

























































































































































Текст
Серия
справочников
для работах
И. М. БЕЛКИН
Средства
линейно-угловых
измерений
СПРАВОЧНИК
МОСКВА
«МАШИНОСТРОЕНИЕ»
1987
Б БК 34.41
&43
УДК 531.74 (035)
Рецензент канд, техн, наук В. М, Машинистов
Белкин И.
Б43 Средства линейно-угловых измерений. Справоч-
ник. — М.: Машиностроение, 1987. — 368 с., ил, —
(Серия справочников для рабочих).
(В пер.): 1 р. 30 к.
Изложены основы линейно*угловых измерений, рассмотрены
назначение, устройство, настройка на размер и зкеплуатация средств
измерений, применяемых в цеховых условиях. Даны характеристики
измерительных приборов и рекомендации по их выбору.
Для рабочих массовых профессий машиностроительных и ремоЕГг*
ных предприятий; может быть полезен учащимся ПТУ,
2702000000-212 я1„ „ ББК 34.41
Б ' 038 (01)-87 212'87
© Издательство «Машиностроение», 1987
ОГЛАВЛЕНИЕ
Предисловие ............................................. 5
Глаза 1. ОСНОВЫ ЛИНЕЙНО-УГЛОВЫХ ИЗМЕРЕНИЙ 6
1. Метрологические термины.......................... 6
2, Погрешности измерения........................... 16
3. Выбор средств измерений......................... 20
Глава 2. МЕРЫ ДЛИНЫ..................................... 24
1, Плоскопараллельные концевые меры длины (ПКМД) 24
2. Штриховые меры длины.......................... 34
Глава 3. СРЕДСТВА ИЗМЕРЕНИЯ РАЗМЕРОВ ВАЛОВ И
ОТВЕРСТИЙ....................................... 4)
1. Обозначение контролируемых размеров на чертежах 41
2. Предельные калибры............................ 45
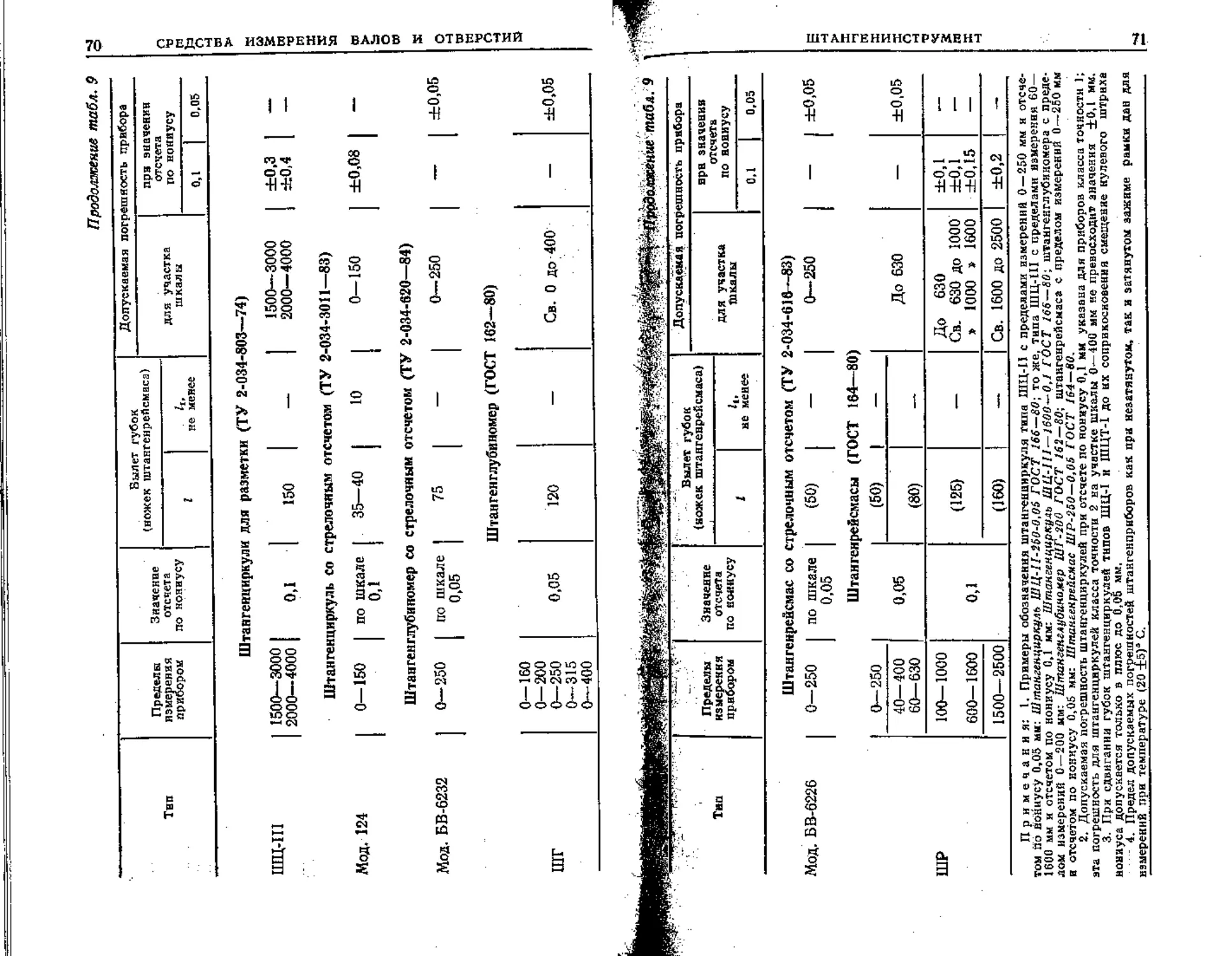
3. Шт ан ген и нстру мент (штангенприборы) ...... 66
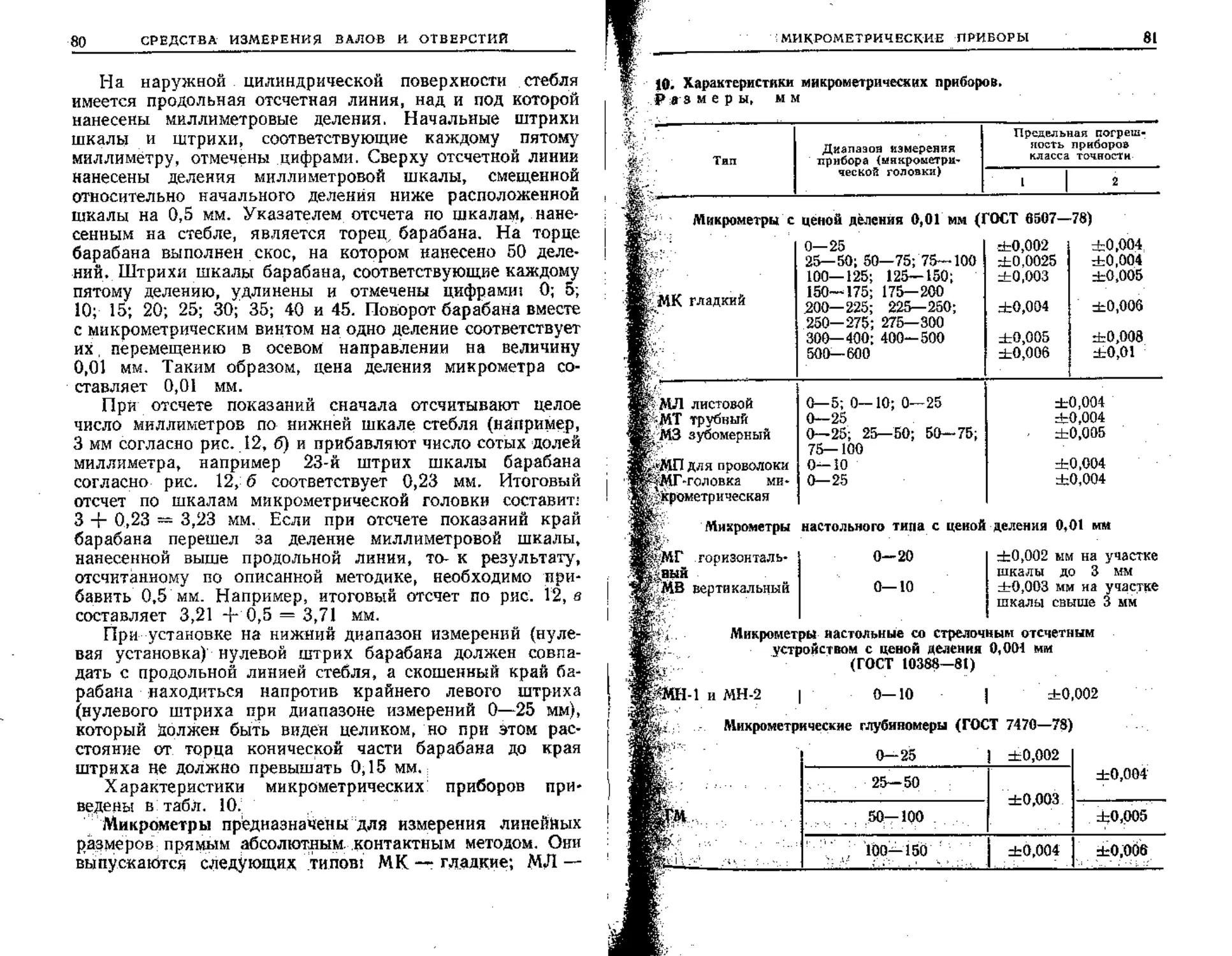
4. Микрометрические приборы ..................... 79
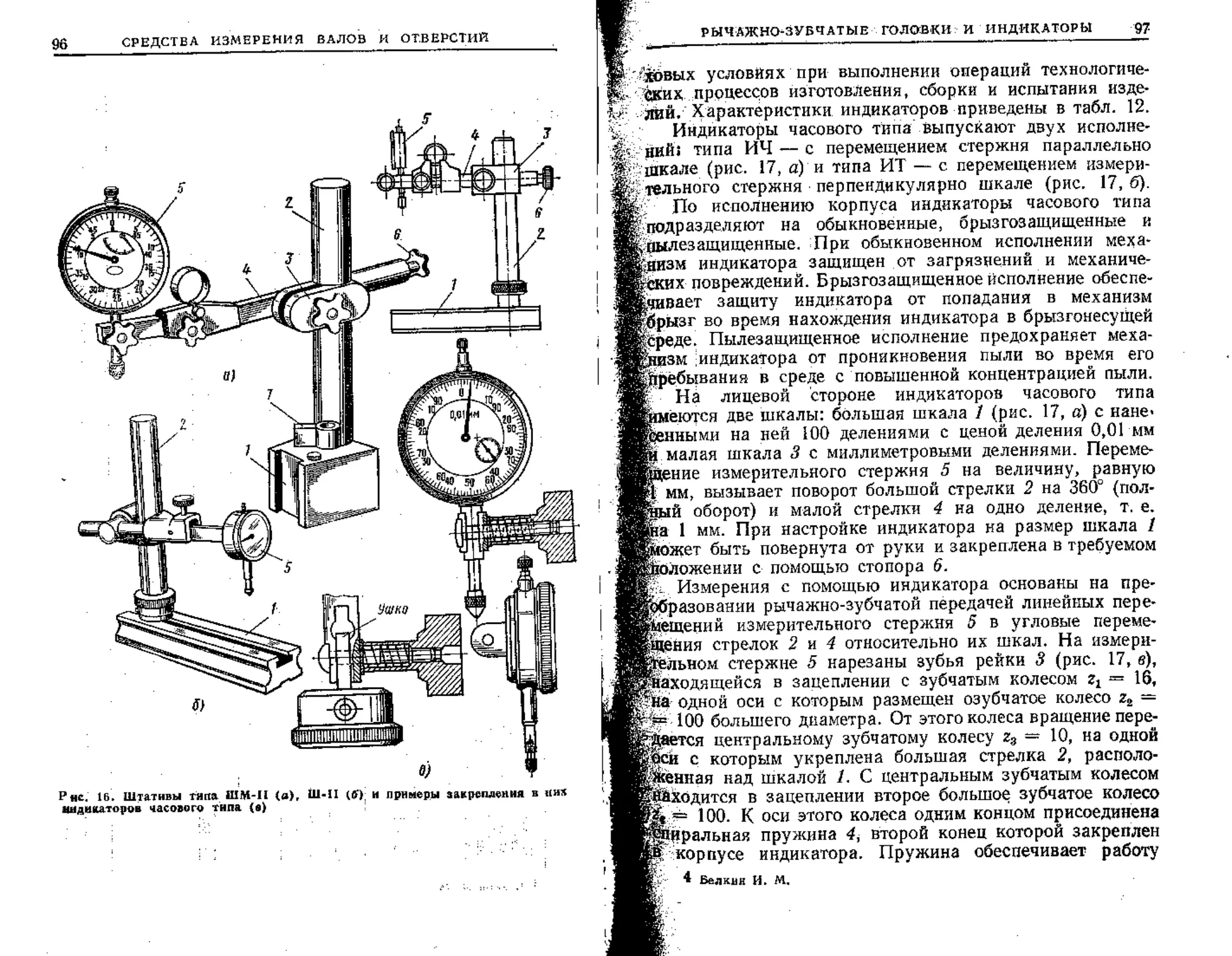
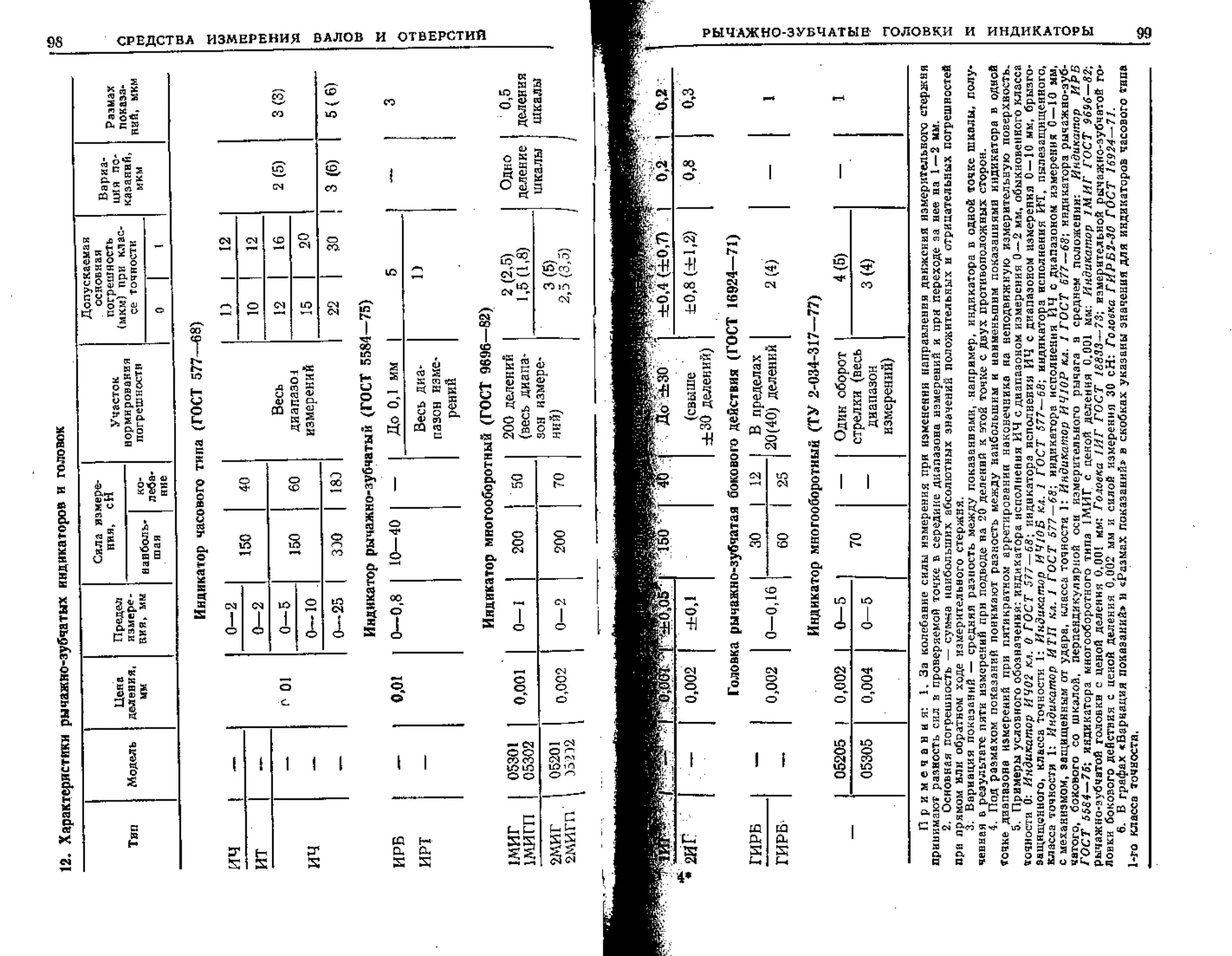
5. Рычажно-зубчатые головки и индикаторы......... 92
6. Индикаторные толщиномеры, етенкомеры, глубино-
меры и нутромеры.............................. 105
7. Рычажные скобы и микрометры ................. 116
8. Пружинные измерительные головки.............. 125
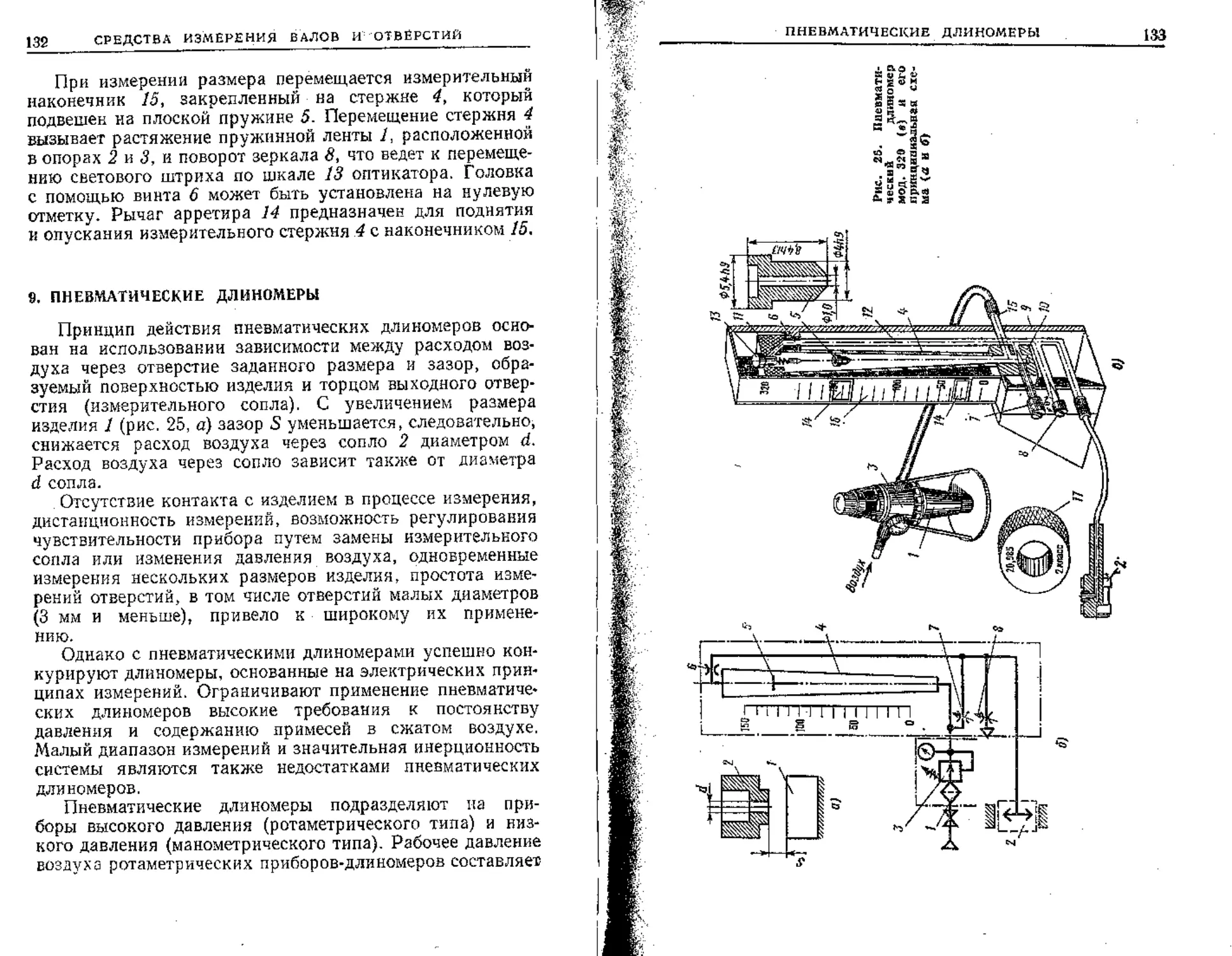
9. Пневматические длиномеры..................... 132
10. Электронные показывающие приборы ............. 141
11. Измерительные проекторы ...................... 150
Глава 4. СРЕДСТВА КОНТРОЛЯ ШПОНОЧНЫХ И ШЛИ-
, , ЦЕВЫХ ИЗДЕЛИЙ................................ 160
1. Обозначение контролируемых размеров на чертежах 160
2. Калибры для контроля изделий со шпоночными па-
зами ........................................... 164
3. Калибры для контроля шлицевых прямобочных со-
единений ..................................... 167
4. Калибры для контроля шлицевых энольвентных со-
единений ....................................... 177
Глава S. СРЕДСТВА ИЗМЕРЕНИЯ РЕЗЬБОВЫХ ИЗДЕЛИЙ 183
1. Контролируемые параметры метрической резьбы и их
обозначение на чертежах ....................... 183
I*
4
ОГЛАВЛЕНИЕ
2. Калибры для контроля резьбы изделий........... 188
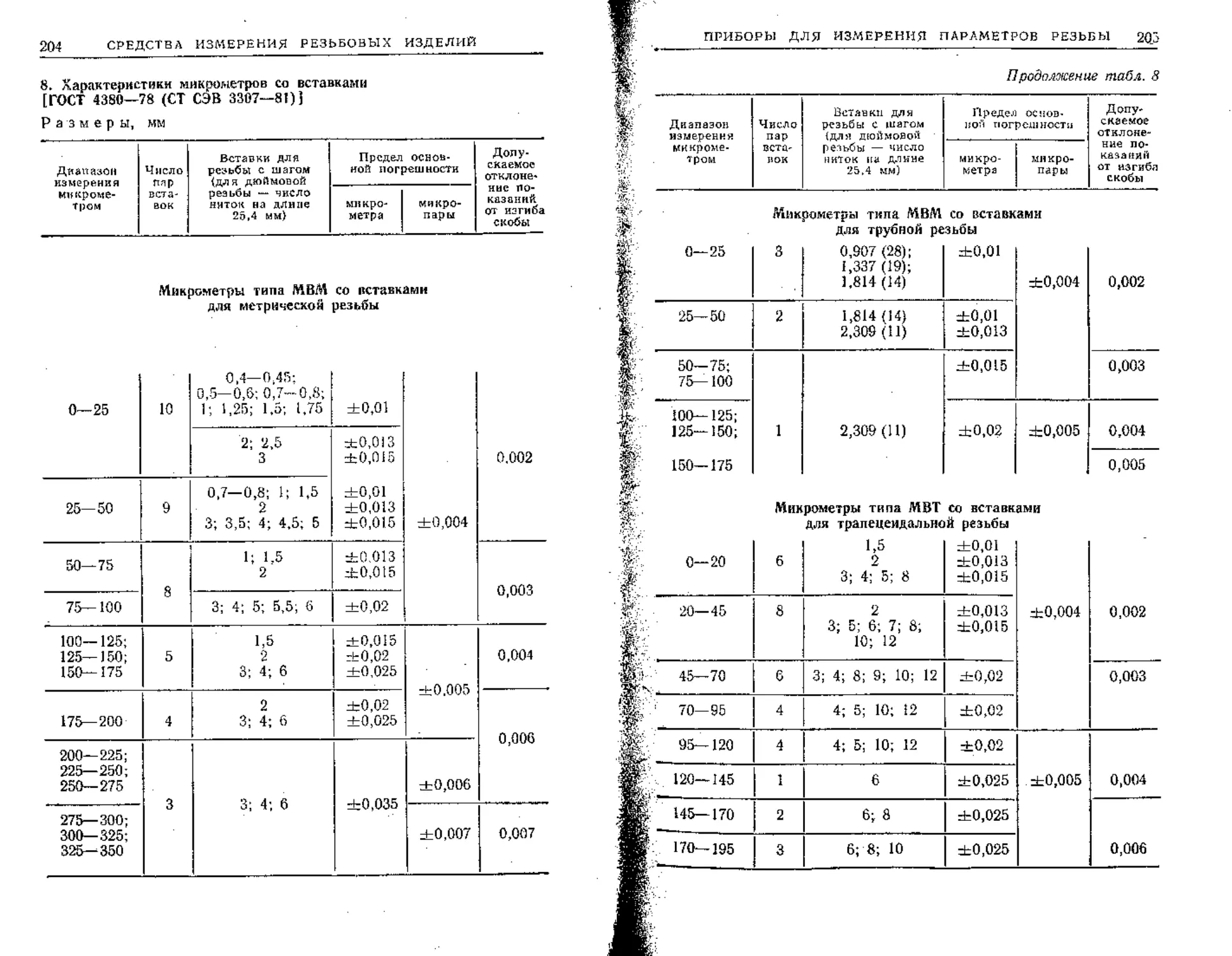
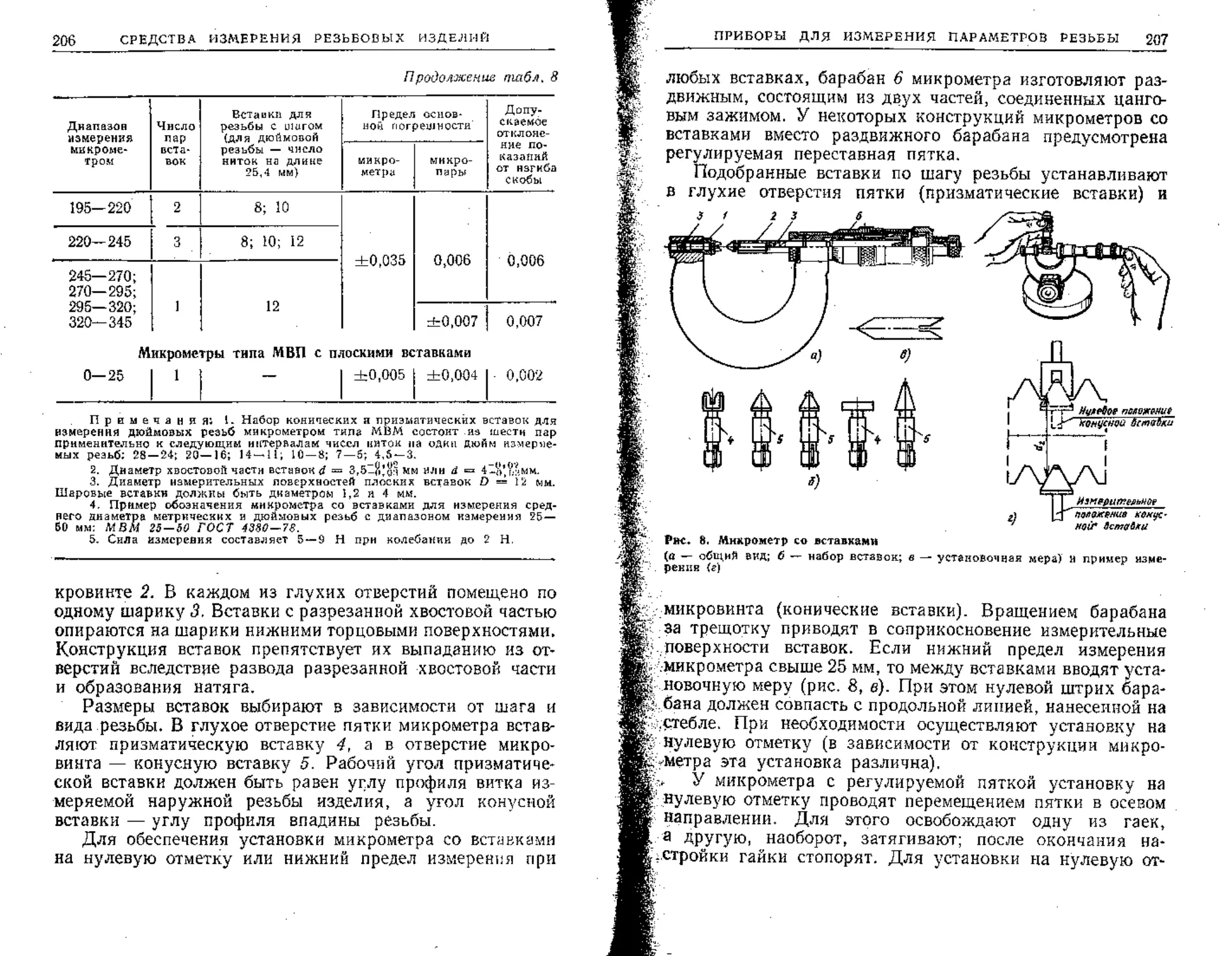
3. Приборы для измерения параметров резьбы....... 203
Глава 6. СРЕДСТВА ИЗМЕРЕНИЯ УГЛОВ И КОНУСОВ 226
1. Обозначение контролируемых угловых размеров из
чертежах......................................... 226
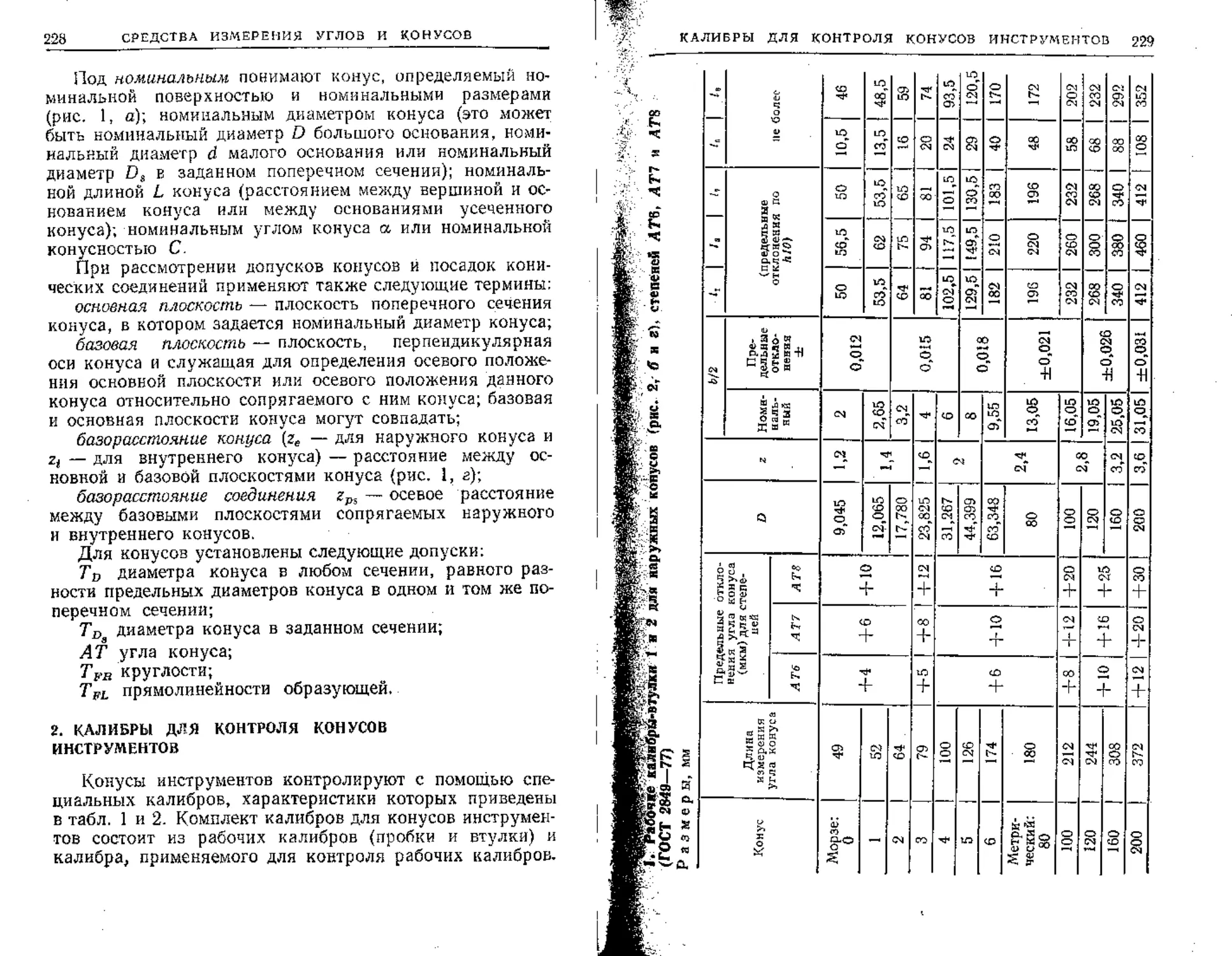
2. Калибры для контроля конусов инструментов .... 228
3. Угловые меры и поверочные угольники .......... 241
4. Приборы для измерения углов ......... 247
Глава 7. СРЕДСТВА ИЗМЕРЕНИЯ ПАРАМЕТРОВ ЗУБЧА-
ТЫХ КОЛЕС.............................................. 278
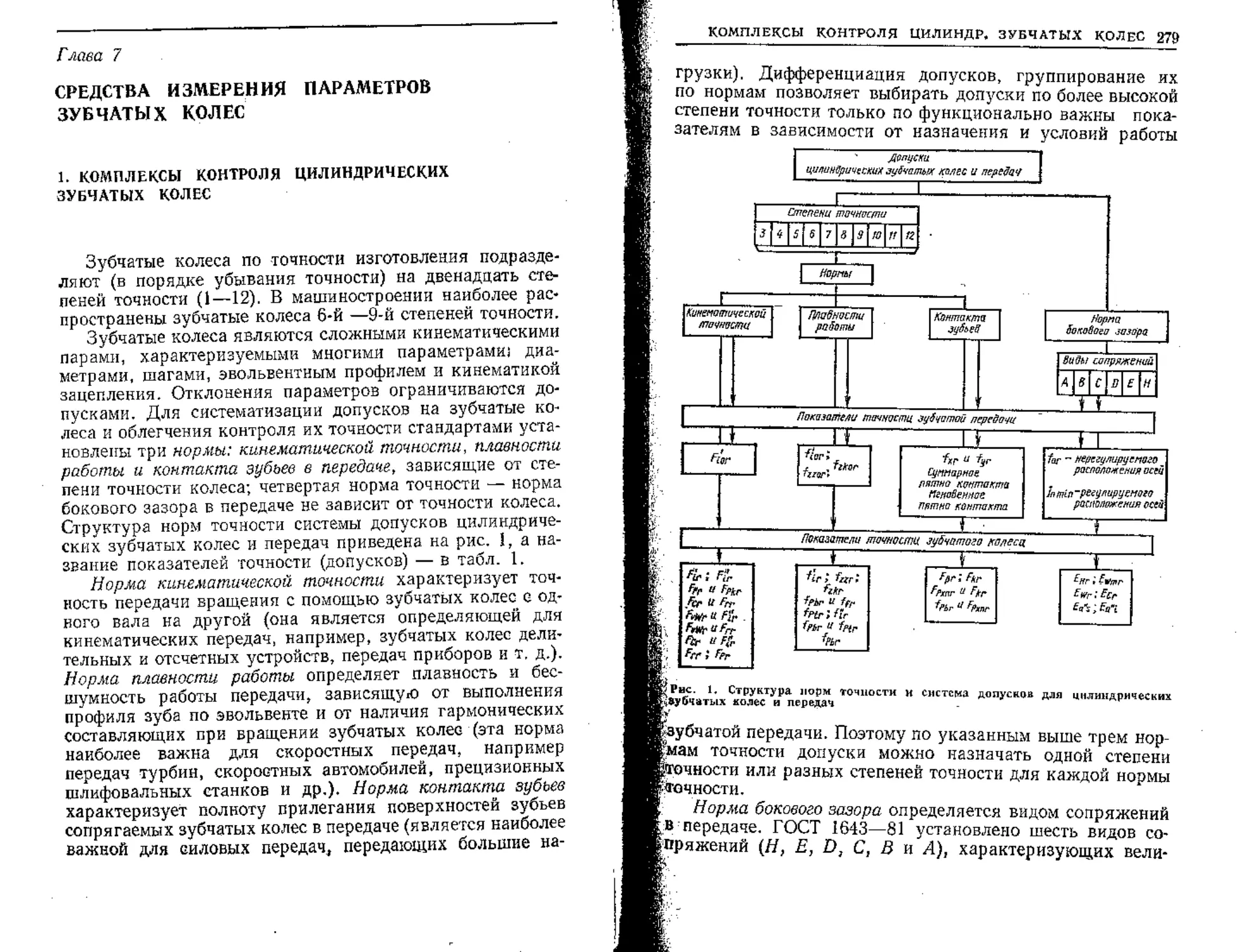
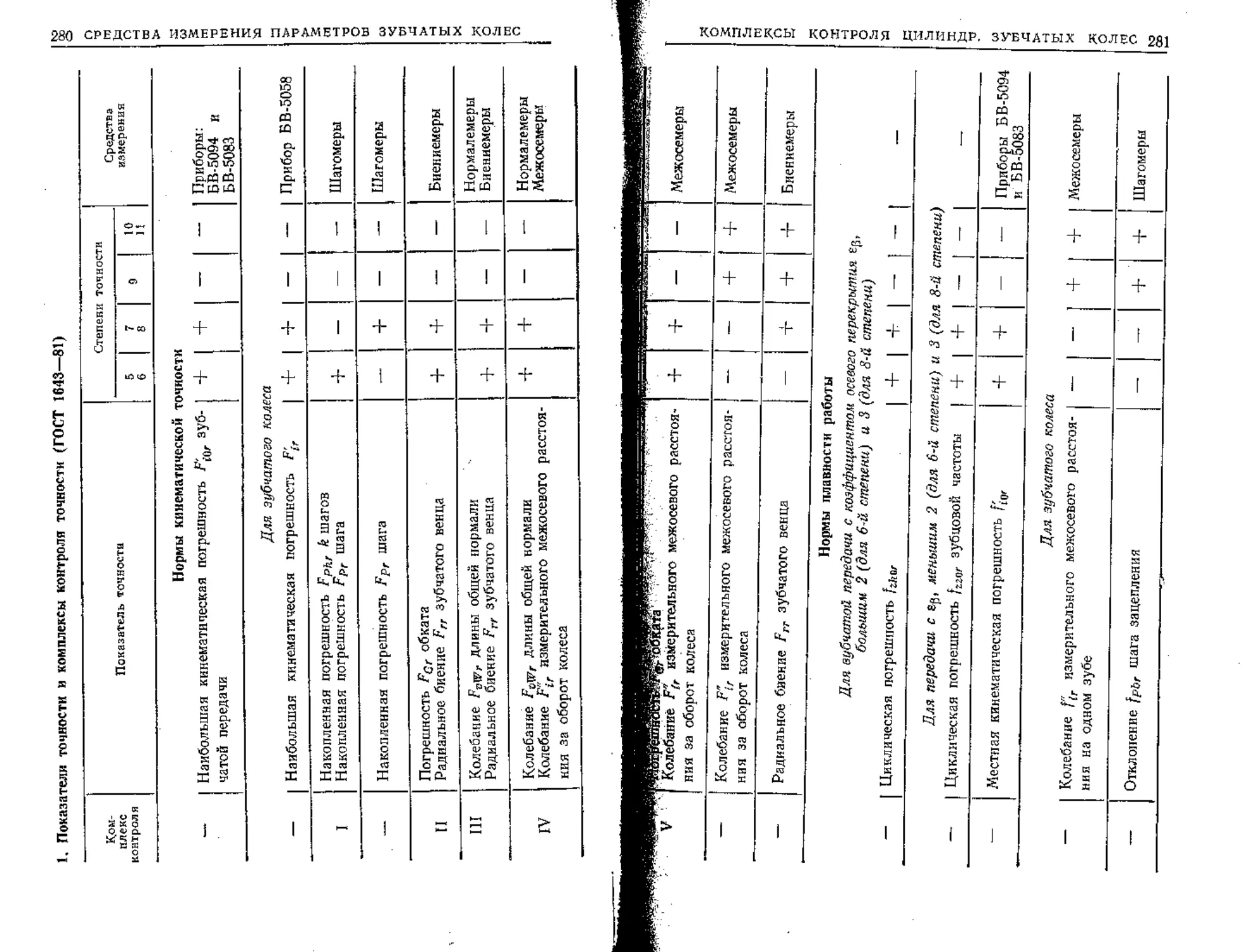
1. Комплексы контроля цилиндрических зубчатых колес 278
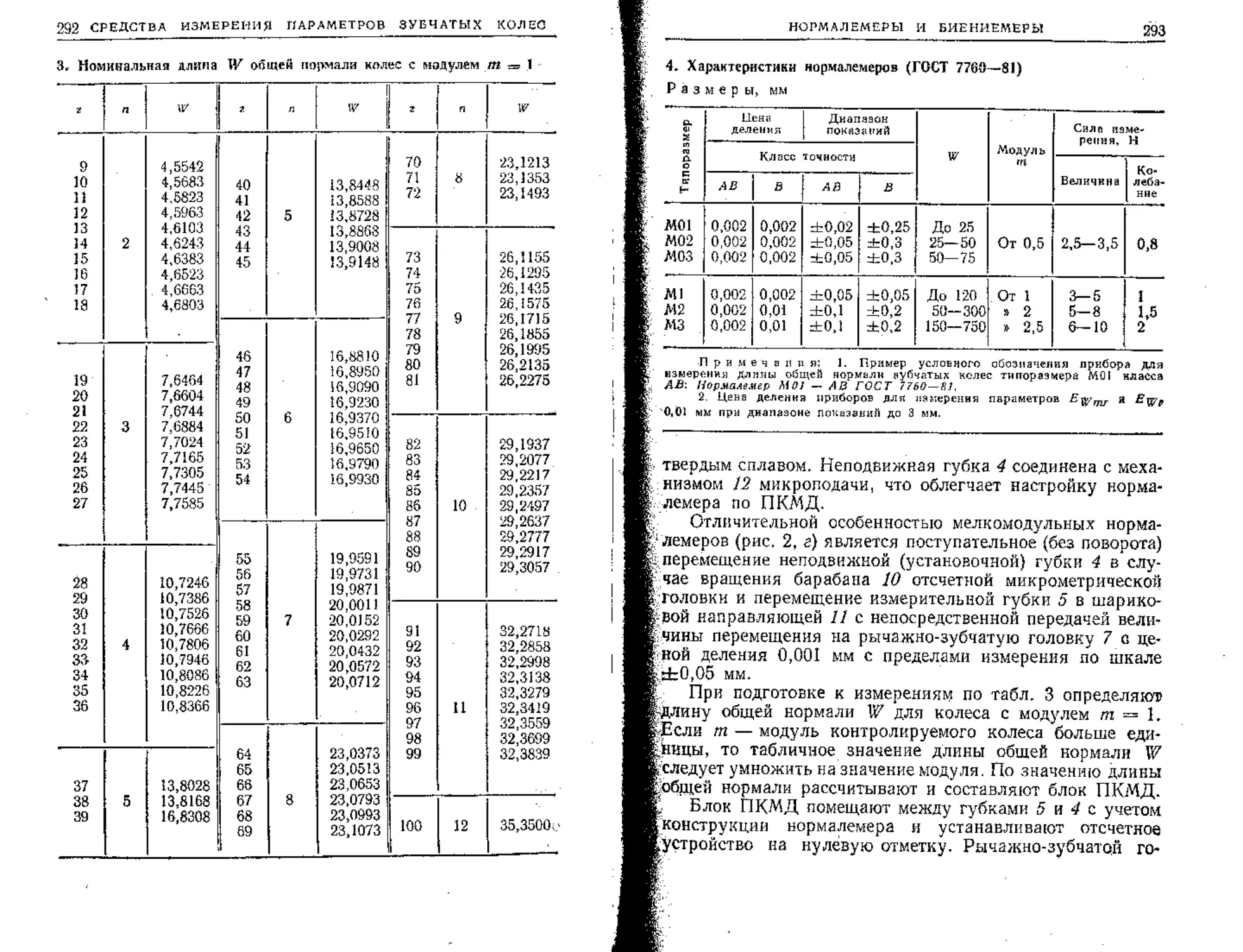
2. Норыалемеры и биениемеры...................... 289
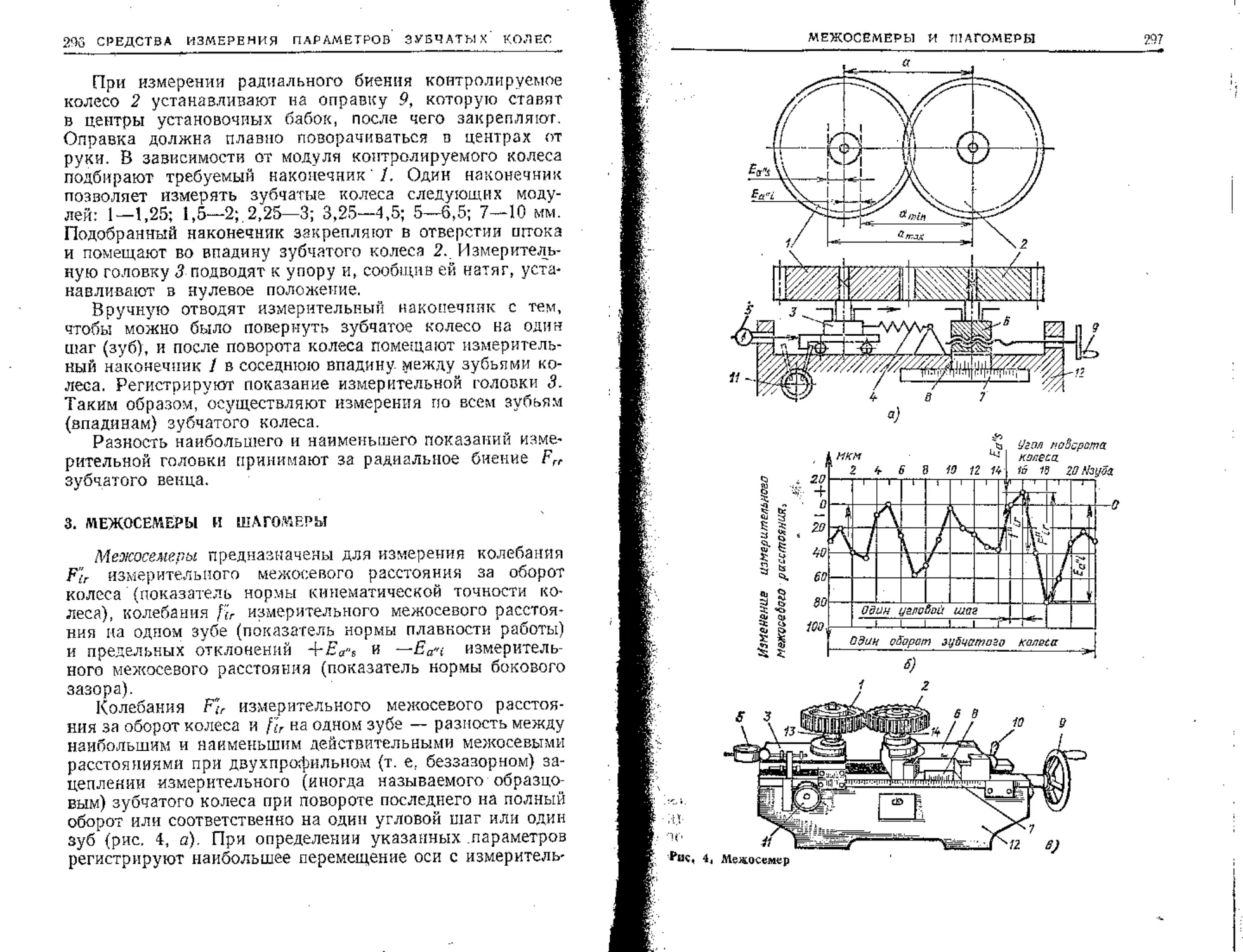
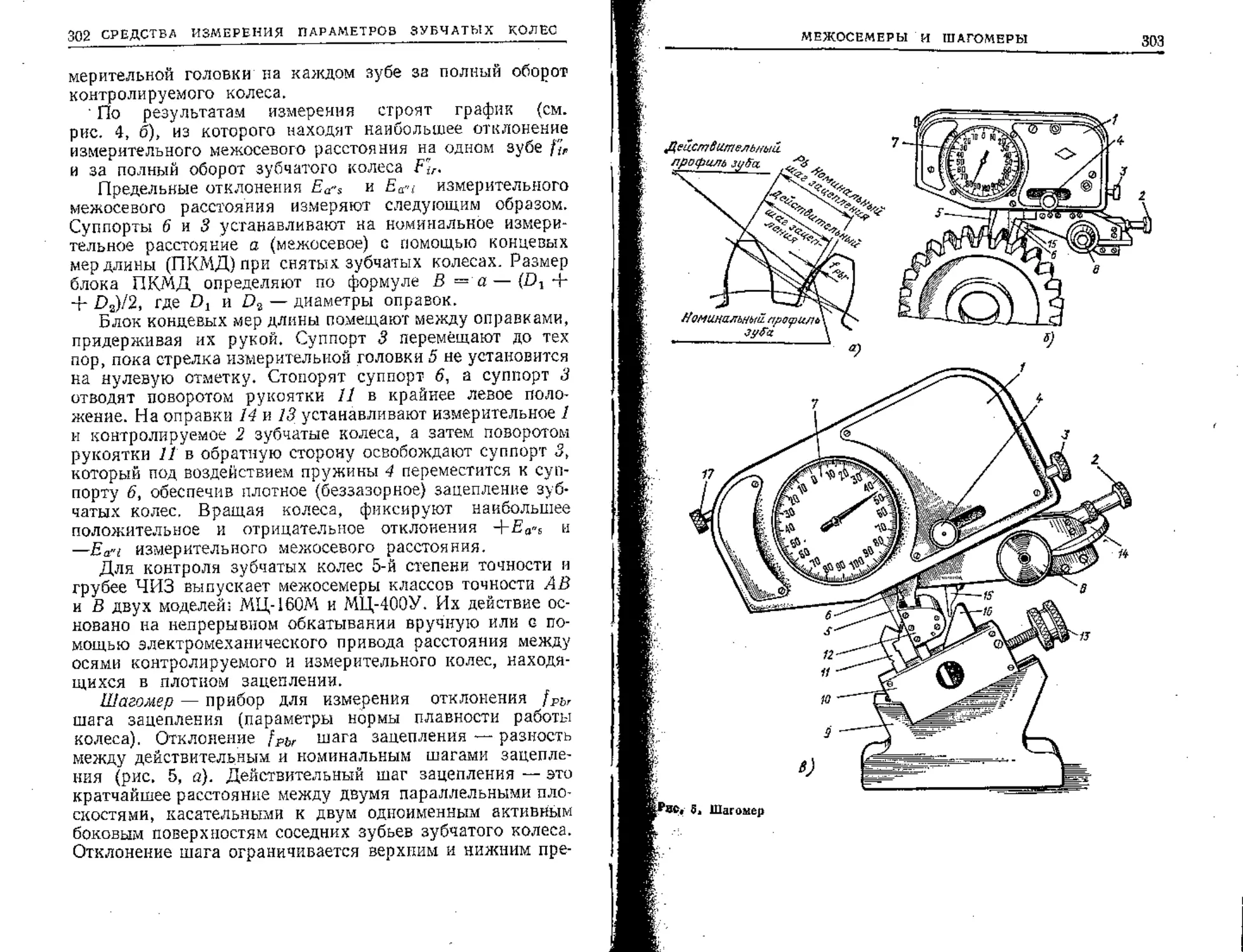
3, Межосемеры и шагомеры ........................ 296
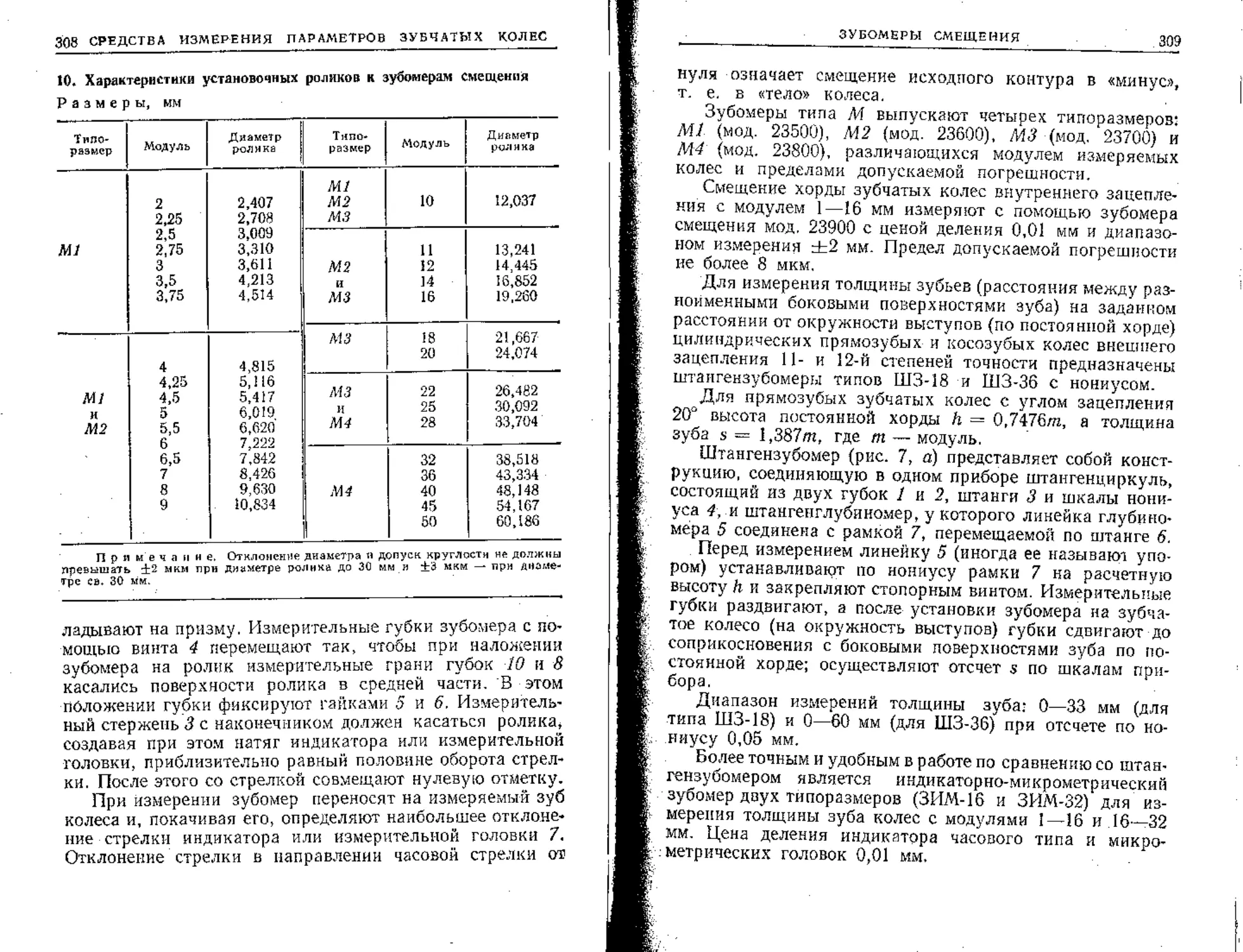
4. Зубомеры смещения............................. 306
Глава 8. СРЕДСТВА ИЗМЕРЕНИЯ ПАРАМЕТРОВ ШЕРО-
ХОВАТОСТИ ПОВЕРХНОСТИ.................................. 312
1. Параметры шероховатости поверхности и обозначение
их на чертежах ................................... 312
2. Образцы сравнения параметров шероховатости по-
верхности ........................................ 317
3. Приборы для измерения параметров шероховатости
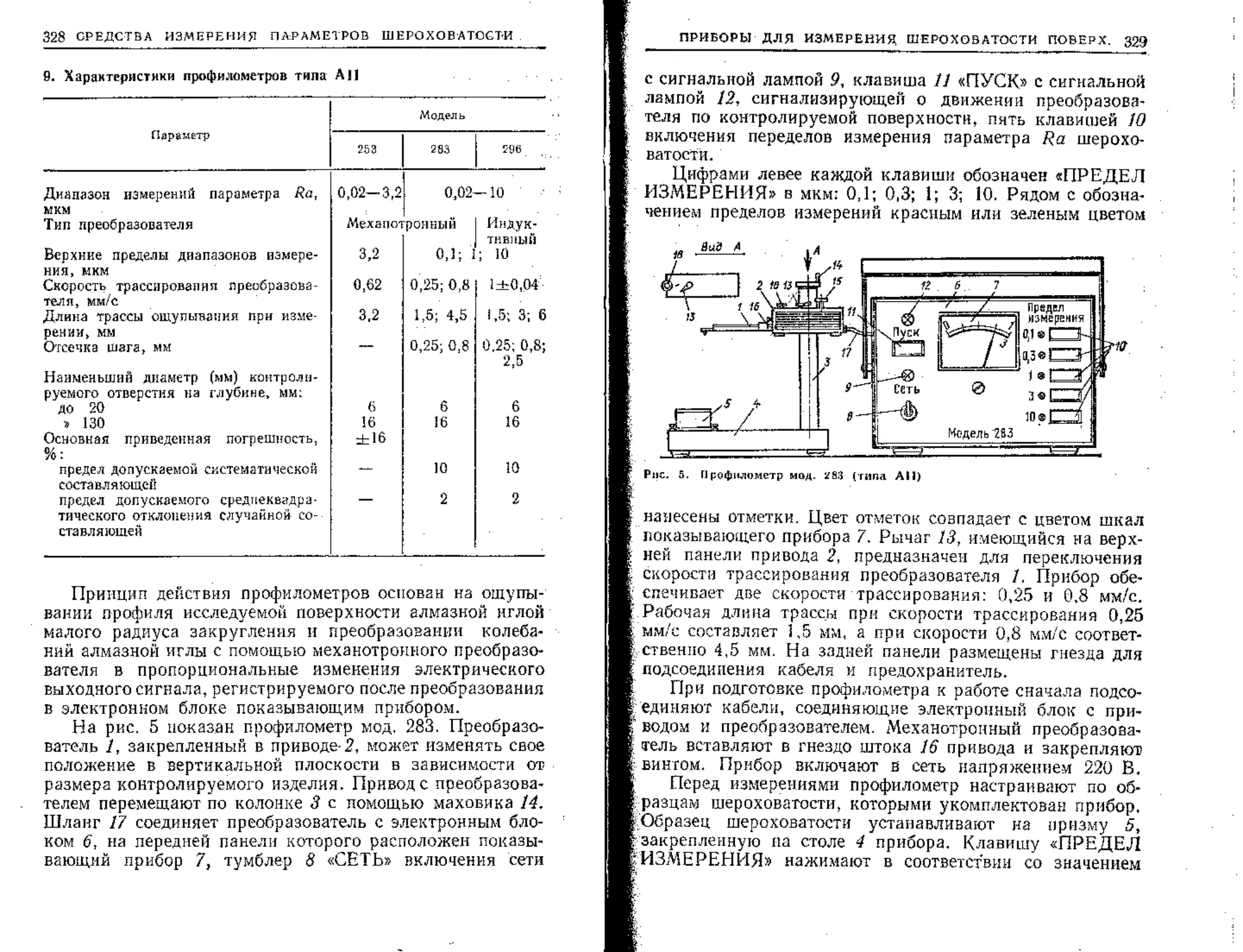
поверхности ..................................... 320
Глава 9. СРЕДСТВА АВТОМАТИЗАЦИИ И МЕХАНИЗА-
ЦИИ КОНТРОЛЯ РАЗМЕРОВ ................................. 335
1. Основные виды средств автоматизации и механизации 335
2. Измерительные преобразователи . .............. 339
3. Приборы активного контроля размеров .......... 345
4. Контрольно-сортировочные автоматы............. 356
5. Трех координатные измерительные машины....... . 359
Список литературы...................................... 364
Перечень ГОСТов........................................ 365
Предметный указатель................................... 366
ПРЕДИСЛОВИЕ
В современных условиях машиностроительного про-
изводства повышение технического уровня и качества про-
мышленной продукции неразрывно связаны с повыше-
нием уровня измерений и профессионально-технических
знаний в области линейно-угловых измерений. Рабочий-
машиностроитель в. повседневной практической деятель-
ности встречается с необходимостью контроля размеров
изделий, проведения измерений и оценки полученных
результатов. Технологические операции обработки дета-
лей или сборки изделий на предприятиях, как правило,
выполняются по нормативно-технологическим докумен-
там, основными из которых являются чертежи и техноло-
гические карты с указанием в последних предельных
значений или допусков контролируемых размеров, средств
измерений и времени на выполнение операций. От рабо-
чего требуется знание средств измерения и умение поль-
зоваться ими.
Справочник предназначен для рабочих массовых про-
фессий машиностроительных и ремонтных предприятий.
Он содержит необходимые сведения о средствах измере-
ния, применяемых в цехах предприятий.
Справочник составлен на основе действующих госу-
дарственных стандартов на средства контроля, управ-
ления и измерения линейных и угловых размеров в ма-
шиностроении. Он охватывает большую номенклатуру
средств линейно-угловых измерений — от металлической
измерительной линейки до профилометров, измеритель-
ных проекторов и инструментальных микроскопов с циф-
ровым отсчетом.
Глава 1
ОСНОВЫ ЛИНЕЙНО-УГЛОВЫХ ИЗМЕРЕНИЯ
1. МЕТРОЛОГИЧЕСКИЕ ТЕРМИНЫ
Метрология — наука об измерениях, методах и сред-
ствах обеспечения их единства и способах достижения
требуемой точности.
Измерение — нахождение физической величины опыт-
ным путем с помощью специальных технических средств.
Примером является измерение (определение) диаметра
втулки с помощью микрометрического нутромера, опре-
деление угла изделия с помощью угломера.
Единство измерений — такое состояние измерений,
при котором их результаты выражены в узаконенных
единицах и погрешности измерений известны с заданной
вероятностью. Без единства измерений невозможно со-
поставление результатов измерений, выполненных в раз-
ных местах, в разное время, о использованием разных ме-
тодов и средств измерений.
Точность измерений — качество измерений, отража-
ющее близость их результатов к истинному значению
измеряемой величины.
Погрешность измерения — отклонение результата из-
мерения от истинного значения измеряемой величины.
Абсолютная погрешность измерения Дх = хизм — х,
где хизм — значение, полученное при измерении; х —
истинное значение измеряемой величины.
Длина и угол являются физическими величинами; их
значения, например, 10 м или Г находят измерением
с помощью измерительных приборов.
Единица длины — 1 метр (1 м) согласно ГОСТ 8.417—81
(СТ СЭВ 1052—78) является основной единицей Между-
народной системы единиц СИ.
Метр — длина, равная длине пути, проходимого све-
том в вакууме за 1/299792458 долю секунды.
МЕТРОЛОГИЧЕСКИЕ ТЕРМИНЫ
7
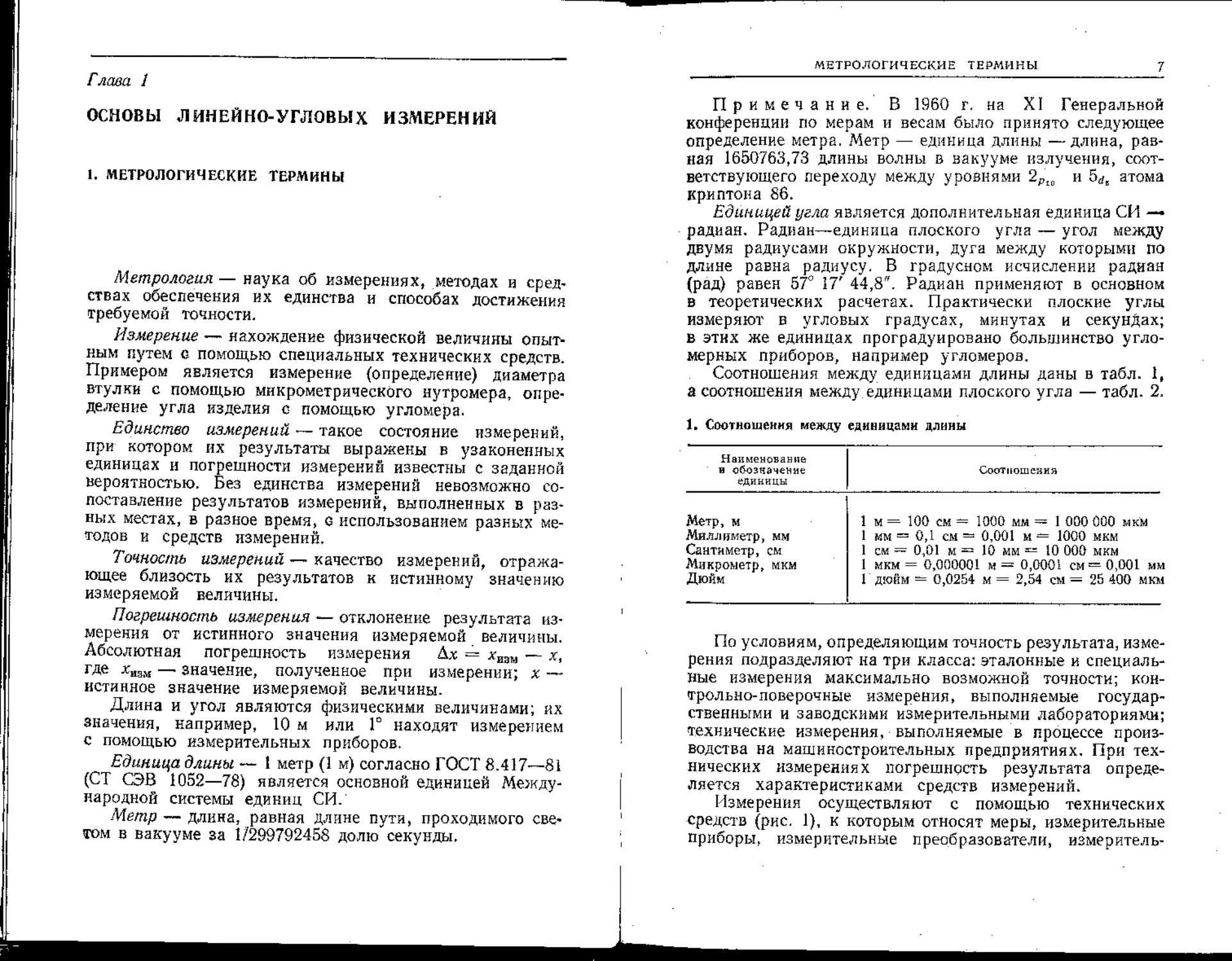
Примечание. В 1960 г. на XI Генеральной
конференции по мерам и весам было принято следующее
определение метра. Метр — единица длины —длина, рав-
ная 1650763,73 длины волны в вакууме излучения, соот-
ветствующего переходу между уровнями 2Р10 и 5rfe атома
криптона 86.
Единицей угла является дополнительная единица СИ —
радиан. Радиан-единица плоского угла — угол между
двумя радиусами окружности, дуга между которыми по
длине равна радиусу. В градусном исчислении радиан
(рад) равен 57° 17' 44,8". Радиан применяют в основном
в теоретических расчетах. Практически плоские углы
измеряют в угловых градусах, минутах и секундах;
в этих же единицах проградуировано большинство угло-
мерных приборов, например угломеров.
Соотношения между единицами длины даны в табл. 1(
а соотношения между единицами плоского угла — табл. 2.
1. Соотношения между единицами длины
Наименование
в обозначение
единицы
Соотношения
Метр, м
Миллиметр, мм
Сантиметр, см
Микрометр, мкм
Дюйм
1 м = 100 см ~ 1000 мм = 1 000 000 мкм
1 мм = 0,1 см = 0,001 м = 1000 мкм
1 см — 0,01 м = 10 мм = 10 000 мкм
1 мкм = 0,000001 м = 0,0001 см= 0,001 мм
1 дюйм = 0,0254 м = 2,54 см — 25 400 мкм
По условиям, определяющим точность результата, изме-
рения подразделяют на три класса: эталонные и специаль-
ные измерения максимально возможной точности; кон-
трольно-поверочные измерения, выполняемые государ-
ственными и заводскими измерительными лабораториями;
технические измерения, выполняемые в процессе произ-
водства на машиностроительных предприятиях. При тех-
нических измерениях погрешность результата опреде-
ляется характеристиками средств измерений.
Измерения осуществляют с помощью технических
средств (рис. 1), к которым относят меры, измерительные
приборы, измерительные преобразователи, измеритель-
8
ОСНОВЫ ЛИНЕЙНО-УГЛОВЫХ ИЗМЕРЕНИЙ
2. Соотношения между единицами плоского угла
Наименование и обозначение едын и цы Соотношения
Радиан, рад Градус угловой, ° Минута угловая, ' Секунда угловая, " I рад = 57,3° = 3 440' = 206 000" 1°= 0,0175 рад= 60' == 3600" 1' = 0,00029 рад = 0,0167°= 60" 1" = 0,0000048 рад = 0,000278° = 0,0167'
ные установки и измерительные системы. Их определения
даны s табл. 3.
Средство измерений — техническое средство, исполь-
зуемое при измерениях и имеющее нормированные метро-
логические свойства.
Меры, воспроизводящие физические величины лишь
одного размера, называют обноэнпчнюш, например угло-
вая мера 10°, плоскопараллельная концевая мера длины
номинального размера 50 мм. Многозначная мера — мера,
воспроизводящая ряд одноименных величин различного
размера, например измерительная линейка.
Измерительные приборы по способу отсчета значений
измеряемых величин подразделяют на показывающие
(рис. 1), в том числе на аналоговые и цифровые, и на ре-
гистрирующие. Аналоговый прибор — прибор, показания
которого являются непрерывной функцией изменений
измеряемой величины. Отсчетные устройства этих при-
боров состоят из двух элементов — шкалы и указателя,
причем шкала связана с корпусом, а указатель — с по-
движной системой прибора. Цифровой прибор — прибор,
автоматически вырабатывающий дискретные сигналы изме-
рительной информации, показания которого представлены
в цифровой форме. Таким прибором является профило-
метр мод. 296, инструментальный микроскоп БМИ-1Ц
и др. Регистрирующий прибор — прибор с записью пока-
заний в форме диаграмм (его называют самопишущим)
или с печатанием показаний в цифровой форме (печата-
ющий прибор). Представителем самопишущих приборов
является профилограф-профилометр мод. 252.
Структурные элементы шкальных отсчетных уст-
ройств приведены в табл. 4 и на рис. 2.
МЕТРОЛОГИЧЕСКИЕ ТЕРМИНЫ
<)
3. Классификация средств измерений (ГОСТ 18263—70)
Средство изме- рений Определение Примеры
Мера Средство измерений, предназна- ченное для воспроизведения фи- зической величины заданного раз- мера Илоскопаряллел ьные концевые меры длины. Угловые меры
Измери- тельный прибор Средство измерений, предназна- ченное для выработки сигнала измерительной информации в фор- ме, доступной для непосредствен- ного восприятия наблюдателем Микрометр. Оптиметр. И и с т р у м ентальный микроскоп. Уровень
Измери- тельный преоб- разова- тель Средство измерений, предназна- ченное для выработки сигнала из- мерительной информации в фор- ме, удобной для передачи, даль- нейшего преобразования, обра- ботки и (или) храпения, но не поддающейся непосредственному восприятию наблюдателем Индуктивный преоб- разователь мод. 223 измерительного при- бора мод. 214
Измери- тельная уста- новка Совокупность функционально объ- единенных средств измерений (мер, измерительных приборов, измерительных преобразователей) и вспомогательных устройств, предназначенная для выработки сигналов измерительной информа- ции в форме, удобной для непо- средственного восприятия наблю- дателем, и расположенная в од- ном месте Установка для повер- ки плоскопараллель- ных концевых мер длины
Измери- тельная система Совокупность средств измерений, соединенных между собой кана- лами связи, предназначенная для выработки сигналов измеритель- ной информации в форме, удоб- ной для автоматической обработ- ки, передачи и (или) использова- ния в автоматических системах управления Трехкоордииатпая из- мерительная. машина. Измерительная си- стема активного кон- троля мод. БВ-4257
10
ОСНОВЫ ЛИНЕЙНО-УГЛОВЫХ ИЗМЕРЕНИЙ
Рис. 1. Классификация средств измерений
По способу определения значения измеряемой величины
измерительные приборы подразделяют на две группы!
приборы прямого действия и приборы сравнения. Наи-
большее распространение получили приборы первой
группы.
Измерительный прибор прямого действия — прибор
с одним или несколькими преобразованиями сигнала изме-
рительной информации в одном направлении, т. е. без
применения обратной связи (без возвращения к входной
величине). Например, перемещение измерительного на-
конечника индикатора часового типа или измерительной
головки в зависимости от размера контролируемого изде-
лия преобразуется в перемещение указателя йрибора
относительно неподвижной шкалы.
Измерительный прибор сравнения — прибор, пред-
назначенный для непосредственного сравнения измеряе-
МЕТРОЛОГИЧЕСКИЕ ТЕРМИНЫ
1]
4. Структурные элементы шкальных отсчетных устройств
Элемент Определение
Шкала Часть отсчетного устройства, представляющая собой совокупность отметок и проставленных у некоторых из них чисел отсчета или других символов, соответ- ствующих ряду последовательных значений измеряе- мой величины
Деление шкалы Промежуток между двумя соседними отметками шкалы
Длина деления шкалы Расстояние между осями (или центрами) двух соседних отметок шкалы, измеренное вдоль воображаемой ли- нии, проходящей через середины самых коротких от- меток шкалы
Цена деления шкалы Разность значений величины, соответствующих двум соседним отметкам шкалы (значение измеряемой ве- личины, вызывающее перемещение подвижного эле- мента отсчетного устройства на одно деление)
Отметка шкалы Знак на шкале, соответствующий некоторому значе- нию измеряемой величины (знак может быть выпол- нен в виде точки, черты, зубца)
Числовая отметка шкалы Отметка шкалы, у которой проставлено число отсчета. Число отсчета — число, соответствующее некоторому значению измеряемой величины или указывающее по- рядковый номер отметки
Начальное (конечное) значение шкалы Минимальное (максимальное) значение измеряемой величины, указанное на шкале
Указатель Часть отсчетного устройства, положение которой от- носительно отметок шкалы определяет показание средства измерений, например стрелка, луч света и др.
Диапазон показаний Область значений шкалы, ограниченная конечным и начальным значениями шкалы
12
ОСНОВЫ ЛИНЕЙНО-УГЛОВЫХ ИЗМЕРЕНИЙ
К приборам сравнения от:
Рис. 2, Измерительная головка
1ИГ;
/ — шкала; 2 — указатель (стрел-
ка): 3 — обозначение на приборе
цены делении
мой величины с величиной, значение которой известно.
Сравнение осуществляется с номинальными размерами
плоскопараллельных концевых мер длины при измерении
линейных размеров изделий и с номинальными размерами
угловых мер при измерении плоских углов изделий,
эсят рычажные скобы, опти-
метры, индикаторные нутро-
меры и др.
Измерительные преобразо-
ватели являются составными
частями измерительных при-
боров, систем автоматиче-
ского контроля, управления
и регулирования. Наиболь-
шее применение получили
преобразователи индуктив-
ные, механотронные, элек-
троконтактные, пневмоэлек-
троконтактные и др. По-ме-
сту, занимаемому в приборе,
преобразователи подразде-
ляют на первичные, переда-
ющие и промежуточные.
Afernod измерений—сово-
купность приемов использо-
вания принципов и средств
измерений. Под принципом
измерений понимают физическое явление или совокуп-
ность физических явлений, положенных в основу изме-
рений. По способу получения результатов измерения разде-
ляют на прямые, косвенные, абсолютные и относительные
(табл. 5). Основные методы прямых измерений приве-
дены в табл. 6.
Метод сравнения с мерой обеспечивает более высокую
точность измерений. Например, измерение размера изде-
лия пружинной измерительной головкой 1ИГП, уста-
новленной в стойке С-1, при настройке на размер по
концевой мере длины 1-го класса, при отклонении темпе-
ратуры от нормальной не более чем на 2 °C обеспечивает
погрешность измерения не более 0,5 мкм.
В зависимости от наличия контакта измерительной
поверхности средства измерения с поверхностью изделия
МЕТРОЛОГИЧЕСКИЕ ТЕРМИНЫ 13
5, Виды измерений линейных и угловых величии
Изме- рение Определение Примеры измерения
Прямое Измерение, при котором искомое значение величины находят непосредственно из опытных данных Длины линейкой; угла угломером; диаметра вала микроме- тром
Косвен- ное Измерение, при котором искомое значение величины находят на основании из- вестной зависимости между этой величиной и величина- ми, подвергаемыми прямым измерениям Угла сипусЕюй линейкой (по катету и гипотенузе); сред- него диаметра методом т.ех проволочек, устанавливае- мых во впадины резьбы
Абсо- лютное Измерение, основанное на прямых измерениях одной иди нескольких основных величин и (или) использо- вании значений физических констамт Линейных размеров штан- генциркулем, микрометром, глубиномером, на инструмен- тальном микроскопе; угла угломером
Относи- тельное Измерение отношения вели- чины к одноименной вели- чине, играющей роль еди- ницы, или измерение вели- чины по отношению к од- ноименной величине, при- нимаемой за исходную Диаметра отверстия индика- торным нутромером, настро- енным по концевой мере; диаметра вала рычажной скобой
Примечание, Прямые измерения можно выразись формулой
“ “ X, где 6— искомое значение измеряемой величины; X — значение,
получаемое из опытных данных.
различают контактный и бесконтактный методы измере-
ний. Бесконтактный метод предпочтителен: он характе-
ризуется отсутствием измерительного контакта с контро-
лируемым изделием, благодаря чему отсутствует дефор-
мация измеряемой поверхности изделия и измерительных
наконечников прибора. На бесконтактном методе измере-
ний основана работа измерительных микроскопов, изме-
рительных проекторов и пневматических длиномеров.
