




















































































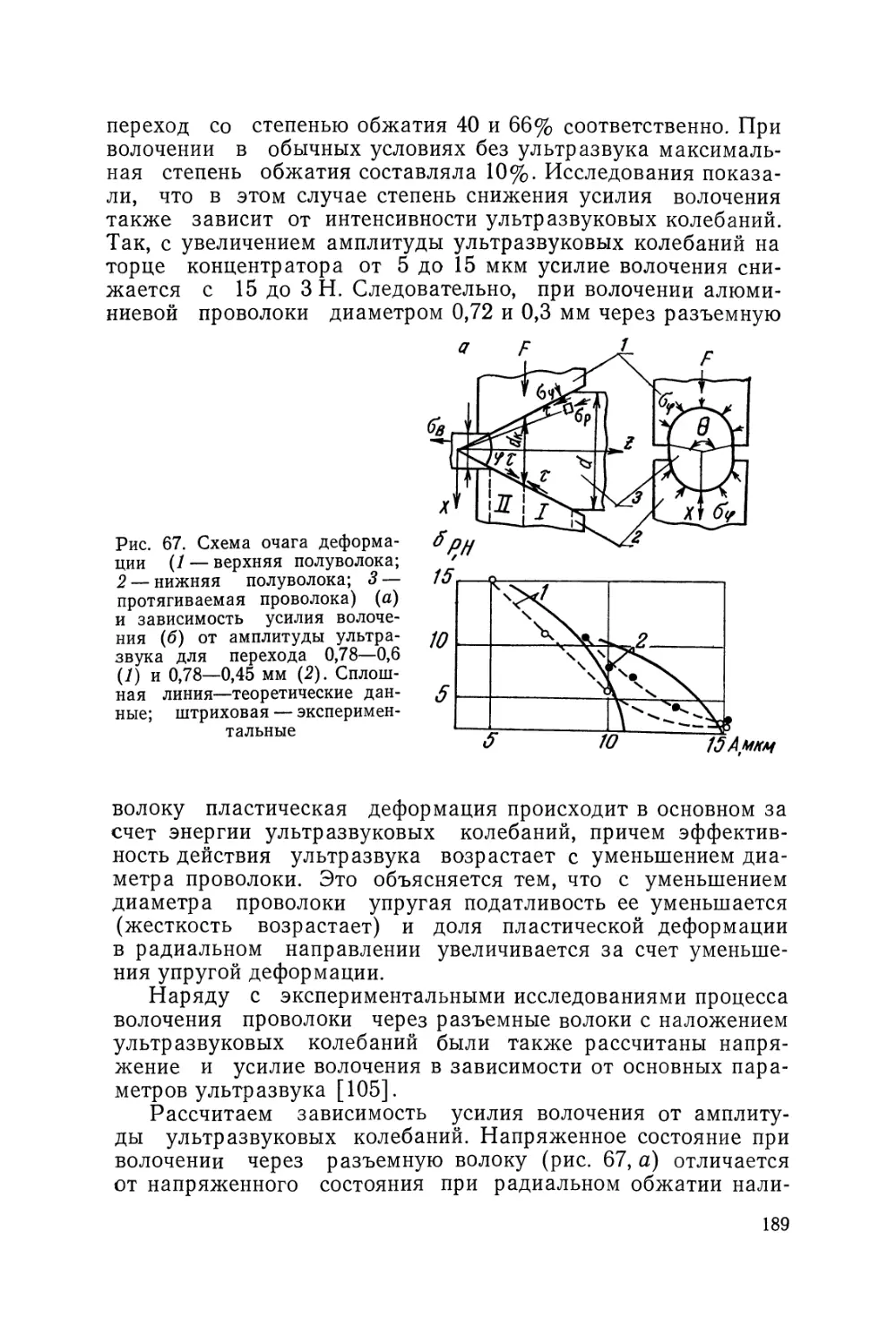









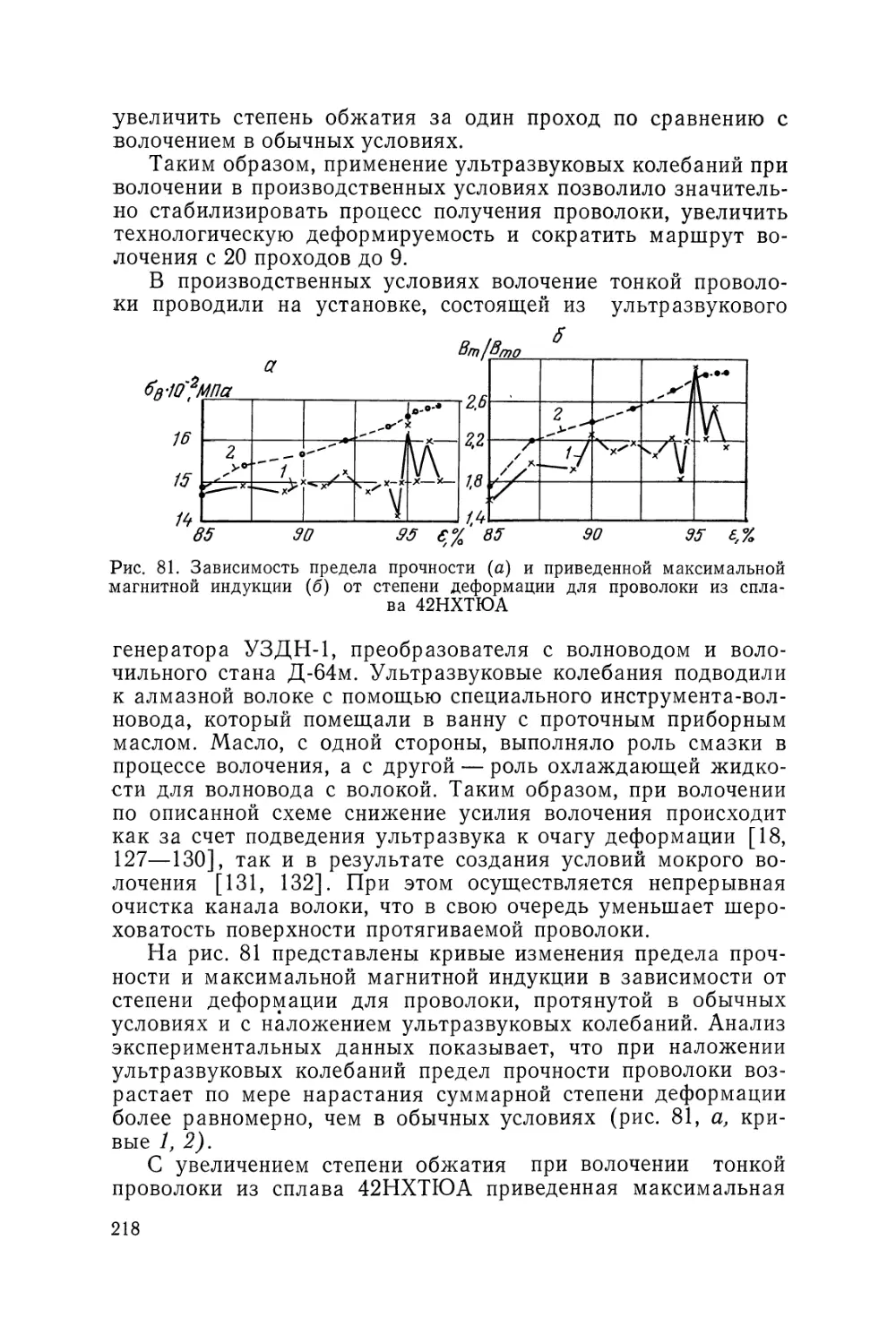


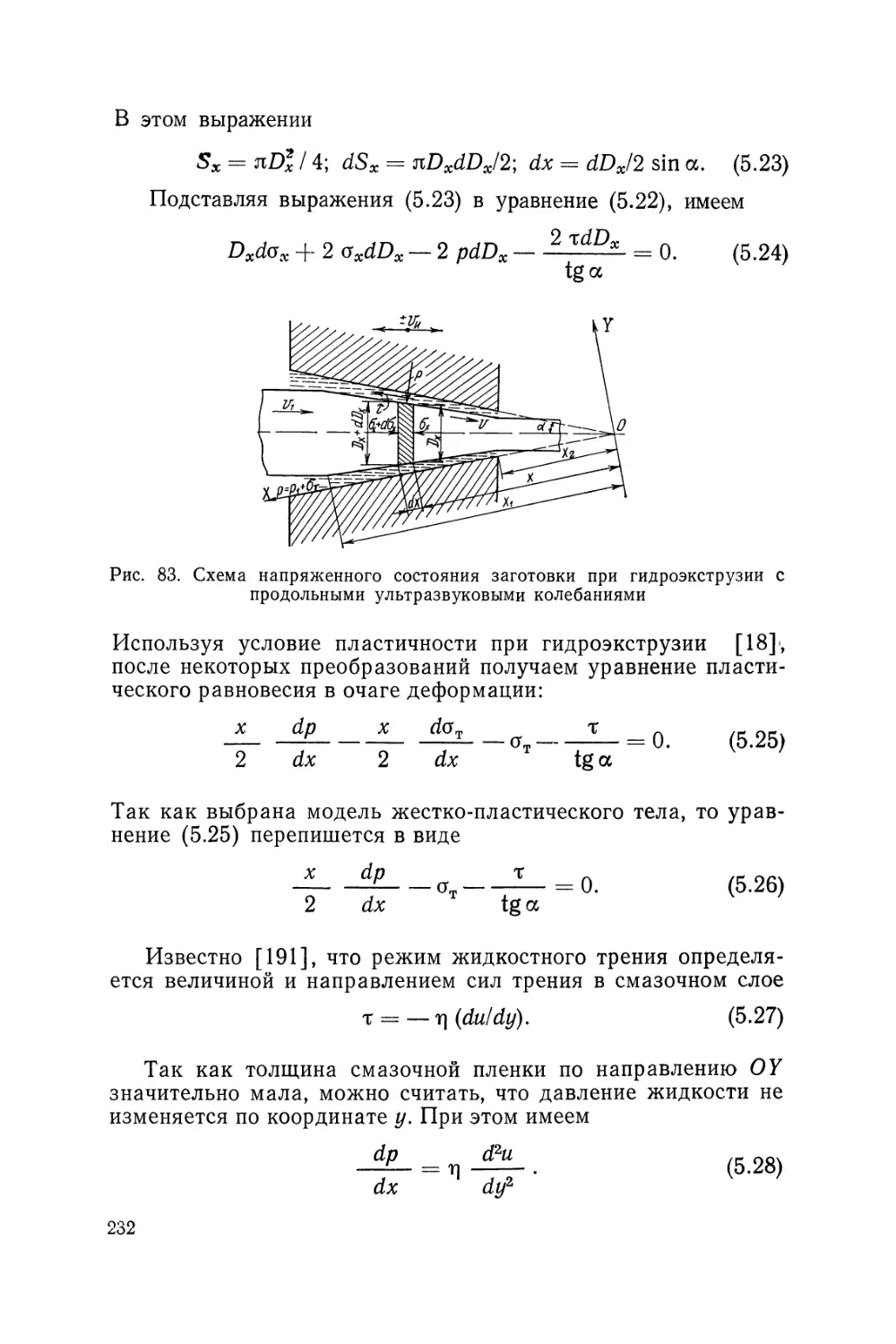


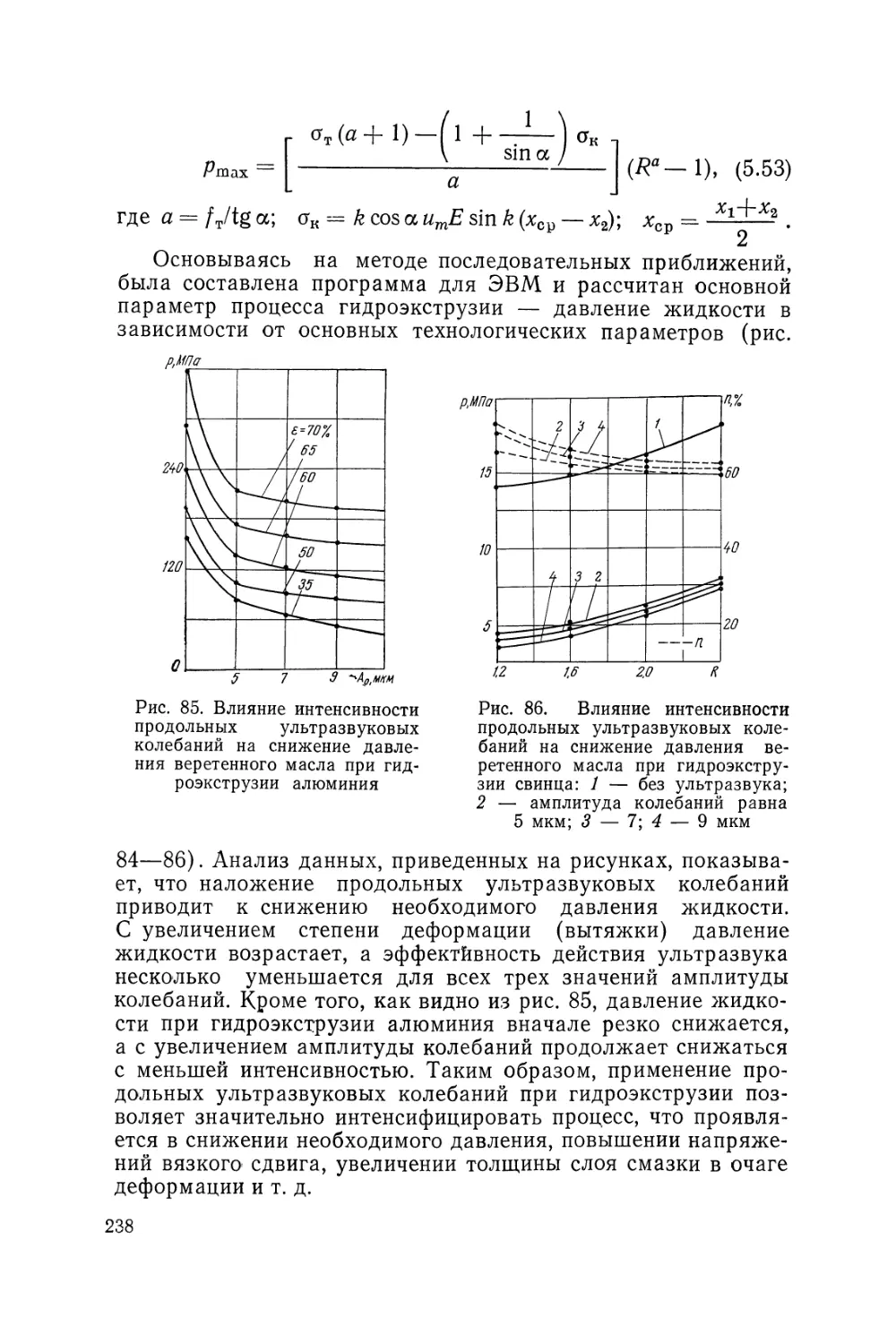
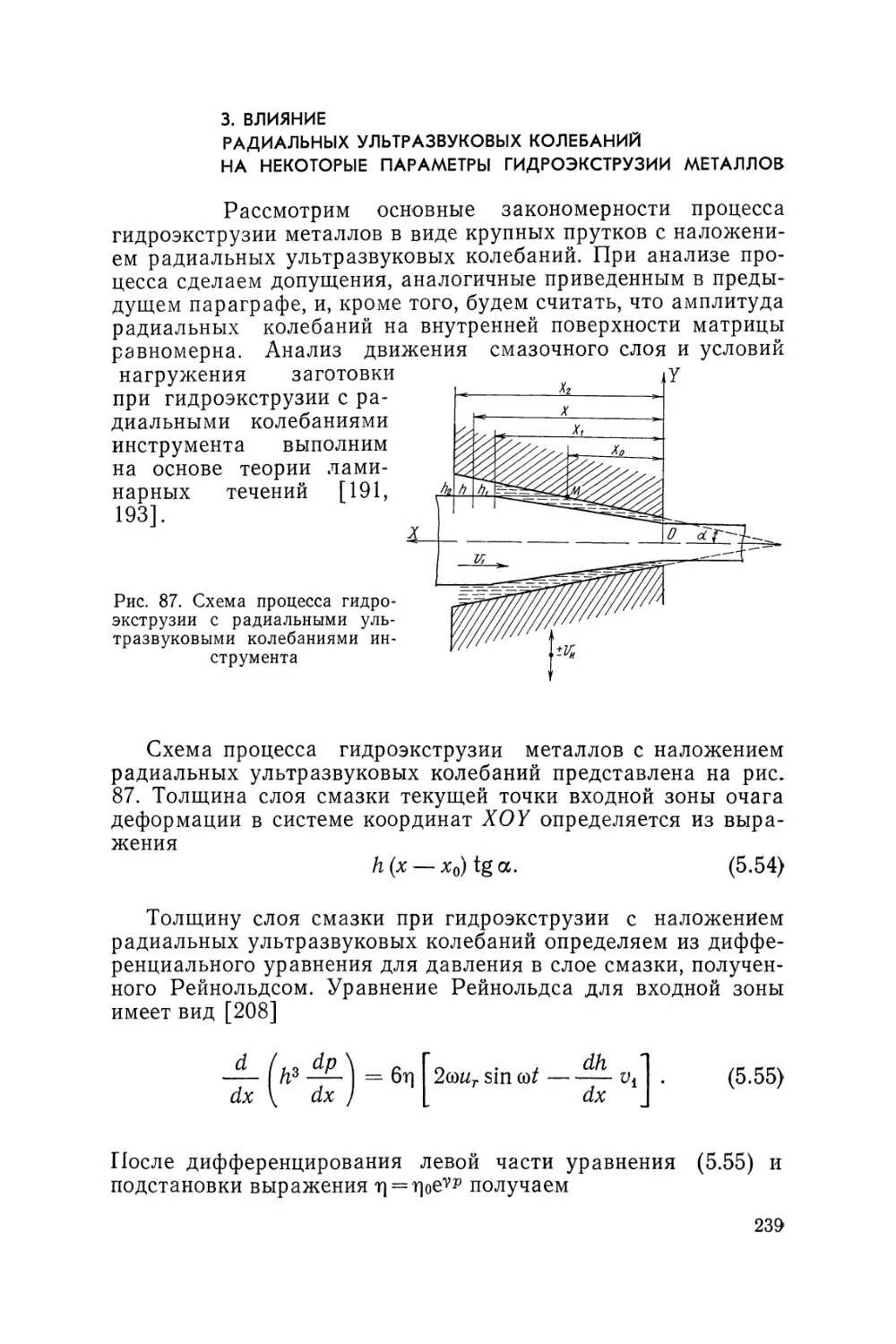

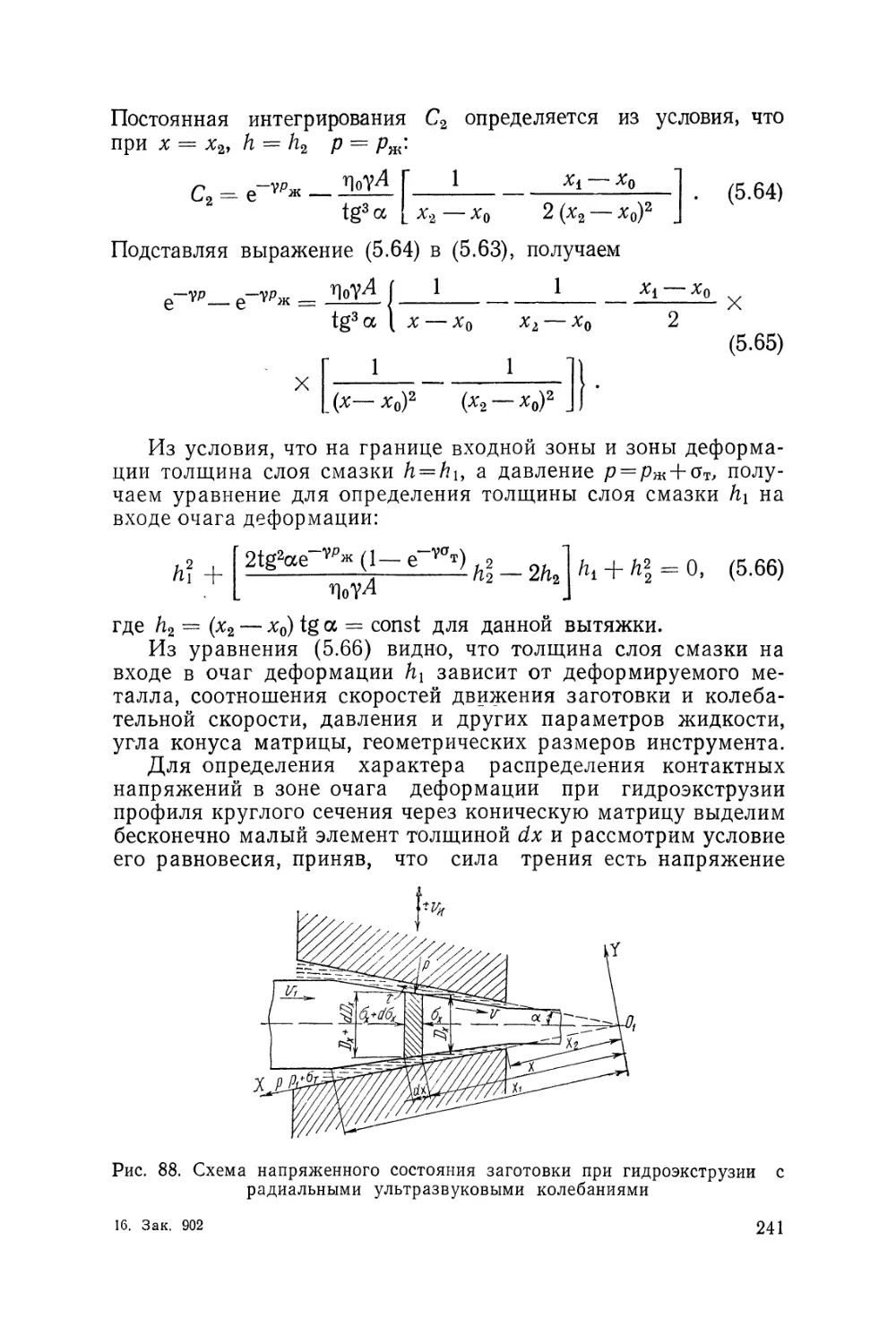



























Текст
Светлой памяти нашего учителя
академика АН БССР
Василия Петровича Северденко
посвящается
В. В. КЛУБОВИЧ, А. В. СТЕПАНЕНКО
УЛЬТРАЗВУКОВАЯ
ОБРАБОТКА
МАТЕРИАЛОВ
МИНСК
«НАУКА И ТЕХНИКА»
1 981
ScanAAW
УДК 621.77—868.8
Клубович В. В., Степаненко А. В. Ультразвуковая об-
работка материалов.— Мн.: Наука и техника, 1981.— 295 с., ил.
В книге рассматриваются вопросы теории гидропрессования ма-
териалов и волочения би- и триметаллической проволоки с наложе-
нием ультразвуковых колебаний, расчета сложных колебательных
систем, конструкций установок и оборудования. Изложены результа-
ты экспериментальных исследований по волочению тонкой и тончай-
шей проволоки из сверхчистых металлов и свинцово-оловянистых
припоев с наполнителем из канифоли. Подробно освещены проблемы
теории, технологии и оборудования для производства методом во-
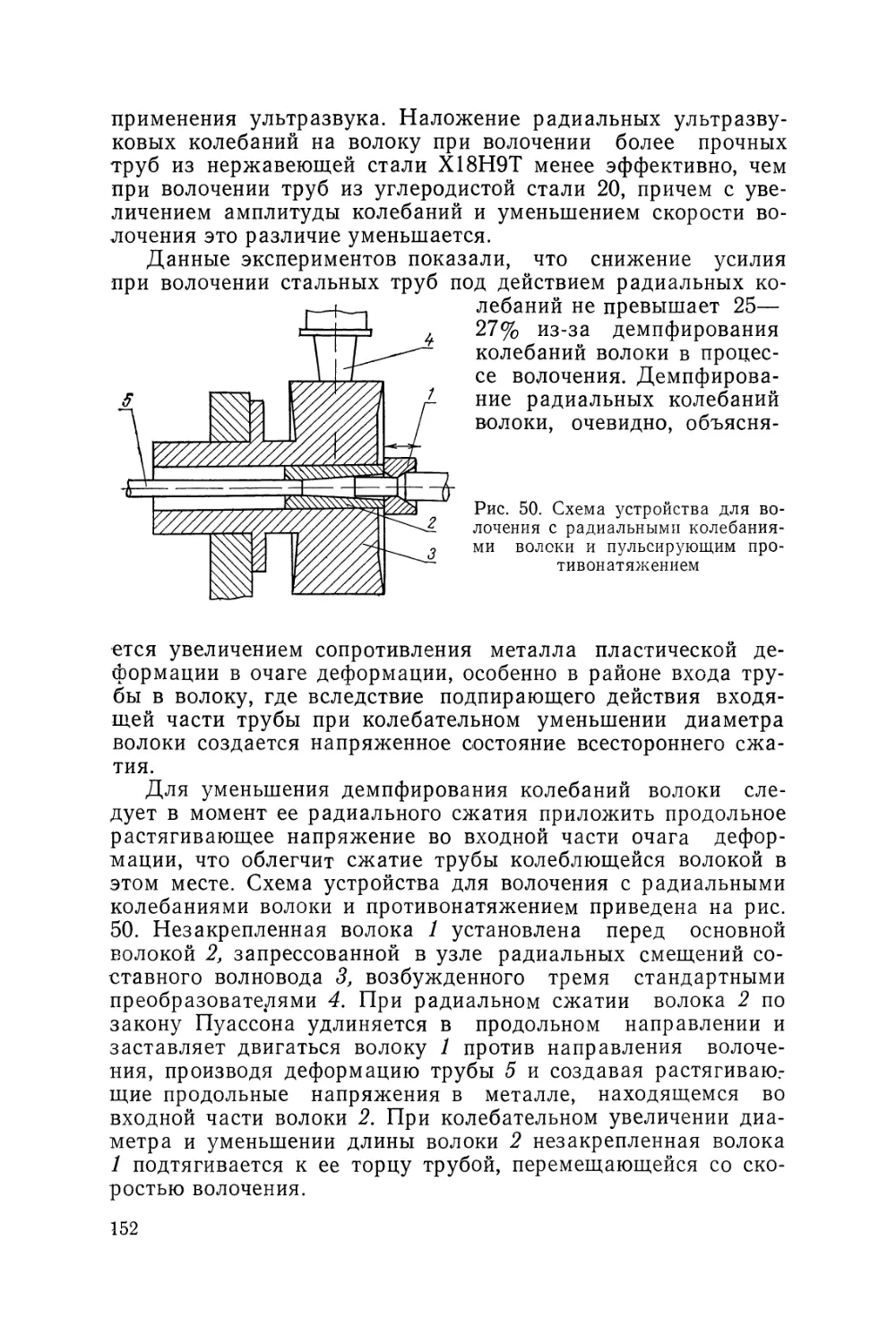
лочения труб большого диаметра.
Рассчитана на научных, инженерно-технических работников и
аспирантов, занимающихся исследованием, разработкой и внедрени-
ем в производство новых методов обработки материалов с примене-
нием ультразвука.
Табл. 33. Ил. 109. Библиогр.— 210 экз.
31104-137
К-----------94—81
М 316-81
2704050000
© Издательство «Наука и техника», 1981.
ПРЕДИСЛОВИЕ
В последнее время в нашей стране и за рубежом
особое внимание уделяется интенсификации различных тех-
нологических процессов, разработке и созданию принципи-
ально новых способов производства и нового высокопроизво-
дительного технологического оборудования. Интенсификация
существующих и создание новых технологических процессов
позволяют значительно повысить производительность труда
в различных отраслях народного хозяйства и улучшить каче-
ство выпускаемой продукции. В области обработки металлов
и сплавов открываются широкие возможности радикального
преобразования методов обработки труднодеформируемых и
высокопрочных материалов. Весьма прогрессивным направ-
лением при этом является использование энергии мощных
ультразвуковых колебаний. Исследования показали большие
преимущества пластической деформации с применением
ультразвуковых колебаний с точки зрения снижения усилия
деформации, повышения производительности оборудования и
улучшения качества изделий.
Однако до настоящего времени ультразвуковые колебания
не получили широкого практического применения при обра-
ботке металлов давлением. Это объясняется отсутствием
мощных колебательных систем, преобразователей и оборудо-
вания, а также обобщающих теоретических и эксперимен-
тальных данных, необходимых для глубокого проникновения
в физическую сущность процесса и понимания особенностей
механизма пластической деформации с применением ульт-
развука.
В основу настоящей монографии положены результаты
исследований, проведенных в лаборатории физики металлов
Витебского отделения Института физики твердого тела и по-
лупроводников АН БССР и лаборатории кафедры «Машины
и технология обработки металлов давлением» Белорусского
политехнического института. В ней нашли также отражение
и наиболее существенные достижения советских и зарубеж-
ных исследователей в области обработки металлов давлением
с применением ультразвука.
5
В книге рассматриваются теоретические и эксперимен-
тальные исследования колебательных систем мощного ульт-
развука, применяемых при волочении и гидроэкструзии ме-
таллов в виде труб, прутков и профилей. Подробно изложены
основные закономерности и особенности волочения труб ди-
аметром до 70 мм с применением волноводов большого попе-
речного сечения.
Широко освещены вопросы влияния ультразвуковых ко-
лебаний различной интенсивности и направленности на си-
ловые, геометрические и технологические параметры процес-
сов. Большое внимание уделено исследованию процесса во-
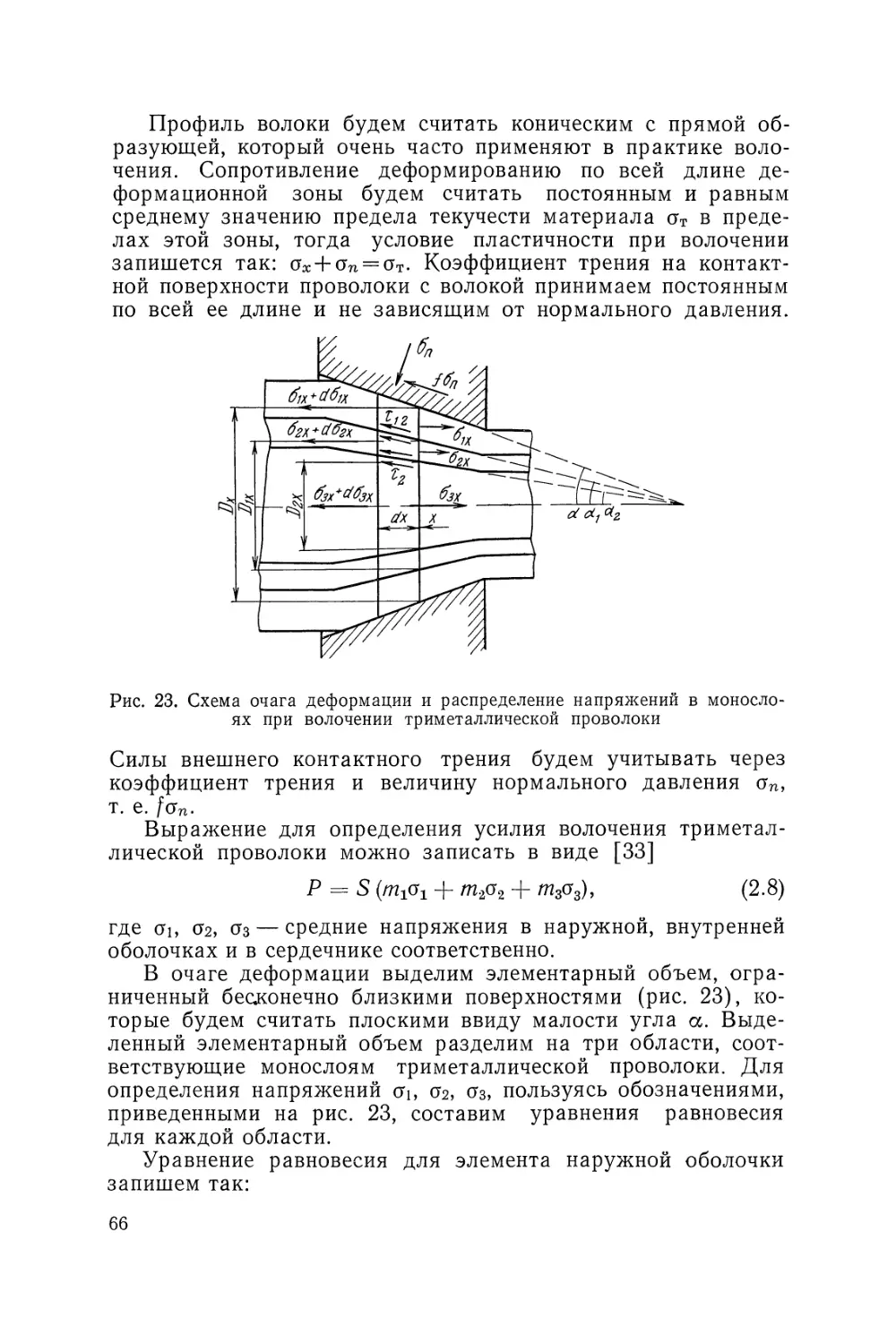
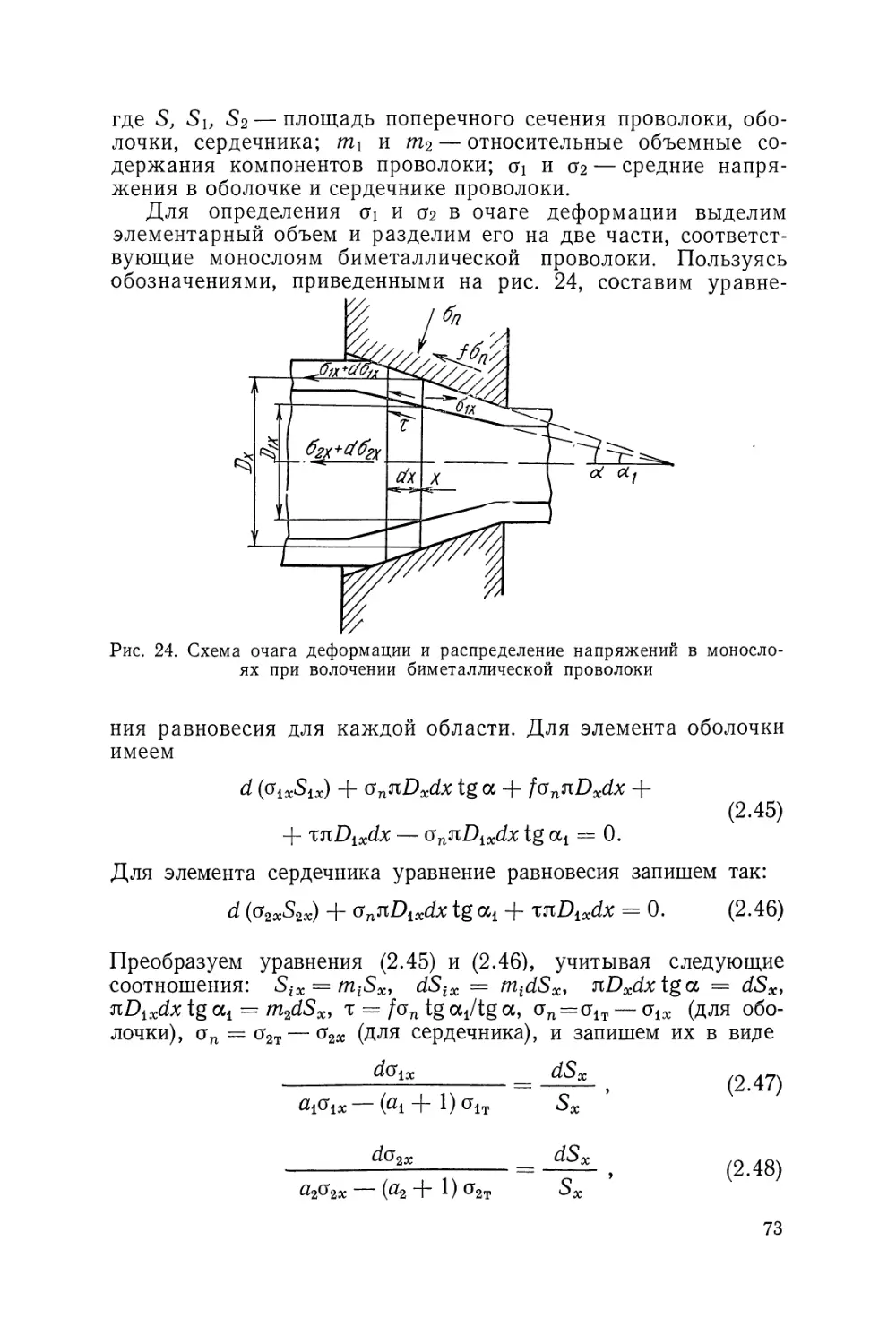
лочения би- и триметаллической коррозионностойкой тонкой
проволоки, рассмотрению напряженно-деформированного со-
стояния в очаге деформации, определению рабочих напряже-
ний в монослоях проволоки при расположении очага дефор-
мации в пучности напряжений и смещений акустической си-
стемы.
В книге впервые изложены основные результаты процесса
гидроэкструзии с наложением ультразвуковых колебаний,
рассмотрены особенности формирования гидродинамической
смазки и механизм прессования жидкостью высокого давле-
ния, описаны установки и колебательные системы для осу-
ществления процесса гидроэкструзии, а также приведены
результаты исследований свойств изделий, полученных волоче-
нием и выдавливанием жидкостью высокого давления с при-
менением ультразвука.
ПРИНЯТЫЕ ОБОЗНАЧЕНИЯ
h—толщина стенки волновода;
р—плотность материала;
t—время;
Qi—перерезывающая сила;
и1> и2—смещения элемента по направлениям g и т] соответ-
ственно;
JVU, ^22“ноРмальные усилия, приходящиеся на единицу длины
дуги линий g и rj;
а—полуугол конуса;
ак—половина угла конусности волновода;
ti(z)—амплитуда продольных смещений вдоль оси OZ\
S—площадь поперечного сечения;
S(Z)—площадь поперечного сечения, соответствующая коорди-
нате г\
k = (о/сп—волновое число;
со—круговая частота;
сп—скорость распространения продольных волн;
f—частота колебаний;
IOz—момент инерции поперечного сечения волновода относи-
тельно оси oz;
У?о, Го—’Внешний и внутренний радиусы выходного сечения кони-
ческого волновода;
C/(Z=1, 2, 3,...,/г)—произвольные постоянные;
X, р—коэффициенты упругости Ламе;
сПр—скорость распространения продольной волны в стержне
данного поперечного сечения;
cQ—скорость распространения продольных волн в тонких
стержнях;
F—растягивающая сила;
THj , Мп—изгибающие моменты в поперечном сечении по направ-
лениям главной нормали и бинормали оси волновода;
51, 5а, 5з—перемещения точки оси волновода соответственно по ка-
сательному, главно-нормальному и бинормальному на-
правлениям;
71, /2—моменты инерции поперечного сечения относительно
бинормали и главной нормали;
b—толщина диска;
A(^pr)> ^i(^pr)—функции Бесселя и Неймана первого порядка;
o'-г—предел текучести материала;
Осд—предел текучести материала при сдвиге;
Dix—наружный диаметр и диаметр сердечника биметалличе-
ской проволоки;
Pi—коэффициент вытяжки;
SH> —площадь поперечного сечения проволоки на входе и вы-
ходе из волоки;
dH, —диаметр проволоки на входе и выходе из волоки;
8—степень деформации;
7
tfjT—средний предел текучести материала монослоя;
Pt—угол трения;
Хр—длина радиальной ультразвуковой волны;
ов—напряжение волочения;
—амплитуда продольных колебаний волоки в свободном
состоянии;
Рт—амплитуда импульсной силы;
Ру—статическое усилие при волочении с ультразвуком;
узп—амплитуда колебательного движения протягиваемого ме-
талла;
ап—нормальное напряжение;
fT—коэффициент трения при волочении с ультразвуком;
DK, DH—диаметры изделия и заготовки соответственно;
Лп—полная работа, необходимая для осуществления процес-
са волочения;
Лет—работа статического усилия при волочении;
Лу—ультразвуковая энергия, проходящая в очаг деформа-
ции;
V—объем;
Люл!—полная работа, необходимая для осуществления безопра-
вочного волочения труб в единицу времени;
Т—период колебаний;
Уо—волновое число продольных колебаний;
Ji, У i, Th Kt—функции Бесселя и Неймана нулевого и первого поряд-
ка с вещественным и мнимым аргументом;
цв—скорость волочения;
Eq—модуль нормальной упругости;
рп—коэффициент Пуассона;
/р—граничная частота возникновения первого радиального
резонанса;
Ап—амплитуда продольных ультразвуковых колебаний во-
локи;
—напряжение, возникающее в деформируемом металле от
продольных ультразвуковых колебаний;
v—кинематическая вязкость;
р/—динамическая вязкость;
т]—вязкость смазки при давлении р;
т)о—вязкость смазки при атмосферном давлении;
ит—амплитуда продольных колебаний на выходе из очага
деформации;
их—амплитуда продольных колебаний произвольной точки
матрицы;
Рж—давление жидкости в контейнере;
и—скорость движения смазочной пленки;
t0—температура среды в обычных условиях;
А—работа, затрачиваемая на осуществление пластической
деформации единицы объема материала;
у—пьезокоэффициент вязкости;
С—теплоемкость обрабатываемого материала;
иг—амплитуда радиальных колебаний матрицы;
—коэффициент теплопроводности;
В—ультразвуковая энергия, проходящая из волновода в
очаг деформации через пленку смазки за период коле-
баний;
Zi—время деформации;
Vo—объем обрабатываемого материала в очаге деформации;
Ъ—температурный коэффициент вязкости жидкости;
Т1—удельный вес материала изделия.
Глава 1
КОЛЕБАТЕЛЬНЫЕ СИСТЕМЫ МОЩНОГО
УЛЬТРАЗВУКА ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ
Прогрессивным направлением в обработке мате-
риалов является использование мощных направленных пото-
ков энергии: ультразвуковой, магнитной, электрической, све-
товой и т. д. Энергия ультразвуковых колебаний позволяет
значительно интенсифицировать многие технологические про-
цессы и улучшить качество изделий. Весьма перспективно
применение ультразвука при обработке металлов давлением.
Однако эффективность использования ультразвука зависит
от типа колебаний, их интенсивности, способа подведения в
зону обработки и расположения очага деформации в колеба-
тельной системе. Поэтому разработка технологических процес-
сов обработки металлов давлением с ультразвуком, особен-
но при волочении труб и прутков большого диаметра (более
25 мм) и гидроэкструзии металлов с наложением ультра-
звуковых колебаний, требует создания новых колебательных
систем мощного ультразвука, которые могут стабильно рабо-
тать при значительной нагрузке. Амплитуда колебаний такой
системы за счет большой ее инерционности мало меняется
даже при значительных нагрузках, приложенных к вибриру-
ющему инструменту.
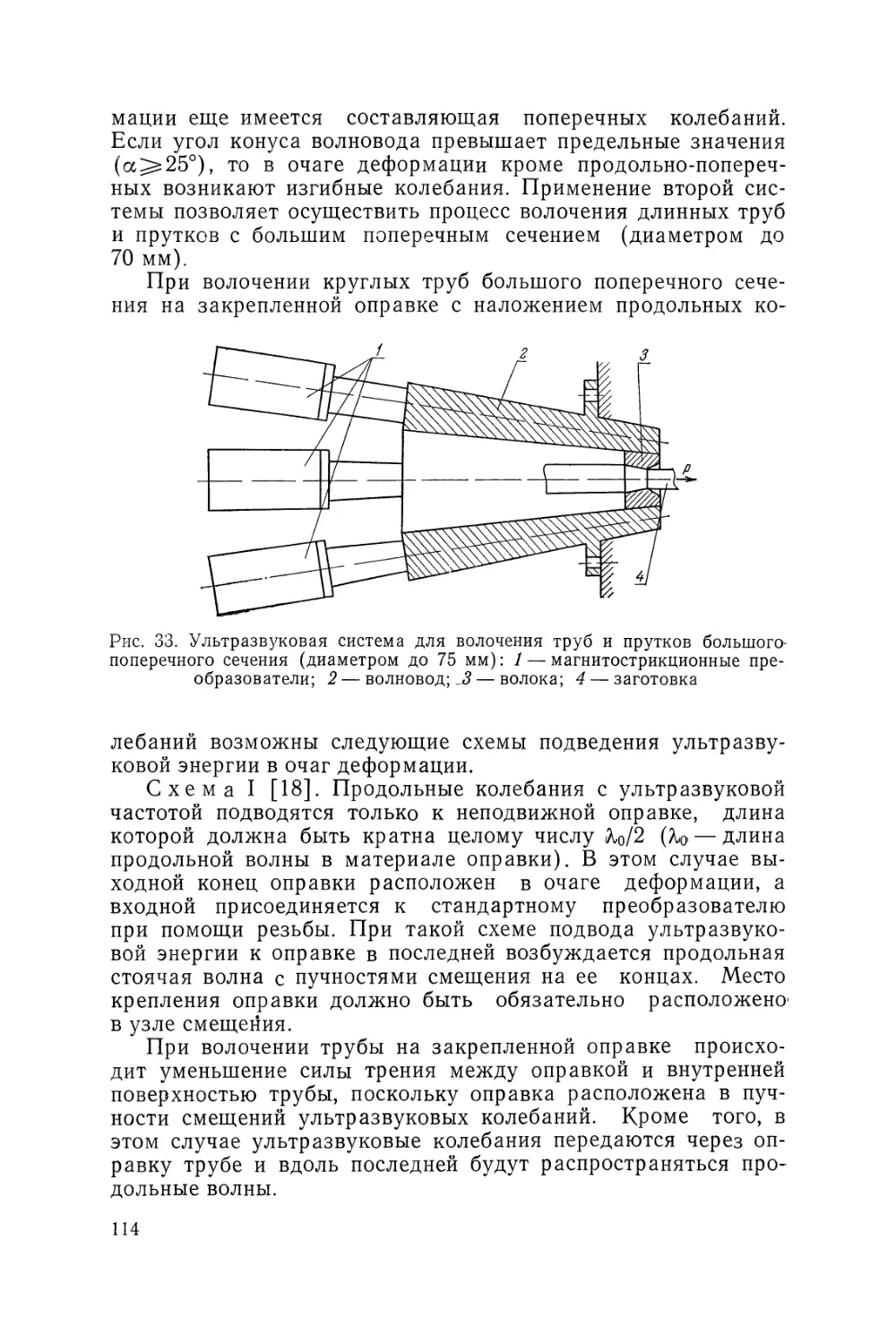
В данной главе показана возможность создания мощных
колебательных систем и источников на основе стандартных
магнитострикционных преобразователей и ультразвуковых
генераторов.
1. КОЛЕБАТЕЛЬНАЯ СИСТЕМА МОЩНОГО УЛЬТРАЗВУКА
С ЦЕНТРОВЫМ ОТВЕРСТИЕМ ВДОЛЬ ОСИ
Как известно, продольное растяжение или сжатие
стержня сопровождается его радиальной деформацией. При
расчете продольных ультразвуковых колебаний волновода,
размеры поперечного сечения которого во много раз меньше
длины волны, радиальная деформация стержня мало влияет
на частоту колебаний и ею можно пренебречь. Однако у вол-
новода, размеры поперечного сечения которого соизмеримы
с длиной продольной волны, радиальная деформация оказы-
9
вает большое влияние на собственную частоту и закон рас-
пределения амплитуды колебаний по поперечному сечению.
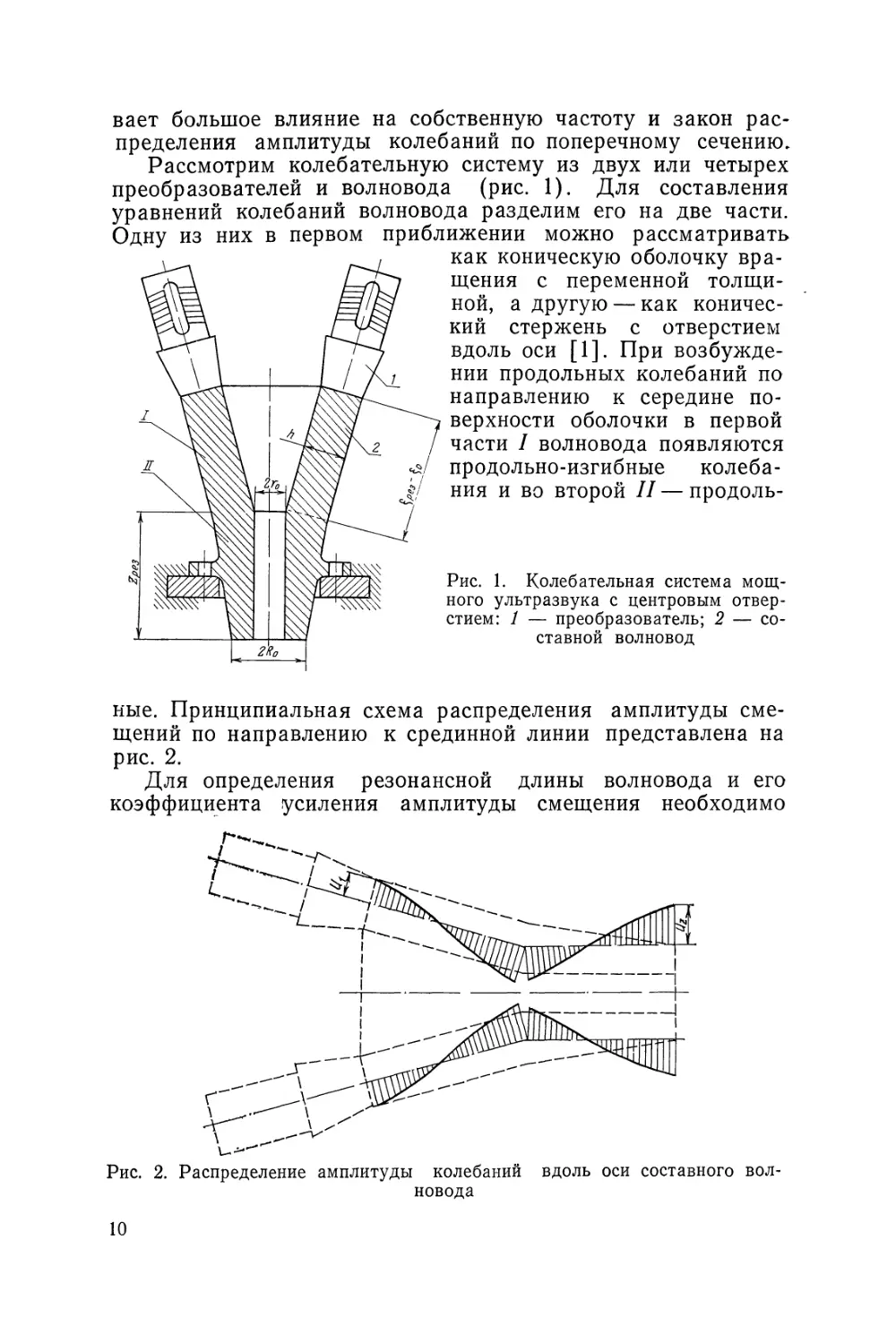
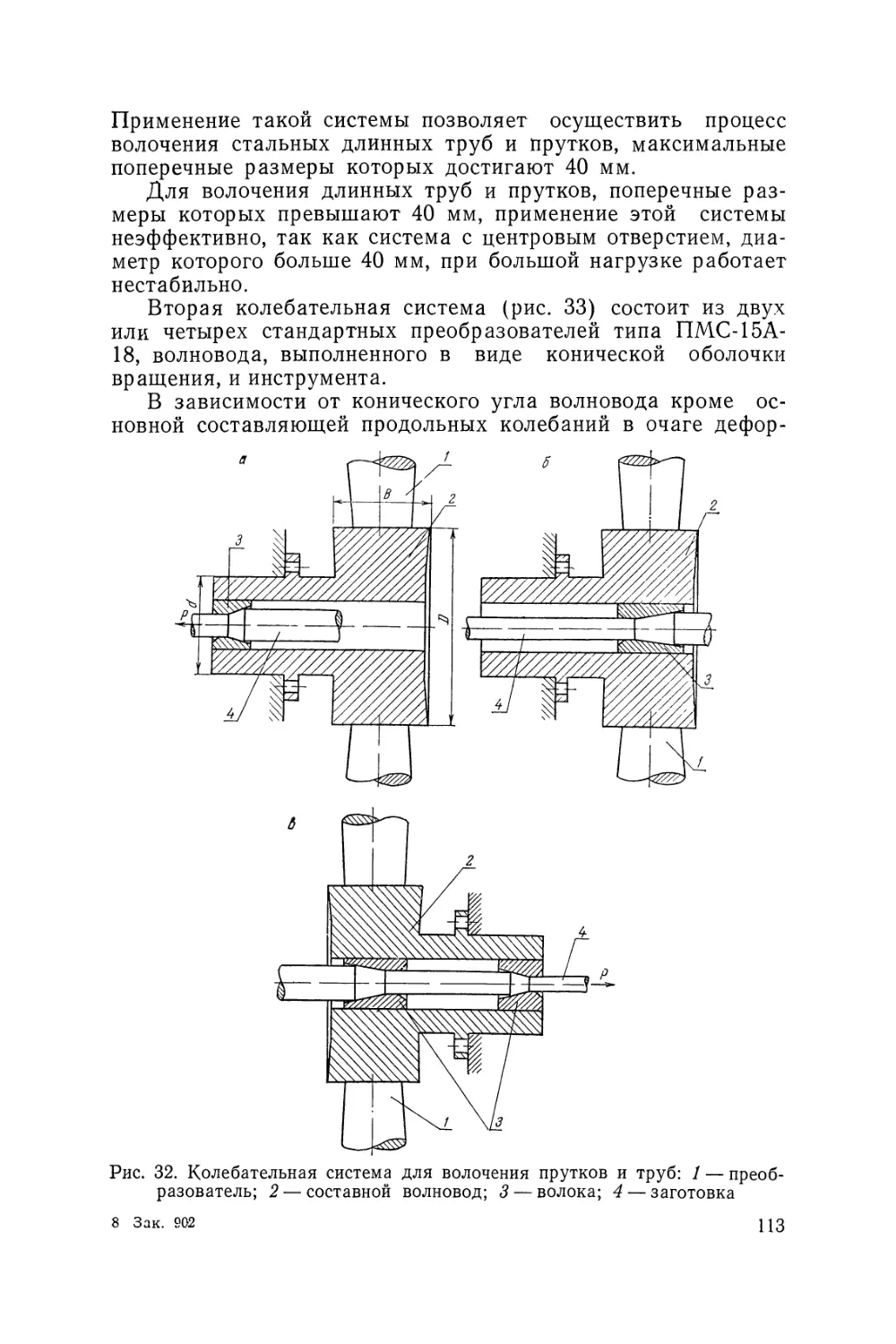
Рассмотрим колебательную систему из двух или четырех
преобразователей и волновода (рис. 1). Для составления
уравнений колебаний волновода разделим его на две части.
Одну из них в первом приближении можно рассматривать
как коническую оболочку вра-
щения с переменной толщи-
ной, а другую — как коничес-
кий стержень с отверстием
вдоль оси [1]. При возбужде-
нии продольных колебаний по
направлению к середине по-
верхности оболочки в первой
части I волновода появляются
продольно-изгибные колеба-
ния и во второй II — продоль-
Рис. 1. Колебательная система мощ-
ного ультразвука с центровым отвер-
стием: 1 — преобразователь; 2 — со-
ставной волновод
ные. Принципиальная схема распределения амплитуды сме-
щений по направлению к срединной линии представлена на
рис. 2.
Для определения резонансной длины волновода и его
коэффициента усиления амплитуды смещения необходимо
Рис. 2. Распределение амплитуды колебаний вдоль оси составного вол-
новода
10
составить уравнения колебаний для каждой части волновода.
Рассмотрим бесконечно малый элемент конической обо-
лочки вращения (рис. 3), уравнения движения которого, ког-
да направление возбуждающей силы совпадает с ее средней
поверхностью, запишутся в следующем виде [1—3]:
1 Г d(NuB) дВ^-
АВ [ “2 д%
-О- = ph
Ri
d2u1
dt2 ’
(1.1)
1 Г d(QB) Nu ,
Лв[ dl Ф Ri R*.
= -ph-^
dt2
Связь нормальных усилий и
перерезывающей силы со смеще-
ниями г/1, и2 определяются из вы-
ражений
Eh Г 1 диг и2
1—v2|_^ дГ + Т
1 дБ , Щ \
----th Н——
АВ 1 R2 )
Рис. 3. Усилия, действующие на элемент
конической оболочки
+ v
где
Q__ 1 fd(MuB)
AB
.. dB 1
d$
(1-4)
(1-5)
N
22 ~
^22
U Г 1 d / 1 du2
4 A l^\~A~d^~~Rl
v dB / 1 d«2 Mi \ 1
AB dl t A ~d% ~ "r7 ) J
p Г 1 dB / 1 du2 «1
1 [ ab af VT"dF —
v d / 1 du?, u-l \
~a аГм ai “rj
M
11
Так как направление возбуждающей силы совпадает с на-
правлением срединной поверхности, изгибающие моменты
Мп, М22 и перерезывающая сила Q настолько малы, что при
расчете ими можно пренебречь. Тогда уравнения
примут вид
1 Гд(УцВ) N дВ'
АВ L 22 dg .
Л11+2^22= _ ph^U2
7?! dt2
, д2иг
= P/i------— ,
dt2
(1-6)
(1.7)
(1.1), (1.2)
Для конической оболочки коэффициенты Ламе и радиусы
кривизны будут равны
Л=1, В = g sin а, 7?! = оо, R2 = g tg а.
Так как оболочка колеблется по гармоническому закону,
то смещения ui, и2 определяются выражениями
ц2 = «2©е^ ,
где «1(£), зависят только от %.
После подстановки выражений (1.3), (1.4) и
нения (1.6) и (1.7) получим
дЧ ( 1 dAnhX du-L ( v dlnh
d% % + d% ) d% +\ ?+ % dl
(1-8)
(1.8) в урав-
1 \
p- у Ы1 +
_________ц _ 1______________________ц 111 n ,,
Btga д% g2tga gtga ) “2
_________1______Г v duj
( p 1 \ I B2tga LBtga d% .
I p g2tg2a )
(1-10)
Здесь kv = co [(1 — v2)p/B]1/2.
Подставляя выражение (1.10) в уравнение (1.9) и преоб-
разуя его, получаем
ч,1®^’+,р2®4г+фз(^)и1=о’ (1л1)
где
<Р1®= 1 +v2[^2tg2a- I]’1;
ф2(Ю = 4" 1-~
v2(^B2tg2a+ 1)
(&2£2tg2a— 1)2
12
+ (J + £2g2tg2a — J
dln/l ф
Фз(Ю = ^ + у-
. 1 + v 1 d In h
+ ^2tg2a-l
_ i j_______t_______।_____v
ta k%2 tg2 a - 1 k2& tg2a - 1
!* г* H
x Л + ^2tg2«+ni
^2tg2a—1J_ •
Решив уравнение (1.11) при заданных частотах, получим ре-
зонансную длину конической оболочки и коэффициент уси-
ления амплитуды продольных колебаний вдоль срединной ее
поверхности (табл. 1, 2).
Уравнение продольных колебаний тонкого прямого стерж-
ня с переменным поперечным сечением имеет вид [2]
где &=со/сп- d2u (z) dz2 dlnS(z) du(z) dz dz Значения £рез и £о> мм = 0, (1.12) Т аблица 1
f, кГц
а, град 18 20 '22
^Рез Bo ^рез В 0 ^рез
90 85 80 75 70 65 60 50 45 5 9 13 17 22 26 32 44 52 92,0 92,5 93,6 94,2 95,5 96,5 98,5 105,5 110,0 5 8 12 16 20 25 29 40 47 84,0 84,5 85,2 85,9 86,5 88,0 89,0 95,0 99,0 5 8 11 15 18 22 27 37 43 76,0 76,4 76,8 77,1 77,6 78,5 80,0 84,5 88,0
Значения 5рез» мм» при g0—25 мм Таблица 2
f, кГц a, град
90 86 82 | 78 74 72 66
18 19 20 21 22 72,0 69,0 66,0 63,2 60,4 72,3 69,3 66,4 64,0 61,4 74,9 71,2 68,0 65,2 63,0 76,5 75,0 72,0 68,0 65,0 84,2 80,5 77,5 73,5 70,5 90,7 87,5 83,0 80,0 76,8 96,2 92,8 89,8 86,7 83,5
13
Но уравнение (1.12) справедливо только тогда, когда раз-
меры поперечного сечения стержня значительно меньше, чем
длины продольных волн Хп. Действительно, в случае, когда
размеры поперечного сечения сравнительно большие, уравне-
ние (1.12) дает большую погрешность при расчете резонанс-
ной длины стержня.
Согласно [2—4], точные уравнения продольных колеба-
ний стержня с учетом радиальной деформации весьма слож-
ны. Кроме того, эти уравнения не позволяют рассчитывать
резонансную длину стержня переменного поперечного сече-
ния. Поэтому ниже излагается методика приближенного
определения амплитуды и резонансной длины таких стерж-
ней, дающая достаточную для практического использования
точность размеров и амплитуд колебаний.
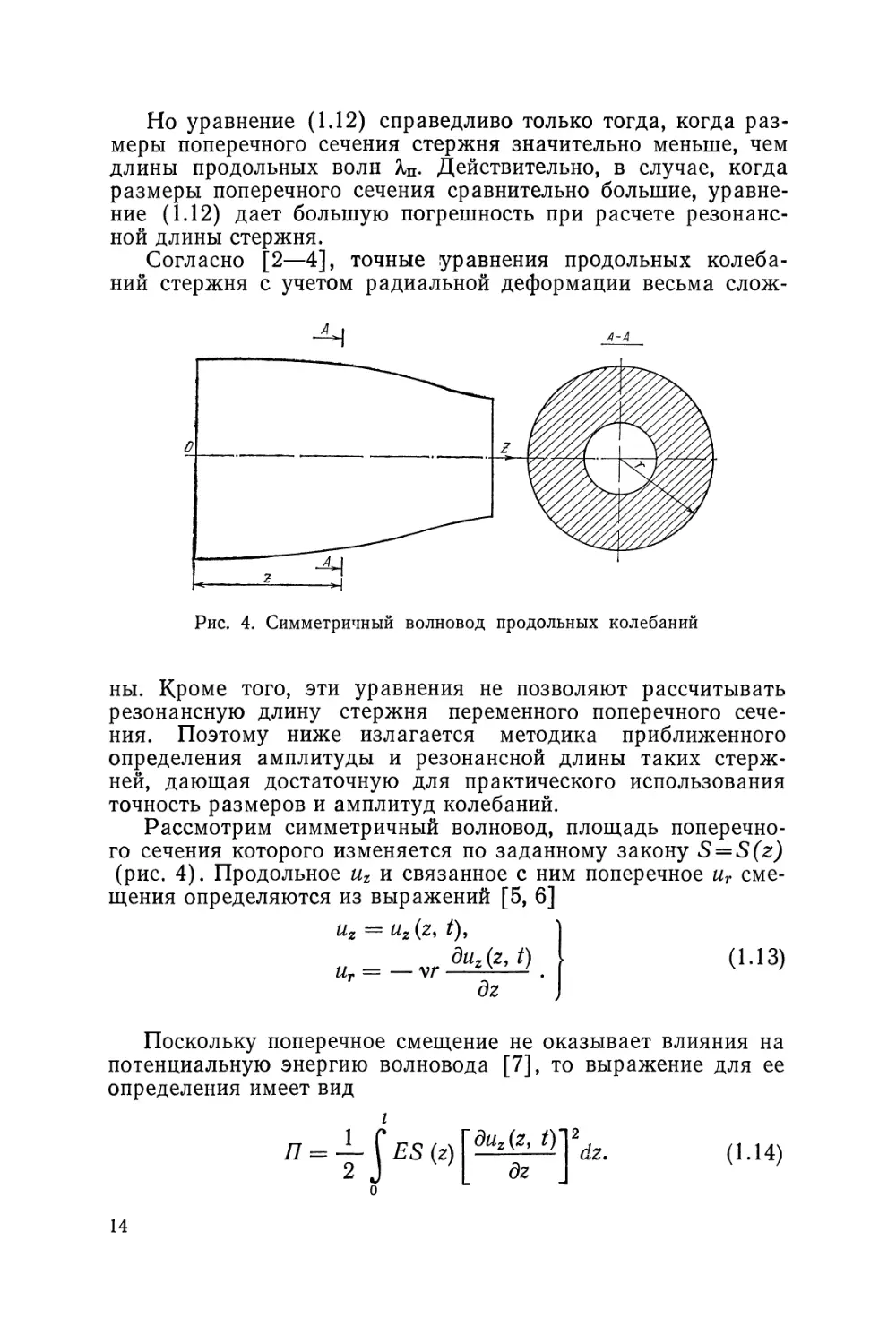
Рассмотрим симметричный волновод, площадь поперечно-
го сечения которого изменяется по заданному закону S = S(z)
(рис. 4). Продольное uz и связанное с ним поперечное иг сме-
щения определяются из выражений [5, 6]
uz = uz(z. t),
duz(z, t)
uT= — vr —x ~ .
dz
(1.13)
Поскольку поперечное смещение не оказывает влияния на
потенциальную энергию волновода [7], то выражение для ее
определения имеет вид
duz(z, t)Ydz (i 14)
dz J
о
77 = yJ £S (2)
14
Кинетическая энергия волновода равна
* И*>й' «•-(£)']“ «•
О S
Уравнение Лагранжа имеет вид
Ь = ~[К~П],
dz
или
2 [ d2U \ 2 "]
+ wo
I dzdt I
(1-16)
или
Уравнение продольных колебаний по вариационному ме-
тоду можно записать следующим образом:
_pS (2) + Б
' dt2 dz dz
+ ES (z)
d2uz
dz2
. „ dlo, d3uz , д4м2 „
4. pv2—«2-----z— + pv2/02-----z— = 0.
dz dt2dz dt2dz2
Так как колебания волновода происходят по гармониче-
скому закону с угловой частотой ®, то uz(z, t) определяется
выражением _
u2(z, t)= , (1.18)
где uz (z) зависит только от г.
Подставляя выражение (1.18) в уравнение (1.17) и пре-
образуя, получаем уравнение продольных колебаний прямого
15
Таблица 3
Резонансная длина волновода при f = 18 кГц и внутреннем радиусе
rQ =
“к- град мм
60 | 65 I 70 75 80 | 85 | 90
0 136 134,5 132,9 131,5 130 128,0 126,0
2 137 135,5 134 132,5 131 128,9 127,0
4 138 136,5 135 133,5 132 130,0 128,0
6 139 137,5 136 134,5 133 131,0 129,0
8 140 138,5 137 135,6 134 132,0 130,0
10 142 140,0 138 137,0 135 133,4 131,3
12 145 142,6 141 139,0 137 135,1 133,0
14 151 147,4 144 141,0 138 136,2 134,5
16 159 153,4 149 145,3 142 ’139,4 137,0
волновода большого поперечного сечения с учетом влияния
радиальной деформации:
k2v2I0z 1 d2uz tZ In S (г)
S (г) J dz2 + dz
1 duz
S' (z) J dz
+ ^z = 0, (1.19)
где ГОг = dIQJdz\ S'(z) = dS (z)!dz.
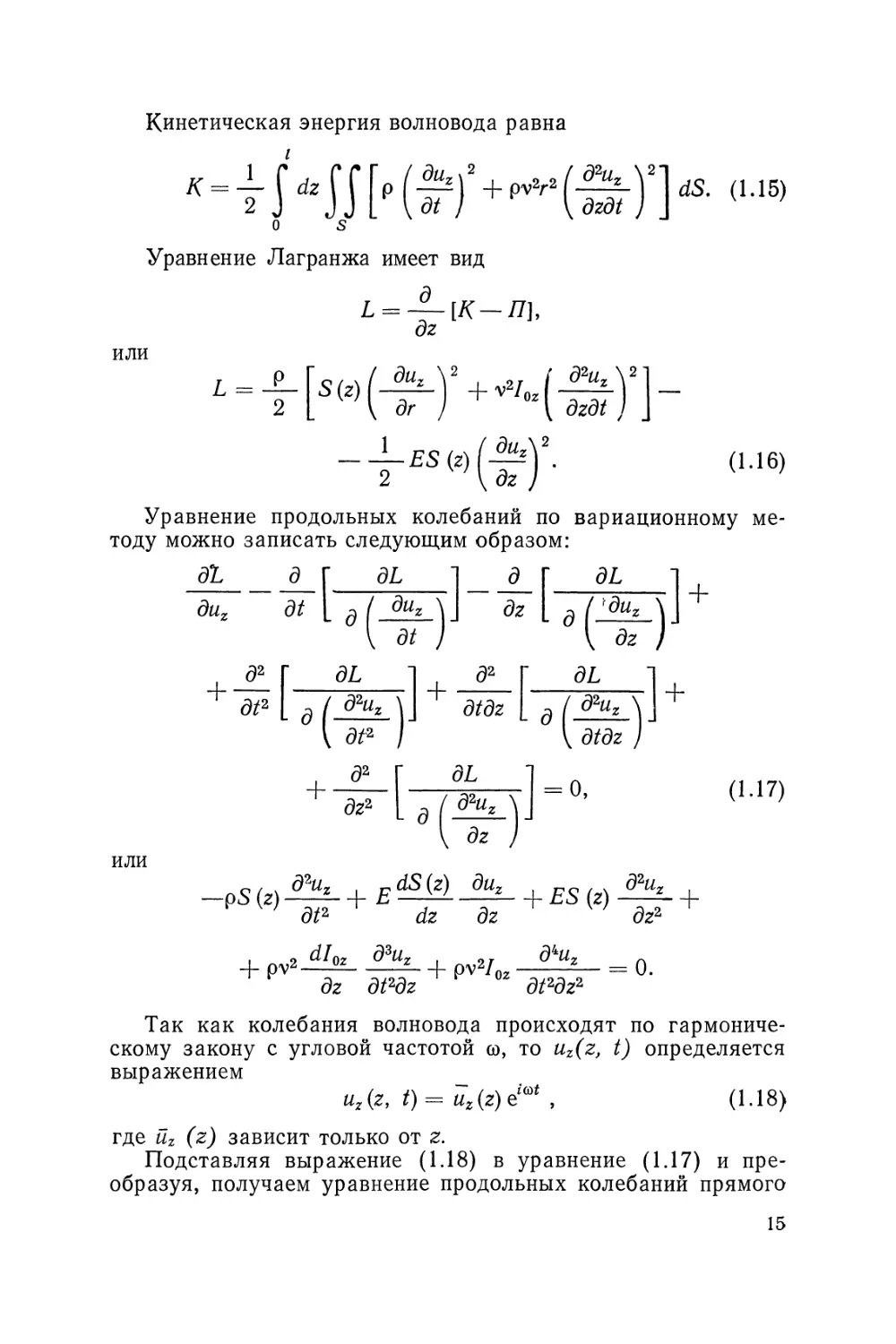
На основе уравнения (1.19) была составлена программа
и рассчитаны на ЭВМ «Минск-32» резонансная длина и ко-
эффициент усиления амплитуды конических волноводов боль-
шого поперечного сечения с отверстием вдоль оси при задан-
ной частоте колебаний. Результаты представлены в табл. 3.
Для проверки расчетных результатов по резонансной ча-
стоте было изготовлено четыре конических волновода с мак-
симальными диаметрами поперечного сечения 120, 130, 150,
170 мм. Все параметры волноводов были рассчитаны и изго-
товлены так, чтобы собственная частота их равнялась
17 850 Гц. Волноводы возбуждали одним стандартным пре-
образователем ПМС-15А-18, который подключали к ультра-
звуковому генератору УЗГ-10У.
Резонансная частота магнитострикционного преобразова-
теля была равна 17 850 Гц. Значит, при присоединении про-
веряемых волноводов к преобразователю вся колебательная
система должна иметь резонансную частоту /=17 850 Гц. Ча-
стоту колебаний измеряли цифровым частотомером ЧЗ-З.
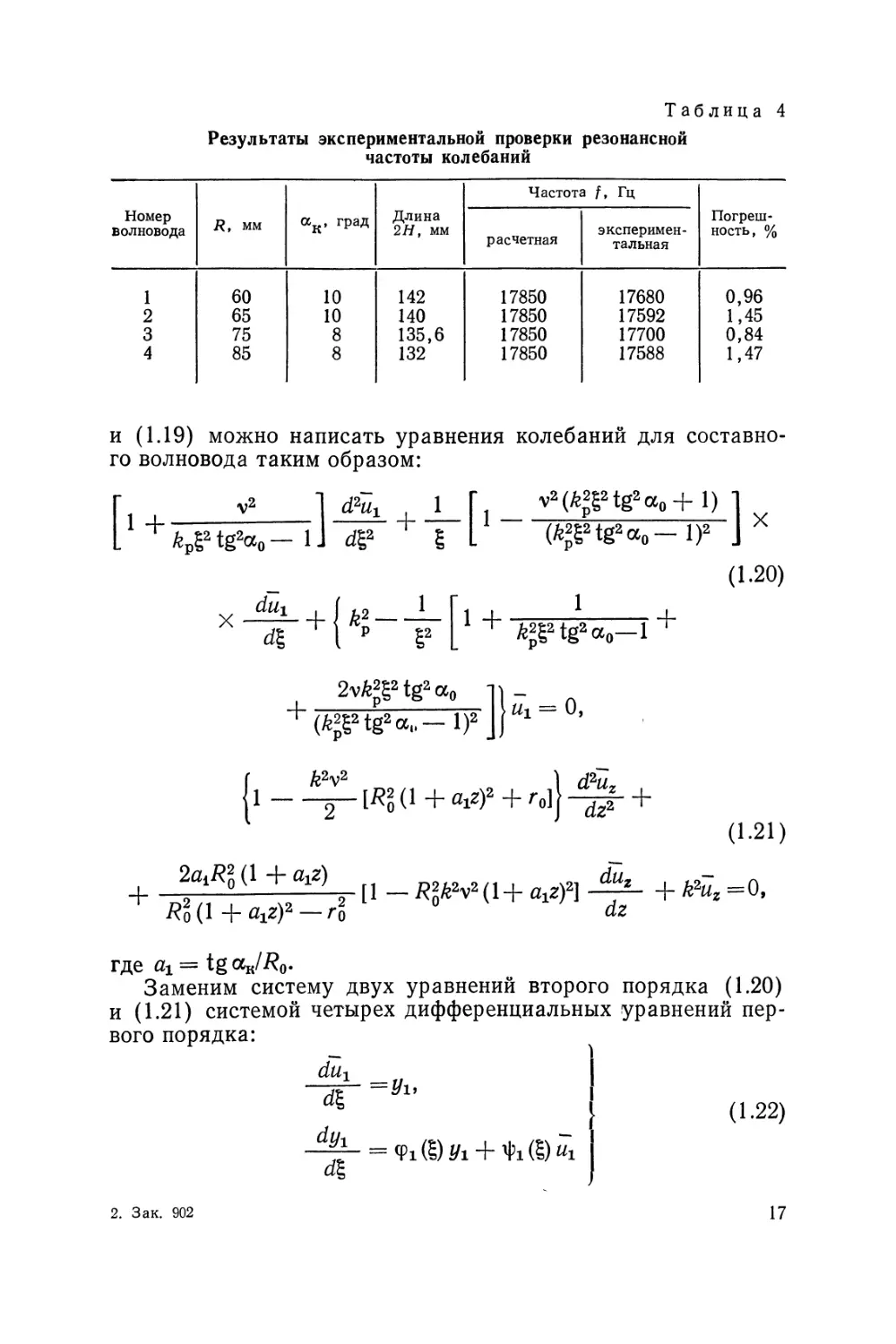
Результаты проверки представлены в табл. 4.
