность его получается зеркаль-
но чистой.
Но если необходима еще большая чисто-
та, применяют сверхдоводку: усложняют
движение брусочков. Деталь вращается,
бруски же совершают сотни двойных хо-
дов в минуту, причем давление на поверх-
ность весьма невелико, и в то же время
обильно подаваемая смазка сразу же уно-
сит стружку.
В начале такого доводочного шлифования
зернышки постепенно срезают верхушки
гребешков, и, когда они исчезают, на по-
верхности остается лишь ровная пленка
смазки.
Резать становится уже нечего, и работа
Резцы токарей^новаторовл
421
Чистовая обработка с помощью
шлифовального круга
(справа)
и доводочной головки.
заканчивается автоматически, сама собой.
Всего лишь на один градус повышается
температура: понятно, почему структура
металла меняется только в тончайшем по-
верхностном слое, на четверть микрона
в глубину. Достигается почти идеальная
гладкость автотракторных деталей, режу-
щих и мерительных инструментов, изделий
из металла, пластмасс и стекла.
На Куйбышевском подшипниковом заво-
де применили сверхдоводку колец подшип-
ников. Трудность заключалась в том, что
нужно крайне точно выдерживать форму
поверхности. Но этого удалось добиться.
Иногда поступают иначе, видоизменяя
опыт литейщиков. Те очищают литье силь-
ной водяной струей вместе с абразивным
порошком. Так же обрабатывают теперь —
пока еще в опытном порядке — лопасти
воздушных винтов и другие «фасонные»
РАЗНЫЕ ЗАМЕТКИ
Абразивы
Для обработки поверхностей
различных материалов — металла,
дерева, кожи, стекла, пласт-
масс и других — применяют крис-
таллические, зернистые или порош-
кообразные вещества, называе-
мые абразивами. Маленькие
твердые кристаллики абразивов,
грани которых располагаются
в различных направлениях, сни-
мают очень мелкую стружку. По-
этому удается получить поверх-
ность очень высокой чистоты и
соблюдать наибольшую точность.
Производительность труда бывает
также весьма высокой.
Абразивами можно обрабаты-
вать очень твердые материалы,
включая и алмазы. В природе есть
целый ряд кристаллических ве-
ществ, которые могут быть
использованы в качестве абрази-
вов. Это алмаз, корунд, наждак,
гранит, кварц, пемза и другие.
Есть и искусственные, синтетиче-
ские абразивы — карбид бора,
карбид кремния (карборунд),
алунд, или электрокорунд, из-
мельченное стекло, кристалличе-
ская окись железа (крокус). Из
них приготовляют порошки, шли-
фовальные и точильные камни,
бруски, доводочные и шлифоваль-
ные пасты. Естественные абрази-
вы часто применяются в виде
брусков и кругов, выточенных из
кусков горных пород.
Простейший абразивный инст-
румент — всем известная «шкур-
ка», или наждачная бумага. Это
листок бумаги или кусочек ткани
с наклеенными на них тонким
слоем кристалликами абразива.
Чем мельче, зерна абразива, тем
более тонкую доводку можно им
производить.
Структура металла после
шлифовки ( слева — 1) и
после притирки пастой
(справа — 2).
422
поверхности. Крошечные крупинки, ударя-
ясь о деталь, удаляют слой металла. По-
вторяется то, что бывает при дробеструй-
ной обработке, — поверхностный наклеп,
но в очень малой степени, и получается не-
обходимое качество поверхности.
До сих пор речь шла о доводке, где ин-
струментом является резец или абразив.
Но доводить можно и мягким материа-
лом, конечно, с участием все тех же кро-
шечных резцов-абразивов. Это притирка,
тоже разновидность чистовой обработки.
Однако абразивные зерна играют в ней
не совсем обычную роль. Специальные хи-
мические вещества, например пасты, непре-
менные участники притирки, образуют
на поверхности пленки. Их-то и удаляют
инструментом — «притиром», получая после
шлифования у клапанов, валов, зубьев ше-
стерен точность в десятую долю микрона.
«Доводя» поверхность, нужно как можно
меньше давить на нее, ибо металл чувстви-
телен к нагреванию, которое может ухуд-
шить качество поверхности.
Электричество обрабатывает
металл
Прочность современных сплавов все воз-
растает и возрастает. Сталь для особо от-
ветственных деталей машин трудно обраба-
тывать даже резцами из твердых сплавов.
Да и станки не всемогущи. Не всякое отвер-
стие можно высверлить ими в металличе-
ской толще.
Абразивы.
Перед нами иной станок. В нем ничто
нс вращается, и нет привычной вьющейся
стружки. Нет резца, фрезы, сверла, шлифо-
вального круга. Между тем инструмент ре-
жет, строгает, шлифует, полирует металл.
Он может сделать невозможное: вырезать
отверстие произвольной формы — трудная,
а подчас и невыполнимая задача для меха-
нической обработки. Он может обрабаты-
вать даже твердые сплавы, наносить слой
одного металла на другой. Он полирует и
притом так, что не остается даже самых
малейших трещинок, неизбежных спутни-
ков работы любого резца, фрезы, абрази-
Пескоструйный аппарат. Справа — обработка водяной струей вместе с абразивным порошком.
423
Анодно-механическая резка металла (справа) и
анодно-механическая доводка металла (слева).
вов. Что же это за необыкновенный ин-
струмент — «мастер на все руки»? Этот
инструмент — электрическая искра. Появ-
ляются новые станки для электроискро-
вой обработки, и нет им еще такого же ко-
роткого названия, как электромашина, —
соединение мотора и инструмента. Да и
привычным именем «инструмент» нельзя
назвать непривычное — электрическую ис-
кру.
При обработке искрой происходит, в сущ-
ности, разрушение металла взрывом. Ко-
нечно, масштабы его микроскопически ма-
лы, и он может вырвать с металлической
поверхности лишь немного частичек. Но,
как и при настоящем взрыве, мгновенно,
в десятитысячную долю секунды, освобож-
дается накопленная энергия на очень ма-
леньком участке. Давление в металле в это
время исчисляется десятками тысяч ат-
мосфер, температура превышает 10 тысяч
градусов!
Каждый разряд удаляет крошечную пор-
цию металла, но их много, они следуют
один за другим, и с поверхности постепен-
но снимается слой.
Тончайший порошок — результат взры-
ва— уносится жидкостью (маслом, кероси-
ном) и попадает в отстойник. А обрабо-
танная поверхность благодаря своей высо-
кой температуре и давлению приобретает
повышенную прочность: кристаллы измель-
чаются, меняется структура.
Энергия выделяется искровым разрядом,
а в цепь, дающую импульсы тока, включе-
ны электроды: один — «инструмент», дру-
гой — обрабатываемая деталь. Между ни-
ми и проскакивает искра. Так как металл
с электрода-детали уходит, надо к нему
придвигать инструмент, сближать оба эле-
ктрода. Это делается автоматической сле-
дящей системой. Таково устройство элек-
троискрового станка, и существует уже не-
сколько промышленных образцов новых ма-
шин, предназначенных для выполнения раз-
личных работ.
Электроду-инструменту придают ту фор-
му, которую должно иметь будущее отвер-
стие. Дальше же все зависит от того, на-
сколько электроду дадут углубиться в ме-
талл: насквозь — получим отверстие, при-
чем безразлично — круглое, квадратное,
какое угодно; лишь немного с поверхно-
сти — выйдет «оттиск», печать на металле;
еще глубже — можно изготовить форму
для штамповки или литья. Такую форму,
кстати, легко исправить тем же способом,
тем же инструментом: когда она износит-
ся — стоит только снять немного ма-
териала.
Если нужно отшлифовать изделие, элек-
трод-диск уберет слой любой необходи-
мой толщины, причем не касаясь поверхно-
сти, ни в малейшей степени не портя ее.
Род материала здесь не играет никакой
роли.
Электрической искрой одинаково удобно
обрабатывать и твердые, и вязкие, и плот-
424
ные, и пористые, и магнитные, и нер-
жавеющие стали, и твердосплавные мате-
риалы, которые сами могут резать
металл.
Латунный диск — мягкая, дешевая ла-
тунь, а не дорогой абразивный круг, зата-
чивает резец, вдобавок увеличивая его
стойкость, опять-таки потому, что процесс
идет на расстоянии. Этот же диск, словно
нож в масло, войдет в заготовку и разре-
жет ее на части. Электроискровая пила
перерезает железнодорожный рельс! А ма-
ленькая «пилочка» за несколько се-
кунд сточит излом на сверле или мет-
чике, развертке или фрезе, чтобы потом
столь же легко заточить их, вернуть к жиз-
ни сломанный инструмент. Размеры, как и
материал, не существенны для искры: мож-
но разрезать деталь, едва видимую глазом,
и болванку почти в метр диаметром. Ма-
ленькие отверстия, в форсунках напри-
мер, должны быть изготовлены очень точ-
но, от них может зависеть успешная рабо-
та двигателя. Здесь тоже искра успешно вы-
полняет работу и притом очень быстро.
Так, используя физические явления, со-
провождающие электрический разряд, ма-
шиностроители пополнили арсенал ме-
таллообработки новым замечательным
средством, значение которого будет все бо-
лее возрастать. В электроискровой обра-
ботке мы имеем дело с принципиально но-
вым инструментом — электрическим током,
поэтому и с новыми, качественно новыми
станками, новыми способами покорения
металла.
К ним относятся и другие методы, осно-
ванные на применении электричества. В од-
ном из них работают вместе электричество
и химия, в другом — электричество и аб-
разивы.
Известно, что при электролизе можно пе-
ревести в раствор металл. Но на металли-
ческой поверхности образуется пленка из
солей, мешающая дальнейшему ходу про-
цесса. Пленку надо удалять. Для этого
прибегают либо к помощи жидкости —
электролита, либо к удалению абразивом.
Пленка защищает от вредного действия
абразивных зернышек на металл, потому
что осаждается прежде всего на гребеш-
ках и с ними удаляется. Поверхность пос-
РАЗНЫЕ ЗАМЕТКИ
Десять миллионов
изобретений!
В Советском Союзе благодаря
заботам партии и правительства
созданы неограниченные возмож-
ности для творческого развития
науки и техники, новых открытий
и изобретений.
За 1950—1958 годы было внед-
рено в народное хозяйство нашей
страны около 10 миллионов изоб-
ретений и paциoнaлизaтqpcкиx
предложений, способствующих
развитию техники, снижению се-
бестоимости продукции и улучше-
нию условий труда миллионов
трудящихся. За три года (1956—
1958) экономия, полученная от
внедрения в производство этих
изобретений и рационализаторских
предложений, составила около
24 миллиардов рублей.
Армия изобретателей и рацио-
нализаторов в нашей стране ог-
ромна. В 1958 году она насчиты-
вала более полутора миллионов
неутомимых борцов за все новое,
передовое, прогрессивное.
Изобретатели и рационализа-
торы внесли около трех миллио-
нов предложений. Внедрено в на-
родное хозяйство более одного
миллиона шестисот тысяч изобре-
тений и предложений. За один
год экономия от внедрения пред-
ложений составила свыше 8,5 мил-
лиарда рублей.
425
Электрохимическое сверление
(слева), резка металла (в- центре), доводка (с п р а в а).
ле такого электрохимического шлифования
сглаживается до зеркального блеска.
Пленка растворяется в электролите, и
если его непрерывно пропускать внутрь по-
длого электрода — трубки произвольной
формы, то она постепенно пройдет изделие
насквозь. Скорость такого электрохимиче-
ского сверления близка к скоростям при
механической обработке.
Пленка снимается вращающимся диском,
едва касающимся детали. Между ними
в разрывах пленочного слоя все время соз-
дается множество электрических дуг, разо-
гревающих металл под пленкой настолько,
что он местами оплавляется. Однако это
происходит весьма быстро, и тепло не ус-
певает проникнуть в металлическую тол-
щу. Пленка возникает и образуется вновь,
диск счищает ее и выбрасывает вместе с нею
частицы металла, все глубже проникая
РАЗНЫЕ ЗАМЕТКИ
Прокат из жидкого металла
Чтобы получить рельсы, дву-
тавровые и тавровые балки, швел-
леры, уголок, прутки, лист, лен-
ту, трубы, нужно сделать самые
различные прокатные, протяжные
и волочильные станки, станы и
установки, получить слябы и все-
возможные заготовки, в большин-
стве случаев разогреть эти заго-
товки добела, а потом уже прока-
тывать или тянуть. На все
необходимо тратить дорогостоя-
щие материалы, тепловую энер-
гию, труд людей.
А нельзя ли получать прокат
без таких затрат?
Разработана установка непре-
рывной разливки стали. Но и она
не решила проблему окончательно.
Более совершенным и прогрес-
сивным явилось новое открытие
профессора физики Степанова.
Оно должно произвести подлин-
ную революцию в металлообра-
батывающем производстве.
Сущность открытия состоит
в следующем. Все видели, как
бегает жук-водомер по воде. Во-
дяная пленка прогибается под
ним, пружинит, но не прорывает-
ся. Эта же пленка удерживает
капельку воды в сферическом
объеме. И она же образует ци-
линдрик, наполненный водой, ко-
торый поднимается за каранда-
шом, если его медленно вытаски-
вать из воды. Конечно, водяной
столбик, поднявшись за каранда-
шом миллиметров на пять, ото-
рвется от него и исчезнет. Ну,
а если каким-нибудь образом мы
смогли бы заморозить этот 5-мил-
лиметровый столбик воды? Верх-
ний конец его не оторвался бы
от карандаша, а нижний был бы
в воде.
Поднимем карандаш с ледяной
сосулькой еще на 4—5 миллимет-
ров. За ледяной сосулькой опять
поднимется столбик воды, который
снова заморозим. Сосулька станет
уже 10-миллиметровой. Повторим
процесс несколько раз, увидим,
как из воды вслед за карандашом
поднимается такой же толщины и
формы идеально гладкий ледяной
цилиндрик, пруток.
Все элементарно просто. Опус-
тил в воду плашмя кольцо и под-
нимай его медленно вверх, — за
ним будет подниматься ледяная
труба диаметром с кольцо. Если
кольцо поднимать очень медлен-
но, стенки трубы будут толстыми,
426
в него, — такова сущность анодно-механи-
ческой резки заготовок и заточки режуще-
го инструмента.
Остается еще сказать об электролитиче-
ском полировании, при котором электроли-
зом растворяют металл с поверхности вме-
сте со всеми неровностями, пока не появит-
ся блеск. Так можно отполировать,
например, турбинные лопатки. На станке
для этого потребуется полчаса. За это же
время удается электрополировкой обрабо-
тать тысячу лопаток!
Наконец в последнее время искре нашли
еще одно интересное применение. Оно осно-
вано на том же «взрывном» ее действии.
Такой электрогидравлический, как его
назвали, инструмент устроен несколько по-
иному. Тут обрабатывается не металл,
а еще более прочные и не проводящие ток
материалы, каковы, например, кварц или
корунд, в котором нуждаются машиностро-
ители. Высоковольтный разряд в жидко-
сти разрушает и их. А ударное действие
вызванного искрой «взрыва», вероятно,
можно будет использовать для создания
новых ковочных и дробящих инструментов.
Пока же расширился послужной список
искры — в перечень обрабатываемых ею
материалов «вошли абразивы и керамика,
камень и фарфор.
В цех пришел ультразвук
Электрические методы обработки заняли
ныне «прочное место среди других передо-
вых технологических процессов в машино-
строении. Электричество, которое до сих
пор лишь двигало станки и инструменты,
теперь само обрабатывает металл.
Под стать ему и другой необыкновенный
инструмент, который также справляется
с любым материалом. Нужно просверлить,
например, «звездочку». Через две минуты
она готова. Ультразвук заставил колебать-
ся инструмент нужной нам-формы с высо-
кой частотой и помог пройти через креп-
Станок для ультразвуковой обработки.
если скорость подъема увели-
чить — стенки трубы будут ста-
новиться тоньше.
Но с точки зрения агрегатного
состояния расплавленный металл
ничем не отличается от воды!
Так же как вода, замерзая,
превращается в кристаллический
лед, металл, остывая, тоже кри-
сталлизуется, отвердевает и сохра-
няет форму.
Следовательно, эти же опыты
можно производить и с жидкими
металлами. Причем все равно
с какими: со сталью, чугуном,
медью, бронзой, алюминием и дру-
гими.
Как будет выглядеть основан-
ное на новом принципе производ-
ство, допустим, стального уголка?
Из мартена сталь разливают не
в изложницы, как обычно, где
она и застывает, а в специальную
«чашу». На чаше смонтирована
холодильная установка — крис-
таллизатор, которая является
основным и самым ответственным
узлом всего агрегата.
Сверху на блоке в чашу опус-
кается небольшой отрезок уголка,
который касается поверхности рас-
плавленного металла. Благодаря
силам молекулярного сцепления
жидкость «прилипает» к твердому
телу-уголку. И когда уголок на-
чинают поднимать, расплавленный
металл некоторое время также
поднимается следом за ним.
В этот момент холодильная уста-
новка отбирает теплоту от под-
нявшейся за уголком жидкости,
последняя кристаллизуется, отвер-
девает и тоже увлекает за собой
жидкий металл. Кристаллизатор
охлаждает теперь уже вновь под-
нявшуюся жидкость.
Таким образом, за первоначаль-
ным уголком-«затравкой» будет не-
прерывно тянуться такой же точно
уголок с идеально ровной поверх-
ностью, без каких бы то ни было
изъянов и шероховатостей.
Специальное приспособление
•автоматически отрезает опреде-
ленной длины отрезки уголкового
железа, которое и идет затем на
склады.
«Затравкой» может служить не
только уголок, но отрезок любого
профиля: труба, двутавр, лист,
лента, проволока, пруток, швеллер
и т. д. Диаметр и толщина стенок
могут легко регулироваться изме-
нением скорости подъема «затрав-
ки» и изменением температуры ох-
лаждения.
427
Обработка ультразвуком.
Справа виды обработки.
чайшую сталь, как сквозь любой мягкий
материал. Металл не устоял перед неслыши-
мым звуком, как не устоял он перед элект-
рической искрой. То же можно сказать и
о стекле, и о керамике, и о твердых спла-
вах, и о титане, и даже алмазе — самом
твердом из всех веществ. При обработке
хрупких материалов не образуется тре-
щин, невелики отходы и затрачивается
очень мало времени. Можно сверлить в них
крошечные отверстия какой угодно формы,
нарезать резьбу.
Германий, применяемый для полупровод-
никовых приборов, пока еще очень дорог.
Для того чтобы нарезать из него тонкие
пластины, необходима алмазная пила. На
резку требуется много времени — около
часа, и много ценного материала уходит
в крошку, так как пластинки приходится
доводить до нужных размеров. Ультразвук
делает это за три—три с половиной минуты,
причем сразу получаются тонкие пластин-
ки— толщиной до 0,2 миллиметра. Инстру-
ментом здесь служит не дорогая алмазная
пила, а обыкновенная безопасная бритва.
Ультразвук — тоже кудесник, подобно
искре. Очень трудно, например, очистить
от стружки небольшие глухие отверстия,
удалить оттуда, из лабиринта, металличе-
скую пыль! За несколько секунд автомати-
ческая ультразвуковая установка гораздо
чище, чем любая промывка, очищает ме-
таллические детали от различных загрязне-
ний, успешно соперничая с химическими
растворителями и электролизом. Он пре-
дупреждает появление накипи на стенках
паровых котлов. Ультразвуковой паяльник
позволяет паять такие металлы, которые
иначе пайке не поддаются.
Печатные схемы в радиоприборах.
428
До недавнего времени не удавалось най-
ти удовлетворительных способов пайки
алюминия, не умели и покрывать изделия
из него цветными металлами. Поэтому
алюминий во многих отраслях промышлен-
ности не применялся, а вместо него прихо-
дилось пользоваться более дорогими и де-
фицитными металлами. Объяснялось это
тем, что металлическая поверхность покры-
та пленкой окислов, разъединяющей метал-
лы. Оказалось, что ультразвук мгновенно
разрушает ее и делает тем самым возмож-
ной пайку алюминия и нанесение на его
поверхность цветных металлов. Теперь вме-
сто дорогих и тяжелых медных проводов
можно делать провода из алюминия и по-
крывать их тонким слоем меди.
Так высокочастотная, импульсная техни-
ка, в которой ничтожные доли секунды иг-
рают решающую роль, выдвигается в пер-
вый ряд борьбы за технический прогресс.
Импульсный электрический разряд, токи
и звуковые волны высокой частоты теперь
нашли разнообразное применение в маши-
ностроении, которое расширится еще более
в будущем.
Это показывает, что наряду с развитием
старых, уже давно известных технологам
процессов, появляются принципиально но-
вые, с новыми широчайшими возможностя-
ми.
Можно привести еще примеры, когда
в строй вступают неизвестные ранее маши-
ны или детали машин либо одним, давно
установившимся процессам начинают при-
ходить на смену другие, резко отличные от
старых. Мы уже говорили о бесчелночных
станках: перекидку нити в них выполняет
капелька воды. Добычу и транспортировку
полезных ископаемых ведут гидравлическим
методом. Развивается подземная газифика-
ция угля. Вместо фотомеханических машин
для изготовления клише в типографиях раз-
работаны более производительные и удоб-
ные электронные, в которых фотоэлемент
«просматривает» изображение и автомати-
чески управляет гравированием. В радио-
приборах соединения деталей между собой
Ультразвуковой паяльник.
Бесчелночный ткацкий станок.
теперь печатаются линиями из проводящих
материалов толщиною в микроны, подобно
тому как наносится краска типографским
способом на бумагу. Полупроводниковыми
приборами заменяют вакуумные во всевоз-
можных устройствах — от приемников до
вычислительных машин. Наконец едва ли
не самый яркий пример новейших научно-
технических достижений — это использова-
ние атомной энергии, принципиально новое
направление в энергетике. Оно тесно свя-
зано с машиностроением.
На всем пути от металла к готовому из-
делию новая технология, новые приемы ра-
боты, новая техника помогают добиваться
одной цели: создавать все более совершен-
ные машины.
НАУКА ПОМОГАЕТ МАШИНОСТРОЕНИ
Модель и машина
Наука — союзница техники, лучший по-
мощник промышленности. Мы уже не раз
говорили, что на ее законах основано уст-
ройство любых машин, и давно прошло то
время, когда можно было обойтись без по-
мощи. науки.
Научно разработанными методами ис-
следований пользуются не только в завод-
ских лабораториях, но и в конструктор-
ских бюро — не говоря уже о специальных
институтах.
Еще не построив машины, конструктор
может получить ответ на многие интере-
сующие его вопросы. Это дает ему воз-
можность проверить и уточнить расчеты,
выяснить то, что на практике бывает
трудно или невозможно узнать. Не всегда
удается в лаборатории воспроизвести
истинную картину того или иного процес-
са в работающей машине или приборе.
Тогда прибегают к оригинальному спосо-
бу — моделированию без модели. Основу
такого способа дала наука.
В разделе «Электронные модели» уже
упоминалось, что ученые давно обратили
внимание на одно очень интересное обстоя-
тельство: на сходство в протекании физиче-
ских явлений, которые никак не похожи
друг на друга. Различные по своей приро-
де, они в то же время одинаково описы-
ваются языком математики — формулами
и уравнениями. Оказывается, например, что
уравнения движения самолета и процессов,
идущих в определенным образом составлен-
ной электрической цепи, одни и те же.
Меняя в цепи силу тока, напряжение, со-
противление, мы словно воспроизводим ус-
ловия полета: «электрическая картина»,
переведенная на математический язык, по-
зволяет судить о поведении машины в воз-
духе. В этом сущность электрического мо-
делирования, которым теперь широко поль-
зуются инженеры.
Составляя различные цепи, в которых
по воле человека по-разному может про-
ходить ток, исследователь как бы ведет
опыты с настоящим самолетом и быстро
получает готовый ответ. Если бы тот же
ответ нужно было получить с помощью
расчетов, на это .ушло бы огромное время:
здесь — минуты, там — недели или даже
месяцы труда. Так изучают поведение бу-
дущего самолета, работу электростанции,
протекание различных производственных
процессов. Всегда, когда возможен пере-
вод на математический и соответствующий
ему электрический язык, в распоряжении
инженера оказывается могущественное
средство «заглянуть в будущее» создавае-
мой им машины, установки, механизма.
Электрическая модель для исследовате-
ля служит как бы своеобразной «машиной
времени». Течение процесса в его власти:
можно остановить, ускорить или замед-
лить явления, идущие обычно годами, и
наблюдать их в доли секунды. Так, напри-
мер, изменение температуры внутри плоти-
ны гидростанции, происходящее за год, на
модели воспроизводится в... сотые доли се-
кунды. Несколько лет в одну секунду!
Можно в сотни и тысячи раз ускорить
расчеты при проектировании машин.
Здесь, помимо моделирующих устройств,
применяются вычислительные. О машин-
ной математике подробно было рассказано
в главе «Машины-инженеры». Мы толь-
ко отметим, что проектировщики машин,
конструкторы могут рассчитать теперь
не один, а несколько вариантов своей
машины, чтобы выбрать наилучший, потра-
тив на это самое минимальное время.
Наряду с моделирующими устройствами
в технике используются и обычные моде-
ли. Такое моделирование тоже основано
на подобии явлений, только иного рода —
масштабном. Наблюдая за работой маши-
ны уменьшенных размеров, применяя за-
тем расчеты, узнают о том, как будет
себя вести уже не модель, а натура.
430
двигатели,
в любой
не одних
риалы, сверхмощные
современные машины
техники — это творение
В авиации «продувка» моделей самолетов
и их частей — непременный этап создания
новой машины. Существуют аэродинами-
ческие трубы высоких скоростей, в кото7
рых модели «летают» намного быстрее
звука. В гидроканалах испытывают моде-
ли судов. Турбостроители, изготовив из
пластмассы модель турбинного диска,
изучают на ней действие будущей турби-
ны продувкой лопаток в газовом потоке.
И помогают им это делать физические
приборы. Недаром приборы образно зовут
«глазами науки и производства».
В самом деле, как увидеть, что проис-
ходит с турбинными лопатками, когда
они находятся в потоке газа? Или с само-
летным крылом в воздушном потоке?
Воздух невидим. Но картину обтекания
можно наблюдать, если пропустить через
поток лучи света, которые, встречаясь
друг с другом, будут интерферировать:
усиливать либо гасить друг друга. На
экране, где произойдет встреча обоих лу-
чей, появятся темные и светлые полосы.
Они идут равномерно, нигде не отклоня-
ясь, потому что поток однороден, плот-
ность его всюду одинакова. Когда же
в потоке стоит модель, характер течения
становится иным, меняется и картина на
экране: полосы искривляются, показывая
тем самым, как струи воздуха или газа
обтекают лопатку, крыло, самолет в це-
лом. Невидимое простым глазом стало
зримым, и инженер может видеть, на-
сколько совершенна выбранная форма бу-
дущей детали либо всей машины.
Прочные и в то же время легкие мате-
любые
отрасли
инжене-
Вверху — продувка модели в аэродинамической
трубе. Рядом показана картина обтекания. Вни-
зу — гидроканал для испытания моделей.
ров, а и ученых, умеющих рассчитать,
исследовать, проверить идею, воплощен-
ную затем на практике конструктором и
технологом. Начать придется с металла и
перейти затем к детали и самой машине.
РАЗНЫЕ ЗАМЕТКИ
Тысячи разнообразнейших при-
боров в огромной степени обо-
стрили чувства человека, расши-
рили наши возможности познания
природы. Однако в некоторых
•случаях природные органы чувств
все еще оказываются могущест-
веннее самых сложных и совер-
шенных приборов. Так, ни в одной
стране мира не создан универсаль-
ный прибор, по своей светочув-
ствительности превосходящий че-
ловеческий глаз. И до сегодняш-
него дня многие слабые вспышки
и кратковременные свечения ре-
гистрируются не с помощью при-
боров, а непосредственно гла-
зом.
431
Прозрачные модели, позволяющие изучать напряже-
ния в машинах.
Радиоактивные глаза
Физика вооружила инженеров точней-
шими способами исследований. И среди
новейших методов, применяемых метал-
лургами и машиностроителями, в первую
очередь надо назвать меченые атомы и
радиоактивные излучения, открывшие ши-
рочайшие возможности.
Известно, что путь к машине начинается
от металла. Мы знаем уже, наскольковаж-
но выдержать нужные конструктору каче-
ства сплавов, насколько важен металл для
машиностроения вообще. Понятно поэтому,
что металлурги широко теперь пользуются
атомной энергией — это она, по существу,
позволила им еще дальше проникнуть как
в тайны самих сплавов, так и их производ-
ства.
При ядерных превращениях, происхо-
дящих при бомбардировке атомных ядер
частицами в специальных ускорителях
или в урановых котлах, получаются ис-
кусственные радиоактивные элементы. Не
отличаясь ничем другим от своих собрать-
ев, меченые атомы испускают лучи, по-
токи частиц. Потому их и назвали мечены-
ми. Лучи эти, их «метки», обладают замеча-
тельным свойством: они излучаются во все
время «жизни» такого атома, а оно может
колебаться от долей секунды до многих лет.
Излучение нельзя прекратить, или осла-
бить, или как-то повлиять на него. На-
дежная метка! Снабженные ею атомы
участвуют во всех химических превраще-
ниях, во всех процессах, в которых прини-
мают участие и другие, не наделенные
столь исключительным качеством элемен-
ты. Это и позволяет им стать разведчика-
ми всюду, где только случается попасть
меченым атомам.
Задача состоит теперь в том, чтобы
уловить и расшифровать посылаемые ими
лучевые сигналы. На помощь приходят
РАЗНЫЕ ЗАМЕТКИ
Способы регистрации
заряженных частиц
Для обнаружения и регистра-
ции заряженных частиц обычно
используется способность этих
частиц вызывать ионизацию газа.
Применяемый в промышленно-
сти счетчик частиц — ионизацион-
ная камера — небольшой метал-
лический сосуд с введенным
внутрь него металлическим стерж-
нем. Стержень изолирован от
сосуда. Между ними, как между
электродами, поддерживается раз-
ность потенциалов в 100 вольт.
Воздух или какой-либо газ, напол-
няющий камеру, является в обыч-
ных условиях изолятором, и ток
через камеру не проходит. Если
вблизи счетчика окажется источ-
ник радиоактивного излучения,
в камере образуется небольшое
число ионов и через нее потечет
ток. Он будет пропорционален
Счетчики заряженных частиц.
величине обнаруженной радиоак-
тивности. Сила его обычно
очень мала — порядка миллиард-
ных долей ампера. Для усиления
тока между ионизационной каме-
рой и электроизмерительным при-
бором подключается усилитель-
ная лампа.
Более слабые источники
радиоактивности обнаруживаются
очень чувствительным счетчиком
Гейгера-Мюллера. Основная его
часть — цилиндрическая стек-
лянная трубка, наполненная арго-
ном при давлении около 100 мил-
лиметров ртутного столба. В ней
имеется пара изолированных
друг от друга электродов — ме-
таллический цилиндр с натянутой
внутри него нитью. Между элек-
432
3=ЗА
С земли а безбрежные пространства вселенной
-устремятся невесомые электромагнитные дороги
аят у/ невесомые сосуды, способные
температуры термоядерных реакций
глионов-градусов. (К стр. 482.)
