



























































































































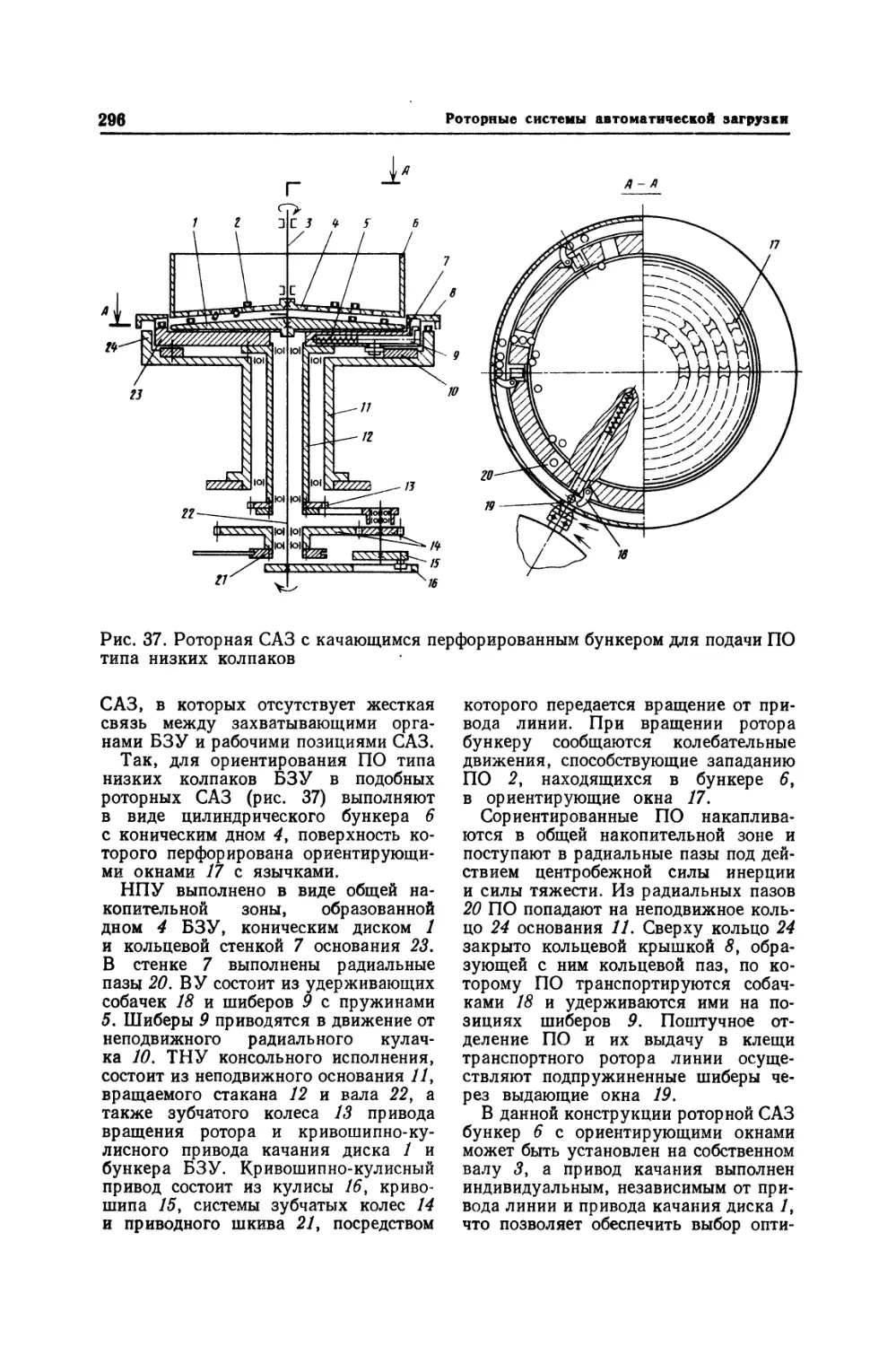
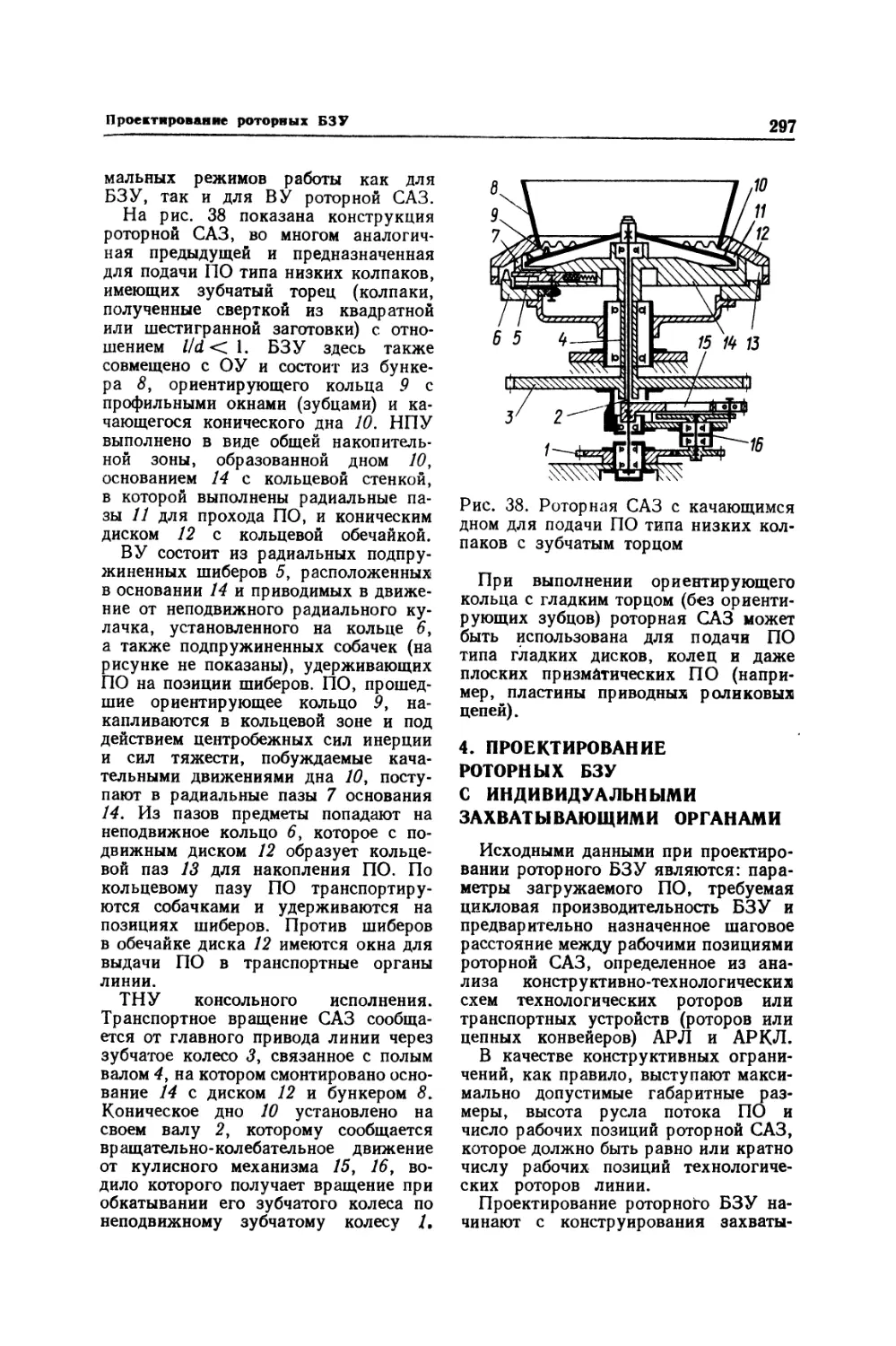
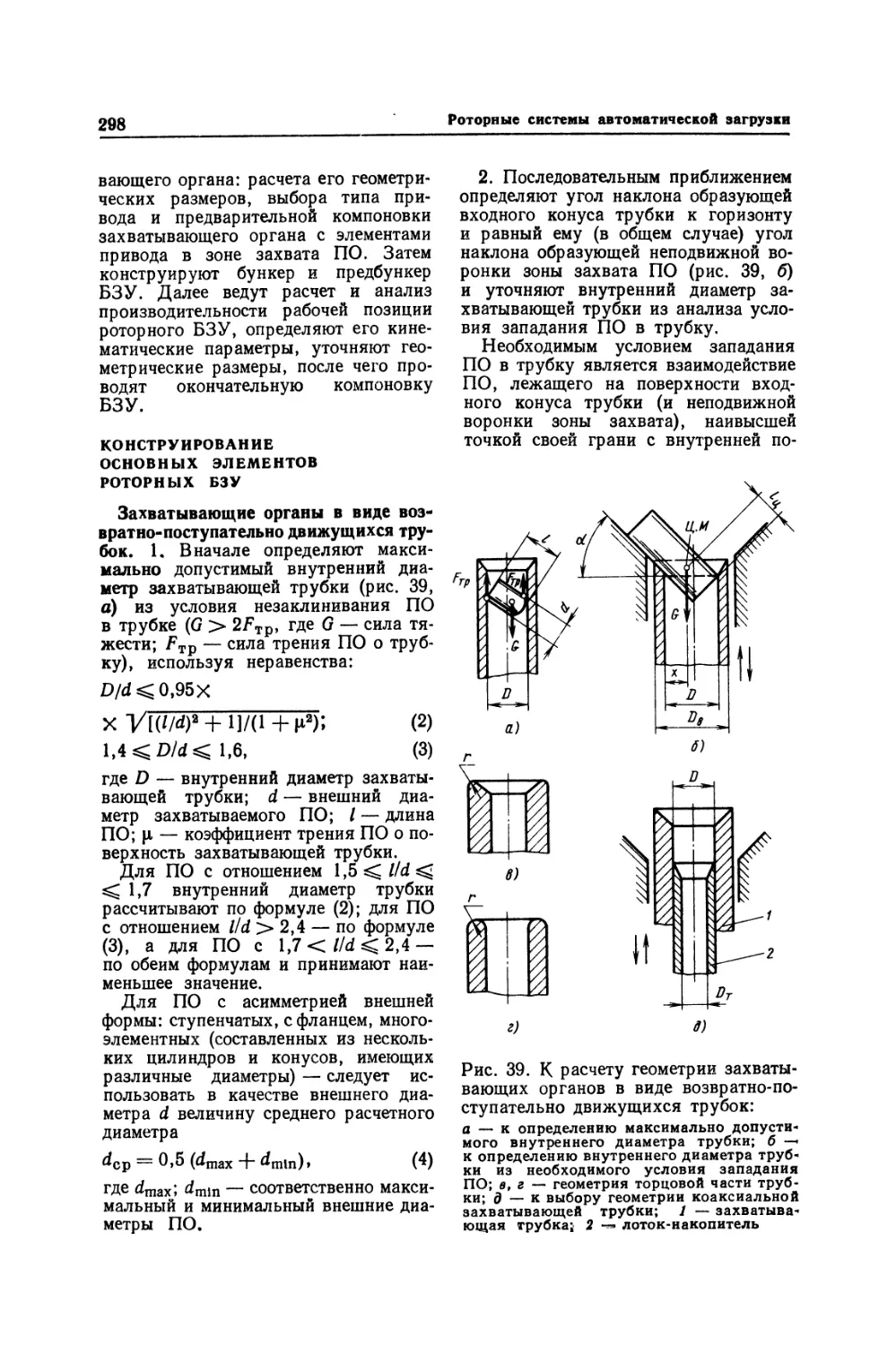
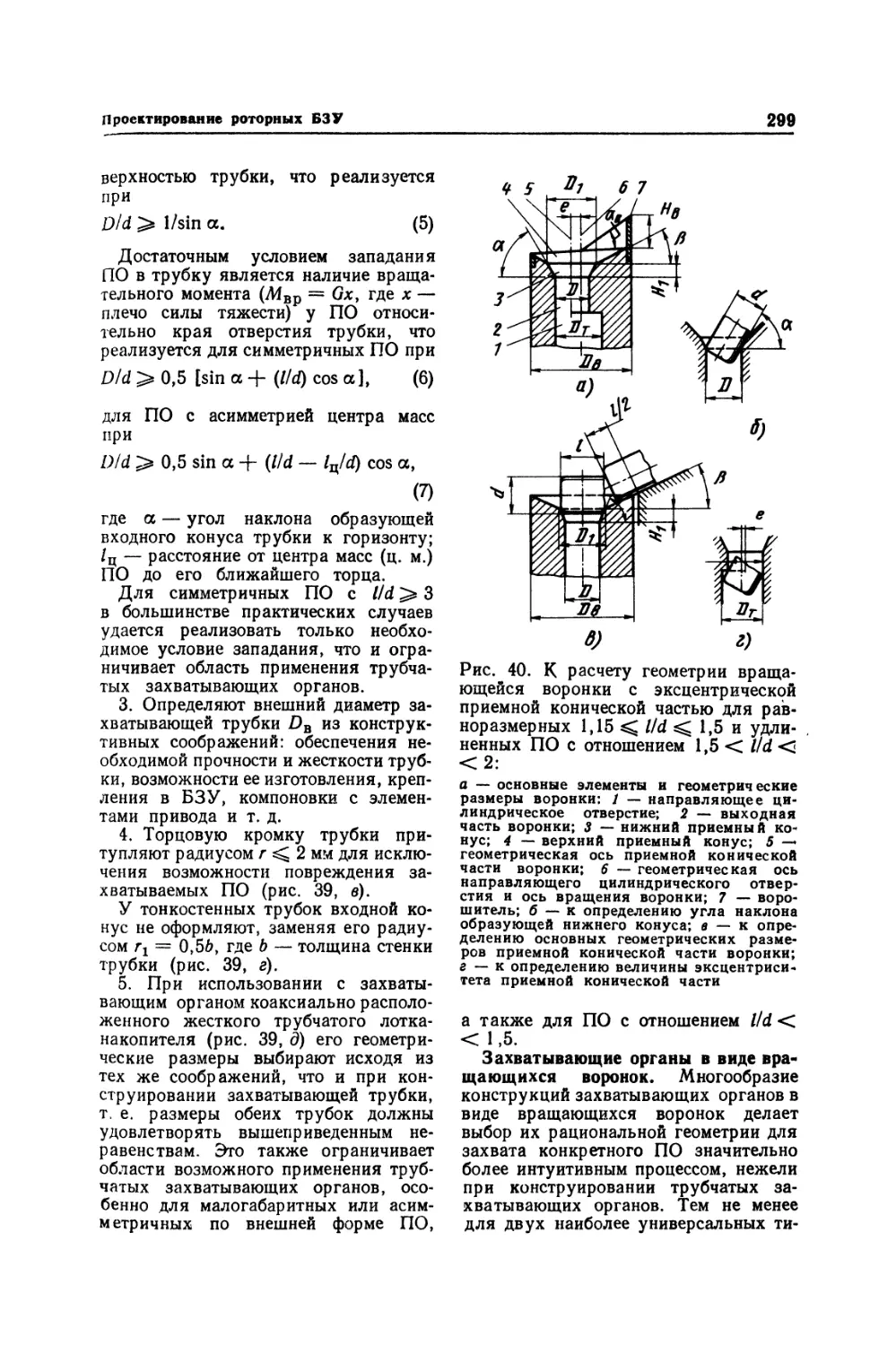

































Автор: Клусов И.А.
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы общая технология машиностроения обработка металлов машиностроение справочник технологические процессы автозагрузга технологических машин
ISBN: 5-217-01111-4
Год: 1990




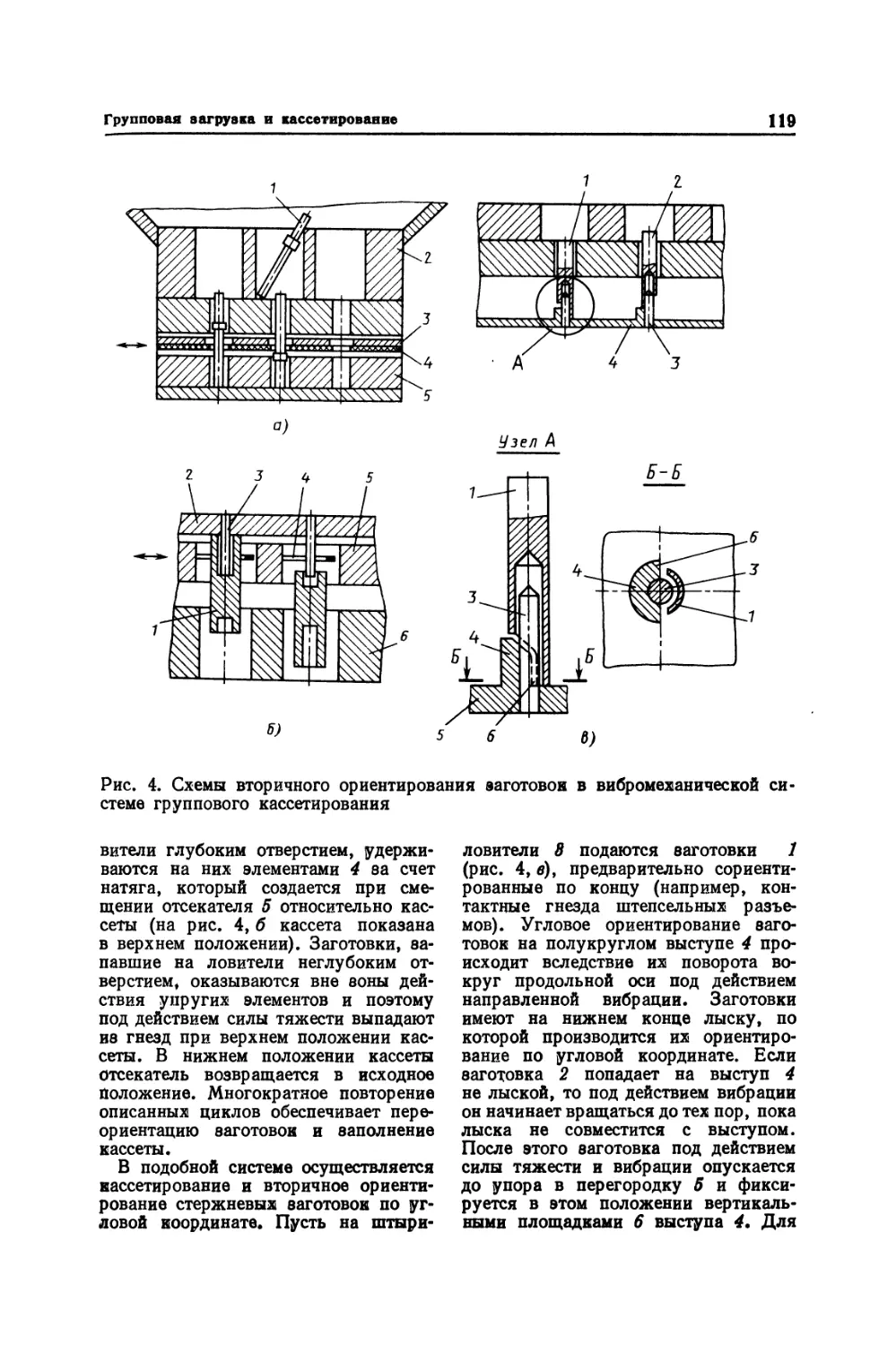
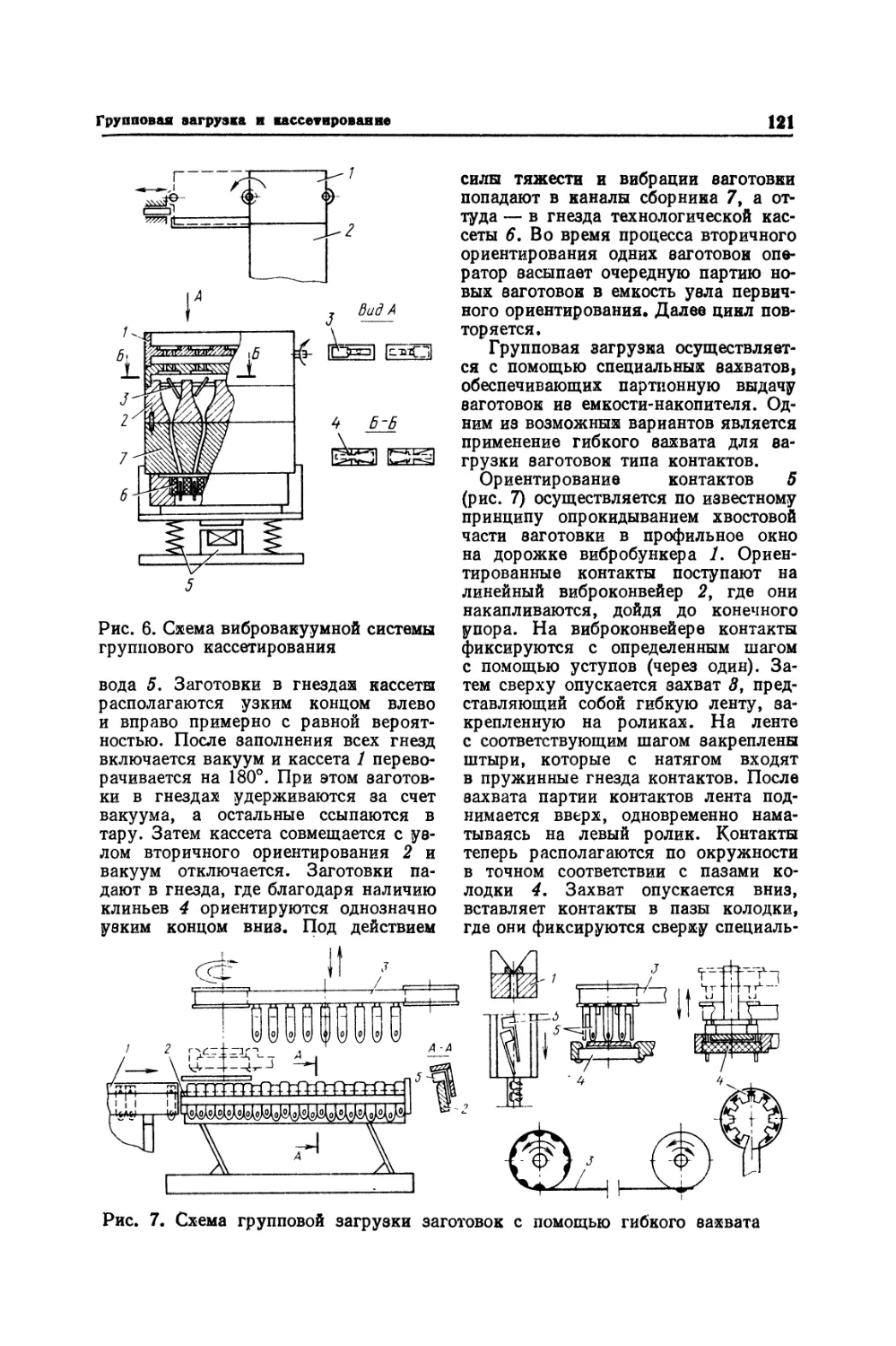
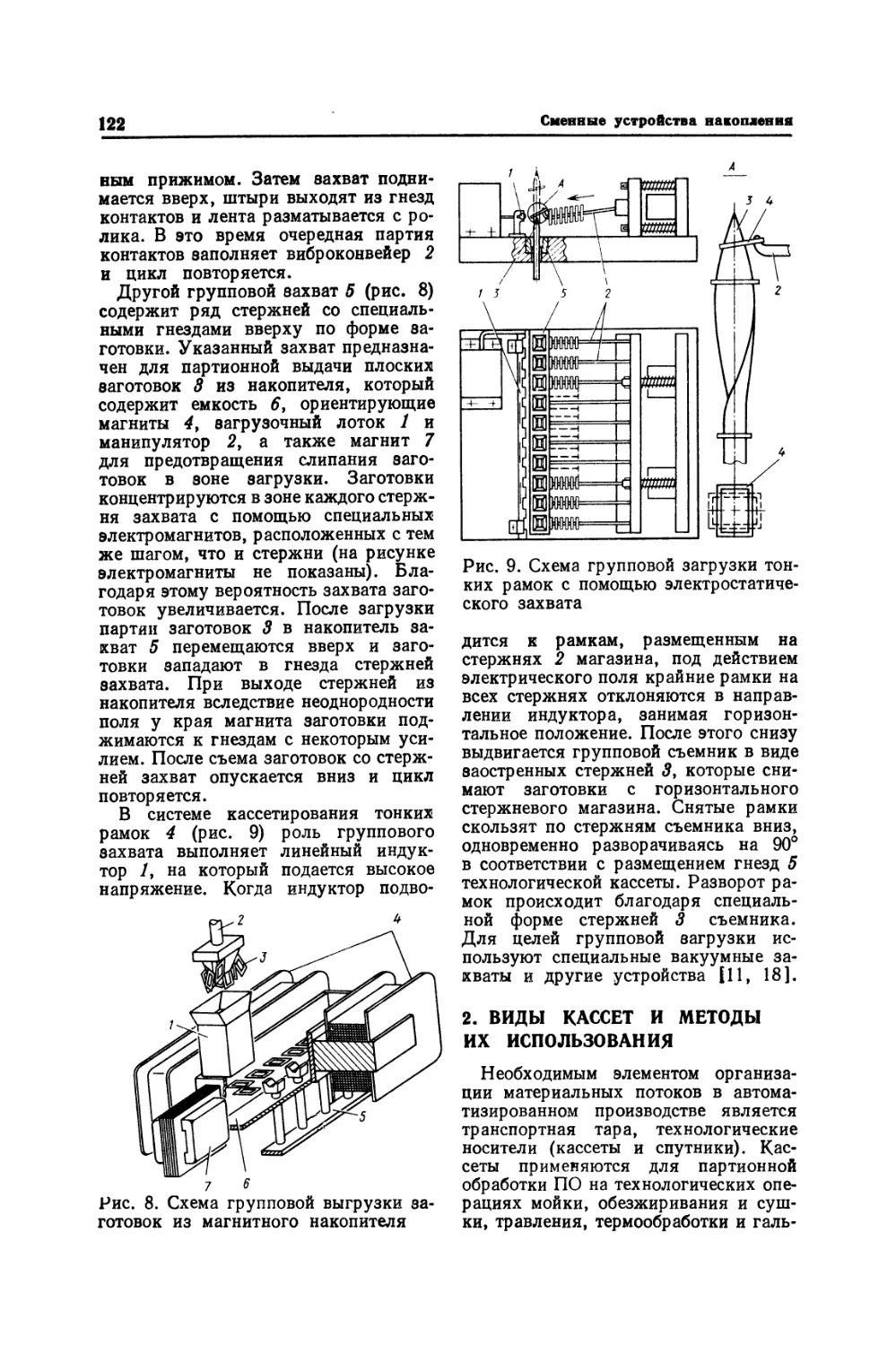
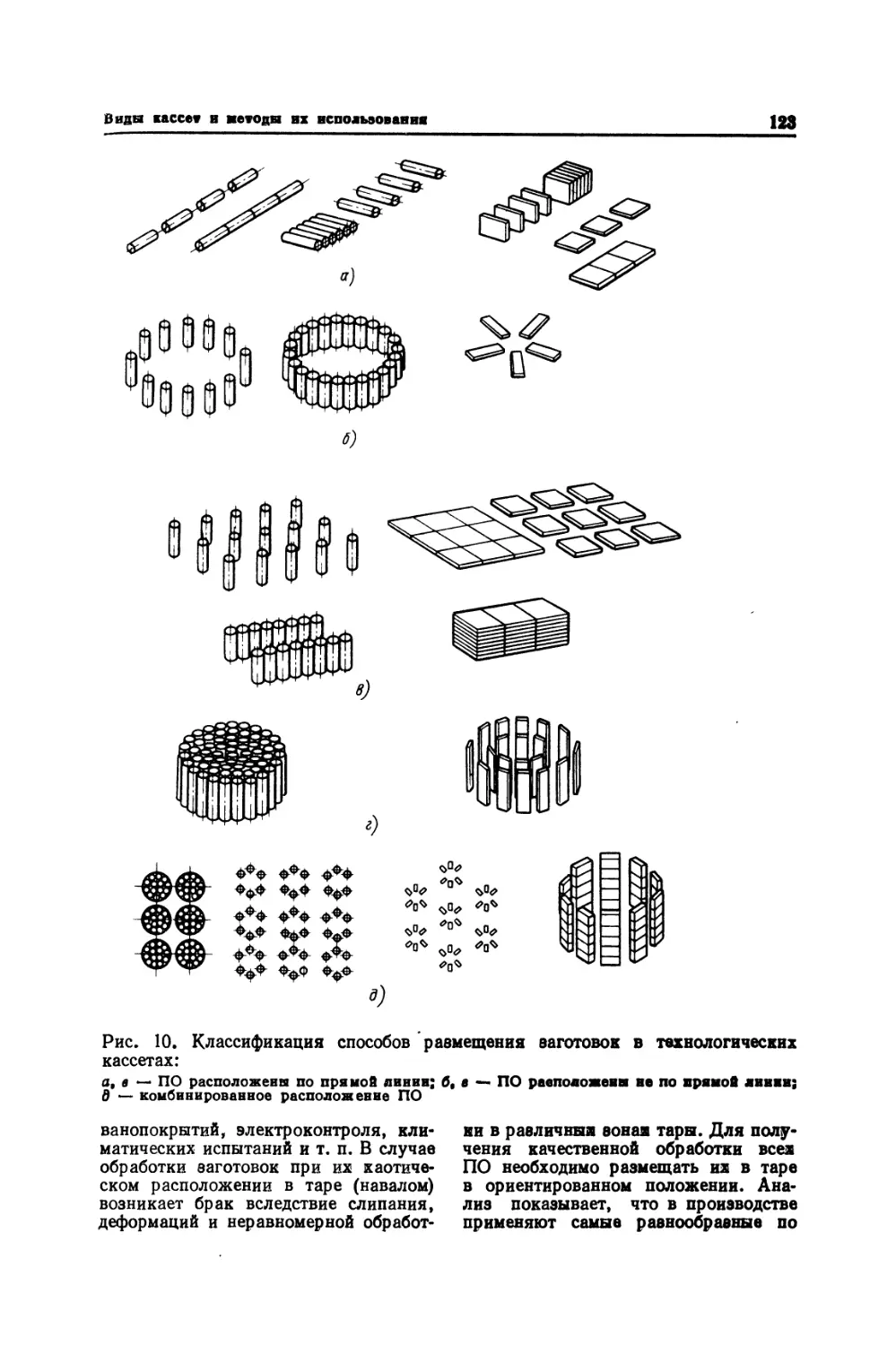
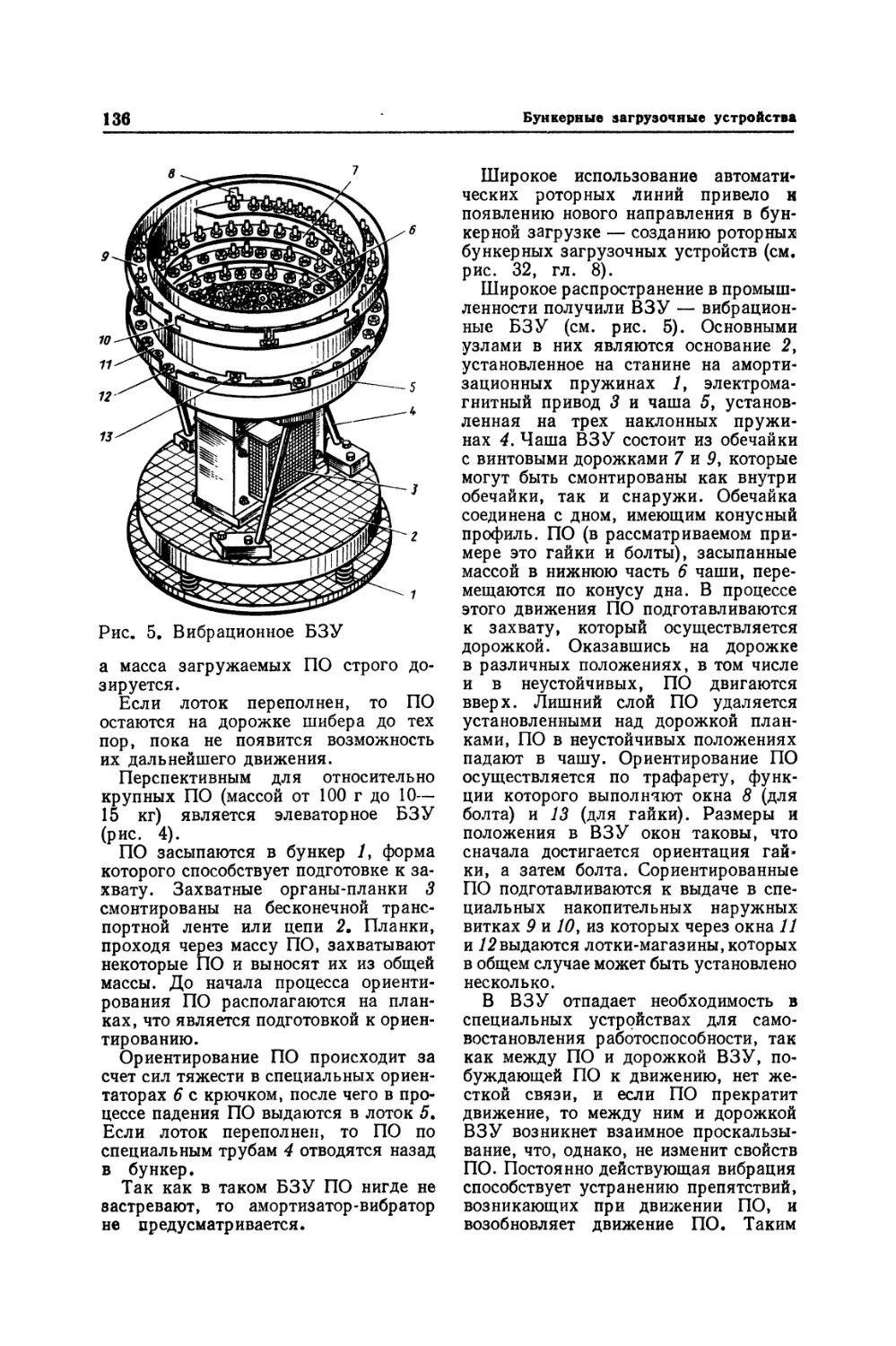
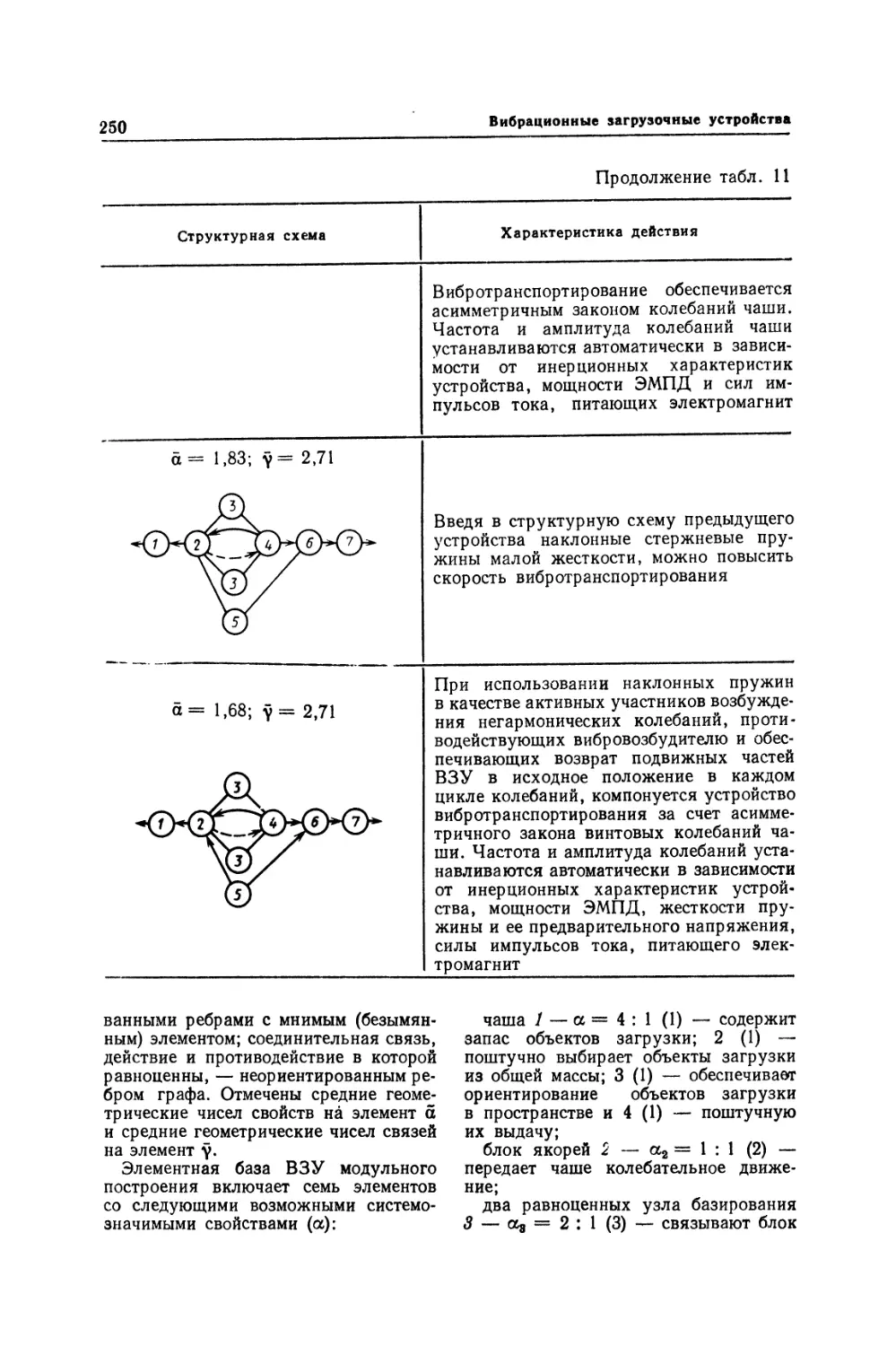
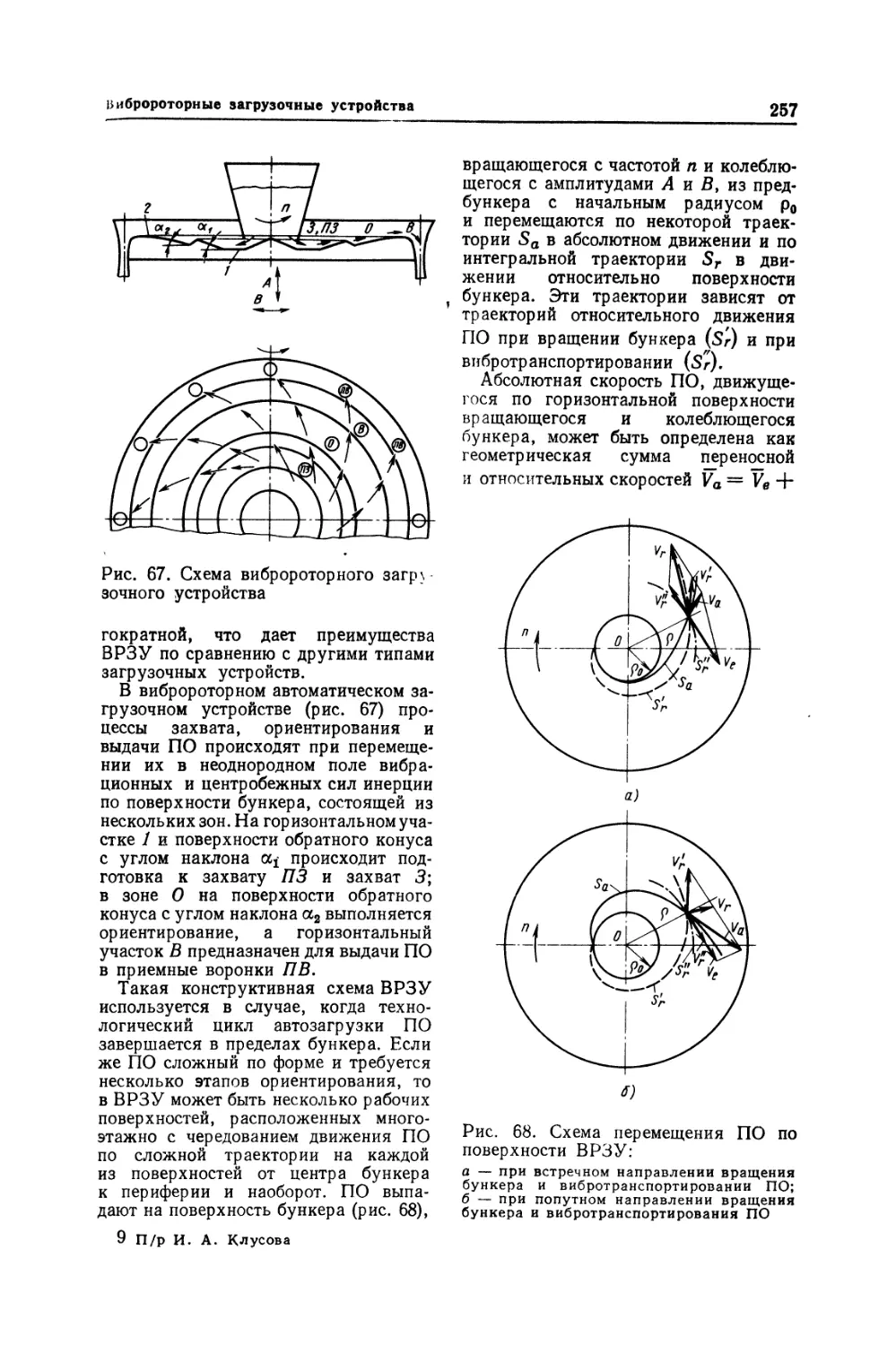
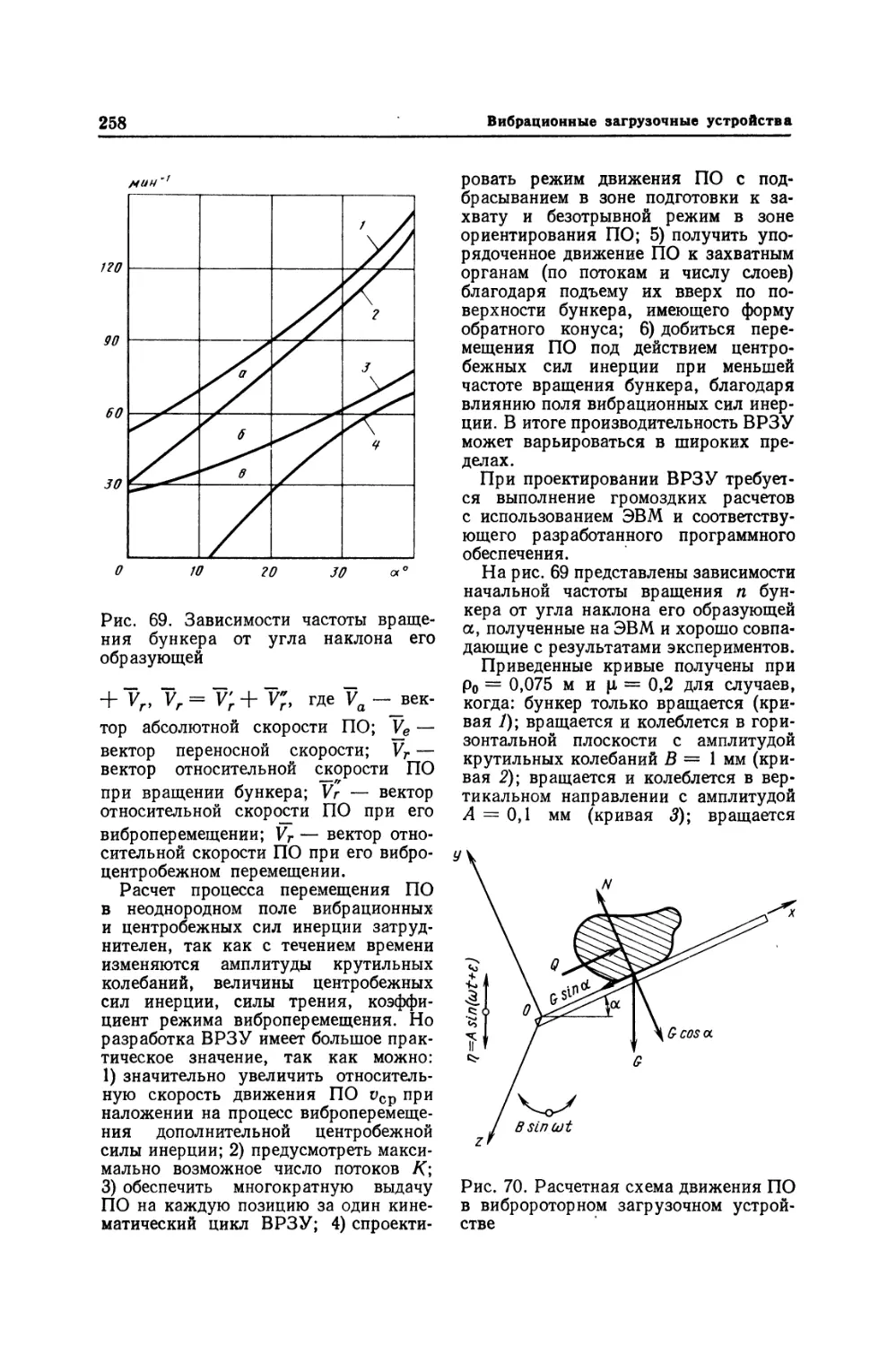
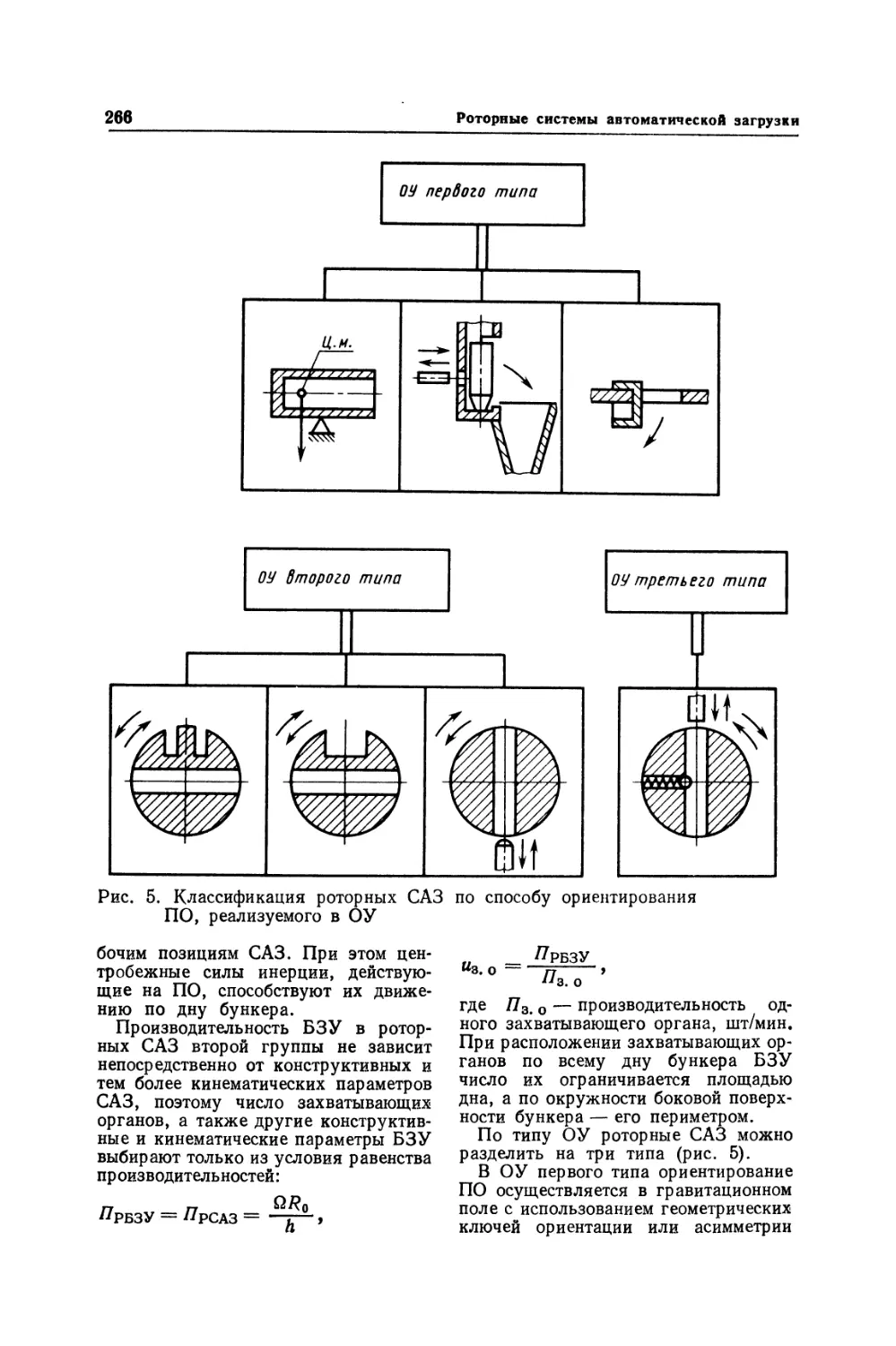
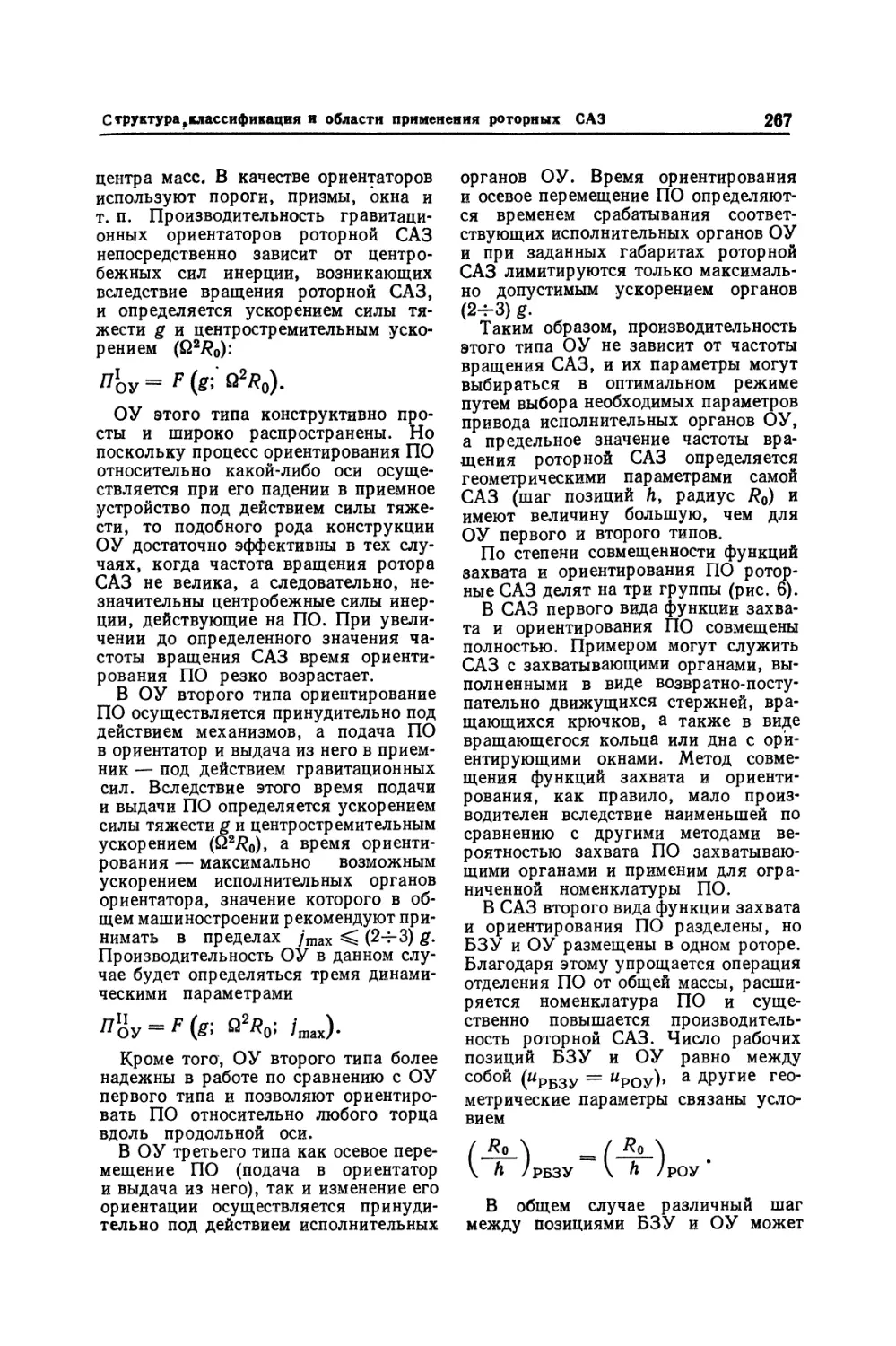
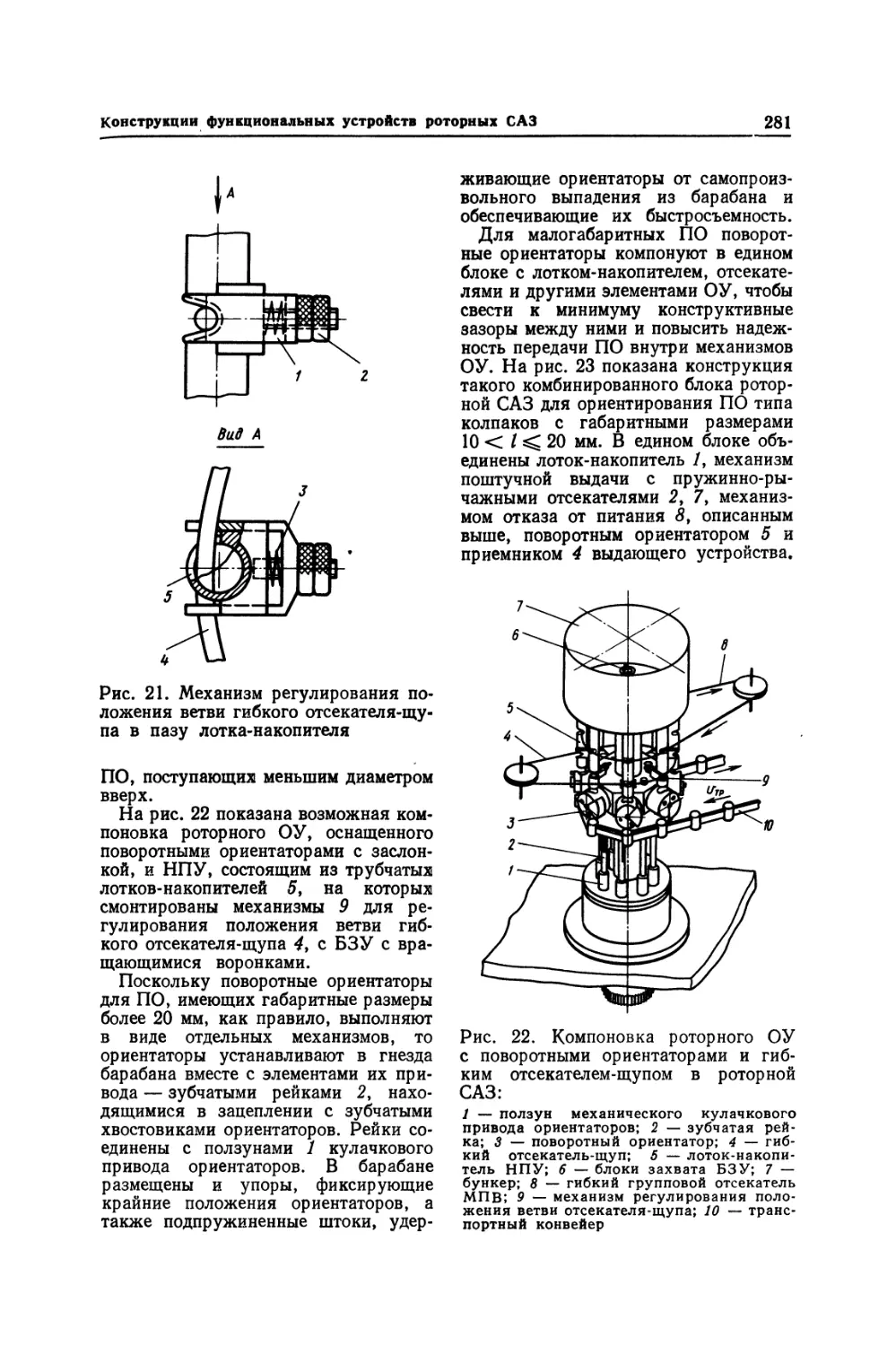
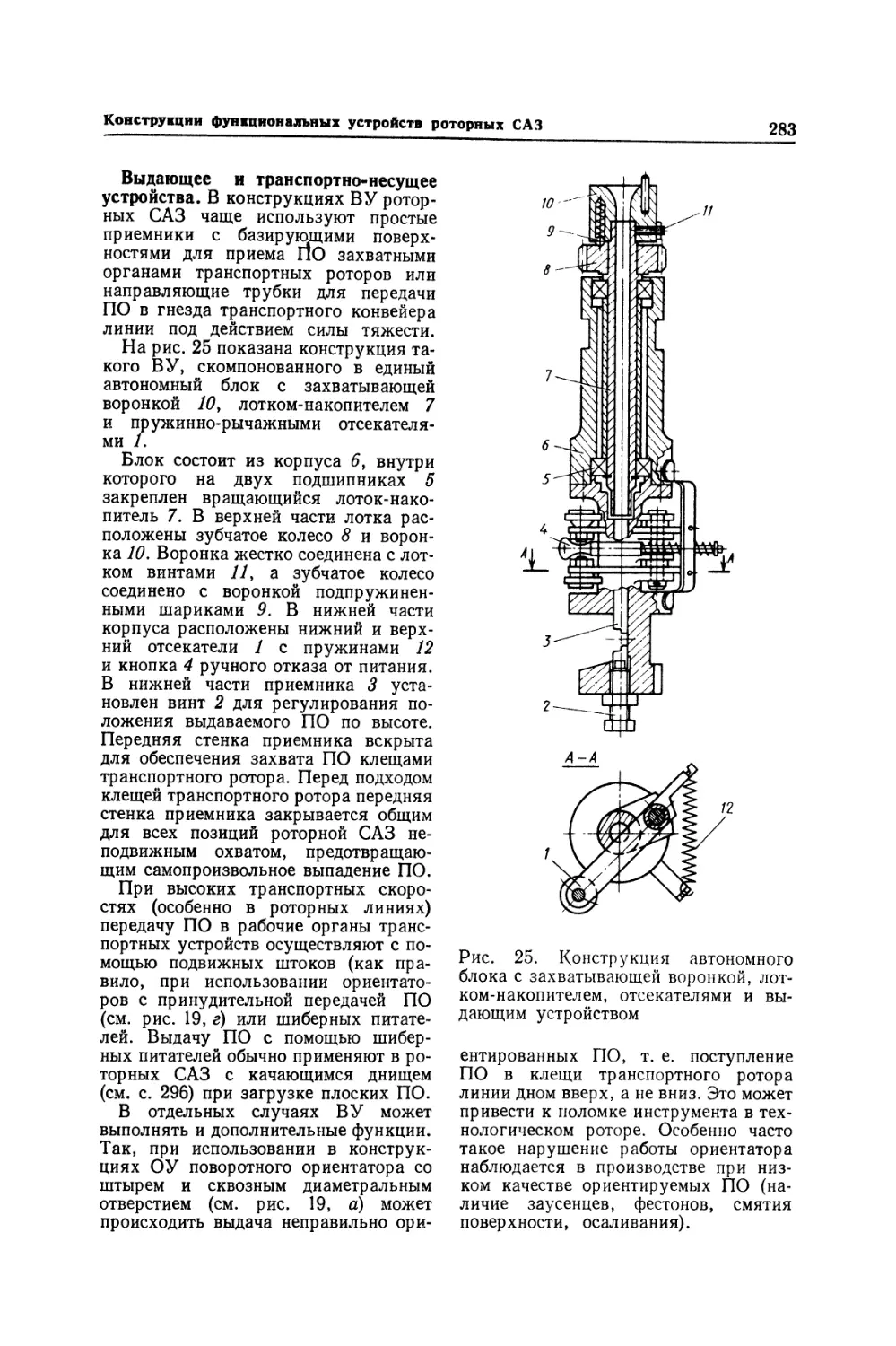
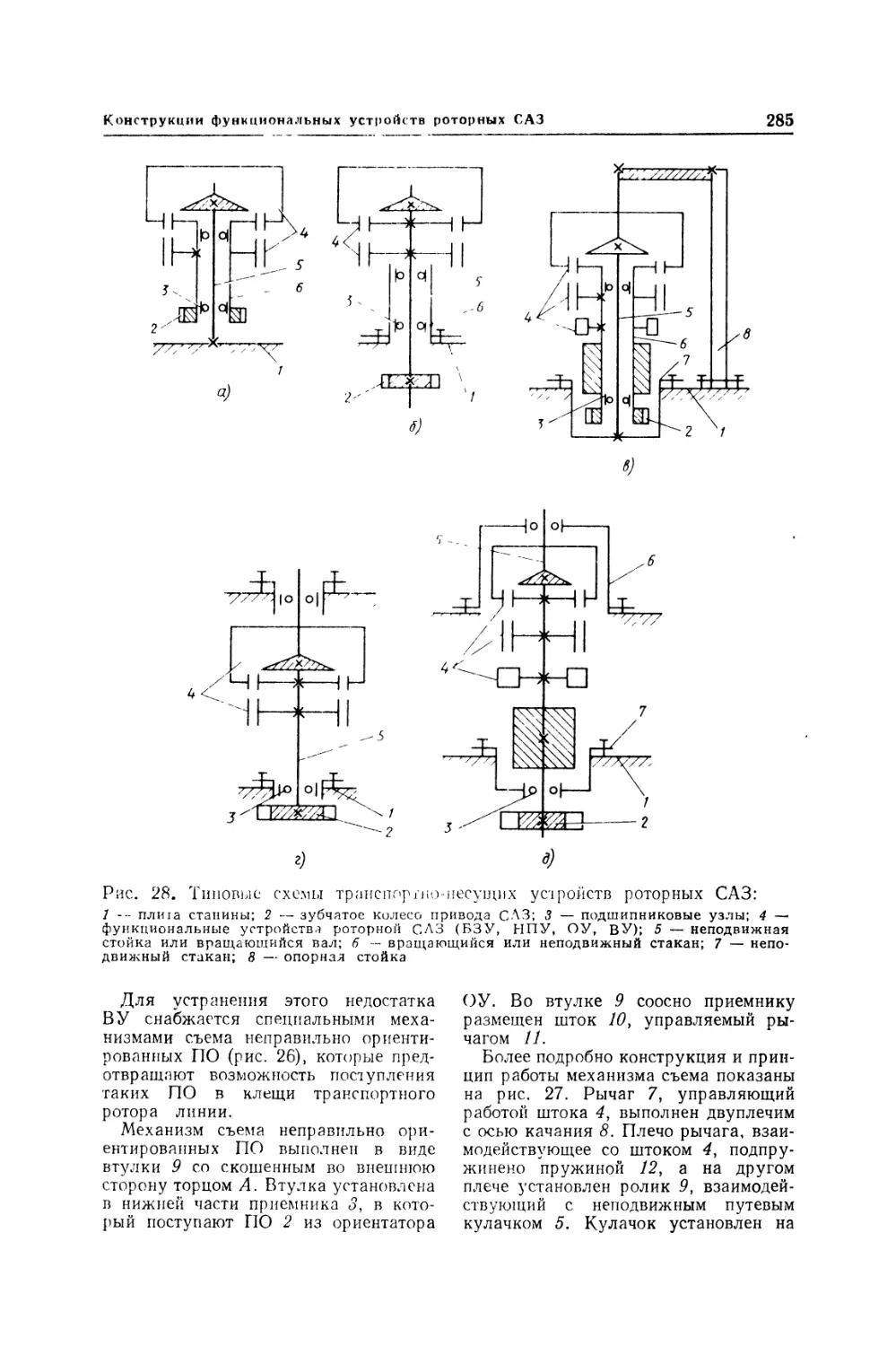
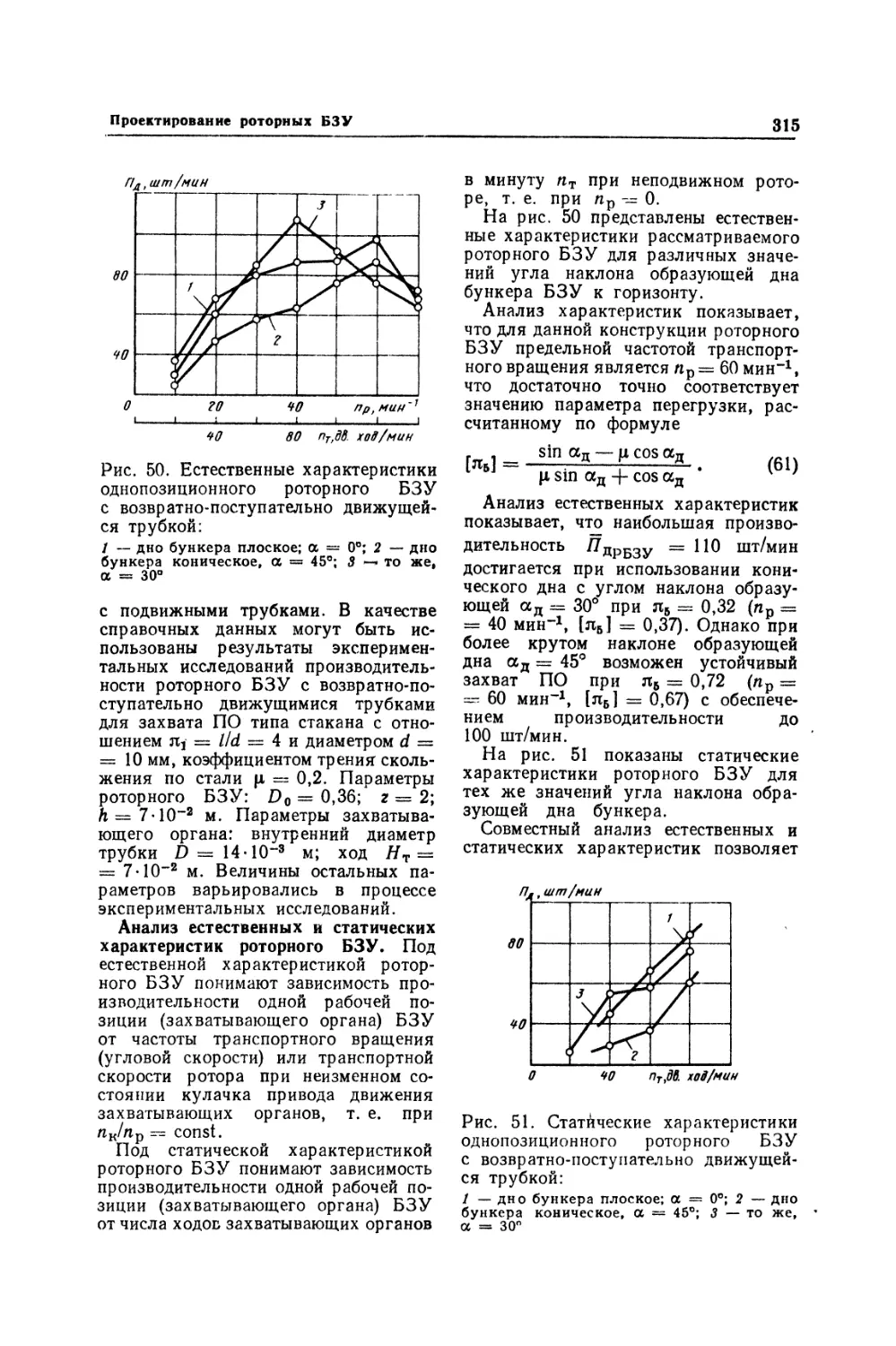
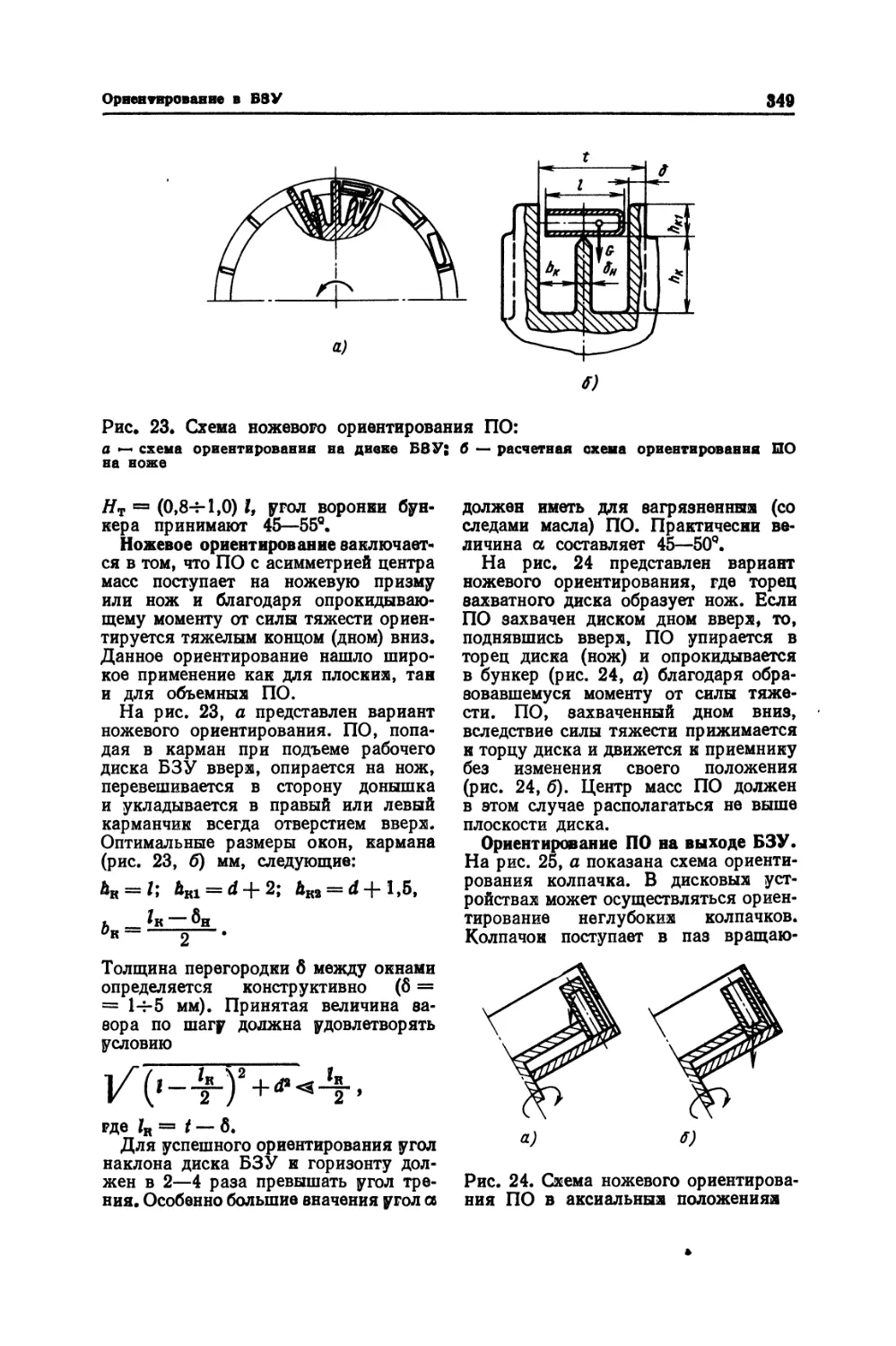
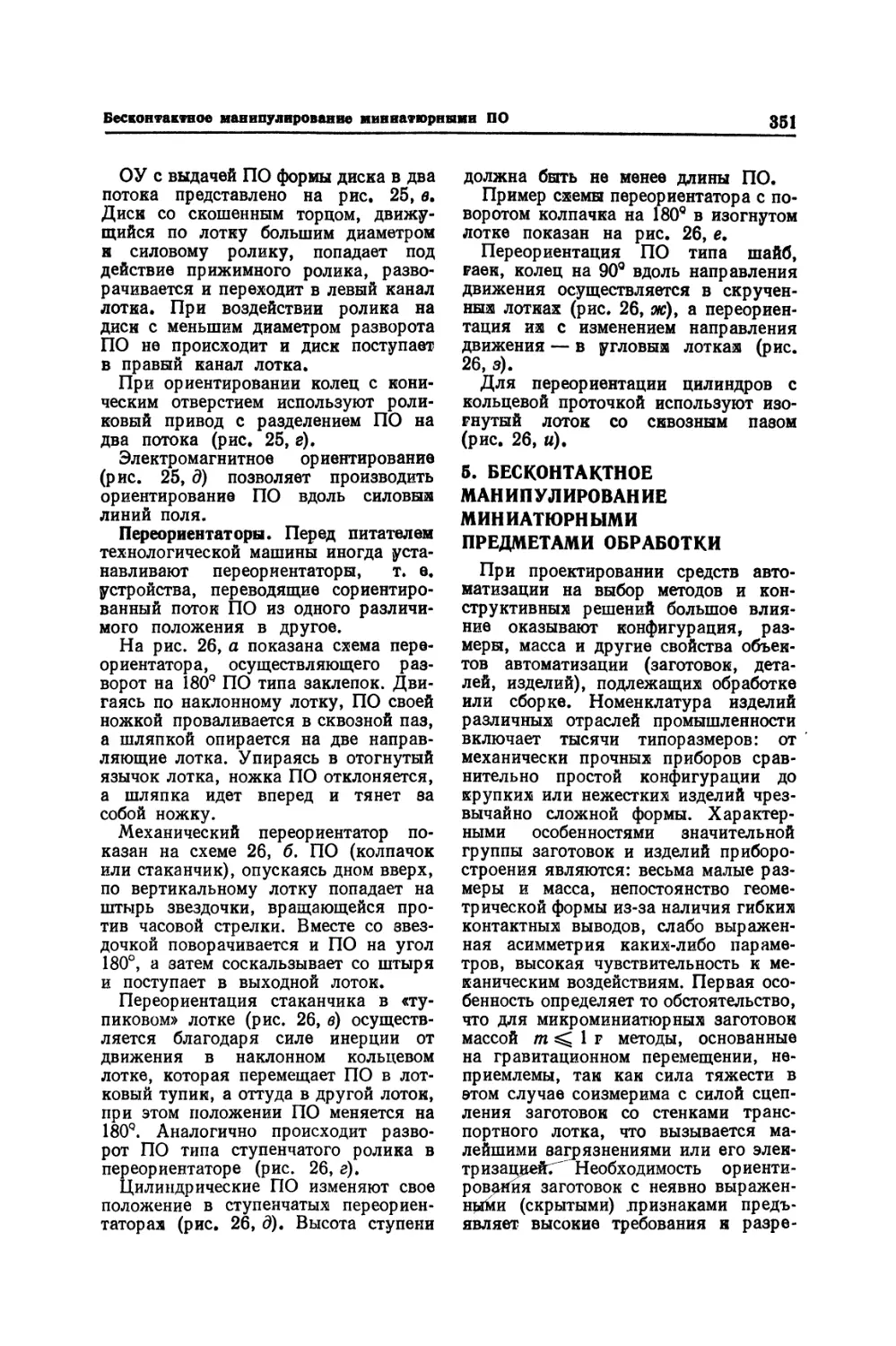
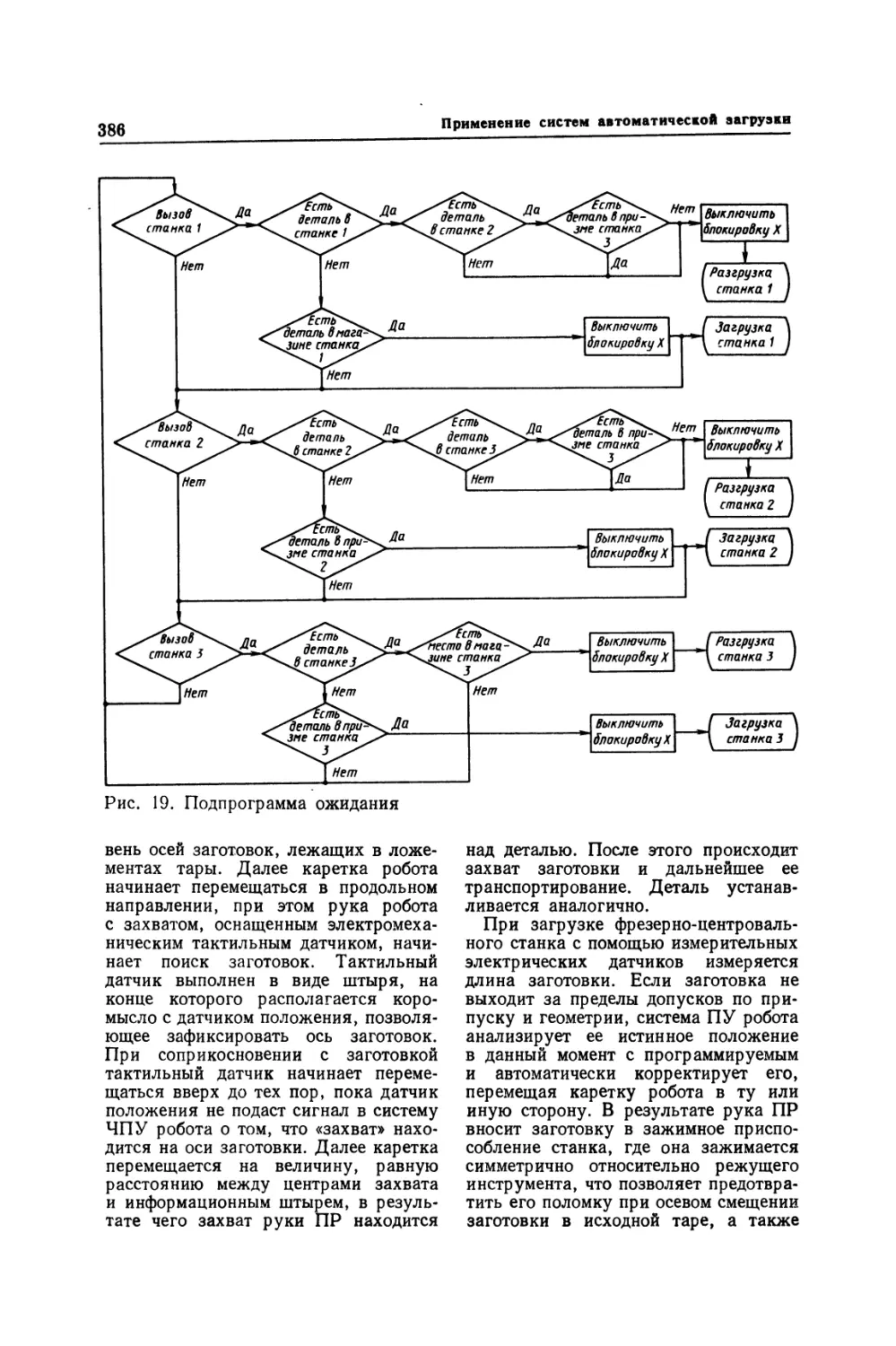
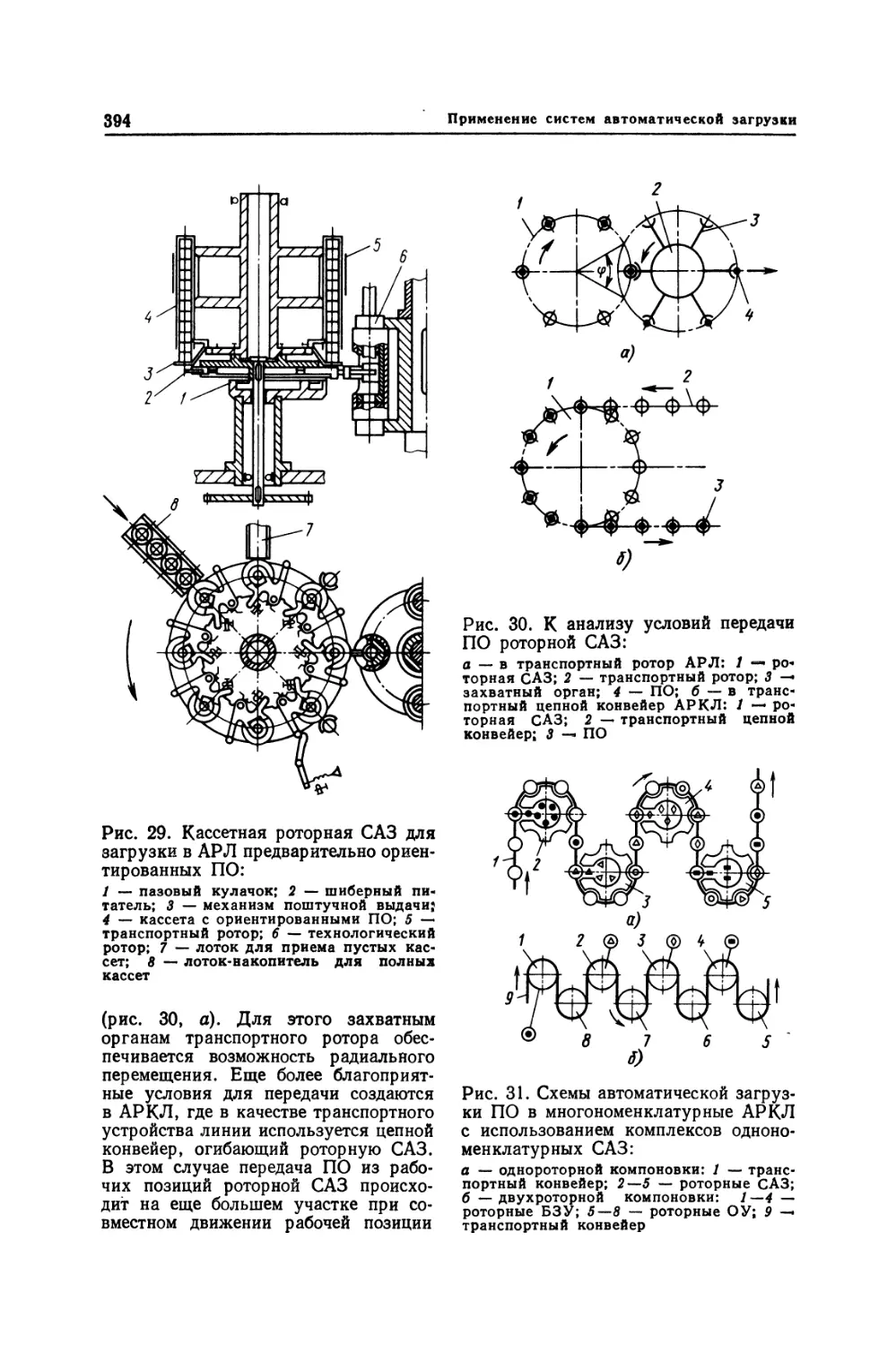
автолютическая
загрузка
технологических
лшшин
Справочник
Под общей редакцией
заслуженного деятеля
науки и техники РСФСР
д-ра техн. наук И. А. Клусова
Москва
• Машиностроение-
1990
ББК 34.5-5-05я2
А22
УДК [621.86.067.2-52:621.9.06] + 621.757.002.5 + 621.979 @35)
Авторы: И. G. Бляхеров, Г. М. Варьяш, А. А. Иванов,
И. А. Клуеов, Г, В. Комаров, Ю. Л. Маткин, А. Ю. Махлин,
В* А. Поляков, В. В* Прейс, Н. А. Усенко, Б. И, Черпаков,
В. G. Шаршов
Рецензент канд. техн. наук Б, А* Усов
Автоматическая загрузка технологических машин: Справоч-
А22 ник/И. С. Бляхеров, Г. М. Варьяш, А. А. Иванов и др.;
Под общ. ред. И. А. Клусова. —М.: Машиностроение,
1990. —400 с: ил.
ISBN 5-217-01111-4
Приведены сведения по автоматизации загрузки станков, прессов и
сборочных машин. Даны рекомендации по выбору и расчету рациональных
конструкций при решении вопросов повышения производительности
машин и качества продукции. Изложены современные достижения в области
разработки конструкций и компоновок средств автоматизации
технологических машин. Даны сведения по автоматизации подачи прутков,
проволоки, листов, полос, лент, а также штучных заготовок.
Для инженерно-технических работников машиностроительных
предприятий, может быть полезна студентам втузов.
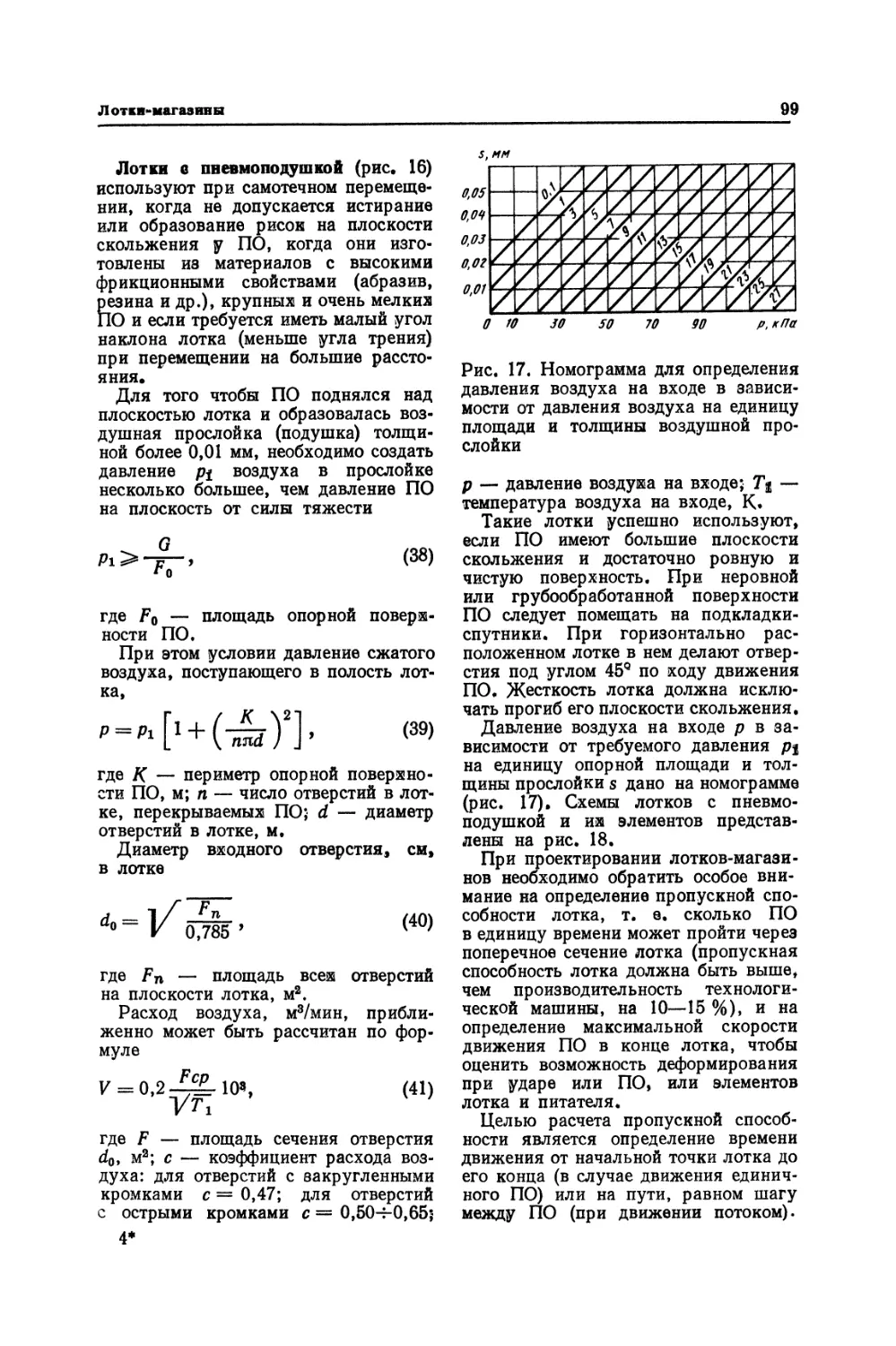
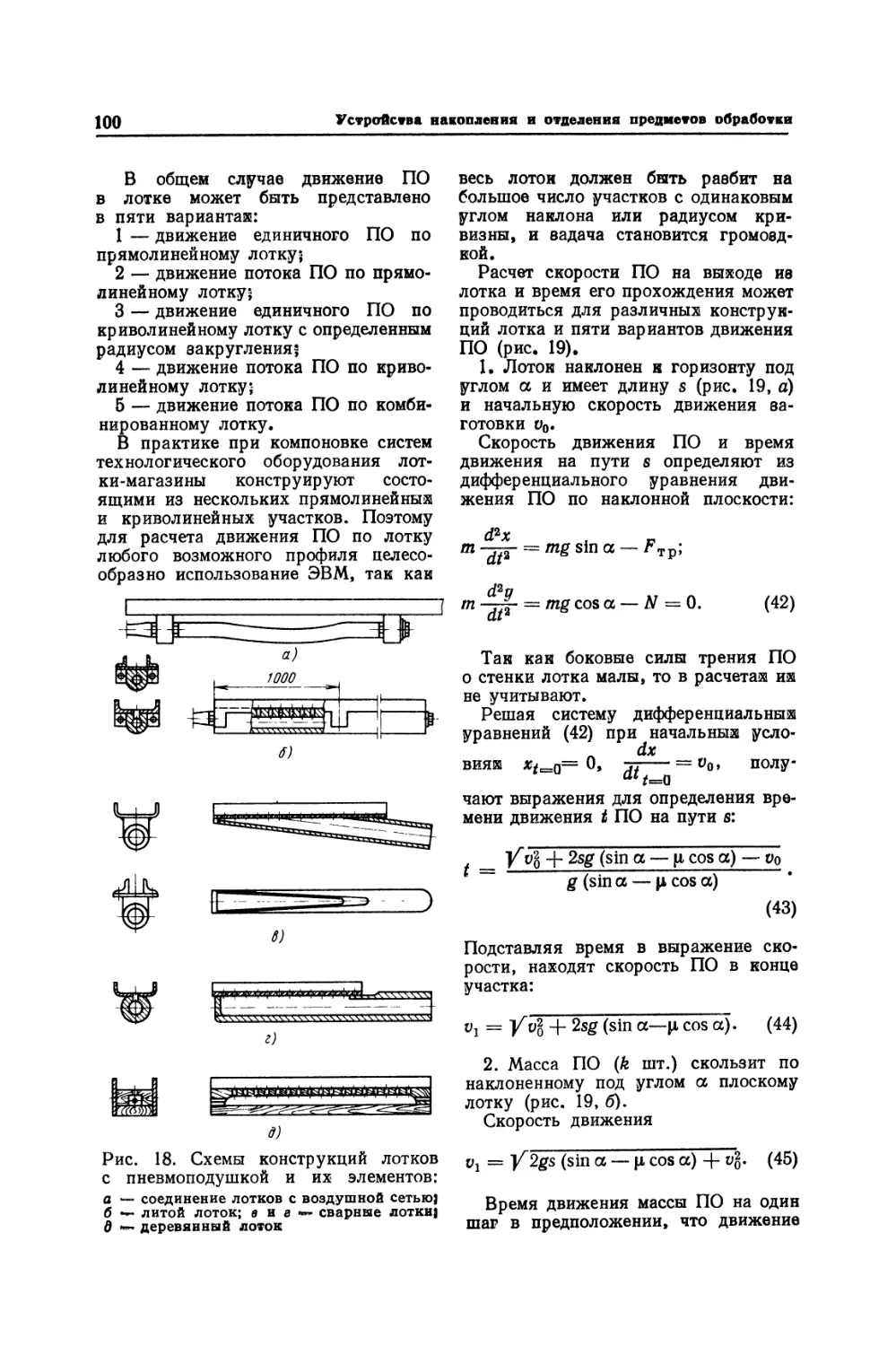
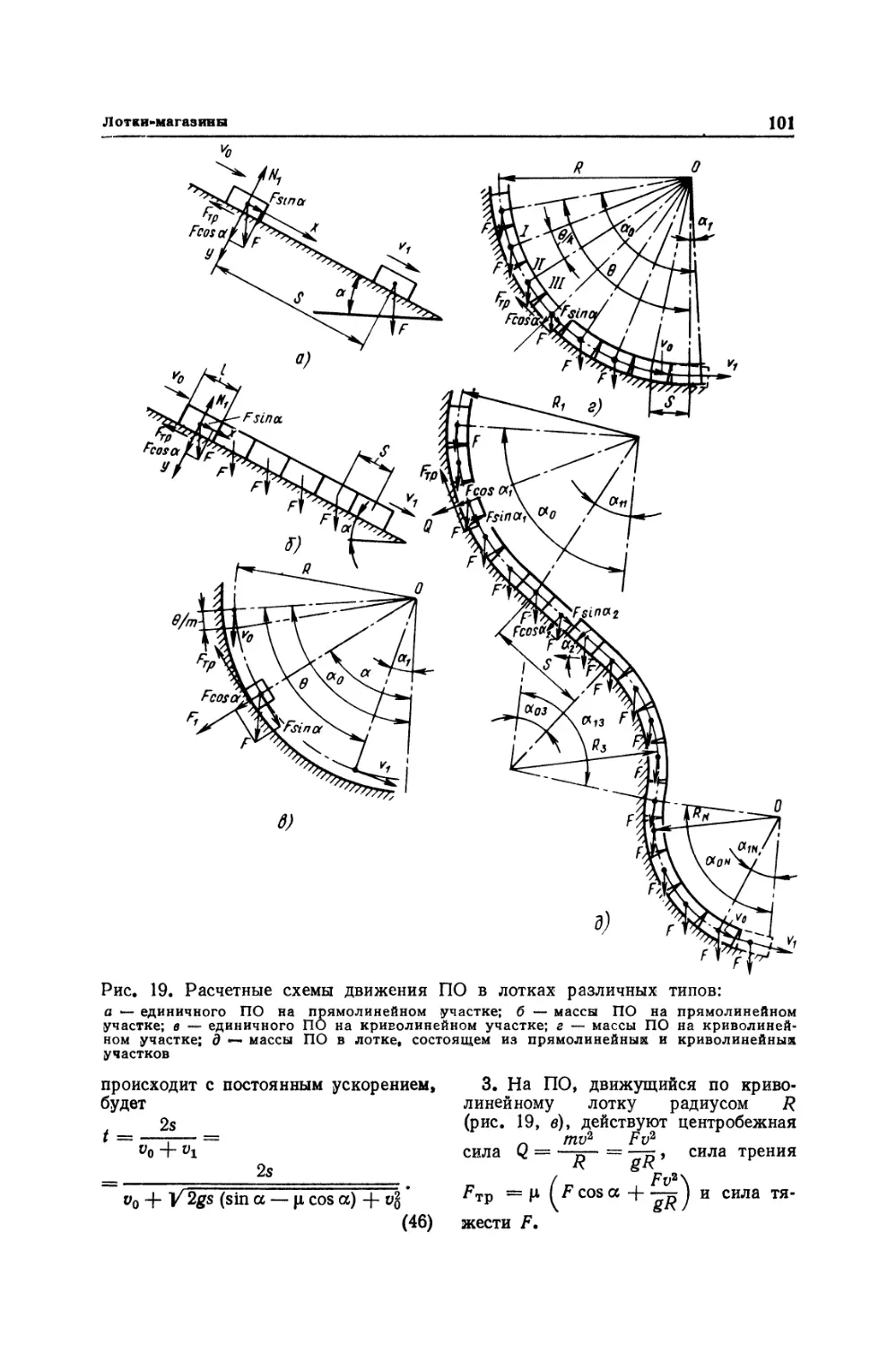
* "Г" --
ISBN 5-217-01111-4 © И. С. Бляхеров, Г. М. Варьяш,
А. А. Иванов и др., 1990
СПРАВОЧНОЕ ИЗДАНИЕ
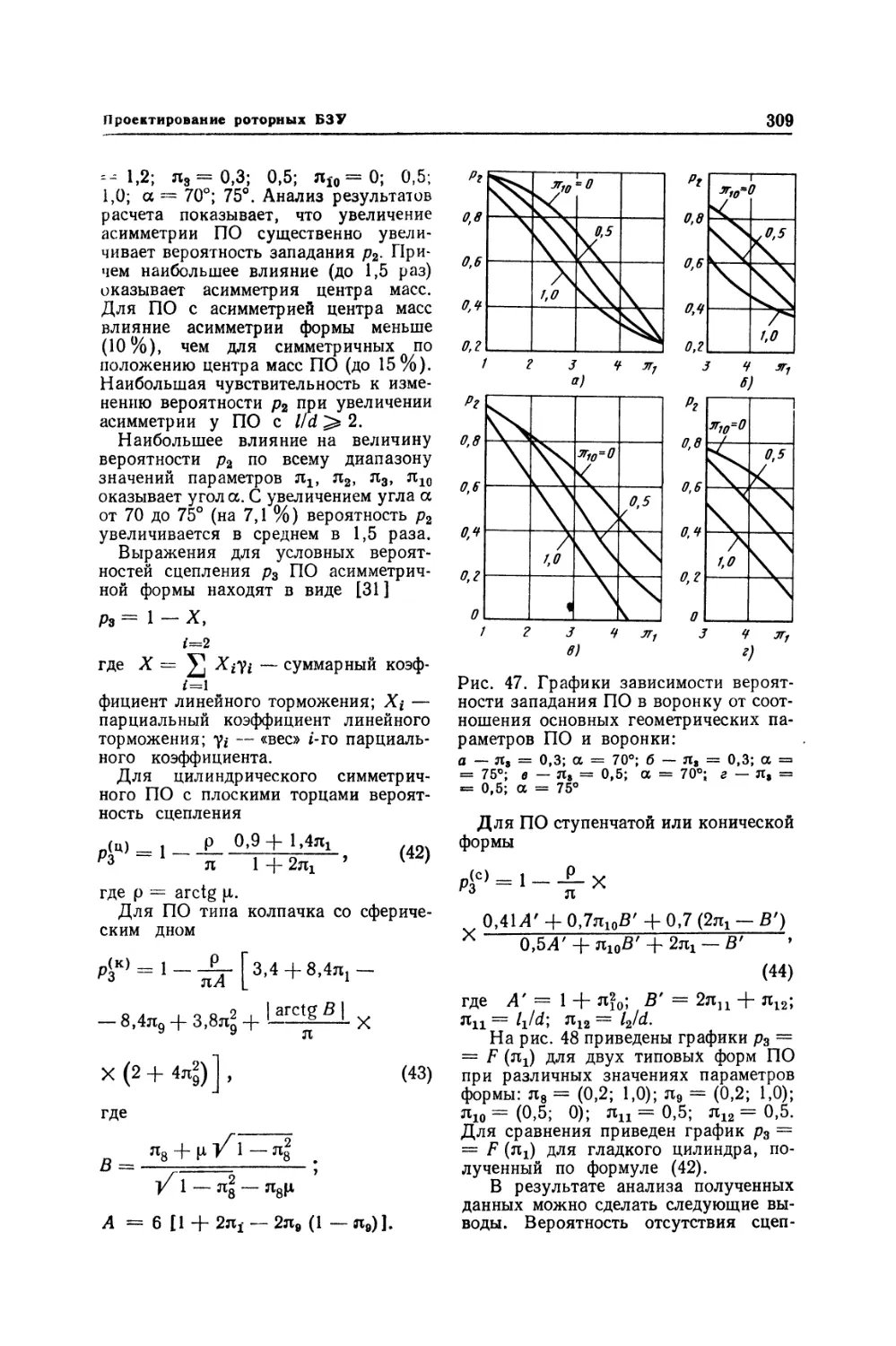
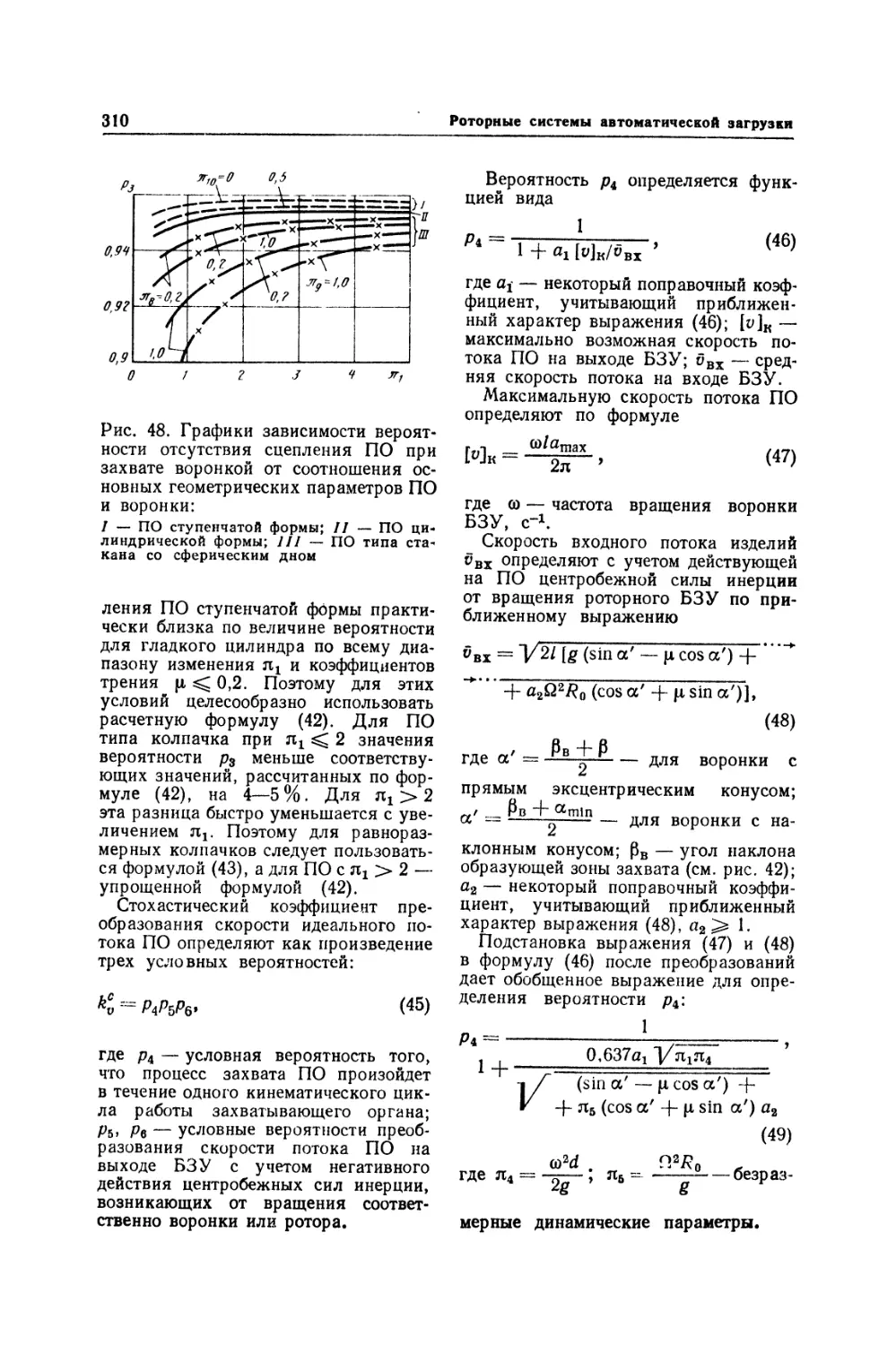
БЛЯХЕРОВ Игорь Соломонович,
ВАРЬЯШ Георгий Михайлович,
ИВАНОВ Анатолий Андреевич и др.
АВТОМАТИЧЕСКАЯ ЗАГРУЗКА
ТЕХНОЛОГИЧЕСКИХ МАШИН
Редактор Т. С. Грачева
Переплет художника Р. А. Казакова
Художественный редактор С. Н. Голубев
Технический редактор О. В. Куперман
Корректоры Л. Л. Георгиевская^ А, П. Озерова
ИБ № 5691
Сдано в набор 15.05.89. Подписано в печать П. 12.89. Т-08268. Формат 60х90*/1в-
Бумага офсетная № 2. Гарнитура литературная. Печать офсетная. Усл. печ. л. 25,0.
Уел. кр.-отт. 25,0. Уч.-изд. л. 30,89. Тираж 12 800 экз. Заказ 774. Цена 1 р. 90 к.
Ордена Трудового Красного Знамени издательство «Машиностроение»,
107076, Москва, Стромынский пер., 4.
Типография №. 6 ордена Трудового Красного Знамени издательства «Машиностроение»
при Государственном комитете СССР по печати. 193144, Ленинград, уд» Моисеенко, 10
ОГЛАВЛЕНИЕ
Предисловие 5
Принятые обозначения 6
Глава 1. Общие сведения о
системах автоматической
загрузки (Я. С. Бляхеров,
Я. Л. Усенко) 7
1. Автоматическая загрузка в
современной технике .... 7
2. Классификация систем
автоматической загрузки (САЗ) 13
3. Тенденции и перспективы
развития механизации и
автоматизации загрузки ... 13
Глава 2. Устройства подачи лент,
проволоки, полос,
прутков и листов (Ю. Л.
Маткин, В. С. Шаршов) ... 17
1. Подготовка материала к
подаче 17
2. Валковые подачи 19
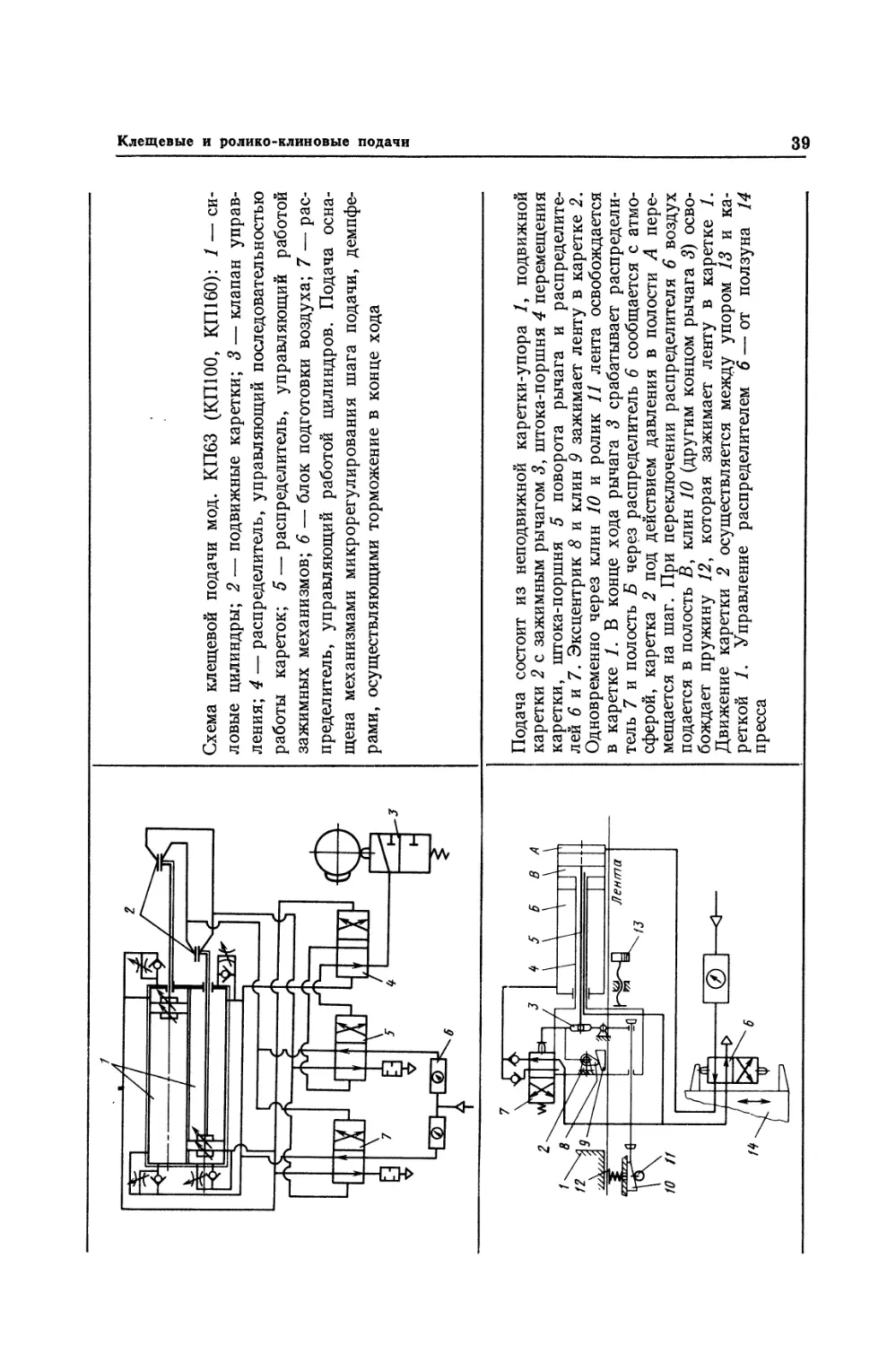
3. Клещевые и ролико-клино-
вые подачи 32
4. Подачи прутков и полос . . 53
5. Устройства
автоматизированной подачи листов ... 56
Глава 3, Питатели штучных
предметов обработки
(Л. Ю. Махлин,
Г. М. Варьяш, Л. Л.
Иванов) 58
1. Типы и структура питателей 58
2. Револьверные питатели . . 63
3. Шиберные питатели .... 68
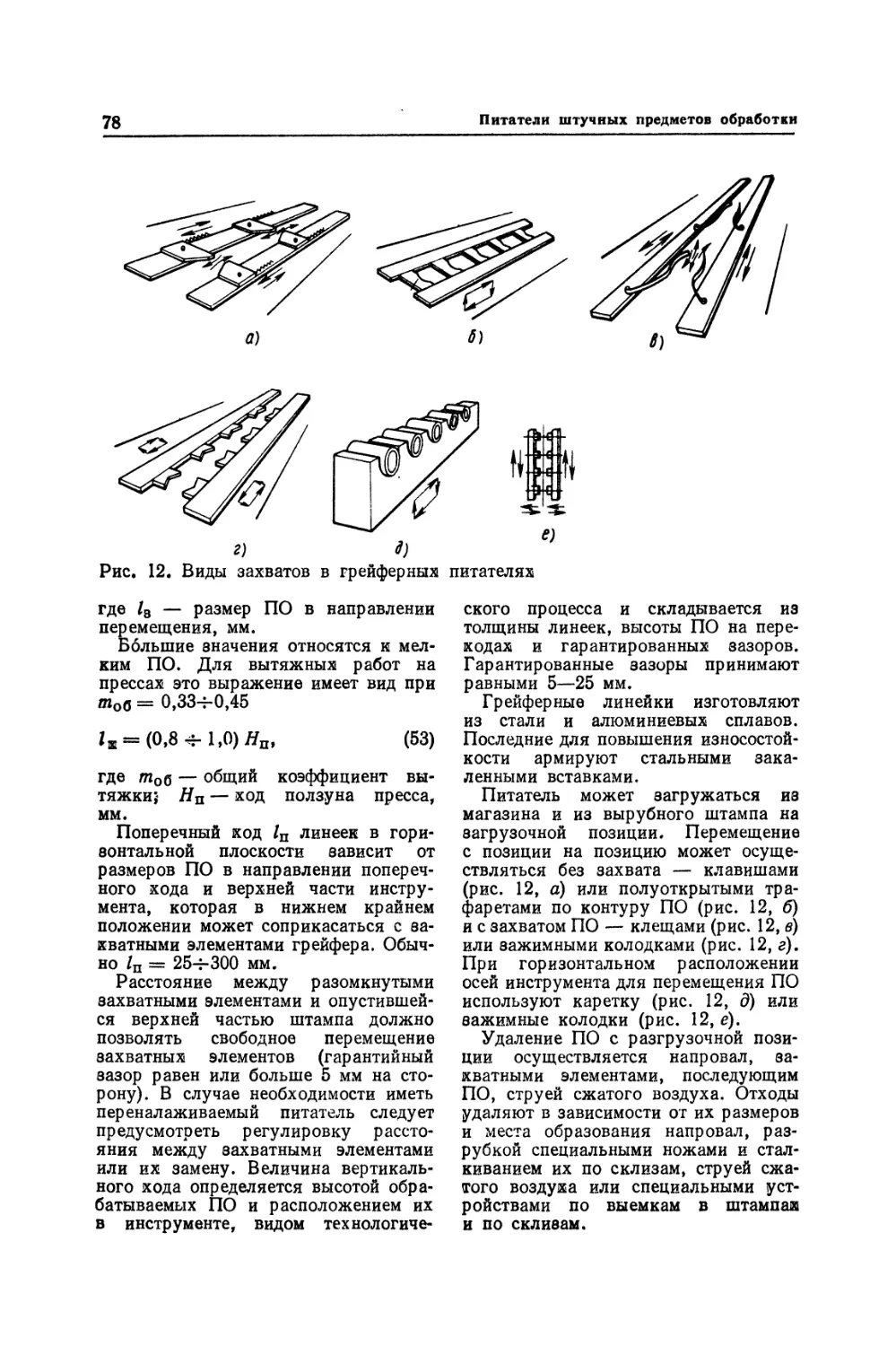
4. Грейферные питатели ... 77
5. Комбинированные питатели 80
6. Промышленные роботы ... 81
Глава 4. Устройства накопления и
отделения предметов
обработки (Я. С. Бляхеров,
Ю. Л. Маткин,
А. Ю. Махлин, В. А.
Поляков) 87
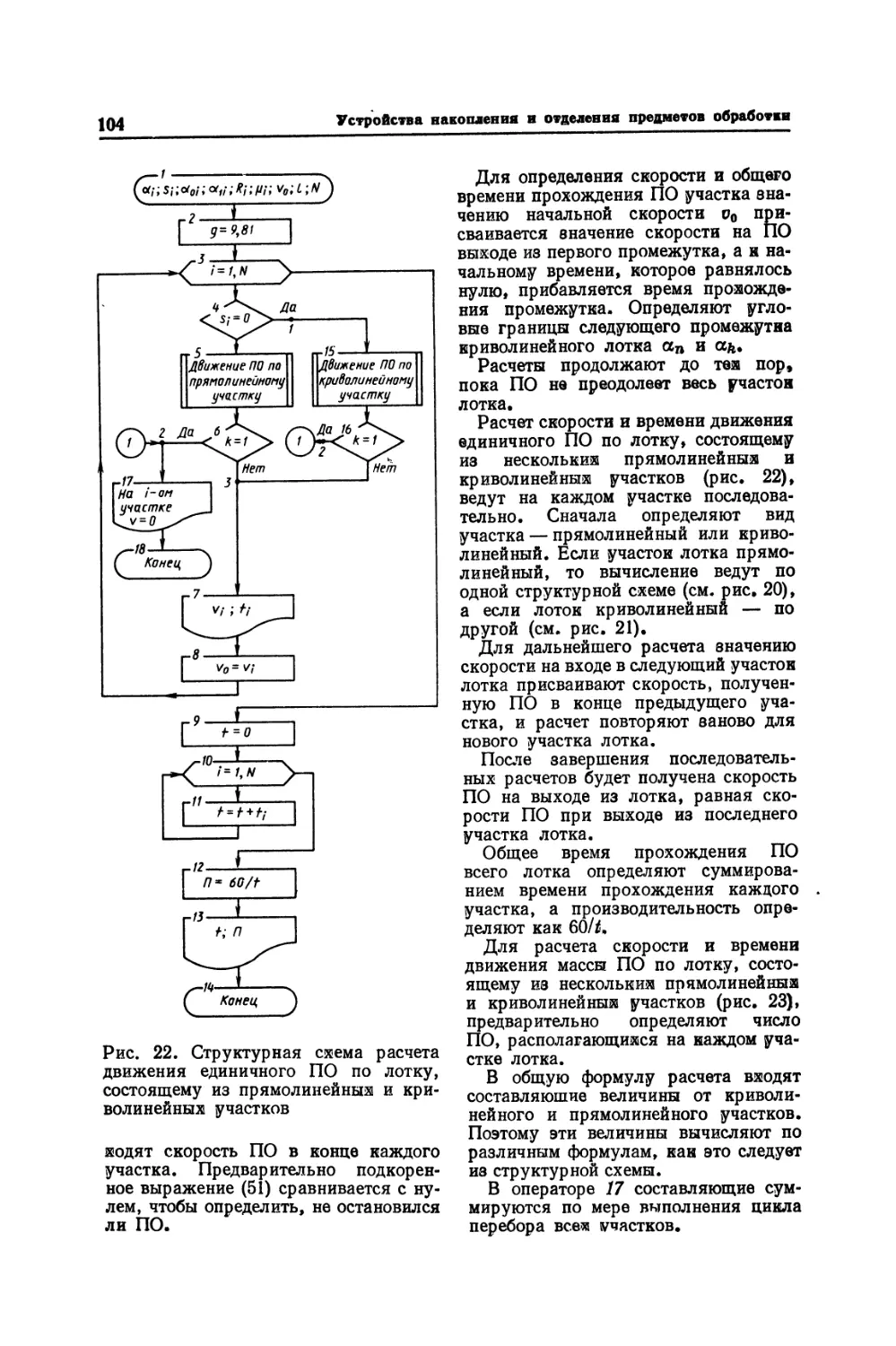
1. Лотки-магазины 87
2. Механизмы поштучной
выдачи 109
Глава 5, Сменные устройства
накопления (Л. Л. Иванов,
Ю. Л. Маткин)....
1. Групповая загрузка и кассе-
тирование
2. Виды кассет и методы His
использования
Глава 6. Бункерные загрузочные
устройства (БЗУ)
(Я. С. Бляхеров) ....
1. Принцип работы БЗУ и
функциональные действия
в них
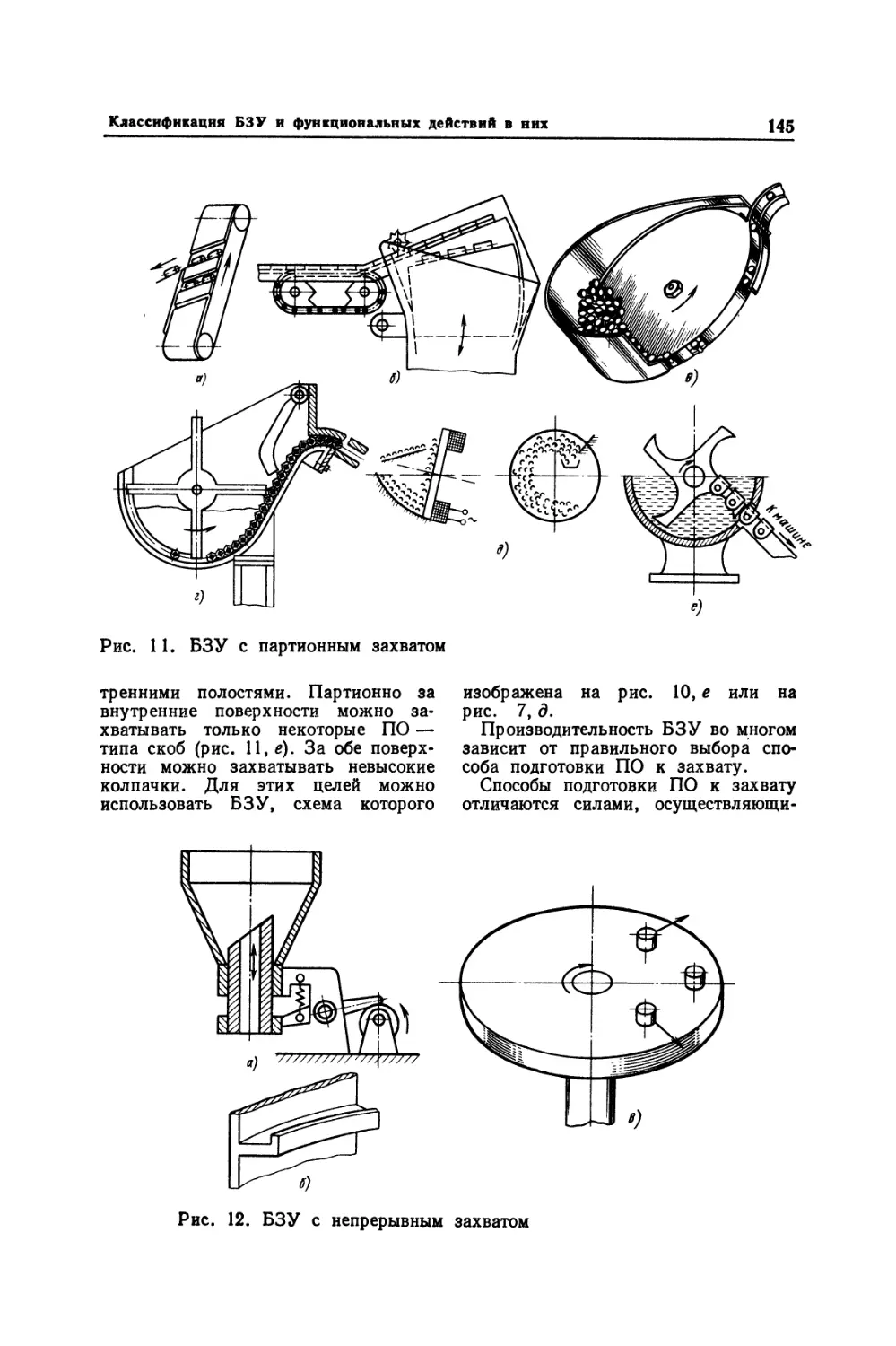
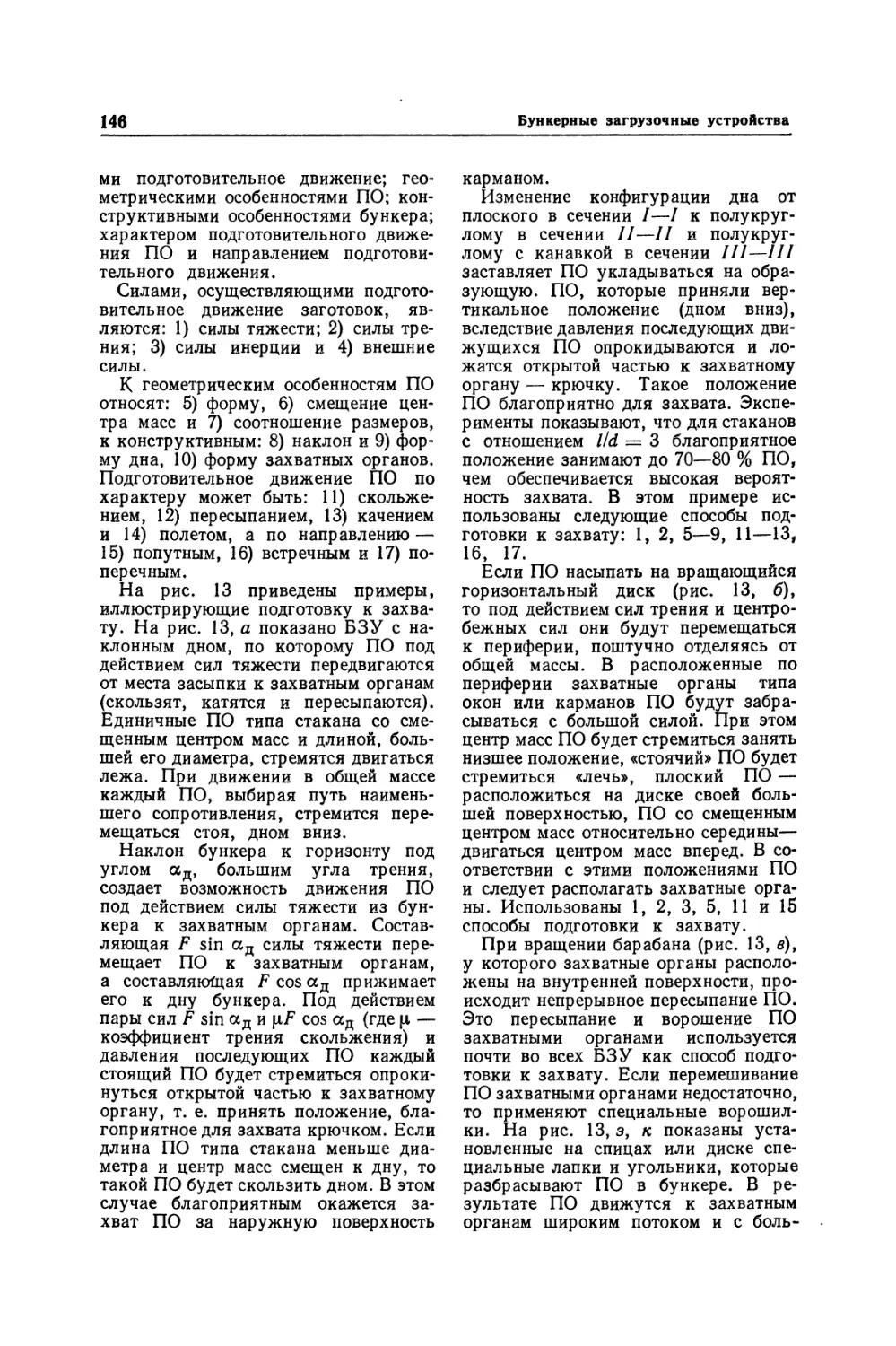
2. Классификация БЗУ и
функциональных действий в них
3. БЗУ g механическим
приводом
Глава 7, Вибрационные
загрузочные устройства (ВЗУ)
(Я. Л, Усенко,
Ю. Л. Маткин,
Я. С. Бляхеров,
В. А. Поляков)
1. Классификация и структура
ВЗУ
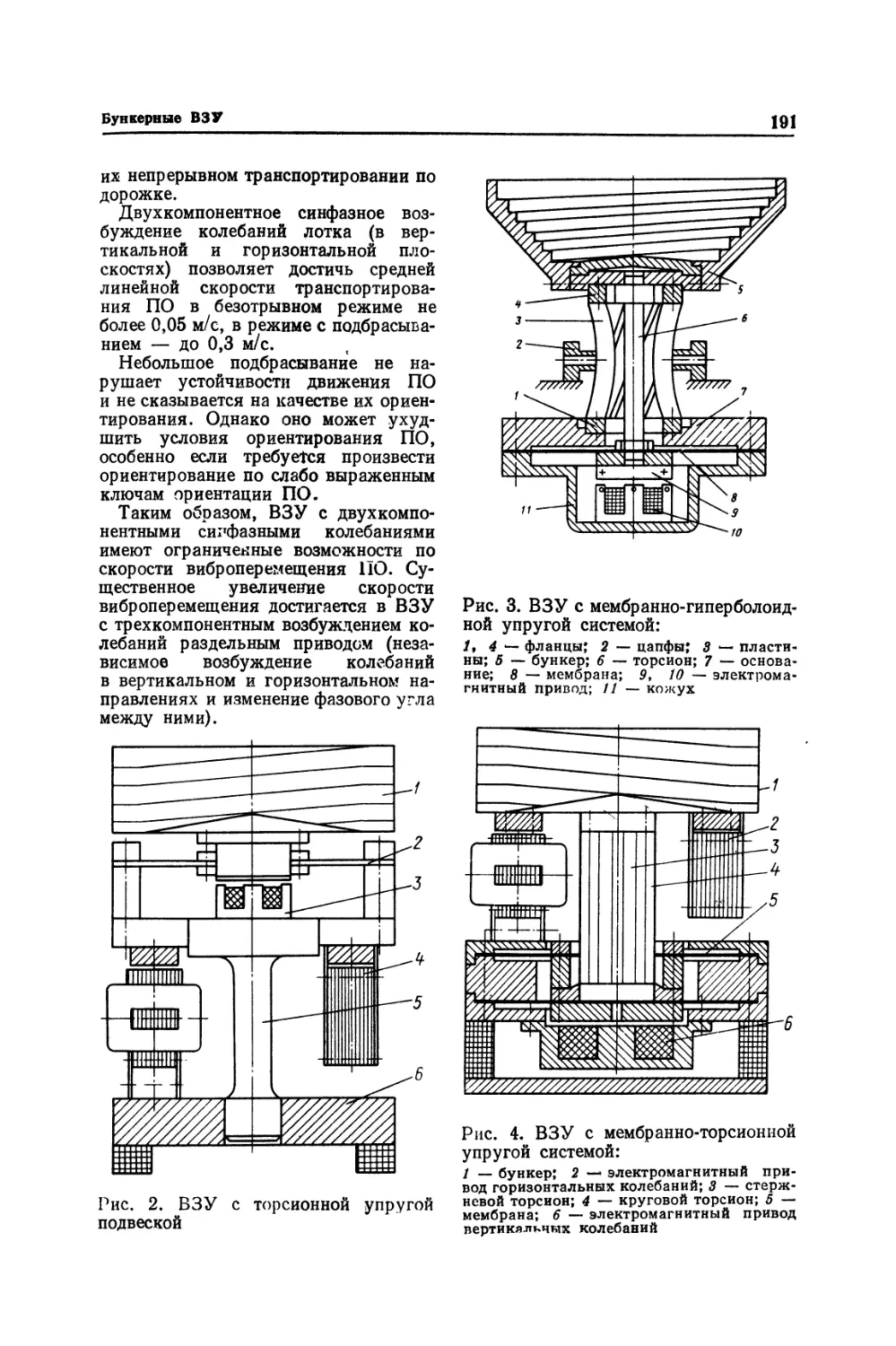
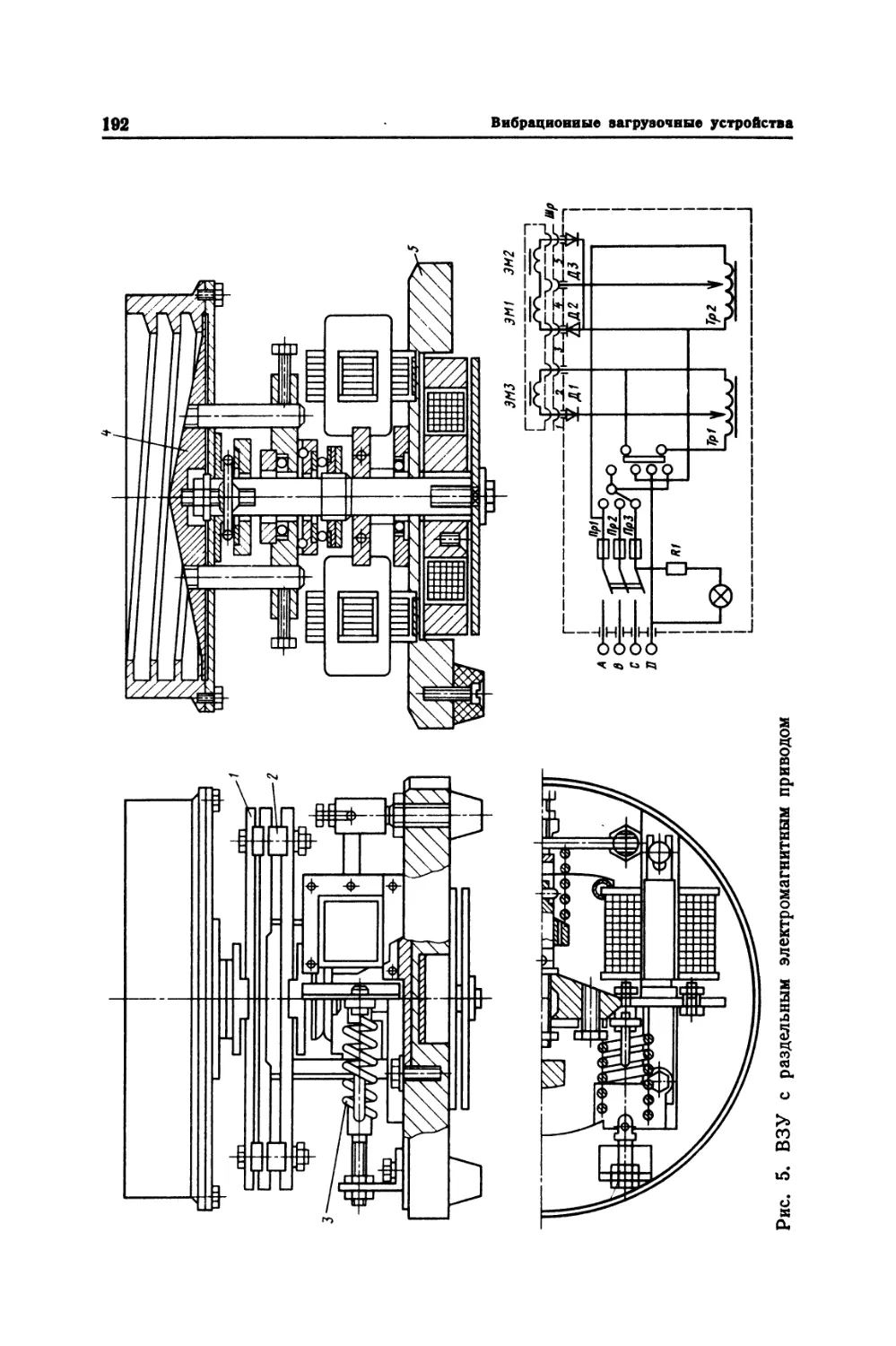
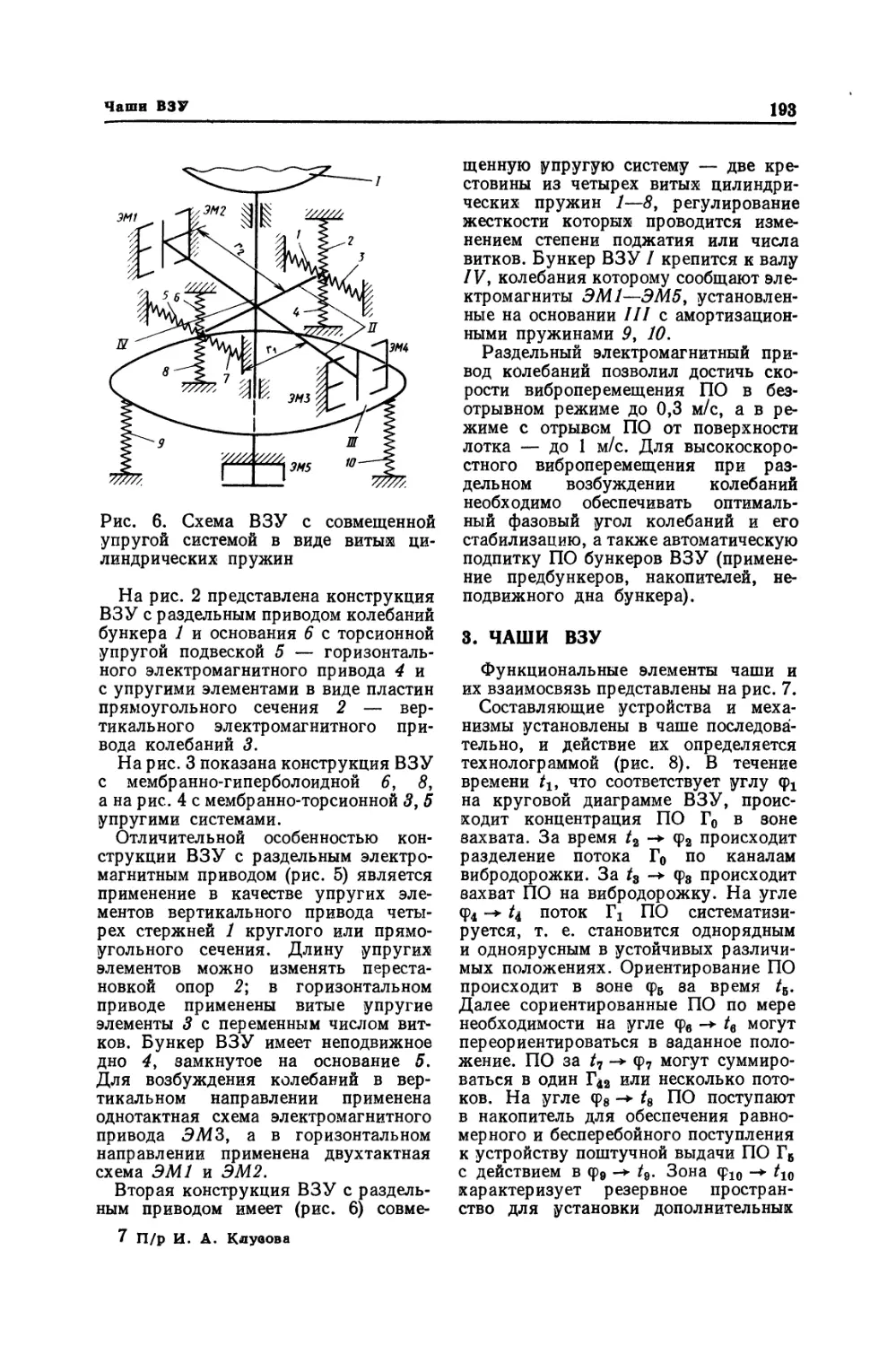
2. Бункерные ВЗУ
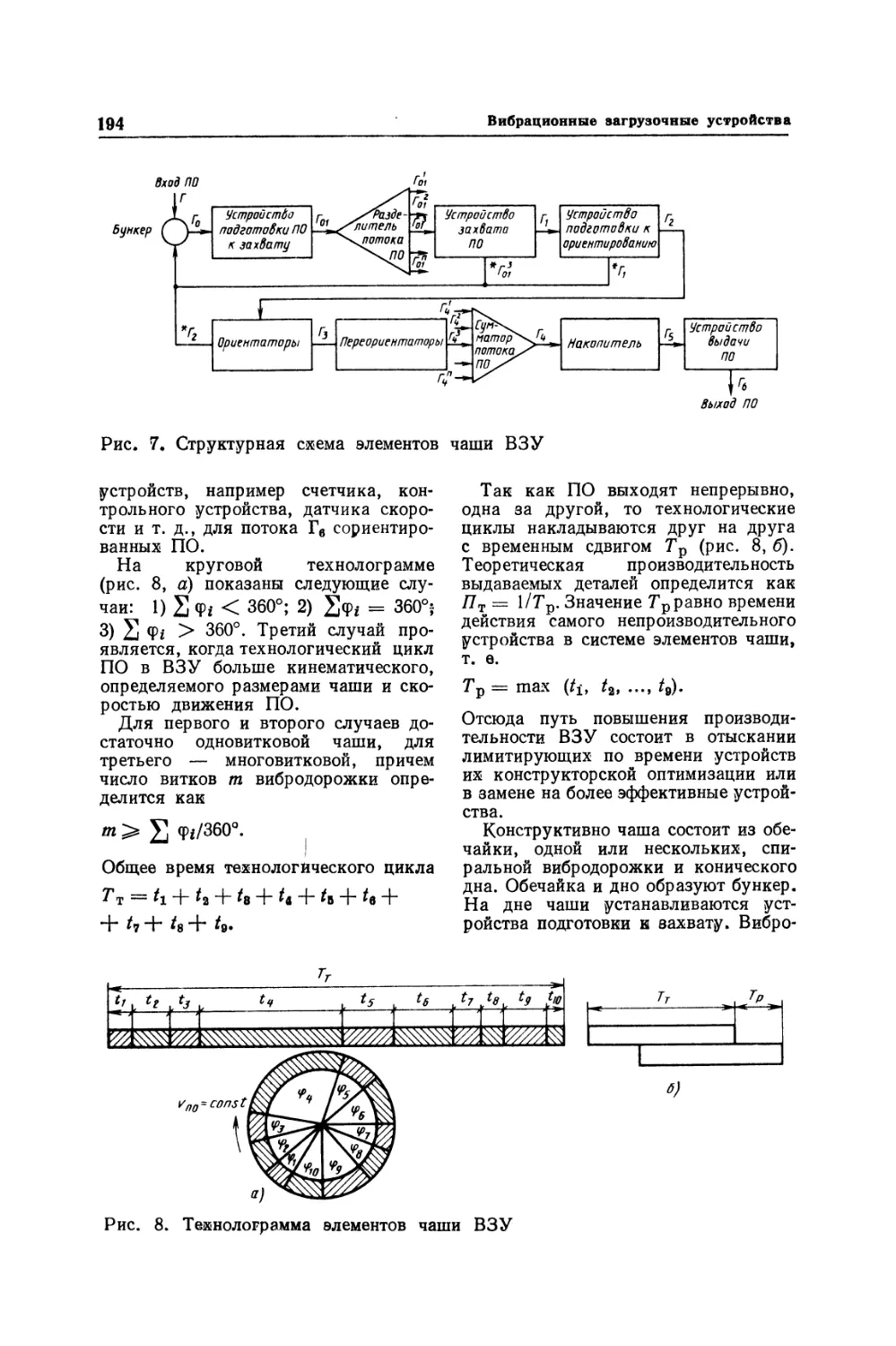
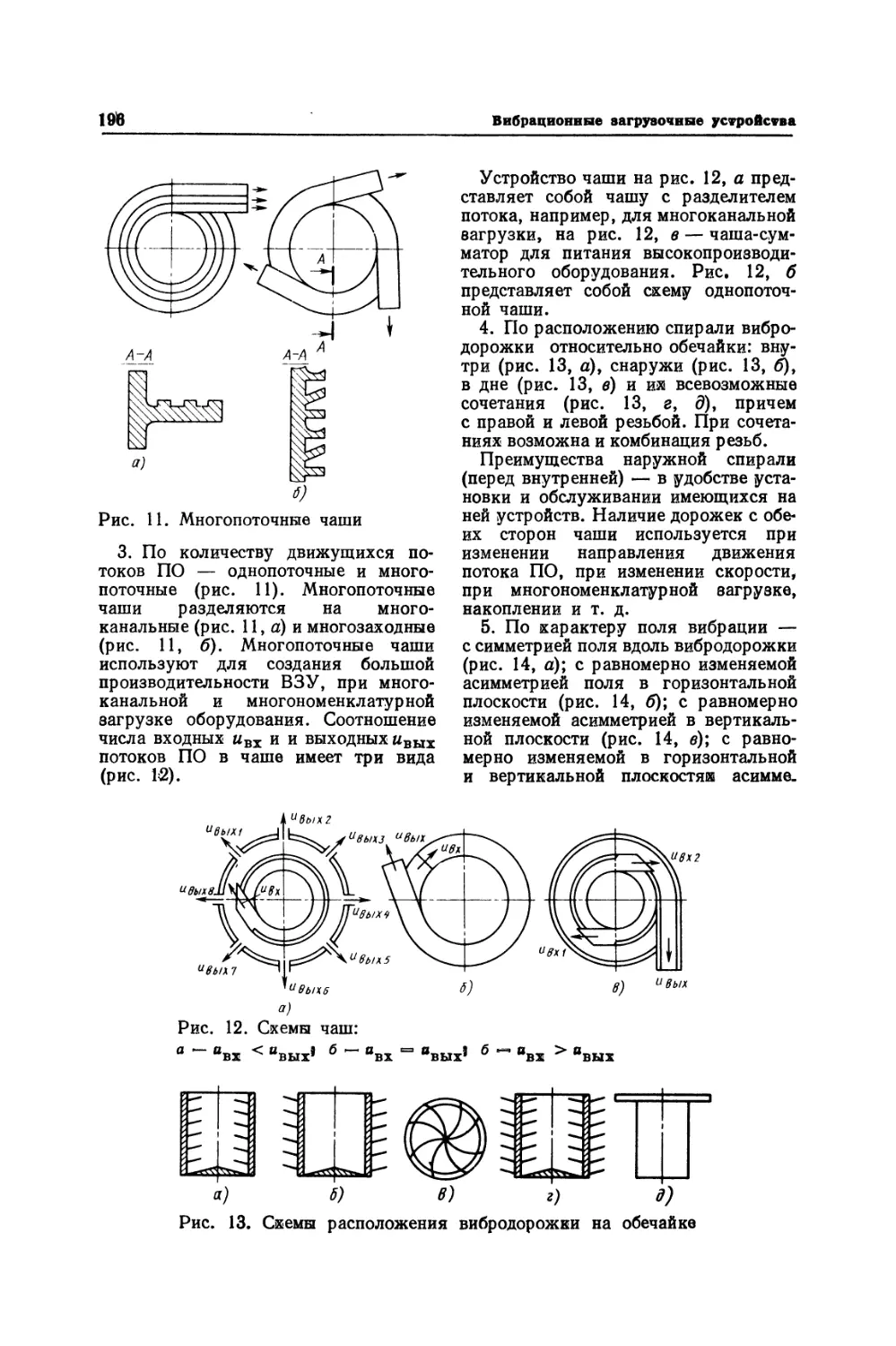
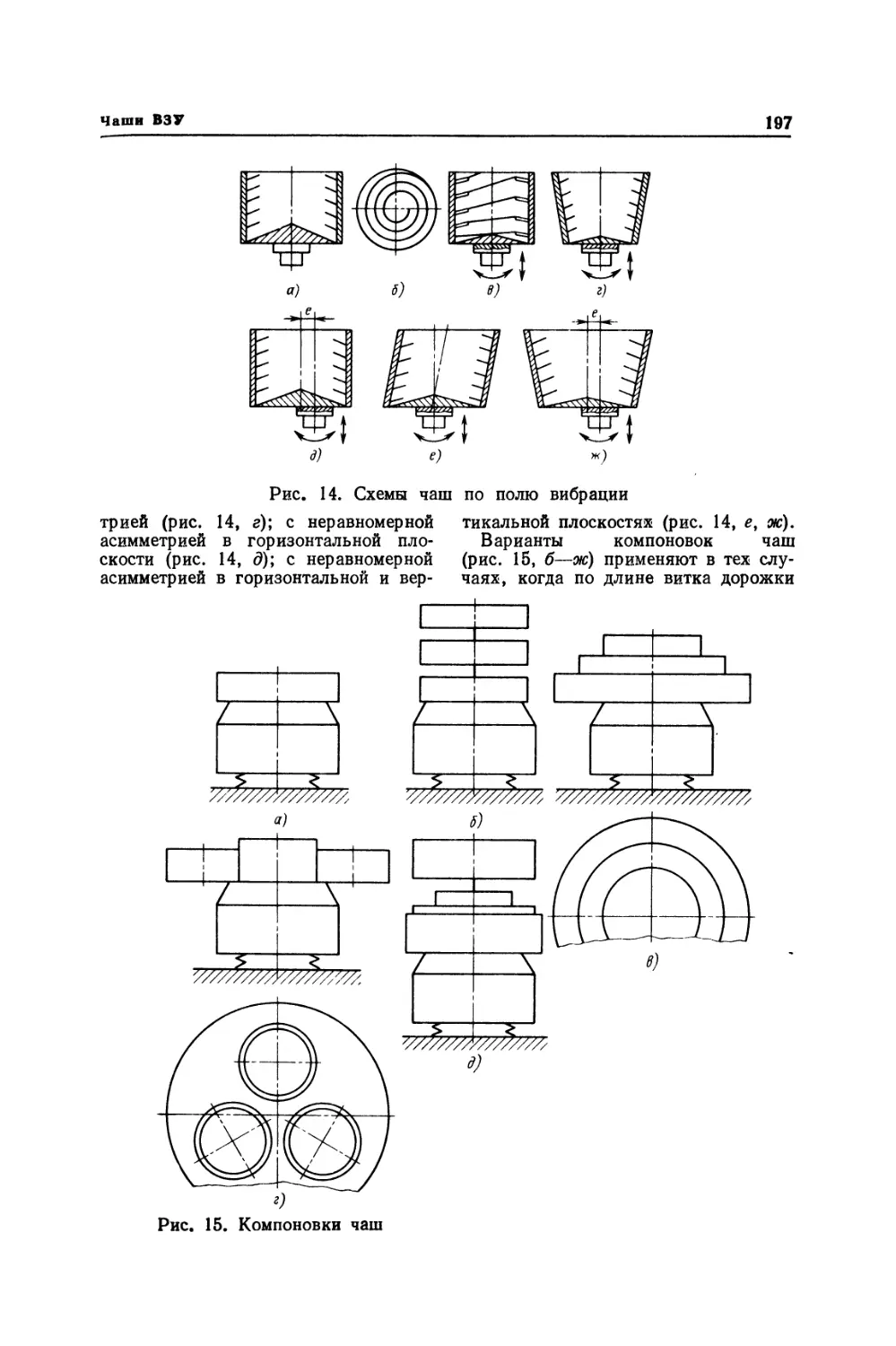
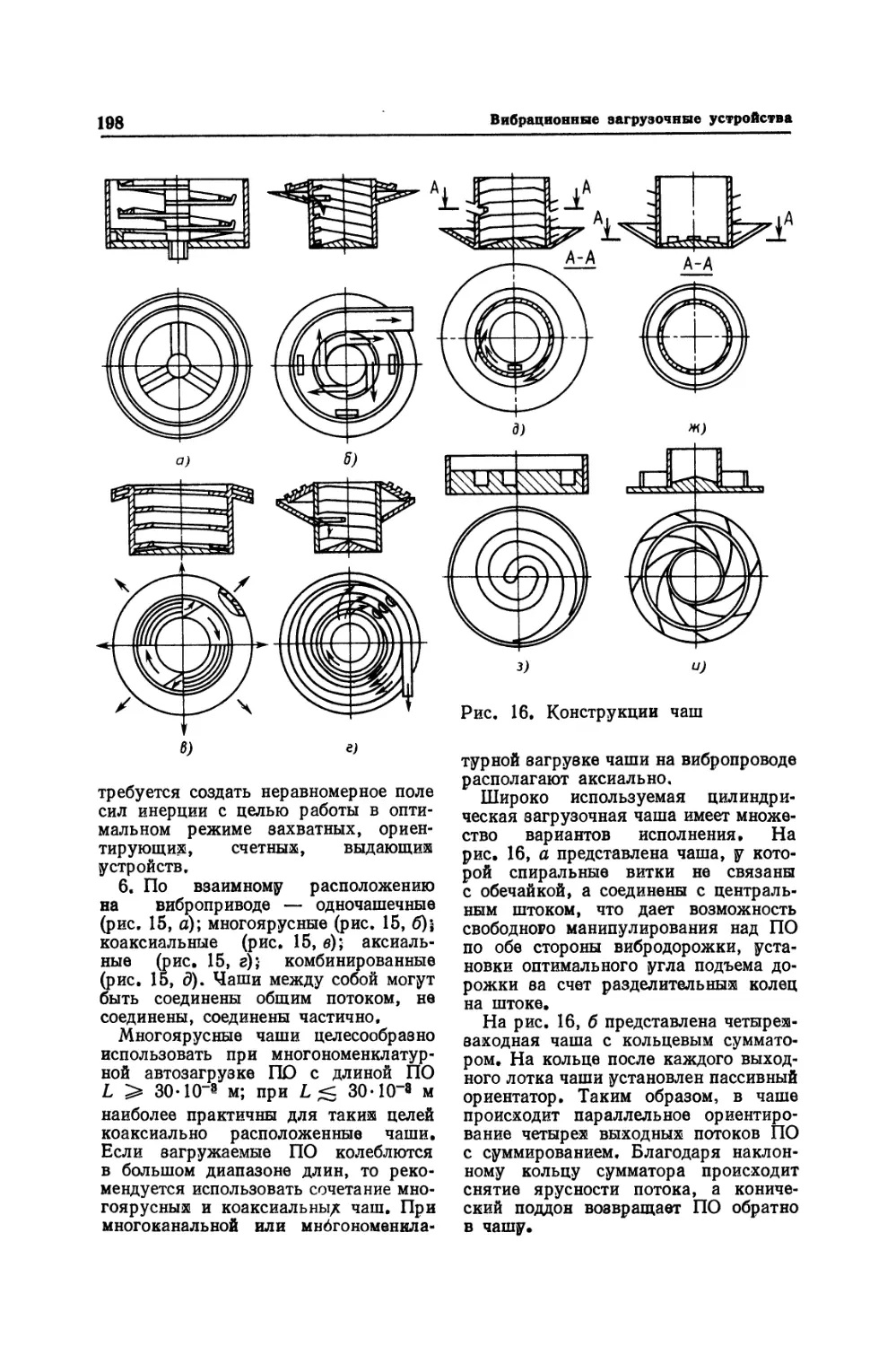
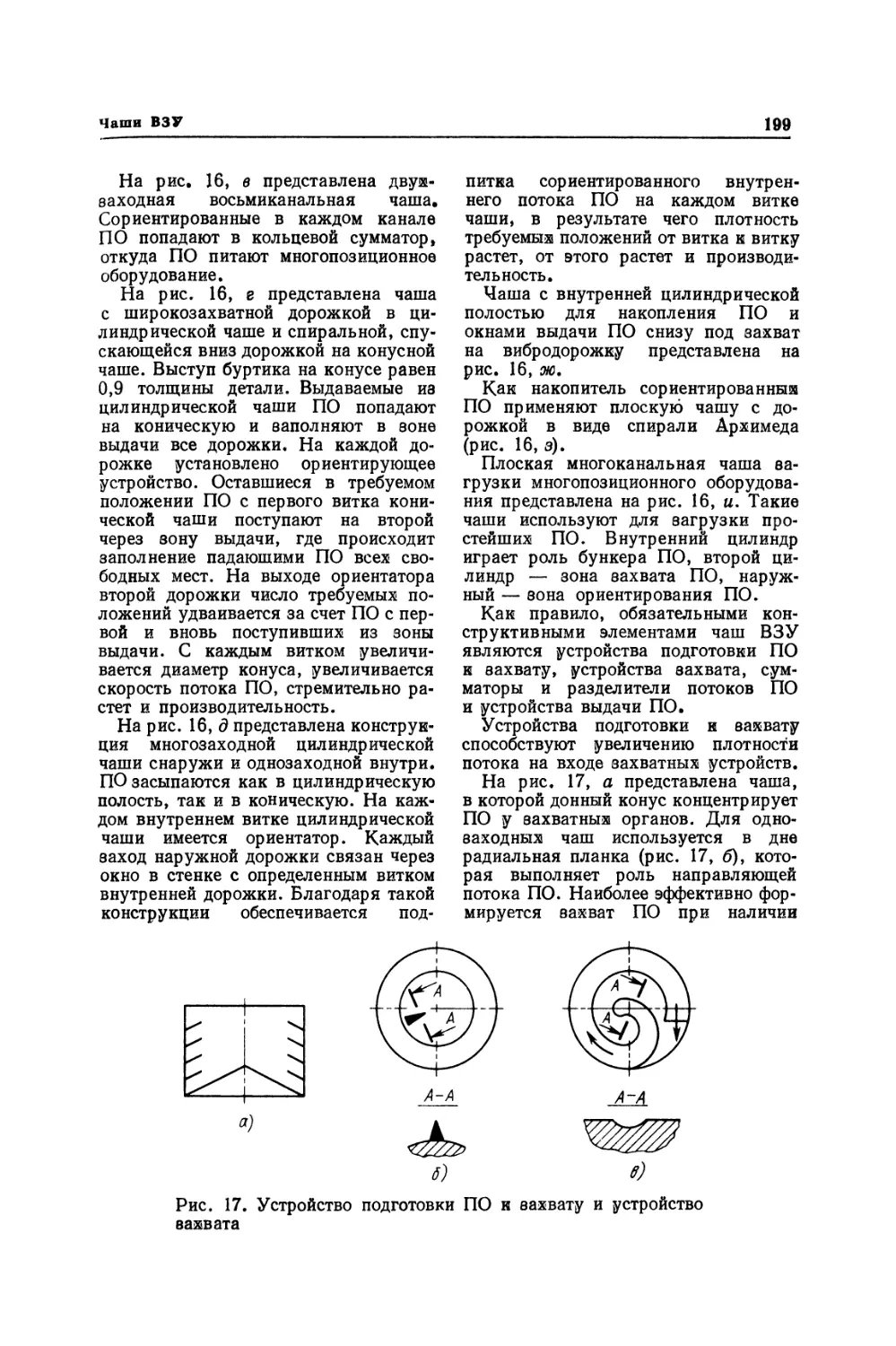
3. Чаши ВЗУ
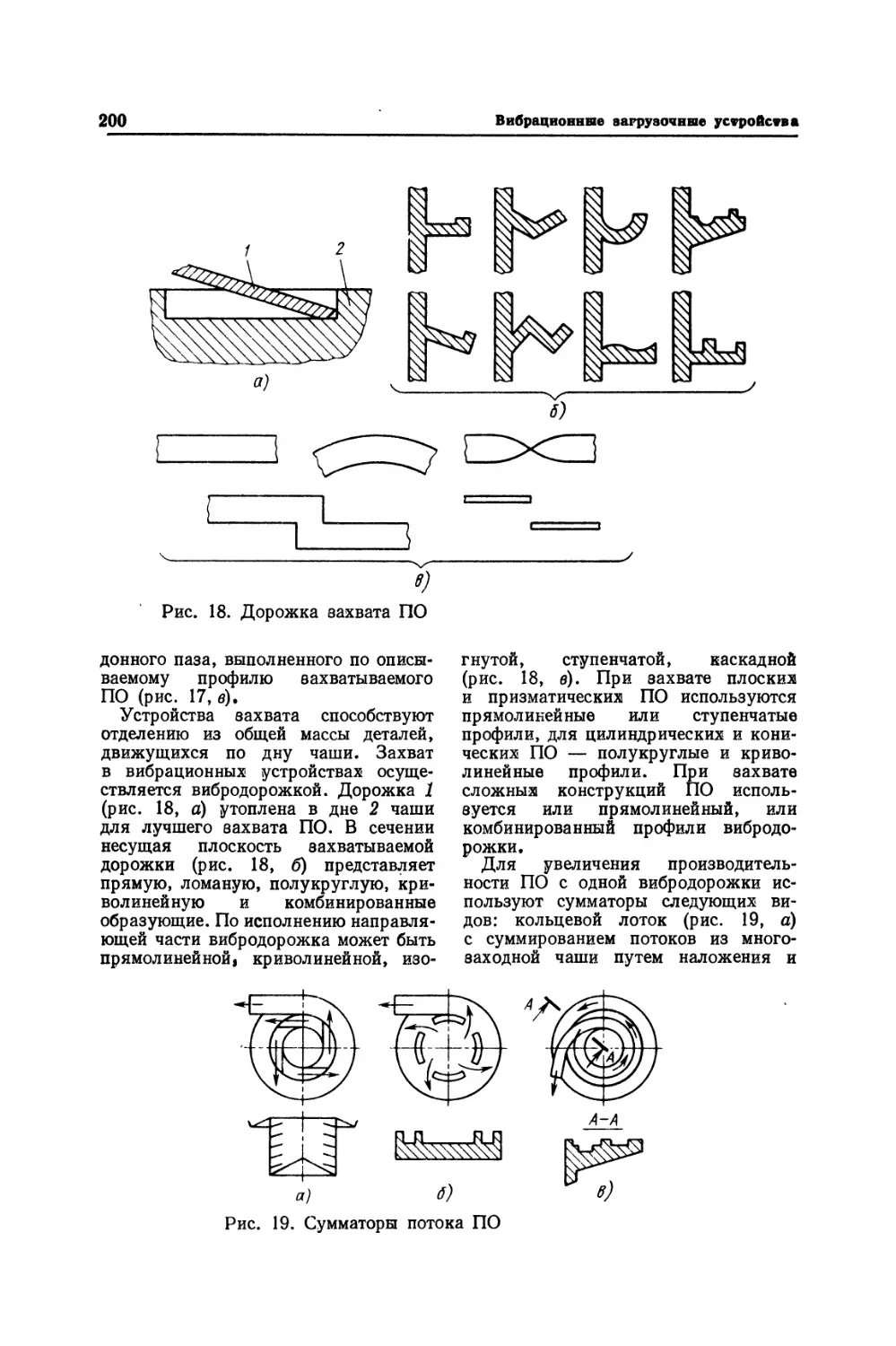
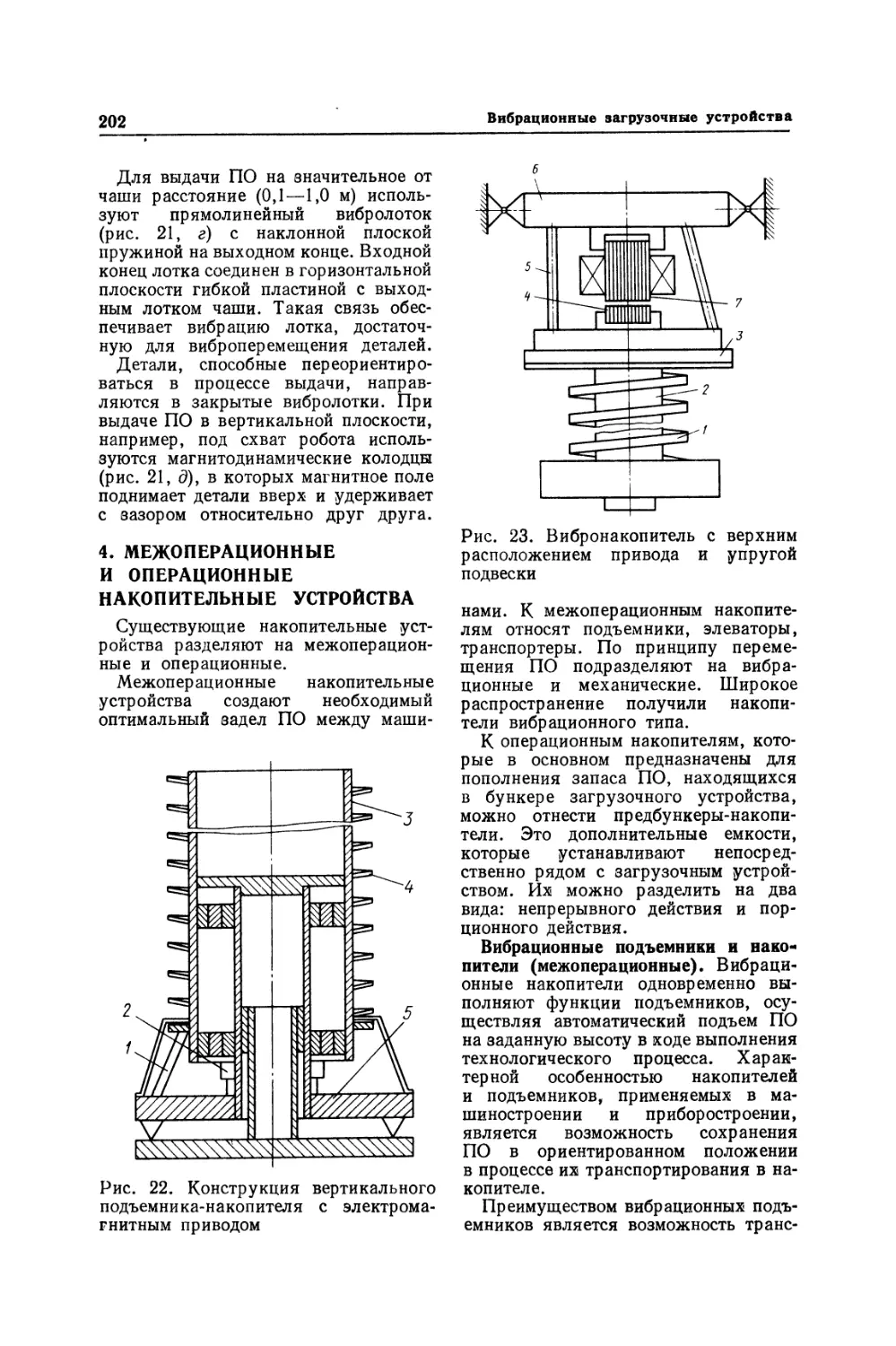
4. Межоперационные и
операционные накопительные
устройства
б. Лотковые ВЗУ
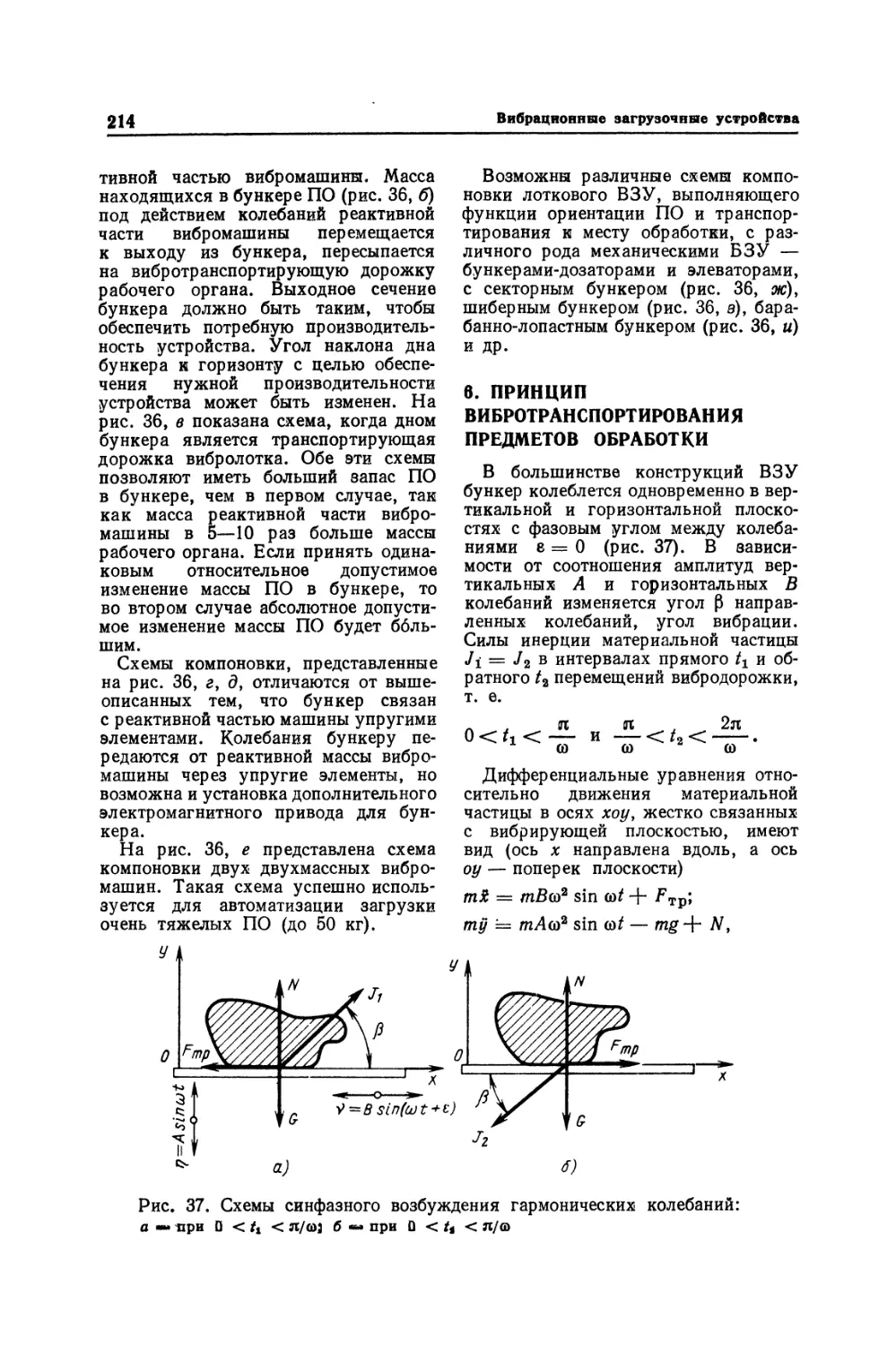
6. Принцип
вибротранспортирования предметов
обработки
7. Расчет и проектирование
ВЗУ
8. ВЗУ модульного построения
9. Вибророторные
загрузочные устройства
Глава 8. Роторные системы
автоматической загрузки
(САЗ) (Г. В. Комаров,
В. В. Прейс)
1. Структура, классификация и
области применения
роторных САЗ
1*
4
Оглавление
2. Конструкции основных
функциональный устройств
роторных САЗ 269
3. Типовые компоновочные
решения роторных САЗ . . . 286
4. Проектирование роторных
БЗУ с индивидуальными
захватывающими органами 297
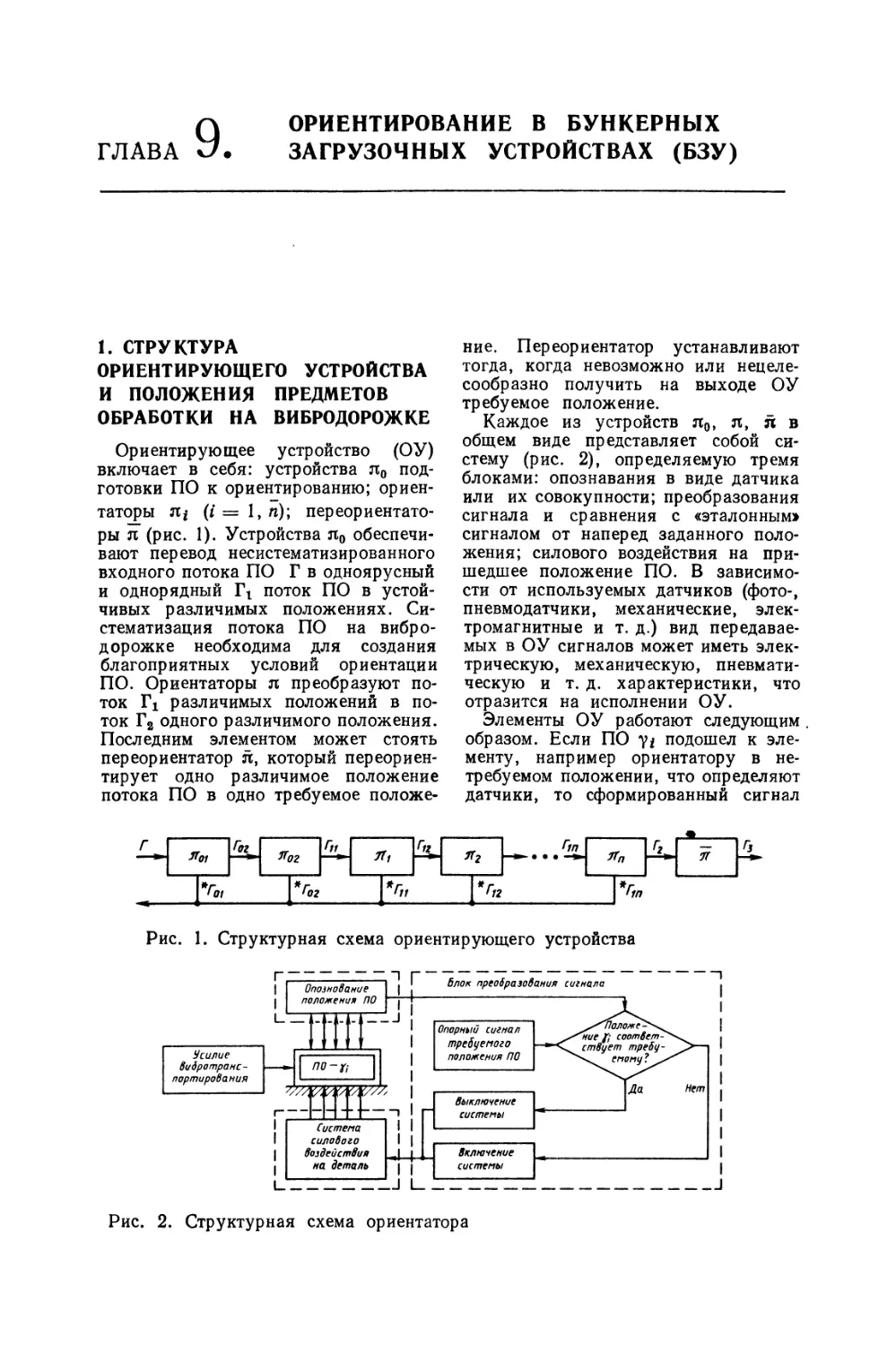
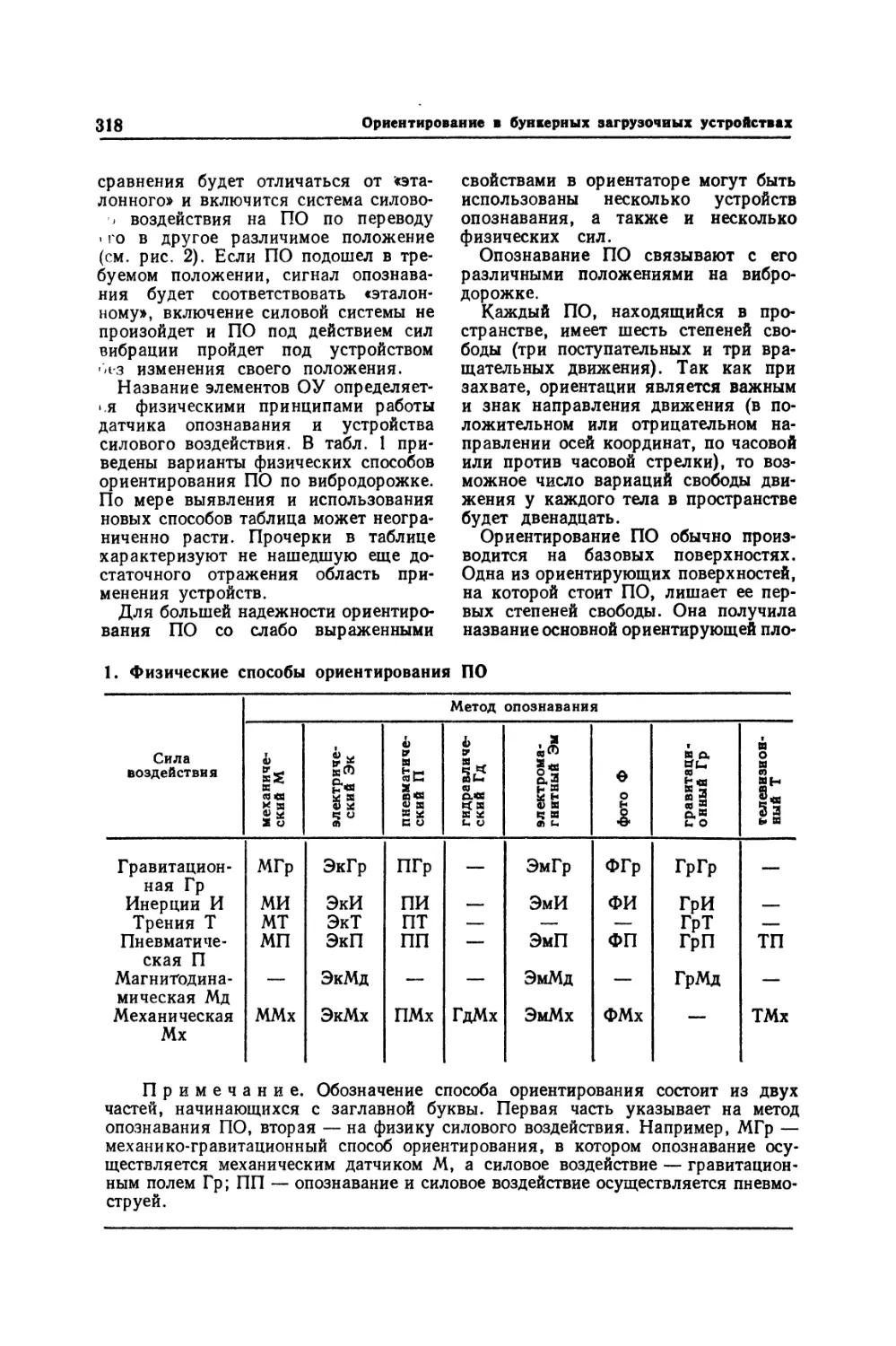
Глава 9, Ориентирование в
бункерных загрузочных
устройствах (БЗУ) (В. А.
