






















































































































































































Автор: Схиртладзе А.Г.
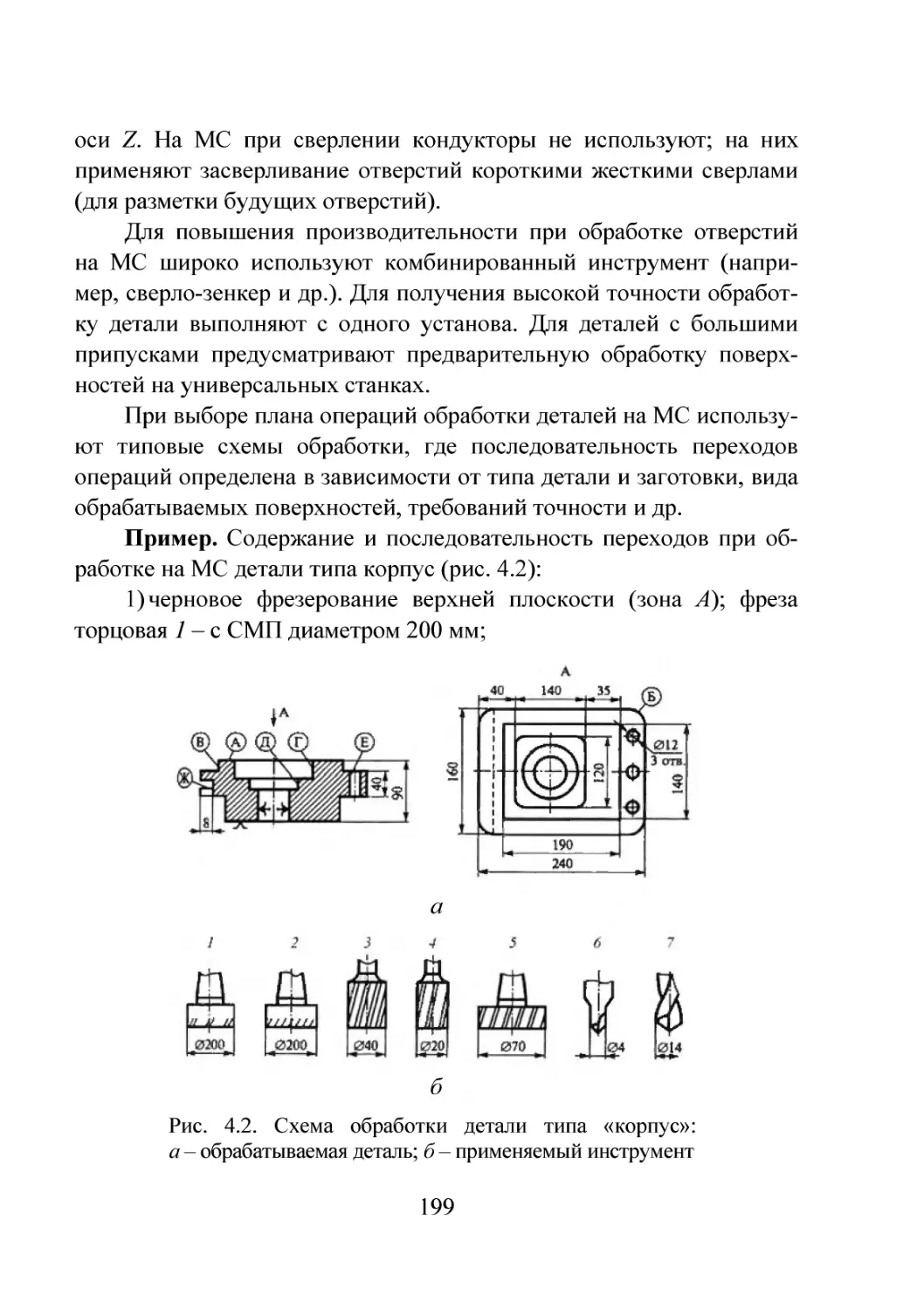
Теги: регулирование и управление машинами, процессами машиностроение технологические процессы автоматизация учебное пособие для студентов машиностроительное производство
ISBN: 978-5-398-00518-9
Год: 2010
Похожие




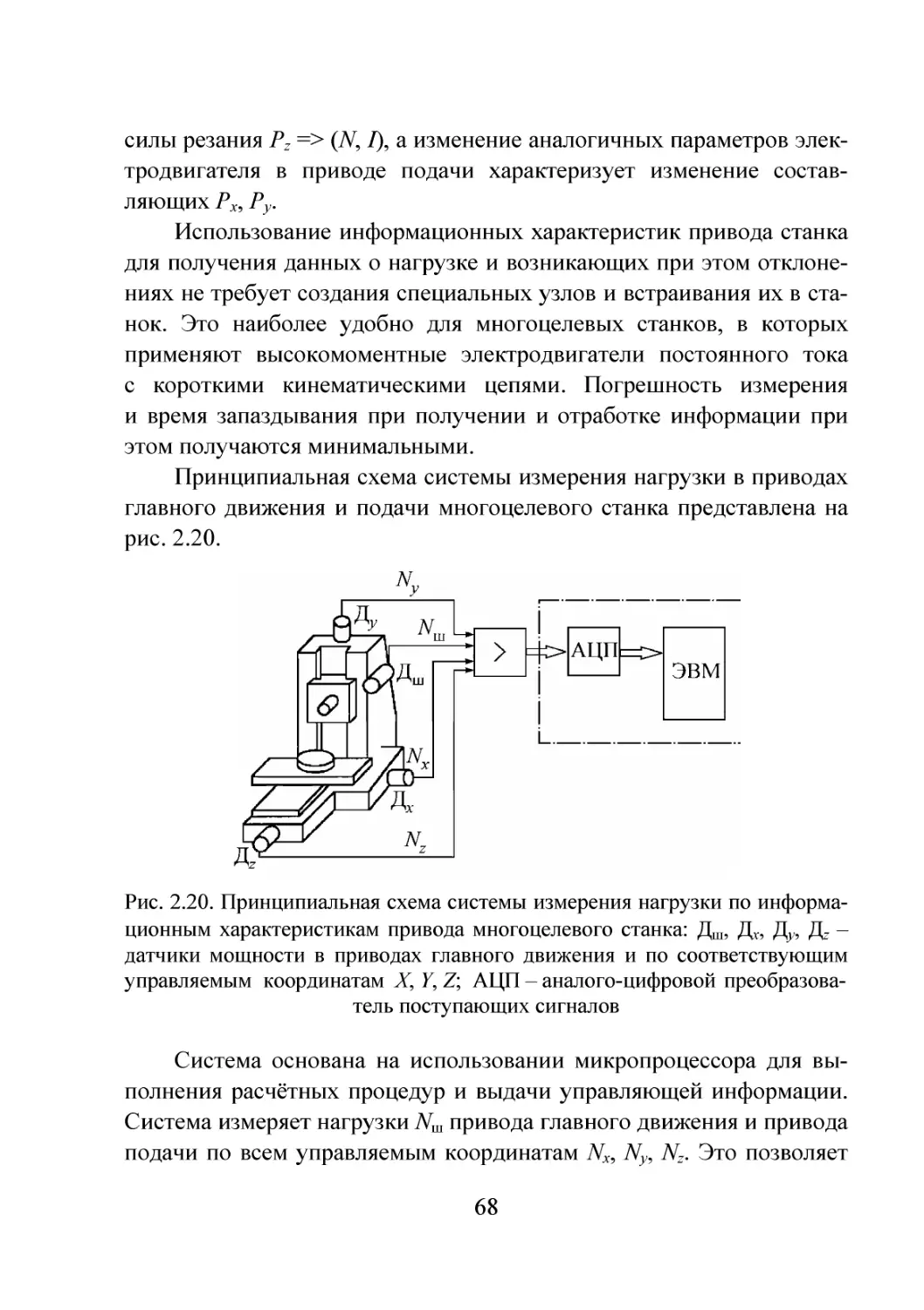
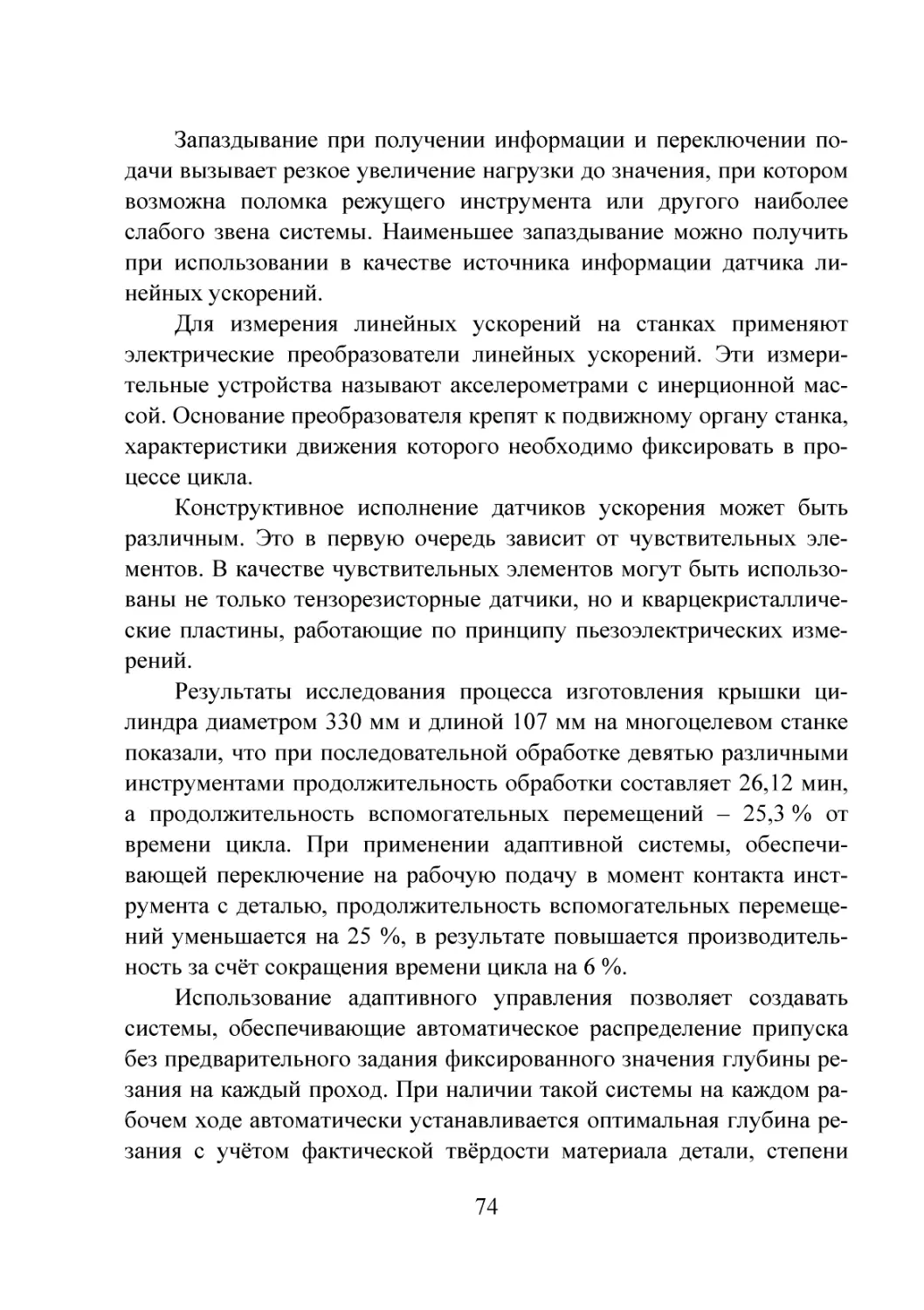
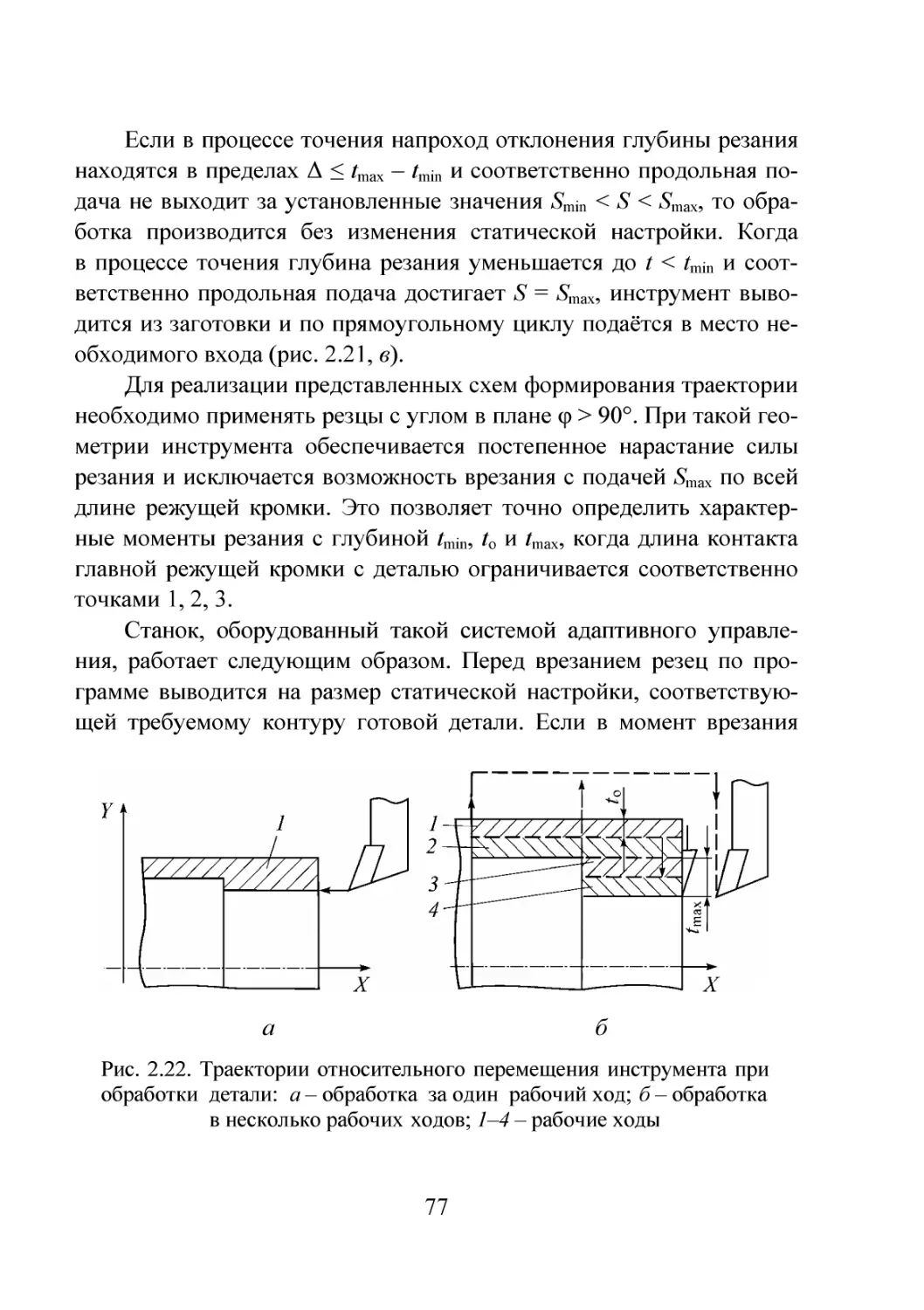
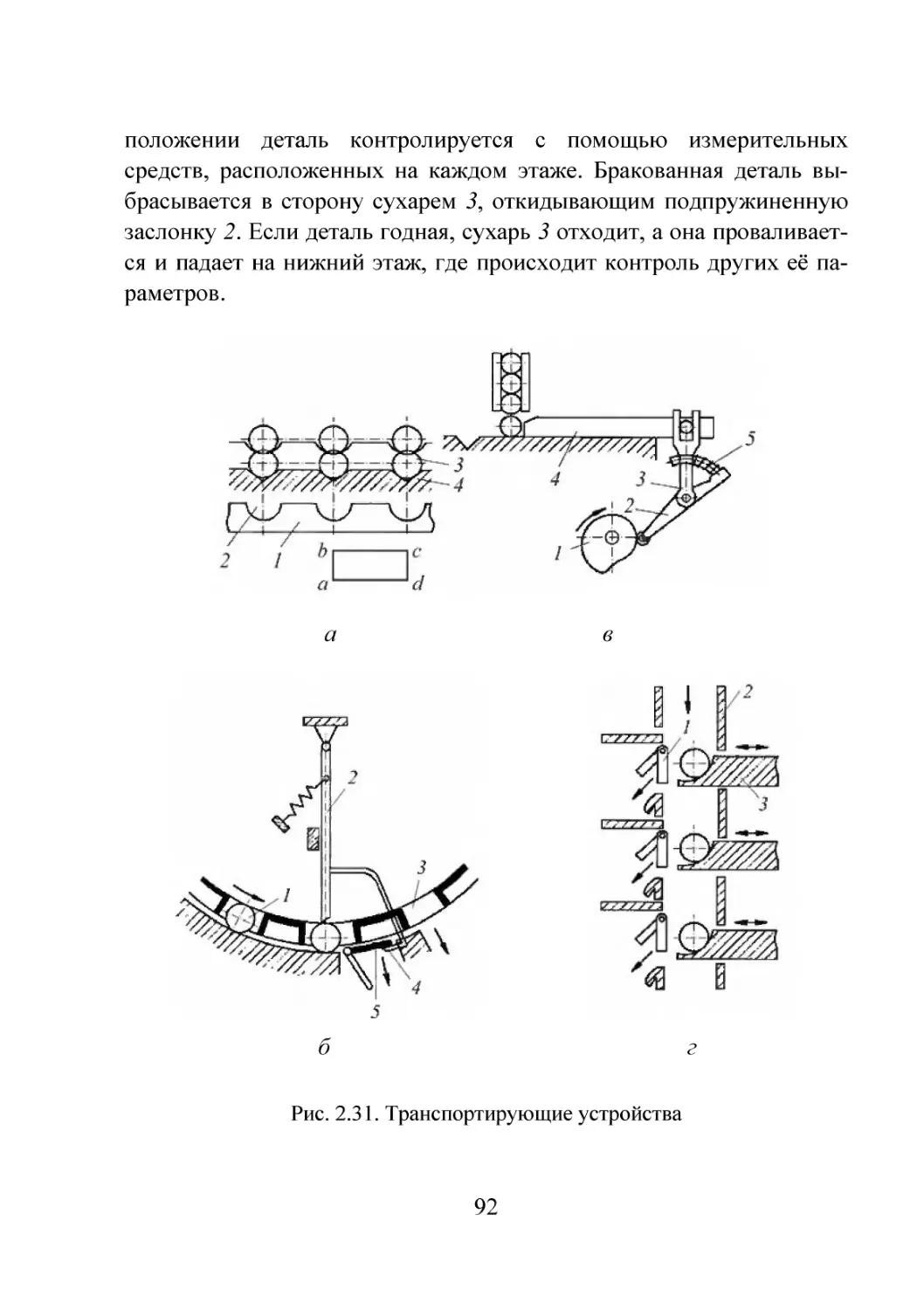
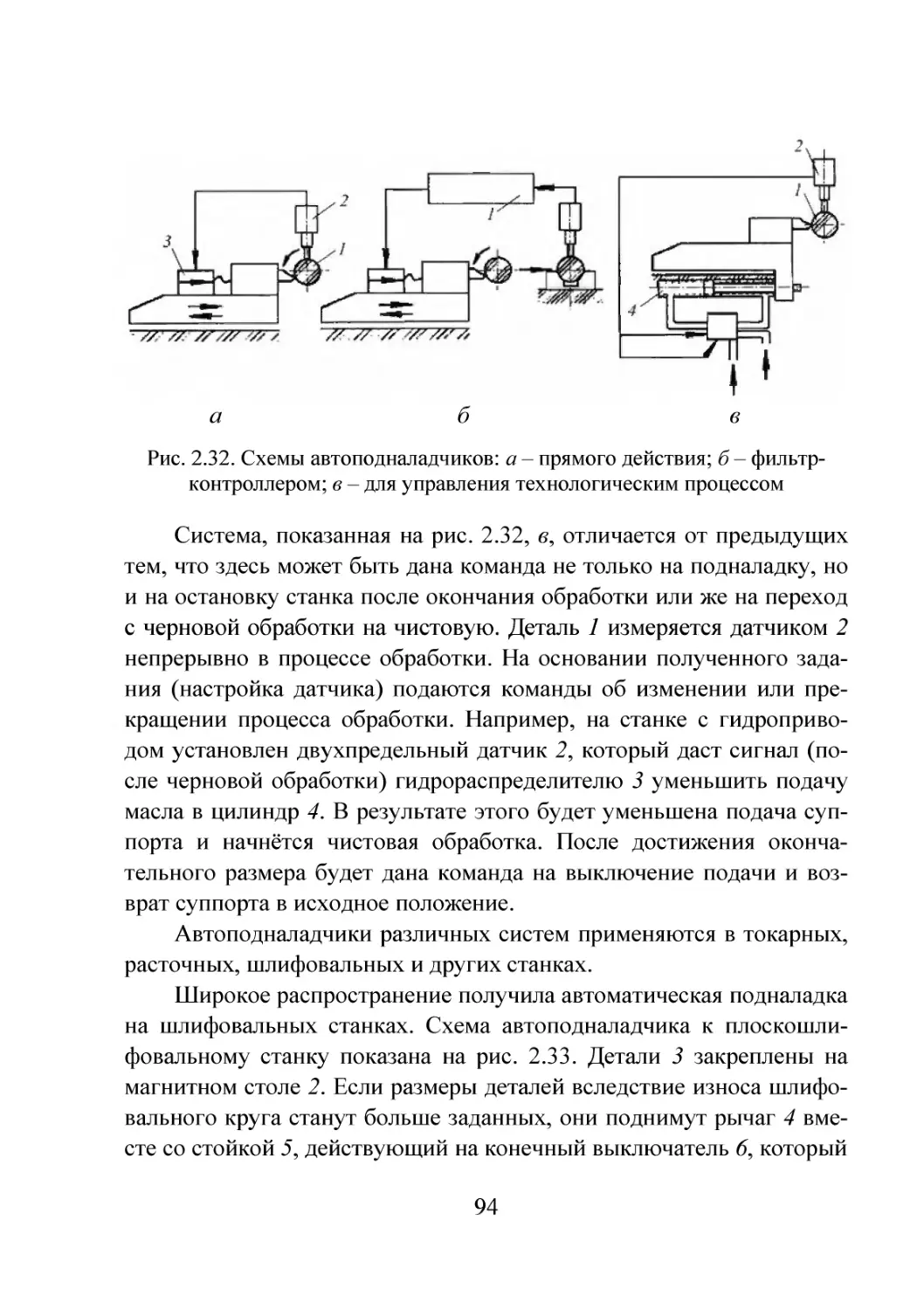
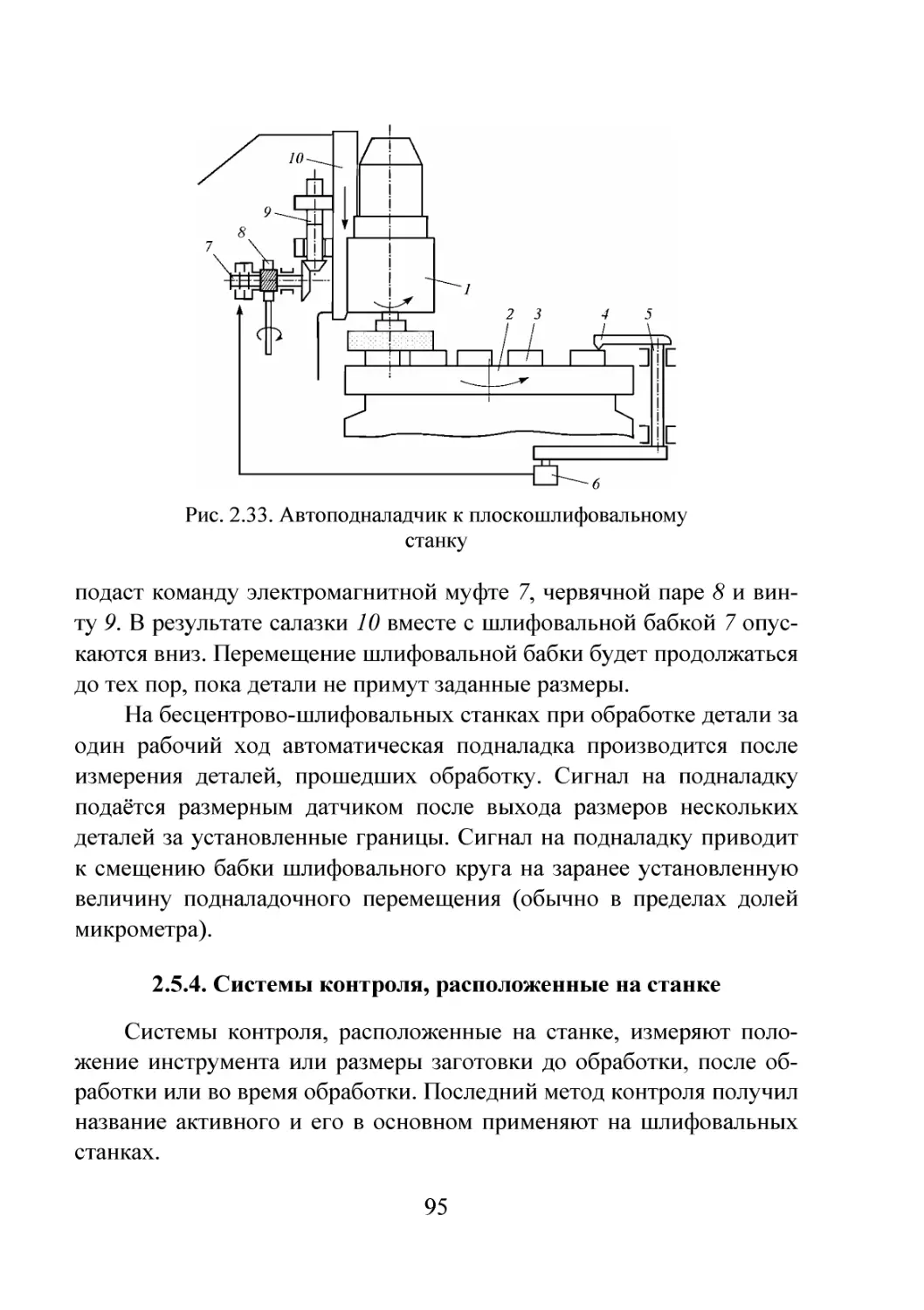
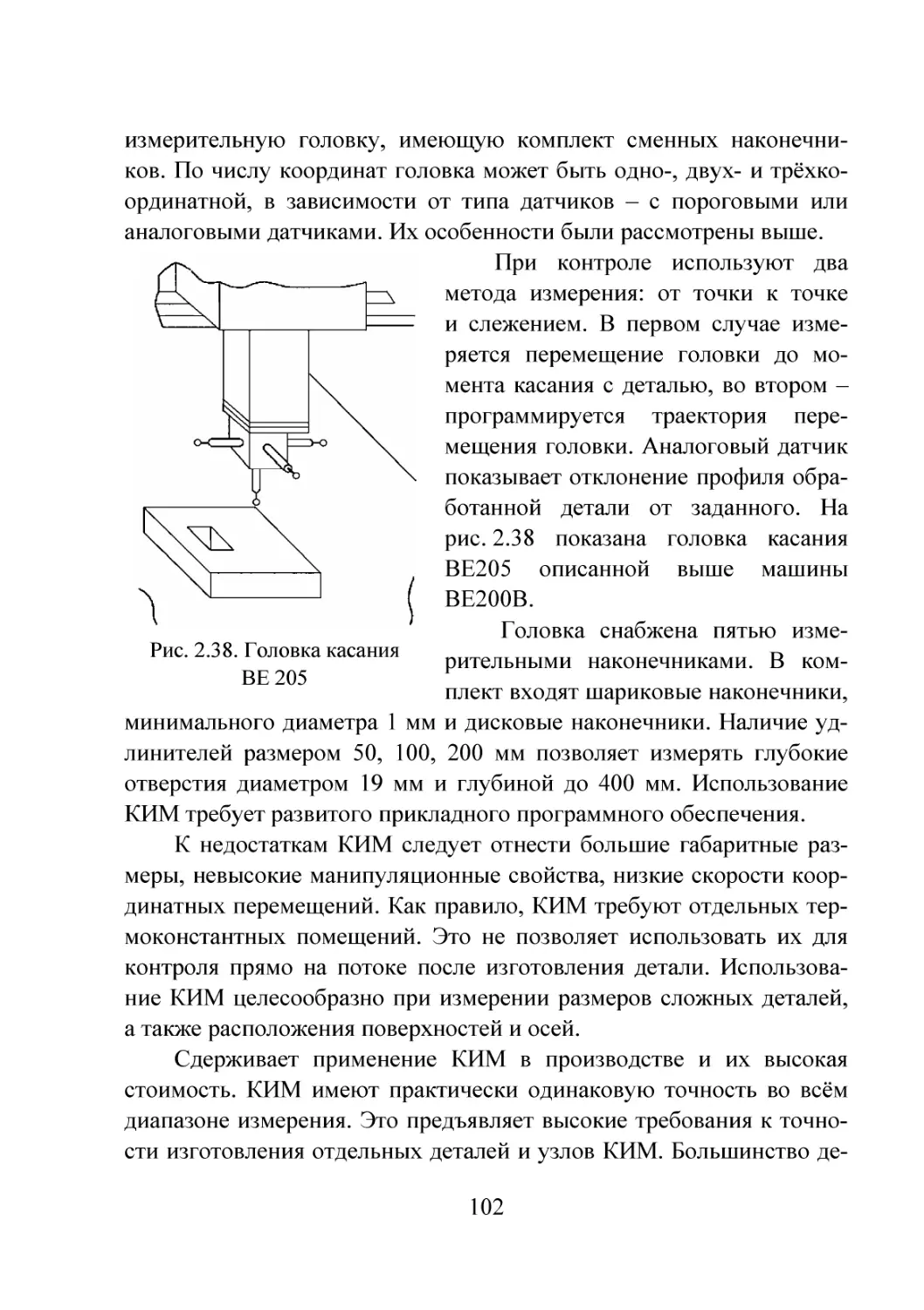
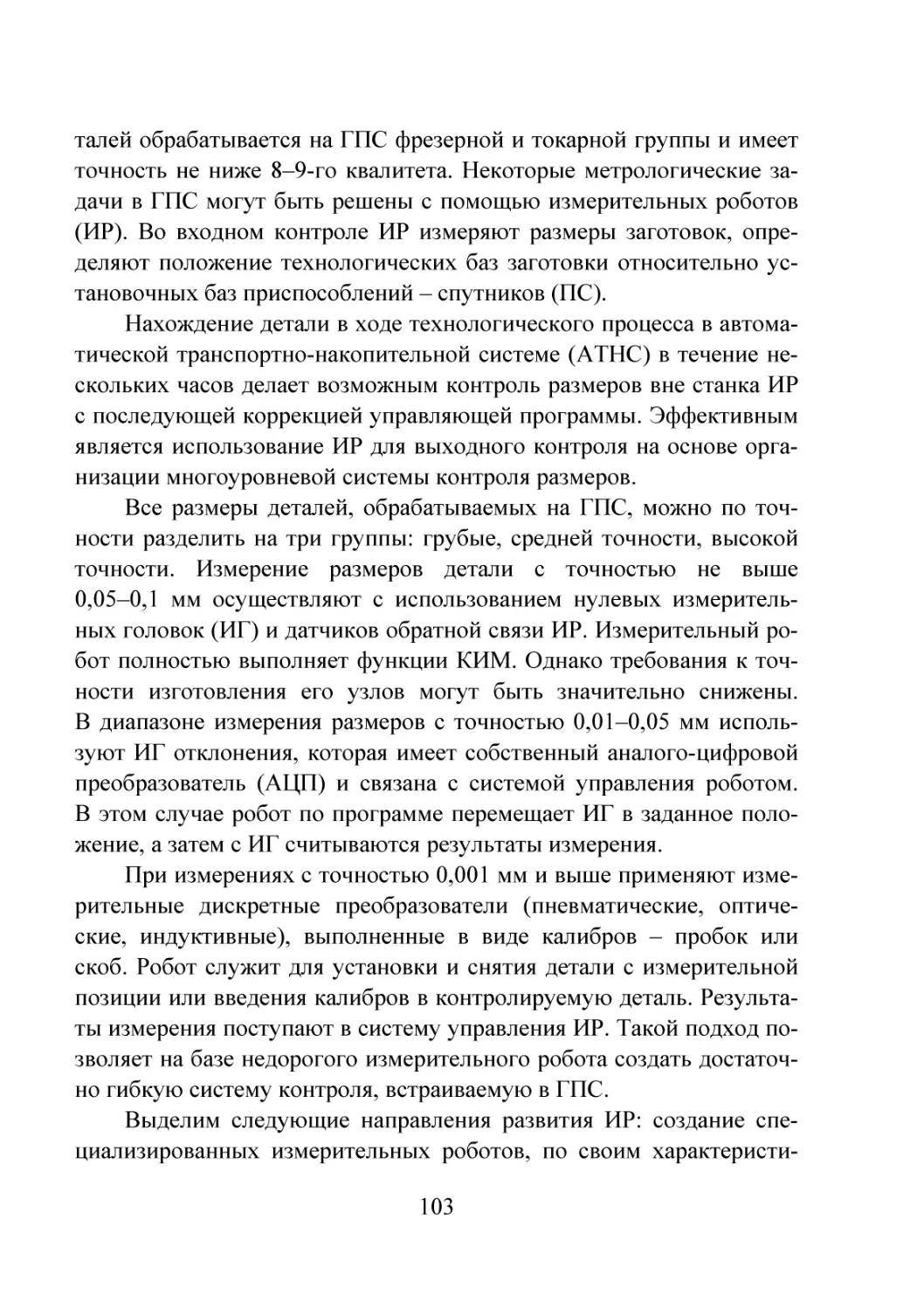
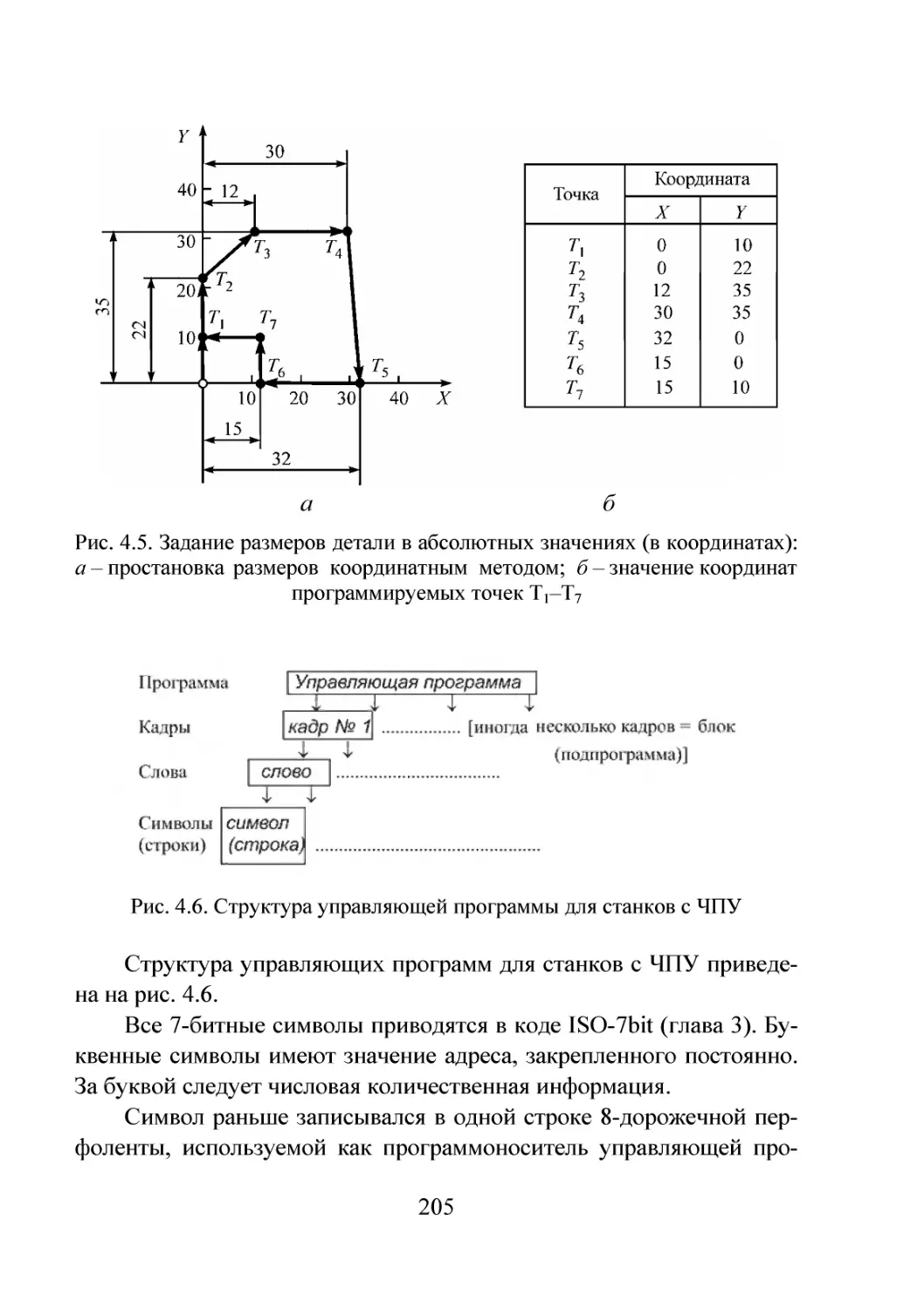
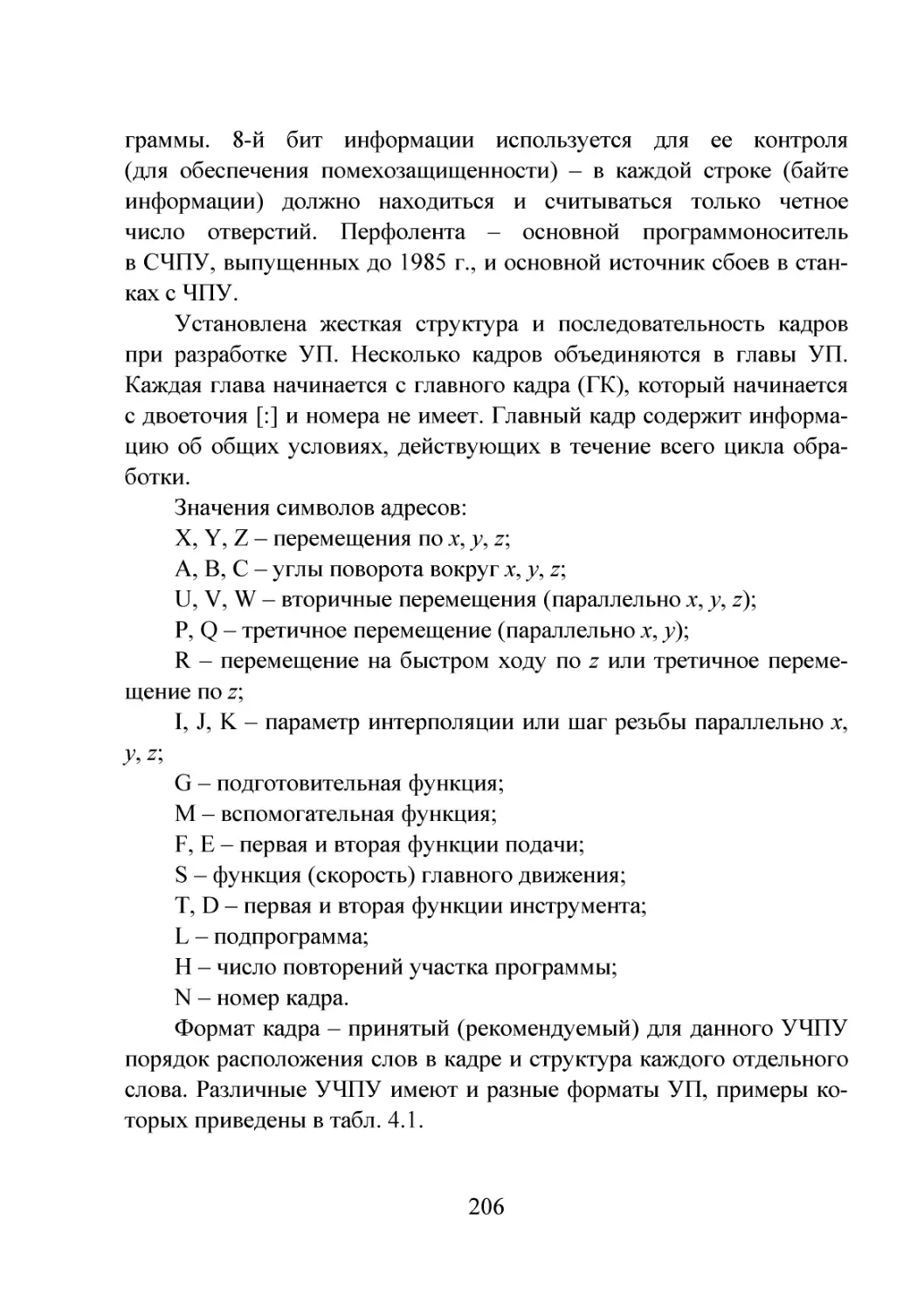
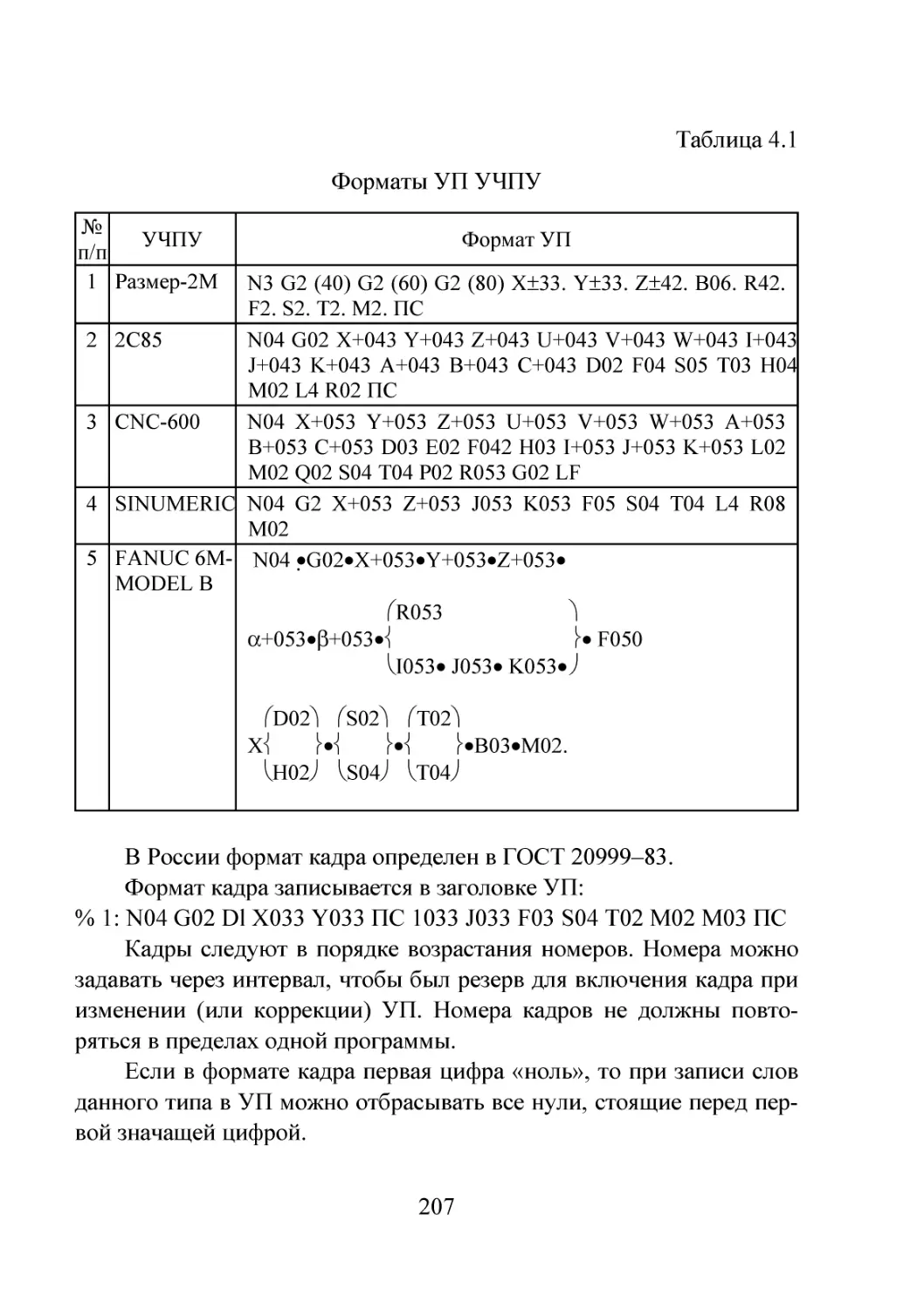
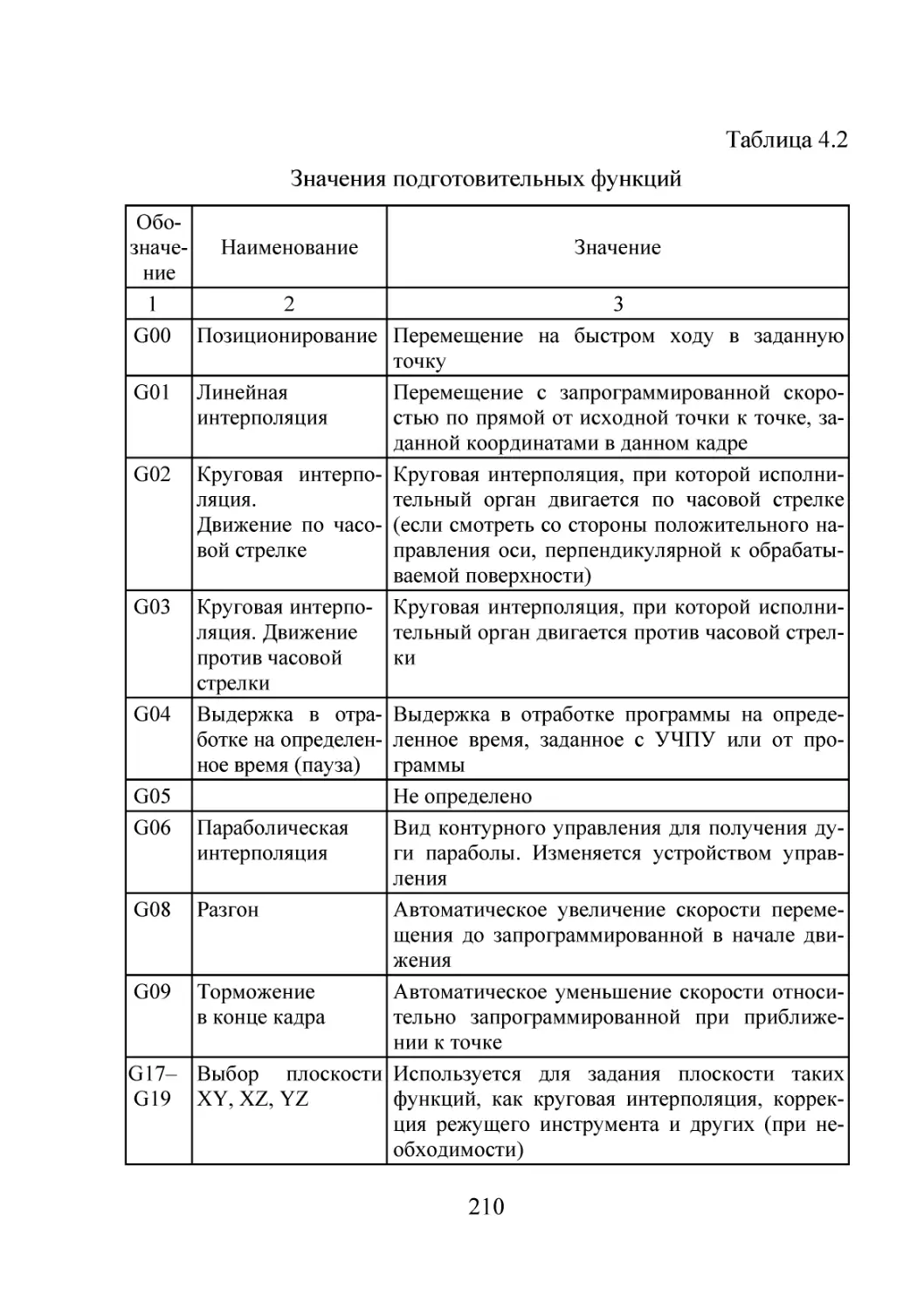
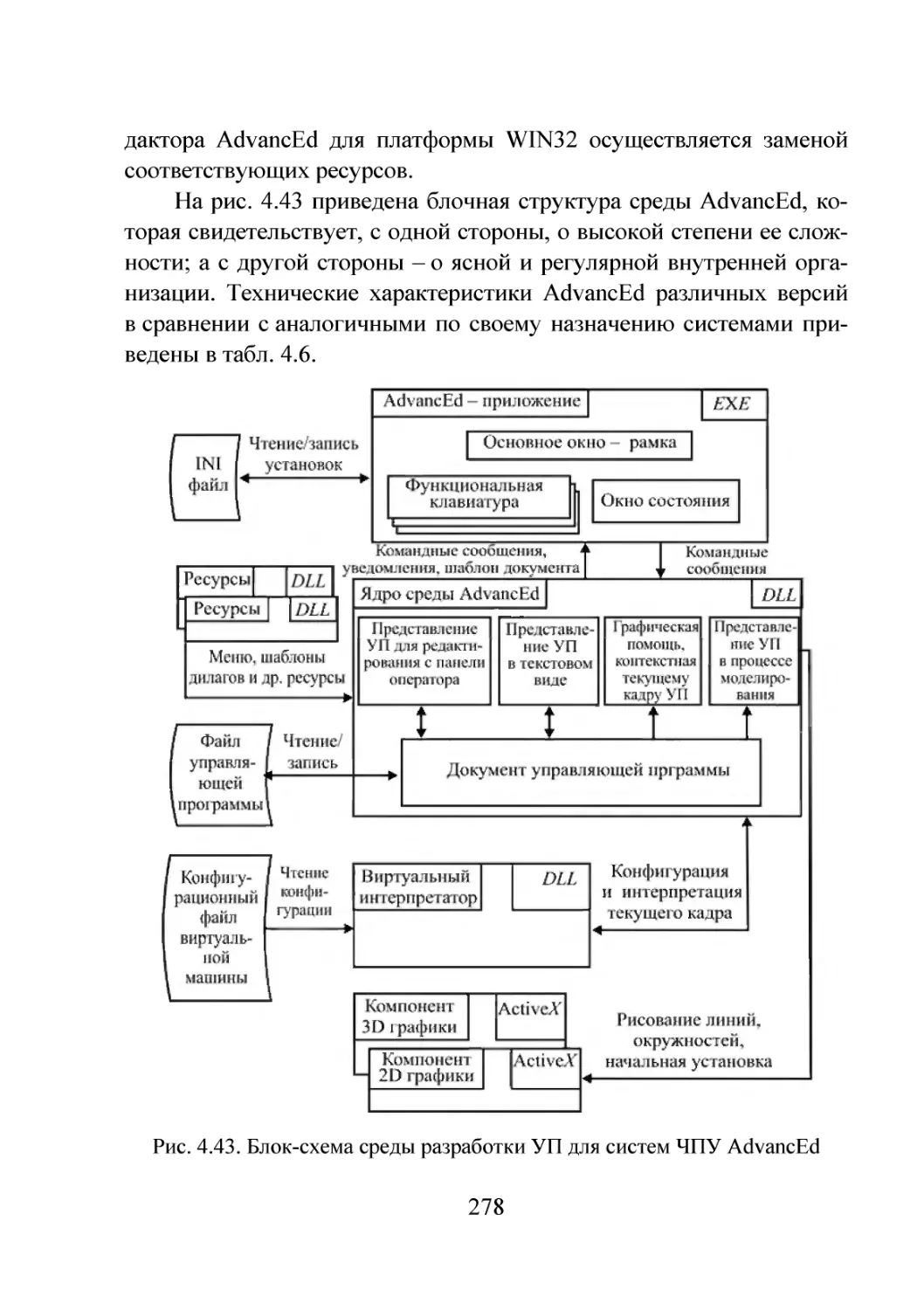
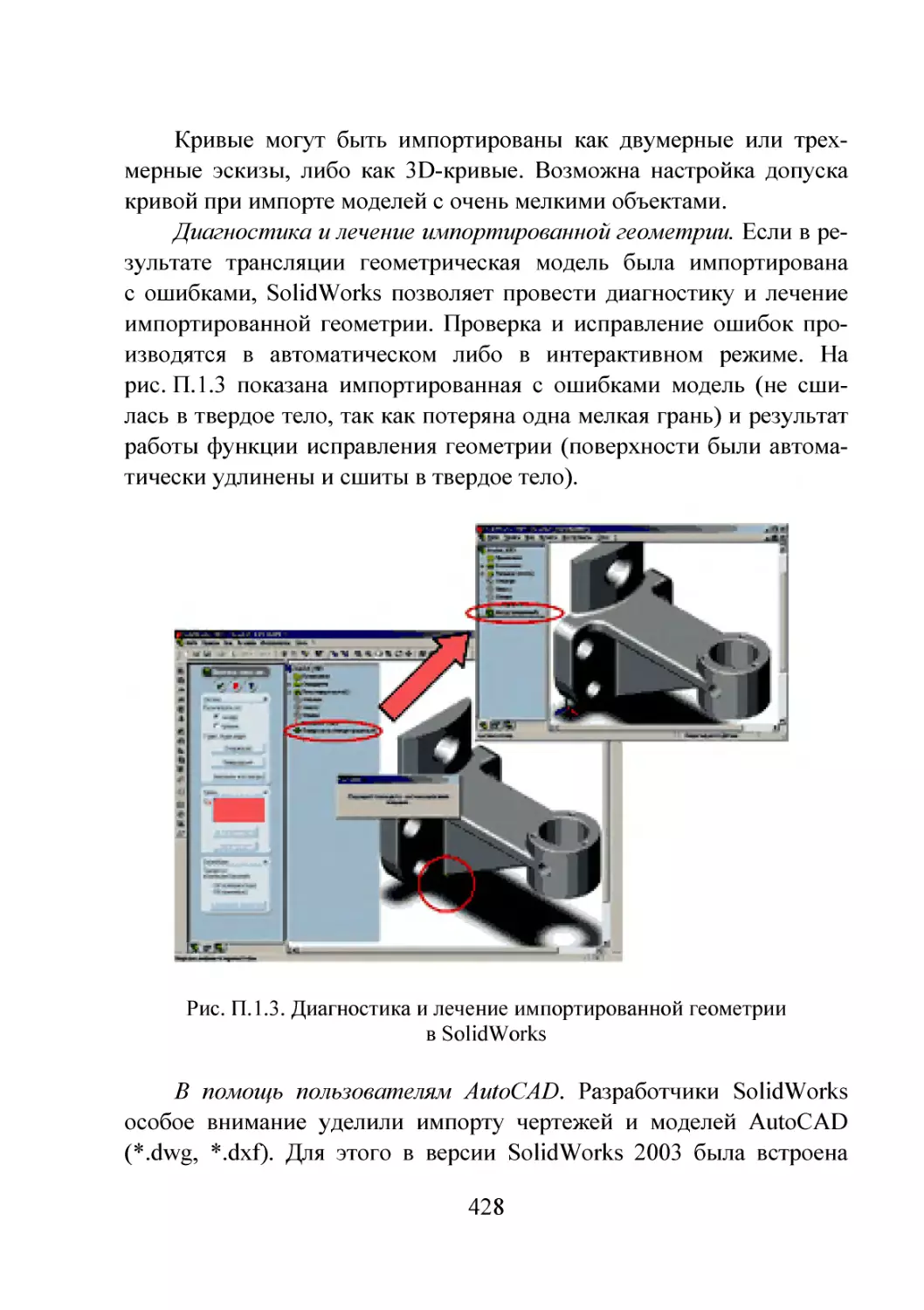
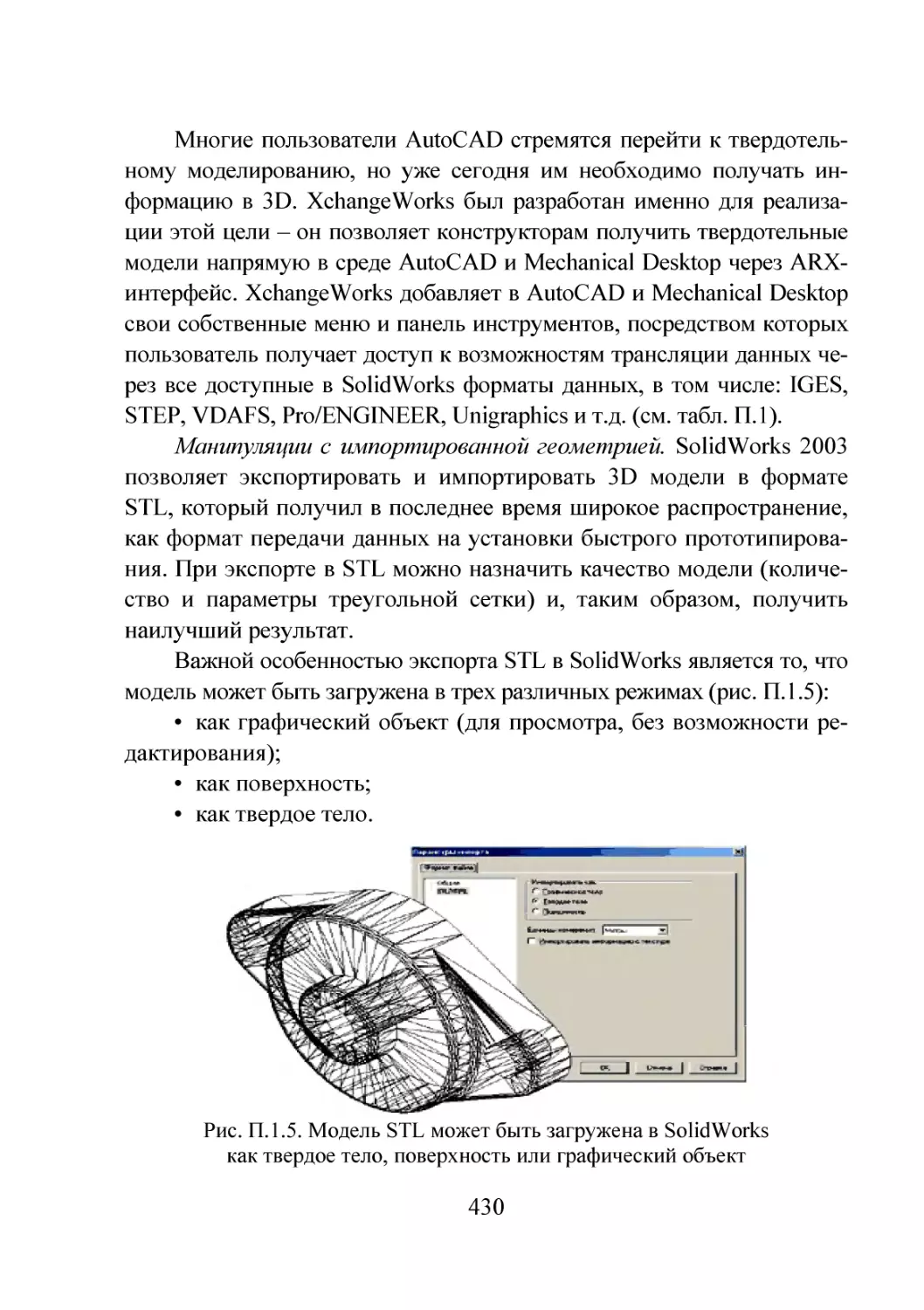
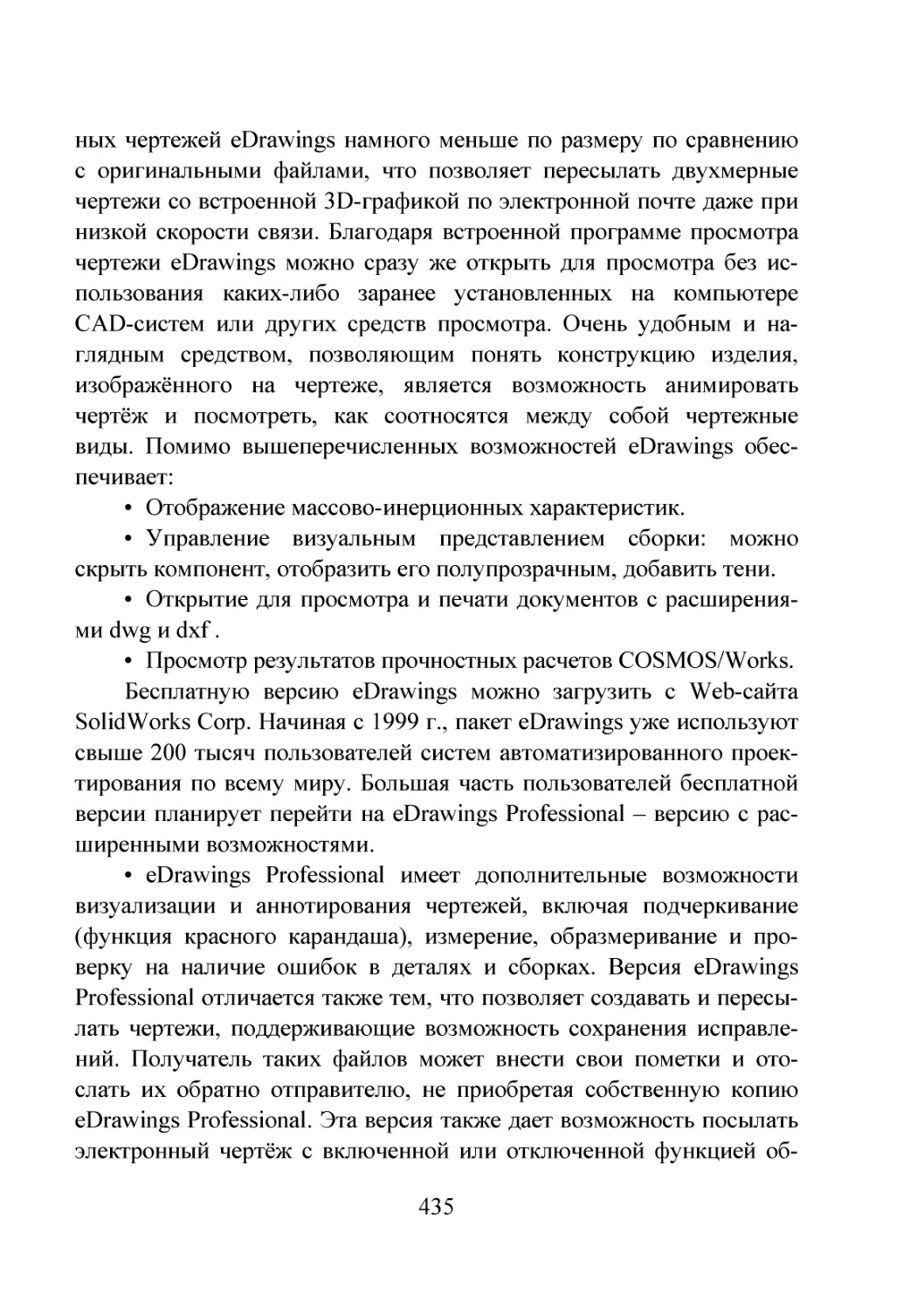
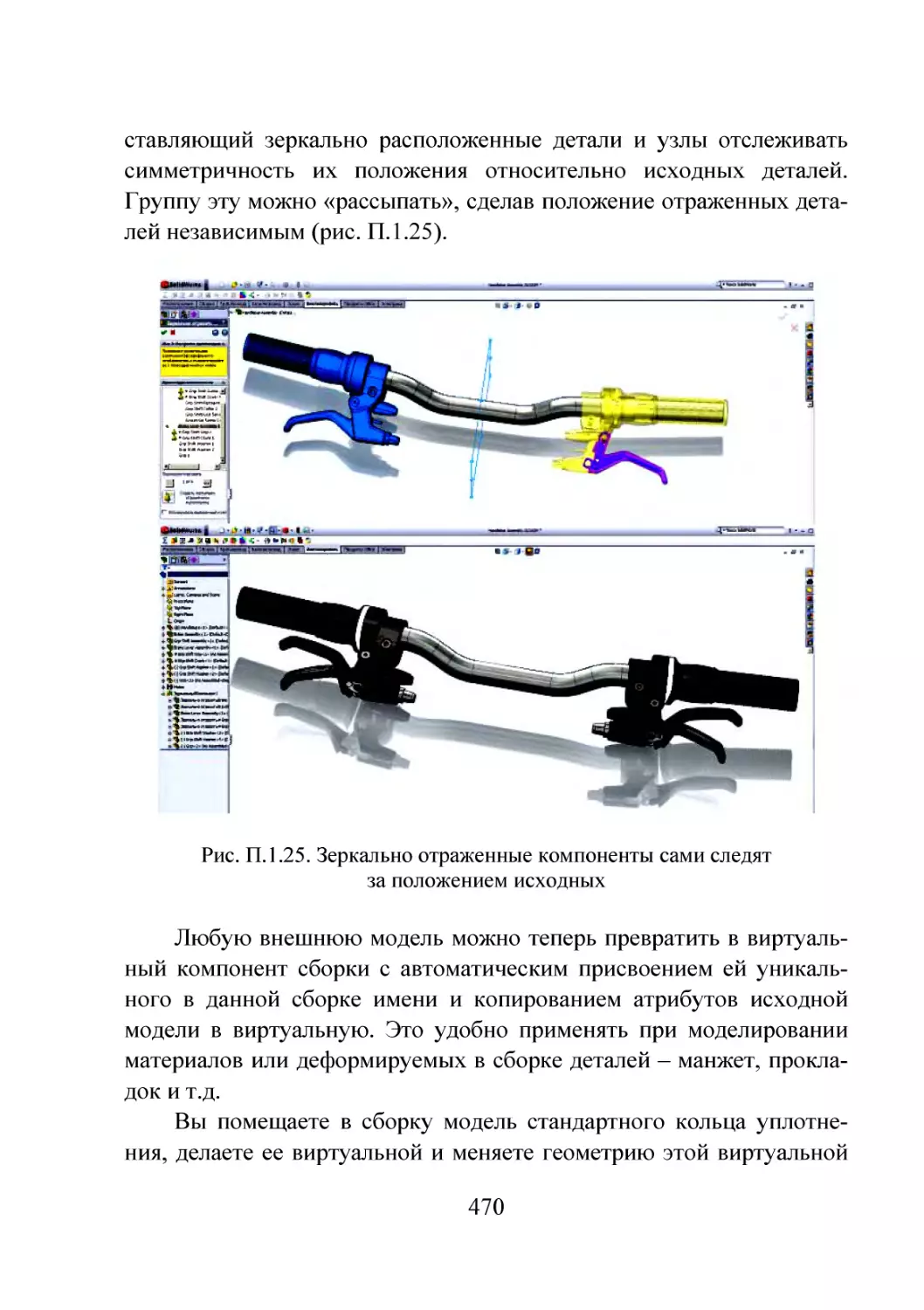
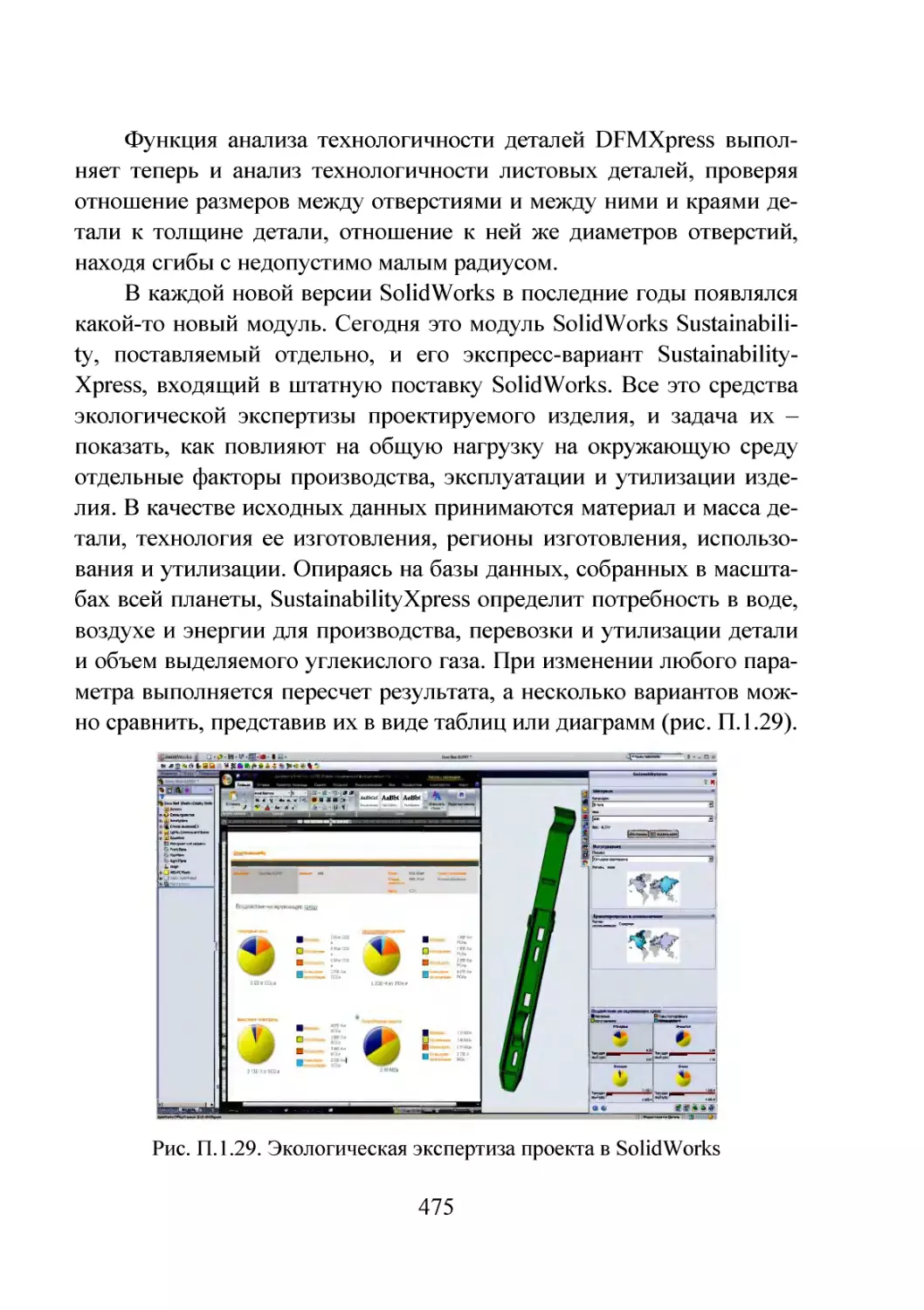
Текст
Министерство образования и науки Российской Федерации
Государственное образовательное учреждение
высшего профессионального образования
«Пермский государственный технический университет»
А.Г. Схиртладзе, С.В. Бочкарев, А.Н. Лыков
АВТОМАТИЗАЦИЯ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
В МАШИНОСТРОЕНИИ
Допущено Учебно-методическим объединением вузов
по образованию в области автоматизированного
машиностроения (УМО AM) в качестве учебного пособия
для студентов высших учебных заведений, обучающихся
по специальности «Автоматизация технологических
процессов и производств» направления подготовки
«Автоматизированные технологии и производства»
и направлению «Конструкторско-технологическое
обеспечение машиностроительных производств»
Издательство
Пермского государственного технического университета
2010
УДК 62-52
С92
Рецензенты:
д-р экон, наук, проф. Р.А. Файзрахманов
(Пермский государственный технический университет);
канд. техн, наук, доц. ГА. Сторожев
(ООО «Тяжпромэлектропроект»)
Схиртладзе, А.Г.
С92 Автоматизация технологических процессов в машино-
строении: учеб, пособие / А.Г. Схиртладзе, С.В. Бочкарев,
А.Н. Лыков. - Пермь: Изд-во Перм. гос. техн, ун-та, 2010. -
505 с.
ISBN 978-5-398-00518-9
Излагаются основы автоматизации технологических процессов
и производств в машиностроении. Рассмотрены социально-экономи-
ческие предпосылки, история и тенденции развития систем автомати-
зации, технологические процессы, информационные потоки, формы
и преобразователи информации, современные тенденции автоматиза-
ции в машиностроении.
Предназначено для студентов, обучающихся по направлениям
220400 «Управление в технических системах», 220700 «Автоматиза-
ция технологических процессов и производств». Может быть полезно
также для ИТР, работающих в области автоматизации отраслей ма-
шиностроения.
УДК 62-52
ISBN 978-5-398-00518-9
© ГОУ ВПО
«Пермский государственный
технический университет», 2010
ОГЛАВЛЕНИЕ
Введение....................................................... 7
1. Социально-экономические предпосылки автоматизации....... 10
1.1. История развития средств автоматизации
в машиностроении................................... 10
1.2. Необходимость автоматизаци.......................... 17
1.3. Факторы, влияющие на эффективность автоматизации. 19
1.4. Показатели социально-экономической эффективности ... 20
1.5. «Подводные камни» при автоматизации................. 21
1.6. Качество с позиций надежности....................... 23
1.7. Проблемы с надежностью в России..................... 24
Контрольные вопросы...................................... 25
2. Технологические процессы в машиностроении.................. 27
2.1. Процессы изготовления деталей....................... 31
2.2. Технологический процесс механической обработки... 47
2.3. Технология работы станков с ЧПУ..................... 56
2.4. Управление режимами обработки....................... 65
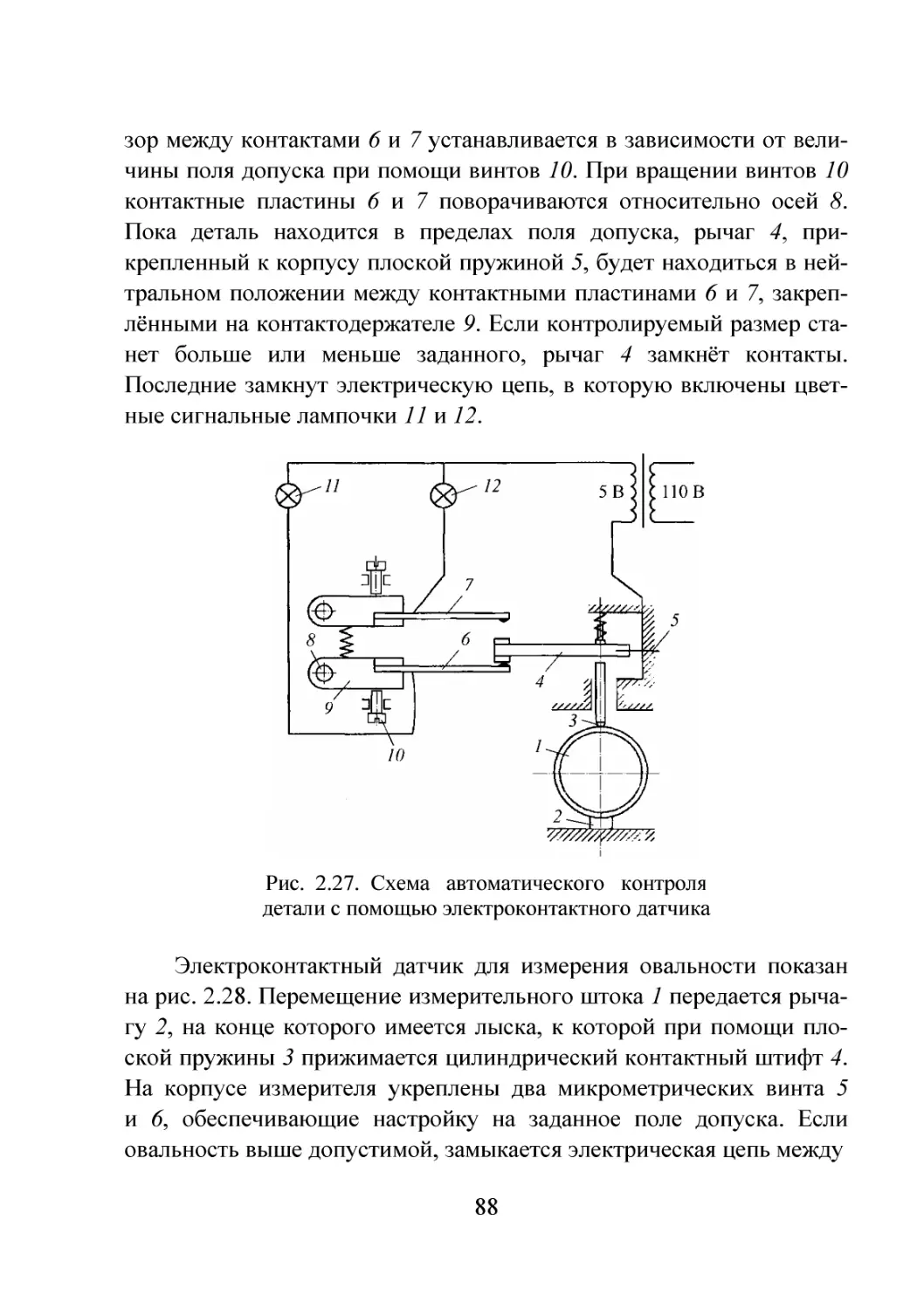
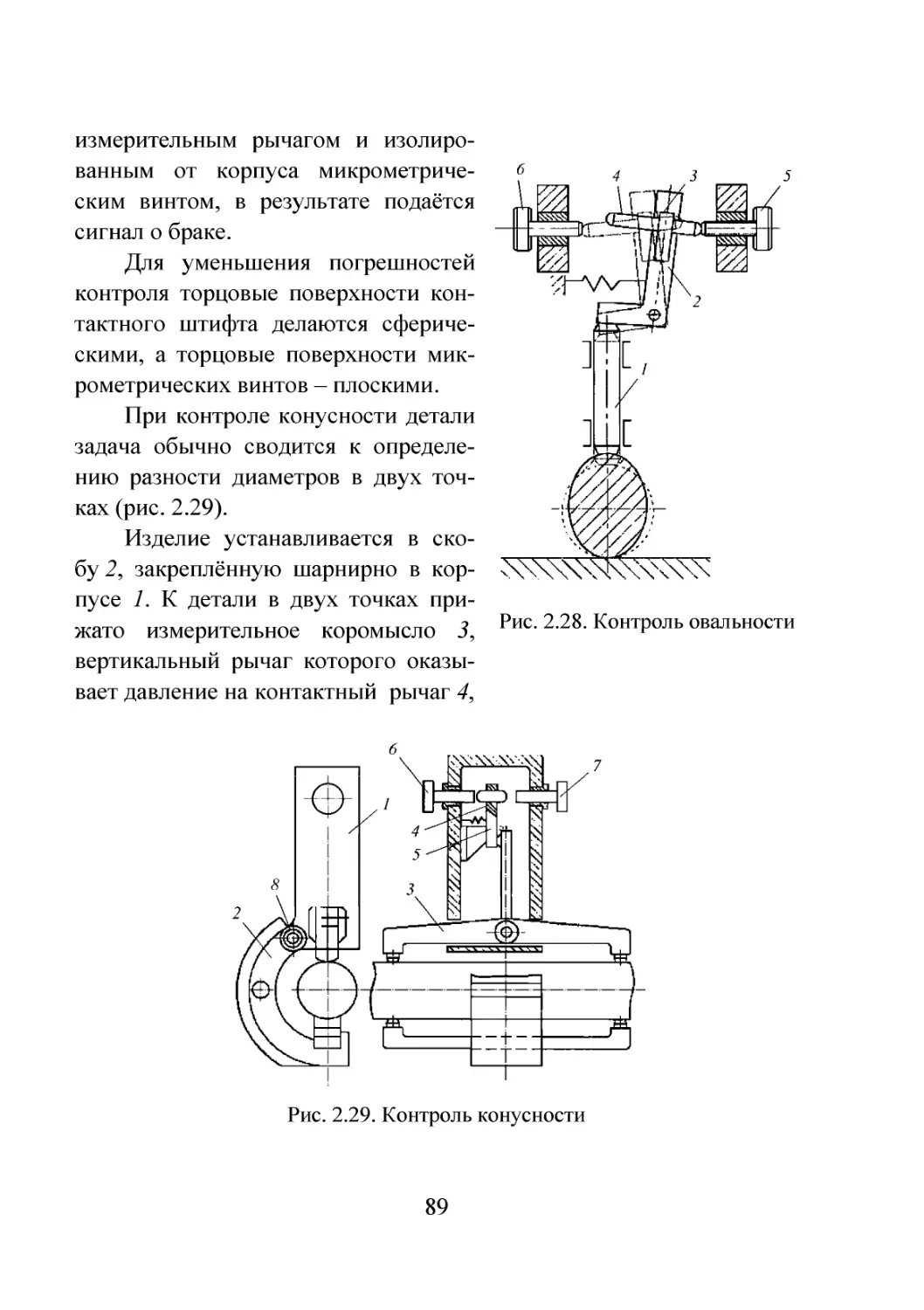
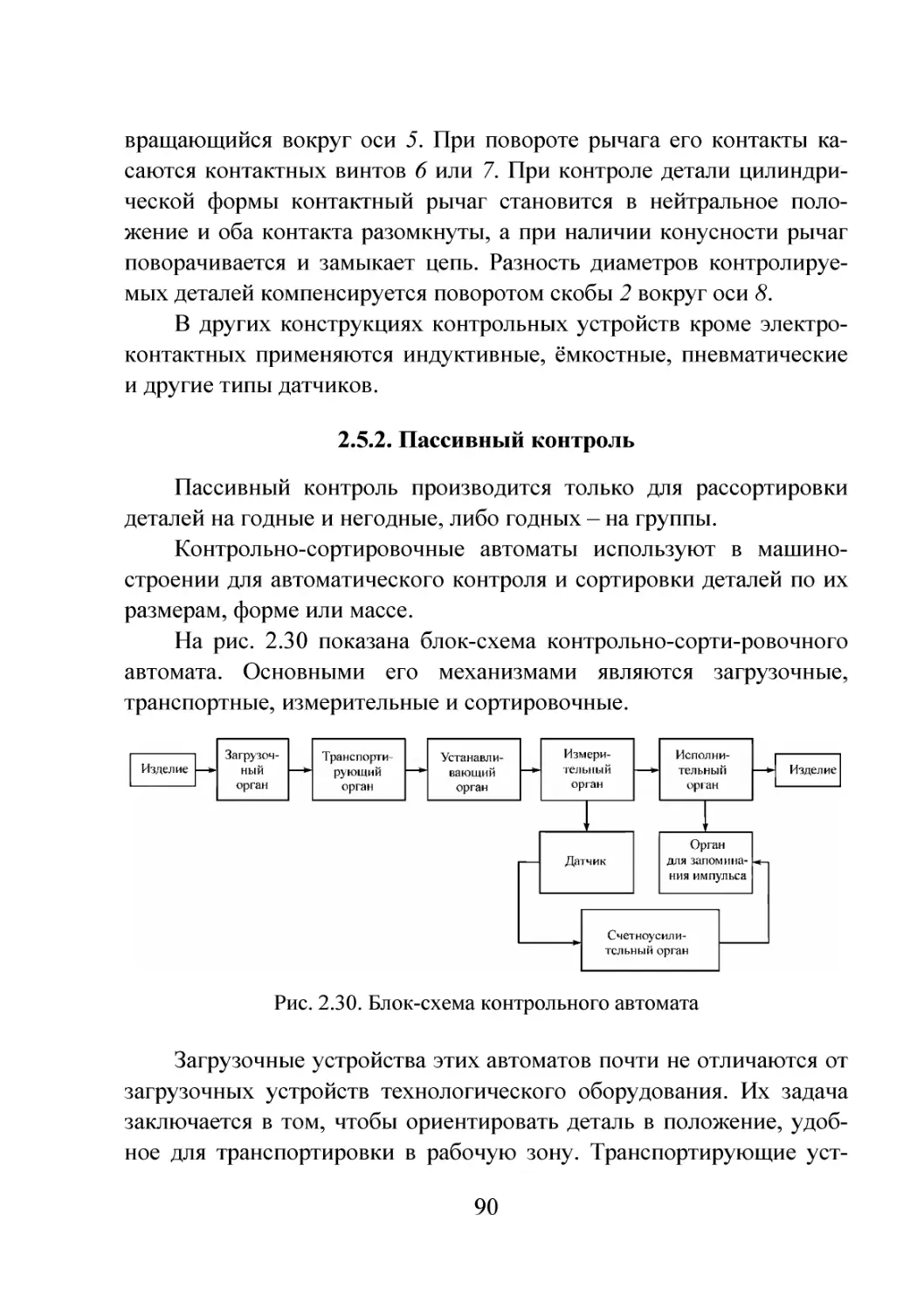
2.5. Процесс контроля изделий............................ 78
2.5.1. Средства активного контроля.................... 80
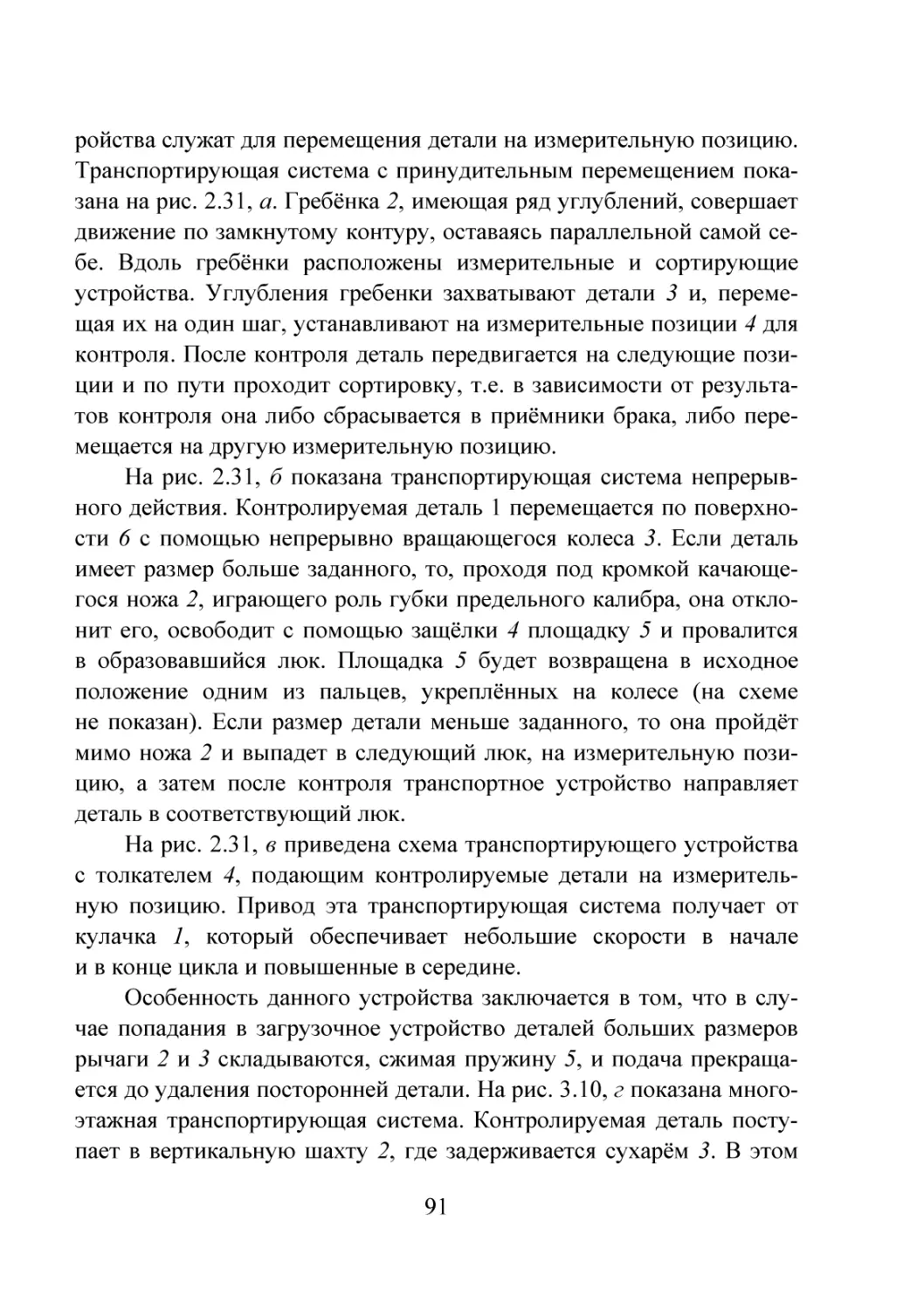
2.5.2. Пассивный контроль............................. 90
2.5.3. Автоматическая подналадка металлорежущих
станков......................................... 93
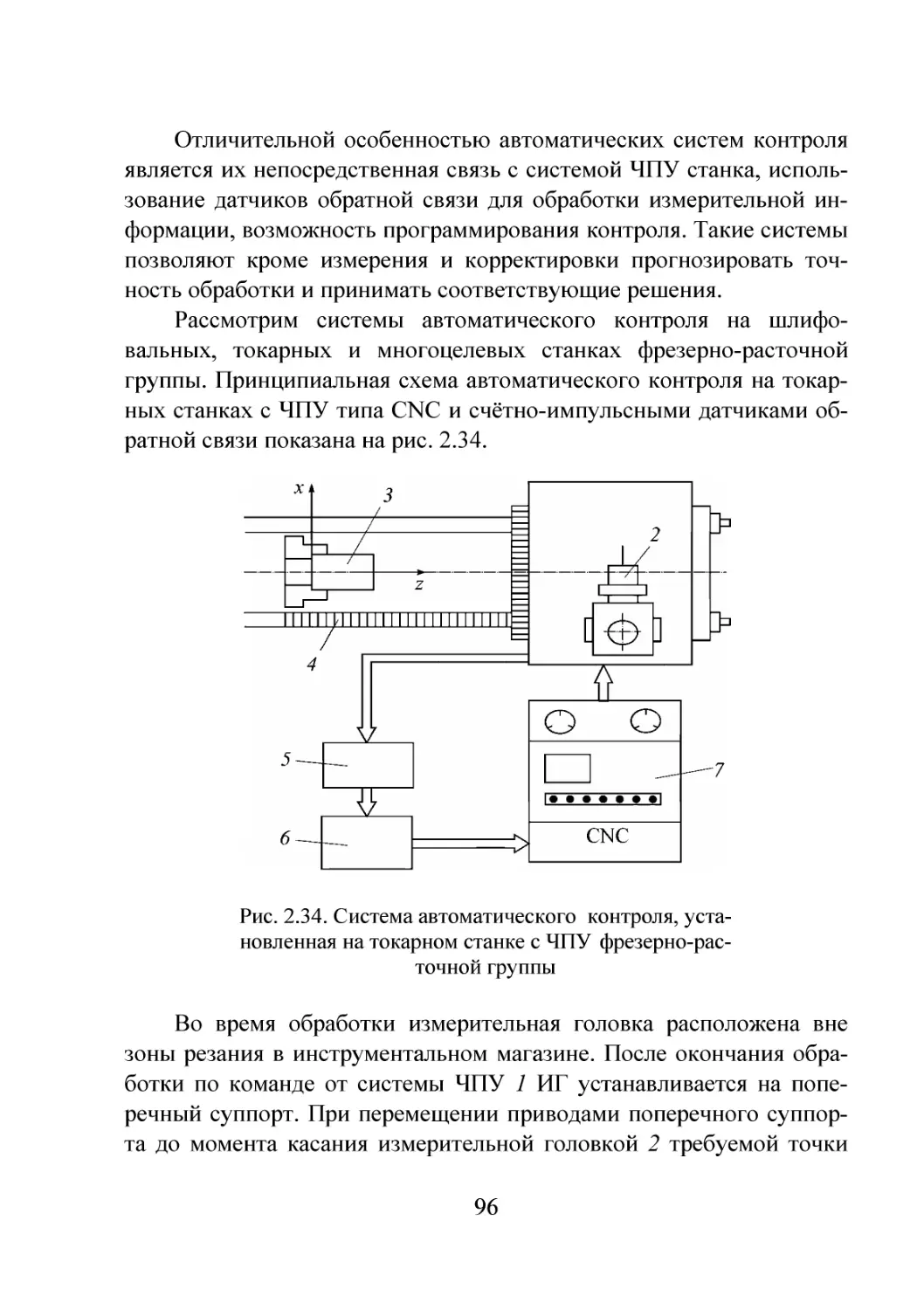
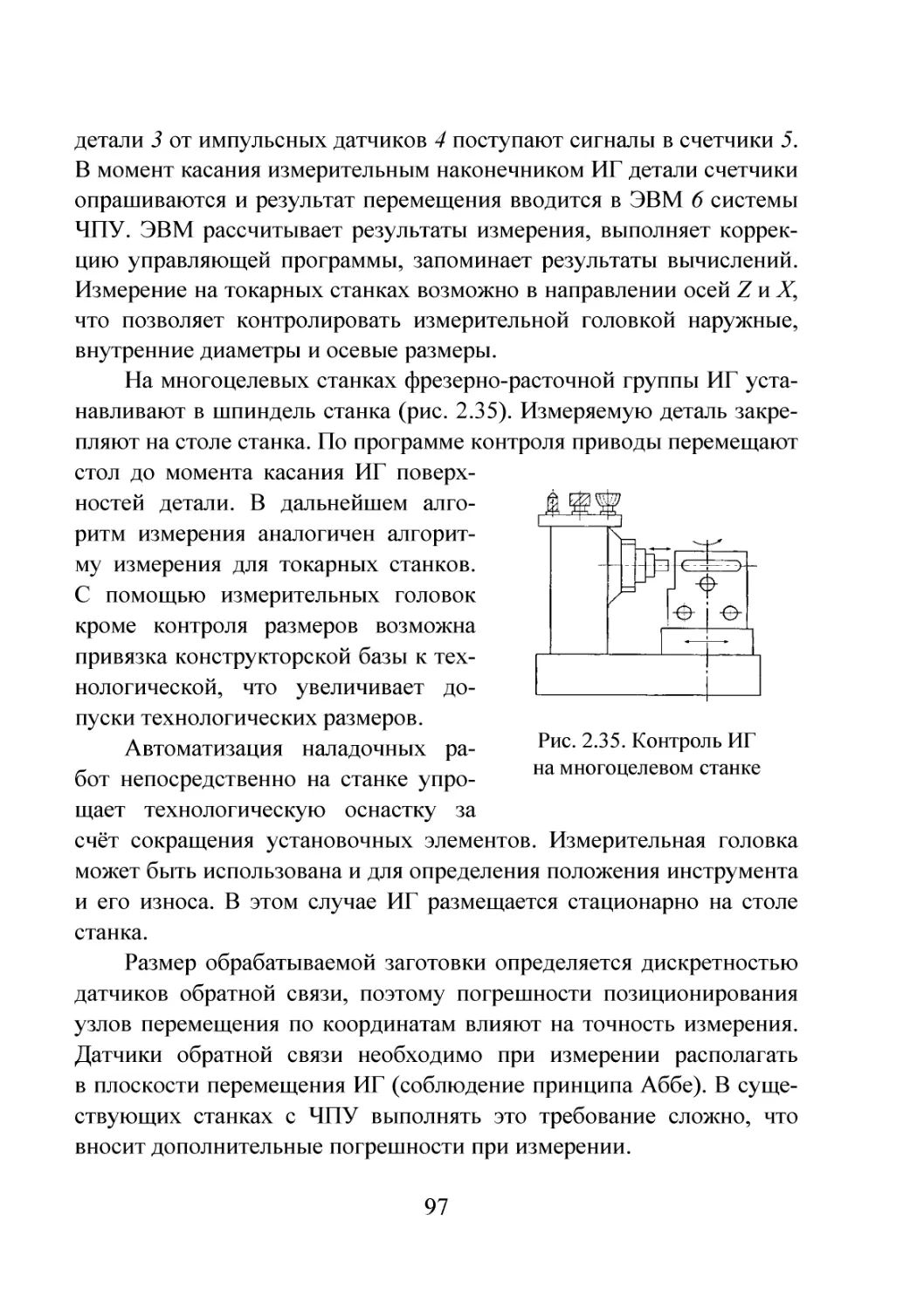
2.5.4. Системы контроля, расположенные на станке... 95
2.5.5. Системы контроля, устанавливаемые вне станка.... 99
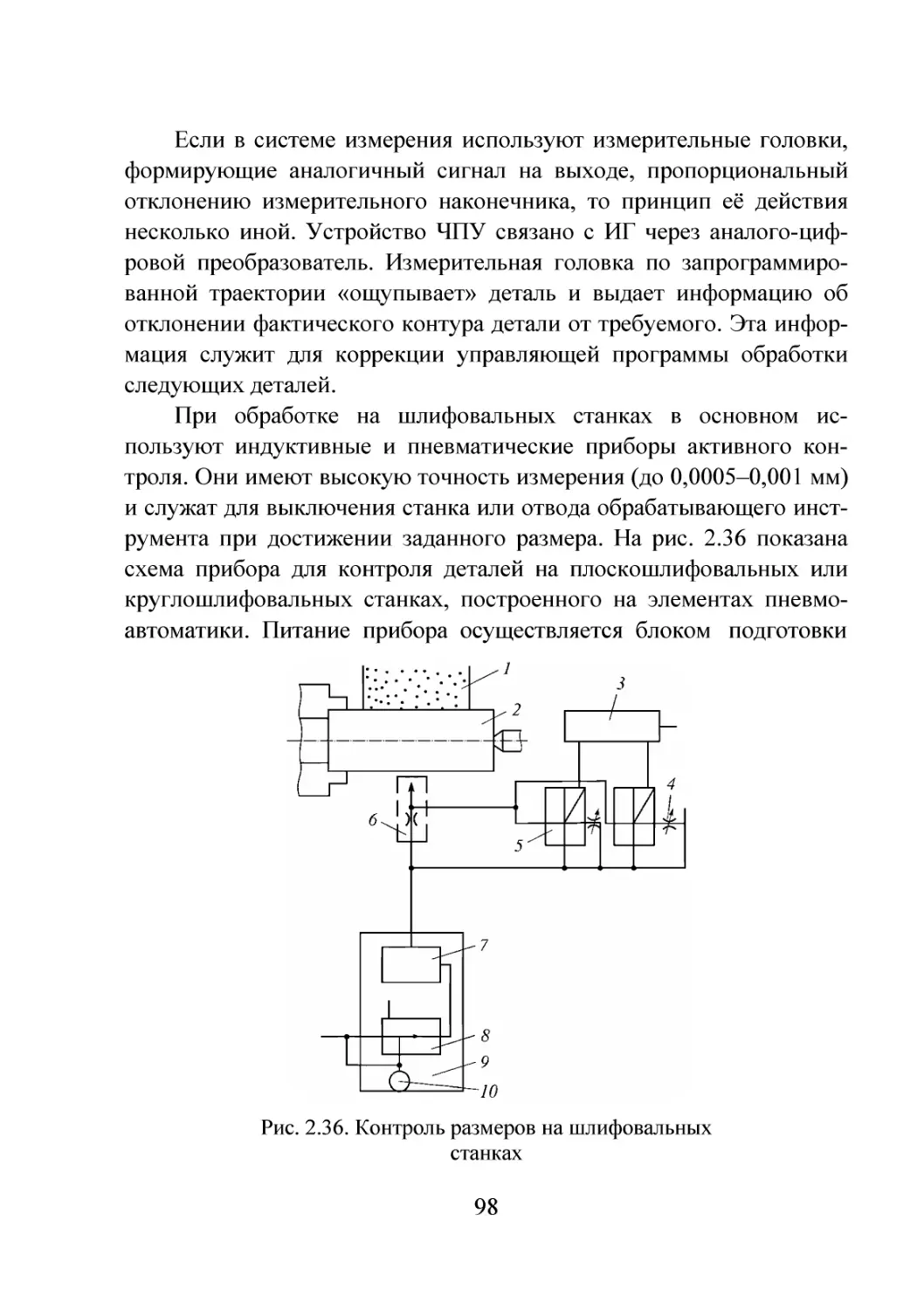
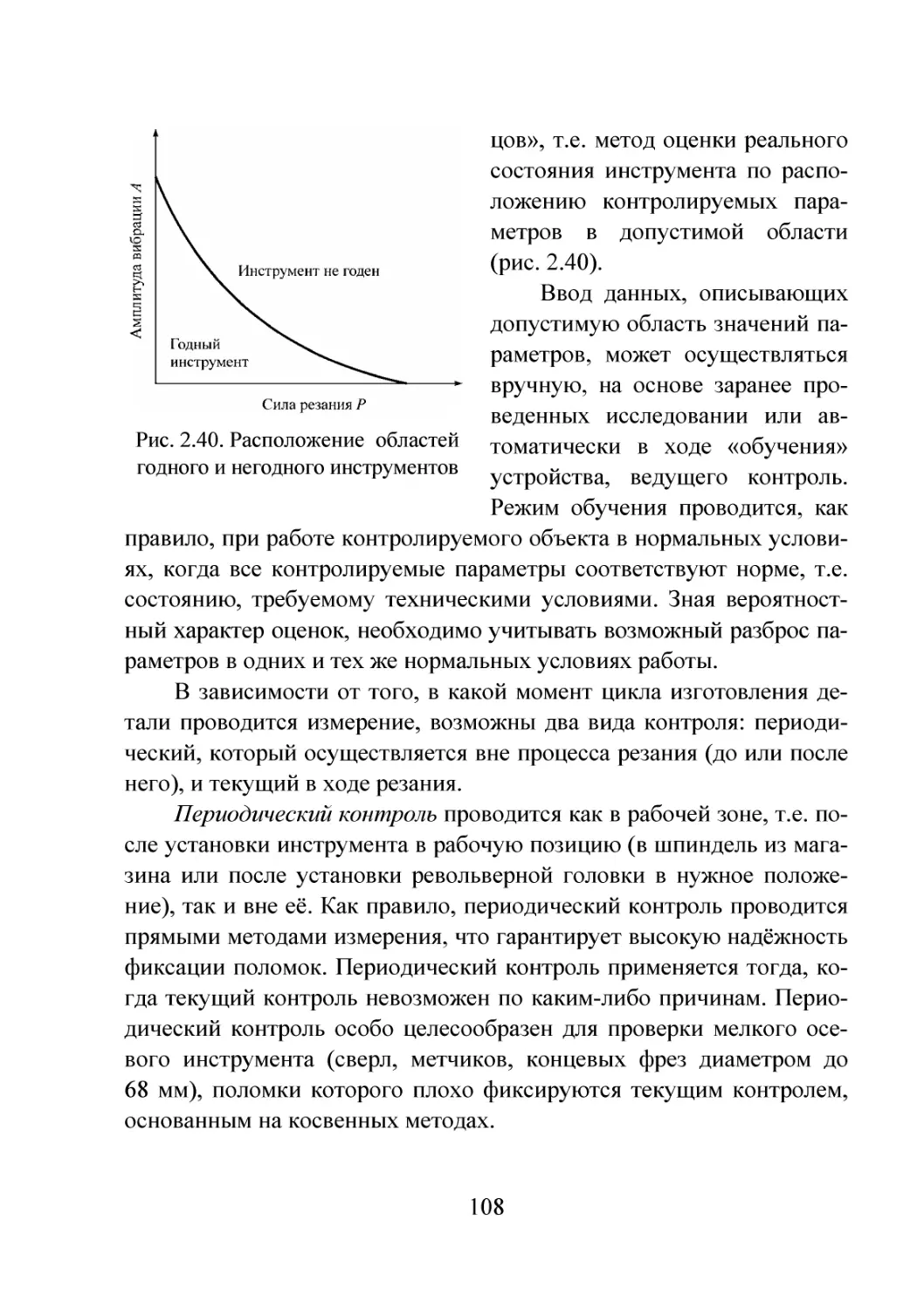
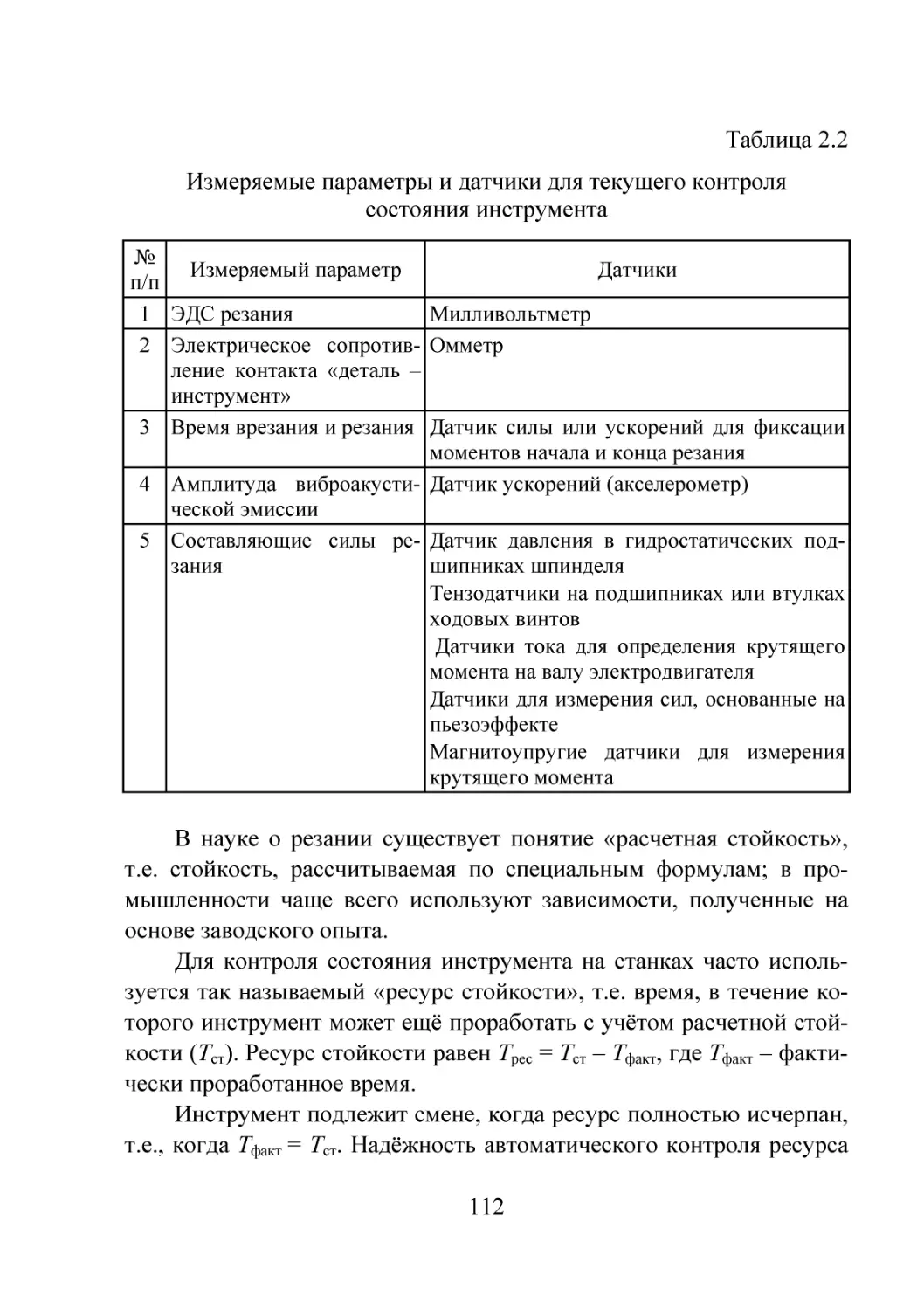
2.5.6. Контроль состояния инструмента.................106
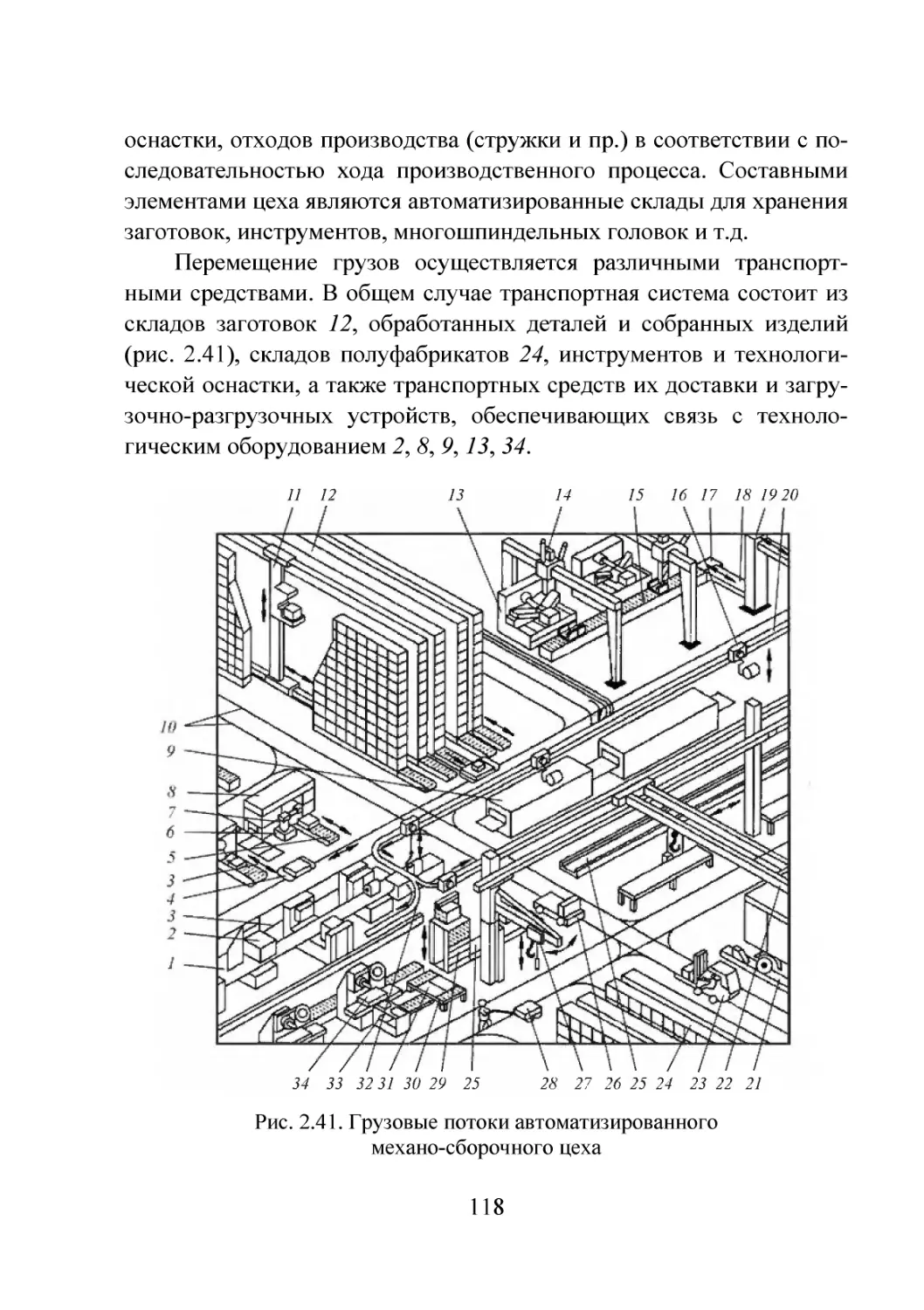
2.6. Транспортно-складские работы........................117
2.6.1. Грузовые потоки на предприятии.................117
2.6.2. Классификация штучных деталей и способов их
транспортирования...............................120
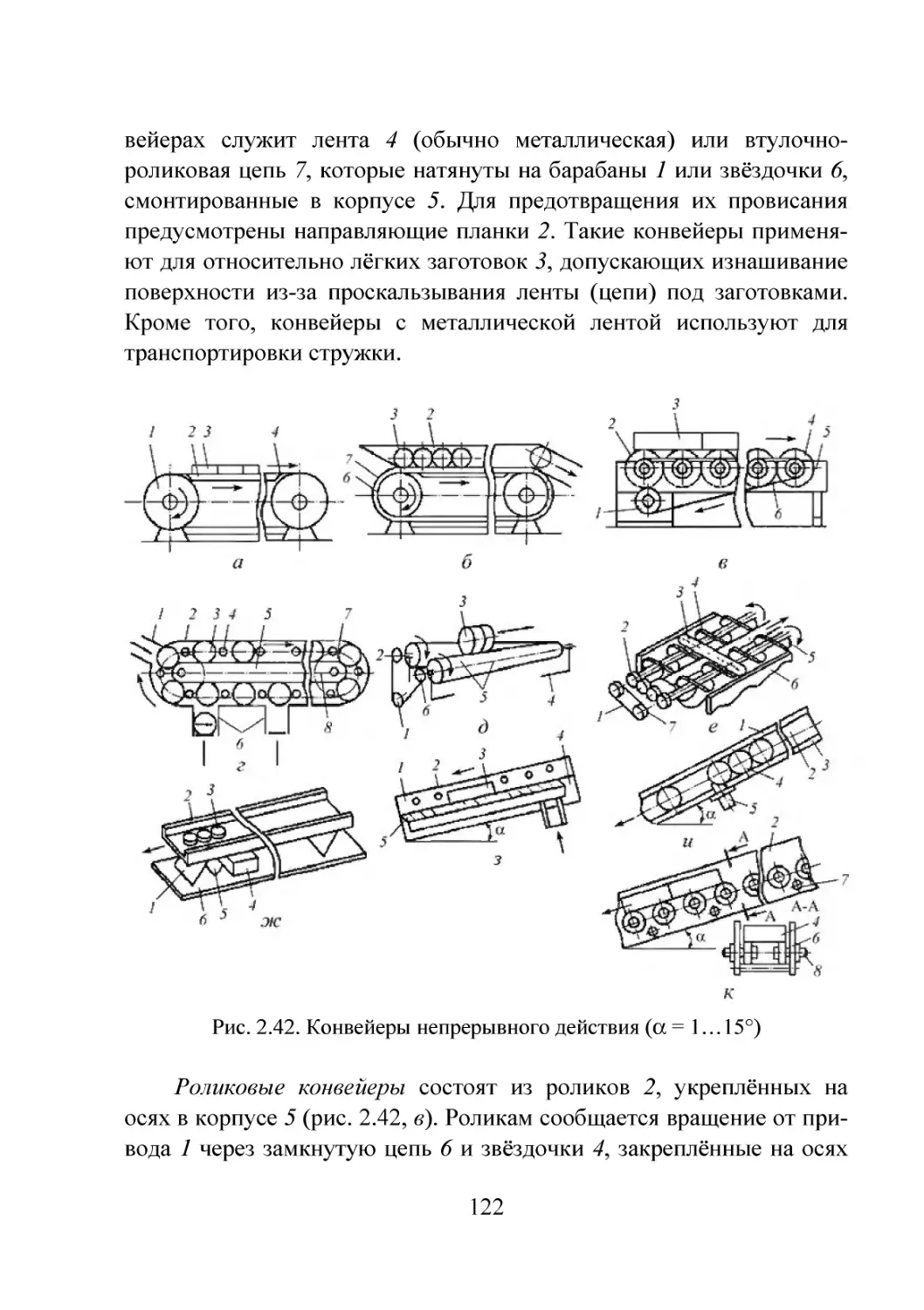
2.6.3. Конвейеры......................................121
2.6.4. Подъёмники.....................................128
2.6.5. Промышленные роботы............................130
2.6.6. Сбор и транспортирование стружки...............134
2.7. Основные направления и средства автоматизации
механической обработки.............................135
3
3. Обработка и преобразование информации в системах
автоматизации...........................................146
3.1. Информация в системах автоматизации...........146
3.1.1. Точность информации......................146
3.1.2. Дискретизация по уровню и по времени
непрерывного сигнала............................148
3.1.3. Информационные уровни на нижнем уровне
автоматизации...................................150
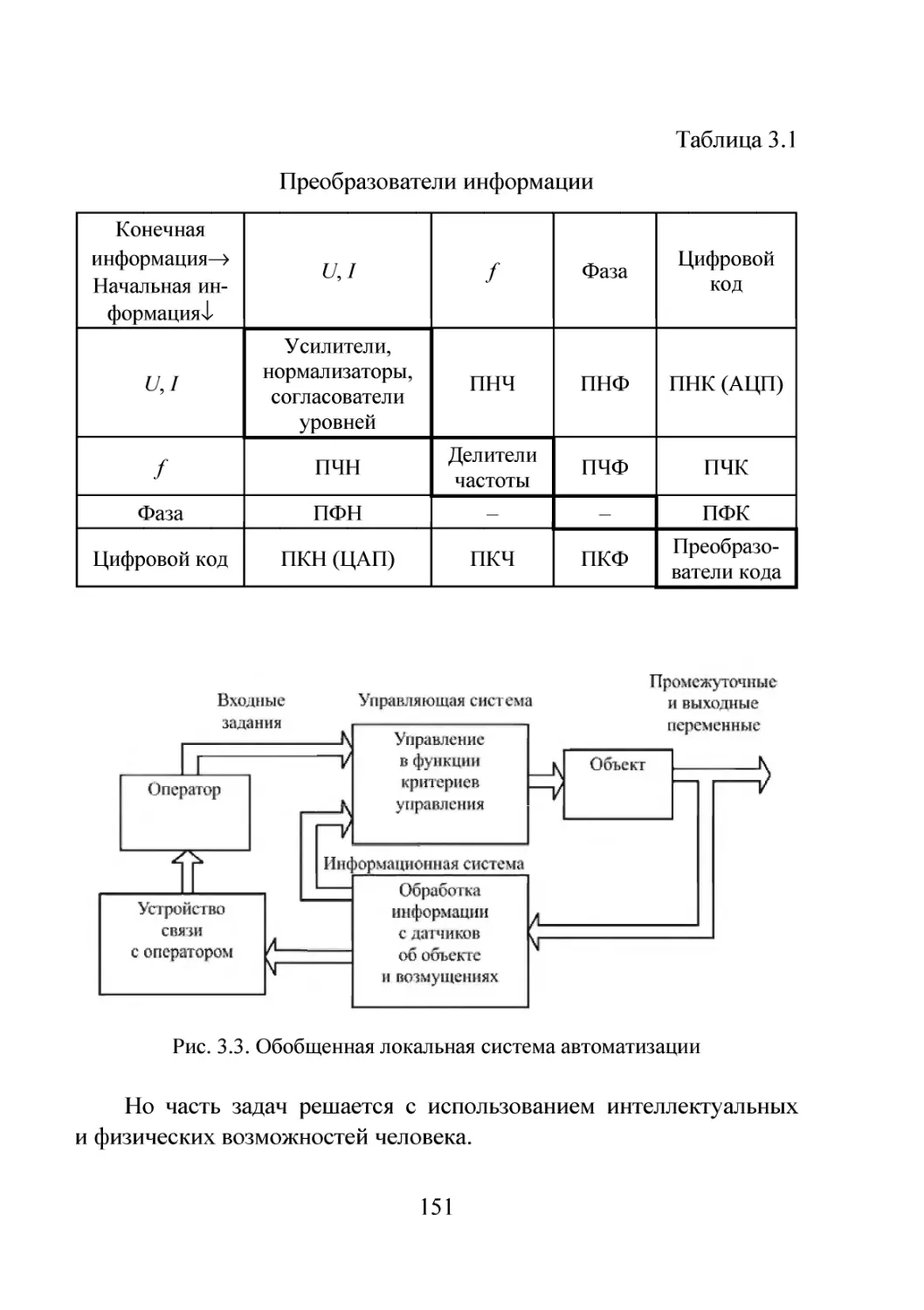
3.1.4. Преобразование информации................150
3.1.5. Уровни управления в системах автоматизации.152
3.1.6. Тенденции в построении производственных
систем..........................................152
3.1.7. Стандартизация и унификация информационных
сигналов........................................156