специальные устройства со счетчиками ис-
пускаемых частиц. Металлурги применили
их для того, чтобы узнать, что происходит
при выплавке металла. Меченые атомы
«радиоактивного глаза» оказались очень
тонкими индикаторами. Достаточно было,
например, примешать к топливу ничтож-
ное количество радиоактивной серы, что-
бы выяснить, сколько ее и когда она попа-
дает в сталь, а значит, искать пути борьбы
с этой вредной примесью. Точно так же
узнали, как засоряется сталь от огнеупор-
ной кладки печи, которая разрушается
во время плавки. Удается проследить за
всем ходом процесса, за всеми идущими
тогда сложными физико-химическими пре-
вращениями, за износом облицовки.
Можно получить ответ на вопросы, от-
куда попадает кальций в электросталь и
сера в мартеновскую сталь, быстро опре-
делять химический состав сложных смесей
и обнаруживать ничтожно малые приме-
си в чистых металлах.
Один пример из практики Магнитогор-
ского металлургического комбината. Там
с помощью меченых атомов исследовали
ход плавки в мартене, чтобы установить
наилучший порядок его загрузки. Цель
достигнута: время плавления при новом
порядке работы сократилось на 20 минут.
Гораздо точнее, чем раньше, можно
узнать состав получаемых сплавов —
иначе говоря, добиваться лучшего ка-
чества металла. Крайне быстро — неда-
ром метод назван экспресс-анализом —
определяют наличие в стали того или
иного элемента и контролируют плавку.
Легко в закрытой вагранке «увидеть»
Изучение износа огнеупорной кладки с помощью
меченых атомов.
уровень жидкого расплава—это делает
простой и надежный радиоактивный уров-
немер. Как только жидкость поднимается
до уровня, на котором находится источник
лучей, счетчик включит сигнальную лам-
почку: пора выпускать металл!
И вот получен металлический слиток.
Снаружи ничто не указывает на скрытые
в нем пороки, а они могут быть: и пусто-
ты, и трещины, и всякие нежелательные
включения. Лучи, рожденные атомом, про-
светив слиток, обнаружат дефекты и сде-
лают это быстрее и лучше, чем старый
дефектоискатель — рентген. С другой сто-
роны, если применить для просвечивания
тродами создается электрическое
напряжение в 1 000 вольт.
Когда в трубку влетает заряжен-
ная частица, происходит образо-
вание ионов и появляется ток,
регистрируемый электрометром.
Чувствительность счетчика так
велика, что он может зарегистри-
ровать появление даже одной
частицы. Ток, возникающий
при этом, имеет напряжение
в несколько вольт, и уловить его
можно без всяких усилительных
устройств.
Для регистрации гамма-лучей
счетчик Гейгера-Мюллера не при-
годен — гамма-частица, проходя
сквозь газ, не всегда вызывает
ионизацию. Для гамма-частиц
применяют сцинтилляционный
(или люминесцентный) счет-
чик. Радиоактивное излучение
в этом счетчике воспринимается
особым кристаллом, в котором
под действием гамма-лучей появ-
ляются световые вспышки (сцин-
тилляции). Лучи света, возни-
кающие в кристалле, попадают
в фотоумножитель, в котором свет
преобразуется в поток электронов.
Одного кванта света достаточно,
чтобы получить с помощью этого
прибора пучок из многих миллио-
нов электронов. Этот ток можно
легко зарегистрировать.
Кроме того, заряженные час-
тицы обнаруживают с помощью
фотопластинки. Если положить
кусочек радиоактивного вещества
на фотопластинку, в ней возник-
нет скрытое изображение. После
проявления по потемнениям на
пластинке можно определить те
места, где радиоактивность была
наибольшей. Такие снимки назы-
вают радиоавтографами. С их
помощью можно не только обна-
ружить присутствие заряженных
частиц, но и изучить, как распре-
деляется радиоактивное вещество
в исследуемом объекте.
Специальные эмульсии позво-
ляют получить даже следы от от-
дельных частиц. Применяется этот
метод для обнаружения дефектов
и определения структуры метал-
лов и сплавов.
28 Машина
433
Ультразвуковой дефектоскоп (в центре) и измеритель толщины. Слева — кристаллы кварца.
Справа — излучатель ультразвука.
не ампулу с радиоактивным элементом, а
мощное радиоизлучение, создаваемое
ускорителем электронов — бетатроном, то
удастся «заглянуть» сквозь более чем
полуметровую толщу металла! К тому же,
производя авторадиоснимок с помощью
бетатрона, можно уменьшить выдержку
во много раз. Такими электронными ма-
шинами снабдили производственников фи-
зики.
Рентгенотехника в последние годы тоже
добилась новых успехов. Созданы рентге-
РАЗНЫЕ ЗАМЕТКИ
Рентгеновская трубка
Невидимые рентгеновские лу-
чи, широко применяемые теперь
в промышленности, возникают при
резком торможении потока быст-
ро летящих электронов. Рентге-
новская трубка для получения этих
лучей представляет собой сосуд,
из которого выкачан воздух. В со-
суд впаяны два электрода — ка-
тод и антикатод (анод). К ним
приложено высокое напряжение
в десятки и даже сотни тысяч
вольт. Под действием этого на-
пряжения из катода вылетают
электроны и попадают на анти-
катод, который затормаживает их
движение, создавая рентгеновское
излучение. Рентгеновские трубки
бывают электронные и ионные.
В первых катодом является
вольфрамовая спираль. Она рас-
каляется током и поэтому стано-
вится источником электронов.
Ионная трубка наполнена не-
большим количеством газа. Под
действием тока газ ионизируется,
положительные ионы, ударяясь
о катод, выбивают из него элек-
троны. Катод в ионной трубке
делается из сплошного металла.
Чтобы электроны в рентгенов-
ских трубках могли беспрепят-
ственно достигать антикатода,
в них поддерживается сильное
разрежение: в ионных трубках
в тысячные, а в электронных —
в миллионные доли миллиметра
ртутного столба.
Рентгеновская трубка.
434
новские аппараты, которые работают
прерывисто, короткими импульсами, давая
мощное излучение. Рентгеноаппараты по-
зволяют мгновенно получить рентгено-
грамму стального слитка в десять санти-
метров толщиной.
И все же невидимые лучи не могут про-
никнуть в металл на любую глубину. Это
под силу лишь другому искателю дефек-
тов — неслышимому звуку, ультразвуку.
Звуковые колебания сверхвысокой часто-
ты, проходя через толщу материала, об-
наружат дефекты даже в нескольких
метрах от дефектоскопа. Излучатель —
кварцевые пластинки, сверху покрытые
металлическим слоем. К ним подводятся
электрические колебания, и кварц начина-
ет сжиматься и растягиваться. Колебания
эти ничтожно малы и неуловимы глазом, но
происходят очень быстро—сотни миллионов
Машина на приеме
у рентгенолога
Задача врача — беречь чело-
веческие жизни. Задача инжене-
ра — заботиться о жизни машин.
Для этого пришлось создавать
установки, позволяющие загляды-
вать внутрь машин. Приборы
рентгеновских кабинетов переко-
чевали на заводы.
Но обычные рентгеновские лу
чи не могут, пройдя сквозь маши-
ну, рассказать о незначительных
изменениях в конструкции, об
опасных дефектах машины, грозя-
щих поломкой.
Ученые преодолели это препят-
ствие. Они разработали новый
способ получения рентгеновских
лучей очень большой интенсив-
ности. Уже во многих институтах,
на крупных заводах и даже
в медицинских учреждениях ис-
пользуются особые ускорители
мельчайших заряженных части-
чек — электронов. В этих уста-
новках — их называют бетатро-
нами — поток электронов разго-
няется до громадных скоростей.
Круг за кругом обегают в них
частички под действием электри-
ческого и магнитного поля. Все
большей и большей становится
их скорость. И когда она дости-
гает гигантской цифры — порядка
сотни тысяч километров в секун-
ду, — металлическая пластинка-
мишень преграждает им путь.
Как и в обычной рентгенов-
ской трубке, возникает электромаг-
нитное излучение, но проникающая
способность этих лучей уже во
много раз больше. Их не остано-
вят стальные стенки машины.
Рентгеновский снимок обеспечен
без особых трудностей, без дли-
тельной экспозиции.
Но за бетонные стены зала,
в котором устанавливается бета-
трон, не проникнешь во время его
работы. Рожденные в нем лучи
опасны для жизни человека.
Лишь метровые бетонные стены
служат надежной защитой от них.
Как же быть, если, с одной
стороны, надо использовать лучи
особой проникающей силы, чтобы
просветить металл, а с другой —
нельзя находиться в зале и сра-
зу же наблюдать результат про-
свечивания машины, не делая ни-
каких снимков?
И все же инженеры не отстали
от врачей. Их «пациенты» полу-
чили возможность демонстриро-
вать на заводе свою готовность
долго и надежно работать.
Вот как это было сделано.
Прежде всего о свойстве неко-
торых кристаллов светиться под
28*
435
Осциллограф.
раз в секунду. Излучаются высокочастот-
ные колебания, неуловимые слухом, но не-
сущие большую энергию. Ее достаточно,
чтобы этим все-таки звуковым, не электро-
магнитным волнам пронизать любой мате-
риал любой толщины. В слитке на недосягае-
мой для других лучей глубине есть трещи-
на. Ультразвук встречает ее и отражается,
словно луч радиолокатора, заметивший са-
молет. Идет обратно сигнал. Как же с ним
быть и прочесть сообщение, посланное
ультразвуком?
На светящемся экране электронно-луче-
вой трубки яркая волнистая линия — всем
знакомая синусоида. Если присмотреться,
линия мерцает как живая, а временами
меняется: то сжимается, то вытягивается
вдоль оси. Подчиняясь электрическим
сигналам, пучок мельчайших заряжен-
ных частичек необычайно быстро обещает
экран. Он откликнется на сигнал продол-
жительностью даже в миллионные доли
секунды!
Вот почему такая трубка может служить
часами для сверхмгновений времени, реги-
стратором быстротекущих процессов, вы-
сокочастотных колебаний.
А теперь надо вспомнить об удивитель-
ном свойстве кварцевой пластинки: она
не только колеблется под действием
электрических зарядов, но и на ней появ-
ляются и исчезаю^ заряды. Другими сло-
вами, ультразвук, пришедший из метал-
лической толщи, возбуждает в кварцевом
приемнике переменные сигналы. Остает-
ся подать их на управляющие пластины
электронно-лучевой трубки, и на экране
появится такая картина.
Прямая линия начинается на краю экра-
на. Вдруг она словно спотыкается, скачет
вверх — вырастает пик, снова электронный
луч идет по той же дороге и опять подска-
кивает.
Разгадка таится неподалеку: ультразвук
встретил в металле дефект.
действием невидимых рентгенов-
ских лучей. Это свойство исполь-
зуется для разных целей при
сложнейших исследованиях совре-
менной физики. Если, например,
на пути рентгеновского луча по-
местить кристалл йодистого на-
трия, то на его поверхности за-
светится пятно, соответствующее
поперечному сечению луча. Там,
где луч «плотнее», там и свече-
ние больше.
Лучи, прошедшие сквозь маши-
ну, подвергающуюся испытаниям,
высвечивают на кристалле все
«внутренности» ее конструкции.
Так возникает световое изображе-
ние. Остается перенести его в со-
седнюю комнату, за спасительную
стену бетатронного зала. Для это-
го необходимо применить телеви-
дение, и задача решена.
Дальнейший путь после кри-
сталла совершают уже два ви-
да лучей — рентгеновские и све-
товые. Это очень важно, потому
что на пути лучей бетатрона нель-
зя помещать ни оптических прибо-
ров, ни телевизионных трубок.
И то и другое быстро выйдет из
строя. Для разделения лучей по-
ступают очень просто. Обычное
зеркало, расположенное под углом
45 градусов, отклоняет световое
изображение в сторону, нисколь-
ко не мешая рентгеновским лу-
чам идти по прежнему пути, и на-
правляет его в обычную телевизи-
онную камеру.
В соседней комнате, отделен-
ной толстой бетонной стеной от
вредного действия могучих лучей,
на телевизионном экране полу-
чается изображение «внутренно-
стей» машины.
Такое просвечивание выгодно
отличается от изготовленных рент-
геновских снимков возможностью
«видеть» работу машин.
436
1) Поверхность алюминия в электронном микроскопе.
2) Приборы—помощники машиностроителей. Электрон-
но-лучевая трубка: а) в радиолокаторе; б) в осциллогра-
фе; в) в телевизоре; г) в приборе для измерения корот-
ких промежутков времени. 3) Фотореле на прокатном
стане. 4) Прибор для изучения износа двигателей.
5) Счетчики (а) и микрорадиоавтографы никеля с оло-
вом
кристаллов поваренной
(б), никеля с ниобием (в). 6) Электронограмма
соли (а).
Электроны работают
Увидеть внутренние пороки слитка
впоследствии изделия очень важно.
ИЛИ
Но
металловедов интересует и иное: узнать, ка-
кова структура металла, чего не могут сде-
лать даже всепроникающие атомные лучи.
Перед нами на снимке необычайный
пейзаж. Как будто обломки скал в хаоти-
ческом беспорядке громоздятся друг на
друга. Между ними чернеют ущелья, глу-
бокие пропасти, словно зияющие раны,
тянутся то там, то тут. А вот другой пей-
заж: он похож на фотографию развалин
древних построек, сделанную, с высоты
птичьего полета. Здесь, вероятно, когда-то
была крепостная стена, тут же — остатки
городских строений.
Трудно сразу представить себе, что так
выглядит металл, сфотографированный при
увеличении в несколько десятков тысяч раз.
И помог это сделать электронный микро-
скоп, необычайно обостривший зрение ин-
437
Металлографический микроскоп.
женера. Тончайшие детали строения метал-
лов и сплавов позволяет наблюдать новый
прибор.
Поток электронов, подобно световому
лучу, можно сфокусировать так же, как
это делается обычной линзой в обычном
оптическом микроскопе. Надо подейство-
вать на него электрическими или магнитны-
ми силами, как действует линза на свет.
Система электрических или магнитных
«линз» и служит для увеличения в элек-
тронном микроскопе. Но в отличие от опти-
ческого он дает увеличение не в 2 тысячи,
а в 100 и даже 150 тысяч раз!
Еще большее увеличение дают элек-
тронный и ионно-протонный микроскопы
без линз. Тончайшее острие из исследуе-
мого металла и экран помещаются в ва-
куумную трубку. К ней подводят ток вы-
сокого напряжения. Острие служит като-
дом, экран — анодом. С острия стекают
прямолинейные пучки электронов и, попа-
дая на экран, дают увеличенное изобра-
жение острия. Увеличение в этом очень
простом приборе достигает одного милли-
она. Он дает возможность наблюдать за
механизмом различных процессов, проис-
ходящих на поверхности металла. Еще
большую эффективность таких приборов —
примерно в четыре-пять раз — удалось
получить с помощью ядер атомов водоро-
РАЗНЫЕ ЗАМЕТКИ
Электронно-лучевая трубка
Измерение кратчайших проме-
жутков времени, преобразование
электрических колебаний в свето-
вые, исследование разнообразных
колебательных движений было бы
невозможно без электронно-луче-
вой трубки. Она является неотъ-
емлемой частью радиолокатора,
телевизора, электронного осцилло-
графа — регистратора колебаний.
Электронно-лучевая трубка —
вакуумный прибор. Корпус ее
представляет собой запаянную
стеклянную колбу с плоским дном.
В колбе находится несколько
электродов: тонкая проволока, по
которой пропускается ток, — ка-
тод, пластина с круглым отвер-
стием в середине — анод и две
пары взаимно перпендикулярных
нластин. Дно колбы является эк-
раном и покрыто веществом, све-
тящимся под ударами попадаю-
щих на него электронов. Между
катодом и анодом поддерживается
разность потенциалов. Ток нагре-
вает катод, который становится
источником электронов. Под дей-
ствием разности потенциалов
электроны проскакивают с боль-
шой скоростью сквозь отверстие
в аноде и попадают на экран.
Воздух из колбы выкачивается,
чтобы он не мешал движению
электронов. На пути от анода
к экрану .катодный луч, как назы-
вают поток электронов в этой
трубке, проходит между двумя
парами перпендикулярных плас-
тин. К ним прикладываются пе-
ременные электрические напряже-
ния, и потому пути электронов
изменяются. След луча на экране
при наложении напряжений на
пластины имеет вид светящейся
линии. Она хорошо видна глазом
и может быть сфотографирована.
Электронно-лучевая трубка —
основная часть осциллографа.
С помощью этого прибора изу-
чают протекание различных коле-
бательных процессов. Осцилло-
граф помогает изучить деформа-
ции, появляющиеся в металле под
нагрузкой. Для этого на детали
укрепляется проволочка, включен-
ная в цепь осциллографа. При де-
формации детали изменяются
диаметр и длина проволочки и,
следовательно, ее сопротивление.
Соответственно этому меняется
ток в цепи. В телевизоре элект-
ронно-лучевая трубка служит для
преобразования электрических ко-
лебаний в свет. Электронный луч
в телевизионной трубке обегает
весь экран, последовательно,
строчка за строчкой, создавая
освещенность тем большую, чем
больше импульс тока.
438
да—протонов. Принцип действия ионно-про-
тонного проектора такой же, как у элек-
тронного микроскопа без линз, только на-
пряжение тока нужно больше и в трубку
вводится немного газа. Этот новейший
прибор еще далеко не совершенен, изобра-
жения получаются пока нечеткими. Но
в дальнейшем он обещает очень много ин-
тересного, так как с его помощью уже
можно различить детали строения кри-
сталлической решетки металла.
Электронный микроскоп оказался как
нельзя более кстати для металловедов.
Ведь обычная оптика позволяла им ви-
деть строение металла только в том слу-
чае, если рассматриваемые микроучастки
превышают десятую долю микрона. Рент-
ген дает возможность проникать гораздо
глубже и изучать расположение атомов в
кристаллической решетке, иначе говоря,
улавливать микроучастки размером в со-
тую долю микрона. Промежуток между
рентгеном и оптикой оставался до сих пор
недоступным исследователю, туда не уда-
валось проникнуть. А там, безусловно,
таилось много интересного.
Крохотное зернышко металла — это
микрообразец. Здесь, как в капле воды,
отражается все происходящее с металлом.
В нем происходят изменения структуры,
на него влияют примеси, и от свойств та-
кого «кирпичика» зависит в конечном сче-
те вся постройка, имя которой — металл.
Изучать его, восполнять пробел в наших
знаниях и начали с помощью электронно-
го микроскопа.
Пока еще велики трудности на пути
исследования микромира с целью добыть
полезное для науки, для практики. Но
уже сделаны первые шаги. Удалось в не-
которых практически интересных случаях
наблюдать, каковы неоднородности в ме-
талле, недоступные ранее даже вооружен-
ному глазу металлурга.
Электронная микроскопия открывает
перспективы раскрытия загадок металлов
и сплавов, значение которых для совре-
менной техники трудно переоценить. Те-
перь во многих научных институтах нашей
страны ученые применяют электронные
микроскопы — новое могучее средство изу-
чения микромира.
А вот иные картинки перед нами. Одни
из них напоминают схему солнечной си-
стемы: посредине кружок — Солнце, за-
тем круги — пути планет. Некоторые изо-
Сверху вниз: структура стали до отжига, после
отжига, низкоуглеродистая сталь, дым окиси цинка
(при увеличении в 70 тысяч раз в электронном ми-
кроскопе).
439
бражают как бы внутренность атома: раз-
мытое пятнышко в центре — ядро,
вокруг — следы электронов. Это картины,
нарисованные электронным пучком, про-
никшим в тайны вещества. Они говорят,
например, о том, что творится в поверхно-
стном слое металла при шлифовке.
Электронограммы дали разгадку того,
что происходит при окислении железа, ка-
кие и как образуются на нем защитные
пленки, как ведут они себя, если добав-
лять к железу примеси других металлов.
Иначе говоря, можно проникнуть в тайны
жароупорной, неокисляющейся стали. ’ По
электронограммам изучают поведение
смазки, растяжение пленок материалов —
все это нужно для практики, для науки.
Но и без обычной «стеклянной» оптики
также не может обойтись металловед, что-
бы заглянуть внутрь сплава или разгля-
деть невидимое простым глазом. Исследуя,
например, твердость, вдавливают алмазную
пирамидку и по отпечатку судят о свойст-
вах металла. Но отпечаток всего в сотые
доли миллиметра! Его измерить можно
лишь через оптический микроскоп.
Оптика открывает удивительное в са-
мых обычных вещах. Фотография-загадка:
край обломанной пластинки, неровной,
в зазубринах. Пожалуй, можно подумать:
кусочек старой пилы, источенной, изъеден-
ной ржавчиной. На самом же деле это
гладкая, тщательно отполированная по-
верхность, «рытвины» и «ухабы» на ней
высотою в микроны. И есть приборы, по-
зволяющие измерить такой сверхмикро-
скопический рельеф. Прибор может заме-
тить неровность всего в три стотысячные
доли миллиметра! От него не ускользают и
неуловимые неровности, и прибор-самопи-
сец чертит кривую, словно выведенную
дрожащей рукой, — «профиль» поверхно-
сти, ее истинный вид.
Но мы забежали вперед. Пока что пе-
ред нами лишь металлический слиток.
Меченые атомы и ультразвук помогли
обнаружить в нем дефекты. Микроскопы
дали возможность разглядеть тончайшую
структуру металла. Старые, давно приме-
няемые методы совершенствуются метал-
ловедами. Появилась высокотемператур-
ная вакуумная металлография.
Сравнительно нетрудно изучать строение
металла или сплава, когда он не нагрет.
Но при высокой температуре вмешивается
кислород воздуха. Поверхность образца
как бы прячется под пленкой окислов, не
позволяя исследователю себя рассмотреть.
Окисление, как правило, неизбежный
спутник нагрева. Однако можно все-таки
избавиться от него, избежать появления
видимой пленки.
Большое «разрежение, измеренное ни-
чтожными долями миллиметра ртутного
столба, устраняет кислород из игры. Во
всяком случае, он уже не способен за-
крыть металл, словно завернув его в упа-
ковку. И перед нами, в поле зрения микро-
скопа, возникает металлический рельеф:
отчетливо видны границы зерен, заметны
изменения, внесенные в структуру нагре-
вом. Кинокамера, присоединенная к ми-
кроскопу, запечатлеет все изменения ме-
талла при нагреве. Если же ненадолго
открыть доступ воздуху, картина окрасит-
ся в разные цвета, произойдет, как гово-
рят, цветное избирательное окисление, и
еще резче проявятся, как на фотопленке,
все детали.
И на дальнейшем пути металла приборы
будут помогать металлургу, а затем и ма-
шиностроителю.
РАЗНЫЕ ЗАМЕТКИ
При всех своих замечательных
свойствах наш глаз не различает
предметы размером меньше 0,1
миллиметра. Значительно шире
возможности микроскопа. Наи-
большее полезное увеличение оп-
тического микроскопа достигает
2 тысяч раз. При этом можно
рассмотреть предметы в 0,2—0,16
микрона, а при помощи ультра-
фиолетового микроскопа — даже
в 0,1 микрона. Однако пальма
первенства по «остроте» зрения,
безусловно, принадлежит элек-
тронным микроскопам. Они дают
увеличение в 150 тысяч раз и по-
зволяют «увидеть» мельчайшие
частицы поперечником в 2 милли-
микрона (2 миллионные доли мил-
лиметра). При помощи электрон-
ных микроскопов уже получены
снимки наиболее крупных моле-
кул.
К обычному электронному ми-
кроскопу с трудом подходит его
имя — прибор. По своим разме-
рам это скорее «машина» весом
в несколько сот килограммов и
высотой иногда свыше 3 метров.
Но недавно чехословацкие кон-
структоры «вернули» ему вид при-
бора.
Они создали первый в мире
настольный электронный микрос-
коп, по своим размерам лишь
немногим отличающийся от обыч-
ных оптических. Его можно пере-
носить в руках, хотя новый при-
бор может потягаться в «силе»
со своими большими братьями:
его увеличение достигает 150 ты-
сяч раз.
440
Применение электроники и меченых атомов при прокатке: толщиномер, определение марки стали,
измерение температуры слитка (внизу).
Измерение и контроль
Как проконтролировать температуру
при прокатке? Фотоэлемент воспринимает
излучение нагретого металла, и лучистая
энергия превращается в электрический
ток. Он очень слаб, приходится, применять
усиление электронными лампами в мил-
лиарды раз, чтобы можно было затем
его измерить и узнать, каков нагрев. Раз-
работаны усовершенствованные «электри-
ческие глаза» — фотоэлементы, усилива-
ющие без специальных усилителей свето-
вой сигнал в миллионы раз! Они также най-
дут применение в измерительной технике.
Очень быстро проходит стальная лен-
та через прокатный стан. Как измерить
толщину при прокатке? Никаким измери-
телем не сделаешь это, кроме уже знако-
мых нам меченых атомов. С одной сто-
роны движущейся ленты установлен ис-
точник излучения, с другой — приемник,
камера, наполненная газом, в котором лу-
чи вызывают ионизационный ток. Доста-
точно толщине ленты отклониться от
нормы хотя бы на тысячную долю милли-
метра — уже меняются условия хода лу-
чей, меняется ток, и стрелка прибора сра-
зу показывает иную цифру. Так можно
контролировать прокатку листов и лент.
Исследователю нужно узнать, что про-
исходит с металлом при прокатке. Ответ
дадут рентгенограммы. Ведь рентгеном
можно не только обнаружить дефекты.
Пучок рентгеновых лучей, проходя через
кристаллические вещества, дает возмож-
ность определить их строение. Такой
рентгено-структурный анализ открыл уче-
ным тонкости строения кристаллов: как
располагаются атомы и молекулы в кри-
сталлических решетках, чем вызыва-
ются отклонения в строении кристаллов.
Как раз при прокатке меняется внутрен-
няя структура металла. Подобно электро-
нограммам, -рентгенограммы позволяют
судить о строении вещества. На них вид-
ны различные фигуры — результат отра-
жения лучей от кристаллов образца. Гля-
дя на них, рентгенолог сразу ойределит,
каковы свойства прокатанного металла.
Свойства сплавов определяются испы-
таниями на прочность. Для современных
машин очень важна усталостная проч-
ность — при переменных нагрузках. Раз-
рушение от них наступает не скоро, и ис-
пытывать образец надо долго. Чтобы эко-
441
Гамма-дефектоскопия (вверху), Изучение износа
с помощью меченых атомов (внизу). В середине —
счетчик заряже'нных частиц.
номить время, прибегают к помощи уль-
тразвука. Мощные ультразвуковые коле-
бания создают в металле напряжения,
и он «устает» гораздо быстрее, чем
в обычной испытательной машине, где
образец нагружают механическим путем.
Такова еще одна роль, которую играет
у исследователей ультразвук. А рентгено-
скопия помогает проследить, что происхо-
дит при этом в недрах металла: когда на-
пряжения становятся опасными, рентгено-
граммы заметно изменяют свой вид.
До последнего времени механизм рабо-
ты резца при резании металлов не удава-
лось изучить достаточно хорошо. Не было
такого способа, который позволил бы
тщательно и точно проследить за износом
резца или другого режущего инструмен-
та. Теперь он открыт: это метод мече-
ных атомов.
Только они и. могут помочь определить,
насколько изнашивается резец. Вместе со
стружкой уходят частички твердого спла-
ва, когда с детали снимается металл,
слой за слоем. Их мало, и лишь атом
с «меткой» может за ними проследить.
Для этого резец делают радиоактивным,
а дальше, собрав стружку, с помощью
счетчика узнают, сколько же сплава отде-
лилось от резца. Меченые 1атомы безот-
казно сообщают обо всем происходящем
при резании. Не нужно останавливать
станок, не нужно превращать в стружку
тонны металла, как бывало раньше, не
нужно тратить много времени. Преимуще-
ства .нового метода очевидны.
Он применим и для изучения других
способов металлообработки. Полировкой
снимают весьма тонкий слой металла. Ка-
кой — ответят меченые атомы, если
только обрабатываемую поверхность сде-
лать радиоактивной. Штамповка меняет
форму заготовки. Что при этом происхо-
дит в металле — опять ответят меченые
атомы, если запрессовать в образец ме-
таллический радиоактивный излучатель.
Деталь изготовлена. Качество металла
перед этим было проверено. Но металлу
пришлось подвергнуться обработке, а об-
работка меняет свойства материала. По-
этому нередко бывает нужно проверить и
* готовые детали. Опять пользуются теми же
охотниками за дефектами — ультразву-
ками, невидимыми лучами. Рентгеновы
лучи, например, позволяют определить,
как влияют на структуру металлов и спла-
442
bob различные виды термической и меха-
нической обработки, какие внутренние на-
пряжения возникают при этом. Рентге-
ноструктурный анализ — единственный
метод, позволяющий определить характер
наклепа, возникающего при обработке
резанием, прокате, протяжке. Удается
проследить все стадии возникновения на-
клепанной поверхности. У нас введена
обязательная проверка рентгеновским ап-
паратом сварных швов паровых котлов,
железнодорожных цистерн, обшивок ко-
раблей, деталей самолетов, мостовых
ферм.
Ультразвуком контролируют каче-
ство валов двигателей, генераторов, паро-
вых турбин, поковок, деталей самолетов,
рельсов, изделий из пластмассы, керами-
ки, резины, фарфора, дерева.
Радиоактивный дефектоскоп выполняет
роль контролера и работает столь ловко,
что успевает просматривать детали, про-
ходящие мимо него на быстро движущем-
ся конвейере, и сразу заметит скрытый
изъян. Как только он встретится на пути
луча, прибор просигнализирует об этом.
Так меченые атомы дают словно новое
зрение, позволяя проникнуть внутрь ме-
талла. Установки для просвечивания го-
раздо проще, легче и меньше, чем рентге-
новские. Они не нуждаются в электриче-
ской энергии. Эти установки можно сде-
лать переносными, например, для контроля
рельсов на железных дорогах.
Проверить качество сварного шва те-
перь можно не только с помощью рентге-
новых лучей, но и меченых атомов. Ма-
ленькой ампулы с радиоактивным элемен-
том достаточно, чтобы просвечивать швы
в любых условиях — непосредственно на
рабочем месте, и выявлять, где скрыты
поры, где есть непровар, трещины или по-
павший в шов шлак.
Очень часто на поверхности металла
образуются мельчайшие усталостные тре-
щины. Обнаружить эти дефекты очень
важно, так как они понижают прочность
деталей.
Для того чтобы поверхностные трещин-
ки стали видимыми, детали погружают
в керосин, в котором растворено какое-
либо флуоресцирующее вещество. Керо-
син проникает во все мельчайшие поверх-
ностные трещинки и остается там даже
после промывки водой. Если теперь де-
таль облучить в темноте ультрафиолетовы-
ми лучами, все поверхностные дефекты, да-
же самые мельчайшие, станут видимыми.