Поляков) 317
1. Структура ориентирующего
устройства и положение
предметов обработки на
вибродорожке 317
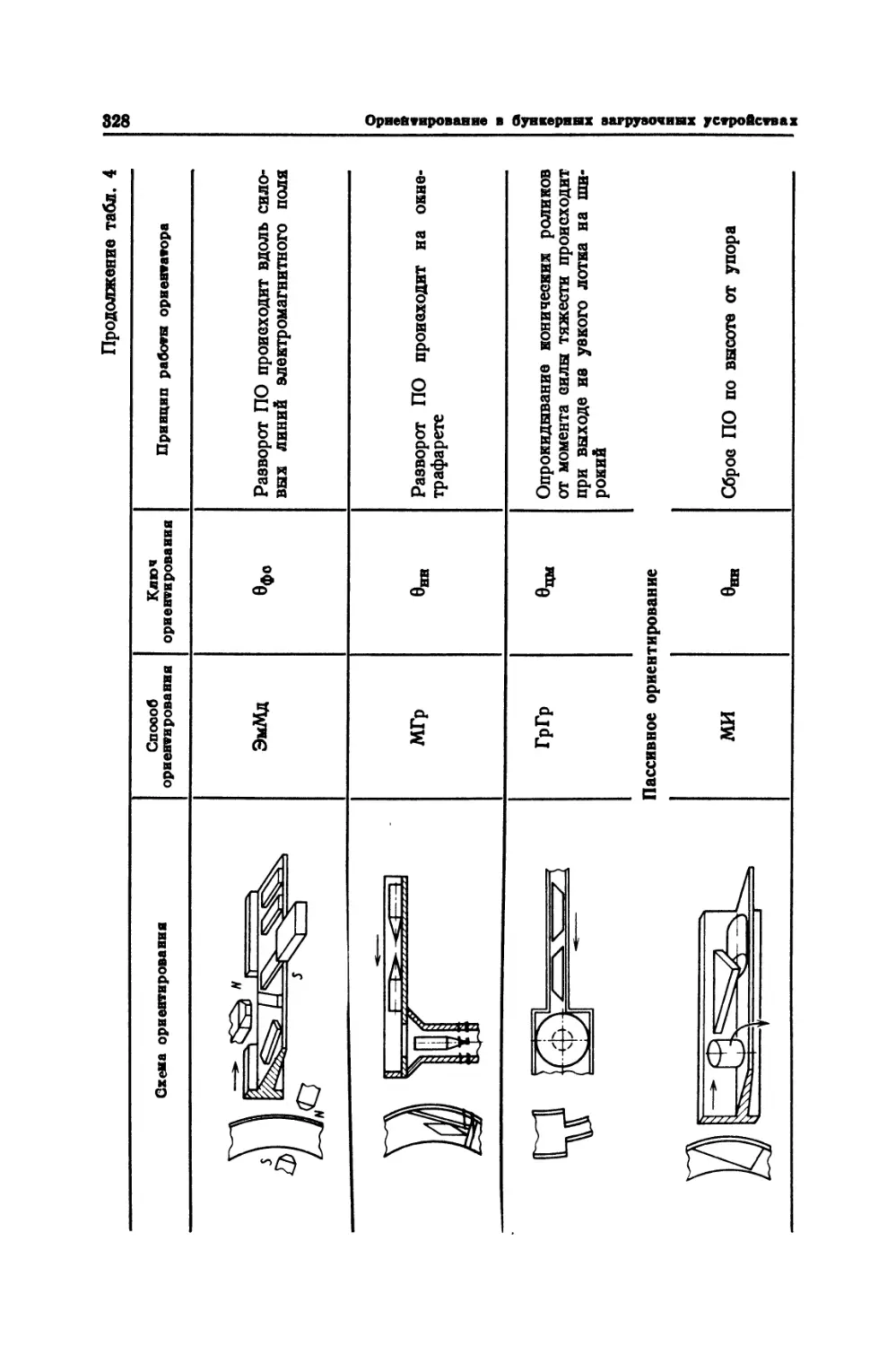
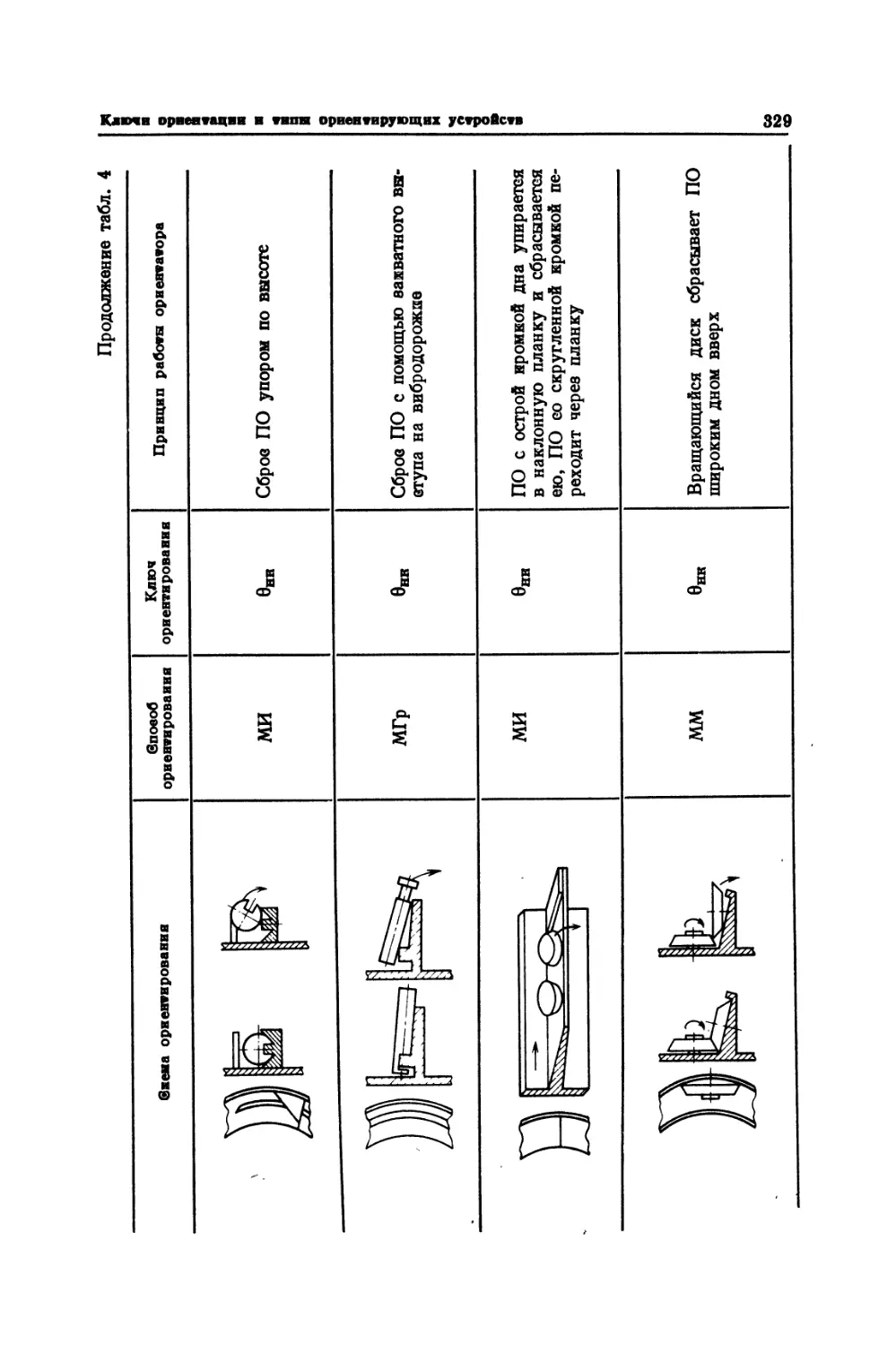
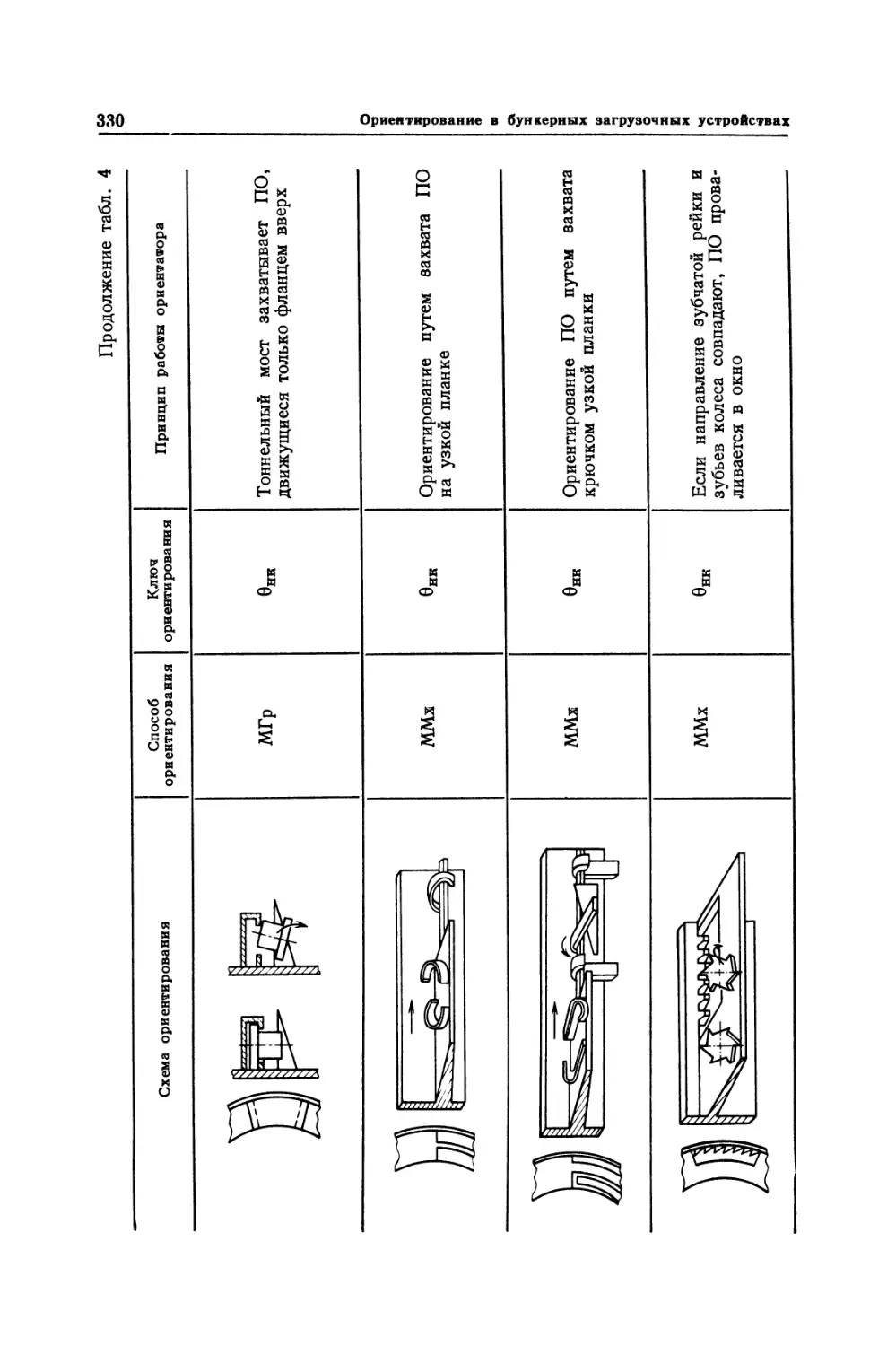
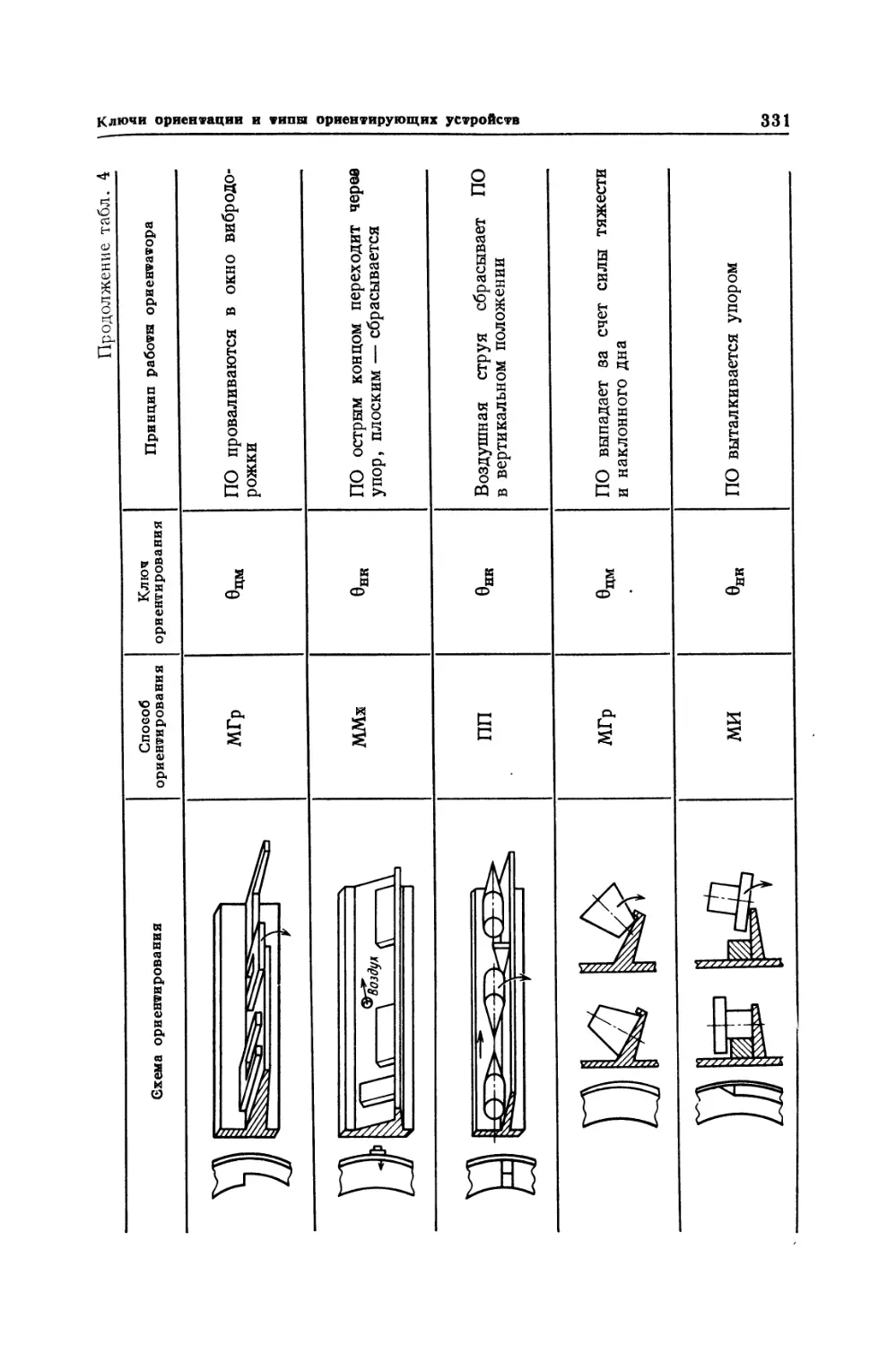
2. Ключи ориентации и типы
ориентирующих устройств 325
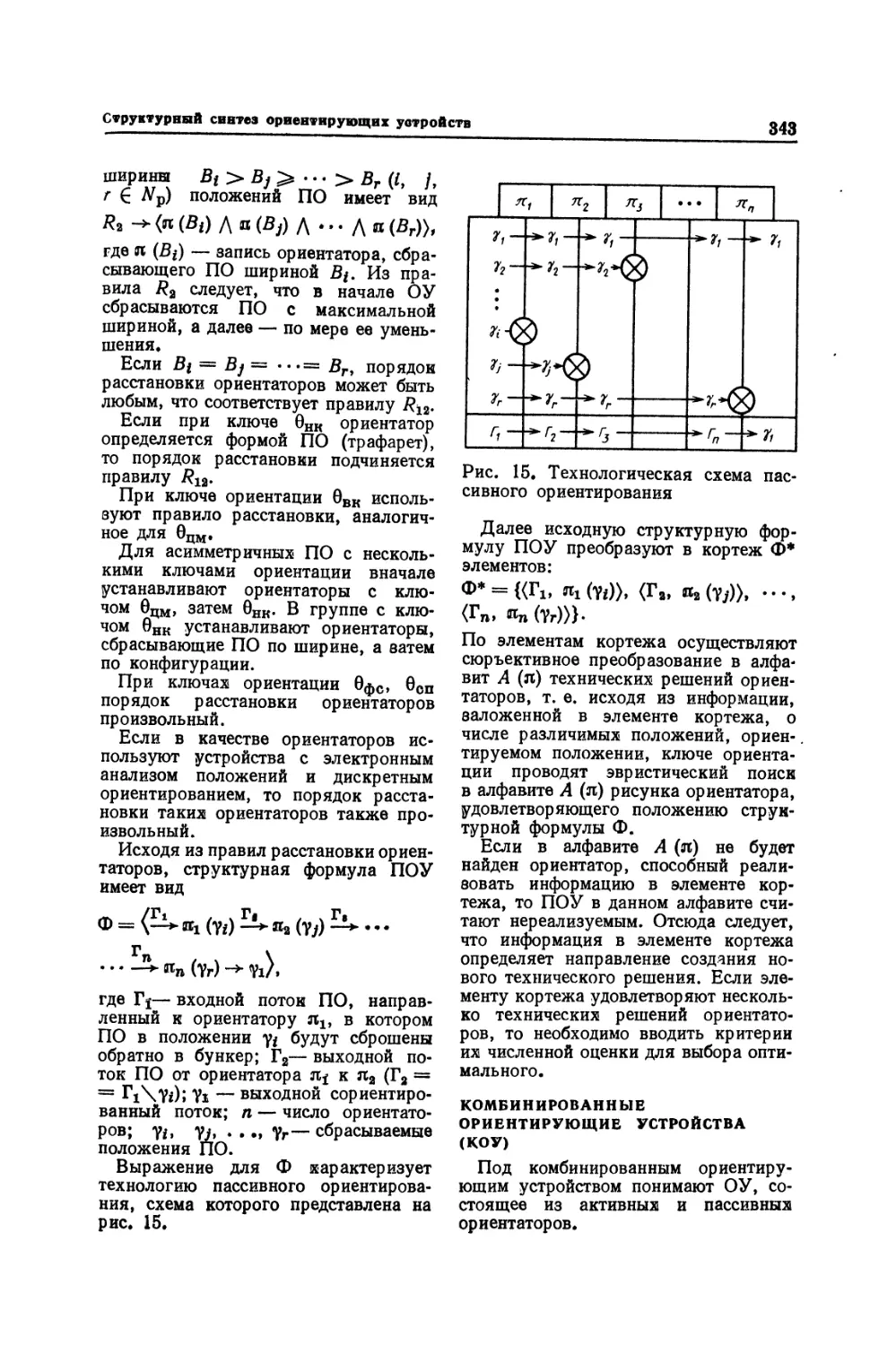
3. Структурный синтез
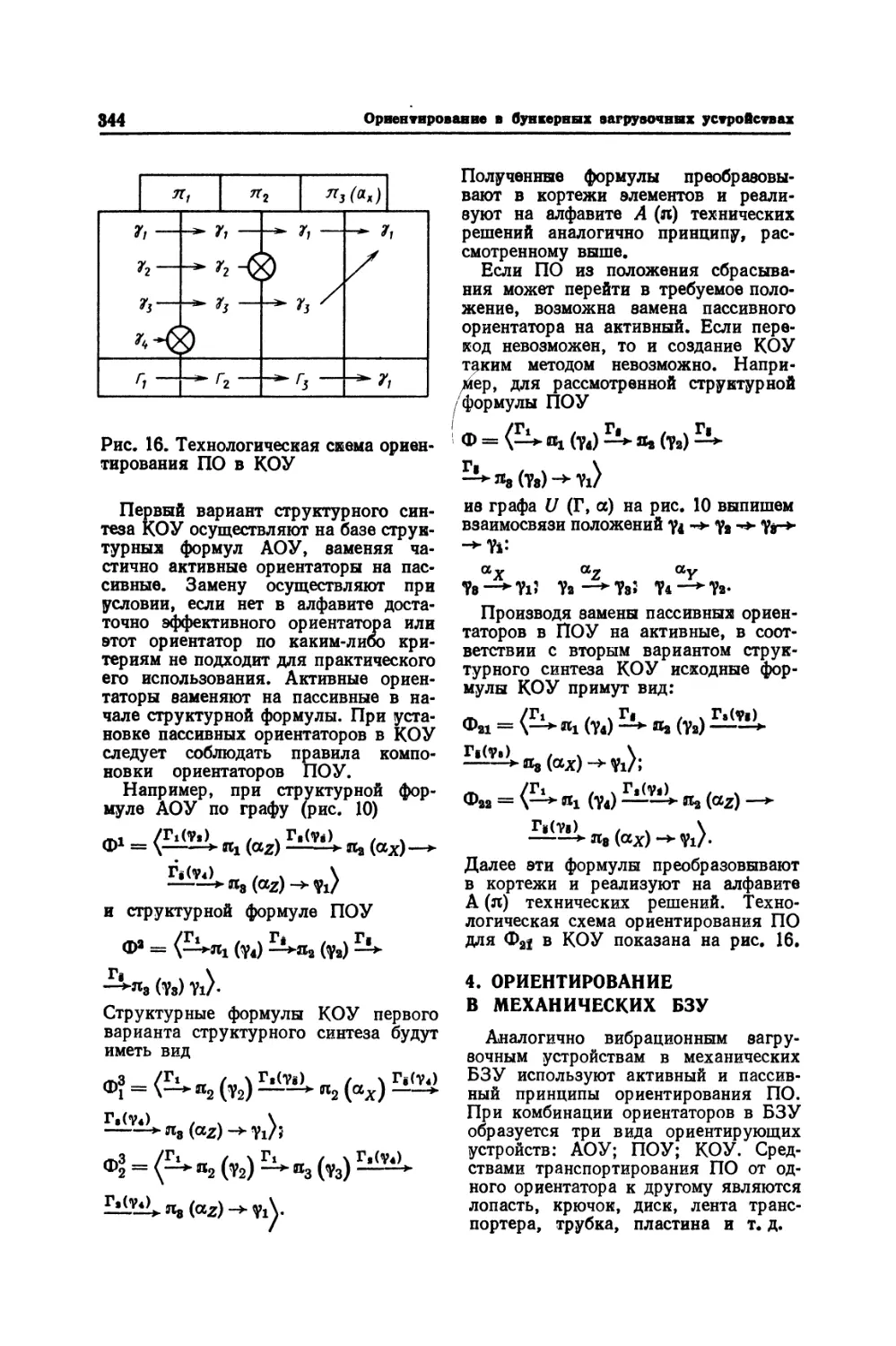
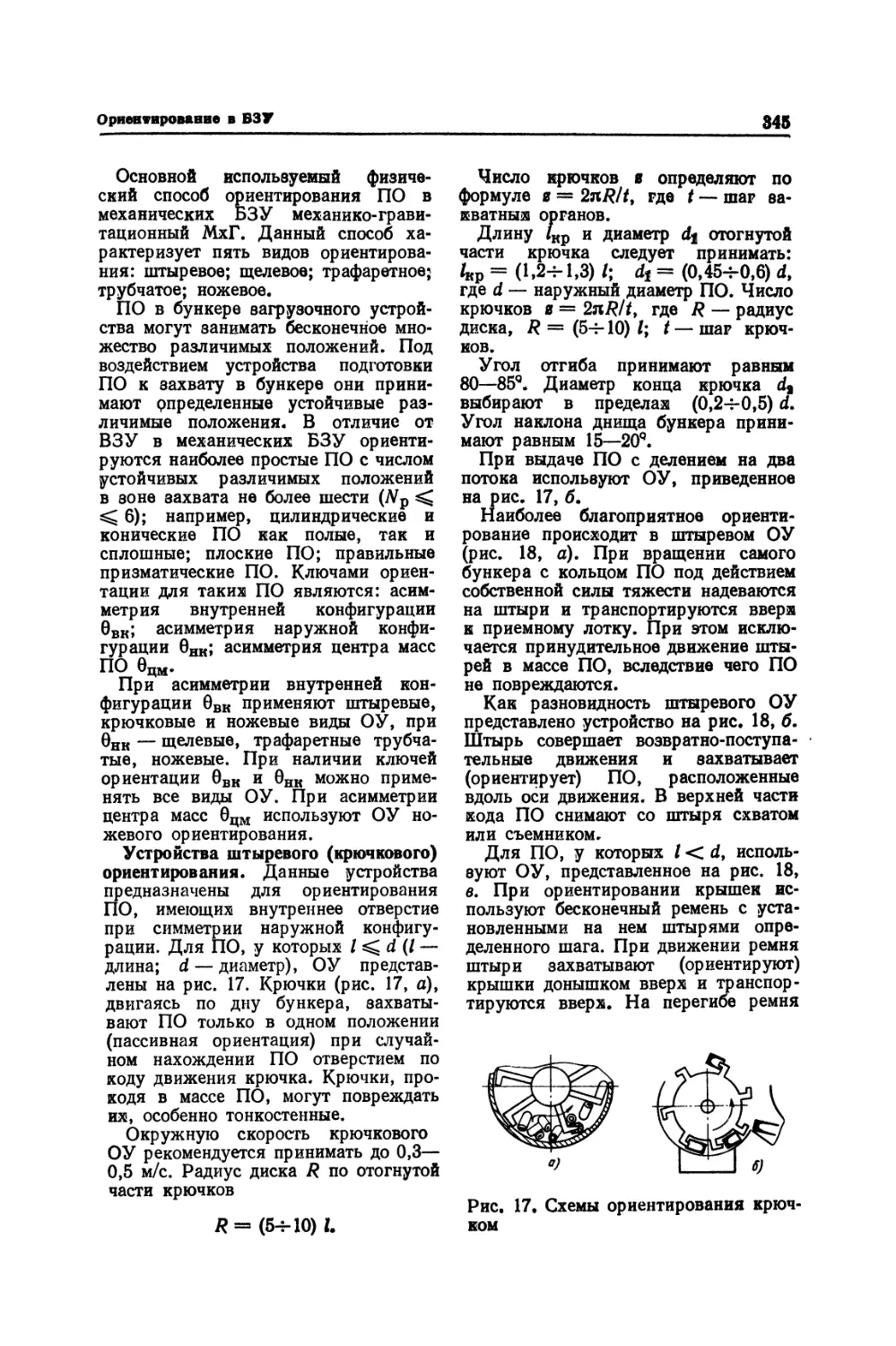
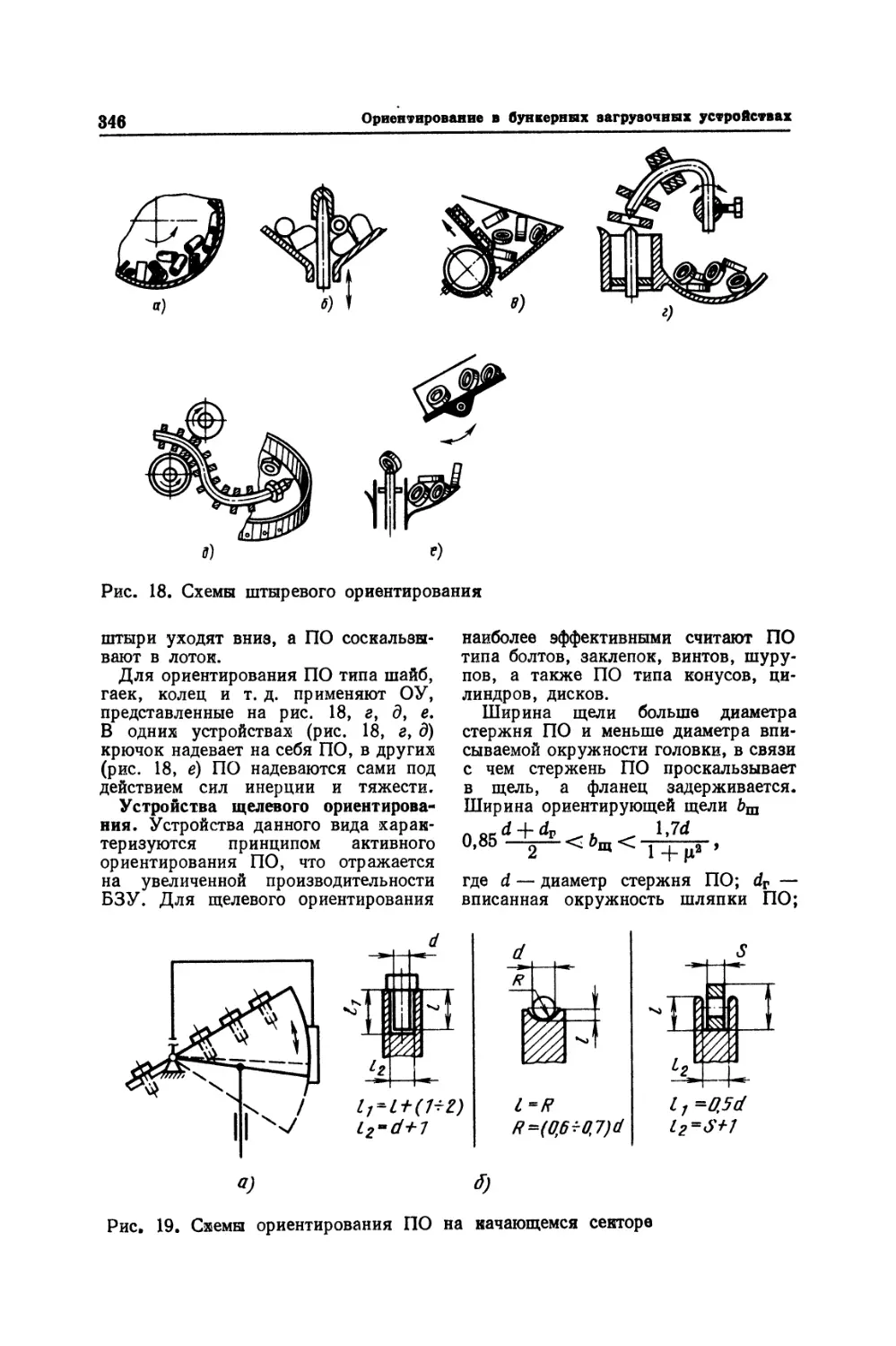
ориентирующих устройств . * . . 333
4. Ориентирование в
механических БЗУ 344
Б. Бесконтактное
манипулирование миниатюрными
предметами обработки (А, А.
Иванов) 351
Глава 10. Применение систем
автоматической загрузки
(Г. М. Варьяш,
И, А. Клусов,
Ю. Л. Маткия,
В. В. Лрейс, Б. И.
Черпаков) 359
1. Автоматизация загрузки
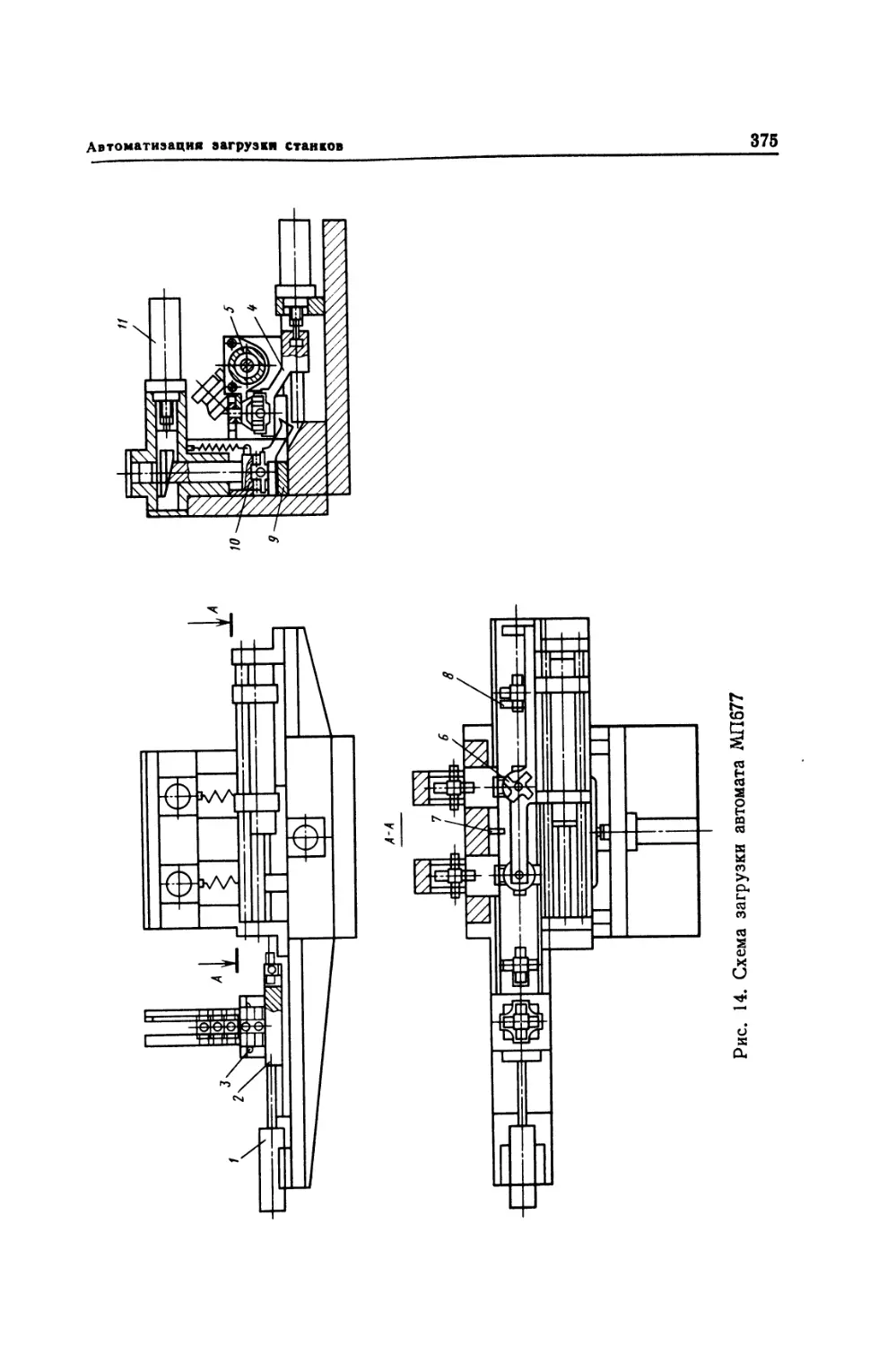
станков 359
2. Автоматизация загрузки ро-
бототехнических
комплексов иГПС 376
3. Автоматизация загрузки
роторных и роторно-конвейер-
ных линий 388
Список литературы 396
Предметный указатель 398
ПРЕДИСЛОВИЕ
Коллектив авторов, созданный по
инициативе Комитета правления СНИО
СССР по автоматизации и механизации
производственных процессов, обобщил в
данном справочнике производственный
опыт проектирования, исследования и
эксплуатации различных конструкций
автоматических загрузочных
устройств, технологических машин и
оборудования.
В СССР справочник по
автоматической загрузке технологических машин
создан впервые и не имеет аналогов
в мировой практике.
Справочник состоит из десяти глав*
Кроме общих и проблемных вопросов
автоматизации загрузки
технологических машин, в нем последовательно
рассматриваются вопросы
автоматизации оборудования заготовительных
производств (подачи полос, лент,
прутков, листов), загрузка машин с
помощью механических и вибрационных
бункерных устройств, подача штучных
заготовок в автоматические роторные
и роторно-конвейерные линии,
автоматическое ориентирование деталей в
лотках и питателях, использование
средств автоматической загрузки в
различных отраслях народного
хозяйства. Таким образом, в справочнике
содержится цикл сведений по теории,
проектированию и эксплуатации
автоматических загрузочных устройств
технологического оборудования.
В справочнике комплексно
рассмотрены схемы и конструкции
автоматических загрузочных устройств с
выделением узлов и элементов по
классам, группам, разрядам в зависимости
от общих признаков. В качестве
определяющих признаков выбраны
конструктивные элементы, принцип
действия устройства, технологическое
назначение, вид движения
подаваемого в машину материала, заготовок
и т. п. Такой комплексный подход
к рассмотрению автоматических
загрузочных устройств позволяет дать
им оценку с технологической и
конструктивной точек зрения, установить
единую терминологию, индексацию и
обозначения, провести унификацию
узлов, деталей, основных и
присоединительных размеров автоматических
загрузочных устройств.
Справочник дает возможность
изучить принципы автоматической
загрузки технологического
оборудования и позволяет конструкторам
правильно ориентироваться в вопросах
выбора конструкций автоматических
загрузочных устройств.
При создании настоящего
справочника авторами использовался опыт
преподавания курса «Автоматизация
производства» в Тульском и Горьков-
ском политехнических институтах,
а также конструкторские разработки,
выполненные в СКВ автоматических
линий, ЭНИМСе, ЭНИКМАШе, в
научно-исследовательских лабораториях
отраслевых НИИ и вузов.
Материалы справочника будут
полезны инженерно-техническим
работникам, сотрудникам НИИ; КБ,
отделов механизации и автоматизации
объединений и предприятий, занятых
проектированием, исследованием и
эксплуатацией автоматического
оборудования технологического назначения,
а также студентам вузов.
Заместитель председателя Комитета
правления СНИО СССР по
автоматизации и механизации
производственных процессов, заслуженный деятель
науки и техники РСФСР, д-р техн.
наук проф. Я. А. Клусов
ПРИНЯТЫЕ ОБОЗНАЧЕНИЯ
АР Л
АРКЛ
БЗУ
ВВ
ВЗУ
ВП
ГПС
ЗУ
МПВ
ОУ
— автоматическая роторная
линия;
— автоматическая роторно-
конвейерная линия;
— бункерное загрузочное
устройство;
— вибрационный возбудитель^
— вибрационное загрузочное
устройство;
— вспомогательный переход;
— гибкая производственная
система;
— захватное устройство;
— механизм поштучной
выдачи;
— ориентирующее устройство!
ПО
ПР
РП
РТК
РХ
САЗ
СТ
СУ
ТМ
ТО
ТП
УС
XX
— предмет обработки;
— промышленный робот;
— рабочая позиция;
— робототехнический
комплекс
— рабочий ход;
— система автоматической
вагрузки;
— средства труда;
— система управления;
— технологическая машина;
— технологическая операция;
— технологический переход;
— упругая система;
— холостой ход.
i ОБЩИЕ СВЕДЕНИЯ О СИСТЕМАХ
ГЛАВА 1. АВТОМАТИЧЕСКОЙ ЗАГРУЗКИ
1. АВТОМАТИЧЕСКАЯ
ЗАГРУЗКА В СОВРЕМЕННОЙ
ТЕХНИКЕ
Для получения какой-либо
продукции необходимы три компонента:
поток материалов, поток энергии и
поток информации* Под потоком
материалов понимают совокупность двух
подпотоков. Первый представляет
собой предметы обработки. Второй под-
поток включает в себя инструмент,
обрабатывающие среды, контрольные
органы и другие средства воздействия
на предметы обработки (ПО). Для
взаимодействий первых двух
подпотоков необходим поток энергии.
Сведения о материальных подпотоках,
законы их взаимодействия,
своевременные командные сигналы, сведения о
полученном результате и другие
условия и правила составляют
информационный поток. Эти три потока
функционируют во взаимной связи кан
единое целое, обусловливая не только
взаимную связь, но и взаимное
развитие.
В соответствии с ГОСТ 3.1109—82
под технологической операцией
понимается законченная часть
технологического процесса, выполняемая на
одном рабочем месте.
Законченность технологической
операции состоит в том, что после ее
выполнения либо изменяются размеры
предмета обработки, его качественные
характеристики (твердость, прочность,
характер покрытия, шероховатость
поверхности), координаты расположения
в пространстве (транспортирования),
комплектность (сборка, разборка,
упаковка), либо определяются свойства
предмета обработки (контроль,
измерение, испытания и т. п.).
Хотя различные технологические
операции отличаются друг от друга
по физическим принципам,
положенным в их основу и достигаемым в
процессе выполнения целям, вместе с тем
все они имеют много общего. Так,
любая технологическая операция
выполняется при наличии предметов
обработки и средств воздействия на них,
которые будем называть средствами
труда.
Предметы обработки и средства труда
взаимодействуют друг с другом на
рабочей позиции, в результате чего
первые приобретают новые свойства,
качества, информацию.
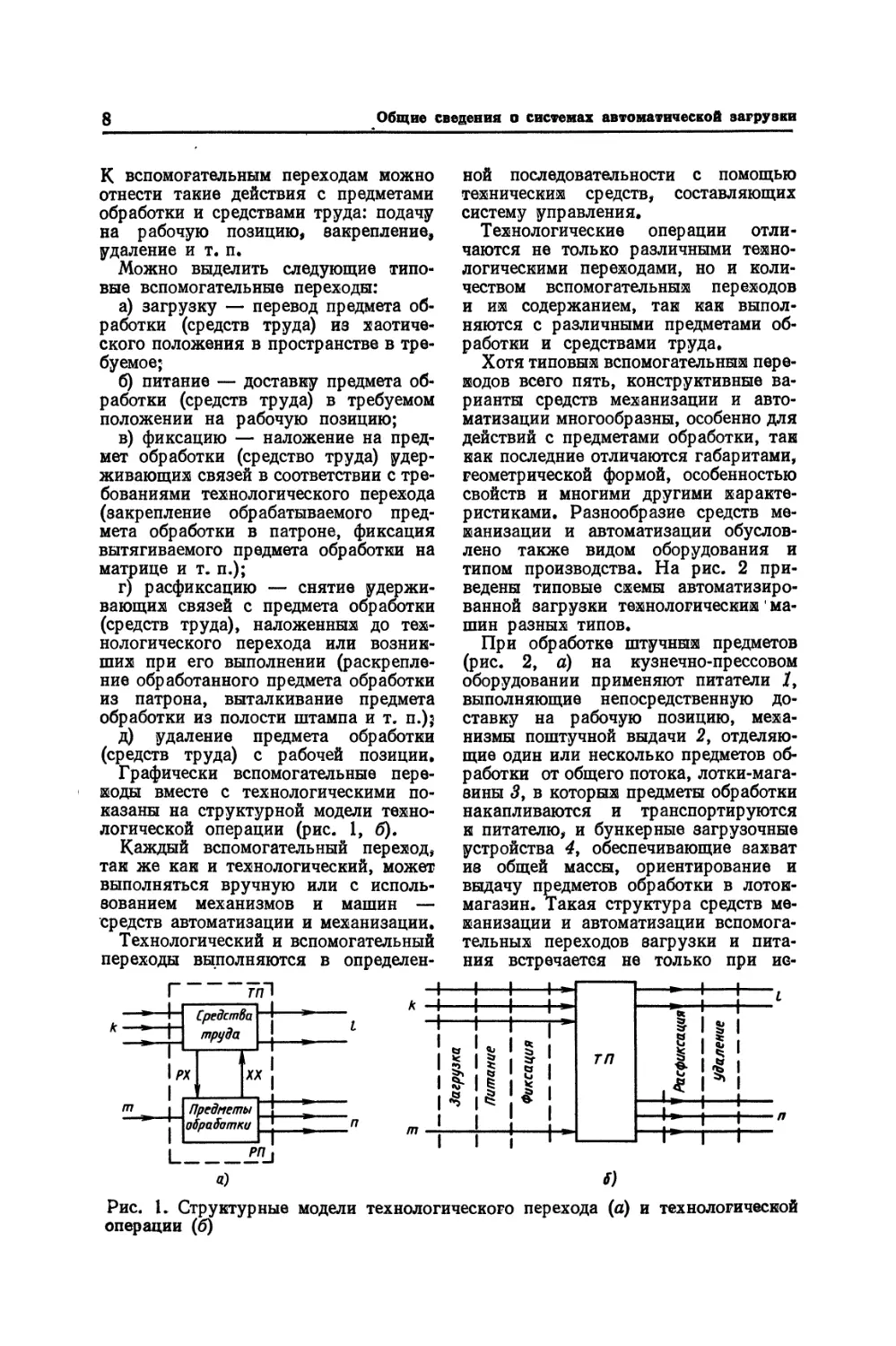
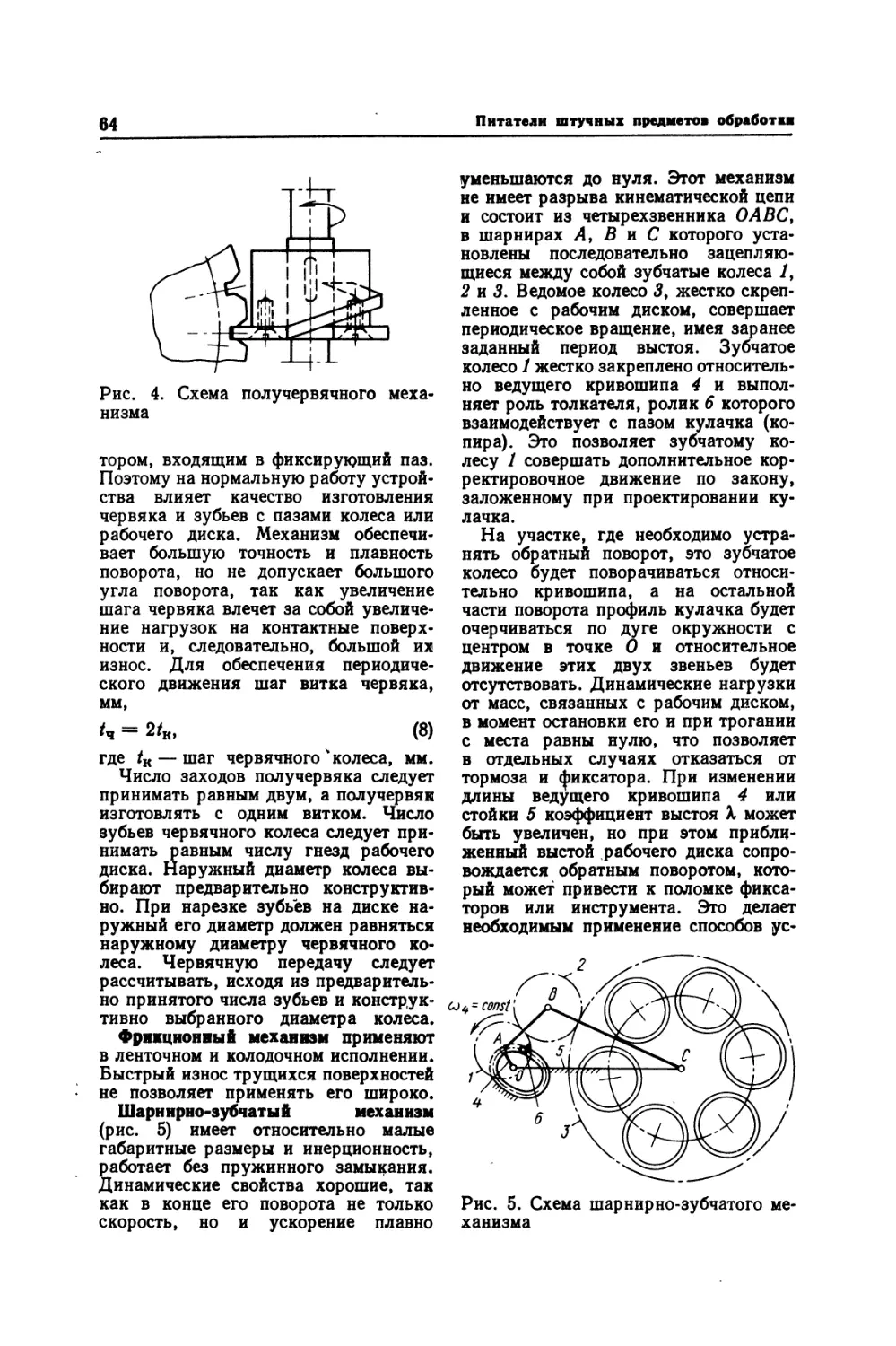
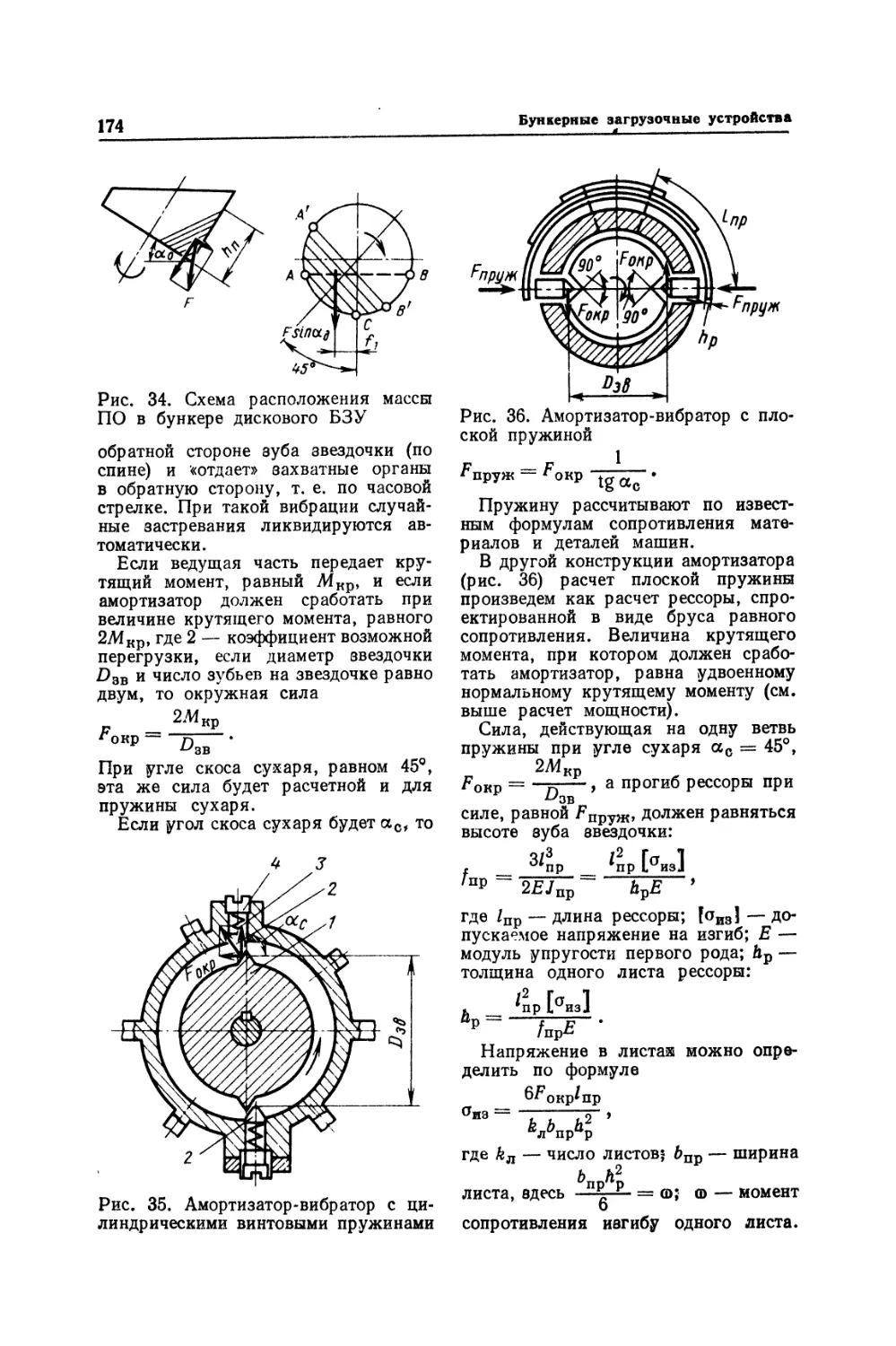
Технологический переход (рис. 1, а)
может выполняться как вручную, тан
и с использованием
механизмов—преобразователей движения и машин—
преобразователей энергии. В
последнем случае говорят о технологическом
оснащении технологического перехода,
а сами средства именуют
технологическим оборудованием (технологической
машиной). К технологической мащине
должны быть подведены энергия и
информация, необходимая, прежде
всего, для ее своевременного
включения (выключения) и оценки ее
работоспособности.
В технологически» процессах
технологический переход через некоторое
время должен быть повторен, для
чего, в общем случае, на рабочую
позицию необходимо доставить т
потоков необработанных и убрать п
потоков обработанных предметов
обработки, доставить и удалить с
рабочей позиции соответственно k и /
потоков средств труда. Для
функционирования этих потоков предметов
обработки и средств труда необходимо
выполнить определенные действия,
каждое из которых именуется
вспомогательным переходом — законченной
частью технологической операции,
состоящей из действий человека и (или)
оборудования, которые не
сопровождаются изменением свойств предмета
обработки, но необходимы для
выполнения технологического перехода.
8
Общие сведения о системах автоматической загрузки
К вспомогательным переходам можно
отнести такие действия с предметами
обработки и средствами труда: подачу
на рабочую позицию, закрепление,
удаление и т. п.
Можно выделить следующие
типовые вспомогательные переходы:
а) загрузку — перевод предмета
обработки (средств труда) из
хаотического положения в пространстве в
требуемое;
б) питание — доставку предмета
обработки (средств труда) в требуемом
положении на рабочую позицию;
в) фиксацию — наложение на
предмет обработки (средство труда)
удерживающих связей в соответствии с
требованиями технологического перехода
(закрепление обрабатываемого
предмета обработки в патроне, фиксация
вытягиваемого предмета обработки на
матрице и т. п.);
г) расфиксацию — снятие
удерживающих связей с предмета обработки
(средств труда), наложенных до
технологического перехода или
возникших при его выполнении
(раскрепление обработанного предмета обработки
из патрона, выталкивание предмета
обработки из полости штампа и т. п.);
д) удаление предмета обработки
(средств труда) с рабочей позиции.
Графически вспомогательные
перекоды вместе с технологическими
показаны на структурной модели
технологической операции (рис. 1, б).
Каждый вспомогательный переход,
так же как и технологический, может
выполняться вручную или с
использованием механизмов и машин —
средств автоматизации и механизации.
Технологический и вспомогательный
переходы выполняются в определен-
Г
\р
т |
* J
Г
Средства
труда
X
1
1
1
х;
Предметы
обработки
Ы
< ,
i 1 *
I 2*1
а)
ной последовательности с помощью
технических средств, составляющих
систему управления.
Технологические операции
отличаются не только различными
технологическими переходами, но и
количеством вспомогательных переходов
и их содержанием, тан как
выполняются с различными предметами
обработки и средствами труда.
Хотя типовых вспомогательных
переходов всего пять, конструктивные
варианты средств механизации и
автоматизации многообразны, особенно для
действий с предметами обработки, тан
как последние отличаются габаритами,
геометрической формой, особенностью
свойств и многими другими
характеристиками. Разнообразие средств
механизации и автоматизации
обусловлено также видом оборудования и
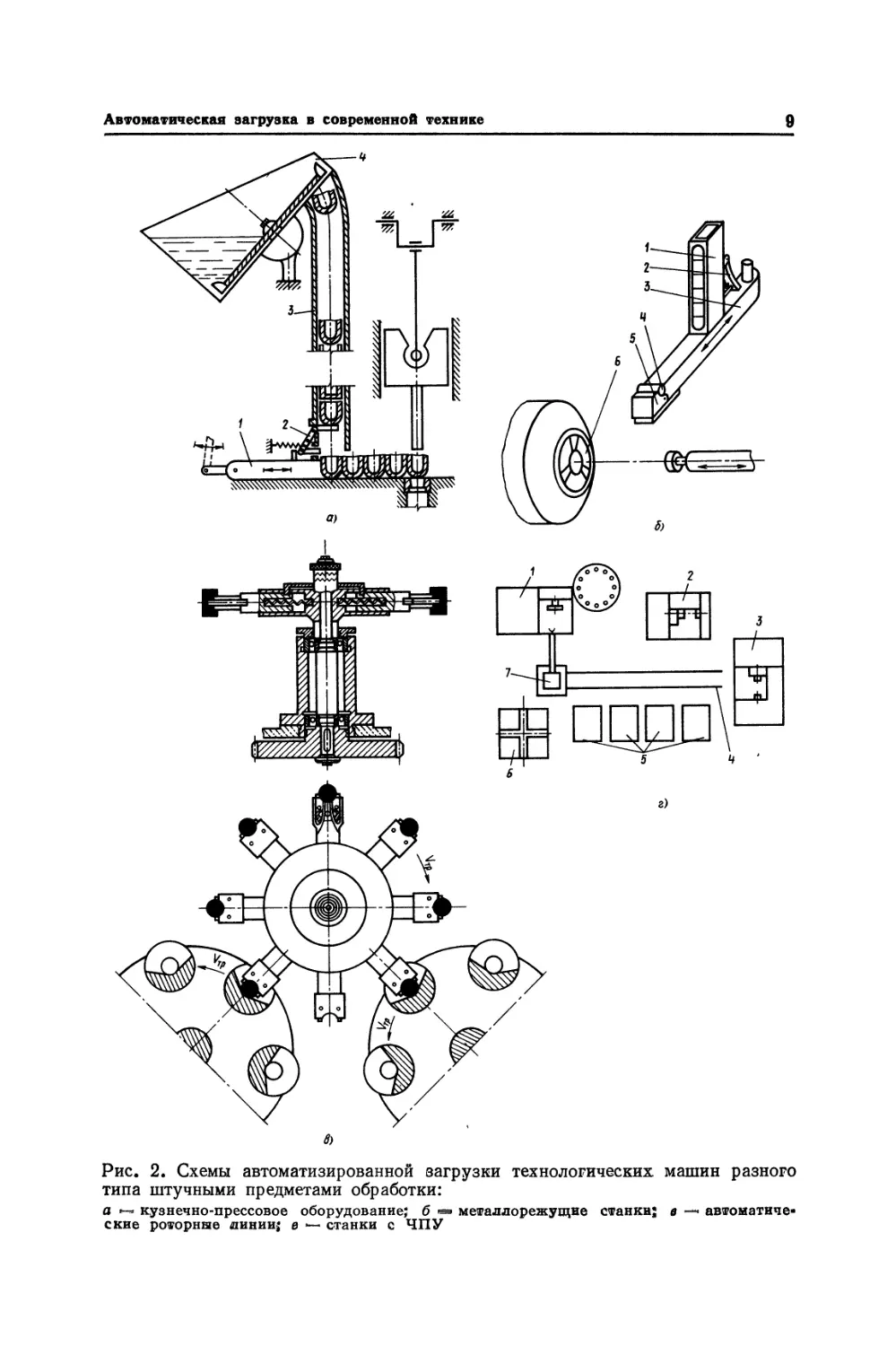
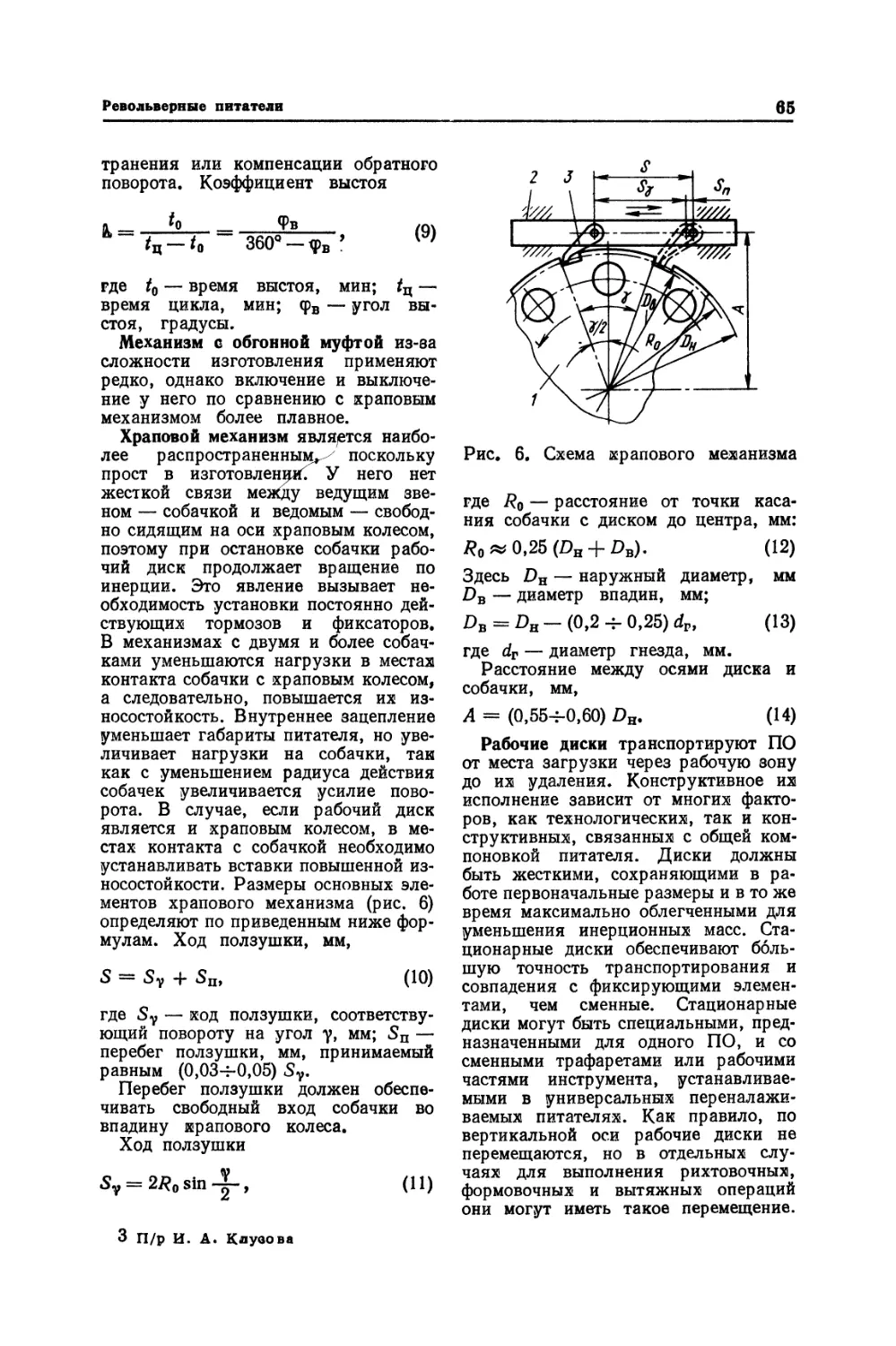
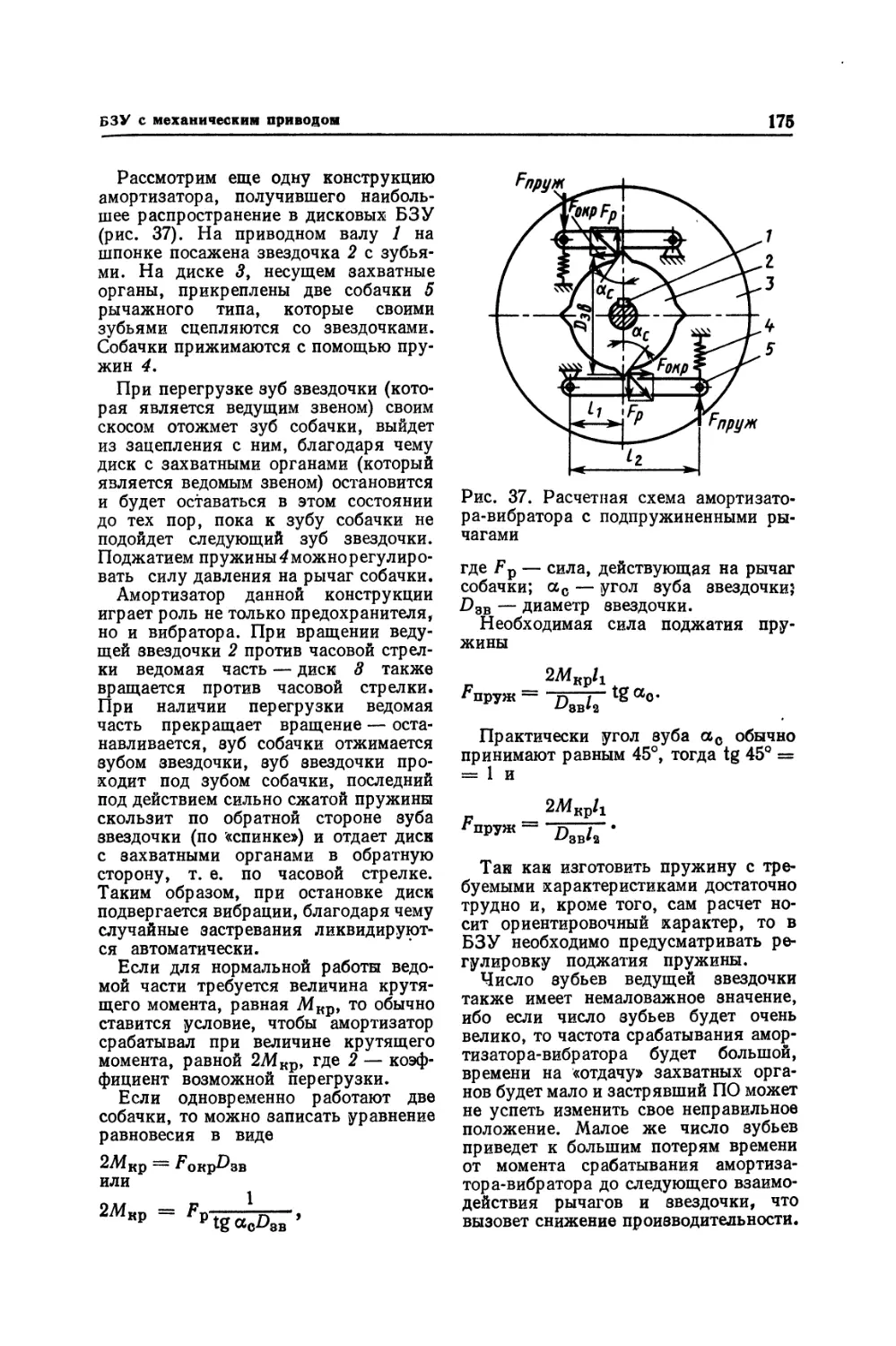
типом производства. На рис. 2
приведены типовые схемы
автоматизированной загрузки технологических
машин разных типов.
При обработке штучных предметов
(рис. 2, а) на кузнечно-прессовом
оборудовании применяют питатели jf,
выполняющие непосредственную
доставку на рабочую позицию,
механизмы поштучной выдачи 2,
отделяющие один или несколько предметов
обработки от общего потока,
лотки-магазины 5, в которых предметы обработки
накапливаются и транспортируются
и питателю, и бункерные загрузочные
устройства 4, обеспечивающие захват
из общей массы, ориентирование и
выдачу предметов обработки в лотон-
магазин. Такая структура средств
механизации и автоматизации
вспомогательных переходов загрузки и
питания встречается не только при ис-
-4-
¦4-
II
I i
тп
-+-
Т-+-
1 ii
* i
'*
1^-т
s)
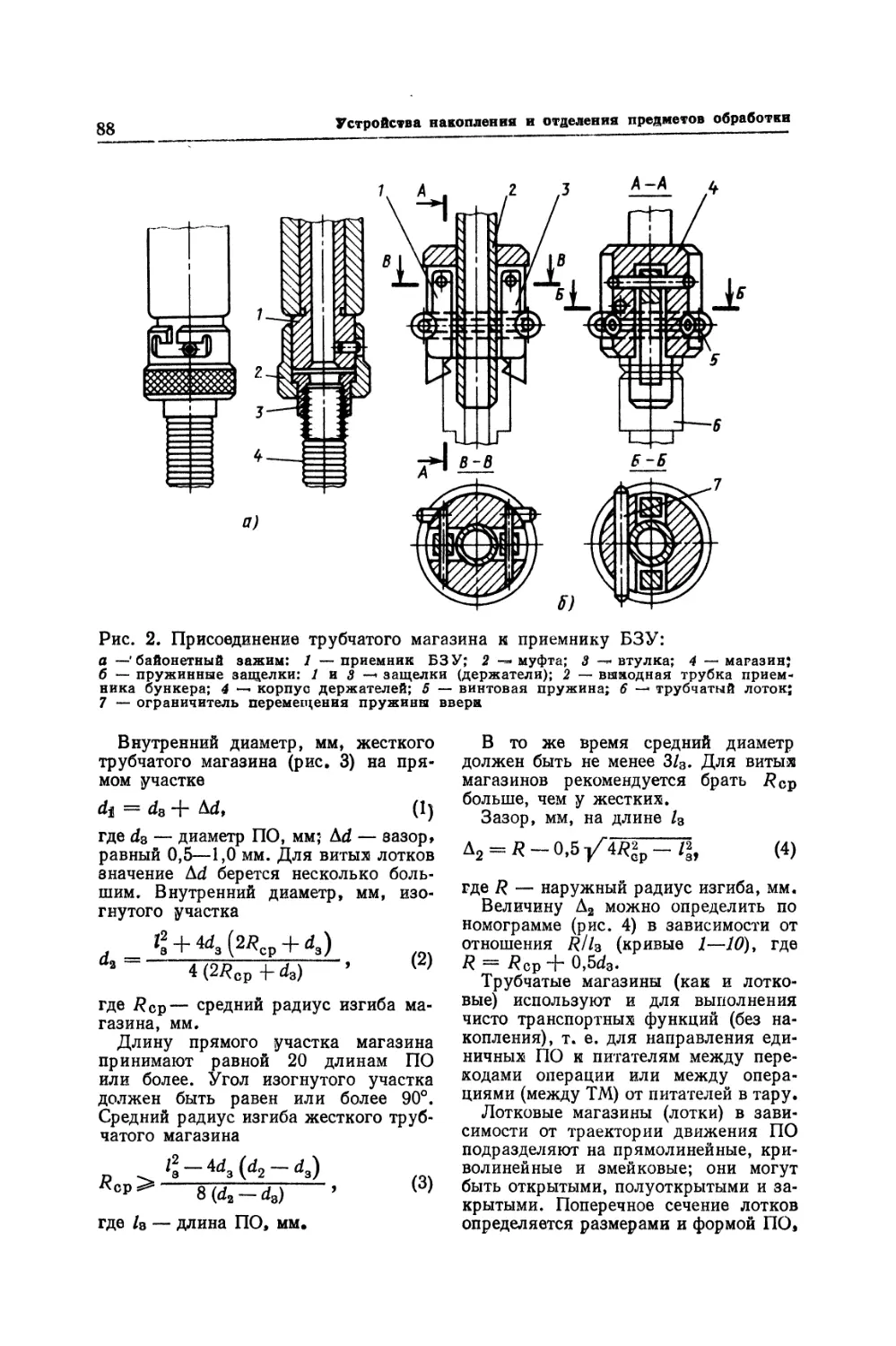
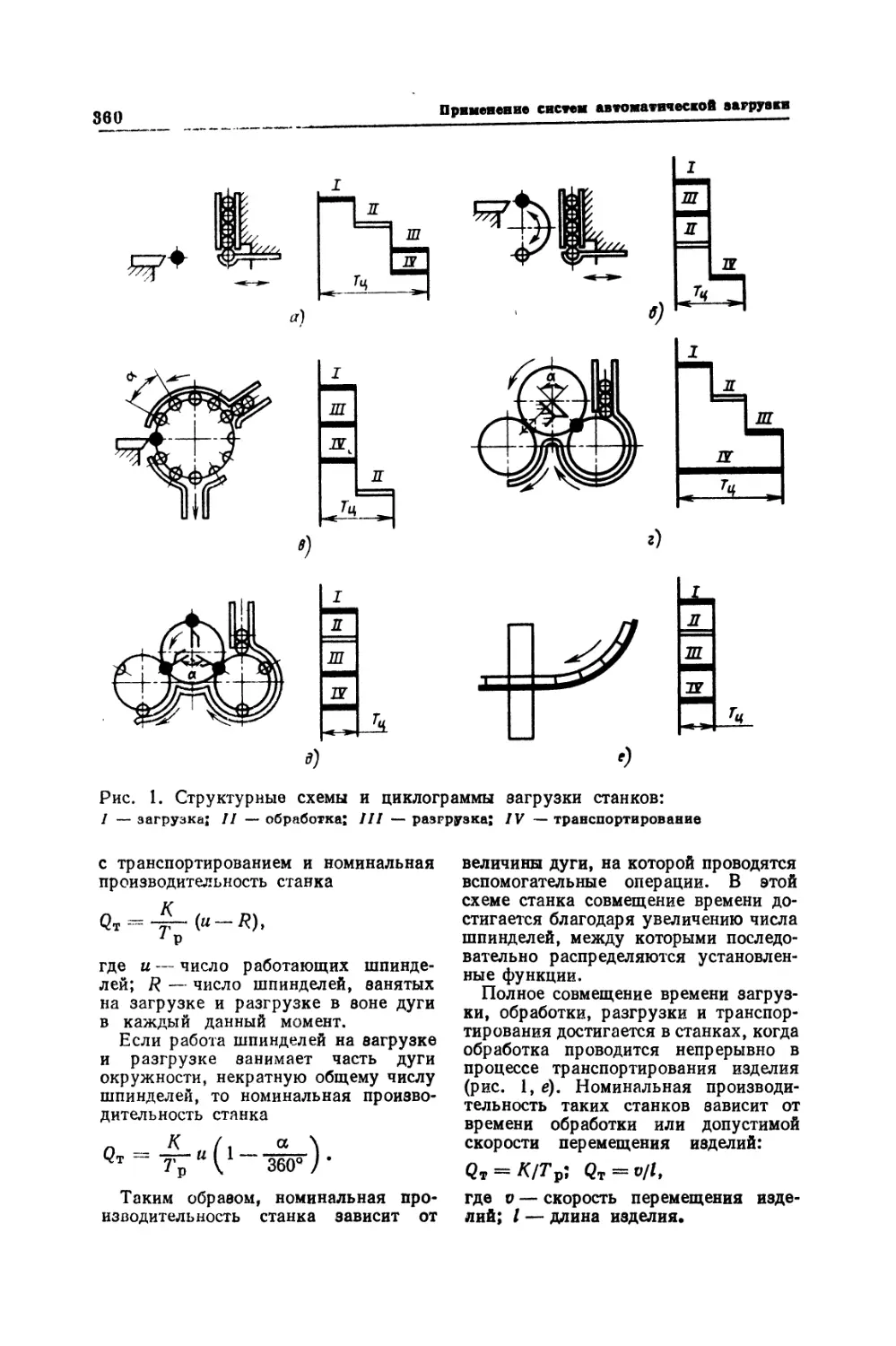
Рис. L Структурные модели технологического перехода (а) и технологической
операции (б)
Автоматическая загрузка в современной технике
9
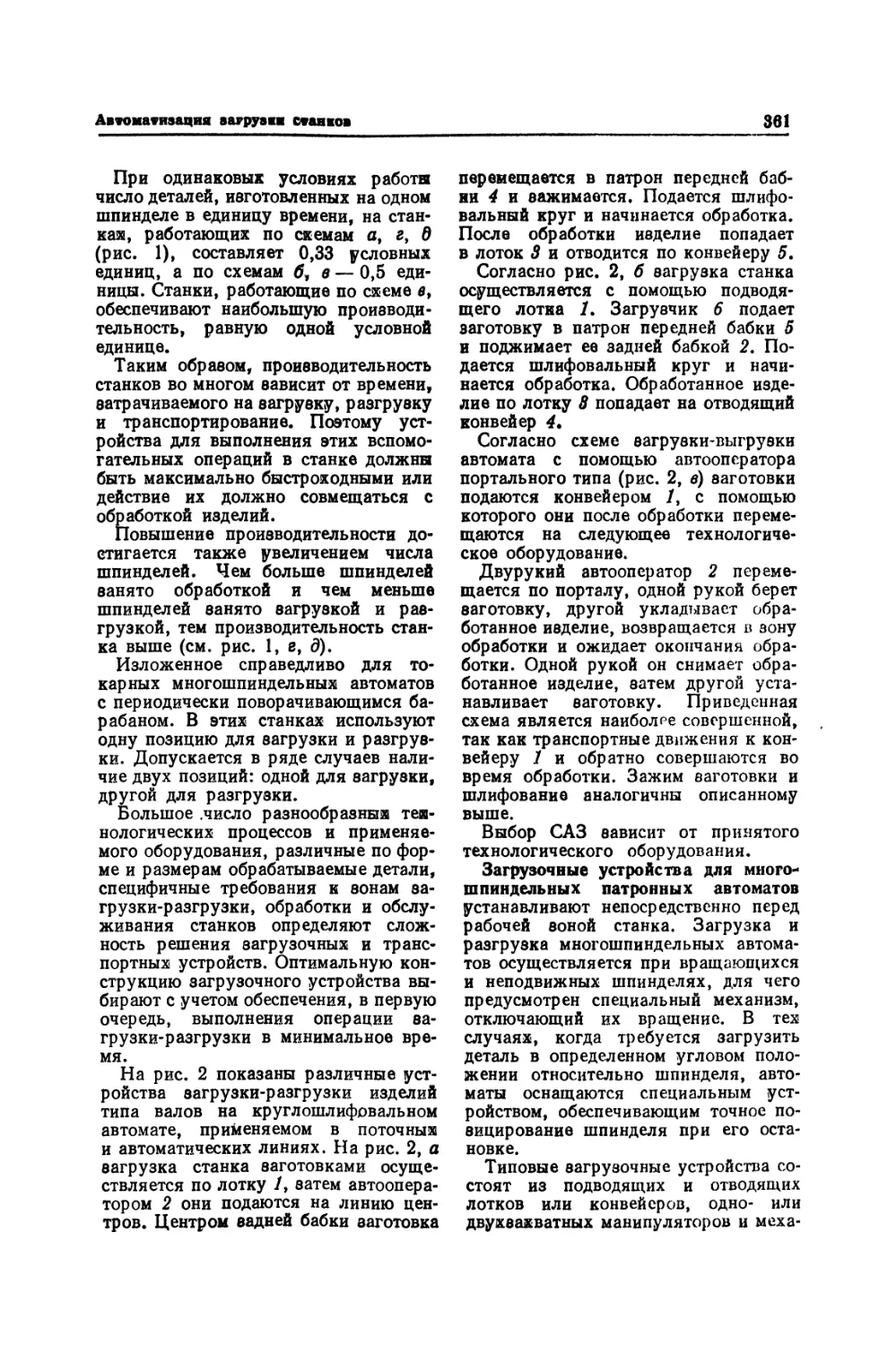
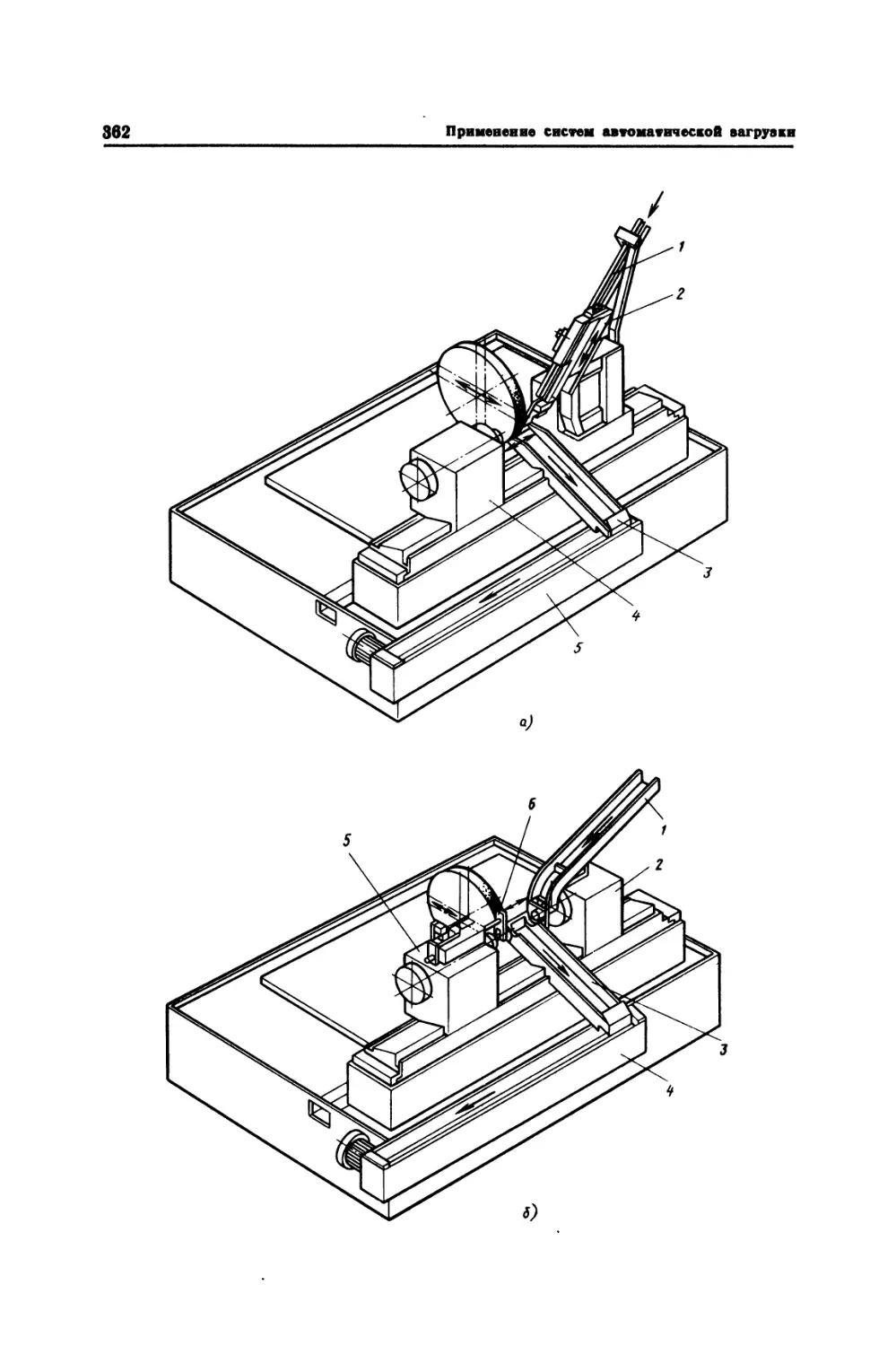
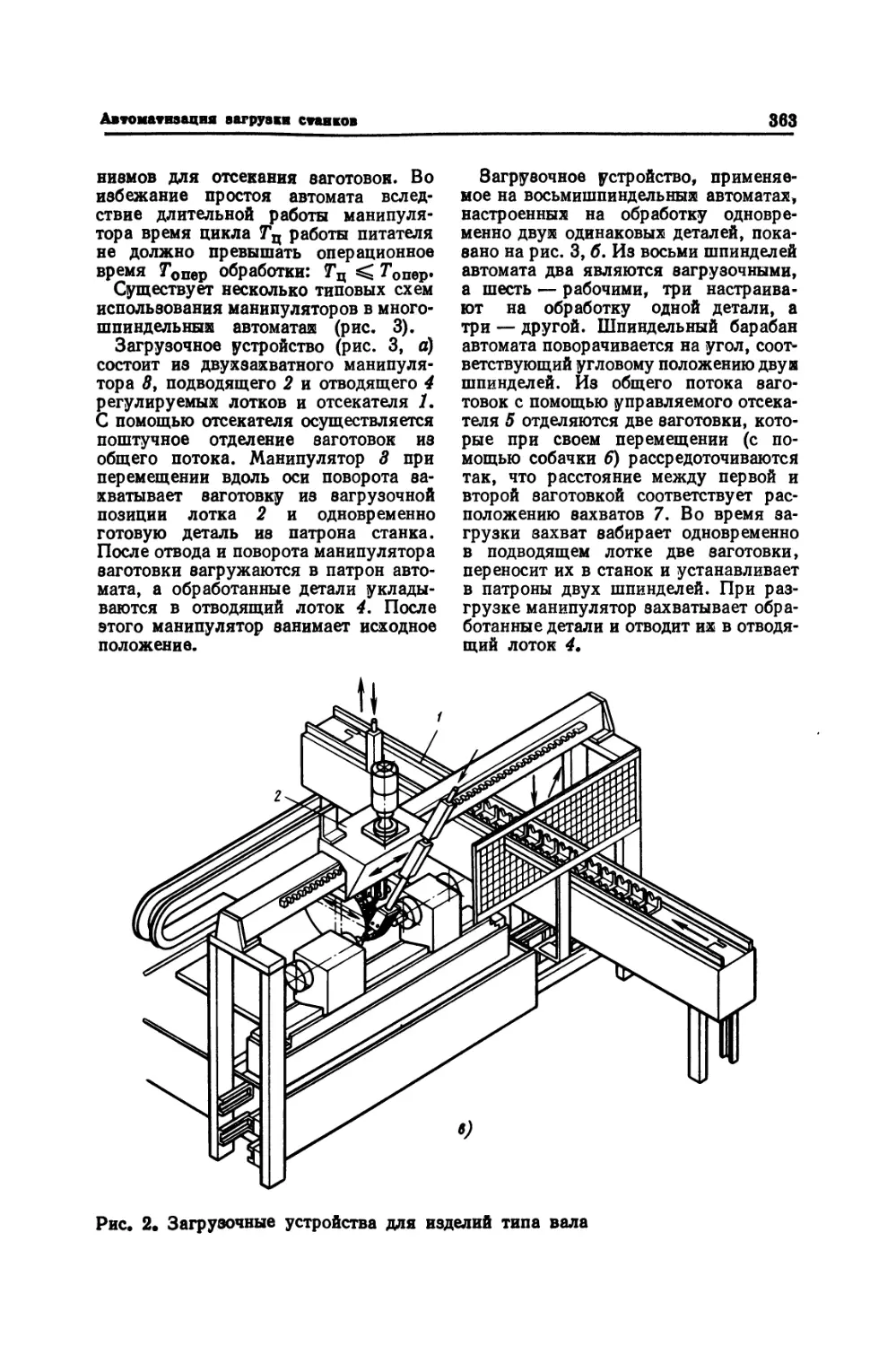
Рис. 2. Схемы автоматизированной загрузки технологических машин разного
типа штучными предметами обработки:
а *** кузнечно-ирессовое оборудование; б я» металлорежущие станки; в —*
автоматические роторные динии| е — станки с ЧПУ
10
Общие сведения о системах автоматической загрузки
пользовании кузнечно-прессовых
машин, но и технологического
оборудования других типов и для других
технологических операций, если
программа выпуска предметов обработки
сравнительно велика или не сложно
заменить или переналадить
бункерное загрузочное устройство при
перекоде на изготовление нового предмета
обработки.
Если же программа выпуска
незначительна и сменяемость продукции
частая или время цикла между
подачей двух последующих предметов
обработки велико (десятки секунд или
минуты), то отпадает необходимость
в бункерных загрузочных
устройствах. Предметы обработки тогда
накапливаются в лотке-магазине или
кассете—сменном лотке (рис. 2, б). Тан,
при обработке на металлорежущих
станках, когда время обработки
велико, загрузка и доставка предметов
обработки 4 на рабочую позицию
в цангу 6 обеспечивается питателем 3
с откидывающейся губкой 5 из лотка-
магазина 1, оснащенного механизмом
поштучной выдачи 2, приводимого
в действие также питателем. Предметы
обработки в лоток могут загружаться,
например, с помощью робота или с
помощью транспортного органа,
доставляющего предметы обработки с
предыдущего технологического
оборудования. Перспективно для смены кассет
использовать роботы.
Создание запасов предметов
обработки перед технологической
операцией оправданно, если
производительность технологического оборудования
достаточно велика или когда
продукция выпускается в больших
количествах. Зачастую же запасы являются
средством «компенсации»
организационных недоработок.
Если же организовать
технологический процесс ритмично, то отпадает
необходимость в бункерных
загрузочных устройствах, лотках-магазинах и
механизмах поштучной выдачи. Именно
так удается организовать
технологический процесс на базе
автоматических роторных или ротор
но-конвейерных линий, в которых вагрузка и
питание между двумя последующими
нетранспортными операциями
осуществляется непосредственно
питателем, функции которого выполняют
рабочие органы транспортных
роторов (рис. 2, в). Такой способ
организации технологического процесса
сокращает объем незавершенного
производства и время нахождения исходного
предмета обработки в производстве
до превращения его в готовое изделие.
Современные тенденции, связанные
с использованием оборудования с
числовым программным управлением
(ЧПУ), наложили отпечаток и на
автоматизированную Загрузку такого
оборудования. На станке с ЧПУ
фактически над одним предметом
обработки выполняется сумма
технологических операций. При этом над
предметом обработки вспомогательные
перекоды загрузки и питания выполняются
один раз: перед закреплением на
рабочей позиции. По мере выполнения
над этим предметом обработки
различных технологических операций
выполняются многочисленные
вспомогательные переходы с инструментами.
Различные инструменты такого
станка закреплены в одинаковых
оправках, манипуляции с ними становятся
однотипными и автоматизируются
гораздо легче, нежели манипуляции
с различными по форме и размерам
предметами обработки. Тан как
длительность обработки на станке с ЧПУ
велика, то загрузку предметами
обработки необходимо выполнять гораздо
реже.
В этих случаях для вагрузки и
питания могут быть эффективно
использованы роботы (рис. 2, г). Для
обслуживания трех станков
(обрабатывающего центра /, токарных станков 2
и 3) используется робот 7,
перемещающийся по направляющим 4.
Предметы обработки для хранения или
накопления помещаются на столы 5 и 6,
из которых последний имеет
возможность поворачиваться.
В различных отраслях
промышленности широко перерабатывают не
только штучные предметы обработки,
но и непрерывные: полосы, прутки,
штанги, листы, проволоку, ленты и
т. п. Загрузка таких предметов
обработки имеет свою специфику, так кан
требуемое для подачи на рабочую
позицию положение им не нужно
придавать перед каждым технологическим
Автоматическая загрузка в современной технике
11
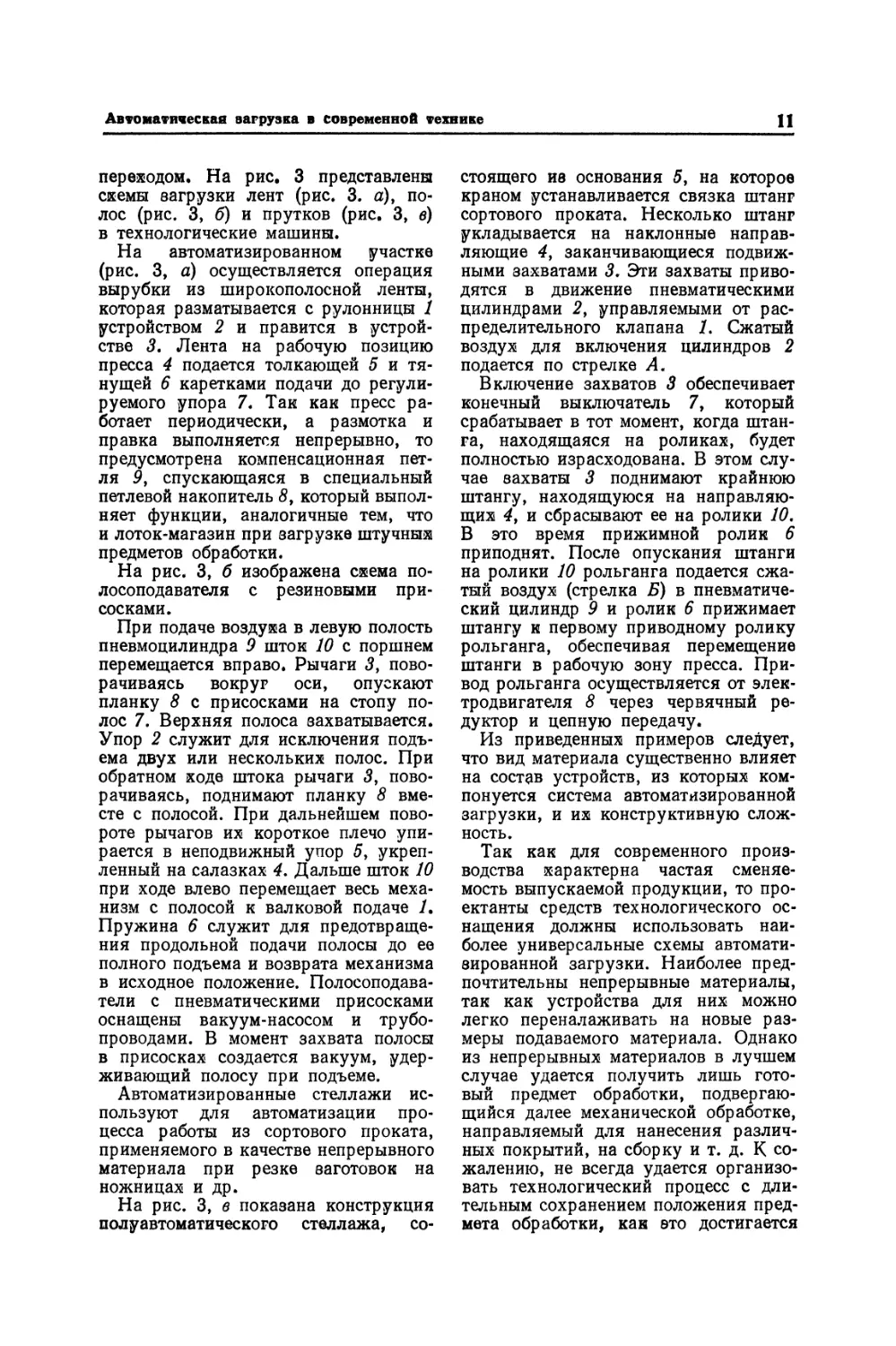
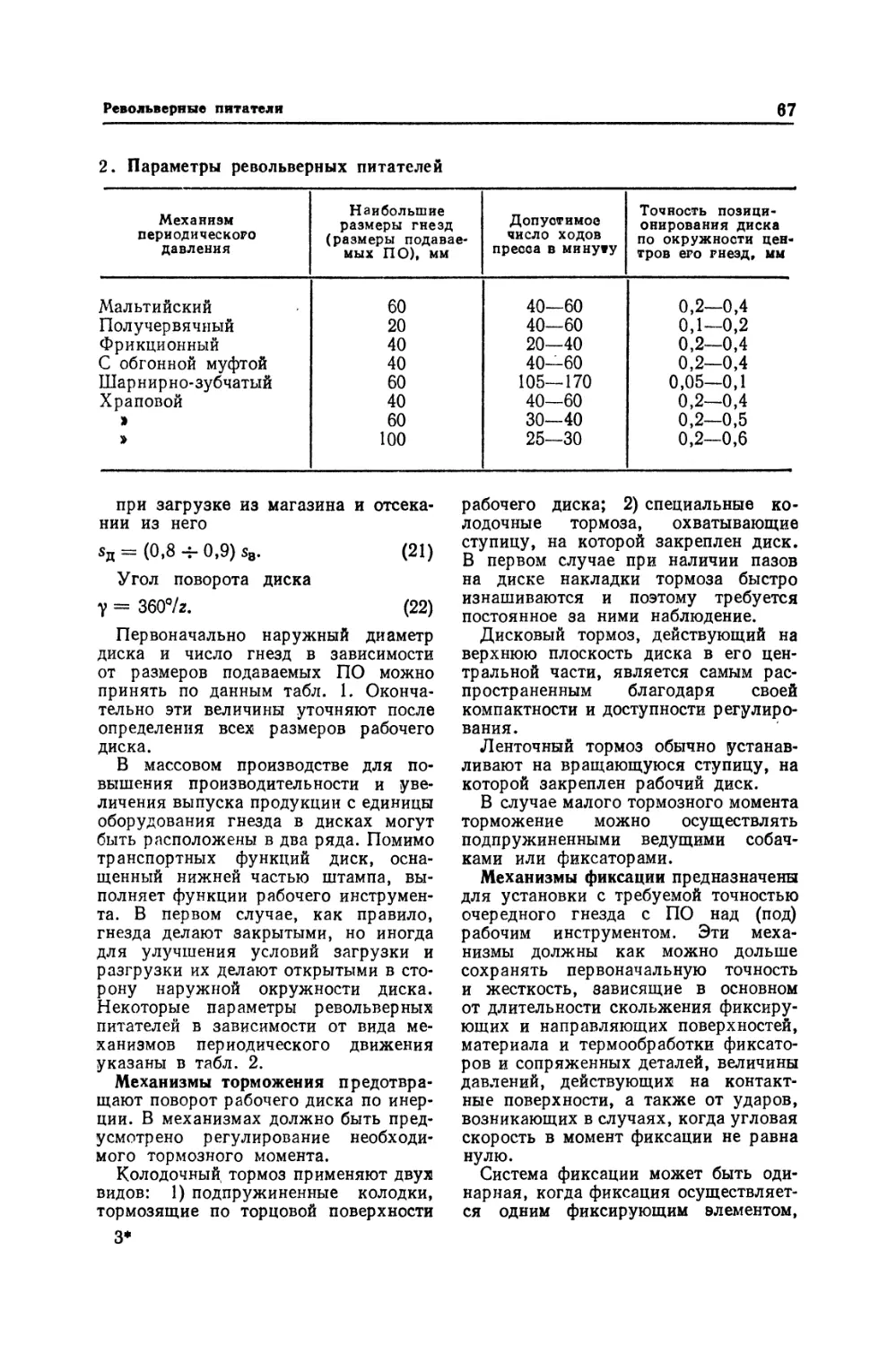
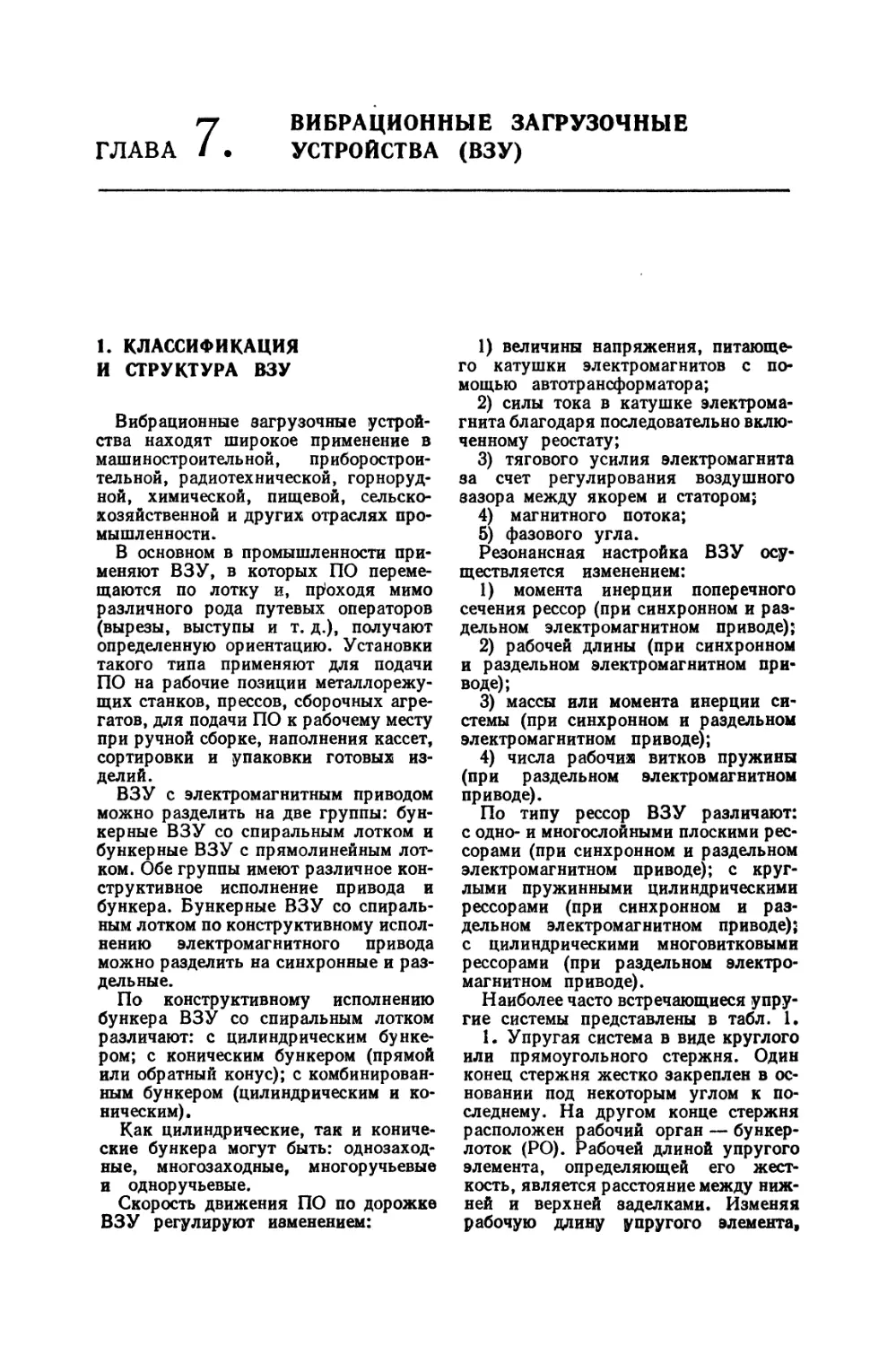
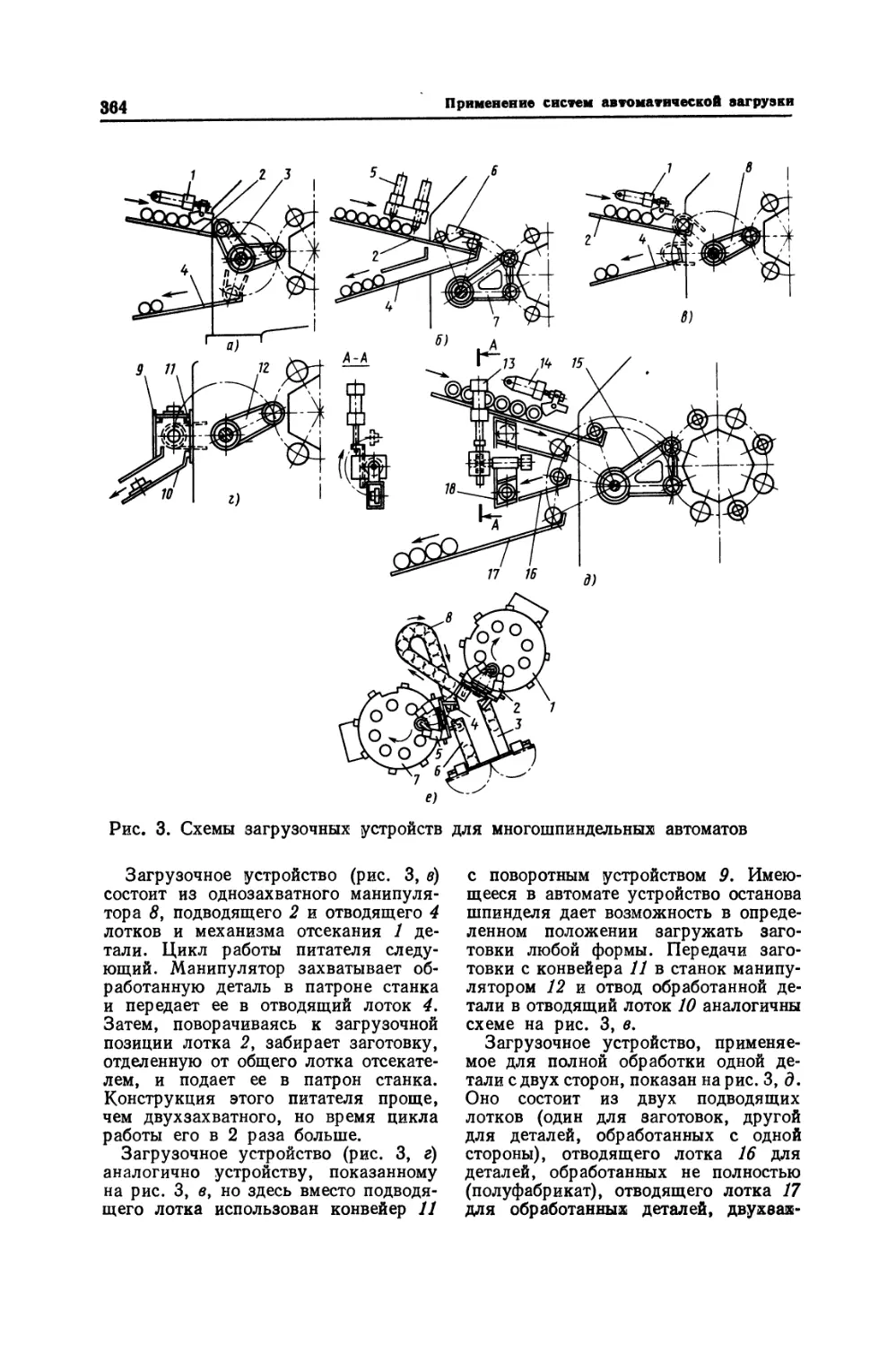
переходом. На рис. 3 представлены
схемы загрузки лент (рис. 3. а),
полос (рис. 3, б) и прутков (рис. 3, в)
в технологические машины.
На автоматизированном участке
(рис. 3, а) осуществляется операция
вырубки из широкополосной ленты,
которая разматывается с рулонницы /
устройством 2 и правится в
устройстве 3. Лента на рабочую позицию
пресса 4 подается толкающей 5 и
тянущей 6 каретками подачи до
регулируемого упора 7. Так как пресс
работает периодически, а размотка и
правка выполняется непрерывно, то
предусмотрена компенсационная
петля 9, спускающаяся в специальный
петлевой накопитель 5, который
выполняет функции, аналогичные тем, что
и лоток-магазин при загрузке штучных
предметов обработки.
На рис. 3, б изображена схема по-
лосоподавателя с резиновыми
присосками.
При подаче воздуха в левую полость
пневмоцилиндра 9 шток 10 с поршнем
перемещается вправо. Рычаги Зу
поворачиваясь вокруг оси, опускают
планку 8 с присосками на стопу
полос 7. Верхняя полоса захватывается.
Упор 2 служит для исключения
подъема двух или нескольких полос. При
обратном ходе штока рычаги 5,
поворачиваясь, поднимают планку 8
вместе с полосой. При дальнейшем
повороте рычагов их короткое плечо
упирается в неподвижный упор 5,
укрепленный на салазках 4. Дальше шток 10
при ходе влево перемещает весь
механизм с полосой к валковой подаче /.
Пружина 6 служит для
предотвращения продольной подачи полосы до ее
полного подъема и возврата механизма
в исходное положение. Полосоподава-
тели с пневматическими присосками
оснащены вакуум-насосом и
трубопроводами. В момент захвата полосы
в присосках создается вакуум,
удерживающий полосу при подъеме.
Автоматизированные стеллажи
используют для автоматизации
процесса работы из сортового проката,
применяемого в качестве непрерывного
материала при резке заготовок на
ножницах и др.
На рис. 3, в показана конструкция
полуавтоматического стеллажа,
состоящего ив основания 5, на которое
краном устанавливается связка штанр
сортового проката. Несколько штанг
укладывается на наклонные
направляющие 4, заканчивающиеся
подвижными захватами 5. Эти захваты
приводятся в движение пневматическими
цилиндрами 2, управляемыми от
распределительного клапана /. Сжатый
воздух для включения цилиндров 2
подается по стрелке Л.
Включение захватов 3 обеспечивает
конечный выключатель 7, который
срабатывает в тот момент, когда
штанга, находящаяся на роликах, будет
полностью израсходована. В этом
случае захваты 3 поднимают крайнюю
штангу, находящуюся на
направляющих 4, и сбрасывают ее на ролики 10.
В это время прижимной ролик 6
приподнят. После опускания штанги
на ролики 10 рольганга подается
сжатый воздух (стрелка Б) в
пневматический цилиндр 9 и ролик 6 прижимает
штангу к первому приводному ролику
рольганга, обеспечивая перемещение
штанги в рабочую зону пресса.
Привод рольганга осуществляется от
электродвигателя 8 через червячный
редуктор и цепную передачу.
Из приведенных примеров следует,
что вид материала существенно влияет
на состав устройств, из которых
компонуется система автоматизированной
загрузки, и их конструктивную
сложность.
Так как для современного
производства характерна частая
сменяемость выпускаемой продукции, то
проектанты средств технологического
оснащения должны использовать
наиболее универсальные схемы
автоматизированной загрузки. Наиболее
предпочтительны непрерывные материалы,
так как устройства для них можно
легко переналаживать на новые
размеры подаваемого материала. Однако
из непрерывных материалов в лучшем
случае удается получить лишь
готовый предмет обработки,
подвергающийся далее механической обработке,
направляемый для нанесения
различных покрытий, на сборку и т. д. К
сожалению, не всегда удается
организовать технологический процесс с
длительным сохранением положения
предмета обработки, как это достигается
12
. Общие сведения о системах автоматической загрузки
в автоматических роторных линиях, гурации, физическим и другим свой-
Загрузка штучных предметов обработ- ствам. Чем сложнее форма предмета
ки менее универсальна, нежели эа- обработки или требования к нему
грузка непрерывных материалов, из-за предъявляемые, тем сложнее устрой-
болыиого разнообразия штучных пред- ства автоматической загрузки,
метов обработки по размерам, конфи-
Рис. 3. Схемы автоматизированной загрузки технологический
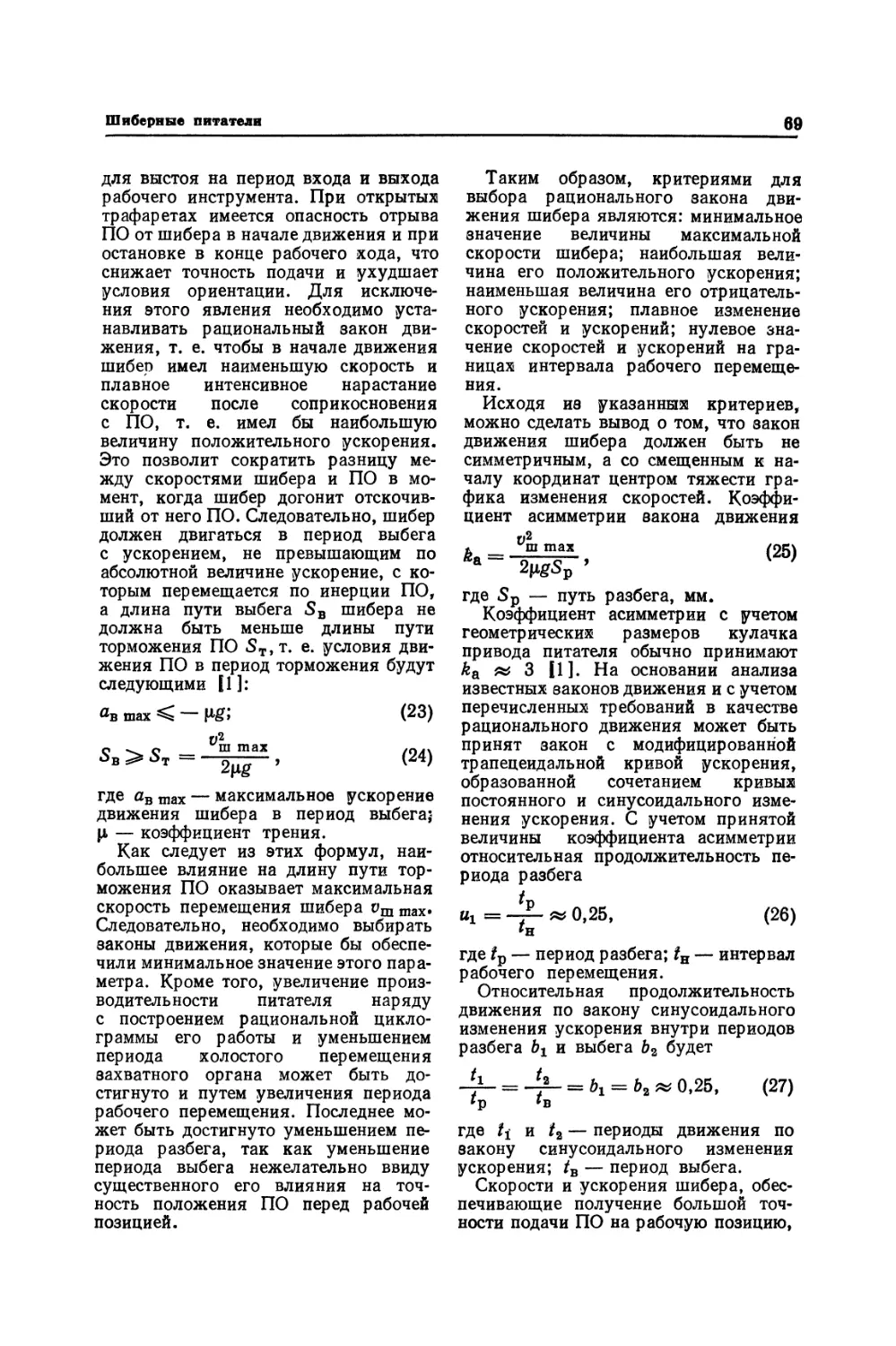
Классификация систем автоматической загрузки
13
2. КЛАССИФИКАЦИЯ СИСТЕМ
АВТОМАТИЧЕСКОЙ ЗАГРУЗКИ
(САЗ)
Разнообразие предметов обработки,
технологических операций и машин
привело к созданию большого числа
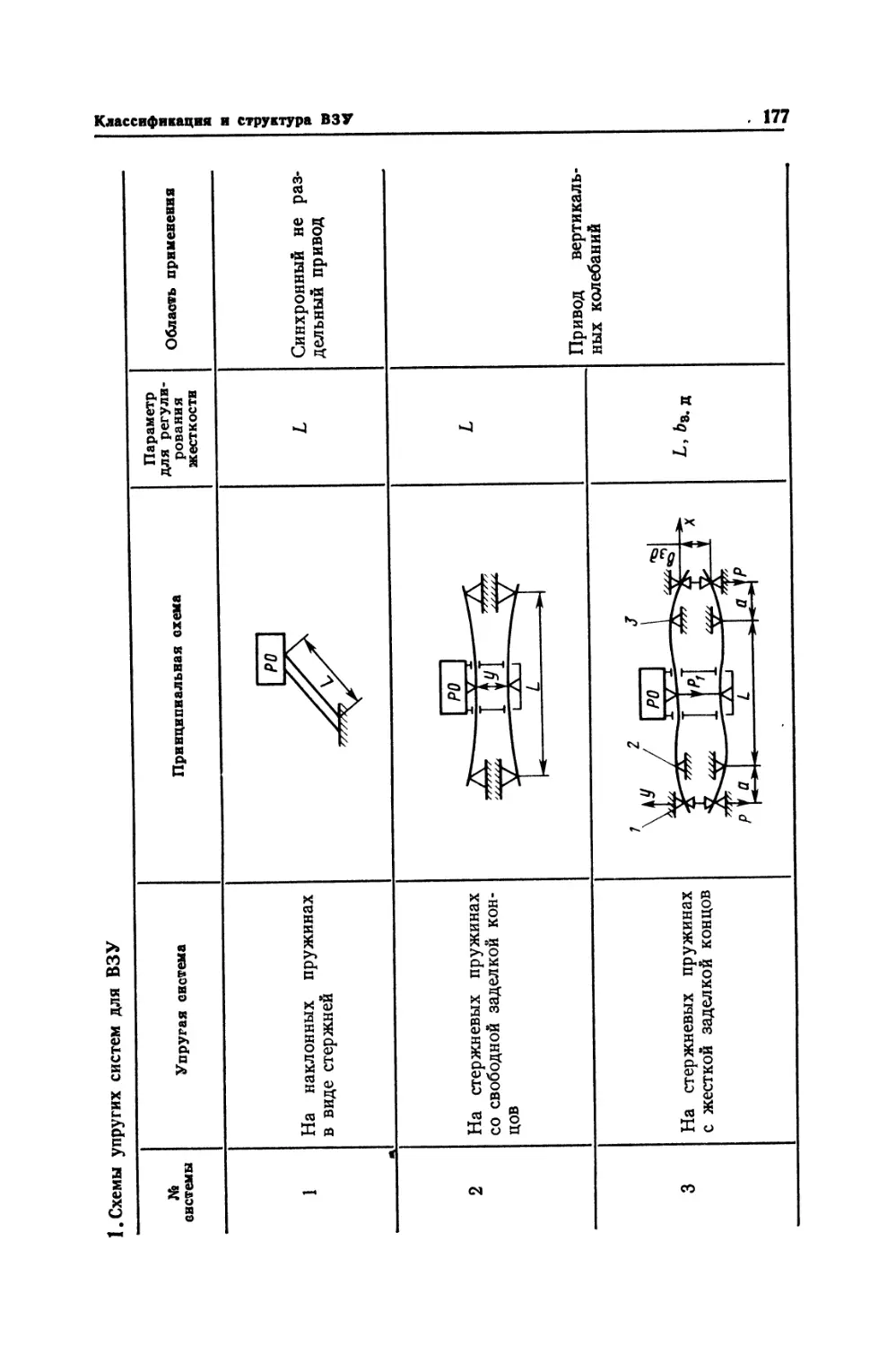
САЗ, Согласно классификации САЗ
(рис. 4) можно выделить пять
иерархических уровней по следующим
признакам:
1) степени подвижности САЗ в
пространстве;
2) непрерывности подаваемого ПО5
3) разновидности подаваемого ПО§
4) способу накопления ПО;
5) основным функциональным
узлам САЗ.
Наиболее распространены
стационарные САЗ (см. рис. 2, 3). С появлением
автоматических роторных и роторно-
нонвейерных линий потребовалось
создание САЗ с большой
производительностью (800 шт. в минуту и более),
так как при скорости вращения
роторов 50—60 м/мин затрудняется
передача ПО из стационарно
установленного питателя во вращающийся
транспортный ротор. Простои линий
вследствие ненадежной работы механизмов
загрузки могут достигать 10—15 %
общего времени работы оборудования,
В этом случае применяют более
совершенные и надежные САЗ, в
которых все необходимые устройства
для загрузки ПО в транспортную цепь
расположены в самом роторе и
вращаются вместе с ним. Такие САЗ
будем именовать нестационарными.
По сравнению со стационарными
такие САЗ более производительны,
удобно компонуются в линии.
Примером таких устройств является
затру зочно-питающий ротор (см. рис, 32,
гл. 8).
На втором уровне выделены САЗ
для непрерывных и дискретных ПО.
Как уже отмечалось, под
дискретными ПО будем понимать такие,
которые изменяют свойства при
выполнении одного технологического
перехода (например, вырубка кузовной
детали из листа, сварка трубы из
полосы, гибка несущего элемента
конструкции из прутка и т. п.). Из
непрерывных ПО в течение нескольких
технологических переходов
изготовляют несколько однотипных деталей
(например, вырубка из
широкорулонной ленты нескольких одинаковых
кузовных деталей, изготовление
болтов из проволоки, вырубка роторных
пластин из полосовой
трансформаторной стали, получение из прутка на
ковочных вальцах заготовок для
горячей штамповки и т. п.). САЗ для
непрерывных или дискретных ПО
могут отличаться по составу устройств
машин предметами обработки непрерывного типа
стационарная
нестационарная
Г САЗ непрерывных ПО
САЗ дискретных ПО I
Лента I I Проволока
—г
Полоса
Пруток
Лист
Лист
I
Полоса
±
САЗ
с накоплением
САЗ
с накоплением
Разматывающее
ус/,
Стапель, стеллаж,
Г"! подъемный стол
J Правильное
¦ уСшрОиОПий
Петлевой
накопитель
Система
Г~\ управления
LJ Подача
| Полосоподаватель\
1лисгпоукладчик, \
подаватель прутка\
Магазинная
САЗ
zzi—
Стапель, стеллаж,
подъемный стол
Механизм
I I отделения
Механизм
отделения
1—1 Подача
Система
управления
Поштучная
САЗ
Полосоподава тель,
листоукладчик,
подаватель
прутка
Система
Н управления
Пруток
Штучный ПО
бункерная
САЗ
Магазинная
САЗ
Кассетная
САЗ
Лоток
Лоток
Н мпв
\-\ Питатель
1—1 Питатель
Система
управления
Кассета
Поштучная
САЗ
1—1 Питатель
ц
Питатель
Система
управления
Система
управления
Система
управления
Рис. 4. Классификация САЗ и составляющих устройств
Перспективш развития механизации и автоматизации загрузки
15
главное отличив состоит в характере
связи с технологической машиной
(ТМ): все узлы САЗ для дискретных
ПО функционируют строго в
соответствии с циклограммой ТМ, в то время
как в САЗ для непрерывных ПО
цикловым устройством является лишь
подача. Управление всеми остальными
узлами синхронизируется во времени,
но не с каждым циклом ТМ.