Для определения резонансной длины составного волново-
да, при которой имеют место преимущественно продольные
колебания, можно пренебречь и2. На основе уравнений (1.11)
16
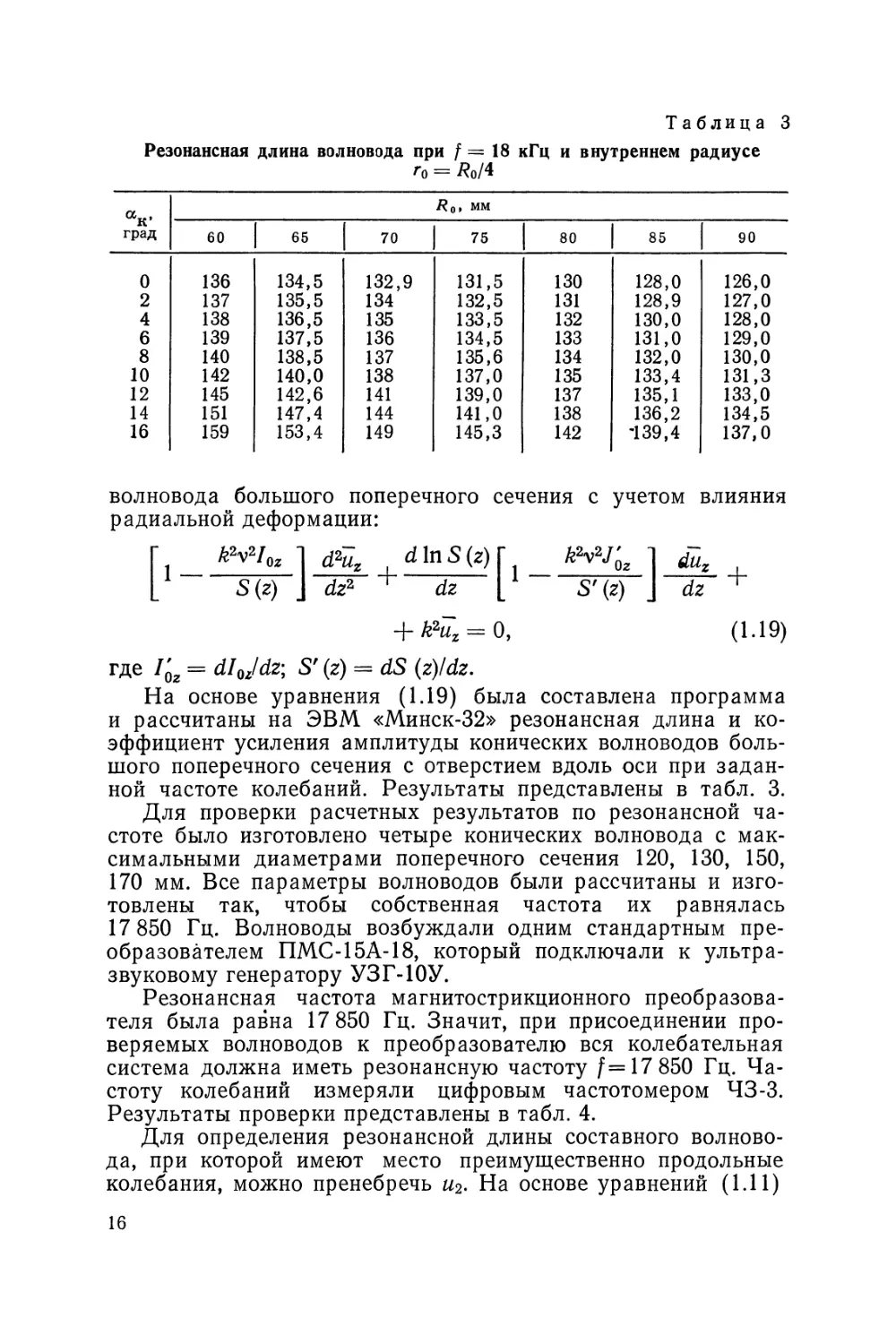
Таблица 4
Результаты экспериментальной проверки резонансной
частоты колебаний
Номер волновода R, мм ак, град Длина 2Н, мм Частота f, Гц Погреш- ность, %
расчетная эксперимен- тальная
1 60 10 142 17850 17680 0,96
2 65 10 140 17850 17592 1,45
3 75 8 135,6 17850 17700 0,84
4 85 8 132 17850 17588 1,47
и (1.19) можно написать уравнения колебаний для составно-
го волновода таким образом:
V2 1 d2u1 , 1 Г v2(£p£2tg2a0+1) 1
+ МЧ§2“о— И d? + g L (£2B2tg2a0 — I)2 J
, f k2
dl I p
I2
(1.20)
1 + ^2tg2a0-l +
+
2vfe2g2 tg2 a0
(^2tg2a,.- I)2
= 0,
( &2v2 ] d2u
1 - — [Я2 (1 + a1Z)2 + r0] J +
(1-21)
2Й17?2(1 + <hz) _R2 2 +£2 0>
tf2(l+ a12)2 —4 ° ' dz
где ax= tgaK/7?0.
Заменим систему двух уравнений второго порядка (1.20)
и (1.21) системой четырех дифференциальных уравнений пер-
вого порядка: du, dl =У1’ = ч>1 (?) У1+Ф1 (ю dl (1.22)
2. Зак. 902
17
и
duz
~dz
= Ф2 (z) г/2 + 4>2 (z)Vz.
dz
(1.23)
К системе уравнений (1.22) и (1.23) присоединяются четыре
краевых условия
оу = О при 2 = 0,
az cos а0 = оу
uz cos a0 = uY
(1-24)
ПрИ g = goT
i
Og = 0 при g = gpe3
Из четырех условий (1.24) видно, что первое из них задано
на выходном конце конического стержня, а последнее — на
входном конце конической оболочки. Решение этой краевой
задачи можно представить как решение начальной задачи,
для которой оба первых и последние условия из (1.24) за-
даны на выходном конце конического стержня (при г = 0):
or, = 0
uz = 0,0002
при z = 0,
cos a0 =
uz cos a0 =
при
Z — 2рез>
Mo,
(1.25)
где
На другом конце составного волновода при g = gpe3 должно
быть
(?рез) — 0.
На основе этой методики для определения резонансных
размеров (гре3л £рез) при получении максимального значения
коэффициента1 усиления амплитуды колебаний была состав-
лена программа расчета на ЭВМ «Минск-32», использующая
стандартную подпрограмму решения начальной задачи для
системы линейных дифференциальных уравнений первого по-
рядка, и были выполнены расчеты нескольких составных вол-
новодов при/=18 и 20 кГц; а0=ак = 8, 9, 10, И, 12°; 2г0 =
= 35 мм; 27?о = 9О, 100, ПО мм. Результаты расчета показаны
на рис. 5 [1].
18
Для экспериментальной проверки теоретических данных
было изготовлено четыре волновода, у которых ао = ак=8,
12°; 2го=35 мм и 27?о=9О и ПО мм; й = 40 мм. Все другие
геометрические размеры были рассчитаны и выполнены так,
чтобы собственные частоты составных волноводов составля-
ли 17 850 Гц. Волноводы возбуждали двумя стандартными
преобразователями ПМ.С-15А-18. Собственная частота пре-
образователей была равна 17 850+20 Гц. Результаты экспе-
риментальной проверки показали, что при возбуждении со-
ставного волновода дву-
мя преобразователями
резонансные частоты всех
систем лежат в интерва-
ле 17 500—17 350 Гц и
максимальная амплитуда
Рис. 5. Резонансные размеры
составного волновода: 1, 2 —
^рез—3, 4 — 2рез (J И 3 При
f—18 кГц; 2 и 4 при 20 кГц)
на выходном конце волновода достигает 17 мкм при ампли-
туде колебаний на входном конце й\ = 10 мкм, а при возбуж-
дении волновода четырьмя преобразователями резонансные
частоты системы лежат в интервале 17 770—17 650 Гц и амп-
литуда колебаний на выходном конце достигает 20 мкм при
прочих равных условиях. Сравнение экспериментальных дан-
ных с теоретическими результатами показывает, что погреш-
ность расчета не превышает 2%.
2. КОЛЕБАТЕЛЬНАЯ СИСТЕМА
С ПРЕОБРАЗОВАНИЕМ РАДИАЛЬНЫХ КОЛЕБАНИЙ
В ПРОДОЛЬНЫЕ
Рассмотрим методику расчета колебательной систе-
мы, состоящей из нескольких стандартных преобразователей
и волновода, с преобразованием радиальных ультразвуковых
колебаний в продольные. На рис. 6 приведена схема волно-
вода, который можно разделить на три части. Первая из них
представляет круглую пластину большой и переменной тол-
щины, вторая — центральная часть и третья — два цилинд-
рических стержня с отверстием вдоль оси [8].
При возбуждении колебаний по радиальному направле-
нию в первой части возникают радиальные колебания, во вто-
2*
19
.................^тттттггТ1ТГГПТ]Т
рой вследствие эффекта
Пуассона имеются ради-
ально-продольные коле-
бания и в последней —
продольные колебания.
Для составления уравне-
ний колебаний волновода
необходимо прежде всего
определить уравнение ра-
диальных колебаний
круглой пластины боль-
шой и переменной тол-
щины с центровым отвер-
стием.,
Рис. 6. Волновод с преобразо-
ванием радиальных колебаний
в продольные
Как известно, любые симметричные радиальные колеба-
ния круглой пластины сопровождаются поперечными дефор-
мациями. Однако в тонких пластинах перемещения в попе-
речном направлении мало влияют на вид радиальных коле-
баний, следовательно, в этом случае влиянием поперечной
деформации можно пренебречь. Поэтому при определении
акустических параметров радиальных колебаний круглой
пластины большой толщины нельзя использовать известные
уравнения радиальных колебаний тонких пластин [2, 7].
Рассмотрим симметричную круг-
лую пластину, толщина которой меня-
ется по заданному закону b = b(r)
(рис. 7). Предположим, что вследст-
вие эффекта Пуассона радиальное иг
и поперечное uz смещения определя-
ются из выражений
ит = ит (г, /), uz = — vnz X
X Г + -М , (1.26)
dr г
Рис. 7. Круглая пластина большой и перемен-
ной толщины
20
где vn = v/(l—v) —коэффициент Пуассона для пластины [9];
г — текущий радиус пластины; z— координата по направле-
нию оси пластины.
Потенциальную энергию П пластины можно записать в
виде
п = -у- J J dV. (1.27>
В соответствии с симметричной пластиной напряжения
й деформации определяются следующими выражениями
[81: _ г
^тт 1 9 l^rr “Ь
I — V2
а00 — ------------ [^00 + V^rr]>
I — V2
Л иг гх
^tQ ^тт — Л > ^00 , ^г0 0.
дг Г
(1.28}
После подстановки выражений (1.28) в (1.27) и интегриро-
вания получим
1 — V2 J
о
диг
дг
ди7
дг
ur j чдит \ щ
г дг ) г
dr.
(1.29>
Кинетическую энергию пластины запишем в виде
рез
Д' = пр j
О
2
V2&3(r)
12
1 диг \2
г dt }
(1.30>
Подставляя выражения (1.26) в (1.30) и интегрируя, получаем
грез
Г К/ \ / дит \ I
Д= пр 6(г) _г_ +
J I \ dt )
о
, v*b3(r) Г д*иг 1 дит 12|
+ 12 [ drdt + г dt J |
(1-31}
21
Пользуясь вариационными методами, уравнения радиальных
колебаний можно записать следующим образом [4]:
а2Р , a2Q d2s п
диг dt dr + dt2 Ф dtdr + dr2 ’ 1 }
£ = — (К — Л), М =---, N =------х ,
dr Q \ g / диг \
' дг ' (1.33)
Р — dL О = dL о = dL
~ld2ur\’ * -J d2ur \ ’ , / d2uT \ ’
д ---— о --— d ----—
\ dt2 ) \ drdt ) \ dr2 /
После подстановки выражений (1.29), (1.31) в (1.33) и пре-
образований имеем
2
dM (
= 2лрг |Ь (г)
dN
dr
d2ur 1 duT 1)
drdt r dt _ J
, 2v dur
r dr
dL 2лЕ ,
dur 1—v2
d2ur 2v2nb3
dt2 + 12
2nE ( . d2u.
nE
1 —v2
(1-34)
v duT
r dr
1 d2uT
r2 dt2
(1.35)
ur
1 d3uT
r drdt2
+ [(1 + v) b + rb’\ -
1—V2 I dr2 dr
d2Q
~drdF ~ 12
d2P/dt2 = 0, d2S/dr2 = 0,
Qjtov2 f d^ur d3ur
— b,1W + <263 + WbW
+ vb'Urj ,
(1-37)
d2uT ]
-h ’
dt2 j
(1.38)
При возбуждении по внешнему контуру пластины гармони-
ческих колебаний с угловой частотой со смещение ar(r, t)
определяется выражением
ur (г, /) = ит (г) , (1.39)
где иг(г) зависит только от г.
22
b' vn
I u_______п p
b 12
v2b2 \ (vb'
п Ь2 I I vu
12 ) p + \ b
1 1) -
uT — 0.
Подставляя выражения (1.35) — (1.38) с учетом (1.39) в;
уравнение (1.32), получаем
/ v2k2b \ d2u (
V 12 }~dr2'±[
I 36 I I 1
+ b / дг + г
v2k2b'b\ 1
_ п р_______________
4 / г г2
(1.40)
Уравнение (1.40) представляет собой уравнение радиальных
колебаний круглой пластины переменной толщины с учетом
поперечной деформации. В частном случае для тонких пла-
стин выражение (1.40) примет вид
, ( 1 ,
dr2 г
vb'
7ь~
1 ' __
^2~ Ur = °-
(1.41)
На основе уравнения (1.40) для определения акустиче-
ских параметров дискового волновода в виде круглой пла-
стины переменной и большой толщины с учетом поперечной
деформации была составлена программа и рассчитаны на
ЭВМ. «Минск-32» резонансные размеры пластины при задан-
ных частотах колебаний и ее толщине (табл. 5).
Для экспериментальной проверки расчетных данных было
изготовлено пять пластин с максимальной толщиной Ьотах =
= 100 мм и минимальной &omm = 2O мм. Все остальные гео-
метрические размеры были рассчитаны и выполнены так,
чтобы их собственная частота составляла 17 850 Гц.
Таблица 5
Значение резонансного радиуса грез пластины
при г0 — 15 мм и а = 5°
bQ, мм f, кГц
18 19 20 1 21 22
20 90,00 86,20 82,37 79,5 74,45
30 89,60 85,80 82,0 78,2 74,35
40 89,00 85,21 81,4 77,6 73,80
50 88,24 84,50 80,7 76,9 73,10
60 86,65 82,96 79,2 75,4 71,60
70 84,87 81,20 77,5 73,7 70,00
80 82,96 79,42 75,8 72,0 68,30
90 81,20 77,80 74,0 70,2 66,50
100 78,72 75,50 71,7 68,0 64,40
23
Анализ данных экспериментальной проверки и результа-
тов расчетов показывает, что они незначительно отличаются
друг от друга, поэтому для определения резонансных разме-
ров пластины при радиальных колебаниях с учетом попереч-
ной деформации при заданной частоте можно пользоваться
уравнением (1.40).
Рассмотрим теперь волновод с преобразованием радиаль-
ных колебаний в продольные (рис. 6). Вследствие симметрич-
ного характера волновода приближенные уравнения колеба-
ний для каждой части имеют вид [8]:
1 d2u 4 f 1 b' v2 k2b2 ( 1
IL P ** I ) A I П p I
12 ]~dr2~'+' b 12
I vb' v2 k2bb’ \ 1 1
\ b 4 ) r r2
(^p> "4“ ^2^1 (^p> ^*)> ^z2 —
uz3 = Ci cos k (z =F Я).
(1.42)
Для решения системы уравнений (1.42) используются
шесть следующих краевых условий:
orri = 0 при г - гре3,'
Oprl ®rr2 ]
- I при Г = ГЪ
^7*1 —— 1^т2 J
Grr = 0 при г = г0,
&ZZ2 — *zz3 ТТЛТТ „ I и /Ci
1 при Z = ±
^z2 ^z3 J
где
am = ХА + 2ц ; <yzz2 = ХА + 2И
dr dz
°zz2— £ У <7zz2^S; gzz3 — Е —
(1.43)
(1.44)
24
Подставляя выражения (1.42) *в (1.44), получаем
+ EC%
°гг2 — ЕС2
(1 V) ^р*Л> (^рН_______
(1 + v)(l - 2v)
A (^pr)
(1 + v)r
- (l-v)Z?pV0(V)
. (l+v)(l-2v)
Yi (fepr) 1 . EvCakj
(l+v)rj (l+v)(l— 2v) ’
(1-45)
- E ( 2vk
= /1 , VI o\ (1 - v> k^+ {С. [ГЛ (йрГ) -
(1 + v)(l — 2v) l Г1— r0
— r0Ji (kpr)] + C2 (r^ (Vi) — ro^i
S = Л(Г2 — f2).
На основе системы уравнений (1.42) и краевых условий
(1.43) с учетом выражений (1.45) для определения резонанс-
ного радиуса грез части 1 и амплитуды продольных колеба-
ний у выхода стержня 3 и игп при заданных частоте, радиу-
сах Го, гь bo, ai, Н2 и амплитуде возбуждающих колебаний на
внешнем контуре части / urm необходимо решить следующие
задачи:
а) задана величина ыгтз = £о;
б) определить величины uz3 и а22з при z=&0/2;
в) определить постоянные Ci, С2, Сз с помощью трех сле-
дующих уравнений:
—------M(Vo)-"- Л(*Р,
(1 + V)ro
C1 L (1 +v)(l-2v)
rU-vMpFotVo)-----------J +
(l+v)r0 J
4 (l+v)(l-2v)
--------------уСЛ-----
(l+v)(l-2v)
C3fex (b0/2) — Ci cos ki (b0/2 — H2) = 0,
0 v) ^iC3 , 2vfep f Cj i (^pri) ro^i (^pr o)l I
(l+v)(l-2v) (1 + v)(l-2v)
+ CiIr,r,(V1)--ror1fer„)l 11 +tlga5in W2_HJ_O;
(1 + v)(l — 2v) J J
г) определить И О"При /*
д) из краевых условий url= ит2 1 ПрИ г = Г1
CFrri = СКГГ2 J
25
и первого дифференциального уравнения из системы (1.42)
определить резонансный радиус грез и амплитуду радиаль-
ных колебаний диска. Найденное значение Urm сравнивают с
заданным значением иго; если эти значения различаются, то
принимают новое значение uzmS. Процесс расчета ^r2, Urm, Грез
повторяется до тех пор, пока найденное значение итт не сов-
падает с заданным uro.
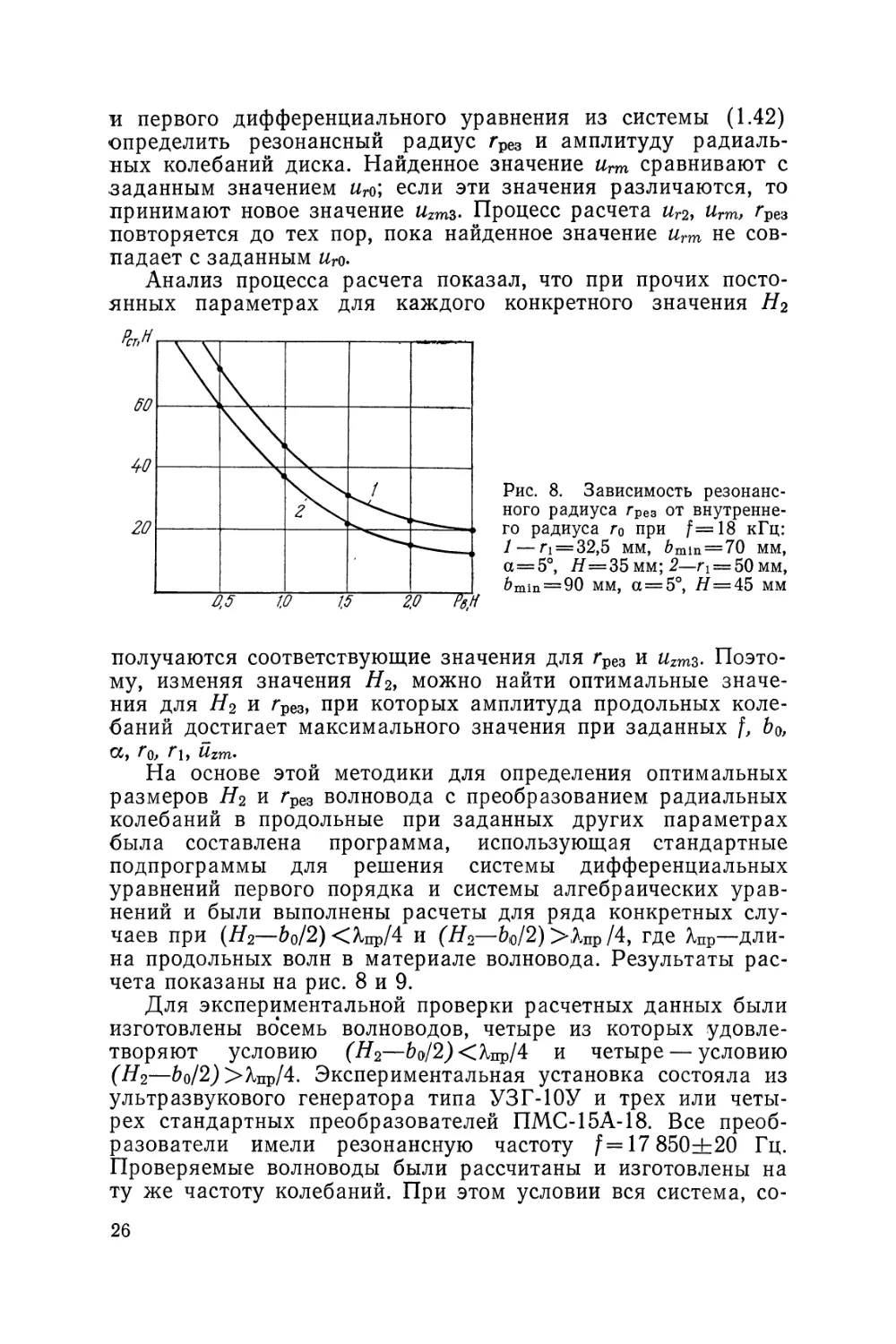
Анализ процесса расчета показал, что при прочих посто-
янных параметрах для каждого конкретного значения Н2
Рис. 8. Зависимость резонанс-
ного радиуса грез от внутренне-
го радиуса г0 при f=18 кГц:
1 — Г1 = 32,5 ММ, 6min = 70 мм,
а — 5°, Я=35мм;2—г1 = 50мм,
^min = 90 мм, а —5°, Я=45 мм
получаются соответствующие значения для грез и ^zm3. Поэто-
му, изменяя значения Н2, можно найти оптимальные значе-
ния для Н2 и Грез, при которых амплитуда продольных коле-
баний достигает максимального значения при заданных f, Ъ$,
СС, Го, Г1, Uzm*
На основе этой методики для определения оптимальных
размеров Н2 и грез волновода с преобразованием радиальных
колебаний в продольные при заданных других параметрах
была составлена программа, использующая стандартные
подпрограммы для решения системы дифференциальных
уравнений первого порядка и системы алгебраических урав-
нений и были выполнены расчеты для ряда конкретных слу-
чаев при (772—&о/2)<%пр/4 и (Н2—Ь®/2) >ЛПр /4, где %Пр—дли-
на продольных волн в материале волновода. Результаты рас-
чета показаны на рис. 8 и 9.
Для экспериментальной проверки расчетных данных были
изготовлены восемь волноводов, четыре из которых удовле-
творяют условию (Н2—&о/2)<%пр/4 и четыре — условию
(Н2—Ьо/2) >ХПр/4. Экспериментальная установка состояла из
ультразвукового генератора типа УЗГ-10У и трех или четы-
рех стандартных преобразователей ПМС-15А-18. Все преоб-
разователи имели резонансную частоту f= 17 850+20 Гц.
Проверяемые волноводы были рассчитаны и изготовлены на
ту же частоту колебаний. При этом условии вся система, со-
26
стоящая из трех или четырех преобразователей и волновода,
должна колебаться с резонансной частотой f=17 850±20 Гц.
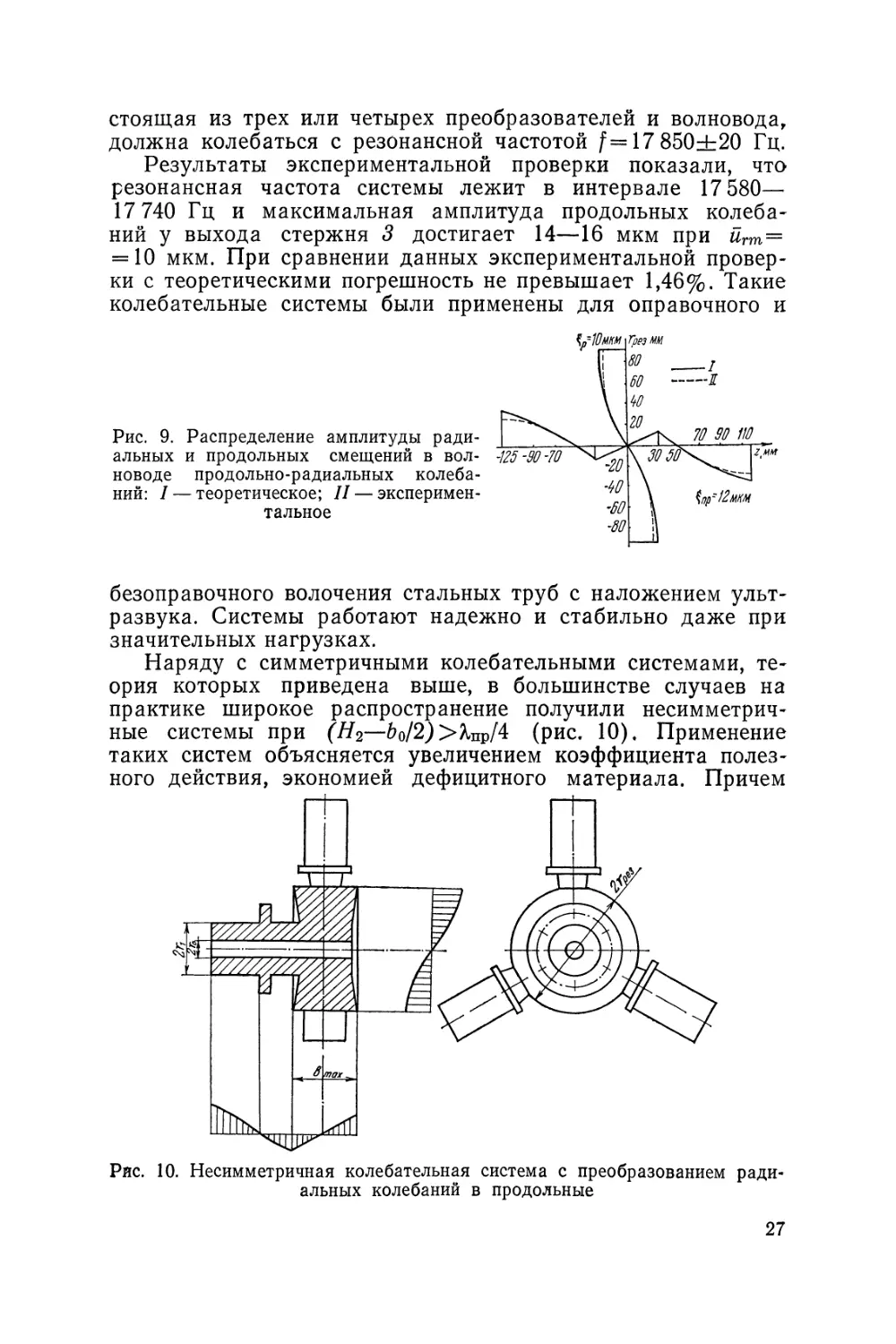
Результаты экспериментальной проверки показали, что
резонансная частота системы лежит в интервале 17 580—
17 740 Гц и максимальная амплитуда продольных колеба-
ний у выхода стержня 3 достигает 14—16 мкм при йт=
= 10 мкм. При сравнении данных экспериментальной провер-
ки с теоретическими погрешность не превышает 1,46%. Такие
колебательные системы были применены для оправочного и
Рис. 9. Распределение амплитуды ради-
альных и продольных смещений в вол-
новоде продольно-радиальных колеба-
ний: I — теоретическое; II — эксперимен-
тальное
безоправочного волочения стальных труб с наложением ульт-
развука. Системы работают надежно и стабильно даже при
значительных нагрузках.
Наряду с симметричными колебательными системами, те-
ория которых приведена выше, в большинстве случаев на
практике широкое распространение получили несимметрич-
ные системы при (#2—&о/2)>Хпр/4 (рис. 10). Применение
таких систем объясняется увеличением коэффициента полез-
ного действия, экономией дефицитного материала. Причем
Рис. 10. Несимметричная колебательная система с преобразованием ради-
альных колебаний в продольные
27
резонансная частота систем незначительно отличается от
той же частоты симметричных систем, а амплитуды продоль-
ных колебаний на конце стержня в несимметричных систе-
мах выше, чем в симметричных.
Анализ экспериментальных данных позволяет сделать вы-
вод, что несимметричные системы более удобны и эффектив-
ны для практического пользования, чем симметричные.
3. КОЛЕБАТЕЛЬНАЯ СИСТЕМА
В ВИДЕ ЦИЛИНДРИЧЕСКОГО СТЕРЖНЯ
БОЛЬШОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ
Как известно, при возбуждении продольных коле-
баний по аксиальному направлению цилиндрического стерж-
ня большого поперечного сечения вследствие эффекта Пуас-
сона в нем появляются также и поперечные колебания. Амп-
литуда поперечных колебаний в узлах продольных колебаний
очень мала в тонких цилиндрических стержнях, но с уве-
личением радиуса стержня она возрастает и достигает мак-
симального значения, когда радиус стержня приближается к
оптимальному значению. Таким образом, выбрав оптималь-
ные значения геометрических параметров стержня при воз-
буждении продольных колебаний вдоль его оси, получим
максимальную амплитуду поперечных колебаний в узлах
продольных колебаний и, следовательно, можно создать ко-
лебательную систему для трехниточного волочения труб или
прутков, для чего необходимо рассмотреть следующие во-
просы:
а) исследовать уравнения продольно-поперечных колеба-
ний цилиндра большого поперечного сечения с учетом эффек-
та Пуассона;
б) выбрать оптимальные геометрические параметры ци-
линдра для получения максимальной амплитуды поперечных
смещений при возбуждении продольных колебаний вдоль оси
цилиндра.
Уравнения продольно-поперечных колебаний цилиндриче-
ского стержня большого поперечного сечения были исследо-
ваны во многих работах [10—13].
В 1876 г. Цохгаммер исследовал колебания кругового ци-
линдра. Он составил уравнения колебаний на основе теории
упругости в цилиндрических координатах [10]:
d2ur n , о . . о dwt
Р—-Г =(%4-2ц)—1+ 2р —- , (1.46)
dt2 dr dz
+ (,.47)
dt2 dz r dr
28
где
* 1 д ... duz
Д1 -----— (гит) + ;
г dr dz
(1-48)
диг
2 \~дг
duz \
дг /
(1-49)
Для решения уравнений (1.46) и (1.47) Похгаммер пред-
положил, что перемещения иг, иг представляют элементарные
гармонические функции от z и t:
иГ = и (г) sin уз eiat,
uz = v (г) cos yz
(1.50)
где u(r), v(r) — функции от г.
После подстановки выражений (1.50) в уравнения (1.46)
и (1.47) с учетом выражений (1.48) и (1-49) и после преоб-
разования их были получены выражения для определения
,иг и uz:
,. __ Г л dJg (htf)
ит — —-------
I dr
+ тАЛ(^^) втузе'®*, (1.51)
cos узе'®', (1.52)
где
(1.53)
Резонансная длина стержня определяется из условий на
наружной поверхности цилиндра при г=а (а — радиус ци-
линдрического стержня):
О7т-(г=а) — 0,
Тгг(г=а) = 0.
(1-54)
Напряжения arr, xTZ определяются из выражений
СГгг
(1.55)
Тгг = Ц
29
Подставляя выражения (1.51), (1.52) в (1.54) с учетом
(1.55), получаем уравнение для определения резонансной
длины стержня при заданных частоте и радиусе:
d?J0(hta)
da2
dJ0 {htd)
da
юрХ - Ji (hid) 2ц dJ^k^
X 2p da
Ji(kia)
\ H /
= 0.
(1.56)
Но вследствие сложности уравнения (1.56) расчет резонан-
сной длины стержня в работе [10] не производился.
С пр/Со
В 1941 г. Банкфорт
опубликовал методику
расчета уравнения (1.56)
и представил результаты
по изменению фазовой
скорости как функции
Рис. 11. Зависимость отноше-
ния скорости распространения
продольных волн в стержне от
уа/л
безразмерной постоянной распространения с коэффициентом
Пуассона в качестве параметра [11]. Для решения уравнения
(1,56) были приняты следующие обозначения: р=(1—
—2v) (1—v); (cnp/co)2(l+v); Ф . После преоб-
Л (У)
разования уравнения (1.56) с учетом приведенных обозначе-
ний автор [11] получил уравнение для определения скорости
распространения продольных волн в стержне в зависимости
от его радиуса:
(х — 1)2ф(М —(0х— 1) [х —Ф(М1 = 0. (1.57)
Результаты расчета уравнения (1.57) показаны на рис. 11.
Уравнение (1.57) имеет решение только в случае, когда
Рх— 1>0 и 2х— 1>0. (1.58)
Из условий (1.58) видно, что
спР V > 1 — v J
с0 ) (l + v)(l-2v)
30
при 0<v<l. Однако результаты расчета не удовлетворяют
этому условию, что вызывает сомнение в справедливости
результатов, полученных автором [И].
В работе [12] опубликованы результаты исследований
упругих деформаций в цилиндрическом стержне под дейст-
вием изменяющейся во времени силы на одном конце ци-
линдра. Авторы применили теорию преобразования Фурье
для решения системы дифференциальных уравнений с ча-
стными производными и получили выражение для опре-
деления деформации в стержне, причем полученные резуль-
таты совпадают с данными работы [10].
Таким образом, из анализа приведенных работ следует,
что при рассмотрении колебаний в цилиндрическом стержне
авторы ограничивались только определением спектра частот
колебаний при заданных геометрических размерах цилиндра.
Кроме того, в работах не рассматривался вопрос о выборе
оптимальных размеров цилиндрического стержня для полу-
чения максимальной амплитуды поперечных колебаний при
возбуждении продольных колебаний вдоль оси стержня.
В связи с этим в этом параграфе излагается методика
решения уравнений колебаний цилиндрического стержня
(1.46), (1.47) с использованием предположения Похгаммера
(1.50).
Подставляя выражения (1.50) в (1.46) и (1.47) и преоб-
разуя, получаем [13]:
.. . о , rd2w 1 du и
(% + 2И) — +--------------------
dr2 г dr г2
— У2|Ш + со2ри —
— у(% + р.) — = о,
dr
... . Г du 1 I Г d2u 1 dv 1 ,
Т(Ы-Н) -7-Н—« +н — +----------------------— +
dr г J \_dr2 г dr
+ [рсо2 — у2 (% + 2р)] v = 0.
(1.59)
Если обозначим u — d^/dr, то тогда u=x<p удовлетворяет си-
стеме (1.59), где ф— произвольная функция от г; % — произ-
вольная постоянная;
.. . о . d d2<p 1 d<p
(% + 2u)— — Ч---------— +
ar
1 dq> , со2р — у2^ — ху(% + р.)
dr2 г dr
А. “Е 2ц
, I 1 [^ф I 1 dtp .
^) + хН Нт + — -т- +
(dr2 г аг
рсо2 —у2 (% + 2р.) ] J = Q
Ф_|=0;
(1.60)
"-I— у
у (% + p) + XH
31
Первое дифференциальное уравнение системы (1.60) мож-
но записать в следующем виде:
+ —-Г--Р2<Р = °> О-61)
dr2 г dr
где
2 = УНА + ^ + ^Ц —Р®2 (1 62)
А + 2ц
Из второго дифференциального уравнения системы (1.60) имеем
d2cp . 1 dq> . Г рсо2 — у (А + 2ц)
'dr2 + ~ ~d7 + % [ Т(Ь + Н) + Х1*
<р(г) = 0. (1.63)
Сравнение (1.61) и (1.63) дает
Р2 + Х
~р<о2 — у (А + 2ц)'
. т(^ + и) + ХЦ .
= 0.
(1-64)
Исключив % из уравнения (1.64) с учетом выражения (1.62),
получим уравнение для определения р:
Р (А + 2р) р4 4- {рсо2 (А + Зц) — 2цу2 (А + 2ц)} р2 +
+ [рсо2 — у2ц] [рсо2 — у2 (А + 2ц)] = 0. (1.65)
Решение уравнения (1.65) имеет вид
99 рсо2
т •
р2 = ?2_ Р^_ .
И
(1.66)
Так как у представляет волновое число продольных коле-
баний в цилиндрическом стержне, то оно должно удовлетво-
рять следующим условиям:
Р®2 <72<Р^ .
А + 2ц ц
(1-67)
Подставляя выражения (1.66)
условий (1.67), получаем
в уравнение (1.61) с учетом
Здесь
Ф1(г) = (М>
cp2(r) = B2J0(kir).
- у2 —
р(02 "V2
% 2|i
ki =
'рсо2
. И
211/2
у2
(1.68)
(1.69)
32
5i, 52 — произвольные постоянные:
и = hlBlJl (hir) — kiB^Ji (/etr);
у = xBtJ0 (/itr) + xB2J0 (far),
(1-70)
где
(1-71)
uz
B2J0 (M cos yzelat. (1.72)
pCd2
Xi = v; X2 = y------•
TH
После подстановки выражений (1.70) в (1.50) имеем
wr = [h^Ji (h^) — kiB2Ji (&±r)] sin yzeM ,
pco2
Y------------------------------
W
Таким образом, система уравнений (1.72) позволяет опреде-
лить продольные и поперечные перемещения круглого ци-
линдра.
Рассмотрим методику определения оптимальных геомет-
рических параметров стержня для получения максимальной
амплитуды колебаний при возбуждении продольных колеба-
ний вдоль оси. Постоянные интегрирования Въ В2, входящие
в систему уравнений (1.72), определяются из условий (1.54)
°гг 0 I при г = а.
Trz = 0 /
Дифференцируя иг и uz по г и г и подставляя в (1.55),
получаем
®тт
(% + 2И)М1'(М+ — ^1-
r i
(X 4~ 2ц) kJ 1 (k^) + —- J! (k^r) +
r
+ Ху (у — Jt (k^r) В2| sin yzJ^,
\ ИТ J J J
(1-73)
тГ2 = 2уц [hiJi (htr) Bi — ki (1 — (kYr) B2
\ 2y2p.)
В
мана
cos yzei(i)t
соответствии co свойствами уравнений Бесселя и Ней-
[14] имеем
X(V) = Vo(M-
r
3 Зак. 902
33
Ji (htr) = Мо(М —
Л(М
(1-74)
Подставляя выражения (1.73) в условия (1.54) с учетом вы-
ражений (1.74), получаем
[(X + 2р) hl — Ху2] Jo (hid) — Mi (hid)] Bi —
a J
—
Vo(M~
a
B2 = 0,
hiJi (hid) Bi — ki fl------Jl (^а) B2 = 0.
\ 2y2p J
(1-75)
(1-76)
Из системы двух алгебраических уравнений (1.75) и (1.76)
получим уравнение для определения волнового числа у ци-
линдра при заданной угловой частоте со и радиусе а:
[(X + 2и) h2 — Ху2] 4 (hid) — hiJi (hia)\ х
а I
Л (kid) — 2p, (kid) —
-—Ji (kid)
а
hJi (^а) = 0.
(1-77)
Если задана амплитуда продольных колебаний uzm при
г = 0 и г = 0, постоянные интегрирования Вь В2 определяют-
ся таким образом:
fBi + fу — —) В2 = uzm,
\ W /
hJi (hid) Bi —kA)--------Ji (kid) B.2 = 0.
\ 2y2p /
Из системы (1.78) получаем
(1-78)
Bi = Di/D0, B2 = D2/D0, (1.79)
где
34
— U-zTfJ^i (1 n | *^1 (^1®)»
\ 2W /
Z?2 — ^zm (/li<?).
Подставив (1.79) в выражение (1.72), получим амплитуду
поперечных колебаний Urm на внешней поверхности цилинд-
рического стержня при z = n/2y:
игт = /h Л М - К Ji (kid). (1.80)
Ь'о Ь'О
Таким образом, анализ уравнений (1.77) и (1.80) показы-
вает, что для того, чтобы выбрать оптимальные геометриче-
ские параметры стержня для получения максимальной амп-
литуды поперечных колебаний при возбуждении продольных
колебаний, необходимо решить следующие задачи:
1) при заданной величине радиуса цилиндра а = а\ на
основе уравнения (1.77) определяем волновое число уг,
2) при заданном значении uzm, когда г = 0, г = 0, опреде-
ляем Вп, B2i и игт\.
Процесс расчета повторяется при a = ai + i^aif и при рав-
ных прочих условиях (где /=1, 2, ..., п) получаем значения
Vi, ttrmi- Сравнивая значения иГтй получаем максимальную
амплитуду Urm(max) и соответствующие значения для радиуса
а и волнового числа у.
Для определения оптимальных размеров цилиндра по
предложенной методике расчета была составлена программа
на ЭВМ «Минск-32» и были получены результаты расчета
для радиуса и резонансной длины стержня, которые пред-
ставлены на рис. 12.
Для экспериментальной проверки теоретических данных
было изготовлено шесть цилиндров с разными радиусами
(<7 = 40, 50, 60, 70, 80, 90 мм). Для возбуждения продольных
колебаний вдоль оси цилиндра применяли преобразователь
типа ПМС-15А-18 и ультразвуковой генератор УЗГ-10У. Ча-
стоту и амплитуду продольно-поперечных колебаний измеря-
ли частотомером ЧЗ-З, виброметром УБВ-2М и с помощью
микроскопа МИ-1.
Рис. 12. Зависимость у/у0
и Urmluzm (2) от радиуса
линдра а
з*
35
Результаты экспериментальной проверки показали, что
амплитуда поперечных колебаний достигает максимального
значения тогда, когда радиус цилиндра лежит в интервале
70—80 мм, а резонансная длина — в интервале 135—121 мм.
Сравнивая теоретические и экспериментальные данные, ви-
дим, что они незначительно отличаются друг от друга. По-
этому для определения оптимальных размеров цилиндриче-
ского стержня можно использовать вышеприведенную мето-
дику расчета.
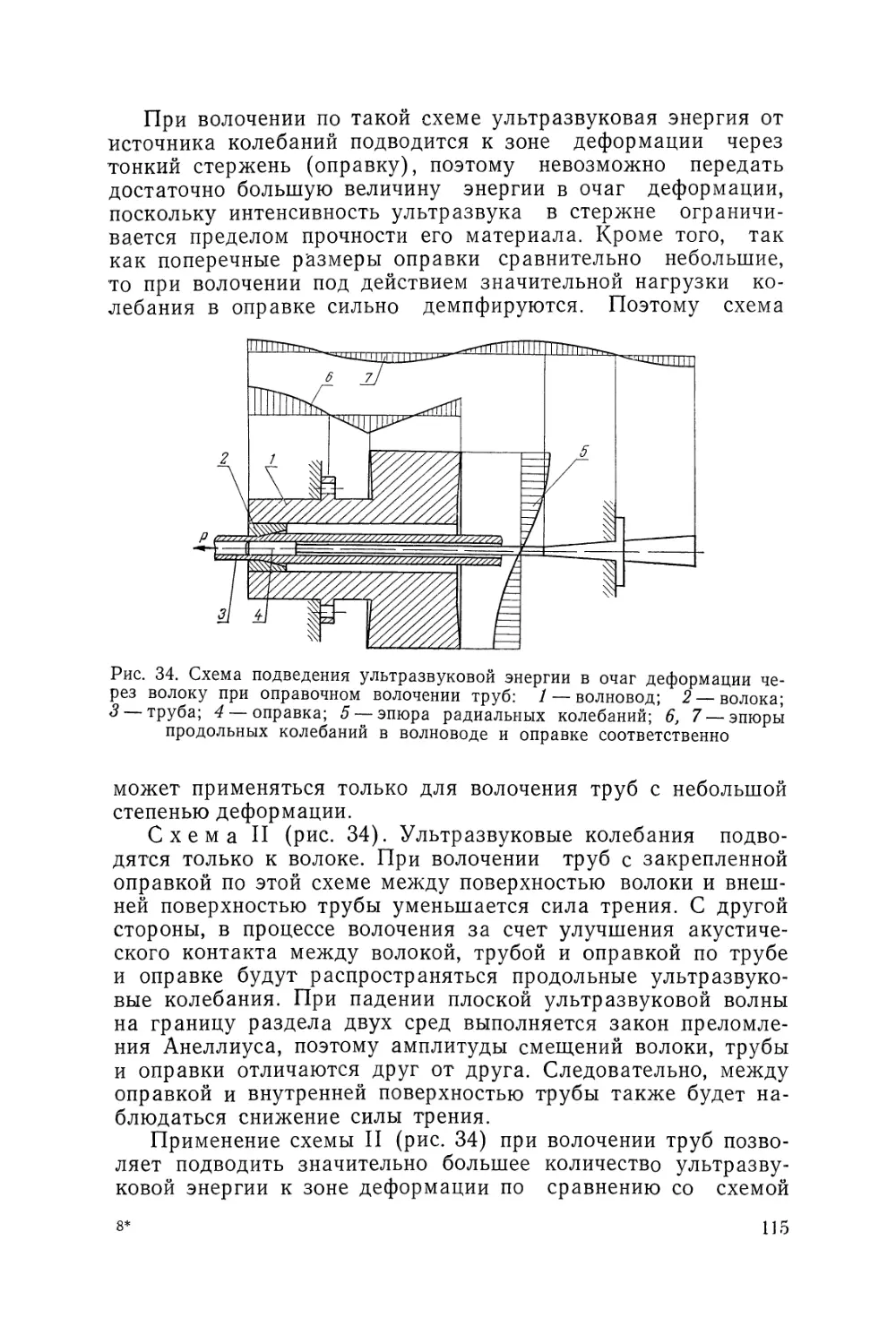
Рис. 13. Колебательная система для трехниточного волочения: 1 — магни-
тострикционный преобразователь; 2 — волновод; 3— волока; 4, 5 — эпюры
продольных и радиальных смещений соответственно; 6 — эпюра продоль-
ных смещений на торце волновода
В результате исследования была создана колебательная
система для трехниточного волочения труб или прутков, ко-
торая состоит из двух стандартных преобразователей
ПМС-15А-18, волновода в виде цилиндрического стержня и
трех волок, которые расположены в пучностях поперечных
колебаний (рис. 13). Преобразователи подключали парал-
лельно к ультразвуковому генератору мощностью 10 кВт.
4. КОЛЕБАТЕЛЬНАЯ СИСТЕМА
С ПРЕОБРАЗОВАНИЕМ РАДИАЛЬНЫХ КОЛЕБАНИЙ
В ПРОДОЛЬНО-КРУТИЛЬНЫЕ
Для интенсификации технологических процессов
обработки металлов давлением наряду с продольными, по-
перечными и радиальными ультразвуковыми колебаниями
возможно применение продольно-крутильных колебаний. По-
этому рассмотрим систему продольно-крутильных колебаний
мощного ультразвука на базе стандартных преобразователей
и составного волновода с преобразованием радиальных ко-
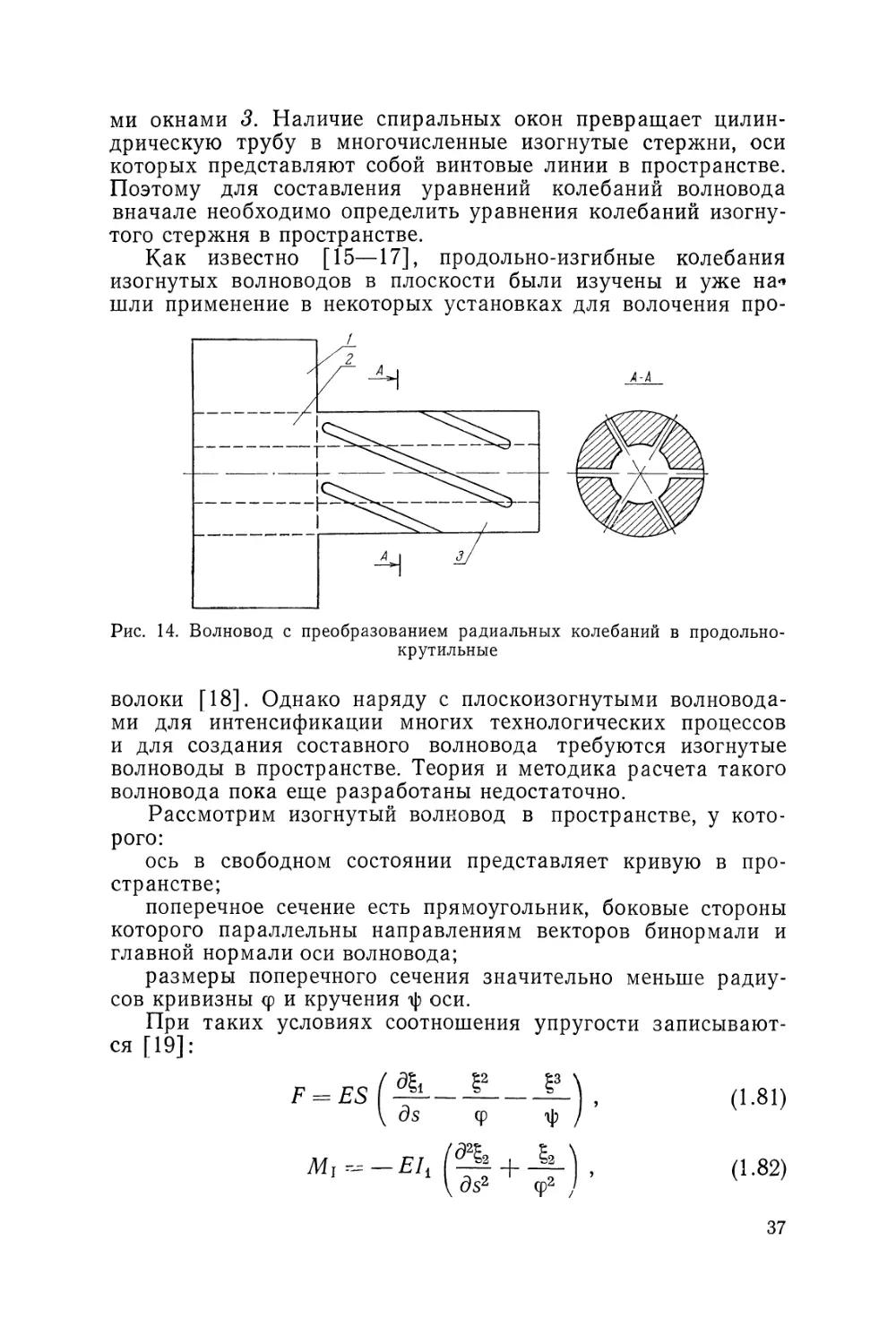
лебаний в продольно-крутильные (рис. 14). Составной вол-
новод можно разделить на три части: круглую пластину
центральную часть 2 и цилиндрическую трубу со спиральны-
36
ми окнами 3. Наличие спиральных окон превращает цилин-
дрическую трубу в многочисленные изогнутые стержни, оси
которых представляют собой винтовые линии в пространстве.
Поэтому для составления уравнений колебаний волновода
вначале необходимо определить уравнения колебаний изогну-
того стержня в пространстве.
Как известно [15—17], продольно-изгибные колебания
изогнутых волноводов в плоскости были изучены и уже на*
шли применение в некоторых установках для волочения про-
Рис. 14. Волновод с преобразованием радиальных колебаний в продольно-
крутильные
А-А
волоки [18]. Однако наряду с плоскоизогнутыми волновода-
ми для интенсификации многих технологических процессов
и для создания составного волновода требуются изогнутые
волноводы в пространстве. Теория и методика расчета такого
волновода пока еще разработаны недостаточно.
Рассмотрим изогнутый волновод в пространстве, у кото-
рого:
ось в свободном состоянии представляет кривую в про-
странстве;
поперечное сечение есть прямоугольник, боковые стороны
которого параллельны направлениям векторов бинормали и
главной нормали оси волновода;
размеры поперечного сечения значительно меньше радиу-
сов кривизны <р и кручения ф оси.
При таких условиях соотношения упругости записывают-
ся [19]:
(1-81)
(1.82)
37
Ми
= —EI2
ds2
%з A
4? / *
(1.83)
Уравнения движения элемента
ной системе координат (gi, g2, Ь)
волновода в прямоуголь-
имеют вид (рис. 15)
dF ^-ps^=o, (1-84)
dS Ф ф dt2
dQ + — -ps^o, (1.85)
dS Ф dt2
^ + -^--р5 ^3 =0,
dS ф dt2
где Q = дМт /dS- Р = dMu/dS.
Продифференцировав уравнения (1.81) — (1.83), подставив
в (1.84) — (1.86) и обозначив д/dS штрихом и d/dt — точкой,
получим
ES' (Ч'-------М-ES f -------- ?2 - — +
\ ф ф / \ ф ф
38
-ЕЦ [ ^4) + (ФФ" ~ 3<p'2) ] +
+ — (li' - —----M - psg2 = o, (1.88)
Ф \ Ф 4> /
-£1. [й*1 + ф—^-^-(ФЧ>'-з*")] +
+ — ( g;--------М - ps£3 = о. (1.89)
гр \ ф гр /
Теперь остановимся на случае криволинейого волновода
постоянного поперечного сечения. Система уравнений (1.87) —
(1.89) будет иметь вид
со (г" 1 е' 1 Т , W , МЛ , Е11 ( ?”’ , Ва
ES §1--------§2-------ёз Н—— Н------Н--------ё2 + -Ц- —
\ Ф гр ф2 гр / ф \ Ф2
_2МЛ £4 + S|; = o (1.90)
ф3 ] гр \ гр2 гр3 /
PJ I ।
-£Л р2 +
4W 2^2
<р3 <р4
(фф" —3<р'2)
+ —fii'-———)-pS^ = 0, (1.91)
Ф \ Ф гр J
Eh Г В(34) + 4т - (W' — 31р) ) 1 +
гр2 гр3 гр4 v )
+ — |Ч'---------— ) - рЗВз = 0. (1.92)
гр \ ф гр /
Так как криволинейный волновод колеблется по гармониче-
скому закону, gb g2, Ь определяются следующими выраже-
ниями:
вг (s, t) = (S) ег^, (1.93)
где i= 1, 2, 3 и Bi(s) зависит только от S. После подстановки
(1.93) в (1.90)—(1.92) имеем
ES (V- -1-|2
1 Г л_ ^Ф' । МЛ
S3+ ф2 + ^2 J
+ ^L
Ф
39
- = о. <L94>
~EI‘ D“+ (W-Зч>'!)] +
+ vl)'~ v~v)+p“2S& = 0' (L95>
- F4 [й" + ---(W - 3*->) ] +
+ v(!;--F~-H+₽“!<, = 0- (L96>
Уравнения (1.94) — (1.96) представляют собой дифферен-
циальные уравнения продольно-изгибных колебаний изогну-
тых волноводов постоянного поперечного сечения. Для ана-
лиза системы уравнений (1.94) — (1.96) обозначим Ц/5=А,
I2/S = B, q/ = cpi, срл/ = ф2, г|/ = ф1, i|),z = i|)2. Затем заменим систе-
му трех дифференциальных уравнений четвертого и третьего
порядка (1.94) — (1.96) системой десяти дифференциальных
уравнений первого порядка:
fl = Ь = ?6> 1б =
I? = |~8>
1з=-^+ —
ф \ ф2 J
К системе десяти дефференциальных уравнений первого по-
рядка (1.97) следует присоединить десять краевых условий.
Пять условий заданы на одном и пять — на другом конце
волновода.
40
Решение этой краевой задачи можно представить как ре-
зультаты наложения пяти решений начальных задач, для
которых все десять условий заданы на одном конце волно-
вода, а именно:
F (s) = C^FА 4- C2F2 4" C3F3 ^4^4 4~ C5F5,
7Hi = CfMi i 4" C2Mi2 + C3M13 4- C47Vfi4 4" C57Hi5,
Л4ц = СцИш 4- С2Л4ц2 4- С3Л4пз 4~ С^М114 4- С^Ипз,
Q — CiQi 4" C2Q2 4" C3Q3 ^4^4 ~F CsQs, (1 -98)
г ! “Г 2.”Г ^Зг3 ”Г 4 Ь5-Г5,
где решения Fi, Ми, 2Иш, Qi, Pi соответствуют начальным
условиям
с/0)_ Ы21- Вз(°) - о
ми) ф (0) !р(0) -и’
MQ) п
<Р2(О) и>
МО) А
Ф2(О) и’
2М0)Ф1(0) а
Ф2(0)
2l3 (0)^(0) а
фЗ(0)
£6(0) +
g9(0) +
Г/0)+ ^(0)
?7(0)+
со) I ~8 (0)
Si° (0) + ^2 (0)
i 1 2 3 4 5
ti(O) 1 0 0 0 0
1б(0) 0 1 0 0 0
|7(0) 0 0 1 0 0
f9(0) 0 0 0 1 0
Гю(0) 0 0 0 0 1
На другом конце волновода при S = Zpe3 при заданной частоте
ДОЛЖНО быть F(/pe3)=0, Ali(Zpe3)=O, Л1п(/рез)=0, 0(/рез)=0,
Р(1рез)=0- Подставив s = Zpe3 б систему (1.98), получим
(^рез) ^2^2 (^рез) Н- ^3^3 (^рез) Н- ^4^4 (^рез) Н" ^5^5 (^рез) = 0»
С1Л4ц (/рез) 4- С2М\2 (^рез) + C3Mi3 (Zpe3) 4" С4М14 (/рез) 4“
4" C5/Ui5 (/рез) = 0,
41
СрИш (Zpe3) + С2Мц2 Орез) + С3Л4цз (Zpe3) + С4Л4ц4 (/рез) +
+ С5Л4ц5 (/рез) = 0, (1.99)
C1Q1 (^рез) + C2Q2 (^рез) 4“ C3Q3 (^рез) 4" C4Q4 (^рез) 4" (^рез) — 0%
(^рез) 4" С2Р2 (^рез) + С’з-Рз (^рез) + ^4^4 (^рез) 4" ^5^5 (^рез) = О-
Так как все постоянные коэффициенты не одновременно об-
ращаются в нуль, система уравнений (1.99) выполняется при
условии, если
Pi (^рез) ^2 (^рез) ^3 (^рез) Pit (^рез) Рь (^рез)
А = ^11 (^рез) Mi 11 (Zpe3) ^12 (^рез) ZWl 12 (^рез) ^13 (^рез) Mi Iз (Zpe3) ^14 Gpes) ^114 Орез) Z14l5 (^рез) ZWl 15 (^рез)
Qi (^рез) Pi (^рез) Q2 (^рез) Р2 (^рез) Q3 (^рез) Рз (^рез) Qi (^рез) Pi (^рез) Qb (^рез) Pf> (^рез) (1.10С )>
Уравнение (1.100) позволяет определить резонансную длину
изогнутого волновода в пространстве при заданных частотах
и других геометрических параметрах.
Заметим, что уравнения продольно-изгибных колебаний
изогнутых волноводов в пространстве даже при постоянном
поперечном сечении слишком сложны. Поэтому для опреде-
ления резонансной длины волноводов, у которых имеют
место преимущественно продольные колебания, можно пред-
ложить упрощенную методику, основанную на пренебреже-
нии изгибающих моментов. При этом уравнения (1.94) —
(1.96) примут вид
£ + — Гё2— — Г|з— —2.3 =0,
<р l ф J ф L Ф
(-V ?2 + Зз_—L |;^о,
\ ср2 ) фф ф
(1.101)
Исключив и из системы уравнений (1.101), получим
1 Г 1
М (s) _ <pG (s)
1
+ ^(s)
Е'(s) i]/ \
,E(s) + i|) /
42
= - fi'/G (s),
(1.103)
(1.104)
J 1 1 .
<р2 гр2 J
1___
_ ф2 гр2
м (s) = 1 н—-—।—-—.
фб (s) (s)
В частном случае при ф = const, ip = const уравнение (1.102)
имеет вид
где G (s) = ср k2 —
; E (s) = ip k2 —
^’=°-
\ ф2 гр2 /
Решением уравнения (1.105) будет
= CQ cos kiS + С7 sin kiS,
1 I1/2
гр2
1
где = k2------------
ф2
. Резонансная длина
в
(1.105)
(1.106)
этом слу-
чае равна
I л
рез = —
«1
л
33“
ф2
1/2
(1.107)
L <pz гр2
решения уравнения (1.102) необхо-
В общем случае для
димо определить радиусы кривизны и кручения осевой кри-
вой изогнутого волновода в пространстве. Резонансная дли-
на изогнутого волновода в пространстве, ось которого пред-
ставляет собой винтовую линию, равна
< л
т
рез
k2---------2---------2~
£ (1 + k22) г
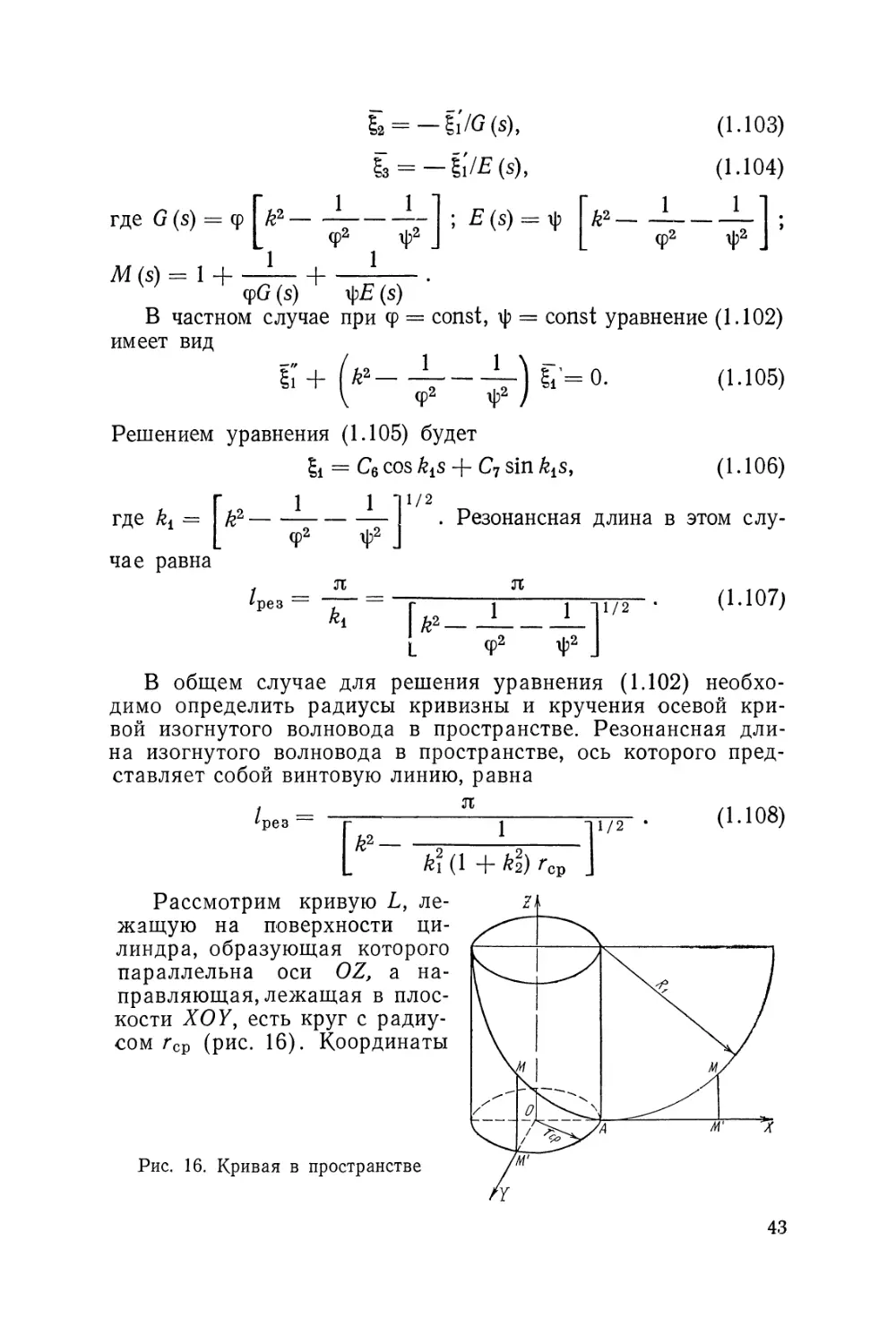
Рассмотрим кривую L, ле-
жащую на поверхности ци-
линдра, образующая которого
параллельна оси OZ, а на-
правляющая, лежащая в плос-
кости XOY, есть круг с радиу-
сом гСр (рис. 16). Координаты
Рис. 16. Кривая в пространстве
(1.108)
43
текущей точки М кривой L определяются следующими выра-
жениями:
х = гсР (1 — cos ст/rep), У = Гер sin о/ГсР, z = [2^0 — о2]1/2.
(1.109)
Связь между длинами дуги s кривой L и дуги а ее направ-
ляющей определяется следующим образом. Из рис. 16 имеем
z = 7?isins//?P (1.110)
Сравнивая выражения (1.109) и (1.110), получаем
о2 —27^0 +Я? sin2 8/7?! = 0. (1.111)
Решения уравнения (1.111) будут
(1 — cos s/Ri), а2 = (1 + cos s/RJ.
Но из рис. 16 видно, что при s = 0 а = 0. Поэтому
0=^(1—cos s/7?,). (1.112)
Установив связи между дугами кривой L и ее направляю-
щей, перейдем к рассмотрению уравнений продольно-крутиль-
ных колебаний составного волновода.
Рассмотрим колебательную систему, состоящую из трех
стандартных преобразователей и составного волновода с пре-
образованием радиальных колебаний в продольно-крутиль-
ные (рис. 17). Волновод состоит из пластины /, центральной
части 2, двух половин цилиндрической трубы 3 и цилиндри-
ческих труб с окнами 4, оси которых представляют собой
кривые в пространстве [19].
Рис. 17. Составной волновод с преобразованием радиальных колебаний в
продольно-крутильные
44
Функции осей окон определяются выражениями (рис. 16)
X = гср (1 — cos or/rCp), у = гСр sin cr/rcp,
z = 7?! sin s/Ri, <т = (1— cos s/Ri).
(1.113)
При возбуждении колебаний в пластине распространяются
радиальные колебания (эпюра 5), в центральной части —
радиально-продольные, в двух половинах цилиндрической
трубы 3 — продольные (эпюра 6) и в цилиндрической трубе
с окнами 4 — продольно-крутильные.
Выражения для амплитуд смещений каждой части со-
ставного волновода имеют вид:
для первой части
«г1 = C.h (kpr) + CzYt (V); (1-П4)
для центральной части
йг2 = C3Ji (kvr) + CiYl (Ay), uz2 = C5kz\
для третьей части
uz3 — C6cosk (z-----— j + Czsin k [ z--—
\ 2 J \ 2
для последней части
1 Г 1
М (s) <pG (s)
i (£'(s) , g- к g
t£(s) \B(s) i|> /J M(s) 1
где Ci (i = 1, ..., 7) — произвольные постоянные; г — текущий
радиус пластины 1 и центральной части 2; z, « — прямолиней-
ная и криволинейная координаты; ф, гр — радиусы кривизны и
кручения составляющих изогнутых стержней последней части
волновода; G (s) = ф Г&2---------— ; Е (s) = г|? Гб2-------
L ф2 гр2 J [ <р2
----— 1 ; М (s) = 1 Ч-------1-------. Заметим, что при на-
гр2 J фб (s) грЕ («)
писании уравнения для амплитуды смещения последней части
составного волновода пренебрегаем влиянием части металла,
которая присоединяет изогнутые стержни друг к другу.
Для решения системы (1.114) имеются следующие на-
чальные и краевые условия:
45
&ГГ1 О
&ТГ1 ~ &rr2
Uri = Ur2 ,
огг2- О
<?ZZ2 = &ZZ3
^Z2 “ ^z3 ,
при Г = Гр,
при Г = Гь
при Г = Го,
при z = 6/2,
°zz3 — 0's
wz3 = ?
при 2 = Н, S = О,
_ Е Г duri
1 — v2 [ dr
™ri
Г
°rr2 — -J- 2ц
г -FdU"
ZZ3 — ,
dz
dur2
dr
azz2dS,
(1.115)
ozz2 = ХА + 2ц ,
dz
ст — Е ( д^1 ^2 \
s d s <р гр / ’
§2 = —Bi7G(s), f3 = -^7£(s). ।
На основе выражений (1.113) и (1.114) и условий (1.115)
можно определить резонансные размеры гр и /рез составного
волновода с преобразованием радиальных колебаний в про-
дольно-крутильные при заданных частоте f и других геомет-
рических параметрах (r0, rb 7?b Н, Ь) с помощью ЭВМ.
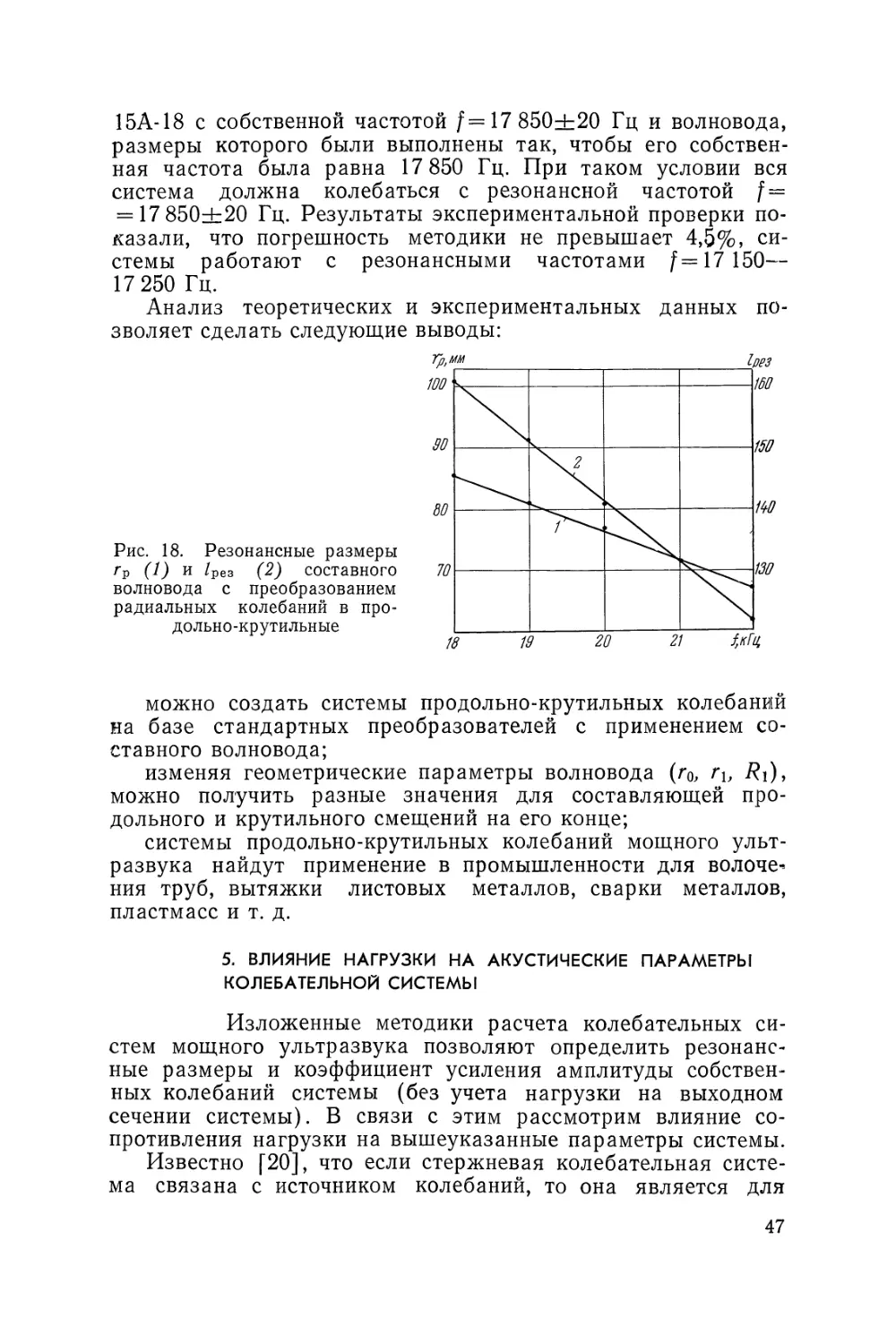
Результаты расчета гр и /рез при заданных геометрических
параметрах (7?i = 90; b = 70 мм; г0= 15 мм; ri = 42,5; Н = 70 мм)
показаны на рис. 18.