Этот люминесцентный метод позволяет об-
наружить трещины не менее 0,01—0,03 мил-
лиметра.
Детали часто приходится покрывать за-
щитным металлическим слоем, лаком или
краской. Определить толщину покрытия
также позволяют радиоактивные излуче-
ния. Физики предоставили машиностроите-
лям и другое средство — магнит. Покры-
тие влияет на магнитные свойства мате-
РАЗНЫЕ ЗАМЕТКИ
Не прикасаясь к металлу
В прокатном стане движется
с большой скоростью стальная
лента. Оператору, руководящему
работой стана, необходимо знать,
какова марка стали прокатывае-
мой ленты — от ее состава зави-
сит технология всего процесса.
Условия отжига, проката, травле-
ния и других операций строго
определены для каждой марки
стали. Раньше к каждому руло-
ну лент прикрепляли бирку, но
бирки легко терялись, и тогда
приходилось брать пробы и по-
сылать их в лабораторию на ана-
лиз.
Теперь маркировка стали про-
изводится с помощью меченых
атомов. На поверхность стальной
ленты, очищенной от окалины, на-
носятся радиоактивные метки.
Для каждой марки — определен-
ное число меток. Сталь «65-Г» —
три метки, сталь «20» — шесть
меток, сталь «50» — две. Метки
наносятся при помощи электрода,
сделанного из сплава меди с ра-
диоактивным фосфором, и рас-
положенного на конце вибратора.
Электрод заряжен положительно,
лента — отрицательно. Когда ви-
братор касается ленты, медь
с радиоактивным фосфором осе-
дает на стали, оставляя желто-
ватые метки. Метки должны со-
держать строго определенную
порцию радиоактивности, чтобы
можно было отличать одну мар-
ку стали от другой. Для дози-
ровки в аппарате-маркировщике
имеется реле времени. Метки, на-
несенные таким способом, не
боятся ни травления, ни отжига.
ДЛя маркировки всей стальной
ленты, обрабатываемой заводом
за месяц, нужно 0,6 грамма ра-
диоактивного фосфора. Такой мар-
кировщик стали создан впервые
в мире на Ленинградском стале-
прокатном проволочно-канатном
заводе. Он дает 300 тысяч рублей
годовой экономии.
В 1956 году металлографиче-
ские микроскопы «праздновали»
свое стодвадцатипятилетие. Впер-
вые микроскоп был применен для
исследования металлов знамени-
тым русским ученым — инжене-
ром Павлом Петровичем Аносо-
вым — в 1831 году.
443
Промышленная телевизионная установка.
риала, магнит будет по-иному притяги-
ваться к детали. И магнитный микрометр
быстро покажет, какова толщина покры-
тия.
Недавно разработан метод цветной
дефектоскопии. Поверхность алюминиевых
деталей обезжиривается и на нее нано-
сится кисточкой специальная красная кра-
ска. Она очень быстро заполняет все тре-
щины и поры, а при разрушении алюминия
попадает внутрь через межкристалличе-
ские пространства, заполненные рых-
лыми продуктами коррозии. Через не-
сколько минут красная краска с поверх-
ности стирается сухой тряпочкой, слегка
смоченной растворителем, и сразу же
пульверизатором деталь покрывается тон-
ким слоем белой краски. Белая краска
впитывает оставшуюся в трещинах и по-
рах красную краску. Несколько минут —
и все имеющиеся на поверхности трещи-
ны «проявляются» в виде красных линий
на белом фоне, а разрушение алюминия
наблюдается в виде красной сетки.
Цветная дефектоскопия незаменима при
контроле деталей, покрытых толстым сло-
ем хрома.
Ею можно контролировать качество свар-
ных швов и шлифовки пористых хромовых
покрытий. Этот простой способ может быть
применен для проверки деталей, нахо-
дящихся в двигателе, на станке, на са-
молете.
У испытателей и исследователей
Когда детали изготовлены и машина
собрана, испытывать и изучать ее рабо-
ту также помогают незаменимые помо-
щники инженера — приборы. Приведем
несколько примеров.
Так, при испытаниях новых конструк-
ций реактивного двигателя приходится од-
новременно вести сотни измерений! Пока-
зания приборов передаются на расстоянии.
Используется и дальновидение: телеви-
зионная камера дает возможность уви-
деть вблизи то, что недоступно для непо-
средственного осмотра, — как происходит
обледенение крыла самолета в полете или
как вытекает газовая струя из двигателя.
Обрабатывая деталь на крупном тяжелом
станке, можно увидеть на телевизионном
экране, как идет обработка, и управлять
ею. Телевидение применяется на транспор-
те, дополняя радио и телеграф. Для пере-
дачи различных графических материалов
на расстояние начинают применять авто-
матические фототелеграфные аппараты —
систему дальнописи.
444
Высокоскоростную кинокамеру называ-
ют «лупой времени». Пуская затем кино-
ленту обычным темпом, можно увидеть
явления как бы растянутыми во времени.
Тогда словно увеличиваются ничтожно
малые доли секунды, позволяя нам уви-
деть то, что происходит неуловимо бы-
стро и не может быть замечено органами
чувств человека.
Что происходит с рельсами, когда по
ним движется скорый поезд, как деформи-
руется металл при резании — все это и
многое другое, происходящее за тысячные
доли секунды, сверхскоростная киносъемка
делает зримым.
Работа зубчатой передачи и «порха-
ние» ткацкого челнока, срезание струж-
ки, движение вала или клапана автомо-
бильного мотора, вращение турбины или
лопастей воздушного винта — словом,
тайный мир больших скоростей и скрытых
движений предстал перед инженерами.
И это помогает устранять помехи в маши-
нах, облегчает поиски наилучших кон-
струкций. Сверхскоростная фотография и
кино заняли прочное место в арсенале ис-
следователя машин.
Камера для сверхскоростной киносъемки. Кадры.,
снятые камерой, показывают падение шарика в жид-
кость. Сверху вниз: в воде образуется полость,
заполненная воздухом. Шарик отрывается от нее,
и вместо воздуха туда попадает вода, вверх бьет
мощная водяная струя.
445
Сверхскоростная фотоустановка.
Кинотехника позволяет вести съемки со
скоростью нескольких тысяч кадров в се-
кунду. Применяя особые приемы, освеще-
ние многократно вспыхивающей искрой
(существует даже название «искровая
фотография»), можно получить десятки
тысяч и миллионы изображений в секунду,
ловить неуловимые «сверхмгновения».
Правда, кадры, заснятые с такой сверх-
скоростью, нельзя демонстрировать на
экране, как киноленту. Это лишь серия
фотографий. Но и возможность заснять
происходящее, например, в десятимил-
лионйую часть секунды — выдающееся
достижение современной техники, постав-
ленное на службу науке.
Сверхскоростная фотография в рентге-
новых лучах открывает возможность уви-
деть происходящее уже внутри деталей
быстродвижущихся машин. В импульсных
рентгеновских трубках лучи возникают
чрезвычайно короткими вспышками, им-
пульсами. При фотографировании время
выдержки измеряется миллионной долей
РАЗНЫЕ ЗАМЕТКИ
Стробоскст
Стробоскоп — аппарат, с помощью кото-
рого можно наблюдать за быстро вращаю-
щимися предметами. Наблюдение ведут
сквозь щель в диске. Если диск будет вра-
щаться так же быстро, как и интересую-
щая нас деталь, то щель будет открывать
ее нашему глазу лишь на короткое мгно-
вение, когда она будет находиться в каком-
то определенном месте.
Так как глаз сохраняет зрительное впе-
чатление примерно в течение 0,1 секунды,
вращающаяся деталь будет казаться нам
неподвижной. Все ее кратковременные по-
явления в щели сольются, как кадры ки-
нофильма.
Вместо диска со щелью можно восполь-
зоваться импульсными лампами, дающими
периодически яркие кратковременные
вспышки. Вспышка освещает вращающую-
ся деталь в тот момент, когда она зани-
мает какое-то определенное положение.
И в этом случае нам кажется, что движе-
ние остановилось.
Такой принцип устройства стробоскопа
получил наиболее широкое распростране-
ние.
Стробоскопом можно обнаружить дефор-
мации вала, возникающие при работе ма-
шины, а также напряжения в пластмассо-
вых моделях маховиков, лопаток турбин и
т. д., с его помощью можно фотографиро-
вать быстропротекающие явления.
446
секунды! На серии последовательно сде-
ланных снимков можно проследить, на-
пример, как растягивается . металл при
мгновенной большой нагрузке, что де-
лается в частях быстроходной турбины
или электродвигателя.
При наблюдениях и съемке быстропро-
текающих процессов помогает стробоскоп:
он как бы останавливает движение, пока-
зывая деталь неподвижной, хотя на самом
деле никакой остановки нет. Пусть проис-
ходит вращение с высоким числом оборо-
тов. Столь же часто деталь освещают
световыми вспышками. Глаз ненадолго
сохраняет зрительное впечатление, но и
этого достаточно, чтобы увидеть одну и
ту же картину: застывший неподвижно
вал, маховое колесо. Электроника позво-
ляет число вспышек довести до 200 тысяч
в секунду! Рассматривая изображение
остановленной детали, можно заметить,
как изменилась ее форма.
Быстротекущие процессы в машинах,
такие, как, например, изменения давления
в цилиндре двигателя, удается изучать
с помощью чувствительных приемников —
кварцевой пластинки и электронно-луче-
вой трубки. Этот процесс, как и многие дру-
гие, превращается прежде всего в элек-
трические колебания. Они передаются
далее на управляющие пластины, и элек-
тронный луч чертит на экране соответст-
вующую кривую — запись процесса, ко-
торая показывает изменение во времени
той или иной интересующей инженера ве-
личины. Для подобных же превращений
служат фотоэлемент и другие преобразо-
ватели.
Как узнать, что происходит с деталью
машины, испытывающей, например, крат-
ковременную ударную нагрузку? Она
действует всего доли секунды и вызыва-
ет неуловимые глазом деформации метал-
ла. К детали прикрепляют тончайшую
проволочку и пропускают ток. Проволока,
как и деталь, меняет свою длину на ни-
чтожно малую величину. Но этого доста-
точно, чтобы изменилось сопротивление.
Ток усиливается и подается на уп-
равляющие пластины электронно-лучевой
трубки. Луч чертит кривую, и по ней мож-
но увидеть: вот началось сжатие, вот
снова деталь приняла прежнюю форму,
затем началось растяжение и повторилось
сжатие — удар вызвал колебания. Обо
всех этих явлениях микроскопического
масштаба рассказала нам кривая на эк-
ране электронных часов, какими служит
трубка.
Для измерения усилий, возникающих
при работе машин, для исследования виб-
раций, сопровождающих движение их ча-
стей, применяют приборы нового типа.
Они могут измерять как очень малые, так
и очень большие давления, отмечать изме-
нения давлений за ничтожные промежут-
ки времени, регистрировать колебания лю-
бой, сколь угодно высокой частоты. Это
также можно сделать благодаря участию
электричества.
Давление или колебания возбуждают
заряды на кварцевой пластинке. Кварц
весьма прочен, потому и выдерживает
усилия, которые разрушили бы другой
прибор. Возникновением зарядов он от-
зывается на самую незначительную на-
грузку, неуловимую другим прибором.
Даже если частота вибраций крайне вели-
ка, заряды будут успевать сменять друг
друга, следуя за колебаниями, что не под
силу никакому механическому самописцу.
Остается передать напряжение на элект-
На экране картина давления в цилиндре.
447
Полупроводниковые приборы. Сверху вниз:
кристалл германия для выпрямителя, триоды по
сравнению с электронной лампой, сверхминиатюр-
ный трансформатор, карманная радиостанция.
ронно-лучевую трубку, и на экране поя-
вится интересующая исследователя карти-
на. Кстати, трубка’может находиться вда-
ли от работающей машины.
В электронике, участвующей во многих
исследованиях, ведущихся машинострои-
телями, происходит сейчас технический
переворот. Он вызван появлением полу-
проводников. Новые, полупроводниковые
приборы открыли удивительные перспек-
тивы. Приемник размером с папиросную
коробку. Вычислительная машина не
больше письменного стола — вместо до-
ма! Радиолокатор, который может свобод-
но нести человек. Портативные, дешевые,
экономичные приборы — в радиотехнике,
автоматике, телемеханике, в научных ис-
следованиях и на производстве.
Для работы электронов в обычной ра-
диолампе нужен вакуум. В твердом кри-
сталле полупроводника электроны дви-
жутся между атомами и молекулами. Ме-
ханизм действия полупроводниковых при-
боров довольно сложен. Отметим лишь,
что новые кристаллические генераторы и
усилители не только сверхминиатюрны, но
и долговечны и отличаются очень скром-
ным «аппетитом» — ничтожным потреб-
лением энергии.
Несомненно, что полупроводники будут
все шире применяться в исследователь-
ской практике. Машиностроителям нужны
и вычислительные машины, и чувствитель-
ные измерительные приборы, и надежно
работающие, без хрупких радиоламп, те-
левизоры, и усовершенствованные фото-
элементы.
Кварц, о котором не раз нам приходи-
лось говорить, — тоже ведь полупровод-
ник, как и некоторые другие вещества,
превращающий механическую энергию
в электрическую и обратно. Есть полу-
проводники, улавливающие даже весь-
ма слабые излучения нагретых тел на
огромном расстоянии. В промышленности
для измерения температур применяют тер-
мисторы — крошечные бусинки или нити,
изготовленные из полупроводникового ма-
териала. Такой термометр-крошку . можно
поместить в места, недоступные никакому
другому измерительному прибору. И тер-
мистор просигнализирует о перегреве или
охлаждении, причем с точностью до 0,0005
градуса! Срок службы его — несколько
тысяч часов.
Использование подобных веществ по-
зволяет повысить чувствительность при-
боров. И все это дает полупроводниковая
техника.
Одним из самых страшных врагов ма-
шины является трение и вызываемый им
448
износ трущихся частей. Это сложное фи-
зико-химическое явление.
Как происходит износ деталей машин,
например подшипников, частей двигате-
лей, насосов, станков?
Сейчас исследователи получили новое
могущественное средство для наблюдения
за трением в машинах. И здесь метод ме-
ченых атомов оказался совершенно неза-
менимым. Точность измерений — до деся-
тимиллионной доли грамма! Такое количе-
ство не удается определить иными спо-
собами.
К тому же раньше, изучая износ, при-
ходилось останавливать и разбирать маши-
ну и не удавалось с достаточной точностью
следить за износом нескольких деталей од-
новременно. Теперь все это стало возмож-
ным.
Деталь делают радиоактивной или за-
прессовывают в нее вставку-излучатель.
При этом разные детали можно по-разно-
му «отметить»: ведь видов меченых ато-
мов существует много. К нашим услугам
тысяча разновидностей меченых атомов,
целая тысяча радиоактивных изотопов эле-
ментов почти всей периодической систе-
мы. Из них выбирают наиболее пригодные
для того, чтобы ввести в трущуюся де-
таль: осадить электролизом, добавить
в литье, заполнить ими углубление или
канавку, нанести слой, наконец облуче-
нием сделать самую деталь радиоак-
тивной. Остается поставить счетчик и отме-
чать заряженные частицы в отработанной
смазке.
На практике, конечно, дело обстоит
труднее. Надо учесть, что вокруг есть так-
же заряженные частицы — хотя бы кос-
мические лучи, — счетчик их отметит. Че-
рез двигатель ежеминутно проходит не-
сколько десятков литров масла, и в них-
то попадают атомы-«метки», которых весь-
ма немного.
Выручает необычайная чувствительность
меченых атомов. Когда остановят маши-
ну и снимут детали, узнают, сколько ме-
талла перешло с одной трущейся поверх-
ности на другую, сколько попало в смазку.
Так испытывают всевозможные металлы
трущихся деталей, подбирают наилучшие
смазочные вещества, наблюдают за влия-
нием на износ условий работы, например
запыленности воздуха.
Лучи, рожденные атомом, помогают
контролировать износ деталей, не поддаю-
Схемы жидкостного (вверху) и полусухого (вни-
зу) трения; в середине — микроскоп.
щихся непосредственному наблюдению:
поршней двигателей внутреннего сгора-
ния, подшипниковых колец, огнеупор-
ной облицовки домен, буровых инстру-
ментов.
Можно исследовать процессы, происходя-
щие при легировании сталей, при нанесе-
29 Машина
449
Определение износа поршневых колец с помощью
меченых атомов.
пии гальванических покрытий, термообра-
ботке, .окислении, старении металлов. Бо-
лее того, радиоактивный излучатель ис-
пользуется в качестве «активного контро-
лера»: если износ недопустимо велик, он
через автомат-сигнализатор сообщает об
этом.
Как нельзя нашу жизнь представить без
машинной техники, так нельзя представить
теперь ее и без приборов.
Измерение и контроль, все сложное хо-
зяйство современной промышленной авто-
матики, управление работой машин — вот
что значат для нас приборы. Они в каждом
цехе, в каждой лаборатории каждого за-
вода.
Вы познакомились с некоторыми из про-
блем, которые решаются советской наукой
и ‘техникой на путях технического прогрес-
са. Борьба за технический прогресс в на-
родном хозяйстве — решающее условие
успешного выполнения нашим народом
грандиозного семилетнего плана. За вре-
мя, прошедшее после XX съезда партии,
в стране сделан новый крупный шаг в тех-
ническом совершенствовании промышлен-
ности. Создано свыше 5 тысяч новых,
более совершенных типов машин, механиз-
мов, аппаратов, внедрены прогрессивные
технологические процессы, модернизирова-
но 100 тысяч единиц металлообрабатываю-
щего оборудования. Основываясь на этих
успехах, июньский Пленум ЦК КПСС при-
звал всемерно развивать борьбу за техни-
ческий прогресс. Поставлена и уже ре-
шается величественная задача технического
перевооружения промышленности. Недалек
тот день, когда будет завершена полная
механизация и автоматизация заводов и
фабрик и все они будут оснащены новей-
шей техникой — техникой коммунизма.
ЧТО ЧИТАТЬ
Машиностроение быстро движется вперед. О том, как выросли скорости, температу-
ры, давления и другие величины, характеризующие работу машин, о новой тех-
нологии машиностроения, о новых машиностроительных материалах и вкладе
науки в технический прогресс вы прочтете в этих книгах (знаком * отмечены бо-
лее сложные из них).
* А н и с и м о в Б. И., Применение радиоактивных изотопов в машиностроении.
М. Изд-во «Знание», 1957, 24 стр.
Андрианов К. А., Петрашко А. И., Кремнийорганические полимеры в народном
хозяйстве. М. Изд-во АН СССР, 1959, 80 стр (Научно-популярная серия.) (Приме-
нение кремнийор-ганических соединений для создания смазок, защитных покрытий,
каучуков, в прецизионном литье.)
Ан филов Г., Что такое полупроводник. М. Детгиз, 1957, 144 стр.
Балабанов Е., Солнце на Земле. Что такое атомная энергия и как она служит
людям Изд-во «Молодая гвардия», 1956, 295 стр.
* Верещагин Л. Ф., Высокие давления в технике будущего. М. Изд-во АН СССР,
1956, 36 стр.
* Визгунов М., Технический прогресс в отечественном приборостроении. М. Изд-во
«Знание», 1954, 32 стр.
Владимиров Л., Точечные контролеры. «Знание — сила», 1959, № 2, стр. 35—36.
(Статистический метод контроля в промышленном производстве.)
* Гамбург Д. Ю., Химия и прогресс техники. М. Изд-во «Знание», 1957, 24 стр.
* Демьянюк Ф. С.. Технический прогресс в машиностроении. М. Изд-во «Знание»,
1956, 48 стр.
Долгушин Ю, Покорение металла. М.—Л. Детгиз, 1953, 56 стр. (Об электро-
искровом способе металлообработки.)
450
* Елизаветин М. А., Упрочение поверхности деталей машин. М. Трудрезервиздат,
1956, 86 стр.
* 3 а х а р о в Б. П., Электрические способы обработки металлов. М. — Свердловск.
Машгиз, 1955, 52 стр.
Ивановский М., Покоренный электрон. Изд-во «Молодая гвардия», 1952, 430 стр.
(О развитии электроники и ее технических применениях.)
К о р о б к о-С т е ф а н о в А., Звук за работой. М. Детгиз, 1957, 96 с*гр.
Кудрявцев Б. Б., Неслышимые звуки. Изд-во «Молодая гвардия», 1957, 158 стр.
Кузнецов В. И., Прогресс тяжелой индустрии в СССР. М. Изд-во «Знание», 1958,
64 стр.
Курдиновский Ю. П., Рентгеновские лучи и их применение. М. Учпедгиз, 1954,
116 стр.
Лозинский М. Г., Промышленное применение нагрева токами высокой частоты.
М. Изд-во «Знание», 1955, 40 стр.
Моисеев А. В., Что дает /% повышения производительности труда. М. Госполит-
издат, 1956, 32 стр.
Морозов А., Тайны моделей. Изд-во «Молодая гвардия», 1955, 312 стр. (Роль мо-
делирования в современной науке и технике.)
* Новоселова А. В., Редкие металлы и их применение. М. Изд-во «Знание», 1957,
24 стр.
Петров Г. С., Петрова Л. Г., Пластмассы. М.— Л. Детгиз, 1953, 78 стр.
Плонский А., Как человек приручил волну. М. «Советская Россия», 1958, 224 стр.
(Устройство ряда электронных приборов — электронных ламп, электронно-лучевой
трубки, телевизора Применение радиоэлектроники в промышленной и транспортной
автоматике, кибернетических устройствах, ультразвуковой дефектоскопии и обра-
ботке металлов, ультразвуковом микроскопе и др. приборах.)
* Применение атомной энергии в мирных целях. Сборник. М. Изд-во АН СССР, 1956,
159 стр.
* Радиотехника и электроника и их техническое применение. Сборник М. Изд-во
АН СССР, 1956, 128 стр.
* Розен Б. Я., Материалы неограниченных возможностей. М. Изд-во «Знание», 1957,
40 стр.
Соколов В., С и н и ц и н С., Ультразвук в промышленности. Изд-во «Московский ра-
бочий», 1958, 108 стр.
Чистяков Н. И., Полупроводники и их применение. М. Трудрезервиздат, 1957.
64 стр. (Новая техника и передовые методы труда.)
* Ш а х р а й М. А., Передовые технологические процессы в машиностроении.
М.—Свердловск. Машгиз, 1954, 268 стр.
Статьи по вопросам технического прогресса печатаются в журналах «Техника—моло-
дежи», «Знание—сила», «Наука и жизнь», «Юный техник».
29*
Какой будет техника завтрашнего дня?
Что можно ожидать от машиностроения
в будущем? Наше время — время великих
свершений, когда осуществляются самые
смелые технические мечты. Еще не успели
пожелтеть страницы газет и журналов, на
которых писалось — как о грядущем —
о том, что стало былью сейчас: об атомной
энергии и реактивных самолетах, радиоло-
кации. и заводах-автоматах, приборах, поз-
воляющих перешагнуть за грань видимого,
ракетах, поднимающихся к поверхности воз-
душного океана, и спутниках Земли, о кос-
мических кораблях. А на очереди уже но-
вые, более удивительные победы, которые
предстоит одержать. Атомная энергия,
атомная авиация и транспорт рождаются
уже сегодня, и их расцвета недолго остает-
ся ожидать. Управляющие машины на заво-
дах, широчайшее развитие автоматики и те-
лемеханики — к этому мы идем. Шагнет
вперед технология машиностроения,, выра-
стет семейство материалов для машин —
быстроходных, мощных, экономичных.
Вслед за спутниками Земли появятся вне-
земные станции, вслед за полетами автома-
тических ракет-разведчиков и первыми кос-
мическими полетами последуют другие.
О будущем говорят сейчас не одни писа-
тели, но и ученые, техники, инженеры.
В одном из своих выступлений президент
Академии наук СССР академик А. Н. Не-
смеянов нарисовал картину будущих завое-
ваний науки и техники. Представьте себе,
говорил он, что в быстром темпе решаются
задачи уничтожения болезней, покорения
453
НАУК
СССР
пустынь и неиспользованных пространств
Севера. Новые мощные источники энергии
служат человеку. Далеко идущая автомати-
зация освобождает его от тяжелого и уто-
мительного труда. Исчезает подземный
труд. Рационально поставленное земледе-
лие и химия в изобилии снабжают населе-
ние продуктами.
и
Что это — страницы фантастического ро-
мана? Это как раз то, над чем работает со-
ветская наука. Известные ученые нашей
страны, стоящие на переднем крае науки,
выступают в этой главе с рассказами
о завтрашнем дне машин, о задачах, кото-
рые надо разрешить, чтобы мечты о разви-
тии техники стали реальностью.
Машины-автоматы
завтрашнего дня
Прежде чем конструктор приступит к со-
зданию той или иной машины, он должен
знать целый ряд исходных теоретических
данных. Их готовят машиноведы — уче-
ные, разрабатывающие теорию машин и
механизмов. Машиноведы ведут большую
работу по созданию научного задела, по
заготовке впрок новых идей развития ма-
шин.
В короткой беседе специалист в области
теории машин и механизмов академик Иван
Иванович Артоболевский рассказывает
о некоторых машинах завтрашнего дня.
Казалось бы, машины-автома-
ты теперь нельзя называть маши-
нами будущего, так как они уже
нашли широкое применение в со-
временном производстве. Но ма-
шины-автоматы завтрашнего дня
будут качественно отличны от
нынешних.
Сейчас, как правило, они узко
специализированы, то есть вы-
полняют технологические опера-
ции для выпуска изделий опреде-
ленной конструкции, размеров и
формы. Переход к выпуску дру-
гих изделий, даже мало отличаю-
щихся от тех, для которых по-
строен автомат, связан с очень
сложной его перенастройкой на
новый режим, а в некоторых слу-
чаях и вообще невозможен.
Требования к качеству про-
дукции, выпускаемой автоматом,
заставляют постоянно регулиро-
вать режим его работы. Такая
регулировка в современных авто-
матах немыслима без их останов-
ки. А это нарушает ритмичность
производства, понижает коэффи-
циент времени рабочего использо-
вания автомата.
От такого рода недостатков
освободятся машины-автоматы бу-
дущего. Программа их работы
станет определяться совокуп-
ностью громадного количества са-
мых разнообразных механизмов и
их сочетанием в общую цепочку,
управляющую орудием обработки
и обрабатываемым объектом.
456
Программа будет записываться
на ленте, карте, барабане в ви-
де какого-либо кода. Специаль-
ные устройства преобразуют «счи-
танные» с программы сигналы
в электрические импульсы, кото-
рые смогут передаваться на си-
стему управления. Здесь они бу-
дут расшифровываться и переда-
ваться источникам энергии и тем
механизмам автомата, которые
выполняют заданную программу
производства. Из узла управле-
ния расшифрованные программы
поступят на исполнительные меха-
низмы, которые произведут ос-
новные рабочие операции — пода-
чу инструмента, перемещение об-
рабатываемого объекта, съем
его и т. д.
Но вся система такого автома-
та была бы несовершенной, если
бы она не содержала в себе узла
активного контроля. Этот узел
призван обеспечивать автоматиче-
ский контроль продукции в самом
процессе ее изготовления и пода-
вать соответствующие команды
в систему управления для коррек-
тировки работы автомата.
Новые автоматы явятся ком-
плексными системами, в которых
механические устройства будут
сочетаться с гидравлическими,
пневматическими, электрическими
и электронными устройствами. Та-
кие автоматы позволят произво-
дить изделия сложной конфигура-
ции, значительно повышать скоро-
457
сти производственных процессов,
увеличивать производительность
машин.
Можно представить себе, что
для отдельных типовых операций
или части этих операций удастся
создать стандартные блоки про-
грамм, а из этих программ —
«библиотеки», из которых необхо-
димую программу можно будет
брать, как книгу. Программы
представится возможным пересы-
лать по почте, обмениваться ими.
Машины-автоматы будут свя-
заны с устройствами, производя-
щими учет изготовляемой про-
дукции, обработку данных о рас-
ходе сырья, подсчет стоимости
выпускаемой продукции, а также
получающими различные плано-
вые, экономические и статистиче-
ские показатели, необходимые для
эффективного направления произ-
водственного процесса. Все эти
данные будут передаваться в те
цехи и отделы завода, от работы
которых зависят основные опера-
458
ции по выпуску продукции, выпол-
няемые машинами-автоматами.
Такие машины-автоматы —
это не научная фантазия, а дело
недалекого будущего.
Мне придется разочаровать
тех, кто думает, что автоматика
будущего—это мягкое кресло пе-
ред пультом, усеянным кнопка-
ми. Труд при коммунизме — не
бездумное времяпрепровождение
в окружении «мудрых» машин.
Он будет менее физически утоми-
тельным, этот груд, но он потре-
бует несравненно больше знаний,
смекалки, умения. Автоматы на-
шего завтра станут для нас по-
вседневной реальностью. Автомо-
биль, сам выбирающий себе до-
рогу, завод, выпускающий маши-
ны. до которых не дотрагивались
руки людей, работающие заводы и
фабрики, запертые на замок, уп-
равляемые электронными «дирек-
торами», — вот они, наши сегод-
няшние мечты, которые будут
завтра реальностью.
459
Паутина, заменяющая канат
Чтобы строить новые сверхбыстрые,
сверхпрочные, мощные машины-автоматы,
нужны и новые материалы — материалы
будущего.
В одном из романов знаменитого англий-
ского фантаста Герберта Уэллса рассказы-
вается о веревочной лестнице, канаты ко-
торой были не толще паутины. Между тем
они выдерживали вес нескольких человек
одновременно, и казалось, разорвать их
невозможно. Что это было? Сплав удиви-
тельной прочности? Необыкновенное искус-
ственное волокно? Писатель не дал ответа
на эти вопросы. Но ученые могут сказать,
из какого материала можно сделать тонкие
канаты удивительной прочности. О том, ка-
кими станут металлы будущего, рассказы-
вает крупный специалист в области прочно-
сти металлов, член-корреспондент Акаде-
мии наук СССР Иван Августович Одинг.
Паутину уэллсовской лестницы
можно было бы сделать и из чи-
стого железа.
Хотя чистое железо — это мяг-
кий, податливый, пластичный ме-
талл, временное сопротивление
разрыву у него едва-едва дости-
гает 20 килограммов на квадрат-
ный миллиметр, и чистое железо
значительно менее прочно, чем
сталь, все же можно думать о
сверхпрочном железе.
Оглянемся назад.
В те дни, когда я еще был
студентом — это совпало с года-
ми первой мировой войны и Вели-
кой Октябрьской революции, —
чугун имел прочность всего около
8 килограммов на квадратный
миллиметр.
А сегодня чугун выдерживает
70—80 килограммов на квадрат-
ный миллиметр.
Легкие сплавы в те времена
имели предел прочности 6—7 ки-
лограммов на квадратный милли-
метр.
А современные сплавы алюми-
ния позволяют доводить нагруз-
ку до 60—65 килограммов на
квадратный миллиметр. Грубо
говоря, нам, металловедам, уда-
лось повысить за эти годы проч-
ность металлов, имеющих корен-
ное значение в машиностроении,
примерно в 8—10 раз.