На третьем уровне иерархической
системы выделены САЗ,
манипулирующие следующими ПО: лентой,
проволокой, полосой, прутком, листом и
штучными ПО.
Рассмотрим четвертый
иерархический уровень. Как уже отмечалось,
наиболее перспективной является
такая организация технологического
процесса, когда межоперационные
накопления отсутствуют или минимальны
[например, автоматическая роторная
линия (АРЛ) и автоматическая роторно-
конвейерная линия (АРКЛ)], что
возможно лишь при дискретных ПО.
В этом случае конструируют
поштучные САЗ. Однако в реальных условиях
вследствие неритмичности и
недостаточной организованности
производства, из-за различной
производительности расположенных рядом ТМ, их
случайных остановок и других
факторов накопление ПО достаточно
широко распространено. При обработке
непрерывных ПО накопление
естественно, тан как сам ПО является
«емкостью» для многих предметов,
полученных после выполнения
технологических переходов. Кроме того,
могут накапливаться и рулоны,
полосы, листы, прутки в
соответствующих механизмах.
САЗ с накоплением штучных ПО
делят на бункерные, магазинные и
кассетные.
Общим для всех САЗ, согласно
пятому уровню, иерархии, является
наличие системы управления и
устройств для подачи на рабочую позицию:
подачи для непрерывных ПО,
питателей (полосоподавателей,
листоукладчиков и т. п.) для штучных ПО. Как
подачи, так и питатели являются
цикловыми механизмами по отношению
к ТМ.
Набор остальных устройств
разнообразен, но среди них можно
выделить типовые:
а) для подготовки непрерывный
материалов;
б) лотки-магазины—кассеты;
в) механизмы поштучной выдачи;
г) бункерные загрузочные
устройства различных типов с необходимыми
ориентирующими устройствами.
Набор этих устройств и определил
структуру справочника.
3. ТЕНДЕНЦИИ
И ПЕРСПЕКТИВЫ РАЗВИТИЯ
МЕХАНИЗАЦИИ
И АВТОМАТИЗАЦИИ ЗАГРУЗКИ
Одним из главных требований к
системе механизации и автоматизации
загрузки оборудования становится
гибкость, т. е. способность средств
механизации и автоматизации быть
используемыми для различных, часто
сменяемых ПО.
Разработка и внедрение комплексно-
автоматизированных систем (КАС),
включающих оборудование с ЧПУ,
обеспечивает возможность гибкой
автоматизации производства семейства
технологически сходных ПО. Гибкая
технологическая система (ГТС) должна
позволять автоматизировать весь
процесс производства, в том числе
загрузку.
Механизация и автоматизация
загрузки штучных ПО в ГТС
представляет собой сложную проблему в связи
с большим разнообразием ПО. Можно
сформулировать некоторые тенденции
и перспективы развития проблемы
загрузки штучных ПО.
При разработке технологического
процесса и создании оборудования
необходимо добиваться сохранения
ориентированного положения заготовки
от операции (стапелирование, кассе-
тирование, применение револьверных,
грейферных питателей при
многопозиционной штамповке,
автоматических роторных линий в штамповочном
производстве, где ПО от позиции
к позиции обработки передаются в
ориентированном положении).
Так, применение кассетной загрузки
в производстве кернов катодов
электронной техники позволило резко
повысить качество продукции и произ-
16
Общие сведения о системах автоматической загрузки
водительность производства,
существенно уменьшить число рабочий,
устранив малопроизводительный ручной
труд. В производстве химических
источников тока может быть перспективна
кассетная вагрузка, так как
необходимо постоянно соблюдать полярность
элементов, и даже в процессе
межоперационного транспортирования
элементы не должны терять
ориентацию в пространстве.
Кассетная и магазинная вагрузка
целесообразны для
крупногабаритных ПО, так как, во-первых,
производительность технологического
оборудования обычно невысока, а,
во-вторых, передача кассеты от одной
единицы оборудования к другой легко
может быть механизирована с помощью
обычного грузоподъемного
оборудования.
Необходимо стремиться к
оснащению всех кузнечно-прессовых машин
питателями, что позволит избежать
несчастных случаев. Условия и
возможности использования САЗ
неодинаковы в единичном, серийном и
массовом производстве. Питатели же
необходимо устанавливать даже в
единичном производстве. В этом случае
их можно приводить в движение
вручную. Хорошие перспективы
механизации и автоматизации технологических
операций единичного производства
открывает применение роботов.
Следует шире применять
магазинную загрузку. Конструктивно лотки-
магазины для большинства ПО
простые, стоимость их мала, а эффект,
достигаемый от их применения,
значителен.
Необходимо совершенствовать
известные и создавать новые типы
высокопроизводительных и универсальных
БЗУ, обладающих свойствами ГТС.
Бункерная загрузка в связи с
многообразием ПО по формам и размерам
является наиболее трудоемким
вариантом: большее время требуется
для создания БЗУ и их доводки,
стоимость БЗУ высока, и обычно БЗУ
изготовляют как специализированные
устройства. Тем не менее современные
БЗУ (вибрационные, элеваторные,
барабанные и др.) сравнительно быстро
могут быть переналажены на новые ПО.
Перспективны разработка и
внедрение универсальных быстро
переналаживаемых устройств вторичного
ориентирования.
В перспективе просматривается
тенденция создания робототехнических
модулей загрузки (РТМЗ) штучных
ПО, которые в свою структуру
включают бункерную систему
автоматической эагрузки с ориентированием ПО
в БЗУ или кассетную САЗ и
промышленный робот (ПР).
В АР Л и АРКЛ широко стали
применяться нестационарные САЗ, т. е.
САЗ роторного принципа действия
с независимостью транспортных и
технологических функций, что
позволило достигнуть для штучных ПО
производительности 1200 и более
шт/мин.
Сложность проблемы механизации
и автоматизации загрузки штучных
ПО в ТМ заключается в большом их
разнообразии. Каждый ПО обладает
определенными признаками,
качественно и количественно
характеризующими его*
2 УСТРОЙСТВА ПОДАЧИ ЛЕНТ,
. ПРОВОЛОКИ, ПОЛОС, ПРУТКОВ
и листов
1. ПОДГОТОВКА МАТЕРИАЛА
К ПОДАЧЕ
Правильно-разматывающие
устройства. Для обеспечения нормальной
работы с заданной точностью по шагу
и производительностью
технологического комплекса оборудования для
штамповки деталей из ленточного
материала необходимо, чтобы на
тянущем органе шаговой подачи была
обеспечена незначительная по величине и
примерно постоянная нагрузка.
Указанное обеспечивается применением в
комплексах оборудования
разматывающих, правильно-разматывающих и
правильных устройств с
индивидуальным приводом, которые создают петлю
материала, изменяющуюся по длине
в небольших пределах, перед подачей.
Имеется огромное разнообразие
указанных устройств, объединяемых
общим назначением — разматывать
материал из рулона, править его и
синхронизировать скорость названных
процессов со скоростью подачи
материала в штамп, обеспечиваемой
подающим устройством. Разматывающие
устройства могут использоваться
самостоятельно или в совокупности с
правильным механизмом. Часто
разматывающее устройство объединяют с
правильным механизмом в одну
конструкцию. Разматывающие устройства без
правильного механизма применяют в
комплексах оборудования,
перерабатывающих нежесткую ленту, т, е. в
случаях, когда не требуется устранять
прогиб материала, обусловленный
намоткой его на рулон. Обычно это
материал толщиной примерно до I мм.
При переработке более жесткого
материала обязательно применение
правильных устройств с индивидуальным
приводом,
В производственной практике
применяют разматывающие (правильно-
разматывающие) устройства с
фиксацией рулона по наружному и по
внутреннему диаметру. Первые, из них
можно использовать для рулонов ленты
толщиной свыше 1 мм, шириной до
400 мм и массой до 2 т. Устройства
второго типа используют для рулонов
ленты меньшей толщины и более
широкой. При фиксации рулонов по
внутреннему диаметру в конструкции
разматывателя применяют
раздвижные оправки, одновременно
раздвигаемые вручную (при массе рулона до
3 т) или от привода — пневматического
или гидравлического. При этом
совместно с фиксацией рулона
осуществляется и его балансировка. В целях
сокращения вспомогательного времени
на установку нового рулона широкое
распространение получили
двусторонние разматыватели, позволяющие
устанавливать новый рулон в процессе
использования предыдущего. После
расходования одного рулона
устройство поворачивают вокруг оси и
работа осуществляется из второго.
Тонкую ленту заправляют в правильный
механизм и подачу осуществляют
вручную, толстую и жесткую — с помощью
привода, вращающего рулон и
тянущие валки с малой (регулируемой)
скоростью. Для синхронизации
скорости размотки (правки) со скоростью
подачи материала в штамп устройства
оснащают регулируемым приводом —
механическим с использованием
вариатора или электрическим с
использованием регулируемых приводов
постоянного тока. Для установки
рулонов большой ширины и массы на
оправку разматывающего устройства
предусмотрены загрузочные тележки с
подъемным столом. Во избежание
самопроизвольного разматывания
материала от жесткости его в конструкции
разматывающих устройств применяют
прижимные ролики, как правило, с
пневмо- .или гидроприводом, которые
прижимают верхний виток к рулону.
18
Устройства подачи лент, проволоки, полос, прутков и листов
Рулон ленты
5)
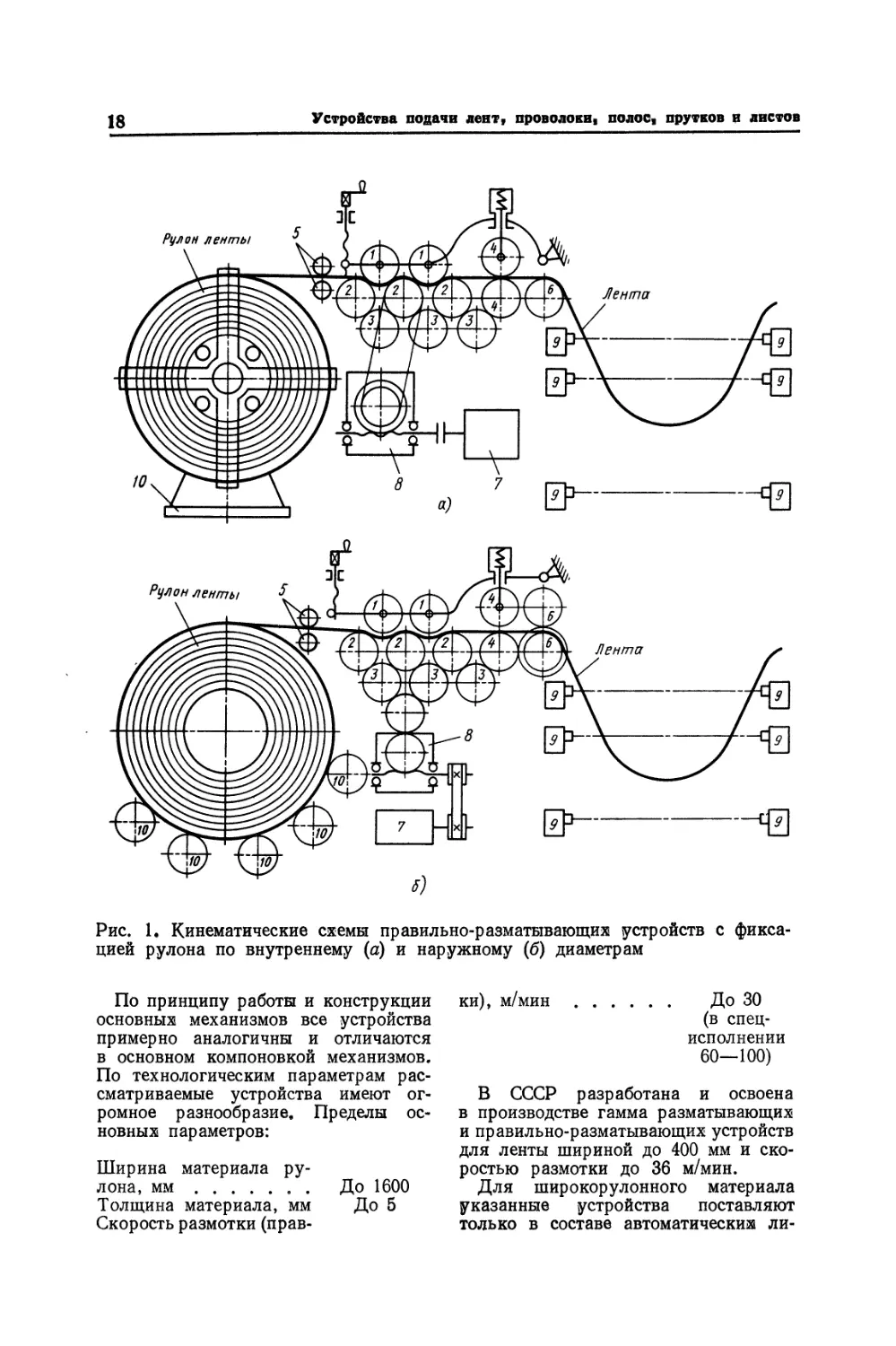
Рис. 1# Кинематические схемы правильно-разматывающих устройств с
фиксацией рулона по внутреннему (а) и наружному (б) диаметрам
По принципу работы и конструкции
основных механизмов все устройства
примерно аналогичны и отличаются
в основном компоновкой механизмов.
По технологическим параметрам
рассматриваемые устройства имеют
огромное разнообразие, Пределы
основных параметров:
Ширина материала
рулона, мм До 1600
Толщина материала, мм До 5
Скорость размотки
(правки), м/мин
До 30
(в
специсполнении
60—100)
В СССР разработана и освоена
в производстве гамма разматывающих
и правильно-разматывающих устройств
для ленты шириной до 400 мм и
скоростью размотки до 36 м/мин.
Для широкорулонного материала
указанные устройства поставляют
только в составе автоматических ли-
Валковые подачи
19
ний. Схемы основные видов
правильно-разматывающих устройств
приведены на рис. 1,
Правка ленты осуществляется при
прохождении ее между
неприводными / и приводными 2 валками.
Величина перегибов ленты при правке
регулируется положением
неприводных валков с помощью винта.
Протягивание ленты из разматывающего
устройства 10 осуществляется тянущими
валками 4 и правильными валками,
вращение которых осуществляется от
привода 7 постоянного тока через
редуктор 8 и систему зубчатых колес 3.
В плоскости правки лента
поддерживается входными валками 5 и
выходными 6. Размер петли поддерживается
следящим устройством 9
(механическим или фотоэлектрическим).
Уборка отходов выштампованной
ленты (полосы). Для уборки отходов
выштампованной ленты (полосы)
применяют наматывающие устройства или
ножницы для резки отходов различный
конструкций.
Наматывающие устройства отходов
ленты по конструкции и параметрам
аналогичны разматывающим
устройствам с фиксацией рулона по
внутреннему диаметру и в значительной мере
унифицированы с ними. Во избежание
влияния на точность работы
подающих устройств они, как и
разматывающие устройства, работают «из петли»
отходов ленты, выходящей из штампа.
Для установки наматывающих
устройств требуются значительные
площади, что снижает их применяемость
в комплексах оборудования.
Преобладающее применение в
комплексах для уборки отходов получили
ножницы для резки отходов с приводом
от пресса или с индивидуальным
приводом.
Ножницы для резки отходов
компактны по конструкции и
устанавливаются в непосредственной близости
от пресса или даже штампа. Их
устанавливают таким образом, чтобы рез
осуществлялся по перемычкам
отходов ленты. Известны конструкции
ножниц с механическим, пневматическим
или гидравлическим приводом, а
также с приводом от ползуна пресса.
Ножницы с индивидуальным приводом
являются более универсальными, тан
как не имеют связи с оборудованием.
Резка отходов осуществляется за
каждый ход подачи и через несколько
кодов, т. е. отрезаются полосы
заданной длины. Последнее способствует
более качественному формированию
брикетов при утилизации отходов.
2. ВАЛКОВЫЕ ПОДАЧИ*
В мировой практике используют
валковые подачи с приводом от пресса
и с индивидуальным приводом.
Подачи с приводом от пресса известны
двух типов: подачи с силовым
замыканием звеньев привода и подачи с
кинематическим замыканием звеньев
привода.
Валковые подачц с силовым
замыканием звеньев привода в
большинстве своем приводятся в движение от
вала технологической машины (пресса).
Кривошипно-рычажный (реже криво-
шипно-реечный механизм) и механизм
свободного хода (муфта обгона)
преобразуют постоянное вращение вала
машины в прерывистое вращение
валков подачи. Типовая кинематическая
схема валковой подачи с силовым
замыканием звеньев привода приведена
на рис. 2.
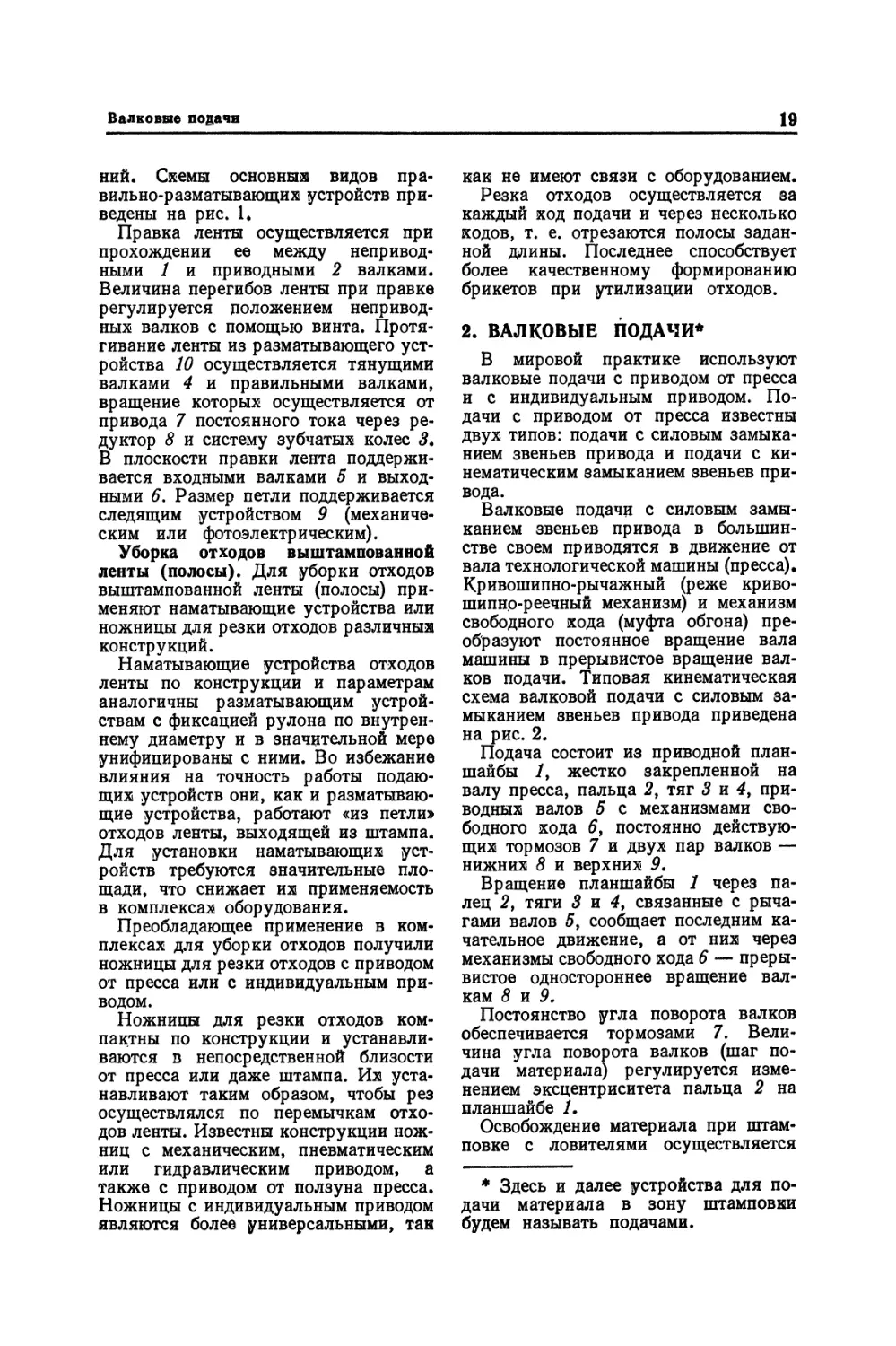
Подача состоит из приводной
планшайбы /, жестко закрепленной на
валу пресса, пальца 2, тяг 3 и 4,
приводных валов 5 с механизмами
свободного хода 6, постоянно
действующих тормозов 7 и двух пар валков —
нижних 8 и верхних 9.
Вращение планшайбы / через
палец 2, тяги 3 и 4, связанные с
рычагами валов 5, сообщает последним ка-
чательное движение, а от них через
механизмы свободного хода 6 —
прерывистое одностороннее вращение
валкам 8 и 9.
Постоянство угла поворота валков
обеспечивается тормозами 7.
Величина угла поворота валков (шаг
подачи материала) регулируется
изменением эксцентриситета пальца 2 на
планшайбе L
Освобождение материала при
штамповке с ловителями осуществляется
* Здесь и далее устройства для
подачи материала в зону штамповки
будем называть подачами.
20
Устройства подачи лент, проволоки, полос, прутков и листов
?Щ
т
е-&
«
Ш"
Ц, "Tfl
8 9
9 8
Рис. 2. Кинематическая схема валковой подачи
подъемом верхних валков 9 через ку-
лачково-рычажный механизм 10,
связанный с ползуном пресса.
Применение постоянно действующий
тормозов является существенным
недостатком подач, так как при числе
кодов пресса (автомата),
приближающемся к 500 в минуту, они отбирают
до 50 % установленной мощности
привода, снижая технологические
возможности оборудования* В то же время
такие подачи являются
универсальными и получили широкое
распространение для автоматизации штамповки
деталей из ленточного (полосового)
материала при массовом и
крупносерийном характере производства.
Подачи этого типа применяют при
оснащении универсальных прессов, как
правило, при шаге подачи до 300—
350 мм и скорости подачи до 30 м/мин
(здесь и далее под скоростью подачи
подразумевается произведение шага
подачи на число ходов в минуту).
Точность работы по шагу этих
подач находится в пределах величин,
приведенных ниже:
Шаг подачи, мм . . . 40 100
Погрешность шага
подачи, мм ±0,125 ±0,25
Шаг подачи, мм. . . 160 315
Погрешность шага
подачи, мм ±0,4 ±0,625
Основными способами повышения
точности работы по шагу являются:
уменьшение числа кинематических
пар в приводе подачи;
обеспечение минимальных зазоров
или беззазорных соединений в
шарнирах;
максимальное облегчение
подвижных деталей с целью снижения
инерционных усилий;
Валковые подачи
21
обеспечение жесткости конструкции;
выбор зазоров в механизмах
регулировок;
точность изготовления валков — не
ниже шестого квалитета;
отклонение от соосности
поверхностей вращения валков — не более
0,02/100 мм;
твердость рабочих поверхностей
валков — не менее HRC 58 ... 62,
параметр шероховатости поверхности Ra =
= 0,32 мкм.
Современное листоштамповочное
производство предъявляет более высокие
требования к точности шага подачи
подающих устройств листоштамповоч-
ных прессов (автоматов), что может
быть достигнуто при оснащении их
подающими устройствами с
кинематическим замыканием звеньев привода.
Валковые подающие устройства с
кинематическим замыканием звеньев
привода в отличие от валковых
устройств с механизмами свободного хода
характеризуются двусторонней
жесткой кинематической связью
приводного вала пресса с ведущим валком,
В них отсутствуют тормозные
устройства для гашения сил инерции валков;
короткая кинематическая цепь
механизма привода валков не имеет
зазоров в сочленениях, что обеспечивает
достаточно высокую точность шага
подачи и устойчивую работу при
повышенных скоростях.
На основании анализа известных
конструктивных схем валковых
подающих устройств с кинематическим
вамыканием звеньев привода и
данных по точности шага подачи для
широкого внедрения в производство
рекомендуются толкающие подающие
устройства двух типов:
валково-секторные с колебательным
движением подающего валка с
приводом от кривошипа;
устройства с односторонним
прерывистым движением ведущего валка
с приводом от делительного механизма,
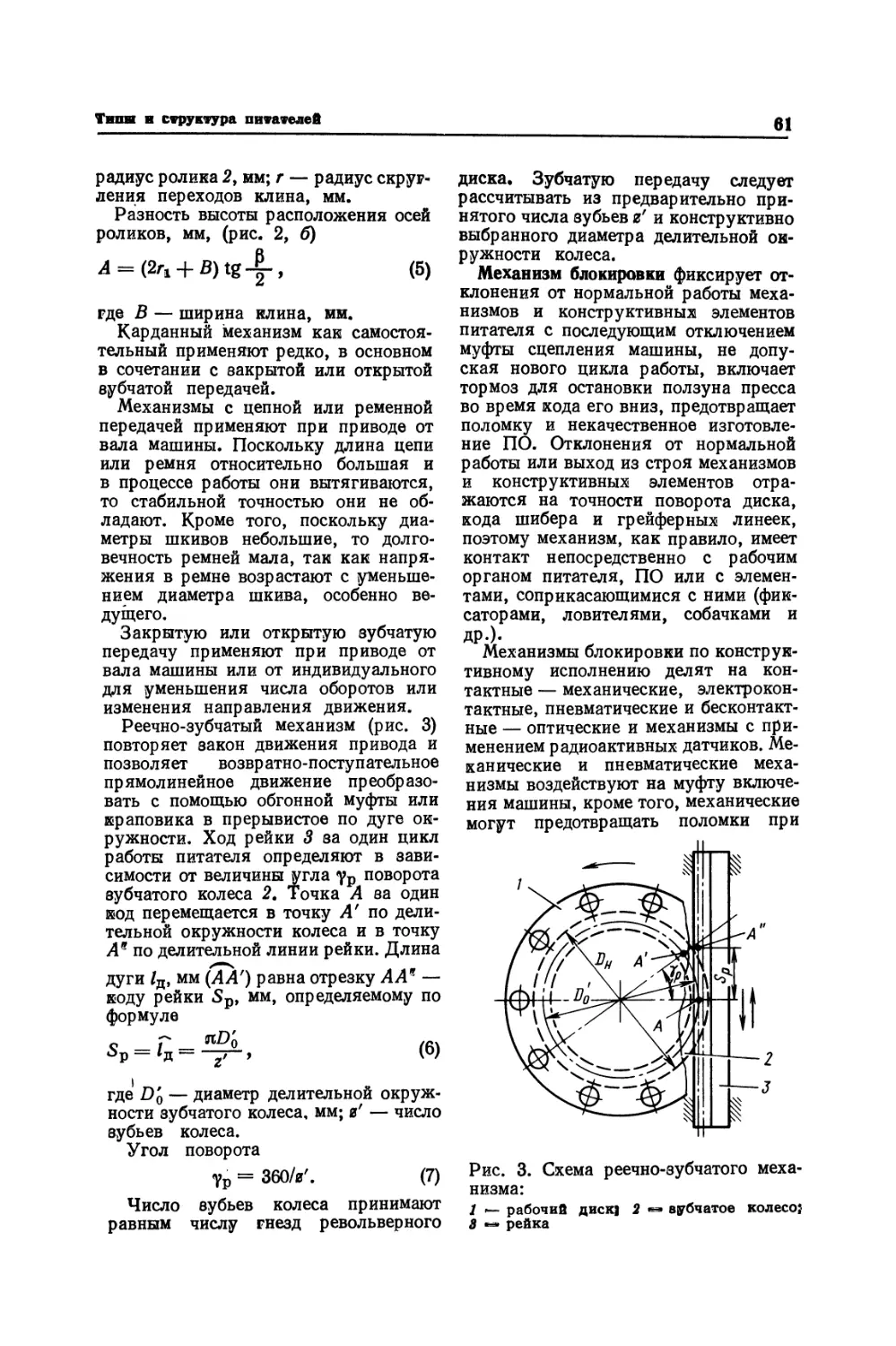
Валково-секторное подающее
устройство (рис. 3) содержит: ведущий
валок 6, выполненный в виде сектора
и соединенный посредством шатуна 7
с кривошипом 8 приводного вала 10,
Прижимной валок 5 установлен в
стакане 4, подпружиненном относительно
корпуса 3, Стакан 4 снабжен регули-
7 8 9 fO
Рис. 3. Кинематическая схема валко-
во-секторного подающего устройства
ровочным винтом jf, с которым
взаимодействует рычаг 16, связанный
тягой 11 с кривошипом 9 приводного
вала 10, Тормозное устройство для
фиксации материала содержит
подпружиненный толкатель 13 с
регулировочным винтом 15f с которым
периодически взаимодействует второе плечо
рычага 16.
При вращении приводного вала 10
с кривошипами 8 и 9 ведущий валок 6,
рычаг 16 и тяга И совершают
колебательные движения. В крайних
положениях ведущего валка 6, что
соответствует положению осей
шарниров Of, 02 и 03 на одной прямой
линии, рычаг 16 своими концами
взаимодействует одновременно с двумя
регулировочными винтами 1 и 15* При
дальнейшем повороте ведущего валка
из левого крайнего положения
против часовой стрелки рычаг 16
продолжает взаимодействовать с винтом 15,
перемещая толкатель 13 вниз и
освобождая при этом ленту 12, а
прижимной валок 5 усилием пружины 2
осуществляет прижим ленты 12 к
ведущему валку 6, чем обеспечивается
при дальнейшем повороте ведущего вал -
ка подача ленты слева направо. При
достижении ведущим валком 6
крайнего правого положения рычаг 16
начинает взаимодействовать с
регулировочным винтом /, снимает пружину 2
и отводит прижимной валок 5 вниз.
22
Устройства подачи лент, проволоки» полос, прутков и листов
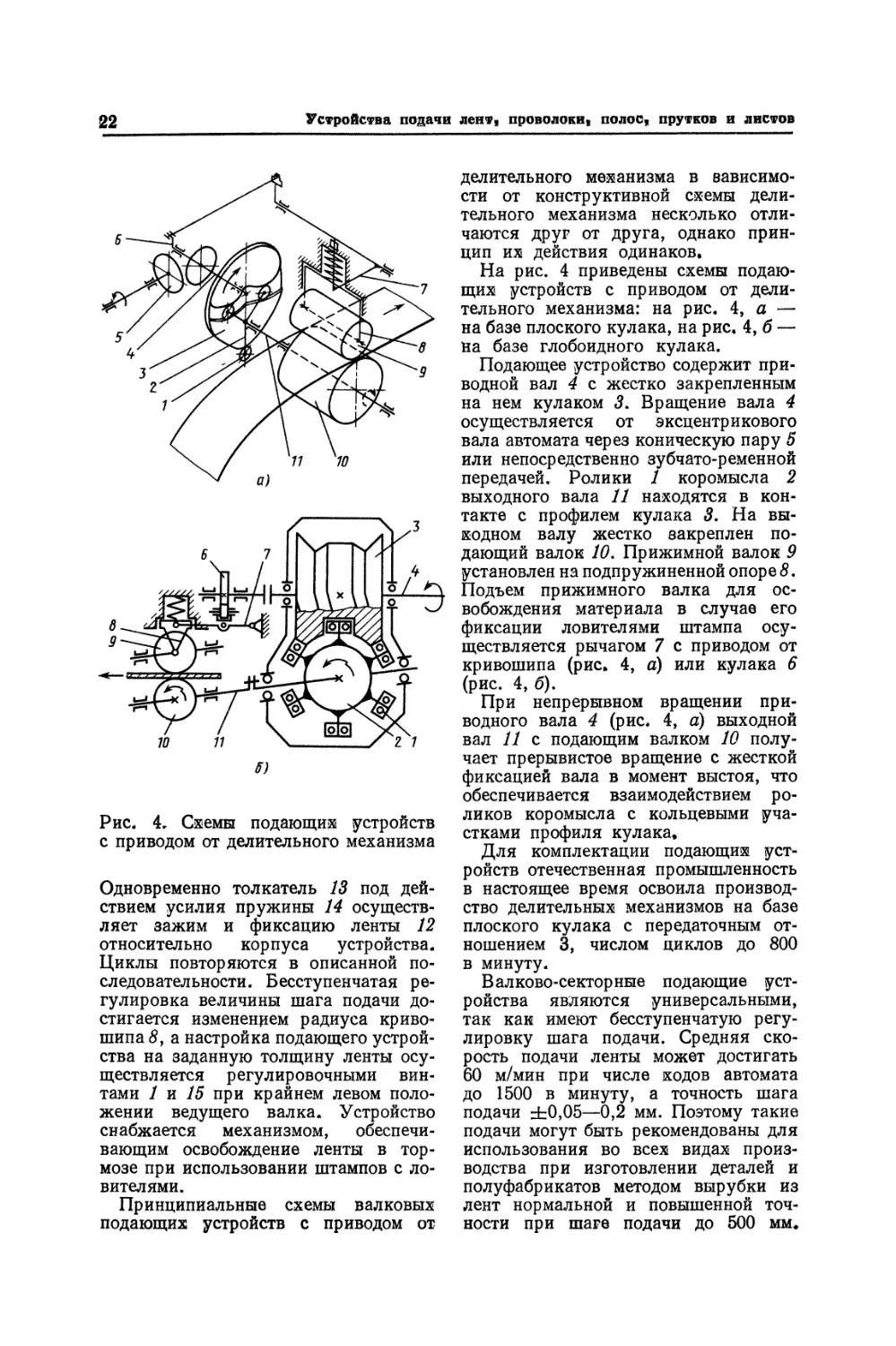
Рис, 4, Схемы подающих устройств
с приводом от делительного механизма
Одновременно толкатель 13 под
действием усилия пружины 14
осуществляет зажим и фиксацию ленты 12
относительно корпуса устройства.
Циклы повторяются в описанной
последовательности. Бесступенчатая
регулировка величины шага подачи
достигается изменением радиуса
кривошипа 5, а настройка подающего
устройства на заданную толщину ленты
осуществляется регулировочными
винтами 1 и 15 при крайнем левом
положении ведущего валка. Устройство
снабжается механизмом,
обеспечивающим освобождение ленты в
тормозе при использовании штампов с
ловителями.
Принципиальные схемы валковых
подающих устройств с приводом от
делительного механизма в
зависимости от конструктивной схемы
делительного механизма несколько
отличаются друг от друга, однако
принцип их действия одинаков.
На рис. 4 приведены схемы
подающих устройств с приводом от
делительного механизма: на рис. 4, а —
на базе плоского кулака, на рис, 4, б —
на базе глобоидного кулака.
Подающее устройство содержит
приводной вал 4 с жестко закрепленным
на нем кулаком 3, Вращение вала 4
осуществляется от эксцентрикового
вала автомата через коническую пару 5
или непосредственно зубчато-ременной
передачей. Ролики 1 коромысла 2
выходного вала 11 находятся в
контакте с профилем кулака 3. На
выходном валу жестко закреплен
подающий валок 10. Прижимной валок 9
установлен на подпружиненной опоре 8.
Подъем прижимного валка для
освобождения материала в случае его
фиксации ловителями штампа
осуществляется рычагом 7 с приводом от
кривошипа (рис» 4, а) или кулака 6
(рис. 4, б).
При непрерывном вращении
приводного вала 4 (рис, 4, а) выходной
вал 11с подающим валком 10
получает прерывистое вращение с жесткой
фиксацией вала в момент выстоя, что
обеспечивается взаимодействием
роликов коромысла с кольцевыми
участками профиля кулака.
Для комплектации подающих
устройств отечественная промышленность
в настоящее время освоила
производство делительных механизмов на базе
плоского кулака с передаточным
отношением 3, числом циклов до 800
в минуту.
Валково-секторные подающие
устройства являются универсальными,
так как имеют бесступенчатую
регулировку шага подачи. Средняя
скорость подачи ленты может достигать
60 м/мин при числе ходов автомата
до 1500 в минуту, а точность шага
подачи ±0,05—0,2 мм. Поэтому такие
подачи могут быть рекомендованы для
использования во всех видах
производства при изготовлении деталей и
полуфабрикатов методом вырубки из
лент нормальной и повышенной
точности при шаге подачи до 500 мм*
валковые подачи
23
Валковые подающие устройства
с приводом от делительного механизма
не имеют бесступенчатой регулировки
шага подачи, величина шага задается
диаметром сменного подающего валка,
минимальный диаметр которого
ограничивается жесткостью выходного вала
делительного механизма. Средняя
скорость подачи ленты — до 60 м/мин при
максимальном числе ходов автомата
до 800—1000 в минуту, точность шага
подачи ±0,03—0,15 мм.
Данный тип подающих устройств
рекомендуется использовать в
крупносерийном и массовом производствах,
а также при изготовлении деталей и
полуфабрикатов из лент с
повышенными отклонениями по толщине,
предусмотренными соответствующими
ГОСТами или ТУ.
Для встраивания в гибкие
производственные модули (ГПМ)
используют валковые подачи для ленточного
(рулонного) материала с
индивидуальным приводом. При этом
программируется шаг подачи материала, закон
разгона — торможения валков
подачи, необходимое число штампуемых
деталей, цикловые команды
исполнительным механизмам, переход на
штамповку последующих изделий.
После завершения штамповки одной
детали автоматически осуществляется
переход на штамповку последующей
детали. Подачи с программным
управлением (ПУ) предназначены для
автоматизации штамповки материала
шириной до 1000 мм. Дискретность
установки шага — до 0,01 мм, погрешность
шага — от ±0,05 мм до ±0,13 мм*
Валковые подачи оснащаются
электромеханическими управляемыми
приводами или шаговыми гидроприводами.
Скорость подачи материала
достигает 60 м/мин при электроприводе
и до 140 м/мин при гидроприводе.
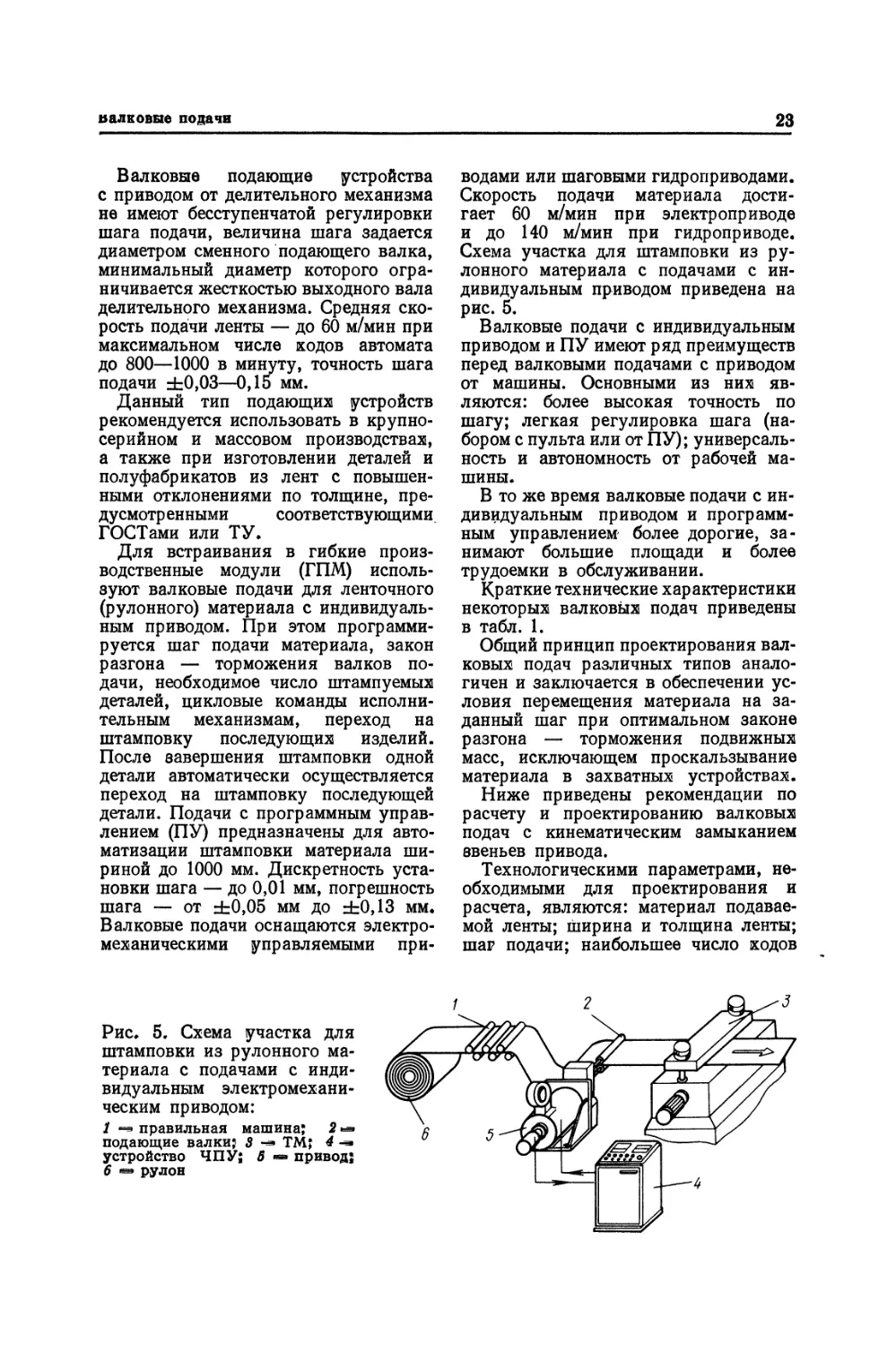
Схема участка для штамповки из
рулонного материала с подачами с
индивидуальным приводом приведена на
рис. 5.
Валковые подачи с индивидуальным
приводом и ПУ имеют ряд преимуществ
перед валковыми подачами с приводом
от машины. Основными из них
являются: более высокая точность по
шагу; легкая регулировка шага
(набором с пульта или от ПУ);
универсальность и автономность от рабочей
машины.
В то же время валковые подачи с
индивидуальным приводом и
программным управлением более дорогие,
занимают большие площади и более
трудоемки в обслуживании.
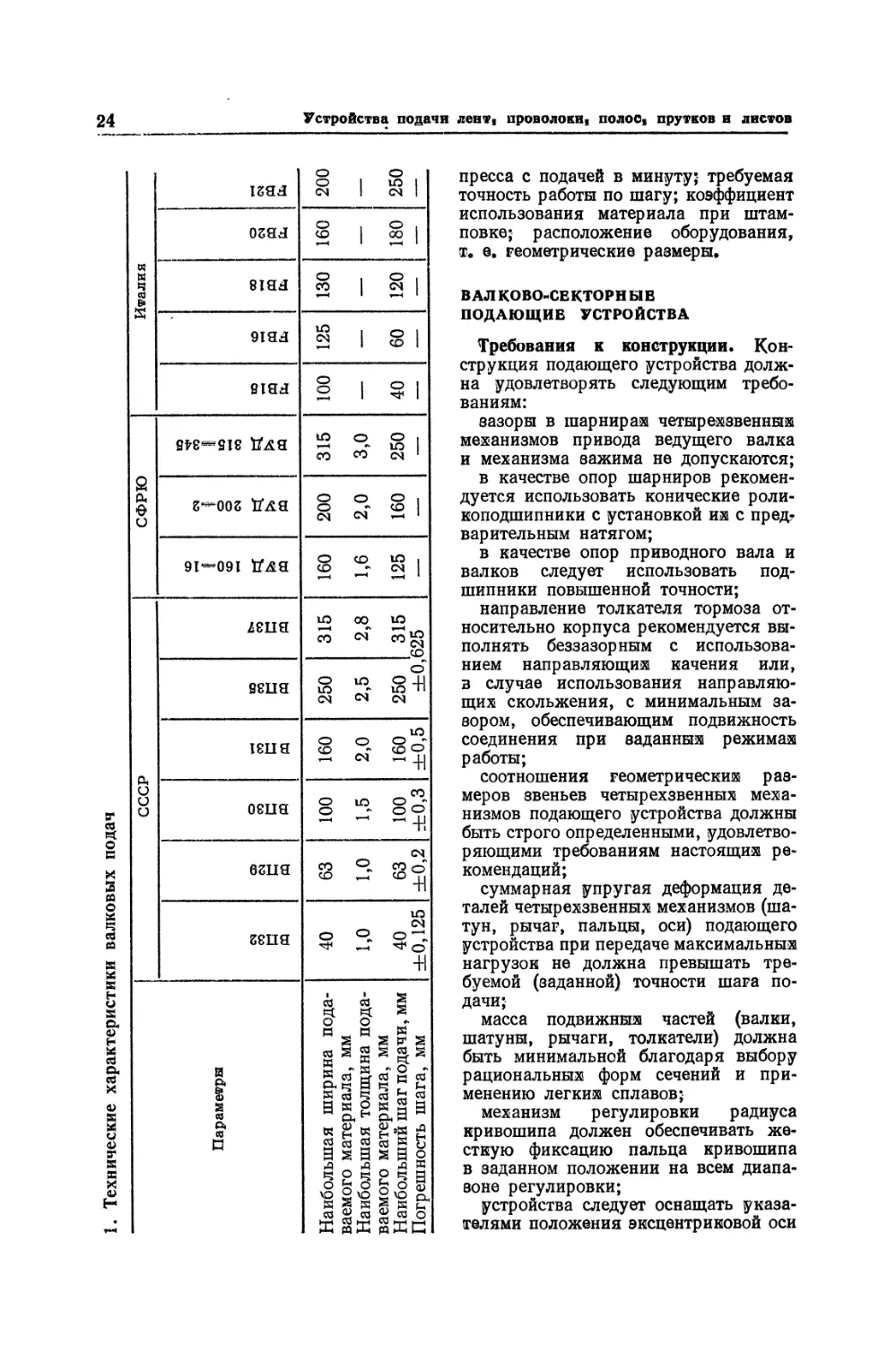
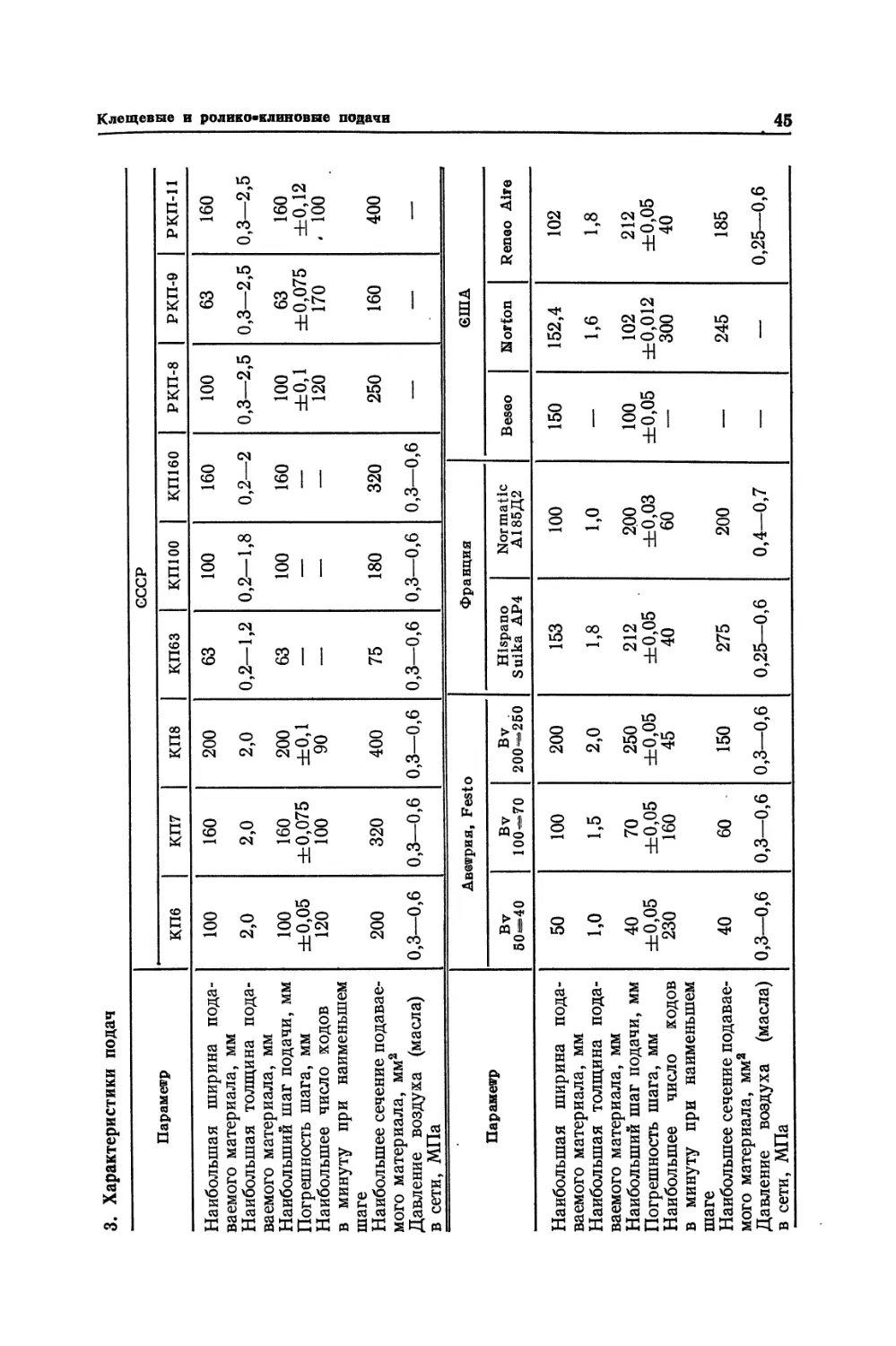
Краткие технические характеристики
некоторых валковых подач приведены
в табл. 1.
Общий принцип проектирования
валковых подач различных типов
аналогичен и заключается в обеспечении
условия перемещения материала на
заданный шаг при оптимальном законе
разгона — торможения подвижных
масс, исключающем проскальзывание
материала в захватных устройствах.
Ниже приведены рекомендации по
расчету и проектированию валковых
подач с кинематическим замыканием
звеньев привода.
Технологическими параметрами,
необходимыми для проектирования и
расчета, являются: материал
подаваемой ленты; ширина и толщина ленты;
шаг подачи; наибольшее число ходов
Рис. 5. Схема участка для
штамповки из рулонного
материала с подачами с
индивидуальным
электромеханическим приводом:
I е^> правильная машина; 2 ш>
подающие валки; 3 *** ТМ; 4 *т
устройство ЧПУ5 5 «в привод;
6 « рулон
24 Устройства подачи лент, проволоки, полос, прутков и листов
Италия
СФРЮ
СССР
isadi
огял
8Ш?
9\Яй
9Шй
9*2^912 ТГЛЯ
2—002 #А9
91—091 tfi?9
zeug
9Ш9
1Ш9
оеия
бгпэ
гепэ
о»
03
И
О О |
О 1 Ю 1
см | см 1
со 1 сю ||
со 1 « 1
2 1 Sl|
§ 1 31
Ю О О |
со со см ¦ 1
О О О |
см см —• Ч
О СО Ю <
со ^ ^ 1
Ю 00 Ю
со <n cog
со
о 1
о ю oil
см см ем
160
2,0
160
±0,5
100
1,5
100
±0,3
см
со °Л со о
СО ^н СО Yl
40
1,0
40
±0,125
Наибольшая ширина
подаваемого материала, мм
Наибольшая толщина
подаваемого материала, мм
Наибольший шаг подачи, мм
Погрешность шага, мм
пресса с подачей в минуту; требуемая
точность работы по шагу; коэффициент
использования материала при
штамповке; расположение оборудования,
т. е, реометрические размеры*
ВАЛКОВО-СЕКТОРНЫЕ
ПОДАЮЩИЕ УСТРОЙСТВА
Требования к конструкции.
Конструкция подающего устройства
должна удовлетворять следующим
требованиям:
зазоры в шарнирах четырехзвенных
механизмов привода ведущего валка
и механизма зажима не допускаются;
в качестве опор шарниров
рекомендуется использовать конические
роликоподшипники с установкой их с пред?
варительным натягом;
в качестве опор приводного вала и
валков следует использовать
подшипники повышенной точности;
направление толкателя тормоза
относительно корпуса рекомендуется
выполнять беззазорным с
использованием направляющих качения или,
в случае использования
направляющих скольжения, с минимальным
зазором, обеспечивающим подвижность
соединения при заданных режимах
работы;
соотношения геометрических
размеров звеньев четырехзвенных
механизмов подающего устройства должны
быть строго определенными,
удовлетворяющими требованиям настоящих
рекомендаций;
суммарная упругая деформация
деталей четырехзвенных механизмов
(шатун, рычаг, пальцы, оси) подающего
устройства при передаче максимальных
нагрузок не должна превышать
требуемой (заданной) точности шага
подачи;
масса подвижных частей (валки,
шатуны, рычаги, толкатели) должна
быть минимальной благодаря выбору
рациональных форм сечений и
применению легких сплавов;
механизм регулировки радиуса
кривошипа должен обеспечивать
жесткую фиксацию пальца кривошипа
в заданном положении на всем
диапазоне регулировки;
устройства следует оснащать
указателями положения эксцентриковой оси
Валковые подачи
25
шатуна и крайнего положения
ведущего валка при изменении шага
подачи или толщины материала;
при работе на лентах малой
жесткости толщиной менее 1 мм между
подающим устройством и штампом
необходимо устанавливать
направляющие, предохраняющие ленту от
продольного изгиба;
точность изготовления валков
должна соответствовать 11-му квалитету.
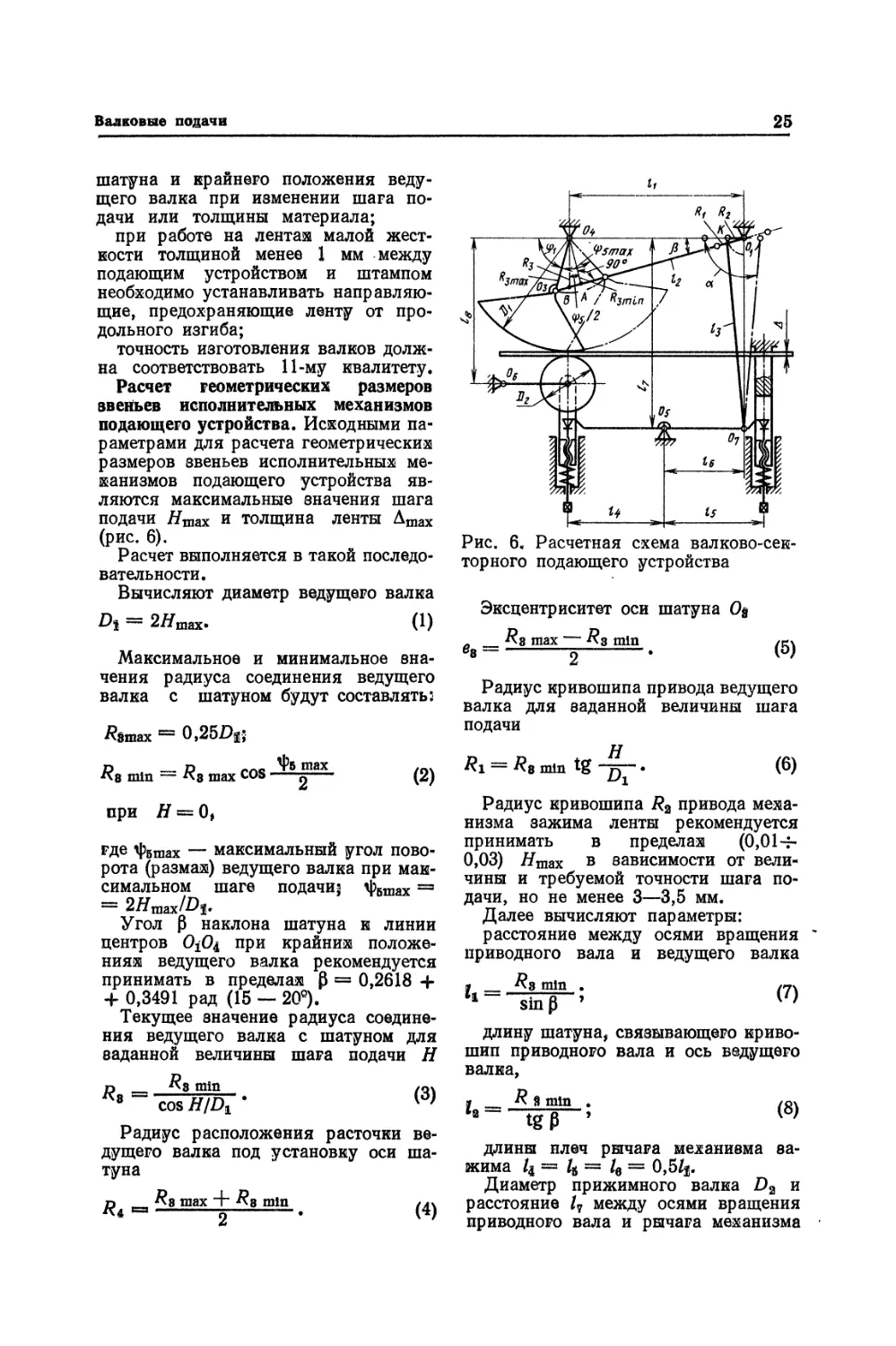
Расчет геометрических размеров
звеньев исполнительных механизмов
подающего устройства. Исходными
параметрами для расчета геометрических
размеров звеньев исполнительных
механизмов подающего устройства
являются максимальные значения шага
подачи Яшах и толщина ленты Атах
(рис. 6).
Расчет выполняется в такой
последовательности.
Вычисляют диаметр ведущего валка
Dt = 2Яшах. A)
Максимальное и минимальное
значения радиуса соединения ведущего
валка с шатуном будут составлять;
#smax = 0,25D|5
*\8 min :=== *\ц max COS -
При Я = О»
B)
где %raax — максимальный угол
поворота (размах) ведущего валка при
максимальном шаге подачи^ t|Nniax =
= 2Ятах/^8.
Угол Р наклона шатуна к линии
центров OiOz при крайних
положениях ведущего валка рекомендуется
принимать в пределах Р = 0,2618 -f
+ 0,3491 рад A5 — 20°).
Текущее значение радиуса
соединения ведущего валка с шатуном для
ваданной величины шага подачи Я
d __ ^3 mln /o\
*8= cos HID1 * C)
Радиус расположения расточки
ведущего валка под установку оси
шатуна
. °8 шах Ч~ Rb mln
#4
Рис. 6* Расчетная схема валково-сек-
торного подающего устройства
Эксцентриситет оси шатуна Og
Rs max — Rb mln
E)
Радиус кривошипа привода ведущего
валка для заданной величины шага
подачи
Ri — Rb mln tg
Я
F)
Радиус кривошипа R2 привода
механизма зажима ленты рекомендуется
принимать в пределах @,014-
0,03) ЯШах в зависимости от
величины и требуемой точности шага
подачи, но не менее 3-—3,5 мм.
Далее вычисляют параметры:
расстояние между осями вращения
приводного вала и ведущего валка
I ^8 mln . /7Ч
h—iET"' ()
длину шатуна, связывающего
кривошип приводного вала и ось ведущего
валка,
R 8 mm .
h
tgp
(8)
D)
длины плеч рычага механизма
зажима /4 = /g = /в = 0,5/j.
Диаметр прижимного валка D2 и
расстояние /7 между осями вращения
приводного вала и рычага механизма
26
Устройства подачи лент, проволоки, полос, прутков и листов
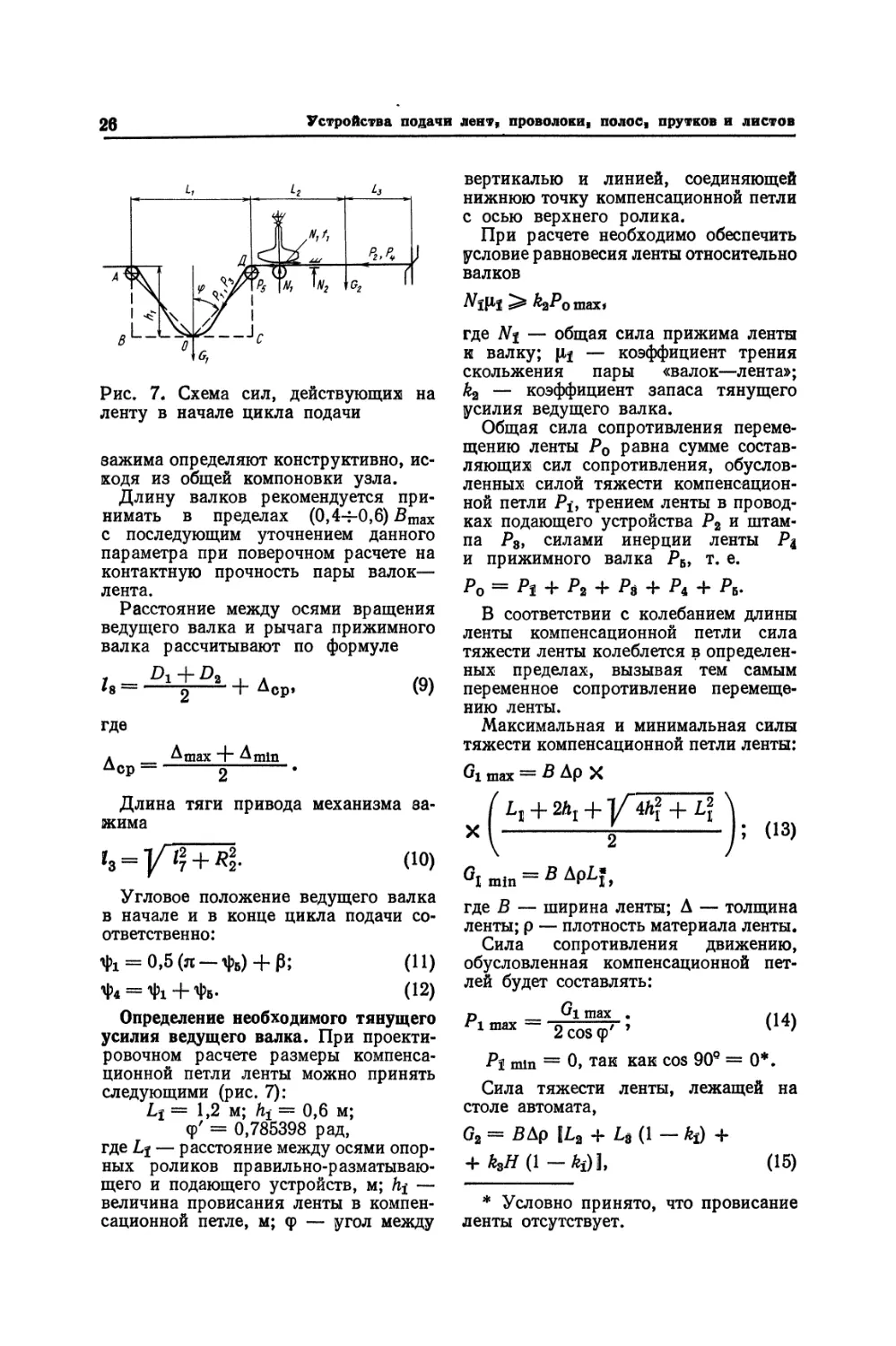
Рис. 7. Схема сил, действующих на
ленту в начале цикла подачи
зажима определяют конструктивно,
исходя из общей компоновки узла.
Длину валков рекомендуется
принимать в пределах @,44-0,6) Бтах
с последующим уточнением данного
параметра при поверочном расчете на
контактную прочность пары валок-
лента.
Расстояние между осями вращения
ведущего валка и рычага прижимного
валка рассчитывают по формуле
/я
Di + D*
-г-Л
ср»
(9)
где
А — A max И- Amm
дср g '
Длина тяги привода механизма
зажима
h-yJ+ч-
(Ю)
Угловое положение ведущего валка
в начале и в конце цикла подачи
соответственно:
% = 0,5(я-г|>б) + Р; (И)
г|L = % + г|)в. A2)
Определение необходимого тянущего
усилия ведущего валка. При
проектировочном расчете размеры
компенсационной петли ленты можно принять
следующими (рис. 7):
Lj= 1,2 м; ht = 0,6 м;
<р' = 0,785398 рад,
где Lf — расстояние между осями
опорных роликов
правильно-разматывающего и подающего устройств, м; 1ц —
величина провисания ленты в
компенсационной петле, м; <р — угол между
вертикалью и линией, соединяющей
нижнюю точку компенсационной петли
с осью верхнего ролика.
При расчете необходимо обеспечить
условие равновесия ленты относительно
валков
NlM > k2P0
max*
где N% — общая сила прижима ленты
к валку; \i% — коэффициент трения
скольжения пары «валок—лента»;
k2 — коэффициент запаса тянущего
усилия ведущего валка.
Общая сила сопротивления
перемещению ленты Р0 равна сумме
составляющих сил сопротивления,
обусловленных силой тяжести
компенсационной петли Pfy трением ленты в
проводках подающего устройства Р2 и
штампа Р8, силами инерции ленты Р%
и прижимного валка Р5> т« е«
Р0 = Р% + Р2 + Рй + Pi + РБ.
В соответствии с колебанием длины
ленты компенсационной петли сила
тяжести ленты колеблется в
определенных пределах, вызывая тем самым
переменное сопротивление
перемещению ленты.
Максимальная и минимальная силы
тяжести компенсационной петли ленты:
Gi max = В Ар X
X
Lj + щ+у щ + q
A3)
где В — ширина ленты; А — толщина
ленты; р — плотность материала ленты.
Сила сопротивления движению,
обусловленная компенсационной
петлей будет составлять:
^1 шах —
Он
2cosq/ ' к }
Р% mm = 0, так как cos 90е = 0*.
Сила тяжести ленты, лежащей на
столе автомата,
G2 = SAp [L2 + Ц A — kt) +
+ ЬНA—кд1 A5)
* Условно принято, что провисание
ленты отсутствует.
Валковые подачи
27
где La — расстояние между осями
приемного ролика подающего устройства
и автомата; Ц — расстояние между
осью автомата и линией реза отяюда
лентш ножницами? k% — коэффициент
использования материала при
штамповке; k% -— кратность реза отяода
ленты ножницами,
Зная величины G% и G2> можно
рассчитать силу сопротивления
движению, обусловленную трением ленты
в проводкам подающего устройства
и штампа:
(
Он
а] Ра»
Рат1п=(-%^+0а)Й8,
A6)
где р,§ — коэффициент трения
скольжения ленты в проводка® подающего
устройства и штампе.
Максимальное значение углового
ускорения ведущего валка определяют
для положения радиуса кривошипа Rt
при а = Р с использованием
зависимости для кривошипно-шатуиного
механизма (см, рис. 6)
8l
°8 mln
A7)
где ш — угловая скорость вращения
приводного вала; к0 = —~- — без-
'2
размерный коэффициент шатуна
кривошипно-шату иного механизма.
Максимальное ускорение
прижимного валка
1 = 8!
A8)
Определив щ и s2> рассчитываем
силу сопротивления движению,
обусловленную ускорением петли ленты:
р
« n max —
^8 min —
Ql min6i^i
4g
A9)
Силы сопротивления движению
ленты, обусловленные ускорением
лежащего на столе автомата участка лентш
Р| и ускорением прижимного вал на Pg
определяют по формулам
Р4~
B0)
B1)
где J2 — момент инерции прижимного
валка относительно его оси вращения.
Предельные значения усилий
сопротивления движению ленты будут
составлять:
°о шах = "l шах + °2 шах + "в шах +
+ Р« + Я,» B2)
^о mm = ^2 min + ^8 mln + ^4 + ^e*
Вычислив Р0, можно определить
усилия зажима ленты в валкая N%
и в тормозе N2:
Ni> ^omai> рде ?а==1>2«И,3;
р>1
дтж ___ »2 °о max
2р>2
B3)
B4)
где р>2 ~ коэффициент трения
скольжения парш «тормоз—лента»,
Расчет точности шага подачи для
заданного режима работы. Процесс
перемещения ленты валковыми подающими
устройствами сопровождается
упругим скольжением лентш относительно
ведущего валка, вследствие чего
фактический шаг подачи меньше
геометрического, а отношение разности
между геометрическим Яр и
фактическим #ф значениями шага подачи
к геометрическому характеризует
относительное упругое скольжение
' И, '
Величина относительного упругого
скольжения зависит от ряда
постоянных и переменны® факторов. К
постоянным факторам относят материал
и толщину ленты, давление в паре
«валок—лента», коэффициент трения
скольжения пары «валок—лента»,
диаметр валка и некоторые другие, ко-
* Силой сопротивления Pj
пренебрегают.
28
Устройства подачи лент, проволоки, полос, прутков и листов
торые практически не влияют на
точность шага подачи, так как вызванное
ими уменьшение шага имеет
постоянную величину и компенсируется
регулировкой шага подачи при настройке
подающего устройства.
Переменным фактором, вызывающим
изменение относительного упругого
скольжения и влияющим на точность
шага подачи, является усилие
сопротивления движению ленты, которое
изменяется в процессе работы в
определенных пределах в зависимости
от размеров компенсационной петли
ленты. Поэтому при оценке точности
шага подачи учитывают только
влияние упругого скольжения, вызванного
изменением усилия сопротивления
движению. Для случая прерывистой
подачи стальной ленты с ускорениями
ведущего валка, изменяющимися по
косинусоиде или модернизированной
синусоиде,
-V
р\
N\
B5)
Точность шага подачи h для
заданного режима работы характеризуется
полуразностью предельных его
значений
А=±-
#п
B6)
При отсутствии динамического
проскальзывания ленты относительно
ведущего валка и минимальном
относительном упругом скольжении
максимальное значение шага подачи
"шах = Н2 — ^min = «2 0 — Smin),
B7)
где #2 = 0,5?>з;(Рб — геометрическое
значение шага подачи, которое при
расчете точности принимают равным
номинальному шагу подачи.
Минимальное и максимальное
значения относительного упругого
скольжения определяют по зависимостям
B5):
/
N\
В случае максимальных значений
динамического проскальзывания и
упругого скольжения минимальное
значение шага подачи
#min = (Hi + H2 + H3 + Я4) —
//2отах,
где #j ... Hi — перемещения ленты на
отдельных стадиях цикла подачи.
С учетом полученных значений
точности и минимального упругого
скольжения для обеспечения требуемого
номинального значения шага
уточняют величину геометрического шага,
на которую осуществляют настройку
подающего устройства:
H + h
Я2 =
>min
B8)
Перемещения ленты на отдельных
стадиях цикла подачи и минимальный
шаг подачи находят в определенной
последовательности. Вычисляют угол
поворота ведущего валка для заданной
величины шага подачи г|)б и его
положение в начале % и в конце % цикла
подачи: *
ч>5 = -^; B9)
% = 0,5 (я - г|>5) + Р; C0)
^4 = %+%. C1)
Затем рассчитывают радиус
соединения ведущего валка с шатуном R§
и радиус кривошипа привода ведущего
валка R%:
D _ аз mm .
cos
Н
Н
Ri — ^з mln tg -7j— «
C2)
C3)
Значения безразмерных
коэффициентов для заданного шага подачи будут
составлять:
\-\f \ omin
4 '
ft — ^ • SL— °x •
h
Валковые подачи
29
Зазоры между валками и лентой
в крайних положениях ведущего валка
в начале и в конце цикла подачи можно
рассчитать по формулам
соответственно:
e1 = e + /1[i+coe (%-^-)];
C4)
C2 = S + Z2[cos(^6A-) +
+ cos(^ I57) ]• <35>
Далее определяют углы поворота
приводного вала, соответствующие
моменту зажима ленты в валках в начале
цикла подачи а0 и в начале
согласованного движения ведущего валка и
ленты щ:
г.
аг =
©2Pi(l+ifl)X
/ 0,5^! + G2 , 4J
C6)
+ Р.
g
щ)
2#3 mm [WifXj ~
-(P1 + P2)]
C7)
При получении результата aj < |3
расчет следует прекратить, так как
в этом случае тянущее усилие ведущего
валка недостаточно для обеспечения
нормальной работы подающего
устройства в заданном режиме.
Угловое положение ведущего валка
момент окончания динамического
проскальзывания ленты
2к cos a,— I — к2—1| +va
ф2 = areeos ¦
— areeos
2^i 1/1 — 2lcosax + ii
1 — к cos ax
Vl - 2JUos ах + ft2 '
C8)
Скорость движения ленты в момент
окончания динамического
проскальзывания ленты в валках
?>х к sin аг + ккх sin (аг —ift2)
»i= о
2 и* sin «фа—ккг sin @^ —i|J)#
C9)
Время динамического
проскальзывания ленты относительно ведущего
валка
h =
0&1 —ftp
0
D0)
Перемещение ленты в течение
периода динамического проскальзывания
Я,=
Vl
h.
D1)
Угол поворота приводного вала,
соответствующий моменту разжима
ленты в валках в конце цикла подачи,
h
a2 = (Р + ох) — С2
А2/|
2*5
D2)
Угловое положение ведущего валка
в момент разжима ленты в валках
я|)8 = areeos
+ areeos
22bCosa2—1—йь2-
^+v2
2&! Vl— 2JUosa2 + i
1 —- к cosa2
, . D3)
Vl— 2iUosa2 + u>2
Перемещение ленты в период
согласованного движения валков и ленты
Яа=-^-№в-^). D4)
Скорость перемещения ленты в
момент ее разжима в валках
__ ^i Min <%2 + ^i s*n (a2 — %)
2 ~~ 2 кг sin if3+ kkt sin (a2 — я|э8)#
D5)
Время движения лентш под
действием сил инерции
Скорость движения лентш в момент
схватывания ее тормозом
W М*-рЛ. D7)
U2
При получении отрицательного
значения ug следует принимать
значение Hg = 0, а перемещение ленты под
действием сил инерции определять по
зависимости
Яй =
G2v\
30
Устройства подачи лент, проволоки, полос, прутков и листов
При вначении t>g >» 0 перемещение
ленты под действием сил инерции
Я8 = -^М8. D8)
Перемещение материала под
действием сил инерции и сил
сопротивления тормоза
и 9^ ш\
4~2^(P1 + Pa + 2^a)- lw'
Общее перемещение ленты ва цикл
с учетом упругого скольжения
#min = (#i + #2 + #8 + #4) "~
— #2«$тах' E0)
При получении
неудовлетворительного значения h точность шага
подачи может быть повышена при
прочих одинаковых параметрах путем:
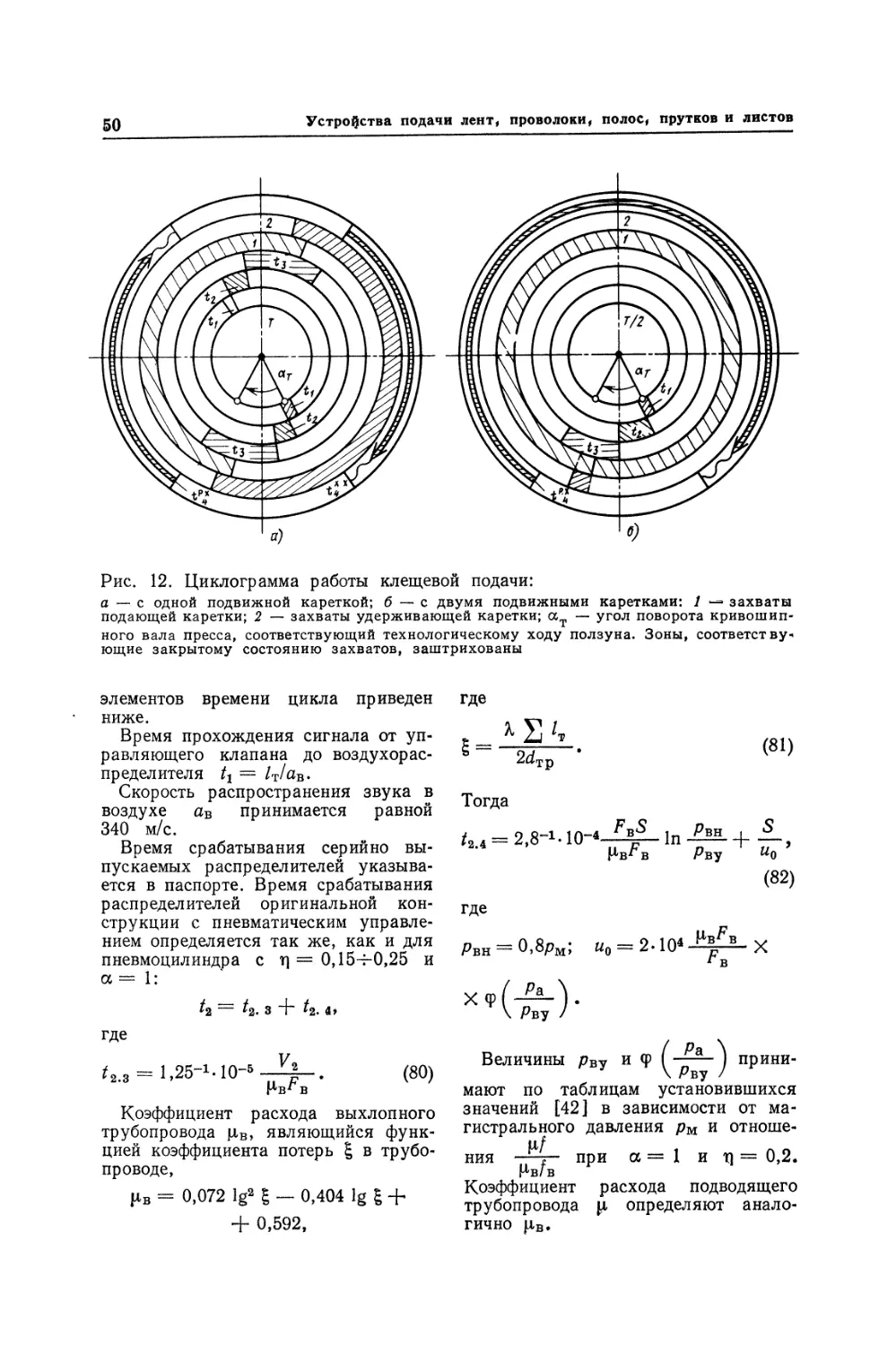
увеличения радиуса кривошипа R2\
увеличения усилия зажима
материала в валках N%;
использования для работы ленты
повышенной точности с уменьшенным
допуском на толщину;
уменьшения эксцентриситета
прижимного валка 12\
снижения силы тяжести ленты
компенсационной петли и ее колебания;
снижения момента инерции
прижимного валка.
ВАЛКОВЫЕ ПОДАЮЩИЕ
УСТРОЙСТВА С ПРИВОДОМ
ОТ ДЕЛИТЕЛЬНОГО МЕХАНИЗМА
Определение необходимого
крутящего момента на выходном валу
делительного механизма. При выполнении
проектировочного расчета предварительно
выбирают тип делительного механизма,
характеризующийся такими
параметрами, как передаточное отношение
(число остановов выходного вала за
его полный оборот), точность
деления, безразмерный коэффициент
ускорения выходного вала, угол
поворота выходного вала, в течение
которого осуществляется цикл подачи. По
результатам расчета определяют
потребный крутящий момент на выходном
валу делительного механизма, с
учетом которого подбирают конкретный
типоразмер делительного механизма
с его габаритными и
присоединительными размерами.
Исходя из величины шага и
передаточного отношения намеченного к
установке типа делительного механизма,
определяют предварительный диаметр
ведущего валка
Dt = Af t/o. E1)
Диаметр прижимного валка D2
принимают минимальным из расчета
обеспечения необходимой жесткости оси
валка и установки в него
подшипников качения.
С учетом принятых в результате
конструктивной проработки геометрии
валков и их длин определяют моменты
инерции ведущего J% и прижимного J2
валков.
Дальнейший расчет выполняют в
следующем порядке.
Рассчитывают максимальное
угловое ускорение выходного и
прижимного валков делительного механизма:
ei=Q—Ы~); E2)
е* = вх-§-, (И)
где Q — безразмерный коэффициент
ускорения принятого закона движения
выходного вала делительного
механизма; сц — угол поворота
приводного вала, за который осуществляется
цикл подачи материала.
Общую силу сопротивления
перемещению ленты определяют по
зависимостям B2).
Крутящие моменты, необходимые
для сообщения требуемого ускорения
ведущему валку Mi и для преодоления
сил сопротивления движению ленты М2
рассчитывают по формулам:
Щ = JfBt; E4)
Ма=Р0шах^-. E5)
Моменты трения в опорах качения
ведущего и прижимного валков обычно
не превышают 1 % от общего момента,
и в данном расчете их не учитывают,
так как принимают типоразмер
делительного механизма с большим на
коэффициент запаса крутящим мо
Валковые подачи 31
ментом по сравнению с полученным
расчетом.
Потребный крутящий момент на
выходном валу делительного
механизма
Мш = М | + MQ. E6)
По полученному вначению
потребного крутящего момента и заданной
частоте ходов автомата выбирают
типоразмер делительного механизма.
Расчет точности шага подачи для
заданного режима работы. Точность
шага характеризуется пол у разностью
его предельных значений B6).
Максимальное значение шага подачи
соответствует минимальному
относительному упругому скольжению,
максимальному углу поворота выходного
вала делительного механизма (% -f-
«f 6) и максимальным текущим
значениям радиуса кривизны рабочей
поверхности валка:
#тах = #а A — Smin) +
+ 0,6(Dxe + iWi), E7)
где 6 — отклонение угла поворота
выходного вала делительного
механизма от номинального значения
(точность деления); е% — эксцентриситет
ведущего валка.
Минимальное значение шага подачи
соответствует максимальному
упругому скольжению, минимальному углу
поворота выходного вала
делительного механизма (ip5 — в) и
минимальным текущим значениям радиуса
кривизны рабочей поверхности валка:
#min = #2 A — ^max) —
— 0,5(D1e + nel). E8)
Предельные значения входящего в
зависимости E7) и E8) упругого
скольжения определяют по зависимости
B5); значения безразмерного
коэффициента л, учитывающего влияние
эксцентриситета ведущего валка и
передаточного числа делительного
механизма на точность шага подачи,
приведены ниже:
Передаточное 12 3 4 6 8
число
делительного
механизма
Коэффициент 0 4 2,6 2,82 2 1,53
п
После подстановки в зависимость
B6) предельный значений шага
подачи получают
&= . ff2 (Smax — Smln) + &!& + **е1
E9)
По расчетным значениям точности
и минимального упругого
скольжения уточняют геометрическое
значение шага подачи, по которому
определяют необходимый диаметр ведущего
валка
DI-&-, F0)
где
„ _ Н + h — 0,5 (Dfi + ned
Полученный расчетным путем
диаметр ведущего валка уточняют по
результатам пробной штамповки.
При неудовлетворительном
полученном значении h точность шага подачи
может быть повышена следующей
корректировкой:
увеличением усилия зажима
материала в валках N%\
уменьшением эксцентриситета
ведущего валка;
снижением силы тяжести ленты
компенсационной петли и его колебания;
снижением момента инерции
прижимного валка.
Во всех случаях, увеличивая
усилие N% зажима материала в валках,
необходимо помнить о возможной
пластической деформации подаваемого
материала. Поэтому следует
осуществлять проверку на контактное
напряжение смятия, особенно при подаче
мягкого материала, например
алюминия.
Максимальное контактное
напряжение смятия ашах при взаимодействии
цилиндра с плоскостью можно
определить по формуле Герца
оЪах = 0,564 X
х "/ SWi
F1)
32
Устройства подачи лент, проволоки, полос, прутков и листов
Ш7П
*¦ I L
11
v
^
где р.в, р.м — коэффициент Пуассона
для материала соответственно валка
и подаваемого материала; ?в, Ем —
модуль упругости материала
соответственно валка и подаваемого
материала.
3. КЛЕЩЕВЫЕ
И РОЛИКО-КЛИНОВЫЕ ПОДАЧИ
Конструктивные схемы и
отличительные особенности
функционирования разновидностей клещевых и
роли ко-клиновых подач . представлены
в табл. 2, а их краткие характеристики
в табл. 3.
Технологические параметры и
общие принципы (обеспечение
перемещения материала по оптимальному
закону без проскальзывания его в
захватных органах) проектирования
клещевых подач аналогичны валковым
устройствам.
Технологическими параметрами,
необходимыми для проектирования и
расчета, являются:
материал подаваемой ленты
(полосы);
ширина и толщина ленты (полосы);
шаг подачи;
модель пресса, для работы с
которым предназначается подача;
наибольшее число ходов пресса с
подачей в минуту;
требуемая точность работы по шагу;
коэффициент использования
материала при штамповке;
вид подачи — тянущая или
толкающая;
давление воздуха в цеховой пневмо-
сети;
расположение вспомогательного
оборудования относительно пресса, т. е.
величины 1Ь /2, /8, /4» /л, /о (рис 8).
В зависимости от технологической
скорости подачи, определяемой как
произведение шага подачи на число
4
¦/ Рис* 8. Схема расположения
?&&. вспомогательного оборудо-
"^" вания:
I *=* наматывающее устройство^
2 *=• подача; 8 >** ТМз 4 ~*
правильно-разматывающее
устройство
кодов в минуту, рекомендуются две
схемы подач: с одной подвижной
кареткой (рис. 9); с двумя
последовательно работающими подвижными
каретками (рис. 10),
Схема подачи с одной подвижной
кареткой рекомендуется для
скоростей, не превышающих:
при шаге подачи до 63 мм 10 м/мин$
то же 63—10Q мм 12 м/мин;
ш 100—160 мм 16 м/мин;
1 160—250 мм 20 м/мин.
Схема подачи с двумя подвижными
каретками, осуществляющими
попеременную подачу материала (при
подаче материала одной кареткой вторая
возвращается в исходное положение),
рекомендуется при скоростях,
превышающих указанные выше.
Для снижения времени цикла
(увеличения быстроходности подач)
рекомендуется следующее:
принимать диаметр силового цикла
таким, чтобы с учетом инерционных
сил соблюдалось неравенство х\ ==>
= p^<@'4^0,6)s
располагать распределительную и
управляющую аппаратуру в
непосредственной близости от исполнительных
механизмов, т. е. длины силовых и
управляющих трубопроводов должны
быть минимальными;
сокращать до минимума вредные
пространства полостей цилиндров;
осуществлять регулировку шага
подачи изменением объемов полостей
цилиндров по схеме подачи мод. КП6
(раздвижением двух полупоршней) или
по схемам подач фирмы Fibro
(перемещением встроенного в цилиндр
фланца) (рис. A1);
обеспечивать торможение подвижных
масс в конце хода;
снижать массу подвижных частей
путем уменьшения габаритных разме-
Клещевые и ролико-клиновые подачи
33
—W
51 ъ I ь\ !
<$Н DXKK
._J
Рис. 9. Схема подачи с одной подвижной кареткой:
/ — подвижная каретка (клещи); 2 — неподвижная каретка? 3 — силовой цилиндр;
4 — механизм точной регулировки шага; 5 — распределитель, управляющий работой
цилиндра; 6 — распределитель, управляющий работой зажимных механизмов; 7 — блок
подготовки воздуха; 8 — клапан управления
Рис. 10. Схема подачи с
двумя подвижными каретками:
/ — силовые цилиндры; 2 —*
подвижные каретки; 3 —
клапан управления; 4 —
распределитель, определяющий
последовательность работы; 5 —
распределитель, управляющий
работой зажимных механизмов;
6 — блок подготовки воздуха?
7 •— распределитель,
управляющий работой цилиндров
ров и применения легких металлов и
сплавов;
уменьшать вредные сопротивления
перемещению подвижных масс;
применять быстродействующую
распределительную аппаратуру.
Для обеспечения высокой точности
работы по шагу необходимо:
• **\ym\j/2imr ^-Чл^-ЧииЖ'У^'
а)
Рис. 11. Схема цилиндра:
а — с раздвижными полупоршнями;<5
2 П/р И. А. Клусова
5)
¦ с перемещением встроенного в цилиндр фланца
2. Конструктивные схемы и отличительные особенности подач
Конструктивная схема
Особенности конструкции и работы
Лента
L-O-R^-iX-^
Подача включает управляющий кулачок /,
воздухораспределитель 2, клапан управления 5, неподвижную каретку 4У
обратный клапан 5, подвижную каретку 6. Буквой О обозначены
радиальные отверстия в гильзе цилиндра. Регулируемый
дроссель 7 обеспечивает торможение поршня и подвижной каретки.
Зажатие ленты в каретке осуществляется с помощью
мембранного механизма.
Шаг подачи регулируют раздвижением полупоршней 8 и 9.
Для установки шага с точностью 0,02 мм имеется механизм
микрорегулирования шага подачи 10, состоящий из двух взаимно
перпендикулярных клиньев
Лента
т
5
Ь\ Щ
X
ав-
3^
®
^ i
Лента _?
1,
X
-Л u=4d
1 С
х
©
T^j
Et
4
0
?
Схема подачи фирмы Hermann Schleicher (ФРГ). Работа с тор- §
можением в конце хода ' S
g
о
Схема клещевой подачи с пневмоприводом фирмы Festo
Pneumatic (Австрия): 1 — узел подготовки воздуха; 2 — клапан
включения; 3 и 4 — клапаны управления работой подачи; 5 —
дроссели для регулирования скорости перемещения каретки; 6 —
подающий механизм; 7 — кулачок управления, расположенный
на кривошипном валу или ползуне пресса. Отличительные
особенности: торможение каретки на всей длине хода;
разделительное управление работой цилиндра и зажимов
со
'ел
Продолжение табл. 2
Конструктивная схема
Овобенносфи конструкции и работы
Лента
г} {F
ж-
-нжь
!
р
Схема подачи фирмы Fibro (ФРГ). В целях экономного расхода
воздуха оснащена упором, регулирующим шаг подачи,
выполненным в виде поршня и встроенным в заднюю крышку
цилиндра
Лента
Jt
ш
Lp I ta_l
ж} flr
ы
Ш
-41/ y±r~
~0~H-
Лента
"V
ш
гШ
-Г0>^-
Схема подачи фирмы Sawab (Швейцария)
,1
•в
1 о
и
а
а
Схема подачи фирмы Renco Aire (США). Отсутствие
амортизирующих устройств не. позволяет использовать такие подачи
на быстроходных прессах в автоматическом режиме работы
пресса. Снижение скорости перемещения каретки достигается
уменьшением проходных сечений воздухопроводов
09
1^1
Продолжение табл. 2
Конструктивная ехема
Особенности конвтрукции и работы
NS
S-
Схема двусторонней клещевой подачи фирмы Udal Ltd
(Великобритания): I — после штамповки захват А зажимает и подает
материал, открытый захват Б перемещается назад; 77 — в
начале штамповки оба захвата неподвижны, материал
удерживается захватом А; III — после штамповки захват Б зажимает
и подает материал, открытый захват А перемещается назад;
IV — в начале следующей штамповки оба захвата неподвижны,
материал удерживается захватом Б,
Схема исключает потери времени на холостой ход кареток
с захватами, имеется возможность уменьшить скорость
перемещения материала или увеличить число перемещений в
единицу времени, т. е. оснащать более быстроходные прессы.
Величина шага подачи определяется жесткими упорами,
вмонтированными в пневмоцилиндры. Регулируемый упор выполнен
в виде поршня
«*
G
\*
г.
?\ 8-
№
Ч 5 6 В А
\ \ \ , ,\
И
Лента
13
10 //
'wt
0
Схема клещевой подачи мод. KJI63 (КП100, КП160): 1 —
силовые цилиндры; 2 — подвижные каретки; 3 — клапан
управления; 4 — распределитель, управляющий последовательностью
работы кареток; 5 — распределитель, управляющий работой
зажимных механизмов; 6 — блок подготовки воздуха; 7 —
распределитель, управляющий работой цилиндров. Подача
оснащена механизмами микрорегулирования шага подачи,
демпферами, осуществляющими торможение в конце хода
Подача состоит из неподвижной каретки-упора /, подвижной
каретки 2 с зажимным рычагом 3, штока-поршня 4 перемещения
каретки, штока-поршня 5 поворота рычага и
распределителей 6 и 7. Эксцентрик 8 и клин 9 зажимает ленту в каретке 2.
Одновременно через клин 10 и ролик 11 лента освобождается
в каретке 1. В конце хода рычага 3 срабатывает
распределитель 7 и полость Б через распределитель 6 сообщается с
атмосферой, каретка 2 под действием давления в полости А
перемещается на шаг. При переключении распределителя 6 воздух
подается в полость В, клин 10 (другим концом рычага 3)
освобождает пружину 12, которая зажимает ленту в каретке /.
Движение каретки 2 осуществляется между упором 13 и
кареткой /. Управление распределителем 6 — от ползуна 14
пресса
со
Продолжение табл. 2
Конструктивная схема
Особенности конструкции и работы
3 4 5
Подача фирмы Sec Metic (США). Зажим ленты в подвижной
каретке / осуществляется диафрагменным пневмоцилиндром 2,
При возврате каретки / в исходное положение лента
удерживается эксцентриком 3. Перемещение каретки 1 между
упорами 6 осуществляется пневмоцилиндром 4, плавность хода
которого обеспечивается гидроамортизатором 5
-*—Г®
Лента
11
^
-ffihlr 3
4Ж
0
1Ж
Подача фирмы Besco (США). Зажим и перемещение ленты между
упорами 5 осуществляется пневмоцилиндром / посредством
двуплечего рычага 2. При обратном движении штока цилиндра
рычаг расклинивает ленту, которая удерживается постоянно
действующим прижимом 3. Управление подачей осуществляется
от ползуна пресса через клапан 4
п
$)<&_
ц
}
/ГТ
/
/
А
7?Ц
1 »\ h»
1 Zl Р
2 3
\ \
\ \
\
-ш—
Лента
•~^ rwM
-<—
b#fl
Пневмомеханическая клещевая подача мод. W 16065 (ПНР)
для ленточного материала. Захват ленты в подвижной и
неподвижной каретках осуществляется рифлеными роликами /
с эксцентрично расположенными осями, а перемещение
подвижной каретки 2 — пневмоцилиндром 3. Работой подачи
управляет пневмоклапан, связанный с ползуном 4 пресса
Подача фирмы Dickerman (Великобритания) состоит из
подвижной 1 и неподвижной 2 кареток с гидрозахватами,
гидроцилиндра 3, распределителя 4, управляющего работой подачи,
и гидронасоса (на рис. не показан). Во избежание деформации
мягкой ленты в зажимах усилие зажатия может регулироваться.
Отличительные особенности подачи: большие усилия зажатия,
исключающие проскальзывание материала; плавность хода
подвижной каретки
Продолжение табл. 2
Конструктивная схема
Особенности конструкции и работы
\ Лента
Схема подачи фирмы Dreher (ФРГ). Подача состоит из корпуса 1
с гидроцилиндром, подвижной 2 и неподвижной 3 кареток,
блока 4 с регулируемым упором и поршневого насоса 5, шток
которого связан с ползуном пресса. Зажатие материала в
подвижной каретке и перемещение его на шаг осуществляются
с помощью гидроцилиндров при холостом ходе ползуна пресса,
зажатие материала в неподвижной каретке и возврат
подвижной в исходное положение — при рабочем ходе
Лента
1 2 3
Клещевая подача фирмы Norton (США) состоит из собственного
механизма подачи и синхронизатора ее работы с прессом.
Перемещение каретки и освобождение материала осуществляется
от электропривода 1 через редуктор 2, кривошипно-рычажный
механизм 3 и систему тяг и копиров 4, зажатие материала
пружинами 5. Преимуществом подачи является ее
универсальность и близкий к синусоидальному закон движения подающей
каретки, что обеспечивает плавность хода и позволяет получить
высокую точность работы по шагу
ш
'р7777777777р\
Лента
Лента
Подвижная каретка 1 приводится в движение кривошипно-ры-
чажной системой 2, связанной с валом пресса. Захват ленты за
торцы и перемещение ее осуществляются ножами 3 при
холостом ходе ползуна пресса, причем в момент захвата материала
каретка, удерживаемая тормозом 4, остается неподвижной.
При возврате каретки / в исходное положение материал
удерживается захватами 5. Недостатки подачи: сложность
конструкции и возможность работы только с материалом большой
толщины
Захват и перемещение материала осуществляются кареткой /
с подпружиненными ножами 2. При возврате каретки 1 в
исходное положение материал удерживается неподвижной кареткой 3
аналогичной конструкции. Каретка 1 перемещается с помощью
кривошипно-рычажного механизма от вала пресса
Конструктивная схема
Продолжение табл. 2
Особенности конструкции и работы
Схема подач РКП-8, РКП-9, РКП-11.
Возвратно-поступательное движение подающей каретке 4 сообщается от планшайбы 1,
сидящей на кривошипном валу пресса б, через систему
рычагов 2, 5. При движении каретки вправо материал захватывается
роликами и перемещается на шаг, величина которого
определяется эксцентриситетом пальца на планшайбе 1. При
движении каретки 4 влево материал удерживается роликами в
каретке 5, неподвижно закрепленной на станине
<4
3. Характеристики подач
Параметр
Наибольшая ширина
подаваемого материала, мм
Наибольшая толщина
подаваемого материала, мм
Наибольший шаг подачи, мм
Погрешность шага, мм
Наибольшее число кодов
в минуту при наименьшем
шаге
Наибольшее сечение
подаваемого материала, мм2
Давление воздуха (масла)
в сети, МПа
Параметр
Наибольшая ширина
подаваемого материала, мм
Наибольшая толщина
подаваемого материала, мм
Наибольший шаг подачи, мм
Погрешность шага, мм
Наибольшее число кодов
в минуту при наименьшем
шаге
Наибольшее сечение
подаваемого материала, мма
Давление воздуха (масла)
в сети, МПа
КП6
100
2,0
100
±0,05
120
200
0,3—0,6
КП7
160
2,0
160
±0,075
100
320
0,3—0,6
Австрия, Fest
Bv
60^40
50
1,0
40
±0,05
230
40
0,3—0,6
Bv
100—70
100
1,5
70
! ±0,05
160
60
0,3—0,6
КП8
200
2,0
200
±0,1
90
400
0,3—0,6
о
Bv .
| 200—260
200
2,0
250
±0,05
45
150
0,3—0,6
СССР
КП63
63
0,2—1,2
63
—
75
0,3—0,6
ктпоо
100
0,2—1,8
100
—
180
0,3—0,6
КП160
160
0,2—2
160
—
320
0,3—0,6
Франция
Hispano
Suika AP4
153
1,8
212
±0,05
40
275
0,25—0,6
Normatic
А185Д2
100
1,0
200
±0,03
60
200
0,4—0,7
PKJI-8 | РКП-9
100
0,3—2,5
100
±0,1
120
250
—
63
0,3—2,5
63
±0,075
170
160
—
РКП-11
160
0,3—2,5
160
±0,12
* 100
400
—
ешА
Beseo
150
100
±0,05
—
—
Norton
152,4
1,6
102
±0,012
300
245
—
Ren go Aire
102
1,8
212
±0,05
40
185
0,25—0,6
46
Устройства подачи лент, проволоки, полос, прутков и листов
применять
правильно-разматывающие устройства с индивидуальным
приводом;
исключать проскальзывание
материала относительно зажимных механизмов
(кареток) под действием статический
и динамический! усилий;
оснащать подачи амортизаторами для
обеспечения плавного подхода
подвижны® масс к упорам;
исключать влияние внешний
факторов на точность подачи: использовать
исправное оборудование и штамповую
оснастку5 правильно совмещать
циклограммы пресса и подачи
(технологическая операция должна совершаться
после полной остановки материала,
а подача — после освобождения
материала в штампе); исключать
возможность нагружения подачи
дополнительными усилиями j
обеспечивать постоянный натяг
ленты в воне штамповки*
Для увеличения надежности,
долговечности и улучшения
эксплуатационных качеств элементы
конструкции подач должны отвечать
следующим требованиям:
гильзу и шток силового цилиндра
хромировать и обрабатывать до
получения параметра шероховатости
поверхности Ra=* 0,32 мкм;
направляющие втулки (штока и
скалок) выполнять из бронзы;
твердость поверхности скалок
должна быть не ниже HRC 50, параметр
шероховатости поверхности Ra =
= 0,63 мкм;
твердость деталей подачи (зажима,
направляющих роликов, деталей
проводки), контактирующих с
подаваемым материалом* должна быть не
ниже HRC 56;
подвижные соединения подач
смазывать;
оснащать подачи механизмом точной
регулировки шага;
масса подвижных частей должна быть
минимальной.
Проектировочный расчет. Цель
проектировочного расчета — определение
действующих на подачу нагрузок и
основных геометрических размеров
привода,
Принимаем условные обозначения:
ав — скорость распространения
звука в воздухе, см/сд
Др» Ят — ориентировочное
значение ускорения
подвижных масс при разгоне и
торможении, см/с2;
а — отношение FB/F'i
ар — угол поворота коленчатого
вала пресса,
соответствующий технологическому
ходу ползуна, градусы!
В — ширина подаваемого
(штампуемого) материала,
см;
Ь» Ьв» #н — ширина соответственно
поршневого кольца,
уплотняющих манжет по
внутреннему и наружному
диаметру, см;
Р — коэффициент
использования материала при
штамповке;
у — плотность штампуемого
материала, г/см?;
?ц» 1>шт — диаметр пневмоцилиндра и
штока, см;
Д*др* ^тр — диаметр проходного
сечения дросселя и
трубопровода, см;
А — толщина штампуемого
материала, см;
б
I
F> FB
— отношение
V-
Рм — Ри
Рш
F8~]
Fm
f* fa* fa
коэффициент потерь в
трубопроводе;
площадь поршня
соответственно со стороны
рабочей полости цилиндра и
со стороны выхлопа, см2;
площадь поршня
зажимного механизма с рабочей
стороны, см2;
площадь сечения штока,
см2;
площадь сечения
соответственно подводящего и
выхлопного трубопроводов
и дроссельного отверстия
амортизатора, см2;
fn* fo — стрела провисания лентш
и отхода, см;
сила тяжести петли ленты
и отхода, Н;
сила тяжести
горизонтального участка ленты, Н$
сила тяжести прижимной
планки механизма зажима»
Hi
Gn» Gn
Gnp
Клещевые и ролико-клиновые подачи
47
g — ускорение свободного
падения, см/с2;
К| — относительная нагрузка
на штоке цилиндра;
Чмех— коэффициент полезного
действия зажимного
механизма;
$ — передаточное отношение
механизма зажима;
ky — коэффициент
восстановления при ударе;
/т — длина трубопровода, см;
к — расстояние от опорного
ролика наматывающего
устройства до опорного
ролика подачи, см;
/2» к — расстояние от оси пресса
до опорных роликов
подачи и тормозного
механизма, см;
к — расстояние от опорного
ролика тормозного
механизма до опорного ролика
правильно-разматывающего устройства, см;
% — коэффициент трения
воздуха о стенки
трубопровода;
т — масса подвижных частей
с учетом массы ленты, кг;
т! — масса подвижных деталей
подачи, кг;
ИИ'в — коэффициент расхода
подводящей и выхлопной
ветвей трубопровода;
\х — коэффициент Пуассона;
\iT — коэффициент расхода
дросселя амортизатора;
fiTp — коэффициент трения
скольжения;
N3Kt Nqt — усилие зажатия материала
в каретке подачи и
тормозном устройстве, Н;
N0 — сила сопротивления
перемещению материала, Н;
NT — тянущее усилие подачи, Н;
#тр> Ny — сила трения подвижных
масс подачи по
направляющим и в уплотнениях
штока и поршня, Н;
п* — число последовательно
срабатывающих
распределителей;
h0 — число ходов подачи
(пресса) в минуту;
/?а — атмосферное давление, Па;<
Рм» Рн» — абсолютное давление воз-
Рвн духа в магистрали,
рабочей и выхлопной полостях
пневмоцилиндра в момент
начала движения масс, Па;
Рву» Ру — установившееся
абсолютное давление воздуха в
выхлопной и рабочей
полостях пневмоцилиндра,
Па;
Рву» Р^ах~Установившееся и
максимальное давление воздуха
в полости амортизатора,
Па;
Q — нагрузка в штоке, Н;
Qn» Qn — силы инерции,
действующие на подвижные массы
при разгоне и торможении,
Н;
S — ход поршня (шаг подачи),
см;
Sp — путь разгона подвижных
масс, см;
5Т — путь торможения (ход
амортизатора), см;
STa — эффективный путь
торможения, см;
Гц, Тц — время цикла подачи и
пресса, с;
h — время прохождения
сигнала от управляющего
клапана до
воздухораспределителя, с;
к — время срабатывания
воздухораспределителя, с;
?2,а — время от момента подачи
сигнала до начала
движения золотника
воздухораспределителя, с;
?2»4 — время движения золотника
воздухораспределителя, с;,
?g — время от момента
срабатывания
воздухораспределителя до начала
движения подвижных масс
(подготовительный период), с;
к — полное время движения
подвижных масс, с;
ii — время движения
подвижных масс до амортизатора,
с;
г* — время торможения
подвижных масс, с;
tl — время колебания
подвижных масс в результате
48
Устройства подачи лент, проволоки, полос, прутков и листов
?Реб
ударов их об упор и
отскоков, с;
• время движения каретки,
необходимое для
обеспечения заданного числа
ходов, с;
и0 — установившаяся скорость
движения поршня
(подвижных масс), см/с;
як — скорость встречи
подвижных масс с упором, см/с;
Vfc V2 — объем вредного
пространства рабочей и выхлопной
полостей цилиндра,
включая объем трубопроводов,
?М3;
Увр — объем вредного
пространства выхлопной полости
цилиндра без учета длин
трубопроводов, см3;
— установившееся значение
расходной функции
выхлопной ветви
трубопровода;
х0 — ход поршня, приведенный
к объему вредного
пространства, см,
•(-?-)
*о = «
вр
«*р* *т— ускорения разгона и
торможения подвижных масс,
см/с2;
и. х, р. я — индекс, показывающий
отношение величин к
холостому и рабочему ходам;
Ф —- коэффициент запаса
тянущего усилия;
г — число поршневых колец.
Нагрузка на штоке силового пневмо-
цилиндра с учетом инерционных сил,
возникающих при разгоне подвижных
масс,
zb M06PaFmT + 10map,
F2)
В проектировочном расчете
величины усилий могут быть заданы
ориентировочно через технологические
параметры.
Силы тяжести петли ленты, отходов
и горизонтального участка материала
определяют по формулам
соответственно:
+ У~Ч2Л+11)ВАГ, F3)
GS=TToo-A-P)><
x(ll+2f0 + ylfl+JJBAT, F4)
_ lsB Ay + A- P) l,B A? -
Op щ . @0)
Суммарная нагрузка от сил
вредного сопротивления может быть
принята равной
Ar„+tf_«(l*1.5)GS.
F6)
Сила сопротивления перемещению
ленты
*«=1*1.2(<5-<?).
F7)
Усилие psiFm ориентировочно может
быть принято равным 30—50 Н и
учитываться со знаком (+) при рабочей
бесштоковой полости и со знаком (—)
при рабочей штоковои полости
цилиндра.
Масса подвижных деталей
конструкции
т' = @,15-* 0,2)
8
F8)
Скорости и ускорения подвижных
масс определяют, исходя из числа
ходов ползуна пресса.
Принимая (с учетом выхода
инструмента из съемника штампа) угол
совершения технологической операции
1ар равным 60° и считая, что время
срабатывания распределительной
аппаратуры t2 и подготовительное время
ta перекрываются временем поворота
коленчатого вала пресса на угол ар,
требуемое время движения подвижных
масс определяют по формулам!
для подач с одной подвижной
кареткой
^pe6 = 20/nQ;
F9)
Клещевые и ролико-клиновые подачи
49
для подач с двумя последовательно
работающими каретками
*1реб = 50/710.
G0)
В первом приближении требуемая
скорость движения подвижных масс
5 + 5р + ST
,тр.
еб
G1)
При расчете принимаем Sp + ST =
= 5-7-6 см. Наибольшее ускорение
подвижных масс ар = u0/Sp.
Диаметр цилиндра
D*~\/~-
4Q
ЩРм
G2)
где т] = 0,4.
Полученное значение диаметра
округляют до ближайшего размера по
ГОСТ 15608—81.
Диаметр подводящих трубопроводов
определяют исходя из требуемой
скорости перемещения подвижных масс
и0 = 2.104
Ив/в
"»<¦?)
•(-&)
1 И JLt;
G3)
0,25
0,35 в первом приближении диаметр
трубопровода
-*тр ¦
-в /" 4ц0/
V 2-104л
2-104JijutB
70
. G4)
Величину хода амортизатора, исходя
из допустимых ускорений при
торможении, равных E-7-6) gy принимают:
при щ<4 I м/с 5Т~ 2,0-7-2,5 см;
при щ = 1-М,5 м/с ST ~~ 2,54-3,0 см;
при н0 >> 1,5 м/с 5Т= 3,0-г-5,0 см.
При определении диаметра дросселя
амортизатора необходимо исходить из
требования, чтобы в момент встречи
подвижных масс с упором скорость
«к не превышала 0,14 м/с. При
истечении через дроссель
<2др = J/F/30.
G5)
Усилие зажатия материала в
каретках
Лвк=0.3-*'1,6)Х
X
М-тр
G6)
Для предварительных расчетов силу
тяжести прижимной планки механизма
зажима Gnp можно принимать равной
0,2GjJ (силы тяжести петли ленты).
Усилие зажатия материала в
тормозном устройстве
N*
@,3-*-0,5) ((%-(%)
М-тр
G7)
Поверочный расчет. Его проводят
с целью уточнения- быстроходности
(расчет времени цикла) и условий
точности работы подачи по шагу. Расчет
проводят после выбора -конструкции,
компоновки узлов и механизмов
подачи, определения массы подвижных
частей, длин и диаметров
трубопроводов, вредных объемов полостей
цилиндров и т. д.
Расчет времени цикла*
Приведенные формулы и
последовательность расчета могут быть
применены при определении времени цикла
любых пневматических линейных
приводов с относительной нагрузкой
Q
), не превышающей 0,4—
0,5, с учетом инерционных сил.
Время цикла подачи с одной
подвижной кареткой
Т =
Л ц
2t
-2/,
! /X. X I /X.
+
+ tlx + tl
G8)
с двумя подвижными каретками
щ + 2«% + q-x +
7 тт —• X •
G9)
Примерная циклограмма работы
подач приведена на рис, 12. Расчет
Устройства подачи лент, проволоки, полос, прутков и листов
1 а) ' (О
Рис. 12. Циклограмма работы клещевой подачи:
а — с одной подвижной кареткой; б — с двумя подвижными каретками: / — захваты
подающей каретки; 2 — захваты удерживающей каретки; ат — угол поворота кривошип-*
ного вала пресса, соответствующий технологическому ходу ползуна. Зоны, соответствуй
ющие закрытому состоянию захватов, заштрихованы
элементов времени цикла приведен
ниже.
Время прохождения сигнала от
управляющего клапана до
воздухораспределителя tt = lT/aB.
Скорость распространения звука в
воздухе ав принимается равной
340 м/с.
Время срабатывания серийно
выпускаемых распределителей
указывается в паспорте. Время срабатывания
распределителей оригинальной
конструкции с пневматическим
управлением определяется так же, как и для
пневмоцилиндра с ц = 0,15-г-0,25 и
а = 1:
^2 === ^2. 3 ~Г ^2. й>
где
f2.s = 1,25-L Ю-5 —^Jr—. (80)
Коэффициент расхода выхлопного
трубопровода [хв, являющийся
функцией коэффициента потерь | в
трубопроводе,
|*в = 0,072 lg2 I - 0,404 lg I +
+ 0,592,
где
Z/CLrg-Q
(81)
Тогда
<2.4 = 2,8-M0-«-?^-In-^ + I-,
М-в^в Рву "о
(82)
где
Рвн = 0,8рм; Ио = 2.10*-!^в-Х
Величины рву и Ф ( —— ) прини-
\ Рву /
мают по таблицам установившихся
значений [42] в зависимости от
магистрального давления рш и
отношения ,¦¦¦¦ при а = 1 и п = 0,2,
М'В/В
Коэффициент расхода подводящего
трубопровода jx определяют
аналогично iiB.
Клещевые и роли ко-клиновые подачи
51
Расчетная схема пневмопривода
подачи приведена на рис, 13»
Время срабатывания пневмоцилин-
дра при холостом ходе каретки подачи
складывается из времени
подготовительного периода (от срабатывания
воздухораспределителя до начала
движения) if • х и времени движения Й* я>
.1<Г*-1|--Х
«•¦«2,8е1-
^в/в
X In-
Т=ч=»- (83)
Коэффициенты расхода
трубопроводов, питающих цилиндр, определяют
аналогично коэффициентам расхода
тр убопр оводов воздухор аспр едел ителя,
Относительную нагрузку ц =
^ Q/(PmF) определяют с учетом
действия только статических сил
Q = NTV + N7±FmpSL. (84)
Силу трения подвижных масс
подачи по направляющим определяют
при коэффициенте трения покоя:
Л/тр = Ют'ДОтр. (85)
Сила трения в уплотнениях:
при движении в сторону штоковой
полости
ЛГу=Ы№ЧЧррц*5(р1| + р11Н) +
+ 0mAft«]*b; (86)
при движении в сторону бесштоко-
вой полости
Ny = 1 • 10^р [DJ>*a (рж + рвн) +
+ DmJ>bPu]'a- (87)
Ширину манжет Ь'0 и Ь1 определяют по
ГОСТ 6678—72 и ГОСТ 14896—84,
Коэффициент трения в манжетах
Р'тр== 0,08-f-0,l (для резиновых
манжет со смазочным материалом). Для
V-образных уплотнений коэффициент
0О = 1, для колец 0о = 2*
При уплотнении поршня с помощью
поршневых колец силу трения
уплотнений по цилиндру (штоку)
определяют по формулам:
при движении каретки в сторону
штоковой полости
Ыу = 1.Ю*щтр[ОцЬг(ры + 0,9) +
+ ПшЛРвнго\,
(88)
где
Рвн = — 0—iftPaiJ
при движении каретки в сторону
бесштоковой полости
Ny = 1.10^тр [DJ* (pM + 0,9) +
+ ДщЛРмго]. (89)
Сила FmPai учитывается со знаком
(+) при движении каретки в сторону
штоковой полости цилиндра и со
знаком (—) — в сторону бесштоковой
полости.
Относительная величина
8= 1/^0,336A —
<w+
+ (ui7~g-)(l-4>X
f
S Pf fB
-E^
Ф
U>K
1
p»
\
*o
и
Ф
ft
<У
1
V
Pa
Рис. 13* Расчетная схема
пневмопривода подачи
52
Устройства подачи лент, проволоки, полос, прутков и листов
X
У^в/в
V&f
•(l-n)ln-
— 0,58A—n)
V&f
(90)
При
y&f
In-
1—l3_
1,317—^a.
Рм
личина б получается отрицательной
и ее принимают равной нулю.
Время движения
<?•¦=(*;+<?+о-
(91)
Каждое из времен этапов движения
вычисляют по формуле
ti = 2,8-L Ю-4 J^§- In -^ +
И'В/г Рву
+ 5~^т . (92)
Установившаяся скорость принята
к0 = 2-10*-
(93)
^в ' V Рву
Величину ц определяют с учетом
статических сил.,
Составляющая времени
'-(¦-Г^)
щ
+
2ST
/V[*o +@,1^0,2)]
Щ
2,8.104{ЛТ/Т
X
X 1п«
где
ам >
пву
(94)
\0m'ti20 + pMST3F-2QS1
«^ТЭ^В
Значение ру принимают по таблицам
установившихся значений 142] при
тех же условиях, что рВу и <р ( -z~ ).
Коэффициент fjtx определяют
аналогично предыдущим значениям
коэффициентов расхода с учетом
приведения диаметров выхлопного
трубопровода к диаметру дросселя (в случае,
если сброс воздуха через дроссель
происходит в выхлопной трубопровод).
Значение р™ принимают по
таблицам установившихся значений 142 J
I*/
в зависимости от рм, отношения —^т-,
Р>т/т
а и -ц.
Составляющая времени
„__ A,2^1,6I0^/7^
Коэффициент восстановления при
ударе зависит от многих факторов:
материала соударяющихся тел, формы
контактирующих поверхностей,
массы соударяющихся тел и т. д. Однако
для учета времени колебаний
подвижных масс t'l значение его может быть
ориентировочно принято
k = 1
У
М-
(96)
При определении величины Ny
необходимо учитывать, что давление
воздуха в выхлопной полости принимает
значения р^мах.
Времена $'* и Й?'28 определяют по
тем же формулам, что и время
холостого хода. Однако при расчетах
необходимо учитывать, что
Q = NTV + N7 + N0±WFmpeL. (97)
Силы сопротивления перемещению
(полезная нагрузка) определяют по
формуле
^c = 2iVs#Tp + -|-(Gn-Gn). 08)
Необходимо также учитывать, что
штоковая и бесштоковая полости
цилиндра меняются местами, т. е.
изменяется Vi и ]/2> а> Ч» №в, б и т. д.,
которые определяют аналогично этим
же величинам при холостом ходе»
При определении величины р^ш
при рабочем ходе в формулу вместо т'
необходимо подставить
G„°
¦т' +
10*
(99)
Подачи прутков и полос
53
Расчет ускорений
подвижных масс. Ускорения
подвижный масс с относительной
нагрузкой (<q = —у ), не
превышающей 0,4 ,,„ 0,5, с учетом инерционный
сил при разгоне определяют по
формуле
х =
Ри+ Ру р
2-10-6
Рву + Рвя
2.10-6
Q
1
где Рвн = —A
A00)
Ч)Рм-
В рассматриваемой формуле
расчетные величины принимают значения:
при рабочем коде
Q = iVTp + Ny + Nc ± 10paF; A01)
при кол остом коде
Q = JVTp + N7 ± l0FmPa; A02)
т — т'.
Величины я0, WTp, Nyi NQ, G2, G*
рассчитывают по формулам (93), (85),
(86), (98), F5), F3).
Значения ру, рву и <р ( ——) при-
V Рву /
нимают по таблицам J42J в зависимо-
-— ос и цш
сти от рм* отношения
Рв/в
Коэффициент ц определяют с учетом
инерционньш сил, действующи»» на
привод в период разгона:
при рабочем коде
_ Q + 0,lmap .
Ц \0pMF >
при кол остом коде
4 10pMF '
где ар = —2- .
ЛР
Путь разгона подвижные масс 5Р
определяют по графику (рис. 14).
При расчете необходимо учитывать»
что с изменением направления движе-
A03)
A04)
зо
го
го
г ч 6 jiete/Fffw3
Рис. 14. Путь разгона подвижных масс
ния (в сторону штоковой полости
цилиндра или бесштоковой) или нагрузки
(рабочий или холостой ход)
изменяются все величины, кроме #тр, m\ рм.
Максимальное ускорение подвижных
масс при торможении *т = «0/5тэ.
Величины и0, 5тз с изменением
направления движения или нагрузки
меняют значения. Их рассчитывают
по формулам (93), (94).
При проектировании подач,
например, с механическим приводом время
цикла подачи определяется
кинематикой механизма и заданным числом
кодов в минуту, а расчет условий
точности подачи методически остается
тем же. Конкретные величины в
расчетах (усилия зажатия материала,
ускорения и т. д.) определяют по
принятой схеме с использованием
существующих методик,
4. ПОДАЧИ ПРУТКОВ
И ПОЛОС
Подача прутков. Для
автоматической подачи прутков диаметром свыше
20 мм к ТМ применяют стеллажи в
совокупности с роликовыми конвейерами.
На рис. 15 показана схема стеллажа
для прутков диаметром 20—40 мм
мод. СА13. Стеллаж состоит из
приемного стола-накопителя 1, механизма 2
поштучной выдачи прутков и
роликового конвейера 3,
На приемный стол может быть
загружена пачка прутков массой до 5 т
и длиной до 6 м. Механизмом
поштучной выдачи из пачки отделяется один
прутон и выдается на роликовый
54
Устройства подачи лент, проволоки, полос, прутков и листов
Рис. 15. Схема стеллажа мод. СА13
конвейер, который подает пруток в
технологическую машину* Величина
подачи прутка определяется
положением регулируемого упора (для
прессов и ножниц, в которых
осуществляется отрезка). Для ТМ непрерывного
действия (правильные, калибровочные
и др.) пруток подается роликовым
конвейером до захвата его рабочим
органом машины. Для прутков
диаметром 30 мм и более загрузочная
позиция обычно делается неприводной
и располагается наклонно выше уровня
механизма поштучной выдачи. Прутки
под действием силы тяжести
раскатываются по загрузочной позиции и
механизмом поштучной выдачи,
который в данном случае выполняется
просто в виде отсекателя, выдаются
на роликовый конвейер. По такому
принципу создан стеллаж мод. СМ14,
используемый в комплексах на базе
ножниц точной резки, например,
модели АКН1334.01.
Подача полос. Для автоматизации
штамповки деталей из полос
используют комплексы оборудования в
составе: пресс с автоматической
(валковой или клещевой) подачей, полосо-
подаватель (механизм поштучной
выдачи полос) и механизм для резки
или укладки отходов полосы.
Комплексы оснащают цикловой (реже
числовой) системой программного
управления, которая определяет
последовательность выдачи полосы из стопы
в подачу, включение подачи и пресса
на отработку заданного числа ходов
(штамповку количества деталей,
получаемых из одной полосы), включение
ножниц для резки отходов и удаление
отходов.
В комплексах с числовым
программным управлением системой
управления, кроме того, можно задавать шар
подачи материала (при переходе на
новую деталь) и выдавать команды на
автоматическую смену и настройку
штамповочного инструмента. В
качестве шаговых автоматических подач»
как правило, применяют валковые
или клещевые подачи. Отличиями
подач от аналогичных механизмов для
работы с ленточным материалом
являются следующие:
для работы с полосами применяют
только двусторонние подачи,
толкающие на входе в штамп и тянущие на
выходе;
в момент выдачи очередной полосы
в валки или клещи подачи последние
должны быть открыты, что
определяется системой управления,
Расчет подающих устройств
аналогичен приведенному выше расчету
подач для ленточного материала.
Подачи прутков и полос
55
Ножницы для резки отходов также
аналогичны механизмам того же
назначения, применяемым в комплексах
для ленточного материала, но
оснащаются устройствами для выноса
остатка полосы или досылки его под
нож.
Для поштучной выдачи полос в
подачу применяют различные схемы по-
лосоподавателей (рис. 16), которые
обеспечивают отделение одной полосы
от стопы и выдачу ее в шаговую
подачу таким образом, чтобы на рабочей
позиции штампа не получилось
неполной вырубки.
Общая структурная схема полосо-
подавателя обычно характеризуется
наличием следующих элементов:
загрузочной позиции, механизма
передачи стопы на рабочую позицию,
рабочей позиции, механизма отделения
полосы от стопы и механизма выдачи
полосы в шаговую подачу.
Загрузочная позиция обеспечивает
прием стопы (кассеты) полос в
процессе работы комплекса, т. е.
исключает из цикла работы
подготовительное время и обеспечивает безопасные
условия работы, так как загрузка
полос осуществляется вне зоны
действия механизмов полосоподавателя*
Загрузочные позиции имеются в по-
лосоподавателях конструкции
ЭНИКМАШ, НИИТМ, фирм Schmid
(Швейцария), Schuler (ФРГ), Heilbronn
(ФРГ) и др.
Механизм передачи стопы на
рабочую позицию с загрузочной
выполнен с механическим (конструкция
ЭНИКМАШ, Heilbronn и др.) или
ручным (Schmid) приводом. При
ручном перемещении стопы на рабочую
позицию автоматический цикл
осуществляется только в пределах работы
из одной стопы (кассеты), далее цикл
прерывается и после установки новой
стопы комплекс вновь включается в
автоматическую работу. При
механическом приводе автоматический цикл
может продолжаться до начала
штамповки новой детали. Привод механизма
может быть пневматическим — при
небольшой массе стопы, гидравлическим
или электромеханическим — при
большой (свыше 0,5 т) массе стопы.
Рабочие позиции выполняются в
виде подъемных (конструкции Schuler,
*Г~Н'
—+_
7
< 2 ]
{ !_
f
i
—aJ
9)
Рис. 16. Полосоподаватель с
механизированной загрузкой стопы полос на
запасную позицию:
а — конструктивная схема: 1 — механизм
передачи стопы; 2 — загрузочная позиция;
3 — рабочая позиция; 4 — механизм
выдачи полосы; 5 — механизм отделения
полосы; б — траектория захвата и выдачи
полосы: 1—9 — составляющие траектории
Weimfarten (ФРГ) или неподъемных
(ЭНИКМАШ, НИИТМ, ЗИЛ) столов.
Привод подъемного стола может быть
пневматический, гидравлический или
электромеханический. Подъем стола
осуществляется либо после выдачи
каждой полосы, либо на постоянную
дискретную величину. С
неподвижного стола полосы забираются
траверсой, имеющей ход на всю высоту стопы.
Механизм отделения полосы от стопы
имеет различные конструктивные
исполнения. Отделение полос от стопы
осуществляется:
пневмоприсосами (для полос
толщиной до 3 мм);
магнитными шайбами или
магнитными роликами (для магнитных
материалов);
фрсекционными роликами (для полос
толщиной до 1,5 мм);
56
Устройства подачи лент, проволоки, полос, прутков и листов
шиберными толкателями (для полос
толщиной свыше 1 мм).
Существенным недостатком
фрикционных роликов является
неустойчивая работа вследствие плохого
сцепления ролика с полосой. Для
устранения этого недостатка ролики обрези-
нивают или делают на их поверхности
насечку. Однако в первом случае
происходит быстрый износ обрезинен-
ного слоя, а во втором —
повреждается поверхность полосы, что часто
недопустимо.
Наибольшее распространение
получил способ отделения с помощью
пневмоприсосов, вакуум в которых
создается выдавливанием воздуха из
чаши-присоска или принудительно от
вакуум-насоса, эжектора. Захват
полосы присосами может производиться
за передний конец полосы, задний
конец или по всей длине полосы.
Вертикальное и горизонтальное
перемещение захватов осуществляется в
большинстве случаев пневмоцил и
ядрами. Для гарантированного отделения
только одной полосы в конструкциях
полосоподавателей предусматриваются
специальные устройства — магнитные
распушители, отсекатели. Магнитные
распушители наиболее
распространены, их применяют для холоднокатаных
полос толщиной до 4 мм. Отсекатели
применяют при работе с полосами
толщиной свыше 1,5 мм.
Выдача полос в шаговые подачи
осуществляется обычно приводными
валками с пневматическим,
гидравлическим или электромеханическим
приводом. Полоса выдается до
регулируемого по положению упора, а затем
специальным досылателем или
шаговой подачей перемещается на первую
позицию штампа. Упор выставляется
таким образом, чтобы обеспечить
полную вырубку первой заготовки,
исключив зарубание края полосы.
По основным параметрам полосо-
подаватели можно разделить на две
группы — для тонких полос и для
толстых полос. Каждая группа
характеризуется следующими
показателями полос, мм:
Первая Вторая
группа группа
Толщина г^4 ^20
наибольшая
Ширина <300 <620
Длина 2000—4000—4000—6000
б. УСТРОЙСТВА
АВТОМАТИЗИРОВАННОЙ
ПОДАЧИ ЛИСТОВ
Для автоматизации штамповки
мелких деталей непосредственно из листа
используют различные типы подач
с координатными столами. В
отечественной практике известны
следующие подачи: мод. АП48, АП49 и
АП50Ф2 с числовым программным
управлением. Все указанные подачи
обеспечивают шаговое перемещение
листа в штамп при вырубке из него
деталей в шахматном порядке или
прямыми рядами на прессах усилием
400—1000 кН. При шахматном раскрое
листов создаются предпосылки для
повышения коэффициента
использования материала. Недостатком способа
вырубки деталей из листов является
необходимость создания специальных
штампов, обеспечивающих, помимо
вырубки, отрезку и удаление
перфорационного отхода за каждый ход
ползуна пресса.
Основным механизмом всех подач
является координатный стол,
совершающий прерывистое шаговое
перемещение по двум координатам в
горизонтальной полости по заданному
закону.
Подачи АП48 и АП49 имеют привод
от коленчатого вала пресса, сложны
по конструкции из-за специального
шарнирно-зубчатого механизма,
обеспечивающего выстой листа при
вырубке при непрерывном вращении
вала пресса, и поэтому широкого
распространения не получили.
Развитие электронной техники и
систем числового программного
управления позволило предельно упростить
кинематику подач листа с
одновременным расширением их технических
возможностей. Подача АП50Ф2
представляет собой координатный стол, в
котором каретка перемещается по
направляющим станины, а листодержа-
тель — по направляющим каретки.
Перемещения механизмов взаимно
перпендикулярны. Перемещения
механизмов осуществляются от управляемых
Устройства автоматизированной подачи листов
57
приводов постоянного тока через
передачи винт—гайка качения.
Устройством ЧПУ задаются величины
перемещения по координатам и закон
разгона-торможения подвижных масс, в
составе технологического комплекса
управляет также работой пресса.
Основные параметры подачи АП50Ф2
Размеры исходного листа,
мм 1000X1500
Толщина листа, мм ... . 0,5—4
Шаг подачи (по
координатам), мм ^160
Точность подачи, мм. . . ±0,2
Дискретность задания
перемещений по
координатам, мм 0,1
Для автоматизации штамповки
крупногабаритных деталей, исходной
заготовкой которых является лист, в
отечественной и зарубежной практике
используется большое количество
различных манипуляторов, листоуклад-
чиков, механизмов поштучной выдачи
листов и др. Такие механизмы, как
правило, поставляются в составе
автоматических комплексов или линий и
объединены единой схемой с
оборудованием.
Фирмой Nor da (Италия) создана
единая унифицированная гамма
манипуляторов для загрузки штучных
листовых заготовок в штамп и съема
отштампованных заготовок.
Манипуляторы могут обслуживать как
отдельные прессы, так и встраиваться
в механизированные и автоматические
линии, обеспечивая загрузку-выгрузку
заготовок и передачу их от пресса
к прессу.
Аналогичные по схеме манипуляторы
созданы и освоены в производстве на
Воронежском заводе кузнечно-прес-
сового оборудования им. Калинина,
Манипуляторы предназначены для
автоматизации двухкривошипных
прессов простого действия.
Каретка манипулятора со схватами
перемещается возвратно-поступательно
от электромеханического привода
через кривошипно-кулачковый механизм
по закону, близкому к
синусоидальному. В конце хода каретки схваты
по копиру опускаются за заготовкой
(или с заготовкой на позиции
загрузки) от этого же привода. С целью
уменьшения скоростей, ускорений и
времени цикла предусмотрена
промежуточная позиция, т. е.
манипулятор работает с перекладкой заготовок
за два этапа. Этим уменьшаются
величины перемещений, обеспечивается
более компактная конструкция. На
промежуточной же позиции
осуществляется контроль поштучной
выдачи заготовок. Стопа заготовок
загружается в магазин на запасной
позиции. Для предотвращения
аварийных ситуаций манипуляторы оснащены
системой диагностики,
контролирующей положение механизмов,
правильность укладки заготовки в штамп,
вынос отштампованной детали из
штампа. Описанная схема позволяет
значительно увеличить
производительность в сравнении с традиционными
укладчиками листов.
3 ПИТАТЕЛИ
• ОБРАБОТКИ
1. ТИПЫ И СТРУКТУРА
ПИТАТЕЛЕЙ
В системе автоматической загрузки
питатели выполняют функцию подачи
ориентированных штучных предметов
обработки (ПО) в рабочую зону
технологических машин. При этом
повышается производительность этих машин
и безопасность обслуживания.
В зависимости от характера
движения рабочих органов питатели
подразделяют на револьверные,
шиберные, грейферные, комбинированные,
промышленные роботы и
манипуляторы.
Специальные питатели применяют
в массовом и крупносерийном
производствах. Они предназначены для
подачи одного или нескольких (на
сборочных операциях) наименований
ПО. Универсальные питатели
(переналаживаемые) применяют в
серийном и мелкосерийном производствах
для подачи одной или группы
однотипных ПО определенного диапазона
размеров. Механизмы \и
конструктивные элементы, как и целиком
универсальные питатели, поддаются
унификации и стандартизации, что
способствует организации централизованного
их изготовления.
К общим механизмам, применяемым
в питателях, можно отнести: приводы,
передаточные механизмы для передачи
движения от привода к рабочему
органу: шиберу, револьверному диску
через механизм периодического
движения, грейферным линейкам и
захвату промышленного робота или
манипулятора и механизмы блокировки,
а также конструктивные элементы для
загрузки питателя, фиксации и
удаления ПО.
Источником движения (приводом)
может служить вал или ползун
(шпиндель) технологической машины или
электро-, гидро-, пневмодвигатели.
ШТУЧНЫХ ПРЕДМЕТОВ
В первом случае исходными для
определения скоростей и ускорений
рабочего органа питателя являются
законы движения коленчатого вала
(вращающегося непрерывно или с
остановками) или
возвратно-поступательного прямолинейного движения
ползуна пресса. Во втором случае работа
привода может быть задана по
заранее рассчитанному или подобранному
закону движения.
Передаточные механизмы, служащие
для передачи движения от привода,
могут изменять направление и закон
движения. Ведущие и ведомые звенья
этих механизмов имеют одно из
следующих движений: непрерывно- или
прерывно-вращательное,
возвратно-поступательное или качательное и
располагаться в одной или различных
плоскостях. По конструктивному
исполнению механизмы подразделяются
на кривошипные или эксцентриковые;
кулачковые с кулачком дисковым,
цилиндрическим (байонетным) и плоским
(клиновым); карданные; цепные или
ременные передачи; зубчатые передачи;
реечно-зубчатые или зубчато-реечные
и рычажные многозвенные. В ряде
случаев механизмы изготовляют
комбинированными, состоящими из двух
и более перечисленных механизмов.
Кривошипные или эксцентриковые
механизмы преобразовывают
непрерывное или прерывистое
вращательное движение вала технологической
машины в колебательное движение
двуплечих рычагов или качательное
возвратно-поступательное движение
рычагов в вертикальной плоскости,
которое, в свою очередь, может в
дальнейшем преобразовываться в
возвратно-поступательное прямолинейное
движение ползушки в
горизонтальной плоскости. Эти механизмы
позволяют осуществлять регулировки при
наладке после изготовления или
вследствие износа контактных поверхно-
Типы и структура питателей
59
0° 90'\ Iff | 130' | Iff
Рис. 1. Байонетный механизм:
а ^ с пазом во втулке? б ^ о пазом на штоке: J ^ шток? 2 » ролик; S » втулкаЗ в ¦»
развертка профильного пазаз е ^ свема к расчету паза: I «а диск} 2 ¦¦ собачка] 3 »
втулка
стей, С ии помощью можно передавать
движения на относительно большие
расстояния.
Механизмы с дисковым кулачком,
профиль которого построен по
заранее заданному закону движения,
обеспечивают большую плавность работы.
Недостатком является относительно
быстрый износ контактных
поверхностей, особенно при непосредственной
передаче механизмом больших
нагрузок.
Механизм с цилиндрическим
кулачком (байонетный) может иметь два
исполнения: с пазом (пазами) во втулке
(рис. 1, а) и с пазом (пазами) на штоке
(рис. 1, б). Первое исполнение
применяют при наличии большой
закрытой высоты пространства, где
устанавливается питатель, так как нижнюю
часть его изготовляют большой
толщины вследствие длинной втулки. Для
второго исполнения необходимо
наличие отверстия в столе для выхода
штока. Угол у0 поворота втулки
(рис. 1, г) за один рабочий цикл
питателя (угловой шаг) определяют по
формуле
То = У + 7п, 0)
где у — угол поворота рабочего диска,
градусы [см. формулу B2)]; уи —
угол перебега, равный 5—10° при
кр аповом мех анизме.
Длина (рис. 1, в) развертки
профильного паза втулки (штока),
соответствующая углу <уо поворота,
аРу0
1ъ ~~ 360
« 0,00874?уо,
B)
где D — наружный диаметр втулки
(штока), мм.
Рабочий ход штока (рис. 1, б),
соответствующий повороту втулки на угол
Yo,
^t^' C)
во
Питатели штучных предметов обработки
Рис. 2. Схема клинового передаточного механизма:
а — <з односторонним клином) б ^ о двусторонним клином
где рв — угол наклона паза во втулке
(на штоке) относительно вертикальной
оси, градусы (принимают не более
35°).
Байонетный механизм, по существу,
тот же клиновой, но
возвратно-поступательное прямолинейное в
вертикальной плоскости движение
привода он преобразует в колебательное
по дуге окружности движение
ведомого звена в горизонтальной
плоскости. Он позволяет уменьшить общие
габариты питателя, например
револьверного, так как его помещают в
центральной части питателя.
Недостатком является большой износ
контактных поверхностей (роликов и пазов)
вследствие больших нагрузок,
испытываемых при повороте диска.
Уменьшение давления достигается
многопазовым (шлицевым) соединением
штока и втулки.
Механизм с плоским кулачком
клиновой (рис. 2); он наиболее простой
в изготовлении и эксплуатации.
Механизм изменяет
возвратно-поступательное прямолинейное движение
привода в вертикальной плоскости в
аналогичное движение ведомого звена
в горизонтальной плоскости. Угол
наклона клина к вертикальной
плоскости обычно выбирают в пределах
угла давления 30—40° и, как
исключение, 45Q. Одним из недостатков этого
механизма является малая величина
перемещения ведомого звена, она
меньше или равна величине перемещения
привода. Для увеличения этого
перемещения дополнительно встраивают
рычажный или реечно-зубчатый
механизм. Наклонную поверхность
клина, как правило, делают прямой, и
поэтому закон движения ведомого
звена такой же, как и у привода, но его
можно изменить, сделав наклонную
поверхность кривой, заранее
рассчитанной по необходимому для плавной
работы ведомого звена закону
движения. При одностороннем клине
устанавливают пружины для
осуществления, как правило, рабочего хода
ведомого звена; это исключает поломки
при заедании механизма, но выход из
строя пружины (поломка, потеря
упругих свойств) вызывает отказы в
работе питателя. Двусторонний клин
устраняет этот недостаток, но при
этом требуется блокировка для
остановки машины при заедании
питателя.
Регулируемый по длине клин
позволяет легче осуществлять наладку
питателя после изготовления и
восстанавливать первоначальное взаимное
расположение контактных
поверхностей после их износа. Передача
движения ведомому звену через ролик
значительно уменьшает передаваемые
усилия и тем самым повышает
износостойкость контактных поверхностей.
Вертикальный ход, мм, клина 1
(рис. 2, а) при rj = г
ак = .
tgp
2'*4-'
D)
где Sm — код шибера 4 ползушки 3,
мм; Р — угол клина, градусы; Г| —
Тнпш ¦ структура питателей
61
радиус ролика 2, мм; г — радиус скруг-
дения переходов клина, мм.
Разность высоты расположения осей
роликов, мм, (рис. 2, б)
4 = <2rt + B)tg-{-, E)
где В — ширина клина, мм.
Карданный механизм как
самостоятельный применяют редко, в основном
в сочетании с закрытой или открытой
зубчатой передачей.
Механизмы с цепной или ременной
передачей применяют при приводе от
вала машины. Поскольку длина цепи
или ремня относительно большая и
в процессе работы они вытягиваются,
то стабильной точностью они не
обладают. Кроме того, поскольку
диаметры шкивов небольшие, то
долговечность ремней мала, так как
напряжения в ремне возрастают с
уменьшением диаметра шкива, особенно
ведущего.
Закрытую или открытую зубчатую
передачу применяют при приводе от
вала машины или от индивидуального
для уменьшения числа оборотов или
изменения направления движения.
Реечно-зубчатый механизм (рис. 3)
повторяет закон движения привода и
позволяет возвратно-поступательное
прямолинейное движение
преобразовать с помощью обгонной муфты или
краповика в прерывистое по дуге
окружности. Ход рейки 3 за один цикл
работы питателя определяют в
зависимости от величины угла ур поворота
вубчатого колеса 2. Точка А эа один
код перемещается в точку А' по
делительной окружности колеса и в точку
А* по делительной линии рейки. Длина
дуги /д, мм (АА') равна отрезку АА* —
коду рейки 5р, мм, определяемому по
формуле
5Р=ГД=^, F)
где D'0 — диаметр делительной
окружности зубчатого колеса, мм; г' — число
зубьев колеса.
Угол поворота
VP = ЗбО/г'. G)
Число зубьев колеса принимают
равным числу гнезд револьверного
диска. Зубчатую передачу следует
рассчитывать из предварительно
принятого числа зубьев г' и конструктивно
выбранного диаметра делительной
окружности колеса.
Механизм блокировки фиксирует
отклонения от нормальной работы
механизмов и конструктивных элементов
питателя с последующим отключением
муфты сцепления машины, не
допуская нового цикла работы, включает
тормоз для остановки ползуна пресса
во время кода его вниз, предотвращает
поломку и некачественное
изготовление ПО. Отклонения от нормальной
работы или выход из строя механизмов
и конструктивных элементов
отражаются на точности поворота диска,
кода шибера и грейферных линеек,
поэтому механизм, как правило, имеет
контакт непосредственно с рабочим
органом питателя, ПО или с
элементами, соприкасающимися с ними
(фиксаторами, ловителями, собачками и
др.).
Механизмы блокировки по
конструктивному исполнению делят на
контактные — механические,
электроконтактные, пневматические и
бесконтактные — оптические и механизмы с
применением радиоактивных датчиков. Ме-
канические и пневматические
механизмы воздействуют на муфту
включения машины, кроме того, механические
могут предотвращать поломки при
Рис. 3. Схема реечно-зубчатого
механизма:
1 >— рабочий диск] 2 « вубчатое колесо}
3 *-* рейка
62
Питатели штучных предметов обработки
соприкосновении захватным элементов
питателей с рабочим инструментом,
освобождая пространство над
последним в держателе инструмента для
утапливания, при этом ползун пресса
или шпиндель продолжает свое
движение. Этот метод блокировки
необходим при механической муфте
сцепления, когда при движении ползуна
вниз остановить его нельзя.
Электроконтактные механизмы через
конечные выключатели отключают
электродвигатель или муфту
сцепления, включая при этом тормозную
систему.
Оптические механизмы и механизмы
с радиоактивными датчиками могут
быть успешно применены для
бесконтактного контроля наличия и
правильной ориентации ПО на рабочей и
промежуточных позициях.
Для предотвращения обратного хода
рабочего диска устанавливают
подпружиненные собачки, упирающиеся
в выступы диска, пилоны, входящие
в специальные для них отверстия, и
тормозные колодки.
Загрузка питателя может
осуществляться вручную или механически.
При загрузке вручную ПО укладывают
непосредственно в гнезда диска или
в захватный элемент шибера или через
магазин. Механическая загрузка
осуществляется бункерно-загрузочным
устройством или непосредственно из
вырубного штампа, составляющего с
питателем одно целое.
В зависимости от сложности
конфигурации ПО и их размеров оператор
может успеть уложить в гнезда диска
30—50 шт. в минуту. Технологическая
операция обычно проходит на
одиночных ходах прессов и, реже, в
автоматическом режиме, когда рабочий цикл
обработки позволяет оператору
успевать укладывать ПО.
Производительность ручной загрузки может быть
повышена благодаря расширению зоны
загрузки, т. е. укладку можно
осуществлять одновременно в несколько
гнезд диска.
Более производительной и
безопасной является загрузка через магазин,
в который вручную укладывают не
поддающиеся бункеризации ПО.
Минимальная толщина ПО, отсекаемого
из магазина рабочим органом питателя,
лимитируется жесткостью последнего,
поскольку отсекающая часть должна
быть толщиной 0,7—0,9 толщины ПО.
При наличии специального отсекателя
или механизма поштучной выдачи
минимальная толщина подаваемых ПО
может ограничиваться только
плотностью прилегания захватных
элементов к поверхности, по которой
транспортируются ПО. При загрузке
через магазин работа может проходить
и в автоматическом режиме.
Наиболее производительной
является загрузка бункерным загрузочным
устройством (БЗУ). Их применение
ограничивают сложность ориентации,
способ поступления ПО
непосредственно в захватные элементы и
конструкция механизмов питателя.
Также производительной является
загрузка питателя непосредственно из
вырубного штампа, поскольку в
данном случае отпадает необходимость
в устройствах для загрузки штучных
ПО. Кроме того, этим видом загрузки
можно пользоваться практически для
ПО любой конфигурации и толщины
без дополнительной переориентации.
Вопрос о применении того или иного
способа загрузки в каждом
конкретном случае решается в зависимости от
его возможностей, местных условий и
экономической целесообразности.
Фиксация ПО служит для
ориентации ПО относительно рабочего
инструмента. Предварительная фиксация
осуществляется в захватных
элементах, а окончательная возможна там же
или непосредственно рабочим
инструментом. В случае окончательной
фиксации в захватных элементах последние
должны быть изготовлены с большой
точностью как по контуру ПО, так и
по расположению относительно
рабочих частей инструмента и должны
быть термически обработаны.
Конструкция удешевляется при
использовании вставных трафаретов:
постоянных в специальных питателях и
сменных в переналаживаемых.
Наилучшие результаты по ориентации
ПО достигаются при фиксации их на
рабочей позиции, либо
непосредственно рабочим инструментом, либо
фиксаторами, установленными в верхней
или нижней части рабочего
инструмента. Конструктивное исполнение
Револьверные питатели
63
фиксаторов должно быть таким, чтобы
они не препятствовали движению
рабочего органа питателя. Фиксация
ПО в зависимости от требуемой
точности и соблюдения единства баз
может проводиться по наружному или
внутреннему контуру (поверхностям)
или по имеющимся отверстиям.
Удаление ПО проводится на рабочей
или разгрузочной позиции. В
зависимости от технологической операции,
конфигурации ПО и конструкции
захватного элемента рабочего органа
питателя удаление ПО может
осуществляться напровал, выталкивателем,
сбрасывателем, струей сжатого
воздуха. Сохранить ориентацию можно
при удалении напровал или
специальным устройством.
2. РЕВОЛЬВЕРНЫЕ ПИТАТЕЛИ
Револьверные питатели наиболее
эффективно используют при выполнении
на одной операции двух и более
переходов для подачи плоских ПО
толщиной св. 0,5 мм и объемных диаметром
до 60 мм. Исходными технологическими
данными, определяющими
конструкцию питателя, являются:
характеристика ПО — конфигурация, размеры,
точность изготовления, серийность
выпуска, вид технологической операции
и переходов; характеристика
технологической машины — число ходов или
оборотов в минуту, закрытая высота
(между ползуном или шпинделем и
столом), величина хода ползуна или
шпинделя; действительная
производительность (необходимая), равная
числу ПО, которые обрабатываются
в единицу времени при реальных
условиях эксплуатации.
В общем виде револьверные
питатели состоят из привода, механизмов
периодического движения, торможения
и фиксации диска, блокировки и
конструктивных элементов для загрузки
питателя, фиксации ПО и удаления
готовых ПО. В зависимости от вида
технологической операции и
переходов, точности изготовления ПО,
конструкции привода и механизма
периодического движения можно обойтись
без механизмов передаточного,
фиксации, торможения и блокировки. Их
функции зачастую совмещают
оставшиеся механизмы и конструктивные
элементы.
Основным требованием,
предъявляемым к приводу, механизмам
передаточному, периодического движения и
торможения диска, является
выполнение заданных законов движения,
обеспечивающих плавность поворота диска,
отсутствие скачков угловой скорости
и пиков кривой угловых ускорений,
приводящих к ударам и значительному
увеличению усилий, действующих^ на
механизмы, а следовательно, быстрому
износу и потере точности в работе.
Механизм периодического движения
диска поворачивает рабочий диск на
определенный угол в зависимости от
числа гнезд в нем с последующим
выстоем на период, необходимый
для выполнения технологической
операции, входа и выхода инструмента,
загрузки и разгрузки питателя.
Конструкция этого механизма определяет
точность работы всего питателя и
наличие механизмов фиксации,
торможения и блокировки. Ведущее звено
имеет одно из следующих видов
движения: непрерывно или прерывисто
вращательное и колебательное по дуге
окружности. Число ведущих звеньев
может быть одно, два и более.