Для экспериментальной проверки теоретических данных
было изготовлено три волновода с преобразованием ради-
альных колебаний в продольно-крутильные. Эксперименталь-
ная установка состояла из ультразвукового генератора типа
УЗГ-10У, трех стандартных преобразователей типа ПМС-
46
15А-18 с собственной частотой f = 17 850+20 Гц и волновода,
размеры которого были выполнены так, чтобы его собствен-
ная частота была равна 17 850 Гц. При таком условии вся
система должна колебаться с резонансной частотой f =
= 17 850+20 Гц. Результаты экспериментальной проверки по-
казали, что погрешность методики не превышает 4,5%, си-
стемы работают с резонансными частотами f=17 150—
17 250 Гц.
Анализ теоретических и экспериментальных данных по-
зволяет сделать следующие выводы:
Рис. 18. Резонансные размеры
гр (1) и /рез (2) составного
волновода с преобразованием
радиальных колебаний в про-
дольно-крутильные
можно создать системы продольно-крутильных колебаний
на базе стандартных преобразователей с применением со-
ставного волновода;
изменяя геометрические параметры волновода (г0, rb 7?i),
можно получить разные значения для составляющей про-
дольного и крутильного смещений на его конце;
системы продольно-крутильных колебаний мощного ульт-
развука найдут применение в промышленности для волоче-
ния труб, вытяжки листовых металлов, сварки металлов,
пластмасс и т. д.
5. ВЛИЯНИЕ НАГРУЗКИ НА АКУСТИЧЕСКИЕ ПАРАМЕТРЫ
КОЛЕБАТЕЛЬНОЙ СИСТЕМЫ
Изложенные методики расчета колебательных си-
стем мощного ультразвука позволяют определить резонанс-
ные размеры и коэффициент усиления амплитуды собствен-
ных колебаний системы (без учета нагрузки на выходном
сечении системы). В связи с этим рассмотрим влияние со-
противления нагрузки на вышеуказанные параметры системы.
Известно [20], что если стержневая колебательная систе-
ма связана с источником колебаний, то она является для
47
данного источника некоторым механическим сопротивлени-
ем. Это сопротивление, называемое входным zBX, в общем
случае является комплексным. Величина zBX зависит от па-
раметров стержневой системы, ее геометрических размеров,
нагрузки гн на выходном конце системы и частоты и опреде-
ляется выражением
?ВХ = FтиО^тиО» (1.116)
где Fmo и 1т0 — амплитуды силы и скорости в точке соедине-
ния системы с источником колебаний.
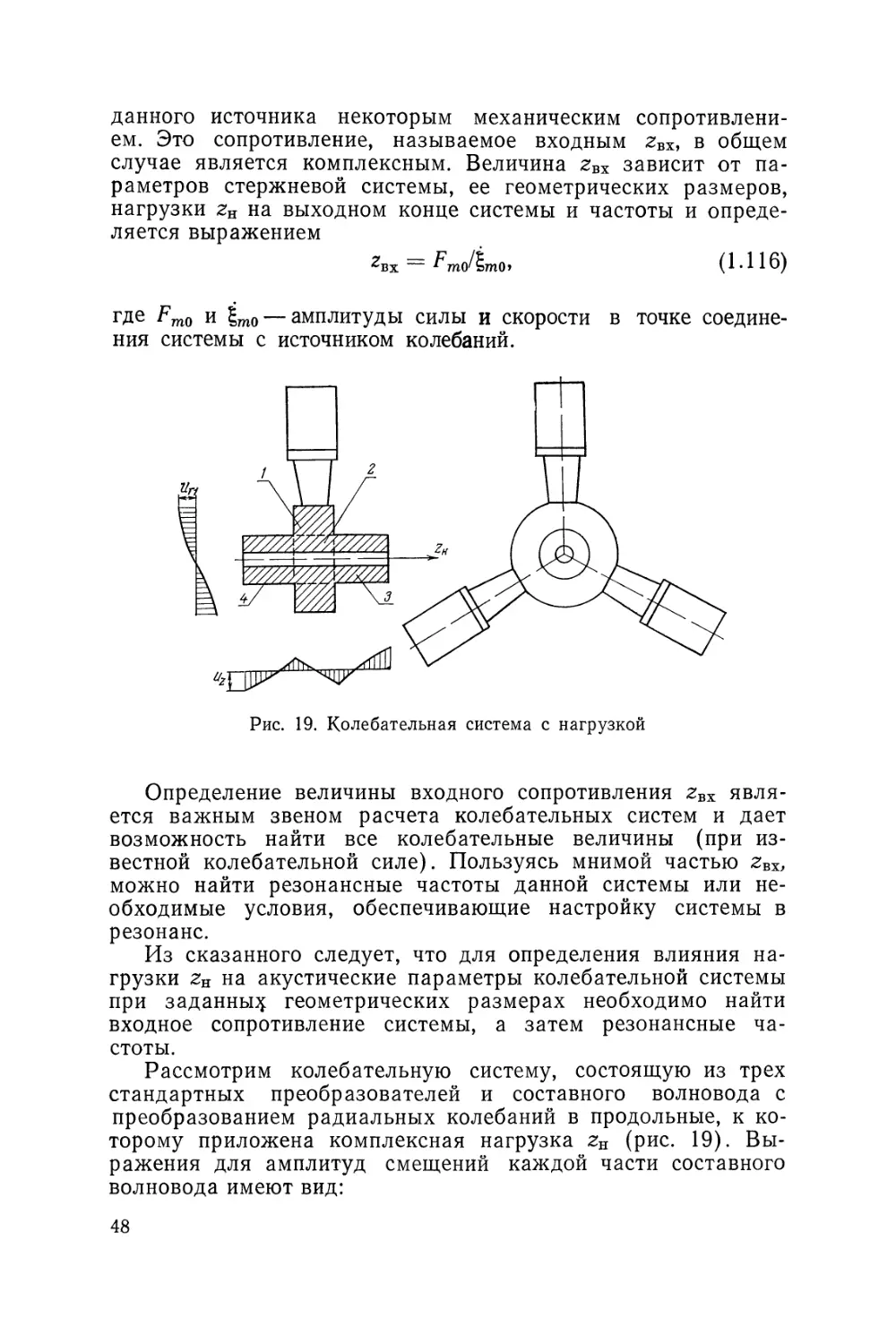
Рис. 19. Колебательная система с нагрузкой
Определение величины входного сопротивления гвх явля-
ется важным звеном расчета колебательных систем и дает
возможность найти все колебательные величины (при из-
вестной колебательной силе). Пользуясь мнимой частью zBX,
можно найти резонансные частоты данной системы или не-
обходимые условия, обеспечивающие настройку системы в
резонанс.
Из сказанного следует, что для определения влияния на-
грузки гн на акустические параметры колебательной системы
при заданны^ геометрических размерах необходимо найти
входное сопротивление системы, а затем резонансные ча-
стоты.
Рассмотрим колебательную систему, состоящую из трех
стандартных преобразователей и составного волновода с
преобразованием радиальных колебаний в продольные, к ко-
торому приложена комплексная нагрузка zH (рис. 19). Вы-
ражения для амплитуд смещений каждой части составного
волновода имеют вид:
48
для части 1 (диска постоянной толщины)
Mri = (^pir) +C2Ki(^plr); (1.117)
для центральной части 2
итъ = C3Ji (£pr) + CtYJ (k9r), uz2 = С5 sin kz + C6 cos kz\
(1.117a)
для части 3 (цилиндрической трубы)
«z3 = C7sin^(z---+C8COS&! (z---------; (1.1176)
для части 4
uzi, = С9 sin z Н——
где
ь___________________•
р1~ Г1_*Р^2 1/2 ’
12
+ C10cos^! (z Н—, (1.117в)
Краевые условия для определения постоянных С, запи-
шутся следующим образом:
= jco«rlzBX при г = гр,
^rrl — ^гг2
J __ \ при Г = г15
Uri = иг2 )
Огг2 = 0 При Г = fQ,
^Z2 ---
&ZZ2 — °'zz4.
при Z = — b/2,
(1.118)
^Z2 — ^z3
®zz2 = &zz3,
при Z — 6/2,
azz4 = 0 при z —--------------------Zb
ZcoZh b 1
<hz3 = -z— «23 при Z = + — + Z1(
03 2
где drri, arr2 — напряжения по радиальному направлению ча-
стей 1 и 2; orzz2, (Jzz3, aZz4 — нормальные напряжения по на-
правлению оси OZ части 2, 3 и 4; г0, гх — радиусы внутренней
и наружной поверхности части 3; гр — радиус внешней по-
4. Зак. 902
49
верхности части /; Si —площадь внешней поверхности час-
ти /; S2 — площадь внешней поверхности части 2; S3 — пло-
щадь поперечного сечения части 3 волновода.
Напряжения определяются выражениями [8, 21]
огг2 = %А + 2И^?, сг222 = A" f f ^dS3, (1.119)
dr S3 J J
o222 = M + 2ц — , A = + — + — .
dz dr r dz
(1-V)
Подставляя выражения (1.117) в (1.119) и преобразуя, получаем
_ Е
О ----
1 — V2
A(^pir) +
4“ ^*2 ^0 (^р1И
(1-v)
(1.120)
T (h r\ _L_
Г
2C52i . . b ,
—— sm£------------h
b 2
Orr2 = C3 ftp (X 4- 2p) JQ (V) J, (V) +
+ c4 kp (% + 2ц) r0 (kvr) - Y, (£pr)l +
r
, 2C6l ( , b
H-------I cos k--------1
b \ 2 )
°ZZ3 — -^^1.
°2Z2 — 2____ r2 {^3 IziJi (kpri) — rQJi (£pr0) + C4 [ГtYi (kpri) —
r 1 ' Q
— r^Yi (&pr0)]} + (% + 2p) kCb cos kz — (X + 2p) kCQ sin kz,
n и ( b \ . <( b \
C7 cos ki \ z---------— C8 sin z---------------,
\ 2 ) V 2
C9 cos ki f z + —— Clo sin (z + .
\ 2 / \ 2 /
= Ek±
^zzi
После подстановки выражений (1.117), (1.120) в условия
(1.118) имеем систему алгебраических уравнений для опре-
деления постоянных С,-:
50
IS
°7 (Л + l) /0 d xo (л3~1)(л+ l) £5
(°ja7) ’/* \ 4! I (л — J) d^ V
°Л (Л + l) „ (Ag— l) (a + l)
(°7d^) \ 4> Л (л _ i) d^ V
Tx — = ?sy ‘•(’•/d7) 7 — = SSV
!(TJa7) = Ziv ‘(’Лу) 7 = ’V
Q (ЛЗ — l) (Л + I) a7 q (Ag — l) (A + l)
v ' I z \
I — J UISAg
(AS—I) (л + 1)1
______________ __ __ 76i
( 2 )
I — I — У I 80Э AS
= 9V
(TJa^) fA (J2f)A (л — 0
fcsri)
(Г (a + i) _______________
(lJa^)’/* 4> i (л—pd^
t (л— l)tj ,..а,0 I
(TJia^) ТЛ ( J 7) Я Id^
(Ag— I) (A 4- J) '
— = £sy
= ZV
(Л + I) J ЕЛ -- I
!(^)7 J—JZ----------------(T^)0/. _L_l
I T
1(аЯа^) гл (v + л — i) — (ajTd^) (ЯаЯа# =
i(aj’a^)l/* (» + л — i) — (aj’a^) Ofdjjdq _ Tiy
atfj
‘0 = 8O8-0V + дэд~°’у
‘0 = отэ<”-су + 6э66у
‘о = <”э(”_ду + 9э9Ду+ 9э9Ду
(IZ ГI) ‘0 = L3L9V + 9Э"У + 9Э99У + 7>,9У + S3S9V
‘0 = 838v + W + 9э"у
‘о = 9o9V + 939V + + 939V
‘о = Ътек + sossv + z3zsv + T3’V
*o = 9o9V + 7>9V + + 8o8V + zdzzv + ’o’V
‘0 = Z3^V + ’o’V
2vsin&
A_______________2 .
45 (l+v)(l — 2v)b ’
о Г /«. ь \ .
2v cos k---------- — 1
\ 2 )
Л46 (1 + v) (1 — 2v) b
As = sin k ; Л66 = cos k ; Л58 = — 1;
Z Z
A =___________?v_________
7163 (l + v)(l-2v)(r2-r2)
кЛ (Vi) — r<>Ji (Vo)];
(1 — v) Vos k--
л 2 л (1— v)k . , b
л65 ----------------; Л66 = ---i---------- sin k-- ;
(14-v)(l— 2v) (l+v)(l—2v) 2
Л87 = *— Л75 = — Sin k - J Л,8 = COS k-J -^7-10 = —1»
A =___________2v________
7183 (l+v)(l-2v)(r2-r2)
[ Vi (kpf i) r0J 1 (k^r 0)];
Л84 — Лб4; Л85 — Л65; Л88 — Лв6; Л89 — k^,
Л99 = cos Л9_1о = sin
Ao-7 = cos kilt — at sin kilt, Л10_8 = — (sin 4- щ cos kJi);
ia> (1—v2) i®zH
° ~ 2nEb - Zei; ai ~ •
В общем случае комплексную нагрузку гн можно предста-
вить в виде суммы Активной и реактивной составляющих:
zH = Rr + ixR. (1.123)
Выходное сопротивление волновода при резонансе состоит
только из активной части, т. е.
гвх^7?вх. (1.124)
При этом система уравнений (1.121) позволяет определить
нетривиальные значения коэффициента Ci(i=i, 10), для
чего необходимо равенство нулю определителя системы, т. е.
52
А1 ^12 0 0 0 0 0 0 0 0
Ai ^22 Аз А1 -^25 Ав 0 0 0 0
А1 Аз Аз At 0 0 0 0 0 0
0 0 Аз Д4 Аб Ав 0 0 0 0
0 0 0 0 Аб Ав 0 Аз 0 0 = 0.
0 0 Аз А4 ^65 Ав Ат 0 0 0
0 0 0 0 Аб Ав 0 0 0 A-io
0 0 Аз А4 As Ав 0 0 А» 0
0 0 0 0 0 0 0 0 Ао A-io
0 0 0 0 0 0 A-io А-ю 0 0 (1.125)
Раскрывая определитель (1.125) по' первой и десятой стро-
кам, получаем уравнение
----А1А0-7^1 + А1Ао-8^2 + А2А0-7А----АгАо-вА = 0, (1.126)
где
Аг Аз Ай Аб Ав 0 0 0
^32 Аз Ай 0 0 0 0 0
0 Аз Ай Аб Ав 0 0 0
Д1 = 0 0 0 Аб Ав As 0 0
0 Аз Ай Аб Ав 0 0 0
0 0 0 Аб Ав 0 0 A-io
0 Аз Ай Аб Ав 0 А» 0
0 0 0 0 0 0 Аэ A-io
Аг Аз Ай Аб Аб 0 0 0
Аг Аз Ай 0 0 0 0 0
0 Аз Ай Аб Ав 0 0 0
Л2 = 0 0 0 Аб Ав 0 0 0
0 Аз Ай Аб Аб А? 0 0
0 0 0 Аб Аб 0 0 Л-10
0 Аз Ай Аб Ав 0 А9 0
0 0 0 0 0 0 Аэ A-io
53’
Л21 Л2з Л24 Л25 Л26 0 0 0
Д3 — Л31 A33 ^34 О О Л43 Л44 Л45 ООО Л55 0 0 Л46 0 ^56 Лб8 0 0 0 0 0 0
Д4 = О Лез Л64 Лб5 ООО Л75 О Л83 Л84 Л85 0 0 0 0 Л21 Л23 Л24 Л25 Л31 Л33 -^34 0 0 Л43 Л44 Л45 0 0 0 л55 Лее 0 Л76 0 Л8б 0 0 0 Л26 0 0 0 Л4в 0 Л56 о 0 0 о A-ю ^89 0 ^99 -^9-10 0 0 0 0 0 0 0 о
После подстз 0 Лез -Дб4 -^65 ООО Л75 0 Л83 Л84 Л85 0 0 0 0 1НОВКИ Ли, Л12, Л10_7, Лбб Лб7 Л76 0 Л86 о 0 0 Л10—8 ИЗ 0 0 0 А_10 ^89 0 •^99 -^9-10 выражений (1.122)
в уравнение — АТ^Д^ (1.126) получаем 4~ М2^2 4~ А13Д3 — 7И4Д4 + i (— N4~ N2Д2 4-
+ У3А3-ЛШ = 0. (1.127)
Уравнение (1.127) можно переписать в виде
— -р М2Д2 4“ Л43Д3 — Л44Д4 — 0, |
— N1Д1 4~ N2Д2 4~ У3Д3 -/V4Д4 = О, J
где
(1.128)
Л^1 —>М{[ ^н^вх^12*> ^2 — ^21 ^н^вх-^22*,
7143 — 71431- ^Н^вх^32*> ^4 — ^41---- ^н^вх^42>
ТИ1£ — 1Лр1^рЛ) (^pi^p) (1 ^) A (^pi^p)l х
х cos kji 4-
сохн sin kji
Я(г2— Г2) Eki
454
_ co2 (1 — *v2) Л (fcplrp) sin _
12 2n2£2^ (r2 —r2) ’
^21 = [^pl^p^O (^pl^p) (1 V) A (^pl^p)] X
(OXH COS 1
31 (r? — ro) Eki J ’
_ co2 (1 — V2) Ji (£plrp) cos kili '
22 2^EJbki (r2 — r2)
X sin —
COS k^i +
^31 [ЙР1ГрУо (^pl^p) (1 'v) (^pl^p)] X
coxH sin kj^
я (r2 — r2) Eki ] ’
[^pi^p^o (^pi ^p) (1 v) A (^pi^p)l
_ co2 (1 — V2) Y4 (йр1гр) sin kili .
32 2n2Ebki (r\ — r2)
^41 ~ [^pl^p^o (^pl^p) (1 Y\ (^pl^p)] X
X sin kili — - (0%H C0S _______1 •
X Sin Hili Ek^n _ r2) j ,
CO2 (1 — V2) Vi (feplrp) COS kili .
42 2n2E2bki (r2 — r2)
coZ?H sin kili
Ektn (r2 — r2)
— COS k^ +
coxH sin kJi
Ek^ (r} — r$
co (1 — v2)
2nEb
W1 (^pirp); (1.129>
^2 [^pt^p^O (^pl^p) (1 ^). ’A (^pl^*p)l
+ sin k^i —
(0XH COS
Ek±n (r2 — r2)
&>Rn cos k^i
Ek^ (r\ — r2)
V2)
2nEb
(0 (1 ----
^ВХЛ (^pl^"p)>
(o7?H sin kJi
Е^п(г\ — г$ ’
= - [ VpA ( Vp) - (I - V) Л (ЗД - -
V2)
o T?7 ^BxA(^plrp)-
2nEb
7V3 — [^pi^p^o (^pi^p) (1 v) A (^pi^p)l
. у 1 CDXr. COS kili
Sin --------uu i 2 " 2?
Ek^ (r* — r2)
CO (1 —
55.
Подставляя выражения для Mlf М2, Af3, М4 из (1.129) в пер-
вое уравнение (1.128), получаем выражение для входного
сопротивления составного волновода в режиме резонанса
— 71411А1 4~ М21Д2 4~ — М41Л4_____
7?н (-+ ^22^2 + ^32^3---------------^42^4)
(1.130)
Совместное рассмотрение второго уравнения системы (1.128)
и выражения (1.130) приводит к уравнению для определения
резонансных размеров составного волновода. На основе этого
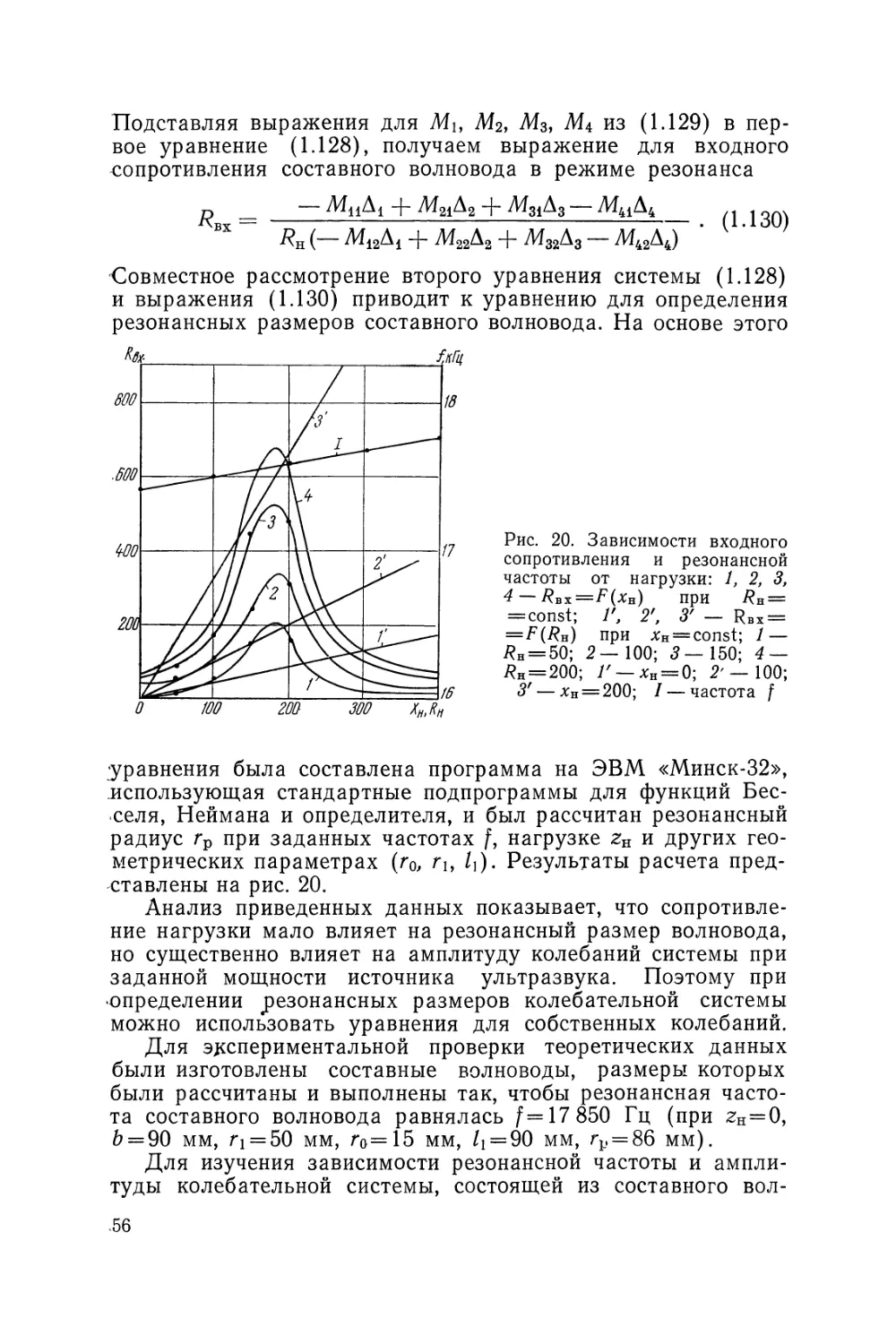
Рис. 20. Зависимости входного
сопротивления и резонансной
частоты от нагрузки: 1, 2, 3,
4 — Rbx—F(Xh) при 7?н =
= const; Г, 2', 3' — Rbx —
=F(R*) при xH = const; 1 —
RH = 50; 2—100; 3— 150; 4 —
RH = 200; lf — xH = 0; 2' — 100;
3' — xH = 200; I — частота f
уравнения была составлена программа на ЭВМ «Минск-32»,
использующая стандартные подпрограммы для функций Бес-
селя, Неймана и определителя, и был рассчитан резонансный
радиус гр при заданных частотах f, нагрузке гн и других гео-
метрических параметрах (г0, гь /]). Результаты расчета пред-
ставлены на рис. 20.
Анализ приведенных данных показывает, что сопротивле-
ние нагрузки мало влияет на резонансный размер волновода,
но существенно влияет на амплитуду колебаний системы при
заданной мощности источника ультразвука. Поэтому при
определении «резонансных размеров колебательной системы
можно использовать уравнения для собственных колебаний.
Для экспериментальной проверки теоретических данных
были изготовлены составные волноводы, размеры которых
были рассчитаны и выполнены так, чтобы резонансная часто-
та составного волновода равнялась /=17 850 Гц (при гн=0,
й = 90 мм, Г1 = 50 мм, г0= 15 мм, Zi = 90 мм, гР = 86 мм).
Для изучения зависимости резонансной частоты и ампли-
туды колебательной системы, состоящей из составного вол-
56
повода и трех стандартных преобразователей, от сопротивле-
ния нагрузки zH были проведены исследования процессов
безоправочного волочения стальных труб и гидроэкструзии
прутков с разными нагрузками (разными степенями дефор-
мации) .
Волочение проводили на цепном стане усилием 50 кН со
скоростью 0,08 м/с. Усилие волочения регистрировали при по-
мощи месдозы сжатия через тензометрический усилитель
ТА-5 путем записи диаграмм на ленте быстродействующего
самопишущего прибора Н320-3. Амплитуду ультразвуковых
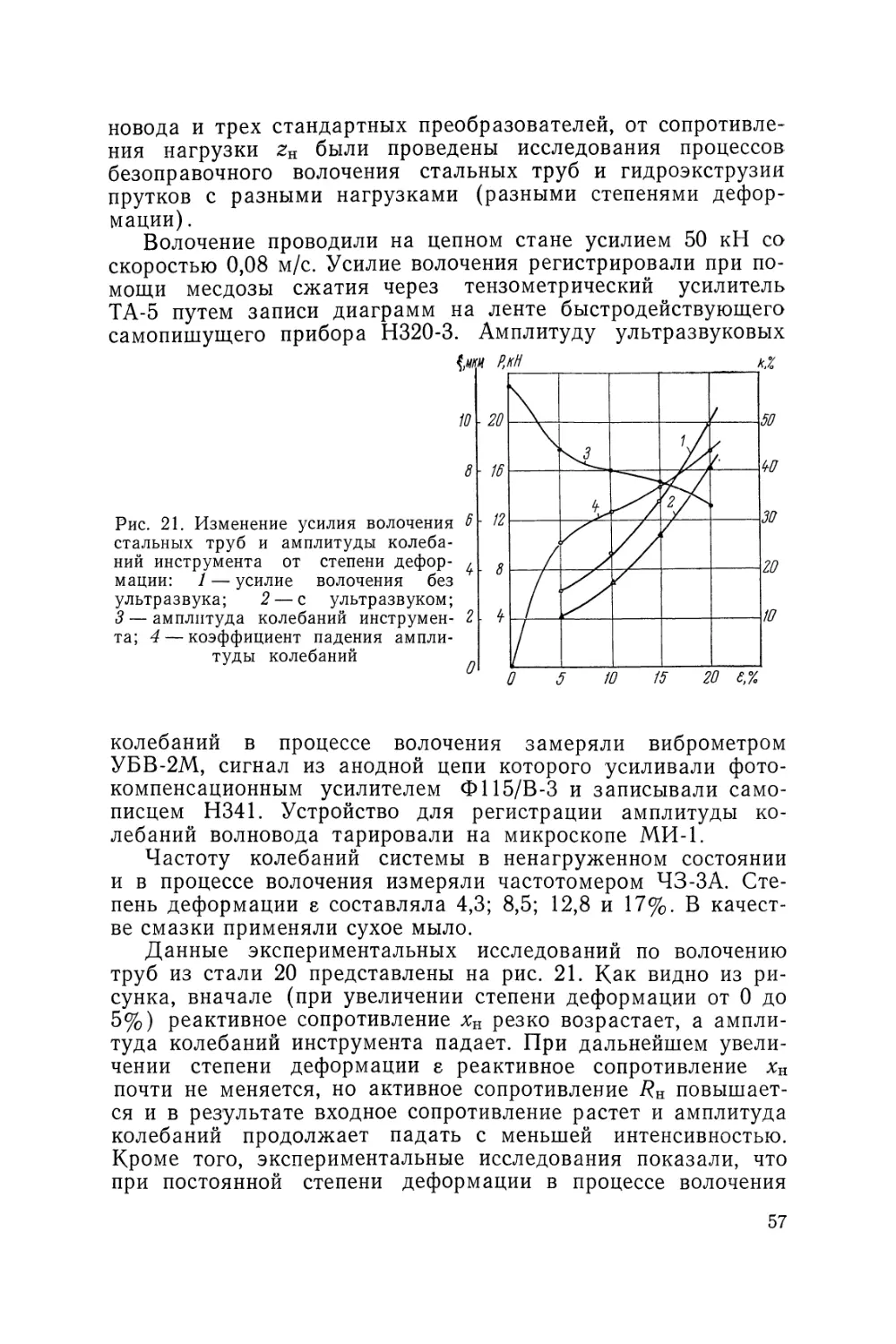
Рис. 21. Изменение усилия волочения
стальных труб и амплитуды колеба-
ний инструмента от степени дефор-
мации: 1 — усилие волочения без
ультразвука; 2—с ультразвуком;
3 — амплитуда колебаний инструмен-
та; 4 — коэффициент падения ампли-
туды колебаний
колебаний в процессе волочения замеряли виброметром
УБВ-2М, сигнал из анодной цепи которого усиливали фото-
компенсационным усилителем Ф115/В-3 и записывали само-
писцем Н341. Устройство для регистрации амплитуды ко-
лебаний волновода тарировали на микроскопе МИ-1.
Частоту колебаний системы в ненагруженном состоянии
и в процессе волочения измеряли частотомером ЧЗ-ЗА. Сте-
пень деформации s составляла 4,3; 8,5; 12,8 и 17%. В качест-
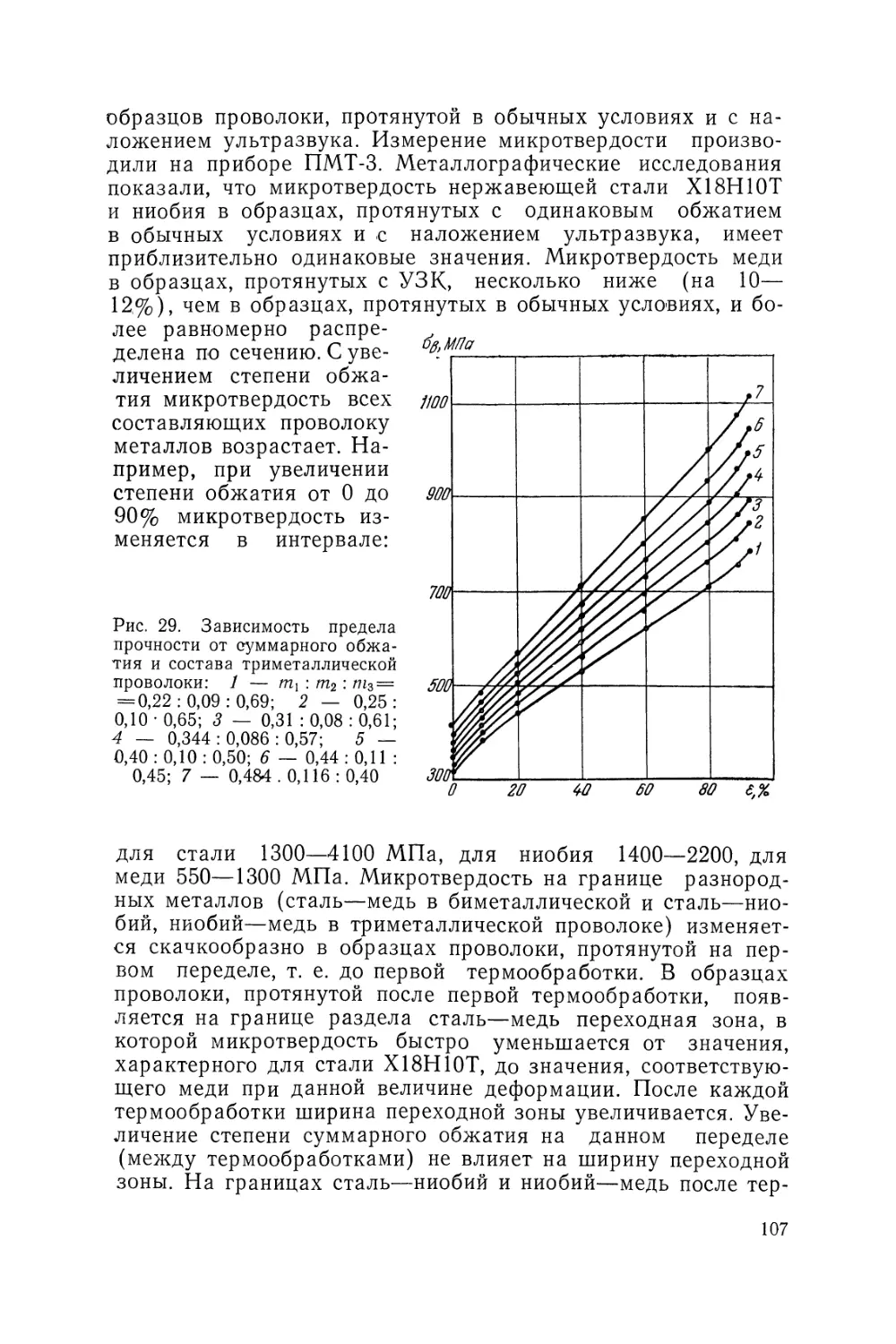
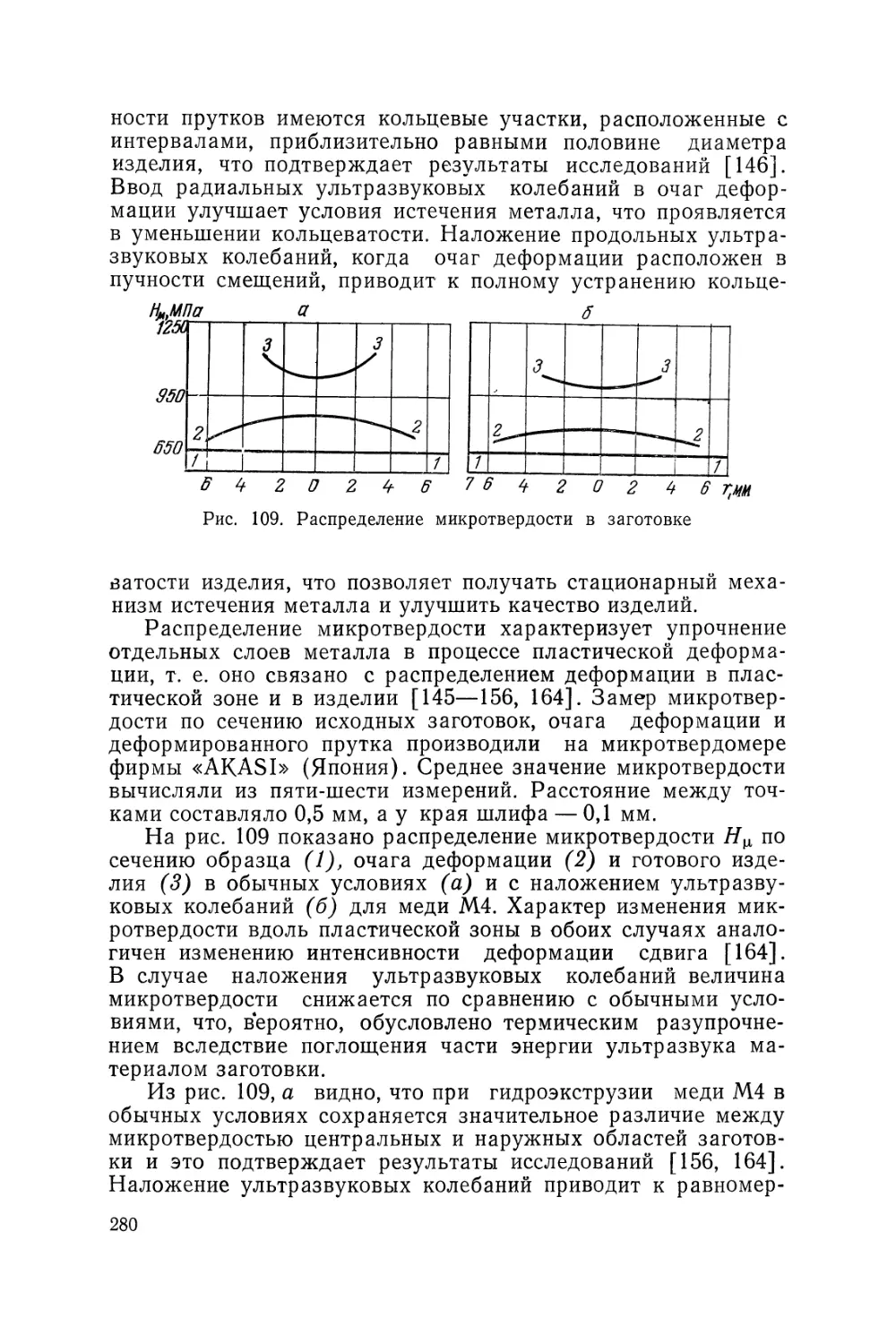
ве смазки применяли сухое мыло.
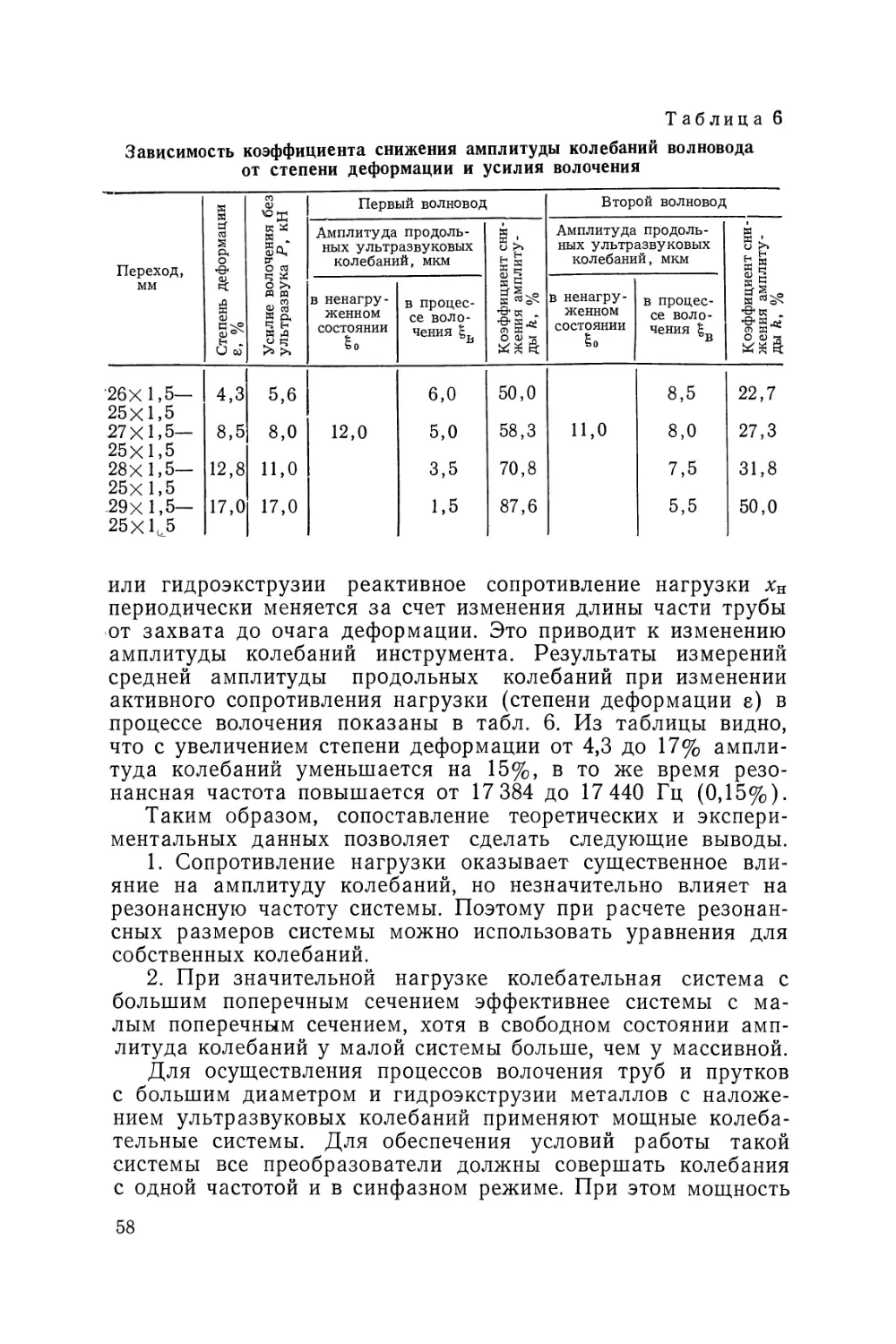
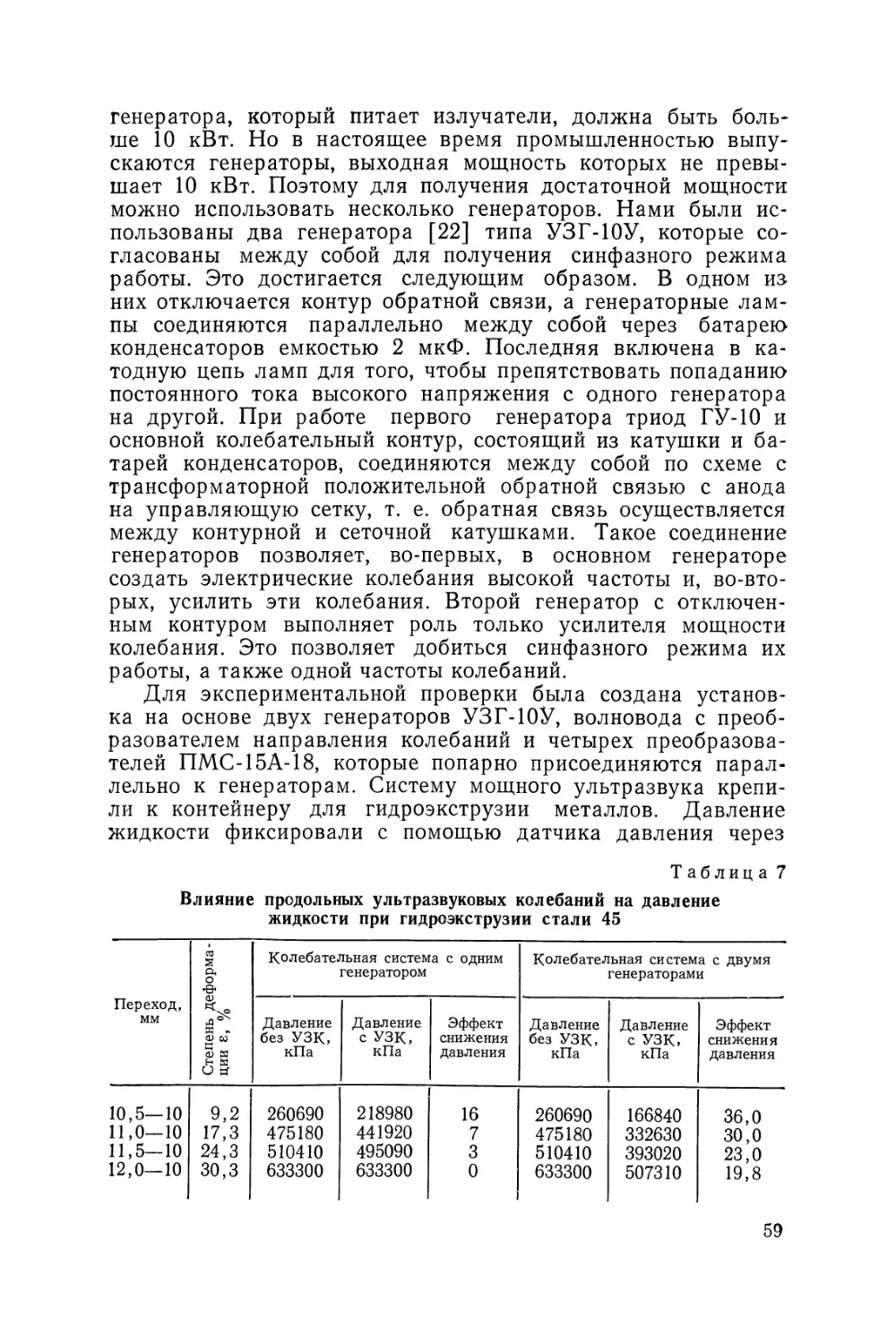
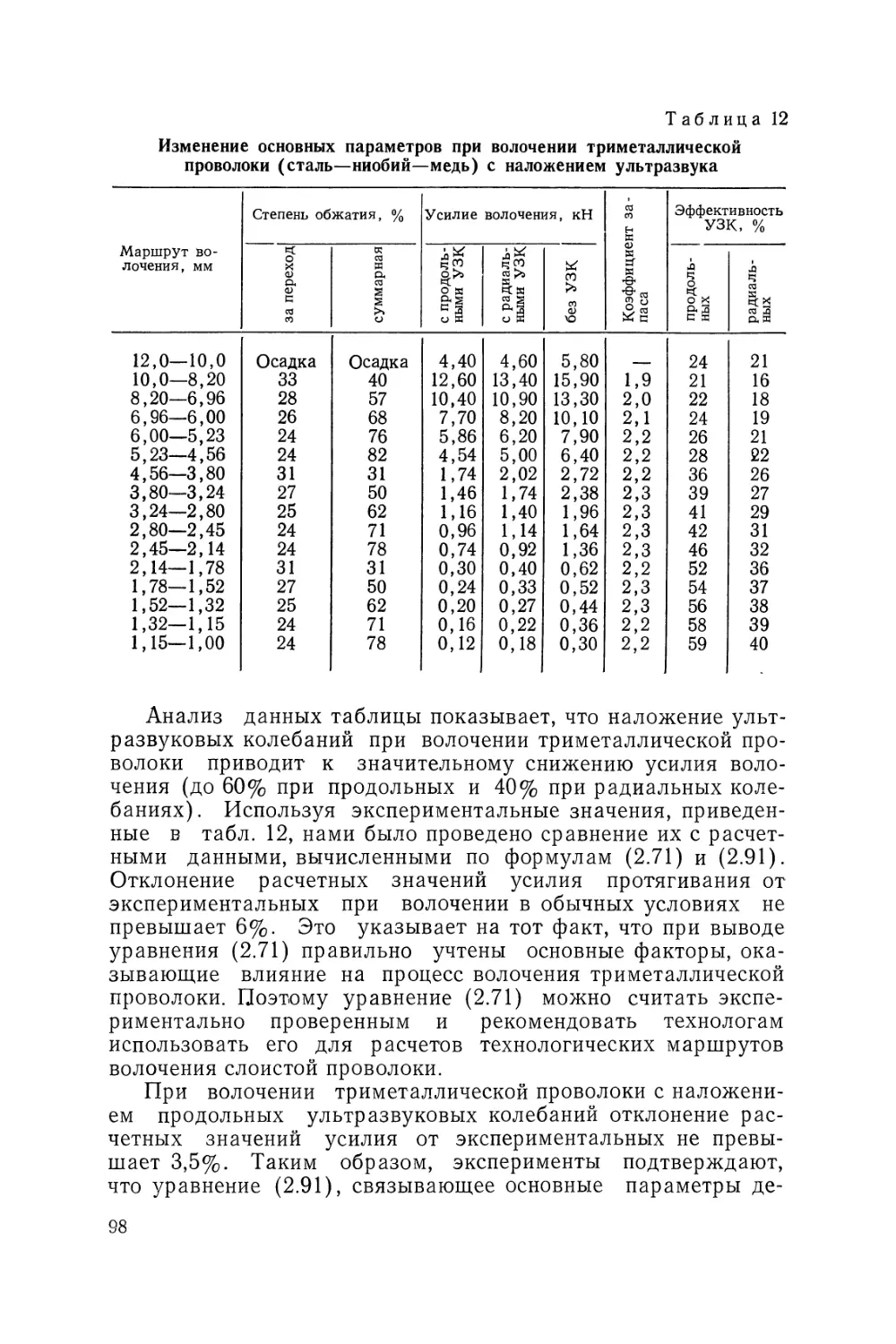
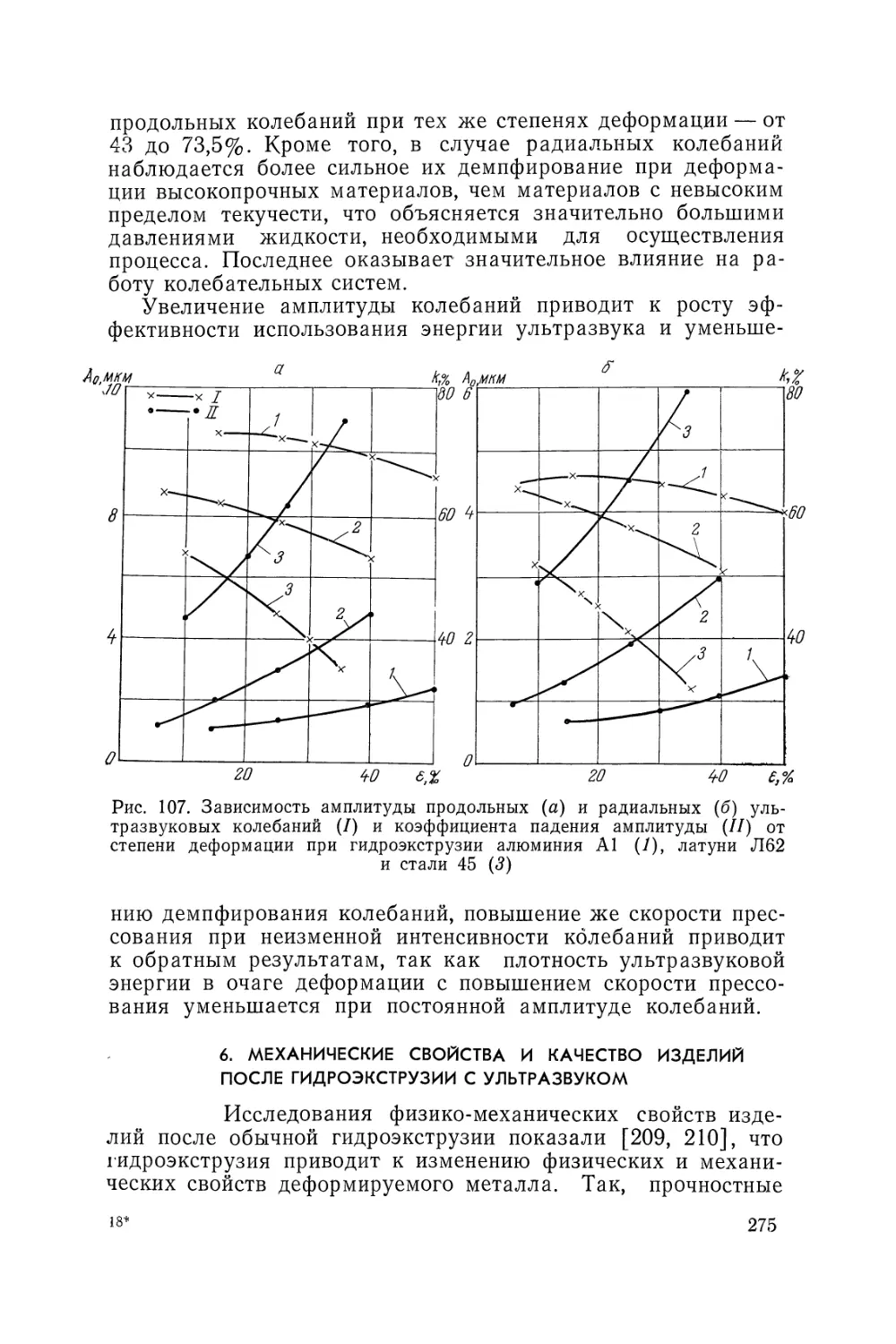
Данные экспериментальных исследований по волочению
труб из стали 20 представлены на рис. 21. Как видно из ри-
сунка, вначале (при увеличении степени деформации от 0 до
5%) реактивное сопротивление хн резко возрастает, а ампли-
туда колебаний инструмента падает. При дальнейшем увели-
чении степени деформации s реактивное сопротивление хн
почти не меняется, но активное сопротивление 7?н повышает-
ся и в результате входное сопротивление растет и амплитуда
колебаний продолжает падать с меньшей интенсивностью.
Кроме того, экспериментальные исследования показали, что
при постоянной степени деформации в процессе волочения
57
Таблица 6
Зависимость коэффициента снижения амплитуды колебаний волновода
от степени деформации и усилия волочения
Переход, мм Степень деформации 8, % Усилие волочения без ультразвука Р, кН Первый волновод Второй волновод
Амплитуда продоль- ных ультразвуковых колебаний, мкм Коэффициент сни- жения амплиту- ды k, % Амплитуда продоль- ных ультразвуковых колебаний, мкм Коэффициент сни- жения амплиту- ды k, %
в ненагру- женном состоянии ь в процес- се воло- чения £ь в ненагру- женном состоянии в процес- се воло- чения £в
26X1,5— 25x1,5 4,3 5,6 6,0 50,0 8,5 22,7
27X1,5— 25 X 1,5 8,5 8,0 12,0 5,0 58,3 11,0 8,0 27,3
28X1,5— 25х 1,5 12,8 11,0 3,5 70,8 7,5 31,8
-29x1,5— 25 XV 17,0 17,0 1,5 87,6 5,5 50,0
или гидроэкструзии реактивное сопротивление нагрузки хя
периодически меняется за счет изменения длины части трубы
от захвата до очага деформации. Это приводит к изменению
амплитуды колебаний инструмента. Результаты измерений
средней амплитуды продольных колебаний при изменении
активного сопротивления нагрузки (степени деформации s) в
процессе волочения показаны в табл. 6. Из таблицы видно,
что с увеличением степени деформации от 4,3 до 17% ампли-
туда колебаний уменьшается на 15%, в то же время резо-
нансная частота повышается от 17 384 до 17 440 Гц (0,15%).
Таким образом, сопоставление теоретических и экспери-
ментальных данных позволяет сделать следующие выводы.
1. Сопротивление нагрузки оказывает существенное вли-
яние на амплитуду колебаний, но незначительно влияет на
резонансную частоту системы. Поэтому при расчете резонан-
сных размеров системы можно использовать уравнения для
собственных колебаний.
2. При значительной нагрузке колебательная система с
большим поперечным сечением эффективнее системы с ма-
лым поперечным сечением, хотя в свободном состоянии амп-
литуда колебаний у малой системы больше, чем у массивной.
Для осуществления процессов волочения труб и прутков
с большим диаметром и гидроэкструзии металлов с наложе-
нием ультразвуковых колебаний применяют мощные колеба-
тельные системы. Для обеспечения условий работы такой
системы все преобразователи должны совершать колебания
с одной частотой и в синфазном режиме. При этом мощность
58
генератора, который питает излучатели, должна быть боль-
ше 10 кВт. Но в настоящее время промышленностью выпу-
скаются генераторы, выходная мощность которых не превы-
шает 10 кВт. Поэтому для получения достаточной мощности
можно использовать несколько генераторов. Нами были ис-
пользованы два генератора [22] типа УЗГ-10У, которые со-
гласованы между собой для получения синфазного режима
работы. Это достигается следующим образом. В одном из
них отключается контур обратной связи, а генераторные лам-
пы соединяются параллельно между собой через батарею
конденсаторов емкостью 2 мкФ. Последняя включена в ка-
тодную цепь ламп для того, чтобы препятствовать попаданию
постоянного тока высокого напряжения с одного генератора
на другой. При работе первого генератора триод ГУ-10 и
основной колебательный контур, состоящий из катушки и ба-
тарей конденсаторов, соединяются между собой по схеме с
трансформаторной положительной обратной связью с анода
на управляющую сетку, т. е. обратная связь осуществляется
между контурной и сеточной катушками. Такое соединение
генераторов позволяет, во-первых, в основном генераторе
создать электрические колебания высокой частоты и, во-вто-
рых, усилить эти колебания. Второй генератор с отключен-
ным контуром выполняет роль только усилителя мощности
колебания. Это позволяет добиться синфазного режима их
работы, а также одной частоты колебаний.
Для экспериментальной проверки была создана установ-
ка на основе двух генераторов УЗГ-10У, волновода с преоб-
разователем направления колебаний и четырех преобразова-
телей ПМС-15А-18, которые попарно присоединяются парал-
лельно к генераторам. Систему мощного ультразвука крепи-
ли к контейнеру для гидроэкструзии металлов. Давление
жидкости фиксировали с помощью датчика давления через
Таблица 7
Влияние продольных ультразвуковых колебаний на давление
жидкости при гидроэкструзии стали 45
Переход, мм Степень деформа- ции 8, % Колебательная система с одним генератором Колебательная система с двумя генераторами
Давление без УЗК, кПа Давление с УЗК, кПа Эффект снижения давления Давление без УЗК, кПа Давление с УЗК, кПа Эффект снижения давления
10,5—10 9,2 260690 218980 16 260690 166840 36,0
11,0—10 17,3 475180 441920 7 475180 332630 30,0
11,5—10 24,3 510410 495090 3 510410 393020 23,0
12,0—10 30,3 633300 633300 0 633300 507310 19,8
59
усилитель ТА-5 на ленте самопишущего прибора Н320М.
Контроль частоты колебаний осуществляли частотомером
УЗ-34А. Амплитуду ультразвуковых колебаний в процессе
гидроэкструзии металлов замеряли виброметром УБВ-2М с
помощью фотокомпенсационного усилителя Ф115/В-3 и само-
писца Н341.
Результаты экспериментальной проверки показаны в
табл. 7. Анализ экспериментальных данных показывает, что
система мощного ультразвука вместе с двумя генераторами
УЗГ-10У работает надежно и стабильно при значительных
нагрузках и дает большую эффективность по снижению дав-
ления при гидроэкструзии металлов.
Глава 2
ВОЛОЧЕНИЕ СЛОИСТОЙ ПРОВОЛОКИ
С НАЛОЖЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ
1. ОСОБЕННОСТИ ПРОЦЕССА ВОЛОЧЕНИЯ БИ-
И ТРИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ
Волочение является наиболее распространенным
способом получения би- и триметаллической проволоки. Для
осуществления устойчивого процесса необходимо, чтобы на-
пряжение волочения было меньше предела текучести протя-
гиваемого металла при выходе его из очага деформации. Это
условие приводит к ограничению величины степени деформа-
ции за один переход.
При волочении имеют место растяжение по одной (про-
дольной) оси и сжатие по двум другим осям. Растягивающее
главное напряжение вызывается тяговым усилием, а два
главных сжимающих напряжения — реактивными силами,
действующими со стороны волоки. Центральные слои метал-
ла воспринимают только продольные деформации, а осталь-
ные слои испытывают еще дополнительные деформации сдви-
га и изгиба, причем в центральных слоях возникают остаточ-
ные сжимающие напряжения, а в наружных—растягивающие.
Наиболее важными характеристиками процесса волоче-
ния являются рабочее напряжение и усилие волочения. Тру-
дами многих исследователей установлено, что усилие воло-
чения зависит от прочностных свойств проволоки, степени
деформации, контактного трения и применяемой смазки, вида
волочильного инструмента, противонатяжения и других фак-
торов. При разработке аналитического метода определения
усилия и напряжения волочения главной задачей является
установление зависимости усилия от основных параметров
процесса волочения. Чтобы найти эти зависимости методом
осредненных значений, необходимо решить совместно уравне-
ние равновесия сил, действующих на элементарный объем в
очаге деформации, и уравнение пластичности. В общем слу-
чае такие системы уравнений статически неопределимы, по-
этому при решении их делают ряд допущений и упрощений,
что снижает точность аналитического метода.
Волочение би- и триметаллической проволоки отличается
от процесса волочения монометаллической рядом специфиче-
ских особенностей. На результаты деформирования слоистой
61
проволоки оказывают большое влияние неоднородность мате-
риала по сечению, величина внешнего трения и межслойного
сцепления, относительное объемное содержание компонентов
в проволоке, их модули упрочнения и соотношение прочност-
ных свойств, геометрические размеры очага деформации
и т. д. При волочении биметаллической проволоки может раз-
рушиться оболочка, а сердечник сохранится целым или на-
оборот; чаще оболочка и сердечник разрушаются одновре-
менно. Разрушение монослоев биметаллической проволоки
вызывается возникающими в них напряжениями, величина
которых зависит от ряда перечисленных параметров. Взаи-
мосвязь этих параметров для случая пластического сжатия
многослойного тела была впервые установлена в работе [23].
Теория волочения слоистой проволоки является частным
случаем теории пластичности неоднородных тел, построение
которой еще далеко до завершения. Наиболее полно общая
теория пластичности неоднородных тел изложена в работе
[24]. Слоистая проволока представляет собой пример тела с
разрывной неоднородностью, когда при переходе от одного
слоя к другому наблюдаются скачкообразные изменения мо-
дулей материала (модуля упругости и сдвига, предела проч-
ности и текучести и т. д.). Из литературы известно несколько
способов расчета напряжений, возникающих при волочении
биметаллической проволоки.
В работе [25] для определения напряжения волочения
биметаллического прутка предлагается в формуле для рас-
чета напряжения в монопрутке заменить предел текучести
его средним значением. Однако этот метод не позволяет
определить напряжения в оболочке и сердечнике раздельно.
Процесс волочения биметаллической проволоки может
быть отождествлен с процессом волочения трубы на плава-
ющей оправке [26]. Такой метсд позволяет определить раз-
дельно напряжения в оболочке и сердечнике, но при этом не
принимается во внимание их совместная пластическая де-
формация. Кроме того, при волочении трубы наблюдается ее
проскальзывание относительно оправки, чего нет при волоче-
нии биметаллической проволоки.
В монографии [27] получены формулы для определения
напряжений в оболочке и сердечнике биметаллической про-
волоки. Однако автор произвольно выбрал выражения для
определения касательных напряжений между разнородными
слоями биметалла, что снижает практическую ценность фор-
мул. Заслуживают внимания формулы для определения на-
пряжений в монослоях биметаллической проволоки, получен-
ные в работах [28, 29], но они весьма громоздки, что затруд-
няет их использование в инженерных расчетах.
В литературе почти отсутствуют публикации, посвящен-
62
ные описанию процесса волочения триметаллической прово-
локи. Поэтому следует продолжать теоретические и экспери-
ментальные исследования с целью отыскания аналитических
выражений, в которых бы устанавливалась взаимосвязь меж-
ду основными параметрами процесса волочения слоистой
проволоки и которые были бы удобными при инженерных
расчетах.
Рассмотрим некоторые особенности процесса конструиро-
вания и волочения триметаллической проволоки (например,
сталениобиевомедной). Заготовки для триметаллической про-
волоки получали следующим образом. В тонкостенную труб-
ку из ниобия помещали медный сердечник и подвергали ее
калибрующей протяжке, обеспечивающей получение надеж-
ного контакта между ниобием и медью, затем эту биметал-
лическую заготовку вставляли в трубку из стали Х18Н10Т и
также подвергали калибрующей протяжке. Трубки из ниобия,
стали Х18Н10Т и медный сердечник перед волочением (ка-
либровкой) тщательно очищали от окисных пленок и орга-
нических соединений. Заготовку наружным диаметром 12 мм
подвергали многократному волочению на диаметр 0,2 мм
обычным способом и с наложением ультразвука.
Уже при первых протяжках между отдельными слоями
проволоки возникает достаточно прочное сцепление, которое
и обеспечивает дальнейшее волочение проволоки, так что не
наблюдается сползания одних слоев относительно других,
т. е. триметаллическая проволока деформируется, как и мо-
нометаллическая. Поэтому можно применить к триметалли-
ческой проволоке и отдельным ее компонентам закон посто-
янства объема и установить связь линейных размеров про-
волоки с линейными размерами составляющих ее компонен-
тов. Введем обозначения, как показано на рис. 22; тогда на
основании закона постоянства объема получим [30]
D4 =d2lK, Djl = dllK, Dll = dllK. (2.1)
Из равенства (2.1) получим, что
di = _±Di, d2 = -|-Z)2. (2.2)
Из рис. 22 находим, что
^1 = -J" (d - dj, h2= ~(d~ d2). (2.3)
Используя выражения (2.2), (2.3) и принятые обозначе-
ния, получаем для hi и h2 следующие зависимости:
63
d Hlt h,= ^H2. (2.4)
Сравнивая формулы, для h\ и Л2 находим, что h\lh2 = HxIH2,
т. е. отношение толщин слоев в процессе волочения триметал-
лической проволоки при отсутствии проскальзывания между
слоями остается величиной постоянной.
Прочность и электрические свойства триметаллической
проволоки определяются процентным содержанием стали и
Рис. 22. Схема очага деформации при волочении триметаллической
проволоки
меди в заготовке. Чтобы получить проволоку с заданными
свойствами, необходимо при конструировании заготовки
знать зависимости, связывающие толщину слоев и диаметр
сердечника с относительным объемным содержанием соот-
ветствующих компонентов. Для получения их запишем объем
триметаллической проволоки так: SZ = SiZ + S2Z + S3Z, откуда
m1 + /n2 + /n3= 1, где m2, т3 — относительные объемные со-
держания стали, ниобия и меди в заготовке или проволоке;
S, Si, 32, З3 — площади поперечного сечения проволоки, на-
ружной оболочки, внутренней оболочки и сердечника соот-
ветственно. Заметим, что при волочении проволоки величины
m2, т3 остаются постоянными, если отсутствует проскаль-
зывание между слоями. В общем случае для слоистой про-
волоки имеем
2mz = l. (2.5)
Для биметаллической проволоки /=1, 2; для триметалличе-
ской i = 1, 2, 3.
Из рис. 22 следует, что
S —Si d2 — (d — 2/ii)2
m i= ------- =------------— ,
S d2
(2-6)
(d-2^)2-^-2^-2/^
>
d2
m3 = d?2/d2.
64
Из уравнений (2.6) находим значения h19 и d2:
h2 = — (/ 1 — ni! — -/1 — m1 — m2),
2
d2 d Vm3.
(2.7)
Полученные уравнения (2.4) и (2.7) позволяют опреде-
лить относительные объемные содержания стали, ниобия и
меди в проволоке, если известны начальные размеры сердеч-
ника и трубок, из которых изготовлена заготовка, или тол-
щину оболочек и диаметр сердечника на любой стадии воло-
чения проволоки, если известны величины mb m2, m3.
2. РАСЧЕТ НАПРЯЖЕНИЙ В МОНОСЛОЯХ
И УСИЛИЯ ВОЛОЧЕНИЯ СЛОИСТОЙ ПРОВОЛОКИ
Волочение триметаллической проволоки
Быстрое развитие новой техники требует созда-
ния конструкционных материалов, обладающих высокими
прочностными и различными физическими свойствами. Во
многих случаях таким требованиям может удовлетворить
проволока, состоящая из трех разнородных металлов. Про-
цесс получения триметаллической проволоки волочением
мало изучен, поэтому былЦ проведены аналитические и экс-
периментальные исследования этого процесса [30].
В общем случае пластическая деформация проволоки при
волочении представляет собой сложный физический процесс,
который сопровождается изменениями свойств деформируе-
мого металла. Механизм пластической деформации объясня-
ется дислокационной теорией [31]. Уравнения современной
дислокационной теории являются сложными, и их изучение
связано с большими трудностями. Поэтому при решении при-
кладных технических задач выбирают более простую систему
уравнений, которые отображают основные закономерности
рассматриваемой задачи [32].
Для описания процесса волочения триметаллической про-
волоки применим уравнения равновесия сил, действующих на
элементарный объем деформационной зоны каждого моно-
слоя проволоки, и уравнения пластичности. При составлении
уравнений принимаем допущения, которые упрощают реше-
ние поставленной задачи и без которых на данном этапе раз-
вития теории пластической деформации не обойтись [25].
5 Зак 902
65
Профиль волоки будем считать коническим с прямой об-
разующей, который очень часто применяют в практике воло-
чения. Сопротивление деформированию по всей длине де-
формационной зоны будем считать постоянным и равным
среднему значению предела текучести материала от в преде-
лах этой зоны, тогда условие пластичности при волочении
запишется так: ах + огп = сгт. Коэффициент трения на контакт-
ной поверхности проволоки с волокой принимаем постоянным
по всей ее длине и не зависящим от нормального давления.
Рис. 23. Схема очага деформации и распределение напряжений в моносло-
ях при волочении триметаллической проволоки
Силы внешнего контактного трения будем учитывать через
коэффициент трения и величину нормального давления ап,
т. е. f<yn.
Выражение для определения усилия волочения триметал-
лической проволоки можно записать в виде [33]
Р = S (т1(У1 + m2(J2 + m3or3), (2.8)
где Qi, о2, аз — средние напряжения в наружной, внутренней
оболочках и в сердечнике соответственно.
В очаге деформации выделим элементарный объем, огра-
ниченный бесконечно близкими поверхностями (рис. 23), ко-
торые будем считать плоскими ввиду малости угла а. Выде-
ленный элементарный объем разделим на три области, соот-
ветствующие монослоям триметаллической проволоки. Для
определения напряжений огь а2, а3, пользуясь обозначениями,
приведенными на рис. 23, составим уравнения равновесия
для каждой области.
Уравнение равновесия для элемента наружной оболочки
запишем так:
66
dtfiSix + GixdSlx + annDxdx tg a + fcnnDxdx +
+ x^D-^dx — GnnDlxdx tg ax = 0. (2.9)
Воспользуемся равенствами
^ix == mtSx> dSix =z т^8х, TtDxdx cl = dSx,
nDlxdx tgax = (m2 + m3) dSx, nD2xdxtga2 = m3dSx. (2.10)
Учитывая приведенные соотношения (2.10), уравнение
(2.9) представим в виде
6foiXmiSx + GlxmrdSx + fondSx ctg a + ondSx +
+ П (^2 + гпз) dSx ctg ax — on (m2 + m3) dSx = 0,
или
d(GlxSx) + <?n(l+ — ctgaWx + t/- m2 +^-^SxCtga^O.
V \ ' (2.11)
Для решения уравнения (2.11) необходимо знать каса-
тельные напряжения п и тг, возникающие на границе разде-
ла наружной и внутренней оболочек, внутренней оболочки и
сердечника при волочении триметаллической проволоки.
Определение касательных напряжений связано с выбором
условия текучести. Многие задачи, имеющие практические
применения, были решены с помощью условия Мизеса, ко-
торое при волочении проволоки записывается так:
о2 = Зосд- (2.12)
Из общей теории пластичности известно, что течение на-
чинается, когда о' = сгт, поэтому из уравнения (2.12) имеем
Осд = oT/j/3 = 0,576от. (2.13)
В работе [32] показано, что уравнение (2.13) хорошо со-
гласуется с экспериментальными данными. Наряду с услови-
ем Мизеса часто применяют условие пластичности Сен-Вена-
на — Треска, которое при волочении имеет вид о2 = 4сГсД, от-
куда осд = 0,5огт-
Таким образом, максимальные касательные напряжения
на поверхности проволоки не превосходят величины 0,576 ат-
Принятое нами условие пластичности
(Ух + Оп = ст (2.14)
является видоизмененным условием Сен-Венана—Треска, из
которого следует, что оп<огт и, следовательно, касательные
напряжения на поверхности проволоки
Т'ПОЬ == fan 0,5О'т.
5*
67
В работе [34] рассмотрены три возможных случая при
определении касательных напряжений, возникающих на гра-
нице между разнородными металлами при их совместной
пластической деформации: а) при т</оп<0,5 цт наблюдает-
ся полное сцепление слоев металлов и касательные напряже-
ния непрерывны; б) при т = /оп<0,5 от возникает внутреннее
скольжение и касательное напряжение претерпевает разрыв
на границе раздела металлов; в) при /оп>0,5(Ут имеет место
внутреннее скольжение и при этом т = 0,5огт (ат — предел те-
кучести мягкого металла).
В работе [35] высказано предположение, а в работе [36]
показано с помощью расчетов, что касательные напряжения
при волочении монопрутка почти линейно зависят от радиуса
и при переходе к центру прутка уменьшаются. Авторы рабо-
ты [37] распространяют это положение на процесс волочения
биметаллической проволоки и предлагают определять каса-
тельные напряжения на границе раздела металлов из выра-
жения
т = fonDlxIDx, (2.15)
где Dx и Dix — наружный диаметр и диаметр сердечника би-
металлической проволоки. На основе равенства (2.15) для
триметаллической проволоки имеем
тх = fonDlx/Dx, т2 = fcnDixIDx. (2.16)
При волочении триметаллической проволоки можно счи-
тать, что вершины углов а, ai, аг совпадают, поэтому
Dlx!Dx = tg ax/tga, D2X!DX = tg a2/tg a, (2.17)
тогда- выражение для тх и т2 можно представить в виде
тх = fan tg ax/tg а, т2 = fon tg a2/tg a. (2.18)
Условие пластичности для наружной оболочки триметал-
лической проволоки можно записать в виде aix + an = cFiT, от-
куда* an = (JiT—ай, где (У1т—средний предел текучести мате-
риала наружной оболочки.
Подставив значения и ti в уравнение (2.11) и сделав
преобразование, получим
d ((JixSx) + (<?1т — aix) +/
(1 +m2 + m3) ctgaLSa;=;0 (2.19)
т1
с / 1 /7^2 "4“ /Из \ 1 гр
Введем обозначение = f [ —!------------——- ] ctga. Тогда уравне-
ние (2.19) примет вид
d^ix^x €>ixdSx + (o^it oix)(# + 1) dSx — 0,
68
или
dalxSx= [ахахзс — (ах + 1) аХт] dSx,
(2.20)
откуда
--------dffix------= . (2.21)
di<hx — (^i + 1) одт Sx
Проинтегрировав уравнение (2.21), получим
In — (^i“b 1) = In Sx1 -J~ С. (2.22)
Постоянную интегрирования С найдем из условия, что при
Sx ~ SH о1х = 0, а именно
Г _ — (а1 + 1) glT
Подставим значение С в уравнение (2.22), тогда будем
иметь
( S V1
ахахх — (ах + 1) сг1т = — (ах + 1) <т1т —М ,
\ *^Н /
откуда
_ («1+1) (Гц (ах+1)аХт / Sx у*
—-------------------‘----------I --- •
^1 #1 \ *$н /
При SX = SK aix равно напряжению в наружной оболочке
триметаллической проволоки сп, поэтому
ах = (ах + 1) РХт Г! _ / (2 23)
_ \ *^Н / -
Уравнение (2.23) примет более простой вид, если вос-
пользоваться приближенным равенством [25]
/ Q \ a Q
1 —= д1п = alnfXp (2.24)
\ *5Н / 5К
После упрощения выражение (2.23) будет иметь вид
<^1 = (Я1 + 1) О1т In Hl- (2.25)
Запишем уравнение равновесия для выделенного элемен-
та внутренней оболочки:
(^2х^2х) X]$iDixdx
(2.26)
— GnnD2Xdx tg a2 4- x2nD2xdx =0.