Казалось бы, успех колоссаль-
ный. Он был достигнут двумя
основными путями: во-первых, ле-
гированием металла, то есть до-
бавлением в его состав незначи-
тельных в процентном отношении
упрочняющих присадок, и, во-вто-
рых, системой термообработки, вы-
зывающей выгодные для нас из-
менения в кристаллической струк-
туре материалов. Оба эти пути
не пройдены еще до конца ни
наукой, ни практикой. Вероятно,
идя по ним, мы сможем в течение
ближайшего десятилетия поднять
прочность стали от достигнутых
сегодня 200 килограммов на квад-
ратный миллиметр до 300 кило-
граммов. Ну, а где тот верхний
предел прочности металла, к ко-
торому мы можем, стремиться?
Этот предел указали физики.
Они определили величины меж-
атомных связей. И по их теорети-
ческим расчетам оказалось, что
прочность простых чистых метал-
лов должна быть в тысячи раз
выше тех, которые мы сегодня
считаем своим предельным, бли-
стательным достижением.
В тысячи раз! Представляете
себе? Не в два, не в десять,
а в тысячи раз! Вот она, паутин-
ка, которая выдержит вес десятка
людей! Вот мосты, фермы кото-
рых похожи на кружево, башни
телевизионных центров в десятки
километров высотой, воистину
почти невесомые самолеты и ав-
томобили!
Как же согласовать теоретиче-
скую прочность металла с его
практической прочностью? Поче-
му между ними существует та-
кой гигантский разрыв? Почему
еще невозможно осуществление
уэллсовской лестницы?
Лет двадцать — двадцать пять
назад двое ученых — английский
физик Г. Тэйлор и член-коррес-
пондент Академии наук СССР
Я. И. Френкель — независимо
друг от друга пришли примерно
к одинаковому мнению по этому
вопросу: «В металлах, в их кри-
сталлической структуре есть опре-
деленные несовершенства; дей-
ствительная их структура не
соответствует теоретической. Эти
несовершенства и являются причи-
ной низкой прочности металлов».
Таким был их вывод.
Сколько споров было вокруг
этой гипотезы! Одни ее признава-
ли, другие считали ересью. Но
факты неумолимо подтверждали
ее соответствие истине. Прежде
всего совпала расчетная проч-
ность металла — если учесть
имеющиеся в нем определен-
ного вида несовершенства (их
назвали дислокациями) — с той
прочностью, которую мы имели
в действительности. А затем этот
затянувшийся спор в науке судом
фактов, как всегда, был решен
в пользу истины. Решающую роль
при этом сыграли свидетельские
показания электронного микроско-
па. Дислокации, которые их про-
тивники объявляли несуществую-
щими, а гипотезу о их существо-
вании слишком искусственной,
удалось увидеть.
Дальнейшие исследования вы-
явили примерно такую картину.
Дислокации получаются в метал-
ле в первые же мгновения его за-
твердевания в литейной форме.
Оказывается, кристаллизация из
расплава с образованием дислока-
ций идет с меньшей затратой
энергии, чем без дислокаций.
А затем при дальнейшей обработ-
ке — ковке, прокатке, волоче-
нии металла — мы увеличиваем
количество этих дислокаций.
Интересна и еще одна особен-
ность. Минимальную прочность
металл имеет при совершенно оп-
ределенном количестве этих дис-
локаций. Если мы увеличим их
количество — это происходит,
например, при прокатке, — ме-
талл становится прочнее. Чем
больше дислокаций, тем прочнее
металл. Вот по этому пути —
увеличения числа дислокаций —
и шли наука и практика метал-
лургии в последние десятилетия.
Но от этого минимума прочно-
сти есть и другой путь к упро-
чению металла — уменьшение
числа дислокаций. И этот путь го-
раздо эффективнее. Именно он
может обеспечить нам создание
материалов невероятной прочно-
сти.
Кстати, первые образцы такого
материала без дислокаций уже
получены. Правда, это чисто ла-
бораторные образцы, крохотные
столбики чистого железа, выдержи-
вающие на растяжение не 20 ки-
лограммов на квадратный милли-
метр, как наше сегодняшнее «чис-
тое» железо, а 1 400 килограммов!
Это почти фантастическая проч-
ность, которая уже как-то при-
ближается к той, которую пред-
сказывают физики-теоретики.
Получают такой металл очень
сложным методом. В специальной
установке создается облако паро-
образного хлористого железа, на-
гретого до определенной темпера-
462
туры. Затем железо восстанавли-
вается водородом. Водород соеди-
няется с хлором, а атомы железа
кристаллизуются на охлаждаемой
пластинке в виде длинных кри-
сталлов толщиной всего в не-
сколько микронов. Эти нитеоб-
разные кристаллы ученые назва-
ли усами.
Перед нами сейчас стоит зада-
ча — найти промышленную, при-
менимую в заводских условиях
технологию изготовления бёздис-
локационного металла. Если бы
это удалось и мы начали вы-
пускать большие количества та-
кого металла, это было бы рав-
носильно удвоению, удесятерению,
увеличению в сотни раз мощно-
сти нашей металлургической про-
мышленности! Ведь мы будем рас-
ходовать его на те же сооруже-
ния в 10 и в 100 раз меньше,
чем расходуем сегодня. Появятся
кружевные мосты и «невесомые»
самолеты, о которых уже имеют
право мечтать не только фанта-
сты, но и ученые.
Конечно, дело это не простое,
но стремительное развитие техни-
ки не раз перегоняло самые опти-
мистические предсказания.
Я могу утверждать совершен-
но твердо: задача управления
дислокациями в металле будет ре-
шена в ближайшие годы или деся«
тилетия. Удивительные металлы,
которые до этого существовали
только в романах фантастов, ста-
нут реальностью. И одним из ре-
волюционных решений, которые
определят дальнейшее стреми-
тельное движение техники вперед,
будет создание бездислокационно-
го сверхпрочного металла.
463
Прокатный стан ближайших лет
Вы уже знаете, что прокатка благодаря
непрерывности процесса является самым
производительным способо?л обработки ме-
талла.
Изобретатель ряда новых прокатных ста-
нов — начальник Центрального конструк-
торского бюро металлургического машино-
строения, член-корреспондент Академии на-
ук СССР Александр Иванович Целиков
говорит, что ход развития двух важнейших
металлургических процессов — литья и
прокатки — дает полное основание утвер-
ждать, что в ближайшие годы произойдет
слияние машин разливки металла и про-
катных станов в один общий агрегат. Ка-
ким будет новый агрегат?
стана пойдет беспрерывно и на
ходу будет разрезаться на куски
требуемой длины.
Станы для обжатия слитков —
блюминги и слябинги — отойдут
в область преданий, а прокатные
станы для выпуска готовой про-
дукции сначала приблизятся к
сталеплавильным агрегатам, а за-
тем после изобретения непрерыв-
стан ближайших
Прокатный
лет будет работать не над про-
каткой отдельных слитков или за-
готовок. В него поступит жидкий
металл, который сначала в кри-
сталлизаторе перейдет из жидкой
фазы в твердую, а затем в вал-
ках прокатного стана приобретет
требуемый профиль листа, балки
или проволоки. Металл из валков
464
ного способа плавки стали будут
срастаться с ними в единую ав-
томатическую поточную линию.
До сего времени еще не соз-
дан полностью автоматизирован-
ный прокатный стан, работа ко-
торого происходила бы без уча-
стия человека, начиная со склада
исходной продукции и кончая
складом готового проката.
Решению этой задачи должно
предшествовать изобретение ма-
шин и приборов для механизации
и автоматизации различных one
раций при производстве прокат-
ки, которые еще выполняются
частично вручную: это удаление
поверхностных дефектов на про-
кате, измерение размеров профиля
и соответствующая корректировка
положения валков, контроль каче-
ства проката, упаковка и другие.
Такие машины и приборы,
встроенные в прокатный стан, и
электронные управляющие маши-
ны дадут возможность полностью
автоматизировать прокатку. Роль
прокатчика или вальцовщика, тре-
бующая тяжелого физического
труда, сведется в новых станах
к роли наладчика машин и при-
боров.
Поточность производства по-
требует усиления связи работы
•прокатного стана со смежными
операциями, выполняемыми раз-
ными машинами обработки про-
ката в готовые изделия. Это при-
ведет к преобразованию прокат-
ного стана в сложную систему,
включающую в себя не только
машины для прокатки и связан-
ные с ней вспомогательные опе-
рации, но также и машины, вы-
полняющие дополнительные опе-
рации по переработке проката
в готовые изделия, например в ку-
зова автомобилей, консервные
банки и многие другие изделия.
Прокатный стан ближайших
лет будет работать на высоких
скоростях
В конце двадцатых годов счи-
талось, что в холодном состоянии
металл можно прокатывать со
скоростями не более 0,5—1 метра
в секунду. Через несколько лет
эта скорость была доведена до
5—8 метров в секунду, а когда
перед войной был построен непре-
рывный стан для холодной про-
катки жести со скоростью до
18 метров в секунду, считалось,
что был достигнут предел. Но пре-
дела повышению скорости прокат-
ки пока не видно. Строятся ста-
ны со скоростью до 38 метров
в секунду, то есть около 135 ки-
лометров в час. Центральное кон-
структорское бюро металлургиче-
ского машиностроения разработа-
ло проект стана, который будет
работать со скоростью до 60 мет-
ров в секунду. Все это дает
основание предполагать возмож-
ность создания в ближайшем
будущем прокатных станов со
скоростями прокатки в 100—
200 метров в секунду.
Некоторые думают, что про-
каткой можно получать только
листы, различные профили и
трубы. В действительности, как
показал опыт эксплуатации прин-
ципиально новых прокатных ста-
нов, прокаткой можно получать
не только профильный металл, но
также изделия, приближающиеся
по форме и размерам к различ-
ным деталям машин. К такого
рода станам относятся, например,
станы для прокатки осей и валов
переменного сечения, шаров, ро-
ликов, зубьев, цилиндрических и
конических колес, червяков и
других изделий.
Применение станов этого типа
для прокатки деталей машин
дает огромный эффект благодаря
экономии металла и высокой про-
изводительности. Можно предпо-
лагать, что такие станы будут
внедряться все шире и шире, ча-
стично заменяя собой ковочные
машины и металлорежущие стан-
ки. И недалек тот день, когда
такого рода новые машины будут
применяться в цехах машино-
строительных заводов так же ши-
роко, как станочное оборудова-
ние. В отличие от мощных метал-
лургических станов, простираю-
щихся иногда в длину чуть ли не
на километр, будут работать не-
большие оригинальные машины-
автоматы, встраиваемые в общую
технологическую линию по произ-
водству какой-либо детали авто-
мобиля или другой машины мас-
сового производства.
30 Машина
465
Сверхвысокие давления и техника
Высокие давления давно интересовали
ученых. Но хорошо изучено действие дав-
ления на жидкость и газы лишь порядка
до одной-трех тысяч атмосфер. Более вы-
сокими давлениями занимается специаль-
ная, сравнительно молодая наука — физика
сверхвысоких давлений. Каковы ее пер-
спективы, что несут сверхвысокие давле-
ния технике, рассказывает директор Инсти-
тута физики высоких давлений Академии
наук СССР, доктор физико-математических
наук Леонид Федорович Верещагин.
Начав исследовать
действие
сверхвысоких давлений на различ-
ные вещества, ученые обнаружи-
ли, что по мере увеличения дав-
ления растет и число новых явле-
ний, неожиданных для исследова-
телей. Выяснилось, например, что
новые свойства приобретают твер-
дые вещества, помещенные в жид-
кость, сжатую до нескольких де-
сятков тысяч атмосфер.
Сочетание высоких давлений и
температур позволило осущест-
вить давнишнюю мечту ученых.
Известно, что драгоценный камень
алмаз и ничем не примечатель-
ный графит
состоят из одинако-
БОРА
зон
вых атомов углерода, но лишь
по-разному расположенных. Пред-
принималось много попыток из-
менить кристаллическую решетку
графита и превратить его в ал-
маз. При одном из опытов удалось
развить колоссальное давле-
ние, равное 427 тысячам атмос-
фер. Однако при этом температу-
ра была равна комнатной и
получить алмаз так и не удалось.
Оказалось, что небольшие искус-
ственные алмазы можно создавать
лишь при температуре око ио
3 тысяч градусов и давлениях
в сто тысяч атмосфер. И хотя
стоимость таких алмазов пока
выше, чем стоимость естествен-
ных, значение этого открытия ог-
ромно.
Сочетание высоких давлений и
температур позволило ученым
также получать очень твердые
кристаллы из соединения бора
с азотом. Это новое вещество —
боразон. По твердости боразон
превосходит алмаз: она столь вы-
сока, что боразон оставляет
царапины даже на алмазе —
этом самом твердом природном
материале. Следует отметить,
что в отличие от алмаза боразон
может успешно работать при
температурах до 2500 градусов.
Как известно, когда вещество
сжимается, объем его уменьшает-
ся, плотность увеличивается. Лег-
ко сжимаются газы. При очень
высоких давлениях они превра
шаются в твердые вещества. При
еще более высоких давлениях
сжатию поддаются как жидкости,
так и твердые тела. «Уплотнение»
молекул или атомов твердого ве-
щества приводит в конце концов
к перестройке его кристалличе-
ской решетки. При этом в значи-
тельной степени меняются свой-
ства металла, в том числе и ме-
ханические. Это исключительно
важно для техники.
В Институте физики высо-
ких давлений Академии наук
СССР проведены опыты, которые
показали, что прочность и пла-
стичность металлов, помещенных
в жидкость, под давлением в 25—
30 тысяч атмосфер, резко возра-
стают.
При испытании одного из
стальных образцов на разрыв со-
противление при давлении в 28 ты-
сяч атмосфер составило 340 ки-
лограммов на квадратный милли-
метр, а при 100 тысячах атмос-
фер прочность этой стали
увеличилась бы более чем вдвое.
Хрупкий чугун гоже становит-
ся при высоких давлениях пла-
стичным и весьма прочным на
разрыв материалом. При давлении
в 30 тысяч атмосфер сопротивле-
ние его на разрыв превысило
330 килограммов на квадратный
миллиметр.
После снятия давления свой-
ства твердых тел возвращаются
к первоначальному состоянию.
Однако лабораторные опыты по-
казали, что после обработки
сверхвысоким давлением пластич-
ность и прочность некоторых ме-
таллов оказались более высокими
и после снятия давления. Металл
после опыта оказывался прочнее,
чем до опыта.
Эти исследования имеют не
только научную, но и огромную
практическую ценность. Откры-
вается возможность получать ме-
талл повышенной пластичности и
прочности, используя для этого
высокое гидростатическое давле-
ние
Лабораторные опыты позволя-
ют нарисовать приблизительную
схему обработки металла в жид-
кости, находящейся под сверхвы-
соким давлением. Эта схема бу-
дет выглядеть примерно так. Про-
катный стан, очевидно, располо-
жится в специальном резервуаре,
заполненном жидкостью. Металл
будет подвергаться действию не
только валков стана, но и высо-
кого давления порядка 30—40 ты-
сяч атмосфер, которое создадут
в резервуаре мощные компрессо-
ры. Прокат, полученный на таких
гидростанах, будет гораздо более
прочным и пластичным, чем ме-
талл. прошедший обработку на
обычных станах.
Опыты по обработке металла
под сверхвысоким гидродавлением
открывают и еще одну интерес-
ную перспективу. При волочении
проволока обычно становится
хрупкой. Протяжка ее под боль-
шим гидростатическим давлением
не только повышает прочность
стали, но и сохраняет ее пластич-
ность. В Институте физики
высоких давлений были по-
ставлены опыты по получению
алюминиевой проволоки повышен-
ной прочности. Проволока, выдав-
ливаемая при помощи жидкости,
находящейся под давлением
в 8 тысяч атмосфер, почти в два
раза прочнее, чем обычная, и к то-
му же сохраняет значительную
пластичность. Подобные резуль-
таты можно получить и с рядом
других металлов.
Этот способ обладает также
иными достоинствами. Можно до-
стичь громадной скорости обра-
ботки, совершать за один проход
большую деформацию при высо-
кой точности обработанной по-
верхности. Кроме того, фильера —
специальное отверстие — практи-
чески не изнашивается. Предо-
храняет ее от этого пленка жид-
кости. Энергетические затраты на
единицу длины изделия сущест-
венно меньше, чем при обычных
способах вытяжки. Открывается
возможность изготовления изде-
лий весьма сложного поперечного
профиля без продольных ступе-
ней. Уже получены заготовки
в виде шестерен.
Создание промышленных про-
катных и волочильных станов,
в которых металл будет подвер-
гаться большим гидростатическим
давлениям, — задача, технически
вполне разрешимая. Но для это-
го необходимы мощные компрес-
соры непрерывного действия, ко-
торые обеспечат сверхвысокие
давления в резервуарах больших
объемов. Ряд таких машин уже
создан в Институте физики
высоких давлений; эти маши-
30*
467
ны предназначены для исследова-
тельских целей. Создание более
мощных компрессоров для про-
мышленных целей — дело самого
недалекого будущего.
Большой интерес исследовате-
лей сверхвысоких давлений выз-
вали свойства струи жидкости,
вытекающей из сосуда, подвергну-
того давлению около 1 500 атмо-
сфер. Вытекая со сверхзвуковой
скоростью, эта струя похожа на
туго натянутую стальную прово-
локу. Если ударить по ней ме-
таллическим предметом, он от-
скочит. Такая струя легко раз-
мывает отверстия в любых мате-
риалах, в том числе в стальных
пластинах. Еще трудно сказать,
в какой области техники будет
использовано это интересное яв-
ление, но им уже сейчас весьма
заинтересовались некоторые ин-
женеры. Такая водная струя, воз-
можно, будет использована для
резки льда, для очистки литья
взамен пескоструйного аппарата,
для подводной очистки корпусов
судов и для некоторых других
целей.
Исследователи сверхвысоких
давлений получили первые, весь-
ма обнадеживающие результаты.
Судя по этим результатам, мож-
но смело утверждать, что сверх-
высокие давления будут широко
использованы в технике завтраш-
него дня.
468
„Стрельба" деталями
Коллектив Сибирского физико-
технического научно-исследова-
тельского института (СФТИ) под
руководством Героя Социалисти-
ческого Труда академика
В. Д. Кузнецова разработал но-
вый сверхскоростной метод обра-
ботки металла.
Сущность его заключается
в том, что в обычный винтовочный
патрон вместо пули вставляется
металлическая (алюминиевая или
латунная) заготовка и произво-
дится выстрел. Заготовка вылетает
из ствола винтовки со скоростью
700 метров в секунду и пролетает
сквозь дульную насадку (цилин-
дрическую оправку). В насадке
закреплены резцы из углеродистой
и быстрорежущей стали. Они-то и
обрабатывают пролетающие мимо
них детали: снимают фаски, про-
резают канавки, пазы, нарезают
небольшие шестеренки.
Для обработки мелких дета-
лей можно создать настоящий
станок-пулемет, «стреляющий» де-
сятками тысяч деталей в час!
Обработанные детали улав-
ливаются специальным уловите-
лем, наполненным водой.
Конструкции станков для рабо-
ты на сверхвысоких скоростях мо-
гут быть самыми разнообразны-
ми. Разгонять заготовки можно не
только давлением пороховых га-
зов, но также переменным маг-
нитным полем. «Резцами» в этих
случаях могут быть мощные
электроискровые разряды или
сильные потоки ускоренных элек-
тронов.
469
Управляющие машины
В наши дни возник и быстро развивает-
ся новый класс машин — управляющие ма-
шины, которые способны выполнять некото-
рые функции, относящиеся к интеллекту-
альной деятельности человека. Такие
машины, как вы знаете, иногда называют
кибернетическими машинами.
Назначение управляющих машин — не
преобразование энергии или выполнение
рабочей операции по изготовлению детали,
по переработке продукта, а управление дру-
гими машинами или агрегатами. Управляю-
щая машина обычно сама находит и опре-
деляет наивыгоднейшие режимы работы
управляемой системы.
Новые машины освободят человека от не-
посредственного управления производст-
венным процессом. Они также способны
освободить людей от утомительных расче-
тов и таких видов умственного труда, ко-
торые допускают формализацию, то есть
раскладываются на ряд простейших конеч-
ных операций.
Какими будут управляющие машины,
в каких сферах их станут применять, рас-
сказывает известный специалист в области
автоматики, член-корреспондент Академии
наук СССР Борис Николаевич Петров.
ООШООО 1004 ППО1 01
ПК
0001 ЮПИ ЮООДОООО 4000
□ Г ОНО
о* ч
0004 1
‘J010 1100
oin oooo
470
Технический прогресс, несом-
ненно, изменит облик машин всех
классов. Многие типы машин ото-
мрут (например, недалеко то
время, когда паровоз станет му-
зейной редкостью), и, наоборот,
появятся новые типы машин —
двигателей и рабочих машин.
Однако, несомненно, наибольшие
изменения произойдут в технике
управления. Будут созданы уди-
вительные машины, которые смо-
гут выполнять, и притом с
большим успехом, чем человек,
многие операции по управлению
сложными техническими процес-
сами.
какие же особенности прису-
щи таким машинам?
Управляющие машины будут
обладать многими свойствами, ко-
торых не имеют современные ма-
шины.
В отличие от существующих
систем автоматизации, которые
обычно поддерживают определен-
ный, заранее заданный режим ра-
боты установок или обеспечивают
заданное протекание технологиче-
ского процесса, управляющие ма-
шины смогут поддерживать опти-
1мальный, то есть наивыгоднейший,
режим. Эти машины будут сами
находить его — определять во вре-
мя работы установки с учетом из-
меняющихся внешних условий, ка-
чества сырья и других факторов.
Особенно эффективным бу-
дет применение управляющих ма-
шин в производствах с непрерыв-
ными технологическими процесса-
ми, например на химических
заводах. Чаще всего такое про-
изводство представляет собою
совокупность различных агрега-
тов и аппаратов, проходя через
которые сырье превращается в
готовый продукт. Как правило,
каждый такой агрегат имеет
свою систему регулирования,
которая может настраиваться
самостоятельно. Обычно настрой-
ка регуляторов определяется за-
ранее и остается постоянной,
хотя изменения качества сырья и
внешних условий требовали бы и
узлов системы или регуляторов,
входящих в систему управления,
осуществлять прогноз поведения
системы и с учетом его вырабаты-
вать команды органам управления.
Автоматический поиск наивы-
годнейшего режима — характерная
черта новых автоматических си-
стем. Перемещая в прямом или
обратном направлении управляю-
щие органы, система найдет такое
положение, при котором регули-
руемая величина примет, напри-
мер, максимальное (или минималь-
ное) значение.
Простейшим примером может
служить так называемая систе-
ма экстремального управления
роторным бурением нефтяных
скважин, которая обеспечивает
наибольшую возможную скорость
проходки скважины. Эта ско-
рость зависит от давления на до-
лото и твердость породы. При
повышении давления до некото-
рого предела скорость увеличи-
вается, но затем, в связи с замед-
лением вращения долота из-за
изменения этих настроек. Управ-
ляющая машина сможет не толь-
ко автоматически изменять на-
стройку всех регуляторов, вхо-
дящих в систему, и поддерживать
наивыгоднейшнй технологический
процесс, но, как это ни удивитель-
но, сможет и самонастраиваться.
Новые автоматические системы
будут отыскивать максимальное
или минимальное значение вели-
чины, характеризующей протека-
ние процесса, определять наивы-
годнейшие настройки отдельных
большой нагрузки на него, начи-
нает снижаться. Автоматическая
система периодически меняет дав-
ление на долото и улавливает
происходящие при этом измене-
ния скорости проходки. Среднее
значение давления изменяется до
тех пор, пока скорость не достиг-
нет максимума. Естественно, в
пластах различной твердости ско-
рость проходки будет неодинако-
вой, но для каждого пласта она
будет наибольшей из возможных.
Управляющие машины прида-
471
дут автоматическим системам
свойства приспособляемости к
изменяющимся внешним усло-
виям. Это создаст некоторую ана-
логию свойствам живых организ-
мов. Изучение условий взаимодей-
ствия живых организмов с внеш-
ней средой и приспособляемости
их к резким изменениям внешних
условий позволит разработать и
новые принципы построения авто-
матических систем.
Наконец некоторые типы уп-
равляющих машин смогут «обу-
чаться», накапливать опыт. Такие
машины будут иметь специаль-
ные устройства, которые запоми-
нают результаты работы автома-
тической системы при различных
условиях и анализируют их. При
этом отбрасываются, «забывают-
ся» неудачные или неэффективные
операции и «запоминаются» наи-
лучшие. Показатели работы и на-
стройки самой машины автомати-
чески корректируются и совершен-
ствуются. Машины этого типа
могут быть названы самооргани-
зующимися или самосовершенст-
вующимися.
Применение подобных машин
будет особенно полезным для
управления такими технологиче-
скими процессами, которые в си-
лу своей сложности не поддаются
строгому математическому описа-
нию.
Возьмем, например, выплав-
ку чугуна. На ход доменного про-
цесса влияет большое число раз-
личных факторов — и качество
руды, и состав шихты, и режим
дутья, и много других.
Специальную управляющую ма-
шину можно построить для пол-
ной автоматизации такого процес-
са. Машина будет воспринимать
сигналы различных датчиков, оп-
ределяющих ход процесса и поло-
жение регулирующих органов.
Первое время машина будет лишь
следить за действиями опытного
оператора, управляющего ходом
доменного процесса, запоминать
его действия, анализировать их
результаты, отбирать наилучшие и
отбрасывать неудачные. За дли-
тельное время — недели или ме-
сяцы — машина накопит опыт
управления. Затем управление до-
менным процессом передадут ма-
шине, которая будет сначала ра-
ботать под наблюдением того же
оператора. Он сможет в любую
минуту вмешаться и, если нуж-
но, скорректировать действия ма-
шины. Наконец машина сможет
уже самостоятельно управлять
процессом. Более того, она будет
способна и улучшать свою рабо-
ту, корректируя программу на
основании анализа результатов
своих действий. И наступит вре-
мя, когда ни один оператор, ка-
ким бы опытом он ни обладал, не
сможет соревноваться с машиной
по качеству управления.
Применение «обучающихся»
машин могло бы дать большой
эффект в управлении многими
технологическими процессами
в химической, нефтяной, пищевой
и других отраслях промышлен-
ности.
При построении машин, осо-
бенно сложных и многоэлемент-
ных, большое значение имеет
обеспечение надежности их дей-
ствия. Для управляющих машин
это одна из центральных проблем.
Помимо средств повышения на-
дежности, которые уже приме-
няются в настоящее время —
дублирование элементов и важ-
нейших цепей машины, профилак-
тической замены деталей, несом-
ненно, широкое применение най-
дет резервирование элементов и
целых блоков машины, которые
автоматически включаются на
место вышедших из строя. Вклю-
чение резервных блоков будет
производиться по сигналу спе-
циальных устройств, непрерыв-
но или периодически контролиру-
ющих исправность основных ча-
стей. Машины, снабженные таки-
ми устройствами, можно было бы
назвать саморемонтирующимися.
Простейшим примером их могут
служить металлообрабатывающие
станки с автоматической сменой
инструмента.
Некоторые управляющие и вы-
числительные машины, содержа-
щие сотни однотипных электрон-
ных блоков, конструируются с та-
ким расчетом, чтобы по сигналу
специальных устройств периодиче-
ского контроля их исправности на
место вышедшего из строя блока
автоматически включался резерв-
ный и подавался сигнал, ука-
зывающий номер неисправного
блока.
Управляющие машины позво-
лят объединять в единую систе-
му машин многие рабочие маши-
ны. Такая система в отличие от
существующих будет иметь не
«жесткие», раз навсегда установ-
ленные связи и соединения, а из-
меняющиеся по мере необходи-
мости. Изменения этих связей
обеспечат наивыгоднейшие режи-
мы работы системы при различ-
ных условиях.
Применение управляющих ма-
шин в сочетании с новыми типа-
ми машин-двигателей и рабочих
машин даст возможность свести
к минимуму затраты физического
труда и утомительной однообраз-
ной умственной работы человека и
высвободит время для созидатель-
ного творческого труда, позволит
повысить культурный и интеллек-
туальный уровень трудящихся.
Справа на рисунке художник попытался
изобразить один из агрегатов гигантско-
го самоуправляемого химического заво-
да с непрерывным технологически*
процессом, за которым будет следы ь
управляющая машина. Она сможет не
только автоматически изменять настрой-
ку агрегата, но будет поддерживать так-
же наивыгоднейший режим работы.
472
Необычайное путешествие
На наших глазах меняются транспортные
машины. Растет мощность их двигателей,
скорость, вместительность. Созданы и не-
обычные транспортные средства, такие, как
вертолеты, атомные корабли, реактивные
машины. Необычные машины открывают
перед транспортом и необыкновенные воз-
можности. Один из ведущих специалистов
в области транспорта, член-корреспондент
Академии наук СССР, заслуженный дея-
тель науки и техники Василий Васильевич
Звонков, в небольшой заметке рассказывает,
каким может быть путешествие на новых
машинах.
Итак, в путь! Подходим
к троллейбусу. Он скорее похож
на поезд. В нем удобные мягкие
места для лежания, и, как поезд,
он состоит из нескольких ваго-
нов. На вагонах таблички: «Мо-
сква — Горький».
Поезд-троллейбус трогается.
Он мчится по улицам столицы
и, наконец, вырывается на широ-
кое асфальтированное шоссе.
Ни одного светофора, ни одного
перекрестка. Местами шоссе про-
ложено высоко над землей. Вни-
зу, под мостами и эстакадами,
лежат другие шоссе, железнодо-
рожные линии, озера.
А навстречу мчатся такие же
поезда на шинах — большущие
автобусы-поезда.
Справа и слева от шоссе бо-
гатырской поступью шагают
стальные мачты высоковольтных
линий электропередач. Они идут
с берегов Волги, от гидроэлек-
тростанций. Они идут и от прос-
водный.
проводя.
торных светлых зданий, где
электрический ток рождается от
бурно расщепляющихся атомов
урана.
Путешественники в Горьком,
в речном пассажирском порту.
Им предлагают сесть на элек-
троход-троллейбус, на этот раз
Над водой протянуты
Стайка вертолетов поднимает-
ся в воздух и ожидает там
появления электрохода. Он пока-
зывается на горизонте и, стреми-
тельно разрезая волны, прибли-
жается к порту. Вертолеты
опускаются на его палубу.
Электроход продолжает двигать-
ся с прежней скоростью.
А те, кто отправился на
Дальний Восток, уже давно на
берегу Тихого океана. Всего за
несколько часов доставил их
туда реактивный самолет. Он
тоже не такой, какие мы привык-
ли видеть сейчас, — он скорее
напоминает ракету. Поднявшись
с московского аэродрома, этот
летательный аппарат набрал вы-
соту в несколько сот километров
и летел с огромной скоростью,
почти не встречая сопротивления
воздуха. Вооружившись оптичес-
кими приборами, путешественни-
ки смотрели на Землю. Вся Си-
бирь лежала перед ними как на
ладони... Здесь ходит электрич-
ка. А с наступлением сумерек
над Сибирью вспыхивает элек-
трическое зарево.