и
ОСНОВЫ ЛИНЕЙНО-УГЛОВЫХ ИЗМЕРЕНИЙ
6. Методы измерений (ГОСТ 16263—70)
Метод Опр еделение Примеры измерения
Непо- средст- венной оценки Значение измеряемой вели* чины получают непосред- ственно по отсчетному уст- рой отв у из ме р и тел ьного прибора прямого действия Диаметра отверстия микро- метрическим и утромером,- прямого угла угольником
Примечание. Отечен ции средству измеренпред значений измеряемой величины юе устройство часть конструк* назначенная для отсчнтыда дня
Сравне- ния с мерой: Измеряемую величину срав- нивают с величиной, вос- производимой мерой Диаметра вала оптиметром( предварительно настроен- ным на размер по концевой мере длины
диффе- ренци- альный На измерительный прибор воздействует разность из- меряемой величины и из- вестной величины, воспро- изводимой мерой Размеров оптиметрами. Длин и диаметров с помощью изме- рительных головок
совпа- дений Измеряют разность между измеряемой величиной и величиной, воспроизводи- мой мерой, используя сов- падения отметок шкал или периодических сигналов Длины штангенциркулем; времени по ритмическим сигналам, передаваемым но радио
нулевой Результирующий эффект воздействия величин на прибор сравнения доводят до нуля Электрического сопроти вле- пи я мостом с полным его у р а вн овеши ва н и ем; массы груза на весах
В зависимости от числа одновременно выявляемых раз-
мерных параметров методы и средства измерения подраз-
деляют на дифференцированные (или поэлементные, т. е.
расчлененные на отдельные параметры) и комплексные.
Дифференцированный метод измерения характеризуется
тем, что параметр каждого элемента изделия измеряют
независимо от других элементов, Например, параметры
резьбового изделия измеряют в отдельности на инстру-
ментальном микроскопе (измеряют отдельно наружный,
МЕТРОЛОГИЧЕСКИЕ ТЕРМИНЫ
1.5
7. Параметры средств измерений
Параметр Определение
Номинальное значе- ние меры Значение величины, указанное на мере или приписанное ей, например на плоскопарал- лельной мере длины маркировано 40 (40 мм)
Действительное зна- чение меры Действительное значение величины, воспро- изводимой мерой (получают при ее измере- нии путем исключения систематических по- грешностей)
Отсчет Число, отсчитанное по отсчетному устрой- ству средства измерений либо полученное счетом последовательных отметок или сиг- налов
-Показание прибора (средства измерений) Значение величины, определяемое по от- счетному устройству и выраженное в при- нятых единицах этой величины
Диапазон измерений Область значений измеряемой величины, для которой нормированы допускаемые погреш- ности средства измерений
Предел измерений Наибольшее или наименьшее значение диа- пазона измерений
Чувствительность из- мерительного прибора Отношение изменения сигнала на выходе измерительного прибора к вызывающему его изменению измеряемой величины. Абсолютная чувствительность S = Д1/Дх. Относительная чувствительность SG = == Д / / , где Л/ — изменение сиг- / X нала на выходе; х— измеряемая вели- чина; Ах— изменение измеряемой величины
Нормальные условия применения средства измерения Условия применения средств измерений, при которых влияющие величины имеют нормальные значения или находятся в пре- делах нормальной области значений. При нормальных условиях определяется основ- ная погрешность средств измерения
Измерительная сила Сила, с которой измерительный прибор (на- конечник) воздействует на измеряемую по- верхность в направлении измерения
16
ОСНОВЫ ЛИНЕЙНО-УГЛОВЫХ ИЗМЕРЕНИЙ
средний и внутренний диаметры, шаг и угол наклона
боковой стороны).
Комплексным методом измерения называют измерения,
при которых определяют влияние комплекса параметров
(элементов), характеризующих изделие сложной формы, на
точность изделия. Например, резьбу болта контролируют
с помощью резьбового калибра-кольца, который должен
свинчиваться с болтом.
Для оценки эксплуатационных свойств средств изме-
рений используют метрологические параметры (табл. 7).
2. ПОГРЕШНОСТИ ИЗМЕРЕНИЯ
Результат любого измерения, как бы тщательно оно
не проводилось, содержит погрешность измерения. По-
этому результат измерения всегда отличается от истин-
ного значения измеряемой величины.
Разность между результатом измерений и истинным
значением измеряемой величины называется погрешностью
измерения.
Поскольку истинное значение измеряемой величины
неизвестно,. то неизвестна и погрешность измерения,
В этом случае истинное значение измеряемой величины
заменяют действительным значением. Под действитель-
ным значением физической величины понимают ее значе-
ние, найденное опытным путем и настолько приближа-
ющееся к истинному, что оно принимается вместо него.
Чтобы оценить результат измерения, необходимо оце-
нить погрешности, с которыми оно выполнено, а для этого
важно знать источники и причины, вызывающие погреш-
ности .
Принято погрешности подразделять на три группы;
систематические, случайные (табл. 8) и грубые.
Грубой называется погрешность измерения, сущест-
венно превышающая ожидаемую при данных условиях
погрешность. Например, при отсчете показаний по циф-
ровому прибору цифра 8 была принята за 0, или при
записи показаний вместо цифры 1 была записана цифра 4,
или ошибочно снято показание прибора и др. Такие гру-
бые погрешности обнаруживают при повторном измере-
нии; их не принимают во внимание и исключают из ре-
зультатов измерений.
ПОГРЕШНОСТИ ИЗМЕРЕНИЯ
17
В, Погрешности измерений и их составляющие
Погреш-
ность
Определение
Причины возникновения
погрешности
Составляющие погрешности измерения
Система- тическая Остающаяся постоянной или закономерно изме- няющаяся при повтор- ных измерениях одной и той же величины Отклонение от нормальной тем- пературы измерения; измерение прибором, у которого указатель смещен относительно нулевой отметки
Случай- ная Изменяющаяся случай- ным образом при повтор- ных измерениях одной и той же величины Округление при отсчитывании показаний прибора; вариации показаний прибора
Составляющие систематической
погрешности измерения
Инстру- менталь- ная Зависящая от погреш- ностей ' применяемых средств измерения И есове р и жн ство кинематиче- ской схемы прибора; отклоне- ния размеров, формы и распо- ложения поверхностей деталей прибора; износ прибора при эксплуатации
Методи- ческая Происходящая от несо- вершенства метода изме- рений Невыполнение нормальных ус- ловий измерения, неправиль- ная установка прибора, приме- нение приближенных расчетных формул, ошибочные методики измерения
Субъек- тивная Обусловлена я индиви- дуальными особенностя- ми наблюдателя, ’произ- водящего измерения Недостаточно точное отсчитыва* яие показаний прибора; ошибки при оценке на глаз долей деле- ния шкалы, соответствующих пол ож ей и ю указ ате л я; на р а л - лаке при отсчете показаний прибора; разная реакция ор- ганов чувств на сигналы
18
ОСНОВЫ ЛИНЕЙНО-УГЛОВЫХ ИЗМЕРЕНИЙ
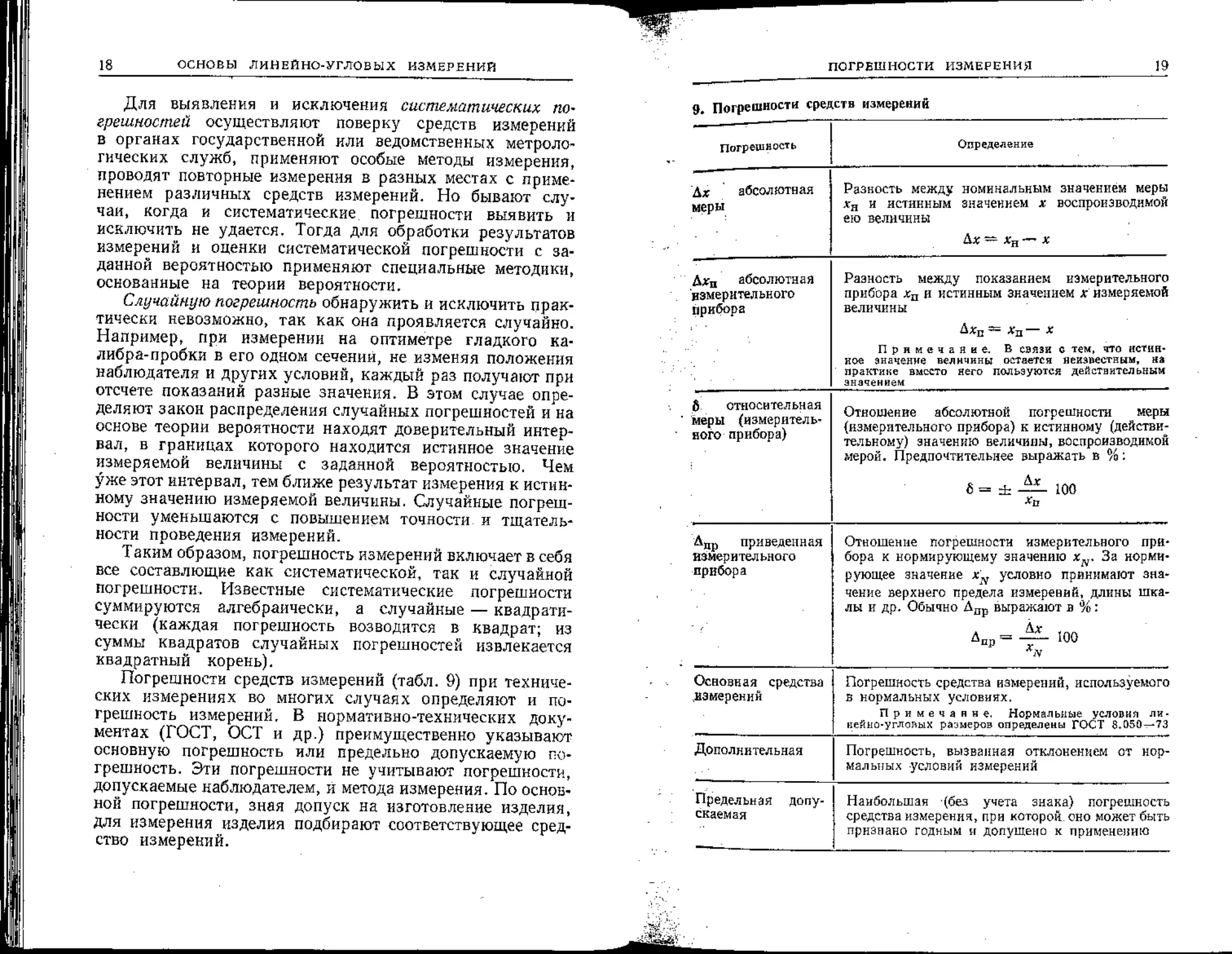
Для выявления и исключения систематических- по-
грешностей осуществляют поверку средств измерений
в органах государственной или ведомственных метроло-
гических служб, применяют особые методы измерения,
проводят повторные измерения в разных местах с приме-
нением различных средств измерений. Но бывают слу-
чаи, когда и систематические погрешности выявить и
исключить не удается. Тогда для обработки результатов
измерений и оценки систематической погрешности с за-
данной вероятностью применяют специальные методики,
основанные на теории вероятности.
Случайную погрешность обнаружить и исключить прак-
тически невозможно, так как она проявляется случайно.
Например, при измерении на оптиметре гладкого ка-
либра-пробки в его одном сечении, не изменяя положения
наблюдателя и других условий, каждый раз получают при
отсчете показаний разные значения. В этом случае опре-
деляют закон распределения случайных погрешностей и на
основе теории вероятности находят доверительный интер-
вал, в границах которого находится истинное значение
измеряемой величины с заданной вероятностью. Чем
уже этот интервал, тем ближе результат измерения к истин-
ному значению измеряемой величины. Случайные погреш-
ности уменьшаются с повышением точности и тщатель-
ности проведения измерений.
Таким образом, погрешность измерений включает в себя
все составлющие как систематической, так и случайной
погрешности. Известные систематические погрешности
суммируются алгебраически, а случайные — квадрати-
чески (каждая погрешность возводится в квадрат; из
суммы квадратов случайных погрешностей извлекается
квадратный корень).
Погрешности средств измерений (табл. 9) при техниче-
ских измерениях во многих случаях определяют и по-
грешность измерений. В нормативно-технических доку-
ментах (ГОСТ, ОСТ и др.) преимущественно указывают
основную погрешность или предельно допускаемую по-
грешность. Эти погрешности не учитывают погрешности,
допускаемые наблюдателем, и метода измерения. По основ-
ной погрешности, зная допуск на изготовление изделия,
для измерения изделия подбирают соответствующее сред-
ство измерений.
ПОГРЕШНОСТИ ИЗМЕРЕНИЯ
19
9. Погрешности средств измерений
Погрешность Определение
Дх абсолютная меры Разность между номинальным значением меры хя и истинным значением х воспроизводимой ею величины &х ~ хя — х
Дхи абсолютная измерительного прибора Разность между показанием измерительного прибора хп и истинным значением х измеряемой величины ДХц ™ х Примечание. В связи с тем, что истин- ное значение величины остается неизвестным, из практике вместо него пользуются действительным значением
6 относительная Меры (измеритель- него прибора) Отношение абсолютной погрешности меры (измерительного прибора) к истинному (действи- тельному) значению величины, воспроизводимой мерой. Предпочтительнее выражать в %: Дм fi = ± 100 л’п
Ацр приведенная измерительного прибора Отношение погрешности измерительного при- бора к нормирующему значению xN. За норми- рующее значение условно принимают зна- чение верхнего предела измерений, длины шка- лы и др. Обычно ДПр выражают в %: %,= юо Sv
Основная средства .измерений Погрешность средства измерений, используемого в нормальных условиях. Примечание. Нормальные условия ли- нейио-угловых размеров определены ГОСТ 8.050—73
Дополнительная Погрешность, вызванная отклонением от нор- мальных -условий измерений
Предельная допу- скаемая Наибольшая (без учета знака) погрешность средства измерения, при которой, оно может быть признано годным и допущено к применению
20
ОСНОВЫ ЛИНЕЙНО-УГЛОВЫХ ИЗМЕРЕНИЙ
3. ВЫБОР СРЕДСТВ ИЗМЕРЕНИЙ
Правильный выбор средств измерений имеет важное
значение для обеспечения требуемой точности измерений.
Средства измерений должны обеспечивать погрешность
измерений меньше нормируемой. На предприятии в вы-
боре средств измерений принимают участие конструктор-
ская, технологическая и метрологическая службы.
Еще на стадии конструирования назначают допуски на
размеры с учетом влияния погрешности измерений на
неправильную приемку изделий. На стадии разработки
технологического процесса изготовления изделий по каж-
дой операции указывают конкретные средства измерений
и условия их применения с учетом допускаемой погреш-
ности измерений. При этом оценивают экономические
показатели. Чем больше погрешность измерения, тем
больше будет неправильно забракованных изделий. Тех-
нологическая служба принимает решение о сохранении
допуска или его уменьшении путем введения производ-
ственного допуска. Метрологическая служба разрабаты-
вает задания на проектирование специальных средств
измерений с учетом допускаемой погрешности и условий
измерений.
Рабочий применяет те средства измерений, которые
указаны в технологической документации, согласно их
условным обозначениям. Поэтому необходимо уметь пра-
вильно расшифровывать условные обозначения средств
измерений и знать правила пользования ими. Ниже
в каждой главе справочника даны условные обозначения
средств измерений и сведения о их применении для изме-
рений.
Однако при выполнении ремонтных работ, а также
в условиях единичного производства перед рабочим может
возникнуть необходимость выбора средств измерений.
Средства измерений выбирают в зависимости от точ-
ности (допуска) контролируемого изделия и допускаемой
погрешности измерений, установленной ГОСТ 8.051—81
(СТ СЭВ 303—76). Кроме того, учитывают программу
выпуска и габариты контролируемого изделия. Допуск
размера является определяющей характеристикой для под-
счета допускаемой погрешности измерений, которая при-
нимается равной 1/5—1/3 допуска на размер. В допускае-
ВЫПОР СРЕДСТВ ИЗМЕРЕНИЙ •
21
10. Допускаемые погрешности измерения, мкм
(ГОСТ 8.051—81)
" Квалитет
Ном я нал ьные
размеры мтл 1 4 о & 7 3 9 10 п 12 1Й 1 + 15 16 17
До з 1 1,4 1,8 3 3 6 8 12 20 30 50 80 120 200
Cs. 3 6 1,4 1,6 2 3 4 8 10 16 30 40 60 100 160 240
м . 6 я 10 1,4 2 2 4 5 9 12 18 30 50 80 120 200 300
10 >? 18 1,6 2,8 3 5 7 10 14 30 40 60 90 140 240 380
18 30 2 3 4 6 8 12 18 30 50 70 120 180 280 440
30 » 50 2,4 4 5 7 10 16 20 40 50 80 140 200 320 500
S0 80 2,8 4 5 9 12 18 30 40 60 100 160 240 400 600
я 80 » 120 3 5 б 10 12 20 30 50 70 120 130 280 440 700
120 » 180 4 б 7 12 16 30 40 50 80 140 200 320 500 800
» 180 » 250 5 7 8 12 18 30 40 60 100 160 240 380 600 1000
S 250 » 315 а 8 10 14 20 30 50 70 120 180 260 440 700 1100
315 » 400 6 9 10 16 24 40 50 80 120 180 280 460 800 1200
400 » 500 6 9 12 18 26 40 50 80 140 200 320 500 800 1400
Примечания; I. Разрешается увеличение допускаемой погрешно-
сти измерения, у [саванной в табл, 10, при уменьшении допуска размера, учи-
тывающего это увеличение, а также в случае, разделения изделий на размер-
ные труппы для трупиовэц сборки.
2, Приведенные выше допускаемые погрет кости измерения являются
наибольшими допускаемыми погрешностями, включающими у себя все соста-
вляющие погрешности, зависящие от средств измерения, температурных
деформаций, базирования и т. д.
3. Допускаемая погрешность измерения включает случайные и неучтен-
ные систематические погрешности измерения,
мую погрешность измерений входят погрешности средств
измерений, установочных мер, отклонений от нормальных
условий измерений, а также погрешности базирования изде-
лия на измерительной позиции и погрешности, вызывае-
мые измерительной силой прибора.
Допускаемые погрешности измерения линейных раз-
меров в зависимости от квалитетов и номинальных раз-
меров контролируемых изделий приведены в табл. 10.
Каждое средство измерений характеризуется основной
погрешностью, величина которой указана в характери-
стике этого средства измерений. Выбор средства измере-
ний состоит в сравнении его основной погрешности с до-
пускаемой погрешностью измерения; при этом основная
погрешность должна быть меньше (или равна) допускае-
22 ОСНОВЫ ЛИНЕЙНО-УГЛОВЫХ ИЗМЕРЕНЫ
ВЫБОР СРЕДСТВ ИЗМЕРЕНИЙ 23
11. Наивысшие по точности квалитеты изделий, измеряемых
приборами с учетом погрешностей их измерений
Измерительный прибор Цена деления, мм Диапазон размеров изделий, мм
От 1 до 3 Ch. 3 до 6 Св. 6 до 18 1 Св. 1® до 30 Св. 50 до ISO Св, 120 до 180 Св. 180 до 250 Св. 250 до 500
Измерение наружных линейных размеров
Штангенциркуль 0,1 0,05 р 16 15 16 15 15 14 15 13 14 13 14 12 14 12
Микрометр;
гладкий 0,01 9 9 8 8 9 9 9 9
рычажный 0,002 9 8 7 7 8 8 9 9
Скоба:
индикаторная 0,01 12 И 11 10 9 9 9 10
рычажная 0,002 9 8 7 6 6 7 — *—
Ин стр умен тал ь п ый микроскоп 0,005 9 9 8 7 7 —
Продолжение табл. //
Измерительный прибор Цена деления» мм 1 : — Диапазон размеров изделий, мм
1 От 1 до 3 Св. 3 до 5 Св, 6 до 18 Св, 18 ДО 50 Св. S0 до 120 Св. 120 до ISO 1 Св* 180 до 250 : Св. 250 ДО 000
Измерение внутренних линейных размеров
"Штангенциркуль о,1 17 17 16 15 15 15 15 15
!,? 0,05 17 16 16 14 14 14 14 14
•.Микрометр и чес кин к: нутромер 0,01 — — — 9 9 9 9
' -Индикаторный нутро- 0,01 12 11 11 11 10 9 9 9
мер 0,002 9 8 7 7 7 7 7 7
< То же» повышенной точности 0,001 8 7 7—6 6 6 6 6 —
Инструментальный микроскоп 0,005 10 10 9 9 8 7 7 —
Пневматический дли- номер с пробкой 0,0005 — — 8 7 6 — — —
Измерение размеров измерительными головками
в стойках и штативах
Индикатор: часового типа 0,01 12 11 12 10 12 10 11 9 10 8 9 7 9 7 9 6
многооборотный 0,002 9 8 7 6 6 5 — —
Рычажно-зубчатая 0,002 9 8 7 6 6 5 5
головка 0,001 7 6 5 5 5 5 5 —
Пружинная головка 0,01 9 9 8 7 6 5
0,005 8 7 6 5 5 5
0,002 5 5 5 5 5 5 — —
мой погрешности измерения. Для ускорения выбора
средств измерения рекомендуется пользоваться табл. 11.
Пример. Выбрать прибор для измерения диаметра вала 0 25 №.
По графе диапазона размеров изделий св. 18 до 50, опускаясь вниз,
находят 6-й квалитет точности вала, а по горизонтали — для 6-го ква-
, литета название измерительного прибора «Скоба рычажная». Ее обо-
значают согласно табл. 16 гл, 3: «Скоба СР 25 ГОСТ 11095—75».
Глава 2
МЕРЫ ДЛИНЫ
В машино- и приборостроении нашли широкое приме-
нение плоскопараллельные концевые и штриховые меры
длины. К плоскопараллельным мерам длины условно
могут быть отнесены установочные меры к микрометрам,
калибры-пластины, щупы, установочные меры к микро-
метрическим нутромерам, калиброванные кольца. К штри-
ховым мерам относят широко распространенные измери-
тельные металлические рулетки и линейки, а также
шкалы линейных размеров.
1. ПЛОСКОПАРАЛЛЕЛЬНЫЕ КОНЦЕВЫЕ МЕРЫ
ДЛИНЫ (ПКМД)
Плоскопараллельные концевые меры длины (сокра-
щенно ПКМД) выполняют в виде прямоугольного па-
раллелепипеда с двумя плоскими взаимно параллельными
измерительными поверхностями, с размерами поперечного
сечения а и b согласно табл. 1 и рис. i, а.
За длину концевой меры длины в любой точке при-
нимают длину перпендикуляра АВ (рис. 1, б), опущен-
ного из данной точки измерительной поверхности конце-
вой меры на противоположную измерительную поверх-
ность. Обе измерительные поверхности отличаются от
других поверхностей ПКМД малой шероховатостью (сред-
нее арифметическое отклонение профиля Ra < 0,016 мкм).
ПКМД поставляют в наборах (табл. 2) определенных
номеров и россыпью по заказам. Наиболее распростра-
ненными являются наборы номеров 1,6 и 16 (рис. 1, в),
В зависимости от точности изготовления ПКМД, т. е,
от отклонения длины концевой меры от номинальной и
от отклонения от плоскопараллелы-юсти измерительных
поверхностей, их относят к классам точности: 00; 01;
ПЛОСКОПАРАЛЛЕЛЬНЫЕ КОНЦЕВЫЕ МЕРЫ ДЛИНЫ 25
О- Г 2 и 3 (меры из стали) и 00; 0; 1; 2 и 3 (меры из твер-
дого сплава). После ремонта ПКМД могут быть отнесены
к классам точности 4 и 5.
Отклонение длины ПКМД от номинальной — наиболь-
шая по абсолютному значению разность между длиной
концевой меры в любой точке и номинальной длиной
Рас» Е Плоскопараллельные яоцпеаые меры длины (ПКМД);
1 « рабочие измерительные поверхности; 2 плоская стеклянная пластина
ПКМД. Отклонение от плоскопараллельности измери-
тельных поверхностей концевой меры — разность между
наибольшей и наименьшей длинами концевой меры. До-
пускаемые отклонения ПКМД приведены в табл. 3.
Трудность изготовления ПКМД и быстрый износ опре-
делили особую систему их применения с учетом погреш-
ности ПКМД по аттестату, выданному поверочными
26
МЕРЫ ДЛИНЫ
1. Размеры (мм) поперечного сечения ПКМД (ГОСТ 9038—83)
Номинальная длина ПКМД Размер поперечного сечения аХб Примечание
От 0,1 до 0,2 X ^-0.3 На ПКМД длиной 5,5 мм и менее значение номинальной длины (нанесенное на зеркаль- ной поверхности) максимально удаляют от середины измери- тельной поверхности с тем, что- бы в ее центральной части зона длиной 9 мм оставалась свобод- ной от надписей. На ПКМД длиной более 5,5 мм значение номинальной длины и товар- ный знак предприятия-изгото- вителя наносят на нерабочей поверхности.
Св. 0,2 до 0,29
30~Г),я X
Св. 0,29 до 0,6 20_О1Я X 9^’
ЗО_о,3
Св. 0,6 до 10,1
Св. 10,1 до 1000 ®-о,’зо
органами. В зависимости от точности аттестации в органах
метрологической службы ПКМД подразделяют на пять
разрядов: первый, второй, третий, четвертый и пятый.
Высшим по точности является первый разряд. Особым
свойством ПКМД является их притираемость — свой-
ство измерительных поверхностей концевых мер, обеспе-
чивающее прочное сцепление между собой, а также с пло-
ской металлической, стеклянной или кварцевой пласти-
нами при прикладывании или надвигании одной концевой
меры на другую или концевой меры на пластину (рис, 1, г).
Притираемость ПКМД обусловлена силами сцепления их
измерительных поверхностей.
Она характеризуется нормированными силами сдвига.
При работе с ПКМД в общем случае, если в наборе
нет меры требуемого номинального размера, составляют
блок из возможно меньшего числа мер, для чего сначала
рассчитывают и подбирают концевые меры длины.
Определение номинальных размеров блока ПКМД на-
чинают с концевой меры, у которой размер оканчивается
на последнюю цифру требуемого номинального размера.
Далее из размера блока вычитают размер первой ПКМД
и операцию подбора повторяют по тому же правилу.
Пример. Составить блок ПКМД номинального размера 59,935 мм,
используя имеющийся набор мер № 1.
п ЛОСК.ОП АР АЛ Л Ё Л Ь Н Ы Е КОНЦЕВЫЕ МЕРЫ ДЛИНЫ 27
2. Наборы плоскопараллельных концевых мер длины
(ГОСТ 9038—83)___________________________
Номер набора (число мер в. наборе) Града- ция мер, мм Номинальная длина мер» мм Числа мер Классы точности наборов
из стали из твер- дого сплава
1 (83) 0,01 0,1 0,5 10 1,005 1—1,5 1,6—2 0,5 2,5-10 20—100 1 51 5 1 16 9 0; 1; 2; 3 1; 2; 3
2 (38) 0,01 0,1 1 10 1,005 1—1,1 1,2—2 3—10 20—100 1 11 9 8 9 1; 2; 3 1; 2; 3
3(112) 0,01 0,1 0,5 10 1,005 1—1,5 1,6—2 0,5 2,5—25 30—100 ) 51 5 1 46 8 0; 1; 2; 3 1; 2; 3
4(11) 5(11) 6(11) 7(11) 0,001 0,001 0,001 0,001 2—2,01 1,99—2 1—1,01 0,99-1 11 11 11 и 0; 1; 2 0; 1; 2 0; 1; 2 0; Г, 2
8(8+2) 25 50 100 125—200 250— 300 400— 500 50 (защитные) 4 2 2 2 0; 1; 2; 3 —
9(10+2) 100 100—1000 50 (защитные) 10 2 0; 1; 2; 3 —
10 (20) 0,01 0,1—0,29 20 1; 2; 3 —
28
МЕРЫ ДЛИНЫ
ft ро&мженае табл. 2
Номер набора {число мер в наборе) Града- ция мер, мм Номинал ьная длинр мер, мм Число мер Классы точности наборов
из стали из твер- дого сплава
0.01 0,3—0,7 41
11 (43) 0,1 0,8— 0,9 2 0; 1; 2; 3 —
1,005 1
0,01 0,0—1,5 61
12 (74) о,1 1,6- 2 5 -— 1; 2; 3
— 0,5 1
0,5 2,5-5 6
13 (11) !0 5 10—100 1 10 1; 2; 3 —
14(38) 0,5 10 10,5—25 30—100 30 8 0; 1; 2; 3 —
__ 1,005' 1
0,01 1—1,1 11 1; 2; 3
15 (29) 0,1 1,2—2 9
1 3—10 8
16 (19) 0,001 0,991—1,009 19 0; 1; 2 0; 1
17 (19) 0,001 1,991—2.009 19 0; I; 2 -—
18(2) •— 1 (защитные) 2 — 1; 2; з
19 (2) — 2 (защитные) 2 1; 2; 3
Специальный набор ПКМД № 20 (23 меры) 1-го и 2-го классов точности
из стали с номинальной длиной (мм): 0,12; 0,14; ОЛТ; 9,2; 0/23; 9/25; 0,29;
0,34; 0,4; 0,43; 0,46; 0,57; 0,7; 0,9; 1,1; 1.IG; 1,3; 1,44; 1,6; 1,7; 1,1); 2; 3,5.
Специальный набор ПКМД № 21 (20 мер) 1-го и 2-го классов точности
из стали я твердых сплавов с номинальной длиной (мм): 5,12; 10.24; 15,36;
21,5; 25; 30,12; 35,24; 40,36; 46,6; 50; 55,12; 60,24; 65,36; 71,6; 75; 80,12;
85,24; 90,36; 96,5; 106.
Специальный набор ПКМД № 22 (7 мер) 3-го класса точности из стали
и твердых сплавов с номинальной длиной (мм): 21,2; 51,4; 71,5; 101,0; 126,8;
150; 175,
Примечания; 1. ГОСТ 9038 — 83 предусмотрено изготовление
ПКМД классов точности 00 и 01.
2. Примеры условных обозначений ПКМД из стали класса точности I
(набор .№•!): «Кенцевые меры / — Л7 ГОСТ 9038—83»; то же, из твердого
сплава: «Докмеры J-H7-T ГОСТ 9088—88»-,
ПЛОСКОПАРАЛЛЕЛЬНЫЕ КОНЦЕВЫЕ МЕРЫ ДЛИНЫ 29
„ маемые отклонения ПКМД (мкм) от номинального значения J 5? "^плоско параллельност и яри 20% (ГОСТ 11038-83)
, — Допускаемые отклонения ПКМД
Номинальная длина ПКМД» ТИМ от номинального значения ( +) ОТ [1ЛОСКОПЕ- рал л ел ы юс™
Класс точности
0 1 2 3 1 ° 1 2 3
До 10 Св. 10 до 25 » 25 s 50 » 50 » 75 75 » ЮО » 100 » 150 г 150 » 200 250 300 400 500 600 700 800 900 1000 0,1 0,14 0,2 0,25 0,3 0,4 0,5 0,6 0,7 0,9 1 1,2 1,4 1,6 1,8 2 0,18 0,27 0,35 0,45 0,55 0,8 1 1,2 1,4 1,8 2 2,5 2,8 3,2 3,5 4 0,35 0,55 0,7 0,9 1J 1,6 2 2,4 2,8 3,5 4 5 5,5 6,5 7 8 0,8 1,2 1,6 2 2,5 3 4 5 6 7 8 10 11 13 14 16 0,09 0,1 0,1 0,12 0,12 0,14 0,15 0,15 0,18 0,2 0,25 0,25 0,3 0,3 0,3 0,4 0,14 0,14 0,15 0,16 0,18 0,2 0,22 0,25 0,25 0,3 0,35 0,4 0,45 0,5 0,5 0,6 0,27 0,27 0,27 0,32 0,32 0,4 0,4 0.4 0,4 0,5 0,6 0,7 0,7 0,8 0,9 1 0,3 0,3 0,3 0,35 0,35 0,4 0,4 0,4 0,4 0,5 0,6 0,7 0,8 0,8 0,9 1
Примечания: L Требования табл. 3 не распространяются на эону
шириной 0,6 мм по краям измерительной поверхности, считая от нерабочих
поверхностей для ПКМД номинальной длиной до 0,29 мм, и на зону шириной
0,8 мм для концевых мер номинальной длиной более 0,29 мм,
2. Сила сдвига притертых Друг к другу ПКМД на стали длиной 0,6—т
100 нм должна находиться в пределах 29*4“78,5 Н, я ПКМД из твердого
сплава длиной 0,99 — 100 мм — в пределах 29,4 — 98,1 Н.
Номинальный размер первой ПКА1Д должен содержать последнюю
Цифру десятичного знака заданного размера, т. е. 0,005 мм. В наборе
№ 1 такой мерой будет ПКМД размером 1,005 мм.
Для расчета второй концевой меры длины необходимо из задан-
ного для составления размера блока ПКМД вычесть размер первой
подобранной концевой меры длины, равный в рассматриваемом при-
мере 1,005, т. е. 59,935— 1,005 = 58,93 мм.
Снова подбирают концевую меру длины из набора № 1, номиналь-
ный размер которой содержит последнюю цифру десятичного знака,
т. е. 0,03 мм. Такой концевой мерой может быть ПКМД номинального
размера 1,03 мм. Вычитая из размеоа 58,93 мм размер выбранной вто-
ром концевой меры длины 1,03 мм, получим 58,93 — 1,03 = 57,9 мм.
По аналогии третья ПКМД будет иметь номинальный размер 1,9 мм,
а разность составит 57,9 — 1,9= 56 мм.
30
МЕРЫ ДЛИНЫ
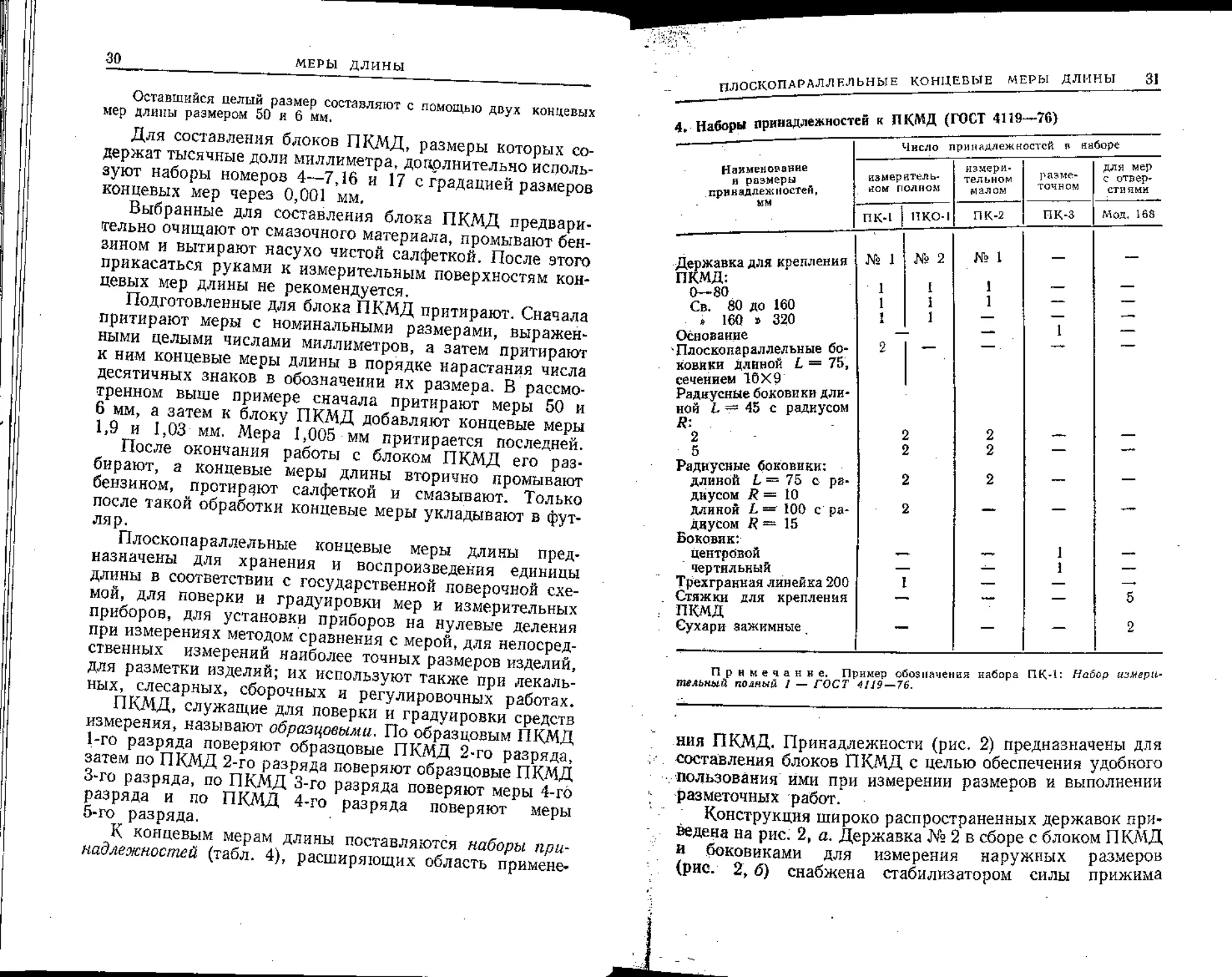
Оставшийся целый размер составляют с помощью двух концевых
мер длины размером 50 и 6 мм.
Для составления блоков ПКМД, размеры которых со-
держат тысячные доли миллиметра, дополнительно исполь-
зуют наборы номеров 4—7,16 и 17 с градацией размеров
концевых мер через 0,001 мм.
Выбранные для составления блока ПКМД предвари-
тельно очищают от смазочного материала, промывают бен-
зином и вытирают насухо чистой салфеткой. После этого
прикасаться руками к измерительным поверхностям кон-
цевых мер длины не рекомендуется.
Подготовленные для блока ПКМД притирают. Сначала
притирают меры с номинальными размерами, выражен-
ными целыми числами миллиметров, а затем притирают
к ним концевые меры длины в порядке нарастания числа
десятичных знаков в обозначении их размера. В рассмо-
тренном выше примере сначала притирают меры 50 и
6 мм, а затем к блоку ПКМД добавляют концевые меры
1,9 и 1,03 мм. Мера 1,005 мм притирается последней.
После окончания работы с блоком ПКМД его раз-
бирают, а концевые меры длины вторично промывают
бензином, протирают салфеткой и смазывают. Только
после такой обработки концевые меры укладывают в фут-
ляр.
Плоскопараллельные концевые меры длины пред-
назначены для хранения и воспроизведения единицы
длины в соответствии с государственной поверочной схе-
мой, для поверки и градуировки мер и измерительных
приборов, для установки приборов на нулевые деления
при измерениях методом сравнения с мерой, для непосред-
ственных измерений наиболее точных размеров изделий,
для разметки изделий; их используют также при лекаль-
ных, слесарных, сборочных и регулировочных работах.
ПКМД, служащие для поверки и градуировки средств
измерения, называют образцовыми. По образцовым ПКМД
1-го разряда поверяют образцовые ПКМД 2-го разряда,
затем по ПКМД 2-го разряда поверяют образцовые ПКМД
3-го разряда, по ПКМД 3-го разряда поверяют меры 4-гб
разряда и по ПКМД 4-го разряда поверяют меры
5-го разряда.
К концевым мерам длины поставляются наборы при-
надлежностей (табл. 4), расширяющих область примене-
ПЛОСКОЙ А РАЛЛЕЛЬНЫЕ КОНЦЕВЫЕ МЕРЫ ДЛИНЫ 3]
4, Наборы принадлежностей к НКВД (ГОСТ 4119—76)
Наименование и размеры прнн ядлен{ н остей, мм Число принадлежностей я наборе
измеритель- ном полном измери- тельном м ал ОхМ разме- точном для мер с отвер- стиями
пк-1 I 11KO-I ПК-2 ПК-3 Мод. 168
Державка для крепления ПКМД: № 1 Ns 2 № 1 — —
0—80 1 L 1 — —
Св. 80 до 160 1 1 1 —
» 160 » 320 1 1 — — —»
Основание — —“ 1 —
Плоскопараллельные бо- 2 — • —* —
ковики длиной L = 75,
сечением 10X9
Радиусные боковики дли-
ной L == 45 с радиусом
R-
2 2 2 —
5 2 2 ——
Радиусные боковики:
длиной L = 75 с ра- 2 2 —— —
диусом 1? = 10
длиной L =? 100 с ра- 2 —fc. — -W
диусом R ~ 15
Боковик:
центровой ' 1 «<—к- 1 1
чертил ьный — — 1 1
Трехгранная линейка 200 1 Ми — X
Стяжки для крепления ЧМХ — 5
ПКМД
Сухари зажимные — — 2
Примечание. Пример обозначения набора ПК-1: Набйр измери-
тельной полный 1 — ГОСТ 4119—76.
ния ПКМД. Принадлежности (рис. 2) предназначены для
доставления блоков ПКМД с целью обеспечения удобного
. пользования ими при измерении размеров и выполнении
разметочных работ.
Конструкция широко распространенных державок при*
На РИС’ а' ДеРжавка № 2 в сборе с блоком ПКМД
п боковиками для измерения наружных размеров
(рис. 2, б) снабжена стабилизатором силы прижима
32
.МЕРЫ Д ДИ Я bl
*)
Рис. 2. Нз£ор принадлежностей к ПКМД и примеры их применения
блока ПКМД, которая должна быть не менее 350 Н.
Стабилизатор устанавливают между блоком ПКМД и
прижимной планкой. При измерении внутренних разме-
ров, например диаметра отверстия, собирают блок ПКМД
с радиусными боковиками (рис. 2, в). При расчете блока
ПКМД следует к сумме номинальных размеров концевых
мер прибавлять сумму радиусов двух боковиков. Размеры
ПЛОСКОПАРАЛЛЕЛЬНЫЕ КОНЦЕВЫЕ МЕРЫ ДЛИНЫ 33
Б Наборы щупов и их допускаемые отклонения по толщине
(ГОСТ 882—75) ________________-
Номер набора Номинальная толщина» мм м о Й о в CJ я Допускаемые отклонения толщины S щупов» мкм
Верхнее а (U д к к К Износа Верхнее Нижнее Износа
Класс точности I Класс точности 2
0,02; 0,02; 0,03; +3 — 1,5 —3 +5 — 3 —5
'1 0,03; 0,04; 0,05; 0,06 п
0,07; 0,08; 0,09; 0,1 +4 —2 — 4 +6 —4 —6
0,02; 0,03; 0,04; 0,05; 0,06 +3 — 1,5 —3 +5 —3 —5
0,07; 0,08; 0,09; 0,1 +4 —2 — 4 +6 —4 —6
2 0,15 17 +5 —2 —5 +8 — 4 —8 '
0,2; 0,25; 0,3 +6 —3 —6 +9 —5 —9
0,35; 0,4; 0,45; 0,5 + 7 —4 — 7 + 11 —6 — 11
0,55; 0,6 4-8 — 5 —8 + 13 —7 -13
3 0,65; 0,7; 0,75; 0,8 10 +9 . —5 — 9 + 14 —8 — 14
0,85; 0,9; 0,95; 1,0 + 10 — 5 — 10 + 16 —9 — 16
0,1 -F4 — 2 — 4 + 6 —4 — 6
0,2; 0,3 +6 — 3 -6 +9 —5 —9
0,4; 0,5 +7 — 4 —7 + 11 —6 — 11
4 0,6 10 +8 —5 —8 + 13 — 7 — 13
0,7; 0,8 +9 —5 g + 14 —8 — 14
0,9; 1,0 + 10 —5 — 10 + 16 —9 — 16
ной 1V мм М е 4 а н и я: 11 Щу1™ изготовляют длиной 100 и 200 мм а шири-
2. На щупе указывают номинальную толщину в мн.
Н,„. = 4БОепо°тгтаолчлХ >?о,веР*ностей щупов должна быть ке ниже:
(для толшины 0Г1^0 (для ™лщины щупа до 0,1 мл) и Л/!0|, = г,20
CB 0 3 д? О 5 ммГи’нК зд?е<»ИИЖе HV 520 1,0 ГОСТ 2S"-7B (Д-тя толщины
к до и,о mmj и tiv 395 (для толщины св. 0,5 мм).
2 Белкин И. М.
34
МЕРЫ ДЛИНЫ
боковиков указаны в табл. 4, а их разновидности — на
рис. 2, г. Измерение наружных и внутренних размеров
с помощью блоков ПКМД особенно рационально при из-
готовлении изделий высокой точности. В этом случае
размер блока ПКМД должен соответствовать номиналь-
ному или предельному размерам изделия.
Приспособления к ПКМД используют при разметоч-
ных работах (рис. 2, 5) для вычерчивания окружности
или прямых, параллельных базе (рис. 2, е). В последнем
случае основание устанавливают на плиту, а державку
с блоком ПКМД закрепляют к основанию путем ввода
нижнего вкладыша державки под вкладыш основания.
При измерении размеров с помощью блока ПКМД
необходимо знать силу при измерении, которая возникает
между соприкасающимися поверхностями ПКМД и из-
делием.
Эта сила должна обеспечивать сравнительно плотное
соприкосновение поверхностей, но в то же время — лег-
кость и плавность их относительного перемещения. С этой
целью из двух концевых мер длины 1 (рис. 2, ж), напри-
мер номинального размера 20 и 30 мм, составляют блок
ПКМД с притертыми к нему двумя боковиками 2. Собран-
ный блок помещают в державку 3 и после зажима гайки 4
прижимают его с помощью винта 5. Перемещая ПКМД 6
номинального размера 50 мм между боковиками 2, полу-
чают представление о силе при измерении.
Щупы-пластины (с параллельными измерительными
плоскостями) применяют для измерения зазоров между
двумя плоскостями. Щупы комплектуют в наборы (табл. 5)
классов точности 1 и 2,
2, ШТРИХОВЫЕ МЕРЫ ДЛИНЫ
Штриховые меры длины—меры, размер которых опре-
деляет расстояние между осями двух штрихов или не-
скольких, нанесенных перпендикулярно к продольной
оси меры. К штриховым мерам длины кроме брусковых
мер длины относят также металлические измерительные
линейки и ленточные рулетки.
Брусковые штриховые меры длины представляют собой
бруски с нанесенными на них штрихами или шкалами
(рис. 3, с). Штриховые меры длины подразделяют на одно-
злачные и многозначные-. Однозначные меры имеют только
дна штриха, расстояние между которыми определяет одно
значение длины меры. Такие штриховые меры длины при-
меняют в основном в качестве эталонов (например, вто-
ричный эталон метра № 28). Нашли применение много-
значные штриховые меры длины, имеющие ряд штрихов
(шкалу), нанесенных через интервалы 1 дм, 1 см, 1 мм,
0,1 иди 0,2 мм (стеклянные шкалы имеют цену деления
0,1 и 0,01 мм). Многозначные штриховые меры применяют
Мя измерения длины, а также в качестве шкал станков
и,приборов.
Образцовые штриховые меры длины служат для пере-
дачи единицы длины от эталона к изделию.
Характеристика брусковых мер длины и их конструк-
тивные разновидности приведены в табл. 6.
По форме сечения брусковые меры делят на четыре
типа: I Н-образной формы (тип IA) или по форме
рямоугольного желоба (тип 1Б) со шкалой, нанесенной
2*
6. Характеристики брусковых штриховых мер длины (ГОСТ 12069—78)
, Тип и форма Номннальная длина меры! мм Класс ТОЧНО' ст и Высота X ширина. . мм i Допускаемые отклонения от номинальной длины штриховой меры, мкм
Номиналь- ная длина меры, мм Класс точности меры
0 1 2 3 4 3
ГА II 160; 200; 250; 300; 320; 400; 500; 630; 700; 800; 840; 910; 1000 0; I; 2 2;3;4;5 25X30 100 160 200 250 300 320 403 500 630 700 800 1000 1400 0,5 0,5 0,6 0,6 0,6 0,7 0,7 0,8 0,8 0,8 J 0,9 1 1,2 1,5 1,5 1 1 1 1 1,5 1,5 1,5 1,5 1,5 1,5 j 2 2 2,5 2,5 3 2 2,5 2,5 2,5 2,5 3 3 3 3,5 3,5 4 5 5 6 6 6 6 6 6 7 7 8 8 8( 9 10 12 13 15 12 12 13 14 14 15 16 18 20 20 22 25 31 34 40 25 2а 25 30 30 30 35 40 40 45 50 60 70 80
1Б 1400; 1600; 2000 36X40
ПА 60; 100; 160; 200; 250; 300; 320; 400; 500 30X20
ПБ LJ пв 100; 160; 200 250; 300; 320; 400; 500 630; 1000 10X20 20X30 25X30
III 250; 320; 500; 630; 700; 800; 1000; 140 0; 1600; 2000 4; 5 — 1600 2000
IV 1000 5 10X28 Отдельные миллимет- ровые и сантиме- тровые интервалы 0,5 1 2 5 10 20
38
МЕРЫ ДЛИНЫ
7. Характеристики измерительных металлических линеек
(ГОСТ 427—75)
Параметр Пределы измерения (мм) до
1 эО 300 500 1000
Число шкал Размеры линеек, мм: 2 2 I 1
ширина 18—22 18—22 18—22 36—40
толщина Длина штрихов, мм; 0,4—0,6 0,4—0,6 0,4—0,6 0,8—1
миллиметровых 3,5 3,5 3,5 5
сантиметровых 6,5 6,5 6,5 0
Допускаемые отклонения (мм) от номинального значения длины шка- лы и расстояния между любым штрихом и началом или концом шкалы ±0,1 ±0,1 ±0,15 ±0,2
Примечание. Пример условного обозначения измерительной ли-
нейки с пределами измерения до 300 мм:
Линейка 300 ГОСТ 427—76.
на поверхность, совпадающую е нейтральной плоскостью
меры; II — прямоугольной формы на номинальный раз-
мер 60—1000 мм; Ш — полусферической, трапецеидаль-
ной и прямоугольной формы; у штриховых мер типов II
и III штрихи шкалы наносят на верхней поверхности
меры; IV — трапецеидальной формы на номинальный
размер шкалы 1000 мм со штрихами шкалы, нанесенными
на боковой поверхности меры.
Штриховые меры длины изготовляют 0; 1; 2; 3; 4
и 5-го классов точности из инвара (36Н), инварстабиля
(58Н), стали марки ЭИ792 и оптического стекла Ф8 и
Ф18. На штрихах, соответствующих сантиметровым интер-
валам, указаны цифры. Начальный штрих шкалы должен
находиться на расстоянии не менее 10 мм от торца меры.
На рабочей поверхности мер классов точности 0; 1 и 2
наносят две продольные осевые линии с расстоянием
между ними 0,2—0,3 мм.
Штриховые меры типа IV с интервалом 0,1 и 0,2 мм
комплектуют двумя лупами с увеличением не менее 7*.
ШТРИХОВЫЕ МЕРЫ ДЛИНЫ
39
8 Характеристики измерительных металлических рулеток
(ГОСТ 7502-80)
Параметр
Значение
параметра
Допускаемые
отклонения (им)
для класса
точности
~ j 3
Длина шкалы, м Подразделения шкалы 1; 2; 3; 5; 10; 20; 30; 50; 75; 100 Миллиметровые Сантиметровые Дециметровые и метро- вые ±0,15 ±0,2 ±0,3 ±0,2 ±0,3 ±0,4
Размеры ленты, мм: ширина 5; 6; 7; 8; 9; 10; И; 12; 13; 14; 15; 16 ±0,3
толщина 0,06—0,26 с градацией ±10 %
0,02 и 0,3—0,5 с гра- дацией 0,05
Примечание, Пример условного обозначения рулетки в открытом
корпусе (О) с плоской измерительной лентой {Щ и вытяжным кольцом (Ю
2-го класса точности длиной 30 м с началом шкалы» удаленном от торца из-
мерительной ленты (А}> изготовленной из коррозионно-стойкой стали (X)
о травлеными штрихами (Т), нанесенными через 10 м: Рулетка ОПК 2-—
30 AffT/Ю ГОСТ 7502—30.
На штриховую меру наносят товарный знак, номиналь-
ную длину меры, материал, из которого изготовлена
мера, значение наименьшего деления шкалы, класс точ-
ности меры и год выпуска. На штриховых мерах классов
точности 0; 1 и 2 на боковой поверхности обозначают точки
опоры.
Измерительные металлические линейки (рис. 3, б и б)
являются простейшими штриховыми мерами, широко при-
меняемыми для грубых измерений длин изделий (табл. 7).
.Просвет между поверочной плитой и плоскостью ли-
нейки, положенной на плиту (шкалой вверх), не должен
превышать 0,5 мм для линеек с длиной шкалы до 500 мм
и 0;7 ммдля линеек с длиной шкалы 1000 мм.
- Измерительные металлические рулетки (ГОСТ 7502—80)
(рис, 3, е—е) представляют собой меры для измерения
Длины методом непосредственного сравнения опреде-
ленных расстояний и длин со шкалой рулетки, т. е. ленты
40 МЕРЫ длины
с делениями, сворачиваемой в рулон. Различают рулетки
в открытом (0) и закрытом (3) корпусах; с плоскими (77)
и выпуклыми (В) лентами; с кольцом (К) на конце; с дер-
жателем (Д) на конце для закрепления на измеряемом
изделии; с грузом (Г) на конце рулетки; с началом шкалы,
удаленном от торца ленты (Л), и с началом шкалы, совпа-
дающим с торцом ленты (5); с лентами, изготовленными из
коррозионно-стойкой (Я) и углеродистой (У) сталей;
с травлеными или с печатными штрихами шкал; с интер-
валами шкал в миллиметрах (1) и сантиметрах (10),
Характеристики измерительных металлических рулеток
приведены в табл. 8.
Глава 3
СРЕДСТВА ИЗМЕРЕНИЯ РАЗМЕРОВ
ВАЛОВ И ОТВЕРСТИЙ
1. ОБОЗНАЧЕНИЕ КОНТРОЛИРУЕМЫХ РАЗМЕРОВ
НА ЧЕРТЕЖАХ
Детали изготовляют по чертежам, на которых про*
ставлены номинальные размеры с предельными откло-
нениями или с условными обозначениями полей допу-
сков. ГОСТ 25346—82 предусматривает три варианта
указания допуска, проставляемого правее номинального
размера (рис. 1, а—в): в виде предельных отклонений
с их знаками, например: вал 0 40_о,о80 или отверстие
0 4Q+0,css. в виде обозначения только поля допуска,
например: вал 0 40 е8 или отверстие 0 40 Н7; в виде
совместного обозначения поля допуска, а .правее его
в скобках — в виде предельных отклонений с их знаками,
например: вал 0 40 е8 Со’.овэ) или отверстие 0 40 Я71+0,С155).
Размер детали, указанный на чертеже, например 40 мм,
называется номинальным. При графическом изображении
допуска номинальный размер определяет положение ну-
левой линии и служит началом отсчета отклонений.
Для наглядности принято поле допуска (полем допуска
называется зона, ограниченная предельными отклонениями
размера) изображать графически в виде прямоугольника,
расположенного в заданном положении относительно
номинального размера или нулевой линии (рис. I, г и д).
Одно из предельных отклонений называется верхним,
а второе предельное отклонение — нижним. Верхнее
отклонение вала обозначается латинскими буквами es
(отверстия £S), а нижнее отклонение вала — ei (отвер-
стия £/), Например, верхнее и нижнее отклонения вала
0^40 мм соответственно: ез = —0,05 мм или —50 мкм;
et — 0,089 мм или —89 мкм. Эти же отклонения для
отверстия 0 40 мм: £5 = +0,025 мм или +25 мкм;
= 0.
, ®ерхние и нижние отклонения могут быть со знаком
т. е. расположены выше нулевой линии; со зна-
42
СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
г)
Рис. 1. Примеры чВозначениа допусков на чертежах
(а — вала; б — отверстия; в в» соединения вала о отверстием) и схемы рас*
положения полей допусков (г п- вала; 3 отверстия)
1. Формулы для определения предельных размеров деталей
Предельный размер Определение
Наибольший предельный раз- мер отверстия Ощах = D + ES (I) Алгебраическая сумма номиналь- ного размера D и верхнего откло- нения £5 отверстия
Наименьший предельный раз- мер отверстия Bmln = D-г Е1 (2) Алгебраическая сумма номиналь- ного размера D и нижнего откло- нения £7 отверстия
Наибольший предельный раз- мер вала ^шах — 4~ (3) Алгебраическая сумма номиналь- ного размера, d и верхнего откло- нения es вала
Наименьший предельный раз- мер вала <*mio = d + ei (4) Алгебраическая сумма номиналь- ного размера d и нижнего откло- нения ei вала
ОБОЗНАЧЕНИЕ КОНТРОЛИРУЕМЫХ РАЗМЕРОВ
43
коМ йкогда они расположены ниже нулевой линии,
и равными нулю, т. е. совпадать а нулевой линией. От-
клонения, равные нулю, на чертеже (после номинального
размера) не указываются, а подразумеваются, например
отверстие с нижним отклонением EI = 0 записывается
на чертеже 0 40+0-025 .
Поле допуска, ограниченное верхним и нижним откло-
нениями, характеризует допуск. Чем меньше допуск, тем
труднее обрабатывать деталь.
Для определения годности измеренной детали, которая
.была изготовлена с допуском, проставленным на чертеже,
необходимо знать наименьший и наибольший предельные
размеры, которые вычисляют по формулам (табл. 1).
Деталь является годной, если ее действительный размер,
т. е. размер, полученный измерением с допустимой по-
грешностью, больше наименьшего предельного размера
и меньше наибольшего предельного размера.
В обозначениях на чертежах полей допусков валов
и отверстий, например 0 40 Н7 или 0 40-ев, латин-
ские буквы — основные отклонения, а цифры — ква-
литеты.
Строчные латинские буквы означают основные откло-
нения валов, а прописные буквы — основные отклонения
2. Значение допусков (мкм) по квалитетам для номинальных
.размеров 1—500 мм (ГОСТ 25346 — 82)
Интервал номинальных Кдзалатет
5 6 7 8 9 10 11 12 13 14 15 16 17
размеров, ММ
ДоЗ 4 6 10 14 25 40 60 100 140 250 400 600 1000
Св. 3 до 6 5 8 12 18 30 48 75 120 180 300 480 750 1200
» 6 » 10 6 9 15 22 36 58 90 150 220 360 580 900 1500
» 10 » 18 8 11 18 27 43 70 ПО 180 270 430 700 1100 1800
18 » 30 9 13 21 33 52 84 130 210 330 520 840 1300 2100
•* 30 » 50 11 16 25 39 62 100 160 250 390 620 1000 1600 2500
» 50 в 80 13 19 30 46 74 120 190 300 460 740 1200 1900 3000
» 80 э 120 15 22 35 54 87 140 220 350 540 870 1400 2200 3500
» 120 » 180 18 25 40 63 100 160 250 400 630 1000 1600 2500 4000
.» 180 г 250 20 29 46 72 115 185 290 460 720 1150 1850 2900 4600
» ,250 s 315 23 32 52 81 130 210 320 520 810 1300 2100 3200 5200
.316 400 25 36 57 89 140 230 360 570 890 1400 2300 3600 5700
* 400 s 500 27 40 63 97 155 250 400 630 970 1550 2500 4000 6300
44
СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
Рис» 2, Основные отклонения:
а и 5 — валов; в иг — отверстий; d (D)
«гия); J «= вал? 2 отверстие
номинальный диаметр вала (отвер-
ПРЕДЕЛЬНЫЕ КАЛИБРЫ
45
отверстий. Основным отклонением называют ближайшее
отклонение к нулевой линии. Основное отклонение совпа-
дает с верхним или нижним отклонениями вала или от-
верстия .
ГОСТ 25346 — 82 установлено 28 основных отклонений
..валов, обозначаемых латинскими буквами от а до zc,
и 28 основных отклонений отверстий от 4 до ZC. Схемы
расположения основных отклонений валов и отверстий
относительно нулевой линии приведены на рис. 2.
Квалитегпом называется совокупность допусков, со-
ответствующих одинаковой степени точности для всех
номинальных размеров. Установлено девятнадцать ква-
литетов, "обозначаемых порядковым номером 01; 0; 1 ...;
1.6 и 17. Допуски квалитетов для номинальных разме-
ров 1 :— 500 мм приведены в табл. 2. Размеры 1 — 500 мм
разбиты на интервалы размеров. В пределах каждого
из указанных интервалов размеров установлены одина-
ковые допуски.
2. ПРЕДЕЛЬНЫЕ КАЛИБРЫ
Передельные калибры — калибры, номинальные раз-
меры которых соответствуют наибольшему и наимень-
шему предельным размерам изделий.
Калибры для контроля гладких валов и отверстий
подразделяют на проходные (обозначают ПР) и непро-
ходные (обозначают НЕ),
.. Гладкие калибры для контроля отверстий выполняют
-В форме цилиндров (прототип контролируемого отвер-
стия), поэтому их называют пробками. Калибр-пробка ПР
отличается от калибр а-пробки НЕ значительно большей
высотой цилиндра.
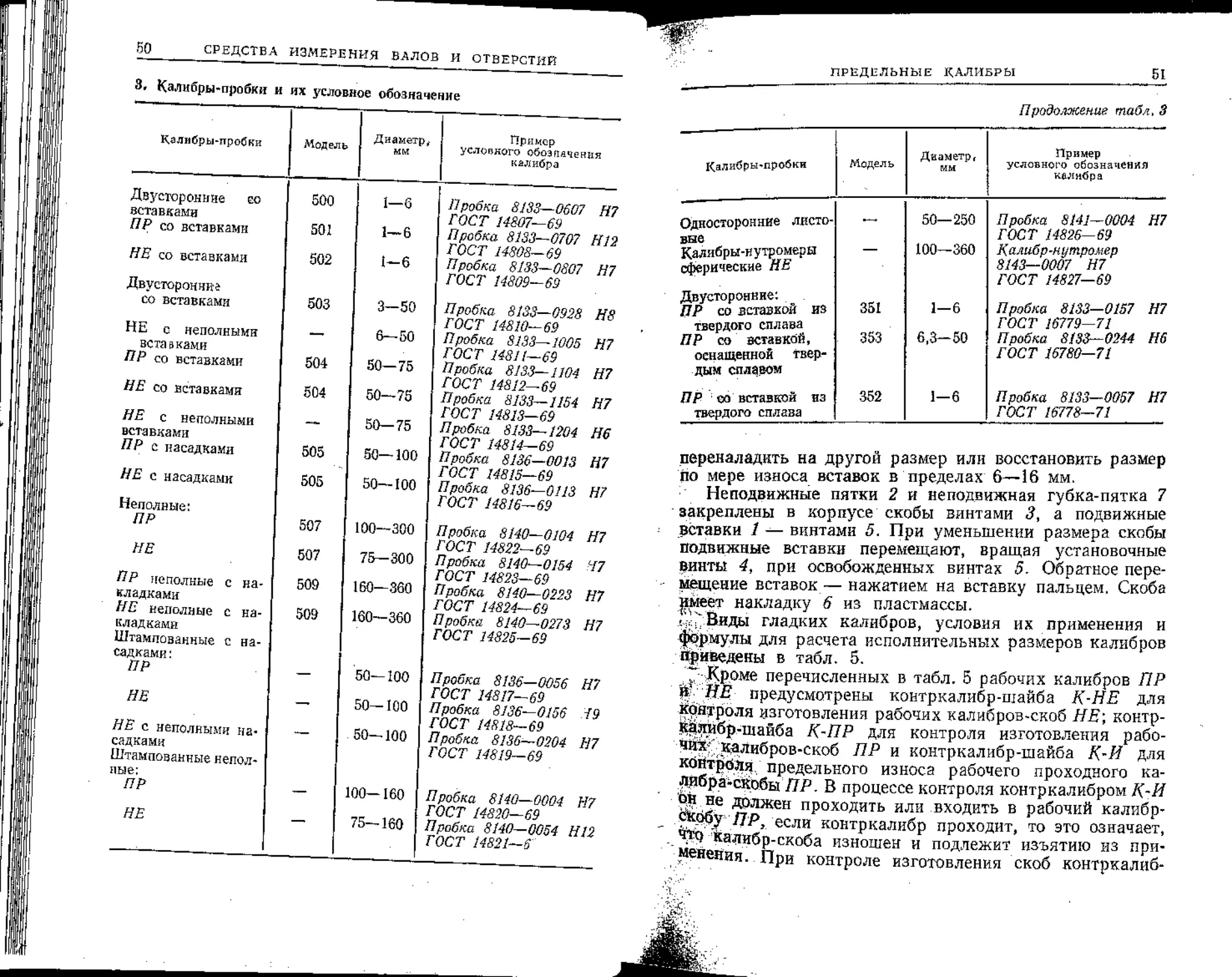
Калибры-пробки изготовляет завод «Калибр» и Ка-
рачаевский инструментальный завод для контроля от-
верстий 6—16-го квалитетов диаметром 1—360 мм (рис. 3).
Размеры и условное обозначение калибров-пробок при-
в табл. 3. Калибры-пробки для контроля отвер-
стий диаметром 1 — 100 мм имеют хромированные рабочие
поверхности, что повышает их срок службы в 3—4 раза
о сравнению с нехроми ров энными калибрами. Калибры
Ляю КОНТРОЛЯ отверстий диаметром 50—100 мм изготов-
т с насадками. По мере износа заходной части рабочей
46
СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
Рнс, 3. Контроль отверстия <а) гладкими
i « односторонний со вставкой, :—> двусторонний со вставками ПР
садкой;. s е» неполный штампованный;: и неполный с наклад
ПРЕДЕЛЬНЫЕ КАЛИБРЫ
47
поверхности насадки ее поворачивают изношенной сто-
роной к ручке, что также повышает срок службы калибра.
Гладкие калибры для контроля валов выполняют
по форме кольца с внутренней цилиндрической измери-
тельной поверхностью и в виде скобы. Преимущественное
распространение получили не калибры-кольца, а калибры-
• скобы, позволяющие контролировать размеры валов без
Кйштия их со станка. Калибрами-скобами контролируют
''коленчатые валы и другие детали сложной формы. Ка-
либры-скобы выпускает Челябинский инструментальный
1.',#авод. Некоторые конструкции калибров-скоб приве-
"^.дены на рис. 4, а их размеры и условное обозначение
(даны в табл. 4.
Калибры-скобы для контроля валов 6-го квалитета
У-й более грубых квалитетов диаметром 3—180 мм изготов-
Ь'кйют нерегулируемыми, т. е. постоянных номинальных
/.размеров, которые не могут быть восстановлены в про-
У.цессе эксплуатации калибра для компенсации его износа.
, -//Калибры-скобы для контроля валов диаметром до 340 мм
-^изготовляют регулируемыми (рис. 4, ж) видов 1 и 2.
Выпускают калибры-скобы с пластинками из твердого
^плава для контроля валов диаметром 3—180 мм 6—
12-го квалитета. Эти калибры-скобы отличаются высокой
'Износостойкостью и большим сроком службы.
К Регулируемые калибры-скобы вида 1 имеют две по-
]<движпые вставки 1 со сферическими поверхностями и
неподвижные пятки 2 с плоскими измерительными
оверхностями. Калибры-скобы вида 2 имеют две по-
1йжные вставки 8 и одну неподвижную губку-пятку 7
плоской измерительной поверхностью. Скобу можно
^И^брами-пробками и ия
QE', е —• двусторонний
«И; к неполный ПР
1Q0-36Q
X)
конструкции:
с насадками ПР и НЕ: ж — односторонний о на-
йди НЕ: л — сферический нутромер НЕ
40
СРЕДСТВА ИЗМЕРЕНИЯ
ВАЛОВ И ОТВЕРСТИЙ
б —составной; в —листовой. „ РнС1 4’ ^онтР“ль вала
АИСТОВОЙ,. В „ ЛИСТОВОЙ односторонний; й - и.
рониий’ ПР и^^а«
1 (я) калиб
штампован
J
П S’ ЕД ЕЛЬНЫЕ КАЛИБРЫ
49
Мми-скобами и их конструкции;
Р^лиГруе™ыйЙвида “Ли12)°‘'1ИР1,ЮЩеЙ HaEJIaA|t0,E е = трубчатый Двусто-
50
СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
3. Калибры-пробки и их условное обозначение
Калибры-пробки Модель Диаметр, мм Пример условного обозначения калибра
Двусторонние со вставками 500 1—6 Пробка 8133—0607 Н7 ГОСТ 14807—69
ПР со вставками 501 1—6 Пробка 8133—0707 Н12 ГОСТ 14308—69
НЕ со вставками Двусторонние 502 1-6 Пробка 8133—0807 Н7 ГОСТ 14809—69
со вставками 503 3—50 Пробка 8133—0928 Н8 ГОСТ 14810—69
НЕ с неполными вс та & ками 6—50 Пробка 8133—1005 Н7 ГОСТ 14811—69
ПР со вставками 504 50—75 Пробка 8133—1104 Н7 ГОСТ 14812—69
НЕ со вставками 504 50—75 Пробка 8133—1154 Н7 ГОСТ 14813—69
НЕ с неполными вставками -** 50—75 Пробка 8133—1204 Н6 ГОСТ 14814—69
ПР с насадками 505 50—100 Пробка 8136—0013 Н7 ГОСТ 14815—69
НЕ с насадками Неполные: 505 50—100 Пробы 8136—0113 Н? ГОСТ 14816—69
ПР 507 100—300 Пробка 8140—0104 Н7 ГОСТ 14822—69
НЕ 507 75—300 Пробка 8140—0154 17 ГОСТ 14823—69
ПР неполные с на- кладками 509 160—360 Пробы 8140—0223 Н7 ГОСТ 14824—69
НЕ неполные с на- кладками Штампованные с на- садками : 509 160—360 Пробы 8140—0273 Н7 ГОСТ 14825— 69
ПР — 50—100 Пробка 8136—0056 Н7 ГОСТ 14817—69
НЕ —» 50—100 Пробка 8136—0156 Н9 ГОСТ 14818—69
НЕ с неполными на- садками Штампованные нелол’ ные; 50-100 Пробка 8136—0204 Н7 ГОСТ 14819—69
ПР —- 100—160 Пробка 8140—0004 Н7 ГОСТ 14820—69
НЕ 75-160 Пробка 8140—0054 Н12 ГОСТ 14821—6"
ПРЕДЕЛЬНЫЕ КАЛИБРЫ
51
Продолжение табл, 3
Калибры-пробки Модель Диаметр ( мм Пример условного обозначения калибра
Односторонние листо- вые Калибры-нутромеры сферические НЕ Двусторонние: IJP со вставкой из твердого сплава ПР со вставкой, оснащенной твер- дым сплавом ПР : со вставкой из твердого сплава 351 353 352 50—250 100—360 1—6 6,3-50 1-6 Пробка 8141—0004 Н7 ГОСТ 14826—69 Калибр-нутромер 8143—0007 Н7 ГОСТ 14827—69 Пробка 8133—0157 Н7 ГОСТ 16779—71 Пробка 8133—0244 Н6 ГОСТ 16780—71 Пробка 8133—0057 Н7 ГОСТ 16778—71
переналадить на другой размер или восстановить размер
по мере износа вставок в пределах 6—16 мм.
Неподвижные пятки 2 и неподвижная губка-пятка 7
закреплены в корпусе скобы винтами 3, а подвижные
вставки 1 — винтами 5. При уменьшении размера скобы
подвижные вставки перемещают, вращая установочные
винты 4, при освобожденных винтах 5. Обратное пере-
мещение вставок — нажатием на вставку пальцем. Скоба
цмеет накладку 6 из пластмассы.
• ' Виды гладких калибров, условия их применения и
формулы для расчета исполнительных размеров калибров
приведены в табл. 5.
“Кроме перечисленных в табл. 5 рабочих калибров ПР
п НЕ предусмотрены контркалибр-шайба К-НЕ для
контроля изготовления рабочих калибров-скоб НЕ\ контр-
^•дабр.-шайба К-ПР для контроля изготовления рабо-
чих калибров-скоб ПР и контркалибр-шайба для
контроля предельного износа рабочего проходного ка-
либра-скобы ПР. В процессе контроля контркалибром К-И
ПРОХ°ДЙТЬ яли входить в рабочий калибр-
ПР, если контркалибр проходит, то это означает,
' м* Кали®11-('хо(-’а изношен и подлежит изъятию из при-
енепия. При контроле изготовления скоб контркалиб-
5.2
СРЕДСТВА ИЗМЕРЕНИЯ БАЛОВ И ОТВЕРСТИЙ
4. Калибры-снобы и их условное обозначение
Наименование
Диаметр,
мм
Пример условного
обозначения скобы
Калибры-скобы нерегулируемые
Односторонние . двухпредельные 3—10 10—100 100—180 Скоба 8113—0005- h9 ГОСТ 18361—73 Скоба 8113—0140 89 ГОСТ 18362—73 Скоба 8113—0213 h9 ГОСТ 18363— 73
Односторонние 3—10 Калибр-скоба 8113—0061 59
двух пр ед ел ы i ые с пластинками из 10,5—100 ГОСТ 16775— 71 Калибр-скоба 8113—0270 Ь9
твердого сплава 102—180 ГОСТ 16776—71 Калибр-скоба 8113—0365 ГОСТ 16777—71 59
Калибры-скобы регулируемые
Двухпредельные До 100 Калибр-скоба 8118— 0005—1
видов 1 и 2 100—180 ГОСТ 2216—84 Калибр-скоба 8118—0020—2 ГОСТ 2216—84
180—220 Калибр-скоба 8118—0024—1 ГОСТ 2216—84
220—340 Калибр-скоба. 8118— 0033— 2 ГОСТ 2216—84
Примечание, ГОСТ 10355 — 73, ГОСТ 18356—73, ГОСТ 18357—73
предусмотрены листовые одно- и двусторонние снобы, а также трубчатые
ёнобы для измерения длин 10 — оОЯ мм.
рами К-НЕ и К-ПР, наоборот, они должны проходить
в калибры-скобы НЕ и соответственно ПР.
Правила пользования и маркирование калибров. При
контроле отверстий и валов калибрами ПР рабочему
следует пользоваться новыми калибрами, а контролеру
и представителю заказчика — частично изношенными ка-
либрами. При контроле размера отверстия или вала
калибром НЕ рабочему следует пользоваться калибром-
пробкой с размером, близким к наименьшему предель-
ному размеру калибра, или калибром-скобой с размером,
близким к его наибольшему предельному размеру. Кон-
ПРЕДЕЛЬНЫЕ КАЛИБРЫ
53
тоолеру и представителю заказчика следует пользоваться
калибром-пробкой НЕ с размером, близким к его наи-
большему предельному размеру, и калибром-скобой НЕ
с размером, близким к наименьшему предельному раз-
меру калибра-скобы.