Преобразуем уравнение (2.26), воспользовавшись равен-
ствами (2.10) и приняв, что касательные напряжения на гра-
69
лице раздела внутренняя оболочка — сердечник определяют-
ся равенством (2.18)
tg a2/tg а.
Тогда получим
йвъхПЦЗх + (т2 Н- тз) dSx 4-
+ fcn (^2 + ^з) ctg adSx — onm3dSx + f<ynm3 ctg adSx = 0r
или после преобразования
do2xSx + (J2xdSx + o*n
r I m* + 2m4 \ ,
1 + f ——---------- ctga
\ m-2 /
dSx = Q. (2.27)
тз c [ m2 + 2m3 \ ,
Введем обозначение a2 = [ [--------— ctga. Тогда урав-
нение (2.27) запишем так:
da2xSx + ^2xdSx 4“ (5n (a2 4- 1) dSx — 0. (2.28)
Из условия пластичности для внутренней оболочки нахо-
дим, что Оп = ог2т—стах, где О2т — средний предел текучести ма-
териала внутренней оболочки. Подставим значение оп в урав-
нение (2.28), тогда получим
d@2xSx [^2^2х (^2 t) dSx >
откуда
б/(У о «у dSv
---------------------- =------- . (2.29)
@2&2Х (#2 “F 1) ^2т ^Х
Проинтегрировав уравнение (2.29), получим выражение
для определения среднего напряжения во внутренней оболоч-
ке триметаллической проволоки:
о2 — [(a2 + 1)
(2.30)
После упрощения выражение (2.30) примет вид
<% = [(a2+ l^Jlnpv (2.31)
Для выделенного элемента сердечника уравнение равновесия
запишем так:
da3xm3Sx 4- v3xm3dSx 4- (Jnm3dSx 4- fonm3 ctg adSx = 0,
или после подстановок
d (с^зх^зх) H- ^n^S3x 4- т2лП2х^ — 0,
откуда
d&3xSx 4" [°зх + Gn (f ctg a 4- 1)] dSx = 0. (2.32)
70
Подставим в уравнение (2.32) ап, найденное из условия
пластичности для сердечника ап + озж = <г3т, тогда получим
-------do^---------= dS* , (2 33)
Я3О3Х-- (^3 + 1) а3т Sx
где а3 = f ctg a; о3т — средний предел текучести материала
сердечника.
Проинтегрировав уравнение (2.33), получим выражение
для определения среднего напряжения в сердечнике триме-
таллической проволоки:
__ (^3 + 1)а3т
а3 _---------------
^3
/ У3~
Uh ) _ '
(2.34)
1 —
После упрощения выражение (2.34) запишем так:
<*3 = [(03 + 1) П3т] In [LX.
(2.35)
Если подставим значения аь а2, аз в выражение (2.8), то
получим уравнение для определения усилия волочения три-
металлической проволоки
з
mt (аг + 1) огт
1 —
а.
(2.36)
Из уравнения (2.36) следует, что усилие волочения три-
металлической проволоки зависит от прочностных свойств
составляющих проволоку компонентов и их объемного со-
держания, угла конусности волоки, коэффициента внешнего
трения и коэффициента вытяжки.
Если волочение триметаллической проволоки осуществля-
ется с противонатяжением ог.0, тогда постоянная интегриро-
вания С в выражении (2.22) определяется из условия, что
при Sx = 5H aix = oo, а именно
с = In й1°° ~ Р1т
Sal
н
Подставим значение С в уравнение (2.22), тогда получим
(S \ai
—— )
откуда
(#i + 1) ^it fi ( Sx V1 , / sx у*
=--------------- 1 I + a°
ai L \ *$h / \ SH J _
71
При SX = SK (Tix равно напряжению в наружной оболочке
триметаллической проволоки при волочении с противонатя-
жением, а именно
°; =
(а1 1) qlT
«1
(2.37)
Аналогично, решив уравнения (2.29) и (2.34) с учетом
противонатяжения получим формулы для определения на-
пряжения во внутренней оболочке в'2 и сердечнике сгз три-
металлической проволоки:
' _ (^Z + 1) Г 1 ( \а^ I /
2’3“ + ° Ш
, (2.38)
где i = 2, 3.
Уравнения (2.37), (2.38) после упрощений запишем так:
°; = [(«i + 1)сггт— йго-0] In Hl + °o> (2-39)
где i= 1, 2, 3.
Формулу для определения усилия волочения триметалли-
ческой проволоки с противонатяжением запишем в виде
Р' = sK 2
Z=1
^z (P'i -О (^zt
1 —
(2.40)
На основе упрощенных равенств (2.25), (2.31), (2.35) и
(2.39) усилие волочения триметаллической проволоки можно
выразить так:
з
р = SK 2 mi (ai + l)aiT 1ПИ1, (2-41)
i=\
или при волочении с противонатяжением
з з
р’= 5к [2 Шг + Стгт—2 тгйгсг°]ln <2-42)
z=l i=\
Выражение в квадратных скобках в'уравнениях (2.36) и
(2.40) при расчетах удобнее представить так:
l + (SK/SH)a=l-(l-e)a- (2-43)
Волочение биметаллической проволоки
Выражение для определения усилия волочения би-
металлической проволоки можно записать в виде [38]
Р = (j1s1 <j2S2 = S + m2o2), (2.44)
72
где S, Sb S2— площадь поперечного сечения проволоки, обо-
лочки, сердечника; и т2— относительные объемные со-
держания компонентов проволоки; dj и п2 — средние напря-
жения в оболочке и сердечнике проволоки.
Для определения и а2 в очаге деформации выделим
элементарный объем и разделим его на две части, соответст-
вующие монослоям биметаллической проволоки. Пользуясь
обозначениями, приведенными на рис. 24, составим уравне-
Рис. 24. Схема очага деформации и распределение напряжений в моносло-
ях при волочении биметаллической проволоки
ния равновесия для каждой области. Для элемента оболочки
имеем
d (GixSlx) + ennDxdx tg a + fennDxdx +
(2.45)
+ xnDixdx — ennDixdx tg aA — 0.
Для элемента сердечника уравнение равновесия запишем так:
d (o2xS2x) + ennDlxdx tg + xnDixdx = 0. (2.46)
Преобразуем уравнения (2.45) и (2.46), учитывая следующие
соотношения: Six = 1щ8х, dSix = т$8х, nDxdx tga = dSx,
nDixdx tg = m2dSx, x = fan tg o^/tg a, 0^=0^ — alx (для обо-
лочки), on = e2T— в2Х (для сердечника), и запишем их в виде
_________d&ix____________dSx
(^1 Ч- 1) О»1т Sx
---------, (2.48)
Ch^ZX --- (#2 + 1) О”2т Sx
73
л / 1 “j- Ш2 \ 1 с . „
где 6Z± = / |------ ctga; tz2 = / ctga; oiT, о2т — средний пре-
\ mi )
дел текучести материала оболочки и сердечника.
Проинтегрировав уравнения (2.47) и (2.48), найдем вы-
ражения для среднего напряжения в оболочке Hi и сердеч-
нике 02 биметаллической проволоки:
__ (^i + 1) ^1т 1 ( SK V1
\ SH /
_ (^2 “h 1) ^2т 1 [ SK \а2
О2 — 1 —
^2 L \ /
или после упрощений
^1 = (#1 + 1) O'lT 1П Ип
О2 = (^2 + 1) О^т 1П Hl-
Усилие волочения биметаллической проволоки
определить по формуле
(2.49)
(2.50)
(2.51)
(2.52)
можно
(2.53)
Если волочение биметаллической проволоки осуществля-
ется с противонатяжением а0, то решение уравнений (2.47)
и (2.48) имеет вид
(^г ~4~ 1) О'гт
(2.54)
или после упрощений
= [(^ + 1) In Н + °о- (2.55)
Усилие волочения биметаллической проволоки без проти-
вонатяжения после упрощений будем определять из выра-
жения
Р =SK [mj (^ + 1) о1т + т2 (а2 + 1) о2т] In р. (2.56)
Волочение с учетом сил трения
в калибрующей части волоки
Найдем выражения для определения усилия воло-
чения и напряжений в монослоях би- и триметаллической
проволоки с учетом потерь на трение в калибрующей части
волоки и возникающих в очаге деформации потерь за счет
74
изгиба волокон протягиваемого металла. В общем виде вы-
ражение для определения напряжений в монослоях би- и
триметаллической проволоки при волочении можно записать
так [39]:
ст. = (а> + Ц [1 — (1 — е)°Ч, (2.57)
«i
где /=1, 2 для биметаллической проволоки; i=l, 2, 3 для
триметаллической проволоки.
Усилие волочения би- и триметаллической проволоки
'Определяется по формуле
P = SK2^- (2-58)
Z=1
В работе [25] показано, что для учета потерь, возникаю-
щих за счет изгиба волокон протягиваемого металла, сле-
дует ввести в выражение для определения напряжения во-
лочения коэффициент
у2 = COS-2 . (2.59)
Чтобы учесть потери на трение в калибрующей части
волоки, необходимо действительный полуугол образующей
канала волоки а заменить приведенным углом ап, величину
которого определяют по формуле
tg ап =-----(rfH —4) tga---- (2 б0)
(4 —4) + 2/zdKtga
где п = lK/dK — коэффициент (п = 0,3 — 1).
Уравнением (2.60) практически удобнее пользоваться, если
привести его к виду
ctg ап = ctg а + 2п---—-----. (2.61)
dH — 4
Значения коэффициента у2 приведены ниже:
<a+Pi), град 5 6 7 8 9 10 11
у2 1,002 1,003 1,004 1,005 1,006 1,007 1,009
Анализ выражения (2.61) показывает, что множитель
^к/(с?н—dK) зависит только от величины единичного обжа-
тия за переход, с уменьшением которого он возрастает.
Коэффициент п [25] увеличивается с уменьшением диаметра
протягиваемой проволоки. Поэтому с уменьшением единич-
ных обжатий и диаметра проволоки второе слагаемое пра-
вой части выражения (2.61) может быть в 1,5—2 раза больше
75
первого и величина ctg ап может значительно превосходить
ctg а. Возрастание ctgan по сравнению с ctg а отражает тот
факт, что при волочении с малыми обжатиями (до 15%) на
преодолевание сил трения затрачивается значительная часть
мощности. Если же волочение осуществляется с большими
единичными обжатиями (выше 20%), второе слагаемое рав-
но или меньше первого.
В общем виде формулу для определения рабочих напря-
жений в монослоях би- и триметаллической проволоки мож-
но представить в виде
(а' + l)aiT а'
‘ •— [1 - (1 -8) ']. (2.62)
i
Таким образом, рабочее напряжение в оболочке и сердеч-
нике биметаллической проволоки можно найти из выражений
(бЛ -р 1) OjT я.
<Т1Р = V2 1 ---[1 - (1 - 8) *], (2.63)
и1
(а' + Во^т %
<?2р -= 2 -4 [1 - (1 - 8) 2], (2.64)
или при волочении с противонатяжением о0 будем иметь
% = ?2 {[(«1' + 1) <Г1Т — «((ТоПпц + СТоЬ (2.65)
% = ?2 {[(«2 + О— a'cr0] In ц + ап}, (2.66)
, г / 1 4- /и» \ , г ।
где а = И ----------- ctgan; а = /ctgan.
\ mi )
Полное усилие волочения биметаллической проволоки
определим по формуле
fTlf (d. -р 1) OjT а
Рр = ТА 2----------Г - (1 - 8) г (2.67)
Z=1 1
При волочении с противонатяжением формула (2.67) примет
вид
( Ш1 (Cl. —р 1) О;™ а' а' )
Рр = Т25к V -------------------I1 — (1 — 8) Z] + тг(Т0 (1 — 8) «• ,
1 J
(2.68)
или после упрощений имеем
Рр = V2SK [Mi («1' + 1) tfiT + (a’2 + 1) О.2т] In Ц. (2.69)
76
Выражения для определения рабочих напряжений в на-
ружной, внутренней оболочках и сердечнике триметалличе-
ской проволоки запишем в следующем виде:
(а'+1)ог.т а'
[1 - (1 -8) Т (2.70)
где
а = Н --- 2 3 ctgan;
\ ml /
, £ / т2 + 2т3 \ , ,£ ,
а2 = Л ------------ ctg ап; а3/ ctg ап.
\ /
Если волочение триметаллической проволоки осуществ-
ляется с противонатяжением оо, получим
(Tip = ?2 {[« + 1) — ^41 In Н + По}.
Полное рабочее усилие волочения триметаллической про-
волоки определяется по формуле
/П; (fl. -|- 1) O'jrp а'
Рр = Т2$к -------------------[1 — (1 — 8) ‘I > (2.71)
или при волочении с противонатяжением имеем
( mt (а. + l)ofT а' а'\
^p=Y2Sk {— J Hl -(1-е) q+mfo0(l-e) ‘j. (2.72)
Формулы (2.67), (2.68) и (2.70), (2.71) выведены с учетом
основных положений современной теории пластического со-
стояния деформируемого твердого тела и минимальным чис-
лом допущений, без которых на данном этапе развития
теории не обойтись. При определении усилия волочения по
этим формулам учитываются влияние контактного трения
между волокой и протягиваемым металлом; силы, необходи-
мые для осуществления основных и дополнительных дефор-
маций монослоев; силы, затрачиваемые на преодоление
противонатяжения; кроме того, контактные напряжения меж-
ду монослоями, особенности состава и структуры би- и три-
металлической проволоки.
Анализ выражений (2.68) и (2.72) показывает, что при
волочении слоистой проволоки с противонатяжением усилие
волочения возрастает на величину значительно меньшую,
чем значения приложенного противонатяжениями о0- Воло-
чение слоистой проволоки с противонатяжением при опре-
77
деленных условиях может осуществляться и без увеличения
усилия протягивания. Применение противонатяжения при
волочении слоистой проволоки способствует уменьшению со-
осности монослоев проволоки в процессе деформации.
При аналитическом определении напряжений в моносло-
ях и усилия волочения слоистой проволоки пользовались
средними значениями предела текучести металла монослоев
очт, которые обычно определяют из выражения
огт = . ^тн + ^тк. . (2,73)
2
В работе [40]1 указывается, что более точно среднее зна-
чение предела текучести в зоне деформации определяется
средней геометрической величиной
= У^^гтн^гтк’ (2.74)
Процесс волочения слоистой проволоки будет устойчивым
только при условии, что напряжение в монослое не превы-
шает предела текучести материала монослоя на выходе его
из очага деформации. Поэтому волочение слоистой прово-
локи следует производить с такими единичными обжатиями,
при которых не происходит разрушения ни одного ее моно-
слоя. Величины обжатий можно определить для биметалли-
ческой проволоки из формул (2.63) — (2.66), а для триме-
таллической проволоки — из формулы (2.70), если при этом
известны пределы текучести монослоев, величина противо-
натяжения, коэффициент трения, относительные объемные
содержания компонентов и угол конусности волоки.
Таким образом, полученные в этой главе выражения
позволяют аналитически рассчитать основные параметры
процесса волочения би- и триметаллической проволоки и
могут быть использованы при разработке технологических
маршрутов волочения.
3. ОПРЕДЕЛЕНИЕ СИЛОВЫХ ПАРАМЕТРОВ
ПРОЦЕССА ВОЛОЧЕНИЯ СЛОИСТОЙ ПРОВОЛОКИ
ПРИ НАЛОЖЕНИИ УЛЬТРАЗВУКА
Применение ультразвуковых колебаний при воло-
чении проволоки приводит к снижению напряжения и усилия
волочения. Изменение силовых параметров при волочении с
наложением ультразвука объясняется действием основных
факторов: снижением сил контактного трения, изменением
напряженного состояния в очаге деформации в результате
наложения знакопеременных напряжений на статические,
возникновением инерционных сил в очаге деформации, разу-
78
прочнением металла и дробностью деформации. Каждый из
указанных факторов проявляется по-разному в зависимости
от схемы подведения ультразвуковой энергии к очагу дефор-
мации и интенсивности ультразвука.
В настоящее время в литературе отсутствуют аналити-
ческие разработки, в которых одновременно рассматривается
действие перечисленных факторов на процесс пластической
деформации при волочении с наложением ультразвуковых
колебаний.
В работах [41—43] дана
сравнительная оценка сни-
жения сил контактного тре-
ния при волочении проволо-
ки с продольными, попереч-
ными и крутильными
колебаниями, а в рабо-
Рис. 25. Схема волочения с отра-
жателями и графики распределе-
ния знакопеременных напряжений
и смещений
тах [18, 44, 46] получены выражения для определения на-
пряжений волочения и сил контактного трения при волоче-
нии проволоки и труб на оправке с ультразвуком, но их вы-
воды нельзя распространить полностью на процесс волоче-
ния слоистой проволоки.
В связи с этим рассмотрим процесс волочения слоистой
проволоки с наложением продольных и радиальных ультра-
звуковых колебаний, когда очаг деформации расположен в
пучности знакопеременных напряжений [47—52]. Для ста-
билизации процесса волочения с продольными колебаниями
применяют отражатели, поэтому в протягиваемой проволо-
ке возникает стоячая волна (рис. 25), причем пучность зна-
копеременных напряжений находится в месте расположения
очага деформации.
Для определения методом о-средненных значений средне-
го напряжения в наружной оь внутренней оболочках и
сердечнике сг3 выделим в очаге деформации, который пред-
ставляет собой усеченный конус, элементарный объем и
разделим его на три области, соответствующие монослоям
триметаллической проволоки (рис. 26). Примем, что состав-
ляющие знакопеременного напряжения в наружной оКп=
“ П1к sin а, внутренней ОкП=а2к sin оболочках и в сердечни-
ке = сгзк sin а2 проволоки совпадают с направлением
79
нормального напряжения <rn, а составляющие оКк=сГ1к cos а,
°кк =а2к cos ai, ог"к =азк cos аг совпадают с направлением
касательного напряжения /у<тп(а, »i, &2 — полууглы конуснос-
ти наружной, внутренней оболочек и сердечника соответ-
ственно) .
Уравнение равновесия для элемента наружной оболочки
запишем в виде (рис. 26, в)
“F (с*п ^кп) dSx -j- /у (рп ^кп) ctg ccdSx
или
fуО'к к ctg adSx (оп Окп) dS2x -j- ctg <%\dS2x — О?
Г f
d (o'ix^x) + (°n ^кп) 4“ —~ (Pn к) ctg a -|-
rrii
m9 + m3 \ ,
~ 3 ctg (Xi
m2 )
dSx = 0.
(2.75)
Найдем значения касательных напряжений ть тг, х3, и
(рис. 26), которые возникают на поверхности соприкоснове-
Рис. 26. Схема очага деформации (а) и направлений знакопеременных на-
пряжений на поверхности (б) и в выделенных элементах наружной (в)
и внутренней (г) оболочек триметаллической проволоки
80
ния монослоев при волочении триметаллической проволоки
с наложением продольных ультразвуковых колебаний. Для
этого учитываем, что касательные напряжения при волоче-
нии проволоки в обычных условиях мы принимали непре-
рывными, линейно зависящими от радиуса и определяли из
формул (2.18), где fon — касательное напряжение на по-
верхности проволоки. Если волочение осуществляется с
продольными колебаниями, то коэффициент трения умень-
шается [53] и на статические напряжения <оп и fon накла-
дываются составляющие знакопеременного напряжения огКп
и Окк (рис. 26 б, в). Поэтому касательное напряжение на
поверхности проволоки при волочении с продольными коле-
баниями принимаем равным fy(an—Окп—Окк), тогда на
внутренней поверхности наружной оболочки его можно опре-
делить так:
е / х tgOCl
*4--/у \®П &КП <?К к) ,
tg а
Таким же образом будем определять касательные на-
пряжения на контактных поверхностях внутренней оболочки
и сердечнике проволоки Т4, но с учетом того, что знако-
переменное напряжение в этих монослоях проволоки имеет
разную величину, так как амплитуда ультразвуковых коле-
баний при переходе через границу между разнородными ме-
таллами изменяется. Следовательно, касательные напря-
жения на границах раздела монослоев при волочении слои-
стой проволоки с ультразвуковыми колебаниями будут
иметь разную величину, однако это различие для тонкослой-
ной проволоки может быть весьма незначительным. Каса-
тельное напряжение в наружной оболочке триметаллической
проволоки определим по формуле
г / х tgai
-- /у (°П ®КП к) —
tga
и уравнение (2.75) запишем так:
d (oixSx) + (an — aKn)(ai + 1) dSx — aK K ^dSx = 0, (2.76)
где
r / 1 “4“ Ж -4- .
Щ = L I -.— 3 ctg a.
\ mi у
Из условия пластичности для наружной оболочки находим, что
~ ^1т aKn сгк к,
тогда уравнение (2.76) преобразуем к виду
dolxSx = (flt Н- 1) O'it + dSx,
6. Зак 902
81
откуда
_____________= dSx ^2 77^
alGlx — (fli + 1) O'it + GQiK Sx
где Ci = 2 + 1) sin a + (2^ + 1) cos a.
Интегрируя уравнение (2.77) и полагая, что при SX=SH
онх=0, а при SX = SK oix = oi, находим, что среднее напря-
жение в наружной оболочке триметаллической проволоки
определяется по формуле
(2.78)
или
0-1 = [(«1 + 1) ог1т — Сак] In р. (2.79)
Запишем уравнение равновесия для элемента внутренней обо-
лочки (рис. 26, г):
d (p2xm2Sx) + [(crn — oj + т2 ctg aj (m2 + m3) dSx —
— (crn — oQ m3dSx + r3m3 ctg a2dSx = 0. (2.80)
(at + 1) Q'it — Ci^ik j
L
Касательные напряжения на наружной поверхности Тг и
внутренней тз поверхности внутренней оболочки будем опре-
делять из выражений
*2 = /у (Рп — <\п — °к к) “Лё
Т3 = /у (?п — <Гп — aK'K) tg a2/tg a.
Тогда уравнение (2.80) можно привести к виду
d (<r2xSx) + [(an — ога) (a2 + 1) — oK'Ka2] dSx = 0, (2.81)
где
e ( m* + 2m3 \ ,
a2= /y ------------ctga.
\ tn2 J
Из условия пластичности для внутренней оболочки нахо-
дим, что
°П = a2T °2Х °кп °к к*
Подставим значение вп в уравнение (2.81), тогда получим
do2xSx = [^2^2х — (^2 4~ 1) °2т + ^2а2к] dSx,
откуда
_____________, (2.82)
^2°2Х---------------------------------------- (а2 4" 1) 4" С2®2к $Х
где С2 = 2 (а2 + 1) sin ax + (2а2 + 1) cos а±.
82
получим выражение
во внутренней обо-
(2.83)
Проинтегрировав уравнение (2.82),
для определения среднего напряжения
лочке триметаллической проволоки:
— ____ (®2 “1“ 1) ^2т ^2^2К 1
О 2 — -------------------- 1
«2
ИЛИ
<>2 = [(«2 + 1) а2т — C2g2k] 1п ух. (2.84)
Уравнение равновесия для элемента сердечника запишем так:
d (a3xm3Sx) + (crn — а"л) m3dSx + r4m3 ctg a2dSx = 0. (2.85)
Касательное напряжение в сердечнике принимаем равным
Ч = /у (On — — Ок"к) tg a2/tg a.
Подставляя значение т4 в уравнение (2.85), получаем
d (o3xSx) + (On — o"„)(a3 + 1) dsx — o"Ka3dSx = 0, (2.86)
где a3 = /y ctg a.
Из условия пластичности для сердечника найдем, что
(У У) ' О О гр О'о'Г — О — (У .
п от ох кп к к
Тогда уравнение (2.86) примет вид
do3xSx — a3o3xdSx 4~ (а3 + 1) o3TdSx — [2 (а3 + 1) ок/г +
+ (2a+l)oK"K]dS^0,
или
do3xSx = [йз^зх (q3 1) сг3т -f- C3cr3K] dSXi
откуда
do3x _ dSx
— (^з + 1) Озт 4“ Сз°3к Sx
(2.87)
(2.88)
где С3 = 2 (а3 + 1) sin a2 + (2я3 + 1) cosa2.
Решив уравнение (2.88), получим выражение для опреде-
ления среднего напряжения в сердечнике триметаллической
проволоки:
о3 = (аз+ —^зОзкГ! _ / _SkV3 , (2.89)
a3 _ \ Sn / J
или
Оз = [(Лз + 1) <*ЗТ — Сз^зк] In Рг (2.90)
Усилие волочения триметаллической проволоки при на-
ложении продольных ультразвуковых колебаний с учетом
&
83
потерь на трение в калибрующей части волоки и на допол-
нительные сдвиги определим по формуле
Г 1Щ (а. + 1)о\т — ir /S \а'П
ySK V —1 - 4-) , (2.91)
L i L ' _
где
, - / 1 m9 + m3 \ . , x / m2 + 2m3 \ ,
«1 = fy — ctg an; a2 = /y —--------— ctg an;
\ ) \ m2 /
ci о oc + p
a3 -= /у ctg аю Y = cos-2-L-£— ;
C' = 2 (a' + 1) sin a + (2a' + 1) cos a; (2.92)
C'2 = 2 (a2 + 1) sin at + (2a'2 + 1) cos аг;
C'3 = 2 (a' + 1) sin a2 + (2a' + 1) cos a2.
Если волочение триметаллической проволоки осуществ-
ляется с продольными колебаниями и противонатяжением
оо, интегрирование уравнений (2.77), (2.82) и (2.88) произ-
водится с учетом того, что при SX = SH а1х = о2х=Озх = 0, а
при Sx=SK ог1х = ол1, О2х = сг2, пзх=огз. Тогда уравнения для
определения напряжения волочения в наружной, от' во
внутренней оболочках и <з3 в сердечнике триметаллической
проволоки будут иметь вид
(Щ ~4~ 1) С*гт
/ У*
\ sj
1 —
/ S \ai
+ a0 (2.93)
\ /
или после упрощений
<?• = [(Of 4- 1) Огт — Сгагк — аго0] In + a0- (2.94)
Анализ уравнения (2.93) показывает, что при волочении три-
металлической проволоки с продольными ультразвуковыми
колебаниями и противонатяжением можно достичь значи-
тельного снижения напряжений в наружной, внутренней
оболочках и сердечнике. Снижение напряжения в монослоях
повышает устойчивость процесса волочения триметалличе-
ской проволоки и позволяет увеличить единичные обжатия
за переход, что ведет к снижению себестоимости производ-
ства слоистой проволоки.
Кроме того, из уравнения (2.91) следует, что величина
снижения усилия волочения зависит от прочностных харак-
теристик монослоев проволоки (пределов текучести), от
условий контактного трения и геометрии волочильного инст-
84
румента, от относительных объемных содержаний компонен-
тов и структуры, коэффициента вытяжки, величины знако-
переменных напряжений - в наружной, внутренней оболочках
и сердечнике триметаллической проволоки. С возрастанием
величины знакопеременных напряжений эффективность
действия ультразвуковых колебаний увеличивается, что со-
гласуется с опытными данными многих исследователей.
Знакопеременные напряжения в монослоях проволоки
определяются величиной амплитуды колебаний частиц мате-
риала соответствующего слоя. Амплитуда ультразвуковых
колебаний в наружной оболочке зависит от амплитуды коле-
баний волоки и схемы подвода ультразвука в очаг дефор-
мации. При волочении с продольными ультразвуковыми ко-
лебаниями, когда волока расположена в пучности смеще-
ний, амплитуда колебаний в оболочке может быть больше
амплитуды колебаний волоки.
Знакопеременное напряжение в наружной оболочке три-
металлической проволоки oik при волочении с продольными
ультразвуковыми колебаниями будем определять по формуле
4л А „ ,
о1к =---Ab cos сог.
X
(2.95}
Знакопеременные напряжения во внутренней оболочке
о2к и сердечнике озк проволоки будем определять из выра-
жений
Огк — Рлк, О’зк — ^2^2к — (2.96}
где _ _
= 2y?i ; = -2 ; (2-97)
4" 1 ^2 “F 1
= piCj/paCa; th = р2с2/р3с3; (2.98}
£>i, D2 — коэффициенты пропускания волн по амплитуде;
piCi, Р2^2, рз^з — акустические сопротивления наружной, внут-
ренней оболочек и сердечника проволоки соответственно.
Если волочение триметаллической проволоки осуществ-
ляется с радиальными колебаниями, причем волока располо-
жена в пучности радиальных знакопеременных напряжений
Окр, то постоянные в уравнениях (2.78), (2.83), (2.89) можно
выразить так:
С\ = 2 (#1 4~ 1)’ С2 = 2 (#2 4~ 1)> С3 = 2 (а3 + 1).
Соответственно формулы для определения напряжения
в монослоях триметаллической проволоки при волочении с
радиальными колебаниями с учетом потерь на трение в ка-
85
либрующей части волоки и на дополнительные сдвиги примут
вид
« + 1)(а1т — 2о1Кр)
(«з+ 1)(дзт~2рзнР) Г / SK
«з [ I s J
(2.101)
Усилие при волочении триметаллической проволоки с ра-
диальными ультразвуковыми колебаниями и противонатя-
жением оо с учетом потерь на трение в калибрующей части
волоки и на дополнительные сдвиги определим по формуле
3 3
Ррр = ?5К [2 mi (a'i + Wzt — 2ог кр) In и —2 In |11+<т0].
(2.102)
Знакопеременное напряжение в наружной оболочке оКр
при волочении с радиальными колебаниями найдем из вы-
ражения
Отт
(Ткр = АЕ. (2.103)
Лп
При волочении биметаллической проволоки с ультразву-
ковыми колебаниями, когда очаг деформации расположен в
пучности продольных знакопеременных напряжений, урав-
нения равновесия сил, действующих на элементарный объем,
и условия пластичности будут иметь аналогичный вид, как и
для триметаллической проволоки. Поэтому подробный вывод
уравнений для нахождения напряжений и усилия волочения
биметаллической проволоки приводить не будем, а запишем
только готовые решения.
Уравнения для определения напряжений в оболочке и
сердечнике биметаллической проволоки при волочении с
продольными ультразвуковыми колебаниями будут иметь вид
86
где
a'i
1 —к Шо \ . , - .
------- ctgan; a = L ctg an;
Ш1 j
C[ = 2 (a[ + 1) sin a + (2a' + 1) cos a;
C' = 2 (a' + 1) sin аг + (2a' + 1) cos ax.
Если волочение биметаллической проволоки осуществля-
ется с радиальными ультразвуковыми колебаниями, то по-
стоянные Ci и С2 примут значения:
Ci — (2ai + 1), С2 — (2a2 + 1),
а уравнения для определения напряжений в монослоях и
полного усилия волочения биметаллической проволоки запи-
шутся так:
(^2 + 1)(^2т 2о2кр)
(а[ + 1)(одт — 2о1кр)
(2.106)
(2.107)
(2.108)
Анализ уравнений (2.104) — (2.108) показывает, что при
волочении биметаллической проволоки с продольными и
радиальными ультразвуковыми колебаниями и с противона-
тяжением можно рассчитать силовые параметры процесса,
если известны пределы текучести монослоев и объемный со-
став проволоки, коэффициент трения и геометрия волоки, а
также знакопеременные напряжения в монослоях.
Чтобы определить значимость и правильность теоретиче-
ских выкладок, была проведена экспериментальная проверка
аналитически полученных в данной главе уравнений для
определения напряжений в монослоях и усилия волочения
слоистой проволоки. Поэтому были проведены эксперимен-
тальные исследования процесса волочения би- и триметал-
лической проволоки в обычных условиях и с наложением
продольных и радиальных ультразвуковых колебаний. Оста-
новимся более подробно на процессе волочения биметалли-
ческой проволоки. Заготовки для волочения с разными отно-
сительными объемными содержаниями компонентов приго-
тавливались следующим образом.
В тонкостенную трубку диаметром 12X1 или 12X0,65 мм
87
из стали Х18Н10Т вставляли медный сердечник и подверга-
ли ее предварительной протяжке, обеспечивающей получение
надежного контакта между оболочкой и сердечником. Перед
конструированием заготовки стальные трубки снаружи и
внутри протирали тампоном, смоченным спиртом или ксило-
лом, а медные прутки очищали от окалины и окисных пленок
травлением в 10%-растворе серной кислоты с последующей
промывкой в воде и сушкой на воздухе. Используя сердеч-
Таблица 8
Характеристики заготовок биметаллической проволоки
Толщина оболочки, мм Диаметр сердечника, мм т2 mt/m2 т1
0,65 10,7 0,21 0,79 0,226 8,52
0,65 8,4 0,25 0,75 0,333 7,00
1,00 10,0 0,30 0,70 0,430 5,67
1,00 7,7 0,37 0,63 0,587 4,40
1,00 4,9 0,50 0,50 1,000 3,00
1,00 3,7 0,60 0,40 1,500 2,33
ники разного диаметра и трубки с толщиной стенки 1 или
0,65 мм, получали заготовки с различными объемными со-
держаниями компонентов mi и т2 (табл. 8). Из табл. 8 вид-
но, что в работе исследовали биметаллическую сталемедную
проволоку с относительным объемным содержанием стали
от 21 до 60% и меди от 79 до 40%.
Подготовленные указанным способом заготовки с наруж-
ным диаметром 12—5,75 мм подвергали многократному воло-
чению на диаметр 0,2 мм обычным способом и с наложением
ультразвуковых колебаний. После двух-трех протяжек меж-
ду оболочкой и сердечником проволоки возникает достаточ-
но прочное сцепление, которое при определенном значении
коэффициента трения и единичного обжатия обеспечивает
дальнейшее деформирование биметаллической проволоки без
оползания оболочки. В процессе дальнейшей деформации и
термообработки механическое сцепление между оболочкой
и сердечником переходит в молекулярное схватывание разно-
родных металлов с образованием характерного пригранич-
ного переходного слоя. Только при наличии полного схваты-
вания между разнородными слоями возможно получить
слоистую проволоку с высокими механическими свойствами.
Процесс волочения биметаллической проволоки будет
устойчивым только при условии, что напряжение волочения
в оболочке или сердечнике меньше предела текучести мате-
риала оболочки или сердечника на выходе проволоки из
88
Таблица 9
Влияние ультразвука на усилие при волочении биметаллической проволоки
Маршрут Степень обжа- Усилие волочения, кН Эффективность УЗК, % Коэф- фици-
тия, %
волочения, мм без УЗК про- доль- ных ент
за пе- реход сум- марная с продоль- ными УЗК с радиаль- ными УЗК ради- альных запаса
12—9,0 9 9 4,50 3,40 3,60 25 20
9,0—7,3 34 43 13,10 10,50 11,10 20 15 1,8
7,3—6,16 29 60 11,00 8,70 9,20 21 16 1,8
6,16—5,3 26 70 8,46 6,40 7,00 24 17 2,0
5,3—4,62 24 77 6,52 4,90 5,30 25 19 2,1
4,62—3,84 31 31 2,86 1,92 2,20 33 23 2,2
3,84—3,26 28 51 2,44 1,60 1,86 35 24 2,3
3,26—2,80 26 63 2,00 1,24 1,48 38 26 2,3
2,80—2,45 24 72 1,56 0,94 1,12 40 28 2,4
2,45—2.15 23 78 1,29 0,74 0,90 43 31 2,4
2,15—1,79 31 31 0,62 0,31 0,40 50 36 2,2
1,79—1,52 28 51 0,54 0,26 0,34 52 33 2,3
1,52—1,31 26 63 0,44 0,20 0,27 54 39 2,3
1,31—1,14 24 72 0,34 0,14 0,20 57 40 2,4
1,14—1,00 23 78 0,27 0,11 0,16 60 40 2,4
очага деформации. С другой стороны, устойчивость процесса
волочения зависит от коэффициента контактного трения,
величины обжатия за переход, способности материала к
упрочнению и геометрии волочильного инструмента.
Используя аналитически полученные уравнения (2.49),
(2.50), определяли такие единичные вытяжки (для известных
значений f, а, GiT, О2т), при которых процесс волочения
протекал устойчиво на каждом переходе. Результаты во-
лочения биметаллической проволоки (mi = 0,37, m2=0,63) в
обычных условиях, с продольными и радиальными колеба-
ниями .представлены в табл. 9.
Анализ данных таблицы показывает, что усилие при во-
лочении биметаллической проволоки с наложением ультра-
звуковых колебаний значительно уменьшается и, следова-
тельно, снижается напряжение в монослоях проволоки.
Эффективность действия ультразвука возрастает с уменьшени-
ем диаметра протягиваемой проволоки (малом статическом
усилии). Увеличение эффективности ультразвука при малых
усилиях волочения можно объяснить увеличением амплиту-
ды колебаний волоки и возрастанием количества акустиче-
ской энергии, подводимой к очагу деформации. При воло-
чении проволоки больших диаметров (от 12 до 5 мм) усилие
волочения составляет примерно 7—10 кН, а поэтому ампли-
туда колебаний концентратора под нагрузкой значительно
89
уменьшается по сравнению с амплитудой, когда концентра-
тор не нагружен.
Из табл. 9 также видно, что эффективность радиальных
колебаний при волочении биметаллической проволоки ниже,
чем продольных. Это можно объяснить следующим образом.
При волочении с радиальными колебаниями в очаге дефор-
мации возникают радиальные знакопеременные напряжения,
которые, складываясь со статическими напряжениями, уве-
личивают деформируемость проволоки. Амплитуда радиаль-
ных колебаний в проволоке не превышает амплитуду коле-
баний в концентраторе, а в протягиваемой проволоке не
возникает продольная волна. Волочение с продольными ко-
лебаниями проводят с применением отражателей, и, следо-
вательно, в протягиваемой проволоке создается стоячая вол-
на, пучность напряжений в которой располагается в очаге
деформации. Амплитуда колебаний в проволоке будет боль-
шей, чем амплитуда колебаний в концентраторе, так как
переход концентратор — проволока является дополнительной
ступенью усиления ультразвуковых колебаний.
В процессе волочения биметаллическая проволока упроч-
няется, поэтому на диаметрах 4,8; 2,24 и 1,0 мм проводили
термообработку. Суммарное обжатие между двумя после-
дующими термообработками составляло примерно 80%. Еди-
ничные обжатия за переход выбирали такими, чтобы коэф-
фициент запаса прочности проволоки составлял 1,8—2,4.
Как видно из табл. 9, после термообработки процесс воло-
чения биметаллической проволоки является устойчивым при
единичных обжатиях 34—28%, затем проволока упрочняется
(особенно стальная оболочка) и единичные обжатия умень-
шаются до 24—22%. Волочение с единичными обжатиями
менее 20% нецелесообразно, так как оно приводит к чрез-
мерному наклепу стальной оболочки проволоки.
Для экспериментальной проверки полученных аналити-
чески формул (2.63), (2.64) и (2.67) воспользуемся данны-
ми, приведенными в табл. 10. Уравнение (2.67) для опреде-
ления усилия волочения биметаллической проволоки с
учетом трения в калибрующей,части волоки и потерь, возника-
ющих за счет изгиба волокон протягиваемого металла, запи-
шем в виде
г т, (а' + 1) а1т а'
P=vSK\ Д [1—(1 —е) 4 +
I а1
(2.109)
90
Таблица 10
Зависимость усилия от условий волочения биметаллической проволоки
(гщ = 0,37, т2 — 0,63)
Маршрут волочения, мм Степень обжатия | Усилие волочения, кН Коэффици- ент запаса прочности
за проход суммарная с продоль- ными УЗ к с радиаль- ными УЗК без УЗК
6,00—4,35 32 32 3,86 4,30 5,60 1,9
4,35—4,17 29 52 3,40 3,82 5,10 1,8.
4,17—3,56 27 65 2,74 3,18 4,28 1,8.
3.56—3,08 25 74 2,10 2,46 3,42 1,8
3,08—2,68 24 80 1,61 1,88 2,66 1,8
2,68—2,35 23 84 1,26 1,45 2,10 1,8
2,35—2,08 22 88 1,02 1,20 1,78 1,7
2,08—1,85 21 90 0,88 1,04 1,60 1,5.
1,85-1,65 20 92 0,80 0,97 1,52 1,3,
1,65—1,47 20 94 0,74 0,90 — —
1,47—1,32 19 95 — 0,85 — —-
Поскольку
проволоку волочили через
твердосплавные.
волоки с оптимальными углами конусности, принимаем а =
= 8,5° (ctga = 6,7). По формуле (2.61) для первых переходов,
находим, что ctg ап = 8,6. Коэффициент у принимаем равным
1,01. Средние пределы текучести стали и меди в зависимо-
сти от степени деформации находим, пользуясь графиками
(рис. 27), построенными по справочным данным [54—56] ц
результатам наших экспериментов. Учтем, что на переходах
1—5 сталь Х18Н10Т имеет более высокие прочностные свой-
ства (рис. 27, кривая 4),
чем на остальных пере-
ходах (кривая 3). При
волочении коэффициент
трения определяют двумя
способами: либо методом
непосредственного изме-
рения, либо вычисляют
его по формулам, в кото-
рые подставляют усилие
Рис. 27. Влияние степени де-
формации на предел текучести
металлов: 1 — медь; 2 — нио-
бий; 3 — сталь Х18Н10Т после
термообработки; 4 — сталь
Х18Н10Т в состоянии поставки
бТ}МПа
91
волочения и другие величины, найденные экспериментально.
В работе [57] предложен метод разрезной волоки для
определения коэффициента контактного трения при волоче-
нии. Этот метод в настоящее время является наиболее точ-
ным и надежным, но очень трудоемким. Авторы работы [25]
предлагают определять значение коэффициента трения по
теоретически обоснованной формуле, измеряя на опыте силу
волочения, коэффициент вытяжки, угол конусности волоки
и т. д. Такой способ определения коэффициента трения яв-
ляется более простым и удобным и, как отмечается в работе
[57], нашел широкое практическое применение.
Сравнение расчетных значений усилий волочения на пе-
реходах с экспериментальными (табл. 9) показывает их
хорошее совпадение. Отклонение расчетных значений усилия
волочения от экспериментальных не превышает 7%. Одина-
ковые условия деформирования биметаллической проволоки
на переходах 6—10 и И—15 позволяют упростить расчеты
по формуле (2.109). Это обстоятельство следует учитывать
при разработке технологических маршрутов волочения би-
металлической проволоки с большим числом термообработок
(переделов). Анализ расчетных данных показывает, что с
уменьшением диаметра протягиваемой проволоки коэффи-
циент трения уменьшается с величины 0,057 на переходах
6, И до величины 0,045 на переходах 7, 8 и И, 12 и величины
0,040 на переходах 9, И и 14, 15. Это снижение коэффициен-
та трения с уменьшением диаметра протягиваемой проволо-
ки объясняется улучшением условий подачи смазки в зону
деформации и увеличением наклепа проволоки. Из табл. 10
также видно, что с уменьшением диаметра проволоки на
каждом переделе степень единичного обжатия уменьшается,
а это также способствует снижению величины коэффициента
трения.
Хорошее совпадение теоретических и экспериментальных
данных указывает на то, что при выводе уравнений (2.63),
(2.64), (2.67) правильно учтено влияние на процесс волочения
биметаллической проволоки следующих факторов: коэффи-
циента контактного трения, пределов текучести материалов
монослоев и их изменения в процессе деформирования, гео-
метрии волочильного инструмента, состава и структуры про-
волоки.
Таким образом, формулы для определения напряжений в
монослоях и усилия при волочении в обычных условиях би-
металлической сталемедной проволоки следует считать экс-
периментально проверенными и рекомендовать их исполь-
зовать при разработке технологических маршрутов волочения
слоистой проволоки с оболочкой из более прочного ма-
териала, чем материал сердечника.
92
Запишем уравнение в соответствии с формулами (2.104)
и (2.105) для определения усилия при волочении биметалли-
ческой проволоки с наложением продольных ультразвуковых
колебаний и учетом потерь на трение и дополнительные сдвиги
в виде
Ш2С2 О2к
т2(а' + 1)<г2т
а2
-(1-8?] +
(2.110)
(1-8) 2][.
Сравнение расчетных данных с экспериментальными пока-
зывает их хорошее совпадение. Отклонение расчетной вели-
чины усилия волочения от величины усилия, замеренного
при опыте, составляет соответственно на переходах: 2—2;
6—5,7; 11—6,4%.
Таким образом, экспериментально подтверждено, что
уравнения (2.104), (2.105), (2.110), связывающие основные
характеристики деформируемых материалов с параметрами
ультразвуковой волны, верно описывают процесс волочения
биметаллической проволоки с продольными ультразвуковы-
ми колебаниями. Поэтому их можно рекомендовать исполь-
зовать для расчета технологических маршрутов волочения
биметаллической сталемедной проволоки с продольными
ультразвуковыми колебаниями.
Расчетные значения усилий для остальных переходов
маршрута также хорошо согласуются с опытными данными.
Однако при расчетах усилий следует учитывать упрочнение
проволоки в процессе деформации. Волочение с ультразву-
ком сопровождается, как отмечают многие исследователи,
разупрочнением металла. Поэтому при расчетах усилий в
формулу следует подставлять несколько меньшие значения
средних пределов текучести стали и меди по сравнению со
значениями этих величин при волочении без ультразвука на
соответствующих переходах. При волочении проволоки пос-
ле термообработки эффект разупрочнения незначительный,
и снижением пределов текучести металла компонентов слои-
стой проволоки можно пренебречь.
Для определения максимальных единичных обжатий про-
водили волочение биметаллической проволоки после термо-
обработки на диаметре 4,8 мм в обычных условиях (без
ультразвука), с продольными и радиальными колебаниями
одинаковой интенсивности. С радиальными колебаниями
проволоку удалось протянуть на диаметр 3,31 мм (8 = 52,4%),
с продольными — 3,36 (8 = 51%), без ультразвука — на диа-
93
метр 3,55 мм (8 = 45,3%). Сопоставляя полученные данные,
можно сделать вывод, что применение ультразвука позволя-
ет увеличить степень деформации за переход при волочении
биметаллической проволоки. Результаты экспериментов по
определению максимальной степени деформации между тер-
мообработками представлены на рис. 28 и в табл. 10.
Как видно на рис. 28, усилие волочения биметаллической
проволоки в обычных условиях
и с наложением ультразву-
ковых колебаний с умень-
шением диаметра падает.
Характер изменения уси-
лия волочения в обычных
условиях и с ультразву-
ковыми колебаниями при
увеличении суммарного
обжатия примерно одина-
ков. Напряжение волоче-
ния (кривая 4) с ростом
суммарного обжатия из-
меняется по сложному
закону. При деформиро-
вании проволоки с обжа-
тием до 84% оно возра-
Рис. 28. Зависимость предела
прочности от суммарного обжа-
тия и состава биметаллической
проволоки: 1 — mi : m2 = 0,21 :
0,79; 2—0,25 : 0,75; 5—0,30 : 0,70;
4 _ о,37 : 0,63; 5 — 0,50 : 0,50;
6 — 0,60 : 0,40
стает медленно, а при дальнейшем увеличении суммар-
ного обжатия кривая напряжения волочения резко
возрастает, при этом коэффициент запаса прочности быстро
уменьшается < и возможен обрыв проволоки. Аналогичным
образом изменяется напряжение при волочении с продоль-
ными и радиальными ультразвуковыми колебаниями. Быст-
рый рост напряжения волочения при деформировании биме-
таллической проволоки с суммарным обжатием выше 84%
указывает на значительное упрочнение оболочки и сердеч-
ника. Таким образом, процесс волочения биметаллической
проволоки с единичными обжатиями примерно 32—23% яв-
ляется устойчивым до суммарных обжатий около 84%. Пред-
94
ставленный в табл. 10 маршрут является типичным для би-
металлической проволоки разного состава. Волочение биме-
таллической проволоки с суммарными обжатиями выше
84% можно продолжать, но единичные обжатия следует сни-
зить до величины 18—15%, что приводит к чрезмерному уп-
рочнению оболочки и появлению возможных обрывов по
этой причине. Анализ данных табл. 10 показывает, что биме-
таллическую проволоку можно волочить с суммарным обжа-
тием до 95,2%. Применение ультразвуковых колебаний по-
зволяет увеличить максимальное суммарное обжатие по
сравнению с волочением в обычных условиях.
В процессе волочения биметаллической проволоки наря-
ду с пластической существует и упругая деформация оболоч-
ки и сердечника. После протяжки проволоки через волоку и
снятия приложенных к ней сил за счет упругой деформации
происходит увеличение диаметра оболочки и сердечника.
При волочении сталемедной проволоки оболочка, со стороны
которой происходит деформирование, . имеет более высокие
упругие свойства и получает большую упругую деформацию,
чем сердечник. Это приводит к уменьшению контактного дав-
ления на границе разнородных слоев проволоки. Если про-
волоку деформировать до большой степени суммарного об-
жатия, контактное давление между сердечником и оболоч-
кой уменьшается до нуля и между слоями образуется зазор,
что нежелательно. Чтобы предотвратить образование зазо-
ра, необходимо использовать в качестве сердечника предва-
рительно упрочненные волочением медные прутки. Наличие
контактного давления способствует развитию процесса схва-
тывания разнородных слоев биметалла, повышает устойчи-
вость процесса волочения и механические свойства прово-
локи. Применение ультразвука при волочении уменьшает
упругую деформацию оболочки проволоки и способствует
сохранению контактного давления между разнородными
слоями. С учетом этого был разработан маршрут волочения
биметаллической проволоки с суммарными обжатиями меж-
ду термообработками около 70%. Такой маршрут является
более оптимальным с точки зрения получения проволоки с
высокими механическими свойствами. В табл. 11 приведены
значения усилия при волочении в обычных условиях, с про-
дольными и радиальными колебаниями биметаллической
проволоки (mi = 0,3, т2 = 0,7) по разработанному нами марш-
руту.
Анализ данных таблицы показывает, что эффективность
продольных и радиальных колебаний примерно такая же,
как и при волочении по другому маршруту (см. табл. 9).
Максимальные обжатия уменьшены до 29%, а суммарные
обжатия между термообработками — до 71%.
95
Таблица 11
Основные результаты процесса волочения биметаллической проволоки
Маршрут волочения, мм Степень обжа- тия, % Усилие волочения, кН Коэффициент запаса Эффективность УЗК, %
за переход суммарная без УЗК с продоль- ными УЗК с радиаль- ными УЗК продоль- ных радиаль- ных
12,0—10,1 29 29 16,10 13,70 14,30 2,0 15 11
10,1—8,63 27 52 14,90 12,40 13,00 2,2 17 13
8,63—7,42 26 62 12,30 9,80 10,50 2,3 20 15
7,42—6,47 24 71 9,80 7,60 8,20 2,4 22 16
6,47—5,44 29 29 4,90 3,50 3,90 2,3 29 20
5,44—4,64 27 52 4,20 2,90 3,30 2,5 31 21
4,64—3,98 26 62 3,28 2,18 2,52 2,6 33 23
3,98—3,46 24 71 2,64 1,70 2,00 2,6 36 24
3,46—2,92 29 29 1,35 0,76 0,97 2,5 44 28
2,92—2,49 27 52 1,14 0,63 0,81 2,6 45 29
2,49—2,14 26 62 ' 0,94 0,50 0,65 2,6 47 31
2,14—1,86 24 71 0,76 0,39 0,52 2,6 49 32
1,86—1,57 29 29 0,39 0,18 0,25 2,5 55 37
1,57—1,34 27 52 0,35 0,14 0,20 2,5 58 39
1,34—1,15 26 62 0,26 0,10 0,16 2,6 60 40
1,15—1,00 24 71 0,22 0,08 0,13 2,6 62 41
Уменьшение единичных и суммарного обжатий приводит,
с одной стороны, к увеличению числа переходов и термооб-
работок (на единицу), а с другой — к значительному сниже-
нию остаточных напряжений в монослоях проволоки, что
весьма важно для улучшения условий схватывания между
контактируемыми разнородными металлами.
При волочении биметаллической проволоки в производ-
ственных условиях часто возникают обрывы. Обрывность
проволоки зависит от коэффициента запаса, который равен
отношению предела прочности протянутой проволоки к на-
пряжению волочения:
k = Св/ов0л. (2.111)
Коэффициент запаса при волочении обычной проволоки
рекомендуется выбирать в пределах 1,5—2,5. Волочение
стальной проволоки больших диаметров можно осуществ-
лять с коэффициентом запаса, равным 1,35. Вероятно, такие
же или несколько увеличенные значения коэффициента за-
паса следует выбирать и при волочении слоистой проволоки.
Однако следует иметь в виду, что при волочении слоистой
проволоки коэффициент запаса сильно зависит от сопротив-
ления разрыву монослоев проволоки. На величину сопро-
96
тивления разрыву слоистой проволоки основное влияние
оказывают макро- и микротрещины, поверхностные дефекты,
мартенситные участки, неметаллические включения, участки
с повышенными значениями остаточных напряжений и нару-
шениями сплошности и структуры монослоев проволоки. Опыт
показывает, что при неблагоприятных условиях волочения
остаточные напряжения могут сами вызвать разрушение
слоистой проволоки.
Напряжение волочения биметаллической проволоки за-
висит от предела текучести монослоев, состава и структуры
проволоки, степени деформации, коэффициента трения и гео-
метрии канала волоки.
Таким образом, коэффициент запаса при волочении би-
металлической проволоки зависит от многих факторов, и его
величина в процессе волочения может изменяться. Обрыв-
ность проволоки можно уменьшить путем увеличения коэф-
фициента запаса. Однако увеличение коэффициента запаса
За счет уменьшения вытяжки и увеличения числа переходов
не дает нужного результата, так как это ведет к сильному
упрочнению наружной оболочки и ее разрушению. Эффек-
тивным способом повышения коэффициента запаса является
уменьшение до минимума потерь на внешнее трение и при-
менение волок с оптимальными углами конусности. Пра-
вильно выбранным режимом волочения и термической об-
работки, значением коэффициента запаса, применением хо-
рошей смазки и высококачественных волок можно свести
обрывы биметаллической проволоки к минимуму.
Кроме биметаллической проволоки, были проведены экс-
периментальные исследования по волочению триметалличе-
ской сталениобиевомедной проволоки с относительным объ-
емным содержанием стали от 22 до 48,4%, ниобия от 9 до
11,6 и меди от 69 до 40%. При волочении сталениобиево-
медной проволоки имеет место совместная пластическая де-
формация разнородных металлов, причем металл с большим
пределом текучести образует наружную оболочку, металл с
меньшим пределом текучести является сердечником, а ме-
талл внутренней оболочки имеет промежуточные механиче-
ские свойства. Такое распределение разнородных металлов
по слоям является благоприятным, и процесс волочения мож-
но осуществлять даже при отсутствии схватывания между
слоями.
После калибровки заготовки подвергали многократному
волочению через твердосплавные волоки с оптимальными уг-
лами конусности в обычных условиях, с продольными и ра-
диальными ультразвуковыми колебаниями. Результаты экс-
периментов по волочению триметаллической проволоки
(mi = 0,344, m2 = 0,086, т3 = 0,57) приведены в табл. 12.
7 Зак. 902 97
Таблица 12
Изменение основных параметров при волочении триметаллической
проволоки (сталь—ниобий—медь) с наложением ультразвука
Степень обжатия, % Усилие волочения, кН СО со Я Эффективность УЗК, %
Маршрут во- лочения, мм RC * о к со к сх я доль- узк иаль- узк & 00 О) Я Я я ч о ч
о с я СО S S о я !! 4 я г>5 со о \О Коэф паса я я сх я
12,0—10,0 Осадка Осадка 4,40 4,60 5,80 — 24 21
10,0—8,20 33 40 12,60 13,40 15,90 1,9 21 16
8,20—6,96 28 57 10,40 10,90 13,30 2,0 22 18
6,96—6,00 26 68 7,70 8,20 10,10 2,1 24 19
6,00—5,23 24 76 5,86 6,20 7,90 2,2 26 21
5,23—4,56 24 82 4,54 5,00 6,40 2,2 28 22
4,56—3,80 31 31 1,74 2,02 2,72 2,2 36 26
3,80—3,24 27 50 1,46 1,74 2,38 2,3 39 27
3,24—2,80 25 62 1,16 1,40 1,96 2,3 41 29
2,80—2,45 24 71 0,96 1,14 1,64 2,3 42 31
2,45—2,14 24 78 0,74 0,92 1,36 2,3 46 32
2,14—1,78 31 31 0,30 0,40 0,62 2,2 52 36
1,78—1,52 27 50 0,24 0,33 0,52 2,3 54 37
1,52—1,32 25 62 0,20 0,27 0,44 2,3 56 38
1,32—1,15 24 71 0,16 0,22 0,36 2,2 58 39
1,15—1,00 24 78 0,12 0,18 0,30 2,2 59 40
Анализ данных таблицы показывает, что наложение ульт-
развуковых колебаний при волочении триметаллической про-
волоки приводит к значительному снижению усилия воло-
чения (до 60% при продольных и 40% при радиальных коле-
баниях). Используя экспериментальные значения, приведен-
ные в табл. 12, нами было проведено сравнение их с расчет-
ными данными, вычисленными по формулам (2.71) и (2.91).
Отклонение расчетных значений усилия протягивания от
экспериментальных при волочении в обычных условиях не
превышает 6%. Это указывает на тот факт, что при выводе
уравнения (2.71) правильно учтены основные факторы, ока-
зывающие влияние на процесс волочения триметаллической
проволоки. Поэтому уравнение (2.71) можно считать экспе-
риментально проверенным и рекомендовать технологам
использовать его для расчетов технологических маршрутов
волочения слоистой проволоки.
При волочении триметаллической проволоки с наложени-
ем продольных ультразвуковых колебаний отклонение рас-
четных значений усилия от экспериментальных не превы-
шает 3,5%. Таким образом, эксперименты подтверждают,
что уравнение (2.91), связывающее основные параметры де-
98
формируемых металлов с характеристиками ультразвуко-
вой волны, с достаточной степенью точности верно описывает
процесс волочения триметаллической проволоки с наложе-
нием продольных колебаний и его можно рекомендовать
использовать в промышленных условиях ^ля расчета техно-
логических маршрутов ультразвукового волочения слоистой
проволоки.
4. ТЕХНОЛОГИЧЕСКИЕ СМАЗКИ, ТЕРМООБРАБОТКА
И ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА СЛОИСТОЙ
ПРОВОЛОКИ ПОСЛЕ ВОЛОЧЕНИЯ
Известно, что волочение металла осуществляется
при наличии трения скольжения между волокой и поверх-
ностью изделия. На преодоление сил трения затрачивается
до 50% мощности волочильного стана. При волочении чаще
всего имеет место так называемое граничное трение, обеспе-
чивающее такой режим работы, при котором между контак-
тируемыми поверхностями имеется слой смазки определен-
ной толщины. Основной характеристикой смазки является
коэффициент трения, величина которого при жидкостном
трении меньше 0,01, при граничном больше 0,1, а между этими
значениями находится область смешанного трения [58]. При
волочении стали коэффициент трения изменяется в интерва-
ле 0,022—0,1 при изменении удельного давления от 100 до
2450 МПа.
Многие исследователи механизм действия смазки объ-
ясняют адсорбционным эффектом снижения поверхностной
энергии контактируемых поверхностей. Эти поверхности по-
добны обкладкам конденсаторов, на которых возникают и
существуют электрические заряды, образующие электриче-
ское поле сил. Полярные вещества обладают физико-хими-
ческой энергией активизации, достаточной для нейтрализа-
ции указанных сил, и, адсорбируясь, хорошо удерживаются
на контактируемых поверхностях. Поэтому наиболее актив-
ными смазочными материалами являются такие вещества, ко-
торые имеют сильную полярную группу СООН. К ним отно-
сятся ряд жирных кислот, растительные масла, мыла, спирты
и парафины.
При волочении стали и других металлов всегда происхо-
дит утонение смазочной пленки и частичное выдавливание
смазки из зоны трения, что приводит к непосредственному
контакту через смазочную пленку выступов микрорельефа
деформируемого металла с материалом волоки. В этих усло-
виях взаимное скольжение контактных поверхностей приво-
дит к деформированию и диспергированию выступов микро-
рельефа, т. е. к механическому частичному разрушению стали
99
в зоне трения [59]. Если волочение стали происходит в
режиме жидкостного трения или при полном экранировании
контактируемых поверхностей слоем смазки, механическое
разрушение поверхностей скольжения отсутствует. В произ-
водственных условиях до настоящего времени еще не до-
стигнуты режимы волочения нержавеющей стали, обеспечи-
вающие полное экранирование контактируемых поверхнос-
тей. Ювенильная поверхность нержавеющей стали в зоне
трения характеризуется относительной химической пассивно-
стью к смазочной среде, что способствует схватыванию чис-
тых участков поверхности с контактной поверхностью инст-
румента (волоки). Устойчивый (стабильный) процесс воло-
чения нержавеющей стали при использовании обычных
монолитных волок может быть обеспечен только тогда, когда
в процессе трения поверхность стали вступает в химическое
взаимодействие с агрессивным компонентом смазки или под-
смазочного покрытия и образует прочную защитную пленку,
которая препятствует схватыванию участков контактных по-
верхностей [58].
Применяемые в настоящее время в промышленности при
волочении проволоки из нержавеющей стали Х18Н10Т смаз-
ки не обладают достаточной адгезией к чистой поверхности
стали. Чтобы смазка хорошо удерживалась, на поверхность
стали наносят подсмазочный слой в виде мягкого металла
(протекторная защита) или минеральной соли (носитель
смазки) [60].
В качестве металлических покрытий при волочении про-
волоки из нержавеющих сталей применяют свинец, медь и
др. Прочную свинцовую пленку на поверхности проволоки
можно получить, погружая очищенную травлением проволо-
ку в расплавленный свинец. Такое покрытие значительно
снижает контактное трение, но его недостатком является вы-
сокая токсичность свинца и необходимость удаления его хи-
мическим путем с готовой продукции [61]. Медное покрытие
на проволоку из нержавеющей стали Х18Н10Т наносят, по-
гружая ее в раствор медного купороса. Образующийся при
этом слой не очень прочно связан с материалом проволоки,
но он существенно облегчает процесс волочения. Недостат-
ком является необходимость удаления слоя покрытия с по-
верхности проволоки перед каждой термообработкой. При
нанесении подсмазочного покрытия на поверхность проволо-
ки из стали Х18Н10Т широко применяют фосфатирование,
оксалатирование и бурирование. На многих промышленных
предприятиях при волочении проволоки из стали Х18Н10Т
применяют солевое или известково-солевое подсмазочное
покрытие. Хотя такие покрытия наиболее просты и дешевы,
однако процесс их нанесения на проволоку состоит из боль-
100
того числа технологических операций. Так, например, для
изготовления нержавеющей высокопрочной пружинной про-
волоки по ТУ ОП 55-59 применяется катанка диаметром 14,5
мм из стали Х18Н10Т (ГОСТ 5632-64). Поверхность зака-
ленной катанки перед волочением подвергается обработке,
включающей 12 операций продолжительностью от 10 до
50 мин.
Таким образом, нанесение подсмазочного слоя значитель-
но усложняет и удорожает процесс получения проволоки из
нержавеющей стали Х18Н10Т. Кроме того, известково-соле-
вое (или солевое) подсмазочное покрытие обладает сущест-
венным недостатком: оно снижает коррозионную стойкость
стали Х18Н10Т. Поверхность проволоки, на которой имеются
остатки поваренной соли, при нагревании покрывается рако-
винами. Получить би- и триметаллическую проволоку с вы-
сокой коррозионной стойкостью и чистотой поверхности, на-
ружная оболочка которой выполнена из стали Х18Н10Т,
применив солевое подсмазочное покрытие, не представляется
возможным.
В связи с этим были проведены исследования по волоче-
нию проволоки из нержавеющей стали Х18Н10Т с примене-
нием новой технологической смазки ПГС и ультразвука без
нанесения на поверхность проволоки подсмазочного слоя.
Образцы диаметром 2 мм и длиной 500—750 мм нагревали
в трубчатой электропечи до температуры 970—990°C, вы-
держивали 15—20 мин и погружали в воду, температура ко-
торой была 60—70 °C. Затем образцы очищали от окалины,
промывали водой, высушивали и протирали спиртом.
Образцы из титановой проволоки в состоянии поставки
диаметром 2 или 2,5 мм и длиной 500 мм обезжиривали спир-
том или ксилолом и покрывали слоем смазки. Смазку на по-
верхность проволоки наносили в следующей последователь-
ности: сначала концентрированную вязкую смазку разбавля-
ли водой при температуре 80—90°C в соотношении 1 :9 и
наносили на поверхность образцов погружением их в раст-
вор на 3—5 мин или мягкой кистью, затем образцы высуши-
вали в потоке нагретого до температуры 90—НО °C воздуха
в течение 15—20 мин. Образцы можно сушить и при комнат-
ной температуре, но время сушки тогда значительно возрас-
тает. Волочение образцов проводили на модернизированной
испытательной машине, к верхней траверсе которой был
прикреплен магнитострикционный преобразователь с кон-
центратом, или на барабанном волочильном стане.
Смазка ПГС получена на основе частично омыленного
сульфированного гудрона, который является продуктом ди-
стилляции жидких кислот, выделенных из растительных ма-
сел или жиров. Для приготовления смазки концентрат раз-
101
бавляется водой при температуре 80—90 °C. При остывании
смазки возможно образование геля (желе), который убирает-
ся последующим нагревом до температуры 50 °C. В работах
[60, 62] отмечается высокая эффективность подобных смазок
при волочении проволоки и труб из нержавеющей стали.
Смазка ПГС обладает высокой адгезией к поверхности про-
волоки из нержавеющей стали Х18Н10Т и при волочении
полностью экранирует контактирующие поверхности. До-
стоинством смазки ПГС является и то, что в ее составе от-
сутствуют такие компоненты, как сера, которая понижает
коррозионную стойкость нержавеющей стали.
Результаты экспериментов по волочению проволоки из
стали Х18Н10Т представлены в табл. 13 и 14. Анализ табл.
13 показывает, что усилие волочения при применении смазки
ПГС на переходах с обжатием 19 и 29,4% примерно такое
же, как и при волочении с известково-солевым подсмазочным
Таблица 13
Влияние условий волочения на усилие протягивания
стали Х18Н10Т
Переход, мм Вид смазки и усилие Р, кН Единичное обжатие, %
покрытиеЦ- Ц-мыло ПГС ПГС+УЗК
2—1,90 0,47 0,46 0,21 10
2—1,80 0,93 0,92 0,60 19
2—1,68 1,32 1,30 0,98 29,4
2—1,58 1,51 1,48 1,17 37,6
2—1,52 1,67 1,64 1,30 42
2—1,48 1,78 1,73 1,38 45
2—1,45 1,96 1,86 1,51 47,5
2—1,43 — 1,96 1,59 49
Таблица 14
Зависимость усилия волочения от величины
обжатия (сталь Х18Н10Т)
Переход, мм Вид смазки и усилие Р, кН Обжатие, %
покрытие-f- * -f-мыло ПГС ПГС+УЗК 1 единичное суммарное
1 2,00—1,60 1 1,37 1,36 1,09 36 36
1,60—1,30 1,26 1,22 0,95 34 58
1,30—1,08 0,99 0,94 0,67 31 71
1,08—0,90 0,71 0,65 0,42 31 80
0,90—0,77 0,51 0,44 0,27 27 85
0,77—0,67 0,40 0,31 0,18 24 89
0,67—0,59 0,27 0,16 0,09 22 92
102
покрытием и смазкой мылом. На переходах с единичными
обжатиями 30% усилие волочения несколько меньше при
применении смазки ПГС. Процесс волочения проволоки из
нержавеющей стали со смазкой ПГС является устойчивым
и при единичных обжатиях до 47,5%. Из табл. 14 видно, что
применение смазки ПГС, нанесенной на поверхность прово-
локи без подсмазочного покрытия, позволяет осуществить
волочение проволоки из нержавеющей стали Х18Н10Т до
суммарных обжатий 92,5% и снизить усилие волочения, осо-
бенно на последних переходах. Применение смазки ПГС и
ультразвука значительно снижает усилие при волочении про-
волоки из нержавеющей стали.
Таким образом, новая технологическая смазка ПГС яв-
ляется эффективной при волочении проволоки из нержавею-
щей стали Х18Н10Т, поскольку позволяет снизить усилие во-
лочения. Наложение ультразвуковых колебаний при волоче-
нии проволоки со смазкой ПГС приводит к дальнейшему сни-
жению усилия протягивания и увеличению обжатия за пере-
ход. Смазку ПГС можно применять при волочении слоистой
проволоки с наружной оболочкой из нержавеющей стали
Х18Н10Т в обычных условиях и с наложением УЗК.
В процессе многократного волочения би- и триметалличе-
ской проволоки появляются остаточные напряжения, которые
могут вызвать разрушение монослоев или обрыв проволоки.
Для снятия остаточных напряжений применяют термообра-
ботку упрочненной волочением проволоки. Термообработка
является одной из основных операций процесса производства
слоистой проволоки. В зависимости от состава и структуры
слоистой проволоки применяют различные виды термической
обработки: закаливание, отжиг, нормализацию, отпуск. Вы-
бор вида и температуры термообработки производится с уче-
том наилучшего сочетания прочностных и пластических ха-
рактеристик материалов всех монослоев проволоки, когда
металлы не теряют своих физических свойств и не дают хруп-
ких соединений в контактирующих слоях.
При выборе режима термообработки биметаллической
сталемедной проволоки следует учитывать, что оптимальная
температура закалки стали Х18Н10Т 1080—1100 °C, а темпе-
ратура плавления меди 1083 °C. Кроме того, при температуре
выше 1000 °C наблюдается заметная диффузия железа в медь
и меди в железо [54], что увеличивает электросопротивление
проволоки. Поэтому закалку биметаллической проволоки
производили в подогретой до 50—70 °C воде при температуре
нагрева 970—990 °C. Такой режим термообработки позво-
ляет сохранить достаточно высокие (хотя и не максималь-
ные) прочностные и пластические свойства оболочки биме-
таллической проволоки.
103
В состав триметаллической проволоки, кроме стали
Х18Н10Т и меди, входит ниобий. Разупрочнение ниобия в
процессе отжига начинается уже при 800 °C и практически
заканчивается при 1400 °C. Интенсивное уменьшение проч-
ности и увеличение пластичности ниобия происходит в интер-
вале температур 1000—1200 °C, причем максимальное измене-
ние свойств ниобия наблюдается в первые 10 мин отжига.
Дальнейшее увеличение времени выдержки в процессе отжи-
га приводит к незначительному изменению его свойств. Оп-
тимальная температура рекристаллизационного отжига нио-
бия при степени деформации 80—90% составляет 950—
1050 °C [56]. При длительной выдержке в интервале темпе-
ратур 200—600 °C ниобий склонен к деформационному старе-
нию. Степень разупрочнения, увеличения пластических
свойств и деформационного старения во многом зависит от
чистоты и степени деформации ниобия. Рекристаллизацион-
ный отжиг (закалку) триметаллической сталениобиевомедной
проволоки, нагретой до температуры 970—990 °C, производи-
ли в воде. Время выдержки при отжиге (закалке) би- и три-
металлической проволоки составляло 10—15 мин.
Известно, что наиболее высокую прочность сталь Х18Н10Т
приобретает после закалки в воде с температурой 1100 °C.
При закалке с температуры 950—990 °C предел прочности
стали Х18Н10Т снижается на 150—250 МПа. Закалка би- и
триметаллической проволоки с температуры 950—990 °C яв-
ляется вынужденной из-за низкой температуры плавления
медного сердечника.
Предел прочности слоистой проволоки, содержащей аусте-
нитную нержавеющую сталь Х18Н10Т, можно несколько по-
высить окончательной термической обработкой — отпуском.
Упрочнение стали Х18Н10Т зависит от продолжительности
и температуры отпуска. Хорошие результаты получают при
отпуске в интервале температур 460—600 °C в течение 2—4 ч.
В работах [63, 64] упрочнение деформированной аустенитной
нержавеющей стали при отпуске объясняется дополнитель-
ным образованием мартенсита и перераспределением оста-
точных напряжений и дислокаций.
Если отжиг слоистой проволоки производится в трубча-
той электропечи с охлаждением в воде или на воздухе, то на
наружной поверхности проволоки (сталь Х18Н10Т) образует-
ся значительный слой окалины, удаление которой представ-
ляет определенные трудности и усложняет процесс подготов-
ки проволоки к дальнейшему волочению. Чтобы упростить
процесс подготовки поверхности проволоки к волочению, был
опробован способ термообработки в бариевой ванне. Образ-
цы или мотки слоистой проволоки загружали в бариевую ван-
ну и выдерживали до 10 мин, а затем охлаждали в воде. Про-
104
мывка в воде в течение 5—7 мин или пескоструйная обработка
полностью снимает остатки бария с поверхности проволоки.
После такой обработки на поверхность проволоки можно на-
нести слой смазки без подсмазочного покрытия. Таким обра-
зом, термообработка слоистой проволоки в бариевой ванне
значительно упрощает процесс подготовки поверхности про-
волоки к волочению.
Процесс термообработки имеет решающее значение для
развития явления схватывания между разнородными слоями
слоистой проволоки. Сердечником проволоки является медь,
которая имеет значительно больший коэффициент расшире-
ния, чем материал наружных слоев. При нагревании прово-
локи между ее слоями возникают термический натяг и терми-
ческое контактное давление, которое способствует протека-
нию диффузионных процессов, приводимых к развитию
явления схватывания между разнородными металлами. С
этой точки зрения целесообразно увеличить число термообра-
боток и количество переходов при разработке маршрутов во-
лочения слоистой проволоки с сердечником из меди.
Важной характеристикой проволоки является предел
прочности, который зависит от пределов прочности состав-
ляющих проволоку компонентов и их относительных объем-
ных содержаний, от структуры проволоки и наличия схваты-
вания между ее разнородными слоями.
Для определения предела прочности слоистой проволоки
различного состава и разной степени упрочнения, протянутой
в обычных условиях и с наложением ультразвуковых коле-
баний, вырезали образцы длиной 150 мм, которые растягива-
ли на испытательной машине с замером усилия разрыва. Ре-
зультаты экспериментов по определению зависимости преде-
ла прочности биметаллической проволоки от относительных
объемных содержаний составляющих компонентов и степени
суммарной деформации представлены в табл. 15. Анализ
данных таблицы показывает, что предел прочности биметал-
лической проволоки изменяется в широком интервале (от 294
до 1220 МПа, т. е. примерно в 4,2 раза). Такое значительное
упрочнение биметаллической проволоки объясняется боль-
шим упрочнением стальной оболочки. В таблице представле-
ны данные изменения предела прочности биметаллической
проволоки, полученной волочением в обычных условиях. Пре-
дел прочности проволоки, протянутой с наложением продоль-
ных или радиальных колебаний после второго или третьего
отжига, заметно не отличается от предела прочности прово-
локи, протянутой без ультразвука при прочих равных усло-
виях.