3.2. Кодирование информации........................157
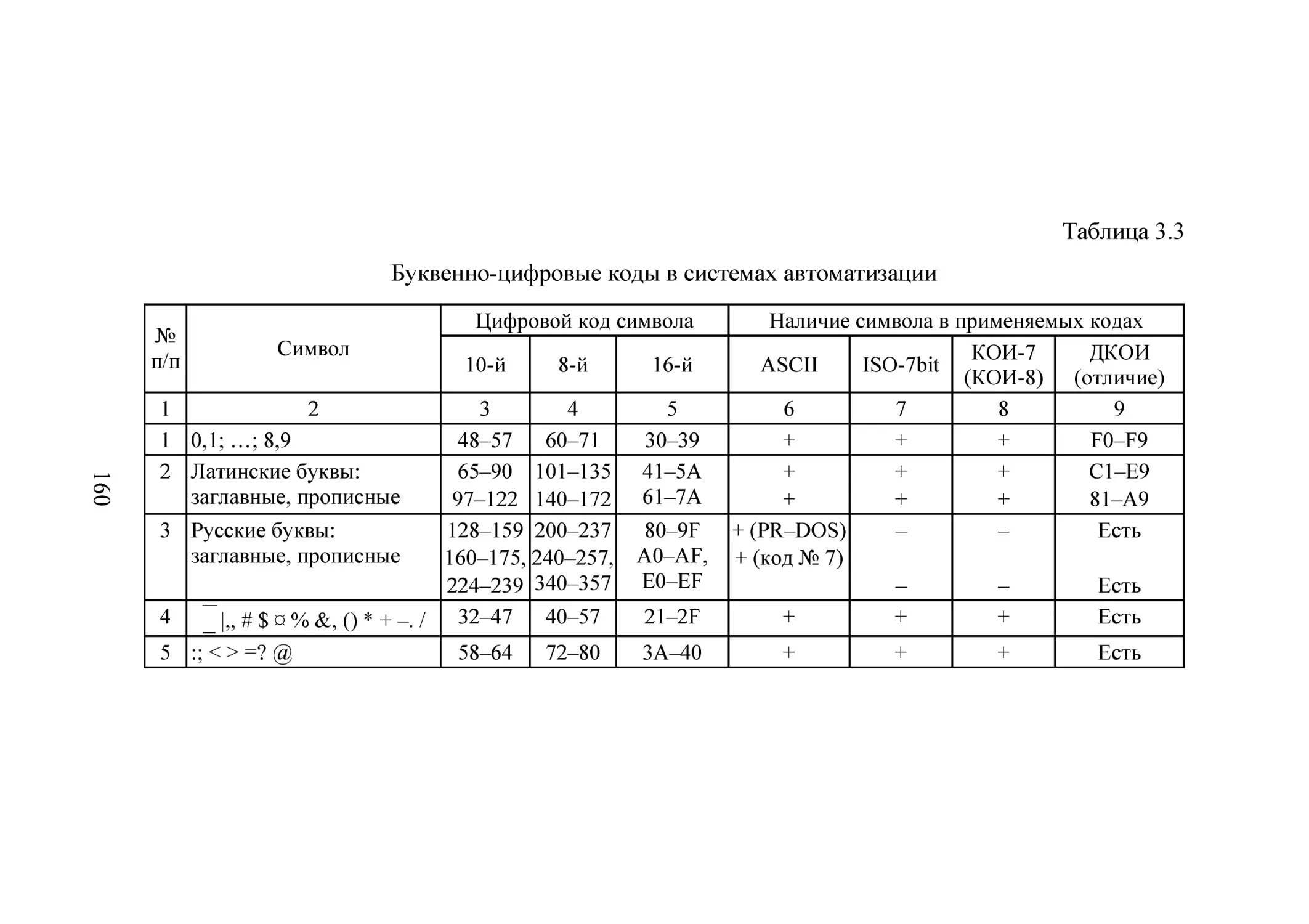
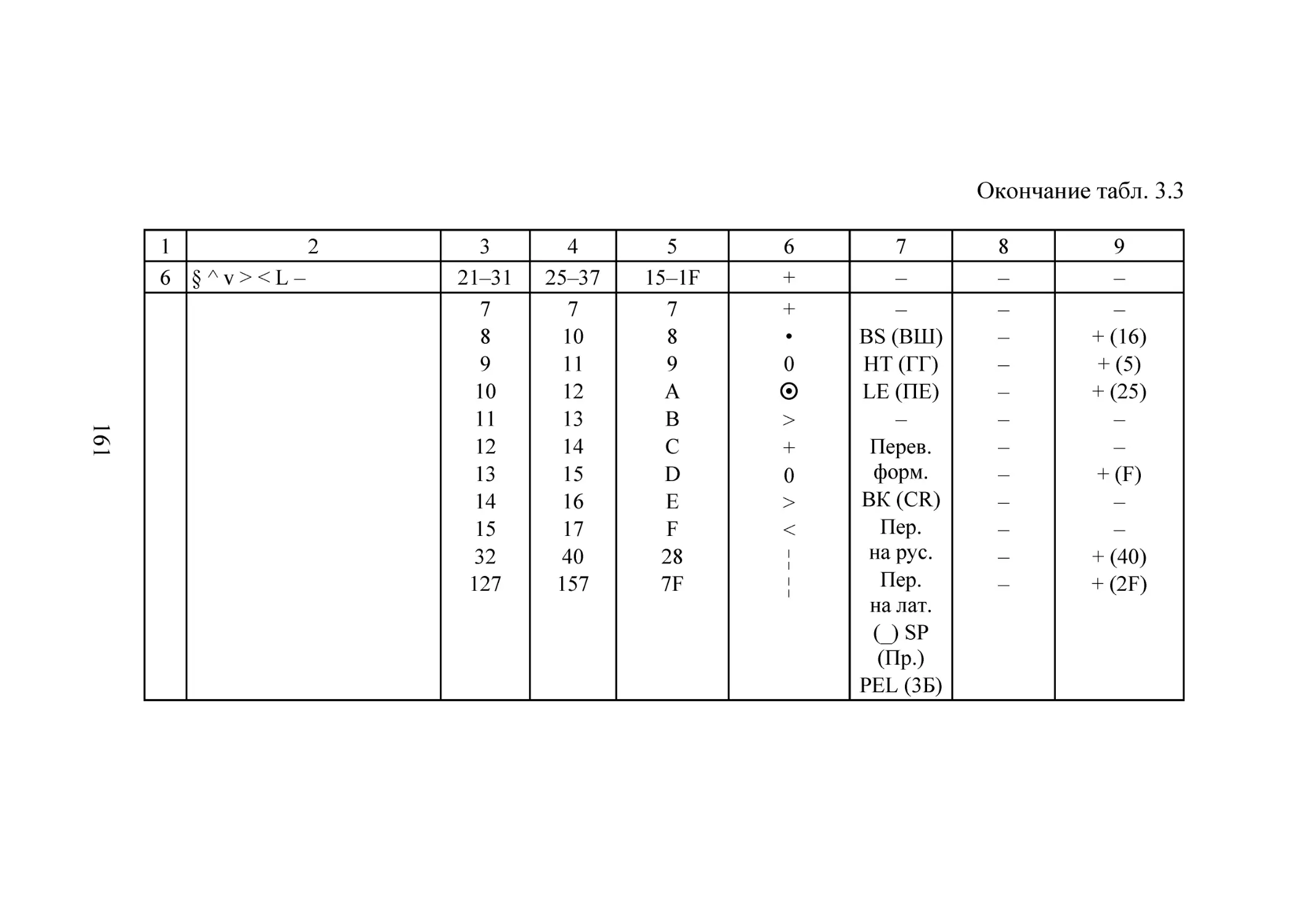
3.2.1. Буквенные коды...........................157
3.2.2. Буквенно-цифровые коды...................159
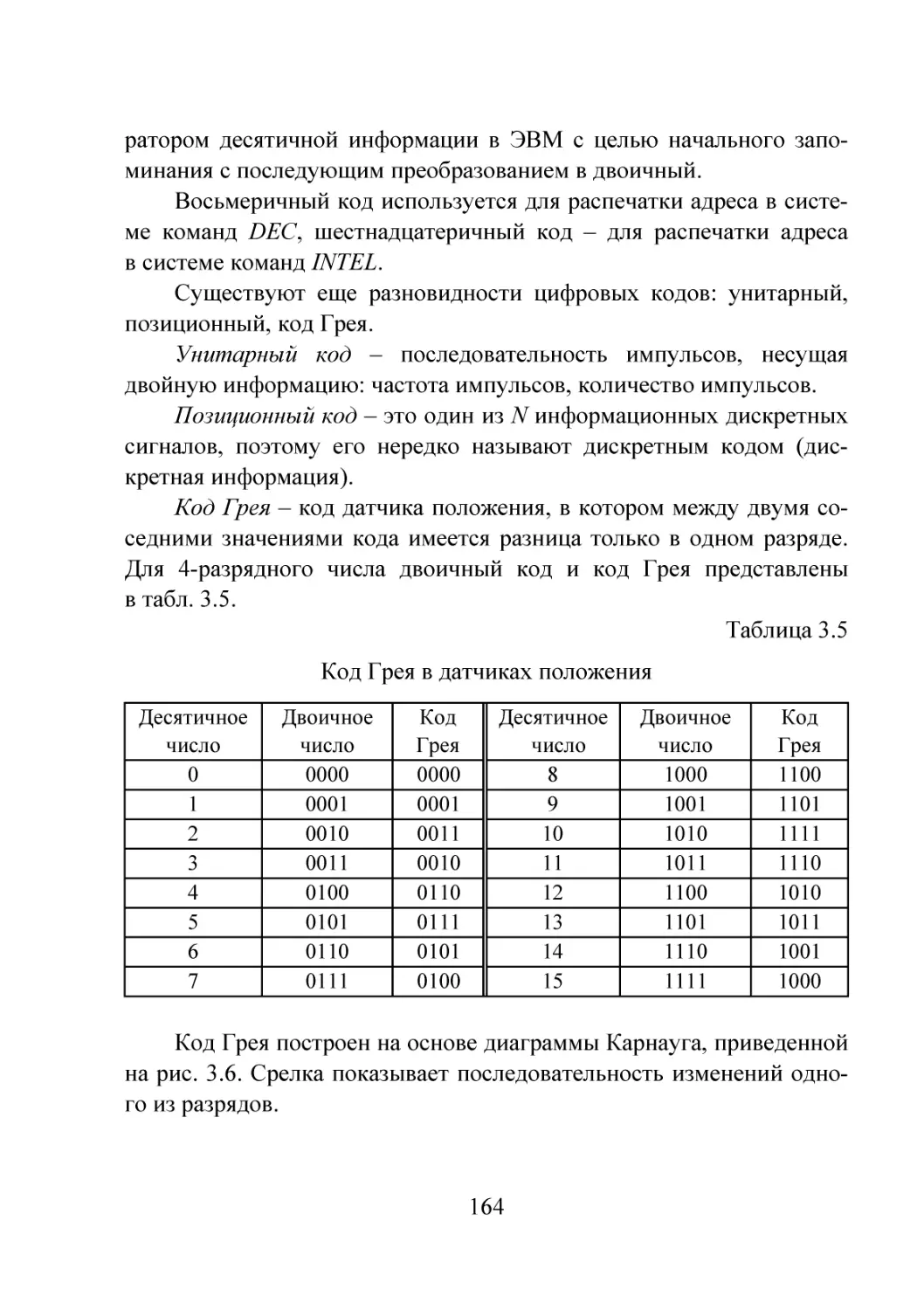
3.2.3. Цифровые коды............................163
3.3. Преобразователи информации....................165
3.3.1. Интегральные логические микросхемы.......165
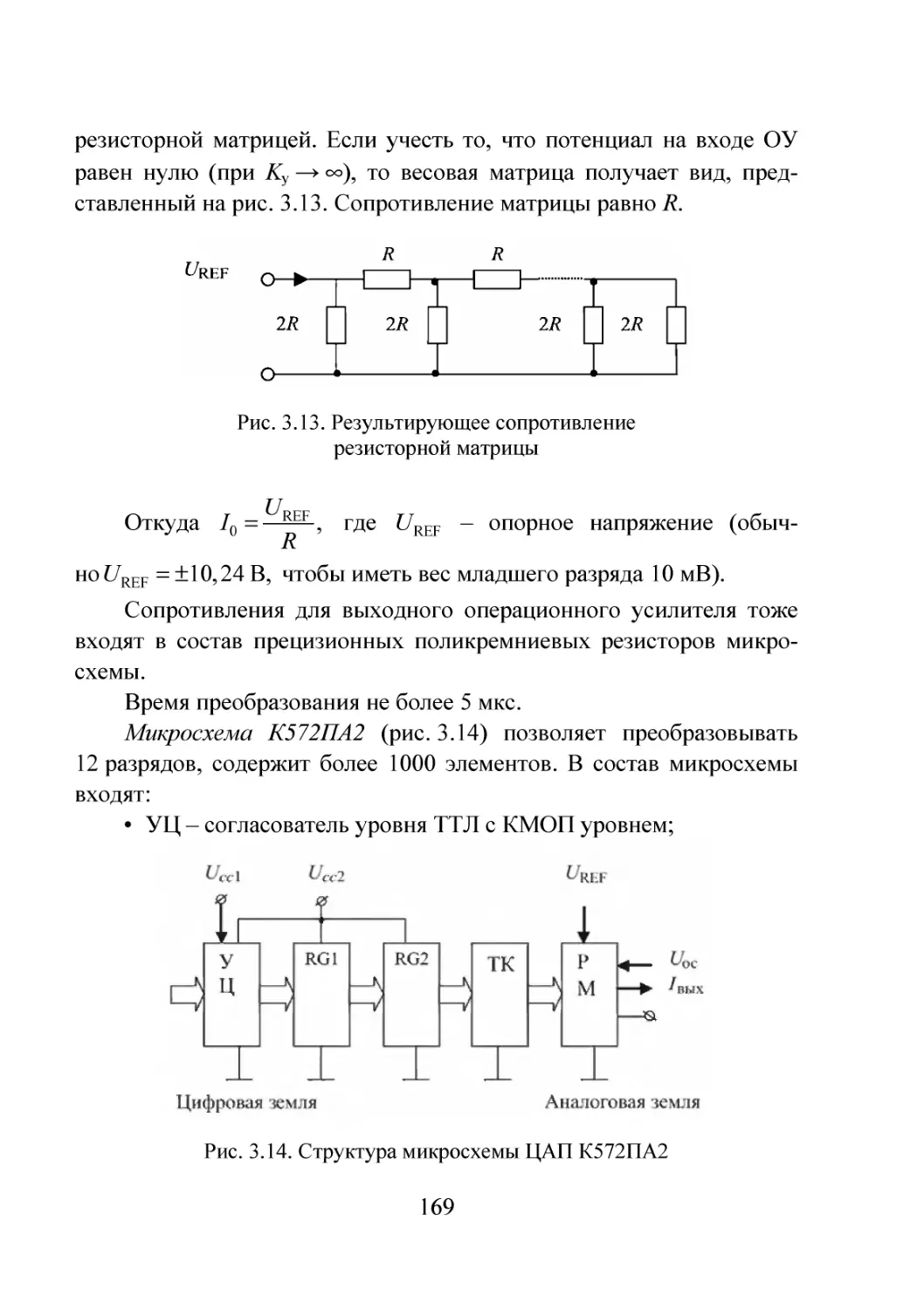
3.3.2. Цифроаналоговые преобразователи (ЦАП)......168
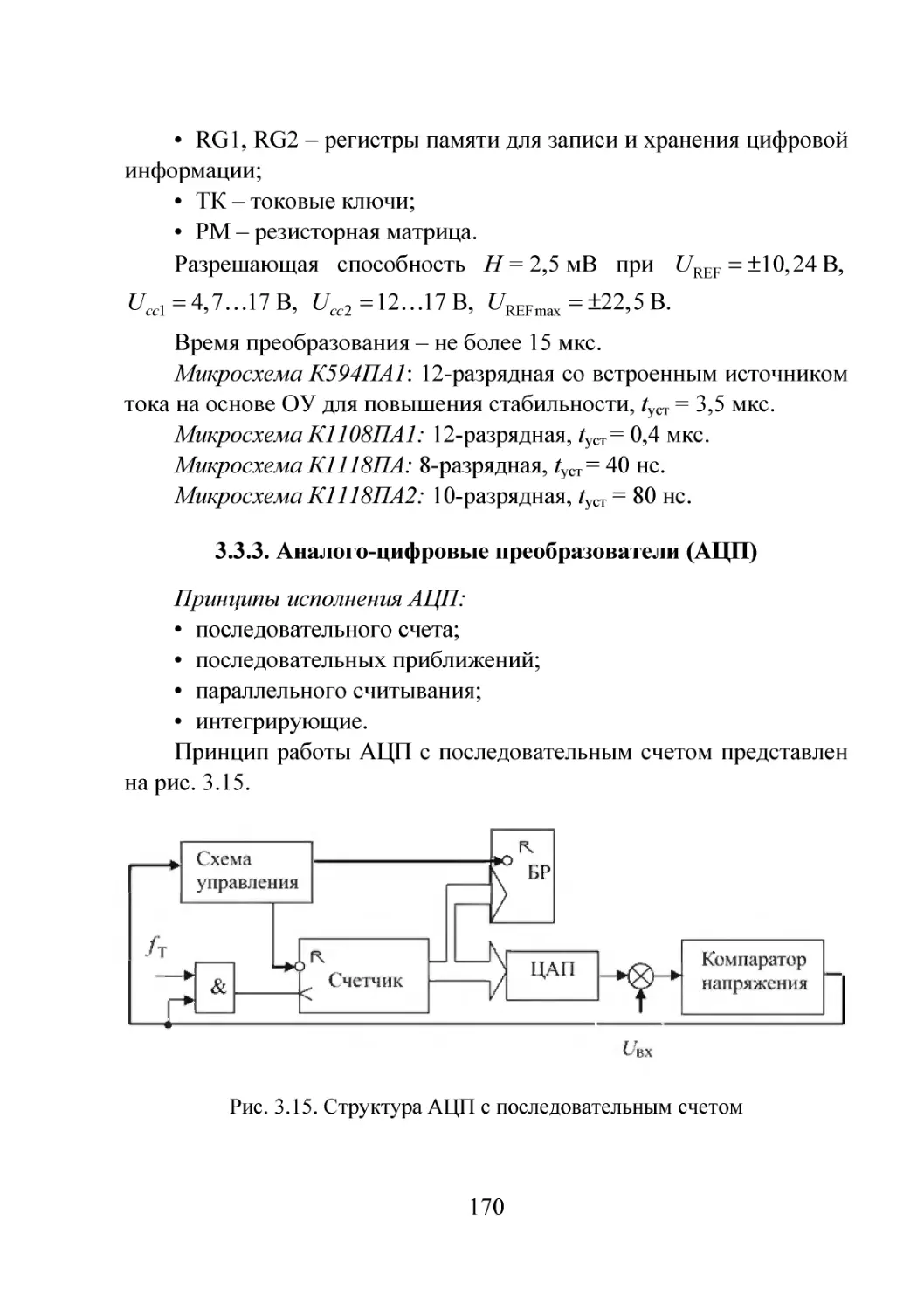
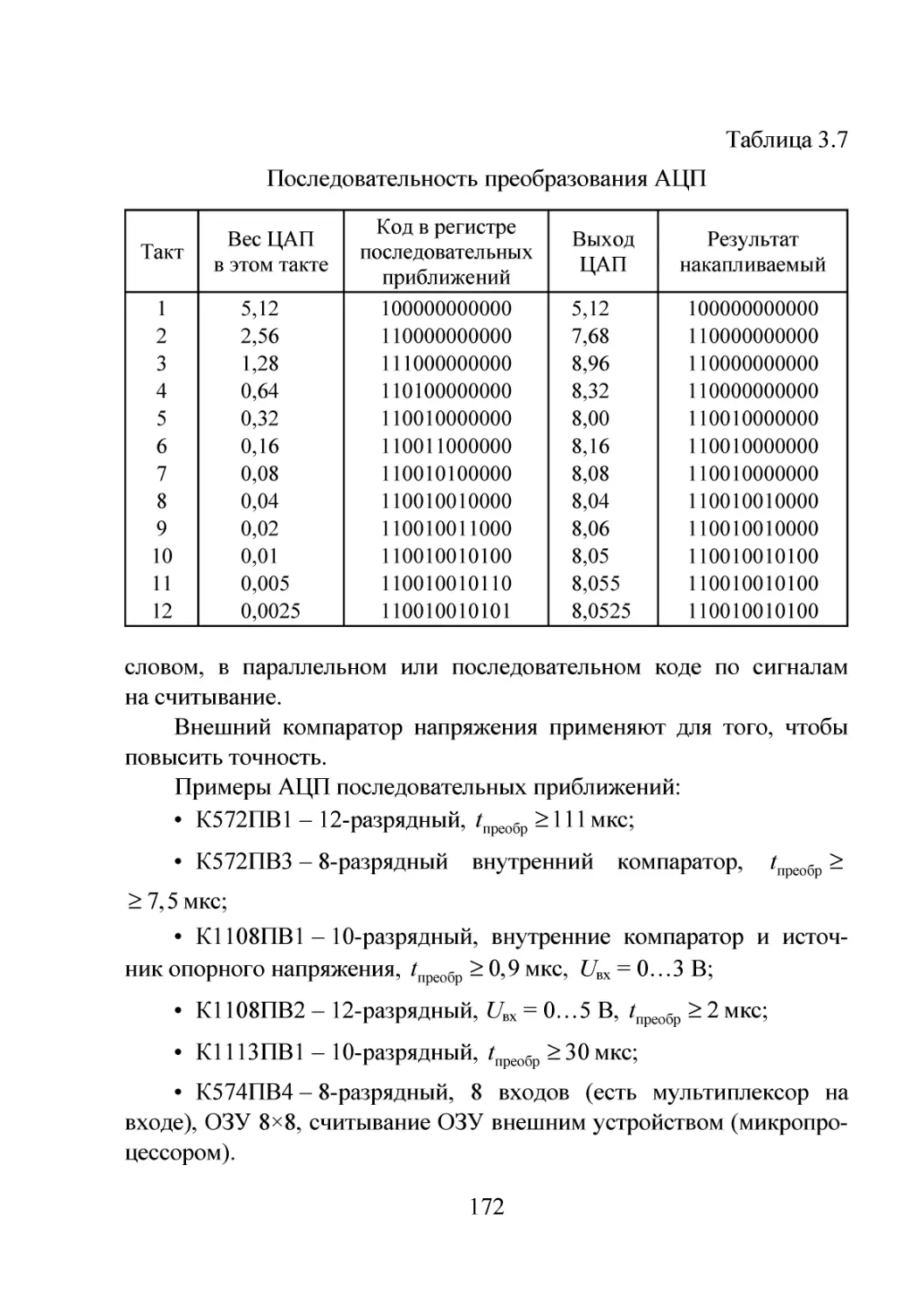
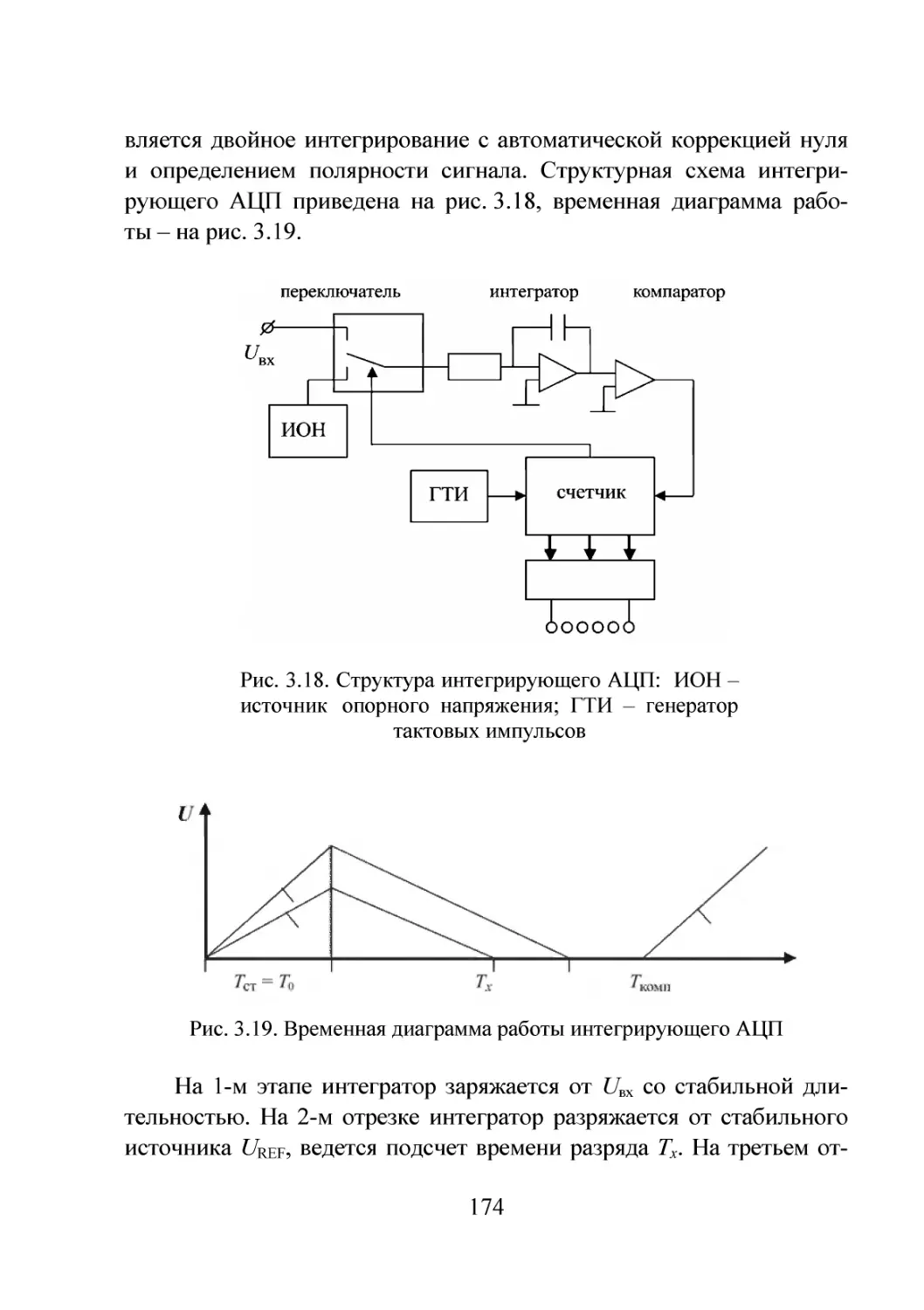
3.3.3. Аналого-цифровые преобразователи (АЦП).....170
3.3.4. Цифроаналоговый процессор КМ1813ВЕ1......175
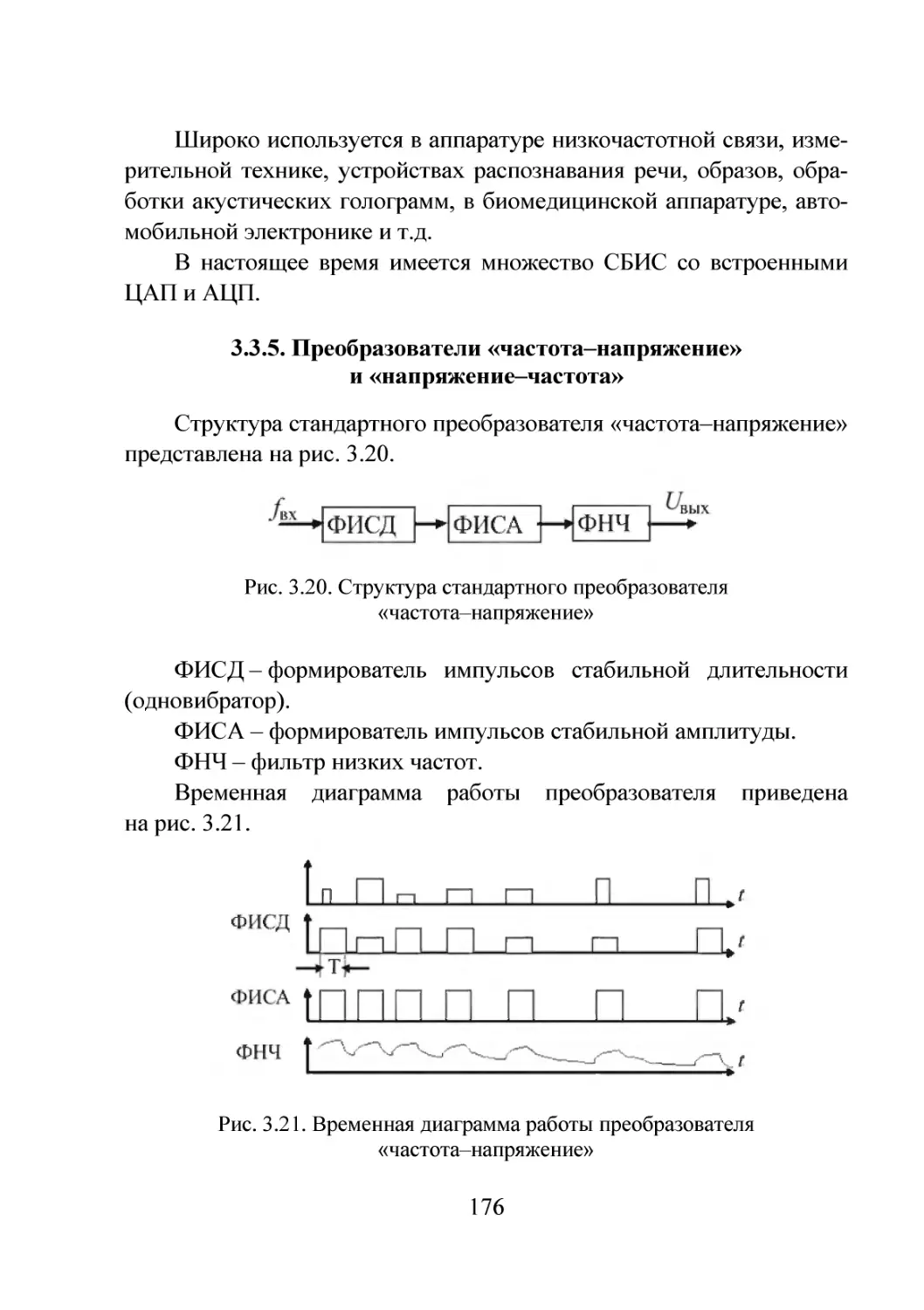
3.3.5. Преобразователи «частота - напряжение»
и «напряжение - частота»........................176
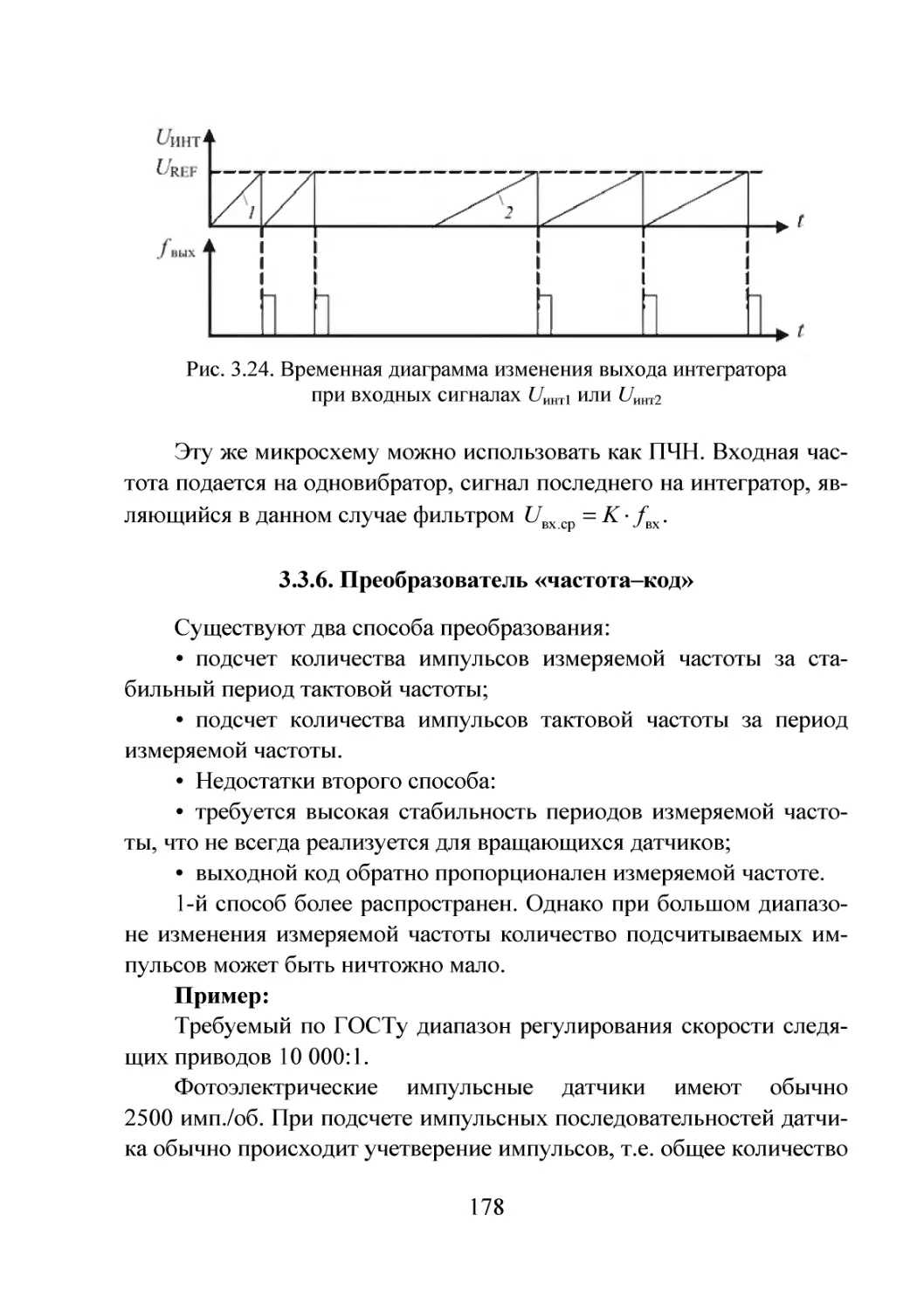
3.3.6. Преобразователь «частота - код»..........178
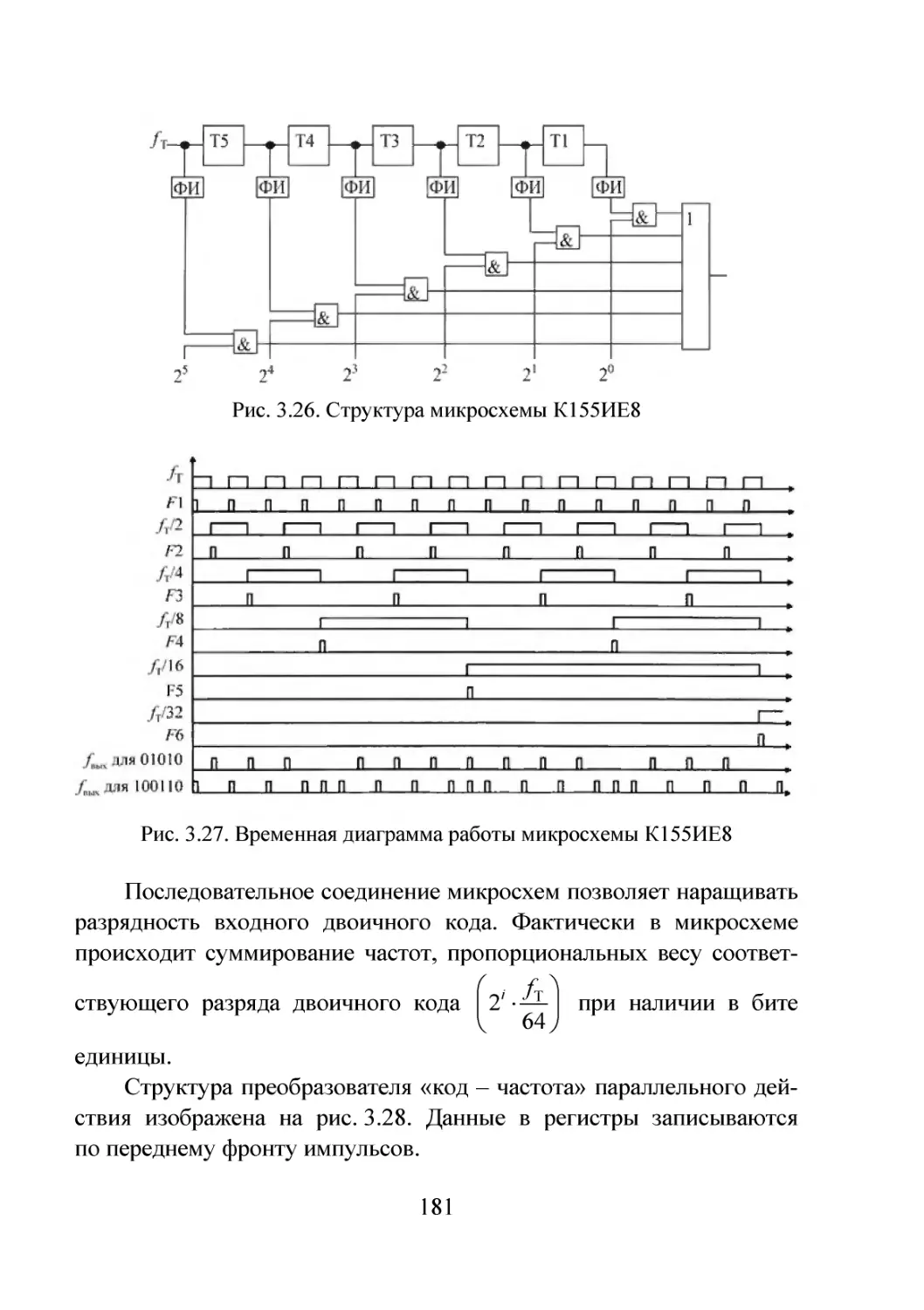
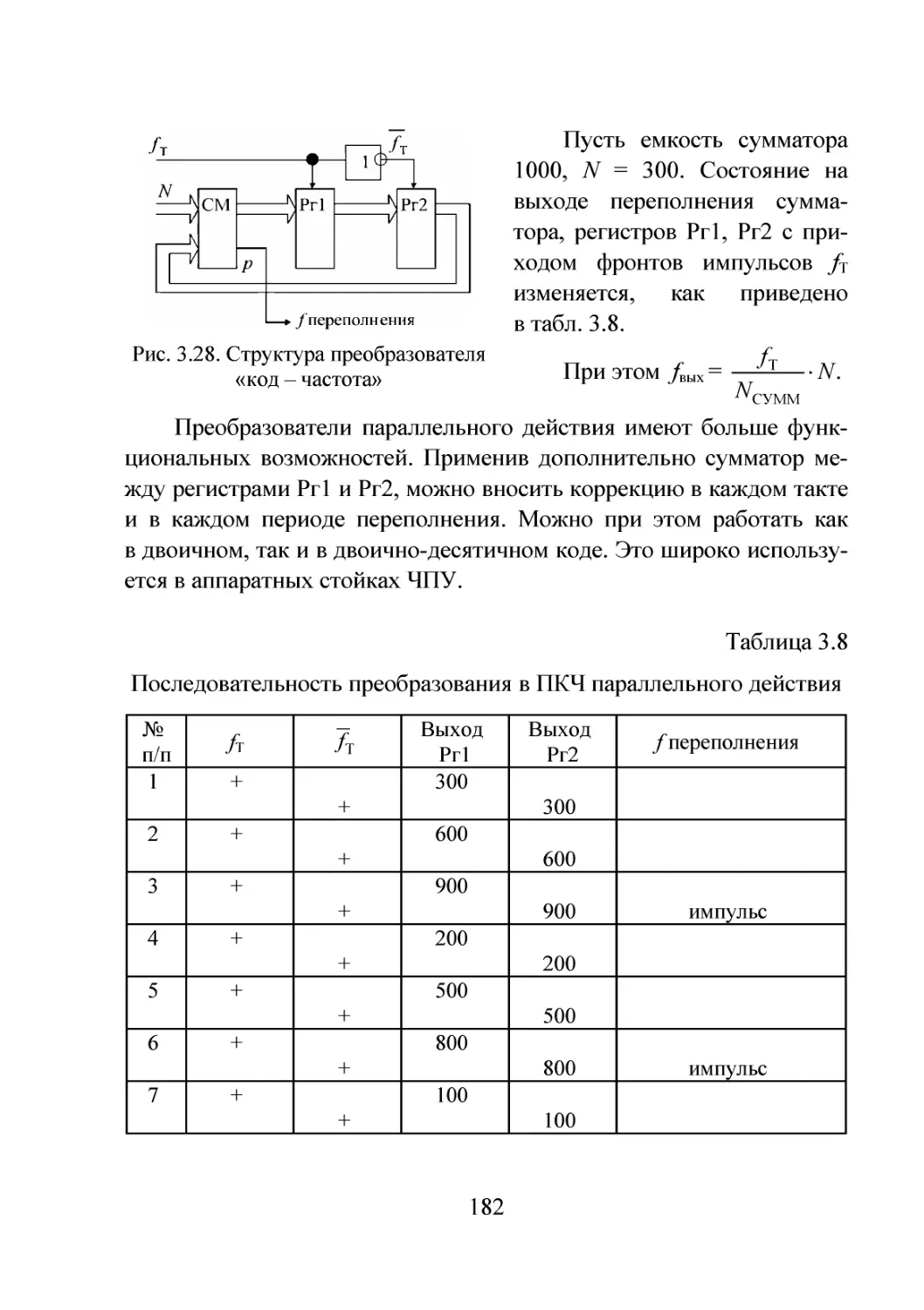
3.3.7. Преобразователь «код - частота»..........180
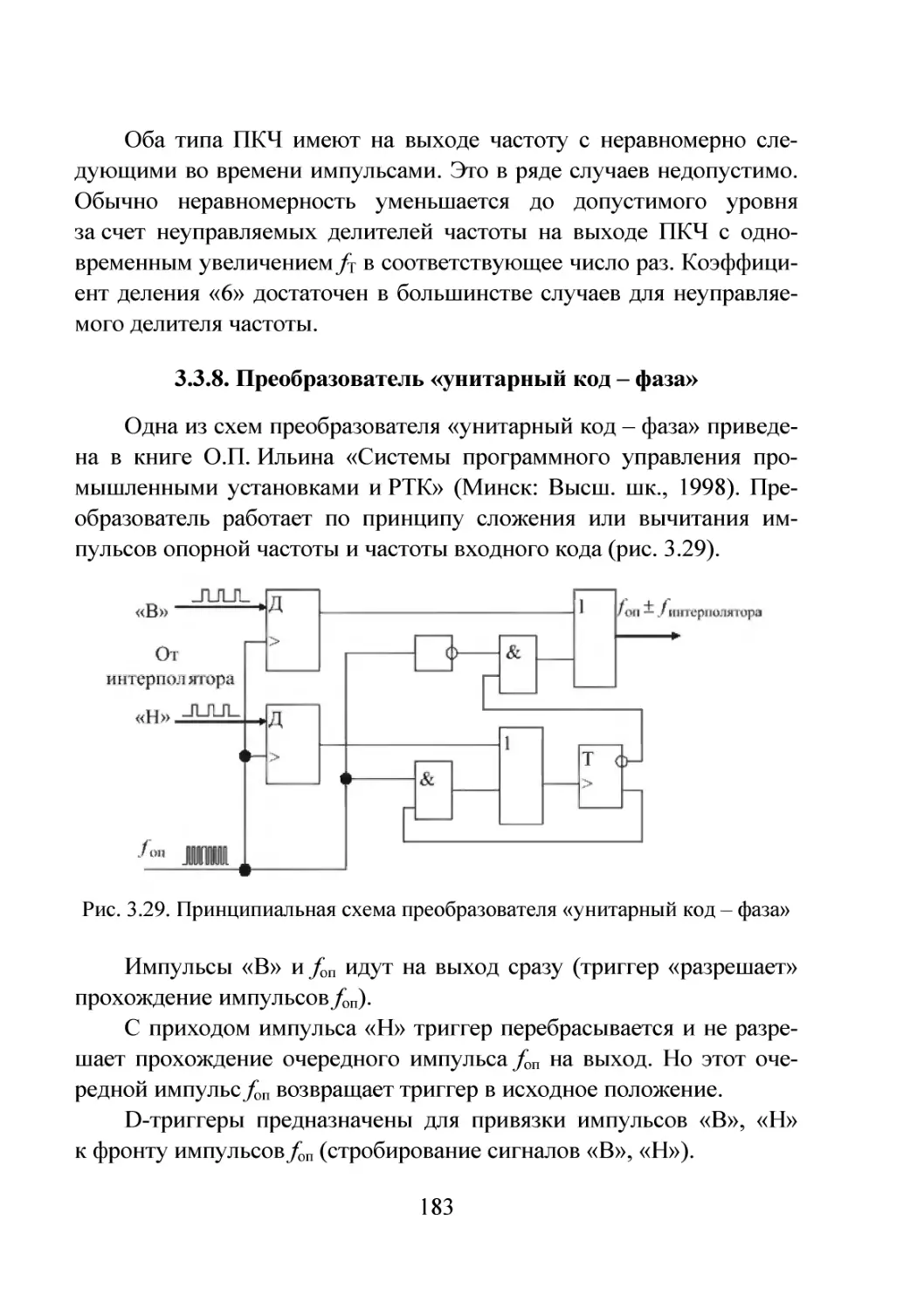
3.3.8. Преобразователь «унитарный код - фаза».....183
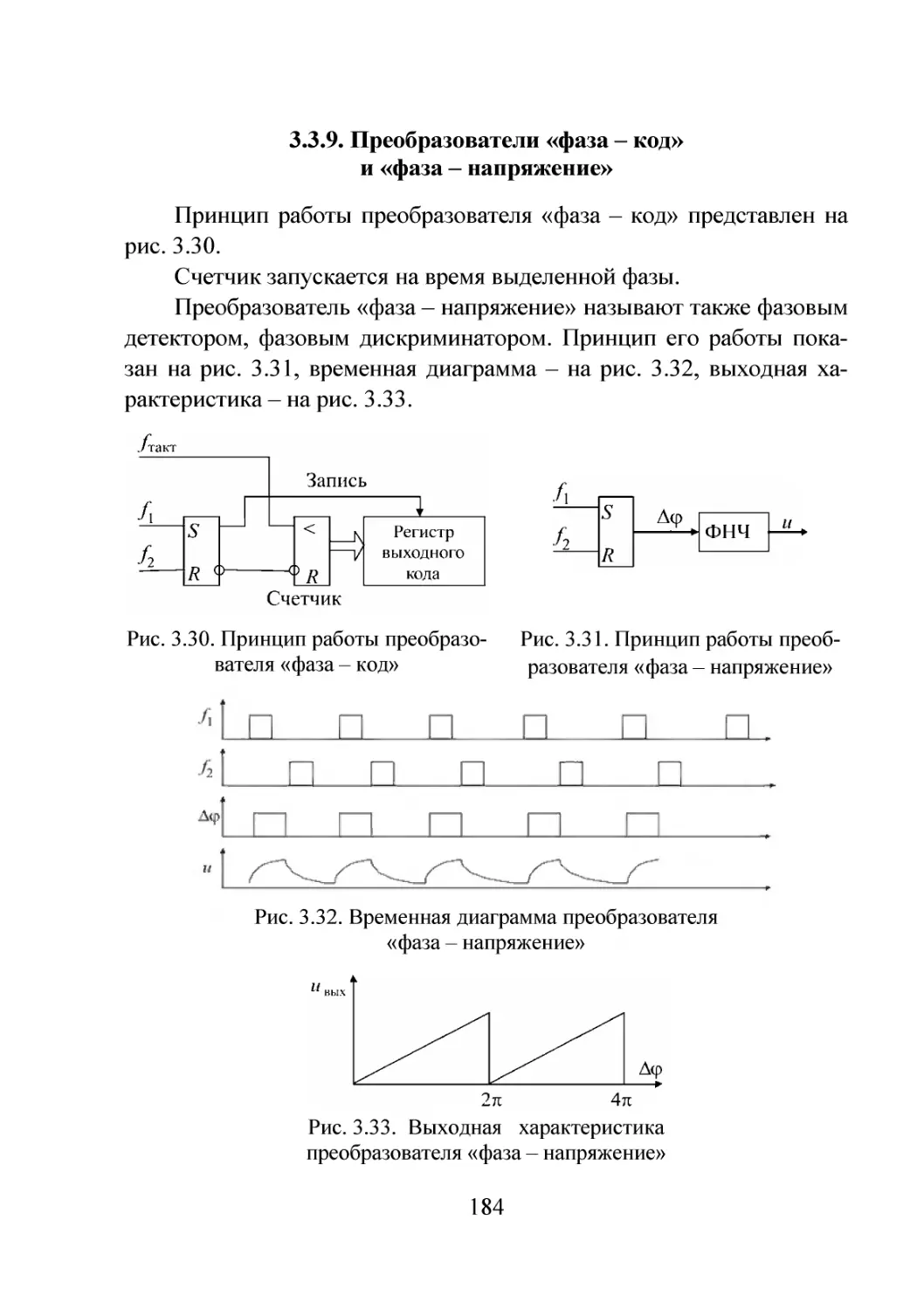
3.3.9. Преобразователи «фаза - код»
и «фаза - напряжение»...........................184
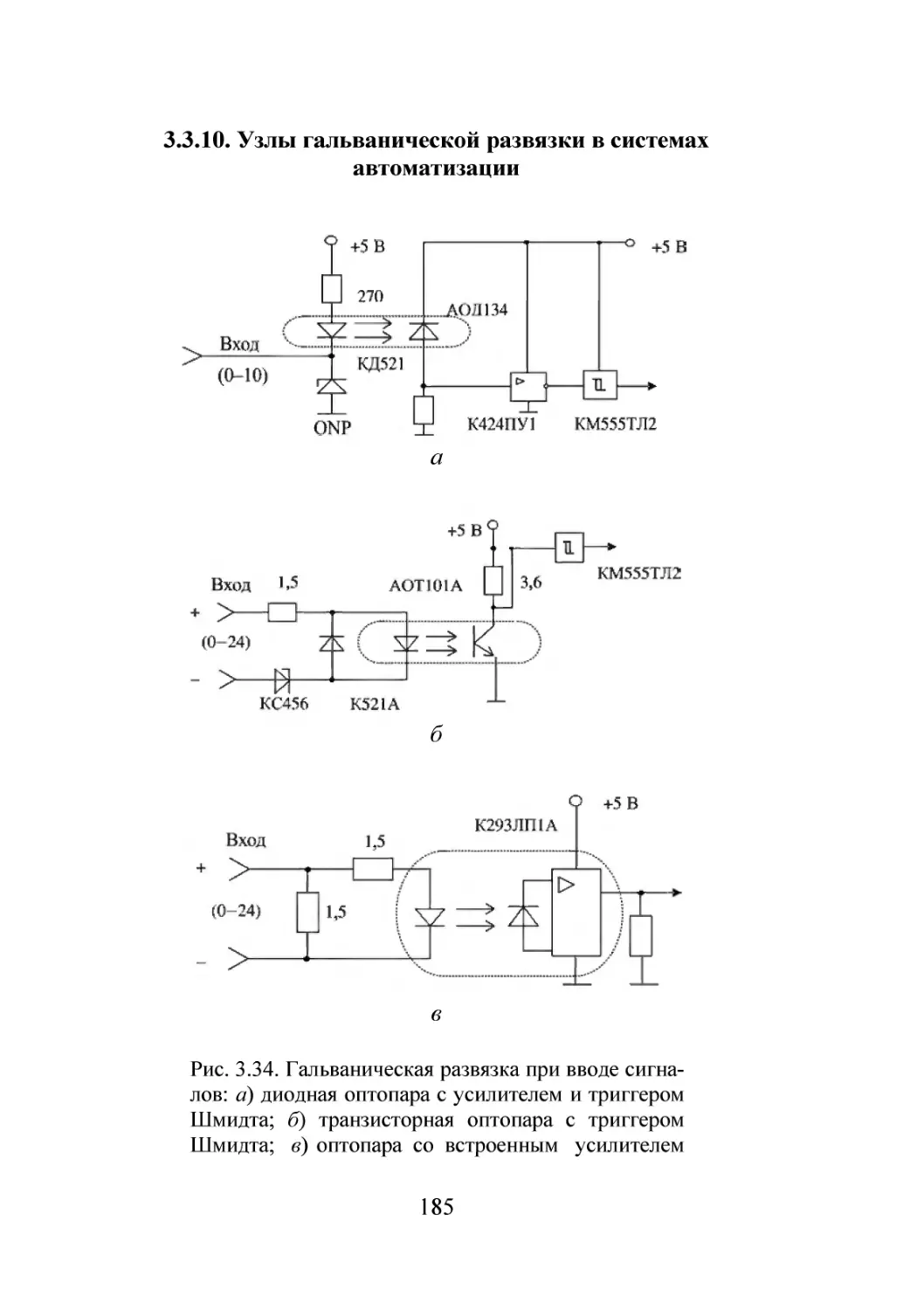
3.3.10. Узлы гальванической развязки в системах
автоматизации...................................185
Контрольные вопросы................................188
4. Системы ЧПУ..........................................190
4.1. Классификация существующих СЧПУ...............190
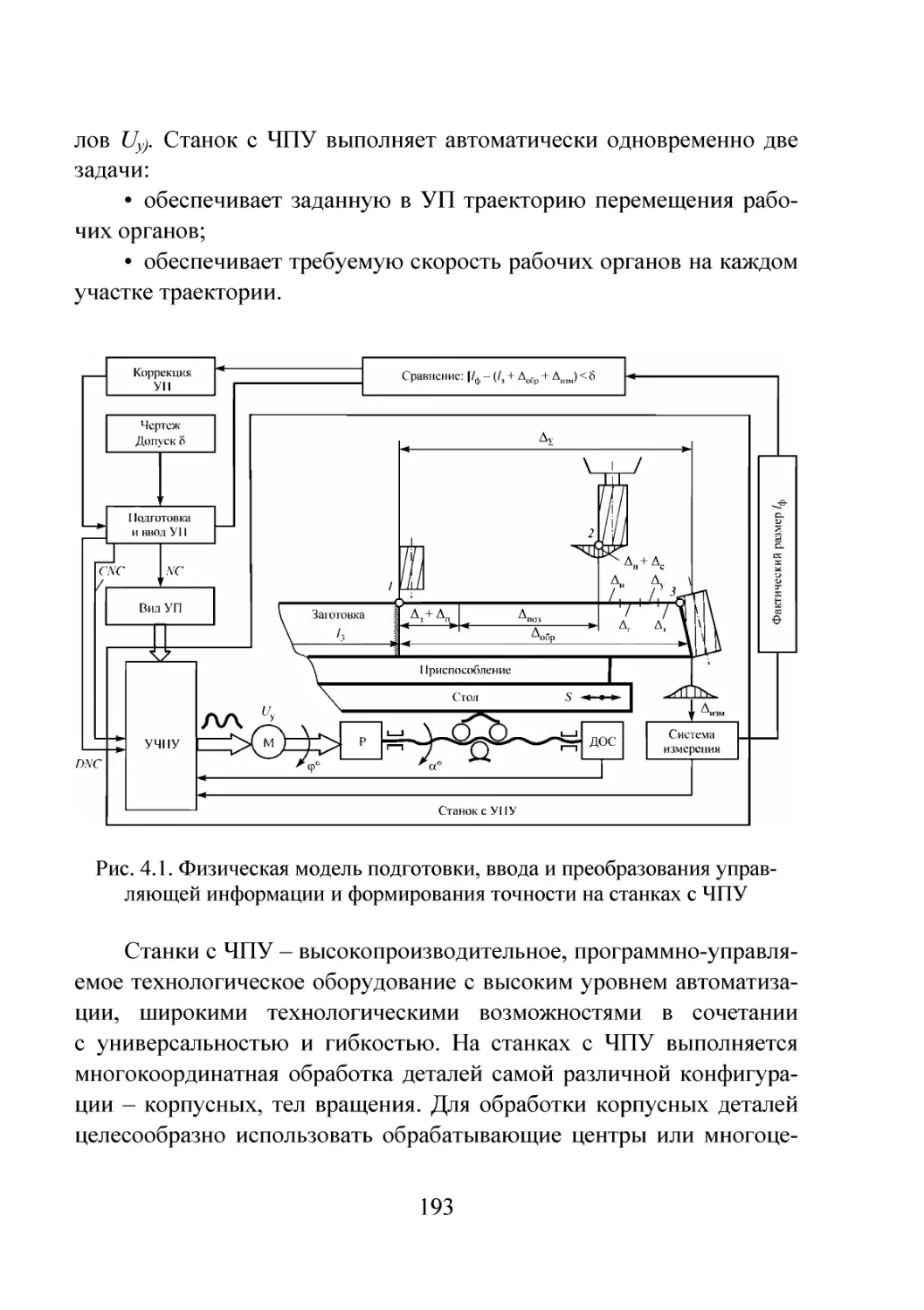
4.2. Технология обработки на станках с ЧПУ.........192
4
4.3. Управляющие программы СЧПУ...................200
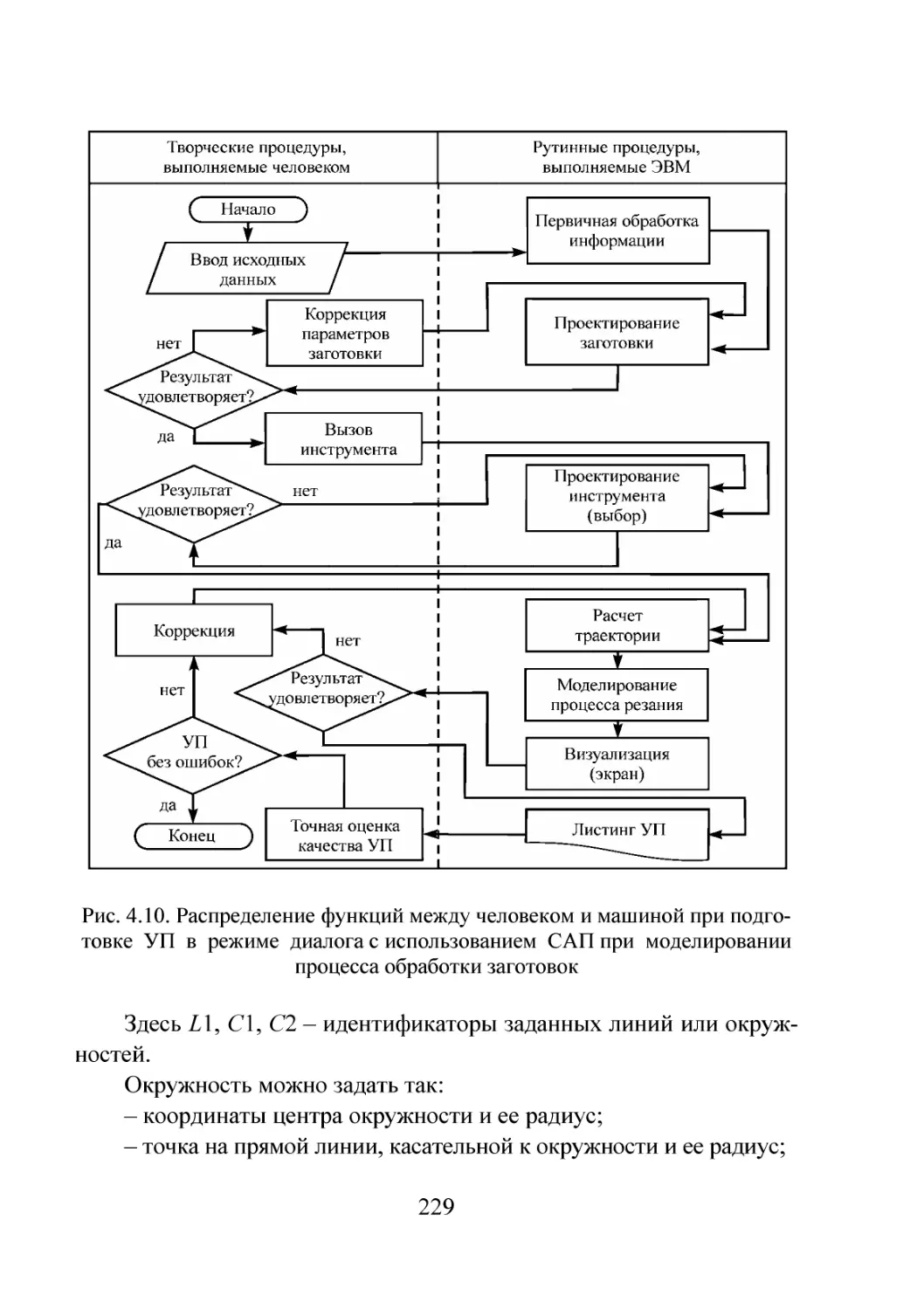
4.4. САП станков и роботов........................219
4.4.1. Подготовка управляющей программы (УП)....219
4.4.2. Системы CAD/CAM.........................232
4.5. Интерполяция и реализация СЧПУ...............235
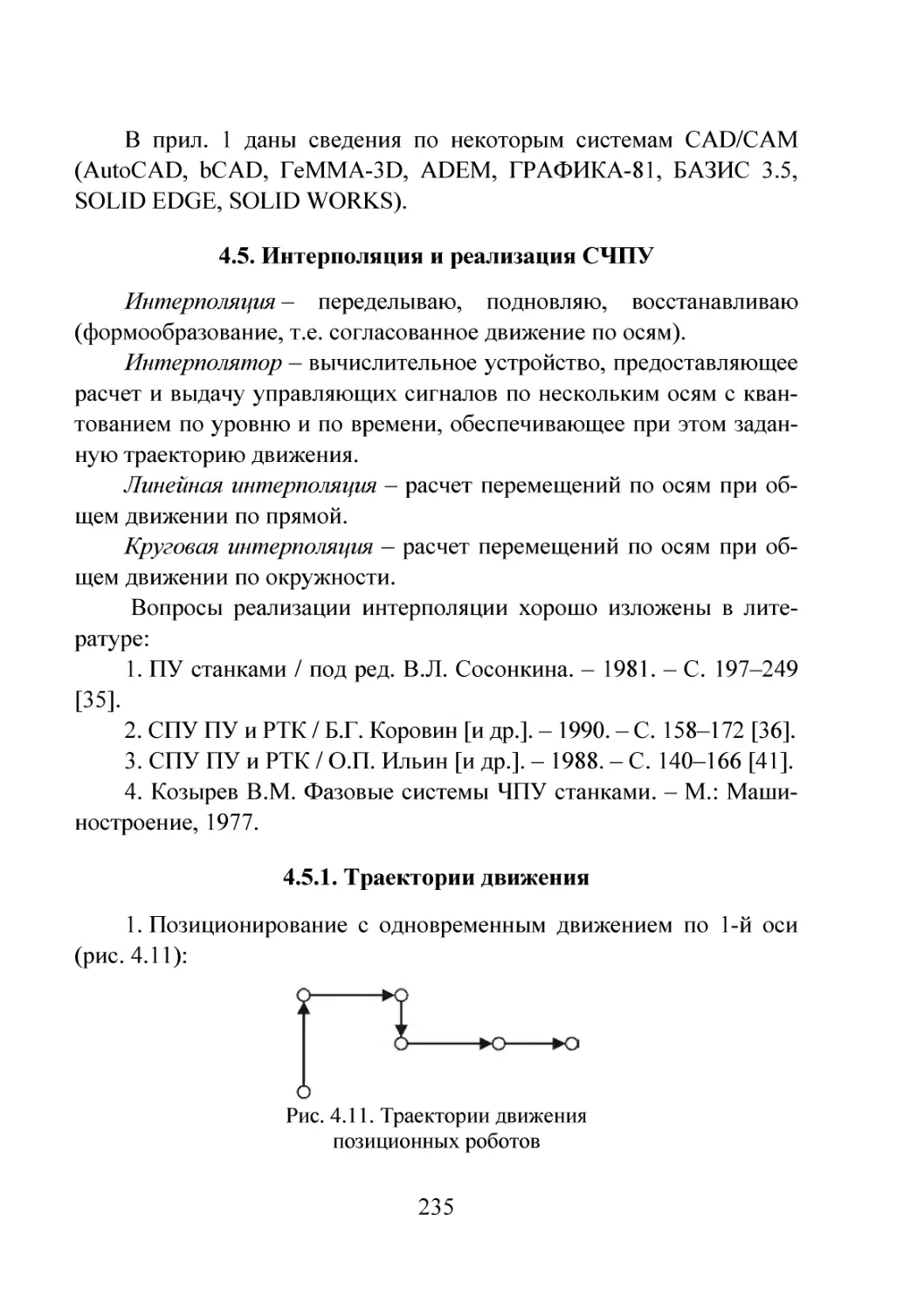
4.5.1. Траектории движения.....................235
4.5.2. Основные задачи при интерполяции........237
4.5.3. Реализация интегрирования в СЧПУ........238
4.5.4. Реализация интерполяторов...............241
4.5.5. Блок задания скорости (БЗС) аппаратной
стойки ЧПУ.....................................243
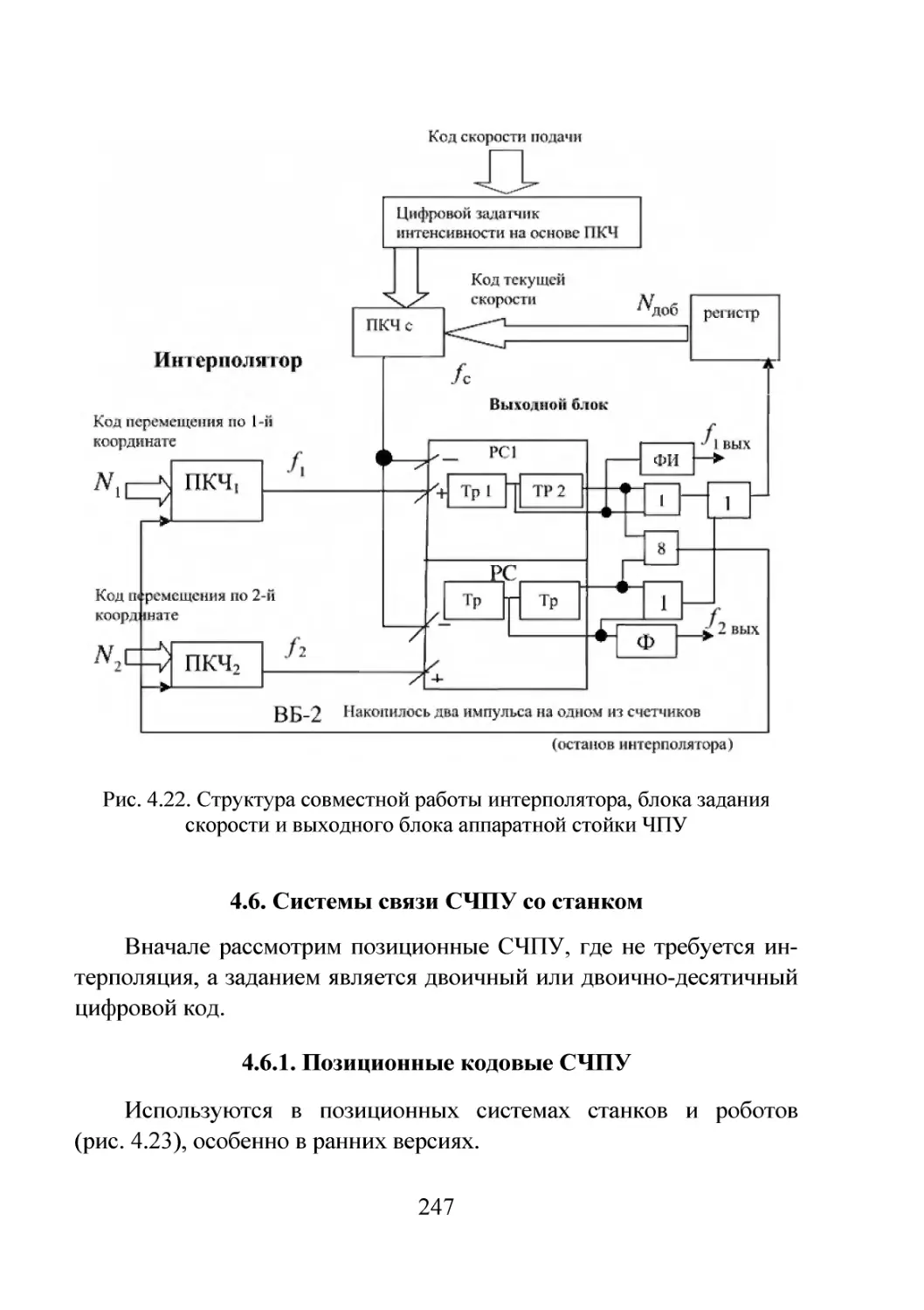
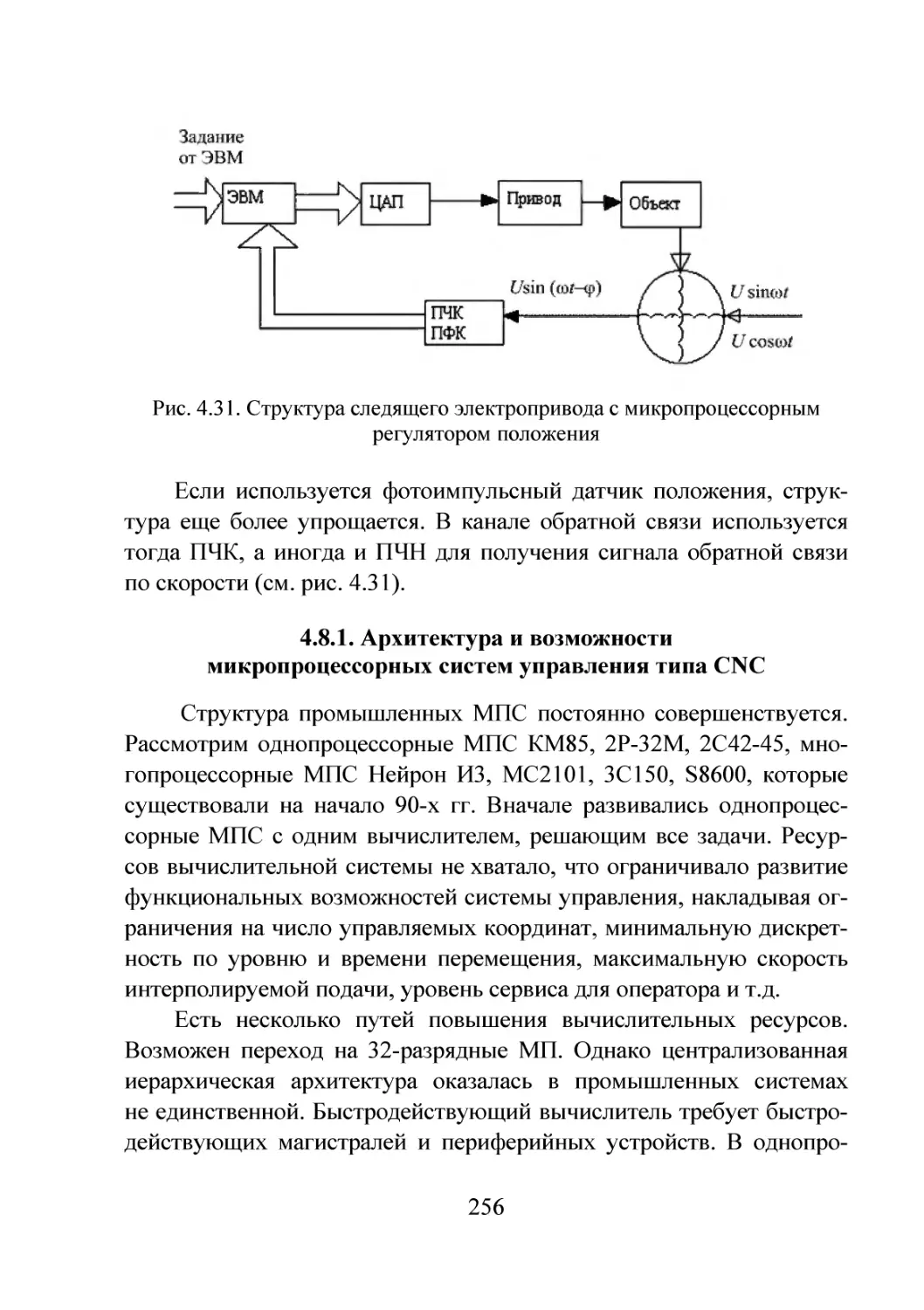
4.6. Системы связи СЧПУ со станком................247
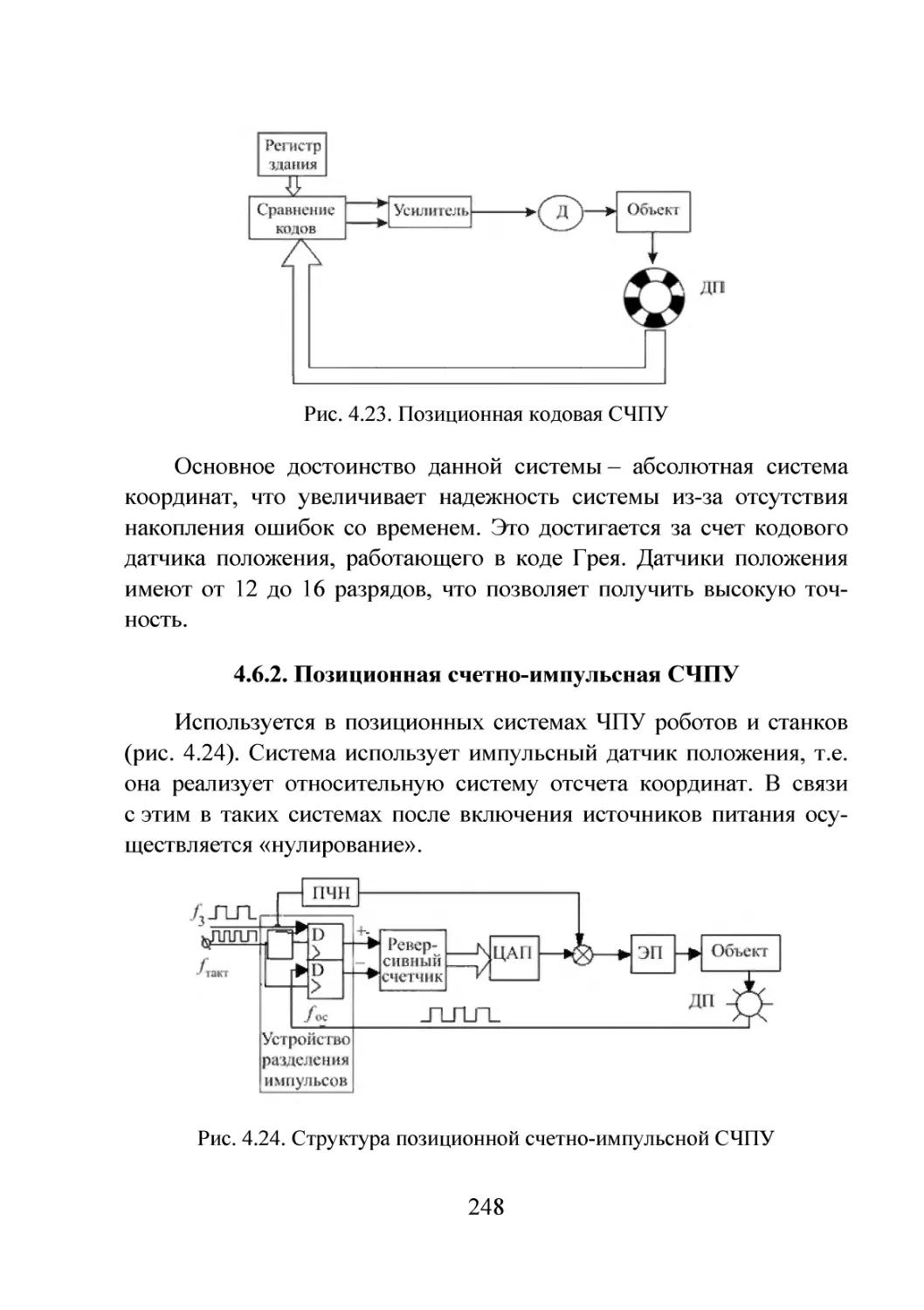
4.6.1. Позиционные кодовые СЧПУ................247
4.6.2. Позиционная счетно-импульсная СЧПУ......248
4.6.3. Контурные СЧПУ..........................249
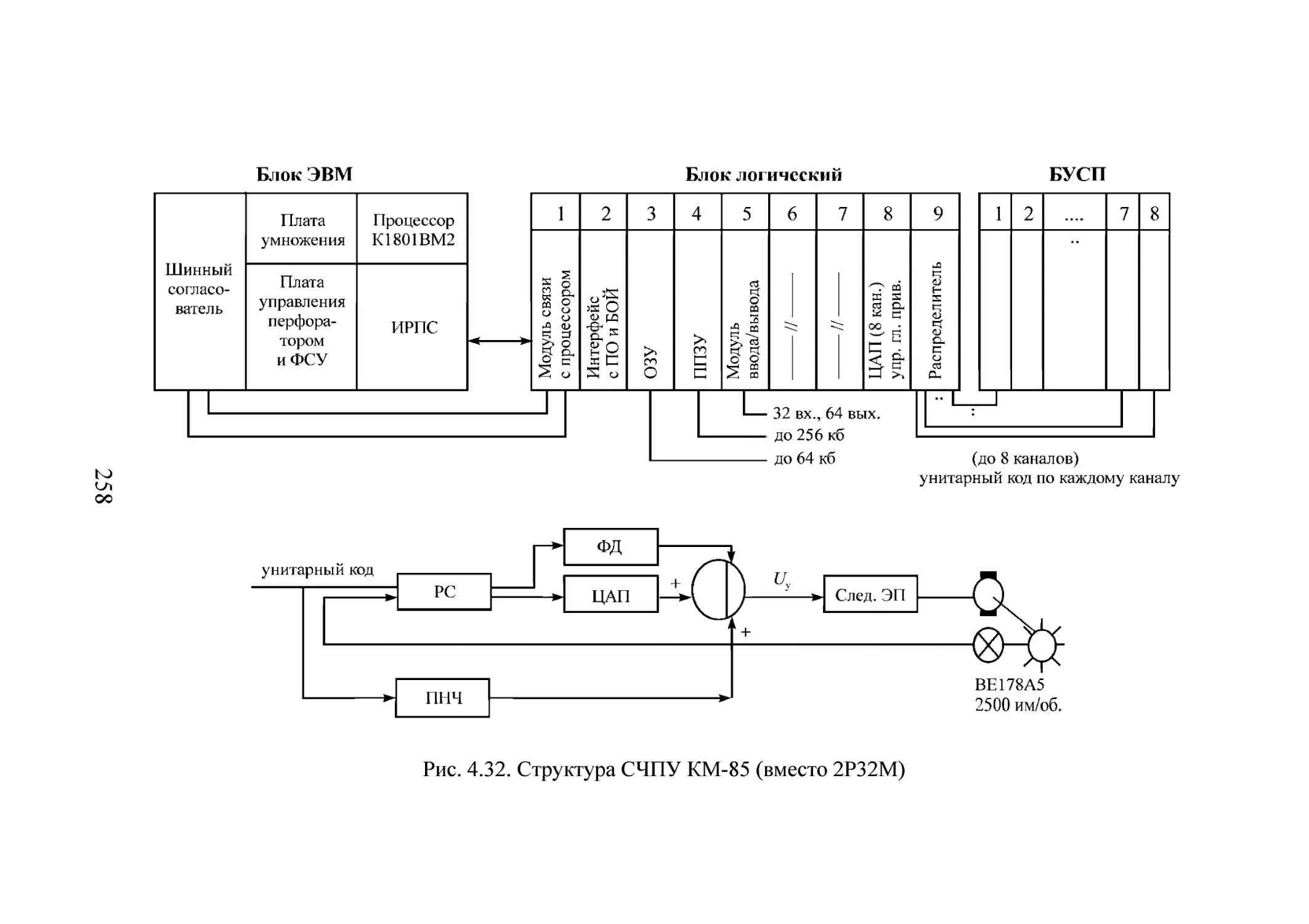
4.7. Первые поколения контурных СЧПУ..............252
4.7.1. Фазовый индикаторный и разностный режимы
работы устройства связи с электроприводом.......252
4.7.2. Расчетные соотношения для фазовых систем.254
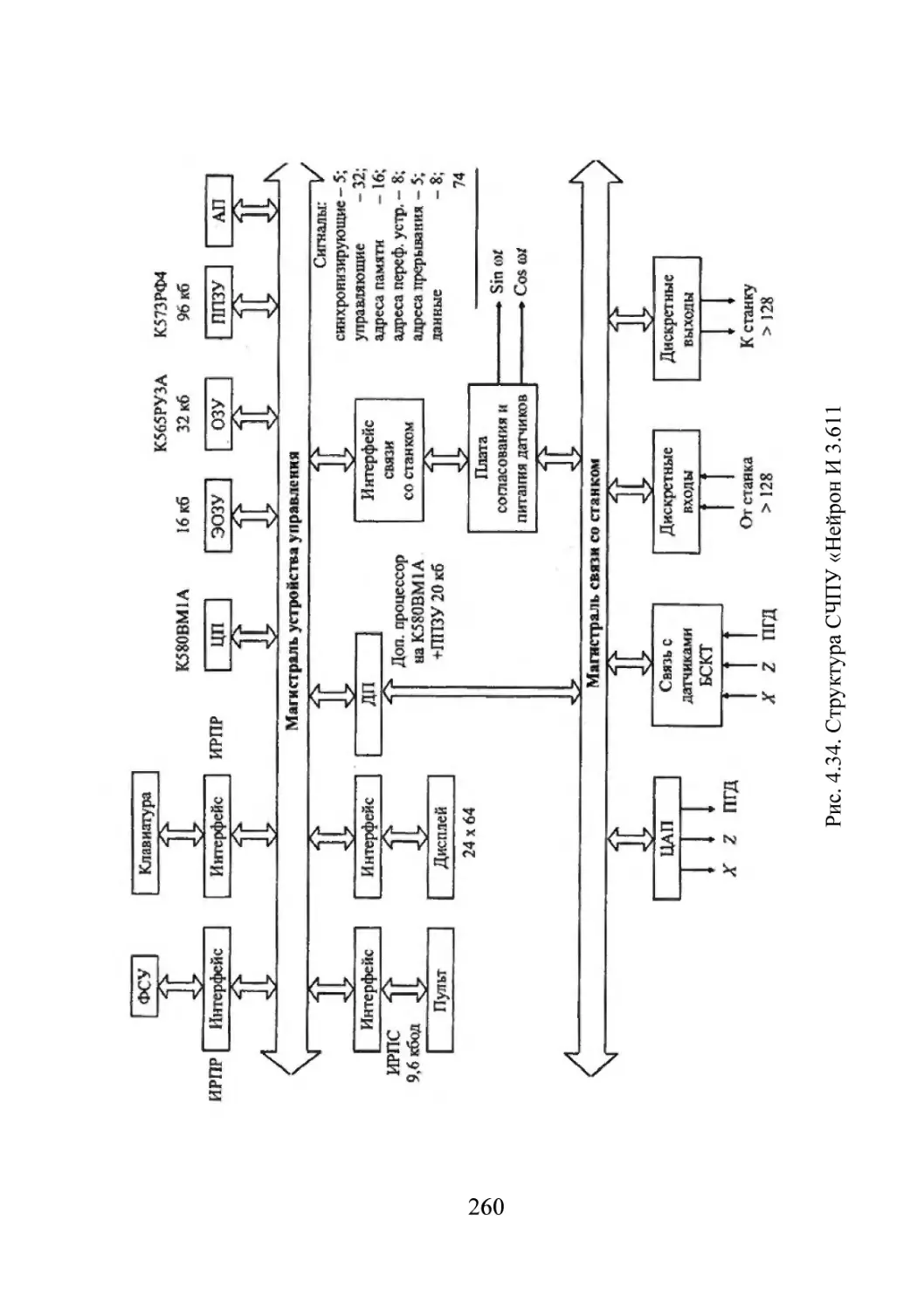
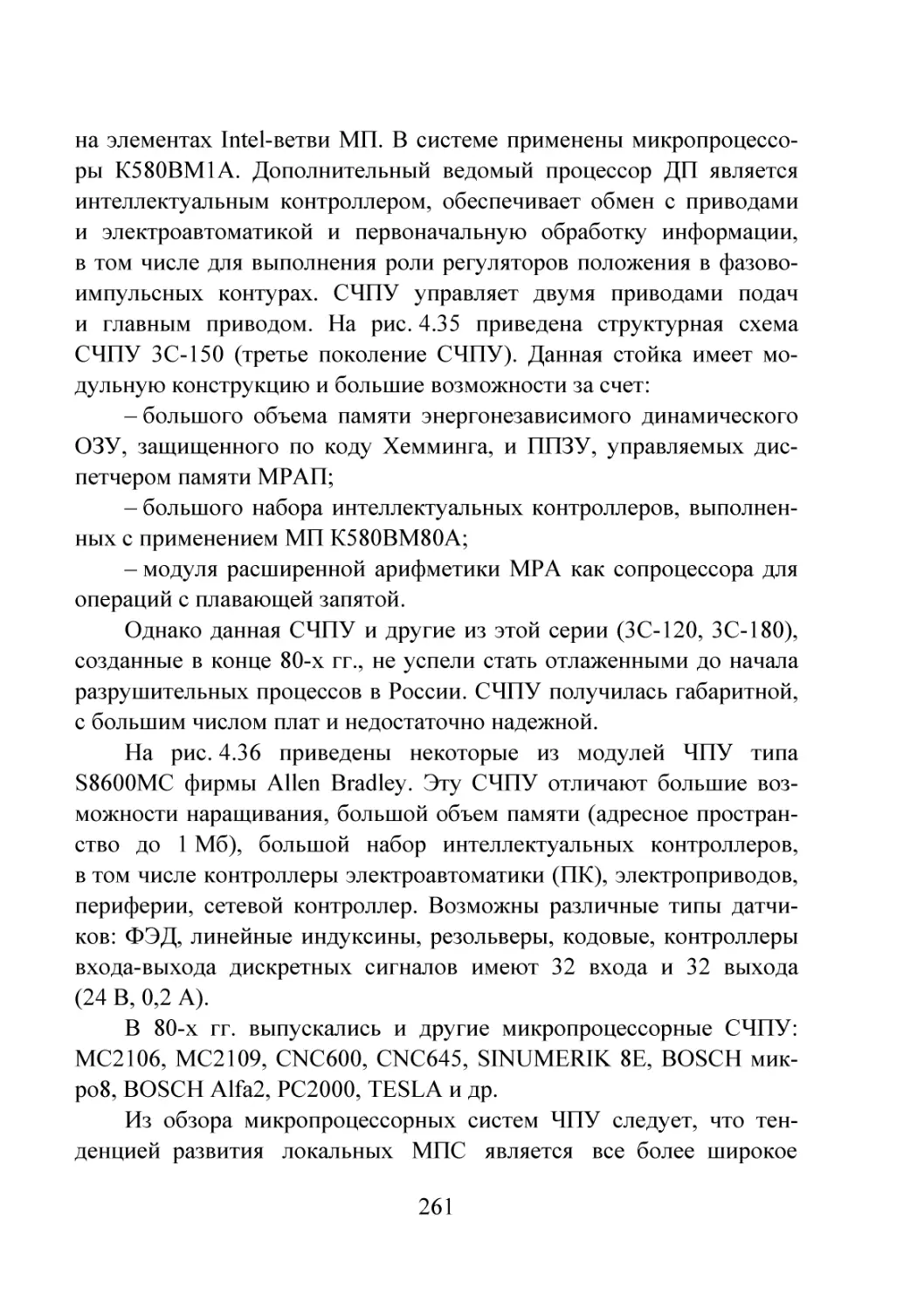
4.8. Микропроцессорные стойки ЧПУ.................255
4.8.1. Архитектура и возможности микропроцессорных
систем управления типа CNC.....................256
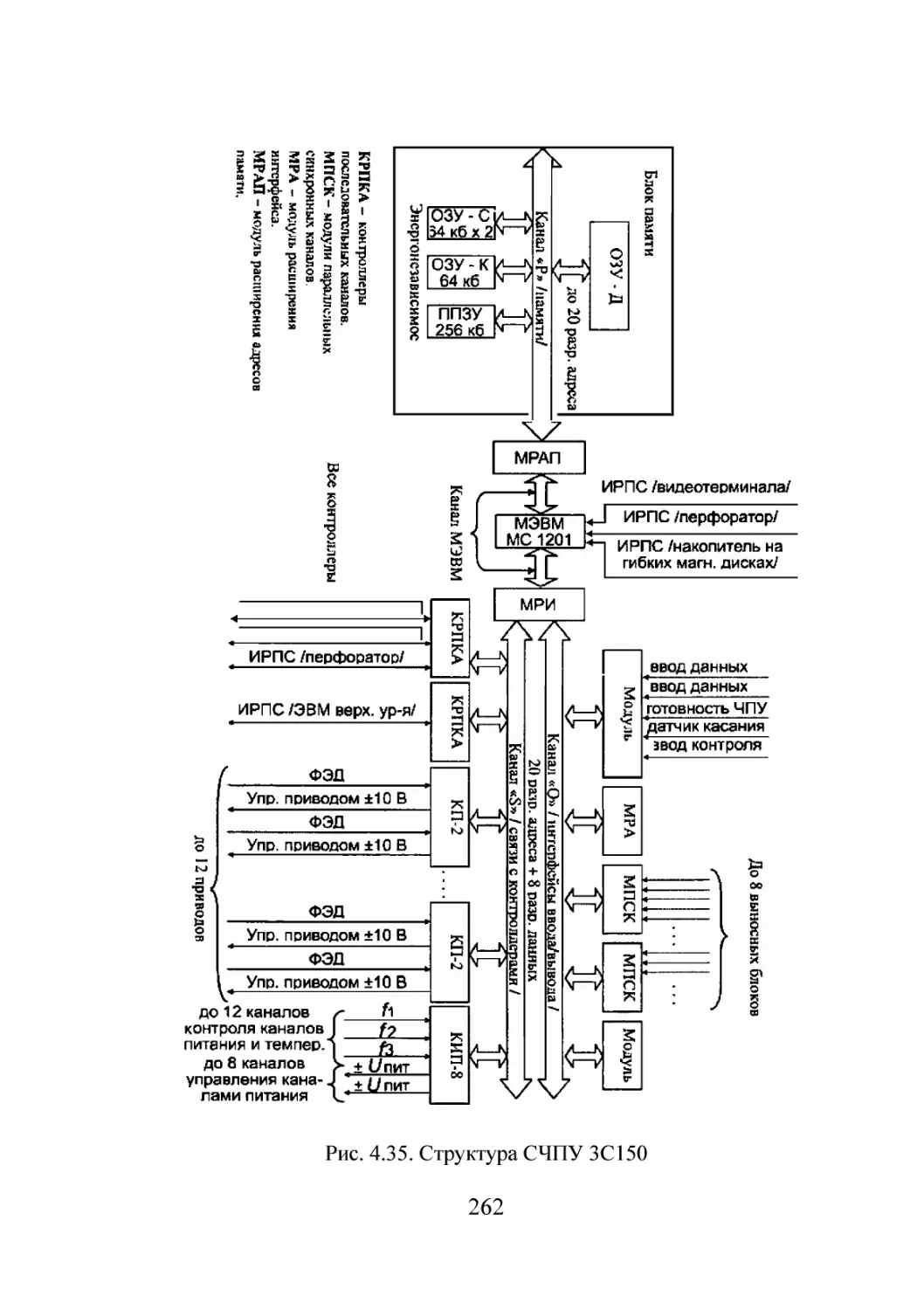
4.8.2. Тенденции развития систем ЧПУ...........268
4.9. С форума потребителей СЧПУ...................296
Контрольные вопросы...............................298
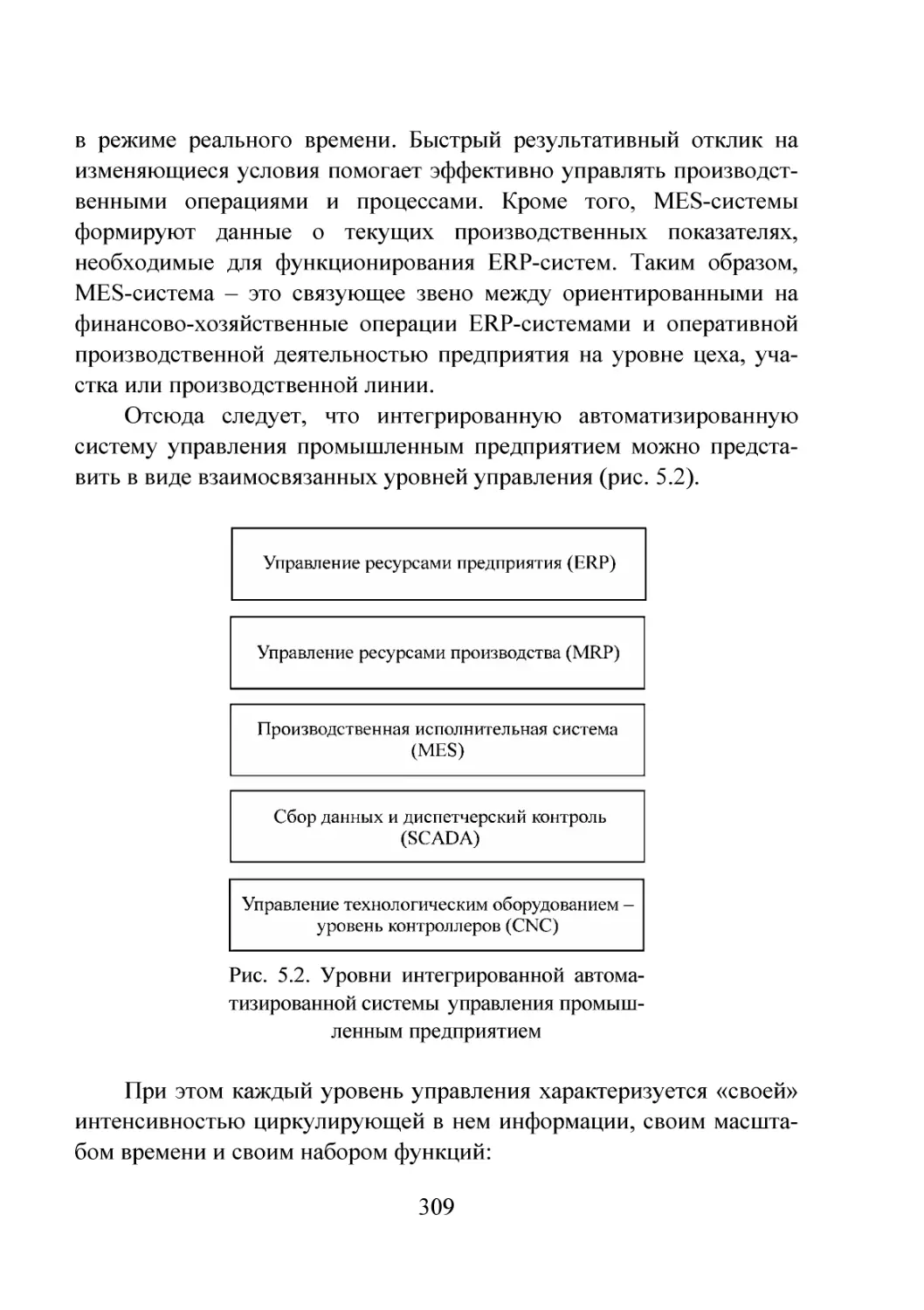
5. Интегрированные автоматизированные системы управления
производством...........................................300
5.1. Актуальность интеграции систем автоматизации
промышленного предприятия..........................300
5.2. Интегрированные системы управления предприятием .... 306
5.3. Основные автоматизированные системы
на машиностроительном предприятии..................312
5.4. CALS-стандарты...............................328
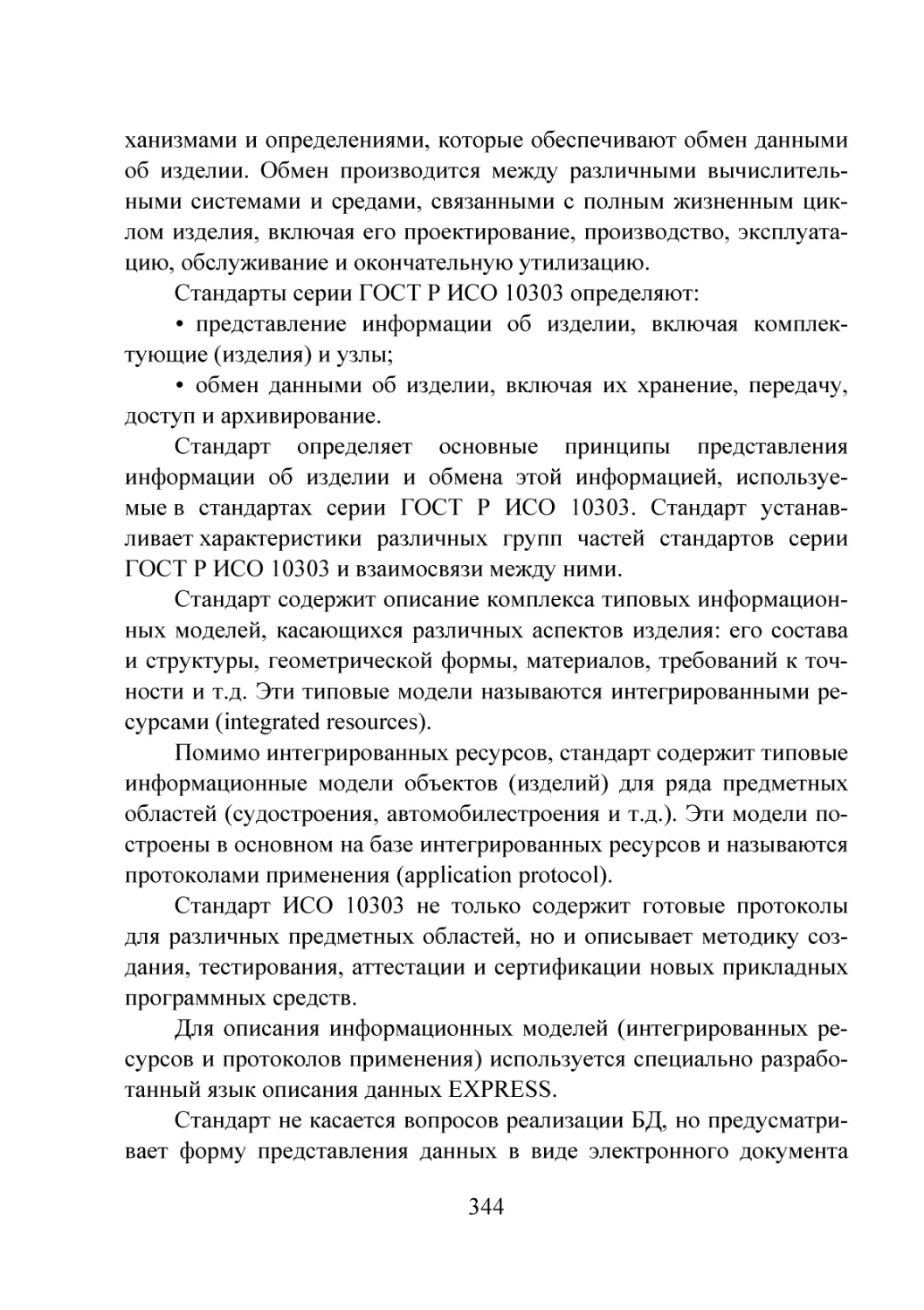
5.5. Стандарт ISO 10303...........................333
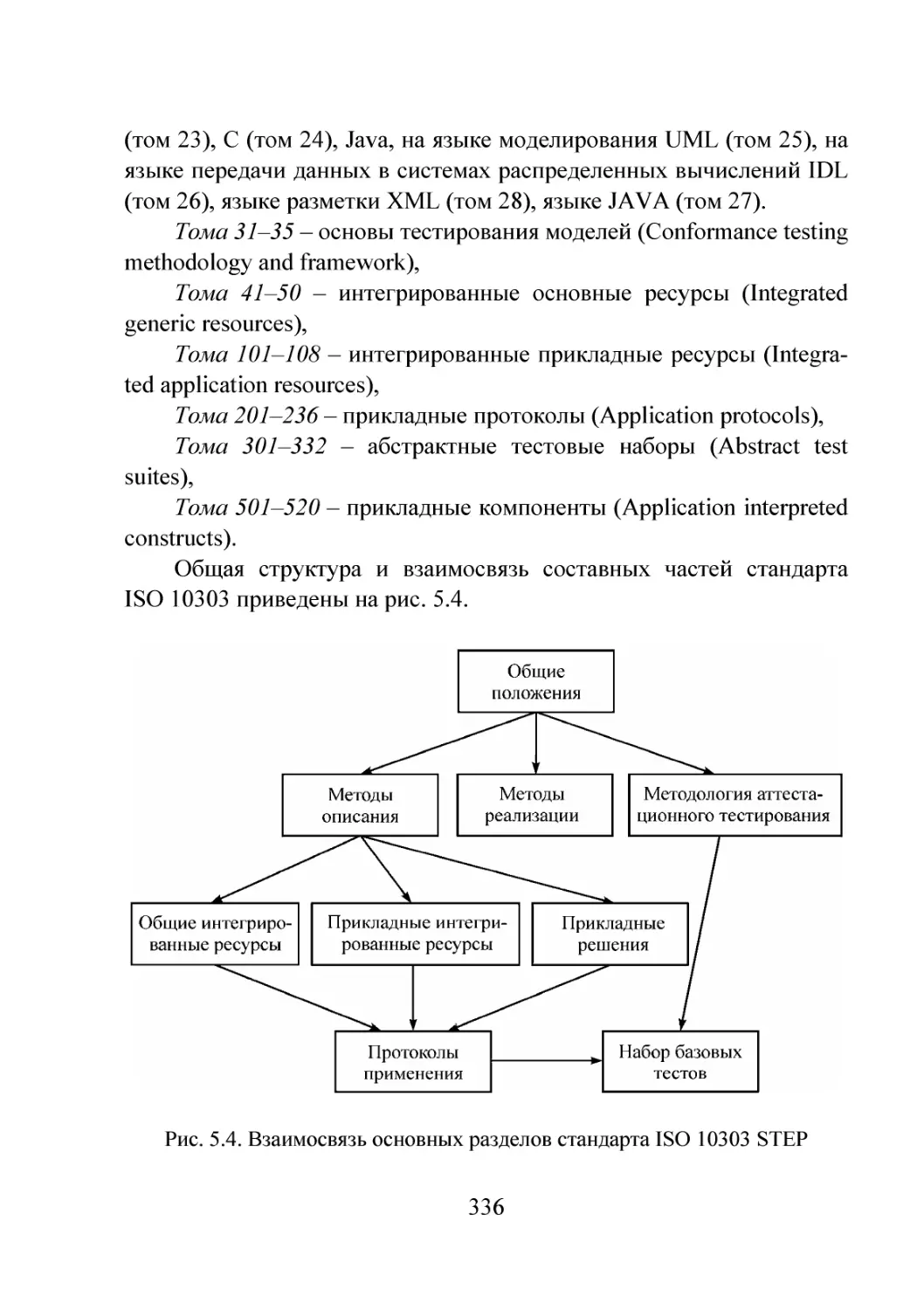
5.6. Прикладные протоколы.........................347
5.7. Язык EXPRESS (ISO 10303-11)..................351
5
5.8. Стандарт АР-238 (STEP-NC)....................353
5.9. Развитие стандартов STEP.....................369
5.10. Стандарты ISO 13584 PLIB....................372
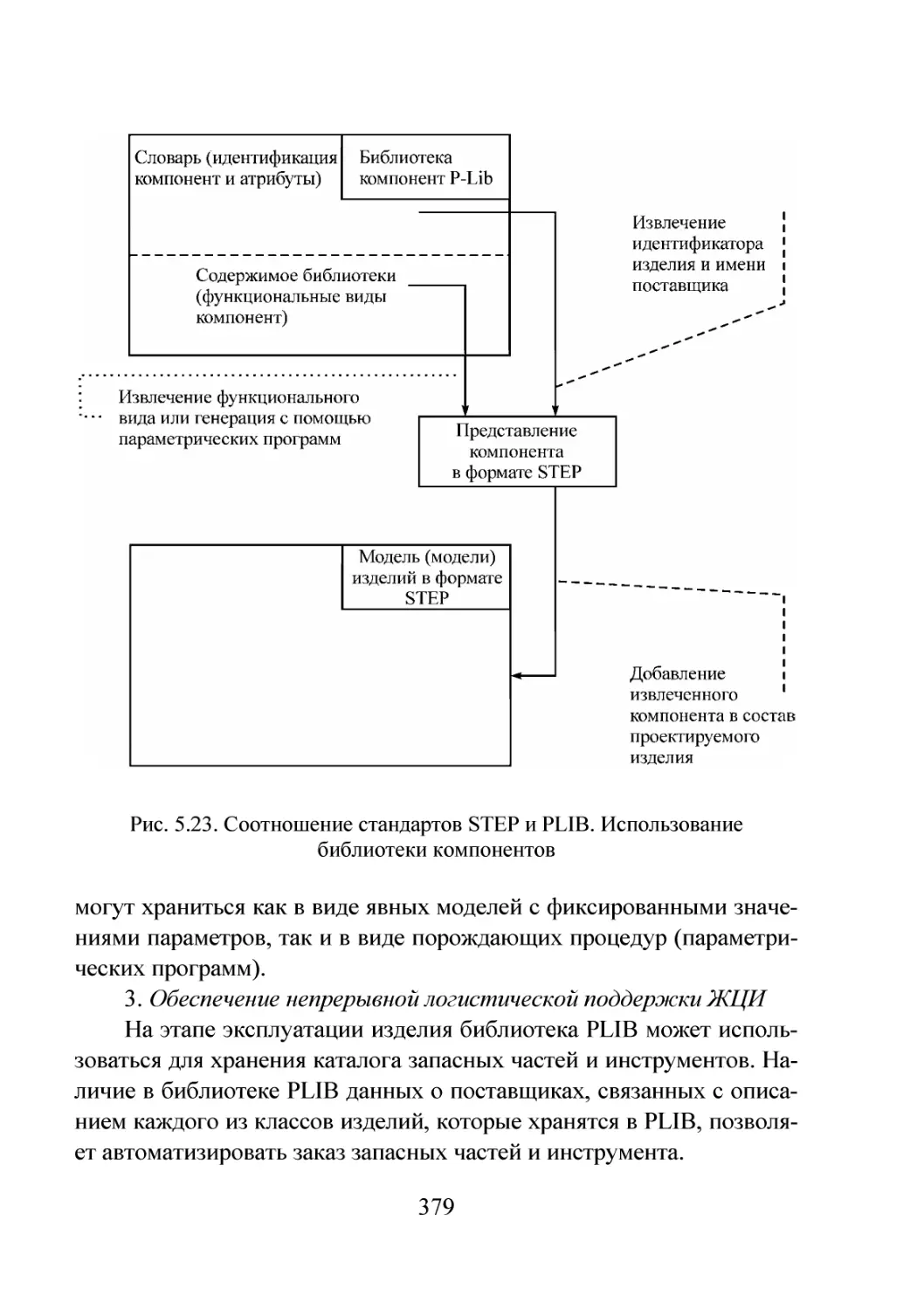
5.11. Базы данных реального времени...............380
5.12. Специализированные программные средства
в ERP-системах.....................................381
Контрольные вопросы...............................390
Список литературы......................................392
Приложение 1. Системы CAD/CAM (AutoCAD, bCAD,
ГеММА-ЗИ, ADEM, ГРАФИКА-81, БАЗИС 3.5, SOLID EDGE,
SOLID WORKS)...........................................396
П. 1.1. Система AutoCAD...........................396
И. 1.2. Система bCAD..............................397
П.1.3. Система TeMMA-3D при производстве
технологической оснастки на оборудовании с ЧПУ.403
П.1.4. Продукты ADEM CAD/CAM......................404
П.1.5. ГРАФИКА-81.................................407
П.1.6. БАЗИС 3.5..................................411
П.1.7. SOLID EDGE.................................416
П.1.8. SolidWorks.................................421
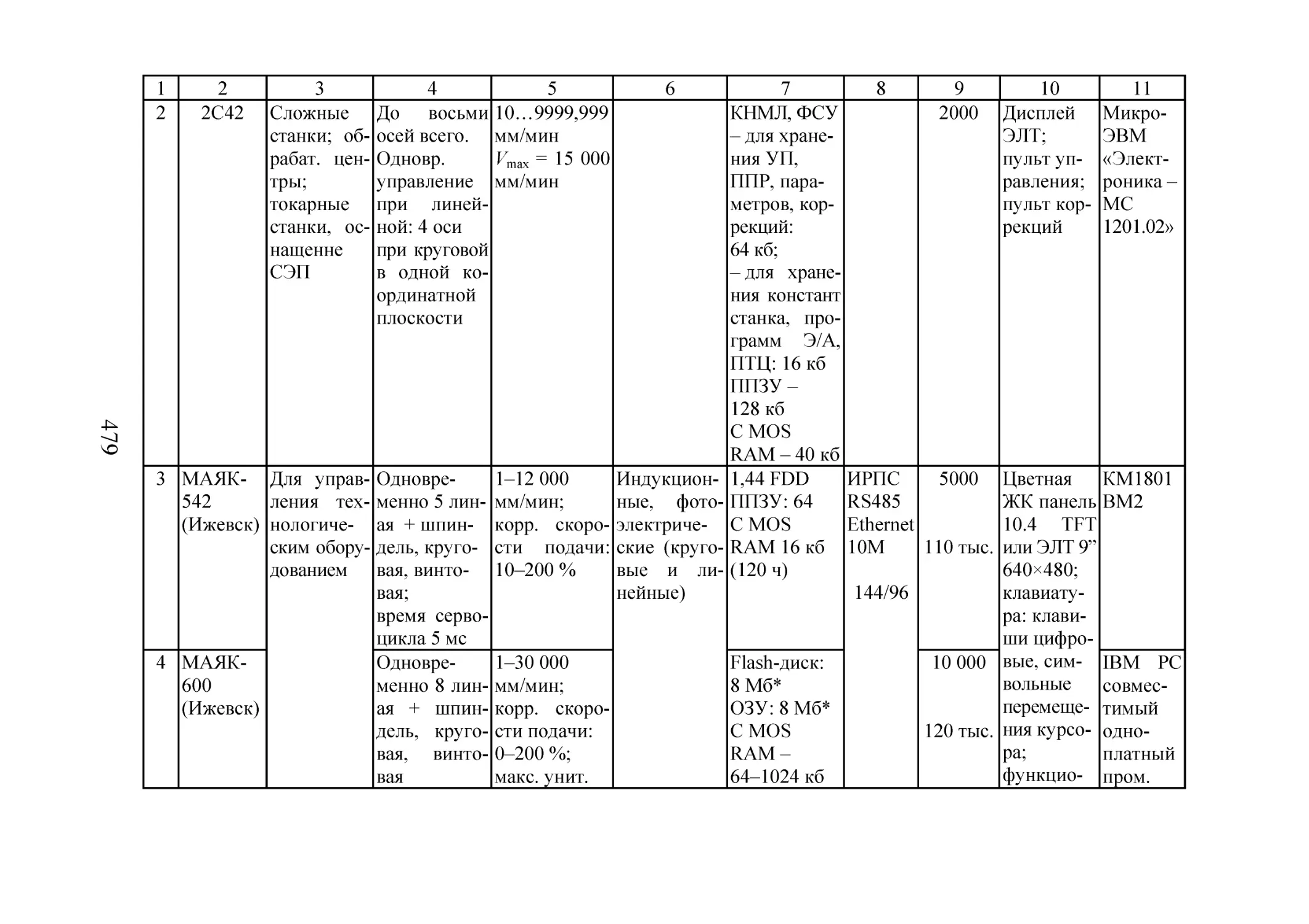
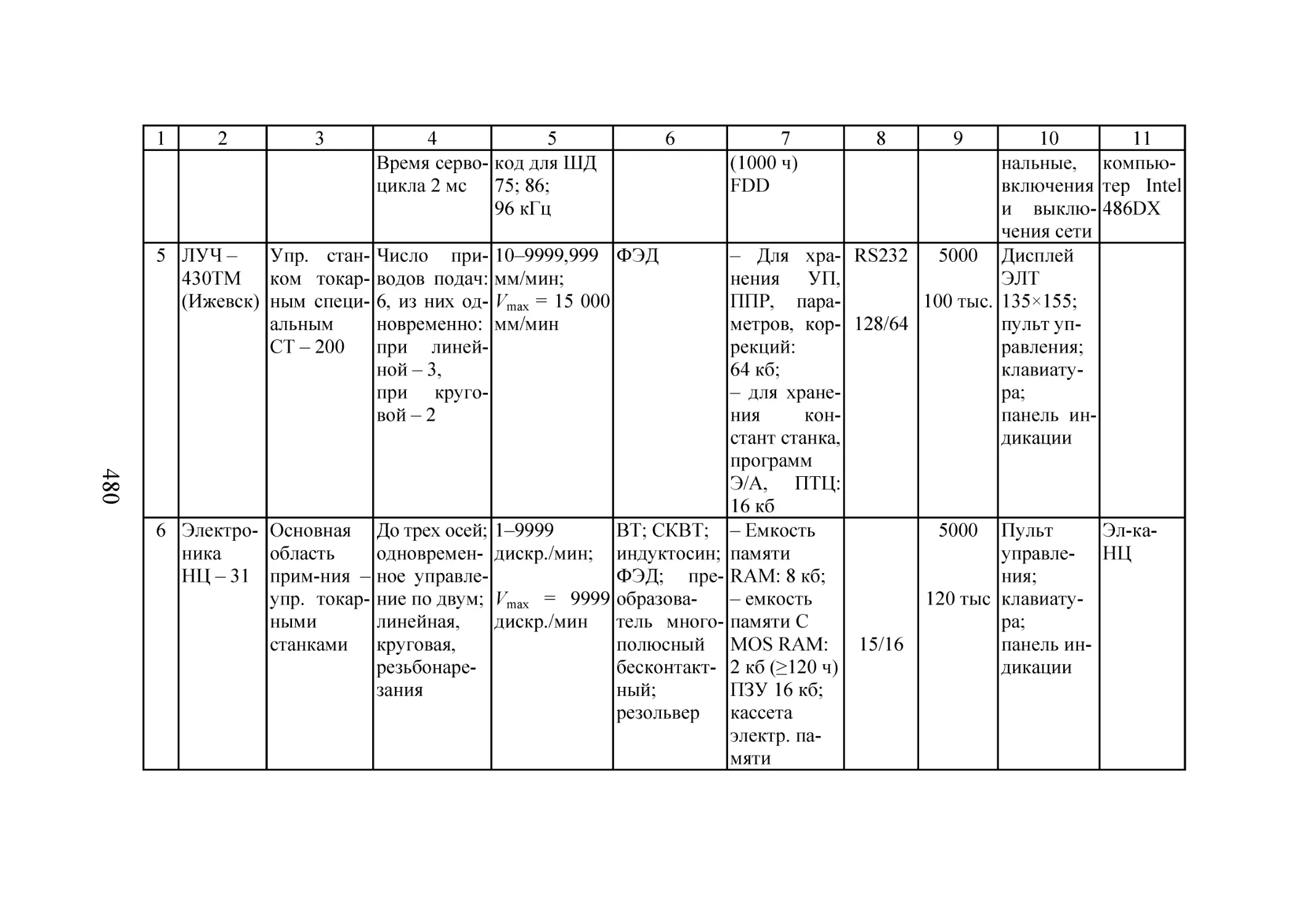
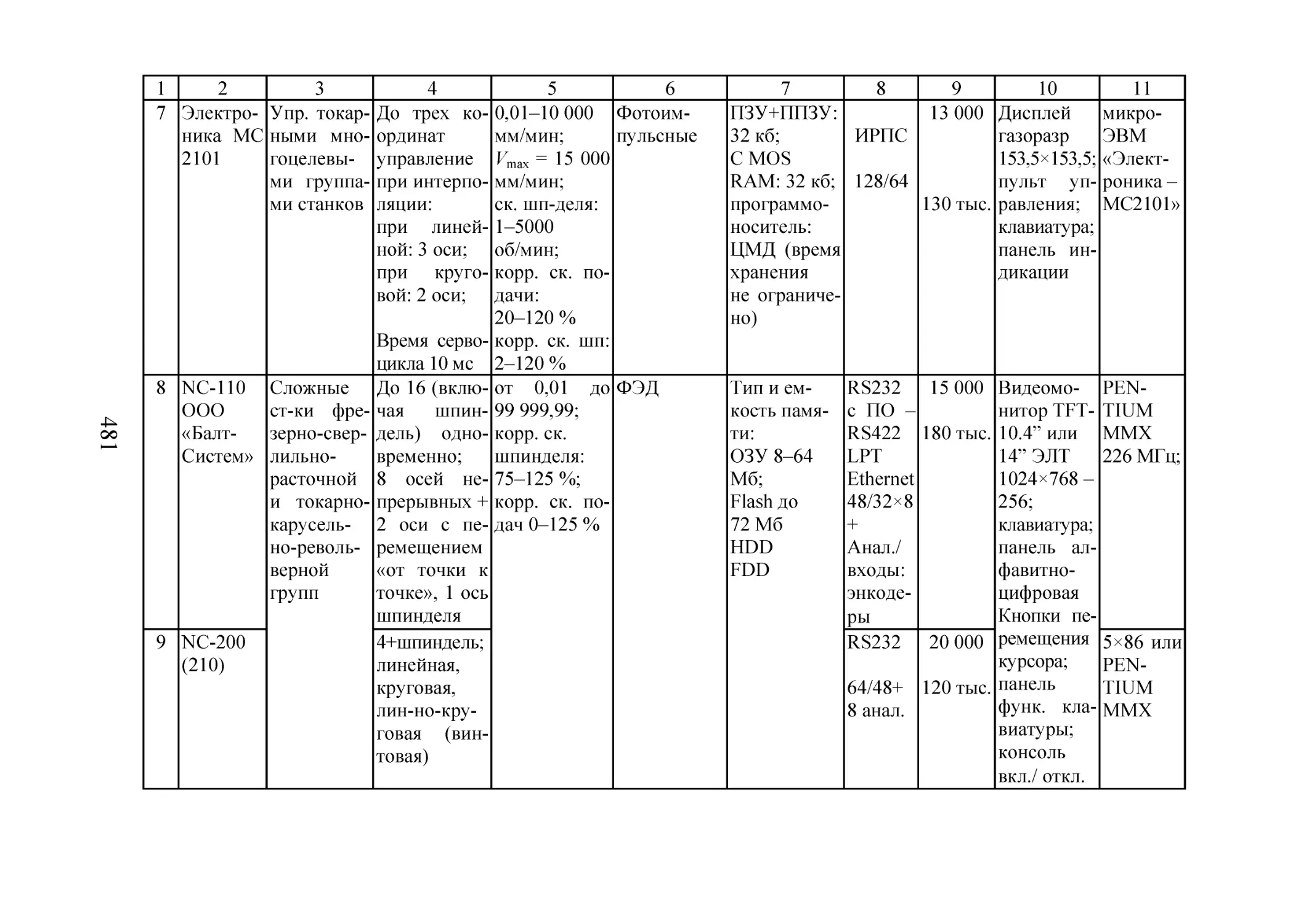
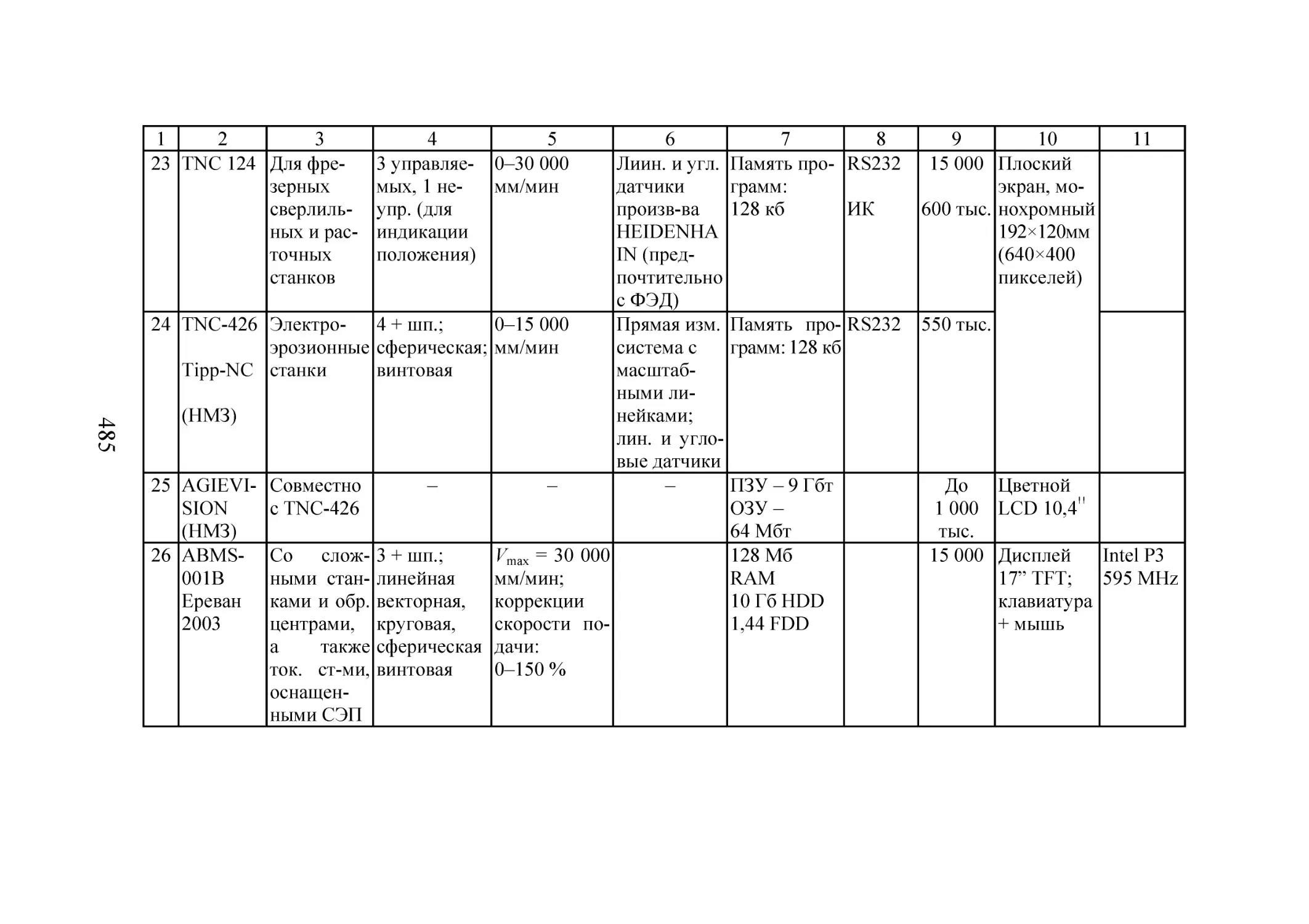
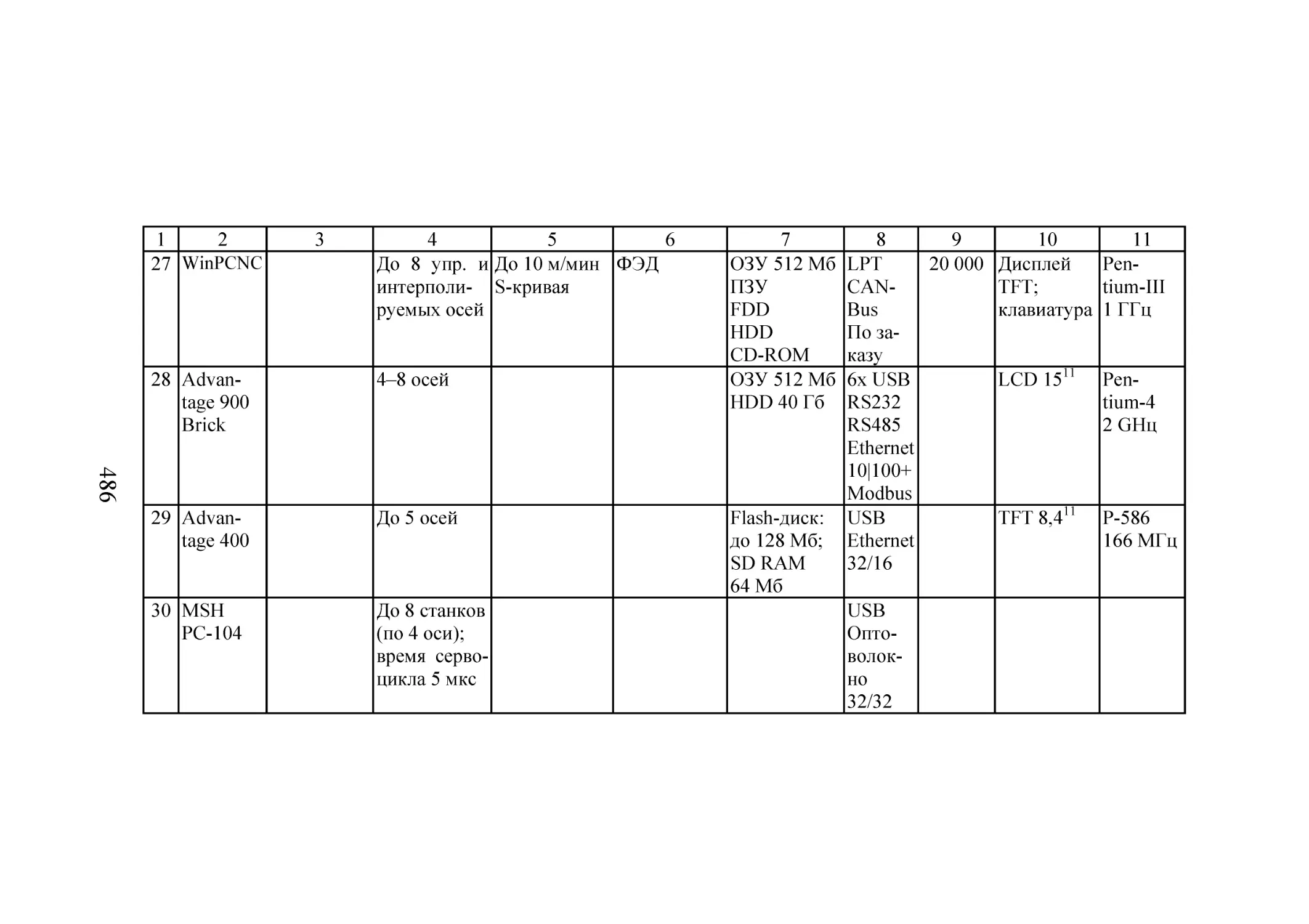
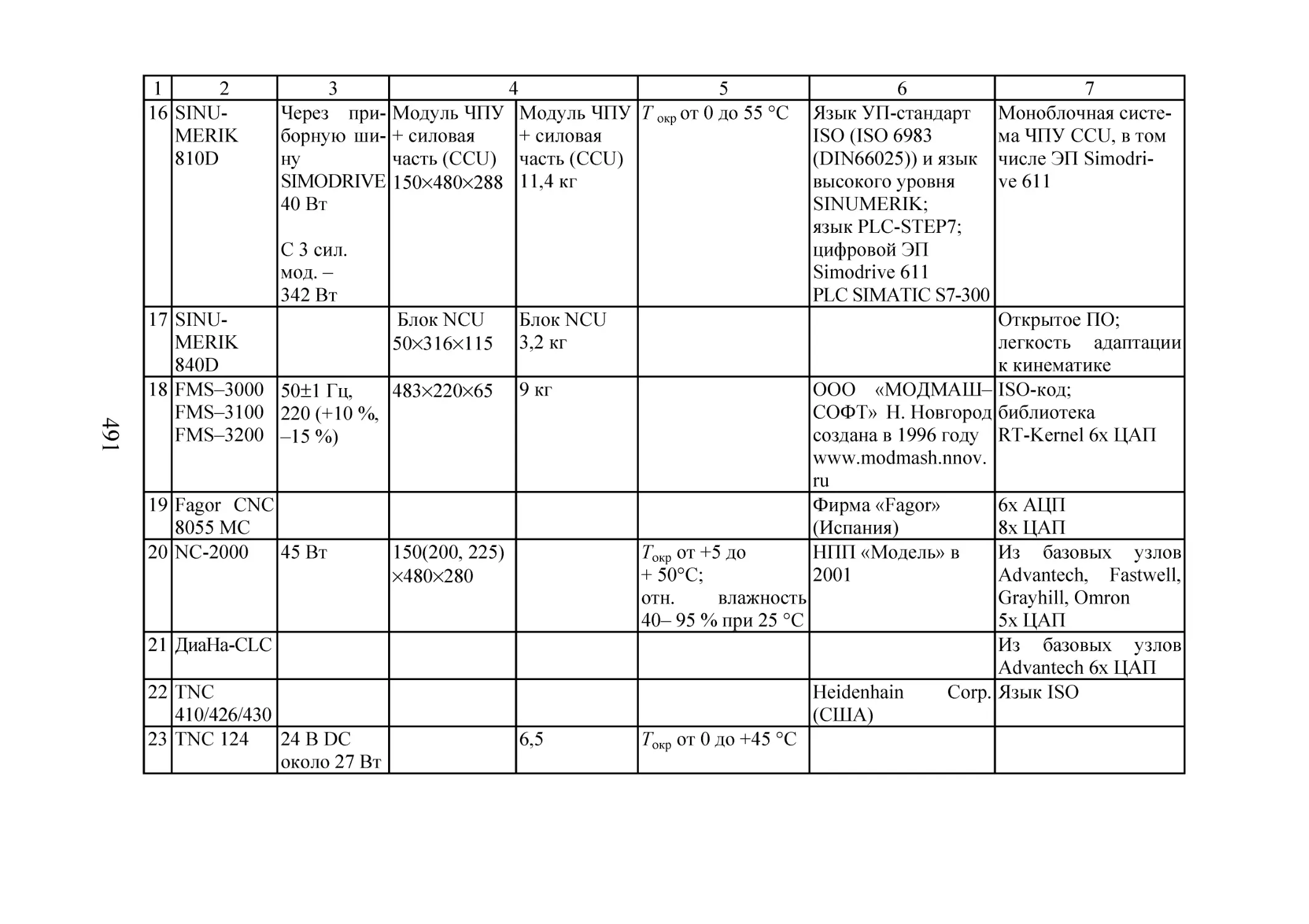
Приложение 2. Характеристики СЧПУ типа CNC и PCNC
(часть 1)..............................................478
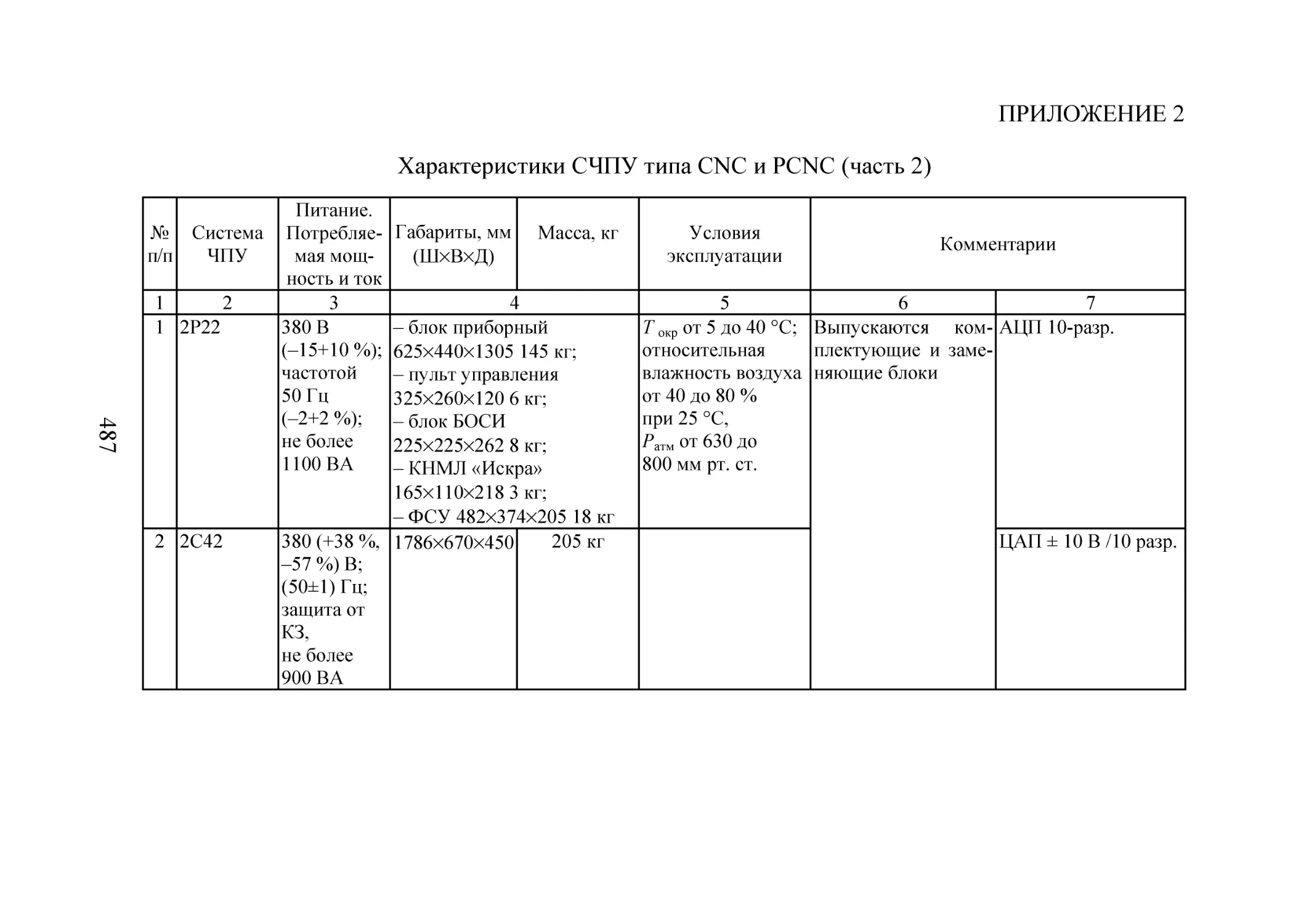
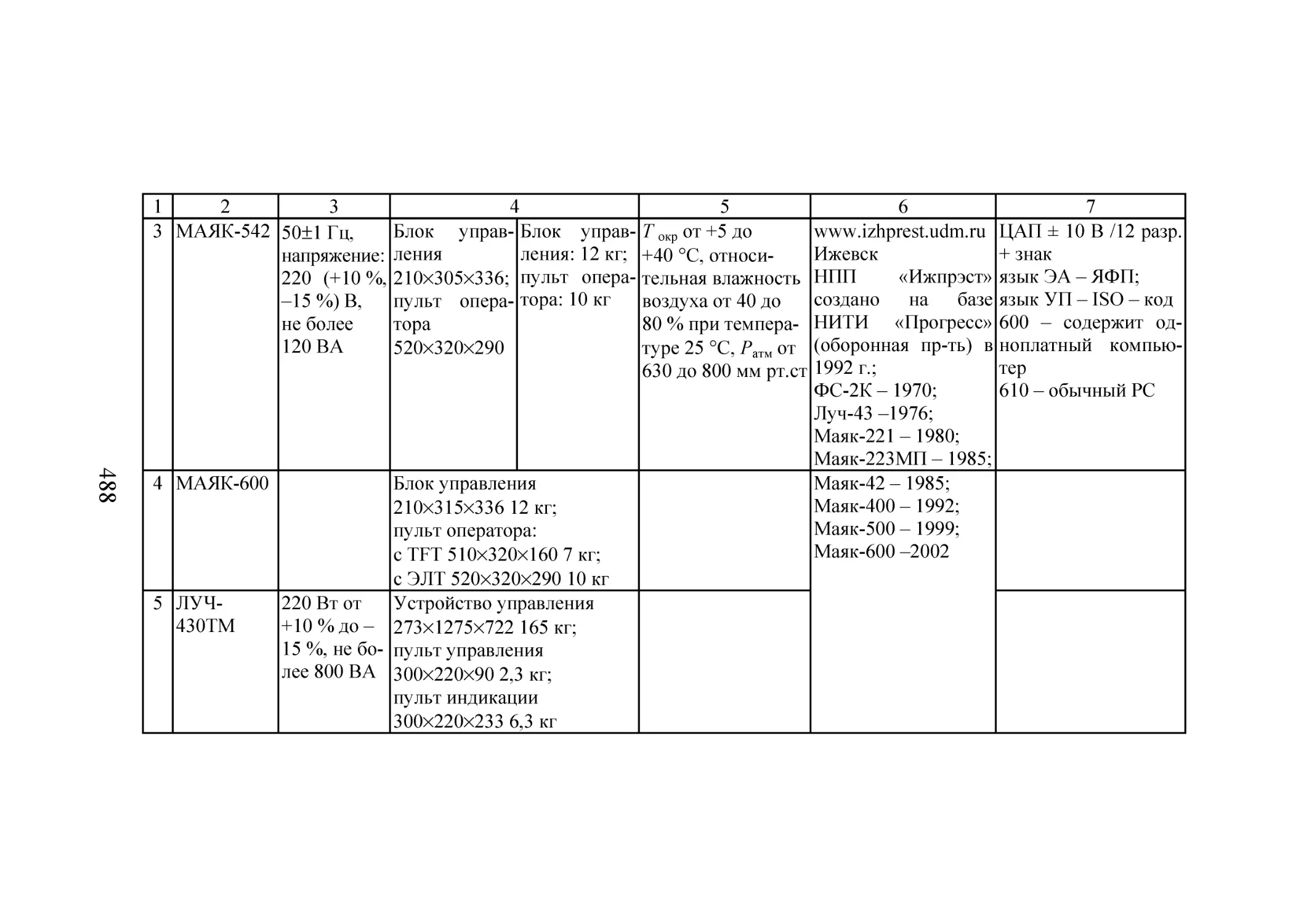
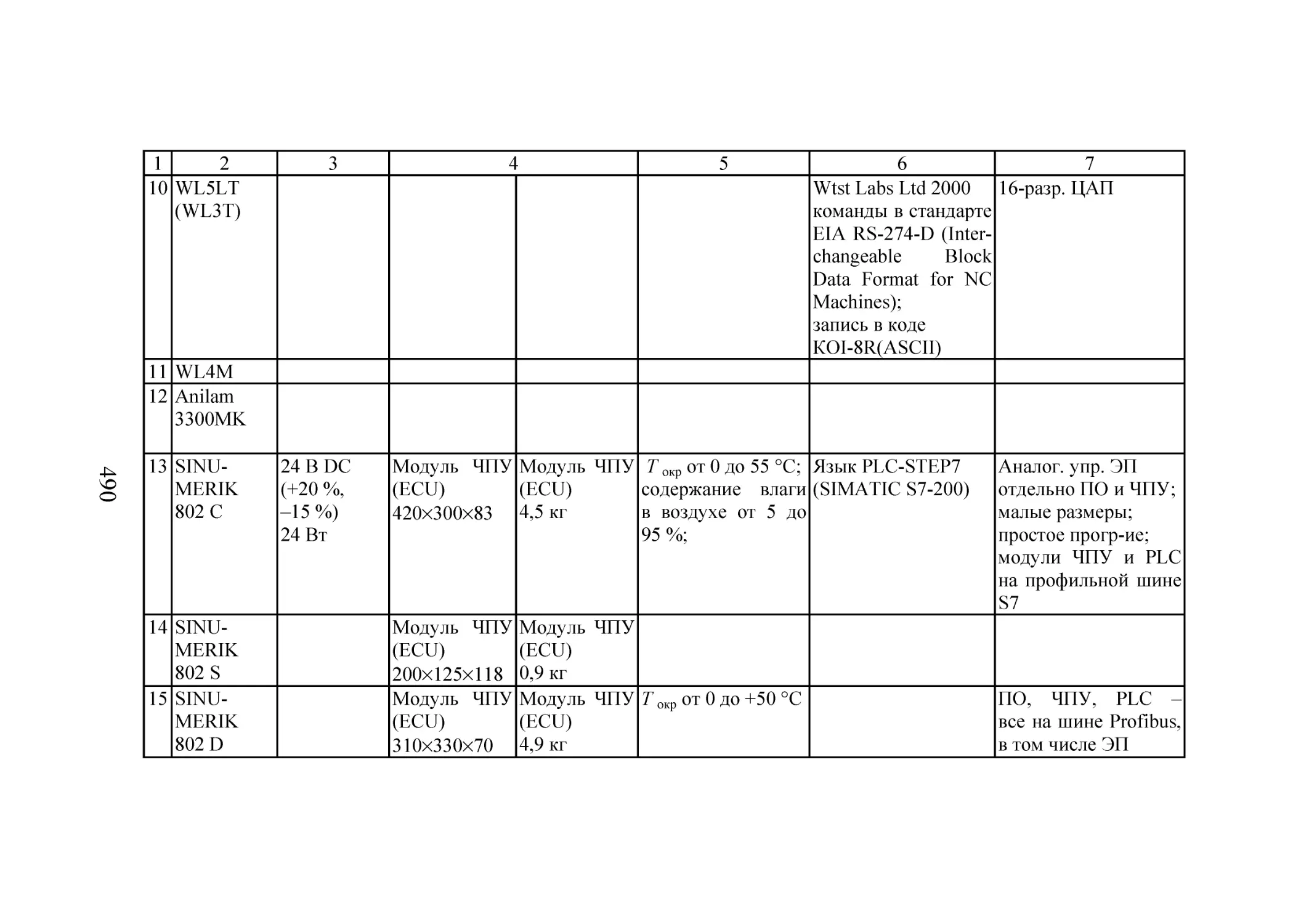
Приложение 2. Характеристики СЧПУ типа CNC и PCNC
(часть 2)..............................................487
Список сокращений......................................493
Глоссарий терминов.....................................494
6
ВВЕДЕНИЕ
Автоматизация технологических процессов имеет важное
значение на современном этапе развития машиностроения при мо-
дернизации всех отраслей производства. Основой являются автома-
тизированные технологические процессы механической обработки
и сборки, которые обеспечивают высокую производительность
и необходимое качество изготовляемых изделий.