Фантастические картины пред-
стали и перед теми, кто отпра-
вился на юг. До самого Кавказа
их мчал электрический поезд.
И хотя поезд идет без остановок,
пассажиры на станциях входят
в вагоны. Они входят на ходу,
с движущихся платформ. Такая
платформа постепенно набирает
476
скмриегь и догоняет поезд. Пас-
сажиры спокойно выходят на эту
платформу. С нее происходит и
посадка.
Сидя в вагоне, пассажиры
разговаривают по междугородно-
му телефону, смотрят телевизи-
онные передачи...
Мимо окон то и дело с ог-
ромной скоростью проносятся
встречные поезда, мелькают
станции, составы из самых раз-
нообразных вагонов... Не может
ли произойти крушение?
Но пассажиры спокойны.
Безаварийную работу транспорта
обеспечивают автоматические
приборы безопасности и диспет-
черы. Диспетчер сидит перед
большим пультом, на котором
видно все, что происходит на
железнодорожных путях, и не
только по огонькам сигнальных
лампочек, но и на экране телеви-
зора. Поворот рукоятки — и пе-
ред глазами диспетчера проплы-
вают грузовые составы, еще
поворот — проходят бригады ос-
мотрщиков вагонов, потом появ-
ляется изображение пассажир-
ской платформы. С помощью кно-
пок дежурный осуществляет дис-
петчерскую централизацию: пере-
водит стрелки, по радио дает
указания машинистам, регулирует
расход электрического тока на
отдельных участках пути. Дис-
петчеру помогают электронные
машины.
А вот конечный пункт путе-
шествия — вечно цветущий и зе-
ленеющий город Сочи. Бескрай-
ное море манит отправиться в
плавание. Путешественникам нет
необходимости заходить в порт.
Здесь не видно ни баков с жид-
ким горючим, ни груд угля. Горю-
чее на судно погружают не подъ-
емные краны и не транспортеры,
а искусственная рука, чтобы не
повредило людям излучение ура-
на. Усилие достаточно прило-
жить одному человеку, потому
что на целый месяц плавания не-
обходима всего горстка ураново-
го «топлива». Горстка, которая
свободно помещается в папирос-
ной коробке!
Атомный корабль отправляет-
ся в плавание...
Так будет. Эти путешествия—
не заоблачная мечта, а близкая,
вполне реальная фантазия.
Будущее легкого машиностроения
Производство текстиля, кожи, одежды и
обуви имеет истоки в глубокой древности.
Прошли тысячелетия. И, как ни странно,
можно сказать, что почти до XIX века тех-
нология изготовления этих важнейших для
человека предметов обихода сохранялась
прежней.
Сегодня уже механизированы почти все
процессы в производстве тканей, одежды
и обуви, а многие даже автоматизированы.
Созданы оригинальные машины и автома-
ты, выпускающие миллиарды метров тка-
ней, миллионы пар обуви. Но этого теперь
недостаточно для такой бурно развиваю-
щейся страны, как наша. Необходимы ко-
ренные изменения в работе легкой промыш-
ленности, чтобы удовлетворить все расту-
щие потребности советских людей. Каковы
будут эти изменения, что нового мы увидим
завтра на фабриках и заводах, производя-
щих вещи первой необходимости?
Об этом рассказывает специалист в облас-
ти легкого машиностроения, доктор техниче-
ских наук, профессор Иван Ильич Капустин.
Будущее принадлежит преж-
де всего прогрессивным техноло-
гическим способам производства
как изделий, изготовляемых из
известных всем материалов —
хлопка, льна, шерсти, шелка, ко-
жи, так и из искусственных ма-
териалов — капрона, нейлона, ор-
лана, лавсана, искусственной ко-
жи, резины и многих других.
Ткани из искусственных воло-
кон необычайно прочны, многие
из них не гниют и не разрушают-
ся при действии кислот и щело-
чей. Для того чтобы изготовить
столько тканей, сколько изготав-
ливает их в год средний завод
штапельного волокна, нужно
собрать хлопок с 10— 15 тысяч
гектаров, или лен с 200 тысяч
гектаров, или шерсть с 15 мил-
лионов овец, или, наконец, мил-
лиарды шелковичных червей и
целые тутовые леса.
При изготовлении тканей как
из натуральных, так и из искусст-
венных материалов применяют
весьма трудоемкие операции
прядения и ткачества. В этом
сказывается некоторый консерва-
тизм, когда новое — получение
искусственных материалов —
приспособлено к старым спосо-
бам производства тканей.
Техника будущего строится
на новых принципах технологии,
которые позволяют вырабаты-
вать текстиль без прядения и
ткачества. Машины-автоматы бу-
дут изготовлять ткани непо-
средственно из начеса хлопка
или других натуральных волокон
478
или же из массы, приготовлен-
ной химическими способами.
Много сделано в этом направ-
лении. Уже сейчас из начеса
в виде уплотненной хлопковой
ваты изготавливают ткани по-
средством сшивания и сплетения
волокон хлопкового начеса на
специальной машине. Она напо-
минает своеобразную швейную
машину.
Можно и склеивать во-
локна. Для этого между подго-
товленными слоями начеса про-
кладывается полихлорвиниловая
пленка в виде сетки. Проходя
между горячими валками калан-
дра, слои начеса прочно склеи-
ваются пленкой. Йолучаемый та-
ким образом текстиль не рас-
клеивается, хорошо пропускает
воздух и достаточно прочен.
Синтетические же волокна са-
ми могут склеиваться, если на-
греть и сжать их, пропуская
между горячими валками калан-
дров. Можно применить и ван-
ны с пропиточным составом,
повышающим износостойкость
тканей. Пропитанный текстиль
носится в несколько раз дольше,
чем текстиль без пропитки.
Получение тканей без пряде-
ния и ткачества сходно с произ-
водством бумаги, поэтому новые
машины-автоматы совсем не по-
хожи на грохочущие ткацкие
станки, каждый из которых дол-
жен сделать тысячи ударов, что-
бы соткать метр ткани. Они ско-
рее будут напоминать каландры,
непрерывно соединяющие мил-
лионы волокон. Они в десятки и
сотни раз ускорят процессы по-
лучения тканей. Оборудование
«ткацкой» фабрики будет пред-
ставлять собой агрегат, автома-
тически выполняющий все опера-
ции, от загрузки сырьем до
отделки и упаковки текстиля в ки-
пы Контроль за качеством, ре-
гулирование режима работы, уп-
равление приборами и агрегатами
также будут автоматизированы.
Такие машины позволяют созда-
вать не только цехи-автоматы, но
и фабрики-автоматы!
Электронные машины с про-
граммным управлением, телеви-
зоры, ультразвуковая техника,
достижения радиотехники, авто-
матики и телемеханики найдут
самое широкое применение на
текстильных предприятиях.
Даже такую тонкую работу,
как гравирование рисунка на
валах текстильных печатных
машин, которую всегда выполня-
ли искусные мастера-граверы, и
то будут делать машины.
Достаточно создать нужный
рисунок на бумаге, положить его
в автомат, и машина сама сде-
лает все необходимое. Читающее
устройство прочитает рисунок и
полученную информацию пере-
даст в перерабатывающую часть,
затем командный аппарат заста-
вит резцы автоматически нано-
сить рисунки на вал. Вместо го-
да тонкой работы гравера ав-
томату потребуются часы.
Сейчас по чертежам на совет-
ских заводах изготовляют обо-
рудование для автоматического
кожевенного завода. Уже изго-
товлены электронные измери-
тельные машины, проходные ма-
шины для промывки, жирова-
ния, прокатки кож и многие дру-
гие.
На новом заводе .автомати-
ческие укладчики разложат ко-
жу, как это необходимо для
обработки на первой машине, за-
тем транспортирующие устрой-
ства, автооператоры и другие
механизмы будут передавать ко-
жи с одной позиции на другую
без всякого вмешательства чело-
века. В безвозвратное прошлое
уходит профессия Никиты Коже-
мяки. Автоматические машины
будут вырабатывать без прикос-
новения рук человека кожи вы-
сокого качества и в большом ко-
личестве.
Большую работу ведут уче-
ные и по созданию искусствен-
ных кож. Представьте себе, что
человеку приходится работать
в очень суровых холодных ус-
ловиях. Ноги очень чувствитель-
ны к холоду. Для таких усло-
вий создают искусственную теп-
лую обувь. Когда приходится
работать в химических цехах,
нужна кислотоустойчивая обувь —
ее тоже создали. Нефтяникам
нужна нефтестойкая обувь,
угольщикам — обувь, не боящая-
ся острых углов и влаги, литей-
щикам и пожарникам — огне-
стойкая обувь. Все это создается
из искусственных материалов,
основой которых являются поли-
меры.
Даже для защиты человече-
ского организма и, в частности,
ног от вредного радиоактивного
излучения применяют обувь, из-
готовляемую из полимерных ма-
териалов.
Как и на каких маши-
нах изготовляют искусственную
кожу?
Простейшую искусственную
кожу делают так же, как и тек-
стиль, без прядения и ткачества,
только слои и пленки резины и
каучука располагают не внутри
слоев начеса, а снаружи. Для
воздухопроницаемости такой ко-
жи нужно, чтобы резиновая
пленка имела поры или малень-
кие отверстия, через которые
воздух проходил бы, а вода за-
держивалась. Этого добиваются,
обрабатывая пленку хлористым
калием.
Теперь научились делать не
только гладкую кожу, но и ис-
кусственную замшу, мех и дру-
гие материалы. Искусственная
замша и велюр изготавливаются
из текстиля на установках, снаб-
женных электрическим полем.
На ткань, сматываемую с руло-
на, наносится тонкая пленка
клея. Предварительно заготов-
ленные короткие волокна насы-
паются на ленту транспортера,
находящегося под обрабатывае-
мой тканью. Движущаяся лента
транспортера и намазанная кле-
ем ткань попадают в электриче-
ское поле. Волокна с ленты при-
тягиваются электрическим полем
и поворачиваются вдоль силовых
линий. Все волокна летят, как
стрелы, перпендикулярно к про-
клеенной поверхности ткани,
прочно приклеиваясь одним кон-
цом к клеевой пленке. . Затем
ворсинки расчесываются, и ис-
кусственная замша готова.
Таким же способом изготовля-
ют искусственный бархат, мех и
другие материалы.
480
Дальнейшие достижения химии
высокополимеров откроют широ-
кие перспективы для создания
новых, еще лучших искусствен-
ных материалов. Они позволят
применить пластмассы для литья,
штамповки и формования обуви.
Цельноформованная обувь и
ее детали изготовляются из по-
ливинилхлорида, полистирола,
ацетатиеллюлозы. Автоматы для
изготовления обуви из пластмасс
обладают большой универсаль-
ностью. Они изготовляют моно-
литные подошвы, каблуки и могут
одновременно формовать и при-
креплять низ пластмассовой обуви
к текстильному верху, подобно
методу горячей вулканизации.
Одно из главных достоинств
автоматического производства
обуви из пластмасс — исключи-
тельная простота изготовления
изделий. Материалы для обуви
закладываются или засыпаются
в обогреваемый бункер, приго-
тавливающий из смеси тестооб-
разную массу. Специальное ус-
тройство, подобно винту мясо-
рубки, проталкивает расплавлен-
ную пластмассу к пресс-формам,
установленным на вращающемся
столе. Он последовательно под-
водит одну пресс-форму за дру-
гой к соплу, из которого шнек
выдавливает пластмассу во вну-
треннее гнездо пресс-формы, за-
полняя его. Время, необходимое
для заполнения пресс-формы, ус-
танавливается автоматически с по-
мощью реле времени, в зави-
симости от размера изделия и
типа пластмассы. Оно обычно не
превышает нескольких секунд.
После заполнения пресс-формы
стол поворачивается и подводит
новую пресс-форму к соплу, по-
дающему пластмассу. Автомат по-
зволяет получать обувь и детали,
окрашенные в разные цвета. Для
этого достаточно ввести красящие
пигменты в бункер, куда засы-
пается смесь для пластмассы.
И в производстве швейных
изделий полимеры также призва-
ны сыграть решающую роль.
Одежда из полимеров имеет хо-
рошую окраску, она не мнется,
не боится влаги, моли, хорошо
носится, стирается. Новые мате-
риалы коренным образом меня-
ют технологию изготовления оде-
жды, а следовательно, и устрой-
ство машин.
Сейчас выкроенные из ткани
детали одежды сшивают на
швейных машинах. А при изго-
товлении одежды из полимеров
детали будут склеивать на прес-
сах.
Швейная машина, для того
чтобы скрепить детали одежды,
делает один за другим короткие
и частые стежки. Длина стеж-
ков около миллиметра, и потому
сшиваемая ткань движется мед-
ленно. Это похоже на то, как
мы быстро переступаем ногами,
но делаем малюсенькие шаги.
Таким шагом далеко не уйдешь
и скороходом не будешь. А кле-
евой пресс работает неторопливо,
но быстро: нажал, и изделие го-
тово!
В будущем, когда материалы
из полимеров найдут более ши-
рокое применение, простейшие
виды одежды сразу будут изго-
тавливаться на фабрике искус-
ственных материалов. На ней не
только приготовят ткань, а сра-
зу же сделают и нужную одеж-
ду, красивую и удобную. Отпа-
дет необходимость шить изделия,
не нужны будут ни швейные ма-
шины, ни швейные фабрики.
31 Машина
481
Новый материал в машиностроении—
„невещественные" машины
и инструменты
Историки назвали разные эпохи разви-
тия человечества, исходя из основного ма-
териала, применявшегося в эти периоды для
изготовления орудий труда и оружия. По-
этому можно полагать, что сейчас мы еще
живем в железном веке, поскольку основ-
ным материалом, из которого строятся ма-
шины и изготовляется оружие, является
сталь, состоящая главным образом из желе-
за. Но историки будущего, вероятно, отне-
сут наше время к началу совсем нового,
невещественного века. Почему? Об этом
рассказывает доктор технических наук, про-
фессор Георгий Иосифович Покровский.
Материя, окружающая нас,
состоит в основном из двух ви-
дов. Один ее вид является ве-
ществом, построенным из атом-
ных ядер и электронов. Ве-
ществом и пользовался человек
в технике и в быту в течение
всех тысячелетий своего разви-
тия.
Но сейчас новый вид мате-
рии входит в технику—электро-
магнитные силовые поля и вол-
ны.
Отдельные «детали» электро-
двигателей, генераторов тока и
так далее состоят именно из
электромагнитных полей.
Но это только начало. Новый
вид материи стремительно вхо-
дит в технику, позволяя решать
такие задачи, самая постановка
которых еще недавно казалась
бы фантастической.
Вот, например, сейчас ученые
многих стран усиленно работают
над созданием термоядерных ре-
акторов, то есть установок, в ко-
торых должна протекать регули-
руемая термоядерная реакция
синтеза тяжелого водорода в ге-
лий с выделением огромного ко-
личества энергии. Термоядерные
реакции могут, однако, проте-
кать только при температурах
в миллионы и сотни миллионов
градусов.
Как удержать вещество при
такой температуре в заданном
объеме? Как создать достаточ-
но жаропрочный сосуд, способ-
ный выдержать воздействие столь
высоких температур? Всякая по-
пытка применить здесь вещество
любого вида обречена заранее
на полную неудачу. Здесь нужна
совсем иная материя.
Применяя соответствующие
электромагнитные поля большой
интенсивности, можно сжать
в малом объеме вещество, разо-
гретое до сверхвысокой темпе-
ратуры, и управлять его движе-
нием. Именно по этому пути
идут советские и английские
ученые в своих теоретических и
практических работах. Они уже
достигли температур более мил-
482
Лиона градусов, удерживая и даже
сжимая в тонкую нить веще-
ство при такой невероятной тем-
пературе, создаваемой конден-
сированным электрическим раз-
рядом.
Еще более эффективно станет
использование электромагнитных
волн при управлении полетом кос-
мических ракет и искусственных
спутников Земли.
Чтобы направить эти машины
по точно заданному направле-
нию, необходимо обеспечить
движение их при разгоне вдоль
канала ствола, напоминающего
ствол пушки, выдвинутый на сот-
ни километров над поверхностью
Земли в космическое простран-
ство. Такой ствол нельзя сде-
лать из какого-либо, хотя бы са-
мого легкого и прочного, веще-
ства. Этот ствол создают из
направленных электромагнитных
волн. Он практически ничего не
весит, может быть легко повер-
нут в любом направлении и мо-
жет быть немедленно уничтожен,
когда в нем отпадает необходи-
мость.
Пока человек совершает пер-
вые шаги, выдвигая с Земли
в космос первые конструкции, пер-
вые машины, построенные из элек-
тромагнитных волн и силовых по-
лей, но, видимо, уже не так дале-
ко то время, когда эти конструк-
ции начнут заполнять простран-
ство сначала в пределах солнеч-
ной системы, а потом, вероятно, и
за ее пределами.
Век электромагнитной мате-
рии, век эфира быстро вступа-
ет в свои права и стремительно
распространяет власть человека
над безграничным космическим
пространством.
Микровзрывы вместо резцов,
сверл и фрез
'Еще Ломоносов более двух-
сот лет назад определил взрыв
как весьма быстрое выделение
значительного количества энер-
гии и газов в ограниченном
объеме. Однако до последнего
времени считалось, что взрывом
следует считать только быстрое
разложение на газы обычного
взрывчатого вещества или ядер-
ную реакцию при атомном взрыве.
Между тем легко осуществи-
мы взрывы, обусловленные сов-
сем другими процессами. Осо-
бый интерес представляют собою
такие процессы, которые могут
дать многочисленные, быстро сле-
дующие друг за другом микро-
скопические взрывы.
Это в первую очередь конден-
сированные электрические разря-
ды в той или иной жидкости.
Такие разряды уже в течение ря-
да лет применяют для обработ-
ки металлов и других материа-
лов. Таким путем можно сверлить
фигурные отверстия весьма ма-
лых размеров и производить дру-
гие виды сложной и прецизионной
обработки разнообразных мате-
риалов.
Другой вид микроскопических
взрывов — микровзрывов —
представляет собою кавитация.
Если в жидкости внезапно пони-
зить давление, то эта жидкость
вскипает, в ней образуются мель-
чайшие пузырьки.
Если после этого вновь по-
высить давление — пузырьки ис-
чезают. Каждый пузырек, сжи-
маясь, как бы захлопывается.
Движущиеся с разных сторон
массы жидкости соударяются и,
внезапно тормозясь, создают ог*
ромные давления и температуры.
Здесь образуется мгновенно очаг
микроскопического взрыва. Этот
взрыв может разрушать самые
твердые материалы.
Создавая в какой-либо жидко-
сти пульсирующее давление, на-
пример ультразвуковые колеба-
ния, можно получить кавитацию—
мгновенное появление и исчезно-
вение пузырьков. Если с этой жид-
костью соприкасается тот или иной
материал, микровзрывы при ис-
чезновении пузырьков будут дро-
бить и распылять материал.
Таким способом можно, напри-
мер, бурить твердые горные по-
роды и различные другие мате-
риалы.
Можно думать, что по мере
развития физики микровзрывов
они все более и более будут вне-
дряться в различные области тех-
ники и заменять собою примене*
ние различных режущих ин-
струментов. Сверхтвердые и
сверхпрочные материалы для
этих инструментов все чаще и
чаще будут заменяться огромны-
ми давлениями ионизированных
и диссоциированных газов, воз-
никающих при микровзрывах.
31*
483
ЧТО ЧИТАТЬ
Артоболевский И, Будущее механизмов. «Техника — молодежи», 1953, № 5,
стр. 19—23. (Об основных направлениях технического прогресса машиностроения.)
Бабат Г., Мечты инженера. «Техника — молодежи», 1956, № 6, стр. 30—32. (Об
энергетике и авиации будущего.)
Будущее начинается сегодня. «Наука и жизнь», 1957, № 11, стр. 49—54. (Беседы
с учеными о материалах будущего, об использовании токов высокой частоты.)
Гарбузов С., Хвастунов М., Шатуновский И., Необычайное, но вполне
вероятное путешествие в недалекое будущее. М., изд-во «Правда»., 1959, 63 стр.
(О развитии науки и промышленности в семилетке.)
Варваров Н., Завтрашний день авиации. «Юный техник», 1957, № 9, стр. 34—36.
Васильев М.. Путешествия в космос. М., Госкультпросветиздат, 1955, 176 стр.
Васильев М., Гущев С., Репортаж из XXI века. Изд-во «Советская Россия»,
1958, 248 стр. (Интервью с учеными о перспективном развитии науки и техники
в XXI веке.)
Верещагин Л. Ф., Высокие давления в технике будущего. М., изд-во АН СССР,
1956, 36 стр. (Научно-популярная серия.)
Еще через 40 лет. «Знание — сила», 1957, № 11, стр. 27—41. (Беседы с учеными
о фотонных ракетах, самолетах, термоядерных электростанциях, кибернетике,
атомной технике и транспорте будущего.)
Захарченко В. (В. Дмитриев), Путешествие в завтра. Изд. 2-е. М.—Л., Дет-
гиз, 1953, 192 стр. (Химия, автоматика, телемеханика, металлургия будущего.)
Звонков В., Окно в будущее. «Техника — молодежи», 1954, № 3, стр. 20—21.
(О транспорте будущего.)
Коротков В. И., Черныш А. М., Корабли будущего (Атомоходы.) М., Воениздат,
1959, 112 стр.
Ляпунов Б., Открытие мира. Изд-во «Молодая гвардия», 1959, 206 стр.
Моралевич Ю., Транспорт будущего. М., Профиздат, 1956, 126 стр.
Науменко И. А., Атомные силовые установки: М., Воениздат, 1959, 190 стр. (Науч-
но-популярная библиотека.) (Возможности применения атомной энергии в транс-
портной технике.)
Перельман Р. Г., Ядерные двигатели. М., изд-во «Знание», 1958, 56 стр.
Петров Б., Автоматика будущего. «Наука и жизнь», 1956, № 11, стр. 9—15.
Покровский Г., Рассуждения о механизмах. «Техника — молодежи», 1952, № 8,
стр. 4—8. (О механизмах будущего, работающих при сверхвысоких давлениях
и температурах.)
Попилов Л., 2500 год. Всемирная выставка. (Репортаж из будущего.) «Техника —
молодежи», 1956, № 7 и 8. (Транспорт, обработка металлов, промышленность,
приборостроение будущего.)
Рындик В., Лучи, переделывающие металл. «Наука и жизнь», 1957, №2,
стр. 56—57. (Окно в будущее.) (Использование радиоактивных излучений для
изменения свойств сплавов, применяемых в машиностроении.)
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
ИМЕННОЙ УКАЗАТЕЛЬ
ЧТО ЧИТАТЬ
A
Абразивы 421—425, 427
Авиация 84, 389, 390, 394, 399, 401, 431, 453
Автомат 30, 202, 203, 271—273, 304—312, 316, 321,
322, 325—328, 330—334, 336, 339—341, 343, 350,
373, 379, 382, 391, 392, 406, 416, 450, 456, 457,
459, 479, 481
Автоматизация 16, 305—307, 316, 325—328, 343, 350,
375, 381, 391, 465, 471, 472
Автоматика 7, 13, 16, 285, 308—311, 317, 320, 321,
372, 381, 391—393, 398, 417, 420, 448, 450, 453,
459, 469, 479
Автоматическая линия — см. Линии автоматические
Автоматическая телефонная станция 325
Автоматические контролеры 326—330
Автоматические станки 200, 304—308, 323, 326—329,
331, 334, 347, 371, 373, 375, 388
Автоматические устройства 32, 126, 202, 308, 316, 317,
321, 325, 372, 373, 381, 418, 428
Автоматический завод 328, 343—347, 371, 373, 375,
388, 480
Автоматический цех 340—342
Автомобиль (автомашина) 12, 14, 16, 19—21, 38, 76,
102, 105, НО, 135, 161, 162, 165, 199, 201, 212, 241,
270, 271, 273—275, 284, 285, 301, 307, 308, 322,
334, 347, 387, 389, 401, 404, 408, 409, 412, 414—
416, 459, 460, 465
Автомобильная промышленность 20
Автомобильный двигатель — см. Двигатель автомо-
бильный
Автомобильный завод — см. Завод автомобильный
Автооператор 341, 480
Автопилот 137
Агрегат 13, 30, 45, 67, 112, 164, 187, 271, 280, 281, 300,
315, 322, 336, 338, 343, 346, 347, 349, 350, 352,
371, 374, 377, 379, 381, 391, 395, 415, 427, 464, 469,
470, 471, 479
Агрегатные станки 210—213, 375
Азот 340, 392, 403, 466
Азотирование 408—410
Аккумулятор 318, 337, 349, 350
Алмаз 257, 342, 393, 408, 420, 422, 428
Алмазный станок (станок алмазной расточки) 346,
347
Алюминий 76, 77, 81, 329, 344, 394—397, 399, 401, 405,
408, 409, 427, 429, 444, 460, 466
Анализ рентгеноструктурный 441, 443
Анализатор 167—169, 368
Анод 349, 356, 357, 361, 434, 438
Арифметические устройства 352, 353, 358, 360, 365—
367.
Арифмометр 348, 349, 365, 370
Атом 74, 89—91, 448—450, 463, 466, 475
Атомы меченые 156, 432, 433, 440—443, 449, 450
Аустенит 89—91
Аэродинамическая труба 279, 431
Б
Баббит 76, 77, 155, 156
Бабка 204, 208, 214, 215, 341, 379, 380
Балка 13, 79, 177, 286, 415, 426, 464
Барабан 186—193, 196—198, 248—253, 341
Батарея (батарейка) 139, 310, 313, 314, 316, 322,
349, 356, 418
Бесчелночный ткацкий станок 330, 332—334, 429
Блок 40, 41, 76, 108, 109, 217, 258, 402—404
Блюминг 13, 88, 286, 287, 316, 318, 464
Болванка 13, 88, 215, 228, 233, 316, 425
Болт 94, 118, 171, 172
Бор 408, 466
Боразон 466
Бронза 76, 77, 81
Бульдозер 19, 300
Бункер 203, 304, 344—346
Бурильные трубы 295
Бурильный станок 13, 390
В
Вакуум 391, 395, 448
Вакуумная трубка 349, 438
Вагранки 78, 279, 346, 433
Вал 92, 93, 95, 97, 104, 105, 107, 111, 114, 119, 129,
132—134, 137, 138, 142, 144, 148—150, 152—157,
160—162, 168, 171, 186, 192, 193, 217
— гребной 404
— карданный 131, 322
— коленчатый 100, 101, 110, 173, 174, 301
— приемный 187—190, 194—198
— рабочий 52, 73, 96, 100, НО, 112, 113, 115, 116,
118, 126, 130, 136, 141, 181, 215
— распределительный 117, 118
— роторный 173
— ступенчатый 421
— трубчатый 174
— электрический 323
Валки 79, 88, 166, 279, 286, 287, 302, 303, 379, 464,
465, 467, 479
Ванадий 79, 394, 396
Ватт 51
Вводные устройства 352, 353, 365, 374
Векторные величины 47
Велосипед 38, 44, 76, 97, 116, 137, 275
Вентилятор 27, 30, 183, 184, 302, 333
Вертолеты 25, 110, 474, 475
Весы 107, 108, 320
Ветряной двигатель 56, 58, 321, 322
Взаимозаменяемость 240
Взрыв 393, 424, 483
Вибратор 164, 184, 399, 443
Вибрации 126, 143, 180—186, 282, 394, 447
Виброгаситель 186
489
Винт 23, 92—96, 103, 112, 117, 118, 121, 125, 131,
143, 166, 200, 241, 243—245, 248, 252, 254,
302, 304, 312, 313, 415, 481
— водоподъемный 40
— водяной ПО
— воздушный ПО, 401, 404, 423, 445
— гребной 375, 402, 403
— микрометрический 222, 249, 251, 255
— нейлоновый 403
— подающий 97, 119
— регулировочный 142, 247,. 326, 327
— стопорный 245
— ходовой 160, 204, 217, 222, 380
— червяк 130
— шариковый 160
— шнек 119
Винтовая передача 160
Вкладыш 76, 155, 404, 414
Включатель 310, 311, 313, 314, 322
Водопроводная станция 322
Водопроводные трубы 40
Водород 402, 408, 410, 439, 463, 482
Водяное колесо 54
Воздух жидкий 234, 391
— сжатый 126, 142, 161, 277, 405—407, 409, 414
Волна вибрационная 186
— ударная 392, 393
Волокно 401—404, 460, 479
Волокнит 401
Волочильный стан 467
Волчок 137
Вольфрам 79, 392, 394, 396—398, 405, 406, 408, 418
Ворот 41, 52, 104, 130, 131
Вращательное движение 133
Врубовые машины 12, 290 .