На рис. 28 представлена зависимость предела прочности
биметаллической проволоки разного состава от степени сум-
105
Таблица 15
Влияние объемного содержания стали на предел прочности ,
МПа, биметаллической проволоки
Суммарное обжатие, % Относительное объемное содержание стали
0,21 0,25 1 0,30 , | 0,37 | 0,50 | 0,60
0 294 310 325 350 395 430
10 360 375 400 425 475 530
20 410 425 450 490 555 610
30 460 475 510 552 625 700
40 504 525 570 620 700 774
50 544 575 610 675 775 855
60 594 625 670 740 850 940
70 630 670 720 800 925 1020
80 683 730 780 856 1000 1104
90 730 773 840 912 1070 1180
92 760 805 870 950 1110 1220
маркой деформации. Из рисунка видно, что предел прочности
линейно возрастает с увеличением степени деформации от 10
до 90% с постоянным коэффициентом упрочнения, который
растет с ростом объемного содержания стали в проволоке.
Особенно заметно происходит упрочнение биметаллической
проволоки при деформации ее с обжатием выше 90%. Предел
прочности биметаллической проволоки также линейно воз-
растает с увеличением объемного содержания стали в прово-
локе, при этом коэффициент упрочнения растет с увеличени-
ем суммарной степени деформации.
Аналогичные результаты получены для триметаллической
сталениобиевомедной проволоки по изменению прочности в
зависимости от состава и степени суммарного обжатия после
волочения в обычных условиях и с наложением ультразвуко-
вых колебаний. Анализ кривых рис. 29 показывает, что пре-
дел прочности линейно растет с увеличением объемного со-
держания стали. С увеличением суммарного обжатия от 20
до 80% предел прочности возрастает по линейному закону.
Коэффициент упрочнения на этом участке постоянен для
проволоки данного состава и растет с ростом объемного со-
держания стали. Коэффициент упрочнения имеет несколько
большее значение на участках с обжатием 80—90% и дости-
гает максимального значения при обжатии 90—92,5%. Такое
изменение коэффициента упрочнения объясняется особеннос-
тями изменения прочностных свойств основных компонентов
триметаллической проволоки (стали и ниобия) при деформа-
ции.
Для определения микротвердости составляющих проволо-
ку металлов и ее зависимости от степени суммарной дефор-
мации были изготовлены поперечные и продольные шлифы
106
образцов проволоки, протянутой в обычных условиях и с на-
ложением ультразвука. Измерение микротвердости произво-
дили на приборе ПМТ-3. Металлографические исследования
показали, что микротвердость нержавеющей стали Х18Н10Т
и ниобия в образцах, протянутых с одинаковым обжатием
в обычных условиях и с наложением ультразвука, имеет
приблизительно одинаковые значения. Микротвердость меди
в образцах, протянутых с УЗК, несколько ниже (на 10—
12%), чем в образцах, протянутых в обычных условиях, и бо-
лее равномерно распре-
делена по сечению. С уве-
личением степени обжа-
тия микротвердость всех
составляющих проволоку
металлов возрастает. На-
пример, при увеличении
степени обжатия от 0 до
90% микротвердость из-
меняется в интервале:
Рис. 29. Зависимость предела
прочности от суммарного обжа-
тия и состава триметаллической
проволоки: 1 — : т2: т5 =
= 0,22 : 0,09 : 0,69; 2 — 0,25:
0,10 • 0,65; 3 — 0,31 : 0,08 : 0,61;
4 — 0,344:0,086:0,57; 5 —
0,40 : 0,10 : 0,50; 6 — 0,44 : 0,11 :
0,45; 7 — 0,484.0,116 : 0,40
для стали 1300—4100 МПа, для ниобия 1400—2200, для
меди 550—1300 МПа. Микротвердость на границе разнород-
ных металлов (сталь—медь в биметаллической и сталь—нио-
бий, ниобий—медь в триметаллической проволоке) изменяет-
ся скачкообразно в образцах проволоки, протянутой на пер-
вом переделе, т. е. до первой термообработки. В образцах
проволоки, протянутой после первой термообработки, появ-
ляется на границе раздела сталь—медь переходная зона, в
которой микротвердость быстро уменьшается от значения,
характерного для стали Х18Н10Т, до значения, соответствую-
щего меди при данной величине деформации. После каждой
термообработки ширина переходной зоны увеличивается. Уве-
личение степени суммарного обжатия на данном переделе
(между термообработками) не влияет на ширину переходной
зоны. На границах сталь—ниобий и ниобий—медь после тер-
107
мообработки также появляется переходная зона, ширина
которой значительно меньше, чем на границе сталь —
медь.
Наглядное представление о состоянии граничных слоев
би- и триметаллической проволоки дают фотографии попе-
речных шлифов, представленные на рис. 30 и 31. Характер-
ными, как видно из фотографий, являются границы сталь—
медь, сталь—ниобий и ниобий—медь. Границы раздела моно-
слоев четко выраженные, ровные и чистые. На границах раз-
нородных слоев не обнаружено крупных неметаллических
Рис. 30. Границы схватывания разнородных слоев (сталь—верхний, медь—
нижний) в биметаллической проволоке, протянутой с ультразвуком (а) и
в обычных условиях (б)
Рис. 31. Границы схватывания металлов сталь—ниобий и ниобий—медь в
триметаллической проволоке при волочении с ультразвуком (а) и в обыч-
ных условиях (б)
108
включений, расслоений, пор, окислов и других дефектов. Это
указывает на то, что при холодном деформировании волоче-
нием между разнородными слоями (сталь Х18Н10Т — медь,
сталь Х18Н10Т — ниобий) развивается достаточно прочное
схватывание (сварка), что позволяет получить слоистую про-
волоку с высоким пределом прочности. Граница ниобий—
медь несколько изломана, что свидетельствует о некотором
внедрении ниобия в медь. Однако эти внедрения незначитель-
ны и не приводят к заметному изменению толщины ниобиевой
оболочки триметаллической проволоки. В заготовках для
изготовления проволоки, образцы которой представлены на
фотографиях, были использованы предварительно протрав-
ленные и откалиброванные медные сердечники.
Исследование прочности схватывания разнородных ком-
понентов слоистой проволоки проводили методом сплющива-
ния. Образцы длиной 20 мм сплющивали на прессе. При
сплющивании металл проволоки деформируется и на границе
разнородных слоев появляются скалывающие тангенциаль-
ные напряжения. Если схватывание между разнородными
металлами прочное, тогда оба слоя деформируются без рас-
слоений. Этот вид испытаний с высокой точностью характе-
ризует качество схватывания (сварки) разнородных слоев
проволоки.
Исследования показали, что прочность схватывания меж-
ду разнородными слоями зависит от чистоты и состояния кон-
тактируемых поверхностей, условий деформирования, сум-
марной степени обжатия и т. д. Применение ультразвука при
волочении слоистой проволоки способствует более раннему
развитию прочного схватывания между разнородными ме-
таллами (рис. 30).
Одним из важных показателей изделий, получаемых пу-
тем волочения, является качество поверхности. Качество
поверхности проволоки в основном зависит от условий кон-
тактного трения, шероховатости поверхности рабочей части
волоки и условий протягивания. Качество поверхности опре-
деляли при помощи микроскопа МИИ-4 на образцах прово-
локи, полученной при одинаковых условиях волочения с на-
ложением ультразвуковых колебаний и в обычных условиях.
В результате исследований было установлено, что проволока,
протянутая с продольными ультразвуковыми колебаниями,
имеет более высокий класс чистоты поверхности (на один-
два класса), чем проволока, полученная волочением в обыч-
ных условиях. Установлено также, что чем больше отношение
колебательной скорости волоки к поступательной скорости
волочения, тем выше класс чистоты поверхности проволоки.
Это можно объяснить отрывом контактируемой поверх-
ности волоки от проволоки при колебаниях, что приводит к
109
сглаживанию микронеровностей на протянутой поверх-
ности.
Коррозионную стойкость би- и триметаллической прово-
локи определяли в 58%-ной азотной кислоте при температуре
кипения по скорости коррозии. Установлено, что скорость
коррозии слоистой проволоки с наружной оболочкой из стали
Х18Н10Т зависит от степени суммарного обжатия и изме-
няется от 0,32 до 0,37 г/м2-ч, если степень обжатия возрас-
тает от 0 до 78—81,%. Заметной разницы в скорости корро-
зии проволоки, протянутой в обычных условиях и с ультра-
звуком, не обнаружено.
Глава 3
ВОЛОЧЕНИЕ ТРУБ И ПРУТКОВ
С НАЛОЖЕНИЕМ МОЩНОГО УЛЬТРАЗВУКА
Применение ультразвуковых колебаний различных
типов при обработке металлов давлением, в частности при
волочении, приводит к уменьшению усилия деформации, по-
вышению максимальной степени деформации за переход и
улучшению качества поверхности протягиваемого изделия.
Однако до настоящего времени ультразвуковые колебания
еще мало применяются в производстве для волочения труб
и прутков с большим поперечным сечением (25 мм и выше).
Это объясняется отсутствием рациональных колебательных
систем, которые могут стабильно работать при значительных
нагрузках, а также рациональных способов подведения ульт-
развуковых колебаний к очагу деформации при волочении
труб и прутков большого размера. Кроме того, еще недоста-
точно исследованы процессы волочения труб и прутков боль-
шого поперечного размера с наложением ультразвуковых ко-
лебаний. В этой связи в данной главе будут рассмотрены
основные способы подведения мощных ультразвуковых коле-
баний различных типов к очагу деформации при волочении
труб и прутков, а также результаты исследования влияния
ультразвуковых колебаний на силовые и технологические
параметры процесса волочения.
В монографии авторов «Ультразвук и пластичность» [18]
изложены основные схемы подведения продольных и ра-
диальных ультразвуковых колебаний к очагу деформации
при волочении металлов. Поэтому мы на них останавливать-
ся не будем, а рассмотрим только некоторые способы подве-
дения мощного ультразвука в зону деформации при волоче-
нии труб и прутков большого поперечного сечения.
Установка для волочения больших труб и прутков (диа-
метром 25 мм и выше) с наложением ультразвуковых коле-
баний состоит из следующих основных узлов: ультразвуково-
го генератора, волочильного стана и колебательной системы.
Основой установки является колебательная система, которая
в общем случае состоит из нескольких стандартных преобра-
зователей типа ПМС-15А-18, составного волновода и рабоче-
111
го инструмента. Все элементы колебательной системы долж-
ны быть строго увязаны по акустическим, механическим и
конструктивным параметрам.
При волочении, так же как при выполнении других техно-
логических задач, используют стоячие волны, поскольку они
позволяют получить оптимальные условия работы ультра-
звуковой аппаратуры, увеличить коэффициент полезного дей-
ствия установок, концентрировать ультразвуковую энергию,
а также получить целый ряд дополнительных технологиче-
ских преимуществ. Для того чтобы в колебательной системе
возникла стоячая волна, необходимо отдельным ее элемен-
там и всей системе в целом иметь резонансные размеры для
заданного типа колебаний при заданной частоте.
В очаге деформации можно возбуждать колебания раз-
личных типов. Наибольшее распространение получили систе-
мы с продольными, поперечными и радиальными колебания-
ми и расположением волоки в пучности смещений или в пуч-
ности напряжений ультразвуковой волны.
При волочении длинных труб и прутков большого попе-
речного сечения с продольными колебаниями необходимо,
чтобы оси волоки и колебательной системы совпадали с на-
правлением волочения, что вызывает необходимость создания
мощной системы с отверстием вдоль оси. Для обеспечения
такого требования нами предложены две колебательные сис-
темы (рис. 32 и 33). Первая система (рис. 32) состоит из трех
стандартных преобразователей типа ПМС-15А-18, волновода
с центровым отверстием и инструмента. Волновод (см. рис.
6) включает в себя круглую пластину переменной толщины,
центральную и цилиндрическую части. К внешней поверхнос-
ти пластины присоединяются три преобразователя. Для
обеспечения нормального условия работы системы все пре-
образователи должны колебаться в синфазном режиме, для
чего основные их обмотки параллельно присоединяют к ульт-
развуковому генератору.
При применении первой системы для волочения труб или
прутков очаг деформации (волоку) можно располагать либо
в пучности смещений продольных колебаний (рис. 32, а), ли-
бо в пучности напряжений радиальных колебаний (рис. 32,
б). Кроме того, для увеличения возможной степени деформа-
ции за проход можно одновременно использовать две волоки,
одна из которых располагается в пучности продольных коле-
баний, а другая — в узле радиальных колебаний (рис. 32, в).
При таком способе волочения происходит максимальный от-
бор ультразвуковой энергии от преобразователей, в резуль-
тате чего можно значительно увеличить степень деформации
за проход при одновременном снижении усилия волочения.
112
Применение такой системы позволяет осуществить процесс
волочения стальных длинных труб и прутков, максимальные
поперечные размеры которых достигают 40 мм.
Для волочения длинных труб и прутков, поперечные раз-
меры которых превышают 40 мм, применение этой системы
неэффективно, так как система с центровым отверстием, диа-
метр которого больше 40 мм, при большой нагрузке работает
нестабильно.
Вторая колебательная система (рис. 33) состоит из двух
или четырех стандартных преобразователей типа ПМС-ISA-
18, волновода, выполненного в виде конической оболочки
вращения, и инструмента.
В зависимости от конического угла волновода кроме ос-
новной составляющей продольных колебаний в очаге дефор-
Рис. 32. Колебательная система для волочения прутков и труб: 1 — преоб-
разователь; 2 — составной волновод; 3 — волока; 4 — заготовка
8 Зак. 902
113
мации еще имеется составляющая поперечных колебаний.
Если угол конуса волновода превышает предельные значения
(сс^25°), то в очаге деформации кроме продольно-попереч-
ных возникают изгибные колебания. Применение второй сис-
темы позволяет осуществить процесс волочения длинных труб
и прутков с большим поперечным сечением (диаметром до
70 мм).
При волочении круглых труб большого поперечного сече-
ния на закрепленной оправке с наложением продольных ко-
Рис. 33. Ультразвуковая система для волочения труб и прутков большого'
поперечного сечения (диаметром до 75 мм): 1 — магнитострикционные пре-
образователи; 2— волновод; — волока; 4 — заготовка
лебаний возможны следующие схемы подведения ультразву-
ковой энергии в очаг деформации.
Схема I [18]. Продольные колебания с ультразвуковой
частотой подводятся только к неподвижной оправке, длина
которой должна быть кратна целому числу Хо/2 (%о — длина
продольной волны в материале оправки). В этом случае вы-
ходной конец оправки расположен в очаге деформации, а
входной присоединяется к стандартному преобразователю
при помощи резьбы. При такой схеме подвода ультразвуко-
вой энергии к оправке в последней возбуждается продольная
стоячая волна с пучностями смещения на ее концах. Место
крепления оправки должно быть обязательно расположено1
в узле смещения.
При волочении трубы на закрепленной оправке происхо-
дит уменьшение силы трения между оправкой и внутренней
поверхностью трубы, поскольку оправка расположена в пуч-
ности смещений ультразвуковых колебаний. Кроме того, в
этом случае ультразвуковые колебания передаются через оп-
равку трубе и вдоль последней будут распространяться про-
дольные волны.
114
При волочении по такой схеме ультразвуковая энергия от
источника колебаний подводится к зоне деформации через
тонкий стержень (оправку), поэтому невозможно передать
достаточно большую величину энергии в очаг деформации,
поскольку интенсивность ультразвука в стержне ограничи-
вается пределом прочности его материала. Кроме того, так
как поперечные размеры оправки сравнительно небольшие,
то при волочении под действием значительной нагрузки ко-
лебания в оправке сильно демпфируются. Поэтому схема
Рис. 34. Схема подведения ультразвуковой энергии в очаг деформации че-
рез волоку при оправочном волочении труб: / — волновод; 2 — волока;
3 — труба; 4 — оправка; 5—-эпюра радиальных колебаний; 6, 7 — эпюры
продольных колебаний в волноводе и оправке соответственно
может применяться только для волочения труб с небольшой
степенью деформации.
Схема II (рис. 34). Ультразвуковые колебания подво-
дятся только к волоке. При волочении труб с закрепленной
оправкой по этой схеме между поверхностью волоки и внеш-
ней поверхностью трубы уменьшается сила трения. С другой
стороны, в процессе волочения за счет улучшения акустиче-
ского контакта между волокой, трубой и оправкой по трубе
и оправке будут распространяться продольные ультразвуко-
вые колебания. При падении плоской ультразвуковой волны
на границу раздела двух сред выполняется закон преломле-
ния Анеллиуса, поэтому амплитуды смещений волоки, трубы
и оправки отличаются друг от друга. Следовательно, между
оправкой и внутренней поверхностью трубы также будет на-
блюдаться снижение силы трения.
Применение схемы II (рис. 34) при волочении труб позво-
ляет подводить значительно большее количество ультразву-
ковой энергии к зоне деформации по сравнению со схемой
8*
115
I [18], и поэтому можно осуществить процесс волочения с
большой степенью деформации. Кроме того, применение схе-
мы II при волочении позволяет получить трубы с высоким
качеством наружной и внутренней поверхностей.
Наиболее эффективен способ подвода ультразвуковой
энергии к очагу деформации при одновременном возбужде-
нии колебаний с одинаковыми фазами и частотой в волоке и
оправке, но практическое осуществление этого способа сопря-
жено с большими трудностями.
5 2
Рис. 35. Схема подведения продольных и радиальных колебаний к очагу
деформации: 1 — преобразователь; 2— волновод; 3 — волоки; 4 — заготов-
ка; 5, 6 — эпюры радиальных и продольных колебаний соответственно
Наиболее рациональным способом волочения с примене-
нием продольно-радиальных колебаний является схема, пред-
ставленная на рис. 35, когда две волоки находятся в пучнос-
тях продольных колебаний, а третья — в пучности напряже-
ний радиальных колебаний.
Весьма интересна система подвода энергии ультразвуко-
вых колебаний к очагам деформации, представленная на
рис. 13. Она‘состоит из двух стандартных преобразователей
типа ПМС-15А-18 и цилиндрического стержня, размеры ко-
торого выбираются так, чтобы при возбуждении продольных
колебаний вдоль оси стержня в их узле возникали макси-
мальные поперечные колебания. Применение этой системы
позволяет производить волочение одновременно трех труб.
Основным ее недостатком является невозможность использо-
вания для волочения труб с наружным диаметром больше
116
22 мм, так как система работает нестабильно с увеличением
диаметров отверстий в цилиндрическом стержне.
Так как во всех описанных выше схемах подведения ульт-
развуковой энергии к зоне деформации при волочении рас-
стояние между захватом и волокой непрерывно меняется, то
колебательная система будет выходить из резонансного ре-
жима и будет наблюдаться неравномерное изменение усилия
волочения. Для устранения этого недостатка необходимо в
протягиваемой трубе создавать стоячие ультразвуковые вол-
ны, возникновение которых можно обеспечить применением
специальных отражательных устройств. В качестве отража-
телей обычно используют подвижные блоки или дополнитель-
ные волоки, расстояния между которыми рассчитывают по
соответствующим формулам [18].
1. СИЛОВЫЕ ПАРАМЕТРЫ ПРОЦЕССА
ВОЛОЧЕНИЯ МЕТАЛЛОВ С НАЛОЖЕНИЕМ
ПРОДОЛЬНЫХ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ
Механизм влияния продольных ультразвуковых
колебаний на силовые параметры процесса волочения метал-
лов рассматривался во многих работах [18, 65—68]. Однако
почти всегда эффект воздействия продольных ультразвуко-
вых колебаний сводился к влиянию их на силы контактного
трения, причем снижение сил трения исследователями объя-
сняется по-разному. Анализ работ, посвященных изучению
механизма процесса волочения с наложением продольных
ультразвуковых колебаний, показывает, что приведенные в
литературе теории и гипотезы не отражают полностью физи-
ческую сущность процесса. Авторы работ [65, 68] считают,
что снижение усилия волочения происходит за счет уменьше-
ния силы контактного трения. При определении степени ус-
редненной силы они предполагают, что в процессе волочения
волока и протягиваемый металл всегда соприкасаются и что
в течение времени Т/2—2Zi, когда колебательная скорость
направлена в сторону движения металла и больше скорости
волочения, сила трения положительна, а в течение времени
T/2 + 2Z1 сила трения отрицательна, причем ультразвуковая
энергия из волоки не проникает в обрабатываемый металл, а
протягиваемый металл совершает только одно поступатель-
ное движение с постоянной скоростью vB. Но в действитель-
ности, когда (ogosinco/>yB, давление на контактной поверхно-
сти уменьшается вплоть до разрыва и сила трения в течение
времени Т/2—2ti равна нулю, а в течение времени Т/2 + 2^,
когда колебательная скорость меньше vB или имеет противо-
положное направление, давление и сила трения возрастают
до максимальной величины, и в это время происходит пла-
117
стическая деформация. Кроме того, необходимо иметь в виду,
что во время контакта между волокой и обрабатываемым ме-
таллом часть ультразвуковой энергии из волновода прони-
кает в металл и в результате протягиваемый металл, кроме
поступательного, совершает и колебательное движение с ча-
стотой колебаний волоки. Наряду с указанными выше фак-
торами необходимо также учитывать тепловой эффект в зоне
деформации за счет повышения относительной скорости меж-
ду волокой и обрабатываемым металлом при отсутствии
ультразвуковых колебаний, так как при волочении металлов
с использованием сухого мыла в качестве смазки коэффици-
ент трения уменьшается с повышением температуры [69J.
Для более полного понимания механизма воздействия
продольных ультразвуковых колебаний на протягиваемый
металл рассматривали механику процесса волочения метал-
лов с наложением ультразвука.
Так как длина волоки значительно меньше длины про-
дольных волн в волноводе, то можно считать, что амплитуда
колебаний волоки не изменяется по своей длине. Колебатель-
ная скорость любой точки волоки в свободном состоянии оп-
ределяется выражением
vc = cousin со/. (3.1)
Пусть время соударения в одном периоде колебаний Т/2 4-
+2/1, а время разрыва Т/2—2t\. Импульсная сила, действу-
ющая на торец волновода и на обрабатываемый металл, в
первом приближении определяется выражением
ТИм = Pm [sin со/ - sin (Т/2 - /<)] a (t + tx - Т/2), (3.2)
где o(/ + /i — Т/2) — импульсная функция первого порядка:
о (t + /j — Т/2) =
О при /£</<Т/2 — tif
1 при Т/2 — /, < t < Т +
По закону сохранения импульсов имеем
/ Т
sin — sin со | —- — t,
к 2
dt.
Здесь
Р Т
рт -------------------7-------------------• (3.3)
(Т/2 + 2/t) sin Ч---------cos coti
л
118
Подставляя выражение (3.3) в (3.2), получаем
р _ РуТ
Р Им гр X
(772 + 2^) sin + ------cos co/i
л
X [sin со/ — sin со (772 — ^)] о (t + ti — 772). (3.4)
Под действием импульсной и периодической силы Рим,
кроме основных колебаний, в волоке возникают вспомога-
тельные вредные колебания со скоростью
= ^ип sin (со/ + л), (3.5)
где уиП — амплитуда скорости вспомогательных колебаний в во-
локе.
Скорость суперпозиции основных и вспомогательных ко-
лебаний в волоке выражается в виде [70J
Уис = («&) — Уип) sin ©Л (3.6)
Под действием импульсной силы РИм, кроме поступатель-
ного движения со скоростью ив, обрабатываемый материал
совершает гармонические колебания и абсолютная скорость
одной точки заготовки в очаге деформации в приближении
определяется выражением
^зс = + ^зп sin со/, (3.7)
где v3n — амплитуда колебательного движения протягиваемого
металла.
Для получения fJHn и и3п необходимо определить выраже-
ния для смещений вспомогательных колебаний. Пренебрегая
деформацией в волноводе, вызванной предыдущими импуль-
сами, и рассматривая вспомогательное движение волновода
во время контакта как возмущение, запишем выражение для
смещения [71, 72J
и (%, t) = ит sin at cos kx. (3.8)
Амплитуда смещения ит определяется из условия
ES, --------------------Th----- --------- (3.9)
ох (7/2 + 2/J sin (uti Ч-----cos
л
при х = /рез. Так как sin /г/рез = 1, имеем
ит = Pm/ESik. (3.10)
Здесь S4 — площадь поперечного сечения волновода.
119
Скорость ииП описывается выражением
Уип — PrnJPiciSl‘ (3-11)
Так как в общем случае длина заготовки большая, то можно
считать ее бесконечным стержнем, а скорость узп определять
из формулы [73]
^ЗП = Рт^Р2с2^2- (3.12)
Подставляя выражения (3.11), (3.12) в (3.6) и (3.7), получаем
УИС — Г Р L pica. sin at, (3.13)
^зс = р vB н — - sin соЛ (3.14)
^Р2^2*^2
Время ti определяется из условий V ИС = Узе (рис. 36):
Г Р™ 1
Pi^iS т 1 2р2^2^2 sin ati — vB = 0. (3.15)
Решая уравнение (3.15) при заданной средней силе Ру, полу-
чаем время ti.
Для получения средней величины усилия волочения с на-
ложением ультразвуковых колебаний необходимо определить
среднюю величину напряжения с учетом сил трения в кали-
брующей зоне. В общем случае волочения круглых прутков
через коническую волоку напряжения и силы, действующие
на металл, находящийся в очаге деформации, могут быть
представлены схемой, приведенной на рис. 37, а.
На этой схеме показана деформационная зона, ограни-
ченная поверхностью волоки и двумя сферическими поверх-
Рис. 36. Изменение колебательной скорости волоки и скорости движения
заготовки в процессе волочения с наложением продольных ультразвуковых
колебаний
120
Рис. 37. Напряженное состояние в очаге деформации (а) и в калибрующей
части волоки (б) при волочении металлов с наложением продольных уль-
тразвуковых колебаний на стадии (Г/24-2Л)
ностями АНВН и АкВк, с действующим на нее напряжением
волочения у выхода из обжимающей части, т. е. без учета
сил трения в калибрующей части и части ультразвуковой,
энергии, проходящей из волновода в очаге деформации.
Уравнение равновесия элементарного объема во время
контакта имеет вид [74]
SxGlx + — Sx^lx + mDx X
dx
X------on (sin a + fT cos a) = 0, (3.16>
cos a
где
o nDx Dx DK 1 dDx
Sx = —-—; x = —; dx = -5- -7------------- ;
x 4 2 tg a 2 tg a
d (Sx^ix) ~ (d^ixDx + 2aixDxdDx).
Разделив обе части уравнения (3.16) на л7)?/4, получим
dalx + 2<тгх an (1 + ctg a) = 0.
^Х J^X
(3.18)
Условие пластичности может быть записано следующим образом:
<т„ = cos2Yi(a8 — о|х), (3.19)
где у] — угол трения (tgyi=fT).
121
Подставив выражение (3.19) в уравнение (3.18) и его
преобразовав, получим
dojx
г> dDx
= 2а----
Dx
(3.20)
где а = cos2 (1 + /т ctg «) — 1 •
Интегрируя уравнение (3.20), имеем
= 2а In Dx + In
(3.21)
_ __ _ (& I 1A । f-, r-,2a
°ix — ------ + CiDx .
\ a /
Постоянная Ci определяется из условия, что при DX—DQ
<Рх=0 (волочение без противонатяжения). Отсюда
Ci = — а, (\/D2a. (3.22)
\ а /
Подставив (3.22) в (3.21), получим
При Dx = DK, принимая во внимание (3.23), продольное напря-
жение ojK у выхода из деформационной зоны определяем из
уравнения
^1к --
^к\2а
(3.24)
При этом следует иметь в виду, что щк не является напря-
жением волочения, так как на разных расстояниях от оси во-
локи оно имеет разные направления, не совпадающие с осью
волоки.
Средняя величина напряжения волочения во время кон-
такта без учета калибрующей зоны [81]
<* +Yi
2
P*\2a]G (^+1)
DH) J s а
(3.25)
В действительности же практически каждая волока имеет
калибрующую зону, на поверхности которой во время воло-
чения возникают нормальные давления и, следовательно,
силы внешнего трения, препятствующие процессу. Эти силы
122
должны быть уравновешены соответствующей долей общей
силы волочения.
На рис. 37, б приведена схема сил и напряжений, действу-
ющих на обрабатываемый металл в калибрующей зоне воло-
ки. Через Oi обозначим напряжение волочения, возникающее
в протягиваемом металле на границе обжимающего и кали-
брующего участков деформационной зоны во время контакта.
Сделаем допущение, что в результате действия трения в
калибрующей зоне имеет место равенство
^ПК — (3.26)
Уравнение равновесия элементарного объема в калибрующей
зоне во время контакта (Г/2 + 2^) с учетом (3.26) имеет вид
doix А + 4 (°з — к) f?dx = 0. (3.27)
Решая уравнение (3.27), получаем
x = ln[C2(as-aUK)DK/44 (3.28)
или
е* = С2 (as — <у1х к)°*/4Лг.
Постоянная интегрирования С2 определяется из граничного ус-
ловия при X = lK, Gix к = о?
С2 = е'« (ng — (3.29)
где /к — длина калибрующей зоны.
Подставляя выражение (3.29) в (3.28), с учетом условия
при х=0, Щхк=сгп получаем
Сп = °, - е-4^/к/ок [os _ а1]; (3.30)
где сгп — полное напряжение волочения с учетом сил трения
в калибрующей зоне во время контакта (Г/2 + 2/i).
В течение времени разрыва (Т/2—2^)
а* - 0. (3.31)
Средняя величина напряжения волочения в течение периода
колебаний
аср = (TI2 + (3,32)
Уравнение работ процесса волочения запишем так:
Лп = Лт + Лу. (3.33)
125
Выражения для этих работ имеют вид [75]
Л = ср4 -vB,
^4ст == ^у^в»
J J J L 2p2C2S2 .
V
Из рис. 37, а имеем
dV = 2пх2 (1 — cos a) dx,
(3.34)
где х — векторный радиус малого элемента в
Отсюда
зоне деформации.
Лу = лр2 (1 — cos а)
Pm 2 Х\
2Р2^2^2 _ 3
(3.35)
Подставляя выражения (3.35), (3.34) в (3.33), получаем
ру = аср —г~--------лР2 О ~ cos а) х
2г2
(3.36)
Как было указано выше, под действием ультразвуковых
колебаний в зоне деформации за счет теплового эффекта
коэффициент трения fT и предел текучести материала os
меньше коэффициента трения и предела текучести металла
при обычных условиях волочения. Но для упрощения про-
цесса расчета эти величины были приняты постоянными.
Анализ выражения (3.36) показывает, что для определе-
ния усилия волочения Ру необходимо решить следующие за-
дачи: а) определить промежуток времени при заданном
усилии волочения Ру=Ру1 из уравнения (3.15); б) используя
этот результат, определить оСр и Ру при заданных as, fT, ко-
эффициенте вытяжки R= (Z)h/£*k)2; в) найденное значение Ру
сравнить с заданным РУь
На основе этой методики для определения усилия волоче-
ния металлов в ультразвуковом поле Ру при заданных амп-
литуде колебаний волоки в свободном состоянии g0, матери-
але crs, коэффициенте вытяжки, коэффициенте трения fT, угле*
волоки а была составлена программа и сделан расчет усилия
на ЭВМ «Минск-32>^. Результаты расчета по теоретической
модели процесса волочения металлов с наложением продоль-
ных ультразвуковых колебаний, у которой волока располо-
124
жена в пучности смещений, представлены на рис. 38 и 39.
Анализ теоретических данных, приведенных на рисунках,
показывает, что оптимальный угол конуса волоки при воло-
чении металлов с наложением продольных ультразвуковых
колебаний лежит в интервале а=17—28° и при данных коэф-
фициентах вытяжки с увеличением отношения скорости дви-
жения протягиваемого металла к колебательной скорости
волоки эффективность применения ультразвука уменьшается.
Рис. 38. Зависимость усилия воло-
чения прутков из стали 45 от угла
конусности волоки а (£>к = 25 мм,
go=12 мкм): 1 — 7?=1,49; 2—
1,38; 3 — 7? = 1,21
Кроме того, видно, что время
/1 и эффективность применения
ультразвука не только зависят от угла конуса волоки, отно-
шения скорости, но и от коэффициента вытяжки и площадей
поперечного сечения волновода и заготовки. С увеличением
коэффициента вытяжки импульсная сила во время контакта
увеличивается, амплитуда вспомогательных колебаний по-
вышается и эффективность
действия ультразвука сни-
жается. Скорость падения
эффективности при увели-
чении коэффициента вы-
тяжки и при прочих равных
параметрах тем быстрее,
чем меньше площадь вы-
ходного поперечного сече-
ния волновода.
Рис. 39. Зависимость усилия от
скорости при волочении прутков
из стали 45 (Z)K = 25 мм, g0 =
= 12 мкм): 1, 1' — 1,49; 2,
2'—1,24 (1, 2 — диаметр волново-
да 60 мм, 2' — 90 мм)
125
2. БЕЗОПРАВОЧНОЕ ВОЛОЧЕНИЕ ТРУБ
БОЛЬШОГО ДИАМЕТРА С НАЛОЖЕНИЕМ
ПРОДОЛЬНЫХ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ
Для определения напряжения безоправочного во-
лочения круглых труб во время контакта (7’/2-|-2/i) прини-
мают допущение, что волочение труб, как и волочение сплош-
ных круглых профилей, проходит через волоки с малыми уг-
лами конусности (а^15°) и при сравнительно небольших
коэффициентах трения (fT^0,15), когда cos| j >0,94.
Рис. 40. Схема напряженного состояния при безоправочном волочении труб
с продольными колебаниями волоки на стадии (7/2+2^)
При этом условии можно с достаточной для практических
расчетов точностью считать, что среднее направление про-
дольных напряжений параллельно оси волоки, а элементарное
кольцо ограничено двумя плоскими кольцевыми поверхно-
стями с разностью внешнего и внутреннего диаметра в 2hr
(рис. 40).
Применительно к такой схеме уравнение равновесия эле-
ментарного кольца, ограниченного двумя плоскими кольце-
выми поверхностями, примет вид
(Sx dSx)(Gix Д- ClOix) — Sx^ix + ^Dx8onx X
X (sin a + /т cos a) = 0, (3.37)
где
6 = x = Dcx~-D°« ; dx = ; (3.38)
cos a 2 tg a 2 tg a
Sx = h'nDcx', dSx = nh'dDcx', h' = Zi/cosa = const.
126
Уравнение (3.37) с учетом выражений (3.38) запишется
(d<ylxDcx + olxdDcx) h' + ^Г>ежДяопж - (1-+ = o. (3.39)
(3.40)
Для исключения из этого уравнения величины опж можно ис-
пользовать связи [74]
. 2h’
опх = (₽<Д — Cix) ;-----——г
Dx(l — /т tga)
Подставляя выражение (3.40) в уравнение (3.39), получаем
+ olxdDcx + dDcx (0a8 - <ylx) -L+t^± = 0.
1 —/т tga
(3.41)
Решая уравнение (3.41|) с учетом краевых условий, когда
при DCX = DCH О7х = 0, а при Dcx = DCk Gix=Qi, получаем выра-
жение для определения напряжения волочения у выхода зоны
деформации во время контакта О] без учета сил трения в ка-
либрующей зоне:
А ^1 4~ 1 Г 1 f \
=к 1-НгЧ
L \ ^сн /
(3.42)
где DCK = DK-/i; Дсн = Дн-/г; ---1; 0 =
1 — /т tg a
= 1,15 — коэффициент, учитывающий среднее главное напряже-
ние.
Аналогично получим выражение для полного напряжения
сп волочения трубы с учетом сил трения в калибрующей зоне
во время контакта (7/24-2/1):
{1 —4f I /D (ч ill- / #4 4” 1 \
1 — е Тт к7 к И — 1Д5 —L_L—
I \ /
(3.43)
В течение времени разрыва (7/2—2/1) полное напряжение
волочения трубы а* равно нулю.
Средняя величина напряжения волочения трубы без оп-
равки в течение периода колебаний определяется выраже-
нием [78]
(7/2 + 2/г)
127
Уравнение работ при волочении имеет вид
Ан — Ati + ^yi-
Выражения для этих работ имеют вид
AlTl -^у^В’
^у! = ~Т М [узп]2>
4
где М — масса металла в очаге деформации.
Подставляя выражения (3.46) в (3.45), получаем
М
Ру ~ ~ [^зп]2’
4vB
(3.45)
(3.46)
(3.47)
Из выражений (3.46), (3.47) видно, что для определения
Ру необходимо решить следующие задачи: а) вначале опреде-
лить амплитуду вспомогательных колебаний волновода при
заданном усилии Py=Pyi, а потом время t\ на основе урав-
нения (3.15); б) используя этот результат, определить сред-
нюю величину напряжения оСр и Ру на основе выражений
(3.43) —(3.47); в) найденное значение Ру сравнить с задан-
ным Pyi; если эти значения различаются, то принимают но-
вые значения усилия Py=Pyi+APyi. Процесс расчета повто-
ряется до тех пор, пока найденное значение Ру не совпадает
с заданным Pyi+fAPyi (f=l, 2, ..., ri).
На основе этой методики для определения усилия безоп-
равочного волочения круглых труб с наложением продольных
ультразвуковых колебаний была составлена программа для
расчета на ЭВМ. «Минск-32» и были выполнены расчеты уси-
лия в зависимости от амплитуды колебаний в ненагруженном
состоянии go, материала заготовки, угла конуса волоки, ко-
эффициента вытяжки и размеров выходного поперечного се-
чения волновода. Результаты расчета усилия представлены
в табл. 16. Степень снижения усилия при безоправочном во-
лочении труб с продольными ультразвуковыми колебаниями
волоки по сравнению с обычным безоправочным волочением
определяем йз соотношения
NPy = 1 — ^£2.
L
М 1 Г 12
~ ~ : 1^зп]
4jlDcK^Orn
100%. (3.48)
Анализ теоретических данных, приведенных в табл. 16,
показывает, что при постоянных значениях коэффициента вы-
тяжки с увеличением отношения скорости движения протяги-
ваемой трубы к колебательной скорости волоки эффектив-
128
Таблица 16
Усилие безоправочного волочения стальных труб с наложением
продольных ультразвуковых колебаний (£0 = 12 мкм, DB = 70 мм,
а = 5°)
%, м/с Рг кН D ID к н м/с Ру, кН
Z)K = = 15 мм
0,90 0,1 2,75 0,75 0,1 4,65
0,2 2,81 0,2 4,77
0,3 2,87 0,3 4,90
0,4 2,93 0,4 5,16
0,5 3,04 0,5 5,29
0,6 3,10 0,6 5,42
0,85 0,1 3,46 0,70 0,1 5,12
0,2 3,54 0,2 5,27
0,3 3,63 0,3 5,42
0,4 3,80 0,4 5,71
0,5 3,88 0,5 5,85
0,6 3,97 0,6 6,00
0,80 0,1 4,09 0,65 0,1 5,52
0,2 4,20 0,2 5,68
0,3 4,31 0,3 5,84
0,4 4,52 0,4 6,16
0,5 4,63 0,5 6,32
0,6 4,74 0,6 6,48
DK- = 20 мм
0,90 0,1 3,32 0,75 0,1 5,91
0,2 3,40 0,2 6,08
0,3 3,48 0,3 6,24
0,4 3,60 0,4 6,50
0,5 3,73 0,5 6,79
0,6 3,85 0,6 7,13
0,85 0,1 4,28 0,70 0,1 6,56
0,2 4,40 0,2 6,76
0,3 4,52 0,3 6,96
0,4 4,75 0,4 7,30
0,5 4,87 0,5 7,65
0,6 4,98 0,6 7,96
0,80 0,1 5,15 0,65 0,1 7,10
0,2 5,29 0,2 7,32
0,3 5,44 0,3 7,54
0,4 5,74 0,4 7,88
0,5 5,89 0,5 8,21
0,6 6,04 0,6 8,64
9 Зак. 902
129
Продолжение табл. 16
»в, М/с Ру, кН D«'Dn Ув, м/с Ру, кН
£>к = = 25 мм -
0,90 0,1 3,90 0,75 0,1 7,16
0,2 4,00 0,2 7,39
0,3 4,10 0,3 7,73
0,4 4,25 0,4 8,05
0,5 4,41 0,5 8,38
0,6 4,57 0,6 8,72
0,85 0,1 5,11 0,70 0,1 7,99
0,2 5,26 0,2 8,25
0,3 5,40 0,3 8,65
0,4 5,60 0,4 9,01
0,5 5,84 0,5 9,36
0,6 6,14 0,6 9,77
0,80 0,1 6,20 0,65 0,1 8,69
0,2 6,39 0,2 8,97
0,3 6,58 0,3 9,43
0,4 6,85 0,4 9,81
0,5 7,14 0,5 10,36
0,6 7,50 0,6 10,64
£>к = : 30 ММ
0,90 0,1 4,47 0,80 0,1 7,26
0,2 4,60 0,2 7,48
0,3 4,72 0,3 7,80
0,4 4,97 0,4 8,16
0,5 5,09 0,5 8,42
0,6 5,21 0,6 8,84
0,85 0,1 5,94 0,75 0,1 8,42
0,2 6,11 0,2 8,69
0,3 6,29 0,3 9,13
0,4 6,55 0,4 9,50
0,5 6,83 0,5 10,04
0,6 7,18 0,6 10,55
ность применения продольных ультразвуковых колебаний
снижается; кроме того, эффективность ультразвука уменьша-
ется и при увеличении диаметра протягиваемой заготовки и
инструмента, т. е. зависит от геометрических параметров ин-
струмента и степени деформации.
Таким образом, теоретические исследования, приведенные
в данной главе, показали, что эффективность использования
продольных ультразвуковых колебаний при волочении прут-
ков и безоправочном волочении труб зависит от отношения
130
колебательной скорости инструмента к скорости волочения,
от степени деформации, угла конусности волоки и геометри-
ческих параметров инструмента. Для сопоставления теорети-
ческих и экспериментальных данных были проведены экспе-
риментальные исследования по безоправочному волочению
стальных труб большого диаметра с наложением продоль-
ных ультразвуковых колебаний.
Принципиальная схема установки приведена на рис. 32,
а. Волоки из твердого сплава ВК8 в одном случае были за-
Рис. 41. Влияние амплитуды колебаний волоки в ненагруженном состоянии
(а) и скорости волочения (б) на эффективность применения ультразвука
(/) и коэффициент падения амплитуды колебаний (2) при безоправочном
волочении труб
прессованы в нагретом состоянии, а в другом для облегчения
замены имели посадку на конус с углом 6°. Исследование за-
висимости эффективности использования ультразвуковой
энергии и коэффициента падения амплитуды колебаний от
интенсивности ультразвука и скорости волочения производи-
ли при протягивании труб из стали 20 с исходного диаметра
30X1,5 на 28X1,5 мм. Интенсивность колебаний изменяли
путем регулирования напряжения анода генераторной лампы
ультразвукового генератора.
Результаты экспериментальных исследований по волоче-
нию труб приведены на рис. 41. Анализ кривых (рис. 41, а)
показывает, что при постоянной скорости волочения, равной
0,08 м/с, увеличение интенсивности (амплитуды) продольных
ультразвуковых колебаний волоки приводит к повышению
эффективности применения ультразвука и уменьшению коэф-
фициента падения амплитуды. При постоянной интенсивно-
сти колебаний (постоянной амплитуде колебаний в свобод-
ном состоянии) возрастание скорости волочения уменьшает
степень снижения усилия протягивания и увеличивает коэф-
фициент падения амплитуды ультразвуковых колебаний (рис.
41, б).
131
Сравнение экспериментальных данных при безоправоч-
ном волочении стальных труб с ультразвуком с теоретически-
ми данными, приведенными в табл. 16, показывает, что они
мало отличаются друг от друга. Некоторое отличие объясня-
ется тем, что при расчете усилия волочения стальных труб
мы пренебрегаем влиянием упрочнения металла при дефор-
мации [76—77].
При протягивании более тонкостенных труб из стали 10 и
20 с исходного диаметра 28X1 на 25X1 мм со скоростью 0,08
м/с и амплитудой инструмента в ненагруженном состоянии
12 мкм усилие волочения снизилось с 77,5 до 48 кН, т. е. в
среднем на 38%', что свидетельствует о перспективности при-
менения продольных ультразвуковых колебаний при волоче-
нии тонкостенных труб.
Волочение труб из стали Х18Н9Т с диаметра 28X1,5 на
25X1,5 мм со смазкой хлорпарафином показало, что харак-
тер изменения эффективности применения ультразвука в за-
висимости от амплитуды продольных колебаний инструмента
и скорости протягивания трубы не отличается от данных, по-
лученных для труб из стали 10 и 20. Вследствие большей
прочности труб из стали Х18Н9Т усилие волочения под дей-
ствием ультразвука несколько больше при прочих равных ус-
ловиях, чем усилие при волочении труб из малоуглеродистой
стали.
При промышленном опробовании описанной колебатель-
ной системы (см. рис. 32) было осуществлено волочение с
ультразвуком труб из стали Х18Н9Т с диаметра 20X1,5 на
10X1,5 мм за один проход со степенью деформации 8 = 54%.
Используемые на заводе колебательные системы позволяют
волочить с ультразвуком такие трубы за один проход с ис-
ходного диаметра 18X1,5 на 10X1,5 мм (8 = 48,5%l).
Волочение труб из стали 45 с диаметра 22X0,85 на 16Х
Х0,85 и 12X0,85 мм со степенью деформации 28,4 и 47,4%'
соответственно показало, что в случае предельной для обыч-
ного волочения степени деформации 47,4% изменение интен-
сивности ультразвуковых колебаний и скорости волочения не-
значительно, влияет на эффективность действия ультразвука,
которая была равна 3—12%, в то время как при степени де-
формации 28,4% она изменялась от 4,5 до1 27% (рис. 42).
Это объясняется тем, что при большой степени деформации
усилие волочения увеличивается, амплитуда упругих колеба-
ний, возникающих в трубе, уменьшается, время контакта
между инструментом и обрабатываемой трубой в течение од-
ного периода возрастает и, следовательно, эффективность
стремится к минимальному значению, что подтверждается
теоретическим анализом процесса безоправочного волочения
труб.
132
Наиболее важным практическим результатом применения
ультразвуковых продольных колебаний при волочении труб
является увеличение степени деформации. Это приводит к
уменьшению числа проходов в технологическом маршруте.
Производственный маршрут безоправочного волочения труб
из стали 45 включает два прохода: с диаметра 22X0,85 на
16X0,85 и затем на 12x0,85 мм. Наложение продольных
ультразвуковых колебаний позволило успешно волочить эти
трубы за один проход с исходного диаметра 22X0,85 на 10Х
Х0,85 мм со степенью деформации 56,8%.
Рис. 42. Зависимость степени снижения усилия под действием ультразвука
при волочении труб из стали 45 с размера 22x0,85 мм на размер
16X0,85 мм (а) и на размер 12X0,85 мм (б) от амплитуды колебаний:
1 — Ув = 0,08 м/с; 2— 0,15; 3— 0,27 м/с
Кроме волочения по схеме, предложенной на рис. 32, были
проведены экспериментальные исследования процесса безоп-
равочного волочения труб большого диаметра в составном
коническом волноводе с большим поперечным сечением. Схе-
ма установки показана на рис. 33. Составной волновод в виде
конической оболочки и стержня возбуждали двумя или тремя
магнитострикционными преобразователями типа ПМС-15А-18.
При этом в волноводе усиливались продольно-изгибные вол-
ны. Так как конический угол а составного волновода относи-
тельно мал, а толщина стенки волновода достаточно боль-
шая, амплитуда составляющей изгибной волны мала по срав-
нению с амплитудой соответствующей продольной волны. В
действительности можно считать, что в волноводе распрост-
раняется только продольная волна. Волока из твердого спла-
ва ВК8 была запрессована в нагретом состоянии в пучности
продольных колебаний волновода. Крепление колебательной
системы с волокой к волочильной доске осуществляли с по-
мощью фланца, расположенного в узле продольных колеба-
ний волновода, через переходную втулку. Ввиду того что
фланец расположен в узле продольных колебаний волновода
большого поперечного сечения, в нем возникают радиальные
133
колебания. Для устранения потерь ультразвуковой энергии
при креплении между фланцем и доской волочильного стана
и между отверстиями и болтами располагали прокладки из
акустического изоляционного материала.
Трубы из малоуглеродистой стали 10 и 20 протягивали с
диаметра 30X1,5 на 28X15 мм с наложением ультразвуковых
продольных колебаний. В процессе волочения в одном случае
изменяли интенсивность колебаний при постоянной скорости
волочения, равной 0,08 м/с, а во втором изменяли скорость
бом (/), с ультразвуком (2) и степени его снижения под действием ультра-
звука (3) от амплитуды колебаний волоки (а) и скорости волочения (б)
волочения при постоянной амплитуде смещений инструмента
в ненагруженном состоянии, равной 16 мкм. На рис. 43 при-
ведены результаты экспериментальных исследований. Из
рисунка видно, что эффективность применения колебательной
системы, созданной на базе составного волновода в виде ко-
нической оболочки и двух преобразователей, на 5—10% ниже
и уменьшается со снижением интенсивности колебаний или
увеличением скорости волочения более резко, чем в случае
протягивания труб через продольно-вибрирующий инстру-
мент, помещенный в пучность продольных колебаний состав-
ного волновода с преобразованием радиальных колебаний в
продольные, хотя амплитуда смещений инструмента у состав-
ного волновода в виде конической оболочки в ненагруженном
состоянии вйше амплитуды смещений составного волновода
с преобразованием радиальных колебаний в продольные при
одинаковой величине напряжения анода генераторной лампы.
Это можно объяснить демпфированием амплитуды колебаний
инструмента в процессе волочения из-за неравномерного рас-
пределения интенсивности по поперечному сечению волново-
да и недостаточного количества ультразвуковой энергии, вво-
димой в массивный волновод. Возбуждение такого волновода
тремя преобразователями с углом 120° между ними не приве-
134
ло к желаемому результату, так как узлы колебаний поверх-
ностной волны от одного преобразователя оказывались в зоне
расположения соседнего преобразователя. Это приводит к на-
рушению условия нормальной работы волновода. Очевидно',
для стабильной работы этой системы необходимо произво-
дить ее возбуждение четырьмя магнитострикционными пре-
образователями, подключенными к двум генераторам, рабо-
тающим синфазно с одинаковой частотой.
На трубоволочильных заводах широко применяются двух-
и трехниточные волочильные станы. Для интенсификации
процесса волочения на этих станах необходимо на каждую из
волок накладывать ультразвуковые колебания. Однако рас-
стояние между нитками, изменяющееся в интервале 90—130
мм, недостаточно для установки рядом нескольких колеба-
тельных систем. Кроме того, число колебательных систем
должно соответствовать числу ниток на стане; неизбежны
разная величина амплитуды колебаний волок и, как следст-
вие, различное усилие волочения и перекос труб. В этом слу-
чае перспективно применение колебательной системы, состоя-
щей из двух стандартных преобразователей волновода [79,
80], длина которого равна целому числу полуволн продоль-
ных колебаний, диаметр — половине длины радиальных волн,
а волоки расположены в узлах продольных и в пучностях ра-
диальных колебаний волновода. Преимуществами данной си-
стемы по сравнению с известными являются:
1) увеличение эффективности применения ультразвуковой
энергии при значительных нагрузках;
2) возможность применения серийно выпускаемых про-
мышленностью преобразователей без отверстия вдоль оси;
3) возможность волочения на многониточных станах с ис-
пользованием _ минимального количества ультразвуковых
преобразователей и генераторов.
Установка для трехниточного волочения труб с наложе-
нием ультразвуковых колебаний, схема которой представлена
на рис. 13, состоит из волновода цилиндрической формы, раз-
меры которого были выбраны так, чтобы при возбуждении
продольных колебаний вдоль оси в узле возникали радиаль-
ные колебания максимальной амплитуды двух преобразова-
телей, работающих синфазно, и трех волок. При возбуждении
преобразователей в волноводе распространяются продольно-
радиальные колебания. Частота всей колебательной системы
была равна 17 430 Гц.
Для одновременного волочения трех труб было изготовле-
но специальное приспособление в виде планки с тремя отвер-
стиями, в которые вставлялись концы труб и зажимались
винтами. При волочении одной трубы из стали 45 с диаметра
12X0,85 на 11X0,85 мм со скоростью 0,08 м/с через среднюю
135
волоку усилие волочения под действием ультразвука снизи-
лось на 36% (с 37,5 до 24 кН), а трех труб — на 27,8% (с ИЗ
до 79 кН). В последнем случае абсолютная величина сниже-
ния усилия волочения была равна 31,4 кН, в то время как
снижение при волочении одной трубы составляло 13,5 кН, что
свидетельствует об увеличении коэффициента полезного дей-
ствия ультразвука при многониточном волочении [79]. Как
и в случае однониточного волочения, эффективность исполь-
зования ультразвука для этой системы также возрастает с
увеличением амплитуды колебаний.
3. ОПРАВОЧНОЕ ВОЛОЧЕНИЕ ТРУБ
С НАЛОЖЕНИЕМ ПРОДОЛЬНЫХ УЛЬТРАЗВУКОВЫХ
КОЛЕБАНИЙ
Рассмотрим схему процесса оправочного волоче-
ния труб с продольными колебаниями волоки. Для того что-
бы система, состоящая из преобразователей, составного вол-
новода, трубы, отражателя и оправки, работала в резонанс-
ном режиме, длина оправки должна быть кратна целому чис-
лу W2.
Импульсная сила, действующая на торец волновода и тру-
бу, определяется из выражения
р
1 ИМ
РУТ sin (0 (t + ti — 772) о (t + h — 772)
Г Т 1
(772 + 2/4) sin co/j Н----cosco/j
л
(3.49)
(3.50)
^ИП
В этом случае амплитуды скоростей вредных вынужденных
колебаний в волноводе и трубе описываются выражениями
_________________РуТ______________
Т 1
(772 + 2/х) sin со/х -cos со^ РЛ^
л
РуТ
^ЗП — { [ Т \ Т 1
| — +2^| sin co/i 4--cos co/j 1 — /Tsin
\ 2 J л
'2
(3.51)
Время ti в случае оправочного волочения трубы с наложе-
нием продольных ультразвуковых колебаний на волоку нахо-
дим из уравнения
[cogo — иип — v3n] Sin (o/i — vB = 0. (3.52)
Решая уравнение (3.52) при заданных силе Ру и акустиче-
ских сопротивлениях z\ и получаем t\.
136
При волочении трубы с закрепленной оправкой во время
контакта возникает сила трения между внутренней поверх-
ностью трубы и поверхностью оправки:
F т = Рим sin afT. (3.53)
Подставляя выражение (3.49) в (3.53), получаем
/ Т
sin со/ — sin со--------
G(t + ti — Т/2)
FT = ----
[(Т/2 + 2/J sin (0^4- 77л cos Wil
sin afT.
(3.54)
Под действием периодической силы трения, изменяющей-
ся с угловой частотой со, в оправке возникают продольные
Рис. 44. Изменение абсолютной скорости обрабатываемой трубы и колеба-
тельной скорости оправки в процессе волочения
колебания. Поскольку оправка имеет большую длину, ее
можно считать бесконечным стержнем. Колебательная ско-
рость на конце оправки может быть представлена в виде
РУТ sina/T . ,
уопп =----------------------—----------------sin со/,
2 [(Т/2 + 2/х) sin со/г + Т/п cos со/х] p4c4S4
(3.55)
где р4, с4, S4 — плотность, скорость распространения продоль-
ных волн в материале оправки и площадь ее поперечного се-
чения соответственно.
Для определения усилия волочения трубы с закрепленной
оправой с ультразвуком примем следующие допущения:
в течение времени разрыва (Т/2—2/1) давление рп на по-
верхностях трубы в очаге деформации равно нулю, и в ре-
зультате сила трения на внутренней поверхности трубы
также равна нулю;
137
во время контакта (772+2/1) наблюдаются две стадии,
первая из них определяется из условия (рис. 44)
ив + [^зп + ^оп] sin со/ > О (3.56)
и вторая — из условия
VB + [^зп + sin со/ < 0. (3.57)
Подробный расчет напряжений на первой и второй стади-
ях волочения приведен в работе [18], поэтому здесь мы запи-
шем только выражения для определения напряжений в ко-
нечном виде. На первой стадии напряжение волочения най-
дем из уравнения
<?1 = as (1 + б) In ~ . (3.58)
* h
Напряжение волочения на второй стадии
о2 = <TS In -~ . (3.59)
п
Средняя величина напряжения волочения труб с закреплен-
ной оправкой определяется из выражения
где /4 = /3—/2; /2 и /3 представляют собой два первых после-
довательных решения следующего уравнения:
+ [^зп + Цш] sin со/ = 0. (3.61)
Наконец, усилие волочения труб с закрепленной оправкой и
с продольными ультразвуковыми колебаниями определяется
из выражения [82]
Р = Г Oi (Т/2 + + п.2/41 s
Степень снижения усилия при оправочном волочении с про-
дольными колебаниями волоки по сравнению с обычным оп-
равочным волочением труб определяем из соотношения
NPy = (772 ~ + 100 %. (3.63)
Т^
Из выражений (3.62) и (3.63) следует, что для определе-
ния усилия оправочного волочения труб Ру и степени его сни-
жения Npy необходимо вначале определить время /1 и /4 при
138
заданном значении Ру = РуЬ затем найти сп и о2 из уравнений
(3.58), (3.59), после чего вычислить Ру по формуле (3.62).
Результаты вычислений представлены в табл. 17.
Анализ теоретических данных, представленных в таблице,
показывает, что степень снижения усилия оправочного воло-
чения резко падает с увеличением коэффициента вытяжки.
При волочении труб скорость волочения vB не оказывает су-
щественного влияния на степень снижения усилия волочения
(особенно при больших коэффициентах вытяжки). Это объ-
ясняется тем, что в процессе оправочного волочения труба
совершает синхронные колебания с волокой.
В процессе оправочного волочения при наложении про-
дольных колебаний на волоку по трубе и оправке также рас-
пространяются продольные колебания, что приводит к умень-
ппению шероховатости внутренней и внешней поверхностей
готовых труб по сравнению с волочением в обычных услови-
ях. Для проверки теоретических данных, приведенных в табл.
17, были проведены экспериментальные исследования по оп-
равочному волочению стальных труб с наложением продоль-
ных ультразвуковых колебаний.
Процесс волочения стальных труб на закрепленной оправ-
ке характеризуется большими усилиями волочения, высокими
контактными напряжениями и значительными силами трения
между заготовкой, инструментом и оправкой. Поэтому выбор
рациональной схемы при оправочном волочении труб с нало-
жением ультразвука имеет важное значение.
При оправочном волочении стальных труб [80] ультра-
звуковые колебания могут подаваться на оправку, на волоку,
на оправку и волоку одновременно. Наиболее легко наклады-
вать продольные колебания на оправку, однако этот способ
имеет ряд недостатков:
1) значительное демпфирование ультразвуковых колеба-
ний оправки из-за большого усилия, действующего на оправ-
ку, и небольшого поперечного сечения стержня оправки;
2) потери ультразвуковой энергии при трансформации про-
дольной волны по стержню оправки длиной 6—8 м в очаг
деформации;
3) сложность крепления твердосплавной оправки и стерж-
ня при значительной амплитуде колебаний оправки.
В связи с тем что процесс волочения на закрепленной оп-
равке с продольными ультразвуковыми колебаниями волоки
мало изучен, приведем основные результаты его эксперимен-
тального исследования [82].
На рис. 45 приведена схема установки для оправочного
волочения труб с продольными колебаниями волоки. Про-
дольные ультразвуковые колебания подводили к очагу де-
формации через волоку 2, которая была запрессована в пуч-
139
Таблица 17
Усилие оправочного волочения стальных труб с продольными
ультразвуковыми колебаниями волоки (5о = 12 мкм,
DB — 80 мм, Do = 20 мм)
H/h VB, м/с РТ кН H/h VB, м/с Ру, кН
а = 5°
1,08 0,1 1,70 1,5 0,1 18,36
0,2 2,00 0,2 18,46
0,3 2,50 0,3 18,58
0,4 3,10 0,4 18,67
1,16 0,1 8,70 1,66 0,1 20,65
0,2 8,85 0,2 20,75
0,3 8,95 0,3 20,85
0,4 9,05 0,4 20,95
1,25 0,1 12,28 1,87 0,1 22,48
0,2 12,42 0,2 22,58
0,3 12,58 0,3 22,70
0,4 12,70 0,4 22,88
1,36 0,1 15,54 2,14 0,1 23,64
0,2 15,64 0,2 23,75
0,3 15,74 0,3 23,88
0,4 15,80 0,4 23,98
а = 7°
1,08 0,1 1,45 1,5 0,1 15,51
0,2 1,80 0,2 15,71
0,3 2,20 0,3 15,81
0,4 2,65 0,4 15,90
1,16 0,1 7,31 1,66 0,1 17,46
0,2 7,41 0,2 17,58
о,з 7,51 о,з 17,70
0,4 7,60 0,4 17,80
1,25 0,1 10,38 1,87 0,1 18,98
0,2 10,50 0,2 19,16
о,з 10,58 о,3 19,28
0,4 10,65 0,4 19,40
1,36 0,1 13,14 2,14 0,1 19,97
0,‘2 13,26 0,2 20,10
0,3 13,40 о,з 20,22
0,4 13,51 0,4 20,34
а = 9°
1,08 0,1 1,40 1,5 0,1 13,92
0,2 1,60 0,2 14,05
0,3 1,85 0,3 14,20
0,4 2,20 0,4 14,34
140
Продолжение табл. 17
H/h VB, М/с Рг кН H/h м/с Ру, кН
а = 9°
1,16 0,1 6,53 1,66 0,1 15,69
0,2 6,64 0,2 15,79
0,3 6,75 0,3 15,85
0,4 6,84 0,4 15,92
1,25 о,1 9,38 1,87 0,1 17,06
0,2 9,50 0,2 17,16
0 8 9,63 0,3 17,25
0,4 9,75 0,4 17 32
1,36 0,1 11,75 2,14 0,1 17,91
0,2 11,87 0,2 18,11
0,3 12,00 0,3 18,20
0,4 12,15 0,4 18,25
а = = 11°
1,08 0,1 1,36 1,5 0,1 12,94
0,2 1,54 0,2 13,08
0,3 1,75 0,3 13,20
0,4 2,01 °’4 13,30
1,16 0,1 6,06 1,66 0,1 14,57
0,2 6,16 0,2 14,70
о,з 6,28 0,3 14,82
0,4 6,38 0,4 14,90
1,25 0,1 8,73 1,87 0,1 15,80
0,2 8,84 0,2 15,93
0,3 8,96 0,3 16,05
0,4 9,10 0,4 16,15
1,36 0,1 10,93 2,14 0,1 16,62
0,2 11,05 0,2 16,75
0,3 11,17 0,3 16,86
0,4 11,28 0,4 16.94
ности продольных колебаний составного волновода 1. Воло-
чению подвергали трубы из малоуглеродистой стали 20
исходным диаметром 28X1,5 мм с разной степенью деформа-
ции и скоростью протягивания, равной 0,08 м/с. Оправки <3
разного диаметра изготавливали из стали У10А (50—60HRC).
Волновод возбуждали тремя стандартными преобразователя-
ми 4 типа ПМС-15А-18. К неподвижному каркасу 5 с по-
мощью двух стержневых месдоз сжатия 6 крепилась опорная
141
плита 7, в которую упирался фланцем 8, расположенным в уз-
ле колебаний, стержень оправки. Длина сменных оправок
была равна половине длины продольных волн, а длина стерж-
ня оправки — целому числу полудлин продольных волн в за-
висимости от длины протягиваемых труб. В процессе волоче-
ния колебания от волоки передавались через трубу 9 оправ-
ке, в которой также устанавливалась продольная стоячая
волна.
Рис. 45. Схема установки для оправочного волочения труб с продольными
ультразвуковыми колебаниями волоки
Для сравнения производили волочение труб на закреплен-
ной оправке с наложением продольных ультразвуковых коле-
баний только на оправку от одного преобразователя ПМС-
15А-18.
Результаты измерения усилия волочения и силы на стерж-
не оправки под действием ультразвука в зависимости от сте-
пени деформации при продольных колебаниях волоки показа-
ны на рис. 46, а, а при продольных колебаниях оправки — на
рис. 46, б. Анализ кривых, приведенных на рис. 46, показыва-
ет, что способ волочения труб на закрепленной оправке с про-
дольными колебаниями волоки эффективнее способа волоче-
ния с колебаниями оправки, хотя амплитуда колебаний воло-
ки в свободном состоянии меньше амплитуды оправки в 2
раза (амплитуда волоки в свободном состоянии была равна
10 мкм, а оправки — 20 мкм). В первом случае степень сни-
жения усилия волочения под действием ультразвука состав-
ляла Np=l—13% и была достигнута максимальная степень
деформации 8 = 51,6%; во втором NP = 2—5% и 8 = 43,5%.
Из рис. 46 также видно, что с увеличением степени дефор-
мации общее усилие волочения повышается, а усилие на
стержне оправки вначале понижается, а затем возрастает.
Это объясняется тем, что при малых степенях деформации
142
(8=Ю—15%) в общем усилии волочения, состоящем из силы
для осуществления пластической деформации и силы для
преодоления контактного трения, преобладают потери на
контактное трение; усилие деформации и, следовательно,
продольные напряжения в очаге деформации имеют неболь-
шую величину. С увеличением степени деформации до 30—
35% усилие волочения возрастает, а вместе с ним увеличи-
Рис. 46. Изменение усилия волочения (/, 2), эффективности (5), усилия на
оправке (4, 5) и эффективности (6) в зависимости от степени деформации
при волочении с продольными ультразвуковыми колебаниями волоки (а)
и оправки (б): 1, 4 — без ультразвука; 2, 5 — с ультразвуком
нормальных напряжений, так как, согласно условию пластич-
ности, сумма этих напряжений представляет собой постоян-
ную величину, равную пределу текучести протягиваемого ме-
талла. Поскольку усилие на оправке равно произведению
нормальной силы на коэффициент трения между оправкой и
протягиваемым металлом, то в диапазоне изменения степени
деформации 15—35% оно уменьшается при повышении обще-
го усилия волочения. При дальнейшем увеличении степени
деформации (е = 35—51,6%) соотношение между продольны-
ми и нормальными напряжениями остается примерно оди-
наковым, но тянущее и нормальное усилия растут по абсо-
лютной величине из-за увеличения площади контактной по-
верхности между оправкой и трубой. Это приводит к повыше-
нию силы трения и усилия на оправке.
Как было показано раньше, в процессе волочения вслед-
ствие акустического контакта в очаге деформации ультра-
звуковые волны распространяются не только в волноводе, но
и по трубе и закрепленной оправке. Поэтому для регистрации
амплитуды смещений волоки применяли обмотку на сердеч-
нике обратной связи одного из трех магнитострикционных
преобразователей, а амплитуду колебаний на оправке изме-
143
ряли виброметром УБВ-2М, датчик которого устанавливали
напротив свободного заднего конца стержня оправки.
Результаты измерения амплитуд колебаний показывают,
что с увеличением степени деформации амплитуда колебаний
волоки уменьшается, а оправки сначала возрастает до 8 =
= 30%, а затем падает.
Влияние амплитуды колебаний волоки и скорости волоче-
ния на эффективность применения ультразвука изучали при
волочении труб из стали 45 с исходного диаметра 22X0,85
на 15X0,80 и 16x0,75 мм с одинаковой степенью деформа-
ции 8 = 36,6% (7? =1,57), но различными вытяжками по диа-
метру Rd и стенке RH, равными соответственно 1,48, 1,06 в
первом и 1,39, 1,13 во втором случаях. Волоки с рабочим диа-
метром 15 и 16 мм устанавливали в волноводе с преобразо-
ванием радиальных колебаний в продольные; оправки из
твердого сплава ВК8 крепили к стержню с помощью резьбы
М10.
Экспериментальные данные показывают, что увеличение
амплитуды колебаний и уменьшение скорости волочения по-
вышают степень снижения общего усилия волочения и уси-
лия на оправке под действием ультразвука, причем с увели-
чением вытяжки по стенке степень снижения усилий умень-
шается. Объясняется это тем, что при утонении стенки трубы
возникают более значительные контактные напряжения,
демпфирующие амплитуду колебаний волоки, чем при умень-
шении ее диаметра в зоне безоправочного волочения.
Оправочное волочение труб из стали 45 на производстве
проводят с диаметра 22X0,85 на 18X0,7 и затем на 15x0,7
мм со степенями деформации 32,7% на первом и 17,5% на
втором переходах. Применение продольных ультразвуковых
колебаний волоки позволило протянуть эти трубы на закреп-
ленной оправке за проход с диаметра 22X0,85 на 15x0,7 мм
со степенью деформации 8 = 44,5%.
Как показали исследования, шероховатость внутренней и
наружной поверхностей труб после волочения с наложением
ультразвуковых колебаний на разряд меньше шероховатости
поверхности труб, полученных без наложения ультразвука.
Кроме того, как при волочении с ультразвуком, так и при
обычном волачении качество поверхности труб с увеличением
степени деформации улучшается, что свидетельствует в поль-
зу применения максимально допустимых степеней деформа-
ции за переход с целью не только увеличения производитель-
ности, но и получения хорошего качества труб.
Способ волочения с наложением продольных ультразву-
ковых колебаний на волоку использовали также для волоче-
ния труб из нержавеющей стали марки Х18Н9Т на закреп-
ленной оправке с диаметра 28X1,5 на 25X1,1 мм со степенью
144
деформации 8 = 34%. Амплитуда колебаний волоки в нена-
груженном состоянии была равна 12 мкм, волочение произ-
водилось со скоростью 0,08 м/с. Усилие волочения снизилось
за счет применения ультразвука с 58 до 43,2 кН, т. е. на 25,6%,
а усилие на оправке — с 27 до 13,6 кН, т. е. на 49,6%. Про-
цесс волочения без ультразвука характеризовался схватыва-
нием протягиваемого металла с оправкой, дрожанием трубы;
волочение с ультразвуком протекало плавно без видимых
следов схватывания нержавеющей стали с инструментом.
4. ВОЛОЧЕНИЕ МЕТАЛЛОВ
С РАДИАЛЬНЫМИ УЛЬТРАЗВУКОВЫМИ КОЛЕБАНИЯМИ
Рассмотрим напряженное состояние элемента в
очаге деформации при волочении металлов в виде круглых
прутков с наложением радиальных ультразвуковых колеба-
ний волоки. Периодическое изменение диаметра волоки обус-
ловливает ряд особенностей протекания процесса пластиче-
ской деформации по сравнению с волочением в обычных ус-
ловиях [18].
Для определения напряжений волочения с радиальными
колебаниями необходимо разделить период колебаний на две
стадии, первая из которых соответствует уменьшению разме-
ра волоки и вторая — увеличению. При уменьшении диаметра
волоки металл подвергается сжатию в поперечном направ-
лении, в результате при определенных значениях амплитуды
радиальных колебаний волоки, механических свойств протя-
гиваемого металла, размеров и формы рабочей части волоки
происходит пластическое течение металла без приложения
к переднему концу прутка тянущего усилия. В работе [7]
определяются условия, при которых происходит пластическая
деформация металла при сжатии его радиальными колеба-
ниями волоки.
Но во многих случаях при волочении ряда металлов, осо-
бенно высокопрочных, энергия радиальных колебаний воло-
ки в результате ограниченной амплитуды смещений может
оказаться недостаточной для осуществления пластической
деформации прутка. Для того чтобы процесс пластической
деформации происходил, необходимо приложить к переднему
концу прутка дополнительное усилие. Определим усилие, не-
обходимое для осуществления процесса волочения круглых
прутков с наложением радиальных ультразвуковых колеба-
ний волоки.
Условие равновесия элемента протягиваемого металла в
очаге деформации запишется в виде уравнения (3.16) или
(3.18) (рис. 47).
10 Зак. 902
145
Для первой стадии при уменьшении диаметра волоки ус-
ловие пластичности может быть записано в следующем виде:
оп = cos2^ (os — olx) — ок cos (a + yt), (3.64)
где Ок — напряжение радиальных колебаний волновода.
Подставляя выражение (3.64) в (3.18), получаем
= 2a
dDx
~d7
(3.65)
_____________d(Jjx__________
. 6 (a -j-
Oix + °k--------------------
a a
Рис. 47. Схема напряженного со-
стояния при волочении круглых
прутков с радиальными колебани-
ями волоки
где а = cos2 yjl + /т ctg a) — 1; 6 = cos (a + ^) (1 + /т ctg a)
Интегрируя выражение (3.65), имеем
= In CD2a ,
или
„ । _ 4“ __ ГГг''
&lx + °k---------------- — LDX •
a \ a J
(3.66)
Постоянная интегрирования С определяется из условия, что
при DX=DH, щж=0
С = W2° • (3.67)
\ а а )
Подстановка выражения (3.67) в (3.66) дает
/ CL —р 1
Glx = ------
\ а
б
о
а
1-
\Dj . *
(3.68)
При DX=DK напряжение
(Six у выхода
обжимающей
примет вид
CL -f~ 1
/ П \ 2a 1
Г \
зоны
(3.69)
146
Средняя величина напряжения волочения круглых прут-
ков с наложением радиальных ультразвуковых колебаний на
первой стадии без учета сил трения калибрующей зоны
1 / а+ 1
cosq » + ?. ' а
V 2 )
(3.70)
Теперь определяем полное напряжение волочения оПр
прутков на первой стадии с учетом сил трения калибрующей
зоны. Уравнение равновесия элементарного объема в калиб-
рующей зоне на первой стадии при уменьшении диаметра
волоки имеет вид
кл^к 4~ 4 (CTS Ок (У 1Х Кл) ~ 0- (3.71)
Решением уравнения (3.71) будет
X = In [Ci (as — ок — otx нл)°к/4/т],
или (3.72)
е* = Ci (as — ок — а1х кл)°к/4/т.