В соответствии с требованиями ГОСТ 2015—84
(СТ СЭВ 4135—83) на каждом калибре нанесены контро-
лируемый номинальный размер, поле допуска, числовые
$75
Рис, 5, Калибр-пробка 25Н7 (а) и калибр-скоба 2Лйв (<р
s)
значения и знаки верхнего и нижнего отклонений, назна-
чение калибра {ПР, НЕ, К-НЕ, К-ПР и К-И} и товарный
знак предприятия-изготовителя. Вставки с номинальным
размером до 14 мм промаркированы на конусной поверх-
ности хвостовика, а размером св. 14 мм — на передней
торцовой поверхности. На рис, 5, а указана маркировка
кйлибра-пробки. 25/77, а на рис. 5, б — калибра-скобы
1,1 Допуски калибров. На калибры установлены допуски
ПО ГОСТ 24853—81 (СТ СЭВ 157—75) и ГОСТ 24852—81
(СТ СЭВ’ 1920—79). Схемы расположения полей допу-
сков калибров приведены на рис. 6, а значения допу-
с^ов в табл. б. Допуск калибров для контроля отверстий
обозначен буквой Н, а для контроля валов — Ht. Поля
. ДОГ1Усков калибров НЕ расположены симметрично отно-
$ительно их номинального размера. Поля допусков ка-
либров ПР расположены внутри поля допуска контро-
лируемого изделия; их положение определяют коорди-
- аты % (калибры ПР для контроля отверстий) и Zt (ка-
54
СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
5. Виды гладких калибров, условия их применения и формулы для
Калибр Обозначение и схема Контроль
Предельные гладкие калибры для
Кольцо
гладкий
проходной
Наибольшего
диаметра ва-
ла ^шах
Скоба
гладкий
проходной
Скоба
гладкий
не прсходной
Кольцо
гладкий
непроходной
Пробка
гладкий
проходной
Пробка
гладкий
непроходной
Наименьшего
диаметра вала
Предельные гладкие калибры для
Наименьшего
диаметра от-
верстия DmlI1
Наибольшего
диаметра от-
верстия И max
ПРЕДЕЛЬНЫЕ КАЛИБРЫ
55
расчета исполнительных размеров калибров (ГОСТ 24851—81)
Условия применения Формулы исполнительных размеров Предельные отклонения
Верх* нее Ниж* нее
и.j. ~
контроля размеров валов '-Калибр должен прохо- лднть по валу под дей- йвием собственной си- |®i- тяжести или опре- 4рленнон силы (рис. 4, 1" llr ' Hi HP nun = ^max — — 2 ’ где Zf— отклонение середины поля Допуска на изготовление калибра-скобы ПР относитель- но наибольшего предельного размера вала; — допуск на изготовление калибров-скоб +Я1 0
калибр не должен про- ждать по валу (рлс. 4, а) ’ Hi НЕд^ — dmln г ®1 — 2 ’ +н,_ 0
где ах— компенсация погреш- ности контроля калибрами-ско- бами (для валов диаметром св. 180 мм)
7£рдтроля размеров отверс МИЙшбр должен про- Т||9дить через отверстие Ой®'действием собствен- r«oi4 силы тяжести или И^е^еленной силы (см. тий HP щах = Ю Ш1ц -f- Z -f- 2 ’ где Z — отклонение середины поля допуска на изготовление калибра-пробки ПР относитель- но наименьшего предельного размера отверстия; И— до- пуск на изготовление калибра- пробки 0 —н
как правило 4|й®Ябджен входить в от- tlQPfoie под действием -Огу^гяенной силы тя- или определен- ЖЙ*й силы (си. рис. 3, а) НЕтш ~ ^шах " а 4” ~2~ ’ где а-— компенсация погреш- ности контроля калибрами- пробками (для отверстий диа- метром св. 180 мм) 0 -н
56 СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
Поле допуски
отверстия'
Поле Запуски
Зана
ЪЗ/уА Золе допуска
У///Д рабочего калибра
Рис. в. Схемы расположении полей допусков калибров;
Ал® отвеРстиЙ З1 1,ш' б ZJ >100 мм); для валов (в d
е! 160 мм; г — d >180 ми)
ПРЕДЕЛЬНЫЕ КАЛИБРЫ
57
в Допуски (мкм) гладких рабочих калибров для отверстий и валов
с размерами до 500 мм (ГОСТ 24853-81)
Интервалы размеров, мм
литет Обозна* чения <О О Et «п 6 до 10 10 до 18 <*3 S С0 30 до 50 50 до S0 80 до 120 120 до ISO OSS ОЬ' 031 cie он' оаг 315 до 400 g ш о ЕС В
о tf й п и Л (J с [Ь U <5 й (_) S3 и
7. 1 1,5 1,5 2 2 2,5 2,5 3 4 5 6 7 8
У 1 1 1 1,5 1,5 2 2 3 3 4 5 6 7
ct; .0 0 0 0 0 0 0 0 0 2 3 4 5
6 Z1 1,5 2 2 2,5 3 3,5 4 5 6 7 8 10 И
Y} 1,5 1,5 1,5 2 3 3 3 4 4 5 6 6 7
Я; на 1,2 1,5 1,5 2 2,5 2,5 3 4 5 7 8 9 10
2 2,5 2,5 3 4 4 5 6 8 10 12 13 15
Z; Z, 1,5 2 2 2,5 3 3,5 4 5 6 7 8 10 И
У; У1 1,5 1,5 1,5 2 3 3 3 4 4 6 7 8 9
7 Gt; «1 0 0 0 0 .0 0 0 0 0 3 4 6 7
Я; Hi 2 2,5 2,5 3- 4 4 5 6 8 10 12 13 15
нг — — 1,5 2 2,5 2,5 3 4 5 7 8 9 10
Z; Zi 2 3 3 4 5 ' 6 7 8 9 12 14 16 18
Г: Fj 3 3 3 4 4 5 5 6 5 7 9 9 11
8 a; ctj 0 0 0 0 0 0 0 0 0 4 6 7 9
И 2 2,5 2,5 3 4 4 5 6 8 10 12 13 15
' .. Hi 3 4 4 5 6 7 8 10 12 14 16 18 20
>. ns ‘— — 1,5 2 2,5 2,5 3 4 5 7 8 9 10
•>• _-X- Ks ' 5 6 7 8 9 11 13 15 18 21 24 28 32
а» сц 0 0 0 0 0 0 0 0 0 4 6 7 9
9 ; ' a 2 2,5 2,5 3 4 4 5 6 8 10 12 13 15
Hi 3 .4 4 5 6 7 8 10 12 14 16 18 20
Ha — — 1,5 9 2,5 2,5 3 4 5 7 8 9 10
. <4 5 6 7 8 9 11 13 15 18 24 27 32 37
10 H 0 2 0 2,5 0 2,5 0 3 0 4 0 4 0 5 0 6 0 8 7 10 g 12 11 13 14 15
gi 3 4 4 5 6 7 8 10 12 14 16 18 20
Яд — 1,5 2 2,5 2,5 3 4 5 7 8 9 10
58
СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
Продолжение табл, б
| Квалитет | Обозна- чения Интервалы размеров, мм
CQ о Св. 3 до 6 Св. 6 до 10 Св. 1G до 1В | 1 J Св. 18 до 30 I j Се* 30 до 50 Св. 50 до 80 J 1 Св. 80 до 120 Св. 120 до 180 О о «4 о со га и Св* S50 до 315 | Св, 315 до 400 | Св. 400 до 500 j
Z; Zi 10 12 14 16 19 22 25 28 32 40 45 50 55
11 а; cq 0 0 0 0 0 0 0 0 0 10 15 15 20
//; Hi 4 5 6 8 9 11 13 15 18 20 23 25 27
Ha — — 4 5 6 7 8 10 12 14 16 18 20
Z; Zi 10 12 14 16 19 22 25 28 32 45 50 65 70
12 a; 0 0 0 0 0 0 0 0 0 15 20 30 35
H-, Mi 4 5 6 8 9 11 13 15 18 20 23 25 27
Ms — — 4 5 6 7 8 10 12 14 16 18 20
Z; Zt 20 24 28 32 36 42 48 54 60 80 90 100 ПО
13 cc; cq 0 0 0 0 0 0 0 0 0 25 35 45 55
H-, Hi 10 12 15 18 21 25 30 35 40 46 52 57 63
MB — — 9 11 13 16 19 22 25 29 32 36 40
Z\ zx 20 24 28 32 36 42 48 54 60 100 ПО 125 145
a; oq 0 0 0 0 0 0 0 0 0 45 55 70 90
14 H-, Hi 10 12 15 18 21 25 30 35 40 46 52 57 63
H, — — 9 11 13 16 19 22 25 29 32 36 40
Z ', Zi 40 48 56 64 72 80 90 100 ПО 170 190 210 240
15 a; cq 0 0 0 0 0 0 0 0 0 70 90 110 140
H-, Hi 10 12 15 18 §1 25 30 35 40 46 52 57 63
Hs —’ — 9 И 13 16 19 22 25 29 32 36 40
Z\ Zi 40 48 56 64 72 80 90 100 НО 210 240 280 320
16 a; cq 0 0 0 0 0 0 0 0 0 110 140 180 220
И H-, Hi 10 12 15 18 21 25 30 35 40 46 52 57 63
17 Ms — 9 11 13 16 19 22 25 29 32 36 40
Примечание. Для 9 — 17-го квалитетов точности значения У
и У[ равны нулю, поэтому они в табл. 6 ие приведены.
ПРЕДЕЛЬНЫЕ КАЛИБРЫ
59
либры ПР для контроля валов). Калибры ПР в процессе
эксплуатации изнашиваются, а поэтому для них преду-
смотрена граница износа, по достижении которой калибр
.должен изыматься из применения. Граница износа рас-
полагается от проходного предела отверстия на расстоя-
йци У, а от проходного предела вала — на расстоянии Ур
Для калибров 9—17-го квалитетов номинальных разме-
нов ДО 180 мм предел износа совпадает с проходными пре-
делами отверстия и вала, поэтому Г = У, -- 0.
Исполнительные размеры гладких калибров рассчиты-
мют по формулам табл. 5 или принимают по
£ОСТ 21401—75 без проведения расчетов. Исполнитель-
SjjmMM размером' называется размер калибра, проставлен-
',ный на чертеже. Для калибров-колец и калибров-скоб
' исполнительный размер — наименьший размер е нижним
отклонением, равным нулю, и верхним отклонением со
знаком плюс, численно равным допуску Нг калибра.
. Исполнительный размер калибров-пробок — это их наи-
. .больший размер с верхним отклонением, равным нулю,
нижним отклонением со знаком минус, численно рав-
®ым допуску И калибра. Предельные отклонения назна-
чают в «тело» калибра, что гарантирует с большой ве-
.роятностыо изготовление годных калибров.
те. •••... ’ Пример, Определить исполнительные размеры калибров для кон-
.'^Троля отверстия диаметром 25Н7 (+ °>0!а) и контроля вала диаметром
&W(М) мм.
Из табл. 6 для калибров выписывают: Я = 4 мкм; 2=3 мкм;
•£$№(:?=• 4 мкм; Zj = 3 мкм.
Йте'-'. Исполнительные размеры калибров подсчитывают по формулам
=-,табл. 5.
У. Для калибров-пробок 25117:
- . " W и
тентах = DmIn + Z + -Р- = D -i- EJ + Z + ~ = 25 + 0 + 0,003 +
"^0,002 = 25,005 мм.
Ц®/эскизе (рис. 5, а) проставляют размер ЛРтах = 25,005
а» = Ошах + Я/2 = D + ES + Я/2 = 25 4- 0,021 -}- 0,002 =
,023 мм.
чертеже проставляют размер НЕщ^ — 25,023_(ll(W4.
.Для калибр о в-скоб 25k6:
min = rfmax — Zj ^- = d + es — Zj — Я1/2 = 25 0,015 —
6,003 — 0,002 = 25,010 мм.
60
СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
На эскизе (рис. 6, 6) указывают размер ПРт1а = 25,01 О40>W4;
//71min = 4min ~~ ~ d "1” et' ~~~ 0^/2 =
= 25+ 0,002 — 0,002 = 25,000 мм.
На эскизе (или чертеже) проставляют размер
= 25,000+1*’ом.
Если регулируемые калибры-скобы применяют сов-
местно с предельными (жесткими) калибрами, то их
настраивают по исполнительным размерам с помощью
ПКМД 2-го или 3-го классов точности по следующей
методике. Исполнительные размеры калибра-скобы
рассчитывают по табл. 5. Например, для калибра-ско-
бы 100 й 10 (_0,14) исполнительные размеры ПРаш ~
= 99,98 мм, а для HEmia = 99,855 мм. В зависимости от
имеющегося набора ПКМД рассчитывают и подбирают
концевые меры длины, а затем составляют блоки ПКМД.
В рассматриваемом примере при наборе № 2 ПКМД
(см. гл. 2, табл. 2) блок ПКМД для настройки проходной
стороны регулируемого калибра-скобы содержит четыре
меры (90 + 7 4- 1,9 + 1,08 мм), а блок ПКМД для не-
проходной стороны — пять мер (90 + 6 + 1,8 + 1,05 +
+ 1,005 мм). Отверткой ослабляют стопорные винты 5
(см. рис. 4, ж} с тем, чтобы подвижные вставки могли
свободно перемещаться вдоль своих осей. Между встав-
ками проходной стороны регулируемого калибра-скобы
устанавливают составленный блок ПКМД (см. рис. 4, а)
и, вращая отверткой винт 4, добиваются нормальной
силы измерения. После настройки стороны ПР закреп-
ляют стопорный винт 5.
Аналогично по второму блоку ПКМД настраивают
на размер иепроходную НЕ сторону регулируемого ка-
либра-скобы.
Регулируемые калибры-скобы могут быть настроены
и на другие размеры, например на предельные размеры
контролируемого вала. В этом случае использование про-
изводственного допуска достигает 100 %, но быстрый
износ измерительных поверхностей вставок потребует
частых настроек на размер.
Предельные калибры для глубин и высот уступов.
Глубины и высоты уступов с размерами 1—500 мм и
допусками 11—17-го квалитетов (ГОСТ 2534—77) контро-
лируют предельными калибрами (рис. 7).
ПРЕДЕЛЬНЫЕ КАЛИЬРЫ
61
7, «8ЛИбрЫ для контроля глубин и пысот уступов
7й-
jt 'Titc. 8,
Схемы расположения полей допусков калибров для
глубин и высот
62
СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
7. Предельные отклонения (мкм) калибров для глубин н высот
уступов с размерами 1—180 мм (ГОСТ 2534—77) (в числителе
приведены данные для стороны калибра Б, в знаменателе — для
стороны калибра М)
S от я от я Схемы по рис. 3 (сторона калибра) Отклонение (знак) Интервалы номинальных размеров! мм
От 1 до 3 Св. 3 до 6 Св. 6 до 10 Св. 10 до 18 Св. 18 до 30 | Св. 30 до 50 1 СВ' 50 до 80 ' 0Е1 08 ’ВЭ 1 Св. 120 до 180
1 и 3 (Б) Вт О. 0 0 0 0 0 0 0 0 0
1 W В. О. (+) 12 14 17 20 24 28 32 зе 41
Н. О. (—) 4 5 6 8 9 J1- 13 15 18
н. о. (-I-) 8 9 11 12 15 17 19 21 23
О. и. (—) 12 14 17 20 24 2S 32 36 41
О. и. 0 0 0 0 0 0 0 0 0
11 и 2 (Б) В. О. (—) 8 9 11 12 15 17 19 21 23
12 2 и 3 (А4) В- 0. (-г) 4 5 6 8 9 11 13 15 18
И. О. (—) 12 14 17 20 24 28 32 36 41
н. о. 0 0 0 0 0 0 0 0 0
О. и. 0 0 0 0 0 0 0 0 0
°- и. (4~) 12 14 17 20 24 28 32 36 41
1 я 3 (Б) В. 0. 0 0 0 0 0 0 0 0 0
1 т в. о. (+) 25 30 36 41 46 54 63 72 80
13 и н. о. (—) 10 12 15 18 21 25 30 35 40
— ш н. -
14 н. о. (+) 1b 18 21 23 25 29 33 37 40
О. и. (—) 25 30 36 41 46 54 63 72 80
- V ,
о. и. 0 0 0 0 0 0 0 0 0
ПРЕДЕЛЬНЫЕ КАЛИБРЫ
63
Продолжение табл, 7
Интервалы номинальных размори»» мм
Кв а л вдет Схемы по рис, 8 (сторона калибра) Отклонение (знак) От 1 до 3 Св. 3 до 6 Св. 6 до 10 Св. 10 до 18 Св. 18 до 30 Св. 30 до 50 i Св. SO до SO Св. 80 до 120 | Св. 120 до 180 |
•• Г":> ••.'( - S 13 н |.14 'Г'' 2 (7>) 2 и 3 (М) в. О. (—) 15 10 25 0 0 18 21 23 18 41 0 0 41 25 29 25 54 0 0 54 33 30 63 0 0 37 40 40 80 0 0 80
В. о. (+) Н. 0. (—) н. о. 0» и. 12 30 0 0 15 36 0 0 21 46 0 0 зь 72 0 0
0. И. (4*) 25 30 30 46 63 72
ЧК,-: Ж ' <-; ' я' Ж17 . . - 1 и 3 (£) В, 0. 0 45 10 35 45 0 0 54 J2 42 54 0 0 0 0 0 0 0 118 35 83 118 0 0 130 40 90 130 0
1 ТО В. О. (+) Н. 0. (—) Н. 0. (+) 0- И. (—) 0. и* 64 15 49 64 0 73 18 55 73 0 82 21 61 82 0 92 25 67 92 0 105 30 75 105 0
2 (В) 2 и 3 (М) В. 0. (—) 35 10 45 0 0 45 42 49 55 61 21 82 0 0 67 25 92 0 0 92 75 30 10_5 0 0 105 83 90 40 130 0 0 130
В. о, (+) и. 0. (—) н* о. 0. и* 12 54 0 0 15 64 0 0 18 73 0 0 35 118 0 0
0. И. (+) 54 64 73 82 118
Р-й м е 4 а н и е. в, о, верхнее отклонение; н. о. —• нижнее откло-
о, и, —, отклонение износа,
Предельные отклонения (мкм) калибров для глубин и высот уступов с размерами св. 180 до 500 мм
(ГОСТ 2534—77) (в числителе приведены предельные отклонения со знаком минус для стороны калибра Б]
в знаменателе — предельные отклонения со знаком плюс для стороны калибра
Интер- валы номи- нал ьн ых разме- ров f мм Схемы по рис. 8 (сторона калибра) Квалитет
11 12 13 И 15 16 и 17
в, о. С? О- и. О £ 0 LH S 6 о д О Я 6 о я ’О кн S 6 6 о 6 « О. и. о ей 6 И •и ’О
Св. 180 до 250 1 и 3 (Б) 1 (М) 10 50 30 30 50 То 15 55 35 35 55 15 25 103 71 57 103 25 45 123 91 77 123 45 70 193- 116 147 193 70 ПО 233 156 187 233 ПО
2 (Д) 2 и 3 (/И) 30 30 50 Чо- 10 То 35 35 55 Тб 15 55 57 7Г 103 25 25 103 77 91 123 16 45 Т23 147 ТТб 193 70 70 193 187 156 233 ПО ПО *233
Св. 250 до 315 1 и 3 (5) 1 (АП. 15 Уб 38 33 56 “ПТ ,20 62 43 39 62 20 35 "116 87 64 116 "35 _55 136 107 "84 136 55 90 216 142 164 216 90 140 266 192 214 266 140
к to Со 33 38 56 15 15 ~56 39 43 62 20 20 62 64 87 116 35 35 116 84 107 136 55 55 136 164 142 216 90 90 216 214 192 266 140 140 266
и
ti
о
to
>
s
w
й
w
x
to
5
□?
к
о
to
to
Т5
О
. s. .j йшбл. 6 1
со Иятер* валы Я номи- 5 дальних в разме- чу ров, мм у. Схемы по рис, 8 (сторона калибра) УУУ : - Квалитет
12 .. : 13 И 1& 1& и 17
в. о. О . и ’О о • см -• .о з: ' о Q «О О а* О. и. о я 6 а; и 'О О . А О d Я о о А И, Ос i В о
3 Св. 250 до 315 1 й 3 (5) 1 1 (М). 15 62 40 37 62 15 30 78 55 53 78 30 45 128 102 71 128 45 70 154 127 97 154 70 ПО 2.38 167 181 238 ПО 180 308 237 251 -SO» Я 180 ч И )а га
Св. 315 до 400 2 (5) 2 и 3 (Л4) 37 40 62 15 15 62 53 55 78 30 30 78 71 102 128 45 45 128 97 127 154 70 70 154 181 167 238 110 110 238 251 237 308 180 180 £ 308 га X
Св. 400 до 500 1 н 3 (Б) 1 (Я) 20 68 47 41 68 35 62 57 84 55 142 118 142 55 90 153 113 176 140 272 203 209 272 140 220 352 283 289 352 § 220 g
20 84 35 79 176 90
2 (£) 41 47 68 20 20 68 57 84 35 35 79 118 142 55 55 142 113 153 176 90 90 176 209 203 272 140 140 272 289 283 352 220 220 352
2 и 3 (Л4) 62 84
П р им еча и не. в. о, — верхнее отклонение; н. о. —> нижнее отклонение; О,а, — отклонен не наноса. 99
66
СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
Предельные отклонения калибров для глубин и усту-
пов: верхнее (в. о.), нижнее (н. о.) н износа калибра
(о. и.) указаны в табл. 7 и 8. Установлены три схемы
(1—3) расположения полей допусков калибров для глу-
бин и высот уступов (рис. 8). Калибры на схемах обо-
значены: Б — сторона калибра для контроля наиболь-
шего предельного размера изделия, а М — сторона ка-
либра для контроля наименьшего предельного размера,
Схема 1 характерна для калибров «надвигания» (см.
рис. 7, б); при износе калибров размеры сторон Б и М
уменьшаются. Схема 2 отражает использование калибров
(см. рис. 7, а), когда при износе размеры сторон Б и М
увеличиваются. Схема 3 характерна для калибров «про-
света» (см. рис. 7, в), при использовании которых в ре-
зультате износа калибров размер стороны Б уменьшается,
а размер стороны М— увеличивается.
Каждая из сторон калибра «просвета» имеет лезвие-
подобные грани 2, облегчающие определение годности
детали по просвету между поверхностью детали и лез-
вием калибра (см. рис. 7, е). Плоскими направляющими
поверхностями 1 калибр контактирует с поверхностью
контролируемого изделия без зазора. Изделие признают
годным, если в момент прилегания поверхности 1 к изде-
лию появляется просвет у поверхности лезвия калибра.
3. ШТАН ГЕН ИНСТРУМЕНТ (ШТАНГЕНПРИБОРЫ)
Штангенприборы, называемые ранее штангенинстру-
ментом (показывающие измерительные приборы), вслед-
ствие простоты устройства и низкой стоимости весьма
распространены. К ним относят штангенциркули по
ГОСТ 166—80 (СТ СЭВ 704—77 ... СТ СЭВ 707—77 и
СТ СЭВ 1309—78), штангенглубиномеры по ГОСТ 162—80
(СТ СЭВ 704—77, СТ СЭВ 708—77 и СТ СЭВ 1309—78)
и штангенрейсмасы по ГОСТ 164—80. Начали выпускать
штангенциркули мод. 124 со стрелочным отсчетом
(ТУ 2-034-3011—83), штангенглубиномеры мод. БВ-6232
стрелочные (ТУ 2-034-620—84) и штангенрейсмасы
мод. БВ-6226 стрелочные (ТУ 2-034-616—83).
Отсчетное устройство штангенприборов — штанга
с нанесенной на ней шкалой с интервалом деления 1 мм
и свободно перемещающаяся по штанге рамка, на скосе
ШТ АНГЕНИНСТРУМЕНТ
67
-----
5 которой (напротив миллиметровой шкалы штанги) нане-
•% сена вспомогательная шкала, называемая нониусом (но-
1 ииус служит для отсчета дробных долей миллиметра),
г Каждое пятое деление шкалы штанги отмечено удлинен-
яым штрихом, а каждое десятое — штрихом более длин-
рым. чем пятое, и соответствующим числом сантиметров.
Штангенприборы модулей 1 и 2 выпускаются
егом по нониусу 0,1 и 0,05 мм. Ранее выпускался
прибор с отсчетом по нониусу 0,02 мм.
венозная U1XMH
в
Q OT-
штан-
О
нониус
4 5 S
0 H'suuyi-
xflmcwn 42+0,1*7 ^42,7нм
*)
U <
2
S.
fAway* П'ГПТПТрТПТТ
v- g. ] | jj A
ft
to n « a
' »}
Иояиус
« Отсчет №S +13,25+1,05 *2=JOS,35 ни
$
Шкалы штаигеиприборов: с отсчетом по нониусу 0, 1 им модулей:
1; б — 2; о отсчетом по нопиусу 0.05 мы модулей: s — 1; г — 2
^Аг;Модуль шкалы нониуса показывает, через какое число
-Жблений миллиметровой шкалы штанги будут распола-
;^^ься штрихи шкалы нониуса, смещенные на величину
Шп^чёта. по нониусу.
'.^^-Штангенприпор модуля 1 с отсчетом по нониусу 0,1 мм
9, а) имеет шкалу длиной 9 мм с десятью делениями.
|||^йстояние между двумя соседними штрихами шкалы
ж^Вйуеа составляет 0,9 мм, что короче на 0,1 мм интер-
\д||ига деления шкалы штанги, равного 1 мм.
>ОЬТ1ри совмещении нулевого штриха шкалы нониуса
Нулевым штрихом шкалы штанги первый за нулевым
эдИ&их- шкалы нониуса окажется смещенным относительно
жО^вого штриха штанги на 0,1 мм; соответственно вто-
штрих шкалы нониуса — на 0,2 мм, а десятый (по-
зИжИдний штрих) — на 1 мм; поэтому десятый штрих
нониуса точно совпадает с девятым штрихом
-соответствует 9 мм) шкалы штанги.
Ж 3*
6 b
СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
Если при измерении размера детали шкала нониуса
оказалась сдвинутой относительно шкалы штанги так,
что ее первый штрих (не считая нулевого) совпал с пер-
вым штрихом шкалы штанги, размер детали определяют,
суммируя отсчет по шкале штанги (нуль) и отсчет по
шкале нониуса (1 х 0,1 = 0,1 мм), т. е, 0 + 0,1 = 0,1 мм.
Таким образом, для определения размера детали необхо-
димо отсчитать по шкале штанги целое число милли-
метров и прибавить к нему доли миллиметра, полученные
умножением цены деления нониуса на порядковый номер
штриха нониусной шкалы, совпавшего со штрихом штанги
(нулевой штрих нониуса не учитывают).
Штангенприбор модуля 1 с отсчетом по нониусу 0,05 мм
(рис. 9, в) имеет длину шкалы нониуса 19 мм, разделен-
ную на двадцать частей. При этом одно деление шкалы
нониуса составляет 19 ! 20 = 0,95" мм, что на 0,05 мм
меньше целого миллиметра (т. е. меньше расстояния
между двумя соседними штрихами шкалы штанги). Отсчет
показаний при измерении размеров аналогичен отсчету
по шкале нониуса 0,1 мм.
Штангенприборы модуля 1 встречаются редко. Пред-
почтительными и более удобными являются штангенпри-
боры модуля 2 с «растянутой» шкалой, отсчетами по но-
ниусу 0,1 мм (рис. 9, б) и 0,05 мм (рис. 9, г). Растянутый
нониус с величиной отсчета 0,1 мм имеет длину 19 мм,
поэтому одно деление шкалы нониуса составляет 1,9 мм;
оно короче двух делений шкалы штанги на 0,1 мм.
Штангенприбор модуля 2 с отсчетом шт нониусу 0,05 мм
имеет длину шкалы 39 мм, разделенную на двадцать ча-
стей, т. е. одно деление нониуса равно 39 : 20 = 1,95 мм,
что короче на 0,05 мм двух делений шкалы штанги. Обычно
на шкале нониуса с отсчетом 0,05 мм цифры нанесены
через каждые пять делений: 0; 25; 50; У5; 1 (обознача-
ющих 0; 0,25; 0,50; 0,75 и 1,00 мм).
Технические характеристики штангенприборов; при-
ведены в табл. 9. !
Штангенциркули предназначены для измерения наруж-
ных и внутренних * размеров и для разметки. Их рыпу-
скают нескольких типов и моделей: ; 1
ШЦ-1 — с двусторонним расположением губок для
измерения наружных и внутренних разоров и с линей-
кой для измерения глубин (рис. 10, a).! i
ШТАНГЕ НИ НСТР УМЕ НТ
69
Продолжение табл. 9 g
Теп Предел к измерензя прибором Значение отсчета по нониусу Вылет губок (ножек штанген рей см ас а) Допускаемая погр для участка шкалы ешность прибора пря значении отсчета по нониусу t? tn 0,1 0,05 о
Z не менее
1ПЦ-Ш Мод. 124 Мод, БВ-6232 1ПГ ш 1500—3000 2000—4000 Штангев 0—150 Штанген! 0—250 0—160 0—200 0—250 0—315 0—400 тангепциркул: 0,1 циркуль со с по шкале 0,1 лубиномер со I по шкале | 0,05 0,05 < для разметк 150 грелочным от 35—40 стрелочным 1 75 Штангенглуб! 120 и (ТУ 2-034- - счетом (ТУ 2 10 отсчетом (ТУ - момер (ГОСТ 803—74) I 1500—3000 2000—4000 -034-3011—83) | 0—150 2-034-020—84) | 0——250 162—80) Св, 0 до 400 I ±0.3 | ±0,4 | ±0,08 1 - ГВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ LO Ю о о It! ° ° м 1 -н -л
“.’Л, А Тип Пределы измерения прибором Значение отсчета по нониусу Вылет губок (ножек штангенрейсмаса) Допускаемая погрешность прибора
арн значения
1 he не менее для участка Шкалы по нониусу
6,1 | 0,05
Штангенрейсмас со стрелочным отсчетом (ТУ 2-034-6)0—83)
Мод. БВ-6226 0-250 по шкале 0,05 (50) - 0—250 — ±0,05
Штангенрейсмасы (ГОСТ 164—80)
0—250 0,05 (50) — До 630 — ±0,05
40—400 60— 630 (80) — ,ч
ШР 100—1000 600—1600 0,1 (125) — До 630 Св. 630 до 1000 » 1000 » 1600 ±0,1 ±0,1 ±0,15 1 1 1
1500—2500 (160) Св, 1600 до 2500 ±0,2 —
я:
и
X
S
х
о
•с
я
X
Е
Примечания: 1. Примеры обозначения штангенциркуля типа ШЦ-И с пределами измерений 0 — 250 мм н отсче-
том по нониусу 0,05 ми: Штангенциркуль ШЦ-И-260-0,05 ГОСТ 166—80; то же, типа ЦЩ-Ш с пределами измерения 60—
1600 мм и отсчетом по нониусу 0,1 мм: Штангенциркуль ШЦ-111 — 1600—0,1 ГОСТ 166—60; штанген глубине мер а с преде-
лом измерении 0—200 мм: Шпгангенглубиномер ШГ-200 ГОСТ 162—80; штангеирейсмаса с пределом измерений 0—250 мм
и отсчетом по нониусу 0,05 мм: Штангенрейсмае ШР-250—0,06 ГОСТ 164—60.
2. Допускаемая погрешность штангенциркулей при отсчете по нониусу 0,1 мм указана для приборов класса точности 1;
эта погрешность для штангенциркулей класса точности 2 на участке шкалы 0—400 мм не превосходит значения ±0,1 мм,
3. При сдвигании губок штангенциркулей типов ШЦ-I н ШЦТ-1 до их соприкосновения смещение нулевого штриха
нониуса допускается только в плюс до 0,05 мм.
.... 4. Предел допускаемых погрешностей штан ген приборов как при незатянутом, так и затянутом зажиме рамки дан для
измерений при температуре (20 ±5)д С,
72
СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
ШТАНГЕНИНСТРУМЕНТ
73
74
СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
ШЦТ-1 — с односторонним расположением губок, осна-
щенных твердым сплавом для измерения наружных раз-
меров и глубин в условиях повышенного абразивного
изнашивания (рис. 10, б);
ШЦ-Н — с двусторонним расположением губок для
измерения наружных и внутренних размеров и для раз-
метки (рис. 10, в);
ШЦ-Ш — с односторонним расположением губок для
измерения наружных и внутренних размеров (рис. 10, г);
мод. 124 — со стрелочным отсчетом для измерения
наружных и внутренних размеров и глубин (рис. 10, 3).
Штангенциркуль ШЦ-I имеет штангу 1 (см. рис. 10, а)
с нанесенными на ней миллиметровыми делениями. По
штанге перемещается рамка 2 с нониусной шкалой 3.
Для фиксирования рамки на рабочей поверхности штанги
служит винт 4, С торца к рамке прикреплена линейка
глубиномера 5. Верхние губки предназначены для изме-
рения внутренних размеров (рис. 10, к), а нижние — на-
ружных (рис. 10, е).
Штангенциркули ШЦ-П (рис. 10, в) снабжены микро-
метрической подачей 4, предназначенной для медленного
(точного) перемещения рамки 1 по штанге 5.
В вырезе рамки микрометрической подачи располо-
жена гайка 6, навернутая на винт 7, закрепленный в ниж-
ней части рамки I. При освобожденном винте 2 и закреп-
ленной микрометрической подаче 4 на штанге 5 с по-
мощью стопорного винта 3 рамка 1 будет перемещаться
плавно по штанге, если вращать гайку 6 микрометриче-
ской подачи 4, как это показано на рис. 10, з.
Штангенциркуль со стрелочным отсчетом мод. 124
(рис. 10, д) разработан заводом «Калибр». Его диапазон
измерения 0—150 мм, цена деления шкалы, нанесенной
на штанге, 10 мм; цена деления круговой шкалы — 0,1 мм.
К штанге 6 штангенциркуля мод. 124 прикреплена
зубчатая рейка 5, с которой находится в зацеплении зуб-
чатое колесо (на рис, не показано). Подпружиненная
плата прикреплена к рамке 3. На одной оси с зубчатым
колесом находится стрелка 2, расположенная над шка-
лой L
Один полный оборот стрелки соответствует переме-
щению рамки 3 по штанге на 10 мм или на одно деление,
нанесенное на штанге 6.
ШТАНГЕ НИ НСТРУ ME HT 7f>
При соприкосновении измерительных поверхностей
штангенциркуля стрелка должна совпадать с нулевым
делением шкалы. Нулевая установка достигается пово-
ротом шкалы 1 через паз 4 с помощью отвертки (паз: на
рисунке не виден).
Измерительные поверхности штангенциркуля перед
^измерением размеров изделий промывают в бензине и
-протирают тканью. На измерительных поверхностях гу-
бок забоины и следы коррозии не допускаются. Рамка
вместе с микрометрической подачей должна перемещаться
дю штанге плавно и не должна перемещаться по ней под
'•действием своей массы при вертикальном положении
йнтангенциркуля. Мертвый ход гайки микроподачи не
(должен превосходить 1/3 оборота.
Нулевая установка проверяется при сдвинутых губ-
ках: при этом нулевые штрихи шкал штанги и нониуса
должны совпадать.
При измерении наружных размеров измеряемое изде-
лие устанавливают между губками штангенциркуля
=.(рис. 10, е и з). Неподвижную губку прижимают к поверх-
ности изделия, а губку с рамкой приближают до сопри-
косновения с изделием. При наличии микроподачи рамки 1
^приводят вторую губку штангенциркуля в соприкоснове-
|йие с поверхностью изделия вращением гайки 6 (при за-
стопоренной микрометрической подаче 4 с помощью
йвинта 3), обеспечивая при этом нормальную силу изме-
|рения; как слишком большая, так и недостаточная сила
рзмерения искажает результат измерения. Застопорив
|рамку 1 на штанге 5 винтом 2, снимают показания по
^шкалам штангенциркуля.
При измерении внутренних размеров губки штангенцир-
куля (рис, 10, и) вводят в контролируемое отверстие,
рбеспечивая соприкосновение их с поверхностью изделия
В нормальной силой измерения. При отсчете показаний
^определении результатов измерения необходимо к пока-
заниям по шкалам штангенциркуля прибавлять тол-
шину губок Ь, маркированную на них, если измерение
Цроводилось штангенциркулем типов ШЦ-Н или ЩЦ-1П.
Кхема измерения глубины штангенциркулем типа ШЦ-1
приведена на рис. 10, ж.
НЬ При эксплуатации штангенциркулей со стрелочным
к/счетом следует оберегать их от загрязнения, особенно
76
СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
зубчатую рейку. Рейку очищают щеткой, смоченной
в бензине. Запрещается измерение размеров изделия при
работе станка. По окончании работы измерительные по-
верхности штангенциркуля промывают бензином и сма-
зывают антикоррозийным составом.
Рис* 11* Штанген глубиномер (а), штанген рейс mac (0) и примеры измерения
с немощью штанген глубин о мера (0*) и разметки с помощью штанген рейсмаса (а)
Штангенглубиномеры предназначены для измерения
глубин пазов, отверстий, а также высот выступов
(рис. 11, а). Характеристики штангенглубиномеров типа
ШГ приведены в табл. 9. Кировским инструментальным
заводом освоен выпуск стрелочных штангенглубиномеров
мод. БВ-6232 с диапазоном измерений 0—250 мм сценой
деления штанги 5 мм и ценой деления отсчетного уст-
ройства 0,05 мм.
ШТАНГЕН ИНСТРУМЕНТ
77
р Штанген глубиномер имеет основание 4 с плоской изме-
' ригельной поверхностью. С основанием за одно целое вы-
полнена рамка 2 со шкалой нониуса. Штанга / с милли-
метровой шкалой перемещается в рамке перпендикулярно
основанию. Плоский нижний торец штанги является измё-
рителыюй поверхностью, которая при измерении глубин
'^^соприкасается с поверхностью изделия. При расположё-
рйии измерительных поверхностей основания и штанш
.; в одной плоскости нуль шкалы нониуса должен совпасть
Д-c нулевым штрихом шкалы штанги. Глубиномер снабжен
^механизмом микрометрической подачи 3.
Ж* Схема измерения глубиномером высоты уступа пока-
ЖЙна на рис. 11, б, Штангенглубиномер измерительной
«Ввдовер хностью основания 2 устанавливают на базу 3
-^йнелия. а штанга 1 выдвигается до упора в контроли-
Оруемую поверхность вала. Микрометрической подачей
Жщтаиги обеспечивают нормальную силу измерения.
Штангенрейсмасы (рис. 11, в) предназначены для изме-
Жрения высот, уступов и разметки размеров. Их харакТё-
ЖЬистики приведены в табл. 9. Кроме штангенрейсмасбв
ШР выпускаются стрелочные штангенрейсмасы
жМц- БВ-6226 с разметочной ножкой, оснащенной твердым
Жсплавом. На массивном основании 1 по вертикали закреп-
'Ждёна штанга 2, по которой перемещается рамка 3 со шка-
•Яглой нониуса и механизм микроподачи 4 рамки 3. К рамке
.wfe помощью хомутика 5 со стопорным винтом при необхо-
Яйймости присоединяют измерительные 6 и 7 или разме-
И^Чные 8 ножки. Измерительные ножки имеют по две
Измерительные поверхности, из которых верхняя преД-
ййзначена для измерения внутренних размеров, а швк-
Я|йя — наружных. При измерении внутренних размерив-.
ИЖщанным отсчета по шкалам штангенрейсмаса прибав-
И«яют высоту измерительной ножки.
к^Штангенрейсмас применяют, главным образом, для
вНмётки (рис. 11, г). Плоскость изделия, подлежащего
ЯЦзметйе, покрывают раствором мела в воде с добавле-
’ИиИём клён. Разметку проводят на плите/. Штангенрейсмас
Явд^анавливают на размер по Нижней поверхности разме-
^ШЙядй : ножки. Перемещая штангенрейсмас по плите
^кчрйь размечаемого изделия, остриём разметочной ножки
^ИяНосяг горизонтальные линий. :
МИКРОМЕТРИЧЕСКИЕ ПРИБОРЫ
79
7 4
хчета по ее шкалам (в в г}; типы микрометров;
4. МИКРОМЕТРИЧЕСКИЕ ПРИБОРЫ
Достаточно распространенными в цеховых условиях,
но более точными по сравнению со штанген приборами
^являются микрометрические Приборы, к которым относят
^микрометры различных типов, микрометрические глуби-
номеры и микрометрические нутромеры.
Отсчетное устройство. Принцип действия микрометри-
ческих приборов основан на преобразовании вращатель-
ного движения точного микрометрического винта, уста-
новленного в неподвижную гайку, в его поступательное
перемещение вдоль оси. Большинство микрометрических
риборов имеет винт с шагом, равным 0,5 мм, поэтому
орот винта в гайке на 360° вызывает его перемещение
Вдоль оси на 0,5 мм. На рис. 12, а показано устройство
^головки микрометрических приборов. Микрометрический
SBHHT 4 в сборе с барабаном 3 и механизмом трещотки 6
Ьвернут во внутреннюю резьбу, выполненную на правом
чцэнце стебля 2, запрессованного в скобе 1 микрометра
гли в основании микрометрического глубиномера. Зазор
резьбовом соединении устанавливается с помощью ре-
'лировочной гайки 5, навертываемой на коническую
!зьбу, нарезанную на наружной поверхности стебля,
говорение микрометрического винта осуществляют при-
пособлением 7 или 8.
(eh мз (к) и мп w
80
СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
На наружной цилиндрической поверхности стебля
имеется продольная отсчетная линия, над и под которой
нанесены миллиметровые деления. Начальные штрихи
шкалы и штрихи, соответствующие каждому пятому
миллиметру, отмечены цифрами. Сверху отсчетной линии
нанесены деления миллиметровой шкалы, смещенной
относительно начального деления ниже расположенной
шкалы на 0,5 мм. Указателем отсчета по шкалам, нане-
сенным на стебле, является торец, барабана. На торце
барабана выполнен скос, на котором нанесено 50 деле-
ний. Штрихи шкалы барабана, соответствующие каждому
пятому делению, удлинены и отмечены цифрами: 0; 5;
10; 15; 20; 25; 30; 35; 40 и 45. Поворот барабана вместе
с микрометрическим винтом на одно деление соответствует
их, перемещению в осевом направлении на величину
0,01 мм. Таким образом, цена деления микрометра со-
ставляет 0,01 мм.
При отсчете показаний сначала отсчитывают целое
число миллиметров по нижней шкале стебля (например,
3 мм согласно рис. 12, б) и прибавляют число сотых долей
миллиметра, например 23-й штрих шкалы барабана
согласно рис. 12, б соответствует 0,23 мм. Итоговый
отсчет по шкалам микрометрической головки составит;
3 + 0,23 = 3,23 мм. Если при отсчете показаний край
барабана перешел за деление миллиметровой шкалы,
нанесенной выше продольной линии, то- к результату,
отсчитанному по описанной методике, необходимо при-
бавить 0,5 мм. Например, итоговый отсчет по рис. 12, в
составляет 3,21 +0,5 = 3,71 мм.
При установке на нижний диапазон измерений (нуле-
вая установка) нулевой штрих барабана должен совпа-
дать с продольной линией стебля, а скошенный край ба-
рабана находиться напротив крайнего левого штриха
(нулевого штриха при диапазоне измерений 0—25 мм),
который Должен быть виден целиком, но при этом рас-
стояние от торца конической части барабана до края
штриха не должно превышать 0,15 мм..
Характеристики микрометрических: приборов при-
ведены в табл. 10.
Микрометры предназначены для измерения линейных
размеров прямым абсолютным, .контактным методом. Они
выпускаются следующих типов; МК — гладкие; МЛ —
:МИКРОМЕТРИЧЕСКИЕ ПРИБОРЫ
81
10. Характеристики микрометрических приборов,
р вз меры, мм
й-
/ Тип Диапазон измерения прибора (ынкрометрн- Предельная погреш- ность приборов класса точности
ческой головки) 1 2
Микрометры с ж Е?МК гладкий K.V" ценой деления 0,01 мм (1 0—25 25— 50; 50—75; 75—100 100—125; 125—150; 150—175; 175— 200 200— 225; 225—250; 250—275; 275—300 300— 400; 400—500 500— 600 ГОСТ 6507— ±0,002 ±0,0025 ±0,003 ±0,004 ±0,005 ±0,006 -78) ±0,004 ±0,004 ±0,005 ±0,006 ±0,008 ±0,01
К:’МЛ листовой Ю-МТ трубный к'МЗ зубомерный ВйМПдля проволоки ИМГ-головка мн- №й$срометр и ческа я В? Микрометры IB’’’ ЦщМГ горизонталь- КяЫЙ . й’МВ вертикальный 0—5; 0—10; 0—25 0—25 0—25; 25—50; 50—75; 75—100 0—10 0—25 настольного типа с ценоЛ 0—20 0—10 ±0,004 ±0,004 - ±0,005 ±0,004 ±0,004 деления 0,01 мм ±0,002 мм на участке шкалы до 3 мм ±0,003 мм на участке шкалы свыше 3 мм
Микрометры настольные со стрелочным отсчетным
устройством с ценой деления 0,001 мм
(ГОСТ 10388—81)
ИМН-1
и МН-2
0—10
±0,002
Микрометрические глубиномеры (ГОСТ 7470—78)
‘jpT-.-: . 0-25 ±0,002 ±0,004
25—50 ±0,003
- ; ЭД—юо . . ... ±0,005
! ' 100-150 '• ±0,004 ±0,006
82
СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
Продолжение табл. 10
Тип Диапазон измерения прибора (микрометри- ческой головки) Предельная погреш- ность приборов класса точности
i а
Микрометрические нутромеры (ГОСТ 10—75)
НМ 50—75 (50— 63) 75—175 (75—88) 75—600 (75— 88) 150—1250 (150-175) 800—2500(150—175) ±0,004 ±0,006 ±0,015 ±0,02 ±0,04
нми 1250— 4000 (350—375) 2500—6000 (350—375) ±0,06 ±0,08
Микрометр настольный с цифровым
электронным отсчетом
Мод. 19005 0—10 (шаг дискретно- сти 1 мкм) ±0,002
Примечание. Пример обозначения гладкого микрометра с пре-
делом измерения 25—50 мм класса точности 1: Микрометр
ГОСТ 6507— 78; то же, листового микрометра с диапазоном намерения 0—
10 мм: Л!параметр MJ7-10 ГОСТ 6507—78; то же, горизонтального настоль-
ного микрометра с пределом измерения 0 — 20 мм: Af «яро л amp МГ-20;
то же, вертикального микрометра настольного типа с пределом намерения
0 — 10 мм: jMuKpojtemp AtB-ZO; то же, микрометрического глубиномера с пре-
делами измерения 0—150 мм: Глубиномер ГЛ1-/50 ГОСТ 7470—75; то же,
микрометрического нутромера с диапазоном измерения 50—75 мм: Л/углре-
жгр НА1 75 ГОСТ 10—75.
листовые; МТ — трубные; М3 ~ зубомерные; МП — для
проволоки; МГ — горизонтальные настольного типа; МВ—
вертикальные настольного типа; МН-1 и МН-2 — на-
стольные со стрелочным отсчетным устройством и мод.
19005 — с цифровым электронным отсчетом.
Кроме того, по ГОСТ 4380—78 (СТ СЭВ 3307—81)
выпускаются микрометры для измерения среднего диа-
метра резьб (ем. гл. 5).
Гладкий микрометр типа МК. имеет скобу I (рис. 12, а),
с одной стороны которой запрессована неподвижная пят-
ка 2 (для микрометров с верхним пределом измерения
до 300 мм) или переставная пятка (для остальных микро-
метров), а с другой стороны скобы — микрометрическая
МИКРОМЕТРИЧЕСКИЕ ПРИБОРЫ
83
1L головка, состоящая из стебля 3 и барабана 5 в сборе с ми*
ж; кровинтом и механизмом трещотки 6. Конструктивно
Ж трещотки выполняют с торцовыми зубьями (рис. 12, а)
ж, или с зубьями на кольце (рис. 12, <5). В последней кон-
Жгструкции в корпусе трещотки выполнено отверстие, в ко-
Ж тором помещена пружина 3 со штифтом 2, 'имеющим ко-
Ж^нец, срезанный под углом. Срезанная часть штифта входит
«ЕЙаю впадину зуба кольца. В том случае, если при измере-
1 дОсии сила трения между поверхностью изделия и торцо-
иЙымп поверхностями пятки и микровинта превысит силу
ЯМРгрения между поверхностями штифта 2 и корпуса 1,
^ВЬтафт сожмет пружину 3 и выйдет из зацепления. Пере-
^ЕЙещение микровинта к измеряемой детали прекратится.
Яжг Закрепление микровинта в требуемом положении осу-
в&ествляется стопорным устройством (рис. 12, е) с зажим-
ЖФм винтом 4. Микрометры некоторых моделей имеют
ЯБксцентриковые или цанговые стопорные устройства.
№- Перед началом измерений микрометр осматривают,
«предварительно очистив его от смазочного материала,
«измерительные поверхности пятки и микровинта проти-
Я«ют тканью, пропитанной в бензине, и сухой салфеткой.
Щтафи подготовке к измерениям микрометра следует про-
«Верить нулевую (нижний предел измерения) установку,
если она сбита, то ее следует восстановить. Методика
проверки зависит от пределов измерения микрометра.
Наиболее проста проверка нулевой установки микро-
ЯИ|0тра с пределами измерения 0—25 mSi. Вращая за тре-
^КЙэтку, измерительные поверхности микровинта и пятки
1^№Шиводят в соприкосновение. При этом нулевая отметка
Ир/барабане должна совпасть с продольной линией, нане-
(^Кйняой на стебле микрометра. Торец барабана не должен
^НвЁрекрывать нулевой штрих шкалы стебля более чем на
^Им07 мм или удаляться от нулевого штриха более чем на
^«&15 мм.
При необходимости, микрометр устанавливают на
^ИВ^евую отметку следующим образом. Микровинт стопо-
когда измерительные поверхности пятки я микро-
^Вцгга приведены в соприкосновение. Придерживая бара-
левой рукой, правой рукой свертывают (до одного
^ИвдЮрота) корпус трещотки с барабана и отжимают бара-
направлении трещотки, что позволяет повернуть
относительно неподвижного микровинта на угол,
84 СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИИ
при котором нулевая отметка на барабане совместится
с: продольной линией стебля, а торец барабана с ну-
левой отметкой на-стебле. Исключив поворот барабана,
навертывают корпус трещотки на барабан до упора.
. Зажимной винт микрометра освобождают, вращая за
трещотку, проверку нулевой установки микрометра1 пов-
торяют. ......
Проверку нижнего предела измерений микрометров
с пределами измерения св. 25 мм осуществляют с по^
мощью установочных мер, прилагаемых к микрометрам,
или концевых мер длины. Меры устанавливают между
измерительными поверхностями пятки и микровинта и
с помощью трещотки приводят их в соприкосновение.
При этом нулевой штрих барабана должен совпасть
с продольной линией стебля, а торец барабана—со штри-
хом, соответствующим нижнему пределу измерения мик-
рометра.
Микрометры с верхним пределом измерения св. 300 мм
снабжены переставной пяткой, устанавливаемой по уста-
новочной мере в зависимости от измеряемого размера
изделия. К этим микрометрам придаются по две уста-
новочные меры, которые позволяют проводить измерения
одним микрометром в пределах 300—400, 400—500 и
500—600 мм.
Переставную пятку устанавливают в следующем по-
рядке. Нулевой штрих шкалы барабана совмещают с про-
дольной линией, нанесенной на стебле, и соответствующим
штрихом стебля. Например, в случае использования для
измерения первой и третьей четвертей пределов измерения
микрометра (для микрометра с пределами измерения
300—400 мм в первой четверти будут находиться,размеры
300—325 мм, а в третьей четверти — размеры 350—375 мм)
установка «на нуль» проводится по крайнему правому
штриху шкалы микрометрической головки, а при исполь-
зовании второй (для рассматриваемого примера 325—
350 мм) и четвертой (375—400 мм) четвертей пределов изме-
рения—- по начальному штриху шкалы стебля. После
стопорения микровинта между пяткой и торцом микро-
винта устанавливается соответствующая : установочная
мера. При этом переставная пятка приводится в сопри-
косновение с мерой, а затем фиксируется стопорным
устройством. После освобождения стопора, вращением за
микрометрические приборы
85
трещотку, микровинт отводят от установочной меры,
Г а затем вторично подводят до соприкосновения с концевой
s мерой. При этом нулевой штрих барабана должен совпасть
L с соответствующим штрихом стебля и продольной линией,
нанесенной на стебле.
К Для приведения в соприкосновение измерительных
поверхностей микрометра с измеряемым изделием поль-
Кзуются только механизмом трещотки. Нормальная сила
^измерения обеспечивается при трех—пяти щелчках тре-
Ещщтки. После этого микровинт стопорят и осуществляют
Кртсчет по шкалам микрометра. Вращение микровинта за
Вбарабан не допускается, так как при этом возникают не-
Ждопустимо большие силы и портится резьба винта. Раз-
Камеры измеряют при выключенном станке так, чтобы руки
Кс- микрометром не находились в плоскости вращения, на-
Жпример, кулачков токарного станка (рис. 12, ж).
к. Листовой микрометр предназначен для измерения
Жтолщины листов и лент. В отличие от гладкого микро*
К!;метра он снабжен неподвижным круглым циферблатом 5
ЙЙрис. 12, з) и указателем-стрелкой 6, соединенной с ба-
Прабаном 4. Измерительная поверхность пятки 2 выпол-
Кнена сферической формы. Микровинт имеет шаг, рав-
Иный 1 мм; поэтому при повороте на полный оборот он
^переместится в осевом направлении на 1 мм. На цифер-
к'блате нанесено 100 делений с ценой деления 0,01 мм.
кЙНа стебле 3 имеется миллиметровая шкала. Вылет скобы 1
^составляет 20, 40 и 80 мм при диапазонах измерений соот-
ветственно 0—5; 0—10 и 0—25 мм.
В&Ь Трубный микрометр предназначен для измерения
^толщины стенок труб. От гладкого микрометра он отли-
^чается сферической пяткой и формой скобы (рис. 12, и},
^имеющей выемку.
Е|*' Зубомерный микрометр предназначен для измерения
В1эдлины общей нормали зубчатых колес с модулем св. 1 мм.
Hppt гладкого микрометра он отличается дисковыми на-
радками 1 (рис. 12, к).
Микрометр типа МП служит для измерения диаметра
мроволоки, поэтому его скоба (рис. 12, л) имеет соответ-
Ижтвующую форму.
ИЦ,-- Настольные микрометры снабжены микромётриче-
И|Йрй головкой с ценой деления 0,01 мм, имеющей на ба-
Пфабане сто делений (шаг микровинта равен 1 мм). Они
86
СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
предназначены для измерения размеров малогабаритных
деталей небольшой жесткости, применяемых в часо-
вой и приборостроительной промышленности. Извест-
ны следующие типы настольных широко распрос-
траненных микрометров: МГ с горизонтально распо-
ложенной микрометрической головкой; МВ с верти-
кальной микроголовкой; МН-1 (ГОСТ 10388—81) —
со стрелочным отсчетным устройством и силой измерения
не более 50 ± 20 сН и МН-2 (ГОСТ 10388—81) — со стре-
лочным отсчетным устройством и силой измерения не
более 200 ± 50. сН.
Настольные микрометры МГ (рис. 13, а и б); МВ
(рис. 13, в); МН-1 и МН-2 (рис. 13, г) имеют регулируе-
мые по высоте столики 7 для установки на них измеряе-
мых изделий.
Конструкция микрометрической головки (рис. 13, а),
закрепленной в корпусе 2 всех микрометров, унифици-
рована. На стебле 5 микрометрической головки нанесены
миллиметровые деления с продольной линией, а на бара-
бане 6 — деления с ценой 0,01 мм. Начальные штрихи
на шкалах и штрихи, соответствующие каждому пятому
миллиметру на шкале стебля и каждому десятому деле-
нию на шкале барабана, удлинены и у них нанесены
цифры. Кроме того, каждый пятый штрих барабана
удлинен.
Осевое перемещение микрометрического винта при
его вращении через фрикционное устройство 7 пере-
дается на измерительный стержень 4, который благодаря
шпонке перемещается без вращения в осевом направле-
нии. Описанное устройство предохраняет измеряемую
деталь, расположенную на измерительном столике 1,
от поворота и изменения заданного первоначального
положения.
На конце измерительного стержня закреплен измери-
тельный наконечник 3 с измерительной поверхностью
различной формы, позволяющий измерять пазы, элементы
зубчатых мелкомодульных колес и фрез и т. д.
Столик 1 вертикального настольного микрометра МВ
(рис. 13, в) имеет поворотный диск 2.
Настольные микрометры типов МН-1 и МН-2 (рис. 13, е)
снабжены рычажно-зубчатой головкой 4, которая уста-
новлена в корпусе 2 соосно с микрометрической головкой.
МИКРОМЕТРИЧЕСКИЕ ПРИБОРЫ
87
58
88
СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
Наконечник рычажно-зубчатой головки отводится от
измеряемого изделия рычагом арретира 5.
Предел допускаемой погрешности отсчетного устрой-
ства микрометров типов МН-1 и МН-2 не превышает
± 0,5 мкм. Предел допускаемой погрешности микро-
головки не более ±2 мкм. Рассеяние показаний отсчет-
ного устройства из серии десяти измерений не более
0,25 мкм. '
При относительных измерениях микрометр настраи-
вают на размер по блоку ПКМД, установленному на
столике 1. При этом микрометрическая головка должна
быть выставлена на номинальный размер контролируе-
мого изделия, а барабан 6 застопорен с помощью ножевого
фиксатора 7. Стрелку рычажно-зубчатой головки х уста-
навливают на нулевую отметку. После настройки микро-
метра измерительный наконечник 3 головки отводят с по-
мощью рычага арретира 5 и заменяют блок ПКМД соот
ветствующим измеряемым изделием. Освободив рычаг
арретира 5, отсчитывают по шкале головки 4 отклонение
размера изделия от номинального. Действительный размер
изделия равен алгебраической сумме номинального раз-
мера и показания, отсчитанного по шкале головки 4.
Ленинградский инструментальный завод выпускает
настольный микрометр мод. 19005 (рис. 13, д) с цифровым
электронным отсчетом, предназначенный для линейных
измерений размеров прецизионных деталей точного при-
боростроения и машиностроения методом непосредственной
оценки в цеховых условиях. Микрометр имеет растровый
преобразователь / и электронный блок 2, снабженный
цифровым выходом для передачи информации в системы
управления. Сила измерения не более 0,003 Н. Габариты
микрометра с преобразователем 300 X 100 X 100 мм, а элек-
тронного блока — 85x270x320 мм. Основные сведения
о микрометре приведены в табл. 10.
Гладкие микрометры с цифровым отсчетом планирует
выпускать также завод «Калибр».
Микрометрический глубиномер предназначен для изме-
рения глубины пазов, глухих отверстий и высоты уступов.
Он представляет собой микрометрическую головку
(рис. 13, е), запрессованную в основание 1 перпендику-
лярно измерительной поверхности основания. В глухое
отверстие, выполненное в торце микровинта,, могут быть
МИКРОМЕТРИЧЕСКИЕ ПРИБОРЫ
89
плотно вставлены сменные стержни 2, обеспечивающие
измерение размеров 0—150 мм через 25 мм. На стебле
микрометрической головки деления нанесены от 25 до
0 мм, так как при ввинчивании микровинта по часовой
стрелке показания глубиномера возрастают. Фиксирова-
ние микрометрического винта осуществляют винтом 3.
Нулевую установку глубиномера проверяют на по-
верочной плите. Схема измерения глубиномером высоты
.уступа приведена на рис. 13, ж. Левой рукой основание
„глубиномера прижимают к базе, а правой — вращают
трещотку / до соприкосновения измерительного стержня
с контролируемой поверхностью, осуществляя отсчет.
Микрометрический нутромер — накладной прибор для
/измерения внутренних размеров с двухточечной схемой,
^при которой одна точка неподвижна, а вторая — по-
движна при измерении. Характеристики нутромера при-
ведены в табл. 10.
Нутромер имеет микрометрическую головку 2 (рис. 14 ,а),
один или несколько удлинителей 3 и измери-
тельный наконечник 1. Микрометрическая головка
- (рис. 14, б) аналогична микроголовке микрометра. В ее
корпус 4 запрессован неподвижный измерительный на-
конечник 5 и муфта / с внутренней резьбой. Микровинт 6
/ввертывается в корпус головки и фиксируется в требуе-
;'мом положении стопором 2. Зазор в резьбовом соединении
/регулируется гайкой 10 с конической резьбой. Микро-
;винт 6 с гайкой 7, барабаном 8 и контргайкой 9 является
-.единой сборочной единицей. На барабане нанесена шкала
с 50-ю делениями с ценой деления 0,01 мм. Миллиметро-
вые шкалы выполнены на наружной поверхности
стебля 3.
Удлинитель (рис. 14, в) — стальной стержень 1 уста-
новленного размера со сферическими измерительными по-
верхностями. Он помещен в металлическую трубу 2
е резьбовыми муфтами 3 и 4 на ее концах. Удлинители
^Свинчиваются последовательно один с другим до полу-
Ь®ния требумого размера, их размеры: 13, 25, 50, 75,
fH)O, 150, 200, 300, 400, 500, 1000 и 2000 мм.
^ Настройка нутромера осуществляется по установочной
^мере 1 (рис. 14, г), представляющей собой скобу с двумя
^взаимно параллельными поверхностями. К каждому нутро-
придается одна установочная мера размером. 63,
г)
Pact К* МксрометрическиЙ нутромер (d-=*e) л настройка его по установочной
нутромера
МИКРОМЕТРИЧЕСКИЕ ПРИБОРЫ
91
I ..75, 150 или 350 мм в соответствии с размерами микроме-
s'- трической головки,
f ' Головку 2 с наконечником 5 устанавливают между
| измерительными поверхностями установочной меры /,
придерживая меру и головку левой рукой, а правой ру-
h ..кой, вращая барабан головки, находят наикратчайшее рас-
If.'стояние между поверхностями установочной меры. Засто-
Кпорив микровинт стопором 4, вынимают микрометриче-
вЙркую головку и проверяют нулевую установку по шкалам
№головки. Если нулевая установка сбита, то ее восста-
^давливают, освободив контргайку 9 (см. рис. 14, б) и
^повернув барабан до совпадения его нулевой отметки
Е|с нулевым штрихом стебля.
№.. После проверки микроголовки по установочной мере
^рассчитывают удлинители, стремясь к наименьшему их
ВВчислу при сборке.
Пример. Подобрать удлинители для измерения отверстия диаме-
№Лром 410 мм
Для измерения размера, равного 410 мм, согласно табл. 10 выби-
КЙ)ают микрометрический нутромер с пределами измерения 75—600 мм.
^^Микрометрическая головка обеспечивает пределы измерения 75—88 мм,
Кт е. 13 мм. Рассчитывают суммарный размер удлинителей, вычитая
КиЬ заданного размера 410 мм нижний предел измерения микрометриче-
Кжкой головки, равный 75 мм; получают 410 — 75 = 335 мм. Для сборки
Иикнуг быть выбраны два удлинителя номинальных размеров 300 и
№*25 мм, что в сумме дает размер 325 мм, а в сборе с микрометрической
Ийсоловкой, имеющей наименьший размер 75 мм, может быть измерен
измерения внутренних размеров с . помощью
. (а); примеры
92
СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
размер, равный 400 мм. Недостающие для обеспечения измеряемого
размера отверстия 410 — 400 = 10 мм будут обеспечены ходом микро-
винта головки, равным 13 мм.
Для измерения диаметра отверстия (рис. 14, с?) нутро-
мер вводят в контролируемое отверстие, прижимая его
левую измерительную поверхность левой рукой, а правой
рукой, вращая барабан, вывинчивают микровинт до
соприкосновения его с противолежащей поверхностью
отверстия. Нутромер при этом необходимо слегка пока-
чивать до ощущения легкого трения поверхностей нутро-
мера и изделия. Застопорив микровинт, выводят нутро-
мер из отверстия и отсчитывают по шкалам результат
измерений, прибавив размеры удлинителей.
Микрометрический нутромер не имеет центрирующего
мостика, поэтому необходимо измерять диаметр в пло-
скости, перпендикулярной к оси отверстия (положе-
ние /), и в плоскости осевого сечения (положение II).
Наибольший размер в положении I и наименьший размер
в положении II должны совпадать. Только после такого
совпадения размеров проводят отсчет по шкалам нутро-
мера.
Расстояние между двумя внутренними взаимно па-
раллельными плоскостями (рис. 14, е) измеряют также
в двух положениях. Отсчет по шкалам нутромера проводят
при совпадении наименьших показаний в положениях I
и II.
5. РЫЧАЖНО-ЗУБЧАТЫЕ ГОЛОВКИ И ИНДИКАТОРЫ
Рычажно-зубчатые головки и индикаторы, как пра-
вило, закрепляют в штативах и стойках и применяют для
абсолютных и относительных измерений размеров, а также
отклонений формы и расположения поверхностей.
Стойки и штативы для измерительных головок. Стойки
предназначены для закрепления головок при измерении
размеров деталей методом сравнения с ПКМД (мерой
длины) и при контроле отклонений формы и расположения
поверхностей изделий. Стойки изготовляют четырех ти-
пов: С-1, С-П, С-Ш и C-IV. Они снабжены столом для
установки на нем изделий и предназначены для проведе-
ния точных измерений. Штативы применяют в цеховых
условиях для закрепления индикаторов, часового типа.
Характеристики стоек и штативов приведены в табл. 11.
РЫЧАЖНО-ЗУБЧАТЫЕ ГОЛОВКИ И ИНДИКАТОРЫ 93
¥ 11. Характеристики стоек и штативов для измерительных головок
L (ГОСТ 10107—70). Размеры, мм
£ Измерительная головка
Тип "' (модель) sk’ Стол Пределы измере- ния по высоте Цена деления Вылет не менее Прнсоеди- ннтвльный- размер
Стойки
;С-1 (07101) •fr" у;. . । Прямоугольный 100X40 Квадратный ре- бристый 125Х 125 0—160 0,00005— 0,0005 75 28Н8
fell (07201) Квадратный ре- бристый 125Х 125 0—160 0,001—0,005 75 28Н8
i-I-n Круглый глад- кий 0 50 0—100 0,001—0,01 55 8Н8
fcv Ц-I; ШМ-1 Прямоугольный гладкий 160Х 100 Ш 0—250 тативы 0,01 и более 0,002—0,005 25— 160 8Н8
ШЕЙ-ПН; Вй-пн pi — 0—250 0,01 200
КСЫТВ; Щ1М-ПВ 0—630 0,01 500 8Н8
: 1 - Л. • (Ш-Ш; |Щм-ш 0—200 0,01 и более 160
Примечания:' 1. Пример обозначения стойки С-1 с диаметром
Запрети я под измерительную головку 28 мм и размерами стола; 100X40: ;
ghtoSja'CJ-W-IWX^ ГОСТ 1DJ97 — 70.
gfe3 Примёр обозначен ня штЬтйва типа Ш-IT с'низкой колонкой и дна-
gWTpcM отверстия под г.одовку 8 мм: Шедший .ГОСТ 1.019.7—7j0<
94
СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
Рис, 15. Типы стоек:
С-1 и C-II {а и б}; С-Ш (в) и C-IV (г)
РЫЧАЖНО-ЗУБЧАТЫЕ ГОЛОВКИ И ИНДИКАТОРЫ 95
№ Стойки типов С-1 (мод. 07101) и С-П (мод. 07201)
Ж. предназначены для закрепления измерительных головок
В, с ценой деления 0,1—0,5 и 1—5 мкм. Стойки (рис. 15, а
Ж' и б) унифицированной конструкции имеют основание 7
Ж < с цилиндрической колонкой 2, по которой может пере-
У мещаться кронштейн 4 с помощью гайки 3. Гайка 3 со-
Ж/енинена ,с кронштейном 4, что исключает возможность
дй>гт>- передвижения в незакрепленном состоянии. Крон-
Я&Пггейн закрепляют на колонке винтом 5.- Измерительную
Изголовку 9 устанавливают в кронштейне, ее закрепляют
помощью винта 6. Измеряемое изделие устанавливают
ребристый стол 7, жестко скрепленный с основанием
Як,стойки тремя винтами. В кронштейн встроен механизм
яВйикроподачи, осуществляемой винтом 8.
Стойка С-1 II (рис. 15, б) предназначена для закрепле-
ЯИтия в кронштейне 1 измерительных головок или индика-
Н&ров часового типа 3 с присоединительным размером
ЗЖ8 мм. Колонка 2 — цилиндрическая.
Стойка C-IV (рис. 15, а) отличается от стойки С-Ш
«Вормой стола 1 я кронштейна со стержнем 2, закрепляемым
Якк нем с помощью хомутика 3.
Штативы предназначены для закрепления измери-
^Ийельных головок с ценой деления 0,01 мм. Их характе-
Ишистики приведены в табл. 11. Они имеют основание 1
Игарке. 16, а, б) с вертикально установленной колонкой 2,
ЛЕшр которой возможно перемещение муфты 3 со стержнем 4
'Mgs-c закрепленной на его конце измерительной головкой 5.
ИВИтатив типа Ш-П имеет устройство (винт 6 микроподачи)
як||дя тонкой установки головки на размер. Для поднятия
ЖКрловки микровинт вращают по часовой стрелке, а для
Якмтускания — против.
И® ’ Штативы с магнитным основанием (рис. 16, а) отли-
И^ются от штативов других типов постоянными магни-
р5Йми, встроенными в основания штативов. Посредством
ИКгих магнитов штативы удерживаются на стальных и чу-
ПОунных изделиях без дополнительного их закрепления.
Идрила отрыва штативов с магнитным основанием состав-
^Ушет 300—1000 Н. Включение магнитов в основании шта-
^И|тива проводится рычагом 7.
ИО Индикаторы часового типа с ценой деления 0,01 мм
^рявляются наиболее распространенными измерительными
^рбловками. Они предназначены для использования в це-
96 СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
Рис. 1б. Штативы типа ШМ-11 (a), ill-II (ff) и примеры закрепления в них
Шдикаторов часового типа (в)
РЫЧАЖНО-ЗУБЧАТЫЕ ГОЛОВКИ: И ИНДИКАТОРЫ
97
В; ховых условиях при выполнении операций технологиче-
Ских процессов изготовления, сборки и испытания изде-
у.- . лий. Характеристики индикаторов приведены в табл. 12.
: Индикаторы часового типа Выпускают двух исполне-
ний! типа ИЧ — с перемещением стержня параллельно
g/ 'шкале (рис. 17, а) и типа ИТ — с перемещением измери-
йк. тельного стержня перпендикулярно шкале (рис. 17, б).
Ж1; По исполнению корпуса индикаторы часового типа
подразделяют на обыкновенные, брызгозащищенные и
пылезащищенные. При обыкновенном исполнении меха-
йЮйизм индикатора защищен от загрязнений и механиче-
Яв&жих- повреждений. Брызгозащищенное исполнение обеспе-
мВ&швает защиту индикатора от попадания в механизм
мЖбрызг во время нахождения индикатора в брызгонесущей
ЙЙреде. Пылезащищенное исполнение предохраняет меха-
аИйкизм -индикатора от проникновения пыли во время его
Ийрёбывания в среде с повышенной концентрацией пыли.
ЯЦ На лицевой стороне индикаторов часового типа
зВимеются две шкалы: большая шкала 1 (рис. 17, й) с нане>
Именными на ней 100 делениями с ценой деления 0,01 мм
малая шкала 3 с миллиметровыми делениями. Переме-
яйрение измерительного стержня 5 на величину, равную
ЯЙТ мм, вызывает поворот большой стрелки 2 на 360° (пол-
ЯЙ&ный оборот) и малой стрелки 4 на одно деление, т. е.
Жна 1 мм. При настройке индикатора на размер шкала 1
Щ&ожет быть повернута от руки и закреплена в требуемом
Проложении с помощью стопора 6.
Измерения с помощью индикатора основаны на пре-
Вж|рбразовании рычажно-зубчатой передачей линейных пере-
ИВ^ещений измерительного стержня 5 в угловые переме-
ИОдения стрелок 2 и 4 относительно их шкал. На нзмери-
льном стержне 5 нарезаны зубья рейки 3 (рис. 17, в),
Ц^раходящейся в зацеплении с зубчатым колесом zx = 16,
ирШ одной оси с которым размещен озубчатое колесо z„ =
ВкЖ-100 большего диаметра. От этого колеса вращение пере-
Кяается центральному зубчатому колесу zs = 10, на одной
кВсй с которым укреплена большая стрелка 2, располо-
Кжённая над шкалой 1. С центральным зубчатым колесом
^дакодится в зацеплении второе большое зубчатое колесо
И||^= 100. К оси этого колеса одним концом присоединена
^^рйральная пружина 4, второй конец которой закреплен
И£>вкорпусе индикатора. Пружина обеспечивает работу
4 Белкин И. М.
12. Характеристики рычажно-зубчатых индикаторов и головок
Тип Модель Цена деления, мм Предел измере- ния, мм Сила измере- ния, сН Участок нормирования погрешности Допускаемая основная погрешность (мкм) при клас- се точности Вариа- ция по- казаний, мкм Размах показа. НИЙ, мкм
наиболь- шая ко- леба- ние
° 1 1
Индикатор часового типа (ГОСТ 577—68)
ИЧ II г 01 0—2 150 40 Весь диапазон измерений 1) 12 2(5) 3(3)
ИТ —. 0—2 10 12
ИЧ — 0—5 150 60 12 16
0—10 15 20
—- 0—25 ЗЭО 183 22 30 3 (6) 5(6)
Индикатор рычажно-зубчатый (ГОСТ 5584—75)
ИРБ 0,01 0—0,8 10—40 — До 0,1 мм 5 — 3
ИРТ — Весь диа- пазон иэме* рений 1)
Индикатор многооборотный (ГОСТ 9696—82)
1МИГ 1МИГП 05301 05302 0,001 0—1 200 50 200 делений (весь диапа* 2 (2,5) 1,5 (1,8)
2МИГ 2МИГП 05201 J5232 0,002 0—2 200 70 зон измерв' НИЙ) 3(5) 2,5 (3,5)
Одно
деление
шкалы
: 0,5
деления
шкалы
2ИГ 0,002 ±0,1
(свыше ±30 делений) 0,2 •• 0,2
i0,8 (±1,2) 0,8 0,3
Головка рычажно-зубчатая бокового действия (ГОСТ 16924—71)
ГИРБ — 30 1 12 В пределах
ГИРБ —* 0,002 0—0,16 60 | 25 20(40) делений 2 (4) — 1
Индикатор многооборотный (ТУ 2-034-317—77)
— 05205 0,002 0—5 70 Один оборот стрелки (весь диапазон измерений) 4(B) 1
05305 0,004 0—5 3(4)
Примечания: 1.3а колебание силы намерения при изменении направления движения измерительного стержня
принимаю? разность сил в проверяемой точке в середине диапазона измерений и при переходе за нее на 1 — 2 мм.
2, Основная погрешность — сумма наибольших абсолютных значений положительных и отрицательных погрешностей
при прямом или обратном ходе измерительного стержня.
3; Вариация показаний — средняя разность между показаниями, например, индикатора в одной точке шкалы, полу*
ценная в результате пяти измерений при подводе ва 20 делений к этой точке с двух противоположных сторон.
4. Под размахом показаний понимают разность между наибольшим и наименьшим показаниями индикатора в одной
Точке диапазона намерений при пятикратном арретировании наконечника на неподвижную измерительную поверхность.
5. Примеры условного обозначения: индикатора исполнения ИЧ с диапазоном измерения 0—2 мм, обыкновенного класса
точности 0: Индикатор ИЧ02 кл. О ГОСТ 577—68', индикатора исполнения ИЧ с диапазоном измерения 0 — 10 мм, брызго-
защищенного, класса точности 1: Индикатор И470Б кл. 1 ГОСТ 577—55; индикатора исполнения ИТ, пылезащищенного,
класса точности 1: Индикатор ИТП кл. J ГОСТ 577 — 68; индикатора исполнения ИЧ с диапазоном измерения 0 —10 мм,
с механизмом, защищенным от удара, класса точности 1: Индикатор И 4 ЮР кл. / ГОСТ 577—68; индикатора рычажно-эуб-
пл0^?* бокового со шкалой, перпендикулярной оса измерительного рычага а среднем положении: Индикатор ИР Б
ГОСТ 5584—75; индикатора многооборотного типа 1МИГ с ценой деления 0,001 мм: Индикатор 1МИГ ГОСТ $696—82;
рычажно-зубчатой головки с ценой деления 0,001 мм: Голова 1ИГ ГОСТ 18833—73; измерительной рычажно-зубчатой го-
ловки бокового действия с ценой деления 0,002 мм и силой измерения 30 сН: Голоуха ГИРБ2-30 ГОСТ 16924—71.
6. В графах «Вариация показаний» и «Размах показаний» в скобках указаны значения для индикаторов часового типа
1-го класса точноста.
СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ______________ Mg: РЫЧАЖНО-ЗУБЧ АТЫВ ГОЛОВКИ И ИНДИКАТОРЫ
Ж) <9 -
Рис.» 17. Рычажко*
ИЧ (л й ИТ 1£>); НРБ (е ы е)1 ИРТ (3); ЗМИГ tw); примеры настройки инди
ння
РЫЧАЖНО-ЗУБЧАТЫЕ ГОЛОВКИ И ИНДИКАТОРЫ
101
Е зубчатых. колес по одной стороне профиля, уменьшая
& тум самым влияние зазоров в зубчатых парах на погреш-
кость измерений. На оси второго зубчатого колеса г4
I укреплена стрелка миллиметровой шкалы индикатора.
L Индикатор часового типа применяют для измерения
размеров, отклонений формы и расположения поверх-
Ц ностей в: стойке, штативе или специальном приспособле-
Е; нии. Измерения проводят абсолютным (непосредственной
Курценки) и относительным (сравнения с мерой) методами.
^ Абсолютные измерения размеров, как и измерения откло-
нений формы и расположения, поверхностей могут быть
ИЕпроведены в пределах диапазона измерений индикатора,
и|'т. е. в пределах: 0—2 мм (индикатором ИЧ2); 0—5 мм
К(инди к втором ИЧ5) и 0—25 мм (индикатором ИЧ25).
При измерении абсолютным (непосредственной оценки)
^.методом кронштейн с индикатором опускают по колонке
Ж'стойки до соприкосновения измерительного наконечника
О^со столом. Измерительному стержню сообщают натяг,
«травный 1 мм (малая стрелка 4 индикатора должна на-
ишодиться на отметке 1). Большая стрелка 2 при этом
Ирдолжна быть на нулевой отметке. При необходимости
Ирледует освободить стопор 6 (см. рис. 17, а), и повернуть
>ов иа размер (ж), измерения диаметра изделия (al а радиального бие-
102
СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
шкалу 1 до совпадения нулевой отметки со стрелкой 2
индикатора. Приподняв измерительный стержень 5, уста-
навливают на стол стойки измеряемое изделие и опускают
стержень. Под воздействием пружины 6 (см. рис. 17, в}
стержень 5 опустится (переместится) до соприкосновения
с изделием. Результат измерений отсчитывают по малой
шкале 3 (вычитая ранее созданный натяг 1 мм) и по кру-
говой шкале 1, каждое деление которой соответствует 0,01
мм. Например, по малой шкале снят отсчет 2 мм, а по боль-
шой + 10 делений. Результат измерения Л = (2— 1) +
+ 10-0,01 = 1 + 0,1 = 1,1 мм.
При измерении размеров относительным (сравнения
с мерой) методом по значению номинального размера
изделия составляют блок 4 ПКМД, который устанавли-
вают на стол 6 (см. рис. 17, ж) стойки. При необходи-
мости кронштейн 2 с индикатором 3 поднимают и закреп-
ляют его винтом 5. Индикатору 3 сообщают натяг 1 мм,
после чего устанавливают большую стрелку на нулевую
отметку. Измерительный стержень индикатора поднимают
и заменяют блок 4 ПКМД соответствующим измеряемым
изделием (рис. 17, з). Измерительный стержень опускают
и фиксируют результат измерений.
В процессе измерения изделия цилиндрической формы
его необходимо перемещать по столику, чтобы найти наи-
большее отклонение стрелки индикатора часового типа.
Действительный размер изделия равен номинальному
размеру блока ПКМД, сложенному с показаниями по
шкале индикатора с учетом знака «+» или «—» отклоне-
ния от нулевой отметки шкалы индикатора. При измере-
нии, например, радиального биения вала (рис. 17, к),
установленного в центрах, при повороте вала на один
полный оборот регистрируют наибольшее и наименьшее
отклонения показаний индикатора часового типа. Раз-
ность этих двух показаний принимают за радиальное
биение. Например, при контроле радиального биения
получены следующие показания индикатора! +10 деле-
ний и —2 деления (показания малой стрелки не изме-
нились). Радиальное биение равно А = +10—(—2) —
12 делений, что при цене деления индикатора 0,01 мм
составит 0,12 мм,
Рычажно-зубчатые индикаторы отличаются от инди-
каторов часового типа наличием измерительного рычага.
РЫЧАЖНО-ЗУБЧАТЫЕ ГОЛОВКИ И ИНДИКАТОРЫ ЮЗ
Они выпускаются двух модификаций; боковые типа ИРБ
(рис. 17, г и е) со шкалой, расположенной параллельно оси
измерительного рычага (при его среднем положении),
и торцовые типа ИРТ (рис. 17, д) со шкалой, располо-
женной перпендикулярно оси измерительного стержня
(при его среднем положении) и к плоскости оси его по-
ворота. Эти индикаторы предназначены для измерения
линейных размеров в труднодоступных местах, а также
в случаях, требующих малой’силы измерения. Измери-
тельный наконечник 1 укреплен на малом плече рычага.
Большое плечо рычага имеет зубчатый сектор, находя-
щийся в зацеплении с зубчатым колесом, на одной оси
с которым установлено торцовое зубчатое колесо, пере-
дающее вращение колесу со стрелкой 2. Малое плечо ры-
чага может быть повернуто на угол ±90° от его сред-
него положения. Индикатор типа ИРБ имеет переклю-
чатель 3 для изменения направления линии измерения.
Многооборотные индикаторы (рис. 17, и) применяют
для измерения размеров, используя стойки и различные
контрольно-измерительные приспособления. Цена деления
индикаторов 0,001 и 0,002 мм. Измерительный механизм
'Индикатора состоит из двухрычажного механизма и двух-
ступениэтой зубчатой передачи. Опоры механизма уста-
новлены в корундовых подшипниках. Индикатор снабжен
^арретиром 1 и винтом 2 установки на нуль с пределами
«регулирования не менее 20 делений шкалы.