Современное отечественное машиностроение должно разви-
ваться в направлении автоматизации производства с широким
использованием ЭВМ и роботов, внедрения гибких технологий, по-
зволяющих быстро и эффективно перестраивать технологические
процессы на изготовление новых изделий. Автоматизация проекти-
рования технологии и управления производственными процессами -
один из основных путей интенсификации производства, повышения
его эффективности и качества продукции.
Характерным признаком современного производства является
частая сменяемость изделий. При этом требования к производитель-
ности в условиях мелко- и среднесерийного производства значитель-
но возрастают. Противоречия требований мобильности и производи-
тельности находят разрешение в создании гибких производственных
систем (ГПС). Высокая эффективность производства достигается ра-
циональным сочетанием оборудования, организацией транспортных
операций и управления ГПС. Должен расти выпуск станков с ЧПУ
и роботов, в особенности с CNC-управлением.
В роботизации наметился коренной поворот - от транспортно-
загрузочных роботов к технологическим: в конструкциях роботов ис-
пользуются подвесные конструкции, поворотные звенья, электроме-
ханические приводы и т.д.
Наиболее высокая эффективность мероприятий по автоматиза-
ции производственных процессов присуща предприятиям, характе-
ризующимся большой серийностью выпускаемых изделий, высокой
надежностью автоматизированных процессов, минимальной часто-
той и длительностью переналадок, минимальными дополнительными
7
затратами на автоматизированное оборудование, с большим опытом
автоматизации.
Использование гибких производственных систем и технологи-
ческих модулей позволяет изготовлять детали в любом порядке
и варьировать их выпуск в зависимости от производственной про-
граммы, сокращает затраты и время на подготовку производства, по-
вышает коэффициент использования оборудования, изменяет харак-
тер работы персонала, повышая удельный вес творческого, высоко-
квалифицированного труда.
Наметились три направления, по которым идет решение пробле-
мы повышения эффективности инженерного труда в сфере проекти-
рования:
• рационализация системы проектирования, включая система-
тизацию самого процесса проектирования и улучшение организации
труда инженера-проектировщика;
• комплексная автоматизация умственно-формальных, нетвор-
ческих функций инженера-проектировщика в процессе проекти-
рования;
• разработка имитационных моделей для воспроизводства на
ЭВМ умственной деятельности человека, его способности принимать
решения в условиях полной и частичной неопределенности проект-
ных ситуаций, разработки эвристических алгоритмов, позволяющие
качественно решать сложные задачи проектирования при введении
определенных ограничений.
Тенденцией современного этапа автоматизации проектирования
является создание комплексных систем автоматизированного проек-
тирования и изготовления, включающих конструирование изделий,
технологическое проектирование, подготовку управляющих про-
грамм для оборудования с программным управлением, изготовление
деталей, сборку узлов и машин, упаковку и транспортирование гото-
вой продукции.
Одним из путей к успешному внедрению системы CAD/CAM/
САЕ является реализация принципов групповой технологии,
основанной на использовании оборудования, планировании и орга-
8
низации производства по принципу технологической общности
деталей.
Если выпуск изделий осуществляется с использованием ГПС, то
система автоматизации проектирования технологических процессов
прежде всего должна обеспечивать их гибкость. Под гибкостью по-
нимается возможность быстрого перехода на новые технологические
процессы в связи с изменением факторов, определяющих качество
выпускаемых деталей (точность, качество поверхностного слоя и др.)
и производительность. При изменении конструктивных параметров
детали технологическая система (технологические системы) должна
(должны) количественно и качественно переналаживаться в сжатые
сроки при минимальных затратах.
Таким образом, тенденцией современного этапа автоматизации
проектирования является создание комплексных систем, включаю-
щих конструирование изделий, технологическое проектирование
и изготовление изделий в ГПС. Спроектированный технологический
процесс должен оперативно реагировать на изменение производст-
венных ситуаций процесса изготовления изделий.
Повышение требования конкурентоспособности продукции ма-
шиностроения требует новых производительных систем. Для этого
создают виртуальные производственные системы (информация о ее
структуре хранится только в памяти ЭВМ) на основе распределен-
ных производственных систем (отдельные производственные систе-
мы, организационно не связанные между собой и имеющие техноло-
гическое оборудование). При этом решаются задачи организации
и управления.
Организация виртуальной производственной системы напрямую
связана с технологическим содержанием реализуемых проектов.
Процессы организации виртуальной производственной системы
и технологического проектирования взаимосвязаны. Имеют место
прямые и обратные связи информационных потоков. Создаваемая
система управления функционирует, как правило, без участия че-
ловека.
9
1. СОЦИАЛЬНО-ЭКОНОМИЧЕСКИЕ
ПРЕДПОСЫЛКИ АВТОМАТИЗАЦИИ
1.1. История развития средств автоматизации
в машиностроении
В автоматизации производстенных процессов запомнились
даты:
1801 г. - француз Жаккар - автоматизация работы токарного
станка с управлением от перфокарт.
1935 г. - ВЭИ им. В.И. Ленина - система программного управ-
ления нажимными винтами прокатных станов.
1950 г. - токарный станок с СЧПУ и программой на перфоленте
(Мосстанкин).
1961г.- Массачусетский технологический институт: робот
с 7 степенями свободы.
1962 г. - роботы промышленные фирмы «Юнимейшн» США
работают на автомобильных заводах.
1965 г.-1-е роботы в СССР (ИММ АНСССР, МВТУ
и др.).
1969 г. - 1-е адаптивные промышленные роботы в США и Япо-
нии (тактильные датчики, ЭВМ PDP II).
Этапы развития систем автоматизации связаны с развитием эле-
ментной базы. Это можно наблюдать по развитию СЧПУ (табл. 1.1).
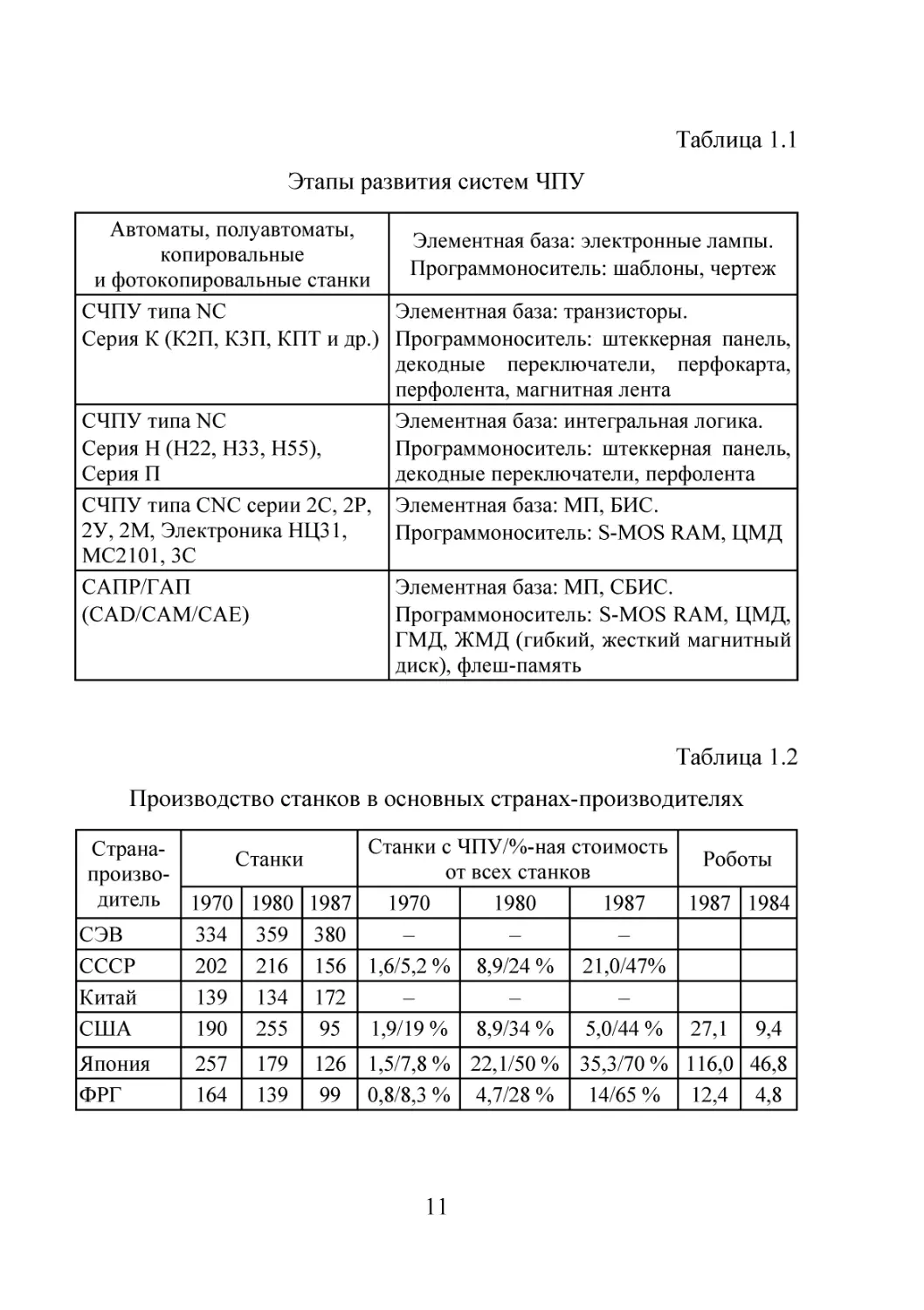
Производство станков в СССР начало сокращаться с 1980 г.
Но производсто станков с ЧПУ неуклонно возрастало (табл. 1.2).
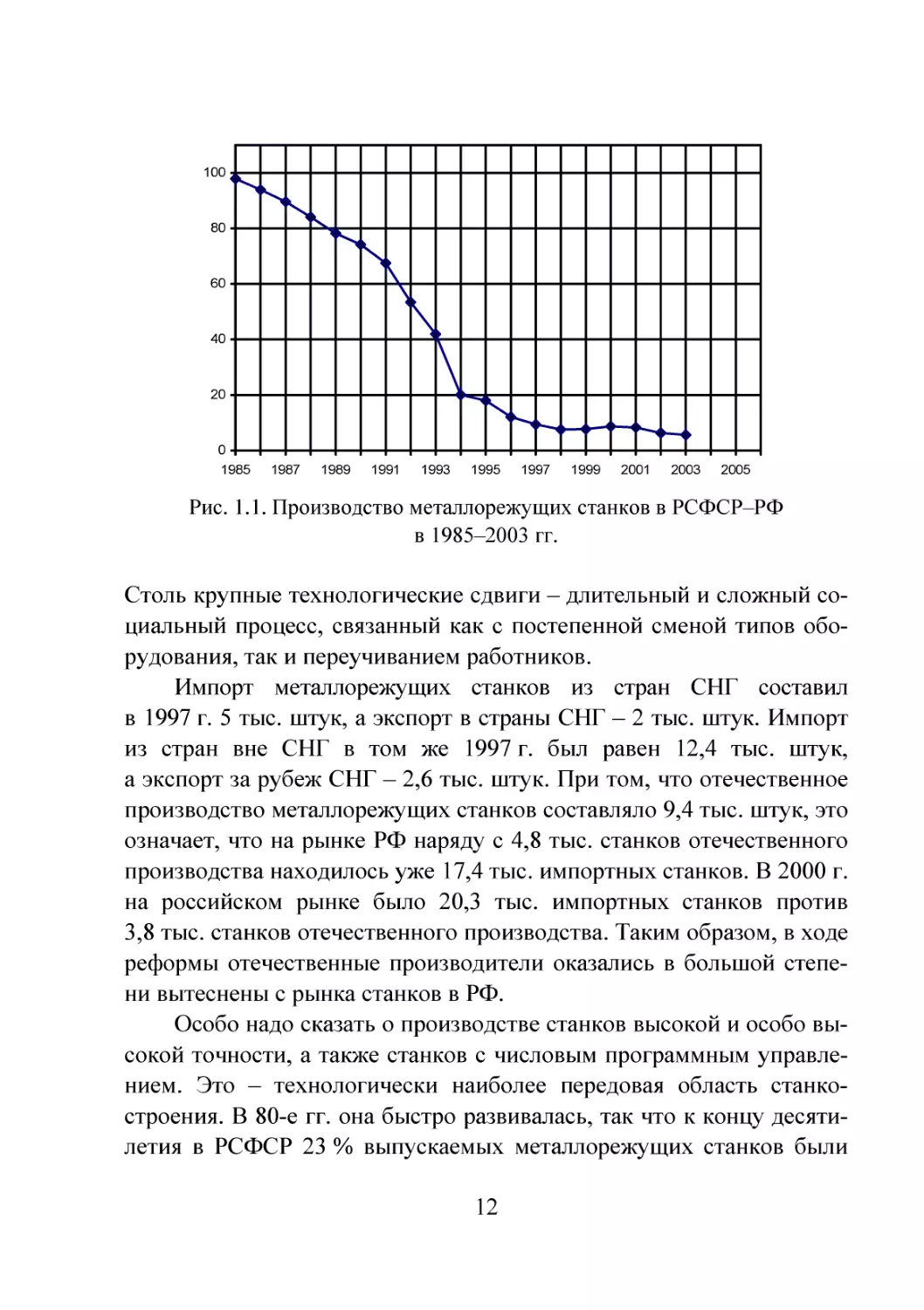
За годы реформ производство металлорежущих станков (включая
станки для ремонтных мастерских сельского хозяйства) сократи-
лось в РФ в 20 раз (со 100 тысяч в 1985 г. до 5 тысяч в 2003 г. -
рис. 1.1).
В СССР требовались крупные технологические сдвиги в метал-
лообработке, переход от резания к более прогрессивным способам
изготовления металлических изделий. Технологическая модерниза-
ция металлообрабатывающего производства была нужна, но дегра-
дация станкостроения никак к модернизации привести не может.
10
Таблица 1.1
Этапы развития систем ЧПУ
Автоматы, полуавтоматы, копировальные и фотокопировальные станки Элементная база: электронные лампы. Программоноситель: шаблоны, чертеж
СЧПУ типа NC Серия К (К2П, КЗП, КПТ и др.) Элементная база: транзисторы. Программоноситель: штеккерная панель, декодные переключатели, перфокарта, перфолента, магнитная лента
СЧПУ типа NC Серия Н (Н22, НЗЗ, Н55), Серия П Элементная база: интегральная логика. Программоноситель: штеккерная панель, декодные переключатели, перфолента
СЧПУ типа CNC серии 2С, 2Р, 2У, 2М, Электроника НЦ31, МС2101, ЗС Элементная база: МП, БИС. Программоноситель: S-MOS RAM, ЦМД
САПР/ГАП (CAD/CAM/CAE) Элементная база: МП, СБИС. Программоноситель: S-MOS RAM, ЦМД, ГМД, ЖМД (гибкий, жесткий магнитный диск), флеш-память
Таблица 1.2
Производство станков в основных странах-производителях
Страна- произво- дитель Станки Станки с ЧПУ/%-ная стоимость от всех станков Роботы
1970 1980 1987 1970 1980 1987 1987 1984
СЭВ 334 359 380 — — —
СССР 202 216 156 1,6/5,2 % 8,9/24 % 21,0/47%
Китай 139 134 172 — — —
США 190 255 95 1,9/19 % 8,9/34 % 5,0/44 % 27,1 9,4
Япония 257 179 126 1,5/7,8 % 22,1/50% 35,3/70 % 116,0 46,8
ФРГ 164 139 99 0,8/8,3 % 4,7/28 % 14/65 % 12,4 4,8
И
Рис. 1.1. Производство металлорежущих станков в РСФСР-РФ
в 1985-2003 гг.
Столь крупные технологические сдвиги - длительный и сложный со-
циальный процесс, связанный как с постепенной сменой типов обо-
рудования, так и переучиванием работников.
Импорт металлорежущих станков из стран СНГ составил
в 1997 г. 5 тыс. штук, а экспорт в страны СНГ - 2 тыс. штук. Импорт
из стран вне СНГ в том же 1997 г. был равен 12,4 тыс. штук,
а экспорт за рубеж СНГ - 2,6 тыс. штук. При том, что отечественное
производство металлорежущих станков составляло 9,4 тыс. штук, это
означает, что на рынке РФ наряду с 4,8 тыс. станков отечественного
производства находилось уже 17,4 тыс. импортных станков. В 2000 г.
на российском рынке было 20,3 тыс. импортных станков против
3,8 тыс. станков отечественного производства. Таким образом, в ходе
реформы отечественные производители оказались в большой степе-
ни вытеснены с рынка станков в РФ.
Особо надо сказать о производстве станков высокой и особо вы-
сокой точности, а также станков с числовым программным управле-
нием. Это - технологически наиболее передовая область станко-
строения. В 80-е гг. она быстро развивалась, так что к концу десяти-
летия в РСФСР 23 % выпускаемых металлорежущих станков были
12
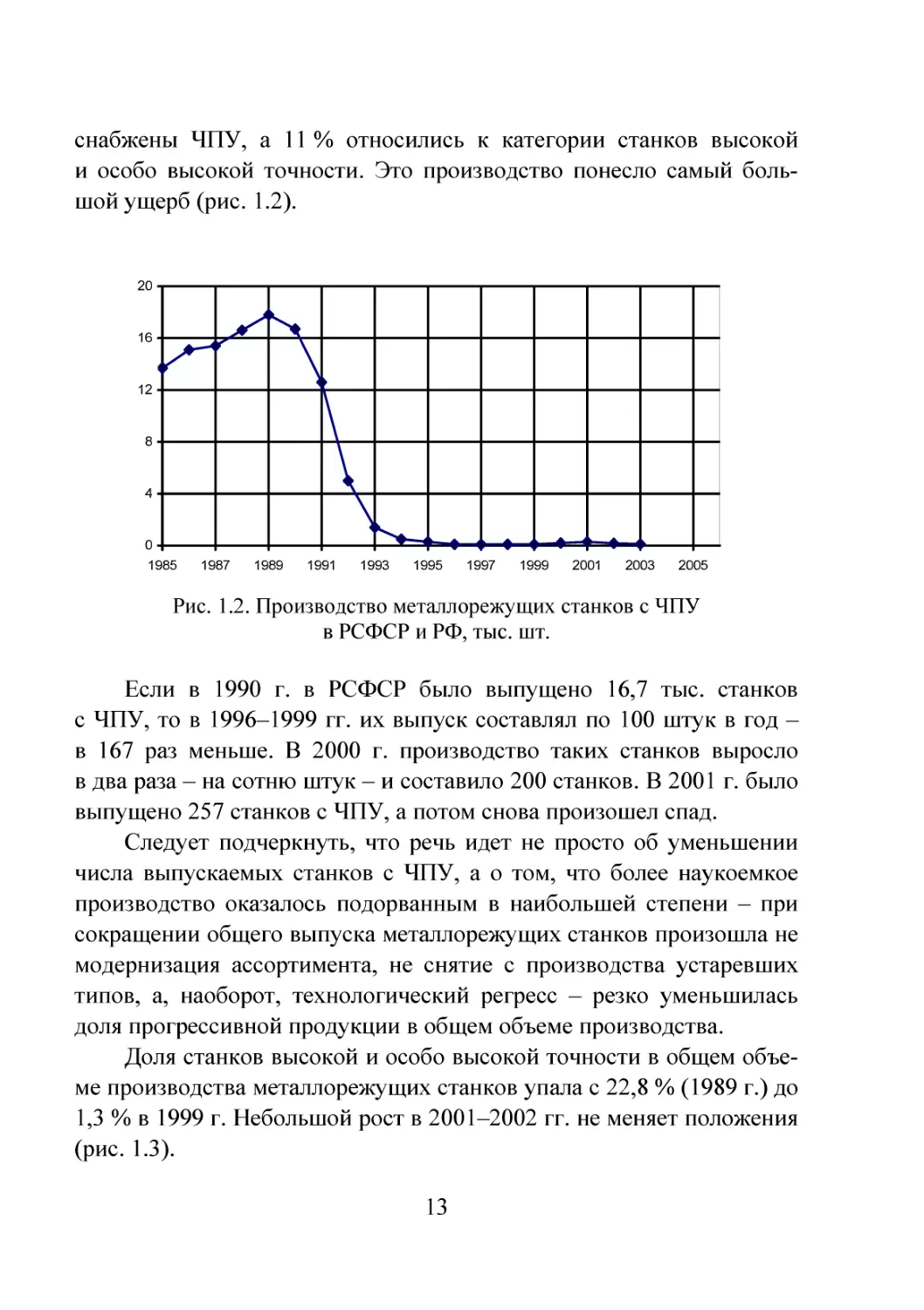
снабжены ЧПУ, а 11 % относились к категории станков высокой
и особо высокой точности. Это производство понесло самый боль-
шой ущерб (рис. 1.2).
Рис. 1.2. Производство металлорежущих станков с ЧПУ
в РСФСР и РФ, тыс. шт.
Если в 1990 г. в РСФСР было выпущено 16,7 тыс. станков
с ЧПУ, то в 1996-1999 гг. их выпуск составлял по 100 штук в год -
в 167 раз меньше. В 2000 г. производство таких станков выросло
в два раза - на сотню штук - и составило 200 станков. В 2001 г. было
выпущено 257 станков с ЧПУ, а потом снова произошел спад.
Следует подчеркнуть, что речь идет не просто об уменьшении
числа выпускаемых станков с ЧПУ, а о том, что более наукоемкое
производство оказалось подорванным в наибольшей степени - при
сокращении общего выпуска металлорежущих станков произошла не
модернизация ассортимента, не снятие с производства устаревших
типов, а, наоборот, технологический регресс - резко уменьшилась
доля прогрессивной продукции в общем объеме производства.
Доля станков высокой и особо высокой точности в общем объе-
ме производства металлорежущих станков упала с 22,8 % (1989 г.) до
1,3 % в 1999 г. Небольшой рост в 2001-2002 гг. не меняет положения
(рис. 1.3).
13
25
1980 1983 1986 1989 1992 1995 1998 2001 2004
Рис. 1.3. Удельный вес станков с ЧПУ в общем объеме
производства металлорежущих станков в РСФСР и РФ, %
Производство гражданского машиностроения в 2000 г. сократи-
лось по сравнению с 1991 г. в 6 раз.
Объявленные программы модернизации экономики России, не-
сомненно, потребуют возрождения машиностроения на новой техно-
логической базе с широким применением автоматизированных сис-
тем управления.
В конце XX в. в России было много надежд на применение про-
мышленных роботов. Причины необходимости их применения сле-
дующие:
1. Есть необходимость автоматизировать ряд основных техноло-
гических операций: сборка, сварка, окраска, очистка литейного от-
боя, раскрой листа, тканей, складские, транспортные, погрузочные
операции и т.д.
2. Есть ряд производств, где существуют условия, опасные для
здоровья и жизни человека (подводная среда, радиация, вакуум, зага-
зованность и т.д.). Без робототехнических устройств здесь не обой-
тись.
З. При применении роботов удешевляется оборудование-
не нужны площади (робот может быть в любой позиции), освещение,
14
отопление, робот может работать 24 ч в сутки, без отдыха и столо-
вой, стрессов и эмоций, без прибавки к зарплате и пенсии, хотя «за-
бастовки» могут быть.
4. Основные технологические процессы автоматизируются,
а вспомогательные - отстают. При автоматизации ряда технологиче-
ских процессов человеку остались лишь несложные однообразные,
повторяющиеся, утомительные вспомогательные операции. Напри-
мер, токарь, фрезеровщик, работая на универсальных станках, явля-
ются профессионалами своего дела, а оператор станка с ЧПУ совер-
шает операции типа: подать, закрепить, снять. Человек становится
придатком машины. Такие операции нужно автоматизировать.
5. Возникли трудности с трудовыми ресурсами рабочей силы
для малоквалифицированного и физического труда, причем доля по-
следнего на протяжении десятков лет держится на уровне 20-40 %.
6. Роботы были нужны давно, но их производство оказалось
возможным только сейчас. Благодаря достижениям современной
микроэлектроники и информатики появились быстродействующие
электроприводы и адаптивные системы управления.
7. Экономически применение робота выгодно, если его стои-
мость не превышает тройной годичной заработной платы высвобож-
даемого человека. В условиях дешевой рабочей силы в России при-
менение роботов не всегда выгодно. В этом и состоит причина пока
малого их применения в России.
Приведем примеры эффективного применения роботов:
1. Завод «Мерседес» в Зиндельфингене (ФРГ): 35 с - автомобиль.
47 тыс. сотрудников, 550 роботов (выполняют 95 % сварки). Сборка,
окраска, защитные покрытия (до 10 покрытий). Перечень пожеланий
содержит 1100 пунктов: цвет автомобиля, салона, сиденья (26 наиме-
нований), материал сиденья, марка магнитолы и т.д. Машина готова
через 12 недель - так функционирует гибкое производство.
2. Орловское объединение «Промприбор» (около 100 роботов):
позволили вдвое сократить число рабочих при росте надежности
в 1,5 раза и количества изделий в 3,5 раза.
15
3. Ленинградский электромеханический завод: свою нагрузку
на штамповочном участке взяли на себя роботы.
4. Петродворцовский часовой завод: роботы-сборщики позволи-
ли не привлекать 1800 человек.
5. Великолукский завод «Реостат»: профессии «штамповщица»
больше нет, есть штампы и РТК.
6. Днепропетровский электровозостроительный завод, Москов-
ский станкостроительный завод «Красный пролетарий» имеют гиб-
кие автоматизированные цеха, включающие станки с ЧПУ, робота-
ми-манипуляторами, устройствами для уборки стружки, автоматизи-
рованными складами и кранами-штабелерами и внутрицеховым
транспортом (робокары).
7. В Японии имеются фирмы, предоставляющие роботов в арен-
ду для сборки, сварки, окраски, - в месяц это обходится в 4-5 раз
дешевле, чем рабочий соответствующей квалификации. Роботы яв-
ляются главной ударной силой японских автопромышленников
в борьбе с американскими конкурентами. Благодаря им на каждого
рабочего этой отрасли производится 60 автомобилей в год, в США -
всего 20.
Завод «Фанук» (рост производства за 10 лет в 14 раз):
• производство роботов Ml0, М20 - занято 40 роботов, 100 ра-
бочих. В цехе обработки автоматизация - на 95 %, в цехе сборки
на 65 %. Завод работает круглые сутки. По ночам за механической
обработкой наблюдает один человек - наблюдается только мигание
тусклых сигнальных огоньков;
• производство электродвигателей с постоянными магнитами:
60 центров механической обработки (многооперационных станков)
производят 900 типов и размеров деталей партиями от 20 до
1000 комплектов, 101 робот, 60 рабочих днем (в основном труд по
уходу и профилактике), несколько ночью, итог работы - 10 тысяч
электромоторов в месяц;
• однако завод «Фанук» перенес в дальнейшем сборку вентиль-
ных двигателей в Китай - там меньше издержки производства.
16
1.2. Необходимость автоматизации
Необходимость автоматизации обусловлена следующими при-
чинами:
• стремление повысить производительность труда, интенсив-
ность работы при стабильности и надежности функционирования
оборудования;
• более совершенный технологический процесс невозможен без
автоматического управления (обычно при переходе от периодиче-
ских процессов к непрерывным);
• стремление уменьшить затраты на вспомогательные произ-
водства, удельный вес которых по капитальным затратам - до 50 %,
по трудовым - до 70 %, освободиться от физического, монотонного,
малоквалифицированного труда;
• необходимость упорядочения получения и переработки ин-
формации и использование ее для управления всеми производствен-
ными процессами.
Процесс отдаления человека от непосредственного воздействия
на органы управления и расширения функций автоматических уст-
ройств продолжается и становится главным направлением развития
всей техники.
Необходимость передачи автоматическим устройствам функций
управления диктуется значительным усложнением процессов, повы-
шением требований к точности, необходимостью экономии энерго-
ресурсов, быстротой протекания процессов и т.п. Количество ин-
формации, которое необходимо переработать человеку в единицу
времени, чтобы управлять, оказывается столь большим, что он не ус-
певает следить за им же созданными агрегатами и процессами. Уст-
ранение этой трудности путем простого увеличения обслуживающе-
го персонала невозможно. Кроме того, часто сам характер процесса
(как в случае контроля параметров безопасности) требует автомати-
зации.
Разрешить указанные трудности можно, переложив с человека
на автоматику не только простые, но и сложные функции регулиро-
вания. Тогда появляется реальная возможность не только автомати-
17
чески управлять отдельными агрегатами и процессами (что харак-
терно для частичной автоматизации), не только осуществлять ком-
плексную автоматизацию, при которой создается взаимосвязанная
система операций с объединением в единый комплекс процессов
и агрегатов в масштабе котельных, цехов, заводов, но и переходить
к полной автоматизации.
Тогда обеспечивается как автоматизация всех основных и вспо-
могательных участков, процессов и агрегатов производства, так и ав-
томатизация информационных процессов (получение, передача, хра-
нение и обработка информации) посредством АСУ с применением
средств вычислительной техники, с сокращением (или полным
выводом) обслуживающего персонала и сведением его функций
к наблюдению за работой оборудования и устранению возникающих
неполадок.
В общем случае процесс управления состоит из следующих ос-
новных элементов: получение информации о задачах управления;
получение информации о результатах управления (т.е. о поведении
объекта); анализ полученной информации и выработка решения; ис-
полнение решения (т.е. осуществление управляющих воздействий).
На каждый объект оказывает влияние бесчисленное множество
внешних воздействий, но из них отбирают лишь те, которые в усло-
виях решаемой задачи существенно влияют на состояние объекта.
Эти внешние воздействия называют входными величинами (входны-
ми воздействиями или переменными). Для решения задач управления
важно различать два типа входных величин: управляющие и возму-
щающие.
К управляющим относятся такие величины, значениями кото-
рых можно распоряжаться при управлении объектом и которые мож-
но изменять для осуществления цели управления. К возмущающим
относятся остальные существенные воздействия на объект.
Воздействия объекта на окружающую среду характеризуются
значениями выходных величин, совокупность которых определяет
состояние объекта, так как именно они позволяют оценивать соот-
ветствие изменений в объекте целям управления.
18
Изменение входных величин, как правило, вызывает изменение
выходных величин. Однако изменения на выходе объекта не всегда
проявляются сразу, они могут иногда запаздывать, но никогда не мо-
гут опережать изменения входных величин, так как входные величи-
ны - причина, а выходные - следствие управления.
Целесообразно заметить, что возмущающие воздействия,
влияющие на объект, могут иметь не только внешнее происхожде-
ние, но и проявляться внутри объекта как результат изменения
свойств его элементов после длительной работы и вообще при нару-
шении нормального функционирования этих элементов.
Управляемый объект и присоединенное к нему устройство, воз-
действующее на объект с целью обеспечения требуемого режима ра-
боты и называемое управляющим устройством, в совокупности обра-
зуют систему управления.
1.3. Факторы, влияющие на эффективность
автоматизации
Можно выделить следующие факторы, влияющие на эффектив-
ность автоматизации:
• экономическая эффективность;
• желание внедрять новую технику (человеческий фактор). При
приказе сверху, как это происходило в недавнее время, эффекта нет;
• наличие техники, комплексного оборудования для автомати-
зации;
• уровень подготовки среды автоматизации, технологического
обеспечения, обученность, подготовленность кадров;
• планомерность, этапность работ с глубоким научно-техни-
ческим и социально-экономическим обоснованием, соблюдением ие-
рархии целей, наличием ответственности.
19
1.4. Показатели социально-экономической
эффективности
Из показателей социально-экономической эффективности глав-
ными являются:
Итоговый показа-
тель - повышение
прибыли.
• рост производительности труда;
• снижение себестоимости продукции
(снижение издержек на рабочую силу, сы-
рье, оборудование, энергию);
• повышение качества продукции;
• улучшение условий труда, повышение его организации и бе-
зопасности, в том числе снижение неквалифицированного физиче-
ского труда, повышение заинтересованности персонала в результатах
труда.
Окупаемость:
• стоимость системы управления примерно прямо пропорцио-
нальна количеству собираемой и перерабатываемой информации;
• зависимость экономической эффективности (прибыли) Q от
затрат на систему управления К - экспонента;
г dK
• срок окупаемости 1 ок =-;
dQ
• с ростом сложности и увеличением затрат на системы управ-
ления эффективность возрастает в меньшей степени;
• существует определенный, экономически обоснованный уро-
вень сложности системы автоматизации и алгоритмов управления,
исходя из Ток = 5... 8 лет;
• наиболее быстрый экономический эффект имеем от первона-
чальных мероприятий по автоматизации, когда системы управления
построены по иерархическому принципу. Сначала внедряются низ-
шие подсистемы, а затем высшие. Иерархические системы обеспечи-
вают повышенную надежность и выживаемость.
Желание внедрять автоматизацию (человеческий фактор):
• владельцы собственности: увеличение прибыли и дивидендов;
20
• менеджеры (руководители завода, цехов): получение части
увеличения прибыли от автоматизации;
• среднее звено управления (ИТР, мастера, начальники участ-
ков): уменьшение численности персонала, повышение надежности
работы оборудования, интеллектуализации управления, повышение
зарплаты, повышение имиджа младших командиров (электроника - их
«помощница», а не замена);
• рабочие: сохранение рабочих мест, повышение зарплаты, об-
разовательного уровня, улучшение условий труда.
План-график автоматизации:
• социально-экономическая часть;
• организационно-управленческая часть (сетевой график);
• решение проблем психолого-воспитательного, культурно-об-
разовательного фактора.
1.5. «Подводные камни» при автоматизации
Имеется ряд факторов, препятствующих успешной автоматиза-
ции производства:
• «луддитство» - разрушение систем автоматизации, роботов
станков и т.д. как элементов, лишающих людей работы (нужен учет
человеческого фактора);
• непродуманность применения систем автоматизации в техно-
логических процессах (эффект дает комплексная, последовательно
проводимая автоматизация при непрерывности процессов обработки);
• неподготовленность обслуживающего персонала, рабочие
и руководители с большим стажем работы неохотно идут на пере-
обучение, стремятся работать привычными методами (к автоматиза-
ции необходимо широко привлекать молодежь);
• консерватизм руководителей производства, личная незаинте-
ресованность в автоматизации («зри в корень» - 70-90 % успеха за-
висит от деловых качеств руководителей).
Еще раз о человеческом факторе
Приведем высказывание основателя компаний «Форд» Генри
Форда: «Всему, чему мы научились с течением времени, всем нашим
21
умениям и искусствам мы обязаны нашим сотрудникам. Я убежден,
что, если дать людям свободу развития и сознания служебного долга,
они всегда приложат все свои силы и все умения даже к самой незна-
чительной задаче» (18,5 тыс. легковых автомобилей в 1909 г., 2 млн -
в 1925 г.).
В ряде передовых фирм развитых стран, особенно в Японии, по-
всеместно созданы группы по 4-5 рабочих, от которых требуют ду-
мать и думать над тем, как хотя бы на йоту рационализировать про-
изводство, как лучше, эффективнее, дешевле сделать то или иное де-
ло. Естественно, для инженеров, ученых, конструкторов главная
задача - умение думать. Это «мерило» престижа в компании, фактор
продвижения по службе.
«Общественный престиж» должен относиться не к профессии
вообще (само по себе), а к тому, как выполняются профессиональные
обязанности. Хороший инженер должен зарабатывать больше плохо-
го начальника цеха, хороший рабочий - больше, чем плохой инже-
нер. Оплата должна быть прежде всего в зависимости от интенсив-
ности и качества той или иной профессии.
К сожалению, в России и по настоящий момент консерватизм,
незаинтересованность в повышении эффективности имеют место.
Академик Глушков (академический институт по автоматизации) ис-
следовал рабочее время и возможности автоматизации с помощью
телекамеры. Рабочие первым делом накидывали робу на телекамеру.
А сколько примеров разрушения роботов, АСУТП.
Данное положение можно объяснить и характером развития
России. Социализм до 1990 г. понимался как обилие общественных
благ. Человек «от рождения до смерти» был защищен: дешевые дет-
ские ясли-сад, бесплатные школа, техникум, институт, обязательное
обеспечение местом работы, очень дешевое жилье, которое мог по-
лучить каждый после 10-15 лет работы на одном месте, доступное
всем здравоохранение, другая социальная защита. На работе преоб-
ладала «уравниловка», не поощряющая каждого к инициативе, к эко-
номии живого и общественного труда, сырья и материалов. В этих
условиях человек, отчужденный от собственности и власти, но соци-
22
ально защищенный, превращался в иждивенца-потребителя. Россия
потеряла темпы роста, поутратила общественную энергию поступа-
тельного механизма. Для России актуальны сейчас слова Генри Бок-
ля: «Встарь богатейшими странами были те, природа которых была
наиболее изобильна, нынче же богатейшие страны те, в которых че-
ловек наиболее деятелен».
1.6. Качество с позиций надежности
Как сделать, чтобы было невыгодно выпускать некачественную
продукцию (в том числе и средства автоматизации)? Естественная
рыночная конкуренция требует выпуска надежной продукции, чтобы
реализовать ее как условие существования фирмы.
Существует несколько подходов к решению проблемы надеж-
ности:
1. Надо укладываться в стандарты.
Но стандарты обычно имеют заниженные требования, так как
составляются, исходя из достигнутого или среднего уровня качества.
2. Надо идти от требований потребителя, который хочет
иметь изделия лучше, чем в стандарте.
Этого положения придерживаются большинство фирм-произво-
дителей, если желают «выжить» в условиях конкуренции, и в рекла-
ме своей продукции акцентируют внимание на качестве.
3. Фирмы-изготовители лучше знают, какой должна быть про-
дукция, о чем даже потребитель не подозревает.
Это подход японских фирм, с которых берет пример и осталь-
ной мир. Реальная надежность японской продукции следующая:
• надежность комплектующих узлов японского бытового теле-
визора в СТО раз выше, чем оговорено Британским стандартом
на подобные изделия для военных нужд;
• стандарты США и Европы допускают 1-2 дефектных изделия
на 100, в Японии - 1-2 дефектных изделия на 1 000 000;
• контроль через ОТК, госприемку и т.д. в Японии сокращается
(5 %, а нередко 1 % от персонала). В Европе до 15 % персонала на
проверяющих.
23
Секрет высокой надежности - отношение к делу производст-
венного персонала:
• больше, чем на 80 %, решение проблемы качества зависит
от руководителей высшего уровня;
• руководителей надо учить (японских руководителей 10 лет по
специальной государственной программе учили проблемам качества,
переведя на японский язык все, что вышло в мире по проблемам ка-
чества);
• работники на рабочих местах объединяются по 5-8 человек
в кружки качества, выбирают лидера, примерно раз в неделю обсуж-
дают проблемы улучшения качества, уменьшения потерь, расхода
материалов, увеличения производительности труда, вырабатывают
коллективные рационализаторские предложения, которые обязатель-
но вознаграждаются. В фирме «Тойота» на одного рабочего прихо-
дится до 10 рацпредложений. По итогам работы - коллективное пре-
мирование до 30 % зарплаты.
1.7. Проблемы с надежностью в России
Основные причины низкой надежности отечественной продук-
ции следующие:
• студентов вопросам надежности учат недостаточно;
• проектировщики берут за основу аналог, но не требования ка-
чества;
• доводка производится при выпуске, а не при проектировании;
• при изготовлении нет автоматизированного послеоперацион-
ного и финального контроля, соответствующих испытательных стен-
дов, методик, алгоритмов испытаний;
• при эксплуатации недостаточно встроенной диагностики,
перевода систем в спецрежим при любом отказе, чтобы исключить
аварию.
Наработка на отказ различных СЧПУ
• Н55 - 800 ч;
• 2У,2Р,2С- 1000 ч;
• НЕЙРОН-ИЗ - 1400 ч;
24
• 2С42-65 - 3000 ч;
• МС2101 (Электроника НЦ-80-31) - 5000 ч;
• вычислитель MCI201.02 в СЧПУ 2С42-65 - 10 000 ч;
• зарубежные стойки СЧПУ - не ниже 20 000 ч.
Таким образом, отечественные СЧПУ в начале 90-х гг.
в 15-25 раз уступали по надежности зарубежным.
Качество микросхем
В Томском объединении «Контур») в 1990 г. производился вход-
ной контроль 10-12 % микросхем. Результаты приведены в табл. 1.3.
Таблица 1.3
Сравнительные характеристики качества микросхем
Место изготовления Проверено Отбраковано
Баку 178 тыс. 73,5 тыс.
Тбилиси 504 тыс. 115 тыс.
Контрольные вопросы
1. В каких случаях автоматизация неэффективна в социально-
экономическом плане?
2. Предложите основные разделы бизнес-плана для планируе-
мой покупки и использования в цехе металлообработки токарного
станка с системой ЧПУ.
3. Какие факторы являются определяющими для повышения ка-
чества и надежности выпускаемой продукции.
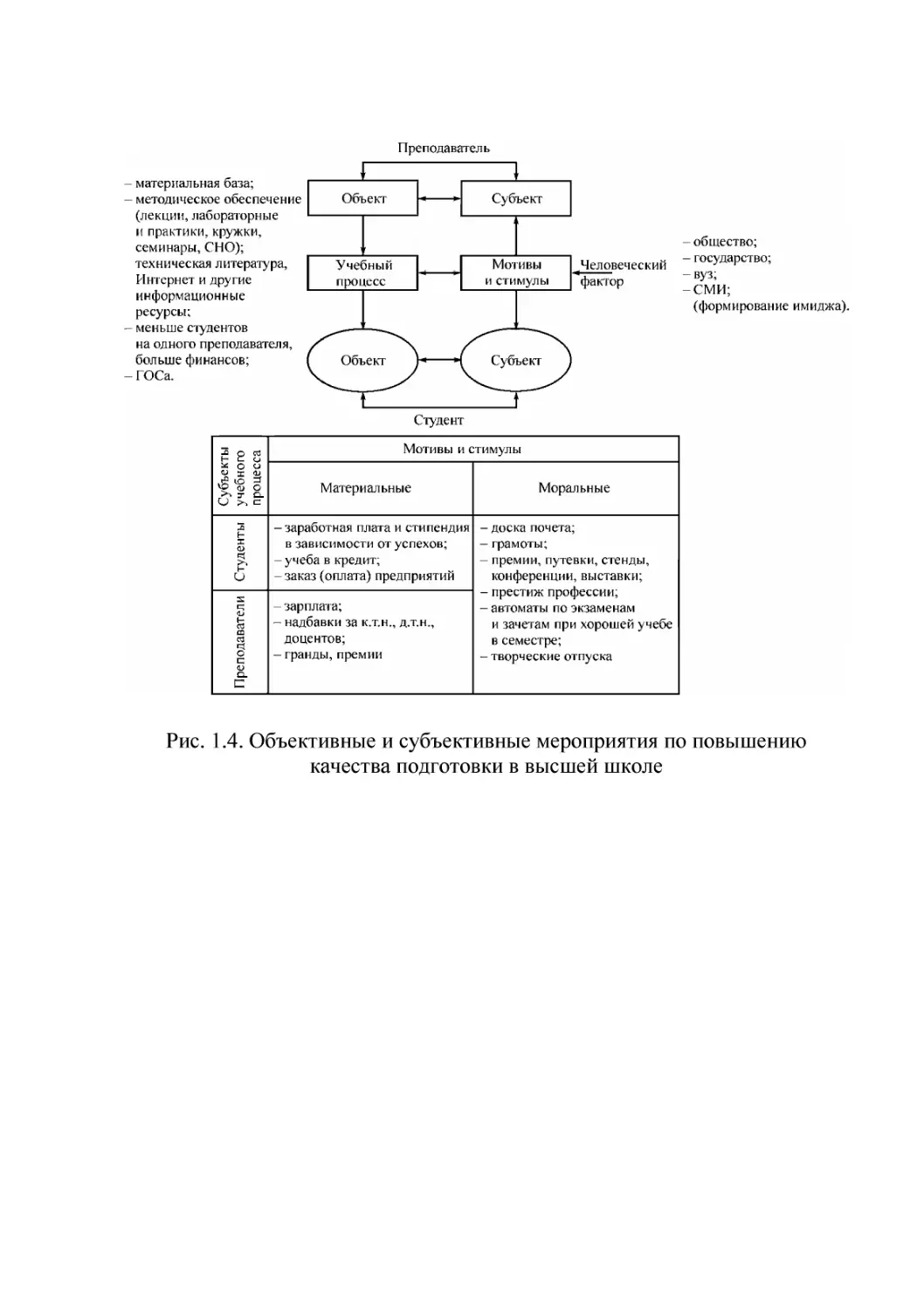
4. Оцените и дополните на рис. 1.4 систему мер по повышению
качества подготовки специалистов, учитывая человеческий фактор.
25
- материальная база;
- методическое обеспечение
(лекции, лабораторные
и практики, кружки,
семинары, СНО);
техническая литература,
Интернет и другие
информационные
ресурсы;
- меньше студентов
на одного преподавателя,
больше финансов;
- ГОСа.
Преподаватель
- общество;
- государство;
- вуз;
-СМИ;
(формирование имиджа).
Студент
Субъекты учебного процесса Мотивы и стимулы
Материальные Моральные
Студенты — заработная плата и стипендия в зависимости от успехов; - учеба в кредит; - заказ (оплата) предприятий - доска почета; — грамоты; - премии, путевки, стенды, конференции, выставки; - престиж профессии; - автоматы по экзаменам и зачетам при хорошей учебе в семестре; - творческие отпуска
Преподаватели - зарплата; — надбавки за к.т.н., д.т.н., доцентов; - гранды, премии
Рис. 1.4. Объективные и субъективные мероприятия по повышению
качества подготовки в высшей школе
2. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
В МАШИНОСТРОЕНИИ
Производственная система - это сложная многоуровневая (ие-
рархическая) система, которая преобразует исходные полуфабрика-
ты, сырье, материалы в конечный продукт, соответствующий обще-
ственному заказу. В более широком смысле производство - это со-
единение ресурсов (сырья, капитала, труда и предпринимательской
способности) для производства товаров и услуг. Основа любого про-
изводства - технологический процесс (ТП) - определенное взаимо-
действие орудий труда, обслуживающей и транспортной систем.
Машиностроение (процессы обработки металлов) наряду с ткац-
кой промышленностью первыми потребовали автоматизации. Анализ
технологических процессов в машиностроении показывает, что
в общем цикле организации производства детали станочное время
занимает в среднем не более 5 % (остальное - подготовка производ-
ства, транспортирование, пролеживание и т.д.). В станочном времени
время обработки составляет только около 30 % (остальное время -
позиционирование, загрузка, измерение, холостое время и др.).
Усилия, направленные на интенсификацию механической обра-
ботки, оказывают влияние лишь на небольшую часть в общем балан-
се цикла получения готового изделия. Тот же анализ показывает, что
сокращение непроизводственных потерь времени возможно лишь на
основе интеграции производства, которая позволяет, в принципе, до-
вести станочное время в общем цикле изготовления до 90 %, машин-
ное время в рамках станочного также до 90 %. При этом имеется
в виду также интеграция производства, которая допускала бы непре-
рывную трехсменную эксплуатацию оборудования, в том числе
и малолюдную ночную смену.
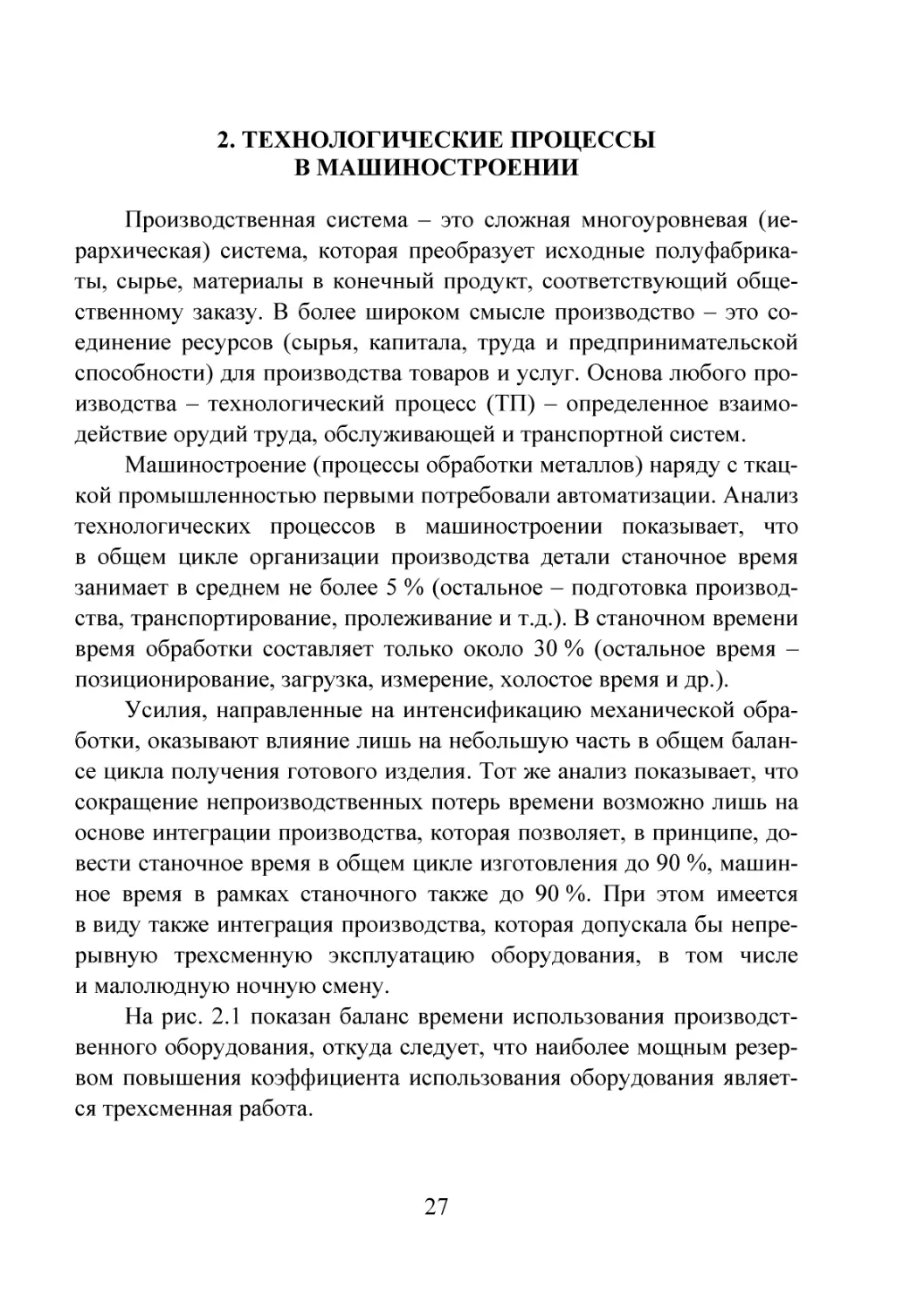
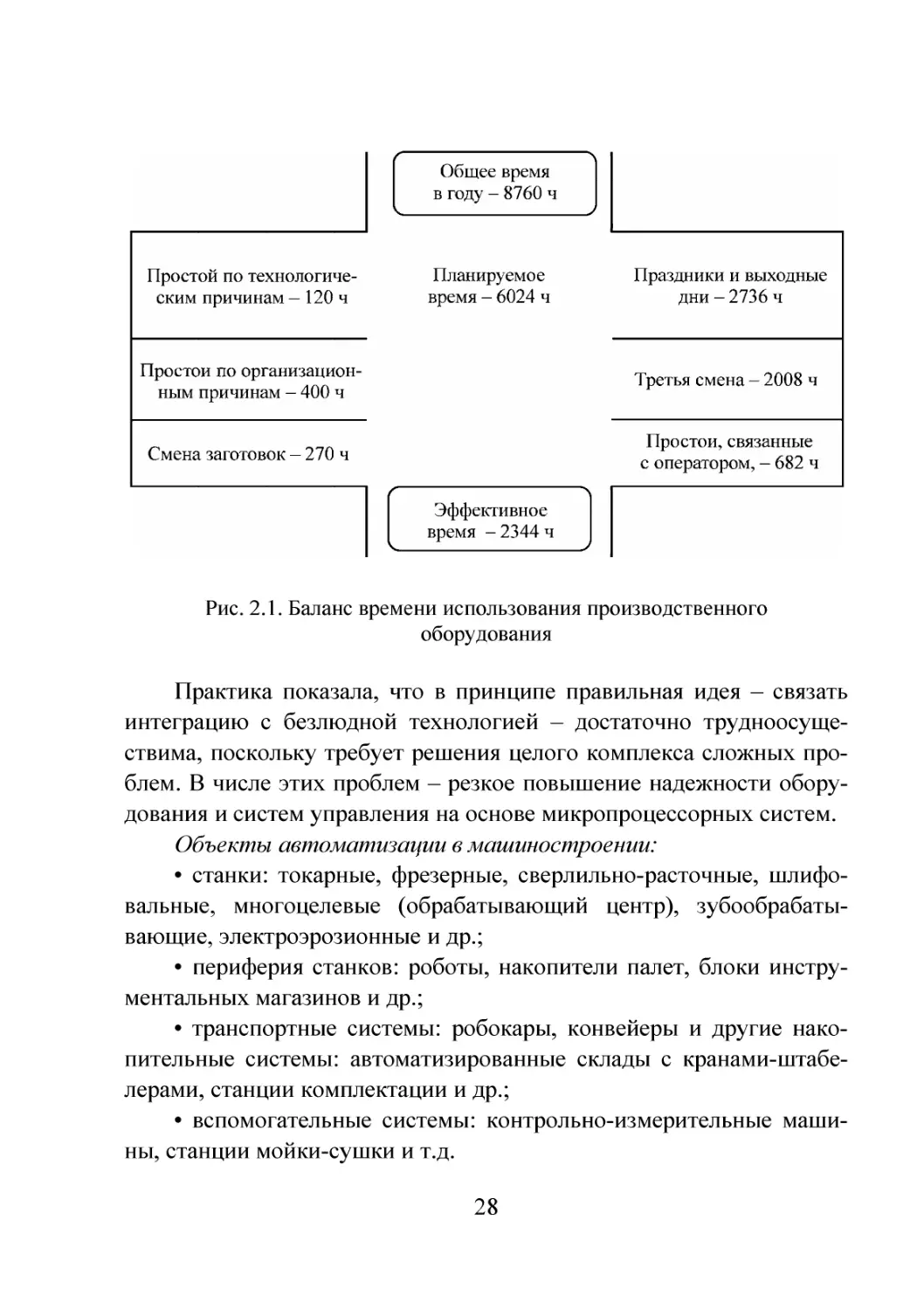
На рис. 2.1 показан баланс времени использования производст-
венного оборудования, откуда следует, что наиболее мощным резер-
вом повышения коэффициента использования оборудования являет-
ся трехсменная работа.
27
Общее время
в году - 8760 ч
Простой по технологиче-
ским причинам — 120 ч
Планируемое
время - 6024 ч
Праздники и выходные
дни - 2736 ч
Простои по организацион-
ным причинам - 400 ч
Третья смена - 2008 ч
Смена заготовок — 270 ч
Простои, связанные
с оператором, — 682 ч
Эффективное
время - 2344 ч
Рис. 2.1. Баланс времени использования производственного
оборудования
Практика показала, что в принципе правильная идея - связать
интеграцию с безлюдной технологией - достаточно трудноосуще-
ствима, поскольку требует решения целого комплекса сложных про-
блем. В числе этих проблем - резкое повышение надежности обору-
дования и систем управления на основе микропроцессорных систем.
Объекты автоматизации в машиностроении:
• станки: токарные, фрезерные, сверлильно-расточные, шлифо-
вальные, многоцелевые (обрабатывающий центр), зубообрабаты-
вающие, электроэрозионные и др.;
• периферия станков: роботы, накопители палет, блоки инстру-
ментальных магазинов и др.;
• транспортные системы: робокары, конвейеры и другие нако-
пительные системы: автоматизированные склады с кранами-штабе-
лерами, станции комплектации и др.;
• вспомогательные системы: контрольно-измерительные маши-
ны, станции мойки-сушки и т.д.
28
С позиций производительности и гибкости системы авто-
матизации в машиностроении можно классифицировать по уровню
гибкости и производительности (рис. 2.2).
Рис. 2.2. Классификация системы автоматизации в машиностроении: х - за-
крепленная за оборудованием номенклатура деталей (число партий); у -
число деталей в партии; 1 — универсальные станки с ручным управлением;
2 - станки с ЧПУ; 3 - многооперационные станки; 4 - гибкие производст-
венные модули (ГПМ); 5 - гибкие производственные участки (ГПУ); 6 - гиб-
кие линии, цехи; 7 - автоматические линии
Основой автоматизации производства являются технологиче-
ские процессы (ТП), которые должны обеспечивать высокую произ-
водительность, надежность, качество и эффективность изготовления
изделий. С этой точки зрения большое значение приобретают про-
грессивные высокопроизводительные методы обработки и сборки,
используемые при проектировании автоматизированных ТП.
При разработке ТП автоматизированного производства (АП)
рассматривают комплексно все его элементы: загрузку-выгрузку из-
делий, их базирование и закрепление, обработку, контроль, межопе-
рационное транспортирование и складирование и др. Поэтому для
оценки возможности и эффективности автоматизации важно пра-
вильно классифицировать ТП.
29
Характерной особенностью ТП обработки и сборки являет-
ся строгая ориентация деталей и инструмента относительно друг
друга в рабочем процессе - первый класс процессов. Другие виды
обработки (термообработка, сушка, окраска и пр.), которые не тре-
буют строгой ориентации детали, относят ко второму классу про-
цессов.
Кроме того, ТП по непрерывности подразделяют на дискретные
и непрерывные. Дискретные процессы характеризуются прерывисто-
стью и строгой последовательностью рабочих и холостых движений,
непрерывные - не прерываясь, изменяются плавно, без скачков (на-
пример, бесцентровое шлифование, протягивание). Это разделение
носит условный характер, так как большинство процессов сочетает
дискретность с непрерывностью.
Для обеспечения высокой производительности и надежности
проводят дифференциацию ТП, т.е. делят его на упрощенные техно-
логические переходы (позиции). По мере возможности для уменьше-
ния длины транспортных путей и числа операций, а также в силу
технической целесообразности осуществляют концентрацию перехо-
дов и позиций на едином оборудовании в одну операцию. Эффектив-
ность этих мероприятий устанавливается технико-экономическими
расчетами, обязательно сопровождающими проектирование ТП ав-
томатизированного производства.
Разработка технологических процессов АП характеризуется сле-
дующими особенностями:
• автоматизированные ТП включают не только разнородные
операции механической обработки, но и обработку давлением, тер-
мообработку, сборку, контроль, упаковку, а также транспортно-
складские и другие операции;
• требования к гибкости и автоматизации производственных
процессов диктуют необходимость комплексной и детальной прора-
ботки технологии, тщательного анализа объектов производства, про-
работки маршрутной и операционной технологии, обеспечения на-
дежности и гибкости процесса изготовления изделий с заданным ка-
чеством. Степень подробности технологических решений должна
30
быть доведена до уровня подготовки управляющих программ для
оборудования;
• при широкой номенклатуре изделий технологические реше-
ния многовариантны;
• возрастает степень интеграции работ, выполняемых различ-
ными технологическими подразделениями.
Насущные требования по совершенствованию и сокращению
сроков технологической подготовки производства вызвали необхо-
димость в принципиально новом подходе к проектированию ТП
с использованием методов систем автоматизированного проектиро-
вания (САПР). Повышению эффективности автоматизированной раз-
работки ТП во многом способствует рациональное сочетание типо-
вых и индивидуальных технологических решений на всех стадиях
проектирования, а также высокий уровень стандартизации и унифи-
кации изделий, оборудования и самих технологических процессов,
позволяющих создавать и использовать соответствующие базы дан-
ных на основе информационных технологий.
Внедрение гибкой технологии (технологии переналаживаемого
производства) с широким использованием компьютерной техники
и переналаживаемых средств автоматизации позволяет быстро и эф-
фективно перестраивать ТП на изготовление новых изделий. По-
следнее весьма актуально в условиях мелкосерийного и серийного
производства, преобладающего в машиностроении.
2.1. Процессы изготовления деталей
В качестве средств автоматизации процессов изготовления де-
талей используют оборудование с ЧПУ, АЛ, РТК, ГПС. Применение
тех или иных средств определяется производственной программой,
номенклатурой и конструктивными особенностями деталей, подле-
жащих выпуску.
Технологический процесс (ТП) разрабатывают поэтапно. На
первом этапе для обработки каждой поверхности в зависимости от
требуемых точности и качества поверхности выбирают соответст-
вующий метод и определяют необходимое число переходов. Эту ин-
31
формацию используют для определения необходимых силы и мощ-
ности на резание.
Затем устанавливают последовательность всех переходов с учё-
том требования минимальности числа измерений положения заго-
товки. На этом этапе принимают решения о целесообразности вы-
полнения некоторых операций на другой линии. В технологическом
процессе следует предусматривать переходы для контроля и очистки
заготовки от стружки. При обработке точных поверхностей между
черновыми и чистовыми операциями целесообразно выполнять опе-
рации по обработке других поверхностей. Благодаря такой последо-
вательности операций заготовка успевает остыть после черновой об-
работки перед чистовой.
На последнем этапе проектирования окончательно группируют
переходы по станкам, шпинделям (агрегатных станков) и уточняют
режимы резания таким образом, чтобы число станков было мини-
мальным. При этом учитывают возможности использования норма-
лизованных узлов или станков, из которых будет создаваться АЛ,
удобство её обслуживания. Уточняют режимы резания с учётом за-
данной производительности АЛ. Следует иметь в виду, что изменять
технологический процесс и режимы резания на действующей АЛ без
ее переделки невозможно.
В связи с тенденцией сокращения сроков выпуска изделий в ря-
де отраслей промышленности АЛ, рассчитанные на выпуск одной
детали постоянной конструкции, имеющие срок окупаемости около
десяти лет и более, уже не могут быть полностью использованы. По-
этому было разработано оборудование нового типа - ГАЛ, которые
могут переналаживаться на изготовление деталей, модификации ко-
торых неизвестны при проектировании. Оборудованием, применяе-
мым в ГАЛ, а также в качестве самостоятельных средств автомати-
зации средне- и крупносерийного производства, являются станки со
сменными шпиндельными коробками (СШК).
В среднесерийном производстве предъявляются специфические
требования к металлообрабатывающему оборудованию. Обычные
АЛ в среднесерийном производстве нерентабельны вследствие мало-
32
го коэффициента загрузки, а использование одношпиндельных мно-
гоцелевых станков с ЧПУ невыгодно, так как для изготовления
больших партий деталей требуется значительное количество этого
дорогостоящего оборудования. Поэтому производительность повы-
шают благодаря использованию СШК. В оборудовании со СШК за-
готовка остаётся зафиксированной во время всего цикла обработки,
а инструмент, установленный в СШК, подаётся к заготовке в после-
довательности, соответствующей ходу технологического процесса
обработки, производительность которого определяется суммой за-
трат времени на выполнение всех операций. Число наименований де-
талей, изготовляемых на ГАЛ со СШК, зависит от программы их
выпуска и трудоёмкости обработки и может достигать в среднем
10-12 шт.
При небольшой трудоёмкости обработки на одной ГАЛ можно
изготавливать до 30 наименований деталей, а при большей трудоём-
кости - до 2. В среднесерийном производстве с программой выпуска
5000-30000 шт./год обработку экономически целесообразно выпол-
нять на агрегатном оборудовании со СШК, что увеличивает произво-
дительность труда в 5-10 раз по сравнению с обработкой на станках
с ЧПУ. В ряде случаев для большей гибкости оборудования СШК из-
готовляют с раздвижными шпинделями.
Необходимым элементом перехода от локальной автоматизации
к ГПС являются РТК. Организационно РТК могут функционировать
отдельно, как самостоятельный вид оборудования, или могут быть
объединены в роботизированные технологические линии (РТЛ) и ро-
ботизированные технологические участки (РТУ).
Структура РТК и степень участия человека в производственном про-
цессе зависят от уровня автоматизации, избираемого для данных
конкретных условий, и характера связей с внешними и смежными
производственными подразделениями. Состав РТК определяется
характером выполняемого технологического процесса и формирует-
ся на основе следующих данных: числа изготовляемых деталей;
заданной годовой программой выпуска; состава технологического
оборудования; организации потока материалов (транспортирование,
33
промежуточное хранение деталей и заготовок); числа подразделений
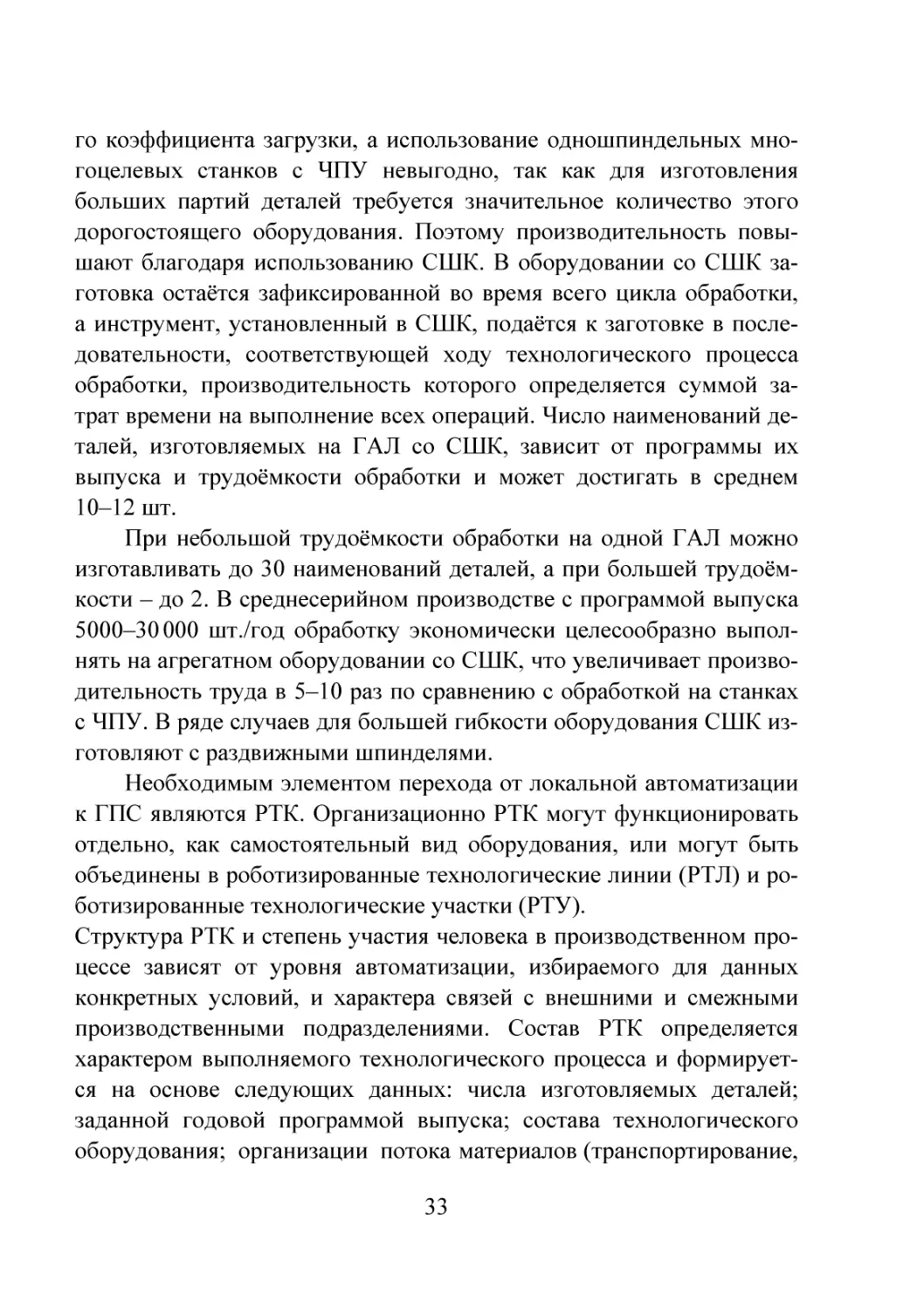
обслуживания оборудования. Конструктивные, технологические, пла-
нировочные, информационные и другие связи (рис. 2.3) как внутри
РТК, так и между ними определяют характер выполняемого процес-
са. РТК можно условно подразделить на три основные подсистемы:
• Подсистема обработки формируется на основе технологиче-
ского оборудования, модернизированного для взаимодействия с ПР.
Рис. 2.3. Внутренние связи между основными составляющими производст-
венного процесса РТК: а - конструктивные; б - технологические; в - плани-
ровочные; г - информационные; ТО - технологическое оборудование; ПР -
промышленный робот; Д - деталь; П - приспособление и оснастка; ВО -
вспомогательное оборудование (тара, магазины, транспорт); К - средства
контроля; У - средства управления; Т - входные и выходные транспортные
связи РТК
• Подсистема обслуживания формируется на основе устройств
для размещения заготовок деталей на входе в РТК, межоперацион-
ных транспортирующих устройств и накопителей, устройств приёма
деталей, а также ПР.
• Подсистема контроля и управления состоит из комплекса про-
грамм, средств контроля, измерений, регулирования вычислений,
логического управления, регистрации и аварийной защиты. Эта под-
система оснащена датчиками контроля: наличия, ориентации и точ-
ности расположения изготавливаемых изделий, параметров выпол-
няемого технологического процесса, правильности срабатывания
рабочих органов оборудования, приспособлений режущего инстру-
мента, вспомогательных устройств и аварийной защиты. Сложные
РТК помимо указанных подсистем могут иметь дополнительные -
34
систему инструментального обеспечения (СИО) технического об-
служивания (ТО) и организационно-технического управления (ОТУ).
В простых РТК используются, как правило, автономные устройства
управления ПР и технологическим оборудованием, а в сложных -
управляющие вычислительные комплексы (УВК).
Автоматизацию механической обработки с помощью РТК осу-
ществляют как путём создания последних на базе имеющегося на
предприятии оборудования, так и путём оснащения производства се-
рийно выпускаемыми РТК. Создание РТК на базе имеющегося обо-
рудования требует модернизации станков, а также соответствующей
организации хранения и транспортирования заготовок и деталей.
При определении номенклатуры деталей, изготовление которых
целесообразно на РТК, следует учитывать ряд факторов:
• конструкцию детали (геометрическую форму и взаимное рас-
положение её поверхностей);
• технические требования, предъявляемые к детали;
• вид, состояние поставки, габариты и массу заготовок.
Заготовки, подлежащие обработке на РТК, должны отвечать
следующим требованиям:
• иметь однородные по форме и расположению поверхности для
базирования и захвата, позволяющие устанавливать их без дополни-
тельной выверки на станок с помощью универсальной технологиче-
ской оснастки;
• иметь явно выраженные поверхности, которые можно исполь-
зовать для транспортирования и складирования заготовок около
станков в ориентированном виде, используя для этого стандартизи-
рованную вспомогательную оснастку (поддоны, ложементы и т.д.);
• конструкции деталей должны быть такими, чтобы была воз-
можна унификация технологических процессов и типов технологи-
ческого оборудования в целях использования группового метода их
изготовления.
Для изготовления на РТК рекомендуются следующие детали:
• гладкие и ступенчатые валы (прямоосные и эксцентриковые)
диаметром до 160 мм и длиной до 2000 мм;
35
• диски, фланцы, кольца, втулки, гильзы диаметром до 400 мм
и длиной до 250 мм;
• плоские и объёмные детали простейшей формы длиной и ши-
риной до 1000 мм.
В условиях среднесерийного производства использование РТК
целесообразно только на базе группового метода обработки. Для его
реализации необходимо:
• определить на основе соответствующих критериев номенкла-
туру деталей - представителей;
• разработать типовые технологические процессы изготовления
указанных деталей;
• выбрать технологическое оборудование, обеспечивающее ме-
ханическую обработку и отвечающее уровню автоматизации для
встраивания РТК.
При разработке технологического процесса обработки в услови-
ях РТК нужно обеспечить:
• максимально возможную концентрацию операций на станках
с ЧПУ, позволяющую сократить число перестановок заготовки в про-
цессе обработки, повысить точность последней и сократить время
производственного цикла;
• использование технологической оснастки, позволяющей при
быстрой и лёгкой переналадке получить точное базирование и на-
дёжное крепление заготовок широкого диапазона размеров;
• тщательную подготовку технологических баз, которая может
выполняться на РТК или вне его перед поступлением заготовки на
комплекс.
На РТК следует выполнять технологические операции, время
выполнения которых не превышает нормативного периода стойкости
режущего инструмента. К заготовкам, обрабатываемым на РТК,
предъявляют повышенные требования.
Рекомендуется специализация РТК по двум группам выполняе-
мых операций:
• РТК для черновых и получистовых операций;
36
• РТК для финишных операций, на которых достигается тре-
буемая точность параметров детали.
Технологическое оборудование РТК следует выбирать так, что-
бы положение оси заготовки при её транспортировании и обработке
было постоянным (вертикальным или горизонтальным).
Гибкую производственную систему (ГПС) механической обра-
ботки классифицируют по ряду признаков:
• организационному;
• комплексности изготовления изделии;
• виду обработки;
• разновидности изготавливаемых изделий;
• уровню автоматизации.
По организационным признакам ГПС подразделяют на ГАЛ,
ГАУ, ГАЦ.
Предметные ГАУ - системы машин, на которых полностью из-
готовляется определённая группа изделий (например, валы, втулки,
планки, корпуса) или два и более изделий (например, типа тел вра-
щения и пластины).
Узловые ГАУ - системы машин, продуктом производства кото-
рых являются комплекты деталей и узлов определённых типоразме-
ров. Комплекты деталей дополняются со склада недостающими по-
купными деталями. Затем они ритмично поступают на ГАУ.
Операционные ГАУ служат для выполнения однородных тех-
нологических операций, которые являются частью комплексного
технологического процесса изготовления определённой группы из-
делий. Эти ГАУ оснащают высокопроизводительным специализиро-
ванным оборудованием. Операционные ГАУ входят в состав пред-
метных, а последние - в узловые. В состав ГАУ и ГАЛ могут входить
РТК. Классификация ГАУ по назначению показана на рис. 2.4.
ГПС различают по уровню автоматизации, т.е. способности вы-
полнять в автоматическом режиме определённые функции (табл. 2.1).
Этот уровень определяется уровнем автоматизации основного техно-
логического оборудования - ГПМ, из которых компонуется ГПС,
транспортно-накопительной системы, организации производства. Чем
37
выше уровень автоматизации ГПС, тем выше стоимость. Уровень ав-
томатизации ГПС как комплексное понятие определяется показателем,
равным отношению времени автоматической работы оборудования
к общему фонду времени его использования.
Рис. 2.4. Классификация ГАУ по названию
38
Таблица 2.1
Уровень автоматизации различных функций в ГПС
Выполняемые функции Уровень автоматизации
1 2 3
Накопление материалов, заготовок, изделий + + +
Накопление оснастки, инструмента + + +
Транспортирование материалов, заготовок и изделий по маршруту: склад - рабочее место - склад + + +
Транспортирование оснастки и инструмента по маршруту: склад - рабочее место - склад + + +
Управление технологическими процессами + + +
Управление производственными процессами (планирова- ние, диспетчирование и т.д.) (+) (+) (+)
Защита от аварийных ситуаций + + +
Смена управляющих программ (+) + +
Загрузка-разгрузка материалов, заготовок и изделий — + +
Подача вспомогательного материала к рабочим местам — + +
Удаление отходов производства от рабочих мест — + +
Установка и закрепление заготовок в приспособлениях - спутниках - - (+)
Контроль качества изготовления — — +
Технологическая подготовка производства — — (+)
Проектирование изделий — — (+)
Примечание. Знак «+» означает автоматическое выполнение функции;
знак «-» - неавтоматическое; знак «(+)» - автоматизированное.
Уровень автоматизации оборудования (ГПМ, многооперацион-
ных станков и других машин) может быть выражен коэффициентом
использования оборудования К при работе по управляющей про-
грамме (УП), т.е. в автоматическом цикле при изготовлении партии
одинаковых деталей:
39
= y^vn+^т) iyt
и.у.п L^i \ УП T} L^i i
где n - число деталей в партии; /уп - время работы оборудования по
УП при изготовлении одной детали, мин.; /т - время транспортиро-
вания заготовки из позиции загрузки в позицию обработки, не со-
вмещённое с временем обработки, мин.
Комплексную оценку уровня автоматизации ГПС и организации
производства на ней, в том числе функционирования транспортно-
накопительной системы, можно выполнить с помощью коэффициен-
та использования годового фонда времени работы ГПС:
*г.ф=
т
У^Ф,/т
7=1
Ф
где т - число единиц технологического оборудования в ГПС; Ффг -
фактическое время работы оборудования ГПС по УП в течение года;
Фэ - эффективный годовой фонд времени работы ГПС.
Гибкость ГПС определяется степенью переналадки оборудова-
ния и организацией производства. В условиях ГПС при переходе на
обработку с одной партии деталей на другую выполняется, как пра-
вило, автоматизированная (автоматическая) переналадка.
Проектирование технологических процессов механической обра-
ботки деталей выполняют при создании ГПС с целью получения ис-
ходных данных для её разработки и при технологической подготовке
для уже функционирующей ГПС. В первом случае проектируют тех-
нологические процессы типовых деталей - представителей групп. При
этом допускается варьирование состава основного технологического
оборудования. Разрабатывают сквозную маршрутную технологию
с учётом операций, выполняемых вне ГПС, комплексный маршрутно-
операционный технологический процесс изготовления изделия в ГПС,
включающий основные и вспомогательные операции, в том числе на-
ладку и переналадку оборудования.
Во втором случае выполняют многовариантное проектирование
технологии, так как для изготовления каждого изделия может быть не-
40
сколько вариантов технологических процессов, различных по составу
и содержанию операций и установок. При составлении сменно-
суточного задания на основе анализа вариантов технологии для всей
совокупности деталей можно оптимизировать производственный про-
цесс по минимальным затратам времени и средств на переналадки.
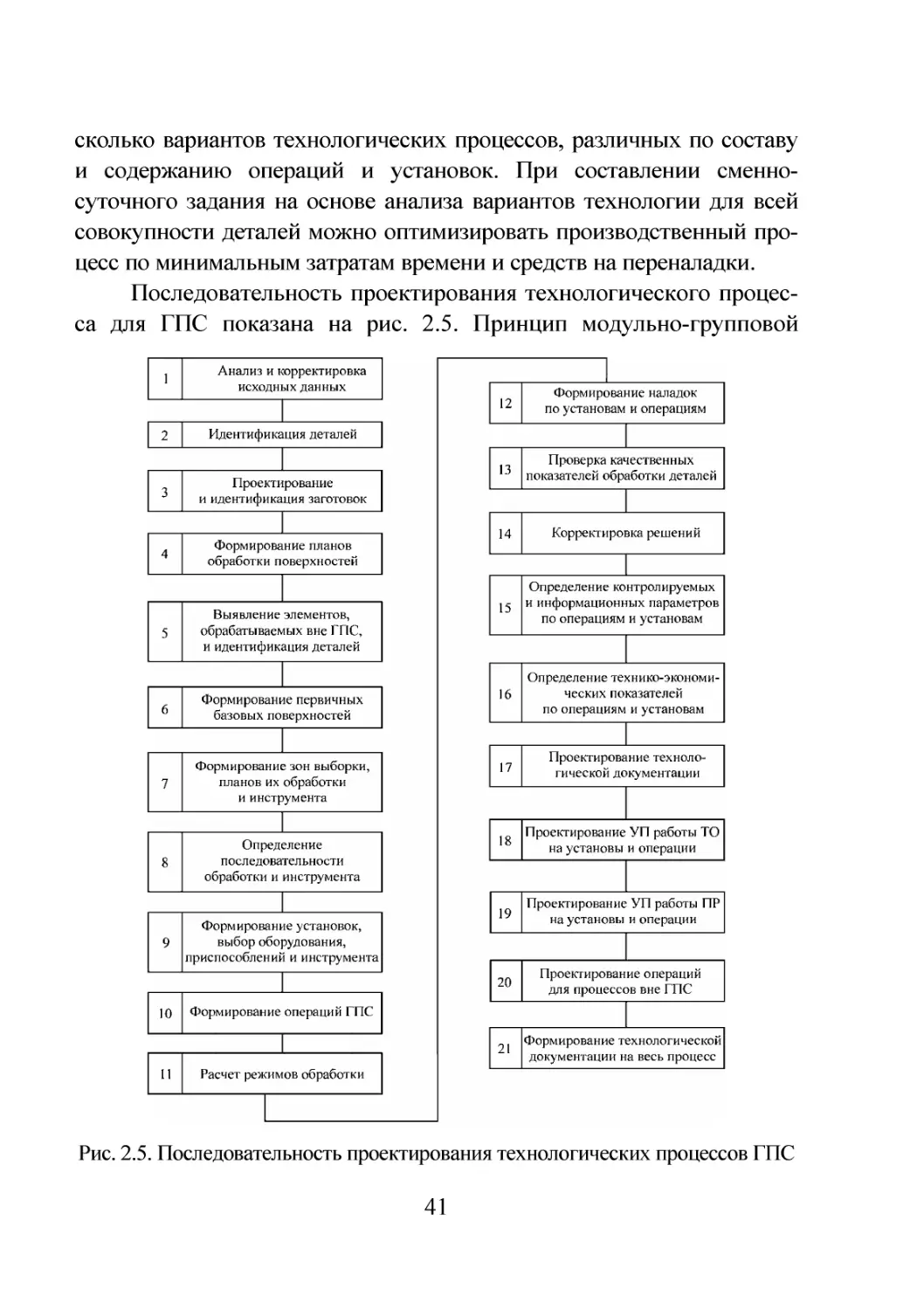
Последовательность проектирования технологического процес-
са для ГПС показана на рис. 2.5. Принцип модульно-групповой
Рис. 2.5. Последовательность проектирования технологических процессов ГПС
41
технологии, многовариантность технологического процесса, оптими-
зация вариантов для совокупности деталей, входящих в сменно-
суточное задание, существенно изменяют состав и решение задач
проектирования технологии.
Метод модульной технологии основан на представлении техно-
логических процессов изготовления деталей в виде совокупности
унифицированных технологических решений, каждое из которых
обеспечивает получение определённого конструктивного элемента
детали (модуля поверхности).
Этот метод позволяет синтезировать технологический процесс
из совокупности заранее сформулированных конструкторско-техно-
логических решений. Основой реализации указанного метода являет-
ся предварительное группирование деталей при создании ГПС, нали-
чие библиотек типовых циклов обработки для станков с ЧПУ,
унификация и стандартизация конструкторских элементов, представ-
ление УП для оборудования с ЧПУ в виде совокупности подпро-
грамм для отдельных инструментальных переходов.
Декомпозиция технологических процессов на инструменталь-
ные переходы, их последующая типизация и унификация, опре-
деление взаимосвязи между параметрами конструктивных элементов
и их технологий даёт возможность определить конструкторско-
технологические решения, составными частями которых будут яв-
ляться конструктивное описание элемента и технология его изготов-
ления. Деталь, которую необходимо изготовить, представляют в виде
модулей поверхностей.
Исходя из назначения детали определяют её основную геомет-
рическую форму (контур или обвод). Затем вводят дополнительные
элементы:
• взаимодействующие с другими деталями (отверстия, пазы, ка-
навки для уплотнения, резьбы);
• повышающие технологичность детали (галтели, канавки для
выхода режущего инструмента);
• сокращающие массу конструкции (окна, пазы, карманы).
42
Основную форму дополнительные элементы расчленяют на
элементарные поверхности. Каждая из них описывается определён-
ными геометрическими параметрами и характеризуется определён-
ными технологическими требованиями (точность, параметр шерохо-
ватости и т.д.).
Существует режущий инструмент (или несколько инструмен-
тов) для обработки наибольшего числа элементарных поверхностей,
образующих основную форму детали (проходные токарные резцы,
концевые и торцевые фрезы и т.д.). Такой инструмент называют ос-
новным, а обрабатываемую им поверхность - основной. Остальные
поверхности образуют дополнительные технологические элементы,
для обработки которых используется специальный инструмент (ка-
навочные, резьбовые резцы, фасонные фрезы и специальные фрезы
и т.д.). Формирование дополнительных элементов, как правило, осу-
ществляется после обработки основной поверхности. Конструк-
торско-технологические решения, таким образом, устанавливают
взаимосвязь между геометрическими границами зоны обработки,
свойствами обрабатываемого материала, требованиями к точности
и шероховатости элементарных поверхностей, применяемому инст-
рументу и траектории его перемещения.
Если отсутствует однозначное соответствие между этими со-
ставляющими, конструкторско-технологическое решение может
быть представлено как совокупность планов и схем обработки,
а также алгоритма выбора одной из них. Это реализуется по-
средством системы CAD-CAE-CAM.
Для широкономенклатурных ГПС наиболее эффективна система
сквозного конструкторско-технологического проектирования (CAD-
CAE-CAM) технологических процессов.
Задачи на этапах 4-5 решаются в интерактивном режиме (см.
рис. 2.5). После этого составляется промежуточный чертёж детали,
из которого изъяты элементы, не обрабатываемые в ГПС. На этапах
6-9 формируются схемы установок для альтернативных вариантов
технологических процессов. На этапах 11-16 выполняется детальная
проработка каждой операции. При проектировании операций уточ-
43
няются требования к размерам заготовок, которые должны точно
ориентироваться в промежуточных накопителях, кассетах, в захвате
ПР и позиционных приспособлениях. На заключительном этапе про-
ектирования формируются документация и УП для основных, вспо-
могательных операций, а также операций автоматической переналад-
ки, управляемых системами ЧПУ. При разработке УП для ГПМ ис-
пользуют специализированные САП. Важное значение имеют карты
наладок для операций, расчётно-технологические карты, эскизы ус-
тановок, циклограммы работы оборудования ГПС. Маршрутные
и операционные карты имеют в основном справочное значение для
операций, которые выполняются вне ГПС. Окончательный вариант
технологического процесса определяется при составлении сменно-
суточного задания для ГПС.
• ГПС строят по принципу специализации: технологической,
предметной, подетальной. В основу функционирования ГПС, по-
строенных по технологическому принципу (рис. 2.6), положен прин-
цип «верни на место». Поэтому центральным элементом ГПС яв-
ляется автоматизированный межоперационный склад, через который
Рис. 2.6. Схема ГПС, построенной по принципу технологической специали-
зации: 1-3 - ГПМ; 4-6 - взаимозаменяемое оборудование; 7-9 - накопите-
ли; 10—12 - роботы (манипуляторы); 13 — автоматизированная транспортная
система; 14-16 - склады; - материальные потоки
44
изготавливаемые детали транспортируются от одного технологиче-
ского модуля к другому. Последние укомплектованы группами взаи-
мозаменяемого оборудования (многоцелевых станков).
Преимущества такой схемы:
• более полная загрузка оборудования благодаря концентрации
всего объёма обработки в технологическом модуле ТПС;
• возможность изменения номенклатуры деталей без перепла-
нировки ГПС.
Недостатки следующие:
• длинные и сложные технологические маршруты обработки за-
готовок;
• многократное их транспортирование между оборудованием
и складом;
• необходимость заделов заготовок, инструмента и приспособ-
лений для обеспечения бесперебойной работы ГПС на протяжении
определённого времени (смена, сутки, недели и т.д.), для чего долж-
ны быть увеличены вместимость склада и объём незавершённого
производства.
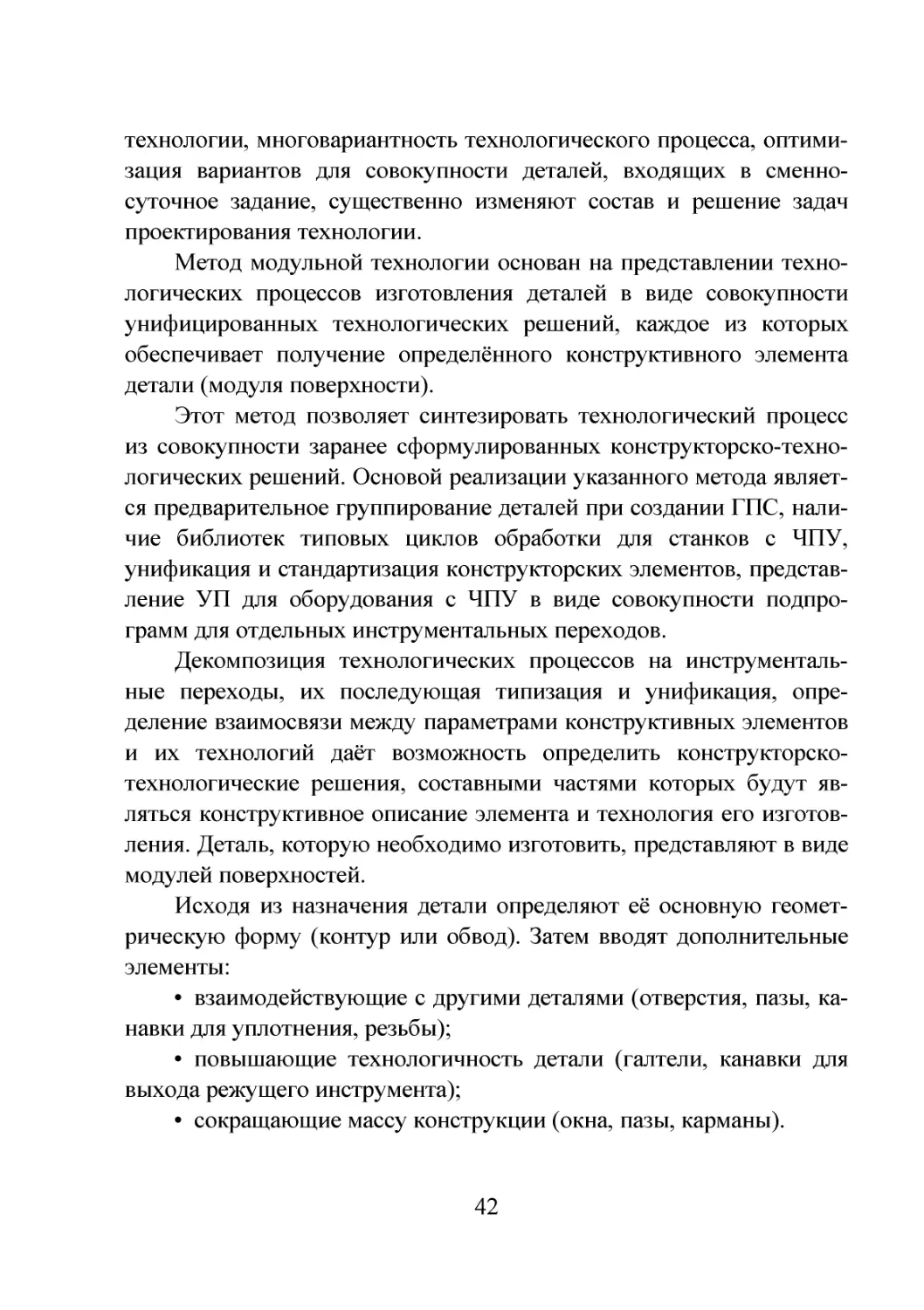
Предметная специализация ГПС (рис. 2.7) устраняет указанные
недостатки, так как осуществляется обработка заготовок комплектов
деталей для одного или нескольких однородных изделий. При этом
технологические модули ГПС комплектуют из взаимодополняющего
оборудования, располагающегося по маршруту изготовления ком-
плектов деталей. В таких ГПС уменьшается объем транспортных
и складских работ. Однако наличие взаимодополняющих единиц
оборудования снижает способность ГПС к переналадке на выпуск
изделий других наименований. Требуются значительные затраты на
перепланировку оборудования.
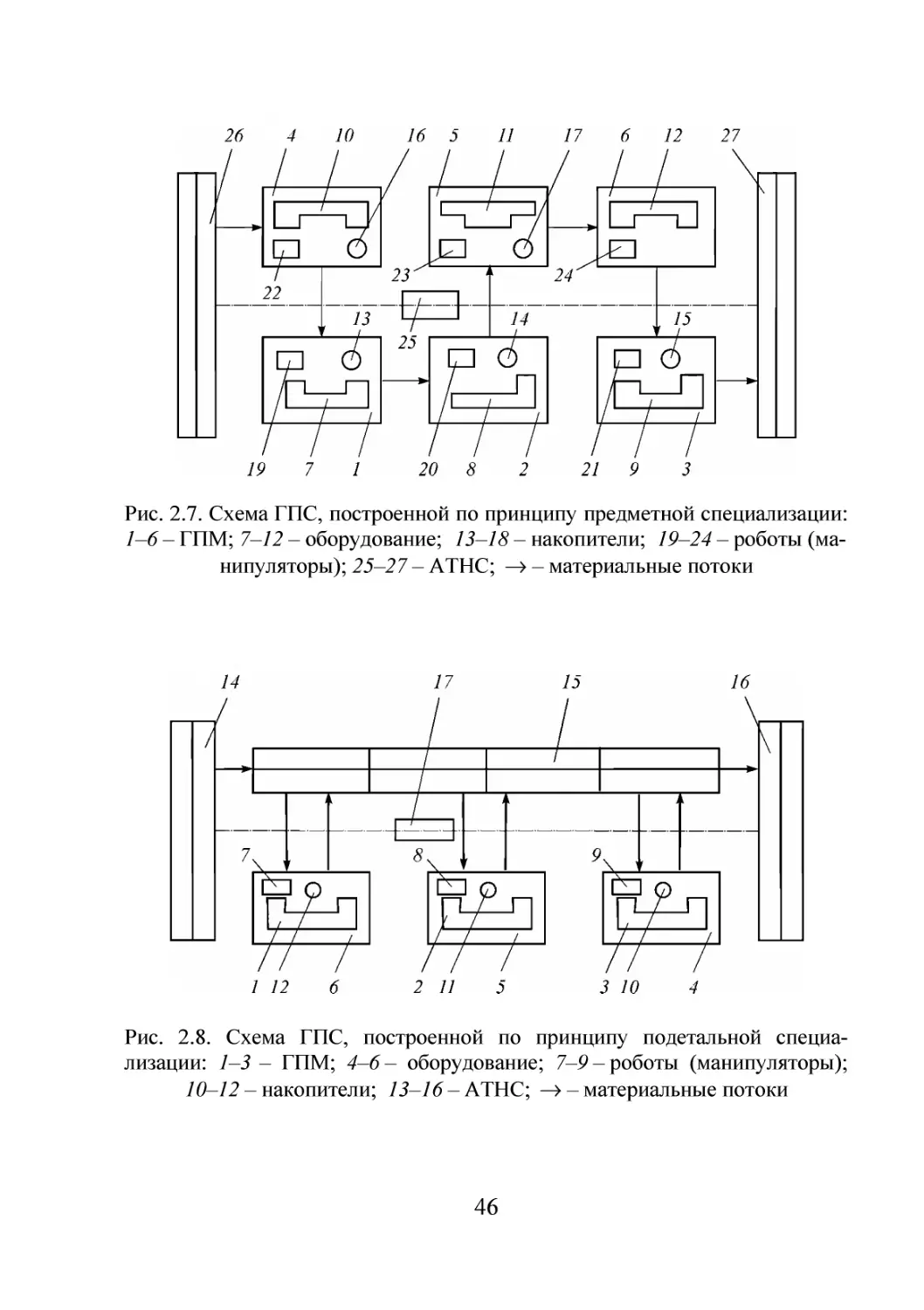
Подетальная специализация ГПС обладает преимуществами
двух рассмотренных схем (рис. 2.8). Такие ГПС работают по группо-
вой технологии, их модули располагаются согласно маршруту изго-
товления деталей и обладают универсальностью, аналогичной моду-
лям ГПС, которая построена по технологическому принципу.
45
Рис. 2.7. Схема ГПС, построенной по принципу предметной специализации:
1-6 - ГПМ; 7-12 - оборудование; 13-18 - накопители; 19-24 - роботы (ма-
нипуляторы); 25—27 — АТНС; — материальные потоки
Рис. 2.8. Схема ГПС, построенной по принципу подетальной специа-
лизации: 1-3 - ГПМ; 4-6- оборудование; 7-9- роботы (манипуляторы);
10—12 — накопители; 13—16 — АТНС; — материальные потоки
46
2.2. Технологический процесс механической
обработки
Автоматическое изготовление деталей на станках в серийном
или массовом производстве означает автоматическое выполнение
основных и вспомогательных переходов, определяющих замкнутый
цикл работы станка. Основные технологические переходы опреде-
ляют непосредственно процесс резания или процесс формообразова-
ния изготовляемых деталей. Вспомогательные переходы включают
работы по загрузке и выгрузке заготовок, замене режущего инстру-
мента, выполнение контроля и управления циклом работы станка. На
автоматических линиях и станках - автоматах при массовом изго-
товлении одной детали с постоянным комплектом режущего инстру-
мента работа выполняется по неизменному жёсткому циклу. При
этом автоматизация основных и вспомогательных переходов осуще-
ствляется на базе применения элементов путевой автоматики и ко-
манд оконтролл еров .
В условиях единичного, мелко- и среднесерийного производства
автоматизация рабочего цикла означает применение гибкой автома-
тизации при выполнении всех основных и вспомогательных перехо-
дов по изготовлению различных деталей. Решение этих задач обес-
печивается путём применения станков с ЧПУ, многоцелевых станоч-
ных модулей, используемых в составе ГПС, и применения
специальных систем, обеспечивающих реализацию гибкой безлюд-
ной технологии. В состав таких систем входят:
• система автоматической установки и съёма заготовок и спут-
ников;
• система автоматической замены режущего инструмента; сис-
тема автоматического управления режимами резания с учётом со-
стояния элементов технологической системы и характера процесса
резания;
• система автоматического контроля на рабочем месте; транс-
портно-складская система;
• система технической диагностики состояния оборудования;
47
• система автоматического управления оборудованием, реали-
зуемая на основе применения ЭВМ.
Автоматизация транспортирования, установки и съёма различ-
ных корпусных деталей, изготавливаемых на многоцелевых станках,
входящих в состав ГПС, осуществляется благодаря применению
единых спутников.
Наличие у спутников одинакового комплекта основных баз
обеспечивает точную автоматическую ориентацию закреплённых на
них заготовок на различных позициях технологического обору-
дования. На рабочих поверхностях спутников предусматривают сет-
ку пазов (рис. 2.9, а) или сетку точных базовых и резьбовых отвер-
стий (рис. 2.9, 6).
Рис. 2.9. Конструктивное исполнение спутников: а - с сеткой пазов;
б - с сеткой резьбовых отверстий
Это позволяет устанавливать и закреплять на спутнике разнооб-
разные по форме заготовки, имеющие различные комплекты техно-
логических баз для точной установки и закрепления заготовок на
спутниках используют универсальную технологическую оснастку
(подкладные плиты, планки, прихваты, винтовые упоры, угольники
и т.д.).
Такая оснастка обеспечивает технологическую гибкость, что
означает многократность её использования при установке на едином
спутнике заготовок различных по конструкции и размерам корпус-
ных деталей. В условиях серийного производства на спутники уста-
48
навливают приспособления из элементов У СП, а также специальные
приспособления, изготавливаемые для определённых деталей.
Для установки спутников на многоцелевых станках используют,
в основном, две схемы базирования: базирование по плоскости и двум
отверстиям или базирование по трём плоскостям в координатный
угол. Первую схему базирования применяют для спутников шириной
В до 500 мм. Для спутников больших размеров применяют обычно ба-
зирование по трём плоскостям; при этом в качестве направляющей ба-
зы используют паз, расположенный вдоль оси симметрии спутника.
Это позволяет значительно уменьшить влияние параметров погреш-
ности установки, формируемых на направляющей базе.
Для обеспечения автоматической работы станочного модуля
в течение полутора - двух смен перед станком устанавливают мно-
гоместные загрузочные устройства (накопители) для спутников
(рис. 2.10). Для передачи спутников на станок из позиций неподвиж-
ного накопителя применяют схему с использованием двухпозицион-
ного перегружателя (каретки-оператора) (рис. 2.10, а). Загрузочное
устройство карусельного типа (рис. 2.10, б) осуществляет передачу
и приём спутников через одну позицию, расположенную перед стан-
ком. Загрузочное устройство с подвижными позициями (рис. 2.10, в)
а б в
Рис. 2.10. Многоместные загрузочные устройства
для спутников многоцелевых станков
49
обеспечивает передачу и приём спутников с двух различных пози-
ций, расположенных вдоль оси.
Установка на спутниках заготовок различных деталей пре-
дусматривает наличие системы автоматической идентификации
(распознавания) спутников. С этой целью на спутники устанавлива-
ют кодовые гребенки или другие кодовые элементы, по которым
датчик на исходной позиции определяет наличие соответствующего
спутника с определённой заготовкой и даёт команду на вызов тре-
буемой управляющей программы и подготовку необходимого инст-
румента. В ГПС накопители для спутников связаны между собой
гибкой транспортной системой. Автоматическая тележка-оператор,
управляемая от ЭВМ, обеспечивает передачу заготовки требуемой
детали со спутником на другой модуль, на склад, на моечную или на
контрольно-измерительную машину (КИМ).
В условиях крупносерийного и массового производства при из-
готовлении корпусных деталей на автоматических линиях из агре-
гатных станков с постоянным тактом выпуска также применяют
спутники. Однако наличие жёсткой транспортной системы, обеспе-
чивающей неизменную последовательность прохождения станков,
работающих по жёсткому циклу, исключает ту технологическую
гибкость, которая имеет место в ГПС.
Для возможности выполнения обработки заготовки корпуса
с пяти сторон за одну установку на многоцелевых станках применя-
ют специальные поворотные головки, устанавливаемые на шпиндель
станка (рис. 2.11).
Горизонтальное расположение фрезы и наличие поворотного
стола 3 позволяют обрабатывать заготовку 4 с четырёх сторон
(рис. 2.11, а). При повороте головки 1 в плоскости NN на угол
а = 180° фреза располагается вертикально и можно выполнять обра-
ботку со стороны горизонтальной плоскости (рис. 2.11, б).
Для возможности выполнения фрезерования напроход заготовку
устанавливают на спутник с использованием подкладной плиты 6
(адаптера), которая исключает возможность касания инструментом
рабочей поверхности спутника.
50
Рис. 2.11. Обработка заготовки на спутнике с пяти сторон: а, б -
с использованием поворотной головки для инструмента, установленного на
шпинделе станка; в - с использованием поворотного приспособления
для заготовки на спутнике; 1 - поворотная головка для инструментов; 2 -
спутник; 3 - поворотный стол станка; 4 - заготовка; 5 - приспособление на
спутнике для поворота заготовки; 6 - подкладная плита
Обработку заготовки корпусной детали с пяти сторон при одной
установке возможно осуществить также при наличии на спутнике
специального поворотного приспособления (рис. 2.11, в). Поворот
стола со спутником вокруг вертикальной оси на угол (ср и поворот за-
готовки с помощью приспособления на угол Р позволяют при неиз-
менном горизонтальном расположении фрезы обработать заготовку
с пяти сторон).
Обработка большинства поверхностей с одной установки
уменьшает влияние погрешности установки заготовки и спутника на
точность обработки и обеспечивает более высокую точность относи-
тельного расположения получаемых поверхностей. При этом суще-
ственно сокращаются затраты времени на переустановку и ориента-
цию заготовки на спутнике. Всё это особенно эффективно при
изготовлении тяжёлых и крупных деталей с большим числом обраба-
тываемых поверхностей.
Автоматическая замена инструмента на многоцелевых станках
обеспечивается благодаря применению стандартизованных инстру-
ментальных оправок. Они имеют общие основные базы для установ-
51
ки в шпиндель или в револьверную головку станка, а также одинако-
вые исполнительные поверхности для закрепления различного ре-
жущего инструмента. На многоцелевых станках для изготовления
корпусных деталей инструментальные оправки имеют конические
хвостовики и их базирование осуществляется по схеме, приведённой
на рис. 2.12, а.
Рис. 2.12. Установка режущего инструмента на многоцелевых станках: а -
базирование оправки с фрезой в шпинделе на станке фрезерно-расточного
типа; б - базирование резцового блока в револьверной головке многоцеле-
вого станка токарного типа; 1 - ноль инструмента; 2 - шпиндель; 3 - револь-
верная головка
На многоцелевых станках для изготовления деталей типа тел
вращения инструментальная оправка базируется по плоской торцо-
вой поверхности и цилиндрическому хвостовику (рис. 2.12, б). На-
строечные размеры Ур, Zp, определяющие положение вершины ре-
жущей кромки инструмента в осевом OZ- и радиальном ОХ-направ-
лениях, отсчитываются от нулевой точки 1 (ноль инструмента).
Режущий инструмент хранится в инструментальных магазинах.
Автоматический выбор требуемого инструмента, устанавливаемого
в шпиндель, осуществляется благодаря его кодированию. Возможны
два варианта: кодирование инструментальных оправок и кодирова-
ние позиций инструментального магазина. Оправки кодируют с по-
52
мощью различного сочетания кодовых кулачков или набора кодовых
колец. При вращении инструментального магазина датчик, располо-
женный на позиции установки и съёма, фиксирует прохождение тре-
буемого инструмента и даёт команду на останов магазина.
Передача инструмента из магазина в рабочую позицию шпинде-
ля станка осуществляется манипулятором (рис. 2.13), оснащённым
двумя схватами.
Рис. 2.13. Схема передачи инструмента из инструментального магазина
в шпиндель станка: а - исходное положение; б - вывод инструмента
из шпинделя; в - установка в шпиндель нового инструмента; г - установка
инструмента в магазин
Манипулятор захватывает инструмент, необходимый для по-
следующего технологического перехода, и перемещается в исходную
позицию (рис. 2.13, а). При этом второй схват находится в готовно-
53
сти съёма инструмента, расположенного в шпинделе. Для вывода ин-
струмента из шпинделя манипулятор перемещается вдоль оси
(рис. 2.13, б), затем поворачивается на угол 180° и обратным пере-
мещением вдоль оси устанавливает в шпиндель новый инструмент
(рис. 2.13, в). Далее отработавший инструмент устанавливается в ин-
струментальный магазин (рис. 2.13, г). Таким образом, часть вспо-
могательных переходов по замене режущего инструмента выполня-
ется параллельно с обработкой. Продолжительность автоматической
замены режущего инструмента составляет 3-5 с.
В инструментальных магазинах многоцелевых станков может
быть расположено 30-80 различных режущих инструментов. Наибо-
лее распространёнными являются инструментальные магазины бара-
банного типа. Инструментальные магазины цепного типа имеют
большую вместимость, число инструментальных гнёзд у них состав-
ляет 120-180 шт. Применяют также дисковые инструментальные ма-
газины с числом инструментальных гнёзд 30-50 шт.
Конструкция отдельных многоцелевых станков с наклонным
расположением инструментального магазина позволяет осуществить
автоматическую замену инструмента без специальных встроенных
манипуляторов.
В роботизированных технологических комплексах токарного
типа для замены режущего инструмента используют промышленные
роботы, с помощью которых осуществляется установка и съём обра-
батываемых заготовок. Применение робота для манипулирования
с потоком заготовок и инструмента становится возможным благода-
ря использованию сменных схватов.
Применение многоцелевых станков для выполнения прак-
тически полной обработки заготовки с одной установки её на спут-
нике является особенно эффективным при изготовлении крупногаба-
ритных деталей, например, корпусов насосов, компрессоров, турбин,
продолжительность переустановки которых занимает десятки минут.
Эффективному решению этой технологической задачи способ-
ствует разработка системы сменных инструментальных головок,
обеспечивающих выполнение различных технологических переходов
54
с использованием широкой номенклатуры режущего инструмента.
На рис. 2.14 показаны технологические переходы, выполняемые на
многоцелевом станке карусельного типа по обработке плоских и фа-
сонных цилиндрических поверхностей, центральных и других мно-
гочисленных отверстий в заготовке корпусной детали.
Рис. 2.14. Схема технологических переходов, выполняемых на многоцеле-
вом станке карусельного типа при обработке крупногабаритной заготовки
корпусной детали: 1 - карусельное точение по цилиндрическим и плоским
горизонтальным поверхностям; 2, 3 - фрезерование привалочных поверхно-
стей; 4 - фрезерование торцов; 5 - контурное фрезерование бокового окна;
6 - фрезерование уступов; 7, 8 - фрезерование поверхностей приливов; 9 -
растачивание отверстий, обработка торцов; 10 - фрезерование плоскости
разъёма; 11 - прорезка канавок резцом; 12 - сверление и зенкерование малых
отверстий, нарезание резьбы
На многоцелевых станках карусельного типа в качестве спут-
ников используют сменные круглые столы, которые при выполнении
карусельных работ вращаются вокруг центральной оси, а при выпол-
нении различных других технологических переходов остаются не-
подвижными или совершают координатные установочные переме-
щения на требуемый угол.
55
Применяемые при этом сменные инструментальные головки
обеспечивают автоматическую установку и передачу крутящего мо-
мента для соответствующего режущего инструмента (резцов, уста-
навливаемых на вращающихся оправках, свёрл, зенкеров, развёрток,
фрез, метчиков). Требуемое относительное расположение оси инст-
румента (горизонтальное, вертикальное или наклонное) определяется
при этом конструкцией инструментальных головок. Такие головки
позволяют при необходимости получить также требуемое консоль-
ное расположение фрезы или расточного резца для обработки труд-
нодоступных поверхностей заготовки (см. технологические пе-
реходы 2, S, 77). В инструментальных головках могут быть установ-
лены малогабаритные шлифовальные шпиндели с собственным
приводом для выполнения шлифования чашечными или дисковыми
кругами малых размеров. Все инструментальные головки имеют
одинаковый комплект основных баз и располагаются в инструмен-
тальном магазине.
2.3. Технология работы станков с ЧПУ
Станки с числовым программным управлением (ЧПУ) пред-
ставляют собой быстро программируемые технологические системы,
которые особенно эффективны для автоматизации мелко- и средне-
серийного производства. Основной особенностью станков с ЧПУ
является их технологическая гибкость, благодаря которой осуществ-
ляется быстрый переход на изготовление новых деталей. Техно-
логическая гибкость станков с ЧПУ определяется следующими фак-
торами:
• непосредственное задание размеров изготовляемых деталей
как исходной геометрической информации в виде массива цифровых
данных;
• цифровое задание необходимой технологической инфор-
мации, определяющей на каждом из переходов частоту вра-
щения шпинделя, скорость рабочей и ускоренной подачи, глубину
резания и др.;
56
• автоматическое управление всеми вспомогательными перехо-
дами и командами по автоматической замене инструмента, включе-
ние и выключение СОЖ, замена и закрепление заготовок и др.;
• выполнение коррекции размерной настройки режущих инст-
рументов и режимов резания.
Для управления движением формообразования необходимо од-
нозначно определить все точки рабочего пространства станка. С этой
целью используют координатную систему станка, в которой ориен-
тируют изготовляемую деталь и составляют управляющую програм-
му. Координатные оси системы обозначают по правилу правой руки
(рис. 2.15).
Рис. 2.15. Расположение координатных систем на стан-
ках с ЧПУ с горизонтальной (а) и вертикальной (б)
компоновкой
Ось Z совмещается с осью шпинделя, ей соответствует средний
палец правой руки. Ось X, которой соответствует крайний палец,
всегда располагается горизонтально. Направление координатных
осей указывает на положительное направление перемещения режу-
щего инструмента относительно неподвижной детали. При переме-
щении детали относительно неподвижного инструмента её положи-
тельные перемещения направлены в обратном направлении, и их
обозначают индексом соответствующей: оси со штрихом X', Y\ Z'. За
57
положительное направление вращения В, С вокруг соответствующей
оси X Y или Z принято вращение по часовой стрелке при взгляде
вдоль положительного направления оси.
Положение координатной системы станка определяется нулевой
точкой М - ноль станка (рис. 2.16). Точное положение ноля станка,
как и направление осей координат, указывают в руководстве ЧПУ
станка.
Рис. 2.16. Расположение координатной системы
и характерных точек в рабочей зоне станка с ЧПУ
Нулевая точка Д детали, представляющая начало отсчёта её ко-
ординатной системы, а также нулевая точка N инструмента, относи-
тельно которой выставляется инструмент на размер, определенным
образом располагаются в системе координат станка. Исходная точ-
ка Л, определяющая начало отсчёта при перемещении рабочих орга-
нов по программе, также привязана относительно нулевой точки
станка.
При программировании необходимо исходить из того, что де-
таль остаётся условно неподвижной, а инструмент перемещается от-
носительно нее в пределах координатной системы.
Управляющая программа записывается в системе координат,
непосредственно связанной с обрабатываемой деталью (координат-
58
ная система детали Хд, Уд, 2д. Началом отсчёта этой системы являет-
ся ноль детали Д. Координатная система детали Хд, Уд, Уд опреде-
лённым образом располагается относительно координатной системы
станка XYZ (рис. 2.16); при этом ноль детали связывается с нолем
станка координирующими размерами А, Б, Г.
В качестве координатной системы детали может быть ис-
пользована координатная система её технологических баз или другая
удобная система координат, построенная на плоскостях симметрии
детали или на пересечении её сторон.
При составлении программы размеры детали могут быть заданы
в абсолютных значениях (в координатах) или в приращениях. Для
задания размеров в абсолютных значениях наиболее удобным явля-
ется простановка размеров на чертеже детали по координатному ме-
тоду. Задание размеров координатным методом предусматривает на-
личие в чертеже начала отсчета. Эта точка выполняет функцию ну-
левой точки координатной системы детали (ноля детали). Размерные
линии располагают параллельно координатным осям, и все они ис-
ходят из нулевой точки (рис. 2.17). Для задания размеров в прираще-
ниях более удобным является простановка размеров на чертеже по
Рис. 2.17. Задания размеров при программировании в абсолютных значени-
ях (в координатах): а - простановка размеров на детали координатным ме-
тодом; б - определение координат программируемых точек Р1-Р9; в - зада-
ваемые значения координат для программируемых точек
59
цепному методу. При цепном методе каждый задаваемый размер ис-
ходит из ранее образмеренной позиции. При программировании
в приращениях размеры, проставленные по цепному методу, необхо-
димо представить как приращения от предыдущей образмеренной
точки в выбранной системе координат детали.
С этой целью удобно использовать «малую» скользящую систе-
му координат О/, X, Yj (рис. 2.18), которую последовательно смеща-
ют от одной образмеренной точки к другой. Координаты каждой
последующей точки N (Xh Yj) в этой скользящей системе и представ-
ляют собой приращение размеров, используемых при программи-
ровании.
Рис. 2.18. Задания размеров при программировании в приращениях: а - про-
становка размеров детали цепным методом; б - определение приращений
размеров в программируемых точках Р1-Р9; в - задаваемые значения прира-
ращений для программируемых точек
б в
Многие системы управления позволяют реализовать обработку
при программировании как в координатах, так и в приращениях. Од-
нако в большинстве случаев программирование в координатах имеет
преимущество: ошибка в одном размере (в одной точке) не влияет на
остальные размеры, кроме того, при этом достигается большая на-
глядность при программировании. Программирование в приращени-
ях также имеет преимущество в том случае, если отдельные участки
контура детали многократно повторяются и соответствующие части
60
программы без смещения координат могут аналогично многократно
повторяться.
Для симметричных деталей программирование существенно уп-
рощается, если систему координат детали расположить по осям сим-
метрии с центральным расположением нулевой точки. При этом
многие системы управления позволяют представить зеркальное от-
ражение геометрии детали по осям.
При использовании компьютерных систем ЧПУ типа CNC тех-
нологические возможности программного оборудования и его гиб-
кость значительно расширяются. С помощью компактных програм-
моносителей (дискет, дисков, флеш-памяти) оператор быстро вводит
одну или несколько управляющих программ в память ЭВМ. Управ-
ляющая программа может быть составлена и отредактирована опера-
тором непосредственно у станка и введена в систему с помощью кла-
виатуры. Создание ЧПУ на базе микроЭВМ обеспечивает получение
свободно программируемых систем числового управления станками.
Использование в системе компьютеров с достаточно обширной
внутренней памятью позволяет записывать и продолжительное время
хранить требуемый набор управляющих программ, необходимое
программно-математическое обеспечение (ПМО), а также данные по
оборудованию.
Пульт управления обеспечивает широкие сервисные воз-
можности при работе системы в различных режимах, в том числе
ручной ввод и редактирование программы с использованием графи-
ческого дисплея и средств индикации, диалоговое общение с систе-
мой, а также расширенную индикацию при многофункциональной
системе контроля и диагностики состояния оборудования. С помо-
щью пульта можно просмотреть по кадрам на дисплее или на уст-
ройствах индикации всю программу или её часть и в случае необхо-
димости отредактировать, т.е. внести в отдельные кадры изменения
и коррекцию. При этом оператор имеет возможность работать
с архивом программ, расположенных как во внутренней, так и во
внешней памяти, а также просматривать и задавать параметры обору-
дования.
61
Задание параметров оборудования и использование их в работе
позволяет компенсировать зазоры в кинематических передачах, оп-
ределить ограничения рабочей зоны и режимов обработки, учесть
динамику привода на формирование требуемых переходных процес-
сов при разгоне и торможении.
Управляющий контроллер станочной автоматики встроен в ЧПУ.
Он может быть реализован как контроллер с постоянно заданной
системой логических связей или как программируемый микропро-
цессор, доступ к которому осуществляется от пульта управления. Все
это позволяет формировать как типовые, так и нестандартные циклы
обработки применительно к решению различных технологических
задач, а также программировать от пульта логику работы силового
оборудования станка.
В компьютерных системах ЧПУ подготовка и ввод управ-
ляющей программы непосредственно с клавиатуры пульта осуществ-
ляется в режиме диалогового программирования с использованием
графического моделирования на терминале. Подготовка и ввод
управляющих программ с пульта целесообразны для сравнительно
коротких программ по изготовлению простых деталей (валов, флан-
цев, плит и др.). При этом ввод новой программы может быть со-
вмещён с обработкой на станке другой детали.
Составление программы изготовления для сложных деталей це-
лесообразно выполнять вне станка, используя методы автоматизиро-
ванной подготовки управляющих программ.
Производительность механической обработки практически пря-
мо пропорциональна продольной подаче S при конкретных условиях
резания, определённых значениях /, Я, V. Поэтому для сокращения
основного времени обработку следует выполнить с 5тах соответст-
вующей полному использованию режущих способностей инструмен-
та, динамических возможностей станка при условии обеспечения за-
данной точности обработки.
При черновой или получистовой обработке, как правило, 5тах
ограничивается предельным значением вектора силы резания Р, при
котором исключаются возможности поломки и недопустимого де-
62
формирования одного из звеньев технологической системы. На неко-
торых станках при силовом резании 5тах ограничивается мощностью
N привода.
При обработке заготовок нормальной твёрдости с небольшой
величиной t абсолютное значение Р невелико и 5тах ограничивается
требованием обеспечения заданной шероховатости обрабатываемой
поверхности, что особенно важно при чистовой обработке.
Конечное состояние металла поверхностного слоя определяется
соотношением процессов упрочнения или разупрочнения, зависящих
от преобладания в зоне резания силового или теплового факторов.
Увеличение силы резания Р повышает степень наклёпа. Увеличение
продолжительности её действия на поверхностный слой вызывает
увеличение глубины распространения наклёпа. Изменение режимов
обработки, приводящее к увеличению температуры в зоне резания,
усиливает интенсивность разупрочнения и уменьшает степень на-
клёпа. Увеличение силы Р приводит к росту остаточных напряжений
сжатия и снижению напряжений растяжения при обработке малопла-
стичных материалов. Изменение режимов резания, приводящее
к возрастанию температуры резания, вызывает рост остаточных на-
пряжений растяжения и уменьшает напряжение сжатия. Повышение
температуры может вызвать фазовые изменения поверхностного
слоя и появление дополнительных остаточных напряжений.
При обработке в технологической системе возникают темпера-
турные деформации, являющиеся следствием действия широкого
спектра факторов. Наиболее интенсивному тепловому воздействию
подвергается режущий инструмент, так как он при резании находит-
ся в зоне высоких температур. Изменения температурного поля при-
водят к изменению размеров режущего инструмента и появлению
погрешностей обработки.
На рис. 2.19 показана система термостабилизации в зоне резания
при токарной обработке. Информация о температуре резания в виде
термоЭДС между заготовкой и режущим инструментом через блок
коррекции поступает на СУ, где сравнивается с сигналом, посту-
пающим от ЗУ. Блок коррекции учитывает особенности каждого но-
63
вого инструмента в соответствии с его кодом, передаваемым уст-
ройством ЧПУ (УЧПУ). Сигнал с выхода СУ управляет регулируе-
мым приводом главного движения резания обеспечивает увеличе-
ние стойкости инструмента, сохранение постоянной шероховатости
обработанной поверхности, повышение производительности обра-
ботки.
Рис. 2.19. Структурная схема системы термостабилизации: 1 - шпиндель;
2 - датчик угла поворота шпинделя; 3 - датчик термоЭДС; 4 - датчик попе-
речной подачи; 5 - датчик продольной подачи
Новым подходом к решению задачи повышения точности
и производительности обработки является использование микропро-
цессоров. Учёт факторов, определяющих геометрические погрешно-
сти обработки, сводится к созданию либо эмпирическим, либо ана-
литическим путём математической модели станка, которая затем за-
кладывается в вычислительное устройство, ведущее управление
ходом процесса обработки. В этом случае станок оснащают системой
первичных преобразователей (датчиков), дающих информацию о ре-
64
жиме, силе резания, температурном режиме обработки, координатах
положения режущего инструмента, реализуемых в соответствии
с УП. Получаемые данные о состоянии технологической системы
вводят в вычислительное устройство, которое расчётным путём оп-
ределяет вид и уровни сигналов коррекции, поступающих в УЧПУ,
или непосредственно на соответствующие рабочие органы станка.
Использование вычислителей позволяет управлять процессом об-
работки по свободному параметру путём всесторонней оценки со-
стояния технологической системы. Кроме того, вычислительное уст-
ройство может изменять стратегию управления процессом обработ-
ки, определяя наиболее рациональное изменение состояния того или
иного устройства системы, например, воздействуя на подачу S, ско-
рость резания v и обеспечивая необходимые дополнительные пере-
мещения рабочих органов станка.
2.4. Управление режимами обработки
Состояние технологической системы во время выполнения
процесса обработки заготовки характеризует комплекс значений,
к которым относятся: получаемая точность обработанной детали 5;
потребляемая мощность N; действующие в системе нагрузки (сила
резания Р, крутящий момент 7Икр) и порождаемые им упругие пере-
мещения; температурный режим системы q; интенсивность изнаши-
вания режущего инструмента т; уровень вибраций h и характер
стружкообразования. Все эти параметры представляют собой пере-
менные состояния технологической системы. Они образуют вектор
состояния системы
Т = (8,^7,Р,7Икр, q, m, /г...).
Колебания глубины резания /, изменение твёрдости НВ мате-
риала заготовки, переменная жёсткость технологической системы
и различная режущая способность инструмента - всё это основные
возмущающие факторы, образующие соответствующий вектор
в = (Г, HBJ, h,„).
65
Воздействие на технологическую систему в процессе регу-
лирования осуществляется через подачу S, частоту вращения п
шпинделя, скорость резания и, размер статической настройки Лс, т.е.
через переменные управления. Иногда переменными управления мо-
гут быть жёсткость технологической системы j или геометрия реза-
ния, изменяемые с помощью специально встраиваемых исполни-
тельных устройств, а также определённые колебания, специально на-
лагаемые на элементы системы. Управляющие переменные образуют
соответственно вектор управления
U = (5,о, ЛJ, ...).
В соответствии с технологическими возможностями системы
требуемой точностью обрабатываемой детали, допускаемыми на-
грузками и условиями нормального протекания процесса на пере-
менные состояния и переменные управления накладываются ограни-
чения. Эти ограничения либо определяют область допустимых
значений переменных, либо устанавливают дополнительные зависи-
мости между переменными состояния и управления.
Система адаптивного управления многоцелевого станка должна
обеспечивать автоматическое управление режимами обработки при
выполнении различных технологических переходов, включая фрезе-
рование поверхностей, сверление, растачивание и зенкерование от-
верстий.
В условиях автоматически перенастраиваемого мелкосерийного
производства невозможно заранее на стадии программирования оп-
ределить оптимальные режимы резания с учётом совокупного дейст-
вия ряда случайных и систематически действующих факторов. По-
этому управление режимами обработки и, в частности, управление
подачей S и скоростью резания о необходимо осуществлять непо-
средственно на станке с учётом состояния технологической системы
и характера процесса резания. При этом алгоритмы управления и за-
даваемые установки для соответствующих технологических перехо-
дов являются различными, так как вытекают из конкретных техноло-
гических задач.
66
При управлении станка от ЭВМ возможна автоматическая кор-
рекция программы с целью изменения скорости резания или про-
дольной подачи на требуемом технологическом переходе. Такая кор-
рекция может проходить на основе информации, полученной на
предшествующих переходах, информации о состоянии инструмента
или входных параметрах поступившей заготовки. При этом возмож-
но изменение режимов для любого применяемого инструмента.
Важным вопросом при создании адаптивных систем является
выбор источников информации. Источники информации во многом
определяют статическую характеристику системы и влияют на эф-
фективность управления. Прямое измерение размера динамической
настройки Лд, т.е. измерение отклонений между режущими кромками
инструмента и базами, определяющими положение заготовки, пред-
ставляет значительные трудности. Поэтому используют косвенные
методы измерения Лд, основанные на измерении упругих переме-
щений в отдельных стыках или в специально встроенных динамо-
метрических устройствах. Создание динамометрических устройств
основано на выявлении зависимости между размером динамической
настройки Лд и составляющими силы резания Р = (Д, Ру. Pz):
А\ = АРХ + ВРУ + CPZ,
где Л, В, С - коэффициенты, характеризующие степень влияния каж-
дой из составляющих на Лд.
Процесс обработки на станках связан с потреблением энергии
соответствующего привода. Поэтому изменение нагрузки в техноло-
гической системе, связанное с колебанием припуска, твёрдости, на-
ходит отражение в изменении информационных характеристик элек-
тропривода станка и, в частности, в изменении потребляемой мощ-
ности N и силы тока I. При этом информация, получаемая о размере
Лд по информационным характеристикам привода, является досто-
верной, так как измеряемые параметры функционально связаны
с изменением одной или нескольких составляющих силы резания.