Постоянная определяется из условия, что при х = ZK
&1х кл = ^ip>
откуда
Ci = eZK [<тв — ак - а1р]-£>к/4?т . (3.73)
Подставляя выражение (3.73) в (3.72) с учетом условий при
х == 0 (J>ix кл == опр, получаем
опр = (а8 — °к) — к — Ок — о1р) е_4Ут/°к . (3.74)
Аналогично получаем выражение для полного напряже-
ния на второй стадии при увеличении диаметра волоки
Опр = os — (os — Ст1) e~4W\
(3.75)
c0S2p + Vi_ I ^н/ J Ц a J
\ 2 /
Средняя величина напряжения волочения круглых прутков с
наложением радиальных ультразвуковых колебаний волоки
определяется выражением
10* 147
OK
Ocp = Os-
2
(Os —Ок-Olp) „Yn I lKifT
p Г "ДГ
или
*
gs~ tn
exp
/K4/T
DK
Ok
Ocp — °s 2
X exp
^K
2
ZK4/T
Г>к
glp + ql
(3.76)
2
2
Степень снижения тягового усилия под действием ра-
диальных ультразвуковых колебаний волоки
*
NPy = gnp 7 gcp . 100 %, (3.77)
Опр
*
где сгпр = an = as — (а8 — со) ехр —
стср в выражение (3.77), получаем
4/Jt '
. Подставляя ОпР
и
! ок + (<% + со — о1р — стк) ехр
1УРу_-
4/т/к 1
^к
Os — (Os — ot) ехр Г—
L
— •100%.
(3.78)
Следует отметить, что при анализе механизма процесса
волочения круглых прутков с наложением радиальных ульт-
развуковых колебаний волоки мы предполагаем, что на пер-
вой стадии при уменьшении диаметра волоки металл под-
вергается сжатию и возникает дополнительное напряжение
cFKcos(a + yi) по главному радиальному направлению, а на
второй стадии при увеличении диаметра волоки дополнитель-
ное напряжение исчезает, но за счет упругой деформации и
движения со скоростью волочения заготовка все время сопри-
касается с поверхностью волоки.
Из уравнений (3.76) и (3.78) можно определить усилие и
степень его снижения при волочении круглых прутков с на-
ложением радиальных ультразвуковых колебаний при задан-
ных амплитуде радиальных колебаний и других технологиче-
ских параметрах.
Из уравнений (3.76) и (3.78) также видно, что усилие во-
лочения круглых прутков с наложением радиальных ультра-
звуковых колебаний не зависит от скорости волочения при
148
прочих равных параметрах (степени деформации, угле конуса
волоки) и уменьшается с увеличением амплитуды радиаль-
ных колебаний.
В работе [18] подробно изложены вопросы теории воло-
чения труб на закрепленной оправке с наложением радиаль-
ных ультразвуковых колебаний. Поэтому не будем останав-
ливаться на выводе уравнений для определения силовых па-
раметров процесса волочения труб на закрепленной оправке
с наложением радиальных ультразвуковых колебаний, а за-
пишем только в конечном виде уравнения для определения
средней величины напряжения волочения и степени снижения
усилия, а также проведем их анализ. Кроме того, приведем
основные экспериментальные результаты по волочению прут-
ков и труб с наложением радиальных ультразвуковых коле-
баний.
Средняя величина напряжения волочения труб на закреп-
ленной оправке при наложении радиальных ультразвуковых
колебаний
_ _ L а«НР+1ЧГ1 fh VI
аср ”1а8 2/\6/1 \ Н / ’ (3.79)
где 6 = 2/T/tga.
Степень снижения усилия оправочного волочения труб с
радиальными колебаниями волоки по сравнению с обычным
оправочным волочением трубы определяется из выражения
NP = !00 о/о , (3.80)
о-2
где а2 — напряжение волочения на второй стадии при увели-
чении размера волоки.
Анализ уравнений (3.79) и (3.80) показывает, что эффек-
тивность применения радиальных ультразвуковых колебаний
при волочении труб зависит от колебательного напряжения
волоки. С увеличением напряжения (амплитуды) радиальных
колебаний степень снижения усилия увеличивается.
Наложение радиальных ультразвуковых колебаний на во-
локу при волочении труб приводит к изменению схемы на-
пряженного состояния в очаге деформации и направления
течения металла. Наибольшее снижение усилия волочения
происходит при радиальных ультразвуковых колебаниях во-
локи, половина угла конусности которой меньше или равна
углу трения.
В работах [81—87] приведены данные по эксперименталь-
ному волочению с радиальными колебаниями волоки прово-
локи и труб небольшого размера из меди, латуни и углеро-
дистой стали 20. Что касается данных по волочению труб и
149-
прутков большого поперечного размера с наложением ради-
альных ультразвуковых колебаний, то в литературе они почти
отсутствуют. Поэтому рассмотрим некоторые результаты
экспериментального исследования процесса волочения с ра-
диальными ультразвуковыми колебаниями волоки труб из
стали 10, 20, Х18Н9Т с диаметра 25X1,5 на 21X1,5 мм. Во-
лочение проводили через волоку, изготовленную из стали
UIX15 и У10А (60—62 HRC), которая была запрессована в
нагретом состоянии в пуч-
ности напряжений радиаль-
ных колебаний составного
волновода (см. рис. 32, б).
Возбуждение волновода
производили тремя стан-
дартными преобразователя-
ми.
Рис. 48. Влияние угла конусности
волоки на эффективность действия
ультразвука при волочении прут-
ков из меди М3 (/), дюралюминия
Д16Т (2), стали Ст. 3 (5), труб
из стали 10 (4) и Х18Н9Т (5)
Исследовали влияние конического угла волоки на эффек-
тивность применения радиальных ультразвуковых колебаний
при волочении труб из сталей 10 и Х18Н9Т с диаметра 25Х
Х1,5 на 21X1,5 мм, прутков из стали Ст. 3, стали 45 с диа-
метра 25,5 на 21, дюралюминия Д16Т с диаметра 21,5 на 21
и меди М3 с диаметра 22 на 21 мм со скоростью волочения,
равной 0,08 м/с. В качестве смазки использовали сухое мыло.
Волоки с полууглом конусности 2, 4, 6, 8 и 10° имели одина-
ковый рабочий диаметр (21 мм) и были по очереди запрес-
сованы в один и тот же волновод.
Результаты экспериментального исследования показаны
на рис. 48. Из рисунка видно, что наибольшее снижение уси-
лия волочения происходит в случае, когда полуугол конус-
ности волоки равен или несколько меньше угла трения для
данной пары металлов: малоуглеродистая сталь по стали
У1 = 3°26', нержавеющая сталь Х18Н9Т по стали уь=4°, медь
и дюралюминий по стали yil=4°34/ [74], что находится в пол-
ном соответствии с теоретическими выводами, сделанными в
данной главе. При полуугле конусности инструмента, намно-
150
го меныцем угла трения, для обеспечения заданной степени
деформации очаг деформации значительно удлиняется. Это
приводит к повышению силы трения и, следовательно, к сни-
жению эффективности применения радиальных ультразвуко-
вых колебаний.
Изменение эффективности и коэффициента падения ам-
плитуды радиальных колебаний волоки в зависимости от
степени деформации исследовали при волочении труб из ста-
Рис. 49. Зависимость эффективности действия ультразвука от скорости?
протягивания труб из стали 20 (/) и Х18Н10Т (2) при амплитуде радиаль-
ных колебаний волоки в свободном состоянии 1,6 (а); 2,4 (б) и 3,0 мкм
(б)
ли 10 с разными размерами через волоку с рабочим диамет-
ром 21 мм и полууглом конусности 4°. Результаты экспери-
ментов показали, что с увеличением степени деформации?
коэффициент падения амплитуды колебаний волоки повы-
шается и эффективность уменьшается.
Зависимость эффективности и коэффициента падения ам-
плитуды колебаний волоки от толщины стенки трубы изуча-
ли при волочении труб из стали 20 с наружным диаметром 25
мм и разными толщинами через волоку с рабочим диаметром
21 мм и полууглом 4°. С увеличением толщины стенки трубы
эффективность снижается, а коэффициент падения амплиту-
ды колебаний волоки повышается. Таким образом, анализ
экспериментальных данных показал, что радиальные ультра-
звуковые колебания волоки рационально применять при во-
лочении тонкостенных труб большого диаметра.
Изучение зависимости эффективности использования ра-
диальных ультразвуковых колебаний волоки от скорости про-
тягивания при различной амплитуде колебаний волоки произ-
водили при волочении труб из стали 20 и Х18Н9Т через
волоку с полууглом а = 4° и рабочим диаметром 21 мм. Экспе-
риментальные данные представлены на рис. 49. Из графиков
видно, что увеличение скорости волочения и уменьшение
амплитуды радиальных колебаний снижают эффективность
15L
применения ультразвука. Наложение радиальных ультразву-
ковых колебаний на волоку при волочении более прочных
труб из нержавеющей стали Х18Н9Т менее эффективно, чем
при волочении труб из углеродистой стали 20, причем с уве-
личением амплитуды колебаний и уменьшением скорости во-
лочения это различие уменьшается.
Данные экспериментов показали, что снижение усилия
при волочении стальных труб под действием радиальных ко-
лебаний не превышает 25—
27% из-за демпфирования
колебаний волоки в процес-
се волочения. Демпфирова-
ние радиальных колебаний
волоки, очевидно, объясня-
Рис. 50. Схема устройства для во-
лочения с радиальными колебания-
ми волоки и пульсирующим про-
тивонатяжением
ется увеличением сопротивления металла пластической де-
формации в очаге деформации, особенно в районе входа тру-
бы в волоку, где вследствие подпирающего действия входя-
щей части трубы при колебательном уменьшении диаметра
волоки создается напряженное состояние всестороннего сжа-
тия.
Для уменьшения демпфирования колебаний волоки сле-
дует в момент ее радиального сжатия приложить продольное
растягивающее напряжение во входной части очага дефор-
мации, что облегчит сжатие трубы колеблющейся волокой в
этом месте. Схема устройства для волочения с радиальными
колебаниями волоки и противонатяжением приведена на рис.
50. Незакрепленная волока 1 установлена перед основной
волокой 2, запрессованной в узле радиальных смещений со-
ставного волновода 3, возбужденного тремя стандартными
преобразователями 4. При радиальном сжатии волока 2 по
закону Пуассона удлиняется в продольном направлении и
заставляет двигаться волоку 1 против направления волоче-
ния, производя деформацию трубы 5 и создавая растягивакх-
щие продольные напряжения в металле, находящемся во
входной части волоки 2. При колебательном увеличении диа-
метра и уменьшении длины волоки 2 незакрепленная волока
1 подтягивается к ее торцу трубой, перемещающейся со ско-
ростью волочения.
152
Эффективность применения ультразвуковых колебаний в
этом устройстве зависит от соотношения деформации в не-
закрепленной и колеблющейся волоках. Исследование произ-
водили при безоправочном волочении труб из стали 20 с
диаметра 25X1,5 на 21X1,5 мм через основную волоку
с полууглом конусности 4°. Незакрепленные волоки диамет-
ром 22, 23, 24 мм с полууглом конусности 15° были изготов-
лены из стали У10А. Торцы волок 1 и 2 в месте их контакта
были притерты до /?а = 0,16 мкм.
Результаты экспериментального исследования показали,
что эффективность применения радиальных ультразвуковых
колебаний в этом случае достигает максимального значения
тогда, когда степень деформации в волоке 1 составляет 50%
от общей величины деформации за проход, причем эффек-
тивность была равна 28% по сравнению с 22% при волоче-
нии с радиальными колебаниями без пульсирующего проти-
вонатяжения.
При волочении труб большого диаметра (40—45 мм) в
волноводе необходимо устанавливать стандартные волоки
из твердого сплава, имеющие наружный диаметр порядка
70 мм. Но экспериментальная проверка показала, что волно-
вод, состоящий из диска и цилиндрического стержня (см.
рис. 32), при больших отверстиях (диаметром 55 мм и бо-
лее) работает нестабильно. Для решения указанной выше
задачи были рассчитаны и изготовлены волноводы в виде
цилиндра с постоянными внутренним и внешним диаметрами.
Для определения размеров волновода в виде цилиндра
с центровым отверстием используем уравнения радиально-
продольных колебаний цилиндра [10, 11]
где
Решение уравнений Похгаммера для цилиндра с осевым
отверстием имеет вид [88]
ur = [A^Ji (h-f) -|- (^V) — A3krJi (&]/) —
— A^k1Y1 (A^r)] sin
153
«г = М + ЛЛ (V)l +( То —— х
I \ РТо Л
где
X [Л3/0 (V) + АУо (М] cos То2егш/, (3.83)
А> (? = 1 — 4) — постоянные интегрирования, определяющиеся
из краевых условий
°тт nl п₽и г = r°’ ri- (3’84)
тГ2 = 0J
Подставляя выражения (3.83) в условия (3.84), полу-
чаем систему алгебраических уравнений вида
AiA + Аг А + Аз А + А4А = о,
AiА + В22А2 + Аз А + ^24 А — О,
AiA А Аг А А Аз А А ^34А = о, (3.85)
AiA А В,2А2 В,3А3 + А4А — О,
где Bij — постоянная, зависящая от г0, гь о},
Из системы (3.85) получаем уравнения для определения
Г1 при заданных г®, со, у0:
Ви В12 Аз В14
Ai В22 Аз В24
о о о о -°. (3.86)
П31 п32 п33 п34
B4i В42 В43 В44
Волновое число у0 должно удовлетворять следующему
условию:
рсо2 ' i/2<^ < Р^2' 1/2
% + 2р Vo
Из уравнения (3.86) при заданных у, со нетрудно найти гь
Например, при f=18 кГц, 2го=70 мм, уо = О,251 радиус г\ =
= 63 мм.
На основании расчетных данных были изготовлены устрой-
ства для волочения труб большого диаметра с радиальными
ультразвуковыми колебаниями. При возбуждении колеба-
ний в радиальном направлении тремя стандартными преоб-
разователями 1 (рис. 51) в волноводе 2 возникают радиаль-
154
ные (эпюра 3) и продольные (эпюра 4) колебания. Вследст-
вие уменьшения толщины стенки волновода с увеличением
радиуса отверстия амплитуда продольных колебаний имеет
небольшую величину по сравнению с амплитудой радиаль-
ных колебаний. При этом наряду с радиальными могут по-
являться изгибные или поверхностные волны в зависимо-
сти от резонансных размеров волновода. В данном случае
Рис. 51. Схема устройства для волочения труб большого диаметра с ради-
ально-поверхностными ультразвуковыми колебаниями
возникает поверхностная волна, так как длина волновода
кратна половине длины поверхностной волны [89]. В резуль-
тате суперпозиции этих колебаний возникает стоячая ком-
бинированная волна (эпюра 5), в одной из пучностей коле-
баний которой установлена волока 6. Крепление волновода
к волочильной доске ста-
на производили через
втулку с помощью флан-
ца, расположенного на
расстоянии четверти дли-
ны продольной волны от
торца волновода.
Рис. 52. Изменение степени
снижения усилия под действи-
ем ультразвука в зависимости
от скорости волочения труб
при амплитуде радиальных ко-
лебаний волоки в свободном
состоянии 4 мкм (/); 3,1 (2)
и 2,2 мкм (5)
155
Результаты волочения труб из стали 20 с диаметра 42X
XI,15 на 35X1,55 мм (степень деформации 8=17,1%) с
различной скоростью и амплитудой колебаний по радиаль-
ному направлению представлены на рис. 52. Из графиков
видно, что с увеличением амплитуды колебаний и уменьше-
нием скорости волочения эффективность применения ультра-
звука возрастает и достигает 25% при скорости 0,08 м/с и
амплитуде на наружном диаметре 8 мкм. Резонансная ча-
стота системы в свободном состоянии была равна 17 690 Гц,
а при волочении— 17 780 Гц, что свидетельствует о ста-
бильной работе колебательной системы в процессе волочения
стальных труб большого размера.
Волочение труб из стали 20 на закрепленной оправке с
диаметра 42X1,15 на 36X0,9 мм (е = 32,8%) производили со
скоростью 0,08 м/с. Оправка из твердого сплава крепилась
к стержню оправки с помощью резьбы М24Х1,5 мм. Резуль-
таты экспериментов показали, что общее усилие волочения
под действием радиальных ультразвуковых колебаний сни-
зилось с 39 до 31,4 кН, а >усилие на оправке — с 8,5 до
4,45 кН, т. е. на 19,5 и 47,6% соответственно. Значительное
снижение усилия на оправке происходит, очевидно, из-за
того, что труба в процессе волочения совершает изгибные
колебания. Вследствие этого имеют место периодический
полный или частичный разрыв контакта между трубой и
оправкой и уменьшение средней за период колебаний силы
трения.
Волочение труб большого размера из стали 20 на произ-
водстве с диаметра 42X1,15 на 38X0,80 мм производят за
два прохода со степенями деформации 25 и 22,3% на каждом
из них. С наложением радиальных ультразвуковых колеба-
ний волоки этот процесс можно выполнить за один проход:
с диаметра 42X1,15 на 35X0,80 мм со степенью деформации
41,8%.
Таким образом, применение составных колебательных
систем мощного ультразвука позволяет успешно осуществить
волочение прутков и труб большого диаметра с наложением
продольных и продольно-радиальных ультразвуковых коле-
баний, причем при волочении с радиальными колебаниями
степень снижения усилия возрастает с увеличением ампли-
туды ультразвуковых колебаний и не зависит от скорости
волочения.
Глава 4
ВОЛОЧЕНИЕ ТОНКОЙ ПРОВОЛОКИ
ИЗ МЯГКИХ МАТЕРИАЛОВ С УЛЬТРАЗВУКОМ
1. ОСОБЕННОСТИ ВОЛОЧЕНИЯ ТОНКОЙ ПРОВОЛОКИ
И СХЕМЫ ПОДВЕДЕНИЯ УЛЬТРАЗВУКА
К ОЧАГУ ДЕФОРМАЦИИ
Интенсивное развитие радиотехнической и радио-
электронной промышленности требует значительного увели-
чения производства свинцово-оловянистого припоя в виде
тонкой и тончайшей проволоки с жесткими допусками по
размерам и качеству заполнения каналов канифолью. В про-
изводственных условиях свинцово-оловянистый припой в
виде тонкой проволоки получают диаметром 0,4 мм и выше.
Потребности в припое в виде тонкой проволоки диаметром
200—100 мкм велики, а получение такой проволоки связано
с большими трудностями.
Известно, что свинец и его сплавы при обработке метал-
лов давлением мало упрочняются, так как при комнатной
температуре у них происходит полная рекристаллизация.
Поэтому волочение проволоки из свинца и его сплавов воз-
можно только с очень малыми обжатиями (5—10%) и ма-
лыми скоростями. Кроме того, получение свинцово-оловяни-
стого припоя в виде проволоки, имеющего внутри от одного
до пяти каналов, заполненных канифолью, в обычных усло-
виях методом волочения представляет большие трудности,
поскольку канифоль неравномерно заполняет каналы. В ре-
зультате этого в отдельных местах наблюдается утонение
протягиваемой проволоки при выходе из волоки, что приво-
дит к обрывам. Чтобы снизить количество обрывов при воло-
чении, приходится уменьшать степень обжатия за переход,
особенно при уменьшении толщины протягиваемой прово-
локи. Это в свою очередь приводит к увеличению количест-
ва’ маршрутов волочения и, следовательно, к снижению про-
изводительности. Кроме того, при волочении припоя в виде
проволоки диаметром меньше 0,4 мм в обычных условиях
силы трения в очаге деформации становятся больше, чем
прочность проволоки на выходе из волоки, в результате чего
процесс волочения невозможно осуществить.
В радиотехнической промышленности наряду с припоем
также находит широкое применение тончайшая проволока
из алюминия высокой чистоты. Так, в транзисторах и дио-
157
дах для контактных площадок используют алюминиевую
пленку, полученную напылением, а для выводов — золо-
тую проволоку, однако золотая проволока и алюминиевые
электроды вступают в реакцию, что вызывает повреждение
диодов, ведущее к увеличению сопротивления контактной
зоны [90]. Поэтому в последнее время рассматривается воз-
можность использования вместо золота алюминия, который
не образует химических соединений с напыленными алюми-
ниевыми пленками контактных площадок. Однако получе-
ние тонкой проволоки из алюминия высокой чистоты воло-
чением в обычных условиях представляет большие трудности.
Во-первых, поверхность чистого алюминия имеет высо-
кую химическую активность, и при волочении значительно
возрастают силы трения в очаге деформации, алюминий на-
липает на волоку и происходят частые обрывы. Во-вторых,
алюминиевая проволока высокой чистоты является крупно-
зернистой, и при волочении прочность ее резко уменьшает-
ся, в результате чего возможны частые обрывы даже при
малых степенях обжатия. Поэтому при волочении тонкой и
тончайшей проволоки из алюминия высокой чистоты и про-
волоки из свинцово-оловянистого припоя задача состоит в
том, чтобы свести к минимуму силы контактного трения,
иначе говоря, найти оптимальные условия протягивания с
целью уменьшения усилия волочения и увеличения степени
деформации (вытяжки) за проход.
Для решения указанных вопросов были проведены иссле-
дования по изучению процесса волочения тонкой проволоки
из сверхчистого алюминия и припоя с наложением ультра-
звуковых колебаний различной интенсивности и направлен-
ности. Прежде чем перейти к изложению результатов иссле-
дований, необходимо рассмотреть основные методы и способы
подведения энергии ультразвуковых колебаний к оча-
гу деформации при волочении тонкой проволоки, а также
основные способы соединения колебательной системы и ин-
струмента. Соединение колебательной системы с инструмен-
том (волокой) при волочении с использованием ультразву-
ковых колебаний осуществляется в основном двумя способа-
ми: 1) волока и волновод (концентратор) при помощи резьбы
или- методом запрессовывания в нагретом состоянии жестко
соединены в единый акустический узел; 2) волока не соеди-
нена жестко с волноводом, а динамически взаимодействует
с ним в процессе волочения.
При первом способе соединения волоки с волноводом,
когда очаг деформации расположен в пучности смещения,
ультразвуковые колебания передаются протягиваемому ме-
таллу, система выходит из резонансного режима и процесс
волочения протекает нестабильно. В этом случае необходи-
158
мо применять отражательные устройства, которые значи-
тельно усложняют процесс волочения, поскольку требуют
установки двух отражателей перед входом и выходом ме-
талла из очага деформации. Указанные недостатки можно
устранить, если в качестве отражателя использовать волоку,
свободно расположенную перед закрепленной.
В работе [18] дан полный анализ процесса волочения
металла через две волоки и показано, что снижение усилия
в этом случае обусловлено периодической разгрузкой закреп-
^1/7 - __
Рис. 53. Схема волочения через две волоки
ленной волоки, причем степень разгрузки зависит от массы
незакрепленной волоки и амплитуды колебаний закреплен-
ной. Поскольку колебания замыкаются на участке между
волоками, то процесс волочения протекает устойчиво и без
наличия отражательных устройств. Однако этот способ так-
же имеет недостатки. При малых скоростях волочения и
особенно при остановке процесса за счет соударения волок
происходит локальный разогрев металла на участке между
волоками, что ведет к его обрыву. В связи с этим было раз-
работано и исследовано устройство, которое в некоторой сте-
пени лишено указанных недостатков [91]. На рис. 53 приве-
дена схема волочения проволоки через две волоки с наложе-
нием продольных ультразвуковых колебаний. Рабочая волока
1 закреплена жестко в торце полого волновода, где распо-
ложена пучность колебаний ультразвуковой волны. В поло-
сти волновода 2 перед рабочей волокой 3 с осевыми зазора-
ми установлена дополнительная волока 4, закрепленная на
пружине 5, другой конец которой прикреплен к волноводу 2
в узле колебаний ультразвуковой волны. Применение такой
схемы позволяет значительно стабилизировать процесс во-
лочения проволоки без дополнительных отражательных
устройств и повысить степень обжатия за проход.
159
При включении ультразвуковых колебаний с начала про-
цесса волочения дополнительная волока 4 под действием
усилия волочения перемещается к рабочей волоке 3, растя-
гивая пружину 5. В этот момент деформации будет подвер-
гаться металл только в рабочей волоке 3. При достижении
рабочей волоки 3 дополнительная волока 4 будет прижи-
маться к ней с некоторым усилием, обусловленным волоче-
нием через нее металла 6. Величина усилия равна разности
между усилием волочения в волоке 4 и натяжением пружины 5.
Рабочая волока совершает периодические удары по до-
полнительной волоке и отклоняет ее периодически в направ-
лении, противоположном направлению движения металла.
Частота соударения волок и амплитуда колебаний допол-
нительной волоки определяются собственной частотой ме-
ханической системы, состоящей из упругого элемента и до-
полнительной волоки, частотой и амплитудой колебаний за-
крепленной волоки и скоростью волочения. При снижении
скорости волочения металла частота соударений волок умень-
шится, а амплитуда колебаний дополнительной волоки уве-
личится, что приведет к уменьшению разогрева металла на
участке между волоками при неизменном усилии волочения.
При остановке процесса волочения дополнительная во-
лока под действием ультразвуковых колебаний и усилия
пружины отойдет от рабочей волоки, между ними образует-
ся зазор, что исключает разогрев металла за счет соударе-
ния между волоками и его усталостное разрущение.
Действие упругого элемента и дополнительной волоки
для рабочей волоки эквивалентно применению заднего натя-
жения. Противонатяжение, меньшее критического значения
[92], снижая силу давления протягиваемого металла на
волоку, не вызывает увеличения усилия волочения, а спо-
собствует более полной циклической разгрузке очага дефор-
мации в закрепленнной волоке и увеличивает эффект от
вибраций. В результате усилие волочения уменьшается, а
степень деформации за проход в рабочей волоке увеличива-
ется на 10—15% по сравнению со схемой, приведенной в ра-
боте [93].
Применение упругого элемента, закрепленного между
дополнительной волокой и узлом колебаний волновода, по-
зволяет увеличить степень деформации в дополнительной
волоке на 15—20%. Следует отметить, что применение такой
схемы при волочении с наложением продольных ультразву-
ковых колебаний позволяет снизить обрывность металла в
начале процесса протягивания, так как в начальный момент
металл подвергается деформации только в закрепленной
волоке.
Рассмотрим схему волочения с продольными ультразву-
160
ковыми колебаниями, когда волока не закреплена в концент-
раторе, а находится в свободном состоянии и опирается на
торец волновода (рис. 54). Волновод /, совершая колебания
от преобразователя 2, взаимодействует с волокой 3, которая
прижимается к торцу волновода под действием усилия во-
лочения заготовки 4. После соударения, обладая некоторым
запасом кинетической энергии, волока перемещается против
движения металла и деформирует его. При определенной
величине амплитуды ультразвуковых колебаний волновода
Рис. 54. Схема волочения с незакрепленной волокой
волока получает запас кинетической энергии, достаточный
для совершения не только упругой, но и пластической де-
формации металла. В этом случае в момент остановки воло-
ки усилие волочения снижается до нуля. В следующий мо-
мент времени волока под действием тянущего усилия воз-
вращается к колеблющемуся волноводу, и процесс дефор-
мации металла повторяется. Скорость движения волоки в
направлении волочения равна скорости движения металла.
Частота колебательного движения волоки зависит от
ряда факторов: амплитуды и частоты колебаний волновода,
массы волоки, прочностных свойств материала проволоки
и степени обжатия за проход. Период колебаний волоки
состоит из времени контактирования ее с волноводом при
соударении, времени деформирования металла и времени
возврата волоки к колеблющемуся волноводу. Время кон-
тактирования зависит в основном от приведенной массы
волновода, параметров его колебательного движения и мас-
сы волоки. Так как динамическое взаимодействие волново-
да с волокой носит кратковременный дискретный характер,
то это время составляет незначительную часть от периода
колебаний волоки. Наибольшую часть периода составляет
время возврата волоки после остановки к колеблющемуся
волноводу /в, которое зависит от скорости волочения и рас-
11 3<к. 902
161
стояния, пройденного волокой до полной остановки. Время
деформирования проволоки волокой /д также зависит от
скорости волочения, механических свойств протягиваемого
металла, степени деформации и величины кинетической
энергии, приобретенной волокой в момент соударения.
Колебания торца волновода происходят по гармоническо-
му закону [18]
х = A sin со/, v = Лео cos со/. (4.1)
Фаза колебательного движения торца волновода в момент
соударения с волокой неопределенна, т. е. соударение мо-
жет происходить не обязательно в момент, когда колебатель-
ная скорость торца волновода максимальна. Поэтому для
определения кинетической энергии волоки нужно использо-
вать среднеквадратичную скорость колебательного движе-
ния волновода, которая равна
т
_ 1 С Л2™2
v2 = —— Д2со2 cos2 со/d/ = —-- . (4.2)
Т J 2
о
Тогда кинетическая энергия волоки
W= tnAW/4. (4.3)
Полагая, что вся кинетическая энергия волоки расходуется
на совершение работы деформации металла, получаем
тсо2Л2/4 = aS/, (4.4)
где a — напряжение волочения; S — площадь поперечного се-
чения проволоки на выходе из волоки; I — расстояние, на
которое волока продеформирует металл за счет кинетической
энергии.
Так как в процессе деформации проволока движется в
направлении, противоположном направлению движения во-
локи, то в момент остановки волоки она будет находиться от
торца волновода на расстоянии, равном
l-L = l — t^v3. (4.5)
При деформации волока будет двигаться равнозамедлен-
но с ускорением
а = oS/tn.
(4.6)
Движение волоки будет подчиняться закону изменения
пути при равнозамедленном движении. Решив уравнение
движения волоки совместно с (4.4) и (4.6), найдем время, в
162
течение которого волока движется до полной остановки, де-
формируя металл:
/д = Лсот/К2 oS. (4.7)
Выражая I из уравнения (4.4), получаем, что в момент
остановки волока будет находиться от торца волновода на
расстоянии
/, _ ______М . (4.8)
Время возврата волоки после остановки и до соприкосно-
вения с торцом волновода
, _ /1 __ тЛсо /Лео V2 ]
д" vB ~ oS 1 4 vB 2 J ‘
Поскольку время контактирования волоки с волноводом
значительно меньше времени деформирования и времени
возврата волоки к торцу волновода, то, пренебрегая этой
величиной, найдем период колебательного движения волоки:
+ =
А2а2т
4 oSvB
(4.10)
Анализ уравнения (4.10) показывает, что период колеба-
ний волоки зависит от амплитуды и частоты, ультразвуко-
вых колебаний, массы волоки, скорости волочения и усилия
деформации. Усилие деформации в свою очередь определя-
ется условиями процесса, степенью деформации и свойства-
ми протягиваемого металла.
Массу волоки целесообразно увеличивать при достаточ-
ной мощности ультразвуковых колебаний. В противном слу-
чае волока будет демпфировать колебания волновода, что
приведет к значительному снижению эффективности воздей-
ствия ультразвуковых колебаний на процесс деформации
металла. Следует отметить, что при выводе формулы (4.10)
не учитывались упругие деформации металла. Однако следует
иметь в виду, что при волочении с использованием свободной
волоки расстояние от очага деформации до тянущего бараба-
на определяется только конструктивными соображениями и
может быть сведено к минимальному значению и, следова-
тельно, снижена упругая деформация металла на этом участке.
Когда скорость волочения превосходит скорость колеба-
тельного движения торца волновода, деформация металла
осуществляется без отрыва волоки от волновода и частота
колебаний волоки становится равной частоте ультразвуко-
вых колебаний волновода. В этом случае волока демпфирует
и* 163
колебания волновода, и в месте их контактирования значи-
тельно повышается температура.
Таким образом, эффективность применения продольных
ультразвуковых колебаний при волочении по схеме, показан-
ной на рис. 54, будет положительна только в том случае, когда
скорость волочения меньше колебательной скорости торца
волновода. Кроме того, в этом случае энергия ультразвуковых
колебаний волновода не используется полностью для дефор-
Рис. 55. Схема волочения с расположением очага деформации в пучности
смещений и свободной волокой: 1 — преобразователь; 2 — волновод; 3 —
волока; 4 — заготовка
мации металла, так как при движении волоки после оста-
новки отсутствует контакт ее с торцом волновода. Поэтому
была предложена схема волочения, в которой время возвра-
та волоки к колеблющемуся торцу волновода значительно
сокращается (рис. 55), так как волоке в момент остановки
сообщается ускорение в направлении волочения от допол-
нительного буртика, расположенного в концентраторе.
В результате время возврата волоки к торцу концентратора
уменьшается. Поскольку скорость волочения меньше скоро-
сти возврата волоки, то после следующего соударения с
торцом концентратора волока пройдет некоторое расстояние
Z2 до встречи с недеформированной частью заготовки. Пре-
небрегая трением на этом пути и зная скорость волочения,
находим расстояние 12:
Аа>
(4.П)
Расстояние между дополнительным буртиком и торцом
концентратора при заданном значении скорости волочения
т . , , тЛ2со2 Л , Лео \
L = f + /2= - - 1+ — . (4.12)
8 aS \ у 2 vB /
В этом случае волока в момент остановки будет взаимодей-
ствовать с дополнительным буртиком, что уменьшает время
возврата ее к торцу волновода. Частоту, с которой волока
164
взаимодействует с торцом волновода, можно определить из
выражения
/2 aS
. (. V 2 Лео \
тАа 1 Н---------
\ 4 vB J
(4-13)
Анализ уравнений (4.12) и (4.13),показывает, что в резуль-
тате более рационального использования ультразвуковой
Рис. 56. Схема волочения с автоматическим управлением движения свобод-
ной волоки
энергии за счет увеличения дробности деформации (часто-
ты соударений волоки и буртика) или уменьшения времени
возврата волоки к торцу вибратора можно увеличить ско-
рость волочения по сравнению со схемой волочения, приве-
денной на рис. 54.
Эксперименты по волочению проволоки из сплавов
42НХТЮА и НП-2 по схеме, представленной на рис. 55, по-
казали, что в этом случае скорость волочения увеличивает-
ся на 30—40% и достигает 0,8 м/с при единичных обжатиях
20%.
На рис. 56 приведена схема волочения металла, в кото-
рой скорость возврата волоки к колеблющемуся волноводу
значительно больше скорости волочения. В момент остановки
волоки, когда усилие волочения снижается до нулевого зна-
чения, с блока управления подается кратковременный им-
пульс питающего напряжения на катушку электромагнита
и волока мгновенно притягивается к торцу волновода. Затем
в результате взаимодействия она получает импульс силы в
направлении, противоположном направлению волочения, и
снова деформирует металл. Поскольку время возврата во-
165
локи к торцу волновода в этом случае очень мало, то ско-
рость волочения можно значительно увеличить и эффектив-
ность использования энергии ультразвуковых колебаний
возрастет.
Во всех схемах волочения с использованием плавающей
волоки происходит удар волоки по торцу концентратора и,
следовательно, быстрое разрушение последних. Поэтому для
предотвращения разрушения волок необходимо их поме-
щать (запрессовывать) в обоймы.
Рис. 57. Схема волочения при угле наклона торца волновода к его оси
Волочение проволоки с продольными ультразвуковыми
колебаниями можно осуществить по схеме, приведенной на
рис. 57. Здесь торцовая поверхность волновода /, совершаю-
щего колебания от преобразователя 2, выполнена под углом
к его оси. Перед торцом волновода в пучности колебаний
ультразвуковых волн свободно установлена волока 3 соосно
с отверстием в концентраторе-волноводе, через которое про-
тягивается проволока 4. Волока 3 совершает колебательное
движение в направляющих 5.
Как видно из рис. 57, в этом случае значительно упроща-
ется заправка протягиваемого металла по сравнению со
схемами, приведенными на рис. 53—56. Материал заправля-
ется в волоку и проходит только через небольшое отверстие
концентратора. Кроме того, значительно уменьшается рас-
стояние от очага деформации до тянущего барабана, а по-
166
этому упругая составляющая деформация на этом участке
также уменьшается. В результате этого большее количество
ультразвуковой энергии идет на пластическую деформацию
металла, и эффективность ультразвукового волочения возра-
стает. Следует отметить, что в зависимости от размеров
концентратора оптимальный угол наклона торцовой поверх-
ности составляет 60—85°. При таком угле наклона волока
совершает не только продольные колебания, но и враща-
тельное движение вокруг своей оси, что также способствует
Рис. 58. Схема многократного волочения с продольными ультразвуковыми
колебаниями: 1 — преобразователь; 2 — волновод; 3—волока; 4—заготовка
увеличению эффективности действия ультразвука на про-
цесс волочения.
Наиболее рациональная схема при волочении с исполь-
зованием продольных ультразвуковых колебаний представ-
лена на рис. 58. Применение ее позволяет значительно уве-
личить степень обжатия за проход при одновременном сни-
жении усилия волочения, поскольку протягиваемая прово-
лока последовательно проходит через ряд каналов (волок),
расположенных на фланце диска у торца концентратора,
причем диаметр диска D определяется из соотношения
(4-14)
167
где d — диаметр концентратора в месте крепления диска;
x=yR — корень уравнения
yxRJm—l (yxR) (1 H?i) Jm(yxR) — 0- (4.15)
Здесь Jm— Бесселевы функции первого рода m-го и (tn—1)-го
порядка; ух— постоянная; R— радиус диска.
Диск можно крепить к концентратору любым из извест-
ных способов (сварка, пайка), однако наибольшее снижение
усилия волочения получается, когда концентратор и диск
выполнены как единое целое из одного металла. В этом слу-
чае акустическое сопротивление концентратора и диска оди-
наково и потерь энергии на нагревание концентратора за
счет отражения ультразвуковых колебаний не происходит.
Минимальный диаметр диска выбирается больше диа-
метра концентратора в месте расположения диска, чтобы в
нем можно было сделать отверстия (каналы) необходимых
размеров. С другой стороны, при увеличении диаметра диска
в нем могут возникнуть радиальные колебания, что приведет
к уменьшению амплитуды продольных колебаний. Кроме
того, с увеличением диаметра диска увеличивается присое-
диненная масса концентратора — это также вызывает умень-
шение амплитуды продольных колебаний. Поэтому с целью
получения максимальной амплитуды колебаний размеры
диска должны быть оптимальными при заданных размерах
отверстий, что обеспечивается выполнением условия (4.14).
Экспериментальные исследования показали, что для экспо-
ненциального концентратора при работе с генератором
УЗДН-1М. и волочении проволоки с максимальным диамет-
ром до 1,5 мм диаметр диска на торце концентратора, рав-
ный 0,06—0,08 длины продольных ультразвуковых колеба-
ний, является оптимальным. В этом случае амплитуда колеба-
ний в очаге деформации составляет 20—25 мкм при толщине
диска 3—5 мм. При таком способе волочения происходит
максимальный отбор акустической энергии от преобразова-
теля колебаний. Особенно перспективна эта схема при воло-
чении тонкой проволоки из мягких труднодеформируемых
материалов с низким пределом текучести, таких, как алюми-
ний высокой чистоты и свинцово-оловянистый припой в виде
трубки с каналами, заполненными канифолью.
При волочении проволоку сначала заправляют в одно из
отверстий диска, включают ультразвуковые колебания, осу-
ществляют волочение, затем процесс останавливают, прово-
локу заправляют во второй канал диска и снова включают
ультразвуковые колебания. Количество отверстий в диске
равно количеству переходов, причем степень обжатия в
каждом канале может быть разной, но суммарная степень
168
деформации проволоки во всех отверстиях диска будет
больше, чем предельная степень деформации при волочении
в обычных условиях. В результате увеличения степени об-
жатия при многократном волочении производительность
процесса возрастает, так как более эффективно используется
ультразвуковая энергия.
Весьма эффективна схема подвода энергии ультразвуко-
вых колебаний к очагу деформации, когда к одной волоке
подводятся продольные ультразвуковые колебания, а ко
Рис. 59. Схемы волочения с продольными и радиальными колебаниями:
1,2 — преобразователи; 3, 4 — волновод; 5, 6 — волоки; 7 — заготовка
второй — радиальные, причем расстояние между волоками
должно удовлетворять соотношению [94]
О < / < Лп£7огл • (4.16)
В этом случае обе волоки можно располагать в пучности сме-
щений стоячих ультразвуковых волн или одну волоку кре-
пить в пучности смещений, а вторую — в пучности напряже-
ний (рис. 59).
При волочении по такому способу в момент начала
движения волоки 5 против хода движения металла протяги-
ваемая проволока 7 подвергается сжатию волокой 6 в ради-
альном направлении, что обеспечивает ее надежное защем-
ление. В результате волока 5, двигаясь против волочения,
за счет энергии ультразвуковых колебаний деформирует
протягиваемый металл. Расстояние между волоками уста-
навливается таким, чтобы абсолютное упругое растяжение
металла на этом участке было меньше амплитуды продоль-
ных ультразвуковых колебаний. В этом случае волока, за-
169
крепленная в пучности продольных ультразвуковых коле-
баний, продеформирует металл на участке, равном разности
между амплитудой продольных колебаний и абсолютным
упругим растяжением металла на участке между волоками.
Так как периодическое изменение диаметра волоки 6 при
радиальных колебаниях и продольные колебания волоки 5
вдоль оси волочения происходят синфазно, то описанный
процесс деформации действует на протяжении всего времени
волочения, что приводит к значительному снижению усилия
волочения за счет более эффективного использования ульт-
развуковой энергии, а также к устранению пиков тягового
усилия.
В момент уменьшения диаметра волоки 6 металл подвер-
гается сжатию в радиальном направлении, в результате чего
он подвергается деформации только за счет энергии ультра-
звуковых колебаний и пластическое течение металла проис-
ходит без приложения к переднему концу металла тянущего
усилия. В волоке 5 вследствие надежного защемления ме-
талла волокой 6 в момент движения ее против хода волоче-
ния доля пластической деформации за счет энергии ультра-
звуковых колебаний также значительно возрастает.
Таким образом, при волочении проволоки по такой схе-
ме (рис. 59|) в результате более эффективного использова-
ния энергии ультразвуковых колебаний общее усилие воло-
чения уменьшается до 60% по сравнению с усилием при во-
лочении по ранее приведенной схеме (см. рис. 54), а для
таких материалов, как алюминий, свинец, олово, снижение
усилия волочения достигает 80—90%.
Эффективность воздействия ультразвуковых колебаний
на металл при волочении проволоки можно значительно по-
высить, если применить схему многократного волочения с
радиальными ультразвуковыми колебаниями с улучшенными
условиями смазки в зоне деформации металла (рис. 60, а).
При такой схеме волочения можно увеличить скорость во-
лочения, улучшить качество готовой проволоки и увеличить
стойкость волок.
Устройство содержит преобразователь продольных ульт-
развуковых колебаний 1 с излучателем радиальных колеба-
ний 2, на боковой поверхности которого расположены воло-
ки 3; направляющие ролики 4\ смазочную жидкость 5} кото-
рой заполняются пазы, расположенные в преобразователе
радиальных колебаний; проволоку 6 и емкость 7 для сбора
смазочной жидкости. Волоки расположены диаметрально и
попарно соосно на боковой поверхности диска, причем оси
каждой пары волок смещены по высоте относительно друг
друга, а на торцовой поверхности диска по оси каждой па-
ры волок выполнены пазы для смазочной жидкости.
170
Работа устройства осуществляется следующим образом.
Проволоку 6 заправляют в волоки 3 и пропускают по направ-
ляющим роликам 4 (рис. 60, б). Затем пазы заполняют сма-
зочной жидкостью. Включают преобразователь продольных
ультразвуковых колебаний и приводной механизм тянущего
барабана. Под действием радиальных колебаний, которые
распространяются вдоль стенок пазов, смазочная жидкость
перемещается к отверстиям в волоках. Одновременно в про-
Рис. 60. Схема многократного волочения с радиальными ультразвуковыми
колебаниями
цессе волочения вдоль протягиваемой проволоки распростра-
няются ультразвуковые колебания, которые также переме-
щают смазочную жидкость к отверстиям волок. Благодаря
этим двум факторам создаются благоприятные условия смаз-
ки, которые способствуют большему снижению усилия воло-
чения, уменьшению шероховатости обрабатываемой поверх-
ности металла и повышению скорости волочения. В процессе
волочения происходит также и ультразвуковая очистка про-
волоки смазочной жидкостью, что также сказывается на
повышении качества получаемой проволоки.
Таким образом, применение устройства, приведенного на
рис. 60, при волочении проволоки позволяет повысить ско-
рость протягивания по сравнению с другими способами [18]
примерно в 1,5 раза, уменьшить шероховатость обрабаты-
171
ваемой проволоки на один-два класса и повысить стойкость
волок в 1,5—2 раза.
Наиболее эффективными схемами (с точки зрения сни-
жения усилия и увеличения степени обжатия) подвода
ультразвуковой энергии к очагу деформации являются схе-
мы волочения через разъемные волоки, на которые накла-
дываются ультразвуковые колебания [95]. На рис. 61 при-
ведена схема волочения металла через разъемную волоку,
на одну из половинок которой на-
кладываются ультразвуковые коле-
бания, а на вторую — низкочастот-
ные. Плоскость разъема волоки
устанавливается перпендикулярно
направлению распространения
ультразвуковой волны, а поэтому на
деформируемый металл 4 наклады-
ваются поперечные ультразвуковые
и низкочастотные колебания.
Рассмотрим два случая: 1) когда
нижняя полуволока жестко закреп-
лена на неподвижной массивной
опоре; 2) когда она закреплена же-
стко на опоре, которая совершает
низкочастотные колебания. В пер-
вом случае при включении колеба-
Рис. 61. Схема волочения через разрезной
инструмент с наложением ультразвуковых
и низкочастотных колебаний
ний от преобразователя 1 торец концентратора 2 с по-
луволокой получает смещения. В результате взаимодействия
торца концентратора с жесткой опорой он получает импульс
силы, направленный вверх, под действием которого магнито-
стрикционный преобразователь с концентратором и полу-
волокой такжё смещается вверх в направлении действия
импульса силы, при этом акустический контакт между опо-
рой с полуволокой и концентратором со второй полуволокой
нарушается. Затем под действием собственного веса преоб-
разователь и концентратор перемещаются вниз и возобнов-
ляется контакт между полуволоками. Снова происходит их
взаимодействие, в результате чего преобразователь и кон-
центратор с полуволокой совершают низкочастотные коле-
172
бания с амплитудой значительно болыцей, чем амплитуда
ультразвуковых колебаний на торце концентратора. Частота
и амплитуда низкочастотных колебаний определяются велш
чиной амплитуды ультразвуковых колебаний, массой колеб-
лющейся системы и упругими свойствами контактируемых
поверхностей. Совместное действие ультразвуковых и низко-
частотных колебаний акустической системы приводит к сни-
жению сил контактного трения и усилия волочения, увели-
чению степени обжатия за проход и изменению схемы на-
пряженного состояния в очаге деформации.
Во втором случае при включении ультразвука торец кон-
центратора также взаимодействует с подвижной нижней
опорой 3, которая установлена в направляющих 4 и опира-
ется на жесткий элемент 5, причем жесткость элемента 5
можно регулировать винтом 6. В результате взаимодействия
двух полуволок подвижная опора с половинкой волоки на-
чинает совершать низкочастотные колебания, частота и ам-
плитуда которых зависят от массы опоры, жесткости упру-
гого элемента и амплитуды ультразвуковых колебаний.
Экспериментальные исследования [95] показали, что ча-
стота низкочастотных колебаний составляет 0,01—0,025 ча-
стоты ультразвуковых колебаний, а амплитуда в 10—15 раз
больше амплитуды ультразвуковых колебаний. В этом слу-
чае пластическая деформация металла 7 происходит в основ-
ном за счет энергии ультразвуковых колебаний, например
усилие волочения алюминиевой проволоки со степенью де-
формации 60% близко к нулю.
При наложении на ультразвуковые колебания колебаний
низкой частоты значительно увеличивается эффективность
использования ультразвука для обработки металла. В ре-
зультате более эффективного использования энергии ультра-
звуковых колебаний за счет суперпозиции с низкочастотны-
ми колебаниями степень деформации увеличивается более
чем на 80% по сравнению с другими способами волочения.
Для проволоки из мягких материалов весьма эффектив-
на схема волочения с использованием упругого элемента,
выполненного в виде упругой скобы 2 (рис. 62), один конец
которой наружной поверхностью закреплен на торце волно-
вода 1 резонансной длины. Пружина изогнута так, что вто-
рой ее конец прижимается к первому с усилием, обеспечи-
ваемым жесткостью пружины. На внутренней поверхности
ленточной пружины соосно жестко закреплены половинки
волоки 3 и 4. Устройство работает следующим образом. Пе-
ред началом волочения пружину 2 разжимают и в волоку
вставляют проволоку без заострения конца. Затем включа-
ют ультразвуковые колебания и тянущее устройство (на ри-
сунке не показано). Усилие прижатия полуволок определя-
173
ется размерами и механическими свойствами протягиваемо-
го материала и регулируется либо подбором пружин, либо
регулировочным приспособлением (на рисунке не показано).
При включении ультразвуковых колебаний конец пружины,
на котором закреплена половинка волоки 4, получает импульс
силы, направленный перпендикулярно торцу концентратора,
под действием которого половинка волоки 4 отходит от поло-
винки волоки 3, нагружая пружину. Затем под действием
Рис. 62. Устройство для волочения
металлов с наложением ультразвуко-
вых колебаний на инструмент
усилия пружины половинка волоки 4 возвращается в исход-
ное положение и цикл повторяется.
Совместное действие ультразвуковых колебаний и пру-
жины приводит к значительному увеличению степени де-
формации за проход и уменьшению усилия волочения вслед-
ствие более полного использования энергии ультразвуковых
колебаний. По такой схеме были проведены эксперименты
по волочению проволоки из алюминия высокой чистоты с
диаметра 0,8 на 0,4 мм. Степень деформации при этом со-
ставляла 75%, скорость волочения была равна 20 м/мин,
амплитуда колебаний торца концентратора составляла 20 мкм
при частоте 22 кГц. Усилие прижатия ленточной пружины
шириной 25 мм составляло 50—80 Н, а усилие волочения —
1—1,5 Н.
Таким образом, применение этой схемы при волочении
проволоки из мягких труднодеформируемых в обычных усло-
виях материалов позволяет обеспечить максимальный отбор
энергии ультразвуковых колебаний, увеличить степень де-
формации за. проход более чем на 70% и снизить усилие во-
лочения более чем в 6—8 раз.
Однако рассмотренные схемы волочения металла через
разъемные волоки обладают существенным недостатком.
В процессе волочения образуется заусенец, величина кото-
рого зависит от степени обжатия и свойств протягиваемого
металла. С целью устранения указанного недостатка нами
было предложено устройство для волочения проволоки из
174
мягких материалов, схема которого приведена на рис. 63.
Разъемная волока размещена под углом к оси волновода, а
в контуре упругого элемента выполнена зачистная волока,
причем угол между направлением волочения и направлением
колебаний лежит в пределах 90—45°, а упругий элемент
изогнут таким образом, что расстояние между разъемной и
зачистной волоками, измеренное по проволоке, составляет
0,4 длины ультразвуковой волны в материале проволоки.
Рис. 63. Принципиальная схема
устройства для волочения через
рабочую и зачистную волоки
Устройство состоит из магнитострикционного преобразо-
вателя с волноводом Л к торцу которого через клин 2 кре-
пится ленточная пружина 3 в виде волновода резонансной
длины, в которой выполнена зачистная волока 6. На внут-
ренней поверхности ленточной пружины соосно жестко за-
креплены половинки волок 4 и 5.
Волочение проволоки по такой схеме осуществляется
следующим образом. Проволоку пропускают через разъем-
ную и зачистную волоки и конец ее закрепляют на тяговом
барабане. Затем включают ультразвуковые колебания и тя-
говый барабан. При включении ультразвука конец пружи-
ны, на котором закреплена половинка волоки 5, получает
импульс силы, направленный под углом к плоскости разъ-
ема волоки. Составляющая этого импульса, направленная
перпендикулярно плоскости разъема, отгибает пружину, на-
гружая ее, а составляющая, направленная параллельно
плоскости разъема, способствует течению металла в направ-
лении волочения, что может привести к снижению усилия
до нуля. Затем под действием усилия пружины половинка
волоки 5 возвращается в исходное состояние, деформируя
проволоку, и цикл повторяется. После прохождения разъ-
емной волоки проволока проходит зачистную волоку, диаметр
которой равен или несколько меньше диаметра разъемной
волоки и в которой происходит снятие заусенца.
В результате того, что ось волновода составляет с на-
175
правлением волочения угол а, по проволоке и ленточной пру-
жине распространяются продольные волны. В связи с этим
длина ленточной пружины должна быть резонансной и ее
выбирают кратной длине полуволны, причем если длина пру-
жины кратна нечетному числу полуволн, то обе половинки
волоки совершают синфазные продольные колебания, а
если длина кратна четному числу полуволн, то половинки
волоки колеблются в противофазе. Чистовую волоку рас-
полагают таким образом, чтобы она служила отражателем
колебаний, распространяющихся в проволоке.
Чтобы оценить преимущества такой схемы, были прове-
дены эксперименты по волочению проволоки из алюминия
высокой чистоты с диаметра 0,8 на 0,4 мм при тех же пара-
метрах (скорости и степени деформации и амплитуде коле-
баний), как и в предыдущем случае. Угол наклона волново-
да к плоскости разъема волок составлял 60°. Диаметр чи-
стовой (зачистной) волоки был равен 0,4 мм. Ленточная
пружина имела длину $75 мм и была изогнута так, что рас-
стояние между волоками составляло ПО мм. Усилие при-
жима равнялось 50—80 Н. Эксперименты показали, что в этом
случае усилие волочения в разъемной волоке было равно
нулю. После прохождения через разъемную волоку проволо-
ка имела заусенец шириной до 0,1 мм и толщиной до 0,02 мм,
который в зачистной волоке полностью удалялся, и проволо-
ка выходила из волоки круглого сечения с хорошим качест-
вом поверхности.
Таким образом, применение рассмотренной схемы при
волочении проволоки из мягких материалов позволяет сни-
зить усилие волочения практически до нуля, т. е. деформация
металла осуществляется за счет энергии ультразвуковых
колебаний, и улучшить качество поверхности проволоки по
сравнению со схемой волочения, приведенной на рис. 62.
2. ВЛИЯНИЕ УЛЬТРАЗВУКА НА СИЛОВЫЕ
И ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ ПРОЦЕССА
ВОЛОЧЕНИЯ ТОНКОЙ ПРОВОЛОКИ
Как отмечалось в параграфе 1 настоящей главы,
получение тонкой проволоки из алюминия высокой чистоты
(99,999%) и проволоки из свинцово-оловянистого припоя с
одним и пятью каналами, наполненными канифолью, мето-
дом волочения в обычных условиях представляет большие
трудности, причем качественную проволоку диаметром менее
0,4 мм из указанных материалов практически не удается
получить. Поэтому была поставлена задача получить про-
волоку необходимого качества из алюминия и припоя диа-
метром до 100—200 мкм. С этой целью были проведены
176
обширные исследования по изучению возможности интенси-
фикации процесса волочения тонкой проволоки путем нало-
жения ультразвуковых колебаний при различных схемах
подведения энергии колебаний в зону деформации и различ-
ных значениях интенсивности ультразвука [96—105]. Про-
волоку из свинцово-оловянистого припоя с одним каналом
ПОС 60 и пятью каналами ПОС 30-2 и алюминия высокой
чистоты волочили в обычных условиях и с наложением ульт-
развуковых колебаний.
Изучение силовых параметров процесса волочения с на-
ложением ультразвуковых колебаний проводили на специ-
ально изготовленных барабанных станах однократного воло-
чения и лабораторном стане многократного волочения. Источ-
ником ультразвуковых колебаний служили генератор
УЗДН-1М с магнитострикционным преобразователем мощно-
стью, равной 400 Вт, и генератор УЗГ-10У с преобразователем
ПМС-15А-18. Измерение усилия волочения производили с по-
мощью динамометров. Для измерения частоты колебаний
применяли частотомер ИЧ-6, а для замера амплитуды коле-
баний на торце концентратора — виброметр УБВ-2 и микро-
скоп МИН-5. Изменение амплитуды колебаний осуществляли
как сменой концентраторов с различными коэффициентами
усиления, так и изменением напряжения на генераторной
лампе. Волочение с наложением продольных ультразвуковых
колебаний производили по схеме, когда волока закреплена в
пучности смещений или в пучности напряжений стоячей
ультразвуковой волны, или через свободную (плавающую)
волоку. В табл. 18—20 приведены силовые параметры про-
цесса волочения проволоки с наложением продольных
ультразвуковых колебаний.
Как видно из табл. 18—20, при волочении припоя ПОС 60,
ПОС 30-2 и алюминиевой проволоки (99,999%) со скоростью
0,8 м/мин и амплитудой колебаний, равной 0,018 мм, было
получено снижение усилия волочения от 71 до 80% для при-
поя ПОС 60, от 70 до 89% для припоя ПОС 30-2 и от 42 до
44% для алюминиевой проволоки. При волочении этих же
материалов со скоростью ув = 8 м/мин и той же амплитудой
ультразвуковых колебаний максимальное снижение усилия
для припоя ПОС 60 составило 60%, для припоя ПОС 30-2—71
и для алюминиевой проволоки—-25%.
Такое различие в величине снижения усилия волочения
обеспечивается частично тем, что, как будет показано ниже,
эффективность воздействия ультразвука при волочении по
схеме, когда волока расположена в пучности смещений, за-
висит OI отношения колебательной скорости к скорости во-
лочения. При уменьшении скорости волочения величина от-
ношения ук/ув возрастает, а, следовательно, значение ста-
12. Зак. 902 1 77
тического усилия волочения, необходимого для протекания
пластической деформации в волоке, уменьшается.
Кроме того, из табл. 18—20 следует, что наложение про-
дольных ультразвуковых колебаний, когда очаг деформации
расположен в пучности смещений, вызывает различное сни-
жение усилия волочения для разных материалов при одних
и тех же параметрах ультразвукового поля. Так, для припоя
ПОС 30-2 снижение усилия волочения составило 78% при
амплитуде ультразвуковых колебаний 0,018 мм, а для алю-
миниевой проволоки — примерно 40%, причем степени де-
Таблица 18
Волочение свинцово-оловянистого припоя ПОС 60 с наполнителем
из канифоли (один канал)
Маршрут волочения, мм Степень деформа- ции, % Усилие волочения, Н Снижение усилия, % Усилие волочения с УЗК, н (t>B=8 м/мин) Снижение усилия, %
без УЗК с УЗК (^=0,8 м/мин)
Ь 65—1,58 8,3 42 12,0 71 21,0 50
1,58—1,50 10,0 34 10,0 71 17,0 50
1,50—1,45 7,2 30 8,0 73 15,0 50
1,45—1,40 7,0 28 1,2 74 13,6 51
1,40—1,37 7,0 26 6,6 74 12,6 52
1,35—1,30 7,3 25 6,0 76 12,0 52
1,30—1,25 7,2 23 5,4 76 10,6 54
1,25—1,20 8,0 21 4,8 77 9,0 57
1,20—1,15 8,0 19 4,0 79 8,2 57
1,15—1,10 8,1 18 3,8 80 7,4 59
1,10—1,05 8,5 16 3,5 80 6,5 60
1,05—1,01 7,5 15 3,0 80 6,0 60
Таблица 19
Волочение свинцово-оловянистого припоя ПОС 30-2 с наполнителем
из канифоли (пять каналов)
Маршрут волочения, мм Степень деформа- ции, % Усилие волочения, Н Снижение усилия, % Усилие волочения с УЗК, Н (fB=8 м/мин) Снижение усилия, %
без УЗК с УЗК (^в=0,8 м/мин)
0,59—0,57 .6,6 7,3 2,2 70 3,5 52
0,57—0,55 6,9 7,0 1,5 78 2,4 66
0,55—0,53 7,1 6,9 1,5 78 2,4 65
0,53—0,51 7,4 6,8 1,3 80 2,2 68
0,51—0,50 3,9 4,0 0,6 85 1,4 65
0,50—0,49 4,0 4,4 0,6 86 1,3 70
0,49—0,48 4,0 4,2 0,5 88 1,3 69
0,48—0,47 4,1 4,0 0,5 88 1,2 70
0,47—0,46 4,2 3,9 0,4 89 1,1 71
0,46—0,45 4,3 3,9 0,4 89 1,1 71
178
Таблица 20
Волочение алюминиевой проволоки
Маршрут волочения, мм Степень деформа- ции, % Усилие волочения, Н Снижение усилия, % Усилие волочения с УЗК, Н (ив=8 м/мин) Снижение усилия, %
без УЗК с УЗК (^в=0,8 м/мин)
0,62—0,60 6,5 11,0 6,2 43 8,4 23
0,60—0,58 6,5 10,0 6,0 40 7,8 22
0,58—0,56 6,4 9,2 5,4 41 7,1 23
0,56—0,54 7 8,6 5,0 42 6,6 23
0,54—0,52 7,2 7,8 4,6 42 5,9 24
0,52—0,50 7,8 7,2 4,0 44 5,4 25
формации и скорости волочения в обоих случаях были оди-
наковы. Различие, в величине снижения усилия волочения
разных материалов указывает на тот факт, что наряду со
снижением сил контактного трения в очаге деформации про-
исходит разупрочнение деформируемого металла за счет на-
грева от применения ультразвука. В интервале температур
ультразвукового нагрева (60—70 °C) изменения свойств ме-
талла, характеризующих его сопротивление деформирова-
нию, для алюминия и свинцово-оловянистого припоя разли-
чаются весьма значительно.
Кроме того, установлено, что снижение усилия волочения
при наложении продольных ультразвуковых колебаний по-
стоянной интенсивности зависит от величины статического
усилия протягивания и степени обжатия.
С уменьшением диаметра протягиваемой проволоки сни-
жение усилия волочения под действием ультразвуковых ко-
лебаний увеличивается (табл. 19). Это возрастание эффек-
тивности действия ультразвуковых колебаний объясняется
увеличением удельной акустической энергии, подводимой к
проволоке, с уменьшением ее диаметра, поскольку объем
металла в очаге деформации уменьшается, а количество
ультразвуковой энергии остается постоянной величиной (амп-
литуда на торце концентратора была одинакова).
Кроме того, были проведены исследования волочения
проволоки с наложением ультразвуковых колебаний различ-
ной интенсивности. Интенсивность ультразвуковых колеба-
ний является основным фактором, определяющим степень
снижения давления металла на волоку при волочении. Эф-
фективность применения ультразвука при волочении нахо-
дится в прямо пропорциональной зависимости от интенсив-
ности ультразвуковых колебаний, которая при постоянной
частоте определяется величиной амплитуды. Изменяя амп-
литуду при волочении с продольными ультразвуковыми ко-
12* 179
лебаниями, можно в широких пределах изменять кинемати-
ческие условия в очаге деформации и величину тангенциаль-
ных напряжений, т. е. эффективность действия ультразвуко-
вых колебаний.
Следует отметить, что изменение амплитуды колебаний
не пропорционально изменению сил контактного трения и ве-
личине переменных напряжений, обусловленных колебания-
ми волоки, а зависит от условий деформирования: величины
акустической энергии, подводимой к волоке; формы очага
Рис. 64. Изменение усилия волочения проволоки с наложением продольных
ультразвуковых колебаний в зависимости от интенсивности колебаний (на-
пряжения на генераторной лампе): а—ПОС 60; б—ПОС 30-2 (/) и Al (II)
деформации; удельного давления, действующего на волоку
со стороны деформируемого металла и создающего в нем
напряженное поле; площади контактной поверхности; рода
материала; скорости деформации и ряда других факторов.
При этом с изменением условий деформирования в различ-
ной степени проявляется действие факторов, обусловливаю-
щих снижение статического давления металла на волоку.
Исследования показали, что с увеличением интенсивно-
сти ультразвуковых колебаний усилие волочения снижается
на большую величину для всех протягиваемых материалов
(интенсивность ультразвука регулировали путем изменения
напряжения на генераторной машине ультразвуковой уста-
новки). На рис. 64 приведены кривые, показывающие изме-
нение усилия волочения в зависимости от величины высоко-
вольтного напряжения на генераторной лампе.
Из рисунка видно, что степень снижения усилия волоче-
ния как при минимальном, так и при максимальном значе-
нии интенсивности не одинакова для различных металлов.
Так, для припоя ПОС 60 при степени деформации 10% уси-
лие волочения снижается приблизительно в 2 раза при на-
180
пряжении 3 кВ, а при напряжении 6 кВ — примерно в 6 раз.
При волочении алюминиевой проволоки усилие волочения
снижается в 1,3 и 2 раза соответственно при одинаковой сте-
пени деформации.
Таким образом, исследования силовых параметров при
волочении проволоки с наложением ультразвуковых колеба-
ний, когда волока расположена в пучности смещений, пока-
зали, что введение энергии ультразвука в очаг деформации
всегда приводит к снижению усилия волочения, величина
Таблица 21
Изменение усилия при волочении проволоки
с наложением продольных ультразвуковых колебаний
(пучность напряжений)
Материал Степень деформа- ' ции, % Усилие волочения, Н Снижение усилия, %
без УЗК с УЗК
ПОС 60 10 32,5 14,0 57
ПОС 30-2 Алюминиевая проволо- 10 9,4 3,8 60
ка 8 12,8 9,8 23
которого('зависит как от параметров ультразвукового поля, так
и от механических свойств протягиваемого материала.
Волочение проволоки с применением продольных ультра-
звуковых колебаний возможно также и при расположении
очага деформации в пучности напряжений стоячей ультра-
звуковой волны, возникающей в колебательной системе пре-
образователь— концентратор. При включении ультразвуко-
вых колебаний в волоке и протягиваемой проволоке будут
возникать максимальные знакопеременные напряжения. По-
скольку волока имеет определенные размеры и по обе сто-
роны от узлового сечения существуют колебания весьма
малой амплитуды, то в протягиваемой проволоке также бу-
дут возникать и распространяться колебания, но величина
амплитуды их будет незначительна. Следовательно, колеба-
ния в проволоке не будут оказывать существенного влияния
на свойства стоячей волны, и колебательная система не
будет выходить из резонансного режима при волочении без
применения отражательных устройств.
Результаты исследования при волочении припоя ПОС 60
и алюминиевой проволоки (99,999%) с наложением продоль-
ных ультразвуковых колебаний, когда очаг деформации
находится в пучности напряжений стоячей ультразвуковой
волны, приведены в табл. 21. Анализ таблицы показывает,
что при волочении припоя ПОС 60 со степенью деформации
181
10% усилие волочения снижается на 57%, при волочении при-
поя ПОС 30-2 — на 60%, а при волочении алюминиевой про-
волоки со степенью деформации 8% —на 23%, т. е. степень
снижения усилия волочения меньше, чем при волочении, когда
волока расположена в пучности смещений стоячей ультразву-
ковой волны. (Параметры ультразвукового поля в обоих слу-
чаях оставались неизменными.)
Таким образом, максимальное снижение усилия волоче-
ния происходит при расположении волоки в пучности сме-
щений продольной ультразвуковой волны.
Таблица 22
Изменение усилия при волочении проволоки
с наложением продольных ультразвуковых колебаний
(свободная волока)
Материал Степень деформа- ции, % Усилие волочения, Н Снижение усилия, %
без УЗК с УЗК
ПОС 60 10 32,5 18,0 44
ПОС 30-2 Алюминиевая проволо- 10 9,4 5,4 42
ка 8 12,8 10,2 20
Кроме исследований с применением продольных ульт-
развуковых колебаний, когда волока жестко соединена с
концентратором, были проведены эксперименты по волоче-
нию проволоки, когда волока свободно помещалась в кон-
центраторе и опиралась на буртик, расположенный в пучно-
сти смещений стоячей ультразвуковой волны (см. рис. 54, 55).
При волочении по схеме, представленной на рис. 55, во-
лока совершает колебания в направлении протягивания с
частотой, не совпадающей с частотой колебательной системы.
Частота и амплитуда колебаний волоки в этом случае зави-
сят от массы последней, частоты и амплитуды колебаний
акустической системы, в которой она находится. Поэтому
снижение усилия волочения также будет зависеть от ампли-
туды и частоты ультразвуковых колебаний. В табл. 22 при-
ведено изменение усилия волочения свинцово-оловянистых
припоев ПОС 60, ПОС 30-2 и алюминиевой проволоки при
скорости протягивания 0,8 м/мин в обычных условиях и при
наложении ультразвуковых колебаний. (Волока расположе-
на в пучности смещений стоячей ультразвуковой волны в
свободном состоянии.) Анализ данных табл. 22 показывает,
что степень снижения усилия волочения меньше, чем в слу-
чае, когда волока запрессована в концентраторе в пучности
смещений стоячей ультразвуковой волны.
182
Снижение усилия волочения, когда волока находится в
концентраторе в свободном состоянии, происходит в основ-
ном за счет уменьшения сил контактного трения и возник-
новения дробной деформации.
Проведены также исследования по волочению припоя
ПОС 60 и алюминиевой проволоки с наложением поперечных
ультразвуковых колебаний, когда очаг деформации распо-
лагали в пучности смещений стоячей ультразвуковой волны,
причем волока была выполнена разъемной. Исследования
показали, что при волочении проволоки из алюминия высо
Рис. 65. Зависимость усилия
волочения с наложением попе-
речных ультразвуковых колеба-
ний от статического усилия
(8 = 65%): 1 — А1; 2 — ПОС60
кой чистоты диаметром 0,6 мм со скоростью 2 м/мин и ампли-
тудой колебаний 0,02 мм (е = 8%) усилие волочения в обыч-
ных условиях составляло 3800 мН, а при наложении ультра-
звуковых колебаний — меньше 50 мН.
Таким образом, при волочении через разъемные волоки
снижение усилия волочения составило 98%. При волочении
припоя ПОС 60 и ПОС 30-2 в тех же условиях усилие воло-
чения практически было равно нулю, т. е. пластическая де-
формация металла происходила только за счет энергии
ультразвуковых колебаний.
При волочении через разъемную волоку с наложением
поперечных ультразвуковых колебаний усилие волочения
зависит от статического усилия, которое прикладывается к
ультразвуковой головке (см. рис. 65). Так, например, при
волочении алюминиевой проволоки с 8 = 65% усилие воло-
чения уменьшается в 8,3 раза при увеличении статического
усилия в 4,2 раза.
В табл. 23 приведены результаты исследования по воло-
чению этих же материалов с наложением ультразвуковых
колебаний различной интенсивности (РСт = 40Н). Анализ
таблицы показывает, что степень снижения усилия волоче-
ния в этом случае зависит от интенсивности колебаний.
С увеличением интенсивности ультразвуковых колебаний
183
Таблица 23
Волочение проволоки с наложением поперечных
ультразвуковых колебаний через разъемную волоку
Материал Степень деформа- ции, % Усилие волочения с наложением ультразву- ковых колебаний при различном значении тока, А, на аноде, мН
0,34 0,42 0,5 0,6 0,7
Алюминиевая прово- лока ПОС 30-2 72 72 1800 1400 1200 900 500 400 300 190 180 100
(ток анода возрастает в 2 раза) усилие волочения уменьша-
ется в 10 раз для проволоки из алюминия и припоя ПОС 30-2.
Таким образом, из рис. 64 и табл. 22 видно, что снижение
усилия волочения зависит от схемы подведения энергии
продольных ультразвуковых колебаний к очагу деформации,
ее интенсивности, состояния деформируемого металла, проч-
ностных и пластических свойств и других факторов. Наибо-
лее эффективна с точки зрения снижения усилия схема во-
лочения через разъемную волоку, одна из половинок кото-
рой жестко соединена с концентратором ультразвуковых
колебаний.
С увеличением степени деформации при волочении метал-
ла возрастает работа деформации, изменяются условия кон-
тактного трения и усилие волочения возрастает. При воло-
чении с наложением ультразвуковых колебаний, когда волока
расположена в пучности смещений, силы трения в очаге де-
формации значительно уменьшаются. Поэтому были прове-
дены исследования влияния степени деформации на измене-
ние усилия волочения при наложении продольных и попе-
речных (в случае разъемной волоки) ультразвуковых
колебаний.
На рис. 66 представлены кривые изменения усилия воло-
чения свинцово-оловянистых припоев ПОС 60, ПОС 30-2 и
алюминиевой проволоки в зависимости от степени дефор-
мации при волочении в обычных условиях и с наложением
продольных ультразвуковых колебаний (волока запрессова-
на в пучности смещений, а амплитуда на торце концентра-
тора составляла 0,020 мм). Как следует из рис. 66, снижение
усилия при волочении припоя ПОС 60 со скоростью 0,8 м/мин
и степенью обжатия 6,5% составляет 76%, а при степени
деформации 10%—примерно 70%; для припоя ПОС 30-2
снижение усилия волочения равно 77 и 72% соответственно.
При волочении алюминиевой проволоки при той же скорости
снижение усилия волочения составляет примерно 44% (сте-
184
пень обжатия 6,5%) и 41% (степень обжатия 10%). Следо-
вательно, при волочении свинцово-оловянистых припоев и
алюминиевой проволоки с наложением продольных ультра-
звуковых колебаний, когда волока запрессована в пучности
смещений колебательной системы, снижение усилия волоче-
ния уменьшается при увеличении степени деформации за
переход. При увеличении скорости протягивания характер
изменения усилия волочения остается примерно такой же,
как и при малых скоростях, если параметры ультразвуко-
вых колебаний не изменяются, однако эффективность дей-
ствия ультразвуковых колебаний уменьшается с увеличени-
ем степени деформации в большей мере. Аналогичные зави-
симости получены и при волочении припоя ПОС 60, когда
волока находится в свободном состоянии в пучности сме-
щений стоячей ультразвуковой волны, но величина снижения
усилия волочения в процентном отношении при тех же па-
раметрах ультразвукового поля несколько меньше (табл. 24).
С увеличением интенсивности ультразвуковых колебаний
эффективность действия ультразвука несколько возрастает,
но характер изменения усилия волочения в зависимости от
степени деформации остается без изменения.
При расположении волоки в пучности напряжений ко-
лебательной системы снижение усилия волочения с увеличе-
нием степени деформации также уменьшается, причем в
большей мере (табл. 25). Это объясняется тем, что с увели-
чением степени деформации напряжение волочения возра-
стает, а величина знакопеременных напряжений в очаге
185
деформации остается постоянной при постоянной амплитуде
колебаний. Снижение усилия волочения в этом случае обу-
словлено в основном только величиной знакопеременных
напряжений. Поэтому при больших степенях деформации
относительная величина снижения усилия волочения будет
меньшей, чем при малых степенях деформации. По мере
увеличения интенсивности ультразвуковых колебаний воз-
растают по величине и знакопеременные напряжения в оча-
ге деформации и, следовательно, степень снижения усилия
волочения увеличивается, но характер изменения кривых в
зависимости от степени обжатия остается таким же, как и
при меньших значениях интенсивности ультразвуковых ко-
лебаний, подводимых к очагу деформации.
В табл. 24 приведены данные, полученные при волочении
лрипоя ПОС 60 с наложением продольных колебаний, когда
Таблица 24
Изменение усилия волочения свинцово-оловянистого
припоя ПОС 60 в зависимости от степени обжатия
(свободная волока)
Степень дефор- мации, % Усилие волочения, Н Снижение усилия, %
без УЗК с УЗК
5 18 9 50
6 22 12 45
8 28 16 43
10 35 20 40
12 40 24 39
15 48 30 37
20 — 40 —
25 — 50 —
Таблица 25
Изменение усилия волочения свинцово-оловянистого
припоя ПОС 60 в зависимости от степени обжатия
(пучность напряжений)
Степень деформации, % Усилие волочения, Н Снижение усилия, %
без УЗК с УЗК
5. 18 6 67
6 22 8 68
8 28 11 60
10 35 14 58
12 40 18 55
15 48 23 52
20 — 31 —
25 — 40 —
30 — 49 —
32 — — —
186
волока находится в пучности смещений в свободном (неза-
прессованном) состоянии, в зависимости от степени обжатия
при скорости протягивания, равной 5 м/мин.