Рычажно-зубчатые головки (рис. 18) предназначены
для измерений линейных размеров с помощью измеритель-
ной стойки или контрольных приспособлений. Кинема-
тическая схема головки типа ИГ содержит две неравно-
плечие рычажные и одну зубчатую пары. При измерении
^Измерительный стержень с наконечником 1 (рис. 18, б)
^воздействует на малое плечо рычага 2, длинное плечо
которого контактирует с сектором 9, находящимся в за-
явлении с зубчатым колесом 5. На оси колеса 5 укреп-
лены стрелка 3 и спиральная пружина 6, обеспечивающая
Зацепление зубчатого сектора с зубчатым колесом по одной
Щз сторон профиля. Силу измерения создает пружина 7.
^Измерительный стержень с наконечником поднимается
опускается арретиром 8 на величину до 2 мм, что пре-
вышает пределы измерения головки. Точная установка
Стрелки 3 на нулевую отметку шкалы 4 обеспечивается
104
СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
винтом / (см. рис. 18, а) с пределами регулирования не
менее 10 делений шкалы. При этом погрешность показаний
не увеличиваетея, так как при установке происходит
поворот всего передаточного механизма вокруг своей оси.
На корпусе головки имеются переставные указатели 2
пределов поля допуска контролируемого изделия.
Рычажно-зубчатые головки бокового действия по прин-
ципу работы аналогичны рычажно-зубчатым индякато-
ТОЛЩИНОМЕРЫ; СТЕН КОМЕРЫ, ГЛУБИНОМЕРЫ
105
рам. Головки (см. рис. 18, в и г) комплектуются измери-
тельными рычагами 1 со сферами диаметром 1; 2 и 3 мм,
а также державками для крепления и переходными втул-
ками. Для подъема измерительного наконечника рычажно-
зубчатые головки снабжены арретирами, а для установки
на нулевую отметку указателя — соответствующими ре-
гулировочными элементами, например винтами.
6. ИНДИКАТОРНЫЕ толщиномеры, стенкомеры,
ГЛУБИНОМЕРЫ И НУТРОМЕРЫ
Толщиномеры, стенкомеры и глубиномеры основаны
на применении индикаторов часового типа. Их характе-
ристики приведены в табл, 13. К этой же группе приборов
относят нутромеры с ценой деления 0,01; 0,001 и
0,002 мм.
Индикаторные толщиномеры предназначены для из-
мерения толщины резины, кожи, паронита, асбеста, фа-
неры и других подобных им материалов; они выпускаются
-настольными типа TH и ручными типа ТР. Толщиномер
типа TH (рис. 19, а) имеет корпус / с закрепленным в нем
’индикатором 2 часового типа. В нижней части -корпуса
^Запрессована пятка 3. Измерительный стержень отве-
рдится арретиром^ 4.
Индикаторные стенкомеры служат для измерения тол-
щины стенок труб и других аналогичных изделий. На
рис. 19, б и в представлены стенкомеры типов С-10А
и С-10Б. В отличие от ручного толщиномера стенкомер
‘.вместо пятки имеет неподвижный стержень. Перемещение
„измерительного стержня передается на стрелку прибора
£ подвижной шкалой, фиксируемой с помощью стопора
;Арретпр выполнен в виде кнопки.
2. Индикаторные глубиномеры (рис. 19, г) предназначены
йдля измерения глубины пазов, отверстий и высоты усту-
пов до 100 мм. Глубиномер имеет основание 1 с измери-
тельной поверхностью и укрепленный в нем индикатор 2
расового типа ИЧ-10. К глубиномеру приложен комплект
угменных измерительных стержней 3 и соответствующие
Им установочные меры. Сменные измерительные стержни
Дозволяют осуществлять измерения в пределах, мм; 0—10;
10-20; 20—30; 30—40; 40—50; 50—60; 60—70; 70—80;
$0—90 и 90—100. Перед измерением глубиномер уста-
106
СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
13. Характеристики индикаторных толщиномеров, стенкомеров и глубиномеров
Тип Предел намерения. Мм Цена деления, мм Вылет А, мм Глубина измере- ния, мм Сила изме- рения, Н Основная погрешность, мкм Размах показа- ний» мкм
Значение Колебание на участке 1 мм на всем диапазоне
TH 0—10 т 0,01 ОЛЩИ1 60 160 юмеры (ГОСТ 1,5 11358- 0,6 -74) ±10 ±18 3
0—25 160 — 3 1,8 ±10 ±30 3
ТР С-2 0—10 60 — 1,5 0,6 ±10 тЬЗО 3
0—25 0,1 0,01 60 эмеры 25 4 (ГОСТ 1,5 2 11951- 0,6 ±50 ±80 30
100
250
0—50 0—2 160 Стенк ±50 -82) ±10 ±150 ±15 30 1 1 - I
С-10А 0—10 40 ±20
С-10Б 0,1 — 60 2,5 1,2 dzlOO 1 i цены 1 деления ।
С-25 0—25 100 4 2
С-5о 25—50 160 4 2
Глубиномеры (ГОСТ 7661—67)
ГИ. [0—100|0,01 | — | 100 | 2 | 0,8 | - | ±20 |
Примечание. Пример условного обозначения ручного толщино-
мера о пределами измерения 0—25 мм, вылетом А = 60 мм с нормированной
силой намерения: Толщиномер ТР 25—60 ГОСТ 11368—74; то же, без нор-
мированной силы измерения и оснащенного твердым сплавом: Толщиномер
ТР 25—60 БТ ГОСТ 11368—74; стеикомера тина С-Й с диапазоном изме-
рения 0—2 мм: Стеякомер С-2 ГОСТ 11951 —62; индикаторного глубино-
мера: Глубиномер ГИ ГОСТ 7661 — 67.
ТОЛЩИНОМЕРЫ; СТЕНКОМЕРЫ, ГЛУБИНОМЕРЫ ЮТ
навливают на нулевую отметку с помощью двух концевых
мер длины.
Индикаторные нутромеры типа НИ и нутромеры с це-
ной деления 0,001 и 0,002 мм предназначены для измере-
ния внутренних размеров, например диаметров отверстий,
Рйс. 19. Индикаторные толщиномеры (а), стенкомеры (оив)и глубиномеры
Методом сравнения с мерой. Их характеристики приве-
дены в табл. 14.
Устройство и работу индикаторных нутромеров типа
НИ рассмотрим на примере нутромера НИ-100 (рис. 20).
^корпус 1 нутромера вставлена втулка-вставка 2, в кото-
рую с одной стороны ввернут сменный неподвижный
измерительный стержень а с другой стороны установлен
108
СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
14. Характеристики индикаторных нутромеров
э £ о. £ Пределы основной погрешности, мкм
ап ила модель иапазон измерения, и Глубина измерения Минимальный' ход с ня. ла взкереаня <Н1 оз о, о а * д и Участок нормиро- вания погреш- ности 1 на любом участке для класса точно- сти на всем диапазоне 1 измерения для ; класса точности центри- рующего мостика
н fct мм д Q с о 3 112 1 ( 2
Нутромеры с ценой деления 0,01 мм
классов точности 1 и 2 (ГОСТ 868—82)
Нутромеры с ценой деления 0,001 мм
е головкой 1ИГ (ГОСТ 9244 —75)
103 з—е 20 — 3 Любой, 0,05 мм до нуле- вого штриха ±1,8 1
104 6—10 30 — 3,5
ТОЛЩИНОМЕРЫ,СТЕНКОМЕРЫ/ ГЛУБИНОМЕРЫ
Продолжение табл. 14
4
..я
' я
с
:.. Я
я
а
Я
Ф
Я.
S
<0
к
я
о
о,
«5
В
в?
я
КС
я я S о. и £ м :Я £ Минимальный ход стерж- ня .
мм
%
Я
s
W
А
&
Пределы основной
погрешности, мкм
«о
&
ю
я
а
я
Я
Б
о
s
Участок
нормиро-
вания
погрет»
но ст и
на любом участке для класса точно- сти на всем диапазоне измерения для класса точности
112 112
центри-
рующего
мостика
Е
Нутромеры с ценой деления 0,002 мм
с головкой 2ИГ (ГОСТ 9244—75)
106 10—18 50 — 4
.109 18—50 150 1 4,5
5—9,5
|б4 50-100 200 1 7
7,5—12
1155 100—160 300 1 9
|56 160—260 300 1 9,5—16
Любой,
0,1 мм
до нуле-
вого
штриха
±3,5
2
. Примечания: 1, Пример условного обозначения нутромера с це-
шй Деления 0,001 мм, с диапазоном измерения 6 — 10 мм: Нутромер б-10
ШСТ 9244—75: то же, с ценой деления 0,01 мм класса точности 1: Нутро-
&ер НИ 6-10-1 ГОСТ 868—82.
Г 2. Под основной погрешностью нутромера на любом участке диапазона
утедует понимать алгебраическую разность наибольших положительных
£ отр нц ате льны х погр еш и остей.
$:/ 3, Размах показаний — наибольшая разность между отдельными по-
зорными показаниями нутромера, соответствующими одному и тому же деЦ*
длительному значению измеряемой величины (из десяти измерений) при не-
Именных внешних условиях,
&.• 4. Измерительные поверхности стержней оснащают твердым сплавом.
подвижный измерительный стержень 4, воздействующий
ша рычаг 5, закрепленный на оси 6. Положение неподвиж-
ного стержня фиксировано гайкой 7. Внутри корпуса
Возмещен шток 8, отжимаемый к рычагу 5 измерительным
^гержнем индикатора 9 часового типа и спиральной пру-
жиной 10. Индикатор закреплен в трубке нутромера за-
Йкимным винтом. Шток Sj воздействуя на рычаг 5, отводит
но
СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИИ
Рис» 20» И иди кат*1 рн ы й нутромер типа НИ*100
ТОЛЩИНОМЕРЫ, СТЕНКОМЕРЫ, ГЛУБИНОМЕРЫ
ill
> подвижный стержень 4 в крайнее положение и при изме-
Г рении внутренних размеров создает требуемую силу
/ измерения.
Центрирующий мостик 12, прижимаемый двумя пру-
жинами 11 к поверхности контролируемого отверстия,
; обеспечивает совмещение линии измерения с диаметром
отверстия. Таким образом, при измерении размера отвер-
стия нутромер соприкасается с поверхностью отверстия
четырьмя точками: тремя подвижными и одной непо-
движиой.
% Нутромер укомплектовывается сменными измери-
,Дельными стержнями (табл. 15), которые подбирают и
^ввертывают в корпус нутромера в зависимости от размера
^отверстия и пределов измерения.
Измерительные стержни для нутромеров типа НИ
Диапазон измерения нутромером, мм Число Радиус сферы нзм ер и тел ьной поверхности стержня, мм
комплектов стержней в комплекте
6—10 2 9 1,8—2,8
10—18 2,5—4,5
18—50 2 6 5—8
‘ 50—100 1 5 18—22
|00—160; 160—250 1 3 30—40
250-450; 450—700 4
Нутромеры. НИ-10 (рис. 21, а) и НИ-18 снабжены
Блиновой передачей перемещения от измерительного
стержня 1 на шток 2.
fe Нутромер НИ-50 (рис. 21, б) для совмещения линии
измерения с диаметром изделия имеет оригинальный
Центрирующий мостик, состоящий из скобы 5 с устано-
вленными на ее боковых сторонах роликами 3, враща-
ющимися на осях, закрепленных в скобе. Стакан 6 с рас-
положенной в нем пружиной отжимает скобу 5 таким
-Образом, что она, поворачиваясь на оси 4, обеспечивает
1И СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
Рис* 21. И иди кагор
НИ-lfl {а}; НИ-БО НИ-ЮОО (ф
ТОЛЩИНОМЕРЫ,: СТЕНКОМЕРЫ, ГЛУБИНОМЕРЫ ЦЗ
через ролики 3 нормированную силу измерения. Пере-
мещение измерительного стержня 1 передается через
рычаг 7 штоку 2.
Нутромеры типов НИ-700 и НИ-1000 (рис. 21, в)
имеют корпус 5, выполненный по форме скобы, с одной
стороны которой установлен неподвижный измерительный
стержень 3, а с другой стороны индикатор 2 часового
типа, на который передается перемещение подвижного
нутромеры типа:
109 и мод. 104 (д)
П4
СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
измерительного стержня 1. На этой же стороне скобы
смонтирован центрирующий мостик 4.
Подготовка к измерениям внутренних размеров вклю-
чает подбор требуемого измерительного стержня по номи-
нальному размеру изделия, установку его в нутромер,
создание для индикатора часового типа натяга, равного
1 мм (один оборот большой стрелки) при установке
нутромера на номинальный размер изделия.
Настройку нутромера на требуемый номинальный раз-
мер осуществляют по аттестованным кольцам или по блокам
ПКМД с боковиками, установленными в соответствующие
державки. Иногда нутромеры настраивают по гладкому
микрометру класса точности 0.
Поджав центрирующий мостик, нутромер вводят
внутрь аттестованного кольца соответствующего диаметра
так, чтобы линия измерения совпала с диаметром кольца.
Наклоняя нутромер (см. рис. 20) в вертикальной плоско-
сти, фиксируют максимальное отклонение большой
стрелки нутромера, т. е. момент, когда стрелка изменяет
направление своего движения. В этом положении нутро-
мера поворачивают шкалу индикатора до совпадения ее
нулевого деления со стрелкой и затягивают стопор, чтобы
шкала индикатора не сместилась во время измерений. При
измерении внутреннего размера, после настройки, нутро-
мер вводят в контролируемое отверстие изделия и по-
вторяют операции, которые выполнялись при настройке
нутромера. Покачивая нутромер в вертикальной плоско-
сти, фиксируют наибольшее отклонение стрелки индика-
тора, которое соответствует диаметру отверстия. При
стечете отклонений размера отверстия изделия от номи-
нального размера руководствуются следующим прави-
лом. Отклонение принимают со знаком «—» минус, если
стрелка индикатора перешла за нулевое деление. В этом
случае диаметр отверстия меньше диаметра аттестован-
ного кольца. Отклонение от номинального размера при-
нимают со знаком «+» плюс, если стрелка индикатора
не дошла до нулевого деления. Значение отклонения
подсчитывают умножением числа делений на цену деле-
ний, равную 0,01 мм.
Пример. Нутромер был настроен по аттестованному кольцу диа-
метром Ь == 100 мм. При измерении диаметра отверстия изделия стрелка
не дошла до нулевого штриха шкалы на 24 деления. Найти действи-
тельный размер отверстия DR. Отклонение от нуля принимают со
ТОЛЩИНОМЕРЫ. СТЕНКОМЕРЫ, ГЛУБИНОМЕРЫ Ц5
знаком *+* плюс, так как стрелка не дошла до нуля. Отклонение
А = +24 X 0,01 мм = + 0,24 мм. Действительный размер отверстия
Вя = D + А == 100 + 0,24 = 100,24 мы.
При работе с нутромером следует оберегать его от
ударов, влаги и масел.
, Индикаторные нутромеры с ценой деления 0,001 и
0,002 мм предназначены для измерений внутренних раз-
меров методом сравнения с мерой. Их характеристики
приведены в табл. 14. В нутромерах мод. 106, 109, 154,
155 и 156 используется рычажно-зубчатая головка с ценой
деления 0,002 мм (рис. 21, г}. Подвижный стержень 1
имеет скос под углом 45°. Перемещение стержня 1 через
шарик 3 передается штоку 2 и измерительной головке 4.
Центрирующий мостик 5 аналогичен центрирующему мо-
стику нутромера типа НИ-50, описанному выше.
В нутромерах мод. 103 и 104 (рис. 21, д) использована
конусно-шариковая передача от подвижного измери-
тельного стержня к рычажно-зубчатой головке. Измери-
тельными и центрирующими элементами нутромеров яв-
ляются диаметрально расположенные шарики 7 и 6.
Диаметр центрирующих шариков на 0,01 мм меньше диа-
метра измерительных шариков. Плоскости центрирова-
ния и измерения развернуты под углом 90° друг к другу.
Шарики расположены в отверстиях сменной измеритель-
ной вставки 1 и соприкасаются с коническим концом иглы
(штоком) 2.
При введении нутромера в контролируемое отверстие
изделия шарики будут перемещаться в радиальном на-
. правлении. Это перемещение шариков преобразуется в осе-
вое перемещение конической иглы (штока) 2, воздейству-
ющего на измерительный стержень рычажно-зубчатой
головки 5. Глубина измерения диаметра отверстия зави-
; сит от расположения в упоре 3 корпуса нутромера, фиксн-
руемого с помощью винта 4.
Настройка на размер и методика измерения диаметров
отверстий аналогичны настройке нутромеров типа НИ.
; Для установки на требуемый размер нутромеров с це-
• ной деления 0,001 н 0,002 мм завод «Калибр» выпускает
наборы установочных колец с номинальными размерами
i (мм):
. мод. 928.2 I 6; 6,3; 6,7; 7,1; 7,5; 8; 8,5; 9; 9,5 и 10;
мод. 928.3 J 10; 10,5; И; 11,5; 12; 13; 14; 15; 16; 17; 18;
[16 СРЕДСТВА ИЗМЕРЕНИЯ: ВАЛОВ: И ОТВЕРСТИИ
мод. 928.4 ! 18; 19; 20; 21; 22; 24; 25; 26; 28; 30; 32;
34; 36; 38; 40; 42; 45; 48; 50;
мод. 930 ; 50; 53; 56; 60; 63; 67; 71; 75; 80; 85; 90; 95;
100; 105; ИО; 120; 125; 130; 140; 150 и 160.
Пример обозначения комплекта колец; Кольца
установочные модели 928.2 ГОСТ 14865—78\ пример
обозначения отдельного кольца: Кольцо установочное,
модель 928.1—7,5 ГОСТ 14865—78.
7. РЫЧАЖНЫЕ СКОБЫ И МИКРОМЕТРЫ
Рычажной скобой называется измерительный прибор —
скоба, имеющая с одной стороны отсчетное устройство,
а с другой — неподвижную переставную пятку. Измере-
ния с помощью рычажных скоб проводят методом сравне-
ния с мерой. Рычажные скобы для измерений наружных
размеров до 150 мм имеют встроенное в корпус отсчетное
устройство, а для измерения размеров св. 150 мм — ин-
дикатор часового типа; поэтому последние скобы называют
индикаторными.
Рычажны й микрометр — измерительный прибор —
скоба, с одной стороны которой установлена микрометри-
ческая головка без механизма трещотки, аналогичная
микроголовке микрометра, а с другой стороны — стрелоч-
ное отсчетное устройство, которое может быть встроен-
ным или съемным. Измерения рычажным микрометром
могут осуществляться абсолютным методом и методом
сравнения с мерой.
Рычажные скобы и микрометры применяют для изме-
рения наружных размеров деталей 6-го и 9-го квалитетов
точности. Их характеристики приведены в табл. 16 и 17.
Рычажная скоба показана на рис. 22, а. Применяют
еще скобы (рис. 22, б), выпуск которых прекращен. В кор-
пус 1 скобы встроено отсчетное устройство с ценой деления
0,002 мм, состоящее из механизма рычажно-зубчатой
передачи (рычага 7, зубчатого сектора 12 и зубчатого
колеса 8 на одной оси со стрелкой 9), шкалы. 10 с указа-
телями 11 границ поля допуска.
С одной стороны рычажной скобы установлена подвиж-
ная пятка 4, которая отжимается с помощью пружины 5
в сторону изделия. С пяткой соединен рычаг арретира 6,
при нажатии на кнопку которого подвижная пятка ют-
РЫЧАЖНЫЕ СКОВЫ И МИКРОМЕТРЫ Ц7
118
СРЕДСТВА ИЗМЕРЕНИЯ БАЛОВ И ОТВЕРСТИИ
Продолжение. табл. 16
Примечание. Пример обозначения скобы с диапазоном измерения 25—50 мм: Скоба СР S0 ГОСТ 110SS—7S',
to же, с ценой деления 0,01 мм: Скоба СРП26, ТУ 2-034-366 —S2; то же, индикаторной скобы с диапазоном измерения 0—
50 мм: Скеба СИ S0 ГОСТ Л090—75,
РЫЧАЖНЫЕ СКОБЫ И МИКРОМЕТРЫ
119
17. Характеристики рычажных микрометров
Тип Модель Предел измере- ний, мм Отсчетное устройство Основная по- грешность, мкм Сила изме- рения, Н
Цена деле- ния» мм : Диапазон показаний, мм i 1 на участке ' шкалы, рав- ном : предел до- пускаемой ! погрешности f Значение Колебание
Рычажный микрометр повышенной точности (ТУ 2-034-207—83)
МРП 02021 02121 02221 02321 0—25 25—50 50—75 75-100 0,001 ±0,07 ±30 де- лений ±2,5 6± I 1,5
Рычажный микрометр (ГОСТ 4381—80)
МР 02020 02120 02220 02320 0—25 25—50 50-75 75—100 ±0,14 ±0,03 мм ±3 6± 1 1
MP3 — 0—20; 20—45 0,002 ±4 6± 1 1,5
МРИ — 100—125 125-150 150—200 ±0,1 ±0,1 мм ±4 8±2 2
200—250 250—300 ±5
300— 400 ±6
400—500 ±7
300— 400 400— 500 500—600 0,01 2 0,1 мм ±7 ±8 ± 10
600— 700 700— 800 800—900 900—1000 5 1 мм ±12 ±14 ±16 ±18 10±2 2,5
120
СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
Продолжение табл. 17
Тип Модель Предел измере- ний, мм Отсчетное устройство Основная по- грешность, мкм Сила изме- рения, Н
Цена деле- ния, мм 1 Диапазон 1 показаний, 1 мм на участке шкалы, рав- ном предел до- пускаемой погреши остн Значение !
МРИ < 1000—1200 1200—1400 1400—1600 1600—1800 1800—2000 0,01 10 1 мм ±20 ±25 ±28 ±32 ±36 10±2 2,5
Примечание. Пример условного обозначения рычажного микро-
метра с отсчетным устройством, встроенным я корпус, и пределами измере-
ний 25—50 мм: ЛГикрожтр МР 50 ГОСТ 4381 —80; то же, оснащенного от-
счетным устройством с ценой деления 0,01 мм и пределом измерений 300
400 нм: Макрометр МРИ 400—&,01 ГОСТ 4381—80,
.РЫЧАЖНЫЕ СКОБЫ И МИКРОМЕТРЫ
121
водится влево, сжимая пружину 5. Перемещение от пятки
передается рычагу 7 и далее на стрелку 9. С другой сто-
роны скобы установлена переставная пятка 3, перемеща-
емая при вращении гайки 2. При установке скобы на
размер пятка стопорится с помощью колпачка 13.
Индикаторная скоба (рис. 22, в) отличается от рычаж-
ной тем, что в корпусе 1 с одной его стороны установлен
индикатор 5 часового типа с арретиром 6- Подвижная
пятка 4 постоянно отжимается в сторону изделия измери-
тельным наконечником индикатора и специальной пру-
жиной. Переставная пятка 3 при освобожденном стопоре 2
и снятом колпачке может перемещаться в пределах до
50 мм. Упор 7 при настройке скобы устанавливается
так, чтобы линия измерения проходила через ось контро-
лируемого изделия. Индикаторные скобы снабжены
накладками 8 из теплоизоляционного материала.
Перед измерением наружных размеров скобой необхо-
димо протереть измерительные поверхности. Предвари-
тельная протирка проводится тканью, смоченной в бен-
зине, а окончательная — сухой тканью или папиросной
бумагой. Контролируемые изделия должны быть су-
хими и чистыми. При нажатии на кнопку или рычаг
арретира 6 подвижная пятка 4 скобы должна переме-
щаться плавно, без задержки.
Для настройки скобы на нулевое деление предвари-
тельно составляют блок ПКМД по номинальному размеру
контролируемого изделия. Освобождают стопор пере-
ставной пятки и снимают предохранительный колпачок.
Установив блок ПКМД между измерительными поверх-
ностями и перемещая одновременно переставную пятку 3,
устанавливают стрелку 9 на нулевое деление, после чего
осторожно, чтобы не сбить нулевую отметку, переставная
пятка стопорится и закрывается защитным колпачком.
Проверяют стабильность показаний отсчетного устрой-
ства. Для этого, нажимая на арретир 6 (его называют
также отводкой), отводят подвижную пятку 4 три раза
от блока ПКМД. При этом стрелка не должна смещаться
je нулевой отметки более чем на половину деления. Снова
нажав на арретир, вынимают блок ПКМД.
( При измерении скобу рекомендуется держать так,
'Чтобы ее полная масса не передавалась на подвижную
'пятку. Нажав на арретир, между измерительными поверх-
Рнс, 23. Рычажные
МР (о--9) и
Итш
РЫЧАЖНЫЕ СКОБЫ И МИКРОМЕТРЫ
123
ностями пяток вводят контролируемое изделие, затем,
опустив арретир, отсчитывают показания по шкале отсчет-
ного устройства с учетом знака «+» или «—». Действи-
тельный размер изделия определяется суммированием
номинального размера настроечного блока ПКМД и
отклонения по шкале отсчетного устройства.
В производственных условиях, когда важно знать не
размер изделия, а его годность, устанавливают указатели
11 границ поля допуска. Изделие считается годным, если
стрелка отсчетного устройства не выходит за границы
указателей пределов допуска. По окончании измерений
вновь устанавливают блок ПКМД и проверяют, не сбилась
ли нулевая установка.
Рычажный микрометр в отличие от рычажной скобы
вместо переставной пятки имеет микрометрическую го-
ловку без механизма трещотки (рис. 23). Таким образом,
в рычажном микрометре обе измерительные поверхности
пяток связаны с отсчетными устройствами. Одна изме-
рительная поверхность является концом микрометри-
ческого винта /, и его перемещение отсчитывается по
шкалам микрометрической головки 2, а другая измери-
тельная поверхность 3 связана с механизмом отсчетного
устройства 4, аналогичного отсчетному устройству рычаж-
ной скобы.
124
СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
Перед измерением прибор устанавливают на нулевые
отметки (микрометры с пределами измерений св. 25 мм
устанавливают на нуль с помощью блока ПКМД). При
этом начальный штрих шкалы барабана должен совпасть
с продольным штрихом стебля, причем начальный штрих
шкалы стебля должен быть виден целиком, а расстояние
от торца конической части барабана до ближайшего
края штриха не должно превышать 0,1 мм. В случае, если
сбита начальная установка микрометра, ее восстанавли-
вают. С этой целью необходимо освободить барабан, от-
вернув колпачок 5, и повернуть его до восстановления
начальной или нулевой установки, затем колпачок снова
завернуть.
При измерении размеров абсолютным (непосредствен-
ной оценки) методом изделие помещают между измери-
тельными поверхностями микрометра. Вращением бара-
бана с микровинтом поверхности пяток микрометра при-
водят в соприкосновение с изделием. Отсчетное устройство
головки при этом устанавливают на нуль. Если при этом
штрих на барабане микрометра не совпал с продольным
штрихом на стебле, то продолжают вращать барабан до
совпадения его ближайшего штриха с продольным штри-
хом на стебле. После этого снимают отсчеты по шкалам
микрометрической головки и по шкале отсчетного стре-
лочного устройства. Полученные отсчеты суммируют ал-
гебраически.
Пример. При измерении диаметра вала снят отсчет по шкалам
микроголовки 10,41 мм и по шкале отсчетного устройства с ценой
деления 0,002 мм — 20 делений со знаком минус «—». Определить
действительный размер вала.
Действительный размер вала = 10,41 4* (—20 X 0,002) =
— 10,37 мм.
При измерении размеров методом сравнения с мерой
между измерительными поверхностями 1 и 3 микрометра
устанавливают блок ПКМД- номинального размера.
Стрелку отсчетного устройства 4 устанавливают на
нуль. Затем микроголовку 2 стопорят. Нажав на кнопку 6
арретира, заменяют блок ПКМД на измеряемое изделие.
Отсчитывают результат по отсчетному устройству. Дей-
ствительный размер изделия равен номинальному размеру
блока ПКМД, алгебраически сложенному с показаниями
по отсчетному устройству,-
ПРУЖИННЫЕ ИЗМЕРИТЕЛЬНЫЕ ГОЛОВКИ
125
....Рычажные микрометры с пределами измерения свыше
100 мм вместо встроенных отсчетных устройств оснащены
индикаторами часового типа 4 (рис. 23, г).
К микрометрам с пределами измерений больше 150 мм
придается комплект сменных пяток, установочная мера
и центровочные гильзы.
8. ПРУЖИННЫЕ ИЗМЕРИТЕЛЬНЫЕ ГОЛОВКИ
Пружинные измерительные головки не содержат кине-
матических пар с внешним трением; поэтому они отли-
чаются малой погрешностью и применяются для измере-
ния размеров изделий 5-го и 6-го квалитетов, для кои-
г троля отклонений формы и расположения поверхностей.
S К пружинным измерительным головкам относят микро-
р Каторы (ГОСТ 6933—81), микаторы (ГОСТ 14712—79),
т; миникаторы (ГОСТ 14711—69) и оптикаторы
(ГОСТ 10593—74). Их характеристики приведены
/ в табл. 18. Эта группа приборов получила название пру-
жинных, так как в качестве передаточного механизма
,, используется закрученная в разные стороны металличе-
•_ ская (бронзовая) лента или пружина 1 (рис. 24, а и 5),
'один конец которой закреплен в жесткой опоре 2, а второй
конец пружины прикреплен к угольнику 3, связанному
с измерительным стержнем 4, подвешенным на плоской
пружине или мембране 5. К средней части бронзовой за-
крученной ленты приклеена стрелка 6 (см. рис. 24, а),
поворот которой при растяжении ленты (пружины) про-
порционален перемещению измерительного стержня го-
; ловки.
, При контактировании измерительного наконечника 8
изделием наконечник вместе с измерительным стержнем 4
'смещается в осевом направлении, вызывая поворот уголь-
ника 3 и растяжение при этом закрученной ленты (пру-
жины) 1. Растяжение пружины вызывает поворот стрелки
о относительно шкалы 10.
Пружинные измерительные головки применяют со
Стойками С-1 и С-П для измерений размеров методом
Сравнения с мерой.
Микрокаторы (пружинные головки типа ИГП). Го-
ю$ки типа ИГП (рис. 24, а) выпускают пяти исполнений:
1ГП — с нормальной силой измерения; ИГПУ и ИГПР —
7
ПРУЖИННЫЕ ИЗМЕРИТЕЛЬНЫЕ ГОЛОВКИ
127
с уменьшенной и соответственно с регулируемой силой
измерения; ИГПГ — герметизированные; ИГПВ — вибро-
устойчивые. Их устанавливают на нулевую отметку (при
настройке на размер) в пределах шести делений шкалы 10
с помощью винта 11.
Измерительный стержень 4 с наконечником 8 подни-
128 СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
18. Характеристики измерительных пружинных головок
Тип Модель Цена деле- вяя Диапазон ИЗМере- ННЯ Сила измере- ния, н Допускае- мая по- грешность (мкм) на участке
МКК 1 Значение 1 Колебание до 30 деле- ' НИЙ . 1 св, 30 деле» ниЙ
г< 01ИГП 01ИГПУ ОШГПР 01ИГПВ 01ИГПГ 1ЛОВКИ И3№ 11600 11613 11604 [ери тел 0,1 иные пру» ±4 инные (Г< 1,5 0,5 0—1,5 1,5 1,5 ЮТ 69 0,2 0,15 0,2 0,2 J3—81) 0,1 0,15
02ИГП 02ИГПУ 02ИГПР 02ИГПВ 02ИГПГ 11500 11513 11504 0,2 1,5 0,5 0—1,5 1,5 •1,5 0,2 0,15 0,2 0,2 0,15 0,2
05ИГП 05ИГПУ 05ИГПР 05ИГПВ 05ИГПГ 11400 11413 11404 0,5 ±15 1,5 0,5 0—1,5 1,5 1,5 . 0,2 0,2 0,3 0,3 0,25 0,4
1ИГП 1ИГПУ 1ИГПР 1ИГПВ 1ИГПГ 11300 11313 11304 11307 1 ±30 2 0,5 0—1,5 2 2 0,3 0,2 0,3 0,3 0,4 0,6
2ИГП 2ИГПВ 2ИГПГ 11200 11204 11207 2 ±60 2 0,5 0,8 1,2
5ИГП 5ИГПВ 5ИГПГ 11100 11104 11107 5 ±150 3 1 2 3
10ИГП 10ИГПВ юигпг 11000 11004 11007 10 ±300 3 1,5 3 5
ПРУЖИННЫЕ ИЗМЕРИТЕЛЬНЫЕ ГОЛОВЦИ 129
Продолжение табл. 18
Тип Модел ь Цена деле- ния Диапазон измере- ния Сила измере- ния, Н Допускам мая погреш- ность (мкм) на участке
мкм V к S Ег* а ® СП Колебавне 1 до 30 Деле- ний св, 30 деле<1 ний
г 02ИПМ 0ЛОВКИ ИЗГ 33510 иерител (ГОСТ 0,2 ьиые пруя 14712—79] ±10 <инные ма , Мккато| 1 логабар |Ы 0,25 итные 0,15 0,3
у 02ИПМУ 13512 0,5 0,2
’>' 05ИПМ 13401 0,5 ±25 1,5 0,3 0,3 0,5
05ИПМУ 13408 0,5 0,2
ШПМ 13301 1 ±50 1,5 0,3 0,5 1
1ИПМУ 13308 0,5 0,2
£ 2ИПМ Ж- ОШ 13201 Головки ( 15601 2 измер1 ГОСТ 0,1 ±100 дельные 0593—74) ±12 1,5 1ружинно-< Оптикатс 1,5 0,3 штичес »ры 0,3 1 кие ±0,05 2 ±0,1
В. 02П 15501 0,2 ±25 ±0,1 ±0,2
jfc О5П 15401 0,5 ±50 ±0,2
В. О1ПР 15613 0,1 ±12 0,05—1,5 ±0,05 ±0,1
1: 02ПР 15513 0,2 ±25 ±0,1 ±0,2
В 05ПР 15413 0,5 ±50 ±0,2 ±0,4
В 1П — 1 ±125 1,5 0,3 ±0,4 ±0,8
5 Белкин И. М+
130
СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
Продолжение табл. 18
Тки
Цена деле- ния Диапазон измере- ния Сила измере- ния, Н Допускае- мая погреш- ность (мкм) на участке
Модель мкм Значение 1 Колебание до 30 деле- ний св. 3Q деле- I ВИЙ
Головки измерительные рычажно-пружинные
виброустойчиаые (ГОСТ 14711—69). Йиникаторы
Мод. 10302 с длин- ным наконечником 2 ±80 0,03 — 1 2
Мод. 10302 с ко* ротким наконеч- ником 1 ±40 0,06—0,2 0,12 0,5 1
Примечания; I. Погрешность мнникатора дана для участков
шкалы 20 я 40 делений (вместо до 30 и св. 30 делений).
2. Погрешность оптикаторя относится к участкам шкалы ДО 100 и св. 100
делений (вместо до 30 и св. 30 делений). s
3. Пример обозначения измерительной пружинной внброустойчивой
головня с ценой деления 1 мкм: Головка измерительная 1 ИГПВ
ГОСТ 6933—31; то же, измерительной рычажно-оптической головки с. ценой
деления 0,1 мкм: Оп/гшкйтор 01П ГОСТ 10593 — 74.
4. Предел допустимой погрешности (сумма наибольших абсолютных
значений положительных и отрицательных погрешностей при прямом ходе)
указан для любого положения головок при температуре окружающей среды
20±3?С.
5. Наибольший угол поворота измерительного наконечника ми ни катера
60° ( ±30’).
жены двумя переставными указателями 7 границ поля
допуска изделия. Управление ими расположено на зад-
ней крышке головки.
Головки типа ИГПР позволяют регулировать силу
измерения в пределах 0—150 сН. Изменение силы измере-
ния достигают сжатием пружины, которая передвигается
вдоль измерительного стержня при вращении зубчатого
колеса, выведенного наружу со стороны задней крышки.
Головки типа ИГПГ способны сохранять работоспособ-
ность после пребывания в среде с 100%-ной влажностью.
Головки типа ИГПВ — виброустойчивого исполнения.
ПРУЖИННЫЕ ИЗМЕРИТЕЛЬНЫЕ ГОЛОВКИ
131
Малогабаритные пружинные головки типа ИПМ (ми-
каторы) с присоединительным диаметром гильзы /
(рис. 24, б), равным 8 мм. Измерительный стержень 3
установлен на шариковых направляющих, расположен-
ных в гильзе. Измерительный наконечник 2 со сфери-
ческой измерительной поверхностью армирован корундом.
Рычажно-пружинные измерительные головки типа ИРП
(миникаторы) предназначены для измерения отклонений
формы и расположения поверхностей в труднодоступных
местах. Они применяются в державке 2 (рис. 24, в) с мик-
роподачей для удобства установки на размер. Измери-
тельный наконечник 1 поворачивают в плоскости измере-
ния в пределах 60° в зависимости от условий использо-
вания головки. Головка имеет переключаемое направле-
ние измерения. Ручка переключения выведена на боковую
стенку миникатора.
Защитное стекло пружинных головок не рекомендуется
протирать сухой тканью, так как возникающее при этом
статическое электричество вызывает притяжение стеклян-
ной стрелки к шкале или защитному стеклу головки.
Защитные стекла протирают слегка увлажненной тканью.
Пружинно-оптические головки (оптикаторы) типа П(
Оптикаторы предназначены для точных измерений линей-
ных размеров, а также для измерений отклонений формы.
Головки используют со стойками типа С-1 и измеритель-
ными приспособлениями с присоединительным диаметром
28 мм. Передаточный механизм аналогичен механизмам
пружинных головок. Изменена система регистрации по-
казаний головки (рис. 24, г и 5). На закрученной пружин-
ной ленте 1 вместо стрелки укреплено зеркало 8 размером
1,5 X 1,5 X 0,1 мм. В корпусе головки имеется освети-
тельное устройство, формирующее световую полоску
в виде штриха. Световое устройство состоит из электро-
лампочки 9, конденсора 7, диафрагмы 10 и объектива 11.
На средней части диафрагмы натянута нить, поэтому
световой луч несет изображение нити в виде темного
штриха. Отразившись от зеркала 8, штрих падает на
.шкалу 13 оптикатора, фиксируя отсчет измеряемого
размера изделия. В качестве указателей границ поля
допуска изделия применены красный и зеленый свето-
фильтры или цветные шторки, управление которыми
осуществляется кнопками 12.
5*
132 СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И: ОТВЕРСТИЙ
При измерении размера перемещается измерительный
наконечник 15, закрепленный на стержне 4, который
подвешен на плоской пружине 5. Перемещение стержня 4
вызывает растяжение пружинной ленты 1, расположенной
в опорах 2 и 3, и поворот зеркала 8, что ведет к перемеще-
нию светового штриха по шкале 13 оптикатора. Головка
с помощью винта 6 может быть установлена на нулевую
отметку. Рычаг арретира 14 предназначен для поднятия
и опускания измерительного стержня 4 с наконечником 15.
8. ПНЕВМАТИЧЕСКИЕ ДЛИНОМЕРЫ
Принцип действия пневматических длиномеров осно-
ван на использовании зависимости между расходом воз-
духа через отверстие заданного размера и зазор, обра-
зуемый поверхностью изделия и торцом выходного отвер-
стня (измерительного сопла). С увеличением размера
изделия 1 (рис. 25, а) зазор S уменьшается, следовательно,
снижается расход воздуха через сопло 2 диаметром d.
Расход воздуха через сопло зависит также от диаметра
d сопла.
Отсутствие контакта с изделием в процессе измерения,
дистанцнонность измерений, возможность регулирования
чувствительности прибора путем замены измерительного
сопла или изменения давления воздуха, одновременные
измерения нескольких размеров изделия, простота изме-
рений отверстий, в том числе отверстий малых диаметров
(3 мм и меньше), привело к широкому их примене-
нию.
Однако с пневматическими длиномерами успешно кон-
курируют длиномеры, основанные на электрических прин-
ципах измерений. Ограничивают применение пневматиче-
ских длиномеров высокие требования к постоянству
давления и содержанию примесей в сжатом воздухе.
Малый диапазон измерений и значительная инерционность
системы являются также недостатками пневматических
длиномеров.
Пневматические длиномеры подразделяют на при-
боры высокого давления (ротаметрического типа) и низ-
кого давления (манометрического типа). Рабочее давление
воздуха ротаметрических приборов-длиномеров составляет
134
СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
0,05—0,4 МПа, а манометрических длиномеров — 5 кПа
(500 мм вод. ст.).
Пневматический длиномер мод. 320 высокого давления
(рис. 25, б). Основным элементом его является ротаметр,
представляющий собой коническую стеклянную трубку
4, расширяющуюся кверху. В трубке находится попла-
вок 5, который при поступлении сжатого воздуха снизу
трубки поднимается в ней и удерживается в динами-
ческом равновесии. С увеличением расхода воздуха высота
подъема поплавка возрастает. Перед поступлением
в трубку ротаметра воздух из сети фильтруется в филь-
тре 1, а затем проходит через стабилизатор 3. Фильтр
предназначен для окончательной очистки воздуха от
механических примесей, масла и влаги. Стабилизатор
понижает давление воздуха до рабочего давления и под-
держивает его на заданном уровне. Воздух, пройдя через
коническую трубку и постоянный дроссель 6, смеши-
вается с воздухом, отведенным мимо трубки 4 ротаметра
через вентиль 7 параллельного пропуска воздуха. Основ-
ной поток воздуха поступает к измерительной оснастке
(пневматическая пробка 2 или скоба (кольцо) с устано-
вленными в ней измерительными соплами]. Часть воздуха
через вентиль 8 выбрасывается в окружающую среду.
Вентили 7 и 8 предназначены для изменения положения
поплавка в конической трубке при неизменном значении
рабочего давления и постоянных параметрах измеритель-
ной оснастки. В качестве измерительной оснастки кроме
пневматических пробок применяют также измерительные
сопла, контактные головки и входные сопла.
Характеристики пневматических длиномеров высо-
кого давления (ГОСТ 14866—76) приведены в табл. 19.
Пневматический длиномер мод. 320 построен по сек-
ционному принципу. В комплект секции с переналажива-
емой шкалой или ценой деления входит блок фильтров
со стабилизатором давления воздуха я измерительная
оснастка (измерительное сопло, пневматическая пробка,
скоба илв кольцо).
В металлическом корпусе 9 (рис. 25, е) укреплены
блок 10 регулировок и мостик 11, между которыми уста-
новлены стеклянная коническая трубка 4 и шланг 12
с воздухопроводом. В мостик 11 ввернут ограничитель 13
перемещения поплавка б, состоящий из штыря и пружины.
ПНЕВМАТИЧЕСКИЕ ДЛИНОМЕРЫ
135
19» Характеристики длиномеров ротаметрического типа
(ГОСТ 14866—76)
Размеры, мкм
Допускаемая основная
погрешность при изме-
рительной оснастке
с диаметром сопла, мм
1 2
Сопло
1 2
Пробка
£ ЕЙ
2 я
0,2 10
0,5 20
1 35
2 60
5 100
10 160
4
5
5
6
9
10
±0,2
±0,5 ±0,35 — —.
±0,8 ±0,6 ±1,2 ±1,2
±1,5 ±1,5 ±2,5 ±2,5
±2,5 ±2,5 ±4 ±4
— ±6 — ±8
0,1
0,2
0,4
0,6
1,2
2
Назначение ограничителя — амортизация удара по-
плавка, когда он резко поднимается при снятии измери-
тельной оснастки с контролируемого изделия. За трубкой 4
установлен экран. Дроссель 6 закреплен в выступе кор-
пуса. В блоке регулировок расположены вентили 7 и 8
и штуцер 15 подвода сжатого воздуха от блока фильтра 1
со стабилизатором 3. Прозрачная с делениями и цифрами
шкала 16 установлена в пазах, выполненных в мостике 11
. и в блоке регулировок 10. Указатели 14 поля допуска
удерживаются в пазах, имеющихся в корпусе 9 длино-
мера.
Перед измерениями длиномер с оснасткой, например
с пневматической пробкой 2, настраивают на размер по
двум установочным кольцам 17, размеры которых должны
соответствовать предельным размерам контролируемого
: отверстия. Вводят пробку в первое кольцо, диаметр кото-
рого должен быть равен наименьшему предельному раз-
меру контролируемого отверстия, и вентилем 8 выводят
; поплавок 5 на нулевую отметку шкалы (при вывинчивании
; вентиля поплавок поднимается). Затем пневматическую
;• пробку вводят во второе кольцо, диаметр которого должен
j быть равен наибольшему предельному размеру отверстия,
£ и вентилем 7 выводят его к отметке шкалы, которая соот-
ветствует верхней границе поля допуска контролируемого
отверстия или разности диаметров обоих установочных
136
СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
колец. При вывинчивании вентиля 7 поплавок опускается,
а при ввинчивании — поднимается.
Настройку на размер по кольцам повторяют, доби-
ваясь точности настройки не менее ±1/3 деления для
шкал с ценой деления 0,2 и 0,5 мкм и ±1/5 деления —
для шкал с ценой деления 1; 2,5 и 10 мкм. По окончании
настройки указатели 14 границ поля допуска подводят
к соответствующим отметкам шкалы 16 длиномера. После
настройки длиномера вводят пневматическую пробку 2
в контролируемое отверстие и снимают отсчет показаний
по шкале длиномера.
Для обеспечения надежной работы длиномера измери-
тельные сопла рекомендуется промывать бензином
с последующей продувкой сжатым воздухом не реже
1 раза в неделю.
Пневматический длиномер низкого давления. Чувстви-
тельным элементом длиномера является чашечный водя-
ной манометр, объединенный с водяным стабилизатором
давления. Характеристики пневматических длиномеров
низкого давления (ГОСТ 11198—75) приведены в табл. 20.
Сжатый воздух при открытии направляющего пневмо-
распределителя 1 (рис. 26, а) проходит через фильтр
и стабилизатор давления 2, а затем поступает в резер-
20, Характеристики пневматических длиномеров низкого давления
Размеры, мкм
Предел измерения дли но- Предел основной Размах показаний
Цена мерой, оснащенного длиномера
деле- допускав*
пня головкой. мой погрет- с соплом с пневмо-
соплом пробкой HOCT1I и голов- кой пробкой
0,5 20 _ 0,5
1 40 20 40 1
2 80 40 80 2 % а
5 160 80 160 3 деления деления
10 Г. 160 320 8
20 — 630 15
Примечания: 1. Рабочее давление длиномера 0,005 ±0,0005 МПа
(500 ±5 мм вод. ст.),
2. Расход воздуха при измерении одного параметра не более 10 л/мнн.
3. Давление воздуха в сети питания должно быть 0,2 — 0,6 МПа (2^
6 кге/см8).
пневматические длиномеры
137
вуар 3, заполненный водой. Рабочее давление сжатого
воздуха зависит от глубины погружения воздушной
трубки 8 в воду. Обычно оно равно 0,005 ± 0,0005 МПа
(500 ± 5 мм вод. ст,). Если давление воздуха, поступа-
ющего в стабилизатор, превысит указанное выше значение,
то излишки воздуха будут выходить через столб жидкости
в окружающую среду. Воздух под рабочим давлением
поступает к входному соплу 7 и от него — к измеритель-
ной оснастке 6 и к манометрической трубке 4 чашечного
манометра со шкалой 5. Манометрическая трубка с по-
мощью канала сообщается с резервуаром, заполненным
водой.
Длиномеры поставляют секциями; они могут иметь
от одного до семи отсчетных устройств, позволяющих
контролировать от одного до семи параметров одновре-
менно.
Резервуар 3 (рис. 26, б), заполненный водой, образован
основанием 8, цилиндрической трубой 10 и крышкой 9.
В крышке имеются два отверстия: отверстие 1 служит
для залива воды в резервуар, а отверстие 2 — для сооб-
щения резервуара с окружающей средой.
Водяной манометр 4 размещен рядом с резервуаром 3.
Камера измерительного давления через входное сопло 7
соединена с манометром, а через шланг 6 и штуцер 5 —
с измерительной оснасткой.
При подготовке длиномера к измерениям резервуар 3
до отметки заполняют подкрашенной водой и подсоеди-
няют к штуцеру 5 измерительную оснастку. Длиномер
( должен быть подсоединен к воздушной сети. Стабилизатор
i давления регулируют так, чтобы был слышен шум выхо-
дящих пузырьков воздуха, а при закрытых входных
соплах — вода в манометрической трубке должна уста-
: навливаться на уровне нижней отметки.
? Настройку длиномера на размер проводят по устанс-
J вочным кольцам. Установочные кольца изготовляют пяти
классов точности номинальных диаметров 2—160 мм.
Кольца 1-го и 2-го классов точности имеют по наружному
( диаметру теплоизоляционную защиту.
£ К узлам и элементам пневматических средств измере-
g ния относят также фильтры, стабилизаторы, блоки филь-
е тров со стабилизаторами, измерительные сопла (с диа-
: метром отверстия 2 мм, посадочным диаметром 8 /1 7 мм
133 СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
и длиной 76 мм) и пневматические пробки
(ГОСТ 14864—78), Пробки мод. 347 предназначены для
измерений диаметров отверстий 3—160 мм; они имеют
хромированную направляющую часть. Пробки мод. 334
армированы твердым сплавом. Пробки диаметром менее
27 мм изготовляют за одно целое о измерительным соплом.
Пневматический измерительный прибор мод« 31'
(табл. 21) предназначен для измерения линейных размеров
.WWW
Рис, 26, Пневматический длиномер мод* 330 ((Я
ПНЕВМАТИЧЕСКИЕ ДЛИНОМЕРЫ
139
Р «го принципиальная схема (а)
140
СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
21, Характеристики пневматического прибора мод. 318
Размеры, мкм
Цена деления шкалы Диада, аоы иа» мерекай по шкале Погрешность при оснастке Размах показа- ний Вариа- ция по- Казаний
Одно сопло Два сопла Пневы а. тическвя пробка
о,1 10 0,1 0,2 0,15 0,08 0,1
0,2 20 0,2 й,4 0,3 0,16 0,2
0,5 50 0,5 1 0,8 0,40 0,5
Примечания: 1. Диаметр измерительного сопла 2 мм.
2. Рабочее давление 0,117—0,157 МПа (1,2—1,6 кго/вм*).
3, Давление воздуха в питающей сети 0,31—0,59 МПа (3,2—6 кгс/си1!.
(наружных и внутренних размеров, отклонений формы
и расположения поверхностей) путем преобразования
изменения давления воздуха, связанного с измеряемым
параметром, в перемещение светового индекса относи-
тельно шкалы прибора. Прибор поставляется с вертикаль-
ным (рпе. 27, а) или горизонтальным расположением
шкалы с измерительным соплом или пневматической
Рис. 27. Пневматический измерительный прибор мод, 313
ЭЛЕКТРОННЫЕ ПОКАЗЫВАЮЩИЕ ПРИБОРЫ
141
пробкой (ГОСТ 14864—78) с комплектом из двух устано-
вочных колец (ГОСТ 14865—78).
Прибор мод. 318 — дифференциальный пневматиче-
ский манометрического типа с оптическим отсчетным
устройством. Сильфоны 1 (рис. 27, б) соединены с подвиж-
ной рамкой 2, укрепленной на металлических мембра-
нах 3. Рамка 2 связана через шарик с рычагом 4, на кото-
ром закреплено зеркало 5.
При измерении сильфоны 1, перемещаясь, воздей-
ствуют через рамку 2 на рычаг 4 с зеркалом 5. При этом
луч света от осветителя 6 падает на зеркало о, отражается
от него и фиксирует на шкале 7 прибора размер изделия.
В прибор встроены малогабаритные стабилизатор давле-
ния мод. 328 и фильтр тонкой очистки. Предусмотрено
два режима (схемы) работы: с противодавлением и диф-
ференциальных измерений. Прибор комплектуют выход-
ным соплом с фиксированным измерительным зазором,
соответствующим положению светового указателя с изоб-
ражением индекса на нулевой отметке. Прибор под-
ключают к однофазной электросети напряжением 220 В.
При нажатии клавиши-кнопки 1 (рис. 27, а), управля-
ющей входным пневматическим клапаном, одновременно
включается электрооборудование прибора. Если давле-
ние воздуха в сети упадет ниже допустимой нормы, то
сигнальная лампа 2 на передней панели загорится, сигна-
лизируя о недопустимости дальнейшей работы. При вос-
становлении значения сетевого давления воздуха лампа
гаснет. Прибор настраивают по двум установочным коль-
цам (ГОСТ 14865—78), входящим в комплектацию при-
бора.
10. ЭЛЕКТРОННЫЕ ПОКАЗЫВАЮЩИЕ ПРИБОРЫ
Завод «Калибр» выпускает приборы (табл. 22) с индук-
тивными преобразователями (табл. 23) для измерения
размеров, отклонений формы и расположения поверх-
ностей с высокой точностью и быстродействием. Принцип
работы приборов состоит в преобразовании перемещения
измерительного стержня с наконечником в пропорци-
ональное ему изменение напряжения, подаваемого на
отсчетное или записывающее устройство.
Индуктивный преобразователь состоит из одной-двух
катушек индуктивности с магнитопроводом, образующих
142
СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
22. Характеристики электронных показывающих приборов
(ГОСТ 23714—79)
Размеры, мкм
Модель Ди ап а-' зон измере- ний Цена деле* пня Модель преоб- разователя Число преобразо- вателей Допускаемая погрешность в делениях шкалы при числе преобразо- вателей Масса» кг
1 2
212 и 214 ±3 ±6 ±15 ±30 ±60 0,1 0,2 0,5 1 2 223 1 для мод. 214; 1; 2 для мод, 212 1 2 5
213 ±1 ±2,5 ±5 ±10 ±25 0,02 0,05 0,1 0,2 0,5 222 1; 2 1 2 5
217 ±15 ±30 ±150 ±300 ±1500 0,5 1 5 10 50 234 1; 2 1 2 5
276 ±3 ±15 ±30 ±150 ±300 0,1 0,5 1 5 10 221 1; 2 1 2 6
287 200 (180) о. (10) 221 1 0,2 — 15
Примечание. Пример обозначения прибора мод. 27в: Прибор
показывающий с индуктивными преобразователями, модель 276.
ЭЛЕКТРОННЫЕ ПОКАЗЫВАЮЩИЕ ПРИБОРЫ
143
23. Характеристики индуктивных преобразователей
Мо- дель Диапа- зон из* мереяия, мм Свобод- иый ход, мм Размах, мкм Сила намере- ния, Н Присое- дини- тельный размер, мм Габариты» мм
221 До 0,5 1,5 0,05 0,6 8 0 8Х 105
222 » 0,05 0,18 0,02 0,5—1 28 0 28X98
223 » 0,2 2 0,05 0,3—1 8 0 10X75
227 » 0,2 1 0,2 0,3 28 70X34X25
234 » 4 8 0,25 1,2 28 0 28X156
постоянную, т. е. неподвижную часть преобразователя,
и соединенного с измерительным стержнем якоря (тоже
магннтопр овода), перемещаемого в процессе измерений
относительно неподвижной катушки или катушек, в кото-
рых создается магнитный поток. При этом изменяется
реактивное сопротивление катушек, а так как они вклю-
чены в электросхему, то перемещение измерительного
стержня преобразуется в перемещение указателя (стрелки)
относительно неподвижной шкалы прибора. На рис. 28, а
показано устройство одного из индуктивных преобразова-
телей мод. 223, применяемого в электронных показыва-
ющих приборах мод. 212 и мод. 214 (рис. 28, б),
В стальном корпусе 1 (см. рис. 28, а) на шариковых
направляющих 3 установлен стержень 2 с измерительным
наконечником. Трубчатый ферритовый якорь 4 со стерж-
нем 2 перемещается внутри двух индуктивных катушек 5
и 6, закрепленных в корпусе преобразователя. Постоян-
ная часть магнитопровода состоит из втулки 7 и двух
ферритовых шайб 8 и 9, расположенных сверху и снизу
втулки. Магнитопровод смонтирован в латунном корпусе
и зажат гайкой. Силу измерения создает пружина 10.
Измерительный стержень с шариковыми направляющими
защищен гофрированной резиновой втулкой 11.
Закрепленный в стойке индуктивный преобразователь
кабелем длиной 1,5 м соединен с электронным блоком,
на передней панели которого расположены: клавиша
«ВКЛ» (рис. 28, б) с сигнальной лампой 1\ показывающий
прибор 2; ручка 3 электрической установки нуля; отвер-
стие 4 для корректировки нулевого положения указателя
показывающего прибора и пять клавишей с цифрами 01;
144
СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
Рис. 28. Индуктивный преобразователь мод. 223 (а) и электронные показы-*
кающие приборы моделей;
2U (б и s); 212 (а); 276 (д) н 217 (с)
ЭЛЕКТРОННЫЕ ПОКАЗЫВАЮЩИЕ ПРИБОРЫ
145
02; 05; 1 и 2. Включение выбранной клавиши соответ-
ствует цене деления 0,1; 0,2; 0,5; 1 i. 2 мкм. На задней
панели расположены гнезда для подключения преобразо-
вателя, шланг питания прибора, клемма заземления
и предохранитель. В структурную схему электронного
блока (рис. 28, в) входят: блок питания (ВП); генератор
(Г) питания преобразователя; входное устройство (ВУ);
сумматор; усилитель (У) и демодулятор (ДМ).
Блок питания БП состоит из силового трансформатора
и стабилизатора. Он является источником выпрямлен-
ного постоянного стабилизированного напряжения
30 В. Генератор Г обеспечивает питание индуктивного,
преобразователя переменным напряжением частотой
2—5 кГц. Входное устройство ВУ предназначено для
согласования выходного сигнала с преобразователя со
входом сумматора. Усилитель У усиливает сигнал, посту-
пающий о входного устройства. Его схема выполнена на
трех транзисторах. Усиленное напряжение от преобра-
зователя подается на вход демодулятора ДМ. Сущность
работы схемы демодулятора состоит в прохождении малых
токов через коммутируемые ключи. Здесь же осущест-
вляется ограничение выходного напряжения. К выходу
демодулятора подсоединен показывающий прибор ИП.
Одновременно выходное напряжение выводится на ро-
зетку «ВЫХОД», установленную на задней панели элек-
тронного блока.
В соответствии с номинальным размером изделия при-
бор настраивают по блоку ПКМД. Нажав на клавишу
кВКД» (при этом загорается сигнальная лампа У), прибор
прогревают в течение 10—20 мин. Предварительно уста-
навливают цену деления прибора, равную 2 мкм (следует
нажать на клавишу, обозначенную цифрой 2).
Стрелка прибора должна плавно переместиться в на-
правлении знака.«—».
На столик стойки устанавливают блок ПКМД и,
пользуясь микроподачей, плавно перемещают измери-
тельный наконечник преобразователя до соприкосновения
с блоком ПКМД, а затем совмещают указатель (стрелку)
прибора с нулевым делением шкалы. Устанавливают
требуемую цену деления, нажав на соответствующую
клавишу. Если нулевая отметка не совпадает с указате-
лем, то ручкой 3 проводят корректировку.
146 СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
Заменяют блок ПКМД на контролируемое изделие
и снимают отсчет показаний по шкале прибора. Если
указатель уходит за пределы шкалы, то следует перейти
на больший предел измерения (цену деления).
Электронный показывающий прибор мод. 212
(рис. 28, а) отличается от прибора мод, 214 возможностью
алгебраического суммирования отклонений двух размеров
от их номинального значения, так как этот прибор снаб-
жен двумя преобразователями. Включение индуктивных
преобразователей одного или обоих одновременно осуще-
ствляют клавишами Л и Б, выведенными на переднюю
панель.
Более точным и совершенным является электронный
показывающий прибор мод. 276 (рис. 28, 5), предназна-
ченный для контроля линейных перемещений и формиро-
вания команд о выходе контролируемого размера за
установленное поле допуска. Прибор снабжен свето-
форным устройством, состоящим из трех цветных сиг-
нальных ламп: зеленой («годен») и двух красных (брак
«+»; брак «—»). Если размеры контролируемого изделия
находятся в поле допуска, то загорается зеленая лампочка.
Выходной сигнал поступает на прибор и одновременно
на розетку для подключения, например, самописца. При-
бор мод. 276 имеет по сравнению с аналогом (прибором
мод. 212) следующие преимущества: в 5 раз больший
диапазон показаний (600 вместо 120 мкм); меньшая по-
грешность вследствие применения микроамперметра
М2027 с зеркальной шкалой класса точности 0,5 (вместо
прибора М906 класса точности 1,5); большая амплитуда
выходного сигнала (0,7—1,3 В вместо 0,1 В); возможность
автоматизации предельного контроля (путем введения по-
роговых устройств и световой сигнализации). Изменение
границ поля допуска осуществляется с помощью двух
потенциометров, выведенных на боковую панель при-
бора.
Электронный показывающий прибор мод. 217
(рис. 28, е) отличается наличием двух широкопредельных
индуктивных преобразователей мод. 234 с присоедини-
тельным размером 28h9. Высокую экономическую эффек-
тивность прибора обеспечивает возможность алгебраиче-
ского суммирования перемещений измерительных наконеч-
ников обоих преобразователей, простота отсчетов и воз-
ЭЛЕКТРОННЫЕ ПОКАЗЫВАЮЩИЕ ПРИБОРЫ
147
мощность записи результатов измерений на диаграммной
ленте самописца.
Ленинградским инструментальным заводом разрабо-
тан и выпускается показывающий прибор с индуктивными
преобразователями мод. 76503 четырех исполнений;
76503-01 — выдает информацию о результатах измерения
в цифровой форме на табло электронного блока;
76503-02 — выдает информацию о результатах измерений
в виде показаний в цифровой форме на табло и в виде
записи на пишущей электроуправляемой машине
мод. ЭУМ-23; 76503-03 — выдает информацию о резуль-
татах измерений в цифровой форме на табло и в виде
записи на ленте быстродействующего самопишущего при-
бора мод. Н338-!п (Н-3021); 76503-04 — выдает информа-
цию о результатах измерений в цифровой форме на табло,
в виде записи на пишущей электроуправляемой машине
и в виде записи на ленте самопишущего прибора.
Прибор мод. 76503 (рис. 29, а) имеет два индуктивных
преобразователя и позволяет измерять линейные размеры
каждым из двух преобразователей в отдельности и вместе
двумя преобразователями в режиме алгебраического
суммирования.
Сила измерения индуктивного преобразователя не
более 1 Н; его колебание не более 0,4 Н. Ход измери-
тельного стержня 2,5 мм, а его присоединительный
размер 8h7 мм, Преобразователи А и Б работают в девяти
режимах: А и Б; А‘, Б; —А; —Б-, А + Б; —А—Б‘, А—Б',
—А + Б.
Код измерительной информации с разъемов
«ПЕЧАТЬ»: 1—2—4—8, знак минус, запятые, перепол-
нение, управление ЦПУ — уровни ТТЛ — логики.
Фоторастровая цифровая измерительная система
мод. 19000, Ленинградский инструментальный завод вы-
пускает новые измерительные приборы с цифровой ин-
дикацией результатов линейных измерений, названные
цифровой растровой системой с характеристиками, при-
веденными в табл. 24.
Цифровая растровая система предназначена для изме-
рения линейных величин в основном методом непосред-
ственной оценки в цеховых условиях. Системе присущи
следующие достоинства: широкий диапазон измерений;
дискретность цифрового отсчета, равная 1 мкм; возмож-
148 СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И. ОТВЕРСТИЙ
Рис. 29. Электронный прибор мод. 76503 {а) и фоторастровая цифровая изме-
рительная система мод, 1ЙМ0 (<Г)
кость вывода измерительной информации на внешние
регистрирующие устройства и системы управления,
а также высокая точность измерений.
Цифровая растровая система мод. 19000 (рис. 29, б)
состоит из фоторастрового преобразователя 1, установлен-
ного в кронштейне стойки 2, и электронного блока 3
с цифровой индикацией (габариты блока 270 X 300 X 85 мм).
В преобразователе применено сопряжение двух опти-
ческих растров (решеток) с параллельными штрихами,
нанесенными на стеклянную линейку 4 и на пластину,
укрепленную в маске 5, которая благодаря пружинной
подвеске 9 прилегает к рабочей поверхности стеклянной
линейки 4 с зазором в пределах 2—4 мкм. Стеклянная
линейка 4 прикреплена к измерительному стержню 8
и при измерении перемещается вместе со стержнем. Растр,
ЭЛЕКТРОННЫЕ ПОКАЗЫВАЮЩИЕ ПРИБОРЫ
149
24. Характеристики цифровой растровой системы
Параметр
Диапазон измерений, мм
Дискретность отсчета, мкм
Предел допустимой погрешности,
±мкм, на участке, мм:
10
30
60
Сила измерения, Н
Присоединительный диаметр
образовать я, мм
Масса преобразователя, кг
Модель
пре-
19000 19001 19002 19020
0—10 0—30 0-60 0—30
1 1 1 10
2 2 2
— 3 3 10
— 4.5
3 3 3 1,5
8'п7 8fi7 № да
0,3 0,4 0,5 0,3
Примечание. Пример обозначения! Система модели 19000,
ТУ 2-034-206—33.
нанесенный на линейке 4, называется измерительным,
а растр на стеклянной пластине, укрепленной в маске 5, —
индикаторным. С одной стороны растров расположен
светоизлучатель 6, а с другой стороны — приемник 7
светового потока (фототранзистор), модулируемый растро-
вым сопряжением. Зазор между рабочими поверхностями
растров заполнен кремни йоргани ческой жидкостью, кото-
рая не высыхает и предотвращает слипание растров.
Для определения направления перемещения изме-
рительного стержня выполнено два оптических канала
с фазовым сдвигом по модуляции на 90° полного периода.
С этой целью индикаторный растр содержит два штрихо-
вых участка с шагом штрихов, равным шагу штрихов
измерительного растра. Шаг растров равен 4 мкм, что
позволяет получить дискретность отсчета 1 мкм. Штри-
ховые участки сдвинуты относительно друг друга на
% шага растра. На рис. 29, б показан только один опти-
ческий канал.
Растровый преобразователь снабжен арретиром 10
Для подъема измерительного стержня на весь диапазон
измерения. С целью увеличения быстродействия фото-
150
СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
растровых преобразователей с 1—2 до 15—20 см/с пред-
полагают заменить фототранзисторы ФТ2К, работающие
в инфракрасной области спектра, малоинерционными фото-
транзистор ами.
Электронный блок на лицевой панели имеет цифровое
табло, два индикаторных светодиода, кнопку «УСТ. 0»,
кнопку «ПАМЯТЬ» и выключатель напряжения сети
«220В». Кнопка «УСТ. 0» позволяет устанавливать нулевое
показание в любой точке диапазона измерения и исполь-
зовать измерительную систему для измерения методом
сравнения с мерой. При необходимости информация может
быть зафиксирована на отсчетном цифровом табло при
нажатии на кнопку «ПАМЯТЬ»,
11. ИЗМЕРИТЕЛЬНЫЕ ПРОЕКТОРЫ
Проекторы предназначены для проецирования тене-
вого изображения (контуров) изделий на экран и изме-
рения их линейных и угловых размеров непосредственно,
сравнением с чертежом (исполненным для соответству-
ющего увеличения) и по вычерченному контуру изделия.
Их применяют для измерения шаблонов и изделий слож-
ного профиля.
Проекторы (ГОСТ 19795—82) изготовляют трех типо-
размеров: до 250, св. 250 до 400 и св. 400 мм, с цифро-
вым (Ц) отсчетом и с отсчетом по шкалам микровинтов,
с вертикально (В) или горизонтально (Г) расположенной
оптической осью объектива. Характеристики проекторов
приведены в табл. 25.
Проекторы типов ПИ-250 и ПИ-150ЦВ являются на-
стольными, а остальные их типы — стационарными.
В зависимости от конфигурации изделия измерения
на проекторе осуществляют двумя способами проецирова-
ния: в проходящем и в отраженном свете. При проециро-
вании в проходящем свете лучи света от лампы 1
(рис, 30, а), проходя через конденсор 2, диафрагму 3,
систему линз 4, освещают снизу изделие, установленное
на предметном столе 5 проектора. Контур изделия с по-
мощью системы зеркал и объективов 9 проецируется на
экран 6 в увеличенном виде. В проходящем свете измеряют
изделия сложной формы или сквозные отверстия. При
проецировании в отраженном свете лучи света от лампы 7,
ИЗМЕРИТЕЛЬНЫЕ ПРОЕКТОРЫ
151
го. ларактеристики измерительных проекторов (ГОСТ 19795—82)
Примечание. Пример условного обозначения проектора с размером стороны экрана 360 мм с цифровым отсчетом:
ПИ 360ЦВ ГОСТ 19795S2.
1
152 СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
30. Измерительный проектор БЦ-ЗЦ тина ПИ'ОООЦ (ff) и его оптическая схема (а)
ИЗМЕРИТЕЛЬНЫЕ ПРОЕКТОРЫ
153
пройдя через осветитель 8, освещают измеряемое изделие»
помещенное на стол 5. Отразившись от поверхности изде-
лия, свет попадает в объектив 9 и далее падает на экран 6,
на котором появляется теневое изображение изделия.
На массивном основании проектора с цифровым отсче-
том БП-ЗЦ типа ПИ-600Ц установлен корпус 8 (рис. 30, б)
с размещенными в нем электрооборудованием и оптиче-
скими системами. Измерительный стол 7, аналогичный
столу измерительного микроскопа, имеет возможность
перемещения во всех трех взаимно перпендикулярных
направлениях (продольном, поперечном и по высоте).
Для определения ориентировочного перемещения стола
имеются миллиметровые шкалы 12. Перемещение измери-
тельного стола по вертикали осуществляют с помощью
маховика 11, верхний обод которого при необходимости
может быть снят.
Перемещение стола с контролируемым изделием в про-
дольном и поперечном направлениях в пределах до 25 мм
достигается вращением барабанов 1 и 2 электронно-
оптических преобразователей, предназначенных для
преобразования линейных перемещений микровинтов
в электрические сигналы. Пределы измерения в продоль-
ном и поперечном направлениях стола могут быть увели-
чены установкой ПКМД между торцом микровинта и
опорной площадкой стола.
Измерительный стол 7 имеет круглый столик с уста-
новленной на нем стеклянной пластиной, на которую
ставят изделие. Круглый столик с помощью рукоятки 3
может быть повернут на 360° вокруг вертикальной оси
и застопорен тормозной рукояткой 4. Углы поворота
столика отсчитывают по шкале с нониусом.
Оптическая - схема проектора (см. рис, 30, а) описана
выше. Прозрачный стеклянный экран 13 (см. рис. 30, б)
снабжен пружинными прижимами для закрепления на нем
. чертежа или кальки. На экране нанесены штриховые ли-
; нии перекрестия для ориентирования изделий, установлен-
ных на измерительном столе.
. На переднюю панель стола выведены два маховика —
г 5 и 6. Маховик 5 с гравировкой увеличений предназначен
j для установки системы линз 4 (см. рис. 30, а) с апертур-
ной диафрагмой в положение, соответствующее увеличе-
У нию объектива. Маховиком 5 (см. рис. 30. б) пользуются
154
СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
при включенном переключателе «ДИА» (он находится
на передней стенке проектора) во время работы в проходя-
щем свете.
Маховик 6 служит для установки ирисовой диафрагмы
при регулировании контрастности и резкости теневого
изображения изделия на экране проектора.
В отсеке с экраном помещена каретка с объективом 9
(см. рис. 30, а), которая может перемещаться от руки.
Она имеет три фиксированных положения: среднее с по-
стоянно установленным объективом 10^; левое для па-
трубка объективов 100х и 200х и правое для патрубка
объективов 20х и 50х. Объективы ввертывают в гнезда до
упора.
При работе в отраженном свете переключатель «ЭПИ»,
расположенный на передней стенке проектора, должен
быть включен, а переключатель «ДИА» — выключен. На
корпусе прибора закрепляют насадку с линзами и блок
с зеркалами в зависимости от выбранного объектива и его
увеличения.
Лампа 1 проходящего света и лампа 7 отраженного
света охлаждается вентиляторами. Электропитание вклю-
чается выведенным на переднюю стенку выключателем
«СЕТЬ — ВКЛ — ВЫКЛ». Сигнальная неоновая лампа
«СЕТЬ» расположена на передней стенке прибора.
Электронно-оптические преобразователи 1 (см.
рис. 30, б) и 2 с помощью двух кабелей соединены с рас-
положенными на отдельном столе двумя цифровыми пере-
счетными устройствами 9 и 10, называемыми иногда
электронными блоками. Они предназначены для об-
работки результатов линейных перемещений измеритель-
ного стола, индикации их на цифровое табло, а также
для вывода результатов измерений на цифропечать. Про-
ектор укомплектован двумя цифровыми пересчетными
устройствами: один из них предназначен для отсчета
перемещения измерительного стола в продольном на-
правлении (по координате X), а другой — в поперечном
направлении (по координате У).
Электронно-оптический преобразователь (рис. 31, а)
преобразует реверсивные линейные перемещения (т. е.
перемещения в двух взаимно противоположных направле-
ниях) микровинта с измерительным столом в пропорци-
ИЗМЕРИТЕЛЬНЫЕ ПРОЕКТОРЫ
155
опальное им число электрических импульсов с дискрет-
ным значением шага 1 мкм. Преобразователь имеет не-
подвижный растровый диск 1 (рис. 31, б) и расположенный
напротив него второй подвижный диск 2, механически
соединенный с микрометрическим винтом 5 барабана 6
перемещения измерительного стола проектора. На по-
движном диске по окружности нанесено 1 тыс. штрихов,
Рис. 81, Цифровое переучетное устройство УЦП-Im (я) и его структурная
схема (г); принципиальная схема фото растрового преобразователя Щ и е)
а на неподвижном — четыре группы штрихов, имеющих
диаметр аль но-противоположное расположение (штрихи
расположены крестообразно). Если штрихи группы /
(рис. 31, в) принять за начальные, то штрихи группы II
сдвинуты относительно штрихов группы 1 на 90° + 7/4,
штрихи группы III— на 180° + 7/2 и штрихи группы
IV — на 270° + 37/4, где 7 — шаг нанесения штрихов.
Подвижный и неподвижный растровые диски расположены
: соосно с малым расстоянием между ними. Напротив каж-
. дой из четырех групп растровых штрихов расположено
(•. по осветителю 4 (см. рис. 31, б) и по фотодиоду 3. Световые
потоки, проходя через растровые диски 1 и 2, поступают
* на фотодиоды, где и преобразуются в электрические сиг-
г налы синусоидальной формы со сдвигом фаз на 0, 90, 180
156
СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
и 270°, если вращать микровинт с подвижным растровым
диском 2 относительно неподвижного растрового диска 1.
Такой сдвиг достигается конструктивным взаимным сдви-
гом штрихов подвижного и неподвижного растровых ди-
сков. Сдвиги фаз (0 и 180° в одном канале и 90 и 270° —
в другом канале) уменьшают влияние эксцентриситета
растровых дисков.
Преобразователь аналогового сигнала конструктивно
выполнен в виде гибридно-пленочной микросборки. Вы-
ходное напряжение микросборки представляет собой две
последовательности прямоугольных импульсов со вза-
имным сдвигом фаз 90°, который необходим для опре-
деления направления вращения микровинта или перемеще-
ния измерительного стола. Далее импульсы поступают
на цифровой счетчик последовательного типа с дискрет-
ностью отсчета 1 мкм. Питание преобразователя про-
водится от цифрового пересчетного устройства.
На лицевой панели цифрового пересчетного устройства
типа УЦП-1м (см. рис. 31, а) расположены цифровой
счетчик, переключатель «ПРЕДУСТАНОВКА», кла-
виши с надписями УСТ, «0»; «—», «+»; «ЗАПИСЬ» и
«ПЕЧАТЬ», а также тумблер «СЕТЬ» включения электро-
питания.
В структурную схему цифрового пересчетного устрой-
ства УЦП-1м входит устройство управления УУ
(рис, 31, а), реверсивный счетчик PC, счетчик С, дешифра-
тор Д.Ш, табло Т цифрового счетчика, переключатели
и источники питания ИП. Цифры результата измерения
высвечивают на табло Т при нажатии клавиши «ЗАПИСЬ»,
имеющейся на панели электронного блока. При этом
импульсы с устройства управления УУ поступают одно-
временно на входы счетчика С и реверсивного счетчика PC
и через дешифратор ДШ индуцируются в числа.
Цифровой счетчик — семидекадный; в левой декаде
высвечивается знак «+» или «—», в трех последующих
декадах — сотни, десятки и единицы миллиметров, в пя-
той декаде — десятые доли миллиметра, а в шестой и
седьмой — сотые и тысячные доли миллиметра. Переклю-
чатель «ПРЕДУСТАНОВКА» представляет собой
механический пятидекадный счетчик, предназначенный
для установки любого пятиразрядного десятичного числа
в диапазоне измерений, которое может быть перенесено
ИЗМЕРИТЕЛЬНЫЕ ПРОЕКТОРЫ
157
на цифровой счетчик при нажатии на клавишу «ЗАПИСЬ»/
Клавиши УСТ. «О» служат для установки нуля на счет-,
чике при любом положении измерительного стола проек-
тора. Две клавиши с обозначением «-)-» и «—» предназна-
чены для добавления (при нажатии на клавишу «+»)
или снятия (при нажатии на клавишу «—») значения
10 мм к имеющемуся значению размера (числу) на цифро-
вом счетчике. Если нажать на клавишу «+» 2 раза, то
к числу на цифровом счетчике будет прибавлено 20 мм,
если нажать на клавишу «—» 3 раза, то число на цифро-
вом счетчике уменьшится на 30 мм. Клавиша «ПЕЧАТЬ»
предназначена для включения выходного сигнала на печа-
тающее устройство.
В комплект поставки проектора входит набор при-
надлежностей для установки и закрепления изделия на
измерительном столе проектора. Приспособления за-
крепляют на круглом столе, имеющем две пары специаль-
ных взаимно перпендикулярных Т-образных пазов.
Для установки центров основания для изделий в положе-
ние, параллельное ходу измерительного стола, а также
. для установки фокусировки микроскопа на плоскость
центров к проектору придается контрольный валик.
При подготовке проектора к измерениям подключают
прибор к источнику питания, соблюдая следующие тре-
бования по технике безопасности: клеммы «земля» про-
ектора и цифрового пересчетного устройства должны быть
соединены с земляной шиной (заземлением); замена пред-
охранителей и перестановка проектора, и устройства при
включенном в сеть кабеле не допускаются.
Выключатель на передней стенке проектора ставят
в положение «ВКЛ». При этом должна загораться сиг-
нальная лампа. Включают лампу проходящего света
. переключателем «ДИА» и центрируют ее. С этой целью
на ' кране закрепляют мелкозернистую кальку, лампу
перемещают до получения качественного изображения
; на .экране, или приспособление для центровки лампы
| устанавливают на предметное стекло, наблюдая проекцию
| нити в центре приспособления. Аналогично центрируют
| лампу отраженного света, выключив переключатель «ДИА»
.и включив переключатель «ЭПИ».
I Проверяют плавность хода всех механизмов, чистоту
е оптических поверхностей и чистоту измеряемого изделия,
158
СРЕДСТВА ИЗМЕРЕНИЯ ВАЛОВ И ОТВЕРСТИЙ
а также фокусировку проектора, подняв или опустив
измерительный столик с помощью маховика 11 (см.