Например, изменение мощности или силы тока электродвигателя
главного движения характеризует изменение главной составляющей
67
силы резания Pz => (TV, 7), а изменение аналогичных параметров элек-
тродвигателя в приводе подачи характеризует изменение состав-
ляющих РХ9 Ру.
Использование информационных характеристик привода станка
для получения данных о нагрузке и возникающих при этом отклоне-
ниях не требует создания специальных узлов и встраивания их в ста-
нок. Это наиболее удобно для многоцелевых станков, в которых
применяют высокомоментные электродвигатели постоянного тока
с короткими кинематическими цепями. Погрешность измерения
и время запаздывания при получении и отработке информации при
этом получаются минимальными.
Принципиальная схема системы измерения нагрузки в приводах
главного движения и подачи многоцелевого станка представлена на
рис. 2.20.
Рис. 2.20. Принципиальная схема системы измерения нагрузки по информа-
ционным характеристикам привода многоцелевого станка: Дш, Д*, Ду, Д- -
датчики мощности в приводах главного движения и по соответствующим
управляемым координатам X, Y, Z; АЦП - аналого-цифровой преобразова-
тель поступающих сигналов
Система основана на использовании микропроцессора для вы-
полнения расчётных процедур и выдачи управляющей информации.
Система измеряет нагрузки привода главного движения и привода
подачи по всем управляемым координатам NX9 Ny, Nz. Это позволяет
68
следить за нагрузкой при выполнении различных технологических
переходов с охватом всего применяемого режущего инструмента.
Потребляемую мощность определяют по информации о силе тока
и фактической частоте вращения вала двигателя. В соответствии
с задаваемой программой система одновременно измеряет нагрузки
в приводе шпинделя и в приводе подачи по одной или двум коорди-
натам. Информация о мощности двигателя шпинделя ТУш характери-
зует изменение составляющей Pz (7Икр) при таких переходах, как фре-
зерование поверхностей, сверление, зенкерование, растачивание
и развёртывание отверстий, зацентровка, подрезка торца, нарезание
резьбы метчиками. Информация о мощности Nx, Ny, Nz двигателей
подачи характеризует соответственно значения продольных состав-
ляющих Рх, Ру при фрезеровании с Sx и значение осевой составляю-
щей в процессе зацентровки, сверления, зенкерования, растачивания
отверстий и подрезке торцов. При управлении процессом на этапе
динамической настройки решается комплекс задач, связанных
с управлением точностью обработки, с управлением режимами реза-
ния, с определением состояния режущего инструмента и момента его
замены. При этом используют системы предельного регулирования
и системы оптимального управления.
Адаптивные системы предельного регулирования. Сущность
предельного регулирования заключается в том, что с целью повыше-
ния эффективности обработки деталей на станках обеспечивается
постоянство протекания технологического процесса относительно
таких регулируемых величин, как, например, сила резания, потреб-
ляемая мощность, крутящий момент и др. В результате в процессе
обработки непрерывно поддерживаются наибольшие предельные
значения режима резания и, в частности, подачи и скорости резания,
при которых исключается возможность превышения заданных огра-
ничений.
В системах предельного регулирования, предназначенных для
управления процессом черновой и предварительной обработки, когда
стремятся к максимальному использованию мощности оборудова-
ния, ограничения относятся главным образом к силовым параметрам
69
действующей в технологической системе нагрузки. В системах пре-
дельного регулирования, обеспечивающих управление процессом
чистовой и получистовой обработки деталей, налагаемые ограниче-
ния, образующие систему неравенств, относятся непосредственно
к параметрам, определяющим достижение требуемой точности дета-
ли. В качестве переменных управления в системах предельного регу-
лирования используют главным образом параметры режима резания:
подачу S и частоту вращения шпинделя (скорость резания о). Размер
статической настройки используют как переменную управления
в системах, предназначенных для повышения точности обработки,
а также в системах, обеспечивающих автоматическое распределение
припуска по рабочим ходам. Согласно принятому алгоритму управ-
ления возможно регулирование по определённому закону одной или
одновременно несколькими переменными. Для этого необходимо
представить переменные состояния и ограничения как функции пе-
ременных управления.
Путём регулирования продольной подачи обычно поддержива-
ют в пределах заданных ограничений определённые значения упру-
гих перемещений, мощности, силы резания, крутящего момента
и других переменных состояния:
4nax “^Amin - М < М1Ц).
Одна из переменных состояния принимается при этом в качест-
ве главной регулируемой величины. Это означает, что изменения
продольной подачи в большей части диапазона регулирования обес-
печивает постоянство данной регулируемой величины.
Однако, когда при допустимой мощности резания одна из двух
переменных состояния, например сила Ру или крутящий момент на
шпинделе 7Икр, достигает предельного значения, происходит допол-
нительное изменение подачи, в результате чего исключается воз-
можность превышения заданных ограничений. Закон изменения по-
дачи в этом случае отличается и обеспечивает постоянство силы
Ру = Ру^ или другой регулируемой величины, достигающей предель-
ного значения.
70
Если переменная управления достигает заданных ограничений,
обусловленных, например, требованиями шероховатости поверхно-
сти (£□) или условиями стружкообразования (5Р), то она становится
постоянной величиной, равной заданному пределу 5Р < S <
Скорость резания в системах предельного регулирования может
поддерживаться на заданном уровне или изменяться по определён-
ному закону. Постоянство скорости резания о = const при изменении
радиуса резания обеспечивается путём бесступенчатого регулирова-
ния частоты вращения шпинделя.
Адаптивные системы оптимального управления. Сущность ра-
боты адаптивных систем оптимального управления заключается
в том, что с целью повышения эффективности обработки деталей
поддерживается оптимальное протекание технологического процесса
относительно заданной целевой функции. Несмотря на случайный
характер потока возмущающих воздействий, адаптивная система так
управляет технологическим процессом, что целевая функция непре-
рывно поддерживается на максимальном или минимальном уровне
в пределах установочных ограничений.
При условии обеспечения требуемой точности детали эф-
фективность технологического процесса определяет себестоимость
изготовляемой детали и производительность обработки, зависящую
от оперативного времени. Таким образом, к основным критериям оп-
тимальности относится целевая функция времени FT, определяющая
произ-водительность обработки, и целевая функция стоимости Fc.
Реализация рассматриваемых задач управления на много-
целевых станках требует создания систем, обеспечивающих возмож-
ность гибкого управления при выполнении различных технологиче-
ских переходов. Это можно осуществить на базе микропроцессорных
систем.
Адаптивное управление циклом работы станков. Необходи-
мость создания металлорежущих станков с адаптивным управлени-
ем, эффективных в условиях единичного и мелкосерийного произ-
водства, ставит задачу изыскания способов построения гибких тех-
нологических циклов обработки деталей на основе принципов
71
адаптивного управления. На станках-полуавтоматах, работающих
в крупносерийном и массовом производстве, жёсткий автоматиче-
ский цикл обработки обеспечивается средствами путевой автомати-
ки. В цикле работы заранее предусматривается число проходов, тра-
ектория относительного перемещения инструмента, моменты пере-
ключения скоростей и подач.
На станках с ЧПУ, имеющих большую технологическую гиб-
кость и применяемых в мелкосерийном производстве, цикл обработ-
ки также выполняется в соответствии с предварительно заданной
управляющей программой, в которой ещё на этапе программирова-
ния закладывается необходимое число проходов, траектория и точки
переключения режимов.
Построение гибких технологических циклов на основе адап-
тивного управления процессом преследует цель осуществления са-
монастраивания размерных связей технологической системы непо-
средственно на этапе обработки детали. Адаптивное управление
циклом предусматривает:
• автоматическое определение момента контакта инструмента
с деталью, что обеспечивает необходимые переключения режимов
обработки;
• определение нужного момента ввода или вывода инструмента;
• определение требуемого направления относительного пере-
мещения инструмента и запоминание координат точек вывода
и входа;
• автоматическое формирование оптимальной траектории отно-
сительного перемещения режущего инструмента, что обеспечивает
автоматическое распределение припуска по рабочим ходам.
Для обработки деталей на станках с использованием адап-
тивных систем, обеспечивающих самопрограммирование цикла, нет
необходимости разработки и реализации полной программы цикла,
как это требуется на обычных автоматах или станках с ЧПУ; доста-
точно короткой программы, определяющей окончательный контур
детали. Формирование гибких циклов основано главным образом на
информации, получаемой непосредственно в процессе резания от
72
элементов технологической системы. При этом, как правило, изме-
ряются параметры, характеризующие динамику системы. Измерение
этих параметров позволяет автоматически фиксировать фазы проте-
кания технологического процесса и соответствующим образом
управлять им.
В процессе разработки программы для обработки детали на
обычных станках с ЧПУ на траектории относительного перемещения
режущего инструмента выбирают определённые точки, в которых
предусматривается переключение подачи с быстрого подвода на ра-
бочую при врезании или, наоборот, с рабочей на быструю при выхо-
де инструмента. Для исключения поломки инструмента от врезания
с большой подачей эти точки, как правило, располагают на расстоя-
нии 3-5 мм от поверхности заготовки, имеющей наибольшие раз-
меры. В результате этого при обработке партии деталей уве-
личивается вспомогательное время на перемещение инструмента
вхолостую с рабочей подачей. Наличие на станке адаптивной систе-
мы позволяет по изменению нагрузки фиксировать момент входа
и выхода инструмента, а затем с большим быстродействием изменять
скорость продольной подачи.
Таким образом, можно подводить инструмент к детали и отво-
дить его не на рабочих, а на более быстрых подачах. Можно прохо-
дить на форсированных подачах участки заготовок, не требующие
обработки. В результате повышается производительность за счёт
уменьшения вспомогательного времени на отводы и подводы инст-
румента. Кроме того, при разработке программы отпадает необходи-
мость внесения команд на переключение скорости продольной
подачи, что существенно упрощает процесс программирования. Это
особенно существенно при многопроходной обработке на станках
с ЧПУ и многоцелевых станках.
При выборе источника информации, определяющего момент
контакта инструмента с деталью, прежде всего необходимо учиты-
вать возможное время запаздывания при получении информации
и быстродействие системы, обеспечивающей автоматическое умень-
шение скорости подачи.
73
Запаздывание при получении информации и переключении по-
дачи вызывает резкое увеличение нагрузки до значения, при котором
возможна поломка режущего инструмента или другого наиболее
слабого звена системы. Наименьшее запаздывание можно получить
при использовании в качестве источника информации датчика ли-
нейных ускорений.
Для измерения линейных ускорений на станках применяют
электрические преобразователи линейных ускорений. Эти измери-
тельные устройства называют акселерометрами с инерционной мас-
сой. Основание преобразователя крепят к подвижному органу станка,
характеристики движения которого необходимо фиксировать в про-
цессе цикла.
Конструктивное исполнение датчиков ускорения может быть
различным. Это в первую очередь зависит от чувствительных эле-
ментов. В качестве чувствительных элементов могут быть использо-
ваны не только тензорезисторные датчики, но и кварцекристалличе-
ские пластины, работающие по принципу пьезоэлектрических изме-
рений.
Результаты исследования процесса изготовления крышки ци-
линдра диаметром 330 мм и длиной 107 мм на многоцелевом станке
показали, что при последовательной обработке девятью различными
инструментами продолжительность обработки составляет 26,12 мин,
а продолжительность вспомогательных перемещений - 25,3 % от
времени цикла. При применении адаптивной системы, обеспечи-
вающей переключение на рабочую подачу в момент контакта инст-
румента с деталью, продолжительность вспомогательных перемеще-
ний уменьшается на 25 %, в результате повышается производитель-
ность за счёт сокращения времени цикла на 6 %.
Использование адаптивного управления позволяет создавать
системы, обеспечивающие автоматическое распределение припуска
без предварительного задания фиксированного значения глубины ре-
зания на каждый проход. При наличии такой системы на каждом ра-
бочем ходе автоматически устанавливается оптимальная глубина ре-
зания с учётом фактической твёрдости материала детали, степени
74
затупления режущего инструмента и других факторов, определяю-
щих нагрузку, действующую в системе.
При управлении размерами динамической настройки путём ре-
гулирования продольной подачи устанавливается определённая
функциональная связь между глубиной резания t и продольной пода-
чей S = f(t). С увеличением глубины резания подача уменьшается,
а с уменьшением - увеличивается, обеспечивая поддержание задан-
ного значения ЛА или определённого силового параметра. В зависи-
мости от глубины резания продольная подача может меняться в ши-
роком диапазоне от наибольшего значения 5тах, соответствующего
наименьшей глубине /|П||1, до наименьшего значения 5min, соответст-
вующего наибольшей глубине /|пах. В пределах этого диапазона суще-
ствует определённое оптимальное значение подачи So, при которой
обеспечивается съём общего припуска при минимальном времени.
Этому значению продольной подачи соответствует оптимальное зна-
чение глубины резания t0 на каждом из рабочих ходов, а следова-
тельно, и оптимальное число проходов п.
На рис. 2.21 представлены графики изменения продольной по-
дачи и характерные схемы изменения направления относительного
перемещения режущего инструмента, на основе которых обеспечи-
вается формирование траектории и автоматическое распределение
припуска по рабочим ходам. В начальный момент врезания инстру-
мент выводится в соответствии с заданной программой на размер,
при котором достигается требуемая точность обработки детали ЛА.
При этом инструмент перемещается в осевом направлении с началь-
ной подачей 5тах. По мере врезания происходит увеличение нагрузки
и соответствующее уменьшение продольной подачи S. Когда глубина
резания достигает предельного значения tmax и продольная подача
соответственно снизится до 5min, подается команда на изменение
размера статической настройки в сторону уменьшения глубины ре-
зания. В результате подача S в осевом направлении прекращается
и резец перемещается в поперечном направлении.
Размер статической настройки изменяется до момента выхода
на оптимальную глубину резания tQ (рис. 2.21, б). При выводе инст-
75
румента из заготовки уменьшается нагрузка и соответственно воз-
растает продольная подача S => So. Когда продольная подача дости-
гает значения S = So перемещение резца в поперечном направлении
прекращается и производится точение с t = t0.
Рис. 2.21. Схема формирования траектории относительного перемещения
режущего инструмента при адаптивном управлении: а - переход на об-
работку с меньшей глубиной резания; б — выход на оптимальную глубину;
в - переход на обработку с большей глубиной резания
76
Если в процессе точения напроход отклонения глубины резания
находятся в пределах А < Zmax - Zmi-n и соответственно продольная по-
дача не выходит за установленные значения < S < 5max, то обра-
ботка производится без изменения статической настройки. Когда
в процессе точения глубина резания уменьшается до t < Zmin и соот-
ветственно продольная подача достигает S = 5тах, инструмент выво-
дится из заготовки и по прямоугольному циклу подаётся в место не-
обходимого входа (рис. 2.21, в).
Для реализации представленных схем формирования траектории
необходимо применять резцы с углом в плане ф > 90°. При такой гео-
метрии инструмента обеспечивается постепенное нарастание силы
резания и исключается возможность врезания с подачей 5тах по всей
длине режущей кромки. Это позволяет точно определить характер-
ные моменты резания с глубиной £min, t0 и Zmax, когда длина контакта
главной режущей кромки с деталью ограничивается соответственно
точками 1, 2, 3.
Станок, оборудованный такой системой адаптивного управле-
ния, работает следующим образом. Перед врезанием резец по про-
грамме выводится на размер статической настройки, соответствую-
щей требуемому контуру готовой детали. Если в момент врезания
Рис. 2.22. Траектории относительного перемещения инструмента при
обработки детали: а - обработка за один рабочий ход; б - обработка
в несколько рабочих ходов; 1-4 - рабочие ходы
77
и далее в процессе обработки продольная подача меняется, не выхо-
дя за установленные пределы 5max, 5min, т.е. глубина резания соответ-
ствует неравенству /|пах < t < /|П||1, то деталь обрабатывается в один ра-
бочий ход и инструмент перемещается по заданной программе, соот-
ветствующей требуемому контуру готовой детали (рис. 2.22, а). При
этом первый контур обеспечивает постоянство размера динамиче-
ской настройки Ад = const независимо от колебания припуска, твёр-
дости или затупления инструмента.
Продольная подача на разных участках и ступенях детали может
быть различной, однако её значение в процессе резания не достигает
заданных пределов 5min < S < 5max. Когда общий припуск достаточно
велик (t > Zmm), продольная подача в процессе врезания мгновенно
уменьшается, достигая наименьшего предельного значения (S < 5min)-
Движение суппорта в направлении оси ОХ прекращается.
2.5. Процесс контроля изделий
Растущие требования, предъявляемые к точности, качеству
и геометрической форме и шероховатости поверхностей сопрягае-
мых деталей, ставят задачу более широкого внедрения в производст-
во автоматизации контроля деталей. Внедрение активного контроля
деталей на машиностроительных заводах приводит к повышению ка-
чества деталей изготавливаемых машин, автоматизации технологи-
ческих процессов, уменьшению трудоёмкости и стоимости изготов-
ления деталей, снижению потерь от брака и сокращению числа кон-
тролеров, а также к обеспечению повышения точности заданных
размеров путём компенсации погрешностей, вызываемых упругими
деформациями и износом режущего инструмента. Упругие деформа-
ции вызывают рассеивание размеров деталей, обрабатываемых на
металлорежущих станках. Погрешности обработки деталей, завися-
щие от упругих деформаций, трудно компенсировать предваритель-
ной настройкой станка, так как они являются случайными.
В машиностроении применяют два метода контроля деталей:
технологический - активный и послеоперационный - пассивный.
Контроль деталей, выполняемый в процессе их обработки на станке
78
специальными измерительными устройствами, является активным,
т.е. управляющим технологическим процессом обработки деталей.
Контроль деталей после их обработки на станке путём разбраковки
или сортировки по группам с помощью контрольных и сортировоч-
ных полуавтоматов и автоматов является послеоперационным пас-
сивным контролем.
Результаты активного и пассивного автоматического контроля
используются для статистических методов контроля продукции.
В процессе изготовления деталей периодически измеряют пять-
десять деталей. Результаты измере-
ний этих деталей обрабатывают а____________________________
и наносят на специальную кон- 6 . .
трольную диаграмму (рис. 2.23). На . . • ’ . • . *
этой диаграмме предусмотрены ..J
параллельная прямая б/, опреде- а--------------------------
ляющая границы поля допусков, Рис. 2.23. Контрольная диаграмма
и прямая б, определяющая поле
рассеяния групповых значений контролируемого параметра и назы-
ваемых контрольными прямыми.
Место контрольных прямых находят на основе теоретических
положений статистического контроля. Точки всего процесса обра-
ботки, соответствующие средним групповым значениям измеряемого
параметра, не выходят за пределы контрольных границ. При контро-
ле деталей в момент А значение измеряемого параметра выходит за
пределы контрольных границ. Это служит сигналом для поднастрой-
ки станка с помощью регулирования, подналадки, смены инструмен-
та и пр. На контрольные диаграммы можно наносить не только сред-
ние группировочные значения, но и другие параметры, характери-
зующие стабильность процесса обработки.
Автоматизация статистического контроля достигается примене-
нием специальных приборов и устройств, измеряющих размеры
в процессе или после обработки и фиксирующих их на контрольной
ленте. В автоматизированных производствах находят применение ав-
томатические устройства, управляющие процессом обработки на ос-
79
нове результатов измерения и их преобразования в статистические
характеристики.
Применение автоматического статистического контроля позво-
ляет предупредить брак, повысить производительность контрольных
операций, так как контролируется не вся совокупность изготовляе-
мых деталей, а только 5-10 % продукции.
2.5.1. Средства активного контроля
В зависимости от назначения средства активного контроля раз-
деляют на четыре группы:
• устройства, контролирующие детали непосредственно в про-
цессе их обработки на станке;
• подналадчики;
• блокировочные устройства;
• устройства, контролирующие детали перед обработкой на
станке.
К устройствам, контролирующим детали непосредственно
в процессе их обработки на станке, относятся приборы, контроли-
рующие размеры деталей, положение режущей кромки инструмента
непосредственно в процессе обработки детали и через цепь обратной
связи подающие команду на прекращение обработки при достиже-
нии заданных размеров деталей.
Подналадчики - это измерительные приборы, которые через
цепь обратной связи производят подналадку станка или измеритель-
ного устройства, управляющего работой станка, когда величина кон-
тролируемого размера детали выходит за допустимые пределы. Под-
наладчики не определяют действительные размеры обрабатываемых
деталей в пределах заданного допуска на обработку.
Блокировочные устройства контролируют детали непосредст-
венно после их обработки на станке. Если размеры деталей выходят
за заданные пределы, то блокировочное устройство подаёт команду
на прекращение обработки деталей на станке. Блокировка - это про-
стейшая форма активного контроля, которая может производиться
и в процессе обработки деталей (например, остановка станка при
80
превышении допустимых значений сил или мощности резания). За-
щитно-блокирующие устройства применяют на шлифовальных, то-
карных, сверлильных станках и на автоматических линиях. Средства,
контролирующие заготовки перед их обработкой, проверяют пре-
дельные габаритные размеры и не пропускают на станок заготовки,
выходящие за допустимые размеры.
По степени автоматизации автоматизированные измерительные
устройства для послеоперационного контроля разделяют на три
группы:
1. Измерительные устройства с измерительным сигналом.
2. Полуавтоматические измерительные устройства.
3. Автоматические измерительные устройства.
При контроле деталей измерительным устройством с измери-
тельным сигналом (световым или звуковым) он подаётся, когда кон-
тролируемый размер детали находится в пределах допуска. Кон-
трольный полуавтомат контролирует детали автоматически, но уста-
новка детали на позицию полуавтомата и съём её производятся
вручную оператором. При автоматическом контроле деталей на кон-
трольном автомате установка, контроль и снятие детали автоматизи-
рованы действиями измерительного устройства.
Измерительные устройства для послеоперационного автомати-
ческого контроля разбраковывают или сортируют обрабатываемые
детали по группам и размерам.
Внедрение на машиностроительных заводах новых, более про-
изводительных, точных и экономичных методов обработки деталей
и применение механизации и автоматизации технологических про-
цессов механической обработки требуют коренного улучшения ме-
тодов автоматизации контроля, поэтому разработка новых методов
и измерительных средств для активного контроля помогут успешно
решить задачу развития автоматизации технологических процессов
в машиностроении.
Машиностроительная промышленность постоянно повышает
требования к точности и надёжности контрольно-измерительных
приборов и устройств. При контроле многих деталей проверяют их
81
размеры, отклонения от геометрической формы, правильность вза-
имного положения обработанных поверхностей и т.д. Большое раз-
витие должны получить комплексные методы контроля, которые по-
зволяют предотвратить брак таких деталей, у которых увеличенные
отклонения по одним размерам компенсируются за счёт неиспользо-
ванных допусков по другим размерам, в результате чего детали по-
лучаются годными. Для решения этих задач необходимо добиться
значительного повышения уровня измерительной техники как в ко-
личественном, так и в качественном отношении.
Повышение уровня измерительной техники должно развиваться
в следующих направлениях:
• разработка, изготовление и внедрение в машиностроении но-
вых методов, приборов и средств для активного контроля;
• повышение точности измерения деталей и увеличение срока
службы средств и приборов для активного контроля.
Необходимо, чтобы конструкции измерительных средств и при-
боров были на уровне лучших мировых образцов. При внедрении ав-
томатического контроля на какой-либо операции нужно определять
технический и экономический эффект от него. Одна из важнейших
задач - правильный выбор организационно-технических форм тех-
нического контроля в зависимости от типа производства, формы, га-
баритных размеров, классов точности и шероховатости поверхности
обрабатываемых деталей.
Активный контроль. Наиболее прогрессивной формой контроля
является активный контроль, при котором измерение и информация
о результатах измерения производится в процессе обработки. Кроме
того, этот вид контроля даёт возможность активно воздействовать на
ход технологического процесса, когда рабочая позиция совмещается
с контролем и по результатам измерения налаживается станок.
Для внедрения автоматического контроля в производство необ-
ходимы соответствующие автоматические контрольные устройства.
Под автоматическими устройствами для контроля понимаются уст-
ройства, которые без вмешательства человека выполняют всю сово-
купность движений, необходимых для выяснения действительных
82
параметров деталей, производят измерения в процессе обработки,
сортируют детали по величине их отклонений от номинальных раз-
меров и управляют режимом работы основного технологического
оборудования.
На рис. 2.24 показана классификация устройств активного
контроля. Применение тех или других средств контроля зависит
главным образом от следующих основных факторов: точности изме-
ряемых деталей, их формы и размеров, числа контролируемых па-
раметров, требуемой производительности и экономичности. Так как
Рис. 2.24. Классификация устройства активного автоматического
контроля
83
каждый метод измерения сопровождается собственными погрешно-
стями, при выборе измерительных средств пользуются соотношени-
ем между величиной допуска на изготовление детали и погрешно-
стью метода измерения. Рекомендуется допускать погрешность ме-
тода измерения не более 1/10-1/15 части допуска контролируемой
детали. В некоторых случаях это отношение можно увеличить до 1/6.
Измерительные приборы, в том числе и измерительные контрольные
устройства, делятся на устройства, основанные на прямом методе
измерения, косвенном и комбинированном. При прямом методе из-
мерения наконечник контрольного устройства всё время находится
в контакте с поверхностью изготовляемой детали и непосредственно
контролирует её размер. При достижении заданного размера кон-
трольное устройство автоматически подаёт сигнал об окончании об-
работки или необходимости изменения её режима.
Контрольные устройства, основанные на косвенном методе из-
мерения, не имеют непосредственного соприкосновения с поверхно-
стью заготовляемой детали, так как окончание процесса обработки
определяется здесь не моментом достижения деталью заданного раз-
мера, а величиной перемещения рабочего органа станка, несущего
режущий инструмент, до упора. При комбинированном методе изме-
рения контролируются одновременно положение режущего инстру-
мента и размер обрабатываемой поверхности.
Для активного автоматического контроля размеров широкое
распространение получили приборы с рычажными и безрычажными
элементами.
Рычажные устройства имеют особо важное значение в прибо-
рах, предназначенных для активного контроля деталей малых разме-
ров. Рычаги могут быть небольшими и лёгкими, а результаты изме-
рения контролируемой детали можно вывести за пределы рабочей
зоны станка. При изготовлении деталей малых размеров рабочая зона
бывает очень загруженной, что мешает помещать чувствительные
головки (датчики) активных устройств в непосредственной близости
от обрабатываемой детали. Для увеличения надёжности и срока
службы рычажного прибора его измерительный наконечник, сопри-
84
касающийся с обрабатываемой деталью, оснащается насадкой из
твёрдого сплава.
Одноконтактные безрычажные устройства предназначены для
контроля внутреннего диаметра. По мере увеличения отверстия на-
конечник перемещается и замыкает контакт датчика. В результате
или подаётся сигнал, или останавливается станок. Достоинством
схемы является её простота, недостатком - погрешность измерения
при смещении детали в вертикальном и горизонтальном направлени-
ях. Одноконтактные безрычажные устройства применяются также
для контроля высоты деталей на плоскошлифовальном станке с вра-
щающимся столом.
Двухконтактные безрычажные устройства не имеют погрешно-
сти при изменении положения детали. В них так же, как и в однокон-
тактных устройствах, наконечники перемещаются по мере изменения
размеров в процессе обработки и по достижении деталью заданных
размеров выключают станок (рис. 2.25, а).
Рис. 2.25. Двухконтактные контрольные устройства: а — схема контроля
отверстий; б - контроль диаметра вала в процессе шлифования
85
На рис. 2.25, б показано двухконтактное контрольное устройст-
во для контроля валов в процессе шлифования. Корпус 1 подвешен
на широкой плоской пружине 2 к планке 3, имеющей установочное
вертикальное перемещение в пазу колодки 7, посаженной на штоке 5
поршня гидроцилиндра 6. При подаче масла в левую полость цилин-
дра поршень подводит к детали измерительный датчик, который за-
нимает показанное на схеме рабочее положение. Обратный отвод
датчика осуществляется пружиной 7. Подвеска корпуса датчика эла-
стичная, поэтому неподвижная измерительная губка 8 находится
в надёжном контакте с заготовкой независимо от вибраций и дефор-
маций заготовки в процессе её обработки. Для ограничения прогиба
пружины, несущей измерительный датчик, служит упорный винт 9.
Поворотная измерительная губка 10 подвешена на корпусе датчика
на плоской пружине 11 и поджимается к заготовке пружиной 12.
В процессе обработки губка 10 перемещается вслед за изменением
размера и передаёт результат измерения с помощью регулировочного
винта 13 и рычага-указателя 14. Указатель снабжён электроконтак-
том 75, замыкающим по достижении заданного размера контакт 16
и выключающим станок.
Трёхконтактные безрычажные устройства имеют вид либо
обычных, либо седлообразных скоб (рис. 2.26, а и б). Эти приборы
базируются по поверхности детали и следят за изменением её разме-
ров. Взаимное расположение точек контакта не изменяется. Погреш-
ность измерения возникает в случае, если деталь будет перемещаться
относительно точек контакта А и В (рис. 2.26, а). Для того чтобы
этого не произошло, нижнюю контактную вставку располагают
в точке В, смещённой относительно вертикальной оси на угол а =
= (5-10°). На рис. 2.26, в изображена конструкция трехконтактного
устройства для автоматического контроля. Боковой 72 и нижний 77
наконечники скобы являются опорными, третьим наконечником слу-
жит нижний конец измерительного штока 9. Он прижимается к по-
верхности контролируемой заготовки 10 с помощью пружины 8. При
снятии припуска с заготовки 10 её диаметр уменьшается и шток 9
перемещается в направляющих 7 вниз, нажимая скосом 6 на ножку
86
индикатора, закреплённого в корпусе скобы. По показаниям индика-
тора можно проследить за изменением размера вала в процессе обра-
ботки. По достижении деталью заданного размера шток нажимает на
конечный выключатель (на схеме не показан), датчик 1 подаёт сиг-
нал на выключение подачи и отвод стола. Для удобства отсчета ин-
дикатор установлен по отношению к оси измерительного штока под
углом 45°, а вся скоба при настройке наклоняется вперёд на 8-10°.
Скоба подвешивается к станку (обычно к кожуху шлифовального
круга) с помощью планки 3 на шарнирах 2 и 4. Пружина 5, связанная
с планкой 3, служит для прижима опорных наконечников И и 12
к изготовляемой детали. Достоинство трёхконтактных устройств за-
ключаются в том, что изменение производится не по радиусу, как
в одноконтактных устройствах, а по диаметру.
Рис. 2.26. Трехконтактные контрольные устройства:
а - обычная скоба; б - седлообразная скоба; в - конструк-
ция устройства для автоматического контроля
В автоматических контрольных устройствах одним из основных
элементов являются датчики. Контролируемая деталь 1 (рис. 2.27)
располагается между подставкой 2 и измерительным стержнем 3. За-
87
зор между контактами 6 и 7 устанавливается в зависимости от вели-
чины поля допуска при помощи винтов 10. При вращении винтов 10
контактные пластины 6 и 7 поворачиваются относительно осей 8.
Пока деталь находится в пределах поля допуска, рычаг 7, при-
крепленный к корпусу плоской пружиной 5, будет находиться в ней-
тральном положении между контактными пластинами 6 и 7, закреп-
лёнными на контактодержателе 9. Если контролируемый размер ста-
нет больше или меньше заданного, рычаг 4 замкнёт контакты.
Последние замкнут электрическую цепь, в которую включены цвет-
ные сигнальные лампочки И и 12.
Рис. 2.27. Схема автоматического контроля
детали с помощью электроконтактного датчика
Электроконтактный датчик для измерения овальности показан
на рис. 2.28. Перемещение измерительного штока 1 передается рыча-
гу 2, на конце которого имеется лыска, к которой при помощи пло-
ской пружины 3 прижимается цилиндрический контактный штифт 4.
На корпусе измерителя укреплены два микрометрических винта 5
и б, обеспечивающие настройку на заданное поле допуска. Если
овальность выше допустимой, замыкается электрическая цепь между
88
измерительным рычагом и изолиро-
ванным от корпуса микрометриче-
ским винтом, в результате подаётся
сигнал о браке.
Для уменьшения погрешностей
контроля торцовые поверхности кон-
тактного штифта делаются сфериче-
скими, а торцовые поверхности мик-
рометрических винтов - плоскими.
При контроле конусности детали
задача обычно сводится к определе-
нию разности диаметров в двух точ-
ках (рис. 2.29).
Изделие устанавливается в ско-
бу?, закреплённую шарнирно в кор-
пусе 1. К детали в двух точках при-
жато измерительное коромысло 3,
вертикальный рычаг которого оказы-
вает давление на контактный рычаг 7,
Рис. 2.28. Контроль овальности
Рис. 2.29. Контроль конусности
89
вращающийся вокруг оси 5. При повороте рычага его контакты ка-
саются контактных винтов 6 или 7. При контроле детали цилиндри-
ческой формы контактный рычаг становится в нейтральное поло-
жение и оба контакта разомкнуты, а при наличии конусности рычаг
поворачивается и замыкает цепь. Разность диаметров контролируе-
мых деталей компенсируется поворотом скобы 2 вокруг оси 8.
В других конструкциях контрольных устройств кроме электро-
контактных применяются индуктивные, ёмкостные, пневматические
и другие типы датчиков.
2.5.2. Пассивный контроль
Пассивный контроль производится только для рассортировки
деталей на годные и негодные, либо годных - на группы.
Контрольно-сортировочные автоматы используют в машино-
строении для автоматического контроля и сортировки деталей по их
размерам, форме или массе.
На рис. 2.30 показана блок-схема контрольно-сорти-ровочного
автомата. Основными его механизмами являются загрузочные,
транспортные, измерительные и сортировочные.
Рис. 2.30. Блок-схема контрольного автомата
Загрузочные устройства этих автоматов почти не отличаются от
загрузочных устройств технологического оборудования. Их задача
заключается в том, чтобы ориентировать деталь в положение, удоб-
ное для транспортировки в рабочую зону. Транспортирующие уст-
90
ройства служат для перемещения детали на измерительную позицию.
Транспортирующая система с принудительным перемещением пока-
зана на рис. 2.31, а. Гребёнка 2, имеющая ряд углублений, совершает
движение по замкнутому контуру, оставаясь параллельной самой се-
бе. Вдоль гребёнки расположены измерительные и сортирующие
устройства. Углубления гребенки захватывают детали 3 и, переме-
щая их на один шаг, устанавливают на измерительные позиции 4 для
контроля. После контроля деталь передвигается на следующие пози-
ции и по пути проходит сортировку, т.е. в зависимости от результа-
тов контроля она либо сбрасывается в приёмники брака, либо пере-
мещается на другую измерительную позицию.
На рис. 2.31, б показана транспортирующая система непрерыв-
ного действия. Контролируемая деталь 1 перемещается по поверхно-
сти 6 с помощью непрерывно вращающегося колеса 3. Если деталь
имеет размер больше заданного, то, проходя под кромкой качающе-
гося ножа 2, играющего роль губки предельного калибра, она откло-
нит его, освободит с помощью защёлки 4 площадку 5 и провалится
в образовавшийся люк. Площадка 5 будет возвращена в исходное
положение одним из пальцев, укреплённых на колесе (на схеме
не показан). Если размер детали меньше заданного, то она пройдёт
мимо ножа 2 и выпадет в следующий люк, на измерительную пози-
цию, а затем после контроля транспортное устройство направляет
деталь в соответствующий люк.
На рис. 2.31, в приведена схема транспортирующего устройства
с толкателем 7, подающим контролируемые детали на измеритель-
ную позицию. Привод эта транспортирующая система получает от
кулачка 7, который обеспечивает небольшие скорости в начале
и в конце цикла и повышенные в середине.
Особенность данного устройства заключается в том, что в слу-
чае попадания в загрузочное устройство деталей больших размеров
рычаги 2 и 3 складываются, сжимая пружину 5, и подача прекраща-
ется до удаления посторонней детали. На рис. 3.10, г показана много-
этажная транспортирующая система. Контролируемая деталь посту-
пает в вертикальную шахту 2, где задерживается сухарём 3. В этом
91
положении деталь контролируется с помощью измерительных
средств, расположенных на каждом этаже. Бракованная деталь вы-
брасывается в сторону сухарем 3, откидывающим подпружиненную
заслонку 2. Если деталь годная, сухарь 3 отходит, а она проваливает-
ся и падает на нижний этаж, где происходит контроль других её па-
раметров.
Рис. 2.31. Транспортирующие устройства
92
Измерительные устройства выполняют основные функции кон-
трольного автомата, а именно: определяют отклонения размеров де-
талей, сортируют их на группы (группы могут быть скомплектованы
по форме деталей, размерам, массе и т.п.). Измерительное устройство
посылает импульсы - команды различным механизмам автоматов.
2.5.3. Автоматическая подналадка
металлорежущих станков
Автоподналадчики - устройства, которые регулируют положе-
ние режущего инструмента по отношению к обрабатываемой по-
верхности, когда размеры её отклоняются от заданных. Автоподна-
ладчик состоит из следующих основных элементов: датчика, контро-
лирующего деталь в процессе обработки; блока преобразования
и усиления первичного измерительного импульса; исполнительного
механизма, который выполняет собственно подналадку перемеще-
нием режущего инструмента или какого-либо механизма станка.
На рис. 2.32 показаны принципиальные схемы автоподналадчи-
ков. Наиболее простая и распространённая схема представлена на
рис. 2.32, а. Размер детали 1 в процессе обработки контролируется
датчиками 2. Если размер изготовляемой детали приближается к за-
данному пределу, в датчике замыкаются контакты и подаётся коман-
да исполнительному органу 3, который перемещением инструмента
производит подналадку для восстановления точности, потерянной
вследствие износа резца. Недостаток этого метода заключается в том,
что при случайном превышении заданного размера будет дана ко-
манда на перемещение резца, что может привести к браку. Поэтому
рекомендуется в применяемых схемах автоподналадчиков устанав-
ливать так называемый фильтр - контроллер 1 (рис. 2.32, б), который
исключает влияние случайных отклонений. Фильтр-контроллер про-
пускает сигнал на подналадку после трёхкратного сигнала о наруше-
нии заданных размеров. Кроме того, в этой схеме измерительная по-
зиция вынесена отдельно и контроль в данном случае происходит
после обработки.
93
Рис. 2.32. Схемы автоподналадчиков: а - прямого действия; б - фильтр-
контроллером; в - для управления технологическим процессом
Система, показанная на рис. 2.32, в, отличается от предыдущих
тем, что здесь может быть дана команда не только на подналадку, но
и на остановку станка после окончания обработки или же на переход
с черновой обработки на чистовую. Деталь 1 измеряется датчиком 2
непрерывно в процессе обработки. На основании полученного зада-
ния (настройка датчика) подаются команды об изменении или пре-
кращении процесса обработки. Например, на станке с гидроприво-
дом установлен двухпредельный датчик 2, который даст сигнал (по-
сле черновой обработки) гидрораспределителю 3 уменьшить подачу
масла в цилиндр 4. В результате этого будет уменьшена подача суп-
порта и начнётся чистовая обработка. После достижения оконча-
тельного размера будет дана команда на выключение подачи и воз-
врат суппорта в исходное положение.
Автоподналадчики различных систем применяются в токарных,
расточных, шлифовальных и других станках.
Широкое распространение получила автоматическая подналадка
на шлифовальных станках. Схема автоподналадчика к плоскошли-
фовальному станку показана на рис. 2.33. Детали 3 закреплены на
магнитном столе 2. Если размеры деталей вследствие износа шлифо-
вального круга станут больше заданных, они поднимут рычаг 4 вме-
сте со стойкой 5, действующий на конечный выключатель б, который
94
Рис. 2.33. Автоподналадчик к плоскошлифовальному
станку
подаст команду электромагнитной муфте 7, червячной паре 8 и вин-
ту 9. В результате салазки 10 вместе с шлифовальной бабкой 7 опус-
каются вниз. Перемещение шлифовальной бабки будет продолжаться
до тех пор, пока детали не примут заданные размеры.
На бесцентрово-шлифовальных станках при обработке детали за
один рабочий ход автоматическая подналадка производится после
измерения деталей, прошедших обработку. Сигнал на подналадку
подаётся размерным датчиком после выхода размеров нескольких
деталей за установленные границы. Сигнал на подналадку приводит
к смещению бабки шлифовального круга на заранее установленную
величину подналадочного перемещения (обычно в пределах долей
микрометра).
2.5.4. Системы контроля, расположенные на станке
Системы контроля, расположенные на станке, измеряют поло-
жение инструмента или размеры заготовки до обработки, после об-
работки или во время обработки. Последний метод контроля получил
название активного и его в основном применяют на шлифовальных
станках.
95
Отличительной особенностью автоматических систем контроля
является их непосредственная связь с системой ЧПУ станка, исполь-
зование датчиков обратной связи для обработки измерительной ин-
формации, возможность программирования контроля. Такие системы
позволяют кроме измерения и корректировки прогнозировать точ-
ность обработки и принимать соответствующие решения.
Рассмотрим системы автоматического контроля на шлифо-
вальных, токарных и многоцелевых станках фрезерно-расточной
группы. Принципиальная схема автоматического контроля на токар-
ных станках с ЧПУ типа CNC и счётно-импульсными датчиками об-
ратной связи показана на рис. 2.34.
Рис. 2.34. Система автоматического контроля, уста-
новленная на токарном станке с ЧПУ фрезерно-рас-
точной группы
Во время обработки измерительная головка расположена вне
зоны резания в инструментальном магазине. После окончания обра-
ботки по команде от системы ЧПУ 1 ИГ устанавливается на попе-
речный суппорт. При перемещении приводами поперечного суппор-
та до момента касания измерительной головкой 2 требуемой точки
96
Рис. 2.35. Контроль ИГ
на многоцелевом станке
детали 3 от импульсных датчиков 4 поступают сигналы в счетчики 5.
В момент касания измерительным наконечником ИГ детали счетчики
опрашиваются и результат перемещения вводится в ЭВМ 6 системы
ЧПУ. ЭВМ рассчитывает результаты измерения, выполняет коррек-
цию управляющей программы, запоминает результаты вычислений.
Измерение на токарных станках возможно в направлении осей Z и
что позволяет контролировать измерительной головкой наружные,
внутренние диаметры и осевые размеры.
На многоцелевых станках фрезерно-расточной группы ИГ уста-
навливают в шпиндель станка (рис. 2.35). Измеряемую деталь закре-
пляют на столе станка. По программе контроля приводы перемещают
стол до момента касания ИГ поверх-
ностей детали. В дальнейшем алго-
ритм измерения аналогичен алгорит-
му измерения для токарных станков.
С помощью измерительных головок
кроме контроля размеров возможна
привязка конструкторской базы к тех-
нологической, что увеличивает до-
пуски технологических размеров.
Автоматизация наладочных ра-
бот непосредственно на станке упро-
щает технологическую оснастку за
счёт сокращения установочных элементов. Измерительная головка
может быть использована и для определения положения инструмента
и его износа. В этом случае ИГ размещается стационарно на столе
станка.
Размер обрабатываемой заготовки определяется дискретностью
датчиков обратной связи, поэтому погрешности позиционирования
узлов перемещения по координатам влияют на точность измерения.
Датчики обратной связи необходимо при измерении располагать
в плоскости перемещения ИГ (соблюдение принципа Аббе). В суще-
ствующих станках с ЧПУ выполнять это требование сложно, что
вносит дополнительные погрешности при измерении.
97
Если в системе измерения используют измерительные головки,
формирующие аналогичный сигнал на выходе, пропорциональный
отклонению измерительного наконечника, то принцип её действия
несколько иной. Устройство ЧПУ связано с ИГ через аналого-циф-
ровой преобразователь. Измерительная головка по запрограммиро-
ванной траектории «ощупывает» деталь и выдает информацию об
отклонении фактического контура детали от требуемого. Эта инфор-
мация служит для коррекции управляющей программы обработки
следующих деталей.
При обработке на шлифовальных станках в основном ис-
пользуют индуктивные и пневматические приборы активного кон-
троля. Они имеют высокую точность измерения (до 0,0005-0,001 мм)
и служат для выключения станка или отвода обрабатывающего инст-
румента при достижении заданного размера. На рис. 2.36 показана
схема прибора для контроля деталей на плоскошлифовальных или
круглошлифовальных станках, построенного на элементах пневмо-
автоматики. Питание прибора осуществляется блоком подготовки
Рис. 2.36. Контроль размеров на шлифовальных
станках
98
сжатого воздуха 9. В блок 9 входят аккумулятор 7 сжатого воздуха,
стабилизатор давления S, показывающий манометр 10. В качестве
измерительного преобразователя использован дроссельно-жекторный
датчик 6. Струйное пороговое устройство 5 выполнено на интеграль-
ных логических элементах и служит для подачи дискретных сигна-
лов о достижении заданного размера на пневмоэлектропреобразо-
ватель 3. Пороговые элементы настраиваются дросселями 4. Деталь 2
обрабатывается кругом 7, что приводит к увеличению зазора между
поверхностью детали и торцом измерительного сопла датчика 6.
Давление на выходе датчика 6 падает при достижении заданного
зазора z, что соответствует требуемому размеру детали. Затем проис-
ходит переключение элементов струйного порогового устройства 5,
срабатывает пневмоэлектропреобразователь 3 и управляющая коман-
да поступает в электронную цепь станка.
2.5.5. Системы контроля, устанавливаемые вне станка
Координатно-измерительные машины (КИМ) широко применя-
ют в машиностроении.
Возможны измерения комплекса размеров при одной установке
детали. Измерению подлежит большое число размеров детали. На-
пример, корпусные детали средней сложности имеют несколько со-
тен размерных параметров, подлежащих контролю. Ручной контроль
с помощью калибров требует для каждом размера два калибра: про-
ходной и непроходной. Изготовление калибров оправдано только для
условий массового и крупносерийного производства. При контроле
универсальными инструментами требуется многократная установка
приборов на нуль, при этом не обеспечивается высокая точность из-
мерения. Трудоёмкость контрольных операций возрастает и стано-
вится соизмеримой с трудоёмкостью обработки. КИМ обеспечивает
с высокой точностью любое число измерений.
Возможен и автоматический цикл процесса измерения. КИМ
является контрольным полуавтоматом. Функции оператора огра-
ничиваются загрузкой-разгрузкой, или и эти операции автомати-
зированы.
99
При измерениях обеспечивается высокая точность контрольных
операций. Разрешающая способность систем управления КИМ равна
0,5-1 мкм. Координатная погрешность: до 10 мкм/м - прецизионные
КИМ, 10-25 мкм/м - производственные, свыше 25 мкм/м - КИМ
низкой точности. Указанные цифры на порядок превышают показа-
тели точности универсального инструмента.
Универсальность КИМ обеспечивает возможность её примене-
ния для измерения деталей любых размеров (в пределах площади
стола) и формы, контроля наружных и внутренних диаметров, плос-
костей, криволинейных поверхностей, контроля соосности, парал-
лельности, перпендикулярности, волнистости и т.д. КИМ управля-
ется ЭВМ, которая имеет дисплей и печатающее устройство. Обра-
ботанная статистическая информация хранится в памяти машины.
Основными конструктивными показателями КИМ являются
компоновка, число координатных осей, габаритные размеры, тип
опор координатных перемещений, тип привода и другие функцио-
нальные показатели. Универсальность КИМ определяется её компо-
новкой (рис. 2.37).
Рис. 2.37. Компоновки КИМ
100
При установке КИМ высокие требования предъявляются к жёст-
кости фундамента. В конструкциях доминируют два вида опор под-
вижных элементов машины: аэростатические и качения. В первом
случае увеличивается площадь контакта направляющих и в зазор
между ними подаётся очищённый воздух под давлением до 0,5-
0,6 МПа. Это обеспечивает малую силу трения в широком диапазоне
скоростей, минимальный износ направляющих, простоту конструк-
ции, усреднение погрешностей формы направляющих.
Отечественная КИМ мод. ВЕ200В позволяет измерять размеры
и геометрические параметры разных деталей (корпусов, тел враще-
ния и др.).
Техническая характеристика КИМ мод. ВК200В
Координатные перемещения по осям, мм:
Х800; K1000;Z400.
Максимальные размеры измеряемой детали, мм:
длина 700;
ширина 1000;
высота 400.
Допустимое значение среднеквадратического отклонения по-
грешности измерения, мкм - 1,0.
Допустимая погрешность измерения длины, мкм/м - (2,6... 3,5).
Масса базовой части, кг - 3400.
Занимаемая площадь, мм - 3200x3500.
Высокая точность измерения достигается за счёт использования
прецизионных направляющих, выполненных из твердокаменных по-
род, аэростатических опор координатных перемещений. Высокая
производительность обеспечена перемещением привода с высокомо-
ментным двигателем с бесступенчатым регулированием частот вра-
щения. Машина управляется вычислительным комплексом.
Процесс измерения в КИМ осуществляется бесконтактным или
контактным способами. В первом случае используют оптические или
оптоэлектронные измерительные устройства (микроскопы, проекто-
ры, телевизионные колонки). Более широкое распространение полу-
чил второй способ. В этом случае в шпиндель машины помещают
101
измерительную головку, имеющую комплект сменных наконечни-
ков. По числу координат головка может быть одно-, двух- и трёхко-
ординатной, в зависимости от типа датчиков - с пороговыми или
аналоговыми датчиками. Их особенности были рассмотрены выше.
При контроле используют два
метода измерения: от точки к точке
и слежением. В первом случае изме-
ряется перемещение головки до мо-
мента касания с деталью, во втором -
программируется траектория пере-
мещения головки. Аналоговый датчик
показывает отклонение профиля обра-
ботанной детали от заданного. На
рис. 2.38 показана головка касания
ВЕ205 описанной выше машины
ВЕ200В.
Головка снабжена пятью изме-
рительными наконечниками. В ком-
плект входят шариковые наконечники,
минимального диаметра 1 мм и дисковые наконечники. Наличие уд-
линителей размером 50, 100, 200 мм позволяет измерять глубокие
отверстия диаметром 19 мм и глубиной до 400 мм. Использование
КИМ требует развитого прикладного программного обеспечения.
К недостаткам КИМ следует отнести большие габаритные раз-
меры, невысокие манипуляционные свойства, низкие скорости коор-
динатных перемещений. Как правило, КИМ требуют отдельных тер-
моконстантных помещений. Это не позволяет использовать их для
контроля прямо на потоке после изготовления детали. Использова-
ние КИМ целесообразно при измерении размеров сложных деталей,
а также расположения поверхностей и осей.
Сдерживает применение КИМ в производстве и их высокая
стоимость. КИМ имеют практически одинаковую точность во всём
диапазоне измерения. Это предъявляет высокие требования к точно-
сти изготовления отдельных деталей и узлов КИМ. Большинство де-
102
талей обрабатывается на ГПС фрезерной и токарной группы и имеет
точность не ниже 8-9-го квалитета. Некоторые метрологические за-
дачи в ГПС могут быть решены с помощью измерительных роботов
(ИР). Во входном контроле ИР измеряют размеры заготовок, опре-
деляют положение технологических баз заготовки относительно ус-
тановочных баз приспособлений - спутников (ПС).
Нахождение детали в ходе технологического процесса в автома-
тической транспортно-накопительной системе (АТНС) в течение не-
скольких часов делает возможным контроль размеров вне станка ИР
с последующей коррекцией управляющей программы. Эффективным
является использование ИР для выходного контроля на основе орга-
низации многоуровневой системы контроля размеров.
Все размеры деталей, обрабатываемых на ГПС, можно по точ-
ности разделить на три группы: грубые, средней точности, высокой
точности. Измерение размеров детали с точностью не выше
0,05-0,1 мм осуществляют с использованием нулевых измеритель-
ных головок (ИГ) и датчиков обратной связи ИР. Измерительный ро-
бот полностью выполняет функции КИМ. Однако требования к точ-
ности изготовления его узлов могут быть значительно снижены.
В диапазоне измерения размеров с точностью 0,01-0,05 мм исполь-
зуют ИГ отклонения, которая имеет собственный аналого-цифровой
преобразователь (АЦП) и связана с системой управления роботом.
В этом случае робот по программе перемещает ИГ в заданное поло-
жение, а затем с ИГ считываются результаты измерения.
При измерениях с точностью 0,001 мм и выше применяют изме-
рительные дискретные преобразователи (пневматические, оптиче-
ские, индуктивные), выполненные в виде калибров - пробок или
скоб. Робот служит для установки и снятия детали с измерительной
позиции или введения калибров в контролируемую деталь. Результа-
ты измерения поступают в систему управления ИР. Такой подход по-
зволяет на базе недорогого измерительного робота создать достаточ-
но гибкую систему контроля, встраиваемую в ГПС.
Выделим следующие направления развития ИР: создание спе-
циализированных измерительных роботов, по своим характеристи-
ка
ческого процесса.
Рис. 2.39. Измерительный
комплекс
кам приближающимся к КИМ; использование промышленных робо-
тов (ПР), оснащённых комплектом различных измерительных преоб-
разователей; применение ПР для загрузки КИМ, другого оборудова-
ния с возможностью контроля роботом грубых размеров детали.
Специализированные ИР оснащают датчиками обратной связи
с разрешающей способностью не хуже 0,001 мм, для перемещения по
прямолинейным осям применяют аэростатические направляющие.
Подвижные части робота защищают пылезащитными кожухами,
а внутренние полости вентилируют для поддержания постоянной
температуры. Такие ИГ можно непосредственно встраивать в ГПС
и осуществлять контроль деталей в выбранных «точках» технологи-
Рассмотрим на примере про-
мышленного робота «Электроника
НЦ ТМ-01» использование его для
измерения размеров заготовок, де-
талей, определения правильности
их базирования в приспособлении
(рис. 2.39).
Робот 4 консольного типа снаб-
жён измерительным датчиком 5, име-
ет дисплей 7, микроЭВМ 2, блок
обмена информацией 3 между мик-
роЭВМ и накопительными механиз-
мами. Датчик обратной связи им-
пульсного типа имеет разрешающую
способность 0,08 мм. Это позволяет непосредственно использовать
ИР как КИМ для измерения размеров с точностью не выше 0,2 мм.
Для измерения деталь устанавливается на стол 6. В режиме диалога
с дисплея 7 запрашиваются параметры детали, точность измерения.
После ввода необходимых данных по программе осуществляется
цикл контроля, который включает в себя аттестацию измерительного
средства, поиск детали, измерение её размеров и выдачу результатов
измерения на экран дисплея.
104
Робот может быть снабжён набором датчиков различного типа,
измерительными головками, системами технического зрения для
распознавания деталей.
Аналогично осуществляется контроль наружных поверхностей.
Вместо пневматических пробок и скоб можно использовать индук-
тивные, оптические и другие измерительные преобразователи. При
контроле деталей небольших размеров робот выполняет функцию за-
грузки, а измерение осуществляется на многоместной станции кон-
троля. Контроль и разбраковка деталей осуществляются по несколь-
ким параметрам. Разбраковка производится роботом по командам,
поступающим в систему управления от измерительных датчиков
прибора контроля.
Перестройка на контроль деталей другого типоразмера возмож-
на за счёт смены станции контроля. Все остальные узлы прибора
(измерительные элементы, датчики, настроечные элементы, индика-
торы, преобразователи и т.д.) унифицированы. В рассмотренном ва-
рианте контроля микропроцессорная система управления роботом
осуществляет поиск по программе измеряемой поверхности детали
и анализ полученной информации от измерительных датчиков, а сам
контроль выполняется средствами порогового контроля.
Для учёта погрешностей измерения самого ИР применяют про-
граммный способ. По программе контроля для ИР на точной КИМ
аттестуется образцовая деталь. После этого эту же деталь измеряют
с помощью ИР. Полученные отклонения одинаковых размеров вво-
дятся в виде поправок при измерении деталей ИР в ГПС. Необходи-
мость контроля практически всех изготовляемых деталей обеспечи-
вается высоким быстродействием ИР. Скорость позиционирования
достигает 40 м/мин, а скорость измерения программируется от 0 до
5 м/мин.
Низкая по сравнению со стоимостью КИМ стоимость ИР созда-
ёт предпосылки для создания измерительных комплексов, в которые
входят несколько роботов.
105
2.5.6. Контроль состояния инструмента
Контроль состояния инструмента проводится для оценки воз-
можности дальнейшего использования инструмента при обработке
данной или последующих деталей и определения его состояния.
Инструмент, установленный на станке, может находиться в од-
ном из следующих состояний: нормальном, предельного износа, по-
ломанном (с повреждениями режущих кромок).
При обработке нормальным инструментом (но не доведённом до
состояния предельного износа) все технологические параметры реза-
ния, а также качество обработки соответствуют установленным тех-
ническим требованиям.
Трудности возникают при определении состояния предельного
износа, т.е. когда инструмент должен обязательно исключаться из
работы. Можно оценивать предельный износ на основе технологиче-
ских показателей, например, по ухудшению качества обрабатывае-
мой поверхности, изменению характера стружки, появлению вибра-
ций, чрезмерному нагреву детали. Возможна оценка по величине
геометрических размеров режущей части инструмента, например, по
величине износа передней (реже) или задней грани.
При разработке алгоритмов автоматической фиксации пре-
дельного износа необходимо учитывать, что как сам износ, так и свя-
занные с ним контролируемые параметры изменяются плавно и срав-
ительно медленно, так что резкого изменения величины параметра
вблизи состояния предельного износа нет. Наличие различных по-
мех, так называемых «шумов», ещё больше затрудняет фиксацию
предельного износа.
Проще обстоит дело с фиксацией поломок инструмента, так как
поломка происходит мгновенно, скачком и измеряемый параметр
также изменяется скачкообразно. Его уровень при резании новым
и даже изношенным инструментом обычно значительно отличается
от уровня при поломке, так что фиксация поломок всегда более дос-
товерна, чем фиксация предельного износа. Фиксация выкрашивания
режущих кромок, после которой инструмент сохраняет ещё режущие
106
свойства и может работать без замены, проводится на основании бо-
лее сложной обработки результатов измерений сравнительно с фик-
сацией других нарушений. Например, при выкрашивании одного зу-
ба концевой или торцевой фрезы возрастает нагрузка на соседний
зуб и для фиксации выкрашивания необходим контроль нагрузки
в пределах одного оборота фрезы.
При разработке методов контроля прежде всего должны быть
определены условия его проведения: должен ли он проводиться в хо-
де работы (резания) или достаточно вести его в «нерабочее время»,
должны ли быть результаты контроля получены сразу же, непосред-
ственно после измерений, или они могут быть разнесены во времени.
Значение имеет намечаемая периодичность измерений, т.е. условие,
как должен вестись контроль - непрерывно или периодически. Тре-
буется также определить номенклатуру контролируемого инст-
румента, установить, насколько стабильны условия контроля, т.е. бу-
дет ли контроль использоваться в одних и тех же или в переменных
условиях, и т.д. В соответствии с принятыми решениями выделяется
группа (или один) параметров, которые имеют корреляционную
связь с контролируемым состоянием, т.е. износом, поломкой или вы-
крашиванием; из множества параметров отбираются те, которые мо-
гут быть измерены в реальных условиях работы контролируемого
объекта. В связи с этим могут быть выделены два вида контроля:
прямой и косвенный.
При прямом контроле измеряются геометрические размеры ин-
струмента, которые изменяются при износе, поломке или выкраши-
вании. Например, измерение длины инструмента позволяет устано-
вить его поломку, а измерение площадки на задней грани даёт воз-
можность оценить реальный износ.
Для косвенного контроля характерно измерение параметров,
изменение которых является следствием изменения состояния инст-
румента. Так, изменение сил резания, при прочих равных условиях,
может быть вызвано затуплением инструмента и соответственно по
ним можно фиксировать предельный износ. Основным методом кон-
троля при косвенных методах является метод «распознавания образ-
107
Рис. 2.40. Расположение областей
годного и негодного инструментов
цов», т.е. метод оценки реального
состояния инструмента по распо-
ложению контролируемых пара-
метров в допустимой области
(рис. 2.40).
Ввод данных, описывающих
допустимую область значений па-
раметров, может осуществляться
вручную, на основе заранее про-
веденных исследовании или ав-
томатически в ходе «обучения»
устройства, ведущего контроль.
Режим обучения проводится, как
правило, при работе контролируемого объекта в нормальных услови-
ях, когда все контролируемые параметры соответствуют норме, т.е.
состоянию, требуемому техническими условиями. Зная вероятност-
ный характер оценок, необходимо учитывать возможный разброс па-
раметров в одних и тех же нормальных условиях работы.
В зависимости от того, в какой момент цикла изготовления де-
тали проводится измерение, возможны два вида контроля: периоди-
ческий, который осуществляется вне процесса резания (до или после
него), и текущий в ходе резания.
Периодический контроль проводится как в рабочей зоне, т.е. по-
сле установки инструмента в рабочую позицию (в шпиндель из мага-
зина или после установки револьверной головки в нужное положе-
ние), так и вне её. Как правило, периодический контроль проводится
прямыми методами измерения, что гарантирует высокую надёжность
фиксации поломок. Периодический контроль применяется тогда, ко-
гда текущий контроль невозможен по каким-либо причинам. Перио-
дический контроль особо целесообразен для проверки мелкого осе-
вого инструмента (сверл, метчиков, концевых фрез диаметром до
68 мм), поломки которого плохо фиксируются текущим контролем,
основанным на косвенных методах.
108
Периодический контроль поломок вне рабочей зоны может про-
изводиться либо после возврата инструмента в магазин, либо, наобо-
рот, до его выбора из магазина и установки в рабочую позицию.
Преимуществом контроля вне рабочей зоны является возможность
совмещения контроля одного инструмента с работой другого так,
что контроль не ведёт к непроизводительным потерям станочного
времени.
Контроль инструмента вне рабочей зоны следует вести после
окончания резания, с тем чтобы иметь возможность вовремя прекра-
тить последующую обработку детали, на которой произошла полом-
ка, предотвратить поломку следующего инструмента, дорабатываю-
щего ту же поверхность (например, метчика, нарезающего резьбу по-
сле сверления), а также исключить потери времени на последующую
обработку детали, которая может оказаться бракованной из-за по-
ломки инструмента. При прямом контроле поломок следует создать
идентичность условий проверки, т.е. точную фиксацию инструмента
в одном заданном положении в момент измерения.
Для периодического контроля могут использоваться датчики
размерного контроля. К ним относятся, например, индуктивные дат-
чики, устанавливаемые на столе обрабатывающего центра. Для кон-
троля поломки они подводятся к шпинделю на расстояние, завися-
щее от длины инструмента; при поломке инструмента его длина
уменьшается и датчик не даёт нужного сигнала. Вместо индуктив-
ных датчиков иногда применяют фотоэлектрические, принцип рабо-
ты которых основан на прерывании инструментом луча света, па-
дающего на фотодиод; поломанный инструмент, длина которого
меньше исходной, не прерывает луч света. Известны также механи-
ческие датчики, основанные на задержке падающего стержня целым
инструментом; если инструмент поломан, стержень проходит мимо
него и нажимает специальный конечный выключатель.
Так, все перечисленные датчики применяются только для кон-
троля в рабочей зоне, причём требуется устанавливать инструмент
или датчик в заранее определённое для каждого инструмента поло-
жение, нужное перемещение осуществляется рабочими органами
109
станка под управлением УЧПУ. Для контроля инструмента в магази-
не вместо таких датчиков применяются телевизионные камеры. Для
этого изображение инструмента с помощью оптики проектируется на
чувствительный элемент телекамеры, после чего электронная систе-
ма развёртки последовательно «считывает» изображение с каждой
точки экрана и передает в память ЭВМ. При этом, если яркость изо-
бражения в точке экрана выше некоторого заданного уровня, в ЭВМ
передаётся «1», если ниже - «О». Алгоритмы выявления поломки,
реализуемые ЭВМ, основаны на сравнении эталонного изображения,
записанного в память после установки нового острого инструмента,
с изображением того же инструмента, но уже работавшего. Разница
в изображении может свидетельствовать о поломке инструмента, вы-
крашивании его кромок и других неисправностях. Телекамеру целе-
сообразно использовать в тех случаях, когда нужно сократить время
измерений или упростить механические узлы измерительного уст-
ройства.
Время, нужное для ввода изображения в память ЭВМ, весьма
мало, это позволяет проводить измерения «на ходу», причём незави-
симо от типоразмера инструмента телекамера всегда остаётся в од-
ном положении.
Контроль инструмента в рабочей зоне измерения производится
путём перемещений его относительно датчиков (или наоборот) по
специальной программе; таким образом можно контролировать из-
менение длины инструмента при поломке и проверять целостность
различных участков режущей кромки. Если для контроля использо-
ваны высокоточные датчики, их можно применить для решения
и других задач, например для определения величины размерной кор-
рекции нового или изношенного инструмента. Определить предель-
ный износ прямым контролем инструмента трудно, так как износ
имеет объёмный характер, а такой вид измерения плохо поддаётся
автоматизации.
Контроль в рабочей зоне может использоваться для проверки
решений, принимаемых по результатам косвенного контроля. При
наличии сомнений в правильности фиксации поломки можно вывес-
110
ти инструмент из обрабатываемой детали, подвести его к датчику
прямого контроля и убедиться в наличии поломки. Если датчики
прямого контроля не зафиксируют поломку, следует искать причину
ошибки.
Периодический контроль можно использовать для проверки
расстановки инструмента в магазине и наличия требуемых инстру-
ментов. Для этого до начала обработки можно провести тестовый
контроль, измерив все инструменты, установленные в магазине,
и сравнив их с исходными данными. Такую проверку можно вести
как в рабочей зоне, так и вне её. Для всех видов прямого контроля
поломок необходимо хранить в памяти системы управления данные
об исходной длине целого инструмента. Если инструмент заранее,
вне станка, выставляется в оправке с высокой точностью, эти данные
могут вводиться в память в составе управляющей программы; если
же инструмент «привязывается» автоматически на станке или пред-
варительная настройка производится приблизительно и уточняется
на станке оператором, данные для каждого инструмента должны за-
поминаться автоматически с учётом установленной коррекции.
Текущий контроль предназначен для проверки состояния инст-
румента непосредственно в ходе резания с целью своевременной за-
мены изношенного инструмента и предупреждения аварийных си-
туаций при его внезапной поломке. Как правило, такой контроль
осуществляется косвенными методами. Известно большое количест-
во методов, отличающихся составом контролируемых параметров,
типом датчиков и алгоритмами контроля. В табл. 2.2 перечислены
некоторые методы и указаны параметры, измерение которых поло-
жено в их основу. Только небольшая часть параметров, для которых
установлена корреляционная связь с состоянием инструмента, может
автоматически измеряться в промышленных условиях.
Рассмотрим некоторые методы косвенного контроля.
Контроль по ресурсу стойкости. Продолжительность работы
инструмента до замены называется его стойкостью Гст, и каждому
режиму резания для определённых материалов детали и инструмента
соответствует одно значение стойкости.
111
Таблица 2.2
Измеряемые параметры и датчики для текущего контроля
состояния инструмента
№ п/п Измеряемый параметр Датчики
1 ЭДС резания Милливольтметр
2 Электрическое сопротив- ление контакта «деталь - инструмент» Омметр
3 Время врезания и резания Датчик силы или ускорений для фиксации моментов начала и конца резания
4 Амплитуда виброакусти- ческой эмиссии Датчик ускорений (акселерометр)
5 Составляющие силы ре- зания Датчик давления в гидростатических под- шипниках шпинделя Тензодатчики на подшипниках или втулках ходовых винтов Датчики тока для определения крутящего момента на валу электродвигателя Датчики для измерения сил, основанные на пьезоэффекте Магнитоупругие датчики для измерения крутящего момента
В науке о резании существует понятие «расчетная стойкость»,
т.е. стойкость, рассчитываемая по специальным формулам; в про-
мышленности чаще всего используют зависимости, полученные на
основе заводского опыта.
Для контроля состояния инструмента на станках часто исполь-
зуется так называемый «ресурс стойкости», т.е. время, в течение ко-
торого инструмент может ещё проработать с учётом расчетной стой-
кости (Тот). Ресурс стойкости равен Zpec = Тст - 7факт, где 7факт - факти-
чески проработанное время.
Инструмент подлежит смене, когда ресурс полностью исчерпан,
т.е., когда 7факт = Гст. Надёжность автоматического контроля ресурса
112
стойкости невелика, так как на практике поломка инструмента может
происходить до исчерпания ресурса стойкости. Причиной этих по-
ломок могут быть микротрещины в режущем элементе, случайные
вкрапления в материале заготовки, местные изменения твёрдости за-
готовки и др. Как правило, поломки инструмента непрогнозируемы
и причины их неизвестны; установлено только, что их вероятность
возрастает по мере форсирования режимов резания. Кроме того, при
эксплуатации оборудования раньше, чем кончается ресурс стойко-
сти, возможны ситуации, когда из-за износа возникают заметные на-
рушения нормального резания. Поэтому необходим двойной кон-
троль состояния инструмента: контроль ресурса для временной заме-
ны инструмента и текущий контроль реального состояния ин-
струмента по различным косвенным параметрам.
Контроль состояния инструментов по силам резания. В ре-
зультате многих исследований установлено наличие связи сил реза-
ния с величиной износа. Эта связь положена в основу контроля инст-
румента по величине или другим параметрам силы резания, причём
установлена зависимость от износа величины суммарной силы реза-
ния или её составляющих (Д, Ру, Pz) по координатным осям X, Y и Z.
Так, при точении износу по задней грани инструмента порядка 1 мм
соответствует увеличение силы Р на 15-20 % начальной величины.
При этом фиксируется предельный износ инструмента, установлен-
ный по заметному ухудшению качества поверхности.
Большая удовлетворительная достоверность контроля может
быть получена при фиксации поломки инструмента по значи-
тельному росту силы непосредственно перед поломкой и спаду
в дальнейшем, а также и тогда, когда поломка происходит при сни-
жении силы ниже некоторого уровня. Величина и продолжитель-
ность снижения зависят от характера поломки, типа инструмента
и других факторов.
Большинство устройств контроля состояния инструмента, вы-
пускаемых зарубежными фирмами, предназначено для фиксации по-
ломок инструмента по силовым параметрам, причём фирмы не га-
рантируют полной надёжности метода. Ниже приведены данные
ИЗ
японской фирмы «Фанук», относящиеся к выпускаемому ею устрой-
ству «Monitor А».
Состояние инструмента Результаты контроля
Поломка или затупление сверл и метчиков В 70 % случаев для сверл диаметром более 5 мм и метчиков диаметром более 5 мм и метчиков более мм (при резании углеродистой стали)
Поломка малых концевых фрез Тоже
Выкрашивание зубьев больших концевых фрез Малая вероятность обнаружения
Выкрашивание зубьев Может быть обнаружена только поломка мно- гих зубьев
Поломка и выкрашивание токарных резцов В 50-60 % случаев при мгновенном и большом
Контроль состояния станка по параметрам виброакустиче-
ской эмиссии. При резании металла возникает несколько видов коле-
баний, в том числе колебания упругой системы «станок-инструмент-
деталь» и колебания, сопровождающие собственно процесс резания.
Причиной второго вида колебаний является трение инструмента
и заготовки, трение отдельных частиц металла и трение при сколь-
жении металла при его деформации инструментом, возникновение
микротрещин и ряд других явлений.
Установлено, что состояние инструмента влияет на параметры
виброакустической эмиссии, измеряемые в ходе резания. Обычно
измеряют ускорения упругой волны, которая распространяется от
места резания к месту измерения (например, к корпусу револьверной
головки токарного станка, где установлен датчик акселерометр). Для
каждого вида инструмента специальными исследованиями определён
диапазон частот, в котором наиболее ярко проявляется связь пара-
метров виброакустической эмиссии с состоянием (износом или по-
ломкой) инструмента. Так, для свёрл обычно выделяют диапазон
1030 кГц. Выделение нужного диапазона часто производится с по-
мощью фильтров, входящих в состав электронной схемы, к входу ко-
торой подключён акселерометр.
114
Для распознавания предельного износа и поломок используется
ряд методов обработки результатов измерений. Наиболее простой -
сравнение амплитуды колебаний (осредненной за несколько измере-
ний) с заранее установленной максимальной величиной, превышение
которой означает поломку инструмента. Иногда степень износа оце-
нивается по числу измерений (за установленный период времени),
в которых амплитуда колебаний превышает заданный уровень.
Надёжность контроля по параметрам виброакустической эмис-
сии снижается из-за влияния на них различных внешних факторов,
например охлаждения, изменения глубины сверления и т.п. Картина
виброакустической эмиссии может быть искажена из-за наличия
гармоник колебаний упругой системы «станок-инструмент-деталь»,
которые попадают в контролируемый диапазон частот. Кроме того,
при реальных измерениях необходимо отделять полезный сигнал от
большого количества посторонних шумов, вызванных самыми раз-
личными случайными причинами. Всё это относится в первую оче-
редь к распознаванию износа; контроль поломок более надёжен, так
как они часто сопровождаются резким увеличением амплитуды ко-
лебания (в несколько раз по сравнению с осредненным уровнем), ко-
торую легче отделить от вредного фона. Устройства контроля со-
стояния инструмента по параметрам виброакустической эмиссии вы-
пускаются рядом фирм. Для повышения надёжности распознавания
поломок и предельного износа для широкой номенклатуры инстру-
мента следует сочетать контроль по параметрам виброакустической
эмиссии с контролем по силовым параметрам.
Контроль состояния инструмента по другим параметрам.
Кроме описанных выше известны и другие методы контроля: тер-
моЭДС, по интенсивности тепловыделения, по нагреву детали, по
радиоактивности стружки и т.д. Эти методы не имеют промышлен-
ного значения и используются только в лабораторных условиях.
В заключение можно сделать некоторые выводы.
• Наиболее достоверную информацию о поломках инструмента
дают методы прямых измерений; недостаток этих методов - невоз-
можность контроля в ходе резания, что не позволяет своевременно
115
прекращать обработку поломанным инструментом. Целесообразно
проводить контроль сразу же после окончания резания данным инст-
рументом, так как при этом можно предотвратить поломку следую-
щего инструмента, который должен «дорабатывать» поверхность.
Прямые измерения наиболее эффективны при контроле мелкого ин-
струмента.
• Для текущего контроля поломки инструмента в промыш-
ленных условиях наиболее часто используют информацию о величи-
не сил резания и амплитуды колебаний. Так как для фиксации поло-
мок пригодна практически любая составляющая силы резания, то
выбор датчиков силы зависит от конструкции станка, условий
встройки, чувствительности и точности датчиков и т.д. Выбор датчи-
ков для измерения колебаний зависит от требуемой чувствительно-
сти и контролируемой полосы частот.
• Контроль предельного износа по ресурсу стойкости недоста-
точно надёжен из-за большого разброса параметров инструмента
и заготовок. Наличие только такого контроля вынуждает занижать
режимы резания во избежание большого количества неконтролируе-
мых поломок. Контроль по ресурсу практически неприменим при
обработке большой номенклатуры деталей малыми партиями из-за
невозможности набора статистических данных, нужных для уточне-
ния фактической стойкости.
• Контроль предельного износа по косвенным параметрам воз-
можен, но достоверность его пока невелика: возможны или ложные
команды, или отсутствие своевременной команды на принудитель-
ную замену инструмента. Исследования, ведущиеся во многих стра-
нах, позволяют надеяться на увеличение надёжности этого метода;
эта надёжность может быть повышена уже теперь при контроле не-
скольких параметров одновременно, например, при контроле сил ре-
зания и вибрации.
Технологические алгоритмы контроля состояния инструмента.
Технологические алгоритмы описывают принципы контроля и со-
держат требования ко всем операциям и процедурам, входящим
в процесс контроля. Эти алгоритмы являются основой для разработ-
116
ки аппаратных и программных средств, предназначенных для фикса-
ции поломок и предельного износа инструмента.
Технологические алгоритмы можно разделить на три группы:
1. Алгоритмы измерений и подготовки исходных данных.
2. Алгоритмы распознавания и фиксации поломок и предельно-
го износа.
3. Алгоритмы принятия решений.
Как уже указывалось, в основе всех алгоритмов распознавания
поломок и предельного износа по силам резания лежит сравнение
измеренной силы Ризм с какой-либо заранее установленной предель-
ной величиной РПр- Соответственно, команда о поломке или пре-
дельном износе формируется при выполнении неравенств:
р ртах р pmin
1 изм 11Д ылы 1 изм 7 /Д ’
где Ргдах и 7^д1П - предельное максимальные и минимальное значе-
ния силы резания при поломке или предельном износе.
Таким образом, при разработке технологических алгоритмов
необходимо:
• измерять в каждый нужный момент силу резания (или её со-
ставляющую);
• подготовить величину РПр? необходимую для сравнения в дан-
ный момент;
• провести сравнение РИзм и РПр;
• принять решение о возможности и необходимости фор-
мирования сигнала о поломке (износе) и передаче его для реалии-
зации.
2.6. Транспортно-складские работы
2.6.1. Грузовые потоки на предприятии
Грузовые потоки механического (механосборочного) цеха пред-
ставляют собой схему движения по цеху материалов, заготовок и со-
бранных изделий, полуфабрикатов, инструментов и технологической
117
оснастки, отходов производства (стружки и пр.) в соответствии с по-
следовательностью хода производственного процесса. Составными
элементами цеха являются автоматизированные склады для хранения
заготовок, инструментов, многошпиндельных головок и т.д.
Перемещение грузов осуществляется различными транспорт-
ными средствами. В общем случае транспортная система состоит из
складов заготовок 72, обработанных деталей и собранных изделий
(рис. 2.41), складов полуфабрикатов 27, инструментов и технологи-
ческой оснастки, а также транспортных средств их доставки и загру-
зочно-разгрузочных устройств, обеспечивающих связь с техноло-
гическим оборудованием 2, <5, 9, 73, 34.
и/
и
8
6
5
3
4
3
2
1
11 12 13 14 15 16 17 18 19 20
34 33 32 31 30 29 25 28 27 26 25 24 23 22 21
Рис. 2.41. Грузовые потоки автоматизированного
механо-сборочного цеха
118
Составными элементами транспортной системы являются загру-
зочно-разгрузочные устройства (автооператоры), встроенные непо-
средственно в оборудование или установленные рядом, например
промышленные роботы 6, портальные автооператоры (манипулято-
ры) 14. агрегаты загрузки 33 и другие.
Современное производство требует хранения на складах
и транспортирования заготовок и обработанных деталей к оборудо-
ванию в таре. Производственная тара различных типоразмеров и кон-
струкций регламентируется ГОСТами. Наибольшее применение для
перемещения и хранения штучных грузов, укладываемых посредст-
вом прокладок и фиксаторов (или навалом), находит ящиковая тара
с опорами или без опор, с открывающейся или открытой стенкой,
каркасная тара, а также стоечная тара для крупногабаритных и длин-
номерных заготовок.
Для хранения заготовок у станков 8 и автоматических линий 2,
13 широко применяют магазины 30 станочных модулей 34. Для ввоза
обработанных деталей на склад используют автоматические тележ-
ки 4. перемещаемые по трассам 10. Заготовки, уложенные в тару 7,
со склада 12 доставляются к роликовому конвейеру 5 автоматиче-
скими тележками 4. Конвейер 5 подводит тару с заготовками к про-
мышленному роботу 6. который загружает заготовку в станок 8 и по-
сле её обработки снова укладывает в тару 7. Обработанные детали
в таре доставляются на склад 24 тележкой 4. Также имеют большое
распространение подвесные конвейеры 20. обеспечивающие автома-
тическую доставку различных грузов по заранее заданному «адресу».
В этом случае имеющиеся на подвесном конвейере 20 автоматиче-
ские стрелки 32 позволяют направлять тележки 16 согласно «адре-
су», указанному, например, на перфорированной карточке, по задан-
ным трассам или отводить их на запасные пути-накопители, где
хранится небольшой задел заготовок. Подачу заготовок в таре со
склада 12 на ленточный конвейер 25 (или в другое место) подвесным
конвейером 20 производят часто с использованием специальной
шахты 31. обеспечивающей безопасность работы персонала. Тележ-
ка 16 с подвешенной (на крюках) тарой 29 подходит к месту назна-
119
чения и останавливается. Затем тара по направляющим шахты 31
опускается на конвейер 25, где оператор отсоединяет крюки от тары
и выводит её из шахты. При необходимости в шахту устанавливается
свободная тара. В ряде случаев тара с заготовками, а также крупные
детали, уложенные штабелёром 77, доставляются электропогрузчи-
ками 23, имеющими вилы для захвата.
2.6.2. Классификация штучных деталей
и способов их транспортирования
Штучные детали, с точки зрения способа их перемещения в лот-
ках загрузочных устройств, конвейерах и других механизмах, делят-
ся на два класса: катящиеся и некатящиеся. К некатящимся относятся
детали, форма которых позволяет их перемещать только скольжени-
ем. Типовые детали машин и механизмов могут быть разделены на
три вида по конструктивному подобию для возможности организа-
ции их группой обработки, а следовательно, необходимости создания
для этого типовых транспортно-загрузочных устройств. Детали типа
диск, кольцо, шестерня, фланец и валик относят к катящимся дета-
лям (изделиям), а корпусные детали - к некатящимся. Катящиеся де-
тали можно перемещать и скольжением, например, положив их на
торец. При перемещении вала скольжением необходимо обеспечить
его устойчивость на горизонтальной плоскости.
В случае неустойчивого положения вала в АЛ используют
транспортные системы, имеющие в своём составе приспособления-
спутники, определяющие его положение при перемещении.
В случае необходимости принудительной ориентации вала, на-
пример коленчатого, его транспортирование и подачу на рабочую
позицию станка осуществляют строго в определённом положении.
После обработки на станке патрон с валом останавливается в опре-
делённом положении, чтобы разгрузочное устройство могло взять
его в ориентированном положении.
Для транспортирования корпусных деталей, имеющих неустой-
чивое положение, применяются приспособления-спутники, в кото-
рых деталь не только транспортируется, но и обрабатывается. Разли-
120
чают три способа транспортирования деталей: гравитационный - под
действием силы тяжести самих деталей; полусамотечный - под дей-
ствием силы тяжести транспортируемых деталей и использовании
дополнительных устройств для уменьшения силы трения скольже-
ния деталей, например роликов в лотках, для замены силы трения
скольжения трением качения; принудительный - под действием
внешней силы.
Полусамотечный способ используют в отдельных транспортных
системах АЛ для небольших некатящихся деталей типа тел враще-
ния, где применены лотковые системы, в которых транспортируемая
деталь скользит на свободно вращающихся роликах.
Гравитационный способ применяется только для перемещения
катящихся деталей и, как правило, на небольшое расстояние. Огра-
ничением является возрастание скоростей перемещения, при кото-
рых возникают забоины и другие дефекты на поверхностях.
2.6.3. Конвейеры
Транспортные средства бывают стационарные, т.е. неподвижно
установленные на полу цеха, и подвижные. К первому виду относят-
ся различные конвейеры, ко второму - различные тележки (элект-
рокары, самоходные тележки, работающие по автоматическому цик-
лу и др.).
Конвейер - машина для непрерывного транспортирования изде-
лий. Отличительной особенностью многих конструкций конвейеров,
наряду с выполнением функций по перемещению заготовок, является
возможность образования небольших межоперационных заделов,
обеспечивающих независимую работу сложных станков в составе
АЛ. Имеются конструкции конвейеров, которые при транспортиро-
вании производят распределение заготовок на несколько потоков.
По способу транспортирования конвейеры делят на непре-
рывного и прерывистого (дискретного) действия.
Конвейеры непрерывного действия. Наиболее распространены
ленточные (рис. 2.42, а) и цепные (рис. 2.42, 6) конвейеры. Грузоне-
сущим и тяговым органом для перемещения заготовок 3 в таких кон-
121
вейерах служит лента 4 (обычно металлическая) или втулочно-
роликовая цепь 7, которые натянуты на барабаны 1 или звёздочки б,
смонтированные в корпусе 5. Для предотвращения их провисания
предусмотрены направляющие планки 2. Такие конвейеры применя-
ют для относительно лёгких заготовок 3, допускающих изнашивание
поверхности из-за проскальзывания ленты (цепи) под заготовками.
Кроме того, конвейеры с металлической лентой используют для
транспортировки стружки.
Рис. 2.42. Конвейеры непрерывного действия (ос = 1... 15°)
Роликовые конвейеры состоят из роликов 2, укреплённых на
осях в корпусе 5 (рис. 2.42, в). Роликам сообщается вращение от при-
вода 1 через замкнутую цепь 6 и звёздочки 7, закреплённые на осях
122
роликов. Перемещение заготовок 3 или приспособлений-спутников
происходит под действием силы трения, возникающей между обра-
зующих роликов и заготовками, что позволяет подавать их с подпо-
ром. Ролики посажены на оси с небольшим натягом через фрикцион-
ные втулки, запресованные в ролики, что позволяет проскальзывать
им в момент нахождения под остановленными заготовками.
Конвейер-распределитель состоит из корпуса 2, внутри которо-
го на звёздочках 7 натянута замкнутая цепь 5 с консольно укреплён-
ными (через шаг) пальцами 7, перемещающими детали 3 (кольца,
фланцы) по направляющей 5 (рис. 2.42, г). Заготовки подаются в
конвейер через механизм приёма 1 (с отсекателем), а выдаются через
механизм выдачи 6. Такой конвейер применяют для распределения
катящихся заготовок между параллельно действующими станками.
Двухвалковые конвейеры используют для перемещения цилинд-
рических заготовок 3 (рис. 2.42, д), например колен, втулок, дисков.
При перемещении заготовки вращаются, что позволяет применить
указанные конвейеры для загрузки-выгрузки бесцентровых круглош-
лифовальных станков. Валковые конвейеры имеют разные исполне-
ния в зависимости от формы валков 5. Наиболее распространенной
конструкцией является конвейер с коническими валками, с углом ко-
нуса при вершине до 2 градусов. Вращение двумя валками, укреп-
лёнными в корпусе 7, сообщается от привода 1 через цепную по-
дачу 2 и звёздочки б, установленные на осях валков.
Винтовые конвейеры используют для перемещения заготовок
поперёк и вдоль оси. В первом случае (рис. 2.42, е) спирали 4 вин-
тов 5, находящихся в корыте б, расположены так, чтобы заготовка 3
лежала между ними без перекоса. Винтам сообщается синхронное
вращение от привода 7 через цепную передачу 1 и звёздочки 2. Для
перемещения заготовок вдоль оси винты установлены таким обра-
зом, чтобы выступы одного винта свободно входили бы во впадины
другого. В этом случае заготовка перемещается по наружной по-
верхности спиралей между винтами.
Вибрационные конвейеры используют в тех случаях, когда за-
труднительно перемещать заготовки 3 другими способами (напри-
123
мер, из-за их сцепляемости). Основным недостатком указанных кон-
вейеров является возможность вибрации соседних металлорежущих
станков. Конвейер состоит из лотка 2 (рис. 2.42, ж\ пружин 2 и ос-
нования в. Лоток получает движение от электромагнитного вибрато-
ра 4 (или от эксцентрикового механизма) с упругим звеном 5.
Пневматический самотечный конвейер (рис. 2.42, з). Переме-
щение заготовок 3 в корпусе 4 конвейера, расположенного наклонно
под углом, меньшим угла трения, осуществляется сжатым воздухом
(давление 0,01-0,02 МПа), подаваемым через отверстия 5 или 2, про-
сверленные под углом на опорной 7, а иногда и на боковых поверх-
ностях 2. Заготовки двигаются в корпусе под действием струй
сжатого воздуха, образующих воздушную прослойку толщиной
0,01-0,02 мм между заготовками и поверхностью 4.
Лотковые самотечные конвейеры предназначены для гравита-
ционного перемещения заготовок качением по роликам или сколь-
жением по наклонной (в большей части прямой) поверхности длиной
2-5 м и более (рис. 2.42, г/, к). Угол наклона конвейеров устанавлива-
ется в зависимости от способа перемещения заготовок, их массы, ма-
териала. При перемещении заготовок качением угол составляет а =
= 5...10 градусов (рис. 2.42, г/), а при скатывании по роликам -
а = 3...5 градусов (рис. 2.42, и). Для каждой конкретной заготовки
и способа её перемещения производится подбор угла наклона кон-
вейера с учётом допустимой скорости соударения деталей, при кото-
рой на поверхности их (при ударах) не образуются дефекты в виде
забоин, вмятин и пр. Конвейер для перемещения заготовок 4 качени-
ем состоит из опорной 3 и двух боковых 2 стенок (рис. 2.42, и). Для
предотвращения самопроизвольного выпадения заготовок 4 (особен-
но при большом угле наклона) предусмотрена предохранительная
полоса 2. В конвейерах для перемещения заготовок 4 по свободно
вращающимся роликам 6 (рис. 2.42, к) последние устанавливаются
на осях S, укреплённых в боковых стенках 2, которые между собой
жёстко соединяют стяжками 7. В качестве ролика используют шари-
коподшипник или два шарикоподшипника, запресованные во втулку.
Для уменьшения скорости перемещения заготовок в лотковых кон-
124
вейерах применяют амортизаторы 5, свисающие ремни, а также раз-
ные конструкции спусков.
Конвейеры прерывистого действия. Шаговые конвейеры наи-
более распространены и бывают двух типов: с убирающимися собач-
ками (рис. 2.43, а) или поворачивающимися захватными устройства-
ми (рис. 2.43, б). У первого типа конвейеров заготовки 3 (спутники)
перемещают по направляющим 2 захваты в виде подпружиненных
храповых собачек 7, укреплённых на осях в штанге 7, совершающей
возвратно-поступательное движение с помощью гидравлического
цилиндра 5. При движении штанги вперед собачки упираются в заго-
товки и перемещают их на шаг. При обратном ходе собачки утапли-
ваются в штангу и проходят под заготовкой, не передвигая её. Ос-
новным недостатком конвейера является засорение стружкой храпо-
вых собачек.
Рис. 2.43. Конвейеры прерывистого действия
125
У второго типа конвейеров (рис. 2.43, б) заготовки 3 пере-
мещают по направляющим 2 захватные устройства в виде флажков 7,
укреплённых неподвижно на круглой штанге 7, совершающей воз-
вратно-поступательное и вращательное движения с помощью гид-
равлических цилиндров 5 и 7 и рычага в. При движении штанги впе-
рёд флажки упираются в заготовки и перемещают их на шаг. Затем
штанга поворачивается на угол (при котором флажки не задевают де-
тали) и возвращается в исходное положение. Далее флажки опуска-
ются и цикл повторяется. Вероятность засорения стружкой флажков
в этом конвейере меньше.
Перекладывающие планочные конвейеры обычно применяют для
перемещения заготовок 3, для которых не допускается повреждение
обработанной поверхности при скольжении по направляющим 2
(рис. 2.43, в). Заготовки движутся по направляющим последователь-
ным перекладыванием посредством планки 7, совершающей движе-
ние от вращающихся эксцентриков 4 по сложному циклу: подъём,
движение вперед, опускание, движение назад.
Пилообразные конвейеры применяют для перемещения загото-
вок типа вал поперёк оси. Конвейер одинарного действия (рис. 2.43,
г) состоит из двух подвижных пилообразных реек 2, между которы-
ми размещены две подвижные рейки, перемещаемые вверх-вниз от
кулачкового (кривошипного) механизма 4. В результате этого дви-
жения подвижные рейки перебрасывают заготовки 3 через вершины
неподвижных реек. Для увеличения производительности в конвейе-
рах двойного действия (рис. 2.43, д) подвижные рейки 7 смещены от-
носительно неподвижных 2 на полшага. Принцип работы конвейера
аналогичен предыдущему. Детали скатываются по наклонной части
реек под действием силы тяжести.
Гребенчатые конвейеры предназначены для перемещения заго-
товок с заплечиками типа шатун (рис. 2.43, е) и имеют две направ-
ляющие, между которыми размещена гребёнка 2, совершающая дви-
жение вверх-вниз (с амплитудой 8-10 мм) с помощью приводного
механизма 4. В процессе перемещения шатун 3 с заплечиками боль-
шой головки опирается на гладкие направляющие 7, а нижней ча-
126
стью малой головки - на зубцы гребёнки при наклоне шатуна на угол
6-10 градусов от вертикальной плоскости по ходу движения. При
подъёме гребёнки шатун смещается большой головкой по направ-
ляющим в сторону наклона, а при опускании гребёнки он смещается
малой головкой в ту же сторону; в результате шатуны перемещаются
вперёд.
Шаговый конвейер - накопитель с управляемыми собачками.
Рассмотренные выше шаговые конвейеры не обеспечивают исполь-
зование запаса заготовок, поэтому они не могут быть накопителями.
Конвейер с управляемыми собачками, помимо перемещения деталей,
выполняет функцию их накопления. Он включает две направляю-
щие 3, по которым движутся детали 7 (рис. 2.43, ж) с помощью
двойной штанги 1 с собачками 11 (действующими от гидроци-
линдра 9), размещаемой между направляющими. На одной из на-
правляющих 3 на осях 14 установлены поворотные рычаги 5 контро-
ля наличия заготовки 7. При отсутствии заготовки короткий конец
рычага поднимается, а длинный - опускается.
Собачки на штанге закреплены на осях 10. Над одной штангой
установлены планки 7, каждая из которых шар-нирно, через ось 6,
связана с собачкой 77, а также со штангой 7 через звено 73, несущее
ролик 8. Такое соединение образует систему параллелограммов,
обеспечивающих управление положением собачек. При движении
штанги 7 влево крайняя левая планка 7, наталкиваясь на неподвиж-
ный упор 2 на направляющей 3, поворачивает все звенья 73 и собач-
ки 77 (по часовой стрелке) в нерабочее положение. При перемеще-
нии штанги вправо ролик 5 звена 73 одного из параллелограммов на-
талкивается на опущенный длинный рычаг 5 на свободной
позиции II. В результате этого при дальнейшем передвижении штан-
ги происходит поворот звена 73 и собачки 77 данного параллело-
грамма, а также (через планки 7) звеньев и собачек последующих па-
раллелограммов против часовой стрелки. Собачки принимают рабо-
чее положение, опираясь на упоры 72 (рис. 2.43, ж. штриховая
линия). Штанга, двигаясь вперёд, захватывает на позиции I собачка-
ми заготовки 7, расположенные до позиции II, и перемещают их на
127
шаг. Если позиция II окажется занятой, то постепенно весь конвейер
заполнится заготовками. При освобождении позиции II все заготовки
на конвейере передвинутся на шаг.
Для перемещения деталей с окончательно обработанной опор-
ной поверхностью применяют также проходной конвейер-накопи-
тель с управляемыми подъёмными собачками, в котором детали
транспортируются перекладыванием.
2.6.4. Подъёмники
Подъёмником называют машину для вертикального транс-
портирования изделий. По способу транспортирования подъёмники
разделяют на подъёмники непрерывного и прерывистого действия.
Подъёмники непрерывного действия
Цепные подъёмники для колец, фланцев (рис. 2.44, а) изготов-
ляются в различных исполнениях: одно- и многоканальные, с приё-
мом и выдачей деталей в одном и разных направлениях, без распре-
деления (сбора) деталей на несколько потоков и с распределением
(сбором), без мойки деталей и с мойкой и др. Подъёмники собирают
из унифицированных узлов и могут переналаживать по высоте
и диаметру на другой тип детали в определённом диапазоне.
Подъёмник включает корпус 2, в котором на валах установлены
звездочки 7, 77, несущие замкнутую втулочно-роликовую цепь S,
с прикреплёнными (через шаг) подводками 9 для удержания дета-
лей 10. Верхней звёздочке 4 сообщается вращение от привода 6 через
цепную передачу. В корпусе предусмотрены направляющие 7, обра-
зующие канал для перемещения деталей. Поступают детали в подъ-
ёмник (под действием силы тяжести) через наклонный лоток приема
7, а выходят по наклонному лотку выдачи 5 при наталкивании детали
на скошенную сторону копира 3, закреплённого в корпусе.
Цепные подъемники для поршней, гильз, колец и т.п., переме-
щаемых на торцах (рис. 2.44, б) для удержания деталей 6, имеют кре-
стообразные люльки 2, подвешенные через оси 77 к двум цепям 7,
128
натянутым на звёздочки <5, 72, которые смонтированы в корпусе 7.
Поступление детали в происходит по наклонному лотку 4 с ролика-
ми, с которого деталь толкателем 5 (поочерёдно) заталкивается на
приёмную полку 3 корпуса 7, имеющую крестообразную прорезь для
прохода люльки 2.
а
Рис. 2.44. Подъёмники
При выходе деталей из подъёмника каждая люлька проходит
через крестообразную прорезь, сделанную в наклонном лотке 70, ус-
тановленном на корпусе в верхней части. При опускании люльки че-
рез лоток деталь остаётся на роликах 9 и под действием силы тяже-
сти выкатывается из подъёмника.
Вибрационные подъёмники (рис. 2.44, в) используют для пере-
мещения мелких деталей 2 по винтовому лотку 3, прикреплённому
к вертикальной трубе 7, установленной на основании 7. Трубе сооб-
щают круговые колебания (с небольшой амплитудой) от дисбалансо-
вого вибратора 5. Основными недостатками подъёмника являются:
необходимость заполнения всей трассы лотка деталями, а также по-
явление при работе сильного шума и вибрации пола.
129
Подъёмники прерывистого действия
Толкающие подъёмники (рис. 2.44, г) применяют для перемеще-
ния деталей типа колец, фланцев столбом на небольшую высоту
(до 1 м). Детали 4 в шахте 3 подъёмника перемещает ползун 7, со-
вершающий возвратно-поступательное движение с помощью криво-
шипно-шатунного механизма 6. Детали в шахте при опускании пол-
зуна задерживаются подпружиненной защёлкой 2. Поступают детали
в подъемник по наклонному лотку 5. Подъёмник имеет недостатки:
по окончании работы в шахте остаётся задел деталей; возвратно-
поступательное движение механизмов не позволяет подъемнику ра-
ботать с большой производительностью.
Шаговый подъёмник используют для перемещения крупных де-
талей типа колец подшипников, гильз, поршней на торце 6 корпусе 3
подъёмника (рис. 2.44, д) размещена замкнутая цепь S, натянутая на
звёздочки 2, 7. Нижняя звездочка 2 получает вращение от электро-
двигателя через редуктор 7. На лицевой стороне корпуса на направ-
ляющих укреплена подвижная каретка 4 с приводными роликами 72.
Каретка соединена с цепью в и при её перемещении может занимать
нижнее А и верхнее Б положения; в верхней части корпуса преду-
смотрено приводное устройство для вращения роликов 72 каретки
в положении Л, состоящее из электродвигателя с редуктором 6
и звёздочки 5. Ролики на каретке через оси звездочки 10 (рис. 2.44, д,
вид Р) соединены замкнутой цепью 9. В положении А на ролики ка-
ретки устанавливается деталь 13. При пуске электродвигателя цепь 8
поднимает каретку 4 с деталью в положение Б и останавливается,
при этом вращающаяся звёздочка 5 редуктора б соединяется с це-
пью 9. Благодаря этому ролики 72 начинают вращаться и перемещать
деталь из каретки 4 на конвейер 77.
2.6.5. Промышленные роботы
Промышленный робот (ПР) относится к обширному классу ма-
шин, называемых манипуляторами.
130
Манипулятор - управляемое устройство, оснащённое рабочим
органом и предназначенное для выполнения двигательных функ-
ций, аналогичных функциям руки человека, при перемещении объек-
тов в пространстве. Различают манипуляторы с ручным, автомати-
ческим и комбинированным управлением. Манипулятор с ручным
управлением управляется оператором. Манипулятор с автоматиче-
ским управлением управляется без участия оператора. Манипулятор
с комбинированным управлением управляется как автоматически,
так и оператором, причём эти способы управления чередуются во
времени.
Автооператор - автоматическая машина, включающая в себя
манипулятор (или манипулятор и устройство передвижения) и непе-
репрограммируемое устройство управления.
Промышленный робот (ПР) - автоматическая машина, вклю-
чающая в себя захватное устройство и программируемое устройство
управления и предназначенная для выполнения (в процессе произ-
водства) двигательных и управляющих функций, заменяющих анало-
гичные функции человека, при перемещении предметов производст-
ва и (или) технологической оснастки. Промышленный робот состоит
из исполнительного устройства, устройства управления и рабочего
органа. Исполнительным называют устройство, осуществляющее все
двигательные функции промышленного робота.
Устройство управления формирует и выдаёт управляющие ко-
манды исполнительному устройству в соответствии с управляющей
программой.
Рабочий орган (сварочная головка, распылитель краски, захват-
ное устройство и др.) непосредственно выполняет технологические
или вспомогательные операции.
Управляющая программа (УП) - совокупность команд, опреде-
ляющих заданное функционирование промышленного робота и его
взаимодействие с обслуживаемым технологическим оборудованием.
Управляющая программа может быть зафиксирована: с помощью
механических элементов (упоров, копиров и т.п.); с помощью ком-
мутатора (штекерных панелей, барабанов и т.п.); на быстросменных
131
носителях (флеш-памяти, дисках и т.п.). Устройствами ввода управ-
ляющей программы являются также пульты обучения и управления,
позволяющие вводить команды управления непосредственно в уст-
ройство системы программного управления.
Программное управление ПР подразделяется на адаптивное,
контурное и позиционное.
Под адаптивным понимают управление промышленным робо-
том, при котором в зависимости от контролируемых параметров
состояния внешней среды автоматически изменяется управляющая
программа. Под контурным понимают управление промышлен-
ным роботом, при котором его рабочий орган перемещается по за-
данной траектории со скоростью, значения которой распределены по
времени в последовательности, установленной управляющей про-
граммой.
Под позиционным понимают управление промышленным робо-
том, при котором его рабочий орган перемещается по заданным точ-
кам позиционирования, причём траектория движения между этими
точками не контролируется.
Технические возможности промышленных роботов ха-
рактеризуются следующими показателями:
• номинальной грузоподъёмностью (кг);
• размерами и формой рабочей зоны;
• степенью подвижности - максимальным перемещением (мм;
град), временем перемещения (с), максимальной скоростью (м/с;
град/с), максимальным ускорением (м/с; град/с), максимальной абсо-
лютной погрешностью позиционирования (мм), числом программи-
руемых точек при прямом и обратном перемещении;
• относящимися к захватному устройству - усилием захватыва-
ния (Н), временем захватывания (с), временем освобождения (с),
максимальным и минимальным размерами объекта манипулирова-
ния (мм);
• относящимися к устройству управления - число одновремен-
но управляемых движений по степеням подвижности; числу каналов
связи (входов и выходов) с внешним оборудованием.
132
Другие параметры: давление (МПа) и расход (м/с) жидкости или
воздуха (для ПР с гидро- или пневмоприводом); напряжение элек-
тропитания (В); потребляемая мощность (Вт); надёжность - наработ-
ка на отказ (ч) и срок службы до капитального ремонта и списания;
масса (кг); габаритные размеры (мм).
Под грузоподъёмностью промышленного робота понимают
наибольшую массу объекта манипулирования (масса захватного уст-
ройства в грузоподъёмность не входит).
Число степеней подвижности ПР - это число степеней свободы
звеньев кинематической цепи относительно звена (стойки, основания
и т.п.), принятого за неподвижное. Для промышленных роботов это
число определяется суммой возможных координатных движений
объекта манипулирования относительно неподвижного звена (дви-
жения захватного устройства, связанные с зажимом и освобожде-
нием объекта манипулирования, в число степеней подвижности
не входят).
Под погрешностью позиционирования рабочего органа про-
мышленного робота понимают отклонение его положения, заданного
управляющей программой. Поскольку промышленные роботы, как
правило, программируются методом обучения, эта погрешность оп-
ределяется повторяемостью прихода звена робота в заданную точку
в течение цикла.
В карте технического уровня и качества промышленного робота
в дополнение к основным техническим показателям приводят такие,
как уровень стандартизации, технологичность изготовления, эргоно-
мические показатели и др.
Классификация ПР осуществляется по следующим признакам:
специализация; грузоподъёмность; число степеней подвижности;
возможность передвижения; способ установки на рабочем месте; вид
системы координат; вид привода и управления; способ программи-
рования.
По специализации промышленные роботы подразделяются на
специальные, специализированные и универсальные; по грузоподъ-
ёмности - на сверхлёгкие (до 1 кг), лёгкие (от 1 до 10 кг), средние (от
133
10 до 200 кг), тяжёлые (от 200 до 1000 кг) и сверхтяжёлые (свыше
1000 кг); по числу п степеней подвижности роботы подразделяются
на NP с п = 2, NP с п = 3, NP с п = 4, NP с п > 4; по возможности
передвижения - на стационарные и подвижные; по виду систем коор-
динат - на работающие в декартовой системе (плоской, про-
странственной), в полярной системе (плоской, цилиндрической,
сферической) и в сложной полярной системе (цилиндрической, сфе-
рической).
2.6.6. Сбор и транспортирование стружки
В станках для сбора и удаления стружки из станины используют
винтовые (реже ленточные) конвейеры, на участках - обычно винто-
вые или скребковые конвейеры, в АЛ и ГПС - винтовые, скребковые,
реже - вибрационные и гидравлические конвейеры и системы из них.
В цехах для сбора стружки и транспортирования её к местам перера-
ботки применяют чаще всего системы из ленточных и реже - гидрав-
лических конвейеров. Стружку чаще перемещают на значительное
расстояние (70-100 м и более) от станков до отделения переработки
стружки. Переработка стружки в брикеты (удобные для перевозки)
осуществляется гидравлическими прессами.
На рис. 2.45 показаны конвейеры для удаления стружки из стан-
ков. Наиболее удобным в эксплуатации является винтовой конвейер
(рис. 2.45, а) с одним винтом 3, свободно (без опор) лежащим в же-
лобе 2, который прикреплён к станине 7 станка. Вращение винту со-
общается от привода 6 через муфту 5. Стружка на конвейер поступа-
ет через люк 4, сделанный в станине. С конвейера собранная стружка
выбрасывается или в сборник 1 (когда станок не обслуживается це-
ховой системой удаления стружки) или на цеховой конвейер для
удаления стружки.
Ленточный конвейер (рис. 2.45, б) состоит из короба 7, в кото-
ром на двух валиках 2 натянута стальная или прорезиненная лента 3
с прикреплёнными скребками 4. Ленте сообщается движение от при-
вода 5.
134
Рис. 2.45. Конвейеры для удаления стружки из станков
2.7. Основные направления и средства автоматизации
механической обработки
Автоматические линии. Применение отдельных автоматов и по-
луавтоматов не решает вопроса комплексной автоматизации техно-
логических процессов. Дальнейшее повышение производительности
труда, увеличение интенсивности производства, нехватка рабочих
кадров требуют перехода к более высокой степени автоматизации
производства.
Следующим этапом в этом направлении является создание ав-
томатических линий. Автоматические линии создаются на базе со-
вершенствования межоперационных транспортных систем.
135
В соответствии с современным представлением автоматическая
линия (АЛ) - это совокупность технологического оборудования, уста-
новленного в последовательности технологического процесса обра-
ботки, соединённого автоматическим транспортом, загрузочно-разгру-
зочными устройствами и общей системой управления. Количество ус-
тановленного в АЛ оборудования обычно не превышает 12 единиц.
Отличие автоматической линии от поточной заключается в том,
что поточная линия состоит из станков-полуавтоматов, где загрузка
и съём деталей осуществляются рабочими, в то время как на АЛ эти
операции автомати-зированы.
Автоматические линии создаются на основе типовых автоматов
(токарных, многошпиндельных, гидрокопиро-вальных и т.д.), агре-
гатных или уникальных станков.
По первому признаку - характеру транспортной связи агрега-
тов - АЛ можно разделить на две группы - жёсткие (синхронные)
и гибкие (несинхронные).
На синхронной автоматической линии заготовки передаются
непосредственно от одного станка к другому без транспортировки
в магазины-накопители или бункеры. Отказ хотя бы одного элемента
жёсткой линии приводит к её остановке. Чтобы коэффициент готов-
ности жёсткой линии не стал слишком мал, в неё соединяют относи-
тельно немного станков. Жёсткие линии на 70...90 % можно компо-
новать из унифицированных узлов и агрегатов. Это обеспечивает от-
носительно низкую их стоимость, короткие сроки проектирования,
изготовления и, как результат, широкое распространение. У жёстких
линий между станками отсутствуют заделы, и они применяются для
обработки сложных крупных корпусных деталей, а также деталей,
требующих для своего перемещения приспособления-спутники.
Простои АЛ можно значительно сократить, если разорвать жё-
сткую связь между агрегатами и этим допустить возможность одним
из них работать, а другим в это время простаивать в наладке.
Несинхронные линии состоят из станков, каждый из которых
снабжён бункером (или магазином-накопителем) для хранения дета-
лей и автоматическим загрузочно-разгрузочным устройством.
136
Линии с бункерами применяют для небольших легко ори-
ентированных заготовок, а линии с магазинами-накопителями - для
более крупных сложных заготовок.
Вторым важнейшим классификационным признаком автолиний
является способ перемещения обрабатываемых деталей с позиции на
позицию. По этому признаку все линии можно разделить на спутни-
ковые и безспутниковые. На спутниковых линиях детали базируют-
ся, обрабатываются и в период всего технологического процесса
транспортируются на приспособлениях, называемых спутниками.
Необходимость в приспособлении-спутнике появляется при обработ-
ке деталей сложной формы, не имеющей хороших поверхностей для
базирования во время транспортирования (не на спутнике) и закреп-
ления в стационарных приспособлениях на рабочих позициях. Такая
деталь (или несколько деталей) устанавливается и закрепляется
в приспособлении-спутнике, который транспортируется через все по-
зиции линии. На рабочих позициях спутники базируются относи-
тельно станков и закрепляются. После выполнения операций они ос-
вобождаются и перемещаются дальше. В конце линии детали сни-
маются со спутников и свободные спутники возвращаются к началу
линии. Иногда спутники возвращаются вместе с обработанными де-
талями. На линиям этого типа заготовки устанавливаются в приспо-
соблениях-спутниках и с ними вместе передаются транспортирую-
щим устройствам от станка к станку по всей трассе линии от позиции
загрузки до позиции съёма готовой детали. На линиях этого типа за-
готовки обрабатывают с одной установки, при одной схеме базиро-
вания и без изменения своего положения на различных станках.
По характеру движения заготовок АЛ делятся на однопоточные
и с разветвляющимися потоками (рис. 2.46).
Рис. 2.46. Схема автоматической линии с разветвляющимися
потоками
137
Первые применяют там, где длительность обработки на отдель-
ных позициях линии одинакова (или примерно одинакова); вторые -
когда на отдельных участках линии длительность обработки по тех-
нологическим условиям возрастает, в результате чего возникает не-
обходимость дублирования станков на этих участках (рис. 2.46). Так,
если на позициях 1,2, 3 длительность обработки меньше такта вы-
пуска изделий, то на участке 7 линия будет однопоточной; если на
позициях 4, 5, 6 длительность обработки больше такта в 1,5... 1,8 раза,
станки дублируются и линия на участке 2 получается разветвляю-
щейся; если на последних позициях 7 и 8 длительность обработки
будет меньше такта, то на участке 3 ветви сходятся, и линия опять
становится однопоточной.
Большая часть АЛ, используемых в машиностроении, пред-
ставляет собой линии периодического (дискретного) действия. На
этих линиях обрабатываемые заготовки транспортируются периоди-
чески с одной позиции на другую и во время своего перемещения
не обрабатываются. Время перемещения заготовок на этих линиях
затрачивается непроизводительно. В АЛ непрерывного действия за-
готовки перемещаются непрерывно по всей трассе линии, подверга-
ясь обработке в процессе этого перемещения (роторные и цепные
линии). Технологические возможности этих линий по размерам
и сложности обрабатываемых деталей, по характеру обработки зна-
чительно уже линий периодического действия. Их преимущество -
большая производительность и возможность комплексного осущест-
вления техпроцессов. По планировке АЛ делятся на линейные, пря-
моугольные, кольцевые, зигзагообразные, а по расположению обору-
дования - относительно направления потока на линии с продольным,
поперечным и угловым расположением станков.
В зависимости от количества деталей, одновременно обра-
батываемых на каждой позиции, линии можно разделить на одноме-
стные и многоместные.
В зависимости от количества одновременно обрабатываемых
предметов (по наименованию и типоразмерам) - на однопредметные
и многопредметные.
138
В зависимости от возможности переналадки АЛ подразделяются
на переналаживаемые и непереналаживаемые. По типу применяемо-
го оборудования АЛ подразделяются на линии из универсальных
станков, агрегатных, специализированных и специальных станков,
а в последнее время все более широкое применение находят также
роторные линии.
Линии из универсальных станков получили наиболее широкое
применение в серийном и мелкосерийном производстве, когда необ-
ходима частая переналадка оборудования на изготовление однотип-
ных деталей, обрабатываемых по одному и тому же технологическо-
му маршруту, но отличающихся размерами, формой и требующих
других режимов обработки.
При создании таких линий производится автоматизация отдель-
ных узлов универсальных станков, осуществляемая посредством
специальных механизмов для автоматического включения подачи
режущего инструмента, быстрого отвода каретки, автоматической
загрузки станка, автоматического контроля в процессе работы и т.д.
Управление механизмами линии и подача последовательных команд
осуществляются программируемыми контроллерами, находящимися
на каждом участке линии, с целью уменьшения возможности появле-
ния простоев и повышения использования линии. Если переналадка
необходима через короткие промежутки времени (несколько раз
в смену), т.е. при обработке детали мелкими партиями, то создают
линии из универсальных станков с программным управлением. Эти
линии работают по принципу дифференциации технологического
процесса.
Линии из агрегатных и специализированных станков (рис. 2.47)
применяются главным образом в крупносерийном или массовым
производстве (например, многорезцовые одношпиндельные и много-
инструментальные многошпиндельные токарные полуавтоматы, фре-
зерные, зубообрабатывающие, шлифовальные, фрезерные и другие
станки, встраиваемые в АЛ). Как правило, линии из станков токарно-
шлифовальной группы применяют при обработке деталей типа тел
вращения, линии из агрегатных станков — для корпусных деталей,
139
деталей типа рычагов, дисков, блоков цилиндров, в большинстве
случаев неподвижных в процессе обработки. На этих линиях выпол-
няются следующие операции: сверление, зенкерование, развёртыва-
ние, нарезание резьбы, фрезерование, протягивание, растачивание,
точение канавок, подрезание торцов. В отличие от линий из универ-
сальных станков, работающих по принципу дифференциации техно-
логического процесса, линии из агрегатных станков работают по
принципу высокой концентрации операций (возможность выполне-
ния самых различных операций и переходов на одном станке). Ав-
томатические линии из агрегатных станков компонуются на основе
как однопозиционных, так и многопозиционных агрегатных станков.
Линии из однопозиционных станков предназначены в основном для
обработки сравнительно крупных деталей. Линии из многопозици-
онных станков компонуются благодаря уменьшению вспомогатель-
ного времени транспортирования обрабатываемых деталей и работы
станков. На таких линиях целесообразно изготавливать лёгкие детали.
На рис. 2.47 приведена схема типовой АЛ для обработки кор-
пусных заготовок с шести различных сторон. Линия имеет жёсткую
связь между станками в группах, а между группами станков распо-
ложен магазин-накопитель, который позволяет работать каждой
группе станков автономно. АЛ имеет загрузочную позицию 7, одно-
позиционные станки 2, 3, 4, образующие первый участок линии, кан-
тователь 5 заготовки, однопозиционные станки 6, 7, 8 второго участ-
ка линии, поперечный транспортёр 9, накопитель 10, кантователь 77,
однопозиционные станки 72, 73, 14, 15 и 16, образующие третий уча-
сток АЛ.
После обработки с двух сторон на первом участке заготовка по-
ворачивается на 90° в горизонтальной плоскости и производится об-
работка ещё с двух сторон, после чего она через поперечный транс-
портёр 9 попадает на кантователь 77, осуществляющий поворот
в вертикальной плоскости на 90°, затем на третьем участке заканчи-
вается обработка ещё двух сторон. На позиции 77 осуществляется
выгрузка заготовки. Для уменьшения простоя линии, в связи с оста-
новкой одного из станков, между секциями линии установлен мага-
140
зин-накопитель 10. Накопитель делит линию на секции с такими рас-
чётами, чтобы вероятность простоя каждой секции была примерно
одинаковой. Наличие накопителей является признаком гибкой связи,
а также повышает производительность и надёжность АЛ.
000О0 м3
Рис. 2.47. Схема автоматической линии из агрегатных
и специализированных станков
Необходимо отметить, что основу переналаживаемых многопо-
зиционных агрегатных станков составляют станки с программным
управлением, позволяющие осуществлять сравнительно быструю пе-
реналадку при смене однотипных по конструкции и аналогичных по
технологии обрабатываемых заготовок.
Например, для агрегатных станков с цикловым управлением
программирование осуществляется в два этапа. На первом этапе на
панели управления включаются тумблеры используемых силовых
головок и поворота стола по переходам в соответствии с циклом ра-
боты. В каждом из десяти возможных переходов (например, сверле-
ние, зенкерование, расточка, развёртывание, нарезание наружных
и внутренних резьбы и др.) могут быть включены силовые головки
141
от одной до шести или осуществлён поворот стола на угол 45°.
На втором этапе происходит расстановка кулачков в системах управ-
ления силовыми головками и поворотными столами.
Сущность принципа агрегатирования состоит в том, что созда-
ются гаммы унифицированных узлов, из которых компонуются стан-
ки автолинии, различающиеся технологическим назначением, чис-
лом позиций, конструктивной сложностью, архитектурой. Унифици-
рованные узлы должны обладать следующими свойствами:
• Автономностью, для чего они снабжаются индивидуальными
приводами и в машине связываются друг с другом с помощью элек-
трической схемы, а не кинематически. Благодаря кинематической не-
зависимости из унифицированных узлов можно создать большое
число вариантов машин. Обычно в таких машинах осуществляется
управление по упорам.
• Стандартными присоединительными размерами, что обеспе-
чивает возможность соединения соседних сборочных единиц (узлов).
• Необходимой точностью взаимного положения.
Унифицированные узлы (агрегаты) разрабатываются заранее,
испытываются в лабораторных и производственных условиях и до-
водятся, таким образом, до нужного уровня качества.
Размерный ряд каждого унифицированного узла состоит из не-
скольких габаритов. При проектировании машины (станка) конструк-
тор подбирает унифицированные узлы по каталогу в зависимости от
конфигурации и габаритов обрабатываемой детали, маршрута её об-
работки, крутящего момента, мощности, силы резания и других фак-
торов. Конструктору необходимо спроектировать несколько специ-
альных узлов, конструкция которых определяется видом обрабаты-
ваемой детали, приспособлением, инструментальной наладкой и т.д.
По принципу агрегатирования строят гидравлические и элек-
трические системы, агрегатные станки, автолинии из агрегатных
станков, промышленные роботы, многоцелевые станки с ЧПУ, авто-
матизированные участки с управлением от ЭВМ.
На рис. 2.48 показана схема вертикального агрегатного станка
с поворотным делительным столом. Классификация основных узлов
142
станка дана в табл. 2.3, где специальным узлом является шпин-
дельная коробка, остальные узлы - унифицированные, имеющие не-
сколько типоразмеров.
Рис. 2.48. Основные узлы агрегатного станка
Таблица 2.3
Унифицированные узлы станка
Виды узлов Наименование Обозначение по рис. 2.48 Число типо- размеров
Базовые Многогранная станина 1 3
Стойка с противовесом 9 3
Боковая станина 21 8
Упорный угольник 11 6
Механиз- мы подачи цилиндра Силовой стол 8 6
Шпиндельная коробка 14 24
Расточная бабка 20 5
Сверлильная бабка 10 3
Транс- портные Поворотный делительный стол 3 3
Двухпозиционный делительный стол прямолинейного перемещения 19 2
143
Окончание табл. 2.3
Виды узлов Наименование Обозначение по рис. 2.48 Число типо- размеров
Узлы главного движения Коробка скоростей с зубчатыми колесами 17 5
То же, с ременным приводом 18 3
Гидрообо- рудование Гидроблок 4 3
Насосная установка 5 6
Гидродрель 6 2
Электро- обору- дование Центральный и наладочный пульт 2 3
Электрошкаф силовых узлов 16 3
Электрошкаф станка 7 10
Вспомога- тельные узлы Удлинитель 15 8
Резьбовой копир 13 5
Расточная панель 12 6
Линии из специальных станков и устройств. Эти линии приме-
няют в массовом производстве в том случае, когда деталь по тем или
иным причинам не может быть обработана на станках, выпускаемых
серийно.
Роторные линии. Конструкция роторных линий для механиче-
ской обработки аналогична роторным линиям для сборки. На ротор-
ных АЛ целесообразно выполнять механическую обработку простых
мелких деталей сравнительно невысокой точности, допускающих не-
сколько перебазирований. Одной из основных особенностей ротор-
ных линий является то, что операции обработки деталей, подвода
и отвода инструментов производятся одновременно с перемещения-
ми объекта обработки.
В связи с этим в каждом рабочем роторе сложно разместить
достаточно большое количество инструментов (обрабатывающих
блоков), выполняющих параллельно со сдвигом по фазе одни и те же
операции. Роторные линии высокопроизводительны. Вследствие это-
го их применяют в массовом производстве при очень больших вы-
пусках продукции.
144
Наряду с достоинствами необходимо отметить и недостатки ро-
торных линий, ограничивающих область их применения. Совмеще-
ние обработки и транспортировки во времени не позволяет обраба-
тывать детали одновременно в нескольких направлениях, как это
имеет место при неподвижной детали. Следовательно, для многосто-
ронней обработки деталей линия должна иметь соответствующее
числу сторон количество роторов. Кроме того, практически неосуще-
ствима и многопереходная обработка деталей на каждом роторе.
В состав автоматических линий для механической обработки
в основном входят следующее оборудование и устройства:
• металлорежущие станки;
• механизмы для фиксации и зажима изготовляемых деталей на
рабочих позициях в требуемых для обработки положениях;
• устройства для транспортирования деталей от станка к станку
и для возврата приспособлений-спутников к месту их загрузки;
• механизмы для поворота деталей, если это требуется по ха-
рактеру их обработки;
• устройства для загрузки заготовок и устройства для накопле-
ния деталей (магазины, бункера и т.д.) и питания последующих уча-
стков линии;
• устройства для удаления стружки;
• приборы и аппаратура для контроля и сортировки деталей;
• аппаратура управления.
Исходными данными при проектировании технологических
процессов на автоматических линиях являются:
• рабочие чертежи детали и заготовки с заданными технически-
ми требованиями;
• чертёж изделия, в которое входит деталь, обрабатываемая на
автоматической линии;
• требуемая производительность линии;
• подробный технологический процесс обработки детали на ав-
томатической линии;
• требования, предъявляемые к автоматической линии.
3. ОБРАБОТКА И ПРЕОБРАЗОВАНИЕ ИНФОРМАЦИИ
В СИСТЕМАХ АВТОМАТИЗАЦИИ
3.1. Информация в системах автоматизации
Информация - сведения о явлениях природы, событиях в обще-
ственной жизни, процессах в технических устройствах.
Код - система знаков, однозначно определяющая информацию.
Сообщение - зафиксированная информация в материальной
форме.
Непрерывное сообщение - физическая форма информации.
Дискретное сообщение - набор элементов (букв, символов),
из которых в дискретные моменты времени формируются некоторые
последовательности.
Набор отличающихся элементов - алфавит.
Последовательность числовых символов - цифровая инфор-
мация.
С любой необходимой точностью любое непрерывное сообще-
ние можно заменить цифровым сообщением путем квантования не-
прерывного сообщения по уровню и по времени.
Преобразование и передача дискретной информации любой
формы (например, текста) могут быть сведены к эквивалентным пре-
образованиям и передаче цифровой информации.
3.1.1. Точность информации
Точность информации в системах автоматизации в первую оче-
редь зависит от погрешности первичных датчиков, преобразующих
физические, химические и другие технологические величины в элек-
трические сигналы: напряжение, ток, частота, фаза, цифровая ин-
формация.
Информация с первичных датчиков передается, преобразуется,
обрабатывается, запоминается, индицируется. Наибольшая погреш-
ность возникает при передаче информации. На рис. 3.1, а показано
увеличение точности при передаче информации в различных ее
формах.
146
Напряжение
г
Ток
1 Повышение точности
Фаза (частота)
I
Цифра
а
Рис. 3.1. Точность при передаче информации: а - увеличение точности пе-
редачи информации с изменением ее формы; б - линия передачи потенциала;
в - линия передачи токового сигнала
Напряжение, ток, частота - непрерывные формы информации.
Фаза может быть в непрерывной форме (гармонический сигнал)
и в дискретной (частотный импульсный сигнал). Цифровой сигнал -
дискретный.
Выходной элемент линии по напряжению или току один - тран-
зистор (рис. 3.1, б и рис. 3.1, в). Сигналы по току передаются без по-
147
терь информации в линии в зависимости от ее длины. Но линия мо-
жет быть только двухточечная или цепочечная с транслятором.
На линию передачи потенциала помехи влияют сильнее. Здесь
и zHarp значительно больше.
В цифре достигается любая требуемая по техническим условиям
точность - все зависит от количества разрядов.
При преобразовании непрерывного сигнала в дискретный осу-
ществляется квантование по уровню и по времени.
3.1.2. Дискретизация по уровню и по времени
непрерывного сигнала
На рис. 3.2 представлен непрерывный сигнал и полученный из
него после квантования по уровню и по времени цифровой сигнал.
него после квантования по уровню и по времени
цифровой сигнал
При преобразовании всегда возникает вопрос: каковы должны
быть кванты по уровню и по времени?
Величина кванта по уровню - это, как правило, разрешающая
способность системы управления, единица младшего разряда цифро-
вого кода. Учитывая, что непрерывные сигналы датчиков и регуля-
торов систем управления и других источников не могут быть точнее
0,025-0,1 %, нет необходимости иметь точность преобразования бо-
лее высокой. Поэтому используются 10-12-разрядные ЦАП и АЦП.
При 10-разрядном преобразователе инструментальная погрешность
148
д 100%
Д=^То~
= 0,1 %, при 12-разрядном преобразователе Д =
100%
212
= 0,025 %.
Квантование по времени вносит в системы управления запазды-
вание на период квантования. Следует учитывать и теорему Котель-
никова - Шеннона, согласно которой предельная полоса пропуска-
ния дискретной системы теоретически не может быть больше поло-
вины частоты квантования:/ф <fKJ2.
Теорема: если непрерывная функция х(7) удовлетворяет услови-
ям Дирихле (ограничена, кусочно-непрерывна и имеет конечное чис-
ло экстремумов) и ее спектр ограничен некоторой частотой среза сос?
то существует такой максимальный интервал А/ между отсчетами,
при котором имеется возможность безошибочно восстанавливать
дискретизируемую функцию x(Z) по дискретным отсчетам. Этот мак-
симальный интервал А/ = л/сос = 1 /(2/е).
Чрезмерное увеличение частоты квантования требует увеличе-
ния скорости вычислений в дискретной части системы. Но нет осо-
бой необходимости увеличивать полосу пропускания дискретной
части больше, чем полоса пропускания непрерывной части системы.
Это не дает преимуществ.
Например, тиристорные следящие приводы не позволяют полу-
чить полосу пропускания по контуру скорости выше, чем 30-40 Гц.
Тразисторные приводы (ШИМ с ДНТ, вентильный двигатель)
имеют полосу пропускания выше 100 Гц. Поэтому в системах ЧПУ
при управлении тиристорными следящими электроприводами час-
тоту квантования принимают 100-125 Гц (период квантования
(8-10 мс)).
При управлении транзисторными приводами получить полосу
пропускания дискретной части 250-300 Гц не всегда удается.
Быстродействие электроприводов тогда используется не в полной
мере.
149
3.1.3. Информационные уровни на нижнем уровне
автоматизации
1. Уровень объекта - физический уровень (полевой уровень):
скорость, положение, температура, давление, расход, U. 7, фаза, час-
тота, цифровой код, С > ^доп, включено/отключено, замкнуто/разомк-
нуто и т.д.
2. Уровень контроллеров, СЧПУ, регуляторов (контроллерный
уровень): буквенно-цифровые и цифровые коды.
3. Уровень оператора (человеко-машинные интерфейсы):
входы - световая, звуковая, графическая (дисплей, прибор) ин-
формация;
выход - механическое воздействие на кнопки, клавиши и другие
управляющие устройства.
3.1.4. Преобразование информации
Поскольку в системах автоматизации информация существует
в разнообразных формах, требуется преобразовывать информацион-
ные сигналы из одной формы в другую.
Ниже, в табл. 3.1, представлены основные возможные преобра-
зователи информации.
Необходимо представлять принципы преобразования информа-
ции из одного вида в другой, что и будет рассмотрено далее.
Информационные потоки соответствуют конкретному техноло-
гическому процессу. Однако можно выделить обобщенную локаль-
ную систему автоматизации (рис. 3.3).
В настоящее время любой производственный процесс - это ав-
томатизированная система управления. Часть задач решается с по-
мощью технических средств, когда человек освобождается от авто-
матического получения, обработки, передачи информации, выработ-
ки адаптационных управляющих воздействий.
150
Таблица 3.1
Преобразователи информации
Конечная информациям Начальная ин- формацияф u,i f Фаза Цифровой код
U, I Усилители, нормализаторы, согласователи уровней пнч ПНФ ПНК (АЦП)
f ПЧН Делители частоты ПЧФ пчк
Фаза ПФН — — ПФК
Цифровой код ПКН (ЦАП) пкч ПКФ Преобразо- ватели кода
Входные Управляющая сие гема
Промежуточные
и выходные
Рис. 3.3. Обобщенная локальная система автоматизации
Но часть задач решается с использованием интеллектуальных
и физических возможностей человека.
151
3.1.5. Уровни управления в системах автоматизации
I. Технологический - управление отдельными машинами, стан-
ками, роботами, транспортом, др. локальными объектами:
а) поведение этих агрегатов задается извне программами или
оператором;
б) характерно взаимодействие со средой, т.е. необходимость
адаптации к изменениям нагрузки и параметров, неоднородность ма-
териала, износ и т.д.;
в) критерии функционирования технологические:
- точность обработки, точность поддержания технологических
параметров и режимов;
- интегральные критерии качества продукции.