С увеличением степени деформации при постоянном зна-
чении энергии ультразвуковых колебаний, подводимой к
очагу деформации, эффективность их воздействия на про-
тягиваемый материал уменьшается. Однако предельная сте-
пень обжатия при наложении ультразвуковых колебаний
несколько выше, чем при волочении в обычных условиях.
Это уменьшение эффективности действия ультразвуковых
колебаний (волока не закреплена) с ростом степени дефор-
мации можно объяснить следующим образом.
При включении ультразвука за период колебаний про-
исходит отрыв поверхности волоки от деформируемого ме-
талла, в результате чего возникает дробная деформация
поверхностных слоев металла. При этом силы контактного
трения значительно уменьшаются, а деформация металла
на контактной поверхности и прилегающих к ней слоях про-
исходит в основном под действием инерционных сил, величи-
на которых по мере проникновения в глубь объема метал-
ла уменьшается. При малых степенях деформации интенсив-
ное течение металла наблюдается на контактной поверхности
и в прилегающих к ней слоях, а центральные слои претер-
певают незначительную по величине деформацию, причем
деформирование осуществляется при минимальном стати-
ческом напряжении. С увеличением степени деформации
объем металла, участвующий в пластическом течении, воз-
растает, а величина инерционных сил при тех же параметрах
ультразвуковых колебаний не изменяется, и поэтому отно-
сительная величина ультразвуковой энергии, ответственной
за пластическое деформирование металла, уменьшается, а,
следовательно, статическое усилие возрастает. Таким обра-
зом, при волочении с наложением ультразвуковых колеба-
ний, когда волока расположена в пучности смещений коле-
бательной системы в свободном состоянии, с увеличением
степени обжатия эффективность воздействия ультразвука
будет уменьшаться.
Рассмотрим, как изменяется эффективность действия
ультразвука в зависимости от степени обжатия при волоче-
нии проволоки с наложением поперечных колебаний через
разъемную волоку по схеме, представленной на рис. 59 и 61.
Результаты исследований приведены в табл. 26.
Анализ данных таблицы показывает, что с увеличением
степени деформации при постоянном значении энергии
ультразвуковых колебаний, подводимой к очагу деформации,
эффективность воздействия ультразвуковых колебаний на
протягиваемый металл также несколько уменьшается. Од-
187
Таблица 26
Изменение усилия волочения проволоки в зависимости от степени
обжатия (разъемная волока)
Материал Степень деформации, % Усилие волочения, Н Снижение усилия, %
без УЗК с УЗК
ПОС 30-2 4 2,1 0,05 99
(J = 0,3 мм) 6 2,6 0,05 98
8 3,0 0,08 97
50 — 0,25 —
60 — 0,50 —
67 — 0,90 —
72 — 1,40 —,
75 — 1,80 —
80 — 3,00 —
Алюминиевая проволо- 4 3,3 0,05 99
ка (d=0,3 мм) 6 3,8 0,08 98
8 4,0 0,12 97
50 — 0,30 —
60 — 0,60 —
67 — 1,20 —
72 — 1,80 —
75 — 2,50
80 — 4,00 —
нако это уменьшение проявляется в меньшей степени, чем
при волочении через неразъемные волоки при других схе-
мах подведения ультразвуковой энергии к очагу дефор-
мации.
Уменьшение эффективности действия ультразвука при
волочении через разъемную волоку с ростом степени дефор-
мации объясняется следующим образом. При включении
ультразвуковых колебаний торец концентратора совершает
знакопеременные смещения. В результате взаимодействия с
жесткой опорой он получает импульс силы, направленной
вверх, под действием которого преобразователь с концентра-
тором смещаются также вверх в направлении действия
импульса силы. Затем под действием силы собственного веса
преобразователь с концентратором и закрепленной на нем
половиной волоки перемещаются вниз, получая запас кине-
тической энергии. Если величина ее больше величины по-
тенциальной энергии, необходимой для деформации объема
металла, заключенного в очаге деформации, то происходит
пластическое деформирование металла.
Были проведены исследования волочения алюминиевой
проволоки с исходным диаметром 0,78 мм на установке,
приведенной на рис. 61, на диаметр 0,6 и 0,45 мм за один
188
переход со степенью обжатия 40 и 66% соответственно. При
волочении в обычных условиях без ультразвука максималь-
ная степень обжатия составляла 10%. Исследования показа-
ли, что в этом случае степень снижения усилия волочения
также зависит от интенсивности ультразвуковых колебаний.
Так, с увеличением амплитуды ультразвуковых колебаний на
торце концентратора от 5 до 15 мкм усилие волочения сни-
жается с 15 до 3 Н. Следовательно, при волочении алюми-
ниевой проволоки диаметром 0,72 и 0,3 мм через разъемную
Рис. 67. Схема очага деформа-
ции (7 — верхняя полуволока;
2 — нижняя полуволока; 3 —
протягиваемая проволока) (а)
и зависимость усилия волоче-
ния (б) от амплитуды ультра-
звука для перехода 0,78—0,6
(7) и 0,78—0,45 мм (2). Сплош-
ная линия—теоретические дан-
ные; штриховая — эксперимен-
тальные
волоку пластическая деформация происходит в основном за
счет энергии ультразвуковых колебаний, причем эффектив-
ность действия ультразвука возрастает с уменьшением диа-
метра проволоки. Это объясняется тем, что с уменьшением
диаметра проволоки упругая податливость ее уменьшается
(жесткость возрастает) и доля пластической деформации
в радиальном направлении увеличивается за счет уменьше-
ния упругой деформации.
Наряду с экспериментальными исследованиями процесса
волочения проволоки через разъемные волоки с наложением
ультразвуковых колебаний были также рассчитаны напря-
жение и усилие волочения в зависимости от основных пара-
метров ультразвука [105].
Рассчитаем зависимость усилия волочения от амплиту-
ды ультразвуковых колебаний. Напряженное состояние при
волочении через разъемную волоку (рис. 67, а) отличается
от напряженного состояния при радиальном обжатии нали-
189
чием растягивающего напряжения волочения сгв. Проведем
анализ процесса волочения через разъемную волоку, для че-
го запишем систему трех уравнений [106].
Уравнение равновесия имеет вид
dp
4 т 2 (Ор — оф)
РФ~ Р
-0,
(4.17)
где аф, Ор — нормальные, а т — касательное напряжения.
Уравнение пластичности запишем в виде
^ф —°р = ±°т- (4.18)
Закон распределения контактных касательных напряже-
ний для зоны скольжения
т=±/тОф. (4.19)
Решая систему уравнений (4.17) — (4.19), находим диа-
метр критического сечения от которого течение металла
в осевом направлении происходит в разные стороны (суже-
ние конуса — зона I и расширение конуса — зона II):
dK = d±X
/ / o’ \ / d \а П1/'
Ф + I/ Ф2+ 2/т+ф-2/т (2/т-Ф) 4-
V______\__________о’т /_____\ dr )
2/т + ф-2/т-^
°Т —
(4.20)
где ф —угол конусности волоки; a = tfTlq.
Определив нормальное напряжение оф в зонах I и 77,
найдем усилие, которое возникает при действии концентра-
тора в направлении его движения (ось х):
При выводе формулы (4.21 ) предполагалось, что угол кон-
тактирования полуволоки с заготовкой близок к 180°, и не
учитывалось деформирование в калибрующем пояске и
заусенце.
Воздействие концентратора, на торце которого располо-
жена пучность смещений, будем рассматривать как удар
190
трех тел [18]: концентратора с полуволокой приведенной
массы mi; обрабатываемого материала массой т2; нижней
полуволоки с опорой массой т. Предположим, что тело мас-
сой т2 подвергается пластическому деформированию и вы-
полняется соотношение m>mi+m2. Время пластического
деформирования
Z = ~2~nf W" ' (4’22)
Зная время /, найдем усилие, создаваемое концентратором
в очаге деформации:
2 л/тпз
F ~ т\ + (т^ + т2)2 Х
X 2 nfAm1------— т2 VфМив 1 • (4.23)
2 I
Зависимость напряжения волочения сгв от амплитуды
ультразвуковых колебаний А можно рассчитать по форму-
лам (4.20), (4.21) и (4.23).
На рис. 67,6 показана теоретическая и экспериментальная
зависимость силы волочения Р от, амплитуды ультразвуко-
вых колебаний для двух переходов. На участке резкого па-
дения усилия волочения с ростом амплитуды колебаний
(области 5—10 и 9—14 мкм для кривых 1, 2 соответственно)
отличие теоретических и экспериментальных результатов не
превышает 2 мкм по амплитуде (15%).Расхождение теоре-
тических и экспериментальных результатов при больших
значениях амплитуды ультразвука объясняется следующим
образом. Поскольку экспериментальные кривые сходятся в
точке с координатами А = 15 мкм, Р = ЗН, это означает, что
при амплитуде колебаний примерно 15 мкм интенсивность
ультразвука достаточна для осуществления пластического
деформирования только за счет энергии ультразвука. Од-
нако при этом усилие падает не до нуля, как это следует из
теории, а до некоторой величины (около 3 Н в наших экспе-
риментах), необходимой для преодоления сил трения в про-
цессе подачи заготовки в очаг деформации. Кроме того,
несовпадение экспериментальных и теоретических кривых
обусловлено тем, что не учитывалась амплитудная зависи-
мость предела текучести, а также принудительное движение
торца концентратора по синусоидальному закону при удар-
ном воздействии.
Проволоку из свинцово-оловянистого припоя и алюминия
высокой чистоты волочить с большими скоростями в обычных
условиях практически не представляется возможным в ре-
191
зультате частых обрывов. Для увеличения производительнос-
ти процесса волочения и изучения эффективности действия
ультразвука были проведены опыты по изучению влияния ско-
рости волочения на указанные факторы. Эксперименты про-
водили при использовании продольных ультразвуковых коле-
баний, когда волока жестко крепилась в пучности смещений
или в пучности напряжений стоячей волны, когда волока на-
Рис. 68. Изменение усилия в зависимости от скорости при волочении А1
(1) и ПОС 60 (2) в пучности колебаний (а) и в пучности напряжений (б)
ходилась в свободном состоянии в пучности смещений, и при
волочении через разъемную волоку, находящуюся в пучности
смещений концентратора.
На рис. 68 приведены данные изменения усилия волоче-
ния при протягивании проволоки из свинцово-оловянистого
припоя с наполнителем из канифоли ПОС 60 и алюминиевой
проволоки (99,999%) при наложении ультразвуковых коле-
баний. С увеличением скорости волочения эффективность
воздействия ультразвуковых колебаний уменьшается. Кроме
того, независимо от рода протягиваемого материала и места
расположения волоки (пучность напряжений или смещений)
эффективность действия ультразвуковых колебаний при уве-
личении скорости волочения уменьшается. Характер измене-
ния хода кривых для всех материалов примерно одинаков,
но величина снижения усилия волочения при наложении
ультразвуковых колебаний различна.
Уменьшение эффективности действия ультразвука связа-
но с тем, что с увеличением скорости волочения повышается
скорость скольжения и уменьшается время нахождения еди-
ницы объема обрабатываемого металла в очаге деформации.
А с увеличением скорости скольжения, как показывают теоре-
тические и экспериментальные исследования, степень сниже-
ния сил контактного трения под действием ультразвуковых
колебаний постоянной амплитуды будет уменьшаться. С дру-
гой стороны, при увеличении скорости волочения количество
192
акустической энергии, передаваемое обрабатываемому ме-
таллу посредством тангенциальных переменных напряжений,
которые обусловлены наличием продольных ультразвуковых
колебаний в волоке, будет изменяться [53]. Увеличение ско-
рости волочения и уменьшение амплитуды колебаний обус-
ловливают меныцее влияние переменных тангенциальных на-
пряжений, вызываемых ультразвуком, так как резко умень-
Рис. 69. Изменение усилия в зависимости от колебательной скорости при
различных скоростях волочения ПОС 60 (а) и А1 (б): 1 — ув = 8 м/мин;
2 — 5; 3 — 0,8 м/мин
шается энергия, передаваемая ими обрабатываемому
металлу.
Исследовано также влияние скорости волочения на изме-
нение усилия протягивания при различных значениях коле-
бательной скорости волоки. Волока была запрессована в пуч-
ности смещений стоячей ультразвуковой волны. На рис. 69
приведены экспериментальные данные волочения свинцово-
оловянистого припоя ПОС 60 и алюминиевой проволоки.
Как следует из рисунка, независимо от протягиваемого
материала усилие волочения снижается при увеличении ко-
лебательной скорости, однако степень снижения усилия воло-
чения неодинакова при различных скоростях протягивания.
Кроме того, с увеличением колебательной скорости для при-
поя ПОС 60 величина снижения усилия при малых скоростях
волочения значительно больше, чем для алюминиевой прово-
локи. Анализ данных рис. 69 также показывает, что при оди-
наковых колебательных скоростях волоки с увеличением ско-
рости протягивания относительное снижение усилия волоче-
ния уменьшается. Отсюда следует, что при осуществлении
процесса волочения проволоки с поддержанием постоянного
снижения усилия волочения (постоянного отношения Ру/Ро)
13 Зак 902
193
необходимо при повышении скорости протягивания увеличить
и значение колебательной скорости.
Сравним данные волочения припоя при постоянной коле-
бательной скорости, например ук = 2 м/с (см. рис. 68). Как
видно из рисунка, отношение усилия волочения с ультразву-
ком к усилию волочения в обычных условиях при ув = 0,8
м/мин составляет 60%, т. е. усилие волочения снижается на
40%; при ув = 8 м/мин у=Ру/Р,0 = 75%, т. е. снижение усилия
волочения составляет 25%.
Таким образом, чем меньшее значение имеет коэффициент
у, тем больше эффективность действия ультразвука при по-
стоянной колебательной скорости.
Уменьшение усилия при волочении мягких металлов с на-
ложением продольных ультразвуковых колебаний создает
предпосылки для повышения допускаемой за проход степени
деформации и сокращения числа проходов. В связи с этим
были проведены исследования по изучению влияния ультра-
звуковых колебаний на технологическую деформируемость
проволоки при волочении [96].
В табл. 27, 28 приведены данные по волочению припоя
ПОС 30-2 с пятью каналами, наполненными канифолью. Ана-
лиз данных таблиц показывает, что наложение продольных
ультразвуковых колебаний при волочении проволоки из свин-
цово-оловянистого припоя с наполнителем вызывает значи-
тельное снижение усилия волочения. Причем с уменьшением
диаметра протягиваемой проволоки эффективность воздейст-
вия ультразвуковых колебаний (параметры ультразвуковых
колебаний оставались неизменными) возрастает. Эти данные
подтверждают теоретические выводы о том, что с уменьшени-
ем диаметра протягиваемой проволоки превалирующее зна-
чение в осуществлении пластической деформации приобре-
тают радиальные смещения матрицы, которые возникают в
результате действия продольных колебаний. В табл. 28 при-
ведены данные по волочению припоя ПОС 30-2 по сокращен-
ному маршруту волочения. Как видно из табл. 28, 29, воло-
чение в обычных условиях со степенью деформации больше
8—9% невозможно осуществить в результате обрывов прово-
локи (особенно при волочении проволоки диаметром меньше
0,4 мм). Наложение ультразвуковых колебаний позволило
увеличить степень деформации за проход до 19% и тем самым
сократить число проходов с 32 до 13, причем процесс волоче-
ния в этом случае протекал стабильно, без обрывов.
Волочение припоя ПОС 60 с исходного диаметра 2,15 мм
на диаметр 1 мм в обычных условиях проводят по маршруту:
2,15 — 2,02 — 1,92 — 1,85 — 1,75 — 1,65 — 1,55 — 1,47 —
1,4 _ 1,35 _ 1,зо — 1,25 — 1,20 — 1,15 — 1,10 — 1,05 — 1,0,
т. е. за 16 проходов, причем степень деформации составляет
194
Таблица 27
Волочение припоя ПОС 30-2 с наложением продольных
ультразвуковых колебаний
Маршрут волочения, мм Степень деформации, % Усилие волочения, Н Снижение усилия, %
без УЗК с УЗК
0,59—0,57 6,60 7,3 2,20 70
0,57—0,55 6,90 7,о 1,50 78
0,55—0,53 7,10 6,9 1,50 78
0,53—0,51 7,40 6,8 1,30 80
0,51—0,50 3,90 4,0 0,60 85
0,50—0,49 4,00 4,4 0,60 86
0,49—0,48 4,04 4,2 0,50 88
0,48—0,47 4,10 4,0 0,50 88
0,47—0,46 4,20 3,9 0,40 89
0,46—0,45 4,30 3,9 0,40 89
0,45—0,44 4,40 3,9 0 35 90
0,44—0,43 4,50 3,8 0,35 91
0,43—0,42 4,60 3,6 0,25 93
0,42—0,41 4,70 3,6 0,25 93
0,41—0,40 4,80 3,6 0,20 94
0,40—0,39 4,90 3,6 — —
0,39—0,38 5,06 3,5 — —
0,38—0,37 5,19 3,4 — —
0,37—0,36 5,33 3,3 — —
0,36—0,35 5,48 3,2 — —
0,35—0,34 5,63 3,1 — —
0,21—0,20 | 9,30 | 1,1 | — |
Таблица 28
Волочение припоя ПОС 30-2 с наложением продольных
ультразвуковых колебаний
Маршрут воло- чения, мм Степень деформации, % Усилие волочения, Н
с УЗК без УЗК
0,59—0,54 16,3 8,9 Обрыв
0,54—0,50 14,4 7,0 »
0,50—0,46 15,5 6,2 »
0,46—0,42 16,8 5,8 »
0,42—0,39 14,0 4,3 »
0,39—0,36 15,0 4,3 »
0,36—0,33 16,0 3,8 »
0,33—0,30 17,2 2,9 »
0,3 —0,27 19,0 2,4 »
0,27—0,25 14,5 2,1 »
0,26—0,24 15,0 1,9 »
0,29—0,22 16,0 1,6 »
0,22—0,20 17,4 1,4 »
3*
195
7—8% за проход. При волочении припоя с амплитудой 0,02
мм удалось получить обжатие за проход 37%, и волочение
припоя тех же размеров смогли провести по маршруту: 2,15—
1,80 — 1,58 — 1,39 — 1,22 — 1,10 — 1,00, т. е. за 6 проходов.
Таким образом, подведение ультразвуковых колебаний к
очагу деформации в процессе волочения припоя ПОС 60 дало
возможность сократить число проходов с 16 до 6.
Волочение алюминиевой проволоки (99,999%) с исходного
диаметра 0,8 мм на диаметр 0,2 мм в обычных условиях про-
водят по маршруту: 0,8 — 0,77 — 0,75 — 0,72 — 0,69 — 0,66—
0,64 — 0,62 — 0,6 — 0,58 — 0,56 — 0,54 — 0,52 — 0,5 — 0,48—
0,46 — 0,44 — 0,42 — 0,4— 0,38 — 0,37 — 0,36 — 0,35—
0,34 — 0,33 — 0,32 — 0,31 — 0,30 — 0,29 — 0,28 — 0,27 —
0,26 — 0,25 — 0,24 — 0,23 — 0,22 — 0,21 — 0,20. При нало-
жении продольных ультразвуковых колебаний волочение
алюминиевой проволоки проводили по следующему маршруту:
0,8 — 0,75 — 0,7 — 0,66 — 0,62 — 0,58 — 0,55 — 0;52 — 0,49—
0,46 — 0,43 — 0,4 — 0,37 — 0,35 — 0,33 ' — 0,31 — 0,29 —
0,27 — 0,25 — 0,23 — 0,21 — 0,2, т. е. за 21 проход. Следова-
тельно, подведение ультразвуковых колебаний к очагу дефор-
мации в процессе волочения алюминиевой проволоки дало
возможность сократить число проходов с 31 до 21.
Рассмотрим теперь процесс волочения через разъемную
волоку. При наложении ультразвуковых колебаний на разъ-
емную волоку волочение припоя ПОС 60 и алюминиевой про-
волоки (99,999%) смогли провести по следующим маршру-
там: для ПОС 60 2,15 — 1,6 — 1,55 — 1,0; для AI (99,999%)
0,8 — 0,56 — 0,4 — 0,28 — 0,2.
Таким образом, если при волочении припоя ПОС 60 с на-
ложением продольных ультразвуковых колебаний число про-
ходов составляло 6, а алюминиевой проволоки — 21, то при
волочении через разъемную волоку с наложением ультра-
звуковых колебаний число проходов для припоя было равно
3, а для алюминиевой проволоки — 4. Отсюда видно, что при
волочении проволоки с применением ультразвуковых колеба-
ний через разъемную волоку получено значительное увеличе-
ние степени обжатия за проход, следовательно, и технологи-
ческой деформируемости, что обеспечивает большие преиму-
щества применения данного способа обработки мягких мате-
риалов.
3. ВОЛОЧЕНИЕ ПРОВОЛОКИ
В ГИДРОДИНАМИЧЕСКОМ РЕЖИМЕ
С РАДИАЛЬНЫМИ УЛЬТРАЗВУКОВЫМИ КОЛЕБАНИЯМИ
Волочение в режиме гидродинамического трения
является одним из методов уменьшения трения между про-
тягиваемым изделием и инструментом [107]. Гидродинами-
196
ческий режим трения проявляется при высокоскоростном во-
лочении, а воздействие ультразвуковых колебаний на мате-
риал заготовки наиболее эффективно при малых скоростях
волочения. Поэтому, казалось бы, невозможно осуществить
гидродинамический режим волочения с наложением ультра-
звука, но тем не менее случаи осуществления такого режима
смазки известны [108, 109]. Теория гидродинамической смаз-
ки при волочении через конические матрицы без ультразвука
развита в работе [110], что же касается вопросов волочения
Рис. 70. Схема процесса волочения
в условиях гидродинамического
трения с подведением ультразвука
к очагу деформации: I, II — зоны
входа и выхода соответственно;
III — рабочая зона
с наложением ультразвуковых колебаний в режиме гидроди-
намического' трения, то они почти не исследованы. В связи с
этим были проведены теоретические и экспериментальные
исследования процесса волочения в условиях гидродинамиче-
ского трения [111]. Рассмотрим теоретически процесс воло-
чения в условиях гидродинамического трения с подведением
ультразвука к очагу деформации; при этом предположим, что
вязкость смазки является величиной постоянной, не завися-
щей от давления и температуры.
На рис. 70 приведена схема процесса волочения. Проволо-
ка протягивается через коническую волоку без калибрующе-
го пояска, которая совершает радиальные ультразвуковые
колебания вдоль оси У1 с амплитудой колебательной скорос-
ти, равной ик. Будем считать, что слой смазки разделяет
инструмент и заготовку и нигде не разрушается. Давление
смазки Р\ на входе в волоку, необходимое для создания гид-
родинамического режима, получим при использовании напор-
ной волоки [107].
Рассмотрим течение смазки в рабочей зоне в системе ко-
ординат XOY, повернутой на угол а. До начала пластической
деформации заготовка поступает в волоку со скоростью vB.
Движение рабочей поверхности волоки, совершающей ульт-
развуковые колебания, задается уравнениями
у = hQ (1 + 8 sin со/); х = &hQ tg a sin со/, (4.24)
где hQ — толщина смазочного слоя в среднем положении ра-
бочей поверхности волоки (считаем h0 постоянной на протя-
197
жении всей рабочей зоны); е — безразмерная амплитуда
ультразвуковых колебаний рабочей поверхности волоки, свя-
занная с амплитудой Лр радиальных колебаний волоки соот-
ношением
е = Др/i?1 cos а. (4.25)
Предположим, что амплитуда колебаний волоки не пре-
вышает средней толщины смазочного слоя, т. е. е<1. В этом
случае течение смазки до наступления пластической дефор-
мации можно описать методами теории сдавливания пленки
жидкости между двумя жесткими пластинами [112]. Уравне-
ние Навье—Стокса и уравнение неразрывности составляют
системы для неизвестных компонент скорости vx, vy и давле-
ния Р жидкости в смазочной пленке:
dvx , dvx . dvx 1 дР ,
dt dx dy p dx
/ d2vx t d2vx \
+ v -----— H-------- ;
\ dx2 dy2 )
dvx , dv dvv 1 dP
dt dx dy p dy
( d2v d2v \ .
V dx2 dy2 )
+ 4^ = 0. (4.28)
dx dy
Граничные условия в предположении, что смазка прилипает
к поверхностям твердых тел, имеют вид
vx = vB cos a, vy = vB sin а при у = 0; (4.29)
Vx = hQ(d8 tg 2 COS (dt, Vy = hQ(dS COS (dt при у = h0 x
X (1 + e sin (dt). (4.30)
Если рабочая зона значительно больше толщины смазоч-
ной пленки, *го можно считать, что во всей рабочей зоне, за
исключением небольших областей около краев (х=0 и х=1),
vy не зависит от х, поскольку течение жидкости в направлении
оси У определяется движением граничных поверхностей, па-
раллельных оси X. Тогда из уравнения неразрывности (4.28)
следует
VX (х, у, t)=-----dddL х + су (у, t), (4.31)
ду
198
где Су (у, t) — неизвестная функция, описывающая распре-
деление х-компоненты скорости в сечении х = 0. Дифференци-
руя у по уравнению Навье—Стокса с учетом (4.31), получаем
dvy , d3vu d2t> dvlt дЧх.
_____У __L у _____У________У ____У — у _____У •
dtdy2 у ду3 ду2 ду ду^
д2Су . д2Су d2vy г д3Су
dtdy у ду2 ду2 J ду3
Методом возмущений [112] получим решение системы урав-
нений (4.32), (4.33) для малых значений числа Рейнольдса
(Re=w/i20/v). Выражения для определения напряжения тре-
ния на поверхности заготовки и давления в слое смазки будут
иметь вид
vh0(P0 — Pt) (1 4-8 sin
Хх = --------—---------------------------г
/ [2 v + sin ah0 (1 + 8 sin <о/)]
+ И
3 (/ — 2 х) (hQ(d& cos mt — vB sin a)
hl (1 + e sin co/)2
2 v (/i0(08 tg a cos at + vB cos a)
-------------------------------------------------------; (4.34)
hQ (1 + e sin atf) [2 v 4- sin ah0 (1 4- e sin otf)]
Pi + *(Pq — Pj)
I — 3 px (x — I)
(hoa& cos at — vB sin a) [2 v + vB sin ahQ (1 + 8 sin atf)]
hl (1 4- 8 sin at)3
Для определения Po и Pi рассмотрим течение жидкости в зо-
нах входа и выхода и проведем анализ их, используя уравне-
ние Рейнольдса [ИЗ]:
д ЭР \ с , / dh . о dh \ .. осх
h3---------) = 6 |л' h 2 ----- . (4.36)
дх'-------------------------------------------------\ дх' J \ dx' dt-)
Рассматривая зоны выхода, полагаем, что волока имеет
острые кромки на выходе и материал заготовки становится
жестким на некотором расстоянии до выхода из волоки. Из-
менение толщины смазочной пленки от /iosec а в конце рабо-
чей зоны до некоторой величины h2 на выходе из волоки за-
дадим функцией
h = (h0 sec a 4- %' tg a) (1 4- е sec a sin co£). (4.37)
Интегрируя уравнение (4.36) с учетом (4.37), получаем дав-
ление Ро, выраженное через градиент давления в точке х = 0,
199
который в свою очередь определяется из формулы (4.35).
Аналогичным методом можно определить давление Pi, при-
чем давление и градиент давления представляются функция-
ми, не разрывными на границах рабочей зоны с зонами вхо-
да и выхода.
Для упрощения дальнейших расчетов будем полагать, что
выполняются следующие условия:
1) геометрические параметры очага деформации удов-
летворяют соотношению
^2»Ztga»/i0; (4.38)
2) амплитуда колебательной скорости волоки в направле-
нии нормали к слою смазки в рабочей зоне намного больше
проекции скорости волочения на это направление:
sin а’> (4.39)
3) малые числа Рейнольдса Re<Cl, что совместно с (4.39)
приводит к условию
v^>/wBsina. (4.40)
Учитывая (4.38) — (4.40), находим выражения для опре-
деления Pq, Pi '.
Ро = р.2 + 3h°— Р^-------------------------X
2 I tg a tg2 ah0 (1 + е sin со/)2
3 / tg2 a
h0 (1 4- e sin at)
3 цесо cos at
tg3a (1 4-е sin со/)3
'. о i o , 3 h0 , hr . 3 I tg2 a ] , . .,.
X 1 — 2 In 2 4---------— In —i-------1-------5---- ; (4.41)
/tga 7i0 /i0
tg2 a/i0 (1 4- e sin at)2
3 / tg2 a
h0 (1 4- e sin co/)
3 fi'eco cos at
tg3 a (1 4-e sin co/)3
' ,tg2a + 2 In -A-
hQ hQ
(4.42)
Поскольку полуугол волоки мал (cos a«l), то толщина
смазочного слоя намного меньше толщины слоя hQ на входе
в волоку, а толщину слоя h2 на выходе из волоки положим
равной 1/2Аол что имеет место при малых степенях деформа-
ции и напряжениях волочения [110].
200
Вычислим напряжение волочения, для чего запишем
уравнение равновесия сил, действующих на элементарный
объем заготовки [18]:
О т ,
DX'd(Jx' + 2 + Рх') dDX' Н— --- DX' = 0, (4.43)
tga
где DX'—диаметр сечения заготовки в точке х'; вх,— глав-
ное нормальное напряжение.
' Проинтегрируем уравнение (4.43) и найдем напряжение
0*2(0, которое необходимо приложить к изделию на выходе
из волоки, чтобы уравновесить напряжения сопротивления и
противонатяжения:
„ /а п , 2/tga
(Т2 (/) = (Т1 -J- Н--- X
vB sin а—h0(i)& cos art 3 p/(08 cos art
2 ho (1+ 8 sin coZV tg3 a (1+8 sin co/)3
X ( 1 — 2 In 2 + 2 In tg1 2a) +
\ ho ho )
6 нЧ Л + 2 Ztg2a\
tg2a/z0 (1 + esincoZ)2 \ Zi0 (1+e sin coZ) )
(4.44)
Пластическое течение металла заготовки наступает в момент
времени Zo, когда давление в слое смазки, возрастающее в
процессе радиального сжатия волоки, достигает необходимой
величины, удовлетворяющей условию пластичности [18]:
Gx' (to) + Рх' (to) = <?т . (4.45)
Положим, что пластическое течение наступает в момент
времени, когда sinco/o^— 1- Ограничимся рассмотрением
модели жесткопластического материала и будем считать, что
деформирование наступает во всех точках рабочей зоны од-
новременно. Тогда из условия пластичности на выходе из
рабочей зоны найдем
cos coZ0 =
tg3 a (1 — s)3
3 р'(08
D2 2/tga 2p/i»B/2tga
O'™ - CTl -n * 1 q
D22 P2 h30 (1—e)3
1 — 2 In 2 + f 4Z tg “
k D2
3h
2 Z tga
201
/ 21 tg a h0 3/io(l—e) \
\ P2 Itga + Z2 tg3 a )
X 2 In ——-----1- tg a f g A
/io \ ho /
(4.46)
Определив из (4.46) момент времени tQf найдем величину
пластической деформации за один период действия ультра-
звука
6 = ( tQ Н---— ] vB sin а (4.47)
\ 2 со /
и минимальную толщину смазочной пленки при деформиро-
вании металла
d'i =-- hQ (1 + 8 sin со/0) — S. (4.48)
В процессе сжатия волоки, когда наступает пластическое те-
чение материала заготовки, значения cosco/o лежат в преде-
лах — 1 <cos co7t0<0. Учитывая это наряду е условием 0<8< 1,
из уравнения (4.46) находим, что
3 Г____________3 _________ 2/tgq Ло . (4 49)
1/ „ „ Di р 2 Itg a D2 Z tg а
r d22 d2
Неравенство (4.49) означает, что пластическое деформирова-
ние заготовки происходит за счет энергии радиальных уль-
тразвуковых колебаний волоки в том случае, если амплитуда
колебаний больше некоторой пороговой величины, но не пре-
вышает толщины смазочного слоя. Условие (4.49) может слу-
жить критерием при выборе физических и технологических
параметров ультразвукового волочения в гидродинамическом
режиме.
Напряжение при волочении с наложением радиальных
ультразвуковых колебаний в гидродинамическом режиме оп-
ределим как среднее напряжение за период колебаний:
со
°п =-------
2 л
—п/2а>
о2 (0 dt +
-- ^0 ) °2 Go)
(4.50)
Считая, что на входе в рабочую зону (х=Г) пластическое
течение наступает в тот же самый момент времени tQ, нахо-
202
дим давление смазки Pi, необходимое для создания гидроди-
намического режима волочения:
Р = СТ (Т--------------------- Г i н---Ltgl” 1 +
tg2a/io(1 —е)2 [ ft0(l-e) J
3 р/8С0 COS (о/о
tg3a(l — 8)3
2 In
hr ! Z tg2 а
ho hQ
(4.51)
Решая систему уравнений (4.43) и (4.45), находим
ние волочения без ультразвука (е = 0):
। 2 I tg а / . , \
Ч------ZT--- °т + И --------- •
D2 \ Mg а )
напряже-
(4.52)
Для иллюстрации полученных теоретических результатов
приведем следующий численный пример, задавая следующие
значения параметров: £\ = 2,28-10~3 м; D2=2-10~3 м; а = 4°;
vb = 0,3m/c; ц = 3-10“2 с/м2 (нафтеновое индустриальное масло
при температуре ~100°C); о,т = 5-108 Н/м2; hQ = 2-10-6 м;
Др = 0,5-10“6 м (е = 0,4); со/2л = 22 кГц; hi~ 100 ho без про-
тивонатяжения. При этих значениях параметров выполняются
все приближения теории и условие (4.49). Давление, необхо-
димое для создания гидродинамического режима смазки,
7^1 = 0,85 от, а напряжение волочения с наложением радиаль-
ных ультразвуковых колебаний сгр = 0,12 вт. Для сравнения
укажем, что при волочении в обычных условиях без ультра-
звука при прочих равных параметрах для создания гидроди-
намического слоя смазки толщиной 2-10 ~6 м необходимо дав-
ление 7^*1 = 0,995 (Ут, а напряжение волочения /0=0,14 сут.
Таким образом, снижение усилия при волочении с нало-
жением радиальных ультразвуковых колебаний очень малой
интенсивности (амплитуда колебаний 0,5 мкм) составляет
примерно 15%. Увеличение времени, а следовательно, и сте-
пени пластической деформации под действием радиального
сжатия волоки (например, путем увеличения амплитуды ко-
лебаний) позволяет более эффективно использовать ультра-
звуковые колебания при волочении в гидродинамическом ре-
жиме.
4. ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА
ТОНКОЙ ПРОВОЛОКИ ПОСЛЕ ВОЛОЧЕНИЯ
С НАЛОЖЕНИЕМ1 УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ
При волочении тонкой проволоки из свинцово-оло-
вянистого припоя с канифолью в обычных условиях в от-
дельных местах наблюдается ее утонение в результате разру-
шения канифоли в процессе деформации. Чтобы заполнение
203
канала канифолью происходило равномерно по всей длине,
необходимо процесс деформации проводить при повышенной
температуре, при которой канифоль становится эластичной.
Известно, что при деформации с наложением ультразвуковых
колебаний происходит нагревание металла и частичное его
разупрочнение. Так, в работах {114, 115] показано, что при
волочении с наложением ультразвука по сравнению с воло-
чением в обычных условиях происходит повышение темпе-
ратуры изделий. Изучение нагрева проволоки представляет
интерес для выяснения его влияния на снижение усилия, воз-
действия на структуру, прочностные и пластические свойства
деформируемого металла. Поэтому были проведены исследо-
вания температуры нагрева тонкой проволоки при волочении
в обычных условиях и с наложением ультразвука [97,].
При холодном волочении выделение тепла обусловлено
затратой энергии на работу деформации и преодоление сил
трения на контактной поверхности [116, 117]. При волочении
с наложением ультразвуковых колебаний повышение темпе-
ратуры обусловлено следующими причинами.
1. Происходит поглощение энергии ультразвуковых коле-
баний у дефектов решетки (границы зерен, дислокации)
[115]; кроме того, в колеблющемся с ультразвуковой часто-
той теле происходит абсорбция звука, в результате чего оно
разогревается.
2. При деформации металла с наложением ультразвуко-
вых колебаний имеет место ударное взаимодействие тел, ко-
торое сопровождается значительным повышением температу-
ры [118] в очаге деформации.
3. Кроме указанных причин необходимо учитывать и тот
факт, что очаг деформации является неоднородным для упру-
гих волн с точки зрения физических констант рис (матери-
ал волновода — материал волоки — материал проволоки).
Упругие колебания переходят от одного материала к другому и
испытывают отражения. Для того чтобы образовалась чисто
бегущая волна (суммарный коэффициент отражения должен
быть равен 0) или стоячая волна (суммарный коэффициент
отражения равен 1), необходимо, чтобы отраженные от раз-
личных участков волны взаимно компенсировались. Такая
компенсация происходит в результате интерференции волн.
Однако могут * возникать такие условия (из-за разной аку-
стической длины пути), при которых на отдельных участках
колебательной- системы фазы и скорости распространения
некоторых волн, отраженных от неоднородностей системы, бу-
дут таковы, что компенсация станет невозможной. В этой об-
ласти энергия ультразвуковых волн поглощается, вызывая
нагрев металла.
Для определения влияния нагрева от действия ультразву-
204
ковых колебаний на процесс волочения проволоки из алю-
миния (99,999%) и свинцово-оловянистого припоя с наполни-
телем из канифоли (ПОС 60) измеряли температуру прово-
локи, протягиваемой в обычных условиях и с наложением
ультразвуковых колебаний. Проволоку протягивали за один
проход со скоростью 0,2 м/с и степенью деформации 7,8%.
Температуру проволоки измеряли в момент выхода ее из
очага деформации поверхностной термопарой. Чувствитель-
ный элемент термодатчика представлял собой две параллель-
но включенные хромель-копелевые термопары с электродами
диаметром 0,2 мм, вмонтированные в пластину, которая слу-
жила теплоприемником термопар. Кривые изменения темпе-
ратуры деформируемого металла при волочении проволоки в
обычных условиях и с наложением ультразвука представлены
на рис. 71. Как видно из рисунка, температура протягиваемой
без ультразвука проволоки при скорости волочения 0,2 м/с
практически остается постоянной. При волочении с наложе-
нием ультразвука температура проволоки сначала монотонно
возрастает до определенной величины, а затем становится по-
стоянной.
Результаты измерения температуры проволоки при воло-
чении с наложением ультразвуковых колебаний и в обычных
условиях показывают, что изменение температуры деформи-
руемой проволоки при волочении с подведением к очагу де-
формации ультразвуковых колебаний не превышает 70 °C.
При этом происходит снижение усилия волочения для
алюминия на 35% и для свинцово-оловянистого припоя с
наполнителем из канифоли — на 67%.
Поскольку непосредственно исследовать в очаге деформа-
ции изменение сопротивления деформированию, вызванное
нагревом от действия ультразвуковых колебаний, практически
очень сложно, то его косвенно оценивали по изменению ме-
ханических свойств проволоки. Для этого протянутую прово-
локу испытывали на разрыв через каждые 20 °C в интервале
температур 20—100 °C (рис. 72). Полученные результаты по-
казывают, что в интервале температур нагрева от действия
ультразвуковых колебаний при волочении проволоки из ис-
следуемых материалов уменьшение прочности и увеличение
205
относительного удлинения, характеризующие изменение со-
противления металла деформированию, могут составлять не
более чем 15—18% для ПОС 60 и 8—10% для алюминия
(99,999%).
Таким образом, изменейие температуры, полученное в ре-
зультате нагрева от действия ультразвуковых колебаний при
волочении проволоки, вызывает изменение прочностных и
пластических свойств деформируемого металла. Такое изме-
нение свойств протягиваемой про-
волоки указывает на тот факт, что
повышение температуры при введе-
нии ультразвуковых колебаний в
очаг деформации оказывает опреде-
ленное влияние на эффективность
волочения. Но в то же время нагрев
не является основным механизмом
воздействия ультразвуковых коле-
баний на металл при волочении.
Наряду с изучением температу-
ры нагрева проволоки при волоче-
нии ее с наложением ультразвуко-
вых колебаний были проведены ис-
следования влияния вводимого в
Рис. 72. Изменение прочности и относитель-
ного удлинения проволоки из ПОС 60 (а)
и А1 (б) в зависимости от температурных
испытаний
очаг деформации ультразвука на ее качество. К наиболее
важным характеристикам качества протягиваемой проволоки,
на которую могут оказывать влияние ультразвуковые коле-
бания, относятся механические свойства и шероховатость по-
верхности.
Для изучения влияния ультразвуковых колебаний на ме-
ханические свойства проволоки проводили сравнительные ис-
пытания на растяжение ее после волочения в обычных усло-
виях и с наложением ультразвуковых колебаний i[98]. Образ-
цы из свинцово-оловянистых припоев ПОС 60, ПОС 30-2 и
алюминия (99,999%) диаметром 0,56 мм и длиной 100 мм
растягивали на испытательной машине с максимальным уси-
лием 300 Н. Результаты механических испытаний показали,
что проволока, протянутая с продольными ультразвуковыми
колебаниями, имеет предел прочности на 4—6% меньший, чем
проволока, протянутая в обычных условиях. Наряду с умень-
206
шением предела прочности проволоки при волочении с нало-
жением ультразвука наблюдается увеличение относительного
удлинения. Так, например, относительное удлинение прово-
локи из ПОС 60 увеличилось на 12% и алюминиевой — на
10%.
С целью изучения влияния степени деформации на меха-
нические свойства алюминиевой проволоки (99,999%) при во-
лочении с наложением ультразвуковых колебаний проводи-
лись исследования предела прочности и относительного удли-
нения проволоки после волочения с различной величиной
суммарного обжатия, для чего проволоку протягивали за три
прохода по установленному технологическому маршруту.
После каждого прохода определяли ее механические свойства.
Результаты сравнительных испытаний механических свойств
алюминиевой проволоки, протянутой с наложением ультра-
звуковых колебаний и обычным способом, показали, что ха-
рактер зависимости механических свойств от степени дефор-
мации при волочении в обычных условиях и с наложением
ультразвуковых колебаний одинаков: с увеличением степени
деформации предел прочности увеличивается, а относитель-
ное удлинение уменьшается.
Уменьшение прочности и увеличение пластических свойств
проволоки после волочения ее с наложением ультразвуковых
колебаний, по-видимому, частично объясняются нагреванием
последней в очаге деформации, уменьшением сил контактно-
го трения, которые приводят к более равномерному распре-
делению остаточных напряжений первого и второго рода и
их уменьшению.
С точки зрения дислокационной теории изменение проч-
ностных и пластических свойств проволоки при волочении с
наложением ультразвуковых колебаний можно объяснить
следующим образом. При обычном волочении, как и при лю-
бом другом способе формоизменения металла, пластическая
деформация осуществляется путем перемещения дислокаций.
По мере увеличения степени деформации плотность дислока-
ций увеличивается, сопротивление смещению дислокаций воз-
растает, что вызывает увеличение предела прочности металла
и снижение относительного удлинения. При волочении с на-
ложением ультразвуковых колебаний происходит поглощение
акустической энергии деформируемым металлом и, следова-
тельно, активация задержанных дислокаций. Активации дис-
локаций в зоне пучности смещений ультразвуковой волны в
основном способствуют большие упругие деформации кри-
сталлической решетки. При амплитуде колебаний порядка
0,018 мм, когда колебательная скорость атомов достигает бо-
лее 2 м/с, а ускорение порядка 270 000 м/с2, может иметь мес-
то отрыв дислокаций от точек закрепления. Поэтому доста-
207
точно приложить небольшое внешнее напряжение, чтобы вы-
звать пластическую деформацию.
Качество поверхности проволоки после волочения в ос-
новном зависит от качества смазки и условий поступления ее
в очаг деформации, шероховатости поверхности волоки, ско-
рости волочения и ряда других факторов. Для выяснения
влияния наложения ультразвуковых колебаний на качество
поверхности проволоки после волочения исследования прово-
дили при соблюдении одинаковых условий волочения {98]’.
Качество поверхности определяли после волочения в обыч-
ных условиях и при наложении продольных ультразвуковых
колебаний, когда очаг деформации (волока) был располо-
жен в пучности напряжений или в пучности смещений колеба-
тельной системы. Проволоку протягивали за три прохода по
технологическому маршруту, установленному выше, и после
каждого прохода определяли качество поверхности. Анализ
качества поверхности проволоки проводили с помощью интер-
ферометра МИИ-4 и двойного микроскопа МИС-11.
В результате исследований было установлено, что прово-
лока, протянутая с наложением ультразвуковых колебаний,
когда волока расположена в пучности смещений, имеет тот же
класс чистоты поверхности, что и проволока, протянутая в
обычных условиях, а проволока, протянутая с наложением
ультразвуковых колебаний, когда волока расположена в пуч-
ности смещений, имеет более высокий класс чистоты поверх-
ности, чем проволока, полученная в обычных условиях. При
этом экспериментально установлено, что чем больше отноше-
ние колебательной скорости волоки к поступательной скоро-
сти волочения, тем лучше качество поверхности проволоки.
Результаты исследования поверхности проволоки, протяну-
той с ультразвуковыми колебаниями, когда очаг деформации
находится в пучности смещений, приведены в табл. 29. Из
таблицы следует, что в результате действия ультразвуковых
колебаний на проволоку в процессе волочения значительно
снижается шероховатость ее поверхности. Это, по-видимому,
объясняется тем, что волока совершает колебания относи-
тельно проволоки с отрывом контактируемых поверхностей,
в результате чего происходит смятие (сглаживание) микро-
неровностей на поверхности последней, а также уменьшением
контактного трения под действием ультразвука.
На рис. 73 и 74 приведены фотографии срезов припоя
после волочения с наложением ультразвуковых колебаний до
диаметра 0,2 мм в направлении волочения (рис. 73) и в пер-
пендикулярном направлении с одним и пятью каналами (рис.
74). Как видно из рисунков, канал внутри припоя равномерно
заполнен канифолью, а форма каналов после волочения в ос-
новном сохраняется.
208
Для более полного изучения изменения свойств протянутой
проволоки под действием ультразвуковых колебаний иссле-
довалось распределение микротвердости по ее поперечному
сечению. Исследование микротвердости проводили после
каждого прохода алюминиевой проволоки (99,999%), для
чего делали срез и подготавливали поверхность образцов для
измерений.
Анализ результатов позволяет установить общие законо-
мерности изменения микротвердости при деформировании
Таблица 29
Высота гребешков на поверхности протянутой проволоки
Материал Номер проходов Диаметр проволо- ки, мм Rz , мкм
без УЗК с УЗК
1 0,80 0,38
Алюминиевая проволока 2 0,6 0,78 0,36
3 0,76 0,34
1 0,78 0,37
ПОС 30-2 2 0,6 0,76 0,35
3 0,74 0,32
1 1,12 0,76
ПОС 60 2 1,7 0,94 0,73
3 0,88 0,68
металла волочением. Рост микротвердости наблюдается с
увеличением деформации от прохода к проходу. При волоче-
нии в обычных условиях микротвердость поверхностных сло-
ев металла выше, чем центральных. При волочении с наложе-
нием ультразвуковых колебаний кривая распределения мик-
Рис. 73. Продольное сечение одноканальной микропроволоки (увеличе-
ние 200)
14 Зак 902
209
ротвердости имеет более плавный ход, причем значение
микротвердости вблизи поверхности в этом случае меньше,
чем в образце, деформированном в обычных условиях, т. е.
металл деформируется более равномерно по сечению образ-
ца. Это объясняется, по-видимому, уменьшением сил контакт-
ного трения в очаге деформации в результате действия уль-
тразвуковых колебаний. Таким образом, проволока, протяну-
тая с наложением ультразвуковых колебаний, отличается
большей равномерностью
механических свойств по
сравнению с проволокой,
полученной обычным спо-
собом.
Кроме распределения
деформации по сечению
прутка были проведены
исследования тонкой
структуры поверхностно-
го слоя проволоки после
волочения в обычных ус-
ловиях и с наложением
ультразвуковых колеба-
ний. Распределение и ве-
личина остаточных на-
пряжений, степень иска-
женное™ кристалличе-
ской решетки в значи-
тельной мере характери-
Рис. 74. Поперечное сечение
одноканальной (а) и пятика-
нальной (б) микропроволоки
(увеличение 200)
зуют прочностные и пластические свойства деформированного
металла. Изменение характеристик тонкой структуры приво-
дит к изменению электропроводности, теплопроводности, маг-
нитной проницаемости и ряда других свойств материалов.
Остаточные напряжения оказывают влияние на эксплуатаци-
онные свойства деталей. Поэтому исследование остаточных
напряжений второго рода представляет определенный инте-
рес для оценки качества проволоки.
Зерна поликристаллического образца всегда различно
ориентированы по отношению друг к другу и к направлению
действующих сил. При пластическом формоизменении вслед-
ствие анизотропии они имеют различную остаточную дефор-
210
мацию, что приводит к возникновению в образце остаточных
напряжений второго рода.
С целью определения влияния ультразвуковых колебаний
на величину остаточных напряжений второго рода проведены
сравнительные рентгенографические исследования алюминие-
вой проволоки, протянутой обычным способом и с наложени-
ем ультразвуковых колебаний.
На рис. 75 показано изменение остаточных напряжений
проволоки, протянутой обычным способом и с наложением
Рис. 75. Изменение остаточных
напряжений второго рода в
алюминиевой проволоке, про-
тянутой в обычных условиях
(/) и с наложением ультразву-
ка (2), в зависимости от степе-
ни деформации
ультразвуковых колебаний, в зависимости от степени дефор-
мации. Величина остаточных напряжений второго рода воз-
растает по мере увеличения степени деформации как при
волочении обычным способом, так и с наложением ультра-
звуковых колебаний. Однако применение ультразвука в про-
цессе пластической деформации способствует уменьшению ве-
личины остаточных напряжений второго рода, так как общий
уровень напряжений в проволоке, деформированной с уль-
тразвуковыми колебаниями, меньше, чем деформированной в
обычных условиях.
Рентгенограммы, снятые с образцов, деформированных
без наложения ультразвуковых колебаний (рис. 76, а), пред-
ставляют собой сплошные размытые интерференционные
линии, что говорит об упрочненной структуре. На рентгенограм-
мах, снятых с образцов, деформированных в пучности смеще-
ний ультразвуковой волны (рис. 76, б), ширина интерферен-
ционных линий уменьшилась и сами линии стали не сплош-
ными, а прерывистыми.
Таким образом, рентгенограммы показывают общую кар-
тину процессов разупрочнения, которые произошли при де-
формации с ультразвуком. Для получения количественных
данных о степени разупрочнения проволоки можно восполь-
зоваться результатами испытания на микротвердость, кото-
рая у проволоки, протянутой с наложением ультразвуковых
колебаний, в среднем на 8—10% меньше микротвердости
проволоки, полученной обычным способом. Указанное изме-
нение микротвердости вызвано незначительным ультразву-
14*
211
ковым нагревом, способствующим разупрочнению деформи-
руемого металла.
Известно, что существует глубокая корреляция между
структурой материала и его электрическими свойствами. Та-
кая макроскопическая характеристика, как удельное электри-
ческое сопротивление, является чувствительным индикатором
тонких структурных изменений, происходящих в металлах, в
частности, под действием уль-
тразвука. Изменение удельно-
го электрического сопротивле-
ния указывает на наличие из-
менений в атомной структуре.
Электрическое сопротивле-
ние реальных металлов обу-
словлено тем, что их структу-
ра отличается от идеальной
кристаллической решетки. В
реальных металлах решетка
искажена тепловыми колеба-
ниями ионов и всевозможны-
ми структурными неоднород-
ностями, например точечными
и линейными дефектами.
Для кристалла с правиль-
ной решеткой без дефектов и
примесей рассеяние электро-
нов обусловливается наруше-
Рис. 76. Рентгенограммы, снятые с
поверхности проволоки после воло-
чения в обычных условиях (а) и с
ультразвуком (б)
нием идеальности распределения узлов вследствие тепловых
колебаний и. определяется амплитудой тепловых колебаний
ионных остовов. В процессе деформации увеличиваются мик-
роискажения кристаллической решетки, образуется большое
количество линейных дефектов кристаллической решетки
(дислокаций) и точечных (вакансий и межузельных атомов),
которые и обусловливают увеличение электросопротивления.
В связи с этим были проведены измерения удельного элек-
тросопротивления алюминиевой проволоки (99,999%) и свин-
цово-оловянистого припоя ПОС 60. Принципиальная схема
212
установки, в которой использовали четырехзондовый метод
измерения электросопротивления, приведена на рис. 77.
Время от конца озвучивания до начала измерения было
сведено к минимуму (~ 1 мин). В процессе измерения через
образец пропускали постоянный ток. Величину удельного
электросопротивления образца определяли по формуле
их
и*
Р =
i
(4.53)
где Ux—падение напряжения между зондами, В; иэ—падение
напряжения на эталонном сопротивлении, В; /?э = 0,0001 Ом—
эталонное сопротивление; Q — площадь поперечного сечения
образца, м2; / = 0,008 м — расстояние между зондами.
Для исключения влияния термоэдс измерение падения на-
пряжения между зондами производили при двух различных
направлениях тока в образце. Действительное значение па-
дения напряжения между зондами определяли как среднее
арифметическое измерений для различных направлений тока.
В результате проведенных исследований установили, что
проволока, протянутая с наложением ультразвуковых коле-
баний, имеет примерно на 3% меньшее удельное электро-
сопротивление, чем проволока, протянутая в обычных усло-
виях. Это объясняется образованием под действием ультра-
звуковых колебаний более упорядоченной (совершенной)
структуры, которая приводит к меньшему рассеянию элект-
ронных волн. Следовательно, образующиеся при пластической
деформации искажения кристаллической решетки снимаются
при наложении ультразвука действием возврата, и удельное
электросопротивление проволоки уменьшается.
Рис. 77. Схема установки
для измерения удельного
электросопротивления: 1,
9 — аккумуляторные бата-
реи; 2 — амперметр; 3 —
реостат; 4, 7, 8 — переклю-
чатели; 5 — эталонное со-
противление; 6 — образец;
10 — зеркальный гальвано-
метр; 11 — нормальный эле-
мент; 12 — потенциометр
УПЛ-60-2
213.
Кроме исследований с наложением продольных ультразву-
ковых колебаний изучались физико-механические свойства
проволоки из алюминия (99,999%), протянутой через разъ-
емные волоки [124]. В результате получены зависимости пре-
дела прочности, относительного удлинения и удельного элек-
тросопротивления от параметров ультразвука и проведен
сравнительный анализ свойств проволоки, полученной воло-
чением в обычных условиях, через разъемные волоки и с при-
менением продольных ультразвуковых колебаний. Установле-
но, что независимо от схемы волочения предел прочности
протянутой проволоки возрастает, а относительное удлинение
и электросопротивление уменьшаются, причем величина от-
носительного изменения указанных характеристик зависит от
схемы подведения ультразвука к очагу деформации. Так,
например, при волочении проволоки через разъемную волоку
со скоростью 0,1 м/с и обжатием 66% предел прочности воз-
растает от 40 до 64 МПа, а удельное электросопротивление
изменяется от 3,7*10-6 до 3,1 -10~6 Ом-см (16%). При воло-
чении с наложением продольных ультразвуковых колебаний
наблюдается большее изменение физико-механических свойств.
Кроме исследований механических и физических свойств
тонкой проволоки из алюминия и припоя были проведены из-
мерения механических и магнитных характеристик и электро-
сопротивления тонкой проволоки из ферромагнитных сплавов
42НХТЮА, 40Н, МП-2 после волочения в обычных [119—
124] условиях и с наложением ультразвуковых колебаний.
Сплав 42НХТЮА, кроме того, является дисперсионно-твер-
деющим, обладает высокими упругими и прочностными свой-
ствами, из него изготавливают спирали часовых механизмов,
обеспечивающих температурную стабилизацию хода часов
{125]. Требуемые прочностные и упругие свойства волоско-
вых спиралей достигаются в процессе волочения, плющения
и окончательной термической обработки {126]. Основные
характеристики волосковой спирали (температурная погреш-
ность хода и изохронная ошибка) зависят от химического со-
става сплава и режима обработки давлением. Основное влия-
ние на свойства готовых изделий оказывает выбор оптималь-
ных режимов последней термической обработки и парамет-
ров процесса .волочения. Проволоку из сплава 42НХТЮА
протягивают через твердосплавные волоки с исходного диа-
метра 0,9 на 0,15 мм, затем через алмазные волоки за 20
переходов с диаметра 0,15 на диаметр 0,056 мм. В процессе
пластической деформации происходит упрочнение металла и
предел прочности его повышается до 1600 МПа. Однако су-
ществующий технологический процесс волочения тонкой про-
волоки с диаметра 0,15 на 0,056 мм не обеспечивает стабиль-
ного нарастания прочностных свойств с увеличением суммар-
214
ной степени обжатия. Предел прочности проволоки то возрас-
тает, то уменьшается с увеличением степени обжатия. Особен-
но заметно изменение предела прочности на конечной стадии
волочения при степенях обжатия до 96%. С целью стабилиза-
ции предела прочности проволоки на конечной стадии обра-
ботки было проведено волочение проволоки с диаметра 0,15
на 0,056 мм с применением продольных ультразвуковых коле-
баний, что позволило стабилизи-
ровать процесс протягивания и
получить равномерное нараста-
ние предела прочности проволо-
ки с увеличением степени обжа-
тия [119].
Несмотря на ферромагнитную
природу сплава 42НХТЮА и зна-
чительную чувствительность его
магнитных характеристик к ме-
ханическим
настоящего времени недостаточ-
напряжениям, до
Рис 78 Блок-схема установки для из-
мерения механомагнитных характери-
стик и электросопротивления тонкой про-
волоки при растяжении
но изучено влияние упругой и пластической деформации на
магнитные свойства данного сплава.
Для исследования механических и магнитных характери-
стик и электросопротивления тонкой проволоки была создана
установка, блок-схема которой приведена на рис. 78. На уста-
новке исследовали проволочные образцы длиной 400 мм, диа-
метром 0,15—0,06 мм из сплава 42НХТЮА после волочения
в обычных условиях и при наложении продольных ультразву-
ковых колебаний. Основной частью установки является элек-
тронно-лучевой ферротестер «Орион» типа ТР-9801/А в комп-
лекте с соленоидом. Прибор «Орион» предназначен для из-
мерения магнитной индукции, напряженности магнитного-
поля, их производных по времени, остаточной намагниченно-
сти и коэрцитивной силы проволочных образцов из ферро-
магнитных материалов. Соленоид представляет собой набор
измерительных Llf L2 и индуктирующей L3 катушек.
Исследуемый проволочный образец 1 помещали в измери-
тельную катушку Li соленоида 2. Образец в магнитном поле
соленоида растягивали с помощью приставки, смонтирован-
ной на корпусе соленоида. Приставка состояла из цанг 3 и
215
5, направляющего блока 4, устройства нагружения 6. Для
регистрации удлинения образца применяли индикатор удли-
нения 7 часового типа ИЧ-10 с пределом измерения от 0 до
100 мм и ценой деления 0,01 мм. При статическом нагруже-
нии измеряли электросопротивление образца с помощью мос-
та постоянного тока 8 типа МО-62 с ценой деления 0,0001 Ом.
Под действием переменного напряжения, подаваемого на
соленоид, образец намагничивался до насыщения. Получен-
Рис. 79. Зависимость максимальной маг-
нитной индукции BmIBmQ от растягивающей
нагрузки Р/Ро для проволоки диаметром
0,1 мм, протянутой с ультразвуком (/) и
в обычных условиях (2)
ный сигнал передавался на схему интегрирования 9, схему
усиления 10, и на экране электронно-лучевой трубки 11 на-
блюдали осциллограмму петли гистерезиса для исследуемого
образца. С экрана записывали значение магнитных характе-
ристик для ненагруженного или деформируемого растяжени-
ем образцов, протянутых с наложением ультразвуковых
колебаний и в обычных условиях.
Значения напряженности магнитного поля находим по
формуле
Н = (4.54)
где Ki— постоянная прибора, указанная в паспорте соленои-
да; VH—измеренное напряжение (эффективное значение).
Величину магнитной индукции В рассчитывали по фор-
муле
В = /<2 B/q, (4.55)
где ТС 2—постоянная прибора; VB—калибровочное напряже-
ние (эффективная величина); q — сечение образца, мм2.
В результате измерения магнитных характеристик прово-
лочных образцов было обнаружено различие в характере
зависимости магнитной индукции от растягивающей механи-
ческой нагрузки для образцов из сплава 42НХТЮА, протя-
нутых с наложением ультразвуковых колебаний и в обычных
условиях (рис. 79). Из рисунка видно, что кривая изменения
магнитной индукции после волочения в обычных условиях
расположена ниже, чем после волочения с наложением уль-
тразвуковых колебаний.
216
Кроме магнитной индукции проводили исследование отно-
сительного удлинения в зависимости от приведенного растя-
гивающего напряжения. Для этого образцы длиной 400 мм и
диаметром от 0,15 до 0,06 мм подвергали сначала статиче-
скому растяжению нагружением до предела текучести с одно-
временным измерением удлинения, а затем постепенно сни-
мали нагрузку и фиксировали изменение удлинения. Одно-
временно измеряли магнитные характеристики тонкой
Рис. 80. Зависимость относительного удлинения и максимальной магнит-
ной индукции от приведенного растягивающего напряжения для проволо-
ки диаметром 0,068 мм
проволоки при прямом и обратном процессах статического
нагружения-р азгружения.
На рис. 80 представлены кривые изменения относитель-
ного удлинения и максимальной магнитной индукции образ-
цов в зависимости от приведенного растягивающего напря-
жения оп/ов после волочения с наложением ультразвуковых
колебаний (кривые 1, 1') и в обычных условиях (кривые 2,
27). Кривые со штрихом показывают изменение относитель-
ного удлинения при равномерном статическом нагружении об-
разца, а без штриха — при снятии статической нагрузки.
Из рисунка видно, что относительное удлинение образцов,
протянутых с наложением ультразвуковых колебаний, при-
мерно в 2 раза больше, чем образцов, протянутых в обычных
условиях. Величина приведенного растягивающего напряже-
ния в обоих случаях была одинакова. Кроме того, площадь,
ограниченная кривыми 1, Г, также больше, чем площадь,
ограниченная кривыми 2, 2'. Это в свою очередь говорит о том,
что ультразвуковые колебания повышают пластические свой-
ства протягиваемой проволоки, а следовательно, позволяют
217
увеличить степень обжатия за один проход по сравнению с
волочением в обычных условиях.
Таким образом, применение ультразвуковых колебаний при
волочении в производственных условиях позволило значитель-
но стабилизировать процесс получения проволоки, увеличить
технологическую деформируемость и сократить маршрут во-
лочения с 20 проходов до 9.
В производственных условиях волочение тонкой проволо-
ки проводили на установке, состоящей из ультразвукового
Рис. 81. Зависимость предела прочности (а) и приведенной максимальной
магнитной индукции (б) от степени деформации для проволоки из спла-
ва 42НХТЮА
генератора УЗДН-1, преобразователя с волноводом и воло-
чильного стана Д-64м. Ультразвуковые колебания подводили
к алмазной волоке с помощью специального инструмента-вол-
новода, который помещали в ванну с проточным приборным
маслом. Масло, с одной стороны, выполняло роль смазки в
процессе волочения, а с другой — роль охлаждающей жидко-
сти для волновода с волокой. Таким образом, при волочении
по описанной схеме снижение усилия волочения происходит
как за счет подведения ультразвука к очагу деформации [18,
127—130], так и в результате создания условий мокрого во-
лочения [131, 132]. При этом осуществляется непрерывная
очистка канала волоки, что в свою очередь уменьшает шеро-
ховатость поверхности протягиваемой проволоки.
На рис. 81 представлены кривые изменения предела проч-
ности и максимальной магнитной индукции в зависимости от
степени деформации для проволоки, протянутой в обычных
условиях и с наложением ультразвуковых колебаний. Анализ
экспериментальных данных показывает, что при наложении
ультразвуковых колебаний предел прочности проволоки воз-
растает по мере нарастания суммарной степени деформации
более равномерно, чем в обычных условиях (рис. 81, а, кри-
вые 1, 2).
С увеличением степени обжатия при волочении тонкой
проволоки из сплава 42НХТЮА приведенная максимальная
218
магнитная индукция Вт1Вт^ (равная отношению измеряемого
значения к исходному) возрастает как при волочении в обыч-
ных условиях (рис. 81, б, кривая /), так и с наложением
ультразвуковых колебаний (рис. 81, б, кривая 2). Однако из-
менение приведенной максимальной магнитной индукции при
волочении проволоки в обычных условиях происходит скачка-
ми после каждого прохода, причем максимальное изменение
наблюдается при степени обжатия, равной 95%. При волоче-
нии с наложением ультразвуковых колебаний приведенная
максимальная магнитная индукция с увеличением степени
деформации возрастает монотонно. Аналогичный характер
носят кривые изменения остаточной магнитной индукции и
коэрцитивной силы в зависимости от степени обжатия. Кри-
вые изменения предела прочности протянутой проволоки по-
добны кривым изменения магнитной индукции. Сравнение
кривых рис. 81, а и б показывает, что существует ярко выра-
женная корреляция механических и магнитных свойств про-
волоки из сплава 42НХТЮА. Характерным является более
плавное изменение (увеличение) приведенной максимальной
магнитной индукции в поле заданной напряженности и пре-
дела прочности в зависимости от степени обжатия для про-
волоки, протянутой с наложением ультразвуковых колебаний,
по сравнению с проволокой, протянутой в обычных условиях.
Таким образом, применение ультразвуковых колебаний
при волочении микропроволоки из сплава 42НХТЮА не толь-
ко стабилизирует процесс, снижает усилие волочения и повы-
шает качество поверхности проволоки, но и значительно улуч-
шает ее механические и магнитные свойства. Это в свою оче-
редь позволяет значительно сократить расходы металла на
производство волосковых спиралей, улучшить качество их и
повысить производительность труда на предприятиях.
Измерение магнитных и электрических свойств проволоки
из сплавов 40Н и НП-2 после волочения с наложением про-
дольных ультразвуковых колебаний и в обычных условиях
показало, что характер зависимости магнитных свойств (мак-
симальной и относительной индукции) определяется знаком и
абсолютным значением магнитострикции, а также константы
магнитной анизотропии и зависит от амплитуды ультразвуко-
вых колебаний. При циклическом нагружении проволоки на-
блюдается магнитоупругий гистерезис, причем площади цик-
ла существенно зависят от амплитуды ультразвуковых коле-
баний [133]. Так, например, для образцов из сплава НП-2,
деформируемых при амплитуде колебаний 16 мкм, площадь
гистерезисного цикла увеличивается более чем в 2 раза по
сравнению с образцом, деформированным в обычных усло-
виях. Такое изменение площади петли гистерезиса указывает
на то, что ультразвук оказывает влияние на величину внут-
219
ренних напряжений, распределение включений и внутренних
магнитных полей рассеяния.
Электросопротивление всех исследуемых материалов умень-
шается под действием упругой растягивающей нагрузки, и
характер изменения его зависит от интенсивности ультразву-
ковых колебаний, действующих на металл в процессе пласти-
ческой деформации. У образцов, протянутых в обычных ус-
ловиях, относительное изменение электросопротивления боль-
ше, чем у образцов, протянутых с наложением ультразвука.
Такое различие можно объяснить уменьшением структурных
искажений кристаллической решетки и изменением в процес-
се ультразвуковой обработки у-фазы.
Глава 5
ГИДРОЭКСТРУЗИЯ МЕТАЛЛОВ
С НАЛОЖЕНИЕМ УЛЬТРАЗВУКОВЫХ
КОЛЕБАНИЙ
Гидроэкструзия представляет собой процесс выдав-
ливания металлов жидкостью высокого давления. После того
как давление жидкости достигнет некоторой величины, необ-
ходимой для осуществления заданной пластической деформа-
ции, начинается истечение металла [134]. При этом рабочая
жидкость тонким слоем, опережая прессуемый металл, начи-
нает вытекать из канала. Высокая скорость истечения жидко-
сти, обусловленная весьма большим отношением толщины ее
слоя у боковой поверхности заготовки к толщине у выхода
из канала вследствие гидродинамического эффекта, способст-
вует волочению металла в деформационную зону с поддер-
жанием жидкостного трения [135].
1. ДЕФОРМАЦИЯ МЕТАЛЛОВ
ЖИДКОСТЬЮ ВЫСОКОГО ДАВЛЕНИЯ
Процесс прессования жидкостью высокого давле-
ния впервые был описан Робертсоном в конце прошлого сто-
летия [136, 137]. Развитие процесса пластической деформа-
ции под высоким гидростатическим давлением проходило в
двух направлениях: разработка и совершенствование процес-
са прессования и исследования в области физики твердого
тела при высоких и сверхвысоких давлениях, которые стали
основополагающими в разработке гидроэкструзии металлов.
К настоящему времени накоплен значительный материал о
влиянии высоких гидростатических давлений на пластич-
ность материалов и их механические свойства. Первые иссле-
дования в этом направлении были выполнены Карманом
[138]. Он установил, что при сжатии образцов из мрамора и
песчаника в сосуде с глицерином под давлением в несколько
тысяч атмосфер эти материалы становятся пластичными, при-
чем с ростом давления всестороннего сжатия пластичность
возрастает.
Фундаментальные исследования влияния высоких гидро-
статических давлений на пластическую деформацию провел
221
Бриджмен [139]. Исследуя изменение механических свойств
у металлов, находящихся под действием высокого давления,
он доказал возможность выдавливания металлов жидкостью
высокого давления. С ростом давления пластичность возрас-
тает, причем зависимость между продольной деформацией и
давлением является линейной. Однако в более поздних экс-
периментах было показано, что линейная зависимость имеет
место только для сталей с определенным пределом прочно-
сти. В этой же работе приведена схема процесса деформации
жидкостью высокого давления с целью получения улучшенных
свойств готовых изделий, однако автору не удалось найти
оптимальных условий, при которых происходит нормальное
течение металла, поскольку материал выходил из матрицы
прерывисто и разваливался на отдельные куски.
Обобщение результатов исследований пластической дефор-
мации материалов, находящихся под высоким гидростатиче-
ским давлением, было сделано в работах С. И. Губкина [ 140,.
141]. Он дал объяснение влияния высокого давления на плас-
тичность материалов и показал, что важнейшим фактором,
определяющим пластическое поведение твердых тел, является
вид напряженного состояния.
Огромный вклад в развитие процесса гидроэкструзии ме-
таллов почти одновременно и независимо друг от друга внес-
ли группа советских ученых под руководством академика
Л. Ф. Верещагина [142—155], а также английские ученые
под руководством Пью [156—160]. Ими были проведены все-
сторонние теоретические и экспериментальные исследования
гидроэкструзии материалов, изучены возможности, преиму-
щества и недостатки, разработан широкий круг оригиналь-
ных конструкций установок для осуществления процесса,
установлена связь между величиной давления жидкости и
вытяжкой для большого числа материалов. Особое внимание
советскими учеными было уделено изучению механических
свойств прессованных изделий и выявлению причины их бо-
лее высокой прочности по сравнению с изделиями, получен-
ными другими способами.
Благодаря обширным исследованиям, проведенным на
большом количестве материалов, процесс гидроэкструзии ме-
таллов вышел, за рамки чисто академической проблемы и
превратился в весьма перспективный технологический про-
цесс; эти исследования установили возможность широкого
применения гидроэкструзии металлов в различных областях
обработки, включая гидроэкструзию трубчатых и сплошных
изделий сложного профиля.
Несколько позже аналогичные работы стали проводиться
в ряде других стран: США, Японии, Швеции, Франции. За
20 лет вышло большое количество работ по использованию
222
процесса гидроэкструзии [161 —178]. Большой интерес к дан-
ному вопросу объясняется теми преимуществами, которые
дает процесс гидроэкструзии по сравнению с обычным про-
цессом выдавливания, а именно [161]:
1) более полное использование пластических свойств ма-
териалов;
2) расширение технологических возможностей процесса;
3) улучшение свойств пресс-изделий.
Ряд особенностей процесса гидроэкструзии способствует
более полному использованию ресурса пластичности, так как
при деформации металла в этом случае не происходит осад-
ки заготовки. Наличие жидкостного трения позволяет обес-
печить наибольшую равномерность распределения деформа-
ций по сечению и почти полностью устранить действие
дополнительных растягивающих напряжений [135].
Расширение технологических возможностей является наи-
более важным для внедрения процесса гидроэкструзии в про-
мышленность. Отсутствие трения между заготовкой и контей-
нером позволяет значительно уменьшить требуемое для
деформации усилие по сравнению с механическим прессовани-
ем. Можно использовать практически любой длины и конфи-
гурации заготовку, что важно при получении тонкостенных
изделий большой длины [179]. Гидроэкструзия металлов ве-
дется без пресс-остатка, что приводит к сокращению отходов
материала и повышению производительности труда. Данный
процесс может быть легко механизирован и автоматизирован
ввиду отсутствия ряда технологических операций, свойствен-
ных механическому прессованию [161]. Наличие жидкостного
трения позволяет значительно повысить стойкость прессового
инструмента. Используя способ деформации жидкостью вы-
сокого давления, можно получать изделия из многослойных
композиционных, порошковых и гранулированных материа-
лов [180].
После гидроэкструзии изделия отличаются повышенными
прочностными и пластическими свойствами. Исследования
физико-механических свойств изделий приведены в работах
Б. И. Береснева [145, 181] на широком круге материалов — от
пластичных до высокопрочных и труднодеформируемых ме-
таллов. В результате этих, а также других работ [156] было
установлено, что гидроэкструзия изменяет физические и ме-
ханические свойства деформируемых металлов. Изделия пос-
ле деформации жидкостью обладают высокой равномерно-
стью свойств в продольном и поперечном направлениях.
Высокие гидростатические давления способствуют формирова-
нию ячеистой дислокационной структуры, аналогичной струк-
турам с чрезвычайно мелким зерном, которая дает повышен-
ные характеристики прочности и пластичности [182, 183].
223
Наряду с этим полученные изделия отличаются высокой точ-
ностью профиля с хорошим состоянием поверхности ввиду
отсутствия налипания металла на инструмент.