рис. 30, б). Измеряемое изделие закрепляют на измери-
тельном столе так, чтобы сторона изделия была парал-
лельна измерительному направлению, например про-
дольному (по оси X) направлению измерительного стола.
При этом круглый стол должен быть установлен на нуле-
вое показание по нониусу.
Перемещением измерительного стола в поперечном
направлении совмещают проекцию стороны изделия или
теневого контура изделия с горизонтальной линией пере-
крестия экрана.
Соединения электронно-оптических преобразователей
с пересчетными устройствами должны быть надежными,
а зажимные винты — завернуты до отказа. Включают
пересчетные устройства (электронные цифровые счетчики)
и прогревают их в течение 15 мин. Проверяют работу
цифрового счетчика, возможности ввода значения пред-
установки и переноса начала отсчета в любую точку каж-
дого из двух цифровых пересчетных устройств 9 и 10,
С этой целью совмещают штрихи на кожухе и бара-
бане, например, преобразователя 1 (вращая барабан).
Нажимают клавишу УСТ. «О»; при этом на цифровом
табло должны быть нули во всех разрядах, т. е. 000.000.
Повертывают барабан на один полный оборот. На табло
должна появиться цифра 001.000 ± 1 мкм. Нажав на
клавиши «ПРЕДУСТАНОВКА», набирают произволь-
ное любое число, например 55505. Клавишей УСТ. «0»
устанавливают на цифровом табло 000.000. Нажав кла-
вишу «+», а затем клавишу «ЗАПИСЬ», проверяют по
цифровому табло индицирование набранного числа
«ПРЕДУСТАНОВКА» со знаком «+». Возможность пере-
носа начала отсчета в любую точку проверяют нажатием
клавиши УСТ. «О». При этом на табло цифрового счетчика
должны быть нули во всех разрядах, т. е. 000.000.
При измерении линейных размеров на проекторе вы-
бирают способ измерения (в проходящем свете или в отра-
женном свете) и включают соответствующий осветитель
(переключатель «ЭПИ» или «ДИА»). Проверяют еще раз
совмещение проекции стороны изделия с линией, напри-
мер горизонтальной линией перекрестия экрана. Осу-
ществляют отсчет по табло цифрового счетчика. Враще-
ИЗМЕРИТЕЛЬНЫЕ ПРОЕКТОРЫ
169
нием барабана преобразователя совмещают теневое
изображение противоположной стороны изделия с го-
ризонтальной линией перекрестия экрана (см. рис. 30, б)
и снова проводят отсчет по табло цифрового счетчика.
Разность отсчетов по счетчику — измеряемое расстояние.
Для сравнения изображения проецируемого контура
контролируемого изделия с чертежом на целлофане вы-
черчивают чертеж изделия в масштабе (с учетом увеличе-
ния проектора) и закрепляют его на экране проектора.
Контур изделия удобно наносить на чертеж двумя лини-
ями. Наружная линия или контур изделия должны соот-
ветствовать наибольшим предельным размерам изделия,
а внутренняя линия (контур) — наименьшим предельным
размерам изделия. Изделие признают годным, если его
теневое изображение расположено между двумя линиями,
нанесенными на целлофан. Контурные линии изделия
рекомендуется делать не сплошными, а штриховыми.
На проекторе могут быть измерены углы, размеры
изделий, заданные в полярной системе координат, и раз-
меры изделий по вычерченному контуру. В последнем
случае на экране закрепляют кальку и контур измеря-
емого мелкого изделия, проецируемый на экране с каль-
кой, обводят карандашом. Затем требуемый размер чер-
тежа измеряют с помощью штриховой меры. Его действи-
тельный размер определяют с учетом увеличения проек-
тора.
Глава 4
СРЕДСТВА КОНТРОЛЯ ШПОНОЧНЫХ
И ШЛИЦЕВЫХ ИЗДЕЛИЙ
1. ОБОЗНАЧЕНИЕ КОНТРОЛИРУЕМЫХ РАЗМЕРОВ
НА ЧЕРТЕЖАХ
В шпоночном соединении за номинальный размер при-
нимают размер b (рис. 1, а), равный ширине шпонки,
ширине паза под шпонку на валу и ширине паза во втулке
под шпонку. На чертежах поля допусков деталей шпо-
ночного соединения обозначают аналогично полям до-
пусков гладких валов и втулок.
Различают шлицевые соединения с прямым и эволь-
вентным профилем зуба. Для шлицевых прямобочных
соединении предусмотрено три вида центрирования: по
наружному диаметру Ь (рис. 1,6); по внутреннему диа-
метру d (рис. 1, в) и по боковым поверхностям зубьев b
(рис. 1, г). На чертежах эти соединения показывают
условным обозначением вида центрирования и полей до-
пусков после номинальных размеров.
Например, шлицевое соединение с центрированием по
внутреннему диаметру d с посадкой по диаметру центри-
рования H7lf7 на чертежах обозначают
d — о X 32 — X об X 6 ,
то же, при центрировании по наружному диаметру D
с посадкой по диаметру центрирования H8/h7i
D-8x32x36-~-х6~‘,
то же, при центрировании по боковым сторонам b
с посадкой F9!e8i
b~ 8 x 32 x 36^x6^.
all ео
Аналогично обозначают на чертежах шлицевые детали,
например вал при центрировании по внутреннему диа-
метру di
ОБОЗНАЧЕНИЕ КОНТРОЛИРУЕМЫХ РАЗМЕРОВ
161
d — 8 X 32/7 X ЗбаП х 6718. или шлицевая втулка!
d 4- 8 X 32117 X 361112 X 6D10.
Эвольвентные шлицевые соединения центрируют
по наружному диаметру D (рис. 2, в) и по боковым поверх-
ностям зубьев е — s (рис. 2, г и д). Допускается центри-
рование по внутреннему диаметру. Боковые поверхности
соединений
Рис* 1. Шпоночное соединение (я) н
схемы центрирования шлицевого прямобочного соединения (б ** по Di в
яо 4; е — по 6); 1 — вал; 2 — шпонка; 3 — втулка
зубьев выполняют по кривой, называемой эволь-
вентой (см. рис. 2, а и б). Толщину s зуба вала и ширину е
впадины втулки отсчитывают по делительной окружно-
сти d шлицевых деталей. На размеры s и е допуски уста-
новлены по степеням точности 7-, 9- и 11-й (для толщины s
зуба вала предусмотрены дополнительные 8-я и 10-я
степени точности). Чтобы отличить поле допуска по ква-
литету от поля допуска по степени точности, в обозначе-
нии поля допуска шлицевой детали степень точности
указывают левее буквенного обозначения основного от-
клонения, например 7Н, 9d.
В условные обозначения шлицевых соединений валов
: и втулок входят; номинальный диаметр соединения
И Белкин И. М.
MJ2 СРЕДСТВА КОНТРОЛЯ 1ППОНОЧН. И ШЛИЦЕВЫХ ИЗДЕЛИЙ
Яме формы и раололожония
/?рОр££ЛЯ
Рис. 2. Шлицевое соединение с эвольееитным профилем зуба:
я — вал} б — втулка; схемы центрирования; в — по£>;гид~*по толщине а
зуба а щирице е впедины; схемы (е и сте) расположения полей допусков ио
размеру <?•s
модуль т, поля допусков вала и втулки (их указывают
рядом с центрирующим элементом). Например, соединение
D = 50 мм, т = 2 мм с центрированием по боковым
поверхностям зубьев с посадкой 9Hi9g обозначают на
чертежах! 50 X 2 X 9Hl9g ГОСТ 6033—80. Шлицевое
соединение с центрированием по наружному диаметру
обозначают! 50 X H7ig6 X 2 ГОСТ 6033—80.
ОБОЗНАЧЕНИЕ КОНТРОЛИРУЕМЫХ РАЗМЕРОВ
163
1, Калибры для контроля валов и втулок со шпоночными пазами Эскиз калибра Калибры для контроля вала со шпоночным пазом (рис. 3, д) | См. гл. 3 Рис. 3, в 1 Рис» 3, е I Рис. 3, ж См. гл. 3 Рнс. 3, в Рис. 3, б Рис. 3, г
Размеры» мм См. гл. 3 | | От 1 до 3 1 Св. 3 » 50 От 6 до 200 » 1 » 10 | Св. 8 до 22 I | » 22 » 200 | (рис. 3, а) См. гл. 3 От I до 3 » 3 » 50 От 3 до 10 Св. 10 » 90 » 90 » 200 От 9 до 18 Св. 18 » 56 » 56 » 125
гост См. гл. 3 | 24120—80 1 24121—80 j ! 24118—80 24119—80 24113—80 | 1 24114—80 | поночным пазом См. гл. 3 I 24120—80 24121—80 24115—80 1 24116—80 24117—80 | 24110—80 24111—80 24112—80
№ И а я о к § я Я Гладкий калибр-скоба ПР и 1 | Пазовый калибр bKi (ПР) и &Ki (НЕ) Калибр-глубиномер Н± (ПР) и Hi (НЕ) | Шпоночный калибр-призма про- 1 ходкой, комплексный | контроля отверстий втулок со ш : Гладкий калнбр-пробка ПР н НЕ Пазовый калибр ЬК1 (ПР) и 1 &И (НЕ) Калибр-глубиномер Н^ (ПР) и Я1(Я£) Шпоночный калибр-пробка проходной, комплексный
Контролируемый размер Наружный диаметр d вала Ширина b шпоночного паза Глубина шпоночного паза Ширина b паза вала и откло- нение паза от симметричности | Калибры для Диаметр d отверстия втулки Ширина Ь шпоночного паза Глубина шпоночного паза Ширина b паза и отклонение паза от симметричности
6*
J64 СРЕДСТВА КОНТРОЛЯ ШПОНОЧН. И ШЛИЦЕВЫХ ИЗДЕЛИЙ
2. КАЛИБРЫ ДЛЯ КОНТРОЛЯ ИЗДЕЛИЙ
СО ШПОНОЧНЫМИ ПАЗАМИ
Калибры для контроля валов и втулок со шпоночными
пазами и контролируемые ими размеры приведены
в табл. 1. Конструкции калибров приведены на рис. 3.
Рис. а. Конструкция калибров для
(6 — глубиномеры для втулок; в и з — глубиной еры для валов,'
КАЛИБРЫ ДЛЯ КОНТРОЛЯ ИЗДЕДИЙ . . , 165
Диаметры d вала и отверстия втулки со шпоночными
- пазами контролируют гладкими калибрами (см- гл. 3),
а ширину b шпоночного паза вала и втулки — пазовыми
калибрами (рис. 3, в). Глубины шпоночных пазов кон-
тролируют глубиномерами (рис. 3, б, а и з). Перечисленные
выше калибры, контролирующие только предельные раз-
меры вала или втулки, называют поэлементными.
Для контроля ширины паза и отклонения паза от сим-
'' метричности предусмотрены также комплексные шпо-
ночные проходные калибры: калибр-призма (рис. 3, ж)
и калибр-пробка (рис. 3, г).
Шпоночный: проходной калибр-пробку характери-
зуют три размера: номинальная толщина Ьк контрольной
166 СРЕДСТВА КОНТРОЛЯ шпоночн. и шлицевых ИЗДЕЛИИ
шпонки; размер Ня и диаметр d„ калибра-пробки, а шпо-
ночный проходной калибр-призму — два размера: тол-
щина Ьк контрольной шпонки и размер С — глубина
вхождения шпоночного калибра-призмы в шпоночный паз
вала.
Для размера i
Граница
износа
я/
Шпоночный калибр
S-8-й лвалитепмя
Шпоночный калибр
Для размеров Jio 1вбмм
ГНсквамипет и грубее
Шпоночный
палийр
б-8-й к&глшпепщ
sSS; Шпоночный
Ж \ KSnuip
Граница -|
износа та
S)
Для размеров- св. 180мн
9-йквалитып и грубее
Шпоночный калибр
а-^У
У
Граница
износа
э
а--Г+У
4
Граница
азнаса
<а У ^ -
^Z
8>
Поле Запуска:
Граница износа
в
Ширины.
лазаЬ
Диаметра втулки d
1 Шпоночного калибра.
Рнс. 4. Схемы расположения полей допусков комплексных калибров для коне
Троля деталей со шпоночными пазами:
<1 =• ло размеру 6; 6 и в — по размеру d < t80 м»; а к д — d > 130 мм
Контроль изделий со шпоночными пазами с помощью
комплексных проходных калибров осуществляют в сле-
дующем порядке. Шпоночный вал годен, если калибр-
призма проходит в паз, прижимаясь к поверхности вала.
При этом диаметр вала, ширина и глубина шпоночного
вала не должны выходить за предельные размеры.
Втулка со шпоночным пазом годна, если калибр-
пробка проходит в контролируемое отверстие. При этом
диаметр отверстия втулки, ширина и глубина паза не
выходят за предельные размеры.
Схемы расположения полей допусков калибров-
пробок и калибров-призм приведены на рис. 4. Значения
допусков даны в ГОСТ 24109—80.
КАЛИБРЫ ДЛЯ КОНТРОЛЯ ШЛИЦЕВЫХ СОЕДИНЕНИЯ 167
8. калибры для контроля шлицевых
ПРЯМОБОЧНЫХ СОЕДИНЕНИЙ
Для контроля размеров шлицевой втулки {рис. 5, а)
и шлицевого вала (рис. 5, ж) применяют поэлементные
. и шлицевые комплексные калибры. Калибры для контроля
внутреннего диаметра отверстия втулки я наружного
диаметра вала не отличаются от гладких калибров-пробок
и калибров-скоб, описанных в гл. 3. Для контроля наруж-
ного диаметра D и ширины Ь впадины отверстия втулки,
внутреннего диаметра d и толщины b зуба вала применяют
специальные предельные калибры (табл. 2): листовые
двусторонние пробки диаметром 14—125 мм; неполные
пробки диаметром 102—125 мм (рис. 5, д и е); пазовые
калибры (рис. 5, а); калибры-скобы (рис. 5, и) и калибры-
скобы для контроля толщины зубьев (рис. 5, а).
Комплексные шлицевые калибры и формулы для
расчета их исполнительных размеров приведены
в табл. 3. Комплексными калибрами контролируют не
только размеры шлицевых валов и втулок, но и отклоне-
ния формы и расположения поверхностей. Шлицевые
прямобочные проходные комплексные калибры-пробки
исполнений 1—3 (рис. 5, б) различаются торцовой частью.
Шлицевой калибр-пробка с помощью направляющих
вводится в отверстие контролируемой шлицевой втулки.
Втулка годна, если калибр-пробка входит в отверстие
- шлицевой втулки.
Г Шлицевой прямобочный проходной комплексный
калибр-кольцо имеет гладкую направляющую и шлице-
вую части (рис. 5, к). Калибр-кольцо на контролируемый
шлицевой вал надевают гладкой направляющей частью.
Вал годен, если кольцо проходит по шлицевому валу.
Схемы расположения полей допусков для шлицевых
комплексных проходных калибров-пробок и калибров-
j. колец представлены на рис, 6, а значения допусков даны
в табл. 4—6. Зубья шлицевого калибра-пробки и впадины
(пазы) калибра-кольца должны быть расположены сим-
1 метрично относительно оси цилиндрической поверхности
с диаметром dK при центрировании по внутреннему диа-
метру d или относительно оси цилиндрической поверхности
с диаметром DK при центрировании по наружному диа-
метру D или размеру Ь. Допуск Т3 симметричности зуба
Г68 СРЕДСТВА КОНТРОЛЯ ШПОНОЧН. И ШЛИЦЕВЫХ ИЗДЕЛИИ
калибра не должен превышать 6 мкм (при b до 3 мм);
8 мкм (при b = З-Е-10 мм) и 10 мкм (при b = 104-18 мм).
Боковые стороны зуба калибра-пробки или паза ка-
либра-кольца должны быть расположены параллельно
относительно соответствующих цилиндрических поверх-
ностей вала или отверстия втулки. Допуск Tv параллель-
ности составляет небольшую величину, равную 3—5 мкм
Исполнение f
(а « втулка; ар пел) с конструкции калибров
Рис. б. Детали шлицевого
для их контроля (б в,)--
пробка; з в и — гладкие
КАЛИБРЫ ДЛЯ КОНТРОЛЯ ШЛИЦЕВ Ы X СОЕ ДИ НЕ Н ИИ 469
прямоточного соединения
Комплексные пробки; е — пазовые для втулок* 5 — листовой! в »- неполные
ркобы; к =• комплексное кольцо)
2. Предельные поэлементные калибры для контроля прямобочных шлицевых валов и отверстий втулок
Наименование калибра Контролируемая параметр
Обозначение Номинальный размер, мм ГОСТ
элемента калибра
Калибры для контроля шлицевых отверстий
Пробки: листовые двусторонние D DK (ПР) Da (НЕ) 14; 16; 20; 22; 23; 25; 26; 112; 115; 120; 125 24961—81
проходные неполные D DK (ПР) 102; 108; 112; 115; 120; 125 24962—81
непроходные неполные D (НЕ) 102; 108; 112; 115; 120; 125 24963—81
Калибры пазовые b ^(ПР) й« (НЕ) 2,5; 3,0 24967—81
b Ьк (ПР) &к (НЕ) 4; 5; 6; 8; 10; 12; 14; 16; 18 24968—81
КАЛИБРЫ ДЛЯ КОНТРОЛЯ ШЛИЦЕВЫХ СОЕДИНЕНИЙ
Продолжение табл. 2
Наименование калибра Контролируемый параметр
Обозначение Номинальный размер, мм ГОСТ
элемента калибра
Калибры-скобы для контроля шлицевых валов
Непроходные для контроля внутрен- него диаметра при центриро- вании по D или b d d1K (НЕ) 9,9; 12; 14,5; 16,7; 19,5; 22,1; 21,3; 24,6; 23,4; 85,5; 94; 104; 106,3; 108,8 24964- 81
Двусторонние для контроля; внутреннего диаметра при центри- ровании по d d rfK (77Р) dK (HE) 11; 13; 16; 18; 21; 23; 26; 28; 32; 36; 42; 46; 52; 56; 62; 72; 82; 92; 102; 112 24965—81
толщины зубьев b bB (HP) bK(HE) 2,5; 3; 3,5; 4; 5; 6; 7; 8; 9; 10; 12; 14; 16; 18 24966—81
Примечания: 1. Примеры условного обозначения пробки листовой двусторонней диаметром Ок. нои = 40 мм
в полем допуска Н7: Пробка «315—0417 Н7 ГОСТ 74961—81.
2. Тоже, непроходной неполной пробки диаметром ном = 102 мм для контроля отверстия с полем допуске Н7:
Пробка «316—0453 Н7 ГОСТ 74963—31.
3. Пример обозначения двусторонней скобы Дк ном = 42 мм для вала с полем допуска Д7: Скобе 8316—0471 h7
ГОСТ 24966—81
?!
а.
к
w-
о
Е
За.-.
а.
X-
о-
я
о
ы
ч-
&
•S
я.
м
«
К
х;
п
О
и
.И-
s
S-
,м.
:Х
:х
•»
СО
174 СРЕДСТВА КОНТРОЛЯ ШПОНОЧН. И ШЛИЦЕВЫХ ИЗДЕЛИЙ
Продолжение табл. 3
Ком- плексный Щлпиевой калибр Диаметр Толщина зуба вала (ширина паза втулки} Размеры (см. рис. 6) Предельные отклонения
I центрнру- : ющий i нецентри- рующнй
Кольцо — — Ь = ^шах + ^ta Н1Ь 2
Примечания: 1, При расчете исполнительных размеров калибров
(наибольших для отверстий и наименьших для валов) принимают допуски
изготовления калибров по табл, 4—6,
2. Пример условного обозначения комплексного калибра-пробки испол-
нения 2 для шлицевой втулки d —» 8Х36Н? X 40Jf]2 X 7й9*. Пробка
МП-0592—2 ГОСТ 24960—&L
3, То же, для комплексного калибр а-коль цвдл я контроля шлицевого
вала d — $Х36е8 X 40аП X Кольцо 8312^0245—6 ГОСТ 24960—81.
в зависимости от номинальной толщины зуба или ширины
паза. Пример указания на чертеже допусков симметрич-
ности и параллельности зуба и паза шлицевого калибра
приведен на рис. 6, е и ж.
Пример. Определить исполнительные размеры шлицевого ка-
либра-кольца для контроля вала d—8X32*7X36 a HX.6f8.
По ГОСТ 25347—82 находим отклонения параметров вала (в мм):
rf = 32f7 V = S6all «) и ь = <5/et=8:8Jg).
Вычисляем наибольшие предельные размеры шлицевого вала (мм):
^шах 31.975; Ощахti= 35.69; дщах = 5,990.
Исполнительные размеры шлицевого калибра-кольца вычисляем
по формулам, приведенным в табл. 3. Допуски и величины, определя-
ющие их положение, выписываем из табл. 4—6 (мм): Н-^а = H-tn =
= 0,004; Zid= 0,007; Hib =» 0,005; Z®» 0,01; HiD‘ = 0,025;
<= 0,185.
Исполнительные размеры шлицевого калибра-кольца (мм):
внутреннего диаметра
йк'пна = dtaax + Zld — tfld/2 = 31,975 -j- 0,007 — 0,002 = 31,980;
dKmlI1 = 31!98O-t-0-004;
КАЛИБРЫ ДЛЯ КОНТРОЛЯ ШЛИЦЕВЫХ СОЕДИНЕНИЙ J75
4. Допуски (мкм) центрирующих диаметров комплексных шлицевых
прямобочных калибров
Центрирующий диаметр d или D Пробка Кольцо
ЙК Ок dK и Од
Номинальный размер, мм Допуск по квалнтету 2d ZD »D 2 tT II *7 а йГ и в йГ 5 >7 II в >7
Св. 10 до 18 » 18 » 30 » 30 в 50 » 50 в 80 » 80 в 120 s 120 » 180 ITS 3 3,5 4 4,5 6 7 3 4 4 5 6 8 7,5 9,5 10 12 15 19 2,5 3 3 3,5 5 5,5 2 2,5 2,5 3 4 5 5,5 7 7 8 11 13 5,5 6 7 7,5 9 10 3 4 4 5 6 8 10 12 13 15 18 22
Св. 10 до 18 » 18 в 30 в 30 s 50 в 50 » 80 > 80 в 120 » 120 » 180 1Т7 6,5 7 8,5 9 11 12 5 6 7 8 10 12 14 16 19 21 26 30 5,5 6 7 7,5 9 10 3 4 4 5 6 8 10 12 13 15 18 22 5,5 6 7 7,5 9 10 3 4 4 5 6 8 10 12 13 15 18 22
Св. 10 до 18 » 18 з 30 в 30 1 50 » 50 э 80 » 80 з 120 з 120 з 180 От /Т8 До 7Т10 6,5 7 8,5 9 11 12 5 6 7 8 10 12 14 16 19 21 26 30 5,5 6 7 7,5 9 10 3 4 4 5 6 8 10 12 13 15 18 22 6,5 7 8,5 9 11 12 5 6 7 8 10 12 14 16 19 21 26 30
Примечание. В таблице приняты следующие обозначения:
в Нд — допуски на изготовление калибра-пробки по центрирующим диа-
метрам d н D; Я10 — допуски на изготовление калибра-кольца по цен-
трирующим диаметрам d и D-, Z^; Z^ (^ld^ Z1Z>) ~ расстояния от середины
поля допуска на изготовление калибр а-пробки (калибра-кольца} до соот-
ветствующего предельного размера втулки (вала); У^; Уо (¥[д; '/щ; — До-
пустимые выходы размера изношенного калибра аа границу поля допуска
втулки (вала).
176 СРЕДСТВА КОНТРОЛЯ ШПОНОЧН. И ШЛИЦЕВЫХ ИЗДЕЛИЙ
5. Допуски (мим) размера Ьк комплексных шлицевых прямобочных
калибров
Толщина дуба, ширина паза Ь Калибр-пробка Калибр-кольцо Нако- плен па я погреш* кость шага
Нониналъный размер, мы Допуск zb "б Yb 21Ь Я)Ь
До 3 6 2 9 8 3 12,5 4
Св. 3 до 6 IT6 8 2,5 12 10 4 16 5
» 6 » 10 8 2,5 12 12 4 18 6
» 10 » 18 10 3 14,5 16 5 23,5 8
До 3 8 3 12,5 8 3 12,5 4
Св. 3 до 6 IT7 10 4 16 10 4 12,5 5
•» 6 » 10 12 4 18 12 4 18 6
» 10 » 18 16 5 23,5 16 5 23,5 8
До 3 От JT8 8 3 12,5 8 4 14 4
Св. 3 до 6 • ДО 10 4 16 10 5 17,5 5
» 6 » 10 JT/O 12 4 18 12 6 21 6
» 10 » 18 16 5 23,5 16 8 28 8
Примечание. В таблице приняты обозначения; Нц,', (Нь) — до-
пуски по ширине паза (толщине зуба) калибр а-кольца (калнбра-пробкк);
Z]j; (zfj) — расстояния от середины поля допуска до соответствующего наи-
большего (наименьшего) предельного размера вала (втулки); Y/,; Уц, — до-
пустимые выходы размера изношенного калибра за границу поля допуска
изделия.
6. Допуски (мкм) нецентрирующего диаметра Дн
комплексных шлицевых прямобочных калибров
Нецентриру- Калибр-яробка Калибр-кольцо
ющип ыетр дна- мм ZD‘ //д- ZID'
Св. 10 до 18 80 18 175 18
18 » 30 80 21 180 21
№ 30 » 50 80 25 . 185 25
№ 50 » 80 85 30 200 30
80 а 120 95 35 225 35
в 120 » 180 115 40 265 40
Примечание. В таблице приняты обозначения: Hqi; —
допуски на иецеитрирующий диаметр; Хд,; Zjq, — расстояния от середины
поля допуска до соответствующего предельного размера шлицевой детали.
КАЛИБРЫ ДЛЯ КОНТРОЛЯ ШЛИЦЕВЫХ СОЕДИНЕНИЙ 177
наружного ««центрирующего диаметра
• min=OmllJt + Z1D,-//ID,/2 ^ 35,690 4-0,185 - 0,0125 « '
= 35,8625;
Рктш = 35,8625+J’02 А
ширины паза
пип = *твх + Аб — ^16/2 = 5,99 + 0,01 — 0,0025 = 5,9975;
2 min =5,9975+°’005.
Й 4. КАЛИБРЫ ДЛЯ КОНТРОЛЯ ШЛИЦЕВЫХ
ЭВОЛЬВЕНТНЫХ СОЕДИНЕНИЙ
Контроль деталей эвольвентных шлицевых соеди-
У нений аналогичен контролю деталей прямобочных шлице-
Л; вых соединений. Для контроля предусмотрены поэлемент-
5 ные и комплексные шлицевые калибры.
У' Шлицевые валы контролируют четырьмя калибрами,
из которых один калибр-кольцо является комплексным.
Аналогично, для контроля шлицевых втулок применяют
также четыре калибра-пробки; из них один калибр-
пробка комплексный. Калибры для контроля шлииевых
эвольвентных соединений приведены в табл. 7. Кроме
указанных в табл. 7 калибров, ГОСТ 24969—81 пред-
усмотрены рекомендуемые, т. е. необязательные для
применения калибры-пробки шлицевые комплексные
контрольные вида № 2 для контроля нового комплексного
> шлицевого калибр а-кольца (рис. 7, б) и шлицевые
поэлементные калибры-пробки контрольные вида № 3 для
контроля износа комплексного шлицевого калибра-кольца
(рис. 7, в).
Комплексные шлицевые эвольвентные калибры
выполняют со сплошным зубчатым венцом, в то время
А как поэлементные непроходные шлицевые калибры имеют
А только два расположенных друг против друга (в диа-
+ метральной плоскости) зубчатых сектора, каждый из
которых имеет по два зуба (см. рис. 7, в и г). При нечетном
/' числе зубьев один из секторов может иметь три зуба.
\ При числе зубьев втулки или вала, меньшем 12, рекомен-
S+ дуется занизить толщину зуба со стороны нерабочих
. боковых поверхностей зубьев поэлементного непроход-
| ного калибра-пробки и калибра-кольца не меньше чем
178 СРЕДСТВА КОНТРОЛЯ ШПОНОЧН. И ШЛИЦЕВЫХ ИЗДЕЛИЙ
буртик
Рис. 7, Комплексные калибры мя
(а — кольцо; 6 = пробка); поэлементные шлицевые
КАЛИБРЫ ДЛЯ КОНТРОЛЯ ШЛИЦЕВЫХ СОЕДИНЕНИЙ 179
на 0,1 модуля. Калибры-пробки с одной из торцовых
сторон имеют контрольный буртик, который служит для
установки и центрирования калибра. при проверке по-
элементных погрешностей его зубьев. Со стороны, про-
тивоположной контрольному буртику, калибры-пробки
с номинальным диаметром более 50 мм имеют защитный
буртик, предназначенный для облегчения вдевания ка-
либра-пробки в деталь и одновременно для его защиты.
Шлицевые эвольвентные калибры изготовляют трех
степеней точности; второй — для контрольных калибров;
третьей и четвертой — для рабочих калибров. Калибры
третьей степени точности предназначены для контроля
шлицевых валов и втулок шестой степени точности и
более грубых, а калибры четвертой степени точности —
для контроля шлицевых деталей восьмой степени точности
и более грубых.
На калибре наносят обозначение шлицевого вала и
втулки соответственно (по ГОСТ 6033—80), для которых
предназначен данный калибр, степень точности и номер
вида калибра.
Челябинский инструментальный завод поставляет
эвольвентные калибры-пробки и калибры-кольца
(табл. 8).
Схема расположения полей допусков калибров при-
ведена на рис. 8.
Значения s = е, ES, El, es, ei — по ГОСТ 6033—80,
а значения Т' и Т'е — по ГОСТ 24969—81.
5,::< буртик
Зайцевых ввольвеитных изделий
дабльвентиые калибры (а ™ пробка; г •= кольцо!
Исполнении профиля
при z <12
180 СРЕДСТВА КОНТРОЛЯ ШПОНОЧИ. И ШЛИЦЕВЫХ ИЗДЕЛИЙ
7. Калибры для контроля деталей эвольвентных
шлицевых соединений (ГОСТ 24969—81)
Номер виде Наименование Контролируемый параметр (см. рис. 2) Условия применения
1 Калибры для эвс Калибр-кольцо шлицевой комп- лексный (рис. 7, а) (Львеитных шлнцевь Проходной пре- дел (суммарное отклонение es) по толщине s зубь- ев вала IX валов Должен проходить по контролируе- мой поверхности под действием соб- ственной массы
4 Калибр-кольцо непроходной по- элементный (рис. 7, е) Наименьшая тол- щина Srntn зуба вала Не должен прохо- дить ни в одном из трех положений по окружности вала (например, дели- тельной)
/7Р (1) НЕ (4) Калибр-кольцо гладкий: проходной * непроходной Наибольший на- ружный диаметр ^атпах вала Наименьший на- ружный диаметр ^amln вала Должен проходить под действием соб- ственной массы Не должен прохо- дить по валу
ПР (2) Я£(3) Калибр-скоб а гладкий: проходной не проходиой Наибольший внутренний диа- метр вала Наименьший внутренний диа- метр вала Должен проходить под действием соб- ственной массы Не должен прохо- дить по валу
Калибры для эвольвентных шлицевых втулок
Калибр-пробка
шлицевой комп-
лексный
(рис. 7, б)
Проходной пре-
дел (суммарное
отклонение £7)
по ширине е впа-
дины втулки
Должен проходить
по контролируе-
мой поверхности
под действием соб-
ственной массы
КАЛИБРЫ ДЛЯ КОНТРОЛЯ ШЛИЦЕВЫХ СОЕДИНЕНИИ
Продолжение табл. 7
Номер вида Наименование Ко ыТ рол и р уемы ft параметр (см. рис. 2} Условия применения
6 Калибр-пробка непроходной по- элементный (рис. 7, в) Наибольшая ши- рина еша5с впа- дины втулки Не должен прохо- дить ни в одном из трех положений по окружности втулки (например, делительной)
ПР (И) Калибр-пробка гладкий: проходной Наименьший внутренний дна- метр Pamtn от- верстия шлице- вой втулки Должен проходить через отверстие под действием соб- ственной массы
НЕ (12) непроходной Наибольший внутренний диа- метр Dawas от- верстия втулки Не должен входить в контролируемое отверстие
ПР (11) Гладкий листо- вой калибр-проб- ка: проходной Наименьший на- ружный диаметр Df инн отверстия втулки Должен проходить в отверстие под действием соб- ственной массы
НЕ (12) непроходной Наибольший на- ружный диаметр Д/шах отверстия, втулки Не должен входить в отверстие
Примечание. Пример условного обозначения калибра-кольца
вада № 1 четвертой стелена точности для вала 50 X 2 х Pg: Кольцо 1 — 5<? X 2 X 9g/4
ГОСТ 24969—81; то же» контрольного калибра-пробки вида Кв 2 третьей
степени точности: Проб/са 2—5PX2XPg/$ ГОСТ 24969—81.
182 СРЕДСТВА КОНТРОЛЯ ШПОНОЧН. И ШЛИЦЕВЫХ ИЗДЕЛИЙ
Поле допуска ширины е /падины внутренних. ayfoeS
Поле допуска толщины $ внешних еу/ьед
IV<WJ Липе допуска KaeuSpa для шлицевой втулки
кЖл (5-Ш кояплексноео каяидра; В~Ш роякиснтнсго кмидра)
VMM Липе Вмуска калидри для шяицедаео Sana
ft-Snn юнлмкснвео xanuipa; 4-для лоэмненлтого KfMuipa)
Рис. 8. Схема расположения полей допусков шлицевых калибров для контроля
толщины в зуба и ширины е впадины зуба
8. Размеры (мм) эвольвентных калибров-пробок и калибров-колец,
поставляемых ЧИЗ
Наружный диаметр Модуль m Число зубьев z Наружный диаметр Модуль т Число зубьев z
12—60 0,8 13—74 20—150 2,5 6—58
12—60 1,0 10—58 22—150 3,0 6—48
12—80 1,25 8—62 45—150 3,5 12—42
12—110 1,50 6—72 32—150 4,0 6—36
15—150 2,00 6—74 40—150 5,0 6—28
Глава 5
СРЕДСТВА ИЗМЕРЕНИЯ РЕЗЬБОВЫХ ИЗДЕЛИЙ
1. КОНТРОЛИРУЕМЫЕ ПАРАМЕТРЫ МЕТРИЧЕСКОЙ
РЕЗЬБЫ И ИХ ОБОЗНАЧЕНИЕ НА ЧЕРТЕЖАХ
К параметрам наружной резьбы (болта, винта,
шпильки и т. д.) относят наружный диаметр d, средний
диаметр d2, внутренний диаметр dtl шаг Р и угол про-
филя а. Аналогично параметрами внутренней резьбы
(гайки, гнезда и т. п.) являются наружный диаметр D,
средний диаметр D2, внутренний диаметр Dlr шаг Р и
угол профиля а. В резьбовом соединении номинальные
одноименные параметры одинаковы, т. е. d — D; d2 =
— D2', di = Dt.
За номинальный диаметр резьбового соединения
(резьбы) принят наружный диаметр d (О) воображаемого
цилиндра, касательного к вершинам наружной резьбы
или впадинам внутренней резьбы (рис. 1, а и б). На чер-
тежах номинальный размер резьбы обозначают буквой М
с цифрой, указывающей наружный диаметр резьбы, на-
пример, М12. Если правее номинального размера резьбы
после знака «X» указаны цифры, то они означают резьбу
с мелким шагом, например, М12 X 1 (шаг резьбы Р =
= 1 мм).
Для каждого параметра резьбы должен назначаться
допуск, но в системе допусков на резьбовые изделия
имеются особенности.
1. Поля допусков на параметры резьбы (наружный,
средний и внутренний диаметры) назначают не по квалите-
там, а по степеням точности; поэтому допуски на линейные
размеры и на диаметры резьбы не совпадают. Чтобы разли-
Дить степень точности от квалитета, в условном обозначении
доля допуска на резьбовое изделие степень точности при-
нято указывать левее основного отклонения. Например,
^обозначение на чертеже М12—7Н означает внутреннюю
'резьбу номинального размера 12 мм с крупным шагом Р —
= 1,75 мм 7-й степени точности с основным отклонением
154 СРЕДСТВА ИЗМЕРЕНИЯ РЕЗЬБОВЫХ ИЗДЕЛИЙ
г)
Рис. 1. Резьбы
(а — наружная; б — внутренняя) н схемы расположения полей допусков
резьбы (в — внутренней; г — наружной)
Н. Аналогичное отверстие 7- го квалитета с тем же основным
отклонением номинального размера 12 ммобозначают 12Н7.
Для внутренней резьбы отобрано пятнадцать полей
допусков: 2Н, ЗН, 4Н, 5Н, 6Ц} 7Н, 8Н, 5G, 6G, 7G. 8G,
4D, 5D, 4С и 5С, а для наружной резьбы — двадцать
четыре поля допуска: 2г, 2т, Зр, Зп, 3h, 4jk, 4j, 4jh, 4h,
4g, 5h, 5g, 6 h, 6 g, 6f, 6e,6d, 6c, 7h, 7g, 7e, 8h, 8g, 9g.
г
КОНТРОЛИРУЕМЫЕ ПАРАМЕТРЫ МЕТРИЧ. РЕЗЬБЫ 185
2. Для деталей с наружной резьбой предусмотрены допу-
ски только по среднему и наружному диаметрам, а для де-
талей с внутренней резьбой — по среднему и внутреннему
диаметрам. По внутреннему и по наружному диаметрам
резьбы при сборке образуются большие зазоры, поэтому
допуски по наружному диаметру, внутренней резьбы
и по внутреннему диаметру наружной резьбы не предусма-
триваются. Допуск на средний диаметр включает, по-
мимо допуска собственно на средний диаметр, еще две
диаметральные компенсации погрешностей шага и угла
профиля. Такой допуск на средний диаметр называется
суммарным и обозначается для наружной резьбы
а для внутренней резьбы TDZ (рис. 1, в и г).
3. Для резьбовых соединений, аналогично цилин-
дрическим соединениям (т. е. соединениям гладких валов
с отверстиями), предусмотрено три вида посадок: с зазо-
ром, с натягом и переходные. Посадки осуществляют по
среднему диаметру, поэтому допуск на средний диаметр
всегда меньше допуска на наружный диаметр Td и допуска
на внутренний диаметр TD^.
4. Степени точности и основные отклонения среднего
диаметра могут назначаться одинаковыми или разными со
степенями точности и основными отклонениями наружного
диаметра наружной резьбы и внутреннего диаметра вну-
тренней'резьбы. Например, на рис. 1,е показан вариант
назначения одинаковых степеней точности и основных
отклонений среднего и внутреннего диаметра внутренней
i . резьбы. В этом случае на чертежах обозначают внутрен-
унюю резьбу, например, М12— 6Н. На рис. 1, г изобра-
жены поля допусков наружной резьбы с одинаковыми
£... основными отклонениями, но разными степенями точ-
ности. Их на чертеже обозначают, например, М12 — 7g6g.
Правее номинального размера резьбы d = 12 мм после
. .тире указано поле допуска 7g среднего диаметра, а рядом
с ним поле допуска наружного диаметра^. В обозначении
на чертеже М12 — 2Н5С поле допуска среднего диаметра
внутренней резьбы обозначено 2Н, а поле допуска вну-
треннего диаметра — 5С.
:' Варианты обозначения допусков и посадок резьбовых
. соединений на чертежах приведены в табл. 1.
' 5. Допуск на средний диаметр, включающий в себя
попускаемые отклонения не только на средний диаметр*
%:
%
186
СРЕДСТВА ИЗМЕРЕНИЯ РЕЗЬБОВЫХ ИЗДЕЛИИ
1. Варианты обозначения допусков и посадок резьбовых соединений
Стандарт Пример условного обозначения Пояснения к условному обозначению
ГОСТ 16093—81 (СТ СЭВ 640—77) ОНВ 1 Резьба метрическая. До- пуски. Посадки с за- зором Посадка с зазором №12—6H!6g. То же, с мелким шагом M12Xl—6Hl7g6g- для внутренней резьбы М.12—6Н-, М12Х1—6Н-, для наружной резьбы №12— 6g; M12Xl—7g6g №12— метрическая резьба номинального диаметра; d (D) = 12 мм; №12X1— то же, для резьбы с мелким ша- гом Р — 1 мм; 6Я—поле допуска среднего и внутреннего диаметров внутренней резьбы; 6g— поле допуска среднего и наружного диаметров наружной резьбы; 7g6g— поле допуска среднего диаметра (7g) и наружного диаме- тра (6g) наружной резьбы
ГОСТ 4608— 81 (СТ СЭВ 306—76) ОНВ. Резьба метрическая. По- садки с натягом Посадка с натя- гом М12— —2Н5С(2)/Зр(2): для внутренней резьбы детали из чугуна, алюми- ниевого или ма- гниевого сплава М12— 2Н5С{2)\ для наружной резьбы АШ—Зр(2) 2Н5С (2) — поле до- пуска среднего диаме- тра с сортировкой на две группы (2Н (2) ] и поле допуска внутрен- него диаметра (5С) внутренней резьбы; Зр (2) — поле допуска среднего диаметра с сортировкой на две группы наружной резьбы; поле допуска наружного диаметра (6с) наружной резьбы в условном обозначе- нии не указывается (оно дано в ГОСТе)
КОНТРОЛИРУЕМЫЕ ПАРАМЕТРЫ МЕТРИЧ. РЕЗЬБЫ 187
Продолжение табл. 1
Стандарт Пример условного обозвачеяия Пояснения к условному обозначению
ГОСТ 24834—81 (СТ СЭВ 305— 76) ОНВ. Резьба метрическая. Пе- реходные посадки Переходная по- садка М12—4H6Hi4jk: для внутренней резьбы диаметром 5—16 мм детали из стали М12—4Н6Н; для наружной резьбы М12— 4jk 4И6Н— воле допуска среднего диаметра (4Н) ; и лоле допуска вну- треннего диаметр а {би} внутренней резьбы; 4jk — поле допуска среднего диаметра на- ружной резьбы. Поле допуска наруж- ного диаметра {6g} на- ружной резьбы на чер- теже в условном обо- значен и в не указыва- ется (дано в ГОСТе)
1 ОНВ — Основные нормы взаимозаменяемости,
но и приведенные расчетом к среднему диаметру допуска-
емые погрешности (отклонения) на угол и шаг, является
суммарным. Обобщенный параметр — средний диаметр
с учетом диаметральных компенсаций погрешности шага
и угла профиля, является приведенным средним диа-
метром резьбы.
Приведенный средний диаметр резьбы — средний
диаметр воображаемой идеальной резьбы, которая имеет
тот же шаг и угол профиля, что и основной или номиналь-
ный профиль резьбы, и длину, равную заданной длине
свинчивания, и которая плотно, без взаимного смещения
или натяга сопрягается с реальной резьбой по боковым
сторонам резьбы. Приведенный диаметр, как расстояние
между двумя точками, не существует, а представляет
собой как бы условный идеальный действующий диаметр
сопрягаемых с зазором резьбовых поверхностей. При-
веденный средний диаметр определяют расчетом, измеряя
средний диаметр и прибавляя к нему (для наружной
резьбы) или вычитая из него (для внутренней резьбы)
сумму полученных расчетом диаметральных компенсаций
188
СРЕДСТВА ИЗМЕРЕНИЯ РЕЗЬБОВЫХ ИЗДЕЛИЙ
погрешностей шага и угла профиля. Значение этого
среднего диаметра должно находиться в пределах суммар-
ного допуска на средний диаметр.
Приведенный средний диаметр ограничивается наи-
большим средним диаметром damax наружной резьбы
и наименьшим предельным средним диаметром £>,min
внутренней резьбы; материализуется он проходным резь-
бовым калибром, средний диаметр которого соответствует
проходному пределу.
2. калибры для контроля
РЕЗЬБЫ ИЗДЕЛИЙ
Основным методом контроля параметров резьбовых
изделий в производственных условиях является контроль
с помощью комплекта калибров. В комплект калибров
для контроля наружной резьбы (рис. 2) входят: проходной
резьбовой калибр-кольцо (или калибр-скоба) ПР
(контролирует приведенный средний диаметр и одновре-
менно внутренний диаметр резьбы); непроходной резь-
бовой калибр-кольцо (или калибр-скоба) НЕ (контро-
лирует наименьший средний диаметр); гладкий калибр-
скоба (или калибр-кольцо) ПР (контролирует наибольший
наружный диаметр резьбы) и гладкий калибр-скоба (или
калибр-кольцо) НЕ (контролирует наименьший предель-
ный размер наружного диаметра резьбы).
Комплект калибров для контроля параметров вну-
тренней резьбы (рис. 3) содержит; проходной резьбовой
калибр-пробку ПР (контроль приведенного среднего диа-
метра и одновременно наружного диаметра резьбы); -не-
проходной резьбовой калибр-пробку НЕ (контроль наи-
большего среднего диаметра внутренней резьбы); гладкий
калибр-пробку ПР (контроль наименьшего предельного
размера внутреннего диаметра резьбы) и гладкий калибр-
пробку НЕ (контроль наибольшего предельного размера
внутреннего диаметра внутренней резьбы).
Резьбовые калибры ПР для наружной и внутренней
резьбы имеют полный профиль, показанный на рис- 4, а
и в. Резьбовые калибры НЕ имеют укороченный профиль
(уменьшен наружный диаметр, а по внутреннему диаметру
выполнено углубление-проточка). Укороченный профиль
показан на рис. 4, б и а; он снижает влияние погрешностей
шага и угла профиля на результат контроля.
КАЛИВРЫ ДЛЯ' КОНТРОЛЯ РЕЗЬБЫ ИЗДЕЛИЙ
189:
Рис. 2. Гладкие калибры-скобы (о) н резьбовые калибры-кольца (б) для кон»
Троля наружно В резьбы
Калибры для контроля резьбы приведены в табл. 2.
Конструкции резьбовых калибров приведены на рис. 5.
Резьбовые калибры-пробки ПР и НЕ мод. 600
(рис. 5, а и б) со вставкой с конусным хвостовиком изго-
товляют с номинальным диаметром резьбы 1—100 мм,
а также двусторонними со вставками диаметром 2—
50 мм (рис. 5, е). Резьбовые непроходные калибры-пробки
НЕ отличаются наличием гладкой цилиндрической на-
190 СРЕДСТВА ИЗМЕРЕНИЯ РЕЗЬБОВЫХ ИЗДЕЛИИ
правляющей и малой длиной резьбовой части. Резьбовые
калибры-пробки ПР (рис. 5, г) и калибры-пробки НЕ
(рис. 5, д) диаметром 50—100 мм выполняют в виде на-
садок, закрепляемых на концах ручек.
Для контроля резьб диаметром 105—300 мм при-
меняют резьбовые калибры-пробки ПР (рис. 5, е) и ка-
либры-пробки НЕ (рис. 5, ж) с двумя ручками, вверну-
тыми в торцовую поверхность калибра.
КАЛИБРЫ ДЛЯ КОНТРОЛЯ РЕЗЬБЫ ИЗДЕЛИИ
191
Наружные резьбы контролируют резьбовыми ка-
либрами-кольцами ПР (рис. 5, э) с полным профилем
резьбы и резьбовыми калибрами-кольцами НЕ с укоро-
ченным профилем (рис. 5, и). Наружная цилиндрическая
поверхность резьбовых калибров накатана Резьбовой
калибр-кольцо НЕ имеет отличительный признак — про-
точку на наружной поверхности кольца и заметно мень-
№(22)
полный укороченный
о)
Рис* 4* Профили резьбовых калибров:
в н 5 —» полные; б и з укороченные
M/J и ПР(М и
петый укороченный
В К
г)
шую высоту кольца по сравнению с резьбовым калибром-
кольцом ПР.
Резьбовые калибры-кольца ПР и НЕ диаметром 105—
300 мм снабжены ручками, ввертываемыми в наружные
цилиндрические поверхности калибров (рис. 5, к и л).
Для контроля резьбы изделий в процессе их изготовле-
ния пользуются новыми резьбовыми калибрами ПР и
частично изношенными резьбовыми калибрами НЕ.
Контролеры и представители заказчика, если это не
оговорено документацией, пользуются частично изно-
шенными калибрами ПР в новыми резьбовыми калиб-
> рами НЕ.
? Калибры-кольца в процессе производства контроли-
руют с помощью специально изготовленных контрольных
\ и установочных резьбовых калибров-пробок высокой точ-
7 Б ел i< и н
2. Калибрыдля контроля-резьбы и условия их применения до ГОСТ 24939—81
Наименование
Обозначение и схема Контроль
Условия применения
Резьбовой проход- ной нерегулируе- мый калибр-коль- цо Калибры дл я контроля м>(1) пар В аметров
Резьбовой проход- ной регулируемый калибр-кольцо np(tf) н Г
Резьбовой проход- ной калибр-скоба // П! а(П '
наружной цилиндрической резьбы
Наибольшего Калибр должен свободно навин- чиваться на контролируемую резь- бу. Свинчиваемость калибра с резь- бой означает, что приведенный средний диаметр резьбы не боль- ше установленного наибольшего предельного размера, а внутрен- ний диаметр — не больше наи- меньшего внутреннего диаметра внутренней резьбы
среднего диаметра ds шах (приведен- ного среднего диа- метра) и одновре- менно наибольше- го внутреннего диаметра Л1ЯХ наружной резьбы. Наружный диа-
Калибр должен скользить по резь- бе под действием силы тяжести или определенной силы ие менее
метр d калибром не контролируется
чем в трех точках, расположен- ных на равном расстоянии по
всей окружности резьбы
ст
ст
)3
tq
О
'О
С
то
*и
ст
СТ
ст
ст
ст
3=1
ст
Продолжение табл. 2
Наименование Обозначение и схема Контроль | Условна применения
Резьбовой непро- ходной нерегули- руемый калибр- кольцо Наименьшего среднего диаметра d-mun наружной резьбы Калибр, как правило, не должен навинчиваться на резьбу. До- пускается навинчивание калибра до двух оборотов. При контроле коротких резьб (до трех витков) это навинчивание не допускается
Резьбовой непро- ходной регулируе- мый калибр-коль- цо НЕ (19) -
Резьбовой непро- ходной калибр- скоба НЕ(9)ц | Калибр не должен проходить по резьбе под действием силы тя- жести или определенной силы ни в одной из трех точек, располо- женных на равном расстоянии по всей окружности резьбы. До- пускается прохождение на пер- вых двух витках наружной резьбы
1
Продолжение табл. 2
Наименование Обозначение и схема Контроль Условия применения
Гладкий проход- ной калибр-коль- цо иля калибр- скоба ПР (17) Наибольшего на- ружного диаметра с?пих резьбы Калибр должен проходить по на- ружному диаметру резьбы под действием силы тяжести или опре- деленной силы
Гладкий непро- ходной калибр- кольцо или ка- либр-скоба НЕ (18) Наименьшего на- ружного диаметра dm1n резьбы Калибр не должен проходить по наружному диаметру резьбы
Калибры для контроля параметров внутренней цилиндрической резьбы
Резьбовой проход-
ной калибр-проб-
ка
ПР (21)
Наименьшего
среднего диаметра
Oamin (приведен-
ного среднего диа-
метра) и одновре-
менно наименьше-
го наружного диа-
метра DIll1n резь-
бы. Внутренний
диаметр не кон-
тролируется
Калибр должен свободно ввин-
чиваться в контролируемую резь-
бу. Свинчитаемость означает, что
приведенный средний диаметр
резьбы не меньше установленного
наименьшего предельного разме-
ра, а наружный диаметр вну-
тренней резьбы— не меньше наи-
большего наружного диаметра на-
ружной резьбы
СРЕДСТВА ИЗМЕРЕНИЯ РЕЗЬБОВЫХ ИЗДЕЛИЙ Ж, КАЛИБРЫ ДЛЯ КОНТРОЛЯ РЕЗЬБЫ ИЗДЕЛИЙ
J 96
СРЕДСТВА ИЗМЕРЕНИЯ РЕЗЬБОВЫХ ИЗДЕЛИЙ
КАЛИБРЫ ДЛЯ КОНТРОЛЯ РЕЗЬБЫ ИЗДЕЛИЙ
197
•? ности. Износ резьбовых калибров-колец ПР и НЕ в про-
' цессе их эксплуатации определяют специальными резьбо-
выми контрольными калибрами К-И, которые не должны
ввинчиваться в контролируемый резьбовой калибр-
кольцо .
Контрольные и установочные калибры приведены
в табл. 3.
Ркс, В» Схемы расположения полей допусков гладких ПР (28) и НЕ (24) и
резьбовых ПР (21) и НЕ (22) калибров-пробок для контроля внутренней резьбы
Параметры калибров-пробок измеряют на инстру-
ментальных и универсальных микроскопах. Микроскопы
позволяют измерить диаметры, шаг и угол профиля
? резьбового калибра и оценить погрешности параметров
резьбы калибра. Описание инструментального микро-
скопа дано ниже.
Допуски калибров для метрической резьбы назначают
по ГОСТ 24997—81 (СТ СЭВ 2647—80). Схемы располо-
жения полей допусков калибров для контроля внутренней
резьбы приведены на рис. 6, а калибров для контроля
наружной резьбы — на рис. 7 соответственно.
Допуски и величины, определяющие положение полей
допусков и предел износа резьбовых калибров по
ГОСТ 24997—81 и гладких калибров, даны в табл. 4 и 5,
а допускаемые предельные отклонения угла наклона
3. Контрольные и установочные резьбовые калибры по ГОСТ 24939—81
Обозначение Наименование и назначение Профиль Условия применения
КПР-ПР (2) Резьбовой контрольный проход- ной калибр-пробка для нового проходного нерегулируемого ка- либра-кольца ПР (1) П Должен свободно ввинчиваться в калибр-коль- цо ПР (1), что означает; приведенный средний диаметр калибр а-кольца не меньше установ- ленного наименьшего предельного размера, а наружный диаметр калибра-кольца не меньше наибольшего наружного диаметра наружной резьбы
КПР-НЕ (3) Резьбовой контрольный не про- ходной калибр-пробка для но- вого проходного нерегулируемо- го кали бра-коль да ПР (1) У Не должен, как правило, ввинчиваться в кон- тролируемый калибр-кольцо ПР (1); Допуска- ется ввинчивание до одного оборота с каждой стороны калибр а-кольца. Применяют на пред- приятии — изготовителе калибров
У-ПР (5) Установочный резьбовой калибр- пробка для резьбового проход- ного регулируемого калибра - кольца ПР (4) п Калибр-кольцо ПР (4) должен быть отрегули- рован так, чтобы в него ввинчивался устано- вочный калибр-пробка У-ПР (5) без ощутимо- го зазора. При сомнении проводят дополнитель- ный контроль калибром-пробкой КПР-НЕ (3)
К-И (6) . Пробка для контроля износа не- регулируемого ПР (1) и регули- руемого ПР (4) проходных ка- либров-колец Не должен, йак правило, ввинчиваться в кон- 1 - тролируемый калибр-кольцо. Допускается ввинчивание до Двух оборотов с каждой сто- роны калибра-кольца
У-ПР (8) Установочный резьбовой калибр- пробка для проходного резьбо- вого калибра-скобы ПР (7) П Калибр-скоба ПР (7) должен быть отрегули- рован так, чтобы он скользил по установоч- ному кали бру-пробке под действием силы тя- жести или определенной силы не менее чем в трех точках, расположенных на равном рас- стоянии по всей окружности резьбы
У-НЕ (10) Установочный резьбовой калибр- пробка для непроходного резьбо- вого калибра-скобы НЕ (9) п Калибр-скоба НЕ (9) должен быть отрегулиро- ван так, чтобы он скользил по установочному калибр у-пробке под действием силы тяжести или определенной силы
КНЕ-ПР (12) Резьбовой контрольный проход- ной калибр-пробка для нового нерегулируемого непроходного резьбового калибр а-кольца НЕ (11) п Должен свободно ввинчиваться в калибр-коль- цо НЕ (11), что означает приведенный средний диаметр калибр а-кольца не меньше установ- ленного наименьшего предельного размера. При- меняют на предприятии — изготовителе ка- либров
КНЕ-НЕ (13)
Резьбовой контрольный непро-
ходной калибр-пробка для нового
нерегулируемого непрсходного
резьбового калибра-кольца
НЕ (11)
Не должен, как правило, ввинчиваться в кон-
тролируемый калибр-кольцо НЕ (11), Допуска-
ется ввинчивание до одного оборота с каждой
стороны калибр а-кольца. Применяют на пред-
приятии — изготовителе калибров
СРЕДСТВА ИЗМЕРЕНИЯ РЕЗЬБОВЫХ ИЗДЕЛИЙ Ж' КАЛИБРЫ ДЛЯ КОНТРОЛЯ РЕЗЬБЫ ИЗДЕЛИЙ
Продолжение табл. 3
Обозначение Наименование и назначение Профиль Условия применения
У-НЕ (15) Установочный резьбовой калибр- пробка для регулируемого не- проходного резьбового калибра- кольца НЕ (14) П Калибр-кольцо НЕ (14) должен быть отрегу- лирован так, чтобы в него ввинчивался уста- новочный калибр-пробка У-НЕ (15) без ощу- тимого зазора. При сомнении проводят допол- нительный контроль калибром-пробкой ХНЕ-НЕ (13)
КИ-НЕ (16) Резьбовой контрольный калибр- пробка для контроля износа нерегулируемого НЕ (11) и ре- гулируемого НЕ (14) непроход- ных резьбовых калибров-колец п Не должен, как правило, ввинчиваться в кон- тролируемый калибр-кольцо. Допускается ввинчивание до двух оборотов с каждой сто- роны калибра-кольца
К-/7Р(19) . Гладкий контрольный проходной калибр-пробка для нового про- ходного гладкого калибра-скобы ПР (17) — Гладкий калибр-скоба ПР (17) должен сколь- зить по контрольному калибру-пробке под действием силы тяжести или определенной силы
К-НЕ (20) Гладкий контрольный проходной калибр-пробка для нового непро- ходного гладкого калибра-скобы НЕ (18) — Гладкий калибр-скоба НЕ (18) должен сколь- зить по контрольному калибру-пробке К-НЕ (20) под действием силы тяжести или определен- ной силы
К-И (25) Гладкий контрольный непроход- ной калибр-пробка для контроля износа проходного гладкого ка- либра-скобы ПР (17) — Калибр-скоба ПР (17) не должен проходить по гладкому контрольному калибр у-пробке К-И (25)
Примечания: 1. В ГОСТ 24939 — 81. приведены также сведения о контрольных и установочных резьбовых ка-
либрах для контроля рабочих резьбовых калибров, предназначенных для контроля наружной и внутренней резьбы по
ГОСТ 4608 — 81 с сортиров кой на группы.
2. В графе «Профиль» обозначен профиль: П — полный; У — укороченный,
— Р' ggggg ggggg Допуск Td наружного диаметра pea ьбы g F”
fe g mo oo £
СП w ou aodi (M 1
g££Soo
Св. 38 до 100 » 100 » 180 » 180 » 375 » 375 » 710 » 710 » 1250 Допуск 77?! внутреннего диаметра резьбы .еляющие положение 24997—81 (рис* 6 и
1
ggggcn *
200 СРЕДСТВА ИЗМЕРЕНИЯ РЕЗЬБОВЫХ ИЗДЕЛИЙ КАЛИБРЫ ДЛЯ КОНТРОЛЯ РЕЗЬБЫ ИЗДЕЛИЙ
202
СРЕДСТВА ИЗМЕРЕНИЯ РЕЗЬБОВЫХ ИЗДЕЛИЙ
Рис. 7. Схемы расположения полей допусков гладких ПР (17) и НЕ (13) и
резьбовых калибров для контроля наружной резьбы
6. Допускаемые предельные отклонения угла наклона боковой
стороны профиля резьбы калибров по ГОСТ 24997—81 (см. рис. 4)
TaJS rott/a То-г/2
Шаг резь- Степень точности резьбы Шаг Степень точности резьбы
бы бы
Р, мм 2 3 — 10 2 3 — 10 Р, мм а з— ю 2 3 — 10
0,2 — 60' 60' 1,25 8' 13' 8' 16'
0,25 — 48' — 48' 1,5 8' 12' 8' 16'
0,3 । — 40' 40' 1,75 7' 11' 7' 16'
0,35 - 35' —— 35' 2 7' 10' 7' 14'
0,4 - 31' — 31' 2,5 6' 10' 6' 14'
0,45 — 26' 26' 3 6' 9' 6' 13'
0,5 - 25' —• 25' 3,5 — 9' — 12'
0,6 — 21' — 21' 4 — 8' 11'
0,7 — 18' — 18' 4,5 — 8' 11'
0,75 — 17' — 17' 5 — 8' 11'
0,8 12' 16' 12' 16' 5,5 — 8' — 10'
1 10' 15' 10' 16' 6 — 8' — 10'
боковой стороны профиля — в табл. 6. Допуск шага
резьбы калибров приведен в табл. 7.
Маркирование резьбовых калибров аналогично
маркированию гладких калибров. На калибре указывают
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ ПАРАМЕТРОВ РЕЗЬБЫ 203
7. Допуск Тр (мкм) шага резьбы калибров (ГОСТ 24997—81)
Длина резьбы рабочей части калибра, ми Степень ТОЧНОСТИ резьбы Длина резьбы рабочей части калибра, мм Степень точности рез ьбьг
2 3—10 2 | 3—10
До 12 3 4 Св. 32 до 50 5 6
Св. 12 до 32 4 5 Св. 50 до 80 6 7
Примечания: I. Значение Гр относится к расстоянию между
любыми витками резьбы калибра.
2. Действительное отклонение может быть со знаком минус или плюс.
номинальный размер, шифр (в соответствии со стандартом)
и предприятие, изготовляющее калибры.
Нерегулируемые резьбовые калибры выпускают
заводы «Калибр», Челябинский инструментальный завод
и Запорожский инструментальный завод им, П. Л, Вой-
кова (все виды калибров, в том числе хромированные,
со вставками из твердого сплава и со вставками, осна-
щенными твердым сплавом по ТУ 2-034-536—78).
3. ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ ПАРАМЕТРОВ
РЕЗЬБЫ
К приборам для измерения параметров резьбы относят
микрометры со вставками (ГОСТ 4380—78), проволочки и
ролики (ГОСТ 2475—62) для измерения среднего диаметра
наружной резьбы косвенным методом; инструментальные
(ГОСТ 8074—82) и универсальные микроскопы.
Микрометры со вставками выпускают двух типов;
МВМ — для измерения среднего диаметра метрических
резьб с углом профиля <х — 60°, трубных и дюймовых
резьб с углом профиля 55°; ЛАВТ — для измерения сред-
него диаметра трапецеидальных резьб. Характеристики
микрометров со вставками приведены в табл. 8.
Вставки представляют собой цилиндрические валики
-с разрезанной хвостовой (рис. 8, б) и конической или
плоской верхней частью. Микрометр со вставками
‘ (рис, 8, а) отличается от гладкого микрометра глухими от-
верстиями, выполненными в неподвижной пятке 7 и в ми-
204
СРЕДСТВА ИЗМЕРЕНИЯ РЕЗЬБОВЫХ ИЗДЕЛИЙ
8. Характеристики микрометров со вставками
[ГОСТ 4380—78 (СТ СЭВ 3307—81)]
Размеры, мм
Диапазон измерения мн кроме* трем Число пар вста- вок Вставки для резьбы с шагом (для дюймовой резьбы — число ниток на длине 25,4 мм) Предел основ- ной погрешности Долу- скаемос отклоне* ние по- казаний от изгиба скобы
микро- метра микро- пары
Микрометры типа МВМ со вставками
для метрической резьбы
0—25 10 0,4—0.451 0,5—0,6; 0,7-0,8; 1; 1,25; 1,5; 1,75 ±0,01 ±0,004 0,002
2; 2,5 3 ±0,013 ±0,015 ±0,01 ±0,013 ±0,015
25—50 9 0,7—0,8; 1; 1,5 2 3; 3,5; 4; 4,5; 5
50—75 8 1; 1,5 2 ±0.013 ±0,015 0,003
75—100 3; 4; 5; 5,5; 6 ±0,02
100—125; 125—150; 150—175 5 1,5 2 3; 4; 6 ±0,015 ±0,02 ±0,025 ±0,005 0,004
175—200 4 2 3; 4; 6 ±0,02 ±0,025 0,006
200—225; 225—250; 250— 275 3 3; 4; 6 ±0,035 ±0,006
275—300; 300— 325; 325—350 ±0,007 0,007
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ ПАРАМЕТРОВ РЕЗЬБЫ 203
Продолжение табл. 8
Диапазон измерения микроме- тром Число пар вста- вок Вставки для резьбы с шагом (ДЛЯ ДЕОЙМО0ОЙ резьбы — число ниток на длине 25,4 мм) Предел основ- ной погрешности Допу- скаемое отклоне- ние по- каза uniii от изгиба скобы
микро- метра мнкро- пары
Микрометры типа МВМ со вставками
для трубной резьбы
0—25 3 0,907 (28); 1,337 (19); 1,814 (14) ±0,01 ±0,004 0,002
25—50 2 1,814 (14) 2,309 (11) ±0,01 ±0,013
50—75; 75—100 1 2,309 (11) ±0,015 0,003
100-125; 125—150; 150—175 ±0,02 ±0,005 0,004 0,005
Микрометры типа МВТ со вставками
для трапецеидальной резьбы
t. /*1\ ,:Л'- ' 1 0—20 6 1,5 2 3; 4; 5; 8 ±0,01 ±0,013 ±0,015 ±0,004 0,002
20—45 8 2 3; 5; 6; 7; 8; 10; 12 ±0,013 ±0,015
45—70 6 3; 4; 8; 9; 10; 12 ±0,02 0,003
f 70—95 4 4; 5; 10; 12 ±0,02
95—120 4 4; 5; 10; 12 ±0,02 ±0,005 0,004
120—145 1 6 ±0,025
145—170 2 6; 8 ±0,025 0,006
7 170—195 3 6; 8; 10 ±0,025
206
СРЕДСТВА ИЗМЕРЕНИЯ РЕЗЬБОВЫХ ИЗДЕЛИЙ
Продолжение табл. 8
Диапазон измерения микроме- тром Число пар вста- вок Вставки для резьбы с шагом (для дюймовой резьбы — число ниток на длине 25,4 мм) Предел основ- ной погрешности' Допу- скаемое отклоне- ние по- казаний от изгиба скобы
микро- метра микро- пары
195—220 2 8; 10
220—245 3 8; 10; 12 ±0,035 0,006 0,006
245—270; 270—295; 12
295— 320; 320—345 1 ±0,007 0,007
Микрометры типа МВП с плоскими вставками
0—25 I 1 I — I ±0,005 | ±0,004 I - 0,002
Примечания; L Набор конических и призматических вставок для
намерения дюймовых резьб микрометром типа МВМ состоит ив шести пар
применительно к следующим интервалам чисел ниток на один дюйм измеряе-
мых резьб; 28 — 24; 20—16; 14 — U; 10 — 8; 7—5; 4,5 — 3.
2. Диаметр хвостовой части вставок d = 3,51?»*^ мм ^J|H и 4-а’?, я мм,
3. Диаметр измерительных поверхностей плоских вставок D = 12 мм.
Шаровые вставки должны быть диаметром 1,2 и 4 мм.
4. Пример обозначения микрометра со вставками для измерения сред-
него диаметра метрических и дюймовых резьб с диапазоном измерения 25—
Б0 мм: МВМ 25 — 50 ГОСТ 4380—78.
5. Сила измерения составляет 5 — 9 Н при колебании до 2 Н.
кровинте 2. В каждом из глухих отверстий помещено по
одному шарику 3. Вставки с разрезанной хвостовой частью
опираются на шарики нижними торцовыми поверхностями.
Конструкция вставок препятствует их выпаданию из от-
верстий вследствие развода разрезанной хвостовой части
и образования натяга.
Размеры вставок выбирают в зависимости от шага и
вида резьбы. В глухое отверстие пятки микрометра встав-
ляют призматическую вставку 4, а в отверстие микро-
винта — конусную вставку 5. Рабочий угол призматиче-
ской вставки должен быть равен углу профиля витка из-
меряемой наружной резьбы изделия, а угол конусной
вставки — углу профиля впадины резьбы.
Для обеспечения установки микрометра со вставками
на нулевую отметку или нижний предел измерения при
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ ПАРАМЕТРОВ РЕЗЬБЫ 2Q7
любых вставках, барабан 6 микрометра изготовляют раз-
движным, состоящим из двух частей, соединенных цанго-
вым зажимом. У некоторых конструкций микрометров со
вставками вместо раздвижного барабана предусмотрена
регулируемая переставная пятка.
Подобранные вставки по шагу резьбы устанавливают
в глухие отверстия пятки (призматические вставки) и
tW>{Htre#U8 конус-
Рве. 8. Микрометр co вставками
(о — обилий вид; б — набор вставок; в — установочная мера) и пример изме-
рения (г)
. микровинта (конические вставки). Вращением барабана
: за трещотку приводят в соприкосновение измерительные
‘. поверхности вставок. Если нижний предел измерения
микрометра свыше 25 мм, то между вставками вводят уста-
i неточную меру (рис. 8, е). При этом нулевой штрих бара-
; бана должен совпасть с продольной линией, нанесенной на
стебле. При необходимости осуществляют установку на
i нулевую отметку (в зависимости от конструкции мнкро-
; метра эта установка различна).
У микрометра с регулируемой пяткой установку на
нулевую отметку проводят перемещением пятки в осевом
? направлении. Для этого освобождают одну из гаек,
.а другую, наоборот, затягивают; после окончания на-
дстройки гайки стопорят. Для установки на нулевую от-
208 СРЕДСТВ.*- ИЗМЕРЕНИЯ РЕЗЬБОВЫХ ИЗДЕЛИЙ
метку микрометра с цанговым зажимом необходимо осво-
бодить барабан со шкалой, нанесенной на его торце, и
повернуть до совпадения нулевой отметки с продоль-
ной линией на стебле, после чего зажать цанговый за-
жим.
Микрометр зажимают в стойке (рис. 8, г). Измеряемую
наружную резьбу помещают между вставками, приводят
вставки в соприкосновение с профилем резьбы, вращая
барабан за трещотку. Снимают показание по шкалам ми-
крометра, как это было описано в гл, 3.
После окончания измерений очистить поверхности
вставок тканью, слегка смоченной в бензине, а затем про-
тереть сухой тканью и смазать противокоррозийным сма-
зочным материалом.
Проволочки и ролики для измерения среднего диаметра
резьбы. Метод измерения среднего диаметра наружной
резьбы с помощью калиброванных проволочек или роли-
ков является косвенным'методом измерения, при котором
во впадины профиля резьбы помещают одну (рис. 9, а},
две (рис. 9, б) или три (рис. 9, е) калиброванные прово-
лочки или ролика, после чего микрометром (рис. 9, г),
оптиметром, измерительной головкой! или другими измери-
тельными приборами измеряют размер М. Средний диа-
метр d.2 резьбы подсчитывают в зависимости от выбранного
диаметра 4дС1 проволочек, или роликов и шага Р измеряе-
мой резьбы по формулам, приведенным в табл. 9.
Наибольшей точностью обладает метод измерения
тремя проволочками.
Проволочки и ролики выпускают по ГОСТ 2475—62
классов точности 0 и I трех модификаций (рис. 9, д—ж):
типа I — проволочки гладкие; типа II — проволочки
ступенчатые трех исполнений (А, Б и В); типа III — ро-
лики. Значения наивыгоднейших диаметров проволочек
и роликов для метрической резьбы выбирают в зависимо-
сти от шага контролируемой резьбы по табл. 10. Прово-
лочки и ролики поставляют в виде комплектов, состоящих
каждый из трех проволочек одинакового диаметра. При
измерении следует следить, чтобы не было перекоса де-
тали и проволочки.
Методом трех проволочек измеряют средний диаметр
калибров резьбовых пробок ПР и НЕ. Этот метод изме-
рения среднего диаметра отличается более высокой произ-
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ ПАРАМЕТРОВ РЕЗЬБЫ 20?}
Рис, 9. Схемы измерения среднего диаметра с помощью одной
(«}, двух (6) и трех (е) проволочек; специальный микрометр для измерения
среднего диаметра (г); форма и размеры проволочек и роликов
води тел ьн остью по сравнению с другими методами изме-
рения среднего диаметра калибров-пробок, а также до-
статочно высокой точностью. В справочнике [15] даны
& ^значения размера М при измерении среднего диаметра
Ц. d3it калибров-пробок методом трех проволочек для метри-
I ческой, трапецеидальной и трубной резьбы.
210
СРЕДСТВА ИЗМЕРЕНИЯ РЕЗЬБОВЫХ ИЗДЕЛИЙ
9. Формулы для расчета среднего диаметра d3
по измеренной величине М
Тип резьбы Метод проволочек
трех двух ОДНОЙ
Метри- ческая d2= Л1 — — 3dD(| + + 0.866Р t/о == — __ Р3 __ 8(Л1а- dDo) — 3dDo + 0,866Р d2 = 2ЛЦ — d — — 3dD(j + G.866P
Дюймо- вая d2== М — —3,165йд0Ч- + 0.9605Р Р3 _ 8(Л12- dDo) - 3,1657dp0+ -f- 0.9605Р ds = 2Л1] — d — — 3,1657dn0+ + 0.9605P
Обозначения: Р — шаг резьбы, мм; — диаметр проволочек или ро-
ликов, мм.
Инструментальные микроскопы. Для измерения на-
ружных и внутренних линейных и угловых размеров изде-
лий в прямоугольных и полярных координатах, параметров
резьбовых изделий, профильных шаблонов, лекал, ку-
лачков, конусов, метчиков, резьбонарезных гребенок
применяют инструментальные микроскопы, изготовляе-
мые типа А — без наклона колонки и типа Б — с наклоном
колонки. Характеристики инструментальных микроско-
пов приведены в табл. 11. Конструктивно микроскопы
различаются размерами (малый и большой) и отсчетным
устройством (с микрометрическими головками и с цифро-
вым пересчетным устройством).
Большой инструментальный микроскоп (рис. 10, а)
имеет массивное литое основание 1, на котором смонтиро-
ван стол 6 с колонкой 2, поворачивающейся при помощи
маховика 14 на оси .13. По колонке перемещается крон-
штейн 3 с визирным микроскопом, состоящим из объек-
тива 4 с тубусом и окулярной головки 5. Стол 6 имеет
посадочную поверхность для предметного стола 7, на кото-
рый можно устанавливать контролируемые изделия. Стол
может поворачиваться вокруг вертикальной оси и пере-
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ ПАРАМЕТРОВ РЕЗЬБЫ 2[[
10. Диаметры (мм) проволочек и роликов для измерения
среднего диаметра метрической резьбы
[ГОСТ 2475—62 (СТ СЭВ 242—75)]
Параметр Значения параметров
Тип 1 — проволочки гладкие
Диаметр йд0 Шаг Р 0,045 0,075 0,048 0,08 0,052 0,09 0,058 0,1 0,073 0,125 0,088 0,15 0,101 0,175 0,115 0,2
Диаметр с1д0 0,130 0,144 0,173 0,202 0,231 0,260 0,289 0,346
Шаг Р 0,225 0,25 0,3 0,35 0,4 0,45 0,5 0,6
Тип 1I-A — проволочки ступенчатые исполнения А
Диаметр dD(j Шаг Р 0,115 0,2 0,130 0,225 0,144 0,25 0,173 0,3 0,202 0,35 0,231 0,4 0,260 0,45
Диаметр d[>0 Шаг Р 0,289 0,5 0,346 0,6 0,404 0,7 0,433 0,75 0,462 0,8 0,577 1,0 0,722 . 1,25
Тип 11-Б — проволочки ступенчатые исполнения Б
Диаметр I 0,866 | 1,010 I 1,155 I
Шаг Р | 1,5 | 1,75 I 2,0 |
Тип IJ-B — проволочки ступенчатые исполнения В
Диаметр dDj) Шаг Р 1,443 2,5 1,732 3 2,021 3,5 2,309 4 2,598 4,5 2,887 5 3,175 5,5 3,464 6
Условное обозначение проволочек типа I диаметром йр = 0,173 им
класса точности 0:
Проаслочкм I — 0,173 кл. О ГОСТ 3475 — 62', то же, проволочки типа
Л-А диаметром dp^ — 0,173 мм класса точности 0:
Проволочки 11-А — 0,173 кл. 0 ГОСТ 2475 — 61:
тоже, проволочки типа Ц-Е диаметром = 1,010 мм класса точ-
. кости 1:
Проволочки П-Б-1.0]10 кл. 1 ГОСТ 2475 — 62:
то же. проволочки типа II-B диаметром dp — 3,175 мм класса точ-
ности 1:
Проволочки П-В-13,175 кл. I ГОСТ 1475 — 62:
Примечание. &!)-, — предпочтительный диаметр проволочек —
номинальный диаметр.проволочек, точки касания которого лежат па среднем
Диаметре резьбы симм!етрниного профиля.
212
СРЕДСТВА ИЗМЕРЕНИЯ РЕЗЬБОВЫХ ИЗДЕЛИЙ
И. Характеристики измерительных микроскопов исполнения Д
(ГОСТ 8074—82)
Параметр 05X001 ми OS X 001 ПИИ .о X £ S OSXOSI Ими © ш X о LQ £ •S *0SX0SI riWH ИМЦЛ 160 X so
Диапазон измерения длин в направлении, мм: поперечном продольном 0—50 0—80
0—100 0-150 0—160
Диапазон измерения углов, ° 0—360
Цена деления шкал: барабанов микро- головок, мкм угломерной го- ловки, минут 5 — 5 5 — —
1
Дискретность цифро- вого отсчета при из- мерениях: линейных, мкм у г л о в ы х, сек у иды — 1 — 1 — 1 0,5
— 10
Максимал ьные: диаметр изделия в центрах, мм расстояние от объ- ектива до стола, мм угол наклона ко- лонки от верти- кали 85 100
175 200 210
— 12° 30'
Угол поворота стола, 0 н предметного накладного ±5 360 ±5
360 — 360
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ ПАРАМЕТРОВ РЕЗЬБЫ 213
П родолжение табл. 11
Параметр о ю X о о S . ИМЦ 100x50 ИМ 150x50 ИМЦ 150X50 *00X0^1 WM ' ИМИ 150X50* ИАШ Л 100x30
Предел основной по- грешности (мкм) при поверке по штрихо- вой мере на высоте 25 мм от стола в диапазоне измере- ний, мм: 0-25 0—50 0—100 1+ н-н- О СП OJ ! —
Погрешность (мкм) ; при поверке фото- электрическими пре- образователями с ли- нейными шкалами — ± (1 + н—— юо У
Предел основной по- ’ грешности при изме- рении углов (минуты); угломерной го- ловкой с помощью лим- ба стола ±1 ±1
±3 ±0,5
£ Вариация показаний, МКМ 2 —
* Исполнения Б.