Втулка 44, 95, 153—156, 165, 166, 193, 248, 249, 391,
404, 414
Вулканизация горячая 481
Выключатель 142, 317, 354
Выпрямитель 352, 398, 448
Высокое давление 392
Высокомолекулярные соединения 401
Вычислительные машины 7, 16, 348, 349, 350—356,
361, 363—365, 367, 368, 369, 371, 372, 375—378,
381, 382, 391, 429, 430, 448, 472
Вязкость 83, 91, 150, 151, 295, 333, 396
Газификация подземная 292, 429
Газовая турбина 63. 67, 181, 292, 388, 390, 394, 396,
398, 414, 420
Газонаполненная трубка 349
Газы 82, 161
Гайка 95, 103, ПО, 119, 121, 160, 166, 172, 200, 241,
248, 251, 252, 275, 284, 293, 304, 380, 402
Гальванометр 316
Гальванотехника 409
Гамма-дефектоскопия 442
Гамма-лучи 433
Генератор 15, 65—67, 171, 322, 330, 352, 418„ 443,
448, 482
Геометрия резания 224
Германий 428, 448
Герстнера формула 52
Гидравлическая передача 125, 126
Гидравлическая турбина 63, 65, 66, 165, 293, 294, 323
Гидравлические устройства 40, 126, 373, 418, 457
Гидронасос 126, 213
Гидростан 467
Гидростанция (гидроэлектростанция) 12, 55, 66, 295,
307, 310, 313—315, 317, 430, 474
Гидротурбина 12, 55, 102, 133, 221, 233, 369
Гироскоп 181, 390
«Гитара» 216
Глинистый раствор 294
Головка 293, 304, 326, 364. 365
— доводочная 421, 422
— измерительная 258, 259
— магнитная 363, 378
— мерительная цилиндрическая 252
— мерительная электроконтактная 328
— самоходная 416
— силовая 214
— фрезерная 209
Горная промышленность 292
Горючее 65, 320, 326, 477
Графит 80, 393, 466
Гусеницы 27, 126, 291, 297, 300, 412
Д
Датчик 317, 319, 323, 324, 326, 329, 330, 374, 380
— давления 310
— измеритель 328—330, 379
— прибора 166
— электрический 328
— электроконтактный 326
Двигатель 12, 16, 20, 37, 45, 48, 51—55, 68, 69, 72,
82, 97, 99, 101, 112, 114, 116, 120, 125,
126, 130, 132, 133, 138—141, 143, 148, 149,
157, 163, 183, 190, 202, 212, 220, 283, 284,
291—294
— авиационный 161, 275, 396
— автомобильный 173, 203, 213, 328, 347
— ветряной 56, 58, 321, 322
— внутреннего сгорания 32, 63—65, 76, 102,
‘ ПО, 111, 115, 161, 203, 297, 308, 392,
404, 449
— газотурбинный 390
— дизельный 65, 300
— паровой 52, 59, 62—63
— поршневой 104, 106—108, 112, 178
— ракетный, реактивный 1, 173, 392, 394,
396, 404, 409, 420, 444
• — тепловой универсальный 62
— турбореактивный 402
— электрический 52, 63—65, 311, 312, 321
Движение 77
— возвратно-поступательное 125, 390
— волновое 145, 169
— вращательное, вращения 97, 101, 102, 104,
106, ПО, 112, 116, 133, 135, 216, 390
— вспомогательное 304
исполнительное 68, 70, 118
— качательное 106, НО, 113, 116
— колебательное 179, 182, 184, 328, 438
— криволинейное 71, 133
— механическое 78, 133, 322
— молекул 78, 81
— неравномерное 129, 132, 133
— поступательное 83, 97, 101, 117, 162
— прямолинейное 44, 45, 71, 104, 106, 112,
120, 125, 132, 133, 216, 390
490
— рабочее 44, 68, 110, 138, 184, 213, 224, 304,
330, 335
— равномерное 44, 45, 106, 120, 133, 135
— реактивное 294
— тепловое 82, 350
— хаотическое 77, 78, 81, 83, 87, 162, 350
Демпфер 186
Дефектоскоп 434, 435, 443
Дефектоскопия цветная 444
Деформация 163, 165—168, 170, 446, 447, 467
Дизель 11, 65, 326
Дина 50
Динамо-машина 51, 61, 132, 349
Диод 356, 357
Диск 11, 290, 293, 321, 325, 328—331, 446
Дискретные элементы 372
Дислокация 461—463
Диффузия 77
Диффузор 346
Диэлектрики 398, 403
Добавки 79—81, 90, 395, 396, 401
Доводка 421—424, 426
Дозатор 202, 344, 345
Долбежный станок 78, 88, 202, 221, 306, 374, 378, 392
Допуск 190, 193, 195, 240—242, 244, 254, 259, 260,
326, 327, 330, 377
Дробеструйная установка 406
Дробилка 114, 409, 420
Дуга вольтова 145
— прожектора 392
— сварочная 416
— электрическая 393, 426
Дутье 279, 374, 472
Дюралюминий 76, 77, 81, 173
Ж
Жаропрочность (жаростойкость, жароупорность)
84, 395—397, 406, 408, 409.
Железо 13, 76—81, 86, 89, 91, 163, 296, 361, 364, 395,
401, 406, 409, 418, 419, 422, 427, 440, 460, 462
Железобетон 195, 197, 307, 405
Желоб 40, 54, 130, 132, 157, 160, 178, 290, 341, 342
Жесть 60, 75, 312—314, 465
Жидкое состояние вещества 82
Жидкостная передача 125, 126
Жидкость смазывающая (смазочная) 148—152, 154,
162, 231
3
Завод авиационный 234
— автоматизированный 307, 377
— автоматический 328, 343, 344, 346, 347, 371,
373, 375, 388, 480
— автомат 16, 317, 343, 346, 347, 453, 454
— автомобильный, автозавод 201, 270, 271, 273,
274, 275, 280, 307, 377, 401, 417
— машиностроительный 13, 71, 78, 79, 88, 192,
200, 203, 234, 269, 272, 275, 279, 280, 285,
343, 412, 465
— металлообрабатывающий 300, 343
— металлургический 12, 31, 62, 78, 279, 286
— подшипниковый 318, 340, 343, 377, 422
— часовой 304, 307, 308
— химический 80, 471
— электроламповый 335
Заводоуправление 276, 277
Заготовительные цехи 200
Зажимные устройства 126
Закалка 79—91, 335, 338, 341, 401, 410, 417
— токами высокой частоты 418
Заклепка 200, 289, 412
Заменители 401, 404
Замочный станок 231
Запоминающие устройства 352, 353, 362—365, 382
Заряженные частицы 432
Зацепление 123, 127, 128, 132, 187, 191, 196
Звездочка 92, 97, 115, 116, 121, 334, 335, 427
Звук 392, 393, 395, 398—400, 428, 435
Землеприготовительная установка 203
Землеройные машины 18, 395
Зенкер 205, 213, 226, 227, 297
Зенкерование 205, 210
Золото 76, 78, 397
Золотое правило механики 105
Зуборезный станок 209
Зубчатая передача 116, 122—131, 291, 322, 445
Зубчатые колеса 88—92, 95, 96, 100, 102, 103, 122, 123
148, 187, 191 — 193, 197, 213, 216, 217,
220, 254
— ведомые 123, 126, 130, 131, 194, 195,
196
— ведущие 123, 125, 126, 130, 131, 189,
194—196, 198
— конические 102, 103 127, 129, 132,
220, 406
— паразитные 124. 126
— передаточные 187
— прямозубые 209
— разделители 126, 128
— сателлиты 127
— цилиндрические 127
И
Изгиб 170
Изложницы 78, 85, 86, 88, 286, 427
Излучатель 449
— пьезоэлектрический 434
— радиоактивный 442, 450
Излучение 395, 434, 443, 448
— радиоактивное 309, 401, 432—434, 443
— рентгеновское 434
— электромагнитное 435
Износ 153—156
Износостойкость (износоустойчивость) 202, 396
Изобретательство 425
Изолятор 396, 402—404, 424, 432
Изоляция 314, 404, 417
Изотопы радиоактивные 208, 309, 449
Импульс 351, 352, 355—359, 361—365, 375, 377—380,
424, 435, 438, 445, 457
Ингибитор 409—411
Индикатор 222, 253, 255, 329
Индуктор 418
Инерция 43—45, 116, 117, 126, 134, 330
Инструмент абразивный 422
— буровой 405, 409, 450
— давящий 83
— долбежный 206
— дробящий 426
— измерительный, мерительный 242, 243,
371, 422
— измерительный, универсальный 248
— ковочный 427
491
— колющий 218
— механизированный 126
— пневматический 126, 184
— режущий 78, 83, 89, 117, 214, 218, 220,
224, 225, 227, 229—233, 272, 375, 377,
398, 405, 409, 420, 422, 427, 442, 483
— ручной 44
— строгающий 218
— чертежный 190, 192
— электрогидравлический 427
Интегратор 369, 370
Интерференция 144, 145, 155, 168, 169, 260
Интерферометр 260, 262
Ионная трубка 434
Ионы 321, 409, 432—434, 439
Искатель 325
Искра 408, 424, 425, 428, 446
Испытание материалов 164—169
Источник колебаний 183—185
— света 143, 145, 256, 257, 260, 261
— тока 329, 349—352, 418, 483
— . энергии 44, 52, 54, 61, 64, 487
К
Кабель 28, 279, 296
Кавитация 483
Каландр 478
Калибр 242, 243, 255, 256, 262, 327
Камера 342, 394, 441, 445
— ионизационная 432
— сгорания 392, 394, 404, 420
— сжатия 82
— спиральная 66
— телевизионная 296, 435, 436, 444
Камнедробилки 292
Камнерезные машины 17
Канат 198, 460
Капрон 411
Карбид 420, 422
Карборунд 406
Карданный вал 131, 322
Каретка 94, 101, 120, 204, 215, 317
Карусельный станок 15
Катод 349, 356, 357, 361, 426, 434, 438
Каток 19, 146, 159, 171
Катушка 65, 139, 142, 313, 328—330, 352, 363, 364
Кварц 319, 362, 406, 422, 427, 434, 435, 448
Керамика 397, 405, 406, 409, 427, 428, 443
Керметы 406, 420
Киловатт 68
Кинематическая пара 101, 102
Кислород 394, 398, 416, 440
Кислородная станция 279
Клапан 76, 137, 142, 301, 308, 343, 393, 420, 423, 445
Клепка 416
Клещи 338, 339
Клин 218
Кобальт 79, 361, 401, 406, 418—420
Ковка 81, 87, 271, 412, 416
Ковочные машины 200, 271
Ковш 18, 296, 297, 300
Коксовые печи 404
Колебания 74, 83, 179, 183, 321, 351, 395, 404
— вынужденные 180, 181, 186
— высокочастотные, высокой частоты 394,
398, 436, 447
— звуковые 319, 435
— крутильные 180, 181
— световые 438
— свободные 180, 181, 184—186
— ультразвуковые 442
— электрические 435, 438, 447
Колено 57, 58, 100, 101, НО, 320
Коленчатый вал — см. Вал коленчатый
Колесо винтовое 129, 131 -
— водяное 40, 41, 43, 51, 54, 55, 57, 321, 322, 381
— зубчатое — см. Зубчатые колеса
— маховое — см. Маховик
— ступальное, топчак 53, 54
— трения 92, 117
Коллектор 168
Колодки 106, 107, 402, 403, 419
Кольцо 156, 242, 271, 272, 293, 294, 343, 414, 422, 426
— внутреннее 158—160, 202, 203, 342
— зажимное 252
— наружное 158, 159, 340, 342
— неподвижное 136
— подвижное 136, 137
— подшипниковое 449
— поршневое 76, 202, 328, 450
— промежуточное 157
— резьбовое 327
— упорное 76, 102, 136
— ферритовое 361, 362, 364
Комбайн сельскохозяйственный 27, 121, 303, 334
Компас 137, 180
Комплексная автоматизация 325
Компрессор 67, 126, 394, 402, 467, 468
Компрессорная станция 277
Конвейер 12, 20, 27, 201, 269, 270, 278, 280, 281,
283—285, 291, 318, 334, 339, 340, 343, 346, 377,
393, 412, 443
Конденсатор 64, 329, 330, 351, 368, 369
Кондитерские фабрики 30, 333, 334
Конструкция 16, 59, ПО, 115, 125 128, 159, 161, 165,
177, 186, 190, 199, 212, 221,’270, 304, 387 415,
417, 435, 436, 445, 456, 469, 483
Контакты 138, 139, 141—143, 310, 312—314, 319—322
325—328, 357, 374, 419
Контролер автоматический (автомат) 326, 328, 340,
342, 352, 391
— механический 338
— электроконтактный 328
— электромеханический 342
Контрольные устройства 342, 346, 373
Конус 214
Координатно-расточный станок 222, 223
Копир 207, 371—375
Корабли (суда) 12, 22, 23, 29, 39, 75, НО, 180, 183,
188, 196, 198, 199, 368, 382, 388, 391, 393, 398,
401, 403, 416, 431, 443, 468, 474, 477
Коррозия, защита от нее 408
Корунд 422, 427
Коробка золотниковая 60
— передач, подач 102, 206, 207, 217
— скоростей 204—207, 221, 224
Коромысло 49, 105, 108—111, 116
Котел 58, 59, 65, 67, 316, 333, 416
— атомный — см. Реактор
— паровой 60, 82, 136, 289, 315, 323, 410, 438
— высокого давления 396
Коэффициент вязкости 295
— линейного расширения 140, 141
— объемного расширения 141, 142
— поверхностного натяжения 334
— полезного действия (КПД) 63, 66, 68,
148, 163, 189, 191, 193, 197
— теплового расширения 396
492
— трения 148. 155, 157, 161 — 163, 218,
406
— упругости 163
Кран подъемный 76, 177, 300, 301, 317, 350, 379,
408, 477
Кремний 79—81, 396, 406, 408, 422
Кремнийорганические соединения 403, 404
Кривая Гаусса 238
Кривошип 60, 65, 98, 103—105, 107, 109—112, 116,
121, 125, 132—134, 172, 181, 200
Кристалл (кристаллик) 84—87, 162, 319, 348, 362,
393, 400, 419, 422, 424, 433—437, 441, 448, 463
Кристаллизатор 427, 464
Кристаллизация 84, 400, 461
Круг гончарный 40
— шлифовальный 14, 90, 194, 208, 226, 421—423
Круглошлифовальный станок 208, 407
Кручение 170
Кузнечно-прессовые машины 16, 79, 273, 465 — см.
также Прессы
Кукурузоуборочный комбайн 302, 303
Кулачки (кулаки) 54, 55, 106, 111, ИЗ, 117, 118, 125,
144, 331, 372, 375
Л
Лампа вакуумная 398
— дневного света 290
— импульсная 446
— пустотная 339
— трехэлектродная 357
— усилительная 432
— электрическая, электролампа 61, 94, 139,
241, 257, 284, 306, 335, 338—340, 347,
349, 391, 392, 405
— электронная 143, 352, 354, 441, 448
Лампочка сигнальная 313, 327, 383, 433, 476
Лебедка 186—189, 194, 196—198, 234, 403
Легирование 396, 401, 450, 460
Легкая промышленность 16, 31, 48, 62, 309
Лезвие 227—230, 241, 271, 396, 420
Лента бумажная 363, 365, 371, 375, 377, 378
— изоляционная 60
— магнитная 352, 363—365, 371, 375, 378, 380
— магнитострикционная 362
— передаточная 121
— ременная 114
— стальная 338, 339, 388, 441, 443
— транспортная 297
Линза 167, 168, 256, 365, 438, 439
Линии автоматизированные 16, 343
— автоматические 16, 271, 285, 307, 317, 328,
334—336, 339, 340, 375, 376, 465
— полуавтоматические 16
— поточные 303, 328, 350, 375, 381, 465
— станочные 14, 16, 317, 343, 391
— технологические 327, 347, 465
— электроламповые 340
Линии электропередачи 64, 66, 295, 398, 477
Литейные машины 346, 347
Литье 81, 202, 203, 276, 278, 404, 412, 414, 416, 420,
422, 449, 464, 468
Локомотив 140, 412
Лопасти 41, 54, 56—58, 164, 293, 323, 401, 422, 445
Лошадиная сила 68
Лучи 168, 169, 365, 432, 433, 446
— инфракрасные 321, 409
— космические 321, 369, 449
— невидимые 309, 401
— радиоактивные 401
— рентгеновские 321, 434—436, 441—443
— световые, света 145, 316—318, 431, 433, 436
— солнечные 311, 403
— ультрафиолетовые 321, 398, 443
* М
Магнетизм 361—364
Магний 81, 394, 396, 406, 409
Магнит 63—65, 139, 361, 362, 443, 444
Магнитные силовые линии 63, 64, 482
Манометр 82, 310, 312, 323
Марганец 79, 90, 396, 409
Мартен (мартеновская печь) 88, 286, 427
Мартенсит 91, 399
Масло 12, 323, 347, 389, 401, 404, 408, 424, 449
Материалы антифрикционные 395
— водонепроницаемые строительные 404
— инструментальные 406
— искусственные 400, 478, 480, 481
— магнитные 364, 395
— машиностроительные 77, 399, 401
— мягкие 422
— немагнитные 395
— огнеупорные 392, 410, 414
— полимерные 480
— пластичные 83, 395
— полупроводниковые 396
— пористые 395, 420
— синтетические 401, 404
— слоистые 404
— твердосплавные 425
— твердые 422
— ферромагнитные 361
— фрикционные 395
— хрупкие 83
— электроизоляционные 403, 404
Маховик (маховичок) 59, 60, 76, 92, 115—117, 132—
135, 137, 138, 171, 199, 204, 205, 208, 223, 401, 446
Машиноведение 68, 70—72, 75, 103, 224
Машиностроение 11 —13, 16, 18, 33, 75, 126, 186, 195,
196, 221, 232, 233, 287, 292, 300, 320, 334, 379,
387, 390, 391, 395—399, 401, 412, 414, 416, 427,
429, 430, 432, 453, 460, 464, 465, 478, 482
Машины автоматические (автоматы) 12, 30, 45, 118,
202, 273, 304—307, 321, 349, 456, 458—460, 479
— аналоги 349
— быстродействующие, быстроходные 50, 79,
181, 350—352, 365, 367, 369, 370, 379,
391, 394
— двигатели 31, 44, 87, 373, 472
— дискретные 349, 374
— «думающие», «умные» 348
— измерительные 342
— испытательные 167, 168, 174, 442
— кибернетические 469, 470
— клавишные 350
— контролеры 348
— металлообрабатывающие 212, 219, 233
— моделирующие 349
— орудия 31
— рабочие 44, 45, 54, 57, 61—65, 67, 68, 72,
74, 103, 112, 126, 148, 373, 471, 472
— тихоходные 18
— универсальные 61, 300, 351, 352, 355, 369
Медь 74, 76, 77, 81, 83, 173, 401, 405, 427, 429, 443
Металлизация 409
493
Металловедение 78
Металлография 84, 440
Металлокерамика 405, 406, 419, 420
Металломинералокерамика 405, 406, 420
Металлообработка 11, 16, 186, 215, 236, 242, 375, 406,
412, 425, 442
Металлопокрытия 281
Металлургия 11, 13, 16, 63, 78, 378, 379, 405, 406, 418,
419, 462, 463
Металлы благородные 396
— жидкие 202, 203
— легкие 397, 466
— легкоплавкие 397, 414
— мягкие 155
— профильные 465
— редкие 13, 396, 397
— сверхпрочные 463
— сверхчистые 396, 397
— твердые 155, 406
— тугоплавкие 344, 405, 412
— чистые 460
— черные 410
— цветные 410, 420, 429
Метеостанция автоматическая 312, 313
Метчик 205, 224—227
Механизация 16, 297, 301, 305, 382
Механизмы автоматические 313, 325, 480
— винтовые 121
— главные 206
— «жесткие» 126
— зубчатые 126
— измерительные 480
— исполнительные 38, 42—45, 61, 66, 67,
95, 112, 117, 118, 121, 130, 186, 214,
339, 372, 393
— контактные 140
— кривошипно-коромысловые 110, 111, 116
— кривошипно-шатунные 104, 107, НО, 121,
132, 134, 135, 144
— передаточные 38, 45, 48, 59, 67, 73, 125
— подающие 206, 337, 338
— подъемные 13
— рабочие 48, 114, 186
— распределительные 331
— телеуправляемые 309
— шарнирные 104—106, 109, 111
Механика 70—74, 84, 97, 105, 116
Микровзрывы 483
Микрометр 248, 253, 257—259, 262, 444
Микроскоп 74, 78, 85, 86, 222, 380, 400, 425, 438, 440
— ионно-протонный 438
— металлографический 439, 443
— электронный 74, 438—440, 461
Микрофотография 172, 176
Минерал 296, 406, 420
Минералокерамика 405, 406, 420
Миниметр 254—256, 262
Многопозиционный стапок 212, 213, 215
Многорезцовый станок 272
Модель 14, 16, 18, 54—57, 60, 64, 103, 108, 132,
165—169, 177, 198, 244, 279, 290, 309—311, 314,
321, 349, 371, 412—414, 430, 446
Моделирующая установка 343, 369, 370, 430
— математическая 430
— электрическая 430
— электронная 368—370
Модуль 122, 123, 163, 187, 190—192, 194, 196, 217
Молекула 74, 77, 78
Молекулярно-кинетическая теория 74
Молибден 79, 405, 408
Молоты 13, 51, 79, 84, 131, 151, 166, 187, 271, 417
Молотки (молоточки) 54, 55, 126, 161, 231, 301, 401
Момент вращающий (вращательный) 115, 116, 123
— инерции 116, 117
— количества движения 116
— крутящий 116, 188, 195
— магнитный 349
— силы 114—117, 188
Мономер 402, 403
Мотор — см. Электродвигатель
Мощность 12, 13, 20, 27, 32, 51—57, 61—63, 68, 136,
189, 221, 224, 233, 272, 277, 287, 292, 297, 300,
322, 343, 369, 370, 381, 391, 393, 394, 400
Муфта 105, 126, 130
Н
Н агревательные печи 286, 287, 369
Нагрузка направленная 172
— переменная 172—175, 181
— рабочая 72, 73, 148, 153
— силовая 186
— ударная 182, 447
Наклеп 406, 407, 423, 443
Напильник 51, 139, 231, 328
Наполнители 401—404
Направляющие 107, 133, 144, 402
Направляющий аппарат турбины 55
•Напряжение, исследование 165
— внутреннее 169, 170, 335, 338, 404
— касательное 169
— нормальное 169
— рабочее 168, 174
— расчетное 177
— электрическое 125, 356, 368, 369, 433
Насосы 12, 13, 23, 55, 57—61, 64, 76. 125, 126, 290,
292, 322—324, 332, 349, 397, 406, 411, 449
Насосная станция 316, 324
Нефть 11—13, 23, 307, 308, 348, 370, 379
Нефтяная промышленность 289, 472
Никель 79, 80, 315, 361, 364, 394, 405, 408, 437
Нож 302, 303, 333, 334, 340, 393
Ножницы 5, 11, 113, 286, 334
Нониус 244—248
Нутромер 243, 251—253
О
Обдувка дробью 406, 407
Обкатка 335, 406, 407, 412
Обмотка 69, 138, 322
Обод 40, 54, 115—117, 128, 132, 133, 135, 164, 171
Обработка давлением 83, 87, 412, 417, 467
— дробеструйная 407, 423
— холодная, холодом 399, 410
— механическая 84, 166, 338, 346, 347, 403,
406, 412, 413, 418, 420, 4S5, 443
— радиационная 401
— резанием 89, 170, 272, 273, 443
— сверлильная 216
— тепловая, теплом 84, 87, 89, 168, 340—
342, 391
термическая 443
— токарная 261, 271, 273
— ультразвуковая, ультразвуком 427, 428
— чистовая, чистая 406, 420, 422, 423
— электроискровая 424, 425
494
Огнеупоры 396, 397
Окалина 80, 335, 339, 410, 443
Окисление 396, 398
Окислитель 378
Окислы 397, 408, 440
Окись 361, 406, 422, 439
Окраска деталей 409
Олово 76, 77, 81 155, 401, 408, 437
Опора 12, 38, 96—98, 105, 107—109, 155, 159, 208,
256, 339, 368—370
Оптика 439, 440
Оптиметр 256
Оптическая промышленность 397
Органы исполнительные 49, 54, 68, 93, 97, 101, 103,
104, ПО, 115, 126, 138, 141, 291, 331, 377—380
— рабочие 329, 330, 347
— регулирующие 472
— управляющие 471
Ось вертикальная 262, 373
— вращения 105, 115, 127, 137
—.горизонтальная 53, 120, 373
— качения 256
— продольная 116, 208
— рабочая 120
— центральная 136
Осциллограф 370, 430, 436—438
Осциллограмма 446, 447
Отпуск 89, 91, 335, 344
Отжиг 91, 439, 443
Отливка 79, 81, 203, 212, 233, 244, 286, 344—346, 399,
412—415
Оцинковка (цинкование) 407, 408
П
Паз 15, 93, 130, 207, 211, 252, 346, 469
Пайка 417, 428, 429
Пакет ферритовый 362
Палец 106, 121, 128, 142, 172
Память 363, 365—367
Пара звеньев 93, 95, 96, 100, 102
— зубчатая 127, 129, 189, 193, 196—198
— кинематическая 101, 102
— колес 189, 191, 193
— червячная 129, 131
— промежуточная 102
— сил 165, 166
— цилиндрическая 101, 102
Параметры 287
Паровая турбина 59, 60, 63—65, 170, 173, 308, 326,
382, 390, 394, 443
Паровоз 12, 43, 45, 51, 471
Паровые машины 51, 52, 57—66, 72, 108, 132—134,
136—138, 171—173, 322
Паропроводные трубы 60
Паросиловая установка 62, 391
Паяльная лампа 392
Паяльник ультразвуковой 428, 429
Пенопласты 394
Передача 44, 52, 53, 67, 111, 113, 124
— автоматическая 340
— бесступенчатая 125
— винтовая 160
— гидравлическая 125, 126
— зубчатая 116, 123, 126, 131, 291, 322, 445
— ременная 112, 115—117, 132, 144, 322
— рычажная 323
— фрикционная 116, 117, 121, 122, 144
Переключатель 130, 131, 141, 310, 311, 313, 314, 321,
322, 349, 350
Перекристаллизация 308, 309
Переменный ток 329, 398
Переплавка 277, 286, 346
Перлит 89—91, 399
Перфокарта 350, 352, 363, 374
Перфолента 352, 363, 365, 378
Печатные устройства 349, 365
Печи вагранки 78, 279, 346, 433
— доменные 78, 88, 202, 221, 306, 374, 378, 392
— закалочные 89
— коксовые 404
— мартеновские 88, 286, 427
— нагревательные 286, 287, 369
— отпускные 339, 346
— сталелитейные 86
— сталеплавильные 78, 165, 378
— электрические 27, 338, 343, 346, 347, 378, 414
Пилы 27, 231, 287, 290, 425, 428, 440
Пирометр 88
Пищевая промышленность 16, 26, 472
Плавка 78, 166, 378, 379, 391, 392, 397, 433, 465
Планшайба 15, 208, 222
Пластичность 82, 83, 334, 466, 467
Пластмассы 12, 64, 165, 197, 276, 334, 400—404, 406,
422, 431, 443, 481
Платина 76, 173, 396, 398, 415
Плитки измерительные (мерительные) 253, 258—261
— контрольные 254, 255, 262, 327
Плоскогубцы 60z 231
Плоскошлифовальный станок 208
Пневматические машины и устройства 40, 126, 335,
373, 457
Поглотитель механический 186
Подпятник 55, 57, 293
Подшипники 43, 45, 54, 55, 57, 60, 96, 130, 131, 144,
147, 149, 150, 152, 154, 163, 171, 259,
271, 276, 312, 314, 324, 343, 394, 396,
402—404, 406, 409, 414, 422, 449
— биметаллические 157
— воздушные 162, 257
— игольчатые 159—161
— карликовые 159
— качения 146, 148, 159—161, 340
— опорные 102
— роликовые 92, 159, 160, 340, 342
— самосмазывающиеся 419
— скольжения 153, 155, 156, 161
— шариковые 92, 156, 158, 159, 185, 340
Подъемные машины и устройства 41, 42, 52, 130,
301, 341
Поковки 79, 87, 289, 443
Покрытия 404, 406, 409, 419, 444, 450
Поле высокого напряжения 409
— высокочастотное 417
— магнитное 63—65, 361—363, 435, 469
— электрическое 356, 417, 435, 480
— электромагнитное 309, 321, 323, 482
Ползун (ползунок, ползушка) 65, 107, 109, ПО, 121,
125, 126, 133, 144, 200, 201, 206, 289, 327, 328
Полимер 401, 480
Полимеризация 401—403
Полировальный станок 281
Полирование электрическое 427
Полиспасты 41, 108, 109, 405
Полуавтомат 14, Н7, 272, 305, 307, 326, 373
Полупроводники 88, 318, 349, 395, 398, 448
Поляризатор 167—169
Полярископ 169
Порошковая металлургия 418—420
Порошок абразивный 422
495
Поршень 57—61, 65—68, 76, 104—107, 115, 125, 132,
133, 140, 144, 172, 179, 202, 213, 323, 344, 347,
412, 414, 420, 449
Поршневые машины — см. Двигатель поршневой,
Паровые машины
Постоянный ток 171, 379, 409
Предел выносливости 174
— прочности 81, 165, 167, 168, 173, 177
— текучести 167, 168
— упругости 81, 82, 163, 165, 167—170
Преобразователь 447
Прерыватель 138, 140—142
Прессовый цех 201
Прессы 13, 79, 84, 94, 121, 132, 151, 166, 200, 201,
233, 273, 287—289, 335, 338, 414—416
Пресс-форма 207, 270, 403, 404, 420, 481
Приборы 13, 16, 19, 32, 54, 55, 140, 155, 156, 181,
183—185, 222, 235, 238, 247, 255, 257, 260, 262,
263, 276, 279, 431
— автоматические 234, 313, 372, 476
— вакуумные 391, 429, 438
— высокочувствительные 392
— вычислительные 349
— измерительные 166, 236, 237, 242, 253, 254,
256, 259, 326, 330, 349, 372, 448
— контрольные 234, 324, 381
— механические 420
— нагревательные 349
— оптические 223, 420, 436, 475
— полупроводниковые 349, 352, 398, 428, 429
— радиотелеуправления 313
— самопишущие 440
— указательные 181
— управляющие 14
— электрические 198, 342, 343, 420
— электроизмерительные 432
— электронные 254
Привод 52, 53, 114, 189, 349, 380
Приемник 323, 324, 332, 340, 342, 441, 447, 448
Присадки легирующие 378, 410, 460
Приспособления 39, 41, 43, 46, 51, 58, 132, 257, 270,
277, 289, 329
Проба 397
Провод 64, 310, 311, 314 318, 321, 323, 324, 348—
350, 352, 475.