II. Уровень участка', вход - плановое задание,
выход - распределение работы между агрегатами 1-го уровня.
III. Цеховой'.
основное - подготовка производства (проектирование изделий
и процессов, технической оснастки, УП для локальных объектов).
Здесь главное - экономические критерии качества управления.
IV. Заводской', связи с поставщиками, конъюнктура рынка, про-
гноз номенклатуры изделий и спроса.
Главное - также экономические критерии качества управления.
V. Уровень корпорации.
VI. Уровень страны.
В этой главе рассмотрим технологический уровень автоматиза-
ции. Именно здесь происходит измерение, обработка информации
с датчиков, многократное преобразование информации, локальное
управление отдельными подсистемами.
3.1.6. Тенденции в построении производственных
систем
В конце XX века наблюдались два направления автоматизации
производственных процессов:
152
1. Более рациональная организация рабочей среды.
2. Адаптация ТП к рабочей среде - применение более совер-
шенных АСУТП.
1-е направление - автоматизация получения знаний о техноло-
гии, т.е. прогнозирование, исследование, проектирование, математи-
ческие расчеты и моделирование, подготовка производства, испыта-
ние продукта. Благодаря этому:
а) уменьшается трудоемкость;
б) сокращается время подготовки производства;
в) выше гибкость, живучесть.
Это системы CAD (Computer Aided Design)/ САЕ (Computer
Aided Engineering) - подсистемы САПР и ERP.
2-е направление - автоматизация самой технологии: системы
САМ (Computer Aided Manufacturing) или АСУТП.
В настоящее время происходит интеграция обоих направлений,
когда широко используется ЭВМ для решения многочисленных про-
изводственных задач в машинном масштабе времени и для решения
задач управления в реальном масштабе времени. Эти вопросы рас-
смативаются в главе 5.
Потоки информации с верхних уровней на технологический
уровнь нередко носят характер уставок, заданий, программ, коррек-
ций. Необходимо хорошо освоить 1-й уровень автоматизации (тех-
нологические процессы, аппаратная база систем управления, алго-
ритмы управления) и после этого можно переходить к следующему
уровню.
Для начала рассмотрим, как и в какой форме потоки инфор-
мации передаются в традиционных СЧПУ (рис. 3.4). Первоначально
информация представлена в буквенных и десятичных кодах чертежа
или электронного документа. Данная информация вводится
в СЧПУ по каналу связи или оператором через клавиатуру какого-
либо устройства программирования по определенным правилам спе-
циализированного языка ввода программ (ISO-7bit, Ярус 2, APT,
Микрон и др.) для задания режимов работы программируемого уст-
ройства.
153
Рис. 3.4. Информация в СЧПУ
Далее информация преобразуется (транслируется) в машинную
форму, понятную СЧПУ (двоичные, дискретные, позиционные ко-
ды), для последующей обработки программы по определенным зара-
154
нее алгоритмам. Выходной код СЧПУ для управления электроприво-
дами - аналоговый код задания скорости следует на замкнутую САР
скорости. С датчиков положения ДП информация поступает в СЧПУ
для организации цифрового или фазоимпульсного регулятора поло-
жения.
Дискретные выходы программируемого контроллера ПК следуют
на электроавтоматику. С последней сигналы обратной связи об отра-
ботке заданий и состоянии дискретных элементов поступают в ПК.
Ход ввода, отработки программы, индикация перемещений, со-
стояние электроавтоматики и другая информация отображаются на
дисплее для оператора.
Таким образом, наблюдаем многократное преобразование ин-
формации.
Можно выделить следующие фазы информационных преобра-
зований для станка с СЧПУ:
• Подготовительные расчеты в машинном масштабе времени -
ввод задания на проектирование, проектирование детали и изготов-
ление детали, подготовка управляющей программы, возможность
ручного редактирования и коррекции в режиме диалога и техники
меню, хранение архива деталей и программ их изготовления.
• Вычисления в реальном масштабе времени - интерполяцион-
ные задачи, расчет разгона и торможения, стыковка кадров УП, не-
скольких программных модулей, анализ рабочего пространства, кор-
рекция режимов работы, анализ и логическая обработка дискретных
сигналов, визуализация оперативной информации (вычисления, как
правило, требуют точных расчетов, повторяющихся с высокой час-
тотой).
• Управление конкретными механизмами - реализация регуля-
тора положения, частичной инвариантности по управлению следяще-
го электропривода, коррекция систематических погрешностей вин-
товых пар и других передаточных механизмов, прием сигналов
с электроавтоматики и выдача дискретных сигналов управления.
155
3.1.7. Стандартизация и унификация информационных
сигналов
Проблема стандартизации и унификации сигналов постоянно
имеет место в жизни. К примеру, имеется до 2000 физических вели-
чин, которые необходимо измерять. С учетом разных методов изме-
рений, диапазонов значений, требований точности и быстродействия
при измерениях, условий эксплуатации может быть выделено не-
сколько десятков тысяч модификаций датчиков. Практически суще-
ствует ограниченная номенклатура унифицированных датчиков,
подчиняющихся параметрическому ряду и обеспечивающих инфор-
мационную, энергетическую, конструктивную, метрологическую,
эксплуатационную совместимость с другими узлами АСУТП.
Вопросами регистрации и стандартизации занимается Государст-
венная служба промышленных приборов и средств автоматизации
(служба Госстандарта). Сведения о датчиках и приборах приводятся
в номенклатурных справочниках, каталогах ЦНИИТЭИ приборострое-
ния, Инфорэлектро, ЦНТИ, справочниках издательств «Энергия»,
«Радио и связь», «Госстандарт», «Приборы и средства управления».
В частности, по ГОСТ 26642-85 допускается для аналоговых
входов/выходов уровень нормированных сигналов: 0.. .±5 В, 0.. .±10 В;
для дискретных (цифровых) входов: 5, 10, 24, 48 В постоянного тока,
48, 110, 220 В переменного тока; для дискретных выходов: 5 В, 24 В
(0,2 А, 2 А, 5 А) постоянного тока; 110 В (2 А) переменного тока.
С другой стороны, унифицированные сигналы датчиков могут
быть: 0-5 мА, 0-20 мА, 4-20 мА, 0-10 мВ, 0-50 мВ, 0-10 В постоян-
ного тока (ГОСТ 9895-78).
Конструктивная совместимость предполагает блочно-модуль-
ный принцип построения изделий АСУТП, при котором обеспечива-
ется: минимум конструктивных элементов, высокая ремонтопригод-
ность, возможность модернизации, комплектация под потребителя,
возможность кооперации, специализации, применения современных
технологий.
Надо отметить, что в настоящее время необходимо прежде всего
резко повысить качество и надежность систем приборов, чтобы по-
156
лучить на продукцию международные сертификаты качества комите-
та ISO-9000, иначе выхода на международный рынок не будет.
3.2. Кодирование информации
3.2.1. Буквенные коды
Ранее даны определения кода, сообщения, алфавита, буквенного
или цифрового сообщения. Рассмотрим коды высокого уровня.
1. Алфавит языка общения (интерфейс) между людьми. Разви-
тие от иероглифов, клинописи, арамейского языка (без гласных),
древнегреческого (с гласными) к современным языкам общения.
2. Машинно ориентированный язык - ассемблер (DEC, INTEL
и др.). Команды ассемблера: INC, ADD, MUL, HALT, MOV и др.
3. Языки высокого уровня (интерфейс между человеком и ЭВМ):
системные, технологические языки: БЕЙСИК, ПАСКАЛЬ, СИ,
ФОРТРАН, ЯРКС, МИКРОЛ, PLC и др. В табл. 3.2 приведено разви-
тие языков высокого уровня общего назначения до 90-х годов.
Таблица 3.2
Первые языки высокого уровня общего назначения
Название Год раз- работки Характеристика
Фортран 1957 Прост, есть большие наработки ПО (научное ис- следование, САПР). Нет развитых структур дан- ных, строгого описания
Алгол - 60 1958 Паскаль, АДА, ряд языков для СУ станков и роботов
Кобол 1958 Для экономических задач
ЛИСП 1959 Язык искусственного интеллекта
PL/1 1965 Большие возможности, язык сложен для освое- ния, сложные трансляторы
БЕЙСИК 1965 Близок к Фортрану, прост, удобен для диалого- вого (т.е. для ПЭВМ) режима
157
Окончание табл. 3.2
Название Год раз- работки Характеристика
Паскаль (Вирт-Цюрих) 1970 Развитие средства представления и создания ти- пов и структур данных, простота и лаконичность
PL/M INTEL для своих МП на основе PL/1
Фортран - 77 1977 Нет недостатков прежних версий, но Паскаль уже лучше
СИ Для системного программирования (основа ОС UNIX)
АДА 1979 Объединяет лучшее PL/1 и Паскаля, сложен (в том числе трансляторы)
Пролог 1980 Развитие ЛИСП, основа для систем базы знаний
Фокал 1982 Развитие Паскаля
Форт 1983 Для электромеханических систем
Краткое сравнение некоторых языков:
• по эффективности разработанного ПО: Ассемблер, СИ, Фор-
тран, Паскаль, PL/1;
• минимизация затрат на разработку ПО: Паскаль, СИ, PL/1,
Фортран, Ассемблер;
• минимизация затрат на освоение и реализацию на различных
классах ЭВМ: Паскаль, Фортран, СИ, PL/1.
] ЗОч
7777777777777^^
1 Бейсик
77777777777777777777777777^^
] PL/M
Рис. 3.5. Сравнительная емкость памяти и время программирования на
языках Ассемблер, Бэйсик, PL/M: [ZZ/] - требуется емкость памяти для про-
граммы; I I - время программирования
158
На рис. 3.5 дана зависимость требуемой емкости памяти для
программы и времени программирования от этих языков.
3.2.2. Буквенно-цифровые коды
Буквы - адрес, команда, другая качественная информация; циф-
ры - количественная информация.
Данные коды получили наибольшее распространение в системах
автоматизации. Буквам и цифрам соответствует цифровой код
(табл. 3.3), поскольку любая информация может быть записана
и передана в цифровом виде.
ASCII - American Standard Code for Information Interchange (аме-
риканский стандартный код для обмена информацией). В настоящее
время является мировым стандартом для ЭВМ.
ISO-7bit - International Standards Organization (европейский код
для систем ЧПУ).
EIA - Electronic Industring Association (американский код для
систем ЧПУ 1969 года) - это стандарт ассоциации промышленников
по радиоэлектронике и телевидению.
Код ISO-7bit утвержден в России - ГОСТ 20999-83
(СТ СЭВ3585-82).
Коды ISO-7bit и EIA легко переводятся с одного на другой. Это
7-битные коды, т.е. позволяющие кодировать до 127 символов.
Восьмой бит используется для бита приоритета (контроля достовер-
ности информации по четности или нечетности).
Коды КОИ-7 (КОИ-8), ДКОИ использовались в отечественных
системах ЭВМ (ЕСЭВМ; ЕС 1840; 1841 и др.).* В настоящее время
эти коды выходят из употребления.
Основная таблица (0^-7F) - 128 кодов ASCII используется
в большинстве стандартов и кодов, в том числе в ЭВМ, совместимых
с IBM PC.
Коган Б.М. ЭВМ и вычислительные машины. ЭАИ. 1991; Брядбин В.М. Про-
граммное обеспечение ПЭВМ. 1990.
159
Таблица 3.3
Буквенно-цифровые коды в системах автоматизации
№ п/п Цифровой код символа Наличие символа в применяемых кодах
Символ 10-й 8-й 16-й ASCII IS0-7bit КОИ-7 (КОИ-8) дкои (отличие)
1 2 3 4 5 6 7 8 9
1 0,1; 8,9 48-57 60-71 30-39 + + + F0-F9
2 Латинские буквы: заглавные, прописные 65-90 97-122 101-135 140-172 41-5 А 61-7А + + + + + + С1-Е9 81-А9
3 Русские буквы: заглавные, прописные 128-159 160-175, 224-239 200-237 240-257, 340-357 80-9F A0-AF, E0-EF + (PR-DOS) + (код № 7) — — Есть Есть
4 о*+-./ 32^17 40-57 21-2F + + + Есть
5 :;<>=?@ 58-64 72-80 ЗА^О + + + Есть
Окончание табл. 3.3
1 2 3 4 5 6 7 8 9
6 § AV> <L- 21-31 25-37 15-1F + — — —
7 7 7 + — — —
8 10 8 • BS (ВШ) — + (16)
9 11 9 0 НТ (ГГ) — + (5)
10 12 A © LE (ПЕ) — + (25)
11 13 В > — — —
12 14 С + Перев. — —
13 15 D 0 форм. — + (F)
14 16 E > BK (CR) — —
15 17 F < Пер. — —
32 40 28 1 на рус. — + (40)
127 157 7F 1 1 Пер. — + (2F)
на лат.
(JSP (Пр.) PEL (ЗБ)
Первые 32 кода (0-ьIF) - как правило, управляющие', они служат
для представления сигналов, которые имеют специальное назначение'.
• при выводе информации на печать;
• при передаче ее по линиям;
• могут использоваться по усмотрению разработчиков систем.
Изображение их зависит от знакогенератора дисплея.
Расширение таблицы (80^-FF) кода ASCII имеет различное на-
полнение:
• стандартный знакогенератор IBM PC, псевдографика, мате-
матические символы и др.;
• знакогенератор с русским шрифтом, используется в отечест-
венных ПЭВМ (ЕС 1840, ЕС 1841);
• знакогенератор с русским шрифтом (альтернативный вари-
ант), в котором использовано зарубежное ППО без настройки на
новые символы псевдографики. Поставляется обычно драйвер
ALFA.exe в ОЗУ (загрузка в начале сеанса), который перехватывает
символы 80-bFF при выводе на дисплей и переделывает их в то, что
нужно для знакогенератора.
В 1994 году в MS DOS 6.22 введена настройка на русские буквы
(кодовая таблица кириллицы № 866).
В Windows используется другая кодировка символов, отличаю-
щаяся от IBM-й. Этот 8-битовый код называется ANSI-кодировкой.
Имеется и русская версия ANSI-таблиц. Предыдущую кодировку
IBM для DOS-программ стали называть ОЕМ-кодировкой.
Windows содержит стандартные функции для перекодировки из
OEM в ANSI и обратно.
В настоящее время все большее распространение приобрета-
ет двухбайтовая кодировка Unicode, в которой может быть до
65 535 символов. В этой кодировке (ее поддерживает, например,
ОС Windows NT, Windows ХР и др.) имеются номера для практиче-
ски всех применяемых символов (букв алфавитов разных языков, ма-
тематических, декоративных символов и т.д.).
Фигурнов И.Э. IBM PC для пользователя: краткий курс. М.: Инфра, 1997.
162
3.2.3. Цифровые коды
Цифровые коды служат для записи как дискретной (численной)
информации, так и буквенной. В табл. 3.4 приведены десятичные,
восьмеричные, шестнадцатеричные коды для записи как цифр, так
и буквенных и символьных элементов. Цифровой код - позицион-
ный, т.е. значение кода зависит от места (позиции), которое занимает
та или иная цифра. Число в позиционном коде определяется по фор-
муле Nt=Xt-a\ где i - номер разряда; Хг - цифра, стоящая в z-m
разряде; а - основание системы счисления. В табл. 3.4 представлены
основные цифровые коды для десятичного числа 23,5. В этой табли-
це показано, как можно преобразовать десятичное число в двоично-
десятичное и из двоичного просто получить восьмеричное или шест-
надцатеричное (символы 8-го числа от 0 до 7, символы 16-го: 0, 1,2,
3, 4, 5, 6, 7, 8, 9, А, В, С, D, Е, F).
Таблица 3.4
Различные цифровые коды для десятичного числа 23,5
10 2/10 2 8 16
23,5 5-10 1 + 3-10° + 2-101 00100011,0101 (каждому разряду 10-го числа соот- ветствуют 4 раз- ряда 2-го числа) 10111,1 1 -2 1 + + 1 -2° + + 1-2' + + 1 -22 + + 0-23 + + 1-24 27,4 4- 8 1 + + 7-8° + +2-81 010.111,100- двоичное число 17,8 8 16 1 + + 7- 16° + +1- 161 0001.0111,1000- двоичное число
За стандарт двоично-десятичного кода принята кодировка 1-2-4-8
(Binary Coded Decimal: BCD), так как она легко читается и контроли-
руется. Возможно предложить еще 17 различных 2/10 кодов/ Двоич-
но-десятичный код используется как переходный при введении опе-
Системы программного управления промышленными установками и РТК /
О.П. Ильин [и др.]. Минск: Высш, шк., 1998.
163
ратором десятичной информации в ЭВМ с целью начального запо-
минания с последующим преобразованием в двоичный.
Восьмеричный код используется для распечатки адреса в систе-
ме команд DEC, шестнадцатеричный код - для распечатки адреса
в системе команд INTEL.
Существуют еще разновидности цифровых кодов: унитарный,
позиционный, код Грея.
Унитарный код - последовательность импульсов, несущая
двойную информацию: частота импульсов, количество импульсов.
Позиционный код - это один из N информационных дискретных
сигналов, поэтому его нередко называют дискретным кодом (дис-
кретная информация).
Код Грея - код датчика положения, в котором между двумя со-
седними значениями кода имеется разница только в одном разряде.
Для 4-разрядного числа двоичный код и код Грея представлены
в табл. 3.5.
Таблица 3.5
Код Грея в датчиках положения
Десятичное число Двоичное число Код Грея Десятичное число Двоичное число Код Грея
0 0000 0000 8 1000 1100
1 0001 0001 9 1001 1101
2 0010 ООП 10 1010 1111
3 ООП 0010 11 1011 1110
4 0100 оно 12 1100 1010
5 0101 0111 13 1101 1011
6 ОНО 0101 14 1110 1001
7 0111 0100 15 1111 1000
Код Грея построен на основе диаграммы Карнауга, приведенной
на рис. 3.6. Срелка показывает последовательность изменений одно-
го из разрядов.
164
OOxx
Olxx
llxx
10000
На рис. 3.7. изображены 4-разрядные датчики положения, кото-
рые работают по обычному коду и по коду Грея. Можно увидеть, что
в датчике 1-го типа в одном из положений происходит изменение
сразу по четырем разрядам (0000—>1111). Это не позволяет получить
простые достоверные датчики положения.
Рис. 3.7. Оптические диски датчиков положения
по двоичному коду и коду Грея
Перевод кода Грея в обычный двоичный код осуществляется
по следующим правилам: первая единица со стороны старших разря-
дов остается без изменения; последующие цифры остаются без изме-
нения, если число единиц, им предшествовавших старших разрядов
четно, и инвертируются, если число единиц нечетно.
3.3. Преобразователи информации
3.3.1. Интегральные логические микросхемы
Для более полного освоения интегральных схем предлагаются
нижеследующие сведения.
165
Рис. 3.8. Вид
микросхемы
сверху
На рис. 3.8 представлена микросхема, имеющая
14 выводов. Если у микросхемы 14-16 выводов - это
обычные микросхемы, если 40 и больше выводов -
это микропроцессоры и СБИС.
Обычно 7 - общий вывод (±), 14 - питание
(+5 В).
Семейства микросхем (рис. 3.9):
• КМОП - комплиментарная (взаимодопол-
няющая): металл оксид-полупроводник.
• ТТЛ - транзисторно-транзисторная логика (табл. 3.6).
• ЭСЛ - эмиттерно-связанная логика.
КМОП:
• некритична к напряжению ([7Пит = 3... 15 В);
• очень малое потребление (в 1000 раз в статике меньше ТТЛ);
• наименьшее быстродействие.
КМОП ТТЛ эсл
Рис. 3.9. Элементы семейств интегральных логических микросхем
ТТЛ:
• самое распространенное семейство;
• средние показатели.
ЭСЛ:
• наибольшее быстродействие;
• наибольшее потребление энергии.
• КМОП 74С ©о 74 (питание аналогично);
• 74НС аналогичны 74LS;
• AS - сверхскоростные;
• FASN - среднее между AS и ALS.
166
Таблица 3.6
Наиболее популярные микросхемы ТТЛ-серии
Поколе- ния Отечествен- ные Зарубеж- ные Характеристика Лпотр’мВт ^зд’ НС
1-е К134 74L Маломощная 1 33
К155 74 — 10 9
К131 74Н Быстро действую щая 22 6
2-е К555 74LS — 2 9,5
К531 74S Быстродействующая 19 3
3-е К1533 74ALS Маломощная 1,2 4
К1531 74F Быстродействующая 4 3
Для начала следует освоить все элементы серии К155:
логические элементы ЛЕ, ЛА, ЛП, ЛЛ, ЛИ, ЛР; буферные эле-
менты АП, ИП; триггеры ТМ, ТЛ, ТР, ТВ; счетчики ИЕ; регистры ИР;
дешифраторы и шифраторы ИД, ИВ; мультиплексоры КП; сумматоры
ИМ; преобразователи кодов ПР; цифровой компаратор К555СШ.
Логический элемент можно представить как усилитель с коэф-
фициентом усиления 20.
Есть логические элементы с открытым коллекторным выходом,
имеющие повышенную нагрузочную способность. Эти элементы по-
зволяют также объединять выходы нескольких элементов. На
рис. 3.10 представлены транзисторы выходных элементов по схеме
«ИЛИ». работающие на одну индикаторную лампу.
Э1 Э2 ЭЗ
Рис. 3.10. Микросхема ТТЛ с открытым коллектором
167
Есть элементы с 3-мя устойчивыми
I 1---1 О + состояниями: высокий потенциал, низ-
---1<^ Т1 кий потенциал, высокое сопротивление.
|► Данные элементы позволяют подклю-
чать только один элемент на общую ма-
K'S Т2 гистраль данных. Выходной каскад тако-
го элемента дан на рис. 3.11. Если от-
Рис. 3.11. Микросхема ТТЛ крыть транзистор Т1, то - на выходе «1»,
с тремя устойчивыми состоя- если открыть транзистор Т2 - на выходе
ниями «О». Если закрыты оба транзистора, схе-
ма от выхода отключена.
Для изучения логических микросхем рекомендуется справоч-
ник: Шило В.Л. «Популярные цифровые микросхемы», имеющий
много переизданий.
3.3.2. Цифроаналоговые преобразователи (ЦАП)
Требуются ЦАП и АЦП с различными характеристиками:
• число разрядов от 8 до 20;
• время преобразований от 0,01 мкс до 1 с.
Интегральные ЦАП исполняются, как правило, по весовому
принципу (рис. 3.12). ЦАП содержит резисторную матрицу R-2R
и токовые ключи ТК. На вход ОУ поступает сумма токов тех раз-
рядов двоичного числа, где есть единица. Токи определяются только
Рис. 3.12. ЦАП, реализованный по весовому принципу
на резисторной матрице R-2R
168
резисторной матрицей. Если учесть то, что потенциал на входе ОУ
равен нулю (при Ку ©о), то весовая матрица получает вид, пред-
ставленный на рис. 3.13. Сопротивление матрицы равно R.
Cref q__
2R
О—
Рис. 3.13. Результирующее сопротивление
резисторной матрицы
Откуда /0 = , где - опорное напряжение (обыч-
R
но = ±10,24 В, чтобы иметь вес младшего разряда 10 мВ).
Сопротивления для выходного операционного усилителя тоже
входят в состав прецизионных поликремниевых резисторов микро-
схемы.
Время преобразования не более 5 мкс.
Микросхема К572ПА2 (рис. 3.14) позволяет преобразовывать
12 разрядов, содержит более 1000 элементов. В состав микросхемы
входят:
• УЦ - согласователь уровня ТТЛ с КМОП уровнем;
Рис. 3.14. Структура микросхемы ЦАП К572ПА2
169
• RG1, RG2 - регистры памяти для записи и хранения цифровой
информации;
• ТК - токовые ключи;
• РМ - резисторная матрица.
Разрешающая способность Н = 2,5 мВ при [7^ = ±10,24 В,
С7сс1 =4,7...17 В, {7сс2 =12...17 В, =±22,5 В.
Время преобразования - не более 15 мкс.
Микросхема К594ПА Г. 12-разрядная со встроенным источником
тока на основе ОУ для повышения стабильности, /уст = 3,5 мкс.
Микросхема К1108ПА1: 12-разрядная, tyCT = 0,4 мкс.
Микросхема KI 118ПА: 8-разрядная, /уС1 = 40 нс.
Микросхема Kill8ПА2: 10-разрядная, /уст = 80 нс.
3.3.3. Аналого-цифровые преобразователи (АЦП)
Принципы исполнения АЦП:
• последовательного счета;
• последовательных приближений;
• параллельного считывания;
• интегрирующие.
Принцип работы АЦП с последовательным счетом представлен
на рис. 3.15.
Рис. 3.15. Структура АЦП с последовательным счетом
170
Заполнение счетчика тактовой частоты происходит до тех пор,
пока выходное напряжение ЦАП, полученное при преобразовании
кода счетчика, не сравняется с входным напряжением. Данный
принцип применялся, когда не было интегральных АЦП.
В интегральных АЦП применяются три последних принципа.
Структура АЦП, выполненного по методу последовательных
приближений, дана на рис. 3.16.
Рис. 3.16. Структура АЦП по методу последовательных приближений
По этому методу сдвиговый регистр поочередно добавляет еди-
ницу в разряды регистра последовательных приближений, начиная
со старшего. Если компаратор напряжения при этом отмечает, что
напряжение ЦАП больше С7ВХ, то эта очередная единица в регистрах
не фиксируется (иначе - фиксируется). Таким образом происходит
«взвешивание» всех разрядов двоичного кода.
Для получения 12-разрядного кода при [7^ =±10,24 В, приме-
ненного для ЦАП, каждому разряду цифрового кода соответствует
прибавка выходного аналогового сигнала (табл. 3.7).
В этой таблице показаны все 12 тактов последовательного взве-
шивания для 77вх = 8,051 В.
Буферный регистр обычно имеет три стабильных состояния
выходов, может выдавать информацию побайтно или 16-разрядным
171
Таблица 3.7
Последовательность преобразования АЦП
Такт Вес ЦАП в этом такте Код в регистре последовательных приближений Выход ЦАП Результат накапливаемый
1 5,12 100000000000 5,12 100000000000
2 2,56 110000000000 7,68 110000000000
3 1,28 111000000000 8,96 110000000000
4 0,64 110100000000 8,32 110000000000
5 0,32 110010000000 8,00 110010000000
6 0,16 110011000000 8,16 110010000000
7 0,08 110010100000 8,08 110010000000
8 0,04 110010010000 8,04 110010010000
9 0,02 110010011000 8,06 110010010000
10 0,01 110010010100 8,05 110010010100
11 0,005 110010010110 8,055 110010010100
12 0,0025 110010010101 8,0525 110010010100
словом, в параллельном или последовательном коде по сигналам
на считывание.
Внешний компаратор напряжения применяют для того, чтобы
повысить точность.
Примеры АЦП последовательных приближений:
• К572ПВ1 - 12-разрядный, Znpeo6p >111 мкс;
• К572ПВЗ - 8-разрядный внутренний компаратор, Znpeo6p -
> 7,5 мкс;
• К1108ПВ1 - 10-разрядный, внутренние компаратор и источ-
ник опорного напряжения, Znpeo6p >0,9 мкс, [7ВХ = 0.. .3 В;
• К1108ПВ2 - 12-разрядный, [7ВХ = 0.. .5 В, Znpeo6p > 2 мкс;
• К1113ПВ1 - 10-разрядный, Znpeo6p >30 мкс;
• К574ПВ4 - 8-разрядный, 8 входов (есть мультиплексор на
входе), ОЗУ 8x8, считывание ОЗУ внешним устройством (микропро-
цессором).
172
АЦП параллельного считывания - наиболее быстродействую-
щие преобразователи. Здесь сравнение входного сигнала с напряже-
нием делителя напряжения, имеющего 2" ступеней, где п - разряд-
ность АЦП, происходит каждый такт. Структура подобного АЦП
приведена на рис. 3.17.
Рис. 3.17. Структура АЦП параллельного считывания
С компараторов следует позиционный код, когда верхние ком-
параторы будут все в «7», нижние - в «О». Позиционный код преоб-
разуется в двоичный код.
Примеры АЦП параллельного считывания:
• KI 107ПВ1 - 6-разрядный, t/BX = 0...2 В, /преобр = 0,1 мкс;
• К1107ПВ2 - 8-разрядный (уже 256 компараторов), Znpeo6p =
= 0,1 мкс;
• KI 107ПВЗ (ЭСЛ структура) - 6-разрядный, /преобр = 20 нс;
• KI 107ПВ4 - 8-разрядный, /преобр = 30 нс;
• К1126ПВ1 - двухканальный АЦП - 3-разрядные (для элек-
тронного щитка автомобиля).
Интегрирующие АЦП имеют наименьшее быстродействие, но
характеризуются простотой, выходом сразу на индикацию. Осущест-
173
вляется двойное интегрирование с автоматической коррекцией нуля
и определением полярности сигнала. Структурная схема интегри-
рующего АЦП приведена на рис. 3.18, временная диаграмма рабо-
ты- на рис. 3.19.
переключатель
интегратор компаратор
Рис. 3.18. Структура интегрирующего АЦП: ИОН -
источник опорного напряжения; ГТИ - генератор
тактовых импульсов
На 1-м этапе интегратор заряжается от С7ВХ со стабильной дли-
тельностью. На 2-м отрезке интегратор разряжается от стабильного
источника E/ref, ведется подсчет времени разряда Тх. На третьем от-
174
резке производится компенсация дрейфа нуля интегратора. Все вре-
менные отрезки отмеряются путем подсчета тактовых импульсов
счетчиком.
То Тх
Учитывая равенство заряда и разряда: dt = ^URVVdt.
о о
Принимая Ux = const за период интегрирования, получаем
Т
т.е. Т =——9—-U .
Х ^REF
Примеры интегрирующих АЦП:
• К572ПВ2 - выходной код, специальный для непосредственно-
го управления 7-сегментным десятичным индикатором на 3,5 декады
(до 4999). Здесь не требуются ЦАП с высокоточными резисторными
матрицами, нет высоких требований к стабильности интегратора,
тактовой частоты (увеличение fa приводит к уменьшению Гст, но то-
гда меньше будет и время разряда). Схема позволяет хорошо пода-
вить сетевые помехи (входной сигнал измеряется как среднее за Гст);
• К572ПВ1, К572ПВ2 - Z3ap = 4-103 периодов/т;
^разр max = 8 1 О3 ПерИОДОВ /ь
4втокомп ~ 4-103 периодов/т или 16-103 /т;
/т кратна 50 Гц (50, 100, 200 кГц).
При fa = 200 кГц цикл работы = 16- 103//г = 80 мс.
При 5 < 0,1 % - высокая помехозащищенность и низкая стои-
мость.
3.3.4. Цифроаналоговый процессор КМ1813ВЕ1
В микросхему включены:
• на входе 8-разрядный АЦП последовательных приближений;
• ОЗУ - 40 ячеек по два 25-разрядных слова;
• ППЗУ с ультрафиолетовым стиранием для хранения команд
(команды «Электроника-60»);
• выход - 8-разрядный ЦАП.
Таким образом, имеем цифровую обработку вводимых аналого-
вых сигналов, на выходе - снова аналоговые сигналы.
175
Широко используется в аппаратуре низкочастотной связи, изме-
рительной технике, устройствах распознавания речи, образов, обра-
ботки акустических голограмм, в биомедицинской аппаратуре, авто-
мобильной электронике и т.д.
В настоящее время имеется множество СБИС со встроенными
ЦАП и АЦП.
3.3.5. Преобразователи «частота-напряжение»
и «напряжение-частота»
Структура стандартного преобразователя «частота-напряжение»
представлена на рис. 3.20.
Рис. 3.20. Структура стандартного преобразователя
«частота-напряжение»
ФИСД - формирователь импульсов стабильной длительности
(одновибратор).
ФИСА - формирователь импульсов стабильной амплитуды.
ФНЧ - фильтр низких частот.
Временная диаграмма работы преобразователя приведена
на рис. 3.21.
Рис. 3.21. Временная диаграмма работы преобразователя
«частота-напряжение»
176
Одновибратор обычно выполняется на счетчике заполнением
его тактовой частотой (рис. 3.22).
Рис. 3.22. Структура формирователя импульсов
стабильной длительности
Формирователи импульсов ста-
бильной длительности выполняются
на любом ключевом элементе с пи-
танием его стабильным напряже-
нием.
Принципиальная схема фильт-
ра низкой частоты второго порядка
изображена на рис. 3.23. Его пере-
даточная функция
^(Р)=- 1 ч2, гдеТ=АС.
(7^+1)
Рис. 3.23. Принципиальная схема
фильтра низкой частоты второго
порядка
Существует интегральный преобразователь «напряжение-час-
тота» типа К1108ПП1, обеспечивающий при UBX = 0... 10 В выходную
частоту 0,01... 10 кГц (возможно до 500 кГц). Временная диаграмма
изменения выхода интегратора при входных сигналах t/HHTi или С/И11т2
представлена на рис. 3.24.
177
Рис. 3.24. Временная диаграмма изменения выхода интегратора
при входных сигналах или С/И11т2
Эту же микросхему можно использовать как ПЧН. Входная час-
тота подается на одновибратор, сигнал последнего на интегратор, яв-
ляющийся в данном случае фильтром t/BXср = К- fBX.
3.3.6. Преобразователь «частота-код»
Существуют два способа преобразования:
• подсчет количества импульсов измеряемой частоты за ста-
бильный период тактовой частоты;
• подсчет количества импульсов тактовой частоты за период
измеряемой частоты.
• Недостатки второго способа:
• требуется высокая стабильность периодов измеряемой часто-
ты, что не всегда реализуется для вращающихся датчиков;
• выходной код обратно пропорционален измеряемой частоте.
1-й способ более распространен. Однако при большом диапазо-
не изменения измеряемой частоты количество подсчитываемых им-
пульсов может быть ничтожно мало.
Пример:
Требуемый по ГОСТу диапазон регулирования скорости следя-
щих приводов 10 000: 1.
Фотоэлектрические импульсные датчики имеют обычно
2500 имп./об. При подсчете импульсных последовательностей датчи-
ка обычно происходит учетверение импульсов, т.е. общее количество
178
Рис. 3.25. Последовательность им-
пульсов на выходе фотоэлектриче-
ского датчика положения
посчитанных импульсов на обо-
рот равно 10 000 имп./об. Стан-
дартная последовательность им-
пульсов на выходе фотоэлектри-
ческого импульсного датчика
представлена на рис. 3.25.
Входные сигналы OSN,
NOSN, SM, NSM, CLRM,
NCLRM - стандартные сигналы
с ФЭД. Прямой и инверсный
сигналы необходимы для кон-
троля исправности частотных ка-
налов. Если по этим каналам
хотя бы 2 мкс пройдут одинако-
вые по уровню потенциалы -
фиксируется отказ канала (одно-
го из трёх). Сигналы OSN, SM сдвинуты на 90 эл. градусов, чтобы оп-
ределить направление перемещения и подавать импульсы датчика на
сложение или вычитание реверсивного счётчика положения. Импуль-
сы «нуль-метки» CLRM - один импульс на оборот - необходимы для
грубого отсчёта перемещения - количества совершённых оборотов
и для исключения переполнения СП. По импульсам OSN, NOSN, SM,
NSM формируется учетверённая последовательность импульсов.
Примем номинальную скорость двигателя подач 3000 об/мин =
= 50 об/с.
Требуемый интервал квантования в микропроцессорных СЧПУ
примем 10 мс.
На номинальной скорости количество импульсов за период
квантования равно 50 об/с • 10 000 имп./об / 100 квант/с =
= 5000 имп./квант. При минимальной скорости количество импуль-
сов за период квантования равно 5000/10 000 = 0,5 имп./квант,
или 50 имп./с.
Учитывая, что полоса пропускания тиристорных электроприво-
дов не превышает 30 рад/с, т.е. не более 5 Гц, дискретность 50 имп./с
179
позволяет практически не проявляться в непрерывной части тири-
сторного электропривода. Однако в транзисторных электроприводах
с полосой пропускания более 100 Гц данная дискретность приведет
к запаздыванию, явлению «шагания» и ухудшению качества обрабо-
танной поверхности.
У цифровых электроприводов число импульсов на оборот зна-
чительно выросло. У привода SIMODRIVE 611D фирмы Siemens раз-
решающая способность датчика составляет 4,2 млн импульсов на
один оборот двигателя. Фирма Mitsubishi Electric поставляет серво-
двигатели со встроенным абсолютным шифратором, имеющим
131072 имп./оборот. Поэтому импульсная дискретность проявляться
не будет.
В настоящее время имеются и интегральные преобразователи
«частота-код». Например, СБИС К1801ВП1-015 и ряд других.
3.3.7. Преобразователь «код - частота»
Имеются два принципа преобразования:
• последовательного преобразования (управляемый кодом дели-
тель частоты);
• параллельного преобразования на основе сумматоров.
Микросхема К155ИЕ8 является преобразователем «код - часто-
та» (управляемый кодом делитель частоты). Структура микросхемы
дана на рис. 3.26. Входной двоичный шестиразрядный код управляет
коэффициентом деления тактовой частоты. Выходная частота
/вых = — (Е5 -25 + Е4 -24 + ЕЗ -23 + Е2 -22 + Е1-21 + Е0 -2°),
64
где Е0-Е5 - данные битов двоичного кода («1» или «0»).
Временная диаграмма работы такой схемы дана на рис. 3.27, где
- частоты на выходе триггеров делителя частоты,
Fl, F2,...F6 - импульсы на выходе формирователей импульсов - од-
новибраторов по переднему фронту выходных импульсов триггеров
делителя частоты. Приведены выходные частоты для входных дво-
ичных кодов 011010 и 100110.
180
Рис. 3.26. Структура микросхемы К155ИЕ8
для 10011 и h П П___________П П П_____D____а_ П П .П_______[]___П____П П П_____[]____[]___о____ц
Рис. 3.27. Временная диаграмма работы микросхемы К155ИЕ8
Последовательное соединение микросхем позволяет наращивать
разрядность входного двоичного кода. Фактически в микросхеме
происходит суммирование частот, пропорциональных весу соответ-
ствующего разряда двоичного кода
2'- —
64
при наличии в бите
единицы.
Структура преобразователя «код - частота» параллельного дей-
ствия изображена на рис. 3.28. Данные в регистры записываются
по переднему фронту импульсов.
181
Рис. 3.28. Структура преобразователя
«код - частота»
Пусть емкость сумматора
1000, N = 300. Состояние на
выходе переполнения сумма-
тора, регистров Рг1, Рг2 с при-
ходом фронтов импульсов Ут
изменяется, как приведено
в табл. 3.8.
При этом /вых =
--N.
М:УММ
Преобразователи параллельного действия имеют больше функ-
циональных возможностей. Применив дополнительно сумматор ме-
жду регистрами Рг1 и Рг2, можно вносить коррекцию в каждом такте
и в каждом периоде переполнения. Можно при этом работать как
в двоичном, так и в двоично-десятичном коде. Это широко использу-
ется в аппаратных стойках ЧПУ.
Таблица 3.8
Последовательность преобразования в ПКЧ параллельного действия
№ п/п /г Ут Выход Рг1 Выход Рг2 f переполнения
1 + + 300 300
2 + + 600 600
3 + + 900 900 импульс
4 + + 200 200
5 + + 500 500
6 + + 800 800 импульс
7 + + 100 100
182
Оба типа ПКЧ имеют на выходе частоту с неравномерно сле-
дующими во времени импульсами. Это в ряде случаев недопустимо.
Обычно неравномерность уменьшается до допустимого уровня
за счет неуправляемых делителей частоты на выходе ПКЧ с одно-
временным увеличением Ут в соответствующее число раз. Коэффици-
ент деления «6» достаточен в большинстве случаев для неуправляе-
мого делителя частоты.
3.3.8. Преобразователь «унитарный код - фаза»
Одна из схем преобразователя «унитарный код - фаза» приведе-
на в книге О.П. Ильина «Системы программного управления про-
мышленными установками и РТК» (Минск: Высш, шк., 1998). Пре-
образователь работает по принципу сложения или вычитания им-
пульсов опорной частоты и частоты входного кода (рис. 3.29).
Рис. 3.29. Принципиальная схема преобразователя «унитарный код - фаза»
Импульсы «В» и Уоп идут на выход сразу (триггер «разрешает»
прохождение импульсов УоП).
С приходом импульса «Н» триггер перебрасывается и не разре-
шает прохождение очередного импульса f0Tl на выход. Но этот оче-
редной импульсУоп возвращает триггер в исходное положение.
D-триггеры предназначены для привязки импульсов «В», «Н»
к фронту импульсовУоп (стробирование сигналов «В», «Н»).
183
3.3.9. Преобразователи «фаза - код»
и «фаза - напряжение»
Принцип работы преобразователя «фаза - код» представлен на
рис. 3.30.
Счетчик запускается на время выделенной фазы.
Преобразователь «фаза - напряжение» называют также фазовым
детектором, фазовым дискриминатором. Принцип его работы пока-
зан на рис. 3.31, временная диаграмма - на рис. 3.32, выходная ха-
рактеристика - на рис. 3.33.
./такт
Счетчик
Рис. 3.30. Принцип работы преобразо-
вателя «фаза - код»
Рис. 3.31. Принцип работы преоб-
разователя «фаза - напряжение»
Рис. 3.32. Временная диаграмма преобразователя
«фаза - напряжение»
Рис. 3.33. Выходная характеристика
преобразователя «фаза - напряжение»
184
3.3.10. Узлы гальванической развязки в системах
автоматизации
Рис. 3.34. Гальваническая развязка при вводе сигна-
лов: а) диодная оптопара с усилителем и триггером
Шмидта; б) транзисторная оптопара с триггером
Шмидта; в) оптопара со встроенным усилителем
185
+5 В о +5 В О
Выход с ОК
^вых< 0,2 А
Рис. 3.35. Гальваническая развязка при выводе сигналов:
а) транзисторная оптопара с малой выходной мощностью;
б) транзисторная оптопара с выходным усилителем мощности;
в) транзисторная оптопара средней мощности
186
Все дискретные сигналы, вводимые с периферии в модули сис-
тем автоматизации и выводимые из модулей, должны быть обяза-
тельно гальванически развязаны для повышения помехозащищенно-
сти. Аналоговые сигналы при вводе сначала преобразуются в дис-
кретную форму, а затем тоже поступают на узлы гальванической
развязки. Дискретный сигнал, следующий на ЦАП для последующе-
го вывода аналогового сигнала, также гальванически развязывается.
Естественно, источники питания внутренних потребителей и внеш-
них потребителей различны (гальванически развязаны).
Схемы гальванической развязки для входных сигналов изобра-
жены на рис. 3.34, а. б. в.
Диодная оптопара требует обычно усилителя на своем выходе
(рис. 3.34, а). Данный усилитель используется и как формирователь
ТТЛ уровня сигналов. Лучшее решение - это встроенный в оптопару
усилитель (рис. 3.34, в). Как правило, для повышения помехозащи-
щенности и защиты от дребезга входного сигнала (контакты реле,
конечных выключателей и т.д.) применяется триггер Шмидта. Ино-
гда защита от дребезга встроена во входной контроллер электроав-
томатики (СБИС К1801 ВП1-016). Тогда триггер Шмидта не уста-
навливается.
Выходные узлы гальванической развязки изображены на
рис. 3.35, а. б. в.
При малой выходной нагрузке, например при работе на ЦАП,
можно использовать транзисторную оптопару без усилителя
(рис. 3.35, а\ оптопару АОТПОА можно также использовать без
усилителя с работой на нагрузку с большим входным сопротивлени-
ем (рис. 3.35, в).
Иначе необходимо использовать выходные усилители (токовые
ключи) для преобразования напряжения и усиления по току
(рис. 3.35, б).
Все шесть схем используются в одной СЧПУ МС2101.
Схема на рис. 3.34, а: входы с ФЭД СЧПУ МС2101.
Схема на рис. 3.34, б: входы с электроавтоматики СЧПУ
МС2101.
187
Схема на рис. 3.34, в: входы с электроавтоматики СЧПУ 2С, 2Р,
2У; входы с телеграфного канала ИРПС СЧПУ МС2101.
Схема на рис. 3.35, а: выходы на ЦАП СЧПУ МС2101.
Схема на рис. 3.35,6: выходы на электроавтоматику СЧПУ
МС2101.
Схема на рис. 3.35, в: выходы на электроавтоматику СЧПУ 2С,
2Р, 2У, на телеграфные каналы МС2101.
Контрольные вопросы
1. Полоса пропускания системы «станок - приспособление -
инструмент - деталь» равна 70 Гц с разрешающей способностью
станка 10 мкм на метр. Определите шаг квантования по уровню
и по времени сигналов в микропроцессорной системе управления
станком.
2. Перечислите формы представления и последовательность
преобразования информации в СЧПУ (непрерывные сигналы, коди-
рованная информация).
3. Выделите задачи, решаемые: а) в САПР; б) АСУТП.
4. Перечислите формы совместимости, решаемые при стандар-
тизации датчиков, приборов, средств автоматизации.
5. Датчик давления имеет токовый выход 4-20 мА. Необходимо
обеспечить полосу пропускания датчика не хуже 10 рад/с. Выберите
частоту квантования АЦП на выходе датчика давления.
6. Каким образом используются машинно ориентированные
языки и языки высокого уровня в микропроцессорных системах
управления?
7. В чем сходство и в чем различие буквенно-цифровых кодов
ASCII и ISO-7bit?
8. Преобразуйте десятичное число 18,8 в двоично-десятичное,
двоичное, восьмеричное, шестнадцатеричное числа.
9. Изобразите круговой 3-разрядный датчик положения, рабо-
тающий в коде Грея.
188
10. Приведите примеры информации в унитарном и позицион-
ном кодах.
11. Нарисуйте схему резисторной матрицы R-2R, применяемую
в 8-разрядном ЦАП.
12. Для каких целей используются:
• тристабильные выходы ИМС;
• выходы ИМС с открытым коллекторным выходом.
13. Покажите состояние регистра последовательных приближе-
ний в 8 тактах взвешивания 8-разрядного АЦП при L/ref = 10,24 В,
£7вх = 4,01В.
14. Укажите сферу применения АЦП параллельного считывания
и интегрирующих АЦП.
15. Почему в ЦАП и АЦП используются преобразователи на
6-12 разрядов. Сколько разрядов Вы выберите в конкретном случае?
16. Сколько компараторов в 6-разрядном АЦП параллельного
считывания?
17. Нарисуйте принципиальную схему одновибратора высокой
точности (формирователя импульсов стабильной длительности).
18. Нарисуйте временную диаграмму следования импульсов на
выходах делителей частоты, формирователей импульсов и выходной
частоты ПКЧ последовательного действия при входном коде 011010.
19. Рассчитайте параметры фильтра низких частот 2-го порядка
для ПЧН (датчика скорости вместо тахогенератора) при входной час-
тоте 2 кГц.
20. Приведите виды оптронных пар и их возможности.
21. Как реализовать гальваническую развязку с аналоговыми
сигналами на входе и выходе ЭВМ?
22. Как повысить помехозащищенность приемников инфор-
мации?
4. СИСТЕМЫ ЧПУ
4.1. Классификация существующих СЧПУ
Все многообразие структур существующих систем ЧПУ можно
подразделить на группы:
• NC - Numerical Control - ЧПУ с постоянной структурой (же-
сткая логика), имеющие схемную реализацию алгоритмов работы
(интерполяции, типовых циклов и т.д.). Это системы с покадровым
чтением перфоленты на протяжении цикла обработки каждой заго-
товки. Эти устройства выпускают с начала освоения ЧПУ для раз-
личных групп станков: токарных («Контур - 2ПТ», Н22), фрезерных
(«Контур - ЗП», НЗЗ), координатно-расточных («Размер - 2М», ПЗЗ),
шлифовальных (Ш - III М, П - Ш), электроэрозионных («Контур -
2П - 67»), СЧПУ Н-55, Луч, Курс, Модуль-2Т и др.
• SNC - Speicher NC - ЧПУ с памятью типа S-MOS-RAM
(обычно модернизированные NC), система с однократным чтением
всей перфоленты перед обработкой партии одинаковых заготовок.
• CNC - Computer NC - ЧПУ на основе ЭВМ, устройства
с программной реализацией большинства алгоритмов работы (2У32,
2У-85, 2С42, 2Р22, НЦ31, НЦ80-31, Размер-4, ЗС150 и др.). Эти алго-
ритмы записываются в ПЗУ при изготовлении УЧПУ. Управление
осуществляется от микропроцессора или встроенной микроЭВМ.
В устройствах имеется возможность формировать типовые циклы
обработки применительно к различным технологическим задачам.
Эта часть ПрО обычно хранится в ППЗУ и может быть видоизменена
при заказе УЧПУ либо на заводе-изготовителе станка.
• HNC - Hand NC - оперативная система ЧПУ с ручным зада-
нием программы на пульте управления. В последних микропроцес-
сорных системах такая возможность имеется во всех устройствах.
• DNC - Direct NC - централизованное управление группой
станков от ЭВМ (основа гибких производств). ЭВМ осуществляет
хранение программ и распределение их по запросам от устройств
управления станков.
190
• PCNC. Самый современный вид СЧПУ. В среде разработчи-
ков и производителей систем ЧПУ окончательно сложилось понима-
ние того, что современные системы управления должны в макси-
мальной степени использовать достижения компьютерной техноло-
гии. В системах ЧПУ нового поколения принято выделять
системную платформу PC (Personal Computer) и прикладной компо-
нент NC (Numerical Control), т.е. ЧПУ. Отсюда происходит и общее
обозначение класса PCNC.
• VNC - Voice NC - ввод программы в ЭВМ голосом (перспек-
тива развития).
Появление микропроцессоров и микроЭВМ, создание электрон-
ных элементов с высокой степенью интеграции привело к качествен-
ным изменениям в технике управления. Такое развитие техники дало
возможность унификации аппаратных решений УЧПУ для различ-
ных групп станков. Это позволило резко сократить число модифика-
ций УЧПУ, время их проектирования и изготовления. Основная тру-
доемкость проектирования модификаций УЧПУ определяется теперь
программно-математическим обеспечением. Микропроцессорные
УЧПУ для различных станков, имея одинаковую аппаратную часть,
различаются составом программного обеспечения. При этом базовая
часть этого программного обеспечения для разных станков остается
неизменной. К базовому программному обеспечению относятся про-
граммные блоки операционной системы, блоки управления диспле-
ем, язык высокого уровня для программирования циклов, язык про-
граммирования электроавтоматики.
PCNC - это будущее всех современных систем управления. Но
CNC - достаточно надежны, современны и недороги по сравнению
с PCNC.
По технологическому назначению системы ЧПУ делятся:
• цикловые, обеспечивающие переходы между фиксированны-
ми координатами;
• позиционные, обеспечивающие переход к точке с заданными
кординатами;
• контурные, обеспечивающие криволинейное формообразование.
191
По числу потоков информации системы ЧПУ подразделяются:
• разомкнутые;
• замкнутые;
• адаптивные.
Разомкнутые системы характеризуются наличием одного пото-
ка информации, поступающего от ЧПУ к исполнительному органу
станка. В механизмах подач таких систем используют шаговые дви-
гатели. В разомкнутой системе нет датчика обратной связи, и поэто-
му отсутствует информация о действительном положении исполни-
тельного органа (ИО) станка.
Замкнутые системы ЧПУ характеризуются двумя потоками ин-
формации: от считывающего устройства и от датчика обратной связи
по пути. В этих системах рассогласование между заданными
и действительными величинами перемещения ИО устраняется бла-
годаря обратной связи.
Адаптивные системы ЧПУ характеризуются тремя потоками
информации: от ЧПУ, от датчика обратной связи по пути, от датчи-
ков, установленных на станке и контролирующих процесс обработки
по таким параметрам, как износ режущего инструмента, изменение
сил резания и трения, колебания припуска и твердости материала
и др. Такие системы позволяют корректировать программу обработ-
ки с учетом реальных условий резания.
4.2. Технология обработки на станках с ЧПУ
Технология работы станков с ЧПУ изложена в главе 2. Управ-
ляющая информация в СЧПУ проходит сложные этапы преобразова-
ния по цепи «чертеж - деталь», на каждом из которых возникают ха-
рактерные для станков с ЧПУ погрешности (рис. 4.1).
Исходная информация о детали заложена в числовом ви-
де в чертеже, в том числе в электронном виде (требования по точно-
сти, геометрическая и технологическая информация). В управляю-
щей программе (УП) информация представлена в кодированном
числовом виде. Устройство ЧПУ преобразует кодированную инфор-
мацию в декодированную (последовательность управляющих сигна-
192
лов Uy). Станок с ЧПУ выполняет автоматически одновременно две
задачи:
• обеспечивает заданную в УП траекторию перемещения рабо-
чих органов;
• обеспечивает требуемую скорость рабочих органов на каждом
участке траектории.
Рис. 4.1. Физическая модель подготовки, ввода и преобразования управ-
ляющей информации и формирования точности на станках с ЧПУ
Станки с ЧПУ - высокопроизводительное, программно-управля-
емое технологическое оборудование с высоким уровнем автоматиза-
ции, широкими технологическими возможностями в сочетании
с универсальностью и гибкостью. На станках с ЧПУ выполняется
многокоординатная обработка деталей самой различной конфигура-
ции - корпусных, тел вращения. Для обработки корпусных деталей
целесообразно использовать обрабатывающие центры или многоце-
193
левые станки (МС), которые позволяют обрабатывать за один уста-
вов до пяти поверхностей.
При проектировании ТП для обработки заготовок на МС учиты-
вают ряд особенностей:
1. Выполнение обработки базовых поверхностей за один уста-
вов, что позволяет исключить погрешности установки.
2. Минимизация количества смен инструментов и поворотов
стола с деталью.
3. Выбор технологических переходов обработки элементарных
поверхностей по технологическим схемам - комплексам переходов,
необходимых для обеспечения требуемого качества обработки.
4. Назначение рациональной последовательности переходов:
фрезерование внешних и внутренних поверхностей; обработка ос-
новных и вспомогательных отверстий большого диаметра; обработка
вспомогательных отверстий малого диаметра.
5. Выбор последовательности переходов при обработке точных
поверхностей устанавливают таким образом, чтобы суммарная по-
грешность обработки была минимальной.
При увеличении серийности корпусных деталей их обработку
производят на переналаживаемых АЛ, агрегатных станках, модулях
со сменными агрегатными головками, многоцелевых станках с ис-
пользованием комбинированного инструмента.
Детали типа тел вращения обрабатываются в основном на токар-
ных станках с ЧПУ и гибких модулях на их основе. Для повышения
качества обработки применяют типизированную операционную тех-
нологию, при формировании которой всю поверхность заготовки
представляют в виде основных и дополнительных поверхностей. Ос-
новные поверхности - цилиндрические и конические поверхности
с криволинейными образующими; дополнительные поверхности -
резьбовые поверхности, канавки на внутренних и наружных поверх-
ностях. Маршрут обработки: черновая и чистовая обработка основ-
ных поверхностей, обработка дополнительных (неосновных) поверх-
ностей.
194
При обработке крупных серий деталей типа тел вращения суще-
ствуют некоторые особенности:
• применение инструментальных наладок последовательного
и параллельного действия;
• оптимизация (минимизация) траекторий перемещения режу-
щего инструмента;
• использование комбинированного и осевого мерного инстру-
мента (зенкеры, развертки).
Разработка ТП и построение операций на станках с ЧПУ требу-
ют особых подходов в силу их специфики: работа по автоматическо-
му замкнутому циклу; увеличение доли машинного времени до 80 %
(у станков с ручным управлением - около 20 %); интенсивность про-
текания процессов при работе; высокая концентрация операций
(возможность обработки до пяти поверхностей на позиции); наличие
мощного инструментального обеспечения (до 100 и более инстру-
ментов с автоматической сменой по программе); автоматическая за-
грузка, разгрузка, обработка, контроль, транспортировка; возмож-
ность корректировки УП и быстрой переналадки; выполнение на
одном станке разнообразных технологических операций (расточных,
сверлильных, фрезерных, токарных); использование стандартных
циклов (например, при сверлении); возможность встраивания (сты-
ковки) в организационную структуру АСУ ТП, реализация централи-
зованного и локального (автономного) управления всем технологи-
ческим комплексом.
При разработке автоматизированных ТП используют современ-
ные системы проектирования и управления CAD/CAE/CAM и ряд
принципов:
• Комплексный (системный) подход при решении проблем авто-
матизации производства.
• Рациональная дифференциация и концентрация операций.
• Всеобъемлющая автоматизация процессов и операций («за-
грузка-выгрузка», транспортирование, механообработка, контроль,
диагностика, управление).
195
• Эффективное использование всех средств автоматизации
(станков с ЧПУ, роботов, систем контроля и диагностики, микропро-
цессоров).
• Реализация технологических принципов («безлюдная» и груп-
повая технология, завершенность, оптимальность, интеграция, ин-
формационность).
• Обеспечение высокого уровня надежности процессов (ста-
бильность, такт, непрерывность, безаварийность, безопасность и эко-
логичность).
• Обеспечение высокого качества продукции при заданной про-
изводительности. Эффективность производства.
• Возможность централизованного и локального (автономного)
управления. Адаптация к инвариантной (базовой) структуре управ-
ления производством.
В процессе проектирования последовательно решают ряд спе-
цифических задач.
1. Анализ исходных данных. Делают анализ служебного назна-
чения детали и ее конструктивных особенностей: годовая программа
выпуска; габариты, вес и материал заготовки; конструктивные осо-
бенности (конфигурация, вид обрабатываемых поверхностей, пара-
метры, требования по точности, качеству, твердости поверхностей).
Определяют основные технологические задачи.
2. Анализ и повышение технологичности конструкции детали.
Обеспечение технологичности деталей, изготовляемых в условиях
АП, приобретает особую актуальность, так как она во многом опре-
деляет эффективность, надежность, производительность, безопас-
ность на всех стадиях изготовления деталей (операции загрузки-
разгрузки, установки и зажима, транспортирования, контроля). Кон-
струкция детали считается технологичной, если при ее изготовлении
и эксплуатации затраты материала, времени и средств минимальны.
Существуют разные способы повышения технологичности: опре-
деление рационального количества и размеров ребер жесткости; рас-
положение обрабатываемых отверстий на одном уровне; исключение
отверстий или поверхностей, расположенных наклонно; исключение
196
концентраторов напряжений; уменьшение вылета фрезы при фрезе-
ровании; расположение шпоночных пазов с одной стороны детали.
Уровень технологичности определяет уровень надежности техноло-
гической системы.
3. Расчет такта выпуска. Организационная структура участка
(количество станков и других средств автоматизации) должна обес-
печить выпуск установленного количества деталей. При этом необ-
ходимо обеспечить высокий коэффициент загрузки станков.
4. Выбор баз и проектирование маршрута обработки заготовок.
При разработке и выполнении ТП следует соблюдать принцип со-
вмещения и постоянства баз (конструкторских, технологических, из-
мерительных). После фрезерно-центровальной операции базами яв-
ляются торцы заготовок. После обтачивания получают базовые ци-
линдрические поверхности. Затем определяют последовательность
операций.
5. Разработка операционной технологии. Проектирование опе-
раций начинается с формирования их состава. Формирование сос-
тава операций находится в прямой связи с составом технологических
комплексов, т.е. групп поверхностей, обрабатываемых на одном
установе. Выбирают станок с ЧПУ, автоматическое приспособ-
ление для зажима заготовки, режущий инструмент, робот (для за-
грузки).
6. Расчет припусков на механическую обработку. Расчет выпол-
няют расчетно-аналитическим методом определения припусков.
7. Расчет режимов резания и норм времени. Черновые переходы
следует выполнять с наибольшей глубиной резания .
8. Расчет ожидаемой погрешности обработки.
9. Подготовка управляющей программы.
10. Выбор критериев оптимальности и технико-экономическое
обоснование выбранного варианта. При проектировании ТП приме-
няют ряд различных критериев оптимальности. Например, для оцен-
ки технолоического перехода критерием оптимальности может быть
технологическая производительность Q = l/tv (шт/мин), где /р - время
рабочего хода.
197
Рассмотрим многоцелевые станки (МС), на которых можно со-
вмещать различные операции: фрезерование прямолинейных и кри-
волинейных поверхностей, центрования, сверления, рассверливания,
цекования, растачивания, нарезания резьбы, круговое фрезерование
наружных и внутренних цилиндрических, конических, фасонных по-
верхностей и круговых пазов концевыми и дисковыми фрезами.
Плоскости фрезеруют торцовыми и концевыми фрезами с твер-
досплавными многогранными неперетачиваемыми пластинами. Чер-
новое фрезерование при больших припусках целесообразно выпол-
нять торцовыми фрезами. Для чистового перехода используют фрезу,
диаметр которой позволяет захватить всю ширину обрабатываемой
поверхности.
Обработку открытых плоскостей выполняют концевыми фреза-
ми в том случае, когда они уже используются для обработки других
поверхностей (пазов, уступов), чтобы уменьшить номенклатуру при-
меняемых инструментов. Концевыми фрезами, оснащенными твердо-
сплавными сплавами, обрабатывают уступы, пазы, окна.
Для обработки отверстий большого диаметра в корпусных дета-
лях на станках с ЧПУ применяют круговое фрезерование (ранее
отверстия обрабатывались только растачиванием). При круговом
фрезеровании производительность выше, чем при растачивании.
Особенно целесообразно применять круговое фрезерование для
предварительной обработки в литых заготовках (для снятия черново-
го припуска).
Самыми распространенными видами технологических перехо-
дов на МС являются: сверление, зенкерование, развертывание, наре-
зание резьбы, растачивание точных посадочных отверстий (гладких
и ступенчатых). При обработке отверстий осевым инструментом
операции выполняют в таком порядке: сначала обрабатывают все от-
верстия одним инструментом, а затем другим (при условии, что сме-
на инструмента требует больше времени, чем позиционирование
стола). Если требования к точности диаметров и формы отверстий
высокие, то их обрабатывают по отдельности со сменой инструмен-
тов для каждого отверстия и с перемещением шпинделя только по
198
оси Z. На МС при сверлении кондукторы не используют; на них
применяют засверливание отверстий короткими жесткими сверлами
(для разметки будущих отверстий).
Для повышения производительности при обработке отверстий
на МС широко используют комбинированный инструмент (напри-
мер, сверло-зенкер и др.). Для получения высокой точности обработ-
ку детали выполняют с одного установа. Для деталей с большими
припусками предусматривают предварительную обработку поверх-
ностей на универсальных станках.
При выборе плана операций обработки деталей на МС использу-
ют типовые схемы обработки, где последовательность переходов
операций определена в зависимости от типа детали и заготовки, вида
обрабатываемых поверхностей, требований точности и др.
Пример. Содержание и последовательность переходов при об-
работке на МС детали типа корпус (рис. 4.2):
1) черновое фрезерование верхней плоскости (зона Л); фреза
торцовая 1 - с СМП диаметром 200 мм;
Рис. 4.2. Схема обработки детали типа «корпус»:
а - обрабатываемая деталь; б - применяемый инструмент
199
2) чистовое фрезерование зоны А: фреза торцовая 2 - с СМП
и подчистным ножом диаметром 200 мм;
3) фрезерование наружного контура 160x240 мм (зона Л); фреза
концевая диаметром 40 мм быстрорежущая;
4) фрезерование наружного контура (квадрата 140x140 мм -
зона В); фреза концевая диаметром 40 мм быстрорежущая;
5) черновое фрезерование выемки 120x120 мм по контуру (зо-
на Г); фреза концевая 3 твердосплавная диаметром 40 мм;
6) чистовое фрезерование зоны Д фреза концевая 4 - быстроре-
жущая диаметром 20 мм;
7) черновое фрезерование внутреннего контура окружности (зо-
на Д); фреза концевая 4 - быстрорежущая диаметром 20 мм;
8) фрезерование продольного паза (зона Жр фреза дисковая 5 -
пазовая с твердосплавными вставными ножами диаметром 70 мм;
9) центрование двух отверстий диаметром 12 мм (зона А); сверло
б - центровочное быстрорежущее диаметром 4 мм;
10) сверление двух отверстий диаметром 12 мм (зона А); сверло
спиральное 7 - быстрорежущее диаметром 12 мм.
4.3. Управляющие программы СЧПУ
Управляющая программа (УП) - совокупность команд на языке
программирования, соответствующая алгоритму функционирования
станка при обработке заготовок.
Технологический процесс изготовления деталей на станках
с ЧПУ связан с получением, обработкой, передачей, хранением
и управлением огромными информационными потоками. При этом
важную роль играет человек (разработка ТП, работа в режиме диало-
га с ЭВМ, подготовка и отладка УП, активное участие в организации
и управлении процессом обработки). Комплекс систем проектирова-
ния ТП (САПР), подготовки УП (система автоматического програм-
мирования - САП) и управления процессом обработки (СЧПУ) мож-
но рассматривать как человеко-машинную систему, где человек ис-
пользует уникальные возможности электронной техники (рис. 4.3):
200
• возможность комплексной автоматизации всего процесса из-
готовления деталей за счет широких технологических возможностей
автоматического программно-управляемого оборудования;
• возможность автоматизации процесса проектирования ТП
и подготовки УП с использованием САПР и САП (CAD/CAM);
• возможность обеспечить автоматическое управление станками.
Рис. 4.3. Обобщенная структура и связь САПР, САП
и СЧПУ при изготовлении деталей в условиях ГАП
При разработке ТП и подготовке УП большой объем информа-
ции перерабатывается в определенной последовательности:
1. Разработка маршрутной технологии - определение состава
и последовательности операций.
2. Разработка операционной технологии с расчетом режимов ре-
зания.
3. Расчет траектории движения режущих инструментов - расчет
координат опорных точек.
4. Формирование команд и функций, кодирование информации.
201
4. Запись УП на программоноситель.
5. Проверка и отладка УП (внесение коррекции).
Программирование ТП изготовления деталей на станках
с ЧПУ - качественно новый этап, когда выполняется часть работы
(этапы 3-6), перенесенная из сферы производства в область техноло-
гической подготовки. Действия рабочего при обработке заготовок на
обычном станке (после этапов 1-2) выполняются на станке с ЧПУ
в автоматическом режиме по УП. Под обработкой понимается задан-
ное изменение формы, размеров или шероховатости поверхности за-
готовок.
Технологический процесс обработки на станках с ЧПУ требует
большой детализации - разбиения на элементы, т.е. декомпозиции.
Структурно ТП делится на операции, установы, позиции, переходы,
рабочие и вспомогательные ходы, шаги и технологические команды.
Последовательность элементарных перемещений и технологических
команд определяет содержание УП.
При разработке маршрутной технологии определяют состав опе-
раций, целесообразность выполнения которых на станках с ЧПУ ус-
танавливают на основе технико-экономических расчетов.
Подготовка УП требует переработки большого объема специ-
альной информации. Применение ЭВМ для автоматизации програм-
мирования и подготовки УП потребовало разработки специального
программно-математического обеспечения для решения различных
технологических и геометрических задач, встречающихся при подго-
товке УП.
Совокупность математического, программного обеспечения
и проблемно ориентированного языка для записи и ввода в ЭВМ ис-
ходной информации при подготовке УП называют САП. В настоя-
щее время разработано множество различных САП. Они различают-
ся степенью и уровнем автоматизации этапов подготовки УП.
Чертеж изготовляемой детали представляют в виде технической
документации (на электронных носителях), полученной от САПР
(см. рис. 4.3). Визуальный контроль такого чертежа возможен с по-
мощью дисплея ЭВМ. Если чертеж представлен в традиционном ви-
202
де, то данные чертежа вводятся в САП с помощью клавиатуры.
САП перерабатывает данные чертежа и выдает УП в коде ISO (стан-
дарт IS06983).
Полученная от САП УП обычно фиксируется на электронном
накопителе либо пересылается в оперативное запоминающее устрой-
ство (ОЗУ) процессорного модуля УЧПУ.
Управляющая программа содержит информацию о геометриче-
ских параметрах изготовляемой детали и технологических командах.
При подготовке УП применяют единую систему терминов и обозна-
чений (коды, символы, команды, описания), которые регламентиро-
ваны рядом документов (стандарт ISO 6983, ГОСТ 20999). Програм-
мирование любого движения осуществляется в стандартной системе
координат, рекомендуемой ISO. Координатные оси рабочих органов,
несущих заготовку (или инструмент), обозначают по правилу «пра-
вой руки» (рис. 4.4). Ось Z совмещена с осью шпинделя (ось главно-
го движения у всех типов станков). Ось X всегда горизонтальна. За
положительное направление вращения А. В. С вокруг осей X, Г, Z
принято вращение по часовой стрелке при взгляде вдоль положи-
тельного направления оси.
Рис. 4.4. Система координат и характерные точки
станка с ЧПУ: РД - резцедержка
При программировании и наладке станка для работы по УП ис-
пользуют характерные точки: нулевую, исходную, фиксированную
(ГОСТ 20525) (глава 2).
203
Положение координатной системы станка нулевой точкой М -
нуль станка. Нулевая точка детали Д служит началом отсчета ее ко-
ординатной системы. Точка N - нулевая точка инструмента, относи-
тельно которой инструмент выставляется на требуемый размер (вы-
лет инструмента учитывается при программировании).
Исходная точка (НТ) - точка, определенная относительно нуле-
вой точки станка и используемая для начала работы по УП (точка К).
Исходной информацией для кодирования и записи УП является
ТП обработки на станке с ЧПУ, представленный в виде элементар-
ных перемещений и технологических команд.
При программировании принято считать обрабатываемую заго-
товку условно неподвижной, а инструмент - перемещающимся отно-
сительно нее в пределах координатной системы.
Управляющая программа записывается в системе координат,
непосредственно связанной с обрабатываемой заготовкой (коорди-
натная система детали Хл Уд 2Д). Началом отсчета этой системы явля-
ется нуль детали Д. Координатная система детали Хл Уд 2Д опреде-
ленным образом располагается относительно координатной системы
станка Л" У Z (см. рис. 4.4).
В качестве координатной системы детали можно использовать
координатную систему ее технологических баз или другую систему
координат, построенную на плоскостях симметрии детали или на пе-
ресечении ее сторон.
При подготовке УП размеры детали можно задавать в абсолют-
ных значениях (т.е. в координатах) или же в приращениях. Для зада-
ния размеров в абсолютных значениях используют координатный
метод простановки размеров на чертеже детали. Размерные линии
располагают параллельно координатным осям и все размеры про-
ставляют от нулевой точки координатной системы детали - нуля де-
тали (рис. 4.5).
При подготовке УП следует задавать средние размеры детали,
так как отклонения, возникающие в процессе обработки, с равной
вероятностью могут быть направлены как в сторону уменьшения, так
и в сторону увеличения размера.
204
Рис. 4.5. Задание размеров детали в абсолютных значениях (в координатах):
а - простановка размеров координатным методом; б - значение координат
программируемых точек Tt-T7
Точка Координата
X Y
Л Т3 Т, Т5 Т6 Tj 0 0 12 30 32 15 15 10 22 35 35 0 0 10
Прснрамма
Кадры
Слова
Т Управляющая программа I
г 1 т
| кадр № 1 ......[иногда несколько кадров- блок
____А___...................(подпрограмма)]
слово [....................
г г
Символы символ
(строки) (строка) ...............................
Рис. 4.6. Структура управляющей программы для станков с ЧПУ
Структура управляющих программ для станков с ЧПУ приведе-
на на рис. 4.6.
Все 7-битные символы приводятся в коде ISO-7bit (глава 3). Бу-
квенные символы имеют значение адреса, закрепленного постоянно.
За буквой следует числовая количественная информация.
Символ раньше записывался в одной строке 8-дорожечной пер-
фоленты, используемой как программоноситель управляющей про-
205
граммы. 8-й бит информации используется для ее контроля
(для обеспечения помехозащищенности) - в каждой строке (байте
информации) должно находиться и считываться только четное
число отверстий. Перфолента - основной программоноситель
в СЧПУ, выпущенных до 1985 г., и основной источник сбоев в стан-
ках с ЧПУ.
Установлена жесткая структура и последовательность кадров
при разработке УП. Несколько кадров объединяются в главы УП.
Каждая глава начинается с главного кадра (ГК), который начинается
с двоеточия [:] и номера не имеет. Главный кадр содержит информа-
цию об общих условиях, действующих в течение всего цикла обра-
ботки.
Значения символов адресов:
X, Y, Z - перемещения по х, у, z;
А, В, С - углы поворота вокруг х, у, z;
U, V, W - вторичные перемещения (параллельно х, у, z);
Р, Q - третичное перемещение (параллельно х, у);
R - перемещение на быстром ходу по z или третичное переме-
щение по z;
I, J, К - параметр интерполяции или шаг резьбы параллельно х,
У->
G - подготовительная функция;
М - вспомогательная функция;
F, Е - первая и вторая функции подачи;
S - функция (скорость) главного движения;
Т, D - первая и вторая функции инструмента;
L - подпрограмма;
Н - число повторений участка программы;
N - номер кадра.
Формат кадра - принятый (рекомендуемый) для данного УЧПУ
порядок расположения слов в кадре и структура каждого отдельного
слова. Различные УЧПУ имеют и разные форматы УП, примеры ко-
торых приведены в табл. 4.1.
206
Таблица 4.1
Форматы УП УЧПУ
№ п/п УЧПУ Формат УП
1 Размер-2М N3 G2 (40) G2 (60) G2 (80) Х±33. Y±33. Z±42. В06. R42. F2. S2. Т2. М2. ПС
2 2С85 N04 G02 Х+043 Y+043 Z+043 U+043 V+043 W+043 1+043 J+043 К+043 А+043 В+043 С+043 D02 F04 S05 ТОЗ Н04 М02 L4 R02 ПС
3 CNC-600 N04 Х+053 Y+053 Z+053 U+053 V+053 W+053 А+053 В+053 С+053 D03 Е02 F042 НОЗ 1+053 J+053 К+053 L02 М02 Q02 S04 Т04 Р02 R053 G02 LF
4 SINUMERIC N04 G2 Х+053 Z+053 J053 К053 F05 S04 Т04 L4 R08 М02
5 FANUC 6М- MODEL В N04 •G02*X+053*Y+053*Z+053* (R053 а+053*Р+053*-! !>• F050 ll053« J053» K053»J fD02^ fS021 (Т(Ш х-! !>•’! !••! !-»воз»мо2. IH02J VS04J lT04j
В России формат кадра определен в ГОСТ 20999-83.
Формат кадра записывается в заголовке УП:
% 1: N04 G02 DI ХОЗЗ Y033 ПС 1033 J033 F03 S04 Т02 М02 МОЗ ПС
Кадры следуют в порядке возрастания номеров. Номера можно
задавать через интервал, чтобы был резерв для включения кадра при
изменении (или коррекции) УП. Номера кадров не должны повто-
ряться в пределах одной программы.
Если в формате кадра первая цифра «ноль», то при записи слов
данного типа в УП можно отбрасывать все нули, стоящие перед пер-
вой значащей цифрой.
207
Вторая цифра формата задает максимальное количество цифр
в слове заданного типа. Например, формат N 04 означает, что при за-
дании номеров кадров можно отбрасывать все нули, стоящие перед
первой значащей цифрой, а количество цифр в номере кадра не
должно превышать четырех.
G03 - означает возможность использования до 1000 дополни-
тельных G-функций (новые G-функции указаны подробно в [2]);
D1 - означает, что можно вводить до 10 коррекций, от D0 до D9;
F03 - задание минутной подачи в пределах 0...999 мм/мин;
S04 - задание частоты вращения шпинделя в пределах
0...9999 об/мин;
Т02 - функция инструмента (до 100);
М02 - означает возможность задания ста вспомогательных
функций;
М3 0 - конец программы;
ПС - конец кадра.
Вспомогательные функции М кодируются двузначным числом
от М00 до М99. Подготовительные команды от G00 до G99 опреде-
ляют в целом режим работы системы (характер позиционирования),
выбор постоянных циклов, системы отсчета и др.
Управляющие символы и знаки:
% - начало программы (использовался также для остановки но-
сителя данных при обратной перемотке);
LF (ПС) - конец кадра или перевод строки при распечатке;
: - главный кадр УП;
(+,-) - направление перемещения;
• - точка (десятичный знак);
/ - пропуск кадра (следующий кадр может обрабатываться или
нет в зависимости от положения клавиши на пульте управления);
HUL (ПУС) - пусто (пропуск строки);
() - информация не для обрабатывания (комментарий);
DEL (ЗБ) - забой (УЧПУ не читается).
Дополнительные символы кода ISO-7bit, не используемые
в отечественном ГОСТе, но применяемые в зарубежных УЧПУ:
208
,(запятая), # (диез), * (звездочка), $ (знак доллара), & (коммерче-
ское «И»),;, < > (угловые скобки), =,?, @ (коммерческое «По»),
’ (апостроф), ” (кавычки), [ ] (квадратные скобки), DC1 и DC3 -
пуск-останов ФСУ, DC2 и DC4 - пуск-останов перфоратора.
В некоторых существующих УЧПУ значения символов отлича-
ются от установленных по ГОСТ 20999-83. В последнем даются ре-
комендации по структуре записи УП, отдельных кадров; рекоменда-
ции по значениям G, М, F, S, Т и др.
В начале и в конце перфоленты, а также между УП, оставляются
раккорды (символы HUL (ПУС)) для заправки перфоленты. Затем
помещают комментарий (№ чертежа, наименование детали, модель
станка с ЧПУ, дату, фамилию технолога-программиста и т.д.). Через
60 символов после комментария помещают ПС.
Начало УП - сочетание символов % и ПС, между которыми
можно поместить № УП.
Конец УП обозначается вспомогательной функцией МО2.
Количество цифр за адресами перемещения и другими адресами
(F, S, Т и др.) зависит от конкретного УЧПУ (его форматов).
Во всех форматах кадр начинается с номера кадра.
Если в цифровой части слов цифры без нуля (N3, Х±33 и др.), то
нельзя опускать незначащие нули за адресом (например, 5-й кадр бу-
дет записан тремя цифрами - N005).
Х±33 означает возможное задание перемещения по х от
±000,001 до ±999,999 мм, для Х±053 задание х от ±0,001 до
±99999,999 миллиметра.
I, J, К чаще понимаются как координаты начальной точки дуги
окружности относительно ее центра в местной системе координат
при круговой интерполяции.
В кадре записывается только та информация, которая изменяет-
ся по отношению к предыдущему кадру. С помощью подготовитель-
ной функции G задается способ движения вдоль заданной траекто-
рии из исходной точки, в которую инструмент попал по результатам
отработки предыдущего кадра (табл. 4.2).
209
Таблица 4.2
Значения подготовительных функций
Обо- значе- ние Наименование Значение
1 2 3
G00 Позиционирование Перемещение на быстром ходу в заданную точку
G01 Линейная интерполяция Перемещение с запрограммированной скоро- стью по прямой от исходной точки к точке, за- данной координатами в данном кадре
G02 Круговая интерпо- ляция. Движение по часо- вой стрелке Круговая интерполяция, при которой исполни- тельный орган двигается по часовой стрелке (если смотреть со стороны положительного на- правления оси, перпендикулярной к обрабаты- ваемой поверхности)
G03 Круговая интерпо- ляция. Движение против часовой стрелки Круговая интерполяция, при которой исполни- тельный орган двигается против часовой стрел- ки
G04 Выдержка в отра- ботке на определен- ное время (пауза) Выдержка в отработке программы на опреде- ленное время, заданное с УЧПУ или от про- граммы
G05 Не определено
G06 Параболическая интерполяция Вид контурного управления для получения ду- ги параболы. Изменяется устройством управ- ления
G08 Разгон Автоматическое увеличение скорости переме- щения до запрограммированной в начале дви- жения
G09 Торможение в конце кадра Автоматическое уменьшение скорости относи- тельно запрограммированной при приближе- нии к точке
G17- G19 Выбор плоскости XY, XZ, YZ Используется для задания плоскости таких функций, как круговая интерполяция, коррек- ция режущего инструмента и других (при не- обходимости)
210
Продолжение табл. 4.2
1 2 3
G33- G35 Нарезание резьбы Выбор режима работы на станке при нарезании резьбы соответственно с постоянным, увеличи- вающимся и уменьшающимся шагом
G40 Отмена коррекции Функция, которая отменяет любую коррекцию инструмента
G41, G42 Коррекция инстру- мента левая и пра- вая Коррекция на диаметр или радиус инструмента при контурном управлении, когда инструмент находится соответственно слева или справа от обрабатываемой поверхности, если смотреть в направлении его движения относительно из- делия
G43, G44 Коррекция инстру- мента положитель- ная и отрицатель- ная Используется для указания на то, что величину коррекции инструмента (предварительно уста- новленную на УЧПУ) необходимо сложить или вычесть из заданной в соответствующем кадре или кадрах
G45- G52 Коррекция инстру- мента в плоскости 2 координат (+/+9+/-9_/-,- /+,0/+,0/-,+/0,-/0) Используется для указания на то, что величину коррекции инструмента (предварительно уста- новленную на УЧПУ) необходимо сложить или вычесть из заданной координаты (координат)
G53 G54- G59 Отмена линейного сдвига. Линейный сдвиг соответственно по осям X, Y, Z, XY, XZ, YZ Используется для выполнения коррекции на длину или положение инструмента на величи- ну, предварительно установленную на пульте управления или в памяти УЧПУ
G60, G61 Позиционирование 1-е (высокоточное) 2-е (средней точно- сти) Используется для позиционирования в преде- лах одной или двух определенных зон допус- ков. В случае необходимости может применяться как признак подхода с одной стороны
G62 Быстрое позицио- нирование (грубое) Используется для позиционирования в преде- лах увеличенной зоны допуска с целью эконо- мии времени
211
Окончание табл. 4.2
1 2 3
G63 Нарезание резьбы метчиком Позиционирование с остановкой вращения шпинделя после достижения заданного поло- жения
G80 Отмена постоянно- го цикла Функция, которая отменяет любой постоянный цикл
G81- G89 Постоянные циклы
G90 Абсолютный раз- мер Отсчет перемещения производится от нулевой точки
G91 Размер в прираще- ниях Отсчет перемещения производится относи- тельно предыдущей запрограммированной точки
G92 Установка абсолют- ных накопителей Используется для изменения состояния абсо- лютных накопителей положения
G93 Скорость подачи в функции, обрат- ной времени Данные, следующие за адресом скорости пода- чи, равны обратному значению времени в ми- нутах
G94, G95 Подача Подача, выраженная соответственно в милли- метрах в минуту и миллиметрах на оборот
G96 Постоянная скорость резания Функция, указывающая, что число, следующее за адресом G96 в слове «Скорость шпинделя», равно скорости резания в метрах в минуту. Скорость шпинделя регулируется автоматиче- ски
G97 Обороты в минуту Отменяет G96
Вспомогательные функции содержат адрес М и служат для ор-
ганизации дискретного управления (для управления электроавтома-
тикой):
- объектом (М00-М02),
- главным приводом (М03-М05, М13-М14, М19, М38-М39);
- приводом подач (М36-М37, М40-М45);
- системой охлаждения (М07-М09, М50-М51);
212
- инструментом (М06, М55-М56);
- деталью (МЮ-МИ, М60-М62, М71-М72).
Значения вспомогательной функции М приведены в табл. 4.3.
Функция инструмента с адресом Т имеет две или четыре цифры.
Значение Т02 говорит о том, что номер инструмента изменяется от 1
до 99, а номер корректора для этого инструмента задается словом
с адресом D или Н. Значение Т04 говорит о том, что первые две циф-
ры - номер инструмента, последние две - номер корректора. Номер
корректора - это адрес памяти на панели управления или выделен-
ной в ОЗУ, где хранится информация об истинной длине или диа-
метре инструмента.
Функция подачи F, которая относится только к определенной
оси, должна следовать за размером на перемещение либо находиться
в конце. Цифровое значение подачи может быть выражено в мм/мин,
мм/об, мин/мм (см. G93-G95).
Управляющие программы в кодах ISO-7bit представляют собой
низший уровень программирования. Повышение языкового уровня
управляющих программ осуществляется на основе макроопределе-
ний стандартных циклов, использованием подпрограмм, упрощен-
ным описанием контура обработки, безэквидистансным программи-
рованием и другими приемами. В табл. 4.4 приведен пример исполь-
зования постоянных заданных циклов для сверления. Параметры
цикла задаются в тексте УП, перед вызовом G-функций.
Существуют типовые стандартные циклы в виде подпрограмм
при фрезеровании, токарной обработке, резьбонарезании.* Количест-
во стандартных циклов постоянно увеличивается [2].
СосонкинВ.Л. Программное управление технологическим оборудо-
ванием. 1991. С. 140-153.
213
Таблица 4.3
214
Значения вспомогательных функций
Вспомо- гатель- ная функция Наименование Значение Функция начинает действовать Функция действует
до нача- ла пе- реме- щения после пере- меще- ния до от- мены (или за- мены) только в дан- ном кадре
1 2 3 4 5 6 7
МОО Программируе- мый останов Останов без потери информации по оконча- нии отработки кадра, после чего происходит останов шпинделя, системы охлаждения, по- дачи + +
М01 Останов с под- тверждением Аналогично МОО, но выполняется только при предварительном подтверждении с пульта + +
М02 Конец програм- мы Завершение отработки программы детали и останов шпинделя, подачи, выключение системы охлаждения после выполнения всех команд в кадре + +
МОЗ М04 Вращение шпинделя - по часовой стрелке Включение шпинделя в направлении, при ко- тором винт с правой резьбой ввинчивается в заготовку + +
М04 - против ча- совой стрелки Включение шпинделя в направлении, при ко- тором винт с правой резьбой вывинчивается из заготовки + +
Продолжение табл. 4.3
215
1 2 3 4 5 6 7
М05 Останов шпин- деля Останов шпинделя, выключение системы ох- лаждения + +
М05 Останов шпин- деля Останов шпинделя, выключение системы ох- лаждения + +
М06 Смена инстру- мента Команда на смену инструмента вручную или автоматически +
М07, М08 Включение сис- темы охлажде- ния (СО)2 и 1 Включение соответственно системы охлаж- дения 2 и 1 + +
М09 Отключение СО Отменяют М07, М08, М50, М51 + +
М10, МП Зажим Команда на зажим или разжим в приспособ- лениях подвижных органов станка + +
М12 Не определено
М13, М14 Вращение шпинделя 1 Вращение соответственно по или против ча- совой стрелки и включение системы охлаж- дения + +
М15, М16 Перемещение «+» или «-» Используется при выборе направления быст- рого хода или подачи + +
М19 Останов шпин- деля Останов шпинделя до достижения заданного угла + +
МЗО Конец ленты Выключение шпинделя и охлаждения после выполнения команд в кадре (для установки в исходное положение) + +
Окончание табл. 4.3
216
1 2 3 4 5 6 7
М31 Отмена блоки- ровки Команда на временную отмену блокировки +
М3 6 М37 Диапазон подачи 1 подачи2 Задание диапазона подачи путем переключе- ния кинематической связи + +
М3 8 М39 Диапазон 1 или 2 оборотов шпинделя 1 Задание диапазона оборотов шпинделя путем переключения кинематической связи + +
М40- М45 Переключение передач
М50- М51 Включение ох- лаждения 3 и 4 + +
М55 М56 Смещение ин- струмента 1 инструмента 2 Линейное смещение инструмента в положе- ние, определяемое жесткими механическими или другими видами упоров + +
М60 Смена заготовки
М61 М62 Смещение - за- готовки 1 заготовки 2 Линейное смещение заготовки в положение, определяемое электрическими, механически- ми или другими видами упоров + +
М71 Угловое смеще- ние заготовки 1 Угловое смещение заготовки в положение, определяемое электрическими или другими видами упоров + +
Таблица 4.4
Постоянные циклы для сверления
Подго- тови- тельная функция Движение в процессе обработки Действие в кон- це обработки Движение в исходное положение после обработки Типовое использо- вание
Пауза Команда на шпин- дель
1 2 3 4 5 6
G81 Рабочая подача — — Быстрый отвод Сверление, зацентровка
G82 - «- Да —
G83 Подача с перио- дическим выво- дом инструмента — — Глубокое сверление
G84 Вращение шпин- деля в заданном направлении, ра- бочая подача шпинделя Реверс Отвод на рабо- чей подаче Нарезание резьбы метчиком
G85 Рабочая подача — — - «- Растачива- ние, развер- тывание
G86 Включение шпинделя, рабо- чая подача — Останов Быстрый отвод Растачива- ние
G87 - «- — - «- Отвод вручную
G88 - «— Да - «- - «-
G89 Рабочая подача Да — Отвод на рабо- чей подаче Растачива- ние, развер- тывание
Рассмотрим пример УП. Необходимо обработать фрезой заго-
товку (рис. 4.7) - лист толщиной 5 мм (припуск на сторону по 2 мм),
Z1 = Lz = 100, L3= 10 и = 20 мм; фреза концевая 0 20 мм; 5МП =
= 600 об/мин; подача F2, мм/мин. Размеры детали заданы в абсолют-
ных координатах, система координат - правая, оси координат: Z -
вертикальная (главное движение); Xи Y- горизонтальные.
217
Рис. 4.7. Схема обработки заготовки на фрезерном
станке с ЧПУ: А, Б, С, Д, Е — граничные точки конту-
ра детали (по чертежу); О, 7, 2, 3, 7, 5, 6,7 - опорные
(рассчитанные) точки эквидистанты
Фреза из точки О на ускоренной подаче Fyn = 200 мм/мин пода-
ется в точку 7 с координатами X - 15.000 и Y - 10.000. Величина
Y- 10.000 (т.е. Y = 10 мм) есть результат коррекции, т.е. сдвига экви-
дистанты (центра фрезы 020 мм) на величину ее радиуса 10 мм. Ве-
личина X- 15.000 (т.е. X — 15 мм) складывается из трех составляю-
щих: 2 мм - припуск на сторону заготовки; 3 мм - зазор «безопасно-
сти» (защита фрезы от удара в заготовку при ее подходе в точку 7 на
ускоренной подаче); 10 мм - радиус фрезы.
На участке 7-2 обрабатываются участок детали А-Б на рабочей
подаче Fpn =100 мм/мин. На участке 2-3 осуществляется круговая
интерполяция (G03 - интерполяция «против часовой стрелки»). Об-
работка участка Б-С заканчивается в точке С, которой соответствует
координата центра фрезы в точке 3. Для обработки участка С-Д (без
«подреза») центр фрезы надо сдвинуть из точки 3 в точку 5 на 5 мм.
218
Аналогично определяются координаты остальных точек (5, б, 7). Из
точки 7 фреза на ускоренной подаче возвращается в точку О (исход-
ная точка - ИТ).
Листинг УП
% 1.N05 G02 D01 ХОЗЗ Y033 Z033 1033 J033 F03 S04 Т01 М02
(Программа обработки по контуру)
: главный кадр
NOT су 120
N5 G90
N 10 МОЗ N15S600 N 20 F 200
0N 25 G 00 X — 15.000 Y — 120.000 Z — 5.000
1N 30 G 00 X — 15.000 Y — 10.000
N35 F 100
2N 40 G 01 Х+100.000 Y — 10.000
N 45 F 50
3N 50 G 03 Х+125.981 Y+35.000 1+0.000 J+30.000
4N 55 G 01 Х+125.981 Y+40.000
5N60G01 Х+100.000 Y+40.000N 65 F 100
6N70G01 X— 10.000 Y+ 117.000
7N 75 G 01 X — 10.000 Y — 2.000 N 80 F 200
N 85 G 00 Z+5.000
0 N 90 G 00 X — 15.000 Y — 120.000
N95 Mil
N 99 М 02
N 100 М 30
4.4. САП станков и роботов
4.4.1. Подготовка управляющей программы (УП)
Исходные данные при подготовке УП:
• чертежи, в том числе электронные нужной детали, исходной
заготовки;
• каталог режущего инструмента с настроечными размерами;
219
• нормативы режимов резания и другая справочная информация;
• каталог станков и инструкции по их эксплуатации.
Последовательность подготовки УП:
• проектирование технологического процесса (последователь-
ность операций с выбором режущих инструментов и вспомогатель-
ных приспособлений) с разработкой ТУ на исходную заготовку;
• разработка технологического процесса (ТП) с расчетом (на-
значением) режимов резания, построения траектории движения ре-
жущих инструментов;
• расчет координат опорных точек траектории движения режу-
щих инструментов;
• составление расчетно-технологической карты;
• составление карты наладки станка;
• формирование УП;
• перенесение УП на программоноситель;
• контроль УП на станке и исправление ошибок.
Существуют следующие способы подготовки УП:
1) ручная;
2) в технологическом бюро;
3) на станке с системой ЧПУ типа CNC в диалоговом режиме
и с помощью системы автоматизированной подготовки программы.
Ручная подготовка программ в коде ISO-7bit требовала кропот-
ливого отбора технологических решений, трудоемких геометриче-
ских расчетов, тщательного документирования отдельных этапов
и могла проводиться квалифицированными инженерами-технологами.
Такой способ существовал только в начале развития станков с ЧПУ.
В 90-х гг. основным способом подготовки управляющих про-
грамм являлась их подготовка в технологических бюро, на инстру-
ментальной ЭВМ, с использованием систем автоматизированного
программирования (САП УП для станков с ЧПУ).
В настоящее время в связи с увеличением памяти МПС системы
автоматизированного программирования (САП) широко встраивают-
ся в СЧПУ. Подготовка УП ведется в диалоговом режиме на станках
с СЧПУ.
220
САП - это специальное программное обеспечение, реализующее
комплекс алгоритмов геометрических и технологических задач под-
готовки УП и содержащее проблемно ориентированный язык, обес-
печивающий запись и ввод в ЭВМ исходной информации.
Типовая САП решает следующие задачи:
• диалог с пользователем;
• синтаксический контроль исходной информации на входном
языке;
• проектирование элементов технологического процесса обра-
ботки;
• расчет траектории движения инструмента;
• формирование и запись выходной информации на промежу-
точном языке;
• выдача диагностических сообщений о разных этапах обработ-
ки исходной информации;
• редактирование программ на уровнях входного, промежуточ-
ного выходного языков;
• формирование УП на выходном языке для конкретного станка
и выдача на программоноситель;
• распечатка УП и сопроводительной документации;
• хранение и тиражирование УП.
В комплект САП входит также сопроводительная документа-
ция - руководство технологу-программисту и оператору ЭВМ.
Структурная схема типовой САП дана на рис. 4.8. Функции от-
дельных модулей:
• Постоянная информация - библиотека операций, технологи-
ческих циклов, процедур, геометрических расчетов, таблиц парамет-
ров и т.д. Блок сервис перерабатывает постоянную информацию
о станках, инструментах, материале заготовок и др. Информация сис-
тематизируется и записывается в долговременную память ЭВМ в ви-
де таблиц параметров.
• Исходная информация - данные о заготовке и детали.
• Препроцессор или блок ввода и декодирования производит счи-
тывание исходной программы обработки (чертежа) детали с внешнего
221
носителя; вывод введенной программы на печать или экран дисплея;
преобразование информации из символьной формы во внутрима-
шинное представление. В препроцессоре разрабатывается план тех-
нологических операций, перечень и последовательность переходов,
выбор схем закрепления, типа инструмента и т.д., готовятся данные
для работы других блоков.
• Процессор - выполняет геометрические и технологические
расчеты (количество проходов, режимы резания, вычисления траек-
тории) «без привязки» к конкретному станку и системе ЧПУ.
Геометрический блок процессора решает задачи, связанные
с построением траектории движения инструмента:
- нахождение точек и линий пересечения различных геометри-
ческих элементов;
- аппроксимация различных кривых с заданным допуском; ди-
агностика геометрических ошибок;
222
- построение эквидистантного контура с учетом радиуса инст-
румента.
Технологический блок процессора автоматически делит об-
ласть, подлежащую обработке, на ряд переходов, рабочих ходов
и рассчитывает оптимальные режимы резания.
Форма представления данных после процессора носит название
CLDATA (CATTER Location Data - данные о положении инструмен-
та) и представляет собой вид промежуточной информации «процес-
сор - постпроцессор» на международном языке CL DATA.
• Постпроцессор - увязывает УП с особенностями и возможно-
стями конкретных станков (привязка к координатам станка, типу
датчиков и т.д.). Данные CLDATA с внешнего носителя ЭВМ считы-
ваются постпроцессором. Постпроцессор формирует УП с ориента-
цией (т.е. с «привязкой») на конкретный станок и систему ЧПУ. Ти-
повые функции постпроцессора:
- считывание данных, подготовленных процессором, и перевод
их в систему координат станка;
- формирование команд на перемещение с учетом цены импуль-
са СЧПУ и команд, обеспечивающих цикл смены инструмента;
- кодирование и выдача в кадр значений подач и скоростей
шпинделя;
- выдача команд на включение охлаждения, зажима - разжима
заготовок;
- выдача управляющей перфоленты и листинг (распечатки) УП;
- диагностика ошибок;
- выполнение сервисных функций.
Постпроцессор стремятся сделать инвариантным с применением
диалоговой программы-настройщика, чтобы проще было привязать
УП к конкретному станку.
Обычно САП содержит набор постпроцессоров, которые обес-
печивают формирование УП для конкретных типов станков с ЧПУ.
Вызов необходимого постпроцессора осуществляется автоматически
по указанию, данному технологом-программистом в тексте исходной
программы.
223
Такая организация работы САП при подготовке УП имеет важ-
ное преимущество. На одном конкретном языке САП на базе одной
и той же исходной информации, имея данные CLDATA и используя
различные постпроцессоры, можно получать УП для различных мо-
делей станков и УЧПУ. Кроме того, для включения новых моделей
станков с ЧПУ к существующей на предприятии САП достаточно раз-
работать постпроцессор и состыковать с САП. Совместно с постпро-
цессором организуется работа с программным блоком «редактор»,
позволяющим редактировать УП, выведенную на экран дисплея.
Пример. Рассмотрим обработку детали «плита» на вертикально-
фрезерном станке с ЧПУ модели 6Р13РФЗ с устройством ЧПУ моде-
ли НЗЗ. Ниже приведена программа на языке САП ТЕХТРАН. Обра-
ботка по контуру концевой фрезой диаметром 20 мм (рис. 4.9).
150
Рис. 4.9. Расчетно-технологическая карта для программирования
обработки детали «плита» в САП ТЕХТРАН
1. ДЕТАЛЬ ПЛИТА
2. ПРОГРАММУ СОСТАВИЛ
3. СТАНОК 6Р13РФЗ
224
4. МЕТОД ЛИНКРУГ
5. ЧЕРТЕЖ ВКЛ, ХУПЛ
6. ОПИСАНИЕ ГЕОМЕТРИИ ДЕТАЛИ
7. ТЧИ =-20,-30, 40
8. ТЧ0 = 0,0
9. ТЧ1=-20,-10
10. ТЧ2 = 0,50
И. ПР1 = ТЧО,УГОЛ, 90
12. ПР2 = ТЧ2, УГОЛ, 45
13. ПРЗ = ПАРЛЕЛ, ПРБ, 70, УБ
14. ПР4 = ПАРЛЕЛ, ПРБ, 32, УБ
15. ПР5 = ПАРЛЕЛ, ПР1, 165, ХБ
16. ПР6 = ТЧО, УГОЛ, 0
17. КР1 =55, 32, 33
18. КР2 = УБ.ПР4, ХБ, ВНЕ, КР1, РАДИУС, 43
19. КОНТУР КОН1 = ИЗТЧО, ХБ, ВПЕРЕД ПР6, ВЛЕВО ПР5,
ВЛЕВО ПР4, КАС КР2, ВПЕРЕД КР2 КАС КР1, ВПЕРЕД КР1 Д02
ПЕРЕСЕЧ ПРЗ, ВПЕРЕД ПРЗ, ПР2, ВПЕРЕД ПР1 ЗА ПР6,
КОНКОН.
20. ОПИСАНИЕ ТЕХНОЛОГИИ ОБРАБОТКИ ДЕТАЛИ
21. ИЗТЧИ
22. ИНСТР 20
23. БЫСТРО
24. НАПРТ ТЧ1
25. ИДИЗАПР6
26. ШПИНДЛ 600 ПО ЧС
27. КОРРЕК СПРАВА, РАДИУС, 10
28. ПОДАЧА ММИН 300
29. ПРИРАЩ - 45
30. ПОДАЧА ММИН ПО
31. ИНСТР СПРАВА
32. ХБ ПО КОН1
33. КОРРЕК ВЫКЛ, РАДИУС, 10
34. ШПИНДЛ ВЫКЛ
225
35. БЫСТРО
36. ПРИРАЩ 45
37. ВТОЧКУТЧИ
38. КОНЕЦ
Комментарии к программе
Строки 1-3 - исходные данные. Числом 301 обозначен постпро-
цессор УЧПУ модели НЗЗ используемого станка с ЧПУ.
Строка 4 - указан метод линейно-круговой интерполяции.
Строка 5 - указана плоскость.
Строки 7-10 - в системе координат детали заданы точки конту-
ра детали координатам X и Y. За начало координат детали принята
точка ТЧО.
Строки 11-16 - заданы прямые контура детали. Прямые ПР1,
ПР2, ПР6 заданы как параллельные соответствующим прямым на за-
данном расстоянии. Прямая ПР6 совпадает с осью X, а при ПР1 -
с осью Y.
Строка 17 - дуга КР1 задана координатами центра (55,32 мм)
и радиусом R = 33 мм.
Строка 18 - дуга КР2 задана сопряженной с прямой ПР4 (выше
прямой У Б), справа от дуги КР1 (ХБ) и вне этой дуги.
Строка 19 - описывается контур, определенный как КОН1. Опи-
сание контура начинается в точке ТЧО вдоль оси X (ХБ), по ПР6
и далее влево ПР5 и ПР4. Далее указывается ВПЕРЕД КР2 КАС КР1.
Происходит касание двух кривых (КР2 и КР1). В случае касания
элементов должен быть указан оператор ВПЕРЕД, хотя угол в точке
перехода прямой ПР4 в дугу КР равен нулю, т.е. направление ПР4
неизменно. Операторами ВПЕРЕД КР1 Д0ПР2 ПЕРЕСЕЧ ПРЗ ука-
зывается вторая возможная точка пересечения ПРЗ и КР1. Заверша-
ется контур за прямой ПР6.
Строка 22 - указан диаметр фрезы, равный 20 мм.
Строка 23 - ускоренный ход.
Строки 24, 25 - указано направление перемещения центра инст-
румента (на точку ТЧ1) из исходной точки вдоль оси Z. Торец фрезы
опускается ниже оси А на 5 мм (за ПР6).
226
Строка 26 - задана частота вращения шпинделя 600 об/мин, вра-
щение по часовой стрелке. По той же команде может быть включено
вращение шпинделя.
Строка 27 - указано расположение инструмента относительно
контура для расчета эквидистанты.
Строка 28 - задана подача инструмента по оси Z.
Строка 29 - указано перемещение инструмента по оси Z на ве-
личину 45 мм.
Строка 30 - задана подача для работы по контуру.
Строка 31 - указано положение инструмента относительно на-
правления последующего его перемещения.
Строка 32 - задано перемещение инструмента по ранее опреде-
ленному контуру. Модификатор ХБ указывает направление начала
обхода контура КОН1.
Строка 33 - отключение коррекции, ранее введенной в п. 27.
Строка 34 - выключение шпинделя.
Строка 35 - быстрый ход.
Строка 36 - подъем инструмента (по оси Z).
Строка 37 - перемещение инструмента в исходную точку.
В [9] приведены примеры управляющих программ на языках
САП - ЕС и САП - ЕХАРТ-2
Уже к 1980 г. в мире было разработано и эксплуатировалось бо-
лее 150 САП. Развитие САП продолжается и в настоящее время
в связи с применением САП для роботов, ГПМ, ГПС, для новых
ЧПУ, с использованием САП непосредственно в СЧПУ станков ти-
па CNC.
САП классифицируются в основном по назначению (плоская
обработка контуров и плоскостей, объемная обработка контуров, об-
работка тел вращения, обработка отверстий, комплексная обработка
корпусных деталей), по характеру структуры (универсальные для
широкого круга деталей, специализированные), по уровню автомати-
зации, входному языку и другим критериям.
Из известных отечественных универсальных САП можно ука-
зать ТЕХТРАН, ЕСПП, САП-ЕС, ЕСПС-ТАУ, САП-АРМ, из зару-
227
бежных - APT (США), FAPT (Япония), EXAPT, BASIC EXAPT
(ФРГ).
Входные языки обычно называются по имени САП, но боль-
шинство из них выполнены на базе языка APT (Automatic Pro-
gramming Tools - автоматическое программирование инструмента) .
После 1975 г., с появлением роботов, развиваются САП для ро-
ботов с использованием соответствующих языков AL, VAL (США),
FORTH-4.
С увеличением емкости памяти систем ЧПУ типа CNC появля-
ются САП, встроенные в СЧПУ типа BOSH (ФРГ), FANUC-3T (Япо-
ния), обрабатывающие центры с СЧПУ FANUC6M-MODELE (Япо-
ния), MAZATROL-M (США).
Подготовка УП в этом случае ведется прямо на рабочем месте
через графический дисплей в диалоговом режиме, используя технику
меню (рис. 4.10). По мере выбора оператором варианта из ряда пред-
ложений, накопления информации в ЭВМ на экране дисплея возни-
кают контуры заготовки и детали, разрабатываются технологические
переходы, проектируется траектория инструмента, а нередко опреде-
ляются режимы резания. После того как информация в ЭВМ вся
принята, УП транслируется в код ISO-7bit и может отлаживаться по
первому изготовлению детали.
Входной язык позволяет просто задать геометрию обрабатывае-
мого контура. Например, прямую линию можно описать такими (не-
исчерпывающими) способами:
- две точки (XI, И, Х2, У2);
- точка и угол (X, Г, а);
- точка, лежащая на перпендикулярной линии (X, £1);
- точка и параллельная линия (X, Г, £1);
- на заданном расстоянии от параллельной линии (5, £1);
- касательная к двум окружностям (Cl, С2).
Использование станков с программным управлением / под ред. М. Лесли.
Л.: Маш., 1976; Проектирование постпроцессоров для оборудования ГПС / Г.П. Гор-
дымов [и др.]. Л.: Маш., 1988.
228
Рис. 4.10. Распределение функций между человеком и машиной при подго-
товке УП в режиме диалога с использованием САП при моделировании
процесса обработки заготовок
Здесь Zl, Cl, С2 - идентификаторы заданных линий или окруж-
ностей.
Окружность можно задать так:
- координаты центра окружности и ее радиус;
- точка на прямой линии, касательной к окружности и ее радиус;
229
- две прямые, касательные к окружности и ее радиус;
- прямая линия, касательная к искомой окружности радиуса R
и вторая окружность, касательная к 1-й окружности.
Математическое обеспечение САП позволяет автоматически
определить не только опорные точки контура детали, но и опорные
точки эквидистанты.
Ряд дополнительных сведений по САП дан в книге В.Л. Сосон-
кина «Программное управление технологическим оборудованием»
(М.: Машиностроение, 1991. С. 153-195).
Разработка постпроцессоров является традиционной задачей:
еще до появления CAD/CAM-систем постпроцессоры входили в со-
став САП, выполнявших роль средств автоматизации разработки
управляющих программ для станков с ЧПУ. Геометрия обрабаты-
ваемой детали и технология обработки описывались в САП в тексто-
вой форме (например, на языке APT), после чего выполнялся расчет
траектории движения инструмента. Для результирующего описания
траектории обычно использовался стандартный формат CLDATA
(Cutter Locations DATA). Эти данные обрабатывались постпроцессо-
ром, который формировал управляющую программу (УП) для кон-
кретной модели станка с ЧПУ.
Казалось, что развитие систем ЧПУ приведет к такой унифика-
ции форматов УП, что сделает постпроцессоры ненужными. Однако
по ряду причин этого не произошло. Основная из них - стремление
изготовителей оборудования с ЧПУ обеспечить пользователей соб-
ственными средствами автоматизации «ручного» программирования,
реализованными в системе ЧПУ. Унификация формата УП осталась
на уровне стандарта ISO, который носит достаточно общий характер
и не избавляет от необходимости разработки постпроцессоров. Та-
ким образом, и сегодня постпроцессоры входят в виде модулей в со-
став CAD/CAM-систем.
Потребность в разработке большого числа постпроцессоров
и значительная трудоемкость их разработки привели к появлению
средств автоматизации проектирования постпроцессоров. Эти сред-
ства прошли свой путь развития - от библиотек стандартных подпро-
230
грамм до специальных автоматизированных систем (генераторов
постпроцессоров).
Сегодня практически любая CAD/CAM-система имеет в своем
составе собственные генераторы для автоматизации разработки
постпроцессоров. Эти генераторы используют во многом общие
идеи, но различаются, так сказать, глубиной их реализации. Пробле-
ма состоит в том, что для разработчиков CAD/CAM-систем автома-
тизация проектирования постпроцессоров является второстепенной
задачей, а основные их усилия направлены на решение других задач,
в большей степени влияющих на положение выпускаемого продукта
на рынке.
Данная ситуация привела к появлению на рынке фирм, специа-
лизирующихся на разработке таких генераторов постпроцессоров,
которые могли бы встраиваться в CAD/CAM-системы или использо-
ваться в качестве автономных средств автоматизации. Разумеется,
уровень автоматизации проектирования постпроцессоров, обеспечи-
ваемый этими генераторами, должен быть существенно выше того,
который предлагается разработчиками CAD/CAM.
Наиболее известной из таких фирм является компания IMS
Software, Inc. (США), выпустившая на рынок универсальный генера-
тор постпроцессоров IMSpost. Эта разработка наиболее полно реали-
зует современные идеи в области проектирования постпроцессоров,
а именно:
• действия постпроцессора по преобразованию траектории ин-
струмента в управляющую программу описываются на специальном
языке высокого уровня, в котором имеется возможность оперировать
параметрами траектории инструмента и управляющей программы
как понятиями языка. Этим достигается максимальная гибкость про-
ектирования при одновременной простоте и компактности програм-
мы действий постпроцессора;
• параметры, определяющие формат кадра, начала и конца УП,
подготовительные и вспомогательные функции и другие характери-
стики управляющей программы, задаются в специальных настроеч-
ных таблицах (диалоговых окнах), что дополнительно упрощает про-
231
ектирование и модификацию (редактирование) постпроцессора.
Во многих случаях для разработки нового постпроцессора достаточ-
но выполнить изменения в диалоговых окнах постпроцессора, взято-
го в качестве аналога;
• с помощью специальных таблиц можно описать геометрию
и взаимное расположение исполнительных органов и узлов станка
с ЧПУ. Это обеспечивает автоматический расчет значений линейных
и поворотных координат станка для каждого текущего положения
инструмента, чем облегчается разработка постпроцессоров для мно-
гокоординатного оборудования с ЧПУ. Описание станка можно про-
сматривать и редактировать в графическом режиме;
• наиболее сложные алгоритмы постпроцессирования встроены
в ядро IMSpost, что избавляет разработчика от необходимости ре-
шать такие задачи, как проблема нелинейности при многокоординат-
ной обработке, замена серий «мелких» участков линейных переме-
щений на участки с круговой или сплайновой интерполяцией и др.
IMSpost позволяет быстро и эффективно создавать постпроцес-
соры для любых видов оборудования с ЧПУ - фрезерных обрабаты-
вающих центров, многокоординатного оборудования, электроэрози-
онных и токарных станков. Генерируемые с помощью IMSpost пост-
процессоры являются автономными системами и используют
в качестве входной информации данные в формате CLDATA, кото-
рые подготавливаются CAM-системой. IMSpost адаптирован к фор-
матам CLDATA следующих CAD/CAM-систем: CATIA, Cimatron,
Euclid, MasterCAM, PowerMill, Pro/ENGINEER, SurfCAM, Uni-
graphics.
4.4.2. Системы CAD/CAM
В настоящее время происходит упорядочивание терминологии
в производственных процессах машиностроения в связи с широчай-
шим применением IT-технологий на всех этапах жизненного цикла
продукции (см. главу 5). Под CAD/CAM-системами нередко пони-
мают системы проектирования, подготовки производства и изготов-
ления изделий, включая и САЕ/САРР-системы.
232
CAD/CAM-системы находят применение в широком диапазоне
инженерной деятельности, начиная с решения сравнительно простых
задач проектирования и изготовления конструкторско-техноло-
гической документации и кончая задачами объемного геометриче-
ского моделирования, ведением проекта, управлением распределен-
ным процессом проектирования и т.п. Современные изделия можно
создать только с использованием CAD/CAM-систем на всех стадиях
проектирования, изготовления и эксплуатации.
При традиционном проектировании оснастки трудоемкость ра-
бот составляет от 50 нормочасов до нескольких тысяч, а в общем -
несколько миллионов нормочасов. Использование систем автомати-
зированного проектирования и изготовления оснастки позволяет не
только снизить трудоемкость, временные и денежные затраты, но ос-
вободить человека от большого количества однообразной работы,
например от оформления большей части документопотока.
Разработка и создание CAD/CAM-систем является достаточно
сложным и длительным процессом, требует значительных затрат ма-
териальных и человеческих ресурсов. К сожалению, за последние го-
ды государственная политика по отношению к коллективам, соз-
дающим CAD/CAM-системы, резко изменилась. Из-за отсутствия
централизованного финансирования практически прекращены новые
разработки в этой области. Значительное количество коллективов-
разработчиков распалось. В результате, например, среди отечествен-
ных машиностроительных CAD-систем, поставляемых на рынок,
продавалось не более пяти 2О-систем и не более одной-двух 3D-chc-
тем. Полностью отсутствовали системы для проектирования в радио-
электронике, строительстве и архитектуре. В то же время значитель-
ные средства расходуются организациями на закупку дорогостоящих
зарубежных CAD/CAM-систем. Пользователи на местах оказывают-
ся неподготовленными к применению этих систем, и иногда случает-
ся, что в одной организации скапливаются несколько типов дубли-
рующих друг друга систем, порой практически не эксплуатируемых.
Развитие отечественных CAD/CAM-систем и их широкое ис-
пользование в промышленности позволит существенно сократить за-
233
траты на закупку таких систем за рубежом и тем самым поддержать
собственные научные разработки в этой области.
Одной из основных задач, вставшей с появлением ЭВМ и обо-
рудования с ЧПУ, является сокращение времени подготовки управ-
ляющей информации и уменьшение вероятности ошибок.
Впервые задача автоматизированного программирования для
изготовления деталей на станках с ЧПУ была поставлена и решена
Ассоциацией авиакосмической промышленности США в сотрудни-
честве с Массачусетским технологическим институтом в 1959—
1961 гг. Был разработан специальный проблемно ориентированный
язык программирования APT (Automatic Programming Tools) и осно-
ванная на нем система программного обеспечения. Эта система рас-
считана на применение достаточно мощной для того времени ЭВМ
(IBM 360/370) и охватывает практически все возможные операции от
2 до многокоординатной обработки. По опыту использования этой
системы в производстве получено снижение трудоемкости програм-
мирования практически в 10 раз. На базе этой системы, а также по
аналогии во всех странах стало появляться бесконечное множество
различного рода систем. Достаточно назвать некоторые из них:
APT-1, APT-2, АРТ-3 и т.д.; EXAPT-1,2,3; ADAPT, AUTOPRESS,
CLAM, COCOMAT и т.д. Многие из них используются до сих пор
с некоторыми доработками, с учетом развития вычислительной тех-
ники и адаптации этих систем к современным ЭВМ. САПР, как пра-
вило, состоит из языка описания геометрии детали, ее технологии,
предпроцессора, процессора и постпроцессора.
Но разработки все новых и новых систем автоматизированного
проектирования не прекратились. Современные САПР можно услов-
но разделить на «легкие» и «тяжелые». Их различают по объему воз-
можностей, а значит, и по требованиям к ЭВМ, на которой предпола-
гается их использование. Различия могут выражаться в особенностях
возможностей 2D (плоского) и 3D (объемного) проектирования, на-
личия возможности твердотельного моделирования, возможности
вывода полученных данных на печать, станок с ЧПУ и т.п.
234
В прил. 1 даны сведения по некоторым системам CAD/CAM
(AutoCAD, bCAD, ГеММА-ЗО, ADEM, ГРАФИКА-81, БАЗИС 3.5,
SOLID EDGE, SOLID WORKS).
4.5. Интерполяция и реализация СЧПУ
Интерполяция - переделываю, подновляю, восстанавливаю
(формообразование, т.е. согласованное движение по осям).
Интерполятор - вычислительное устройство, предоставляющее
расчет и выдачу управляющих сигналов по нескольким осям с кван-
тованием по уровню и по времени, обеспечивающее при этом задан-
ную траекторию движения.
Линейная интерполяция - расчет перемещений по осям при об-
щем движении по прямой.
Круговая интерполяция - расчет перемещений по осям при об-
щем движении по окружности.
Вопросы реализации интерполяции хорошо изложены в лите-
ратуре:
1. ПУ станками / под ред. В.Л. Сосонкина. - 1981. - С. 197-249
[35].
2. СПУ ПУ и РТК / Б.Г. Коровин [и др.]. - 1990. - С. 158-172 [36].
3. СПУ ПУ и РТК / О.П. Ильин [и др.]. - 1988. - С. 140-166 [41].
4. Козырев В.М. Фазовые системы ЧПУ станками. - М.: Маши-
ностроение, 1977.
4.5.1. Траектории движения
1. Позиционирование с одновременным движением по 1-й оси
(рис. 4.11):
О------
л
О------кО----кО
О
Рис. 4.11. Траектории движения
позиционных роботов
235
2. Позиционирование с одновременным движением по двум
и более осям (рис. 4.12):
Рис. 4.12. Позиционирование для современных
станков и роботов
3. Контурная линейная (рис. 4.13):
Рис. 4.13. Движение по эквидистанте
при линейной интерполяции
4. Контурная круговая (рис. 4.14).
Рис. 4.14. Движение по эквидистанте
при круговой интерполяции
236
4.5.2. Основные задачи при интерполяции
Интерполяция нужна только при контурной траектории движе-
ния. При интерполяции существуют две основные задачи:
1. Расчет опорных точек эквидистанты (траектории центра ин-
струмента) по координатам опорных точек контура детали и по раз-
мерам инструмента, формирование заданий по координатным пере-
мещениям.
2. Задание скорости во времени по осям при обеспечении реали-
зации заданной в УП траектории обработки детали:
• задание контурной скорости Vk от кадра к кадру;
• вычисление задания скорости по осям в функции времени
в зависимости от заданного перемещения по осям, контурной скоро-
сти J4, т.е. формирование заданий в дискретной форме
Vx=f(t), Vy=f(t), Vz=f(t).
Уравнение прямой:
У-кх.
где к = ——= Ду ? Дх - приращения по координатам.
хк - хн Дх
Уравнение окружности:
(х-хУ +(у-уУ =R2,
где х0, у0 - координаты центра окружности.
В производных уравнениях прямой и окружности:
dy _ dy _ х - х0
dx ’ dx у -у0
В параметрической форме уравнения прямой и окружности:
dx a dy а К К 1
dt dt ^\х2+\у2 / Л;,бр
237
где /обр - время обработки кадра при Vk = const; — = w-(y-y0)9
dy ( x Vk
— = -и;-(х-х0), w = — - угловая скорость движения по окруж-
dt R
ности.
Решения уравнений прямой и окружности заключается в приме-
нении двух интеграторов (рис. 4.15).
Рис. 4.15. Интегрирование при линейной и круговой интерполяции
Для линейной интерполяции
Х= \WXXdt = — ЪЬХ-М,
J t '=1
отр
1 "
У =----XAy-At
^отр
4.5.3. Реализация интегрирования в СЧПУ
Интеграторы в СЧПУ всегда работают в дискретном виде, ис-
пользуя импульсную последовательность (унитарный код) или циф-
ровой код. Это связано с требованиями точности, так как именно ин-
теграторы обеспечивают необходимую точность формообразования
детали.
При выполнении интеграторов в аппаратном виде (аппаратное
моделирование) используются преобразователи кода в частоту. При
этом выход интегратора - унитарный код (последовательность им-
пульсов, общее количество которых задает перемещение, частота по-
238
ступления - скорость по оси). Квант перемещения здесь постоянен -
один импульс частоты, т.е. для линейной интерполяции Ах = Ау = А,
А п А п
х = —1Д1х, у =—ТД{у-
^отр 1=\ ^отр 1=^
Временной интервал между импульсами переменен и зависит от
осевой скорости Vx, V , Vz. Это и является одним из недостатков
данного способа интегрирования, когда максимальная частота выда-
чи импульсов, а значит, и максимальная скорость перемещения огра-
ничены возможностью СЧПУ (обычно ^тах < 5 м/с).
При выполнении интеграторов программным путем на ЭВМ
происходит прямое решение дифференциальных уравнений (обычно
простейшим способом - методом Эйлера). Квант по времени постоя-
нен и зависит от возможностей ЭВМ и от полосы пропускания не-
прерывной части. Величина приращения по координате за квант по
времени зависит от максимально возможных скорости перемещения
и ускорения на данном станке с данными приводами.
Уравнения интегрирования по z-й координате наj+1 шаге:
У,^=Уу+а,\1, S,J+l=S,j + V'j+^-\t,
где AZ = const.
Для линейной интерполяции при Vk = const
АГ п А АГ п А
х =---£Дх, у =----£Ду.
^отр ^отр
При этом операции умножения заменяются операциями сложе-
ния и сдвига (деления пополам). На рис. 4.16, 4.17 приведены графи-
ки, демонстрирующие выходной код на приводы после интерполя-
ции: круговой или линейной, при постоянном кванте перемещений
(унитарный код) или постоянном кванте времени (цифровой код, где
±1ЕМР - вес единицы младшего разряда).
239
Рис. 4.16. Характер выходных сигналов интерполятора при
линейной интерполяции для аппаратных и микропроцессор-
ных СЧПУ
Рис. 4.17. Характер выходных сигналов интерполятора
при круговой интерполяции для аппаратных и микропро-
цессорных СЧПУ
240
4.5.4. Реализация интерполяторов
Рассмотрим реализацию интерполятора в одной из первых
СЧПУ «Контур-2ПТ»*.
Интегратор выполнен на ПКЧ (преобразователь код - частота)
последовательного преобразования, называемый здесь «умножите-
лем частоты», работает в двоично-десятичном коде только для ли-
нейной интерполяции. Умножители частоты называют также инте-
гратором последовательного переноса или ПКЧ последовательного
действия.
В СЧПУ «Н22»** интегратор выполнен на ПКЧ для двух коор-
динат в двоичном коде для линейной и круговой интерполяции при
использовании алгоритма оценочной функции.
В этом случае на каждом шаге решается алгебраическое уравне-
ние траектории.
Для линейной интерполяции:
ДУ - Д. АЛ
у ----х - в непрерывной форме, где Ду, Дх принимаем поло-
Дх
жительными (1-й квадрант).
Ду ~ д, •
yz х; - в дискретной форме в z-м такте интегрирования.
Дх
ja • Дх - xz • Ду = F - оценоч-
ная функция, т.е. ошибка между
непрерывной величиной и ее
дискретной формой. Движение
в очередном такте зависит от
знака оценочной функции
(рис. 4.18).
Рис. 4.18. Интерполяция в функции
знака оценочной функции
Программное управление станками / под ред. В.Л. Сосонкина. 1981. С. 197—
208.
Программное управление станками / под ред. В.Л. Сосонкина. 1981. С. 208-
227.
241
Если F > 0, то в следующем такте надо делать перемещение по
х, если F < 0, то по у.
Определим оценочную функцию в следующем такте, если сде-
лали перемещение (один импульс по у или по х). Учитывая, что
Л+i = хг +1, у1+1 = уг +1, имеем
F(yM, xi) = (л + 0 Дх“ xi • Ду = • Ax-xz • Ду + Дх = F(yj, xi) + Ах;
F(y;> ^+i) = ^-Ax-(x,+l)-Ay = F(y,., х,)-Ду.
Таким образом, на каждом шаге интегрирования надо рассчиты-
вать оценочную функцию. На практике, если имеет место перемеще-
ние по меньшей координате, производят перемещение и по большей
координате.
Пример'.
Пусть Ду = 5, Ах = 7. (Нужно сделать 12 шагов.)
F(T0,X0) = 0
1 шаг по большей координате (по X).
F (ТО, XI) = F (ТО, ХО) -Ду = 0 - 5 = -5.
2 шаг так как F (ТО, XI) < 0, делаем следующий шаг по Y.
F (И, XI) = F (ТО, XI) +7 = -5+7 = 2.
3 шаг так как F (И, XI) > 0, делаем следующий шаг по X.
F (И, Х2) = F (И, XI) -5 = 2-5 = -3.
4 шаг по Y.
F(T2, Х2) = -3+7 = 4.
5 шаг по X.
F(T2, ХЗ) = 4-5 =-1.
6 шаг по Y.
F(T3,X3) = -1+7 = 6.
7 шаг по X.
F(T3,X4) = 6-5 = 1.
8 шаг по X.
F(T3,X5) = 1-5 =-4.
242
9 шаг по Y.
Y(Y4,X5) = -4+7 = 3.
10 шаг по X.
F (Y4.X6) = 3-5 =-2.
11 шаг по Y.
F (Y5,X6) = -2+l.
12 шаг по X.
F(Y5,XT) = 5-5 = 0.
Диаграмма движения представлена на рис. 4.19.
Рис. 4.19. Диаграмма движения при интерполяции
по оценочной функции
В СЧПУ «НЗЗ»* интегратор выполнен на ПКЧ параллельного
действия, работающем в двоичном коде. Способ интегрирования на-
зывается цифровым дифференциальным анализатором. Это наиболее
совершенная аппаратная стойка ЧПУ. Вначале она реализовывалась
на простых микросхемах, затем на БИС.
4.5.5. Блок задания скорости (БЗС) аппаратной стойки ЧПУ
На примере СЧПУ НЗЗ рассмотрим структуру блока задания
скорости (рис. 4.20), его связи с интерполятором и выходным блоком
(рис. 4.22).
Программное управление станками / под ред. В.Л. Сосонкина. 1981. С. 227-
249.
243
Функции БЗС:
- отработка перемещений с заданной скоростью подачи;
- разгон в начале отработки кадра;
- торможение на стыке кадров при смене скорости подачи;
- автоматическое поддерживание постоянной контурной скоро-
сти при мгновенных включениях в работу одной, двух, трех коорди-
нат;
- ручное управление оператором с шагом 0,1 в пределах
(O,R1,2) Vk.
Структура БЗС представлена на рис. 4.20.
V ТОрЫ
Рабочий
Разрешение
сумматор
регистр
ратор
порядка
кола
ввода
скорости
Кпд скорости
район
-торможение
сумматор
сумматор
Регистр
накопитель
ко<) -
частота :
Цифровой
заЛфпчпк
ннтсменв -
ностн
N -
1 Т доо
Буферный
регистр
ввода
скорости
сравнения
подачи
Начало
торможения
Рис. 4.20. Структура блока задания скорости
244
С перфоленты код скорости подачи записывается в буферный ре-
гистр ввода информации. В рабочем регистре находится выполняемый
кадр управляющей программы. Наличие двух регистров позволяет за-
благовременно записать и подготовить очередной кадр с перфоленты
во время исполнения записанного кадра в рабочем регистре.
Схема сравнения по коду задания скорости подачи и коду с вы-
хода цифрового задатчика интенсивности вырабатывает сигнал раз-
решения на разгон или торможение (интегрирование в цифровом за-
датчике интенсивности).
АГ- цифровой код ускорения или замедления.
Работа интеграторов на базе ПКЧ параллельного действия опи-
сана в главе 3.
Дополнительный сумматор в преобразователе код - частота
предназначен для того, чтобы обеспечить постоянство контурной
скорости. Если в выходном блоке накопилось три импульса на выход
по трем координатам (регистры X. Y. Z, см. рис. 4.16), то = 0. Ес-
ли два импульса, то = 42 % N сумматора. Если один импульс,
то 7УдОб = 73 % N сумматора.
Импульсы с выходного блока по осям выдаются, как показано
на рис. 4.21. Добавляя 7УдОб, ускоряем выдачу импульсов с выходного
блока в л/2 или \/з раз, чтобы оставить общую контурную подачу
в данном такте неизменной I Еконт = + Е}2 + Ez2 ].
Л________EL
Т 1,42 • Т
1,73 Т
Рис. 4.21. Характер выдачи импульсов перемещения выходным
блоком при обеспечении постоянства контурной скорости
245
На структуре БЗС (см. рис. 4.20) указан модуль торможения, ко-
торый определяет момент начала торможения в конце кадра. Для
этого используется несколько информационных сигналов. В регистре
КОК (конец отработки кадра) в начале кадра записывается макси-
мальное перемещение, которое задано по одной из координат X У, Z.
По мере выдачи импульсов по этой координате из регистра КОК вы-
читаются по единице. После выдачи всех импульсов регистр выдает
сигнал КОК для начала перехода к выполнению следующего кадра.
Информация в регистре КОК есть код оставшегося пути до конца
кадра.
В модуле торможения формируется код величины тормозного
пути, необходимого для остановки с заданной скоростью подачи.
Принято фиксированное время торможения. Поэтому код заданной
скорости подачи однозначно определяет и необходимый тормоз-
ной путь.
Если оператор вручную изменил скорость подачи, то это учиты-
вается в коде необходимого тормозного пути. Как только код необ-
ходимого тормозного пути сравняется с кодом оставшегося пути пе-
ремещения, в кадре (регистр КОК) вырабатывается сигнал на начало
торможения.
Заметим, что сами интеграторы интерполятора выполнены так
же, как преобразователи «код- частота» параллельного действия.
В целом структура взаимодействия интерполятора, блока задания
скорости, выходного блока имеет вид, показанный на рис. 4.22.
Реверсивные счетчики X, Y, Z имеют по два триггера и накапли-
вают до 2 импульсов с интеграторов. Если хотя бы в одном счетчике
окажутся накопленными два импульса, то дешифратор вырабатывает
сигнал ВБ-2, которым останавливает работу интерполятора. Как
только поступит очередной импульс с блока задания скорости, так
сразу же со счетчиков X, Y, Z выдаются импульсы на координаты
(если они были в регистрах X, Y, Z), интерполятор снова запускается
до нового переполнения одного из счетчиков X, Y, Z (появления «1»
во втором разряде).