Периодическое движение рабочего
диска осуществляет один из
следующих механизмов: мальтийский,
кулачковый получервячный, фрикционный,
шарнирно-зубчатый, с обгонной муфтой
и храповой.
Мальтийский механизм обеспечивает
точный поворот и надежную
фиксацию, плавность поворота диска при
входе поводка в паз под прямым углом.
Этот механизм компактен.
Конструкция его относительно проста, имеет
высокий КПД. Недостатками
являются: большой угол поворота поводка
ведущего звена, особенно при большом
числе пазов креста; относительно
большая трудоемкость изготовления; в
отдельных случаях требуется
применение фиксаторов. При определенном
числе пазов креста уменьшение угла
поворота возможно лишь у
механизмов с ударным зацеплением.
Кулачковый получервячный
механизм (рис. 4) совмещает поворот
рабочего диска получервяком с
последующей фиксацией его полудиском-фикса-
64
Питатели штучных предметов обработан
Рис. 4. Схема пол у червячного
механизма
тором, входящим в фиксирующий паз.
Поэтому на нормальную работу
устройства влияет качество изготовления
червяка и зубьев с пазами колеса или
рабочего диска. Механизм
обеспечивает большую точность и плавность
поворота, но не допускает большого
угла поворота, так как увеличение
шага червяка влечет за собой
увеличение нагрузок на контактные
поверхности и, следовательно, большой их
износ. Для обеспечения
периодического движения шаг витка червяка,
мм,
'ч = 2*„, (8)
где /к — шаг червячного колеса, мм.
Число заходов получервяка следует
принимать равным двум, а получервяк
изготовлять с одним витком. Число
зубьев червячного колеса следует
принимать равным числу гнезд рабочего
диска. Наружный диаметр колеса
выбирают предварительно
конструктивно. При нарезке зубьев на диске
наружный его диаметр должен равняться
наружному диаметру червячного
колеса. Червячную передачу следует
рассчитывать, исходя из
предварительно принятого числа зубьев и
конструктивно выбранного диаметра колеса.
Фрикционный механизм применяют
в ленточном и колодочном исполнении.
Быстрый износ трущихся поверхностей
не позволяет применять его широко.
Шарнирно-зубчатый механизм
(рис. 5) имеет относительно малые
габаритные размеры и инерционность,
работает без пружинного замыкания.
Динамические свойства хорошие, так
как в конце его поворота не только
скорость, но и ускорение плавно
уменьшаются до нуля. Этот механизм
не имеет разрыва кинематической цепи
и состоит из четырехзвенника О А ВС,
в шарнирах Л, В и С которого
установлены последовательно
зацепляющиеся между собой зубчатые колеса i,
2 и 5. Ведомое колесо 5, жестко
скрепленное с рабочим диском, совершает
периодическое вращение, имея заранее
заданный период выстоя. Зубчатое
колесо 1 жестко закреплено
относительно ведущего кривошипа 4 и
выполняет роль толкателя, ролик 6 которого
взаимодействует с пазом кулачка
(копира). Это позволяет зубчатому
колесу 1 совершать дополнительное
корректировочное движение по закону,
заложенному при проектировании
кулачка.
На участке, где необходимо
устранять обратный поворот, это зубчатое
колесо будет поворачиваться
относительно кривошипа, а на остальной
части поворота профиль кулачка будет
очерчиваться по дуге окружности с
центром в точке О и относительное
движение этих двух звеньев будет
отсутствовать. Динамические нагрузки
от масс, связанных с рабочим диском,
в момент остановки его и при трогании
с места равны нулю, что позволяет
в отдельных случаях отказаться от
тормоза и фиксатора. При изменении
длины ведущего кривошипа 4 или
стойки 5 коэффициент выстоя Я может
быть увеличен, но при этом
приближенный выстой рабочего диска
сопровождается обратным поворотом,
который может привести к поломке
фиксаторов или инструмента. Это делает
необходимым применение способов ус-
Рис. 5. Схема шарнирно-зубчатого
механизма
Револьверные питатели
65
транения или компенсации обратного
поворота. Коэффициент выстоя
*ц-*о ~~ 360Q-tpB' (У)
где t0 — время выстоя, мин; tn —
время цикла, мин; фв — угол
выстоя, градусы.
Механизм с обгонной муфтой из-за
сложности изготовления применяют
редко, однако включение и
выключение у него по сравнению с храповым
механизмом более плавное.
Храповой механизм является
наиболее распространенным^7 поскольку
прост в изготовлении; У него нет
жесткой связи между ведущим
звеном — собачкой и ведомым —
свободно сидящим на оси храповым колесом,
поэтому при остановке собачки
рабочий диск продолжает вращение по
инерции. Это явление вызывает
необходимость установки постоянно
действующих тормозов и фиксаторов.
В механизмах с двумя и более
собачками уменьшаются нагрузки в местах
контакта собачки с храповым колесом,
а следовательно, повышается их
износостойкость. Внутреннее зацепление
уменьшает габариты питателя, но
увеличивает нагрузки на собачки, тан
как с уменьшением радиуса действия
собачек увеличивается усилие
поворота. В случае, если рабочий диск
является и храповым колесом, в
местах контакта с собачкой необходимо
устанавливать вставки повышенной
износостойкости. Размеры основных
элементов храпового механизма (рис. 6)
определяют по приведенным ниже
формулам. Ход ползушки, мм,
S = SY + 5П, A0)
где Sy — ход ползушки,
соответствующий повороту на угол 7» мм; 5П —
перебег ползушки, мм, принимаемый
равным @,034-0,05) 5V.
Перебег ползушки должен
обеспечивать свободный вход собачки во
впадину храпового колеса.
Ход ползушки
Sv = 2/?0sin-|-, A1)
3 П/р И. А. Клуоова
Рис. 6. Схема храпового механизма
где R0 — расстояние от точки
касания собачки с диском до центра, мм:
Z?0«0,25(DH + DB). A2)
Здесь DH — наружный диаметр, мм
DB — диаметр впадин, мм;
DB = Da- @,2 -4-0,25) dVt A3)
где dr — диаметр гнезда, мм.
Расстояние между осями диска и
собачки, мм,
А = @,55-0,60) DH. A4)
Рабочие диски транспортируют ПО
от места загрузки через рабочую зону
до их удаления. Конструктивное их
исполнение зависит от многих
факторов, как технологических, так и
конструктивных, связанных с общей
компоновкой питателя. Диски должны
быть жесткими, сохраняющими в
работе первоначальные размеры и в то же
время максимально облегченными для
уменьшения инерционных масс.
Стационарные диски обеспечивают
большую точность транспортирования и
совпадения с фиксирующими
элементами, чем сменные. Стационарные
диски могут быть специальными,
предназначенными для одного ПО, и со
сменными трафаретами или рабочими
частями инструмента,
устанавливаемыми в универсальных
переналаживаемых питателях. Как правило, по
вертикальной оси рабочие диски не
перемещаются, но в отдельных
случаях для выполнения рихтовочных,
формовочных и вытяжных операций
они могут иметь такое перемещение.
ее
Питатели штучных предметов обработки
Рис. 7. Расчетная схема рабочего
диска
Диаметр окружности
(рис. 7)
D„ =
центров
гнезд
A5)
где dP — диаметр гнезда, мм; L% —
ширина перемычки между гнездами
по окружности центров гнезд, мм;
у — угол поворота за один цикл,
градусы.
Ширина перемычки между гнездом
и наружной (торцовой) поверхностью
L2 обычно равна Lt.
Размеры гнезда определяются
номинальными размерами и допусками
ПО. При предварительной фиксации
ПО в гнезде диаметр его
dr = A,01 4-1,005)^3. A6)
При окончательной фиксации
величина одностороннего зазора должна
быть не более половины допуска на
фиксируемый размер ПО.
Ширину перемычки L% по
окружности центров гнезд принимают:
для круглых ПО
?iH = (<M-*-0,3)dBi A7)
для прямоугольных ПО
Lln = @,4 -г- 0,5)^. (Щ
Окружная скорость рабочего диена
о = ^^ < 800 & 1000 мм/с, A9)
где п — число кодов ползуна пресса,
код/мин; г — число гнезд.
Толщину рабочего диска
устанавливают в зависимости от способа
загрузки, жесткости, необходимой при
выполнении им своих функций и
толщины ПО. При загрузке вручную или
БЗУ с механизмом поштучной
выдачи
/
5д — C -г- 5) Sq,
B0)
где вд — толщина диска, мм; s8 —
толщина ПО, мм;
1. Число гнезд в диске в зависимости
Диаметр
ПО, мм
20
30
40
50
60
70
80
90
100
4
—
8
от отношения DR/d
Отношение DB/dQ
5
—
10
6
—
10
12
7
12
14
15
16
15
—
8
12
15
16
18
—
3
0
15
18
20
—
10—11
18
20
24
Револьверные питателя
67
2. Параметры револьверных питателей
Механиэм
периодического
давления
Мальтийский
Получервячный
Фрикционный
С обгонной муфтой
Шарнирно-зубчатый
Храповой
»
»
Наибольшие
размеры гнезд
(размеры
подаваемых ПО), мм
60
20
40
40
60
40
60
100
Допустимое
число ходов
пресса в минуту
40—60
40—60
20—40
40—60
105—170
40—60
30—40
25—30
Точность
позиционирования диска
по окружности
центров его гнезд, мм
0,2—0,4
0,1—0,2
0,2—0,4
0,2—0,4
0,05—0,1
0,2—0,4
0,2—0,5
0,2-0,6
при загрузке из магазина и
отсекании из него
sn = @,8 ч- 0,9) s3. B1)
Угол поворота диска
V = 360°/2. B2)
Первоначально наружный диаметр
диска и число гнезд в зависимости
от размеров подаваемых ПО можно
принять по данным табл. 1.
Окончательно эти величины уточняют после
определения всех размеров рабочего
диска.
В массовом производстве для
повышения производительности и
увеличения выпуска продукции с единицы
оборудования гнезда в дисках могут
быть расположены в два ряда. Помимо
транспортных функций диск,
оснащенный нижней частью штампа,
выполняет функции рабочего
инструмента. В первом случае, как правило,
гнезда делают закрытыми, но иногда
для улучшения условий загрузки и
разгрузки их делают открытыми в
сторону наружной окружности диска.
Некоторые параметры револьверных
питателей в зависимости от вида
механизмов периодического движения
указаны в табл. 2.
Механизмы торможения
предотвращают поворот рабочего диска по
инерции. В механизмах должно быть
предусмотрено регулирование
необходимого тормозного момента.
Колодочный, тормоз применяют двух
видов: 1) подпружиненные колодки,
тормозящие по торцовой поверхности
рабочего диска; 2) специальные
колодочные тормоза, охватывающие
ступицу, на которой закреплен диск.
В первом случае при наличии пазов
на диске накладки тормоза быстро
изнашиваются и поэтому требуется
постоянное за ними наблюдение.
Дисковый тормоз, действующий на
верхнюю плоскость диска в его
центральной части, является самым
распространенным благодаря своей
компактности и доступности
регулирования.
Ленточный тормоз обычно
устанавливают на вращающуюся ступицу, на
которой закреплен рабочий диск.
В случае малого тормозного момента
торможение можно осуществлять
подпружиненными ведущими
собачками или фиксаторами.
Механизмы фиксации предназначены
для установки с требуемой точностью
очередного гнезда с ПО над (под)
рабочим инструментом. Эти
механизмы должны как можно дольше
сохранять первоначальную точность
и жесткость, зависящие в основном
от длительности скольжения
фиксирующих и направляющих поверхностей,
материала и термообработки
фиксаторов и сопряженных деталей, величины
давлений, действующих на
контактные поверхности, а также от ударов,
возникающих в случаях, когда угловая
скорость в момент фиксации не равна
нулю.
Система фиксации может быть
одинарная, когда фиксация
осуществляется одним фиксирующим элементом,
3*
68
Питатели штучных предметов обработки
и двойная — двумя фиксирующими
элементами. Последняя обеспечивает
более точную установку рабочего диска
и является более износостойкой.
Элементы предварительной фиксации,
воспринимающие основные нагрузки,
особенно при наличии ударов,
повышают износостойкость основных
фиксаторов. Давление,
воспринимаемое контактными поверхностями
фиксаторов, в значительной степени
зависит от изв формы и размеров.
Давление при поверхностном контакте
меньше, чем при линейном. Форма
поверхностей и направление
перемещения фиксаторов определяют
возможности выбора первоначального
вазора между фиксирующими
элементами и компенсацию износа. Плоские
фиксирующие поверхности являются
наиболее износостойкими.
Поверхности в виде одностороннего клина
дают возможность частично
компенсировать зазоры, образующиеся при
изнашивании.
Фиксаторы, имеющие
цилиндрическую поверхность, подвержены
сильному износу и для точной
фиксации мало пригодны. При их замене
необходимо заново проверить
положение гнезд относительно рабочего
инструмента. Фиксаторы с коническими
поверхностями имеют те же
недостатки, но допускают подрегулировку
при износе. Износостойкость этих двух
видов фиксаторов может быть
повышена увеличением их диаметров, что
не всегда возможно.
Характер движения и направление
действия фиксаторов зависят от
принятой общей схемы фиксации,
компоновки питателя и вида механизмов
ввода и вывода фиксаторов. Выбор
принципиальной схемы механизмов
ввода и вывода фиксаторов
определяется допустимым временем
фиксации и величиной усилия фиксации.
Усилия, необходимые для ввода и
вывода, могут оказывать значительное
влияние на износ направляющих,
поэтому при проектировании следует
учитывать расположение фиксаторов
относительно направляющих для
механизмов ввода и вывода.
Наибольшее распространение получил ввод
фиксаторов пружиной как наиболее
простой и быстродействующий. Но
пружины вызывают усталостные
явления на фиксирующих поверхностях
вследствие ударов при фиксации, а при
выводе преодоление сопротивления
пружины иногда вызывает износ
направляющих из-за возможных
перекосов.
Место крепления фиксаторов
определяется конструкцией механизмов
ввода и выводи. Механизмы фиксации
не применяют в случаях, когда в
механизме периодического движения
диска имеются элементы для
выполнения этой функции (например,
получервячный, мальтийский) и когда
рабочий инструмент перед
выполнением операции точно фиксирует ПО,
3. ШИБЕРНЫЕ ПИТАТЕЛИ
Шиберные питатели применяют для
перемещения ПО от места загрузки
к рабочей зоне обработки в
направлении, совпадающем с направлением
движения шибера. При несовпадении
этих направлений их применяют
вместе с другими питателями.
Шиберные питатели используют
для плоских ПО толщиной свыше
0,3 мм, размером в направлении
перемещения до 150 мм, а также полых
цилиндрических или прямоугольных
ПО высотой до 100 мм. В последнем
случае на пути перемещения шибера
необходимо устанавливать
направляющие планки толщиной не менее
половины высоты перемещаемых ПО,
такого же размера должен быть и шибер.
В этих питателях, как правило,
ведомое звено передаточного механизма
является ведущим для шибера. Бай-
онетный передаточный механизм
можно применять при маятниковом
перемещении шибера. Иногда при
индивидуальном приводе шибер
соединяют непосредственно со штоком пнев-
мо- или гидродвигателя.
Захватными элементами шибера
могут быть открытые или закрытые
трафареты, конструктивное /
исполнение которых зависит от толщины ПО
и их конфигурации, точности и
скорости подачи, вида технологической
операции и способа удаления из
рабочей зоны. Закрытые трафареты
применяют редко, так как в этом случае
требуется дополнительное время
Шиберные питатели
69
для выстоя на период входа и выхода
рабочего инструмента. При открытых
трафаретах имеется опасность отрыва
ПО от шибера в начале движения и при
остановке в конце рабочего хода, что
снижает точность подачи и ухудшает
условия ориентации. Для
исключения этого явления необходимо
устанавливать рациональный закон
движения, т. е. чтобы в начале движения
шибер имел наименьшую скорость и
плавное интенсивное нарастание
скорости после соприкосновения
с ПО, т. е. имел бы наибольшую
величину положительного ускорения.
Это позволит сократить разницу
между скоростями шибера и ПО в
момент, когда шибер догонит
отскочивший от него ПО. Следовательно, шибер
должен двигаться в период выбега
с ускорением, не превышающим по
абсолютной величине ускорение, с
которым перемещается по инерции ПО,
а длина пути выбега 5В шибера не
должна быть меньше длины пути
торможения ПО 5т,т. е. условия
движения ПО в период торможения будут
следующими II ]:
яв шах < — к; B3)
где ав max — максимальное ускорение
движения шибера в период выбега?
р. — коэффициент трения.
Как следует из этих формул,
наибольшее влияние на длину пути
торможения ПО оказывает максимальная
скорость перемещения шибера vm max,
Следовательно, необходимо выбирать
законы движения, которые бы
обеспечили минимальное значение этого
параметра. Кроме того, увеличение
производительности питателя наряду
с построением рациональной
циклограммы его работы и уменьшением
периода холостого перемещения
захватного органа может быть
достигнуто и путем увеличения периода
рабочего перемещения. Последнее
может быть достигнуто уменьшением
периода разбега, так как уменьшение
периода выбега нежелательно ввиду
существенного его влияния на
точность положения ПО перед рабочей
позицией.
Таким образом, критериями для
выбора рационального закона
движения шибера являются: минимальное
значение величины максимальной
скорости шибера; наибольшая
величина его положительного ускорения;
наименьшая величина его
отрицательного ускорения; плавное изменение
скоростей и ускорений; нулевое
значение скоростей и ускорений на
границах интервала рабочего
перемещения.
Исходя из указанный критериев,
можно сделать вывод о том, что закон
движения шибера должен быть не
симметричным, а со смещенным к
началу координат центром тяжести
графика изменения скоростей.
Коэффициент асимметрии закона движения
k рштах B5)
а 2MSP '
где 5р — путь разбега, мм.
Коэффициент асимметрии с учетом
геометрических размеров кулачка
привода питателя обычно принимают
&а « 3 Ц]. На основании анализа
известных законов движения и с учетом
перечисленных требований в качестве
рационального движения может быть
принят закон с модифицированной
трапецеидальной кривой ускорения,
образованной сочетанием кривых
постоянного и синусоидального
изменения ускорения. С учетом принятой
величины коэффициента асимметрии
относительная продолжительность
периода разбега
Й1=-^-«0,25, B6)
где ?р — период разбега; iu — интервал
рабочего перемещения.
Относительная продолжительность
движения по закону синусоидального
изменения ускорения внутри периодов
разбега Ьх и выбега Ь2 будет
-?- = -?-= *! = *, ж 0,25, B7)
где if и t2 — периоды движения по
закону синусоидального изменения
ускорения; tB — период выбега.
Скорости и ускорения шибера,
обеспечивающие получение большой
точности подачи ПО на рабочую позицию,
70
Питатели штучных предметов обработки
для участка III при значении
текущего времени 0,1875 tH < t ^
< 0,25*н:
5=5н|>149+11112(^187ад_
-0,015sto4"BV'25<*>1; C4)
Г 1,612—0,
388 cos
4я B* — 0,25*н)
U
Рис. 8. График изменения скорости
(кривая 1) и ускорения (кривая 2)
представлены графиками (рис. 8).
Уравнения для определения
перемещений, скоростей и ускорений ва
период разбега имеют вид:
для участка / (см. рис. 8) при
значении текущего времени 0 ^/^ 0,0625/н:
9,7465н , 4я B* — 0,25*н)
а = /2 sin—" Н—~
Ртах —
2S„
C5)
C6)
C7)
= SH(
0,388<
-0,015 sin ^);
для участка IV, при значении
текущего времени 0,2&н ^ t < 0,4375 /н:
S=SB[ 0,25+ 1,61 '-^25<° +
B8)
_0,388SH Л 8Ж\.
^-A-cos-j-J, B9)
C0)
В
9,746SH
9,7465н . 8j
+ 0,046 sin
2,67я (< — 0,25<д)
]'
<„
[l,61 +
C8)
¦*р шах
Г1
C1) +0,388cos2'67"(<-0'25?bI;
где 5 — текущее перемещение шибера,
мм; 5Н— величина всего перемещения
шибера (ход шибера), мм; v — текущая
скорость, мм/с; а — текущее
ускорение, мм/с2;
для участка II при значении
текущего времени 0,0625*н < t < 0,1875/н:
S=SH [0,009+0,388 ('~0'°625'н) +
+ 4,873 ^°^J];Н C2)
рс= ^L( 0,388+9,746 ^25^ ;
C3)
C9)
3,25SH . 2,67я A — 0,25^)
#в шах — —
3,256н.
f1
D0)
D1)
для участка V, при значении
текущего времени 0,4375/н < t < 0,8125/н:
t — 0,4375<н
S=SB
0,599+1,61-
tB
-1,625 ('-<Yh374'h)'-J.
D2)
Шиберные питатели
71
«а. A,61-3,25 Ь±^Ь
)••
D3)
а = ав шах; D4)
для участка VI, при значении
текущего времени t = 0,8125/н = tu:
S = 5Н Го,927 + 0,388 *~0;8125 +
+ 0,046 sin
2,67яB* —1,25*н)
]'
v = 0,388 4м-
D5)
X
xfi + cos2'67"^-1'25^];
D6)
3,25SH . 2,67яB<—1,25<н)
а = Чз—5 sin — i—т —
D7)
При подаче ПО с прижатием его
к плоскости, по которой он
перемещается, характер закона движения
шибера оказывает незначительное
влияние на точность подачи ПО.
Рекомендации по выбору приводов,
передаточных механизмов и
компоновок шиберных питателей
представлены в табл. 3 и 4.
Подача ПО шибером может
осуществляться тремя способами: поштучно
(рис. 9, а), дорожкой (рис. 9, б) и
ступенчато (каскадом) (рис. 9, в). Рабочий
ход 5Ш шибера определяют в
зависимости от размера ПО в направлении
подачи / и способа перемещения:
при подаче поштучно
Sm=/+Sn+Lf D8)
при подаче дорожкой и ступенчато
Sm=/+e+Sn, D9)
где 5П — перебег шибера,
устанавливаемый конструктивно; L —
расстояние от магазина до рабочей эоны;
г — зазор, равный 3—5 мм.
Расчетное усилие, необходимое
для продвижения шибера при
отсекании ПО из магазина (рис. 10):
Qm = Qi + Q2 = P2r + -%La =
8
= 2$iLGN+Gm —,
E0)
где Qt — усилие перемещения ПО из
магазина; С?2 — динамическое
усилие, возникающее при разгоне шибера;
Р — коэффициент запаса,
учитывающий возможное сцепление, обычно
*:жжш
Рис. 9. Схемы способов подачи ПО:
/ — шибер; 2 ***> ПОа 8 — магазин
3. Схемы возможных компоновок питателей
Схема питателя
I ^
Привод
(возможный вариант)
Вид передаточного
механизма
I =
код шибера
ход привода
Клиновой
К\
Механический
(индивидуальный)
Рычажный
i>
Продолжение табл. 3
Е
S
Схема питателя
Привод
(возможный вариант)
Вид передаточного
механизма
ход шибера
ход привода
Индивидуальннй
Зубчато-реечный
Рычажный
i= 2
i>2
• со
Продолжение табл. 3
бхена питателя
Привод
(возможный вариант)
Вид передаточного
механизма
i =
ход шибера
ход привода
Индивидуальный
i= 1
Механический
(индивидуальный)
Реечно-зубчатый
= / *
*ред
= 2
SB
Продолжение табл. 3
5
я
бхема питателя
Привод
(возможный вариант)
Вид передаточного
механизма
код шибера
код привода
А -А
У7777777ЯЯШЩ(т7777ЯЛ
* *'Ред — передаточное число редуктора.
Механический
(индивидуальный)
Клинорычажный
t>2
76
Питателя штучных предметов обработки
4. Приводы и передаточные механизмы в зависимости
от размеров ПО и числа ходов ползуна пресса
Привод
Механический от
технологической машины
Индивидуальный:
пневматический
гидравлический
Передаточный
механизм
Клиновой,
рычажный
Зубчато-реечный или рееч-
но-зубчатый
Наибольший
ход шибера,
мм
63
63
160
160
630
630
Наибольший
размер ПО,
мм
17
60
40
150
Св. 100
Св. 100
Число ходов
ползуна
пресса
в минуту
170
105—120
45—70
30—50
80—120
До 35
5. Комплексы однокривошипных прессов, оснащенных
шиберными питателями
Модель
КД2122Е.01
КД2124Е.01
КД2126Д.01
КД2128Б.01
Усилие
пресса, кН
160
250
400
630
Шаг подачи, мм,
не более
100
100
250
250
Размер ПО, мм,
не более
90
90
240
240
Габаритные
размеры
в плане, мм
1750Х 1085
1930X1140
2400X1600
2700X1690
принимают C = 1,5—2,0; Т — сила
трения, развиваемая при движении ПО
во время выталкивания из магазина;
Gm — сила тяжести шибера и жестко
связанных с ним деталей; а —
ускорение, развиваемое в период разгона
и определяемое приводом; g —
ускорение силы тяжести; \л — коэффи-
Рис. 10. Схема шиберного питателя
с загрузкой из магазина:
06 — угол наклона магазина
4 s
Рис. 11. Схема шиберного питателя:
1 — клапан трехходовой; 2 — шибер; 3 —
пневматический цилиндр; 4 — поршень
цилиндра; б — шток с рейкой; 6—8 —-
вубчатые колеса; 9 — подвижная рейка;
10 — каретка; 11 — упор; 12 — пружина
собачки; 13 — распределитель воздуха;
14 — державка собачки; 1В — собачка;
16 — регулятор потока
Грейферные питателя
77
циент трения скольжения, равный для
стали по стали со слабой смазкой;
fx = 0,12-г-0,15; Gjy — нормальная
составляющая от сил тяжести ПО,
находящихся в магазине.
Питатель с индивидуальным
пневмоприводом (рис. 11) позволяет
увеличивать ход шибера по сравнению с ходом
ползуна пресса и поршня привода
более чем в 2 раза благодаря наличию
редуктора с зубчатой передачей.
Питатель вмонтирован в
комбинированный штамп. Вырубленная заготовка
проталкивается через матрицу и
попадает на загрузочную позицию
питателя, откуда перемещается на
следующий переход штампа, где
производится вытяжка.
Данные по комплексам на базе одно-
кривошипных прессов простого
действия, оснащенных шиберными
питателями, представлены в табл. 5.
4. ГРЕЙФЕРНЫЕ ПИТАТЕЛИ
Грейферные питатели применяют
в массовом и крупносерийном, в
основном в штамповочном производстве для
подачи в ориентированном положении
плоских и полых ПО при
многопереходной обработке в последовательном
штампе или многопозиционном прессе-
автомате и многооперационной
обработке на нескольких в один ряд
расположенных технологических
машинах. В последнем случае могут быть
использованы машины для различных
видов обработки: штамповки,
обработки резанием, сварки, сборки и др.
Рабочий орган питателя —
грейферные линейки — может осуществлять
движение трех видов: однокоординат-
ное — возвратно-поступательное в
одной плоскости; двухкоординатное —
в одной или двух взаимно
перпендикулярных плоскостях; трехкоорди-
натное — в трех плоскостях.
При однокоординатном движении
грейферные линейки совершают
поперечное относительно оси грейфера
движение для захвата ПО и отходов,
а продольное — для перемещения ПО
с позиции на позицию и возвращение
грейфера в исходное положение.
При двух координатном движении
вертикальный подъем линеек
осуществляется для съема ПО с рабочий
и колостых позиций и укладки их
на следующие позиции, а продольное
движение — для перемещения ПО
и возвращения линеек в исходное
положение.
При трех координатном движении
Поперечный ход предназначен для
захвата ПО и отходов, вертикальный —
для съема ПО с фиксаторов штампов
и с холостых позиций и укладки на
следующие позиции, продольный —
для перемещения с позиции на
позицию и возвращения линеек в исходное
положение.
Однокоординатные грейферы
используют в основном для перемещения
толстолистовых ПО на операциях
пробивки, гибки, неглубокой вытяжки,
формовки, в ряде случаев их
изготовляют переналаживаемыми.
Привод, как правило, индивидуальный
или от ползуна пресса. Двухкоорди-
натные горизонтальные грейферы
наиболее распространены в
многопозиционных прессах-автоматах, а
вертикальные — в линиях обработки
крупных ПО. Трехкоординатные
грейферы наиболее универсальные, но
массы их движущихся элементов
значительно больше, их привод
сложнее, вследствие чего скорости
перемещения ниже, чем у других
грейферов.
В зависимости от траектории
движения, габаритных размеров и массы
ПО питатели могут получать
движение от одного привода или от
нескольких.
Число рабочих позиций
определяется принятым технологическим
процессом. Число холостых позиций п
при многооперационной обработке
на нескольких технологических
машинах определяется числом последних
и их расположением. Между двумя
машинами это число зависит от
расстояния между их центрами (осями) L
и величиной продольного хода /х
грейфера, т. е.
п = L/lT. E1)
Продольный ход грейфера
устанавливают в зависимости от наибольшего
размера ПО в направлении
перемещения:
«¦-A,1*-1,35) *3, E2)
78
Питатели штучных предметов обработки
2) д)
Рис. 12. Виды захватов в грейферных питателях
где /8 — размер ПО в направлении
перемещения, мм.
Бблыние значения относятся к
мелким ПО. Для вытяжных работ на
прессах это выражение имеет вид при
Юос = 0,33—0,45
1. = @,8 4-1,0)Яп,
E3)
где m0Q — общий коэффициент
вытяжки} #п — К0Д ползуна пресса,
мм.
Поперечный код /п линеек в
горизонтальной плоскости зависит от
размеров ПО в направлении
поперечного хода и верхней части
инструмента, которая в нижнем крайнем
положении может соприкасаться с
захватными элементами грейфера.
Обычно /п = 25-г300 мм.
Расстояние между разомкнутыми
вахватными элементами и
опустившейся верхней частью штампа должно
позволять свободное перемещение
захватных элементов (гарантийный
вазор равен или больше 5 мм на
сторону). В случае необходимости иметь
переналаживаемый питатель следует
предусмотреть регулировку
расстояния между захватными элементами
или их замену. Величина
вертикального хода определяется высотой
обрабатываемых ПО и расположением их
в инструменте, видом
технологического процесса и складывается из
толщины линеек, высоты ПО на
перекодах и гарантированных зазоров.
Гарантированные зазоры принимают
равными 5—25 мм.
Грейферные линейки изготовляют
из стали и алюминиевых сплавов.
Последние для повышения
износостойкости армируют стальными
закаленными вставками.
Питатель может загружаться из
магазина и из вырубного штампа на
загрузочной позиции. Перемещение
с позиции на позицию может
осуществляться без захвата — клавишами
(рис. 12, а) или полуоткрытыми
трафаретами по контуру ПО (рис. 12, б)
и с захватом ПО — клещами (рис. 12, в)
или зажимными колодками (рис. 12, г).
При горизонтальном расположении
осей инструмента для перемещения ПО
используют каретку (рис. 12, д) или
зажимные колодки (рис. 12, ё).
Удаление ПО с разгрузочной
позиции осуществляется напровал,
захватными элементами, последующим
ПО, струей сжатого воздуха. Отходы
удаляют в зависимости от их размеров
и места образования напровал,
разрубкой специальными ножами и
сталкиванием их по склизам, струей
сжатого воздуха или специальными
устройствами по выемкам в штампах
и по склизам.
Грейферные питатели
79
Фиксацию на рабочих и холостых
позициях осуществляют с помощью
захватных элементов линеек,
специальными фиксаторами и рабочим
инструментом.
Блокировка предусматривается для
контроля наличия ПО и правильности
их Ориентации на рабочих позициях,
наличия и состояния инструмента
(например, пуансонов малого размера),
соблюдения циклограммы в части
своевременного движения и остановок.
Скорости рабочего перемещения
грейферных линеек и точность укладки
ПО на позициях, а также время
холостых ходов определяют величину
цикла работы питателя, а
следовательно, и его производительность.
Захваты и линейки могут перемещаться
в продольном и поперечном
направлениях последовательно и иметь
траектории движения в виде
прямоугольника, с некоторым сдвигом по фазе
в виде четырехугольника с
округленными сторонами и в виде сегмента.
Тяговые усилия привода можно
рассчитать по формуле E0). При вер-
Рис. 13. Схема грейферного питателя
тикальном перемещении линеен
подъемная сила
<г„ = р (в.+<&.) +р@«+<к.) »
= Р@8 + 0л) (l+-§")>
где Р — коэффициент, учитывающий
возможное сцепление ПО и линеек
с плоскостью, по которой они
перемещаются, принимаемый для
плоских ПО равным 1,5—2,0 и для
объемных (полых) ПО 1,2—1,6; G3 ибл —
массы ПО и линеек, кг; (?ин =—G3
и (?ин = — Ол — силы инерции от масс
ПО и линеек при подъеме; а —
максимальное ускорение, развиваемое
при подъеме, мм/с2.
На рис. 13 представлен двух
координатный горизонтальный грейферный
питатель, устанавливаемый на
открытом однокривошипном прессе
усилием 1000 кН. Привод
осуществляется от вала пресса через две
Вид А
ttt+7T7
\ \ V ' У ' '
/2. 7J
J)
80
Питатели штучных предметов обработки
rj-i rf-i rjr-i рН rh r|~i
Направление
ленты
Рис. 14. Комбинированный питатель
пары конический зубчаты» колес 12
и 13, цепную передачу 14, вал 18,
зубчатое колесо 20 с эксцентриком,
которая обкатывает неподвижное
(солнечное) зубчатое колесо 10.
Эксцентрик зубчатого колеса 20 шарнир но
соединен с кареткой 6, скользящей по
направляющим штангам. Линейки 2
укреплены на каретке 6
подпружиненными вставками 7. В случае
заклинивания линеек вставки 7 расходятся,
освобождая их и одновременно
воздействуя на конечные выключатели,
выдающие сигнал на остановку пресса.
Эксцентриковый палец зубчатого
колеса 20, обкатывая зубчатое колесо
10, совершает движение по
эллиптической орбите. Линейки 2 получают
продольное перемещение при
движении эксцентрикового пальца по
участкам орбиты аа' и бб''.
Расхождение и сближение линеек
осуществляется в момент прохождения пальцем
участков орбиты аб и а б'. Сближение
линеек происходит следующим
образом: на приводном валу 18 закреплен
кулачок 19. С контуром кулачка
контактирует ролик 17 рычага //,
сидящего на оси 15 корпуса 16. На другом
конце рычага имеется удлиненное
отверстие, через которое проходит палец
8, укрепленный на тяге губчатой
рейки 21. Рейка с помощью пневмо-
цилиндра 8 постоянно прижимает
ролик к кулачку 19. При вращении
последнего поворачивается рычаг //.
Качание рычага сообщает возвратно-
поступательное движение рейке,
которая в свою очередь поворачивает вал 22
на 180°. Тяги 4у связанные с диском 1
и ползушками 5, в которых могут
скользить линейки, сводят и разводят
их. Ползушки движутся по
направляющим. Движение рейке 21 передается
от вала 0, проходящего через станину
пресса, на вторую каретку
поперечного хода линеек; обе рейки работают
синхронно. Устройство с дисками и
тягами обеспечивает минимальную
скорость в начале и конце движения
линеек.
5. КОМБИНИРОВАННЫЕ
ПИТАТЕЛИ
Комбинированные питатели состоят
из последовательно действующих
питателей, обеспечивающих наиболее
рациональную и эффективную подачу
ПО от места еагрузки и рабочей зоне
Промышленные роботы
81
в массовом и крупносерийном
производстве, когда одним питателем это
достигнуть невозможно.
Выбор схемы подачи, видов и
конструкций питателей определяется
конфигурацией и размерами ПО,
технологией его изготовления,
расстоянием между местом загрузки и
рабочей позицией, а также взаимным их
расположением.
Питатель, представленный на
рис. 14, состоит из шиберного и
грейферного питателей. ПО иэ штампа,
расположенного над питателем,
проталкивается пуансоном через матрицу
4 и попадает в полу втулку 5 (трафарет)
шибера. Каретка 1 с клавишами 8
(грейфер) получает движение для
перемещения ПО с позиции на позицию
от вала пресса (на рисунке не
показано) через коническую пару зубчатый
колес 8, кулачок 7 и ролик 6. Шибер
встроен в каретку U В исходное
положение грейфер возвращается
пружинами 2, в то время как рабочий
инструмент (пуансоны) фиксируют ПО,
чтобы последние не могли быть
перемещены обратно вместе с
охватывающими их подпружиненными
клавишами*
в. ПРОМЫШЛЕННЫЕ РОБОТЫ
Промышленные роботы (ПР)
представляют собой новый класс
универсальных автоматических средств
комплексной автоматизации
производственных процессов. Благодаря
возможности быстрой переналадки
ПР обеспечивают наибольший эффект
в условиях частой смены объектов
производства. Поэтому с ПР связано
развитие качественно нового
направления в автоматизации мелкосерийного
многономенклатурного производства,
основанного на объединении роботов
и автоматизированного
технологического оборудования в гибкие
производственные системы различной
сложности. Применение ПР в массовом
производстве позволяет в более сжатые
сроки комплектовать автоматические
линии различного назначения [6,
21, 39].
Комплексное применение ПР
обеспечивает повышение
производительности труда в 1,5—2 раза (на
некоторых операциях в 3—5 раз),
коэффициента сменности оборудования
в 2 раза при одновременном улучшении
ритмичности и общей культуры
производства. Использование ПР открыло
перспективы создания принципиально
новых технологических процессов,
не связанных с ограничениями,
которые накладывает участие человека.
Бблыпая часть эксплуатируемых
сейчас ПР принадлежит к поколению
программно-управляемых роботов.
Это, в первую очередь, ПР с цикловой
и позиционной системой программного
управления. Главное преимущество
таких роботов заключается в том,
что они перекрывают значительный
спектр технологических операций при
достаточно простом конструктивном
исполнении, высокой надежности,
доступности обслуживания и ремонта.
Наиболее эффективно их
использование на монотонно-циклических
операциях при сравнительно редких
переналадках на новый вид работ.
Поэтому, несмотря на развитие ПР
последующих поколений (с адаптивным
и интеллектуальным управлением),
потребность в простых программных
роботах не снижается, а, наоборот,
продолжается их усовершенствование
и развитие.
Существует ряд технологических
задач, при решении которых возникает
необходимость в активном
приспособлении робота к меняющимся внешним
условиям. К таким задачам в полной
мере относят прецизионные сборочные
процессы, автоматизация которых
возможна лишь при использовании
более совершенных адаптивных
роботов, являющихся сложными
самоприспосабливающимися системами,
работающими но гибкой программе.
Поэтому намечено продолжить и
расширить работу по созданию и
внедрению ПР, которые по своему
техническому уровню будут в значительной
мере относиться к роботам II и III
поколения с управлением от ЭВМ
(или микропроцессорных систем) и
с более развитым сенсорным
аппаратом, обеспечивающим работу по
принципу «ситуация — действие»
с целью выбора оптимального
алгоритма действия в зависимости от ре-
82
Питатели штучных предметов обработки
ального состояния технологического
процесса.
Промышленные роботы имеют
различные конструктивные исполнения
и технические характеристики,
которые определяют их технологические
возможности и области применения.
Для систематизации данных,
необходимых при подборе ПР для
выполнения различных работ, предлагается
технологическая классификация ПР
(табл. 6), в основу которой положено
разделение ПР по функциям,
особенностям элементов и групп роботов [14].
Подвижность корпуса характеризует
исполнение ПР применительно к
условиям работы.
Промышленные роботы с
неподвижными корпусами находят широкое
применение при обслуживании различного
оборудования и выполнении основных
технологических операций. Их
устанавливают на полу перед
обслуживаемым оборудованием, на подставках
различных конструкций и
непосредственно на обслуживаемом
оборудовании. Эти ПР хорошо сочетаются
с обслуживаемым оборудованием,
удобны в эксплуатации, но их
технологические возможности ограничены
пределами рабочей зоны.
Подвижные напольные ПР
перемещаются вдоль оборудования на
рельсовых направляющих или
автоматических тележках — робокарах.
Подвижные подвесные ПР передвигаются
по монорельсам, подвешенным над
обслуживаемым оборудованием.
Подвижные ПР обслуживают несколько
единиц технологического
оборудования, расположенного вдоль трассы
передвижения, что расширяет их
технологические возможности, но
усложняет условия эксплуатации.
Грузоподъемность — способность ПР
взять, удержать и транспортировать
предметы с регламентированной
массой — является одной из основных
классификационных характеристик.
Сверхлегкие роботы
грузоподъемностью до 1 кг широко применяют
в штамповочном производстве и сборке.
Это в основном специализированные
быстродействующие пневматические
ПР с двумя-тремя степенями
подвижности и цикловым управлением.
Легкие роботы грузоподъемностью до
10 кг имеют обычно среднее
быстродействие и снабжены различными
типами приводов и устройств
управления. Число степеней подвижности
достигает пяти-шести. Роботы со
средней грузоподъемностью (до 100 кг)
выполняют специальными,
специализированными и универсальными.
Преобладают здесь гидравлические,
электромеханические и
комбинированные приводы. Управление
позиционное, реже контурное. Скорость
перемещений составляет около 0,5 м/с
и, реже, 1,0 м/с. Тяжелые ПР
(грузоподъемностью свыше 100 кг) в
основном относят к группе специальных
и специализированных. Приводы
гидравлические и
электромеханические, управление позиционное,
быстродействие малое.
Число манипуляторов определяет
производительность ПР. Широкое
применение нашли одноманипулятор-
ные ПР для выполнения загрузочно-
транспортных операций. Для изделий
массой до 0,5 кг такие роботы должны
обладать высокой быстроходностью,
жесткостью, двумя или тремя
степенями подвижности и обеспечивать
совмещение движения по установке
заготовки и ее выталкиванию. Для
изделий большой массы данные роботы
применяют при довольно значительных
затратах машинного времени
выполнения основных операций.
Преимущества одноманипулятор-
ных роботов состоят в простоте их
конструкции и систем управления.
К недостаткам следует отнести
некоторые ограничения их технологических
возможностей.
Двухманипуляторные ПР
используют для взятия, транспортирования,
вагрузки и разгрузки изделий массой
от 0,1 до 5,0 кг (реже до 10).
Преимущество таких роботов проявляется при
обслуживании оборудования с малым
рабочим циклом. Два манипулятора
обеспечивают совмещение операций
вагрузки и разгрузки с машинным
временем, благодаря чему сокращается
продолжительность технологического
процесса. Манипуляторные роботы
можно отнести к группе специальных.
Использование их ограниченно.
Система координат. Технологические
возможности ПР существенно зависят
6. Технологическая классификация
Fpynna
А
Б
В
Г
Группа
А
Б
В
Г
1 Подвиш-
1 ность
1 корпуса
Неподвижный
Подвижный
напольный
Подвижный
подвесной
Степень
подвижности
Малая
(ДОЗ)
Средняя
D-6)
Высокая
F и более)
~
ПР
подъемность
Сверхлегкие
(до 1 кг)
Легкие
A—10 кг)
Средние
A0-
100 кг)
Тяжелые
(свыше
100 кг)
Ход
манипуляторов
Малый
Средний
Большой
| ~
Число
манипуляторов
1
2
Много-
манипуля-
торные
Быстродействие
Малое
Среднее
Большое
| ~
Система
координат
Прямоугольная
Цилиндрическая
Сферическая
Комбинированная
Тип управления
Цикловое
программное
Позиционное
программное
Контурное
программное
Адаптивное
Тип
приводов
Пневматический
Гидравлический
Электромеханический
Комбинированный
Исполнение
Нормальное
Пылезащитное
Теплозащитное
Пожар о-
и взрывобез-
опасное
Метод
программирования
Обучением: ручное,
полуавтоматическое,
автоматическое
Аналитическое:
механизированный и
автоматический расчет программ
Самообучением с
участием оператора в
процессе работы
Точность
позиционирования
Малая
Средняя
Высокая
Объем
памяти
Малый
Средний
Большой
Степень
универсальности
Специальный
Специализированный
Универсальный
Число
внешних
команд
Малое
(до 15)
Среднее
A5—60)
Большое
(св. 60)
84
Питатели штучных предметов обработки
от системы координат пространства,
в котором перемещаются
манипуляторы.
Наиболее проста прямоугольная
система координат. Конструкции
роботов с этой системой являются
наиболее простыми и удобными для
программирования. Цилиндрическая
система координат обеспечивает
пространственные перемещения
манипуляторов, ограниченные зоной
в форме цилиндра. Конструкции ПР
в этом случае относительно несложны.
Сферическая система координат дает
возможность для пространственного
перемещения манипуляторов. Эта
система обладает наибольшими
технологическими возможностями.
Тип привода. Выбор привода
существенно влияет на технологические
возможности ПР.
Пневмоприводы на базе
пневматических цилиндров и турбинок применяют
в роботах с грузоподъемностью в
большинстве случаев до 10 кг.
Преимущество пневмоприводов заключается
в простоте конструктивного
исполнения, надежности, дешевизне их
изготовления и эксплуатации. Однако
технологические возможности роботов
с пневмоприводом существенно
ограниченны в связи с тем, что привод
обеспечивает перемещение
исполнительного механизма только от упора
до упора, т. е. работает в режиме
циклового управления.
Гидроприводы на базе
гидроцилиндров и гидродвигателей применяют
преимущественно в роботах
грузоподъемностью свыше 5 кг. Этот тип привода
имеет обычно позиционное и контурное
управление. Гидроприводы
компактны, способны развивать большие
усилия, хорошо обеспечивают
регулирование усилий в исполнительных
механизмах и скоростей их перемещения.
Электропривод в промышленных
роботах очень перспективен, тан как
обладает большой технологической
гибкостью, прост в обслуживании и
надежен в работе, хорошо стыкуется
с обслуживаемым оборудованием.
С целью расширения
технологических возможностей создаются
комбинированные приводы (пневмоэлек-
трические, электрогидр авлические
и др.).
Исполнение промышленный роботов
зависит от производственных условий
их эксплуатации, запыленности и
загазованности воздуха, температурного
режима, влажности, пожаро- и взрыво-
безопасности, электромагнитных,
механический и других видов
воздействий.
Точность позиционирования. Этот
важный параметр промышленных
роботов определяет точность выхода
рабочего органа манипулятора в
заданные точки и точность
воспроизведения заданной траектории.
Промышленные роботы с малой
точностью позиционирования — с
погрешностью более 1 мм — способны
выполнять транспортные операции,
а также операции окраски и в
некоторых случаях сварки. Такая точность
характерна для контурных и
позиционных систем управления ПР,
имеющих пневматический или
гидравлический привод.
Роботы со средней точностью
позиционирования с погрешностью от 0,1
до 1 мм наиболее распространены.
Такая точность наиболее легко
обеспечивается цикловыми системами
и в достаточной мере позиционными
и контурными системами управления
при скоростях» перемещения 0,5—
1 м/с.
Промышленные роботы с высокой
точностью позиционирования с
погрешностью менее 0,1 мм — совместно
с системами позиционного управления
создаются прежде всего для
выполнения сборочных операций.
Степень универсальности. Различают
специальные, специализированные и
универсальные ПР.
Специальные ПР предназначены для
выполнения конкретных операций.
Они просты по конструкции,
экономичны и удобны в эксплуатации.
Специализированные ПР
предназначены для выполнения однотипных
операций, в пределах которых обладают
необходимой гибкостью.
Универсальные ПР способны
осуществлять самые разнообразные
операции при широкой номенклатуре
изделий. Роботы этого типа имеют пять
и более степеней подвижности,
способны мобильно переключаться на
другую работу и относительно быстро
Промышленные роботы
85
перепрограммироваться. Однако они
дороже специализированных и
сложнее в эксплуатации.
Степень подвижности. Эта
характеристика отражает возможность
выполнения ПР сложных движений в
процессе работы.
Ход манипуляторов. Манипуляторы
с малым ходом (до 300 мм)
предназначены в основном для сверхлегких
и легких специальных и
специализированных ПР, манипуляторы со
средним ходом (до 1000 мм) — для ПР
различной грузоподъемности и
универсальности с прямоугольной,
цилиндрической, а иногда и со
сферической системами координат.
Манипуляторы с большим ходом (свыше
1000 мм) предназначены для роботов
средней и большой грузоподъемности
со сферической системой координат.
Технологические возможности ПР
с ростом хода манипуляторов
значительно расширяются, увеличивается
перечень обслуживаемого ими
технологического оборудования.
Быстродействие. Под
быстродействием робота понимают среднюю
скорость перемещения предметов
номинальной массы при транспортировании.
Различают быстродействие малое,
когда скорость перемещения до 0,5 м/с.
ПР с таким быстродействием обладают
средней и большой грузоподъемностью
с гидравлическими и
электромеханическими приводами. Данные ПР
обслуживают оборудование со
значительными по времени циклами ведения
технологического процесса.
При среднем быстродействии
скорость перемещения манипулятора
до 1,0 м/с присуща ПР с малой и
средней грузоподъемностью, с различными
системами приводов и соответствует
средней скорости движений руки
человека. Данные ПР широко используют
при автоматизации производственных
процессов.
При большом быстродействии
скорость перемещения свыше 1,0 м/с
и доступна пока для роботов
специального назначения. Создание и
эксплуатация их связана со значительными
техническими трудностями.
Система управления. Простейшее
программное управление ПР цикловое,
которое обеспечивает в основном
двухточечное позиционирование.
Программирование осуществляется
обычно установкой механических упоров,
располагаемых в крайних положениях.
Цикловые системы управления
наиболее просты, надежны в эксплуатации
и дешевы. К недостаткам данного типа
управления следует отнести малую
универсальность и соответственно
ограниченные технологические
возможности.
При позиционном управлении
обеспечивается от десятков до сотен
программируемых точек на каждой степени
подвижности, через которые
последовательно должны пройти звенья
манипулятора при выполнении заданной
программы. Позиционное управление
позволяет повысить универсальность
и технологические возможности ПР.
К недостаткам относят
нерегулируемость траектории между заданными
точками.
Контурное управление
обеспечивает перемещение манипуляторов
ПР по непрерывным траекториям и
с беспрерывно программируемой
скоростью движения. Система контурного
управления создается на аналоговых
и цифровых принципах управления.
Аналоговые системы управления
более просты, но отличаются
сложностью стыковки с ЭВМ.
Перспективность использования цифровых
систем управления обусловлена высокой
точностью и удобством связи с
обслуживаемым технологическим
оборудованием и ЭВМ.
В целом контурные системы
управления обладают значительными
универсальностью и технологическими
возможностями. К их недостаткам
следует отнести сложность и высокую
стоимость.
В настоящее время на базе
микропроцессорной техники и микроЭВМ
развиваются ПР с адаптивным
управлением. При использовании
адаптивных роботов отпадает необходимость
в сложных технологических
приспособлениях для ориентирования и
позиционирования деталей.
Методы программирования
работы ПР. В зависимости от способа ввода
информации в устройство управления
ПР различают следующие основные
методы подготовки программ: програм-
86
Питатели штучных предметов обработки
мирование обучением, автоматическое
программирование,
программирование самообучением.
Программирование обучением
является наиболее простым и
распространенным методом, осуществляемым
с непосредственным участием
оператора. Его применяют для цикловых,
позиционных и контурных систем
управления.
Автоматическое программирование
обеспечивает заблаговременную
подготовку программ с помощью
автоматизированных систем и применяется
для ПР с позиционным и контурным
управлением.
Программирование самообучением
применено в промышленных роботах
с развитыми сенсорными устройствами
и адаптивным управлением.
Объем памяти устройства
управления ПР. Роботы с цикловым и
позиционным управлением имеют малый объем
памяти (от нескольких десятков до
100 кадров). Роботы с позиционным
и контурным управлением обладают
средним объемом памяти (до 600
кадров). Роботы с развитым контурным
и адаптивным управлением обладают
большой памятью (свыше 600 кадров).
4 УСТРОЙСТВА НАКОПЛЕНИЯ
• И ОТДЕЛЕНИЯ ПРЕДМЕТОВ
ОБРАБОТКИ
1. ЛОТКИ-МАГАЗИНЫ
Магазины предназначены для
направления движения ПО по заданной
траектории и вместе с тем накопления
определенного их количества,
обеспечивающего бесперебойную работу
питателя [8, 31]. ПО в
ориентированном положении перемещаются
скольжением или качением под действием
силы тяжести или принудительно под
действием внешних сил. К магазинам
относят и накопители (компенсаторы),
устанавливаемые по пути движения
ПО от бункеров к питателям при
неравномерном поступлении их из
бункеров. Их также используют в
автоматических поточных линиях для
бесперебойной работы при временных
остановках отдельных агрегатов или
средств автоматизации.
По геометрии поперечного сечения
магазины изготовляют
прямоугольными, круглыми, V-образными,
сложной формы по контуру ПО, открытыми,
полуоткрытыми и закрытыми.
Конструктивное исполнение их может быть
различным: гибкие или жесткие,
цельные или сборные, криволинейные,
винтовые и змейковые. Их изготовляют
специальными или
переналаживаемыми.
Загружаются магазины из
бункерных загрузочных устройств (БЗУ),
вручную, роботами или
манипуляторами, а также из матрицы вырубного
штампа. Вручную загружают ПО
значительных размеров, сложной
конфигурации, когда невозможно создать
надежно действующее БЗУ или
интенсивное ворошение в бункере может
вызвать повреждение поверхности
или изменение формы ПО.
Лотки-магазины трубчатые (рис. 1)
изготовляют в виде жестких или витый
трубок; они могут быть прямой или
изогнутой формы в зависимости от
взаимного расположения
автоматизирующих устройств. Для наблюдения за
перемещением ПО витые лотки слегка
растягиваются, а в жестких лотках
вырезают пазы П шириной 3—8 мм.
Эти магазины следует применять для
цилиндрических или близких к ним
по форме сплошных и полых ПО
диаметром более 20 мм и длиной более
80 мм при отношении диаметра к длине
0,12—1,0 с условием, что они не
заклиниваются и не входят друг в друга.
Если это отношение менее 0,12, то
в местах изгиба трубки возможно
заклинивание ПО, а если более 1,0 —
они могут застревать и изменять
ориентацию.
Витой магазин можно присоединять
к приемнику бункера при помощи
муфты с байонетным замком (рис. 2, а)
и пружинных защелок (рис. 2, б).
На закругленных участках такие лотки
должны иметь больший размер по
сравнению с диаметром на прямых
участках. Преимуществом витых
магазинов перед жесткими является
то, что в них не требуется жестко
фиксировать положение бункера
относительно питателя.
а) 5)
Рис, 1. Схемы трубчатых лотков:
а шт витого] б «- жесткого
88
Устройства накопления и отделения предметов обработки
Рис. 2. Присоединение трубчатого магазина к приемнику БЗУ:
а -—* байонетный зажим: / — приемник БЗУ; 2 — муфта; 3 ¦*- втулка; 4 — магазин;
6 — пружинные защелки: 1 в 3 —* защелки (держатели); 2 — вшяодная трубка
приемника бункера; 4 •— корпус держателей; б — винтовая пружина; 6 —- трубчатый лоток;
7 — ограничитель перемещения пружина вверя
Внутренний диаметр, мм, жесткого
трубчатого магазина (рис. 3) на
прямом участке
di=da+ Ad, (l)
где d3 — диаметр ПО, мм; Ad — зазор,
равный 0,5—1,0 мм. Для витых лотков
значение Ad берется несколько
большим. Внутренний диаметр, мм,
изогнутого участка
da =
4B#ср-Мз)
B)
где Яср— средний радиус изгиба
магазина, мм.
Длину прямого участка магазина
принимают равной 20 длинам ПО
или более. Угол изогнутого участка
должен быть равен или более 90Q.
Средний радиус изгиба жесткого
трубчатого магазина
l2B-4d3(d2-d3)
*°Р^ 8(di-d3)
где /в — длина ПО, мм.
C)
В то же время средний диаметр
должен быть не менее 3/3. Для витьш
магазинов рекомендуется брать #Ср
больше, чем у жестких.
Зазор, мм, на длине /3
д2 = Я — Сб/Чя;
*3>
D)
где R — наружный радиус изгиба, мм«
Величину А2 можно определить по
номограмме (рис. 4) в зависимости от
отношения R/l3 (кривые I—10), где
Л = #cP+0,5d3.
Трубчатые магазины (как и
лотковые) используют и для выполнения
чисто транспортных функций (без
накопления), т. е. для направления
единичных ПО к питателям между
переходами операции или между
операциями (между ТМ) от питателей в тару.
Лотковые магазины (лотки) в
зависимости от траектории движения ПО
подразделяют на прямолинейные,
криволинейные и змейковые; они могут
быть открытыми, полуоткрытыми и
закрытыми. Поперечное сечение лотков
определяется размерами и формой ПО,
Лотки-магазины
89
Рис. 3. Схема трубчатого лотка с
прямым и изогнутым участками
а также ориентированным ша
положением.
На свободный проход ПО по лотку
в ориентированном положении,
особенно когда они двигаются под
действием сил тяжести, оказывают
влияние следующие факторы: зазор между
ПО и бортами лотка; размеры ПО
и точность их изготовления; качество
поверхности лотка и ПО; наличие
заусенцев и острых краев у ПО; ширина
лотка и точность его изготовления;
твердость и износостойкость материала
лотка, жесткость его бортов. Твердость
материала лотка для ПО, имеющих
острые края и эаусенцы, должна быть
выше твердости самих ПО. Следы
обработки надо располагать по
направлению движения ПО.
При направлении движения ПО,
совпадающем с его большей осью,
ширина лотна
В = /8 + А/, E)
где А/ — зазор между ПО и бортами
лотка, мм; принимают равным 1—
3 мм.
При перемещении ПО по лотку в
направлении» перпендикулярном его
большой оси, в связи с наличием
зазора он может повернуться на угол аа
(рис. 5, а). Этот угол увеличивается
с увеличением зазора до тех пор, пока
ПО не заклинится или не повернется
и потеряет ориентацию. С увеличением
зазора А/ уменьшается угол заклини-.
вания Р и возрастает угол а3, что
приводит и увеличению сопротивления
перемещению ПО. Если угол Р равен
углу трения, т. е, tg Э = |д. (обычно
tgp>fi), приведенная н центру
сила трения о борт (рис. 6)
где Рн — нормальная сила, давящая
на борт, равная Gfx; Gig— масса ПО, кг;
Н — высота борта, мм; г3 — радиус
ПО, мм.
Из формулы F) следует, что при
р = tg р и Н = 0,5г3, Ртр = Рп ПО
перемещаться не будут. Следовательно,
при высоких бортах необходимо
стремиться к увеличению угла Р, т. е.
к уменьшению перекоса. Учитывая,
О 20 40 60 00 13,мм
Рис. 4. Номограмма зависимости
радиуса изгиба лотка и длины ПО
90
Устройства накопления и отделения предметов обработки
/,ч
я
АЛ
А
л
л
л
Я
л
А
ЛВ А
1
м
1
\*А1
f __ Imin __
I J
t-max
"mm
"max
/
/
/
6)
г)
Рис. 5. Расчетные схемы движения призматических ПО (а, б, б) и ширины лотка
с учетом допусков (г)
что угол Р зависит от отношения б//3,
необходимо, чтобы соблюдалось
неравенство b/k > jx, где Ь — ширина
ПО, мм.
Зазор Д/ зависит от формы ПО:
для ПО прямоугольной и частично
конической форм или с фасками
(рис. 5, б)
Д/ =
Д/ =
при tg Р = jx
5 sin (б + р)
(9)
где
-[¦
V'+№
1/1 +Ц2
JV -i
/р — расчетная длина ПО, мм;
- расчетная ширина ПО, мм
(диаметр); ji — коэффициент трения сколь-
" ^ 0,1-4-0,2; S —
поворота ПО
мм; б —¦ угол,
Р —- угол эа-
R — радиус
жения ПО о борт, |х =
расстояние от точки
до центра закругления,
л R sin P
градусы, 0 = ^—;
градусы;
G)
для ПО с округленным торцом или
при наличии радиуса на углах
(рис. 5, в)
5 sin (б + Р) (8)
Рис. б. Схема движения ПО в лотке-
скате с перекосом
клинивания,
закругления, мм.
Методика расчета /р, 6Р и S в
зависимости от формы ПО дана в табл. 1.
Зазоры А/ рассчитывают по формулам
G) и (8). Действительные зазоры
(рис. 5, г) рекомендуется принимать
по формуле
Д/х= А+ Д/+ ДЯ, A0)
где Д — допуск на длину ПО, мм;
А/ — наименьший гарантийный зазор,
мм; АВ — допуск на ширину лотка, мм.
Гарантированный зазор А/ при
отсутствии загрязнения лотка и ПО
принимают равным допуску на длину
ПО по h9—nil, а при загрязнении —
по Ы2 и Ы4. Допуск АВ
устанавливают конструктивно с учетом условий
работы лотна и размеров ПО.
Лотки-магазины
91
1. Формулы для расчета параметров лотка в зависимости от конфигурации ПО
Эскиз
заготовки в плане
и расположение ее
в лотке
Формула
расчета
параметров
Эскиз
заготовки в плане
и расположение ее
в лотке
Формула
расчета
параметров
ПО с закруглениями по углам
мл
~*/.
\\\\\\\\
\
Jp f
л °»\
в
$
*.
^
^
\
•
С= 1т
R;
br>=b;
В = /р + А/
AL,
'1
/
'
Iх '" '
^ >ic"
1 i-A
V
',t
',
*г
^
fc,
I
i
^
i
1
1* ^
к^^г
1
1
/ч
>
;
\\\\\\\
4' /»
f
« *»
/
*
/
1
1
с — /р — к;
bv = 6 — 2а;
-М4
с = Я — /т>;
6;
5»
-кч*г
Ьт,= Ь — R;
= VVbp
WW
1
i
4/ /
1
^kAr
^Гу
^ /
V ,
^
?*'
^ ,
/
'
r t
bp = 6 — 2#;
bp= b — 2R;
yW+4
/U
<*
r^
V
¦Jpj
4
/
/
ъ \
'O
^ I
И
4/ f
6p = b\
'W
6p = b — 2a;
При # = -y
изделие
бортами не
направляется
92
Устройства накопления и отделения предметов обработки
Продолжение табл. 1
Эскиз
заготовки в плане
и расположение ее
в лотке
Формула
расчета
параметров
Эскиз
заготовки в плане
и расположение ее
в лотке
Формула
расчета
параметров
. /
V J
V
у
м
к
1
При R <-у-
изделие
бортами не
направляется
При с< I
изделие
бортами не
направляется
ПО без закруглений по углам
•
I
* ч».
с в ж
X/
/
N
*
i
1
/
4/:
||с '/>
*'
1 1 \
1
,1
1 ^
? 1
', ^
I1
it
,
4^
^
I
1
с '"
-С5
1 >
'/
',
U
1
i
+ г
Ьт>= Ь
&1л
/
/
уу
г 1"
)
\
'
'
. в
\
/
i i
И
*
f
1
$
*р=
bp = b — а
hi
bv= b —2a
^5
.¦**
6Р =
(а + ах)
Л отки-магазины
03
Продолжение табл. 1
Эскиз
заготовки в плане
и расположение ее
в лотке
Формула
расчета
параметров
Эскиз
заготовки в плане
и расположение ее
в лотке
Формула
расчета
параметров
AL
&Й.
Ь — k
АЫ
\
с *' а
1j
1
Ук т
М
6-(fl + k)
bv = b —(a +
+ fci + &i)
Му
*',
1
/
/
У
'\
с 1* *
L"n-
Ь
/
^«*
f
k f
ft — *
При определении размеров лотка
следует соблюдать условие А/ > A/j.
Если А/ < A/j, необходимо изменить
исходные данные или предусмотреть
принудительное перемещение ПО.
Высота бортов и их сопротивление
перемещению ПО по лотку
определяются в зависимости от основный
положений, занимаемый ПО в лотке.
Оптимальным положением является
такое, когда ось ПО перпендикулярна
плоскости бортов и он скользит по
рабочей поверхности лотка, не касаясь
бортов. Если эта ось наклонена к
бортам и ПО, касаясь одного из бортов,
скользит под действием приведенной
к центру ПО силы Р (см. рис. 6),
момент этой силы относительно
мгновенного центра вращения С должен
быть больше момента силы трения Т
о борт, т. е.
Ртъ ^> Т1т$$
где /тр— плечо силы трения о борт, мм.
Приведенная и центру ПО сила
трения о борт Ртрдолжна быть меньше
силы Р, иначе ПО перемещаться не
будет. Ртр определяется по одной ив
следующих формул:
Р<гр =
тр '
»тр
V4--
(И)
A2)
откуда Н = Ц- (~р-J •
Сила трения ПО о борт
Г=Рнр. A3)
С увеличением высоты борта
значительно возрастает приведенная н
центру ПО сила трения о борт
Р = G sin v. (M)
где у — угол наклона лотна^
sin 7 = а\к [р у — + tg a2 J ,
A5)
где а — коэффициент, принимаемый
равным 1,5 при нормальных
условия», а при загрязнении 2.0—3,0.
94
Устройства накопления и отделения предметов обработки
2. Зависимость угла наклона лотка от высоты борта и диаметра ПО
й
0,1
0,2
0,3
0,4
Угол V при отношении Ш/г^у равном
0,3
45'
2° 20'
4° 40'
8° 20'
0,5
50'
2° 50'
5° 50'
10° 20'
0,7
Iе
3°20'
7°
12°
[
> 1
1°07'
3°50'
7° 40'
13° 20'
Зависимость угла у от отношения
Я/гз при угле поворота а2 = Зр и
постоянном радиусе ПО приведена для
различных коэффициентов ц в табл. 2.
Высота бортов должна быть выбрана
с таким расчетом, чтобы угол
контакта aj (см. рис. 6) был больше угла
трения ПО о борт в целях
предупреждения выпадания ПО за борт при
недостаточной их высоте.
При закрытых лотках (рис. 7, а)
высоту бортов (при исключении
заклинивания) выбирают такой, чтобы
угол контакта р (рис. 7, б) не превышал
коэффициента трения, т. е. tgP<p,.
В этом случае высота бортов, мм,
Я =
,_|Л»_ (&??)'. A6)
Большое влияние на высоту бортов
оказывает длина ПО. При г3= 1,
tg P = 0,2 и /3 = 10 высота бортов
равна радиусу ПО, следовательно,
лоток должен быть закрытым.
В угловых лотках (рис. 8) требуется
больше усилий для перемещения ПО,
чем в плоских, так как здесь
возникают значительные силы реакции
наклонных боковых стенок. Это компен-
Рис. 7. Схема движения ПО в
закрытом лотке
сируется увеличением угла наклона
лотка к горизонтальной плоскости.
Силу сопротивления скольжению Р
в горизонтально расположенном
плоском лотке определяют по формуле
а в угловом
Р --?-
1 sin р •
по формуле
A7)
A8)
Из формул A7) и A8) следует, что
РХ>Р.
Рекомендуемые формы и размеры
лотков для перемещения круглых ПО
приведены в табл. 3.
Конечная скорость скольжения ПО
в точке В наклонной плоскости лотка
(рис. 9)
vK = V2gh(l-n'ctgy) + ul A9)
где g — ускорение силы тяжести,
мм/с2; h — высота спуска, мм; jx' =
= tg 7i — коэффициент трения; Vi —
угол наклона, при котором начинается
движение ПО (v* = р); у — угол
наклона лотка к горизонтальной
плоскости, градусы; р — угол трения,
градусы; v0 — начальная скорость ПО
в точке Л, мм/с.
Рис. 8. Угловой лоток
Л отки-магазины
95
3. Формулы расчета высоты бортов лотка для перемещения
круглых заготовок
Лотов
Эсеиэ заготовки и лотка
Формула расчета
Угловой
Для легких ПО Р = 45°;
для тяжелых ПО Р = 60°;
ширина полки уголка
В = @,7ч-0,8) d9
Открытый
коробчатый
1
Для шара Н = @,6-~
ч-0,7) d3; Для цилиндра
Н = @,53-4-0,6) dB\ для
колец и дисков Н > 0,6d8
Открытый
коробчатый для
заготовок с
односторонней полостью
?} .шВ
Н = @,7ч-0,8) d9
Коробчатый с
закраинами
ffii
Н = 0,8d8; Нг = d3 + A
Закрытый
коробчатый
7 I ^3 C7Z?-k.
Я = гв-
А
96
Устройства накопления и отделения предметов обработки
При начальной скорости в точке А9
равной нулю, конечная скорость в
точке В будет
*H = V2*Ml-|i'ctgY). B0)
В целях исключения превышения
предельно-допустимой скорости
рекомендуется делать лотки с двумя
различными углами (рис. 10). Участок
лотка с большим углом vi служит для
быстрого перемещения, а с меньшим
<уа — для торможения ПО. Переход
от одного угла к другому должен быть
плавным с радиусом закругления R ^
> /3. Угол Vi определяют по формуле
tgYi:
2gh + vl + vK
при v0 — 0
2ghu'
2gh-
B1)
B2)
Угол наклона пологого участка
должен удовлетворять условию у2 <3 Р«
При заданных величинах v0, vK и h
длина L горизонтальной проекции
лотка зависит от линии перегиба и
определяется формулами
L =
2gh + vl~v2K
B3)
B4)
при v0 — 0
Место перегиба лотка выбирают по
конс!руктивкым соображениям.
Конечную скорость vKy мм/с,
движения цилиндрического ПО по
наклонной плоскости (рис. 11)
определяют:
Рис. 9. Схема движения ПО по
наклонному лотку
fTti—
1
L
fvy
к
Г
1 4
Рис. 10. Схема движения ПО по лотку
с двумя углами наклона
а) без учета касания ПО с бортами:
для цилиндрических ПО
V *{!')¦
для кольцевая ПО
0,816 V2gh;
B5)
v« = \/~2g (-i- A) = 0,707 УЩ;
B6)
б) с учетом касания ПО с бортами:
для цилиндрических ПО
ов = 0,бУЗвЛ; B7)
для кольцевых ПО
0K = O,4T/2gf/t. B8)
Указанные формулы применимы: для
цилиндрических ПО при tg у = 3ji'§
для кольцевых ПО при tg v ^ 2|л/.
При этих условиях обеспечивается
качение без проскальзывания.
Коэффициенты трения следует принимать
по формулам:
Рис. И. Схема качения без
скольжения цилиндрического ПО по
наклонной плоскости
Л отви»магазины
97
Рис. 12. Схема криволинейного участка
лотка для перемещения
цилиндрических ПО вдоль их оси
для цилиндрический ПО
й'>-?Ь; B9)
для кольцевая ПО
й'>-Е7» C0>
где ko — коэффициент трения качения,
принимаемый в зависимости от
материалов трущихся пар:
Мягкая сталь—мягкая сталь 0,005
Закаленная
сталь—закаленная сталь 0,01
Чугун—чугун 0,05
Дерево—сталь 0,3—0,4
Ширину криволинейного участка
(рис. 12) для перемещения
цилиндрических ПО I трубок, колпачков с отно-
U \
шением -т— ^ 1,5 ) определяют по
формуле
В = /? —0,5у/?2_ /2 + da + A,
C1)
где R — радиус наружного борта
криволинейного участка, мм; А — допуск
на длину ПО, мм.
Число ПО на криволинейном
участке с углом ф
—?¦! * — &* <32>
где #0 = R — de.
4 П/р И. А. Клуеова
Рис. 13. Схема криволинейного участка
лотка для перемещения качением
дисков
Ширина лотка (рис. 13) для
перемещения качением дисков в нивкия
колпачков (при dQ > fa)
Вг = dB + А^ + A 4-1,5 мм), C3)
где Ad — допуск на диаметр ПО, мм.
Угол а на криволинейном участке
определяют по формуле
sin аг = — в , . C4)
¦(«-+)'
Змейковые лотки (рис. 14) применяют
для перемещения в направлении,
перпендикулярном оси ПО гладких и
ступенчатых валиков, цилиндрических
полых заготовок, длина которых в
четыре раза и более больше диаметра.
Лоток имеет две щеки, у которых
внутренние поверхности волнистые.
Шаг волнистой поверхности
*л = 2 (d3 + Ad3 + 2r') 1/1 — sin5* рл ,
C5)
Рис. 14. Расчетная схема змейкового
лотка
98
Устройства накопления и отделения предметов обработки
Рис. 15. Номограмма для расчета
проходимости ПО в змейковых лотках
где Ad3 — зазор между ПО и
направляющими поверхностями, мм; г' —
малый радиус закругления
поверхности лотка, мм;
Рл =
= [(p + a;)arcsinrf3+^+^2r/],
C6)
где р = arctg p/? ал — угол наклона
лотка к горизонту.
Расстояние между осевыми линиями,
мм, проходящими через центры
кривизны цилиндрических поверхностей
обеих щек,
ял = D + Ad3 + 2r') sin рл. C7)
Радиус выпуклой поверхности,
рассчитанный по эмпирическим
формулам, принимают: при d3 > Ю мм
г' = 0,Ы3; при 10 мм < d3 > 5 мм
г' = 1 мм; при 4<5ммг' = 0,5 мм.
Принятые значения г' округляют до
ближайшего значения ряда чисел:
0,5; 1,0; 1,25; 2,0; 3,0; 4,0; 5,0.
Величину зазора между ПО и
направляющими поверхностями в этом лотке
в нормальном сечении принимают из
условий исключения заклинивания
ПО при движении в лотке. Зазор,
а следовательно, проходимость
определяют по номограмме (рис. 15).
Кривые Ft функционально зависят от
геометрических параметров профиля
лотка и ПО. Области, в который
Fj i> jx, являются областями
проходимости одного ПО. Кривые,
соответствующие предельному значению
S'
относительного зазора V| = -г-,
г'+т
также обеспечивают проходимость.
На нижней части номограммы
нанесены кривые для определения угла б|
перекоса ПО.
Пример. Дано: диаметр ПО dQ =
= 10 мм, длина / = 60 мм,
коэффициент трения ПО о стенки лотка ц =
= 0,2 и г' = 1 мм. Определить вазор,
при котором не происходит
заклинивания ПО.
Решение. Из точки пересечения
прямой ja = 0,2 и кривой F%, соответ-
ствующей j =0,1, опускаем
перпендикуляр на ось vj. Точка
пересечения vj = 0,1 будет соответствовать
минимальному значению
относительного зазора. Максимальное значение
относительного вазора можно
определить, опустив из точки пересечения
прямой \i = 0,2 и кривой 6j (г' =
= 0, Id) перпендикуляр на ось vj.
Точка пересечения будет
соответствовать Vf=l,56, однако при данном
относительном зазоре максимально
возможный угол перекоса 6$ = 50°, что
является недопустимым. Если
принять 6$ = 30Q, то vf = 0,77.
Следовательно, чтобы обеспечить нормальную
проходимость, зазор нужно принять
s' = vj = (г' + dl2) = 0,77 A + 5) =
= 4,6 мм.
А-А
Рис. 16. Лоток с пневмоподушкой:
/ — опорная плоскость лотка; 2 — канал
для воздуха; 3 — отверстия для воздуха}
4 — боковые стенки
Л отки-магазины
99
Лотки е пневмоподушкой (рис. 16)
используют при самотечном
перемещении, когда не допускается истирание
или образование рисок на плоскости
скольжения у ПО, когда они
изготовлены из материалов с высокими
фрикционными свойствами (абразив,
резина и др.), крупных и очень мел кия
ПО и если требуется иметь малый угол
наклона лотка (меньше угла трения)
при перемещении на большие
расстояния.
Для того чтобы ПО поднялся над
плоскостью лотка и образовалась
воздушная прослойка (подушка)
толщиной более 0,01 мм, необходимо создать
давление р± воздуха в прослойке
несколько большее, чем давление ПО
на плоскость от силы тяжести
Pi>T?-. C8)
* о
где F0 — площадь опорной
поверхности ПО.
При этом условии давление сжатого
воздуха, поступающего в полость
лотка,
Р-Л[1 + (Т55Г)']' <39>
где К — периметр опорной
поверхности ПО, м; п — число отверстий в
лотке, перекрываемых ПО; d — диаметр
отверстий в лотке, м.
Диаметр входного отверстия, си,
в лотке
"•=1Лж« D0)
где Fn — площадь всех отверстий
на плоскости лотка, м2.
Расход воздуха, м3/мин,
приближенно может быть рассчитан по
формуле
7 = 0,2-^-103, D1)
где F — площадь сечения отверстия
d0, м2; с — коэффициент расхода
воздуха: для отверстий с закругленными
кромками с = 0,47; для отверстий
с острыми кромками с = 0,50-^-0,65$
4*
5, ММ
О W JO SO 70 90 р.кПа
Рис, 17. Номограмма для определения
давления воздуха на входе в
зависимости от давления воздуха на единицу
площади и толщины воздушной
прослойки
р — давление воздуха на входе; Т% —
температура воздуха на входе, К.
Такие лотки успешно используют,
если ПО имеют большие плоскости
скольжения и достаточно ровную и
чистую поверхность. При неровной
или грубообработанной поверхности
ПО следует помещать на подкладки-
спутники. При горизонтально
расположенном лотке в нем делают
отверстия под углом 45° по ходу движения
ПО. Жесткость лотка должна
исключать прогиб его плоскости скольжения.
Давление воздуха на входе р в
зависимости от требуемого давления р%
на единицу опорной площади и
толщины прослойки s дано на номограмме
(рис. 17). Схемы лотков с
пневмоподушкой и их элементов
представлены на рис. 18.
При проектировании
лотков-магазинов необходимо обратить особое
внимание на определение пропускной
способности лотка, т. е. сколько ПО
в единицу времени может пройти через
поперечное сечение лотка (пропускная
способность лотка должна быть выше,
чем производительность
технологической машины, на 10—15 %), и на
определение максимальной скорости
движения ПО в конце лотка, чтобы
оценить возможность деформирования
при ударе или ПО, или элементов
лотка и питателя.
Целью расчета пропускной
способности является определение времени
движения от начальной точки лотка до
его конца (в случае движения
единичного ПО) или на пути, равном шагу
между ПО (при движении потоком).
100
Устройства накопления и отделения предметов обработки
В общем случае движение ПО
в лотке может быть представлено
в пяти варианта»:
1 — движение единичного ПО по
прямолинейному лотку?
2 — движение потока ПО по
прямолинейному лотку;
3 — движение единичного ПО по
криволинейному лотку с определенным
радиусом закругления?
4 — движение потока ПО по
криволинейному лоткуi
б — движение потока ПО по
комбинированному лотку.
В практике при компоновке систем
технологического оборудования
лотки-магазины конструируют
состоящими из нескольких прямолинейный
и криволинейных участков. Поэтому
для расчета движения ПО по лотку
любого возможного профиля
целесообразно использование ЭВМ, так как
а)
1000
Рг
-№j=H<gjg№g&lj
ssnssssscnL
6)
весь лоток должен быть равбит на
большое число участков с одинаковым
углом наклона или радиусом
кривизны, и задача становится
громоздкой.
Расчет скорости ПО на выходе ив
лотка и время его прохождения может
проводиться для различных
конструкций лотка и пяти вариантов движения
ПО (рис. 19).
1. Лоток наклонен н горизонту под
углом а и имеет длину s (рис. 19, а)
и начальную скорость движения
заготовки v0.
Скорость движения ПО и время
движения на пути s определяют из
дифференциального уравнения
движения ПО по наклонной плоскости:
d2x
т -др- = mg sin a — FTV;
d2y
т —г~- = mg cos a — N = 0. D2)
Тан как боковые силы трения ПО
о стенки лотка малы, то в расчета» их
не учитывают.
Решая систему дифференциальный
уравнений D2) при начальных усло-
dx
вияя xt==Q= 0, -jj = 0О» полу-
6)
МпМпММЧ"!»
SSL
A44A1411144114HA14444444«A<J
^Ji'M^lHiHiHlHiH^iKH^HiMiMB^CT
д)
dt
*=a
чают выражения для определения
времени движения t ПО на пути s:
t =
У"у% -f- 2sg (sin a — fx cos a) — vp
g (sin a — p. cos a)
D3)
Подставляя время в выражение
скорости, находят скорость ПО в конце
участка:
Uj = yv\ + 2sg (sin a—[i cos a). D4)
2. Масса ПО (k шт.) скользит по
наклоненному под углом а плоскому
лотку (рис. 19, б).
Скорость движения
Рис. 18. Схемы конструкций лотков Vl = Y2gs (sin a — [i cos a) + ag. D5)
с пневмоподушкой и их элементов:
в - ГиТйНГтокЛ;0ПВгС-0^рнНИ°еЙ ??? ВРеМЯ Д™™ маССИ П0 НЭ °«ИН
0 ^ деревянный лоток шар в предположении, что движение
Л отки-магазины
101
Рис. 19, Расчетные схемы движения ПО в лотках различных типов:
а — единичного ПО на прямолинейном участке; б — массы ПО на прямолинейном
участке; в — единичного ПО на криволинейном участке; г — массы ПО на
криволинейном участке; д ¦— массы ПО в лотке, состоящем из прямолинейный и криволинейных
участков
происходит с постоянным ускорением,
будет
Щ + *>1
2s
v0 + V 2gs (sin a — ц cos a) + ug
3, На ПО, движущийся по
криволинейному лотку радиусом R
(рис. 19, в) у действуют центробежная
~ mv2 Fv2
сила Q = —5~~ = "~Б » сила тРения
а ?а
/ Fv2\
^тр = И- ( ^ cos a -\--~k) и сила тя-
D6) жести F*
102
Устройства накопления и отделения предметов обработки
Для общего случая движения ПО
от угла а0 до угла <ха при начальной
скорости о0 получают
"I = У*>У (ttl~ao) +
+
1
\+А*
((-В-ЛС)Х
X (sin аг—<ГА (a*-ao) sin a)+
+ (С-АВ)Х
X (cos с*! - ел (a*-ae) cos a0)),
D7)
где A = —2p; В = — 2?до; С =
= 2#g; Oq — начальный угол
движения.
Для вычисления времени движения
ПО разбивают весь путь щ — о^ ~ 9
на т равных, достаточно малых
участков. Каждый участок определяется
величиной угла 8/т.
Ввиду малости каждого участка
приближенно можно считать, что движение
на нем равноускоренное, и поэтому
время движения можно вычислить кан
частное от деления длины дуги RB/m
на среднее арифметическое значение
скорости в начале и в конце участка.
Общее время движения ПО будет
равно сумме составляющих времени
по участкам;
jj N ш 400 + 01
4. Для схемы движения общей массы
ПО (k шт.) по криволинейному лотку
постоянного радиуса R (рис. 19, е)
расчетные вависимости будут иметь
вид:
Vx--b+VW-
¦4АС
2А
D9)
. 2k + р,9 „ р.9
где Л=—XiL; B = -^-voi 0.
не
48 а
¦R±x
-Й^СОБ g I.
Ш 1
Время движения ПО определяется
формулой
2/
Щ + Pi'
5. Все ПО по лотну переменного
радиуса кривизны движутся общей
массой (рис. 19, д), следовательно,
скорости всея ПО будут одинаковы.
Тогда
Л =
mv*
kG
Ч
«—8).
E0)
где k — число заготовок,
находящихся на всей длине лотка.
Скорость ПО на выходе
F1)
—Я + У#» — 4АС
* в \а '
В:
*=1
vQt ^y кф1 .
*=1
2*
i~i
N
с== 12^2cos а'~~
2 2slna'~
N
I *=i I V M*
2g 4gZl Ri
l<&
ki — число заготовок, находящихся
на f-м участке лотка; N — число
участков лотка.
Лотки-магазины
103
С "»уо;^р )
1" *=°;
\ 9"9,81
j i
8=2Asg; C-v*+B
Рис. 20. Структурная схема расчета
движения единичного ПО на
прямолинейном участке
Лоток любой конфигурации можно
разбить на множество прямолинейных
и криволинейных участков со своими
углами наклона к горизонту и
радиусами кривизны.
Проектирование лотка включает
несколько процедур, в каждой из
которых выполняется расчет скорости
и времени: движения единичного ПО
на прямолинейном и криволинейном
участках; движения единичного ПО
по лотку, состоящему из нескольких
прямолинейных и криволинейных
участков; движения массы ПО по
лотку, состоящему из нескольких
прямолинейных и криволинейных
участков; движения массы ПО по мере
уменьшения их числа в лотке.
Скорость и время движения
единичного ПО на прямолинейном участке
вычисляют в соответствии со
структурной схемой (рис. 20).
Так как величина С является
подкоренным выражением при
определении Vi> то необходимо ее сравнить
с нулем. Если С ?> 0, то вычисляют
вначения скорости v± и времени /.
В противном случае ПО либо на
участке не движется, либо прекратил
движение, что свидетельствует о
необходимости изменения параметров
участка лотка.
При расчете скорости и времени
движения ПО по криволинейному
участку (рис. 21) необходимо учитывать
следующее:
если лоток вогнутый, то величины а0
и aj задаются в пределах от 90 до 0Qj
если л ото и выпуклый, то величины
а0 и а% задаются в пределах от 180
до 90Q5
если лоток вогнутый и детали по
нему движутся вверх, то значения
углов Oq и Of задаются в пределах от 0
до -90Q;
величина R задается положительной,
если лоток вогнутый, и
отрицательной, если лоток выпуклый.
Криволинейный участок разбивают
на т достаточно малых промежутков
с углом Да и угловыми границами
этого промежутка <хп и а&. Затем на-
Jl
{g°9,81;A=-2/t; c= 2Rg; 8=-Cfj;k*o\
**= ^^W *<,;**--*<,-**,• t-o
27= e-A(«k-<*n)-t E=sin<*k-Dsino(n;F=cos<ik-]lcosd\
E^Ef-B-AgUFrFU-AB); Е2яЕгЬ
2 1+A2
vt; f-; к I С ШеЦ )
Рис. 21. Структурная схема расчета
движения массы ПО на
прямолинейном участке
104
Устройства накоплении и отделения предметов обработки
г2 *
[ 9=9,81
/-J-r—* ч
{Движение ПО по
прямолинейному\
участку
т/5-
[Движение ПО по
\криволи ней ному
участку J
Г1* N
( Конец )
v/; Ь
\ уо=у;
с
л
+ = 0
I
Ги—t
П:
Г
60/t
Г Конец j
Рис. 22. Структурная схема расчета
движения единичного ПО по лотку,
состоящему из прямолинейный и
криволинейных участков
ходят скорость ПО в конце каждого
участка. Предварительно
подкоренное выражение E1) сравнивается с
нулем, чтобы определить, не остановился
ли ПО.
Для определения скорости и общего
времени прохождения ПО участка
значению начальной скорости v0
присваивается значение скорости на ПО
выходе из первого промежутка, а к
начальному времени, которое равнялось
нулю, прибавляется время
прохождения промежутка. Определяют
угловые границы следующего промежутка
криволинейного лотка ап и од.
Расчеты продолжают до тех пор,
пока ПО не преодолеет весь участок
лотка.
Расчет скорости и времени движения
единичного ПО по лотку» состоящему
из нескольких прямолинейных и
криволинейных участков (рис. 22),
ведут на каждом участке
последовательно. Сначала определяют вид
участка — прямолинейный или
криволинейный. Если участок лотка
прямолинейный, то вычисление ведут по
одной структурной схеме (см. рис. 20),
а если лоток криволинейный — по
другой (см. рис. 21).
Для дальнейшего расчета значению
скорости на входе в следующий участок
лотка присваивают скорость,
полученную ПО в конце предыдущего
участка, и расчет повторяют заново для
нового участка лотка.
После завершения
последовательных расчетов будет получена скорость
ПО на выходе из лотка, равная
скорости ПО при выходе из последнего
участка лотка.
Общее время прохождения ПО
всего лотка определяют
суммированием времени прохождения каждого
участка, а производительность
определяют как 60/^.
Для расчета скорости и времени
движения массы ПО по лотку,
состоящему из нескольких прямолинейных
и криволинейных участков (рис. 23),
предварительно определяют число
ПО, располагающихся на каждом
участке лотка.
В общую формулу расчета входят
составляющие величины от
криволинейного и прямолинейного участков.
Поэтому эти величины вычисляют по
различным формулам, как это следует
из структурной схемы.
В операторе 17 составляющие
суммируются по мере выполнения цикла
перебора всех участков.
Л отки-магаз гага
105
г *
^*J Л
f Конец J
Рис. 23. Структурная схема расчета движения массы ПО по лотну, состоящему
из прямолинейных и криволинейных участков
106
Устройства накопления и отделения предметов обработки
(^. Уо; *;, «ti; «о/; *; ; //;; s;; /У)
,,з-1
По аналогии с предыдущими
вариантами расчетов предусмотрены проверки
отсутствия движения ПО или
прекращения движения, для чего
предусмотрены операторы 20 и 22.
При функционировании лотка, где
ПО расположены массой, наблюдаются
моменты, когда новые ПО не
поступают, а оставшееся число ПО
вырабатывается. Но и при таком варианте
недопустимо, чтобы ПО прекратили
движение. Для этих целей возможно
также проведение расчетов в
соответствии со структурной схемой (рис. 24).
В расчете постепенно (по одному ПО)
сокращается число ПО на всех
участках, начиная с первого. По мере
уменьшения числа ПО вычисляют
длину участка лотка. Если она становится
равной или меньшей нуля, то это
означает, что на прямолинейном участке
не осталось ПО.
Если участок лотка криволинейный,
то вычисляют значение центрального
угла, определяемого длиной ПО
(оператор 13). Затем, сравнивая сц и а%,
определяют, все ли ПО прошли
криволинейный участок. Уменьшая
значение центрального угла на величину
угла, определяемого длиной ПО,
расчет выполняют вновь до момента,
пока а0 не станет меньше од•
По мере уменьшения числа ПО на
участке фиксируется, при каком их
количестве будет получена
максимальная пропускная способность участка
и соответствующая скорость движения
на нем.
При выполнении полного расчета
(рис. 25) выделяют пять этапов.
Первый этап — расчет движения
единичного ПО на каждом участке лотка.
Расчет проводят в соответствии со
структурными схемами для
прямолинейного участка (см. рис. 20) и для
криволинейного участка (см. рис. 21).
Предполагается, что на каждый
участок лотка ПО поступает с начальной
скоростью, равной нулю.
На втором этапе рассчитывают
движение единичного ПО по всей длине
Рис. 24. Структурная схема расчета
движения вырабатываемой массы ПО
по лотку, состоящему из
прямолинейных и криволинейных участков
Лотки-магазины
107
(liv9;N;*i; 5;;<*0,;<х,;,*;;//Л
Движение по
прямолинейному
участку
Движение по
криволинейному
участку
С Конец j
п-//
Движение
ПО полотку,
состоящему us
нескольких участков
Конец
Рис. 25. Структурная схема расчета пропускной способности лотка
лотка. Результат — значение
возможной производительности, времени
движения по лотку и максимальной
скорости.
Третий этап — расчет движения
массы ПО, заполняющих один участок
лотка. На этом этапе необходимо
знать, не возникнет ли остановка
движущейся массы ПО. Кроме того,
выясняют возможность движения
вырабатываемой массы ПО на данном
участке лотка (см. рис. 23, 24).
Четвертый этап — расчет движения
массы ПО, заполняющих весь лоток
(см. рис. 23). После расчета
определяют скорость ПО на выходе из лотка
и время его прохождения.
Пятый этап — расчет движения
массы ПО, вырабатываемой со всего лотка
(см. рис. 24).
Если в каком-либо месте лотка
прекратится движение ПО, то
конструктор должен изменить параметры лотка
или его участка и повторить расчет.
108
Устройства накопления и отделения предметов обработки
По приведенным структурным схемам
можно составить программы и
выполнить эту работу на ЭВМ.
Расчет длины лотка-магазина БЗУ.
Для БЗУ коэффициент выдачи т] ==
= П3/Пт = n3/(zrt), где П3 —
фактическая производительность БЗУ; Пт —
производительность загружаемой
технологической машины; г — число
захватных органов; п — частота
вращения захватных органов. Отклонение
производительности БЗУ от средней
(фактической) величины
9 = 0,5 (Jk._nt).
Длина лотка-магазина, необходимая
для вмещения запаса ПО,
обеспечивающего синхронизацию по
производительности,
L = Tqd,
где Т — время, мин; d — диаметр или
длина ПО. В общем случае Т = 1 мин
и 2 = qd.
Расчет длины лотка-магазина ВЗУ.
Условие 1. Средняя производительность
ВЗУ характеризуется математическим
ожиданием М (П3) и равна
производительности Пт технологической
машины:
м(Пв) = миD0в = пт,
где &з — коэффициент плотности
потока ПО (для валиков k3 = 0,98; для
пластин k3 = 0,85; для призм kQ =
= 0,9); v — скорость
вибротранспортирования потока ПО; 0 —
коэффициент, характеризующий способ
ориентирования ПО (9 = 1 при активном
ориентировании; 6 = Рт> где Рт —
вероятность требуемого на выходе
положения ПО при пассивном
ориентировании; Рт < 9 < 1 при
комбинированном ориентировании); М ( -у ) —
математическое ожидание плотности
заполнения вибродорожки
различимыми положениями ПО, М (-у- ) =
^——-; здесь #р — число раз-
й=1
личимнш положений ПО; If — /-я
проекция длины ПО на направляющую
вибродорожки; Pt — вероятность /-го
различимого положения ПО на
вибродорожке.
Для плоских ПО
р*
Г" m —|
I 2] h — hk I
х *t i /=1
Nk m ( m \ Г
Lft=i «=i \/=i In_\
где Ад — кратчайшее расстояние от
центра масс до j-й стороны; Pf =
= @,5; 1) — вероятность нахождения
ПО на одной из своих сторон (если
ПО имеет плоскость симметрии Р\ =
= 1, если нет, Р* = 0,5).
Для объемных ПО расчет Pi дан
в [34].
Разброс а (П3) значений
производительности М (Пт) определится из
выражения
»(n.) = [M(n|)-M»(n.)f_
-*•[« (+)-«¦ (т)Г
с доверительной вероятностью
(гарантией)
Р(|ПТ-М(П3)|<6) =
\ У2о (Пт) /
Диапазон 6Х разброса
производительности М (П8) от Пт определится кан
6х = /27@а(П8),
где у (/) — значение функции
Лапласа Ф0.
При гарантии 95 % б9б = 1,98а (П8),
при гарантии 99 % 699 = 2,62а (Пт).
Априорная длина лотка-магазина
при М (П3) = Пт определится кан
L = lT6aT = lAUTy(tN(Tl9)f
Механизмы поштучной выя ачи
109
где Т — время работы оборудования.
Для практических расчетов удобно
пользоваться следующей формулой:
L = 2lTTkBvQ X
Г NV ( NV VlO.5
* ?t-- ?*) •
L 1==\ \ i=\ /J
Это максимальная длина
лотка-магазина с гарантией 96 %, что он не
переполнится и не опустеет.
Условие 2. При больших разбросах
о (Пт) величина L может быть
значительной. Длина L лотка может быть
выбрана произвольно, если
производительность ВЗУ увеличить на
величину
и_,м(пв) + аЯ|_1 ьх
И~ М(Пв) ^ЛЦПв)
по сравнению с производительностью
Пт технологической машины, т. е.
М (П3) = кПт.
Условие 3. Производительность ВЗУ
эа счет скорости или способа
ориентирования не удается увеличить в и раз,
а только до М* (П3), причем М (П3) <
< М* (П3) < иПт. Для М* (Пт)
установлено значение L*. Тогда для
технологической „ машины с Пт длина
лотка-магазина определится как
L* = 2L — L*.
Вариант расчета длины
лотка-магазина методом статистического анализа.
Если производительность П3 ЗУ и
производительность технологической
машины Пт случайные величины, то
емкость е лотка-магазина определится
как
е=ПМ(П8)--М(Пт)],
где Т — базовый период времени, при
минутной производительности Т =
= 1 мин. Математические ожидания
М (П3) и М (Пт) определяются на
основании статистического анализа
работы оборудования. Средний разброс
емкости лотка-магавина определится
дисперсией
аа(8) = Г[аМП8)+а*(Пт)],
где а2 (Пт) и а2 (П3) — дисперсии
работы загрузочного устройства и
технологической машины.
Заменяя математические ожидания и
дисперсии их средними оценками,
полученными при большом объеме
испытаний, емкость магазина определится
как
« = Т ("е. ер-"*. ер+3]Л*+5?) ,
где П3. Ср — средняя
производительность ВЗУ; Пт. ср — то же
технологической машины; S3 — среднеквадра-
тическое отклонение
производительности ВЗУ; ST — то же оборудования.
Если П3. ср = Пт.
ср» то
При Пт = const и П3# ср = Пт
8 = Г(П3.ср + 358).
Необходимая длина лотка-магаэина
Li == 8?гр.
2. МЕХАНИЗМЫ
ПОШТУЧНОЙ ВЫДАЧИ
Предметы обработки в лотках и
магазинах перемещаются общей массой.
Они контактируют друг с другом,
могут сопрягаться по элементам
контура или в некоторой мере сцепляться
между собой.
Механизм поштучной выдачи (МПВ)
предназначен для отсекания от общего
потока единичных ПО.
Поштучную выдачу ПО можно
заменить их поштучным приемом. В
первом случае МПВ представляет собой
составную часть лотка-магазина, во
втором — питателя. Но во всех
случаях работа МПВ должна быть
синхронизирована с технологической
машиной (ТМ).
Процесс отсечки может протекать
при механическом воздействии, при
использовании сжатого воздуха,
магнитных или электромагнитных сил
(табл. 4).
Наиболее многочисленна и
разнообразна группа механических МПВ.
Отсекатель МПВ может выполнять
следующие движения:
возвратно-поступательное, колебательное
(возвратно-вращательное), вращательное,
сложное (комбинированное).
по
Устройства накоплении в отделения предметов обработжв
4. Виды механизмов поштучной выдачи
Конотрук*ивная вяема
Яарактеривтина МП В
Механический с возвратно-поступательным
движением отсекателя, роль которого
выполняет инструмент (пуансон), простого
действия: / — лоток; 2 — ПО; 3 —
инструмент (отсекатель)
Механический с возвратно-поступательным
движением отсекателя, роль которого
выполняет толкатель. ПО перемещаются из
лотка 1 в лоток 2, выполненный со
смещением канала транспортирования. МПВ
простого действия C — ПО; 4 — толкатель)
Механический с возвратно-поступательным
движением отсекателя, роль которого
выполняет ползун питателя, простого
действия: 1 — лоток; 2 — ПО; 3 — ползун
питателя
Механический с возвратно-вращательным
движением отсекателя, роль которого
выполняет сектор питателя, простого
действия: 1 — лоток; 2 — ПО; 3 — сектор
питателя
Механизмы поштучной выдачи
111
Продолжение табл. 4
Конструктивная ояема
Характеристика МП В
Механический с возвратно-поступательным
движением ползуна отсекателя,
снабженного двумя штифтами 4 и 5, двойного
действия. Штифт 4 может выполняться
подпружиненным; 1 — лоток; 2 — ПО; 3 —
ползун отсекателя
Механический с возвратно-вращательным
движением рычага отсекателя, снабженного
двумя штифтами 4 и 5, двойного действия.
Штифт 4 может выполняться
подпружиненным; 1 — лоток; 2 — ПО; 3 — рычаг
отсекателя
Механический с вращательным движением
отсекателя, роль которого выполняют
кулачки 3 и 4, закрепленные на одном валу,
двойного действия; 1 — лоток; 2 — ПО
Механический с вращательным движением
отсекателя, роль которого выполняет
звездочка, простого действия; / — лоток; 2 —
ПО; 3 — звездочка
112
Устройства нажопдення н отделения предметов обработяя
Продолжение табл. 4
Конструктивная схеме
Характеристика МПВ
Механический с вращательным движением
отсекателя, роль которого выполняет винт
(шнек); 1 — лоток; 2 — ПО; 5 — винт
Ш^Т
Механический со сложным движением
отсекателя, роль которого выполняет ползун
питателя, совершающий одновременно
возвратно-поступательное и
возвратно-вращательное движения, простого действия; 1 —
лоток; 2 — ПО; 3 — ползун питателя с
фигурной проточкой; 4 — штифт
Электромагнитный, отсечка ПО
осуществляется за счет продольного краевого
эффекта индуктора; 1 — лоток; 2 — ПО; 3 —
катушки индуктора бегущего магнитного
поля
2 J
/ 2 3
Йщж
Электродинамический, отсечка ПО
осуществляется вследствие взаимодействия ПО
с неоднородным переменным магнитным
полем; / — лоток; 2 — ПО; 3 — полюсные
наконечники магнитопровода
Механизма поштучной выдачи
113
Продолжение табл. 4
Конструктивная охема
Характеристика МПВ
Пневматический, отсечка ПО
осуществляется за счет перепада давлений в лотке,
вызванного истечением сжатого воздуха из
отверстий лотка; 1 — лоток; 2 — ПО; 3 —
воздухопровод; 4 — ползун питателя
Пневматический, отсечка ПО
осуществляется за счет перепада давлений в лотке,
регулируемого клапаном; 1 — лоток; 2 — ПО;
3 — воздухопровод; 4 — клапан; 5 —
ползун питателя
МПВ с возвратно-поступательным и
возвратно-вращательным движениями
реализуются при связи отсекателя
с исполнительным органом ТМ.
Вращательное движение отсекателя удобно
получать, связывая его с
распределительным валом ТМ,
синхронизирующим работу всея механизмов
машины. Сложным (комбинированным)
движением наделяют отсекатель в тех
случаях, когда ему придаются
дополнительные функции, например
переориентирование ПО, отсеченного от
общей массы, в пространстве.
Различают МПВ простого и
двойного действия. Механизм простого
действия обеспечивает поштучную
выдачу в один прием, а двойного — в два
приема: отделение ПО от общего
потока и выдачу его в питатель.
Принцип работы МПВ простого
действия заключается в том, что
отсекатель или выполняющий его функции
иной элемент устройства способен
захватить и переместить лишь один ПО.
В процессе вахвата механизм дает
возможность продвинуть ПО в лотке
на шаг, а во время отсечки и
транспортирования ограничивает
перемещение ПО в лотке, перекрывая его
русло (канал транспортирования).
Функционирование МПВ двойного
действия сводится и поочередному
перемещению двух штифтов (планок,
кулачков), перекрывающих канал
транспортирования ПО. Расстояние между
114
Устройства накопления и отделения предметов обработки
штифтами выбирают в зависимости
от конфигурации ПО и его размеров.
Если ПО имеет закругленную или
иную форму, обеспечивающую отсечку
жестким упором, расстояние между
штифтами должно быть таким, чтобы
обеспечить нахождение между ними
единичного ПО. В том случае, когда
ПО сопрягаются своим контуром так,
что жесткий упор не может вклиниться
между ними, штифты размещают на
несколько большем расстоянии и
верхний из них подпружинивают. Тогда
отсекающий штифт не становится на
пути движения ПО, а прижимает
второй ПО к стенке лотка и удерживает
его и последующие от перемещения,
в то время как нижний штифт
открывает канал транспортирования для
выдачи первого по ходу движения
отсеченного ПО.
Функции штифтов могут выполнять
кулачки, имеющие вращательное или
возвратно-вращательное движение.
Действие кулачков аналогично
действию жестких упоров.
МПВ двойного действия применяют
в тех случаях, когда ПО в лотке имеют
склонность к слипанию или сцеплению
друг с другом или когда по конструкции
питателя исключен подвод к нему
группы ПО, а возможна доставка ПО,
изолированных друг от друга.
МПВ, отсекатель которых выполнен
в виде звездочки или зубчатого
барабана, могут иметь прерывистое или
непрерывное вращение рабочего
органа. Они обеспечивают высокую
производительность устройства при
малых динамических нагрузках.
К МПВ с вращательным движением
отсекателя относят также и винтовые
(шнековые) устройства. При одноза-
ходном винте за поворот на один оборот
механизм отсекает от общей массы
один ПО, если винт двухзаходный, —
два ПО. МПВ производителен,
отличается плавностью работы.
Действие механических МПВ
сопровождается приложением к ПО
контактных усилий. В тех случаях, когда
это недопустимо, можно использовать
иные способы отсечки,
обеспечивающие бесконтактное отделение
единичных ПО от их общей массы в лотке
устройства. Кроме того, МПВ
бесконтактного действия отличаются
универсальностью.
Электродинамические исследования
показали, что для бесконтактной
поштучной выдачи ферромагнитных ПО
или ПО с ферромагнитными
элементами можно использовать индуктор
бегущего магнитного поля в виде системы
катушек, подключенных к источнику
трехфазного тока. В конце индуктора
магнитное поле является чисто
пульсирующим. Это вызывает продольный
краевой эффект, в результате которого
к ПО прилагается сила
противоположного знака, тормозящая его движение.
Поэтому каждый новый ПО
переместится в конец индуктора, выдав ив
лотка устройства предыдущий ПО.
Бесконтактную отсечку и фиксацию
ферромагнитных, неферромагнитныи
токопроводящих и диэлектрических ПО
в лотках можно осуществлять,
создавая на их участках неоднородные
магнитные, переменные магнитные и
электростатические поля.
Пневматические МПВ эффективны
при загрузке ПО с небольшой
плотностью материлов при значительных
поверхностях обтекания. Их
использование целесообразно для ПО с
низкими прочностными характеристиками
или с легко повреждаемым
поверхностным слоем. Встречные струи воздуха,
обеспечивающие безударный останов
ПО при их торможении и отсечке,
позволяют осуществлять
высокопроизводительную загрузку хрупких ПО
118].
Отсечка находящихся в лотке ПО
пневматическими методами
заключается в создании в МПВ
сбалансированного перепада давлений при
струйной отсечке единичного ПО в конце
лотка и нарушении его при выдаче
ПО из лотка питателем, приводящем
к струйной отсечке очередного
единичного ПО.
Выбор конкретного исполнения МПВ
и методика его расчета определяются
конструкцией питателя ТМ и машины
в целом.
ГЛАВА О. СМЕННЫЕ
1. ГРУППОВАЯ ЗАГРУЗКА
И КАССЕТИРОВАНИЕ
Эффективным методом повышения
производительности труда является и
одновременная обработка группы
предметов обработки (ПО) в
многопозиционных приспособлениях. Для
загрузки технологических машин (ТМ),
оснащенных такими приспособлениями,
используют сменные устройства
накопления ПО — кассеты.
Применение кассет позволяет
осуществлять межоперационное
транспортирование, хранение, обработку и
сборку ПО партиями, когда каждый ПО
надлежащим образом сориентирован,
скоординирован, сбазирован или
закреплен.
Разрознение ПО, позволяющее
исключить контакты между ними,
эффективно при транспортировании и
обработке нежестких, легкодеформируе-
мых и склонных к взаимному
сцеплению ПО. А их координирование
упрощает и повышает надежность
автоматического поиска и захвата изделий
инструментом или захватным органом
системы автоматической вагрузки.
В условиях многономенклатурного
производства перспективно
использование универсальных кассет с
изменяющимися размерами и
конфигурацией гнезд или штырей.
В основу классификации кассет
положены следующие признаки:
выполняемые функции —
обеспечение разделения, координирования,
сохранение ориентации при
транспортировании, хранении, автоматической
выдаче, обработке, сборке;
универсальность — специальные,
универсальные;
расположение гнезд — плоские,
вертикальные, комбинированные;
однорядные, многорядные, составные; при
этом гнезда могут быть расположены
по прямой, по окружности, в радиаль-
НАКОПЛЕНИЯ
ном направлении, в шахматном
порядке;
возможность контакта —
обеспечение укладки ПО вразрядку, вплотную;
вид базирования — лотковые,
гнездовые, штыревые, клеммные;
способ фиксации — с механической,
пневматической струйной или
вакуумной, пневмомеханической, магнитной
или электромагнитной фиксацией ПО.
Обычно трудоемкость загрузки
кассет составляет 25—70 % трудоемкости
технологической операции. Большая
трудоемкость операций кассетирова-
ния и недопустимость в ряде случаев
пинцетной укладки обусловили
необходимость создания специальных кас-
сетирующих автоматов. Обобщение
опыта проектирования и эксплуатации
автоматов с последовательной
укладкой ПО в гнезда кассеты показало, что
они не конкурентны с ручной ва-
грузкой, так как в них трудно
реализовать ритм 0,6—0,8 с. Высокая
производительность на операциях кассе-
тирования (в 5—10 раз выше ручной)
может быть достигнута благодаря
применению методов групповой укладки
сразу всех ПО по числу гнезд кассеты.
Рассмотрим основные системы
автоматического кассетирования ПО
различной сложности. Наиболее
простыми являются средства кассетирования
ПО без вторичного ориентирования
по линейным или угловым
координатам. К ним можно отнести устройства
кассетирования ферромагнитных
стержневых заготовок в магнитном поле
(рис. 1, а, б). В зависимости от
технологической задачи заготовки 2,
подаваемые сплошным потоком из
вибробункера 7, могут укладываться в
горизонтальный или вертикальный
накопитель, состоящий из емкости 8
и ориентирующих магнитов 4. Выдача
заготовок из накопителя проводится
захватами роторного 5 или
шиберного 6 типа с магнитными вставками,
lie
Сменные устройства накопления
поле которых сильнее поля
накопителя. Кассетирование
неферромагнитных стержневых заготовок / (особенно
пустотелых) достаточно эффективно
осуществляется в пневматической
системе (рис. 1, б), в которой для
стимулирования процесса западания
заготовок в гнезда съемной кассеты 2
используется подача сжатого воздуха
к гнездам. Кассету устанавливают на
вращающийся или качающийся на
горизонтальной оси барабан 3, в
который загружают партию заготовок.
При качании барабана захваченные
воздушным потоком заготовки
западают в гнезда кассеты, закрывают
выход воздуху и удерживаются там
силой Рд за счет перепада давлений Ар
внутри pi и вне ра барабана. Условие
удержания заготовки в гнезде при
верхнем положении кассеты: Рд > G,
где Рд = ApFc; Ар = pi — pa; Fc —
площадь поперечного сечения
заготовки; Q — сила тяжести. Для
автоматизации процессов кассетирования
широко применяют вибромеханические
системы благодаря их высокой про-
2 3^3
Ю
Сжатый
Рис. 1. Системы кассетирования ПО
без вторичного ориентирования
изводительности, универсальности и
возможности быстрой переналадки с
одного типоразмера заготовок на
другой. В системе кассетирования без
вторичного ориентирования ПО
укладка симметричных тонких пластин 8
(рис. 2, а) осуществляется с помощью
вибробункера, на выходе которого
установлена вертикальная кассета 10
с подвижным поршнем 12. Пластины
по лотку 5 поступают на участок
лотка 2 с наклонным дном, откуда
попадают в надпоршневое
пространство кассеты 10. На выступе 4 лотка
происходит разъединение пластин.
Пластины, не успевшие войти в щель
надпоршневого пространства,
отводятся обратно в бункер. При вибрации
чаши бункера первый боек 7
совершает периодическое движение между
резиновыми амортизаторами 6,
обеспечивая предварительное
разъединение потока пластин. Второй
колеблющийся боек / с фрикционной
накладкой 3 обеспечивает проталкивание
пластин в кассету. Накапливаясь над
поршнем, пластины перекрывают луч
фотоэлемента 9, по команде которого
включается привод 11 поршня 12.
Поршень опускается до момента
засветки фоторезистора датчика, в
результате чего вырабатывается сигнал
на останов привода. Далее цикл
повторяется. При полном заполнении
кассеты шток поршня нажимает на
конечный выключатель и система
останавливается. Аналогичное
вибрационное устройство используется для
кассетирования тонких рамок 2 (рис. 2, б),
которые нанизываются на съемный
стержень 3.
Перемещение рамон по стержню
происходит под действием силы
тяжести и вибрации, которая передается
на держатель 1 стержневой кассеты.
Момент заполнения стержня рамками
фиксируется фотодатчиком, по
команде которого отключается
электромагнитный вибратор бункера (на
рисунке не показан).
Существует три основных способа
группового кассетирования ПО в
вибромеханических системах: без
направленного перемещения потока ПО по
кассете; с направленным
перемещением ПО по кассете; комбинированный
с вращением кассет.
Групповая загрузка и кассетировавне
117
Рис. 2. Вибромеханические системы кассетирования
При первом способе заготовки /
размещают навалом на поверхности
горизонтальной кассеты 2 (рис. 3, а),
которой сообщают вертикальные или
горизонтальные колебания, причем
траектория вертикальных колебаний
обычно прямолинейная, а
горизонтальных — прямолинейная или более
сложная (например, эллиптическая).
Под действием вибрации и силы
тяжести ПО вападают в гнезда кассеты.
ориентируясь благодаря
соответствующей конструкции гнезд и ячеек
предкассетника. В ряде случаев для
стимулирования процесса загрузки ПО
в гнезда кассеты дополнительно
используют вакуум. При втором
способе, вследствие направленных
колебаний кассеты 3 (рис. 3, б) по
прямолинейной или более сложной
траектории, осуществляется перемещение
по ее поверхности потока ПО 4 ив
118
Сменные устройства накопления
у///////////\///////////л
Рис. 3. Схема вибронеяаничесния
систем группового нассетирования
емкости б в начале кассеты. В
процессе перемещения ПО заполняют
гнезда кассеты. Принцип ориентирования
такой же, как и в первом случае.
Линия возбуждения направленных
колебаний расположена под углом к
плоскости кассеты.
Третий способ объединяет оба
предыдущих и, кроме того, дополнительно
предполагает вращение съемных
кассет 2 с барабаном /, смонтированном
на вибропроводе 8 (рис 3, в). В этом
случае имеет место циклическое
заполнение поверяности насеет и ия
перемещение в поперечном
направлении одновременно со сложным
колебательным движением,
интенсифицирующим процессы ориентирования и
загрузки ПО. Вариант с вращающимися
кассетами позволяет автоматизировать
процесс группового нассетирования,
включая операцию вторичного
ориентирования. Например,
предварительное ориентирование стержневых
заготовок 1 с кольцевым буртиком
(рис. 4, а), смещенным от середины,
производится в ступенчатых ячейках
предкассетника 2. Между предкассет-
ником и кассетой 5 расположен отсе-
катель 8, представляющий собой
жесткую пластину, на нижнюю
плоскость которой наклеена эластичная
прокладка 4 (например, иэ мягкой
резины). Диаметр отверстий в жесткой
пластине отсекателя несколько
больше диаметра соосных с ними отверстий
в эластичной прокладке. При
вращении и вибрации системы заготовки
западают в гнезда кассеты примерно
равновероятно как коротким, тан и
длинным относительно буртика концом
(на рис. 4, а кассета показана в
нижнем положении). В начале движения
кассеты из нижнего положения в
верхнее отсекатель 8 сдвигается
относительно кассеты на величину,
обеспечивающую запирание в гнездах
заготовок^ запавших коротким концом,
вследствие частичного перекрытия
отверстия гнезда эластичной прокладкой 4.
В то же время прокладка 4 не
препятствует выпаданию из гнезд
заготовок, эапавших в них длинным
концом (в верхнем положении кассеты).
Таким образом, в процессе вращения
системы происходит постепенное
заполнение кассеты заготовками с
ориентированием по концу.
Аналогичную систему применяют и
при кассетировании гладких
стержневых заготовок / с осевыми
несквозными отверстиями различной глубины
(рис. 4, б). В этом случае вращающаяся
кассета представляет собой плиту 2
со штифтами-ловителями 3 и обоймой 6
с гнездами, которые соосны с
ловителями. Между плитой и обоймой
расположен отсекатель 5 с упругими
элементами 4, который может
совершать возвратно-поступательное
движение. Заготовки, запавшие на ло-
Групповая загрузка и кассетирование
119
S> 5 6 6)
Рис. 4. Схемы вторичного ориентирования заготовок в вибромеханической
системе группового кассетирования
вители глубоким отверстием,
удерживаются на них элементами 4 за счет
натяга, который создается при
смещении отсекателя 5 относительно
кассеты (на рис. 4, б кассета показана
в верхнем положении). Заготовки,
запавшие на ловители неглубоким
отверстием , оказываются вне эоны
действия упругих элементов и поэтому
под действием силы тяжести выпадают
из гнезд при верхнем положении
кассеты. В нижнем положении кассеты
отсекатель возвращается в исходное
положение. Многократное повторение
описанных циклов обеспечивает
переориентацию заготовок и заполнение
кассеты.
В подобной системе осуществляется
кассетирование и вторичное
ориентирование стержневых заготовок по
угловой координате* Пусть на штыри-
ловители 8 подаются заготовки 1
(рис. 4, в), предварительно
сориентированные по концу (например,
контактные гнезда штепсельных
разъемов). Угловое ориентирование
заготовок на полукруглом выступе 4
происходит вследствие их поворота
вокруг продольной оси под действием
направленной вибрации. Заготовки
имеют на нижнем конце лыску, по
которой производится их
ориентирование по угловой координате. Если
заготовка 2 попадает на выступ 4
не лыской, то под действием вибрации
он начинает вращаться до тех пор, пока
лыска не совместится с выступом.
После этого заготовка под действием
силы тяжести и вибрации опускается
до упора в перегородку б и
фиксируется в этом положении
вертикальными площадками 6 выступа 4. Для
120
Сменные устройства накопления
а)
№//$/.
v//sm
/jjy/иг/
6)
Рис. 5. Схема вторичного ориентирования заготовок в пневматической системе
рр уппового кассетирования
ваготовон бее центрального отверстия
ловители 8 отсутствуют.
В пневматической системе
кассетирования тонкостенных трубок 5
(рис. 5, а) с незначительно смещенным
от середины буртиком ориентирование
ваготовон по концу осуществляется
подбором давления сжатого воздуха
в качающемся бункере 6. При
качании бункера трубки западают в гнезда
кассеты 1 как коротким 2, так и
длинным 8 концом примерно с
одинаковой вероятностью. Давление в
бункере подбирают таким, чтобы при
верхнем расположении кассеты трубки
под дейстием силы тяжести выпадали
ив гнезд. Однако наличие вакуумной
камеры 4 с отверстиями,
расположенными напротив гнезд кассеты,
обеспечивает дополнительное подсасывающее
действие и удержание в гнездах
трубок, запавших длинным концом. На
короткий конец ваготовки вакуум не
действует вследствие наличия
атмосферной полости, разделяющей
кассету и вакуумную камеру.
Кассетирование тонкостенных
конусных втулок 1 обеспечивается
специальной конструкцией гнезд,
представляющих собой небольшие углубления
в кассете 2 с двумя или более
сквозными отверстиями 8 (рис. б, б).
Отверстия расположены по окружности
фланца втулки, и поэтому в гнездах
удерживаются лишь втулки 4У
запавшие в них фланцем.
При кассетировании дисков 1
(рис. 5, в) с односторонней кольцевой
канавкой гнездо кассеты 2 должно
иметь конструкцию, аналогичную пока-
ванной на предыдущей схеме. При
определенном давлении р% внутри
бункера в гнездах кассеты (в верхнем ее
положении) удерживаются лишь
диски 4, запавшие вниз канавкой, а
остальные выпадают из гнезд в бункер.
Удерживающая сила Рд зависит от
величины F0 (при Ар — const). Для
диска 4 F0 равно площади проекции.
канавки, а для диска 1 F'Q равно
суммарной площади поперечных
сечений отверстий 8 в гнезде, т. е. Fc >
> Fq (следовательно, Рд > Рд).
Условие нормальной работы системы: Рд >
>0, Рд<0.
Наиболее успешно пневматические
системы применяют для*
кассетирования пустотелых ПО типа тел
вращения. Групповая укладка в кассету
плоских ваготовон. 8 осуществляется
с применением вибрации и вакуума
(рис. 6). Первичное горизонтальное
ориентирование плоских заготовок
осуществляется при вападании их в гнеа-
да промежуточной кассеты 1 с
вакуумной камерой под действием вибрации,
возникающей при работе вибропри-
Групповая загрузка и кассетирование
121
f
Вид А
Щ. [g^l fEJQ
Рис. 6. Схема вибровакуумной системы
группового кассетирования
вода 5. Заготовки в гнездах кассеты
располагаются узким концом влево
и вправо примерно с равной
вероятностью. После заполнения всех гнезд
включается вакуум и кассета J
переворачивается на 180°. При этом
заготовки в гнездах удерживаются за счет
вакуума, а остальные ссыпаются в
тару. Затем кассета совмещается с
узлом вторичного ориентирования 2 и
вакуум отключается. Заготовки
падают в гнезда, где благодаря наличию
клиньев 4 ориентируются однозначно
уэким концом вниз. Под действием
силы тяжести и вибрации заготовки
попадают в каналы сборника 7, а
оттуда —- в гнезда технологической
кассеты 6. Во время процесса вторичного
ориентирования одних заготовок
оператор засыпает очередную партию
новых заготовок в емкость узла
первичного ориентирования* Далее цикл
повторяется.
Групповая загрузка
осуществляется с помощью специальных захватов,
обеспечивающих партионную выдачу
заготовок из ем кости-накопителя.
Одним из возможных вариантов является
применение гибкого захвата для
загрузки заготовок типа контактов.
Ориентирование контактов 5
(рис. 7) осуществляется по известному
принципу опрокидыванием хвостовой
части заготовки в профильное окно
на дорожке вибробункера /.
Ориентированные контакты поступают на
линейный виброконвейер 2У где они
накапливаются, дойдя до конечного
упора. На виброконвейере контакты
фиксируются с определенным шагом
с помощью уступов (через один).
Затем сверху опускается захват 5,
представляющий собой гибкую ленту,
закрепленную на роликах. На ленте
с соответствующим шагом закреплены
штыри, которые с натягом входят
в пружинные гнезда контактов. После
захвата партии контактов лента
поднимается вверх, одновременно
наматываясь на левый ролик. Контакты
теперь располагаются по окружности
в точном соответствии с пазами
колодки 4. Захват опускается вниз,
вставляет контакты в пазы колодки,
где они фиксируются сверху специаль-
,-_т
1 f/—7 | i Чг-Ыт^-
Рис. 7. Схема групповой загрузки заготовок с помощью гибкого захвата
122
Сменные устройства накопления
ним прижимом. Затем вахват
поднимается вверх, штыри выходят из гнезд
контактов и лента разматывается с
ролика. В это время очередная партия
контактов заполняет виброконвейер 2
и цикл повторяется.
Другой групповой эахват б (рис. 8)
содержит ряд стержней со
специальными гнездами вверху по форме
заготовки. Указанный захват
предназначен для партионной выдачи плоских
ваготовок 8 из накопителя, который
содержит емкость 6, ориентирующие
магниты 4, загрузочный лоток / и
манипулятор 2, а также магнит 7
для предотвращения слипания
заготовок в зоне загрузки. Заготовки
концентрируются в зоне каждого
стержня захвата с помощью специальных
электромагнитов, расположенных с тем
же шагом, что и стержни (на рисунке
электромагниты не показаны).
Благодаря этому вероятность захвата
заготовок увеличивается. После загрузки
партии заготовок 3 в накопитель
захват 5 перемещаются вверх и
заготовки западают в гнезда стержней
вахвата. При выходе стержней из
накопителя вследствие неоднородности
поля у края магнита заготовки
поджимаются к гнездам с некоторым
усилием. После съема заготовок со
стержней захват опускается вниз и цикл
повторяется.
В системе кассетирования тонких
рамок 4 (рис. 9) роль группового
захвата выполняет линейный
индуктор /, на который подается высокое
напряжение. Когда индуктор подво-
7 6
Рис. 8. Схема групповой выгрузки
заготовок из магнитного накопителя
Рис. 9. Схема групповой загрузки
тонких рамок с помощью
электростатического захвата
дится к рамкам, размещенным на
стержнях 2 магазина, под действием
электрического поля крайние рамки на
всех стержнях отклоняются в
направлении индуктора, занимая
горизонтальное положение. После этого снизу
выдвигается групповой съемник в виде
заостренных стержней Зу которые
снимают заготовки с горизонтального
стержневого магазина. Снятые рамки
скользят по стержням съемника вниз,
одновременно разворачиваясь на 90°
в соответствии с размещением гнезд 5
технологической кассеты. Разворот
рамок происходит благодаря
специальной форме стержней 3 съемника.
Для целей групповой эагрузки
используют специальные вакуумные
захваты и другие устройства ill, 18].
2. ВИДЫ КАССЕТ И МЕТОДЫ
ИХ ИСПОЛЬЗОВАНИЯ
Необходимым элементом
организации материальных потоков в
автоматизированном производстве является
транспортная тара, технологические
носители (кассеты и спутники).
Кассеты применяются для партионной
обработки ПО на технологических
операциях мойки, обезжиривания и
сушки, травления, термообработки и галь-
Виды жассе* и методы их испольвованяя
123
Рис. 10. Классификация способов размещения заготовок в технологических
кассетах:
а, в — ПО расположена по прямой линии; б, в •— ПО расположена не по пряной лннни;
в *— комбинированное расположение ПО
ванопокрытий, электроконтроля, кли- ии в различная зонах тары. Для полу-
матических испытаний и т. п. В случае чения качественной обработки всея
обработки заготовок при их каотиче- ПО необходимо размещать их в таре
ском расположении в таре (навалом) в ориентированном положении. Ана-
возникает брак вследствие слипания, л из показывает, что в производстве
деформаций и неравномерной обработ- применяют самне раанообраеные по
124
Сменные устройства накопления
Рис. 11. Схемы кассетной сборки несложных узлов:
а — кристаллодержателя; б — изолятора
размерам и форме технологические
кассеты: круглые, прямоугольные,
одно- и многорядные, из различных
металлов и полимерных материалов,
емкостью от десятков до сотен
заготовок. В целях систематизации типажа
кассет и кассетирующих автоматов
разработана классификация способов
размещения ПО в технологических
кассетах, включающая пять вариантов
размещения по произнакам плотности,
рядности и геометрии (рис. 10). В
зависимости от формы ряда ПО могут
располагаться прямолинейно или
непрямолинейно. Непрямолинейное
размещение ПО может иметь вид
концентрических окружностей, дуги или
ломаной линии. В рядах ПО
располагаются с различной плотностью:
вплотную или вразрядку. Возможны и
разнообразные комбинированные способы
прямолинейного и непрямолинейного
размещения ПО с различной
плотностью. Способ размещения ПО в
каскад А (вариант!)
1 a 7
Вид А(вариантП)
Рис. 12. Схема кассетной сборки прецизионных узлов
Виды кассе» и методы их использования
125
сете определяется требованиями тен-
нологической операции или емкостью
магазина загрузочного устройства.
Использование кассет в
технологическом процессе можно показать на
примере групповой сборки
одновременно нескольких десятков
сравнительно несложных узлов, в
конструкции которых не предусмотрена
высокая точность сопряжения
входящих в них деталей. На рис. 11, а
представлена схема кассетной сборки
узла, состоящего из трех деталей.
В нижней (базовой) кассете на
операциях кассетирования укладываются
детали двух типов: пластины 3 и
прокладки 2, причем для перегрузки
прокладок в нижнюю кассету используют
промежуточную кассету (на рисунке
не показана). В верхней кассете
размещаются стержневые детали 1,
которые перегружаются в ячейки
базовой кассеты путем переворота ее на
180° и совмещения с базовой кассетой.
Аналогичная схема кассетной сборки
узлов, состоящих из фланца 6,
втулки 5 и стержня 4, приведена на
рис. 11,6.
В случае кассетной сборки
прецизионных узлов магнитно-вибрационная
система группового совмещения
микроминиатюрных хрупких пластин 8
(рис. 12) с лепестками / выводной
рамки 8 при сборке узлов включает
в себя кассету 4 с гнездами под
пластины, магнитную матрицу 5 с
полюсными наконечниками 5, прижимную
крышку 7 и источник вибрации в виде
импульсного генератора 9. Пластины 8
укладываются в гнезда кассеты 4
контактными выступами 2 вверх (к
лепесткам / выводной рамки). При
укладке возможно некоторое угловое
смещение их по отношению к выводной
рамке, в связи с чем контактные
выступы 2 не совпадают с лепестками /
выводной рамки (вариант /). При
включении генератора 9 кассета с
пластинами подвергается вибрации с
частотой 1 кГц. Под действием вибрации
и магнитного поля, возбуждаемого
в зазоре между полюсами 6 матрицы 5
и лепестками / ферромагнитной
рамки 3, пластины 8 притягиваются к
выводной рамке и одновременно
разворачиваются в гнездах до совмещения
контактных выступов 2 из магнито-
мягкого материала с лепестками
(вариант //). В этом положении
магнитное поле обеспечивает фиксацию
совмещенных элементов перед их
соединением.
На входе и выходе технологических
машин кассеты во многих случаях
выполняют роль магазина, с помощью
которого автоматизируют операции
загрузки-выгрузки ПО. Один из
вариантов кассетного магазина этаже-
рочного типа показан на рис. 13.
В представленном магазине большой
емкости каждая кассета 5 с ПО
выдвигается специальным толкателем 1
с полки этажерки 3 на разгрузочный
стол. В этом положении подвесной
манипулятор 4 выгружает ПО из
ячеек плоской кассеты и подает
их на рабочую позицию (на рисунке
не показана). Пустая кассета
возвращается на свою полку с помощью
винтового привода 6. Затем вертикальный
винтовой привод 2 опускает этажерку
на один шаг и на разгрузочный стол
выдвигается очередная кассета.
Обычно емкость кассетного магазина
выбирают из расчета непрерывной работы
оборудования в течение рабочей смены,
В конце смены этажерка 8 с пустыми
кассетами оказывается в нижнем
положении. Для подготовки
оборудования к работе в следующую смену
оператор перезаряжает этажерочный
магазин, который перемещается в
исходное верхнее положение. В ящике 7
хранится комплект резервных кассет.
Аналогичный кассетный магазин
устанавливают и на выходе
технологической машины для выгрузки ПО из
рабочей зоны в ячейки кассеты.
Преимуществом плоских ячеистых кассет
по сравнению с другими является их
универсальность, т. е. возможность
применения единого принципа
загрузки-выгрузки ПО различных типов.
Кроме того, плоская кассета удобна
с точки эрения визуального контроля
количества и качества уложенных в нее
ПО.
Технологические кассеты в
качестве вкладышей в ящичную тару
используют и для межоперационного
транспортирования и хранения в
ориентированном положении заготовок,
деталей и сборочных единиц мелких и
средний размеров (рис. 14, а). Вкла-
126
Сменные устройства накопления
т
Рис. 13. Схема кассетного магазина этажерочного типа
ПИШИ
| п!
ЗЕЕ
^пп
нпп
Гтпп
ппп
1 И 1 1
пппг
пппг
ПППГ
ПППГ
1 U U U
V
Рис. 14. Технологические кассеты для межоперационного транспортирования и
хранение заготовок в ориентированном положении
Виды кассет и иетоды их использования
127
диши 2 (рис. 14, б) могут
устанавливаться непосредственно на поддоны 1
или в вакрытую тару 5. Базовая
конструкция закрытой пластмассовой тары
включает корпус, крышку и важим
для сопроводительной документации.
Габариты тары внутри типоразмер-
ного ряда кратны габаритам базовой
конструкции. Тара всея типоразмеров
в различный сочетаниях
штабелируется в шесть рядов таким образом, что
верхние ряды не выходят за габариты
тары большего размера (рис. 14, в).
Нижний ряд при этом выдерживает
нагрузку до 500 Н. Пустая тара одного
типоразмера без крышек вкладывается
одна в другую.
Конструктивные параметры
вкладышей (кассет) выбирают в зависимости
от требований технологического
процесса (от заготовительного
производства до сборочной линии). Габариты
поддона определяются размерами ячеек
стеллажного склада. Поддоны
изготовляют из листового полистирола
(толщиной не менее 6 мм) методом
вакуумного формования или из
алюминиевого сплава литьем под давлением.
Производственная тара не должна
вагрязнять частицами или
выделяемыми парами транспортируемые
заготовки и изделия. Поэтому для ее
изготовления рекомендуется
использовать химически стойкие,
негигроскопичные и достаточно прочные
полимерные материалы, в частности
полипропилен, полистирол, поликарбонат.
Кроме того, материал и конструкция
тары должны обеспечивать
возможность легкой очистки ее внутренней
поверхности химическими реактивами.
Специальные регламентирующие
документы устанавливают нормы
микроклимата и правила соблюдения
технологической гигиены на
предприятиях, выпускающих изделия, при
производстве которых требуется
обеспечение высокой чистоты поверхностей
деталей и узлов. При выполнении
наиболее ответственных технологических
операций недопустимо попадание на
поверхности деталей загрязнений в
виде пыли, окислов, органических
продуктов, пота и других веществ,
ухудшающих качество изделий.
Примерный перечень таких операций включает
в себя: изготовление специальных
сплавов, тонкое шлифование и
полирование, сплавление, подсборку преце-
зионных узлов, финишную очистку,
нанесение защитных и других
специальных покрытий (в том числе в
вакууме), герметизацию, монтаж,
настройку и хранение изделий и т. п.
Если не соблюдены условия
герметизации помещения, то ответственные
операции выполняют в скафандрах и
другом оборудовании со специальной
защитной средой.
Необходимость соблюдения
производственной гигиены предъявляет
жесткие требования к оборудованию при
осуществлении комплексной
автоматизации технологических процессов.
Особенно важна проблема сохранения
чистоты изделий и заготовок на
протяжении всего технологического цикла,
включая длительное межоперационное
хранение. Установлено, в частности,
что при воздействии атмосферы почти
все поверхности вступают в реакцию
с кислородом и парами воды, образуя
различные химические соединения.
Образующиеся окисные пленки ухудшают,
например, условия сварки и
увеличивают переходное сопротивление
контактов. Чтобы избежать этого, изделия-
хранят в среде газа или жидкости,
адсорбция которых на данных
поверхностях отсутствует.
Для хранения особо чувствительных
элементов (полупроводниковых
структур и т. п.) используют закрытые
емкости, наполненные инертным газом
(азот, аргон). В емкостях
поддерживается небольшое избыточное
давление. Хранение и межоперационное
транспортирование очищенных
деталей осуществляют в специальной таре,
в состав которой входят герметичные
контейнеры. Герметичная тара
предохраняет заготовки и детали не только
от механических повреждений, но и
от воздействия внешней среды, т. е.
от запыленности, влажности,
температурных перепадов. Основной
материал герметичной тары — блочный
полистирол или поликарбонатная смола.
Простейший представитель типораз-
мерного ряда герметичной тары 1
(рис. 15) состоит из корпуса с
притертой крышкой, а контейнеры 2 и 3
дополнительно имеют резиновое уплот-
нительное кольцо 5 и натяжные вам-
128
Сменные устройства накопления
3 4
VfcxXEO
-/ 2
•rrr-A
г
ftM
a/J
Svi/6
Рис. 15« Образцы герметичной тары
ки 6. Кроме того, на контейнере 3
предусмотрены краники 4 для
наполнения его инертным газом. Срок
хранения деталей (прошедших финишную
очистку) в герметичной таре без
инертного газа составляет от 3 до 10 суток,
а в наполненной инертным газом —
до 30 суток. Герметичная тара
обеспечивает хранение и транспортирование
заготовок в кассетах.
Разработка кассет и
соответствующей оснастки с учетом всех
технологических требований является частью
работ по организации поточно-автома-
тизированных участков партионной
обработки и сборки изделий на основе
так называемых сквозных
технологических носителей. Под сквозной
понимают кассету, проходящую через
все или бблыпую часть
технологических операций участка (линии) без
выгрузки из нее обрабатываемых
заготовок. Технологический поток с
применением сквозных кассет
осуществляется по принципу перемещения
заготовок с сохранением их первичного
ориентирования с минимальным числом
перегрузок непосредственно в
транспортных системах линий. Внедрение
прогрессивной формы организации
производственного процесса,
исключающего промежуточные перегрузки и
неупорядоченное транспортирование
заготовок и изделий, позволяет
сократить трудоемкость в 2—3 раза и брак
по механическим повреждениям
объектов обработки на технологическом
участке (линии) на 5—7 %. Очевидно,
что чем больше операций
технологического процесса удается охватить
одной кассетой, тем выше технико-
экономические показатели
производства. Максимальный выигрыш
получается при создании единой кассеты,
обеспечивающей выполнение всех
технологических операций и
межоперационное транспортирование в линии
без выгрузки из нее заготовок.
Суммарное время всех перегрузок на
определенном технологическом участке
Ти == tmnf
где t — время одной перегрузки; ш,
п — соответственно число перегрузок
и обрабатываемых заготовок.
В случае создания сквозной
кассеты-носителя m -*- 1 и Ти -*¦ min.
В частности, анализ трудоемкости
на технологических участках
показывает, что трудозатраты в случае
применения сквозной кассеты емкостью
не менее 10 заготовок сокращаются
в среднем на 60 %, а число перегрузок
снижается в 10 раз по сравнению
с вариантом несквозной кассеты. С
ростом объемов производства становится
очевидной важность задачи
сокращения времени Ти и создания базы для
организации непрерывного поточно-
автоматиз ир ованного пр оизводства.
Создание сквозных технологических
кассет обычно осложняется вследствие
большого числа технических
требований на различных технологических
операциях, причем особую трудность
представляет правильный выбор
материала кассеты. Во многих случаях
материал сквозной кассеты должен
выдерживать значительные перепады
температур, быть стойким к
различным агрессивным средам, иметь
достаточную механическую прочность,
обеспечивать достижение 6-го квали-
тета точности при параметре шерохова.
Виды жассет и методы их использования
129
тести Ra = 0,32 мкм. Кроме того, для
массового производства материал и
конструкция сквозной кассеты должны
удовлетворять условиям изготовления
ее прогрессивными методами
формообразования (например, литьем под
давлением) при невысокой стоимости.
Применение унифицированных
сквозных кассет упрощает решение
задачи автоматизации
загрузки-выгрузки заготовок на различных
технологических операциях. Унификация
кассетных магазинов автоматических
загрузочных устройств может быть
осуществлена на основе модульной
конструкции технологических кассет
(рис. 16). Базой типоразмерного ряда
кассет может служить квадратный
модуль /, а остальные размеры в этом
случае получают соответственно
удвоением базового модуля и
полученного габарита 2, 3, Это в свою
очередь позволяет унифицировать
средства транспортирования,
загрузки-выгрузки (в частности, загрузочные
манипуляторы и устройства
позиционирования) и использовать единую
систему учета продукции для большой
номенклатуры изделий. Так, в
приборостроении сквозные кассеты с
заготовками хранят в обеспыленной
инертной среде в специальных шкафах-
накопителях, которые служат для
создания межоперационных заделов
(технологического, оборотного и
транспортного). Устройство
шкафа-накопителя позволяет передавать в
централизованную систему управления цеха
информацию о числе и типе заготовок
и деталей, находящихся на хранении.
Для съема такой информации кассеты
снабжены коммутирующими
устройствами, которые в момент постановки
кассет стыкуются с датчиками
накопителя. Система сбора и передачи
информации включает логические блоки:
вентилей (для сбора информции с
кассет), адреса и сигнализации
(соответственно для дешифровки адреса нако-
f
<
1 /К /ТЧ /ТЧ m П\ iTk JT\
>з
Рис. 16. Модульная конструкция
унифицированных технологических кассет
пителя и кассет). Система
обеспечивает считывание следующей
информации: кодов номера накопителя и типа
кассет, сигнала о начале цикла
хранения кассет с заготовками.
Управляющее устройство с заданным циклом
опроса обобщает и перерабатывает
полученные данные, отсчитывает время
хранения кассет и сравнивает его
с допустимым сроком хранения,
обусловленным технологическими
требованиями. По истечении установленного
времени управляющее устройство
выдает в накопитель сигнал с указанием
адреса кассеты, под которой
зажигается сигнальная лампа. На предприятиях
имеются технологические карты по
хранению заготовок с указанием
применяемой кассеты и допустимого срока
хранения, по истечении которого
заготовки поступают на повторную
обработку.
Создание кассетных систем
хранения и межоперационного
транспортирования заготовок способствует
повышению качества и надежности изделий
и решению вопросов организации
непрерывного технологического
процесса, увеличения коэффициента
использования оборудования, сокращения
длительности производственного цикла.
5 П/р И. А. Клусова
6 БУНКЕРНЫЕ
• УСТРОЙСТВА
1. ПРИНЦИП РАБОТЫ БЗУ
И ФУНКЦИОНАЛЬНЫЕ
ДЕЙСТВИЯ В НИХ
К бункерным загрузочным
устройствам предъявляют следующие
требования: производительность их должна
быть на 25—30 % больше
производительности технологического
оборудования; ПО не должны менять в БЗУ
своих свойств; БЗУ должны обладать
свойством самовосстановления
работоспособности в случае возникновения
отклонений в работе; колебания
производительности их должны быть
минимальными во избежание увеличения
емкости лотка-магазина и др.
Принцип действия БЗУ рассмотрим
на нескольких примерах.
Дисковое БЗУ (рис. 1) с захватными
органами типа карманов представляет
собой емкость-бункер 2, в которой
размещены все необходимые рабочие
органы и накоплен определенный запас ПО.
Захват ПО, т. е. отделение одного
или порции ПО от общей массы,
производится карманом 11, причем ПО
может быть захвачен в двух
положениях, показанных на рисунке
штриховыми линиями. Так как в общем
случает вероятность захвата ПО
карманом мала, то в конструкции
предусмотрен ряд мер, обеспечивающих
благоприятное для захвата положение
ПО в бункере. БЗУ установлено так,
что и диск 3 с захватными органами,
и боковая стенка бункера имеют наклон
к горизонту 45°. Благодаря этому ПО,
двигаясь к захватным органам,
занимают определенные положения. Кроме
того, в БЗУ предусмотрен второй диск-
ворошитель 4, вращающийся в
противоположном направлении, нежели
диск с захватными органами.
Благодаря этим двум вращениям ПО
занимают положение, параллельное
захватному органу — благоприятное для
захвата. Все эти действия для обеспе-
ЗАГРУЗОЧНЫЕ
(БЗУ)
чения определенного, благоприятного
для захвата положения ПО получили
наименование подготовки к захвату.
Захваченные ПО должны быть
переведены из двух положений в одно
требуемое. Процесс перевода ПО из
нескольких положений в одно
определенное называют ориентированием.
В рассматриваемом устройстве это
будет происходить в специальном ориен-
таторе, расположенном в захватном
органе и представляющем собой
призму/и два радиальных кармана 8,
в один из которых в зависимости от
расположения центра масс и попадет
ориентируемый ПО. Однако прежде
чем приступить к ориентированию,
необходимо выполнить целевое
действие — подготовку к ориентированию,
т. е. создание необходимых для
ориентирования условий. С этой целью, во-
первых, из захватного органа удаляют
все лишние ПО с помощью пружин 12,
установленных на стенке бункера, а,
во-вторых, опускают ПО,
скользящие по торцовому кулачку 1
переменной высоты опорного диска 5 на
ориентирующую призму,
расположенную в другой плоскости.
Для ускорения процесса
ориентирования в опорном диске установлена
подпружиненная кнопка 10,
уменьшающая силы трения между ПО и
опорным диском 5. В обечайке бункера
предусмотрен специальный вырез,
благодаря чему не создается препятствий
ПО при его повороте. Если тем не
менее процесс ориентирования
затянулся, то он будет ускорен
пружиной 9, установленной на бункере.
Если же процесс ориентирования по
какой-либо причине не произошел,
то та же пружина 9 развернет ПО
в захватном органе таким образом, что
он останется в нем до следующего
цикла ориентирования.
Следующим функциональным
действием в БЗУ является выдача сориен-
Принцип работы БЗУ и функциональные действия в них
131
^^ат^^^Щ
7
Рис. 1, Дисковое БЗУ с ориентированием в захватных органах
5*
132
Бункерные загрузочные устройства
Рис, 2* Дисковое БЗУ с крючками
тированного ПО в лоток-магазин.
Однако предварительно необходимо
выполнить подготовку к выдаче, т. е.
обеспечить доставку к устройству
выдачи только одного (порции)
сориентированного ПО. В рассматриваемом
устройстве с помощью торцового
кулачка на другом его участке
происходит закрывание радиальных
карманов, в которых находятся
ориентированные ПО.
Выдача в БЗУ происходит под
действием сил тяжести в окно 13>
соединенное с лотком-магазином 15.
Оба диска (захватный и ворошиль-
ный) приводятся в движение от одного
привода через червячные передачи 5.
Диск с захватными органами получает
вращение от привода через
амортизатор-вибратор, состоящий из
звездочки 17, зубчатых рычагов 16 и
пружин 18. В нормальных условиях
звездочка воздействует на рычаг и диен
с захватными органами вращается.
Если же по каким-либо причинам диен
остановился (например, ПО
заклинило под пружиной 12) и на диске с
захватными органами возрос крутящий
момент, диск останавливается, рычаги
поворачиваются вращающейся
звездочкой и пружина растягивается.
Когда же вершины зубьев звездочки прой-
Принцип работы БЗУ и функциональные действия в них
133
дут вершины зубьев рычагов, пружина,
воздействуя на рычаги, повернет диск
с захватными органами в обратном
направлении и тем самым будут
созданы предпосылки для
самовосстановления работоспособности БЗУ. Иногда
амортизатор-вибратор срабатывает
несколько раз, прежде чем БЗУ начнет
работать в нормальном режиме.
Так как производительность БЗУ
больше производительности
технологического оборудования, то
периодически лоток-магазин будет полностью
заполняться ПО. И тогда поступающий
очередной ПО не может быть принят
в лоток. Но он не может быть и
оставлен в захватном органе, так как при
дальнейшем движении диска в
захватный орган может поступить новый
ПО. Захваченный ПО необходимо
обязательно удалить из захватного органа.
Для этого предназначен специальный
отводный лоток 14, который выполняет
функцию предохранителя от
переполнения ПО.
Таким образом, в БЗУ можно
выделить десять функциональных действий
(табл. 1), которые в общем случае
выполняются в любом БЗУ.
В дисковом устройстве с
захватными органами 2 в виде крючков (рис. 2)
ПО расположены в бункере 5,
снабженном предбункером 4. Благодаря
последнему можно иметь большой
запас ПО, однако эта масса не
воздействует на процессы в БЗУ, так как
с помощью задвижки S к рабочим
органам поступает лишь строго
дозированная порция ПО*
А-А
Благодаря наклону дна бункера,
изменяющемуся поперечному сечению
бункера и за счет сил трения и
тяжести ПО к моменту захвата занимают
благоприятное для захвата положение,
располагаясь открытой частью вперед,
что и определяет массовый захват.
В данном устройстве ПО
захватываются лишь в одном положении, т. е.
процесс захвата совмещен с
ориентированием. По этой причине подготовка
к ориентированию и ориентирование
как таковые отсутствуют.
Захваченные крючками ПО
транспортируются к лотку-магазину б,
причем правильное положение ПО
сохраняется с помощью специальной
трубки 1. Если перед входом в трубку
по какой-либо причине ПО не
занимает требуемого положения, то под
действием амортизатора вибратора он
сбрасывается или меняет положение.
Выдача ПО происходит под действием
силы тяжести в лоток.
Если лоток будет переполнен, то
либо ПО не будет выдан в лоток,
останется на захватном органе и
совершит еще один цикл движения до
выдачи, либо ПО упрется в ПО в лотке,
захватный орган остановится и начнет
работать амортизатор-вибратор,
выполненный аналогично
рассмотренному выше БЗУ (см. рис. 1).
Амортизатор-вибратор будет работать и в том
случае, когда заготовка застрянет,
например, на входе трубки /.
Бункерное загрузочное устройство
(рис. 3) в отличие от предыдущих
может быть применено для крупно-
Рис. 3. Шиберное БЗУ
1. Функциональные действия в БЗУ различных типов
Функциональное
действие
Подготовка к захвату
Захват
Подготовка к
ориентированию
Ориентирование
Подготовка к выдаче
Выдача
Самовосстановление
р аботоспособности
БЗУ
Накопление запаса
Предохранение лотка
от переполнения
Приведение в
движение
дисковом
с карманами
(см. рис. 1)
Ворошильный
диск 4,
наклонные
стенки БЗУ
Карманы //
Пружины 12 у
торцовый
кулачок /
Призма 7
и кнопка 10
Торцовый
кулачок /
Окно 13
в опорном
диске 5
Амортизатор-
вибратор 16,
17,18
Бункер 2
Отводной
лоток 14
Механический
привод
Конструктивные элементы для
дисковом
с крючками
(см. рис. 2)
Наклонное
дно БЗУ,
поперечное
сечение бункера
Крючки 2
—
—
Трубка 1
Приемная
часть лотка-
магазина 6
Амортизатор-
вибратор
Бункер 5
с предбунке-
ром 4
Амортизатор-
вибратор
Механический
привод
шиберном
(см. рис. 3)
Наклонный
шибер 4,
наклонные
полки 6
Дорожка
шибера
—
Шибер
»
—
Бункер 5
с предбунке-
ром 1
Дорожка
шибера
Механический
привод
выполнения действий в БЗУ
элеваторном
(см. рис. 4)
Форма
бункера
Планки 3
—
Ориентатор 6
с крючком
—
Приемная
часть лотка 5
—
Бункер 1
Трубы
возврата 4
Механический
привод
роторном
(см. рис. 32,
гл. 8)
Дно бункера
13, трубки 12
Трубки 12
Трубки 8
Поддон 4
Охват 2
Цепь /
Подпружиненные рычаги 6
Бункер 13
Рычаг 7
Механический
привод
вибрационном
(см. рис. 5)
Чаша 5 с
коническим дном
Дорожка 7
Планки над
дорожкой
Окна-трафареты 8 и 13
Накопительные
витки 9 и 10
Окна
выдачи 11 и 12
—
Чаша 5
—
Инерционный
привод
1 X
Е
Принцип работы БЗУ и функциональные действия в них
135
Рис. 4. Элеваторное БЗУ
габаритных ПО (массой до
100 кг).