Примечание, L — измеряемой размер. мм.
214
СРЕДСТВА ИЗМЕРЕНИЯ РЕЗЬБОВЫХ ИЗДЕЛИЙ
Рис, 10. Большой ин ст РУ
(а — общий вид; 6 — оптическая схема; а — окулярная головка; г — про
тельных
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ ПАРАМЕТРОВ РЕЗЬБЫ 213
мещаться относительно основания в двух взаимно перпен-
дикулярных направлениях (продольном и поперечном).
Специальные пружины прижимают опорные площадки
стола к торцовым поверхностям микрометрических вин-
тов микроголовки 12 (продольное перемещение) и микро-
головки И (поперечное перемещение). При необходи-
мости стол рукой может быть быстро отведен в продоль-
ном направлении, а обратное движение стола к микрого-
ловке замедляется тормозом.
Диапазон измерений по микроголовкам 0—25 мм, но
он может быть увеличен путем установки концевых мер
длины между опорными площадками стола и торцами ми-
крометрических винтов.
’ Поворот стола вокруг вертикальной оси осущест-
£ вляется маховиком 8 механизма поворота стола. Угол
поворота стола отсчитывают по шкале 9 с угловым нониу-
бальный микроскоп
головка) и пример измерения среднего диаметра с помощью мзнерн-
(сО
216
СРЕДСТВА ИЗМЕРЕНИЯ РЕЗЬБОВЫХ ИЗДЕЛИЙ
сом. В требуемом положении стол фиксируется винтом 10.
Перемещение кронштейна с визирным микроскопом по
колонке 2 осуществляется с помощью кремальерного ме-
ханизма.
Осветитель 15 укреплен в нижней части микроскопа: он
обеспечивает измерение размеров в проходящем свете.
Оптическая схема микроскопа приведена на рис. 10, 6.
Луч света от осветителя (состоящего из лампы 1, парабо-
лической конденсор ной линзы 2 и светофильтра 3) про-
ходит через диафрагму 4, отражается от зеркала 5 и через
конденсор ну го линзу 6 освещает контур измеряемого из-
делия, размещенного на стекле 7 стола или в плоскости
стола в центрах (тогда стекло 7 снимают со стола). Далее
луч света поступает в микроскоп, проходит последова-
тельно через объектив 8 с диафрагмой 15, оборачивающую
призму 9, стеклянную пластину 16 окулярной головки
с нанесенными на ней штриховыми линиями и крестом по
середине. Изображение контура изделия наблюдают в оку-
ляр 11, состоящий из коллективной и глазной линз.
Несколько ниже окуляра 2 (рис. 10, в) окулярной го-
ловки 1 расположен угломерный микроскоп 4 с зерка-
лом 5. Его оптическая схема представлена на рис. 10, б.
Свет, направляемый зеркалом 10, проходит через лимб 12,
по окружности которого нанесена шкала с ценой деления
в один градус, и далее — через неподвижную шкалу 14,
на которой нанесено 60 делений с ценой деления 1 минута,
и линзы 13. При рассмотрении этих шкал в угломерный
микроскоп видно поле зрения, изображенное на рис. 10, в
(при нулевом положении шкал). Вращение лимба с гра-
дусной шкалой осуществляется с помощью маховика 3,
показанного на этом же рис. 10, в.
С микроскопом поставляются различные принадлеж-
ности, в том числе сменная револьверная головка
(рис. 10, г) для измерения профилей резьб и .радиусов,
проекционное приспособление с матовым стеклом экрана,
на который проецируется увеличенное изображение поля
зрения окулярной головки; контактное приспособление
для измерения отверстий.
При измерении изделий цилиндрической формы, в том
числе резьбовых, применяют диафрагму (табл. 12). Тре-
буемый диаметр отверстия устанавливается по наружной
шкале диафрагмы.
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ ПАРАМЕТРОВ РЕЗЬБЫ 217
12. Диаметры О,л (мм) диафрагмы мякроси.опа
Наружный диаметр изделия Наружный диаметр изделия йд
Угол профиля резьбы 60° Гладкий цилиндр Угол профиля резьба 60° Глядкий ЦИЛИНДР
0,5 26,3 28 15 11,2 13,4
1 22,1 26,3 20 10,5 12,4
2 18,6 22,1 25 9,9 11,8
3 16,8 20 30 9,4 11,2
4 15,6 18,6 40 8,8 10,5
5 14,8 17,6 50 8,3 9,9
7,5 13,4 15,9 100 и выше 7,0 8,3
10 12,4 14,8
При правильно выбранных диафрагме и наклоне ко-
лонки изображение должно быть резким, а поле зрения
хорошо освещенным.
Параметры резьбы измеряют на микроскопе двумя
способами: бесконтактным и контактным. Точность изме-
рений на микроскопе повышают при применении измери-
тельных ножей, на доведенных поверхностях которых на-
несены штриховые линии на расстоянии 0,3 и 0,9 мм от
рабочей грани и параллельно ей (рис. 10, д и е). Измери-
тельные ножи изготовляют с прямыми лезвиями (для из-
мерения размеров цилиндрических изделий и наружного
. диаметра резьбы) и с наклонными правыми и левыми
;• лезвиями (для измерения среднего диаметра, шага и по-
ловины угла профиля по его обеим сторонам). Ножи уста-
навливают на площадке центровой бабки в специальном
приспособлении.
Нож должен соприкасаться лезвием с поверхностью
j измеряемого изделия без просвета при совмещении штрн-
ф.ховой линии окулярной головки с риской на ноже. При
; .этом средняя штриховая линия, наблюдаемая в окуляр,
' совместится с поверхностью измеряемого изделия. Ана-
. . логично устанавливается второй измерительный нож с про-
/ тивоположной стороны изделия.
При подготовке микроскопа к работе бесконтактным
) способом на столе микроскопа устанавливают бабку с цен-
i трамн. В центрах ее укрепляют контрольный валик.
: Шкалы лимба угломерной головки с помощью маховика 3
218
СРЕДСТВА ИЗМЕРЕНИЯ РЕЗЬБОВЫХ ИЗДЕЛИЙ
(см, рис. 10, в) выставляют на нулевые отметки. Штрихо-
вая линия перекрестия сетки угломерной головки должна
быть совмещена с образующей изображения контроль-
ного валика. Проверяют параллельность установки линий
центров бабки с валиком в следующей последователь-
ности: стол 6 микроскопа отводят влево, а затем, наблю-
дая в окуляр, освобождают его. Под воздействием пру-
жины стол будет перемещаться в исходное положение до
соприкосновения с микрометрическим винтом. Контур
изображения профиля контрольного валика должен быть
при этом параллельным штриховой линии перекрестия
сетки окулярной головки. Требуемое регулирование осу-
ществляется подвижкой упорного винта, расположен-
ного под окулярной головкой. Контрольный валик заме-
няют резьбовым изделием. Устанавливают резкость из-
ображения, для чего с помощью маховика колонку с ви-
зирным микроскопом наклоняют на угол подъема резьбы.
Инструментальный микроскоп позволяет измерить все
параметры наружной резьбы; наружный диаметр d, вну-
тренний диаметр dlt средний диаметр d2, шаг Р и поло-
вину угла профиля а/2.
Наружный диаметр резьбы измеряют не менее чем
в двух сечениях. Вращением микровинта микрометриче-
ской головки поперечного перемещения стола совмещают
горизонтальную линию перекрестия сетки с изображением
вершин профиля резьбы (рис. 11, а) и осуществляют отсчет
по стеблю и барабану микрометрической головки. Вра-
щением микровинта переводят изображение контура из-
делия на противоположную сторону профиля резьбы и
устанавливают горизонтальную линию сетки по всем
вершинам профиля (рис, II, б); осуществляют второй от-
счет. Разность отсчетов является действительным наруж-
ным диаметром, который должен находиться в поле допу-
ска на изготовление резьбы.
Результаты измерения в большой степени зависят от
того, как была наведена штриховая линия сетки на край
изображения профиля резьбы. При установке (наводке)
линии сетки на край изображения изделия, как пока-
зано на рис. 11, м, будут получены результаты с боль-
шими погрешностями. Необходимо стремиться к тому,
чтобы ось штриховой линии сетки совпадала с краем изо-
бражения изделия (рис. 11, л).
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ ПАРАМЕТРОВ РЕЗЬБЫ 219
Внутренний диаметр измеряют аналогично измерению
наружного диаметра (рис. И, в и г). Так как допуск на
внутренний диаметр наружной резьбы не установлен, то
действительный внутренний диаметр должен быть всегда
меньше номинального внутреннего диаметра.
Рис, 1L Положение сетки со штрихами окулярной головки при изменении
параметров наружной резьбы на инструментальном микроскопе
При измерении среднего диаметра резьбы для обеспе-
чения резкого и четкого изображения витков резьбы ко-
лонка микроскопа должна быть наклонена на угол, рав-
ный углу подъема резьбы. Перекрестие сетки с помощью
микрометрических головок устанавливают на какую-либо
точку примерно на середине, например, правой стороны
профиля (рис. И, 5). Вращением маховика угломерной
220
СРЕДСТВА ИЗМЕРЕНИЯ РЕЗЬЕОНЫХ ИЗДЕЛИЙ
головки совмещают среднюю вертикальную штриховую
линию сетки окулярной головки с измеряемой стороной
профиля резьбы. Проводят отсчет по микроголовке попе-
речного перемещения стола. Перемещая стол в попереч-
ном направлении, переводят и измеряемый профиль на
противоположную сторону и совмещают с перекрестием
сетки, не изменяя положения (угла) вертикальной штри-
ховой линии, которая должна совпасть с противополож-
ной стороной профиля (рис. 11, е), осуществляют второй
отсчет. Разность двух отсчетов определяет действительный
средний диаметр
Средний диаметр измеряют также по другой, например,
левой Стороне профиля (рис. 11, ж и з). Резкость изобра-
жения профиля устанавливают поворотом колонки микро-
скопа в противоположную сторону от вертикали на угол
подъема резьбы. Измерение среднего диаметра по двум
сторонам профиля позволяет исключить погрешности от
перекоса оси относительно направления продольного
хода измерительного стола.
Средний диаметр вычисляют как среднее арифметиче-
ское действительных размеров среднего диаметра по пра-
вой и левой сторонам профиля.
Шаг резьбы измеряют по правым и левым сторонам
профиля на длине свинчивания. Так же, как при измере-
нии среднего диаметра, перекрестие сетки угломерной
головки устанавливают на точку, примерно на середине
стороны профиля левого витка резьбы и осуществляют
первый отсчет по микроголовке продольного перемещения
стола. Перемещают в продольном направлении стол на вы-
бранное число витков п, совметцают с перекрестием сетки
левый виток резьбы (не меняя положение средней штри-
ховой линии), осуществляют второй отсчет. Размер шага
Р;1п на длине свинчивания определяют как разность второго
и первого отсчетов. Повторяют те же измерения по правой
стороне профиля. Действительный размер шага профиля
резьбы равен среднему арифметическому двух значений
шага, измеренных по правым и левым сторонам профиля,
поделенному на число витков п на длине свинчивания.
Угол профиля измеряют раздельно по двум его поло-
винам, чтобы проверить не только величину угла, но и
перпендикулярность биссектрисы угла к оси резьбы. По-
ловину угла профиля измеряют на двух соседних витках
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ ПАРАМЕТРОВ РЕЗЬЕЫ 221
в диаметрально противоположных сторонах контура
резьбового изделия (рис. 11, ж и з). Рекомендуется каж-
дую половину угла измерять несколько раз, например
5 раз — при шаге Р ~ 0,5-9-1 мм; 4 раза — при Р —
-- 1,25-9-1,5 мм и 3 раза — при Р св. 1,5 мм.
Вращением маховика угломерной головки совмещают
среднюю штриховую линию сетки угломерной головки
?1, с контуром правой стороны профиля резьбы и по угло-
ЗУ.' мерной шкале отсчитывают значение правой половины
угла в верхнем положении. Например, получен отсчет
Ж; сц/2 = 29° 56'. Аналогично, перемещая изображение про-
W филя резьбы с помощью продольного микровинта головки,
ж';'- совмещают перекрестие сетки угломерной головки с кон-
Ж туром левой стороны профиля резьбы, а затем вращением
Ж маховичка с накаткой совмещают среднюю штриховую
ж. линию сетки с контуром левой стороны резьбы. Получен
Ж отсчет а3/2 = 329° 58'. Следовательно, значение измеряе-
Ж|’-- мого угла -у- равно 360° — 329° 58' = 30° 02',
Вращая микровинт поперечного перемещения стола,
переводят изображение противоположной, т. е. нижней
стороны профиля резьбы, в поле зрения окулярной го-
ловки и по описанной выше методике снимают отсчеты
Ж половины угла левой и правой сторон профиля резьбы.
Ж< Предположим, получены отсчеты: а4/2 = 29° 58' и а2/2
ж = 330° 06' (значение угла о:,/2 = 360° — 330° 06' =
W-. = 29° 54').
Жд- Рассчитывают среднее арифметическое значение поло-
вины угла по результатам измерения для правой и левой
Жу сторон профиля сверху и снизу резьбы,
wk Получают
=29-56';
Ц а/2лев = з2^£^ = 30о.
«дС- Определяют погрешность А — правой и левой поло-
SL; вин угла профиля как разность действительного и номи-
ЖВ’ нального значений половины угла профиля резьбы:
S Да/2прав = 29° 55' — 30° = —0° 05';
Ж ' Да/2прав = 30° — 30° = 0°.
222
СРЕДСТВА ИЗМЕРЕНИЯ РЕЗЬБОВЫХ ИЗДЕЛИЙ
Погрешность угла Аа/2 = --° 05 = 0°02'30",
Контактное приспособление к инструментальному мик-
роскопу для измерения внутренних размеров. Оптический
щуп представляет собой Т-образную насадку (рис. 12, а),
закрепляемую кольцом 6 на оправе объектива микроскопа.
Внутри корпуса приспособления установлен рычаг с из-
мерительным наконечником 2, связанный с корпусом,
4)
Рис» 12. Контактное приспособление для измерения внутренних размеров (д)
и положение биссектора при измерении (б—а)
в котором расположено зеркало 9 под углом 45° к опти-
ческой оси окулярной головки микроскопа. Зеркало на-
правляет в объектив 11 изображение штриховой сетки (на-
зываемой биссектором), которая нанесена на пластине 8,
освещаемой лампой 7 осветителя 3. В окуляр 10 микроскопа
наблюдается биссектор на фоне основной окулярной сетки
(вид А на рис. 12, б—г). При необходимости получения
четкого изображения биссектора регулируют положение
пластины 8 (вращением оправы 5, см. рис. 12, а).
Наконечник 2, введенный в контролируемое отверстие
изделия 1, под действием пружины 12 прижимается к по-
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ ПАРАМЕТРОВ РЕЗЬБЫ 223
верхи ости отверстия с правой или с левой стороны. Пере-
ключение направления действия пружины осуществляют
поворотом кольца 4. При отклонении наконечника 2 в ле-
вую сторону (рис. 12, б) от среднего положения биссектор
переместится вправо относительно штрихов окулярной
сетки микроскопа, а при отклонении наконечника 2
вправо — изображение сетки биссектора переместится
Рис. 13. Цифровой нкструментальный микроскоп БМИ-1Ц
влево (рис. 12, г). При совпадении оптической оси окуляр-
ной головки с осью измерительного наконечника 2 биссек-
тор расположится симметрично среднему штриху шкалы
окулярной головки (рис, 12, в). Перемещение наконеч-
ника 2 из левого (рис. 12, б) или правого (рис. 12, г) по-
ложений осуществляется перемещением измерительного
стола микроскопа с помощью микровинта микрометриче-
ской головки продольного перемещения.
После установки контролируемого изделия на столе
микроскопа по диаметру отверстия выставляют измери-
тельный наконечник 2. Если изделие не выставлено по
диаметру, то будет измерена хорда, а не диаметр. При
правильно выставленном изделии по диаметру штриховая
линия окулярной головки располагается внутри штрихов
224
СРЕДСТВА ИЗМЕРЕНИЯ РЕЗЬВОВЫХ ИЗДЕЛИЙ
биссектора и при очень малых поворотах влево-вправо
поперечного микровинта микрометрической головки пере-
мещения стола микроскопа бнссектор со штриховой ли-
нией будут неподвижны.
С помощью микровинта продольного перемещения
стола среднюю штриховую линию шкалы окулярной го-
Рис. 14. Унифицированный измерительный микроскоп УМИ-2Ц
ловки совмещают с биссектором. Проводят первый отсчет
по шкалам продольного перемещения стола. Затем, по-
вернув кольцо 4, переключают направление действия
пружины 12. Измерительный наконечник 2 переместится
в противоположное направление по диаметру, а биссек-
тор выйдет за пределы средней штриховой линии шкалы
окулярной головки. Вращением микровинта продольного
перемещения совмещают биссектор со средней штриховой
линией (рис. 12, в) и осуществляют второй отсчет по шка-
лам продольного перемещения стола. Разность двух от-
1
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ ПАРАМЕТРОВ РЕЗЬБЫ 225
счетов с приплюсованным диаметром измерительного на-
' конечника принимают за действительный диаметр изме-
К ряемого отверстия.
у Описанное приспособление может быть использовано
7? для измерения ширины пазов изделий, а также для изме-
7 - рения наружных размеров. Пределы измерения приспо-
собления при установке на большом инструментальном
й микроскопе составляют 5—145 мм при глубине отверстий
£: не более 28 мм; сила измерения 0,1—0,2 Н.
ф Цифровой инструментальный микроскоп БМИ-1Ц
(рис. 13) принципиально не отличается от инструменталы
ного микроскопа БМИ. Изменению подверглись отсчетные
устройства перемещения стола в продольном и поперечном
К направлениях, в результате чего добавлены два цифровых
$ электронных блока с пересчетными устройствами (один
Ж-- блок отсчитывает по координате X, а второй — по коор-.
:!£. динате У).
Электронная часть прибора—электронно-оптический
преобразователь (растровый фотоэлектрический преобра-
зователь) и цифровое пересчетное устройство УЦП-1м.
Ж Унифицированный измерительный микроскоп мод.
Ж УМИ-2Ц с цифровыми пересчетными устройствами
Ж УЦП-1м показан на рис. 14.
X''
^7.
%"
8 Белкин И. М,
Глава 6
СРЕДСТВА ИЗМЕРЕНИЯ УГЛОВ
И КОНУСОВ
J, обозначение контролируемых угловых
РАЗМЕРОВ НА ЧЕРТЕЖАХ
Независимые угловые размеры на чертежах обозначают
в угловых единицах (градусах, минутах,.секундах) в соот-
ветствии с рядами нормальных углов общего назначения
по ГОСТ 8908—81 (СТ СЭВ 178—75 и СТ СЭВ 513—77),
Независимые углы конструктивно не связаны с линей-
ными и другими угловыми размерами данного изделия.
Углы конусов, например конусов инструментов, обо-
значают на чертежах знаком угольника и значением ко-
нусности. Конусность С — отношение разности диаме-
тров двух поперечных сечений к расстоянию между ними
(рис. 1, а). Конусность указывают в виде отношения 1 : х,
где х — расстояние между поперечными сечениями ко-
нуса, разность диаметров которых равна 1 мм: например,
С = 1 j 100; С = 1 : 3;
C=_£pL = 2tg|.
На чертежах допуски углов обозначают двумя латин-
скими буквами АТ и правее их (рядом с ними) цифрами,
обозначающими степень точности, например, АТ6, АТ 16.
Установлено семнадцать степеней точности. По 1—7-й
степеням точности изготовляют угловые меры и калибры.
Допуск угла — разность между наибольшим и наимень-
шим допустимыми углами.
Для каждой степени точности предусмотрено четыре
вида допусков, выбираемых на угловые размеры и обозна-
чаемых на чертежах: АТа\ АТТ, АТ ц и ATd.
АТа — допуск угла, выраженный в угловых единицах
(рис. 1, б), например в мкрад, градусах (...°), минутах
(...') и секундах (...");
АТа — округленное значение допуска угла в ...°,
.»/ И например, если допуск АТа 17 = 4° 35' 01" (при
ОБОЗНАЧЕНИЕ КОНТРОЛИРУЕМЫХ УГЛОВЫХ РАЗМЕРОВ 227
Ж
интервале длин L до 10 мм), то соответствующий ему до*
пуск АТа 17 = 4°;
АТь —допуск угла, выраженный отрезком на перпен-
дикуляре (в мкм) к стороне угла, противолежащему углу
АТа на расстоянии L, от вершины этого угла (рис. 1, в);
Милне
основание
ЗиНанное поперечное
сечение волыше
основание
is
г
L
определения:
ий — допусков угла; г параметров конического сое ди-
рис. 1» Схемы для
• конусности; б
ЗДАНИЯ
ATd — допуск угла конуса, выраженный допуском на
(разность диаметров в двух нормальных к оси сечениях
конуса на заданном расстоянии L между ними; опреде-
ляется по перпендикуляру к оси конуса (рис. 1, б).
I. Допуски углов конусов назначают в зависимости от
лины конуса L (конусность не более 1 j 3) или от длины
Образующей конуса Li (конусность более 1 i 3).
8*
228
СРЕДСТВА ИЗМЕРЕНИЯ УГЛОВ И КОНУСОВ
Под номинальным понимают конус, определяемый но-
минальной поверхностью и номинальными размерами
(рис. 1, а); номинальным диаметром конуса (это может
быть номинальный диаметр D большого основания, номи-
нальный диаметр d малого основания или номинальный
диаметр Df в заданном поперечном сечении); номиналь-
ной длиной L конуса (расстоянием между вершиной и ос-
нованием конуса или между основаниями усеченного
конуса); номинальным углом конуса а или номинальной
конусностью С.
При рассмотрении допусков конусов и посадок кони-
ческих соединений применяют также следующие термины:
основная плоскость — плоскость поперечного сечения
конуса, в котором задается номинальный диаметр конуса;
базовая плоскость — плоскость, перпендикулярная
оси конуса и служащая для определения осевого положе-
ния основной плоскости или осевого положения данного
конуса относительно сопрягаемого с ним конуса; базовая
и основная плоскости конуса могут совпадать;
базорасстояние конуса (ге — для наружного конуса и
zt — для внутреннего конуса) — расстояние между ос-
новной и базовой плоскостями конуса (рис. 1, а);
базорасстояние соединения zps — осевое расстояние
между базовыми плоскостями сопрягаемых наружного
и внутреннего конусов.
Для конусов установлены следующие допуски;
TD диаметра конуса в любом сечении, равного раз-
ности предельных диаметров конуса в одном и том же по-
перечном сечении;
TDa диаметра конуса в заданном сечении;
АТ угла конуса;
ТРВ круглости;
TPL прямолинейности образующей.
2. КАЛИБРЫ ДЛЯ КОНТРОЛЯ КОНУСОВ
ИНСТРУМЕНТОВ
Конусы инструментов контролируют с помощью спе-
циальных калибров, характеристики которых приведены
в табл. 1 и 2. Комплект калибров для конусов инструмен-
тов состоит из рабочих калибров (пробки и втулки) и
калибра, применяемого для контроля рабочих калибров.
КАЛИБРЫ ДЛЯ КОНТРОЛЯ КОНУСОВ ИНСТРУМЕНТОВ 229
230 средства измерения углов и конусов
П родолженне тпб.
"г | л ф о QJ 1 1 1
j 1 1 1
1 (предельные отклонения по М0) j ! i 1
- 1 1 1 1
- 40,5 Ю СЗ НО UO <?
Пре- дельные откло- нения (4=) i 1 i 1.
Номи- наль- ный 1 1 1 1
TJ 9*1
Q 21,793 23,825 31,267 о со
Предельные откло-. нения угла конуса (мкм) для степе- ней siv 1 О + сч 1—1
ATI +6 S+
атс< 1 1
Длина измерения угла коЕгуса ю 55,5 57,5 £
о Морзе укоро- ченный: В 22 В24 В32 я
П р и л е ч э н я я: 1. Калибры для конусов Морзе без лапок тиля ! {мод. 521), с лапками типа 2 (мод. 522) и уко-
роченные (мод. 525) и калибры для метрических конусов (мод. 523) поставляет завод «Калибр» в комплекте, состоящем
из рабочих калибров (пробки я втулки), а также из контрольного калибра-пробки.
2- Предельные отклонения величины 2 принимают равными i0,05 мм.
КАЛИБРЫ ДЛЯ КОНТРОЛЯ КОНУСОВ ИНСТРУМЕНТОВ 231
Рабочие калибры (пробки и втулки) изготовляют двух
типов: 1 — без лапок (рис. 2, а и б) и 2 — с лапками
(рис. 2, в и г). Калибры типа I предназначены для кон-
троля конусов инструментов без лапок, а калибры типа
2 — конусов с лапками. Калибры-пробки представляют
собой наружные конусы с рукоятками. На конической
<Рис. 2. Конусный калибры
(Й— пробка без лапки; б — втулки без лапки; в — пробка с лапкой; г «
втулка с лапкой) и пример контроля с помощью калибра-пробки (д—
(части калибра наибольшего диаметра имеются по две
(кольцевые риски. Риска, обращенная к малому диаметру
(конуса, нанесена по базовому диаметру D. Расстояние
$гежду двумя рисками должно соответствовать допускае-
мому изменению базового расстояния. Если первая риска
(Соответствует базовому диаметру, то вторая риска — пре-
дельному значению этого диаметра.
Е Калибры-втулки являются втулками с внутренними
^конусами, на наружной цилиндрической поверхности ко-
торых имеются накатка и маркировка. Калибр-втулка
Кипа 1 имеет уступ размером г. При контроле конус ин-
струмента своим торцом должен располагаться между тор-
232
СРЕДСТВА ИЗМЕРЕНИЯ УГЛОВ И КОНУСОВ
2. Рабочие калибры-пробки типов I и 2 для внутренних конусов
Р а 8 м е
Конус . Длина измере- I няя угла ко- нуса Предельные откло- нения угла ко- нуса на длине ко* нуса (мкм) для степеней D г / (пре- дельные отклоне- ния по . Ы2}
Номи- нальны^ Предель- ные от- клонен и я
А Тб АТ7 ATS
Метри- ческий: 4 25 —3 —5 —8 4 +0,005 0,5 24
6 35 —4 —6 —10 6 33
Морзе: 0 49 —4 —6 — 10 9,045 +0,006 1 51
1 52 12,065 +0,008 54,5
2 64 17,780 65
3 79 —5 —8 — 12 23,825 +0,009 1 82,1
4 100 —6 —10 — 16 31,267 +0,011 1,5 103,8
5 126 44,399 130,9
б 174 63,348 +0,013 2 183,5
Метри- ческий: 80 180 80,0 198
100 212 —8 —12 —20 100 +0,015 2 235
120 244 —10 —16 —25 120 160 +0,015 +0,018 2 3 271 344
160 308
КАЛИБРЫ ДЛЯ КОНТРОЛЯ КОНУСОВ ИНСТРУМЕНТОВ 233
ч;.6,ис' 2, й и 5) степеней точности АТ6, АТ7 и АТ& (ГОСТ 2849—77).
ftv •
, ы, мм
•Ж ж Т, 26 г, (пре- дельные откло- нения по а Г '1 С
Номи- нальный Предель- ные от- клонения
— — — — — — —' — —
36 — — — — -- — —
ж 54 2,03 . ±0,012 56,5 59,5 10,5 6 4 1 6
£ 58 2,68 62 65,5 13,5 8,7 1,2 8
ж 70 3,23 ±0,015 75 80 16 13,5 6 1,6 9,5
87,1 4,03 94 99 20 18,5 7 2 12,5
У ю,з 6,03 ±0,018 117,5 124 24 24,5 8 2,5 15,5
:Xgj 137,4 8,03 149,5 156 29 35,7 10 3 18
191,5 9,58 210 218 40 51 13 4 26 23
Ям 206 13,08 ±0,021 220 228 48 67 24 5
* 245 ;/! 16,08 260 270 58 85 30 5 27
Й83 |360 19,08 25,08 ±0,026 300 380 312 396 68 88 102 138 36 48 6 8 31 39
234
СРЕДСТВА ИЗМЕРЕНИЯ УГЛОВ И КОНУСОВ
Конус Длина измере- ния угла ко- нусе Предельные откло- нения угла ко- нуса на длине ко- нуса (мкм) для степеней D 1 (пре- дельные отклоне- ния по hl 2}
Номи- нальный Предель- ные от- клонения
А Тб А Т7 АТа
200 372 —12 —20 —30 200 +0,020 3 417
Морзе укоро- ченный: В7 14 —2,5 —4 —6 7,067 +0,006 1 12
В10 18 10,094 +0,008 1 15,5
В12 22 12,065 19,5
В16 29 —3 —5 —8 15,733 25
В18 37 —4 —6 —10 17,780 33
В 22 45 21,793 +0,009 41,6
В24 55,5 —5 —8 —12 23,825 51,6
В32 57,5 31,267 +0,011 1,5 52,3
В45 71 44,399 65,9
рнысчание. Пример условного обозначения калибра-пробки Морзе 3
ГОСТ 2349-*-77; то же калибр а-пр об кн метрического конуса 80 для изделий
то же, калибра-втулки Морзе 3 для изделий степени точности АТ7, типа i: Кн
Морзе 3 для изделий степени точности ATS, типа 11 Коятакалибр Морзе З^К
иыми =f=0,05 мм
К.ЛЛИВРЫ ДЛЯ КОНТРОЛЯ КОНУСОВ ИНСТРУМЕНТОВ 235
Продолжение .табл. 2
i?/2 1, (пре- дельные откло- нения по hJ2) !( а г г, £
Номи- нальный Предель- ные от- клоценил
437 31,08 ±0,031 460 480 108 174 60 10 47
15 — — — — — — — — —
19 — — ~~ — — — — —
23 — — — — — — — —
30 — — — — — —
38 — — — — — — — — —
46,6 — — — — — —
56,8 — — — — — — — —
.58,8 - — — — — — —
72,4 —- —" — — — — —
ЬЛя изделия степени точности АТ6, типа 1: Калибр-пробка Морзе 3 ATS типа 1
гепени точности АТ8: Калибр-пробка Метр. 814 ATS типа 4 ГОСТ 2849 — 77-.
1ибр-втулка Морзе 3 АТ7 типа J ГОСТ 2849— 77\ то н:ег контркалибра-пробки
ITS ГОСТ 2849—77. Предельные отклонения величины г принимают ран-
236
СРЕДСТВА ИЗМЕРЕНИЯ УГЛОВ И КОНУСОВ
ном калибра и горцом уступа Калибр-втулка типа 2 отли-
чается от калибра-втулки типа 1 наличием лапки, на сре-
занной части которой нанесены две риски. При контроле
лапка конуса инструмента должна располагаться между
рисками, нанесенными на лапке калибра.
При контроле конусных втулок с помощью калибров-
пробок торец втулок со стороны большего диаметра дол-
жен располагаться между рисками, нанесенными на кони-
ческой части калибра-пробки.
Калибрами для конусов инструментов контролируют
(рис. 2, д—и) базорасстояние (расстояние от базы конуса
до его основного расчетного сечения) по рискам, нанесен-
ным на калибрах. В этом случае они используются как
предельные. .Кроме контроля базорасстояния эти калибры
контролируют конусность конусных деталей путем при-
пасовки по краске.
Калибр-втулка должен припасовываться к парному
с ним контрольному калибру-пробке по краске. По за-
казу потребителя к одному контркалибру-пробке
может быть припасовано до трех калибров-втулок. Тол-
щина слоя краски при контроле припасовки калибров не
должна превышать 2—3 мкм (для изделий степеней точ-
ности А Тб n А Т7) или 3—5 мкм (для изделий степени точ-
ности /178). Величина пятна контакта припасованных по-
верхностей должна быть не менее 90 %. При этом торец
калибра-втулки должен совпадать с передним краем пер-
вой риски контрольного калибра-пробки; допускается
недоход торца калибра-втулки не более 0,1 мм.
Калибр-втулка считается предельно изношенным,
если расстояние между торцом калибра-втулки и пе-
редним краем первой риски на контрольном калибре-
пробке достигает 20 % расстояния z между рисками на
пробке.
На каждом калибре нанесены- обозначение конуса
(например, Морзе 4; Метр. 80); степень точности изделия
(например, АТ6, у контрольного калибра дополнительно
указывают букву К); порядковый номер калибра; товар-
ный знак изготовителя и дата выпуска.
Для контроля калибров-втулок ГОСТ 2849—77 реко-
мендует применять типографскую краску. Слегка разве-
денную машинным маслом краску укладывают в тампон
из четырех слоев марли, который сверху обертывают
КАЛИБРЫ ДЛЯ КОНТРОЛЯ КОНУСОВ ИНСТРУМЕНТОВ 237
плотной неворсистой тканью и капают на него три-пять
капель машинного масла.
Проведя таким тампоном по поверхности калибра-
пробки несколько раз, оставляют на нем слой краски,
который затем растирают по всей поверхности рукой в тон-
кой резиновой перчатке. Лишняя краска с поверхности
калибра-пробки снимается введением пробки в неконтро-
лируемый калибр-втулку с поворото,м ее на один оборот.
Оставшийся слой на калибре-пробке снова растирается
по всей поверхности, а краска с калибра-втулки снимается
(смывается). Операция повторяется до получения толщины
слоя 2—5 мкм (толщину краски контролируют визуально
по «образцу интенсивности окраски»; ГОСТ 2848—75).
Только после этого контролируют калибр-втулку.
Калибр вставляют в контролируемую деталь и прово-
рачивают на 3/d оборота (рис. 2, д). Калибр вынимают и
визуально оценивают пятно краски, оставленное на ка-
либре-пробке или наружном конусе изделия. Изделие бра-
куют, если краска окрашивает только часть конической
поверхности, например, вблизи малого или большого
диаметров (рис. 2, е и ж). Одновременно с контролем конус-
ности проверяют отклонение от прямолинейности обра-
зующей конуса по окрашиванию образующей конуса (про-
веряют, например, скрашивается ли средняя часть и края
конуса).
Изделие бракуют, если риски не доходят до торца изде-
лия (рис. 2, з) или скрываются в отверстии (рис. 2, и),
хотя в обоих случаях конусность соответствует чертежу.
Брак в случае, показанном на рис. 2, з, является испра-
вимым.
Комплект калибров для контроля гладких конусов
с конусностью 7 24 с обозначением 30; 35; 40; 45; 50; 55
и 60 включает калибры-пробки (рис. 3, в) и калибры-
втулки (рис. 3, а). В комплект калибров для контроля
изделий 6-й и 7-й степеней точности дополнительно вхо-
дит конусный контрольный калибр-пробка (рис. 3, б)
Размеры калибров-втулок и контрольных калибров-про-
бок приведены в табл. 3, а калибров-пробок — в табл. 4;
У допускаемые смещения торца калибр а-втулки и торна
У припасованного контрольного калибра-пробки даны
в табл. 5, а допуски формы конических поверхностей ка-
У либров — в табл. 6.
3; Размеры и предельные отклонения (мм) конусных калибров-втулок и контрольных калибре в-пробок
к ним с конусностью 7 : 24 (рис. 3, а)
Обозначение конусного калибра и °кр а Lk Предельные отклонения угла конуса калибра
Номи- нальный Предельные отклонения Номи- нальный Предельные отклонения калибра-втулки , степеней точности контроль- ного калибра- пробки
4 и 5 6 в 7
30 31,739 17,4 +0,070 52 йй.0012 + 0,006 +0,0025
35 38,089 & 0,0055 21,4 +0,084 60 ±0,0014 +0,007 +0,003
40 44,439 25,3 +0,084 70 ±0,0015 +0,008 +0,003
45 57,137 ±0,0065 32,4 +0,1 90 ±0,0017 +0,008 +0,0035
50 69,837 39,6 +0,1 108 ±0,002 ±0,010 +0,004
65 88,885 ±0,0075 50,5 +0,12 135 ±0,002 +0,010 +0,012 +0.004
60 107,935 60,2 +0,12 168 +0,9025 ±0,005
Примечания: L Значение LKj для контрольного калибра-пробки принимают по табл. 4.
2» Пример условного обозначения конусного калибра-втулки 40, степеней точности 4-й и 5-й: Втулка 40 АТ4
ГОСТ 20305*^80.
3. Пример обозначения контрольного калибра-пробки 60, степеней точности 6-й и 7-й: /Гребка 60—КАТО ГОСТ 20305—80.
4, Размеры и предельные отклонения (мм) конусных калибров-пробок
Обозначение конусного Е«алибра- пробки расч »к1 LK| Предельные отклонения угла конуса калибра степеней точности
Новый калибр Изношенный калибр
Номи- нальный Предельные отклонения 4- и 5 6 и 7
30 31,750 31,644 31,633 49,6 ±0,0012 —0,006
35 38,100 37,994 ±0,0055 37,983 57,6 +0,0014 — 0,007
40 44,450 44,344 44,433 66 ±0,0015 —0,008
45 57,150 57,046 +0,0065 57,033 0,7+0,04 85,2 +0,0017 —0,008
50 69,850 69,746 69,733 104,1 +0,002 —0,010
55 88,900 88,798 ±0,0075 88,783 132 +0,002 —0,010
60 107,95 . 107,848 107,833 164,1 ±0,0025 -0+12
Примечание, Пример условного обозначения конусного калибра-пробки -10, степеней точности 4-й и 5-й: /ТроО'-
ка 40 А Т4 ГОСТ 20305—80,
СРЕДСТВА ИЗМЕРЕНИЯ УГЛОВ И КОНУСОВ W+ КАЛИБРЫ ДЛЯ КОНТРОЛЯ КОНУСОВ ИНСТРУМЕНТОВ 239
240
СРЕДСТВА ИЗМЕРЕНИЯ УГЛОВ И КОНУСОВ
г) <?>
Рис. 3. Калибры для контрили Бонусов с конусностью 7 t 24
(а — втулка; б —* контрольный — пробка; и — пробка) и схемы контроля
(г и д)
На рис. 3, е показана схема контроля калибра-втулки 1
по калибру-пробке 2. При этом расстояние а между их
торцовыми поверхностями не должно превосходить зна-
чений, указанных в табл. 5. На рис. 3, д показана схема
контроля калибра-втулки 1 для конусов изделий 6-й и 7-й
степеней точности с помощью контрольного конусного
калибр а-пробки 3. Несовпадение их измерительных по-
верхностей AL не должно превышать значений, указан-
ных в табл. 5.
5. Допускаемые смещения а (мм) торца конусного кали бра-втулки
и торца Л£ припасованного к нему контрольного калибра-пробки
Обозначение ковусноро калибра* втулки а (рна. 3, г) (рио. 3, д)
Калибр-втул ка Изно- шенный калибр Калибр-втулка
Номи- нальный Предельные отклонения Новый Предельно изношенный
30; 35; 40 0,326 ±0,025 ±0,025 4-0,064
45; 50 0,312 ±0,035 0,390 ±0,035 —0,078
55; 60 0,298 ±0,04 ±0,04 4-0,092
УГЛОВЫЕ МЕРЫ И ПОВЕРОЧНЫЕ УГОЛЬНИКИ 241
6. Допуски (мкм) формы конических поверхностей калибров
Обозначение калибра Допуск прямолинейности обр азующей Допуск круглости
Степени точности
4 и 5 6 и 7 4 н 5 6 и 7
30; 35 0,6 1,6 0,6 1,6
40 0,8 2
45 0,8 2
50; 55 1 2,5
60 1,2 3
На каждый калибр наносят: конусность 7 : 24; обозна-
чение конуса по ГОСТ 15945—82 (например, Конус 50
ГОСТ 15945~~82)‘, степень точности контролируемого из-
делия (для контрольных калибров-пробок добавляют
букву Л); порядковый номер калибра; год выпуска и
товарный знак.
8, УГЛОВЫЕ МЕРЫ И ПОВЕРОЧНЫЕ УГОЛЬНИКИ
Угловые призматические меры (ГОСТ 2875—75) при-
меняют для передачи размера единицы плоского угла от
эталонов к образцовым угловым мерам и от образцовых
мер к рабочим угловым мерам, для поверки и градуировки
приборов, предназначенных для измерения углов, а также
,для непосредственного измерения углов изделий.
Угловые меры изготовляют типов; 1 — с одним рабо-
чим углом и срезанной вершиной (рис. 4, а); 2 — остро-
угольные с одним рабочим углом (рис. 4, б); 3 — с че-
тырьмя рабочими углами (рис. 4, в); 4 — многогранные
призматические с равномерным угловым шагом (рис, 4,г);
5 — МУСЛ с тремя рабочими углами (рис. 4, б). Много-
гранные меры с гранями имеют диаметр в оправе не менее
12 мм. Число граней может быть доведено до 72. Наборы
угловых мер приведены в табл. 7,
S42
СРЕДСТВА ИЗМЕРЕНИЯ УГЛОВ И КОНУСОВ
Угловые меры можно применять как отдельно, так и
в виде блоков, составленных из нескольких мер. Блоки
закрепляют с помощью специальных оправок (рис. 4, е—з).
Соединяют угловые меры друг с другом винтами и клино-
выми штифтами, пропускаемыми через отверстия дер-
жавки и угловой меры.
Рис, 4» Угловые меры
(д—д) и блок угловые мер в сборе U—з); угольники (м — о); измерение угла
УГЛОВЫЕ МЕРЫ И ПОВЕРОЧНЫЕ УГОЛЬНИКИ
243
ж? Проверку углов изделий с помощью угловых мер осу-
Ж: ществляют двумя способами.
Первый способ аналогичен способу использования кои-
Ж. иевых мер длины. Меру прикладывают к одной сторон-
угла изделия и оценивают степень совпадения по другом
стороне. Для точной оценки несовпадения по просвету
используют образцы просвета.
При втором способе угловую меру используют в каче-
стве меры сравнения с
У/Щ
НЛП
илш
р)
мерой с индикатором (pj
ьнаком (и)
и угловой
контролируемым углом изделия,
7. Наборы угловых мер (ГОСТ 2875—75)
Номер набора Номинальные значения рабочих углов Число мер Кл асе ТОЧНОСТИ
1 (из 93 мер) Св. 10° ДО 79° с градацией 1° (меры типа 2) » 15° 10' до 15° 50' с градацией 10' (меры типа 2) » 15° 0Г » 15° 09' с градацией 1' (меры типа 2) 80°—81°—100°— 99°; 82°—83°—98°—97° (меры типа 3) 84°—85°—96°—95°; 86°—87°—94’—93° (меры типа 3) 88°— 89°—92°— 91°; 90°—90°—90°—90° (меры типа 3) 89° 10'—89° 20'—90° 50'—90° 40'; 89° 50'—89°59'—90° 10'— —90° 01'; 89° 30'—89° 40'—90° 30'—90° 20' 70 5 9 2 2 2 2 1 0; 1 и 2
2 (из 33 мер) Св. 10° до 20° с градацией Г (меры типа 2) Св. 30° до 70° с градацией 10° (меры типа 2) » 15° 10' до 15°50' с градацией 10' » 15° 0Г * 15° 09' с градацией 1' 80’—8Г—100°—99°; 90°—90°—90°—90°; 45° 11 5 5 9 3
3 (из 8 мер) 10°; 15°; 20°; 30°; 45°; 55°; 60° 90°—90’—90°— 90° 7 1 1 и 2
4 (из 8 мер) 15° 10'; 30’20'; 45°; 45°30'; 50°; 60° 40'; 75’50' 90°—90°—90°—90° 7 1 1
Продолжение табл. 7
Номер набора Номинальные значения рабочих углов Число мер Класс ТОЧНОСТИ
5 (из 7 мер) Са. 15’ до 15° 0Г с градацией через 15" 5
89° 59' 30"—89° 59' 45"—90° 00' 30"—90° 00' 15" 90°— 90°— 90°— 90° 1 1 0
6 (из 24 мер) Св. 1° до 9’ с градацией через 1° (меры типа 1) » Г * 29' с градацией 2' (меры типа 1) 9 15 0 и 1
7 (из 18 мер) 5"; 10"; 20"; 30" ]'; 3'; 5'; 10'; 20'; 30' 1°; 3°; 5°; 10°; 15°; 20°; 30°; 45° 4 6 8 0
8 (принадлеж- ности) Комплект принадлежностей для крепления мер и специ- альной линейки в блоках Специальная линейка и отвертка 1 2 0; 1 и 2
СРЕДСТВА ИЗМЕРЕНИЯ УГЛОВ И КОНУСОВ УГЛОВЫЕ МЕРЫ И ПОВЕРОЧНЫЕ УГОЛЬНИКИ
246
СРЕДСТВА ИЗМЕРЕНИЯ УГЛОВ И КОНУСОВ
Отклонение угла Аа изделия от меры определяют с по-
мощью измерительной головки (рис. 4, р). При этом ли-
нейные показания а головки пересчитывают в угловые по
формуле Аа = а/l, где I — расстояние от головки до вер-
шины угла. Условно к угловым мерам можно отнести
угольники.
Поверочные угольники. Для проверки взаимной перпен-
дикулярности плоскостей изделий (рис. 4, п) и их уста-
новки при монтажных работах применяют поверочные
угольники с углом 90° шести типов (рис. 4, и—о): УЛ —
лекальный; УЛП — лекальный плоский; УП — слесар-
ный плоский; УШ — слесарный с широким основанием;
УЛЦ •— лекальный цилиндрический. Характеристики
угольников даны в табл. 8.
8. Характеристики угольников (ГОСТ 3749—77)
Размер ы, мм
Типы угольников
HXL
[см. рис. 4, к— о)
УШ УЛЦ
Допуск
перпенди-
кулярности,
мкм
Класс точности
60X40
100X60
160Х 100
250X160
400X250
630X400
1000X630
1600Х 1000
0 J 2
2,5 5 13
3 6 15
3,5 7 18
4,5 9 22
6 12 30
8 16 40
— 24 60
— — 90
160X80 (диаметр)
250Х 100 (диаметр)
400Х 125 (диаметр)
630Х 160 (диаметр)
+
Ч-
+
+
3,5 7
4,5 9
6 12
8 16
Примечание, - Знак «+» о&начает, что стандартом предусмотрен
данный тип угольника указанного размера и класса точности. Пример услов-
ного обозначения плоского лекального угольника 0-го класса точности с Н
= 160 мм: Угольник УЛП~0 — ^60 ГОСТ 3749 — 77,
2;
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ УГЛОВ
247
Ж
4. ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ УГЛОВ
К приборам для измерения углов относят угломеры
с нониусом, оптические угломеры, оптические делитель-
ные головки, синусные линейки и др. Для измерения ма-
лых углов используют уровни и автоколлиматоры. Углы
могут быть измерены также на измерительном проекторе
(см. гл. 3) и инструментальном микроскопе (см. гл. 5).
Угломеры с нониусом. Характеристики этих угломеров
приведены в табл. 9.
9. Характеристики угломеров с нониусом (ГОСТ 5378—66)
и оптического угломера (ГОСТ 11197—73)
Тип Модель Значение отсчета, Диапазон изме^ рения углов, ...° Основ- ная погреш- ность, Длина линейкн угломе- ра, мм
наруж- ных внутрен- них
1 2УМ 5 УМ 2 5 0—180 — ±2 ±5 60
2 127 (УН) 2 0—360 40—180 ±2 50
3 — 5 10 0—360 — ^2 -Н-Н —
4 4УМ 10 0—180 — ±10 60
УО — 5 0—180 —ь ±5 150 и 300
Примечания: 1. При применении оптического угломера без под-
ставки его погрешность снижается в 2 раза.
2. Пример условного обозначения угломера типа 1 со значением отсче-
та 2': Уелолер тин J — 2 ГОСТ 5378 — 66.
Угломер типа 1 (мод. УМ). К основанию 1
(рис. 5, а), выполненному в виде полудиска с прорезью и
нанесенной на нем шкалой от 0 до 120s с ценой деления 1°,
прикреплена линейка 2. Основание 1 через ось 5 соединено
о угловым сектором 6 с линейкой 3, которые могут пово-
рачиваться на оси.
К сектору 6 винтами прикреплена шкала углового но-
ниуса 7. Перемещение сектора с линейкой 3 осущест-
вляется при освобожденном стопоре 10. Точная установка
угломера на размер проводится с помощью микрометри-
248
СРЕДСТВА ИЗМЕРЕНИЯ УГЛОВ И КОНУСОВ
Рис. s. Угломеры с нониусом
[а и в — типа 1 (мод. УМ); 6, е—3 — типа 2 (мод, 127)] и примеры измере-
ния угла (а и д)
ческой подачи, состоящей из микрометрического винта 12
с гайкой 11 и стопорного приспособления с гайкой 8 с на-
каткой, перемещаемых вместе с сектором 6. Отсчет по угло-
мерному нониусу аналогичен отсчету по нониусу штан-
генинструмента.
Углы от 0 до 90° измеряют, используя дополнительный
угольник 4, закрепленный на линейке З с помощью дер-
жавки с зажимом 9. Изделие прижимают одной стороной
измеряемого угла к неподвижной линейке 2, а к другой
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ УГЛОВ
249
стороне угла изделия подводят угольник 4 с линейкой 3.
Для плотного беззазорного соприкосновения измеритель-
ной поверхности угольника с измеряемым изделием ис-
пользуют микроподачу сектора 6. С этой целью освобож-
дают стопор 10, а стопорное приспособление вращением
гайки 8 прижимают к основанию 1. При вращении гайки 11
сектор 6 с линейкой 3 и угольником 4 плавно переместятся
к контролируемому изделию в положение, при котором
будет обеспечено плотное беззазорное соприкосновение
измерительных поверхностей угломера с изделием. Засто-
порив сектор с нониусом с помощью стопора 10, опреде-
ляют значение угла (на рис. 5, а приведено положение
шкал угломера при отсчете угла, равного 49е 26'). При-
мер измерения угла показан на рис. 5, г.
Для измерения углов св, 90° угольник 4 с державкой
снимают с линейки 3. При отсчете угла по шкалам угло-
мера к результату измерения угла прибавляют 90°.
В остальном методика измерения углов не отличается от
изложенной выше.
Угломер типа 2 мод. 127 является универ-
сальным прибором, позволяющим измерять как наружные,
так и внутренние углы. Его характеристика приведена
в табл. 9, а устройство показано на рис. 5, б и д—з. К ос-
нованию 1 с нанесенной на нем шкалой с ценой деления 1°
жестко прикреплена линейка 4. По дуге основания может
перемещаться сектор 5 с нониусом. К этому сектору с по-
'мощью державки 6 прикрепляют угольник 2 или съемную
линейку 3, которые могут перемещаться по грани сектора
и фиксироваться в требуемом положении с помощью сто-
порных винтов 7 державок. Съемная линейка 3 может
быть прикреплена и к короткой стороне угольника 2.
Плавная и точная установка измерительных поверх-
ностей угломера осуществляется микрометрической пода-
чей, путем вращения гайки с накаткой, расположенной
с тыльной стороны угломера. Положение сектора 5.отно-
сительно основания 1 фиксируют стопорным устройством,
состоящим из сухаря 11 (рис. 5, з) и гайки 8, установлен-
ных на секторе. Микрометрическая подача состоит из
зубчатого сектора 10 (рис. 5, е), нарезанного на наружной
поверхности основания 1 (см. рис. 5, б) и находящегося
в зацеплении с ним зубчатого колеса 9 (см. рис. 5, с) с осью,
закрепленной в секторе 5. При вращении зубчатого колеса
250 СРЕДСТВА ИЗМЕРЕНИЯ УГЛОВ И КОНУСОВ
9 (см. рис. 5, е) сектор с нониусом плавно перемещается
относительно основания.
Перед измерением углов проверяют нулевую установку
угломера. При плотном соприкосновении измерительной
поверхности линейки 4 (см. рис. 5, г?) с поверхностью ли-
нейки 3 нулевой штрих нониуса и нулевой штрих шкалы
основания должны совпасть; при этом последний штрих
шкалы нониуса совпадает с 29-м штрихом шкалы основа-
ния.
Углы измеряют путем различных комбинаций отдель-
ных измерительных звеньев (угольника и линейки угло-
мера). Приемы измерения и примеры отсчета углов при
этом приведены в табл. 10.
Оптический угломер (ГОСТ 11197—73) имеет неподвиж-
ную сдвоенную линейку 1 (рис. 6, а), корпус 2, сменную
линейку 3, устанавливаемую относительно неподвижной
сдвоенной линейки под углом 0—360°. В корпусе помещен
стеклянный диск 8 (рис. 6, б), на котором имеются четыре
шкалы с цифрами от 0 до 90° через 2°; цена деления Г.
Для отсчета показаний в корпус угломера вмонтирована
лупа 6 (см. рис. 6, й) с увеличением 16х. В поле зрения
лупы расположены прямая и обратная минутные шкалы
с ценой деления 5'; поэтому в лупу одновременно видны
часть градусной шкалы и обе минутные шкалы (рис. 6, б),
освещенные через стекло со светофильтром. Подвижную
сменную линейку (при освобожденном кольце 4 с накат-
кой) можно перемещать вдоль паза и поворачивать вокруг
своей оси. Сменную линейку закрепляют в корпусе в любом
положении по ее длине с помощью зажимного устройства
5. К угломеру прилагается съемная подставка 7 с плоской
и призматической рабочими поверхностями. На непо-
движной линейке подставка фиксируется винтом с уста-
новленным в паз линейки вкладышем.
При измерении угла сменную линейку вставляют в вы-
рез основания и закрепляют поворотом зажимного ры-
чага в удобном для измерения положении. Поворотом
зажимного кольца 4 против часовой стрелки освобож-
дают угловой зажим линеек. Прикладывают грань непо-
движной линейки 1 к стороне измеряемого угла. Подводят
грань подвижной линейки 3 к другой стороне измеряемого
угла. Качество прилеганий измерительных поверхностей
угломера проверяют на просвет.
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ УГЛОВ
251
Рис* 6ф Онтичесмиа угломер (а), его шкалы ($ и я) и примеры измерения
углов (г)
Поворотом зажимного кольца по часовой стрелке фик-
;; сир уют измеряемый угол, а затем с помощью лупы 6 от-
считывают его. Целое число градусов отсчитывают по
г делению штриха градусной шкалы, пересекающему одну
: из двух минутных шкал. Минуты определяют по минутной
у шкале относительно штриха градусной шкалы. На рис. 6, в
10. Пределы измерения и отсчета углов с помощью угломера типа 2
Пределы измере- ния Используемые звенья Шкала от ну- левого деления Пример отсчета угла
Измерение наружных углов
Угольник
и линейка
Правая
35°(х) +
+ 0° 46' (XX) =
== 35° 46'
50—90°
90—140°
Левая
Правая
140—180°
Левая
о
•и
Ь
о
а
>
*15
И
5
Я
О
со
S
Я
О
Е
о
о
со
52° (X) +
+ 0° 14' - 52^ 14'
19° 26' + 90° =
= 109° 26'
71° 38' + 90° =
= 161° 38'
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ УГЛОВ
Продолжение табл. 10
Пределы измере* кия Используемые звенья Шкала от ну- левого деления Пример отсчета угла
Измерение внутренних углов
40—90°
90—130°
Правая
Левая
90° — 15° 18' =
= 74° 42'
180°— 72° 42' =
= 107° 18'
Пр имечания: 1. При измерении наружные углов от 00 до 140е к показаниям правой части шкалы приба-
вляют 90 , а при измерении углов от НО до 180° прибавляется 90° к левой части шкалы. 2. При измерении внутренних
углов от 40 до 90 показания правой части шкалы вычитаются от 90°; при измерении углов свыше 90° показания
шкалы угломера должны вычитаться от 1£0°.
256
СРЕДСТВА ИЗМЕРЕНИЯ УГЛОВ И КОНУСОВ
отсчет равен 88° 45'. Примеры измерения углов приве-
дены на рис. 6, а.
Оптическая делительная головка позволяет измерять
углы поворота шпинделя относительно своей оси или пово-
рота корпуса головки относительно горизонтали. Ее при-
меняют для контрольно-измерительных работ, а также
в качестве приспособления на фрезерных, шлифовальных
и других станках, когда требуется сообщить обрабатывае-
мой детали точный угол поворота.
В промышленности применяют значительное число
ранее выпущенных оптических делительных головок, на-
пример, типа ОДГ-60 (рис. 7, а). Характеристики головок
приведены в табл. 11.
Корпус головки 2 (см. рис. 7, а) закреплен на литой
станине 7 с продольным направляющим пазом 3. На этой
же станине установлена центровая бабка 8 с пинолью, а
в отверстие которой вставляют центровую оправку 10.
В подшипниках поворотного корпуса 11 головки располо-
жен шпиндель 12 (рис. 7, б), на котором укреплены стек-
лянный оптический лимб 13 и червячное колесо 14. На
лимбе нанесена угловая шкала с ценой деления Г. На
конце шпинделя 12 выполнен внутренний конус, в кото-
рый вставляют оправку с конусом Морзе 4 с центром 15 и
хомутиком 16. Шпиндель головки может быть установлен
в любом положении (в пределах 90°) от горизонтальной
оси. Для этого освобождают болты 17.
В нижней части корпуса расположен червяк 18 на
одной оси с маховиком 4 (см. рис. 7, й). Червяк находится
в зацеплении с червячным колесом 14 (см. рие. 7, б). При
вращении червяка вращение передается шпинделю 12.
Если вывести червяк из зацепления с помощью поводка 9
(см. рис. 7, а), то можно быстро повернуть шпиндель на
любой угол рукой за лимб 6 грубой установки. Положение
шпинделя фиксируется рукояткой 5 кольцевого тормоза.
При включении червяка необходимо одновременно вра-
щать маховик 4, чтобы сцепление произошло плавно.
Отсчет углов проводят по шкалам, наблюдаемым в окуляр-
ную головку 7. Оптическая схема'головки представлена
на рис. 7, в.
Пучок лучей от источника света 20, пройдя светофильтр
21 и отразившись от зеркала 22 (рис. 7, б и в), освещает
лимб 13. Изображение шкалы рассматривается через ми-
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ УГЛОВ
257
И. Характеристики делительных оптических головок
Параметр Типи ГОЛОВОК
ОДГЭ-1 ОДГЭ-2 ОДГЭ-5 ОДГЭ-20
Цена деления 1" 2я 5’ 20"
Пределы измерения углов (...°) с помощью основного лимба (0+360) п, где п = 1; 2; 3..,
Угол (...°} установки шпинделя относите л ь- ' но основания (парал- лельно и перпендику- лярно) 0 и 90
Видимое расстояние между штрихами шка- лы, мм 1
Ди аметр и зме р немого в центрах изделия, мм 300
Длина изделия, изме- ; ряемого в центрах, мм: при малой ста- нине (не более) при большой ста- нине (не более) 600 1100
Цена деления осн св- иного лимба и лимба ^грубой установки, ...° 1
" Посадочное отверстие Шпинделя Конус Морзе 4
Посадочное отверстие пиноли задней бабки Конус А1орзе 2
; Осевое биение шпин- ( Деля, мкм 2 2,5 3 5
9 Белкин И. М,
358
СРЕДСТВА ИЗМЕРЕНИЯ УГЛОВ И КОНУСОВ
Продолжение табл. 11
Параметр Типы ГСЛОЕОК
ОДГЭ-1 ОДГЭ-2 . ОДГЭ-5 ОДГЭ-20
Предельная допускае- мая погрешность, " ± (1,5+ +sill4) ± (2 + +2siH“^ Н- ,, g Н- S' 1 ПК 04 н- ±20
Погрешность показа- ний лимба грубой установки, ' ±10
Разность показаний головки при измере- нии прямым н обрат- ными ходами, " 1 1 2 5
Радиальное биение об- разующей конуса цен- тра, вставленного в шпиндель, мкм 2 2.5 4 8
Примечания: L В формуле погрешности а — значение измеряв*
мого или устанавливаемого угла,
2, Условное обозначение оптической делительной головки ОДГЭ-5-,
ОДГЭ-5 ГОСТ 9016—77.
кроскоп, состоящий из линз 23 и 26 объектива, призм 24
и 19, изменяющих направление светового потока, и оку-
ляра 27. В плоскости изображения помещена минутная
шкала 25. Вид шкал в поле зрения микроскопа показан
на рис. 7, в.
В выпускаемых делительных головках типа ОДГЭ
вместо окулярного отсчетного устройства применен от-
счетный экран.
Оптическая делительная головка ОДГЭ-5 (рис. 7, г)
имеет установленный на корпусе 3 отсчетный экран 2,
в поле зрения которого видны углы поворота шпинделя 1.
Для отсчета градусных делений и десятков минут (с ин-
тервалом 20') служит неподвижный вертикальный ука-
затель, расположенный в верхней части экрана. Десятки
и единицы секунд отсчитывают по вертикальному непо-
движному указателю, расположенному в нижней части
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ УГЛОВ
259
260
СРЕДСТВА ИЗМЕРЕНИЯ УГЛОВ И КОНУСОВ
экрана. При вращении шпинделя 1 вращается лимб,
поэтому на экране появится исмененное изображение гра-
дусных делений. Вращение шпинделя осуществляют махо-
виком 4. Шкала компенсатора с ценой деления 5" приво-
дится в движение винтом 5. Например, согласно рис. 7, г
отсчитываемый угол равен сумме 15° 20' (по верхней части
экрана) и 8' 15“ (по его нижней части) или ос == 15° 28' 15е.
Перед измерением углов с помощью оптической дели-
тельной головки типа ОДГ-60 проверяют совмещение ли-
нии центров головки и задней бабки с осью вращения шпин-
деля. С этой целью к оптической головке придается
специальное приспособление.
Перед началом работы окулярную головку устанавли-
вают на резкость изображения шкал в поле зрения. При
разметке нулевой штрих лимба совмещают с нулевым
штрихом минутной шкалы и зажимают тормоз. Осущест-
вляют первую рабочую операцию, после чего освобож-
дают тормоз и поворачивают шпиндель на заданный угол.
Снова зажимают тормоз и выполняют вторую рабочую
операцию и т. д.
При измерении угла расположения зубьев зубчатых
колес или шлицевых валов (рис, 7, д) на станину делитель-
ной головки ставят штатив с индикатором 1 часового типа.
Индикатор настраивают на нуль при соприкосновении
с зубом (шлицем). Одновременно отсчитывают угол по
оптической шкале делительной головки. Затем маховиком
поворачивают шпиндель на угловой шаг так, чтобы изме-
рительный наконечник индикатора переместился на со-
седний зуб, а индикатор снова показал бы нуль. Снова
осуществляют отсчет по шкалам окулярной головки.
Разность двух отсчетов по окулярной головке равна угло-
вому шагу. Аналогично измеряют все другие угловые
шаги.
Отклонение угла расположения зубьев шлицевого
вала может бвггь определено по другой методике. После
установки индикатора часового типа на нуль маховиком
поворачивают шпиндель на угол, соответствующий одному
шагу, и отсчитывают показания по шкале индикатора
часового типа. Разность отсчетов по индикатору — от-
клонение угла на радиусе г.
Синусная линейка является специальным приспособле-
нием для измерения наружных углов от 0 до 45° косвен-
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ УГЛОВ
261
ным (тригонометрическим) методом, а также для уста-
(В ловки изделий на металлорежущих станках под заданным
М'
.к
ж;
углом. Их изготовляют типов: ЛС — без опорной плиты
с одним наклоном (рис. 8, а и б); ЛСО— сонорной плитой
с одним наклоном (рис. 8, в); ЛСД — с опорной плитой
с двумя наклонами (рис. 8, а). Синусные линейки изго-
товляют двух классов точности (1 и 2). Характеристики
синусных линеек приведены в табл. 12.
12. Характеристики синусных линеек (ГОСТ 4046—80)
Размеры, мм
Тип (модель) линейки Размеры линейки (см, рис. 8) Резьбовые отверстия Допускаемая погрешность (") при установке на угол
L В Г.1 Раз- мер Число до 30" св. 30°
Класс точности
1 S 1 3
(143) ЛС (134) (136) (139) 100 60 —-- М5 4-8 5 8 6 10
200 60 Мб 4 6 5 8
120 — Мб 6—10
300 90 —
(142) ЛСО (135) (138) 100 60 — М5 4—8 6 9 8 12
200 — Мб 5 8 6 10
300 180 Мб 6—10
500 140 — 8—12
(140) ЛШ <144 200 145 220 Мб 6—10 8 12 10 15
300 180 320 6 9 8 13
i-Г Примечания: 1ь Допускаемая погрешность дана при температуре
^окружающей среды 20* ± 2 °C и относительной влажности воздуха до 80 %.
V 2* Пример условного обозначения синусной линейки без опорной плиты
.Йвлпа ЛС <з размером L — 100 мм, й = 6С мм класса точности b
ЛС-100Х60 кл. i ГОСТ 4046—80.
Синусная линейка типа ЛС имеет столик 1 (рис. 8, а
и б) с двумя прикрепленными к нему цилиндрическими
роликами 2, расстояние между осями которых выдержано
о большой точностью. К плите с помощью винтов 3
3± 0,001
«)
Рис. tu Сшдесныс
Л С la) t Л СО (б)* ЛСД (в и г), пример
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ УГЛОВ
263
7
(рис. 8, б) прикреплены передние и боковые планки 4,
предназначенные для удержания контролируемых изде-
лий на плите. Изделие на плите закрепляют с помощью
струбцин с винтами.
Синусные линейки типа ЛСО и ЛСД снабжены опорной
плитой с шарниром 5 (рис. 8, в и г). Линейки типа ЛСД
позволяют осуществлять измерения в двух взаимно пер-
пендикулярных направлениях с высокой точностью.
Измеряемое изделие закрепляют на столике с помощью
струбцин и винтов. Синусную линейку с изделием уста-
навливают на поверочную плиту класса 1. На эту же плиту
ставят стойку с измерительной головкой (рис. 8, д). Под
один из роликов линейки подкладывают блок ПКМД, рас-
в
w Si
ЛШейкщ
’Лэчерецдя угла конуса (di
264
СРЕДСТВА ИЗМЕРЕНИЯ УГЛОВ И КОНУСОВ
считываемый по уравнению
h = L sin а,
(1)
где h — размер блока ПКМД; L — расстояние между
осями роликов синусной линейки; а — угол установки
линейки или номинальный угол изделия.
Рис. 9. Координатный способ измерения угла;
й — на инструментальном микроскопе; £5 и t? — с помощью калиброванных
колец, шариков и измерительных приборов
Измерительную головку в положении / настраивают
на нулевую отметку. Затем ее перемещают в положение II.
Отклонение от нулевой отметки измерительной головки
может иметь место в том случае, если измеряемый угол
изделия, например конусного калибра, отличается от но-
минального значения. В этом случае изменяют размер
блока ПКМД, добиваясь одинаковых показаний измери-
тельной головки в положениях 1 и II. Значение действи-
тельного угла изделия находят по уравнению (1) и по
таблицам тригонометрических функций; sin а = hlL. По-
грешность угла — разность номинального и действитель-
ного углов изделия.
Средства измерения координат, образующих угол, и
определение угла с помощью тригонометрических функций.
Измеряют линейные размеры (т. е. стороны) прямоуголь-
ного треугольника, одним из острых углов которого яв-
ляется измеряемый угол. Угол треугольника определяют
с помощью таблиц тригонометрических функций.
Этот метод часто называют тригонометрическим. Его
можно назвать и координатным, так как при измерении
определяют координаты точек, образующих треугольник.
Рассмотрим измерение угла конуса на инструменталь-
ном микроскопе (рис. 9, а). Конусный калибр устанавли-
вают в центрах на столе микроскопа. Измеряют значения
большого Dt меньшего d диаметров и длину I конусной
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ УГЛОВ
265
части, совмещая среднюю вертикальную штриховую ли-
нию сетки с одним и другим краями конусного калибра.
Угол конуса определяется по формуле
. D — d /п.
tg«= —%—. (2)
Угол конуса а может быть измерен также с помощью
двух калиброванных колец (рис. 9, б), помещаемых на
конус. Размер I измеряют универсально-измерительными
средствами. Значение угла а определяют по формуле (2).
Углы внутренних конусов измеряют с помощью двух
калиброранных шариков известных диаметров и оптиче-
ского длиномера или индикаторного глубиномера (рис. 9,
в). В коническое отверстие поочередно закладывают ша-
рики диаметрами d и D. Измеряют положение шариков
(размеры А и а). Угол внутреннего конуса находят по
формуле
D — d D~d
Slfl “ ~ 21 ~ 2(A—a)—{D — d) '
Пневматические приборы для контроля конусов. Завод
«Калибр» поставляет пневматические приборы для изме-
рения отклонения угла внутреннего конуса (мод. 307) и
угла наружного конуса (мод. 308). Приборы предназна-
чены для контроля конусов 30, 35, 40, 45, 50, 55 и 60 с ко-
нусностью 7 : 24 степеней точности АТ4 и АТ5. Приборы
применяют для измерения концов оправок режущего ин-
струмента для сверлильных, расточных и фрезерных стан-
ков с ЧПУ. В зависимости от контролируемого конуса
прибор имеет семь вариантов исполнения.
- Принцип действия приборов основан на применении
пневматических калибров-пробок и калибров-колец.
;В этих калибрах имеются две пары независимых измери-
тельных сопел, расположенных в одной осевой плоскости
(рис. 10) на расстоянии, нормированном ГОСТ 15945—82.
^Пневматические калибры подсоединены к пневматиче-
'Скому отсчетному устройству дифференциального типа,
.аналогичному пневматическому прибору мод. 318 (см.
гл. 3). В отсчетном устройстве осуществляется сопоставле-
ние измеренных диаметров конуса. Отклонения угла от
266
СРЕДСТВА ИЗМЕРЕНИЯ УГЛОВ И КОНУСОВ
Рис, 10. Пневматический прибор 307
настроенного по установочной мере определяют по шкале
отсчетного устройства, Характеристики пневматических
приборов даны в табл. 13.
Приборы настраивают перед измерением по образцо-
вым установочным конусам-пробкам и конусам-втулкам.
Прибор мод, БВ-6166
предназначен для из-
мерения угла конуса и
отклонения от прямоли-
нейности образующих
наружных и внутрен-
них конических поверх-
ностей , в том числе кону-
сов Морзе и конусов с ко-
нусностью 7 : 24. На
столе установлена си-
нусная линейка, пово-
рот которой до 20° осу-
ществляют с помощью рукоятки. Стол перемещают
с помощью аэростатических направляющих. На измери-
тельном устройстве могут быть установлены рычаги
с передаточным отношением 2 j 1 или 1:1, что позволяет
измерять внутренние конусы с диаметром соответственно
14 и 6,5 мм. Показания отсчитывают по электронному
устройству, соединенному с индуктивным преобразовате-
лем, на который воздействует рычаг. Прибор снабжен
13. Характеристики пневматических приборов
для контроля конусов
Параметр Модель приборов
307 308
Вид контролируемого конуса Внутренний Наружный
Цена делений шкалы, мкм Диапазон измерений (показаний), мкм 0,2
20 (от —10 до 4-10)
Предел допускаемой погрешности, мкм 0,5
Давление воздуха в питающей сети, МПа (кгс/см?) 0,45—0,6 (4,5—6,0)
Примечание, Пример обозначения прибора для намерения угла
конуса 50: Прибор пневматический для контроля внутреннего конуса
<—04.
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ УГЛОВ
267
14. Характеристика прибора мод. БВ-6166
для измерения конусов
Параметр Значение
Цена деления (мкм) при передаточном отноше- нии измерительного рычага 1 : 1 Диапазон измерений, мкм 0,1; 0,2; 1; 2; 10 ±3; ±6; ±30;
Цена деления (мкм) при передаточном отноше- нии измерительного рычага 2:1 Диапазон измерений, мкм ±60; ±300 0,2; 0,4; 2; 4; 20 ±6; ±12; ±60; ±120; ±600
Наибольший угол конуса измеряемых дета- лей, ° Наибольшая длина образующей конуса, мм Наименьший диаметр внутреннего конуса, мм Предел допускаемой погрешности (мкм) при измерении; угла с образующей 100 мм отклонения от прямолинейности на длине 200 мм Рабочее давление воздуха, МПа (кгс/см?) Расход воздуха, л/мин, не более 30 275 6,5 1 0,7 0,2±0,05 (2±0,5) 20
пневматическим блоком питания для работы с пневмати-
ческими преобразователями. Характеристика прибора
мод. БВ-6166 дана в табл. 14.
Уровни предназначены для измерения наклона пло-
ских и цилиндрических поверхностей изделий относи-
тельно горизонтальной плоскости, а также для контроля
'отклонений от прямолинейности и от плоскостности. Их
характеристики приведены в табл. 15.
В корпусе уровня установлен чувствительный эле-
i-мент — ампула с жидкостью. Размеры ампул и их типы
определены ГОСТ 2386—73. Предусмотрено три типа ам-
£пул! АК — круглая малой точности со шкалой в виде
круговых рисок (рис. 11, а); АЦП — цилиндрическая
простая малой и средней точности со штриховой шкалой
|йли перекрестием в центре вместо шкалы (рис. 11, б);
— цилиндрическая компенсированная (с компен-
сационной палочкой внутри ампулы) средней и высокой
’^Точности (рис, 11, б) со штриховой шкалой, несимметрич-
ной шкалой или перекрестием в центре (вместо шкалы).
268
СРЕДСТВА ИЗМЕРЕНИЯ УГЛОВ И КОНУСОВ
15. Характеристики уровней
Модель
(исполнение)
Пределы
измерения,
мм/м
Цена
деления,
ми/м (")
Предел
допускаемой
погрешности
Брусковый регулируемый уровень (ГОСТ 9392—75)
112 0,15 0,1 мм/м
0,02 0,004 мм/м
117 118 исполнение: — 0,05 0,005 мм/м
(122) 0,02 0,004 мм/м
(122-1) 0,05 0,007 мм/м
(122-2) — 0,1 0,015 мм/м
(122-3) — 0,15 0,02 мм/м
Рамный регулируемый уровень (ГОСТ 9392—75)
122 исполнение;
(122)
(122-1)
(122-2)
(122-3)
0,02
0,05
0,1
0,15
0,004 мм/м
0,007 мм/м
0,015 мм/м
0,02 мм/м
Уровень с микрометрической подачей ампулы
(ГОСТ 11196—74)
Тип 2 120 ±30 0,1 0,1 мм/м
Тип 1 110 ±10 0,01 0,01—0,02 мм/м
Гидростатический уровень (ТУ 2-034-3010—82)
114 (1 и 3) 25 мм (70 мм 0,01 мм 0,03 мм
(2 и 4) по дополни- тельной шкале) 0,1 мм 0,1 мм
Электронный уровень (ТУ 2-034-3- -83)
128 (±1000") (±2000") (±5000") (Н) (2’) (В*) (Г+ 0,01а„) (2* 4- 0,01^) (5" + 0,01ак)
Примечание. — угол между измеряемой и базовой поверх-
ностями.
Пример условного обозначения уровня брускового с длиной рабочей
поверхности 200 мы и ценой деления 0,06 мм/м: Уровень брусковый 200-^-0,05,
модель 118 ГОСТ 9392—7о; уровня с микрометрической подачей ампулы
вина 2: Уровень 2, модель 120, ГОСТ 11196—7 4\ электронного уровня: Уро-
инь электронный, модель 128, ТУ 2-034-3—83,
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ УГЛОВ
269
£70 СРЕДСТВА ИЗМЕРЕНИЯ УГЛОВ И КОНУСОВ
Небольшая часть ампулы заполнена парами жидкости;
пузырек в ампуле стремится занять наивысшее положение.
Положение пузырька отсчитывают относительно тех де-
лений, которые нанесены на наружной поверхности ам-
пулы. Отсчет можно также осуществлять по обеим про-
дольным концам пузырька. Интервал между штрихами
у цилиндрических ампул составляет 2 мм. Под ценой деле-
ния шкалы ампулы подразумевается значение угла, на
который необходимо наклонить ампулу в вертикальной
плоскости, проходящей через ось, чтобы пузырек переме-
стился на одно деление шкалы. Цена деления 0,1 мм/м
означает, что на длине 1 м наклон уровня составил 0,1 мм
при перемещении пузырька уровня на одно деление.
Ампулы подразделяют на простые (длина пузырька
постоянна при заданной температуре), компенсированные
и камерные (типа АЦР'). В уровне с ампулой типа АЦК
с помощью палочки, помещенной в ампулу, уменьшается
объем жидкости, что повышает точность измерения при
температурных перепадах. Ампулы типа АЦР (рис. 11, в)
имеют перегородку с отверстием, которая разделяет про-
странство ампулы на две неравные части. Такое устрой-
ство позволяет регулировать длину пузырька независимо
от изменения температуры.
В качестве установочных (поперечных) ампул в уров-
нях применяют простые ампулы с ценой деления 3—6 мм/м
размером 7,5x23 мм.
Брусковый уровень. Нижняя рабочая часть корпуса 1
брускового уровня (рис. 11, г и д) снабжена призматиче-
скими канавками для установки на цилиндрическую по-
верхность изделия. В корпусе 1 в оправах укреплены две
ампулы’ основная (продольная) 2 и установочная (попе-
речная) 3. Оправу ампулы крепят к корпусу винтом 4
через плоскую дружину. Регулируют ампулу винтом 5.
Установочная ампула 3 служит для контроля правиль-
ности установки уровня на цилиндрических поверхностях.
Рамный уровень (рис. 11, а) отличается от брускового
тем, что имеет корпус с четырьмя взаимно перпендикуляр-
ными рабочими поверхностями, благодаря чему его при-
меняют для контроля горизонтального и вертикального
расположения поверхностей.
Брусковые и рамные уровни предназначены для изме-
рения малых углов наклона плоских и цилиндрических
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ УГЛОВ
271
поверхностей. Для измерения больших углов применяют
уровни с микрометрической подачей ампулы
(ГОСТ 11196—74) двух типов; I —- с ценой деления
0,01 мм/м; 2 — с ценой деления 0,1 мм/м. Уровень типа 2
(рис. 11, ж—и) состоит из оправы 1 с ампулой 2, шарнирно
закрепленной на стебле 5 микрометрической головки.
Б уровне для отсчета угла наклона используется микро-
метрическая головка, состоящая из микровинта 4 с бара-
баном 6 и стебля 5. Б корпусе 3 уровня микровинт фикси-
рован, поэтому при его вращении перемещается в осевом
направлении только стебель 5 и оправа I с ампулой 2.
Нулевое (горизонтальное) положение ампулы восстанав-
ливают, вращая барабан микровинта. Наклон контроли-
руемой поверхности изделия определяют по шкалам ми-
крометрической головки.