246
Код скорости подачи
(останов интерполятора)
Рис. 4.22. Структура совместной работы интерполятора, блока задания
скорости и выходного блока аппаратной стойки ЧПУ
4.6. Системы связи СЧПУ со станком
Вначале рассмотрим позиционные СЧПУ, где не требуется ин-
терполяция, а заданием является двоичный или двоично-десятичный
цифровой код.
4.6.1. Позиционные кодовые СЧПУ
Используются в позиционных системах станков и роботов
(рис. 4.23), особенно в ранних версиях.
247
Рис. 4.23. Позиционная кодовая СЧПУ
Основное достоинство данной системы- абсолютная система
координат, что увеличивает надежность системы из-за отсутствия
накопления ошибок со временем. Это достигается за счет кодового
датчика положения, работающего в коде Грея. Датчики положения
имеют от 12 до 16 разрядов, что позволяет получить высокую точ-
ность.
4.6.2. Позиционная счетно-импульсная СЧПУ
Используется в позиционных системах ЧПУ роботов и станков
(рис. 4.24). Система использует импульсный датчик положения, т.е.
она реализует относительную систему отсчета координат. В связи
с этим в таких системах после включения источников питания осу-
ществляется «нулирование».
Рис. 4.24. Структура позиционной счетно-импульсной СЧПУ
248
При этой операции осуществляется движение до точки, коорди-
наты которой определены в координатах объекта. Проходя через эту
точку, можно от нее отсчитывать координаты всех задаваемых в про-
грамме позиционных точек. После отключения и повторного вклю-
чения питания информация о положении, где произошла остановка
по координатам, теряется. Поэтому снова требуется производить
«нулирование».
Счетчик здесь работает на вычитание импульсами обратной свя-
зи. Задание должно быть в приращениях к предыдущему состоянию
позиции.
4.6.3. Контурные СЧПУ
Ранее рассмотрены контурные СЧПУ, где обязательно требуется
интерполятор. Возможны аппаратная реализация функций интерпо-
ляции и унитарный выходной код или программная реализация
функций интерполяции и цифровой двоичный выходной код. Соот-
ветственно, различаются и системы связи со следящим электро-
приводом.
В контурных СЧПУ работают одновременно несколько коорди-
нат. Следует учитывать разнообразие датчиков положения. Наиболее
употребляемые: фотоэлектрические фазоимпульсные, индуктивные
фазоимпульсные (вращающиеся трансформаторы, индуктосины).
Во всех контурных системах СЧПУ обязателен скоростной канал
задания для реализации частичной инвариантности по управлению.
На рис. 4.25 представлена структурная схема САУ с корректи-
рующим звеном для инвариантности по управлению.
Оператор Лапласа по ошибке из рис 4.25:
5 = Х3 -Хь.х = Х3 - WK W2X3 - Wx W2 5.
e / \
Передаточная функция ошибки по управлению: —-—
Х3(р)
1 + ^2 '
249
Рис. 4.25. Структурная схема САУ с корректирующим
звеном для инвариантности по управлению
Чтобы была полная инвариантность по управлению, требуется
ад=w2(p).
Применим этот общий вывод к следящему электроприводу,
структурная схема которого приведена на рис. 4.26.
Рис. 4.26. Структурная схема следящего электропривода с корректи-
рующим звеном для инвариантности по управлению
Рис. 4.27. Переходный процесс в сле-
дящем электроприводе при линейной
заводке: XBbIxi - с П-регулятором по-
ложения без коррекции; Хвых2 - с П-ре-
гулятором положения с коррекцией
Регулятор положения в сле-
дящем электроприводе может
быть только пропорциональным
для исключения перерегулиро-
вания по выходной координате.
Применение ПИ-регулятора по-
ложения приводит к недопусти-
мому в траекторных задачах пе-
ререгулированию. Однако П-ре-
гулятор положения не позволяет
исключить скоростную ошибку
Хых1 (рис. 4.27).
250
Чтобы получить полную инвариантность по управлению, требу-
ется корректирующее звено
^к(р)= - г/ v
K-WKC(p)
где передаточная функция контура скорости W^c(p) при настройке на
«симметричный оптимум» [5]:
4Т р + 1
^кс(р) =-----------------------(1/АГдс),
ЬТсР3 + 8Тс2р2 +4Тср + 1 Д
где Тс - малая постоянная контура скорости. Тогда
ТО = Хдс • -г-^-------г- (Р + 47jr + 8ГС2/ + 8ГСУ).
К\^ТС р + 1)
со + 4Тс8 + 87^р + 87^ р
Реализация корректирующего звена в микропроцессорной сис-
теме приведена на рис. 4.28, где ВЧС - рассчитывает задание Х3’
и корректирующий сигнал Хк по координатам р, р, 8, со с учетом
их ограничений, т.е. Хк = Хдс ——
= -—-—-| К1со+Т<78 + 7<3р + /Ср
(4ТС+1Д 1 2 зн 4Н
Рис. 4.28. Реализация полной инвариантности по управлению
в микропроцессорной следящей системе
251
Реально можно ввести в цифровых системах первую производ-
ную (скорость), вторую производную (ускорение), третью производ-
ную (рывок), существенно снизив ошибку по управлению. В ряде
случаев вводится коррекция по 1-й и 2-й производным или только
по 1-й производной.
В аппаратных стойках ЧПУ унитарный код уже несет в себе ин-
формацию о скорости.
После введения коррекции скоростная ошибка исключается (см.
рис. 4.27).
4.7. Первые поколения контурных СЧПУ
В первоначальных системах ЧПУ широко использовались шаго-
вые двигатели, на систему управления которых поступает сразу уни-
тарный код с интерполятора. Данные разомкнутые системы в на-
стоящее время вытесняются следящими электроприводами, рассмот-
ренными ниже.
4.7.1. Фазовый индикаторный и разностный режимы
работы устройства связи с электроприводом
В СЧПУ типа CNC индикаторный режим реализуется по струк-
туре, показанной на рис. 4.29, где ПКФ, ЦАП, ФД (ПФН) - преобра-
зователи информации, принципы работы которых описаны в преды-
дущих главах. В этом случае а*, со* - двоичный код, поступающий
с интерполятора и блока задания скорости.
Делители частоты ДЧ имеют коэффициент деления N.
Режим работы датчика положения в фазовом индикаторном ре-
жиме называют режимом фазовращателя. Это основной режим рабо-
ты в большинстве аппаратных стоек ЧПУ.
Данная же структура используется и при унитарном коде (пе-
ремещение - количество импульсов и задание скорости - частота по
Ильин О.П. [и др.]. Системы программного управления промышленными ус-
тановками и РТК. Минск: Высш, шк., 1989.
252
/V
Рис. 4.29. Структура следящего электропривода с фазовым
индикаторным регулятором положения
данной координате), но вместо ПКФ и ЦАП используются ПЧФ
и ПЧН.
Фазовый разностный режим работы устройства связи с электро-
приводом представлен на рис. 4.30. В данной структуре за счет
уменьшения зоны работы ФД и того, что ФД работает на постоянной
частоте со, итоговая точность СЧПУ возрастает.
Рис. 4.30. Структура следящего электропривода с фазовым
разностным регулятором положения
Недостаток данной структуры - датчик положения не дает ин-
формации об истинном положении привода (для индикации, напри-
мер), а сразу рассогласование по положению.
253
Есть системы связи, работающие при амплитудно-индика-
торном или амплитудно-разностном режиме работы измерителей
рассогласования и датчиков положения . Такие СЧПУ не нашли рас-
пространения, хотя обеспечивают повышенную точность в фазо-
импульсных СЧПУ.
В амплитудно-индикаторном режиме напряжения на датчик
С/с 1 = U1 sincoZ, Uc2 = 0.
С датчика получаем
С/р 1 = U2 sincp sincoZ, t/p2 = U2 coscp sincoA
В амплитудно-разностном режиме
С/с 1 = U\ since sincoZ, Cc2 = U\ cosoc sincoZ,
t/pl = U2 sin(cp-a)sinco/L, L/p2 = U2 cos((p-a)sincoA
4.7.2. Расчетные соотношения для фазовых систем
В фазовых системах опорный сигнал после делителей частоты
(см. рис. 4.29)
С/on = U sinco/,
2nf
где со =---211, N- коэффициент деления.
N
После ПЧФ и делителя частоты
Свых = U sin(coZ + а),
где а - задание на перемещение, зависит от числа импульсов интер-
полятора^нт, которые придут за период опорной частоты.
Одному периоду фазовой системы соответствует перемещение,
определяемое датчиком. Например, у линейных индуктосинов шаг
датчика 2 мм. Если задана разрешающая способность СЧПУ (чаще
0,01 или 0,001 мм), то становится известно, сколько импульсов
с интерполятора должно прийти, чтобы соответствовать периоду
датчика.
Системы программного управления промышленными установками и РТК /
Б.Г. Коровин [и др.]. Л.: ЭАИ, 1990.
254
Это число импульсов равно
где L - шаг датчика (мм), h - разрешающая способность системы
(мм). Для L = 2 мм, h = 0,001 N= 2000.
Именно это число N должно быть задано для делителей частоты
(см. рис. 4.28), чтобы привязать период датчика к периоду опорной
частоты конкретной СЧПУ.
Реально максимальная частота в СЧПУ не превышает
10 кГц (/оП тах < 20 МГц). Частота интерполятора не может превы-
шать Уоп шах- Поэтому при h = 0,001 максимальная рабочая скорость не
превышает
^•/оптах
Гтах =---оптах =10 мм/с = 0,6 м/мин, что недостаточно.
N
Иногда можно хотя бы временно изменить N, снижая разре-
шающую способность. Если N = 200, то при h = 0,01, L = 2 мм
Стах = 6 м/мин.
4.8. Микропроцессорные стойки ЧПУ
Первоначально микропроцессорные СЧПУ, проведя интерполя-
цию программным путем, выдавали задание в двоичном коде на фа-
зовую систему связи с электроприводом (см. рис. 4.29, 4.30).
В дальнейшем от фазовых устройств связи с электроприводом
отказались, возложив такие операции, как сравнение задания и сиг-
нала обратной связи, реализацию пропорционального регулятора по-
ложения, скоростную компенсацию задающего сигнала (частичная
инвариантность по управлению) на ЭВМ.
Структура одного канала связи с приводом представлена
на рис. 4.31. В обратной связи по положению с фазовращателем
обычно используют как ПЧК при высоких скоростях, так и ПФК при
малой скорости.
255
Задание
от ЭВМ
Рис. 4.31. Структура следящего электропривода с микропроцессорным
регулятором положения
Если используется фотоимпульсный датчик положения, струк-
тура еще более упрощается. В канале обратной связи используется
тогда ПЧК, а иногда и ПЧН для получения сигнала обратной связи
по скорости (см. рис. 4.31).
4.8.1. Архитектура и возможности
микропроцессорных систем управления типа CNC
Структура промышленных МПС постоянно совершенствуется.
Рассмотрим однопроцессорные МПС КМ85, 2Р-32М, 2С42-45, мно-
гопроцессорные МПС Нейрон ИЗ, МС2101, ЗС150, S8600, которые
существовали на начало 90-х гг. Вначале развивались однопроцес-
сорные МПС с одним вычислителем, решающим все задачи. Ресур-
сов вычислительной системы не хватало, что ограничивало развитие
функциональных возможностей системы управления, накладывая ог-
раничения на число управляемых координат, минимальную дискрет-
ность по уровню и времени перемещения, максимальную скорость
интерполируемой подачи, уровень сервиса для оператора и т.д.
Есть несколько путей повышения вычислительных ресурсов.
Возможен переход на 32-разрядные МП. Однако централизованная
иерархическая архитектура оказалась в промышленных системах
не единственной. Быстродействующий вычислитель требует быстро-
действующих магистралей и периферийных устройств. В однопро-
256
цессорных системах оказался востребованным способ использования
интеллектуальных микропроцессорных контроллеров периферии, ав-
томатики, приводов подач, составляющих соответственно интерфей-
сы периферии. Интеллектуальные контроллеры разгружают вычис-
литель от операций ввода-вывода, решают локальные задачи управ-
ления периферией: управление приводами, электроавтоматикой (ПК)
ит.д.
Многопроцессорные МПС являются дальнейшим развитием вы-
числительных возможностей. В этом случае две или более микро-
ЭВМ работают относительно независимо друг от друга, каждая ре-
шает свои задачи. Обмен между ЭВМ осуществляется на уровне
обмена информацией, использования общей памяти, т.е. МПС при-
ближается к локальной вычислительной сети. Данные системы неза-
менимы при построении ГПС, когда требуется объединить в работе
ряд технологических модулей.
Рассмотрим конкретные примеры архитектурных вариантов
МПС 80-х годов прошлого века. На рис. 4.32 приведена структура
СЧПУ КМ-8 5 (аналог 2Р32М). СЧПУ имеет многие элементы от ап-
паратных строк ЧПУ (перфоратор, фотосчитыватель). Контуры по-
ложения для приводов подач выполнены аппаратным способом
на основе реверсивного счетчика и фазового детектора (фазовый де-
тектор работает на рассогласовании одного периода фазы). ЦАП на
каждый канал выполнены как преобразователи двоичного кода в час-
тоту (унитарный код).
На рис. 4.33 приведена структурная схема СЧПУ 2С42-65.
Структура, в принципе, не отличается от предыдущей, однако конту-
ры положения уже реализованы программным способом. Имеется
блок умножения для операций с плавающей запятой, ВЗУ КНМЛ.
Однако управлять более чем тремя осями одновременно данная
структура не может - не хватает ресурсов.
На рис. 4.34 приведена структурная схема СЧПУ «Нейрон
Н3.611». Данная СЧПУ является аналогом СЧПУ «Вектор» фирмы
Olivetti. Это единственная отечественная МПС до 90-х годов для
управления позиционными и контурными системами, выполненная
257
258
Блок ЭВМ
Блок логический
БУСП
Рис. 4.32. Структура СЧПУ КМ-85 (вместо 2Р32М)
653
МикроЭВМ МС1201.02
ЦП ОЗУ ОЗУ ППЗУ
KI801BM2 32 кб энсргонсъ 48 кб
II 8 кб || |Р
If ir ir у
К573РФ2
До 10 блоков до 8 осей
Станочная .магистраль
Расширитель
магистрали
Адреса 256 ко
Интерфейс
магистрали
---
Блок
питания
Канал ЭВМ «Электроника ВМС 111001»
Блок
связи
Блок связи
.БОИ
Пульт
коррекции
(ПК)
Пульт
управления
(ПУ)
Блок
отображения инф.
(БОИ)
ФСУ
консул
Блок связи
с ФСУ
Рис. 4.33. Структурная схема СЧПУ 2С42-65
260
> 128
> 128
X Z ПГД
Рис. 4.34. Структура СЧПУ «Нейрон И 3.611
на элементах Intel-ветви МП. В системе применены микропроцессо-
ры К580ВМ1А. Дополнительный ведомый процессор ДП является
интеллектуальным контроллером, обеспечивает обмен с приводами
и электроавтоматикой и первоначальную обработку информации,
в том числе для выполнения роли регуляторов положения в фазово-
импульсных контурах. СЧПУ управляет двумя приводами подач
и главным приводом. На рис. 4.35 приведена структурная схема
СЧПУ ЗС-150 (третье поколение СЧПУ). Данная стойка имеет мо-
дульную конструкцию и большие возможности за счет:
- большого объема памяти энергонезависимого динамического
ОЗУ, защищенного по коду Хемминга, и ППЗУ, управляемых дис-
петчером памяти МРАП;
- большого набора интеллектуальных контроллеров, выполнен-
ных с применением МП К580ВМ80А;
- модуля расширенной арифметики МРА как сопроцессора для
операций с плавающей запятой.
Однако данная СЧПУ и другие из этой серии (ЗС-120, ЗС-180),
созданные в конце 80-х гг., не успели стать отлаженными до начала
разрушительных процессов в России. СЧПУ получилась габаритной,
с большим числом плат и недостаточно надежной.
На рис. 4.36 приведены некоторые из модулей ЧПУ типа
S8600MC фирмы Allen Bradley. Эту СЧПУ отличают большие воз-
можности наращивания, большой объем памяти (адресное простран-
ство до 1 Мб), большой набор интеллектуальных контроллеров,
в том числе контроллеры электроавтоматики (ПК), электроприводов,
периферии, сетевой контроллер. Возможны различные типы датчи-
ков: ФЭД, линейные индуксины, резольверы, кодовые, контроллеры
входа-выхода дискретных сигналов имеют 32 входа и 32 выхода
(24 В, 0,2 А).
В 80-х гг. выпускались и другие микропроцессорные СЧПУ:
МС2106, МС2109, CNC600, CNC645, SINUMERIK 8Е, BOSCH мик-
ро8, BOSCH Alfa2, РС2000, TESLA и др.
Из обзора микропроцессорных систем ЧПУ следует, что тен-
денцией развития локальных МПС является все более широкое
261
Рис. 4.35. Структура СЧПУ ЗС150
262
| 5000-5001 |
| 5005 |
| 5010 |
| 5240 |
ЦП 1. INTEL 8086+ ЦП LINTEL80286- 1. Пузырьковая 1.256 кб EPROM.
INTEL 8087. INTEL 80287. память-128 кб. 2.64 кб RAMS-MOS.
2. До 32 кб EPROM. До 16 кб RAMS-MOS 3. RS 232 с. 2. До 512 кб EPROM. До 128 кб RAMS-MOS 3. RS 232 с. 2. RAM-128кб.
| 5050 |
| 5440-5441 |
I 5241 I
1.256 кб EPROM. CONVERTOR
2.128 кб RAMS-MOS. INT. 3 ENCODER
(преобразователь
сигналов с ФЭД)
| 5400-5401 |
1NTTERV.
4 RESOLVER
(контроллер связи
с ВТ)
INTERV.
4 ENCODER
(контроллер связи
С ФЭД)
| 5231 | | 5250 |
8CONVJVA+ 4 выхода ДА
+ 8CONVA/fl 4входаА/Д
(8 ЦАП + 8 АЦП) 3 входа для ФЭД
(8-разрядные: (INTEL 8031)
по два на канал)
| 5310 I
I «30 |
Контроллер связи
сЖМД/ГМД
(МП 8031)
Контроллер памяти
активной массы
(до 0,5 Мб RAMS-MOS
МП80186 +таймер)
Рис. 4.36. Модули СЧПУ S8600MC фирмы Allen Bradley
применение микропроцессорных контроллеров, которые берут на се-
бя решение определенных задач управления, обработки информации,
освобождая от рутинных (повторяющихся) задач ведущий вычисли-
тель. Роль контроллеров непрерывно возрастает и иногда может
стать доминирующей. Контроллеры уже включают в себя кроме
микропроцессорного буфера для согласования с СМ локальную ши-
ну, буфер для согласования микропроцессора с локальной шиной,
модули ввода-вывода для связи с объектом управления.
Таким образом, интеллектуальный контроллер есть управляю-
щая микроЭВМ, но без прямой связи с оператором и без средств
отображения. МикроЭВМ контроллера всегда является ведомой. ЦП
принимает аварийные и другие ответственные прерывания и опера-
тивно обрабатывает их. Интеллектуальные контроллеры и основной
вычислитель обмениваются между собой информацией, как правило,
через программно-аппаратное окно - общую память.
263
Способы организации окна (общей памяти - почтового ящика)
даны на рис. 4.37.
В схеме на рис. 4.37, а роль почтового ящика играют буферные
регистры канала передачи информации: последовательные или па-
раллельные. В этом случае модули ЭВМ могут располагаться на дос-
таточном удалении друг от друга.
В схеме на рис. 4.37, б используется память с двойным досту-
пом - 2-портовая память. Если идет обмен с общей памятью с одной
магистрали, то другая при обращении на запись или чтение ожидает
окончания обмена.
Рис. 4.37. Архитектура многопроцессорных СЧПУ
264
В схеме на рис. 4.37, в рассматривается случай, когда локальная
и системная магистрали не совпадают. Переход адаптера в логиче-
ское соединение в определенном направлении возможен при нали-
чии запроса на СМ со стороны ЭВМ и готовности СМ к обмену (ее
незанятости).
Фактически структуры, представленные на рис. 4.37, являются
структурами распределенной многомашинной архитектуры, органи-
зованной по принципу микролокальной вычислительной сети. При-
мер такой системы - СЧПУ «Электроника МС2101». Данная система
допускает гибкую комплектацию машин (2-3 ЭВМ), связанных по
любой топологии последовательными телеграфными каналами,
а также гибкую комплектацию модулей внутри отдельной машины.
Мультиплексорные СЧПУ и системы управления, организован-
ные по принципу ЛВС, перспективны, поскольку в этом случае дос-
тигается:
• унификация оборудования;
• расширение возможностей наращивания по заказу потребителя;
• простота подключения инструментальной ЭВМ для эпизоди-
ческого подключения в цепях наладки, программирования.
Изменение возможностей отечественных СЧПУ за 1992-2002 гг.
представлено в табл. 4.5 для модификаций СЧПУ «Маяк» («Иж-
прэст»).
Ведущие фирмы постоянно совершенствуют и расширяют воз-
можности систем ЧПУ, систем подготовки данных и проектирова-
ния. Вместе с тем, учитывая значительный парк систем ЧПУ старого
поколения, значительное внимание уделяется вопросам модерниза-
ции СЧПУ, создания систем передачи данных. Модернизация отече-
ственных станков с ЧПУ в настоящее время производится по двум
основным направлениям:
• путем полной замены старых моделей устройств ЧПУ на но-
вое поколение СЧПУ;
• модернизацией существующих устройств за счет замены ос-
новных блоков, разработанных на новой элементной базе.
265
Таблица 4.5
Характеристика СЧПУ, выпускаемые НПП «Ижпрэст»
Основные характеристики Маяк-400 Маяк-500 Маяк-600
Количество управляемых осей + шпин- дель 4+1 5+1 8+1
Диапазон скоростей рабочих подач, мм/мин 1-12 000 1-12 000 1-30 000
Ввод/вывод управляющих программ дискета 3,5" RS232C дискета 3,5" Ethernet ЮМ дискета 3,5" Ethernet ЮМ
Встроенный САПП — + +
Тригонометрические функции — + +
Зеркальное отображение — + +
Поворот осей — + +
Полярные координаты — + +
LOOK AHEAD — — +
Редактирование УП во время отработки — — +
Постоянные циклы — + +
Возможность программирования цик- лов пользователя - - +
Преднабор — + +
Графическое отображение траектории движения инструмента - + +
Цифровой осциллограф для настройки приводов - - +
Такт управления приводами, мс 5 5 2
Многоуровневая система доступа — — +
Непрерывные оси вращения — + +
Ведение журнала работы с сохр. време- ни появления ошибок - + +
Видеографический адаптер SVGA
Канал компьютера для связи с внешни- ми устройствами LPT COM
Тип интерфейса компьютера для связи с внешними модулями PC-104 ISA
Операционная система MS-DOS
266
Один из вариантов модернизации систем ЧПУ 2С42-61, 2С42-65
и 2Р22, используемых для управления фрезерными, горизонтально-
расточными, координатно-расточными и токарными станками,
основан на замене микроЭВМ «Электроника-60» одноплатным про-
мышленным микроконтроллером. Например, микроконтроллер
«Кварц-60.1» заменяет в подобных УЧПУ от 5 до 11 плат.
Для замены устаревших устройств ввода/вывода информации
на бумажных и магнитных носителях используются модули элек-
тронной памяти - электронные картриджи. Подключение модуля па-
мяти производится через штатный разъем блока, предназначенного
для включения ФСУ (перфоратора) и не требует доработки УЧПУ.
При этом устройство управления модулем памяти типа EEPROM
имитирует работу заменяемого устройства.
Другой вариант модернизации системы ЧПУ основан на замене
микроЭВМ персональным компьютером. Согласование со станочной
магистралью в этом случае осуществляется с помощью специализи-
рованной платы преобразования сигналов шины ISA или PCI в сиг-
налы магистрали типа «Общая шина». В качестве комплектующих
используются материнская плата с IBM-совместимым процессором,
обязательно наличие свободного ISA или PCI-слота, винчестер, гиб-
кий дисковод, видео карта SVGA, компьютерный источник питания.
В качестве видеотерминала используют обычный монитор или пло-
ский и IBM-совместимую клавиатуру. В свободный PCI-слот мате-
ринской платы устанавливается плата интерфейса станочной магист-
рали и блока корректоров. Привязка к станку осуществляется с ис-
пользованием программного обеспечения FMS3000-2C42 с помощью
системы параметров и встроенного языка электроавтоматики. Рас-
смотренный вариант модернизации не требует перемонтажа станка
и замены датчиков обратной связи, сохранение интерфейса станоч-
ной магистрали и основных ее блоков дает известные преимущества
в ремонте системы ЧПУ для обслуживающего персонала.
267
4.8.2. Тенденции развития систем ЧПУ
Наиболее полно тенденции развития СЧПУ нашли отражение
в учебных пособиях В.Л. Сосонкина, Г.М. Мартинова «Системы чи-
слового программного управления» (М.: Логос», 2005), «Программи-
рование СЧПУ» (М.: Логос», 2008) [8, 2].
Последние достижения в технике управления, компьютерной
технологии и создания высокопроизводительных исполнительных
механизмов позволяют реализовать в станках новые способы управ-
ления. Примерами новых решений являются интеллектуальные
СЧПУ с открытой архитектурой. Такие системы отличаются высокой
надежностью, удобством обслуживания, возможностью взаимодей-
ствия с Интернетом. Они имеют быстродействующий последова-
тельный интерфейс, большой объем памяти. Предусмотрена защита
станка от сбоев в подаче питания, дистанционная система диагности-
ки и др.
4.8.2.1. Архитектура открытой системы ЧПУ
Основными признаками открытой системы ЧПУ являются:
• интеграция SoftCNC, SoftPLC, MMI и БД в единой системе;
• многопоточное управление, использующее копии основного
МО;
• публикация API-функций интерфейса пользователя и подсис-
темы РВ;
• поддержка SERCOS-интерфейса, Profibus, DeviceNet и других
промышленных шин;
• единые ОС и Intel-архитектура процессора, стандартная PC
платформа;
• поддержка всех языков электроавтоматики согласно стандарту
IEC-61131-3.
Пример архитектуры открытой системы ЧПУ показан на
рис. 4.38.
Функции API открывают доступ к библиотекам и инструмен-
тальным средствам, которые позволяют расширить существующую
268
систему. Существует возможность интегрировать в систему стан-
дартные пакеты MES, строить собственный интерфейс пользователя
и разрабатывать свои приложения, работающие в составе математи-
ческого обеспечения OpenCNC.
Manufacturing Resource Planning Enterprise Resource
Planning (MRP - ERP)
1 1нтсрфейс оператора
Синтактический
анализатор
Управление
приводами
Интер-
претатор
Интер-
полятор
Важные
события
Soft
PLC
Manufacturing
Execution System (MES)
База
дан-
ных
РВ
API
1йггсрфсйс
пользователя на
Visual Basic
API-
утилиты
API PB
Адаптивный
компилятор
И i icrpy ме] 1тал ы i ыс
epe ic i ва
Драйверы системы ЧПУ
Периферийная шина (Fieldbus)
Станок
Рис. 4.38. Пример архитектуры открытой системы ЧПУ OpenCNC
Открытая БД РВ дает актуальное представление о состоянии
планировщика программ и значениях всех системных переменных.
Интерфейс создаваемых программ будет иметь возможность читать
и использовать любые переменные системы, а также менять значения
любых переменных, не имеющих статус «read-only». Добавляемые
в систему OpenCNC переменные смогут быть адресованы со стороны
SoftPLC и процессов OpenCNC.
Функции API организованы в виде двух динамических библио-
тек (dlls). Пакет API «Уровень!» используют для разработки прило-
жений, к которым не предъявляют требований РВ: приложения ин-
269
терфейса пользователя, инструменты управляющих программ. С по-
мощью функций API «Уровень!» возможно:
• наблюдать за значениями переменных в БД РВ;
• создавать такие пользовательские окна в интерфейсе пользо-
вателя, которые поддерживают специфическую функциональность,
не предусмотренную стандартным интерфейсом OpenCNC;
• создавать специальный интерфейс для программирования то-
пологически однородных деталей, который позволяет генерировать
управляющую программу после ввода группы параметров для кон-
кретной детали.
Пакет API «Уровень 2» позволяет профессиональным програм-
мистам создавать программы жесткого РВ с использованием
Microsoft’s Visual C/C++. Пакет API «Уровень 2» позволяет:
• повысить точность обработки путем создания приложений РВ,
ориентированных на компенсацию различного рода погрешностей
и деформаций на станке;
• создавать программы РВ, которые будут работать циклически
с выбранной частотой.
4.8.2.2. Открытое ядро ЧПУ
Ядро ЧПУ называют по-разному: геометрическая задача, под-
система управления формообразованием, SoftCNC, SoftMotion,
Motion Control.
До недавнего времени подсистему управления формообразова-
нием строили следующим образом: на шину компьютера устанавли-
вали плату с проблемно ориентированным процессором, отдельной
ОС и соответствующим прикладным программно-математическим
обеспечением. Такое решение в отношении подсистемы управления
формообразованием было полностью закрытым.
В настоящее время наиболее привлекательными являются от-
крытые системы ЧПУ, подсистемы которой (включая интерфейс
оператора, Motion Control и контроллер электроавтоматики SoftPLC)
стали полностью программно-реализованными на единой компью-
270
терной Windows-платформе. Преимущества программной реализа-
ции подсистемы формообразования объединились с достоинствами
цифровых следящих приводов.
Представленная на рис. 4.39 подсистема Motion Control имеет
практически неограниченное расширение. Это расширение поддер-
живается мощной инструментальной системой, которая позволяет
создавать новые функции и новые приложения для Motion Control,
а также интерфейс оператора. Инструментальная система имеет соб-
ственный текстовый мультизадачный, событийно-зависимый, объ-
ектно ориентированный язык.
Корпоративная среда
Ethernet(TCPHP)
Инструментальный
компьютер
Ethernet(TCP/!P)
Рабочий компьютер
Инструм, система
«ALM Productivity
Suite» дли Windows
- Разработка ALM
- Инструмент ALM
Приложения «ALM Soft
Motion»:
- Планирование геометрии
Планирование траектории
- Диспетчер задач
Обработка событии
-Логика управления
Другие приложении
системы управления:
- Интерфейс оператора
SoflPLC
- We Ь-браузс р
- Приложения WinNT
Окружение разра-
ботки;
- Интерфейс
оператора
- Программирование
электроавтоматики
. Web-браузер
Разделение данных
(ОРС, ActivX, DDE)
Уровень абстракции
Win 95/98/N Т/2000
VenturCom RTX
SERGOS
Другие сети
Profibus
DeviceNet
Рис. 4.39. Подсистема Motion Control
271
4.8.2.3. Системы ЧПУ с web-доступом
Язык XML, ОМАС-схемы (Open Modular Architecture for
Controllers) и протокол SOAP (Simple Object Access Protocol) исполь-
зуют для унифицированного доступа к следующему поколению
станков с ЧПУ, имеющих web-доступ. При этом реализуется концеп-
ция взаимодействия оборудования в рамках жизненного цикла про-
изводства изделий от их проектирования через весь ТП.
Несколько лет назад фирма Boeing проявила инициативу «design
anywhere, build anywhere» (проектирование и производство в любом
месте). Соответственно этому принципу, с использованием ОМАС
API, XML и SOAP, разработана архитектура системы ЧПУ типа GNC
(Generative Numerical Control, интеллектуальная система ЧПУ, дру-
гое название - «feature-based») для ОС Windows. Прагматичная аль-
тернатива состоит в том, что технологии ОМАС API и XML встрое-
ны в традиционную закрытую систему ЧПУ для интеграции в произ-
водственное информационное пространство.
Сегодня в космической индустрии, тяжелой и автомобильной
промышленности разрабатывается концепция, согласно которой ста-
нок с ЧПУ становится узлом корпоративной web-сети (рис. 4.40).
Становится ясным, что наибольшую эффективность ОМАС API име-
ет в web-домене коллективно используемых станков с ЧПУ. Функ-
ции ОМАС API конвертируются в язык Internet путем использования
XML-схем для конкретного HMI.
Центральным элементом в этой архитектуре служит программ-
ный компонент- Windows-расширение ХМС (extension for Motion
Control) для каждого конкретного станка с ЧПУ. Следовательно,
ХМС размещается между ОМАС API и станком с ЧПУ. ХМ С-XML-
система использует ОМАС XML-схемы и SOAP-протокол, чтобы
создать гомогенную информационную структуру над системами
ЧПУ от разных производителей.
Единственным ограничением служит обязательное использова-
ние ОС Windows в интерфейсе оператора.
272
Web-
браузер
MES-
система
Рис. 4.40. Система ЧПУ с web-доступом
Многочисленные пользователи устанавливают дополнительное
оборудование, чтобы сделать традиционные системы ЧПУ открыты-
ми. Большое число станков с ЧПУ имеют возраст более 30 лет. Од-
нако, как правило, в радикальных изменениях нет нужды, а сущест-
венные улучшения могут быть достигнуты путем дооснащения стан-
ков с ЧПУ внешним одноплатным компьютером MTIB (Machine Tool
Interface Board).
Цель состоит в превращении системы ЧПУ в узел корпоратив-
ной сети, использующий ОМАС XML-схемы как стандартный уни-
версальный язык ЧПУ. Система ЧПУ становится web-сервером, ко-
торый получает, разделяет и распространяет информацию по всему
предприятию. XML используется для распространения информации
в пределах и за пределами предприятия.
273
4.8.2.4. Система понятий стандарта ISO 14649
Другая тенденция в развитии современных систем ЧПУ состоит
в создании STEP-NC-интерфейса. В рамках этой тенденции разраба-
тывают систему ЧПУ типа STEP-NC (STEP-NC-CNC), которая полу-
чает STEP-NC-данные, распознает их и не нуждается в дополнитель-
ных инструкциях для выполнения задания.
Стандарт ISO 14649 предоставляет системе ЧПУ обширную свя-
занную информацию, которая состоит из четырех разделов: описания
задач управления, технологической информации, описания инстру-
мента, геометрического описания. Раздел задач представляет собой
логическую последовательность исполняемых блоков и типов дан-
ных. Детали каждого шага операции описаны в разделе технологиче-
ской информации; причем они связаны отношениями с описанием
инструмента и геометрическим описанием.
Важнейшим элементом технологического процесса являются ти-
повые формы features, которые определяют области удаляемого мате-
риала заготовки, а их внешний вид является частью внешнего вида из-
делия workpiece. Типовые формы задают параметрически или в виде
совокупности образующей и направляющей. Особый случай представ-
ляют поверхности свободной формы - для них определяют область,
в пределах которой поверхность свободной формы размещается.
Обратимся к тесному взаимодействию задач управления, техно-
логической информации, инструмента и геометрической информа-
ции; в лаконичной упрощенной и ясной форме (рис. 4.41).
Системы ЧПУ, воспринимающие стандарт STEP-NC (ISO
14649), могут относиться к одному из трех типов.
Первый базируется на традиционном использовании G-кодов
(ISO 6983), т.е. построен на основе обычной системы ЧПУ без каких-
либо внутренних изменений. Управляющие программы ISO 14649
конвертируются в формат ISO 6983 на уровне постпроцессирования.
Строго говоря, этот тип не относится к STEP-NC-CNC.
Второй тип имеет встроенный интерпретатор ISO 14649, кото-
рый интерпретирует управляющие программы самостоятельно, при
этом какие-либо функции искусственного интеллекта отсутствуют.
274
Стандарт ISO14649 объединяет геометрию, технологию и ход процессов
Рис. 4.41. ЧПУ, воспринимающие стандарт STEP-NC
Третий тип (рис. 4.42) является полномасштабным вариантом
STEP-NC, располагающим следующими возможностями:
• интеллектуальные сетевые функции системы ЧПУ, поддержи-
вающие цепочку CAD-CAM-CNC, выполненную на основе модели
ISO 14649;
• полная автоматизация цикла от наладки до измерения;
• встроенная система искусственного интеллекта, возможность
автономного управления объектом.
Управляющие программы ISO 14649 содержат самые разнооб-
разные данные. Используя подобные данные, система ЧПУ способна
генерировать траектории инструмента соответственно текущей цехо-
вой ситуации; а также самостоятельно составлять планы операции
275
процессирование
Тип 3
ISC1 14649 Фрезерование
CAD DB
CAD-ядро
AP203|AP224j
STEP IR
АР213 Часть2 | ЧастьЗ Траектория инструмента
STEP IR ISO 13399
САРР DB САМ DB
САРР-ядрО САМ-ядрО
Рис. 4.42. Системы ЧПУ, воспринимающие стандарт STEP-NC
и адекватно реагировать на непредвиденные события. Несмотря
на то, что системы STEP-NC-CNC молоды, они являются очередным
поколением систем ЧПУ с открытой архитектурой. Системы прини-
мают на входе STEP-данные (ISO 14649) и выполняют разнообраз-
ные интеллектуальные функции.
4.8.2.5. Среда разработки управляющих программ
для систем ЧПУAdvancEd
AdvancEd представляет собой многофункциональный проблем-
но ориентированный редактор управляющих программ для систем
ЧПУ, который может быть встроен в систему ЧПУ или может ис-
276
пользоваться в качестве самостоятельного приложения в технологи-
ческом отделе подготовки управляющих программ. AdvancEd распо-
лагает всеми функциями стандартного текстового редактора, а также
целым рядом дополнительных свойств, специфичных для редакторов
управляющих программ ЧПУ. К числу специфичных функций отно-
сятся следующие:
• ввод кадров с упрощенной панели оператора, графическая
контекстная помощь для конкретной G-функции;
• синтаксический и семантический контроль и коррекция вво-
димых кадров;
• определение текущего G-вектора (соответственно состоянию
системы ЧПУ) в любой точке управляющей программы; просмотр
координат G-вектора для текущего кадра;
• осуществление специальных операций с блоками (масштаби-
рование осей, перенумерация кадров);
• работа с текстовыми файлами любого объема (с более высокой
скоростью, чем известные системы);
• вызов внешних приложений;
• средство отладки управляющих программ с возможностью
моделирования траектории инструмента.
AdvancEd оснащен системой сообщений и диагностики крити-
ческих ошибок.
В связи с многообразием версий языка управляющих программ
корректное выполнение функций редактирования возможно лишь
при условии настройки редактора AdvancEd на конкретную версию
языка. Эта настройка осуществляется путем описания версии в спе-
циальном конфигурационном файле. Для версии WIN32 предлагает-
ся специальная инструментальная система разработки конфигураци-
онных файлов - CFG Editor.
К настоящему времени имеются версии AdvancEd для платформ
DOS 16, DOS4GW32 и WIN32, причем для первых двух предусмот-
рена возможность локализации, настройки окружения и установки
прав доступа к директориям. В отдельный файл настроек вынесено
описание всех диалогов и сообщений об ошибках. Локализация ре-
277
дактора AdvancEd для платформы WIN32 осуществляется заменой
соответствующих ресурсов.
На рис. 4.43 приведена блочная структура среды AdvancEd, ко-
торая свидетельствует, с одной стороны, о высокой степени ее слож-
ности; а с другой стороны - о ясной и регулярной внутренней орга-
низации. Технические характеристики AdvancEd различных версий
в сравнении с аналогичными по своему назначению системами при-
ведены в табл. 4.6.
Рис. 4.43. Блок-схема среды разработки УП для систем ЧПУ AdvancEd
278
279
Таблица 4.6
Технические характеристики зарубежных СЧПУ типа AdvancEd
Технические характеристики andron-editor Version 1.20m++ Copyright (С) Andron GmbH 1988-1993 Le DOS 7.10 (038-1) Aedit Version 2.2 Copyright (C) 1983, 1984, 1985 Intel Corporation XYZPRO32 Edit Plus Copyright (С) 1995-1996 Ascendant Technologies AdvancEd DOS version 1.35 AdvancEd DOS4GW version 2.0 AdvancEd Win32 version 1.4
Переход на конец файла, мкс 547 123 65 85 21 18
Сохранение редак- тируемого файла, мкс 664 132 35 86 21 21
Поиск строки, мкс 559 128 175 89 25. 22
Сохранение блока, мкс 390 324 не реализовано 87 21. 22.
Загрузка блока, мкс 239 не реализовано не реализовано 88. 24 23
Удаление блока, мкс 830 172 0 141 37 2
Ренумерация блока, мкс не реализовано не реализовано 750 1362 364 524
Подсчет G-вектора, мкс не реализовано не реализовано не реализовано 823 176 302
Сегодня отсутствуют какие-либо конкурентоспособные аналоги
AdvancEd с подобным набором услуг и подобной производительно-
стью. Во всех известных системах отсутствует возможность на-
стройки на конкретную версию языка управляющих программ
и синтаксическая коррекция вводимых кадров.
В рамках развития системы ведутся работы по построению
AdvancEd в качестве COM-сервера (Component Object Model)
для стандартизации использования в различных клиентских прило-
жениях.
AdvancEd поставляется настроенным на конкретную версию
языка управляющих программ в виде саморазворачивающегося
архива с комплектом сопроводительной документации на русском
и английском языках в формате Microsoft Word, Windows 95, ver-
sion 6.0/7.0.
В целом AdvancEd представляет собой проблемно ориентиро-
ванный редактор управляющих программ для систем ЧПУ. Его ос-
новными особенностями являются: контекстная помощь, высокое
быстродействие при работе с файлами неограниченной длины и спо-
собность настройки на конкретную версию языка управляющих про-
грамм (табл. 4.6).
В прил. 2 приведены основные сведения по СЧПУ типа CNC
и PCNC.
4.8.2.6. Примеры интеллектуальных СЧПУ
последнего поколения
С каждым годом появляются все новые, наиболее современные
СЧПУ. Примером таких систем являются последние интеллектуаль-
ные СЧПУ с открытой архитектурой. При изготовлении ЧПУ ис-
пользуются наиболее современные комплектующие.
В настоящее время в системах ЧПУ широко используются мик-
роконтроллеры ряда фирм: Atmel, AMD, Intel, Motorola, NEC, Philips
Semiconductors, Texas Instruments, Infineon, Hitachi и др. Микрокон-
троллеры, как правило, имеют большое число портов ввода/вывода,
встроенные многоканальные АЦП, программируемые таймеры/счет-
280
чики, каналы последовательной связи. Применительно к системам
управления особое значение имеет развитая периферия МК, так как
основные функции формирования управляющих сигналов и обработ-
ки сигналов обратных связей решаются на аппаратном уровне.
Область микропроцессорных средств, предназначенная для
управления двигателями, получила специальное название (Motor
Control). С учетом тенденций и перспектив развития ЭП в последнее
время особое внимание уделялось разработке микроконтроллеров,
предназначенных для управления приводами переменного тока.
К числу таких МК, специально разработанных для использования
в системах управления частотно-регулируемого электропривода, от-
носятся: МС68НС705М4, МС68НС708МР16 (Motorola), 8ХС8196МС,
8XC8196MD, 8ХС8196МН (Intel), C167CR (Infineon), TMS320F241
(Texas Instruments).
Среди микроконтроллеров общего назначения, приближающих-
ся по свойствам своей периферии к группе Motor Control, можно от-
нести микроконтроллеры AVR фирмы Atmel. В рамках единой базо-
вой архитектуры AVR-микроконтроллеры подразделяются на три
семейства: «tiny», «classic», «mega». Микроконтроллеры этой серии
приобрели большую популярность благодаря ценовой политике
фирмы, доступности программно-аппаратных средств поддержки
и свободно распространяемым программным обеспечением.
В связи с переходом в 2001-2002 гг. фирмой «Atmel» на техно-
логические нормы производства 0.35мкМ изменена номенклатура
выпускаемых микроконтроллеров семейства AVR. В новое семейст-
во вошли микроконтроллеры ATmega8515, ATmega8535 взамен мик-
роконтроллеров AT90S8515, AT90S8535 семейства «classic» и другие
представители семейств, нашедших сферы применения по своим по-
требительским свойствам.
Новые контроллеры имеют увеличенное в 2 раза быстродейст-
вие, до 10000 циклов перезаписи на страницу увеличен ресурс памя-
ти команд (Flash) и добавлена возможность ее перепрограммирова-
ния встроенными средствами микроконтроллера. Также добавлены
новые периферийные узлы, такие как:
281
- аппаратный умножитель 8*8 (команда умножения выполняет-
ся за 2 такта);
- периферийный интерфейс TWI (I2C);
- интерфейс JTAG для внутрисхемной отладки и программиро-
вания;
- контроллер символьного ЖКИ (контроллер ATmegal69L/V -
без аналогов);
- система контроля напряжения питания.
В качестве приводов для станков начинают широко применять
цифровые приводы, т.е. интеллектуальные приводы со встроенным
микропроцессором, которые принимают и обрабатывают сигнал
с датчика измерения перемещения без участия ЧПУ. Управление от
ЧПУ идет при этом по цифровой шине сетевого типа. Такое управле-
ние повышает скорость реакции приводов и обеспечивает качествен-
ные показатели, недостижимые при классической схеме совмещения
функций управления в однопроцессорных ЧПУ. Цифровой интер-
фейс позволяет также ускорить обмен данными между СЧПУ и при-
водами.
Все современные цифровые приводы имеют программные паке-
ты для отладки привода. Для настройки достаточно указать тип дви-
гателя и преобразователь - и система управления на базе МК автома-
тически настраивается на заданные характеристики. Затем можно за-
пустить автоматическую привязку двигателей к станку. Точную
окончательную настройку можно произвести, используя программ-
ный осциллограф системы ЧПУ.
Тенденции широкого использования промышленных компьюте-
ров в СЧПУ позволили в некотором смысле отечественным произво-
дителям преодолеть существенное отставание в производстве совре-
менных систем числового программного управления. Одной из таких
разработок является система числового программного управления
серий FMS-3000 и FMS-3100.
FMS-3000 и FMS-3100 предназначены для установки на различ-
ные типы технологического оборудования. FMS-3000: фрезерные
станки; расточные станки; копировальные станки; обрабатывающие
282
центры; машины термической резки; другое оборудование с ЧПУ.
FMS-3100: намоточные станки; токарные станки; токарно-карусель-
ные станки; другое оборудование с ЧПУ.
Адаптация к конкретному типу станка осуществляется с помо-
щью программы электроавтоматики и разветвленной системы пара-
метров FMS-3000, FMS-3100.
Основа FMS-3000 - персональный компьютер промышленного
исполнения (ПК). Открытая архитектура ПК позволяют легко интег-
рировать в ее состав компьютерные компоненты ведущих произво-
дителей вычислительной техники. К числу стандартных компонентов
промышленных компьютеров относятся: платы цифрового вво-
да/вывода, платы АЦП и ЦАП, платы программируемых счетчиков,
платы релейных выходов и изолированных входов, плата интерфей-
са CAN, плата интерфейсов RS-232/ «токовая петля», панели для ус-
тановки твердотельных реле и модулей ввода/вывода, модули преоб-
разователя RS-232 в RS-422/485, модуль подключения RS-232 к оп-
товолоконному кабелю и т.д.
Доминирующие позиции открытых систем ЧПУ, построенных
на базе персонального компьютера (PCNC - Personal Computer
Numerical Control) для условий промышленного производства заняли
фирмы Advantech, Octagon Systems. На основе продукции этих
фирм построены ЧПУ NC-110, NC-200(210) ООО «Балт-Систем» (см.
прил. 2), а также система WinPCNC.
Система WinPCNC является однокомпьютерной системой ЧПУ,
построенной на мощной платформе персонального компьютера
с операционной системой Windows NT и расширением реального
времени RTX 4.1 фирмы VentureCom. Она относится к классу PCNC
(Personal Computer Numerical Control), т.е. к классу так называемых
«персональных систем управления», который является сегодня наи-
более перспективным классом систем ЧПУ нового поколения.
Система использует единственный процессор для обслуживания
всех ее функций, включая функции электроавтоматики. Аппаратная
часть представлена стандартной аппаратурой персонального компь-
ютера и дополнительными интерфейсными модулями для связи со
283
следящими приводами подачи и главного движения, платами элек-
троавтоматики, панелью оператора. Общий вид системы ЧПУ
WinPCNC показан на рис. 4.44.
Рис. 4.44. Общий вид ЧПУ WinPCNC
Система ЧПУ состоит из двух независимых блоков - системно-
го и панели оператора. Системный блок размещен в корпусе про-
мышленного компьютера, который гарантирует защиту от производ-
ственных помех. Блок панели оператора должен быть встроен в свой
корпус и конструктивно оформлен так, как это удобно потребителю.
Системный блок представляет собой базовый набор плат на шине
ISA или PCI. Существует также возможность установки дополни-
тельных плат, например, для увеличения числа управляемых коорди-
нат, увеличения общего числа параллельных входов-выходов элек-
троавтоматики, для установки сетевых интерфейсных плат типа
Fieldbus с целью управления приводами и электроавтоматикой. До-
284
полнительные платы определяют опции системы ЧПУ, которые за-
висят от конкретного заказа.
Основной особенностью системы WinPCNC на прикладном
уровне является ее открытая архитектура, которая предоставляет
производителям технологического оборудования и конечным поль-
зователям широкие возможности по адаптации системы к собствен-
ным требованиям. Эти возможности поддержаны средствами конфи-
гурации, а также дополнительными инструментальными системами.
Так, интерфейс оператора открыт для включения любых приложений
конечного пользователя, разработанных в среде Windows. При этом
конечным пользователям предоставлен широкий открытый набор
интерфейсных функций API (Application Programming Interface).
Интерфейс оператора (его внешний вид, набор режимов, страниц
и меню) может быть в кратчайший срок существенно перепроек-
тирован с помощью специальной инструментальной системы
State Machine Builder. Система ЧПУ может быть настроена на лю-
бую версию языка управляющих программ в коде ISO-7bit (DIN
66025). Настроенная версия поддерживается редактором-дебаггером
управляющих программ и гибким интерпретатором управляющих
программ (ISO-процессором). Интерпретатор может быть настроен
на любое (разумное) число буферируемых кадров. Редактор-дебаггер
располагает системой графического моделирования управляющей
программы на входе системы и на выходе интерпретатора, т.е. с уче-
том эквидистант. Интерполятор системы имеет гибкую собственную
архитектуру и фиксированный входной интерфейс IPD (Interpolator
Data); он открыт для включения любых специальных алгоритмов ин-
терполяции. В процессе управления может быть использована любая
комбинация имеющихся алгоритмов. Гибкая система электроавтома-
тики построена на основе концепции SoftPLC, т.е. на основе про-
граммной реализации контроллера в составе прикладной компонен-
ты системы ЧПУ. Взаимодействие всех модулей системы ЧПУ осу-
ществляется через многофункциональную программную шину,
которая служит глобальным сервером системы. Подобная организа-
ция допускает масштабирование системы.
285
Технические характеристики системы WinPCNC:
Процессорный модуль Pentium-Ill, 750 МГц, ОЗУ - 512 Мбайт,
HDD -20 Гбайт, FDD, CDROM. Экран монитора - TFT. Операцион-
ная система Windows NT+RTX.
Режимы работы: автоматический, ручного управления; редакти-
рования, отладки и моделирования управляющих программ; систем-
ной настройки.
Управляющая программа и стандартные циклы - в версии за-
казчика.
Число управляемых и интерполируемых координат - до 8-ми
координат.
Интерполируемая скорость - до 10 м/мин.
Цена дискреты для тонкой интерполяции - 1 мкм.
Виды интерполяции: линейная, круговая, сплайновая. Сплай-
новую интерполяцию можно программировать непосредственно
в кадре управляющей программы. Автоматические разгоны и тор-
можения.
Управление приводами: +/- 10 В. Тип позиционного датчика
обратной связи - импульсный. Возможно ручное управление с по-
мощью маховичка ручного перемещения.
Электроавтоматика - типа SoftPLC. Связь с приводами электро-
автоматики - через параллельный порт или по шине CANBus. Число
входов/выходов - по заказу.
Рассмотрим УЧПУ SINUMERIK 810D, 840D для сложных стан-
ков фирмы Siemens (см. прил. 2). Эти системы позволяют осуществ-
лять управление от 6 до 12 осей и имеют в своем составе функции,
позволяющие управлять не только токарной или фрезерной обработ-
кой, но и такими технологиями, как шлифование, лазерная резка, вы-
рубка и управление роботами. Эти системы работают совместно
с цифровым приводом SIMODRIVE 611D, что позволяет достичь
точности и динамики, превосходящих соответствующие показатели
традиционного аналогового привода.
Отдельной линией проходит система ЧПУ SINUMERIK 840Di.
Это так называемая система ЧПУ, базирующаяся на стандарт-
286
ном промышленном ПК. При этом интерфейс пользователя и ядро
ЧПУ реализованы программно, а контроллер ПЛК и интерфейсы
подключения периферии и приводов расположены на единой слот-
плате.
УЧПУ SINUMERIK 810D, 840D представляют собой интегриро-
ванные мультипроцессорные системы, в которых нельзя выделить
ЧПУ и приводы в самостоятельные устройства.
Процессорный модуль ЧПУ SINUMERIK имеют линейку про-
цессорных модулей, которые называются либо CCU (Compact Control
Unit) для 810D типа CCU1 и CCU2, либо NCU (Numerical Control
Unit) для 840D с типами от 571.2 до 573.2. Основные аппаратные ха-
рактеристики процессоров ЧПУ приведены в табл. 4.7.
Пульт оператора состоит из следующих частей:
- ММС-процессора (Muman Machine Communication) - пред-
ставляет собой персональный компьютер ММС 100.2 (Intel 486,
MS-DOS) или ММС 103 (Intel Pentium, Windows 95);
- дисплея, который может быть цветным или монохромным
(10,4” TFT плоский экран).
Кроме того, пульт может быть оснащен полноразмерной кла-
виатурой, дисководом, адаптером подключения к сети Ethernet. Весь
интерфейс полностью русифицирован.
На ММС-процессоры можно установить дополнительное про-
граммное обеспечение фирмы Siemens (например, ShopMill - для
экспресс-подготовки управляющих программ на рабочем месте,
SINTDI - для управления инструментом, WinBDE - для сбора и ана-
лиза информации о работе станка) или третьих фирм.
В системах ЧПУ SINUMERIK 810D, 840D используются цифро-
вые приводы (D - digital), в которых сигнал от ЧПУ передается по
специальной цифровой шине. В каждом модуле привода имеется
процессор, который выполняет задачи по управлению приводом
и разгружает центральный процессор ЧПУ для других целей.
Основные характеристики цифровых приводов:
- минимальное время (период квантования), через которое про-
изводится контроль положения - 0,125 мс;
287
Таблица 4.7
288
Основные аппаратные характеристики УЧПУ SINUMERIK
Функции SINU- MERIK FM-NC SINU- MERIK 81 ODE SINU- MERIK 810D SINUMERIK 840DE
NCU 570 CCU1 CCU2 NCU 571.2 NCU 572.2 NCU 573.2 12 осей NCU 573.2 31 ось
Количество управ- ляемых осей/шпин- делей в базовом исполнении 4/2 5/2 5/2 5 5 5 5
Максимально воз- можное количество осей + шпинделей 5 5 5 6 10 12 31
Количество незави- симо отрабатывае- мых программ в ба- зовом исполнении 1 1 2 1 1 1 1
Максимальное ко- личество независи- мо отрабатываемых программ 1 1 2 2 2 2 10
Расширение групп режимов работ - - 2 - - 2 10
289
Окончание табл. 4.7
Функции SINU- MERIK FM-NC SINU- MERIK 81 ODE SINU- MERIK 810D SINUMERIK 840DE
NCU 570 CCU1 CCU2 NCU 571.2 NCU 572.2 NCU 573.2 12 осей NCU 573.2 31 ось
Память пользова- теля для программ и данных 128 КБ 256 КБ 1,5 МБ 256 КБ 256 КБ 2,5 МБ 2,5 Мб
Расширение памяти пользователя в ЧПУ - с дискрет- ностью 256 Кбайт до 1,5 Мбайт о о о
Память пользовате- ля для программ и данных на жест- ком диске ММС 103 (1 Гбайт) + + + + + + +
- разрешающая способность - 4,2 млн импульсов на один обо-
рот двигателя;
- диапазон регулирования скорости примерно в 50 раз больше
по сравнению с аналоговыми приводами;
высокие динамические и статические характеристики.
Цифровое управление приводами позволяет повысить произво-
дительность станка и улучшить качество детали. Кроме того, имеют-
ся дополнительные сервисные возможности:
- настройка привода через параметры, вводимые через ММС-
процессор;
- автоматическая оптимизация приводов, позволяющая более
точно и быстро адаптировать приводы к механике станка;
- представление информации о состоянии привода (температу-
ра, нагрузка и т. д.).
Технологические возможности. За последние годы язык про-
граммирования для УЧПУ претерпел серьезные изменения, однако
остается преемственность программного обеспечения в виде набора
базовых функций. Большинство программ, написанных для старых
моделей УЧПУ, работают и с новыми моделями при минимальных
переделках. Имеющиеся сегодня возможности визуального програм-
мирования и целый ряд высокоуровневых функций обеспечивают та-
кие возможности, о которых раньше технолог мог только мечтать.
Мнемоника команд стала более ясной и читабельной. Базовый
набор технологических функций УЧПУ позволяет использовать его
с разными типами станков (токарные, фрезерные, шлифовальные
и т.п. станки и обрабатывающие центры). Остановимся на некоторых
наиболее интересных из них.
Сплайны и полиномы. Эти функции позволяют создавать плав-
ные непрерывные кривые. В системе возможно использование трех
видов сплайнов (А, В, С) и кривых, заданных с помощью полиномов
третьего порядка. Главное назначение сплайнов - быть интерфейсом
между CAD/CAM-системами и УЧПУ. Основная область примене-
ния - производство штампов и пресс-форм. Использование сплайнов
в обработке позволяет сократить управляющую программу, улуч-
290
шить динамику движения приводов, повысить качество обрабаты-
ваемых поверхностей, отказаться от ручной доводки пресс-форм.
Изменение величины подачи по заданному закону в пределах од-
ного кадра. Данная функция позволяет адаптировать величину пода-
чи к режимам резания (например, изменять подачу при сверлении
отверстия). Закон изменения определяется тремя способами: FLIN -
линейное изменение, FCUB - по плавной кривой, FPO - по закону,
заданному с помощью полинома.
Автоматическое предотвращение зарезов. Возможность обра-
ботки «узких мест» (карманов, пазов и т.п.) зависит от диаметра ин-
струмента. При использовании опции Look Ahead происходит опе-
режающий просмотр программы (до 1000 кадров). Система позволя-
ет автоматически отслеживать подобные ситуации и предотвращать
зарезы.
Преобразование рабочей системы координат в пространстве.
Базовый набор команд (концепция FRAME) позволяет производить
с рабочей системой координат следующие преобразования: TRANS -
линейный сдвиг; ROT - наклон в заданной плоскости или вращение
всей плоскости обработки; MIRROR - зеркальное отображение за-
данных осей, SCALE - масштабирование вводимых размеров. Ис-
пользуя эти возможности, можно исключить пересчет координат
и задавать размеры прямо с исходного чертежа.
Ориентация инструмента относительно плоскости обработ-
ки. При наличии на станке поворотной инструментальной головы
при условии 2,5П-обработки значительно упрощается обработка на-
клонных поверхностей. После задания соответствующей команды
ориентации инструмента к плоскости обработки все дальнейшие
действия по программированию перемещений производятся так,
словно продолжается работа в стандартной системе координат.
Ориентация инструмента относительно криволинейных
поверхностей. Эта возможность позволяет отказаться от суррогат-
ных решений при пятиосевой обработке криволинейных поверхно-
стей в производстве штампов и пресс-форм (формирование траек-
тории движения с помощью CAM-систем одновременным заданием
291
в кадре пяти осей (рис. 4.45)). Необ-
ходимыми условиями использования
данной возможности является нали-
чие на станке двухосевой поворотной
инструментальной головы и установ-
ка дополнительного пятиосевого па-
кета. Дополнительно к ориентации
инструмента это обеспечит компен-
сацию длины и радиуса в объеме,
ориентированный отвод в простран-
стве в случае поломки. Наиболее
перспективно использование этих воз-
Рис. 4.45. Пятиосевая обработка можностей в цепочке из CAD/CAM-
систем.
Специальные функции для токарно-фрезерных станков. При
выполнении фрезерных операций на телах вращения необходимо со-
вмещать движения линейных и круговых осей. Для упрощения этих
действий введены специальные функции TRANSMIT и TRACYL, ко-
торые позволяют свести работу программиста к работе на плоскости.
Необходимое перемещение круговой оси система формирует автома-
тически.
Задание запрещенных для перемещения зон на станке. Отдель-
ные зоны на станке можно объявить запретными. Конфигурация та-
ких зон может быть произвольной. В этом случае система автомати-
чески отслеживает возможность попадания в эти зоны и блокирует
указанные ситуации (например, защита зоны патрона на токарном
станке).
Создание программных конструкций, аналогичных языкам вы-
сокого уровня. Язык программирования для УЧПУ содержит много
элементов из языков программирования высокого уровня (больше
всего он напоминает Паскаль). Программист может создавать пере-
менные различных типов, использовать команды условных и безус-
ловных переходов, арифметические и логические операции, циклы,
выполняемые по условиям (WHILE - DWHILE; REPEAT - IL;
292
FOR - DFOR). Система предоставляет доступ к внутренним пере-
менным (например, к текущей памяти положения, к значениям ос-
татков пути внутри кадра и т.д.).
Имея эти возможности, можно создавать программы, построен-
ные по принципу групповой технологии (для ввода новой детали не-
обходимо просто заполнить таблицу внутри программы) и сущест-
венно облегчить работу оператора.
Вызов внешних подпрограмм при возникновении аварийных си-
туаций. В случае возникновения нештатных ситуаций (например,
при поломке инструмента) автоматически может быть вызвана спе-
циальная подпрограмма, внутри которой организуются все необхо-
димые действия по устранению ситуации. Возврат на контур обра-
ботки производится одной командой, при этом можно вернуться
в любую точку прерванного кадра.
Развитие систем числового программного управления и наличие
мощных графических пакетов в настоящее время обеспечивает воз-
можность вводить программу обработки детали в виде обычной тех-
нологической карты в среде визуального проектирования. Оператор
в этом случае вводит по шагам контур детали, состоящий из таких
простых графических элементов, как прямая, дуга, конус и т.д. Все
переходы между элементами просчитывает СЧПУ. Затем моделиру-
ются инструменты и траектории их перемещения, а также съем мате-
риала с детали. Каждый шаг поддерживается графически на экране
СЧПУ, а в завершение оператор может получить трехмерное дина-
мическое симулирование обработки детали. Такое графическое мо-
делирование является настолько точным, что позволяет обойтись без
проверки непосредственно на станке. Затем СЧПУ формирует весь
технологический процесс, включая число проходов, выбор инстру-
ментов, скорость вращения шпинделя, скорость подачи и подбор
компенсационных значений.
Если программирование производилось не на станке, а, напри-
мер, с помощью CAD-системы, оператор в большинстве случаев
имеет возможность просмотреть программу на станке в графическом
виде и внести необходимые коррективы.
293
Появление новых функций в ЧПУ позволяет сегодня сущест-
венно уменьшить время переналадки станка, которое в универсаль-
ном станке может занимать до 90 % от общего времени работы. Дру-
гие функции позволяют избежать поломки дорогостоящего инстру-
мента и повреждения дорогостоящей детали. Износ инструмента
также можно снизить за счет программных функций ЧПУ.
Siemens Sinumerik 840Di si - это автоматизированная численная
система для управления 20-координатной приводной системой
Sinamics S120. Контроллер Sinumerik построен на основе открытого
программного обеспечения и оборудования, он предназначен для
создания распределенной автоматизированной системы управления
с программируемыми логическими схемами ввода/вывода и приво-
дами как с участием компьютера, так и без него. Sinumerik разрабо-
тан для механических, модернизированных, специализированных
станков и робототехнических систем. Система отличается открыто-
стью функций HMI и PLC, возможностью простой передачи данных
по интерфейсам USB, Ethernet, изохронным Profibus с помощью от-
крытого оборудования, программного обеспечения и приложений
стандартного персонального компьютера.
ITNC 530 - СЧПУ, созданная фирмой Heidenhain Corp. (США).
Она предназначена для обработки сложнопрофильных деталей. Ос-
нована на системе TNC, но является усовершенствованием такой
системы, позволяет управлять процессом контурной обработки
с высокой скоростью резания, что достигнуто применением нового
процессора и усовершенствованной архитектуры этой системы.
Обеспечивает более быструю обработку последовательных данных
и оптимальное направление при перемещении. Программирование
облегчено использованием стандартных циклов. Возможен импорт
управляющих программ, подготовленных на стороне, через ЛВС.
Axium Power - СЧПУ фирмы NUM, типа CNC, на базе персо-
нального компьютера, имеет различные числовые вариаторы и дви-
гатели. Каждый может использовать эту систему и адаптировать ее
к своим задачам. Можно разработать персональные алгоритмы на
уровне интерполирования, а также приспособить часть системы
294
к данному станку. СЧПУ имеет персональный компьютер и сенсор-
ный экран. ПК функционирует на основе Windows 2000.
Advantage 810 CNC- СЧПУ фирмы Delta Таи Data Systems Inc.
(США). Рассчитана на 32 управляемые координаты. Она легко ин-
тегрируется и может применяться как на новых, так и на модернизи-
руемых станках. Системная плата построена на основе процессора
Pentium III.
18i-MB5 CNC - СЧПУ корпорации GE Fanuc Automation
(США). Предназначена для 5-координатных станков. При ее исполь-
зовании нет необходимости в размерной настройке инструментов:
в динамике вводятся необходимые коррекции, в том числе на длину
инструмента. Предусмотрено легкое программирование, поскольку
расчет коррекции осуществляется при вращении инструмента при-
менительно к каждому новому вектору. Устройство ЧПУ рассчиты-
вает все компенсации автоматически.
CNC Professional - СЧПУ фирмы Camsoft Corp. (США). Пред-
назначена для использования на многооперационных станках. Сис-
тема функционирует во взаимодействии со всеми операционными
системами корпорации Microsoft, в том числе Windows ХР. Пакет
версии 14.2 устройства ЧПУ обеспечивает возможность запуска про-
граммы в любом месте с помощью графики. Запуск производится
посредством мыши или сенсорного экрана.
Fidia С20 - реализует все возможности совместного использо-
вания процессоров Intel Pentium 4 и Motorola RISC Power PC. Она
предназначена для управления сложнейшими высокоскоростными
приложениями обработки в 5-координатном пространстве по прото-
колу RTCP (управления передачей в реальном времени). Благодаря
MILL 3D САМ и Isograph 21/2D CAD/CAM, система может экспор-
тировать расчеты САПР в форматы IGES, DXF и DWG.
Fanuc и GE Fanuc - усовершенствовано взаимодействие стан-
ка с ЧПУ и персонального компьютера по высокоскоростному по-
следовательному интерфейсу. Новая система позволяет увеличить
объем передаваемых данных. Выпущены новые модификации сис-
тем 30i/31i/32i. Оборудование серий 300i/310i/320i - это высокопро-
295
изводительные системы под управлением Microsoft Windows
2000/ХР. На моделях 300is/310is/320is работает промышленная вер-
сия Windows СЕ. Net, которой не требуется жесткий диск. Обе сис-
темы поддерживают высокоскоростной протокол обмена данными
FOCAS2 (Fanuc Open CNC API Specification Version 2 - 2-я версия
API для ЧПУ компании Fanuc). Все открытые версии оборудования
можно легко адаптировать к любым требованиям заказчика и кон-
кретной задаче.
Окита - программное обеспечение фирмы ADMAC Parts с воз-
можностью виртуального объемного контроля. Программа обраба-
тывает информацию о правильном выполнении технологического
процесса и, сравнивая полученные данные и текущую информацию,
может определить наличие неполадок и контролировать ход работы.
Okuma рассчитывает и позволяет просмотреть объемное изображе-
ние детали до ее фактического производства. На сайте Okuma пред-
ставлено множество примеров работы программы в реальном техно-
логическом процессе:
ST-Machine - эта программа фирмы Step Tools делает проще
контроль системы, балансировку загрузки, уменьшает расходы на
контроль качества и увеличивает точность производства. Также в но-
винке используется протокол STEP-NC АР-238, который позволяет
абстрагироваться от конкретного типа станка при задании траекто-
рии инструмента. Продукция STEP-NC - это набор динамических
библиотек, которые встраиваются в САПР и обеспечивают поддерж-
ку протокола АР-238 для GibbsCAM, MasterCAM и других процес-
сов, основанных на АРТ-CL (язык и система автоматического про-
граммирования).
4.9. С форума потребителей СЧПУ
Список широко применяемых микропроцессорных СЧПУ по-
следних версий невелико. Кратко об отношении к отдельным СЧПУ
на форуме потребителей:
296
«Sinumeric 840D и Sinumeric 802C фирмы Siemens (ФРГ) - доро-
го, качественно, много наворочено и сложно, есть проблемы с соф-
том в целом и в совместимости версий ПО, не работают, как правило,
с приводами других фирм. В целом по функциям и по работе - не-
плохие системы, хотя дорогие в эксплуатации. Если есть деньги и их
некуда девать, надо закупить полный комплект программного обес-
печения».
«NC210 и NC110 фирмы «Балтсистем» (С.-Петербург) - не очень
дорого, относительно качественно, вся документация на сайте, на
NC210 изготовитель дает 6 книг, легко изучаемая, очень удобная
бюджетная система... Нет проблем с программированием, обслу-
живанием, ремонтом. Легко организуется в локальную сеть. В отли-
чие от Сименса и Фанука работает с любыми приводами и двигате-
лями. Как говорят пользователи, если руки не кривые и немного есть
опыт в программировании электроавтоматики, можно создать удоб-
ный для работы станок в бюджетном варианте с неплохим пользова-
тельским сервисом. Имеется симулятор, так что, не покупая саму
машину, можно писать электроавтоматику, обкатывать ее и даже
виртуально точить детали. Удобно особенно для студентов, каждому
вузу ЧПУ не купят, а у каждого PC есть. Сименсы и фануки, естест-
венно, не хуже, но дороже и хороши в комплекте со своими при-
водами».
«Fanuc - дешевле Siemens, достаточно трудна при пуске
в эксплуатации. Но очень надежна и хороша после привыкания. Ми-
нус - нет готовых кабелей. Разъемы по-японски маленькие
и не очень удобные. Не хватает развитости в софт-приложениях свя-
зи и обмена».
«Mitsubishi - относительно недорого. Похожи на Fanuc. Кабели
почти все готовые».
«WL4 (Харьков) - стойка недоработанная».
«Система TNC350 немецкой фирмы Хаденхайнен. Система не-
плохая, работает устойчиво. Если есть полная документация и про-
граммное обеспечение, можно неплохо с ней работать. Недостаток -
она не русифицирована, все на английском».
297
«Эксплуатируем НЦ-31-10 Севастопольского завода Маяк.
Всего две платы, стоит 500$. Доработка - поставили 2 вентилятора
от PC, чтобы обдували между платами. В 3-х метрах работает эро-
зионно-прошивной станок, запитанный от того же электрощита.
Когда «эрозионка» стоит, сбоев практически нет, когда работает -
1-2 в смену. Очень простое программирование - токаря обучили
этому делу за месяц, сейчас программы сам составляет».
«Работают на заводе Siemens802 и NC210. По надежности луч-
ше NC, работает и при минус 13. Siemens802 выходила из строя. Для
оператора более удобна в программировании Siemens802 (доступны
R-параметры, есть визуальные заготовки). Проблема с сообщения-
ми - можно запрограммировать только 32 шт. и то - выводится код
ошибки, а чтобы посмотреть само сообщение, необходимо зайти
в подменю. В NC могу запрограммировать 256 сообщений и вывести
их в две строки (в одной аварийные, в другой - информационные),
и цвет надписи можно изменить».
Контрольные вопросы
1. Расшифруйте формат кадра и значения символов адресов
в следующей информации:
a) N04 G02 Х+053 Y+053 Z+053 F042 М02 S04 Т04 ПС
б) N3 G2 Х+043 Y+043 F043 М02 S03 ТОЗ LF
2. Приведите назначение:
а) подготовительных функций;
б) вспомогательных функций.
3. Приведите пример стандартного цикла:
а) при сверлении;
б) токарной обработке.
4. Приведите примеры входного, промежуточного и выходного
языка САП.
5. Поясните назначение препроцессора, процессора, постпро-
цессора.
298
6. Дайте классификацию имеющихся САП, сравнительные ха-
рактеристики систем CAD/CAM.
7. Какой промежуточный язык используется в САП перед
постпроцессором.
8. Как работают интеграторы интерполятора при их аппарат-
ной или программной реализации?
9. Опишите работу цифрового задатчика интенсивности в БЗС.
10. Каким образом реализуется постоянная контурная скорость
при различном одновременном количестве импульсов, выдаваемых
на приводы подач с выходного блока интерполятора?
И. Как обеспечивается торможение в конце кадра управляю-
щей программы?
12. Выполните задачу интерполяции методом оценочной функ-
ции при Ах = 10, Ау = 7.
13. Выполните задачу интерполяции прямым решением диффе-
ренциального уравнения (4бР = 5 с) при Ах = 10, Ау = 7.
14. Чем отличаются позиционные системы ЧПУ от контурных?
15. Как обеспечивается частичная инвариантность по управле-
нию (исключение скоростной ошибки в следящем электроприводе)?
16. Поясните принцип фазового индикаторного режима устрой-
ства связи с электроприводом контурной СЧПУ.
17. Какие задачи реализует ЭВМ при управлении следящим
электроприводом в СЧПУ типа CNC?
5. ИНТЕГРИРОВАННЫЕ АВТОМАТИЗИРОВАННЫЕ
СИСТЕМЫ УПРАВЛЕНИЯ ПРОИЗВОДСТВОМ
5.1. Актуальность интеграции систем автоматизации
промышленного предприятия
Говоря о программном обеспечении систем автоматизации,
нельзя оставить без внимания и процессы, связанные с внедрением
бурно развивающихся информационных технологий и на вышестоя-
щих уровнях управления промышленным предприятием. Конечно,
эффективность функционирования предприятия определяется эф-
фективностью работы его отдельных производственных подразделе-
ний, технологических установок (АСУТП). Но невозможно говорить
об эффективности отдельной АСУТП в отрыве от системы управле-
ния предприятием в целом.
В любой системе управления, построенной по иерархическому
принципу, предполагается движение информации в двух направле-
ниях: «снизу вверх» (восходящий поток) и «сверху вниз» (нисходя-
щий поток). С нижнего уровня информация от различных датчиков
поступает на автоматические регуляторы (контроллеры) и в виде
управляющих воздействий возвращается на исполнительные устрой-
ства (ИУ). На этом уровне замыкаются контуры автоматического
управления (САУ), а информация о параметрах технологического
процесса поступает выше - на уровень АСУТП. Здесь (в оператор-
ной/диспетчерской) информация отображается на экранах, табло
и регистрируется. Оперативный персонал имеет также возможность
формировать управляющие воздействия: на регулятор - изменением
задания, на объект - в режиме ручного дистанционного управления
исполнительными устройствами.
Вверху, на уровне АСУП (в мировой практике этот уровень
управления получил название ERP - Enterprise Resources Planning -
планирование ресурсов предприятия), имеются структуры, обеспечи-
вающие финансово-хозяйственную деятельность предприятия в це-
лом, планирование и учет производства. Анализируя работу про-
мышленных предприятий, можно отметить, что, несмотря на разно-
300
образие производственных процессов разных предприятий, они ра-
ботают по единой циклической экономико-технологической схеме:
• анализ спроса на продукцию, формирование портфеля дого-
воров, заказов и пр.;
• планирование производства и его ресурсов;
• подготовка производства, разработка новых или модификация
текущих изделий;
• снабженческая деятельность, обеспечение процесса основного
производства;
• производство изделий и услуг;
• реализация продукции и расчеты с заказчиками;
• государственная отчетность;
• анализ производственного цикла, определение реальной себе-
стоимости;
• управление сервисным обслуживанием;
• распределение прибыли, возврат кредитов и займов;
• вложение средств в следующий производственный цикл.
Все более жесткая конкуренция на международном рынке ста-
вила и ставит перед промышленниками и предпринимателями новые
проблемы. К их числу относятся:
• проблема критичности времени, требующегося для создания
изделия и организации его продажи;
• проблема повышения качества процессов проектирования
и производства;
• проблемы, связанные с конкуренцией на рынке эксплуатаци-
онного обслуживания;
• проблемы, связанные с непосредственным снижением затрат
(прямые капитальные; оплата труда в производстве, в подразделени-
ях логистики и т.д.).
Результатом управленческой деятельности являются планы, за-
дания, регламенты, которые в качестве управляющих воздействий
«спускаются» на уровень АСУТП. Вот здесь и возникает главный
вопрос: а на базе какой информации все эти задания и планы выраба-
тывались? Дело в том, что автоматически «поднять» оперативную
301
информацию до уровня принятия стратегических решений долгое
время не удавалось. В результате информация для принятия управ-
ленческих решений часто была не только не оперативной (устарев-
шей), но и недостоверной (человеческий фактор).
В России исторически сложилось так, что автоматизация управ-
ления на промышленных предприятиях долгое время осуществлялась
по достаточно обособленным и независимым друг от друга направ-
лениям (АСУТП, САПР, АСУП).
Роль многочисленных АСУП сводилась к автоматизации про-
стейших учетных и отчетных функций. Конструкторские САПР за-
менили чертежную доску и кульман экраном дисплея. АСУ ТП
в машиностроении на базе станков с ЧПУ использовали свое про-
граммное обеспечение для подготовки управляющих программ и из-
готовления деталей.
Развитие этих направлений обычно осуществлялось различными
коллективами специалистов, подчиненных руководителям различ-
ных служб, было плохо скоординировано. Направления не были свя-
заны между собой ни организационно, ни физически, ни информаци-
онно. Кроме того, автоматизация этих направлений строилась на
разнородных технических и программных средствах, не предусмат-
ривала возможности стандартизации каналов обмена информацией
между уровнями.
Практика показала, что частичная, фрагментарная автоматиза-
ция и компьютеризация отдельных видов производственной деятель-
ности, будучи делом дорогостоящим, не оправдывает возлагаемых на
нее надежд. Это связано с тем, что первые реализации информаци-
онных технологий представляли собой попытки внедрения качест-
венно новых средств в традиционную технологическую среду. Эти
попытки либо отторгались, либо адаптировались к этой среде таким
образом, что эффект от их использования был невелик.
В 90-х гг. прошлого века начался бурный процесс модернизации
технических средств автоматизации. На смену устаревшим средст-
вам пришли современные программно-технические комплексы. Это
и контроллеры (PLC) различных производителей, и распределенные
302
системы управления DCS различных масштабов, на базе которых
можно строить интегрированные системы управления не только тех-
нологическими установками, а даже цехами и небольшими заводами.
SCADA-системы уже стали неотъемлемой частью многих модерни-
зированных и вновь введенных АСУТП.
Особенностью этих систем является то, что они работают с по-
токами данных, поступающими в реальном масштабе времени, с вы-
сокой частотой (периоды опроса - порядка секунд и даже долей се-
кунд) и из большого числа источников (от сотен до десятков тысяч
параметров). Эта информация хранится в базах данных не реляцион-
ного типа и используется для оперативного управления технологиче-
ским процессом. Но информация, успешно используемая в АСУ ТП,
неудобна для системы верхнего уровня управления.
Положительные результаты автоматизации технологических про-
цессов очевидны - успешно идет процесс замены устаревших средств
автоматизации на современные и надежные микропроцессорные сис-
темы (DCS или SCADA). На предприятиях появились специалисты,
владеющие компьютерными системами и современными методами
управления, специалисты по информационным технологиям.
Для решения задач автоматизации управления административ-
но-хозяйственной деятельностью предприятий (АСУП) в последнее
время создается и широко внедряется большое количество типовых
систем управления. По функциональным возможностям все эти сис-
темы неравнозначны. Среди них имеются и так называемые коро-
бочные продукты, реализующие очень небольшое количество функ-
ций (бухгалтерские, складские и т.п.), и мощные системы, способные
моделировать происходящие на предприятии процессы управления
(SAP/R3, Baan, Oracle Applications). Представлены и системы средне-
го класса (JD Edward’s, MFG - Pro, SyteLine, Renaissance, Concorde
XAL, SunSystems, БОСС-Корпорация, Галактика, Парус, Ресурс
и др.), способные реализовать достаточно большое количество функ-
ций по различным направлениям - финансы, персонал, сбыт.
Особенностью всех этих систем является применение современ-
ных реляционных баз данных, таких как, например, Oracle, Informix,
303
Microsoft SQL Server и других, наиболее хорошо приспособленных
для решения задач анализа. На этом уровне нужна только предвари-
тельно подготовленная, интегрированная информация о технологи-
ческих процессах, состоянии оборудования, расходных показателях
(данные типа средних за определенные промежутки времени, на-
растающим итогом, объемы выработанной продукции и т.д.). Такие
данные должны поступать в систему гораздо реже, чем данные
реального времени, но они должны быть оперативными и досто-
верными.
Внедрение в процесс управления этих мощных программных
комплексов не принесло ожидаемого эффекта. Основной недостаток
таких систем заключается в том, что они изначально не могли опера-
тивно и адекватно реагировать на реальные проблемы производства,
которые на предприятии обычно непредсказуемы. Системы автома-
тизированного планирования и управления производством развива-
лись из бухгалтерских систем, которые хорошо выполняют учетную
роль, но не показывают пути совершенствования производства.
А именно эта задача стоит сейчас перед большинством отечествен-
ных предприятий.
Вновь сложилась ситуация, когда и на новом витке автома-
тизации на предприятиях часто отсутствует обмен оперативной ин-
формацией не только между уровнями управления (вертикальные
связи), но и между системами одного и того же уровня (горизонталь-
ные связи).
С технической точки зрения горизонтальная интеграция пред-
полагает объединение между собой всех автономных систем автома-
тизации технологических и производственных процессов, а также
административных отделений цехового уровня в единую информа-
ционную сеть. Это обеспечит необходимый обмен данными в реаль-
ном масштабе времени между всеми подразделениями основного
и вспомогательного производства. С производственной точки зрения
это означает учет каждого шага производственного процесса от при-
бытия сырья до выдачи готовой продукции.
304
Вертикальная интеграция базируется на организации потоков
информации от нижнего уровня (датчиков и контроллеров) во внут-
ренние и внешние компьютерные сети предприятия и через них
в административные системы управления. Данная задача решается
путем объединения промышленных и административных сетей. Ос-
новная цель вертикальной интеграции - устранение препятствий на
пути информационных потоков между уровнями АСУП и АСУТП
с целью оперативного обмена данными.
На предприятиях автоматизированный обмен информацией час-
то бывает невозможным по следующим причинам:
• далеко не все технологические процессы автоматизированы на
базе современных программно-аппаратных средств;
• имеются устаревшие системы автоматизации, подключение
которых к сети организовать очень трудно;
• некоторые системы сделаны под DOC и отсутствует коммуни-
кационное обеспечение;
• отсутствуют физические линии связи (ЛВС);
• организационные проблемы.
Современная автоматизация технологических процессов одно-
го цеха часто бывает реализована на разнородных программно-
аппаратных средствах. Здесь можно встретить системы управления
различных фирм-производителей DCS и SCADA (ABB, Fisher
Rosemount, Foxboro, Honeywell, Intellution, Wonderware и др.). Для
анализа такой «разношерстной» информации ее потребуется при-
вести к единому формату. В специальной периодической прессе
даже появились такие термины, как «острова» или «лоскуты» авто-
матизации.
Можно констатировать, что на предприятиях часто отсутствует
единая информационная среда, которая смогла бы стать основой сис-
темы оперативного учета и управления ресурсами производства. Не-
хватка прежде всего технологической информации становится все
более и более актуальной. Сегодня практически все службы пред-
приятий заинтересованы в получении оперативных и объективных
технологических данных.
305
Из всего вышеизложенного следует объективная необходимость
интеграции уровней АСУТП и АСУП - сегодня для этого созданы
все необходимые предпосылки:
• руководство предприятий становится все более заинтересо-
ванным в получении оперативной и объективной информации о те-
кущих и архивных значениях параметров технологических процес-
сов;
• на многих предприятиях уже создана достаточная сетевая ин-
фраструктура (сети Ethernet на уровне предприятия, стандартные
промышленные шины на уровне АСУТП);
• на рынке средств автоматизации уже появились специализи-
рованные программные продукты различных типов, в том числе и от
разработчиков SCADA-систем.
Основная цель интеграции различных подсистем предприятия -
объединение информационных потоков, создание единого информа-
ционного пространства для объективной и оперативной оценки те-
кущей ситуации, оперативного принятия оптимальных управленче-
ских решений, ликвидации информационных и организационных
барьеров между управленческим и технологическим уровнями.
5.2. Интегрированные системы управления
предприятием
Специалисты IT-технологий сошлись во мнении, что в иерархии
управления необходим промежуточный интегрирующий уровень,
который мог бы служить мостом между разнородными потоками ин-
формации этих уровней (рис. 5.1). Что касается инструментальных
средств (программного обеспечения) для реализации задачи объеди-
нения информационных потоков, то их выбор определяется прежде
всего конкретными условиями (сложившейся на предприятии струк-
турой информационных потоков, используемым на разных уровнях
программным обеспечением, действующими протоколами обмена
и т.д.), а также потребностями в информации специалистов и руко-
водителей всех уровней.
306
В общем случае обмен данными между АСУП и АСУ ТП осу-
ществляется по вертикали во встречных направлениях.
Рис. 5.1. Интегрированная система управления предприятием
Восходящий поток формируется производственной информаци-
ей, поступающей с технологических участков, установок и цехов.
В основном эта информация передается автоматизированным спосо-
бом от действующих АСУТП, созданных на базе SCAD А и DCS. Ре-
зультаты лабораторных анализов формируются в лабораторных ин-
формационных системах (LIMS - Laboratoire Infonnatic Management
System).
Предусмотрен ручной ввод данных, которые не могут быть
введены в систему автоматизированным способом. Этот поток дан-
307
ных обеспечивает специалистов и руководителей верхнего уровня
сведениями о количественных и качественных показателях сырья,
материалов и продуктах переработки, технологических режимах и их
нарушениях, состоянии оборудования, затратах труда и т.д.
Нисходящий поток представляет собой производственные зада-
ния, графики работы и ремонтов, технологические регламенты, спе-
цификации на качество вырабатываемых изделий и т.п.
Анализ существующих АСУ показывает, что и между подсис-
темами технологического уровня (горизонтальные связи), и между
подсистемами вертикального подчинения происходит интенсивный
обмен информацией. В то же время многие каналы связи либо вовсе
не автоматизированы, либо автоматизированы недостаточно.
Основные (базовые) функции интегрирующего уровня:
• сбор и унификация информации от различных АСУТП пред-
приятия и других источников технологической информации, сильное
ее сжатие и долговременное хранение единого архива;
• быстрый доступ к информации любого «клиента» (специали-
ста или руководителя) и ее представление в едином формате;
• поддержка каналов обмена информацией с уровнем АСУП,
представленным такими системами, как SAP/R3, Oracle Application,
Ваап, Галактика и другими.
В мировой практике сформировалась и закрепилась идеология
MES (Manufacturing Execution Systems). По определению APICS
(American Production and Inventory Control Society), MES - это ин-
формационная и коммуникационная система производственной сре-
ды предприятия. Более развернутое определение дала международ-
ная некоммерческая ассоциация MESA (Manufacturing Enterprise
Solutions Association): MES-система - это АСУ производственной
деятельностью предприятия, с помощью которой в режиме реального
времени осуществляются контроль, документирование, планирова-
ние и оптимизация производственных процессов от поступления сы-
рья до выпуска готовой продукции.
Используя фактические технологические данные, MES-системы
поддерживают всю производственную деятельность предприятия
308
в режиме реального времени. Быстрый результативный отклик на
изменяющиеся условия помогает эффективно управлять производст-
венными операциями и процессами. Кроме того, MES-системы
формируют данные о текущих производственных показателях,
необходимые для функционирования ERP-систем. Таким образом,
MES-система - это связующее звено между ориентированными на
финансово-хозяйственные операции ERP-системами и оперативной
производственной деятельностью предприятия на уровне цеха, уча-
стка или производственной линии.
Отсюда следует, что интегрированную автоматизированную
систему управления промышленным предприятием можно предста-
вить в виде взаимосвязанных уровней управления (рис. 5.2).
Управление ресурсами предприятия (ERP)
Управление ресурсами производства (MRP)
Производственная исполнительная система
(MES)
Сбор данных и диспетчерский контроль
(SCADA)
Управление технологическим оборудованием -
уровень контроллеров (CNC)
Рис. 5.2. Уровни интегрированной автома-
тизированной системы управления промыш-
ленным предприятием
При этом каждый уровень управления характеризуется «своей»
интенсивностью циркулирующей в нем информации, своим масшта-
бом времени и своим набором функций:
309
• Контур управления уровня САУ (уровень контроллеров) явля-
ется самым жестким по времени реакции, которое должно измерять-
ся долями секунд и миллисекундами.
• Уровень АСУТП (SCADA, DCS-системы) является самым ин-
тенсивным по объему информации, но, как правило, менее жестким
с точки зрения времени. В SCADA-системах происходит накопление
и обработка большого числа технологических параметров и создает-
ся информационная база исходных данных для производственного
уровня.
• Оперативно-производственный уровень управления опирается
на объективную информацию, поступающую как от АСУТП, так и от
других служб производства. Интенсивность информационных пото-
ков здесь существенно ниже и связана с задачами оперативного пла-
нирования и оптимизации заданных производственных показателей
(качество продукции, производительность, энергосбережение, себе-
стоимость и т.д.). Временные циклы управления составляют минуты,
часы, смены, сутки. Оперативное управление производством осуще-
ствляется специалистами, которые детально владеют производствен-
ной ситуацией (руководители производственных цехов, участков,
главные технологи, энергетики, механики и др.). В связи с этим
должно повышаться качество и эффективность принимаемых на этом
уровне решений.
• Стратегический уровень управления освобождается в этом
случае от решения оперативных задач производства и обеспечивает
поддержку бизнес-процессов предприятия в целом. Поток информа-
ции от производственного уровня становится минимальным и вклю-
чает в себя агрегированную управляющую и отчетную информацию
с типовыми временами контроля декада, месяц, квартал. Сюда же
поступает информация об аварийных ситуациях, требующих немед-
ленного вмешательства высшего управленческого персонала пред-
приятия.
Задачи, решаемые на уровне управления производством:
• Сбор, хранение и предоставление данных. Эта функция обес-
печивает информационное взаимодействие различных производст-
310
венных подсистем для получения, накопления и передачи техноло-
гической и управлеческой информации, циркулирующей в производ-
ственной среде предприятия. Данные о ходе производства могут вво-
диться как автоматически с заданной периодичностью из АСУТП,
так и вручную оперативным персоналом.
• Диспетчеризация производства. Обеспечивает текущий мони-
торинг и диспетчеризацию процесса производства, отслеживает вы-
полнение операций, занятость оборудования и людей, контролирует
в реальном времени выполнение работ в соответствии с планом.
• Оперативное планирование. Эта функция обеспечивает опера-
тивное и детальное планирование работы, основанное на приорите-
тах, атрибутах, характеристиках и свойствах конкретного вида про-
дукции, а также детально и оптимально вычисляет загрузку оборудо-
вания при работе конкретной смены.
• Управление качеством продукции. Предоставляет данные из-
мерений о качестве продукции, в том числе и в режиме реального
времени, собранные с производственного уровня, обеспечивая долж-
ный контроль качества и привлекая внимание к отклонениям качест-
венных показателей продукции от заданных.
• Управление производственными фондами (техобслуживание).
Поддержка процесса технического обслуживания, планового и опе-
ративного ремонта производственного и технологического оборудо-
вания и инструментов в течение всего производственного процесса.
На Западе использование MES-систем считается очевидным,
и при решении задач комплексной автоматизации предприятия одно-
временно осуществляется поиск решения для трех взаимосвязанных
уровней управления: АСУТП, MES и ERP. Разработчики инструмен-
тальных систем (в том числе и разработчики SCADA) предлагают
использовать в целях интеграции различные типы программных про-
дуктов. Поскольку речь идет о создании единого информационного
пространства, одним из основных компонентов программного обес-
печения уровня управления производством должны быть базы дан-
ных (БД) или архивы, ориентированные на хранение и обработку
больших объемов данных реального времени из различных источни-
311
ков. Ведение архива и обработка запросов - это задачи сервера.
Не менее важны и клиентские приложения, способные представлять
информацию в требуемом виде и формате.
5 .3. Основные автоматизированные системы
на машиностроительном предприятии
Достижение поставленных целей на современных предприятиях,
выпускающих сложные технические изделия, оказывается невоз-
можным без широкого использования автоматизированных систем
(АС), основанных на применении компьютеров и предназначенных
для создания, переработки и использования всей необходимой ин-
формации о свойствах изделий и сопровождающих процессов.
Специфика задач, решаемых на различных этапах жизненного
цикла изделий, обусловливает разнообразие применяемых АС.
На рис. 5.3 указаны основные типы АС с их привязкой к тем или
иным этапам жизненного цикла изделий. Рассмотрим содержание
основных этапов ЖЦ для изделий машиностроения.
Рис. 5.3. Этапы жизненного цикла промышленной продукции
и используемые автоматизированные системы
312
Цель маркетинговых исследований - анализ состояния рынка,
прогноз спроса на планируемые изделия и развития их технических
характеристик.
На этапе проектирования выполняются проектные процедуры -
формирование принципиального решения, разработка геометриче-
ских моделей и чертежей, расчеты, моделирование процессов, опти-
мизация и т.п. Этап проектирования включает все необходимые ста-
дии, начиная с внешнего проектирования, выработки концепции (об-
лика) изделия и кончая испытаниями пробного образца или партии
изделий. Внешнее проектирование обычно включает разработку тех-
нического и коммерческого предложений и формирование техниче-
ского задания (ТЗ) на основе результатов маркетинговых исследова-
ний и/или требований, предъявленных заказчиком.
На этапе подготовки производства разрабатываются:
• маршрутная и операционная технологии изготовления дета-
лей, реализуемые в программах для станков ЧПУ;
• технология сборки и монтажа изделий;
• технология контроля и испытаний.
На этапе производства осуществляются календарное и опера-
тивное планирование, приобретение материалов и комплектующих
с их входным контролем, механообработки и другие требуемые виды
обработки, контроль результатов обработки, сборка, испытания
и итоговый контроль.
На постпроизводственных этапах выполняются консервация,
упаковка, транспортировка, монтаж у потребителя, эксплуатация, об-
служивание, ремонт, утилизация.
Основная проблема создания современного конкурентоспособ-
ного изделия - управление процессами жизненного цикла изделия на
всех его этапах. Задача сводится к сокращению сроков производства
и увеличению срока эксплуатации.
Несмотря на все изменения на мировом рынке наукоемких про-
мышленных изделий, основная задача, стоящая перед любым пред-
приятием, осталась прежней - повышение конкурентоспособности
своих изделий. Конкурентоспособность условно можно представить
313
в виде дроби, в числителе которой находится степень удовлет-
ворения потребностей заказчика изделия, а в знаменателе - издержки
предприятия при удовлетворении потребностей заказчика. Таким об-
разом, повышать конкурентоспособность изделия необходимо двумя
путями.
Во-первых, необходимо повысить степень удовлетворения по-
требностей заказчика изделия. Под этим подразумевается не только
создание изделия с требуемыми функциональными характеристика-
ми, но и соответствующие потребностям услуги по поставке, экс-
плуатации, обслуживанию, ремонту и модернизации изделия. Одним
из основных способов решения данной подзадачи является участие
заказчика в процессе создания изделия, включающее не только со-
вместное определение требований к изделию, но и тесный контакт
с заказчиком при проектировании, производстве и испытаниях изде-
лия. Только так можно наиболее полно удовлетворить потребности
заказчика. Например, в США во всех проектах последних лет по раз-
работке военных самолетов полноправным участником являются
ВВС США, выступающие в качестве основного заказчика разрабаты-
ваемых изделий.
Во-вторых, необходимо снизить издержки, возникающие в ре-
зультате удовлетворения предприятием потребностей заказчика. Ос-
новными путями снижения этих издержек являются сокращение
времени выхода изделия на рынок (т.е. сокращение временных из-
держек) и сокращение затрат на создание и эксплуатацию изделия
(т.е. сокращение материальных издержек).
Основной способ повышения конкурентоспособности изделия -
повышение эффективности процессов ЖЦ изделия:
• повышение эффективности управления материальными ре-
сурсами;
• повышение эффективности управления финансовыми ресур-
сами;
• повышение эффективности управления кадровыми ресурсами;
• повышение эффективности управления информационными
ресурсами.
314
В настоящий момент разработано множество всевозможных ме-
тодик повышения эффективности управления тем или иным видом
ресурсов. Наиболее известными среди них являются:
TQM (Total Quality Management) - тотальное управление каче-
ством.
MRP (Material Requirements Planning) - управление потребно-
стью в материалах. Производственное планирование и инвентариза-
ция, необходимые для эффективного управления процессами произ-
водства изделия. MRP-системы помогают достичь следующих целей
одновременно:
• проверить, что материалы и изделия доступны для производ-
ства или доставки заказчикам;
• управлять наименьшим возможным уровнем инвентаризации;
• планировать производственные процессы, поставки и закупки.
На входе таких систем задается основной производственный
план (см. MSP), данные о запасах (информация о доступности сырья
и полуфабрикатов), спецификация материалов (см. ВОМ) и данные
о планировании (маршрутные, трудовые и машинные стандарты). На
выходе получается рекомендованный производственный план (с де-
тальной информацией о времени начала и окончания каждой опера-
ции в терминах компонентов изделия) и рекомендованный план за-
купок сырья и полуфабрикатов. Возникшая в конце 1960-х гг. техно-
логия MRP затем была расширена до более общей технологии
планирования производственных ресурсов (см. MRP II) и концепции
управления ресурсами предприятия (см. ERP).
MRPII (Manufacturing Resource Planning) - управление произ-
водственными ресурсами. Метод эффективного планирования всех
ресурсов предприятия-производителя. Позволяет осуществлять опе-
рационное планирование (в единицах продукции), финансовое пла-
нирование (в долларах) и моделировать различные ситуации, отвечая
на вопросы «что если». Состоит из набора взаимосвязанных функ-
ций, основными из которых являются:
• бизнес-планирование;
• планирование производства и продаж;
315
• планирование выпуска продукции;
• составление основного производственного плана (см. MPS)
• планирование потребности в материалах (см. MRP);
• планирование потребности в производственных мощностях
(см. CRP);
• системы поддержки управления производственными мощно-
стями и материалами.
Американское общество по контролю над производством и за-
пасами (American Production and Inventory Control Society, APICS)
разработало стандарт MRP II, который включает в себя детальное
описание 16 групп основных функций. Интегрированные финансо-
вые отчеты, получаемые с помощью систем класса MRPII, содержат
следующую информацию:
• бизнес-план;
• отчет обязательств по заказам;
• экспедиторский бюджет;
• цена запасов в долларах.
ERP (Enterprise Resource Planning) - планирование (управление)
ресурсов предприятия. Данный термин появился в результате разви-
тия концепции планирования производственных ресурсов (см. MRP
II). ERP-системы - это информационные управляющие системы, ко-
торые интегрируют и объединяют множество бизнес-процессов, свя-
занных с операционными или производственными аспектами пред-
приятия:
• производство;
• логистика;
• дистрибуция;
• складирование;
• погрузка;
• выставление счетов;
• бухучет.
ERP-системы зачастую используются совместно с автоматизи-
рованными системами управления производственными процессами
(см. MES). ERP-системы часто называются системами класса бэк-
316
офис, чтобы отделить их от фронт-офис систем, таких как системы
управления взаимодействия с клиентами (см. CRM) или системы
управления цепочками поставок (см. SCM). В более широкой трак-
товке термин ERP включает в себя системы классов MRP II, HRM,
SCM и CRM.
SCM (Supply Chain Management) - управление цепочками поста-
вок. Цепь поставок обычно определяют как совокупность стадий
увеличения добавленной стоимости продукции при ее движении от
компаний-поставщиков к компаниям-потребителям. Процесс плани-
рования, осуществления и контроля операций в цепи или сети поста-
вок, логистической сети, основная цель которого - удовлетворить
требования заказчика максимально эффективно. При планировании
производства система SCM управляет стратегией позиционирования
продукции. Данная деятельность состоит в управлении всеми пере-
мещениями и складированиями сырья, полуфабрикатов и готовых
изделий от пункта отправления до пункта потребления товара.
Если время производственного цикла меньше времени ожидания за-
казчика на получение готовой продукции, то можно применять стра-
тегию «изготовление на заказ». Иначе приходится использовать
стратегию «изготовление на склад». При этом во время производст-
венного цикла должно входить время на размещение и исполнение
заказов на необходимые материалы и комплектующие на предпри-
ятиях-поставщиках. В рамках SCM успешно решаются следующие
проблемы:
• конфигурация распределенной сети: количество и местополо-
жение поставщиков, производственных мощностей, оптовых баз,
складов и заказчиков;
• стратегия распространения товара: централизованная или де-
централизованная, прямые поставки или стыковки, маркетинговая
стратегия вытягивания или вталкивания товаров на рынок (pull or
push strategy), логистические услуги третьей стороны;
• информация: интеграция систем и процессов во всей цепочке
поставок для разделения ценной информации, такой как сигналы
о запросах, прогнозы, инвентаризация и транспортировка;
317
• управление инвентаризацией: количество и местоположение
инвентаря, включая сырье, полуфабрикаты и готовые изделия.
CRM (Customer Relationship Management) - управление взаимо-
действием с клиентом. Это бизнес-стратегия, ориентированная на
нужды заказчика, состоящая в выстраивании отношений с клиентами
с помощью специальных систем, процессов и процедур взаимодейст-
вия. Система используется на этапах маркетинговых исследований
и реализации продукции, с ее помощью выполняются функции
управления отношениями с заказчиками и покупателями, проводится
анализ рыночной ситуации, определяются перспективы спроса на
планируемые изделия. CRM-система - это корпоративная информа-
ционная система, предназначенная для улучшения обслуживания
клиентов путем сохранения информации о клиентах и истории взаи-
моотношений с клиентами, установления и улучшения бизнес-
процедур на основе сохраненной информации и последующей оцен-
ке их эффективности. Ее основные принципы таковы:
• наличие единого хранилища информации, откуда в любой
момент доступны все сведения обо всех случаях взаимодействия
с клиентами;
• синхронизированость управления множественными каналами
взаимодействия (т.е. существуют организационные процедуры, кото-
рые регламентируют использование этой системы и информации
в каждом подразделении компании);
• постоянный анализ собранной информации о клиентах и при-
нятии соответствующих организационных решений, например при-
оритизации клиентов на основе их значимости для компании.
Таким образом, этот подход подразумевает, что при любом
взаимодействии с клиентом по любому каналу сотруднику организа-
ции доступна полная информация обо всех взаимоотношениях с кли-
ентами и решение принимается на ее основе, информация о котором,
в свою очередь, тоже сохраняется и доступна при всех последующих
взаимодействиях. Системы управления взаимодействия с клиентами
иногда рассматриваются как часть ERP (при широком толковании
термина «управление ресурсами предприятия», см. ERP).
318
CRP (Capacity Requirements Planning) - планирование потребно-
сти в производственных мощностях. Технология планирования за-
грузки трудовых и технических ресурсов в соответствии с заданным
планом потребностей в материалах (см. MRP). Загрузка рабочих мест
рассчитывается на основе технологического маршрута изготовления
изделия - набора шагов (операций), которые необходимо совершить
для изготовления изделия или его части. Каждая операция соверша-
ется на каком-то рабочем месте, которое может состоять из одного
или нескольких человек и/или оборудования. Технология CRP явля-
ется частью концепции планирования производственных ресурсов
(см. MRP II).
MES (Manufacturing Execution System) - автоматизированная
система управления производственными процессами. MES-система
позволяет контролировать процессы, материалы, трудовые ресурсы
в реальном времени. Как правило, данная система состоит из боль-
шого числа аппаратных и программных устройств. MES-система
тесно взаимодействует с ERP-системой, получая из нее производст-
венные планы, составленные с учетом заказов и поставок сырья,
и передавая назад информацию о реальных затратах на всех этапах
производства партии.
МРМ (Manufacturing Process Management) - управление произ-
водственными процессами, цифровое производство (digital manufac-
turing). Обобщенное название набора технологий, методов и про-
грамм, используемых при производстве изделий (ранее применялось
название ИАСУ - (интегрированная автоматизированная система
управления), а в англоязычной литературе - CIM (Computer
Integrated Manufacturing) - комплексно-автоматизированное произ-
водство). МРМ является ключевым элементом концепции управле-
ния жизненным циклом изделий, являясь связующим звеном между
системами проектирования (см. CAD) и системами планирования ре-
сурсов предприятия (см. ERP). Планирование производственных це-
хов (см. АЕС), технологических процессов (см. САРР), программи-
рование станков с ЧПУ (см. САМ и CNC) являются компонентами
МРМ. Система МРМ тесно взаимодействует с системами управления
319
данными об изделии (см. PDM), планирования ресурсов предприятия
(см. ERP) и автоматизированной системой управления производст-
венными процессами (см. MES).
MPS (Master Production Schedule) - основной производственный
план. Комбинация всех известных и ожидаемых потребностей в оп-
ределенном продукте. Производственный план простирается до го-
ризонта планирования - несколько месяцев или лет в будущее -
и содержит в себе только данные о потребности в конечных изделиях
во времени. Уровень компонентов (потребностей в компонентах) об-
рабатывается системами планирования потребности в материалах
(см. MRP).
HRM (Human Resource Management) - управление персоналом
(кадрами) с помощью интеллектуальных технологий. Обычно
HRM-системы поддерживают следующий набор функциональных
модулей:
• составление платежных ведомостей;
• контроль рабочего времени и вида исполняемых работ;
• управление системой льгот (контроль медицинских страховок,
пенсионных отчислений, участия в разделе прибыли компании, оп-
ционы на акции компании);
• собственно управление персоналом (информация о возрасте,
семейном положении, месте проживания, квалификации, участии
в проектах, прохождении тренингов).
Системы управления персоналом часто интегрируются в боль-
шие системы управления ресурсами предприятия (см. ERP), где они
играют взаимодополняющую роль с модулями финансового плани-
рования и планирования потребностей в производственных мощно-
стях (см. CRP).
IETM (Interactive Electronic Technical Manuals) - интерактивные
электронные технические руководства, выполняют функции обуче-
ния обслуживающего персонала. С их помощью выполняются диаг-
ностические операции, поиск отказавших компонентов, заказ допол-
нительных запасных деталей и некоторые другие операции на этапе
эксплуатации систем.
320
В последнее время усилия многих компаний, производящих
программно-аппаратные средства автоматизированных систем, на-
правлены на создание систем электронного бизнеса (E-commerce).
Задачи, решаемые системами E-commerce, сводятся не только к орга-
низации на сайтах Internet витрин товаров и услуг. Они объединяют
в едином информационном пространстве запросы заказчиков и дан-
ные о возможностях множества организаций, специализирующихся
на предоставлении различных услуг и выполнении тех или иных
процедур и операций по проектированию, изготовлению, поставкам
заказанных изделий. Проектирование непосредственно под заказ по-
зволяет добиться наилучших параметров создаваемой продукции,
а оптимальный выбор исполнителей и цепочек поставок ведет к ми-
нимизации времени и стоимости выполнения заказа. Координация
работы многих предприятий-партнеров с использованием техноло-
гий Intrenet возлагается на системы Е-сошшерсе, называемые систе-
мами управления данными в интегрированном информационном
пространстве CPC (Collaborative Product Commerce).
Управление в промышленности, как и в любых сложных систе-
мах, имеет иерархическую структуру. В общей структуре управления
выделяют несколько уровней (см. рис. 5.2).
АСУП и АСУТП остались в этой иерархии. К АСУП относятся
системы планирования и управления предприятием ERP, планирова-
ния производства и требований к материалам MRP-2 и системы
SCM. В некоторых случаях системы SCM и MRP-2 входят как под-
системы в ERP, в последнее время их чаще рассматривают как само-
стоятельные системы.
Промежуточное положение между АСУП и АСУТП занимает
производственная исполнительная система MES, предназначенная
для решения оперативных задач управления проектированием, про-
изводством и маркетингом.
В состав АСУТП входит система SCADA (Supervisory Control
and Data Acquisition), выполняющая диспетчерские функции (сбор
и обработка данных о состоянии оборудования и технологических
процессов) и помогающая разрабатывать ПО для встроенного обору-
321
дования. Для непосредственного программного управления техноло-
гическим оборудованием используют системы CNC на базе контрол-
леров (специализированных компьютеров, называемых промышлен-
ными), которые встроены в технологическое оборудование с число-
вым программным управлением (ЧПУ). Системы CNC называют
также встроенными компьютерными системами (глава 4).
Рассмотрим системы CAD/CAE/CAM.
CAD (Computer Aided Design) - конструкторская САПР - авто-
матизированное проектирование. Термин «автоматизированное про-
ектирование» в настоящее время используется для обозначения ши-
рокого спектра компьютерных инструментов, которые помогают ин-
женерам, архитекторам и другим профессионалам в осуществлении
проектирования. САПР включают в себя множество программных
и аппаратных средств - от систем двумерного черчения до трехмер-
ного параметрического моделирования поверхностей и объемных
тел. По областям применения САПР традиционно разделяются на:
• архитектурно-строительные;
• механические (см. MCAD);
• электронные (см. ECAD);
• технологические (см. САРР).
MCAD (Mechanical CAD) - автоматизация механического про-
ектирования, системы отличаются от прочих своими областями при-
менения, которые включают в себя:
• автомобильную промышленность;
• авиакосмическую промышленность;
• производство товаров народного потребления;
• машиностроение;
• судостроение.
Типичная функциональность механических САПР включает
в себя разработку деталей и сборок (механизмов) с использованием
параметрического проектирования на основе конструктивных эле-
ментов, технологий поверхностного и объемного моделирования.
Трехмерные модели и их двумерные чертежи, разработанные с по-
мощью механических САПР, используются затем в системах техно-
322
логической подготовки производства (см. САРР), программирования
станков с ЧПУ (см. САМ и CNC), быстрого прототипирования (см.
Rapid Prototyping), визуализации.
ECAD (Electronic CAD) - САПР электроники, то же, что автома-
тизированное проектирование электронных приборов и устройств
(см. EDA).
EDA (Electronic Design Automation) - автоматизированное про-
ектирование электронных приборов и устройств. Категория про-
граммных инструментов для проектирования и производства элек-
тронных систем - от печатных плат до интегральных микросхем.
Термин EDA зачастую используется для обозначения систем авто-
матизированного конструирования (см. САЕ) и производства
(см. САМ) в области электроники.
САРР (Computer-Aided Process Planning) - технологические
САПР автоматизированная технологическая подготовка производст-
ва (планирование технологических процессов). Используется для
обозначения программных инструментов, применяемых на стыке
систем автоматизированного проектирования (см. CAD) и производ-
ства (см. САМ). Задача технологической подготовки - по заданной
CAD-модели изделия составить план его производства, называемый
маршрутной картой. Данный план содержит указания о последова-
тельности технологических и сборочных операций, используемых
станках и проч. Технологическая подготовка производства всегда
осуществляется по имеющейся базе данных типовых технологиче-
ских процессов, применяемых на конкретном предприятии. Разли-
чают два подхода к автоматизированной технологической подготов-
ке - модифицированный (вариантный) и генеративный. При моди-
фицированном подходе задача САРР-системы состоит в поиске
наиболее похожего изделия в существующей базе данных и предъяв-
лению его операционной карты для модификации. При модифициро-
ванном подходе широко применяется групповая технология, позво-
ляющая проводить классификации деталей в семейства похожих. Ге-
неративный подход состоит в распознавании у детали типовых
конструктивных элементов и применении к ним типовых технологи-
323
ческих процессов (токарная обработка, сверление и проч.). При гене-
ративном подходе используются известные методы искусственного
интеллекта для распознавания элементов и логического вывода.
САМ (Computer Aided Manufacturing) - технологические САПР,
облегчающие подготовку технологической документации и управ-
ляющих программ для станков с ЧПУ (см. CNC). Входными данны-
ми CAM-системы является геометрическая модель изделия, разрабо-
танная в системе автоматизированного проектирования (см. CAD).
В процессе интерактивной работы с трехмерной моделью
в CAM-системе инженер определяет траектории движения режущего
инструмента по заготовке изделия (так называемые CL-данные
(cutter location - положение резца), которые затем автоматически ве-
рифицируются, визуализируются (для визуальной проверки коррект-
ности) и обрабатываются постпроцессором для получения програм-
мы управления конкретным станком (называемой также G-кодом).
САЕ (Computer Aided Engineering) - автоматизированные сис-
темы инженерных расчетов (автоматизированное конструирование).
Использование специального программного обеспечения при прове-
дении инженерного анализа прочности и других технических харак-
теристик компонентов и сборок, выполненных в системах автомати-
зированного проектирования (см. CAD). Программы автоматизиро-
ванного конструирования позволяют осуществлять динамическое
моделирование, проверку и оптимизацию изделий и средств их про-
изводства. Традиционные области анализа включают в себя:
• анализ напряжений деталей и сборок методом конечных эле-
ментов;
• анализ тепловых и жидкостных потоков методами вычисли-
тельной гидродинамики;
• анализ кинематики;
• моделирование динамических механических взаимодействий;
• моделирование производственных операций (литье, прессова-
ние и проч.).
При проведении любого вида анализа в системах САЕ традици-
онно выделяются три этапа:
324
• предварительная обработка данных (построение по геометри-
ческой модели изделия (CAD-данные) требуемой модели исследуе-
мого процесса, например сетки конечных элементов, точек приложе-
ния сил и их векторов);
• анализ модели;
• заключительная обработка результатов (визуализация резуль-
татов расчетов математической модели).
RP (Rapid Prototyping) - быстрое прототипирование. Метод про-
изводства физической модели (прототипа) изделия непосредственно
по CAD-данным без использования станков с ЧПУ. Наиболее рас-
пространенными процессами быстрого прототипирования являются
стереолитография, трехмерная печать и ламинирование (LOM -
Laminated Object Manugacturing).
DMU (Digital Mock-Up) - цифровой макет, виртуальная техно-
логия определения модели реального продукта, состоящая из кол-
лекции трехмерных геометрических моделей (взятых из базы дан-
ных), размещенных в пространстве в соответствии с представлением
о форме продукта, с каждой из которых связана ведомость материа-
лов (см. ВОМ). Визуализация трехмерного цифрового макета позво-
ляет инженерам анализировать большие сложные изделия на пред-
мет удобства сборки их компонентов и последующего технического
обслуживания.
CPD (Collaborative Product Development) - коллективная разра-
ботка изделия, бизнес-стратегия, рабочий процесс и набор про-
граммного обеспечения, которые способствуют совместной работе
различных организаций над одним изделием. CPD состоит из:
• управления данными об изделии (см. PDM);
• визуализации изделия;
• средств организации телеконференций;
• средств трансляции CAD-данных.
Таким образом, основная проблема создания современного кон-
курентоспособного изделия - управление процессами ЖЦ изделия на
всех его этапах. Задача сводится к сокращению сроков производства
и увеличению срока эксплуатации.
325
Среди методик повышения эффективности процессов ЖЦ изде-
лия особо следует выделить CALS-технологии, направленные в пер-
вую очередь на повышение эффективности управления информаци-
онными ресурсами предприятия.
CALS (Continuous Acquisition and Life Cycle Support) - непре-
рывная информационная поддержка поставок и жизненного цикла.
Отличие этого подхода от АСУ, ИАСУ и других заключается прежде
всего в широте охвата. Это видно из определения НАТО:
« ... стратегия последовательного преобразования существую-
щих бизнес-процессов в единый компьютеризированный и информа-
ционно-интегрированный процесс управления жизненным циклом
систем военного назначения» (NATO CALS Handbook-2000).
Речь идет не только об управлении производством, а об управ-
лении в ходе всего ЖЦ. Кроме того, в организованном аспекте - речь
идет не об одном предприятии, а о целой системе участников про-
цессов в ходе ЖЦ - государственные учреждения, государственные
и частные предприятия, КБ, предприятия сервиса и т.д., объединен-
ные общей задачей и работающие на основе общей системы правил.
Кстати, это не значит, что CALS - это только так и никак иначе.
Эти же принципы могут быть использованы внутри предприятия или
нескольких предприятий или при взаимодействии предприятия и за-
казчика.
CALS не только успела сменить несколько раз «полное имя», но
и обзавестись «двойником». Им стала концепция PLM (Product
Lifecycle Management) - управление жизненным циклом изделия -
интегрированная информационная модель всех этапов жизненного
цикла изделия: от проектирования и изготовления до установки, тех-
нического обслуживания и демонтажа.
Термин возник в Европе - пока оборонная индустрия США
держала свое детище «под крылом», европейская промышлен-
ность ощутила потребность в интеграции предприятий-партнеров,
участников жизненного цикла продукции, вызвавшую к жизни
появление аналогичной концепции. Оба термина уживаются на
рынке ИТ.
326
Термин PLM используется для обозначения процесса управле-
ния полным циклом изделия - от его концепции, через проектирова-
ние и производство до продаж, послепродажного обслуживания
и утилизации. PLM - это набор возможностей, которые позволяют
предприятию эффективно обновлять свои продукты и релевантные
услуги на протяжении полного бизнес-цикла. PLM - это один из че-
тырех краеугольных камней в ИТ-структуре любого производствен-
ного предприятия. Всем компаниям необходимо уметь работать
с клиентами (см. CRM) и поставщиками (см. SCM), а также управ-
лять ресурсами предприятия (см. ERP).
В дополнение к этому машиностроительным компаниям необ-
ходимо уметь разрабатывать, описывать, управлять и распространять
информацию об их изделиях, для чего нужно PLM. Ключевые ком-
поненты PLM - это управление данными об изделии (см. PDM), со-
вместное проектирование изделия (см. CPD, CAD, САЕ), управление
производственными процессами (см. МРМ, САРР, САМ).
Можно сказать, что понятие PLM-система трактуется двояко:
либо как интегрированная совокупность автоматизированных систем
CAE/CAD/CAM/PDM и ERP/CRM/SCM, либо как совокупность
только средств информационной поддержки изделия и интегрирова-
ния автоматизированных систем предприятия, что практически сов-
падает с определением понятия CALS. Характерная особенность
PLM - возможность поддержки взаимодействия различных автома-
тизированных систем многих предприятий, т.е. технологии PLM яв-
ляются основой, интегрирующей информационное пространство,
в котором функционируют САПР, ERP, PDM, SCM, CRM и другие
автоматизированные системы многих предприятий.
Внедрение PLM позволяет:
• сократить время выхода изделия (или его модификации) на
рынок;
• улучшить качество изделия;
• уменьшить стоимость прототипирования (см. Rapid Proto-
typing);
• повторно использовать оригинальные данные об изделии;
327
• проводить оптимизацию изделия;
• уменьшить отходы и ущерб окружающей среде;
• сэкономить благодаря полной интеграции инженерных про-
цессов.
Среди русских специалистов применяется формулировка, ана-
логичная CALS и PLM - Информационная Поддержка процессов
жизненного цикла Изделий (ИПИ).
Для ИПИ возникает потребность в единой, понятной для ком-
пьютеров форме представления информации об изделии, которая
к тому же должна обеспечивать организацию информационного об-
мена между различными компьютерными системами. Для обеспече-
ния возможности рационального управления информацией об изде-
лии последняя должна быть определена в соответствии с междуна-
родными стандартами.
5.4. CALS-стандарты
Проблема информационного обеспечения централизо-ванного
управления постоянно усложнялась по мере роста сложности про-
цессов, изделий и услуг. Поэтому возникли поэтапно: MRP (Material
Requirements Planning), MRP II (Manufacturing Resource Planning),
ERP (Enterprise Resource Planning), CRP (Customer Relations Plan-
ning). Для их проектирования и внедрения на предприятиях были не-
обходимы специальные инструменты, которые и были созданы на
основе идей американского военного специалиста Дугласа Росса.
Эти идеи, предназначенные исключительно для нужд Министерства
обороны США, вначале возникли в виде методологии структурного
анализа бизнеса и деятельности SADT (Structured Analysis and Design
Technique). В дальнейшем на основе этой методологии был принят
стандарт IDEFO (IDEF=ICAM (Integrated Computer Aided Manufac-
turing) Definitions), предназначенный для моделирования бизнес-
процессов. На базе таких подходов был разработан целый класс про-
граммно-технологических средств, получивший аббревиатуру CASE
(Computer Aided Software Engineering). Учитывая огромное разнооб-
разие подходов к моделированию процессов, а также вариантов их
328
информационной реализации, Департамент обороны США в 80-х гг.
прошлого века был вынужден создать единую технологию информа-
ционных связей, получившую название CALS-технологии.
Расшифровка этой аббревиатуры несколько раз менялась:
1985-1988 гг. - Computer Aided of Logistic Support;
1988-1993 гг. - Computer Aided Acquisition & Lifecycle Support;
1995 г. - под влиянием американских компаний, наиболее ши-
роко применяющих эти методы, CALS стал расшифровываться как
Commerce At Light Speed, т.е. «бизнес со скоростью света». Такая ин-
терпретация чисто информационного инструмента обусловлена его
выходом за пределы одного предприятия и возможностью объедине-
ния информационных баз различных предприятий в рамках интер-
нет-технологий.
Цель CALS формулируется достаточно просто: производитель
должен поставлять; предположим, для ВМС США боевой корабль
должен поставляться в комплекте не с эшелоном бумажной эксплуата-
ционно-конструкторской документации (и «вагонами томов» измене-
ний к ней), а с актуальной трехмерной электронной моделью. На осно-
ве этой модели должна существовать возможность получения всех не-
обходимых в процессе эксплуатации данных как о самом корабле, его
конструктивных и тактико-технических характеристиках, так и о всех
предписанных регламентно-профилактических работах. И такой под-
ход должен применяться к любому сложному техническому объекту.
Целью разработки стандартов CALS является единая индустри-
альная информационная инфраструктура, позволяющая осуществлять
информационный обмен и продвижение передовых бизнес-технологий
в глобальном масштабе. Стандарты CALS-технологий основаны на
принципах Международной Организации по Стандартизации (ISO)
и объединены в серию 10303, известную под неофициальным названи-
ем STEP (Standards for the Exchange of Product model data). К стандар-
там CALS-технологий относятся также ISO 8879 (представление тек-
стовой информации) и 10744 (передача текстовой информации), FIPS
183 (IDEF/0), FIPS 184 (IDEF/1X). Первые стандарты серии появились
в 1994 г., а сегодня их насчитывается более 20.
329
Главное назначение этих стандартов - компьютерное представ-
ление и обмен данными о продуктах в виртуальном пространстве.
Эти стандарты, во-первых, устанавливают единые правила обмена
информацией в цифровом представлении. Во-вторых, представляют
общую философию CALS и их взаимоотношения с TQM. В-третьих,
они устанавливают единую терминологию. И наконец, стандарты
определяют единые требования к представлению текстов, графиков,
информации, передаче и хранению данных, документации и органи-
зации приложений.
Использование CALS-технологий обеспечивает не только внут-
реннюю информационную интеграцию в корпоративной информаци-
онной среде предприятия, но и внешнюю интеграцию для всех участ-
ников жизненного цикла изделия (владелец изделия, его проектант,
производство, контрагенты материалов и оборудования, эксплуатация,
утилизация изделия). Таким образом, CALS является глобальной стра-
тегией повышения эффективности предприятия и его бизнес-про-
цессов. В основе CALS-технологий лежат интегрированные информа-
ционно-функциональные модели (в электронном виде) жизненного
цикла изделия и выполняемых в этом цикле бизнес-процессов.
CALS-технологии создавались и развивались как инструмент
такого моделирования и дальнейшей автоматизации управления про-
цессами, который позволил бы создавать программные продукты,
наилучшим образом удовлетворяющие требования пользователей.
Для того чтобы автоматизация не ухудшила ситуацию на предпри-
ятии, автоматизируемые процессы должны быть каким-то образом
оптимизированы. Радикальная оптимизация процессов достигается
реинжинирингом, технология которого была разработана в конце
80-х гг. прошлого века в США. Для этого используются CASE-
средства, являющиеся составной частью CALS-технологий. Так как
все перечисленные методологии повышения эффективности бизнеса
до сих пор не позволили достичь хороших результатов, развитие всех
методов, как и CALS-технологий, интенсивно продолжается. В каче-
стве базы для развития принимаются международные стандарты,
описывающие эти подходы.
330
Ведутся следующие CALS-проекты, а также проекты по разви-
тию и внедрению стандарта ISO 10303 (STEP):
PLCS (Product Life-cycle Support) - разработка модели данных
(на основе стандарта STEP), которая позволяла бы обеспечить ин-
формационную поддержку в ходе всего жизненного цикла изделия.
Участниками проекта являются: Airbus Industrie; Boeing; Baan; BAE
SYSTEMS; Finnish Defence Forces (FDF); Lockheed Martin Govern-
ment Electronic Systems; LSC Group; Norwegian Defence & DNV; PTC;
Rolls-Royce (PLC); Saab Aerospace; U.K. Ministry of Defence (MoD);
United States Department of Defense (DoD).
POSC/CAESAR - проект по разработке модели данных о нефте-
газовом оборудовании для информационной поддержки этапов вве-
дения в эксплуатацию, эксплуатации и ремонта оборудования. В его
рамках разработан проект стандарта ISO 15926 OIL&GAS. Особен-
ностью этого стандарта является то, что он ориентирован не на об-
мен данными, а на их использование в режиме распределенного дос-
тупа. Приведенная в стандарте концептуальная модель данных
может быть использована в качестве основы для построения распре-
деленных БД или хранилищ данных DWH (Data Warehouse). Разра-
ботка стандарта OIL&GAZ (в качестве международного) началась
в 1998 г. В стандарте в качестве информационных объектов исполь-
зованы обобщенные и интегрированные ресурсы, а для описания мо-
дели данных - язык EXPRESS. Участниками проекта являются:
BNFL; BP Amoco; Conoco; Foster Wheeler Energy; Shell; Det Norske
Veritas; FMC Kongsberg Subsea; Intergraph; Norsk Hydro; Oracle;
Statoil; ABB Akzo Nobel.
Кроме того, можно отметить следующие проекты в области ин-
формационной поддержки этапов эксплуатации и логистической
поддержки сложных технических изделий:
RENAULT KERAX (тяжелый грузовик). В ходе выполнения
проекта подготовлена электронная документация, поставляемая с из-
делием.
PANDUR (новое транспортное средство для поддержки миро-
творческих операций). В рамках проекта будет подготовлен про-
331
граммно-аппаратный комплекс для поддержки этапа эксплуатации
и сопровождения, а именно: поиска неисправностей, автоматическо-
го установления необходимых запасных частей для устранения неис-
правностей, отображения последовательности действий по устране-
нию неисправностей.
UAV (беспилотный самолет). Этот CALS-проект является проб-
ным. Его цель - отработать интегрированную логистическую под-
держку военной техники.
RECCE 2001 - программа сопровождения 139 легких броне-
транспортеров с использованием интегрированной информационной
модели. Цель проекта - тестирование CALS-технологий, используе-
мых МО Бельгии (электронного документооборота, управления кон-
фигурированием изделий, анализа управления производством
и стоимости жизненного цикла изделий, оптимизации затрат на ло-
гистическую поддержку и ремонт изделий, проверки ремонтопри-
годности и надежности изделий).
BAMS (CORBA) - разработка хранилища данных на основе
CALS-стандартов для управления конфигурацией BAMS радиоуст-
ройств.
Таким образом, CALS-технологии являются тем инструментом,
который может быть использован для управления информационными
потоками на предприятии и за его пределами наряду с другими тех-
нологиями улучшений. Применение указанных технологий, попу-
лярных в Европе и США, дает максимальный эффект при комплекс-
ном подходе, когда все организуется в рамках единой системы.
Несистемный подход к улучшениям, заключающийся, например,
в выдергивании одного из элементов CALS-технологии - IDEF/0/1X
для оптимизации процессов при реинжиниринге, дает эффект только
в 30-40 % случаев. Максимальный эффект достигается при исполь-
зовании технологий IDEF/0/1X в процессе создания автоматизиро-
ванных систем управления классов MRP, MRP II, ERP, CRP.
ISO 10303 является характерным примером информационного
стандарта нового поколения, по образцу которого строятся после-
дующие CALS-стандарты. Работы над проектом ведутся под эгидой
332
подкомитета 4, технического комитета 184 ISO (ISO TC184/SC4).
Развитием STEP-технологии является семейство стандартов, регла-
ментирующих информационное описание комплектующих изделий
(ИСО 13584 Parts Library), производственных ресурсов различного
вида (ИСО 15531 Manufacturing Management Data), изделий для неф-
те-, газового комплекса (ИСО 15926 Oil and Gas) и использующих
в качестве основы язык EXPRESS. Только в 2004 г. утверждено 150
стандартов, в 2005 г. - 130 документов. Принятые стандарты охваты-
вают 4 основные направления:
• ИСО 10303 (STEP) - 344 стандарта;
• (ИСО 13584 (PLIB) - библиотека деталей - 9 стандартов;
• данные об управлении промышленным производством
(MANDATE - Industrial manufacturing Management data) - 4 стан-
дарта;
• структура интегрированных прикладных открытых систем
(Open systems application integration frame work) - 4 стандарта.
За 15 лет вокруг EXPRESS и STEP сформировалась уже целая
отрасль ИТ, которая обеспечивает значительное уменьшение трудо-
затрат при запуске новых технологий и новых видов продукции.