ПО в большом количестве (до 6 т)
загружаются в предбункер У, откуда
они благодаря работе вибропривода 2
медленно ссыпаются в бункер 5,
образованный двумя наклонными полками 6.
Последние, а также шибер 4
расположены с некоторым наклоном, что
обусловливает подготовку ПО к захвату.
Кроме того, шибер, проходя через
массу ПО, содействует их ворошению
и таким образом также проводит
подготовку к захвату.
Захват осуществляется шибером в
дорожку, расположенную на верхнем
срезе шибера, причем эта дорожка
имеет особую форму для того, чтобы
ПО при подъеме шибера не занимал
устойчивого положения на верхних
кромках шибера. Все эти меры
приводят к тому, что ПО укладывается
параллельно шиберу, движущемуся
плоскопараллельно по круговой
траектории. Захватывая ПО, шибер
выносит его из общей массы и переносит
вперед. Опускаясь ниже уровня
полок, шибер оставляет ПО в щели
между полками. Затем цикл
повторяется. В этом устройстве захват и
ориентирование совмещены.
Подготовка к выдаче
осуществляется за счет выноса ПО из общей массы
шибером. В дальнейшем шибер
транспортирует ПО и до лотка-магазина 3.
Так как в данное устройство
засыпается большое количество ПО и,
следовательно, общая масса велика,
то своеобразно решается вопрос о
самовосстановлении работоспособности:
бункер сконструирован таким
образом, что ПО не могут заклиниваться,
136
Бункерные загрузочные устройства
Рис. 5. Вибрационное БЗУ
а масса загружаемых ПО строго
дозируется.
Если лоток переполнен, то ПО
остаются на дорожке шибера до тех
пор, пока не появится возможность
их дальнейшего движения.
Перспективным для относительно
крупных ПО (массой от 100 г до 10—
15 кг) является элеваторное БЗУ
(рис. 4).
ПО засыпаются в бункер U форма
которого способствует подготовке к
захвату. Захватные органы-планки 3
смонтированы на бесконечной
транспортной ленте или цепи 2. Планки,
проходя через массу ПО, захватывают
некоторые ПО и выносят их из общей
массы. До начала процесса
ориентирования ПО располагаются на
планках, что является подготовкой к
ориентированию.
Ориентирование ПО происходит за
счет сил тяжести в специальных ориен-
таторах 6 с крючком, после чего в
процессе падения ПО выдаются в лоток 5.
Если лоток переполнен, то ПО по
специальным трубам 4 отводятся назад
в бункер.
Так как в таком БЗУ ПО нигде не
застревают, то амортизатор-вибратор
не предусматривается.
Широкое использование
автоматических роторных линий привело н
появлению нового направления в
бункерной загрузке — созданию роторных
бункерных загрузочных устройств (см.
рис. 32, гл. 8).
Широкое распространение в
промышленности получили ВЗУ —
вибрационные БЗУ (см. рис. 5). Основными
узлами в них являются основание 2,
установленное на станине на
амортизационных пружинах /,
электромагнитный привод 3 и чаша 5,
установленная на трех наклонных
пружинах 4. Чаша ВЗУ состоит из обечайки
с винтовыми дорожками 7 и Р, которые
могут быть смонтированы как внутри
обечайки, так и снаружи. Обечайка
соединена с дном, имеющим конусный
профиль. ПО (в рассматриваемом
примере это гайки и болты), засыпанные
массой в нижнюю часть 6 чаши,
перемещаются по конусу дна. В процессе
этого движения ПО подготавливаются
к захвату, который осуществляется
дорожкой. Оказавшись на дорожке
в различных положениях, в том числе
и в неустойчивых, ПО двигаются
вверх. Лишний слой ПО удаляется
установленными над дорожкой
планками, ПО в неустойчивых положениях
падают в чашу. Ориентирование ПО
осуществляется по трафарету,
функции которого выполняют окна 8 (для
болта) и 13 (для гайки). Размеры и
положения в ВЗУ окон таковы, что
сначала достигается ориентация
гайки, а затем болта. Сориентированные
ПО подготавливаются к выдаче в
специальных накопительных наружных
витках 9 и 10у из которых через окна 11
и 12выдаются лотки-магазины, которых
в общем случае может быть установлено
несколько.
В ВЗУ отпадает необходимость в
специальных устройствах для само-
востановления работоспособности, так
как между ПО и дорожкой ВЗУ,
побуждающей ПО к движению, нет
жесткой связи, и если ПО прекратит
движение, то между ним и дорожкой
ВЗУ возникнет взаимное
проскальзывание, что, однако, не изменит свойств
ПО. Постоянно действующая вибрация
способствует устранению препятствий,
возникающих при движении ПО, и
возобновляет движение ПО. Таким
Классификация БЗУ и функциональных действий в и их 137
образом, самовосстановление
реализуются не специальным устройством,
а дорожкой и виброприводом
одновременно с их основным назначением.
Эти же органы несут и еще одно
функциональное действие —
предохранение лотка от переполнения.
Как следует из рис. 1—5, рис. 33,
гл. 10 и табл. 1, для каждого
функционального действия БЗУ должен
быть предусмотрен конкретный
механизм. Лишь в частных случаях
некоторые механизмы отсутствуют, но и то
лишь тогда, когда функции этих
механизмов выполняют другие
механизмы.
2. КЛАССИФИКАЦИЯ БЗУ
И ФУНКЦИОНАЛЬНЫХ
ДЕЙСТВИЙ В НИХ
С учетом основных тенденций
развития средств автоматизированной
загрузки наиболее важным считают
признак, характеризующий БЗУ как
гибкую технологическую систему:
характер совмещенности функций захвата
и ориентирования в БЗУ. Если эти
функции совмещены (табл. 2), т. е.
эахват и ориентирование происходят
одновременно, то устройство является
узкоспециализированным,
предназначенным для одного конкретного ПО.
Как правило, при переходе к
новому ПО необходима существенная
переделка или конструирование нового
БЗУ. Производительности по захвату
и ориентированию их в БЗУ одинаковы.
Более прогрессивными БЗУ
являются такие, в которых функции захвата
и ориентирования разделены, но
зависят друг от друга. Это значит, что
в каждом захватном органе
последовательно происходит захват, а затем
ориентирование. Благодаря этому
обеспечивается лучший захват ПО, но
производительности БЗУ по захвату
и ориентированию не равны и,
следовательно, итоговая производительность
БЗУ будет определяться меньшей
производительностью этих двух
процессов.
Для гибких технологических систем
наилучшими будут такие БЗУ, в
которых функции захвата и
ориентирования не только разделены, но и не
зависят друг от друга. В таких
устройствах захват происходит с помощью
одних механизмов, а ориентирование
проводится в отдельном механизме.
При этом могут быть приняты меры для
выравнивания производительностей
этих механизмов. Так как захват и
ориентирование разделены и
независимы, то можно менять одни
устройства для захвата или ориентирования
на другие при переходе на новые ПО,
что и требуется для гибких
технологических систем.
При создании БЗУ немаловажное
значение имеет также кинематическая
сложность его, которая обусловлена
характером движения
исполнительных органов. В создаваемых ранее
устройствах движения создавались
классическими преобразовательными
механизмами: кривошипно-ползун-
ным или кулисным, храповым,
мальтийским и др.
Для совершенствования БЗУ стали
использовать кинематически более
сложные механизмы, когда
складывается, например, два
возвратно-поступательных движения, или два
вращательных движения, три движения
и т. п.
Рассмотрим принцип действия БЗУ,
приведенных в табл. 2.
В трубчатых БЗУ (рис. 6, о, в, е)
захват и одновременно
ориентирование ПО типа роликов, валиков,
стаканчиков, шариков происходит за счет
движения трубки относительного
бункера. При этом трубка может либо
вращаться, либо совершать возвратно-
поступательное движение, а бункер
стоит неподвижно. Аналогичные
движения может совершать бункер, а
трубка будет неподвижна. Возможны
и различные комбинации этих
движений (рис. 6, ё),
Пневмовихревые БЗУ (рис. 6, б)
в некотором роде аналогичны
трубчатому БЗУ, но в них нет подвижных
частей. Захват же и ориентирование
осуществляется благодаря вихревому
движению воздуха, создающего в
центре бункера и в трубке полость
низкого давления, куда втягиваются ПО.
Дополнительное силовое воздействие
существенно ускоряет процесс захвата.
Стержневое БЗУ (рис. 6, г)
применяют для ПО типа стаканчиков, кото-
2. Классификация БЗУ
Движение
исполнительных
органов
Непрерывно-
поступательное
Непрерывно-
вращательное
Прерывисто-
вращательное
Возвратно-
поступательное
Возвратно-
качательное
Сложно
комбинированное
Функции захвата и ориентирования
совмещены
Однозахватное
БЗУ
Трубчатое (см.
рис. 6, а); пнев-
мовихревое (см.
рис. 6, б)
Трубчатое (см.
рис. 6, в)
Однокрючковое
(см. рис. 6, д)
Трубчатое (см.
рис. 6, ё)
разделены,
но зависимы
разделены и независимы
Многозахватное БЗУ
Элеваторное
Шнековое (см. рис. 7, а)
Дисковое: с крючками (см.
рис. 7, б); щелевое (см. рис, 7, в);
с карманами (см. рис. 7, г)
Дисковое с карманами (см.
рис. 7, д); лопастное (см. рис. 7, е)
Шиберное (см. рис. 7, ж)
Секторное (см. рис. 7, з)
Роторное (см. рис. 7, и—м)
Дисковое (см.
рис. 8, а—д)
Роторное (см.
рис. 8, е, ж)
Элеваторное (см. рис. 4)
Шиберное (см. рис. 9, а);
барабанное (см. рис. 9, б);
центробежное (см. рис. 9, в);
лопастное (см. рис. 9, г)
Вибрационное (см. рис. 9, д);
роторное (см. рис. 9, ё)\
вибророторное (см. рис. 9, ж)
3. Захватные органы БЗУ
Характер захвата
За наружную
поверхность
За внутреннюю
поверхность
За внутреннюю и
наружную поверхности
Захват
поштучный
Карманы (см. рис. 10, а, б);
вакуумные присосы (см.
рис. 10, в)
Крючок (см. рис. 10, г);
стержень (см. рис. 10, д)
Карман с крючком (см.
рис. 10, ё)
партионный
Карманы (см. рис. \\,ауб)\
щель (см. рис. 11, в); лопасть
(см. рис. 11, г); магнитные
захваты (см. рис. 11, д)
Лопасть (см. рис. 11, е)
непрерывный
Трубка (см. рис. 12, а);
дорожка (см. рис. 12, б); диск
фрикционный (см. рис. 12, в)
Классификация БЗУ и функциональных действий в них
139
Рис. 6. Однозахватные БЗУ с совмещенными функциями захвата
и ориентирования.
рые захватываются и ориентируются
за внутреннюю поверхность возвратно-
поступательно движущимся стержнем,
выносящим ПО из общей массы в
приемник, соединенный с лотком.
В однокрючковом БЗУ стержень для
захвата (например, колец) совершает
возвратно-качательное движение
(рис. 6, д). Однако такое устройство
является узкоспециализированным.
Рассмотрим примеры
многозахватных БЗУ. Если в элеваторном БЗУ
(см. рис. 4) вместо планок установить
крючки, то ими можно захватывать
и одновременно ориентировать полые
стаканчики, трубчатые ПО и т. п.
Шнековые БЗУ (рис. 7, а) применяют
для ПО типа подшипниковых роликов,
иголок, а иногда коротких винтов.
Захват ПО осуществляется карманами,
образующимися между двумя
вращающимися валками, на которых
нарезаны невысокие (пологие) винтовые
выступы. Ориентирование происходит
в тех же карманах, что и захват.
К группе многозахватных БЗУ
относят устройства с захватом поштучно
в несколько последовательно
работающих захватных органов (дисковое
БЗУ с крючками и карманами,
рис. 7, б, г) или с захватом порциями
(дисковое щелевое, рис. 7, в), а также
за любую поверхность: наружную,
внутреннюю или обе одновременно.
Загрузочных устройств этого типа
сконструировано весьма много.
Особенностью их является то, что все
они специального назначения, т. е.
для каждого нового ПО создается
свое БЗУ, что и обусловило их
многообразие.
В некоторых многозахватных БЗУ
необходимо чередовать движение
исполнительных органов с остановками,
так как при вращении*органов
происходит захват и ориентирование ПО
240
Бунжерные загрузочные устройства
Рис. 7. Многозахватные БЗУ с совмещенными функциями захвата и
ориентирования
в захватных органах, а для выдачи П-образных пластин и дисковое
в лоток-магазин захватный орган не- (рис. 7, д) с фигурными карманами
обходимо совместить с одним или не- для ПО типа колпачков с lid « 1.
сколькими приемниками. Примером В последнем устройстве диск располо-
таких устройств являются лопастное жен горизонтально, а выдача захва-
устройство (рис. 7, е) для загрузки ченных сориентированных ПО осуще-
Классификация БЗУ и функциональных действий в них
141
ствляется в несколько вертикально
установленных приемников.
Достаточно широкое
распространение получили шиберные (иногда
именуемые ножевые) БЗУ (рис. 7, ж)
с периодически поднимающимся и
опускающимся шибером. В этом БЗУ
одновременно захватывается
несколько ПО. В зависимости от сложности
заготовок профиль шибера может
меняться и тогда удается во время
захвата обеспечить ориентирование ПО.
Естественно, что номенклатура ПО,
которые можно ориентировать в таком
БЗУ, невелика: болты, винты, кольца,
шайбы, диски.
Секторные БЗУ (рис. 7, з)
отличаются от шиберных БЗУ лишь
характером движения исполнительного
органа. Возможности же по захвату
и ориентированию их одинаковы.
В роторных БЗУ (рис. 7, и—м)
захватные и одновременно
ориентирующие органы, кроме непрерывного
транспортного вращательного
движения, получают дополнительные
движения: возвратно-поступательное для
захвата стаканчиков стержней; воз-
вратно-качательное движение дна или
специальной решетки — для
колпачков. Хотя благодаря большому числу
захватных органов удается получить
большую производительность, такие
устройства находят лишь специальное
применение.
Рассмотрим БЗУ, в которых
функции захвата и ориентирования
разделены, но зависят друг от друга.
К группе многозахватных БЗУ с
непрерывным вращательным движением
относят большую группу дисковых
БЗУ (рис. 8, а—д). Характерным для
всех них является то, что сначала
осуществляется захват ПО. Причем так
как захват ПО может быть выполнен
в нескольких различных положениях,
то можно использовать гораздо больше
приемов для подготовки к захвату,
что позволит достичь большей
вероятности захвата. Благодаря этому
создаются предпосылки как для
получения высокой производительности, так
и для расширения номенклатуры
загружаемых ПО. Ориентирование же
может происходить либо в приемнике
(рис. 8, а), либо в самих захватных
органах в специально отведенной зоне
(рис. 8, б) или специальном ориента-
торе; с помощью вращающегося диска
со штырьками (рис. 8, д),
ориентирующим плужком (рис. 8, в) или с
использованием смещения центра масс
и выреза в обечайке (рис. 8, г). Форма
же захватного органа обусловлена
способом захвата и способом
ориентирования.
В процессе ориентирования
возможна потеря тех или иных ПО, и поэтому
конечная производительность БЗУ
уменьшится по сравнению с
производительностью по захвату. Кроме того,
трудно изменить конструкцию
захватного органа и особенно ориентатора.
Обычно эти устройства
специализированные (для каждого конкретного
ПО) и число их разновидностей
велико.
В роторных БЗУ с разделением
функции захвата и ориентирования
(рис. 8, е> ж) достигаются те же
результаты, что и в дисковых. Их
производительность также определяется
наиболее медленно работающим
органом (а это, как правило, ориентатор).
В устройстве, показанном на рис. 8,е,
ориентирование проводится в
гравитационном ориентаторе, а в устройстве,
показанном на рис. 8, жу — в
механическом. Так как габариты этих
ориентаторов гораздо больше
габаритов захватывающих трубок, то
увеличиваются размеры роторов и их
окружных скоростей вращения, что
ухудшает динамику работы. Такие
роторные БЗУ трудно переводить на
новые ПО.
Бункерные загрузочные устройства,
в которых функции захвата и
ориентирования разделены и не зависят
друг от друга, характеризуются тем,
что в них сначала осуществляется
захват, в основном за наружную
поверхность. Таким образом получается
поток упорядоченных, но
неориентированных ПО. Затем после
завершения захвата проводится
ориентирование в специальных устройствах,
находящихся либо в непосредственной
близости от захватных органов
(центробежное), либо вдали от них, либо
на тех же органах (вибрационные,
в которых эти процессы идут на
различных витках чаши, и вибророторные),
либо в совершенно других устройствах
142
Бункерные загрузочные устройства
Рис. 8. БЗУ с разделенными, но зависимыми функциями захвата и
ориентирования
(роторные). Ориентаторы этих БЗУ
можно быстро заменять; поток ПО
после прохождения через них не
меняет свою плотность, что обеспечивает
максимальную производительность и
быструю переналадку БЗУ.
На рис. 4 было представлено
элеваторное БЗУ, в котором из общей
массы могут быть захвачены ПО
различных типов. В этом случае
необходимо либо изменить ориентатор путем
регулировки при использовании
аналогичных ПО, либо заменить
ориентатор ом другого типа. Многорядный
захват и возможность передачи ПО
к любому ориентатору из разных
рядов обеспечивают высокую
плотность потока сориентированных ПО
даже при незначительной вероятности
захвата в одном ряду. Шиберное БЗУ
(рис. 9, а) с минимальными
переналадками можно использовать для ПО,
различающихся как по геометрическим
размерам, так и по массе. В
барабанном БЗУ (рис. 9, б) может достигаться
интенсивный захват в несколько
вибролотков, проходящих через БЗУ, на
выходной части которых устанавли-
Классификация БЗУ и функциональных действий в них
143
ваются сменные ориентаторы. В
центробежных БЗУ (рис. 9, в), получивших
широкое распространение в пищевой
промышленности, сменные
ориентаторы могут устанавливаться на
периферии вращающегося диска. Лопастное
БЗУ (рис. 9, г) позволяет в отличие
от барабанного обойтись без
вибролотков, для доставки заготовок к ориен-
татору используется конвейер.
Широкое распространение
вибрационных БЗУ (рис. 9, д) обусловлено
именно возможностью разделения
процессов захвата и ориентирования. Если
первый процесс происходит в нижней
части чаши БЗУ, то второй путем
увеличения числа витков может быть
вынесен в ее верхнюю часть.
Дополнительные витки можно использовать
для изменения плотности потока ПО
после захвата. Простота изменения
скорости движения ПО, определяющей
производительность БЗУ, создает
предпосылки для использования их в
высокоавтоматизированных системах. В
роторном БЗУ (рис. 9, ё) захват и
ориентирование могут выполняться в
различных роторах, причем в ориен-
Рис. 9. БЗУ с разделенными и независимыми функциями захвата и
ориентирования
144
Бункерные загрузочные устройства
г) д)
Рис. 10. БЗУ с поштучным захватом
тирующем роторе можно заполнять
«дырки» в потоке захваченных ПО
из внутрироторного запаса.
Вибророторное БЗУ (рис. 9, ж), обладая
преимуществами центробежных и
вибрационных БЗУ, обеспечивает
производительность до 3000 заготовок в
минуту.
Все БЗУ по типу захватных органов
можно разделить по двум критериям
(табл. 3): по массовости захвата
(поштучный, порционный и непрерывный)
и по характеру захвата (за наружную,
внутреннюю или обе поверхности
одновременно). Наиболее
распространенным является захват за наружную
поверхность, так как он более
производителен и универсален, что и
соответствует требованиям гибких
технологических систем.
Захват за наружную поверхность
осуществляется захватными органами
типа карманов (рис. 10, а, б; И, а, б).
Щель, лопасть (рис. 11, б, г), трубка,
дорожка могут быть представлены как
разновидности кармана,
отличающиеся от него и друг от друга
соотношением длины /к, ширины Ьк и
глубины /к. Если /к > Ью tKt то это
дорожка (рис. 12, б), например,
вибробункера. Если /к > /к, 6К, карман
можно рассматривать как трубку
(рис. 12, а), а при /к, /к > Ьк получим
щель (рис. 11, в). Иногда трудно
провести грань между той или иной
разновидностью захватного органа. Так,
лопасть, производящая захват
нескольких ПО, может быть выполнена как
с условием /к, Ьк > /к, так и с /к >
> 6К, tK. Один и тот же тип
захватных органов может применяться в
различных БЗУ (см. табл. 2).
К захватным органам относят
вакуумные присосы (рис. 10, б),
магнитные захваты (рис. 11,3) и
фрикционные диски (рис. 12, б). Первые два
могут быть использованы для захвата
поштучно, партией и потоком. Захват
с использованием сил трения широко
применяют в центробежных питателях.
Захват за внутреннюю или обе
поверхности менее распространен и
характерен для специализированных
устройств. Действительно, крючками
(рис. 10, г) и стержнями (рис. 10, д)
можно захватывать лишь ПО с вну-
Классификация БЗУ и функциональных действий в них
145
Рис. 11. БЗУ с партионным захватом
тренними полостями. Партионно за
внутренние поверхности можно
захватывать только некоторые ПО —
типа скоб (рис. 11, е). За обе
поверхности можно захватывать невысокие
колпачки. Для этих целей можно
использовать БЗУ, схема которого
Рис. 12. БЗУ с непрерывным захватом
изображена на рис. 10, е или на
рис. 7, д.
Производительность БЗУ во многом
зависит от правильного выбора
способа подготовки ПО к захвату.
Способы подготовки ПО к захвату
отличаются силами, осуществляющи-
146
Бункерные загрузочные устройства
ми подготовительное движение;
геометрическими особенностями ПО;
конструктивными особенностями бункера;
характером подготовительного
движения ПО и направлением
подготовительного движения.
Силами, осуществляющими
подготовительное движение заготовок,
являются: 1) силы тяжести; 2) силы
трения; 3) силы инерции и 4) внешние
силы.
К геометрическим особенностям ПО
относят: 5) форму, 6) смещение
центра масс и 7) соотношение размеров,
к конструктивным: 8) наклон и 9)
форму дна, 10) форму захватных органов.
Подготовительное движение ПО по
характеру может быть: 11)
скольжением, 12) пересыпанием, 13) качением
и 14) полетом, а по направлению —
15) попутным, 16) встречным и 17)
поперечным.
На рис. 13 приведены примеры,
иллюстрирующие подготовку к
захвату. На рис. 13, а показано БЗУ с
наклонным дном, по которому ПО под
действием сил тяжести передвигаются
от места засыпки к захватным органам
(скользят, катятся и пересыпаются).
Единичные ПО типа стакана со
смещенным центром масс и длиной,
большей его диаметра, стремятся двигаться
лежа. При движении в общей массе
каждый ПО, выбирая путь
наименьшего сопротивления, стремится
перемещаться стоя, дном вниз.
Наклон бункера к горизонту под
углом ад, большим угла трения,
создает возможность движения ПО
под действием силы тяжести из
бункера к захватным органам.
Составляющая F sin ад силы тяжести
перемещает ПО к захватным органам,
а составляющая ^собосд прижимает
его к дну бункера. Под действием
пары сил F sin ссд и \iF cos ад (где ц —
коэффициент трения скольжения) и
давления последующих ПО каждый
стоящий ПО будет стремиться
опрокинуться открытой частью к захватному
органу, т. е. принять положение,
благоприятное для захвата крючком. Если
длина ПО типа стакана меньше
диаметра и центр масс смещен к дну, то
такой ПО будет скользить дном. В этом
случае благоприятным окажется
захват ПО за наружную поверхность
карманом.
Изменение конфигурации дна от
плоского в сечении /—/ к
полукруглому в сечении //—// и
полукруглому с канавкой в сечении ///—///
заставляет ПО укладываться на
образующую. ПО, которые приняли
вертикальное положение (дном вниз),
вследствие давления последующих
движущихся ПО опрокидываются и
ложатся открытой частью к захватному
органу — крючку. Такое положение
ПО благоприятно для захвата.
Эксперименты показывают, что для стаканов
с отношением lid = 3 благоприятное
положение занимают до 70—80 % ПО,
чем обеспечивается высокая
вероятность захвата. В этом примере
использованы следующие способы
подготовки к захвату: 1, 2, 5—9, 11—13,
16, 17.
Если ПО насыпать на вращающийся
горизонтальный диск (рис. 13, б),
то под действием сил трения и
центробежных сил они будут перемещаться
к периферии, поштучно отделяясь от
общей массы. В расположенные по
периферии захватные органы типа
окон или карманов ПО будут
забрасываться с большой силой. При этом
центр масс ПО будет стремиться занять
низшее положение, «стоячий» ПО будет
стремиться «лечь», плоский ПО —
расположиться на диске своей
большей поверхностью, ПО со смещенным
центром масс относительно середины—
двигаться центром масс вперед. В
соответствии с этими положениями ПО
и следует располагать захватные
органы. Использованы 1, 2, 3, 5, 11 и 15
способы подготовки к захвату.
При вращении барабана (рис. 13, в),
у которого захватные органы
расположены на внутренней поверхности,
происходит непрерывное пересыпание ПО.
Это пересыпание и ворошение ПО
захватными органами используется
почти во всех БЗУ как способ
подготовки к захвату. Если перемешивание
ПО захватными органами недостаточно,
то применяют специальные
ворошилки. На рис. 13, з, к показаны
установленные на спицах или диске
специальные лапки и угольники, которые
разбрасывают ПО в бункере. В
результате ПО движутся к захватным
органам широким потоком и с боль-
Классификация БЗУ и функциональных действий в них
147
У7777777777Л
X
I
с
а
I
В
О
о
148
Бункерные загрузочные устройства
шей скоростью, что увеличивает
вероятность захвата.
При свободном полете с вращением
ПО преимущественно стремится
занять в пространстве положение,
соответствующее наибольшему значению
статического момента инерции. Это
положение ПО и является
благоприятным для захвата.
В БЗУ, особенно имеющих
коническую форму, могут возникать трудно
разрушаемые своды. Для устранения
этих сводов прибегают к
определенным мерам. На рис. 13, д показан
электромагнитный вибратор, который
встряхивает ПО, побуждая их к
движению, и приводит в положение
благоприятное для захвата. Для
встряхивания ПО применяют механические
и электромагнитные вибраторы с
малыми амплитудами колебаний (до 1 мм)
и частотой до 100 Гц.
Установка БЗУ непосредственно на
станке или на прессе благоприятно
сказывается на процессе подготовки
к захвату, так как возникающие при
работе вибрации станин вызывают
встряхивание бункера. С этой точки
зрения установка БЗУ на отдельном
фундаменте менее рациональна.
Хорошие результаты по подготовке к
захвату получены в БЗУ с двумя
вращающимися в противоположные
стороны дисками (рис. 13, г — способы 1,
2, 4—8, 11—13, 15—17). Нижний
диск с захватными органами вращается
в одном направлении, а специальный
ворошильный диск — в
противоположную сторону. Благодаря этим
движениям своды разрушаются, ПО
пересыпаются и побуждаются к
дополнительному движению, увеличивается
зона захвата, ПО переводятся в
положение, параллельное захватному
органу, благоприятное для захвата.
Наклон дисков и обечайки бункера
к горизонту под определенными
углами создает предпосылки для
подготовки к захвату как с диска, так и со
стенки бункера.
Для улучшения захвата на диске БЗУ
наряду с захватными органами 1
могут быть нанесены дополнительные
пазы 2 (рис. 13, е), в которых
размещаются захваченные ПО. В Нижней
части БЗУ ПО по пазам перемещаются
под действием силы тяжести в
захватные органы. В пазы может поместиться
большое число ПО, и поэтому
большинство захватных органов будет
заполнено ПО (использованы способы 1,
2, 5—8, 10, И, 17).
Геометрическая форма ПО
определяет как способ захвата, так и
способы подготовки ПО к захвату.
Например, при наличии удобной для
захвата внутренней полости
подготовка к захвату должна способствовать
движению ПО открытой частью
навстречу захватному органу.
В одних случаях захват за
наружную поверхность осуществляется
карманами, имеющими большие
внутренние размеры и способными вместить
ПО в любых положениях. Здесь
подготовка к захвату сводится к
ворошению ПО для поштучного разделения
и подаче их к захватным органам
обычно по наклонному дну бункера.
В других случаях захват за наружную
поверхность обеспечивается карманами
простейшей геометрической формы с
габаритными размерами,
позволяющими вместить ПО в двух или трех
возможных положениях, обычно
лежащих в одной из геометрических
плоскостей, с последующим
ориентированием или удалением ПО,
захваченных в неправильном
положении.
Если в БЗУ захват ПО за наружную
поверхность необходим только в одном
положении ПО, то форма и размеры
кармана должны соответствовать
форме и размеру сечения ПО в
благоприятном для захвата положении.
Так, ПО с массивным дном и с lid <C
<С 1 (рис. 13, ж) благодаря наличию
скоса в диске при западании в карман
опрокидываются на 90°. Если в общей
массе часть ПО будет прижата к
стенке У вращающегося диска, то те ПО,
которые окажутся прижатыми
плоской частью, будут скользить, не
меняя ориентации, и западут в карман.
ПО, прижатые к стенке 1 донной
частью, под действием сил трения
будут стремиться перевернуться и
принять положение, благоприятное для
захвата. ПО, попавшие на скошенную
часть диска 2, получают за счет сил
трения вращательный импульс,
способствующий закатыванию их в
карманы. В этом БЗУ использованы 1,
Классификация БЗУ и функциональных действий в них
149
2, 4—8, 10—13, 15 и 17 способы
подготовки к захвату.
При захвате заготовок lid > 1
(рис. 13, и), движущихся по
полукруглой стенке бункера, ПО располагаются
преимущественно вдоль его
образующих и в этом положении западают
в карман. ПО из положения 2
скользят по диску и опрокидываются через
его край в карманы. ПО из
положения 3 попадают на выступающие
зубья-призмы и, опрокидываясь на
них, западают в карманы. Таким
образом, даже если ПО находятся перед
захватным органом в неблагоприятном
для захвата положении,
переворачиваясь под действием сил тяжести на
зубьях-призмах, они западают в
карман. Чтобы правильно вставшие ПО
не выпали, толщину диска принимают
несколько большей, чем расстояние от
дна ПО до его центра масс, но
меньшей, чем расстояние от верхней кромки
ПО до его центра масс. В БЗУ
использованы 1,2, 4—8, 10—12, 15 и 17
способы подготовки к захвату.
Характер подготовительного
движения ПО в бункере существенно влияет
на вероятность захвата. Пересыпание
ПО (рис. 13, з, и) и свободный полет
(рис. 13, к) создают более высокую
скорость движения ПО и наибольшую
зону захвата, но менее точное
направление движения к захватному органу.
При скольжении ПО (см. рис. 13, г,
ж) скорость подготовительного
движения меньше, чем при пересыпании,
но направление движения более
точное. Качение шаровых и
цилиндрических ПО обеспечивает значительную
скорость и точное направление
подготовительного движения, что создает
условия для хорошего захвата и
повышает производительность БЗУ.
В некоторых конструкциях БЗУ ПО,
пересыпаясь по диску (см. рис. 13, з)
с помощью ворошилок, могут быть
направлены в ту зону БЗУ, где на диске
отсутствуют ПО. Так как ПО
движутся в определенном положении,
то они беспрепятственно попадают
в захватные органы.
Выбор направления относительного
движения захватных органов и ПО
оказывает значительное влияние на
длительность и вероятность захвата.
На рис. 13, а показан пример
использования способа поперечного
подготовительного движения (закатывания)
ПО на позицию захвата. Очевидно,
что скорость движения захватного
органа-крючка здесь не может быть
слишком большой, так как ПО должен
успеть закатиться на позицию захвата
до подхода следующего крючка. В этом
же примере при встречном движении
ПО и захватных органов большая
вероятность захвата будет достигнута
при большей относительной скорости.
Попутное подготовительное
движение ПО и захватных органов —
карманов или окон — показано на рис. 13, з,
к. Система угольников на диске
расположена так, что разбрасываемым
ПО задается движение, совпадающее
с направлением движения захватных
органов, и одновременно радиальное
движение в захватные органы. Этим
обеспечивается наивысшая вероятность
захвата при малых скоростях
захватных органов и возможность повышения
производительности БЗУ при больших
скоростях. Однако при больших
относительных скоростях ПО и
захватных органов возможно повреждение
поверхности ПО при соударениях.
При проектировании БЗУ
необходимо стремиться к использованию
максимального числа способов
подготовки к захвату в одном устройстве. Так,
в БЗУ, показанных на рис. 13, а, г,
удается достичь очень
производительного захвата ПО (до 85 шт. из 100).
Подготовка к ориентированию
состоит в том, чтобы захваченным ПО
(систематизированному потоку)
придать некоторую свободу в
пространстве, так как в процессе
ориентирования должно быть изменено положение
ПО. Для этого применяют
всевозможные вырезы в обечайках БЗУ,
расширяют дорожки вибрационных БЗУ,
а для сброса лишних слоев ПО с
захваченных используют пружины, стал-
киватели, карнизы и другие
приспособления. Естественно, что подготовка
к ориентированию возможна лишь
в тех БЗУ, где функции захвата и
ориентирования разделены. При
совмещении этих функций подготовка к
ориентированию отсутствует (см. рис. 2).
Процесс ориентирования в
автоматизированной загрузке — один из
сложнейших. Объясняется это тем,
150
Бункерные загрузочные устройства
что применяемые ПО чрезвычайно
отличаются по геометрической форме,
габаритным размерам, массе,
механическим и физическим свойствам, а
также положениями, в которых даже
один и тот же ПО может быть подан
на рабочую позицию технологического
оборудования.
Процесс ориентирования ПО,
движущихся после захвата
систематизированным потоком, возможен в БЗУ,
выполненном с разделением функций
захвата и ориентирования.
В общем случае вторичное
ориентирование включает в себя три этапа:
1) определение положения
ориентируемого ПО на базовой поверхности;
2) сравнение данного и требуемого
положений ПО и выработка решения по
достижении требуемого положения;
3) перевод ПО в требуемое положение.
Каждому этапу соответствует
определенный механизм или устройство,
реализующее функцию своего этапа*
В некоторых случаях все три этапа
могут выполняться одним механизмом
или следовать друг за другом в
соответствующих механизмах.
Подготовка к выдаче заключается
в том, чтобы сориентированные ПО
лишить тех степеней свободы, которые
были сообщены для выполнения
ориентирования. Это можно выполнить
всевозможными ограничителями,
охватами, трубками, проходными
полостями в соответствии с размерами и
конфигурацией ПО. В некоторых
устройствах бывает достаточно действия
силы тяжести, сохраняющей
положение ПО в захватном или
транспортирующем органе.
Процесс выдачи ПО из БЗУ —
один из сложнейших, так как ПО,
находящиеся в движении вместе с
захватными органами или относительно
их, должны быть выданы в
неподвижный лоток — магазин.
Выдача ПО возможна внутрь
конструктивного элемента, передающего
движение захватным органом, или во
внешнюю часть этого конструктивного
элемента.
Различают БЗУ: с выдачей ПО под
действием сил тяжести, под действием
сил тяжести и сил инерции и под
действием внешних сосредоточенных сил.
По характеру траектории движения
ПО из захватных органов в приемник
существуют БЗУ с плавной,
непрерывной и с ломаной траекториями
движения ПО.
На рис. 14, б, е, м показаны БЗУ
с выдачей ПО во внутреннюю часть
конструктивного элемента,
передающего движение захватным органам*
Размеры БЗУ при этом уменьшаются,
но усложняется эксплуатация.
Остальные БЗУ, показанные на рис. 14, —
с выдачей ПО во внешнюю часть —¦
более распространены, так как удобны
в эксплуатации.
В конструкциях, представленных на
рис. 14, а, л, мУ ПО выдаются под
действием сил тяжести, а в
конструкциях, представленных на рис. 14, е—
и, — под действием не только сил
тяжести, но и сил инерции. В
конструкциях, показанных на рис. 14, г, д, я,
ПО из захватных органов выдаются
подпружиненными собачками, т. е. под
действием сосредоточенных сил.
Выдача под действием сил тяжести и сил
инерции конструктивно проще, но
производительность ограниченна. При
выдаче под действием сосредоточенных
внешних сил необходима более
фундаментальная теоретическая и
конструктивная проработки, позволяющие
получить большую производительность.
В конструкциях, изображенных на
рис. 14, г, е, жу и, выдача ПО из
захватных органов происходит по
плавной непрерывной траектории, а в
конструкциях, представленных на
рис. 14, в, з, к, At — по ломаной
траектории. Ясно, что непрерывная
плавная криволинейная траектория
обеспечивает лучшее движение ПО и более
высокую производительность процесса.
При необходимости подачи ПО на
многопозиционное оборудование БЗУ
могут выдавать ПО последовательно
или одновременно в несколько
приемников. Например, некоторые БЗУ
обеспечивают одновременную подачу
ПО в два, три, четыре приемника,
а БЗУ, показанное на рис. 7, д,
подает ПО одновременно в десять
приемников.
Для приведения в движение
захватных органов или самих ПО, как,
например, в пневмовихревом или
вибрационном БЗУ, могут быть
использованы все имеющиеся приводы: ме-
Классификация БЗУ и функциональных действий в них
151
Рис. 14. Способы выдачи ПО из захватных органов
152
Бункерные загрузочные устройства
канические, пневматические,
электромагнитные, гидравлические,
инерционные и т. п.
Тип выбранного привода
непосредственно влияет и на тип устройства для
самовосстановления работоспособности
БЗУ. Это особенно важно, так как
средства автоматизированной
загрузки, в частности БЗУ, должны
обеспечить работу технологического
устройства в режиме с минимальным участием
человека в обслуживании
оборудования и средств автозагрузки. Однако
вследствие вероятностного принципа
работы БЗУ в нем могут довольно
часто возникать всевозможные
отклонения, в том числе приводящие к
заклиниваниям, застреваниям.
Установка предохранительных муфт, не
позволяющих передавать на рабочие органы
предельные крутящий момент, усилия,
мощность, не дает эффекта, так как
в этом случае движение рабочих
органов или ПО прекратится и
возобновится только после вмешательства
человека, что противоречит требованиям
автоматизации. Поэтому необходимо
не только избегать поломки рабочих
органов БЗУ при застреваниях,,
заклиниваниях и подобных явлениях,
но и устранять возникшие отклонения
без участия человека.
Вопрос самовосстановления
работоспособности можно решить двумя
путями. Первый путь — проектирование
таких БЗУ, которые позволяют
полностью избежать застреваний ПО в них
[например, шиберные (см. рис. 3)
и элеваторные (см. рис. 4) БЗУ].
Второй путь — использование
амортизаторов-вибраторов — устройств,
которые, с одной стороны, не позволяют
деформировать ПО или захватные
органы в критических ситуациях
(функция предохранительной муфты или
амортизатора), а с другой —
заставляют рабочие органы с захватными
устройствами совершать возвратные
движения, благодаря чему создается
предпосылка для изменения
положения застрявшего ПО (функция
вибратора).
В БЗУ с механическим приводом
применяют такие же устройства, как
и в дисковом (см. рис. 1). В других
случаях решения могут быть иными:
в вибрационных БЗУ — это привод,
создающий колебательное движение
органов; в пневмовихревом — это
воздух, оказывающий силовое
воздействие на застрявший ПО; в щелевых —
подпружиненные собачки и др. Так
или иначе, функция
самовосстановления работоспособности БЗУ очень
важна, и конструктор должен
обращать на это особое внимание.
ПО накапливаются в бункерах и
предбункерах. В бункерах наряду
с ПО находятся захватные органы.
Вместимость бункера должна быть
достаточно большой, чтобы обеспечить
непрерывную работу в течение 10—
15 мин и создать условия для
обслуживания одновременно нескольких
единиц оборудования. В предбункере
находится только дополнительный запас
ПО.
Использование предбункеров
обусловлено тем, что в некоторых случаях
в бункере нельзя создавать очень
большой запас ПО из-за возможности
потери ими своих свойств, или из-за
чрезмерно большой массы
накопленных ПО и, следовательно, больших
нагрузок на рабочие органы, или
из-за ухудшения протекания
процессов, происходящих в БЗУ.
Формы бункеров и предбункеров
весьма разнообразны и в
большинстве случаев представляют собой
сочетание различных поверхностей со
сложными переходами, причем наиболее
распространены ковшеобразные и
цилиндрические поверхности (рис. 15).
Движению ПО в бункерах содействуют
движущиеся подвижные органы.
В предбункерах во избежание
образования сводов и заторов необходимо
устанавливать дополнительные
устройства, побуждающие ПО к движению.
Иногда удается передать движение
к предбункеру от основного привода
БЗУ.
При работе БЗУ обязательно
возникают моменты, когда принимающий
ПО лоток переполнен и необходимо
прекратить выдачу ПО в лоток. В этом
случае БЗУ может быть остановлено
(такой вариант эксплуатации
встречается чрезвычайно редко).
Если БЗУ остановить нельзя,
возможны следующие варианты: а) ПО
остаются в захватных органах,
совершают в них движение и после
БЗУ с механическим приводом
153
^п^п^
^
ZTZ/
f—
'l
1
7
7777/
1
1 ,
1
Рис. 15. Схемы бункеров (а) и предбункеров (б) в БЗУ
освобождения места в лотке выдаются
(см. рис. 14, д)\ б) ПО остаются в
захватных органах, но вследствие
работы амортизатора-вибратора
захватные органы находятся в постоянной
готовности выдавать ПО в лоток (см.
рис. 2); в) ПО транспортируются мимо
лотка-магазина и удаляются из
захватных органов в бункер (см. рис. 14,
е); г) ПО транспортируются мимо
лотка и удаляются в запасную тару
вне бункера (см. рис. 1). Наиболее
распространены варианты
функционирования а и б, а менее — вариант г,
В современных БЗУ могут
выполняться дополнительные действия. Так,
например, стремление повысить
производительность привело к созданию
многоручьевых, многозаходных,
многоканальных БЗУ, в которых захват
ПО осуществляется в один или
несколько потоков. Но ориентирование
выполняется в устройствах с меньшей
производительностью и приходится
ставить несколько ОУ. В этих
случаях в БЗУ возникает необходимость
разделить поток ПО на несколько
ОУ, после которых все ПО опять
собираются в единый поток (функция
суммирования).
3. БЗУ С МЕХАНИЧЕСКИМ
ПРИВОДОМ
Циклограмма БЗУ.
Количественными характеристиками работы БЗУ
являются его производительность, т. е.
число ПО, выдаваемых в единицу
времени, и устойчивость этой величины
во времени.
Проектирование БЗУ, как и всякой
автоматической рабочей машины,
включает проектирование циклограммы и
расчет интервалов цикла движения
захватных органов.
154
Бункерные загрузочные устройства
*s \U
*г
ь
h
U
*5
Ттехн
*.
А
^ 1
* техн — 2j *'
Рабочий цикл равен
технологическому циклу, деленному на число
захватных органов k\
5Граб == Т техн'«»
Технологический цикл одного
захватного органа бункерного
загрузочного устройства» с,
Гтехн = h + h + *• + U + U+ t9+t,f
где if — время подготовки к захвату,
с; t2 — время захвата, с; t3 — время
подготовки к ориентированию, с; t^ —
время вторичного ориентирования, cj
?в — время подготовки к выдаче, с;
?в — время выдачи в приемник, с$
f7 — время холостого хода, с.
Графически циклограмму для одного
захватного органа можно изобразить
в виде кругового (рис. 16, а) или
линейного (рис. 16, б) графика, в
которых интервал подготовки к захвату
обычно перекрывается всеми
остальными интервалами (рис. 16, в).
Для нескольких захватных органов
циклограмма может быть построена
только линейной со смещением циклов
на время рабочего цикла (рис. 16, г).
в)
Рис. 16. Циклограмма БЗУ.
а и- круговая; б—г — линейная
Технологический цикл одного
захватного органа БЗУ равен сумме
интервалов цикла:
'оаб
')
Так выглядит циклограмма в общем
случае; во многих частных случаях
некоторые интервалы цикла могут
отсутствовать, а некоторые
перекрываться во времени. При недостатке
этого времени функция интервала
цикла не будет выполнена и БЗУ не
будет работать или будет неправильно
выполнять свои функции.
Производительность БЗУ.
Теоретическая минутная производительность
(шт/мин)
Пт = 60/Граб = бОб/Гтехн- A)
Действительная минутная
производительность
Яд = ЯтТЬ
B)
где т) — коэффициент выдачи.
На основе формулы B) может быть
построена методика
экспериментального определения величины
коэффициента выдачи работающих БЗУ как
частного от деления
среднестатистической действительной
производительности на теоретическую за заданный
промежуток времени:
К) = Яд/Ят.
C)
Вместе с тем рабочий цикл равен
частному от деления шага захватных
органов Ь на среднюю скорость
движения захватных органов v:
Граб = blv.
БЗУ с механическим приводом
155
После подстановки Траб в
выражения A) и B) получим исходное
выражение для вычисления
производительности
Пд = —Л-
Для многопоточных многозахватных
БЗУ с выдачей в несколько
приемников на протяжении кинематического
цикла с учетом влияния на
производительность различных дополнительных
факторов формула действительной
производительности может быть записана
в виде
Яд = ax(haz^ab ¦•• 160от)/&, D)
где df — коэффициент, учитывающий
число ПО, которое может одновременно
захватить каждый захватный орган;
а2 — коэффициент, учитывающий,
сколько раз могут возобновиться
захват и выдача ПО каждым захватным
органом на протяжении одного
кинематического цикла; а3 —
коэффициент, учитывающий влияние на
производительность относительных
размеров ПО; а4 — коэффициент,
учитывающий влияние на
производительность степени заполнения бункера;
06» ав — коэффициенты, учитывающие
влияние на производительность
других факторов, специфических для
различных типов БЗУ, различных ПО
или различных условий эксплуатации;
% — число параллельных рядов
захватных органов.
0 nRn , 2nR
Заменяя v = ог. и о = —г— ,
где R — радиус захватных органов;
п — частота вращения или частота
ходов захватных органов, получим
после подстановки в формулу D)
выражение действительной
производительности в виде
Яд = а1ааОза4аБ ••• lkitf\»
E)
Анализ зависимостей D) и E)
показывает, что если коэффициенты а$,
а2«"-не зависят функционально от
других величин, входящих в
формулы, то 6, например, в формуле D)
зависит от v. Действительно, при
увеличении скорости захватных органов
шаг захватных органов также должен
быть увеличен, так как для захвата
ПО необходимо больше времени и,
следовательно, потребуются большие
размеры кармана, т. е. Ъ есть функция
от v. В зависимости E) увеличение
числа захватных органов приведет
к увеличению радиуса диска с
захватными органами, а это, в свою очередь,—
к уменьшению угловой скорости, а
следовательно, и частоты вращения
для получения наилучших условий
захвата.
Кроме того, эксперименты показали,
что величина коэффициента выдачи
является нелинейно-убывающей от
окружной скорости захватных органов,
а его наибольшая величина Tjmax
соответствует малым скоростям
захватных органов. Эта функция мбжет быть
аппроксимирована на основании
экспериментов в виде зависимости
Т1 = Лгаах — BV\
F)
В табл. 4 приведены результаты
экспериментальных исследований
производительности и коэффициента
выдачи для 16 типовых БЗУ.
С учетом формулы F) формулу D)
можно записать как
Яд = aia2a3aua6 ..Л (т]тах — ev*) -t- ,
или, опуская коэффициенты,
Яд = (т)гаах — еуФ) -г^.
G)
Можно рассчитать, какой должна
быть максимальная окружная
скорость захватных органов, до которой
будет обеспечено сдвигание ПО по
стенке бункера:
(8)
1 /sin (g-p) g
Cflmax^ V sina R-
Из формулы (8) следует, что
наибольшее значение максимальной
скорости для предельного равновесия
будет при sin (a — р) = 1 и a = 90 + р:
(®max)i]
V*
g
sinp'
О)
т. е. при величине угловой скорости,
равной или большей правой части
формулы (9), единичный ПО будет
прижат к стенке бункера центробежной
силой и не будет сдвигаться.
4. Производительность и коэффициент выдачи х\ различных БЗУ при изменении скорости V
Эскиз БЗУ
Конструктивные
параметры БЗУ.
Тип и размеры ПО
Зависимость коэффициента выдачи
от окружной скорости
захватных органов
Аппроксимирующая
формула
R = 160 м;# = 12;^ =
= 1; а2= 1; а3 = 1.
Стакан: / = 24 мм; d =
= 10 мм
пд.
шт/мин
300
гоо
100
1
•
-0,6
-о,ч У
щ
т.1
\
пд
—1
\\
\\
\\
1 1 \
о о,г о,ч о,б о,8 1,о к,м/с
л = о,78 — 0,32i^
R = 0,190 м; к =96;
аг = 1; U2 = 1; а3 — 1.
Стакан: / = 19 мм; d —
— 8 мм
Пд,
шт/мин
200
100
1
-0,3 1
-0,2 У
1
\
•\ \
¦1
Е
т] = 0,245 — 13t^
0,1 0,2
1,3 v.m/c
Продолжение табл. 4
Эскиз БЗУ
Конструктивные
параметры БЗУ.
Тип и размеры ПО
Зависимость коэффициента выдачи
от окружной скорости
захватных органов
Аппроксимирующая
формула
/? = 0,1Ю м; ?=8;
аг = 1; а2 = 1; а3 = 1.
Стакан: / = 14 мм; d =
= 18 мм
пд,
шт/нин
7
.0.35/ о
tooYojL \ \
100
м,1
о о,г о,ч o,6 v,m/c
R = 0,120 м; fc=30;
аг = 1; а2 — 1; аъ = 1.
Стакан: / = 12 мм; <2 =
= 17 мм
Л',
т/мин\
во
60
-0.6 J J*
-•-SgC
L Х*»^
r*,4r /
Г УЧ
V i i—
о
• ^
L 1
О
\
^ • \
\# \
J&
0.1 о.г о.з о,ч v.m/c
r\ = 0,55— l,6u4
ц = 0,33 — 0,8b4
R = 0,195 m; 6=68;
ax = 1; a2 = l; a3 = 1.
Стакан: / = 30 мм; d =
= 10 мм
шт/ми/Л
о.г 0,3 о,ч v,м/с
т| = 0,68— 1,43у4
ел
I ^1
Продолжение табл. 4
ел
00
Эскиз Б ЗУ
Конструктивные
параметры БЗУ.
Тип и размеры ПО
Зависимость коэффициента выдачи
от окружной скорости
захватных органов
Аппроксимирующая
формула
R = 0,115 м; ?=6;
ах = 7; а2 = 1; а3 = 1.
Блок вел оцепи: / =
= 22 мм; h = 10 мм;
ширина Ъ = 6 мм
о, г о,ч о,б v.m/c
х\ = 0,39 — 17,Зо*
R = 0,260 м; k = 36;
Стакан: / = 40 мм; d =
= 10 мм
0,/ о,г о,з v, м/с
х\ = 0,90 — 27,2^
¦1
# = 0,13 м;6= 20;ах =
= 1; <h= 1.
Цилиндрический стакан
с конической частью: / =
= 35 мм; d = 8 мм
#г о,ч о,б о,8 у,м/с
Т! = 0,35 — 0,34»*
Продолжение табл. 4
Эскиз БЗУ
Конструктивные
параметры БЗУ.
Тип и размеры ПО
Зависимость коэффициента выдачи
от окружной скорости
захватных органов
Аппроксимирующая
формула
# = 0,183 М; 6=22;
аг = 1; а2 = 2; а3 = 1.
Цилиндрический стакан
с асимметрией концов:
/ = 23 мм; d = 8 мм
Л'
шт/мин
/50
100
50
Ч
- 1
ош
о,у }
/
пд
2
l_i
Л lJL_
Кривая 1 — с
приемником, 2 — без
приемника
о, г г, м/с
R = 0,460 м; ?= 1;
аг = 40; а2 = 1; а3 = 1.
Стержень со шляпкой:
/ = 55 мм; d = 13 мм
пд>
шт/мин
/го
80
i
•ОДщ /
"¦*"••*№
-0,06 f
to \о.о?
L 1 L_
7 Л
Чч\
W
w
20 40 60 п, ход/мин
ц= @,11ч-2,7) X
X 10-9л4
# = 0,175 м; А; =60;
аг = 1; а2 = 1; а3 = 1.
Цилиндрический стакан
с асимметрией концов:
/ 35 мм; d = 8 мм
шп
т/мин
150
100
50
- *
-0,3
-о,гр
7
/о
ч
4°
О,? v, м/с
ц = 0,43— 17,1^
ел
I СО
Продолжение табл. 4
Эскиз Б ЗУ
Конструктивные
параметры БЗУ.
Тип и размеры ПО
Зависимость коэффициента выдачи
от окружной скорости
захватных органов
Аппроксимирующая
формула
R = 0,270 м; k = 6;
ах =22; а2 = 1; а3 — 1.
Стержень со шляпкой:
/ = 35 мм; d = 13 мм
о o,i о,г о,з ол о,5 у,м/с
т] = 0,39 — 3,85ц4
•г
<?
Н = 30 мм; & = 1; ^ =
= 5; «а = 1; а3 = 1-
Цилиндрический ролик:
/ = 5,8 мм; d = 5 мм
/ДО ^ДО 300 п, ход/мин
т] = @,29-^0,16) X
X 10-10л4
где п — число ходов|
мин
R = 0,235 м; к = 10;
<2j = 1; а2 = 1; #з == 1 •
Стакан: / = 145 мм; d =
= 26 мм
о,г о,ч о,б у,м/с
ц = 0,46 — 2>4
Продолжение табл. 4
Эскиз Б ЗУ
Конструктивные
параметры БЗУ.
Тип и размеры ПО
Зависимость коэффициента выдачи
от окружной скорости
вахватных органов
Аппроксимирующая
формула
S
1
R = 0,24 мм; k = 54;
ах= 1; (Ц= 1; Оз = 1-
Стакан: / = 6 мм; d =
= 8 мм
шт/мин
1000
600
zoo
7
•
7
/
-0,3 • ^7^4°
-9Л Xo ° \#\
*у* пд \
л = 0,344 — 0,0073а4
0,4 0,8 1,1 1,6 у,м/с
R = 0,130 мм; k = 34;
аг= 2; ^2= 1; а3= 1.
Стакан: / = 12 мм; d =
= 8 мм
шт/мит
250
Uff
W
\ол/
7
• •
ySo
•
•Г"
^о
J
"ff
_1
\\
¦ Ч
/ п,мин~
•ц = 0,88 — 0,013л4,
где п — частота
вращения, мин
162
Бункерные загрузочные устройства
Положим, что в барабан насыпана
масса ПО до уровня горизонта,
проходящего через центр вращения
барабана (рис. 17). При вращении барабана
вся масса ПО начнет сдвигаться по
стенке барабана и повернется, кан
это следует из уравнения (8), на угол
а ^> р. Пересыпание ПО вниз, рас-
пол оженныза в точке Б, будет иметь
место при
tgen =
(Ю)
где 0п = а — угол, отсчитываемый от
горизонтали и определяющий
положение ПО в точке 5, а / —
коэффициент трения при пересыпании,
равный тангенсу угла естественного
откоса.
Рассмотрим типичные случаи запа-
дания ПО в захватные органы
дисковых БЗУ и установим зависимости
между размерами ПО, размеоами кар-
Рис. 17. Схема пересыпании ПО в БЗУ
с вращающимися захватными органами
манов, скоростями движения ПО в
карманов.
Положим, что ПО, имеющий
призматическую форму с плоским дном
(рис. 18), скользит к движущемуся
окну под влиянием силы тяжести по
плоскости, наклонной к горизонту
под углом ад, имея линейную скорость
при подходе к карману, равную vQ.
Карман движется с постоянной
окружной скоростью у0кр в плоскости,
перпендикулярной направлению скорости
i>0. Пусть высота ПО /t» Очевидно, что
для возможного западания ПО в
карман необходимо, чтобы длина кармана
была больше длины ПО на некоторую
величину Д6. Величина АЪ должна
быть такой, чтобы при движении
кармана на протяжении пути АЬ ПО
успели войти в карман на глубину Д&,
обеспечивающую захват ПО карманом.
Пусть за время /0кр карман,
движущийся со скоростью с>окр> пройдет
по горизонтали путь, равный АЬ,
тогда
АЬ
АЬ = vOKT)t
'окр* окр
и 'окр —
vt
окр
За это же время ПО, двигаясь под
влиянием составляющей силы тяжести
по наклонной плоскости, должен
пройти путь, равный Л&, за время,
меньшее или равное *0кр*
АЬ
l*?t<
окр ¦
уокр
(И)
Если предположить» что западание
ПО в карман происходит при
начальной скорости движения v0 = 0, что
обычно наблюдается в БЗУ, то
*>окр < А6
V'-
g (sin ад — |х cos ад)
ТКЕ '
А6>
*>окр ]/
2 Ah
h (sin ад — fx cos ад)'
A2)
Исходя из сказанного» формулу G)
можно переписать:
60,
f+o+cj/
2 Ah
g (sin ад — f* cos ад)
A3)
БЗУ с механическим приводом
163
i
<о|
т Г
|
!
-4
UAb
ь
1
1
1
^окр
Рис. 18. Схема западания призматического ПО, скользящего по наклоним!
плоскости, в движущийся карман
Если ПО имеет цилиндрическую
форму и катится под действием силы
тяжести по наклонной плоскости к
движущемуся в перпендикулярной
плоскости карману, имея при подходе
к карману скорость, равную v0
(рис. 19), то величина окружной
скорости захватных органов г0кр должна
быть такой, чтобы ПО успел закатиться
на пути АЬ движущегося кармана на
глубину М, обеспечивающую вахват
ПО:
"окр < &Ь
ЬЬ > 0Окр
/¦
/¦
mgr* sin ад
2 Ah (mr2 + Уц) '
2 Ah (mr2 + Jn)
mgr2 sin ад '
где Уц — момент инерции массы ПО
относительно центра качения.
Методика проектирования БЗУ.
Проектирование начинают с выбор,;
типа БЗУ. Для этого может быть
использована научно-техническая
литература, патенты и авторские
свидетельства. Выбрав тип БЗУ, а также
получив сведения о значениях Xjmax,
8 и ф, соответствующих этому типу,
/ (из задания на проектирование),
б и ад (из конструктивных
особенностей БЗУ) и ц (исходя из
фрикционной пары), можно определить
влияние v на Яд. В формуле A3) не
известна лишь величина A/i, которая
может быть принята в пределах @,5-т-
4-0,23) h {d — для цилиндрический
ПО).
Получив путем расчета графин Яд =
= / (у), можно подобрать рабочее
значение v. По формулам F) и A2)
соответственно вычисляют коэффициент
выдачи г) и зазор по шагу АЬ, а
следовательно, и шаг захватный органов
Ь = / + б + АЬ.
окр
Рис. 19. Схема западания цилиндрического ПО, катящегося по наклонной
плоскости, в движущийся карман
6*
164
Бункерные загрузочные устройства
Рис. 20, Расположение ПО
в БЗУ
Остальные необходимые для
проектирования БЗУ характеристики можно
получить после выбора радиуса с
захватными органами. Для ПО длиной
не более 8—10 диаметров используется
рекомендация: R = E-М0) Л При
выборе радиуса БЗУ необходимо иметь
в виду, что его малое значение
приводит к уменьшению числа ПО в
бункере, а следовательно, к ухудшению
условия подготовки к захвату и
потребуется предбункер. Большой
радиус обусловит резкое возрастание
занимаемой площади около
технологического оборудования, увеличение
массы расположенных в БЗУ ПО,
увеличение крутящих моментов,
ухудшение подготовки к захвату и работы
амортизатора-вибратора,
деформирование ПО.
Выбрав радиус R> можно вычислить
следующие величины:
k = 2nR/(l+b+ Ab); A4)
ш = v/R; A5)
п = 30ю/я; Гтехн = 60/л. A6)
Полученное значение /техн
позволяет приступить к построению
циклограммы работы проектируемого БЗУ.
Для этого необходимо из t±—17
определить прежде всего t± и t2 — время
интервалов подготовки к захвату и
Рис. 21. Схема
экспериментальной установки и график
экспериментальных
значений углов естественного
откоса:
/ — для загрязненных ПО? 2 —
для чистых сухих ПО; 3 — для
ПО, смоченных мыльной
эмульсией
захвата» При выборе этих величин
необходимо руководствоваться не
только расчетами. Например, i2 можно
определить из выражения A1). Но
в этих расчетах t2 будет
характеризовать вахват лишь одного ПО в один
захватный орган. В БЗУ процесс
захвата происходит иначе (рис. 20).
Перед началом вращения диска 2
ПО располагаются в бункере /,
занимая положение acb с наклоном
верхней поверхности ПО под углом ро
к горизонту. В процессе вращения
диска по направлению стрелки ПО
увлекаются им и их поверхность а'Ь'с'
располагается под углом пересыпания
Рх к горизонту. Так как во всех
дисковых БЗУ в наивысшей точке
диска — точке г происходит или до-
орентирование ПО, или выпадение
неправильно захваченных, или
выдача ПО в лоток-магазин, то в
начальный момент в бункер можно засыпать
только такое число ПО, которое при
. вращении диска не сможет подняться
до точки е и не будет мешать
ориентированию или выдаче ПО в этой точке.
Практически наивысшее положение ПО
должно отстоять от точки е не ближе
чем на 1/4 длины дуги окружности.
Угол естественного откоса рх зависит
от формы и размеров ПО и степени их
загрязнения, точнее, от коэффициента
трения между отдельными ПО. Угол Р$
I 1 / Т {
т \j Г
L/d
БЗУ с механическим приводом
165
Рис. 22. Способы ориентирования в БЗУ за счет сил тяжести
для каждого конкретного случая
определяется экспериментально
следующим образом (рис. 21): на площадь,
ограниченную кольцом /4, насыпают
ПО до тех пор, пока они не будут
ссыпаться через борт кольца. Затем
измеряют угол при вершине в двух
взаимно перпендикулярных
направлениях и принимают среднее
арифметическое. Диаметр кольца должен быть
больше длины исследуемого ПО по
крайней мере в 10 раз.
Например, на рис. 21 представлены
данные для латунных стаканчиков
диаметром 10 мм, полученные в
зависимости от отношения длины ПО к их
диаметру и состояния их поверхности
(чистая и сухая; смоченная мыльной
эмульсией и загрязненная — с
налетом коррозии). Результаты
исследования показывают, что с
увеличением отношения длины к диаметру
и степени загрязнения ПО угол
естественного откоса увеличивается от
минимального значения A7°) до
максимального D0°). При встряхивании
бункера с ПО этот угол значительно
уменьшается.
Из рис. 20 следует, что каждый
захватный орган может находиться
под слоем ПО, начиная с точки Ь и
кончая точкой а'. Процессы подготовки
к захвату идут в течение всей работы
БЗУ.
Таким образом, при проектировании
циклограммы БЗУ первым должно
быть выбрано время t2i а оставшееся
время от Ттехн будет отведено для
величин /8» h> 4» U* *7* При подборе
t2 необходимо учесть влияние уровня
засыпки. Чем больше уровень
засыпки ПО, тем выше будут подниматься
точки Ь и а', возрастать время t9,
следовательно, уменьшаться время
h—^7» что скажется на выполнении
остальных функциональных действий.
Именно по этой причине уровень
засыпки ПО в бункер не должен
превышать 2/3/?. Исходя из этого и зная
Pi, вычисляют t2.
Из оставшихся /, входящих в
циклограмму, требуется рассчитывать
времена ориентирования t^ и выдачи /в.
Величины t8, ?Б и /7 обычно определяют
в зависимости от tg и /в.
Расчет процесса ориентирования.
В каждом конкретном БЗУ способ
ориентирования может быть
своеобразным. Наиболее распространен
способ ориентирования за счет сил
тяжести — гравитационного
ориентирования (рис. 22).
166
Бункерные загрузочные устройства
Рис. 23. Схема ориентирования ПО
на призме, расположенной на
вращающемся диске
ПО типа стакана (рис. 22, а),
движущийся открытой частью вперед,
натыкается на эксцентрично
установленный штырь со скосом и
опрокидывается вниз, ПО, движущийся дном
вниз, скользит по скосу штыря также
дном вниз. ПО, заостренный на одном
конце (рис. 22, б), падает на лапки,
имеющие форму вилок. ПО узкой
частью свободно пройдет через вилку,
а широкой частью задержится ею,
благодаря чему ПО опрокинется
острием вниз. ПО, имеющие смещенный
центр тяжести относительно середины
(рис. 22, в—д), опираясь на призму,
установленную в середине по длине
лотка, будут опрокидываться тяжелой
частью вниз или в правый, или в
левый карман. Идея ориентирования на
призме использована в конструкции
(рис. 22, е), где призмы размещены
на наклонно вращающемся диске,
относительно которых и происходит
ориентирование ПО в правый или левый
карман. В конструкции, показанной
на рис. 22, mt на вращающемся
наклонном диске размещены карманы
такой глубины, что ПО, попавшие
дном вниз, удерживаются в них, а
ПО, попавшие дном вверх,
опрокидываются относительно ребра кармана.
Рассмотрим процесс ориентирования
в БЗУ, схематично представленный
на рис, 23. В тангенциальные
карманы 1 наклонного вращающегося диска 2
западает ПО. При некотором
положении кармана Jf, определяемом углом <р,
ПО повернется на призме 3 и
опрокинется в радиальный карман 4, После
захвата ПО в кармане может оказаться
в одном из двух положений: дном влево
(вариант 1) или дном вправо
(вариант И), Условия ориентирования в
каждом из этих случаев будут не
одинаковы ь(рис. 24). В варианте I
(рис. 24, а) процесс ориентирования
начнется гораздо позже, так как
составляющая F%— F sin ад,
являющаяся ориентирующей силой, действует
на гораздо меньшем плече, чем в
варианте II (рис. 24, б). Для варианта I
получим ф = ф|, а для варианта II
ф = ф2. Одно из полученных значений
угла ф определяет начало интервала ^
на циклограмме БЗУ.
Для определения длительности
интервала ориентирования необходимо
определить время поворота ПО на
призме. Часто эту задачу приходится
решать поэтапно, тан как весь
процесс поворота может быть разбит на
несколько фаз. Например, в
рассматриваемом случае ПО сначала только
поворачивается на призме (нужно
4 б)
Рис. 24. Расчетные схемы для
определения начала ориентирования ПО
БЗУ с механическим приводом
167
узнать время и конечное условие этого
поворота), а затем одновременно
поворачивается и скользит в радиальный
карман (нужно вычислить время до
завершения ориентирования). Может
оказаться, что суммы этих двух времен
в вариантах I и II будут различны
и, таким образом, на проектируемой
циклограмме получим два момента
окончания процесса ориентирования»
Конструктор же должен будет
принять одно решение. С точки зрения
получения максимальной
производительности желательно добиться
ориентирования ПО из неблагоприятного
варианта, но процесс ориентирования
может затянуться и на остальные
интервалы цикла не останется времени.
В таких случаях необходимо ускорить
процесс ориентирования, что
достигается дополнительной вибрацией,
встряхиванием, воздействием
пружинных подбрасывателей, поддувом
воздуха и другими приемами. В дисковом
БЗУ с карманами (см. рис. 1) для этих
целей установлена подпружиненная
кнопка 10.
Расчет процесса выдачи. Правильно
спроектированный узел выдачи ПО
должен обеспечить беспрепятственное
непрерывное их движение из
захватных органов в лоток-магазин с
заданной производительностью.
Недостаточная скорость движения ПО из
захватных органов в приемник часто
ограничивает производительность БЗУ.
Процессы выдачи ПО из вахватных
органов вследствие большого разнообразия
конструкций весьма различны.
На рис. 25, а представлена схема
выдачи ПО из дискового БЗУ с хор-
*)
Рис. 25. Схема выдачи ПО из БЗУ
различных типов:
а — дискового с кордальными крючками;
б — дискового с тангенциальными
крючками; в — секторного; е, в — карманчи-
ковши иди лопастный
168
Бунжернне вагруаочны* устройства
Рис. 26. Расчетная схема выдачи ПО
из барабанно-лопастного БЗУ
дальными крючками. Крючки I,
укрепленные в кольце 2, вращающемся
с угловой скоростью со, захватывают
предметы обработки из бункера 5,
ориентируют их в процессе захвата
и передают по направляющей
дорожке 8 в неподвижный поток 4.
Захватывающие крючки расположены по
кордам под углом у к радиусам.
Таким образом» данное БЗУ каран-
теризуется выдачей ПО в приемник
под действием сил тяжести и инерции,
со непрерывной плоской
криволинейной траектории и с выдачей ПО внутрь
элемента, приводящего в движение
захватные органы. ПО, захваченные
крючками, в процессе вращения
барабана должны на пути от угла aj до
угла ая передвинуться под действием
сил тяжести из положения #0 в
положение И±, т. в, сойти с крючка и
упасть в лоток.
Очевидно, процесс выдачи будет
происходить нормально лишь в том
случае, если время I движения ПО иэ
положения #о в положение И\ будет
меньше времени V движения крючка
из положения, определяемого углом
о*, в положение а2, т. е. Ь <; /'.
Угол cxj должен быть не меньше
угла трения, при котором начинается
относительное движение ПО по
крючку. Угол аг выбирают исходя из
необходимости рационального
размещения лотка. В данном случае выдача
ПО должна закончиться при
вертикальном положении крючка или
практически несколько раньше:
а2< -|-- A0 •* 40°).
Таким образом, при проектировании
подобного БЗУ необходимо подобрать
угловую скорость, обеспечивающую
выполнение приведенного условия.
Кроме того, необходимо определить и
форму входной части лотка, чтобы
не происходило застреваний и
торможения ПО.
Крючки в БЗУ могут иметь и другое
конструктивное оформление (рис. 25,
б). Захватывающие крючки 2,
расположенные под углом «85° и радиальным
ведущим стержням и вращающиеся
с угловой скоростью ©, захватывают
ПО из бункера 1, ориентируют ия в
процессе захвата и по направляющей 8
передают в лоток 4, Таким образом,
данное БЗУ относится к группе с
выдачей ПО под действием сил тяжести
и инерции с плоской непрерывно-
криволинейной траекторией движения
и с выдачей ПО в пространство вне
захватных органов. ПО, захваченный
крючком в процессе вращения, должен
на участке угла аа — аг передвинуться
под действием силы тяжести из
положения #о в положение И%, т. е. сняться'
с крючка и упасть в лоток.
В секторном БЗУ (рис. 25, в) сен-
тор /, качающийся с переменной
угловой скоростью ©, захватывает своей
поверхностью ПО из бункера 2 и
передает ия в неподвижный лоток Я.
В процессе качания сектора на участке
угла качания аа — Щ захваченный
ПО должен под действием силы
тяжести передвинуться из положения И0
в положение И\у т. е. с захватного
органа перейти в лоток.
Аналогично можно рассмотреть
процесс выдачи скользящих (рис. 25, г)
или катящихся ПО (рис. 25, Ь) из
карманов и лопастей.
Расчет выдачи ПО из захватный
органов в лоток-магазин необходим
как для проектирования циклограммы
(моментов начала и конца процесса
выдачи), тан и компоновки и
конструирования БЗУ (формы и места
установки лотка — магазина для приема ПО).
В качестве примера рассмотрим
процесс выдачи ПО ив бар абанно-лопает-
ВЗУ с механическим приводов
169
ного БЗУ (рис. 26). ПО массой т,
находящийся на лопасти длиной /,
вращается с барабаном с постоянной
угловой скоростью ©. Плоскость
лопасти составляет с линией О А угол,
равный у. В начальный момент ПО
лежит на расстоянии а от начала
лопасти Л. Величина а зависит от длины
ПО, толщины его 2г, радиуса барабана
R и угла наклона лопасти у. В
произвольном положении лопасти,
определяемой углом ос, ПО на лопасти
находится также в произвольном
положении, определяемом текущей
координатой а+х. Барабан с лопастями
вращается, и на ПО действуют сила
тяжести F = mg, сила инерции при
относительном движении Fr = тХ,
центробежная сила инерции Fn =
= ma>2z, кориолисова сила инерции
FK — 2т<дх, нормальная сила
реакции N и сила трения FTV; здесь х и
Я — скорость и ускорение ПО при
относительном движении.
После составления уравнений
движения ПО и необходимых
преобразований получим дифференциальное
уравнение движения ПО по лопасти
Я — 2[ш? — со2* = g sin a —
— pg cos a — ©2 (а +
+ |А# sin у — R cos у + I»2). A7)
Коэффициент трения а. определится
из уравнения A7) при ю = 0, х = О,
? = О, ? — О и а ~ а0, что
соответствует положению покоя, т. е.
О = g sin а0 — \ig cos Oq
и p-o =: tg oto.
Коэффициент трения покоя может
быть определен для каждого частного
случая экспериментальным путем по
статическому углу трения покоя сс0.
Если же лопасти вращаются с
угловой скоростью со, то вследствие
наличия динамических сил ПО начнет
скользить с лопасти при угле ее
наклона cxj. Этот угол больше
статического угла трения покоя а0.
Назовем угол а$ динамическим углом
трения покоя. Для его определения
положим в уравнении A7) х = 0, Я = О
* = О, а © Ф 0. Тогда
0 = g sin ах — щ g cos 04 —
—• ©2 (а f p0 R sin у — R cos v + йо)-
Решая это уравнение относительно aj,
получим
+
Vt?
1— В*
в% л2 —В21
1
1*о
где
где А = — ¦
©2
B==7T^(a + ^sinY-/?tosv + ^).
Экспериментальные исследования
показывают, что коэффициент трения
скольжения [х не равен коэффициенту
трения покоя ц0. В общем случае он
может быть и больше, и меньше ц0.
Для задач автоматической загрузки
на основе экспериментальных
исследований МОЖНО ПрИНЯТЬ \l = OJflQ.
Уравнение A7) после подстановки
значения динамического угла трения
примет вид
Я — 2р<дх — ©2х = g sin (aj +
+ ©f) — \lg COS (CC| + ©/) +
+ ©2 (a + pR sin Y —*
— Rcosy+p*). A8)
Уравнение A8) является линейным
дифференциальным уравнением
второго порядка. Решение этого
уравнения будет иметь вид
х = С^™' + C2th*&i + kx +
+ k2 sin (ax + ©f) + ?3 cos (at + ©f)t
A9)
Mi + (hh + k3) sin ax +
где Сг
+ (Mi
k2) cos ax
Ai — /i2
— Mi — (M2 + fc3) sin аг +
+ (Мз ~ k2) cos ax
Ai—• Aa
^в — (a + fi/?sinY — /?cosy + J*2);
*a = -
2©2 i + fi2'
** =
©2 1 + ji2 *
Значение aj оценивает начало
интервала выдачи в циклограмме. Конеч-
170
Бункерные загрузочные устройства
Рис. 27. Расчетная схема падения ПО
после схода с лопасти:
1 —* лопасть; 2 ¦*-» траектория пути
ная точка этого интервала может быть
получена в том случае, если из
уравнения A8) определить значение t,
соответствующее моменту схода ПО
с лопасти, т. е. когда х = / — а.
Решить уравнение A8) относительно Ь
можно численными методами,
используя для этих целей ЭВМ.
Для решения вопросов, связанны»
с компоновкой БЗУ и конструкцией
устройства для передачи ПО в лоток-
магазин, необходимо рассчитать
движение ПО после схода его с лопасти.
Для нахождения координат точки
схода ПО с лопасти можно пользоваться
следующими равенствами (при
условии, что оси координат проходят через
центр барабана) (рис. 27):
щ = г cos (aj + at + Р)?
y0 = г sin (at + ©* + P),
nteP^arctg *Sin? + r ;
r ь Rcosy — a — x J
_ Rsiny + r
Z sliTp *
Относительная скорость движения
ПО в точке схода с лопасти
определится как первая производная из
уравнения A8):
t,0TH = ^©de*»0' + МС2ей*ш* +
+ <D&2 cos (ax+ ©*) — ©&8 sin (о^+шг).
Относительную скорость желательно
разложить вдоль осей и и у:
СН = 0ОТК cos (<*! + ©*);
оо*н=0°*н sin («! + ©*).
ПО участвует и в переносном
движении — вращении вместе с бункером
и лопастью. Скорость ПО в переносном
движении 0пер = ©z. После
необходимых преобразований получим
полные значения составляющих скорости
ПО:
Va = l/0TH COS ((*! + ©/) +
+ t^ep cos [90Q — p + (ai + ©/)];
Vy = i>°TH sin (ax + ©tf) +
+ t/neP sin [90° — P — (a! + at)].
После схода с лопасти ПО движется
в воздухе под действием начальной
скорости (составляющие vu и Vy) и
ускорения свободного падения.
Падение ПО может быть описано системой
уравнений:
St2
Uj = —tio + vut; gj = go — vyt — Y'
Исключая t и преобразуя эту
систему, получим уравнение параболы,
по которой падает ПО:
h = a\u] + b\ui + cv
где % = -^г; &х =-1-_-L;
VV S 2
Расчеты по приведенной методике
можно быстро выполнить с помощью
ЭВМ, составив программу в
соответствии со структурной схемой расчета
(рис. 28). В итоге будут получены
величины а± и а2, характеризующие
начало и конец процесса выдачи из
эахватных органов, щ и у0 —
координаты точки, в которой ПО покидает
эахватный орган, и aj, b±y ct —
коэффициенты параболы — траектории
движения. Если приемную часть лотка
выполнить в точном соответствии с
параболой, по которой падает ПО, то
процесс выдачи будет наиболее
производительным.
Подобные расчеты позволяют
получить наиболее достоверные результаты
при проектировании БЗУ.
Использование ЭВМ для ускорения таких
расчетов открывает новые возможности
БЗУ с механическим приводом
171
и перспективы в деле создания новый
типов БЗУ.
Расчет и проектирование бункера.
Бункер как конструктивный элемент
БЗУ выполняет три основных
функции: первая — обеспечение запаса ПО
в количестве, необходимом для
непрерывной работы БЗУ в течение
заданного промежутка времени без
пополнения (обычно для мелких ПО это
время задается от 10 мин до 1 ч),
вторая — обеспечение движения ПО
в направлении к захватным органам
в количестве, обеспечивающем
заданную производительность и третья —
обеспечение подготовки ПО к захвату.
Рабочий объем бункера (в м?)
вычисляют исходя из его геометрической
формы по формуле
где V0 — объем одного ПО по
внешнему контуру, м9; Яд — действительная
производительность БЗУ, шт/мин;
Т0 — время, в течение которого БЗУ
должно работать без досыпки, мин;
е' — коэффициент заполнения объема,
меньший единицы.
Величины У0, /7Д и Т0 должны быть
заданы. Коэффициент е' определяют
экспериментально. Для этого берут
емкость с известным объемом V± и
заполняют ее полностью исследуемыми
ПО. Затем подсчитывают число А
ПО, поместившийся в емкость. Тогда
8 ~ V, •
Чем длиннее ПО или чем сложнее
ия форма, тем меньше будет
коэффициент заполнения. Например, для
цилиндрических ПО длиной / = 10~-
25 мм и диаметром d = 8-Н2 мм
при различных соотношения» длины
к диаметру экспериментально было
получено:
l:d 1,00 1,40 1,60 3,00
е' 0,73 0,65 0,60 0,57
Для ПО цилиндрической формы с
конической частью при / : d — 3 е' =
= 0,47.
Рациональным рабочим объемом
бункера следует считать тот объем, в
котором осуществляется заданное
движение ПО из бункера к захватным
органам, их нормальный захват,
отсутствуют своды и мертвые зоны.
Объем ПО, засыпанных в бункер,
можно определить как объем
геометрического тела, имеющего форму ци-
Рис, 28. Структурная схема расчета
процесса выдачи ПО из БЗУ
172
Бункерные загрузочные устройства
Рис. 29. Схема для определения объема
ПО в наклонном цилиндрическом
бункере
линдрической подковы (рис. 29), по
формуле
+ 3^(бп-гп)Фп1^),
где hn — наибольшая высота подковы,
измеренная по перпендикуляру к
основанию; гп — радиус угла
окружности основания подковы; ап —
половина длины прямой стороны подковы;
Ьп — длина перпендикуляра,
восстановленного из середины прямой
стороны подковы до пересечения с
окружностью; фп — половина центрального
угла подковы.
В частном случае, если ПО
засыпаны до середины диска, т. е. ап =
= Ьп = гп, то объем, занимаемый ПО,
Если необходимо увеличить объем
бункера, то его конструкцию можно
изменить несколькими способами.
Первый способ — увеличить радиус
захватных органов, в связи с чем
увеличится и основание подковы, а
значит, и объем бункера. Но этот способ
не всегда удобен, так как с
увеличением радиуса захватных органов
увеличиваются все размеры Б ЗУ и расход
мощности. Второй способ — изменить
форму бункера эа счет удлинения
его передней части (рис. 30, а). Угол
наклона стенки удлиненной части Vo
можно брать меньше угла наклона ос-
а) Ю
Рис. 30. Удлиненная форма бункера (а)
и бункера с предбункером (б)
новной части, тан как удлиненная
часть выполняет функции хранилища
ПО и в меньшей степени функции БЗУ.
Угол наклона стенки удлиненной
части достаточно взять равным или на
несколько градусов больше угла
трения. Третий способ — надстроить к
основному бункеру дополнительный
бункер, так называемый предбункер
(рис. 30, б).
На рис. 30, б показана схема пред-
бункера к дисковому БЗУ, на рис. 31 —
к хордально-крючковому БЗУ, на
рис. 32 — к барабанному БЗУ. Чтобы
можно было регулировать число
подаваемых ПО, в выходной части пред-
бункера обычно устанавливают
заслонки для ручного регулирования.
Соотношение линейных размеров пред-
бункера выбирают таким, чтобы
исключить образование сводов.
Расчет мощности привода БЗУ.
Мощность (в кВт) электродвигателя
привода вращающихся захватных органов
БЗУ рассчитывают по известной
формуле
MKpftfen
N ~ 1000w'
где МкР — необходимый крутящий
момент, Н-см; п — частота вращения
захватных органов, мин; kn — коэф-
Рис. 31. Схема дискового БЗУ с хор-
дальными крючками и с предбункером
БЗУ о механичестга приводом
173
Рис. 32. Схема барабанно-лопастного БЗУ с пред-
бункером
фициент возможной перегрузки (до 2)j
Чмех — КПД привода.
Для крючковых БЗУ (рис. 33)
Мкр! = № + PR sin P,
где F — сила тяжести ПО в объеме
сегмента, Н; и — коэффициент трения
скольжения ПО о стенки бункера;
R — радиус окружности траектории
движения крючков, см; Р — угол
естественного откоса.
Силу тяжести ПО в объеме сегмента
приближенно можно подсчитать по
формуле
'-* (us-§-)'.
где F% — сила тяжести одного ПО,
Н; Г 1,13 -?-Y = N — число ПО в
сегменте высотой 2R/3 (см. рис. 33);
d — диаметр ПО.
Для дисковых БЗУ (рис. 34)
величина крутящего момента
Мкр а = l*FR sin ад + Ffx sin ад,
гдеад — угол наклона диска БЗУ к
горизонту; fa — плечо приложения си-
3
лы, /х = — я# cos 45° « 0,4#,
1о
откуда
Л*кра = RF% sin ад ft* — 0,4).
Сила тяжести ПО
(рис. 35). Звездочка является
приводом. К ступице прикреплены захват-
вые органы.
При перегрузке зуб звездочки /
своим скосом отожмет сухарь 2, су-
карь в свою очередь, сожмет
пружину 3 и ведомая часть — ступица с
захватными органами не будет
находиться под воздействием ведущего звена —
звездочки до тех пор, пока
к сухарю не подойдет следующий зуб.
Изменяя положение пробки 4, можно
регулировать силу сжатия пружины.
Амортизатор данной конструкции
выполняет роль не только
предохранителя, но и вибратора. При вращении
ведущего звена — звездочки / против
часовой стрелки ведомая часть с эа-
хватными органами также вращается
против часовой стрелки. При наличии
большого сопротивления ведомая часть
останавливается, сухарь отжимается
зубом звездочки, зуб звездочки
проходит сухарь, сухарь под воздействием
сильно сжатой пружины скользит по
/7 = 8'
Уг
Ри
где е' — коэффициент заполнения;
VQ — объем одного ПО.
Расчет амортизаторов-вибраторов
Рис. 33. Схема расположения массы
ПО в дисковом БЗУ с крючками в
процессе вращения захватных органов
174
Бункерные загрузочные устройства
Рис. 34. Схема расположения массы
ПО в бункере дискового БЗУ
обратной стороне зуба звездочки (по
спине) и «отдает» захватные органы
в обратную сторону, т. е. по часовой
стрелке. При такой вибрации
случайные застревания ликвидируются
автоматически.
Если ведущая часть передает
крутящий момент, равный МКр> и если
амортизатор должен сработать при
величине крутящего момента, равного
2Мкр, где 2 — коэффициент возможной
перегрузки, если диаметр звездочки
D3B и число зубьев на звездочке равно
двум, то окружная сила
2Mf
'кр
окр-
Ai
При угле скоса сухаря, равном 45°,
эта же сила будет расчетной и для
пружины сухаря.
Если угол скоса сухаря будет ас, то
Рис. 35. Амортизатор-вибратор с
цилиндрическими винтовыми пружинами
гпруж
прут
Рис. 36. Амортизатор-вибратор с
плоской пружиной
F -F l
*пруж — гокр tgac •
Пружину рассчитывают по
известным формулам сопротивления
материалов и деталей машин.
В другой конструкции амортизатора
(рис. 36) расчет плоской пружины
произведем как расчет рессоры,
спроектированной в виде бруса равного
сопротивления. Величина крутящего
момента, при котором должен
сработать амортизатор, равна удвоенному
нормальному крутящему моменту (см.
выше расчет мощности).
Сила, действующая на одну ветвь
пружины при угле сухаря ас = 45°,
2AL
^окр —
'кр
?>я
, а прогиб рессоры при
силе, равной ^пруж, должен равняться
высоте зуба звездочки:
/пр —
зй
i2
'пр
Кз]
2EJ
пр
hvE
где /Пр — длина рессоры; Таиз1 —
допускаемое напряжение на изгиб; Е —
модуль упругости первого рода; &р —
толщина одного листа рессоры:
*др Кз1
/пр?
&р =
Напряжение в листая можно
определить по формуле
о*из:
6*окр*пр
МпрЬр '
где &л — число листов? 6пр — ширина
листа, здесь
»пА
©; ш — момент
сопротивления изгибу одного листа.
Б ЗУ с механическим приводом
176
Рассмотрим еще одну конструкцию
амортизатора, получившего
наибольшее распространение в дисковых БЗУ
(рис. 37). На приводном валу / на
шпонке посажена звездочка 2 с
зубьями. На диске #, несущем захватные
органы, прикреплены две собачки 5
рычажного типа, которые своими
зубьями сцепляются со звездочками.
Собачки прижимаются с помощью
пружин 4,
При перегрузке зуб звездочки
(которая является ведущим звеном) своим
скосом отожмет зуб собачки, выйдет
из зацепления с ним, благодаря чему
диск с захватными органами (который
является ведомым звеном) остановится
и будет оставаться в этом состоянии
до тех пор, пока к зубу собачки не
подойдет следующий зуб звездочки.
Поджатием пружины^можнорегулиро-
вать силу давления на рычаг собачки.
Амортизатор данной конструкции
играет роль не только предохранителя,
но и вибратора. При вращении
ведущей звездочки 2 против часовой
стрелки ведомая часть — диск 8 также
вращается против часовой стрелки.
При наличии перегрузки ведомая
часть прекращает вращение —
останавливается, зуб собачки отжимается
зубом звездочки, зуб звездочки
проходит под зубом собачки, последний
под действием сильно сжатой пружины
скользит по обратной стороне зуба
звездочки (по «спинке») и отдает диен
с захватными органами в обратную
сторону, т. е. по часовой стрелке.
Таким образом, при остановке диск
подвергается вибрации, благодаря чему
случайные застревания
ликвидируются автоматически.
Если для нормальной работы
ведомой части требуется величина
крутящего момента, равная Мкр, то обычно
ставится условие, чтобы амортизатор
срабатывал при величине крутящего
момента, равной 2Мкр, где 2 —
коэффициент возможной перегрузки.
Если одновременно работают две
собачки, то можно записать уравнение
равновесия в виде
2/WKp = F0KpD3B
или
Рис. 37. Расчетная схема
амортизатора-вибратора с подпружиненными
рычагами
где Fp — сила, действующая на рычаг
собачки; ас — угол зуба звездочки;
D3B — диаметр звездочки.
Необходимая сила поджатия
пружины
2А*кр<х.
^пруж — "~п—Г~ *& ао*
Практически угол зуба ас обычно
принимают равным 45°, тогда tg 45° =
= 1 и
2^Wi
Тан кан изготовить пружину с
требуемыми характеристиками достаточно
трудно и, кроме того, сам расчет
носит ориентировочный характер, то в
БЗУ необходимо предусматривать
регулировку поджатия пружины.
Число зубьев ведущей звездочки
также имеет немаловажное значение,
ибо если число зубьев будет очень
велико, то частота срабатывания
амортизатора-вибратора будет большой,
времени на «отдачу» захватных
органов будет мало и застрявший ПО может
не успеть изменить свое неправильное
положение. Малое же число зубьев
приведет к большим потерям времени
от момента срабатывания
амортизатора-вибратора до следующего
взаимодействия рычагов и звездочки, что
вызовет снижение производительности.
ГЛАВА
7.
ВИБРАЦИОННЫЕ ЗАГРУЗОЧНЫЕ
УСТРОЙСТВА (ВЗУ)
1. КЛАССИФИКАЦИЯ
И СТРУКТУРА ВЗУ
Вибрационные загрузочные
устройства находят широкое применение в
машиностроительной,
приборостроительной, радиотехнической,
горнорудной, химической, пищевой,
сельскохозяйственной и других отраслях
промышленности.
В основном в промышленности
применяют ВЗУ, в которых ПО
перемещаются по лотку и, пр>оходя мимо
различного рода путевых операторов
(вырезы, выступы и т. д.), получают
определенную ориентацию. Установки
такого типа применяют для подачи
ПО на рабочие позиции
металлорежущих станков, прессов, сборочных
агрегатов, для подачи ПО к рабочему месту
при ручной сборке, наполнения кассет,
сортировки и упаковки готовых
изделий.
ВЗУ с электромагнитным приводом
можно разделить на две группы:
бункерные ВЗУ со спиральным лотком и
бункерные ВЗУ с прямолинейным
лотком. Обе группы имеют различное
конструктивное исполнение привода и
бункера. Бункерные ВЗУ со
спиральным лотком по конструктивному
исполнению электромагнитного привода
можно разделить на синхронные и
раздельные.
По конструктивному исполнению
бункера ВЗУ со спиральным лотком
различают: с цилиндрическим
бункером; с коническим бункером (прямой
или обратный конус); с
комбинированным бункером (цилиндрическим и
коническим).
Как цилиндрические, так и
конические бункера могут быть: однозаход-
ные, многозаходные, многоручьевые
и одноручьевые.
Скорость движения ПО по дорожке
ВЗУ регулируют изменением:
1) величины напряжения,
питающего катушки электромагнитов с
помощью автотрансформатора;
2) силы тока в катушке
электромагнита благодаря последовательно
включенному реостату;
3) тягового усилия электромагнита
за счет регулирования воздушного
зазора между якорем и статором;
4) магнитного потока;
5) фазового угла.
Резонансная настройка ВЗУ
осуществляется изменением:
1) момента инерции поперечного
сечения рессор (при синхронном и
раздельном электромагнитном приводе);
2) рабочей длины (при синхронном
и раздельном электромагнитном
приводе);
3) массы или момента инерции
системы (при синхронном и раздельном
электромагнитном приводе);
4) числа рабочих витков пружины
(при раздельном электромагнитном
приводе).
По типу рессор ВЗУ различают:
с одно- и многослойными плоскими
рессорами (при синхронном и раздельном
электромагнитном приводе); с
круглыми пружинными цилиндрическими
рессорами (при синхронном и
раздельном электромагнитном приводе);
с цилиндрическими многовитковыми
рессорами (при раздельном
электромагнитном приводе).
Наиболее часто встречающиеся
упругие системы представлены в табл. 1.
1. Упругая система в виде круглого
или прямоугольного стержня. Один
конец стержня жестко закреплен в
основании под некоторым углом к
последнему. На другом конце стержня
расположен рабочий орган — бункер-
лоток (РО). Рабочей длиной упругого
элемента, определяющей его
жесткость, является расстояние между
нижней и верхней заделками. Изменяя
рабочую длину упругого элемента,
1. Схемы упругих систем для ВЗУ
|?
1 т
и
1 и
С9
системы
Упругая система
Принципиальная схема
Параметр
для
регулирования
жесткости
Область применения
На наклонных пружинах
в виде стержней
Синхронный не
раздельный привод
На стержневых пружинах
со свободной заделкой
концов
РО
>>?>}>> Т \ц\ }vAv/.
'^-Ш--^
На стержневых пружинах
с жесткой заделкой концов
L, 6,
Привод
вертикальных колебаний
з.д
Продолжение табл. 1
еистемы
4
5
6
7
Упругая система
На стержневых пружинах
с затяжкой концов
На витых пружинах
На витых пружинах
с пробками
На витых пружинах
сжатия
Принципиальная ехема
pj \_P0J JP
}}}} ""
"I- L- J/
|<ЛЛЛЛ/^Гр<П€ЛЛЛЛЛлэ|
У\ "*x*" ~Р~нт
Рнт "V* Г
^ д^1>
РКАМА/Vlw |WWW=|
н*-*н Ъ -—
x 1 Рнт
Параметр
для
регулирования
жесткости
р»
Рви
Р нт» "р
Рнт
1 Область применения
Привод
вертикальных колебаний
Привод
горизонтальных крутильных
колебаний
Привод
горизонтальных колебаний
Привод
горизонтальных и вертикальных
колебаний
ш
1
Продолжение табл. 1
вистемы
Упругая ей в» ем а
Принципиальная вхема
Параметр
для
регулирования
жесткости
. s
I е
Область применения
На витых пружинах с
компенсационной пружиной
гнт
Привод крутильных
колебаний
«4
На витых конических
пружинах
Щ/\1\№{ро_
Привод
горизонтальных и вертикальных
колебаний
10 I На витых пружинах с
переменным шагом
Рнт
Продолжение табл. 1
№
системы
Упругая ей от ем а
Принципиальная схема
Параметр
для
регулирования
жесткости
Область применения
11
РО
На торсионе
Изменением L
Привод крутильных
колебаний
12 | На двух парах витых
вертикальных пружин сжатия
\Рнт
//7}//
R 3CL» Я
I'
13 | На двух парах витых
горизонтальных пружин
сжатия
я, Рв
Привод
горизонтальных и вертикальных
колебаний
14 | На четырех парах витых
вертикальных и
горизонтальных пружин сжатия
*///// 77777/
1
В
В
Классификация и структура ВЗУ
181
можно изменять его жесткость и тем
самым осуществлять настройку ВЗУ
на заданный режим. Колебания
рабочего органа при такой упругой системе
будут происходить в плоскости,
перпендикулярной продольной оси
упругого стержня, которая расположена
под некоторым углом к
горизонту.
Описанная упругая система карак-
терна для ВЗУ с нераздельным
(синхронным) приводом. Фазовый сдвиг
между вертикальными и
горизонтальными колебаниями равен нулю, а
траектория движения рабочего органа —
прямолинейна.
2. Упругая система в виде двух
стержней круглого или какого-либо
другого сечения со свободной заделкой
и предварительным поджатием у.
Регулировка жесткости осуществляется
перемещением крайних опор, в
результате чего изменяется рабочая длина
упругого элемента. Колебания
происходят в плоскости,
перпендикулярной продольной оси стержня. Данную
упругую систему применяют в трех-
компонентных приводах для
возбуждения вертикальных колебаний.
3. Упругая система в виде двух
стержней круглого или
прямоугольного сечения с жесткой заделкой.
Регулировка жесткости может
осуществляться перемещением а крайних
опор, а также изменением силы Р
зажима упругого элемента в опорах.
В остальном данная упругая система
аналогична предыдущей.
4. Упругая система в виде двух
стержней круглого или
прямоугольного поперечного сечения, свободно
расположенная на трех опорах.
Свободные концы стержня имеют
возможность поджатия вплоть до жесткого
их защемления Р. Помимо описанных
выше способов регулировки
жесткости, в данной упругой системе
возможно изменение жесткости в широких
пределах путем поджатия свободных
концов упругого элемента.
Назначение этой упругой системы аналогично
описанной выше.
5. Упругая система в виде двуза
цилиндрических витых пружин
растяжения. Незначительная регулировка
жесткости возможна за счет
натяжения Рнт пружин. Колебания рабочего
органа происходят вдоль продольной
оси пружины,
6. Упругая система в виде двух
цилиндрических витых пружин
растяжения. Для регулировки жесткости
в данной упругой системе
предусмотрены ввинчивающиеся пробки Пр.
При ввинчивании пробои происходит
уменьшение числа рабочих витков,
что приводит к увеличению
продольной жесткости пружины. Колебания
рабочего органа происходят в
направлении продольной оси пружины.
7. Упругая система в виде двух
цилиндрических витых пружин
сжатия или растяжения. Колебания
рабочего органа могут происходить как
в направлении продольной оси
пружины, так и в направлении
поперечной оси. В данной системе
регулируется поперечная жесткость путем
изменения поджатия пружины. Если в
качестве заделки пружины применяют
ввинчивающиеся пробки, то возможна
регулировка и продольной жесткости.
8. Упругая система в виде трех
цилиндрических витых пружин.
Назначение третьей пружины 3 —
компенсировать реакцию опор вала, на
котором расположен рабочий орган,
вызываемую упругими элементами /
и 2. При этом изменяется сила трения
в опорах, что приводит к изменению
фазы колебаний вследствие изменения
коэффициента затухания системы.
9. Упругая система, аналогичная
системам пп. 5—8, в которой в
качестве упругих элементов используют
конические витые пружины круглого
или какого-либо иного сечения.
Продольная жесткость таких пружин
регулируется путем изменения
величины поджатия. Нелинейный характер
пружины существенно влияет на
колебательный процесс.
10. Аналогичную роль выполняют
нелинейные элементы в виде витой
цилиндрической пружины с
переменным шагом навивки. При поджатии
такой пружины часть витков с малым
шагом приходит в соприкосновение
друг с другом и тем самым исключается
из работы. Общее число витков
уменьшается, что приводит к увеличению
жесткости. Системы, в которых
используются данные упругие элементы,
являются нелинейными.
182
Вибрационные загрузочные устройства
11. Упругая система в виде тор-
сиона. Предназначена для создания
крутильных колебаний в плоскости,
перпендикулярной продольной оси
торсиона. Жесткость упругого
элемента регулируется путем изменения
расстояния между опорами.
12. Упругая система в виде двух пар
витых, вертикально расположенных
пружин сжатия и одновременно
участвующая в колебаниях в
вертикальной и горизонтальной плоскостях
рабочего органа*
13. Упругая система аналогична
предыдущей упругой системе, но с
горизонтальным расположением.
14. Упругая система,
комбинированная из двух предшествующих
упругих систем.
Система 1 (см. табл. 1) позволяет
совершать колебания одновременно в
двух взаимно перпендикулярных
плоскостях, но колебания эти имеют
между собой жесткую связь, что не
позволяет использовать с данной
упругой системой трех компонентное
возбуждение колебаний. От этого
недостатка свободны упругие системы 5,
6, 7, 9, 10, 12, 13, 14. В вибраторах
с такими упругими системами можно
использовать привод с раздельным
возбуждением колебаний. При
возбуждении колебаний в плоскости
продольной оси упругих элементов (как
правило, это бывают колебания в
горизонтальной плоскости) одновременно
появляется и поперечная
(вертикальная) составляющая колебаний. Это
объясняется тем, что под действием
массы рабочего органа происходит
отклонение продольной оси пружины
на некоторый угол относительно линии
действия возмущающего усилия,
которая расположена в горизонтальной
плоскости. Под действием
возмущающего усилия начинается
колебательное движение рабочего органа,
траектория которого будет определяться
продольной осью упругих элементов.
А тан как последняя наклонена н
горизонтальной плоскости, то в
вертикальной плоскости появятся
колебания. Вертикальные колебания будут
происходить в фазе с горизонтальными.
Для их компенсации необходимо
соответствующим образом рассчитать и
реализовать фаеу в амплитуду вое-
мущающего усилия привода
вертикальных колебаний. Для получения
расчетной фазы вертикальных
колебаний необходима специальная
аппаратура, позволяющая осуществлять
плавный сдвиг фазы*
Упругие системы 2, 3, 4 (см. табл. 1)
позволяют воспроизвести колебания
в плоскости поперечной продольной
оси упругих элементов. Это
обусловливает их преимущественное
применение в приводе вертикальных
колебаний. Благодаря достаточно простому
способу регулировки жесткости и
высокой эксплуатационной надежности
наибольшее распространение получила
упругая система 2. Высокая
надежность этой системы обусловлена тем,
что в ней отсутствует жесткое
защемление упругого элемента в опорах, что
приводит н значительному
уменьшению в них механических напряжений.
Обладая преимуществами,
присущими упругой системе 2, упругая
система 4 позволяет осуществить плавную
регулировку жесткости упругих
элементов в более широких пределах. Это
обстоятельство особенно важно в трех-
компонентных виброприводах, где
получение эллиптической траектории
движения связано с плавным и в
широких пределах изменением фазы
колебаний.
В приводе горизонтальных
колебаний используют упругие системы 5,
6, 7, 8, 9, 10, 11 (см. табл. 1).
Незначительная регулировка
жесткости, которой обладает система 5,
основанная на использовании
некоторой нелинейности упругих элементов,
не позволила этой схеме получить
широкое распространение. Наибольшее
распространение получила упругая
система 6 и ее модернизация — система
8. Благодаря применению
ввинчивающихся пробок стало возможным
регулирование жесткости упругих
элементов в широких пределах, что, как
уже указывалось, очень важно при
трехкомпонентном возбуждении
колебаний. Наличие компенсирующей
пружины (система 8) позволяет
разгрузить опоры вала и улучшить условия
работы подшипников, не изменяя
жесткости рабочих упругих элементов.
Упругие системы 9, 10 аналогичны
системе 5. Использование в этих си-
Классификация и структура ВЗУ
183
стемах нелинейных упругих элементов
(конические пружины с переменным
шагом) целесообразны, однако их
нетехнологичность, которая особенно
сказывается в условиях единичного
и мелкосерийного производства (каким
является в настоящее время
производство приводов ВЗУ), не позволило им
найти широкое распространение.
Торсионная упругая система 11
является линейной (при относительно
малых амплитудах колебаний).
Конструктивно она существенно
отличается от всех описанных выше схем. Ее
отличает сложность изготовления. Эта
система предназначена только " для
создания крутильных
(возвратно-поворотных) колебаний и не может быть
использована при прямолинейных
(возвратно-поступательных) колебаниях.
Однако вследствие того, что эта схема
очень удачно встраивается в
конструкцию бункерного ВЗУ, она получила
достаточно широкое распространение.
Упругие системы 12—14 применимы
как в бункерных со спиральным
лотком ВЗУ, так и в бункерных ВЗУ
с прямолинейным лотком и являются
относительно универсальными
упругими системами по возможности
регулирования их жесткости в широких
пределах. Регулирование жесткости
можно осуществлять путем поджатия
витых пружин в осевом направлении,
а также изменением радиуса их
заделки. Эти упругие системы получили
широкое применение в виброприводах
с трехкомпонентным возбуждением
(амплитуд в горизонтальной и
вертикальной плоскостях и фазового угла между
ними).
Таким образом, анализ различных
упругих систем показал, что в трех-
компонентных электромагнитных
приводах ВЗУ наиболее
предпочтительными упругими системами являются
следующие:
1) для привода вертикальных
колебаний — упругие системы 2, 3, 4}
2) для привода горизонтальных
колебаний — упругие системы 5, 6, 8,
9, 10, 11;
3) для привода вертикальных
и горизонтальных колебаний
одновременно — упругие системы 12, 13, 14.
Основные типы приводов
вибрационные транспортирующих и бункерных
ВЗУ приведены ниже.
Механический
(эксцентриковый, кулачковый) привод —
вибраторы преобразуют
вращательное движение кулачка или эксцентрика
в колебательное движение рабочего
органа вибрационной машины.
Дебалансный (инерционный)
привод — возмущающая сила для
колебаний создается вследствие
вращения одной или нескольких
неуравновешенных масс.
Пневматический
привод — возмущающая сила для
колебаний создается вследствие возвратно-
поступательного движения поршня
или мембраны, связанных с рабочим
органом вибрационной машины.
Гидравлический
привод — возмущающая сила для
колебаний создается поршнем,
совершающим возвратно-поступательное
движение под воздействием напора
жидкости, подаваемой попеременно с
разных сторон поршня.
Электромагнитный
привод — магнитный поток,
возбуждаемый током в катушке магнита,
воздействует на якорь с силой, пропор,-
циональной величине магнитного ва-
вора между якорем и статором.
При подаче в катушку
электромагнита импульсов тока усилие на якоре
магнита изменяется в соответствии
с изменением тока от минимального
до максимального значения и система
приходит в колебательное движение.
Из всех рассмотренных конструкций
приводов в ВЗУ, применяемых до
настоящего времени, наибольшее
распространение получил
электромагнитный привод. По своему
принципиальному устройству электромагнитные
приводы являются наиболее
совершенными.
В большинстве типов приводой
происходит преобразование
вращательного движения двигателя в возвратно-
поступательное движение вибратора
или возвратно-поступательного
движения в возвратно-поступательное
движение вибратора (пневматический,
гидравлический приводы), для чего
необходимы пневмо- или
гидрокоммуникации с наличием большого числа
элементов автоматики; в
электромагнитных же приводах необходимое воз-
184
Вибрационные загрузочные устройства
вратно-поступательное движение
получается непосредственно без каких-
либо промежуточных механизмов.
Электромагнитный привод не имеет
трущихся деталей, подвергаемых
изнашиванию. Он допускает удобное
регулирование производительности
установки в широких пределах и вместе
с тем режимов транспортирования
деталей.
Рассмотрим наиболее часто
встречающиеся схемы электромагнитных
вибраторов (ЭМВ), применяемых в
приводах ВЗУ (табл. 2).
Схема 1. Наиболее простым является
реактивный ЭМВ, состоящий из
сердечника с обмоткой, подсоединенной
к сети переменного тока, и якоря,
укрепленного на рессорах. При
достижении максимального значения тока
как в положительный, тан и в
отрицательный полу пер йоды напряжения
якорь притягивается к сердечнику,
а при малых значениях тока
отталкивается под действием упругих
(восстанавливающих) сил упругих элементов.
Вследствие этого число колебаний
якоря вдвое больше частоты питающего
тока. Так, при питании обмотки
электромагнита от сети 50 Гц такие
вибраторы обеспечивают 6000 колебаний
в минуту. Регулируя величину тока
в обмотке, можно управлять
амплитудой колебаний ЭМВ.
Схема 2. ЭМВ с выпрямителем
отличается от реактивного только наличием
вентиля, включенного последовательно
с обмоткой электромагнита (т. е. по
однополу пер йодной схеме). Так как
при такой схеме отрицательный
полупериод тока срезается, то притяжение
якоря к сердечнику происходит один
раз в период, т. е. число колебаний
якоря равно частоте сети. В сети с
частотой 50 Гц такой вибратор
обеспечивает 3000 колебаний в минуту.
Амплитуда колебаний регулируется
изменением величины тока в обмотке.
Схема 3. ЭМВ, в электрическую цепь
которого включен регулятор частоты
(РЧ) переменного тока. Этот тип в
вибрационных загрузочных и
транспортных устройствах применяют редко,
так как необходимо иметь
дорогостоящий и сравнительно сложный частото-
регулятор. Возможна регулировка
амплитуды колебаний с помощью
автотрансформатора или реостата.
Схема 4. ЭМВ, питаемый от
источника постоянного тока. В
электрическую цепь такого привода включен
коллектор с двумя парами секторов —
одна пара проводящая, другая — не
проводящая электрический ток. При
вращении коллектора от
индивидуального электродвигателя происходит
прерывание цепи электромагнита и в его
обмотку поступают импульсы тока,
частота следования которых в два раза
выше числа оборотов коллектора.
Варьируя скорость вращения
коллектора, можно изменять частоту
вынужденных колебаний якоря.
Возможна регулировка амплитуды
колебаний с помощью реостата.
Схема 5. ЭМВ, якорь которого
жестко связан с контактами в цепи
обмотки электромагнита, питаемой
постоянным током. При движении якоря
в направлении к сердечнику
разрывается цепь питания обмотки
электромагнита; якорь под действием
восстанавливающей силы упругих элементов
возвращается в исходное положение
и замыкает электрическую цепь
обмотки. В таком приводе частота
вынужденных колебаний равна частоте
собственных колебаний рабочего
органа. Управление амплитудой
колебаний — от реостата.
Схема 6. ЭМВ, катушка которого
состоит из двух секций. Одна из
секций питается от сети переменного тока,
а другая предназначена для создания
постоянного магнитного поля (катушка
подмагничивания). Сложение
переменного и постоянного магнитных
потоков приводит к тому, что за период
колебания напряжения
результирующий магнитный поток один раз
достигает максимального значения
и один раз принимает нулевое
значение. Частота вынужденных колебаний
такого вибратора 50 Гц. Этот вибратор
обладает высоким коэффициентом
мощности (вплоть до cos ф = 1) в
противоположность обычным вибраторам
переменного тока, у которых cos ф =
= 0,1-т-0,3. Амплитуда колебаний
регулируется с помощью
автотрансформатора. Частота колебаний не
регулируется.
Схема 7. ЭМВ с постоянным
магнитом. Он состоит ив Ш-образного сер-
Классификация и структура ВЗУ
185
2, Схемы электромагнитных вибраторов
ЭдевФроокена
Принципиальная анена
^vwvfvvw|
С питанием от сети
переменного тока
50 ГЦ
С питанием от сети
переменного тока с однополу-
пер йодным
выпрямлением
г*
^ г**
0/7(
С питанием от сети
переменного тока с
применением регулятора
частоты
/>4
0/7<
^ИЛ^ЛЛАА^ U) = УЯГ
С питанием от сети
постоянного тока с
прерывателем
та
^wwfw*v^
¦frwWwJfc
То же
-tea
1 г1^
^ЛЛл|лЛ/У^
186
Вибрационные загрузочные устройства
Продолжение табл. 2
Электросхема
Принципиальная схема
Частота
вынужденных
колебаний, Гц
С двумя катушками: одна
катушка питается от
сети постоянного тока,
другая — от сети
переменного тока
^уллАллл^
»D
^ллл|ллл|
=*гП
'SO Гц
50
С электромагнитом, на
статоре которого
расположена катушка,
питаемая от сети переменного
тока, а на якоре
расположена катушка,
питаемая постоянным током
^лллКллл^
1*
гГ-
50
50Гц
С питанием от сети
переменного тока
'^лллКллл^
Д^3
= г-П
^лл/^ллл^
•SO Гц
С
НИ
10—100
^wvUm/v^
С питанием от сети
переменного тока;
электромагнит работает по
двухтактной схеме
тра
т
—1—
-W—¦—М-
гГ-
'50 Г«
50
То же
и
"ЯГ
Щ}
50 ГЦ
50
Классификация и структура ВЗУ
187
Продолжение табл. 2
ЛЬ
по
пор.
Электровхема
Принципиальная вкема
Частота
вынужденных
колебаний, Гц
11
С питанием от сети
постоянного тока
|ллЖлл^
r*v^wv|
О
^АА^ЛЛ/|
10—100
12
То же
10—100
13 I С питанием от сети
переменного тока;
электромагнит работает по
двухтактной схеме (на
тиристорах)
60
14
С питанием от источника
постоянного тока
Ч
-М-
-<$ +
10—200
1ST
188
Вибрационные загрузочные устройства
Продолжение табл. 2
№
по
пор.
15
Электроахема
С питанием Би-полярны-
ми импульсами
Принципиальная ежена
г
XT Х|
Z Z
X | X J
i.
Частота
вынужденных
колебаний, Гц
10—200
дечника с обмоткой переменного тока,
подковообразного постоянного
магнита и упругой системы. Сердечник
крепится к рабочему органу
вибрационной машины. Постоянный магнит
и связанные с ним части являются
реактивной массой. Вибратор устроен
таким образом, что полюсы
постоянного магнита помещены в воздушные
эазоры электромагнита. При этом
вследствие того, что полярность
постоянного магнита всегда одна и та же,
а полярность электромагнита меняется
с частотой питающего тока, происходит
периодическое взаимное притяжение
и отталкивание магнитов. Сила
притяжения полюсов по мере перемещения
магнитов возрастает вследствие
уменьшения воздушного зазора, а сила
отталкивания уменьшается в
результате его увеличения. Частота
колебаний не регулируется. Возможна
регулировка амплитуды колебаний с
помощью автотрансформатора или
реостата.
Схема 8. ЭМВ с использованием
ферромеханического резонанса
позволяет получить механические
колебания якоря электромагнита и
возможность управлять ими. Сущность
этого явления заключается в
следующем. Обнаружено, что автоколебания
изменяемой частоты возникают в
схемах, где последовательно с катушкой
электромагнита переменного тока
включается конденсатор,
подобранный таким образом, что при некоторой
величине воздушного зазора возникает
резонанс напряжений. Поскольку
в обеих системах (электрической и
механической) происходят
колебательные процессы, нетрудно заметить,
что при соответствующем подборе
параметров системы может наступить
явление сложного резонанса, названного
ферромеханическим (феррорезонанс
напряжений и механический резонанс).
Если в системе, состоящей из
электромагнита переменного тока и
последовательно включенного с ним
конденсатора, емкость последнего выбрать
так, что при некоторой величине
воздушного зазора наступает резонанс
напряжений, то при определенном
напряжении сети возникает
колебательное движение якоря, причем частота
его колебаний может быть отличной
от частоты сети.
Емкость в цепи электромагнита
находится под действием переменного
напряжения. Процесс увеличения
и уменьшения амплитудного значения
энергии, накопляемой емкостью,
происходит с частотой, отличной от
частоты питающей сети. Собственная
частота колебаний энергии зависит
как от емкости, так и от ее соотношения
с меняющейся индуктивностью, а
также от собственной частоты колебаний
механической системы. Это и
обусловливает влияние включения
емкости на изменение частоты
колебаний якоря. При включении
последовательно или параллельно с основными
Классификация и структура ВЗУ
189
элементами катушки с выдвижным
сердечником можно менять код и
частоту колебаний якоря, изменяя только
положение сердечника.
Схема 9. Схема двухтактного ЭМВ
является наиболее совершенной. Она
позволяет сохранить симметричность
тока, исключает возможность внесения
искажений в питающую сеть и
повышает мощность вибратора. Статор
такого вибратора состоит из двух
электромагнитов, жестко укрепленных
в корпусе питателя. Сердечник
электромагнитов выполнен из Ш-образного
железа, причем катушка каждого
электромагнита охватывает средний
стержень сердечника. Питание
электромагнитов осуществляется от сети
переменного тока по схеме с однополу-
периодным выпрямлением, благодаря
чему в один полупериод срабатывает
первый, а в другой полу период —
второй электромагнит, которые
попеременно притягивают и отпускают
якорь, заставляя его колебаться с
частотой, равной частоте переменного
тока. Частота колебаний такого
вибратора не регулируется. Амплитуда
изменяется с помощью
автотрансформатора или реостата.
Схема 10. Двухтактный ЭМВ,
характерным отличием которого от
предыдущего является то, что он предназначен
для создания крутильных колебаний
системы относительно ее центра.
Схема 11. ЭМВ, обмотка которого
питается от сети постоянного тока.
Сердечник электромагнита выполнен
в виде П-образного магнитопровода,
а якорь — вращающимся от какого-
либо двигателя с регулируемой
скоростью вращения. За один оборот
якоря относительно сердечника
электромагнита происходит
двукратное замыкание и размыкание
магнитного потока, т. е. за один оборот
якоря происходит двукратное
притяжение сердечника. Благодаря
этому возбуждаются колебания рабочего
органа с частотой в два раза больше
частоты вращения якоря.
Регулирование амплитуды колебания происходит
путем изменения величины тока в
обмотке электромагнита с помощью
реостата. Бесконтактность и простота
регулировки частоты вынужденных
колебаний выгодно отличают эту схему
от выше описанных схем возбуждения
колебаний с регулируемой частотой.
Схема 12. Двухтактный ЭМВ
постоянного тока с вращающимся
якорем, предназначенный для создания
крутильных колебаний. П-образный
сердечник с обмоткой укреплен на
рабочем органе ВЗУ. Когда якорь
движется в направлении н
сердечнику, при взаимном притяжении
сердечник начинает движение и якорю.
Через определенный угол якорь начнет
удаляться от сердечника, и силы
электромагнитного притяжения вызовут
смещение сердечника вслед за
удаляющимся якорем. Амплитуда и частота
колебаний регулируются.
Схема 13. Двухтактный ЭМВ,
обмотка которого питается от сети
переменного тока через управляемые
выпрямители (тиристоры) Тх и Т2.
Преимуществом данного привода является
легкость изменения амплитуды
колебания рабочего органа и возможность
создания схем автоматического
управления вибратором.
Схема 14. Двухтактный ЭВМ,
обмотка которого питается от сети
постоянного тока через тиристоры. При
изменении частоты напряжения
управления тиристорами меняется частота
вынужденных колебаний рабочего
органа.
Схема 15. ЭМВ, обмотка которого
питается биполярными
прямоугольными импульсами, создаваемыми
схемой на полностью управляемых
вентилях.
Наиболее приемлемыми схемами
с нерегулируемой частотой вынужден-
ных колебаний являются схемы ЭМВ 2,
9, 10, 13. Это объясняется следующим:
1) частота вынужденных колебаний
в этом случае 50 Гц, что выгодно для
выбора жесткости упругих элементов
колебательной системы и
осуществления благоприятного режима вибро-
транспортир.ования и ориентации
деталей;
2) частота вынужденных колебаний
является постоянной и не зависит
(см. схемы 5, 8) от степени загрузки
бункера;
3) в этих ЭМВ не нужно
предусматривать искрогасящих устройств;
4) при включении выпрямителя
последовательно с нагрузкой для обес-
190
Вибрационные загрузочные устройства
печения вынужденный колебаний
50 Гц отпадает необходимость (см.
схемы 6, 7, 13) в преобразовательных
устройствах или специальных
источниках постоянного тока для
осуществления подмагничивания
постоянным током;
5) схемы ЭМВ 9, 10, 13 имеют в
катушках электромагнитов постоянные
составляющие тока,
противоположные по знаку и друг друга взаимно
уничтожающие;
6) электромагниты, работающие по
схемам 9, 10, 13, позволяют иметь
большую амплитуду колебаний.
Из ЭМВ с регулируемой частотой
вынужденных колебаний отдают
предпочтение схемам 11, 12, 14, 15
по следующим соображениям:
1) в схемах 11, 12, 14, 15 отсутствует
дорогостоящий регулятор частоты
(см. схему 3). Привод вращения якоря
может быть самым разным (схемы 11,
12): электрическим, механическим,
пневматическим и др. Он легко
встраивается в машину или станок,
обслуживаемый данным ВЗУ;
2) в приводах, выполненных по
схемам 4, 5, необходимо иметь искрогася-
щие устройства. В связи с тем, что
через электромагниты привода ВЗУ
проходят сравнительно большие токи,
разрушение контактов в таких
приводах значительно снижает их
надежность в эксплуатации;
3) схема 8 бесконтактная, однако
она — автоколебательная, и это
позволяет ее использовать с рабочими
органами переменной массы, какими
в большинстве случаев являются ВЗУ.
Это объясняется тем, что по мере
выгрузки ПО из ВЗУ изменяется
величина начального зазора, на
который настраивается система путем
подбора соответствующей величины
конденсатора. В результате происходит
срыв автоколебаний. Кроме того,
привод № 8 работает в режиме резонанса,
который не является устойчивым. Все
ВЗУ работают, как правило, с
некоторой отстройкой от резонанса (в до-
резонансной области).
2. БУНКЕРНЫЕ ВЗУ
В различных отраслях
промышленности наибольшее распространение
получили бункерные ВЗУ со спираль-
Рис. 1. ВЗУ с тремя вибраторами и
плоскими пружинами
ным лотком, колебания захватно-ори-
ентирующим дорожкам (лоткам)
в которых передаются от рессор 5,
наклоненных под некоторым углом
к горизонту и приводимых в движение
с помощью электромагнитов 8 (рис. 1).
ВЗУ включают в себя основные
конструктивные элементы: основание 1;
электромагнитные приводы 2У 4, 5,
8—10\ бункера 6, 7 и упругие
элементы 3.
Принцип работы ВЗУ заключается
в том, что сложное колебательное
движение дорожки (лотка) передается
расположенным на ней ПО в
вертикальном и горизонтальном
направлениях, в результате чего ПО
перемещаются по дорожке с некоторой
скоростью. Кроме того, в процессе
движения по дорожке ПО ориентируются
в заданное положение.
Наибольшая производительность
ВЗУ пропорциональна величине
средней линейной скорости движения
ПО по дорожке. Максимальная
скорость ПО достигается при режиме
с подбрасыванием, если ускорение
лотка больше ускорения силы тяжести.
Е результате нормальное давление ПО
на дорожку становится меньше нуля.
Однако такой подход к оценке
производительности ВЗУ односторонний, так
как производительность будет зависеть
от многих факторов, основными из
которых являются качество и
надежность ориентирования заготовок при
Бункерные ВЗУ
191
их непрерывном транспортировании по
дорожке.
Двух компонентное синфазное
возбуждение колебаний лотка (в
вертикальной и горизонтальной
плоскостях) позволяет достичь средней
линейной скорости
транспортирования ПО в безотрывном режиме не
более 0,05 м/с, в режиме с
подбрасыванием — до 0,3 м/с.
Небольшое подбрасывание не
нарушает устойчивости движения ПО
и не сказывается на качестве их
ориентирования. Однако оно может
ухудшить условия ориентирования ПО,
особенно если требуе^я произвести
ориентирование по слабо выраженным
ключам ориентации ПО.
Таким образом, ВЗУ с двухкомпо-
нентными синфазными колебаниями
имеют ограниченные возможности по
скорости виброперемещения ПО.
Существенное увеличение скорости
виброперемещения достигается в ВЗУ
с трехкомпонентным возбуждением
колебаний раздельным приводом
(независимое возбуждение колебаний
в вертикальном и горизонтальном
направлениях и изменение фазового угла
между ними).
Рис. 2. ВЗУ с торсионной упругой
подвеской
Рис. 3. ВЗУ с мембранно-гиперболоид-
ной упругой системой:
1, 4 — фланцы; 2 — цапфы; 3 —
пластины; 5 — бункер; 6 — торсион; 7 *—
основание; 8 — мембрана; 9, 10 —
электромагнитный привод; // — кожух
Рис. 4. ВЗУ с мембранно-торсионной
упругой системой:
I __ бункер; 2 — электромагнитный
привод горизонтальных колебаний; 3 —
стержневой торсион; 4 — круговой торсион; 5 —
мембрана; 6 — электромагнитный привод
вертикальных колебаний
Рис. 5. ВЗУ с раздельным электромагнитным приводом
Чаши ВЗУ
193
Рис. 6. Схема ВЗУ с совмещенной
упругой системой в виде витый
цилиндрических пружин
На рис. 2 представлена конструкция
ВЗУ с раздельным приводом колебаний
бункера / и основания 6 с торсионной
упругой подвеской 5 —
горизонтального электромагнитного привода 4 и
с упругими элементами в виде пластин
прямоугольного сечения 2 —
вертикального электромагнитного
привода колебаний 3.
На рис. 3 показана конструкция ВЗУ
с мембранно-гиперболоидной 6, 8,
а на рис. 4 с мембранно-торсионной 3, 5
упругими системами.
Отличительной особенностью
конструкции ВЗУ с раздельным
электромагнитным приводом (рис. 5) является
применение в качестве упругих
элементов вертикального привода
четырех стержней / круглого или
прямоугольного сечения. Длину упругих
элементов можно изменять
перестановкой опор 2; в горизонтальном
приводе применены витые упругие
элементы 3 с переменным числом
витков. Бункер ВЗУ имеет неподвижное
дно 4, замкнутое на основание 5.
Для возбуждения колебаний в
вертикальном направлении применена
однотактная схема электромагнитного
привода ЭМЗ, а в горизонтальном
направлении применена двухтактная
схема ЭМ1 и ЭМ2.
Вторая конструкция ВЗУ с
раздельным приводом имеет (рис. 6) совме-
7 П/р И. А. Клуоова
щенную упругую систему — две
крестовины из четырех витых
цилиндрических пружин /—5, регулирование
жесткости которых проводится
изменением степени поджатия или числа
витков. Бункер ВЗУ / крепится к валу
IVу колебания которому сообщают
электромагниты ЭМ1—ЭМ5>
установленные на основании /// с
амортизационными пружинами 9, 10.
Раздельный электромагнитный
привод колебаний позволил достичь
скорости виброперемещения ПО в
безотрывном режиме до 0,3 м/с, а в
режиме с отрывом ПО от поверхности
лотка — до 1 м/с. Для
высокоскоростного виброперемещения при
раздельном возбуждении колебаний
необходимо обеспечивать
оптимальный фазовый угол колебаний и его
стабилизацию, а также автоматическую
подпитку ПО бункеров ВЗУ
(применение предбункеров, накопителей,
неподвижного дна бункера).
3. ЧАШИ ВЗУ
Функциональные элементы чаши и
их взаимосвязь представлены на рис. 7.
Составляющие устройства и
механизмы установлены в чаше
последовательно, и действие их определяется
технолограммой (рис. 8). В течение
времени tlt что соответствует углу фх
на круговой диаграмме ВЗУ,
происходит концентрация ПО Г0 в зоне
захвата. За время t2 -> Фг происходит
разделение потока Г0 по каналам
вибродорожки. За /3 -> Фв происходит
захват ПО на вибродорожку. На угле
Ф4 -*- h поток Гх ПО
систематизируется, т. е. становится однорядным
и одноярусным в устойчивых
различимых положениях. Ориентирование ПО
происходит в зоне фб за время /б-
Далее сориентированные ПО по мере
необходимости на угле фв -* /в могут
переориентироваться в заданное
положение. ПО за t4 -+ ф7 могут
суммироваться в один Г42 или несколько
потоков. На угле ф8 -> t8 ПО поступают
в накопитель для обеспечения
равномерного и бесперебойного поступления
к устройству поштучной выдачи ПО Гб
с действием в ф9 -> t9. Зона ф10 -> t10
характеризует резервное
пространство для установки дополнительных
194
Вибрационные загрузочные устройства
Вход ПО
бункер
Ы
Устройства
подготовки ПО
к захвату
Ориентаторы
Устройство
подготовки к
ориентированию^
V,
Переориентаторы
Накопитель
Рис. 7, Структурная схема элементов чаши ВЗУ
Устройство
выдачи
ПО
Выход ПО
устройств, например счетчика,
контрольного устройства, датчика
скорости и т. д., для потока Гв
сориентированных ПО.
На круговой технолограмме
(рис. 8, а) показаны следующие
случаи: 1) 23 Ф* < 360°; 2) 2<Рг = 360°5
3) 2] Фг > 360°. Третий случай
проявляется, когда технологический цикл
ПО в ВЗУ больше кинематического,
определяемого размерами чаши и
скоростью движения ПО.
Для первого и второго случаев
достаточно одновитковой чаши, для
третьего — многовитковой, причем
число витков га вибродорожки
определится как
т > 2] ф*/360°.
Общее время технологического цикла
^т = h + *. + tB + U + h + U +
Так как ПО выходят непрерывно,
одна за другой, то технологические
циклы накладываются друг на друга
с временным сдвигом Т"р (рис. 8, б).
Теоретическая производительность
выдаваемых деталей определится как
ПТ = 1/Тр. Значение Трравно времени
действия самого непроизводительного
устройства в системе элементов чаши,
т. е.
Тр = max (tit t2, ..., t9).
Отсюда путь повышения
производительности ВЗУ состоит в отыскании
лимитирующих по времени устройств
их конструкторской оптимизации или
в замене на более эффективные
устройства.
Конструктивно чаша состоит из
обечайки, одной или нескольких,
спиральной вибродорожки и конического
дна. Обечайка и дно образуют бункер.
На дне чаши устанавливаются
устройства подготовки к захвату» Вибро-
t7 ta
- > k k f——^[—-—k \ k y\
vnn = const
Рис. 8. Технолоррамма элементов чаши ВЗУ
m *4* *
в)
Чаши ВЗУ
105
wmw^
а)
Ж
1 L_i
6) в)
Рис. 9, Исходные формы чаши
о
дорожка служит основным носителем
устройств и механизмов захвата
ориентирования и выдачи.
Конструктивно чаши разделяют по
нескольким признакам.
1. По исходной форме обечайки
бункера — конические, цилиндрические,
плоские круговые и комбинированные
(рис. 9).
Конические чаши (рис. 9, а) имеют
исполнение с ломаной, криволинейной,
прямолинейной и ступенчатой
образующими. Их применение обусловлено
требованием изменения скорости по
высоте чаши, созданием зазоров между
ПО для лучшего количественного
счета, съема схватом робота,
ориентирования и т. д.
Чаши цилиндрической формы
(рис. 9, б) используют как наиболее
технологичные в изготовлении для
автозагрузки любых ПО.
Плоские круговые чаши (рис. 9, в)
применяют для накопления ПО, для
ориентирования простейших деталей,
например дисков,
переориентирования, разделения или суммирования
потоков деталей.
Комбинированные чаши (рис. 9, г)
выполняют, как правило,
многоцелевые действия. В них можно
производить многономенклатурную загрузку;
использовать одну полость чаши как
бункер, другую — как место
установки ориентирующего устройства,
третью — как накопитель или
сумматор и т. д.
2. По взаимосвязи обечайки,
вибродорожки, дна — чаши с жесткой
связью элементов (рис. 10, а), с
неподвижной обечайкой (рис. 10, б),
с неподвижным дном (рис. 10, в)
неподвижными дном и обечайкой
(рис. 10, г), с неподвижной дорожкой
(рис. 10, д), чаши с неподвижными
дорожкой и обечайкой (рис. 10, е).
Наибольшее распространение
получили чаши с жесткой связью элементов
как наиболее простые в изготовлении
и эксплуатации. С целью уменьшения
мощности привода обечайку делают
неподвижной, вибрация передается
только легкой спиральной
вибродорожке. Чашу с неподвижным дном
используют для стабилизации режима
вибротранспортирования, т. е. как
элемент, воспринимающий переменную
массу загружаемых деталей. Чаши
с неподвижным лотком используют
редко. Такие лотки обычно выполняют
роль склизов или скатов.
Рис. 10. Схемы взаимосвязи элементов
чаши
7*
198
Вибрационные загрузочные устройства
Рис.
Многопоточные чаши
3. По количеству движущихся
потоков ПО — однопоточные и
многопоточные (рис. 11). Многопоточные
чаши разделяются на
многоканальные (рис. И, а) и многозаходные
(рис. 11, б). Многопоточные чаши
используют для создания большой
производительности ВЗУ, при
многоканальной и многономенклатурной
вагрузке оборудования. Соотношение
числа входных ивх и и выходных иВых
потоков ПО в чаше имеет три вида
(рис. 12).
Устройство чаши на рис. 12, а
представляет собой чашу с разделителем
потока, например, для многоканальной
загрузки, на рис. 12, в —
чаша-сумматор для питания
высокопроизводительного оборудования. Рис. 12, б
представляет собой схему однопоточ-
ной чаши.
4. По расположению спирали
вибродорожки относительно обечайки:
внутри (рис. 13, а), снаружи (рис. 13, б),
в дне (рис. 13, в) и их всевозможные
сочетания (рис. 13, г, д), причем
с правой и левой резьбой. При
сочетаниях возможна и комбинация резьб.
Преимущества наружной спирали
(перед внутренней) — в удобстве
установки и обслуживании имеющихся на
ней устройств. Наличие дорожек с
обеих сторон чаши используется при
изменении направления движения
потока ПО, при изменении скорости,
при многономенклатурной вагрузке,
накоплении и т. д.
5. По характеру поля вибрации —
с симметрией поля вдоль вибродорожки
(рис. 14, а); с равномерно изменяемой
асимметрией поля в горизонтальной
плоскости (рис. 14, б); с равномерно
изменяемой асимметрией в
вертикальной плоскости (рис. 14, в); с
равномерно изменяемой в горизонтальной
и вертикальной плоскостях асимме.
ивЬ/Х 7
'X 7 ^11 ^
а)
Рис. 12. Схемы чаш:
ивх г
gl^
i^
^п
а ' и
л"
iJLssS
Ss^J
I "H
Less
SsxJ
я^
fc
т"
а) 5) В) г) д)
Рис. 13. Схемы расположения вибродорожки на обечайке
Чаши ВЗУ
107
N 1
а)
л г"
"^^ уШ
*—
g)
^
Рис. 14. Схемы чаш по полю вибрации
трией (рис. 14, г); с неравномерной тикальной плоскостях (рис. 14, е, ж).
асимметрией в горизонтальной
плоскости (рис. 14, д); с неравномерной
асимметрией в горизонтальной и вер-
Варианты компоновок чаш
(рис. 15, б—ж) применяют в тех
случаях, когда по длине витка дорожки
-Н 1
X ^
а) 6)
3)
Рис. 15. Компоновки чаш
108
Вибрационные загрузочные устройства
требуется создать неравномерное поле
сил инерции с целью работы в
оптимальном режиме вахватных,
ориентир у ющих, сч етных, выдающий
устройств,
6. По взаимному расположению
на виброприводе — одночашечные
(рис. 15, а); многоярусные (рис. 15, б)J
коаксиальные (рис. 15, в);
аксиальные (рис. 15, г); комбинированные
(рис. 15, д). Чаши между собой могут
быть соединены общим потоком, не
соединены, соединены частично.
Многоярусные чаши целесообразно
использовать при
многономенклатурной автозагрузке ПО с длиной ПО
L > 30-10~8 м; при L< 30-ИГ» м
наиболее практичны для таких целей
коаксиально расположенные чаши.
Если загружаемые ПО колеблются
в большом диапазоне длин, то
рекомендуется использовать сочетание
многоярусных и коаксиальные чаш. При
многоканальной или многономенкла-
Рис. 16. Конструкции чаш
тур ной загрувке чаши на вибропроводв
располагают аксиально.
Широко используемая
цилиндрическая загрузочная чаша имеет
множество вариантов исполнения. На
рис. 16, а представлена чаша, у
которой спиральные витки не связаны
с обечайкой, а соединены с
центральным штоком, что дает возможность
свободного манипулирования над ПО
по обе стороны вибродорожки,
установки оптимального угла подъема
дорожки за счет разделительных колец
на штоке.
На рис. 16, б представлена четырех-
заходная чаша с кольцевым
сумматором. На кольце после каждого
выходного лотка чаши установлен пассивный
ориентатор. Таким образом, в чаше
происходит параллельное
ориентирование четырех выходных потоков ПО
с суммированием. Благодаря
наклонному кольцу сумматора происходит
снятие ярусности потока, а
конический поддон возвращает ПО обратно
в чашу.
Чаши ВЗУ
199
На рис. 16, в представлена двуж-
заходная восьмиканальная чаша.
Сориентированные в каждом канале
ПО попадают в кольцевой сумматор,
откуда ПО питают многопозиционное
оборудование.
На рис. 16, е представлена чаша
с широкозахватной дорожкой в
цилиндрической чаше и спиральной,
спускающейся вниз дорожкой на конусной
чаше. Выступ буртика на конусе равен
0,9 толщины детали. Выдаваемые иа
цилиндрической чаши ПО попадают
на коническую и заполняют в зоне
выдачи все дорожки. На каждой
дорожке установлено ориентирующее
устройство. Оставшиеся в требуемом
положении ПО с первого витка
конической чаши поступают на второй
через зону выдачи, где происходит
заполнение падающими ПО всех
свободных мест. На выходе ориентатора
второй дорожки число требуемых
положений удваивается за счет ПО с
первой и вновь поступивших из зоны
выдачи. С каждым витком
увеличивается диаметр конуса, увеличивается
скорость потока ПО, стремительно
растет и производительность.
На рис. 16, д представлена
конструкция многозаходной цилиндрической
чаши снаружи и однозаходной внутри.
ПО засыпаются как в цилиндрическую
полость, так и в коническую. На
каждом внутреннем витке цилиндрической
чаши имеется ориентатор. Каждый
заход наружной дорожки связан через
окно в стенке с определенным витком
внутренней дорожки. Благодаря такой
конструкции обеспечивается
подпитка сориентированного
внутреннего потока ПО на каждом витке
чаши, в результате чего плотность
требуемых положений от витка к витку
растет, от этого растет и
производительность.
Чаша с внутренней цилиндрической
полостью для накопления ПО и
окнами выдачи ПО снизу под захват
на вибродорожку представлена на
рис. 16, ж.
Как накопитель сориентированный
ПО применяют плоскую чашу с
дорожкой в виде спирали Архимеда
(рис. 16, з).
Плоская многоканальная чаша эа-
грузки многопозиционного
оборудования представлена на рис. 16, и. Такие
чаши используют для загрузки
простейших ПО. Внутренний цилиндр
играет роль бункера ПО, второй
цилиндр — зона захвата ПО,
наружный — зона ориентирования ПО.
Как правило, обязательными
конструктивными элементами чаш ВЗУ
являются устройства подготовки ПО
к захвату, устройства захвата,
сумматоры и разделители потоков ПО
и устройства выдачи ПО.
Устройства подготовки н захвату
способствуют увеличению плотности
потока на входе захватных устройств.
На рис. 17, а представлена чаша,
в которой донный конус концентрирует
ПО у захватных органов. Для одно-
заходных чаш используется в дне
радиальная планка (рис. 17, б),
которая выполняет роль направляющей
потока ПО. Наиболее эффективно
формируется захват ПО при наличии
А-А
б)
Рис. 17. Устройство подготовки ПО и захвату и устройство
захвата
200
Вибрационнше загрузочные устройства
С=^7 С^
')
Рис. 18. Дорожка захвата ПО
донного паза, выполненного по
описываемому профилю захватываемого
ПО (рис. 17, в).
Устройства захвата способствуют
отделению из общей массы деталей,
движущихся по дну чаши. Захват
в вибрационных устройствах
осуществляется вибродорожкой. Дорожка 1
(рис. 18, а) утоплена в дне 2 чаши
для лучшего захвата ПО. В сечении
несущая плоскость захватываемой
дорожки (рис. 18, б) представляет
прямую, ломаную, полукруглую,
криволинейную и комбинированные
образующие. По исполнению
направляющей части вибродорожка может быть
прямолинейной, криволинейной,
изогнутой, ступенчатой, каскадной
(рис. 18, в). При захвате плоских
и призматических ПО используются
прямолинейные или ступенчатые
профили, для цилиндрических и
конических ПО — полукруглые и
криволинейные профили. При захвате
сложных конструкций ПО
используется или прямолинейный, или
комбинированный профили
вибродорожки.
Для увеличения
производительности ПО с одной вибродорожки
используют сумматоры следующих
видов: кольцевой лоток (рис. 19, а)
с суммированием потоков из много-
заходной чаши путем наложения и
а) б)
Рис. 19. Сумматоры потока ПО
Чаши ВЗТ
201
щ—г~п
^1
Л-/»
*;
Рис. 20. Разделители потока ПО
кольцевой лотон (рис, 19, б) с
суммированием потоков в одной плоскости.
Кольцевой лотон (рис. 19, в)
выполнен с наибольшими радиусами
пересечения каналов, глубина
погружения кругового лотка относительно
плоскости вибродорожки #п = 0,75АД,
где Ад — толщина ПО.
Для разделения потоков ПО,
например, при многоканальной
загрузке используют многоканальные
плоские (рис. 20, а) или многозаходные
объемные чаши (рис. 20, б). Разделение
потока ПО на вибродорожке
осуществляется планками-разделителями
(рис. 20, в) с прямолинейной или
змейковой направляющей.
Выдачу ПО при малой амплитуде
горизонтальный колебаний @,5-г-
1,0) 10~? м можно проводить
коротким 0,04—0,06 м лотком, жестко
прикрепленным к чаше (рис. 21, а). При
больших амплитудах используют
лотки, выполненные по спирали Архимеда
(рис. 21, б), или кольцевые лотки
(рис. 21, e)t создающие плавный режим
виброперемещения ПО на выходе чаши.
Кольцевой лоток, кроме того,
обеспечивает резервирование ПО на случай
заклинивания.
г)
Рис. 21. Устройства выдачи ПО
202
Вибрационные загрузочные устройства
Для выдачи ПО на значительное от
чаши расстояние @,1—1,0 м)
используют прямолинейный вибролоток
(рис. 21, г) с наклонной плоской
пружиной на выходном конце. Входной
конец лотка соединен в горизонтальной
плоскости гибкой пластиной с
выходным лотком чаши. Такая связь
обеспечивает вибрацию лотка,
достаточную для виброперемещения деталей.
Детали, способные
переориентироваться в процессе выдачи,
направляются в закрытые вибролотки. При
выдаче ПО в вертикальной плоскости,
например, под схват робота
используются магнитодинамические колодцы
(рис. 21, д), в которых магнитное поле
поднимает детали вверх и удерживает
с зазором относительно друг друга.
4. МЕЖОПЕРАЦИОННЫЕ
И ОПЕРАЦИОННЫЕ
НАКОПИТЕЛЬНЫЕ УСТРОЙСТВА
Существующие накопительные
устройства разделяют на
межоперационные и операционные.
Межоперационные накопительные
устройства создают необходимый
оптимальный задел ПО между маши-
k^\\\\\\\\^\^4\4444^Sl
Рис. 22. Конструкция вертикального
подъемника-накопителя с
электромагнитным приводом
Рис. 23. Вибронакопитель с верхним
расположением привода и упругой
подвески
нами. К межоперационным
накопителям относят подъемники, элеваторы,
транспортеры. По принципу
перемещения ПО подразделяют на
вибрационные и механические. Широкое
распространение получили
накопители вибрационного типа.
К операционным накопителям,
которые в основном предназначены для
пополнения запаса ПО, находящихся
в бункере загрузочного устройства,
можно отнести предбункеры-накопи-
тели. Это дополнительные емкости,
которые устанавливают
непосредственно рядом с загрузочным
устройством. Их можно разделить на два
вида: непрерывного действия и
порционного действия.
Вибрационные подъемники и
накопители (межоперационные).
Вибрационные накопители одновременно
выполняют функции подъемников,
осуществляя автоматический подъем ПО
на заданную высоту в ходе выполнения
технологического процесса.
Характерной особенностью накопителей
и подъемников, применяемых в
машиностроении и приборостроении,
является возможность сохранения
ПО в ориентированном положении
в процессе их транспортирования в
накопителе.
Преимуществом вибрационных
подъемников является возможность транс-
Межоперационные и операционные накопительные устройства
203
портировать ПО непосредственно
вверх, что значительно сокращает
занимаемую ими площадь по сравнению
с подъемниками других видов.
На рис. 22 изображена конструкция
виброподъемника. Он представляет
собой цилиндрическую трубу 8 с
винтовым лотком 4у по которому
происходит подача ПО вверх. Труба с
лотком установлена на основании 5
посредством нескольких наклонных
пружин L В нижней части имеется
электромагнитный привод 2. Он сообщает
лотку колебательные движения по
всему пути следования ПО.
Виброподъемники такого вида
выпускают с высотой подъема от 1 до 3 м
при диаметре до 500 мм. При подаче
материала на большую высоту такие
накопители устанавливают один
над другим.
Привод вибрационных накопителей
может быть расположен как в нижней
части транспортируемой трубы, так
и в верхней.
Вибронакопитель, представленный
на рис. 23, характерен расположением
подвески и привода в верхней части
конструкции, что значительно
повышает его устойчивость. Винтовой
лоток / размещен на трубе 2, которая
имеет сверху фланец 3\ к последнему
прикреплены нижние концы
стержневых пружин 5 и якорь
электромагнита 4. К поперечине 6 крепится ярмо
электромагнита 7 и верхние концы
пружины 5.
Конструкция вибронакопителя
с двумя рабочими массами (рис. 24)
отличается от других конструкции
резонансных подъемников и
вибропитателей двухмассных систем тем,
что обе колеблющиеся массы служат
рабочими органами и полностью
используются для полезной работы —
подъема ПО. Благодаря этому масса
накопителей такой конструкции при
одинаковой мощности и высоте подъема
ПО уменьшается в несколько раз по
сравнению с обычными, имеющими
реактивную плиту.
На нижней плите 6 жестко крепятся
чаша 5 с коническим дном и нижняя
труба 2У являющаяся первой
половиной транспортирующего органа
подъемника. К нижней плите 6 на
упругих цилиндрических стержнях
vbwwssM Ъ>;;;;»»;Я\
Рис. 24. Конструкция
вибронакопителя с двумя рабочими массами
(пружинах) //, расположенных внутри
нижней трубы, подвешена верхняя
плита 14, с которой через башмаки /
жестко связана верхняя труба 75,
служащая второй половиной
транспортирующего органа подъемника.
Наружная поверхность обеих труб
имеет спиральный лоток, форма
которого соответствует форме
транспортируемого ПО. Трубы разделены
зазором, несколько большим суммы
вертикальных амплитуд верхней и
нижней масс.
Электромагнитный привод
подъемника состоит из ярма 4 и якоря 5,
расположенных внутри нижней трубы
и крепящихся соответственно к нижней
и верхней плитам. Для устранения
намагничивания стальных ПО
вибратор и якорь крепятся к плитам через
алюминиевые прокладки 13 и 10,
увеличивающие сопротивление
магнитному потоку, замыкающемуся
через нижнюю трубу. Этой же цели
служат магнитные экраны 12. Вся
204
Вибрационные загрузочные устройства
Рис. 25. Вибронанопитель с дебаланс-
ным приводом
система опирается на три спиральные
амортизационные пружины 9,
жесткость которых достаточно мала по
сравнению с жесткостью пружинных
стержней, что обеспечивает надежную
виброизоляцию основания, на
котором расположен накопитель.
Для устранения чрезмерной
подвижности подъемника на спиральных
пружинах служит направляющая ось
S, скольвящая в текстолитовых
подшипниках 7. Эта ось, оставляя
амортизируемой системе лишь две степени
свободы — перемещение по вертикали
и вращение вокруг вертикальной оси,
ограничивает возможность остальных
перемещений, что очень важно при
значительной высоте подъемника.
Верхняя и нижняя массы и их
моменты инерции подбирают равными
между собой, что обеспечивает их
одинаковые амплитуды колебаний,
а следовательно, и равные скорости
движения ПО по спиральным лоткам
нижней 2 и верхней 15 труб.
Вибронакопитель с дебалансным
приводом (рис. 25) состоит из четырех
основных элементов: винтового
несущего лотка 2у крепящегося н трубе 8$
электродвигателя 5, приводящего
в движение вибратор 4. Стрелками
указаны возникающие во время работы
подъемника крутильные колебания
вокруг его вертикальной оси и
сопутствующие им колебания по вертикали.
Суммарные колебательные
перемещения подъемника позволяют
транспортировать ПО вверх по лотку.
Подъемники такого типа могут
устанавливаться на стержневых пружинах или
подвешиваться на пружине 1.