Проводник 138, 320, 349, 395, 396, 398
Программное управление 371, 372, 375—380
Продольно-фрезерный станок 15
Проектор ионно-протонный 439
Проекция 192, 193, 196
Прокат 13, 79, 196, 202, 279, 286, 307, 379, 412, 416,
426, 443, 465, 467
Прокатка холодная 81, 88, 200, 271, 379, 388, 415,
417, 441, 462, 464, 465
Прокатный стан 13, 79, 83, 88, 166, 200, 271, 279,
286, 287, 316, 326, 379, 391, 415, 426, 437, 441,
443, 464, 465, 467
Промышленность автомобильная 20
— горная 292
— легкая 16, 31
— машиностроительная — см. Маши-
ностроение
— металлургическая — см. Метал-
лургия
— нефтяная 289, 472
— оптическая 397
— пищевая 16, 26, 472
— текстильная 16, 48, 62, 309
— тяжелая 16, 306
— химическая 16, 50, 396, 472
— электротехническая 396, 403
Протяжки 14, 226, 227, 443
Профили 79, 200, 202, 415
Прочность 68, 77—84, 89, 91, 145, 154, 155, 163—168,
173, 175, 177, 186, 217, 224, 289, 395, 396, 399-
401, 406—408, 441, 443, 460—462, 466, 467
Пружина (пружинка) 48, 76, 82, 138, 139, 142, 144,
163, 170, 196, 252, 318, 326, 329, 330, 368, 370,
380, 396, 404, 406, 407
Прядильные машины 43, 45—49, 57—58
Прялка 40, 43, 46
Пульт управления 17, 210, 211, 213, 291, 316, 322—
324, 343, 381
Р
Р абота 50, 61
Равновесие 106, 108, 199
Радиатор 350
Радий 309
Радио 12, 21, 285, 444, 477
Радиоактивность 432
Радиоактивные элементы искусственные 432, 434, 443
Радиоаппаратура 404
Радиоволны 398
Радиодетали 352
Радиоизлучение 434
Радиоимпульсы 351, 352
Радиолампа 349, 356, 391, 448
Радиолокатор 382, 436—438, 448
Радиолокация 453
Радиоприборы 398, 428, 429
Радиоприемник 324
Радиосвязь 310
Радиостанция 313, 448
Радиотехника 196, 198, 350, 369, 448, 479
Ракета 32, 308, 310, 311, 350, 383, 388, 392, 453, 475
Растяжение 152, 170
Реактор 309, 369, 397, 400, 401, 432, 482
Реактивный двигатель — см. Двигатель ракетный,
реактивный
Револьверный станок 271, 272
Регенератор 67
Регулирование автоматическое 73, 320, 326, 343, 369
Регулятор 60, 73, 79, 84, 87, 132, 134, 136—138, 140—
142, 144, 258, 308, 309, 318, 320, 323, 326, 348,
372, 374, 471
Редкие элементы 395, 396, 398
Редуктор 67, 291, 295, 379, 380
Резание 200, 215, 217—220, 224, 225, 227—229, 231—
233, 420, 469
Резка металла анодно-механическая 424, 427
Резонанс 180—183, 185, 186, 330
Резцы 14, 38, 117, 120, 176, 182, 190, 194, 204, 206,
215—221, 225—234, 235, 271, 297, 304, 317,
328—330, 341, 343, 346, 372, 393, 396, 405, 406,
419, 420, 423, 425, 442, 469, 479
Реле 138—142, 181, 310, 313, 314, 320—322, 325, 327
— времени 142, 443, 481
— индукционное 138
— исполнительное 321, 322
— механическое 138
— тепловое 140, 142
— электромагнитное 138, 139, 320
— электронное 142
— электротермическое 141
Рельсы 13, 43—45, 79, 106, 140, 189, 190, 286, 415,
425, 426, 443, 445
Ременная передача 112, 115—117, 132, 144, 322
Ремни 116, 144, 322
— бесконечные 64, 67, 99, ПО, 115, 121
— передаточные 70, 71, 114, 120
496
Ремонт машин 285
Рентген 433, 439, 441
Рентгеноаппараты 435
Рентгеновская трубка 391, 434, 435, 446
Рентгеновская установка 443
Рентгенограмма 435, 441, 442
Рентгеноскопия 442
Рентгенотехника 434
Ретинакс 402, 403
Ржавчина 80, 395, 408, 410, 440
Робст 373
Ролик 118, 121, 129, 143, 159, 200, 326, 329, 333,
334, 340, 342, 404. 406, 407, 465
Рольганг 270, 286, 287, 316
Ротор 15, 55, 69, 170, 171, 183, 221, 293—295, 323
Роторный экскаватор 297
Ртуть 76, 320, 321, 323, 398
Рубильник 38, 350
Руда 13, 63, 78, 296, 361
Рычаг 105
Рычажная передача 323
С
Самолет 12, 21, 24, 25, 32, 51, 78, 97, 100, 110, 135,
137, 173, 182, 187, 189, 198, 199, 212, 254, 271,
287, 289, 294, 308, 320, 350, 381, 382, 388, 391,
393, 394, 396—399, 401, 404, 406, 412, 414, 419,
430, 431, 436, 443, 444, 453, 460, 463—475
Самосвал 20, 303
Самоход 317
Сборка 275, 279—281, 335, 338, 340, 377, 412
Сборочные машины 342
Сбрасыватель 143
Сварка 196, 392, 415 — см. также Электросварка
Сварочные машины 416
Сверло 14, 126, 213, 218, 226, 227, 229, 230, 297,
346, 398, 415, 423
— прецизионное 425
Сверление электрохимическое 426
Сверлильный станок 15, 101, 205, 221, 231, 406
Сверхвысокое давление 466
Сверхдоводка 421, 422
Сверхскоростной метод обработки металла 469
Свет 144, 168, 316, 318, 392, 397, 433, 438
Световые волны 143, 145
Свинец 76—78, 81, 163, 173, 390, 401, 402, 405
Селекторные устройства 324
Сельскохозяйственные машины 16, 27, 28, 74, 300,
301, 335
Сельскохозяйственный агрегат 300
Сельскохозяйственный комбайн 27, 121, 302, 303, 334
Сельсины 323, 324
Семилетний план развития народного хозяйства
СССР на 1959—1965 годы 16, 31, 381
Сепаратор 157—159, 340, 342, 407
Сера 410, 433
Сервомотор 323
Сердечник 69, 138, 139, 313, 328, 329, 362—364
Серебрение 409
Серебро 76, 390, 405
Сигнальные устройства 319
Сжатие 134, 170, 217, 218, 227, 393, 395
Сила 43—47
— вращающая 134
— движущая 44, 68
— деформирующая 162, 163
— магнитная 438
— механическая 229
— мускульная 135
— нормальная 219, 220
— отталкивания 80, 81, 224
— притяжения 135, 139, 199, 333
— резания 216, 217, 219, 224, 230
— сцепления 80—82, 84, 151, 152, 156, 162, 218,
230, 419
— тока 138, 139, 328, 329, 398, 430
— трения 116, 117, 137, 146, 151—153, 156, 158,
161, 220, 224, 229, 294
— тяги 97, 146
— тяготения 72, 73, 96—98, 130, 199, 320
— упругая 115, 135
— уравновешивающая 96, 97
— центробежная 136—138, 142, 144, 183, 186, 340,
341, 394, 395, 407, 414
— центростремительная 135, 136
— электродвижущая (эдс) 349
Силумин 76, 81
Силицирование 409
Синхроциклотрон 367
Скалярные величины 47
Скоба 242, 248, 249, 262
Скольжение 101, 146, 150, 153, 161, 162, 229
Скорость 20
— линейная 133, 135
— окружная 133, 135
— постоянная 204
— рабочая 75, 148, 163, 173, 181
— резания 219, 231—233, 469
— сверхвысокая 390, 469
— угловая 116, 117, 133, 135
Следящие устройства 371
Слиток 13, 78, 79, 85, 87, 88, 286, 287, 379, 400, 433,
435—437, 440, 441, 464
Сложение сил 97
Слябинг 14, 318, 464
Смазка 147—150, 152—158, 160—162, 195, 203, 259
Сменные шестерни 216
Смола (смолы) 401, 403, 404, 409, 410
Соединение параллельное 350
— последовательное 350
Соленоид 362, 363
Сопло 258, 332
Сопротивление материалов 163—199
Сортировочные устройства 327
Спекание порошков 418
Спектр 144
Спираль Архимеда 220
Сплав 76—80, 163, 289, 309, 346, 361, 364, 390, 394,
395, 398, 412, 432, 433, 438—441, 443
— алюминиевый 289, 343, 395, 396, 399
— высококачественный 401
— высокомагнитный 396, 406
— жаропрочный 414, 419
— легированный 401
— легкий 397, 406
— легкоплавкий 405
— магниевый 396, §99
— металлокерамический 420
— минералокерамический 420
— молибденовый 396
— мягкий 419
— подшипниковый 155
— сверхтвердый 257, 346
— стальной 399, 400
— твердый 14, 232, 396, 405, 406, 409, 414, 419,
420, 423, 428, 442
— тугоплавкий 405
— холодостойкий 419
— цветной 165, 414
32 Машина
497
Спутник Земли искусственный 32, 368, 453, 483
Срезывание 170
Сталеплавильные печи 78, 165, 378
Сталь быстрорежущая 14, 90, 396, 406, 420, 469
— высоколегированная 379
— высокоуглеродистая 91, 404
— жароупорная 440
— закаленная 85, 91, 361
— кованая 85
— конструкционная 90
— легированная 79, 80, 399, 400
— листовая 335
— литая 85
— магнитная 425
— мартеновская 433
— машиностроительная 79, 80, 89, 91
— мягкая 81, 82, 90, 328
— немагнитная 80
— нержавеющая 80, 90, 396, 425
— низкоуглеродистая 439
— отожженная 85
— перекаленная 163
— специальная 364
— углеродистая 80, 88, 89, 172, 176, 364, 469
— хромоникелевая 340, 396
Стальной прокат 79
Станина 14, 206, 207, 211, 213, 221, 416
Станки металлообрабатывающие 18, 31, 48, 79, 84,
106, 125, 126, 161, 182, 183, 200, 224, 289, 308,
342, 346, 375, 420, 465, 476 — см. также под наз-
ваниями отдельных видов станков, например,
Токарный станок
— автоматические 200, 304—308, 323, 326—329,
331, 334, 347, 371, 373, 375, 388
Стан прокатный — см. Прокатный стан
Стартер 280
Статор 65, 69, 170, 171, 221, 293
Стекло 276, 285, 309, 315, 328, 335, 339, 401, 417,
422, 428
Стеклотекстолит 404
Степени свободы 100
Стробоскоп 446
Строгальный станок 219, 405
Строботахометр 446
Строительные машины 300
Сумматор 358, 360, 366—368
Суперцентрифуга 162
Суппорт 15, 94, 126, 204, 206, 209, 212, 215, 217,
220, 228, 236, 304, 331, 373, 406, 407
Сурьма 77, 437
Счетно-решающая установка 371, 373, 377, 379, 381
Счетчик Гейгера-Мюллера 432, 433
— заряженных частиц 432, 433, 442
— импульсный электронный многозарядный 357
— реверсивный 378, 379, 380
— сцинцилляционный (люминесцентный) 433
Счисления системы 352
Т
Т ахометр 323
Твердое тело 83
Твердость 78—80, 83, 84, 89—91, 154, 155, 157, 217,
309, 341, 344, 395, 396, 406—408, 414, 471
Текстильная промышленность 16, 48, 62, 309
Текстильные фабрики 51, 57, 58. 62, 330
Текстолит 404
Телевидение 279, 296, 318, 351, 436, 444
Телевизионная трубка 436
Телевизор. 279, 284, 311, 318, 360, 437, 438, 448, 476
Телемеханика 311, 314, 315—317, 324, 325, 372, 448
Телеуправление 310—314, 321—323, 398
Телефонная станция автоматическая 325
Температура 392
Тензометр 166, 167
Тепло (теплота) 66, 67, 80, 87, 88, 91, 153, 158, 159,
161—163, 231, 232, 259, 343, 363, 392, 395
Тепловоз 16, 22, 271, 308, 326, 383, 391
Теплоизолятор 394
Теплостойкость 403
Теплотехника 289
Теплоустановка 64
Теплоэлектроцентраль (ТЭЦ) 315, 321
Термообработка 309, 335, 336, 338, 339, 346, 396,
417, 450, 460
Термометры 88, 323, 398, 448
Термопара 398
Термореле 320
Термоэлементы 398
Тестомесильные машины 99, 101, 103, ПО, 112
Тефлон 157, 403
Технология 335, 412, 413, 415, 429, 443, 453, 463, 481
Ткацкий станок 46, 49, 50, 57, 62, 330—332, 334
— бесчелночный 330, 332—334, 429
Ток высокого напряжения 396, 414, 438
— высокой частоты, высокочастотный 408, 417, 418
— ионизационный 441
— переменный 329, 398
— постоянный 171, 379, 409
Токарно-винторезный станок 204, 306
Токарно-копировальный станок 49
Токарный станок 15, 51, 117, 120, 160, 214, 217, 221,
222, 228, 231, 234, 271, 272, 304, 311, 326, 388,
406, 407
Топливо 13, 58, 61, 64—68, 320, 325, 393
Топчак 53
Тормоза 126, 144, 403
Точило 37—39, 44
Точки опоры (опорные) 105—107, 109, 110
— приложения сил 105, 106
— температурные критические 89—91
Траектория 72, 101, 103, НО, 113, 133, 184, 186, 214
Трактор 16, 27, 28, 97, 126, 212, 271, 275, 300—303
308, 325, 326, 404, 409, 412, 414
Трансмиссия 64, 65, 101, 322
Транспорт 11, 12, 16, 82, 186, 300, 307, 310, 316,
325, 382, 387, 388, 417, 444, 453, 474, 476
Транспортер 121, 142, 143, 184, 201—203, 281, 289—
292, 302, 303, 333, 346, 477, 480
Трансформатор 64, 329, 363, 364, 448
Трение 43, 45, 50, 53, 57, 67, 74, 88, 89, 98, 109, 116—
118, 137, 144, 146—149, 151, 152, 153, 155,
157, 158, 162, 163, 197, 218—220, 224, 228, 229,
231, 293—295, 361, 399, 406, 448, 449
— внутреннее 295
— воздушное 162
— гидродинамическое, жидкостное 148—150,
152, 154, 156, 161
— «граничное» 150, 154
— качения 152, 160
— скольжения 152, 160
— сухое 152, 161
Триггер 353, 355—357, 359, 360
Триод 357, 448
Трос 187—189, 191
Трубопровод 125, 402
Турбина 12, 16, 55, 59, 60, 63, 64, 65, 102, 138, 142,
166, 167, 170, 173, 308, 313, 317, 323, 326, 375,
382, 388, 391, 396, 431, 443, 445—447
498
— газовая 63, 67, 181, 292, 388, 390, 394, 396,
398, 414, 420
— гидравлическая 63, 65, 66, 165, 293, 294, 323
— многоступенчатая 295
-- паровая 59, 60, 63—65, 170, 173, 308, 326,
382, 390, 394, 443
Турбоагрегат 313
Тяжелая промышленность 16, 306 — см. также Ма-
шиностроение, Металлургия, Химическая про-
мышленность
У
У гледобывающие машины 12, 290—292, 395
Углерод 78—80, 87, 89—91, 402, 403, 408, 466
Уголь 11—13, 23, 51, 58, 61, 91, 151, 184, 297, 300,
307, 308, 333, 348, 381, 398, 404, 447
Угольный комбайн 290—292
Ультразвук 399, 400, 408, 427—429, 435, 436, 442, 443
Ультрацентрифуги 390
Универсально-фрезерный станок 207
Универсальный станок 297, 304
Упаковочные машины 347
Управляющие машины и устройства 32, 366, 367,
372—374, 377, 379, 381, 382, 453, 465, 469—472
Упрочнение наклепом 406
— электроискровое 408
Упругость 81, 84, 154, 155, 165, 370, 396
Уран 309, 395, 400, 475, 477
Уровнемер радиоактивный 433
Усилие изгибающее 174
— рабочее 189, 289
— растягивающее 174
— сжимающее 174
Усилители 322—324, 364, 378, 379, 393, 441, 448
Ускорение 50, 135, 369, 370, 390
Ускорители 369, 432, 435
Ускоритель колебаний 186
Усталость металла 173—175
Ф
Фабрика 30, 43, 51, 57, 58, 62, 330, 333, 334, 381
— автоматическая 381, 479
Фарфор 411, 427
Феррит 89—91, 360
Ферромагнетик 361, 362, 364
Фильтр 154, 395, 406, 419
Флюсы 378, 408, 416
Формовка 203, 413
Формовочные машины 202, 203
Формулы 72
Формы литейные 409, 461
Форсунка 65, 425
Фосфатирование 409
Фотография искровая 446
— сверхскоростная 445, 446
— цветная 169
Фотомеханические машины 429
Фотореле 142, 143, 318, 437, 441
Фотоэлектрические устройства 342, 457
Фотоэлемент 142, 143, 316—318, 320, 346, 365, 379,
391, 397, 398, 429, 441, 447, 448
Фотоэффект 318
Фраунгоферовы линии 144
Фреза 14, 194, 214—216, 218, 227, 230, 232, 291, 293,
346, 371, 377, 380, 423, 425
— дисковая 226
— дол бяк 209
— концевая 207, 233
— торцовая 226
— трехсторонняя 226
— цилиндрическая 207, 236
— червячная 209, 226
— шлицевая 231
Фрезерный станок 15, 215, 233, 343, 375, 406
Фрикционная передача 116, 117, 121, 122, 144
Фундамент 17, 182, 184, 186, 350
X
Химическая промышленность 16, 50, 396, 472
Хлопкоочистительные машины 50
Хлор 83, 463
Холодильные машины 401, 427
Холодновысадочные машины 79
Храповик 92, 324, 325
Хром 79, 80, 361, 394, 396, 408, 444
Хромирование 407, 409
Хрупкость 79, 83, 89, 91, 341, 417, 419
ц
Цемент 17, 89, 184
Цементация 91, 408
Цементит 89—91
Цементные печи 160
Центр тяжести 199
Центрифуга 390, 394
Цепь бесконечная 115
— зубчатая 189
— конвейерная 339
— крючковая 334, 335, 339
— передаточная 44, 56, 68, 102, 117, 124, 130, 188
Цех автоматизированный 281
— автоматический, автомат 16, 307, 340, 351, 479
— алюминиевого литья 276
— арматурный 278
— деревообделочный 278
— заготовительный 79, 200, 202, 281, 412, 415
— инструментальный 270, 277, 281
— кузнечно-прессовый 203, 283, 420
— кузнечный 79, 203, 273, 278
— литейно-термический 346
— литейный 78, 202, 203, 276, 278, 283
— металлопокрытия 280
— металлорежущий 79, 203, 234
— механический 13, 31, 277, 278, 346, 420
— механосборочный 278, 280, 283
— модельный 278
— опытный, экспериментальный 269
— прессовый 201, 278
— прокатный 13
— ремонтно-механический 281
— ремонтно-строительный 281
— сборочный 16, 275, 412
— сварочный 281
— термический 280, 281
— транспортный 281
— химический 480
— штамповочный- 278
— электромеханический 281
Цехи автомобильного завода 282
Цианирование 408
Цинк 76, 81, 318, 401, 409, 439
32*
499
ч
Часы 14, 123, 125, 231, 285, 308, 330, 390
— астрономические 47, 235
— атомные 235
— ручные 304, 328
— электронные 447
Челнок ткацкий 45—47, 49, 330, 334, 403, 445
Червячная передача 99, 115, 126, 127, 129—131, 216,
217, 465
Чертеж 187—198
Число передаточное 189, 190, 194, 197, 217
Чугун 11, 13, 76—78, 80, 81, 83, 88, 90, 163, 165, 171,
184, 202, 203, 278, 279, 306, 307, 361, 392, 399,
400, 401, 404, 406, 407, 409, 427, 460, 467, 472
Ш
Шаблон 371, 372
Шейка вала 144, 148, 155, 156, 162, 200
Шайба (шайбочка) 14, 58, 128, 129, 304
Шарики 200, 318, 322, 323, 329, 331, 333, 340,
342, 346, 380, 406, 407, 419, 445
Шарикоподшипник 271, 272
Шарнирное соединение 104, 116, 136
Шарниры 103, 104, 107, 109, 111, ИЗ, 121, 136
Шатун 57, 58, 65, 76, 99, 101, 103—108, 110, 111,
121, 125, 132, 134, 154, 157, 172; 174, 200, 213
Шахта 31, 61, 126, 290, 292, 300, 319
Швейные машины 39, 76, 105, 106, 304, 479, 481
Швеллеры 196, 286, 426
Шевронное колесо 131
Шестерня — см. Зубчатые колеса
Шкив 64, 99, 100, 110, 115, 117, 121, 132, 144, 148,
199, 401, 405
— ведомый ИЗ, 114, 116
— ведущий 114, 116
— приводной 92
— ступенчатый 114
Шифр 86, 87
Шлифовальный станок 133, 208, 214, 342
Шлифование (шлифовка) 208, 342, 418, 421—423, 426
Шнек 118, 119, 121, 481
Шпиндель 120, 181, 205—210, 213, 216, 217, 220—223,
233, 331, 341, 390
Шпонка 93, 95, 190, 195
Штамп 200, 201, 207, 270, 271, 273, 289, 337, 375, 404
Штамповка 338, 391, 404, 415, 417, 424, 442, 481
Штангенциркуль 244—248
Штифт (штифт измерительный) 194, 237, 239, 241,
253—256, 326—330
Шток 57—60, 105, 107, 132, 133, 172, 178, 326
Щ
Щелочи 292, 395, 411
Щетки 69, 311, 312, 314, 352, 363
Щеткодержатель 69
Э
Экскаваторы 18, 198, 216, 296—298, 300, 391, 403,
409, 417
Эксцентрик 92, 111
Электрические цепи 95, 138, 139, 141, 142, 144, 316,
318, 330, 349—352, 355, 356, 363, 368, 430
Электричество 12, 61, 297, 308, 334, 349, 362, 398,
408, 409, 416, 423, 425, 427, 447
Электроарматура 401
Электровоз 12, 16, 22, 290, 391
Электрогенератор 15, 64
Электродвигатель 15, 18, 38, 39, 44, 51, 53, 55, 56,
63—65, 67, 69, 99, 112, 126, 138, 141, 143, 205—
207, 210, 211, 224, 277, 285, 349, 389, 416, 447,
482
Электроды 319, 335, 338—340, 356, 357, 416, 417,
424—426, 432—434, 443
Электрозакалка 417
Электроиндикатор 328
Электроинструмент 389
Электроизоляция 404
Электроискровой станок 424
Электрокорунд 422
Электромагнитные волны 73, 143, 436, 482, 483
Электролиз 405, 425, 427, 449
Электролит 350, 425, 426
Электрометр 433
Электромагнит 318, 319, 321, 324, 325, 327
Электрон 318, 324, 349, 350, 356, 357, 361, 391, 394,
398, 402, 433; 435, 437, 438, 440, 448, 469, 482
Электроника 32, 196, 279, 349, 392, 441
Электронное сверло 425
Электронно-лучевая трубка 360, 361, 365, 436—438
Электронные вычислительные машины 348—374
Электронные машины и устройства 1, 5, 7, 349—357,
361, 364, 365, 367—370, 372, 373, 376—378, 381,
382, 429, 434, 457. 465, 477, 479, 480
Электронограмма 437, 440, 441
Электропечь 27, 338, 343, 346, 347, 378, 392, 404, 405,
414, 417, 420
Электрополировка 427
Электропроводность 319, 397, 398
Электросварка 393, 412, 416
Электростанция 11, 12, 32, 64, 65, 68, 133, 184, 275,
292, 296, 315, 316, 381, 390, 391, 430
Электрорадиоприборы 417
Электросталь 433
Электротехника 138, 196, 198
Электрохимическая промышленность 396, 403
Электроэнергия 28, 61, 64, 224, 307, 308, 313, 315, 381
Элементы нихромовые нагревательные 409
— релейные 372, 373, 374
— фотоэлектрические 379
Эмали 409, 410
Энергия 51, 61
— атомная 395, 399, 429, 432, 453
— ветра 56
— кинетическая 81, 83, 87, 162, 294
— лучистая 61, 441
— магнитная 398
— механическая 59, 65, 67, 130, 322, 349, 448
— молекул 81, 83, 87
— потенциальная 81
— расщепления ядер 400
— световая 398
— тепловая 61, 66, 67, 426
— электрическая 65, 398, 448
Эрг 51
Я
Ядро атомное 432, 440, 482
Якорь 138, 139, 142, 323, 328, 329
500
A
Аносов Павел Петрович (1797—1851)—русский ме-
таллург 85, 443
Артоболевский Иван Иванович (р. 1905) — советский
ученый в области теории механизмов 4, 456
Архимед (ок. 287—212 до н. э.)—древнегреческий
механик и математик 40, 124, 220
Ассур Леонид Владимирович (1878—1920)—русский
ученый в области теории механизмов 72
Б
Бойль Роберт (1627—1691)—английский химик и
физик 161
Бородин Александр Порфирьевич (1833—1887) —
русский композитор и ученый-химик 243
Бранка Джованни (1571 —1645)—итальянский архи-
тектор и инженер 57
Быков Павел Борисович (р. 1914)—токарь, один из
инициаторов скоростного резания металлов 232
В
Верещагин Леонид Федорович — советский фи-
зик 466 ’
Виллис Р. — английский механик 70
Витрувий (I век до н. э.)—римский архитектор и
инженер 42
Вокансон Жан де (1709—1782)—французский меха-
ник 47, 49, 68
Волосков Терентий Иванович (1729—1806)—русский
изобретатель 47
Вышнеградский Иван Алексеевич (1831—1895) —
русский ученый и инженер 71, 72, 73, 320
Г
Гадолин Аксель Владимирович (1828—1892)—рус-
ский ученый в области артиллерии, обработки
металлов и кристаллографии 221
Галилей Галилео (1564—1642)—итальянский физик,
механик и астроном 179
Гаусс Карл Фридрих (1777—1855)—немецкий ма-
тематик и астроном 238, 239
Герои Александрийский (вероятно, I век) —древне,-
греческий инженер и ученый 130, 131
Герстнер Франтишек Иосиф (1755—1832)—чешский
инженер и ученый 52
Герц Генрих Рудольф (1857—1894) — немецкий фи-
зик 180
Гомер — легендарный поэт Древней Греции 87
Горячкин Василий Прохорович (1868—1935)—совет-
ский ученый в области сельскохозяйственных ма-
шин 72, 74, 301
Гук Роберт (1635—1703)—английский естествоиспы-
татель 163
Гюйгенс Христиан (1629—1695)—нидерландский ме-
ханик, физик и математик 59
д
Де Женез — французский изобретатель механическо-
го ткацкого станка 49
Доливо-Добровольский Михаил Осипович (1862—
1919) —русский электротехник 64
Дро Анри Луи Жак (1752—1791) — швейцарский
механик 68
Дро Пьер Жак (1721—1790)—швейцарский механик
68
Жуковский Николай Егорович (1847—1921)—рус-
ский ученый в области механики, отец русской
авиации 71, 74, 150, 388
3
Звонков Василий Васильевич (р. 1890)—советский
ученый в области транспорта 474
Зворыкин Константин Алексеевич (1861—1928) —
советский ученый-технолог 224
И
Игнатьев Александр Михайлович (1879—1936) —
советский изобретатель 224, 237
К
Капелюшников Матвей Алкунович (1886—1959) —
советский ученый в области добычи и переработ-
ки нефти 294
Картрайт Эдмунд (1743—1823)—английский изобре-
татель 49, 57, 58, 62
Кирпичев Виктор Львович (1845—1913)—русский
ученый в области механики 72
Кориолис Гюстав Гаспар (1792—1843) —французский
механик 70
Котельников Семен Кириллович (1723—1806)—рус-
ский математик 70
Крафт И. Ф. — математик и физик, петербургский
академик 70
Крылов Алексей Николаевич (1863—1945)—совет-
ский математик, механик и кораблестроитель
180, 368
Ктесибий (ок. II—I вв. до н. э.) — древнегреческий
механик-изобретатель 123—126
Кузнецов Владимир Дмитриевич (р. 1887)—совет-
ский физик 469
Кулибин Иван Петрович (1735—1818)—русский ме-
ханик 47—49, 68
501
Кулон Шарль Огюстен (1736—1806)—французский
физик 68
Кэй Джон — английский изобретатель 45, 46, 49
Л
Лачинов Дмитрий Александрович (1842—1902) —
русский физик и электротехник 64
Леонардо да Винчи (1452—1519)—итальянский ху-
дожник, ученый и инженер 42, 131, 148
Леупольд — немецкий механик 43
Ломоносов Михаил Васильевич (1711 —1765)—рус-
ский ученый-энциклопедист и поэт 483
М
Мариотт Эдм (1620—1684)—французский химик 161
Менделеев Дмитрий Иванович (1834—1907)—рус-
ский ученый-химик 76, 77, 402
Мерцалов Николай Иванович (1866—1948)—совет-
ский ученый в области механики и термодинами-
ки 72
Мичурин Иван Владимирович (1855—1935)—совет-
ский биолог 400
Монж Гаспар (1746—1818)—французский геометр
68, 72
Н
Навье Луи Мари Анри (1785—1836)—французский
инженер и ученый
Нартов Андрей Константинович (1680—1756)—рус-
ский механик и изобретатель 48, 49
Несмеянов Александр Николаевич (р. 1899)—совет-
ский химик-органик 453
Нуньес — португальский ученый, монах 244
Ньюкомен Томас (1663—1729)—английский изобре-
татель 58, 59, 61, 67, 68
Ньютон Исаак (1642—1727)—английский физик,
астроном и математик 45, 136
О
Одинг Иван Августович (р. 1896)—советский метал-
ловед 460
Остроградский Михаил Васильевич (1801—1861) —
русский математик 71—73
П
Папен Дени (1647—1714) — французский физик 57,
59, 60
Петров Борис Николаевич (р. 1913)—советский уче-
ный в области автоматического регулирования
470
Петров Николай Павлович (1836—1920)—русский
ученый и инженер 71, 73, 148, 149, 150, 470
Покровский Георгий Иосифович (р. 1901)—совет-
ский ученый в области технической физики 482
Ползунов Иван Иванович (1728—1766)—русский
теплотехник 62, 63, 136
Понселе Жан Виктор (1788—1867)—французский
математик и инженер 70
Р
Рамелли — итальянский инженер 381
Редтенбахер — немецкий ученый в области теории
механизмов 70
Рело Франц (1829—1905)—немецкий ученый в об-
ласти теории механизмов и машин 70
Рыжков Д. — новатор металлообработки 232
С
Севери Томас (1650—1715) — английский инже-
нер 59
Скорняков-Писарев Григорий Григорьевич — русский
механик и гидротехник 70
Сомов Павел Осипович (род. 1852 — год смерти
неизв.) — русский ученый в области механики 72
Столетов Александр Григорьевич (1839—1896) —
русский физик 316, 318
Т
Тейлор Г. — английский физик 460
Тиме Иван Августович (1838—1920) — русский уче-
ный и горный инженер 219, 224
У
Уайт (Уайет) Джон (род. 1700 — год смерти
неизв.) — английский изобретатель в области
текстильной техники 45, 46, 49
Уатт Джемс (1736—1819)—английский изобрета-
тель 51, 58, 59, 60, 61, 63, 136
Ульсен Йенс — датский механик 390
Уэллс Герберт (1866—1946) — английский писатель
460
Ф
Фраунгофер Иозеф (1787—1826) — немецкий физик
143
Френкель Яков Ильич (1894—1952) — советский фи-
зик 460
ц
Цейзинг — средневековый немецкий ученый 42
Целиков Александр Иванович (р. 1904) — советский
ученый в области прокатки металлов 464
Цельсий Андерс (1701—1744) — шведский астроном
и физик 393
Ч
Чаплыгин Сергей Алексеевич (1869—1942) — совет-
ский ученый в области механики 71, 72, 150
Чебышев Пафнутий Львович (1821—1894) — рус-
ский математик и механик 71, 72, 103, 104, 105,
106
Чернов Дмитрий Константинович (1839—1921) —
русский металлург 84, 85, 87, 89
Ш
Шухов Владимир Григорьевич (1853—1939)—совет-
ский инженер и ученый 289
Э
Эйлер Леонард (1707—1783) — математик, меха-
ник и физик 68, 123
Я
Якоби Борис Семенович (1801—1874) — русский
физик и электротехник 63
502
Вы познакомились в этом сборнике с машиной, ее прошлым, настоящим и буду*
щим. Но даже и в толстой книге не хватило места, чтобы рассказать обо всем подробно
и ответить на все вопросы. Это помогут вам сделать книги и журналы. Какие?
Книг и статей целый океан. Нужен путеводитель, и им послужит этот краткий ука-
затель литературы о машинах. Книги и статьи подобраны так, чтобы они дополняли
материал, с которым вы ознакомитесь в наших беседах о машине.
Общие вопросы машиностроения. Развитие науки и техники в семилетке
Беркович Д., О развитии техники в семилетнем плане. М., изд-во «Знание»,
1958, 32 стр.