Причем, если серия ISO 10303 начиналась прежде всего для обслу-
живания автомобильной и аэрокосмической промышленностей, то
сейчас она охватывает уже большинство видов производств, включая
электро-техническое, кораблестроительное, строительство, нефте-
химическое и т.п. Появились не только компании, специализирую-
щиеся на инструментарии технологии STEP, но и организации об-
щеметодологического плана, связанные с развитием технологии дан-
ных о продукции (Product Data Technology - PDT), например
EuroSTEP, PDT Solutions, PDTAG, PDES и др.
5.5. Стандарт ISO 10303
Цель стандартов ISO 10303 - предоставить нейтральный меха-
низм описания (моделирования) данных о продукте. Стандарт STEP
задает полную информационную модель изделия на протяжении его
жизненного цикла, а также способы реализации обмена данными,
333
представленными согласно полной модели изделия. Как полная мо-
дель изделия, так и способы обмена данными представлены в ком-
пьютерном виде, причем ни модель изделия, ни способы обмена не
зависят от программных и аппаратных средств, используемых участ-
никами жизненного цикла изделия.
Главное достоинство стандартов ISO 10303 заключается в их
совместимости со стандартами серий 9000 (системы менеджмента
качества) и 14000 (системы управления окружающей средой), под-
держке системами CAD/CAM и PDM, а также в их очевидной на-
правленности на создание единого информационного пространства
в глобальной системе движения потоков.
В STEP используются следующие важные понятия:
• ААМ - Application Activity Model - это функциональная мо-
дель IDEFO для определенного приложения;
• ARM - Application Requirements Model - это модель, представ-
ляющая данные с точки зрения пользователя. В частности, в этой мо-
дели данные могут быть выражены как средствами, типичными для
приложения, так и с использованием синтаксиса языка Express;
• AIM - Application Interpreted Model - это ARM модель, переве-
денная в STEP-представление с использованием ряда унифициро-
ванных в STEP понятий, закрепленных в интегрированных ресурсах;
• АР - Application Protocol - это STEP-стандарт, отражающий
специфику конкретного приложения.
Единообразная форма описаний данных о промышленной про-
дукции обеспечивается введением в STEP языка Express, инвариант-
ного к приложениям. В стандартах STEP использован ряд идей, ра-
нее воплощенных в методиках информационного IDEF IX и функ-
ционального IDEFO проектирования. Но роль стандартов STEP
не ограничивается введением только грамматики единого языка об-
мена данными. В рамках STEP предпринята попытка создания еди-
ных информационных моделей (онтологий) целого ряда приложений.
Эти модели получили название прикладных протоколов.
STEP - это совокупность стандартов, состоящая из ряда томов.
Тома имеют свои номера № и обозначаются как «часть №» или
334
ISO 1ОЗОЗ-№. К настоящему времени разработано более сотни томов,
часть из них имеет статус проектов, часть уже утверждена в качестве
стандартов ISO.
Том 1 (ISO 1ОЗОЗ-1) - вводный стандарт, выполняющий роль
аннотации всей совокупности томов. В этом стандарте вводится ряд
терминов, используемых в других стандартах, например таких, как
продукт (product), приложение (application), проектные данные
(product data), модель (model), модели ААМ, AIM, ARM, прикладной
протокол (АР), интегрированный ресурс (integrated resource), элемент
функциональности (unit of functionality - UoF).
Тома 11-19 - методы описания (Description methods) - язык
Express и его расширения - диалекты (для различных применений):
№ = И Express (Express language reference manual) - основное
руководство по языку.
Тома 21-29 - методы реализации (Implementation methods) -
реализация межпрограммного обмена между прикладными система-
ми в STEP-среде с помощью обменного файла и доступа к БД:
№ = 21: Clear Text Encoding of the Exchange Structure (physical
transfer file format) - стандарт устанавливает правила оформления
обменного файла. Обменный файл играет в STEP важную роль. Если
собственно на языке Express определены сущности, то именно в об-
менном файле задаются экземпляры этих сущностей. Прикладные
программы для связи со STEP-средой должны читать и генерировать
обменные файлы.
№ = 22: Standard Data Access Interface Specification - содержит
описание SDAI - системы представления данных и доступа к данным
конкретных прикладных систем (чаще всего это CAD/CAM-сис-
темы). Данные, участвующие в межпрограммных связях, образуют
SDAI-модели. В системе SDAI предусматривается компилятор кода,
конвертирующего эти модели в SDAI-базу данных, а также функции
обращения к этой базе данных. Возможно непосредственное по-
строение прикладных систем, работающих с SDAI-базой данных.
Тома с номерами № = 23-29 устанавливают правила обращения
к данным в SDAI-базе данных на языках программирования C++
335
(том 23), С (том 24), Java, на языке моделирования UML (том 25), на
языке передачи данных в системах распределенных вычислений IDL
(том 26), языке разметки XML (том 28), языке JAVA (том 27).
Тома 31-35 - основы тестирования моделей (Conformance testing
methodology and framework),
Тома 41-50 - интегрированные основные ресурсы (Integrated
generic resources),
Тома 101-108 - интегрированные прикладные ресурсы (Integra-
ted application resources),
Тома 201-236 - прикладные протоколы (Application protocols),
Тома 301-332 - абстрактные тестовые наборы (Abstract test
suites),
Тома 501-520 - прикладные компоненты (Application interpreted
constructs).
Общая структура и взаимосвязь составных частей стандарта
ISO 10303 приведены на рис. 5.4.
Рис. 5.4. Взаимосвязь основных разделов стандарта ISO 10303 STEP
336
В разделах «Общие интегрированные ресурсы», «Прикладные
интегрированные ресурсы» и «Прикладные решения» описываются
типовые элементы информационных моделей, из которых конструи-
руются протоколы применения, соответствующие конкретным пред-
метным областям. Согласно требованиям стандарта ISO 10303
протокол применения должен, как минимум, на 85 % состоять из
объектов, наследуемых от объектов - интегрированных ресурсов.
Интегрированные ресурсы представляют структуру ресурсов, кото-
рые используются в качестве основы представления данных об изде-
лии. Для удовлетворения информационных требований приложений
проводят интерпретацию интегрированных ресурсов.
Интегрированные ресурсы обеспечивают уникальные пред-
ставления каждого элемента информации в рамках стандартов се-
рии ГОСТ Р ИСО 10303. Смысловые значения структур ресурсов
обеспечиваются посредством соответствующих текстовых опре-
делений.
Прикладные решения служат для описания данных о геометри-
ческих элементах и моделях некоторых конкретных типовых объек-
тов и конструкций, часто используемых в ряде интегрированных
ресурсов и прикладных протоколов. Например, описания геометри-
ческих объектов в виде форм Безье или В-сплайнов могут использо-
ваться во многих прикладных протоколах. Поэтому подобные общие
описания вынесены в группу прикладных компонентов.
Раздел «Протоколы применения» содержит готовые модели
данных для различных прикладных областей (машиностроение, су-
достроение, автомобилестроение, электроника, строительство и др.)
путем использования прикладных программных интерфейсов (API -
Application Programming Interface). Например, протокол ISO 10303
АР203 «Configuration controlled design» определяет структуру данных
информационной модели машиностроительного изделия, имеющего
различные варианты конфигурации.
Разделы «Методология аттестационного тестирования» и «На-
бор базовых тестов» содержат общие требования по организации ат-
тестации программного обеспечения и наборы тестов для каждого
337
протокола применения, которое претендует на реализацию приклад-
ного протокола по стандартам серии 10303.
Целью методологии и основ аттестационного тестирования яв-
ляется обеспечение:
• воспроизводимости', согласованности результатов тестирова-
ния вне зависимости от условий проведения;
• сравнимости', согласованности результатов тестирования вне
зависимости от места его проведения;
• контролируемости', возмжности подтвердить правильность
процедур тестирования, после проведения тестирования, на основа-
нии проверки соответствующего отчета.
Тестирование выполняется в два этапа:
• тестируемая система читает тестовый обменный файл, а затем
перечень обнаруженных в нем объектов сравнивается с содержанием
теста;
• в тестируемой системе создается описание заданного в тесте
набора объектов и на их основе генерируется обменный файл, кото-
рый сравнивается с исходным.
Комплект абстрактных тестов содержит набор тестовых приме-
ров для прикладного протокола, обеспечивающих проверку требова-
ний соответствия. В каждом абстрактном тестовом примере задается
независимая от реализации последовательность действий, необходи-
мых для оценки части одного или нескольких требований соответст-
вия. Каждый прикладной протокол содержит нормативную ссылку
на соответствующий комплект абстрактных тестов.
Работа по созданию национальных CALS-стандартов проводит-
ся в России под эгидой Госстандарта РФ. Технический комитет
ТК431 («CALS-технологии») разработал ряд стандартов серии
ГОСТ Р ИСО 10303, являющихся в основном адекватными перево-
дами соответствующих международных стандартов, в том числе:
1. ГОСТ Р ИСО 10303-1-99. Системы автоматизации производ-
ства и их интеграция. Представление данных об изделии и обмен
этими данными. Часть 1. Общие представления и основополагающие
принципы;
338
2. Системы автоматизации производства и их интеграция.
Представление данных об изделии и обмен этими данными.
ГОСТ Р ИСО 10303-11-2000. Часть 11. Методы описания. Спра-
вочное руководство по языку Express.
ГОСТ Р ИСО 10303-12-2000. Часть 12. Методы описания. Спра-
вочное руководство по языку Express-1.
ГОСТ Р ИСО 10303-21-2002. Часть 21. Методы реализации. Ко-
дирование открытым текстом структуры обмена.
ГОСТ Р ИСО 10303-22-2002. Часть 22. Методы реализации.
Стандартный интерфейс доступа к данным.
3. Системы автоматизации производства и их интеграция.
Методология и основы аттестационного тестирования.
ГОСТ Р ИСО 10303-31-2002. Часть 31. Общие положения.
ГОСТ Р ИСО 10303-32-2002. Часть 32. Требования к испыта-
тельным лабораториям и клиентам.
ГОСТ Р ИСО 10303-34-2002. Часть 34. Методология и основы
аттестационного тестирования. Методы абстрактного тестирования
для реализаций прикладных протоколов.
4. Системы автоматизации производства и их интеграция.
Представление данных об изделии и обмен этими данными.
ГОСТ Р ИСО 10303-41-99. Часть 41. Интегрированные обоб-
щенные ресурсы. Основы описания и поддержки изделий.
ГОСТ Р ИСО 10303-43-2002. Часть 43. Интегрированные обоб-
щенные ресурсы. Представление структур.
ГОСТ Р ИСО 10303-44-2002. Часть 44. Интегрированные обоб-
щенные ресурсы. Конфигурация структуры изделия.
ГОСТ Р ИСО 10303-45-2000. Часть 45. Интегрированные обоб-
щенные ресурсы. Материалы.
ГОСТ Р ИСО 10303-46-2002. Часть 46. Интегрированные обоб-
щенные ресурсы. Визуальное представление.
ГОСТ Р ИСО 10303-49-2003. Часть 49. Интегрированные обоб-
щенные ресурсы. Структура и свойства процесса.
5. Системы автоматизации производства и их интеграция.
Представление данных об изделии и обмен этими данными.
339
ГОСТ Р ИСО 10303-203-2003. Часть 203. Прикладной протокол.
Проекты с управляемой конфигурацией.
ГОСТ Р ИСО 10303-239-2008. Часть 239. Прикладные протоко-
лы. Поддержка жизненного цикла изделий.
6. Системы автоматизации производства и их интеграция.
Представление данных об изделии и обмен этими данными
ГОСТ Р ИСО 10303-501-2006. Часть 501. Прикладные интер-
претированные конструкции. Каркасное представление формы на
основе ребер.
ГОСТ Р ИСО 10303-502-2006. Часть 502. Прикладные интер-
претированные конструкции. Каркасное представление формы на
основе оболочек.
ГОСТ Р ИСО 10303-503-2006. Часть 503. Прикладные интер-
претированные конструкции. Геометрически ограниченное двумер-
ное каркасное представление формы.
ГОСТ Р ИСО 10303-504-2006. Часть 504. Прикладные интер-
претированные конструкции. Пояснения на чертежах.
ГОСТ Р ИСО 10303-505-2006. Часть 505. Прикладные интер-
претированные конструкции. Структура и ведение чертежей.
ГОСТ Р ИСО 10303-506-2006. Часть 506. Прикладные интер-
претированные конструкции. Чертежные элементы.
ГОСТ Р ИСО 10303-510-2006. Часть 510. Прикладные интер-
претированные конструкции. Геометрически ограниченное каркас-
ное представление формы.
ГОСТ Р ИСО 10303-511-2006. Часть 511. Прикладные интерпре-
тированные конструкции. Топологически ограниченная поверхность.
ГОСТ Р ИСО 10303-512-2008. Часть 512. Прикладные интерпре-
тированные конструкции. Многогранное граничное представление.
ГОСТ Р ИСО 10303-514-2007. Часть 514. Прикладные интерпре-
тированные конструкции. Расширенное граничное представление.
ГОСТ Р ИСО 10303-515-2007. Часть 515. Прикладные интер-
претированные конструкции. Конструктивная блочная геометрия.
ГОСТ Р ИСО 10303-519-2007. Часть 519. Прикладные интер-
претированные конструкции. Геометрические допуски.
340
ГОСТ Р ИСО 10303-520-2007. Часть 520. Прикладные интер-
претированные конструкции. Ассоциативные элементы чертежей.
ГОСТ Р ИСО 10303-521-2008. Часть 520. Прикладные интер-
претированные конструкции. Ассоциативные элементы чертежей.
ГОСТ Р ИСО 10303-523-2008. Часть 523. Прикладные интер-
претированные конструкции. Криволинейное изогнутое тело.
7. Системы автоматизации производства и их интеграция.
Представление данных об изделии и обмен этими данными.
ГОСТ Р ИСО/ТС 10303-1287-2008. Часть 1287. Прикладные мо-
дули. Регистрация действий по прикладному протоколу ПП239.
В разработке в России находятся стандарты ISO 23, 24, 34, 50,
104, 209, 212, 213, 214, 227. В ближайшее время начнется работа
над утвержденными стандартами ISO 42, 47, 101, 105, 201, 202, 207,
224, 225.
В связи с введением стандартов STEP были введены изменения
в другие стандарты и приняты новые:
1. Системы автоматизации производства и их интеграция.
Библиотека деталей.
ГОСТ Р ИСО 13584-1-2006. Часть 1. Обзор и основные прин-
ципы.
ГОСТ Р ИСО 13584-20-2006. Часть 20. Логический ресурс. Ло-
гическая модель выражений.
ГОСТ Р ИСО 13584-26-2006. Часть 26. Логический ресурс.
Идентификация поставщика информации.
2. Интегрированная логистическая поддержка
(Пять ГОСТов в проекте)
ГОСТ Р 53393-2009. Основные термины и определения.
ГОСТ Р 53394-2009. Основные положения.
ГОСТ Р 53392-2009. Анализ логистической поддержки. Основ-
ные положения.
3. ЕСКД
ГОСТ 2.051-2006. Электронные документы. Общие положения.
341
ГОСТ 2.052-2006. Электронные модели изделия. Общие поло-
жения.
ГОСТ 2.610-2006. Правила выполнения эксплуатационных до-
кументов.
ГОСТ 2.053-2006. Электронная структура изделия. Общие по-
ложения.
ГОСТ 2.104-2006. ЕСКД. Основные надписи (Взамен
ГОСТ 2.104-68).
ГОСТ 2.601-2006. Эксплуатационные документы (Взамен
ГОСТ 2.601-68).
ГОСТ 2.125-2008. Правила выполнения эскизных конструктор-
ских документов. Общие положения (Взамен ГОСТ 2.125-88).
ГОСТ 2.305-2008. Изображения - виды, сечения, разрезы (Вза-
мен ГОСТ 2.305-68.
ГОСТ 2.316-2008. Правила нанесения надписей, технических
требований и таблиц на графических документах (Взамен
ГОСТ 2.316-68).
ГОСТ 2.418-2008. Правила выполнения конструкторской доку-
ментации для упаковывания (Взамен ГОСТ 2.418-77).
ГОСТ 2.431-2008 Правила выполнения графических докумен-
тов изделий из стекла (Взамен ГОСТ 2.431-2002).
ГОСТ 2.701-2008. Схемы. Виды и типы. Общие требования
к выполнению (Взамен ГОСТ 2.701-84).
ГОСТ 2.307-2009. Нанесение размеров и предельных откло-
нений.
ГОСТ 2.308-2009. Указания допусков формы и расположения
поверхностей.
ГОСТ 2.317-2009. Аксонометрические проекции.
ГОСТ 2.511-2009. Правила передачи электронных конструктор-
ских документов. Общие положения.
ГОСТ 2.512-2009. Правила выполнения пакета данных для пере-
дачи электронных конструкторских документов. Общие положения.
ГОСТ 2.611-2009. Электронный каталог изделий. Общие поло-
жения.
342
ГОСТ 2.612-2009. Электронный формуляр. Основные положе-
ния и общие требования.
ГОСТ 2.702-2009. Правила выполнения электрических схем.
ГОСТ 2.703-2009. Правила выполнения кинематических схем.
ГОСТ 2.704-2009. Правила выполнения гидравлических и пнев-
матических схем.
4. Стандарты ЕСТД взамен стандартов ЕСКД
ГОСТ 3.1001-2009. ЕСТД. Общие положения.
ГОСТ 3.1102-2009. Стадии разработки и виды документов. Об-
щие положения.
ГОСТ 3.1103-2009. Основные надписи. Общие положения.
ГОСТ 3.1105-2009. Формы и правила оформления документов
общего назначения.
ГОСТ 3.1116-2009. Нормоконтроль.
Стандарты серии ГОСТ Р ИСО 10303 имеют частично другую
нумерацию, чем ISO 10303, что отражено в табл. 5.1.
Таблица 5.1
Нумерация стандартов ISO 10303 и ГОСТ Р ИСО 10303
Разделы стандартов ISO 10303 ГОСТ Р ИСО 10303
Методы описания 11-19
Методы реализации 21-29
Методология и основы аттестационного тестирования 31-35 31-39
Интегрированные обобщенные ресурсы 41-50 41-99
Интегрированные прикладные ресурсы 101-108 101-199
Прикладные протоколы 201-236 201-1199
Прикладные компоненты 501-520 —
Комплекты абстрактных тестов 301-332 1201-1299
Стандарты серии ГОСТ Р ИСО 10303 устанавливают форму
представления информации об изделии вместе с необходимыми ме-
343
ханизмами и определениями, которые обеспечивают обмен данными
об изделии. Обмен производится между различными вычислитель-
ными системами и средами, связанными с полным жизненным цик-
лом изделия, включая его проектирование, производство, эксплуата-
цию, обслуживание и окончательную утилизацию.
Стандарты серии ГОСТ Р ИСО 10303 определяют:
• представление информации об изделии, включая комплек-
тующие (изделия) и узлы;
• обмен данными об изделии, включая их хранение, передачу,
доступ и архивирование.
Стандарт определяет основные принципы представления
информации об изделии и обмена этой информацией, используе-
мые в стандартах серии ГОСТ Р ИСО 10303. Стандарт устанав-
ливает характеристики различных групп частей стандартов серии
ГОСТ Р ИСО 10303 и взаимосвязи между ними.
Стандарт содержит описание комплекса типовых информацион-
ных моделей, касающихся различных аспектов изделия: его состава
и структуры, геометрической формы, материалов, требований к точ-
ности и т.д. Эти типовые модели называются интегрированными ре-
сурсами (integrated resources).
Помимо интегрированных ресурсов, стандарт содержит типовые
информационные модели объектов (изделий) для ряда предметных
областей (судостроения, автомобилестроения и т.д.). Эти модели по-
строены в основном на базе интегрированных ресурсов и называются
протоколами применения (application protocol).
Стандарт ИСО 10303 не только содержит готовые протоколы
для различных предметных областей, но и описывает методику соз-
дания, тестирования, аттестации и сертификации новых прикладных
программных средств.
Для описания информационных моделей (интегрированных ре-
сурсов и протоколов применения) используется специально разрабо-
танный язык описания данных EXPRESS.
Стандарт не касается вопросов реализации БД, но предусматри-
вает форму представления данных в виде электронного документа
344
текстового обменного файла, имеющего строго регламентированную
структуру.
Стандарт также содержит спецификацию стандартизованного
интерфейса доступа к данным SDAI (Standard Data Access Interface).
Эта спецификация представляет собой набор функций для языков С
и C++, обеспечивающих доступ к объектам в репозитории.
В среде STEP (рис. 5.5) возможны обмены через обменный файл
и через базу данных SDAI. Для обмена конкретными значениями ат-
рибутов в STEP введен обменный файл (ИСО 10303-21).
Производитель 1 программного обеспечения
Производитель 2 программного обеспечения
Производитель 1 программного обеспечения
Производитель 2 программного обеспечения
а б
Рис. 5.5. Обмен в системах CAD-CAM-CNC: а- по стандарту ISO 6983;
б - по стандарту ISO 10303
Связь через интерфейс SDAI отличается от способа обменных
файлов тем, что здесь имеет место не просто обмен, а разделение
данных многими пользователями, и SDAI фактически выступает
в роли метамодели для разных САПР. Другими словами, SDAI пред-
ставляет собой интерфейс, содержащий набор функций на языках
программирования, для доступа к разделяемым моделям, которые
могут быть представлены в виде обменного файла.
При разработке нейтрального обменного формата, основываясь
на ISO 10303 методологии, необходимо использовать следующие
компоненты стандарта:
• Информационную модель изделия, определяющую состав
и структуру данных при обмене.
• Структуру обменного файла.
345
• Программный интерфейс для работы с данными об изделии
в STEP-формате (интерфейс SDAI).
В формате STEP стандартизовано представление данных на
различных уровнях: физическом (формат данных), логическом
(структура данных) и концептуальном (смысл данных). Обеспечение
работы с данными в формате STEP - это гарантия работы на всех
уровнях.
Физический и логический уровни представления данных охва-
тываются специальными программными продуктами SDAI (Standard
Data Access Interface Стандартный интерфейс доступа к данным),
общие требования к которым в STEP также стандартизованы.
Наиболее сложная задача - обеспечение работы на концепту-
альном уровне. Для описания концептуального уровня в STEP ис-
пользуется специальный язык концептуальных схем данных
EXPRESS. Различные предметные области, подлежащие компьютер-
ной автоматизации, описываются в STEP в виде EXPRESS-схем.
Оборотной стороной универсальности и мощности STEP явля-
ется наличие большого количества разнообразных взаимосвязанных
классов данных (Entity-сущностей). Имеющийся в STEP набор сущ-
ностей позволяет описывать один и тот же объект различными спо-
собами, с разной степенью удобства, полноты и детализации.
STEP обеспечивает единое представление информационной мо-
дели изделия в форме группы интегрированных ресурсов (описаний
и структур), которые вместе обеспечивают полное и однозначное оп-
ределение изделия. Кроме того, интегрированные ресурсы описаны
на едином языке описания изделия. Представление информации
о модели изделия может быть выполнено несколькими различными
способами при условии, что интегрированные ресурсы независимы
от формы реализации.
Совокупность стандартов ИСО серии 10303 (STEP) описывает
комплексную технологию управления данными об изделии. Эти дан-
ные представляются в виде репозитория (хранилища), роль которого
может выполнять база данных или электронный документ.
346
5.6. Прикладные протоколы
Прикладные протоколы создаются для однозначного понимания
спецификаций приложений разными пользователями информацион-
ных моделей. Прикладным протоколом в STEP называют информа-
ционную модель определенного приложения, которая описывает
с высокой степенью полноты множество сущностей, имеющихся
в приложении, вместе с их атрибутами, и выражена средствами язы-
ка Express. Предполагается, что эта модель содержит в себе описание
данных любой конкретной задачи соответствующего приложения,
т.е. практические информационные модели прикладных задач оказы-
ваются частными случаями прикладных протоколов. Другими сло-
вами, прикладной протокол выражает онтологию приложения,
поскольку под онтологией понимают совокупность концепций, объ-
ектов, отношений и ограничений, выражающих семантику опреде-
ленной предметной области.
Таким образом, любой протокол гарантирует нам необходимый,
по крайней мере, минимальный, набор информации, позволяющей
описать нужную модель. Прикладной протокол включает в себя оп-
ределения области применения, контекста и информационных требо-
ваний приложения. Определения могут определять функции, процес-
сы или информацию, которые вынесены за рамки приложения для
построения более четкого описания области применения, контекстов
и информационных требований.
Прикладной протокол не зависит от методов реализации. Одна-
ко он может включать в себя конкрентую информацию о методе реа-
лизации в качестве обязательного приложения. Протокол содержит
таблицу сокращенных наименований, которая используется методом
реализации струкутры обмена для кодирования имен объектов при-
кладного протокола.
В стандарте STEP существует специальная методика разработки
Протоколов Применения (10303-13). В соответствии с ней принята
следующая стратегия разработки:
347
• Практическая реализация STEP должна обеспечивать обмен
данными в рамках независимых прикладных протоколов (АР) и не тре-
бовать использования всех конструкций STEP.
• Каждый прикладной протокол STEP должен предоставлять
возможность описывать всю информацию, необходимую для реали-
зации требований выбранной прикладной области.
• Метод реализации прикладного протокола должен иметь
механизмы, гарантирующие, что общая информация используется
несколькими прикладными протоколами совместно (таким меха-
низмом является интероперабельность). Использующие однотипную
информацию Протоколы должны использовать одни и те же базовые
конструкции STEP для определения соответствующих типов данных.
Возможность поддержки множества протоколов внутри одной
структуры - одно из ключевых преимущество STEP. Все протоколы
построены на одном наборе интегрированных ресурсов, поэтому они
используют одни определения для одиновых данных. Например,
АР-203 и АР-214 используют одинаковые определения для 3-мерной
геометрии, сборки данных и простой информации об изделии. По-
этому поставщики CAD-систем могут поддерживать оба протокола
одним и тем же кодом.
Практически все основные CAD/CAM системы сегодня содер-
жат модуль для чтения и записи данных, определенных одним из
протоколом приложения STEP (STEP Application Protocol - АР).
В США наиболее распространенным протоколом является АР-203.
Этот протокол используется для обмена данными, описывающими
представление изделия как твердотельной модели или сборки твер-
дотельных моделей. В Европе похожий стандарт называется АР-214
и выполняет аналогичную функцию. Разработан стандарт АР-224,
заменяющий АР-203 и АР-214
Пока наиболее распространенным протоколом STEP среди ма-
шиностроительных CAD-систем является протокол АР-203 Configu-
ration controlled design (конструкция, находящаяся под управлением
конфигурации).
348
АР-203 - это базовый стандарт обмена информацией между
CAD системами. В 90-х гг. было сложно или даже невозможно пере-
давать между средами разработки трехмерные графические модели,
АР-203 обеспечил лучший обмен данными. Сейчас АР-203 поддер-
живается практически всеми современными CAD-системами.
Стандарт устанавливает прикладной протокол использования
данных об изделии в определнном контексте, удовлетворяющем
промышленным потребностям обмена конфигурационно-управляе-
мыми данными об изделии в рамках трехмерных конструкций меха-
нических деталей и сборочных единиц (узлов). Для определения ком-
поновки изделий в организациях используют различные автоматизи-
рованные системы. Общее описание изделия определяется его
формой, конфигурациями изделия и возможностями применения ря-
да определений изделия для конкретной конфигурации. Эти данные
могут быть размещены в базах данных одной или нескольких при-
кладных систем внутри организации. Объединение данных о форме
изделия с данными о его конфигурации обеспечивают возможность
для данной организации описать выпускаемые ею изделия без при-
влечения избыточной информации, хранящейся в несвязанных при-
кладных системах. Для взаимообмена проектной информацией об
изделиях организация должна обеспечивать представление соответ-
ствующих данных об изделии субподрядчикам, поставщикам и за-
казчикам.
Настоящий прикладной протокол определяет обмен описания-
ми изделий, представляемыми в трехмерной форме, и данными, оп-
ределяющими конфигурацию этих изделий, и данными, управляю-
щими этой конфигурацией. Этот протокол связан только с фазой
проектирования в жизненном цикле изделия. Используя специи-
фикацию данного протокола, можно обмениваться только сведения-
ми о конструкциях механических деталей и сборочных единиц
(узлов). Определение трехмерной формы механической детали или
сборочной единицы в настоящем протоколе может быть задано по-
средством любого из пяти различных типов геометрических пред-
ставлений.
349
Однако форма изделия не является главной в данном протоколе.
Основное внимание в спецификации протокола уделено данным, оп-
ределяющим сопровождение и управление изделием:
• обозначение изделия для заказчиков и связь данного обозна-
чения с компонентами изделия;
• документация по официальным изменениям и вариантам кон-
струкции изделия;
• сведения (предыстория) о разработке изделия от его идеи до
исполнения (выпуска);
• структура взаимосвязи каждого компонента с изделием
в целом;
• дополнительная информация о материалах, процессах, отдел-
ке и других требованиях к изделию;
• обозначение официальных поставщиков изделия или его
проекта.
Настоящий протокол определяет контекст, область применения
и информационные требования к обмену данными о конфигурацион-
но-управляемых трехмерных конструкциях механических деталей
и сборочных единиц, а также интегрированные ресурсы, необходи-
мые для удовлетворения этим требованиям.
Это один из важнейших прикладных протоколов. В нем унифи-
цированы геометрические модели, атрибуты и спецификации: сбо-
рок; 3D-поверхностей, разделенных на несколько классов; параметры
управления версиями и внесением изменений в документацию и др.
Описание протокола АР-203 на языке Express представляет со-
бой схему, в которой можно выделить следующие части:
1. Ссылки на заимствованные из стандартов ISO 10303-41, 42
и 44 интегрированные ресурсы. Это ссылки на такие сущности, как
контексты приложения и продукции, свойства изделий, массо-
габаритные характеристики, расположение координатных осей, типы
кривых и поверхностей, указатели статуса контракта, предприятия,
исполнителей, даты и т.п.
2. Описания некоторых обобщенных типов, объединяющих
с помощью оператора SELECT ряд частных типов.
350
3. Описания сущностей, выражающих конструкции изделий.
Представлены 6 классов геометрических моделей:
• Класс 1 предназначен для задания состава изделий без описа-
ния геометрических форм.
• Класс 2 включает каркасные модели с явным описанием гра-
ниц, например, в виде координат точек и определяемых с их помо-
щью линий.
• В классе 3 каркасные модели дополнены топологической ин-
формацией, т.е. данными о том, как поверхности, линии или точки
связаны друг с другом.
• Класс 4 служит для описания поверхностей произвольной
формы.
• Классы 5 и 6 включают твердотельные модели, так называе-
мые BREP (Boundary representation). К первому из них относятся те-
ла, границы которых аппроксимированы полигональными (фасеточ-
ными) поверхностями, состоящими из плоских участков.
• В классе 6 поверхности, ограничивающие тела, могут быть
как элементарными (плоскими, квадратичными, тороидальными), так
и представленными моделями в форме Безье, В-сплайнов и др.
4. Описание других используемых сущностей, относящихся
к конфигурации изделия, например, таких как вносимое в проект из-
менение с соответствующими атрибутами.
5.7. Язык EXPRESS (ISO 10303-11)
Представление данных об изделии включает информационную
модель изделия, заданную на языке информационного моделирова-
ния EXPRESS (IS010303-11). Язык применяется для определения
информационных требований других стандартов серии 10303 и обес-
печивает механизм стандартного описания состава и структуры пе-
редаваемых данных об изделии как в интегрированных ресурсах, так
и в прикладных протоколах.
Первые стандарты обмена данными были национальными и фо-
кусировались на обмене геометрическими данными: SET (Франция),
VDAFS (ФРГ), IGES (США).
351
Стандарт IGES для обмена численными данными был принят
правительством США и крупнейшими корпорациями и подрядчика-
ми во всем мире.
Стандарт VDAFS, предназначенный для трансляции данных об
усеченных поверхностях, используется немецкими автомобильными
OEM-производителями и их подрядчиками во всем мире.
Стандарт STEP получил признание OEM-производителей и по-
ставщиков во всем мире в автомобильной, авиационно-космической,
энергетической и оборонной отраслях. По сравнению с предшест-
вующими форматами для обмена данными об изделии (в первую
очередь IGES) STEP обладает рядом преимуществ:
• STEP задает не только информационную модель, но и способы
реализации обмена данными.
• Кроме геометрической информации, STEP содержит негео-
метрические данные об изделии, в частности:
- структуру изделия;
- административные данные об изделии;
- конфигурацию изделия.
Отметим, что ведущие фирмы программных продуктов по об-
мену данными гарантируют простой и полный перенос данных раз-
личных форматов между разнообразными системами САПР (напри-
мер, фирма Autodesk).
В стандарте 10303-11 определены следующие цели для языка
Express:
• объем и сложность стандартов серии 10303 требует наличия
возможностей как для машинной интерпретации содержащейся в них
информации, так и для интерпретации данной информации челове-
ком, т.е. язык должен быть удобными для восприятия как человеком,
так и машиной, чтобы облегчить создание прикладных программных
средств и инструментальных средств поддержки;
• язык EXPRESS разрабатывается таким образом, чтобы обес-
печить возможности структурирования различных материалов, отно-
сящихся к стандартам ИСО 10303;
352
• EXPRESS-схема является основной для структурирования
и взаимосвязи элементов представления данных об изделии;
• язык основан на определении объектов, представляющих
формализованные описания моделируемых реальных объектов;
• при создании языка ставилась задача избежать, насколько это
возможно, влияния особенностей реализации.
В языке EXPRESS объекты определяются через их атрибуты,
особенности или характеристики, имеющие важное значение для по-
нимания и использования объектов.
Представление атрибутов может иметь простой тип данных или
являться другим объектом. Геометрическая точка, например, опреде-
ляется тремя действительными числами. При разработке языка
EXPRESS были использованы несколько языков, в частности Ada,
Algol, С, C++, Euler, Modula-2, Pascal, PL/I, SQL. Но при этом
EXPRESS не является языком программирования - он лишь служит
для описания информационной модели изделия (множественное на-
следование данных и ограничений, выводимые атрибуты и др.).
Вторым «китом», на котором основан EXPRESS, является мо-
дель «сущность - связь» (Е-Кмодель). Также чувствуется влияние
и SQL . Графическая версия EXPRESS-G уже полностью вытеснила
IDEF IX, который использовался на начальных этапах проекта STEP.
В новой версии EXPRESS v2 уже предполагается полная объектно-
ориентированность, с поддержкой моделирования процессов, собы-
тий, транзакций, а также единая формальная метамодель, гораздо бо-
лее детализированная и семантически более строгая, чем части
Generic Resources серии стандартов ISO 10303 (части 41-49).
5.8. Стандарт АР-238 (STEP-NC)
В жизненном цикле изделия предусмотрены фазы: STEP-
проектирования (CAD, Computer-Aided Design), макропланирования
технологического процесса (САРР, Computer-Aided Process Planning);
а кроме того, те способы микропланирования (САМ, Computer-Aided
Manufacturing) и изготовления (NC, Numerical Control), которые су-
ществуют сегодня вне STEP. Функции STEP-ориентированного мик-
353
ропланирования и STEP-ориентированного изготовления становятся
доступными.
Фаза проектирования предполагает генерацию и сохранение
STEP-данных для последующего производства изделий. В рамках
фазы разработаны несколько вариантов прикладных протоколов (АР,
Application protocol), определенных в качестве международных стан-
дартов, наилучшим из которых служит протокол АР224. На уровне
этой фазы формируется некоторый полный набор информации для
планирования технологических маршрутов в очередной фазе. Полно-
та означает определение данных в терминах 3D-геометрии (прямые,
дуги и т.д.); но и в таких технологических терминах, как карманы,
канавки, отверстия, скругления и др. Полнота означает также опре-
деление размеров и допусков, ассоциированных с ЗЭ-образом; гене-
рацию такой существенной информации, как материал, шерохова-
тость, специальные технические требования (например, скругление
острых кромок). Все спецификации представляют собой не просто
текст в виде примечаний, но являются частью модели; причем под
протоколом АР224 понимают и модель, и транслятор, генерирующий
производственные данные для отдельных деталей и сборок в форма-
те АР224. В составе транслятора имеется СУБД. В фазе проектиро-
вания создают проект, выполненный в CAD-системе, или использу-
ют уже существующий проект, транслированный в АР224.
В следующей фазе макропроектирования используют производ-
ственные данные конструкторского проекта и обрабатывают их со-
ответственно новым задачам. Представление данных в формате
АР224 существенно повышает эффективность планирования; окон-
чательный же результат макропроектирования будет представлен
в формате АР213 в форме технологического маршрута для станков
с ЧПУ. Формат АР213 принадлежит комплексу STEP и по большей
части служит только входом в систему макропланирования;
в то время как выход организован в формате используемой САРР-
системы.
Один из существующих вариантов САРР-системы разработан
в виде машины знаний как интеллектуальное приложение для CAD
354
системы. Информация об изделии, информация о цеховых ресурсах,
специфические сведения о построении технологических маршрутов
и практический опыт объединены вместе с целью построения планов
обработки, используемых для самого широкого спектра деталей.
План обработки представляют собой схему маршрутизации (распре-
деление шагов маршрута по станкам), спецификацию материалов,
обобщающую маршрутную информацию, требования к инструмен-
тальному обеспечению, нормы времени для каждого шага, инструк-
ции оператору. Приспособления и инструменты выбираются, заказы-
ваются или изготавливаются. В процессе макропланирования оцени-
вают стоимость обработки. Система принимает информацию
в форматах: STEP АР224 (оптимальный вариант), STEP АР203 (более
ранний вариант прикладного протокола проектирования), IGES
(Initial Graphics Exchange), информацию чертежа. Модель цеховых
ресурсов включает наличные материалы и инструменты, описания
станков, оценки времени обработки, технологические возможности.
Пользователю доступна твердотельная модель обрабатываемого из-
делия. В его распоряжении множество экранов с информацией об из-
делии, цеховых ресурсах и плане обработки.
Стратегия очередной фазы - микропланирования, - состоит
в том, чтобы принять информацию в формате АР213 на основе фор-
мата АР224. CAM-система выполнит микропланирование в АР238
формате на основе стандарта STEP-NC для каждого станка из тех,
которые определены маршрутом операций.
Выход STEP-ориентированного макроплана используют в каче-
стве входа в систему микропланирования. Микроплан ориентирован
на шаги операций, поддержанные числовым программным управле-
нием; он содержит чертежи установок и управляющие программы
для станков с ЧПУ. CAM-системы проектируют траектории инстру-
ментов и пост-процессируют их, чтобы обеспечить совместимость
с конкретной системой ЧПУ. Кроме того, разрабатываются схемы
установок и коррекции инструментов, а также подробные инструк-
ции оператору.
355
Фаза изготовления деталей станет гораздо более совершенной
после завершения и внедрения стандарта АР238 (STEP-NC). Однако
для прямого использования инструкций STEP АР238 должны быть
разработаны системы ЧПУ очередного поколения; такие, кото-
рые онимают STEP-NC формат вместо языка ISO-7bit (TSO 6983,
DIN 66025).
Программирование современных систем ЧПУ подчиняется
стандарту ISO 6983 (DIN 66025). Этот стандарт существует со вре-
мени использования перфолент и перфокарт, абсолютно не удовле-
творяет современным технологиям и явно тормозит развитие
ЧПУ-технологии (рис. 5.6). УП всего лишь описывают координатные
перемещения (Gl, G2, G3) и управляют циклами (М3, М8), т.е. под-
держивают простые команды для элементарных перемещений
и логических операций, но не сложные геометрию и логику, содер-
жат ничтожное подмножество информации, полученной на уровне
CAD-CAM-систем. Новые языки программирования работают
с технологическими задачами, привязанными к типовым формам
(features). Такой задачей может быть, к примеру, обработка кармана.
Все операции, необходимые для перехода от заготовки к готовому
изделию, могут быть описаны в терминах технологических задач.
Станочно-ориентир
Отсутствует стацд
формат для
сплайнов и сложной
для пер-
фоленты!
технологии ЧПУ STEP-NC заменяет все зто на
интегрированную модель
широкого спектра данных
Рис. 5.6. Существующая схема программирования станков
с ЧПУ и ее недостатки
управл программа
с перемещениями,
генерируемыми
постпроцессором
Нестандартные
ресш прения
конечного
пользователя.
Только
перемещения и
переключения
356
Для обычных станков недоступна информация более высокого
уровня, связанная с общей формой детали или ее частей. Получается,
что чертежи создаются в программах с большими возможностями,
вроде САПР или АСУП, но для самого управления задействовано го-
раздо меньше средств. Это приводит к тому, что для каждого станка
приходится рассчитывать новые данные. У станка нет информации,
чтобы приспособиться к изменению параметров или расположению
рабочего инструмента. Также при таком стандарте сложно сделать
систему выявления противоречивых данных.
Однако более серьезным является невозможность двухсторон-
него обмена информацией с этими системами; что означает, что лю-
бые изменения в управляющей программе не могут быть отображены
в восходящем информационном потоке к системам CAD-CAM. Все
модификации цехового уровня могут быть не только сохранены, но
и без труда переданы обратно в отделы планирования. Поскольку
геометрия заготовки и готового изделия описывается с использова-
нием STEP-синтаксиса, возможен прямой обмен информацией между
CAD/CAM/CNC системами. Геометрические данные могут быть не-
посредственно импортированы в систему ЧПУ, и только технологи-
ческая информация должна быть добавлена, чтобы сгенерировать
управляющую программу.
STEP-NC - это результат десяти лет усилий международных ор-
ганизаций заменить стандарт RS274D (ISO 6933) М и G кодов совре-
менным языком - языком, который соединит данные CAD-проекти-
рования с САМ-системами.
STEP-NC определяет программу ЧПУ как серию операций, ко-
торые удаляют материал определенными типовыми формами, таки-
ми как отверстие, карман, объем, определенный трехмерной поверх-
ностью. Каждая определяет форму, которая должна быть удалена,
допуски, тип требуемого инструмента и некоторые простые характе-
ристики, например, такие как определение операции как черновой
и окончательной обработки. Операции выстраиваются в план обра-
ботки, в результате которого заготовка превращается в готовую де-
таль. План обработки может быть сложным и включить условные
357
операции, которые зависят от результатов проб; также план может
быть разделен на подпланы, которые будут выполнятся параллельно
на станках с несколькими инструментами.
Ключевой особенностью программ STEP-NC является незави-
симость от станка. Если станок имеет необходимые возможности
(оси, размеры и т.д), то компилятор STEP-NC сможет конвертиро-
вать программу в последовательность движений инструмента станка.
Это дает два важных следствия:
• так как детали могут быть всегда быстро произведены из
STEP-NC описания, нет необходимости хранить копии деталей;
• независимость от станка позволяет использовать один раз на-
писанную программу многократно.
Все операции, необходимые для перехода от заготовки к гото-
вому изделию, могут быть описаны в терминах технологических за-
дач. В этой связи на цеховой уровень поступает огромный объем ин-
формации.
Протокол STEP-NC (АР-238) призван облегчить передачу дан-
ных от программного обеспечения автоматизированного произ-
водства к станкам с ЧПУ без потери полезной информации (рис. 5.7,
5.8, 5.9).
CNC Control
CAD
Л Р-203
АР-238
CADD ЛР-203 С2 CAM
Add GD&T
Add manufacturing
feature and tool
hath data
Design
Model
Control file for any
machine with required
resources
Рис. 5.7. Система CAD-CAPP-CAM-CLC
В стандарте AP-238 (STEP-NC) гораздо лучше будет задавать
координаты резца, в случае необходимости может быть функция
преобразования этих данных в положение системы координат. Также
358
QCQSSSnES3EHSEE23ESXZS33£!ZZ^^HHBH^R^;!:^^H- ИМй^огл1.'. *1
□rJglnattAg apitan
□гдьп1з*®*п
- AwoMmcf
• -jj^jscriawirsiixirtv
Bl wji пй)
U gRW
й W Л i^X.
Bi 43 i Г-ЯЛ]
H 444*s»m
й ‘"*з * i«»a
Й 44 пыча
Tl 44 : itj»]
й' 43Э1БЧЛ
H 441D*t5»]
Й W5 11 inWO
Ji 441ЕК34П]
JlWSi3KS4«
Xi 43 14 ₽1(HJ
Bi 4415*72»]
J Л
Hlftl 1Wakngilip |
TQDL
FFFD
1ПГ-
time
M:UU:M
PROGRESS
400-4 EDM
?□. fom
Ifu.o 2uuo
J4U0A 2UU0
320.4 2004
gmi 2004
П?п.» "П04
?□. 7ППО
J<oa.l FOOD
400.4 2DD0
Fted RPM
DPFM...
ETOP
Sfa»ulu4«a ftp644
----------------------------_t
Рис. 5.8. Модуль STEP-NC АР-238 системы ST-Machine является
аппаратно-независимым инструментом управления станками с ЧПУ
разумно передавать в ЧПУ информацию об отдельных элементах де-
тали, ее материале, резцах и допусках производства. Данные не бу-
дут зависеть от вида и геометрии конкретного станка. Также АР-238
предусматривает передачу информации о геометрии, элементах де-
тали, их стыковке, рабочих инструментах вместе с траекторией дви-
жения. Для простоты реализации основной акцент делается на пере-
дачу технологических данных. По словам комиссии, как только поя-
вится возможность, будет внедрена и полная информация о детали.
Пример. Готовая САПР-программа с инструкциями для произ-
водства сложной детали самолета с использованием пятикоординат-
ной подачи с помощью нового протокола АР-238 передана на станок.
Объемы файлов получились следующие: пространственный анализ
движения резца (Catia CL file) - 2077 кБ, протокол АР-238 Part21 -
2305 кБ и ЧПУ 560 - 1304 кБ, весь расчет на компьютере с процессо-
ром Intel Pentium 1 ГГц занял 20 с.
359
STEP-NS (АР-238) упрощает передачу данных в ЧПУ
| РАНЕЕ
Программное обеспечение
автоматизированного производства
Файл CL
(аппаратнонезависимый файл
с данными о линии отреза
или центральной линии)
Пост-процессор
А
I
Файл с управляю-
щими командами
для конкретного станка
_______I
Станок
А
Пост-процессор
В
I
Файл с управляю-
щими командами
для конкретного станка
Г
Станок
В
Пост-процессор
С
I
Файл с управляю-
щими командами
для конкретного станка
_______1________
Станок
С
| ТЕПЕРЬ ~
Программное обеспечение
автоматизированного
производства
“У
Файл АР-238
Источник: Control Engineering с данными от Boeing and ОМАС
б
Рис. 5.9. Передача информации в ЧПУ: а - по стандарту ISO 6983;
б - по стандарту ISO 10303
360
Сопоставление моделей управляющих программ ЧПУ, совре-
менной (ISO 6983) и перспективной (ISO 14649), представлено на
рис. 5.10.
ISO 6983
ISO 14649
| ISO 6983 ~[
Подгот.
функция G
—О Номер кадра
—О Пермещения
Функция
подачи
Функция
инструмента
- неформ. определение;
- тех. процесс задан неявно;
- не удобно для
Редакт.&Архивир. &
Повт. использования
Скорость глав-
ного привода
Вспомогатель-
ная функция М
Программа ЧПУ
в G-ходах
N05 G51
N10 СОЗ 10.000
N15G......
N20......------
Модель данных ЧПУ
- определ. с помощью языка EXPRESS;
- тех. процесс задан явно;
- удобно для Редакт.&Архивир.&Повт. исполь-
зования
Рис. 5.10. Сравнение двух моделей управляющих программ ЧПУ,
современной (ISO 6983) и перспективной (ISO 14649)
В отличие от существующего, стандарт STEP-NC предлагает
модель того, «что» нужно сделать, но не подробности того, «как»
осуществлять траекторные перемещения и выполнять команды
логических переключений. Эта модель отвечает новому стандарту
ISO 14649, согласно которому изделие получают: из заготовки путем
удаления типовых форм (features); путем условного или безусловно-
го выполнения ассоциированных с типовыми формами переходов
(workingsteps); в потоке управления, задаваемом исполняемыми бло-
ками (executables); с необходимыми допусками; с использованием
инструмента, отвечающего всем необходимым требованиям. Эта мо-
дель использует информацию форматов АР-224 и АР-213 вплоть до
этапа интерпретации управляющей программы; т.е. она несопоста-
вимо богаче существующей схемы програм-мирования. Предполага-
ется, что система управления способна интерпретировать подобную
информацию и генерировать необходимые перемещения и циклы.
361
Стандарт ISO 14649 устанавливает девять компонентов функ-
циональности (Units of Functionality, UOFs): проект (project), изделие
(workpiece), типовая форма (feature), исполняемый блок (executable),
операция (operation), траектория инструмента (toolpath), измерения
(measures). Отношения между компонентами показаны на рис. 5.11.
Рис. 5.11. Отношения между компонентами функциональности
в стандарте ISO 14649
Рисунок представлен в форме, соответствующей упрощенной
графической версии объектно ориентированного языка EXPRESS,
который послужил средством описания всех прикладных протоко-
лов STEP.
Изделие описывают так, как это принято в стандарте STEP: с ис-
торией версии, с информацией владельца, с утверждениями, датой,
указанием материала и его свойств. Изделие служит выходом техно-
логического процесса, а его внешний вид является свойством готово-
го продукта.
Типовые формы определяют области удаляемого материала за-
готовки, а их внешний вид является частью внешнего вида изделия.
362
Типовые формы задают в параметрическом виде как совокупность
образующей и направляющей. Особый случай представляют поверх-
ности свободной формы, для которых задают область, в пределах ко-
торой поверхность свободной формы размещается. Некоторые виды
типовых форм представлены на рис. 5.12.
Описание в форме,
образующей
и направляющей
без явной геометрии
Параметры отсутствуют,
определена лишь поверхность
Свободной форМЕ>1 для
5-координатной обработки
Рис. 5.12. Виды типовых форм
Ядро модели STEP-NC составляет план операций (workplans),
который является последовательностью переходов (workingsteps).
Каждый переход ассоциирован с операцией, выполняемой в некото-
рой типовой форме изделия. В свою очередь операция содержит
технологический алгоритм (включая стратегию внедрения в матери-
ал и вывода инструмента) и указания по настройкам. Операции име-
ют черновую и чистовую версии. Предполагается, что интеллекту-
альные системы ЧПУ будут самостоятельно рассчитывать траекто-
рии инструмента для стандартных типовых форм.
Исполняемый блок (executable) описывает поток управления
и последовательность переходов, ассоциированных с операциями
и типовыми формами. Исполняемый блок технологически незави-
сим. Конструкция исполняемого блока приведена на рис. 5.13.
363
г-
pmgrjni
ctruciure
jwcrkingMcp~|
Шаг и npoj раммы,
не предусмат ривающие
перемещений (сообщения
на экран и др,)
—| mjchirnnu inking Мер
—| much probing |
Шаги программы,
с координатными
перемещениями
Команды управления
в программе
Рис. 5.13. Конструкция исполняемого блока
Траектория инструмента устанавливает точное движение ко-
ординатных приводов в том случае, если интеллектуальная система
ЧПУ не способна сама спланировать такую траекторию. Однако пол-
ная траектория может быть воссоздана из каких-то ее повторяющих-
ся или стандартных частей; таким образом, гибкость плана операций
снижается лишь частично. Структура траектории инструмента пред-
ставлена на рис. 5.14.
Остановка
в определенном
положении
Движения по заданным
траектория м отi iое11-
тельно определенных
базовых точек
ДниЖС1 «ия, генерируемые
самой системой Ч11У
с использованием
определенных параметров
Рис. 5.14. Структура траектории инструмента
364
Компонент функциональности измерения определяет исполь-
зуемые средства измерения и допуски в разработанной модели.
Обобщающим компонентом функциональности служит проект.
Суть в том, что общая STEP-NC модель может включать описания
нескольких изделий и множество планов операций. Проект устанав-
ливает стартовую точку, идентифицируя главный план операций.
Формальное описание проекта в объектно ориентированном языке
EXPRESS выглядит следующим образом:
ENTITY project;
itsid: identifier;
mainworkplan: workplan;
itsworkpieces: SET [0:?] OF workpiece;
itsowner: OPTIONAL person and address;
itsrelease: OPTIONAL date and time;
itsstatus: OPTIONAL approval;
(^Informal proposition: its id shall be unique within the part programme.*)
END ENTITY;
Управляющая программа для станка с ЧПУ представлена
в формате физического файла, соответствующего ISO 1033, часть 21.
Первая секция программы служит заголовком (header). Здесь пред-
ставлена информация общего характера и комментарии (имя файла,
автор, дата и др.) (рис. 5.15). Далее следует секция данных, откры-
ваемая ключевым словом Data. Эта секция делится на части: план
операций, исполняемые блоки, технологические описания, геометри-
ческие описания. На рисунке показаны отношения между этими
частями.
Рабочий план объединяет исполнительные блоки в линейном
порядке или с учетом условий. Один из типов исполнительных бло-
ков содержит структуру программы; и чтобы изменить последова-
тельность операций достаточно внести изменения в этот блок.
365
Секция заголовка
иощая
Систем а доступа пользователей пос-
редством графического интерфейса
(на цеховом уровне)
Рис. 5.15. Структура управляющей программы для станка с ЧПУ
Ниже приведен фрагмент использования управляющей про-
граммы в подобном виде от фирмы Siemens.
File:
Header
#l=Project (Workplan #10);
#10=Workplan (#20, #35, #71,:);
#20=Machining_Workingstep (#(Feature), #22(Operation));
#21=Round_hole ('Hole M6',„„„);
#22=Drilling (#:(Tool),„#:(Technology), #:(Machine_functions));
#35=Machining_Workingstep (:);
End-ISO-10303-21
Использование этого формата имеет ясное представление и чет-
кое окружение, как это показано на рис. 5.16. Однако имеются и дру-
366
гие предложения, связанные с прямым использованием в управляю-
щих программах ЧПУ языков EXPRESS и XML. Дело в том, что син-
таксис ISO 10303-21 не предполагает расширений и не предусматри-
вает использование гипертекстовых механизмов.
Ссылка Использует тип. ф ормы Использует Использует
ISO 10303 (STEP)
Рис. 5.16. Окружение разработки управляющей программы
в соответствии с ISO 10303-21
Использование в интерфейсе систем ЧПУ языков EXPRESS
и XML. Среди многих достоинств такого подхода важную роль игра-
ет ориентация на интегрированное распределенное производство.
Язык EXPRESS является универсальным средством для описа-
ния информационных моделей в терминах «сущность - атрибуты».
Сущности могут сохраняться в репозиториях в качестве абстрактных
объектов, не имеющих привязки к конкретным физическим образам.
Однако разработчики математического обеспечения репозиториев
имеют и возможность использовать любые информационные техно-
логии и подходы при определении сущностей и атрибутов.
Язык XML гибок и расширяем и в этом смысле имеет преиму-
щества перед ISO 10303-21. XML-документы могут быть обработаны
Web-браузерами; при этом технология браузеров позволяет визуали-
367
зировать EXPRESS-сущности. XML-описания принимают участие
в обмене нейтральными данными, но и могут быть использованы
в разделяемых специализированных базах данных и архивах.
Правила отображения и раннего связывания моделей EXPRESS
и XML состоят в следующем: имя тэга соответствует или имени
EXPRESS-сущности, или имени атрибута; элемент тэга соответству-
ет значениям атрибута; для упрощения структуры тэга его атрибуты
являются многофункциональными. Упрощенная схема отображения
моделей показана на рис. 5.17.
Рис. 5.17. Отображение EXPRESS в XML
Модель
данных
CNC
Таблица
отображен и я DTD дл я
i модели
данных
CNC
Отображение
Реализация
EXPRESS репози-
тория
-► Трансляция
Рис. 5.18. Схема генерации управляющей XML-программы ЧПУ
368
Окончательная схема генерации управляющей XML-програм-
мы ЧПУ из EXPRESS-модели данных ЧПУ показана на рис. 5.18. Эта
модель охватывает EXPRES S-схему и EXPRES S-репозиторий.
EXPRESS-схему можно конвер-тировать в XML DTD (Document
Type Declaration) с использованием правил отображения.
5.9. Развитие стандартов STEP
В современных САПР широко используются параметризован-
ные модели изделий, поэтому необходима унификация способов об-
мена параметризованными данными. Эту роль выполняют стандарты
Parametric. Рабочая группа ISO no Parametric решает как краткосроч-
ные, так и перспективные задачи. Первые из них связаны с графика-
ми в существующих САПР. Вторые касаются попыток распростра-
нения идей параметризации на более ранние этапы проектирования
и более широкий круг моделей и процедур проектирования, имею-
щих не только геометрический характер.
Стандарты Mandate посвящены представлению данных, отно-
сящихся к функционированию предприятий, управлению территори-
ально распределенными производственными системами, обмену
данными о производстве с внешней для предприятия средой.
Часть стандарта, обозначаемая ISO 15531-21, содержит обзор
и основные принципы представления данных о промышленной про-
дукции. Содержание этой части характеризуется следующими клю-
чевыми понятиями: «системы промышленной автоматизации и инте-
грация», «промышленные данные», «обмен данными об управлении
производством», «обмен данными с внешней средой».
Том ISO 15531-31 посвящен обзору и основным принципам ис-
пользования данных о производственных ресурсах. Описаны модель,
форма и атрибуты представления данных о производственных ресур-
сах, об управлении их использованием.
Том ISO 15531-41 содержит обзор и основные принципы управ-
ления потоками производственных данных.
В настоящее время в рабочей группе WG10 подкомитета SC4
разрабатывается стандарт ISO 18876 TTDEAS. Его назначение -
369
обеспечение взаимодействия приложений и организаций, которые
используют разные стандарты, интеграция данных и моделей, полу-
чаемых из разных источников, разрабатываемых в различных САПР.
Предусматриваются возможности согласования моделей, выражен-
ных с помощью разных языков моделирования и форматов, напри-
мер, таких как SGML, XML, Express. Средства интеграции - специ-
альные интеграционные модели и методы создания, распростране-
ния, обновления моделей, их связи с прикладными протоколами.
Две первые части стандарта ISO 18876 были представлены
в 2000 г. Они включают в себя общее описание архитектуры систе-
мы интеграции и ее компонентов; вторая часть посвящена мето-
дологии интеграции. В дальнейшем предполагается развить архитек-
туру системы интеграции, распространив интеграционную модель на
данные, управляемые в соответствии со стандартами STEP, PLTB,
Mandate. Предполагается, что это развитие приведет к появлению
языка EXIST (Expression of Information based on Set Theory), более
совершенного, чем Express. Этот язык будет учитывать ряд свойств
таких языков, как Unified Modelling Language (UML), Knowledge
Interchange Format (KIF), XML и др. Некоторые свойства EXIST уже
рассматривались рабочей группой WG11 в проекте языка Express-2.
Язык EXIST позволит описывать интеграционные модели, которые
будут выполнять роль метамоделей для прикладных моделей.
Кроме перечисленных стандартов существует ряд опубликован-
ных спецификаций. К их числу относятся STEP PDM Schema.
С 1999 г. выполняется проект PLCS (Product Life cycle Support),
в рамках которого разрабатывается протокол применения STEP
(АР239), направленный на обеспечение информационной поддержки
всего жизненного цикла (ЖЦ) изделия. Участниками и спонсорами
проекта являются ведущие западные компании и государственные
учреждения (Airbus Industry, The Boeing Company, The Baan Com-
pany, BAE SYS-TEMS, The Finnish Defense Forces (FDF), Lockheed
Martin Government Electronic Systems, LSC Group Ltd., Norwegian De-
fense & DNV, PTC, Rolls-Royce (PLC), Saab Aerospace, U.K. Ministry
of Defense (MoD), United States Department of Defense (DoD)).
370
Рис. 5.19. Позиционирование
и содержание модели PDM
Schema (SPS)
Детальный анализ и изучение разработанных и разрабатывае-
мых спецификаций и стандартов необходимы для того, чтобы подой-
ти к созданию интегрированной информационной модели всего ком-
плекса взаимосвязанных объектов, описывающих ЖЦ изделия.
Спецификация STEP PDM Schema (SPS) разработана фирмами
ProSTEP и PDES на базе протоколов АР203, АР212, АР214 и АР232
(рис. 5.19) и определяет концептуаль-
ную модель базы данных проекта ма-
шиностроительного изделия управляе-
мой конфигурации с точки зрения раз-
работчика. Ее следует рассматривать
как результат развития и гармонизации
перечисленных протоколов STEP.
В спецификации SPS рассматри-
ваются следующие аспекты информа-
ционного описания изделия:
• классификация изделия;
• свойства изделия, в том числе
геометрическая форма;
• структура изделия и взаимосвязь его составных частей;
• управление конфигурацией и применяемость составных час-
тей;
• идентификация изделий-аналогов;
• авторизация данных;
• управление процессом проектирования;
• документы и внешние файлы данных.
В настоящий момент некоторые программные инструменталь-
ные средства, поддерживающие стандарт STEP, уже доступны на
рынке (фирмы ITI, StepTools), многие находятся в стадии разработки
или готовятся к выпуску.
В России готовится к выпуску первая версия программного про-
дукта - «Интегрированная среда разработки CALS-систем»
«IntegroCALS».
371
5.10. Стандарты ISO 13584 РЫВ
ISO 13584 - серия международных стандартов, предназначен-
ных для компьютерного представления и обмена данными библиотек
компонентов. Цель стандарта состоит в том, чтобы обеспечить такой
механизм передачи данных библиотеки компонентов, который был
бы независимым от любой прикладной программной системы, ис-
пользующей библиотеку компонентов. Природа описания данных
делает его пригодным как для обмена файлами, содержащими дан-
ные о компонентах, так и в качестве основы для реализации и ис-
пользования в разделенном режиме баз данных, содержащих данные
библиотеки компонентов. Parts Library (PLTB) предназначен для об-
мена данными о компонентах между поставщиками и потребителями
этих компонентов.
В этом международном стандарте, подготовленном TSO/TC184/
SC4/WG2, применен такой же язык моделирования (EXPRESS)
и те же методы реализации, что и в STEP (Physical File - обменный
файл, SDAI - стандартный интерфейс доступа к данным, определен-
ным средствами STEP).
Но если STEP позволяет явно и полно смоделировать одно из-
делие, то с помощью PLIB можно неявно и как можно более упро-
щенно смоделировать семейства сходных изделий.
Благодаря PLIB различные прикладные САПР могут разделять
данные из обобщенных баз, беспрепятственно обмениваться данны-
ми о типовых компонентах.
Стандарты PLIB состоят из нескольких частей:
Часть 1 представляет собой обзор и основные положения серии
стандартов.
Части 10-19 содержат концептуальные положения построения
библиотек компонентов.
Части 20-29 выделены для описания логических ресурсов (раз-
работаны части 20, 24 и 26, описывающие общие ресурсы, логиче-
скую модель поставляемой библиотеки и идентифицирующие по-
ставщиков компонентов).
372
Части 30-39 используются для описания ресурсов внедрения
(разработана часть 31, посвященная интерфейсу геометрического
программировании).
Части 42 - включает описание методологии структуризации се-
мейств компонентов.
Часть 101 содержит протокол обмена геометрической парамет-
ризованной информацией.
Часть 102 - протокол обмена согласованными со STEP данными.
Различные компоненты многокомпонентной спецификации
ISO 13584 PLTB уже были смоделированы в различных оболочках
параметрических, объектно ориентированных САПР и инженерных
систем (базирующихся на персональных компьютерах, рабочих
станциях) с помощью различных технологий.
Наибольшие успехи в создании единой информационной среды
в масштабах всей отрасли достигнуты в двух отраслях:
• В нефтегазовой промышленности, для которой разработаны:
протоколы STEP АР221 (функциональная и организационная модель
предприятия), АР227 (пространственная конфигурация перерабаты-
вающего завода, включающая описание системы трубопроводов),
АР231 (описание характеристик перерабатывающего оборудования)
и специальный стандарт описания нефтегазового оборудования ISO
15926 OIL&GAS.
• В судостроении, для которого разработаны: протоколы STEP
АР215 (компоновка корабля), АР216 (геометрическая модель обво-
дов корабля), АР217 (система трубопроводов корабля - планируется
замена протокола АР217 на вышеупомянутый протокол АР227 после
некоторого расширения АР227), АР218 (силовой набор корабля),
АР226 (механические системы корабля), АР234 (описание процесса
эксплуатации корабля). В судостроении широко используется стан-
дарт на описание библиотеки компонентов ISO 13584 PLIB. Во все
вышеперечисленные судостроительные протоколы STEP изначально
закладывается их совместимость со стандартом PLIB. Этими стан-
дартными каталогами компонентов можно обмениваться в качестве
составной части проекта, кроме того, на них может ссылаться поль-
373
зователь для определения стандартных компонентов, которые необ-
ходимо использовать.
Корпорация Toshiba, осуществляющая крупный проект по соз-
данию на основе стандарта РЫВ библиотеки электронных изделий,
разрабатывает интегрированную базу данных InterLIB, для которой
обеспечивается совместимость как со схемой данных РЫВ, так
и со схемой данных EPISTLE (схема данных EPISTLE является осно-
вой стандарта ISO 15926 OIL&GAS). Использование базы данных
InterLIB обеспечит взаимный обмен данными между библиотеками
PLIB и хранилищем данных, соответствующим стандарту ISO 15926.
PLIB интегрируется со STEP следующим образом. Во-первых,
STEP может использоваться для представления и обмена геометрией
отдельных семейств деталей, содержащихся в библиотеке компонен-
тов (также могут быть использованы другие форматы, такие как IGES
и параметрические программы на языке Fortran). Во-вторых, некото-
рые протоколы применения STEP позволяют в процессе конструиро-
вания связывать модели компонента изделия с семейством компонен-
тов в библиотеке компонентов, из которой она была унаследована.
Другим решением является стандартизация классов общей мо-
дели в протоколах STEP (как это делается, к примеру, в протоколах
судостроительной серии - АР215, АР216, АР218, АР226). Возможно
применение и других стандартных классов, взятых из различных ка-
талогов. В PLIB принято, что библиотеки поставщика должны яв-
ляться специализациями стандартных библиотек.
Рассмотрим три возможных сценария использования стандарта
PLIB на различных этапах жизненного цикла изделия:
1. Поиск потенциальных участников виртуального предприятия
На рис. 5.20 схематически показана роль стандарта PLIB при
поиске участников создаваемого виртуального предприятия. Нали-
чие единого стандарта на представление каталогов изделий и услуг
облегчает обмен информацией о возможностях каждого из потенци-
альных участников виртуального предприятия. Каждое предприятие
может представить информацию о наборе своих изделий в виде биб-
лиотеки поставщика, соответствующей стандарту PLIB.
374
Рис. 5.20. Запрос потенциальных участников
виртуального предприятия об их возможностях
На рисунке показан этап запросов (следует отметить, что стан-
дартизация запросов в существующем варианте PLIB не проработа-
на). Запросы могут соответствовать, к примеру, стандарту EDTFACT.
Предпосылкой для реализации другого возможного решения являет-
ся то, что в стандарте PLIB предусмотрено формирование SQL-за-
просов на основе содержащихся в библиотеке описаний свойств из-
делий.
На рис. 5.21 показан этап предоставления информации о произ-
водимых изделиях.
375
Рис. 5.21. Информация о возможностях потенциальных
участников виртуального предприятия
2. Информационная поддержка процесса конструкторской
и технологической подготовки производства
На последующих этапах ЖЦИ (прежде всего - на этапах подго-
товки производства, когда создается модель изделия) библиотеки
компонентов, соответствующие стандарту PLIB, могут обеспечивать
информационную поддержку.
Наиболее трудоемкими в процессе конструирования являются
задачи идентификации, оценки, отбора и реализации деталей. Время
и трудозатраты, необходимые для разработки компонентов изделия и
для управления компонентами изделий, могут быть значительно со-
кращены и упрощены при использовании ISO 13584 PLTB (рис. 5.22).
376
Библиотека
поставщика
(от внешних
партнеров)
тз нтд
Рис. 5.22. Использование библиотеки РЫВ для информационной
поддержки процесса конструирования
При разработке конструкции изделия всех уровней сложности
обычно применяются готовые изделия, к которым относятся:
• стандартные изделия;
• получаемые от внешних поставщиков изделия (т.е. покупные
изделия);
• заимствованные изделия.
Многие САПР снабжаются электронным каталогом стандарт-
ных и покупных изделий. Применение таких каталогов позволяет по-
высить эффективность проектирования. Конструктор, работающий
с САПР, может найти в каталоге необходимую ему модель готового
изделия и вставить ее в разрабатываемую конструкцию.
Однако при использовании таких встроенных в САПР каталогов
возникают трудности. Каталоги различных САПР несовместимы ме-
жду собой, поэтому пользователь оказывается привязанным к одной
конкретной системе. Если одновременно используется несколько
различных САПР, то организация, соответственно, имеет несколько
377
каталогов, возможно идентичных по содержанию, но различающихся
по форме. Актуализация (обновление) всех каталогов должна при
этом проводиться одновременно. При получении готовых каталогов
от внешнего партнера приходится либо требовать, чтобы каталог был
представлен в формате определенной САПР, либо затрачивать соб-
ственные ресурсы на преобразование каталога.
Все эти трудности могут быть устранены при использовании ка-
талогов, построенных в соответствии с единым стандартом - PLIB.
Если электронные каталоги представлены в стандартном форма-
те, то может потребоваться специальный транслятор для каждого ка-
талога, но возможно и сформировать ядро программного обеспече-
ния для интерпретации каталогов.
Под информационной поддержкой подразумевается, что биб-
лиотека PLTB является источником получения включаемых в общую
модель проектируемого изделия моделей отдельных фрагментов. Эти
отдельные фрагменты, извлекаемые из PLTB и включаемые в модель
проектируемого изделия, включают в себя:
• стандартные изделия, модели и описание свойств которых
предоставляются органами стандартизации;
• нестандартные изделия, разработанные и присланные внеш-
ними поставщиками в составе библиотек поставщика;
• нестандартные изделия, разработанные в той же проектной
организации;
• модели изделий и их свойства накапливаются в библиотеке
PLTB силами самой проектной организации.
На рис. 5.23 показано совместное использование стандартов
STEP и PLTB в процессе конструкторской и технологической подго-
товки производства и их роли. Примерно таким же образом органи-
зуется совместное использование PLTB и с другими форматами.
В библиотеке компонентов, изображенной на верхнем блоке,
содержится как информация, необходимая для поиска в библиотеке
требующегося компонента (семантический словарь), так и одно или
множество представлений компонентов (содержимое библиотеки).
Представления компонентов (функциональные виды компонентов)
378
Рис. 5.23. Соотношение стандартов STEP и PLIB. Использование
библиотеки компонентов
могут храниться как в виде явных моделей с фиксированными значе-
ниями параметров, так и в виде порождающих процедур (параметри-
ческих программ).
3. Обеспечение непрерывной логистической поддержки ЖЦИ
На этапе эксплуатации изделия библиотека PLTB может исполь-
зоваться для хранения каталога запасных частей и инструментов. На-
личие в библиотеке PLIB данных о поставщиках, связанных с описа-
нием каждого из классов изделий, которые хранятся в PLIB, позволя-
ет автоматизировать заказ запасных частей и инструмента.
379
5.11. Базы данных реального времени
Важными компонентами, используемыми на верхних уровнях,
являются системы управления базами данных (СУБД). Предприятия
с помощью СУБД преодолели проблемы, связанные с огромными
объемами дублированной и иногда противоречивой информации,
предоставляемой к тому же различными и зачастую несовместимы-
ми друг с другом способами. Но использование традиционных
реляционных баз данных, ориентированных на решение задач уров-
ня АСУП, не всегда возможно в системах управления производст-
венного уровня. Здесь можно выделить несколько основных огра-
ничений:
• Производственные процессы генерируют данные очень быст-
ро. Чтобы хранить производственный архив системы, например,
с 7500 рабочими переменными, в БД каждую секунду необходимо
вставлять 7500 строк. Обычные БД не могут выдержать подобную
нагрузку.
• Объемы производственной информации огромны. Многоме-
сячный архив завода с 7500 технологическими переменными требует
под БД дисковую память объемом около 1 Терабайта. Сегодняшние
технологии такими объемами манипулировать не могут.
• SQL как язык не подходит для обработки временных или пе-
риодических данных, типичных для производственных систем. В ча-
стности, чрезвычайно трудно указать в запросе периодичность вы-
борки возвращаемых данных.
Как результат преодоления этих ограничений появился новый
класс продуктов - базы данных реального времени (БДРВ). При этом
намечаются две концепции создания БДРВ: независимая, новая раз-
работка БД и разработка БДРВ на основе известных реляционных
БД, например, MS SQL Server, Industrial SQL Server (Wonderware).
380
5.12. Специализированные программные средства
в ERP-системах
Для организации информационного потока между технологиче-
ским уровнем (АСУТП) и бизнес-системой ряд разработчиков
инструментальных систем (в том числе и SCADA) предлагают ис-
пользовать специальный тип программных продуктов. Наиболее по-
пулярные программные продукты, способные решать задачи инте-
грационного уровня, приведены в табл. 5.2.
Таблица 5.2
Программные средства в ERP-системах
Фирма-производитель Наименование продукта
ABB Simeon Inc. Integrated Refinery Information System (IRIS)
Aspen Technology Aspen Tech’s InFoPlus.21
Honeywell Hl-Spec Solution Uniformance
Invensys Performance Solution Integrated Control and Infomation System (ICIMS)
OSISoft Plant Information System (PI System)
Integrated Refinery Information System (IRIS) представляет собой
интегрированный коммерческий пакет программных модулей. Он
обеспечивает деятельность операторов, инженеров, планирование
и управление с функциями хранения, представления и анализа тех-
нологических и лабораторных данных. Имеются библиотеки типо-
вых приложений для конечных пользователей. Пакет включает также
модули отчетов, расчета тепловых и материальных балансов, плани-
рования, оптимизации, мониторинга окружающей среды, анализа
данных, трендов и SQC-расчетов.
Ядро системы IRIS - реляционная база данных для хранения от
50 до 100 000 тегов за пять лет с минутным разрешением.
381
IRIS имеет распределенную клиент-серверную архитектуру, под-
держивает платформы UNIX, RISC, Intel PC и стандартные технологии
TCP/IP, OLE, DDE и MS Windows, обеспечивая персоналу предпри-
ятия доступ к данным системы IRIS и приложениям по сети LAN.
Aspen Tech's InFoPlus.21 - информационно-управляющая систе-
ма, обеспечивающая инфраструктуру для сбора, целостности, управ-
ления, и представления технологических данных, в то время как
ERP-системы интегрируют управленческие данные. Эта система
также обеспечивает инфраструктуру для интегрированных приложе-
ний, таких как управление технологическими процессами, управле-
ние производством, управление качеством. Aspen Tech's InFoPlus.21
интегрирует технологические данные в ERP-систему для совершен-
ствования и улучшения поддержки принятия решений, обеспечивает
качественными данными все подразделения предприятия.
Integrated Control and Infomation System (ICIMS) усиливает под-
держку принятия решений, обеспечивая интеграцию между системой
управления нижнего уровня, информационными системами управле-
ния производством, техническими информационными системами
и системой управления бизнес-процессами. ICIMS включает сетевую
TCP/IP-архитектуру, архив истории, лабораторную информационную
систему, электронную систему документации, финансовой отчет-
ности, базирующихся на ERP-инструментах (SAP, BAAN или
JD Erdwards).
Кроме перечисленных выше систем имеется еще целая гамма
программных продуктов, ориентированных на конкретные техноло-
гические производства и предназначенных для решения отдельных
задач этого уровня (системы расчета и согласования материальных
балансов, системы управления движением полуфабрикатов, лабора-
торные информационные системы и т.д.).
Программные продукты подобного класса совсем недавно поя-
вились в России. Тем не менее, уже проявляются критерии для срав-
нения этих систем:
• Наличие и число приложений для решения типовых задач
производственного уровня.
382
• Количество интерфейсов к АСУТП (DCS, SCAD А).
• Масштабируемость системы.
• Характеристики алгоритма «сжатия» и восстановления данных.
• Требования к памяти.
• Возможность «горячего» резервирования серверов.
• Клиентские приложения - удобство работы.
• Количество одновременно поддерживаемых клиентов.
• Скорость обработки операций чтение/запись.
• Стоимостные характеристики.
Модули программного обеспечения Plant Information System
(PI System)
Назначение программного обеспечения PI System - сбор, хране-
ние, обработка и представление информации. Каждая из перечислен-
ных выше функций реализуется посредством различных компонен-
тов и модулей программного обеспечения PI System:
Для сбора и передачи данных от действующих на предприятии
АСУТП можно использовать стандартные PI-OPC-интерфейсы. Это
позволит унифицировать программное обеспечение и снизить стои-
мость информационной системы. PI-интерфейсы обеспечивают:
• получение и запись данных от SCADA, DCS, контроллеров
в режиме реального времени по событиям или расписанию с дис-
кретностью до миллисекунды;
• автоматическое оповещение о нарушении физической связи
PI-сервера и Р1-интерфейса;
• автоматическое восстановление данных при восстановлении
связи;
• сжатие данных для снижения трафика в локальной сети.
Гарантированная доставка данных (без резервирования физиче-
ского канала) обеспечивается способностью PI-интерфейсов буфери-
зовать данные за несколько суток в условиях отсутствия связи и ав-
томатически передавать данные в PI-сервер при ее восстановлении.
PI-интерфейс имеет минимальный трафик в сети (80-100 Кбит/с
при передаче 25 000 параметров) за счет сжатия данных на уровне
интерфейса, использования PI-API протокола передачи данных и оп-
383
тимальной настройки сжатия данных на уровне интерфейса -
возможности передачи данных по расписанию или событию.
PI-интерфейс обеспечивает двухсторонний обмен данными между
PI System и АСУТП и возможность передачи и хранения данных
с миллисекундной отметкой времени. Таким образом, Р1-интерфейс
предъявляет минимальные требования к физическому каналу связи:
протокол TCP/IP, скорость передачи 64 Кбит/с. Канал связи с такими
характеристиками обеспечивает гарантированную передачу 10000
параметров.
Созданная на базе PI System информационная система может
быть легко расширена за счет вводимых в эксплуатацию АСУТП,
построенных на различной программно-аппаратной платформе. Для
этого PI System имеет свыше 300 специализированных интерфейсов
к системам АСУТП ведущих производителей мира.
Для взаимодействия PI System с реляционными базами данных
можно использовать специализированный интерфейс PI-RDBMS ли-
бо стандартные протоколы ODBC или OLE DB, также поддерживае-
мые PI System.
Для связи PI System с верхним уровнем управления, построен-
ным на базе системы SAP/R3, имеется специализированный коннек-
тор RLINK. Это соединение сертифицировано разработчиком
SAP/R3 - компанией SAP. Имеется и интерфейсы для связи
PI System с системами JD Erdwards и Renaissance.
Кроме того, PI System поддерживает стандартные протоколы
DDE, COM/DCOM и имеет открытый программный интерфейс
PI-API для разработки собственных интерфейсов к нетрадиционным
системам.
Хранение и обработка информации - одна из главных задач
PI System. Эти функции возложены на PI-сервер. Программное обеспе-
чение сервера PI System включает следующие компоненты (рис. 5.24):
- PI Universal Data Server (PI-UDS);
- PI Data Storage (PI-DS);
- PI Server Apps;
- PI Data Access Pack (PI-DAP).
384
Рис. 5.24. Компоненты программного обеспечения сервера PI System
PI Data Storage - архив данных - один из важнейших компонен-
тов системы. Объем архива определяется конфигурацией сервера.
Алгоритм сжатия данных (линейная интерполяция) гарантирует их
восстановление с точностью от 0,0000001 до 1 % шкалы измерения
и с дискретностью 1 секунда, что позволяет работать с большими ар-
хивами.
Скорость записи/чтения в PI Data Storage может достигать
100 000 операций в секунду. Скорость доступа к информации оцени-
вается как доступ сотни пользователей к тысячам тегов за секунду
одновременно, даже если все пользователи будут обращаться к од-
ним и тем же тегам.
PI Server Apps - набор серверных приложений, зависящий от
конфигурации Р1-сервера.
385
В сервер PI System входят следующие серверные приложения:
• Performance Equations - подсистема для выполнения сложных
вычислений по формулам над данными из архива без дополнитель-
ного программирования.
• Totalizer - подсистема для интегральной обработки данных на
определенных временных отрезках, называемых интервалами накоп-
ления (Accumulation Interval). По сравнению с Performance Equations
вычисления с помощью Totalizer более точные, т.к. Totalizer исполь-
зует данные не из архива, а из Snapshot, т.е. данные, к которым не
применялось сжатие.
• PI Alarm - подсистема тревог предназначена для того, чтобы
генерировать тревоги для точек PI System и сигнализировать о воз-
никновении тревог. PI-Alarms дополняет, но не заменяет средства по
обработке тревог, которые имеются в управляющих системах пред-
приятия.
• PI SQL - предназначен для поддержки SQL запросов к архи-
вированной информации. Благодаря этой подсистеме к архивам PI
можно обращаться как к обычной реляционной базе данных. В до-
полнение к языку SQL сервер PI ODBC Server поддерживает запросы
по времени.
• PI Batch - подсистема для обработки данных периодических
процессов, продукция которых выпускается партиями. Записи, ассо-
циированные с партиями, содержат информацию об идентификаторе
серии (Batch ID), идентификаторе продукции (Product ID) и единицах
измерения продукции в партии. Пользователь может по запросу вы-
брать интересующие его партии.
• PI Real-Time SQC - проводит непрерывный контроль и обра-
ботку значений из PI System с использованием статистических мето-
дов. При возникновении неприемлемого отклонения от нормы Real-
Time SQC генерирует и передает тревогу об этом событии в подсис-
тему тревог.
• PI АСЕ. Анализ производительности и эффективности в ре-
альном времени, подсчет затрат и стоимости выработанного продук-
та, расчет неизмеряемых напрямую величин и вычисление по раз-
386
личным формулам с поправочными коэффициентами - все это
требует математических вычислений различной сложности и перио-
дичности. Максимально облегчая построение всевозможных вычис-
лений, PI Advanced Computing Engine (среда выполнения инженер-
ных расчетов) позволяет сфокусировать усилия инженеров на пре-
вращении текущих данных о производстве в полезную и нужную
информацию. PI АСЕ позволяет создавать шаблоны вычислений для
однотипных объектов, хранящихся в MDB, которые помогают стан-
дартизировать и автоматизировать разработку вычислений для тех-
нологических процессов, что значительно снижает трудоемкость ра-
боты программистов.
• PI Analysis Framework - новый шаг в идеологии развития
PI System в сторону интеграции производственного моделирования
и технологических данных реального времени. PI AF - инструмент
для создания моделей и схем производства (организационных
и технологических), состоящих из элементов и их взаимосвязей
и взаимозависимостей. Элементы модели представляют собой как
физическое оборудование (резервуары, теплообменники, смесители,
измерители и т.д.), так и более абстрактные логические конструкции
(эффективность, экология и т.д). Разработанная модель позволяет
включать в себя организационно-технологическую структуру пред-
приятия, логику его функционирования, принципы контекстно-
зависимого представления данных о производственном процессе.
Основываясь на единой модели, доступной любым приложениям
PI System, можно проводить различного рода анализ, обработку
и представление информации о производстве, поступающую в ре-
альном времени, например согласование технологических данных,
расчет эффективности, анализ простоев технологического обору-
дования.
• PI Sigmafme - позволяет получить согласованный материаль-
ный, энергетический и покомпонентный баланс измерительной ин-
формации по установке, заводу или корпорации. Используя специ-
альный алгоритм на основе метода наименьших квадратов,
SIGMAFINE согласовывает все измерения приборов, учитывая точ-
387
ность и достоверность каждого прибора. Для каждого выбранного
временного интервала Sigmafine рассчитывает согласованные изме-
рения процесса так, чтобы они имели минимальное отклонение от
действительных значений и одновременно, чтобы массовый и/или
энергетический балансы сходились. Расчет балансов - это основное
применение согласованных данных и этот расчет необходимо произ-
водить в первую очередь, так как его используют другие типы расче-
тов. Расчет балансов используется для определения того, что может
«наиболее вероятно» произойти в производстве за определенный
временной интервал. Чтобы произвести расчет балансовых данных,
SIGMAFINE берет отслеживаемые измерения параметров процесса
и оценивает достоверность (отклонение) и точность (допуск) измери-
тельных устройств. Затем SIGMAFINE производит расчет данных
так, чтобы массовый и/или энергетический балансы были согласова-
ны при минимуме отклонения действительных значений от согласо-
ванных.
• PI Control Monitor - это приложение PI разработано для опе-
раторов, участвующих в управлении технологическим процессом.
PI СМ позволяет обнаружить сбои в контурах регулирования, оце-
нить качество регулирования. Под контуром регулирования понима-
ется комплекс программно-технических средств для управления па-
раметром (качеством или количеством) выходной продукции или
любым критически важным технологическим параметром. Также
приложение PI СМ используется инженерами службы АСУ ТП для
обнаружения неисправностей в контурах регулирования (от датчика
до исполнительного механизма) и планирования проведения профи-
лактических работ.
• IT Monitor - приложение, входящее в состав PI System, кото-
рое используется для контроля и анализа функционирования
IT-структуры предприятия с точки зрения повышения ее производи-
тельности, надежности и безопасности. Основываясь на базовых тех-
нологиях PI System, IT Monitor унифицирует и представляет данные
реального времени о состоянии сетей, сетевого оборудования и при-
ложений. IT Monitor обладает уникальными возможностями по
388
хранению и обработке информации, превосходящими пределы
обычных инструментов мониторинга работы информационных сис-
тем. IT Monitor позволяют быстро определять «узкие» и потенциаль-
но проблемные места в IT-структуре предприятия.
PI DAP (Data Access Pack) - набор инструментов для помощи
опытным пользователям в просмотре, структурировании и доступе
к данным PI System, включающий:
• PI API (Application Programming Interface) - набор программ,
обеспечивающий общий программный интерфейс к PI System;
• PI SDK (Software Development Kit) - набор инструментов про-
граммирования, обеспечивающих доступ к PI-серверам и связанным
с ними подсистемам;
• PI ODBC (Open Database Connectivity) - представляет PI
System как реляционную базу данных. Он определяет доступ к ее со-
держимому в стандартном формате и позволяет принимать и выпол-
нять команды SQL;
• PI OLEDB - позволяет PI System принимать запросы анало-
гично реляционным базам данных.
Функция представления информации пользователям (руководи-
телям и специалистам предприятия) в PI System реализуется с помо-
щью клиентских приложений.
Стандартные программы позволяют пользователю, не прибегая
к помощи программистов, разрабатывать экранные формы с графи-
ческим и табличным представлением информации в удобном для се-
бя виде. При этом доступна вся собранная и обработанная информа-
ция, хранящаяся в PI-сервере, независимо от ее источника и типа.
PI ProcessBook (PI-PB) - клиентское приложение, служащее для
отображения информации, хранящейся в PI Datastorage и в других
источниках данных. Для быстрой оценки состояния производства
приложение позволяет создавать и отображать настраиваемые мне-
мосхемы и тренды. Переключение между режимами разработки
и просмотра производится простым щелчком мыши. Скорость извле-
чения данных из PI Datastorage очень высока и не зависит от количе-
ства одновременно работающих клиентов и того, что они работают
389
с одними и теми же данными. Для расширения возможностей в PI-PB
встроен Visual Basic for Application (VBA).
PI DataLink - часто используемое клиентское приложение. Оно
позволяет применять для анализа данных электронные таблицы
Excel. DataLink выводит данные в электронную таблицу и позволяет
просматривать их известными средствами Excel. Данное приложение
удобно для формирования различных отчетов.
Pl-Manual Logger (PI-ML) - приложение, предназначенное для
ручного ввода данных (лабораторных данных, показаний приборов
без стандартного выходного сигнала) в архив PI System. Данные мо-
гут вводиться из текстовых файлов и с переносных терминалов ННТ
(Hand Held Terminals), роль которых могут выполнять миниатюрные
компьютеры класса Palm Тор или другие устройства.
PI Batch View (PI-PC&PI-PB Add-in) - приложение, позволяю-
щее просматривать периодические процессы, главным образом при
производстве продукции партиями (резервуары, смешение). Про-
граммное обеспечение позволяет выделять партии продукции в ар-
хиве по их идентификаторам, просматривать ход процесса производ-
ства партии продукта, сравнивать между собой графики, соответст-
вующие конкретным партиям, сравнивать партии с некоторыми
«эталонными», формировать отчеты по установкам, партиям и груп-
пам партий.
PI Active View - предназначен для просмотра PI-архива и выбор-
ки данных через Интернет.
Контрольные вопросы
1. Актуальность интеграции АСУТП и АСУП.
2. Архитектура интегрированной системы управления предпри-
ятием.
3. Функции и задачи интегрирующего уровня.
4. Общая характеристика программных продуктов интегри-
рующего уровня.
5. Критерии сравнения программных продуктов интегрирую-
щего уровня.
390
6. Что определяет стандарт для обмена данными о промыш-
ленных изделиях?
7. Кратко перечислите документы, содержащиеся в томах
STEP.
8. Дайте характеристику стандартов, используемых в CALS-
технологии.
9. PI System - архитектура и компоненты.
10. PI System: характеристика подсистемы сбора данных.
11. PI System: возможности по обработке данных.
12. PI System: характеристика подсистемы представления данных.
СПИСОК ЛИТЕРАТУРЫ
1. Схиртладзе А.Г., Воронов В.Н., Борискин В.П. Автоматиза-
ция производственных процессов в машиностроении: учебник:
в 2-х т. - Старый Оскол: ТНТ, 2008. - Т. 2. - 540 с.
2. Сосонкин В.Л., Мартинов Г.М. Програмирование систем
числового программного управления: учеб, пособие. - М.: Логос,
2008.-344 с.
3. Бочкарев С.В., Петроченков А.В., Ромодин А.В. Автомати-
зация управления жизненным циклом электротехнической продук-
ции: учеб, пособие. - Пермь: Изд-во Перм. гос. техн, ун-та, 2008. -
365 с.
4. Лыков А.Н. Автоматизация технологических процессов
и производств: учеб, пособие. - Пермь: Изд-во Перм. гос. техн, ун-та,
2008.-423 с.
5. Лыков А.Н. Системы управления электроприводами. -
Пермь: Изд-во Перм. гос. техн, ун-та, 2009. - 191 с.
6. Друзьякин И.Г., Лыков А.Н. Технические измерения и при-
боры: учеб, пособие. - Пермь: Изд-во Перм. гос. техн, ун-та, 2008. -
412 с.
7. Иванов В.М. Электроприводы с системами числового про-
граммного управления: учеб, пособие. - Ульяновск: УлГТУ, 2006. -
152 с.
8. Сосонкин В.Л., Мартинов Г.М. Системы числового програм-
много управления: учеб, пособие. - М.: Логос, 2005. - 296 с.
9. Автоматизация производственных процессов в машино-
строении: учебник для вузов / Н.М. Капустин, П.М. Кузнецов,
А.Г. Схиртладзе [и др.]; под ред. Н.М. Капустина. - М.: Высшая шко-
ла, 2004.-415 с.
10. Сосонкин В.Л., Мартинов Г.М. Концепция ЧПУ механо-
тронными системами: интеграция на основе комплекса производст-
венных стандартов STEP // Сетевой электронный научный журнал
«Системотехника». - 2004. - № 2. - URL: www.systech.miem.edu.ru
392
И. Анашкин А.С., Кадыров Э.Д., Харазов В.Г. Техническое
и программное обеспечение распределенных систем управления:
учеб, пособие для вузов. - М.: Академия, 2003.
12. Голенищев Э.П., Клименко И.В. Информационное обеспе-
чение систем управления: учеб, пособие. - Ростов н/Д: Феникс, 2003.
13. Бородин И.Ф., Судник Ю.А. Автоматизация технологиче-
ских процессов: учеб, пособие. - М., 2004.
14. Леонтьев В.В. Большая энциклопедия компьютера и Интер-
нета. -М.: ОЛМА-ПРЕСС: Образование, 2005.
15. Турманов В., Лукин Д. Моделирование и оптимизация ки-
нематики пространственных механизмов в среде AutoCAD // САПР
и графика. - 2003. - № 2.
16. Пьянов В. AutoCAD 2005: эволюция технологии проектиро-
вания // САПР и графика. - 2004. - № 4.
17. Малюх В. bCAD в руках инженера // САПР и графика. -
1998.-№9.
18. Пролько А., Малюх В. bCAD. 2О-черчение - проще не бы-
вает // САПР и графика. - 2000. - № 1.
19. Малюх В. bCAD образца 98 // САПР и графика- 1998. -
№4.
20. Зиняев В., Кулькин А. Нестандартные примеры использова-
ния TeMMa-3D // САПР и графика. - 2004. - № 9.
21. Вершель В., Зиняев В. Высокоскоростная фрезерная обра-
ботка в производстве технологической оснастки // САПР и графи-
ка.-2005.-№ 12.
22. Рытов М., Яковлев А. Исследование возможностей исполь-
зования системы TeMMA-3D для разработки управляющих программ
для станков с ЧПУ применительно к деталям сложной пространст-
венной конфигурации // САПР и графика. - 2003. - № 9.
23. Быков А., Карабчеев К. Продукты CAD/CAM ADEM. -
URL: http: //www.adem.ru.
24. Сальников С., Мальцев A. ADEM в примерах // САПР
и графика. - 2005. - № 11.
393
25. Артамонов Е., Разумовский А. Графика-81: назначение и со-
став системы.
26. Курочкин С., Донковцев Л. SolidEdge. Деталь. - URL: http: //
www.sapr.ru/archive/SG/2005/9/28.
27. Краснов М. Союз систем // CAD master. - 2001. - № 5.
28. Хачумов В. Базис 3.5. Возможности. - URL: http: //
www.sapr.ru/archive/ ЬЗ .5/2000/3/28.
29. Аведьян А., Колонтаев М. Электронный EXCHANGE: осно-
ва современного производства // САПР и графика. - 2003. - № 2. -
URL: www.sapr.ru/Article.aspx?id=6890.
30. Малов М.В. SolidWorks 2010: премиум-класс в проектиро-
вании // САПР и графика. - 2009. - № 7, 10.
31. Малов М. SolidWorks Enterprise PDM: всё, что вы искали
для управления данными, но не знали, где взять // САПР и графика. -
№ 12/2009; № 1/2010. URL: www.solidworks.ru/news/publications.
32. Машина Е., Шильников П. CALS-стандарты: библиотека
изделий ISO 13584 PLIB // САПР и графика. - 2001. - № 9.
33. Щеглов Г. SolidWorks в учебном проектировании аэрокос-
мических систем. - URL: www.solidworks.ru/downloads/publications/
2009.3-March_5.pdf
34. Сосонкин В.Л. Программное управление технологическим
оборудованием. - М.: Машиностроение, 1991. - 512 с.
35. Программное управление станками / под ред. В.Л. Сосонки-
на. -М.: Машиностроение, 1981.
36. Коровин Б.Г., Прокофьев Г.И., Рассудов Л.Н. Системы про-
граммного управления промышленными установками и робототех-
ническими комплексами. - Л., 1990. - 320 с.
37. Управляющие и вычислительные устройства робототехни-
ческих комплексов на базе микроЭВМ / под ред. В.С. Медведева. -
М.: Высшая школа, 1990.
38. МикроЭВМ: практическое пособие: в 8 кн. / под ред.
Л.Н. Преснухина. Кн. 4. Управляющие системы «Электроника
НЦ». - М.: Высшая школа, 1988.
394
39. Ратмиров В.А. Управление станками ГПС. - М.: Машино-
строение, 1987.
40. Программное управление станками и промышленными ро-
ботами: учеб, пособие. -М.: Высшая школа, 1989.
41. Ильин О.П., Козловский К.И., Петренко Ю.Н. Системы про-
граммного управления промышленными установками и РТК. -
Минск: Высшая школа, 1998.
42. Гжиров Р.И., Серебрянский П.П. Программирование обра-
ботки на станках с ЧПУ: справочник. - Л.: Машиностроение, 1990.
43. Сайт Учебного центра компьютерных технологий «Микро-
информ». -URL: www.microinform.ru.
44. Сайт Центра компьютерного обучения МГТУ им. Н.Э. Бау-
мана. -URL: www.tests.specialist.ru.
45. Сайт Государственной публичной научно-технической биб-
лиотеки. - URL: www.gpntb.ru.
46. www.proCae.ru
47. http://www.steptools.com.
48. http ://www.cals.ru/standards/intemational/
49. http://strategis. ic. gc. ca/epic/site/ad-
ad.nsf/en/adO3 5 81 e.html#navigation
50. www.okuma.com/products/machines.
ПРИЛОЖЕНИЕ 1
Системы CAD/CAM (AutoCAD, bCAD, TeMMA-3D, ADEM,
ГРАФИКА-81, БАЗИС 3.5, SOLID EDGE, SOLID WORKS)
П.1.1. Система AutoCAD
AutoCAD - безусловно, самая широко известная, занимающая
одно из ведущих мест в среде CAD/CAM система.
Компания Autodesk, которой мы обязаны этой разработкой, бы-
ла основана в апреле 1982 г. группой из 15 программистов. А уже
осенью того же года на проходившей в Лас-Вегасе выставке Comdex
компания объявила о создании новой программы, получившей на-
звание AutoCAD. Новый продукт начал продаваться на рынке в на-
чале 1983 года и с того момента фактически стал одним из стандар-
тов в области автоматизированного проектирования.
Успех системы AutoCAD в России, по-видимому, можно объяс-
нить отчасти тем, что она предоставила инструментарий САПР поль-
зователям ПК. Прежде любое упоминание об автоматизированном
проектировании обычно связывалось с более мощными платформа-
ми, к примеру VAX-станциями производства Digital.
Естественно, AutoCAD была относительно недорогой системой,
хотя ее функциональные возможности по сравнению с «настоящи-
ми» большими САПР оказались существенно ниже. Однако эти воз-
можности постоянно нарастали по мере увеличения мощности ПК,
а одновременно шел процесс освоения технологии САПР инженера-
ми и конструкторами.
Распространению AutoCAD в России содействовала и мар-
кетинговая политика компании. В то время как все известные
САПР «разговаривали» только по-английски, компания Autodesk
рискнула выпустить русскую версию своего продукта. Причем не-
смотря на то (а может быть, как раз благодаря тому), что среди
отечественных пользователей ходило немало нелегальных копий
продукта.
396
В России Autodesk начала работать с 1986 года. В августе сле-
дующего года ЦНИИ промзданий при Госстрое был признан первым
официальным центром подготовки специалистов по AutoCAD.
В октябре 1988 г. появилась первая коммерческая версия
AutoCAD 10 на русском языке. Среди маркетинговых шагов компа-
нии было решение о продаже этого продукта по специальным ценам.
Так, если оригинальный вариант системы на английском языке стоил
3000 фунтов стерлингов, то цена русскоязычной версии составляла
всего 1200 фунтов. Кроме того, в соответствии со специальной про-
граммой российские вузы могли приобрести AutoCAD 10 гораздо
дешевле - за 240 фунтов стерлингов.
Несмотря на то, что к тому времени уже появились компьютеры
на базе процессора Intel 80386 (поставки самого процессора начались
в октябре 1985 г.), для работы версии 10 AutoCAD было достаточно
ПК, оснащенного процессором 80286 с частотой 6-10 МГц и сопро-
цессором 80287 оперативной памятью объемом 640 кбайт и жестким
диском емкостью 40 Мбайт.
Для работы с AutoCAD версии 10 рекомендовалось использо-
вать графический дисплей с диагональю 20 дюймов и разрешением
1024x768, поддерживающий 256 цветов.
Наличие большого числа прикладных программ для AutoCAD
было обусловлено открытостью системы для пользователя. Сама
программа была написана на языке AutoLISP, этот же язык исполь-
зовался как средство расширения возможностей AutoCAD и создания
дополнительных приложений.
П.1.2. Система bCAD
Известно, что большинство систем проектирования на ПК за-
пускается как cad.exe. Аббревиатура CAD определяет сферу прило-
жений, первые же символы определяют торговую марку разработчи-
ка. Одним словом, если есть Л, то должно быть и В. Действительно,
bCAD задумывалась, разрабатывалась и развивается как доступная
альтернатива для тех, кто не может или не хочет позволить себе ра-
бочее место дизайнера, проектировщика или архитектора за несколь-
397
ко тысяч (тем более десятков тысяч) долларов. Уместно употребить
модный термин SOHO (small office - home office), т.е. дизайнерская
студия для небольшого предприятия, службы продаж, рекламы или
просто домашнее рабочее место архитектора, художника или,
в конце концов, студента.
bCAD разрабатывалась как система для широкого спектра при-
ложений, поэтому ее функциональность достаточно универсальна.
Разносторонность системы достигается тем, что пакет объединяет
в себе мощные компоненты для исполнения различных этапов про-
ектных и дизайнерских работ: разработка технической документации
в ее классическом виде - чертежей; построение объемных моделей
различных изделий и объектов по плоским эскизам; изготовление
финальных чертежей по объемным моделям; подготовка статисти-
ческих данных о проекте или данных для расчетных систем; получе-
ние реалистических изображений, изготовление анимированных пре-
зентаций.
Рассмотрим функциональные компоненты более подробно.
П.1.2.1. Плоское черчение
Любая система проектирования включает в себя инструменты,
заменяющие кульман. Вопрос лишь в том, для чего это используется.
В конце концов, любой проект должен быть реализован в металле,
дереве или пластике, и не всегда (особенно в небольшом производст-
ве) будет использоваться станок с ЧПУ, так что старый добрый чер-
теж еще долго будет необходим и исполнить его нужно по всем пра-
вилам.
Существенным отличием этой системы от других является воз-
можность последующего изменения любых свойств чертежных эле-
ментов - цвета, типа и толщины линий, подробности построения дуг
и криволинейных контуров, редактирование надписей, изменение
шрифта и размеров символов, переопределение типа, шага и наклона
штриховок. Все эти, прежде трудоемкие, операции исполняются за
считанные секунды. Вспомогательные данные, используемые для по-
строения чертежа (штриховые узоры, пунктиры, шрифты), будучи
398
однажды использованы, сохраняются, что позволяет с легкостью
архивировать и переносить проекты на другие компьютеры, не забо-
тясь о том, что необходимый для редактирования элемент будет
утерян.
Немаловажно, что все чертежные построения производятся
в режиме WYSIWIG (what you see is what you get - «что видишь, то
и получаешь»), т.е. изображение на экране максимально соответству-
ет тому, что вы получите после вывода чертежа на плоттер или прин-
тер. Это исключает досадные ошибки с назначением толщины и типа
линий или масштаба штриховки. Наконец, интерактивный режим
компоновки листа для печати облегчает финальную стадию - полу-
чение твердой копии чертежа.
П.1.2.2. Объемное моделирование
Трехмерная графика долгое время оставалась «запретным пло-
дом» для большинства дизайнеров, работающих на ПК. Те 3D-chc-
темы, которые были доступны, как правило, ориентированы на пре-
зентационные задачи, рекламу и достаточно простую мульти-
пликацию.
Многие пакеты САПР для ПК имеют 3D лишь в виде отдельных
приложений, что часто неудобно в использовании. bCAD органиче-
ски сочетает в себе возможности электронного кульмана и мастер-
ской макетчика. Еще на этапе выполнения обычного плоского чер-
тежа дизайнер строит (порой еще сам того не подозревая) настоящие
трехмерные конструкции, вернее, их остов - образующие деталей
вращения например. В дальнейшем, используя различные инстру-
менты построения поверхностей, такой привычный плоский чертеж
в считанные минуты превращается в пространственную модель дета-
ли или конструкции. Как и чертежные данные, объемные тела могут
быть записаны в виде библиотек стандартных элементов и использо-
ваны в дальнейшем в других проектах. Ставшая сегодня уже тради-
ционной система разделов или слоев (layers) позволяет легко разде-
лить объемные и плоские данные на любом этапе работы - создании,
редактировании, визуализации или получении твердых копий. Таким
399
образом, файл проекта может содержать комплексную информацию
о пространственной геометрии (в виде объемных моделей) и проект-
но-технологическую документацию (в виде чертежных данных).
П. 1.2.3. Генерация чертежей
Каждый элемент этой модели точно описывает геометрию бу-
дущего изделия. Совершенно логичным было бы использовать эти
данные для автоматизации построения чертежей, схем, планов
расположения оборудования и расстановки мебели. bCAD предос-
тавляет такую возможность. Достаточно выбрать вид, и соответст-
вующая проекция, в том числе и перспективная, будет построена ав-
томатически.
В отличие от традиционного алгоритма удаления невидимых
линий, который создает изображение, полное лишних отрезков,
в bCAD используется оригинальная технология IntelliHIDE, которая
позволяет не только избавиться от ненужных элементов изображе-
ния, но и сохраняет линии невидимого контура. Полученные проек-
ции представляют собой не что иное, как обычный чертеж, который
после внесения небольших изменений (простановка размеров, выбор
цвета, стиля и ширины линий) может быть оформлен как самостоя-
тельный документ либо использован как фрагмент более сложного
многовидового чертежа.
П. 1.2.4. Статистика и расчет
Проектирование далеко не всегда ограничивается построением
геометрических моделей. Очень часто требуется произвести прочно-
стные, тепловые расчеты или спланировать материальные затраты на
изготовление изделия. bCAD предоставляет базовые функции стати-
стической обработки. Подсчет количества используемых элементов
и деталей производится практически парой щелчков мышью. Дело
в том, что каждый элемент чертежа может иметь назначенную про-
ектировщиком метку (label или attribute), в которую в обычном тек-
стовом виде помещается информация об этом элементе, например:
«болт Ml2x24» или «кресло кожаное APT 123456».
400
Таким образом, создав из типовых элементов сборочный чер-
теж, вы получаете список использованных деталей, или, спроектиро-
вав оформление офиса, вы с легкостью подсчитываете затраты
на мебель и элементы отделки.
П.1.2.5. Получение реалистических изображений
Ряд отраслей дизайна неотделим от точного представления
о том, как изделие будет выглядеть. В ряде случаев реалистическая
визуализация является мощным вспомогательным средством, напри-
мер, при проектировании промышленных помещений, цехов, систем
трубопроводов.
В части получения реалистических изображений bCAD порой не
имеет аналогов. В составе его инструментария практически все воз-
можности, присущие многим более дорогим системам. Вы можете
расставлять в пространстве точечные и направленные источники ос-
вещения, изменять их цвет и интенсивность. Система деления проек-
та на разделы позволяет создавать различные схемы освещения - ти-
повое, аварийное, дежурное. Работа с камерами (предварительно оп-
ределенные точки зрения) позволяет получить вид из любой точки:
обзор с рабочего места, общий вид помещения, вид с точки зрения
взрослого или ребенка. Задав путь камеры, можно получить компью-
терный фильм о проектируемом изделии, что не оставит равнодуш-
ным ни одного заказчика.
Оригинальная технология SolidTexture позволяет получить тек-
стуры типа дерева, камня или кирпичной кладки буквально одним
щелчком мыши, такие текстуры очень просты в использовании и на-
стройке.
П.1.2.6. Пользовательский интерфейс
Новое поколение ОС Windows позволяет использовать в bCAD
все лучшее, что было наработано в этой области, - повсеместное ис-
пользование пиктограмм, плавающие панели инструментов, мгно-
венные подсказки, отсутствие ограничений на имена файлов, техно-
401
логию «принеси и оставь». Доступ ко всем функциям программы
возможен либо с помощью мыши через панели пиктограмм, либо
с клавиатуры через систему «горячих кнопок». Это позволяет значи-
тельно упростить и ускорить освоение и использование пакета, тем
самым существенно ускорить экономическую отдачу от его исполь-
зования.
П. 1.2.7. Совместимость
Особым аспектом, на котором следует остановиться, является
возможность использования данных из других приложений. Разра-
ботчики bCAD не стали «изобретать велосипед». На сегодняшний
день очевидным стандартом на геометрические данные является
DXF. Для пользователей bCAD не составит труда использовать чер-
тежи, записанные в этом формате. Более того, при переносе чертежей
из AutoCAD перевод в DXF не потребуется, так как файлы DWG мо-
гут быть прочитаны напрямую. Это особенно удобно, так как боль-
шинство уже наработанных библиотек стандартных элементов запи-
сано именно в этом формате. Те же, кто работает с реалистичной
графикой, знают, что наиболее популярным форматом для текстури-
рованных моделей является 3DS, основной формат другого популяр-
ного пакета - 3D Studio. При работе с этими данными bCAD позво-
ляет импортировать не только геометрию объектов, но и параметры
материалов, текстуры, освещения и установки камер.
П. 1.2.8. Перспективы
Несмотря на то, что bCAD как законченный продукт уже состо-
ялся, работа над проектом не остановилась.
В традициях ПроПро Группы (ProPro Group) - компании-разра-
ботчика - периодический выпуск улучшенных и усиленных версий.
В качестве приоритетных задач на ближайшее полугодие стоит на-
звать систему программирования (фактически того же инструмента-
рия, которым пользуются сами разработчики, но более документиро-
ванного) и разработки приложений, а также расширение возможно-
стей моделирования кинематики и сложная мультипликация.
402
Кроме того, появится ряд новых инструментов для объемного
моделирования, поддержка дополнительных форматов объемных
данных, в частности VRML. Будут усиливаться средства распреде-
ленных вычислений в разнородных сетях компьютеров (UNIX
и Windows NT) и с использованием многопроцессорных систем.
П.1.3. Система ГеММА-ЗБ при производстве
технологической оснастки на оборудовании с ЧПУ
В системе TeMMA-3D обеспечивается программирование обра-
ботки наиболее сложных деталей на фрезерных (2-, 3- и 5-коор-
динатных), электроэрозионных, сверлильных и токарных станках
с ЧПУ.
Предусмотрена послойная черновая обработка деталей, изготав-
ливаемых из массивных заготовок или имеющих глубокие выборки,
последующая чистовая обработка.
При интеграции система TeMMA-3D сохранила основные эле-
менты, существенно расширяющие гибкость ее применения в составе
комплекса. Сохранены интерфейсы, обеспечивающие ввод/вывод
геометрической информации IGES и DXF.
Поскольку в различных САПР базовые геометрические элемен-
ты, экспонируемые в IGES не одинаковы (кривые третьей и более
высоких степеней, поверхности, В-сплайны, NURBS), в системе
ГеММА-ЗП реализовано их восприятие и переаппроксимация с за-
данной точностью. Описания объектов могут быть преобразованы из
формата IGES в формат DXF и возвращены в проектно-конструк-
торские части комплекса.
Генератор постпроцессоров системы ГеММА обеспечивает вы-
ход на любые отечественные и зарубежные стойки ЧПУ. Модули
контроля управляющих программ визуализируют машинные колы.
Рассмотренные возможности позволяют использовать систему
ГеММА-ЗП в следующих вариантах:
- рабочие места технологов-программистов для станков с ЧПУ
в созданном комплексе программных средств;
403
- автономная автоматизированная система геометрического мо-
делирования и программирования для ЧПУ, в которой осуществляет-
ся построение математических моделей по чертежам или восприятие
моделей, подготовленных в других CAD/CAM-системах;
- цеховая система хранения и корректировки управляющих про-
грамм, прямого управления станками с ЧПУ от IBM PC;
- рабочее место метролога, контролирующего точность изго-
товления изделий сложной формы по результатам замеров на про-
граммируемой контрольно-измерительной машине.
В заключение необходимо отметить, что главным преимущест-
вом системы является простота ее освоения и соответствие традици-
ям использования оборудования ЧПУ в России. Несмотря на то, что
система по функциональным возможностям не уступает многим за-
рубежным системам подготовки управляющих программ на ПЭВМ,
стоимость ее рабочего места в 2-3 раза ниже аналогичных зарубеж-
ных разработок. Это делает систему доступной для большинства
отечественных предприятий. Другое важное преимущество системы
состоит в том, что коллектив разработчиков не стоит на месте и по-
стоянно совершенствует систему в соответствии с требованиями по
созданию технологической оснастки.
П.1.4. Продукты ADEM CAD/CAM
Компания Omega technologies работает на рынке CAD/CAM-
систем около 10 лет. Основной продукт компании - система ADEM -
постоянно наращивает свои функциональные возможности. Далее
показаны основные конфигурации ADEM, которые присутствуют се-
годня на рынке CAD/CAM в России.
П.1.4.1. ADEM2.09
Версия ADEM 2.09 функционирует в среде DOS и принадле-
жит к классу «легких» CAD/CAM-систем. Она состоит из трех моду-
лей: плоское моделирование, объемное моделирование, 2Х-, 2,5Х-
обработка.
404
Модуль ADEM 2D является частью интегрированной системы.
Возможность работы с объектами как с плоскими твердыми телами,
безразрывные деформации, ассоциативность контура и штриховки,
ассоциативность скруглений позволяют применять систему с самых
ранних этапов проектирования.
Автоматическое и полуавтоматическое нанесение размеров, па-
раметрические библиотеки стандартных элементов значительно ус-
коряют работу пользователей по оформлению документации. Пло-
ские контуры, созданные в модуле, используются как для создания
3D-моделей, так и для подготовки управляющих программ для стан-
ков с ЧПУ.
Модуль ADEM 3D обеспечивает проектирование как деталей,
так и сборок. В модуле реализована возможность твердотельного
моделирования с отлаженным механизмом булевых операций. Инст-
рументом твердотельного моделирования является метод, получив-
ший название «компоновочный Solid». Его особенность заключается
в том, что каждый объект, полученный с использованием булевых
операций (объединение, дополнение, пересечение), помнит историю
своего создания и знает все элементы, из которых он состоит.
П.1.4.2. Модуль ADEM NC
Выполняет следующие виды 2- и 2,5-координатной обработки:
фрезерование, резка, гравировка, листопробивка, сверление. При
этом доступны все схемы обработки: эквидистантная, зигзаг/петля,
спираль, контурный зигзаг и др. Система избегает зарезаний на лю-
бых режимах обработки. В процессе работы происходит автоматиче-
ское выделение зон, недоступных для инструмента на предыдущих
проходах, и их обработка. В системе реализованы различные схемы
врезания инструмента, подхода/отхода, коррекции размеров инстру-
ментов, учет всевозможных технологических параметров.
П.1.4.3. ADEM3.03
Версия ADEM 3.03 работает под Windows 3.11 и не потеряла ни
одного из своих лучших качеств, даже приобрела новые. Появились
405
принципиально новые возможности: редактирование сканированных
чертежей, 3-координатное черновое и чистовое фрезерование, гене-
рация технических документов.
Модуль ADEM NC ЗХ (трехкоординатное фрезерование) при-
меняется как для обработки поверхностей, так и для обработки
колодцев произвольной формы с «островами» и криволинейным
дном. Поддерживаются различные схемы обработки: зигзаг, петля,
спираль, звезда, эквидистанта и др., основные форматы обмена
3D-моделями - BSF и VDA-FS.
П.1.4.4. ADEM4.01
В новой реализации CAD/CAM ADEM нашли применение наи-
более мощные из современных технологий: полностью 32-разрядный
код, а также прогрессивные принципы построения интерфейса
(платформа MFC). За основу моделирования была принята мощная
математика ACTS. ADEM 4.01 обладает расширенными методами
формирования управляющих программ для 2-, 2,5-, 3-, 4-коорди-
натной обработки и автоматизации подготовки технической доку-
ментации. За счет поддержки различных форматов данных (SAT,
IGES, VDA, DXF, STL) достигнута 100%-ная совместимость со все-
ми современными системами проектирования и анализа. Новый си-
мулятор позволил динамически моделировать обработку любой
сложности, а также производить некоторые расчеты до выхода дета-
ли на реальном оборудовании.
П.1.4.5. ADEM5.0
В декабре 1998 г. компания Omega Technologies Ltd. представи-
ла пятую версию CAD/CAM ADEM. Кроме усовершенствованных
функций в системе появились принципиально новые возможности.
Так, в модуле плоского моделирования появилось несколько новых
команд черчения, связанных с аффинными и вариативными преобра-
зованиями объектов, новый тип сплайна. Очень важной является воз-
можность применения логических (булевых) операций к плоским
406
объектам. Расширился набор импортируемых форматов для редакти-
рования сканированного изображения (BMP, TIF, JPG).
Если в предыдущих версиях работа с объемными моделями ве-
лась в отдельном модуле, то теперь как плоская, так и объемная мо-
дели могут отображаться и редактироваться в едином окне. Повыси-
лось качество отображения 3D-модели, средства ее визуализации
стали проще и удобнее в использовании.
П.1.4.6. ADEM 6.0
Основные отличия данного модуля произошли при подготовке
NC-программ. Введены функции подбора необработанных зон для
ЗХ-обработки, контроль параметров подхода и отхода от поверхно-
стей. Новыми функциями являются также 5Х-фрезерование и объем-
ная карандашная обработка. Выход версии на российский рынок со-
стоялся в 1999 г.
П.1.5. ГРАФИКА-81
Работа над комплексом «ГРАФИКА-81» начата в 70-х гг.
К 1981 г. сложилась основная идеология построения комплекса и соз-
дана первая версия.
Идеология построения предполагала создание CAD/CAM - ин-
тегрированного комплекса с универсальным ядром, применимым для
решения задач различного функционального назначения, и приклад-
ными системами. В комплексе заложена и реализована идея проекти-
рования «сверху вниз», т.е. начиная от ввода модели проектируемого
изделия и кончая выпуском конструкторско-технологической доку-
ментации, подготовкой управляющей информации для станков
с ЧПУ, координатографов и фотоплоттеров. Преимущества такого
подхода очевидны: на 3D-модели выявляются ошибки, допущенные
при конструировании, что достаточно трудно обнаружить по трем
проекциям, сокращается время создания чертежной документации,
не требуется вводить повторно информацию для моделирования
процессов обработки на станках с ЧПУ и т.п.
407
Помимо возможности проектирования «сверху вниз» комплекс
«ГРАФИКА-81» имеет следующие отличительные особенности:
- модульное построение, возможность использования отдельно-
го набора программных модулей для решения конкретных задач
пользователя;
- рациональная структурная организация программных средств
комплекса, что позволяет эффективно работать на сравнительно про-
стых технических средствах (минимальный объем требуемой опера-
тивной памяти 600 кбайт, операционная система MS DOS) или эко-
номить память и повысить быстродействие на других технических
средствах;
- информационная совместимость с другими системами по
форматам DXF и IGES;
- наличие комбинированного способа создания объемных гео-
метрических моделей (твердотельных, поверхностных и 2,5D);
- наличие встроенных средств для создания гипертекстовых
систем, с использованием которых написаны инструкции пользова-
телю и разделы HELP;
- использование компактных структур данных в системах ком-
плекса, что позволило, например, для моделей на плоскости сокра-
тить объем занимаемой памяти в 2 раза, а для объемных моделей -
в 20 раз по сравнению с аналогами, имеющимися на российском
рынке;
-возможность переноса программного обеспечения (ПО) на
различные платформы и создание интерфейсов по требованию за-
казчиков.
Комплекс предназначен для автоматизации проектно-конструк-
торских работ, выпуска чертежной документации, создания объем-
ных геометрических моделей изделий, в том числе кинематических,
моделирования процессов обработки деталей и подготовки управ-
ляющей информации для станков с ЧПУ.
Комплекс в свой состав включает систему геометрического мо-
делирования и выпуска конструкторско-технологической докумен-
тации «ГРАФИКА-81-2D», систему объемного геометрического мо-
408
делирования «ГРАФИКА-81-3D», систему трассировки соединений
на принципиальных схемах и печатных платах «ГРАФИКА-81-ТР»,
систему для создания гипертекста «ГРАФИКА-81-ГТ». В комплекс
включена система для подготовки управляющей информации для
станков с ЧПУ.
Система «ГРАФИКА-81-2D» позволяет:
• создавать сложные графические объекты из примитивов (то-
чек, линий, дуг, сплайнов и т.п.);
• редактировать построенные объекты (удалять, размножать,
переносить, изменять масштаб и т.д.); редактирование возможно на
уровне графических примитивов и на уровне блоков изображений,
рассматриваемых как единое целое;
• создавать и вести библиотеки различного типа (пользователю
могут быть поставлены уже созданные библиотеки для различных
областей применения);
• автоматически получать спецификации на чертежах;
• получать чертежи на плоттерах и матричных принтерах раз-
личных типов.
На рис. П.1.1 приведен пример создания чертежной документа-
ции на детали типа тел вращения. Для такого типа деталей создана
параметрическая база данных отдельных элементов (конические ва-
лы, резьбы, скругления, фаски, подшипники и т.п.). Использование
этой базы данных позволяет ускорить процесс выпуска чертежной
документации и подготовки управляющей информации для станков
с ЧПУ.
Система «ГРАФИКА-81 -3D» обеспечивает пространственное
моделирование конструкций и моделирование процессов обработки
деталей на станках с ЧПУ.
Система позволяет проставлять размеры на пространственных
схемах, производить расчет массоинерционных характеристик, ре-
шать задачи отсечения 3-мерных объектов произвольной плоско-
стью, склеивания 3-мерных объектов, операции объединения, пере-
сечения и разности 3-мерных объектов.
409
Рис. П.1.1. Пример создания чертежной документации
на детали типа тел вращения
С использованием системы были созданы объемные модели
внешнего облика всех модулей орбитальной станции МИР, объемная
кинематическая модель и компьютерный фильм ФЕРМЫ-3. На
рис. П.1.2 показан фрагмент объемной геометрической модели орби-
тальной станции «МИР».
Рис. П.1.2. Фрагмент объемной геометрической
модели орбитальной станции «МИР»
410
Комплекс «ГРАФИКА-81» эксплуатируется на ряде заводов
по ремонту нефтебурового оборудования для выпуска конструктор-
ско-технологической документации и подготовки управляющей ин-
формации для станков с ЧПУ. Комплекс применяется также для объ-
емного геометрического моделирования крупногабаритных космиче-
ских конструкций.
П.1.6. БАЗИС 3.5
Программные продукты для САПР под маркой БАЗИС давно
и прочно обосновались на рынке России и ближнего зарубежья. Все
они отличаются прежде всего строгой ориентацией на решение кон-
кретной и актуальной задачи, а именно - на резкое повышение про-
изводительности труда конструктора и технолога за счет следующих
факторов:
- быстрая разработка, подготовка и выпуск различных эскизов,
чертежей, технических рисунков и других чертежно-конструктор-
ских документов;
- широкие возможности для формирования новых документов
на базе ранее созданных прототипов;
- мощный аппарат редактирования любых элементов и чертежа
в целом;
- наличие удобных средств фрагментации и дефрагментации
изображений;
- большие возможности для работы с типовыми элементами
проектирования.
Не стала исключением и новая версия системы.
Коротко ее можно охарактеризовать так: БАЗИС 3.5 - это сплав
десятилетнего опыта разработчиков системы и ее пользователей
с новейшими принципами программирования и организации интер-
фейса. Это не принципиально новая система (принципиально новых
отечественных систем в этом секторе программной индустрии, увы,
нет, да и зарубежных практически тоже), а доведенная до совершен-
ства автоматизированная реализация традиционных методов и спо-
411
собов конструирования, позволяющая эффективно применять АЗИС
на всем цикле проектирования изделия: от эскизного проекта до ре-
монтных чертежей.
П. 1.6.1. Аппаратное обеспечение
Благодаря использованию самых современных инструменталь-
ных средств программирования и тщательной проработке всех при-
меняемых алгоритмов система БАЗИС достаточна, компактна
и предъявляет такие требования к компьютеру, которые в состоянии
удовлетворить практически любое предприятие:
• процессор 486 DX; оперативная память 8 Мбайт;
• графический адаптер SVGA; видеопамять 512 кбайт;
• пространство на жестком диске 5 Мбайт; операционная сис-
тема Widows95/98 или WindowsNT.
П. 1.6.2. Интерфейс пользователя
Удобство, наглядность и предсказуемость - вот три основопола-
гающих принципа, реализованных в системе БАЗИС 3.5. Все коман-
ды системы тщательно сгруппированы по классам с тем, чтобы мак-
симальный уровень их вложенности не превышал двух. Меню ко-
манд расположено горизонтально в одном месте экрана. Это
обусловлено двумя причинами: во-первых, восприятие горизонталь-
но расположенной информации более привычно для человеческого
глаза (хотя есть, конечно, и исключения), а во-вторых, расположение
всех команд в одном месте не рассеивает внимание пользователя
и минимизирует количество манипуляций, необходимых для обра-
щения к требуемой команде.
В БАЗИСе наглядность интерфейса реализована при помощи
ясного и понятного языка пиктограмм, а также кратких и развер-
нутых подсказок, выдаваемых системой на различных этапах рабо-
ты с ней.
И безусловным, скрупулезно отслеживаемым является требова-
ние строгого соблюдения ГОСТа, и не просто формального соблю-
412
дения, а предоставления конструктору такой среды, в которой он
просто не сможет сделать чертеж не по ГОСТу.
П. 1.6.3. Построение изображения
Кроме индивидуального, традиционного редактирования преду-
смотрены команды группового редактирования:
- ассоциативная линейная деформация элементов с сохранением
или изменением их структуры. При первом способе отрезок, напри-
мер, останется отрезком при любых параметрах редактирования,
а при втором - он может преобразоваться, к примеру, в ломаную
линию;
- ассоциативная угловая деформация элементов, которая осо-
бенно удобна при построении чертежей трубопроводов и деталей
сложной формы из тонкого листа;
- трансфокация элементов относительно центра, которая ис-
пользуется, в частности, для редактирования деталей типа фланцев;
- угловая деформация элементов с построением проекции на
плоскость чертежа. Этот способ редактирования используется, на-
пример, для получения изображения деталей, видимых на сборочном
чертеже под углом.
В системе БАЗИС 3.5 действует режим автономных команд. Он
позволяет, не прерывая выполнение текущей команды, провести це-
лый ряд дополнительных действий:
- переустановить локальную систему координат;
- изменить размер области рисования;
- точно установить маркер в любую точку или на любой
элемент;
- включить или выключить сетку и режим ортогональности;
- изменить тип линии для построения элемента;
- получить различную справочную информацию о любом эле-
менте, а также измерить длины и углы;
- провести различные вспомогательные построения.
413
П. 1.6.4. Ввод текстовой информации
Текстовая информация является неотъемлемой частью любого
чертежа. Сюда относятся технические требования, размерные надпи-
си, таблицы, основная надпись и многое другое. Та часть текстовой
информации, которая является обязательной на чертеже, в системе
БАЗИС фигурирует как структурный элемент и описана выше. Одна-
ко часто бывает необходимо разместить на чертеже таблицу или про-
сто ввести несколько текстовых строк. Для каждой вводимой строки
определяются высота и угол наклона символов, коэффициент суже-
ния и угол наклона строки, а в случае ввода нескольких строк - рас-
стояние между ними. Помимо привычного, строчного расположения
текста есть возможность располагать его по окружности.
Достаточно часто на чертежах встречаются различного вида
таблицы. Предлагаемые системой БАЗИС возможности позволяют
создавать и редактировать таблицы, состоящие из произвольного ко-
личества столбцов и строк.
П.1.6.5. Инженерные расчеты
В БАЗИС 3.5 предусмотрена команда расчета весовых и момен-
тоцентровочных характеристик тел вращения и тел выдавливания.
Она позволяет рассчитать площадь поверхности, объем, массу, по-
ложение центра тяжести и целый ряд других параметров изделия.
Во многих случаях при разработке нового изделия необходимо
постоянно отслеживать его прочностные характеристики. Общий
вид и параметры изделия еще точно не определены, поэтому посто-
янно применять МКЭ весьма накладно. БАЗИС 3.5 решает эту про-
блему, предлагая пользователю произвести оценочные прочностные
расчеты, представив изделие в виде консоли или балки на двух опо-
рах. Это можно сделать для достаточно широкого класса изделий.
Получаемая при этом точность вполне приемлема и позволяет сде-
лать выводы о путях дальнейшей работы над изделием с этой точки
зрения.
414
П.1.6.6. Связь с другими приложениями
В настоящее время необходимой возможностью любой САПР
является наличие средств обмена информацией с другими конструк-
торскими, технологическими и расчетными задачами. Стандартом
де-факто многие приложения CAD/CAM считают формат DXF.
В силу этого в БАЗИС включена возможность экспорта и импорта
информации в этом формате. Более того, максимально полная под-
держка формата DXF и отслеживание его изменений - одно из обяза-
тельных условий дальнейшего развития системы.
Данный комплекс решает абсолютное большинство проблем
комплексной автоматизации на предприятиях практически любого
профиля. Также успешно БАЗИС работает совместно с системой
объемного моделирования и получения управляющих программ для
станков с ЧПУ МАСТЕР+.
Для доработки необходимых функций предусмотрен CALL-ин-
терфейс, предоставляющий пользователю возможность программно-
го доступа ко всем элементам и возможностям системы БАЗИС из
стандартных языков программирования.
Написанная с использованием CALL-интерфейса программа яв-
ляется, по сути дела, новой командой системы БАЗИС, она также ин-
терактивно вызывается из системы, имеет доступ к любому ранее по-
строенному элементу, и в результате ее работы может получаться
фрагмент или полностью оформленный чертеж.
В состав системы БАЗИС входят разработанные с помощью
CALL-интерфейса библиотеки типовых элементов и расчетные зада-
чи. Основные из них:
- библиотека крепежных изделий;
- библиотека подшипников качения;
- библиотека стандартных профилей;
- библиотека станочных приспособлений;
- библиотека фрагментов элементов принципиальных электри-
ческих схем;
- библиотека элементов соединения трубопроводов по наруж-
ному конусу;
415
- модуль проектирования и выпуска рабочих чертежей пружин
растяжения/сжатия.
П.1.7. SOLID EDGE
По мнению ведущих аналитиков, специализирующихся на систе-
мах CAD/CAM/CAE, одной из главных тенденций современного рын-
ка САПР является активное развитие доли средних систем автомати-
зации, ориентированных на младшие, недорогие модели рабочих
станций Unix и платформы Windows 95/NT. Следствием этой тенден-
ции стало осознание большинством пользователей того факта, что
системы младшего класса (AutoCAD, VersaCAD, CADKEY и другие)
хороши только для решения определенного круга проблем и малоэф-
фективны с точки зрения средних и крупных компаний, деятельность
которых далеко выходит за рамки черчения, пусть даже и с расширен-
ными возможностями трехмерного моделирования. Более развитые
системы типа EDS Unigraphics, ProEngineer, CATIA или CADDS тре-
буют мощного оборудования и сами по себе достаточно дорогие.