На рис. 26 изображен
вибронакопитель с эксцентриковым приводом. Он
состоит из грузонесущего органа с
лотком / и опорной рамы 4у на которой
установлены грузонесущий орган
и механизмы привода. Привод состоит
из электродвигателя 6, клиноременной
передачи 5, приводного вала 12,
установленного в подшипниках 8. На
валу 12 закреплен эксцентрик 7, с
которым сопрягается шатун 0, имеющий
на конце шаровую пяту 10. Эта пята
входит в углубление 11 на оси 5,
проходит через трубу и опирается на
подшипники 2 и 19.
Грузонесущий орган
поддерживается пружиной 18 и упорным под-
Рис. 26. Вибронакопитель с
эксцентриковым приводом
Межоперационные и операционные накопительные устройства
205
шипником 17. Вибрация через шатун 9
передается на ось 8 и через нее и
трубу — лотку /. Заданная
направленность колебания обеспечивается
двумя роликами 18, которые
насажены на осях 15 и движутся в пазах 16,
выполненных в планках 14.
В некоторых случаях подъем на
значительную высоту ПО является
нежелательным, поскольку при
спуске с большим уклоном они могут
легко потерять ориентированное
положение.
Плоский накопитель изображен
на рис. 27. Накопитель состоит ив
одного или нескольких плоских дисков,
на которых нарезан лоток в виде
архимедовой спирали. Поступающие
на накопитель ПО в зависимости от
направления нарезки спирали и
установки угла наклона пружин будут
двигаться н центру диска или его
периферии.
На первом диске 1 ПО, поступая
на его лоток, движутся к центру.
Перейдя на диск 2, ПО начнут
двигаться к его периферии.
Предбункера-накопители
(операционные) для ВЗУ. По принципу
работы предбункера-накопители можно
разделить на два типа — непрерывного
и периодического (порционного)
действия. На рис. 28 показан питатель
с предбункером-накопителем кон-
Рис. 27. Многоэтажный накопитель
Рис. 28. ВЗУ с предбункером
струкции Львовского
политехнического института, предназначенный
для загрузки ПО типа дисков.
Питатель представляет собой чашу У, на
внутренней цилиндрической
поверхности которой имеется спиральный
лоток 2. Днище 8 чаши укреплено на
трех наклонных цилиндрических
стержнях 6. На нижней массивной
плите 7 установлены три
электромагнитных вибратора 12. Загруженные
в бункер ПО сползают по конусу 18
к лотку 2, вследствие вибрации
поднимаются по лотку вверх и попадают
в приемную часть магазина 14. Днище
чаши соединено с направляющей осью
4, свободно перемещающейся в
подшипниках 5, 8. Ось 4 облегчает
установку цилиндрических стержней 6.
Чтобы не увеличивать значительно
размеры чаши при больших объемах
партий загружаемых ПО, над чашей
питателя устанавливают предбун-
кер 17.
Для устранения возможности
заклинивания ПО между конусами 18
и предбункером последний свободно
располагают на концах винтов 16,
завинченных в стойки 15. Винты
предназначены для изменения зазора между
воронкой предбункера и днищем чаши,
чем регулируется скорость
поступления ПО в бункер.
Для виброизоляции питатель
устанавливают на амортизационных
цилиндрических пружинах //. Вибрация
206
Вибрационные загрузочные устройства
Рис. 29. ВЗУ с регулируемым
предбункером
будет передаваться основанию 10
тем меньше, чем больше будет разница
между частотой колебаний чаши и
собственной частотой колебаний опорной
плиты 7 на витых пружинах и опорном
стержне 9.
На рис. 29 представлена
конструкция предбункера, в которой приняты
меры для предотвращения сводообра-
аования. Предбункер представляет
собой квадратный ящик, две стенки
которого 1 к 3 раздвижные. Раструб
ящика предбункера имеет форму
усеченной пирамиды, обращенной
большим основанием вверх. Выходное окно
имеет форму прямоугольника в любом
положении раздвижных стенок.
Стенки/и 8 оттягиваются с обеих сторон
пружинами растяжения 2,
укрепленными снаружи предбункера через
прорези 4.
Весь предбункер подвешивается на
упругих элементах 5 (пружины
растяжения или тросы). При засыпке ПО
стенки раздвигаются, растягивая
пружины 2. По мере расходования ПО
щеки стенок 1 и 8 начинают
сдвигаться, обжимая оставшиеся не-
вышедшие ПО, которые при этом
перемещаются.
На рис. 30 изображен предбункер,
который с целью исключения сводо-
образования и улучшения выхода ПО
из предбункера в чашу питателя связан
с бункером посредством регулируемых
упругих связей. Вибробункер /,
настроенный на дорезонансный режим
колебаний, соединяется с
предбункером 2, прикрепленным к несущей
конструкции подвеской 8 посредством
цилиндрических витых пружин 4.
Колебания предбункера возбуждаются
непосредственно от вибробункера 5.
На рис. 31 представлено ВЗУ /
с предбункером-накопителем,
состоящее из заслонки 2 с коленчатой
тягой, вибрирующего лотка 5,
предбункера 4, вибратора 5, к которому
подводится питание при помощи
разъема ?.
При наличии ПО в бункере ВЗУ 1
заслонка 2 с коленчатой тягой отходит
от исходного положения под
действием напора ПО и вибратор 5
выключается, выдача ПО в ВЗУ
прекращается. Когда же ПО в чаше остается
меньше нормы, заслонка отходит
в исходное положение, включая тем
самым вибратор, и ПО поступают
в чашу.
Рис. 30. ВЗУ с предбункером,
связанным упругими элементами с чашей
Межоперационные и операционные накопительные устройства
207
Недостатком приведенных пред-
бункеров-накопителей порционного
действия является их некомпактная
конструкция и неравномерность
выдаваемых порций ПО, что приводит
к большому разбросу по скорости
вибротранспортирования и
затруднению надежного ориентирования ПО.
Наиболее точную дозировку
порций ПО можно осуществить при
помощи вращающегося предбункера-
накопителя, разделенного на
несколько секторов, загруженных
определенной порцией ПО. Такое
устройство с автоматической дозировкой
изображено на рис. 32.
Большой плоский вращающийся
предбункер 7, разделенный на секции
радиальными стенками* загружается
определенными порциями ПО. Под
одной из секций расположено отводное
отверстие. Через это отверстие ПО
по желобу 3 попадают в загрузочное
устройство. Оно состоит из
горизонтально расположенного барабана 5,
внутри которого имеются захватные
планки 6. Захваченные планками ПО
падают на лоток 8 и под воздействием
вибраций перемещаются. Вибрация
лотка создается с помощью кулачков
на бункере, которые действуют на
встряхивающий рычаг 7. Эти же
кулачки толкают рычаг 0, который,
находясь в зацеплении с зубьями
храпового колеса 2 на предбункере,
медленно вращает его. Приводом
барабана 5 служит червячный редуктор 4.
Чтобы регулировать подачу ПО из
бункера в барабан, имеется еще
специальное устройство, которое
заставляет вращаться предбункер только
тогда, когда запас ПО в барабане
Рис. 32. ВЗУ с предбункером-накопителем,
обеспечивающим автоматическую дозировку
Рис. 31. Конструктивная схема ВЗУ
с управляемым
предбункером-накопителем
исчерпан. При помощи конструкции
предбункер а можно загружать
определенные порции ПО. Однако
устройство имеет следующий недостаток:
наличие жесткой кинематической связи
между ведущим звеном и предбунке-
ром, что может привести к
заклиниванию ПО, а также необходимость в
присутствии специального механизма
для вращения предбункера.
На рис. 33 показаны компоновочные
схемы предбункеров-накопителей
роторного типа:
а — вращающийся предбункер-
накопитель, свободно установленный
на тарели, связанной непосредственно
208
Вибрационные загрузочные устройства
а)
V7//////////A/A
б)
Н-
777777777777777,
ц
п
У///Л И.
Ш
д)
Рис. 33. Компоновочные схемы предбункеров-
с основанием через конструктивные
элементы, закрепленные на
внутреннем дне. Тар ель имеет вырез по форме
одного или двух секторов предбункера-
накопителя;
б — вращающийся предбункер-
накопитель, свободно установленный
на тарели, закрепленной на основании
В ЗУ с внешней стороны;
в — предбункер-накопитель,
закрепленный жестко на основании
через внутреннее дно, с вращающимся
плоским дисковым распределителем,
свободно лежащим на тарели. Тарель
имеет вырез в форме круга;
г — предбункер-накопитель,
закрепленный на основании с внешней
стороны чаши, с вращающимся
плоским дисковым распределителем;
д — неподвижный предбункер-
накопитель с вращающимся плоским
дисковым распределителем, свободно
лежащим на тарели, соединенной через
внутреннее дно с основанием;
е — неподвижный
предбункер-накопитель с вращающимся плоским
дисковым распределителем. Крепление
тарели к основанию осуществляется
с внешней стороны чаши;
ж — вращающийся предбункер-
накопитель, свободно установленный
на тарели, которая крепится к
основанию через внутреннее дно чаши при
помощи наклонных пружин;
з — вращающийся предбункер-
накопитель, свободно установленный
на тарели, которая крепится к
основанию с внешней стороны чаши при
помощи наклонных пружин;
и — предбункер-накопитель,
жестко закрепленный на тарели, с
вращающимся на ней плоским дисковым
распределителем. Тарель крепится
к основанию через внутреннее дно
при помощи наклонных пружин.
Дисковый плоский распределитель
снабжен вырезом по форме одного или двух
диаметрально противоположных
секторов;
к — предбункер-накопитель,
жестко закрепленный на тарели,
установленной при помощи наклонных
пружин на основании внешней стороны
чаши. Плоский дисковый
распределитель свободно установлен на тарели;
л — неподвижный предбункер-
накопитель с вращающимся плоским
дисковым распределителем, свободно
установленным на тарели, которая
через внутреннее дно чаши крепится
Межоперационные ¦ операционные накопительные устройства 209
накопителей роторного типа для В ЗУ
С основанием посредством наклонных вым распределителем.
пружин; Вращающийся предбункер-накопи-
м — неподвижный предбункер- тель целесообразно применять для
накопитель с вращающимся плоским тяжелых ПО, изготовленных и^ ме-
дисковым распределителем, свободно талла, а подвижный предбункер-нако-
установленным на тар ели. Тар ель за- питель с вращающимся плоским
раскреплена на основании с внешней пределителем — для легких ПО (из
стороны чаши при помощи наклонных пластмассы, дерева, кожи и т. д.).
пружин. ВЗУ с предбункером-накопителем
Критериями для оценки той или роторного типа имеют двухмассную
иной компоновочной схемы могут слу- или трехмассную динамические си-
жить качественные или количествен- стемы.
ные признаки, такие, как область Двухмассную динамическую си-
применения, диапазон использования, стему предбункера-накопителя ротор-
время непрерывной работы без по- ного типа используют в тех случаях,
полнения, изменение производитель- когда не предъявляются особо жесткие
ности во времени, условия обслужива- требования к виброизоляции. Кон-
ния и т. д. струкцию предбункера-накопителя,
Рассмотренные компоновочные схе- представляющую собой трехмассную
мы предбункеров-накопителей ротор- динамическую систему, можно при-
ного типа по некоторым общим каче- менять в случае повышенных требова-
ственным признакам можно разделить ний к виброизоляции,
на отдельные группы. По виду самого Крепление тарели к основанию ВЗУ
предбункера-накопителя можно выде- применяют внутреннее или внешнее,
лить две группы: Внутреннее крепление тарели ис-
вращающийся предбункер-накопи- пользуют в ВЗУ с предбункерами-
тель относительно тарели, на которой накопителями в тех случаях, когда
свободно поставлен; не предъявляются жесткие требования
неподвижный предбункер-накопи- к герметизации бункера (чаши). Для
тель с вращающимся плоским диско- гальванических операций, таких,
210
Вибрационные загрузочные устройства
как фосфатирование, промывка
и т. д., используют внешнее крепление
тарели к основанию вибрационного
загрузочного устройства.
Предбункера-накопители крепят
к основанию вибрационного
загрузочного устройства или независимо.
Крепление предбункера-накопителя
к основанию ВЗУ позволяет получить
более компактную конструкцию по
сравнению с независимым креплением
предбункера-накопителя. Однако
конструкцию предбункера-накопителя
с независимым креплением
целесообразно использовать для загрузки
сыпучих материалов и мелких ПО,
не имеющих склонности к сводообра-
вованию.
б. ЛОТКОВЫЕ ВЗУ
Часто ВЗУ компонуются с
вибрационными лотками,
предназначенными для сохранения
ориентированного положения ПО при их доставке
к месту загрузки или для обеспечения
окончательной ориентации ПО. В
некоторых случаях вибрационные
лотки выполняют функции
автоматических загрузочных устройств
(лотковых ВЗУ) для ПО длиной до 0,3 м
и массой до 2 кг (см. рис. 34).
Широкое применение лотковых
ВЗУ ограничено присущим им недо-
1 .2 з 4
статком — нестабильностью процесса
виброперемещения по его длине
вследствие наличия явлений
галопирования.
Высокоскоростное лотковое ВЗУ
с независимым раздельным
возбуждением колебаний и искусственным
управлением явлением галопирования
(рис. 34), в котором могут
реализоваться равномерное, ускоренное,
замедленное движение ПО по лотку,
движение ПО, ускоренное от середины
лотка к его концам, или замедленное
движение от концов лотка к его
середине. Конструкция лоткового ВЗУ
с раздельным электромагнитным
приводом (см. рис. 34) содержит желоб 10,
укрепленный на жесткой раме 11,
к которой крепятся якорь 14
электромагнитов для возбуждения продольных
колебаний и якоря /, 8
электромагнитов 2, 9 для возбуждения нормальных
к транспортирующей поверхности
колебаний. Желоб У, жесткая рама 2
и укрепленные на ней якоря 14, 1 и 8
электромагнитов 15, 2 и 9 образуют
активную (рабочую) массу
вибромашины. Активная масса связана с
основанием 13 посредством четырех
горизонтальных, перпендикулярных к
продольной оси вибролотков, стержневых
пружин 3, 4, 5, 6 круглого сечения,
середины которых защемлены в
жесткой раме //, а концы свободно лежат
Рис. 34. Лотковое ВЗУ с трехкомпонентным электромагнитным приводом
Лотжовые ВЗУ
211
на стойках 16. Основание 18 с
укрепленными на нем электромагнитами «2, 9
и 15 к стойками 16 образуют
реактивную массу вибромашины,
установленную на амортизационные пружины 12*
Стойки 16 можно перемещать в
направлении, перпендикулярном
продольной оси вибролотка, и
фиксировать в новом положении на основании
13 с помощью крепежных болтов.
Таким образом, меняется рабочая
длина стержневых пружин 8, 4, 5 и 6
и, следовательно, их жесткость.
Верхние пружины 8 и 6 опираются на
сухарики 7, которые при наладке
могут перемещаться относительно
стоек 16, создавая, таким образом,
возможность регулирования в
достаточных пределах жесткость каждой
из четырех стержневых пружин
независимо друг от друга. Пружины 8
и 4у а также пружины 5 и 6 поджаты
в вертикальной плоскости, а пары
пружин 8 и 4, 5 и 6 поджаты в
горизонтальной плоскости так, что при
работе вибролотка зазоры в точках
контакта концов пружин 3> 4, 5 и 6
с опорными стойками 16 не
раскрываются.
Электромагниты 15, возбуждающие
продольные колебания активной
массы, питаются пульсирующим током
по двухтактной схеме (в противофазе).
Электромагниты 2 и 9 могут питаться:
а) синфазно по отношению друг к
другу, но со сдвигом фазы по отношению
к продольным колебаниям; б) в про-
тивофазе по отношению друг к другу;
в) независимо друг от друга, каждый
со своим сдвигом фазы по отношению
к продольным колебаниям.
Поскольку изгибная жесткость
упругого стержня круглого сечения
в плоскости, перпендикулярной к его
продольной оси, одинакова во всех
направлениях, то точки тела,
подвешенного на таких упругих
элементах, могут колебаться по любым
траекториям в вышеуказанной плоскости,
в том числе и по эллиптическим,
получаемым от сложения двух взаимно
перпендикулярных гармонических
колебаний. Применение такой упругой
подвески рабочего органа позволяет
значительно упростить конструкцию
вибромашины по сравнению с
известными! обеспечивает простую
настройку вибромашины на нужную
собственную частоту за счет изменения
рабочей длины упругого стержня,
повышает надежность упругих
элементов, так как концы стержней
свободно лежат на опорах (не защемлены).
Для решения ряда технологических
задач при разрознении потока ПО
может быть применена упрощенная
конструкция вибролотка с раздельным
возбуждением продольных и
поперечных колебаний.
На рис. 35 представлен вибролоток
с раздельным возбуждением
горизонтальных, одинаковых по всей длине
лотка, и вертикальных колебаний
одного конца лотка при ограничении
возможности колебаний в
вертикальном направлении другого конца лотка.
Рабочему органу / вибрационного
лотка сообщаются колебательные
движения в двух взаимно
перпендикулярных направлениях от двух
независимых вибраторов в виде
электромагнитов 2 с якорями 3 для возбуждения
продольных колебаний и
электромагнита 4 с якорем 5 для возбуждения
нормальных к транспортирующей
плоскости колебаний переднего конца
рабочего органа. Рабочий орган
посредством упругой системы соединен с
основанием (реактивной массой) 5, на
котором жестко установлены
электромагниты 2 к 4.
Упругая система выполнена в виде
двух установленных на переднем конце
рабочего органа 1 стержневых
пружин 7 круглого сечения,
расположенных в вертикальной плоскости,
перпендикулярной к продольной оси
лотка, и одной рессоры 8 прямоугольного
сечения, установленной на заднем
конце рабочего органа 1 и расположенной
в плоскости, параллельной
плоскости пружин 7 круглого сечения.
Пружины 7 опираются на
подвижные в поперечном направлении стойки
0, а рессора 8 опирается на стойки 10,
конструкция которых позволяет
осуществить предварительное
натяжение пружины 7 и рессор 8 в
продольном направлении. Стойки 10 могут
перемещаться также в поперечном
направлении. Перемещение стоек 9 и 10
в поперечном направлении необходимо
для плавной регулировки жесткости
пружин. Предварительное поджатые
212
Вибрационные загрузочные устройства
Рис. 35. Лотковое ВЗУ с трех компонентным приводом с переменной по длине
лотка амплитудой вертикальных колебаний
пружин выбирают таким, чтобы при
работе лотка не раскрывались заэоры,
так как концы пружин свободно лежат
на опорах.
Такая упругая система позволяет
получить постоянную амплитуду
колебаний по всей длине лотка в
горизонтальном направлении и
изменяющуюся от минимума на заднем конце
лотка до максимума на переднем конце
лотка амплитуду вертикальных
колебаний. Подобное соотношение
амплитуд горизонтальных и
вертикальных колебаний позволяет получить
увеличивающуюся скорость
транспортирования деталей с
разрозненностью потока, что крайне необходимо
для случая ориентации ПО на лотке,
счета ПО, осмотра и ряда других
технологических операций.
Возможны схемы компоновки
лоткового ВЗУ с бункером (рис. 36).
Согласно схеме, представленной на
рис. 36, а, запас ПО содержится в
бункере, жестко связанном с
транспортирующим органом вибромашины.
Очевидно, что такая схема компоновки
может быть применена лишь в тех
случаях, когда масса загружаемых
в бункер ПО в процессе работы
устройства изменяется в очень
незначительных пределах, тан как в противном
случае параметры колебаний
транспортирующего органа будут
изменяться в широких пределах. Это может
привести и полной потере
производительности.
На конструктивных схемах
(рис. 36, б, в) запас ПО содержится
в бункере, жестко связанном с реан-
Лотковые ВЗУ
213
tp/"
>У Г
1 —1
RV
п г
J L
1 ,
1 V-n
i 1
/////////////////?///
ML fisS
'/// ///////////,
/////// '////?//////////
Рис. 36. Конструктивные схемы лотковых бункерных ВЗУ
214
Вибрационные загрузочные устройства
тивной частью вибромашины. Масса
находящихся в бункере ПО (рис. 36, б)
под действием колебаний реактивной
части вибромашины перемещается
к выходу из бункера, пересыпается
на вибротранспортирующую дорожку
рабочего органа. Выходное сечение
бункера должно быть таким, чтобы
обеспечить потребную
производительность устройства. Угол наклона дна
бункера к горизонту с целью
обеспечения нужной производительности
устройства может быть изменен. На
рис. 36, в показана схема, когда дном
бункера является транспортирующая
дорожка вибролотка. Обе эти схемы
позволяют иметь больший запас ПО
в бункере, чем в первом случае, так
как масса реактивной части
вибромашины в 5—10 раз больше массы
рабочего органа. Если принять
одинаковым относительное допустимое
изменение массы ПО в бункере, то
во втором случае абсолютное
допустимое изменение массы ПО будет ббль-
шим.
Схемы компоновки, представленные
на рис. 36, г, д, отличаются от
вышеописанных тем, что бункер связан
с реактивной частью машины упругими
элементами. Колебания бункеру
передаются от реактивной массы
вибромашины через упругие элементы, но
возможна и установка дополнительного
электромагнитного привода для
бункера.
На рис. 36, е представлена схема
компоновки двух двухмассных
вибромашин. Такая схема успешно
используется для автоматизации загрузки
очень тяжелых ПО (до 50 кг).
Возможны различные схемы
компоновки лоткового ВЗУ, выполняющего
функции ориентации ПО и
транспортирования к месту обработки, с
различного рода механическими Б ЗУ —
бункерами-дозаторами и элеваторами,
с секторным бункером (рис. 36, ж),
шиберным бункером (рис. 36, з), бара-
банно-лопастным бункером (рис. 36, и)
и др.
в. ПРИНЦИП
ВИБРОТРАНСПОРТИРОВАНИЯ
ПРЕДМЕТОВ ОБРАБОТКИ
В большинстве конструкций ВЗУ
бункер колеблется одновременно в
вертикальной и горизонтальной
плоскостях с фазовым углом между
колебаниями 8 = 0 (рис. 37). В
зависимости от соотношения амплитуд
вертикальных А и горизонтальных В
колебаний изменяется угол р
направленных колебаний, угол вибрации.
Силы инерции материальной частицы
Jf — У2 в интервалах прямого t± и
обратного /2 перемещений вибродорожки,
т. е.
Дифференциальные уравнения
относительно движения материальной
частицы в осях хоу> жестко связанных
с вибрирующей плоскостью, имеют
вид (ось х направлена вдоль, а ось
оу — поперек плоскости)
т% = тВы2 sin oat + ^TpJ
ту '— гпАы2 sin Ы — mg + N,
Рис. 37. Схемы синфазного возбуждения гармонических колебаний:
а ¦» при D < tx < я/oj б « при Q < t§ < я/о
Принцип вибротранспортирования предметов обработки
215
тр
-Г
где т — масса ПО; А и В —
амплитуды колебаний соответственно в
вертикальном и горизонтальном
направлениях; со — круговая частота
колебаний плоскости; g — ускорение
свободного падения; N — нормальная
реакция; FTq—сила сопротивления
движению частицы.
При движении частицы по
вибрирующей поверхности (у = 0)
-\xN при х > 0;
fiN при х < 0,
где ц — коэффициент трения
скольжения, а нормальная реакция при
движении поверхности вверх
N = mg + тЛсо2 sin cat
и при движении поверхности вниз
N — mg — тА(о2 sin at.
Тем самым процесс
вибротранспортирования осуществляется благодаря
наличию фрикционной анизотропии
при прямом и обратном скольжении
ПО в двух возможных режимах:
безусо2 , _. Л
отрывном, когда < 1, N > 0,
и отрывном, когда
g
Лео2
е
>1, N<0.
Безотрывный режим
предпочтителен с целью обеспечения
благоприятных условий для ориентирования и
переориентирования ПО, режим
с отрывом от вибрирующей
поверхности способствует расположению
ПО в каком-то одном доминирующем
положении и тем самым
подготавливает их для захвата вибрирующим
лотком.
Фрикционная анизотропия может
быть интенсифицирована при |и_ Ф
Ф |и+, т. е. когда вибрирующая
поверхность имеет коэффициент трения,
неодинаковый при движении ПО в
прямом и обратном направлениях.
Угол наклона траектории
колебаний Р относительно плоскости лотка
(угол вибрации) определяется
соотношением амплитуд колебания А и В.
На рис. 37 угол наклона
вибрирующей поверхности лотка равен нулю,
практически же его значение находится
в пределах 0—5Q, фазовый угол 8
между колебаниями по оси у и по оси х
равен нулю; сила дополнительного
воздействия Q равна нулю;
коэффициенты трения в прямом и обратном
направлениях (по соотношению
направления вибротранспортирования)
—|и_ = f*+ (вариант 1, табл. 3). В ВЗУ
с конической чашей амплитуда
колебаний в горизонтальном направлении
может быть переменной. Если лотон
имеет наклон в плоскости его
поперечного сечения, то коэффициент режима
К будет переменным. Таким образом,
создаются условия виброперемещения
с коэффициентом режима К > 1
в зоне подготовки ПО к захвату и
с К < 1 в зоне ориентирования и
переориентирования (вариант 2, табл. 3).
Возможен случай, когда амплитуда
колебаний лотка в горизонтальном
направлении В постоянна, в
вертикальном направлении А переменна
по мере перемещения ПО по длине
лотка, что характерно для лотковых
ВЗУ (вариант 3, табл. 3). Один из
путей повышения скорости
виброперемещения — колебание плоскости
3. Вариация параметров при вибротранспортировании ПО по лотку
с линейными колебаниями
Вариавлг
1
2
3
А
const
const
F(y)
в
const
В(х)
const
Параметры
0
jx_ = р,+; |i_ Ф\х +
К
const
var
var
Примечание. Для всех вариантов 8=0 и Q = 0.
216
Вибрационные загрузочные устройства
4. Вариация параметров при вибротранспортировании ПО по лотку
с эллиптическими колебаниями
Вариант
1
2
3
4
5
6
А
const
const
Р(У)
F(y)
const
const
в
const
const
const
const
F(x)
F(x)
Параметры
•
0—2я
0—я
0—2я
0—я
0—2я
0—я
р>
И-- = И +
И-_^|Л +
\*>- = ^+
М^^Ич-
У-^ P+
М--.^И^ +
К
const
const
var
var
const
const
Примечание. Для всея вариантов Q = 0.
не по прямолинейной траектории
(рис. 38), а по эллиптической.
В табл. 4 представлены 6 вариантов.
В общем случае эксплуатации В ЗУ
с раздельным возбуждением колебаний
(вариант 1) амплитуды колебаний А
и В по всей длине лотка постоянны
при постоянстве коэффициента
режима К у сила дополнительного
воздействия Q = 0, коэффициент трения
в прямом и обратном направлениях при
перемещении материальной частицы
одинаков (fx_ = fi+), фазовый угол в
между колебаниями в вертикальном
и горизонтальном направлениях может
изменяться от 0 до 2я.
Если коэффициенты трения в прямом
и обратном направлениях при
перемещении материальной частицы
неодинаковы (|i_ Ф р,+), то в варианте 2
реверсирование
вибротранспортирования нецелесообразно и поэтому
фазовый угол в может изменяться только
в пределах от 0 до я.
В варианте 3 амплитуда колебаний А
в вертикальном направлении по длине
лотка и коэффициент режима К
переменны, а реверсирование
вибротранспортирования достигается изменением
в от 0 до 2я.
Четвертый вариант аналогичен
предыдущему только при отсутствии
возможности реверсирования, так
как и._ Ф \i+ и фазовый угол в
изменяется от 0 до я.
В варианте 5 амплитуда колебаний В
в горизонтальном направлении
переменна по длине лотка. Коэффициент
Рис. 38, Схема возбуждения
эллиптических колебаний
Рис. 39. Расчетная сяема
вибротранспортирования
Принцип вибротранспортирования предметов обработки
217
режима К может быть постоянным при
угле наклона лотка в поперечном
сечении, равном нулю, и переменным,
если угол отличается от нуля, что
характерно для ВЗУ с раздельным
приводом и чашей конической формы*
Вариант 6 отличается от предыдущего
тем, что коэффициент трения (i_ Ф [ц..
Реверсирование
вибротранспортирования нецелесообразно, и поэтому в =
= 0+ я.
Горизонтальная несущая
плоскость (рис. 39) совершает движения
по закону
хо
На плоскости находится тело,
которое будем считать материальной
точкой. Для изучения его движения
относительно вибрирующей плоскости
к силам тяжести FT, трения ^три
нормальной реакции N необходимо
присоединить силы инерции Лш1
и ^инг» численные значения
которых выразятся так: Рля% =
= тх0 = —т(о2В sin (со/—Вф) и ^щ^ =
= туо = —mco2 sin ©/.
Уравнение относительного
движения в координатах хоу запишется:
тХ = тх0 cos а + мУо sin а -
— ^тр — т8 sin a>
ту = —тх0 sin а + ту0 +
+ N — mg cos а.
а)
При движении частицы по плоскости
при у = 0
FTp = — 0,7ц,# при х > 0; FTP =
= [iN при х = 0 и /spp = 0,7uJV
при х < 0. Коэффициент 0,7
учитывает уменьшение коэффициента
трения при движении.
В машиностроении наиболее
целесообразным режимом является
безотрывный режим, т. к. ПО при этом
не теряют ориентации в пространстве,
а шум и деформации ПО минимальны
из-за отсутствия взаимных соударений.
Тогда при у = 0 и у = 0
N = т(о2В sin (at + Вф) sin a —
— m©M sin Ш cos а + mg cos a.
Подставляя N в уравнение для Т^р,
а затем в A), после преобразований
получим нелинейное
дифференциальное уравнение движения ПО
?_ gsin(a±p) |
+
cosp
М ±ю2 sin (©* + 8б±)
cosp '
B)
угол трения
М± = VB* cos3 (a =F P) ±""*
где р = arctg0,7p.
скольжения;
В sin (ю/ + Вф), г/0 = A sin ©f. ^
± 2ВА cos 8ф sin (а =F p) X
X cos (а =F Р) + Л2 sin2 (а =F р);
В sin вф cos (а =F p)
й± ~~ g Л cos 8ф cos (а =р р) + *
+ A sin (а ч= р)
Нелинейность уравнения B)
обусловлена тем, что сила трения jFTp
действует на различных этапах движения
ПО в разных направлениях. Поэтому
в формулах при наличии двойных
знаков верхние соответствуют
скольжению частицы вперед в направлении
оси ох (х > 0), а нижние —
скольжению назад (х < 0).
ПО после попадания на плоскость
может находиться в покое, т. е. х = 0.
При этом рс = arctg u. и ©f = ©tf0
может быть получено как
sin («Dfe-гад-—м а
ц±и
*1±»
C)
где
М,± = ТОЗ2 cos2 (a =F pc) +
+2BAcose^&in(a±pc) X
*"'" X cos (a =F Pc) + A2 sin (a =F Pc);
В sin 8ф cos (a =F Pc)
*± = ««« ВС08 8фС08(аТРс)+ *
+ A sin (a =F Pc)
Из формулы (З) видно, что если
в момент времени cot = ©*0 + A<of
величина sin (©* + %1±) станет больше
е%+ или меньше ej_, то начнется
соответственно движение вперед или назад.
*» I v., "в
"* -Ы Им с
I It I'll'
Рис. 40. Структурная схема алгоритма расчета процесса вибротранспортирования
220
Вибрационные загрузочные устройства
Значение г1± характеризует
возможность того или иного движения ПО
по плоскости. Так, если г^+ ;> 1, то
движение вперед произойти не может,
а если г^_ ^ —1, то не может
существовать движение назад. Естественно,
что если Zi+^ 1 и Zi_ ^ —1, то
относительное движение ПО по плоскости
вообще невозможно.
Далее движение будет происходить
в соответствии с уравнением B), при
этом скорость ПО на участке движения
будет определяться из зависимостей,
полученных интегрированием
уравнения A) при начальных условиях
х (©*0) = 0и^ (totQ) = 0 при движении
вперед или х (coQ = 0 их (tot'0) = 0
при движении назад.
Если движение началось вперед, то
. й . ч g sin (a -f p) t . . ч
х (tot0) = — - *—*-*-*- (tot — tot0) —
v ' ©cosp v '
M4
• (cos (©* + 9C+) ¦
cosp
- COS (totQ + %+)) .
Если бы движение началось назад, то
g sin (a + р)
©cosp
(cos (tot + Х-) —
cosp
— cos(©^ + gc_)).
Момент остановки ПО можно
получить, приравняв выражение нулю.
После математических
преобразований полученное выражение
приобретает вид для случая движения вперед
cos (©/0 + ©*i + 9C+) =
= cos (totо + 5С+) —- z+totl9
а для движения назад
cos (tot'0 + tot[ + х-) =
= cos (©*о + Х-) — z_©^,
где
g
z+ =
z_ =
M+©5
-sin(a + p);
..g 2 sin(a —p).
Зависимости, определяющие моменты
остановок после движения вперед или
вазад, по своему типу принадлежат
н уравнениям Кеплера и наиболее
просто решаются на ЭВМ путем
последовательного наращивания
величины tot. Последующий анализ
процесса вибротранспортирования
состоит в оценке возможного движения
после остановки путем сопоставления
величины sin (©/<>+ <*>к + tot2 +
+ ©tf3 + ю/4) с величиной zI±. Здесь
и далее ©/0, totf, tot2, tot9, ©/4 —
соответственно длительности начального
интервала и интервалов движения ПО
вперед, первой остановки, назад и
второй остановки.
Рассмотрим структурную схему
алгоритма расчета процесса
вибротранспортирования при
гармоническом возбуждении колебаний в двух
направлениях (рис. 40).
В операторе 1 представлены
исходные данные расчета. Так как в общем
случае вводимые исходные данные
могут приводить к нежелательным
режимам или к отсутствию движения,
предусмотрен вывод об этом
соответствующих сообщений (операторы 2,
5, 14, 16, 32, 37, 85), содержание
которых ясно из структурной схемы.
В операторах 7—9 проверяется
отсутствие отрывного режима.
Введенные данные готовятся в
операторах 3, 4, 6, 11 ... 13, 17 ... 20
к использованию для расчетов.
Если по данному алгоритму
составлять программу для ЭВМ, то могут
возникнуть сложности с определением
значения %± и%1±. Поэтому числители
выражений для их определения
целесообразно обозначить соответственно
А%, А3, А2 и Л4, знаменатели Bf, В3у
В2 и ?4, и частное от деления А на В
соответственно С%, С3, С2 и С4. По
модулям этих величин определяются
значения Ff, F3, F2 и FA как arctg
соответственно Cj, С3, C2 и С4. Для
определения величины % по значениям
А, В и F можно воспользоваться
соответствующей структурной схемой
(рис. 41).
На основе подготовленных данных
в операторах 21 ... 23, 29 ... 31, 33,
65, 66 (см. рис. 40) проводится анализ
последующего состояния ПО, так как
в общем случае движение по
колеблющейся плоскости может происходить
Принцип вибротранспортирования прелнетов обработки
221
в четырех режимах, образующихся
путем различного сочетания движений
вперед и назад и остановок между
ними. Приняты следующие
обозначения интервалов движения или
остановки: ©fj — движение вперед; ©/а —
остановка между движениями вперед
и назад; ©^ — движение назад;
ю*4 — остановка между движениями
назад и вперед.
Для определения длительности
движения вперед используются
операторы 24 ... 26, 38, 39; движения
назад — операторы 55... 58, 67, 68;
остановки между ®t% и ©/$ —
операторы — 72 ... 77, а остановки между
©*8 и (Dtf следующего цикла —
операторы 43 ... 48.
Для фиксации того или иного
интервала предусмотрены счетчики:
операторы 27 (©У, 50 (©*8), 78 (©/2), 49 (©^.
После завершения движения
необходимо анализировать исходные
данные, чтобы определить дальнейшее
поведение точки, для чего
используются следующие операторы: перед
началом движения вперед — 34 и 36;
после ©fj — 28, 40 ... 42; после ©*8 —
60 ... 64; перед началом следующего
©*$ — 69 ... 7/. Суммарная
длительность цикла определяется операторами
50 и 51, а операторами 52 и 53
организуется счет и контроль заданного
числа последовательных циклов.
В операторах 79 ... 84 анализируется
тип режима, а операторами 86 „.90
и 98 он сообщается.
В операторе 99 определяются
величина положительного перемещения
за цикл 5Ф, отрицательного s_ и средняя
скорость вибротранспортирования оср,
м/мин:
ч = —
#sin(g + p) X
2юа cos p
g sin (a + p) ©Ip©*!
©a cos p """
M_ (sin (©/0 + ю*1 + Ы
— sin ((Dt0 + %+))
cosp
M + COS ((Dtp + %+) ©fj .
cosp '
+
С A^F )
JL
?<4>0^\
\Я<0 .^>
^^
.J /K0j\^
\5< 0^"
/^J
| Xs6,28-F
4
i
2
J
X =
f
'
X-J./4F-F
'
X = i,/^+/r
Г Конец Л
Рис. 41. Структурная схема
вычисления величины %
= — g sin(a — р) X
2©2 cos p
X ((<р*0 + o*i+<p Vf-m*,)8 ~
2©2 cos p
— (Ыр + ©*! + О)^J) .
2©acosp
g sin (g — p) (©/о + ©*! + ©*2) ©*8
©a cos p
M- COS ((Dtp + (Dtt + ©f2+%-) ф*8
+
cosp
M_ (sin (©*о+©*1+©*2+©*8+8&-)—
— Sin ((Dtp + ©/x + ©/a + %.))
+
^op-
cosp
0,03© (s^ + s,)
Операторы 91 ... 102 необходимы
для определения длительности Ы%
и ©fg во втором режиме, для чего
в операторах 92 и 95 соответственно
используются выражения
©*0 = п — aresin •
2+©*х
2stair
<P<i + 2%_.
222
Вибрационные загрузочные устройства
D = — г+ G)tt — ?L BЯ — ©У +
+ cos (ю/0 + 0С+) — cos Mo + X-) +
+ cos (ю*0 + °>'l + Х-) — cos (ю/0 +
+ ®h + X+).
Программа, составленная по
приведенной структурной схеме,
позволяет как анализировать
вибротранспортирование при заданных
параметрах колебаний, так и подбирать
необходимые параметры для
достижения необходимой скорости
вибротранспортирования.
Такая постановка вопроса
особенно актуальна в практике.
Действительно, из шести параметров (В, Л,
Вф, «, \i> ©), влияющих на скорость
вибротранспортирования, два (а и \i)
носят конструктивный характер.
Угол наклона дорожки в
виброустройстве обусловлен габаритами чаши и
предметов обработки, числом заходов
чаши и т. д. Кроме того, параметр
этот назначается конструктором
исходя из условий изготовления.
Практически при разработке привода
виброустройства а является неизменной
величиной. Коэффициент трения ц
зависит от пары предмет обработки —
дорожка чаши и также является
зафиксированной величиной.
В ныне существующих
виброприводах фиксированной величиной
является и /. Поэтому для получения
заданной средней скорости
вибротранспортирования аср необходимо
подобрать соответствующие значения
параметров В, Л и еф.
Исходными данными для
проектирования являются величины а, р,, со
и у ср. т — требуемая скорость
вибротранспортирования, м/мин.
При вводе исходных данных
необходимо ограничить области
определенных параметров. Поэтому задаются
величины Впр — предельная
максимальная амплитуда горизонтальных
колебаний и Amin — минимально
допустимая амплитуда вертикальных
колебаний. При поиске требуемых
параметров текущие величины В и А
меняются с некоторыми шагами АВ
и АЛ, которые также должны быть
введены в исходных данных.
Изменение угла сдвига по фазе вф
производится в пределах от 0 до 360°, но шар
приращения А? также задается в
исходных данных.
Конструктор может при
проектировании вибрационного устройства
искать либо один какой-либо
подходящий вариант, либо получить
несколько, чтобы из них выбрать наиболее,
на его взгляд, рациональный. Поэтому
в исходную величину введена
переменная Lft — желательное число
вариантов.
Структурная схема алгоритма
синтеза требуемых параметров
транспортирования представлена на рис. 42.
В операторе / вводятся все
перечисленные выше значения переменных.
Операторами 2 обнуляются счетчики
числа вариантов L&, L^i и Lft2 и
промежуточного значения угла сдвига по
фазе Eiy определяется максимально
возможное при данной круговой
частоте значение амплитуды
вертикальных колебаний (мм) Л.
С позиций эксплуатации
вибрационного устройства желательно работать
на наибольших значениях Л. Это
объясняется тем, что при частоте 50 Гц
величина Л близка к 0,1 мм.
Стабильно в технических конструкциях
получать такую величину не просто.
Если же перейти к меньшим
величинам, то эта задача еще более
усложняется. Поэтому синтез параметров
начинается с максимального Л, а
затем оно шагами уменьшается на
величину АЛ до Лт1п, которое должно
задаваться именно исходя из
технических возможностей.
Величина В в программе, наоборот,
изменяется от минимального значения
к максимальному, т. к. именно
горизонтальные колебания, в первую
очередь, определяют максимально
допустимую скорость. С другой стороны,
получение больших значений В
связано со значительными
энергетическими затратами привода.
Минимизация последних является наиболее
важным вопросом. Поэтому за
минимальное значение В принимается величина
АВ, а затем В наращивается на
величину АВ до Впр.
В структурной схеме алгоритма
операторы 7 ... 11 и 33 ... 36
предназначены для анализа результатов,
полученных после обращения к подпро.
Рис. 42. Структурная схема алгоритма синтеза параметров вибротранспортирования
224
Вибрационные загрузочные устройства
v, м/с
Г I Т 1 Т
| \в=?мм\
О SO 60 90 /го J50 €°
Рис. 43. Зависимости скорости
виброперемещения от фазового угла
грамме определения оСр (операторы
6 и 32).
Для наращивания значений В, А
и 8ф и сопоставления их с
предельными значениями используются
операторы 12, 19, 21 ... 25, 30, 31.
Полученные на первом и втором шагах
вычислений значения оср и vc
операторами 13, 14 и 37 сравниваются
с 1>ср. т. Если полученное значение
скорости больше (меньше) иср.т, то
счетчиками 44 D3) такие варианты
фиксируются, а их значения
(соответственно Lftx и Lk2) выводятся на печать
оператором 45. Оператором 20
сравнивается число удовлетворяющих
вариантов Lh с заданным количеством L.
Если не будет найден ни один
подходящий вариант операторами 26 ...
28, будет дано соответствующее
сообщение. Если полученное значение
средней скорости соответствует требуемому,
то в операторах 15, 16, 17, 38 ... 42
фиксируется этот факт и выводится
соответствующее значение на
печать.
Программы расчета средней
скорости вибротранспортирования и
синтеза параметров ВЗУ, составленные
по приведенным структурным схемам,
дают результаты, близкие к
экспериментальным.
На рис. 43 приведены теоретические
зависимости скорости
виброперемещения при вертикальной амплитуде
колебаний А — 0,07 мм, амплитуде
горизонтальных колебаний В =
= 0,5-f-2 мм, коэффициенте трения
ji =-. 0,15 и вынужденных колебаниях
50 Гц при изменении фазового угла
от 0 до 180°, согласующиеся с
результатами работ 17, 15, 24, 51].
Экстремальное значение скорости,
виброперемещения достигается при
фазовом угле 90°.
На рис. 44 приведены зависимости
скорости виброперемещения от
амплитуд горизонтальных колебаний В
(амплитуда колебаний вертикальных
сохранялась постоянной — А =
= 0,07 мм) для конкретных величин
фазовых углов колебаний 8, из
которых следует, что характер изменения
скорости виброперемещения при
различных фазовых углах
неодинаков.
При синфазном возбуждении
колебаний в вертикальной и
горизонтальной плоскостях, т. е. при е = 0° или
е = 180°, скорость виброперемещения
интенсивно растет при Б от 1 до 2 мм.
Изменение фазового угла от 60 до 120°
приводит к незначительному
колебанию скорости виброперемещения.
у, м/с
О 0,5 1 1,5 ВW*M
Рис. 44. Зависимости скорости
виброперемещения от величины амплитуды
горизонтальных колебаний
Принцип вибротранспортирования предметов обработки
225
к, м/с
о, и
007
О
60
120
160
240
300
Рис. 45. Зависимость скорости виброперемещения от фазового
угла колебаний
При фазовом угле е, равном 30
и 150°, скорость виброперемещения
растет при увеличении горизонтальной
амплитуды колебаний до 1 мм, а свыше
1 мм скорость практически не
изменяется.
Решение уравнений, описывающих
движение ПО по лотку, позволяет
получить количественную оценку
изменения скорости виброперемещения
при изменении фазового угла
колебаний в пределах от 0 до 360°. На рис. 45
дана типовая графическая зависимость
V (е°) для безотрывного режима (А =
= 0,07 мм, В = 1 мм, коэффициент
трения \i = 0,15, частота
вынужденных колебаний / = 50 Гц).
Экстремальное значение скорости
виброперемещения при фазовом угле
от 90 до 270° различно, и эта разница
составляет 15%. Разница более
заметна с возрастанием частоты
вынужденных колебаний, например при
частоте / = 100 Гц она составляет
200 %, что подтверждают графики на
рис. 46 и 47,
v, м/с
W 20 JO 40 50 60 70 80 f, Гц
Рис. 46. Зависимости скорости виброперемещения от
фазового угла и частоты вынужденных колебаний
8 П/р И. А. Клусова
226
Вибрационные загрузочные устройства
отрывного режима виброперемещения.
Частота вынужденных колебаний
изменялась от 10 до 100 Гц.
Из рис. 47 следует, что скорость
виброперемещения при синфазных и
раздельных (эллиптических)
колебаниях (при равных амплитудах
колебаний) отличается значительно, и тем
больше, чем выше частота
вынужденных колебаний.
Скорость виброперемещения может
быть повышена путем оптимизации
законов возбуждения колебаний,
когда tx Ф t2 и Jx Ф У2-
В табл. 5 приведены следующие
варианты асимметричного возбуждения
колебаний.
1. В синфазном приводе ВЗУ
возбуждаются колебания в вертикальном
приводе с постоянными амплитудами А
и В. При этом е = 0, коэффициент
режима К — const, дополнительное
силовое воздействие на ПО
отсутствует. Может быть два подварианта:
\i- = Ич- и Ц- ф Нч..
2. Амплитуда колебаний в
вертикальном направлении А = 0. Вибро-
5. Вариация параметров при вибротранспортировании ПО по лотку
при асимметричных колебаниях
Вариант
1
2
з
4
5
6
А
const
0
const
Fly)
0
const
в
const
const
const
const
F(x)
F(x)
Параметры
6
0
0
0—2я
0—я
0—2я
0—я
0
0—2я
0—я
и
fx_ = fx+; fi_ ф\1 +
И-- = 1*+; ^- «3*1* +
Ц-= И +
Ц_ =#Ф +
Ц- = М +
М- #Ц+
ц-^ м^+; и^ ^и+
Ц- = ц+
\*>-фр+
к
const
0
const
var
0
const
Примечание. Для всех вариантов Q — 0.
v, м/с
о,ч?
0,33
0,25
0,16
0,08
О
6=2
70°
6=91
6=0
i
7°
о
10 20 30 40 50 60 70 80 ff Гц
Рис. 47. Зависимость скорости
виброперемещения от частоты вынужденных
колебаний (для фазовых углов 0, 90
и 27(f)
Эти графики получены при
амплитуде горизонтальных колебаний В =
= 1 мм, коэффициенте трения ц =
= 0,1; вертикальная амплитуда
колебаний для каждого значения частоты
вынужденных колебаний назначалась
максимальной для обеспечения без-
Принцип вибротранспортирования предметов обработки
227
перемещение обеспечивается за счет
асимметрий эакона колебаний в
горизонтальном направлении с амплитудой
В. Для данного случая е = 0 и К = 0.
С целью значительного увеличения
скорости вибротранспортирования
поверхность лотка может быть
выполнена с р_ Ф ji+.
3. Асимметричные колебания
могут быть возбуждены раздельно в
вертикальном и горизонтальном
направлениях как для случая р_ = р-*, тан
и для р.. Ф [Л*.
4. Амплитуда колебаний в
вертикальном направлении А и коэффициент
режима К переменны по длине лотка,
который может иметь два исполнения:
|*- =Мч. и |i_ Фр+.
5. Колебания в вертикальном
направлении отсутствуют, А = 0, а
амплитуда крутильных колебаний чаши
ВЗУ переменна по длине лотка при
ее коническом исполнении. Закон
колебаний асимметричный.
Поверхность лотка ВЗУ может быть
исполнена в двух подвариантах: [Л_ = ji+
и е-1 ^+-
6. Асимметричные колебания в двух
взаимно перпендикулярных
направлениях возбуждаются независимо
друг от друга с фазовым углом между
ними е, равным 0—2л; при \i„ = \l+
или равным 0—л при \i„ Ф \i+.
Отличие этого варианта от третьего и
пятого в том, что амплитуда колебаний
в горизонтальном направлении
переменна по длине лотка при конической
чаше ВЗУ.
Исследования по оптимизации
безотрывного вибротранспортирования
ПО показали, что оптимальные законы
колебаний являются непрерывными
периодическими кусочно-линейными
функциями, которые можно
реализовать в основном виброударными
приводами или кулачковым приводом,
неприемлемыми для ВЗУ.
Важной задачей динамического
синтеза вибрационных устройств
является определение оптимальных
параметров реальных законов
колебаний, например можно возбудить
комбинированные колебания [21]: би-
гармонические крутильные и
гармонические вертикальные. В этом случае
крутильные амплитудные ускорения
бункера доходят до 30—34 м/с*, что
позволяет получить скорость
виброперемещения до 0,76 т/с. Такая
скорость для безотрывного вибропере-
мещения ПО может быть получена
благодаря раздельному приводу
колебаний в вертикальной и
горизонтальной плоскостях и асимметричному
закону вынужденных крутильных
колебаний. Однако такой привод
можно рекомендовать для малых
типоразмеров бункеров, тан как в
противном случае будут неприемлемы
динамические нагрузки, передаваемые
на обслуживаемое оборудование.
Повысить скорость
виброперемещения можно действием дополнительный
сил Q (пневмоструи, гидравлического
потока, магнитного поля и т. д.) [б, 7,
11, 181. Этот способ (рис. 48)
скоростного виброперемещения может
быть совмещен с ориентацией ПО
под действием этих же дополнительных
сил или с рядом технологических
операций: сушкой, мойкой,
охлаждением и т. д. Вектор дополнительной
силы может быть направлен в сторону
движения под углом ср или в
направлении нормальной реакции N. Роль
дополнительной силы в первом и во
втором случаях различна. В первом
случае она уменьшает
проскальзывание ПО назад и увеличивает
проскальзывание вперед (tx Ф /2)« Во втором
случае дополнительная сила имеет
пульсирующий характер (пневмати-
Вsin cut
Рис. 48. Схема раздельного
возбуждения колебаний с дополнительным
силовым воздействием на ПО
8*
228
Вибрационные эагруаочеые устройства
6. Вариация параметров при вибротранспортировании ПО по лотку
при раздельных гармонических колебаниях и дополнительном воздействии
Вариант
Параметры
28
1
2
3
4
5
6 1
7
8
9
10
И
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
const
const
0
0
const
const
const
const
F(y) 1
F(y)
const
const
const
const
const
const
F(y)
F(y)
const
const
const
const
F(y)
F(y)
const
const
0
const
const
const
const
0
0
const
const
const
const
F(x)
F(x)
F(x)
F(x)
const
const
const
const
F(x)
F(x)
const
const
. const
const
F(x)
F(x)
F(x)
F(x)
const
const
0
const
const
const
const
var
var
const
const
const
const
const
const
var
var
const
const
const
const
var
var
const
const
0
const
F(t)
const
F(t)
const
F(t)
const
F(t)
const
F(t)
const
F(t)
const
F(t)
const
F(t)
const
F{t)
const
F(t)
const
F(t)
const
F(t)
const
F(t)
const
F(t)
Примечание. Для вариантов 1—14, 27, 28 e == 0, для вариантов 15-
: 0~-я.
-26
ческое присасывание или
электромагнитное притягивание ферромагнитный
ПО), тем самым увеличивается
фрикционная анизотропность ПО при
прямом и обратном скольжении.
В табл. 6 представлено двадцать
восемь вариантов множества сочетаний
параметров колебаний Л, ?, е и К
для случаев, когда р,_ = и.+ и и._ Ф р,+,
а характер воздействия
дополнительной силы Q равличен. Дополнительная
сила 0 может быть постоянной и
переменной по длине лотка, а в пределах
одного кинематического цикла
колебаний лотка может иметь постоянное
или пульсирующее значение.
При раздельном возбуждении
колебаний фазовый угол е может
изменяться только лишь в пределах от 0
до о.
Расчет и проектирование ВЗУ
229
7. РАСЧЕТ
И ПРОЕКТИРОВАНИЕ ВЗУ
ПРОИЗВОДИТЕЛЬНОСТЬ ВЗУ
Производительность вагрувочныи
устройств штучных ПО
Tig = а1а2аьа^аьа9 ...I
60р
h
где aj — коэффициент, учитывающий
число ПО, которое одновременно
может захватить захватный орган; а2 —
коэффициент, учитывающий, сколько
раз могут возобновиться захват и
выдача ПО каждым захватным органом
на протяжении одного кинематического
цикла; ав — коэффициент,
учитывающий влияние на производительность
относительных размеров ПО; а4 —
коэффициент, учитывающий влияние
на производительность степени
заполнения бункера; аб, ав — коэффициенты,
учитывающие влияние на
производительность других факторов,
специфических для различных типов
загрузочных устройств, ПО и условий
эксплуатации; i — число параллельных
рядов (каналов) захватных органов;
v — скорость движения вахватных
органов, м/с; ц — коэффициент
выдачи, равный отношению Пд/Пт; Пт—
теоретическая производительность
устройства; h — шаг вахватных
органов.
Зависимость действительной
производительности механических еагру-
вочных устройств с поштучным или
порционным захватом ПО можно
представить и в другом виде:
Пй
а±а2а^а^а^ал... iknx\,
где к — число вахватных органов;
п — частота вращения или число ходов
захватного органа.
Для ВЗУ формула действительной
производительности имеет вид
60с/с
П8 = а3алаьав ...I
уср
/
ния ПО по вибродорожке, м/с; / —
длина ПО, м.
Коэффициенты а± и аа для ВЗУ не
характерны.
Производительность ВЗУ
значительно зависит от скорости
виброперемещения ПО. По аналогии с
механическими загрузочными устройствами
их теоретическая
производительность
Пт = 60/Граб.
Средняя скорость определяется
значением микроперемещения А5 ПО за
кинематический цикл Тк, который
равен в ВЗУ одному периоду
колебаний:
vср -
AS
где Тц = 1//; / — частота
колебаний, Гц. Тогда соотношение рабочего
и кинематического цикла в ВЗУ
= /и7\, =
m
f
где m =
Технологический цикл в ВЗУ
зависит от длины пути L, на котором
совершаются подготовка, захват, ориентация
и выдача ПО в приемник, и от скорости
виброперемещения оср, при которой
производятся эти процессы:
_ L _ LTK
* техн —
иср
L
As
= ^в
где 7 =
AS
Имея соотношение между Траб и Тю
можно далее получить соотношение
между Гтехн и T^q, т. е.
^техн = Y^h = — ^раб = Р^раб»
где р = LlL
Величины тир всегда практически
больше единицы. В итоге имеем
^раб = ях^н =
а теоретическая
ВЗУ
пр оивводитель ность
Л* =
60
'раб
60L
J50
60i/(
60 AS
1Тш
1Тте
ср
230
Вибрационные загруаочнше устройства
7. Способы повышения коэффициента
скорости виброперемещения ПО
Способ повышения
Двухкомпонентные колебания
дорожки
Фрикционная анизотропия
дорожки
Асимметричный закон
вынужденных продольных
колебаний дорожки
Трехкомпонентные раздельные
колебания в двух
направлениях со сдвигом фазы
Трехкомпонентные раздельные
колебания в поперечном
(гармонические) и в продольном
(асимметричные)
направлениях со сдвигом фазы
Виброперемещение с
дополнительным силовым воздействием
0,2
0,25
0,4
0,6
0,9
1.6
Из последней зависимости очевидно,
что ВЗУ имеют существенное
преимущество по сравнению с механическими
стационарными загрузочными
устройствами в том, что при сохранении
требуемого уровня Ят конструктивно
можно варьировать величинами а и Гтвхн
для достижения активного
ориентирования ПО.
Длина ПО и период колебаний
обычно являются заданными параметрами
для данной конструкции ВЗУ.
Рассмотрим теоретическую предельную
физическую производительность и
теоретическую предельную
конструкторскую производительность.
Для ВЗУ теоретическая предельная
физическая производительность будет
при AS = А и коэффициенте скорости
/С0 = 03/оЛтах, Равном единице, где
А — амплитуда колебаний лотка; о8 —
скорость ПО; ол шах — максимальная
скорость лотка.
Конструкторская
производительность зависит от конструктивных
факторов, используемых в ВЗУ.
Допустим, при некоторых равных
условиях (амплитуда, угол наклона
дорожки, угол направленных
колебаний, частота колебаний постоянны),
применяя вибродорожку с фрикционно-
анивотропной несущей повернностыо,
коэффициент скорости удается
повысить примерно на 25 % по
сравнению с двух компонентным приводом
(табл. 7); у вибропривода,
обеспечивающего асимметричный закон
колебаний, — в два раза; у вибропривода
с раздельным возбуждением колебаний
в поперечном и продольном
направляющих — в три раза, а применяя
комплекс приемов — фрикционную
анизотропию дорожки, асимметричный закон
вынужденных продольных и
гармонических поперечных колебаний, можно
довести коэффициент скорости до 0,9.
Виброперемещение ПО в поле
вибрационных сил инерции и
дополнительных силовых воздействий
позволяет получить виброперемещение
с коэффициентом скорости,
превышающим единицу (см. табл. 7).
Скорость виброперемещения в ВЗУ
влияет на условия захвата,
ориентирования и выдачи ПО.
В каждом отдельном случае
необходимо иметь определенный уровень
скорости для обеспечения нормального
процесса их пассивного или активного
ориентирования. Как правило, чем
сложнее процесс ориентирования,
тем меньшую скорость
виброперемещения нужно обеспечивать. Особенно
это характерно при ориентировании
ПО с помощью трафаретов. При этих
условиях часто уровень
производительности не удовлетворяет
производство. Поэтому одним из направлении
значительного повышения
производительности ВЗУ является изыскание
способов многоканального i
осуществления процессов захвата,
ориентирования и выдачи ПО.
Число каналов / ВЗУ практически
можно увеличить, например, до девяти
путем доведения числа заходов и числа
ручьев в каждом заходе до трех.
Тогда теоретическая
производительность устройства
П,
_ 60аср ,
При данном решении не происходит
увеличения производительности
прямо пропорционально увеличению числа
каналов, так как плотность потока
в каналах будет неодинакова
вследствие различных условий захвата ручь-
Расчет и проектирование ВЗУ
231
ями вибродорожки, а кроме того,
ручьи находятся на разных радиусах
и, следовательно, скорости ПО будут
неодинаковые. Кроме того, при
увеличении числа заходов увеличивается
угол наклона вибродорожки и
уменьшается угол подготовки захвата ПО
на вибродорожку. Этого недостатка
лишены лотковые ВЗУ, в которых
число каналов i может быть доведено
до нескольких десятков, причем во
всех каналах условия захвата,
ориентирования и выдачи будут одинаковы.
РАСЧЕТ ОСНОВНЫХ ЭЛЕМЕНТОВ
ЧАШИ
Расчет габаритных размеров чаши
проводят в зависимости от размеров
загружаемых ПО и времени между
их загрузкой в чашу (рис. 49).
Внутренний диаметр DB
цилиндрической чаши определяют из условия
(8-M2)/<DB =
= ]/" A.5т2)Ядя^Г
У #3
где Яд — действительная
производительность ВЗУ; п — число
вибродорожек; W — наружный объем
загружаемого ПО; г — число каналов на
каждой вибродорожке; Тп — время между
пополнениями чаши (Т — 15-9-20 мин);
#з — высота загружаемых ПО; Я3 л;
« @,5 ... 1,5) /, где / — длина ПО.
Толщину А обечайки чаши выбирают
в зависимости от технологии
изготовления: для точечных чаш Л = B4-
3) 10~3 м; для сварных чаш А =
= A4-1,5) 10-5 м.
Наружный диаметр чаши
определяют по формуле
?>н = DB + 2А
и округляют его до большего числа
из ряда: F3, 100, 125, 160, 200, 250,
320, 400, 500, 630, 800) 10~3 м.
Шаг t спирали вибродорожки
определяют из условия
/>(d+6) 1,5,
где d — наибольший диаметр ПО (для
тел вращения); для призматических
ПО d — h, где h — высота ПО; для
плоских d = by где b — ширина ПО;
б — толщина вибродорожки, опреде-
Рис. 49. Расчетная схема чаш ВЗУ
ляется технологией изготовления
в пределах б = A4-3) 10~3 м.
Если чаша многозаходная, то шаг
спирали при п заходах
/> 1,5 (d+б)/г.
При нарезке спирали на станке
шаг нарезки округляют до
ближайшего большего числа из ряда: F, 7,
8, 9, 10, 11, 12, 13, 14, 16, 18, 20, 22,
24, 26, 28, 32, 36, 38) Ю-3 м.
Угол подъема спирали лотка
Р = arctg (t*/nDB).
Если чашу рассчитывают под
имеющийся синфазный вибропривод,
то угол Р определяют в зависимости
от угла наклона пружин г|? привода:
я|) = arctg х
X { 1,25 tg[p+ arctg X
К @,56.^)]},
где f — частота колебаний привода
(/ = 50; 100 Гц); v — скорость
вибротранспортирования ПО. При расчете v
можно принять в соответствии
с ГОСТ 20795-75 и ГОСТ 20796-75
('табл. 8). Диапазон изменения угла
р = 0,24-5°. Если учитывают приьод
раздельный, то при выборе угла Р
учитывают /*. Угол наклона а
вибродорожки к обечайке чаши выбирают,
исходя из способа ориентирования ПО
и конфигурации ПО.
232
Вибрационные загрузочные устройства
8. Зависимость предельной скорости
вибротранспортирования от диаметра
чаши
я
Ь
40
63
100
125
160
200
Ь
к
« ,
н
20
32
45
56
71
85
я
1 Ь
1 п
250
320
400
500
630
800
о
и
* ~
В1"
о S
100
но
120
130
140
160
В случае многозаходной чаши
внутренний диаметр ее должен
удовлетворять выражению
Высота чаши Hq определится как
#б = #3 + A,0~1,5)/,
где #в — высота засыпаемых в чашу
ПО [Я8«2,5(*+в)].
Ширина вибродорожки
Bae* + « + 0i5T/D!__/s,
где а — зазор между ПО и
направляющим буртиком [а = @,5^-2,0) 10мЬ
При отсутствии буртика а = 0.
Максимальное число каналов
вибродорожки
_ 0,25РВ
где с — ширина перемычки между
каналами [с — @,5—1,5) 10~3 м].
В зависимости от типоразмера чаши
толщина дна
Яд«0,50?>в.
Угол конуса чаши выбирают в
диапазоне Yo = 150-М 70°.
Диаметр конуса
DK = DB-2B0.
Максимальное число вибродорожек
(заходов) в чаше определится как
_ nPBtgp
с дальнейшим округлением до целого
числа в меньшую сторону.
РАСЧЕТ УПРУГИХ СИСТЕМ ВЗУ
Упругие системы ВЗУ (см. табл. 1)
разделяют на четыре группы:
1) системы стержневые круглого,
прямоугольного сечения и др.;
2) системы торсионного типа;
3) системы в виде витых пружин}
4) системы мембранного типа.
Расчет параметров каждого
упругого элемента и суммарной жесткости
системы проводят с учетом этих групп
и специфических конструктивных
особенностей ВЗУ. От корректного
определения жесткости элементов
упругой системы зависит частота
собственных колебаний, а следовательно, и
режим работы ВЗУ.
Упругая система из пружинных
стержневых элементов (см. систему 1
табл. 1). Угловая частота собственных
колебаний ВЗУ
'•--яг/тг- D)
Поскольку подвижная часть
питателя укреплена на трех наклонных
стержневых упругих элементах и масса
ее М распределена по поверхности,
то для того чтобы воспользоваться
формулой D), необходимо подвижную
массу ВЗУ привести к точкам
крепления упругих элементов.
Для двухмассной колебательной
системы ВЗУ приведенная масса
м mnPi
Мпр — ,
1 a- npl
tf*np 2
где тпр1 и тпр2 — соответственно
активная и реактивная массы,
приведенные к точкам крепления упругих
элементов. Эти массы вычисляют по
одной зависимости
/ппр = m sin2 t|>fc + -уг cos2 ^*»
где mnp — приведенная масса, кг;
т — масса активной или реактивной
части ВЗУ, кг; ^ — угол наклона
упругого элемента к вертикали; J —
момент инерции активной или реак-
Расчет я проектирование ВЗУ
233
тивной части ВЗУ, кг-м2; т — радиус
крепления упругого элемента
соответственно на активной или реактивной
части ВЗУ, м.
Соотношение масс реактивной и
активной частей ВЗУ практически
назначается равным 5, соотношение же
моментов инерции — равным 3.
Жесткость упругого стержневого
элемента
С =
М
пр
i
Bя/0),
E)
где / — число упругих элементов
(обычно равное трем).
Жесткость пружинной подвески
зависит от ее длины /, способа
крепления, момента инерции поперечного
сечения J± и материала подвески.
Жесткость подвески с двумя
защемленными концами
С =
\2EJX
F)
где Е — модуль упругости материала
подвески.
Приняв число подвесок в питателе
I = 3, из формул E) и F) определяют
необходимый момент инерции сечения
подвески
, _ я2/о/*МДр
'1-~ 9?
G)
При установке питателя на круглых
цилиндрических стержнях в качестве
подвесок диаметр их определяют
следующим образом. Момент инерции
круглого сечения
,1 = -бГ- (8)
Подставив (8) в G), получают
л-уГЩЯ?, (9)
где f0 = A,05—1,1) f; f — частота
вибратора; / — длина части
пружинного стержня между башмаками
крепления.
Для вычисления момента инерции
активной и реактивной частот ВЗУ
относительно его оси необходимо
определить момент инерции каждого из
элементов их конструкций, разбивая
на элементарные геометрические
тела — цилиндры, конусы,
параллелепипеды, моменты инерции которых
можно вычислить, воспользовавшись
данными табл. 9.
Минимальную длину пружинного
стержня определяют из условия, что
максимальные напряжения,
возникающие в стержне, не превышают
допускаемого предела выносливости a_j.
Максимальный изгибающий момент
при жестком креплении стержней
Мн
6EJtY
/2
где Y — прогиб стержня.
Максимальное напряжение в
стержне о*тах = MjWy где W — момент
сопротивления пружинного стержня
/ ju/3 \
I для круглого сечения W — -—^- ).
Из условия прочности на
выносливость amax < [аж1] получают
6EJXY
l2W
<[a-J.
(Ю)
Для круглого сечения стержня после
подстановки в уравнение A0)
значений Jx и W получают
[a-ii;
ZEYd
/2
(И)
Решая совместно уравнения (9) и
A1), получают формулу для
определения минимальной длины пружинных
стержней, удовлетворяющей
условиям прочности на выносливость:
min :
^VJW!-
Если принять среднее значение для
пружинных сталей [o_.il = 3-102МПа
и Е = 2 • 10б МПа, то для частоты 50 Гц
минимальная длина стержня, м,
Zmin = 25 У МпрК*;
для частоты f = 100 Гц
U = 31 УлЩъ,
гдеМпр— приведенная масса ВЗУ, кг.
Прогиб пружинного стержня с
учетом статического отклонения от
начального положения принимают Y =
= 0,8Л0, где А0 — относительный
234
Вибрационные загрузочные устройства
9. Формулы для вычисления моментов инерции геометрических тел
Наименование
тела
Цилиндр
СПЛОШНОЙ
Цилиндр
полый
Конус полый
Эскиз тела
и расчетная схема
Ш
\
z-
,
d
D
Е 3
!
*»-
Расчетная формула
/ = 0,125/nD*
J = 0,125m
D2 -fd2
/ = 0,075 (m^D'-m^)
Расчет и проектяровавие В ЗУ
235
Продолжение табл. 9
Наименование
тела
Конус
усеченный
Цилиндр
сплошной
Часть полого
цилиндра
Цилиндр
сплошной
Эскиз vena
и расчетная охема
d ,
!ж
2
щ_
1
УТЛ \
с D 3
1
Г |
D
z
*ц
'/А \
1
f^K
u^-
L
ЦТ 1
т
\
60
=*?0z
ч
<
ч __
[
>0
Расчетная формула
J = 0,07S(mD9Lp*-mdtL§d*)t
WL1 = l(l + -^r);
L% — Lx ?)_rf
J = m @,125D2 + #*)
У = 0,125-^-тA)а-^)
/ = m @,0833L* +
+ 0,0625D* + ?g)
236
Вибрационные загрузочные устройства
Продолжение табл. 9
Наименование
тела
Параллелепипед
Эскиз тела
и раочетная охема
1
1
1
"* *
zf
I
Ъь^
Расчетная формула
J = 0,0833m (Л2 + L2 + 12#?0
разная колебаний приведенной
массы, Mf
Л0 = Л1+Л2, A2)
где А± — размах колебаний чаши
питателя; А2 — размах колебаний нижней
массы.
Рис. 50. Расчетная схема упругой
системы с гиперболоидным торсионом
Ив зависимости ( -^ == —- J им вен
\А2 т2/
*-Ч-2-)- A3)
Подставляя формулу A3) в формулу
A2), получаем
*-*(¦+¦?¦)•
Комбинированные упругие системы
для вибрационных загрузочных
устройств с раздельным возбуждением
колебаний. В комбинированных упругих
системах упругие элементы
используют в следующих сочетаниях:
1) гиперболоидный торсион и
мембрана (см. рис. 3);
2) круговой торсион и мембрана (см.
рис. 4);
3) витые цилиндрические пружины
(см. рис. 6) или витые цилиндрические
пружины в сочетании со стержнями
(см. рис. 5).
Схема ВЗУ с гиперболоидным
торсионным упругим элементом
представлена на рис. 50.
Упругая система ВЗУ должна
обеспечить направление колебаний под
углом Р на среднем радиусе гс
спирального лотка и требуемую резонансную
настройку, обладая достаточной
прочностью при ваданных амплитудах
перемещения.
Расчет в проежтирование ВЗУ
237
Угол
tgP'
Р определяется
A+1*)™
выражением
A+й')'е
s = sin 8 tg^;
гдец
ffiB, mH, /вГ^н — соответственно массы
и моменты инерции чаши и реактивной
плиты; г и г0 — радиусы крепления
перьев; яр — угол наклона оси пера
н вертикали! 9 — угол, образованный
радиусом г0 и проекцией оси пера
на горизонтальную плоскостьд
cos 6
2р
где р = r0//| I — длина пера.
Угол ур при заданном угле Р
определяют ив уравнения
sta^_4[D±i-gtgPJ+l]x
Xp8sin*\|> +
1+Ц
+*(-#fr ¦?«)'»¦•
+ 0'
Величину
:0.
= ©/©о»
обеспечивающую стабильность работы питателя
при минимальной вынуждающей силе
Р, выбирают в пределах 0,93—0,96
(©о — собственная частота колебаний).
Жесткость упругой системы,
обеспечивающая величину г,
где Ж — приведенная масса системы:
М =
m*s*
1+0'
Жесткость
'Н1 + 0) "
гиперболоидного
торсиона
Ср.т = '
ЫЕЬ*
/а
где кг = 7
, 7 — 0,63
sin6
cosai|>
sa
+ -?LCos»e +
cos* ip; f
-jp, ^w. .. . ЧИСЛО
перьев торсиона; Е и О —
соответственно модуль продольной
упругости и модуль сдвига? Ъ — толщина
пера; 7 = h/b; h — ширина пера.
Прочность упругой системы при
минимальных габаритных размерах
обеспечивается выбором длины перьев
Jmin» пРи которой напряжения,
возникающие при колебания» с
относительной амплитудой Л о, не превышают
допускаемых при симметричной
циклический нагрузке [clj]:
б,
min :
У кх
sin4P^?3Af©2
]*p*s4z*kx
где
- sin 9 , 7 i ^
k 8 = p -j- + -~I-- sin ips
¦ 2cos^ ' 12 T'
A рд+й)
0 ©/C0 cos (P — a)
После определения длины пера / ^
^ fmin подсчитывают толщину пера
©2М/а
На рис, 4 изображена конструкция
ВЗУ с комбинированной упругой
системой (с круговым торсионным и
мембранным упругими элементами).
Роль упругой системы для обеспечения
угловых колебаний (колебаний в
горизонтальной плоскости) выполняет
круговой торсион 4, изготовленный
в виде беличьего колеса из набора
вертикальных перьев, жестко
соединенных фланцами. Перья торсиона
изготовляют методом фрезерования
трубы или набирают из отдельных
пластин или круглых стержней. В
последнем случае необходимо жесткое
закрепление стержней, иначе
нарушается работоспособность устройства.
Для повышения угловой жесткости
упругой системы рекомендуется
устанавливать дополнительный
стержневой торсион 3> который монтируется
внутри торсиона 4. К верхнему фланцу
торсиона 4 крепится бункер 1. Два
горизонтально расположенных
электромагнитных привода 2 создают
заданную амплитуду вынужденных
угловых колебаний. Нижним фланцем
торсион прикреплен через переходные
втулки и пружины 5 мембранного типа
в реактивной массе. Фланец,
изготовленный из магнитомягкой
электротехнической стали, выполняет
функцию якоря электромагнитного
привода 5, который возбуждает колебания
бункера в вертикальной плоскости.
238
Вибрационные загрузочные устройства
Упругими элементами в этом случае
являются пружины мембранного
типа 5.
Упругая система В ЗУ состоит из
двух самостоятельных звеньев,
обеспечивающих монорезонансный
режим угловых и линейных
(вертикальных) колебаний с учетом прочности
упругих элементов.
Если упругая система угловых
колебаний состоит из торсиона 4 с плоскими
вертикальными стержнями и
внутреннего круглого стержневого
торсиона 3, то используют методику
расчета, изложенную в работе [36].
Исходными данными для расчета
являются: Ав я Ар — вертикальная
и горизонтальная составляющие
амплитуды колебаний бункера; гс —
средний радиус движения ПО по
спиральному лотку; тв, тв и Ув, Ун —
массы и моменты инерции верхней
части, подвешенной на торсионе, и
нижней (реактивной) части.
Из условия работы устройства в
околорезонансном режиме угловая
жесткость упругой системы
"Ф=4я2^пр,
A4)
где /0 — частота собственных угловых
колебаний; /Пр — приведенный
момент инерции загрузочного устройства;
/в
/пр =
1 +
'в
Угловая жесткость торсиона 4 типа
беличьего колеса
Eh* ( г V
A5)
где п — число стержней в торсионе;
h — толщина плоского стержня; г —
средний радиус заделки стержней
в торсионе; / — длина стержня; kx —
коэффициент, определяемый по
формуле
-5—0.63
(Я'
Q
вдесь G — модуль упругости при сдвиге
материала стержней торсиона»
Толщина плоского стержня торсиона
Л<
t [q-il
A6)
6?ф0&2
где [a_j]—допускаемое напряжение
на растяжение в материале стержня
торсиона при циклической нагрузке;
ф0 — амплитудное значение угловых
колебаний бункера относительно
нижней (реактивной) части;
¦"*-('+*)•
Коэффициент &2> входящий в
формулу A6), определяют по формуле
ержней в тс
a + h V Г)9
л<
Число стержней в торсионе
2л
A7)
где а — расстояние между стержнями
на внутреннем диаметре торсиона,
которое следует выбирать возможно ббль-
шим.
При наличии внутреннего
стержневого торсиона в совокупности с торси-
оном в виде беличьего колеса жесткость
упругой системы должна быть
распределена между ними:
A8)
% = C<D*+Ci
Ф1
Ф1>
где*ф1исф|.
жесткости
соответственно наружного и внутреннего
стержневых торсионов.
Исходя из заданной жесткости сф§,
определяют размерные параметры
стержневого торсиона 3 из следующих
соотношений:
1 ^ °Фо i/ 2g<Pi<Po .
81C
A9)
B0)
где fr-il — допускаемое касательное
напряжение в материале торсиона при
циклической нагрузке.
Размеры пружин мембранного
типа выбирают такими, чтобы была
обеспечена заданная собственная
частота вертикальных колебаний системы
Расчет и проектирование ВЗУ
239
/верт = A,1-т-1,2) /. В соответствии
с этим толщина мембранной пружины
-/
ПМЕ
B1)
где Мпр — приведенная масса системы;
М
пр-
ШдрР
1 +
^прР
/гсПрЛ1
гн — наружный радиус заделки
мембранной пружины.
Значение коэффициента kM находят
из формулы
где ]л —- коэффициент Пуассона для
материала пружины; д = -2-; гв —
''в
внутренний радиус заделки
мембранной пружины.
Параметры мембранной пружины
б, гв и гв должны удовлетворять
условию прочности
l/(i-^)(-^-Jea+ "'*
бз
яг!
<[a.J, B2)
где Л0 = Дз м -| — J — амплитуда
вертикальных колебаний бункера
относительно нижней (реактивной)
части;
К - 2 даB^7а1п?7 —?7а +1)
ш 1 — fi2 (<?2 — IJ — V In2 ^ '
При проектировании ВЗУ,
конструкция которого приведена на рис. 48,
при наличии внутреннего торсиона
расчет проводят в такой
последовательности:
1) приняв предварительно сф| =
= ??ф, по формулам A4), A9) и B0)
находят предварительные значения /т
и dT, конструктивно определяют
внутренний диаметр и длину стержней,
после чего из формулы A6) находят
толщину h плоского стержня
наружного торсиона;
2) задавшись отношением blh =
= (8-И5), находят значение Ь и по
формуле A7) определяют число
стержней в торсионе, а затем по формуле
A5) — угловую жесткость наружного
торсиона;
3) уточнив по формуле A8) значение
с , пересчетом по формулам A9) и B0)
находят конструктивное значение /т
и dT;
4) задавшись радиусами заделки
мембранных пружин гн и гв, по
формуле B1) определяют толщину о и
проверяют параметры по формуле B2).
Если в конструкции отсутствует
внутренний стержневой торсион 3, то
расчет упругой системы ведут в такой
последовательности:
1) задаваясь конструктивно
размерами 2г и / торсиона, а также
отношением blh и числом стержней л,
по формуле A5) с учетом A4)
определяют толщину стержня
,У 4яУУдр/з
'~ У nr*Ekx
B3)
2) проверяют принятое число
пружинных стержней торсиона по
формуле A7) и при необходимости
проводят пересчет толщины стержня по
формуле B3). После уточнения h его
значение проверяют по формуле A6).
Если в конструкции торсиона
имеются круглые стержни, то их диаметр
! = 2у
3nr2Ekd
где
kd = i + 0,066 (-J-J
Упругая система (см. рис. 5)
состоит из двух витых цилиндрических
пружин горизонтального привода
(см. систему 8, табл. 1) и из четырех
упругих элементов стержневого
типа круглого или прямоугольного
сечения вертикального привода.
Круговую частоту собственных
колебаний системы горизонтального
привода в данном случае можно
определить из сравнения потенциальной
энергии в положении наибольшего
отклонения с кинетической энергией
240
Вибрационные загрузочные устройства
при переходе системы через положение
равновесия.
Максимальное значение
потенциальной энергии
Я:
С\А\ Сп/Кл * "^
и1Л1
+
c{(p20R2
c2q>20R2
2 2
<pjfe2 (cx + с2)
+
где с^ и с2 — жесткость витых
цилиндрических пружин; Af = ф/?; Л2 =
= ф/?; ф = ф0 sin со/; ф = <р0со cos со/.
Кинетическая энергия
^пРФ2
^пр^ОгФо
где соог — круговая частота
собственных колебаний системы
горизонтального привода.
Приравнивая выражения
потенциальной и кинетической энергии,
получают*
откуда
со;
2 _ R2(ci + c2)
'Or
'пр
где R— радиус заделки пружин cj, ca
на коромысле ВЗУ; УПр —
приведенный момент инерции активной и
реактивной частей ВЗУ.
При сг = с2 = с последняя
зависимость приобретает вид
2R*c
со;
'Of
'пр
где с — жесткость упругого элемента
в виде витой цилиндрической пружины
при продольном действии силы;
_ GTd*
С-"~ШГ'
где GT = 8-104 МПа — модуль
упругости; d — диаметр проволоки, мм;
D — средний диаметр пружины, мм;
i — число рабочих витков.
Таким образом, в системе
горизонтального привода (см. рис. 5) при
настройке ВЗУ на режим, близкий
к резонансу, можно варьировать тремя
параметрами:
1) радиусом заделки пружин R;
2) жесткостью витых
цилиндрических пружин, изменяя число рабочих
витков i\
3) приведенным моментом инерции
/пр~ /» + /, '
где Jf и У2 — моменты инерции
соответственно активной части ВЗУ (чаша,
вал и коромысло) и реактивной части
(основание). Круговая частота
собственных колебаний системы
вертикального привода (см. рис. 5)
©ов
-/:
м
пр
Ш\Ш2
приведенная
гдеМпр =
масса системы ВЗУ; с — жесткость
стержневых упругих элементов (см.
систему 3, табл. 1);
c=S +
Ух9
где
S =
—24EJ C/ + а)
/2 Dа + 3/) '
-36Д//уо .
а/2 Dа + 3/) '
эдесь Е = 2-106 — модуль упругости
материала стержня, МПа; У — момент
инерции поперечного круглого сече-
Jid4 , L
ния, J = -7Г7-; / = -?- — расстояние
вдоль оси X между опорами 2 и 3;
а — расстояние вдоль оси X между
опорами 1 и 2\ ух — (на схеме не
показан) — прогиб стержня под
действием реакции Р0\ у0 (на схеме не
показан) — прогиб стержня под
действием реакции Р.
В рассматриваемой схеме (см.
систему 3, табл. 1) представлено два
стержня в качестве упругих элементов.
В конструкции ВЗУ (см. рис. 5)
применена спаренная упругая система,
т. е. в сумме четыре стержня, жесткость
которых может изменяться за счет
изменения пролетов а и /, а также при
поджатии их по концам и в середине —
реакции Р и Рг. Такая конструкция
упругой системы вертикального
привода ВЗУ позволяет изменять
суммарную жесткость примерно в 2 раза.
Расчет и проектирование ВЗУ
241
На рис. 6 представлена упругая
система, единая для горизонтального
и вертикального приводов, состоящая
из крестообразно расположенных
витых цилиндрических пружин /—8.
Пружины /, 3, 5,7 — основные
пружины для горизонтального привода
и их жесткости сг = сь — сь = с7 = с2,
где
__ GTd*
Приведенная жесткость упругой
системы горизонтального привода
с, = 2g^3 == 2^7
пр сх + с3 съ + с7 *
Круговая частота собственных
колебаний горизонтального привода
(см. рис. 6)
©or = f\ у 72 »
где /*j — радиус заделки пружин; с' —
приведенная жесткость пружин с±,
с3, съ ис7; с' —дополнительная
поперечная жесткость пружин с2, с4, св
и с8, которая составляет 10 % от спр;
^пр= AV(^i+^з); здесь /* и У8 —
моменты инерции соответственно
чаши / и основания /// (см. рис. 6).
Методика расчета жесткости упругой
системы вертикального привода
аналогична рассмотренной. В итоге
получаем
с" =2 С2С* __ 9 gec8
лр с2 + сл с6 + св'
где Сдр — приведенная жесткость
пружин с2, с4, св и с8-
Круговая частота собственных
колебаний вертикального привода (см.
рис. 6)
где с" — дополнительная поперечная
жесткость пружин с^, с3, сь и с7,
которая составляет примерно 10 % от с" ;
Мир — приведенная масса чаши т±
и основания m3, MUI) — ~-2—
РАСЧЕТ ЭЛЕКТРОМАГНИТОВ
ПРИВОДА ВЗУ
Расчет электромагнитов привода
является одним из наиболее сложных
расчетов ВЗУ. Это связано с рядом
особенностей, присущих ВЗУ,
работающих от сети однопол у пер йодного
выпрямителя, пренебрежение
которыми вызывает существенные
расхождения между расчетными и
экспериментальными данными. К ним
относят:
наличие постоянной составляющей
выпрямленного тока;
наличие постоянной составляющей
напряженности поля;
работу электромагнита на частном
цикле гистерезиса.
Предлагаемая методика расчета
электромагнитов учитывает
перечисленные особенности работы ВЗУ.
Исходными параметрами, как
правило, являются: усилие Р,
развиваемое электромагнитом для обеспечения
заданной амплитуды колебания А\
амплитуда колебаний А; напряжение
сети U; материал стали магнитопро-
вода.
Кроме этих основных параметров,
в некоторых отдельных случаях могут
быть заданы и другие параметры,
характеризующие работу привода:
типоразмер магнитол р овода;
величина активного и реактивного
сопротивления; диаметр провода обмотки;
ток в обмотке; число витков обмотки.
Для ориентировочного определения
необходимого типоразмера магнито-
провода по заданному усилию Р и
амплитуде колебаний А воспользуемся
графиком (рис. 51). Начальный зазор
(м) 6 = Л/0,7. График Р (б) был
построен в результате расчета 134
типоразмеров электромагнитов с
параметрами, приведенными на рис. 52 и
в табл. 10.
При расчете не учитывалось
магнитное сопротивление стали. После
расчета на нагрев были построены
характеристики (см. рис. 51), которыми
можно пользоваться для
ориентировочного определения параметров
электромагнита.
Расчет выполняли в три этапа:
I. Определение параметров
электромагнита без учета магнитного
сопротивления его материала.
242
Вибрационные загрузочные устройства
Р. Н
во
60
40
20
\юб,т\
L 1,5; 9
^s-w*
/л?^\^
^—Л7
^оо; ид
\ зг
^*7/лГ*
^/fy
шннЭ
5 6 10?М
Рис. 51. График определения типоразмера магнитопро-
вода:
/» 5, 9, ..»• J29 » номера магнитов (см* табл. ID)
II. Определение магнитного
сопротивления материала магнита.
III. Уточнение рассчитанных
параметров магнита.
Этап I. Магнитная проводимость
воздушного зазора
GB= \ША6Б
<5Г
^
1 )
1
1
1
/
1
i
1
0,5а
/
а
/
а
ba
/
а
/
о,5а
КЛ
У
/
где А = 0,000535 + 0,082; Б =
СО О
= —0,61 + —^—; 5 — площадь
сечения центрального стержня магнито-
провода. Зависимости A (S) и Б (S)
приведены на рис. 53, a G = А6Б
определяем по номограмме (рис. 54).
Используя зависимость —тг- рис. 55,
определяем ее значение.
Задаваясь коэффициентом
надежности у = 1,3, определяем Ршах =
= 1,ЗР.
Средняя длина витка, м, /ср =
= 7,67s. Она может быть определена
и по графику (рис. 56).
Намагничивающая сила
9 =
Г 2Р
V—м-
Из условий полного заполнения окна
магнитол ровода обмоткой с учетом
необходимого реактивного
сопротивления обмотки, обеспечивающего
Рис. 52. Параметры электромагнитов получение предельно допустимого зна-
Расчет и проежтирование ВЗУ
243
10. Параметры типовых электромагнитов
№ магнита
(ом. рио. 51)
1
5
9
14
20
26
31 1
32
38
76
85
Параметры
а, м
0,01
0,01
0,01
0,016
0,016
0,016
0,02
0,02
0,02
0,032
0,032
т, м
0,01
0,0125
0,016
0,016
0,02
0,025
0,02
0,02
0,025
0,032
0,04
I
№ магната
(см. рио. 61)
1
86
104
105
106
108
115
117
119
127
128
\ 129
Параметры
а, м
0,032
0,04
0,04
0,04
0,04
0,04
0,04
0,04
0,04
0,04
0,04
т, м
0,04
0,04
0,04
0,04
0,04
0,05
0,05
0,05
0,064
0,064
0,064
чения тока и полученной
намагничивающей силы, найдем максимальный
диаметр обмоточного провода:
[d] = —0,05 ± 1/0,0025 + А,
где А = Щ^\ /С' = Щ<Ръ\ R' =
= 1,87аа — 2,84а + 0,09; U —
напряжение сети; со = 2я/; и0 = 1,256 X
X 10-«; / = 50.
Число витков в обмотке
электромагнита определяем по зависимости
^ = ттт-т-тгтч или по зависимостям
а (а+ 0,1)
рис. 57.
Реактивное сопротивление обмотки
электромагнита определим как Xl =
= K'W2 или по номограмме рис. 58.
Величина тока в обмотке
электромагнита / = U/Xl.
в, а
Этап IL Определяем магнитное
сопротивление материала магнитопро-
вода. Напряженность магнитного
поля в цепи
Н
1EY1/2.10-»
где /м = 8,58а — 0,5 — средняя длина
магнитной силовой линии (рис. 59).
Магнитную проницаемость
определим по графику \i (Я) (рис. 60).
Индуктивность контура,
намагничивающая сила которого затрачивается
на создание магнитного потокосцепле-
ния через воздушный зазор
электромагнита,
а индуктивность контура,
намагничивающая сила которого идет на создание
0,5
Рис. 53. Зависимости A (s) и Б (s)
244
Вибрационные загрузочные устройства
GftmytS'*1
А
Уг
ojmrits
0,1-
-
:
5 0,2-
?4*
Г о,з-
[о,Ь5
0,4-
Г0*5
I 0,5-
0,7-
i0'60,8-
0,9-
К-
'й-
W4
151
¦150
-200
-250
-300
-J50
-400
-450
-500
-550
-600
-700
-800
-900
-1000
-1100
-1200
-1300
-Г500 J
Ж5
0,2
0,3
-0,4
-0,5
-0,6
-0,7
-0,8
-0,9
-',о
-ui
-1Л
1,3
\-1,Ч
Рис. 54. Номограмма определения G
магнитного потокосцепления через
материал магнитопровода,
*-ст = №о^а -7— •
ьм
dG/ctfi
000 \
600
<*00
?00\
1 s=?
ы
160 0\ \ \
560
W '
1000
\ 800
lV 6^0
\V 500
yxS^w
°зго
6 6-WfM
30 \-
25
20
75
W
0,7
lp = 7,67S°-*4
tOO 256 625
7600 S70°Af
6„t
Рис. 56. Зависимость для определения
средней длины витка
Общая индуктивность обмотки L =
= -т—"у , а реактивное сопротивле-
LB -f- LCT
ние обмотки определяем как Х'ь = &L
или по номограмме (рис. 58).
2000]
1500
1000
500
5
10 12
АС*
Рис. 55. Зависимость -rsr
15 с/ 10,н
Рис. 57. Зависимости для определения
числа витков
Расчет и проектирование ВЗУ
245
W
2000-
/5G0-|
1250
6
т 1900
1700
1500
1300
1100
600
500
400
350
300
250
200
150
±50
А=75
500 J
А =/50
Дано
1м
зг
гб
го
14
в
• ГО ~3м
Рис.
10 20 30 а*10~3м
59. Зависимость определения
средней длины магнитной силовой
линии
Рис. 58. Номограмма для определения
реактивного сопротивления
Этап III. Определив значение тока
в обмотке с учетом магнитного
сопротивления материала магнитопровода
как ig = —г, выполним уточненный
Хь
расчет магнитопровода.
Находим число витков обмотки
электромагнита
W Ё_
1&
300
200
100
70
Определяем диаметр провода, н,
d = —0,05 ± ]/ 0,0025-
R'
W *
Далее расчет вновь выполняют в той
же последовательности, что и на
этапе II, и полученное значение ig
сопоставляют со значением i. При
значительной разнице в этих величинах
расчет вновь повторяют до тех пор,
пока не получат приемлемых
значений.
\
1,75
J'?
[ 6=0
3l^F
5,75
Or85
8-0
^^"
11 Н103,А/м
Рис. 60. График определения магнитной
проницаемости
246
Вибрационяше загрузочные устройства
8. ВЗУ МОДУЛЬНОГО
ПОСТРОЕНИЯ
Структура ВЗУ. Построение ВЗУ по
модульному принципу позволяет
упростить поиск компромисса между
требованиями потребителей и
возможностями изготовителей. Многообразие
производственных вадач увеличивает
номенклатуру ВЗУ, различных по
своим размерам, функциональным и
техническим характеристикам. Это
снижает серийность выпуска
устройств, повышает стоимость и
увеличивает сроки их освоения. Модульный
принцип построения оборудования
позволяет сократить число
модификаций и создать гибкую систему
проектирования, дающую возможность
при ограниченном комплекте
унифицированных сборочных единиц
удовлетворить разнообразные
технологические и компоновочные требования
технических заданий.
Высшей степенью унификации
является компоновка блочно-модульных
конструкций с использованием
многофункциональных элементов. В
качестве таких элементов в ВЗУ можно
применять пружинные стержни и
электромагнитные механизмы поперечного
действия (ЭМПД).
ВЗУ с электромагнитным приводом
удобно расчленять на функциональные
блоки: чашу, вибропровод и основание.
Чаша объединяет в единое целое
бункер, предназначенный для
содержания вапаса объектов загрузки
и позволяющий работать устройству
автономно в течение заданного
времени; лоток, поштучно выбирающий
объекты загрузки из числа хранящихся
в бункере; ориентатор,
обеспечивающий определенность положения
объектов загрузки на лотке при
дальнейшем транспортировании.
Компоновка основания ВЗУ проста.
Она представляет собой основание —
корпусную деталь, позволяющую
объединить составные части ВЗУ
в единое целое и играющую роль
реактивной массы колебательной
системы устройства, с закрепленными
виброизоляторами, осуществляющими
демпфирование колебаний,
передаваемых на оборудование, где
закреплено ВЗУ.
Основным элементом ВЗУ
является вибропривод. Он сообщает
лотку колебания требуемых закона и
параметров, определяющих необходимые
скорость и режим
вибротранспортирования. Как правило, вибровозбудитель
(электромагнит) устройства работает
в паре с упругой системой,
связывающей колеблющиеся части ВЗУ с
основанием.
Пружины упругой системы могут
выполняться малой жесткости. В этом
случае они обеспечивают лишь
кинематическую связь колеблющихся
частей с основанием, определяя
направление колебаний лотка. Пружины
уменьшенной жесткости не только
придают колебаниям требуемую
направленность, но и являются
составной частью общей упругой системы,
определяющей динамику работы
колебательной системы. Если
пружины являются практически
единственным элементом упругой системы,
то их жесткость определяется из
условий околорезонансной работы
устройства.
В качестве вибровозбудителей
применяют в основном электромагниты
с внешним притягивающимся якорем.
Однако структурно-функциональные
свойства электромагнитов с внешним
поперечно движущимся якорем, в
частности с якорем поворотным,
определяют целесообразность их
использования.
Особенностью электромагнита
поперечного действия (ЭМПД) является
то, что он может выступать в роли
многофункционального механизма.
Один и тот же ЭМПД в зависимости
от настройки взаимного расположения
полюсов магнитопр овода может
успешно выполнять роль силового
механизма или упругого эвена
регулируемой жесткости, а может сочетать
упругие и силовые свойства в
необходимой конструктору пропорции.
Табл. 11 характеризует графы струн-
тур четырнадцати вариантов ВЗУ
модульного агрегатирования.
Воздействие одного элемента на другой
показано ориентированным ребром
графа; учитываемое
противодействие — штриховым ориентированным
ребром; упругая связь иной
(немеханической) природы — двумя ориентиро-
ВЗУ модульного построения
247
11. Структурные схемы и характеристика действия ВЗУ
модульного агрегатирования
Структурная схема
а= 1,83; y= 2,57
а== 2,00; у = 2,71
а= 1,63; y= 3,28
а= 1,87; у = 3,52
Характеристика действия
1 Чаша ВЗУ приводится в колебательное
движение однотактным виброприводом.
ЭМПД питается переменным или пульси
рующим током. Наклонные пружины
обеспечивают винтовые колебания лотка чаши
в околорезонансном режиме. Колебания
чаши гармонические. Их частота
определяется частотой изменения магнитного
потока в рабочем зазоре магнитопровода
ЭМПД, а амплитуда колебаний —
мощностью ЭМПД, степенью близости
колебаний к резонансным, силой тока,
питающего электромагнит
ЭМПД ВЗУ имеет две обмотки. На
первую подается переменный или
пульсирующий ток, как и в предыдущем варианте,
а на вторую — постоянный ток.
Пружинные стержни выполняют меньшей
жесткости по сравнению с жесткостью,
определяемой требованиями околорезонансной
работы устройства. Дополнительную
жесткость обеспечивает ЭМПД. Изменением
значения постоянного тока
корректируется суммарная жесткость упругой
подвески колеблющихся частей и
осуществляется настройка системы на
околорезонансный режим работы
Гармонические колебания чаши ВЗУ
обеспечиваются двухтактным вибропроводом
на базе ЭМПД, сдвоенного по вертикали.
Обмотки электромагнитов питаются
пульсирующим током в противофазе. Таким
образом повышается мощность
вибропровода при сохранении им
присоединительных размеров
Устройство сочетает преимущества
второго и третьего вариантов. Двухтактный
вибровозбудитель благодаря
дополнительным обмоткам постоянного тока позволяет
корректировать жесткость упругой
подвески колеблющихся частей ВЗУ и
упрощать настройку системы на
околорезонансный режим работы при изменении
условий функционирования устройства
248
Вибрационные загрузочные устройства
Продолжение табл. 11
Структурная схема
а= 1,63; у= 3,08
а= 1,50; y = 3,52
а= 1,52; у =3,15
а = 1,50; y= 3,52
Характеристика действия
ВЗУ комплектуется двумя ЭМПД, как и
в двух предыдущих случаях, но один из
них играет роль однотактного
вибровозбудителя, а второй — упругого звена.
Такая компоновка позволяет расширить
границы регулирования жесткости
упругой подвески
ВЗУ имеет строенный ЭМПД. Два
механизма образуют двухтактный
вибровозбудитель, а третий — упругое звено
регулируемой жесткости. Вариант
обеспечивает повышение мощности
вибровозбудителя при сохранении расширенных
границ регулирования жесткости упругой
подвески при настройке системы на
экономичный околорезонансный режим
работы
ЭМПД могут обеспечивать жесткость
упругой подвески подвижных частей ВЗУ
таких величин, что надобность в упругих
свойствах наклонных пружинных
стержней практически отпадает. Пружины
выполняют в этом случае малой жесткости.
Они определяют направленность
колебаний лотка чаши
Вариант ВЗУ отличается от предыдущего
наличием двухтактного вибровозбудителя
В ЗУ модульного построения
249
Продолжение табл. 11
Структурная схема
а= 1,83; Y = 2,57 I
а= 1,83; y= 2,71
о= 1,68; Y = 2.71
а= 2,25; y=2,60
Характеристика действия
Устройство переменной во времени
жесткости, обеспечивающее процесс
параметрических колебаний лотка ВЗУ с
пониженной частотой. При использовании для
питания ЭМПД однопол упер йодного тока
промышленной частоты чаша ВЗУ в
зависимости от настройки устройства
колеблется с частотой 25 или 12,5 Гц, что
находится за пределами звуковых частот.
Рекомендуемой частотой колебаний в этом
случае является частота 25 Гц
Дополнительная обмотка постоянного
тока облегчает настройку ВЗУ на режим
стабильных колебаний. Она дает
возможность регулировать постоянную
составляющую жесткости ЭМПД. Наклонные
пружинные стержни выполняют
уменьшенной жесткости
Жесткость пружин может быть
пренебрежимо малой. Требуемая собственная
частота колебаний подвижных частей ВЗУ
обеспечивается ЭМПД, а наклонные
пружины определяют требуемую
направленность колебаний лотка чаши
Чаша ВЗУ приводится в колебательное
движение в горизонтальной плоскости
| ЭМПД. Его работой управляют
бесконтактные путевые выключатели, подающие
на обмотку импульсы постоянного
электрического тока двух разных уровней
поочередно в зависимости от положения
чаши устройства. Более сильный импульс
обеспечивает резкие торможение и отброс
чаши в исходное положение, в сторону
положения равновесия ЭМПД, а более
слабый оказывает мягкое воздействие в
противоположном направлении, после того
! как положение равновесия будет пройдено.
250
Вибрационные загрузочные устройства
Продолжение табл. 11
Структурная схема
а= 1,83; y= 2,71
а = 1,68; y= 2,71
Характеристика действия
Вибротранспортирование обеспечивается
асимметричным законом колебаний чаши.
Частота и амплитуда колебаний чаши
устанавливаются автоматически в
зависимости от инерционных характеристик
устройства, мощности ЭМПД и сил
импульсов тока, питающих электромагнит
Введя в структурную схему предыдущего
устройства наклонные стержневые
пружины малой жесткости, можно повысить
скорость вибротранспортирования
При использовании наклонных пружин
в качестве активных участников
возбуждения негармонических колебаний,
противодействующих вибровозбудителю и
обеспечивающих возврат подвижных частей
ВЗУ в исходное положение в каждом
цикле колебаний, компонуется устройство
вибротранспортирования за счет
асимметричного закона винтовых колебаний
чаши. Частота и амплитуда колебаний
устанавливаются автоматически в зависимости
от инерционных характеристик
устройства, мощности ЭМПД, жесткости
пружины и ее предварительного напряжения,
силы импульсов тока, питающего
электромагнит
ванными ребрами с мнимым
(безымянным) элементом; соединительная связь,
действие и противодействие в которой
равноценны, — неориентированным
ребром графа. Отмечены средние
геометрические чисел свойств на элемент а
и средние геометрические чисел связей
на элемент у.
Элементная база ВЗУ модульного
построения включает семь элементов
со следующими возможными системо-
значимыми свойствами (а):
чаша 1 — а — 4 : 1 A) — содержит
запас объектов загрузки; 2 A) —
поштучно выбирает объекты загрузки
из общей массы; 3 A) — обеспечивает
ориентирование объектов загрузки
в пространстве и 4 A) — поштучную
их выдачу;
блок якорей 2 — а2 = 1 : 1 B) —
передает чаше колебательное
движение;
два равноценных узла базирования
3 — Оз = 2 : 1 C) — связывают блок
ВЗУ модульного построения
251
т/7777Ж
Рис. 61. Конструктивная снема ВЗУ
модульного типа
якорей с блоком ЭМПД, 2 C) —
фиксируют блоки относительно друг друга,
выдерживая постоянный воздушный
рабочий зазор; 3 C) — обеспечивают
направленность колебаний блока
якорей относительно основания;
блок ЭМПД 4 — а4 = 3 : 1 D) —
осуществляет силовое воздействие на
блок якорей в положительном
направлении; 2 D) — осуществляет
силовое воздействие на блок якорей в
отрицательном направлении; 3 D) —
осуществляет упругую связь с блоком
якорей;
пружинные стержни б — а5 =
= 3:1 E) — развивают усилие в
деформированном состоянии; 2 E) —
упруго связывают блок якорей с
основанием; 3 E) — обеспечивают
направленность колебаний блока
якорей относительно основания;
основание 6 — ав = 2 : 1 F) —
замыкает кинематическую цепь
устройства; 2 F) — играет роль
реактивной массы;
виброизолятор 7 — а7 = 2 : 1 G) —
фиксирует положение ВЗУ; 2 G) —
демпфирует колебания основания.
Вариант конструкции ВЗУ
модульного построения представлен на
рис. 61. Основу устройства составляет
блок электромагнитов 2, содержащий
32 плоских, радиально расположенных
пакета магнитопровода.
В пазы пакетов уложены две
кольцевые обмотки Зяб. Они питаются
пульсирующим током с частотой 50 Гц
от промышленной электросети через
однопол у пер йодный выпрямитель.
Против полюсов магнитопровода
электромагнита расположены
шихтованные якоря 5, закрепленные в
немагнитном корпусе 7. Постоянный
рабочий воздушный зазор между
полюсами магнитопровода и якорями
выдерживается благодаря устройствам
центрирования /, содержащим
шарикоподшипники и мембраны и дающим
возможность якорям совершать
колебательные движения по вертикали и
возвратно-вращательные в
горизонтальной плоскости. На наружной
поверхности корпуса якорей закреплена
чаша 4 со спиральным лотком на
внутренней поверхности. Блок
электромагнитов связан с основанием ВЗУ И
жестко, а корпус якорей —
посредством наклонных пружинных
стержней 9, закрепленных в кольцах 8 и 10.
Пружины обеспечивают требуемое
направление колебаний подвижных
частей и постоянную составляющую
жесткости упругой подвески.
При настройке ВЗУ стремятся
обеспечить положение устойчивого
равновесия якорей при любом значении тока
в обмотках. Следовательно, такой
электромагнит роль вибратора выполнять
252
Вибрационные загрузочные устройства
Рис. 62. ЭМПД модульного
исполнения
не может. Он может лишь при подаче
пульсирующего или переменного
тока циклически менять свою
жесткость и при ничтожной неточности
наладки, а также при случайном или
преднамеренном отклонении якорей
от положения устойчивого равновесия
обеспечить процесс параметрических
колебаний чаши ВЗУ.
При питании обмоток
электромагнита пульсирующим током E0 Гц) в
зависимости от жесткости упругой
подвески и массы (момента инерции)
подвижных частей ВЗУ можно
получить устойчивые колебания
подвижных частей с частотой 25 или 12,5 Гц.
Задача выбора рациональной
компоновки ВЗУ решается с учетом
условий заказчика, оговоренных в
техническом задании. Выявить вариант
структуры ВЗУ для дальнейшей
конструкторской проработки позволяет
метод последовательной оптимизации.
Важную роль в выборе компоновки
играют такие признаки, как удобство
обслуживания ВЗУ,
ремонтопригодность, возможность построения
модификаций.
Вибровозбудители. В
конструкциях. ВЗУ (особенно модульного
построения) целесообразно
использование многофункциональных
электромагнитных механизмов поперечного
действия (ЭМПД), якорь которых
в процессе работы перемещается
поперечно по отношению к направлению
рабочего магнитного потока [7]. Зазор
между полюсами ярма и якоря ЭМПД
не определяет их относительного
смещения. Механизм может выполняться
с минимальными рабочими зазорами.
При работе ЭМПД исключаются
возможность соударения полюсов, т. е.
отсутствует явление «стопа», что
снимает ограничения в выборе рабочего
участка электромеханической
характеристики механизма.
Электромеханическая характеристика ЭМПД
симметрична. Это расширяет возможности
Рис. 63. Электромеханические
характеристики механизмов:
1 — притяжного исполнения; 2, 3, 4, 8,
6 — ЭМПД при аазорах соответственно
0,16; 0,3; 0.5; 0,7; 0,9 мм
В ЗУ модульного построения
263
механизма и позволяет реверсировать
его действие. На форму
электромеханической характеристики ЭМПД
влияет геометрия полюсов. Это дает
возможность при проектировании
оптимизировать вакон развиваемой
силы.
Вариант конструктивного
исполнения ЭМПД показан на рис. 62. Между
двумя пластмассовыми кольцами 1
с радиальными пазами на внутренний
плоскостях расположены пакеты ярма
2 магнитопровода электромагнита. Они
стягиваются в единое целое втулкой 3
с гайкой 4, В окнах Ш-образных
пластин пакетов ярма магнитопровода
размещены две концентрические
катушки 5 с уложенными в них
обмотками. Пакеты пластин якорей 6 ра-
диально закреплены в немагнитном
корпусе 7. Устройства базирования,
являющиеся отдельным
конструктивным элементом ВЗУ и не показанные
на рисунке, выдерживают постоянный
воздушный рабочий зазор между
полюсами ярма и якоря и обеспечивают
возможность относительного
смещения полюсов при работе механизма.
Электромеханические
характеристики механизмов с идентичной
геометрией прямоугольных полюсов
(шириной 2 мм) и одинаковой
намагничивающей силой, приходящейся на
рабочие воздушные зазоры,
представлены на рис. 63. Один механизм —
с притягивающимся якорем, а
другой — с поперечно движущимся при
пяти различных величинах зазоров.
Для устройства вибровозбуждения
характерны следующие участки
электромеханических характеристик
ЭМПД: / — зона минимально
развиваемых сил; // — зоны промежуточные;
/// — зоны максимально
развиваемых сил.
Центральную зону /
электромеханических характеристик ЭМПД, где
механизм проявляет ярко выраженные
упругие свойства, можно использовать
для параметрического
вибровозбуждения.
Промежуточные зоны // используют,
когда электромагнитный механизм
необходимо наделить как силовыми,
так и упругими свойствами.
Максимально развиваемые силы
равноценны по величине, но
противоположны по внаку. Их удобно исполь-
Г Начало ^Л
Определение геометрических параметров
магнитопровода и его зудцовой зоны
Предложения
по улучшению конструкции ЭМПД
Рис. 64. Стратегия определения конструктивный параметров ЭМПД
264
Вибрационные загрузочные устройства
Гуд>Н/м
800
600
400
200
ч
>v
Г = 5
Т=Ч
г=3
г=г
Суд, И/(м
380
300
220
мм)
7 = 5
г=?
T = J
7
/
ч
ч,
0,1 0,2 0,3 0,4 0,5 6,мм 0,1 0,2 0,3 0,4 0,5 6,мм
а) б)
Рис. 65. К расчету конструктивных параметров ЭМПД
вовать в устройствах силового
вибровозбуждения.
Расчет ЭМПД состоит в определении
параметров зубцовых зон магнитопро-
вода, диаметральных и осевых
размеров ЭМПД, сечений магнитопровода
и обмоточных данных. Исходными для
расчета являются электромагнитная
сила, жесткость и амплитуда
колебаний, которую механизм должен
возбуждать и поддерживать. Порядок
расчета ЭМПД представлен на рис. 64.
Конструктивные параметры ЭМПД
определяют в два этапа. Сначала
рассчитывают магнитную цепь, а
затем электрическую. На обоих этапах
используют метод последовательных
приближений.
При расчете магнитной цепи ЭМПД
по априорному эскизному проекту
определяют геометрические
параметры магнитопровода и его зубцовой
зоны. По ним ведут расчет магнитной
цепи ЭМПД, величины окна под
обмотку, развиваемой ЭМПД силы и
свойственной ему жесткости.
Вычисленные значения сравнивают с
значениями, заложенными в эскизный
проект и задание на проектирование
ЭМПД. По результатам сравнения
конструкцию корректируют и расчет
повторяют. При достижении
соответствия полученных значений силы и
жесткости требуемым переходят к расчету
электрической цепи ЭМПД.
На втором этапе определяют
диаметр обмоточного провода,
сопротивление обмотки, силу и плотность тока
в ней. При несоответствии величины
плотности тока допустимой обмоточные
данные корректируют и расчет
электрической цепи повторяют.
По завершении расчета ЭМПД
механизм проверяют на теплостойкость.
Исходными данными для расчета
магнитной цепи являются: А —
амплитуда колебаний; F —
электромагнитная сила, которую должен
развивать ЭМПД; С8М —
электромагнитная жесткость, которой должен
обладать ЭМПД. Расчетные зависимости
приведены в табл. 12.
Расчет электрической цепи ЭМПД
ведут по общепринятой методике
расчета обмоток электромагнитов.
Упругие системы. В упругих
системах ВЗУ рационально использовать
упругие свойства ЭМПД [33]. Это
позволяет повысить мобильность
устройства в целом и дает возможность
многократного выполнения быстрой
и плавной настройки вибровозбудителя
на оптимальный околорезонансный
режим при изменении условий работы
ВЗУ модульного построения
255
12. Расчетные зависимости определения конструктивных параметров ЭМПД
Определяемый параметр
Минимальная ширина зубца
Tmin» MM
Ширина зубца т, мм
Радиальный рабочий
воздушный зазор 6, мм
Суммарная длина зубцов ма-
гнитопровода J]b, м
Удельная сила, которую
должен развить ЭМПД, FH, Н/м
Удельная сила, которую может
развить ЭМПД, Руд, Н/м
Удельная жесткость, которой
должен обладать ЭМПД, сн,
Н/(м • мм)
Удельная жесткость, которой
может обладать ЭМПД, суд,
Н/(м-мм)
Магнитная постоянная \i0t Г/м
Магнитная индукция в рабочем
вазоре Bt T
Амплитудное значение
магнитодвижущей силы для ЭМПД,
питаемого через однополупериод-
ный выпрямитель (JWHt A
Глубина модуляции магнитного
сопротивления у
Угол сдвига фаз между
перемещением и силой е
Эффективное значение
магнитодвижущей силы (/№%ф, А
Допустимое значение плотности
тока А/, А/мм2
Коэффициент заполнения окна
сердечника Кв
Минимальный размер площади
окна сердечника Q0, мм2
Расчетная формула
^min = 1,2 А
По конструктивным соображениям
б = 0,24-0,5
По конструктивным соображениям эскизного
проектирования
р L-
См. рис. 65, а
СЭМ
Сн~ 2>
См. рис. 65, б
jx0= 1,256-10-?
?= 1,2-1,5
у « 0,34-0,4
2соп
tg е = ^2 ш2 » ооычно е — ои— »и
(JW)A >
(УГ)Эф = Л^УЗ[G 8шеJ +
"*"'+(l-YcoseJ + (v/2J]
А/ = 24-3
#3 = 0,34-0,4
(^)эф
256
Вибрационные загрузочные устройства
Рис. 66. Диапазоны регулирования
жесткости:
/ — электромагнитной упругой системы}
// — суммарной упругой системы
или смене объектов производства. Эту
операцию можно производить как в
сторону увеличения жесткости, так и
в сторону ее уменьшения в процессе
работы устройства. Настройку
осуществляют изменением силы
питающего обмотки ЭМПД постоянного
тока.
Упругий ЭМПД можно использовать
вместе с пружинной подвеской.
Область плавного изменения жесткости
упругой системы вибропривода с
помощью ЭМПД показана на рис. 66.
Крутизна характеристики 2
пружинной подвески постоянна, а крутизна
линейного участка / упругого ЭМПД
зависит от величины напряжения
питающего обмотки постоянного тока в
пределах диапазона /. Настройка
устройства на околорезонансный режим
работы осуществляется изменением
суммарной жесткости
(характеристика 3) упругой подвески устройства
в диапазоне //.
Методика расчета упругого ЭМПД
аналогична методике, приведенной
в табл. 12, а эффективное значение
магнитодвижущей силы определяют
по зависимости
(/^)эф= 1,2Вв/|1в.
При размещении на магнитопроводе
двух обмоток (постоянного и перемен-
го тока, т. е. подмагничивания
и рабочей) минимальный размер окна
определяют как сумму составляющих
при уменьшенных значениях индукции
в рабочем зазоре.
По методике, приведенной в
работе [13], можно произвести
уточненный расчет ЭМПД.
9. ВИБРОРОТОРНЫЕ
ЗАГРУЗОЧНЫЕ УСТРОЙСТВА
Расширение области применения
АР Л и АРКЛ в отраслях народного
хозяйства возможно с использованием
вибророторного загрузочного
устройства, производительность
которого превышает 1200 шт/мин.
Теоретическая производительность
одного канала вибророторного
загрузочного устройства (ВРЗУ)
_ 60рср _ 60LTeXH
"теор 7— — Tr '
* ** техн
где 0ср — средняя скорость
виброцентробежного перемещения ПО,
м/с; / — длина ПО, м; Ьтехя —
технологический путь, на протяжении
которого осуществляется
технологический цикл автозагрузки,
длительностью ГтеХн-
Формирование LTexn и соответственно
ГТехн в ВРЗУ осуществляется
конструктивно без использования
дополнительных роторов-ориентаторов.
В ВРЗУ достигается максимальная
не только теоретическая независимость
транспортных и технологических
скоростей, но и практическая, что
следует из зависимостей Т?аб = n/vrp
и Т*ра% = Uvcr где 7**- рабочий
цикл ротора и Г®^ — рабочий цикл
виброротора.
При 7"?аб = ГРабв каждый канал
ВРЗУ выдает один ПО за
кинематический цикл ротора загрузки, а при
Граб > ^pat? повторяемость выдачи
ПО каждым каналом может быть мно-
1>нбророторные загрузочные устройства
257
Рис. 67. Схема вибророторного загр\
зочного устройства
гократной, что дает преимущества
ВРЗУ по сравнению с другими типами
загрузочных устройств.
В вибророторном автоматическом
загрузочном устройстве (рис. 67)
процессы захвата, ориентирования и
выдачи ПО происходят при
перемещении их в неоднородном поле
вибрационных и центробежных сил инерции
по поверхности бункера, состоящей из
нескольких зон. На горизонтальном
участке 1 и поверхности обратного конуса
с углом наклона а* происходит
подготовка к захвату ПЗ и захват 3;
в зоне О на поверхности обратного
конуса с углом наклона а2 выполняется
ориентирование, а горизонтальный
участок В предназначен для выдачи ПО
в приемные воронки ПВ.
Такая конструктивная схема ВРЗУ
используется в случае, когда
технологический цикл автозагрузки ПО
завершается в пределах бункера. Бхли
же ПО сложный по форме и требуется
несколько этапов ориентирования, то
в ВРЗУ может быть несколько рабочих
поверхностей, расположенных
многоэтажно с чередованием движения ПО
по сложной траектории на каждой
из поверхностей от центра бункера
к периферии и наоборот. ПО
выпадают на поверхность бункера (рис. 68),
вращающегося с частотой п и
колеблющегося с амплитудами А и В, из пред-
бункера с начальным радиусом р0
и перемещаются по некоторой
траектории Sa в абсолютном движении и по
интегральной траектории Sr в
движении относительно поверхности
бункера. Эти траектории зависят от
траекторий относительного движения
ПО при вращении бункера (Sr) и при
вибротранспортировании (Sr).
Абсолютная скорость ПО,
движущегося по горизонтальной поверхности
вращающегося и колеблющегося
бункера, может быть определена как
геометрическая сумма переносной
и относительных скоростей Va = Ve +
Рис. 68. Схема перемещения ПО по
поверхности ВРЗУ:
а — при встречном направлении вращения
бункера и вибротранспортировании ПО;
б — при попутном направлении вращения
бункера и вибротранспортирования ПО
9 П/р И. А. Клусова
258
Вибрационные загрузочные устройства
AtUH''
О 10 20 30 а°
Рис. 69. Зависимости частоты
вращения бункера от угла наклона его
образующей
+ 7Г, Тг = 7; + 1Гп где Va
-^вектор абсолютной скорости ПО; Ve —
вектор переносной скорости; Vr —
вектор относительной скорости ПО
при вращении бункера; Vr — вектор
относительной скорости ПО при его
виброперемещении; Vr — вектор
относительной скорости ПО при его
виброцентробежном перемещении.
Расчет процесса перемещения ПО
в неоднородном поле вибрационных
и центробежных сил инерции
затруднителен, так как с течением времени
изменяются амплитуды крутильных
колебаний, величины центробежных
сил инерции, силы трения,
коэффициент режима виброперемещения. Но
разработка ВРЗУ имеет большое
практическое значение, так как можно:
1) значительно увеличить
относительную скорость движения ПО оср при
наложении на процесс
виброперемещения дополнительной центробежной
силы инерции; 2) предусмотреть
максимально возможное число потоков /С;
3) обеспечить многократную выдачу
ПО на каждую позицию за один
кинематический цикл ВРЗУ; 4)
спроектировать режим движения ПО с
подбрасыванием в зоне подготовки к
захвату и безотрывной режим в зоне
ориентирования ПО; 5) получить
упорядоченное движение ПО к захватным
органам (по потокам и числу слоев)
благодаря подъему их вверх по
поверхности бункера, имеющего форму
обратного конуса; 6) добиться
перемещения ПО под действием
центробежных сил инерции при меньшей
частоте вращения бункера, благодаря
влиянию поля вибрационных сил
инерции. В итоге производительность ВРЗУ
может варьироваться в широких
пределах.
При проектировании ВРЗУ
требуется выполнение громоздких расчетов
с использованием ЭВМ и
соответствующего разработанного программного
обеспечения.
На рис. 69 представлены зависимости
начальной частоты вращения п
бункера от угла наклона его образующей
а, полученные на ЭВМ и хорошо
совпадающие с результатами экспериментов.
Приведенные кривые получены при
Ро = 0,075 м и \i = 0,2 для случаев,
когда: бункер только вращается
(кривая 1)\ вращается и колеблется в
горизонтальной плоскости с амплитудой
крутильных колебаний В = 1 мм
(кривая 2); вращается и колеблется в
вертикальном направлении с амплитудой
А = 0,1 мм (кривая 3); вращается
Рис. 70. Расчетная схема движения ПО
в вибророторном загрузочном
устройстве
Зибророторные загрузочные устройства
259
13. Вариация параметров в вибророторном загрузочном устройстве
Вариант
1
2
3
4
5
6
7
8
9
А
const
const
const
const
const
0
0
const
const
в
const
F(x)
F(x)
0
0
F(x)
F(x)
const
F(x)
Параметры
8
0—2я
0—2я
0—2jx
0
0
0
0
0—я
0—я
V
И- = Ич
У- = ^+
Ц- = У+
fl_ = Ц+
»*- = ^+
И-- = Ш
fi_ = ja+
И-^Нч-
Ц-=^Ц+
*
const
var
var
var
var
0
0
const
var
Q
const
const
F(t)
const
F(t)
const
Fit)
const
F @
и колеблется с амплитудами А =
= 0,1 мм и В = 1 мм (кривая 4).
На рис. 69 обозначены зоны а, б и в
соответственно между кривыми / и2,
/ и 3, 1 и 4, которые свидетельствуют
о степени уменьшения начальной
частоты вращения бункера. Так,
например, при а = 20° в зоне а она составит
10 %, в зоне б — 46 %, а в зоне в —
70%.
Таким образом, расчеты
подтверждают, что колебания в вертикальной
плоскости наиболее интенсивно
снижают значальную частоту вращения
бункера в сравнении с крутильными
колебаниями. Кривая 4
свидетельствует о том, что при малых углах а
ПО перемещается в радиальном
направлении даже при п = 0.
Возможная вариация параметров
при проектировании и работе ВРЗУ
представлена в табл. 13.
Виброцентробежное перемещение
возможно при вращении ротора
(рис. 70) и возбуждении колебаний
как вертикальных с амплитудой А,
так и крутильных с амплитудой В.
В случаях, когда изменение или
предварительное формирование (на стадии
проектирования) траектории
перемещения по поверхности чаши ПО
не представляет интерес, возможно
виброцентробежное перемещение
только при возбуждении колебаний в одной
из плоскостей с амплитудой А и В.
Изменение фазового угла 8 между
колебаниями в вертикальном и
горизонтальном направлениях позволяет
не только изменять скорость
виброцентробежного перемещения, но'
и траекторию перемещения ПО.
В случае отсутствия анизотропии
трения в паре ПО — поверхность чаши
ц_ — fi+ изменение фазового угла
возможно в пределах от 0 до 2я, а при
наличии анизотропии \i_ Ф \х+
фазовый угол можно изменять в пределах
от 0 до я. Коэффициент режима
виброцентробежного перемещения может
быть К = const в случае перемещения
ПО по траектории с постоянным
радиусом или по горизонтальному
участку чаши, а в остальных случаях
он переменен. Сила дополнительного
воздействия Q (центробежная сила)
может быть постоянна или переменна
в общем случае.
9*
ГЛАВА
8.
РОТОРНЫЕ СИСТЕМЫ
АВТОМАТИЧЕСКОЙ ЗАГРУЗКИ (САЗ)
1. СТРУКТУРА,
КЛАССИФИКАЦИЯ И ОБЛАСТИ
ПРИМЕНЕНИЯ РОТОРНЫХ САЗ
Роторные САЗ по своей структуре,
принципам компоновки и
функционирования относятся к технологическим
роторным машинам [23],
осуществляющим свою основную технологическую
функцию, в данном случае захват ПО,
их накопление, ориентирование и
выдачу в транспортные устройства линий,
в процессе непрерывного движения
функциональных устройств САЗ
совместно с загружаемыми ПО по
замкнутой траектории.
Модели структуры роторной САЗ.
В соответствии с методологией
системного анализа структура роторной САЗ
может быть представлена в виде
иерархической модели структуры, в которой
структурные элементы САЗ
выделяются и группируются по принципу
подчиненности (иерархии), и внутренней
модели структуры, в которой
отражается функциональная взаимосвязь
между структурными элементами САЗ,
Иерархическая модель структуры
роторной САЗ представляет собой
четырехуровневое «дерево» (рис. 1).
На первом уровне иерархической
модели структуры определяется
роторная САЗ как система нулевого ранга,
обеспечивающая автоматическую
регламентированную подачу ПО в
технологические роторные машины в
требуемом ориентированном положении
и с заданной производительностью.
На втором уровне модели
определяются системы первого ранга —
основные функциональные устройства
роторной САЗ. К ним относят: А —
бункерное загрузочное устройство
БЗУ; В — накопительно-передающее
устройство НПУ\ С —
ориентирующее устройство ОУ\ D — выдающее
устройство ВУ; Е — транспортно-не-
сущее устройство ТНУ.
На третьем уровне модели
определяются системы второго ранга —
функциональные и управляющие
механизмы, входящие в состав
функциональных устройств роторной САЗ.
Функциональные механизмы (ФМ)
предназначены для выполнения основных
рабочих функций (операций) над ПО,
а управляющие механизмы (УМ) (A3,
В2, С3> D2, Е2) обеспечивают
синхронизацию работы всех ФМ в
соответствии с циклограммой работы САЗ,
реагирование ФМ на внешние
управляющие сигналы и т. п.
В составе функциональных устройств
выделяются следующие ФМ. В БЗУ:
A J — бункерный механизм БМ,
обеспечивающий хранение запаса
неориентированных ПО и их дозированную
подачу в зону захвата; А2 —
захватывающий механизм ЗМ,
обеспечивающий поштучное извлечение ПО из
Рис. I. Иерархическая модель структуры роторной САЗ
Структура, классификация и области применения роторных САЗ
261
W1
63У
№\бм Ы>[7
ЗМ
1 7|з| </лт UJ
ЯЛУ
^2 УЛ7
#
h
ZS
0У
га
0Ы/7/7*Ьфк
Ор
ВУ
фр
У/7
а
и^
Г//У ?
/ ТНМ
УМ
Рис. 2. Внутренняя модель структуры роторной САЗ
навала и их систематизацию; В НПУ:
В1 — лоток-накопитель Л,
обеспечивающий упорядоченное перемещение
ПО и их накопление. В ОУ: С1 —
механизм поштучной выдачи МПВ
обеспечивающий поштучное отделение
ПО от упорядоченного потока; С2 —
ориентатор Ор, обеспечивающий
приведение ПО в ориентированное
положение. В ВУ: D1 — питатель Я,
обеспечивающий регламентированную
подачу ориентированных ПО
непосредственно в транспортное устройство
роторной машины. В ТНУ: Е1 —
транспортно-несущий механизм ТНМ,
обеспечивающий базирование,
размещение всех систем роторной САЗ и
передачу энергии к ним от внешних
источников.
На четвертом уровне модели
определяются системы третьего ранга —
исполнительные органы ИО и
элементы привода Яр, входящие в состав
ФМ и УМ. Исполнительные органы
(Ala, А2а, ... и т. п.) выполняют
непосредственно заданную рабочую
операцию над ПО, а элементы привода
(Alb, А2Ь, ... и т. п.) сообщают
исполнительному органу необходимые
кинематические движения и передают
рабочую энергию. Например, в
бункерном механизме основным
исполнительным органом является бункер,
хранящий запас ПО, а в захватном
механизме — захватывающий орган,
осуществляющий извлечение ПО из
навала в бункере.
Внутренняя модель структуры
роторной САЗ (рис. 2) позволяет
классифицировать и дать полное описание
основных функций, реализуемых
в устройствах и механизмах САЗ, на
основе анализа их взаимодействия и
определения прямых функциональных
и управляющих связей между ними.
Прямые функциональные связи
обеспечивают последовательное выполнение
соответствующими ФМ основных
рабочих операций над ПО, а
управляющие связи — контроль и управление
взаимодействием ФМ. Различают также
внутренние связи — между
различными ФМ САЗ и внешние — между ФМ
САЗ и внешними устройствами.
Обозначения связей составлены из
обозначений соответствующих устройств
и механизмов САЗ по направлению
передачи (выполнения) описываемой
функции от одного механизма к
другому. В табл. 1 даны классификация
и определение функциональных
связей роторной САЗ.
Существуют три основных способа
функциональной связи в роторных САЗ.
262
Роторные системы автоматической загрузки
1. Классификация функциональных связей роторной
Прямые функциональные связи
Обозначение
(см. рис. 2)
Выполняемая функция
САЗ
Управляющие связи
Обозначение
Выполняемая функция
Подача ПО в зону
захвата ЗМ
Выдача
систематизированных ПО в
лоток-накопитель
Передача
систематизированных ПО в МПВ
Поштучная передача ПО
в ориентатор
Поштучная передача ПО
из ориентатора в
питатель
Осуществление
структурного и
кинематического взаимодействия
между
функциональными устройствами САЗ
Внутренние связи
А1АЗ
А2АЗА1
В1В2А2
С2СЗС1
D1D2C1
D1D2C2,
D2D1
АЕ2Е1,
ВЕ2Е1,
CE2EU
DE2EI
Поддержание
стабильного уровня ПО в БМ
Поддержание
стабильного уровня ПО в ЗМ
Поддержание
стабильного уровня ПО в лотке-
накопителе
Синхронизация работы
ориентатора и МПВ в
соответствии с
циклограммой работы
Синхронная работа
питателя с ориентатором
и МПВ
Отказ от выдачи ПО в
транспортный орган
линии
Реагирование на
нарушение
функционирования систем САЗ.
Аварийный останов линии
Внешние связи
Подача (загрузка)
неориентированных ПО от
внешних устройств в
БМ (формирование
входного потока ПО)
Выдача
ориентированных ПО во внешние
транспортные
устройства (формирование
выходного потока ПО)
Подача рабочей энергии
от внешних устройств
Управление
функционированием САЗ от
внешних устройств линии
АЗТ
QD2
Контроль входного
потока ПО
Контроль выходного
потока ПО
Структура, классификация и области применения роторных САЗ
263
1. Механический, характеризуемый
непосредственным механическим
воздействием одного элемента системы на
другой, т. е. передачей механической
энергии. Данный способ наиболее
распространен и используется для
осуществления как прямых, так и
управляющих внутренних и внешних
связей в большинстве конструкций
роторных САЗ. Внутренние прямые
связи типа А1А2, А2В1 и т. д.
осуществляются наиболее часто движением
ПО под действием массовых сил (сил
тяжести и сил инерции) и, реже, под
действием сосредоточенных сил,
создаваемых специальными механизмами.
2. Электрический, характеризуемый
передачей электрической энергии
(электросигналов) от одного элемента
системы к другому. Данный способ
используют преимущественно для
осуществления внешних связей САЗ:
прямых типа РЕ1, NE2 и управляющих
типа AST, QD2.
3. Электромеханический,
характеризуемый преобразованием одного вида
энергии в другой при передаче ее
между элементами систем. Данный
способ используют для осуществления
внешних управляющих связей типа
АЗТ, QD2 и внутренних
управляющих связей типа А1АЗ, А2АЗА1 и др.
На рис. 3 представлена структурно-
компоновочная модель роторной САЗ,
отражающая принцип компоновки
функциональных систем A, ...,D на
элементах транспортно-несущего
устройства (системе Е) и принцип
функционирования роторной САЗ,
заключающийся в преобразовании
вертикального входного потока W1
неориентированных ПО в
горизонтальный выходной поток W2
ориентированных ПО в процессе непрерывного
орбитального транспортного вращения
с частотой Q всех систем САЗ вокруг
общей неподвижной оси.
При этом входной поток W1
распределяется внутри роторной САЗ на
ряд параллельных потоков wfB, Wfcf
W%D, №^Q, поскольку роторная САЗ
является многопоточной
технологической машиной
параллельно-последовательного действия.
Так как роторные и роторно-кон-
вейерные технологические машины и
Рис. 3. Структурно-компоновочная
модель роторной САЗ
линии оперируют с непрерывным
потоком дискретных ПО,
характеризуемым однозначной ориентацией ПО в
потоке, стабильным расстоянием (шагом)
между ними и стабильной скоростью
транспортирования, то и выходной
поток ПО W2, формируемый роторной
САЗ, должен иметь те же параметры.
Поэтому производительность
роторной САЗ определяется общими для
всех роторных технологических машин
выражениями:
Ярсаз = 60-^Р- = Яи =
= 60—^- = мпр,
О)
где отр — транспортная скорость
рабочих позиций роторной САЗ, равная
скорости выходного потока
ориентированных ПО, м/с; h — шаг между
264
Роторные сис!с*мы автоматической загрузки
САЗ первой группы
САЗ Второй группы
UJ.
Рис. 4. Классификация роторных САЗ по связи между захватывающими
органами БЗУ и рабочими позициями САЗ
ПО в выходном потоке, м; П —
производительность единичного потока
ПО, формируемого одной рабочей
позицией роторной САЗ, шт/мин; и —
число параллельных единичных
потоков ПО в САЗ, равное числу ее
рабочих позиций; R0 — начальный радиус
расположения функциональных
элементов САЗ на ее рабочих позициях, м;
й — частота транспортного вращения
роторной САЗ, с"*1; яр — частота
вращения ротора, мин.
Таким образом, чем выше
производительность единичного потока ПО
(одной рабочей позиции) роторной
САЗ при высокой транспортной
скорости (частоте транспортного
вращения) и минимальном шаговом
расстоянии между потоками ПО (рабочими
позициями) или больше число рабочих
позиций в роторной САЗ, тем больше
ее производительность. Однако
увеличение только частоты вращения или
транспортной скорости роторной САЗ
приводит к увеличению центробежных
сил инерции, действующих на
потоки ПО, перемещающихся внутри
САЗ, причем это увеличение пропор-
Структура« классификация и области применения роторных САЗ
265
ционально квадрату частоты
орбитального вращения или транспортной
скорости САЗ. Центробежные силы
инерции оказывают существенное влияние
на функционирование роторной САЗ,
в частности на процессы захвата,
транспортирования, ориентирования и
выдачи ПО, и в конечном счете
определяют возможность обеспечения
требуемой производительности и области
применения различных конструкций
роторных САЗ.
Классификация и области
применения САЗ. Основными признаками
классификации роторных САЗ,
определяющими их конструктивные особенности
и области применения, являются:
1) связь между захватывающими
органами БЗУ и рабочими позициями
САЗ;
2) способ ориентирования ПО;
3) совмещенность функций захвата
и ориентирования ПО.
По связи между захватывающими
органами БЗУ и позициями САЗ все
САЗ делят на две группы (рис. 4).
К первой группе относят роторные
САЗ с индивидуальными
захватывающими органами, в которых каждый
захватывающий орган БЗУ
непосредственно связан с рабочей позицией
роторной САЗ. В этих САЗ число
захватывающих органов БЗУ равно
числу рабочих позиций САЗ, причем
каждый захватывающий орган БЗУ
связан со своим лотком-накопителем
НПУ.
Естественно, что в этом случае
захватывающие органы БЗУ вращаются
вокруг оси роторной САЗ с частотой
вращения ее рабочих позиций. В
качестве захватывающих органов в БЗУ
роторных САЗ первой группы
используют захватывающие органы,
представляющие собой
возвратно-поступательно перемещающиеся трубки,
стержни, качающиеся секторы,
движущиеся лопасти, вращающиеся
воронки, крючки, расположенные по
периферии дна бункера БЗУ. Эти
захватывающие органы совершают для
захвата ПО в основном те же
движения, что и в стационарных БЗУ.
Производительность БЗУ с
индивидуальными захватывающими
органами в роторной САЗ непосредственно
зависит от центробежных сил инерции,
возникающих вследствие
транспортного вращения роторной САЗ,
поэтому число захватывающих органов,
а также другие конструктивные и
кинематические параметры БЗУ
определяются конструктивными и
кинематическими параметрами роторной
САЗ.
Из выражений A)
производительность роторного БЗУ
ЯРБЗУ^2*.)^-^-,
ил 0 = U = _ •
ЯрБЗУ(й2#о)А
где и3, о — число захватывающих
органов БЗУ; Й2/?0 —
центростремительное ускорение, м/с.
При увеличении производительности
роторной САЗ вследствие увеличения
частоты ее вращения увеличиваются
и центробежные силы инерции, причем
пропорционально ее квадрату.
Ко второй группе относят роторные
САЗ, в которых захватывающие
органы БЗУ не связаны непосредственно
с рабочими позициями роторной САЗ,
поскольку ее НПУ выполнено в виде
общей кольцевой накопительной зоны.
В таких САЗ число захватывающих
органов БЗУ не равно числу рабочих
позиций САЗ и, как правило,
превышает это число. Естественно, что
отпадает необходимость и во вращении
захватывающих органов вокруг оси
роторной САЗ с частотой вращения
ее рабочих позиций.
В качестве захватывающих органов
в САЗ второй группы используют,
как правило, профильные окна, а
в простейшем случае кольцевую щель,
расположенные в донной части
бункера БЗУ. Для захвата ПО
захватывающими органами эта часть бункера
БЗУ вращается вокруг оси роторной
САЗ. Частота вращения
захватывающих органов в отличие от САЗ первой
группы не зависит от частоты вращения
рабочих позиций САЗ, и ее выбирают
так, чтобы обеспечить оптимальные
условия для захвата ПО
захватывающими органами. Захваченные ПО
накапливаются в кольцевой
накопительной зоне и перемещаются по дну
бункера в радиальном направлении к ра-
266
Роторные системы автоматической загрузки
ОУ первого типа
Рис. 5. Классификация роторных САЗ по способу ориентирования
ПО, реализуемого в ОУ
бочим позициям САЗ. При этом
центробежные силы инерции,
действующие на ПО, способствуют их
движению по дну бункера.
Производительность БЗУ в
роторных САЗ второй группы не зависит
непосредственно от конструктивных и
тем более кинематических параметров
САЗ, поэтому число захватывающих
органов, а также другие
конструктивные и кинематические параметры БЗУ
выбирают только из условия равенства
производительностей:
"з. о =
/7рвзУ
Я, о
ЯРБЗУ == ЯрСАЗ =
QRo
где Я3. о — производительность
одного захватывающего органа, шт/мин.
При расположении захватывающих
органов по всему дну бункера БЗУ
число их ограничивается площадью
дна, а по окружности боковой
поверхности бункера — его периметром.
По типу ОУ роторные САЗ можно
разделить на три типа (рис. 5).
В ОУ первого типа ориентирование
ПО осуществляется в гравитационном
поле с использованием геометрических
ключей ориентации или асимметрии
С труктураfклассификация и области применения роторных САЗ
267
центра масс. В качестве ориентаторов
используют пороги, призмы, окна и
т. п. Производительность
гравитационных ориентаторов роторной САЗ
непосредственно зависит от
центробежных сил инерции, возникающих
вследствие вращения роторной САЗ,
и определяется ускорением силы
тяжести g и центростремительным
ускорением (Q2R0):
П1оу= F(g{Q2R0).
ОУ этого типа конструктивно
просты и широко распространены. Но
поскольку процесс ориентирования ПО
относительно какой-либо оси
осуществляется при его падении в приемное
устройство под действием силы
тяжести, то подобного рода конструкции
ОУ достаточно эффективны в тех
случаях, когда частота вращения ротора
САЗ не велика, а следовательно,
незначительны центробежные силы
инерции, действующие на ПО. При
увеличении до определенного значения
частоты вращения САЗ время
ориентирования ПО резко возрастает.
В ОУ второго типа ориентирование
ПО осуществляется принудительно под
действием механизмов, а подача ПО
в ориентатор и выдача из него в
приемник — под действием гравитационных
сил. Вследствие этого время подачи
и выдачи ПО определяется ускорением
силы тяжести g и центростремительным
ускорением (Й2Я0)» а время
ориентирования — максимально возможным
ускорением исполнительных органов
ориентатора, значение которого в
общем машиностроении рекомендуют
принимать в пределах /тах < B-^3) g.
Производительность ОУ в данном
случае будет определяться тремя
динамическими параметрами
n%y = F(g; Q2R0; /max).
Кроме того, ОУ второго типа более
надежны в работе по сравнению с ОУ
первого типа и позволяют
ориентировать ПО относительно любого торца
вдоль продольной оси.
В ОУ третьего типа как осевое
перемещение ПО (подача в ориентатор
и выдача из него), так и изменение его
ориентации осуществляется
принудительно под действием исполнительных
органов ОУ. Время ориентирования
и осевое перемещение ПО
определяются временем срабатывания
соответствующих исполнительных органов ОУ
и при заданных габаритах роторной
САЗ лимитируются только
максимально допустимым ускорением органов
B-3) g.
Таким образом, производительность
этого типа ОУ не зависит от частоты
вращения САЗ, и их параметры могут
выбираться в оптимальном режиме
путем выбора необходимых параметров
привода исполнительных органов ОУ,
а предельное значение частоты
вращения роторной САЗ определяется
геометрическими параметрами самой
САЗ (шаг позиций /i, радиус R0) и
имеют величину большую, чем для
ОУ первого и второго типов.
По степени совмещенности функций
захвата и ориентирования ПО
роторные САЗ делят на три группы (рис. 6).
В САЗ первого вида функции
захвата и ориентирования ПО совмещены
полностью. Примером могут служить
САЗ с захватывающими органами,
выполненными в виде
возвратно-поступательно движущихся стержней,
вращающихся крючков, а также в виде
вращающегося кольца или дна с
ориентирующими окнами. Метод
совмещения функций захвата и
ориентирования, как правило, мало
производителен вследствие наименьшей по
сравнению с другими методами
вероятностью захвата ПО
захватывающими органами и применим для
ограниченной номенклатуры ПО.
В САЗ второго вида функции захвата
и ориентирования ПО разделены, но
БЗУ и ОУ размещены в одном роторе.
Благодаря этому упрощается операция
отделения ПО от общей массы,
расширяется номенклатура ПО и
существенно повышается
производительность роторной САЗ. Число рабочих
позиций БЗУ и ОУ равно между
собой (ИрБзу = "роу)> а ДРУгие гео"
метрические параметры связаны
условием
(*!.) = (^-) .
\ h /рбзу \ Л /роу
В общем случае различный шаг
между позициями БЗУ и ОУ может
268
Роторные системы автоматической загрузки
САЗ первого бида
САЗ Второю Вида
САЗ третьего Вида
Рис. 6. Классификация роторных САЗ по совмещенности функций захвата и
ориентирования ПО
обеспечиваться наклоном
лотков-накопителей НПУ, но в большинстве
практических случаев ЛрБЗУ = Лроу>
^°рбзу = ^°РОу- Функциональные
механизмы БЗУ и ОУ в принципе
имеют различную производительность,
поскольку испытывают неодинаковое
влияние центробежных сил инерции,
и общая производительность
роторной САЗ соответствует меньшей из
них. Функциональные механизмы
БЗУ и ОУ в общем случае отличаются
друг от друга размерами в поперечном
сечении, и шаг между рабочими
позициями роторной САЗ должен
соответствовать большему размеру. Так,
например, поперечный размер
захватывающего органа, выполненного в виде
возвр атно-посту пател ьно пер
вмещающихся трубок, определяется
диаметром ПО, а поперечный размер ориен-
татора определяется, как правило,
длиной ПО. Таким образом, при
соотношении длины ПО к диаметру lid =
= 3 шаг между рабочими позициями
Конструкции функциональных устройств роторных САЗ
269
A3, выбранный по размерам
функционального механизма ОУ, прибли-
яительно в 3 раза превысил бы
возможный шаг роторной САЗ, выбранный
но размерам захватывающего органа.
В САЗ третьего вида функции
захвата и ориентирования разделены
и выполняются в БЗУ и ОУ,
разделенных на два ротора, В первом роторе
размещаются БЗУ, НПУ и механизм
поштучной выдачи. Во втором роторе
размещаются ОУ и ВУ. В этом случае
появляется возможность более
свободного выбора геометрических и
кинематических параметров БЗУ и ОУ,
причем в наиболее оптимальных
областях для каждого устройства, так
как эти параметры связаны с
требуемой производительностью роторной
САЗ следующими условиями:
/Q/?o\ ( QR0\ п
[ПГ ]рбзу = VTT jpoy = ЯрСАЗ
^РСАЗ = #рОУ"рОУ = #РБЗУ"РБЗУ-
Разделение роторной САЗ на два
ротора позволяет значительно
упростить конструкции БЗУ и ОУ,
расширить возможности применения в ОУ
ориентаторов с принудительным
перемещением ПО благодаря их
компоновке именно в отдельном роторе,
улучшить условия обслуживания роторной
САЗ в процессе эксплуатации.
2. КОНСТРУКЦИИ ОСНОВНЫХ
ФУНКЦИОНАЛЬНЫХ УСТРОЙСТВ
РОТОРНЫХ САЗ
Бункерные загрузочные устройства.
В конструкциях БЗУ используют
бункерные механизмы трех типов: с одним
цилиндрическим бункером (рис. 7, а),
с бункером и неприводным предбун-
кером (рис. 7, б) и с бункером и
приводным предбункером (рис. 7, в).
Бункер может устанавливаться
стационарно (неподвижно) по отношению
к роторной САЗ для устранения
влияния центробежных сил инерции от
транспортного вращения или
крепиться непосредственно к элементам ротора
и вращаться вместе с ним.
Наиболее проста конструкция
цилиндрического бункера без
дополнительного предбункера, однако она
применима в редких случаях при загрузке
легких и вместе с тем малоповреждаю-
щихся ПО. Объем такого бункера
не может быть значительным,
поскольку увеличение уровня загрузки ПО
в бункере резко ухудшает условия
их захвата захватывающими органами
и снижает производительность БЗУ.
Для обеспечения необходимой
производительности требуется, как
правило, увеличивать в этом случае
кинематические параметры
захватывающих органов (число ходов в минуту,
частоту вращения и т. п.), что
приводит к повышению вероятности
повреждения ПО при захвате.
Таким образом, наиболее общим и
конструктивно правильным решением
Рис. 7. Схемы бункерных устройств роторных БЗУ:
/ — бункер; 2 — предбункер; 3 — захватный механизм
270
Роторные системы автоматической загрузки
Рис. 8. Схема бункерного устройства
с вибрирующим предбункером:
1 — зона захвата ПО; 2 — электромагнит;
3 — вибрирующий предбункер; 4 —
датчик уровня ПО; 5 — трехфазный источник
тока с регулируемым напряжением
является использование в конструкции
бункерного механизма БЗУ предбун-
кера для обеспечения хранения запаса
ПО и дозирования их в зону захвата.
Уже простой предбункер (рис. 7, б),
образующий с коническим дном
кольцевую щель для прохода ПО к
захватывающим органам, может эффективно
решить задачу дозирования для
малогабаритных хорошо сыпучих ПО.
Предбункер, так же как и бункер БЗУ,
может устанавливаться стационарно
(неподвижно) или крепиться на
вращающемся валу ротора. Для
улучшения дозирования ПО через кольцевую
щель коническое дно следует
выполнять вращающимся при неподвижном
предбункере и неподвижным при
вращающемся.
Наилучшие условия для
равномерного дозирования ПО, особенно средне-
габаритных, плохо сыпучих,
обеспечивает применение бункерных
механизмов с приводными предбункерами.
В качестве привода предбункера,
сообщающего ему колебательные
движения, используют механический
эксцентриковый привод или
электромагнитный вибрационный.
Вибрационный привод предбункера
может содержать один или несколько
электромагнитов переменного тока,
устанавливаемых стационарно на
элементах станины линии и
взаимодействующих с предбункером, сообщая
ему вибрационные колебания в
горизонтальной или вертикальной
плоскости.
В одной из таких конструкций
вибрирующего предбункера
электромагнитный привод выполнен в виде
системы из трех электромагнитов,
установленных по окружности
предбункера через 120° (рис. 8). При этом
электромагниты подключены к фазам
сети трехфазного тока в соответствии
с порядком чередования фаз. Такое
подключение электромагнитов
позволяет получить сложное колебательно-
круговое движение предбункера, что
значительно улучшает условия
дозирования ПО.
Преимуществом электромагнитного
вибрационного привода предбункера
является возможность регулирования
амплитуды его колебаний изменением
напряжения питающего тока, что
позволяет управлять процессом
дозирования ПО. Включение и выключение
электромагнитного привода
предбункера осуществляется по сигналу
датчика, установленного в бункере БЗУ
в зоне захвата и контролирующего
оптимальный уровень загрузки ПО.
Предбункер отрегулирован так, что
при отсутствии вибрационных
колебаний самопроизвольное поступление
ПО в зону захвата затруднено.