Уровень типа 1 (рис. 12, а) отличается от рассмотрен-
ных выше уровней повышенной точностью отсчета, обес-
печиваемой специальной оптической системой отсчета
нулевого положения пузырька ампулы. Оптическая си-
стема состоит из двух призм 5, установленных над ампу-
лой 4, и лупы 5, в которую видны половины противополож-
ных концов пузырька ампулы 4. Если уровень наклонен,
то пузырек ампулы перемещается от среднего нулевого
положения и в лупу 5 будут видны две несовпадающие
половины концов пузырька ампулы (рис, 12, б). Нулевое
положение ампулы уровня восстанавливают вращением
микровинта 6, воздействующего на систему рычагов. При
нулевом положении совпадут обе половины концов пу-
зырька ампулы, наблюдаемые в лупу 5 (рис. 12, в). К от-
' счетной системе относят окна 8, выполненные в крышке 7,
расположенные справа и слева от лупы (среднего окна
в крышке). Эти окна со знаками «+» и «—» фиксируют
. смещение пузырька ампулы от горизонтального положе-
ния.
; Ампула 4 установлена на рычаге, правый конец кото-
рого прикреплен к плоской пружине 9, а .левый конец 2
г через штифт связан с коротким концом основного рычага 1,
/качающегося на оси 10, закрепленной в стойке 11 уровня.
/ На длинное плечо основного рычага воздействует микро-
/ винт 6, на головке которого закреплена круговая шкала /2,
/имеющая 100 делений с ценой деления 0,01 мм, или 23.
/ Обороты микровинта фиксируются по шкале 13,
272
СРЕДСТВА ИЗМЕРЕНИЯ УГЛОВ И КОНУСОВ
Рис. 12, Уровни; тили 1 с ценой деления 0.01 мм/м(а™в); гидростатический (г!
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ УГЛОВ
273
I' Подготовка к измерениям и измерение наклонов по-
верхностей. Перед измерениями проверяют нулевую уста-
£ новку уровня в соответствии с Требованиями
Ё: ГОСТ 9392—75 и ГОСТ 11196—74. Так, при установке
[ уровня на горизонтальную плоскость (цилиндр) откло-
нение пузырька от среднего (нулевого) положения не
I должно превышать 1/i деления. При установке рамного
уровня по вертикальной плоскости (цилиндра) отклонение
пузырька основной ампулы от среднего (нулевого) поло-
жения не должно превышать */2. деления. При установке
К уровней типа 1 на горизонтальную плоскость или гори-
Е; зонтально расположенный цилиндр изображение концов
Е, пузырька ампулы должно совпадать; погрешность нуле-
К вой установки допускается не более цены деления. При
к-' аналогичной проверке уровней типа 2 отклонение пу-
Ц/ зырька основной ампулы от нуля (среднего положения)
Е; не должно превышать V4 деления; при этом нулевой штрих
Е барабана должен совпасть с продольным штрихом стебля,
№ а нулевой штрих стебля должен быть виден целиком.
Ц. Расстояние от торца конической части барабана до бли-
К жайшего к торцу края штриха не должно превышать
К/ 0,15 мм.
К; Рамным уровнем, как было указано, измеряют откло-
К нение от вертикального и горизонтального положения по-
К -верхностей. При измерении отклонения от вертикального
К положения уровень прикладывают боковой стороной
Kfe-к вертикальной поверхности и отсчет осуществляют по
ИК перемещению пузырька, т. е. по рискам, нанесенным на
к ампуле.
KL' Уровень типа 1 устанавливают на измеряемую поверх-
Врность и через крайние окна на верхней поверхности уровня
^определяют направление смещения пузырька и затем вра-
Мщением головки лимба (при смещении пузырька в сторону
Mhi-H головку необходимо вращать по часовой стрелке)
ИрЮбиваются совпадения обоих концов пузырька ампулы
к(ем. рис. 12, в). После этого отсчитывают целые милли-
Ишетры по шкале полных оборотов (цена деления 1 мм/м)
Ир. сотые доли миллиметров по шкале лимба (цена деления
мм/м). Отсчеты по обеим шкалам уровня суммируют.
Му Показания по уровню типа 2 отсчитывают следующим
образом. Вращением барабана устанавливают ампулу
М(в нулевое положение, при котором ось пузырька совка-
274
СРЕДСТВА ИЗМЕРЕНИЯ УГЛОВ И КОНУСОВ
дает с осью ампулы. Отсчитывают уклон по шкалам ми-
крометрической головки. Каждое из 50 делений шкалы
барабана соответствует уклону 0,1 мм/м, а одно деление
на шкале стебля — 5 мм/м. Отсчеты по обеим шкалам сум-
мируют.
В гидростатическом уровне используют свойство сооб-
щающихся сосудов. Уровень состоит из двух или несколь-
ких измерительных головок (рис. 12, г), соединенных
между собой воздушными / и жидкостными 2 гибкими
трубопроводами. Корпус 3 головки — из бронзы; в нем
закреплен стеклянный сосуд 5, заполненный водой.
В крышке 4 гидростатического уровня установлен микро-
метрический глубиномер. Стеклянный сосуд позволяет
видеть уровень жидкости в головке и конец микрометри-
ческого винта 6 глубиномера. Уровень жидкости опреде-
ляют по касанию с ней конца микрометрического винта.
Показания отсчитывают по шкалам барабана 8 и стебля 7
микрометрического глубиномера. Соединенные через воз-
душные трубопроводы измерительные головки образуют
воздушную систему с одинаковым давлением воздуха.
В процессе измерения одна из измерительных головок
располагается в исходной точке измерительной поверх-
ности, а другая головка — в намеченной точке измерения.
Вследствие отклонения от прямолинейности контролируе-
мой поверхности уровень жидкости во второй головке
изменится. Разность отсчетов по обеим головкам — от-
клонение от прямолинейности намеченной точки измере-
ния от исходной.
Электронный уровень мод. 128 предназначен для изме-
рения углов наклона контролируемой поверхности отно-
сительно горизонтальной плоскости. Одновременное при-
менение двух уровней дает возможность проводить диффе-
ренциальные измерения.
Электронный уровень состоит из преобразователя 1
(рис. 13, а) и электронного блока 6 с цифровым табло.
Преобразователь имеет закрепленную внутри корпуса
рамку, раскачиваемую на проволочном подвесе. Положе-
ние рамки зависит от угла наклона, измеряемого уровнем,
и регистрируется индуктивным преобразователем, якорь
которого закреплен в раскачиваемой рамке, а статор (две
ферритовые чашки с сердечниками и катушками) разме-
щен в корпусе. В измерительный механизм преобразова-
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ УГЛОВ
275
теля встроена магнитно-электрическая система, предна-
значенная для силового воздействия на рамку.
Сигнал с индуктивного преобразователя подается по
кабелю связи на электронный блок с системой автомати-
ческого регулирования, которая обеспечивает постоянство
положения рамки относительно корпуса преобразователя,
установленного на измеряемую поверхность.
; РиС. 13, Электронный уровень мод. 128 (а) и его структурная схема (<7)
При наклоне корпуса преобразователя на рамку дей-
ютвует тангенциальная составляющая силы тяжести, про-
порциональная углу наклона. Эту силу компенсирует
1сила электромагнитного поля, создаваемая устройством
магнитно-электрической системы, катушка которой вклю-
чена в цепь обратной связи системы автоматического ре-
гулирования.
Сила электромагнитного поля пропорциональна про-
водящему через катушку току, который пропорционален
углу наклона измеряемой поверхности относительно гори-
276
СРЕДСТВА ИЗМЕРЕНИЯ УГЛОВ И КОНУСОВ
зонтальной плоскости и служит для дальнейшего преобра-
зования и отсчета этого угла.
Структурная схема электронного уровня приведена на
рис. 13, б. Генератор Г частотой 10 кГц питает индуктив-
ный преобразователь П уровня и фазовый демодулятор
устройства автоматического регулирования У АР, пред-
назначенного для усиления сигнала от преобразователя,
демодуляции и автоматического регулирования уровня
его с целью обеспечения исходного положения рамки
относительно корпуса преобразователя.
Аналоговое напряжение с УАР поступает на аналогово-
цифровой преобразователь АЦП, в котором преобразуется
в цифровую форму в виде двоично-десятичного кода. АЦП
выполнен по схеме время-импульсного преобразования
с автоматической поднастройкой чувствительности. Время
преобразования 4 мс. Устройство усреднения У У служит
для усреднения результата из 100 циклов преобразова-
ния АЦП.
Устройство цифровой индикации УЦИ предназначено
для отображения результата измерения, оно состоит из
шести разрядов, каждый из которых выполнен на двух
микросхемах: светодиодном индикаторе и дешифраторе
с памятью.
При подготовке уровня к работе включают питание
с помощью кнопки 2, проверяют погрешность нулевой
установки. Для этого устанавливают уровень на горизон-
тальную площадку и измеряют угол наклона этой по-
верхности. Затем необходимо повернуть преобразователь
на 180° вокруг вертикальной оси и снова измерить угол
наклона. Половина алгебраической суммы полученных
результатов не должна превосходить 2". Если полученный
результат больше 2", то осуществляют корректировку
с помощью регулировочного винта точной коррекции аб-
солютного нуля преобразователя.
При измерении углов наклона преобразователь уста-
навливают на измеряемую поверхность. Отключают сме-
щение, нажав на клавишу 3. Включают клавишу «min»
успокоения и клавишу соответствующего диапазона из-
мерения. Отсчет осуществляют по цифровому табло 4.
При нестабильности показаний нажимают на клавишу 5
или на клавишу «щах» успокоения. После паузы 30 с
снова отсчитывают показания по цифровому табло. Знак
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ УГЛОВ
277
«+» означает наклон преобразователя с его лицевой сто-
роны по часовой стрелке. В том случае, если в левой части
цифрового табло появился знак «Р», то это означает пере-
грузку цифрового устройства и следует перейти на сле-
дующий диапазон измерения.
При измерении в динамическом режиме, когда измеряе-
мая поверхность достаточно быстро изменяет свое положе-
ние, отсчет по устройству цифровой индикации затруднен.
Наблюдение за характером изменения положения измеряе-
мой поверхности осуществляют с помощью стрелочного
индикатора 7, чувствительность которого регулируется
поворотом ручки 8.
Глава 7
СРЕДСТВА ИЗМЕРЕНИЯ ПАРАМЕТРОВ
ЗУБЧАТЫХ КОЛЕС
к КОМПЛЕКСЫ КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ
ЗУБЧАТЫХ КОЛЕС
Зубчатые колеса по точности изготовления подразде-
ляют (в порядке убывания точности) на двенадцать сте-
пеней точности (1—12). В машиностроении наиболее рас-
пространены зубчатые колеса 6-й —9-й степеней точности.
Зубчатые колеса являются сложными кинематическими
парами, характеризуемыми многими параметрами; диа-
метрами, шагами, эвольвентным профилем и кинематикой
зацепления. Отклонения параметров ограничиваются до-
пусками. Для систематизации допусков на зубчатые ко-
леса и облегчения контроля их точности стандарта,ми уста-
новлены три нормы: кинематической точности, плавности
работы и контакта зубьев в передаче, зависящие от сте-
пени точности колеса; четвертая норма точности — норма
бокового зазора в передаче не зависит от точности колеса.
Структура норм точности системы допусков цилиндриче-
ских зубчатых колес и передач приведена на рис. I, а на-
звание показателей точности (допусков) — в табл. 1.
Норма кинематической точности характеризует точ-
ность передачи вращения с помощью зубчатых колес с од-
ного вала на другой (она является определяющей для
кинематических передач, например, зубчатых колес дели-
тельных и отсчетных устройств, передач приборов и т. д.).
Норма плавности работы определяет плавность и бес-
шумность работы передачи, зависящую от выполнения
профиля зуба по эвольвенте и от наличия гармонических
составляющих при вращении зубчатых колес (эта норма
наиболее важна для скоростных передач, например
передач турбин, скоростных автомобилей, прецизионных
шлифовальных станков и др.). Норма контакта зубьев
характеризует полноту прилегания поверхностей зубьев
сопрягаемых зубчатых колес в передаче (является наиболее
важной для силовых передач^ передающих большие на-
КОМПЛЕКСЫ КОНТРОЛЯ ЦИЛИНДР, ЗУБЧАТЫХ КОЛЕС 279
грузки). Дифференциация допусков, группирование их
по нормам позволяет выбирать допуски по более высокой
степени точности только по функционально важны пока-
зателям в зависимости от назначения и условий работы
5Рис. 1. Структура норм точности и система допускал для цилиндрических
рубчатых колес и передач
у
^зубчатой передачи. Поэтому по указанным выше трем нор-
мам точности допуски можно назначать одной степени
^точности или разных степеней точности для каждой нормы
точности.
Норма бокового зазора определяется видом сопряжений
в7 передаче. ГОСТ 1643—81 установлено шесть видов со-
пряжений (Н, Е, D, С, В и А), характеризующих вели-
1, Показатели точности и комплексы контроля точности (ГОСТ 1643—81)
Ком- плекс контроля Показатель точности Степени точности Средства измерения
5 6 7 8 9 10 11
Нормы кинематической точности
Наибольшая кинематическая погрешность /^Ог зуб- чатой передачи 4- — — Приборы: БВ-5094 и Б В-5083
Для зубчатого колеса
— Наибольшая кинематическая погрешность F'-r + 1 4- — — Прибор Б В-5058
I Накопленная погрешность k шагов Накопленная погрешность FPr шага + — — — Шагомеры
— Накопленная погрешность FPr шага — + — — Шагомеры
II Погрешность Fqf обката Радиальное биение F„ зубчатого венца 4- — — Биениемеры
III Колебание F„wr Длины общей нормали Радиальное биение F„ зубчатого венца + — — Нормал емеры Биениемеры
IV Колебание Р^Г длины общей нормали Колебание Fизмерительного межосевого расстоя- ния за оборот колеса 4- + — — Нормалемеры Межосемеры
.л* V I Колебание измерительного межосевого расстоя- ния за оборот колеса 4- 4- — 1 1 Межосемеры
— Колебание F"ir измерительного межосевого расстоя- ния за оборот колеса — — 4- Межосемеры
— Радиальное биение РГГ зубчатого венца — 1 4- + Биениемеры
Нормы плавности работы Для зубчатой передачи с коэффициентом осевого перекрытия ей, большим 2 (для 6-й степени) и 3 (для 8-й степени) — [ Циклическая погрешность | 4. | 4- | | — | _
Для передачи с ер, меныиим 2 (для 6-й степени) и 3 (для 8-й степени)
— Циклическая погрешность fKnr зубцовой частоты ! + 4- —’ —
— Местная кинематическая погрешность + 4- — — Приборы БВ-5094 и БВ-5083
— Для зубчатого коле Колебание f”lr измерительного межосевого расстоя- ния на одном зубе са — + 4 Межосемеры
— Отклонение (рог шага зацепления — — 4- 4- Шагомеры
280 СРЕДСТВА ИЗМЕРЕНИЯ ПАРАМЕТРОВ ЗУБЧАТЫХ КОЛЕС . КОМПЛЕКСЫ КОНТРОЛЯ ЦИЛИНДР. ЗУБЧАТЫХ КОЛЕС 281
Продолжение табл, i
Ком- плекс контроля Показатель точности Степени точности Средства измерения
5 6 7» 8, 9 10» 11.
— Отклонение fptr шага — — 4- 4- Шагомеры
Для зубчатого колеса с ер, меньшим 2 (для 6-й степени) и 3 (для 8-й степени)
— Местная кинематическая погрешность f'ir + + — — Прибор БВ-5058
— Циклическая погрешность )~zr зубцовой частоты + + — — —
VI Отклонение )Ръг шага зацепления Погрешность ffr профиля зуба 4- — Шагомеры Эвол ъвен томе р ы
VII Отклонение ТрЪг шага зацепления Отклонение fptr шага 4- 4- — — Шагомеры
— Колебание i"ir измерительного межосевого расстоя- ния на одном зубе + 4“ — — Межосемеры
Для колеса с ер, большим (или равным) 2 (для 6-й степени) и 3 (для 8-й степени)
— Циклическая погрешность 4- ( •— — —
— Отклонение [Р}Г шага ““ — . — Шагомеры
оятактазубьев
Для зубчатой передачи
— Суммарное пятно контакта 4- + Специальный стенд
— Мгновенное пятно контакта 4- 4- т- 4- Специальный стенд
VIII Отклонение fxr от параллельности осей Перекос fyr осей 4- + 4* +
Для зубчатого колеса с ер, меныиим 2 (для 6-й степени) и 3 (для 8-й степени)
Погрешность Fp, направления зуба 4- + 4- + Приборы Б В-5077 и БВ-5062
— Суммарная погрешность F^ контактной линии + -Г 4- 4- —
Для зубчатого колеса с ер, большим 2 (для 6-й степени) и 3 (для 8-й степени)
IX Отклонение FPxnr осевых шагов по нормали Суммарная погрешность Flir контактной линии -I- 4- 4- 4- —
X Отклонение FPxn,r осевых шагов по нормали Отклонение fpbr шага зацепления + + 4- — —
282 СРЕДСТВА ИЗМЕРЕНИЯ ПАРАМЕТРОВ ЗУБЧАТЫХ КОЛЕС КОМПЛЕКСЫ КОНТРОЛЯ ЦИЛИНДР. ЗУБЧАТЫХ КОЛЕС 283
284 СРЕДСТВА ИЗМЕРЕНИЯ ПАРАМЕТРОВ ЗУБЧАТЫХ КОЛЕС
Продолжение табл. 1 Ком- Средства плекс. Показатель точности измерения контроля Норма бокового зазора Для передач с нерегулируемым расположением осей — I Отклонение far межосевого расстояния - Г Специальный 1 | стенд Для передач с регулируемым расположением осей — j Гарантированный боковой зазор /п ш£п 1 Специальный | | стенд Для зубчатого колеса — I Дополнительное смещение Ецг исходного контура j Зубомеры смеще- I ( НИЯ — Наименьшее отклонение Е$гг длины общей нормали Нормалемеры — Наименьшее отклонение Еег толщины зуба Зубомеры — Наименьшее отклонение Т\гт средней длины общей нормали Нормалемеры — Верхнее Ea"s и нижнее Еагу предельные отклонения измерительного Межосемеры и прибор межосевого расстояния БВ-5077
КОМПЛЕКСЫ КОНТРОЛЯ ЦИЛИНДР. ЗУБЧАТЫХ КОЛЕС 285
чину наименьшего гарантированного зазора, зависящего
от перепада температур, материала деталей и условий сма-
зывания зубьев передачи. На каждый вид сопряжения
установлен допуск Tj mln. Сопряжением Н и Е соответст-
вует вид допуска К, а сопряжениям D, С, В и А — соответ-
ственно виды допусков d, с, Ъ и а.
Точность зубчатых передач и колес на рабочем чер-
теже задают условным обозначением степени точности и-
вида сопряжения в зависимости от вида передачи, напри-
мер для передачи общего применения 7 — С
ГОСТ 1643—81 [передача 7-й степени точности по всем
трем нормам точности (кинематической, плавности работы
и контакта зубьев) и сопряжение С — по норме бокового
зазора]. Обозначение 8—7—6—Ва следует понимать так:
зубчатая передача — силовая, так как по норме контакта
зубьев назначена более высокая степень точности (6-я) по
сравнению с остальными нормами точности (8-й степенью
по норме кинематической точности и 7-й степенью по
норме плавности работы); сопряжение В (для нормаль-
ных условий работы) и допуск а (увеличен на боковой
зазор).
Для каждой нормы точности ГОСТ 1643—81 устанав-
ливает несколько показателей (допусков), что облегчает
конструктору выбор параметров контроля колеса в зави-
симости от конкретных условий производства и наличия
средств измерения.
Оптимальными показателями точности зубчатой пере-
дачи являются комплексные показатели, проверка по ко-
торым освобождает от необходимости контроля каждого
зубчатого колеса в отдельности. Во многих случаях кон-
троль по комплексным показателям передачи затруднён
;ИЗ-за отсутствия сложных и дорогостоящих средств изме-
нения, поэтому стандарт допускает контроль каждого ко-
леса в отдельности, т. е. по комплексам контроля, в зави-
еимости от степени точности колеса (табл. 1). Каждый ком-
плекс включает два показателя точности, поэтому для
^контроля требуются, как правило, два средства измерения.
'Например, комплекс III контроля колеса по норме кине-
матической точности предусматривает два показателя!
колебание FvWr длины общей нормали и радиальное бие-
ние Е„ зубчатого венца, контроль которых должен осу-
ществляться нормалемером и биениемером.
2. Приборы для измерения параметров зубчатых колес
Модель Ко атрол и р уем ые параметра Кл асе точности Измеря Модуль тР мм емое колесо Диаметр tf, мм Длина оправки, мм Цена деления шкалы
Приборы для измерения кинематической погрешности
ЕВ-5058 fir AB 1—8 20—320 100—320 От 1,5" до 96'
БВ-5094 F’itir’ f’iOr А и AB 1—8 20—320 (60—250) 320 —
БВ-5083 А и AB 0.2—1 5—200 (60—160) 175 —
МЦ-160М ^ir’ fir' Ea"s’ Межосеь AB и В «еры ОД5— 1 5-200 25—200 1 мкм
МЦ-400У AB и В 1—10 20—320 100—340 2 мкм
Э вольве нтомеры
БВ-5062 ffr‘. Ffir А и AB ‘-12 20—340 (60—250) 100—400 0,1—2 Мкм
КЭУ-М БВ-5057 1 fa AB и В 1—10 20—320 (60—250) 320 1 мкм
AB и В 0.2—1 5—120 100 0,1—2 мкм
(шРэлементбв зубчатых колес
27400 27501 ^ГГ» fptri fpbft ^vWr^ A 0,15—1,25 5—160 120 0,5—1 мкм
Пг> fir А и AB 0,2—18 20—400 (60-250) 40—400 0,5—1 мкм
БВ-5077 Fa"s’ Fa«c', Frr‘, F^r; fptr AB и В До 16 320—1250 (500—1000) 200—800 1; 2 и 10 мкм
БВ-5079 Fphr fptr А и AB 0,2—2 5-120 100 0,5 мкм
ЗИП-1 AB и В 1—8 20—320 100—320 1 мкм
Б-10М 25004 Frr Биение» AB и В геры 1—10 70—360 (60—300) 380 1 мкм
А 0,2—3 (0,3—2) 5—200 (15—150) 200 0,1 и 1 мкм
Б В-5070 Шагомеры для изме fpbr'i fptr рения шага АВ и В ацепления и 2—30 разности шагов От 20 — 1 мкм
21704 в 10—50 — — 1 мкм
21802 АВ и В 2—10 (от 200) — 1 мкм
286 СРЕДСТВА ИЗМЕРЕНИЯ ПАРАМЕТРОВ ЗУБЧАТЫХ КОЛЁС КОМПЛЕКСЫ КОНТРОЛЯ ЦИЛИНДР. ЗУБЧАТЫХ КОЛЕС 287
288 СРЕДСТВА ИЗМЕРЕНИЯ ПАРАМЕТРОВ ЗУБЧАТЫХ КОЛЕС
ение табл. Цепа деления шкалы 3 А А Л О О О О сГ o’ o' о
$ £ ! Длина i оправки, ; мм смещения) 1111
эмое колесо Диаметр £ £ •ч дного контура (зубомеры । 1111 дины зуба
№ CL <w К от S из 1 т( мм | оо ООО -Н см 1Л 1111 СМ О <М —' СМ смерения толе
Класс । ТОЧНОСТИ охай BKHShisi АВ и В АВ и 0 В В приборы для и:
Л
Контролируемые параметры Приборы для измерения «О а: щ Зубомеры—
5 § £ О О О О о о о о ЮФ^О) со с© со со СМ СМ СМ СМ
0,01 мм 0,01 » 0,05 » г В ж 2 ЭД « А Л * М Л Ж о Е см см см см1—1 см см см
] 1 ' 1 U 1 1 1 1
1 1 о о о с о ООО! ON О (М СО со [ 1Л й Т + 1- ’’'О Ф ' 20 о о ю т ю о tn СМ Ю —« о см 11 11 It II II II II .
(1-16) 2—32 1—18 —' СМ со со см" сГ | а с5 А * * * * о л £
АВ и В «и | cqaq cqoQcq е s к £ц 05 s я я Л eq cq eq oq cq
г<э ^Aa3
23900 Б В-5085 ШЗ-18 io CD <-* CM tJ* C© CO SSSSggg cacammg'g" «шадщиЙгч
скобках указаны значения для контролируемых колес внутреннего зацепления.
НОРМАЛЕМЕРЫ И БИЕНИЕМЕРЫ
289
р Изготовителю зубчатых колес предоставлено право
, выбирать для измерений такие параметры точности колеса,
/' которые соответствуют технологическому процессу обра-
е; ботки и наличию средств измерения на предприятии,
Й.. Номенклатура средств измерения параметров зубчатых
ж. колес довольно обширна. Они различаются точностью,
ж. конструкцией, диапазоном измеряемых величин. Для
приборов, предназначенных для измерения цилиндриче-
fc ских зубчатых колес, ГОСТ 5368—81 устанавливает
fe 14 групп типов приборов, три класса точности (А, АВ и В)
Ш и семь типоразмеров (1, 2 и 3 — для станковых приборов,
Ж : Ml, М2, М3 и М4 — для накладных приборов). Предел
В/ допускаемой погрешности приборов, как правило, нор-
мировап в зависимости от группы, типа, класса точности
Цй и диаметра делительной окружности.
В табл. 2 приведены приборы для измерения параме-
тров зубчатых колес, выпускаемые Челябинским, Ленин-
Жй градским и Кировским инструментальными заводами.
Ж" Ниже рассмотрены наиболее распространенные и про-
стые по устройству цеховые приборы для измерения пара-
Дд метров зубчатых колес: нормалемеры и биениемеры; меж-
иВ:осемеры и шагомеры, а также зубомеры смещения.
Же .2. НОРМАЛЕМЕРЫ И БИЕНИЕМЕРЫ
ддй Нормалемеры — измерительные приборы, предназна-
Bh: ценные для измерения следующих показателей точности
Ий зубчатого колеса: колебания FvWr длины общей нор-
Ж. Мали (нормы кинематической точности) и наименьшего от-
Щ клонения EWt длины общей нормали (нормы бокового
|В^ зазора).
Ик Колебание FvWr длины общей нормали — разность
Щ' между наибольшей W’max и наименьшей l^mln действитель-
ИВными длинами общей нормали в одном и том же зубчатом
колесе (рис. 2, й): Fv^rt —
В: Под действительной длиной W общей нормали пони-
Ирмают расстояние между двумя параллельными нлоско-
стями, касательными к двум разноименным активным бо-
новым поверхностям зубьев зубчатого колеса.
Наименьшим отклонением EWr длины общей нормали
^ называется наименьшее предписанное отклонение длины
^К?общей нормали, осуществляемое с целью обеспечения
10 Белкин И. М.
290 СРЕДСТВА ИЗМЕРЕНИЯ ПАРАМЕТРОВ ВУБЧАТЫХ КОЛЕС
РдС* 2» Нормалемеры
нормалемеры и биениемеры
291
в передаче гарантированного бокового зазора. Это откло-
нение для колеса с внешними зубьями принимают со
знаком минус «—» (обозначают —EwJ, а для колеса с вну-
тренними зубьями — со знаком плюс «-)-» (обозначают
+Е^;). Отклонение длины общей, нормали — £1Р, — раз-
ность значений действительной lFn и номинальной W
длины общей нормали. Под номинальной W длиной общей
нормали понимают расчетную ее длину, соответствующую
номинальному положению исходного контура. Значения
номинальной длины W общей нормали прямозубых колес
с модулем т = 1 мм с коэффициентом коррекции !• == О
(т. е. пекоррнгированных колес) и углом профиля исход-
ного контура (хд = 20° с числом зубьев z = 14-100 при-
ведены в табл. 3. Для получения значения номинальной
длины общей нормали для зубчатых колес с другим моду-
лем т (отличающимся от единицы) необходимо выписанное
из табл. 3. значение длины общей нормали W умножить на
этот модуль; п означает число зубьев, охватываемых при
измерении длины общей нормали. Характеристики норма-
лемеров приведены в табл. 2 и 4.
Зубомерный микрометр типа М3 отличается от глад-
кого микрометра наличием двух измерительных губок 1
(см. гл. 3) с параллельными плоскостями, называемых
насадками. В остальном отличий от гладкого микрометра
не имеет.
Индикаторный нормалемер типа КН, хотя и не выпу-
скается, но еще применяется в заводских условиях. По
штанге 2 корпуса 1 нормалемера (рис. 2, б) после уста-
новки в отверстие разрезной втулки 3 специального раз-
: жимного ключа 8 можно перемещать втулку 3 с непо-
' движной измерительной губкой 4. После удаления из от-
верстия ключа втулка самозажимается на штанге и фик-
сируется в заданном положении. Вторая измерительная
, губка 5 с помощью рычажной передачи 6 воздействует на
стержень индикатора 7 часового типа, цена деления кото-
( рого с учетом передаточного отношения рычажной системы
7 составляет 0,005 мм. При нажатии на кнопку 9 арретира
подвижная губка 5 отводится от боковой поверхности зуба
измеряемого колеса.
, В конструкции нормалемеров типов БВ-5045 и БВ-5046
предусмотрена шариковая направляющая, в которой пере-
фмещается измерительная губка 5 (рис. 2, в), оснащенная
10*
292 СРЕДСТВА ИЗМЕРЕНИЯ ПАРАМЕТРОВ ЗУБЧАТЫХ КОЛЕС
3, Номинальная длина IF общей нормали колес с модулем т = 1
2 И г Л IV7 г п W
9 10 11 12 13 14 15 16 17 18 4,5542 4,5683 4,5823 4,5963 4,6103 4,6243 4,6383 4,6523 4,6663 4,6803 40 41 42 5 13,8448 13,8588 13,8728 70 71 72 8 23,1213 23,1353 23,1493
2 43 44 45 13,8868 13,9008 13,9148 73 74 75 76 77 78 9 26,1155 26,1295 26,1435 26,1575 26,1715 26,1855
19 20 21 22 23 24 25 26 27 7,6464 7,6604 7,6744 7,6884 7,7024 7,7165 7,7305 7,7445 7,7585 46 47 48 49 50 51 52 53 54 16,8810 16,8950 16,9090 16,9230 16,9370 16,9510 16,9650 16,9790 16,9930 79 80 81 26,1995 26,2135 26,2275
3 6 82 83 84 85 86 87 88 10 29,1937 29,2077 29,2217 29,2357 29,2497 29,2637 29,2777
28 29 10,7246 10,7386 10,7526 10,7666 10,7806 10,7946 10,8086 10,8226 10,8366 55 56 57 19,9591 19,9731 19,9871 89 90 29,2917 29,3057
30 31 32 33 34 35 36 4 58 69 60 61 62 63 7 20,0011 20,0152 20,0292 20,0432 20,0572 20,0712 91 92 93 94 95 96 97 98 11 32,2718 32,2858 32,2998 32,3138 32,3279 32,3419 32,3559 32,3699
37 13,8028 64 65 66 23,0373 23,0513 23,0653 99 32,3839
38 39 5 13,8168 16,8308 67 68 69 8 23,0793 23,0993 23,1073 100 12 35,3500с
НОРМАЛЕМЕРЫ И БИЕНИЕМЕРЫ
293
4. Характеристики норма.лейеров (ГОСТ 7780—81)
Размеры, мм
Типоразмер Пеня деления Диапазон показаний W Модуль Сила изме- рения, И
Класс точности
Величина Ко- леба- ние
АВ В АВ В
М01 0,002 0,002 ±0,02 ±0,25 До 25
М02 0,002 0,002 ±0,05 ±0,3 25—50 От 0,5 2,5—3,5 0,8
МОЗ 0,002 0,002 ±0,05 ±0,3 50—75
Ml 0,002 0,002 ±0,05 ±0,05 До 120 От 1 3—5 1
М2 0,002 0,01 ±0,1 ±0,2 50—300 » 2 5-8 1,5
М3 0,002 0,01 ±0,2 150—750 » 2,5 6—10 2
Г -Примеч алия: 1. Пример условного обозначения прибора для
' измерения длины общей нормали зубчатых колес типоразмера М01 класса
ДВ: Нормалемер MOJ — /1В ГОСТ 7760—81,
2. Ценз деления приборов для измерения параметров и
: OiOl мм при диапазоне показаний до 3 мм.
{ твердым сплавом. Неподвижная губка 4 соединена с меха-
Lhhbmom 12 микроподачи, что облегчает настройку норма-
лемера по ПКМД.
’ Отличительной особенностью мелкомодульных норма-
У лемеров (рис. 2, г) является поступательное (без поворота)
перемещение неподвижной (установочной) губки 4 в слу-
чае вращения барабана 10 отсчетной микрометрической
;головки и перемещение измерительной губки 5 в шарико-
вой направляющей 11 с непосредственной передачей вели-
чины перемещения на рычажно-зубчатую головку 7 о це-
нной деления 0,001 мм с пределами измерения по шкале
{±0,05 мм.
Р При подготовке к измерениям по табл, 3 определяют
длину общей нормали W для колеса с модулем т = 1.
{Если т — модуль контролируемого колеса больше еди-
ницы, то табличное значение длины общей нормали IK
^следует умножить на значение модуля. По значению длины
{общей нормали рассчитывают и составляют блок ПКМД.
i Блок ПКМД помещают между губками 5 и 4 с учетом
{конструкции нормалемера и устанавливают отсчетное
{устройство на нулевую отметку. Рычажно-зубчатрй го-
594 СРЕДСТВА ИЗМЕРЕНИЯ ПАРАМЕТРОВ ЗУБЧАТЫХ КОЛЕС
ловке 7 сообщается натяг. Нажав на арретир 9, удаляют
блок ПКМД.
Настроенный нормалемер переносят на контролируемое
колесо. Проводя измерение, нормалемер следует слегка
покачивать, обкатывая губки по профилям зубьев. За
действительный размер длины общей нормали при-
нимают среднее арифметическое из трех измерений. Изме-
Рис. 3. Биевиемер
рения осуществляют по всему колесу, переходя от зуба
к зубу по всей окружности.
Биениемером называют прибор для измерения ради-
ального биения Frr зубчатого венца (параметра нормы
кинематической точности колеса). Радиальное биение
F„ — наибольшая разность в пределах зубчатого колеса
(от рабочей оси) между действительными положениями
исходного контура; F„ ~ г} — гй (рис. 3, а).
Радиальное биение Frr зубчатого венца определяют
(рис. 3, б) по положению измерительного наконечника 7.
выполненного для колес внешнего зацепления в виде усе-
ченного конуса с углом при вершине 40° ± 7', во впадинах
НОРМАЛЕМЕРЫ И БИЕНИЕМЕРЫ
295
между зубьями 2, Яри соприкосновении их с боковыми по-
- верхностями зубьев. Положение измерительного нако-
• нечника во впадинах между зубьями регистрируют изме-
рительной головкой 3. Затем измерительный наконечник
переводят в соседнюю впадину между зубьями колеса при
его повороте на один зуб и снова регистрируют положение
наконечника. Таким образом, измеряют положение нако-
: нечника по всем зубьям колеса. Наибольшую разность
показаний отсчетного устройства измерительной головки
принимают за радиальное биение зубчатого венца. Для
измерения радиального биения Frt колес внутреннего
L зацепления предусмотрены не конические, а шариковые
К наконечники 4 или ролики (при измерении колес больших
7/ размеров).
г Приборы для измерения радиального биения зубчатого
венца выпускают по ГОСТ 5368—81 трех типоразмеров
< Sl\ S2 и S3 и трех классов точности А, АВ и В (табл. 2 и 5).
S. Погрешности (мкм) приборов для измерения радиального биения
Frr зубчатого венца (в числителе — диапазон измерений, мм;
в знаменателе — допускаемая погрешность)
Типо- размер Класс Л Класс ДВ Класе В
S1 До 20/1,5 Св. 20 до 45/4 До 30/3 Св. 30 до 100/6 До 100/6 Св. 100 до 250/8
До 20/3 Св, 20 до 63/5 До 50/6 Св. 50 до 160/10 До 60/10 Св. 60 до 150/15 » 150 s 315/20
Г' S3 До 30/3,5 Св. 30 до 70/6 До 60/8 Св, 60 до 160/12 - До 100/15 Св. 100 до 200/20 » 200 » 315/25
I Рассмотрим биениемер марки Б-10 М (рис. 3, в), кото-
рый относят к классу точности В. Он имеет массивную ста-
нину 5 Т-образной формы с установленными на ней тремя
абками: измерительной 6 с кареткой 10 и перпендикуляр-
!о расположенными к ней двумя установочными баб-
ами 7 и 8. Перемещение измерительной каретки осущест-
•Ляется маховиком 4.
2Ж СРЕДСТВА ИЗМЕРЕНИЯ ПАРАМЕТРОВ ЗУБЧАТЫХ' КОЛЕС
При измерении радиального биения контролируемое
колесо 2 устанавливают на оправку 9, которую ставят
в центры установочных бабок, после чего закрепляют.
Оправка должна плавно поворачиваться в центрах от
руки. В зависимости от модуля контролируемого колеса
подбирают требуемый наконечник' 1. Один наконечник
позволяет измерять зубчатые колеса следующих моду-
лей: 1—1,25; 1,5—2; 2,25—3; 3,25—4,5; 5—6,5; 7—10 мм.
Подобранный наконечник закрепляют в отверстии штока
и помещают во впадину зубчатого колеса 2. Измеритель-
ную головку 3 подводят к упору и, сообщив ей натяг, уста-
навливают в нулевое положение.
Вручную отводят измерительный наконечник с тем,
чтобы можно было повернуть зубчатое колесо на один
шаг (зуб), и после поворота колеса помещают измеритель-
ный наконечник 1 в соседнюю впадину, между зубьями ко-
леса. Регистрируют показание измерительной головки 3.
Таким образом, осуществляют измерения по всем зубьям
(впадинам) зубчатого колеса.
Разность наибольшего и наименьшего показаний изме-
рительной головкн принимают за радиальное биение Frr
зубчатого венца.
3. МЕЖОСЕМЁРЫ И ШАГОМЕРЫ
Межосемепы предназначены для измерения колебания
F'ir измерительного межосевого расстояния за оборот
колеса (показатель нормы кинематической точности ко-
леса), колебания /у, измерительного межосевого расстоя-
ния на одном зубе (показатель нормы плавности работы)
и предельных отклонений + £>s и —Ea"t измеритель-
ного межосевого расстояния (показатель нормы бокового
зазора).
Колебания F"ir измерительного межосевого расстоя-
ния за оборот колеса и на одном зубе — разность между
наибольшим и наименьшим действительными межосевыми
расстояниями при двухпрофильном (т. е, беззазорном) за-
цеплении измерительного (иногда называемого образцо-
вым) зубчатого колеса при повороте последнего на полный
оборот или соответственно на один угловой шаг или один
зуб (рис. 4, а). При определении указанных .параметров
регистрируют наибольшее перемещение оси с измеритель-
МЕЖОСЕМЁРЫ И ШАГОМЕРЫ
297
298 СРЕДСТВА ИЗМЕРЕНИЯ ПАРАМЕТРОВ ЗУБЧАТЫХ КОЛЕС
ным колесом 1 при вращении проверяемого зубчатого ко-
леса 2 на один полный оборот (параметр F"tr) или один зуб
(параметр ^г). Получаемый при этом график представлен
на рис. 4, б.
Верхнее отклонение измерительного межосевого рас-
стояния обозначают Еа"«, я нижнее отклонение —
Для зубчатых колес с внешними зубьями верхнее откло-
нение измерительного межосевого расстояния берут со зна-
ком плюс, а нижнее отклонение — со знаком минус; для
зубчатых колес с внутренними зубьями верхнее отклоне-
ние берут со знаком минус, а нижнее — со знаком
плюс.
Верхнее отклонение Ea-s — разность между допускае-
мым наибольшим измерительным атах и номинальным а
измерительными межосевыми расстояниями (рис. 4, а и б).
Аналогично нижнее отклонение Ea"i — алгебраическая
разность между наименьшим amw измерительным и номи-
нальным а межосевыми расстояниями.
Под номинальным измерительным межосевым расстоя-
нием а понимают расчетное межосевое расстояние при
двухпрофильном зацеплении измерительного зубчатого
колеса с контролируемым зубчатым колесом, имеющим
наименьшее дополнительное смещение исходного контура.
Номинальное измерительное межосевое расстояние для
прямозубых колес (ГОСТ 16532—70)
a m 7 + ?и) cos «д
2 cos а„ ’
где tn — модуль, гп — число зубьев измерительного ко-
леса Г, г — число зубьев контролируемого колеса 2 с
внешними зубьями, ад — угол зацепления при обработке
или профильный угол исходного контура рейки; —
угол зацепления при двухпрофильном контроле.
При измерениях параметров колеса на межосемере
контролируемое колесо 2 (рис. 4) вводят в зацепление
с измерительным колесом 1, устанавливаемым на плаваю-
щую каретку 3, и постоянно прижимаемому к контроли-
руемому зубчатому колесу с помощью пружины 4. При
проворачивании зубчатых колес относительно друг друга
измерительное межосевое расстояние а изменяется и пе-
ремещение каретки 3 фиксируют рычажно-зубчатой го-
ловкой или индикатором 5 часового типа. По описанной
МЕЖОСЕМЕРЫ И ШАГОМЕРЫ
299
схеме работает большинство межосемеров, например
межосемеры МЦ-160М, МЦ-400Б и др.
Измерительные зубчатые колеса (ГОСТ 6512—74) из-
готовляют трех степеней точности; 3-й (для контроля зуб-
чатых колес 5-й и 6-й степеней точности); 4-й (для контроля
колее 7-й степени точности) и 5-й (для контроля колес 8-й
( и 10-й степеней точности). Модули и числа зубьев измери-
тельных колес приведены в табл. 6. ГОСТ 5368—81
определены нормы точности и типоразмеры приборов для
измерения параметров измерительного межосевого рассто-
! яния: Fir, Fir, Fas И Eat.
s: Предусмотрено три типоразмера приборов; 5/ с изме-
' рительным межосевым расстоянием а — 50 ±320 мм; 52
с а = 1604-630 мм и S3 с а = 3204-800 мм. Классы
точности приборов — АВ и В. Цена деления отсчетных
7 устройств приборов класса АВ должна составлять
j: 0,002 мм, а приборов класса В — 0,01 мм. Диапазон по-
.казаний приборов класса АВ должен быть не менее
; ±0,7 мм (для типоразмера S7) или ±0,9 мм (для прибо-
( ров остальных типоразмеров). Для приборов класса В
J диапазон показаний отсчетных устройств по сравнению
s с приборами класса АВ увеличивается в 2 раза.
4. Погрешность показаний приборов при измерении коле-
м бания параметров F”ir и измерительного межосевого
расстояния не должна превышать значений, указанных
в табл. 7.
Рассмотрим измерение измерительного межосевого рас-
L стояния на приборе типоразмера S7 класса точности В
мод. МЦ-400Б (рис. 4, в).
к- На станине 12 установлены суппорты 6 и 3, имеющие
в верхней части конусные отверстия для оправок 14
L и 13, на которые надевают измерительное 1 и контр о ли-
ft/ руемое 2 зубчатые колеса. Суппорт 6 может перемещаться
К-. по направляющим станины при вращении маховика 9
е ходового винта. Закрепление суппорта 6 в требуемом по-
К. ложении осуществляется поворотом рукоятки 10. Суп-
К порт 3 имеет ограниченное перемещение по направляю-
ft щим (около 4 мм); кроме того, он установлен на шарико-
Ц'цых направляющих и под воздействием пружины 4
К (рис. 4, а) постоянно отжимается к суппорту 6. При по-
ft, вороте рукоятки 11 (см. рис. 4, в), связанной скулач-
К- ком, суппорт 3 может быть отведен от суппорта 6 (при
300 СРЕДСТВА ИЗМЕРЕНИЯ ПАРАМЕТРОВ ЗУБЧАТЫХ КОЛЕС
6. Размеры (мм) измерительных прямозубых зубчатых колес
(ГОСТ S512—74)
Мо- дуль m Число зубь- ев 2И Вы- сота зуба Ширина
иен на сту- пи цы
1 2,25
1,125 2,53
1,250 68 2,82 16 24
1,375 3,09
1,5 3,37
1,75 3,93
2 4,5 20 28
2,25 56 5,07 25 33
2,5 52 5,62
2,75 46 6,18
3 42 6,75
3,25 38 7,3 30 38
3,5 36 7,88
Мо- дуль т??. Число зубь- ев ?н Вы- сота зуба Ширина
венца сту- пицы
3,75 4 4,25 4,5 5 5,5 6 6,5 7 8 9 10 36 8,43 9 9,55 10,12 11,28 12,5 13,74 14,62 16,13 18,63 21,08 23,08 30 38 '
34 —30~
26
24
20
этом пружина, воздействующая на суппорт, дополни-
тельно сжимается). При повороте рукоятки // в противо-
положную сторону суппорт 3 под воздействием пружины
будет перемещаться к суппорту 6.
Расстояние между осями оправок определяют по
масштабной линейке 7 с нониусом 8. Перемещение суп-
порта 3 регистрируется измерительной головкой или ин-
дикатором 5 часового типа.
Прибор по требованию заказчика укомплектовывают
специальными наладками, позволяющими измерять пара-
метры межосевого расстояния зубчатых колес внутреннего
зацепления от 40 до 310 мм; валковых колес наибольшего
диаметра 100 мм и длиной 100—320 мм, а также кониче-
ских колес диаметром 20—320 мм и червячных пар наи-
большего диаметра 100 мм и длины до 240 мм.
При измерении параметров и /7Г измерительного
межосевого расстояния суппорт 6 по линейке 7 с нониу-
сом 8 устанавливают с помощью маховика 9 на номиналь-
ное межосевое расстояние а; при этом предварительно
освобождают суппорт. После установки суппорта в тре-
буемое положение его закрепляют снова, повернув ру-
коятку J0,
МЕЖОСЕМЕРЫ И ШАГОМЕРЫ
301
7. Погрешность (мкм) приборов при измерении параметров
н fir (ГОСТ 5388—81) (в числителе — диапазон измерений,
мм; в знаменателе — допускаемая погрешность)
Типоразмер Показатель Клаосз ЛЯ Клаве В
S1 До 50/5 Св. 50 до 160/10 До 100/10 Св. 100 до 200/15 я 200 а 355/20
До 25/2 Св, 25 до 56/5 До 50/5 Св. 50 до 112/8
S2 п До 80/8 Св. 80 до 224/12 До 100/12 Св. 100 до 200/20 » 200 » 450/25
Пг До 80/3 Св. 30 до 70/6 До 50/6 Св. 50 до 140/10
S3 Пг До 80/10 Св, 80 до 224/15 До 100/15 Св. 100 до 200/25 » 200 » 450/30
f'i, До 30/4 Св. 30 до 70/7 До 60/8 Св. 60 до 140/12
На обе оправки надевают измерительное 1 и контроли-
руемое 2 зубчатые колеса. Суппорт 3 с помощью рукоятки
(маховика) 11 устанавливают так, чтобы в процессе изме-
рения он имел возвратно-поступательное движение. Для
(этого рукоятку 11 следует повернуть в положение, при
котором имеющаяся на ней риска будет находиться в край-
ем нижнем положении. Измерительной головке 5 сооб-
(ают натяг. Повернув рукоятку И вправо (по часовой
грелке), освобождают суппорт 3, который под воз-
ействием пружины обеспечит плотное беззазорное зацеп-
ение измерительного и контролируемого колес. Измери-
ельную головку 5 устанавливают на нулевую от-
етку.
.‘(Мелом отмечают зуб контролируемого колеса. Повора-
ивая измерительное колесо, регистрируют показания из-
302 СРЕДСТВА ИЗМЕРЕНИЯ ПАРАМЕТРОВ ЗУБЧАТЫХ КОЛЕС
мерительной головки на каждом зубе за полный оборот
контролируемого колеса.
' По результатам измерения строят график (см.
рис. 4, б), из которого находят наибольшее отклонение
измерительного межосевого расстояния на одном зубе /7,
и за полный оборот зубчатого колеса F^.
Предельные отклонения Ea-'S и измерительного
межосевого расстояния измеряют следующим образом.
Суппорты б и 3 устанавливают на номинальное измери-
тельное расстояние а (межосевое) с помощью концевых
мер длины (ПКМД) при снятых зубчатых колесах. Размер
блока ПКМД определяют по формуле В = а— +
-г D^!2, где и £)3 — диаметры оправок.
Блок концевых мер длины помещают между оправками,
придерживая их рукой. Суппорт 3 перемещают до тех
пор, пока стрелка измерительной головки 5 не установится
на нулевую отметку. Стопорят суппорт 6, а суппорт 3
отводят поворотом рукоятки И в крайнее левое поло-
жение. На оправки 14 и 13 устанавливают измерительное 1
и контролируемое 2 зубчатые колеса, а затем поворотом
рукоятки 11 в обратную сторону освобождают суппорт 3,
который под воздействием пружины 4 переместится к суп-
порту 6, обеспечив плотное (беззазорное) зацепление зуб-
чатых колес. Вращая колеса, фиксируют наибольшее
положительное и отрицательное отклонения +EO-S и
—Еа'ч измерительного межосевого расстояния.
Для контроля зубчатых колес 5-й степени точности и
грубее ЧИЗ выпускает межосемеры классов точности АВ
и В двух моделей; МЦ-160М и МЦ-400У. Их действие ос-
новано на непрерывном обкатывании вручную или с по-
мощью электромеханического привода расстояния между
осями контролируемого и измерительного колес, находя-
щихся в плотном зацеплении.
Шагомер — прибор для измерения отклонения fPb,
шага зацепления (параметры нормы плавности работы
колеса). Отклонение fPbF шага зацепления ~ разность
между действительным и номинальным шагами зацепле-
ния (рис. 5, а). Действительный шаг зацепления — это
кратчайшее расстояние между двумя параллельными пло-
скостями, касательными к двум одноименным активным
боковым поверхностям соседних зубьев зубчатого колеса.
Отклонение шага ограничивается верхним и нижним пре-
МЕЖОСЕМЕРЫ И ШАГОМЕРЫ
303
304 СРЕДСТВА ИЗМЕРЕНИЯ ПАРАМЕТРОВ ЗУБЧАТЫХ КОЛЕС
дельными отклонениями (±/гь) и измеряется с помощью
шагомера.
Характеристики шагомеров приведены в табл. 2 и 8.
На рис. Б, б и в показан шагомер мод. 21501 (БВ-1080).
В корпусе 1 шагомера установлена измерительная голо-
вка 7 с ценой деления 0,001 мм, на которую передаете:-
перемещение от подвижного измерительного наконечника
5, установленного на пружинном параллелограмме. Из-
мерительный наконечник 6 является неподвижным; его
перемещение при настройке шагомера на размер осущест-
вляется с помощью микровинта 3, воздействующего на
ползун, связанный с измерительным наконечником. Из-
мерительный наконечник 15 является опорным. Он пред-
назначен для фиксирования шагомера на контролируемом
колесе при измерении отклонения шага зацепления. Опор-
ный наконечник перемещается в продольном направлении
с помощью винта 2. Кроме того, наконечник 15 может по-
ворачиваться на небольшой угол с помощью гайки 14.
При подготовке к измерениям шагомер настраивают по
концевым мерам длины с помощью специального приспо-
собления, состоящего из державки 10 с зажимным винтом
13 и боковиков; боковик 12 жестко соединен с роликами,
а боковик 11 имеет Г-об разную форму. Неподвижный из-
мерительный наконечник 6 вводят в контакт с боковиком
12, а затем, расстопорив винт 4 и вращая винт 3, переме-
щают наконечник 6 до тех пор, пока подвижный наконеч-
ник 5 не коснется боковика 11 и стрелка головки 7 не
совместится с нулевой отметкой при натяге, равном 0,4 мм.
Наконечник стопорят винтом 4.
Опорный наконечник 15 устанавливают по специальной
упорной планке 16, закрепленной в державке 10, распо-
ложенной в приспособлении 9. Опорный наконечник фик-
сируют стопором 8. Арретирование наконечника 5 осуще-
ствляют рычагом 17. При измерении шага зацепления
настроенный шагомер переносят на зубчатое колесо
(рис. 5, б) так, чтобы измерительные наконечники каса-
лись одноименных профилей двух соседних зубьев колеса
по нормали к их поверхностям, а опорный наконечник
опирался на поверхность третьего зуба колеса. Шагомер
поворачивают, обкатывая наконечник 5 но профилю
зуба, обеспечивая при этом плотное прилегание измери-
тельного наконечника 6, и регистрируют наибольшее от-
МЕЖОСЕМЕРЫ И ШАГОМЕРЫ
305
8. Характеристики приборов для измерения шага зацепления
(ГОСТ 5368—81)
Размеры, мкм
1 Типоразмер 1 Класс А Класс ДВ Класс В
Цена деления Диапазон Допускаемая погрешность ' Цена деления Диапазон Допускаемая 1 погрешность 1 Цена деления 1 Диапазон Допускаемая погрешность
показаний (±) измерений показаний (±) измерений с? X ел Л S+ Sw ks X X CD Сц ф S и в
S7 0,5 15 До 15 0,9 1 50 До 20 Св. 20 до 45 2 4 2 120 До 50 Св. 50 до 120 4 6
S2 0,5 20 До 20 1 1 50 До 25 Св. 25 до 50 2 4 2 150 До 50 Св. 50 до 150 5 8
S3 0,5 20 До 20 1,2 1 50 До 25 Св. 25 до 50 2,5 5 2 150 До 50 Св. 50 до 150 6 10
Ml — — — — 1 100 До 25 Св. 25 До 70 2,5 4 2 200 До 50 Св. 50 до 170 5 7
М2 — — — — 2 100 До 30 Св. 30 до 100 3 6 2 200 До 60 Св. 60 до 200 6 10
М3 — — — — — — — — 2 300 До 60 Св. 60 до 300 7 12
; М4 — — — — — —
— 2 400 До 100 Св. 100 до 400 10 15
11 Еелкин И. М,
306 СРЕДСТВА ИЗМЕРЕНИЯ ПАРАМЕТРОВ ЗУБЧАТЫХ КОЛЕС
клонение стрелки измерительной головки 7 от нулевой
отметки. Измерение осуществляют по правым и левым
сторонам профиля каждого зуба колеса.
4. ЗУБОМЕРЫ СМЕЩЕНИЯ
Боковой зазор в передаче зависит от толщины зуба
(в той мере, в какой оказывает влияние на него только
зубчатое колесо). Он определяется при нарезании зубча-
того колеса положением режущего инструмента относи-
тельно оси колеса. Чем ближе инструмент (зубопроизводя-
щая рейка) к оси колеса, тем тоньше получается зуб;
Рис, 6. Зубомср смещения
чем дальше от оси, тем толще. Расстояние по нормали
между делительной окружностью колеса и средней линией
исходной рейки называют смещением исходного кон-
тура (рис. 6, а). Для обеспечения бокового зазора в пе-
редаче проводится дополнительное смещение исходного
контура от его номинального положения в тело колёса на
величину Еца (рис. 6, б).
ЗУБОМЕРЫ СМЕЩЕНИЯ
307
На наименьшее смещение исходного контура назнача-
ется допуск Ти (рис. 6, б). Основным приборам для из-
мерения параметра (показателей) Еи, зубчатого колеса
внешнего зацепления является зубомер смещения типа М
(ГОСТ 4446—81), известный под названием тангенциаль-
ного зубомера. Метрологические характеристики зубоме-
ров смещения приведены в табл. 9.
9* Метрологические характеристики зубомеров смещения
(ГОСТ 5368—81 и ГОСТ 4446—81)
к | Типоразмер Пена деле- ния, мм Диапазон показа- ний (±)г мм Модуль, мм Погрешность измерений (мкм) при диапазоне измерений, мкм
Класс точности До 100 100-400 4 00- 1000
АВ в АВ В Класс точности
АВ в л в * АВ В
SJ S2 S3 Ml MS 0,01 0,01 1 1,3 1,5 1,8 2,3 2 2,6 3 3,6 3,8 5,2 6,2 2—10 4—16 10—28 22—50 7 8 10 9 10 10 12 18 12 16 16 22 12 15 17 12 17 20 17 30 17 20 25 30 25 25 30 12 17 30 30 40 17 20 25 30
М3 М4 —
П р и и е ч а.н и е. Пример условного обозначения зубомера смещения
иъпораамера Л1 / класса точности ДВ: ЗДймгер смещения ЛП Л В ГОСТ 444G — 8/,
Зубомер типа М (рис. 6, в) имеет корпус 9 с двумя
Асимметрично расположенными измерительными губками
$10 и 8, рабочие грани которых образуют угол, равный
|двум углам (двойному углу) зацепления. По биссектрисе
угла расположена ось индикатора 7 или измерительной
[ головки. Губки 10 и 8 могут перемещаться вдоль корпуса
(зубомера при вращении винта 4 и фиксироваться в задан-
ном положении гайками 5 и б. Базой для измерения
^является окружность выступов (вершин) колеса.
р Настройку зубомера осуществляют по ролику 2 данного
(модуля, помещаемого в специальную призму 1. Размер
Фроляка выбирают в зависимости от модуля по табл. 10
|₽- учетом типоразмера зубомера. Установочный ролик ук-
308 СРЕДСТВА ИЗМЕРЕНИЯ ПАРАМЕТРОВ ЗУБЧАТЫХ КОЛЕС
10. Характеристики установочных роликов к зубомерам смещения
Размеры, им
Типо- размер Модуль Диаметр ролика Типо- размер Модуль Диаметр ролика
2 2,25 2,407 2,708 Ml М2 М3 10 12,037
Ml 2,5 2,75 3 3,5 3,75 3,009 3,310 3,611 4,213 4,514 М2 а М3 11 12 14 16 13,241 14,445 16,852 19,260
4 4,815 М3 18 20 21,667 24,074
Ml и М2 4,25 4,5 5 5,5 6 5,116 5,417 6,019 6,620 7,222 7,842 8,426 9,630 10,834 М3 и М4 22 25 28 26,482 30,092 33,704
6,5 7 8 9 М4 32 36 40 45 50 38,518 43,334 48,148 54,167 60,186
П р я м'еч а и н & Отклонение диаметра п допуск круглости не должны
превышать ±2 мкм при диаметре ролика до 30 мм и ±3 мкм — при диаме-
тре св* 30 мм.
ладывают на призму. Измерительные губки зубомера с по-
мощью винта 4 перемещают так, чтобы при наложении
зубомера на ролик измерительные грани губок 10 и 8
касались поверхности ролика в средней части. В этом
положении губки фиксируют гайками 5 и 6. Измеритель-
ный стержень 3 с наконец ником должен касаться ролика*
создавая при этом натяг индикатора или измерительной
головки, приблизительно равный половине оборота стрел-
ки. После этого со стрелкой совмещают нулевую отметку.
При измерении зубомер переносят на измеряемый зуб
колеса и, покачивая его, определяют наибольшее отклоне-
ние стрелки индикатора или измерительной головки 7.
Отклонение стрелки в направлении часовой стрелки от
ЗУБОМЕРЫ СМЕЩЕНИЯ
309
нуля означает смещение исходного контура в «минус»,
т. е. в «тело» колеса.
Зубомеры типа Л4 выпускают четырех типоразмеров:
Ml (мод. 23500), М2 (мод. 23600), М3 (мод. 23700) и
М4 (мод. 23800), различающихся модулем измеряемых
колес и пределами допускаемой погрешности.
Смещение хорды зубчатых колес внутреннего зацепле-
ния с модулем 1—16 мм измеряют с помощью зубомера
смещения мод, 23900 с ценой деления 0,01 мм и диапазо-
ном измерения ±2 мм. Предел допускаемой погрешности
не более 8 мкм.
Для измерения толщины зубьев (расстояния между раз-
ноименными боковыми поверхностями зуба) на заданном
расстоянии от окружности выступов (по постоянной хорде)
цилиндрических прямозубых и косозубых колес внешнего
зацепления 11- и 12-й степеней точности предназначены
штангензубомеры типов ШЗ-18 и ШЗ-36 с нониусом.
Для прямозубых зубчатых колес с углом зацепления
20° высота постоянной хорды h = 0,7476m, а толщина
зуба s = 1,387m, где т — модуль.
Штангензубомер (рис. 7, а) представляет собой конст-
рукцию, соединяющую в одном приборе штангенциркуль,
состоящий из двух губок 1 и 2, штанги 3 и шкалы нони-
уса 4, и штангенглубиномер, у которого линейка глубино-
мера 5 соединена с рамкой 7, перемещаемой по штанге 6.
Перед измерением линейку 5 (иногда ее называют упо-
ром) устанавливают по нониусу рамки 7 на расчетную
высоту h и закрепляют стопорным винтом. Измерительные
губки раздвигают, а после установки зубомера на зубча-
тое колесо (на окружность выступов) губки сдвигают до
соприкосновения с боковыми поверхностями зуба по по-
стоянной хорде; осуществляют отсчет з по шкалам при-
бора.
Диапазон измерений толщины зуба; 0—33 мм (для
типа ШЗ-18) и 0—60 мм (для ШЗ-36) при отсчете по но-
ниусу 0,05 мм.
Более точным и удобным в работе по сравнению со штан-
гензубомером является индикаторно-микрометрический
зубомер двух типоразмеров (ЗИМ-16 и ЗИМ-32) для из-
мерения толщины зуба колес с модулями 1—16 и .16—32
мм. Цена деления индикатора часового типа и микро-
метрических головок 0,01 мм.
310 СРЕДСТВА ИЗМЕРЕНИЯ ПАРАМЕТРОВ ЗУБЧАТЫХ КОЛЕС
Рис. 7. Штакгензубомер (а) и индикаторно-микро метрический зубомер (б)
ЗУБОМЕРЫ СМЕЩЕНИЯ 311
Устройство индикаторно-микрометрического зубомера
(рис. 7, б) аналогично устройству штангензубомера. Пе-
ред измерением по вертикальной микрометрической го-
ловке 1 выставляют высотную линейку 5 на расчетную
высоту h постоянной хорды, а подвижную губку 4 с по-
мощью микрометрической головки 2 перемещают на рас-
стояние, несколько меньшее значения измеряемой толщины
зуба (постоянной хорды). В этом положении штангу 6
фиксируют винтом 7. Отсчет толщины зуба при измерении
осуществляют по микрометрической головке 2 с учетом
отклонения стрелки индикатора 3 часового типа.
Глава 8
СРЕДСТВА ИЗМЕРЕНИЯ ПАРАМЕТРОВ
ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
Шероховатостью поверхности называется совокуп-
ность неровностей поверхности с относительно малыми
шагами, выделенная, например, с помощью базовой
длины I.
Базовая длина I — длина базовой линии, использу-
емая для выделения неровностей, характеризующих ше-
роховатость поверхности.
Шероховатость поверхности оценивается количественно
от средней линии профиля т (рис. 1, а) или от базовой
линии, имеющей форму номинального профиля и прове-
денной так, что в пределах базовой длины сумма квадратов
отклонений профиля до этой линии минимальна. Откло-
нение профиля — расстояние между любой точкой про-
филя и средней линией. При рассмотрении профиля по-
верхности различают выступ, впадину и неровность про-
филя. Выступ профиля — часть профиля, соединяющая
две соседние точки пересечения его со средней линией про-
филя, направленная из тела. Впадина профиля — часть
профиля, соединяющая две соседние точки пересечения
его со средней линией профиля, направленная в тело.
Неровность профиля — выступ, сопряженный с впадиной.
1, ПАРАМЕТРЫ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
И ОБОЗНАЧЕНИЕ ИХ НА ЧЕРТЕЖАХ
ГОСТ 2789—73 установлено шесть параметров шеро-
ховатости (табл. 1), числовые значения которых даны
в табл. 2. При выборе базовой длины руководствуются
табл. 3. Из шести параметров шероховатости три параме-
тра — Ra, Rz и Rmax являются высотными или верти-
кальными, а три параметра Sm, S и tp — шаговыми или
горизонтальными.
ПАРАМЕТРЫ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
313
Шаг ne/ieSfioc/neu првднм
в,!
SittOJKi
й). г) S) f) ж} J) и)
Рис. 1. Профклогракмы поверхности (а и в) и примеры обозначения пара-
метров шероховатости на чертежах (в—и)
Шероховатость поверхности обозначают на чертежах
для всех поверхностей, обрабатываемых по данному
чертежу, кроме тех поверхностей, шероховатость которых
не обусловлена требованиями конструкции.
Для обозначения шероховатости поверхности установ-
лен специальный знак, представляющий собой угол в 60%
'вершина угла соприкасается с поверхностью, шерохова-
тость которой нормируется. В зависимости от выбранного
“ вида обработки поверхности изделия установлено три
?вида знаков обозначения шероховатости поверхности:
^предпочтительный знак (рис. 1, в), когда вид механической
314 СРЕДСТВА ИЗМЕРЕНИЯ ПАРАМЕТРОВ ШЕРОХОВАТОСТИ
1. Параметры шероховатости поверхности
Наименование Определение
R? — высота неров- ностей профиля по десяти точкам Сумма средних абсолютных значений высот пяти наибольших выступов профиля и глу- бин пяти наибольших впадин профиля в пре- делах базовой длины 5 5 У| 1 У pi 1 + Jj 1 1 Кг- ‘ 1 5‘ 1 где у?! — высота i-го наибольшего выступа профиля; yai — глубина i-ii наибольшей впа- дины профиля
Ra— среднее ариф- метическое отклонение профиля Среднее арифметическое из абсолютных зна- чений отклонений профиля в пределах базо- вой длины 1: п i=i где п — число выбранных точек профиля на базовой длине Г; отклонение профиля у[— расстояние между i-й точкой профиля и ба- зовой линией (см. рис. 1,6)
Котах — наибольшая высота неровностей профиля Расстояние между линией выступов про- филя и линией впадин профиля в предачах базовой длины
Sm — средний шаг не- ровностей профиля Среднее значение' шага неровностей профиля в пределах базовой длины н v ESm'; z=i где Smi — l-й шаг неровностей (отрезок средней линии профиля, ограничивающий неровность профиля); п — число шагов
ПАРАМЕТРЫ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
315
Продолжение табл. 1
Наименование Определение
S — средний шаг ме- стных выступов про- филя Среднее значение шага местных выступов профиля в пределах базовой длины 4=1 где S, — j-й шаг местных выступов профиля (длина отрезка средней линии между про- екциями на нее двух наивысших точек со- седних местных выступов профиля); п— чи- сло шагов местных выступов
ip — относительная опорная длина про- филя Отношение опорной длины профиля к базо- вой длине 1: Пр где г|р — опорная длина профиля (сумма длин отрезков Ь(, отсекаемых на заданном уровне в материале профиля линией, экви- дистантной средней линии в пределах базо- ft вой длины); Чр = i=l р — уровень сечения профиля (расстояние между линией выступов профиля и линией, пересекающей профиль эквидистантно линии выступов профиля)
обработки не установлен; знак образования поверхности
посредством удаления слоя материала, например, точе-
"нием, фрезерованием, шлифованием, полированием и т. п,
: (рис. 1, г) и знак поверхности, полученной литьем,
/ковкой, прокаткой, штамповкой и т. п. (рис. 1, д), т. е.
без удаления слоя материала.
Значения параметров шероховатости записывают в про-
(странстве над вершиной угла. При этом для всех парамет-
ров кроме Ra дают буквенное условное обозначение па-
раметра.
г Значения параметра шероховатости указывают тремя
/способами:
£ I) после символа обозначения параметра записывают
^только наибольшие значения этого параметра; например,
316 СРЕДСТВА ИЗМЕРЕНИЯ ПАРАМЕТРОВ ШЕРОХОВАТОСТИ
ОБРАЗЦЫ СРАВНЕНИЯ ПАРАМЕТРОВ ШЕРОХОВАТОСТИ 317
3. Соотношение значений параметров Ra, Rz, Ртах
и базовой длины I
Параметры, мкм Базовая длина Д мм
На Иг и Лотах
Св. До Св. До
0,025 0,10 0,08
0,025 0,4 0,10 1,6 0,25
0,4 3,2 1,6 12,5 0,8
3,2 12,5 12,5 50 2,5
12,5 100 50 400 8
цифра 6,3 (рис. 1, е) ограничивает среднее арифметиче-
ское отклонение профиля поверхности значением 6,3 мкм.
Знак 7? г 6,3 показывает, что высота неровности поверх-
ности но десяти точкам должна быть не более 6,3 мкм;
2) после символа указывают диапазон их значений, раз-
мещая предельные значения параметра шероховатости;
например, но рис. 1, ж — параметр Ra должен находи-
ться в пределах 0,63—1,00 мкм; 3) после символа обоз-
начения параметра шероховатости записывают номиналь-
ное значение параметра с предельными отклонениями по
ГОСТ 2789—73; например, согласно рис. 1, з среднее
арифметическое отклонение профиля Ra, равное 1 мкм,
может иметь отклонение не более 20 % (от 0,8 до 1,2 мкм).
При указании двух и более параметров шероховатости
поверхности (рис. 1, и) сначала записывают высотные
параметры, а под ними горизонтальные, в том числе шаго-
вые. При выборе высотных параметров предпочтительным
является параметр Ra.
На полке знака шероховатости указывают вид обра-
ботки, когда он является единственным, применяемым
для получения требуемого качества поверхности. Под
лолкой указывают базовую длину только тогда, когда вы-
сотные параметры Ra и Rz определяют в пределах базо-
вой длины, отличающейся от указанной в табл. 3.
г. ОБРАЗЦЫ СРАВНЕНИЯ ПАРАМЕТРОВ
ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
Параметры шероховатости поверхности оценивают на
/рабочем месте сравнением с образцами шероховатости —
брусками с плоской или цилиндрической поверхностью
318 СРЕДСТВА ИЗМЕРЕНИЯ ПАРАМЕТРОВ ШЕРОХОВАТОСТИ
Рис« 2« Образцы шероховатости поверхности
длиной 30—40 мм и шириной 20 мм (рис. 2) с известными
значениями параметра шероховатости. Образцы шерохо-
ватости комплектуют в наборы. Характеристики образ-
цов сравнения шероховатости приведены в табл. 4.
4. Характеристики образцов сравнения параметров
шероховатости поверхности
Параметр мкм Базовая длина, мм Способ обработки поверхности Расположение неровностей Форма образца сравнения
0,025; 0,05 0J 0,2 0,4 0,25 Шлифование.: периферией круга Плоская
Цилиндрическая: выпуклая вогнутая
0,8 1,6 3,2 0,8 торцовое чаше- образным кругом Плоская
ОБРАЗЦЫ СРАВНЕНИЯ ПАРАМЕТРОВ ШЕРОХОВАТОСТИ 3 ] 9
Продолжение табл. 4
Параметр /?(3, мкм Базовая длина, мм Способ обработки поверхности Расположение неровностей Форма образца сравнения
0,4 0,8 1,6 3,2 0,8 Точение: обтачивание растачивание г~~~ Цилиндрическая: выпуклая вогнутая
6,3 12,5 2,5 торцовое Плоская
0,4 0,8 . 0,8 Фрезерование: цилиндрическое Плоская
' 1,6 3,2 0,8 торцовое Плоская
6,3 12,5 2,5 Плоская
0,8 1,6 0,8 Строгание Плоская
3,2 6,3 2,5
12,5 25 8,0
Примечания: 1. На каждом образце шероховатости указывают
; Номинальное значение параметра шероховатости и способ механической об-
l работки образца.
ь 2. Приведенный в табл. 4 ряд значений параметра Ra — предпочти-
ртельный.
320 СРЕДСТВА ИЗМЕРЕНИЯ ПАРАМЕТРОВ ШЕРОХОВАТОСТИ
3. ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ ПАРАМЕТРОВ
ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
Средства измерения параметров шероховатости по-
верхности подразделяют на оптические и контактные.
Контактные средства измерения более надежны в цеховых
усл ов и я х р аботы.
Оптические средства измерения (оптические приборы)
предназначены для определения трех параметров шеро-
ховатости: Rz, Rmax и S в плоскости, нормальной к на-
правлению неровностей поверхности.
ГОСТ 9847—79 устанавливает пять типов оптических
приборов для измерения параметров шероховатости по-
верхности: ПТС — прибор теневого сечения, предназна-
ченный для измерения шероховатости грубо обработан-
ных поверхностей; ПСС — прибор светового сечения
(двойной микроскоп); МОМ — микроскоп однообъектив-
ный муаровый, основанный на измерении искривления
муаровых полос, вызванного неровностями поверхности;
МИИ — микроскоп интерференционный, использующий
при измерении двулучевую интерференцию света; МПИ —
микроскоп-профилометр, действие которого основано на
интерференции света с образованием полос равного хро-
матического порядка.
Характеристики оптических приборов приведены
в табл. 5.
3. Характеристики оптических приборов для измерения параметров
шероховатости поверхности (ГОСТ 9847—79)
Тип прибора #2, Rmax, мкм S, мм Общее увели- чение, крат, не более Лип ей ное поле зре- ния, мм, не менее Суммарная погрешность среднего из трех измерений, %
ПТС 40—320 0,2—1,6 32 8 5—2,5
ПСС 0,5—40 0,002—0,5 750— 80 0,25—2,5 30—5,5
мам 0,8—40 0,006—0,5 400—110 0,25—2,5 10—28
мии 0,05—0,8 0,002—0,05 2500—400 0,008—0,25 50—15
МПИ 0,05—0,8 — 500; 300 0,25 35—18
Примечание, Промежуточные значения общего увеличения при-
бора, линейного поля зрения и суммарной погрешности приведены для при-
боров отдельного типа в ГОСТ 9В47 —79.
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХ, 321
К приборам типа ПСС относят двойной микроскоп
Линника МИС-11, состоящий из проецирующего и на-
блюдательного микроскопов, оси которых расположены
под углом 90°, а биссектриса угла перпендикулярна к
контролируемой поверхности.
Ф
Рнр* 3, Двойной микроскоп МИС-1П
й *- оптическая схема; б общий вид; * — схема определен ня цены деления
барабана микроскопа
Оптическая схема прибора представлена на рис, 3, н.
Если свет от источника 3 направить через узкую щель 16
прямоугольного сечения и спроецировать объективом 5,
то на контролируемую поверхность 4 поступит пучок
света в виде узкой полосы, который деформируется ше-
роховатостью поверхности 4 и, отразившись от нее,
спроецируется объективом 5 наблюдательного микроско-
па 2 в фокальную плоскость винтового окулярного мик-
роскопа 7. Измерив амплитуду Rimax отклонения свето-
вого пучка от прямолинейности, определяют высотные
параметры шероховатости контролируемой поверхности.
Устройство микроскопа показано на рис, 3, 5. По
колонке, закрепленной в основании 8 микроскопа, пере-
мещается кронштейн 6 с держателем 9 тубусов проециру-
ющего 1 и наблюдательного 2 микроскопов. Перемещение
322 СРЕДСТВА ИЗМЕРЕНИЯ ПАРАМЕТРОВ ШЕРОХОВАТОСТИ
кронштейна осуществляется при освобожденном винте
кронштейна с помощью гайки 10. В верхней части микро-
скопа 1 установлен осветитель, а у микроскопа 2 — оку-
лярный винтовой микрометр 7. Для фокусировки микро-
скопов на контролируемое изделие служит маховик 11
грубой подачи и маховик 12 точной (микрометрической)
подачи. С помощью двух микрометрических головок 13
столик с изделием может передвигаться в двух взаимно
перпендикулярных направлениях, а также поворачи-
ваться вокруг вертикальной оси и фиксироваться вин-
том 14.
6. Характеристики сменных объективов к двойному
Микроскопу МИС-И
Параметр объектива 'Сменный объектив
0039 ОС-40 ОС-41 0042
Фокусное расстояние, им 25 13,89 8,16 4,25
Апертура 0,13 0,3 0,37 0,5
Увеличение, крат 5,9 10,5 18 34,5
Общее увеличение, крат, с МОВ-1Х15 87 157 270 517
Линейное поле зрения, мм 2 1,08 0,67 0,33
Пределы измерения высот не- ровностей, мкм Цена деления барабана ИОВ При измерении, мкм; высот неровностей 6,3—62,5 3,2—18,7 1,6—10 0,8—'3,2
0,821— 0,861 0,450— 0,474 0,269— 0,285 0,139— 0,145
шагов неровностей 1,161— 1,218 0,636— 0,67 0,380— 0,403 0,197— 0,205
Допускаемая погрешность, % 7,5-13,5 10,5—18 13,5—21 21—24
К двойному микроскопу МИС-11 прилагаются четыре
пары сменных объективов (табл. 6), которые не всегда
идентичны. Поэтому перед измерениями должна быть оп-
ределена цена деления круговой шкалы барабана 15
винтового окулярного микроскопа 7, Это осуществляется
с помощью образцовой стеклянной шкалы 17 (рис. 3, а)
объект-микрометра, устанавливаемого на измерительный
столик. Микроскоп 7 поворачивают вокруг своей оси так,
чтобы изображение шкалы совмещалось с изображением
ПРИБОРЫ для ИЗМЕРЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХ, 323
щели и при вращении барабана 15 располагалось парал-
лельно краю щели, а деления шкалы 17 объект-микроме-
тра должны находиться перпендикулярно краю щели.
Перекрестие микроскопа 7 совмещают с одним из край-
них штрихов шкалы 17, объект-микрометра и осущест-
вляют отсчет по шкале барабана 15. Затем перекрестие
с помощью барабана перемещают на другой крайний
штрих объект-микрометра и проводят второй отсчет.
Находят разность п отсчетов по шкале объект-микрометра
с ценой деления 0,01 мм и разность k двух отсчетов по
шкале барабана 15, полученных при совмещениях пере-
крестия со штрихами шкалы 17 объект-микрометра.
Цена деления (мм) шкалы окулярного микроскопа 7
л.0,01
с 2k ’
После определения цены деления с окулярного микро-
скопа на столик 8 (см. рис. 3, б) устанавливают измеряе-
мое изделие 4 и фокусируют микроскоп по поверхности
изделия, вращая маховики 12 и 11.
Винтовой окулярный микроскоп 7 поворачивают вокруг
оси так, чтобы горизонтальная линия перекрестия была
установлена параллельно световой щели. В этом положе-
нии микроскоп фиксируют. Вращением микрометрического
барабана 15 окулярного микроскопа совмещают горизон-
тальную нить перекрестия с выступом, например с вы-
ступом верхней границы изображения световой полосы
(положение 1 на рис. 3, а) и записывают отсчет показаний
по шкале микрометрического барабана 15. Затем эту
нить перекрестия совмещают со впадиной изображения
световой полосы (положение II на рис. 3, а) и записывают
второй отсчет.
Определяют высоту Rirnax первой неровности профиля
(выступа, сопряженного с впадиной):
Rimax = ДАс,
где 2V — разность отсчетов по шкале барабана окуляр-
ного микроскопа; с — цена деления шкалы барабана мик-
роскопа.
Аналогично измеряют высоты Rirnax остальных наи-
больших по величине неровностей профиля на базовой
длине I, определяемой по табл. 3, в зависимости от ожи-
324 СРЕДСТВА ИЗМЕРЕНИЯ ПАРАМЕТРОВ ШЕРОХОВАТОСТИ
даемого значения параметра Hz контролируемой поверх-
ности.