Вальд гард С. Л., Что надо знать о машинах. М., Детгиз, 1958, 168 стр. Для
средней школы. (Школьная библиотека.)
Гильзин К-, Что такое ГОСТ. «Юный техник», 1956, № 2, стр. 50—52.
Захарченко В., Станция назначения — завтра! М., Детгиз, 1959, 32 стр. (Путеше-
ствие в семилетку.) (О задачах семилетнего плана.)
Карпухин В., Вибрация в технике. «Техника — молодежи», 1957, № 3, стр. 40. •
Кузнецов В. И., Наука о прочности. «Наука и жизнь», 1954, № 3, стр. 23—25.
Ларионов Л., Решающие годы. М., Детгиз, 1959, 32 стр. (Путешествие в семилет-
ку.) (Электрификация страны в семилетием плане.)
Макса ре в Ю. Е., Технический прогресс промышленности СССР в 1959—1965 годах.
М., изд-во «Знание», 1959, 48 стр.
Маликов Ф. П., Сопротивление металлов резанию. М. — Свердловск, Машгиз, 1952,
40 стр.
Москатов Е., История одной машины. «Знание — сила», 1956, № 11, стр. 1—6.
(Машина для испытания металлов на прочность.)
Парфёнов В., Усталость металлов. «Наука и жизнь», 1955, № 12, стр. 23—25.
Писаржевский О., Навстречу великой мечте. М., Детгиз, 1959, 32 стр. (Путеше-
ствие в семилетку.) (О роли науки в выполнении семилетнего плана.)
Ружников В., Наука и производительность труда. «Наука и жизнь», 1957, № 3,
стр. 1—4.
Сокол и хин С. И., Злые гении поневоле. М., Госполитиздат, 1957, 36 стр. (О роли
машин при капитализме.)
Соколов Ю., В чем значение тяжелой индустрии. Госполитиздат, 1956, 36 стр.
Степанов Б., Химия — на первом рубеже. М., Детгиз, 1959, 32 стр. (Путешествие
, в семилетку.)
Степанов Ю., Математика в цехе. «Знание—сила», 1955, № 1, стр. 20 (Техника
в рисунках.)
Степанов Ю., Подшипники качения. «Знание — сила», 1954, № 9, стр. 9—10,
26—27.
Степанов Ю., Резцом, сверлоц, фрезой... «Знание — сила», 1954, № 11, стр. 15—18.
(Техника в рисунках.)
Тысяча работников. Рассказы о машинах. М., Детгиз, 1958, 400 стр. (Для началь-
ной и семилетней школы.)
Ужик Г. В., Прочность металлов в машиностроении. М., Трудрезервиздат, 1958,
76 стр. (Новая техника и передовые методы труда.)
Новое в технологии машиностроения
Б а р б а ш о в Ф. А., Скоростное резание металлов с большими подачами. М„ изд-во
«Знание», 1955, 32 стр.
Бреславский В. М., Захаров Б. П., Электрические способы обработки метал-
лов. М. — Свердловск, Машгиз, 1957, 56 стр.
503
Гуляев А., Обработка стали холодом. «Наука и жизнь», 1955, № 3, стр. 15—16.
Давыдов Л., Тысяча тонн. «Техника — молодежи», 1958, №11, стр. 19—22. (Облег-
чение веса машин по опыту Уральского завода тяжелого машиностроения.)
Жаров Н., Литье. «Техника — молодежи», 1955, № 4, стр. 18—22. (Новые способы
литья.)
Казаков Н., Сварка в вакууме. «Техника — молодежи», 1957, № 5, стр. 7. (Холод-
ная сварка металлов.)
Карышев О., Сварка трением. «Техника — молодежи», 1958, № 2, стр. 26.
Кобринский А., Станки с программным управлением. «Наука и жизнь», 1959, №2,
стр. 12— 16; № 3, стр. 21 —26.
Крымский И. И., Кузнечно-штамповочное производство в СССР. М., изд-во «Зна-
ние», 1959, 32 стр.
Кузьмин Н. М., Скоростное резание металлов и повышение производительности
труда в машиностроении. М., изд-во «Знание», 1955, 32 стр.
Могучий Л. Н., Обработка металлов давлением. М., изд-во АН СССР, 1957,200стр.
Патон Б., Новое в электросварке. «Наука и жизнь», 1956, № 4, стр. 17—20.
Поспёлов В., Кибернетика приходит в цех. «Наука и жизнь», 1959, № 3, стр. 23—26.
(О станках с программным управлением, сконструированных советскими учеными
и инженерами.)
Рокот ян Е., Непрерывный прокат. «Наука и жизнь», 1956, № 8, стр. 12—15.
Рыбкин А. П., Геворкян А. М., Новая технология в машиностроении. М.,
изд-во «Знание», 1958, 56 стр.
Савин И., Штамповка жидкой стали. «Техника — молодежи», 1958, № 4, стр. 17—18.
(Изготовление деталей непосредственно из жидкой стали путем бесслиткового
прессования.)
Смирнягина А., Большая проблема мелкосерийных деталей. «Техника — молоде-
жи», 1957, № 5, стр. 5—6, 39. (Групповой метод обработки деталей при мелко-
серийном производстве, предложенный инженером С. П. Митрофановым.)
Смирнягина А., Новый шаг технического прогресса: детали переменного профи-
ля — прокаткой! «Техника — молодежи», 1956, № 1—2.
Столяров Н., Обгоняя время. «Техника — молодежи», 1957, № 6, стр. 12—13.
(Новый метод комбинирования операций при обработке малогабаритных деталей.)
Фогель А. А., Промышленное применение токов высокой частоты. М.—Л., Машгиз,
1952, 72 стр.
Ча белка И., Автоматическая сварка. «Наука и жизнь», 1958, № 5, стр. 56—58.
Чеканов А. А., Современные методы сварки металлов. М., Трудрезервиздат, 1955,
104 стр. (Новая техника и передовые методы труда.)
Шеп еляковский К. 3., Высокочастотная поверхностная закалка стали в машино-
строении. М., Трудрезервиздат, 1955, 56 стр. (Новая техника и передовые методы
труда.)?
Машиностроительные материалы
Андрианов К. А., Кремнийорганические соединения в технике. М., изд-во «Знание»,
1956, 32 стр.
Андрианов К., Чудесный кремний. «Техника—молодежи», 1958, № 6, стр. 37—39.
(Кремнийорганические соединения и их применение в технике.)
Добролюбская М., Металл будущего. «Наука и жизнь», 1955, № 11, стр. 17—19.
(Свойства титана и перспективы его применения.)
Ермилов П. И., Химия в народном хозяйстве. М., изд-во «Знание», 1959, 32 стр.
(О технологии производства и применении пластмасс, о технических волокнах,
каучуках и резине, лаках и красках, химии в атомной технике.)
Коссовский М., Титан. «Знание — сила», 1958, № 2, стр. 7—10.
Капустин И., Машиностроение без металла. «Техника — молодежи», 1958, № 11,
стр. 11 —13. (Пластмассы — заменители металла в машиностроении.)
Колев К. С., Новые методы обработки металлов резанием. М., изд-во «Знание»,
1959, 32 стр.
Курамжин А. В., Строгание. М.—Свердловск, Машгиз, 1952, 36 стр.
Максимов Л., В 100 раз прочнее. «Знание — сила», 1959, № 2, стр. 9 (Пути соз-
дания высокопрочных металлов.)
Незабытовский К. П., Протягивание. М. — Свердловск, Машгиз, 1952, 52 стр.
Новоселова А. В., Редкие металлы и их применение. М., изд-во «Знание», 1957,
24 стр.
Парфенов В. А., Редкие металлы. М., Гостехиздат, 1954, 48 стр. (Научно-популяр-
ная библиотека.)
Парфенов В. А., Металлы прогресса. М., изд-во «Знание», 1958, 32 стр.
Писаренко Г. А., Чугун с шаровидным графитом. М. — Свердловск, Машгиз,
1957, 50 стр.
Работин А. Н., Нарезание резьбы. М. — Свердловск, Машгиз, 1952, 48 стр.
Работин А. Н., Чистовая обработка деталей машин. М. — Свердловск, Машгиз,
1952, 60 стр.
504
Работин А. Н., Точность обработки деталей машин. М.— Свердловск, Машгиз,
1952, 46 стр.
С е р е б р о в с к и й В. Б., Качество поверхности деталей машин. М. — Свердловск,
Машгиз, 1952, 48 стр.
Серебровский В. Б., Точение. М.— Свердловск, Машгиз, 1952, 56 стр.
Скляров Н. М., Современные жаропрочные сплавы и материалы. М., изд-во «Зна-
ние», 1959, 32 стр.
Славин Д. О., Свойства металлов. М., Гостехиздат, 1954, 64 стр. (Научно-попу-
лярная библиотека.)
Смирнягина А., Металл меняет форму. «Юный техник», 1957, № 2, стр. 52—56.
(Различные способы получения деталей из металла.)
Соловьев Б., Слоистые металлы. «Юный техник», 1957, № 9, стр. 30—31. (Биме-
таллы и их применение в технике.)
Четвериков С. С., Керамика в машиностроении. М., изд-во «Знание», 1958,
32 стр.
Цукерман С. А., Порошковая металлургия. М., изд-во Академии наук СССР,
1958, 160 стр. (Научно-популярная серия.)
Железнодорожный транспорт
Гуревич А., Дизель на локомотиве. «Наука и жизнь», 1956, № 10, стр. 7—10.
Марквардт К., Электровозы на стальных путях. «Наука и жизнь», 1956, № 5,
стр. 7—10.
Першин С., Турбина на колесах. «Знание — сила», 1956, № 5, стр. 10—13. (О тур-
бовозах и газовой турбине на локомотиве.)
Попов Л., Новая техника железных дорог. «Технику—молодежи». 1955, № 10,
стр. 11 — 14.
Автомобили
Арманд Е., Автомобилестроение в СССР и за рубежом. М., изд-во «Знание», 1958,
40 стр.
Беляев В., «ЗИЛ-111». «Юный техник», 1959, №1, стр. 26—27.
Беляев Н., Знакомьтесь — автомобиль! Изд-во «Молодая гвардия», 1957, 192 стр.
(Устройство автомобиля, приемы вождения и уход за ним.)
Беляков М., Газотурбинные автомобили. «Техника — молодежи», 1956, № 5,
стр. 15 — 17.
Борисов Н., «Волга». «Техника — молодежи», 1955, № 9, стр. 19—21.
Долматовский Ю., Познакомьтесь с автомобилями. «Техника — молодежи»,
1955, № 6, стр. 15—21.
Шу гуров Л., Мотороллер. «Юный техник», 1959, № 1, стр. 39—42.
Юрьев А., «Чайка». «Техника — молодежи», 1959, №4, стр. 14—15. (Новый совет-
ский автомобиль «Чайка».)
Воздушный транспорт
Авиация сегодня и завтра. М., изд-во ДОСААФ, 1958, 144 стр. (Современные реак-
тивные самолеты, вертолеты, атомолет будущего.)
Василенко А., Прогулка по «Москве». «Юный техник», 1957, № 10, стр. 59—61.
(О самолете «ИЛ-18».)
Заяц А., Винтокрылая авиация. «Техника — молодежи», 1956, № 4, стр. 18—19.
Козлов Н., Воздушные гиганты. «Техника — молодежи», 1957, № 10, стр. 32—33.
(Новые пассажирские самолеты «ТУ-104», «ТУ-104А», «ТУ-110», «ИЛ-18»,
«Украина».)
Левитин Б., Конвертопланы. «Техника — молодежи», 1955, № 7, стр. 36—37.
Матвеев В., Квашнин А., Гарна ев Ю., Турболет—новое дитя авиации. «Тех-
ника— молодежи», 1958, № 1, стр. 18—19, 22.
Миль М., Без дорог и аэродромов. «Знание — сила», 1956, № 2, стр. 41—46. (О вер-
толетной авиации.)
Сушков Ю. Н., Атомная энергия в авиации. М., изд-во «Знание», 1958, 32 стр.
Водный транспорт
Гартвиг В., Крылатые корабли. «Техника — молодежи», 1956, № 8, стр. 12—13.
Гребнев Б. и Гребнев С., Борьба за скорость на воде. «Знание — сила», 1956,
№ 8, стр. 21—24.
Гребневы Б. и С., Водолеты. «Юный техник», 1957, № 8, стр. 43—44. (О судах
с подводными крыльями.)
Грищенко С. С., Федоров Н. А., Как строится судно. Л., Судпромгиз, 1954,
84 стр. (В помощь политехнизации школы.)
Киселев Я., Реактивный катер. «Техника — молодежи», 1955, № 7, стр. 33.
505
Моралевич Ю., Первый в мире. Рассказ об атомном ледоколе «Ленин». М., изд-во
«Детский мир», 1958, 72 стр.
Нескородьев Н., Корабли на конвейере. «Техника — молодежи», 1959, №2,
стр. 32—34. (О поточно-позиционном методе строительства судов.)
Чернов М. И., Новые скоростные суда речного флота. М., изд-во «Знание», 1958,
32 стр.
Автоматизация
Арлазоров М., Нам повинуются роботы. «Знание — сила», 1958, № 2, стр. 28—30.
(О работе цеха-автомата на Первом подшипниковом заводе.)
Артоболевский И. И., Наука об автоматах. «Техника — молодежи», 1954, № 2,
стр. 1—4.
Бабат Г., Обратные связи. «Техника — молодежи», 1956, № 3, стр. 9—12. (Принцип
работы автоматических устройств с обратными связями.)
Бабат Г., Усилители и реле. «Юный техник», 1957, № 3, стр. 25—31.
Бауман В. А., Механизация и автоматизация строительства. М., изд-во «Знание»,
1958, 40 стр.
Б р е й д о М., Программное управление — это основа автоматизации станков, комбай-
нов, цехов, заводов... «Техника — молодежи», 1956, № 9, стр. 19—23.
Васильев М., Здесь нужны автоматы. «Юный техник», 1956, № 4, стр. 1, 3, 4.
(Области применения автоматики.)
Владзиевский А., Станки-автоматы. «Наука и жизнь», 1956, № 7, стр. 13—16.
Жаров А., Автоматы-турбины. «Юный техник», 1957, № 5, стр. 30—31.
Кобринский А. Е., Программное управление металлорежущими станками. М.,
изд-во «Знание», 1957, 32 . стр.
Леонидов И., Кто ведет самолет? «Юный техник», 1956, № 4, стр. 5—6. (Об
автопилоте.) **
Майоров Ф. В., Электронные вычислительные машины и их применение. М., Воен-
издат, 1959, 238 стр. (Научно-популярная библиотека.)
Ученые рассказывают о путях развития современной автоматики. «Техника — моло-
дежи», 1957, № 1—2.
Фадин В., Фадин Е., Автоматический контроль. «Техника — молодежи», 1956,
№ 6, стр. 16—18.
Фейгин В., Гигант, управляемый электронами. «Техника — молодежи», 1956, № 7,
стр. 12—14. (Автоматический прокатный стан.}
Шаумян Г., Эволюция автоматов. «Техника — молодежи», 1955, № 8, стр. 19—23.
Шаумян Г., Наука об автоматах. «Техника — молодежи», 1955, № 8, стр. 1—6.
Электронные математические машины. М., изд-во «Советское радио», 1959, 176 стр.
Ю дасин Л., Тракторист покидает кабину... «Знание — сила», 1959, № 2, стр. 14—16.
(Автоматическое управление трактором на расстоянии, предложенное изобрета-
телем И. Г. Логиновым.)
Физика в машиностроении
Артоболевский И. И., Бессонов А. П., Шляхтин А. В., О машинах
вибрационного действия. М., изд-во АН СССР, 1956, 48 стр.
Беседа о волчке. «Техника — молодежи», 1957, № 6, стр. 24. (Волчки в природе
и технике.}
Еремин Н., Елагин М., Магнетизм в технике. Изд-во «Московский рабочий»,
1959, 96 стр. (Электронный микроскоп, магнетизм в автоматике, индукционный
1 нагрев, магнитный анализ металлов, магнитные испытания и производственный
контроль.) '
Жуковский В., Модель помогает машине сбрасывать лишний вес. «Техника — мо-
лодежи», 1956, № 4, стр. 5—6.
Карышев О., Прирученная молния. «Знание — сила», 1956, № 4, стр. 34—36.
(Электрический разрядов воде и возможности его технического применения.)
Колпенский Г., Невидимое становится зримым в свете невидимых лучей. «Техни-
ка — молодежи», 1956, № 7, стр. 33-^34. (Люминесцентный анализ и его исполь-
зование.)
Левшин В. Л., Люминесценция и ее технические применения. М., изд-во АН СССР,
1956, 46 стр.
Москатов К., Инфракрасные лучи и их применение. «Наука и жизнь», 1956, № 6,
стр. 12—15.
Тимофеев Н., Молния трудится. «Техника — молодежи», 1957, № 6, стр. 14—16.
(Электрогидравлический эффект и возможности его применения.)
Яковлев С., Электрогидравлический инструмент. «Наука и жизнь», 1956, № 1,
стр. 48—49.
506
Ультразвук в машиностроении
Алова Г., Ультразвуком. «Юный техник», 1958, № 3, стр. 68—69. (Что можно сде-
лать с помощью ультразвука.)
Бабиков О., Ультразвук в технике. «Наука и жизнь», 1957, № 3, стр. 17—20.
Бережной Ю., Сварка звуком. «Юный техник», 1959, №4, стр. 47—48. (Опытная
установка для ультразвуковой сварки.}
Вайншток И., Резец, сверло, абразивы должны потесниться: в цех пришли ультра-
звуковые станки. «Техника — молодежи», 1956, № 6, стр. 9—10.
Иоффе А. Ф., Физика и техника. «Техника — молодежи», 1957, № 11, стр. 12—13.
Погодин а-А лексеева К. М., Ультразвук в металлургии и машиностроении,
М., изд-во «Знание», 1957, 32 стр.
Розенберг Л. Д., Применения ультразвука. М., изд-во АН СССР, 1957, стр. 108.
Слободянников С. С., Ультразвуковая обработка промышленных изделий. М„
Трудрезервиздат, 1958, 104 стр.
Радиоактивные изотопы в машиностроении
Анисимов Б., Применение радиоактивных изотопов в машиностроении.
М., изд-во «Знание», 1957, 24 стр.
Жуховицкий А. А., Меченые атомы. М., Воениздат, 1959, 116 стр. (Научно-
популярная библиотека.} (Об использовании радиоактивных изотопов в различ-
ных областях техники.}
Корнеев Ю. В., Радиоактивные атомы в науке и технике. М., Госкультпросвет-
изд ат, 1956, 72 стр.
Курдиновский Ю., Незримые свидетели. «Наука и жизнь», 1955, № 11, стр. 30—32.
(Применение радиоактивных изотопов в машиностроении.}
Курдиновский Ю., Лучи, рожденные атомом. «Наука и жизнь», 1956, № 3,
стр. 17—21. (Применение радиоактивных изотопов.)
Писаржевский О., Радиоактивные «разведчики» за работой. «Техника — моло-
дежи», 1955, № 6, стр. 2—7. (Метод меченых атомов в металлургии и машино-
строении.)
Полупроводники в машиностроении
В ул Б., Кристаллы с огромным будущим. «Техника — молодежи», 1956, № 5,
стр. 7—11. (Полупроводники.)
Иоффе А., Мечта воплощается в жизнь. «Знание — сила», 1956, № 2, стр. 12—16.
(О полупроводниках и их применении.)
Иоффе А. Ф., Возможности и перспективы полупроводников. Л., 1957, 12 стр.
(Изд. Общества по распространению политических и научных знаний.}
Кикоин А. К., Что такое полупроводники. Свердловск, Книжное издательство, 1957,
96 стр. (Свойства и применение полупроводников.)
Савченко В., Полупроводники на старте. М., Детгиз, 1958, 128 стр. (Школьная
библиотека. Для среднего и старшего возраста.) (Применение и свойства полу-
проводников.)
Соминский М., Полупроводники в науке и технике. «Наука и жизнь», 1956, № 3,
стр. 8—12.
Федотов Я. А., Вместо радиолампы. М., изд-во «Советское радио», 1957, 64 стр.
Чистяков Н. И., Полупроводники и их применение. М., Трудрезервиздат, 1957,
64 стр. (Новая техника и передовые методы труда.}
Рентгеновские лучи в машиностроении
Рындик В., Ионография. «Наука и жизнь», 1958, № 1, стр. 65. (Новый метод
дефектоскопии, использующий явление ионизации воздуха проходящими через
него рентгеновскими лучами.-
Химия в машиностроении
Балезйн С. А., Отчего и как разрушаются металлы. М., Учпедгиз, 1956, 148 стр.
(Об ингибиторах — веществах, которые предотвращают появление ржавчины.)
Борисов Г., Жидкий резец. «Знание — сила», 1957, № 6, стр. 38—39. (Химическое
фрезерование металла.)
Буянов А., Властелины атомов. Изд-во «Молодая гвардия», 1959, 240 стр. (Есть
разделы о синтетических материалах в промышленности.)
Буянов А., Созданные человеческим разумом и руками. «Техника — молодежи»,
1956, № 11, стр. 30—32. (О пластмассах и их применении в технике.)
507
Гамбург Д., Химия и технический прогресс. «Наука и жизнь», 1957, № 6,
стр. 9—12.
Гамбург Д., Химия и прогресс техники. М., изд-во «Знание», 1957, 32 стр.
Дворецкий Ф., Пластмассы в машиностроении. Киев — Москва, Машгиз, 1956,
188 стр.
Ли'хтман В. И., Поверхностно-активные вещества. «Наука и жизнь», 1954, № 6,
стр. 14—16. (Влияние поверхностно-активных веществ на прочность металлов, на
их обработку.)
Николаев А., Пластические массы — заменители металлов. Л., 1956, 44 стр.
(Изд. Общества по распространению политических и научных знаний.)
Роговин 3. А., Роль полимеров в народном хозяйстве. М., изд-во «Знание», 1959,
32 стр.
Розен Б. Я., В мире больших молекул. М., Госкультпросветиздат, 1952, 206 стр.
(О пластмассах и клеящих веществах—стр. 131 —179; о синтетическом каучуке—
стр. 95—131.)
Розен Б., Химия зеленого золота. Архангельское книжное издательство, 1955,
116 стр. (О пластмассах из древесины — стр. 92—95.)
Приборы в машиностроении
Александров А. В., Счетчики невидимых частиц и излучений. М., Гостехиздат,
1958, 96 стр. (Научно-популярная библиотека.)
Берг А. И., Век электроники. «Техника — молодежи», 1955, № 9—11.
Вершинский Н., Проволочные датчики — металлические нервы современных ма-
шин. «Техника—молодежи», 1957, № 3, стр. 35.
Да щен ко А., Маленькие свидетели больших событий. «Знание — сила», 1957, № 6,
стр. 6—9. (О контрольных и измерительных приборах для различных испытаний
на прочность, виброустойчивость и т. д.)
Зисман Г. А., Работающие электроны. М., Воениздат, 1956, 228 стр.
Клементьев С. Д., Фотоэлектроника и ее применение. М., Воениздат, 1954, 88 стр.
Кугушев А. М., Современная радиоэлектроника. М.—Л., Госэнергоиздат, 1958,
64 стр.
Лиш ин И. И., Стробоскопы и их применение. М.— Л., Госэнергоиздат, 1956, 40 стр.
Михлин Б. 3., Радиоэлектронные приборы для производственного контроля. М.—Л.,
Госэнергоиздат, 1956, 64 стр. (Массовая радиобиблиотека.)
Морозов А., Щупальца науки. «Техника — молодежи», 1957, № 3, стр. 33—34.
(Тонкие нити — индикаторы сложных процессов.)
Морозов С., Человек увидел все. Изд-во «Молодая гвардия», 1959, стр. 170 — 204.
(Применение сверхскоростной фотографии, новейшие достижения в этой области.)
Радиотехника и электроника и их техническое применение. М., изд-во АН СССР,
1956, 128 стр.
Сулькин А., Вайнберг М., Гамма-дефектоскопы. «Наука и жизнь», 1957,
№ 3, стр. 54.
Фомин Б. В., Радиоэлектроника в нашей жизни. М., Гостехиздат, 1957, 64 стр.
(Научно-популярная библиотека.)
О заводах и лабораториях
Борткевич Г., Заводская лаборатория. «Наука и жизнь», 1956, № 1, стр. 23—24.
(О работе технологической лаборатории на Ленинградском станкостроительном
заводе имени Свердлова.)
Вебер Ю., Разгаданный секрет. М., Детгиз, 1957, 159 стр. (Освоение производства
точных измерительных плиток на заводе «Калибр».)
Вебер Ю., Лаборатория номер шесть. «Знание—сила», 1957, № 9, стр. 1—4. (Доку-
ментальная повесть об истории создания точного профилографа в заводской
лаборатории.)
Давыдов Л., Уральский великан. М.. Детгиз, 1956, 248 стр.
Давыдов Л., Стальные руки кузнеца. Изд-во «Молодая гвардия», 1957, 80 стр.
(О создании кузнечного манипулятора — механического подручного кузнеца на
Уралмашзаводе.)
Давыдов Л., Беспокойная должность. «Знание — сила», 1957, № 3, стр. 22—25.
(Очерк о создателе первой автоматической линии станков И. П. Иночкине, о его
новых работах на Сталинградском тракторном заводе.)
Дорохов А., Московский автозавод. «Юный техник», 1956, № 3, стр. 54—59.
Захарьин А. И., Кировский орденоносный. «Знание — сила», 1957, № 10,
стр. 15—22. (Сегодня и завтра Кировского завода.)
508
Чертежник и конструктор
Воротников И. А., Конструкторская смекалка. М., Детгиз, 1957, 96 стр. (Школь-
ная библиотека.) (Сборник занимательных вопросов и ответов.)
Капустин И., Содружество художника и инженера. «Техника — молодежи», 1958,
№ 5, стр. 9. (О внешнем виде машин. Удобство и красота в технике.)
Погумирский А. М., Каверин Б. П., Производственный чертеж. М. — Л.,
Гостехиздат, 1951, стр. 74. (Научно-популярная библиотека.)
Эйдельс Л., Чертеж, рисунок, развертка. «Юный техник», 1957, № 5, стр. 46—48.
Сделай сам
Гальперштейн Л. и Хлебников П., Мы строим машины. М.—Л., Детгиз,
1953, 112 стр. (Описание моделей грузовика-самосвала, трактора, бульдозера,
скрепера, земснаряда, шагающего экскаватора.)
Г а р ш е н и н В. Г., Модели сельскохозяйственных машин. Изд-во «Молодая ‘гвар-
дия», 1957, 72 стр.
Карпинский Г. К-, Кружок юных физиков. Свердловское книжное издательство,
1955, 136 стр. (Описание самодельной мастерской-лаборатории, моделей физиче-
ских приборов, работ по электротехнике.)
Клементьев С., Фотоэлектронная автоматика. М., изд-во ДОСАРМ, 1950, 156 стр.
(Описание простейших моделей фотоэлектронных приборов и опытов с ними.)
Леонтьев П., Работы по дереву. Л., Детгиз, 1955, 249 стр. (Основные виды работ
по дереву, инструменты, оборудование мастерской. Как самому сделать токарный
станок.)
Леонтьев П„ Работы по металлу. Л., Детгиз, 1956, 152 стр. (Какие литейные,
кузнечные, слесарные, токарные работы могут быть выполнены в мастерской
юного техника. Что можно сделать из жести и проволоки.)
Павлович С., Модели сельскохозяйственных машин. Л., Детгиз, 1956, 144 стр.
Техническое творчество. Сборник. Изд-во «Молодая гвардия», 1955, 528 стр. (Опи-
сание изготовления моделей различных физических приборов, машин, судов,
летающих моделей. Оборудование мастерской, сведения о материалах, -видах
работ, основы черчения.)
Умелые руки. Сборник. Изд. 2-е. Изд-во «Молодая гвардия», 1954, 408 стр. (Опи-
сание различных моделей — приборов, машин, оптических инструментов. Даны
указания по организации мастерской, приведены разнообразные советы и рецепты.);
Библиография книг по машиностроению
Атомная энергия и ее использование. Рекомендательный указатель литературы. М.,
1956. (Библиотека имени В. И. Ленина.) (Атомная энергия в промышленности —
стр. 28—31.)
Бученков А. Н., Радиоэлектроника, ее достижения и перспективы развития. Ре-
комендательный обзор литературы. М., 1956, 16 стр. (Библиотека
имени В. И. Ленина. Центральная Политехническая библиотека.)
Бученков А. Н., Кибернетика и ее применение. Рекомендательный обзор лите-
ратуры. М., 1956, 24 стр. (Библиотека имени В. И. Ленина. Центральная Поли-
техническая библиотека.)
Бученков А. Н., Ультразвук в науке и технике. Обзор научно-популярной лите-
ратуры. М., 1956, 12 стр. (Библиотека имени В. И. Ленина. Центральная Поли-
техническая библиотека.) k
Книги о науке и технике — детям. Сборник обзоров научно-художественной и научно-
популярной литературы и методических статей о работе над книгой. М., Детгиз,
1954, 168 стр. (Дом детской книги.)
Левшина О. Н., Автоматика и телемеханика в народном хозяйстве. Краткий ре-
комендательный указатель литературы. М., 1956, 40 стр. (Библиотека имени
В. И. Ленина. Центральная Политехническая библиотека.)
Левшина О. Н., Полупроводники и их применение в науке и технике. Рекоменда-
тельный обзор литературы. М., 1956, 16 стр. (Библиотека имени В. И. Ленина.
Центральная Политехническая библиотека.)
Прочти книги по технике. М., Детгиз, 1957, 64 стр.
Что читать школьникам по физике и технике. Аннотированный указатель научно-
популярной литературы. Изд. 2-е. М., Детгиз, 1958, 176 стр. (Дом детской книги.)
509
ДОРОГИЕ ЧИТАТЕЛИ!
Присылайте ваши отзывы о книге. Напиши-
те нам, помог ли этот сборник познакомиться
с машиной и с техническим прогрессом в обла-
сти машиностроения, какие статьи, заметки и
рисунки больше всего вам понравились, о каких
заводах, машинах, приборах вы хотели бы про-
читать.
К библиотечным работникам просьба органи-
зовать учет спроса на книгу, сбор отзывов чита-
телей и их пожеланий. Издательство интересует-
ся, какие книги хотели бы читатели увидеть
в «Круге чтения по технике для молодежи».
Пишите по адресу: Москва, А-55, Сущев-
ская, 21, издательство ЦК ВЛКСМ «Молодая
гвардия», массовый отдел.
МАШИНА
Сборник
Редактор В. Пекелис
Макетирование
и техническое редактирование
Э. Петровой и Н. Самохваловой
А10716 Поди, к печ. 8/XII 1959 г.
Бумага 84X108716 Печ. л. 32 (52,48)
+12 вкл. Уч.-изд. л. 57,3.
Тираж 100 000 экз. Заказ 1669.
Цена 20 руб., в ледерине 20 р. 50 к.
Типография «Красное знамя» изд-ва
«Молодая гвардия». Москва, А-55,
Сущевская, 21.