Предбункер установлен на упругих
подвесках, и в зависимости от
решаемой задачи, вида загружаемого ПО,
удобства компоновки в конкретной
роторной САЗ он может
устанавливаться как стационарно, так и
выполняться вращающимся, при этом
коническое дно также может иметь
различное закрепление на валу ротора.
Возможные варианты конструктивного
исполнения вибрирующего
предбункера БЗУ роторной САЗ показаны на
рис. 9.
Конструкции функциональных устройств роторных САЗ
271
Все предбункеры снабжаются
датчиками уровня засыпки ПО, по сигналу
которых управляются автоматические
транспортные средства,
осуществляющие пополнение предбункера роторной
САЗ в процессе работы.
В конструкциях захватных
механизмов БЗУ роторных САЗ наиболее
широко применяют захватывающие
органы, реализующие поштучный или
поштучно-непрерывный захват ПО за
внешнюю поверхность и допускающие
компоновку в многоярусных и
многопоточных системах.
К таким захватывающим органам
относят разнообразные трубчатые
органы (трубки), совершающие
возвратно-поступательное прямолинейное
движение, вращающиеся воронки и их
комбинации. Реже используют
возвратно-поступательно движущиеся
шиберы, лопасти. Перспективно
использование вибрационных дорожек и
создание на их основе роторных
вибрационных БЗУ (см. с. 256).
Захватывающие органы в виде
возвратно-поступательно движущихся
трубок применяют для удлиненных
ПО с отношением 2 < lid <; 4. Трубки
размещают в вертикальных
цилиндрических каналах барабанов и соединяют
при помощи вилок с ползунами
механического кулачкового привода,
устанавливаемыми в том же барабане.
При плотном шаге между
захватывающими трубками ползуны располагают
на внешнем (большем) начальном
диаметре по отношению к трубкам
(рис. 10, а), причем с одним ползуном
соединяются, как правило, две трубки.
Если шаг между захватывающими
трубками превышает три-четыре их
диаметра, то ползуны привода
размещаются между ними на том же
начальном диаметре (рис. 10, б). В этом
случае хвостовик ползуна выполняют
удлиненным и он выходит в бункер
БЗУ, играя роль дополнительного
ворошителя.
Наиболее универсальны, достаточно
технологичны в изготовлении и хорошо
компонуются в захватных механизмах
БЗУ роторных САЗ захватывающие
органы в виде вращающихся воронок.
Рис. 9- Варианты
установки вибрирующего
предбункера в роторном
БЗУ:
а — стационарно на
вертикальных упругих подвесках
(предбункер с вращающимся
дном); б — то же
(предбункер с неподвижным дном);
в — вращающимся с валом
ротора на горизонтальных
упругих подвесках
(предбункер с вращающимся дном);
г — то же (предбункер с не*
подвижным дном); / — ко*
ническое дно; 2 —
электромагнит вибратора; 3, 7 —
упругие подвески; 4 — вал
ротора; 5 — предбункер;
6 ¦—¦> подшипниковый узел
272
Роторные системы автоматической загрузки
Разнообразие геометрии их приемной
конической части, возможность
комбинации с трубчатым захватывающим
органом обеспечивают эффективное
применение воронок для захвата ПО
формы тел вращения, различных по
конфигурации и соотношению
размеров.
Для симметричных ПО с
соотношением длины к внешнему диаметру
2 ^ lid < 3 приемную часть воронки
выполняют в виде одинарного конуса
(рис. И, а). Более длинные ПО с
отношением 3 <; lid < 4 и короткие ПО
с отношением 1,5 < lid < 2, особенно
со смещенным вдоль продольной оси
центром масс, эффективно
захватываются воронками, приемная часть
которых составлена из двух конусов,
сопряженных между собой (рис. 11, б).
Для равноразмерных ПО с отношением
1,1 ^.lld ^ 1,5 геометрическую ось
приемной части воронки, составленной
из двух конусов, выполняют со
смещением относительно оси вращения
воронки (рис. 11, б), что улучшает про-
Рис. 10. Варианты компоновки в
роторном БЗУ захватывающих
органов в виде возвратно-поступательно
движущихся трубок:
1 — ползун с вилкой; 2 —
неподвижный цилиндрический пазовый кулачок;
3 — стакан; 4 — захватывающая
трубка; 5 — бункерное устройство; 6 —
барабан; 7 — хвостовик ползуна; D0 —
начальный диаметр расположения тру-
7 бок; D
начальный диаметр
расположения ползунов
цесс захвата равноразмерных ПО,
снижая вероятность расположения ПО
поперек входного отверстия
воронки.
В качестве ворошителя часто
используют цилиндрический штифт (рис. 11,
а, б) у установленный вертикально,
однако такая конструкция ворошителя
может приводить к повреждению ПО
при захвате. Более рациональна
конструкция ворошителя в виде
цилиндрического сегмента (рис. 11, в) с
наклонной торцовой поверхностью в
сторону вращения воронки, что
предотвращает возможность повреждения ПО
при захвате.
Для легкодеформируемых полых ПО
или ПО с легкоповреждающимися
покрытиями внешней поверхности с
отношением 3 < lid < 6, а также для
ПО с асимметрией внешней формы
или положения центра масс наиболее
эффективны воронки с конической
приемной частью, геометрическая ось
которой наклонена к горизонту, а
вершина конуса смещена относительно
Конструкции функциональных устройств роторных САЗ
273
оси вращения воронки (рис. И, г).
Пересечение наклонного конуса с
цилиндрической частью воронки
образует скошенный торец,
обеспечивающий ворошение ПО, а крутой угол
наклона образующей конуса —
благоприятное условие для захвата
удлиненных ПО.
Комбинирование вращающейся
воронки, имеющей наклонный приемный
конус, с неподвижной трубкой
(рис. 12, а) позволяет захватывать
удлиненные ПО с отношением lid > 6,
имеющие к тому же резко выраженную
концевую асимметрию внешней
формы, например торцовый бурт, фланец,
выступы. Эффективный захват
подобных ПО обеспечивают тем, что трубку
устанавливают таким образом, чтобы
ее торец находился на уровне
верхнего среза входного отверстия
направляющей цилиндрической части
воронки и входной конус трубки
сопрягался с наивысшей образующей
поверхности конуса воронки. Тогда со
стороны наинизшей образующей ко-
/ 2 3
^
1
и
V
1
1
й-
1
\
\ *
1
4
а)
6)
в)
г)
Рис. 11. Захватывающие органы в виде вращающихся воронон с приемными
коническими частями:
а —• с прямым одинарным конусом: 1 — штифтовой ворошитель; 2 —• конус; б >-* с пря*
мым двойным конусом: / — штифтовой ворошитель; 2 — нижний конус; 3 —• верхний
конус; в — с прямым эксцентрическим двойным конусом: 1 — сегментный ворошитель;
2 — ось вращения воронки; 3 — геометрическая ось приемной конической части воронки;
4 — приемная коническая часть воронки; е — эксцентриситет; г — с наклонным
конусом: / — приемная коническая часть воронки; 2 — геометрическая ось приемной
конической части; 3 — ось вращения воронки
274
Роторные системы автоматической загрузки
колеса, по которому обкатываются
зубчатые венцы, выполняемые по
окружности воронок.
Более простой и надежной схемой
при загрузке легких или легкодефор-
мируемых ПО для
высокопроизводительных роторных САЗ является схема
привода, в которой вращение воронкам
сообщается посредством клинового
ремня, охватывающего позиции роторной
САЗ и взаимодействующего со шкивами
воронок. Противоположная ветвь
ремня может быть закреплена неподвижно
или охватывать приводной шкив,
вращаемый посредством специального
привода. В последнем случае
обеспечивается возможность регулирования
производительности Б ЗУ путем
изменения частоты вращения воронок, а
также возможность независимого
включения БЗУ при остановленной линии
для предварительного заполнения
лотков-накопителей НПУ роторной САЗ,
что необходимо для сборочных линий.
Такая конструкция привода
вращения воронок обладает и тем
преимуществом, что позволяет отказаться
от индивидуальных
предохранительных устройств для каждой воронки,
предотвращающих поломку элементов
привода и повреждение ПО при
заклинивании их в захватывающих
органах БЗУ. Роль предохранителя
выполняет сам приводной ремень,
проскальзывающий по поверхности шкива
воронки при ее заклинивании.
Вращающиеся воронки компонуют
в автономные блоки захвата по типовой
конструктивной схеме. На рис. 13
показан блок захвата для удлиненных
ПО с отношением длины к диаметру
больше трех, снабженный воронкой
с наклонным приемным конусом.
Воронка / жестко закреплена на трубке
Рис. 13. Типовая конструкция блока захвата
роторного БЗУ с вращающейся воронкой
Рис. 12. Комбинированные
захватывающие органы в виде вращающейся
воронки:
а — с неподвижной трубкой: / —
вращающаяся воронка; 2 — трубка; б — с
возвратно-поступательно движущейся
трубкой: / — вращающаяся воронка; 2 —
наклонный паз; 3 — движущаяся трубказ
4 — выдающий шток
нуса торец трубки выступает над
срезом входного отверстия воронки.
Это препятствует его перекрытию
подходящими ПО, которые свободно
западают в трубку по наивысшей
образующей конуса.
Комбинация вращающейся воронки,
имеющей радиальные разновысокие
пазы на поверхности приемного конуса,
и одноместного трубчатого
захватывающего органа (рис. 12, б) позволяет
эффективно захватывать и
сцепляющиеся конические ПО.
При загрузке габаритных,
массивных ПО вращение воронкам
сообщается в процессе транспортного
вращения роторной САЗ посредством
неподвижного центрального зубчатого
Конструкции функциональных устройств роторных САЗ
275
посредством винтов 2, которые
закрыты предохранительным
обтюратором 5, предотвращающим их
самопроизвольное вывертывание в
процессе работы и попадание посторонних
частиц (пыли) на мазеудерживающие
кольца 4. Трубка 7 с воронкой
установлена в подшипниках качения 5
в корпусе блока 6. Для удержания
пластичной смазки подшипники
защищены мазеудерживающими
кольцами. На хвостовике трубки
установлен на шпонке шкив 6\ через который
трубке с воронкой сообщается
вращательное движение клиновым ремнем
от привода вращения воронок.
Блоки захвата устанавливают в
диске-блокодержателе ротора. Корпус
блока входит в посадочные гнезда бло-
кодержателя и крепится к его
верхнему диску посредством двух винтов.
Воронка входит с зазором в отверстие
дна диска-блокодержателя, дно
которого выполнено с индивидуальными
коническими воронками, образующими
с захватывающими органами зону
захвата ПО. На диске по его окружности
установлена обечайка бункера БЗУ.
Накопительно-передающее и
ориентирующее устройства.
Лотки-накопители выполняют в большинстве
конструкций НПУ жесткими
неприводными в виде автономных быстросъем-
ных блоков, в которых монтируют,
как правило, и механизм поштучной
выдачи ПО, механизм отказа питания
ПО, а в некоторых случаях и другие
механизмы и исполнительные органы
ОУ и даже захватывающие органы.
В конструкциях роторных САЗ
используют механизмы поштучной
выдачи ПО трех типов, различающиеся
по виду основного исполнительного
органа — отсекателя и типу его
привода: механизмы поштучной выдачи
с индивидуальными
пружинно-рычажными отсекателями, с групповыми и
комбинированными отсекателями.
Пружинно-рычажные отсекатели
применяют в роторных САЗ
производительностью до 1000 шт/мин для рав-
норазмерных малогабаритных или,
наоборот, крупногабаритных, тяжелых
ПО, обладающих высокой прочностью.
Групповые гибкие и комбинированные
отсекатели применяют в роторных САЗ
производительностью более 1000 шт/мин,
Рис. 14. Типовая конструкция
пружинно-рычажного отсекателя
роторной САЗ:
/ — неподвижный путевой кулачок; 2 —•
ролик отсекателя; 3 — ось вращения
отсекателя; 4 — рычажный отсекатель; 5 —
лоток-накопитель; 6 — вал ротора; 7 —»
пружина; 8 — блокодержатель
причем для ПО с / ^ 20 мм применяют
гибкие отсекатели, а для ПО с / <
< 20 мм предпочтительнее
комбинированные отсекатели.
Пружинно-рычажные отсекатели
выполняют, как правило, качающимися
в горизонтальной плоскости. Они
управляются неподвижными кулачками,
размещаемыми вне роторной САЗ на
станине линии (рис. 14). Срабатывание
отсекателя (закрытие и удержание ПО)
происходит под действием пружин.
В конструкциях пружинных отсе-
кателей применяют цилиндрические
пружины растяжения, сжатия и
кручения. Наибольшее распространение
получили пружины растяжения
благодаря удобству компоновки и
простоте изготовления. Пружины сжатия
обеспечивают хороший доступ к зоне
поштучного отделения ПО с внешней
стороны, однако габариты механизма
увеличиваются и требуется
применение направляющих стержней для
пружин.
276
Роторные системы автоматической загрузки
Основным недостатком
индивидуальных пружинно-рычажных отсекателей
является ударное закрытие их под
действием пружины, что является
причиной значительного шума при работе
роторной САЗ, возможного
повреждения поверхности ПО. Число
отсекателей увеличивается с увеличением числа
рабочих позиций САЗ, что для
высокопроизводительных роторных САЗ с
плотным шагом между рабочими
позициями затрудняет техническое
обслуживание в процессе эксплуатации.
Указанные недостатки полностью
устраняются при использовании
групповых гибких отсекателей типа бес-
конечнозамкнутых ремней, шнуров и
пружин в конструкциях механизмов
поштучной выдачи роторных САЗ.
Групповые отсекатели в виде гибких
кольцеобразных элементов просты по
устройству, надежны в работе,
бесшумны и полностью устраняют
возможность повреждения поверхности
ПО.
На рис. 15 показаны возможные
варианты установки группового от-
секателя. Гибкий кольцеобразный
элемент охватывает на определенном
участке рабочие позиции роюрной САЗ и,
входя в прорези лотков накопителей
НПУ, осуществляет удержание
(отсечку) ПО. При выходе ветви гибкого
элемента из прорезей
лотков-накопителей ПО освобождается и
перемещается по каналу лотка. Угол охвата
Рис. 15. Схемы установки
групповых гибких отсекателей:
t — групповой гибкий отсекатель;
2 — роторная САЗ; 3 — опорные и
натяжные ролики
ротора кольцеобразным элементом, т. е.
требуемая величина участка, а значит,
и время отсечки ПО, регулируются
установочными роликами 3. Схемы
установки группового отсекателя с
внутренним охватом ротора (рис. 15, а, б)
наиболее просты и используются для
роторных САЗ консольной компоновки
(с одной опорной плитой). Для
роторных САЗ с двумя опорными плитами
используют схемы установки с
внешним охватом ротора (рис. 15, в, г).
В комбинированных отсекателях
гибкий бесконечно-замкнутый элемент
используют не для непосредственного
удержания ПО, а для привода
пружинно-рычажного отсекателя,
качающегося, как правило, в вертикальной
плоскости. Такая конструкция
отсекателя позволяет использовать
простой механизм отказа от питания ПО.
Механизм отказа (рис. 16) состоит из
поворотного рычага-защелки 12,
вращающейся на оси II, установленной
в кронштейне 10 на трубчатом лотке-
накопителе / НПУ роторной САЗ.
Защелка соединена пружиной 13
со штифтом 7 рычажного отсекателя 5,
установленного на оси 6 в
кронштейне 4 также на лотке-накопителе.
Отсекатель управляется гибким
элементом 3, входящим в вырез 2 отсекателя.
Выступ 9 отсекателя входит в
накопитель и удерживает находящиеся там
ПО. Защелка 12 снабжена роликом #,
который взаимодействует с элементом
Конструкции функциональных устройств роторных САЗ
277
Рис. 16. Механизм отказа от питания
позиции роторной САЗ с
комбинированным отсекателем
системы управления механизмом
отказа.
При нахождении защелки 12 в
нижнем положении она своим выступом А
взаимодействует со штифтом 7 и
запирает отсекатель — происходит отказ
от питания. При перемещении защелки
в верхнее положение она освобождает
штифт и отсекатель получает
возможность открыться под действием
гибкого элемента.
На рис. 17 показана возможная
компоновка роторного БЗУ, оснащенного
блоками захвата // с вращающимися
воронками, и НПУ, в котором лотки-
накопители 16 выполнены также по
блочной компоновке вместе с
комбинированным МПВ и механизмом отказа
от питания, рассмотренными выше.
Управление защелкой механизма
отказа от питания может осуществляться
вручную наладчиком или
автоматически по команде с пульта управления
линией. Для этого имеется система
управления механизмом отказа,
состоящая из импульсного источника
тока и двух стационарно
установленных электромагнитов 5 со
специальными исполнительными органами —
толкателями 4. Электромагниты
установлены в зоне защелки 3 механизма
отказа на станине линии. При подаче
импульса тока по команде с пульта
управления соответствующий
электромагнит срабатывает в момент
прохождения мимо него требуемой рабочей
позиции роторной САЗ и своим
толкателем воздействует на ролик защелки,
переводя защелку в другое положение
(отказа или восстановления).
Нижние рычажные отсекатели
механизма поштучной выдачи
управляются гибким элементом 13, а роль
верхних отсекателей выполняет
гибкий элемент 10, входящий в пазы
лотков-накопителей. Гибкие элементы
замкнуты и охватывают шкивы 12,
установленные в опорах качения на
станине линии. Это позволяет избежать
проскальзывания гибких элементов в
пазах лотков-накопителей рычажных
отсекателей при вращении ротора.
Выдача ПО происходит в гнезда 15
Рис. 17. Компоновка роторного БЗУ
с НПУ, оснащенным механизмом
отказа от питания:
1 — вал ротора; 2 — блокодержатель; 3 -•
защелка механизма отказа от питания
позиции; 4 — толкатели; 5 —
электромагниты; 6 — гибкий элемент привода воронок;
7, 12 — шкивы; 8 — бункер БЗУ; 9 — дно
бункера; 10 — верхний гибкий групповой
отсекатель; 11 — блок захвата; 13 —
гибкий групповой элемент для привода
рычажных отсекателей; 14 — транспортный
конвейер; 15 — гнезда конвейера; 16 —*
лоток-накопитель НПУ; 17 — зубчатое
колесо привода вращения роторного БЗУ]
18 =»станина
278
Роторные системы автоматической загрузки
Рис. 18. Схемы гравитационных
ориентиров роторных ОУ:
а — с наклонным лотком и штифтом для
ориентирования полых ПО: / — приемник;
2 — штифт; 3 — лоток; б — с центральной
опорой для ориентирования ПО с
асимметрией центра масс: / — опора; 2 —
приемник; в — с профильным трафаретом для
ориентирования ПО с асимметрией
внешней формы: 1 — приемник; 2 — трафарет;
г — со штифтом и механическим перетал-
кивателем: / — лоток; 2 — отсекатель;
3 — приемник; 4 — штифт; 5 — перетал-
киватель
транспортного конвейера 14 линии,
которым они транспортируются или
в технологические роторы линии (если
дополнительной ориентации ПО не
требуется), или в роторное ОУ.
В конструкциях роторных ОУ
широко применяют гравитационные ори-
ентаторы в виде упоров и трафаретов,
основанные на использовании
геометрических ключей ориентации и ярко
выраженной асимметрии положения
центра масс ПО (рис. 18). Такие ориен-
таторы обеспечивают ориентирование
ПО формы тел вращения с отношением
lid ^ 2. Конструкции ОУ, созданные
на основе гравитационных ориентато-
ров, хорошо компонуются в роторных
САЗ,' обеспечивая минимальный шаг
между рабочими позициями, удобство
обслуживания из-за отсутствия
движущихся элементов привода.
Использование комбинации
гравитационного ориентатора с
механическими переталкивателями (рис. 19, г)
расширяет область их применения,
позволяя ориентировать ПО с
отношением lid < 2 и даже близкие к
разноразмерным //d> 1,5. Однако в этих
устройствах имеются движущиеся
исполнительные органы и элементы
привода.
Наиболее широко применяют ОУ
активного контактного
ориентирования ПО в поворотных цилиндрических
ориентаторах. Ориентатор (рис. 19, а)
применяют для ориентирования ПО
типа стаканов с отношением 2 ^
< lid < 3 дном вниз. Стакан, идущий
в правильном положении, на штырь /
не надевается и при повороте
ориентатора 4 на 90° в положение //
проваливается сквозь диаметральный канал
ориентатора в приемник. Стакан,
идущий дном вверх, надевается на штырь
и при последующем повороте
ориентатора еще на 90° выдается в приемник
также дном вниз. Затем ориентатор
возвращается в исходное положение.
Для ориентирования ПО типа
стаканов дном вверх с отношением lid ^
^ 1,2 используют ориентатор с
подвижным штоком (рис. 19, б). ПО
подается в ориентатор Зу имеющий только
сквозной радиальный канал. Если
стакан идет дном вниз, то он опирается
на шток 4, остается в ориентаторе и
после поворота ориентатора на 180°
надевается на шток в требуемом
положении и выносится им на позицию
выдачи. Стакан, идущий дном вверх,
проходит сквозь ориентатор,
надевается сразу на шток, а ориентатор
совершает поворот вхолостую.
В ориентаторе, схема которого
представлена на рис. 19, в, стакан
принудительно заталкивается штоком 3 в
ориентатор 2 с подпружиненными
губками 1. Величину хода штока
выбирают таким образом, чтобы при
положении стакана дном вниз он оставался
в ориентаторе и при повороте
ориентатора на 180° повторным ходом штока
выталкивался из губок ориентатора и
выдавался в приемник. Если стакан
поступает в ориентатор дном вверх,
то он уже первым ходом штока про-
Конструкции функциональных устройств роторных САЗ
279
талкивается через губки ориентатора
и выдается в приемник. Это устройство
пригодно для ПО с отношением 1,5 ^
< lid < 4.
ПО с асимметрией внешней формы и
отношением lid ^ 2 ориентируются в
ориентаторе согласно рис. 19, г.
Ориентатор 4 имеет глухое сквозное
отверстие. Механизм поштучной выдачи
снабжен тремя отсекателями, нижний
из которых выполняет роль
опознающего щупа. Последовательность
работы механизма при ориентации ПО
тонким концом вниз следующая: от-
секатели /, 2, 3 открываются при
положении / ориентатора, и очередной
ПО подается на позицию отсекателей
2у 3; отсекатели закрываются; отсека-
тель / удерживает столб ПО,
отсекатели 2,3 — ориентируемый ПО;
ориентатор поворачивается в положение //
и отсекатель 3 открывается. Если ПО
расположен толстым концом вверх,
то он удерживается отсекателем-щу-
пом 2 и не выдается в ориентатор.
При расположении ПО толстым
концом вниз отсекатель-щуп не
удерживает его ввиду небольшого хода и ПО
выпадает в глухое отверстие
ориентатора. При занятии ориентатором
исходного положения / ПО выдается
в приемник тонким концом вниз. ПО,
задержанный отсекателем-щупом за
утолщенную часть, освобождается при
занятии ориентатором положения ///
и выпадает через сквозное отверстие
в ориентаторе в приемник.
При необходимости ориентирования
ПО толстым концом вниз
последовательность срабатывания механизмов
ОУ обратная, т. е. после подачи ПО
на позицию отсекателей 2, 3 ориентатор
занимает положение /// и открывается
отсекатель 3, а затем ориентатор
устанавливается в положение // и
открываются оба отсекателя. Далее цикл
повторяется. Кулачковый привод
обеспечивает синхронное срабатывание
исполнительных органов ОУ по
заданной жесткой циклограмме.
Рис. 19. Схемы поворотных ориентаторов роторных ОУ:
а — со штырем и диаметральным отверстием: / — штырь; 2 —• отсекатель; 8 -* лоток-
накопитель; 4 — ориентатор; 5 — приемник; б — с подвижным штоком: / — отсекатель;
2 — лоток-накопитель; 3 — ориентатор; 4 — подвижный шток; в — с подпружиненными
губками и подвижным штоком: J — подпружиненные губки; 2 — ориентатор; 3 —
подвижной шток; 4 — предмет обработки; г — с двумя взаимно перпендикулярными
отверстиями: /, 3 — отсекатели механизма поштучной выдачи; 2 —• отсекатель-щуп; 4 —
ориентатор; 5 «*» предмет обработки
280
Роторные системы автоматической загрузки
Рис. 20. Конструкция поворотного ориентатора с управляемой заслонкой
В более совершенных конструкциях
роторных ОУ с поворотными ориен-
таторами для ориентирования
асимметричных по внешней форме ПО
используют конструкцию ориентатора со
сквозным диаметральным отверстием
и управляемой заслонкой (рис. 20).
Заслонка / представляет собой
цилиндрический сегмент, установленный с
возможностью качания на оси 2,
совпадающей с осью поворота
ориентатора. Заслонка крепится гайкой 3. На
поверхности торца ориентатора
размещены упоры 6t взаимодействующие
с заслонкой таким образом, что в
положении / ориентатора, при котором
его диаметральное отверстие 4
вертикально, заслонка перекрывает
выход отверстия, при повороте
ориентатора на 180° (положение //) заслонка
поворачивается упором и открывает
вертикально установившееся
отверстие ориентатора. Такая конструкция
ориентатора по сравнению с ориента-
тором, имеющим два взаимно
перпендикулярных отверстия, обеспечивает
более простую циклограмму работы
роторного ОУ, а значит, и возможность
повышения его производительности.
Повышается и надежность работы ОУ
за счет того, что оба положения
ориентатора фиксируются на упорах 5.
В ранее же описанной конструкции
(см. рис. 19, г) одно из положений
ориентатора является промежуточным, не-
фиксируемым, что может приводить
к заклиниванию ПО при подаче их
в гнездо ориентатора вследствие
перекоса последнего.
В этой же конструкции ОУ с
поворотным ориентатором и заслонкой в
качестве отсекателя может быть
использован бесконечнозамкнутый гибкий
элемент, входящий в пазы
лотков-накопителей. Для возможности
индивидуального регулирования положения
ветви гибкого элемента в пазу каждого
лотка при настройке ориентатора на
корпусе лотка-накопителя установлен
специальный регулировочный
механизм (рис. 21).
Механизм состоит из вилки /,
установленной в зоне паза лотка 5. Вилка
может перемещаться перпендикулярно
к оси лотка. Положение вилки
регулируется и фиксируется с помощью
гаек 2, к которым вилка поджимается
упругим элементом 3 (пружиной или
резиновой прокладкой). Ветвь
гибкого элемента-отсекателя 4 входит
в вырезы вилки и паз в лотке.
Перемещением вилки можно регулировать
положение ветви отсекателя в пазу
лотка для каждой позиции роторной
САЗ, обеспечивая надежное
удержание ПО за больший диаметр и пропуск
Конструкции функциональных устройств роторных САЗ
281
I-
/ г
Вид А
Рис. 21. Механизм регулирования
положения ветви гибкого отсекателя-щу-
па в пазу лотка-накопителя
ПО, поступающих меньшим диаметром
вверх.
На рис. 22 показана возможная
компоновка роторного ОУ, оснащенного
поворотными ориентаторами с
заслонкой, и НПУ, состоящим из трубчатых
лотков-накопителей 5, на которых
смонтированы механизмы 9 для
регулирования положения ветви
гибкого отсекателя-щупа 4> с БЗУ с
вращающимися воронками.
Поскольку поворотные ориентаторы
для ПО, имеющих габаритные размеры
более 20 мм, как правило, выполняют
в виде отдельных механизмов, то
ориентаторы устанавливают в гнезда
барабана вместе с элементами их
привода — зубчатыми рейками 2,
находящимися в зацеплении с зубчатыми
хвостовиками ориентаторов. Рейки
соединены с ползунами / кулачкового
привода ориентаторов. В барабане
размещены и упоры, фиксирующие
крайние положения ориентаторов, а
также подпружиненные штоки,
удерживающие ориентаторы от
самопроизвольного выпадения из барабана и
обеспечивающие их быстросъемность.
Для малогабаритных ПО
поворотные ориентаторы компонуют в едином
блоке с лотком-накопителем, отсекате-
лями и другими элементами ОУ, чтобы
свести к минимуму конструктивные
вазоры между ними и повысить
надежность передачи ПО внутри механизмов
ОУ. На рис. 23 показана конструкция
такого комбинированного блока
роторной САЗ для ориентирования ПО типа
колпаков с габаритными размерами
10 < / < 20 мм. В едином блоке
объединены лоток-накопитель 7, механизм
поштучной выдачи с
пружинно-рычажными отсекателями 2, 7,
механизмом отказа от питания 5, описанным
выше, поворотным ориентатором 5 и
приемником 4 выдающего устройства.
Рис. 22. Компоновка роторного ОУ
с поворотными ориентаторами и
гибким отсекателем-щупом в роторной
САЗ:
/ — ползун механического кулачкового
привода ориентаторов; 2 — зубчатая
рейка; 3 — поворотный ориентатор; 4 —
гибкий отсекатель-щуп; 5 —
лоток-накопитель НПУ; 6 — блоки захвата БЗУ; 7 —
бункер; 8 — гибкий групповой отсекатель
МПВ; 9 — механизм регулирования
положения ветви отсекателя-щупа; 10 —
транспортный конвейер
282
Роторные системы автоматической загрузки
Рис. 23. Типовая конструкция блока накопления и ориентирования ПО с
габаритами 10 < I < 20 мм
Упор, фиксирующий крайние
положения ориентатора, выполнен в виде
планки 6t установленной на
фронтальной стороне блока. Ориентатор 5
соединяется с зубчато-реечным
приводом поворота посредством выступа 3.
Подвижные штоки для приема ПО
размещаются непосредственно в
гнездах ротора или транспортного
цепного конвейера.
В другой аналогичной конструкции
(рис. 24) подвижный шток 6 размещен
в корпусе 4 блока вместе с
конструктивными элементами 5, 7,
регулирующими его крайнее верхнее положение
под ориентатором. Здесь механизм
поштучной выдачи выполнен в виде
пружинно-рычажных отсекателей 10,
управляемых путевым кулачком.
Подобная конструкция блока
используется для малогабаритных ПО с / <
< 10 мм.
В обеих конструкциях
комбинированных блоков ориентатор разделен
на две части, т. е. в блоке установлена
только собственно ориентирующая
часть ориентатора, а хвостовик с
элементами привода (зубчатой рейкой)
размещен в барабане ротора.
Сцепление ориентирующей части ориентатора
с хвостовиком осуществляется
посредством паза, выполненного на
хвостовике, и выступа 2, выполненного
на ориентаторе, что обеспечивает
необходимую быстр осъемность блока.
Компоновка механизмов НПУ и ОУ
в одном автономном блоке позволяет
производить регулирование
механизмов на стороне, вне роторной САЗ,
что улучшает условия ее
обслуживания и сокращает время устранения
неисправностей.
ж
Рис. 24. Типовая конструкция блока накопления и ориентирования
малогабаритных ПО с / < 10 мм:
/ — лоток-накопитель; 2 — выступ; 3 — направляющая втулка; 4 — корпус блока;
5 — регулировочная упорная гайка; € — шток-поддерживатель; 7 — фиксирующая
ващелка; 8 — приемник 9 ~- ориентатор; 10 — пружинно-рычажные отсекатели
Конструкции функциональных устройств роторных САЗ
283
Выдающее и транспортно-несущее
устройства. В конструкциях ВУ
роторных САЗ чаще используют простые
приемники с базирующими
поверхностями для приема ПО захватными
органами транспортных роторов или
направляющие трубки для передачи
ПО в гнезда транспортного конвейера
линии под действием силы тяжести.
На рис. 25 показана конструкция
такого ВУ, скомпонованного в единый
автономный блок с захватывающей
воронкой 10, лотком-накопителем 7
и пружинно-рычажными отсекателя-
ми /.
Блок состоит из корпуса 6, внутри
которого на двух подшипниках 5
закреплен вращающийся
лоток-накопитель 7. В верхней части лотка
расположены зубчатое колесо 8 и
воронка 10. Воронка жестко соединена с
лотком винтами //, а зубчатое колесо
соединено с воронкой
подпружиненными шариками 9. В нижней части
корпуса расположены нижний и
верхний отсекатели / с пружинами 12
и кнопка 4 ручного отказа от питания.
В нижней части приемника 3
установлен винт 2 для регулирования
положения выдаваемого ПО по высоте.
Передняя стенка приемника вскрыта
для обеспечения захвата ПО клещами
транспортного ротора. Перед подходом
клещей транспортного ротора передняя
стенка приемника закрывается общим
для всех позиций роторной САЗ
неподвижным охватом,
предотвращающим самопроизвольное выпадение ПО.
При высоких транспортных
скоростях (особенно в роторных линиях)
передачу ПО в рабочие органы
транспортных устройств осуществляют с
помощью подвижных штоков (как
правило, при использовании ориентато-
ров с принудительной передачей ПО
(см. рис. 19, г) или шиберных
питателей. Выдачу ПО с помощью
шиберных питателей обычно применяют в
роторных САЗ с качающимся днищем
(см. с. 296) при загрузке плоских ПО.
В отдельных случаях В У может
выполнять и дополнительные функции.
Так, при использовании в
конструкциях ОУ поворотного ориентатора со
штырем и сквозным диаметральным
отверстием (см. рис. 19, а) может
происходить выдача неправильно ори-
Рис. 25. Конструкция автономного
блока с захватывающей воронкой,
лотком-накопителем, отсекателями и
выдающим устройством
ентированных ПО, т. е. поступление
ПО в клещи транспортного ротора
линии дном вверх, а не вниз. Это может
привести к поломке инструмента в
технологическом роторе. Особенно часто
такое нарушение работы ориентатора
наблюдается в производстве при
низком качестве ориентируемых ПО
(наличие заусенцев, фестонов, смятия
поверхности, осаливания).
284
Роторные системы автоматической загрузки
Рис. 26. Выдающее устройство
роторной САЗ с механизмом съема
неправильно ориентированных ПО:
/ — диск-блокодержатель приемников
выдающего устройства; 2 — предмет
обработки; 3 — приемник; 4 —
поворотный ориентатор; 5 — отсекатели
МП В; 6 — лоток-накопитель; 7 — БЗУ;
8 — зубчатая рейка привода ориента-
тора; 9 — втулка; 10 — подвижной
шток; // — рычаг; 12 — кулачковый
привод ориентаторов
а) 6) в)
Рис. 27. Схема работы механизма съема неправильно ориентированных ПО
Конструкции функциональных устройств роторных САЗ
285
«<<ф*>ч J
N
ж
а;
*—ih
t-tH I
2-'
(o
1°
*;
^7тЧ|о о|И^
4<-.
4h
^ж>^
ir
Чо
oh-
^ф»-
^JL) Начнут
Рис. 28. Типовые схемы транспорпю-несущих устройств роторных САЗ:
1 --- плита станины; 2 — зубчатое колесо привода СЛЗ; 3 — подшипниковые узлы; 4 —
функциональные устройства роторной САЗ (БЗУ, НПУ, ОУ, ВУ); 5 — неподвижная
стойка или вращающийся вал; б — вращающийся или неподвижный стакан; 7 —
неподвижный стакан; 8 — опорная стойка
Для устранения этого недостатка
В У снабжается специальными
механизмами съема неправильно
ориентированных ПО (рис. 26), которые
предотвращают возможность поступления
таких ПО в клещи транспортного
ротора линии.
Механизм съема неправильно
ориентированных ПО выполнен в виде
втулки 9 со скошенным во внешнюю
сторону торцом Л. Втулка установлена
в нижней части приемника 3, в
который поступают ПО 2 из ориентатора
ОУ. Во втулке 9 соосно приемнику
размещен шток 10, управляемый
рычагом 11.
Более подробно конструкция и
принцип работы механизма съема показаны
на рис. 27. Рычаг 7, управляющий
работой штока 4, выполнен двуплечим
с осью качания 8. Плечо рычага,
взаимодействующее со штоком 4,
подпружинено пружиной 12, а на другом
плече установлен ролик 9,
взаимодействующий с неподвижным путевым
кулачком 5. Кулачок установлен на
286
Роторные системы автоматической загрузки
станине 6 линии. Двуплечий рычаг 7
закреплен на стойке 10, размещенной
на диске 11 ротора, в котором
установлен блок 1 выдающего устройства.
В момент поступления ПО из
приемника 13 шток 4 занимает крайнее
верхнее положение под действием
пружины 12. При выдаче правильно
ориентированного ПО 14 он
устанавливается на штоке, опираясь своим
дном, и забирается из приемника
клещами 15 транспортного ротора линии
при сопряжении с ним позиций САЗ
(рис. 27, а). Если в приемник выдан
неправильно ориентированный ПО 2,
то он надевается на шток и не
забирается клещами (рис. 27, б). При
дальнейшем вращении роторной САЗ
ролик двуплечего рычага наезжает
на неподвижный путевой кулачок и
рычаг поворачивается, преодолевая
усилие пружины, а шток опускается
вниз. Неправильно ориентированный
ПО, надевшийся на шток, скошенным
торцом втулки 3 снимается со штока
и по ее поверхности Л удаляется из
роторной САЗ в специальный сборник
(рис. 27, в). Ролик двуплечего рычага
сходит с кулачка и под действием
пружины рычаг и шток возвращаются
в исходное положение. Затем в
приемник выдается следующий ПО и цикл
повторяется.
Установка подобных механизмов
съема в ВУ роторных САЗ полностью
ликвидирует возможность выдачи
неправильно ориентированных ПО.
Конструкции ТНУ в роторных САЗ
выполняют аналогично остовам
технологических роторных машин и линий
[22]. С целью улучшения условий
обслуживания роторных САЗ,
обеспечения удобства загрузки ПО в бункер
с помощью автоматических
транспортных средств желательно
конструировать ТНУ в консольном исполнении,
монтируя все элементы САЗ на общей
колонне, устанавливаемой в
подшипниковых узлах на неподвижной стойке,
закрепленной непосредственно на
станине линии или в специальном
стакане, но без дополнительной верхней
плиты (рис. 28, а, б). Если высота
САЗ значительна, то вводят
консольную стойку для придания большей
устойчивости ротору (рис. 28, в). При
невозможности консольного
исполнения ТНУ все элементы САЗ монтируют
на вращающемся валу ротора по двух-
опорной схеме, устанавливая
подшипниковые узлы вала непосредственно
в плитах станины (рис. 28, г) или
специальных стаканах (рис. 28, д).
3. ТИПОВЫЕ КОМПОНОВОЧНЫЕ
РЕШЕНИЯ РОТОРНЫХ САЗ
Роторная САЗ, показанная на
рис. 29, предназначена для
ориентирования и подачи полых ПО с
фланцем на глухом торце. ПО могут
ориентироваться глухим торцом вверх
или вниз.
Захватывающие органы БЗУ
выполняют в виде возвратно-поступательно
движущихся стержней 2, т. е. в БЗУ
совмещена функция захвата и
ориентирования ПО. Для подготовки ПО
к захвату дно 10 бункера 4 и его
обечайка 11 образуют кольцевую
ориентирующую щель 12. ТНУ роторной
САЗ выполнено в консольном
исполнении. НПУ выполнено в виде
трубчатых лотков-накопителей 6 с
подпружиненными собачками 8. Все
элементы САЗ смонтированы на вращаю-
Рис. 29. Роторная САЗ со
стержневыми захватывающими органами для
подачи полых ПО фланцем вверх (а) или
вниз (б)
Типовые компоновочные решения роторных САЗ
287
щемся валу 17, установленном в
подшипниковых узлах, размещенных в
неподвижной колонне со стаканом 16.
Роторная САЗ получает вращение
от приводного зубчатого колеса 18.
ПО, находящиеся в бункере 4,
цилиндрической частью западают в
ориентирующую щель, опираясь при этом
на дно и обечайку бункера своим
фланцем. Для лучшего западания ПО
в ориентирующую щель обечайка
приводится во вращение относительно
позиций ротора от зубчатого колеса 3.
Ползуны 13 перемещаются в пазах
барабана 14 под действием
цилиндрического пазового кулачка /,
установленного в стакане 16. При этом стержни 2
ползунов, перемещаясь вверх, входят
в кольцевую щель 12 и захватывают
ПО, находящиеся в ориентирующей
щели. Продолжая движение вверх,
стержни передают захваченные ПО 9
в трубчатые лотки-накопители, при
этом собачки 8 поворачиваются вокруг
своих осей, выходя из щелей
трубчатых лотков. Затем ползуны опускаются
и собачки возвращаются в исходное
положение, препятствуя тем самым
выпаданию ПО из трубчатых лотков-
накопителей. Таким образом, ПО,
поднимая друг друга, перемещаются по
трубчатым лоткам-накопителям, а в
случае переполнения лотков выпадают
через их верхний торец 7 снова в
бункер БЗУ. Выдача ПО из САЗ
производится через окна 5 трубчатых
лотков-накопителей.
Для ориентирования ПО глухим
торцом вниз трубчатые лотки-накопители
могут быть выполнены в виде трубок 15,
выходы которых выгнуты к периферии
(рис. 29, б) или к центру ротора.
К недостаткам данной конструкции
роторной САЗ следует отнести
большой ход захватывающего стержня и
необходимость постоянного
поддержания определенного уровня ПО в
бункере БЗУ, так как ПО не должны
перекрывать вход в лотки-накопители
НПУ.
На рис. 30 показана роторная САЗ
с БЗУ, оснащенным захватывающими
органами в виде
возвратно-поступательно движущихся трубок. ТНУ
состоит из вала /, на котором закреплены
бункер 15 БЗУ с предбункером 14,
верхний 20, средний 25 и нижний 30
барабаны. В верхнем барабане 20
размещены неподвижные
лотки-накопители 12 и коаксиально им—подвижные
трубки 13. В том же барабане
установлены ползуны 21 для привода
подвижных трубок. В нижней части каждого
ползуна установлена колодка, в
которой закреплены две подпружиненные
планки 22, соединяющие трубки 13
с ползуном 21. К верхнему торцу
каждого ползуна прикреплен ворошитель
16 для дополнительного ворошения
ПО в бункере 15 в процессе их захвата.
В среднем барабане 25 расположены
поворотные ориентаторы 7 ОУ,
которые закреплены фиксаторами 2, и
зубчатые рейки 26 для поворота ориен-
таторов. Хвостовик ориентатора,
имеющий зубчатую нарезку, находится
в зацеплении с рейкой 26. В нижнем
барабане 30 размещены ползуны 28
для перемещения рейки. Ползуны
имеют подпружиненные штоки, на
которые навинчены ложки. Ложки
ползунов находятся в зацеплении с
хвостовиками реек.
Над средним барабаном 25 на валу
ТНУ размещен диск 24, на котором
крепятся неподвижные
лотки-накопители 12 НПУ и МПВ в виде пружинно-
рычажных отсекателей 9, 11.
Крепление неподвижных лотков-накопителей
осуществляется подпружиненной
кнопкой 8, которая входит в вырез лотка
и предотвращает его осевое
перемещение и поворот вокруг оси. На одной
стороне кнопки закреплен штырь, а
в неподвижном лотке на уровне кнопки
имеется отверстие. Штырь кнопки
имеет возможность входить в отверстие
лотка для перекрытия потока ПО
в каждом лотке-накопителе. На уровне
отсекателей в лотке-накопителе
имеются пазы, в которые входят концы
отсекателей. На нижнем отсекателе
имеется упорный винт для регулировки
вхождения отсекателей внутрь лотка.
Под средним барабаном 25 на валу
ТНУ закреплен блокодержатель 27,
в котором размещены приемники 3
ВУ, фиксаторы 2 ориентаторов 7 и
упоры 6 для фиксации ориентаторов
в крайних положениях. Передняя
стенка каждого приемника вскрыта
на длину ПО для выдачи его из
роторной САЗ в транспортный ротор линии.
Роль передней стенки приемника вы-
288
Роторные системы автоматической загрузки
Рис. 30. Роторная САЗ с трубчатыми захватывающими органами и поворотными
ориентаторами для подачи ПО с асимметрией внешней формы
полняет подпружиненная управляемая
губка 4, которая удерживает ПО от
преждевременного выпадания из
приемника. Вал / ТНУ имеет нижнюю
подшипниковую опору,
расположенную в нижнем стакане 31. Верхней
опорой ТНУ роторной САЗ являются
три расположенных под углом 120°
подшипниковых узла 17, по которым
обкатывается дно бункера 15 БЗУ.
Подшипниковые узлы закреплены на
верхнем стакане 18. Кроме того, на
нижнем стакане установлен кулачок 29
для управления движением реек
привода ориентаторов, а на верхнем
стакане — кулачок 19 для управления
движением захватывающих органов.
В нижней части вала / расположено
зубчатое колесо 32 привода
транспортного вращения роторной САЗ.
На станине линии при помощи стоек
закреплены кулачок 23 для управле-
Типовые компоновочные решения роторных САЗ
289
ния нижними отсекателями 9,
кулачок 10 для одновременного управления
нижними 9 и верхними //
отсекателями МПВ и кулачок 5 для
управления губкой 4 приемника 3. Кулачок 10
для одновременного управления
отсекателями имеет возможность
занимать два положения, рабочее и
нерабочее, и фиксироваться в них
фиксатором. Кулачок 10, отведенный в
нерабочее положение, перестает
воздействовать на отсекатели и выдача ПО
со всех позиций роторной САЗ
прекращается постоянно закрытыми верхними
отсекателями 11.
При вращении роторной САЗ
ролики верхних ползунов 21
обкатываются по профильному кулачку 19
и ползуны вместе с подвижными
захватывающими трубками 13
совершают возвратно-поступательное
движение. Подвижные трубки, совершая
движение в массе ПО в бункере,
захватывают ПО. Ворошители 16,
закрепленные на ползунах, обеспечивают
дополнительное ворошение ПО в
бункере, подготавливая их к захвату.
ПО, запавшие в трубку, перемещаются
и накапливаются в неподвижном
лотке 12 до отсекателей. Нижние
ползуны 28 обкатываются своими роликами
по пазу кулачка 29 и совершают вместе
с рейкой 26 возвратно-поступательное
движение. Ориентаторы 7 через
реечное зацепление получают возвратно-
вращательное движение в соответствии
с циклограммой их работы. Кулачки
10, 23, воздействуя при вращении
ТНУ на отсекатели, выводят
периодически концы отсекателей из
неподвижных лотков. ПО, освобожденные от
отсекателей, перемещаются вниз. При
прекращении воздействия кулачков
отсекатели под действием пружин
возвращаются в исходное положение и
удерживают ПО в неподвижном лотке.
Кулачок 5 воздействует на губку 4
приемника 3 и открывает ее при выдаче
ПО из роторной САЗ в транспортный
ротор.
Рассмотрим подробнее принцип
работы роторной САЗ типовой
конструкции на примере ориентирования и
загрузки ПО с асимметрией внешней
формы.
Последовательность срабатывания
отсекателей и расположение ориен-
таторов по отношению к оси вала ТНУ
роторной САЗ показана на рис. 31.
При воздействии копира на оба отсе-
кателя ориентатор находится в
положении /// (глухим отверстием книзу).
Столб ПО в лотке-накопителе
освобождается отсекателями и
перемещается вниз. Первый снизу ПО становится
своим торцом на поверхность ориен-
татора. При этом он может быть
расположен в двух положениях: большим
диаметром вверх или меньшим
диаметром вверх. В положении // в
основном сечении показан случай, когда
ПО расположен большим диаметром
вверх, а на виде А ПО расположен
меньшим диаметром вверх. При
прекращении воздействия копира на
отсекатели верхний отсекатель
прижимает второй снизу ПО к лотку и
препятствует движению столба ПО.
Нижний отсекатель прижимает первый
снизу ПО в канале
лотка-накопителя, если он расположен большим
диаметром вверх. Если ПО расположен
меньшим диаметром вверх, то
отсекатель не контактирует с ним и не
удерживает его в лотке. Далее нижний
ползун по кулачку поднимается вверх,
поворачивает рейкой ориентатор на
90° и ориентатор располагается
сквозным отверстием соосно каналу лотка-
накопителя (положение /). ПО,
расположенный большим диаметром вверх,
удерживается нижним отсекателем.
ПО, расположенный меньшим
диаметром вверх, перемещается через
сквозное отверстие ориентатор а в приемник
(вид А, положение /). Затем ползун
опять совершает по кулачку ход вверх,
ориентатор устанавливается
отверстием соосно каналу лотка-накопителя
и в это время начинается воздействие
кулачка на нижний отсекатель
(положение //). ПО, расположенный
большим диаметром вверх, освобождается
от действия отсекателя и перемещается
в глухое отверстие ориентатор а. Далее
ползун совершает движение вниз,
ориентатор поворачивается на 180° и
принимает положение глухим
отверстием вниз (положение ///). ПО,
находящийся в глухом отверстии
ориентатор а, также поворачивается на 180Q
и в положении меньшим диаметром
вверх выпадает из сквозного отверстия
в приемник. В этот момент начинается
10 П/р И. А. Клусова
200
Роторные системы автоматической загрузки
Рис. 31. Схема работы роторной САЗ с поворотными ориен-
таторами при ориентировании ПО меньшим диаметром вверх:
/ — выдача правильно ориентированного ПО сквозь ориентатор
в приемник; // — подача неправильно ориентированного ПО
в ориентатор; /// — ориентирование ПО в ориентаторе; выдача ПО
в приемник; подача следующего ПО на ориентатор
Типовые компоновочные решения роторных САЗ
291
воздействие копира на отсекатели,
столб ПО перемещается на
поверхность ориентатора и цикл повторяется.
Таким образом, перед выдачей в
транспортный ротор ПО в приемнике
расположен однозначно — меньшим
диаметром вверх. В момент приема ПО
транспортным ротором копир
воздействует на губку приемника. Губка
раскрывается и ПО выдается из
роторной САЗ в транспортный ротор. После
выдачи ПО из приемника роторной
САЗ воздействие копира на губку
прекращается и она под действием
пружины возвращается в исходное
положение.
В роторной САЗ, показанной на
рис. 32, БЗУ также выполнено с
захватывающими органами в виде
возвратно-поступательно движущихся трубок,
а ОУ — с гравитационным ориентато-
ром.
ТНУ роторной САЗ выполнено
по двухопорной схеме. На станине
линии в подшипниковых узлах 14
вертикально монтируется ведущий
вал /5, на котором закреплены
элементы САЗ. В верхней части ротора
установлен бункер 13 БЗУ, заполненный
подаваемыми ПО 16. Равномерно по
окружности дна бункера БЗУ
соответственно числу позиций роторной
САЗ расположены подвижные
захватывающие органы-трубки 12, которые
сочленяются с ползунами Р,
взаимодействующими посредством роликов И
с неподвижным кулачком 10. Коак-
сиально захватывающим трубкам
установлены лотки-накопители 8 НПУ.
На выходе лотков-накопителей
монтируются ведущие приемники 5,
гравитационные ориентаторы 3, охват 2,
неподвижный поддон 4. Кроме того,
ОУ снабжено рычагом 6 и пружинно-
рычажным отсекателем 7,
управляемым путевым кулачком.
При вращении ротора ПО из
бункера захватываются
возвратно-поступательно перемещающимися
захватывающими трубками и поступают в лотки-
накопители. Столб ПО в
лотке-накопителе удерживается отсекателем,
а нижний ПО, поступающий в ведущий
приемник, рычагом 6 опрокидывается
на неподвижный поддон, по которому
перемещается по окружности в
горизонтальном положении. С поддона ПО
Рис. 32. Роторная САЗ с трубчатыми
захватывающими органами и
гравитационными ориентаторами для подачи
ПО с асимметрией центра массы или
внешней формы
поступает в ориентатор, где и
ориентируется.
Сориентированный ПО передается
в приемник ВУ, из которого,
поддерживаемый охватом 2, выдается в
транспортный цепной конвейер линии /,
который транспортирует ПО к
технологическому ротору.
В зависимости от конструкции
гравитационного ориентатора роторная
САЗ может быть использована для
ориентирования ПО как по асимметрии
внешней формы, так и по асимметрии
центра масс.
Роторная САЗ, показанная на
рис. 33, может быть использована
для загрузки симметричных ПО, после
захвата которых за внешнюц
поверхность дополнительной ориентации не
требуется. При последующей
ориентации ПО в отдельном роторном ОУ эту
САЗ можно использовать для загрузки
асимметричных ПО.
10*
292
Роторные системы автоматической загрузки
Рис. 33. Роторная САЗ с
вращающимися воронками для подачи
симметричных ПО
В конструкции БЗУ используют
захватывающие органы в виде
вращающихся воронок 9, скомпонованных
в единые автономные блоки 6 вместе
с лотками-накопителями НПУ,
пружинно-рычажными отсекателями 3> 5
МПВ и приемником ВУ (см. с. 283).
Бункер 15 БЗУ вместе с предбун-
кером 11 выполнены неподвижными,
так же как и коническое дно пред-
бункера, смонтированное на трубе 13,
установленной на крышке 14 бункера
БЗУ. Дно бункера с индивидуальными
воронками выполнено в виде диска 10
и связано с блокодержателем
посредством шпилек 16 и опорных втулок 17.
Бункер БЗУ установлен
непосредственно на верхней плите линии.
Крепление блоков захвата
производится посредством рычагов 7 и
фиксирующих кнопок 19. Рычаг 7,
закрепленный на оси 20, входит в проточку
в корпусе блока 6, предотвращая его
осевое перемещение, и фиксируется
кнопкой 19. На нижнем диске блоко-
держателя закреплена на каждой
позиции шпонка /, которая входит в паз
на приемнике блока захвата и
предотвращает радиальное перемещение
блока в блокодержателе.
Для предотвращения
преждевременного выпадания ПО из приемника
ВУ установлен общий
подпружиненный охват 2, который перекрывает
вскрытые передние стенки
приемников. Для управления работой
верхнего 5 и нижнего 3 отсекателей служат
путевые кулачки 4, которые
закреплены на станине при помощи стоек.
Как и в предыдущей конструкции
роторной САЗ, кулачок нижнего от-
секателя имеет возможность занимать
два положения, рабочее и нерабочее,
и фиксироваться в них. Кулачок,
отведенный в нерабочее положение,
перестает воздействовать на нижние от-
секатели, и выдача ПО из всех
позиций перекрывается постоянно
закрытым нижним отсекателем.
При вращении роторной САЗ
зубчатые колеса 8 блоков захвата
обкатываются по неподвижному
центральному зубчатому колесу 18 и передают
вращение через подпружиненные
шарики воронкам 9.
ТНУ роторной САЗ выполнено по
двухопорной схеме с вращающимся
валом 22, который установлен в
верхнем 12 и нижнем 24 подшипниковых
узлах. Подшипниковые узлы
размещены: верхний — в крышке 14
бункера БЗУ, а нижний — в стакане 23
на средней плите линии. Вращение
сообщается ротору через посредство
зубчатого колеса 25.
Компоновка роторной САЗ в двух
роторах позволяет выбрать
рациональное число рабочих позиций как
для БЗУ, так и для ОУ, а также
значительно упростить их конструкции
и улучшить условия их обслуживания.
Роторная САЗ, показанная на
рис. 34, предназначена для
ориентирования и загрузки удлиненных ПО типа
пустотелых стаканов, колпаков с.
ориентацией их дном вверх в
транспортный конвейер ротор но-конвейер ной
линии.
Из роторного БЗУ (рис. 34, а) ПО
поступают в гнезда транспортного
конвейера 6 и транспортируются им к
роторному ОУ. Роторное ОУ оснащено
Типовые компоновочные решения роторных САЗ
293
поворотными ориентаторами 9 со
сквозным диаметральным отверстием
и подвижным штоком 10, приводимым
в движение от механического
кулачкового привода.
После совмещения гнезд конвейера
с позициями роторного ОУ штоки
перемещаются вверх, входят в гнезда
конвейера и подают в ориентаторы ПО,
находившиеся в гнездах в
неориентированном положении (дном вниз). ПО,
находящиеся в гнездах дном вверх,
штоками не поднимаются, так как шток
входит в отверстие ПО. Ориентаторы
поворачиваются и переориентируют
поступившие в них ПО дном вверх,
после чего они под действием силы
тяжести выпадают из ориентаторов,
надеваются на штоки и возвращаются
ими в гнезда конвейера.
Таким образом, на выходе из
роторного ОУ все гнезда конвейера
оказываются заполненными
сориентированными ПО, которые транспортируются
им к технологическим роторам. Для
обеспечения необходимого угла охвата
роторов БЗУ и ОУ транспортным
конвейером в соответствии с
циклограммой их работы между ними
устанавливают натяжную промежуточную
цепную звездочку 4 (рис. 34, б).
Аналогично построена двухроторная
САЗ с принудительным перемещением
и ориентированием пустотелых ПО
типа стаканов в роторном ОУ с
поворотными ориентаторами (рис. 35, а).
ПО, поданные в роторное ОУ
специальным конвейером 12, передаются
штоками 6 на рабочие позиции ОУ,
причем правильно сориентированные
ПО (в данном случае дном вверх)
выдаются сквозь ориентаторы 7
непосредственно в гнезда транспортного
цепного конвейера 8, а неправильно
ориентированные ПО (дном вниз)
остаются в ориентаторах, поскольку штоки
Роторное 63У
ИИнпнпе-
w
ч^У
Рис. 34. Роторная САЗ с компоновкой ОУ в отдельном роторе и поворотными
ориентаторами с поддерживателями для подачи полых цилиндрических ПО:
а — вид в продольном сечении: / — бункер БЗУ; 2 — лоток-накопитель; 3,5 — отсе-
катели МГТВ; 4 — неподвижные путевые кулачки привода отсекателей; 6 —
транспортный цепной конвейер; 7 — барабан; 8 — зубчатая рейка; 9 — поворотный ориентатор;
10 — шток-поддерживатель; 11 — барабан с ползунами; 12 — цилиндрические пазовые
кулачки привода ползунов; б — схема САЗ в плане: / — роторное ОУ; 2 — роторное
БЗУ; 3 — транспортный цепной конвейер; 4 — промежуточная цепная звездочка
294
Роторные системы автоматической загрузки
Роторное БЗУ
Роторное О У
т
Рис. 35. Роторная САЗ с компоновкой ОУ в отдельном роторе и поворотными
ориентаторами с принудительной передачей ПО:
а — вид в продольном сечении: / — отсекатели МП В; 2 — неподвижный путевой кулачок
привода отсекателей; 3 — лоток-накопитель; 4 — верхний барабан; 5 — ползун; 6 —
шток; 7 — поворотный ориентатор; 8 — транспортный цепной конвейер; 9 — зубчатая
рейка; 10 — пружинный амортизатор ползуна; // —- нижний барабан; 12 — специальный
конвейер; б — схема САЗ в плане: / — роторное БЗУ; 2 — специальный конвейер;
8 — роторное ОУ; 4 — транспортный цепной конвейер
входят в отверстия ПО. Штоки
поднимаются вверх, ориентаторы
поворачиваются и переориентируют ПО, а
штоки повторным движением вниз
выдают сориентированные ПО в гнезда
конвейера 8. Если зеркально
перевернуть ротор ОУ, т. е. специальный
конвейер 12, охватывающий роторы
БЗУ и ОУ, расположить ниже
транспортного цепного конвейера 8 и
соответственно штоки 6 с кулачковым
приводом разместить внизу, а привод
ориентаторов вверху, то можно
обеспечить ориентирование пустотелых ПО
дном вниз.
Таким образом, транспортирование
и передача ПО из роторного БЗУ
к ОУ осуществляется своим
специальным конвейером, охватывающим оба
ротора, а выдача сориентированных
ПО происходит в транспортный цепной
конвейер, передающий затем ПО в
технологические роторы линии (рис. 35, б).
В двухроторной САЗ может быть
Типовые компоновочные решения роторных САЗ
295
скомпоновано и роторное ОУ с
гравитационными ориентаторами для
ориентирования ПО с асимметрией центра
масс или внешней формы (рис. 36).
По аналогии с предыдущей
конструкцией такая САЗ содержит два
конвейера: специальный /, передающий
ПО от роторного БЗУ к ОУ, и
транспортный 7, передающий
сориентированные ПО к технологическим
роторам линии.
В данной конструкции роторного
ОУ использованы радиальные
гравитационные ориентаторы 6 с
профильным трафаретом 8 (см. разрез по Б—Б).
Выдача ПО из гнезд специального
конвейера / осуществляется
принудительно подвижными штоками 2,
приводимыми в движение от кулачкового
привода. Выданные ПО перемещаются
по радиусному лотку 3 от центра к
периферии ротора под действием силы
тяжести и центробежной силы
инерции, которая в данном случае
способствует перемещению ПО на позиции
ориентаторов. ПО поступают на
управляемую заслонку в горизонтальном
положении. Заслонка установлена на
качающемся двуплечном рычаге 4,
управляемом путевым кулачком 5.
После открытия заслонки ПО
поступает в ориентатор, ориентируется и
выдается из приемника в гнездо
транспортного конвейера 7.
Недостатком такой компоновки
является резкое увеличение габаритов
ОУ по диаметру расположения
ориентаторов с увеличением длины
загружаемых ПО вследствие необходимости
увеличения радиуса изгиба
передающих лотков 3.
Для ориентирования и подачи
роторные линии плоских ПО с
отношением lid < 1 используют в роторных
Б-Б
^ Ё3
Рис. 36. Роторное ОУ с гравитационными
ориентаторами для САЗ двухроторной компоновки
296
Роторные системы автоматической загрузки
Рис. 37. Роторная САЗ с качающимся перфорированным бункером для подачи ПО
типа низких колпаков
САЗ, в которых отсутствует жесткая
связь между захватывающими
органами БЗУ и рабочими позициями САЗ.
Так, для ориентирования ПО типа
низких колпаков БЗУ в подобных
роторных САЗ (рис. 37) выполняют
в виде цилиндрического бункера 6
с коническим дном 4, поверхность
которого перфорирована
ориентирующими окнами 17 с язычками.
НПУ выполнено в виде общей
накопительной зоны, образованной
дном 4 БЗУ, коническим диском /
и кольцевой стенкой 7 основания 23.
В стенке 7 выполнены радиальные
пазы 20. В У состоит из удерживающих
собачек 18 и шиберов 9 с пружинами
5. Шиберы 9 приводятся в движение от
неподвижного радиального
кулачка 10. ТНУ консольного исполнения,
состоит из неподвижного основания 11,
вращаемого стакана 12 и вала 22, а
также зубчатого колеса 13 привода
вращения ротора и
кривошипно-кулисного привода качания диска 1 и
бункера БЗУ. Кривошипно-кулисный
привод состоит из кулисы 16,
кривошипа 15, системы зубчатых колес 14
и приводного шкива 21, посредством
которого передается вращение от
привода линии. При вращении ротора
бункеру сообщаются колебательные
движения, способствующие западанию
ПО 2, находящихся в бункере 6,
в ориентирующие окна 17.
Сориентированные ПО
накапливаются в общей накопительной зоне и
поступают в радиальные пазы под
действием центробежной силы инерции
и силы тяжести. Из радиальных пазов
20 ПО попадают на неподвижное
кольцо 24 основания //. Сверху кольцо 24
закрыто кольцевой крышкой 8,
образующей с ним кольцевой паз, по
которому ПО транспортируются
собачками 18 и удерживаются ими на
позициях шиберов 9. Поштучное
отделение ПО и их выдачу в клещи
транспортного ротора линии
осуществляют подпружиненные шиберы
через выдающие окна 19.
В данной конструкции роторной САЗ
бункер 6 с ориентирующими окнами
может быть установлен на собственном
валу 3, а привод качания выполнен
индивидуальным, независимым от
привода линии и привода качания диска 1,
что позволяет обеспечить выбор опти-
Проектирование роторных БЗУ
297
мальных режимов работы как для
БЗУ, так и для ВУ роторной САЗ.
На рис. 38 показана конструкция
роторной САЗ, во многом
аналогичная предыдущей и предназначенная
для подачи ПО типа низких колпаков,
имеющих зубчатый торец (колпаки,
полученные сверткой из квадратной
или шестигранной заготовки) с
отношением lid < 1. БЗУ здесь также
совмещено с ОУ и состоит из
бункера #, ориентирующего кольца 9 с
профильными окнами (зубцами) и
качающегося конического дна 10. НПУ
выполнено в виде общей
накопительной зоны, образованной дном 10,
основанием 14 с кольцевой стенкой,
в которой выполнены радиальные
пазы 11 для прохода ПО, и коническим
диском 12 с кольцевой обечайкой.
ВУ состоит из радиальных
подпружиненных шиберов 5, расположенных
в основании 14 и приводимых в
движение от неподвижного радиального
кулачка, установленного на кольце 6,
а также подпружиненных собачек (на
рисунке не показаны), удерживающих
ПО на позиции шиберов. ПО,
прошедшие ориентирующее кольцо 9,
накапливаются в кольцевой зоне и под
действием центробежных сил инерции
и сил тяжести, побуждаемые кача-
тельными движениями дна 10,
поступают в радиальные пазы 7 основания
14. Из пазов предметы попадают на
неподвижное кольцо 6, которое с
подвижным диском 12 образует
кольцевой паз 13 для накопления ПО. По
кольцевому пазу ПО
транспортируются собачками и удерживаются на
позициях шиберов. Против шиберов
в обечайке диска 12 имеются окна для
выдачи ПО в транспортные органы
линии.
ТНУ консольного исполнения.
Транспортное вращение САЗ
сообщается от главного привода линии через
зубчатое колесо «?, связанное с полым
валом 4У на котором смонтировано
основание 14 с диском 12 и бункером #.
Коническое дно 10 установлено на
своем валу 2, которому сообщается
вращательно-колебательное движение
от кулисного механизма /5, 16,
водило которого получает вращение при
обкатывании его зубчатого колеса по
неподвижному зубчатому колесу L
Рис. 38. Роторная САЗ с качающимся
дном для подачи ПО типа низких
колпаков с зубчатым торцом
При выполнении ориентирующего
кольца с гладким торцом (без
ориентирующих зубцов) роторная САЗ может
быть использована для подачи ПО
типа гладких дисков, колец и даже
плоских призматических ПО
(например, пластины приводных роликовых
цепей).
4. ПРОЕКТИРОВАНИЕ
РОТОРНЫХ БЗУ
С ИНДИВИДУАЛЬНЫМИ
ЗАХВАТЫВАЮЩИМИ ОРГАНАМИ
Исходными данными при
проектировании роторного БЗУ являются:
параметры загружаемого ПО, требуемая
цикловая производительность БЗУ и
предварительно назначенное шаговое
расстояние между рабочими позициями
роторной САЗ, определенное из
анализа конструктивно-технологических
схем технологических роторов или
транспортных устройств (роторов или
цепных конвейеров) АРЛ и АРКЛ.
В качестве конструктивных
ограничений, как правило, выступают
максимально допустимые габаритные
размеры, высота русла потока ПО и
число рабочих позиций роторной САЗ,
которое должно быть равно или кратно
числу рабочих позиций
технологических роторов линии.
Проектирование роторного БЗУ
начинают с конструирования захваты-
298
Роторные системы автоматической загрузки
вающего органа: расчета его
геометрических размеров, выбора типа
привода и предварительной компоновки
захватывающего органа с элементами
привода в зоне захвата ПО. Затем
конструируют бункер и предбункер
БЗУ. Далее ведут расчет и анализ
производительности рабочей позиции
роторного БЗУ, определяют его
кинематические параметры, уточняют
геометрические размеры, после чего
проводят окончательную компоновку
БЗУ.
КОНСТРУИРОВАНИЕ
ОСНОВНЫХ ЭЛЕМЕНТОВ
РОТОРНЫХ БЗУ
Захватывающие органы в виде
возвратно-поступательно движущихся
трубок. 1, Вначале определяют
максимально допустимый внутренний
диаметр захватывающей трубки (рис. 39,
а) из условия незаклинивания ПО
в трубке (G > 2/7тр, где G — сила
тяжести; FTV — сила трения ПО о
трубку), используя неравенства:
D/d<0,95x
X V[(/A*)a + l]/(l+fi2); B)
l,4<D/d< 1,6, C)
где D — внутренний диаметр
захватывающей трубки; d — внешний
диаметр захватываемого ПО; / — длина
ПО; |li — коэффициент трения ПО о
поверхность захватывающей трубки.
Для ПО с отношением 1,5 ^.l/d^
<; 1,7 внутренний диаметр трубки
рассчитывают по формуле B); для ПО
с отношением lid > 2,4 — по формуле
C), а для ПО с l,7<//d<2,4 —
по обеим формулам и принимают
наименьшее значение.
Для ПО с асимметрией внешней
формы: ступенчатых, с фланцем,
многоэлементных (составленных из
нескольких цилиндров и конусов, имеющих
различные диаметры) — следует
использовать в качестве внешнего
диаметра d величину среднего расчетного
диаметра
<*ср = 0,5 (dmax + dmXn), D)
гДе dmax; dmin — соответственно
максимальный и минимальный внешние
диаметры ПО.
2. Последовательным приближением
определяют угол наклона образующей
входного конуса трубки к горизонту
и равный ему (в общем случае) угол
наклона образующей неподвижной
воронки зоны захвата ПО (рис. 39, б)
и уточняют внутренний диаметр
захватывающей трубки из анализа
условия западания ПО в трубку.
Необходимым условием западания
ПО в трубку является взаимодействие
ПО, лежащего на поверхности
входного конуса трубки (и неподвижной
воронки зоны захвата), наивысшей
точкой своей грани с внутренней по-
Рис. 39. К расчету геометрии
захватывающих органов в виде
возвратно-поступательно движущихся трубок:
а — к определению максимально
допустимого внутреннего диаметра трубки; б —
к определению внутреннего диаметра
трубки из необходимого условия западания
ПО; в, г — геометрия торцовой части
трубки; д — к выбору геометрии коаксиальной
захватывающей трубки; / —
захватывающая трубка; 2 «» лоток-накопитель
Проектирование роторных БЗУ
299
верхностыо трубки, что реализуется
при
Did > 1/sin a. E)
Достаточным условием западания
ПО в трубку является наличие
вращательного момента (Л1вр = Gx, где х —
плечо силы тяжести) у ПО
относительно края отверстия трубки, что
реализуется для симметричных ПО при
Did > 0,5 [sin a + (lid) cos a], F)
для ПО с асимметрией центра масс
при
Did > 0,5 sin ее + (lid — 1ц1ф cos а,
G)
где а — угол наклона образующей
входного конуса трубки к горизонту;
/ц — расстояние от центра масс (ц. м.)
ПО до его ближайшего торца.
Для симметричных ПО с lid ;> 3
в большинстве практических случаев
удается реализовать только
необходимое условие западания, что и
ограничивает область применения
трубчатых захватывающих органов.
3. Определяют внешний диаметр
захватывающей трубки DB из
конструктивных соображений: обеспечения
необходимой прочности и жесткости
трубки, возможности ее изготовления,
крепления в БЗУ, компоновки с
элементами привода и т. д.
4. Торцовую кромку трубки
притупляют радиусом г ^ 2 мм для
исключения возможности повреждения
захватываемых ПО (рис. 39, в).
У тонкостенных трубок входной
конус не оформляют, заменяя его
радиусом гх = 0,56, где Ь — толщина стенки
трубки (рис. 39, г).
5. При использовании с
захватывающим органом коаксиально
расположенного жесткого трубчатого лотка-
накопителя (рис. 39, д) его
геометрические размеры выбирают исходя из
тех же соображений, что и при
конструировании захватывающей трубки,
т, е. размеры обеих трубок должны
удовлетворять вышеприведенным
неравенствам. Это также ограничивает
области возможного применения
трубчатых захватывающих органов,
особенно для малогабаритных или
асимметричных по внешней форме ПО,
б) г)
Рис. 40. К расчету геометрии
вращающейся воронки с эксцентрической
приемной конической частью для
разноразмерных 1,15 < lid < 1,5 и
удлиненных ПО с отношением 1,5 < lid <
<2:
а — основные элементы и геометрические
размеры воронки: / — направляющее
цилиндрическое отверстие; 2 — выходная
часть воронки; 3 — нижний приемный
конус; 4 — верхний приемный конус; 5 —«
геометрическая ось приемной конической
части воронки; 6 — геометрическая ось
направляющего цилиндрического
отверстия и ось вращения воронки; 7 —
ворошитель; б — к определению угла наклона
образующей нижнего конуса; в — к
определению основных геометрических
размеров приемной конической части воронки;
г — к определению величины
эксцентриситета приемной конической части
а также для ПО с отношением lid <
< 1,5.
Захватывающие органы в виде
вращающихся воронок. Многообразие
конструкций захватывающих органов в
виде вращающихся воронок делает
выбор их рациональной геометрии для
захвата конкретного ПО значительно
более интуитивным процессом, нежели
при конструировании трубчатых
захватывающих органов. Тем не менее
для двух наиболее универсальных ти-
300
Роторные системы автоматической загрузки
пов вращающихся воронок могут быть
даны достаточно полные расчетные
зависимости.
Для захвата преимущественно рав-
норазмерных ПО с отношением 1,1 ^
^ lid ^ 1,5, а также удлиненных ПО
с отношением lid < 2 применяют
воронку с приемной конической частью,
выполненной из двух усеченных
конусов, геометрическая ось 5 которых
смещена относительно оси вращения
воронки, совпадающей с
геометрической осью 6 направляющего
цилиндрического отверстия / воронки (рис. 40,а).
Конструирование подобной воронки
ведут в определенной
последовательности.
1. Находят максимально допустимый
диаметр выходного отверстия
воронки D, выбирая наименьшее его
значение из ряда значений,
удовлетворяющих как неравенству B), так и
неравенству
D/d<V(/A*J + @,1-0,2).
(8)
2. Последовательным приближением
определяют угол наклона образующей
нижнего приемного конуса к
горизонту и уточняют диаметр выходного
отверстия воронки из анализа
необходимого и достаточного условия за-
падания ПО в направляющую
цилиндрическую часть воронки (рис. 40, б),
используя неравенства E)—G).
3. Определяют минимально
необходимый угол наклона образующей
верхнего приемного конуса воронки из
условия
Р > arctg \x. (9)
4. Находят окончательные размеры
нижнего приемного конуса воронки
и уточняют угол наклона Р, добиваясь
выполнения следующего условия: ПО,
лежащий поперек выходного отверстия
воронки, должен взаимодействовать
с ПО, располагающимся на
поверхности верхнего приемного конуса, в
точке, находящейся, по крайней мере,
не ниже его продольной оси симметрии
(рис. 41, в). В этом случае
#iA*<
sin a
sin (а — Р)
• (cos P —0,5) A0)
или
DJd < D/d +
2 cos а
+ sin(«-P) (C0SP-°'5>'
A1)
где Hf и Df — соответственно высота
и диаметр нижнего приемного конуса
воронки.
5. Определяют внешний диаметр
воронки из условия обеспечения
хорошего ворошения ПО в зоне захвата.
Для этого ПО, лежащие вдоль
образующей верхнего приемного конуса,
должны взаимодействовать с массой
ПО, располагающихся на
неподвижном конусе зоны захвата, не менее,
2. Параметры ПО типа равноразмерных (и близких к ним)
цилиндрических колпачков и воронок с прямыми эксцентрическими конусами
(см. рис. 40)
Материал ПО
Латунь
Сталь,
плакированная медью
Геометрические
параметры ПО
/, мм
9,4
9,3
14,0
d, мм
8,1
6,6
8,39
/ц, мм
4,0
4,7
6,5
Геометрические параметры
воронки *
D, мм
9,0
8,0
11,0
мм
12,4
11,0
15,0
а0
70
70
60
13°
22,5
30,0
30,0
мм
20
20
30
* Смещение е для воронок равно 1 мм.
Проектирование роторных БЗУ
301
(¦mini
1
ш
1
е^
\^Ч^\
кА
г/
г
D
Ъ*
i
/У/
*
i
^
s
V
1
5
6
P-mtn
а)
б)
Рис. 41. К расчету геометрии вращающейся воронки с наклонной приемной
конической частью для удлиненных ПО с отношением lid > 2:
а — основные элементы и геометрические размеры воронки: / — геометрическая ось
направляющего цилиндрического отверстия и ось вращения воронки; 2,4 — наинизшая
и наивысшая образующие приемной конической части воронки; 3 — геометрическая
ось приемной конической части; 5 — направляющее цилиндрическое отверстие; 6 —«
линия проекции вершины приемной конической части воронки; б, в — к определению
необходимых и достаточных условий западания ПО соответственно по наинизшей и
наивысшей образующим приемной конической части воронки
чем половиной своего продольного
сечения (рис. 40, в). Тогда
Djd < Did f sin P + k (lid) X
X cos P, A2)
где DB — внешний диаметр воронки;
k = 0,4-^-0,5.
6. Выбирают величину смещения е
геометрической оси приемной
конической части воронки относительно оси
ее вращения в пределах
0,l<e/d<0,5DT/d,
A3)
обеспечивая надежный переход ПО
из выходного отверстия в
направляющее цилиндрическое отверстие
воронки (рис. 40, г). Величину
диаметра DT направляющего
цилиндрического отверстия воронки определяют
по формуле B).
7. Конструируют ворошитель
воронки в виде цилиндрического сегмента.
Высота сегмента Hsld ^ 1, угол
подъема рабочего торца ворошителя 30° ^
^ otB ^ 45°. Сегментный ворошитель
не должен занимать более четверти
окружности внешнего диаметра
воронки.
В табл. 2. приведены параметры трех
равноразмерных ПО типа
цилиндрических колпачков и соответствующих
им воронок.
Для стержневых удлиненных ПО
с отношением lid > 2 и особенно для
асимметричных по форме и положению
центра масс ПО с l/D ^ 4 используют
воронку с наклонной приемной
конической частью (рис. 41, а). Порядок
конструирования подобной воронки во
многом аналогичен предыдущему.
1. Рассчитывают максимально
допустимый диаметр выходного отверстия
воронки по формуле C).
2. Определяют минимальный угол
amm наклона образующей приемной
конической части воронки к
горизонту amin ^ arctg fx.
3. Выбирают предварительно угол у
при вершине приемной конической
части воронки в пределах 70° ^ у ^
^ 80°, рассчитывают угол наклона
геометрической оси приемной
конической части к оси вращения воронки
гр = (90° — 0,5у — otmin)- Из
практики проектирования 10° ^ г|? ^ 20°.
4. Последовательным приближением
уточняют угловые параметры приемной
конической части воронки и диаметр
ее выходного отверстия из анализа
302
Роторные системы автоматической загрузки
3. Параметры ПО типа удлиненных цилиндрических стаканов
из стали с фосфатным покрытием и воронок с наклонным конусом
Геометрические параметры ПО
/, мм
26
40,5
15,5
d, мм
11
9,85
4,5
/ц, мм
10
13
7,5
Геометрические
D, мм
14
14
6
amin
40
40
35
параметры воронки
Ъв
70
70
80
е, мм
2
2
0,5
мм
30
40
16
«ц.
мм
17,5
23
9,25
необходимых и достаточных условий
западания ПО в направляющее
цилиндрическое отверстие воронки.
Необходимые условия западания ПО:
по наинизшей образующей приемной
конической части (рис. 41, в)
cos (am№ + V)
e/d<0,5D/d
sin-y
A4)
по наивысшей образующей приемной
конической части (рис. 41, б)
e/d>
cos amin
sin y
-0,5D/d.
A5)
D/d;
A6)
Совместное решение неравенств A4)
и A5) дает минимальную величину
диаметра выходного отверстия воронки
cos amin — cos (rfmin + у)
sin у
Достаточное условие западания ПО
реализуется, как правило, только при
западании ПО вдоль наивысшей
образующей приемной конической части
воронки (рис. 41, б). Для ПО с ярко
выраженным смещением центра масс
это условие может реализовываться
и при западании ПО центром масс
вперед вдоль наинизшей образующей
(рис. 41, в). Выполнение достаточных
условий проверяют по формулам F)
и G), подставляя вместо а значения
соответственно amln и ашах =
= 180° — атщ.
5. Определяют величину внешнего
диаметра воронки
D2/d < l/d У*! —(ВД* , A7)
где ki = 0,8ч-1,2; #f — расчетная
высота скошенного торца воронки,
выбираемая из условий ворошения ПО
в зоне захвата (Нг11 ^0,5).
Диаметр входного отверстия
воронки D'2 не должен намного
превышать длину ПО, т. е. D'2/l^ 1,1-М,2.
Полученное в результате расчета
значение угла наклона плоскости
скошенного торца воронки может
превышать допустимое значение угла
трения ПО о его поверхность, поэтому
при формировании окончательных
геометрических размеров воронки
предусматривают обработку плоскости
скошенного торца воронки для
получения угла наклона плоскости торца
в пределах 30—45°. Кромку
скошенного торца воронки обязательно
притупляют радиусом не менее 1—2 мм.
В табл. 3 даны геометрические
параметры трех удлиненных ПО типа
пустотелых стаканов и
соответствующих им воронок.
При конструировании воронок с
наклонным конусом и неподвижной
внутренней трубкой (см. рис. 12, а) для
стержневых ПО с отношением lid > 6
используют тот же подход и
приведенные выше формулы.
Конструирование захватывающих
органов удобно вести, совмещая
проведение расчетов с геометрическими
построениями профиля воронки или
трубки в увеличенном масштабе D:1;
10 : 1) с использованием плоского
масштабного трафарета загружаемого ПО,
на котором размечено положение
центра масс. Тогда процедура проверки
необходимых и достаточных условий
западания ПО и выбор рациональных
геометрических параметров
захватывающего органа может быть
значительно ускорена и упрощена. Такой
комбинированный графоаналитический
метод конструирования захватывающих
органов особенно удобен в случае
Проектирование роторных БЗУ
303
захвата ПО с ярко выраженной
асимметрией внешней формы: ступенчатых,
с фланцем, многоэлементных (имеющих
несколько цилиндрических и
конических поверхностей разного диаметра),
когда аналитические расчеты по
расчетному среднему диаметру не дают
необходимой достовер ности.
В большинстве случаев
захватывающие органы роторных БЗУ
изготовляют из углеродистых сталей 45, 40Х
с последующей закалкой на твердость
до 30—40 HRCa полированием рабочих
поверхностей и их оксидированием.
В ответственных случаях применяют
хромирование рабочих поверхностей.
Возможно применение и других
материалов, например пластмасс.
Бункер и предбункер БЗУ. При
конструировании бункера БЗУ
необходимо учитывать два противоречивых
момента. Исходя из обеспечения
наилучших условий для подготовки ПО
к захвату, минимальный диаметр
бункера роторного БЗУ должен
удовлетворять неравенству
Дбт1п>(Ю-15)/. A8)
Однако максимальный диаметр
бункера ограничивается динамическим
фактором — значением параметра пе-
Q2?><5
регрузки Яб = , при котором
перемещение ПО вниз вдоль
образующей бункера прекращается
вследствие негативного действия
центробежных сил инерции. Из этого условия
Do max
< 2g/\iQ\ A9)
Таким образом, расчетные значения
диаметра бункера роторного БЗУ
должны удовлетворять обоим
неравенствам.
Однако диаметр бункера БЗУ
определяется и рядом конструктивных
требований, связанных с особенностью
компоновки роторного БЗУ. Дно 2
бункера роторного БЗУ в зоне захвата
ПО выполняют, как правило, плоским
с индивидуальными для каждого
захватывающего органа коническими
воронками (рис. 42), пересекающимися
между собой. Диаметр входного
отверстия воронки Ьвх выбирают как можно
большим, чтобы пересечение соседних
воронок происходило по максимально
/ — захватывающий орган (блок захвата);
2 — дно бункера; 3 — обечайка бункера;
4 — неподвижная обечайка; 5 — элементы
предбункера; 6 — индивидуальные
воронки в дне бункера; 7 — участки плоского
дна бункера
возможной хорде, а участки плоского
дна между ними были бы
минимальными. В большинстве случаев DBX ^
^ 1,5Л. Угол наклона Рв образующей
воронки к горизонту рассчитывают,
используя неравенство
ь^^т^йг- <20>
Таким образом, диаметр бункера
роторного БЗУ, рассчитанный из
конструктивных соображений, Dq = D0 +
+ ^вх (гДе &о — диаметр начальной
окружности БЗУ по осевым линиям
304
Роторные системы автоматической загрузки
Рис. 43. К расчету геометрических
размеров предбункера роторного БЗУ:
/ -— коническое дно предбункера? 2 —*
обечайка бункера; 3 — предбункер; 4 «-
вал ротора
захватывающих органов) должен
удовлетворять неравенствам A8) и A9).
Для улучшения ворошения ПО в зоне
захвата диаметр бункера можно
выбирать из диапазона значений,
удовлетворяющих неравенствам A8) и A9),
но меньше рассчитанных из
конструктивных соображений, так чтобы
расстояние от внешней поверхности
захватывающего органа до внутренней
поверхности обечайки 3 бункера (см.
рис. 42) было бы меньше минимального
диаметрального размера ПО, т. е. с ^
< 4ш • В данном случае Dq = D0 +
+ DB+ 2c.
. Высоту бункера Hq выбирают: для
захватывающих органов в виде
возвратно-поступательно движущихся
трубок
Н + / < #б < Я + 21;
для захватывающих органов в виде
вращающихся воронок
2/<#б<3/,
где Н — величина хода трубок.
Для предотвращения выбрасывания
ПО из бункера при вращении
роторного БЗУ вокруг бункера может
устанавливаться неподвижная обечайка 4
(см. рис. 42), а при загрузке ПО,
допускающих интенсивное воздействие
на их поверхность при бункеризации,
вся обечайка 3 бункера может
выполняться неподвижной. В последнем
случае расчетное значение диаметра
бункера должно удовлетворять только
неравенству A8).
Конструктивные размеры
предбункера БЗУ выбирают из следующих
соображений.
Диаметр Dn основания конического
дна предбункера (рис. 43) равен йд =
= D0 — DBX. Угол наклона его
образующей к горизонту ад > arctg fi.
Диаметр ?>2пб выходного отверстия
предбункера выбирают из условия
обеспечения свободного поступления
ПО в зону захвата и предотвращения
давления массы ПО, находящихся
в предбункере, на ПО,
располагающиеся в зоне захвата. Эти условия
реализуются при
<*в + D-г-5)/<Я2пб<Яд-
-0-5-2)/. B1)
Диаметр D^g вращающегося вместе
с роторным БЗУ предбункера и угол
Рпб наклона образующей его
конической части к горизонту выбирают из
условия независания ПО под
воздействием центробежных сил инерции,
используя вышеприведенные
неравенства A9) и B0) для расчета параметров
бункера роторного БЗУ.
Для неподвижного предбункера его
диаметр выбирают только из
конструктивных соображений обеспечения
необходимого объема предбункера.
Объем предбункера Vuq должен
обеспечивать непрерывную работу
роторного БЗУ в течение 5—10 мин, т. е.
УпбХБ-МО)
Vuo
Ярбзу, B2)
где Упо "— объем одного ПО, м8;
#РБЗУ — производительность БЗУ,
шт/мин; 8 — коэффициент заполнения
объема, определяемый
экспериментально для каждого конкретного ПО.
Например, для цилиндрических ПО
длиной / = Ш-т-25 мм и диаметром
d = 8-7-12 мм экспериментально
получено:
lid 1,00 1,40 1,60 3,00
е 0,73 0,65 0,60 0,57
Проектирование роторных БЗУ
305
Объем предбункера с выходной
конической частью (см. рис. 44)
вычисляют по формуле
''--т^-Оя,
пб"
—Dl пб^2пб ~~" D2 пб) Лпб>
B3)
где Лпб = 0,5 (Dln6 — D2n6) tg Рпб —
высота конической части предбункера;
#пб — общая высота предбункера.
Совместным решением выражений
B2) и B3) по полученным ранее
значениям геометрических размеров
предбункера вычисляют расчетное
значение высоты предбункера.
С учетом конструкции предбункера
(вращающийся, колеблющийся,
неподвижный и т. п.), способа его
установки в роторном БЗУ (на валу
ротора или элементах станины линии
и т. п.), типа, числа и способа
установки датчиков уровня ПО в пред-
бункере окончательную высоту
предбункера определяют при
конструктивной проработке и компоновке всего
роторного БЗУ.
Высоту кольцевой щели А между
нижним торцом пребункера и
коническим дном выбирают из условия
обеспечения подачи в зону захвата
требуемого числа ПО в единицу времени.
Число ПО, проходящих через
поперечное сечение щели, приближенно
вычисляют по формуле
пР2ПбА
pnd* + qld '
B4)
где р, q — вероятность прохождения
щели ПО соответственно торцом или
боковой поверхностью (р + q = 1).
Для мелких цилиндрических ПО
с lid ^2 и Vno<3-10-e м8
принимают р~ q= 0,5; для ПО с 2 <
< lid < 3 и 3- 10~в < Упо < 5 X
X 10-« м8 — р = 0,6; q = 0,4; для
ПОсЙ>Зи Vno>5-10-e м8 —
р = 0,7; <7=0,3.
Время перемещения единичного ПО
по наклонному вращающемуся дну
определяют по формуле
= 1/ 2/ / sin ад — fi cos ад +
А2Ашб
-г- —щ— (совссд + fxsinafl) J g.
B5)
Если дно предбункера подвижно,
то в формуле B5) принимают Q = 0.
Тогда производительность
предбункера ориентировочно
Япб = а/'по B6)
и должна превышать значение
производительности роторного БЗУ на
10-15%, т.е. Япб>A,1-И,15)Х
X ЯрБзУ.
Совместным решением неравенств B6)
и B7) определяют расчетное значение
высоты кольцевой щели. Для
обеспечения равномерного дозирования ПО
не рекомендуется назначать высоту
щели меньше максимального
габаритного размера ПО, т. е. А ^ /, особенно
для предбункеров, не приводимых в
колебательное движение. Учитывая
приближенный характер расчетов,
окончательное значение высоты щели
уточняют экспериментально, поэтому в
конструкции предбункера роторного
БЗУ предусматривают возможность ее
регулировки.
РАСЧЕТ ПРОИЗВОДИТЕЛЬНОСТИ
РОТОРНОГО БЗУ С ВРАЩАЮЩИМИСЯ
ВОРОНКАМИ
Расчетное значение
производительности Ярбзу роторного БЗУ с
индивидуальными захватывающими
органами, определяемое проектным
заданием, должно удовлетворять
равенству
Лрбзу=Я"дрб3/'И. B7)
где /7дрБЗу — расчетное значение
действительной прозводительности
одной позиции роторного БЗУ, шт/мин;
т — коэффициент переполнения,
компенсирующий случайные колебания
действительной производительности
БЗУ (т= 1,1-5-1.2).
Действительную производительность
одной позиции роторного БЗУ с вра-
306
Роторные системы автоматической загрузки
щающимися воронками рассчитывают
по формуле
'дрбЗу ~ атах/гвЛ>
B8)
ГДе «max — максимальное число ПО,
которое может быть захвачено
воронкой за один кинематический цикл;
пв — частота вращения воронки, мин;
т) — коэффициент выдачи БЗУ.
При проектировании роторного БЗУ
с независимым приводом воронок
частота их вращения определяется
конструкцией и кинематикой самого
привода, а при выполнении привода
воронок с жесткой кинематической
связью с приводом вращения ротора
пв = /ip/, где /ip — частота вращения
роторного БЗУ, мин; i —
передаточное отношение в кинематической цепи
привода.
а/7МЛ
Я/77ДХ
Рис. 44. К расчету вероятности
расположения ПО поперек входного
отверстия воронки в прямой
эксцентрической (а) и наклонной (б) приемных
конических частях
Для равноразмерных ПО с
отношением lid < 1,5 принимают атах = 2,
а для удлиненных ПО с отношением
lid > 1,5 принимают 1,5 < атах < 2.
Коэффициент выдачи БЗУ
определяют, как правило,
экспериментальным путем или по аналогии с ранее
отработанными конструкциями БЗУ,
что менее точно. Для роторного БЗУ
с вращающейся воронкой разработана
математическая модель его
функционирования, в основу построения которой
положен теоретико-методологический
подход, рассматривающий основную
функцию БЗУ как последовательное
преобразование параметров потока ПО
на входе БЗУ в параметры выходного
потока ПО. В соответствии с этим
подходом коэффициент выдачи
роторного БЗУ определяют как
произведение двух коэффициентов, имеющих
вероятностный смысл:
Т) — kifivf
B9)
где kch — стохастический коэффициент
преобразования шага идеального
потока ПО; kcv — стохастический
коэффициент преобразования скорости
идеального потока ПО.
Стохастический коэффициент
преобразования шага определяют как
произведение трех условных
вероятностей:
К = Р\Р2Рг>
C0)
где р^ — вероятность перевода ПО
из устойчивого положения поперек
выходного отверстия воронки в
положение вдоль образующей приемного
конуса воронки, благоприятное для
захвата; р% — вероятность западания
в выходное отверстие воронки ПО,
находящегося в благоприятном
положении; /?3 — вероятность того, что
захвату ПО не помешает их взаимная
сцепляемость.
Вероятность р± для равноразмерных
ПО с 1,Г^//с(^1,5 и удлиненных
ПО с lid < 2,0 при использовании
воронки с прямым эксцентрическим
конусом (рис. 44, а) определяют как
Произведение двух вероятностей:
Pi = PiPv
C1)
Проектирование роторных БЗУ
307
где
p; = l-0,25(J^Jx
\я1б —я2/
X (sin a + sin P); C2)
p!=1+*i-4 C3)
Я| = lld\ щ = Dld\ nib = Dxld —
безразмерные геометрические параметры.
Для ПО с 1,5 <//</< 2 при
использовании воронки с наклонным
конусом (рис. 44, б)
/4 = 1- 0,25 (угJ X
X (sin аШах + sin cemln), C4)
где * i_2*LZ*» 1
Я Я1в — я2 ^ tg amln
tg ocraax
Hie = D2/d—- безразмерный
геометрический параметр. Для ПО с
отношением lid ;> 2 рг — 1.
Для ПО со смещенным центром масс
условную вероятность р2 определяют,
используя теорему о вероятности
сложного события
Р2 = РпР2+РпР2> C5)
где Рд, /?д — вероятности подхода ПО
к выходному отверстию воронки
соответственно ближайшим к центру масс
или наиболее удаленным от центра
масс ПО торцом; р'ъ р% — вероятности
западания в отверстие воронки ПО,
подошедших соответственно
ближайшим к центру масс или наиболее
удаленным от центра масс ПО торцом,
причем р„ + р„ = 1, т. е. эти
ситуации составляют полную группу
несовместимых событий.
В качестве выражения для
определения вероятности р"п используют
отношение расстояния от центра масс ПО
до ближайшего его торца /ц к длине
ПО /. Тогда
Рп = 'ц/'; p;«i-y. C6)
Подставляя значения для р„ и Рп
в C5) и обозначая ln/d — я8, после
преобразований получим
Рис. 45. К расчету вероятности
западания в воронку ПО со смещенным
центром масс:
а — ближайшим к центру масс торцом;
б — наиболее удаленным от центра масс
торцом
Вероятности р'г и pZ при западании
ПО со смещенным центром масс
определяют как отношение плеча х
опрокидывающего момента, создаваемого
силой тяжести G ПО относительно
края выходного отверстия воронки,
к радиусу этого отверстия (рис. 45):
р2 = ^-;Р;--^-, C8)
где
jtf = D — 0,5d sin a — 1Ц cos a;
#2 = D — I cos а — 0,5d sin а +
+ /ц cos а,
*i> *2 — расстояния от центра масс
ПО до края выходного отверстия
воронки при соответствующих вариантах
западания ПО.
308
Роторные системы автоматической загрузки
а)
6)
Рис. 46. К расчету вероятности западания в воронку ПО с асимметрией внешней
формы:
а — ступенчатой или конической формы? б — со сферическим торцом при R > D,5d;
в — то же при R » Q,5d
Вводя безразмерные параметры,
получим:
р2=2-
а для колпачков с более плоским
торцом (рис. 46, б) при а ;> arcsin
я2
1
¦ sin а -
2 —2- cos а;
я2
р2 = 2 sin а —- 2
JV
C9)
я2
• cos а.
Для воронок с наклонным конусом
в выражение C9) подставляют
значения а — атах, так как согласно
условиям синтеза западание ПО возможно
только по образующей воронки с
максимальным углом наклона.
Для ПО, симметричных по
положению центра масс (я3 = ^i),
Р2 = Р\ = 2 — — sin <*• D0)
312
Анализ условия западания ПО с
асимметрией внешней формы
показывает, что плечо х будет увеличиваться
на некоторую величину б (рис. 46).
Для ПО ступенчатой или конической
формы и других подобных ПО,
имеющих плоские торцы различного
диаметра (рис. 46, а),
б = 0,5 (d — dx) sin а,
где di — диаметр меньшего торца ПО.
Для ПО типа колпачков со
сферическим торцом (рис. 46, б) при условии,
что
а < arcsin d/2Rn,
б = [Ад + 0,5d — Дд (sin а +
+ cos а) ] sin а,
2Яд
б = Лд cos а.
Увеличение вероятности западания
ПО в этом случае учитывают введением
дополнительных вероятностей рГ :
п 1 — я10 .
р2 = — sin a — для
Я2
чатой формы;
*-(!-
2я9
sin a + cos а
я8
ПО ступен-
D1)
)х
X
sma
я2
-для ПО типа колпачка
ПО типа кол-
hJd: я
ю"
при a < arcsin я8;
р2 = 2 —— cos a — для
я2
пачка при а > arcsin я8
где я8 = d/2Rn; я9 =
= djd — безразмерные
геометрические параметры.
Для ПО типа колпачков со
сферическим дном на вероятность р™
необходимо увеличивать значение р'2
(асимметрия формы и асимметрия центра
масс односторонние). Для ПО
ступенчатой или конической формы на
вероятность рГ следует увеличивать
значение р\ (асимметрия формы и
асимметрия центра масс противоположны).
На рис. 47 представлены графики
зависимости р% = F (ях) для массива
параметров: я$ = 1; 2; 3; 4; 5; я2 =
Проектирование роторных БЗУ
309
--1,2; я3=0,3; 0,5; ni0 = 0; 0,5;
1,0; а = 70°; 75°. Анализ результатов
расчета показывает, что увеличение
асимметрии ПО существенно
увеличивает вероятность западания р2.
Причем наибольшее влияние (до 1,5 раз)
оказывает асимметрия центра масс.
Для ПО с асимметрией центра масс
влияние асимметрии формы меньше
A0%), чем для симметричных по
положению центра масс ПО (до 15%).
Наибольшая чувствительность к
изменению вероятности р2 при увеличении
асимметрии у ПО с lid > 2.
Наибольшее влияние на величину
вероятности р2 по всему диапазону
значений параметров я^, я2, я3, я10
оказывает угол а. С увеличением угла а
от 70 до 75° (на 7,1 %) вероятность р2
увеличивается в среднем в 1,5 раза.
Выражения для условных
вероятностей сцепления р3 ПО
асимметричной формы находят в виде [31 ]
ft = 1 - X,
где X = J] ХгУг — суммарный коэф-
i=\
фициент линейного торможения; Xt —
парциальный коэффициент линейного
торможения; yi — «вес» i-ro
парциального коэффициента.
Для цилиндрического
симметричного ПО с плоскими торцами
вероятность сцепления
Рз
¦<ц) = 1 __ _?_ 0>9+ Мя!
я 1 + 2ях
arctg \i.
D2)
где р
Для ПО типа колпачка со
сферическим дном
Рз
'зК) = 1-^[3'4 + 8^-
— 8,4л9 + 3,8я^ +
хB+4я29)],
I arctg В |
X
D3)
где
л8 + И ~^Х — Я8
/г
¦П8[Х
Рг
0,8
0,6
0,4
0,?
/
Рг
0,8
0,6
0,4
о,г\
о\
1 *ю
1,0
= 0
к °'5
а)
1,0
1
JTW=0
0,5 1
Рг
0,8
0,6
о,ч
о,г\
Рг
0,8
0,6
0,4
О?
К
&
к
7
*\1
Ч
1,0
4 ж,
6)
\"w=0
/
N
к
1,0
0,5
ч
\ I
J
в)
4 ж,
Рис. 47. Графики зависимости
вероятности западания ПО в воронку от
соотношения основных геометрических
параметров ПО и воронки:
а — я8 = 0,3; а = 70°; б — я, = 0,3; а =>
= 75°; в — Я» = 0,5; а = 70°; г — я, =
= 0,5; а = 75°
Для ПО ступенчатой или конической
формы
р<<> = 1 _ -?_ х
rd Я
X
А = 6 [1 + 2ях — 2я9 A — я9) J.
0,41 А' + 0,7я10Д' + 0J Bяг — В')
0,5Л, + Лю^' + 2я1 — В'
D4)
где Л' = 1 + 3"tf0; В' = 2яи + я12;
яп = ljd\ я12 = l2ld.
На рис. 48 приведены графики р3 =
= F (ях) для двух типовых форм ПО
при различных значениях параметров
формы: я8 = @,2; 1,0); я9 = @,2; 1,0);
ям = @,5; 0); яп = 0,5; я12 = 0,5.
Для сравнения приведен график р3 —
= F (ях) для гладкого цилиндра,
полученный по формуле D2).
В результате анализа полученных
данных можно сделать следующие
выводы. Вероятность отсутствия сцеп-
310
Роторные системы автоматической загрузки
Рз
ж1П=0 0,5
0,94
0,9?
0,9
1.0
"x.fc*r- ^г==~^^^х^н \ш
л9~1,0
Рис. 48. Графики зависимости
вероятности отсутствия сцепления ПО при
захвате воронкой от соотношения
основных геометрических параметров ПО
и воронки:
/ — ПО ступенчатой формы; // — ПО
цилиндрической формы; III — ПО типа
стакана со сферическим дном
ления ПО ступенчатой формы
практически близка по величине вероятности
для гладкого цилиндра по всему
диапазону изменения пх и коэффициентов
трения fi ^ 0,2. Поэтому для этих
условий целесообразно использовать
расчетную формулу D2). Для ПО
типа колпачка при пг < 2 значения
вероятности р3 меньше
соответствующих значений, рассчитанных по
формуле D2), на 4—5%. Для лг > 2
эта разница быстро уменьшается с
увеличением лг. Поэтому для равнораз-
мерных колпачков следует
пользоваться формулой D3), а для ПО с пг > 2 —
упрощенной формулой D2).
Стохастический коэффициент
преобразования скорости идеального
потока ПО определяют как произведение
трех условных вероятностей:
К = РаРъР&
D5)
где /?4 — условная вероятность того,
что процесс захвата ПО произойдет
в течение одного кинематического
цикла работы захватывающего органа;
Ps» Ре — условные вероятности
преобразования скорости потока ПО на
выходе БЗУ с учетом негативного
действия центробежных сил инерции,
возникающих от вращения
соответственно воронки или ротора.
Вероятность р4 определяется
функцией вида
1 D6)
/>4 =
1 + <*1 [»]к/»ВХ '
где di — некоторый поправочный
коэффициент, учитывающий
приближенный характер выражения D6); [v]K —
максимально возможная скорость
потока ПО на выходе БЗУ; vBX —
средняя скорость потока на входе БЗУ.
Максимальную скорость потока ПО
определяют по формуле
MK = -^gfL, D7)
где о) — частота вращения воронки
БЗУ, с.
Скорость входного потока изделий
vBX определяют с учетом действующей
на ПО центробежной силы инерции
от вращения роторного БЗУ по
приближенному выражению
vBX = *]/2/ [g (sin а' — jli cos a') +
+ a2Q2R0 (cos a' + \i sin a')],
где a
Pb + P
D8)
для воронки с
прямым эксцентрическим конусом;
а' = — для воронки с
наклонным конусом; Рв — угол наклона
образующей зоны захвата (см. рис. 42);
а2 — некоторый поправочный
коэффициент, учитывающий приближенный
характер выражения D8), а2^ 1.
Подстановка выражения D7) и D8)
в формулу D6) после преобразований
дает обобщенное выражение для
определения вероятности р4:
1
р4 =
1
0,637а! "\/щщ
v
где я4 =
(sin a' — ficosa') +
+ яб (cos a' + (i sin a') a2
D9)
@2d . WRn
2g
•; яб =-
g
-безразмерные динамические параметры.
Проектирование роторных БЗУ
Анализ выражения D9) показывает,
что с увеличением пг и я4 величина р4
уменьшается, а с увеличением я6 —
увеличивается, т. е. динамические
параметры я4 и яб оказывают взаимно
противоположные воздействия на
процесс западания ПО во вращающуюся
воронку.
Исходя из общего определения
стохастического коэффициента
преобразования скорости и составляющих его
условных вероятностей D5),
выражения для условных вероятностей
находят в виде
п (*ср)со . (*cp)Q „_
Ръ = -т , Р* = -г > E0)
umax umax
™е (%)а>: (%)а ~ сРеДние скорости
потоков ПО на выходе БЗУ при
действии центробежных сил инерции от
вращения соответственно воронки и
ротора БЗУ, м/с; vmax —
максимальная скорость идеального потока ПО
на выходе БЗУ, м/с.
Максимальную скорость идеального
потока ПО на выходе БЗУ определяют
по формуле
Ошах = у — • E1)
Средние скорости потоков ПО на
выходе БЗУ рассчитывают по
формулам:
(»сР)а> = jA,5/ (я-со*?=? ц) ;
E2)
(^cP)Q = /^5/(g~Q^ofi).
Подставив выражения E1) и E2)
в E0), после преобразований получим
выражения для определения
вероятностей
Рь = Vl—я4("а — l)iia8;
Pe = Vl— Я5МД4, E3)
где а3; а4 — некоторые поправочные
коэффициенты, учитывающие
приближенный характер выражений E3).
Анализ выражений E3) показывает,
что в данном случае динамические
параметры я4 и этб оказывают одинаково
негативное влияние на процесс
выдачи ПО из вращающейся воронки.
Для равноразмерных ПО в
диапазоне значений 0 < яб ^ 0>5
ориентировочные значения проправочных коэф-
311
фициентов следующие: а^ = 1,7—1,9;
а2 = 1,4-1-2,4; а3 = 0,1; а4 = 2,4. Для
удлиненных стержневых ПО в
диапазоне значений 0 < яб ^ 0,77 — ах =
= 1,5-г2,1; а2= 1,1-5-2,4; а3=0,1;
а4= 1,5-г2,4.
Более точные значения поправочных
коэффициентов определяют
экспериментально для конкретного типа БЗУ
и конструкции роторного БЗУ.
На рис. 49 приведены
экспериментальные зависимости
производительности и коэффициента выдачи однопо-
зиционного роторного БЗУ с
вращающейся воронкой от кинематических и
динамических параметров для ряда
равноразмерных и удлиненных ПО.
Геометрические параметры ПО и
соответствующих им воронок были даны
в табл. 2,и 3. Относительная
погрешность расчетных значений
производительности БЗУ, полученных из
математической модели функционирования
БЗУ с учетом поправочных
коэффициентов, по сравнению с
экспериментальными значениями не превышает
±15%. Без учета поправочных
коэффициентов относительная погрешность
расчетных значений
производительности не превышает ±50 %.
Приведенные графики
свидетельствуют о двойственном влиянии
центробежных сил инерции от транспортного
вращения роторного БЗУ. Вначале
при увеличении динамического
параметра яб (например, при увеличении
частоты вращения ротора)
производительность и коэффициент выдачи
роторного БЗУ по сравнению со
стационарным БЗУ (яБ = 0)
увеличиваются, достигая максимума при
некотором предельном значении [лб],
а затем начинают уменьшаться. Для
равноразмерных ПО предельные
значения динамического параметра яб
находятся в диапазоне 0,3 < [пь] ^
^ 0,5, а для удлиненных ПО — в
диапазоне 0,6 < [яб]^:0,8. Это
обеспечивает проектирование роторных БЗУ
для достаточно высоких частот
вращения ротора (до 100 мин) с
минимальным числом захватывающих органов
и высокой суммарной
производительностью A000 шт. и более в минуту).
При правильном конструировании
вращающихся воронок для конкретного
ПО расчетное значение действительной
312
Роторные системы автоматической загрузки
Qf шт/мин
О 0,25 0,5 JTS
Qf шт/мин
110
90
70
50
П
о,1В
о,т\
0,1\
ь)=т
Тмин1
гоо
300
О 0,25 0,5 0,75 ТГ5
Ж^О,
0,5
ZZ
0,89
О 0,25 0,5 0,75 ЗГ5
Qt шт/мин
140
200
150
300
Ггоо
| J
ь)^400мин\
0 0,25 0,5 ЗГ5
7
0,45
0,4
0,35
0,3
Jty=0,t9 ]
0t42\
0J5 \
О 0,?5 0,5 ЗГ5
Qr шт/мин
/30
ПО
90
70
1мин1
300
200
О 0,25 0,5 0,75 УГ§
7
0,22
0,18
о.т
1
жч=о,г
I—~
*2уГ
0У89
^0,5
О 0,25 0,5 0,75 ЗГ$
')
Проектирование роторных БЗУ
313
производительности роторного БЗУ
в требуемом диапазоне значений
динамического параметра лъ можно
обеспечить варьированием числа оборотов
воронки в минуту.
Второй важный вывод с точки
зрения проектирования роторных БЗУ
состоит в том, что для
низкодинамичных роторных БЗУ, работающих в
области значений динамического
параметра меньше предельных, возможно
использование в проектных расчетах
зависимостей, полученных для
стационарных БЗУ с аналогичными
захватывающими органами. При этом
получаемые расчетные значения
производительности роторного БЗУ будут
всегда ниже действительных, что
обеспечит определенный «запас прочности»
при проектировании роторного БЗУ
и выборе его геометрических и
кинематических параметров.
Поскольку АР Л и АРКЛ имеют,
как правило, многоскоростной привод
вращательного движения и
соответственно несколько режимов работы
(наладочный, несколько
промежуточных и расчетный) с различной
производительностью, то при расчете
производительности роторного БЗУ
необходимо провести проверку
соответствия значений его действительной
производительности для всего
диапазона значений кинематических и
динамических параметров БЗУ (т. е. для
массива значений пв и Jt6),
соответствующих различным режимам работы
АРЛ (АРКЛ).
ОСОБЕННОСТИ РАСЧЕТА
ПРОИЗВОДИТЕЛЬНОСТИ
РОТОРНОГО БЗУ
С ВОЗВРАТНО-ПОСТУПАТЕЛЬНО
ДВИЖУЩИМИСЯ ТРУБКАМИ
Действительную производительность
одной позиции роторного БЗУ с
возвратно-поступательно движущимися
трубками определяют по формуле,
аналогичной выражению B8):
Яп
ЦРБЗУ
Ятах^тЛ»
E4)
где аШах = HTll — максимально
возможное число ПО, захватываемых
трубкой за один двойной ход; Нт — ход
трубки, м; л,, — число двойных
ходов трубки в минуту.
Особенностью расчета
производительности роторного БЗУ с возвратно-
поступательно движущимися трубками
по сравнению с рассмотренным выше на
стр. 306 является то обстоятельство, что
кинематические параметры
захватывающего органа (ход трубки Ят и
число двойных ходов трубки в
минуту пт) и конструктивные параметры
роторного БЗУ взаимозависимы.
Число двойных ходов трубки в
минуту определяют по формуле
пт = гпа, E5)
где г — число участков
«подъем—опускание» на кулачке привода трубок;
па — суммарная частота вращения
кулачка относительно трубки, мин-1.
Если роторное БЗУ проектируют
с независимым приводом вращения,
кулачка, то па — /гр ± як, где лр —
частота вращения роторного БЗУ, мин'1;
% — частота вращения кулачка, мин*.
При неподвижном кулачке па — лр,
а при наличии жесткой
кинематической связи с приводом вращения
ротора па = rtpt, где i — передаточное
отношение в кинематической цепи
привода вращения кулачка.
Но максимально возможное число
участков «подъем—опускание» на
кулачке ограничивается как
геометрическими размерами самого кулачка
(длиной его развертки) и требуемым
ходом трубки, так и динамическими
факторами, связанными с видом
закона движения трубки на участках
Рис. 49. Графики зависимости экспериментальных значений
производительности ф=Яд и коэффициента выдачи г| однопозиционного роторного БЗУ с
вращающейся воронкой от основных кинематических параметров роторного БЗУ для
различных ПО:
а — типа равнораз мерного латунного колпака с отношением пх = l/d = 1,15; d = 8 мм;
б — типа стального колпака с отношением l/d = 1,5; d = 8 мм; в — типа
цилиндрического стакана со сферическим дном и отношением l/d = 4,0; d — 10 мм; г — ступенчатой
(бутылочной) формы с отношением l/d — 4,0; d = 10 мм
314
Роторные системы автоматической загрузки
«подъем—опускание», а также
кинематикой ротора БЗУ.
Поскольку в практике
проектирования роторных БЗУ наиболее широко
применяют безударные законы
движения с синусоидально изменяющимся
ускорением, то максимально
возможное число участков
«подъем—опускание» удовлетворяет неравенству
z-<v^S' E6)
гДе /max — максимально допустимое
значение ускорения трубки,
принимаемое в практике проектирования не
более 10 м/с2.
Рекомендуется выполнять на
кулачке участки выстоя трубок в
крайних положениях, что увеличивает
вероятность западания, особенно для
удлиненных ПО с отношением lid ^ 3,
и улучшает динамику работы привода
движения трубок. Ориентировочно
время выстоя трубок в крайнем нижнем
положении определяют по формуле
'вн > V2DT/[sin pB — \i cos pB +
"*"" +McospB + nsinpB)]?, <57)
а в крайнем верхнем положении
'вв = Vf/A-»W)*. E8)
Тогда с учетом выражений E7) и E8)
минимальное число участков «подъем—
опускание» на кулачке привода
трубок
я ^ зо /i/ОТГ f f
Zmin ^ —— / I/ 1 г *вн т *вв-
Лр / * /шах
E9)
Из практики проектирования
роторных БЗУ рекомендуется назначать
Zmln ^ 2.
Расчетное значение числа участков
выбирают из диапазона значений,
удовлетворяющих неравенству
zmln ^ г ^ 2тах«
F0)
Ход трубки выбирают в пределах
/ < Ят < 3/, тогда 1 < атах < 3.
Поскольку значения хода трубки Ят
и числа ходов трубки в минуту пт
непосредственно влияют и на величину
коэффициента выдачи г\, то
аналитический расчет рациональных
кинематических и конструктивных
параметров роторного БЗУ с
возвратно-поступательно движущимися трубками,
обеспечивающих требуемую
действительную производительность БЗУ,
представляет собой типичную итеративную
задачу с последовательным
приближением получаемых расчетных
значений параметров к требуемым
(заданным) .
Рекомендуется следующий порядок
расчета.
1. Выбирают значения /Шах>//т (Дщах)
и рассчитывают значение г в первом
приближении, используя выражения
E6)-F0).
2. Выбрав конструкцию привода
трубок, рассчитывают значение пт по
формуле E5).
3. Определяют значение т) = F (Ят,
лт, яб). _
4. Рассчитывают значение Пп
ДРБЗУ
по формуле E4) и сравнивают с
требуемым (заданным).
При расхождении полученного и
заданного значений расчет повторяют,
изменяя значения /max, #т (атах) или
конструкцию привода движения
трубок для обеспечения необходимого
значения лт.
Как и в предыдущем расчете
действительной производительности
роторного БЗУ с вращающейся воронкой,
рекомендуется определять массив
расчетных значений коэффициента
выдачи г) = F (Ят, лт, пъ) для
некоторой области значении параметров Ят,
лт, я6, соответствующих требуемым
конструктивным и кинематическим
параметрам роторного БЗУ (начальному
диаметру, шагу между позициями,
частоте вращения ротора).
Аналитически получить зависимость
г] = F (Ят, /гт, щ) достаточно трудно,
тем более что на величину г)
оказывают также непосредственное влияние
параметры ПО и параметры роторного
БЗУ, находящиеся в значительной
корреляционной зависимости.
Приближенное аналитическое выражение
для коэффициента выдачи rj можно
получить, используя
вышеприведенные формулы для роторного БЗУ
с захватывающими органами в виде
вращающихся воронок, а также
известные данные по стационарным БЗУ
Проектирование роторных БЗУ
315
Пд,шт/мин
80
40
'у.
/;
..V
J^^
Yi
и
г\^
3
к
,ч
у
\й
Г
L
и
го
чо
Пр, MUH
40
80 nTldd. ход/мин
Рис. 50. Естественные характеристики
однопозиционного роторного БЗУ
с возвратно-поступательно
движущейся трубкой:
/ — дно бункера плоское; а = 0°; 2 — дно
бункера коническое, а = 45°; 3 ^- то же,
а = 30°
с подвижными трубками. В качестве
справочных данных могут быть
использованы результаты
экспериментальных исследований
производительности роторного БЗУ с
возвратно-поступательно движущимися трубками
для захвата ПО типа стакана с
отношением щ = lid — 4 и диаметром d =
= 10 мм, коэффициентом трения
скольжения по стали |х = 0,2. Параметры
роторного БЗУ: D0 = 0,36; г — 2;
Л=7-10~2 м. Параметры
захватывающего органа: внутренний диаметр
трубки D = 14-10-3 м; ход Ят ==
= 7-10 м. Величины остальных
параметров варьировались в процессе
экспериментальных исследований.
Анализ естественных и статических
характеристик роторного БЗУ. Под
естественной характеристикой
роторного БЗУ понимают зависимость
производительности одной рабочей
позиции (захватывающего органа) БЗУ
от частоты транспортного вращения
(угловой скорости) или транспортной
скорости ротора при неизменном
состоянии кулачка привода движения
захватывающих органов, т. е. при
nK/tip = const.
Под статической характеристикой
роторного БЗУ понимают зависимость
производительности одной рабочей
позиции (захватывающего органа) БЗУ
от числа ходов захватывающих органов
в минуту пТ при неподвижном
роторе, т. е. при /ip -- 0.
На рис. 50 представлены
естественные характеристики рассматриваемого
роторного БЗУ для различных
значений угла наклона образующей дна
бункера БЗУ к горизонту.
Анализ характеристик показывает,
что для данной конструкции роторного
БЗУ предельной частотой
транспортного вращения является яр = 60 мин",
что достаточно точно соответствует
значению параметра перегрузки,
рассчитанному по формуле
[%] =
sin ад — ficos ад
F1)
|х sin ад + cos ад
Анализ естественных характеристик
показывает, что наибольшая
производительность /7ДрБЗУ = ПО шт/мин
достигается при использовании
конического дна с углом наклона
образующей ад = 30° при я6 = 0,32 (яр =
= 40 мин, [я5] = 0,37). Однако при
более крутом наклоне образующей
дна ад = 45° возможен устойчивый
захват ПО при лб = 0,72 (пр =
~ 60 мин'1, [лб] = 0,67) с
обеспечением производительности до
100 шт/мин.
На рис. 51 показаны статические
характеристики роторного БЗУ для
тех же значений угла наклона
образующей дна бункера.
Совместный анализ естественных и
статических характеристик позволяет
, шт/мин
во
40
ш
40 пТ,дв. ход/мин
Рис. 51. Статические характеристики
однопозиционного роторного БЗУ
с возвратно-поступательно
движущейся трубкой:
/ — дно бункера плоское; а = 0°; 2 — дно
бункера коническое, а == 45°; 3 — то же,
а = 30°
316
Роторные системы автоматической загрузки
шт/мин Пд, шт /мин
60
40
го
1?0
80
40
W
1 г
,3
ч 4
Рис. 52. Графики зависимости
производительности роторного БЗУ с
возвратно-поступательно движущейся
трубкой от степени опорожнения
бункера:
/, 2 — п = 60 мин-Ц з, 4 ~ п =
= 4Q мин-?
определить, что в диапазонах
значений параметра перегрузки лъ = 0,4-т-
0,7 центробежные силы инерции
способствуют улучшению процесса
захвата ПО трубками.
Анализ влияния степени
опорожнения бункера БЗУ. На рис. 52 приведены
результаты эксперимента,
показывающие влияние степени опорожнения
бункера БЗУ при работе без досыпки
ПО для двух значений параметров
перегрузки: яб = 0,32 (лр = 40 мин)
и яб = 0,72 (яр = 60 мин-1) и при
угле наклона дна бункера ад = 45°.
Исходный уровень засыпки был
принят равным ходу трубки G0 мм)
плюс две длины ПО (80 мм), т. е. 150 мм.
Для сравнения на рисунке
представлены графики колебания минутной
(кривые 2, 4) и полминутной (кривые У,
3) производительности захватывающей
трубки БЗУ.
Из экспериментальных зависимостей
следует, что наибольшая
производительность БЗУ достигается после
извлечения из бункера некоторого
количества ПО. Расчет показывает, что
при этом уровень засыпки находится
в пределах 70—80 мм, т. е.
рациональный уровень засыпки Я3 < Ят + d.
При дальнейшем извлечении
производительность БЗУ монотонно
снижается.
По приведенным экспериментальным
зависимостям для заданной
производительности роторного БЗУ можно
выбрать необходимый диапазон
регулирования уровня засыпки бункера
и рассчитать объем досыпаемой дозы
при порционной подаче ПО.
Анализ влияния состояния
поверхности ПО. Состояние поверхности ПО
в значительной степени влияет на
величину производительности
роторного БЗУ (рис. 53) при значениях яб
меньше предельных (для данного
конкретного случая [я;5] = 0,16). При
работе с загрязненными ПО
производительность снижается до 1,5 раз,
поскольку коэффициент трения ПО
о поверхность дна возрастает в два
раза вследствие их загрязнения. При
достижении и превышении предельных
значений параметра перегрузки яб
влияние степени загрязнения ПО резко
уменьшается вследствие
преобладающего влияния центробежных сил
инерции на величину
производительности роторного БЗУ.
Пд , шт/мин
во
40
/ /
> Z
го
чо
Рис. 53. Графики зависимости
производительности роторного БЗУ с
возвратно-поступательно движущейся
трубкой от степени загрязненности
поверхности ПО:
1 — \х = 0,2; 2 — м == 0,4
ГЛАВА
9.
ОРИЕНТИРОВАНИЕ В БУНКЕРНЫХ
ЗАГРУЗОЧНЫХ УСТРОЙСТВАХ (БЗУ)
1. СТРУКТУРА
ОРИЕНТИРУЮЩЕГО УСТРОЙСТВА
И ПОЛОЖЕНИЯ ПРЕДМЕТОВ
ОБРАБОТКИ НА ВИБРОДОРОЖКЕ
Ориентирующее устройство (ОУ)
включает в себя: устройства л0
подготовки ПО к ориентированию;
ориентаторы П( (i = 1, п)\ переориентато-
ры я (рис. 1). Устройства я0
обеспечивают перевод несистематизированного
входного потока ПО Г в одноярусный
и однорядный Гг поток ПО в
устойчивых различимых положениях.
Систематизация потока ПО на
вибродорожке необходима для создания
благоприятных условии ориентации
ПО. Ориентаторы я преобразуют
поток Гх различимых положений в
поток Г2 одного различимого положения.
Последним элементом может стоять
переориентатор я, который
переориентирует одно различимое положение
потока ПО в одно требуемое
положение. Переориентатор устанавливают
тогда, когда невозможно или
нецелесообразно получить на выходе ОУ
требуемое положение.
Каждое из устройств я0, я, я в
общем виде представляет собой
систему (рис. 2), определяемую тремя
блоками: опознавания в виде датчика
или их совокупности; преобразования
сигнала и сравнения с «эталонным»
сигналом от наперед заданного
положения; силового воздействия на
пришедшее положение ПО. В
зависимости от используемых датчиков (фото-,
пневмодатчики, механические,
электромагнитные и т. д.) вид
передаваемых в ОУ сигналов может иметь
электрическую, механическую,
пневматическую и т. д. характеристики, что
отразится на исполнении ОУ.
Элементы ОУ работают следующим .
образом. Если ПО Vi подошел к
элементу, например ориентатору в
нетребуемом положении, что определяют
датчики, то сформированный сигнал
Z \г*
г
Jlgj
*Г
lot
ч
Jl(/Z
*г
'02
Ч
Т.
¦/» 7
*г
41
Гц
J Z
42
* •
Пп
*„
*г
4П
Ч
Рис. 1. Структурная схема ориентирующего устройства
Усилие
видротранс-
портирования
Опознавание
положения ПО
V
и
ПО-ft
WyWW'VW"'
Система
силового
воздействий
на деталь
блок преобразования сигнала
Опорный сигнал
требуемого
положения ПО
J L_
выключение
системы
Включение
системы
Рис. 2. Структурная схема ориентатора
318
Ориентирование в бункерных загрузочных устройствах
сравнения будет отличаться от
«эталонного» и включится система силово-
'> воздействия на ПО по переводу
• го в другое различимое положение
(см. рис. 2). Если ПО подошел в
требуемом положении, сигнал
опознавания будет соответствовать
«эталонному», включение силовой системы не
произойдет и ПО под действием сил
вибрации пройдет под устройством
«'»ез изменения своего положения.
Название элементов ОУ
определяется физическими принципами работы
датчика опознавания и устройства
силового воздействия. В табл. 1
приведены варианты физических способов
ориентирования ПО по вибродорожке.
По мере выявления и использования
новых способов таблица может
неограниченно расти. Прочерки в таблице
характеризуют не нашедшую еще
достаточного отражения область
применения устройств.
Для большей надежности
ориентирования ПО со слабо выраженными
свойствами в ориентаторе могут быть
использованы несколько устройств
опознавания, а также и несколько
физических сил.
Опознавание ПО связывают с его
различными положениями на
вибродорожке.
Каждый ПО, находящийся в
пространстве, имеет шесть степеней
свободы (три поступательных и три
вращательных движения). Так как при
захвате, ориентации является важным
и знак направления движения (в
положительном или отрицательном
направлении осей координат, по часовой
или против часовой стрелки), то
возможное число вариаций свободы
движения у каждого тела в пространстве
будет двенадцать.
Ориентирование ПО обычно
производится на базовых поверхностях.
Одна из ориентирующих поверхностей,
на которой стоит ПО, лишает ее
первых степеней свободы. Она получила
название основной ориентирующей пло-
1. Физические способы
Сила
воздействия
Гравитационная Гр
Инерции И
Трения Т
Пневматическая П
Магнигодина-
мическая Мд
Механическая
Мх
механический М
МГр
МИ
МТ
МП
—-
ММх
ориентирования ПО
электриче
ский Эк
ЭкГр
ЭкИ
ЭкТ
ЭкП
ЭкМд
ЭкМх
&
пневматич
ский П
ПГр
пи
пт
пп
__
ПМх
Метод
к
гидравлич
ский Гд
—
—
—
—
ГдМх
опознавания
электромагнитный Эм
ЭмГр
ЭмИ
—
ЭмП
ЭмМд
ЭмМх
фото Ф
ФГр
ФИ
—
ФП
—
ФМх
гравитаци
онный Гр
ГрГр
ГрИ
ГрТ
ГрП
ГрМд
—
я
телевизио
ный Т
_
—
—
тп
—
ТМх
Примечание. Обозначение способа ориентирования состоит из двух
частей, начинающихся с заглавной буквы. Первая часть указывает на метод
опознавания ПО, вторая — на физику силового воздействия. Например, МГр —
механико-гравитационный способ ориентирования, в котором опознавание
осуществляется механическим датчиком М, а силовое воздействие —
гравитационным полем Гр; ПП — опознавание и силовое воздействие осуществляется пневмо-
струей.
Структура ориентирующего устройства
319
а) 5)
Рис. 3. Варианты плоскостной
симметрии:
а — пластина; б —• скоба
скости. Вертикальная плоскость
(обечайка чаши ВЗУ) носит название
направляющей ориентирующей
плоскости. ПО на вибродорожке может
занимать различимые и неразличимые
положения. Различимым называют такое
положение ПО, при котором проекции
его на ориентирующие поверхности
неповторимы при других
ориентированных положениях.
Различимость положений связана
с симметрией, т. е. характеристикой
правильности во внутреннем строении
тела или фигуры. Для
ориентирования ПО используется плоскостная или
зеркальная симметрия, осевая или
симметрия вращения. Две
пространственные фигуры называют
симметричными относительно плоскости Р, если
каждой точке А в одной фигуре
соответствует в другой точка Л', причем
отрезок АА', перпендикулярен
плоскости Р и в точке пересечения с этой
плоскостью делится пополам (рис. 3).
ПО обладает симметрией вращения,
если при повороте на угол 360°/л, где
п — целое число, вокруг некоторой
прямой, являющейся осью симметрии,
ПО полностью совмещается со своим
исходным положением. Если п = 2,
3, 4, ..., то ось симметрии называют
осью второго, третьего, четвертого
и т. д. порядка (рис. 4). Чем больше
осей симметрии имеет ПО и чем выше
порядок этих осей, тем большим будет
число неразличимых положений, тем
проще будет ориентироваться ПО.
Для тел вращения ось симметрии
принимает бесконечный порядок.
Находящиеся хаотически в чаше
ВЗУ ПО занимают в общем случае
бесконечное множество положений.
Попав на вибродорожку, ПО от вибрации
привода ВЗУ и направляющих
поверхностей вибродорожки занимают
устойчивые различимые положения.
Число различимых положений Nv ПО
зависит и от наличия направляющего
буртика вибродорожки (рис. 5).
Максимальное число различимых
положений плоского ПО Л^р = 2я, где
п — число сторон многоугольника.
Под плоским ПО понимают деталь,
не имеющую устойчивого положения
ни на одном из своих ребер.
Каждое положение ПО на
вибродорожке в трехмерном
пространстве XYZ (рис. 6) может совершать
три вращательных ах, ау, az и три
поступательных Рх, Ру, Pz движения.
Вращение ПО происходит до
ближайшего устойчивого различимого
положения. Таким образом, множество
различимых положений
взаимосвязано вращением трех видов |ах>
Представим различимые положения
ПО в виде графа U (Г, а), где Г =
= {Vi> Y2> •••» Уп) — множество его
вершин, представляющих различимые
положения; а — множество дуг (а =
== |ах, ау, «z}), определяющих
вращения вокруг осей координат^
Вершина—дуга—вершина \yt —ах—у Л
характеризует на графе кратчайший
а) 6)
Рис. 4. Оси вращения
физических тел:
а — куб в осях вращения (А\А\ А2 2^
А3А3 — оси четвертого порядка, А^А*,
А5Л5, АвАв, АтАт— оси второго порядка)
б — цилиндр с осью вращения А А'
бесконечного порядка
320
Ориентирование в бункерных загрузочных устройствах
ГАААААА
ж)
шштмшш
3)
Рис. 5. Положения ПО формы треугольника на вибродорожке:
а, б — ПО с тремя осями второго порядка и одной третьего; в, г — ПО с осью третьего
порядка; д, е — ПО с осью второго порядка; ж, в — ПО без осей симметрии
путь перевода положения <у*
вращением ах в положение ух.
Учитывая, что треугольник на рис. 5
представляет собой класс им
описываемых ПО, число расчетных схем
графов для этого класса ПО I Л^^ j = 5.
Ряд различимых положений для
ПО, описываемых треугольником,
выражают в виде множества N^ = {1,2,
3, 4, 6, 12}, четырехугольником —
в виде #?= {1, 2, 4, 8} с числом
графов | N* |= 4; пятиугольником —
Рис. 6. Треугольник в осях координат
на вибродорожке
Структура ориентирующего устройства
321
*•= {1,2,3, 6,6, 10} с|#*|=6;
шестиугольником — N* = {1, 2, 3, 4,
6, 12} с IЛ/'^ | = 6?
восьмиугольником-^ {1,2,4,8, 16} с |tf*| =
= 5, Круг можно рассматривать кан
предельную фигуру многоугольника
#?== {1, 2, 16} с числом графов
| #р | = 3. Для ПО общесоюзного
классификатора машиностроительной
продукции класса 40, 50 ряд различимые
положений для плоских ПО
определится в виде множества W) #? =
= \JN*p = {1, 2, 3, 4, 5, 6, 8, 10,
12, 16}, что будет соответствовать
I Л/'р | = 10 видам графов.
В табл. 2 приведены варианты графов
для плоских ПО. Анализ графов
позволяет сделать вывод, что бесконечное
множество ПО отображается конечным
числом графов состояний.
Выражение для определения числа
различимых положений
призматических тел (или приведенной к
призматической) будет
#Р = —-g h ? Kni>
где K0i — число граней ПО,
пересекающихся осями симметрии? Knt —
число граней ПО, не пересекающихся
осями симметрии; S — порядок осей
симметрии tifu грани ПО} п% — число
различимых граней, пересекающихся
осями симметрии? л§ — число
различимых граней, не пересекающихся
осями симметрии.
Ряд различимых положений
призматических ПО выразится кан B)#? =»
= {1, 2, 3, 4, б, 6, 8, 10, 12, 16, 18,
24 ..,}.
Для других многогранников и тел
вращения универсальной формулы
различимых положений пока нет,
поэтому подсчет их проводят логическим
путем, осуществляя мысленное
вращение вокруг координат XYZ.
Приведенные формулы можно
распространить и на тела вращения,
базисы которых могут рассматриваться
как многоугольники с бесконечно
большим числом сторон, а цилиндрические
поверхности — кан бесконечное число
одинаковых элементарных граней. Ось
вращения рассматривается при этом
кан ось симметрии бесконечно
высокого порядка.
При определении числа осей
симметрии ПО, кроме его наружной
конфигурации, учитывают и внутреннюю
конфигурацию, различие физических
свойств по объему, смещение центра
масс, свойства внутренних
поверхностей. Поэтому каждую ось
симметрии следует принимать во внимание
только с учетом всех свойств ПО.
Число Nv различимых положений
ПО характеризует в общем случае
количество К ориентаторов,
необходимых для распознавания и
ориентирования «своих» различимых положений:
А шах ^ Nр — *» т»
где NT — число выдаваемых из
загрузочного устройства различимых
положений (NT ? Nv). Число К равно
количеству вращений однотипных ПО
из JVp положений в //т.
Изменение положения ПО на
вибродорожке совершает ориентатор с
определенным видом вращения и способом
ориентирования. Для систематизации
множества ориентаторов проводят их
классификацию с созданием
алфавита А (я) их технических решении.
Все множество ориентаторов
разбивают на два непересекающихся класса
эквивалентности ориентаторов
соответственно активного и пассивного
типов. Каждое из этих множеств имеет
свои подмножества, образующиеся от
вращательных |ах, ау, az| и
поступательных р = {Ра» Ы видов
движений ПО в ориентатор е. Далее каждое
подмножество разбивают на множества
моделей физических принципов
ориентирования, т. е. на системы
«опознавание — силовое воздействие».
Дальнейшее разбиение можно проводить в
зависимости от исполнения конструкций
ориентаторов. Предложенное разбиение
ориентаторов представляет
многоуровневую систему классификации.
Последние уровни составляют наиболее
простые, хорошо изученные классы
разрабатываемых ориентаторов.
Каждая решенная задача на этих уровнях
И П/р И. А. Кдусова
322 Ориентирование в бункерных загрузочных устройствах
2. Графы различимых положений ПО
Тип ПО
Графа ориентируемых ПО
Круг, а-угольнин, Nv = К
я-угольнии (я = 3, б, 7 ...) в
различимыми опорными поверхноетями, #р = 2
02НЧ50
Круг, я-угольнин в различимыми
опорными поверхноетями (я = 2, 4, 6, 8, ...),
#р=2
Четырехугольник е двумя
противоположными неразличимыми сторонами, iVp = 2
Треугольник, #р == 3
Четырехугольник в двумя различимыми
сторонами и опорными поверхностями,
#р=4
Четырехугольник е различимыми еторо-
нами или восьмиугольник е двумя
различимыми сторонами и опорными
поверхностями, #р = 4
Пятиугольник, //р = б
Структура ориентирующего устройства
323
Тип ПО
Треугольник» /7р = 6
Шестиугольник, //р = 6
Шестиугольник g двумя различимыми
сторонами и опорными поверхностями,
iVp=6
Восьмиугольник, #р = 16
является некоторой технической
модернизацией известного решения.
Задачи третьего уровня более сложные,
техническая реализация их
представляет определенную новизну, и при
некоторых условиях они могут
являться изобретениями. Задачи второго
уровня самые сложные, решение их
претендует на способ изобретения
оригинального метода ориентирования.
Продолжение табл. 2
Графя ориентируемых ПО
На основании разбиения ориентато-
ров создают их алфавит А (л)
технических решений (табл. 3), где каждый
рисунок представляет собой букву
для операции структурного синтеза
слова — ОУ, т. е. рисунок ориентатора
в алфавите А (п) будет являться
средством формирования у пользователя
единообразного понимания
физического смысла вращений ПО.
11*
324
3. Алфавит технических решений ориентаторов
Вукба
Вид
движения
Кон с трущий ориентатороб
Их Г
<РМх ММх МхП
МЗ
МхИ МхМх
ПП
Воздух
?Ы
«г
я
W
%
^Ь
иг
Р
0,
V
'4i
Примечание. Символ ла> обозначает вид вращения ПО на ориента-
торе активного типа; па — пассивного типа; Р — вид поступательного
движения ПО на ориентаторе пассивного типа.
Ключи ориентации и типы ориентирующих устройств
325
2. КЛЮЧИ ОРИЕНТАЦИИ
И ТИПЫ ОРИЕНТИРУЮЩИХ
УСТРОЙСТВ
При разработке конструкции ориен-
татора за основу принимают ярко
выраженный ключ ориентации ПО,
т. е. наиболее характерный признак
в информации о его свойствах.
Ключ ориентации определяет
главный информационный признан у ПО
для его опознавания во множестве
различимых положений. Таким
образом, выбор ключа ориентации зависит
от свойств ПО, а принцип действия
ориентатора — от выбранного ключа.
Для ориентирования на
виброустройствах широко используют пять
ключей ориентации ПО: 0НН —
наружная конфигурация; 6ВК —
внутренняя конфигурация; 8ЦМ —
положение центра масс; 6фС — физические
свойства; 9СП — свойства поверхности.
ПО может обладать как одним, так
и несколькими ключами ориентации.
Пять ключей ориентации определяют
32 типа ПО. Например, ПО — D
с ключами ориентации: D (Ohk)i
D Фвк* 0фС), •••» & @ню ввк, 0ф<5, ^cm
6цм)> Каждый тип представляет целый
класс ориентируемых ПО на
ориентатора» одного принципа действия.
Обладание несколькими ключами
ориентации у ПО не означает их
обязательного воплощения в конструкциях ори-
ентаторов, так как ключи ориентации
представляют только информацию о
возможных способах по опознаванию
ПО.
За критерий 9ци выбора ключа
ориентации по положению центра масс
принято отношение
•шах
где /nun» /щах — минимальная и
максимальная длина опрокидывающего
плеча ПО, определяемая как
кратчайшее расстояние от центра масс до
стороны ПО.
Критерием 6ни наружной
конфигурации при выборе ключа ориентации
является, во-первых, выполнение
условия
?*K(NvJ)?*0. 1Ф1 € Nv,
где К (Nvt) — наружный контур 1-го
различимого положения ПО; П —
знак пересечения; 0 — знай пустого
множества, и, во-вторын, условия
где В mm, Яшах — минимальная и
максимальная ширина ПО ив множества
различимых.
При выборе ключа ориентации
внутренней конфигурации должно
выполняться условие
Пр (#р/)ЛПр (N&) Ф Пр (Яр*) *
фПр (Nvi)^0,
где Пр (Nvi) — проекция f-ro
различимого положения ПО на плоскость
вибродорожки при K(Npt) = К (Nvj).
Численное вначение критерия Qbr
определяется в зависимости от
используемого способа опознавания. При
опознавании гравитационным полем,
кан наиболее распространенным
способом, бмк = бцм.
Критерием 8фо выбора ключа
физических свойств ПО является
выражение
?е^ = -^ *о,
где JJ т\ — число сторон иди граней
I
ПО, равличающияся по /-ну фивичв-
скому свойству; д — общее число
сторон или граней ПО. На множестве
фивических свойств ПО
(электропроводность, магнитная проницаемость,
удельное сопротивление и т. д.)
определяют набор критериев { 0Jq}> по
которым разрабатывают фивический
принцип ориентатора.
При определении критерия бол
выбора ключа по свойствам поверхности
(шероховатости, светоотражению,
коэффициенту трения и т. д.) исполь-
вуют аналогичное 'бфв выражение
2-f-i
'с—Ч—+*•
326
Ориентирование в бункерных загрузочных устройствах
где Jfflj- число сторон или гра-
1
ней ПО, различающийся по |-му
свойству поверхности.
Чем ближе значение критериев 9*
к единице, тем эффективнее и проще
будет конструкция ориентаторов,
разработанная на основании их.
Численные значения критериев
позволяют также сравнивать одноцеле-
вые ПО для выбора наилучшего по
ориентируемости на ВЗУ, например,
по их общей сумме J] 9&, т. е. при
k
2Ж> Ее* по 1 лУчше I Ва"
k к
рианты схем ориентирования для
рассмотренных ключей ориентации
представлены в табл. 4.
Все схемы ориентирования
объединяются в три типа групп, определяемых
способом ориентирования (активный,
пассивный, комбинированный).
Критерием принадлежности к группе
выступает требуемая производительность
Ят ВЗУ.
Эффективность работы
ориентирующего устройства оценивается
коэффициентом выдачи Г|, определяемым как
отношение числа ПО, поступивших
на вход ОУ Явх, к количеству ПО,
выданных из него, Явых за тот же
промежуток времени. Для /-го ориен-
татора активного типа коэффициент
выдачи
I _ "выя _ ,
"вх
для ориентатора пассивного типа
вх k
где Рт — вероятность нахождения ПО
потока в требуемом положении; 5] Ръ,—
вероятности положений ПО,
проходящих через i-й ориентатор без
изменения положения.
Коэффициент выдачи для всего ОУ
определится как-
_ ^вых «.I-JB „л
J € {А, П).
В зависимости от типов составляющий
ориентаторов коэффициент выдачи ц
принимает следующие значения: 1) для
пассивных ОУ г|п = Рт'> 2) для
активных ОУ х\а = 1; 3) для
комбинированных, т. е. состоящих из активных
и пассивных ориентаторов, Рт < щ <
<1.
Для выбора типа ОУ принимают
Явых = Ят, Явх = Ятах ВЗУ.
Максимальная теоретическая
производительность Яшах определится как
Яшах == #0T/LE,
где& — коэффициент, учитывающий
зазор между ПО в потоке; vT —
предельная скорость вибротранспортирования
(табл. 5); L0 — средний габаритный
размер ПО.
Критерием выбора типа ОУ
является отношение
Я, К).
Если ц* >ЧЯ, то реализовать Ят
можно или активным, или
комбинированным способом ориентирования.
Если ti*<t|/yf пригоден любой тип
ОУ. При п* = Т|а ориентирование
должно производиться только
активным способом. При t|* > Ца
реализация Ят неосуществима одним ОУ»
Ориентаторы в ОУ компонуют по
структурным схемам,
характеризующим «скелет» действующего ОУ, т. е.
порядок расстановки ориентаторов и
движущиеся потоки ПО. По
структурным схемам проводят сравнение
вариантов ОУ, расчет характеристик,
оптимизацию решений, постановку
задач на проектирование.
Порядок расстановки ориентаторов
в ОУ, а также комбинации систем ОУ
проводят на основании структурный
схем (табл. 6):
1) последовательного
ориентирования. Операторная форма записи
такого ОУ имеет вид мультипликативной
композиции
Яп = 01 А оа А ••• A я»1
4. Схемы ориентирования ПО на вибро дорожке
Схема ориентирования
Способ
ориентирования
Ключ
ориентирования
Принцип работы ориентатора
Активное ориентирование
МТ
Вращение ПО достигается благодаря
встроенному в вибродорожку
фрикционному материалу
S
МГр
^цм
Тяжелый край
сразу, легкий —
жет на упор
ПО проваливается
после того, как ля-
m *
IzSEJ
МГр
ицм
ПО падает на V-образный лоток
ребром. За счет силы тяжести, на
выходе лотка, ПО опрокидывается
тяжелым дном вниз
МГр
Пластина Ш-железа падает на
направляющие, разворачивается и
ориентируется
Продолжение табл. 4
Схема ориентированна
Способ
ориентирование
Ключ
ориентировании
Принцип работы орнентатора
ЭмМд
°фо
Разворот ПО происходит вдоль
силовых линий электромагнитного поля
> f7$^T>> »?тТ>>ТрА
МГр
Разворот ПО происходит на окне-
трафарете
^t=^^4
ГрГр
ицм
Опрокидывание конических роликов
от момента силы тяжести происходит
при выходе ив узкого лотка на
широкий
^щ
mSd
Пассивное ориентирование
МИ
Сброс ПО по высоте от упора
Клмжи ориентации ¦ ввпш ориентирующих устройств
329
8
о.
С
цЗ^а
8
и g,
Is
§1
§;
» я
S w
51
2|
26
n
я
I
ZZZZZZLZZZZA
Продолжение табл. 4
Схема ориентирования
Способ
ориентирования
Ключ
ориентирования
Принцип работы ориентатора
МГр
Тоннельный мост захватывает ПО,
движущиеся только фланцем вверх
ММх
Ориентирование путем захвата ПО
на узкой планке
ММх
Ориентирование ПО путем захвата
крючком узкой планки
ММх
Если направление зубчатой рейки и
зубьев колеса совпадают, ПО
проваливается в окно
Продолжение табл. 4
3
Л
Схема ориентирования
Способ
ориентирования
Ключ
ориентирования
Принцип работы ориентатора
МГр
ПО проваливаются в окно
вибродорожки
ММх
ПО острым концом переходит черве
упор, плоским — сбрасывается
3
8
пп
Воздушная струя сбрасывает ПО
в вертикальном положении
МГр
ПО выпадает за счет силы тяжести
и наклонного дна
К
К
к
1
с
s&b
N
1 U
L .
^
IJ
МИ
ПО выталкивается упором
со
со
Продолжение табл. 4
ICO
GO
to
бхема ориентирования
Способ
ориентирования
Ключ
ориентирования
Принцип работы ориентатора
МхГр
ицм
ПО соскальзывает в наклонной
дорожки при движении дном вниз
ММл
Сброс ПО вследствие наличия
трафарета в дне дорожки
1
9
О
3
S
ММх
Паз в дне дорожки выводит ПО,
движущиеся фланцем вниз
\ZZZL.
МГр
ПО выпадает из дорожки под
действием силы тяжести
Структурный синтез ориентирующих устройств
333
2) параллельного ориентирования
ПО
ЯР = Я! V«a V ••• Ve»n-
По такой схеме ОУ ориентирование
ПО осуществляется одновременно
несколькими ориентаторами на
многоканальных вибродорожкаи или на
многодорожечных чашах;
3) последовательно-параллельного
ориентирования
#пр ^ °i Л °i V °t V • • • V Иц»
Такая структура образуется ив
схемы последовательного ориентирования
путем параллельного присоединения
ориентаторов, если требуется увеличить
производительность или поднять
надежность ориентирования,
В табл. 6 ориентаторы {л/} условно
представлены в виде ромбиков и
соединены между собой стрелками
потоков {Tf} ПО. Удаляемый с
вибродорожки поток ПО обозначен {Г*}.
Сумматор S и разделитель R потоков
условно изображен треугольником.
Оптимизацию разработанных
структурных схем ОУ проводят в
соответствии с аксиомами булевой алгебры.
1. Закон коммутативности
характеризует возможность замены местами
ориентаторов щ, njf стоящих
параллельно, и недопустимости изменения
порядка при их последовательной
компоновке, т. е.
Щ V а] == aJ V n*f Щ Л п] Ф п] Л Щ*
где Д — логическое умножение И,
характеризует последовательность
действия;- V — логическое сложение
ИЛИ, характеризует параллельность
действия.
2. Закон ассоциативности
показывает на возможности группирования
ориентаторов в ОУ:
(«1 Л «а) Л "в = Щ Л (яа Л л8M
(«1 V «г) V Щ «= «1 V ("а V Щ)-
3. Закон дистрибутивности
характеризует, что если есть
последовательно-параллельная схема ОУ, то ее
можно преобразовать в параллельную
и наоборот:
«1 Л («2 V «в)= (% Л «г) V («1 V «в);
щ V («а Л «в)= («1 V «2) Л (я* V «в)-
5. Предельная скорость 9Т
виброперемещения в зависимости
от длины Lq предмета обработки
(по ГОСТ 20795—75 и ГОСТ 20796—75)
ш
1
*¦*
4
6
8
10
12
16
20
.о
*
1*
в*
20
32
36
45
56
71
85
¦
?
*-4
•3
45
32
40
50
63
80
,®
*
i
о
100
по
120
130
140
160
4. Закон поглощения показывает,
что несколько одинаковых
ориентаторов при последовательной или
параллельной компоновке совершают
действие с ПО, аналогичное одному ив
них:
Щ Л Щ == ai* Oj У Uj = Д/.
Рассмотренные законы
представлены в виде структурных схем в табл. 6.