Параметр шероховатости поверхности
(5 v
/
Контактные приборы измерения параметров шерохо-
ватости. К контактным приборам относят профилометры
и профилографы, выпускаемые для номинально-прямоли-
нейных профилей поверхности (тип А) и для номинально-
непрямолинейных профилей поверхностей (тип Б). Вы-
пускаются контактные профилографы-профилометры (мод.
252), в которых предусмотрены запись профилограммы
и цифровое отсчетное устройство.По назначению приборы
разделяют на две группы: I — для исследовательских
работ и лабораторных измерений; II—для измерений
в цеховых условиях.
В профилометрах параметры шероховатости опреде-
ляют по стрелочным или цифровым отсчетным устройст-
вам. Например, к профилометрам со стрелочным отсчет-
ным устройством относят профилометры мод. 253 и 283,
у которых шкалы проградуированы по параметру На.
Завод «Калибр» выпускает профилометр мод. 296 с циф-
ровым отсчетным устройством.
Кроме отсчетных устройств, профилографы-профило-
метры снабжены регистрирующим (записывающим) уст-
ройством. Профиль контролируемой поверхности запи-
сывают в виде кривой, названной профилограммой, яв-
ляющейся исходным документом для определения всех
параметров шероховатости поверхности.
Действие профилометров и профилометров-про-
филографов основано на. ощупывании контролируемого
профиля поверхности изделия алмазной иглой
(ГОСТ 18961—80) измерительного щупа по мере пере-
мещения его по поверхности изделия и преобразовании
отклонений щупа в вертикальной плоскости в электриче-
ские сигналы, пропорциональные отклонению щупа.
В качестве преобразователей в отечественных профило-
графах и профилометрах нашли применение в основном
индуктивные и механотронные преобразователи.
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХ, 325
7, Характеристики профилографов (ГОСТ 19299—73)
и профилометров (ГОСТ 19300—73)
Параметр Профилографы Профилометры
А1 ди IE Ы БИ AI АН к БI БИ '
Степень точности 1 2 и 3 3 I 2 3
Радиус кривизны, вершины Щупа,' мкм Диапазон изменения верти- 1000 х 2+2; 100 х 5±1; 10х 10~h 1000 х !,5 100х 10х
кального увеличения Число степеней горизонталь- 10 5 1 —
кого увеличения Максимальная трасса дли- 50 32 — "— ч-шя -
ны 01цуиЫЕ1ания при записи, ММ: Число отсечек шага 4 2 1
Вид трассы ощупывания —* — —’ П П П :
Число: длин трассы ощупывания 3 или С 1 или С 1
измеряемых параметров 6 б б 3 1 1
Примечания: I, Диапазон предпочтительных номинальных зна-
чений вертикальных увеличении профилографов выбирают из ряда: lOOi
200; 500; 1000; 500 000т а диапазон предпочтительных номинальных зна-
чений горизонтальных увеличений из ряда: 10; 20; 50; 100; ,,,; 10 000,
2, П — профилометр с. постоянной трассой ощупывания (отрезок дли-
ны, начало и конец которого фиксированы ограничителями или другими
устройстзами); С — профилометр со скользящей длиной трассы ощупывания
или «со скользящим усреднением» (отрезок длины, который перемещается
вдоль трассы ощупывания синхронно с относительным перемещением пре-
образователя; значение отрезка определяют постоянной времени профило-
метра); 3 — отсечка шага (значение длины волны, численно рапное базовой
длине и условно принимаемое в качестве верхней границы пропускания про-
филометра).
Характеристики профилографов и профилометров при-
ведены в табл. 7, а значение длины трассы ощупывания
для профилометров — в табл. 8.
Принципиальная схема индуктивного преобразователя
приведена на рис. 4, а, а его конструкция на рис. 4, б.
Магнитную систему преобразователя образуют сдвоенный
Ш-образный магнитный сердечник 4 (см. рис. 4, а) с двумя
катушками 3 и якорь 2. Катушки преобразователя и две
половины первичной обмотки входного дифференциального
326 СРЕДСТВА ИЗМЕРЕНИЯ ПАРАМЕТРОВ ШЕРОХОВАТОСТИ
8. Длина (мм) трассы ощупывания профилометров
Вид трассы Значение отсечки шага Длина трассы ощупывания .
П 0,025 0,08 0,25 0,8 2,5 8 0,12—0,5 0,4—2 1,25—5 2,4—8 5—15 16—40
С 0,08; 0,25 0,8 2,5—16 5—16
трансформатора 6 составляют электрический мост, пита-
ние которого осуществляется от генератора 5 синусоидаль-
ного напряжения частотой 10 кГц. Алмазная ощупываю-
щая игла 1 со щупом закреплена на якоре 2 дифференци-
Рис. 4. Преобразователи:
q и б — индуктивный; е и г *— мехаяотронный
ального. индуктивного преобразователя. Сила воздейст-
вия иглы I на контролируемую поверхность 7 регулиру-
ется пружиной 8 (рис. 4, б). Магнитная система жестко
закреплена в корпусе преобразователя и защищена экра-
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХ. 327
ном 9. Преобразователь вставляют в механизм привода
с помощью направляющего штифта 10 и вилки разъема.
В процессе измерения преобразователь перемещается
параллельно контролируемой поверхности. Алмазная
игла, ощупывая неровности контролируемого изделия,
вместе с якорем совершает колебания. Сигнал, снимаемый
с катушек, зависит от зазора между сердечником и яко-
рем, расположенным на плоской пружине, защемленной
в корпусе преобразователя. Выходные сигналы мостовой
измерительной схемы поступают в электронный блок про-
филографа-профилометра.
Схема и конструкция механотронного преобразователя
приведены на рис. 4, в и г. Механотрон — электроваку-
умный прибор, управление силой электронного или ион-
ного тока в котором осуществляется непосредственно
механическим перемещением его электродов. Механо-
троны, обладая высокой чувствительностью и сравни-
тельной простотой устройства, оказались недостаточно
надежными в работе и в последних моделях профилометров
их стали заменять индуктивными преобразователями.
Алмазная игла 3 (см. рис. 4, в) закреплена на конце
щупа 2, соединенного через мембрану 1 с подвижным
анодом 10 электронной лампы 15. Эта лампа установлена
в корпусе 5 (рис. 4, г) с помощью кольца 8 со штырем 7,
который упирается в винт 6. Лампа-механотрон прижи-
мается к корпусу преобразователя пружиной 11. Для
защиты алмазной иглы 3 на передней части корпуса рас-
положена опора 4. Положение алмазной иглы со щупом 2
регулируют двумя винтами 9, воздействующими на коль-
цо. Снизу механотрон защищен крышкой 14. В корпус
профилометра преобразователь устанавливают с помощью
штырей 13 разъема и фиксируют штифтом 12.
При перемещении алмазной иглы по контролируемой
поверхности колебание иглы передается через щуп и
мембрану на подвижный анод 10 (рис. см. 4, в) механо-
тронного преобразователя, что вызывает изменение вы-
ходного сигнала. Этот сигнал подается на электронный
блок профилометра.
Профилометры типа АН мод. 253 и 283 выпускает
завод «Калибр» в качестве цеховых приборов для измере-
ния параметра шероховатости Ra. Характеристики профи-
лометров приведены в табл. 9.
328 СРЕДСТВА ИЗМЕРЕНИЯ ПАРАМЕТРОВ ШЕРОХОВАТОСТИ
fl. X ар ан терн стики профилометров типа АН
Параметр Модель
253 283 296
Диапазон измерений параметра мкм 0,02—3,2 0,02- -10
Тип преобразователя Мех а и от ронный Индук- тивный
Верхние пределы диапазонов измере- ния, мкм Скорость трассирования преобразова- теля, мм/с Длина трассы ощупывания при изме- рении, мм 3,2 0,1; ; ю
0,62 0,25; 0,8 1±0,04
3.2 1,5; 4,5 1,5; 3; 6
Отсечка шага, мм Наименьший диаметр (мм) контроли- руемого отверстия на глубине, мм: 0,25; 0,8 0,25; 0,8; 2,5
до 20 6 6 6
» 130 Основная приведенная погрешность, %: 16 ±16 16 16
предел допускаемой систематической составляющей 10 10
предел допускаемого средне квадро тячеекого отклонения случайной со- ставляющей 2 2
Принцип действия профилометров основан на ощупы-
вании профиля исследуемой поверхности алмазной иглой
малого радиуса закругления и преобразовании колеба-
ний алмазной иглы с помощью механотронного преобразо-
вателя в пропорциональные изменения электрического
выходного сигнала, регистрируемого после преобразования
в электронном блоке показывающим прибором.
На рис, 5 показан профилометр мод, 283. Преобразо-
ватель 1, закрепленный в приводе- 2, может изменять свое
положение в вертикальной плоскости в зависимости от
размера контролируемого изделия. Приводе преобразова-
телем перемещают по колонке 3 с помощью маховика 14.
Шланг 17 соединяет преобразователь с электронным бло-
ком б, на передней панели которого расположен показы-
вающий прибор 7, тумблер 8 «СЕТЬ» включения сети
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХ. 329
с сигнальной лампой 9, клавиша 11 «ПУСК» с сигнальной
лампой 12, сигнализирующей о движении преобразова-
теля по контролируемой поверхности, пять клавишей 10
включения переделов измерения параметра Ra шерохо-
ватости.
Цифрами левее каждой клавиши обозначен «ПРЕДЕЛ
ИЗМЕРЕНИЯ» в мкм: 0,1; 0,3; 1; 3; 10. Рядом с обозна-
чением пределов измерений красным или зеленым цветом
Рис. 5. Профи лодетр м&д. и S3 {типа АН)
нанесены отметки. Цвет отметок совпадает с цветом шкал
показывающего прибора 7. Рычаг 13, имеющийся на верх-
ней панели привода 2, предназначен для переключения
скорости трассирования преобразователя 1. Прибор обе-
спечивает две скорости трассирования: 0,25 и 0,8 мм/с.
Рабочая длина трассы при скорости трассирования 0,25
мм/с составляет 1,5 мм, а при скорости 0,8 мм/с соответ-
.ст вен по 4,5 мм. На задней панели размещены гнезда для
подсоединения кабеля и предохранитель.
При подготовке профилометра к работе сначала подсо-
;единяют кабели, соединяющие электронный блок с при-
’ водом и преобразователем. Механотронный преобразова-
- тель вставляют в гнездо штока 16 привода и закрепляют
винтом. Прибор включают в сеть напряжением 220 В.
; Перед измерениями профилометр настраивают по об-
j раздам шероховатости, которыми укомплектован прибор,
Образец шероховатости устанавливают на призму 5,
^закрепленную на столе 4 прибора. Клавишу «ПРЕДЕЛ
^ИЗМЕРЕНИЯ» нажимают в соответствии со значением
330 СРЕДСТВА ИЗМЕРЕНИЯ ПАРАМЕТРОВ ШЕРОХОВАТОСТИ
параметра Ra выбранного образца шероховатости. Вклю-
чают тумблер 8 электропитания прибора; при этом заго-
рается лампочка 9. Затем преобразователь 1 устанавливают
на контролируемую поверхность образца шероховатости.
Чтобы не повредить алмазную иглу, с предосторожностями
опускают привод с преобразователем. Вращая маховик 18,
совмещают треугольные знаки на штоке и планке привода
2. После этого рукояткой 15 и винтом стойки (на
рис. 5 винт не виден) стопорят положение привода на
стойке.
По известному значению Ra образца шероховатости
находят по табл. 3 значение базовой длины I, по которому
устанавливают положение переключателя 13 отсечки шага.
Нажимают клавишу «ПУСК» на электронном блоке.
При этом преобразователь начинает двигаться по поверх-
ности образца шероховатости. При прохождении задан-
ного участка происходят автоматическое реверсирование,
при котором преобразователь возвращается в исходное
первоначальное положение. После остановки преобра-
зователя сигнальная лампочка 12 гаснет. Показывающий
прибор 7 зарегистрирует измеренное значение параметра
Ra образца шероховатости. При отсчете показаний необ-
ходимо следить за тем, чтобы цвет шкалы прибора и цвет
клавиши совпали с установленным пределом измерения.
Например, если нажата клавиша с красной отметкой, то
отсчет параметра Ra необходимо снимать по красной
шкале, а при нажатой клавише с зеленой отметкой —
отсчет следует проводить по зеленой шкале. Измерения
осуществляют 5 раз на разных участках поверхности
образца шероховатости. В случае, если среднее арифмети-
ческое всех показаний профилометра отличается от номи-
нального значения параметра Ra образца шероховатости,
то необходимо откорректировать эти показания с помощью
потенциометра, расположенного на задней панели элект-
ронного блока.
Перед измерением параметра Ra изделия аттестован-
ный образец шероховатости заменяют контролируемым
изделием. С особой предосторожностью, чтобы не повре-
дить, устанавливают алмазную иглу на контролируемую
поверхность. Параметр Ra измеряют в той же последо-
вательности, в какой профилометр настраивали по образцу
шероховатости, Если при измерении стрелка прибора 7
ПРИБОРЫ для ИЗМЕРЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХ. 33[
выходит за пределы шкалы, следует перейти на другой
предел измерения, переключив клавиши 10.
За результат измерения Ra берут среднее арифметиче-
ское из трех измерений на разных участках контролиру-
емой поверхности изделия.
Параметр шероховатости Ra измеряют на профило-
метре мод. 253 аналогично, но с учетом конструктивных
особенностей прибора. Например, в этом профилометре
имеется шесть клавишей пределов измерения параметра
шероховатости Ra (3,2; 1,6; 0,8; 0,32; 0,16 и 0,08 мкм),
отсутствует рычаг переключения скорости трассирования,
так как скорость трассирования постоянна (она равна
0,62 мм/с при длине трассы интегрирования 3,2 мм).
Цеховой профилометр мод. 296. Завод «Калибр» вы-
пускает новый профилометр мод. 296 (ТУ 2-034-4—83)
с цифровым отсчетом и индуктивным преобразователем
с характеристиками, приведенными в табл. 9.
Профилометр (рис. 6, а) имеет стойку 1 с укрепленной
на ее плите колонкой 4, привод 2 с индуктивным преобра-
зователем 9, вставленным в гнездо пружинной подвески 11,
и электронный блок 3, на передней панели которого рас-
положены следующие органы управления работой про-
филометра; шести раз рядный цифровой индикатор 14 от-
счета измеренного параметра Ra шероховатости поверх-
ности; индикатор 15 рабочей зоны; клавиши «ДЛИНА
ТРАССЫ, мм», с цифрами 1,5; 3 и 6; клавиши «ОТ-
СЕЧКА ШАГА, мм» — 0,25; 0,8 и 2,5; клавиши включе-
ния «ПРЕДЕЛ ИЗМЕРЕНИЯ, мкм», 0,1; 1 и 10 (пара-
метр шероховатости Ra); клавиша «ПСК», при нажатии
на которую включается привод преобразователя; клавиша
включения напряжения сети, обозначенная ломаной стрел-
кой, и винт для калибровки прибора с надписью
«КОРР».
На задней панели электронного блока установлены
разъемы для подключения преобразователя, привода и
аналогового выхода. Там же размещен предохранитель
и клемма защитного заземления.
Перемещение преобразователя 9 по измеряемой поверх-
ности изделия 10 обеспечивает привод 2, который в за-
висимости от габаритов измеряемого изделия устанав-
ливают на кронштейн 5 стойки и закрепляют на нем вин-
тами 6 или ставят непосредственно на измеряемую поверх-
332 СРЕДСТВА ИЗМЕРЕНИЯ ПАРАМЕТРОВ ШЕРОХОВАТОСТИ
Кость изделия. В последнем случае к приводу могут быть
привинчены сменные опоры.
Кронштейн 5 связан с кареткой 16, которая с помощью
гайки 7 может опускаться или подниматься по колонке 4
и устанавливаться на заранее выбранной высоте. Колонка
фиксируется в заданном положении рычагом 8.
Рис, 6» Цеховой профилометр мод. 296 с цифровым отсчетом:
а — общий вид; б — структурная схема
Индуктивный дифференциальный преобразователь вы-
полнен на Ш-образном ферритовом сердечнике. Он анало-
гичен преобразователю, показанному на рис. i, а и б,
и закрепляется винтом 12 в гнезде пружинной подвески 11.
Предусмотрено регулирование положения преобразова-
теля в вертикальной плоскости с помощью винта 13,
связанного с зубчатым колесом, находящимся в зацеплении
с зубчатой рейкой. Стопорение по вертикали перемещения
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХ. 333
преобразователя осуществляется стопорным винтом.
Внутри привода 2 установлены; электродвигатель по-
стоянного тока, зубчатая передача, ходовой винт с гай-
кой, которая соединена о помощью ползуна и тяг с на-
правляющей и преобразователем. Вращение от электро-
двигателя передается на ходовой винт и с помощью гайки
преобразуется в поступательное перемещение индуктив-
ного преобразователя.
Ощупывание неровностей измеряемой поверхности из-
делия алмазной иглой щупа вызывает колебания иглы*
которые преобразуются в электрические сигналы, про-
порциональные этим колебаниям. Электрические сигналы
подводятся к электронному блоку, структурная схема
которого приведена на рис. 6, б. Сигнал от преобразова-
теля П поступает через устройство сопряжения УС на
измерительный усилитель ИУ и на аналого-цифровой ин-
тегратор АЦИ. По сигналу от устройства управления УУ
вычисленное значение параметра шероховатости Ra пред-
оставляется цифровым отсчетным устройством ЦОУ (уст-
ройством цифровой индикации). Генератор Г питает
напряжением 1,7 В, частотой 10 кГц индуктивный пре-
образователь П и измерительный усилитель ИУ. -
Циклом работы профилометра управляет устройство
управления УУ, которое формирует шесть следующих
команд: «Вперед» (пуск привода); отсечка трассы измере-
ния; запись информации У ЦП (устройством цифровой
индикации); гашение индикаторов УЦИ; «Назад» (воз-
врат привода) и «Сброс» (обнуление счетчиков). В схему
входит СЧВ — стабилизатор частоты вращения.
Перед измерением проводится контрольное измерение
параметра шероховатости образца, входящего в комплек-
тацию профилометра. Образец шероховатости с регуляр-
ным профилем аттестован по параметру Ra со значением
0,5—0,8 мкм.
По табл. 3 для Ra = 0,5 мкм находят базовую длину I,
которая для образца шероховатости равна 0,8 мм. На-
жимают клавишу «ОТСЕЧКА ШАГА» с цифрой 0,8.
Затем по табл. 8 определяют длину трассы в зависимости
от отсечки шага. Для образца шероховатости длина трассы
может быть выбрана 3 и 6 мм. Если выбрана длина трассы
6 мм, то нажимают на клавишу «ДЛИНА ТРАССЫ»
с цифрой 6.
334 СРЕДСТВА ИЗМЕРЕНИЯ ПАРАМЕТРОВ ШЕРОХОВАТОСТИ
Преобразователь вставляют в гнездо и закрепляют
винтом 12. С помощью гайки 7 (предварительно освободив
рычаг 5) поднимают или опускают привод с преобразова-
телем так, чтобы алмазная игла преобразователя 9 косну-
лась измеряемой поверхности образца шероховатости.
Каретку с приводом стопорят рычагом 8.
С помощью клавиши, обозначенной ломаной стрелкой,
включают прибор. Нажимают на клавишу «ПРЕДЕЛ
ИЗМЕРЕНИЯ» с цифрой I (это меньше наибольшего зна-
чения параметра шероховатости Ra = 0,8 мкм). Преоб-
разователь 9 опускают до положения, при котором стрелка
индикатора 15 займет среднее положение. При необхо-
димости снова пользуются гайкой 7 и рычагом 8.
При измерении нажимают клавишу «ПСК», что вызо-
вет перемещение преобразователя по поверхности образца
по направлению к приводу. Следует наблюдать за стрел-
кой индикатора 15. Если стрелка отклоняется за пределы
граничных штрихов, то это означает неправильную ус-
тановку образца шероховатости поверхности относительно
направления движения преобразователя. В этом случае
необходимо исправить установку образца шероховатости
на плите стойки 1.
По окончании рабочего хода преобразователя уст-
ройством управления автоматически подается команда на
возвращение привода назад, т. е. в исходное положение.
Одновременно с этим на цифровом индикаторе 14 высвечи-
вается значение параметра шероховатости Ra.
Если измеренное значение параметра образца шерохсн
ватости поверхности отличается от его номинального зна-
чения более чем на 5 %, то проводят корректировку с по-
мощью винта с надписью «КОРР».
Измерение параметра Ra шероховатости поверхности
контролируемого изделия не отличается от описанной
методики. Если при измерении на цифровом индикаторе
загорается буква «Р», то это означает перегрузку и предел
измерения должен быть увеличен нажатием на соседнюю
клавишу с большим числовым значением.
Глава 9
СРЕДСТВА АВТОМАТИЗАЦИИ И МЕХАНИЗАЦИИ
КОНТРОЛЯ РАЗМЕРОВ
1. ОСНОВНЫЕ ВИДЫ СРЕДСТВ АВТОМАТИЗАЦИИ
И МЕХАНИЗАЦИИ
Комплексная механизация и автоматизация производ-
ства предусматривает для контроля размеров широкое
применение полуавтоматических и автоматических изме-
рительных устройств, обладающих высокой производи-
тельностью, точностью и надежностью оценки размеров,
диета нци он костью управления и возможностью при необ-
ходимости документальной регистрации результатов из-
мерений. Внедрение одного контрольно-сортировочного
автомата, контролирующего и сортирующего 1800 деталей
в час, высвобождает до пяти контролеров.
В зависимости от способа связи и воздействия на тех-
нологический процесс изготовления изделий средства
автоматизации и механизации контроля размеров могут
быть классифицированы (рис. 1) на средства измерения и
контроля, предназначенные для сортирования деталей на
группы «годные» и «брак», и средства активного контроля.
Средства активного контроля осуществляют измерение
изделий в процессе их обработки на станке и переключе-
ние режимов обработки, остановку станка по достиже-
нии установленного размера изделия или регулирование
положения режущего инструмента относительно обраба-
тываемой поверхности. Особую группу автоматических
средств измерений и контроля составляют координатно-
измерительные машины, осуществляющие высокопро-
изводительные и точные измерения изделий слож-
ных форм с последующей обработкой результатов изме-
рения.
По способу получения информации о результатах из-
мерения средства автоматизации и механизации контроля
подразделяют на визуальные приборы со стрелочным
или цифровым отсчетом, на приборы со светосигнальной
или цифровой индикацией, на самопишущие и цифропе-
336 СРЕДСТВА АВТОМАТИЗАЦИИ И МЕХАНИЗАЦИИ КОНТРОЛЯ
чатающие приборы с автоматической обработкой резуль-
татов измерений.
По степени автоматизации средства измерения и
контроля подразделяют па механизированные, полуавто-
матические, автоматические измерительные системы и
комплексы.
Рнс. I. Классификация средств автоматизации и механизации контроля раз-1
меров
Средства измерения и контроля, с помощью которых
осуществляется распределение изделий по размерным
группам, непосредственно не влияют на процесс их изго-
товления. Они лишь фиксируют размеры изделий, полу-
чившиеся после обработки на станках.
Их достоинством является высокая производитель-
ность и объективность контроля размеров. Представителем
этой группы средств измерений и контроля являются конт-
рольно-сортировочные автоматы. Структурная схема авто-
мата для сортировки изделия по одному контролируемому
размеру приведена на рис. 2, а.
Изделия загружают в транспортирующее устройство /,
которое доставляет их к измерительному устройству 2.
На измерительной позиции измеряют размер изделия и
сравнивают его с предельными значениями. Результат
измерения изделия в форме электрического сигнала по-
ОСНОВНЫЕ ВИДЫ СРЕДСТВ АВТОМАТ. И МЕХАНИЗАЦИИ 337
ступает в запоминающее 3 и сортировочное 4 устройства.
Изделие с измерительной позиции конвейером 5 переме-
щается к сортировочному устройству 4, которое под
воздействием сигналов по результатам контроля осущест-
вляет адресование изделия в один из двух сортировочных
отсеков: отсек 6 бракованных изделий или отсек 7 годных
по размерам изделий. Кроме перечисленного, контрольно-
сортировочный автомат имеет устройство управления
a)
Рис. 2, Структурные схемы;
й коктрольно’сортировочного автомата; б — прибора активного контроля
циклом, выполненное обычно в виде командоаппарата 5;
сигнальные лампы 9 и показывающий измерительный
прибор 10.
Средства активного контроля — средства измерения,
предназначенные для автоматического измерения размеров
изделий на станке в процессе их обработки и автомати-
чески осуществляющие: изменение режимов обработки
изделия путем переключения станка с одного режима на
другой; изменение взаимного расположения обрабатыва-
емого изделия и режущего инструмента и прекращение
. обработки по достижению заданного размера. Созданы
, приборы активного контроля, которые измеряют размеры
изделия, автоматически устанавливаемого после обработки
на измерительную позицию у станка. Название «активные»
: эти средства измерения получили вследствие того, что они
непосредственно воздействуют на технологический про-
цесс изготовления изделия, а не «пассивно» фиксируют его
! размеры после изготовления.
j. 12 Бел ЕС НН И. Мь
У
i-
1
338 СРЕДСТВА АВТОМАТИЗАЦИИ И МЕХАНИЗАЦИИ КОНТРОЛЯ
Приборы активного контроля, осуществляющие изме-
рение и контроль изделия после его обработки и на ос-
новании результатов измерения дающие команду на под-
наладку станка (т. е. на изменение взаимного положения
инструмента и изделия), называются подналадчиками.
Необходимость периодической подналадки станка выз-
вана нагревом инструмента и обрабатываемого изделия,
а также износом инструмента. Измерительное устройство
подналадчика аналогично контрольному автомату, а ис-
полнительное устройство — прибору активного контроля.
Структурная схема прибора активного контроля при-
ведена на рис. 2, б. На станке расположен узел 2, который
измеряет изделие 1 во время обработки. Основными эле-
ментами измерительного узла являются измерительные
преобразователи и станции. Наибольшее распростране-
ние получили индуктивные преобразователи, устанавли-
ваемые в рычажные скобы.
Сигнал с измерительного узла 2, характеризующий
размер контролируемого изделия, после усиления посту-
пает одновременно в блок 5 командного устройства,
в блок 4 отсчетного устройства и светофорный блок 3.
Из блока 5 командного устройства сигнал после усилителя
6 поступает на исполнительные органы станка для изме-
нения режима обработки изделия или остановки станка.
Выполнение команд регистрируется зажиганием соот-
ветствующей лампы светофорного блока 3 и отклонением
стрелки показывающего прибора блока 4. Перед началом
работы прибор активного контроля настраивают на конт-
ролируемый размер и устанавливают на станок обрабаты-
ваемое изделие.
Большое распространение получают приборы с автома-
тической обработкой результатов измерений, оснащенные
самопишущими и цифропечатающими устройствами. Уде-
ляется внимание внедрению к оординатно-измерительных
машин (КИМ), обладающих высоким уровнем механизации
и автоматизации, возможностью измерений деталей слож-
ных геометрических форм по заданной программе.
Приборы активного контроля с адаптивной системой
управления обеспечивают оптимальный цикл обработки
изделия с учетом интенсивности процесса снятия матери-
ала в данный момент времени. Адаптация — приспособ-
ление к изменяющимся внешним условиям. Применение
измерительны г; пре<лзрлзователи
339
адаптивной, системы управления уменьшает разброс раз-
меров деталей на 50 %, уменьшает конусообразность из-
делия в 2 раза, поверхностную неровность на 30 %
и обеспечивает постоянные деформации в системе станок-
приспособление—режущий инструмент—изделие.
Приборы активного контроля с адаптивной системой
управления получили наибольшее применение при шли-
фовании изделий на шлифовальных станках.
Механизированные контрольные приспособления и по-
луавтоматические измерительные устройства применяют
непосредственно на рабочих местах, при наладке техно-
логического оборудования и выборочной проверке точ-
ности этого оборудования, при приемке изготовленных
изделий, когда применять калибры или контрольно-
сортировочные автоматы нецелесообразно. Механизиро-
ванные контрольные приспособления конструируют и
изготовляют для конкретного изделия, например для
колец подшипников качения. Их оснащают измеритель-
ными приборами, а иногда светофорными устройствами,
сигнализирующими о выходе размера изделия за уста-
новленные предельные размеры. Важным достоинством
таких простейших механизированных приспособлений яв-
ляется возможность определения действительного раз-
мера изделия.
Полуавтоматические измерительные устройства отли-
чаются от контрольно-сортировочных автоматов степенью
автоматизации. Установка и съем измеряемого изделия на
измерительную позицию осуществляется в этих устрой-
ствах вручную, а цикл измерения размера автоматизи-
рован. Контролируемый размер отображается в виде по-
казаний аналогового измерительного прибора или сигна-
лов светофорного устройства.
2. ИЗМЕРИТЕЛЬНЫЕ ПРЕОБРАЗОВАТЕЛИ
Средства автоматизации и механизации контроля раз-
меров основаны на применении измерительных преобра-
зователей, которые предназначены для преобразования
контролируемых размеров детали в электрические сиг-
налы. Наибольшее применение имеют индуктивные, элект-
роконтактные, пневмоэлектроконтактные, фотоэлектри-
ческие и механотронные преобразователи, характеристики
которых приведены в табл. 1.
12*
340 СРЕДСТВА АВТОМАТИЗАЦИИ И МЕХАНИЗАЦИИ КОНТРОЛЯ
1. Характеристики измерительных преобразователей
Тип Модель Диапа- зон измере- ний, ним Цепа деления Число контак» ТОО Число групп сорти- ровки Неста- бильность срабаты- вания контак- тов
шкалы, 1 мкм I бараба- на, мм предель- ных 1 амплй’ 1 тудных
пл Электрон 233 онтактнь 0—400 е преоб разоват 0,001 ели 2 ТОСТ 3899—1 И) 0,0005 мм
ппо 228-2 228-5 228-6 0—1000 1 0,002 2 — — 0,001 мм
ПАО Пн< 248-2 248-5 248-6 “вмоэлект 235-1 235-2 0—200 роконтак 1 гные пр 0,002 юб азо вате^ 6 1 И (Г ОСТ 2101 7 0,001 мм 6—75)
236-1 236-2 2 1 3
249-1 249-2 16—160 0,2- 2 2 —
п 324; 324-1 324-2; 324-3 2 2 1 3 100 Па
324-4; 324-5 324-6; 324-7 6 3 1 1 7 4
Фотоэлектрические сортировочные преобразователи
(ГОСТ 1590С—85)
ПФС ПФСП 76401 76301 76201 76101 — 0,5 1 2 5 5 2 1 — — — 10; 20; 30; 40; 50
76102 76202 76302
Примечание. Пример обозиачения: Преобразователь ПП
ГОСТ 3399—£/; Преобразователь пневмоэлектроконтактный 324*6
ГОСТ 21017,-75.
ИЗМЕРИТЕЛЬНЫЕ ПРЕОБРАЗОВАТЕЛИ
341
Индуктивные преобразователи отличаются малыми га-
баритами, высокой точностью и надежностью. Некоторые
их модели были рассмотрены в гл. 3 и 8.
Действие электроконтактных преобразователей осно-
вано на замыкании или размыкании электрических кон-
тактов, включенных в электронную схему сигнализации
или управления, например, контрольно-сортировочного
автомата или измерительного устройства. Преобразова-
тели настраивают так, чтобы замыкание или размыкание
электроконтактов происходило в момент, когда отклоне-
ние размера или формы превосходит установленные пре-
дельные значения.
По назначению электроконтактные преобразователи
подразделяют на предельные (для контроля предельных
размеров изделия или заданных пределов групп сорти-
ровки) и амплитудные (для контроля отклонений формы
изделия). По числу пар электроконтактов эти преобразо-
ватели подразделяют на одно-, двух- и трехпредельные.
Схема и устройство преобразователя мод. 228 показаны
на рис. 3, а и б. На измерительном стержне 1 закреплен
рычаг 2, воздействующий через корундовый штифт на
двуплечий рычаг 3, который при определенных положени-
ях замыкает или размыкает электрическую цепь с вклю-
ченными в нее вольфрамовыми контактами 4 и 5.
Применяемый корундовый штифт изолирует электриче-
скую цепь преобразователя от корпуса. Контакты преоб-
разователя имеют независимые выводы. Силу измерения
контролируемой детали 6 создает пружина 7, а силу за-
мыкания контактной пары 4 — пружина 8. Рычаг 3
качается на крестообразном пружинном шарнире 9.
В преобразователь может быть установлена измерительная
головка 10 с ценой деления 0,001 мм. Настройку непод-
вижных контактов осуществляют как по ПКМД, так и
по образцовым изделиям (изготовленным по предельным
размерам) с помощью настроечных винтов 11 и 12 с ценой
деления отсчетных шкал 0,002 мм. Винты посредством вту-
лок электроизолированы от корпуса преобразователя.
Повороту измерительного стержня вокруг оси препятст-
вует хомутик 14 с пазом для штифта 13, запрессованного
в корпусе преобразователя.
Рассмотрим работу преобразователя, закрепленного на
стойке и контролирующего размер вала, установленного на
342 СРЕДСТВА АВТОМАТИЗАЦИИ И МЕХАНИЗАЦИИ КОНТРОЛЯ
Ряс. Электроконтактный преобразователь мод. 228;
а общий вид; б принципиальная схема
столик стойки. Контакты преобразователя настраивают по
блоку ПКМД так, чтобы размыкание нижней контактной
пары 5 происходило при установке размера ПКМД,
соответствующего нижнему предельному значению контро-
лируемого вала. Верхние контакты 4 настраивают таким
образом, чтобы их замыкание происходило при установке
на столик стойки второго блока ПКМД, соответствующего
ИЗМЕРИТЕЛЬНЫЕ ПРЕОБРАЗОВАТЕЛИ
343
верхнему (наибольшему) предельному размеру контроля*
руемого вала.
Возможны три варианта сигналов, снимаемых с кон-
тактов преобразователя. При измерении размера вала,
меньшем чем его нижний предельный размер, контакты 5
остаются в замкнутом состоянии. На светофорном табло,
подключенном через усилитель к контактам, срабатывает
сигнал «брак—». При контроле годной детали контакты 4
и 5 будут разомкнуты и на светофорном табло загорится
лампа «годен». Если размер вала окажется больше наи-
большего предельного значения, то измерительный стер-
жень переместится в верхнее положение, при котором бу-
дут замкнуты контакты 4, и на светофорном табло поя-
вится сигнал «брак +».
Схема распространенного пневмоэлектроконтактного
сильфонного дифференциального преобразователя приве-
дена на рис. 4, а. Сильфоном называют тонкостенную ме-
таллическую трубку или камеру с гофрированной боковой
поверхностью, реагирующую на изменение давления в пнев-
мосистеме. С увеличением давления воздуха сильфон рас-
тягивается и, наоборот, с уменьшением давления — сжи-
мается .
Пневмоэлектроконтактный преобразователь имеет две
сильфона 1 и 2, закрепленных в неподвижном основа-
нии 3. Свободные концы сильфонов посредством планок 4
и стяжек 5 соединены между собой и закреплены на пру-
жинном параллелограмме 6. Таким образом, сильфоны
вместе с подвижной системой могут перемещаться в осе-
вом направлении. Их ход ограничивают винты 7, Плоские
пружины 8 имеют контакты 9, расположенные напротив
контактов, вмонтированных в регулировочные винты 10.
Пройдя через блок фильтра-стабилизатора, очищенный
воздух В под заданным давлением подводится через вход-
ные сопла 11 и 12 в сильфоны 1 и 2. Расход воздуха,
а соответственно и давление в сильфоне 2, регулируются
соплом Б и винтом 15. Второй сильфон 1 соединен с изме-
рительной оснасткой А, например с калибром-пробкой.
Давление воздуха в сильфоне 1 зависит от размера контро-
лируемой детали-втулки. При равенстве давления в силь-
фонах 1 и 2 подвижная часть механизма, состоящая из
планок 4 и стяжек 5, будет в среднем положении, а свя-
занная с ним через передаточный механизм стрелка 17
344 СРЕДСТВА АВТОМАТИЗАЦИИ И МЕХАНИЗАЦИИ КОНТРОЛЯ
отсчетного устройства — займет нулевое положение.
Если размер контролируемого отверстия меньше уста-
новленного предельного размера, то зазор между соплом
калибра-пробки и контролируемой поверхностью умень-
шится, вследствие этого давление воздуха в сильфоне 1
Ряс. 4» Пиеймоэлектраконтактный и фотоэлектрический преобразователи
возрастет, подвижная часть механизма переместится
влево и контакт 9 замкнется с регулируемым контактом 10.
При этом замкнута будет электрическая цепь, например,
сортировочного устройства контрольного автомата, и
деталь будет направлена в бункер «брак 4~». Соответствен-
но стрелка 17 отклонится от нулевого положения и зафик-
сирует размер детали. Если размер отверстия окажется
больше наибольшего предельного размера, давление в
сильфоне 1 будет меньше давления воздуха в сильфоне 2
и подвижный механизм переместится вправо, замыкая
приборы активного контроля размеров
345
пару правых контактов, на табло будет зафиксирован
сигнал «брак —».
Для амплитудных измерений к одной из стяжек под-
вижного механизма преобразователя прикреплены фто-
ропластовые призмы 13 с плавающим контактом 14, с од-
ной стороны которого расположен неподвижный контакт 16,
ас другой стороны — регулируемый контакт 18. При изме-
рении регистрируют разность максимального и минималь-
ного размеров контролируемого отверстия (например, его
овальность). Если овальность больше нормированного
значения, то срабатывают последовательно оба контакта
14 и 18 и на табло фиксируется сигнал «брак».
Фотоэлектрические преобразователи типа ЛФС
(рис. 4, г) применяют в контрольно-сортировочных авто-
матах для многодиапазонной сортировки деталей по раз-
мерным группам. В основу устройства преобразователя
положен оптикатор в соединении с группой фоторезисто-
ров. Световой поток от источника света 1, размещенного
в осветителе 2, отражается от зеркала 3, закрепленного
на чувствительном элементе оптикатора, и освещает один
из фоторезиеторов 4, номер которого определяет номер
сортировочной группы. При освещении фоторезистора ме-
няется его омическое сопротивление и выдается сигнал в
цепь исполнительных органов.
Преобразователи типа ПФС с фоторезисторами типа
ФСК-4а обладают высокой чувствительностью, позволяют
за секунду контролировать четыре-восемь деталей с сорти-
ровкой по размерам до 52 групп. Цена деления их шкалы
0,5 мкм.
3. ПРИБОРЫ АКТИВНОГО КОНТРОЛЯ РАЗМЕРОВ
Приборы активного контроля широко распространены
в современном производстве. Они исключают появление
брака по обрабатываемым размерам, повышают качество
изготовления изделий при высокой производительности
обработки.
Характеристики приборов активного контроля приве-
дены в табл. 2.
Универсальная измерительная система БЕМ 100, ос-
нованная на использовании индуктивных преобразовате-
лей, предназначена для управления автоматическим циклом
346 СРЕДСТВА АВТОМАТИЗАЦИИ И МЕХАНИЗАЦИИ КОНТРОЛЯ
2. Характеристики приборов активного контроля линейных размеров
Нвимеко&яние Назначение прибора Дии
контроли- руемых диаметров, ми
Универсальная изме- рительная система БВ-4100 Управление автоматическим цик- лом обработки на центровых круг- лошлифовальных станках 2,5—200
Измерительная систе- ма мод. БЕМ 100-70 ... БВ-4100-79 Контроль деталей, обработанных на бесцентровых станках, вне эоны обработки (с выносом детали из зоны обработки и установкой на позицию измерения) 2,5—320
Управляющий прибор мод. ББ-4180 Управление автоматическим цик- лом круглошлифовального станка при обработке вала, пригоняемого с требуемым зазором (натягом) к сопрягаемому с ним отверстию втулки 5—125
Управляющий прибор мод. БВ-4116 осевой ориентации Управление автоматическим цик- лом осевой ориентации торцовых поверхностей валов относительно режущей кромки абразивного кру- га на торцекруглошлифовальном станке, осуществляющем совмест- ную обработку методом врезания торцовой и цилиндрической по- верхностей (1,5— ши- рина ори- ентируе- мого торца)
Управляющий прибор мод. БВ-4270 Пневматический при- бор активного кон- троля мод. БВ-П.6060 Управление процессом обработки на центровых кр углошлифоваль- ных автоматах и полуавтоматах Контроль диаметров валов с глад- кой и прерывистой поверхностью на круглошлифовальных станках и управление процессом обработ- ки по результатам измерений 2,5—200 2,5—200
Прибор мод. БВ-П.3156 показыва- ющий Управление циклом обработки ва- лов с гладкой поверхностью на круглошлифовальных станках 4—200
ПРИБОРЫ АКТИВНОГО КОНТРОЛЯ РАЗМЕРОВ
347
изделий
Ж пазон Цена деления шкалы, мкм Числа управ- ляющих команд Погрешность показаний, мям (сра- батывания команд) Сила изме- рения, Н Тип пока- зывающего и команд- ного прибора
показаний По шкале, мкм
К?/ 400 80 300 5 1 5 2; 4 4 2; 4 2; 4 2; 4 2; 4 0,5 0,5 0,25 15 1,5 15 1,5 1 деление на участке от 0 до ±10 делений; 6 делений на всей шкале 8— на участке шкалы от 0 до ±10 де- лений; 40 — на всей шкале 6 zb 1 2+0,2 6±1 4+0,5 6+ 1 6+ 1 Индук- тивный То же » » Пневмати- ческий диф- ференциаль- ный силь- фонный Трехконтакт- ная навес- ная скоба с индика- тором часо- вого типа
60 или 30 400 1 или 0,5 5
80 или 40 400 80 400 80 60; 120; 240 600 1 или 0,5 5 1 5 1 0,5; 1; 2 10
348 СРЕДСТВА АВТОМАТИЗАЦИИ И МЕХАНИЗАЦИИ КОНТРОЛЯ
Нам минование Назначение прибора Дна
контроли- руемых диаметров, мм
Измерительная систе- ма мод. БВ-4257 • Контроль внутренних диаметров изделий на внутр и шлифовальных автоматах и полуавтоматах (вы- дает команды в цепь станка для управления циклом обработки де- тали) 25—180
Прибор мод. 4066И Управление циклом обработки де- талей по высоте с гладки мн пре- рывистыми поверхностями при шлифовании на плоскошлифоваль- ных станках 0—200
Комплект измеритель- ных устройств мод. ХШ9М.31 Для автоматизации рабочих пере- мещений исполнительных органов .металлорежущих станков с ЧПУ и контроля в процессе обработки изделий на круглошлифовальлых станках с ЧПУ 15—85; 0—100; 0—1000; ±0,3
Примечание. В числителе приведены данные для грубо it шкалы: в
обработки валов на центровых круглошлифовальных стан-
ках. В измерительную систему входят отсчетио-камандное
устройство типа БВ-6119-01 или БВ-6119-02 (рис. 5, а),
выдающее во внешние цепи соответственно четыре или
две управляющие команды; настольные индуктивные
скобы типа Б В-3152-40, БВ-3152-80, БВ-3152-125 и
БВ-3152-200 (рис. 5, 6) с гидравлическим подводящим
устройством типа БВ-3102Т; навесная скоба типа БВ-3154
(рис. 5, <5). Измерительные скобы оснащены индуктивным
дифференциальным преобразователем типа БВ-6067
(рис. 5, а), отличающимся от ранее описанных в гл. 3
индуктивных преобразователей формой; корпуса и кон-
струкцией подвески измерительного стержня 1. Стержень
ПРИБОРЫ АКТИВНОГО КОНТРОЛЯ РАЗМЕРОВ
349
П родолжение табл. 2
пазон показаний по шкале, мкм Цена деления шкалы, мкм Число управ- ляющих команд Погрешность показаний, мкм (сра- батывания команд} Сила изме- рения, Н Тип пока- зывающего и команд- ного прибора
400 80 5 1 2; 4 1 — па 0,1± И иду к-
400 80 5 1 2; 4 участке шкалы от 0 до ±10 де- лений 12— на всей шкале I ±0,02 4±0,5 тивный То же
400 80 5 1 5 — ПО 2 по осям 7; 4 Электрон-
ОСИ А 2 по оси У 4 по оси Z 2 по оси А и У 20 по осям Z н W ный
знаменателе — для точной шкалы.
подвешен на двух дисковых пружинах 2 с концентриче-
скими дуговыми прорезями, что обеспечивает осевое пере-
мещение сердечника без трения и зазоров. Две бескаркас-
ные катушки с обмотками установлены в магнито провод.
Внутри катушек. находится якорь 4, соединенный с из-
мерительным стержнем/. Катушки преобразователя вклю-
чены в мостовую схему вместе с обмотками выходного
трансформатора задающего генератора.
Структурная схема отсчетно-командного устройства
типа БВ-6119 приведена на рис. 5, в. Обмотки индуктив-
ного дифференциального преобразователя ИП питаются
стабилизированным напряжением 1,5 В, частотой 14 кГц,
вырабатываемым задающим генератором Г. Мостовая схема
:'-W"
350 СРЕДСТВА АВТОМАТИЗАЦИИ И МЕХАНИЗАЦИИ КОНТРОЛЯ
в)
РнСг 5. Универсальная измерительная
ПРИБОРЫ АКТИВНОГО КОНТРОЛЯ РАЗМЕРОВ
351
находится в равновесии, когда якорь расположен симме-
рично относительно катушек с обмотками индуктивного
преобразователя ИП. Якорь изменяет свое положение
в зависимости от изменения размера вала в процессе его
шлифования на станке. В этом случае равновесие мосто-
вой схемы нарушается, на выходе моста возникает пере-
менное напряжение, которое усиливается усилителем У
и поступает на вход фазочувствительного детектора ФД,
питаемого от генератора Г.
Переменное напряжение в фазочувствительном детек-
торе системы преобразуется в знакопеременное на-
пряжение, которое после усиления ПД поступает одно-
временно на стрелочный показывающий прибор П и на
входы четырех (или двух) формирователей команд Ф1—
Ф4. Формирователи команд включают обмотки исголни-
ф
система 6 В-4
352 СРЕДСТВА АВТОМАТИЗАЦИИ И МЕХАНИЗАЦИИ КОНТРОЛЯ
тельных реле команд PI—Р4 при достижении заданного
размера обрабатываемого вала, т. е. при достижении вы-
ходным сигналом регулируемого уровня срабатывания.
Одновременно с выдачей команд в цепи управления стан-
ком реле Р1—Р4 включают соответствующие сигнальные
лампы на панели отсчетно-командного устройства. При
достижении заданного размера вала формируется команда
для ускоренного отвода шлифовальной бабки в исходное
положение.
Таким образом, в процессе шлифования изменение раз-
мера вала преобразуется в пропорциональный электриче-
ский сигнал, который в отсчетно-командном устройстве
формируется в аналоговый сигнал для стрелочного пока-
зывающего прибора П и в дискретные сигналы — команды
для исполнительных органов шлифовального станка.
Отсчетно-командное устройство прикрепляется к уста-
новочной площадке шлифовального станка. На передней
панели этого устройства размещены (рис. 5, а): 1 — пока-
зывающий прибор с двумя шкалами с ценой деления 0,001
и 0,002 мм; РВ—лампа сигнализации включения ко-
мандных цепей по окончании периода задержки, опреде-
ляемого установкой реле времени; 2 — лампы (обозначен-
ные на панели цифрами 1—4) для визуальной индикации
срабатывания окончательной и предварительной команд;
3 — потенциометры настройки уровней срабатываемых
команд; 4 — тумблер переключения в режимы «НА-
ЛАДКА» и «РАБОТА»; 5 — тумблер (с цифрами 1 и 2)
подключения к отсчетно-командном у устройству одного
или двух индуктивных преобразователей для работы в ре-
жиме суммирования двух сигналов; 6 — тумблер (с циф-
рами 60 и 300) для переключения масштабов шкалы
стрелочного показывающего прибора /; 7 — потенцио-
метр электрической корректировки нуля.
Универсальная измерительная система предназначена
для работы с настольными индуктивными скобами
(рис. 5, б) или с навесной индуктивной скобой (рис. 5, в).
Настольная индуктивная скоба 1 (см. рис. 5, б) укреп-
лена на кронштейне 2 гидроцилиндра 3. Сменные измери-
тельные ножки 4 соприкасаются с обрабатываемым валом 6
посредством твердосплавных наконечников 5. Индуктив-
ный преобразователь 7 закреплен на измерительной ка-
ретке 8 вместе с нижней измерительной ножкой. На ка-
ПРИБОРЫ АКТИВНОГО КОНТРОЛЯ РАЗМЕРОВ
353
ретке 9 установлен микрометрический винт 10, взаимодей-
ствующий с измерительным наконечником преобразова-
теля 7. В процессе шлифования размер вала уменьшается,
в результате чего измерительные ножки сближаются,
что вызывает перемещение измерительного наконечника
индуктивного преобразователя и нарушение равновесия
мостовой схемы измерительной системы.
Автоматическое перемещение настольной скобы я ее
ориентация относительно шлифуемого вала обеспечива-
ются гидравлическим подводящим устройством типа
БВ-3102Т.
Ниже рассмотрен контроль гладких валов, обрабаты-
ваемых на круглошлифовальных полуавтоматах с помо-
щью индуктивной навесной скобы типа БВ-3154, которая
посредством штанги 6 установлена на унифицированном
кронштейне- 1 (см. рис. 5, 6), закрепленном на кожухе
шлифовального круга. При шлифовании валов методом
продольной подачи кронштейн со скобой закрепляют на
одной из бабок или на столе шлифовального станка. На-
весную скобу ориентируют по поверхности обрабатывае-
мого вала двумя неподвижными твердосплавными нако-
нечниками 2 и 3 и подвижным наконечником 4, укреплен-
ным па штоке 5. Шарнирно подвешенная на амортизаторе
скоба легко отводится от вала при его установке и снятии
со станка. Положение измерительных наконечников 2 и 3
зависит от размера обрабатываемого вала. Их установка
осуществляется по шкале, имеющейся на поверхности под-
вижной скобы 8 и риске, нанесенной на корпусе 7 навес-
ной скобы. Корпус 7 скобы подвешен на двух плоских
пружинах 10\ к нему с помощью винтов 9 крепится под-
вижная скоба 8.
Шток 5 прижимается через измерительный наконечник
4 к поверхности обрабатываемого вала пружиной 11,
обеспечивая нормированную силу измерения. Индуктив-
ный преобразователь 12 типа Б В-6067 укреплен в корпусе
15 навесной скобы. Измерительный наконечник инду-
ктивного преобразователя защищен от повреждений ста-
каном 13. С измерительным наконечником преобразова-
теля 12 соприкасается торец микрометрического винта 14,
соединенного со штоком 5. С помощью микрометрического
винта осуществляется также настройка навесной скобы
на размер вала.
354 СРЕДСТВА АВТОМАТИЗАЦИИ И МЕХАНИЗАЦИИ КОНТРОЛЯ
Перед началом работы измерительную систему настра-
ивают на требуемые размеры. При этом проверяют надеж-
ность присоединения кабелей и заземления, соответствие
питающего напряжения паспортным данным. Тумблеры
на задней панели измерительной системы с надписью
«ВКЛ» и «ПРЕР» устанавливают в нижнее положение,
а тумблеры полярности сигналов — в верхнее положение
(положение « + »).
Находящийся на передней панели измерительной сис-
темы потенциометр 7 (см. рис. 5, а) электрической корре-
ктировки нуля устанавливают в среднее положение,
тумблер 4 — в положение «НАЛАДКА», а тумблер 5 —
на цифру 2.
Настройка измерительной системы осуществляется по
установочному валу. При правильной установке индук-
тивной навесной скобы на вал все измерительные нако-
нечники должны оставлять на вращающемся валу совпа-
дающие следы, т. е. один общий след.
Размер установочного вала должен совпадать с се-
рединой поля допуска контролируемого шлифуемого вала.
Вращением микровинта 14 (см. рис. 5, д') добиваются сов-
мещения стрелки отсчетного устройства 1 (см. рис. 5, а)
с нулевой отметкой. Это будет соответствовать выдаче
окончательной команды «РАЗМЕР» с прекращением шли-
фования вала. Наладку устройства на предварительные
команды осуществляют с помощью потенциометров 3.
Предварительные команды готовят переход от форсиро-
ванной к черновой и чистовой подачам шлифовального
круга.
Ориентировочный отсчет при настройке уровней сра-
батывания предварительных команд осуществляется . по
делениям шкал, нанесенных у рукояток 3 потенциометров
«КОМАНДЫ». Окончательно правильность настройки
команд проверяют по шкале показывающего прибора 1
в момент включения соответствующей сигнальной лампы 2.
При необходимости в настройку вводят поправки.
С целью опробывания работы измерительной системы
в режиме автоматического шлифования вала с помощью
тумблера 4 переключают электрическую схему из режима
«НАЛАДКА» в режим «РАБОТА».
После настройки измерительной системы по установоч-
ному валу последний заменяют валом, подлежащим шли-
ПРИБОРЫ АКТИВНОГО КОНТРОЛЯ РАЗМЕРОВ
355
фованию. После шлифования вала контролируют его раз-
меры с помощью средств линейных измерений, обеспечи-
вающих требуемую точность. С учетом результатов изме-
рения в первоначальную настройку измерительной си-
стемы на размер вносят дополнительную корректировку,
используя потенциометры 3.
Универсальная измерительная система БВ-4100 мо-
дернизирована. Измерительная система получила обозна-
чение БВ-4100-70 ... БВ-4100-79 (табл. 3), Опа предна-
значена для контроля деталей, обработанных на бесцентро-
вых круглошлифовальных станках, вне зоны обработки.
Подача деталей на позицию контроля осуществляется
механизмами станка. Измерительная система имеет две
скобы (одна из которых служит для ручного контроля
размеров деталей) и отсчетно-командное устройство, ана-
логичное описанному выше. При ручном контроле изделие
устанавливается в призмы, расположенные на специаль-
ном стенде вместе с отсчетно-командным устройством.
3. Характеристики измерительной системы
мод. БВ-4100-70 ... БВ-4100-79
Модель Диапазон диаметров, мм Цена деления шкалы, мм Диапазон показа* кий по шкале, мкм
БВ-4100-70 БВ-4100-71 БВ-4100-72 БВ-4100-73 Б В-4100-74 2,5—40 10—80 40—125 125—200 200—320 0,005 для грубей шкалы; 0,001 для точной шкалы ±150 для грубой шкалы; ±30 для точной шкалы
БВ-4100-75 БВ-4100-76 БВ-4100-77 БВ-4100-78 БВ-4100-79 2,5—40 10—80 40—125 125—200 200—320 0,005 ДЛЯ Грубой шкалы; 0,0005 для точной шкалы ±150 для грубой шкалы; ±15 ДЛЯ ТОЧНОЙ шкалы
Пример обозначения-. Система измерительная БВ-4100-75,
ТУ 2-034-51ISO.
356 СРЕДСТВА АВТОМАТИЗАЦИИ И МЕХАНИЗАЦИИ КОНТРОЛЯ
4. КОНТРОЛЬНО-СОРТИРОВОЧНЫЕ АВТОМАТЫ
Контрольно-сортировочные автоматы применяют, в
основном, в крупносерийном производстве для контроля
и сортировки изделий, например шариков, роликов, шайб,
колец, пластин и т. п. Конструкцию и работу контрольно-
сортировочных автоматов рассмотрим на примере одного
из автоматов типа 37АК Ленинградского инструменталь-
ного производственного объединения (ЛИПО), предна-
значенного для сортировки игольчатых роликов по длине
на три группы и по диаметру — на 12 групп с производи-
тельностью 1000 шт/ч. Автомат сортирует ролики с интер-
валом I и 2 мкм с пределами сортировки по диаметру
1,6—3 мм и по длине 8—30 мм. Погрешность измерения
по диаметру не превышает ±0,5 мкм, а по длине ±3 мкм.
Принципиальная схема автомата представлена на
рис. 6. Автомат состоит из транспортирующего, измери-
тельного и сортирующего устройств. Игольчатые ролики
насыпаются в бункер 1, При вращении диска 2, осуществ-
ляемом электродвигателем 3 через червячную передачу 4,
ролики ориентируются в пазах диска 2 и направляются
в приемник 5.
Над выходным отверстием приемника расположен тран-
спортирующий диск 6 с окнами для роликов. Диск 6
вращается от электродвигателя 7. При совмещении окна
диска с выходным отверстием приемника ролик поступает
в окно диска 6 в переносится на позицию измерения длины
ролика. Длина ролика измеряется электроконтактным
преобразователем <?, измерительный наконечник которого
выполнен в виде ножа 9 и подвешен на пружинном парал-
лелограмме 10. Забракованные на этой позиции ролики
проваливаются в приемник бракованных изделий, а год-
ные ролики транспортируются диском 6 ко второй измери-
тельной позиции. На этой позиции измеряется диаметр
ролика с помощью фотоэлектрического преобразователя 11
типа ДФМ, измерительный наконечник которого подвешен
на пружинном параллелограмме 12. Промежуточный ры-
чаг 13 предотвращает повреждение преобразователя при
попадании на измерительную позицию роликов, диаметр
которых превышает верхнюю границу поля допуска.
В процессе измерения диаметра ролика засвечивается
один из фоторезисторов преобразователя (см. рис. 4, г)
КОНТРОЛЬНО-СОРТИРОВОЧНЫЕ АВТОМАТЫ
357
и срабатывает реле, которое включает генератор частоты
и одну из записывающих головок 14. Головка записывает
сигнал на магнитный барабан 15, вращающийся от элект-
родвигателя 18 синхронно с транспортирующим диском 6.
Вокруг барабана 15 расположены считывающие головки 16,
Рис, 6. Контрольно-сортировочный автомат типа 37АК
на выходе которых включены усилители, В момент, когда
записанный на барабане сигнал проходит мимо воспроиз-
водящей головки, в последней индуцируется напряжение,
подаваемое после усиления на сортировочный магнит,
управляющий соответствующей сортировочной заслонкой,
через которую проходит ролик заданного диаметра, чем
обеспечивается сортировка измеряемых роликов по ди-
аметру.
358 СРЕДСТВА АВТОМАТИЗАЦИИ И МЕХАНИЗАЦИИ КОНТРОЛЯ
Характеристики контрольно-сортировочных автоматов
Изготовитель £ а й л о 'О о S’ О OS’ Ощ I-» {"*** p-i |—। 'У А М g Л к § t* t** • tr* Г“* SS fcf Jjf
I Пр&ИЗВОДИ- 1 тельность, шт/ч о о о о О О О О О О О О О О О о о о о о о о о О © ФО © о оо о О О О о © О О Ю Ю CICOCO OOOCOQOOOO'Xj^tDOCOfXj^ С© О О Ф 00 COOITJ — 0QW <м«мсм
1 Число 1 групп сортировки СО | | t-- 5 - Ф ’ф TH 'Ф о TH Tf1 1Л СЧ CM 1Л со со 00 ю V14 см
Погрешность измерения, мкм Длины □О 00 00 Т-О <-© <30 i I I I I I ь'+то2'71О’о’аЧЧ I <1 i?,i 71 11 H 71 Tl Tl
Диаметра Ю CO GO UO id^LO co l© СМ u0 uOvO Ю --• « CO CM I I ©о© ооофоффф-4’-**^ eq doooo ° 1 1 +1+1+1+1+1 +1+1+1 +1+1+1+1+1
Диапазон измеряемых размеров, мм Длина о с о 7 ф n u: о <л ел ф c+ (M Cl c+ — <+ C(| -H L©1 (£)Th 1 1 1 1 ! 1 1 II 1 1 ! II 1 ! 1 1 Mill ф ОЮ ©<O b- о <M СМЮ Ю О Ь- --
Диаметр ООС1 © о ю © см О о <О 00 о © СМ СМ СО со 00 со © со см с© CS — с-3 чн Г- Ю © —1 Т-- *-* с© со СМ 1 1 1 II 1 1 1 1 1 1 1 ! 1 II i 1 1 1 1 1 1 ТГф©^С0а0С©<М1П1МС£>М-ф1.П|С)С©Ю ь- ь- СО СО tM о -и о о”
Сортируемое изделие “о - w ЬС 2 й tf й К Ф w S- я i-м а л Н о оЗий-зоно И а OE3gH С с
Тип или модель Q0 ** © . mm s Г1<<СЧГ©Ф<<£<А<Ф-н(М<<СС] < b- СО СО €Ь Ч Lf? о о С! ОД с те* ф Cn (М 03 ~ т—1 © <М CM U0 О <Ц тГ 'Ф ** С© Ю Ш << С© чф 4J- -ср © © Щ М* Tj'-Ф rf чф чг
ТРЕХКООРДИНАТНЫЕ ИЗМЕРИТЕЛЬНЫЕ МАШИНЫ 35g
За последней считывающей головкой 16 расположена
стирающая головка 17. После стирания записи магнитный
барабан 15, приводимый во вращение через привод от
электродвигателя, снова готов к записи.
Циклом работы автомата управляет вращаемый от
электродвигателя 7 распределительный вал 19, на котором
находятся кулачки командоаппарата, коммутирующие
электрические цепи автомата. Автомат настраивается по
образцовым роликам.
Характеристика некоторых отечественных контрольно-
сортировочных автоматов приведена в табл. 4.
5. ТРЕХКООРДИНАТНЫЕ ИЗМЕРИТЕЛЬНЫЕ МАШИНЫ
Координатно-измерительная машина (КИМ) — изме-
рительная система, предназначенная для измерения в руч-
ном и автоматическом режимах перемещения чувствитель-
ного щупа относительно точек, линий, поверхностей из-
делия в пространстве (по трем или четырем координатам
в пространстве), например, по длине, ширине и высоте
изделия, а также по углу его поворота относительно базо-
вой оси.
КИМ обладает большой универсальностью и произво-
дительностью измерений, пригодностью для измерения
изделий сложной геометрической формы.
КИМ собирает информацию об измеряемых величи-
нах — координатах и передает эту информацию на об-
работку с представлением результатов измерений в удоб-
ном для пользования виде.
Характеристики отечественных КИМ приведены
в табл. 5.
Конструкции КИМ разнообразны. Рассмотрим коорди-
натно-разметочную машину ВЕ-111А (рис. 7, а), которая
преимущественно предназначена для координатных изме-
рений и разметки корпусных деталей. Результаты изме-
рений индицируются на цифровых табло 9 (цифровое от-
счетное устройство) и печатаются печатающим устрой-
ством (машинкой) 8 типа Ф5033. При разметке вместо
измерительных щупов устанавливают специальные разме-
точные циркули, подпружиненные резцы с державками,
позволяющими наносить прямые линии и окружности.
5. Характеристики отечественных коордииатно-измерительных машин
Модель
Параметр ВЕША ВЕ141 BEU0K ВЕ154 ВЕ155 ЛР356К
Координатные перемещения по осям, мм:
X 700 750 800 1000 1000 4 000
У 400 400 630 1600 630 2 000
Z 600 750 630 630 400 1 000
Угол поворота стола, ° 360 360 — — —
Наибольшая координатная погрешность. 120 25 15 10 6 80—40
МКМ
Угол поворота стола, ' 2 — — — — —
Дискретность отсчета, мкм 10 1 1 1 1 2
Угол поворота стола, " 3,6 — • — — — —
Наибольшая масса измеряемой детали, кг 400 400 400 1200 800 5 000
Диаметр планшайбы поворотного стола, мм 450; 630 450 800; 630 — —
Ширина и высота проема портала (моста), — — — 1120 1120 2 500
ММ 645 415 1 600
Ширина стола, мм 1000 1000 — 1020 1020 1 600
Длина стола, мм 1200 500 — 1600 655 4 500
Площадь, занимаемая КИМ, м2 2,5X3,5 18 - 18 18 40
Масса, кг 1600 1500 5000 5000 3000 25 000
360 СРЕДСТВА АВТОМАТИЗАЦИИ И МЕХАНИЗАЦИИ КОНТРОЛЯ V ТРЕХКООРДИНАТН Ы Е ИЗМЕРИТЕЛЬНЫЕ МАШИНЫ
362 СРЕДСТВА АВТОМАТИЗАЦИИ И МЕХАНИЗАЦИИ КОНТРОЛЯ
Машина ВЕША относится к КИМ с ручным управ-
лением, при котором измерительную головку 3 переме-
щают до контролируемой детали 4 и после касания с де-
талью отсчитывают по отсчетному устройству 9 значение
размера по координатам X, У, Z и
Измеряемую деталь 4 на домкратах 5 устанавливают на
столе 6, который поворачивают вокруг оси вручную.
Координатная каретка 2 обеспечивает перемещение изме-
рительной или разметочной головки 3 по осям F и Z
(перемещение по оси Z осуществляется перемещением
каретки 2 по колонке 1). Для отсчета по оси X колонку
перемещают по координатной каретке 7 вручную. Коорди-
натные перемещения измеряют с помощью прецизионных
мелкомодульных реек и зубчатых колес, соединенных
с сельсинами, а последние соединены с блоками цифровых
отсчетных устройств 9,
В последнее время наибольшее распространение полу-
чают КИМ с автоматическим режимом работы. В состав
этих КИМ входит ЭВМ, в которую вводится программа
(с перфо- или магнитной ленты) для автоматического
управления перемещением измерительной головки и
автоматической обработки результатов измерений.
Программа включает информацию о координатах и
последовательности измерения, операциях обработки ре-
зультатов измерений, а также предельные значения из-
меряемых величин. Подготовка программ и оперативные
задачи координатных измерений решаются с помощью
дисплейного устройства. Результаты измерений выдаются
в виде записи.
Некоторые машины являются «самообучающимися»,
т. е. позволяющие осуществлять измерения по всем коорди-
натам в ручном режиме от пультов КИМ и ЭВМ. Одновре-
менно с этим измерением может быть записана или скор-
ректирована программа, которую можно использовать
для измерения изделий в автоматическом режиме.
Измерительная головка определяет точность измерений,
а ее конструкция зависит от формы и расположения из-
меряемых поверхностей изделия. Одна из наиболее уни-
версальных и сложных измерительных головок приведена
на рис. 7, б, К головке приложен комплект щупов, ко-
торые закреплены в гнездах корпуса 1 головки. Некото-
рые головки могут иметь поворотные устройства 2 и уст-
ТРЕХКООРДИНАТНЫЕ ИЗМЕРИТЕЛЬНЫЕ МАШИНЫ 353
ройства для регулирования силы измерения, устройства
самоцентрирования и зажима щупов.
На рис. 8, в показана схема КИМ мод. BE 155 порталь-
ного типа с автоматическим режимом работы. Контроли-
руемое изделие 3 устанавливается на измерительный стол
КИМ. Измерительная головка 4, предназначенная для
ощупывания измеряемых точек поверхности изделия,
является электроконтактной сигнальной головкой, обе-
спечивающей подход к измеряемому изделию с пяти сто-
рон без его перестановки. Эта головка установлена на
подвижной пиноли 5 и может быть приведена в соприкос-
новение с любой точкой контролируемого изделия 3.
Пиноль перемещается по оси Z в каретке 1, которая может
перемещаться по оси Y относительно портала 6.
Портал может перемещаться в направлении оси X.
Все координатные перемещения измеряются с помощью
фотоэлектрических импульсных измерительных систем
с растровыми стеклянными линейками. Приводы имеют
передачи винт-гайка качения и электродвигатели посто-
янного тока с тахогенераторами.
Результаты измерения могут быть представлены на
цифровом отсчетном устройстве 7 или записаны на циф-
ропечатающем устройстве 8. Вводное устройство 9 ра-
ботает от перфоленты. ЭВМ снабжена дисплеем 2.
СПИСОК ЛИТЕРАТУРЫ
1. Артемьев Б. Г., Голубов С. М. Справочное пособие для работ-
ников метрологических служб. М.: Изд-во стандартов, 1982. 279 с.
2. Белкин И. М. Справочник по допускам и посадкам для рабочего-
машиностроителя. М.: Машиностроение, 1985. 320 с.
3. Берков В. И. Технические измерения (альбом). М.: Высшая
школа, 1983. 143 с.
4. Виноградов Ю. Д., Машинистов В. М., Розентул С. А. Элек-
тронные измерительные системы для контроля малых перемещений,
М.: Машиностроение, 1976. 142 с.
5. Высоцкий А. В., Курочкин А, П. Пневматические средства
измерений линейных размеров в машиностроении, М.: Машинострое-
ние, 1979. 206 с.
6. Гапшис А. А., Каспарайтис А. Ю., Раманаускас В. А. Разви-
тие современных координатных измерительных машин. М.: НИИмаш,
1983. 80 с.
7. Измерительный инструмент н приборы. М.: НИИмаш, 1976.
559 с.
8. Иванов А. И., Полещенко П. В. Практикум по взаимозаменяе-
мости, стандартизации и техническим измерениям. М.: Колос, 1977,
324 с.
9. Иванов А. Г, Измерительные приборы в машиностроении. М.,,
Изд-во стандартов, 1981. 495 с.
10. Кутузова А. В. Лабораторные работы по линейным и угловым
измерениям. М.: Изд-во стандартов, 1983. 424 с.
11. Линейные н угловые измеренпя/Под ред. Г, Д. Бурдуна,
М.: Изд-во стандартов, 1977. 512 с.
12. Либерман Я. Л., Кувшннскмй В. В, Контрольно-сортировоч-
ные автоматы. М,: Машиностроение, 1983. 95 с.
13. Марков Н. Н. Взаимозаменяемость н технические измерения.
М,: Изд-во стандартов, 1983. 288 с.
14. Марков Н. Н,, Ганевский Г. М. Конструкция, расчет и эксплуа-
тация измерительных инструментов и приборов, М.: Машиностроение,
1981. 367 с.
15. Медовой И. А., Дроздова Ю. И, и Городецкая И. И. Калибры
резьбовые цилиндрические. Величина М: Справочник. М.: Машино-
строение, 1984; 352 с,
16. Общетехннческий справочник,'Под ред. Скороходова Е. А.
М.: Машиностроение, 1982, 415 с.
17, Ознобишин Н. С., Лурье А. М. Технический контроль в меха-
нических цехах. М.: Высшая школа, 1979. 217 с.
18. Средства измерения линейных и угловых размеров в машино-
строении. Каталог. М.; НИИмаш, 1980. 350 с.
19. Средства контроля, управления и измерения линейных и угло-
вых размеров в машиностроении. М.: ВНИИТЭМР, 1985. 304 с.
20. Специальные приборы для липейно-утловых измерений и их
поверка/Под ред, Ф. В. Цидулко. М.: Изд-во стандартов, 1983. 160 с.
ЛИТЕРАТУРА
365
T?.“u ,?• А'1 Марков Н, Н. Точность и контроль зубчатых
передач. М.: Машиностроение, 1978. 13@ с.
22. Точность и производственный контроль в машиностроении:
Справочник. Л.,- Машиностроение, 1983, 368 с.
23. Чудов В. А., Цидулко Ф. В., Фрейдтейм Н. И. Размерный
контроль в машиностроении. М.; Машиностроение, 1982. 328 с.
24. Этингоф М, И. Приборы для измерения в процессе обработки.
М.; Машиностроение, 1982. 48 с.
Перечень ГОСТов
В справочнике использованы ГОСТы, действующие
на I ноября 1986 г.
гост Страница гост Страница
8.051—81 20,21 4046—80 261
8.417—81 6 4119—76 31
10—75 82 4380—78 82, 203—206
162—80 66,70 4381—80 119
164—80 66,71 4446—81 307
166—80 66, 69 5368—81 289, 295, 301,
427—75 38 305, 307
577—68 98 5378—66 247
868—82 108 5584—75 98
882—75 33 - 6507—78 81
1643—81 279—285 6512—74 299, 300
2015—84 53 6933—81 125, 128
2386—73 267 7470—78 81
2475—62 203, 211 7502—80 39
2534—77 60 7661—67 106
2789—73 312—316 7760—81 293
2849—77 229, 230, 236 7951—80 173, 174
2875—75 241, 244, 245 8074—82 203, 212, 213
3749—77 246 8908—81 226
3899—81 340 9038—83 26—29
9392—75 268, 273 9244—75 108, 109
9696—82 98 15945—82 24!
9847—79 320 16263—70 9, 14
10197—70 93 16532—70 298
10388—81 81 16924—71 99
10593—74 125, 129 18833—73 99
11098—75 117, 118 19299—73 325
11196—74 268, 271, 273 19300—73 325
11197—73 247, 250 19795—82 150, 151 •
11198—75 136 21016—75 340
11358—74 106 21401—75 59
11951—82 106 23714—79 142
12069—78 36, 37 24109—80 166
14712—79 125, 129 24851—81 54, 55
14864—78 138, 141 24852—81 53
14865—78 141 24853—81 53
15900—85 340 24969—81 177, 179—181
— 25346—82 41
ПРЕДМЕТНЫЙ
А
Автоматы контрольно-сорти-
ровочные 356—359
Б
Биенимер 294—296
Б
Виды измерений линейных и
угловых величин 12. 13
Впадина профиля 312
Выступ профиля 312
Г
Головки оптические делитель-
ные 256
— измерительные 92—96 —
пружинные 125—132
— рычажно-зубчатые 99, 103—
105
Глубиномеры индикаторные
105—107
— микрометрические 88, 89
Д
Длиномер пневматический вы-
сокого давления 134—136
— мод. 318 138—141
— низкого давления 136—138
Е
Единица длины — Понятие 6 —
Соотношения между единицами
длины 7
— угла — Понятие 7 — Соот-
ношения между единицами плос-
кого угла 8
Единство измерений — Поня-
тие 6
3
Зубомеры смещения 306—311
И
Измерения ко нт роль но-пове-
рочные 7
— специальные 7
— технические 7
— эталонные 7
Индикаторы многооборотные 98,
99, 103
— рычажно-зубчатые 98—103
— часового типа 95, 97, 98,
101, 102
К
Калибры для контроля изделий
со шпоночными пазами 164—166
УКАЗАТЕЛЬ
— конусов инструментов 228—
241
— резьбы изделий 188—203
— . шлицевых прямобочных со-
единений 167—177
— шлицевых эвольвентных со-
единений 177—182
Калибры предельные 45—66
— Допуски 53—59
— для глубин и высот усту-
пов 60—66
— для контроля гладких валов
и отверстий 45—52
— Исполнительные размеры 59
— Правила пользования й мар-
кирование 52, 53
Калибры-пробки 46, 47, 50, 51
— -скобы 47, 49, 52
Квалитет — Понятие 45
Л
Линейка синусная 260—264
Линейки измерительные метал-
лические 38, 39
М
Машина координат но-измери-
тельная 359—363
Межосемеры 296—302
Меры длины штриховые 34—40
— брусковые 34
— многозначные 8
— однозначные 8
— угловые призматические
241—246
Метод измерения бесконтактный
13
— дифференцированный 14
— комплексный 14, 16
— контактный 13
Метр — Понятие 6, 7
Метрология — Понятие 6
Механотрон 327
Микаторы 129, 131
Микрокаторы 125—127, 130
Н
Наборы принадлежностей 30—32
Неровность профиля 312
Номинальный размер детали —
Понятие 41
Норма бокового зазора 279, 284
— кинематическойточности 278,
280, 281
— контакта зубьев 278, 283
— плавности работы 278, 281,
282
Норм а лейеры 289—894
^Тд°|МеР микрометрический
Нутромеры индикаторные с пе-
ной деления 0,001 и 0,002 мм
108, 109, 115, 116
— типа НИ 107—115
О
Образцы сравнения параметров
шероховатости поверхности
317—319
Олтикаторы 129, 131, 132
Отклонения основные 44, 45
— профиля 312
П
Параметры метрической резьбы
контролируемые 183—188
Погрешность измерения 6, 16, 17
— грубая 16
— допустимая 20, 21
— случайная 16—18
— систематическая 16—18
Показатели комплексные точ-
ности зубчатой передачи 285
Подналадчики 338
Преобразователи измерительные
12, 339—345
— п невмоконтактные 339, 340,
343—345
— фотоэлектрические 339, 340,
345
— электро контактные 339—343
Преобразователь индуктивный
141, 143—147
Прибор аналоговый 8
— регистрирующий 8
— цифровой 8
Прибор измерительный прямого
действия 10
— сравнения 10, 12
Приборы активного контроля
размеров 345—355
П риборы для измерения пара-
метров зубчатых колес 286—289
— резьбы 203—225
Приборы микрометрические 79—
92
— Отсчетное устройство 79, 80
— Характеристики 80—82
Приборы пневматические для
контроля конусов 265
— электронные показывающие
142
Проволочки для измерения сред-
него диаметра резьбы 208-—211
Проекторы измерительные 1S0—
159
Р
Размеры угловые котролируе-
мые — Обозначение на черте-
жах 226—228
Ролики к зубомерам смещения_
Характеристики 308
Рулетки измерительные метал-
лические 39, 40
С
Система мод, 19000 фоторастпо-
вая цифровая измерительная
147—150
Скоба индикаторная 120—122
123
— рычажная 116, 117, 120, 121
Соединение шлицевое 160—162
— шпоночное 160—162
Средства автоматизации и ме-
ханизации контроля размеров—
Классификация 335, 336
— Структурные схемы 336—339
Средства измерений — Выбор
20—23 — Классификация 7—10
— параметров шероховатости
320—334 — Параметры 15 —
Понятие 8 — Погрешности 18, 19
Стенкомеры индикаторные 105—
107
Т
Толщиномеры индикаторные
105—107
Точность измерения — Поня-
тие 6
У
Угломер оптический 250—256
— с нониусом 247—250
У гольники повероч н ые 246
Уровень брусковый 268, 270
— гидростатический 274
— рамный 270—272, 282, 288
— электронный 274—277
Ш
Шагомер 302—306
Шероховатость поверхности 312
Штангенглубиномеры 70, 7ft, 77
Штангенприборы 66—77
Штангенрейсмасы 71, 77
Штангенциркули 68—70, 72—76
Щ
Щупы — Наборы 33, 34
СЕРИЯ СПРАВОЧНИКОВ ДЛЯ РАБОЧИХ
Пиан Михайлович Белк ни
СРЕДСТВА ЛИНЕЙНО-УГЛОВЫХ .ИЗМЕРЕНИЙ
Редактор И. И. Лесииченко
Художественный редактор С. С. Водчиц
Технический редактор Н. В. Тимофеевке
Корректоры Т. В. Багдасарян н И. Л1. Борейша
ИБ № Б449
Сдано в набор 09.07.8fi. Подписано в печать 31.03.87. Т-09539. Формат
84 X 1081/зг. Бумага типографская № 2, Гарнитура литературная. Пе-
чать высокая. Усл. печ. л. 19,32. Усл. кр.-отт. 19,32, Уч.-изд. л. 19,51,
Тираж 33000 экз. Заказ 182. Цена 1 р, 30 к.
Ордена Трудового Красного Знамени издательство
•«Машиностроение»,
107070, Москва, Стромынский пер., 4
Ленинградская типография № 6 ордена Трудового Красного Знамени
Ленинградского объединения «Техническая книга» им, Евгении Соко-
ловой Союзполиграфпрома при Государственном комитете СССР
по делам издательств, полиграфии и книжной торговли,
193144, г. Ленинград, ул, Моисеенко, 10.