Система проектирования нового поколения SolidEdge, позицио-
нируемая компанией Intergraph как раз в наиболее активно разви-
вающемся сегодня сегменте средних систем, которые работают
в конфигурации Wintel - с программной средой Windows или NT, ус-
тановленной на компьютерах с чипами Intel или младшими моделями
RISC-процессоров.
Отличительными особенностями SolidEdge являются: низкая
цена - около 6 тыс. долл., потребителям предоставляется полная
функциональность по выполнению основного объема работ, связан-
ных с проектированием изделий машиностроения.
SolidEdge позволяет удовлетворить такие пожелания пользова-
телей, как:
- потребность в легкой для освоения САПР с системой команд,
ориентированной на конкретный процесс решения прикладной задачи;
- открытость новой системы автоматизации и, в первую оче-
редь, возможность свободного обмена информацией между различ-
ными CAD/CAM/CAE-системами;
416
- стремление пользователей, на рабочих местах которых уста-
новлен двумерный САПР (а таких рабочих мест в мире 600 тыс.),
иметь возможность работать с твердотельными моделями.
В системе SolidEdge предусмотрены следующие функциональ-
ные возможности, которые обеспечивают ей достойное место в ряду
тяжелых САПР:
1. Моделирование деталей. Набор средств создания сложных
твердотельных параметрических моделей в трехмерном пространст-
ве. Основная задача пользователя при работе с модулем моделирова-
ния - представить конечный результат, а система уже сама позволит
воплотить его в требуемой форме.
2. Создание сборочных узлов. Разработка новых узлов и деталей
с привязкой их к уже существующим элементам конструкции. Здесь
решается задача ориентирования в большом количестве отдельных
деталей путем использования многоуровнего дерева, отражающего
структуру сборочного узла. На любом этапе проектирования можно
выявить и исправить ошибки размещения деталей.
3. Оформление чертежей. В полуавтоматическом режиме соз-
даются чертежи отдельных деталей и сборочных узлов, а также сбор-
ники чертежей. Чертеж вместе с изометрическими проекциями, вы-
носными видами, разрезами и т.п. всегда соответствует текущей вер-
сии модели. Предусмотрена автоматическая простановка размеров
и формирование спецификаций.
4. Поддержка рабочих групп. Средства организации работы кол-
лектива проектировщиков, позволяющие распределить общий проект
между рабочими местами, объединенными в сеть, и обеспечить кон-
троль за ходом процесса создания нового изделия.
5. Архивация. Кроме хранения в многоуровневом архиве собст-
венных чертежей и моделей предусмотрена работа по использованию
в новых проектах разработок, выполненных или выполняемых с по-
мощью других систем автоматизации (AutoCAD, Microstation, EMS).
6. Интеграция в электронный офис. Поддержка стандарта OLE
позволяет рассматривать Edge как расширение привычного набора
функций электронного офиса. Возможна интеграция с Word, Excel,
417
Access, а также доступ к ресурсам SolidEdge из собственных при-
кладных программ пользователя.
Единый пользовательский интерфейс позволяет управлять все-
ми перечисленными функциональными возможностями SolidEdge,
используя понятный каждому конструктору язык, настраиваемый на
специфику конкретного применения. Сегодня SolidEdge - первая из
CAD-систем, имеющая сертификат совместимости с продуктами
Microsoft - Microsoft Office Compatible.
П.1.7.1. Твердотельное моделирование
Изначальная ориентация SolidEdge на среду Windows позволя-
ет минимизировать количество операций, необходимых для ввода
данных. Это не только ускоряет, но и упрощает моделирование.
Если же учесть, что система предназначена специально для поль-
зователей, занятых в машиностроительной сфере, то, по мнению
аналитиков, работа с системой становится более естественной
и соответствует привычному ходу мыслей конструктора-проекти-
ровщика.
Для геометрического представления тел SolidEdge использу-
ет ACIS - программный продукт компании SpatialTechnology. При
этом принцип проектирования на основе конструкторско-техноло-
гических элементов позволяет избежать использования традицион-
ных булевых операций, приводящих к тому, что поведение модели
становится непредсказуемо. При управлении процессом создания
элемента в SolidEdge его границы задаются командами типа: «до
следующей поверхности», «насквозь», «до пересечения с цилин-
дром» и т.п. Само собой разумеется, что поддерживается автома-
тическое вычисление линий и поверхностей при пересечении раз-
личных элементарных объемов, составляющих конструируемую
деталь.
Размеры на чертеже можно импортировать непосредственно
из модели детали, а затем нанести дополнительные поясняющие над-
писи в соответствии с принятыми национальными/международными
стандартами.
418
Для создания текстовых пояснений можно использовать встро-
енный редактор или любой текстовый процессор: Word, Notepad,
Write и т.п.
П.1.7.2. Сборки
Система SolidEdge изначально создавалась для параметрическо-
го твердотельного моделирования сборочных узлов. Каждая отдель-
ная деталь сборки разрабатывается не сама по себе, а в связи с ее ме-
стом в сборочном узле, частью которого она является, что позволяет
исключить многие ошибки еще на ранних этапах проектирования.
Навигатор PathFinder отображает древовидную структуру сбор-
ки и помогает ориентироваться в сложных узлах, выбирать и исполь-
зовать для работы необходимые детали, а также управлять процес-
сом визуализации сборки на экране.
Каждый из этих атрибутов может служить критерием поиска,
перемещения и использования определенной модели. Для более эф-
фективной организации работы групп файлы модели могут пере-
даваться по электронной почте между членами коллектива разра-
ботчиков.
П.1.7.3. Полезные «мелочи»
Разработки компании Intergraph традиционно отличались ори-
гинальными и весьма интеллектуальными решениями - другое дело,
что с ними мог работать сравнительно ограниченный контингент
пользователей в силу узкой направленности компании на ВПК, ори-
ентации на собственную аппаратуру и относительно высокой стои-
мости. С появлением системы SolidEdge, предназначенной для ши-
рокого круга пользователей, ситуация в корне изменилась.
В системе SolidEdge можно отметить две полезные «мелочи»,
существенно облегчающие работу конструкторов и проектировщи-
ков: набор интеллектуальных средств и стандарт OLE for D&M.
QuickPick - автоматический выбор примитива. Облегчение про-
цесса выбора (указания) геометрических примитивов, необходимых
419
для построения. При перемещении курсора ребра, поверхности, фас-
ки, скругления и другие элементы выбираются и выделяются автома-
тически. При работе с затененным изображением QuickPick позволя-
ет выбрать невидимые примитивы, закрытые другими поверхностя-
ми, что избавляет от необходимости постоянно вращать модель.
Особенно полезны функции QuckPick при неоднозначном выборе,
когда в области курсора оказывается сразу несколько примитивов.
Достаточно одного щелчка клавиши мыши, чтобы правильно вы-
брать нужный элемент. Все это исключает применение весьма часто
используемой в традиционных CAD-системах функции «отмена/под-
тверждение».
SmartSketch- интеллектуальный эскиз. При создании профиля
автоматически выделяются ключевые точки эскиза: конец или сере-
дина отрезка, точка сопряжения, касания и т.п. Также автоматически
определяется и соответствующим образом обозначается взаимное
расположение примитивов: вертикальность, перпендикулярность,
параллельность и т.п.
FreeSketch- точная геометрия при рисовании «от руки», т.е.
преобразование наброска, сделанного от руки, в строгие геометриче-
ские примитивы: дуги, окружности, прямые и т.п.
SmartStep - история внесения изменений. Данный инструмент
позволяет воспроизвести многошаговый процесс построения элемен-
тов модели с помощью линейки из пиктограмм. Выбрав нужную
пиктограмму, пользователь получает доступ к соответствующему
шагу истории своей работы и может непосредственно в нем внести
требуемые изменения.
Одной из интересных особенностей SolidEdge является исполь-
зование разработанного для Windows стандарта на связь трехмерных
объектов - OLE для дизайна и моделирования (OLE for D&M). Стан-
дарт позволяет в среде Windows обеспечить различным приложени-
ям обмен геометрической информацией о трехмерных моделях.
В системе предусмотрены серверы данных OLE, которые дают воз-
можность не только просматривать геометрические модели, создан-
ные в других CAD-системах, но и использовать их в сборочных уз-
420
лах. Одним из «побочных» следствий такой возможности является
сохранение инвестиций, вложенных в предыдущие реализации
САПР на предприятии заказчика, - все накопленные на момент пере-
хода к SolidEdge модели, чертежи, спецификации и сборочные узлы
можно безболезненно интегрировать в новую рабочую среду.
П.1.8. SolidWorks
Автоматизированное проектирование и конструирование маши-
ностроительных изделий в учебных курсах ведется во всех вузах
России. В настоящее время в связи с развитием компьютерных тех-
нологий (в том числе информационной поддержки жизненного цикла
изделий - CALS, PLM) и их внедрением на ведущих предприятиях
возникла необходимость качественного изменения преподавания
этой дисциплины.
Внедрение пакетов твердотельного геометрического моделиро-
вания в производстве сделало актуальным освоение этих программ
в процессе профессиональной подготовки. Для этого в учебном про-
цессе нужно организовать системную компьютеризированную ин-
формационную поддержку всего времени обучения с помощью еди-
ного программного комплекса, в том числе для курсового и диплом-
ного проектирования.
Основной информационной единицей при таком подходе стано-
вится электронная геометрическая модель (ЭЕМ) изделия, т.е. база
данных, содержащая информацию о его форме и размерах. Обучение
навыкам построения и управления базой данных ЭЕМ - начало цик-
ла подготовки студентов в области САПР. В дальнейшем ЭГМ ис-
пользуется ими в различных контекстах: при построении электрон-
ных чертежей, проведении расчетов, разработке технологии изготов-
ления изделия и т.д. Таким образом, в процессе обучения у студентов
есть возможность последовательно ознакомиться со всеми компо-
нентами CAD/CAM/CAE технологий и интегрировать полученные
знания в дипломную работу.
Средства коллективной разработки современных систем САПР
в перспективе позволят отрабатывать навыки проектирования слож-
421
ных систем. С их помощью группа разработчиков может проектиро-
вать, например, орбитальную станцию, где каждый модуль разраба-
тывается отдельным исполнителем.
Использование электронных геометрических моделей в учебном
процессе определяется возможностями программы, которая приме-
няется в качестве среды разработки и управления ЭГМ. Программ-
ный комплекс должен:
• включать все типы модулей CAD/CAM/CAE, позволяющих
решать в единой информационной среде все специфические задачи
проектирования сложных систем;
• иметь ясный и легкий в освоении интерфейс, основные
элементы которого могут быть освоены за короткий промежуток
времени;
• иметь локализованную, доступную, официальную учебную
лицензию без ограничений по функциональности;
• применяться на предприятиях отрасли.
Кафедры МГТУ им. Н.Э. Баумана после консультаций со спе-
циалистами аэрокосмических организаций остановились при выборе
базового комплекса САПР на системе твердотельного параметриче-
ского моделирования SolidWorks и CAE-подсистемах SolidWorks:
COSMOSWorks, COSMOSMotion, COSMOSFloWorks и работают с ни-
ми с 2004 года. Познакомимся подробнее с технологией SolidWorks.
Любое современное производство основано на интенсивном об-
мене электронными моделями не только внутри и между подразде-
лениями, но и между предприятиями-подрядчиками, работающими
над общим заказом. Широкое распространение САПР-технологий
обусловило то, что в настоящий момент нельзя, пожалуй, назвать ни
одного предприятия, на котором не используется одновременно не-
сколько различных CAD/CAM/CAE систем, каждая из которых имеет
собственный формат хранения данных. При передаче геометриче-
ских моделей из одной системы в другую, как правило, возникают
проблемы, связанные:
• с ограниченными возможностями или отсутствием транслято-
ров, которые должны обеспечивать обмен данными;
422
• с потерей информации при преобразовании ее из одного ма-
тематического представления в другое;
• с разной трактовкой правил записи и чтения нейтральных
форматов файлов, таких как IGES, VDAFS, STEP и т.д;
• с разными версиями нейтральных форматов файлов и транс-
ляторов.
На современном этапе экономические потери при обмене гео-
метрическими моделями очень существенны, и решать эту проблему
нужно комплексно. Именно это стало необходимым условием для
того, чтобы разработчики SolidWorks включили в базовую функцио-
нальность программы более 20 трансляторов, обеспечивающих чте-
ние и запись данных, как в нейтральных форматах, так и в «родных»
форматах большинства имеющихся сейчас на рынке САПР. Такого
богатого интерфейса импорта/экспорта, причем бесплатного, нет
ни в одной из существующих в настоящее время систем. Встроенные
трансляторы SolidWorks не только читают, визуализируют и записы-
вают геометрию, но также исправляют, восстанавливают и конверти-
руют ее в твердотельное или поверхностное представление. 3D-гео-
метрия или 2Э-чертежи, загруженные в SolidWorks, могут быть до-
работаны, отредактированы либо использованы для создания новых
моделей.
В базовую функциональность SolidWorks по умолчанию вклю-
чены трансляторы, обеспечивающие импорт/экспорт геометрических
моделей и чертежей практически всех встречающихся на практике
форматов (табл. П.1.1). Причем, что характерно, одновременно под-
держивается до десяти различных версий каждого из трансляторов,
что позволяет обмениваться данными даже с самыми устаревшими
версиями различных CAD/CAM/CAE систем. Благодаря этому
SolidWorks можно расценивать в качестве связующего звена или,
другими словами, - базовой САПР предприятия, поддерживающей
наработки, выполненные в разном программном обеспечении.
423
Таблица П.1.1.
424
Трансляторы, входящие в базовую функциональность SolidWorks 2003 («+» - функция доступна)
Формат Расширения файлов Версии Детали Сборки Чертежи
Импорт Экспорт Импорт Экспорт Импорт Экспорт
Нейтральные форматы
IGES *.igs, *.iges 5.3 (Standard, NURBS, Alias, AlphaCAM, ANSYS, COSMOS, MasterCAM, MultiCAD, Smart- CAM, SurfCAM, TekSoft) + + + + - -
STEP *.stp, *.step AP203, AP214 + + + + — —
Parasolid *.x_t, *.x_b, *.xmt_txt, * .xmtbin 8.0, 9.0, 9.1, 10.0, 11.0, 11.1, 12.0, 12.1, 13.0, 14.0 + + + + - -
VDAFS *.vda + + — — — —
ACIS *.sat 1.6, 1.7, 2.0, 2.1, 3.0, 4.0, 5.0, 6.0, 7.0 + + + + - -
STL *.stl (ASCII) + + + + — —
VRML *.wrl 1.0, 2.0 + + + + — —
DXF 3D *.dxf R12, R13, R14, R2000, R2002 + — + — — —
DXF 2D *.dxf + — + — + +
DWG 2D *.dwg + — + — + +
425
Продолжение табл. П. 1.1
Формат Расширения файлов Версии Детали Сборки Чертежи
Импорт Экспорт Импорт Экспорт Импорт Экспорт
Прямые интерфейсы
Поэлементный транслятор Pro/ENGINEER *.prt, *.xpr, *.asm, *.xas 17-20 + + + + - -
CADKEY *.prt Все версии до 19 включительно + — + — — —
Unigraphics *.prt 10 и выше + — + — — —
Solid Edge *.par Все версии + — — — — —
Autodesk Inventor *.ipt 5.0 + — — — — —
AutoCAD, Mechanical Desktop *.dwg, *.dxf R12, R13, R14, R2000, R2002 + — + — — —
Графические 3D-форматы
eDrawings *.exe, *.eprt, *.easm, *.edrw 1.0, 2.0 - + - + - +
Графические файлы САПА *.cgr + + + + — —
Упакованные графические файлы САПА для CATweb *.hcg - + - + - -
Файлы стримированной графики HOOPS *.hsf - + - + - -
Файлы стримированной графики Reality Wave ZGL *.zgl - + - + - -
426
Окончание табл. ПИЛ
Формат Расширения файлов Версии Детали Сборки Чертежи
Импорт Экспорт Импорт Экспорт Импорт Экспорт
Растровая графика
JPEG *.jpg, *.jpeg + + + + + +
TIFF + + + + + +
Архивы
WinZIP *.zip + — + — + —
IL 1.8.1. Особенности трансляции данных SolidWorks
Параметры импорта и экспорта. Для открытия или сохранения
файла в SolidWorks недостаточно выбрать в списке нужный формат.
Каждый формат имеет множество настроек, определяющих, каким
именно образом будут интерпретироваться те или иные геометриче-
ские объекты при чтении или сохранении. Диалоговые окна «Пара-
метры импорта» и «Параметры экспорта» доступны при открытии
или сохранении файла и позволяют задать необходимые настройки
для выбранного формата.
Существуют общие параметры импорта, распространяющиеся
на большинство поддерживаемых нейтральных форматов файлов
и определяющие общие настройки процесса импортирования. Общие
параметры импорта влияют на работу трансляторов IGES, STEP,
ACTS, VDAFS и позволяют получить в результате трансляции сле-
дующие объекты SolidWorks:
• твердые тела;
• поверхности;
• 3D- и 2В-кривые и т.д.
Если импортируемая геометрия может быть интерпретирована
различными способами, следующие настройки указывают способ
преобразования объектов:
• Создать твердое тело. Будет предпринята попытка создания
твердотельных элементов.
• Сшить поверхности. Будет предпринята попытка сшить им-
портированные поверхности в единую поверхность без преобразова-
ния в твердое тело.
• Отображение B-REP. Будет предпринята попытка импортиро-
вать модель, отображая непосредственно топологию с помощью дан-
ных контурного представления (Boundary Representation). Обычно
этот режим работает быстрее, чем сшивка, особенно для сложных
моделей.
• Не сшивать. Импорт в виде поверхностей с предотвращением
их сшивания.
427
Кривые могут быть импортированы как двумерные или трех-
мерные эскизы, либо как ЗВ-кривые. Возможна настройка допуска
кривой при импорте моделей с очень мелкими объектами.
Диагностика и лечение импортированной геометрии. Если в ре-
зультате трансляции геометрическая модель была импортирована
с ошибками, SolidWorks позволяет провести диагностику и лечение
импортированной геометрии. Проверка и исправление ошибок про-
изводятся в автоматическом либо в интерактивном режиме. На
рис. П. 1.3 показана импортированная с ошибками модель (не сши-
лась в твердое тело, так как потеряна одна мелкая грань) и результат
работы функции исправления геометрии (поверхности были автома-
тически удлинены и сшиты в твердое тело).
Рис. П.1.3. Диагностика и лечение импортированной геометрии
в SolidWorks
В помощь пользователям AutoCAD. Разработчики SolidWorks
особое внимание уделили импорту чертежей и моделей AutoCAD
(*.dwg, *.dxf). Для этого в версии SolidWorks 2003 была встроена
428
специальная программа-помощник, подсказывающая шаг за шагом,
какие действия необходимо выполнить для корректного импортиро-
вания файлов AutoCAD (рис. П.1.4.).
| | с-*— I |
Рис. П. 1.4. Помощник импортирования чертежей
и моделей AutoCAD
Специалистами SolidWorks разработан модуль XchangeWorks -
бесплатная программа-надстройка для AutoCAD, открывающая
пользователям этой системы новые возможности импорта/экспорта
геометрии. XchangeWorks автоматически инсталлируется на компь-
ютер в процессе установки SolidWorks и при наличии на жестком
диске какой-либо версии AutoCAD. До появления XchangeWorks
пользователи, которым было необходимо импортировать 3 D-модели
в AutoCAD и Mechanical Desktop, вынуждены были сначала перевес-
ти данные в нейтральный формат, а затем уже использовать функ-
цию импорта, что добавляло лишнюю промежуточную операцию.
Теперь есть возможность импорта 3D- и 2О-геометрии напрямую,
что значительно экономит рабочее время и позволяет обойтись без
обращения к нейтральным форматам.
429
Многие пользователи AutoCAD стремятся перейти к твердотель-
ному моделированию, но уже сегодня им необходимо получать ин-
формацию в 3D. XchangeWorks был разработан именно для реализа-
ции этой цели - он позволяет конструкторам получить твердотельные
модели напрямую в среде AutoCAD и Mechanical Desktop через ARX-
интерфейс. XchangeWorks добавляет в AutoCAD и Mechanical Desktop
свои собственные меню и панель инструментов, посредством которых
пользователь получает доступ к возможностям трансляции данных че-
рез все доступные в SolidWorks форматы данных, в том числе: IGES,
STEP, VDAFS, Pro/ENGTNEER, Unigraphics и т.д. (см. табл. П.1).
Манипуляции с импортированной геометрией. SolidWorks 2003
позволяет экспортировать и импортировать 3D модели в формате
STL, который получил в последнее время широкое распространение,
как формат передачи данных на установки быстрого прототипирова-
ния. При экспорте в STL можно назначить качество модели (количе-
ство и параметры треугольной сетки) и, таким образом, получить
наилучший результат.
Важной особенностью экспорта STL в SolidWorks является то, что
модель может быть загружена в трех различных режимах (рис. П. 1.5):
• как графический объект (для просмотра, без возможности ре-
дактирования);
• как поверхность;
• как твердое тело.
Рис. П.1.5. Модель STL может быть загружена в SolidWorks
как твердое тело, поверхность или графический объект
430
Выбор того или иного режима определяется соответствующей
настройкой в диалоговом окне «Параметры импорта». Особый инте-
рес представляют два последних варианта, поскольку они дают воз-
можность работать с импортированной геометрией.
На рис. П.1.6 (слева вверху) показана модель STL, импорт-
ированная в SolidWorks как твердое тело. После импортирования на
торцевой грани модели нарисован эскиз и вытянута шестигранная
бобышка (рис. П.1.6 справа). Результат операции показан на рис. П.1.6
слева внизу.
Рис. П. 1.6. Модель STL загружена как твердое
тело и доработана
Геометрическая модель может быть загружена не только в каче-
стве нового документа SolidWorks, но и в активную деталь при по-
мощи команды «Вставить импортированный объект». Импортиро-
ванный объект может быть использован для выполнения операции
обрезки или удлинения исходной геометрии детали (рис. П.1.7), по-
сле чего импортированный объект можно заменить на другой, и гео-
метрия детали автоматически обновится в соответствии с новыми
геометрическими условиями.
Импортированные объекты могут быть также размножены мас-
сивом, вырезаны, скопированы, вставлены и т.д. Таким образом, им-
портированная геометрия полноценно используется для создания но-
431
вых моделей, что очень важно, когда на предприятии имеется большая
база с конструктивными наработками в различных 3D- и 2О-форматах.
Рис. П.1.7. Замена одной импортированной поверхности
на другую с автоматической адаптацией твердотельной
модели к новым геометрическим условиям
Поддержка CALS-технологий. Ещё в 2000 г. пакет SolidWorks
был сертифицирован по стандарту STEP АР 203 (ISO/IEC 10303
Standard for the Exchange of Product Model Data) компанией
U.S. Product Data Association (US PRO, США). Сертификат соответ-
ствует классу 6а стандарта ISO 10303-203:1994. Стандарт STEP -
один из ведущих в семействе специализированных CALS стандар-
тов - является характерным примером информационного стандарта
нового поколения, по образцу которого строятся последующие
CALS-стандарты. В соответствии с названием стандарта STEP опре-
деляет нейтральный формат представления данных об изделии в виде
информационной модели. Данные об изделии включают в себя: со-
став и конфигурацию изделия, геометрические модели разных типов,
административные данные, специальные данные. Таким образом,
432
полноценно поддерживая стандарт STEP, САПР SolidWorks гаранти-
рует надёжный обмен данными с различными конструкторско-
технологическими системами.
П. 1.8.2. Специфические задачи EXCHANGE
и модули SolidWorks
FeatureWorks - распознавание импортированной геометрии.
FeatureWorks - это специализированный модуль SolidWorks, предна-
значенный для обработки импортированной геометрии. Как извест-
но, при импорте трёхмерной геометрии в форматах IGES, ACTS,
Parasolid и т.д., т.е. в нейтральных форматах, теряются параметриза-
ция и иерархическая структура модели. Переданная таким образом
модель не подлежит редактированию. Подобную проблему позволяет
исключить FeatureWorks, который может автоматически распозна-
вать и разбивать импортированную модель на отдельные редакти-
руемые примитивы SolidWorks (рис. П.1.8).
FeatureWorks позволяет проводить автоматическое или интерак-
тивное распознавание следующих элементов:
• бобышки и тела вращения;
• фаски;
• скругления постоянного или переменного радиуса;
• ребра жесткости;
• уклоны;
• отверстия;
• тонкостенные элементы;
• элементы из листового металла: базовые кромки, ребра
и сгибы;
• массивы эскизов и т.д.
433
Рис. П.1.8. Работа модуля FeatureWorks
Электронные чертежи eDrawings. eDrawings - это специализи-
рованный модуль SolidWorks, предназначенный для представления
чертежей SolidWorks и AutoCAD в специальном формате, позво-
ляющем просматривать и выводить на печать 2D- и ЗО-геометрию,
сохранять чертежи в виде компактных исполняемых файлов и от-
правлять их по электронной почте. eDrawings используют новейшую
платформу трехмерных приложений HOOPS, которая поддерживает
потоковую графику и обеспечивает высокое качество при выводе
чертежей на печать. eDrawings поставляется в двух вариантах,
имеющих разную функциональность:
• eDrawings
• eDrawings Professional
Предприятия, которые используют SolidWorks или AutoCAD,
с помощью eDrawings могут совместно работать со своими клиента-
ми и поставщиками, причем получателям не нужно в этом случае
приобретать свой экземпляр eDrawings: средства просмотра по умол-
чанию включены в каждый электронный чертёж. Хорошую приме-
нимость находит функциональность eDrawings в конструкторско-
технологических подразделениях и в отделах нормоконтроля.
С помощью eDrawings, бесплатной клиентской версии програм-
мы, пользователи могут создавать, просматривать и выводить на пе-
чать электронные чертежи SolidWorks и AutoCAD. Файлы электрон-
434
ных чертежей eDrawings намного меньше по размеру по сравнению
с оригинальными файлами, что позволяет пересылать двухмерные
чертежи со встроенной ЗО-графикой по электронной почте даже при
низкой скорости связи. Благодаря встроенной программе просмотра
чертежи eDrawings можно сразу же открыть для просмотра без ис-
пользования каких-либо заранее установленных на компьютере
CAD-систем или других средств просмотра. Очень удобным и на-
глядным средством, позволяющим понять конструкцию изделия,
изображённого на чертеже, является возможность анимировать
чертёж и посмотреть, как соотносятся между собой чертежные
виды. Помимо вышеперечисленных возможностей eDrawings обес-
печивает:
• Отображение массово-инерционных характеристик.
• Управление визуальным представлением сборки: можно
скрыть компонент, отобразить его полупрозрачным, добавить тени.
• Открытие для просмотра и печати документов с расширения-
ми dwg и dxf.
• Просмотр результатов прочностных расчетов COSMOS/Works.
Бесплатную версию eDrawings можно загрузить с Web-сайта
SolidWorks Corp. Начиная с 1999 г., пакет eDrawings уже используют
свыше 200 тысяч пользователей систем автоматизированного проек-
тирования по всему миру. Большая часть пользователей бесплатной
версии планирует перейти на eDrawings Professional - версию с рас-
ширенными возможностями.
• eDrawings Professional имеет дополнительные возможности
визуализации и аннотирования чертежей, включая подчеркивание
(функция красного карандаша), измерение, образмеривание и про-
верку на наличие ошибок в деталях и сборках. Версия eDrawings
Professional отличается также тем, что позволяет создавать и пересы-
лать чертежи, поддерживающие возможность сохранения исправле-
ний. Получатель таких файлов может внести свои пометки и ото-
слать их обратно отправителю, не приобретая собственную копию
eDrawings Professional. Эта версия также дает возможность посылать
электронный чертёж с включенной или отключенной функцией об-
435
размеривания, в зависимости от требований информационной безо-
пасности. Помимо вышеперечисленных возможностей eDrawings
Professional обеспечивает:
• возможность отображения и управления несколькими конфи-
гурациями изделия.
• построение разрезов;
• отображение сборок в разнесенном виде;
• сохранение истории обсуждения изменений в чертеже в виде
дерева;
• изменение шрифта и цвета текста.
Рис. П.1.9. Уже в ближайшем будущем новейшие технологии
eDrawings призваны заменить такие средства общения, как
FTP-сайты, факсимильные сообщения или экспресс-почту
3D Instant Website - публикация 3D моделей в Internet. 3D Instant
Website - это специализированный модуль SolidWorks, предназна-
ченный для сохранения трехмерных моделей SolidWorks в формате
HTML и публикации в Internet. Пользовательский интерфейс 3D
Instant Website выполнен в виде программы-помощника, подсказы-
вающей шаг за шагом, какие действия необходимо выполнить поль-
зователю для сохранения модели в HTML.
Пользовательские Web-страницы могут быть сохранены на ло-
кальном компьютере и на внутреннем сервере либо опубликованы на
защищенном паролем сервере SolidWorks Corp. (рис. П.1.10).
436
Рис. П. 1.10. Публикация ЗВ-модели в Internet
CircuitWorks - двунаправленный ECAD транслятор.
Circuit Works - это двунаправленный транслятор данных между сис-
темами проектирования печатных плат (ECAD) и SolidWorks.
CircuitWorks производит чтение TDF файла и создаёт в SolidWorks
трёхмерную сборку, состоящую из печатной платы и элементов.
Если элементная база печатной платы имеется в библиотеке элек-
тронных компонентов CircuitWorks, то транслятор будет использовать
библиотечные детали и размещать их на печатной плате в соот-
ветствии с заданными в TDF файле координатами (рис. П.1.11). При
Рис. П.1.11. Модель, созданная с использованием
CircuitWorks
437
отсутствии компонента в базе данных CircuitWorks автоматически
создаст его габаритную модель (прямоугольный параллелепипед, ци-
линдр и т.д.) и тоже разместит его на печатной плате.
CircuitWorks автоматически распознаёт следующие конструк-
тивные особенности печатной платы: контур платы, монтажные от-
верстия, отверстия с контактными площадками и без них. Поддержи-
ваются IDF файлы следующих ECAD систем:
• Oread;
• Mentor Graphics;
• Veribest;
• CADENCE Allegro;
• ACCEL P-CAD;
• PADS-pcb и т.д.
Основная область применения CircuitWorks - использование
сформированной транслятором сборочной ЗО-модели печатной пла-
ты при трехмерной компоновке отсеков оборудования.
В табл. П.1.2 указаны названия и координаты фирм-разработ-
чиков еще нескольких опциональных трансляторов SolidWorks.
Таблица П. 1.2
Опциональные трансляторы SolidWorks
Название Разработчик Назначение
CIMSW-Cat CADCAM-E.COM Inc., США, www.cadcam-e.com Двунаправленная трансляция данных между SolidWorks и САПА
CADporter Elysium Inc., США, www. ely siuminc. com Двунаправленная трансляция данных между SolidWorks и САПА, PRO/E, I-DEAS
Catia2SolidWorks, SolidWorks2CATIA, Euclid2SolidWorks Radialsoft, Франция, www.radialsoft.com Двунаправленная трансляция данных между SolidWorks и САПА, трансляция данных из Euclid в SolidWorks
438
Окончание табл. П.1.2
Название Разработчик Назначение
CATIA to SolidWorks Translator Datakit, Франция, www.datakit.com Трансляция данных из CATIA в SolidWorks с передачей твер- дых тел и поверхностей
Cadverter Theorem Solutions Limited, Англия, www.theorem.co.uk Трансляция данных между SolidWorks и САПА, CADDS5x4x, ACIS
Format Works CAPVIDIA, Бельгия, www.capvidia.com Трансляция и лечение импор- тированной геометрии
CADfix International Techne- Group Inc., США, www.iti-oh.com Трансляция и лечение импор- тированной геометрии
Solid/ME Maxxsoft, Германия, www.maxxsoft.com Двунаправленная трансляция данных между SolidWorks и МЕЮ с сохранением ассо- циативной связи
Poly Trans Okino Computer Graphics, Канада, WWW. okino.com Чтение и запись форматов 3D Studio МАХ, 3D Studio г4, 3DMF (Quickdraw-3D), Cin- ema-4D, DirectX, DXF, Electric Image FACT, GameExchange (Mirai), IGES 5.3, Imagine, Lightscape, Lightwave, Maya, Metastream v3, OpenGL C Code, OpenFlight, POV 2.0/3.0, Renderman RIB, Renderware, hrc (Softimage), STL, Strata StudioPro, trueSpace, USGS DEM, Vistapro, VRML 1.0/2.0 и Wavefront OBJ
П.1.8.3. Системы управления инженерными данными -
SolidWorks Enterprise PDM
В 2009 г. компания SolidWorks Russia объявила о выходе на
Российский рынок нового поколения системы управления инженер-
439
ними данными - SolidWorks Enterprise PDM (или кратко SWE-PDM).
Система включает фирменные технологии SolidWorks и специализи-
рованные надстройки, разработанные исходя из опыта внедрения
PDM-систем на российских предприятиях.
SWE-PDM может использоваться в режиме работы с докумен-
тами, структурой изделия и смешанном. Вначале опишем работу на
примере управления именно документами как основном режиме ис-
пользования PDM-систем и покажем, что даже без использования
объектов специального типа «элемент состава изделия» SWE-PDM
дает полное представление о составе и взаимосвязях документов,
описывающих всё изделие и его отдельные компоненты, и о структу-
ре (составе) изделия.
Вначале говорится о правилах хранения документов разных ти-
пов в SWE-PDM, его интеграции с SolidWorks, другими CAD-
системами и продуктами MS Office, поддержке технологий коллек-
тивной работы над проектом и встроенном модуле автоматизации
управления бизнес-процессами разработки документации. Затем сле-
дует описание совместной работы территориально разнесенных под-
разделений, организации архива утвержденной документации, защи-
те данных, взаимодействии со специализированными информацион-
ными системами (ERP/MRP, ECAD, SWR-Спецификация и SWR-
Технология, наследовании данных), о режиме работы со структурой
изделия и подробно об уникальных интерфейсных подходах SWE-
PDM.
Хранение документов. Документы любых типов хранятся в при-
вычном пользователю Windows виде - как файлы, разложенные по
папкам, структурированным удобным пользователю образом. Папки
SWE-PDM встроены в стандартный проводник Windows, a SWE-
PDM добавляет в них специфические элементы интерфейса, необхо-
димые для выполнения команд PDM-систем и доступа к проектным
данным и метаданным документов. SWE-PDM управляется с файла-
ми любого типа, «понятными» собственно Windows, и обеспечивает
двунаправленный обмен значениями свойств таких файлов. Система
классификации файлов в SWE-PDM учитывает тип файла с точки
440
зрения Windows и любые выбранные для этого свойства файла.
К примеру, модель детали SolidWorks в зависимости от свойств
пользователя может учитываться как деталь собственного изготовле-
ния, как стандартное или покупное изделие, как габаритный макет
или как-то иначе. Каждому типу документа сопоставляются опреде-
ленные учетная карточка, бизнес-процесс и т.д.
Оперирует SWE-PDM и «бумажными» документами. Для таких
документов заводятся свои учетные карточки, им присваиваются
нужные атрибуты, документы эти участвуют в стандартных процес-
сах документооборота. При переводе бумажного документа в элек-
тронный SWE-PDM позволяет изменить тип документа в хранилище.
SWE-PDM включает возможность полноценного просмотра до-
кументов нескольких сотен типов. Увидеть можно не некую растро-
вую картинку, как-то иллюстрирующую документ, - вы можете про-
смотреть весь документ, а трехмерные модели повертеть или смас-
штабировать на экране.
Поскольку основное назначение PDM-систем есть управление
данными об изделии в областях машиностроения, приборостроения,
архитектуры и строительства, SWE-PDM позволяет настроить типо-
вую структуру папок для хранения документов проекта и сохранить
ее как шаблон проекта. При создании нового проекта этот шаблон
исключит необходимость воссоздания структуры папок, настройки
правил размещения документов в них, настройки прав доступа и т.д.
Папки, как и документы, имеют необходимые атрибуты, свои учет-
ные карточки, правила доступа к ним.
При помещении нового документа в хранилище SWE-PDM мо-
жет следить за уникальностью имен файлов, что предотвратит воз-
можные конфликты совместного использования нескольких доку-
ментов и исключит проблемы поиска документов. При помещении
нового документа в хранилище SWE-PDM может автоматически
присвоить определенные значения каким-либо атрибутам документа.
При необходимости управления классификационными кодами
документов возможны выбор значений соответствующих атрибутов
из списков, задание их вручную, использование автоматических
441
счетчиков, что позволяет гибко настроить систему кодификации до-
кументов.
Для документов любых типов можно назначить взаимосвязи,
формируя, например, состав и структуру будущего изделия при про-
ектировании от спецификаций или определяя комплекты документа-
ции на изделие из документов, унаследованных из «прежней жизни»
предприятия. Разумеется, для файлов SolidWorks решена так назы-
ваемая проблема циклических ссылок - собственно, проблемой она
является для других PDM-систем, в SolidWorks и SWE-PDM воз-
можное косвенное обращение документа к самому себе через ряд
других документов - это нормальный рабочий механизм, работаю-
щий без специальных ухищрений. Ссылки между документами опре-
деляют входимость документов друг в друга, и SWE-PDM всегда по-
казывает состав таких документов (как правило, определяющих
структуру сборки) или, наоборот, список входимостей какого-то до-
кумента, делая это без вызова каких-либо команд.
В SWE-PDM встроена система поиска документов по самым
разным критериям, причем для выполнения поиска как правило нет
нужды явно формировать SQL-запросы к базе данных. Пользователь
SWE-PDM всегда работает с человеческим, интуитивно понятным
интерфейсом, и может находить документы по любым критериям: по
атрибутам файлов, именам, статусу документа, его нахождению
в работе у данного пользователя, по известному фрагменту текста
в документе. Изучать какие-то новые интерфейсные подходы к поис-
ку не надо: например, поиск по атрибутам можно вести, вводя иско-
мые данные прямо в шаблон карточки документа. Часто используе-
мые в работе запросы можно сохранить под удобным именем для по-
вторного использования.
Взаимодействие с SolidWorks. Будучи созданным специально
для SolidWorks, SWE-PDM обеспечивает беспрецедентную интегра-
цию с этой системой в любой ее комплектации. Это проявляется
в двух неразрывно связанных и тесно взаимодействующих вариан-
тах: в виде уникальных возможностей в части работы с файлами
SolidWorks в окне PDM (причем даже при отсутствии SolidWorks на
442
данном компьютере) и в виде наличия удобного встроенного
в SolidWorks модуля взаимодействия с хранилищем.
Комплект файлов SolidWorks, соответствующий какому-то про-
екту или его части, включая все входящие модели и чертежи, можно
поместить в выбранную папку SWE-PDM простым копированием
силами проводника Windows. SWE-PDM распознает ссылки между
документами, зачитает все метаданные, подцепит к сборкам ссылки
на библиотечные папки и модели Toolbox. Наличие SolidWorks на
компьютере для выполнения этих действий не обязательно.
Прямо в окне SWE-PDM вы имеете доступ ко всем метаданным
документов SolidWorks, как к общим данным модели, так и к данным
каждой конфигурации, видите составы сборок и входимость деталей
и узлов, можете просматривать файлы SolidWorks, добавлять
в них заметки функцией «красного карандаша», менять их статус
в соответствии с их жизненным циклом (рис. П.1.12). В рамках прав
Рис. П.1.12. Просмотр документа в SWE-PDM
443
пользователя SWE-PDM можно менять метаданные вручную или ав-
томатически по правилам запущенного бизнес-процесса. Все изме-
нения, сделанные в карточке документа, сразу передаются в сам до-
кумент и отражаются в основной надписи чертежа SolidWorks. И все
это возможно даже при отсутствии SolidWorks на данном компьюте-
ре и вообще в локальной сети!
Уникальные возможности SWE-PDM предоставляет при реор-
ганизации структуры папок с файлами SolidWorks. Все CAD-систе-
мы, использующие ссылки между документами, хранят в своих фай-
лах пути к входящим документам, что затрудняет изменение струк-
туры хранения входящих файлов. Изменить такую структуру можно
только работая непосредственно в самой CAD-системе. Но в случае
SolidWorks вы можете выполнить все операции непосредственно
в окне SWE-PDM. Файлы зарегистрированного в SWE-PDM проекта
SolidWorks можно без опаски и без выполнения каких бы то ни было
специальных действий перемещать из папки в папку, и SWE-PDM
сам (опять без участия SolidWorks) изменит хранимые в этих файлах
внешние ссылки должным образом. То же относится и к вопросу пе-
реименования файлов. Беда эта знакома всем: на первом этапе проек-
тирования мы называем отдельные файлы условно. В результате по-
являются десятки «Кронштейнов», «Прокладок», «Осей» и так далее.
Windows не дает одновременно использовать разные документы
с одним именем, и однажды часть из них приходится переименовы-
вать. И если CAD-системы требуют выполнения специальных дейст-
вий для корректной замены ссылок, (а затем еще и удаление файлов
со старыми именами), то SWE-PDM делает эту работу сам, прямо
в своем окне. Все эти удобства сразу высоко оценивают пользовате-
ли SWE-PDM, ибо все начинают свою работу с PDM не на пустом
месте, но уже имея выполненные проекты, хранимые вразнобой
в случайных по структуре системах папок на компьютере каждого
конструктора и вынужденных при внедрении PDM приводить этот
«хаос» к единообразию.
Работая в среде SolidWorks, пользователь также имеет полный
доступ ко всем необходимым функциям SWE-PDM и может брать на
444
редактирование компоненты проекта, регистрировать в хранилище
изменения, получать уведомления об изменениях, проводить эти из-
менения в свои модели, откатываться по истории назад. Можно из-
менять статус документа, работать с карточкой документа, выпол-
нять поиск в хранилище и т.д. В лучших традициях SolidWorks поль-
зователь может вызывать команды PDM наиболее удобным
способом: из главного меню системы, контекстных меню, панели за-
дач SWE-PDM. При сохранении в SWE-PDM нового документа вы
можете сразу заполнить нужные поля карточки документа, соответ-
ствующие свойствам модели (рис. П.1.13, П.1.14).
Рис. П.1.13. Доступ к карточке документа
при сохранении модели SolidWorks
SWE-PDM без проблем работает и с виртуальными компонен-
тами сборок SolidWorks. Хотя такие компоненты и не представлены
отдельными файлами, которые можно было бы привычным образом
учесть в PDM-системе, SWE-PDM отображает их в спецификациях
и позволяет работать с карточками таких документов.
445
Рис. П.1.14. Панель задач SWE-PDM в SolidWorks
При любом управлении моделями SolidWorks в окне SWE-PDM
и в среде SolidWorks, SWE-PDM правильно отстроит структуру про-
ектируемого изделия, что гарантирует всем потребителям этой ин-
формации точность и полноту данных. В итоге технологи получат
для нужд подготовки производства полную структуру данных, отдел
технической документации - связный комплект документации на из-
делие, экономические службы - точные данные по компонентам про-
екта для расчета калькуляции изделия и так далее.
Поддержка других CAD-систем и Microsoft Office. Подобно
SolidWorks, все CAD-системы диктуют специфические требования
к PDM, связанные с обеспечением ссылочной целостности данных,
и SWE-PDM обеспечивает взаимодействие и с другими CAD-систе-
мами. Он может в стандартной комплектации управлять файлами
и метаданными Inventor, Solid Edge, Pro/Engineer и AutoCAD силами
добавлений в среду каждой системы, позволяющих разбирать струк-
туру сборок (для AutoCAD - ссылки xReference) и свойства докумен-
446
тов, заполнять карточки документов, осуществлять поиск и создавать
отчеты, просматривать модели и чертежи в окне SWE-PDM. SWE-
PDM напрямую взаимодействует с основной надписью чертежей
AutoCAD (Title Block на его родном языке), читая ее содержимое
и меняя его прямо из карточки документа.
Такая поддержка многих CAD-систем позволяет решить целый
ряд организационных вопросов, например: организовать использова-
ние задела, выполненного в других системах; вести проектирование
изделия в нескольких системах одновременно с разработкой отдель-
ных частей проекта в разных CAD-ax; организовать взаимодействие
со смежниками и филиалами, использующими другую CAD-систему
и т.д.
SWE-PDM взаимодействует и с продуктами Microsoft Office,
обмениваясь значениями атрибутов любых типов с файлами
MS Word, Excel, PowerPoint и т.д. В SWE-PDM обеспечен полноцен-
ный просмотр документов MS Office (кстати, и Open Office тоже),
для продуктов Microsoft есть добавления в среду каждого продукта,
позволяющие работать с SWE-PDM из среды приложения. Докумен-
ты MS Office могут участвовать в процессах документооборота, ссы-
латься друг на друга и на конструкторские и технологические доку-
менты и т.д. Таким образом, SWE-PDM позволяет организовать пол-
ноценный процесс разработки изделия с использованием всех
привычных программных средств.
Коллективная работа над проектом и технический документо-
оборот. Хранение документов, распознавание перекрестных ссылок
и обработка атрибутов - это, конечно, хорошо, но главное, что тре-
буется именно от PDM-системы - это поддержка процесса парал-
лельной работы над проектом группы специалистов. SWE-PDM об-
ладает всем функционалом, необходимым для организации такой ра-
боты в пределах локальной сети предприятия или в территориально
разъединенных подразделениях.
SWE-PDM обеспечивает управление процессами разработки,
согласования и внесения изменений в КД в соответствии с россий-
скими стандартами. Разработку нового проекта можно вести, оттал-
447
киваясь от предварительной проработки сборки, выполненной
в SolidWorks (или другой CAD-системе), или на основе предвари-
тельно созданных спецификаций. Во втором варианте в соответствие
компонентам спецификаций сначала ставятся виртуальные докумен-
ты, образующие структуру будущего изделия, а в дальнейшем, по
мере проработки компонентов проекта, эти виртуальные документы
подменяются реальными.
Система прав доступа SWE-PDM дает право редактирования
документа единовременно лишь одному пользователю с возможно-
стью оповещения остальных участников работы над проектом о про-
исходящих изменениях. Работая с SWE-PDM, любой проектант мо-
жет получать обновления компонентов проекта, выполнять откат на
предыдущие этапы по каждому компоненту, по мере надобности об-
новлять свои разработки в хранилище, оповещать коллег об измене-
ниях. В фоновом режиме SWE-PDM следит за изменениями в храни-
лище редактируемых документов и автоматически показывает факт
наличия их новых версий. Автоматически поддерживается ссылоч-
ная целостность документов проекта с согласованием версий входя-
щих документов.
SolidWorks может сравнить геометрию и метаданные разных
версий документа, хранимого в SWE-PDM. SWE-PDM постоянно от-
слеживает изменения спецификаций сборок и может сравнивать эти
версии друг с другом, выделяя удаленные, добавленные и изменен-
ные строки спецификаций. При просмотре спецификаций можно от-
фильтровать данные по любым критериям и получить автоматиче-
ски, например, список покупных изделий или деталей, изготовлен-
ных из определенного материала.
Следить за ходом выполнения проекта и полнотой проектных
данных позволяет система отчетов. Отчеты формируются по любым
атрибутам документов всех типов. Можно, к примеру, задать такой
критерий, как степень готовности каждого документа, автоматически
изменяемый в соответствии с актуальным статусом документа,
и в любой момент получать таблицу готовности документов проекта.
Можно получить табличный отчет с определенными атрибутами
448
и увидеть, к примеру, всем ли деталям назначены обозначения, мате-
риал, сортамент. Суммирующие отчеты дают интегральные оценки
проекта - например, его среднюю готовность или потребность в ма-
териалах на весь проект с учетом сортамента (рис. П.1.15).
Рис. П. 1.15. Примеры отчетов по материалам и сортаменту
Жизненный цикл документа любого типа предполагает после-
довательность нескольких стадий разработки и утверждения, кото-
рую можно представить в виде графа статусов и переходов. Встроен-
ная подсистема документооборота SWE-PDM (рис. П.1.16) автомати-
зирует работы, связанные с изменениями статуса документа по мере
его разработки. Можно настроить в виде схемы необходимый набор
статусов документа и переходов между ними. Для каждого статуса
задается, кто может видеть или редактировать документ в данном со-
стоянии. При переходе в новый статус могут меняться значения ат-
рибутов документа. Для каждого перехода задается, кто может его
совершить. При изменении статуса документа могут автоматически
449
выполняться нужные действия, например, трансляция данных в дру-
гие форматы, рассылка оповещений, запуск внешних приложений.
При смене статуса документа разработчик может и сам направить
оповещения об изменении выбранным им лицам.
Рис. П.1.16. Шаблон процесса документооборота
В процессе разработки проекта в SolidWorks можно обмени-
ваться замечаниями с помощью встроенного в SWE-PDM модуля
eDrawings и его функции «красного карандаша». Заметки eDrawings
хранятся в файлах SolidWorks и видны также в области предвари-
тельного просмотра SWE-PDM. Редактировать и удалять заметки
может только их автор.
В SWE-PDM встроена своя почтовая система, позволяющая об-
мениваться письмами и рассылающая все оповещения системы. Опо-
вещения содержат ссылки на папки и документы SWE-PDM, что ис-
ключает необходимость их поиска в хранилище. При желании можно
подключить и использовать в качестве почтовой системы любые
внешние SMTP-серверы и работать в привычных Outlook или Bat.
450
Не менее важен бизнес-процесс утверждения документа и его
сдачи в отдел технической документации. В процессе разработки
SWE-PDM может сам устанавливать значения атрибутов документа,
определяющие авторов тех или иных действий и даты выполнения
этих действий. В роли подлинника можно использовать электронный
документ с использованием электронно-цифровой подписи или его
физически подписанную бумажную копию. SWE-PDM стыкуется
с любыми аппаратно-программными комплексами ЭЕ(П, сводя ут-
верждение документа к простановке таких подписей каждым участ-
ником разработки и согласования документа с последующей его пе-
редачей в архив утвержденной документации. Ставить ЭП,П можно
как на документы SolidWorks, так и на полученные (в том числе ав-
томатически в рамках выполнения бизнес-процессов SWE-PDM) на
основе документов SolidWorks файлы в неизменяемых форматах
(растровая графика, pdf-файлы и тому подобное). При работе со
скан-копиями (а сейчас это практически единственный прием работы
российских предприятий) нужно распечатать все утверждаемые чер-
тежи, собрать подписи соответствующих лиц и сдать в архив отска-
нированные копии этих чертежей. При этом, по сравнению с работой
без PDM, время сбора подписей будет сокращено, а спорные вопро-
сы практически исключены, так как в ходе разработки и согласова-
ния чертежа в его основную надпись будут автоматически вписаны
фамилии ответственных лиц и даты их участия в разработке доку-
мента. После утверждения документа SWE-PDM автоматически при-
своит ему статус утвержденной редакции, исключающий возмож-
ность изменения без выпуска извещения.
Изменения утвержденной документации с выпуском извещений
по ЕСКД - также одна из стандартных возможностей SWE-PDM.
При запуске соответствующего бизнес-процесса SWE-PDM создаст
извещение на стандартном бланке, заполнит все уже известные атри-
буты и откроет извещение для редактирования. Вы можете заполнить
оставшиеся поля документа (указания об использовании задела, спо-
соб внесения изменений в учтенные копии, список рассылки), доба-
вить смысловую текстовую часть (что и как требуется изменить), до-
451
бавить графический иллюстративный материал. Можно назначить
взаимосвязи документа извещения и других документов SWE-PDM.
Извещение вместе с комплектом изменяемых документов фактиче-
ски вернутся в стадию разработки и будут в рамках стандартных
процессов документооборота вновь согласованы, утверждены и на-
правлены в архив утвержденной документации. Разумеется, в архиве
будет создана новая утвержденная редакция измененного документа
(рис. П.1.17).
И^пггари^я «ннгл |кннга регнсгрэдш пцл.шйш*к!1й
Г” С 1И1пмггдрш)Гй HMttpa
Ofofipajiib |
Г Нлнивноамм
Р Лдп р*п1си1.-нии1 с
Сгзг.рлник | jjjpinh
I----------------------------
нппБрл НСЭ г 3
Р Даш p^nifipauiiii пр | 1 декабря 2D39 г Д
Рис. П.1.17. Карточка утвержденного документа в архиве
Работа территориально разделенных подразделений и удален-
ный доступ. SWE-PDM позволяет организовать совместную работу
над проектом нескольких подразделений, не объединенных в единую
локальную сеть, а также обеспечить доступ к выделенной части хра-
нилища смежников и командированных специалистов через сеть Ин-
тернет. Все это обеспечивает нормальную согласованную работу
крупных производственных структур, например холдингов и корпо-
452
раций, объединяющих многие предприятия, находящиеся часто
в разных городах (рис. П.1.18).
Сервер SQI
Рис. П.1.18. Схема работы территориально разделенных площадок
Совместная работа территориально разделенных подразделений
организуется посредством разделения хранилища документов между
несколькими серверами. На каждой площадке создается свой сервер,
хранящий документы, наиболее часто используемые на данной пло-
щадке. Выделять этот набор документов руками не обязательно, он
сам постепенно сформируется в первые дни работы в такой системе.
Распределение прав доступа к документам, согласование их измене-
ний и рассылку оповещений будет выполнять сервер метаданных,
хранящий всю системную информацию о документах и все метадан-
ные. Если к ближайшему серверу обращаются за документом, для
которого на другом сервере есть более новая версия, произойдет ав-
453
тематическое обновление документа. Таким образом, данные по се-
тям общего пользования качаются только по мере необходимости.
Можно настроить и принудительную полную или частичную син-
хронизации и репликацию данных по расписанию (ночью, когда ра-
бота все равно стоит) или по запросу ключевого лица. В случае об-
рыва связи удаленной площадки с центральным сервером метадан-
ных на этой площадке может продолжаться работа с ранее
полученными документами в рамках имевшихся на момент обрыва
связи прав. По восстановлении соединения может быть выполнена
синхронизация изменений. Кстати, работа даже отдельного человека,
временно потерявшего связь с сервером в локальной сети, также
не прервется в рамках этой же идеологии.
Если специалист уехал в командировку или нужно дать доступ
к каким-то данным смежникам или заказчикам, SWE-PDM позволяет
предоставить web-доступ к выделенной части хранилища для работы
с хранимыми в системе документами. При этом доступны (опять же
в рамках прав конкретного пользователя) основные операции с до-
кументами вроде поиска, просмотра, взятия на редактирование до-
кументов и сохранение изменений, добавление в хранилище новых
документов простым перетаскиванием из любых папок на удаленном
компьютере в окно хранилища, изменение статуса документа по
процессам документооборота. Доступ осуществляется в стандартном
окне Internet Explorer, но внешний вид доступных папок, кнопки, ра-
бочие процедуры остаются привычными по работе в локальной сети.
Архив технической документации. Модуль управления элек-
тронным архивом технической документации обеспечивает учет
и хранение документации, а также подбор и создание копий ком-
плектов документации. Документы попадают в архив на завершаю-
щей стадии процесса разработки, регистрируются в инвентарных
книгах, получают дополнительные атрибуты, необходимые для рабо-
ты архива. При этом в папке архива документы имеют свою карточку
документа специального вида, содержащую только «архивные» ат-
рибуты. Документ, таким образом, как бы разделяется между папка-
ми архива и проекта. Можно, впрочем, отправить в архив автомати-
454
чески созданную копию документа в неизменяемом формате (рас-
тровом или pdf). Тогда в папке проекта с конструкторским докумен-
том можно будет работать дальше, а в архиве будет храниться ут-
вержденная редакция документа, являющаяся основой для производ-
ства и изменяемая или заменяемая в архиве лишь в результате
специальной процедуры проведения изменений по извещениям.
Свойственные архиву метаданные - атрибуты учтенных копий, при-
меняемость, учет подписанных на рассылку информации по данному
документу абонентов - могут менять работники архива.
Имеются в архиве и инвентарные книги учета документов, при-
чем при необходимости можно вести несколько таких книг парал-
лельно. Работая с такой книгой можно выполнять поиск документов
по метаданным, фильтрацию списка по разным критериям, вывод
выбранной части книги на печать или передачу ее в файлы разных
форматов (рис. П.1.19).
Рис. П.1.19. Инвентарная книга
455
Архив может оперировать и сканированными бумажными до-
кументами-подлинниками. Можно также назначать ссылки между
документами разных типов так же, как и при разработке изделия
в SWE-PDM. Таким образом, в случае когда в роли подлинников вы-
ступают бумажные копии чертежей, все равно можно получить связ-
ный комплект документации, в том числе и с использованием атри-
бутов аутентификации бумажных копий. В результате решение зада-
чи подбора комплекта документации по любому проекту или его
составной части превратится в простое выполнение стандартного за-
проса к архиву.
И архивные карточки, и инвентарные книги, и процедуры рабо-
ты с документами в архиве настроены в полном соответствии с соот-
ветствующими российскими стандартами.
Защита данных. SWE-PDM предлагает несколько вариантов
разграничения доступа к хранимым документам и выполняемым
процедурам. Вы можете настроить в SWE-PDM свою систему поль-
зователей и их групп, использовать авторизацию при помощи Active
Directory или LDAP. Первый вариант обеспечит максимальные гиб-
кость настойки системы прав и мобильность включения в работу на
случайном компьютере интенсивно перемещающегося по террито-
рии предприятия работника, второй - максимально гладкое включе-
ние SWE-PDM в работу предприятия с устоявшейся системой безо-
пасности, обеспечивавшейся сетевыми настройками Windows.
Можно задать свои права доступа к папкам, документам, проек-
там, статусам документа в процессах документооборота, переходам
документов из одного статуса в другой и т.д. Права одного
и того же пользователя могут меняться автоматически пи изменении
статуса документа. К примеру, пока модель детали проектируется,
технологу и архивариусу нет нужды даже видеть ее файл, на этапе
технологического согласования конструктор должен потерять доступ
к изменению документа до окончания его проверки, а архивариус
может менять лишь связанные с функциями архива метаданные ут-
вержденного документа. Управлять сменой прав может подсистема
документооборота (рис. ПЛ.20).
456
. * | C:lp*wtl|w<P^ЕгЛята!Р4м.уЛП.[П1 *] *f A, ] lit-. .*\*лг±' Л*
SWR Шарнир SWR.000.000
Пцдрац Ош. 03 СдДл на FlRtfiyi ФприаГ Д4
ЙЩДКУ- UMIIJ СБ №п № Дата поступи 011309 Кел гшггир 1
ТйХМОПйШиКйЛ ДМуММ1Т
Учеткянй
Дни □CHUHMII Koji
llocryrrno Cuhciho
01 12 20И Иза ОУ317И 1
Применяемость
Дм Шшаими* 1 1 и.|фр |щшя
Учет изменений
МДокуиыга | [ Дата пмНшмп | [ Листы
выдача
Bwyrpw*iu» и&мьЫы
AfalrfriF I [ Лаю | Kpfi ЖШИНИфШ!
ЙИШНН-f &ОИЕМ1Ы
Мннчм । S"! [ Кип хзниишрои
_____________________________ ________________________________________________
E Г~Е~1~1~Г~1 Km * 4I
Рис. П.1.20. Карточка утвержденного документа по ГОСТу для печати
Для части хранилища, выделенной для web-доступа, могут
быть назначены свои, отличные от правил регулярной работы
в SWE-PDM, правила доступа.
SWE-PDM постоянно регистрирует все выполняемые пользова-
телями действия, что позволяет в любой момент узнать, кто, что
и когда сделал с любым объектом, хранимым в системе. Такие «рас-
следования» можно производить с помощью генератора отчетов.
Возможно и использование специальных, доступных пользователям
лишь для чтения или вообще невидимых атрибутов, идентифици-
рующих выполнение каких-то действий. Возможно и автоматическое
присвоение, например, фамилий лиц, выполнявших какие-то дейст-
вия, атрибутам документов с отображением этих атрибутов в доку-
ментах - например, автоматическое задание фамилий разработчиков
и проверяющих, дат выполнения разных действий и так далее.
457
По желанию заказчика к SWE-PDM могут быть подключены
и любые программно-аппаратные комплексы электронно-цифровой
подписи - если, конечно, предприятие готово к работе по безбумаж-
ной технологии.
Внешние информационные потоки. Как и любая информацион-
ная система, SWE-PDM решает свой круг задач - управление данны-
ми об изделии на этапах его проектирования, изменения и подготов-
ки производства - и должен взаимодействовать с другими специали-
зированными системами самого разного назначения. Задачи эти
решаются применительно к любым как коммерческим, так и «само-
дельным» системам. Обеспечивается это открытой архитектурой
SWE-PDM, наличием богатого API, использованием стандартной ре-
ляционной СУБД, поддержкой стандартов Microsoft в части форма-
тов обмена данными.
Как указано выше, SWE-PDM строит свои спецификации
изделий по структуре документов, причем с автоматическим учетом
возможной разработки изделия в нескольких разных САПР и с уче-
том виртуальных компонентов SolidWorks. Эти хранимые во внут-
реннем представлении SWE-PDM спецификации очень удобны
для оперативной работы на этапе активной разработки документа-
ции. На этапах окончательного формирования комплектов докумен-
тации, ее утверждения и использования необходимо получение
разных текстовых документов, которые в мире российских пользова-
телей SolidWorks создает модуль SWR-Спецификация. Это конст-
рукторские спецификации, ведомости покупных изделий и специфи-
каций. SWE-PDM взаимодействует с модулем SWR-Спецификация,
создавая означенные документы в соответствии с требованиями
ЕСКД.
SWE-PDM работает также в теснейшей связи с модулем созда-
ния маршрутно-операционной технологической документации
SWR-Технология. С одной стороны, SWR-Технология строит техно-
логическую структуру изделия и формирует производственные зака-
зы на основе конструкторской структуры изделия, автоматически
создаваемой SWE-PDM, с другой - SWE-PDM штатным образом
458
хранит все создаваемые технологические документы с привязкой их
к документам конструкторским.
Для приборостроителей есть модуль построения полной струк-
туры изделия на основе совмещения механической и электронной
составляющих. Данные об электротехнической начинке берутся из
таких ECAD-систем, как Mentor Graphics, Cadence, Altium Designer,
P-CAD и других. SWE-PDM сам вычитывает из них все атрибуты
компонентов, строит структуру изделия и создает по ней самые раз-
ные текстовые документы - таблицы связи, таблицы распайки, пе-
речни элементов и т.д. Генератор отчетов SWE-PDM также учитыва-
ет эти компоненты в своей работе (рис. П. Е21).
Рис. П.Е2Е SWE-PDM создает множество стандартных отчетов
SWE-PDM не только управляет собственно процессом проекти-
рования изделия, но и служит источником надежных данных по со-
ставу изделия, потребным материалам и прочим атрибутам для сис-
тем класса ERP/MRP. Взаимодействие с такими системами может
быть двунаправленным: SWE-PDM передает в системы управления
предприятием точные спецификации, материалы и массы деталей,
данные о готовности составных частей проекта, а получать может
459
ограничительные списки допустимых материалов и покупных изде-
лий. Обеспечивается связь с системами любых производителей -
SAP, Oracle, Галактика, 1С... Данные передаются по расписанию
(например, ночью или в обеденный перерыв), по событию (напри-
мер, при утверждении очередной части проекта), по произвольному
вызову (например, на экстренном совещании). Использование
в SWE-PDM и системе управления предприятием разных систем ат-
рибутов с разными именами тоже не проблема - SWE-PDM позволя-
ет настроить таблицы соответствия атрибутов объектов.
Наконец, при развертывании SWE-PDM на предприятии, уже
использующем какую-то PDM-систему, решаются и вопросы насле-
дования данных. Для малоразмерной системы PDMWorks Workgroup
и платформы предыдущего поколения SWR-PDM разработаны стан-
дартные методики перевода данных, а для прочих систем, в том чис-
ле и разработанных на предприятиях своими силами, конверторы
данных настраиваются под имеющуюся структуру данных. В SWE-
PDM переводятся и базы стандартных изделий, спецификации ранее
созданных проектов, архивы нормативной документации и т.д.
Интерфейсные решения и системные вопросы. SWE-PDM
встраивается в проводник Windows и внешне выделяется в основном
специальными командами контекстных меню и интерфейсным до-
полнением, совмещающем области предварительного просмотра до-
кументов, их карточки, спецификации сборок, списки входящих до-
кументов и вхождений выбранного документа. Осваивая SWE-PDM
пользователь не меняет большинства приемов работы с файлами
и не изучает что-то принципиально новое. Все это обеспечивает бес-
прецедентно краткие сроки изучения и внедрения системы на рабо-
чих местах пользователей. Так, полный курс обучения рядового
пользователя длится ровно один рабочий день! Можно смело гово-
рить, что если вы умеете работать с проводником Windows - вы уже
более чем на половину умеете работать в SWE-PDM. Любые дейст-
вия с файлами документов SolidWorks, требующие при отсутствии
SWE-PDM каких-то специальных приемов работы с прямым исполь-
зованием самого SolidWorks, SWE-PDM решает автоматически
460
в фоновом режиме, не требуя от пользователя никаких специальных
действий.
Не менее просто идет и работа с SWE-PDM в среде SolidWorks,
поскольку, будучи изначально разработанным для SolidWorks, SWE-
PDM в полной мере реализует принцип максимальной простоты ис-
пользования, интуитивной ясности команд и выполняемых ими дей-
ствий, предельной наглядности.
Любую систему сначала нужно настроить под правила работы
и традиции конкретного предприятия. Обучение администратора
системы длится два дня; в течение еще двух дней под руководством
инструктора длятся практические занятия по установке и первичной
настройке системы. Это позволяет администратору полностью осво-
ить систему в части правил и способов настройки всех объектов
и шаблонов SWE-PDM. Столь быстрый результат достигается за счет
двух составных частей: во-первых, максимально продуманной сис-
темы настроек SWE-PDM под нужды пользователя, не требующей
никакого программирования для решения подавляющего большинст-
ва задач предприятия (на практике программированием под
SWE-PDM приходится заниматься лишь единичным клиентам),
и, во-вторых, за счет поставляемого набора начальных настроек сис-
темы, адаптированных под типовые для отечественной практики пра-
вила работы предприятий. Настраиваемые комплекс внутренних пе-
ременных, система соответствия имен атрибутов документов, систе-
ма комплексной классификации документов по комбинации их
типа и значений атрибутов, набор готовых настроек и надстроек по-
зволяют начать работу с SWE-PDM сразу после его установки и раз-
вертывания поставляемого комплекта шаблонов и настроек. При из-
менении правил документооборота, системы атрибутов, правил дос-
тупа к документам и т.д. все эти изменения подхватываются
SWE-PDM «на лету», не требуя конфигурирования нового сервера
с переводом на него документов или разработки и использования ка-
ких-то утилит конвертации задела.
Нет проблем у пользователей SWE-PDM и с взаимодействием
с системным программным обеспечением. SWE-PDM разрабатывает-
461
ся под платформу Windows, сертифицирован Microsoft на предмет
соответствия ее требованиям к прикладному ПО и учитывает все по-
следние разработки Microsoft. В результате SWE-PDM всегда под-
держивает все актуальные версии и варианты операционных систем
Windows: в настоящее время поддерживаются Windows ХР, Vista
и новейшая Windows 7, разумеется, и в 32-, и в 64-разрядных вариан-
тах. В качестве СУБД используется MS SQL Server (в настоящее
время версии 2008), всегда поставляемый в комплекте SWE-PDM без
дополнительной платы. Простая в настройке и использовании реля-
ционная СУБД также снимает многие вопросы администрирования
всего комплекса.
Структура изделия и структура файлов документов. Выше
упоминалось, что SWE-PDM поддерживает проектирование изделий
на основе работы со структурой определяющих изделие документов,
собственно структурой изделия или в комплексном варианте. Работа
с документами (повторимся, это наиболее часто используемый ре-
жим работы) и была описана более или менее подробно. Что же но-
вого дает SWE-PDM работающим со структурой изделия и каковы
отличия этого режима?
Интерфейсно пользователь SWE-PDM найдет очень мало отли-
чий. Работа с элементами состава изделия, или с объектами (в тер-
минах SWE-PDM), ведется в аналогичном окне проводника, где каж-
дым объектом можно управлять как неким файлом, выстраивая из
них структуру изделия, работая с метаданными в карточках объек-
тов, создавая спецификации, используя подсистему документооборо-
та и т.да. Каждому объекту можно поставить в соответствие один
или несколько документов, хранимых в «документальной» части
хранилища SWE-PDM. Один документ может определять и несколь-
ко объектов сразу. При этом объекты могут наследовать часть атри-
бутов документов, «получать» уведомления об изменении связанных
документов. Как и при работе с документами, можно начать проект
с формирования структуры изделия, состоящей из «пустых» объек-
тов с дальнейшей увязкой с появляющимися в ходе работы доку-
ментами.
462
В хранилище объектов доступны все функции SWE-PDM: ис-
пользование генератора отчетов, выполнение запросов, создание
спецификаций и различных ведомостей по ЕСКД и т.д.
Так в чем же отличия и что лучше использовать? Подавляющее
большинство пользователей использует именно режим работы с до-
кументами неспроста. Этот вариант работы интуитивно понятнее,
а полноценное представление о структуре изделия SWE-PDM созда-
ет и на основе документов, так как разбирает структуру сборки
SolidWorks (включая виртуальные компоненты), различает конфигу-
рации моделей, единообразно учитывает документы разного типа,
оперирует интуитивно понятными терминами технического доку-
ментооборота и так далее. Обращение в SWE-PDM к работе именно
со структурой объектов (или элементов состава изделия) является
обычно следствием явных требований такого рода, предъявляемых
пользователем PDM по каким-то собственным, обычно идеологиче-
ским, причинам, или результатом привычки к такой работе в ранее
использовавшихся системах, не позволявших обойтись сущностью
документа. Архитектура SWE-PDM дает абсолютно симметричные
возможности в обоих вариантах, явное различие состоит лишь в том,
что в «объектной» части SWE-PDM вы можете построить несколько
вариантов структуры изделия на основе одного и того же набора до-
кументов (неважно, структурированного или нет).
SWE-PDM существует в мире уже более пятнадцати лет и ус-
пешно применяется на многих сотнях предприятий. Нов он только
для российского рынка: SolidWorks Corporation впервые перевела ин-
терфейс и документацию SWE-PDM на русский язык в 2007 г. и по-
рядка года потребовалось компании SolidWorks Russia для макси-
мально полной адаптации SWE-PDM к требованиям российского по-
требителя. За этот год были созданы некоторые специфические
только для России надстройки (например, ГОСТовский архив доку-
ментации), выполнена стыковка со специальными модулями (напри-
мер, SWR-Спецификация и SWR-Технология), отработан комплект
исходных настроек системы, опробованы курсы обучения, скоррек-
тирована документация.
463
Таким образом, российским пользователям SolidWorks предла-
гается проверенный временем продукт, способный решить все во-
просы и задачи самого требовательного заказчика. Увидеть SWE-
PDM вживую, детально познакомиться с этой системой, лично убе-
диться в ее абсолютной пригодности и адекватности в решении
большинства задач можно в офисах компании SolidWorks Russia.
П. 1.8.4. Новая версия SolidWorks 2010
Компания SolidWorks Corporation ежегодно обновляет всю ли-
нейку своих продуктов, включающую систему трехмерного проекти-
рования SolidWorks, модули инженерного анализа SolidWorks
Simulation, SolidWorks Enterprise PDM, модуль создания интерактив-
ной технической документации 3DVIA Composer, модуль экологиче-
ской экспертизы проекта SolidWorks Sustainability. Есть и новая вер-
сия основного продукта - SolidWorks 2010.
Основной упор в создании SolidWorks 2010 сделан на повыше-
ние удобства использования системы, надежности ее работы и быст-
родействия. Всего новая версия включает более 250 изменений,
и около 80 % из них сделано по заявкам пользователей системы.
Полную версию можно найти на сайте компании SolidWorks Russia.
Эскизник SolidWorks выглядит давно устоявшейся частью
системы, но и он никогда не остается без движения. Инструмент соз-
дания скруглений обрел панель свойств и позволяет в режиме
предварительного просмотра выбирать мышкой нужный вариант
стыковки объектов эскиза из числа возможных и подбирать в графи-
ческой области радиус. Выбирать объекты можно поочередно или
рамкой. SolidWorks может и создать свой размер для каждого соз-
данного за одну операцию скругления для их индивидуального изме-
нения.
Значения параметров массивов эскиза доступны теперь в табли-
цах параметров многоконфигурационных деталей, а текст заметки
в эскизе можно привязать к значению настроенного пользователем
свойства модели. Наконец, уравнения теперь могут задавать и трех-
мерные сплайны.
464
Вспомогательная геометрия. При создании линий раздела по-
верхностей и граней моделей теперь можно использовать многокон-
турные эскизы, включая тексты в эскизах. SolidWorks позволяет те-
перь создавать массивы линий раздела граней. Наконец, за одну опе-
рацию можно разбить грани нескольких тел многотельной модели.
Наиболее сильно изменен механизм создания плоскостей, идео-
логически существенно «отставший от жизни» SolidWorks в целом.
Панель свойств команды создания плоскости разделена на три рав-
ноценные области выбора до трех опорных объектов, автоматически
реагирующие на выбор пользователя. При выборе грани, кромки,
вершины и т.д. SolidWorks высветит все настройки, принципиально
возможные для создания плоскости на основе сделанного выбора.
При выборе следующего объекта это повторится в его разделе пане-
ли свойств команды с согласованием с ранее сделанным выбором. На
экране виден предварительный вид создаваемой плоскости, обнов-
ляемый при изменении настроек команды или выбора объектов мо-
дели, - и по получении нужной картинки остается нажать кнопку
ОК. Простота, наглядность и быстрота использования обновленной
команды беспрецедентны.
Работа с деталями. В модель детали SolidWorks (впрочем, это
верно и для сборки, но о них ниже) можно поместить Блок заголовка
детали - обычно используемый лишь в чертеже и именуемый там ос-
новной надписью чертежа. Это таблица, отображающая свойства мо-
дели в графической области, и она может отличаться по виду от ос-
новной надписи чертежа. В этой таблице удобно разместить коммен-
тарии и вывести значения настраиваемых свойств модели. Связь со
свойствами модели двунаправленная. Эта табличка будет далее пе-
редана и в eDrawings (но о нем подробнее ниже).
Мастер Отверстий SolidWorks может добавлять условные изо-
бражения резьбы прямо в чертеже детали - и изображение это поя-
вится сразу во всех видах и разрезах чертежа и перейдет и в модель.
Не важно, как получено само отверстие - Мастером Отверстий или
простым вырезом. Параметры резьбы теперь можно выбрать из стан-
дартного редактируемого списка. Дополнительно Мастер Отверстий
465
по умолчанию старается создать плоский эскиз размещения отвер-
стий - если только не выбрана неплоская грань или явно не включен
режим ЗВ-эскиза.
Отдельным телам многотельной детали можно назначить раз-
ные материалы. Результат повлияет на массово-инерционные харак-
теристики и визуализацию, а при создании из этой модели отдельных
деталей эти материалы будут ими унаследованы (рис. П.1.22).
Рис. П. 1.22. Превращение «обычной» модели в многотельную листовую
Немного о пластике... Проектировщики пластиковых корпусных
деталей получили полезную новинку, избавляющую от дополнитель-
ного ручного труда - и порой немалого - при создании замковых
кромок и канавок по смыкаемым торцам пластиковых корпусов.
Функция автоматического создания таких кромок автоматически
распознает и обходит примыкающие к краю детали стенки, монтаж-
ные выступы и вырезы в стенках, исключая ручную подготовку мо-
дели к выполнению данной операции и корректировку ее результата
(рис. П.1.23).
466
Рис. П.1.23. Все каемки сделаны одной операцией. Угловые вырезы
можно закрыть при любой их геометрии
При сшивании отдельных лоскутов поверхностей SolidWorks
позволяет указать величину допустимого зазора между сшиваемыми
кромками и игнорирует разрывы в этих пределах, создавая гладкую
стыковку поверхностей. В случае сшивки лоскутов единой поверх-
ности SolidWorks восстановит эту исходную поверхность без созда-
ния кромки по линии сшивки.
... и о металлоконструкциях. SolidWorks теперь поддерживает
многотельные листовые детали. В одной модели можно сочетать как
листовые, так и «простые» тела. Для каждого листового тела строит-
ся своя развертка, и увидеть ее можно скрыв остальные тела или ос-
тавив и их на экране. Отдельные тела можно объединить в единую
листовую деталь, достроив соединяющий куски детали материал
классическими методами или создав фланец, стыкующий пару кро-
мок двух тел модели.
При зашивке вырезов между фланцами в углах листовой детали
нет более никаких ограничений для комбинации типов сходящихся
в углу фланцев, их размеров, радиусов сгибов и т.д.
467
Каемки создаются теперь на криволинейных кромках листа,
а в рамках одной операции можно индивидуально указать каждой
каемке, в какую сторону от поверхности детали она должна смот-
реть. В процессе создания каемки можно изменить ее эскиз, создав
каемку не на всей длине кромки.
Технологи получили новый инструмент передачи развертки де-
тали в формат dxf. При выводе развертки из модели сначала можно
выбрать типы передаваемых объектов - контуры детали и вырезов,
скрытые кромки, линии сгибов, отфильтровав ненужные для обра-
ботки типы объектов, а затем, в открывшемся окне предварительного
просмотра развертки, индивидуально удалить оставшиеся лишними
линии. Так технолог будет избавлен от ручной доводки развертки
перед созданием программы обработки (рис. П.1.24).
Рис. П.1.24. «Одна настройка избавляет от множества ручного труда»
В моделях сварных конструкций свойства всех сегментов кон-
струкции можно высветить в едином табличном представлении,
удобном для их редактирования. Список вырезов конструкции мож-
468
но поместить прямо в модель, и если разным элементам конструкции
присвоены разные материалы, SolidWorks станет считать их разными
элементами структуры проекта. Эту таблицу можно затем отобразить
в чертеже, причем на чертеже может быть использована иная конфи-
гурация модели.
Работа с импортированной геометрией и прямое редактирова-
ние геометрии модели. Функция локального распознавания элемен-
тов импортированной геометрии научилась выделять и параметризо-
вать бобышки и вырезы общего типа с одновременным распознава-
нием и дочерних элементов, таких как внутренние вырезы или
скругления.
Перемещать любые выбранные грани можно теперь с помощью
триады с привязкой к появляющейся под курсором линейкой, авто-
матически обеспечивая перемещение на нужное расстояние. Это
особенно оценят те, кому надо вносить по бумажным извещениям
изменения в модели, полученные от смежников не в формате
SolidWorks. При перемещении граней можно создавать их копии на
нужном удалении от оригиналов.
Выбор групп граней облегчается помощником выбора связан-
ных и топологически подобных граней.
Работа со сборками.
В сборках SolidWorks теперь можно добавить свой атрибут каж-
дому экземпляру одного и того же входящего компонента. Таким об-
разом, можно разделить эти экземпляры, задав, к примеру, свои
схемные обозначения радиокомпонентам или выделить какой-то эк-
земпляр детали для отдельного упоминания в производной докумен-
тации. Это отражает входимость деталей и узлов в сборку и учитыва-
ется при формировании спецификации SolidWorks.
При зеркальном отражении компонентов сборки для деталей,
для которых создается их зеркальное представление, можно выбрать,
создавать ли их как конфигурацию в исходной модели или как новый
документ. В дереве сборки теперь создается элемент зеркального от-
ражения, помнящий все параметры выполнения этой операции и за-
469
ставляющий зеркально расположенные детали и узлы отслеживать
симметричность их положения относительно исходных деталей.
Группу эту можно «рассыпать», сделав положение отраженных дета-
лей независимым (рис. П.1.25).
Рис. П.1.25. Зеркально отраженные компоненты сами следят
за положением исходных
Любую внешнюю модель можно теперь превратить в виртуаль-
ный компонент сборки с автоматическим присвоением ей уникаль-
ного в данной сборке имени и копированием атрибутов исходной
модели в виртуальную. Это удобно применять при моделировании
материалов или деформируемых в сборке деталей - манжет, прокла-
док и т.д.
Вы помещаете в сборку модель стандартного кольца уплотне-
ния, делаете ее виртуальной и меняете геометрию этой виртуальной
470
копии в сборке. Атрибуты для спецификации и прочих документов
унаследованы, геометрия точно соответствует реалиям данной сбор-
ки, никаких конфигураций в модели стандартной детали, никакой
путаницы с файлами. Отдельные экземпляры виртуальных деталей
в сборке можно сделать независимыми и задать для каждого свою
геометрию. Виртуальную деталь можно скопировать в другую сбор-
ку, опять же с автоматическим назначением уникального имени и со-
хранением значений атрибутов модели.
Добавлено два новых механизма визуализации сборок. Первый
позволяет отсортировать компоненты сборки по любому признаку:
массе, материалу, децимальному номеру. Результаты сортировки
можно высветить в виде столбчатой диаграммы в дереве конструи-
рования, а компоненты сборки раскрасить с любой настройкой цве-
товой шкалы для простоты восприятия влияния выбранного фактора.
Сортировку можно выполнить и по уравнениям, составленным из
любых свойств компонентов сборки, а результаты можно передать
в eDrawings (рис. П.1.26).
Рис. П.1.26. Сортировка и раскраска компонентов проекта
по убыванию их массы
471
Второй механизм визуализации позволяет высветить в виде таб-
лицы все сопряжения выбранного компонента, отдельно выделив
фиксирующие этот компонент в пространстве сборки. Выбор любого
из сопряжений в таблице подсветит соответствующие объекты
в графической области, прочие же компоненты сборки будут вре-
менно скрыты (рис. П.1.27).
Рис. П.1.27. Создание и применение панели свойств стандартных
компонентов
Использование конфигураций. В дереве конструирования можно
создать сразу несколько встроенных «частных» таблиц параметров,
содержащих несколько параметров модели и позволяющих управ-
лять ими, создавая новые или меняя старые конфигурации. В отли-
чие от привычной таблицы параметров таких таблиц можно иметь
сразу несколько, и каждая будет управлять своим набором пара-
метров.
Появившийся несколько версий назад механизм создания в мно-
гократно используемых многоконфигурационных моделях «персо-
нальной» таблицы параметров, позволяющей при вставке модели
472
в сборку выбирать конкретную конфигурацию не по имени, а по зна-
чениям отдельных параметров, стал гибче. Эту панель свойств мож-
но настроить теперь так, чтобы пользователь мог ввести нужные зна-
чения размеров в пределах заданного диапазона, погасить отдельные
элементы моделей, выбрать значения параметров из списков. Заранее
создавать полную таблицу параметров не надо, все новые испол-
нения изделия будут создаваться автоматически по мере необхо-
димости.
И наконец, чертежи (рис. П.1.28). Применен новый принцип
быстрой расстановки размеров вокруг вида чертежа: вы выбираете
объекты вида, и под курсором появляется небольшой цветной маркер
из двух или четырех кнопок, выбор любой из которых вынесет соз-
данный размер за пределы вида в поле чертежа. Ранее поставленные
размеры будут при необходимости автоматически раздвинуты на
предусмотренное стандартом расстояние. Технология эта запатенто-
вана SolidWorks Corporation.
Рис. П. 1.28. Работа с чертежом все быстрее и удобнее, поддержка ЕСКД
все более полная
473
При щелчке по созданному размеру вы увидите над курсором
панель параметров размера, где можно поменять его основные атри-
буты - значение, допуск, точность, сопутствующие тексты, даже вы-
брать стиль оформления из сохраненных в библиотеке или использо-
ванных на этом чертеже.
При простановке ординатных размеров часть размеров теперь
можно поставить на вынесенных с исходного вида укрупненных
фрагментах с сохранением общего нуля.
Обозначения баз, шероховатости и допуски формы и располо-
жения поверхностей можно присоединять к любым выноскам разме-
ров. Выноски размеров до центра окружности автоматически укора-
чиваются по размерам указателя центра этого отверстия.
Любую часть текста, включая даже номера строк в списках,
можно заключить в индивидуальную рамку. Тексты можно собирать
из отдельных частей перетаскиванием одного куска текста на другой,
причем SolidWorks сам продлит при необходимости нумерованные
списки. Так можно быстро собрать те же технические требования,
натаскав их мышкой из библиотеки проектирования. В сборочных
чертежах SolidWorks может поставить количество экземпляров возле
номера позиции компонента.
Любые таблицы можно теперь редактировать в стиле Excel, ис-
пользуя все его технологии форматирования. Из моделей можно им-
портировать в сборочные чертежи спецификации SolidWorks с при-
вязкой к видам, отображающим конфигурацию модели иную, нежели
та, для которой создана спецификация. Это пригодится в чертежах
больших сборок, для которых часто создаются упрощенные пред-
ставления модели для чертежа.
Экспертиза проекта. Функция SimulationXpress внешне теперь
является копией своего «старшего брата» - модуля SolidWorks
Simulation. Это обеспечивает использование эффективного помощ-
ника создания расчетного исследования модели, а также гарантирует
в будущем гладкий и быстрый переход на профессиональные версии
продукта. Оптимизация детали стала теперь многокритериальной,
а значит дающей более эффективные результаты.
474
Функция анализа технологичности деталей DFMXpress выпол-
няет теперь и анализ технологичности листовых деталей, проверяя
отношение размеров между отверстиями и между ними и краями де-
тали к толщине детали, отношение к ней же диаметров отверстий,
находя сгибы с недопустимо малым радиусом.
В каждой новой версии SolidWorks в последние годы появлялся
какой-то новый модуль. Сегодня это модуль SolidWorks Sustainabili-
ty, поставляемый отдельно, и его экспресс-вариант Sustainability-
Xpress, входящий в штатную поставку SolidWorks. Все это средства
экологической экспертизы проектируемого изделия, и задача их -
показать, как повлияют на общую нагрузку на окружающую среду
отдельные факторы производства, эксплуатации и утилизации изде-
лия. В качестве исходных данных принимаются материал и масса де-
тали, технология ее изготовления, регионы изготовления, использо-
вания и утилизации. Опираясь на базы данных, собранных в масшта-
бах всей планеты, SustainabilityXpress определит потребность в воде,
воздухе и энергии для производства, перевозки и утилизации детали
и объем выделяемого углекислого газа. При изменении любого пара-
метра выполняется пересчет результата, а несколько вариантов мож-
но сравнить, представив их в виде таблиц или диаграмм (рис. П.1.29).
Рис. П.1.29. Экологическая экспертиза проекта в SolidWorks
475
Таким образом, уже на этапе проектирования можно оценить
участие производства в загрязнении окружающей среды - а значит,
и объемы потребных мероприятий по ее защите, а также общий
вклад изделия в загрязнение природы, следовательно, есть возмож-
ность уменьшить его и получить определенные конкурентные пре-
имущества, выйдя на рынок с более «зеленым» продуктом.
Профессионалам и любителям премий. Речь идет о модулях,
входящих в состав комплектаций SolidWorks Professional
и SolidWorks Premium. Общее для них - модули eDrawings, Утилиты,
FeatureWorks, Проверки проекта - подключаются теперь автоматиче-
ски при вызове любой их команды.
Модуль eDrawings отображает теперь спецификации SolidWorks
и блоки заголовков трехмерных моделей, учитывает состояния ото-
бражения моделей деталей и сборок SolidWorks, показывает создан-
ные в модуле Photo Works детали и рисунки в эскизах моделей и чер-
тежей. Упрощен вывод на печать фрагмента документа - прямо в ок-
не предварительного просмотра можно выбрать область печати
и масштаб.
Утилита упрощения моделей SolidWorks высвечивает вместе
с погашенным ею элементом и все дочерние элементы. Функции
сравнения геометрии, документов, спецификаций, двух версий одно-
го документа в хранилище SWE-PDM объединены в единую функ-
цию с простым и наглядным интерфейсом, а результаты сравнения
представляются в виде древовидной структуры.
Модуль параметризации импортированной геометрии
FeatureWorks теперь распознает массивы элементов, дочерние по от-
ношению к выделяемому элементы, пересекающиеся отверстия, объ-
единяет однотипные отверстия в один элемент. Распознаются отвер-
стия на неплоских гранях.
Улучшена настройка библиотек Toolbox. Теперь можно задавать
одно обозначение для одного диаметра крепежного изделия, не зави-
сящее от длины крепежа. Также можно указать модулю, какие свой-
ства моделей нужно отображать в панели свойств крепежа при его
добавлении, а какие - скрыть.
476
Модуль PhotoView 360, постепенно заменяющий классический,
но несколько тяжеловесный Photo Works, позволяет теперь регулиро-
вать фокусное расстояние камеры и точку фокусировки, играя глу-
биной резкости; создавать фотореалистичные изображения в пер-
спективной или ортогональной проекции; использовать плоские
и трёхмерные обстановки «фотографируемой» модели. Добавлен
эффект излучения света, что позволяет имитировать источники ос-
вещения.
Модуль проектирования трубопроводов, SolidWorks Routing,
может использовать формализованные описания создаваемых систем
(принятая английская аббревиатура P&ID), что упрощает поиск и до-
бавление в проект стандартной и нестандартной арматуры, изделий
и труб. Улучшен механизм смены диаметров отдельных труб: теперь
это некий мастер, поочередно предлагающий изменить и все окру-
жение изменяемой трубы.
В мире продано более миллиона лицензий SolidWorks - и это
единственный такой результат среди трёхмерных САПР. Получить
SolidWorks 2010 можно в компании SolidWorks Russia
ПРИЛОЖЕНИЕ 2
Характеристики СЧЕТУ типа CNC и PCNC (часть 1)
478
№ п/п Система ЧПУ Область примене- ния Количество управляемых координат (осей), ин- терполяция Скорость ра- бочих подач и шпинделя Датчики перемеще- ния Тип и емкость памяти Связь с внеш- ней средой + вх./вых. Нара- ботка на отказ, часов. Цена Средства управления Про- цессор
1 2 3 4 5 6 7 8 9 10 11
1 2Р22 У пр. ме- таллообра- батываю- щими стан- ками Одновремен- но линейная по 3, круговая по 2 -ВТ; - СКВТ; - резольвер; - ФЭД; - преобразо- ватель изм. линейных перемеще- ний; - преобразо- ватель мно- гополюсный бесконт. -RAM: 8 кб; -CMOS RAM: 2 кб Программо- носитель: 8-дорожеч- ная перфо- лента; - магнитная кассета МК-60 2000 Пульт уп- равления; клавиатура; панель ин- дикации Микро- ЭВМ «Элек- трони- ка-бОМ»
479
1 2 3 4 5 6 7 8 9 10 11
2 2С42 Сложные станки; об- рабат. цен- тры; токарные станки, ос- нащение СЭИ До восьми осей всего. Одновр. управление при линей- ной: 4 оси при круговой в одной ко- ординатной плоскости 10...9999,999 мм/мин Ктах = 15 000 мм/мин КНМЛ, ФСУ - для хране- ния УП, ПИР, пара- метров, кор- рекций: 64 кб; -для хране- ния констант станка, про- грамм Э/А, ПТЦ: 16 кб ППЗУ- 128 кб CMOS RAM - 40 кб 2000 Дисплей ЭЛТ; пульт уп- равления; пульт кор- рекций Микро- ЭВМ «Элект- роника - МС 1201.02»
3 МАЯК- 542 (Ижевск) Для управ- ления тех- нологиче- ским обору- дованием Одновре- менно 5 лин- ая + шпин- дель, круго- вая, винто- вая; время серво- цикла 5 мс 1-12 000 мм/мин; корр. скоро- сти подачи: 10-200 % Индукцион- ные, фото- электриче- ские (круго- вые и ли- нейные) 1,44 FDD ППЗУ: 64 CMOS RAM 16 кб (120 ч) ИРПС RS485 Ethernet ЮМ 144/96 5000 110 тыс. Цветная ЖК панель 10.4 TFT или ЭЛТ 9” 640x480; клавиату- ра: клави- ши цифро- вые, сим- вольные перемеще- ния курсо- ра; функцио- КМ1801 ВМ2
4 МАЯК- 600 (Ижевск) Одновре- менно 8 лин- ая + шпин- дель, круго- вая, винто- вая 1-30 000 мм/мин; корр. скоро- сти подачи: 0-200 %; макс, у нит. Flash-диск: 8 Мб* ОЗУ: 8 Мб* CMOS RAM- 64-1024 кб 10 000 120 тыс. IBM PC совмес- тимый одно- платный пром.
480
1 2 3 4 5 6 7 8 9 10 11
Время серво- цикла 2 мс код для ШД 75; 86; 96 кГц (1000 ч) FDD нальные, включения и выклю- чения сети компью- тер Intel 486DX
5 ЛУЧ- 430ТМ (Ижевск) У пр. стан- ком токар- ным специ- альным СТ - 200 Число при- водов подач: 6, из них од- новременно: при линей- ной- 3, при круго- вой- 2 10-9999,999 мм/мин; Fmax = 15 000 мм/мин ФЭД - Для хра- нения УП, ППР, пара- метров, кор- рекций: 64 кб; - для хране- ния кон- стант станка, программ Э/А, ПТЦ: 16 кб RS232 128/64 5000 100 тыс. Дисплей ЭЛТ 135x155; пульт уп- равления; клавиату- ра; панель ин- дикации
6 Электро- ника НЦ-31 Основная область прим-ния - у пр. токар- ными станками До трех осей; одновремен- ное управле- ние по двум; линейная, круговая, резьбонаре- зания 1-9999 дискр./мин; Итах = 9999 дискр./мин ВТ; СКВТ; индуктосин; ФЭД; пре- образова- тель много- полюсный бесконтакт- ный; резольвер - Емкость памяти RAM: 8 кб; - емкость памяти С MOS RAM: 2 кб (>120 ч) ПЗУ 16 кб; кассета электр. па- мяти 15/16 5000 120 тыс Пульт управле- ния; клавиату- ра; панель ин- дикации Эл-ка- нц
1 2 3 4 5 6 7 8 9 10 11
7 Электро- ника МС 2101 У пр. токар- ными мно- гоцелевы- ми группа- ми станков До трех ко- ординат управление при интерпо- ляции: при линей- ной: 3 оси; при круго- вой: 2 оси; Время серво- цикла 10 мс 0,01-10 000 мм/мин; Fmax = 15 000 мм/мин; ск. шп-деля: 1-5000 об/мин; корр. ск. по- дачи: 20-120 % корр. ск. шп: 2-120 % Фотоим- пульсные ПЗУ+ППЗУ: 32 кб; CMOS RAM: 32 кб; программо- носитель: ЦМД (время хранения не ограниче- но) ИРИС 128/64 13 000 130 тыс. Дисплей газоразр 153,5x153,5; пульт уп- равления; клавиатура; панель ин- дикации микро- ЭВМ «Элект- роника - МС2101»
8 NC-110 ООО «Балт- Систем» Сложные ст-ки фре- зерно-свер- лильно- расточной и токарно- карусель- но-револь- верной групп До 16 (вклю- чая шпин- дель) одно- временно; 8 осей не- прерывных + 2 оси с пе- ремещением «от точки к точке», 1 ось шпинделя от 0,01 до 99 999,99; корр. ск. шпинделя: 75-125 %; корр. ск. по- дач 0-125 % ФЭД Тип и ем- кость памя- ти: ОЗУ 8-64 Мб; Flash до 72 Мб HDD FDD RS232 с ПО - RS422 LPT Ethernet 48/32x8 + Айал./ входы: энкоде- ры 15 000 180 тыс. Видеомо- нитор TFT- 10.4” или 14” ЭЛТ 1024x768- 256; клавиатура; панель ал- фавитно- цифровая Кнопки пе- ремещения курсора; панель функ. кла- виатуры; консоль вкл./ откл. PEN- TIUM MMX 226 МГц;
9 NC-200 (2Ю) 4+шпиндель; линейная, круговая, лин-но-кру- говая (вин- товая) RS232 64/48+ 8 анал. 20 000 120 тыс. 5x86 или PEN- TIUM MMX
482
1 2 3 4 5 6 7 8 9 10 11
10 WL5LT (WL3T) Карусель- ные и то- карные станки Одновре- менно 2+1 (план- шайба); линейная, круговая 0-32 000 мм/мин; V г шах до 32 м/мин; корр. ск. по- дач и шпин- деля 0-120 % Линейный (оптиче- ский), кру- говой (оп- тический) с цифровым выходом Флэш-па- мять от 3 Мб до 256 Мб; 3-16 Мб для УП RS232 RS485 FTR- клиент по Ethernet -10 10 000 Дисплей; ПО; клавиатура динамиче- ская функ- циональная; ручка изм.
11 WL4M Фрезерные станки До 4 осей; одновремен- ное управле- ние по трем; лин; круго- вая (спи- ральная) 0-15 000 мм/мин; V г шах до 20 м/мин; коррекция ск. подач 0-130 % CAN- интер- фейс 10 000 160 тыс. скорости подачи; ручка изм. скорости шпинделя; клавиши вкл. И ВЫКЛ.
12 Anilam ЗЗООМК Время серво- цикла 5 мс ОЗУ до 32 Мб HDD RS232 CAN ЭЛТ 1411 486DX4 100 МГц
13 SINU- MERIK 802 С Для малых компакт- ных стан- ков 3 оси + 1 ши. лин-ая по 3 осям; круг-ая; винт-ая D+1 Ск. шпинде- ля програм- мируемая (до 999,999 об/мин); Инкремен- тальный датчик sin/cos; Пользова- тельская па- мять ЧПУ (долговре- менная) для RS232 + Profibus 25 000 Панель оператора ОР 020; плоский LCD дис-
14 SINU- MERIK 802 S 3 оси лин-ая по 3 осям; круг-ая; винт-ая 2D+1 ск. подачи программи- руемая (макс. 100 000 мм/мин) абсолютный датчик с ин- терфейсом EnDat; программ и данных: 256 кб и бо- лее 64/64 25 000 илей 5,7” 320x240; станочный пульт МСР
483
1 2 3 4 5 6 7 8 9 10 11
15 SINU- MERIK 802 D Для стан- ков 4 осями + 1 ши. лин-ая по 3 осям; круговая; винтовая; в полярных координатах дополни- тельный дат- чик шпинде- ля 144/96 20 000 180 тыс. Плоская панель операто- ра моно- хромная или цвет- ная 10,4”; полная ЧПУ кла- виатура; станочный пульт МСР
16 SINU- MERIK 810D Модульная система ЧПУ для станков Максимум 5 осями (или 4 осями + шпинделем) RS232 RS485 + Profibus 144/96 20 000 TFT 10,4” моно- хромн. или цветная; Кноп. па- нель РР 031- МС; ручной пульт уп- равления тип B-MPI; ручной пульт про- граммиро- вания PHG, тип MPI AMD К6-2 233 МГц; Celeron 650 МГц; Pentium 3 933 МГц
17 SINU- MERIK 840D По заказу
484
1 2 3 4 5 6 7 8 9 10 11
18 FMS- 3000 FMS- 3100 FMS- 3200 Фрезерные копиро- вальные станки; обрабаты- вающие центры; токарные станки 8 + шпин- дель; одновремен- но линейная по всем осям; круг-ая по 2; линейно- круговая по 3 осям 1-24 000 мм/мин; Fmax = 24 000 м/мин; корр. ск. по- дачи: 0-200 % Фотоим- пульсные Flash-диск: до 144 Мб FDD HDD CD-ROM RS232 ISA PCI COM LPT Ethernet От 64 до 468 50 000 240 тыс. Цветной TFT 10’715 повыш. яр- кости; клавиатура со свобод- но-про- граммируе- мыми кла- вишами с индикацией До Р-Ш 1 ГГц, RAM 512 Мб
19 Fagor CNC 8055 MC Фрезерные станки До 7 ОЗУ до 1 Мб Flash-диск LCD И11
20 NC-2000 Станки, роботы, техн, об-ие Время сер- воцикла 55 мкс ФЭД ОЗУ 0,7 Мб FDD 64/48
21 ДиаНа- CLC Станки (модерни- зация) 32/32
22 TNC 410/426/ 430 Станки От 4 до 9 HDD 2 Гб RS232 RS485 Ethernet ЭЛТ 15” TFT 10,4”
485
1 2 3 4 5 6 7 8 9 10 11
23 TNC 124 Для фре- зерных сверлиль- ных и рас- точных станков 3 управляе- мых, 1 не- упр. (для индикации положения) 0-30 000 мм/мин Лиин, и утл. датчики произв-ва HEIDENHA IN (пред- почтительно сФЭД) Память про- грамм: 128 кб RS232 ПК 15 000 600 тыс. Плоский экран, мо- нохромный 192x120мм (640x400 пикселей)
24 TNC-426 Tipp-NC (HM3) Электро- эрозионные станки 4 + ши.; сферическая; винтовая 0-15 000 мм/мин Прямая изм. система с масштаб- ными ли- нейками; лин. и угло- вые датчики Память про- грамм: 128 кб RS232 550 тыс.
25 AGIEVI- SION (HM3) Совместно с TNC-426 — — — ПЗУ - 9 Гбт ОЗУ- 64 Мбт До 1 000 тыс. Цветной LCD 10,4"
26 ABMS- 001B Ереван 2003 Со слож- ными стан- ками и обр. центрами, а также ток. ст-ми, оснащен- ными СЭП 3 + шп.; линейная векторная, круговая, сферическая винтовая Ттах = 30 000 мм/мин; коррекции скорости по- дачи: 0-150% 128 Мб RAM 10 Гб HDD 1,44 FDD 15 000 Дисплей 17” TFT; клавиатура + мышь Intel РЗ 595 MHz
486
1 2 3 4 5 6 7 8 9 10 11
27 WinPCNC До 8 упр. и интерполи- руемых осей До 10 м/мин S-кривая ФЭД ОЗУ 512 Мб ПЗУ FDD HDD CD-ROM LPT CAN- Bus По за- казу 20 000 Дисплей TFT; клавиатура Pen- tium-III 1 ГГц
28 Advan- tage 900 Brick 4-8 осей ОЗУ 512 Мб HDD 40 Гб 6х USB RS232 RS485 Ethernet 10|100+ Modbus LCD 1511 Pen- tium-4 2 СНц
29 Advan- tage 400 До 5 осей Flash-диск: до 128 Мб; SDRAM 64 Мб USB Ethernet 32/16 TFT 8,4*1 P-586 166 МГц
30 MSH PC-104 До 8 станков (по 4 оси); время серво- цикла 5 мкс USB Опто- волок- но 32/32
ПРИЛОЖЕНИЕ 2
Характеристики СЧЕТУ типа CNC и PCNC (часть 2)
487
№ п/п Система ЧПУ Питание. Потребляе- мая мощ- ность и ток Габариты, мм (ШхВхД) Масса, кг Условия эксплуатации Комментарии
1 2 3 4 5 6 7
1 2Р22 380 В (-15+10%); частотой 50 Гц (-2+2 %); не более 1100 ВА - блок приборный 625x440x1305 145 кг; - пульт управления 325x260x120 6 кг; - блок БОСИ 225x225x262 8 кг; - КНМЛ «Искра» 165x110x218 3 кг; - ФСУ 482x374x205 18 кг Т окр от 5 до 40 °C; относительная влажность воздуха от 40 до 80 % при 25 °C, Ратм от 630 до 800 мм рт. ст. Выпускаются ком- плектующие и заме- няющие блоки АЦП 10-разр.
2 2С42 380 (+38 %, -57 %) В; (50+1) Гц; защита от КЗ, не более 900 ВА 1786x670x450 205 кг ЦАП+ 10В/10разр.
488
1 2 3 4 5 6 7
3 МАЯК-542 50±1 Гц, напряжение: 220 (+10%, -15%) В, не более 120 В А Блок управ- ления 210x305x336; пульт опера- тора 520x320x290 Блок управ- ления: 12 кг; пульт опера- тора: 10 кг Т окр от +5 до +40 °C, относи- тельная влажность воздуха от 40 до 80 % при темпера- туре 25 °C, Ратм от 630 до 800 мм рт.ст www.izhprest.udm.ru Ижевск НИИ «Ижпрэст» создано на базе НИТИ «Прогресс» (оборонная пр-ть) в 1992 г.; ФС-2К- 1970; Луч-43 -1976; Маяк-221 - 1980; Маяк-223МП - 1985; ЦАП ± 10 В /12 разр. + знак язык ЭА - ЯФП; язык УП - ISO - код 600 - содержит од- ноплатный компью- тер 610 - обычный PC
4 МАЯК-600 Блок управления 210x315x336 12 кг; пульт оператора: с TFT 510x320x160 7 кг; с ЭЛТ 520x320x290 10 кг Маяк-42- 1985; Маяк-400- 1992; Маяк-500- 1999; Маяк-600 -2002
5 ЛУЧ- 430ТМ 220 Вт от + 10 % до - 15 %, не бо- лее 800 ВА Устройство управления 273x1275x722 165 кг; пульт управления 300x220x90 2,3 кг; пульт индикации 300x220x233 6,3 кг
489
1 2 3 4 5 6 7
6 Электро- ника НЦ-31 220 (+22%, -33 %) в, 50±1 Гц, 400 ВА Гокр от +5° до +45 °C Выпускаются ком- плектующие и заме- няющие блоки
7 Электро- ника МС 2101 50±1 Гц, 220 (+22%, -33 %) В, 350 ВА 490x395x495 55 кг
8 NC-110 ООО «Балт- Систем» 220 (+22%, - 33 %) В, 50±1 Гц, без пери- ферии 45 Вт, 275 мА ПО-ЭЛТ 482x340x380; ПО-TFT 430x300x72; станочный пульт с ЭЛТ 482x220x82; станочный пульт с TFT 430x195x90 12 кг т окр от +5 до +40 °C; отн. влажность от 10 до 80 % при 25 °C ООО «Балт-Систем» С-Петербург (создана в 1997 г.) www.bsystem.ru Язык УП - свой; язык ЭА - РТС; ЦАП-АП7545: 13 бит + знак; 4 ЦАП/4 энкодера
9 NC- 200(210) ООО «Балт- Систем» 432x340x136 9 кг ГО1фот+5 до +50 °C; отн. влажность 40-95 % при 25 °C
490
1 2 3 4 5 6 7
10 WL5LT (WL3T) Wist Labs Ltd 2000 команды в стандарте EIA RS-274-D (Inter- changeable Block Data Format for NC Machines); запись в коде KOI-8R(ASCII) 16-разр. ЦАП
11 WL4M
12 Anilam ЗЗООМК
13 SINU- MERIK 802 С 24 В DC (+20 %, -15%) 24 Вт Модуль ЧПУ (ECU) 420x300x83 Модуль ЧПУ (ECU) 4,5 кг Т окр от 0 до 55 °C; содержание влаги в воздухе от 5 до 95 %; Язык PLC-STEP7 (SIMATIC S7-200) Аналог, у пр. ЭП отдельно ПО и ЧПУ; малые размеры; простое прогр-ие; модули ЧПУ и PLC на профильной шине S7
14 SINU- MERIK 802 S Модуль ЧПУ (ECU) 200x125x118 Модуль ЧПУ (ECU) 0,9 кг
15 SINU- MERIK 802 D Модуль ЧПУ (ECU) 310x330x70 Модуль ЧПУ (ECU) 4,9 кг Г окр от 0 до +50 °C ПО, ЧПУ, PLC - все на шине Profibus, в том числе ЭП
1 2 3 4 5 6 7
16 SINU- MERIK 810D Через при- борную ши- ну SIMODRIVE 40 Вт С 3 сил. мод. - 342 Вт Модуль ЧПУ + силовая часть (CCU) 150x480x288 Модуль ЧПУ + силовая часть (CCU) 11,4 кг ГокрОтО до 55 °C Язык УП-стандарт ISO (ISO 6983 (DIN66025)) и язык высокого уровня SINUMERIK; язык PLC-STEP7; цифровой ЭП Simodrive 611 PLC SIMATIC S7-300 Моноблочная систе- ма ЧПУ CCU, в том числе ЭП Simodri- ve 611
17 SINU- MERIK 840D Блок NCU 50x316x115 Блок NCU 3,2 кг Открытое ПО; легкость адаптации к кинематике
18 FMS-3000 FMS-3100 FMS-3200 50±1 Гц, 220(+10 %, -15%) 483x220x65 9 кг ООО «МОДМАШ- СОФТ» Н. Новгород создана в 1996 году www.modmash.nnov. ru ISO-код; библиотека RT-Kernel 6х ЦАП
19 Fagor CNC 8055 MC Фирма «Fagor» (Испания) бхАЦП 8хЦАП
20 NC-2000 45 Вт 150(200, 225) х480х280 Гокр ОТ +5 до + 50°С; отн. влажность 40- 95 % при 25 °C НПП «Модель» в 2001 Из базовых узлов Advantech, Fastwell, Grayhill, Omron 5хЦАП
21 ДиаНа-CLC Из базовых узлов Advantech 6х ЦАП
22 TNC 410/426/430 Heidenhain Corp. (США) Язык ISO
23 TNC 124 24 В DC около 27 Вт 6,5 Гокр от 0 до +45 °C
492
1 2 3 4 5 6 1 1 Z
24 TNC-426 Tipp-NC (HM3) 10 Входит в состав обрабатывающего центра «ПКОМАКС 60-М» (Нытвенский мет. з-д)
25 AGIEVI- SION (HM3) До 15
26 ABMS- 001B Ереван 2003 380 В с частотой (50±1)Гц, защита от перегрузок и КЗ; не более 700 Вт 660x660x2000 120 Гокрот0 до +55 °C, отн. влажность воздуха от 10 до 90 % при 25 °C, Ратм от 84 до 107 кПа Ереван 2003 ISO-код Квант обновления 62,5-500 мкс; контроллер движе- ния фирмы National Instruments PCI 7344
27 WinPCNC 50±1 Гц, 220 (+10 %, -15%) ЭП анал-й ±10 В Windows NT 2000 XP ± RTX ISO-код
28 Advantage 900 Brick 90-264 VAC 24 VDC «Delta Tan Data Sys- tems Inc.» (США), блок ЧПУ, PLC, ЭП вместе ЭП цифровые только Windows XP
29 Advantage 400 ЭП, в том числе анал. (±10 В) АЦП 12-разр Windows CE.net
30 MSH PC-104 ЦАП 12 бит или прямо ШИМ на ЭП 8хАЦП
СПИСОК СОКРАЩЕНИЙ
АЦП - аналого-цифровой преобразователь.
БД - база данных.
БДРВ - база данных реального времени.
ИБП - источник бесперебойного питания.
КИС - корпоративная информационная система.
ктс - комплекс технических средств.
ОС - операционная система.
ОСРВ - ОС реального времени.
ПТК - программно-технический комплекс.
РТК - роботизированный технологический комплекс.
САП - система автоматизированного программирования.
САР - система автоматического регулирования.
СЧПУ - система числового программного управления.
ТП - технологический процесс.
УП - управляющая программа для станков с ЧПУ.
УПД - устройство передачи данных.
УСПД - устройство сбора и предачи данных.
ЦАП - цифроаналоговый преобразователь.
ЧПУ - числовое программное управление (NC).
ЧРЭП - частотно-регулируемый электропривод.
493
ГЛОССАРИЙ ТЕРМИНОВ
1. Интегриованные АСУП и АСУ ТП
APICS - American Production and Inventory Control Society -
американское общество по контролю над производством и запасами
CAD - Computer Aided Design - конструкторские САПР, в том
числе:
-MCAD - Mechanical CAD - автоматизация механического
проектирования;
- ECAD - САПР электроники - автоматизированное проектиро-
вание электронных приборов и устройств (EDA - Electronic Design
Automation).
CAM - Computer Aided Manufacturing - технологические САПР -
подготовка технологической документации и управляющих про-
грамм для станков с ЧПУ.
САЕ - Computer Aided Engineering - автоматизированные сис-
темы инженерных расчетов (автоматизированное конструирование).
САРР - Computer-Aided Process Planning) - технологические
САПР - автоматизированная технологическая подготовка производ-
ства (планирование технологических процессов).
CASE - системы (Computer-Aided Software Engineering, по дру-
гим данным - Computer-Aided Systems Engineering) - системы авто-
матизации ПО.
CNC - Computer Numerical Control - ЧПУ на основе ЭВМ.
CPD - Collaborative Product Development - коллективная разра-
ботка изделия, бизнес-стратегия, рабочий процесс и набор про-
граммного обеспечения, которые способствуют совместной работе
различных организаций над одним изделием.
CRM - Customer Relationship Management - управление взаимо-
действием с клиентом.
CRP - Capacity Requirements Planning - планирование потреб-
ности в производственных мощностях.
494
CIM - Computer Integrated Manufacturing) - комплексно-автома-
тизированное производство (ИАСУ - интегрированная АСУ) - экви-
валентное понятие управления производственными процессами
МРМ.
CALS - Continuous Acquisition and Life Cycle Support - непре-
рывная информационная поддержка поставок и жизненного цикла
(единого информационного пространства ЕИП или интегрированной
информационной среды ИИС, охватывающей все этапы жизненного
цикла ЖЦ (аналог - PLM). Протокол обеспечивает стандартные ме-
ханизмы доставки цифровых данных и информации текущего инжи-
ниринга. CALS использует стандарты IGES и STEP в качестве фор-
матов данных. В CALS входят также стандарты электронного обмена
данными, электронной технической документации и руководства для
усовершенствования процессов. Раньше CALS расшифровывалась
как Computer Aided Logistic System.
DMU - цифровой макет - виртуальная технология определения
модели реального продукта, состоящая из коллекции трехмерных
геометрических моделей (взятых в том числе из базы данных).
ERP - Enterprise Resources Planning - планирование ресурсов
предприятия.
НВМ - Human Resource Management - управление персоналом
(кадрами) с помощью 1Т-технологий.
IGES - Initial Graphics Exchange Specification - спецификация
обмена графическими данными - стандарт ANSI на передачу и обмен
векторного формата графических файлов между различными CAD-
системами. Стандарт распространяется на формат записи в файл
двумерных чертежей, трехмерных моделей, текстовых данных.
IRIS - Integrated Refinery Information System - интегрирован-
ный коммерческий пакет программных модулей (обеспечивает дея-
тельность операторов, инженеров, планирование и управление
с функциями хранения, представления и анализа технологических
и лабораторных данных).
LIMS - Laboratoire Informatic Management System) - лаборатор-
ные информационные системы.
495
MAP - Manufacturing Automatic Protocol - сетевой промыш-
ленный протокол (интегрированная иерархическая система управ-
ления производством (дорога, громозка, не охватывает нижних
уровней).
MESA - Manufacturing Enterprise Solutions Association - между-
народная некоммерческая ассоциация.
MES - Manufacturing Execution Systems - информационная
и коммуникационная система производственной среды предприятия
(АСУ производственной деятельностью предприятия, с помощью ко-
торой в режиме реального времени осуществляются контроль, доку-
ментирование, планирование и оптимизация производственных про-
цессов от поступления сырья до выпуска готовой продукции).
МРМ - Manufacturing Process Management - управление произ-
водственными процессами.
MPS - Master Production Schedule - основной производствен-
ный план.
MRP - Material Requirements Planning - управление потребно-
стью в материалах.
MRPII - Manufacturing Resource Planning - управление произ-
водственными ресурсами.
PDM - Product Data Management - системы управления проект-
ными данными (координации работы систем CAE/CAD/CAM).
PI System - Plant Information System - программное обеспечение
для сбора, хранения, обработки и представление информации.
PLM - Product Lifecycle Management - управление жизненным
циклом изделия - интегрированная информационная модель всех
этапов жизненного цикла изделия: от проектирования и изготовления
до установки, технического обслуживания и демонтажа (аналог
CALS - Европа).
RP - Rapid Prototyping - быстрое прототипирование - производ-
ство физической модели (прототипа) изделия непосредственно по
CAD-данным без использования станков с ЧПУ.
SCM - Supply Chain Management - управление цепочками по-
ставок.
496
TQM - Total Quality Management — тотальное управление каче-
ством.
2. СЧПУ
APT - Automatic Programming Tools - автоматическое програм-
мирование инструмента.
ASCII - American Standard Code for Information Interchange -
международный код обмена информацией.
ВСР - Binary Coded Decimal - двоично-десятичный код 1-2-4-8.
CL DATA - Cutter Legation Data - данные о пополнении инст-
румента (в САП).
CNC - Computer Numerical Control - ЧПУ на основе ЭВМ.
DEC - Digital Equipment Corporation - производитель ЭВМ
и электронных комплектующих (США).
DCS - Distributed Control Systems - распределенные системы
управления (РСУ).
DNC - Distributed Numerical Control - распределенное ЧПУ.
EIA - Electronic Industring Association - американский код для
СЧПУ (1969).
Flash memory - флэш-память - энергонезависимое запоминаю-
щее устройство, содержимое которого стирается и перепрограмми-
руется по мере необходимости.
ISO 7 bit - International Standards Organization 7 bit - европей-
ский код для СЧПУ.
MMI - Man-Machine Interface - человеко-машинный интерфейс.
NC - Numerical Control - ЧПУ (цифровое управление).
UART - Universal asynchronous receiver-transmitter - универ-
сальный асинхронный приемопередатчик (УАПП).
PCNC - Personal Computer Numerical Control - персональная
система ЧПУ.
SCADA - Supervisory, Control and Data Acguision - оператор-
ский контроль и представление данных.
497
SRAM - Static Random Access Memory - статическое запоми-
нающее устройство с произвольной выборкой. Оперативное запоми-
нающее устройство, содержимое которого сохраняется при нали-
чии питания. В отличие от DRAM SRAM не требует постоянного об-
новления.
SQL - Structured Query Language - язык структурированных за-
просов. Международный стандартный язык для описания и доступа
к реляционным базам данных.
3. Программируемые контроллеры
FBP - Functional Block Diagram - язык диаграмм функциональ-
ных блоков.
IL - Instruction List - язык списка инструкций.
LD - Ladder Diagram - язык релейно-контактных схем.
PLC - Programmable Logic Controllers - программируемый ло-
гический контроллер.
Soft PLC - Программно реализованный PLC.
SFC - Sequential Function Chart - язык последовательных функ-
циональных схем.
ST - Structured Text - язык структурированного текста.
4. STEP
ActiveX - технология создания аплетов без применения языка
Java, используемая в Microsoft Windows. Аплеты ActiveX загружают-
ся дольше эквивалентных Jawa-аплепов, однако они в большей море
используют возможности ОС Windows.
Applet - небольшая программа - чаще всего в контексте про-
граммирования на языке Java, которая откомпилирована и вставлена
в HTML-страницу.
АР - Application Protocol - прикладной протокол.
API - Application Programming Interface - интерфейс прикладно-
го программирования, спецификация вызовов функций, образующих
интерфейс некоторой службы для разработки своего ПО, приложе-
ний и расширений (SCADA - это API).
498
COM - Component Object Model - модель компонентных объек-
тов MS. Стандартный механизм, включающий интерфейсы, с помо-
щью которых одни объекты предоставляют свои сервисы другим -
является основой многих объектных технологий, в том числе OLE
и Active X.
CORBA - Common Object Request Broker Architecture - объект-
ная сетевая архитектура брокера общих объектных запросов (стан-
дарт технологии для информационных систем с распределенной об-
работкой данных).
DCOM - Distributed COM - расширенная COM DCOM - прото-
кол от MS, позволяющий компонентам программного обеспечения
взаимодействовать непосредственно через сеть, может использовать-
ся с несколькими типами сетевой транспортировки данных, включая
протокол HTTP.
DLL - Dynamic Link Library - динамически подключаемая биб-
лиотека. Особый вид программных модулей, которые могут исполь-
зоваться (в том числе совместно) большим числом программ.
OLE - Object Linking and Embedding - механизм (протокол) свя-
зывания и внедрения объектов (до 1996 г. - общее название группы
объектно-ориентированных технологий MS на основе COM (OLE1,
OLE2, OLE Avtomation, OLE Data Base и др. С 1996 г. после введения
термина Active X применяется для обозначения технологий на осно-
ве СОМ, используемых для создания составных документов внедре-
нием и связыванием).
ОРС - OLE for Process Control - OLE для управления процесса-
ми (технология построения компонентных объектов для предостав-
ления данных).
SDAI - Standard Data Access Interface - Стандартный интерфейс
доступа к данным.
STEP - STandardfor Exchange of Product Model Data - стандарт
ISO серии 10303 обмена производственной информацией для созда-
ния информационной модели изделия, работающей на всех этапах
его жизненного цикла. Направлен на замену стандарта формата дан-
ных IGES.
499
Описывает типовые модели параметризации изделий, иначе на-
зываемые интегрированными ресурсами. Модель параметризации
включает в себя описание состава изделия, его геометрических пара-
метров, материала изделия, структуры изделия, требований к шеро-
ховатости поверхности и другие характеристики. Параметры интег-
рированного ресурса хранятся в базе данных.
STEP-NC - STEP for NC - STEP для NC - этап перехода от
CAD-CAM-CAE к ЧПУ.
UML - Untfted Modeling Language - унифицированный язык
моделирования.
XML - extensible Markup Language - расширяемый язык раз-
метки (интерфейс обмена данными через ОРС в приложениях
Internet/Intranet).
XSD - XML-schema definition - XML схема.
XSDL - XML Schema Definition Language - язык определения
схемы XML.
XSL - Extensible Stylesheet Language - расширяемый язык таб-
лиц стилей.
5. ЛВС и промышленные сети
ARCnet - Attached Resource Computer network - локальная сеть
с маркерным доступом и пропускной способностью 2,5 Мбит/с, соз-
данная компанией Datapoint Corporation в начале 1980-х гг.
Bridge - мост, устройство для соеднненния и передачи пакетов
между двумя сетевыми сегментами, использующими один протокол
передачи данных. Мосты действуют на канальном уровне (уровень 2)
эталонной модели OSI. В основном мост фильтрует и передает вхо-
дящий кадр на основе его МАС-адреса.
CAN - Controller Area Network.
CiA - CAN in Automation.
CDMA - Code Division Multiple Access - множественный доступ
с кодовым разделением каналов.
CSMA/CD - Carrier Sense Multiple Access Collision Detect -
множественный доступ с контролем несущей и обнаружением кон-
500
фликтов. Устройства, готовые для передачи данных, проверяют на-
личие несущей частоты. Если ее нет в течении заданного промежутка
времени, то устройство может приступать к передаче данных. При
одновременной передаче двумя устройствами возникает коллизия,
которая может быть обнаружена вызвавшими ее устройствами. Кол-
лизия на некоторое время задерживает передачу данных этими уст-
ройствами. Используется в Ethernet и в стандарте IEEE 802.3.
Ethernet - спецификация широкополосной LAN. Сети могут ра-
ботать с разными типами кабелей с пропускной способностью до
10 Мбит/с (стандарт IEEE 802.3).
Fast Ethernet - обобщенное название группы спецификаций
Ethernet с пропускной способностью до 100 Мбит/с. Fast Ethernet
обеспечивает десятикратное увеличение скорости по сравнению со
спецификацией lOBaseT Ethernet, сохраняя формат кадра и МАС-ме-
ханизмы и другие инструменты управления сетью.
FDDI - Fiber Distributed Data Interface - кольцевая оптоволо-
конная высокоскоростная локальная сеть. Скорость передачи до
100 Мбит/с, топология - двойное кольцо, метод доступа - детерми-
нированный с передачей маркера. Максимальное число станций -
500 (двойное кольцо) или 1000 (одинарное кольцо). Расстояние меж-
ду станциями до 2 км при многомодовом и до 60 км при одномодо-
вом кабеле.
FTP - File Transfer Protocol - протокол передачи файлов уровня
приложений, который является частью стека протоколов TCP/IP
и предназначен для передачи файлов между сетевыми узлами.
Gigabit Ethernet - разновидность спецификации Ethernet, одоб-
ренная IEEE-комитетом стандартизации 802.3z в 1996 г. для высоко-
скоростной передачи данных до 1000 Мбит/с.
HDLC - High-level Data Link Control - канальный протокол пе-
редачи данных, бит-ориентированный или знак-ориентированный.
HTML - HyperText Markup Language - язык гипертекстовой
разметки. Простой язык гипертекстового форматирования, в котором
для указания способа отображения некоторой части документа (на-
пример, в WEB-браузере) используются теги.
501
HTTP - HyperText Transfer Protocol - протокол передачи гипер-
текстовых файлов. Протокол, используемый WEB-браузерами
и WEB-серверами для передачи файлов, например текстовых или
графических.
IP - Internet Protocol, IP-протокол. Протокол сетевого уровни из
набора TCP/IP для объединения сетей без подтверждения соедине-
ния. IP-протокол обладает возможностями адресации, спецификации
типа обслуживания, фрагментации и сборки, а также обеспечения
безопасности.
IP-address - IP-адрес или Internet-адрес. 32-разрядный адрес,
присваиваемый хостам с помощью протокола TCP/IP. Записывается
в виде 4-х октетов, разделенных точками (в десятичном формате).
Каждый адрес состоит из сетевого номера, дополнительного номе-
ра подсети и номера хоста. Номер сети и подсети используется
для маршрутизации, а номер хоста - для адресации хоста сети или
подсети.
IP-datagram - IP-дейтаграмма - единица (блок) информации,
передаваемая в распределенной сети, построенной на базе стека
протоколов TCP/IP. Содержит адреса отправителя и получателя, по-
ля, определяющие длину дейтаграммы, контрольную сумму заголов-
ка, флаги, отражающие фрагментацию дейтаграммы, и собственно
данные.
IPX - Internetwork Packet Exchange - базовый протокол
NetWare, отвечающий за адресацию и маршрутизацию пакетов.
LAN - Local Area Network - локальная сеть. Высокоскоростная
компьютерная сеть, покрывающая относительно небольшую пло-
щадь (до нескольких км). Локальные сети объединяют рабочие
станции, периферийные устройства, терминалы и другие устройства,
находящиеся в одном здании или на небольшой территории. Наибо-
лее популярными LAN-технологиями являются Ethernet, FDDI
и Token Ring,
MAC - Media Access Control - управление доступом к пере-
дающей среде. Низший из двух подуровней канального уровня, оп-
ределенный IEEE. МАС-подуровень управляет доступом к совместно
502
используемым носителям. Например, определяет будет использо-
ваться передача маркера или схема разрешения конфликтов.
MACaddress - МАС-адрес. Стандартный адрес канального
уровня, который требуется задавать для каждого порта или устройст-
ва, подсоединенного к локальной сети. Другие устройства использу-
ют эти адреса для обнаружения специальных сетевых портов, а также
для создания и обновления таблиц маршрутизации и структуры дан-
ных. Длина МАС-адреса - 6 байт, а содержимое регламентируется
IEEE. МАС-адреса также называют аппаратными или физическими
адресами.
OSI - Open System Interconnection - взаимодействие открытых
систем. Международная программа стандартизации, созданная ISO
для разработки стандартов межсетевого обмена данными, способст-
вующих функциональной совместимости оборудования различных
производителей.
PPP - Point-to-Point Protocol - протокол двухточечного соеди-
нения. РРР зависит от двух протоколов: LCP и NCP.
Repeater - повторитель. Устройство регенерации и распростра-
нения сигналов между двумя сегментами сети.
SNMP - Simple Network Management Prococo 1 - простой прото-
кол управления сетью. Протокол, используемый в сетях TCP/IP, пре-
доставляет средства контроля и управлении сетевыми устройствами,
конфигурацией, производительностью и безопасностью, а также
средства сбора статистической информации.
STP - Shielded Twisted-Pair - экранированная витая пара. Сете-
вой кабель с двумя изолированными скрученными проводами и эк-
ранирующим слоем, снижающим воздействие электромагнитных
помех.
Switch - коммутатор - сетевое устройство, обеспечивающее
фильтрацию и пересылку кадров с учетом адреса приемника. Комму-
татор работает на канальном уровне модели OSI (уровень 2).
TCP/IP - Transmission Control Protocol / Internet Protocol - про-
токол управления передачей данных / Интернет-протокол. В TCP ис-
пользуется тройное квитирование установления связи, подтвержде-
503
ние приема сообщений, обеспечение высоконадежной дуплексной
передачи данных по установленным соединениям.
Token Ring - локальная сеть с передачей маркера и кольцевой
топологией, работает со скоростью 4 или 16 Мбит/с по стандарту
IEEE 802.5 (LAN-стандарт, который описывает физический уровень
и МАС-подуровень канального уровня.
Transaction - транзакция - ориентированный на результат эле-
мент обработки соединения. Входное сообщение, отражающее
некоторое событие или процесс изменения файла, вызванное вход-
ным сообщением.
UDP - User Batagram Protocol - протокол дейтаграмм пользова-
теля. Протокол из набора протоколов TCP/IP использует протокол IP
для доставки данных. В отличие от TCP протокол UDP обеспечивает
обмен дейтаграммами без подтверждения.
WAP - Wireless Application Protocol - Протокол беспроводных
приложений.
WWW - World Wide Web - Всемирная паутина. Система с ар-
хитектурой клиент-сервер, основанная на языке HTML и протоколе
HTTP. Большая сеть серверов Internet, предоставляющая доступ
к гипертекстовым документам и другие услуги терминалам, рабо-
тающим с пользовательскими приложениями, такими, как браузер.
Router - маршрутизатор, устройство сетевого уровня, которое
определяет оптимальный маршрут сетевого трафика. Пакеты данных
направляются маршрутизатором из одной сети в другую на основа-
нии информации сетевого уровня.
Учебное издание
СХИРТЛАДЗЕ Александр Георгиевич,
БОЧКАРЕВ Сергей Васильевич,
ЛЫКОВ Анатолий Николаевич
АВТОМАТИЗАЦИЯ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
В МАШИНОСТРОЕНИИ
Учебное пособие
Корректор Е. И. Хазанжи
Подписано в печать 27.12.10. Формат 60x90/16.
Усл. печ. л. 31,75. Тираж 100 экз. Заказ № 276/2010.
Издательство
Пермского государственного технического университета.
Адрес: 614990, г. Пермь, Комсомольский пр., 29, к. 113.
Тел. (342)219-80-33.