3. СТРУКТУРНЫЙ СИНТЕЗ
ОРИЕНТИРУЮЩИХ УСТРОЙСТВ
УСТРОЙСТВА ПОДГОТОВКИ
К ОРИЕНТИРОВАНИЮ
Систематизация ПО начинается с
захода их на винтовую вибродорожку,
служающую для ПО руслом.
Вибродорожка в зависимости от своей
ширины может вмещать ПО либо в
несколько рядов, либо в один.
Ограничение дорожки по ширине позволит
с самого начала организовать движение
ПО последовательно, друг за другом.
На широких вибродорожках обычно
делают местное сужение, где ПО
проходят только в один ряд; дорожку
делают с наклоном относительно
горизонтальной плоскости, с тем чтобы
по всей длине дорожки ПО стремились
занять свободные места в потоке и
выстроиться в цепочку у стенки
бункера. Для получения упорядоченного
6. Преобразование структурных схем ОУ
Аксиомы
Коммутативность
Ассоциативность
Формулы
Я>1 Л П2 Ф Л2 Л %
Н>1 V Я2 == ^2 V ^1
(% Л я2) Л я* = «% Л (яа V «з)
I 09
СО
4Ь
Структурные схемы ОУ
^ /_0
, О
•о
"в
1 я
Ш
Структурный синтез ориентирующих устройств
335
ё
О*
О
И
3
ем /<о\ «м
В
R
Я
а
о
е
8
>
>
f
II
f
>
1
>
О
»
Я
«1
?
> >
*?
< <
О
S
В
I
о-
i
Продолжение табл. 6
Структурное вкемы О У
Г" 1\л1 Л Л?; Г** Г\Я|/1 О
J2
ИлИлГ
15
5
I
В
Аксиомы
Дистрибутивность
Поглощение
Формула
щ V («2 Л fls) =
(% V «а) Л («а. V я8)
Я1 Л Di= п4
Я1 V я1= я*
to
Я
Аковомн
Формула
g Мультипликативность
*1 Л я* Л-"Л «п
Аддитивность
«1 V **! V * • • V я»
Продолжение табл. 6
338
Ориентирование в бункерншх загрузочных устройствах
потока ПО, движущихся однорядно и
одноярусно, используют сбрасыватели.
Сбрасыватель ярусов ПО выполняют
в виде упора (рис. 7, а), который
устанавливают на высоте Я от
вибродорожки, Я = Яд + Л, где Яд —
высота ПО; А — амплитуда
колебаний [А — @,5-7-2) 10~3 м], или в виде
скошенного профиля вибродорожки
(рис. 7, б). В качестве упора можно
использовать пневмострую (рис. 7, в),
развивающую усилие F — \irng, где
рь — коэффициент трения ПО. В
случае плоских ПО сброс ярусов и
ликвидация взаимного перекрытия ПО в
потоке осуществляется с помощью
каплевидной «пуклевки» (рис. 7, г),
установленной у бортика вибродорожки.
Высота капли Як определится из
условия Як = 1,1J4?bi ГДе Hi —
коэффициент трения ПО о каплю; Вв —
ширина вибродорожки. Сброс ярусов
осуществляется также дорожкой с
отрицательным углом а наклона
относительно горизонтальной плоскости
(рис. 7, д), причем а > tg \i. Дорожка
при этом имеет бортик высотой Н$
меньше высоты ПО (Hq = 0,2-г-0,75Яп),
и на лотке удерживаются только ПО
нижнего ряда, а остальные
соскальзывают обратно на дно бункера.
Двигаясь по вибродорожке, ПО
могут «набегать» друг на друга.
Ликвидации взаимного перекрытия ПО
способствует дорожка, выполненная в виде
спирали Архимеда (рис. 7, е), на
которой вследствие возрастания
линейной скорости от увеличения радиуса
происходит растаскивание ПО
относительно друг друга и этим самым
ликвидируется ярусность или частичное
перекрытие. Взаимоперекрытия
исчезают и в случае вставки в
вибродорожку пластины с большим или
меньшим коэффициентом трения (рис. 7, ж),
тогда за счет разности скоростей на
пластине и на ее выходе происходит
выход ПО из нахлестка (перекрытия).
Однорядность потока обеспечивается
сбросом лишних ПО путем уменьшения
ширины вибродорожки (рис. 8, а),
установки в вибродорожке окна (рис. 8, б)
или за счет сброса лишних ПО пневмо-
струей (рис. 8, в) и другими силовыми
факторами.
При перемещении ПО по
вибродорожке может отсутствовать зазор
Структурный синтез ориентирующих устройств
339
Рис, 7. Схемы сбрасывателей ярусов ПО
между ними. Для ПО сложной
геометрической формы или с Nv = 4
требуется некоторое рассредоточение
потока. Это осуществляют несколькими
способами: а) изменением угла
наклона дорожки на небольшом ее участке;
б) изменением коэффициента трения
между поверхностью дорожки и ПО
на небольшом секторе дорожки; в)
применением конических чаш; г)
применением дугообразных выступов; д)
изготовлением участка вибродорожки
змейковой формы; е) изменением поля
вибрации по длине дорожки
(галопированием),
АКТИВНЫЕ ОРИЕНТИРУЮЩИЕ
УСТРОЙСТВА (АОУ)
Структурный синтез проводят на
основе графов U (Г, а) (см. табл. 2)
связи различимых положений ПО.
Для создания структурной формулы
АОУ строят из графа V (Г, а)
требуемого ПО набор «деревьев», в которых
корневой вершиной может быть любая
нетребуемая вершина, при этом число
а)
деревьев dr = /7р — NT> Принимают,
что висячие вершины — вершины
графа с требуемым положением ПО.
Рассмотрим построение дерева.
Выбирают корневую вершину. Из нее
должны исходить побеги по числу дуг,
принадлежащих ей. Каждая дуга
заканчивается инцидентной вершиной.
Это представляет собой первый
уровень роста. Далее из каждой вершины
первого уровня в соответствии с
графом проводят дуги («побеги») к
вершинам второго уровня и т. д. В
процессе ветвления недопустимо
повторение вершин на одной ветви. Ветвление
заканчивается на уровне #р — NT
с вершинами в виде требуемых
положений. Аналогично строят и остальные
«деревья».
По каждому «дереву» определяют
критический (максимальный) путь из
корневой вершины в требуемую.
Перечень звеньев критического пути
представляет исходную структурную
формулу АОУ длиной в Np — NT вершин.
Например, для ПО (рис. 9) с
требуемым положением <у§ от его исход-
[та d_J LU Lib
Рис. 9. Различимые положения ПО
формы квадрата
б)
Рис. 10. Граф различимых положений
Рис. 8. Схемы сбрасывателей рядов ПО ПО формы квадрата
12*
340
Ориентирование в бункерных загрузочных устройства ж
*)
Рис. И. Граф-лес различимы» положений ПО формы квадрата:
а — граф-дерево с корневой вершиной у%\ б — граф-дерево с корневой вершиной ViS
в — рраф-дерево в корневой вершиной уА
ного графа (рис. 10) построено три Структурные формулы АОУ по ин-
дерева (рис. 11). формации из критического пути имеют
Из анализа построенных деревьев вид:
создают набор /Ср критических путей:
01=<EliZ!Ul(az)Ei^na(a,)-
<Ya—«z—Y8—«z—Y4—<*z—Yi) 5
<Va—ay—T«—az—Y«—«z—Vi) 5
< V«—<*z—Ya—«У—Y4—«z—Yi)!
<Ye—«Z—Y«—ay—Та—«z—Yi>;
(Y4—ay—Ya—«z—Ya—ax—Yi);
( Y4—az—Ys—az—Ya—az—Yi> •
Ei^M«z)-Yx>;
Os = <?i<ViL„l(aJ,)?!ivAna(az)-
^•^n8(az)->Yi>5
^С«г)
ft
h
ь
Jt2((Xz)
_L
G
Ъ (ai)
h
h
A
* &
TtiVt) Pi(Vi)
где запись * etj (az) **
означает входной поток различимых
положений ПО Гх, в котором положение 72
под воздействием ориентатора п±
путем вращения az вокруг оси Z
перейдет в положение у8, в результате чего
образуется новый поток Га = Г| \ у2>
где знак \ означает вычитание
множества. Структурные формулы харак-
Рис. 12. Технологическая схема актив- теризуют различные способы ориентиро-
ного ориентирования ПО вания потока» Вариант технологичв-
¦Ъ
Структурный синтез ориентирующих веществ
341
ской скемы ориентирования ПО для
Фя представлен на рис. 12.
Для построения рисунка АОУ сов-
дают из каждой формулы {Ф*}
кортеж элементов в виде
ф1 = \(Tv ?2<*гТз)> (г2* V3^V4),
(Г8, у&гУг)];
Ф2 = КГ1' У2<*УЬ)> (Г2> ?4аЯ?з)>
(Г8, W*zYi>}3
фб=КГ1> ЪагУз)> (Г2» ?з°№>»
(Г8, ?2azYi>}.
Информация в каждом элементе коо-
тежа с учетом ключа ориентации ПО 6*
необходима для осуществления
скорейшего поиска на алфавите А (я)
технических решений (см. табл. 3)
нужного ориентатор а. Например, для
элемента (Гг 7г, агЪ) К0Ртежа ф*
в строке алфавита А (п) для вида
вращения az эксперт-конструктор
выбирает ориентаторы, способные
осуществить перевод ПО из положения у2
в положение у3, причем ПО должны
проходить через ориентаторы без
изменения своего положения Г2 = Tf\y2.
Совокупность кортежей отображает
последовательный набор картинок ориен-
таторов. По рисунку с учетом
конфигурации и размеров ПО проводят
конструктивный расчет ориентатора. При
выборе ориентаторов по информации
элемента кортежа
эксперт-конструктор может найти в алфавите А (п)
несколько вариантов его решений,
которые в общей совокупности
рисунков должны быть установлены
параллельно для численной оценки при
выборе наилучшего решения.
Если при сопоставлении данный
кортежа и алфавита ориентатор не
обнаруживается, то решение по
кортежу Ф* на данном алфавите считают
нереализуемым.
Вместе с тем предложенная
информация в нереализуемом элементе
кортежа указывает, что возможно
создание ориентатора, представляющего
собой новое техническое решение.
ПАССИВНЫЕ ОРИЕНТИРУЮЩИЕ
УСТРОЙСТВА (ПОУ)
При ключе ориентации 6ЦМ, бщ,
множество пассивных ориентаторов
{щ} в ОУ разбивают на три
подмножества соответственно ориентаторам,
осуществляющим сброс нетребуемыя
положений ПО: пи — по высоте Я,
пв — по ширине В и tll — по длине L.
Логическое правило R% расстановки
ориентаторов в ОУ:
*i-*<*"A<*flA«uV«AA«B)>.
Элементы в R% некоммутативны. В
общем случае для плоских ПО ян ? 0,
так как они неустойчивы на ребре.
Порядок расстановки ориентаторов
пв и nL в Rt зависит от того, в
какую из групп входит требуемое
положение. Все различимые положения
ПО разбивают на две группы:
группу Гд положений, близких по
ширине В друг к другу, и группу
положений TLt близких по длине L. За меру
близости принимают диапазоны длин
6L и бв. Если длина Ц ПО,
находящегося в положении yt вдоль
направляющей вибродорожки^ попадает в
диапазон 6L=L-r-L"l/2, где L — ма-
1
J
J
^ Lf
kv~>!
X/
j t-n h
ic L* >,
'X\/Z\'
\^."
J
hy
ti
[
' 1;
0 1
L
и
\ ~^\
л 7iA
4—•
h, Ц
1 LS 1
I** >|
1 1
[1 Ь о\
<-6
1
r i
о h
Ti
/
\
0?
1 OQ
\
1 \
(
_J
Рис. 13* Размерная схема различимых положений ПО
342
Ориентирование в бункерных загрузочнвх устройства!
Рис. 14, Схема
расположения высот у ПО
ксимальная длина ПО, то положение Y*
ПО входит в группу Гь положении,
близких по длине (yt ? Гх,), если не
попадает, то yt ? Гд.
На рис. 13 показана схема
установки размерных групп различимых
положений ПО.
Ориентаторы расстанавливают в
каждой группе в зависимости от длины
опрокидывающего плеча 1% ПО, где
li — кратчайшее расстояние от центра
масс ПО в положении / до
направляющей поверхности дорожки (рис. 13).
Вначале устанавливают ориентатор
о (Ik)* сбрасывающий нетребуемые
положения ПО с максимальной длиной
плеча lk> а затем ориентаторы,
сбрасывающие ПО по мере уменьшения
плеча /$. Правило Ri% расстановки
ориентаторов в группе Гд, Тв'
Яи-ЧИ/ft) Л «@) Л — Л «(*г)>,
где a (Ik) t я (/Д я AГ) — условная
запись ориентаторов, которые
воздействуют на положение ПО
соответственно с плечом Ik, ljt lr (h < h <
<C lr).
При пассивном ориентировании
требуемым 7треб на выходе ОУ
положением ПО может быть такое, которое
удовлетворяет следующему условию:
Ттреб = (Y* (Imin) € Гв, Pih > PJb) V
V (yj (/mm) € Гь, Pjh > Pih),
где Y* (*min) — положение ПО с
минимальной длиной плеча; Р^, Pjh —
вероятности нахождения в потоке у*-
го и yj-то различных положений ПО.
Вероятность Ptk того, что ПО
плоскостью i опирается на вибродорожку
и сторона k лежит вдоль ее
направляющей, для плоские ПО рассчитывают
по формуле
I —»
' т / т \ I'
где в — коэффициент (в = 1 при
симметрии ПО относительно плоскости
симметрии, параллельной опорным
поверхностям, при асимметрии в =
= 0,5); Lfc — длина k-ro положения
ПО вдоль виброперемещения; т —
число различимых положений Nv ПО;
hk — высота, определяемая как
кратчайшее расстояние от центра масс ПО
до &-й стороны (рис. 14).
Для объемных ПО расчет
вероятности положений рассмотрен подробно
в работе [34].
Если в группе TL или Тв к = h в
= ••• fe, то порядок расстановки
ориентаторов в ОУ может быть произ
вольным; в этом случае правило Ru,
определяющее порядок расстановки,
имеет вид
/?l2 = (A»iy«?v—v ?¦¦!).
где Л я? — п"8 коммутативный
порядок расстановки ориентаторов в равно-
плечной группе.
Если в группе Ik > lj > ln > • * *
* • • > /г, то правило #18 расстановки
ориентаторов определится
комбинацией правил Rm и Rl2, т. е.
#i8-*/y «M V*iA —Л уяе\»
где у Mj — множество вариантов
расстановок пассивная ориентаторов в
/-й подгруппе с равными длинами
плеч.
Дополнительное правило Rt
расстановки ооиентаторов при ключе
ориентации дни и упорядоченном ряде
Структурный синтез ориентирующих устройств
343
ширины Bt> Bj^ • • • > Br (/, /,
г ? Nv) положений ПО имеет вид
Я, -+(п(Вг) Aa(Bj) Д ••• Л п(Вт)),
где п (Bt) — вались ориентатора,
сбрасывающего ПО шириной Bi. Из
правила R2 следует, что в начале ОУ
сбрасываются ПО с максимальной
шириной, а далее — по мере ее
уменьшения.
Если Bf = Bj = • • .= Вг, порядон
расстановки ориентаторов может быть
любым, что соответствует правилу Я12.
Если при ключе 9НК ориентатор
определяется формой ПО (трафарет),
то порядок расстановки подчиняется
правилу #12.
При ключе ориентации 6ВК
используют правило расстановки,
аналогичное для 6ЦМ,
Для асимметричных ПО с
несколькими ключами ориентации вначале
устанавливают ориентаторы с
ключом 6ЦМ, затем 9НК. В группе с
ключом 9НК устанавливают ориентаторы,
сбрасывающие ПО по ширине, а затем
по конфигурации.
При ключах ориентации ЭфС, 8СП
порядок расстановки ориентаторов
произвольный.
Если в качестве ориентаторов
используют устройства с электронным
анализом положений и дискретным
ориентированием, то порядок
расстановки таких ориентаторов также
произвольный.
Исходя из правил расстановки
ориентаторов, структурная формула ПОУ
имеет вид
ф = (^яг! (yt) ^яа (yj) ^V ...
X ton (уг) -> Vi/,
где Гj— входной поток ПО,
направленный к ориентатору л1у в котором
ПО в положении yt будут сброшены
обратно в бункер; Г2— выходной
поток ПО от ориентатора Jtf к я2 (Г2 =
= TiXYz); Vi — выходной
сориентированный поток; п —- число
ориентаторов; у*» V? • • •» Yr— сбрасываемые
положения ПО.
Выражение для Ф характеризует
технологию пассивного
ориентирования, схема которого представлена на
рис. 15.
| Л", 1 7t2 J 7Т5 J ••' J Яп J
1
1 п-
*г2-
¦Их)
D
U-yr
п
~*~Г3
¦*-7/
^.у л/\_
1
*^*\Л/
**гп
*t1 J
Рис. 15. Технологическая схема
пассивного ориентирования
Далее исходную структурную
формулу ПОУ преобразуют в кортеж Ф*
элементов:
Ф* = {<ГЬ «i(?i)>. <Г2, n,(vj)>, ...,
<ГП> япGг)>}.
По элементам кортежа осуществляют
сюръективное преобразование в
алфавит A (to) технических решений
ориентаторов, т. е. исходя из информации,
заложенной в элементе кортежа, о
числе различимых положений, ориен-.
тируемом положении, ключе
ориентации проводят эвристический поиск
в алфавите А (я) рисунка ориентатора,
удовлетворяющего положению
структурной формулы Ф.
Если в алфавите A (to) не будет
найден ориентатор, способный
реализовать информацию в элементе
кортежа, то ПОУ в данном алфавите
считают нереализуемым. Отсюда следует,
что информация в элементе кортежа
определяет направление создания
нового технического решения. Если
элементу кортежа удовлетворяют
несколько технических решений
ориентаторов, то необходимо вводить критерии
их численной оценки для выбора
оптимального.
КОМБИНИРОВАННЫЕ
ОРИЕНТИРУЮЩИЕ УСТРОЙСТВА
(КОУ)
Под комбинированным
ориентирующим устройством понимают ОУ,
состоящее из активных и пассивных
ориентаторов.
844
Ориентирование в бувкервнж эагрувочных устройствах
л,
г,—
h —
h—
/¦-б
г,—
тг2
^зГ«х)
— г, —1-~ г, —
— I-, —
р
^/"г —
— /f
¦*о —
"**
Рис. 16. Технологическая скема
ориентирования ПО в КОУ
Первый вариант структурного
синтеза КОУ осуществляют на базе
структурных формул АОУ, заменяя
частично активные ориентаторы на
пассивные. Замену осуществляют при
условии, если нет в алфавите
достаточно эффективного ориентатора или
этот ориентатор по каким-либо
критериям не подходит для практического
его использования. Активные
ориентаторы заменяют на пассивные в
начале структурной формулы. При
установке пассивных ориентаторов в КОУ
следует соблюдать правила
компоновки ориентаторов ПОУ.
Например, при структурной
формуле АОУ по графу (рис. 10)
Г|<*4>
щШ-+ъ)
и структурной формуле ПОУ
-^Хз (уз) Yi).
Структурные формулы КОУ первого
варианта структурного синтеза будут
иметь вид
- Yi);
•«l(TA«2W^
Yi)
Полученные формулы
преобразовывают в кортежи элементов и
реализуют на алфавите А (я) технических
решений аналогично принципу,
рассмотренному выше.
Если ПО из положения
сбрасывания может перейти в требуемое
положение, возможна замена пассивного
ориентатора на активный. Если
переход невозможен, то и создание КОУ
таким методом невозможно.
Например, для рассмотренной структурной
/формулы ПОУ
!._<Ь
из графа U (Г, а) на рис. 10 выпишем
взаимосвязи положений Ya -*• у2 -*- Yr*-
a v cty tty
Ye—*Yi3 Ya—*Ys3 74—*Y2.
Производя замены пассивных
ориентаторов в ПОУ на активные, в
соответствии с вторым вариантом
структурного синтеза КОУ исходные
формулы КОУ примут вид:
«iM —^M«z)-
«•(ax)-*Vi)-
Далее эти формулы преобразовывают
в кортежи и реализуют на алфавите
А (я) технических решений.
Технологическая схема ориентирования ПО
для Ф2| в КОУ показана на рис. 16.
4. ОРИЕНТИРОВАНИЕ
В МЕХАНИЧЕСКИХ БЗУ
Аналогично вибрационным
загрузочным устройствам в механических
БЗУ используют активный и
пассивный принципы ориентирования ПО.
При комбинации ориентаторов в БЗУ
образуется три вида ориентирующих
устройств: АОУ; ПОУ; КОУ.
Средствами транспортирования ПО от
одного ориентатора к другому являются
лопасть, крючок, диск, лента
транспортера, трубка, пластина и т. д.
Ориентирование в ВЗУ
345
Основной используемый
физический способ ориентирования ПО в
механических БЗУ
механико-гравитационный МхГ. Данный способ
характеризует пять видов
ориентирования: штыревое; щелевое; трафаретное;
трубчатое; ножевое.
ПО в бункере загрузочного
устройства могут занимать бесконечное
множество различимых положений. Под
воздействием устройства подготовки
ПО к захвату в бункере они
принимают рпределенные устойчивые
различимые положения. В отличие от
ВЗУ в механических БЗУ
ориентируются наиболее простые ПО с числом
устойчивых различимых положений
в зоне захвата не более шести (Nv <
< 6); например, цилиндрические и
конические ПО как полые, так и
сплошные; плоские ПО; правильные
призматические ПО. Ключами
ориентации для таких ПО являются:
асимметрия внутренней конфигурации
9ВК; асимметрия наружной
конфигурации 9НК; асимметрия центра масс
ПО 9ЦМ.
При асимметрии внутренней
конфигурации 6ВК применяют штыревые,
крючковые и ножевые виды ОУ, при
9НК — щелевые, трафаретные
трубчатые, ножевые. При наличии ключей
ориентации 9ВК и 9НК можно
применять все виды ОУ. При асимметрии
центра масс 9ЦМ используют ОУ
ножевого ориентирования.
Устройства штыревого (крючкового)
ориентирования. Данные устройства
предназначены для ориентирования
ПО, имеющих внутреннее отверстие
при симметрии наружной
конфигурации. Для ПО, у которых / ^ d (I —
длина; d — диаметр), ОУ
представлены на рис. 17. Крючки (рис. 17, а),
двигаясь по дну бункера,
захватывают ПО только в одном положении
(пассивная ориентация) при
случайном нахождении ПО отверстием по
коду движения крючка. Крючки,
проходя в массе ПО, могут повреждать
их, особенно тонкостенные.
Окружную скоросгь крючкового
ОУ рекомендуется принимать до 0,3—
0,5 м/с. Радиус диска R по отогнутой
части крючков
Я =E+10I.
Число крючков 0 определяют по
формуле в = 2nR/t, где t — шар ва-
кватных органов.
Длину /кр и диаметр dt отогнутой
части крючка следует принимать:
/кр = A,2-1,3) /; dt = @,45+0,6) d,
где d — наружный диаметр ПО. Число
крючков в = 2nR/t, где R — радиус
диска, R =E-7-10)/; / — шар
крючков.
Угол отгиба принимают равным
80—859. Диаметр конца крючка d2
выбирают в пределах @,2+0,5) d.
Угол наклона днища бункера
принимают равным 15—20Q.
При выдаче ПО с делением на два
потока используют ОУ, приведенное
на рис. 17, б.
Наиболее благоприятное
ориентирование происходит в штыревом ОУ
(рис. 18, а). При вращении самого
бункера с кольцом ПО под действием
собственной силы тяжести надеваются
на штыри и транспортируются вверя
к приемному лотку. При этом
исключается принудительное движение
штырей в массе ПО, вследствие чего ПО
не повреждаются.
Как разновидность штыревого ОУ
представлено устройство на рис, 18, б.
Штырь совершает
возвратно-поступательные движения и захватывает
(ориентирует) ПО, расположенные
вдоль оси движения. В верхней части
кода ПО снимают со штыря схватом
или съемником.
Для ПО, у которых / < d,
используют ОУ, представленное на рис. 18,
е. При ориентировании крышек
используют бесконечный ремень с
установленными на нем штырями
определенного шага. При движении ремня
штыри захватывают (ориентируют)
крышки донышком вверх и
транспортируются вверх. На перегибе ремня
Рис, 17. Схемы ориентирования
крючком
346
Ориентирование в бункерных загрузочных устройствах
0) Р)
Рис. 18. Схемы штыревого ориентирования
штыри уходят вниз, а ПО
соскальзывают в лоток.
Для ориентирования ПО типа шайб,
гаек, колец и т. д. применяют ОУ,
представленные на рис. 18, г, д, е.
В одних устройствах (рис. 18, г, д)
крючок надевает на себя ПО, в других
(рис. 18, е) ПО надеваются сами под
действием сил инерции и тяжести.
Устройства щелевого
ориентирования. Устройства данного вида
характеризуются принципом активного
ориентирования ПО, что отражается
на увеличенной производительности
БЗУ. Для щелевого ориентирования
наиболее эффективными считают ПО
типа болтов, заклепок, винтов,
шурупов, а также ПО типа конусов,
цилиндров, дисков.
Ширина щели больше диаметра
стержня ПО и меньше диаметра
вписываемой окружности головки, в связи
с чем стержень ПО проскальзывает
в щель, а фланец задерживается.
Ширина ориентирующей щели Ьт
,d + dv
2 ^ "щ ^ 1 + ц* '
где d — диаметр стержня ПО; dv —
вписанная окружность шляпки ПО;
-ч
d
' IM*"^ 1
R=@,6i-0J)d
i^asd
*)
6)
Рис. 19. Схемы ориентирования ПО на качающемся секторе
Ориентирование в БЗУ
847
Схемы щелевых ОУ
симметричных
\х — коэффициент трения скольжения
(\х = 0,35н-0,5).
Устройство ориентирования с
щелевым качающимся сектором
представлено на рис. 19, а. Конструкцию
качающегося сектора легко
перестроить и для подачи шайб, пластин,
гаек. Вариант исполнения щели
показан на рис, 19, б.
Особенностью щелевого устройства
для гаек (рис. 20, а) является выдача
гаек в два потока, что позволяет
подавать их ив одною БЗУ на две
рабочие позиции»
Для ориентирования шайб, рондо-
лей и им подобный ПО предназначено
ОУ, представленное на рис» 20, б.
Внутри бункера установлено два
ворошителя, а между ними предусмотрена
ориентирующая щель. При возвратно-
поступательном движении
ворошителей шайбы западают в щель и под
действием силы тяжести перемещаются
вниз к питателю.
В дисковых БЗУ (рис. 20, в, г) ПО
попадают стержнем в щель,
образованную внутренней поверхностью
обечайки бункера и наружной
поверхностью рабочего диска. Ширина щели
больше диаметра стержня ПО и меньше
диаметра головки фланца. В дисковых
БЗУ наиболее эффективно
ориентируются ПО типа болтов, ваклепон,
конусных роликов
пластин.
На рис. 20, д показано ОУ для ПОг
с глубокими и длинными шлицами.
При вращении барабана ПО
захватываются лопастями и транспортируются
вверх, откуда они попадают вниз
в приемник лотка магазина.
Устройства трафаретного
ориентирования (рис. 21). Ориентирование в
таких устройствах осуществляется
захватом ПО в карманы
(окна-трафареты) или вырезы.
Карманы на диске БЗУ можно
располагать тремя способами в
зависимости от соотношения габаритных
размеров ПО. Для ПО с lid > 1 карманы
располагают по хорде диска (рис. 21,
а). При соотношении lid < 1 ПО
стремятся расположиться своим
торцом по плоскости диска;
соответствующим образом должны быть
изготовлены и карманы (рис. 21, б).
Радиальный случай расположения карманов
(рис. 21, в) используют при
соотношении //d > I с целью увеличения
числа карманов и соответственно
производительности.
Размеры карманов, расположенных
по хорде диска» определяются как
(l<L<l+d
{ В = A,4* 1,6) d,
где Ь —- длина кармана; В —¦ ширина
кармана.
Размеры карманов, расположенных
на торце диска.
L = В => 1,74 — 1,6 мм.
Диски с карманами на торце (рис. 21,
е, д9 е) испольвуют для ПО, допуска-
348
Ориентирование в бункерных загрузочных устройствах
ВидА
г) * ^фф
д)
Рис. 21. Схемы трафаретного ориентирования
ющих царапинн на поверхности от
взаимного воздействия острыми
кромками или перемешивания. На рис. 21,
г представлено БЗУ для
ориентирования колпачков. При вращении диска
карманчики, закрепленные на его
торце, захватывают ПО и
транспортируют вверх. Захват и
ориентирование происходят одновременно, тан
как форма кармана выполнена по
профилю ПО, а направление захвата
карманов совпадает с направлением
вращения диска.
На рис. 21, д изображено
устройство с захватно-ориентирующими
карманами на обечайке диска. При
вращении диска колпачки под действием
силы тяжести западают и
ориентируются окнами-трафаретами
(карманами). Как разновидность торцовых
карманов представлено ОУ на рис. 21, е,
у которого карман определяется
профильными штырями или
выступающими губками (рис. 21, ж).
Трубчатое ориентирование
используют для ориентации простейших
цилиндрических тел (втулок, валиков,
стаканчиков, винтов и др.).
Ориентирование трубкой (рис. 22) заключается
в том, что ей сообщается
поступательное движение, вследствие чего она
захватывает ПО в направлении своей
оси и располагает их в своей полости
в сориентированном положении.
Для ПО с отношением l/d< 1,73
диаметр отверстия трубки dT
рассчитывается по формуле
Рис. 22. Схема трубчатого ОУ
d -.„jVW + i
рде /, d — длина и диаметр ПО; / —
коэффициент трения ПО о трубку?
Т1Н — коэффициент надежности (т]н =
= 0,9-^0,95).
Для ПО с lid > 1,73 диаметр
отверстия трубки dT — 2x\d. Ход трубки
Ориентирование в БЗУ
349
Рис. 23* Схема ножевого ориентирования ПО:
а •— схема ориентирования на диске БЗУ; б «— расчетная схена ориентирования ПО
на ноже
Ят = @,8ч-1,0) I, угол воронки
бункера принимают 45—55°.
Ножевое ориентирование
заключается в том, что ПО с асимметрией центра
масс поступает на ножевую призму
или нож и благодаря
опрокидывающему моменту от силы тяжести
ориентируется тяжелым концом (дном) вниз.
Данное ориентирование нашло
широкое применение как для плоских, тан
и для объемных ПО.
На рис. 23, а представлен вариант
ножевого ориентирования. ПО,
попадая в карман при подъеме рабочего
диска БЗУ вверх, опирается на нож,
перевешивается в сторону донышка
и укладывается в правый или левый
карманчик всегда отверстием вверх.
Оптимальные размеры окон, кармана
(рис. 23, б) мм, следующие:
ак = *; &Ki = d + 2; AKa = d+l,5,
л — *« — 6н
°* 2—#
Толщина перегородки б между окнами
определяется конструктивно (б =
= 1-т-5 мм). Принятая величина
зазора по шагу должна удовлетворять
условию
где /к = t — б.
Для успешного ориентирования угол
наклона диска БЗУ к горизонту
должен в 2—4 раза превышать угол
трения. Особенно большие вначения угол а
должен иметь для загрязненных (со
следами масла) ПО. Практически
величина а составляет 45—50Q.
На рис. 24 представлен вариант
ножевого ориентирования, где торец
захватного диска образует нож. Если
ПО захвачен диском дном вверх, то,
поднявшись вверх, ПО упирается в
торец диска (нож) и опрокидывается
в бункер (рис. 24, а) благодаря
образовавшемуся моменту от силы
тяжести. ПО, захваченный дном вниз,
вследствие силы тяжести прижимается
к торцу диска и движется к приемнику
без изменения своего положения
(рис. 24, б). Центр масс ПО должен
в этом случае располагаться не выше
плоскости диска.
Ориентирование ПО на выходе БЗУ.
На рис. 25, а показана схема
ориентирования колпачка. В дисковых
устройствах может осуществляться
ориентирование неглубоких колпачков.
Колпачок поступает в паз вращаю-
Рис. 24. Схема ножевого
ориентирования ПО в аксиальных положениях
350
Ориентирование в бункерных загрузочных устройствах
Рис. 25. Схемы ориентаторов на выходе БЗУ
щегося диена и при ориентации
донышком вправо сразу соскальзывает
через паз центральной пробки в
отводящий лотон. В другом положении
колпачон задерживается на выступе
в пазу и перемещается с кольцом по
кругу; в нижнем положении он
попадает в отводящий лотон также
донышком вправо. Механизм привода диена
прерывистый.
На рис, 25, б представлена схема
двухвалкового ОУ для подачи
конических и цилиндрических ПО с
головкой. ПО на цилиндрических валках
перемещаются неравномерно, и между
изделиями образуются разрывы. В ОУ
с коническими валками ПО
перемещаются вплотную друг к другу по
направлению к тонким концам
конических валков.
о)
Рис. 26. Схемы переориентаторов
Бесконтактное манипулирование миниатюрными ПО
351
ОУ с выдачей ПО формы диска в два
потока представлено на рис. 25, е.
Диен со скошенным торцом,
движущийся по лотку большим диаметром
н силовому ролику, попадает под
действие прижимного ролика,
разворачивается и переходит в левый канал
лотка. При воздействии ролика на
диен с меньшим диаметром разворота
ПО не происходит и диск поступает
в правый канал лотка.
При ориентировании колец с
коническим отверстием используют
роликовый привод с разделением ПО на
два потока (рис. 25, г).
Электромагнитное ориентирование
(рис. 25, д) позволяет производить
ориентирование ПО вдоль силовбш
линий поля.
Переориентаторы. Перед питателем
технологической машины иногда
устанавливают переориентаторы, т. е.
устройства, переводящие
сориентированный поток ПО из одного
различимого положения в другое.
На рис. 26, а показана схема пере-
ориентатора, осуществляющего
разворот на 180Q ПО типа заклепок.
Двигаясь по наклонному лотку, ПО своей
ножкой проваливается в сквозной паз,
а шляпкой опирается на две
направляющие лотка. Упираясь в отогнутый
язычок лотка, ножка ПО отклоняется,
а шляпка идет вперед и тянет за
собой ножку.
Механический переориентатор
показан на схеме 26, б. ПО (колпачок
или стаканчик), опускаясь дном вверх,
по вертикальному лотку попадает на
штырь звездочки, вращающейся
против часовой стрелки. Вместе со
звездочкой поворачивается и ПО на угол
180Q, а затем соскальзывает со штыря
и поступает в выходной лоток.
Переориентация стаканчика в
«тупиковом» лотке (рис. 26, в)
осуществляется благодаря силе инерции от
движения в наклонном кольцевом
лотке, которая перемещает ПО в
лотковый тупик, а оттуда в другой лотон,
при этом положении ПО меняется на
180Q. Аналогично происходит
разворот ПО типа ступенчатого ролика в
переориентаторе (рис. 26, г).
Цилиндрические ПО изменяют свое
положение в ступенчатых
переориентатор ах (рис. 26, д). Высота ступени
должна быть не менее длины ПО.
Пример схемы переориентатор а с
поворотом колпачка на 180Q в изогнутом
лотке показан на рис. 26, е.
Переориентация ПО типа шайб,
гаек, колец на 90Q вдоль направления
движения осуществляется в
скрученных лотках (рис. 26, ж), а
переориентация их с изменением направления
движения — в угловых лотках (рис.
26, з).
Для переориентации цилиндров с
кольцевой проточкой используют
изогнутый лоток со сквозным пазом
(рис. 26, й).
б. БЕСКОНТАКТНОЕ
МАНИПУЛИРОВАНИЕ
МИНИАТЮРНЫМИ
ПРЕДМЕТАМИ ОБРАБОТКИ
При проектировании средств
автоматизации на выбор методов и
конструктивных решений большое
влияние оказывают конфигурация,
размеры, масса и другие свойства
объектов автоматизации (заготовок,
деталей, изделий), подлежащих обработке
или сборке. Номенклатура изделий
различных отраслей промышленности
включает тысячи типоразмеров: от
механически прочных приборов
сравнительно простой конфигурации до
хрупких или нежестких изделий
чрезвычайно сложной формы.
Характерными особенностями значительной
группы заготовок и изделий
приборостроения являются: весьма малые
размеры и масса, непостоянство
геометрической формы из-за наличия гибких
контактных выводов, слабо
выраженная асимметрия каких-либо
параметров, высокая чувствительность к
механическим воздействиям. Первая
особенность определяет то обстоятельство,
что для микроминиатюрных заготовок
массой т ^ 1 г методы, основанные
на гравитационном перемещении,
неприемлемы, тан как сила тяжести в
этом случае соизмерима с силой
сцепления заготовок со стенками
транспортного лотка, что вызывается
малейшими загрязнениями или его элен-
тризавдейГ~ Необходимость
ориентирования заготовок с неявно
выраженными (скрытыми) лризнаками
предъявляет высокие требования н разре-
352
Ориентирование в бувкерныж выгрузочных устройствах
шающей способности систем
распознавания положения объекта. В
частности, у определенной группы
заготовок размеры ключа ориентирования
находятся в пределах 10—50 мкм.
Последняя особенность связана с
низкими прочностными характеристиками
заготовок, которые обусловлены
применением хрупких материалов (стекла,
керамики, слюды, пресс-порошков),
наличием тонкостенных (до 50 мкм и
менее) элементов и тонкослойных (до
долей микрометра) покрытий из
драгоценных металлов и сплавов. Эта
особенность главным образом определяет
выбор для значительной группы
миниатюрных заготовок и изделий
бесконтактных методов манипулирования.
По методу силового воздействия на
заготовки системы автоматического
манипулирования (САМ)" можно
разделить на механические,
пневматические, магнитные, электрические,
комбинированные. Во всех перечисленных
системах осуществляется
комбинированное силовое воздействие на
заготовки, однако тип системы можно
определять по преобладающему
силовому воздействию при перемещении,
ориентировании, совмещении и
фиксации заготовок. В механических
системах реализуются методы контактного
манипулирования, основанные на
передаче заготовке силового воздействия
от рабочего органа или другой
заготовки путем непосредственного
давления или соударения. Работа
пневматических систем манипулирования
основана на контактном методе давления
струи сжатого воздуха на заготовку,
однако в отличие от механических они
позволяют практически исключить
повреждения малопрочных и нежестких
заготовок с особо чистыми
поверхностями. Кроме того, специальные
пневматические системы обладают высокой
чувствительностью, обеспечивая
распознавание положения заготовок в
позиции контроля с размерами ключа
ориентирования до 10 мкм.
Пневматические системы целесообразно
применять для манипулирования группой
заготовок, характеризующихся
сравнительно небольшой плотностью
материала, развитыми опорными
поверхностями или значительной
поверхностью обтекания с определенными
значениями специальных коэффициентов
<Ji>0,01 и а2>0,1. Коэффициенты
at = F0lm и а2 = Fjm определяют
соответственно лобовое сопротивление
заготовки при обтекании ее потоком
воздуха и силу вязкого трения; F09
Fn — соответственно площадь миде-
лева сечения и поверхность
обтекания; т — масса заготовки. В
пневматических системах на заготовку
дополнительно действует аэродинамическая
сила струи
Pn = f(g, 0, /с <?> Ф),
или силы вязкого трения и лобового
сопротивления потоку
-/0*8' с*> «• Fo)>
которые являются функциями
обобщенных координат заготовки q и струи
9, линейной $ и угловой ф скоростей
заготовки, характеристик потока ц5>
и и заготовки /с, L*, Fnt F0, где J0 —-
осевой момент инерции заготовки;
L* — соотношение основных размеров
заготовки; Сх — коэффициент
сопротивления при обтекании заготовки
потоком воздуха; ц5 — коэффициент
кинематической вязкости воздуха; и —
скорость струи воздуха.
Для манипулирования легко
деформируемыми миниатюрными
заготовками предпочтительными оказываются
бесконтактные методы, при которых
к заготовке прикладываются силы и
моменты сил, возникающие в процессе
взаимодействия ее с полем.
Для бесконтактного силового
воздействия на заготовки могут
использоваться магнитные (стационарные или
переменные) и электрические поля.
В случае однородного поля моменты
электрических М9 или магнитных Мм
сил равны:
МЭ = [РЭ?0]; Мы = [РиВ0].
В неоднородном поле на твердое
тело дополнительно будет действовать
сила, связанная с градиентом
напряженности поля,
FM = V W9
где Яэ, Рм — соответственно
электрический дипольный и магнитный
/моменты тела; E0t B0 — напряженность
и магнитная индукция соответственно
Бесконтактное манипулирование миниатюрными ПО
353
внешнего электрического и
магнитного полей; у - - дифференциальный
оператор; W электромагнитная
энергия твердого тела (электрическая
энергия W9 =• ---1/2Рэ?0, магнитная
энергия WM = ~l/2PMfi0)- Магнитные
системы применяют для
манипулирования заготовками из
ферромагнитных и немагнитных токопроводящих
материалов. В первом случае в
системах создают постоянное или
низкочастотное (не более 50 Гц) переменное
поле, во втором — высокочастотное
(до нескольких кГц), с помощью
которого возбуждают в заготовке
собственное магнитное иоле,
взаимодействующее с внешним. Для определенной
группы миниатюрных заготовок
магнитное поле может обеспечить весьма
эффективные технические решения при
автоматизации самых различных
процессов, например: ориентированного
накопления и групповой выборки
заготовок из накопителя; активного
группового ориентирования заготовок
с незначительной асимметрией
параметров; управления скоростью и
угловыми колебаниями при перемещении
их в различных технологических
средах с различным пространственным
ориентированием, под любым углом
к горизонту.
Системы, в которых электрическое
поле используется для
бесконтактного силового воздействия на
заготовки, могут осуществлять их
перемещение, ориентирование, поштучную
выдачу из потока. При
соответствующем выборе характеристик системы
можно манипулировать заготовками
как из диэлектриков, так и из
токопроводящих материалов.
Электрическое поле успешно применяют в
промышленности для окраски изделий,
интенсификации процесса сепарации
зерна, ориентирования ворса при
изготовлении искусственного меха.
Системы с использованием магнитного
или электрического поля целесообразно
применять для манипулирования
заготовки С [А > 1 ИЛИ В < 1 И НИЗКИМИ
значениями коэффициентов сц и аа
(где ц, g — соответственно
относительная магнитная и диэлектрическая
проницаемость).
Для методов бесконтактного
манипулирования характерна возможность
одновременного силового воздействия
на группу заготовок, что позволяет
резко поднять производительность
труда на ряде операций. Рассмотрим
примеры бесконтактного
манипулирования заготовками. В автоматической
установке обработки хрупких
полупроводниковых пластин с тщательно
отполированными поверхностями
используются конвейер на воздушной
подушке и манипулятор с
бесконтактным струйным захватом.
В этом случае пластины / (рис. 27)
из кассеты 2 этажерочного типа
выгружаются на струйный пневмокон-
вейер 3 и транспортируются на
воздушной подушке в зону действия
первого струйного захвата 4
манипулятора 5, который переносит их на
технологическую установку 6
карусельного типа. После обработки пластина
попадает в зону действия второго
струйного захвата 7, который
переносит ее на струйный пневмокон-
вейер 5, загружающий пластину в
кассету 9. Кассеты 2, 9 совершают
шаговое движение (на выгрузке —
вниз, а на загрузке — вверх).
Благодаря наличию зазора между
пластиной и торцом струйного захвата
манипулятор 5 может совершать лишь
качательное движение с
периодическим включением и выключением
сжатого воздуха. Конструкция и расчет
бесконтактного струйного захвата
приведены в работе [18]. Эффект Бернул-
ли, лежащий в основе работы
струйного захвата манипулятора,
используют и в устройствах автоматической
сортировки плоских заготовок
сложной формы со слабо выраженной
асимметрией геометрических
параметров.
Пусть пластины 3 с односторонней
глухой полостью 4 (рис. 28) поштучно
транспортируются на наклонной
стенке V-образного лотка 2, в котором
размещено сопло /. При движении
заготовки полостью к соплу
воздушная струя за счет реактивного
действия опрокидывает ее на
противоположную стенку транспортного лотка
(штриховой контур). При движении
заготовки гладкой плоскостью к соплу
она испытывает подсасывающее
действие струи благодаря эжекции
радиального воздушного потока, проте-
354 Ориентирование в бункерных загрузочных устройствах
Рис. 27. Струйная система бесконтактного манипулирования
хрупкими заготовками
заготовок с односторонним вырезом
на кромке или с различной степенью
шероховатости ее плоскостей. Расчет
основных параметров струйной
системы сортировки дан в работе [18].
Устройство сортировки
транзисторов 2 с односторонней
ферромагнитной пластиной 3 (рис. 29, о)
представляет собой виброконвейер с линейным
подводящим лотком /, в зоне
разветвления которого с обеих сторон
установлены постоянные магниты 4
одноименными полосами напротив друр
друга. Предварительное
ориентирование транзисторов производится путем
западания выводов в прорезь
транспортного лотка. Транзисторы с
различной ориентацией по пластине 3
непрерывным потоком поступают по
лотку I н сортирующим магнитам 4,
где они разделяются на два потока.
Транзисторы 2 отклоняются от
прямолинейного движения вследствие
притяжения ферромагнитной пластины 3
кающего в узкой щели между торцом
сопла и поверхностью заготовки.
Заготовка прижимается к стенке лотка
и прфсодит, не опрокидываясь. Опи-
-санная струйная система без каких-
либо изменений может быть
применена для автоматической сортировки
Рис. 28. Схема сортировки плоския
заготовок с использованием эффекта
Бернулли
Бессонтактное манипулирование миниатюрными ПО
355
Рис. 29. Магнитные системы
сортировки заготовок
к тому или иному магниту и
принудительно вводятся в соответствующий
отводной лоток 5.
Сортировка транзисторов с
односторонним токопроводящим
немагнитным слоем осуществляется в магнитном
поле высокой частоты, создаваемом в
межполюсном зазоре С-образного
магнита 2 (рис. 29, б). При движении
детали / через переменное магнитное
поле благодаря смещению слоя с более
высокой электрической
проводимостью относительно максимума поля
возникает электродинамическая сила
FMf действующая в ту или иную
сторону в зависимости от исходного
положения детали. Механизм
возникновения сил FM основан на взаимодействии
внешнего поля с индуцированным
(наведенным) полем, создаваемым самим
телом. Для удлиненных токопроводя-
щих деталей мгновенное значение
момента силы FM
M(FM) = VBa/2fi0sin2a(X-
где V — объем детали; a — угол
между осью детали и направлением
поля; х» X' — составляющие
магнитной восприимчивости соответственно
от гистерезиса и вихревых токов;
/ — плотность тока; © — круговая
частота электромагнитного поля.
При достаточно высоких значениях ©
магнитная проницаемость jm может
быть уменьшена до значения \х0
(магнитной проницаемости вакуума). При
этом как ферромагнитное, так и
немагнитное токопроводящее тело ведет
себя в магнитном поле как
диамагнитное, т. е. выталкивается из зоны более
сильного поля. Сортировка заготовок
указанного класса в переменном
магнитном поле осуществляется в
диапазоне частот 0,5—200 кГц. В
частности, в диапазоне 50—80 кГц
мощность генератора должна быть
порядка 100 Вт. С-образный магнит
изготовляют из кольцевого феррито-
вого сердечника. Длина
межполюсного пространства составляет около
3 мм.
Комбинированная
магнитно-пневматическая система бесконтактного
ориентирования плоских заготовок / (рис.
30) состоит из транспортного лотка 2,
сопл 3—5 для подачи сжатого воздуха
ч ч
Рис. 30. Магнитно-пневматическая
система бесконтактного ориентирования
плоских ваготовон сложной формы
356 Ориентирование в бункерных загрузочных устройствах
и электромагнитов 6. Заготовка
подается в позицию ориентирования по
плоскости, где она удерживается над
соплами с помощью магнитного поля,
причем сопло 4, создающее
вертикальную воздушную струю, оказывается
под полостью заготовки со смещением
относительно ее центра масс. Если
заготовка в позицию ориентирования
приходит полостью вниз
(положение /), то при выключении
электромагнитов 6 она под действием
вертикальной струи поднимается вверх,
причем вследствие смещения сопла 4
один край заготовки оказывается выше
и струей из сопла 3 прижимается н
боковой стенке лотка 2. Одновременно
противоположный край заготовки
попадает под действие воздушной струи
из сопла 5, благодаря чему она
поворачивается в вертикальной плоскости
на угол п рад. В случае размещения
заготовки над ориентирующими
соплами полостью вверх (положение //)
вертикальная струя взаимодействует
с гладкой поверхностью и при снятии
магнитного поля вследствие эжекции
не обеспечивает подъема заготовки
на высоту, необходимую для ее
поворота. Поэтому заготовка поступает
далее на сборку с первоначальной
ориентацией. В первом случае
вертикальная струя создает силу Рд =
= pSu2 A + cos p), во втором Рд =
= pSu2 sin у, где р — плотность
воздуха; S — поперечное сечение струи;
и — скорость струи; Р — угол между
боковой стенкой заготовки и направ-
Рис. 31. Магнитный накопитель для
стержневых заготовок
лением отраженного потока; у — угол
между осью струи и поверхностью
взаимодействия. В описываемой
системе Р = 0, а у = л/2, поэтому
давление струи в полость заготовки
примерно в 2 раза больше давления
ее в гладкую стенку, т. е. Р' « 2Я
Индукция магнитного поля (В0> В^)
должна быть такой, чтобы усилие FMl
с которым поле фиксирует заготовку
над соплами, было больше давления Рд
вертикальной струи на заготовку.
Методика расчета величин Рп, FMf B0
Вь в зависимости от силы тяжести
заготовки Q дана в работе [18].
Соответствующая магнитная система
позволяет накапливать в
ориентированном положении от десятков до
сотен заготовок при вертикальном и
горизонтальном размещении их в поле
магнитного накопителя (МН). Большим
преимуществом МН является
отсутствие контактов (и, следовательно,
натиров) размещаемых заготовок
между собой благодаря их взаимному
отталкиванию в магнитном поле
вследствие одинаковой намагниченности
концов. Например, МН с
горизонтальным роторным захватом 2 для
поштучной выдачи стержневых заготовок 1
(рис. 31) содержит открытый сверху
прямоугольный бункер 7, вдоль
боковых стенок которого расположены
катушки 8 электромагнита с С-образным
магнитопроводом. Вертикальные
пластины 4 магнитопровода выполнены
подвижными у противоположного
захвату 2 конца. Вращающийся
кулачок 5 периодически раздвигает концы
пластин 4, создавая градиент
напряженности поля, направленный в
сторону захвата. Благодаря этому
заготовки, взвешенные в магнитном поле,
перемещаются в зону захвата в
моменты, когда пластины 4
непараллельны, а поле неоднородно в
горизонтальной плоскости. Для увеличения
коэффициента заполнения гнезда
роторного захвата снабжены вставками из
постоянных магнитов. Пульсирующее
магнитное поле, противодействующее
слипанию заготовок в воне загрузки
в МН, создается магнитом 6. Магнитно-
механическое устройство для
накопления и поштучной выдачи плоских
сцепляющихся заготовок 5 (рис. 32)
Бесконтактное манипулирование миниатюрными ПО
357
5 6 5
7 8 9
Рис. 32. Магнитно-механическое устройство для накопления
и поштучной выдачи сцепляющихся заготовон
состоит из вращающейся чаши 4
тарельчатого типа и горизонтального
МН. Чаша 4 с заготовками вращается
над аналогичной неподвижной
чашей 5, с обратной стороны которой по
спирали Архимеда прикреплены
постоянные магниты 2 определенной
полярности. Благодаря спиральной
магнитной дорожке каждая заготовка
при вращении чаши проходит
кратчайший путь по радиусу от центра и
периферии чаши. Центральный
электромагнит 7, питаемый пульсирующим
током, облегчает расцепление и
отделение заготовок от общей массы и
выход их на радиальную траекторию.
На выходе чаши заготовка
разворачивается на угол л/2 под действием
более сильного магнитного поля
накопителя и падает в его лоток 6>
закрепленный на линейном
вибротранспортере 10. МН состоит из двух длинных
ориентирующих катушек 7 и двух
круглых катушек 8 для отсечки
заготовки от общего потока. В лотке МН
заготовки ориентируются длинной
стороной вдоль поля и всплывают над
поверхностью ферромагнитной
подложки // благодаря наличию
магнитной подушки. Взвешивание заготовок
объясняется одноименной
намагниченностью подложки и заготовки.
Круглые магниты 8 включаются по команде
разгружающего манипулятора. При
358
Ориентирование в бункерных загрузочных устройствах
включении магнитов 5, поле которых
направлено навстречу основному полю,
происходит отсечка крайней заготовки
от общего потока вследствие
локального ослабления поля в зоне этих
магнитов. Сориентированные заготовки
попадают в приемное гнездо 9.
Применение различных модификаций
сложного магнитного поля, образованного
наложением переменного или
пульсирующего поля на постоянное,
позволяет осуществлять бесконтактное
управление движением заготовок, в
частности направленное перемещение
их в заданную зону с регулированием
параметров движения на трассе. В
подобных системах можно плавно
регулировать скорость поступательного
перемещения ориентированных заготовок
и амплитуду их угловых колебаний,
обеспечивая режимы
транспортирования с ускорением, с равномерной
скоростью, включая реверсирование
движения. Наличие угловых
колебаний заготовок позволяет
интенсифицировать технологические процессы
обработки миниатюрных ферромагнитных
заготовок с тонкослойным покрытием
в различных средах. Схемы и расчет
таких систем приведены в работе [18].
ГЛАВА
10.
ПРИМЕНЕНИЕ СИСТЕМ
АВТОМАТИЧЕСКОЙ ЗАГРУЗКИ
1. АВТОМАТИЗАЦИЯ
ЗАГРУЗКИ СТАНКОВ
Система автоматической вагрузки
(САЗ) станков-автоматов — это
комплекс загрузочно-разгрузочныи
устройств, являющихся целевыми
механизмами данных автоматов и
существенно влияющих на их конструкцию
и компоновку.
Конструкция и принцип работы САЗ
станков определяются типом заготовок,
видом обработки и рабочим
пространством автомата (автоматической линии),
на который устанавливается
загрузочное устройство.
В зависимости от расположения
запаса изделий в емкости загрузочные
устройства (ЗУ) разделяют на
магазинные, штабельные и бункерные.
Однако в связи с интенсивным
развитием автономно управляемых ЗУ
получил распространение кассетный способ
хранения запаса заготовок или
доставка их в зону эахвата питателем
с помощью тактового стола или
автоматизированного накопителя.
Выбор схемы САЗ в большой
степени зависит от конструкции станков.
Анализ различных структурных схем
вагрузки и разгрузки (рис. 1)
применительно к технологическим схемам
обработки и компоновкам станков
показывает, что они по быстродействию
и возможностям достижения
совмещенного времени работы не одинаковы.
Схема магазинной загрузки одно-
шпиндельного автомата (рис. 1, а).
Обработка на автомате чередуется с
загрузкой и разгрузкой изделий. Время
цикла Гц равно сумме отрезков
времени на эагрузку, обработку и
разгрузку. Оно выражается тремя
условными единицами (Тц = 3), по единице
на каждую операцию.
Схема автомата, у которого
совмещено время загрузки и разгрузки с
временем обработки (рис. 1, б). С этой
целью в станке предусмотрена
специальная позиция для вагрузки и
разгрузки. После обработки позиции
меняются местами путем поворота их
вокруг оси на определенный угол, в
нашем примерена 180°. Таким образом,
сокращается время цикла на одну
единицу, т. е. Тц = 2.
Схема, в которой загрузка, разгрузка
и транспортирование совмещены (рис.
1, в). Причем все операции
производятся в одном направлении без
возвратных движений механизмов. Эта
схема также позволяет сократить время
цикла до двух единиц: Тц = 2. Время
цикла можно значительно сократить,
если загрузку, обработку и разгрузку
проводить в процессе
транспортирования. Этого можно достичь несколькими
способами.
Схема одношпиндельного роторного
станка, шпиндель которого вместе с
инструментом совершает непрерывное
планетарное движение вокруг центра
(рис. 1, г). Во время этого движения
проводятся последовательно загрузка,
обработка и разгрузка. Загрузка и
разгрузка происходят в некоторой
зоне с помощью вращающихся
(роторных) устройств. Номинальная
производительность QT такого станка
зависит от величины использования части
оборота на загрузку и разгрузку, а
следовательно QT = — М — -щр j ,
где К — фонд времени (ч, смена и т. д.);
Тр — время обработки изделия.
Если время на загрузку, обработку
и разгрузку будет одинаковым, то
цикловое время выразится тремя
единицами, как и в первом случае. Если
же взять несколько шпинделей,
например три, чтобы каждый из них
проводил последовательно и
попеременно вагруаку, обработку и разгрузку
(рис. 1,д), то время на указанные
операции будет полностью совмещено
360
Применен не систем автожатвчесвои вагруавя
щч <*=?=
ш
1
щ,„.
шл i. _j
mmm] ж
2Z7
^J± ^
*)
ЛГ.
iq
<;
I
JZZ7
~\
г)
Рис. 1. Структурные схемы и циклограммы загрузки станков:
/ — загрузка; // —- обработка; /// — разгрузка; IV — транспортирование
с транспортированием и номинальная
производительность станка
Qt = -?-(«-*).
1 р
где и — число работающих
шпинделей; R — число шпинделей, занятых
на загрузке и разгрузке в зоне дуги
в каждый данный момент.
Если работа шпинделей на загрузке
и разгрузке занимает часть дуги
окружности, некратную общему числу
шпинделей, то номинальная
производительность станка
Таким образом, номинальная
производительность станка зависит от
величины дуги, на которой проводятся
вспомогательные операции. В этой
схеме станка совмещение времени
достигается благодаря увеличению числа
шпинделей, между которыми
последовательно распределяются
установленные функции.
Полное совмещение времени
загрузки, обработки, разгрузки и
транспортирования достигается в станках, когда
обработка проводится непрерывно в
процессе транспортирования изделия
(рис. 1, е). Номинальная
производительность таких станков зависит от
времени обработки или допустимой
скорости перемещения иэделий:
QT==/C/rp; QT = o/J,
где v — скорость перемещения
изделий; / — длина изделия*
Автоматизация вагруаш станжов
361
При одинаковых условиях работа
число деталей, изготовленных на одном
шпинделе в единицу времени, на
станках, работающих по схемам а, г, д
(рис. 1), составляет 0,33 условных
единиц, а по схемам б? в — 0,5
единицы. Станки, работающие по схеме $,
обеспечивают наибольшую
производительность, равную одной условной
единице.
Таким образом, производительность
станков во многом зависит от времени,
затрачиваемого на загрузку, разгрузку
и транспортирование. Поэтому
устройства для выполнения зтих
вспомогательных операций в станке должны
быть максимально быстроходными или
действие их должно совмещаться с
обработкой изделий.
Повышение производительности
достигается также увеличением числа
шпинделей. Чем больше шпинделей
эанято обработкой и чем меньше
шпинделей занято загрузкой и
разгрузкой, тем производительность
станка выше (см. рис. 1, з, д).
Изложенное справедливо для
токарных многошпиндельных автоматов
с периодически поворачивающимся
барабаном. В этих станках используют
одну позицию для загрузки и
разгрузки. Допускается в ряде случаев
наличие двух позиций: одной для загрузки,
другой для разгрузки.
Большое .число разнообразный
технологических процессов и
применяемого оборудования, различные по
форме и размерам обрабатываемые детали,
специфичные требования к зонам эа-
грузки-разгрузки, обработки и
обслуживания станков определяют
сложность решения загрузочных и
транспортных устройств. Оптимальную
конструкцию загрузочного устройства
выбирают с учетом обеспечения, в первую
очередь, выполнения операции ва-
грузки-разгрузки в минимальное
время.
На рис. 2 показаны различные
устройства загрузки-разгрузки изделий
типа валов на круглошлифовальном
автомате, применяемом в поточных
и автоматических линиях. На рис. 2, а
загрузка станка заготовками
осуществляется по лотку У, затем
автооператором 2 они подаются на линию
центров. Центром задней бабки заготовка
перемещается в патрон передней баб-
ни 4 и зажимается. Подается
шлифовальный круг и начинается обработка.
После обработки изделие попадает
в лоток 3 и отводится по конвейеру 5.
Согласно рис. 2, б загрузка станка
осуществляется с помощью
подводящего лотка L Загрувчик 6 подает
заготовку в патрон передней бабки 5
и поджимает ее задней бабкой 2.
Подается шлифовальный круг и
начинается обработка. Обработанное
изделие по лотку 8 попадает на отводящий
конвейер 4.
Согласно схеме загрувки-выгрузки
автомата с помощью автооператора
портального типа (рис. 2, в) заготовки
подаются конвейером /, с помощью
которого они после обработки
перемещаются на следующее
технологическое оборудование.
Двурукий автооператор 2
перемещается по порталу, одной рукой берет
ваготовку, другой укладывает
обработанное изделие, возвращается в зону
обработки и ожидает окончания
обработки. Одной рукой он снимает
обработанное изделие, затем другой
устанавливает ваготовку. Приведенная
схема является наиболее совершенной,
так как транспортные движения к
конвейеру 1 и обратно совершаются во
время обработки. Зажим заготовки и
шлифование аналогичны описанному
выше.
Выбор САЗ зависит от принятого
технологического оборудования.
Загрузочные устройства для
многошпиндельных патронных автоматов
устанавливают непосредственно перед
рабочей зоной станка. Загрузка и
разгрузка многошпиндельных
автоматов осуществляется при вращающихся
и неподвижных шпинделях, для чего
предусмотрен специальный механизм,
отключающий их вращение. В тех
случаях, когда требуется загрузить
деталь в определенном угловом
положении относительно шпинделя,
автоматы оснащаются специальным
устройством, обеспечивающим точное по-
зицирование шпинделя при его
остановке.
Типовые загрузочные устройства
состоят из подводящих и отводящих
лотков или конвейеров, одно- или
двухеахватных манипуляторов и меха-
362
Применение систем автоматичесжой аагруаки
Автоматизация загрузЕв станков
363
низмов для отсекания заготовок. Во
избежание простоя автомата
вследствие длительной работы
манипулятора время цикла Тц работы питателя
не должно превышать операционное
время Гопер обработки: Тп < Tonev.
Существует несколько типовых схем
использования манипуляторов в много-
шпиндельных автоматах (рис. 3).
Загрузочное устройство (рис. 3, а)
состоит из двухзахватного
манипулятора 8, подводящего 2 и отводящего 4
регулируемых лотков и отсекателя /•
С помощью отсекателя осуществляется
поштучное отделение заготовок из
общего потока. Манипулятор 8 при
перемещении вдоль оси поворота
захватывает заготовку из загрузочной
позиции лотка 2 и одновременно
готовую деталь из патрона станка.
После отвода и поворота манипулятора
заготовки загружаются в патрон
автомата, а обработанные детали
укладываются в отводящий лоток 4. После
этого манипулятор занимает исходное
положение.
8агрузочное устройство,
применяемое на восьмишпиндельных автоматах,
настроенных на обработку
одновременно двух одинаковых деталей,
показано на рис. 3, б. Из восьми шпинделей
автомата два являются загрузочными,
а шесть — рабочими, три
настраивают на обработку одной детали, а
три — другой. Шпиндельный барабан
автомата поворачивается на угол,
соответствующий угловому положению двун
шпинделей. Из общего потока
заготовок с помощью управляемого
отсекателя 5 отделяются две заготовки,
которые при своем перемещении (с
помощью собачки 6) рассредоточиваются
так, что расстояние между первой и
второй заготовкой соответствует
расположению вахватов 7. Во время
загрузки захват забирает одновременно
в подводящем лотке две заготовки,
переносит их в станок и устанавливает
в патроны двух шпинделей. При
разгрузке манипулятор захватывает
обработанные детали и отводит их в
отводящий лоток 4.
Рис. 2. Загрузочные устройства для изделий типа вала
364
Применение систем автоматической загрузки
1 . X J
Рис. 3. Схемы загрузочных устройств для многошпиндельных автоматов
Загрузочное устройство (рис. 3, в)
состоит из однозахватного
манипулятора #, подводящего 2 и отводящего 4
лотков и механизма отсекания 1
детали. Цикл работы питателя
следующий. Манипулятор захватывает
обработанную деталь в патроне станка
и передает ее в отводящий лоток 4.
Затем, поворачиваясь к загрузочной
позиции лотка 2, забирает заготовку,
отделенную от общего лотка отсекате-
лем, и подает ее в патрон станка.
Конструкция этого питателя проще,
чем двухзахватного, но время цикла
работы его в 2 раза больше.
Загрузочное устройство (рис. 3, г)
аналогично устройству, показанному
на рис. 3, в, но здесь вместо
подводящего лотка использован конвейер 11
с поворотным устройством 9.
Имеющееся в автомате устройство останова
шпинделя дает возможность в
определенном положении загружать
заготовки любой формы. Передачи
заготовки с конвейера 11 в станок
манипулятором 12 и отвод обработанной
детали в отводящий лоток 10 аналогичны
схеме на рис. 3, в.
Загрузочное устройство,
применяемое для полной обработки одной
детали с двух сторон, показан на рис. 3, д.
Оно состоит из двух подводящих
лотков (один для заготовок, другой
для деталей, обработанных с одной
стороны), отводящего лотка 16 для
деталей, обработанных не полностью
(полуфабрикат), отводящего лотка 17
для обработанных деталей, двухеах-
Автоматизация эагрувжи станков
365
ватного манипулятора и механизма
кантования 18 с поворотным лотком 18
и механизма отсекания 14.
При разгрузке станка
манипулятор 15 поворачивается к отводящим
лоткам 16 и 17 и составляет в одном
лотке 17 обработанную деталь, в
другом лотке 16 полуфабрикат. Готовая
деталь по лотку 17 сходит со станка,
а полуфабрикат направляется в
поворотный лоток 18. При повороте
лотка вокруг своей горизонтальной
оси полуфабрикат попадает во второй
подводящий лоток, но уже
перевернутый другой стороной. Манипулятор
поворачивается в следующее
положение и захватывает заготовку с
верхнего лотка и полуфабрикат со второго
лотка, после чего поворачивается к
барабану станка и устанавливает
заготовку в патрон одного шпинделя и
полуфабрикат в патрон другого
шпинделя для окончательной обработки.
Фирма Буллард (США) для
выпускаемых ею вертикальных патронных
токарных многошпиндельных
полуавтоматов также предусматривает
автоматическую загрузочно-р азгру зочную
и транспортную систему «Трансматик».
Система позволяет использовать
полуавтоматы каждый в отдельности и
попарно, когда изделие
обрабатывается последовательно с двух сторон.
В последнем случае осуществляется
не только загрузка и разгрузка
каждого станка, но и передача изделий
с одного станка на другой. В
соответствии с этим в конструкции станков
предусмотрено все для надежной
работы их в автоматическом режиме:
привал очные плоскости, сход и
удаление стружки, очистка установочных»
баз, ориентирование изделий в
патронах с автоматическими зажимом и
разжимом и др.
Система «Трансматик» (рис. 3, е)
состоит из двух станков / и 7,
подводящего конвейера 5, загрузочного 2 и
разгрузочного 5 манипуляторов,
межоперационного конвейера 5,
кантователя 4 и отводящего конвейера 5. На
станках обрабатываются изделия
массой 16 кг и более, поэтому время
загрузки занимает около 14 с, что по
отношению к циклу обработки
составляет 7—10%. Во время работы
загрузочный манипулятор берет
заготовку с подводящего конвейера, а
разгрузочный — обработанное изделие ив
патрона станка /, затем они поднимают
и поворачивают их. Далее
загрузочный манипулятор ставит заготовку
в патрон станка, а разгрузочный —
изделие на межоперационный конвейер,
по которому транспортируется н
загрузочной позиции манипулятора
станка 7, где кантователь переориентирует
заготовки, и осуществляются те же
манипуляции по загрузке и разгрузке,
что и на станке /. Причем
обработанные изделия с другой стороны кладутся
равгрувочным манипулятором на
отводящий конвейер.
Магазинные загрузочные устройства
для пруткового материала применяют
в отрезных станках — при резке
прутка на мерные заготовки, в прутковых
токарных автоматах — для загрузки
прутка в шпиндель станка, в бесцен-
трово-шлифовальных автоматам — при
шлифовании прутков.
Независимо от типа станочного
оборудования магазинные прутковые
загрузочные устройства обладают
общими конструктивными решениями с
одинаковыми функциональными
элементами, к которым относятся:
стеллаж-магазин для хранения запаса
прутков, расположенных
ориентированно в один ряд или штабелем;
механизм для поштучного отделения
прутков из общей массы прутков и
механизм подачи прутка в рабочую
зону станка.
Магазинное прутковое устройство
для загрузки прутков 10 (рис. 4) в
отрезной автомат 11 состоит из
регулируемого стеллажа 0, механизма
поштучной выдачи прутков 6, роликового
конвейера 5, механизма подачи /
прутка в рабочую зону станка и
командоаппарата, обеспечивающего
настройку автомата на резку прутков
разной длины.
Угол наклона стеллажа можно
регулировать в пределах 5—25° в
зависимости от профиля прутков. Для
круглого сечения угол выбирают
равным 5—7°, для прямоугольного
сечения этот угол выбирают максимальным.
- Механизм подачи прутка в рабочую
зону станка для резки на заготовки
определенной длины включает
самоцентрирующие тиски, смонтированные
зев
Применение систем автоматической вагрузкн
3 4 5 6 7
Рис. 4. Схема магазинного устройства для загрузки
прутков
на подвижной каретке, приводимой
в движение от гидроцилиндра.
Скорость передвижения каретки
составляет 1 м/с при точности
позиционирования ±0,1 мм. Длину отрезаемого
прутка настраивают с помощью упоров
командоаппаратов 2. Полный цикл
подачи прутка продолжается до
достижения конца прутка, и затем он
автоматически выключается. Счет
отрезанных заготовок осуществляется
электрическим счетчиком, установленным
на пульте управления 3.
Тиски рассчитаны на подачу
прутков круглого (диаметром 80 мм),
квадратного G0X70 мм) и
прямоугольного A00x50 мм) профиля.
Механизм 6 поштучной выдачи прутков
представляет собой набор дисков,
смонтированных на общем валу,
поворачивающемся на угол 90° с помощью
привода 7 с мальтийским крестом.
По образующей дисков установлены
четыре приемных гнезда,
расположенных под углом 90° друг к другу.
Рабочий цикл автомата состоит из
следующих последовательных
операций. Прутки 10 под действием силы
тяжести перемещаются к зоне отбора.
После того как пруток войдет в гнездо
поворотного диска, конечный
выключатель дает команду на поворот
дисков. Отделенный пруток переносится
на роликовый конвейер 5, который
транспортирует пруток к механизму
подачи / до упора с конечным
выключателем 2ПВ. Крайние положения
кода каретки фиксируются конечными
выключателями 4ПВ и 5ПВ. Команду
на загрузку нового прутка выдает
конечный выключатель ЗПВ в тот
момент, когда конец предыдущего
прутка разомкнет его контакты. Для
установления длины прутка в
магазине предусмотрена линейка 4 с
оптической кареткой 5.
Фирма Хагенук (ФРГ), используя
принцип работы САЗ прутковых
автоматов, создала загрузочные
устройства для токарных автоматов,
бесцентровых шлифовальных станков,
полировочных автоматов, прессов,
сверлильных и фрезер но-отрезных станков
и индукционных печей. Длина
заготовок от 200 до 1725 мм, диаметр —
от 10 до 50 мм.
Загрузка автоматов осуществляется
через шпиндель (рис. 5). По окончании
процесса обработки изделие может
быть сброшено через рабочую зону
автомата (рис. 5, а) или через
загрузочный магазин оно отводится назад
и выдается упорядоченным образом
(рис. 5, б).
Автоматизация загрузЕН станков
367
Загрузочные устройства состоят из
лотка 3 с вапасом заготовок 4,
устройства подачи 2, распределительного
вала 5 и кулачкового барабана /.
Чтобы изделие по окончании обработки
можно было отвести назад (рис. 5, б),
ее необрабатываемый конец зажимается
во вращающуюся втулку устройства
подачи или (в случае обработки без
вращения) в зажимную втулку, прочно
соединенную с механизмом подачи.
При подаче заготовок только в одном
направлении (выброс обработанных
деталей через станок) зажимные втулки
не требуются (на бесцентровых
шлифовальных станках или при обработке
коротких заготовок на токарных
автоматах).
Продвижение заготовок вперед
осуществляется посредством цепной
передачи, приводимой в движение
электромотором. При этом скорость подачи
может быть плавно уменьшена до
положения «стоп» посредством
фрикционного многодискового тормоза,
соединенного с регулируемой
электрической муфтой.
Движение загрузочно-разгрузочного
механизма подачи так же, как и
выброс изделия и закрепление зажимной
втулкой заготовки, осуществляется с
помощью кулачков управления,
которые находятся на распределительном
валу. Цепная передача и
распределительный вал работают синхронно.
Загрузочные (манипуляторные)
устройства портального типа нашли
широкое применение в автоматических
линиях с поперечным расположением
станков. В схеме агрегатного
построения портальных загрузочных устройств
(рис. 6) использованы следующие
функциональные элементы:
гидравлический агрегат / (насосная станция);
электрошкаф 2, содержащий
электрооборудование, необходимое для
работы загрузочного устройства с
различными циклами; стойки 8 портала
(высотой около 2000 мм); портал 4
прямоугольного профиля;
манипулятор 5, имеющий обработанные
плоскости для крепления загрузочного и
разгрузочного узлов под различными
углами; узел вагрузки 6 (разгрузки) —
механическая рука, состоящий из
гидроцилиндра со стандартными ходами
поршня 250, 400, 500, 600 мм, имеющий
предохранительный механизм для
удержания детали в захвате (в случае
падения давления в гидросистеме),
а также механизм, фиксирующий
поршень в верхнем положении; узел
зажима 7 (захват), обеспечивающий
зажим деталей в широком диапазоне.
Загрузочное устройство может иметь
стандартное А исполнение, когда двух-
Рис. 5. Загрузочный магазин «Хагенук»
368
Применение систем автоматической загрузки
Рис. 6. Загрузочное устройство портального типа
захватный манипулятор расположен
симметрично порталу, или
исполнение Б с консольно вынесенным
манипулятором.
Транспортно-загруз очные
устройства. Используют в автоматических
линиях с поперечным расположением
станков со сквозной трассой
транспортного потока, когда загрузочные
устройства отсутствуют, а их функции
выполняют транспортные устройства.
Транспортно-загрузочная система
автоматической линии для фрезерно-
центровальной и токарной обработки
валов с цилиндрическими,
коническими и фасонными ступенями
представлена на рис. 7. Межстаночное
перемещение заготовок осуществляется
с помощью транспортных штанг 7.
При передаче заготовок от
загрузочного механизма 8 к фрезер но-центро-
вальному / и далее к токарным
полуавтоматам 2 транспортные штанги
осуществляют продольное и вертикальное
возвратно-поступательные движения.
Продольное перемещение штанг
(вперед-назад) производится от качающего
гидроцилиндра 3, установленного на
разгрузочном магазине 9,
вертикальное (вверх-вниз) -- с помощью
подъемников 5 от гидроцилиндра 4,
установленного на подставке и соединенного
с приводной штангой 5, состоящей из
отдельных секций. Переналадка линии
при смене с одного вида
обрабатываемого вала на другой выполняется
регулировочной настройкой конвейера,
а также наладкой каждого станка
линии.
Транспортно-загрузочная система
автоматической линии для токарной
двусторонней обработки фланцевой
детали показана на рис. 8. Станки
соединены между собой самотечными
лотками. Загрузочное устройство 2
представляет собой двух захватный
поворотный манипулятор, один захват
которого --- загрузочный, другой —
разгрузочный. Заготовки
устанавливают в приемный лоток /, являющийся
со
Я
>
, ¦
з
>
Е
Рис. 7. Транспорты о-загрузочная система для валов
370
Применение систем автоматической загрузки
Я
И
S
S
ч
«
о
И
н
а,
о
с
и
X
а
сх
Н
а
а
начальным накопителем. Из
исходного положения
загрузочное устройство 2
поворачивается так, что разгрузочный захват
устанавливается напротив
патрона станка и забирает
обработанную деталь. Затем
манипулятор поворачивается на
угол 120° и подводит к
патрону загрузочный захват с
заготовкой. После установки
заготовки манипулятор
приходит в исходное положение.
В этот момент загрузочный
захват берет заготовку в
приемной позиции лотка, а
разгрузочный захват оставляет
обработанную деталь в подъемнике
отводящего лотка 3. После
этого цикл работы
манипулятора повторяется;
обработанная деталь поднимается и
направляется в следующий
лоток, где она при помощи
механизма кантования 4
поворачивается на 180°.
Для отделения заготовки от
общего потока в лотках
предусмотрен механизм отсекания,
состоящий из двух
управляемых упоров 5 и 5. С помощью
упора 5 происходит
удерживание потока деталей, а упор 6
производит поштучную выдачу
заготовок у позиции загрузки
станка. На втором станке
циклы загрузки аналогичны
первому станку с той лишь
разницей, что разгрузочный
захват 7 манипулятора
направляет обработанную деталь
непосредственно в отводящий
лоток 8.
Оригинальное решение за-
грузочно-разгрузочной и
транспортной системы применено
фирмой ЭМАГ (ФРГ) в
токарных станках с центральным
приводом (рис. 9), на которых
обрабатываются различные детали
типа шпинделей
одновременно с двух сторон.
Станок снабжен с одной
стороны подводящим конвейером
1, на котором находится запас
заготовок. С другой стороны
имеется конвейер 2 для отвода
Автоматизация загрузки станков
371
Рис. 9. Транспортно-загрузочная
система фирмы ЭМАГ (ФРГ)
обработанных деталей. Над станком
смонтирована портальная балка 5,
на которой установлены
манипуляторы 4 — загрузочный и
разгрузочный.
Во время работы загрузочный
манипулятор берет заготовку с
подводящего конвейера и подает ее в
шпиндель станка 5. После обработки левый
манипулятор забирает изделие из
шпинделя и ставит на отводящий конвейер.
Такая загрузочно-разгрузочная и
транспортная система может
передавать заготовки и изделия не только
поперек, но и вдоль станка.
Загрузочное устройство к
гидрокопировальному станку (рис. 10)
предназначено для автоматической загрузки
цилиндрических заготовок.
Заготовки ориентированно штабелем
загружаются в бункер // с
ворошителем 0, качающимся на оси 10. Из
бункера заготовки попадают на
плошадку /. При движении штока
гидроцилиндра 5, соединенного с подающим
механизмом 5, ролик 8 перемещает
ворошитель 9, что исключает сводо-
образование в бункере.
Толкатель 7, закрепленный на
подающем механизме, сдвигает одну
заготовку на отсекатель 2. Заготовка,
лежащая на призме 5, подается на
ось центров станка и зажимается в
цанговом патроне при подаче пиноли
задней бабки.
При зажатии заготовки шток гидро-
линдра возвращается в исходное
положение и ворошитель освобождается.
Отсекатель открывает окно подачи
заготовок в призму.
Лоток 4, приводимый в движение
штоком гидроцилиндра 12, в момент
обработки детали закрыт. После
окончания обработки лоток опускается
для приема обработанной детали,
которая по нему скатывается в приемную
тару. Перед обработкой следующей
детали лоток поднимается и дает
возможность стружке свободно падать
на поддон станка. Далее цикл
повторяется.
Загрузочное устройство для
вертикально-протяжных автоматов (рис. 11)
предназначено для подачи тяжелых
валов к автомату мод. МП7Б76-1М65.
Тяжелые валы, как правило,
обрабатываются на станках с большим
рабочим ходом и большим тяговым
усилием. Зона обработки в станках
с большим рабочим ходом
расположена высоко от основания станка,
поэтому эти станки оснащаются
механизмами для подъема и спуска
заготовок.
Подъемник 3 с приводом от гидро-
линдра 8 поднимает заготовку из
наклонного лотка 6. Следующая
заготовка придерживается отсекателем 7.
Ползун / при отведенном столе
перемещает заготовку в призму зажимного
приспособления 2. Привод ползуна 9
осуществляется от гидроцилиндра 5.
Рис. 10. Загрузочное устройство к
гидрокопировальному станку
13*
372
Применение систем автоматической загрузки
Вид А
и
Рис. 11. Схема загрузки автомата МП7Б76-1М65
Этим же движением обработанная
заготовка выталкивается в призмы
механизма разгрузки 10. Механизм
разгрузки с приводом от гидроцилиндра
опускает детали вниз на наклонный
лоток 6.
Заготовка обрабатывается за два
прохода с поворотом на 180°. Механизм
поворота 4 крепится на корпусе
зажимного приспособления.
Поворачивается заготовка поворотным
барабаном с цанговым захватом при
разжатой заготовке. Приводится механизм
поворота гидроцилиндром 5 через
реечную передачу.
На рис. 12 изображена схема
загрузки протяжного автомата мод.
МП7Б76-1-006 для одновременной
обработки четырех торцов крестовины
дифференциала автомобилей.
Автомат, выполненный на базе
серийного вертикально-протяжного
станка, оснащен шестипозиционным
штыревым поворотным магазином 9 с
винтовым подъемником. Магазин крепится
к тумбе станка кронштейном 10.
Штыри, ориентирующие стопку
заготовок на одной из позиций, находятся
против отверстия в плите 2.
Заготовки загружаются и
выгружаются механизмом загрузки,
состоящим из гидроцилиндра 8,
перемещающего по направляющим 4 ползушку
с захватами 3. Зажимное
приспособление 6 с клиновым зажимом от
гидроцилиндра 5 установлено на подводном
столе 7.
Работает автомат следующим
образом. Винтовой подъемник / с приводом
от электродвигателя поднимает стопку
заготовок на одной позиции магазина
до тех пор, пока верхняя заготовка
не окажется на уровне загрузки.
При отведенном столе ползушка
перемещается вместе с заготовкой
вправо до упора и устанавливает
последнюю в призму зажимного
приспособления. Заготовка зажимается, стол
подводится вперед, происходит рабочий
ход, за время которого ползушка с
захватами возвращается в крайнее
левое положение. После окончания
рабочего хода происходит отвод стола,
обратный ход рабочих салазок и
одновременно разжим заготовки. При
следующем перемещении ползушки
вправо обработанная заготовка
выгружается в наклонный лоток 11.
Далее цикл работы повторяется.
Крестовины малых и средних
размеров, для которых не требуется
дополнительная ориентация
относительно торца ступицы, можно
обрабатывать на протяжных автоматах мод.
МП7Б75-024 с бункерной загрузкой.
Эти автоматы имеют большую
производительность и дают наибольший
экономический эффект.
Автоматизация загрузки стаяжов
373
Рис. 12. Схема загрузки автомата МП7Б76-1-006
374
Применение систем автоматической загрузки
Рис. 13. Схема загрузки автомата МП7Б75-024
[а
Рис. 14. Схема загрузки автомата МП677
376
Применение систем автоматической загрузки
Заготовки загружают в бункер /
(рис. 13). Наклонными планками,
закрепленными на пластинах
элеватора 2, заготовки захватываются,
поднимаются до уровня лотка загрузки 3
и соскальзывают в него. В случае
неправильной ориентации заготовок
или при заполнении лотка детали
возвращаются в бункер по лотку
сброса. Угол наклона элеватора и
лотка загрузки относительно
вертикальной плоскости 15°. По лотку
загрузки заготовки попадают в
кассету механизма поворота 4 с приводом
от гидроцилиндра 5. Механизм
поворота разворачивает заготовку на 75°
и по наклонному лотку последняя
соскальзывает на плиту кронштейна 6.
При отведенном столе ползушка с
захватами 7 перемещает заготовку
в призму зажимного
приспособления 8, а обработанную заготовку
выгружает в наклонный лоток 9.
Привод ползушки осуществляется от
гидроцилиндра //. Заготовка
зажимается клинорычажным механизмом
с гидроцилиндром 10. Для очистки
протяжек от стружки зажимное
приспособление оснащено поворотной
щеткой.
На рис. 14 изображена схема
загрузки автомата МП677 для
протягивания торцов крестовин с обеспечением
симметричности обрабатываемых
поверхностей. Это достигается попарным
протягиванием противоположных
торцов крестовины при базировании по
другой паре цанг. Обработка
производится на двух позициях с поворотом
заготовки на 90°.
Крестовины загружаются в магазин
стойкой, ограниченной тремя штырями.
Толкатель 2 с приводом от
гидроцилиндра / выталкивает нижнюю
заготовку на подготовительную позицию
и поворачивает отсекатель 3; стопка
заготовок опускается на величину,
равную высоте одной крестовины. При
перемещении толкателя в крайнее
левое положение отсекается стопка
крестовины, расположенная выше отсека-
теля, а нижняя крестовина опускается
на плиту. Одновременно две
обработанные крестовины на призмах
механизма подачи 4 выводятся из рабочей
зоны на линию передвижения
заготовок. Захваты механизма
передвижения 5, находящиеся в крайнем левом
положении, опускаются и вместе с
крестовинами перемещаются вправо
до упора. Крестовина с
подготовительной позиции и крестовина,
обработанная на первой позиции, перемещаются
в призмы механизма подачи,
последняя при этом звездочкой 6 от упора 7
поворачивается на 90°, а крестовина,
окончательно обработанная на второй
позиции, планками 8 перемещается
на лоток сброса и далее в тару для
обработанных заготовок. Захваты
возвращаются в исходное положение.
Механизмы подачи подают
заготовки в рабочую зону на опоры Р.
Призмы 10 через клиноплунжерные
пары с приводом от цилиндров 11
фиксируют заготовки и зажимают их.
Происходит рабочий ход, разжим,
возврат заготовок на линию
передвижения. Далее цикл повторяется.
2. АВТОМАТИЗАЦИЯ ЗАГРУЗКИ
РОБОТОТЕХНИЧЕСКИХ
КОМПЛЕКСОВ И ГПС
Использование промышленных
роботов (ПР) в системе «станок-робот»
На станках, где главное движение —
вращение заготовки, важно установить
ее без биения, соосно шпинделю.
При этом точность позиционирования,
обеспечиваемая современным ПР,
обычно недостаточна; к тому же
собственной погрешности
позиционирования манипулятора сопутствует ряд
трудно устранимых технологических
погрешностей. Поэтому нередко
создают специальные захваты, дающие
возможность самоустановки изделия
на станке при фиксации его по
технологическим базам, например, при
установке в центрах. Нередко такие
захваты обеспечивают и прижим торца
заготовки к поверхности патрона; для
этого же используют узлы и
приспособления станка.
Однако в ряде случаев поверхности
базирования заготовки столь
неопределенны, что ее приходится
фиксировать в приспособлении-спутнике. Такой
метод базирования удобен при
переустановке с позиции на позицию.
В этом случае ПР должен
манипулировать заготовкой совместно с
приспособлением-спутником либо должна
Автоматизация загрузки РТК и ГПС
377
быть предусмотрена возможность
замены спутника.
Дополнительные трудности
возникают при межоперационном
манипулировании заготовкой, дающей при
обработке сливную стружку. Для их
преодоления стальные заготовки
обрабатывают резцами с накладными
твердосплавными пластинками; используют
также ступенчатую заточку на
передней поверхности режущего
инструмента. Чаще ПР применяют на таких
операциях, где образуется легко
удаляемая стружка скалывания (при
обработке чугуна или бронзы).
Стабильному взаимодействию -ПР с
металлорежущим станком препятствует
недостаточная стойкость режущего
инструмента и необходимость его смены
при переходе к новому виду обработки.
Для выполнения замены инструмента,
особенно на станках с ЧПУ,
используют специализированные ПР.
Еще одна технологическая
трудность при автоматизации
механической обработки с помощью ПР
заключается в очистке заготовок от стружки
и эмульсии и в удалении заусенцев.
Для очистки создано немало
пневматических приспособлений, в рабочую
камеру которых ПР вносит заготовку,
поворачивая ее под струями сжатого
воздуха. Для снятия заусенцев
существует ряд приспособлений, успешно
взаимодействующих с ПР.
Нередко конфигурация заготовки
при переходе к следующей операции
меняется столь радикально, что
фиксировать ее прежним схватом не удается;
то же самое наблюдается и при смене
базовых поверхностей для зажима.
Обычно это затруднение преолодевают
применением двуруких
манипуляторов или так называемых «узких»
двойных захватов, которые
поворачиваются к заготовке (или различным
заготовкам) то одной, то другой
стороной. В случае, когда набор
необходимых захватов должен быть увеличен,
а универсальные захваты
неприменимы, используют устройства для
автоматической смены захватов.
Нередко комплект захватов
устанавливают в гнездах специального
стеллажа. Захват ПР вводится в
специальное гнездо, после чего следует
команда на освобождение
манипулятора от захвата. Затем по программе
манипулятор выходит на стыковку
со следующим захватом, замок
которого фиксируется на посадочной
поверхности манипулятора.
Наконец, для автоматизации
системы «станок—ПР» желательно,
особенно при выполнении чистовых и
отделочных операций, использовать
приборы активного контроля. При
этом установка такого прибора не
всегда рациональна, так как приводит
к увеличению загрузки ПР.
Предпочтительнее оснастить сам станок
контрольно-измерительным устройством
или захват ПР датчиком для контроля
размеров (существуют модели,
обеспечивающие контроль линейных
размеров с точностью до ±1 мкм).
Применение ПР для загрузки АЛ.
На традиционных АЛ загрузка
корпусных заготовок на непрерывный
конвейер, стационарную позицию или
приспособление-спутник выполняется
оператором; эта операция связана с
тяжелым физическим трудом. Для
автоматизации этого процесса
используют ПР, конструкция и принцип
работы которых зависят от принятой
системы подачи заготовок на АЛ.
Компоновки загрузочных позиций АЛ
и станков должны быть удобны для
обслуживания их как оператором,
так и ПР.
При использовании ПР на АЛ для
обработки тел вращения (при этом ПР
загружает заготовки из тары в рабочую
зону первого станка) в конструкции
станков необходимо предусматривать
автоматический зажим детали в
патроне, центрах или захват конца
детали поводком и фиксацию в
автоматических тисках в зависимости от
вида обработки. Для правильного
базирования деталей типа фланцев
особенно важно обеспечить
автоматическое поджатие заготовки к торцу
патрона. При необходимости рабочие
позиции должны быть оснащены
датчиками, контролирующими
правильность и надежность базирования
деталей; устройствами автоматического
открытия и закрытия защитных
экранов (щитков), ограждающих зону
обработки; устройствами очистки базовых
поверхностей устройств для
закрепления заготовок.
378
Применение систем автоматической загрузки
бЖ&ОООО
а)
9)
¦г-
б)
Рис. 15. Транспортно-загрузочная система с ПР
Загрузочные позиции АЛ должны
быть организованы таким образом,
чтобы оператор работал в условиях
соблюдения требований техники
безопасности.
Для подачи заготовок используют
поддоны, кассеты и другие виды тары,
которые в заготовительном
производстве заполняются заготовками обычно
в ориентированном положении.
Использование ПР фирмы Фанук
(Япония) в составе
автоматизированных производств показало, что он
может складывать детали в штабель и
брать из штабеля (с поддонов)
заготовки, что избавляет от необходимости
применения дополнительных устройств
(питателей, позиционеров). Заготовки,
для возможности передачи их с
помощью ПР на станок, могут быть
сложены в несколько штабелей
различной высоты в пределах
запрограммированной высоты. Принцип работы
ПР следующий. Взяв очередную
заготовку и загрузив ее в станок, ПР
возвращает обработанную деталь и
складирует в штабель. В данном
примере заготовки уже доставляются на
обработку в ориентированном
положении, в других случаях ориентация
выполняется ПР или специальным
устройством. Например, в АЛ фирмы
Кайяба (Япония) для бесцентрового
шлифования деталей типа валиков с
центральным отверстием сложной
формы использован подвижный напольный
робот, снабженный элементами
адаптации.
Заготовки (рис. 15, а),
расположенные рядами внакат (рис. 15, б),
доставляет рабочий в тележке. Размеры
заготовок: наружный диаметр 26—
35 мм, длина 425—618 мм, диаметр
отверстий не регламентируется; масса
каждого вала 1,1—2,6 кг. Заготовки
уложены рядами осью вдоль длинной
Автоматизация загрузки РТК и Г ПС
379
стороны тележки; ряды заготовок
могут быть неполными и неровными но
высоте.
ПР 4 (рис. 15, в) по сигналу с
накопителей достает из кассеты 5 с помощью
электромагнитного захвата и
адаптивного щупа несколько заготовок и
укладывает их в накопитель загрузочного
устройства 3. Вначале манипулятор
ПР быстро опускается над тележкой
с заготовками. Затем его движение
замедляется и щуп, установленный на
захватном устройстве, мягко
соприкасается с верхним рядом заготовок,
проходя по всей поверхности их
укладки вдоль короткой стенки тележки.
Это позволяет без специального
программирования добиться постепенного
опорожнения тележки с заготовками,
несмотря на то, что число заготовок и
способ их укладки в тележке точно
не регламентированы.
Если при опускании манипулятора
захват развивает излишнее давление,
то датчик, который принимает сигнал
от щупа, отключает привод
манипулятора. То же происходит и в случае,
когда манипулятор встречает
препятствие при движении по горизонтали.
Загрузочное устройство ориентирует
заготовки определенным образом и
укладывает их в желоб ленточного
конвейера 2, который передает их
к станкам / для дальнейшей обработки.
Загрузочное устройство не только
служит накопителем, дающим сигнал
роботу, когда запас заготовок в нем
иссякает, но и определяет
правильность ориентации заготовок на выходе.
Поскольку обычно около половины
заготовок оказывается ориентировано
неверно, то кантователь 6
загрузочного устройства переворачивает их
перед укладкой в желоб ленточного
конвейера.
Работа накопителя организована так,
что подача заготовок на станок не
прерывается, когда оператор заменяет
тележки с заготовками. Далее, когда
конвейер передает заготовку на станок,
через систему управления посылается
сигнал загрузочному устройству на
подачу следующей заготовки. Наконец,
когда в накопителе загрузочного
устройства остается мало заготовок,
система управления также посылает
сигнал роботу на подачу партии заготовок
из тележки (около половины заготовок
верхнего ряда). Если ПР не
обнаруживает в тележке заготовок, он дает
сигнал оператору.
Для загрузки в станок корпусных
деталей сложной формы обычно
используют универсальные шарнирно-
сбалансированные манипуляторы; их
устанавливают на полу (рис. 16, а)
либо крепят к стене или потолку.
Заготовки / поступают в специальном
поддоне 2. Оператор с помощью
манипулятора 3, имеющего кнопочное
управление, перемещает заготовку на
конвейер 4 АЛ. Грузоподъемность
современных манипуляторов различных
типов до 3 т; регулируемая скорость
перемещения груза до 50 м/мин.
Шарнирно-сбалансированный
манипулятор представляет собой
многозвенный механизм с приводами в
каждом звене. При любых расположениях
звеньев в пространстве и массе
удерживаемого груза (в пределах
грузоподъемности) манипулятор находится
в равновесии. Поэтому человек
осуществляет только подачу
управляющих сигналов, двигая рукоятку
манипулятора, а вся работа по
перемещению груза выполняется приводами
звеньев манипулятора.
При сравнении шарнирно-сбаланси-
рованных манипуляторов с ручным
управлением и грузоподъемных
устройств типа тельферов, кран-балок,
талей можно отметить ряд
преимуществ манипуляторов: меньшее время
загрузки-разгрузки, освобождение рук
оператора для свободного позициони-
пования заготовки или обработанной
детали для возможности ее
пространственной ориентации при установке
в тару. Недостаток шарнирно-сбалан-
сированных манипуляторов с ручным
управлением — ограниченная
грузоподъемность и передача груза на
небольшое расстояние.
Для деталей типа валов подача
заготовок на АЛ производится в
кассетах (рис. 16, б). В этом случае кассету 1
устанавливают на тактовый столик 5,
откуда ПР 4 подает заготовки 5 для
обработки на станок 3, а после
обработки — на конвейер 2 для передачи
на последующий станок. Применение
ПР позволяет упростить конструкцию
первого станка АЛ, так как он не
380
Применение систем автоматической загрузки
Рис. 16. ПР для загрузки АЛ
будет иметь свое загрузочно-разгру-
зочное устройство. Однако вследствие
малой вместимости кассет их
необходимо часто заменять.
Для увеличения запаса заготовок
применяют специальную тару в виде
магазина / (рис. 16, в), в котором
заготовки 3 установлены в несколько
ярусов. Благодаря тому, что они
расположены вразрядку, ПР 2 может
подвести захватное устройство к
каждой ячейке магазина. При отсутствии
заготовки в ячейке тактильный датчик
ПР дает команду на переход к
следующей ячейке. Взятую из магазина
заготовку ПР устанавливает в тран-
Автоматизация загрузки РТК и ГПС
381
спортный спутник 4 конвейера 5.
Применение РТК. Наиболее
эффективно использование ПР в сочетании
со станками с ЧПУ в серийном
производстве. Это обусловлено как
заложенной в конструкции ПР способностью
к быстрой переналадке, так и
необходимостью повышения
производительности труда в данном виде
производства, имеющем наибольший удельный
вес в промышленности.
В данном случае
автоматизированные РТК могут компоноваться так,
что один ПР обслуживает один станок
или группу станков. Первое
исполнение целесообразно применять в тех
случаях, когда штучное время
обработки не превышает 3—5 мин. В
противном случае применяют второе
исполнение. Кроме того, комплексы
могут быть напольными и подвесными.
Напольную компоновку
целесообразно использовать только при загрузке
деталей массой до 10 кг в случаях
обслуживания ПР одного станка.
Такие ПР имеют небольшие габариты, не
мешают оператору вести наблюдение
за процессом работы, а также
выполнять наладку и ремонт оборудования
комплекса.
Во всех других случаях применяют
подвесную компоновку комплекса.
Получили распространение
комплексы с круговой и линейной-
компоновочными схемами. Анализ вариантов
компоновок показывает, что по размерам
занимаемой площади, удобству
обслуживания и наблюдения за работой
оборудования линейная компоновка
предпочтительнее.
Анализ линейной компоновки РТК
показал, что наиболее рациональна
подвесная компоновка ПР с плече-
локтевой схемой руки,
обеспечивающей обслуживание большой
загрузочной зоны. По этой компоновке
выполнены ПР, входящие в состав
автоматизированных участков механической
обработки типа АСВР, разработанные
в ЭНИМСе.
РТК типа АСВР представляет собой
автоматизированную систему,
включающую в себя программируемое
технологическое оборудование, ПР,
вспомогательные транспортно-накопитель-
ные устройства, а также устройства
обеспечения безопасной работы ПР.
Автоматизированные комплексы
применяют для размерной обработки
широкой номенклатуры
машиностроительных деталей типа валов,
запускаемых в производство небольшими
партиями.
Рассмотрим автоматизированный
технологический комплекс мод. АСВР-01,
который предназначен для токарной
обработки валов средних размеров
диаметром 50—140 мм и длиной до
1400 мм, массой до 160 кг в условиях
серийного и мелкосерийного
производства. Производительность
комплекса — до 50 000 дет/год. Суммарная
потребляемая мощность участка
125 кВт, его габаритные размеры
18 000X6 000X38 000 мм.
На РТК обрабатываются наружные
и внутренние торцовые поверхности
валов со ступенчатым и криволинейным
профилем различной сложности в один
или несколько проходов, а также
нарезаются крепежные резьбы.
Комплекс (рис. 17) включает
фрезер но-центровальный станок мод.
MP-179, два токарных полуавтомата
мод. 1Б732ФЗ,ПР мод. УМ160Ф281.01,
комплекс вспомогательного оборудо-.
вания и систему обеспечения
безопасной работы комплекса.
Станки /, 3 устанавливаются вдоль
монорельса робота 2 между его
опорными колоннами. Непосредственно
перед станками находятся
промежуточные позиции 5. Тара с подставками 4
расположена напротив опорных
колонн ПР. Комплекс оснащен защитным
устройством 6.
Промышленный робот мод.
УМ160Ф2.81.01 выполняет установку-
снятие деталей в рабочую зону
станков, их межстаночное
транспортирование, а также ряд вспомогательных
операций (измерение, контроль и др.).
Робот комплектуется
широкодиапазонными быстросменными захватными
устройствами для деталей типа тел
вращения. Захватные устройства
оснащаются встроенными датчиками
контроля правильности базирования
детали на станке, а также датчиком
определения положения деталей,
находящихся в позициях транспортной
системы.
382
Применение систем автоматической загрузки
о
d
8
<
I
Н
2
о
И
X
03
Я
О
о,
Я
со
Я
СО
S
8
в*
Я
«
»я
к
I
О
a
Автоматизация загрузки РТК и Г ПС
383
Технические данные ПР
Грузоподъемность, кг. .
Число рук
Число единиц
обслуживаемого
технологического оборудования ....
Число захватов ....
Число степеней
подвижности (без учета захвата)
Максимальный ход
(каретки), мм
Угол поворота («плечо»)
Угол поворота («локоть»)
Привод манипулятора
Тип привода
перемещений
160
1
1—4
1B)
16 500
90°
90°
Гидравлический
Шаговый
электродвигатель
с
гидроусилителем
Точность
позиционирования, мм ±1,5
Нормальное давление
в гидросистеме, Па . . . 630
Время смены захватов,
мин 1
Наибольший диаметр
транспортируемых
заготовок, мм 400
Наибольшая длина
транспортируемых
заготовок, мм 1700
Масса манипулятора, кг 6500
Габаритные размеры, мм 18 000X
Х3 640Х
XI 500
В электросхеме ПР предусмотрено
устройство светозащиты,
обеспечивающее безопасную эксплуатацию
обслуживаемого ПР оборудования.
Робот оснащен датчиками внешней
информации и обеспечивает
выполнение широкого круга операций, включая
поиск деталей в накопителе, измерение
диаметра и длины заготовки,
отбраковку заготовок, имеющих
недопустимые отклонения размеров, загрузку-
разгрузку станков, межстаночное
транспортирование деталей, их
перебазирование, промежуточное складирование
и укладку деталей в выходные позиции
участка.
Управление всей
электроавтоматикой комплекса осуществляется
системой ЧПУ ПР как координирующей
системой управления при групповом
обслуживании станков.
Вспомогательные операции по
управлению системами ЧПУ станков,
например перемотка перфоленты в исходное
положение, пуск системы в работу,
которые ранее должен был выполнять
оператор, осуществляются
автоматически по командам от системы
управления ПР.
Комплекс оснащен комплектом
вспомогательного оборудования: тарой с
подставками, промежуточной позицией,
датчиками положения.
Тара сварной конструкции
предназначена для установки и хранения
деталей у станков. Тара выполнена
в виде направляющих, к которым
крепятся планки с рядами
призматических пазов.
Нахождение очередных заготовок
или пустых позиций для укладки
готовых деталей осуществляется по
сигналам датчика, установленного на
захватном устройстве.
С целью удовлетворения
требований техники безопасности
обслуживающего персонала ПР оснащен
защитным устройством, обеспечивающим
аварийный останов при
соприкосновении с внешними объектами в процессе
его перемещения.
Робот оснащен развитой
информационной системой и соответствующими
каналами связи с устройством ЧПУ,
позволяющими исключить
возможность одновременного нахождения
человека и ПР в одной определенным
образом заданной зоне рабочего
пространства.
Подобная система должна
формировать командный сигнал на аварийный
останов ПР в опасной для человека
зоне рабочего пространства. Для этого
необходимо обеспечить регистрацию
пространственного положения ПР и
местонахождение обслуживающего
персонала в рабочей зоне ПР.
Положение ПР регистрируется
бесконтактными выключателями
БВК-201-24 A2 шт.), расположенными
на монорельсе.
Местоположение обслуживающего
персонала в рабочей зоне ПР может
быть определено различными
способами, в соответствии с требованиями
и условиями работы РТК. Для этих
384
Применение систем автоматической загрузки
з г
Видй
1
«&
?
У
1
'
"~т?
г 1
'«С ¦
Т
№
N
'4-
150
да
360
—¦—н
Рис. 18. Схема устройства светозащиты
целей могут быть использованы
конечные выключатели, расположенные на
трапиках и срабатывающие под
действием массы человека, светолока-
ционные системы устройства
ограждения и т. д.
Путем анализа информации с
местонахождения ПР и обслуживающего
персонала должен вырабатываться
командный сигнал на аварийный
останов движения ПР в зоне, опасной для
человека.
В состав устройства светозащиты
(рис. 18) входят стойки светоизлуча-
теля / и светоприемников 4,
применяемых попарно, а также блок логических
преобразователей 5.
Назначение стоек излучателей и
фотоприемников состоит в регистрации
момента появления человека в
соответствующей зоне рабочего
пространства ПР — загорается светофор 2.
Светофор выключается нажатием
оператором на кнопку 3.
Блок логических преобразователей
(БЛП) осуществляет логическое
преобразование сигналов фотоприемников
и сигналов, характеризующих
местонахождение ПР в соответствии с
конкретной схемой РТК, и вырабатывает
соответствующие командные сигналы
аварийного останова движения ПР и
сброса этой команды. Информация о
местонахождении ПР поступает на
БЛП с бесконтактных
микровыключателей.
Автоматизация загрузки РТК и ГПС
385
Конструктивно БЛП выполнен в
виде навесного блока с разъемами для
подключения стоек светоизлучателей
и фотоприемников, бесконтактных
микровыключателей, входным разъемом
питания, поступающим из шкафа
электроавтоматики, и выходным командным
разъемом, связывающим БЛП с
системой ЧПУ.
Устройство светозащиты работает
следующим образом. При входе
человека в какую-либо зону рабочего
пространства происходит пересечение
светового луча, включаются все
лампочки-светофоры стоек,
ограничивающих эту зону. Если ПР находится
в рабочей зоне либо входи1 в нее, что
регистрируется соотвегствующими
бесконтактными выключателями, то
формируется команда на аварийное
торможение и выключение движения ПР,
которая поступает с БЛП в устройство
ЧПУ, прекращая движение ПР. При
необходимости может быть вновь дано
разрушение на отработку прерванной
программы ПР нажатием человеком
на одну из кнопок «Сброс»,
находящихся на стойках, ограничивающих
запрещенную зону работы ПР.
Комплекс (см. рис. 17) оснащен
специальными устройствами,
обеспечивающими безаварийность его работы.
К этим устройствам относят:
«контактные усы», расположенные
на руке ПР и предохраняющие его
от поломки в процессе загрузки
станков;
фотоимпульсные датчики приводов
ПР, предохраняющие его от
перегрузок;
тактильные датчики захвата робота,
контролирующие правильность
установки детали в станок.
Использование свойств адаптации
к изменяющимся условиям внешней
среды значительно повышает
надежность работы участка. Так, захват
либо установка деталей в
тары-накопители осуществляется в адаптивном
режиме с использованием
электромеханического тактильного датчика.
Алгоритм работы. Применение
гибкой системы управления
оборудованием позволяет начинать работу в
последовательности, зависящей от
комплекса исходного состояния.
Программа работы состоит из
нескольких подпрограмм (ожидания
вызовов, загрузки и разгрузки станков),
которые могут быть реализованы в
любой последовательности.
Подпрограмма ожидания вызывается
после обслуживания каждого из
станков комплекса. На основании
информации, поступающей с датчиков
основного (станков) и вспомогательного
(ложементов и тары) технологического
оборудования с учетом выбранного
приоритета, она обеспечивает вызов
соответствующих подпрограмм
обслуживания станков (разгрузки-загрузки).
Подпрограмма загрузки станка
обеспечивает последовательную
реализацию следующих действий:
перемещение ПР над ложементом станка; захват
детали из ложемента либо
промежуточной тары; перемещение руки ПР
в зону обработки; движение детали
в патрон; поджим детали задним
центром; зажим детали кулачками
патрона; вывод руки ПР из зоны
обработки.
После выполнения подпрограммы
загрузки автоматически закрываются
защитные экраны станков и подается
команда на начало обработки детали
на станке.
В случае отсутствия деталей в
ложементе или в промежуточной таре
блокируется переход к подпрограмме
загрузки данного станка.
Подпрограмма разгрузки станка
обеспечивает последовательную
реализацию следующих действий: перемещение
ПР в рабочую зону станка;
перемещение руки ПР в зону обработки; захват
обработанной детали; разжим
кулачков патрона и отвод заднего центра;
вывод руки ПР с деталью из рабочей
зоны станка.
После выполнения этих операций
в зависимости от состояния
оборудования комплекса ПР может выполнять
следующие действия: загрузить
следующий по техпроцессу станок;
уложить детали в ложемент следующего
по техпроцессу станка, если он
свободен; уложить детали в
промежуточную тару-накопитель.
По окончании подпрограммы
разгрузки осуществляется переход к
подпрограмме ожидания вызовов.
Робот перемещается в зону магазина-
накопителя, рука опускается на уро-
386
Применение систем автоматической загрузки
Выключить I
\6локировку X
Выключить
блокировку X
Разгрузка \
станка 3
Выключить
блокировку X
Загрузка
D
Рис. 19. Подпрограмма ожидания
вень осей заготовок, лежащих в
ложементах тары. Далее каретка робота
начинает перемещаться в продольном
направлении, при этом рука робота
с захватом, оснащенным
электромеханическим тактильным датчиком,
начинает поиск заготовок. Тактильный
датчик выполнен в виде штыря, на
конце которого располагается
коромысло с датчиком положения,
позволяющее зафиксировать ось заготовок.
При соприкосновении с заготовкой
тактильный датчик начинает
перемещаться вверх до тех пор, пока датчик
положения не подаст сигнал в систему
ЧПУ робота о том, что «захват»
находится на оси заготовки. Далее каретка
перемещается на величину, равную
расстоянию между центрами захвата
и информационным штырем, в
результате чего захват руки ПР находится
над деталью. После этого происходит
захват заготовки и дальнейшее ее
транспортирование. Деталь
устанавливается аналогично.
При загрузке фрезер но-центроваль-
ного станка с помощью измерительных
электрических датчиков измеряется
длина заготовки. Если заготовка не
выходит за пределы допусков по
припуску и геометрии, система ПУ робота
анализирует ее истинное положение
в данный момент с программируемым
и автоматически корректирует его,
перемещая каретку робота в ту или
иную сторону. В результате рука ПР
вносит заготовку в зажимное
приспособление станка, где она зажимается
симметрично относительно режущего
инструмента, что позволяет
предотвратить его поломку при осевом смещении
заготовки в исходной таре, а также
Автоматизация эагрузкн РТК я ГПС
387
предотвратить выход из строя
токарных станков.
Программа работы ПР должна
состоять из следующих подпрограмм:
ожидания; загрузки станка; разгрузки
станка; загрузки ложементов и тар;
разгрузки ложементов.
Подпрограмма ожидания
обеспечивает восприятие роботом вызовов на
обслуживание станков с требуемым
приоритетом. Последний
устанавливается исходя из требований
техпроцесса. В общем случае приоритет
должен определяться машинным
временем данного станка.
На рис. 19 дан пример подпрограммы
ожидания, которая может быть
принята за основу.
Отличия реальных программ от
описанной связаны в основном с
особенностями загрузки, разгрузки и
управления конкретными станками.
Для проверки работы участка под
нагрузкой осуществляется отработка
всего цикла работы
автоматизированного участка при покадровой и
автоматической отработке программы ПР.
При покадровом режиме
контролируется правильность составления
управляющей программы (УП).
Перед автоматической работой
участка полностью загружается входная
тара участка. Цикл заканчивается
полной обработкой всех деталей на
участке.
Основным требованием при
построении ГПС и РТК является создание
широкоуниверсальных,
переналаживаемых загрузочно-накопительных
устройств (ЗНУ) для хранения заготовок
и подачи их в зону захвата ПР. К ЗНУ
в составе ГПС и РТК предъявляется
ряд требований по гибкости: а именно
конструкции ЗНУ должны отвечать
условию многономенклатурности
обрабатываемых деталей; ЗНУ могут быть
включены в общий материальный
поток транспортно-складской системы
автоматизированного комплекса или
участка; должны иметь емкость,
достаточную как для работы ГПС в
автономном режиме, так и с подключением
его в автоматизированную транспортно-
складскую систему комплекса. В целях
максимальной полноты
информационного потока в ГПС ЗНУ должны иметь
локальные системы управления,
входящие в общую иерархическую систему
управления участком.
Анализ существующих ЗНУ для
металлорежущих станков токарной
группы в составе ГПС и РТК
показывает, что традиционные устройства не
отвечают вышеуказанным требованиям
и предназначены для узкого диапазона
типоразмеров деталей, разработаны для
каждого конкретного станка и несут
в себе элементы механизации, но не
автоматизации производства. В целях
повышения гибкости производства,
уменьшения номенклатуры вновь
разрабатываемых устройств, снижения
трудоемкости проектирования и
изготовления ГПС и РТК применяют
модульные загрузочно-накопительные
устройства (МЗНУ). В основу МЗНУ
положен агрегатно-модульный
принцип построения, при котором каждый
из модулей выполняет определенные
технологические функции, полный
набор которых сводится к операции
подачи заготовки в зону захватного
устройства ПР.
Функцию подачи заготовок на
исходную точку перед началом их
транспортирования в зону станка может
возложить на себя как МЗНУ,
переместив очередную заготовку под
захватное устройство ПР, так и сам робот,
выполнив по программе движение
выбора заготовки. Связь между зонами
станка и МЗНУ состоит в том, чтобы
обеспечить такую взаимную
ориентацию их баз, которая бы позволила
максимально сократить необходимое
число степеней подвижности робота.
Существующие методы сетевой
оптимизации позволяют автоматизировать
процесс проектирования и выбора
компоновок ГПС и РТК. Такой подход
позволяет решать задачи трех типов:
известны рабочая зона станка и
применяемый робот. В этом случае
решение является однозначным и
задача состоит в выборе предлагаемой
компоновки МЗНУ;
известна рабочая зона станка,
существует компоновка МЗНУ. Задача
подобна первой и состоит в
определении конструкции (типа) применяемого
робота;
известна лишь рабочая зона станка.
В этом случае необходимо решать
задачу оптимизации структуры ком-
388
Применение систем автоматической загрузки
Рис. 20. Модульно-агрегатная система для загрузочно-накопительных устройств
плекса.
Задача выбора оптимальных
компоновок ГПС, МЗНУ и робота
заметно упрощаются, если имеется банк
данных модулей, т. е. если
разработано достаточное число модулей и
исполнительных механизмов МЗНУ и
ПР. Задача состоит в том, чтобы
создать модульно-агрегатную систему для
загрузочно-накопительных устройств.
На рис. 20 представлены варианты
компоновок МЗНУ. Первый из них
(рис. 20, а) представляет собой
тактовый стол с возможностью продольного
и вертикального позиционных
перемещений. Второй вариант (рис. 20, б)
представляет МЗНУ для ГПС и РТУ,
состоящий из станков с вертикальным
расположением шпинделя
(сверлильные, вертикально-фрезерные,
расточные станки с ЧПУ) и промышленных
роботов напольного типа.
Все модули загрузочных устройств
по функциональному назначению
можно классифицировать на следующие
группы: модули / основных движений
(рис. 20, а, б); переходные модули 2;
модули 3 базирования заготовок;
вспомогательные модули 4; базовые
модули 5. Перечисленные модули
относятся к механической системе. Кроме
них, существуют модули гидро- и
пневмоаппаратуры,
электроаппаратуры и системы управления.
Модульно-агрегатированные системы
ПР и МЗНУ позволяют решать задачи
создания новых компоновок ПР и
МЗНУ, входящих в состав ГПС.
3. АВТОМАТИЗАЦИЯ
ЗАГРУЗКИ РОТОРНЫХ
И РОТОРНО-КОНВЕЙЕРНЫХ
ЛИНИЙ
Особенностью автоматических
роторных и ротор но-конвейерных линий
(АРЛ и АРКЛ) по сравнению с другими
типами технологических машин
является обработка ПО в процессе их
непрерывного транспортирования со-
Автоматизация эагрузжи роторных линий
389
вместно с обрабатывающим
инструментом по замкнутым траекториям.
В АРЛ инструменты,
скомпонованные в автономные инструментальные
блоки (рис. 21), размещены на рабочих
позициях по окружности
вращающегося технологического ротора и
получают необходимые технологические
движения от привода посредством
исполнительных органов, установленных на
тех же рабочих позициях ротора.
В АРКЛ инструменты размещены
в гнездах бесконечнозамкнутого,
непрерывно движущегося цепного
конвейера (рис. 22), огибающего
обслуживающие роторы, на рабочих
позициях которых установлены только
исполнительные органы с приводом
технологического движения. И только
на участках огибания роторов транс-
портно-инструментальным конвейером
инструменты сопрягаются с
соответствующими исполнительными органами
ротора и получают необходимые
технологические движения.
В металлообработке АРЛ и АРКЛ
преимущественно используют для
переработки штучных ПО и (пока
ограниченно) для переработки непрерывного
материала (проволоки, прутков).
Для передачи штучных ПО в
инструментальные блоки технологического
ротора АРЛ используют специальные
транспортные роторы (см. рис. 21),
представляющие собой диски с
размещенными по их окружности
захватными органами, принимающими ПО.
Транспортные роторы вращаются
синхронно с технологическими роторами
от общего привода АРЛ.
При необходимости транспортные
роторы могут выполнять и
дополнительные функции: изменение высоты русла
потока ПО, их ориентации, шагового
расстояния между ПО в потоке и др.
Например, изменение высоты русла
потока ПО в транспортном роторе
АРЛ (рис. 23) достигается за счет
установки захватных органов 2 на
направляющих штангах 3 с
возможностью вертикального перемещения.
Вертикальные перемещения захватным
органам сообщаются в процессе
вращения ротора от неподвижного
цилиндрического пазового кулачка 5.
На рис. 24 показана компоновка
стационарной САЗ с транспортным
Рис. 21. Технологический ротор АРЛ
с транспортными роторами:
7, 3 — барабаны; 2, 4 — исполнительные
органы технологического ротора; 5, 8 —
механические кулачковые приводы
исполнительных органов; 6 — вал ротора; 7 —«
инструментальный блок; 9, 10 —
транспортные роторы
ротором АРЛ, осуществляющим
переориентацию ПО после приема из
шиберного питателя / САЗ. Для
переориентации ПО захватные органы 6
транспортного ротора установлены в
диске с возможностью осевого
поворота и снабжены зубчатыми венцами
в хвостовой части. Зубчатые венцы
захватных органов зацеплены с
зубчатыми рейками, получающими возврат-
390
Применение систем автоматической загрузки
Рис. 22. Обслуживающие роторы АРКЛ с транспортно-инстр у ментальным
конвейером:
А 2* 7 — обслуживающие роторы; Я, 5 — исполнительные органы роторов; 4 — транс-
портно-инструментальный конвейер с инструментальными блоками; 6, 8 — инструменты
но-поступательное движение от
исполнительных органов ротора. Для
контроля положения ПО в захватных
оргёнах транспортного ротора может
устанавливаться путевой датчик 5,
который в случае поступления из
САЗ неправильно ориентированного
ПО подает сигнал в соответствующие
устройства АР Л.
В стационарных САЗ АРЛ и АРКЛ
используют известные конструкции
БЗУ и ОУ, применяемые для загрузки
ПО и в другие типы ТМ. Аналогичны
и конструкции лотков-накопителей,
механизмов поштучной выдачи,
питателей.
Для загрузки в транспортные
роторы АРЛ ПО формы тел вращения
широко применяют шиберные питатели,
одна из типовых конструкций которого
показана на рис. 25. Подобный
питатель используют для подачи ПО в
захватный орган 5 в горизонтальном
положении. Питатель состоит из
корпуса 2, закрепленного с помощью
кронштейна 7 на станине линии. Как
правило, шибер / получает
перемещение (холостой ход) через толкатель 6
и стержень 10 от кулачка 12,
установленного непосредственно на оси
транспортного ротора АРЛ. Рабочий ход
шибера осуществляется с помощью
пружин 11. Величина хода шибера
регулируется гайками 9. Прокладка 8
амортизирует удары толкателя о
корпус питателя. ПО подаются к питателю
из лотка 3 и удерживаются на позиции
шибера подпружиненной собачкой 4.
Использование шиберного механизма
для одновременной отрезки и
загрузки ПО в транспортный ротор АРЛ
(рис. 26) позволяет перерабатывать
на АРЛ и непрерывный материал
(проволоку, прутки). Подача
непрерывного материала в механизм отрезки
осуществляется, например, роликовой
подачей 4 через направляющую
втулку 5, являющуюся одновременно и
отрезной матрицей, до регулируемого
упора 8. Шибер 6, выполняющий
одновременно и функцию отрезного
ножа, поступательным движением
вперед отрезает штучный ПО от
непрерывного материала и подает его в
Автоматизация загрузки роторных линий
391
Рис. 23. Транспортный ротор с
изменением высоты русла потока ПО:
/ — пружина; 2 — захватный орган; 8 -*
штанга; 4 — ролик; 5 — цилиндрический
пазовый кулачок; 6 — зубчатое колесо;
7 — вал; 8 — инструментальный блок тех»
нологического ротора
захватный орган транспортного
ротора АР Л.
Область применения стационарных
САЗ для загрузки ПО в АРЛ и АКРЛ
ограничена динамическими условиями
передачи ПО из стационарного
питателя в движущиеся транспортное
устройство линии (транспортный ротор
или конвейер). В общем случае
длительность технологического цикла
передачи ПО состоит из трех интервалов:
где t± = ~\/2llg — время передачи ПО
из лотка-накопителя стационарной САЗ
на позицию выдачи шиберного
питателя; g — ускорение свободного паде-
ния; t2
Yt2
г /таз
-время передачи
ПО из питателя в захватный орган
ротора (рис. 27); sp — путь передачи
ПО, м; sp max = &\ /max— максимально
допустимое ускорение передачи ПО,
м/сг. /8 — время, в течение которого
шибер питателя совершает холостой
ход. Принимая для интервала холо-
Рис. 24. Компоновка стационарной
САЗ с транспортным ротором АРЛ,
осуществляющим переориентацию ПО:
1 —• шиберный питатель; 2 — стационар'
ное БЗУ; 3 — лоток-накопитель; 4 —
транспортный ротор; 5 — датчик
ориентированных ПО; 6 — захватный орган; 7 —¦
ползун; 8 — вал; 9 — стакан; 10
—цилиндрический пазовый кулачок
стого хода шибера закон
синусоидального ускорения, при котором t3 —
6,3sp
V-
/max
окончательно
, Для /щах < 2g получим
Ти
rain
lAf+м/-*-
Таким образом, максимальная
производительность Ятах стационарной САЗ
в конечном итоге определяется
размерами ПО и для различных ПО может
быть равна:
/, мм <2, мм
40
40
10
15
Тц min> c "max.
штшин
0,193 312
0,217 277
392
Применение систем автоматической загрузки
Щл/WWWWWWWA^
Рис. 25. Шиберный питатель для подачи цилиндрических ПО в
транспортный ротор АРЛ
Если учесть, что в АРЛ шаг между
рабочими позициями h в несколько
раз превышает участок пути Sn, на
котором происходит передача ПО, и
составляет 80—150 мм, то
максимальная возможная производительность
АРЛ из условия передачи ПО будет
еще меньше.
Увеличить производительность
стационарных САЗ для автоматической
загрузки ПО в АРЛ и АРКЛ
позволяет использование фрикционных
дисковых питателей, осуществляющих
передачу ПО непосредственно в пазы
дискового транспортного ротора
(рис. 28). В такой конструкции
питателя плоские ПО 7, поступающие из
лотка-накопителя #, захватываются
фрикционным диском 9 питателя,
подаются к диску 4 транспортного
ротора и под действием
подпружиненной собачки 6 заходят в пазы 2
транспортного ротора. При дальнейшем
вращении ротора ПО захватывается
выступами 5 его диска, удерживаются
охватом 3 и совмещаются с гнездами
транспортного цепного конвейера 1
и передаются в него. Попутное
движение фрикционного диска питателя и
диска транспортного ротора на
участке передачи ПО позволяет
осуществлять загрузку АРКЛ из
стационарных САЗ с производительностью
более 300 шт/мин.
Обеспечить загрузку ПО в АРЛ и
АРКЛ на высоких транспортных
скоростях вращения роторов позволяет
и применение кассетных роторных
САЗ (рис. 29), на рабочих позициях
которых размещаются кассеты 4 с
предварительно ориентированными ПО
и шиберные питатели 2 для передачи
Автоматизация аагруэжи роторных линий
393
Рис. 26. Механизм отрезки и загрузки
штучных ПО из непрерывного
материала:
/ — приемный транспортный ротор
штучных ПО; 2 •— захватный орган ротора;
3 — исходный непрерывный материал
проволока); 4 — роликовая подача; 5 —
направляющая втулка и отрезная матрица;
6 — отрезной нож и подающий шибер;
7 — механизм отрезки и загрузки ПО;
8 — регулируемый упор
ПО с рабочих позиций роторной САЗ
в инструментальные блоки
технологического ротора при совместном
синхронном вращении кассетной
роторной САЗ и технологического ротора.
Однако автоматическая замена кассет,
осуществляемая из неподвижных
лотков 7, 8 может производиться на
малых скоростях вращения роторов
или при периодическом
(револьверном) вращении роторов АР Л, что в
Рис. 27. К анализу условий передачи
ПО шиберным питателем в
движущийся захватный орган транспортного
ротора:
/ — ПО; 2 — лоток-накопитель; 3 —
шибер питателя; 4 — транспортный ротор
конечном счете снижает
действительную производительность АР Л и АРКЛ.
Поэтому для обеспечения загрузки
ПО в АР Л и АРКЛ с производитель-
ностями от 500 до 1000 и более штук
в минуту широко используют
роторные САЗ (см. гл. 8). Роторные САЗ
благодаря многопозиционности имеют
значительно ббльшую
производительность по сравнению со стационарным
САЗ и, кроме того, обеспечивают
передачу ПО в рабочие позиции
роторов АР Л при высоких скоростях
вращения вследствие сопряжения
рабочих позиции САЗ с захватными
органами транспортного ротора на
участке <р, достаточном для передачи ПО
из роторной САЗ в транспортный
ротор с минимальным ускорением
Рис. 28. Фрикционный
дисковый питатель с
дисковым пазовым
транспортным ротором для
загрузки плоских ПО
в АРКЛ
394
Применение систем автоматической загрузки
Рис. 29. Кассетная роторная САЗ для
загрузки в АРЛ предварительно
ориентированных ПО:
1 — пазовый кулачок; 2 — шиберный
питатель; 3 — механизм поштучной выдачи;
4 — кассета с ориентированными ПО; 5 —
транспортный ротор; 6 — технологический
ротор; 7 — лоток для приема пустых
кассет; 8 — лоток-накопитель для полных
кассет
(рис. 30, а). Для этого захватным
органам транспортного ротора
обеспечивается возможность радиального
перемещения. Еще более
благоприятные условия для передачи создаются
в АРКЛ, где в качестве транспортного
устройства линии используется цепной
конвейер, огибающий роторную САЗ.
В этом случае передача ПО из
рабочих позиций роторной САЗ
происходит на еще большем участке при
совместном движении рабочей позиции
г/* I Г
Рис. 30. К анализу условий передачи
ПО роторной САЗ:
а — в транспортный ротор АРЛ: / —•
роторная САЗ; 2 — транспортный ротор; 3 —
захватный орган; 4 — ПО; б — в
транспортный цепной конвейер АРКЛ: / —
роторная САЗ; 2 — транспортный цепной
конвейер; 3 — ПО
Рис. 31. Схемы автоматической
загрузки ПО в многономенклатурные АРКЛ
с использованием комплексов одноно-
менклатурных САЗ:
а — однороторной компоновки: / —
транспортный конвейер; 2—5 — роторные САЗ;
б —двухроторной компоновки: 1—4 —
роторные БЗУ; 5—8 — роторные ОУ; 9 —
транспортный конвейер
Автоматизация загрузки роторных линий
395
роторной САЗ и гнезда транспортного
конвейера (рис. 30, б).
Роторные САЗ позволяют
эффективно решать задачу автоматической
загрузки ПО нескольких различных
номенклатур в многономенклатурные
АРКЛ высокой производительности
(рис. 31). Транспортный конвейер в
этом случае последовательно огибает
ряд однономенклатурных роторных
САЗ, выдающих в гнезда конвейера
соответствующие номенклатуры ПО.
Шаг рабочих позиций роторный САЗ
и шаг гнезд транспортного конвейера
кратны между собой, причем
наименьшее общее кратное (НОК) равно
числу номенклатур ПО, одновременно
обрабатываемых в АРКЛ. Длина
участков конвейера между рабочими
позициями соседних роторных САЗ,
выраженная в числах шагов гнезд
конвейера, должна быть кратна числу
меньшему или большему числа
подаваемых номенклатур ПО на единицу.
Для загрузки ПО в
многономенклатурные АРКЛ могут быть
использованы как однороторные САЗ (рис. 31,
а), так и САЗ двухроторной
компоновки (рис. 31, б). В последнем случае
длина участков конвейера между
рабочими позициями роторных БЗУ и
ОУ для загрузки одной
номенклатуры ПО, выраженная в числах шагов
гнезд конвейера, должна быть кратна
числу номенклатур подаваемых ПО.
При небольшом числе одновременно
обрабатываемых номенклатур ПО или
для малогабаритных ПО может быть
использована многономенклатурная
САЗ, имеющая многосекционное
многономенклатурное БЗУ / с предбунке-
ром-распределителем ПО (рис. 32).
В таком роторном БЗУ бункер 9
разделен вертикальными
перегородками на ряд секций 8 с
захватывающими органами 10 для
соответствующих номенклатур ПО. Для
обеспечения непрерывной подачи различных
ПО в соответствующие секции бункера
роторного БЗУ при его непрерывном
вращении над бункером соосно ему
Рис. 32. Многономенклатурное
роторное БЗУ с предбункером-распредели-
телем
на основании 6 установлен предбун-
кер-распределитель 4. Предбункер-
распределитель выполнен в виде ряда
кольцевых концентрических секций 5,
имеющих наклонное дно 7 и
сообщающихся посредством лотков 2 с
соответствующими секциями бункера БЗУ.
Число кольцевых секций предбункера
равно числу секций бункера БЗУ.
Предбункер-распределитель
установлен на валу 3 роторного БЗУ и
вращается вместе с ним, поэтому ПО,
подаваемые из стационарных
транспортных средств, беспрерывно
поступают в кольцевые концентрические
секции предбункера и распределяются
по соответствующим секциям бункера
роторного БЗУ.
Таким образом, стационарные и
роторные САЗ позволяют эффективно
решать разнообразные задачи
автоматической загрузки АРЛ и АРКЛ
штучными ПО.
СПИСОК ЛИТЕРАТУРЫ
1. Автоматизация загрузки прессов
штучными заготовками/В. Ф. Прейс,
И. С. Бляхеров, В. В. Прейс,
Н. А. Усенко. М.: Машиностроение,
1975. 280 с.
2. Автоматизированные комплексы
механической обработки валов с
использованием промышленных роботов.
Методические рекомендации/В. С.
Белов, В. А. Кудинов, Ю. Г. Козырев
и др. М.: ВНИИТЭМР, 1985. 56 с.
3. Автоматические линии в
машиностроении: Справочник. В 3-х т. М.:
Машиностроение, 1985. Т. 3.
Комплексные автоматические линии и
участки/Под ред. А. И. Дащенко,
Г. А. Навроцкого. 1985, 480 с.
4. Артоболевский С. И.
Технологические машины-автоматы. М.:
Машиностроение, 1964. 179 с.
5. Артоболевский И. И.,
Кулешов Е. М. Основы теории подачи
деталей при действии на них нескольких
движущих сил//Теория машин
автоматического действия. М.: Наука, 1970.
С. 119—125.
6. Белянин П. Н. Промышленные
роботы и их применение:
Робототехника для машиностроения. 2-е изд., пе-
рераб. и доп. М.: Машиностроение,
1983. 311 с.
7. Блехман И. И., Джанелидзе Г. Ю.
Вибрационное перемещение. М.:
Наука, 1964. 410 с.
8. Бобров В. П. Проектирование
загрузочно-тр анспортных устройств
к станкам и автоматическим линиям.
М.: Машиностроение, 1964. 289 с.
9. Бобров В. П., Чеканов Л. И.
Транспортные и загрузочные
устройства автоматических линий. М.:
Машиностроение, 1980.
10. Быховский И. И. Основы теории
вибрационной техники. М.:
Машиностроение, 1969. 363 с.
11. Гавриш А. П. Двойных Н. А.
Автоматические загрузочные
устройства для промышленных роботов. Киев:
Техника, 1985. 176 с.
12. Ганзбург Л. Б., Федотов А. И.
Проектирование электромагнитных и
магнитных механизмов: Справочник.
Л.: Машиностроение. 1980. 364 с.
13. Гибкие производственные
комплексы/Под ред. П. Н. Белянина и
В. А. Лещенко. М.: Машиностроение,
1984. 384 с.
14. Гибкое автоматическое
производство/Под ред. С. А. Майорова,
Г. В. Орловского, С. Н. Халкиопова,
Л.: Машиностроение, 1985.
15. Гончаревич И. Ф., Фролов К. Вв
Теория вибрационной техники и
технологии. М.: Наука, 1981. 319 с.
16. Гордон А. В., Сливинская А. Г.
Электромагниты постоянного тока.
М.—Л.: Госэнергоиздат, 1969. 446 с.
17. Гринштейн Я. Г., Вайсман Е. Г.
Системы питания автоматов в
приборостроении. М.: Машиностроение, 1966.
179 с.
18. Иванов А. А. Проектирование
систем автоматического
манипулирования миниатюрными изделиями. М.:
Машиностроение, 1981. 271 с.
19. Камышный Н. И.
Автоматизация загрузки станков. М.:
Машиностроение, 1977. 288 с.
20. Клусов И. А. Технологические
системы роторных машин.
Машиностроение, М., 1976. 232 с.
21. Козырев Ю. Г. Промышленные
роботы: Справочник. М.:
Машиностроение, 1988. 376 с.
22. Кошкин Л. Н. Комплексная
автоматизация производства на базе
роторных линий. М.: Машиностроение.
1972. 351 с.
23. Кошкин Л. Н. Роторные и ро-
торно-конвейерные линии. М.:
Машиностроение, 1986. 400 с.
24. Лавендел Э. Э. Синтез
оптимальных вибромашин. Рига: Зинатне, 1970.
251 с.
25. Левин В. И. Вероятностные
автоматы и их применение. Рига: Зи-
Список литературы
397
натне, 1971, с. 181—199.
26. Малкин Д. Д. Пути повышения
производительности вибропитателей//
Часы и часовые механизмы. Вып. 2,
1969, с. 17—25.
27. Малов А. Н. Загрузочные
устройства металлорежущих станков. М.:
Машиностроение, 1972. 396 с.
28. Малов А. Н., Прейс В. Ф.
Механизация и автоматизация
штамповочных работ. М.: Машиностроение,
1955. 308 с.
29. Маткин Ю. Л., Камыш-
ный Н. И., Клусов И. А.
Вибрационные устройства загрузки штучных
заготовок в технологическое
оборудование. М.: НИИмаш, 1983. 32 с.
30. Маткин Ю. Л., Клусов И. А.,
Варьяш Г. М. Модульный принцип
агрегатирования вибрационных
загрузочных устройств. М.: ВНИИТЭМР,
1986. 44 с.
31. Мед видь М. В. Автоматические
ориентирующие загрузочные
устройства и механизмы. М.:
Машиностроение, 1963. 299 с.
32. Научно-технические достижения
в машиностроении/И. А. Клусов,
Г. М. Варьяш, Ю. Л. Маткин,
И. К. Мешкова. Тула: Приок. кн.
изд-во, 1987. 96 с.
33. Норицин И. А., Власов В. И.
Автоматизация и механизация
технологических процессов ковки и
штамповки. М.: Машиностроение, 1967.
388 с.
34. Плоткин Е. М., Левин Ю. Ш.
Комплексная механизация на
предприятиях радиопромышленности и
приборостроения. М.: Машиностроение,
1968. 288 с.
35. Повидайло В. А. Расчет и
конструирование вибрационных
питателей. М.: Машгиз, 1962. 150 с.
36. Повидайло В. А., Щигель В. А.
Конструкция и расчет вибрационных
бункерных питателей с гиперболоид-
ным торсионом//Автоматизация
производственных процессов в
машиностроении и приборостроении. Львов, 1972,
вып. 12. С. 115—122.
37. Поляков В. А., Усенко Н. А.,
Фомина И. В. Математическое
описание процесса ориентирования деталей
на виброприводах//Автоматизация
технологических процессов. Тула, 1981.
С. 58—65.
38. Прейс В. В. Технологические
роторные машины: Вчера, сегодня,
завтра. М.: Машиностроение, 1986.
39. Промышленные роботы для
миниатюрных изделий/Под ред.
B. Ф. Шаньгина. М.: Машиностроение,
1985. 264 с.
40. Проников А. С. Надежность
машин. М.: Машиностроение, 1978. 592 с.
41. Рабинович А. Н. Автоматическое
ориентирование и загрузка штучных
деталей. Киев: Техника, 1968. 290 с.
42. Рекомендации по
проектированию клещевых подач с пневмоприводом
для ленточного материала. Воронеж.:
ЭНИКМАШ, 1978. 48 с.
43. Роботизированные
производственные комплексы/Под ред. Ю. Г.
Козырева, А. А. Кудинова. М.:
Машиностроение, 1987. 272 с.
44. Розен Г. М., Убрятов А. А.,
Петин А. А. Механизация и
автоматизация листовой штамповки в
автомобилестроении. М.: Машиностроение,
1983. 327 с.
45. Современные промышленные
роботы: Каталог/Под ред. Ю. Г.
Козырева, Я. А. Шифрина. М.:
Машиностроение, 1984. 152 с.
46. Усенко Н. А., Бляхеров И. С.
Автоматические загрузочно-ориенти-
рующие устройства. М.:
Машиностроение, 1984. 112 с.
47. Черпаков Б. И. Загрузочные и
транспортные устройства в
автоматизированном производстве. М.: Высшая
школа, 1977. 55 с.
48. Черпаков Б. И., Великович В. Б.
Сокращение ручного труда при
применении промышленных роботов. М.:
Машиностроение, 1985. 48 с.
49. Шапран В. 3. Автоматические
питатели заверточных машин. Киев:
Техника, 1969. 253 с.
50. Шаумян Г. А. Комплексная
автоматизация производственных
процессов. М.: Машиностроение, 1973.
51. Якубович В. И. Вибрационное
перемещение при колебаниях несущей
плоскости по произвольной
эллиптической траектории//Механизация и
автоматизация производства. 1966. № 8.
C. 6—8.
52. Яхимович В. А. Транспортно-
загрузочные и сборочные устройства
и автоматы. Киев: Техника. 1976.
192 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Бункерные загрузочные устройства
(БЗУ) — Захватные органы 138 —
Классификация БЗУ 137—153 —
Принцип работы БЗУ и
функциональные действия в них 130—137 — Расчет
процесса ориентирования 165—167
— барабанно-лопастные с предбунке-
ром — Схема 173
— вибрационные 134, 136, 137 — см.
также ВЗУ
— дисковые с крючками 132—134
— дисковые с ориентированием в
захватных органах 130—134
— дисковые с хордальными крючками
и предбункером — Схема 172
— с механическим приводом —
Методика проектирования 163—165 —
Производительность 154—163 — Расчет
амортизаторов-вибраторов 173—175 —
Расчет амортизаторов-вибраторов 173—
175 — Расчет и проектирование
бункера 171, 172 — Расчет мощности
привода 172, 173 — Расчет процесса выдачи
167 — 171 — Циклограмма 153—163
— роторных систем автоматической
загрузки 269—275
— шиберные 133—136
— элеваторные 134—136
Бункерные загрузочные устройства
роторные с индивидуальными
захватывающими органами 297 —
Конструирование основных элементов
298—305
— с возвратно-поступательно
движущимися трубками — Анализ влияния
состояния поверхности предметов
обработки 316 — Анализ влияния степени
опорожнения бункера БЗУ 316 —
Анализ естественных и статических
характеристик роторного БЗУ 315,
316 — Расчет производительности
313—316
— с вращающимися воронками —
Расчет производительности 305—313
Вибраторы электромагнитные —
Схемы 185—188
Вибрационные загрузочные устройства
(ВЗУ) — Дорожка захвата 200 —
Классификация и структура 176—
190 — Принцип
вибротранспортирования предметов обработки (ПО) 214—
228 — Разделители потока ПО 201 —
Расчет и проектирование — см.
Расчет и проектирование ВЗУ — Схемы
упругих систем 177—180 — Схемы
электромагнитных вибраторов 185—
188 — Сумматоры потока ПО 200,
201 — Устройства выдачи ПО 201,
202 — Устройство захвата 199, 201—
Чаши 193—202
— бункерные 190—193
— лотковые 210—214
— модульного построения —
Вибровозбудители 252—254 —
Конструктивная схема 251 — Структура 246—
252 — Упругие системы 254, 256
Вибровозбудители 252—254
Вибротранспортирование 214—228 —
Расчетная схема 216 — Структурная
схема алгоритма расчета процесса 218,
219 — Структурная схема алгоритма
синтеза параметров 223 — Схема
возбуждения эллиптических
колебаний 216 — Схема синфазного
возбуждения гармонических колебаний 214
Загрузка — Тенденции и перспективы
развития механизации и
автоматизации 15, 16
— автоматизированная
технологических машин предметами обработки
непрерывного типа 10—12 — Схемы
12, 13
— автоматизированная
технологических машин штучными предметами
обработки 8—10 — Схемы 9
— автоматическая в современной
технике 7—13
—групповая 115—122
— робототехнических комплексов и
гибких автоматизированных систем —
Алгоритм работы 385—388 —
Использование промышленных роботов в
системе станок—робот 376, 377 —
Применение ПР для загрузки АЛ 377—
381 — Применение РТК 381—385
— роторных и роторно-конвейерных
линий — Автоматизация 388—395
— станок — см. Загрузочные
устройства
Загрузочные устройства для
вертикально-протяжных автоматов 371—376
— для многошпиндельных
патронных автоматов 361—365
— к гидрокопировальному станку 371
— магазинные для пруткового
материала 365—368
— транспортно-загрузочные 368—371
Захваты в грейферных питателях —
Виды 78
Захватывающие органы роторных
БЗУ в виде вращающихся воронок
299—303
¦Предметный указатель
399
— в виде возвратно-поступательно
движущихся трубок — Конструирование
298, 299
Кассетирование 115—122 —
Вибромеханические системы 116, 117 —
Системы без вторичного ориентирования
115, 116
— групповое 116—122
Кассеты — Виды и методы
использования 122—129 — Кассетная сборка
несложных узлов 124, 125 —
Кассетная сборка прецизионных узлов 124,
125 — Классификация способов
размещения заготовок 123, 124 —
Понятие 115
— для межоперационного
транспортирования и хранения заготовок в
ориентированном положении 125—127
— сквозные 128, 129
— унифицированные
технологические — Модульная конструкция 129
Ключи ориентации ПО 325—338
Лотки закрытые 94
— змейковые 97, 98
— с пневмоподушкой 98—108
— угловые 94, 95
Лотки-магазины 87—109
Магазин кассетный этажерочного типа
125, 126
Магазины — см. Лотки-магсшины
Манипулирование бесконтактное
миниатюрными предметами 351—358
Механизм блокировки 61, 62
— кулачковый получервячный 63, 64
— мальтийский 63
— многофункциональный
электромагнитный поперечного действия 246—
256 — Порядок расчета 253 —
Расчетные зависимости определения
конструктивных параметров 255
— передаточный байонетный 59, 60
— передаточный клиновой 60, 61
— передаточный реечно-зубчатый 61
— поштучной выдачи 109—114 —
Виды 110—113
— с обгонной муфтой 65
— съема неправильно
ориентированных предметов обработки 284—286
— торможения 67
— фиксации 67, 68
— фрикционный 64
— храповой 65
— шарнирно-зубчатый 64, 65
Накопители вибрационные 202—205
Операция технологическая —
Структурная модель 8
Ориентаторы гравитационные 278
— поворотные 278—282
Ориентирование в механических БЗУ
344—351
Ориентирующие устройства (ОУ) —
Алфавит технических решений ориен-
таторов 323, 324 — Графы
различимых положений 321—323 —
Структура ОУ и положения предметов
обработки (ПО) на вибродорожке 317—
324 — Схемы ориентирования ПО на
вибродорожке 327—332 — Типы 325—
338 — Физические способы
ориентирования 318
— активные 339—341
— комбинированные 343—344
— роторных систем автоматической
загрузки 275—282
— пассивные 341—343
Отсекатели роторной САЗ групповые
гибкие 276, 277
— комбинированные 276—278
— пружинно-рычажные 275, 276
Переориентаторы 350, 351
Переход технологический 7, 8 —
Структурная модель 8
Питатели — Загрузка 62 — Источник
движения 58 — Типы и структура 58—
63 — Удаление предметов обработки
(ПО) — Фиксация ПО 62, 63
— грейферные 77—80 — Схема 79
— комбинированные 80, 81
— револьверные 63—68
— шиберные 68—77 — Схемы
возможных компоновок 72—75
Подача листов — Устройства
автоматизированной подачи 56, 57
— материала — Подготовка к подаче
17—19
— полос 54—56
— прутков 53—54
Подачи валковые 19—24 —
Кинематическая схема 20 — Технические
характеристики 24
— клещевые и ролико-клиновые 32—
53 — Конструктивные схемы и
отличительные особенности 34—44 —
Поверочный расчет 49—53 —
Проектировочный расчет 46—49 —
Характеристики 45
Подъемники вибрационные 202—zU4
Предбункера-накопители (операцион-
400
Предметный указатель
ные) для ВЗУ 205—210 —
Компоновочные схемы
Предбункер роторных БЗУ —
Конструирование 304, 305, 269—275
Приводы ВЗУ — Типы 183
Расчет и проектирование вибрационных
загрузочных устройств (ВЗУ) —
Комбинированные упругие системы для
ВЗУ с разделительным возбуждением
колебаний 236—241
— Параметры типовых
электромагнитов 241—243
— Производительность ВЗУ 229—231
— Расчет основных элементов чаши
231, 232
— Расчет упругих систем ВЗУ 232—
241
— Расчет электромагнитов привода
ВЗУ 241—245
— Упругая система из пружинных
стержневых элементов 232—236
— Формулы для вычисления моментов
инерции геометрических тел 234—236
Роботы промышленные 81—86 —
Технологическая классификация 83
Система автоматической загрузки двух-
роторная 294—297
Система автоматической загрузки
роторная с вращающимися воронками
291, 292
— с качающимся дном 297
— с компоновкой ориентирующего
устройства в отдельном роторе 292—
295
— со стержневыми захватывающими
органами 286, 287
— с трубчатыми захватывающими
органами 287—289, 291
Системы автоматической загрузки
(САЗ) — Классификация 13—15
Системы автоматической загрузки
(САЗ) роторные — Классификация и
области применения 265—269
— Классификация функциональных
связей 262
— Конструкции основных
функциональных устройств 269—286
— Модели структуры 260—265
— Принцип работы 289—291
— Типовые компоновочные решения
286-297
Тара герметичная 127, 128
Устройства бункерные загрузочные —
см. Бункерные загрузочные устройства
~~ валковые подающие с приводом от
делительного механизма —
Определение необходимого крутящего момента
на выходном валу делительного
механизма 30, 31 — Расчет точности шага
подачи для заданного режима работы
31, 32
— валково-секторные подающие 21, 22,
24—30 — Кинематическая схема 21,
22 — Определение необходимого
тянущего усилия ведущего валка 26,
27 — Расчет геометрических размеров
звеньев исполнительных механизмов
25, 26 — Расчет точности шага подачи
для заданного режима работы 27—
30 — Требования к конструкции 24,
25
— вибрационные загрузочные — см.
Вибрационные загрузочные устройства
— вибророторные загрузочные 256—
259
— выдающие 283—286
— накопительно-передающие 275—282
— накопительные 202—210
— наматывающие 19
— ориентирующие — см. Ориенти*
рующие устройства
— подготовки к ориентированию 333,
338, 339
— правильно-разматывающие 17—19
— транспортно-несущие 283—286
Чаши вибрационных загрузочных
устройств — Конструктивные признаки
195—198 — Конструкции 198—202 —
Структурная схема элементов 194 —
Технолограмма элементов 193, 194