Однако, несмотря на явные преимущества, процесс гидро-
экструзии еще недостаточно широко внедряется в производ-
ство. Это объясняется рядом причин, одной из которых явля-
ется отсутствие серийного специализированного оборудова-
ния. Выбор оптимальных параметров гидроэкструзии металла
устраняет основные недостатки процесса, которые заключа-
ются в следующем:
1) сжимаемость рабочих жидкостей, большой запас потен-
циальной энергии которых передается изделию в виде кинети-
ческой энергии;
2) наличие начального «пикового» давления, которое вы-
зывает нежелательные колебания жидкости в контейнере и
приводит к нестационарному процессу деформирования;
3) большие давления сжатой жидкости, что приводит к
повышенным энергозатратам, а также большой металлоемко-
сти установок, способных выдерживать такие давления.
Несмотря на длительную историю развития процесса гид-
роэкструзии его возможности до конца еще не изучены. Мало
внимания при изучении процесса уделялось устранению отри-
цательных явлений, таких, как пик начального давления и
неустойчивость течения металла. Вопрос же интенсификации
процесса гидроэкструзии с помощью мощных механических
колебаний вообще оставался вне поля зрения, хотя многолет-
ние исследования влияния ультразвуковых колебаний на про-
цессы пластической деформации, а также на конечные свойст-
ва деформированных изделий показали эффективность их
применения [18, 53, 184].
В литературе первое сообщение по применению ультразву-
ка при гидроэкструзии полосы относится к 1970 г. [185].
В установке для полунепрерывного процесса деформации уль-
тразвук подводится непосредственно к инструменту (матри-
це), причем направление колебательной скорости совпадает
с образующей конусной части инструмента. Однако в данной
работе нет результатов опытов, а также сведений о размерах
колебательной системы. Первые работы в нашей стране по
исследованию процесса гидроэкструзии металлов с наложе-
нием радиальных ультразвуковых колебаний были опублико-
ваны в 1976 г. [186, 187]. Для осуществления процесса в ка-
честве волновода был применен граненый диск с централь-
ным отверстием, ось которого совпадала с осью контейнера.
Расстояние между противолежащими гранями диска равня-
лось половине продольной волны.
Для проведения экспериментального исследования авторы
использовали гидравлический пресс ПО-440 усилием 104 кН с
224
подвижным нижним столом. Необходимое давление создается
за счет перемещения плунжера в контейнере, в котором рас-
полагается деформируемая заготовка. В качестве рабочей
жидкости при гидроэкструзии использовалось масло «Инду-
стриальное 20». Матрица с контейнером сопрягается с по-
мощью двухконусной втулки из бронзы БрБ2. Матрица и кон-
тейнер выполнены бандажированными.
Волноводно-колебательная система подвода ультразвука
к матрице состоит из четырех магнитострикционных пре-
образователей с трансформаторами амплитуды смещения,
собственно волноводов продольных колебаний и специально-
го бандажа, в котором запрессована матрица. Продольные
колебания подводятся к матрице, расположенной в пучности
смещений, в направлении, перпендикулярном направлению
движения деформируемого металла. Тем самым сообщаются
матрице радиальные колебания. Резонансная частота всей
колебательной системы 20,1 кГц, амплитуда колебаний в зоне
деформации 7—11 мкм.
Авторами были исследованы силовые и деформационные
параметры, а также механические свойства металлов после
гидроэкструзии. Деформированию подвергались прессованные
прутки из меди Ml, латуни ЛС59-1, ЛЖМц 59-1-1, ЛО62-1,
бронзы БрХЦр, горячекатаные прутки из инструментальной
стали Р6М5. Было установлено, что имеет место снижение
давления жидкости при гидроэкструзии с наложением ультра-
звука по сравнению с обычной гидроэкструзией. Например,
при гидроэкструзии стали Р6М5 степень снижения давления
составляет от 9 до 18% при деформировании без омыливания
и от 9 до 28% при деформировании заготовок после омыли-
вания. Микроструктура стали Р6М5 после деформирования с
ультразвуком характеризуется более благоприятным распре-
делением карбидной фазы, что приводит к улучшению экс-
плуатационных свойств металла.
При гидроэкструзии меди и ее сплавов изучалось влияние
масштабного фактора на эффективность воздействия ультра-
звука. Для этой цели процесс гидроэкструзии заготовок из
меди и ее сплавов диаметром 19,4; 15,0; 11,6; 9,0; 7,0 и 5,4 мм
производился через матрицы с диаметром отверстия соответ-
ственно 15,0; 11,6; 9,0; 7,0; 5,4 и 4,2 мм. Высота калибрующе-
го пояска матрицы во всех случаях составляла 0,3 D (D —
диаметр исходной заготовки). Степень деформации, таким
образом, при гидроэкструзии всех заготовок была постоянной
и равной 0,4. Объем деформируемого металла в очаге дефор-
мации изменялся от 68,3 мм3 при гидроэкструзии прутка диа-
метром 4,2 мм до 2905 мм3 при гидроэкструзии прутка диа-
метром 15 мм.
Проведенные опыты показали, что с увеличением диамет-
15 Зак. 902
225
ра заготовки при прочих равных условиях повышаются значе-
ния давления жидкости. Так, при увеличении диаметра изде-
лия от 4,2 до 15 мм давление жидкости при гидроэкструзии
меди Ml без ультразвука возрастает на 21,2%. При гидро-
экструзии с наложением ультразвука рост давления жидкости
с увеличением диаметра матрицы происходит более интенсив-
но. При увеличении диаметра изделия от 4,2 до 15 мм давле-
ние жидкости для истечения металла из меди Ml повышается
на 63%. Аналогичные результаты получены и при деформиро-
вании других сплавов. Однако все колебательные системы,
применяемые авторами [186, 187] при проведении исследова-
ний, не могли нормально работать в резонансном режиме,
поэтому амплитуда радиальных колебаний в очаге деформа-
ции была сравнительно мала. Следовательно, полученные ре-
зультаты недостаточно отражают сущность применения ради-
альных ультразвуковых колебаний при гидроэкструзии ме-
таллов, но качественно доказывают возможности интенсифи-
кации процесса гидроэкструзии с наложением радиальных
ультразвуковых колебаний.
Прежде чем перейти к изложению основных результатов
исследований гидроэкструзии металлов с наложением уль-
тразвуковых колебаний, произведем теоретический анализ
процесса с продольными и радиальными колебаниями.
2. ОСНОВЫ ТЕОРИИ ГИДРОЭКСТРУЗИИ МЕТАЛЛОВ
В ВИДЕ КРУГЛЫХ ПРУТКОВ
С НАЛОЖЕНИЕМ ПРОДОЛЬНЫХ УЛЬТРАЗВУКОВЫХ
КОЛЕБАНИЙ
Рассмотрим схему процесса гидроэкструзии с при-
менением продольных ультразвуковых колебаний матрицы
(рис. 82). Чтобы установить основные закономерности про-
цесса, необходимо проанализировать движение тонкого слоя
смазки в клиновом зазоре между заготовкой и поверхностью
матрицы, что позволит определить характер распределения
Рис. 82. Схема для определе-
ния толщины слоя смазки во
входной зоне при гидро-
экструзии
226
контактных напряжений в очаге деформации, рассчитать дав-
ление жидкости, необходимое для осуществления процесса
гидроэкструзии металлов.
Так как клиновой зазор между заготовкой и внутренней
поверхностью матрицы небольшой, а давление жидкости в
контейнере высокое, для упрощения анализа примем следую-
щие допущения: справедлива теория течения Ньютона; гради-
ент давления в очаге деформации пренебрежимо мал, а в зо-
нах входа и выхода очага деформации равен нулю; скорость
течения металла у поверхности заготовки в зоне деформации
обратно пропорциональна квадрату ее диаметра; обрабаты-
ваемый материал не упрочняется при деформации; изменение
толщины смазки в зоне деформации подчиняется линейному
закону [145, 188, 192]. При таких условиях уравнение Рей-
нольдса для давления жидкости во входной зоне имеет вид
[202]
—— (h3 -А =— 6 т) (г\ + ишх sin со/), (5.1)
dx \ dx / dx
где p, h — давление жидкости и толщина слоя смазки теку-
щей точки входной зоны соответственно; Vj — скорость дви-
жения заготовки во входной зоне.
С учетом выбранной системы координат OX, OY (рис. 82)
амплитуда смещения их определяется из выражения [88],
их = ит cos kx. (5.2)
Толщина слоя смазки в любом сечении входной зоны в
системе координат OX, OY описывается выражением
h = (х —х0) tga. (5.3)
Здесь Хо—координата точки k (рис. 82); a — полуугол мат-
рицы.
После дифференцирования по х левой части уравнения
(5.1) с учетом выражения т) = т]ое7р имеем
e~VP <?р 1 d(h3) 1 dp =
т]0 dx2 h3 dx T]o dx
=-------— —[^-j- (j)umcos kxsin co/]. (5.4)
h3 dx
Складывая и вычитая из левой части (5.4) выражение
ye~vp dр лч
—------ —— , уравнение (5.4) можно представить так:
т]0 dx
<р (х) М — ф (х) = 0, (5.5)
15*
227
где
<p(*) = y +
d(h3} '
dx
(5-6)
ЭД (х) — — 6 - J— [vx + соыт cos kx sin со/]. (5.7)
dx h3
Уравнение (5.5) представляет собой дифференциальное
уравнение первого порядка, решение которого имеет вид [189]
М = С, е~ J + е~; J »(х) е1 ’w" dx. (5.8)
Подставляя в интегралы значения функции из (5.7), получаем
J <р (х) dx = ух + In h3,
j ЭД (х) elwW<lx dx = У ЭД (х) evx h3dx.
ух<С1, то с достаточной степенью точности можно
что evx^e~^x«l. Последний интеграл из (5.9) при-
(5-9)
Так как
принять,
мет вид
f q>(x)dx
eJ dx =
—— (yl + COS kx sin co/) dx.
dx
(5.10)
Из выражения (5.3) имеем
dh/dx = tga.
Интегрируя (5.10) с учетом (5.11), получаем
Г , ч С <p(x)dx „ , Г , аит sin kx sin со/ '
I (x) eJ = — 6 tg a vrx +
C (p(x)dx
—
k
Подстановка интегралов (5.9), (5.12) в (5.8) дает
м= Сг 6 tga
h3 h3
Постоянная Ci определяется из условия, что
dpldx = 0:
Сг = 6 tg a
, sin kx sin со/
(oum sin kxt sin at
k
Подставляя выражение (5.14) в (5.13), получаем
Л1_ ,51е- х
h‘
(5.И)
. (5.12)
. (5.13)
при
X = Xj_
(5.14)
k
228
, . , co«msinatf , . , . , .
Vx (X— Xx) H-------------(sin kx — Sin kxj)
(5.15)
Интегрируя выражение (5.15) по
и т| = r)o ew, имеем
У
x с учетом выражения (5.7)
6 По х
tg* 2 * * *a
' С (х—xi) _|_ f A (sin kx — sin kXj)
X IJ (x—x0)2
где Лх = coum sin at/k.
После несложных математических преобразований получаем
____Le-?p = —-
У tg2a I х [ 2(х — х0)2
Лх sin kxi д Г sin kx k
2 (х — х0)2 1 [ 2 (х — х0)2 2 (
k2
Н------cos kxa Si k (x — x0) +
2
e~vp —
e-7p =
(x —x0)2
Xx —x0
(x —x0) .
cos kx
(x —x0)
где
(5.16)
H------sin kxQ Ci k (x — x0)
(5-17)
Si k(x— x0'
sin k (x — x0)
(x —x0)
1
, ч Г cosZ>(x —x0) ,
Ci k (x — x0) = I --------------— dx.
J (x-x0)
При x = x2 p = Рж- Отсюда
C = 6 Ho ( Г x^ — Xq 1‘ _
tg2 a ( [2 (x2 — x0)2 x2 — x0.
Лх sin kxi । sin fexx2 । k cos kx2
2 (x2 Xq)2 _ 2 (x2 х^)2 2 (x2 — Xq)
k2
H-------cos kx0 Si kr (x2 — x0) +
sin kx0 Ci k (x2 — x0)
— е-?рж
7
229
Подставляя C2 в (5.17), получаем
1 (е“?рж _ e~vP\ = _ Ло I vi
у tg* 2 a j 2
Xi — x0 2 ( 1 1
(x2 X0)2
Xi —х0
\ X — Xo X2 — Xo J _
_____1_________________1
(x — x0)2 (x2 — x0)2 _
sin kx sin kx2
|2
. (X — x0)2
, Аг sin kx-
2
. 2 (x — x0):
A±k
cos kx
2 (x2 — x0)2
cos kx2
— A
2
x — x0 x2 — x0
Ayk2
2
A^
2
cos kx0
[Si k (x — x0) — Si k (x2 — x0)] —
sin kx0 [Ci k (x— x0)— Ci k (x2— x0)]| • (5.18)
Из условия, что на границе зоны входа и зоны деформации
h = hx и давление р=рж+<тт, преобразуем выражение (5.18)
к виду
е~Ж,( (1 _ е-?сгт) = — 6 ЧоУ ( vi 1____________________
tg a [ 2 L /i2
x tg” _________________L3_
2 \ hl h2 )
Aj^tga [ sin k (/ij/tg a + xu) sin k (/i2/tg a + x0)
2 Й?
A±k Г cos k (/ij/tg a + x0) cos k (h2/tg a + x0)
2 h-± h2
—— sin kx0 Ci f k —j — Ci (k —)
2 tg a L \ tg a / \ tg a /
A^2
2 tga
cos kx0
Si Si (k
\ tga / \
. (5.19)
230
Из выражения (5.19) находим уравнение для расчета тол-
щины слоя смазки у входа зоны деформации при гидроэк-
струзии металлов в виде прутков с продольными колебаниями
матрицы [202]:
hl — [Bhl + 2 /г2 + Л1^--
— sin
I tg a
Arhl
• , / +
sin k —-------1- х0
\ tga
h ( । ,
tg aux
. /c. / khr \ / kh2 \ \
cos kxQ Si —— — Si -------------— -|-
tg a ) \ tg a / /
+ sin kx0 f Ci f 'j — Ci ( 1
tg a ) \ tg a
/ii +
, i , Ark ( hi ,
—1 —---------- COS k I ---- —Xq
t»i \ tg a
h22 = 0, (5.20)
Уравнение (5.20) позволяет определить hi при заданном
давлении жидкости рж.
В особом случае, когда матрица находится в пучности ко-
лебаний и ее длина значительно меньше половины длины
продольных волн в материале волновода, с достаточной точ-
ностью можно считать амплитуду колебаний вдоль длины
матрицы постоянной (ux = um). При таких условиях на основе
уравнения Рейнольдса (5.1) и после математических преоб-
разований получим выражение для определения толщины
слоя смазки
hl — (61/12+ 2/г2) /ii+ hl = 0,
(1 — е~7(7т) tg a
(5.21)
з Цо? [^1 + sin
Для определения характера распределения контактных
напряжений в зоне очага деформации при гидроэкструзии ме-
таллов с наложением продольных ультразвуковых колебаний
(инструмент расположен в пучности колебаний) рассмотрим
бесконечно малый элемент толщиной dx и условие его равно-
весия в новой системе координат XOY, приняв, что сила тре-
ния есть напряжение вязкого сдвига в слое смазки (рис. 83).
Спроектировав все силы, действующие на элемент, получим
[190, 202]
(ох + dox) (Sx + dSx) — oxSx — pnDxdx cos a —
— wDxdx cos a = 0. (5.22)
231
В этом выражении
Sx = лЬ% / 4; dSx = nDxdDx/2- dx = dDx/2 sin a. (5.23)
Подставляя выражения (5.23) в уравнение (5.22), имеем
Dxdax + 2 oxdDx — 2 pdDx — lxdD* = o. (5.24)
tga
Рис. 83. Схема напряженного состояния заготовки при гидроэкструзии с
продольными ультразвуковыми колебаниями
Используя условие пластичности при гидроэкструзии [18]',
после некоторых преобразований получаем уравнение пласти-
ческого равновесия в очаге деформации:
х dp х т
2 dx 2 dx T tg a
Так как выбрана модель жестко-пластического тела, то урав-
нение (5.25) перепишется в виде
—-----------(Ут----— = 0. (5.26)
2 dx tg a
Известно [191], что режим жидкостного трения определя-
ется величиной и направлением сил трения в смазочном слое
т = — т] (duldy). (5.27)
Так как толщина смазочной пленки по направлению OY
значительно мала, можно считать, что давление жидкости не
изменяется по координате у. При этом имеем
232
После двойного интегрирования находим, что
« = —-----------У2 + С3«/ + с4. (5.29)
2 т] ах
Постоянные интегрирования С3 и С4 определяются из краевых
условий
у = 0, и = — coum cos a cos (х — х2) sin со/;
(5.30)
у = h, и = — vx (хх/х)2.
где ki — k cos а.
Исключив С3 и С4 из выражения (5.29) с учетом условия
(5.30), получим
1 dp , > , ч ЩУ ( хх \2
м = —--------(у2 — hy)-----------—3- —
2 г) dx h \ х )
— Л cos а cos kx (х— х2) | 1-----— ) , (5.31)
\ h J
где А = <аит sin со/.
Проводя дифференцирование скорости и по у при y — h и
подставляя его в (5.27), имеем
h
2
dp
dx
/ Xj, \2
h \ х /
---— Д cos a cos ki (х — xz). (5.32)
h
Так как h = —— , то выражение (5.32) перепишется
в виде
т _ / х \ dp vxt] / хх \3
2 \ хх / dx /гх \ х )
т]Л cos a cos k± (х — х2) хх.
йх х
(5.33)
Подставляя (5.33) в уравнение (5.26), получаем
_х_ Л + h \ dp T]ovx / Xj V еур ।
2 \ Xttga / dx T hi x / tga
т]0Л cos a cos ki (x — x2) ( xx \ e7P _ n /к
T I ~ — U- (&•'
hi \ x / tg a
233
Величина h^Xy tga<^ 1, поэтому ею можно пренебречь. Тогда
уравнение (5.34) запишется так:
х dp ijoOj { \3 eVP ,
2 dx hr \ x J tg a
г|0Л cos a cos kj (x — x2) хг eVP =
h± x tg a
При N == e—vp, G = yaT имеем
-^- =--------— evp (5.36)
dx у dx
Подстановка (5.36) в уравнение (5.35) дает
dN ! 2 GN , 2 т|оТу1Лд
dx + x hi tg ax4
_ 2 т)оуЛ cosacos^^x —x2) = 0 37^
hi tg ax2
или
+ Ф (x) N + V (x) = 0, (5.38)
dx
где
Ф (x) = 2 G/x;
2 Tio'F’i*? 2 т]оуЛ cos a cos (x — x2)
¥(x) = 1.1------------.—I-------------- Xi. (5.39)
/Mg ax4 ^tgax2 1 v
Уравнение (5.38) — линейное дифференциальное уравнение
первого порядка, решение которого имеет вид
\т п J ф ^dx ~ f ф ^dx С 1тр / \ f ф Wdx J /е ЛЛ\
N С5 е J — е J МИ (%) eJ dx. (5.40)
Подставляя‘в интегралы значения функций Ф(х) и W(x)
из (5.39), находим
М z ч . С 2G 20 —[Ф(х)<1х _20 /е ...
I Ф (х) dx = |------dx = lnx , е J —х (5.41)
J J x
и
У Т (х) е^Ф (х) dx dx = j ¥ (х) x2Gdx,
234
или
f-V(x)^a№dx =
2т]о?У1Х®
/ii tga
x20-3
2G —3
2,1„McoSar oski(x~xjx^dx.
hi tg a J
(5.42)
Так как G=yoT — нецелое число и k\{x—х2)<1, то с
достаточной степенью точности интеграл в выражении (5.42)
можно записать в виде
J cos kr (х — х2) }dx = J{1----—~^2|
+ [^(Х —Х2)]4 । x2(g-l)^ (5.43)
или
cos kt (х — х2) x2(C-1)dx =
4x2x(2G+2) Jr2 12 х(20+1) (
2G + 2 + к 2 ^/2G+1 к
x(2G+3)
_ 2G + 3 ~
24х„ \ «2С
4х3 _М 2L_
$ / 2G
, / 4 12х2 , 24 x(2g-[)
+ \ 2 k2 + k\ / 2G — 1
Подставляя (5.44) в (5.42), имеем
f v (х} е> <^dx _ *2g~3 _
J Twe ax~ ^tga 2G —3
_ 2т]07ХхД cos a f
hi tga
Окончательно выражение (5.40) запишется в виде
,N _ 2т)оТ^х 7 хх \3 1 2тюуД Xi р
/ixtga k* / (2G —3) /ixtga x2G
= F (х).
(5.44)
(5.45)
С5
х2в '
(5.46)
Постоянную С8 находим из условия, что при х = хх р =
С, - е-«»я,+»,> +.....2У.У-°
Cs'e ' + /ixtga(2G —3)
_ 2р0уД cos axx р
hi tg a
где F (хх) = F (х) при х = хх.
(5.47)
235
После подстановки (5.47) в выражение (5.46) и преобразова-
ний получим
e-w
2т]о?Р1
Axtga(2G —3)
^оуЛсоза [_^ (р (х) _ р (xi)) I . (5 48)
-Т(рж-Ит) /ЛкГ0 ,
\ х I ‘ Ziitga
Давление жидкости необходимое для осуществления
процесса гидроэкструзии металлов с наложением продольных
ультразвуковых колебаний, определяется из условия, что при
Х = Х2 р = (Ут-
J (Л*-?-------4J-1 + [F W-F (%!)] +
L\ х2 / xzu J V
е-т(рж+стт) (2El_y°, (5.49)
\ x2 /
Разделив обе части (5.49) на е ?(рж+<7т), получим
е?рж = 7?с|1 2 J _ 11 е?(Рж+рт> _
^7(РЖ+^Т) 1
~s Xi (2G—1) [F(%1) — F ’
где R = (x^)2 — коэффициент вытяжки;
2t]qY^i . s = 2т]оуЛ cos a
hi tg a (2G — 3) hi tg a
или
3-2G
рж = aT In R + —- In 11 + q [ R ' 2 — 1 ] е?(Рж+стт) —
Tl\ f
1
— S----2G=i- (*i) — F W] •
Xi J
(5.50)
Уравнение (5.50) позволяет определить значение рабочего
давления рж при гидроэкструзии металлов в виде прутков с
наложением продольных ультразвуковых колебаний [202].
Анализ уравнений (5.20) и (5.50) показывает, что когда
направление вектора колебательной скорости совпадает с на-
правлением движения заготовки, толщина слоя смазки быстро
236
увеличивается в течение промежутка времени а давление
жидкости резко падает. При этом время ti определяется из
выражения
3—2G
т = — arcsin Г Vi ~ _____1 (5.51)
ю LX(3-2G)[F(x1)-F(x2)] J *
При дальнейшем движении инструмента толщина пленки
смазки продолжает увеличиваться, а давление падает и в пре-
Изменение давления веретенного
эффективности действия продоль-
Рис. 84.
масла и
ных ультразвуковых колебаний при гидро-
экструзии алюминия в зависимости от вы-
тяжки: / — без ультразвука; 2 — ампли-
туда колебаний равна 5 мкм; 3 — 7; 4 —
9 мкм
деле может достигнуть нулевого значения. Это все происходит
в течение времени та, которое находится из выражения
1
т2 =-----arcsin х
со
- 1-^(7? 2 -1)е7СТт е-^т1п^
2ут]0Ле7СТт [Г (Xi)— F (х2)]
х2!0-1 tgahlmax. (5.52)
В дальнейшем параметры процесса не изменяются, так как
колебательная скорость имеет еще достаточно большую
величину, а материал затягивается в очаг деформации за счет
напряжений вязкого сдвига, возникающих при истечении смаз-
ки через клиновой зазор.
Во- второй половине периода из-за изменения направления
вектора колебательной скорости на противоположное слой
смазки начинает утончаться. В этот момент смазка и металл
сжимаются, причем к давлению жидкости добавляются коле-
бательные напряжения. В данном случае давление жидкости
определяется из выражения [184]
237
- ат (а + 1) —f 1 Н—;-'j ок -
Anax=[---------------------------- (Яа-1), (5.53)
гдеа = /т/1§а; aK = k cos a umE sin k (xcp — x2); xcp = xi+*2 .
Основываясь на методе последовательных приближений,
была составлена программа для ЭВМ и рассчитан основной
параметр процесса гидроэкструзии — давление жидкости в
зависимости от основных технологических параметров (рис.
Рис. 85. Влияние интенсивности
продольных ультразвуковых
колебаний на снижение давле-
ния веретенного масла при гид-
роэкструзии алюминия
Рис. 86. Влияние интенсивности
продольных ультразвуковых коле-
баний на снижение давления ве-
ретенного масла при гидроэкстру-
зии свинца: 1 — без ультразвука;
2 — амплитуда колебаний равна
5 мкм; 3 — 7; 4 — 9 мкм
84—86). Анализ данных, приведенных на рисунках, показыва-
ет, что наложение продольных ультразвуковых колебаний
приводит к снижению необходимого давления жидкости.
С увеличением степени деформации (вытяжки) давление
жидкости возрастает, а эффектйвность действия ультразвука
несколько уменьшается для всех трех значений амплитуды
колебаний. Кроме того, как видно из рис. 85, давление жидко-
сти при гидроэкструзии алюминия вначале резко снижается,
а с увеличением амплитуды колебаний продолжает снижаться
с меньшей интенсивностью. Таким образом, применение про-
дольных ультразвуковых колебаний при гидроэкструзии поз-
воляет значительно интенсифицировать процесс, что проявля-
ется в снижении необходимого давления, повышении напряже-
ний вязкого сдвига, увеличении толщины слоя смазки в очаге
деформации и т. д.
238
3. ВЛИЯНИЕ
РАДИАЛЬНЫХ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ
НА НЕКОТОРЫЕ ПАРАМЕТРЫ ГИДРОЭКСТРУЗИИ МЕТАЛЛОВ
Рассмотрим основные закономерности процесса
гидроэкструзии металлов в виде крупных прутков с наложени-
ем радиальных ультразвуковых колебаний. При анализе про-
цесса сделаем допущения, аналогичные приведенным в преды-
дущем параграфе, и, кроме того, будем считать, что амплитуда
радиальных колебаний на внутренней поверхности матрицы
равномерна. Анализ движения смазочного слоя и условий
нагружения заготовки
при гидроэкструзии с ра-
диальными колебаниями
инструмента выполним
на основе теории лами-
нарных течений [191,
193].
Рис. 87. Схема процесса гидро-
экструзии с радиальными уль-
тразвуковыми колебаниями ин-
струмента
Схема процесса гидроэкструзии металлов с наложением
радиальных ультразвуковых колебаний представлена на рис.
87. Толщина слоя смазки текущей точки входной зоны очага
деформации в системе координат XOY определяется из выра-
жения
h(x— х0) tga. (5.54)
Толщину слоя смазки при гидроэкструзии с наложением
радиальных ультразвуковых колебаний определяем из диффе-
ренциального уравнения для давления в слое смазки, получен-
ного Рейнольдсом. Уравнение Рейнольдса для входной зоны
имеет вид [208]
d A q dp \ с Го . , dh
--- /г —= оц 2ыиг sin сог---------
dx у dx I dx
(5.55)
После дифференцирования левой части уравнения (5.55) и
подстановки выражения T] = i]oev^ получаем
239
е~"!Р d2p 1 d(h3) e-yp dp
T]o dx2 h3 dx r]0 dx
1 2£/,oj sin co/ „ dh
=-----------------------6----------v..
h3 h3dx
(5.56)
Складывая и вычитая из левой части выражение
(уег'1р]'х\о) —, уравнение (5.56) после некоторых преобразова-
dx
ний можно представить в следующем виде:
М' + Ф(х)М = Т(х), (5.57)
где
1 dp dM
М =----------- ; М' =-------;
т] dx dx
, 1 d(h3)
ф & =v+ ——-7— ;
h3 ах 1
,ТР/ ч 12cowr sin со/ 6 dh
/г3 /г3 dx
Решение уравнения (5.57) имеет вид [194]
(5.58)
М = с, Ф М dx- е“* Ф W dx J У (*) J ф м dx dx. (5.59)
После подстановки выражений (5.58) в (5.59) и преобра-
зований получаем
М = --1- [12(our sin со/ — 6tg a vj. (5.60)
Постоянная Cj определяется из условия, что при х = dp/dx —
= 0:
Ci = —Aev*\ A= 12<oursin<oZ — 6tgaot. (5.61)
Выражение (5.60) с учетом (5.61) запишется в виде
л
М^^(х-Х1). (5.62)
h3
После разделения переменных и интегрирования находим
ур___ Г 1________________%1 %о
tg3a [_х —х0 2 (х — х0)2
(5.63)
240
Постоянная интегрирования С2 определяется из условия, что
при х = x2, h = h2 р = рж:
_ гц/М Г 1_______________Xj — x0
tg3 а [ x-i — хо 2 (х2 — х0)2
(5.64)
Подставляя выражение (5.64) в (5.63), получаем
e“VP— e-VP» = г1о?Л-1i__
tg3a ( x — x0
1
X0
1 1
(x— x0)2 (x2 — x0)2
Xj — Xg x
2
(5.65)
Из условия, что на границе входной зоны и зоны деформа-
ции толщина слоя смазки h = h\, а давление р = рж + сгт, полу-
чаем уравнение для определения толщины слоя смазки /и на
входе очага деформации:
h2i + 2tg2ae VP*(1—h.2 — 2h2 K + h2^ 0, (5.66)
где h2 = (х2 — х0) tg a = const для данной вытяжки.
Из уравнения (5.66) видно, что толщина слоя смазки на
входе в очаг деформации hx зависит от деформируемого ме-
талла, соотношения скоростей движения заготовки и колеба-
тельной скорости, давления и других параметров жидкости,
угла конуса матрицы, геометрических размеров инструмента.
Для определения характера распределения контактных
напряжений в зоне очага деформации при гидроэкструзии
профиля круглого сечения через коническую матрицу выделим
бесконечно малый элемент толщиной dx и рассмотрим условие
его равновесия, приняв, что сила трения есть напряжение
Рис. 88. Схема напряженного состояния заготовки при гидроэкструзии с
радиальными ультразвуковыми колебаниями
16. Зак. 902
241
вязкого сдвига в слое смазки (рис. 88). Спроектировав все
силы, действующие на элемент, на ось ОХ, получим
(ах + dox)(Sx + dSx) — oxSx — pnDxdx sin a — T;nDxdx cos a — 0,
(5.67)
Sa = ji£>2/4; dSx = (rcDxdDx)/2-, 'dx — dDx!2sm a. (5.68)
Уравнение (5.67) с учетом выражений (5.68) примет вид
Dxdax + 2axdDx — 2pdDx — .2xdDx = 0. (5.69)
tga
Используя уравнение пластичности при гидроэкструзии в виде
[195]
р — ат = ах, (5.70)
после преобразований (5.69) получаем уравнение пластическо-
го равновесия в очаге деформации [196]:
dp xda,,, т п
х —------------1----------<гт = 0.
2dx 2dx tg a
Так как выбрана модель жестко-пластического тела, то урав-
нение (5.71) перепишется в виде
х dp т Л
----------от----------= 0.
2 dx tg a
(5.71)
(5.72)
Режим жидкостного трения определяется величиной и на-
правлением сил трения в смазочном слое [191], поэтому на-
пряжение вязкого сдвига находим по формуле
• <5-73>
\ ду )у=н
При гидроэкструзии металлов толщина слоя смазки очень
мала, поэтому давление жидкости не зависит от у, а следова-
тельно, оно будет постоянно по толщине слоя смазки [197].
Из основного уравнения равновесия жидкости при т] = const
по оси ОУ имеем [191, 198, 199]
dp/dx = — т] (д2и/ду2). (5.74)
После интегрирования выражения (5.74) по у получим
и = 77—(5-75)
2т] dx
242
Постоянные интегрирования С3 и С4 определяются из краевых
условий
при у = 0 и = —sin a sin а)/,)
при у — h и = — (xjx)2. J
Исключив С3 и С4 из выражения (5.75) с учетом краевых усло-
вий, получим
— сонг sin а [ 1---— । sin соЛ (5.77)
\ h )
Проводя дифференцирование скорости и по у при у — h и
подставляя ее в (5.73), имеем
h dp . т] ( \2 ашгт] . , _ох
т ----------— + —— ——-----------------— sin a sin со/. (5.78)
2 dx h \ х ) h
_ Г i х
Так как п = , последнее равенство перепишем в виде
xi
h> ( X \ dp , / Ха \3 CDZVrT)X1 .
т =-------— ----- Н----------- —------------sin a sin соЛ
2 \ Xi ) dx hs \ х J hiX
(5.79)
Подставляя выражение в уравнение (5.72), получаем
X / /11 \dp [»iT)0 / %! у е?р ,
2 \ ' tga / dx hi \ х / tga
(5.80)
со^Ло . п
-г----z-------еур cos a sin со/ = 0.
hi х
Так как величина hi/Xi tg a 1, в уравнении (5.80) ею можно
пренебречь. Тогда
^1По / Х1 у еТР , Xj
2 dx a,r \ x / tg a x
X cos a sin cat = 0.
Уравнение (5.81) с учетом того, что N = e~VP, G = уо*т, пере-
пишется в виде
— + Ф2 (х) N + V (х) = 0, (5.82)
dx
16*
243
где
/ ч 2G
Ф2 (*) = ----
X
= f-^1--------
Axtga \ x4 x2
Решение уравнения (5.82) с учетом выражений (5.83) имеет
вид
(MlrXi . . Л
— sin a sin со/ ) . (5.83)
N =x~2G
r 2l1oY / x2G
Съ /ijga Г1*1 2G — 3
%2G-1 \-
— co£/r sir a sin co/ ------- 1 .
Z/vJ 1 /
(5.84)
Постоянную интегрирования С5 находим из условия, что при
х = Xi р = рж + ат. Отсюда
г 2Q _ia ) 2т)оТ / x\G
С* — X] е п ж ‘ т2 j------------п._____-___
51 ф Mg a V1 2G-3
— cowr sin a sm со/ -----р- I .
-- 1 /
(5.85)
Выражение (5.84) с учетом постоянной С5 из (5.85) перепи-
шется в виде
е-VP -2G |е-7(Рж+ат) 2G + _2^L
I Mga
( x2G
V1 ( 2G — 3
(5.86)
4x2G~3 . / Х1Х20-1 х2гв
2G —3 / ««rSinasin®^ 2G_1 2G_1
Пользуясь уравнением (5.84), можно найти толщину слоя
смазки на входе в очаг деформации, а также изменение тол-
щины ее по длине очага деформации и на основе уравнения
(5.86) рассчитать распределение давления. Давление в начале
очага деформации равно величине предела текучести. Даль-
нейший расчет градиента давления, согласно уравнению
(5.86), основан на методе последовательных приближений,
так как вязкость зависит от давления.
При гидроэкструзии металлов выходная зона коротка, и
поэтому общий вклад ее в величину поверхностных сдвиговых
напряжений мал, т. е. в конце пластической зоны очага де*
формации давление р = от. Тогда
244
e-VtfT = е-?(рж+<гт)^<?
2*10?
/ii tga
RG—R3/2
Vi 2G —3
aur sin a sin at d0 j/2
-----------------(t\ —л )
2G — 1
(5.87)
Разделив обе части выражения (5.87) на е 7(рж+стт\ получим
етрж = рв j +
_2ПоУ£1_ е7(рж+стт) _ 2т)оу е7(рж+стт)
hi tga
3—20
A1-R 2
X aur sin a sin at ---
2G — 1
(5.88)
или
3—20
рж = <гт1п7? + — In | 1 + д^”»^ [1 + R 2 ] —
1—2G
— Si ev(₽«+aT> [1 — 7? 2 j , (5.89)
где
_ 2^07^! . _ 2т)оусо^г sin a sin coZ
91 “ tga(2G —3) ’ 1 “ hi tga(2G—1) ’
Уравнение (5.89) позволяет определить значение рабочего
давления рж при гидроэкструзии металлов в виде круглых
прутков с наложением радиальных ультразвуковых колебаний
волоки [208].
Выбор величины давления прессования производится из
предположения, что условие текучести удовлетворяется по
всему очагу деформации. Вначале выбираем значение рт и
рассчитываем толщину слоя смазки в начале очага деформа-
ции по уравнению (5.66). Полученная толщина пленки испрль-
зуется далее для определения изменения толщины слоя смаз-
ки, давления и сдвиговых напряжений в зоне очага деформа-
ции. Если выбранное значение давления рт приводит к вели-
чине давления в конце пластической зоны очага деформации,
которая не удовлетворяет уравнению р = вт, то производится
соответствующая корректировка величины рт и расчет повто-
ряется. В качестве начального давления рт, использованного
в способе последовательных приближений, было выбрано
«идеальное» давление, имеющее место при отсутствии трения:
= 2от In (D0/t?i). (5.90)
245
С использованием метода последовательных приближений
была составлена программа на ЭВМ. «Минск-32» для расчета
основных параметров процесса гидроэкструзии с наложением
радиальных ультразвуковых колебаний.
При анализе уравнений (5.66) и (5.89) можно заметить,
что в первой половине периода колебаний Т, когда направле-
ние проекции колебательной скорости на ось ОХ противопо-
ложно направлению движения заготовки, толщина слоя
смазки hx быстро увеличивается в течение промежутка време-
ни tx, при этом давление жидкости уменьшается и достигает
величины «идеального давления». Время tx определяется из
условия [208]
3—2G 1—2G
7J1-T? 2 ) — — R 2 ) = 0, (5.91)
где
3—2G
. , —7? 2 (2G—1)
sin со^ =----------------------тЬс— -
coMrsina(2G — 3)(1 — R 2 )
ИЛИ
3—2G
. 1 .Г M2G—1)(1 —R 2 ) 1 /СООХ
ti =----arcsm -----—---------------------- . (5.92)
со |_ J
cousin a(2G — 3)(1 — JR 2 )
При дальнейшем движении инструмента толщина слоя
смазки продолжает увеличиваться, давление жидкости падает
и в пределе может достигнуть нулевого значения. Этот проме-
жуток времени находится из условия, что левая часть выра-
жения (5.89) равна нулю. Тогда
3—2G
1 Г [1 +71е^т+ат)(1_7? 2 )_e-vaTIn/?]
/2 = — arcsin ------------------------------------- X
° e7(pm+V (1 _ fl 2 )
X —tfe.”/20---. (5.93)
2уг]ойШг sin a J
Однако анализ уравнений (5.66) и (5.89) на ЭВМ «Минск-
32» показал, что давление жидкости не достигает нулевого
значения, а имеет вполне определенную величину, причем в
этом случае устанавливается соответствующая толщина слоя
смазки, которая имеет максимальное значение для данного
коэффициента вытяжки. В дальнейшем в течение промежутка
Т
времени М^2<^з<-----h) давление и толщина слоя смазки не
246
изменяются, а материал затягивается в очаг деформации за
счет напряжений вязкого сдвига, которые возникают при исте-
чении жидкости через клиновой зазор. В момент времени Z4=
= Т12 толщина слоя смазки уменьшается до минимального
значения, равного толщине пленки без наложения колебаний,
а давление — до величины, равной давлению при обычной
гидроэкструзии. Давление жидкости, необходимое для осуще-
ствления процесса, в этом случае определяется следующим
образом. В уравнении (5.69) принимаем, что колебательные
напряжения подчиняются закону в форме [200]
* = />сР, (5.94)
а условие пластичности в виде [18]
ок cos а + р — от = (5.95)
Подставляя (5.94) и (5.95) в уравнение (5.69), получаем
следующее выражение:
dp = 2стт (1 - qKCOsa + . (5.96)
V от tga / Dx
После интегрирования и нахождения постоянной имеем
_2_ = Р™. 4- 1 + 2 (1 — -K-C0S-a + In . (5.97)
от от \ от tga / D
При Dx = Dq, р = вт уравнение для давления жидкости с
учетом колебательного напряжения запишется в виде
pm = от(1 - gKcosa, + (5.98)
\ от tga J
Если выражение (5.98) подставить в уравнение (5.66), то
можно найти толщину пленки в этот момент времени. В даль-
нейшем она (пленка) не изменяется, так как колебательная
скорость имеет достаточно большую величину. По мере умень-
шения скорости давление жидкости начинает возрастать и
через некоторый промежуток времени достигает значения дав-
ления жидкости при обычной гидроэкструзии. В этот момент
времени колебательная скорость равна нулю. Затем процесс
изменения толщины слоя смазки и давления жидкости повто-
ряется [202], средняя величина какого-либо параметра про-
цесса гидроэкструзии с наложением колебаний находится
путем интегрирования его в пределах от нуля до Т. Среднее
значение давления жидкости за период колебаний определя-
ется из выражения
Ригер ~ Pmitydt. (5.99)
о
247
При этом эффективность от наложения ультразвуковых коле-
баний находится как частное от деления разности соответству-
ющего параметра без колебаний и с наложением колебаний
на величину соответствующего параметра без ультразвука,
умноженного на 100%.
Колебательные напряжения ок в очаге деформации при
радиальных колебаниях инструмента определяются из выра-
жения [201]
Е
1 —V2
1 — v
kpC&J о (^рН ^6^ 1 (^/)
г
(5.100)
На основании вышеизложенного1 были произведены расче-
ты некоторых параметров процесса гидроэкструзии с наложе-
нием радиальных ультразвуковых колебаний в зависимости от
различных технологических параметров (рис. 89—93).
Анализ приведенных на рис. 89, 90 зависимостей давления
жидкости при гидроэкструзии свинца и алюминия от вытяжки
при различных значениях амплитуды колебаний в очаге де-
формации показывает, что наложение радиальных ультразву-
ковых колебаний приводит к уменьшению необходимого дав-
ления независимо от вязкости рабочей жидкости (у веретен-
ного масла динамическая вязкость минимальная, а у
касторового — максимальная). С увеличением вытяжки ин-
тенсивность действия ультразвука снижается. Кроме того, из
кривых на рис. 89, 90 следует, что применение более вязких
масел приводит к росту необходимого давления при гидро-
экструзии в обычных условиях, что подтверждает выводы ра-
нее опубликованных работ [188, 192]. Наложение ультразву-
ковых колебаний практически не приводит к повышению
Рис. 89. Изменение давления касторового (а) и веретенного (б) масел*4
и эффективности действия радиальных ультразвуковых колебаний при
тидроэкструзии свинца в зависимости от вытяжки: / — без ультразвука;
2 — амплитуда колебаний равна 1,5 мкм; 3 — 2,5; 4 — 3,5 мкм
248
вероятно, объясняется влиянием ультразвука на вязкость
жидкости.
Давление жидкости резко падает при наложении радиаль-
ных ультразвуковых колебаний при всех степенях деформа-
ции, но с увеличением амплитуды степень снижения давления
уменьшается, а при амплитуде 3,5 мкм процесс практически
стабилизируется (рис. 91). При гидроэкструзии алюминия
также наблюдается рост давления жидкости с увеличением
степени деформации, однако интенсивность нарастания дав-
ления значительно больше, чем при гидроэкструзии свинца.
Это происходит вследствие того, что с увеличением степени
деформации металл упрочняется. Наложение колебаний раз-
ной интенсивности приводит к падению давления жидкости с
Рис. 90. Изменение давления касторового (а) и веретенного (б) масел
и эффективности действия радиальных ультразвуковых колебаний при
гидроэкструзии алюминия в зависимости от вытяжки: 1 — без ультра-
звука; 2 — амплитуда колебаний равна 1,5 мкм; 3 — 2,5; 4 — 3,5 мкм
Рис. 91. Влияние интенсивности радиальных ультразвуковых колебаний на
снижение давления при гидроэкструзии свинца (а) и алюминия (б)
249
постепенной стабилизацией его при дальнейшем увеличении
амплитуды колебаний (рис. 91, б).
Незначительное снижение давления при увеличении интен-
сивности радиальных ультразвуковых колебаний в обоих
случаях (рис. 91, а и б) можно объяснить тем, что при нало-
жении колебаний между изделием и инструментом устанавли-
вается определенная геометрия смазочной щели, которая за-
висит от величины и распределения давления в зоне пласти-
Рис. 92. Изменение толщины слоя
смазки в зависимости от вытяжки
при гидроэкструзии алюминия с
радиальными ультразвуковыми
колебаниями: 1 — амплитуда ко-
лебаний равна 1,5 мкм; 2 — 2,5;
3 — 3,5 мкм
ческой деформации, а последние в свою очередь зависят от
степени деформации. Это предположение подтверждают рас-
четы толщины слоя смазки на входе в очаг деформации (рис.
92 и 93). Наложение радиальных колебаний приводит к
значительному росту толщины слоя смазки, причем с ростом
давления последняя увеличивается, и тем более интенсивно,
чем выше давление жидкости (степень деформации). Измене-
ние же интенсивности колебаний не приводит к значительному
изменению толщины слоя смазки на входе в очаг деформации,
Рис. 93. Зависимость толщины слоя веретенного (а) и касторового (б)
масел на входе в очаг деформации от давления при гидроэкструзии свин-
ца с радиальными ультразвуковыми колебаниями: 1 — амплитуда коле-
баний равна 1,5 мкм; 2 — 2,5; 3 — 3,5 мкм; 4 — без ультразвука
250
а значит, и геометрии смазочного клина. Таким образом,
можно сделать вывод, что наложение радиальных ультразву-
ковых колебаний благоприятно сказывается на процессе
гидроэкструзии металлов. Происходит значительное снижение
необходимого давления жидкости, увеличение толщины слоя
смазки в очаге деформации и создаются условия для осущест-
вления жидкостного трения.
Сравнение полученных данных (рис. 89—93) с данными
при продольных колебаниях инструмента (см. рис. 84—86)
показывает, что характер кривых при прочих равных услови-
ях для обоих случаев идентичен. Однако, как показали расче-
ты, наложение продольных ультразвуковых колебаний на про-
цесс гидроэкструзии позволяет в значительно большей степени
интенсифицировать процесс. Это проявляется в большем сни-
жении необходимого давления, повышении напряжений вяз-
кого сдвига, увеличении толщины слоя смазки в очаге дефор-
мации, создании условий устойчивой гидродинамической
смазки и т. д.
Таким образом, использование продольных ультразвуко-
вых колебаний более предпочтительно, чем радиальных.
Основной причиной такого явления, по-видимому, можно счи-
тать различие схем введения ультразвуковых колебаний в очаг
деформации. При продольных колебаниях инструмента с уче-
том его конусности направление колебаний почти совпадает с
направлением сил трения и контактной поверхности, тогда как
при радиальных колебаниях это направление перпендикуляр-
но. Кроме того, количество ультразвуковой энергии, вводимой
в очаг деформации при продольных колебаниях, выше, чем при
радиальных.
Поскольку наложение ультразвуковых колебаний приводит
к созданию условий гидродинамической смазки, то остановим-
ся кратко на особенностях формирования жидкостного трения
при гидроэкструзии с ультразвуком. Формирование режима
гидродинамической смазки при гидроэкструзии осуществляет-
ся в две стадии, причем первая из них соответствует началу
процесса прессования, при котором заготовка получает на-
чальное обжатие переднего конуса, а смазка поступает в зону
очага деформации по закону гидродинамического клина.
В процессе деформации заготовки происходит продвижение
границы смазочного участка к выходу из рабочего отверстия
матрицы, и в момент прорыва смазки устанавливается опреде-
ленная геометрия смазочного клина, который зависит от вели-
чины и распределения давления в зоне пластической деформа-
ции (вторая стадия).
В отличие от гидроэкструзии в обычных условиях процесс
формирования жидкостного трения с ультразвуком имеет свои
особенности. Здесь отсутствует первая стадия, когда происхо-
251
дит постепенная деформация заготовки с продвижением гра-
ницы между сухой и смазанной зонами к выходу из очага
деформации. При деформации с ультразвуком сразу имеет
место вторая стадия, т. е. устанавливается определенная для
данных условий геометрия смазочной щели. Очаг деформации
при этом разделяется на три зоны: зона входа, смазочная зона
очага деформации и выходная зона.
Другой особенностью процесса является то, что при гидро-
экструзии с ультразвуковыми колебаниями инструмента на-
Рис. 94. Схема одновременного сжатия и сдвига слоя смазки
блюдаются одновременное сжатие жидкости в клиновом зазо-
ре и ее сдвиг (рис. 94). Результирующее давление от одновре-
менного сжатия и сдвига слоя смазки в очаге деформации
выше, чем давление жидкости в случае простого сдвига или
сжатия смазки. Так как режим жидкостного трения опреде-
ляется величиной и направлением сил трения в слое смазки,
а также величиной возникающих в ней давлений, то условия
протекания процесса с ультразвуком будут лучше, чем при
обычной гидроэкструзии.
Рассмотрим условия формирования смазочного клина при
гидроэкструзии с ультразвуком. При совпадении направления
движения инструмента и слоя смазки (рис. 95) давление рт
на входе в очаг деформации должно обеспечивать контактное
давление, равное от на выходе, а также градиент давления
(рт—Ст) в самой смазке. В этом случае давление жидкости в
очаге деформации будет превосходить давление, необходимое
для осуществления пластической деформации заготовки.
В результате на входе в очаг деформации металл получает
дополнительные обжатия, постепенно уменьшающиеся к выхо-
ду. Поэтому поверхность заготовки становится наклонной по
отношению к инструменту, формируется смазочный клин и од-
новременно выравнивается пластическая деформация (кривая
cd). При повороте поверхности заготовки образуется кониче-
252
ская щель, в которой проявляется гидродинамический эффект
смазки. Аналогичная картина наблюдается при обычной гид-
роэкструзии, но в меньшей степени. Это объясняется тем, что
колебательная скорость инструмента намного превышает
скорость движения заготовки в очаге деформации. Наложение
этих двух факторов приводит к значительно большему прояв-
лению гидродинамического эффекта смазки, способствует
снижению давления жидкости, росту расхода последней, что
возможно при большой толщине слоя смазки.
Рис. 95. Формирование режима
гидродинамического трения при
гидроэкструзии с наложением
ультразвука
При встречном перемещении инструмента и потока смазки
(рис. 95) характер деформации металла определяется величи-
ной давления жидкости в конце очага деформации, интенсив-
ностью его падения по длине смазочного клина, а также вели-
чиной сопротивления металла деформации. Для этого случая
давление на входе в очаг деформации должно обеспечивать
превышение давления жидкости в смазочном слое над кон-
тактным давлением в любой точке очага деформации, причем
к давлению в слое смазки на данном этапе добавляются аку-
стические напряжения. Смазочный клин в зависимости от
интенсивности падения давления жидкости может изме-
нить свое направление с выравниванием контактных дав-
лений.
Таким образом, при гидроэкструзии с ультразвуком проис-
ходит автоматическое регулирование толщины смазочного
слоя, определяемое равновесием сил в системе инструмент —
смазка — заготовка. Режим гидродинамической смазки в этом
случае определяется величиной и направлением сил трения в
слое смазки, а также величиной нормальных давлений, возни-
кающих в ней, и зависит от расхода жидкости и соотношения
колебательной скорости инструмента и скорости перемещения
заготовки.
253
4. ВЛИЯНИЕ УЛЬТРАЗВУКА
НА ИЗМЕНЕНИЕ ВЯЗКОСТИ ЖИДКОСТИ
ПРИ ГИДРОЭКСТРУЗИИ МЕТАЛЛОВ
При проведении теоретических исследований про-
цесса гидроэкструзии металлов с наложением ультразвуковых
колебаний были приняты допущения об изотермических усло-
виях в смазочной пленке и о жестко-пластическом теле. При
этом не учитывалось влияние теплового эффекта, возника-
ющего при подведении энергии ультразвука к очагу деформа-
ции, и работы пластической деформации на изменение вязко-
сти рабочей жидкости.
При исследовании влияния продольных ультразвуковых
колебаний на динамическую вязкость смазки при гидроэкстру-
зии металлов было сделано несколько следующих допущений
с учетом сохранения особенностей процесса [ПО, 188, 192]:
справедлива теорид вязкого течения Ньютона; градиент дав-
ления в очаге деформации пренебрежимо мал и в зонах входа
и выхода у границ очага деформации равен нулю; изменение
толщины слоя смазки в очаге деформации подчиняется линей-
ному закону; работа пластической деформации и часть ульт-
развуковой энергии, проходящей из волновода в очаг дефор-
мации, полностью переходят в тепло в виде нагрева изделия
и смазки [203]. При таких ограничениях температура смазки
в очаге деформации зависит от температуры инструмента и
изделия. В этом случае уравнение переноса тепла в слое смаз-
ки имеет вид [199] (рис. 96)
^с— hr- • (5.101)
ду2 \ду )
Так как толщина слоя смазки в очаге деформации при
гидроэкструзии металла очень мала, то давление р и вязкость
Рис. 96. Схема расчета температурного режима смазки в очаге деформа-
ции при гидроэкструзии
254
т] не зависят от координаты У. Из уравнения равновесия жид-
кости с учетом вышесказанного находим местную скорость
смазки
vx=~ у2 + С'1У + С'2 . (5.102)
2т] дх
Постоянные интегрирования С[ и С'2 определяем из крае-
вых условий
при у = 0 vx =—co^ocosasinco^, ) -
при у = h vx = — (хух)2. J
Исключив C'i и C'2 из выражения (5.102) с учетом (5.103), по-
лучим выражение для местной скорости смазки
v
X
1 дР / 9 IX
— — (у2 — hy) —
2т] дх
— ®Л0 cos a sin (uti
щу Г Xj у
h \ х I
(5.104)
j Xj у
h. \ x /
Подставляя выражение (5.104) в уравнение (5.101) и решая
его, находим
4т] \ дх / L <
соЛо cos a sin со^ "I у‘‘
h
2/iy3 h2y2l
"ir +-г]_
[j£___
дх I 3 2
<вЛ0 cos а sin '
+ СзУ + С4,
(5.105)
или
=----------
4г]Хс \дх )
соЛо cos a sin со^
др \2 [ if
- т
12
соЛ0
h.2y2 2hy3
Ь-2 3~.
#2 , 1 dp
2 Xc dx
cosasin®^ 1
h
/ *1 \2
h \ х }
hy2
2
ci
. (5.106)
h
Vj / Xj V
h \ х /
h
n
' У3
, 3
Сз у
К
Постоянные Сз и С4 определяем из условий
при у = 0 t = /иП, 1
при у = h t = ^и8д. /
(5.107)
255
Исключив Сз и С4 из выражения (5.106) с учетом (5.107), по-
лучим выражение для определения местной температуры слоя
смазки в очаге деформации:
1 / др \2 ’ у4 2/iy3 Л2у2 h3y
4т]Хс \ дх J [ 3 3 2 . ~6~
(5.108)
Здесь vK = сдЛ0 cos a sin
Ввиду малой толщины пленки смазочной жидкости доста-
точно определить ее среднюю температуру
л
t------— Г
ср“ h J
о
tdy.
(5.109)
Подставляя (5.109)
в выражение (5.108) и интегрируя, полу-
чаем
^ср =
/г4
240т]Хс
12ХС
+ 4" <'-зд + *ин)- (5-110)
л»
В случае, когда ультразвуковые колебания отсутствуют,
уравнение (5.110) имеет вид [199]
(— Г+—R (— (Т+-L <;и.«+'»)
Р 240цХс \дх) 12ХС L I х ) J 2 д
(5.111)
Величина проекции колебательной скорости в первом при-
ближении определяется из выражения
Т/2
2 f „ , ,, 2coA0cosa /С11ОЧ
ук =----- I соАо cos a sin . (5.112)
T J л
о
Анализ
металлов с
кинематических условий процесса гидроэкструзии
наложением продольных ультразвуковых колеба-
256
ний показал, что скорость движения металла в очаге дефор-
мации значительно меньше проекции колебательной скорости
инструмента v\(xilx)<^Vn. Поэтому выражение (5.110) в пер-
вом приближении можно1 переписать таким образом:
t - h (др\ \ л V2 I 1 a +t }
ср 240т]Хе + 12Х0 к+ 2 изя + иН'
(5.113)
Сравнивая выражения (5.111) и (5.113), можно видеть, что
средняя температура смазочного слоя при наложении ультра-
звука всегда выше, чем при обычной деформации, причем с
ростом интенсивности колебаний температура смазки в очаге
деформации при гидроэкструзии с ультразвуком повышается.
Из условия теплового эффекта пластической деформации
и ультразвуковой энергии (последнее допущение) температу-
ра на поверхности изделия в очаге деформации определяется
из равенства _
(5Л14)
Величину работы А можно определить так [199]:
еср
т! — J ^8 (^ср) ^®ср* (5.115)
Здесь as (8ср) = огт + я£ср — закон упрочнения обрабатываемого
материала; а и п — коэффициенты упрочнения.
Среднюю степень деформации находим из выражения [199]
4 , , 161п(/)0/А) Г1/777 3 . 2 \3 Л
lga+ -[и (1 + Tts a)“1J'
(5.116)
а энергию ультразвука, которая вводится в очаг деформа-
ции,— из уравнения [204]
В = — YBcoMosin2asin2co^ V0BZ)n, (5.117)
2
где ув — удельный вес волновода; V0B — о.бъем части волно-
вода, окружающей слой смазки; Dn — коэффициент прохож-
дения энергии, характеризующий отношение интенсивности
прошедшей волны к интенсивности падающей [205]:
Оп - 4Г^2/(^1 + (5.118)
17. Зак. 902 * 257
Средняя величина ультразвуковой энергии, вводимой в
очаг деформации, определяется следующим образом:
Т/2
— 2 Р 1
В= Bdti = YBwM2osin2aVOBOn. (5.119)
О
Подставляя уравнения (5.115), (5.116) и (5.119) в равенство
(5.114), имеем
_р , аеср+1
_ ^ср + п+1 . 7вМ2Л23;п2а1/овад
4ИЗД — ~ “г "Г *0-
С?! 4 СуУоТ
(5.120)
Ввиду сложности теоретического определения температура
инструмента находится экспериментальным путем. Таким об-
разом, средняя температура слоя смазки при гидроэкструзии
с продольными ультразвуковыми колебаниями
= h" ( У2 ,
240т]%с \ дх J 12ХС к
ае"+1
(У г. I ___Ср___
т ср п +1 , , , < i ?B®Mosin2aVOBDn^
-г [0 ~Г ‘ин “Г
Cyi 4СУ1УОТ
(5.121)
Так как первый член в равенстве (5.121) мал по сравнению с
остальными, им можно пренебречь, и тогда
«8"+1
(Т О _1____СР
i г теСР -Г п , 1
^р = ~-------------------------------------Но + ^ин +
। Yb^2^o sin2 122)
4CT1l/0T J ’
С учетом Сказанного вязкость смазки 'при гидроэкструзии с
ультразвуком определяется из условия [192]
Т] - По ехр [ур — /?(/ср — /о)]- (5.123)
Подстановка выражения (5.122) в (5.123) дает закон из-
менения вязкости смазочной жидкости при гидроэкструзии с
ультразвуком:
258
ае"+'
( , Г л 2 , 1 / °^ + ^+1
П = П»ехр bp — b —— ^ + — --------------зг------
IZAq Л \ '-'Y1
. , , . , TB®Mosin2aVOBZVi
+ ?о Т *ин + 4Ct1V07’
(5.124)
При х = х2 условие для осуществления процесса гидроэкстру-
зии металлов записывается следующим образом [192]:
р = ат + ае«р . (5.125)
Подставляя условие (5.125) в уравнение (5.124), получаем
выражение для определения динамической вязкости на выхо-
де из очага деформации:
In *12 , И2 „2 , Ь Г от8ср + ае«+Чп+1Г
По 12ХС к 2 L СУ1
, , , 4 , Тв®2^о81П2аУовРп^ , _яХ п /с 10сч
+ *0 + *ин Н------4Су1У07л Y (°т + ^8ср/ — и. (о. 12b)
Решая уравнение (5.126), находим вязкость смазки ц2 на
выходе из зоны очага деформации. После подстановки вели-
чины т]2 в (5.121) легко определить среднюю температуру слоя
смазки. Так как зона деформации при гидроэкструзии неболь-
шая, то можно считать, что
/cp^^cpfe). (5.127)
На основе уравнений (5.126) и (5.122) была составлена
программа расчета на ЭВМ и вычислены значения динамиче-
ской вязкости и средней температуры слоя смазки при гидро-
экструзии алюминия касторовым маслом с наложением про-
дольных ультразвуковых колебаний (рис. 97). Анализ теоре-
Рис. 97. Изменение температуры
смазки в очаге деформации от ам-
плитуды продольных ультразву-
ковых колебаний и вытяжки при
гидроэкструзии алюминия
17*
259’
тических результатов показывает, что с ростом амплитуды
колебаний температура смазки повышается. С увеличением
степени деформации температура смазки также повышается
вследствие большего проявления теплового эффекта пласти-
ческой деформации. Это приводит к уменьшению динамиче-
ской вязкости масла, причем с ростом амплитуды интенсив-
ность падения вязкости увеличивается. При амплитудах выше
10 мкм воздействие ультразвука на вязкость жидкости замед-
ляется.
Таким образом, наложение продольных ультразвуковых
колебаний на инструмент при гидроэкструзии металлов при-
водит к повышению температуры смазки в очаге деформации
и уменьшению ее динамической вязкости, что способствует
уменьшению рабочего давления жидкости.
5. ВЛИЯНИЕ ТЕХНОЛОГИЧЕСКИХ
И ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ,
СВОЙСТВ ЖИДКОСТИ И МЕТАЛЛОВ
НА ЭФФЕКТИВНОСТЬ УЛЬТРАЗВУКА ПРИ ГИДРОЭКСТРУЗИИ
В предыдущих параграфах данной главы рассмот-
рены основы теории гидропрессования металлов с наложением
ультразвуковых колебаний и показано, что степень снижения
давления жидкости, необходимого для осуществления процес-
са гидроэкструзии металлов, зависит от материала, степени
деформации, амплитуды колебаний, вязкости жидкости, типа
и способа подведения энергии ультразвука к очагу деформа-
ции и т. д.
Совершенствование технологии обработки металлов давле-
нием во многих случаях сводится к решению задач, направ-
ленных на создание благоприятных граничных условий в зоне
контакта деформируемого металла и инструмента. Эффектив-
ным средством изменения граничных условий при гидроэкст-
рузии является правильный выбор рабочей среды, передающей
давление, а также смазки. Это способствует уменьшению уси-
лия деформирования, повышению однородности деформиро-
ванного состояния, увеличению деформируемости и повыше-
нию стойкости инструмента.
Наибольшее распространение при гидроэкструзии металлов
получили жидкие рабочие среды, которые отвечают таким
требованиям, как минимальная сжимаемость при высоких
давлениях, незначительное изменение вязкости с ростом
давления, и обладают высокими антифрикционными и анти-
коррозионными свойствами, экономичностью [206]. К важней-
шим параметрам жидкостей и смазок следует отнести сопро-
тивление сдвигу и вязкость. Вязкость характеризует собой
сопротивление относительному сдвигу смазочных слоев и оп-
260
ределяется зависимостью между напряжением сдвига и
градиентом скорости. Давление в слое смазки, необходимое
для создания жидкостного трения, обеспечивается не только
исходной вязкостью при атмосферном давлении, но и ее
изменением при увеличении давления [187]. Качество изделий
в значительной мере определяется вязкостью смазки.
Для исследования влияния передающей среды и смазки на
давление жидкости, толщину слоя смазки и качество изделий
при гидроэкструзии с наложением ультразвуковых колебаний
были выбраны масла, имеющие разную начальную вязкость:
индустриальное веретенное масло (г]о = 0,0249 Па-с); индуст-
риальное машинное (ло = 0,0385 Па-с); касторовое (ло^
= 0,479 Па-с); вакуумное ВМ-4 (т]о=О,43 Па-с). Наряду с
этим для расширения количества исследуемых сред к веретен-
ному и машинному маслам добавляли дисульфид молибдена
(MoS2) в количестве 4—5 мае.%, который обладает низким
коэффициентом трения при высоких давлениях. Для экспери-
ментов были выбраны материалы, обладающие разной пла-
стичностью: свинец, алюминий А1, медь, латунь Л62, алюми-
ниевый сплав Д16Т, сталь 45, инструментальная сталь Р6М5.
Прутки из этих материалов обтачивали до нужного размера,
а затем подвергали отжигу. Диаметр калиброванного отвер-
стия матрицы равнялся 10 мм. Выдавливание выбранных
материалов производили со степенью деформации 8 = 6—40%
при углах конусности матрицы 2а, равных 12, 18, 24, 30, 36 и
42°. Давление жидкости в процессе гидроэкструзии фиксиро-
вали с помощью месдоз сжатия через усилитель ТА-5 на ленте
самописца Н320-М.
Экспериментальные исследования процесса гидроэкстру-
зии металлов с наложением энергии ультразвуковых колеба-
ний проводили на установке, схема которой приведена на рис.
98. Она состоит из контейнера 1, в котором выполнены два
отверстия диаметром 30 мм, одно из них 2 сквозное. Вер-
тикальное отверстие 3 служит для направления плунжера,
который сжимает жидкость до давления, необходимого для
осуществления деформации. К контейнеру присоединена ульт-
развуковая колебательная система 4. Для уплотнения стыка
и изоляции колебательной системы предусмотрен узел 5,
который представляет собой систему колец, имеющих ходовую
посадку, и уплотнений и работает по принципу «некомпенси-
рованной» площади. Загрузка производится через клиновое
устройство 6. Пробка 7 служит для центрирования заготовки
в горизонтальном отверстии контейнера и уплотнения его объ-
ема. Центрирование волновода относительно отверстия в
контейнере осуществляется за счет наличия мелкой резьбы
в узле 5, что позволяет свести к минимуму потери энергии
ультразвука. С целью придания конструкции установки жест-
261
кости, устранения разгерметизации полости контейнера коле-
бательная система и контейнер стягиваются специальной
струбциной 8. Для акустической изоляции между волноводом
и струбциной помещается прокладка 9 из текстолита или асбе-
ста. Плунжер 10 крепится к верхнему бойку пресса с помощью
гайки 11 и воспринимает усилие через сферическую головку.
Нижний конец плунжера снабжен уплотнением высокого дав-
ления 12,
Ультразвуковая колебательная система, применяемая в
установке, включает в себя волновод и три стандартных маг-
нитострикционных преобразователя типа ПМС-15А-18, сим-
метрично расположенные (с углом 120° между ними) на пери-
ферии дисковой части волновода.
Результаты экспериментов по гидроэкструзии латуни Л62
(8 = 24%) с использованием различных передающих сред
приведены на рис. 99, где на оси абсцисс расположены жидко-
Рис. 98. Экспериментальная установка для гидроэкструзии металлов с
наложением ультразвуковых колебаний
262
сти согласно их номеру в табл. 30, а по оси ординат — дав-
ление.
Из диаграммы видно, что при гидроэкструзии без нало-
жения колебаний с увеличением вязкости смазки давление
жидкости, необходимое для осуществления процесса, возрас-
тает, что подтверждается теоретическими и эксперименталь-
ными исследованиями других авторов [188, 192]. Так, напри-
мер, при гидроэкструзии с использованием смазки № 2 (ве-
Рис. 99. Влияние продольных
ультразвуковых колебаний на
эффективность смазок при гид-
роэкструзии латуни Л62 (е =
= 24%; £>п = 100 мм/мин): / —
без ультразвука; II — с уль-
тразвуком
ретенное масло + МоЗг) давление составляло 170 МПа, а при
использовании смазки № 5 (вакуумное масло) оно достигло
240 МПа, т. е. повысилось на 25%. Наложение продольных
ультразвуковых колебаний при прочих равных условиях при-
водит к снижению давления жидкости, причем увеличение
вязкости, как показали эксперименты, не оказывает сущест-
венного влияния на давление. Например, при использовании
веретенного масла с добавлением дисульфида молибдена
давление в процессе гидроэкструзии с ультразвуком состави-
ло 148 МПа, тогда как при использовании вакуумного мас-
ла— 152 МПа, т. е. повысилось всего на 2,5%. Аналогичные
Т а б л 30
Смазки, применяемые при гидроэкструзии
Номер смазки Состав исследуемой жидкости Компоненты смазки, %
1 Веретенное масло 100
2 Веретенное масло+Мо82 95+5
3 Машинное масло 100
4 Машинное масло+Мо82 95+5
5 Вакуумное масло 100
6 Касторовое масло 100
263
результаты были получены при гидроэкструзии других мате-
риалов с использованием масел с разной начальной вяз-
костью. Наблюдаемое явление можно объяснить тем, что в
процессе гидроэкструзии воздействию ультразвука подверга-
ется и обрабатываемый металл, и вещество смазки. Под дей-
ствием ультразвука происходит уменьшение вязкости смазки
и, кроме того, температура значительно выше в зоне дефор-
мации, чем при гидроэкструзии в обычных условиях. Повыше-
ние температуры смазки происходит как за счет поглощения
и перехода части ультразвуковой энергии в тепловую, так и
за счет наличия трущихся поверхностей, между которыми на-
ходится слой смазки. Все это приводит к разжижению смазоч-
ной жидкости и падению ее вязкости до некоторой определен-
ной величины.
Поскольку вязкость смазки не оказывает существенного
влияния на давление жидкости при гидроэкструзии различных
металлов с наложением ультразвука, то все дальнейшие ис-
следования проводили с одной рабочей жидкостью — веретен-
ным маслом с добавлением 5% дисульфида молибдена. До-
бавка дисульфида молибдена способствует созданию устой-
чивого слоя смазки, причем с увеличением давления в этом
случае коэффициент трения на поверхности металл — инстру-
мент понижается [207]. Наряду с этим подобное сочетание
компонентов смазочной жидкости обеспечивает минимальное
давление и отличное качество поверхности прутка.
При гидроэкструзии различных металлов в обычных усло-
виях и с наложением продольных ультразвуковых колебаний
с ростом степени деформации толщина смазочной пленки в
обоих случаях увеличивается. Так, при постоянной скорости
прессования, равной 100 мм/мин, у стали при гидроэкструзии
в обычных условиях толщина слоя смазки увеличивается от
0,6 (е=15%) до 1,8 мкм (8 = 40%), а при гидроэкструзии с
ультразвуком — от 1,8 до 2,6 мкм при тех же степенях дефор-
мации. Наложение ультразвуковых колебаний приводит к
значительному росту толщины смазочного слоя у всех дефор-
мированных материалов. Например, при 8 = 25% у сплава
Д16Т толщина слоя смазки увеличивается от 1,0 до 2,4 мкм.
Кроме того, при гидроэкструзии материалов, обладающих
различной пластичностью, когда очаг деформации располо-
жен в пучности смещений, с увеличением колебательной ско-
рости'растет толщина смазочного слоя, и особенно резко у
мягких материалов. Так, у алюминия при степени деформации
24% толщина лленки увеличивается от 6 (без колебаний) до
15,4 мкм (при максимальной колебательной скорости).
Для изучения влияния геометрии инструмента на давле-
ние при гидроэкструзии с наложением продольных ультра-
звуковых колебаний проводили эксперименты при различных
264
степенях деформации и рабочих углах матрицы на отожжен-
ных заготовках из меди М4 и сплава Д16Т. Опыты показали,
что при гидроэкструзии с ультразвуком, так же как и при
обычной, существует зона оптимальных рабочих углов инстру-
мента, при которых давление жидкости минимально.
Так, при гидроэкструзии в обычных условиях для материа-
лов, обладающих относительно высокой пластичностью, зона
оптимальных углов лежит в пределах 15—22° (рис. 100, а), а
для малопластичных материалов при малых и средних обжа-
ными ультразвуковыми колебаниями (б) при различных степенях дефор-
мации
тиях за переход (е=10—25%) зона оптимальных углов ле-
жит в пределах 10—15°, а при 8>25%—в пределах 15—20°
(рис. 101, а). Давление жидкости наиболее резко изменяется
при малых углах, когда незначительное уменьшение угла ра-
бочего конуса вызывает сильный рост давления гидроэкстру-
зии. Начиная с углов 9—10°, давление изменяется значитель-
но меньше.
Наложение продольных ультразвуковых колебаний на
процесс гидроэкструзии хотя и приводит к снижению необхо-
димого давления, однако существенно не изменяет положения
зоны оптимальных углов. Для относительно пластичных мате-
риалов эта зона лежит в пределах 12—20° (рис. 100,6), а для
малопластичных при небольших степенях деформации (е =
= 10—25%) —в пределах 8—12° и при больших обжатиях
(>8 = 25—38%)—в пределах 12—15° (рис. 101,6). Такое не-
значительное изменение зоны оптимальных углов инструмен-
та при гидроэкструзии с ультразвуком, по-видимому, связано
с уменьшением контактного трения, уменьшением неравно-
265
мерности деформации и снижением предела текучести ме-
талла.
Силовые параметры при любом пластическом течении ме-
талла отражают условия протекания процесса. Определение
их не только поможет выяснить механизм воздействия ультра-
звука на деформируемый металл, но и послужит одним из
критериев оценки эффективности использования ультразву-
ковых колебаний при гидроэкструзии металлов и сплавов.
В связи с этим в процессе деформации во всех случаях запи-
сывали индикаторные диаграммы, на основании которых су-
Рис. 101. Зависимость давления жидкости от половины угла конуса мат-
рицы при гидроэкструзии алюминиевого сплава Д16Т в обычных услови-
ях (а) и с продольными ультразвуковыми колебаниями (б) при различ-
ных степенях деформации
дили об эффективности воздействия ультразвука на пласти-
чески деформируемый металл. На рис. 102 приведены типовые
диаграммы изменения давления жидкости при гидроэкструзии
в обычных условиях и с наложением продольных ультразву-
ковых колебаний меди М4 со степенью деформации 30%, а
также изменение амплитуды колебаний волновода в процессе
деформации. Из рис. 102, а (кривая 1) видно, что в начале
процесса гидроэкструзии наблюдается повышение давления
в форме пика по сравнению с давлением периода установив-
шегося процесса истечения. После достижения определенной
величины давления начинается процесс истечения металла
через очко матрицы. Металл выдавливается небольшими объ-
емами с большой скоростью. При этом давление жидкости
резко снижается и процесс дальнейшего истечения металла
прекращается до тех пор, пока давление не повысится до
необходимого уровня. Диаграмма носит пилообразный харак-
тер. Это приводит к появлению такого дефекта поверхности
266
изделия, как «кольцеватость». Наложение продольных ультра-
звуковых колебаний (рис. 102, кривая 2) приводит к устра-
нению пика давления установившегося процесса: оно стано-
вится постоянным. Процесс протекает спокойно при постоян-
ной скорости истечения металла и заканчивается резким
сбросом давления до нуля за счет мгновенного истечения
жидкости через очко матрицы. Наряду со стабилизацией про-
цесса при гидроэкструзии меди с продольными ультразву-
ковыми колебаниями имеет место уменьшение давления жид-
кости (на 44%) и амплитуды колебаний (кривая 3).
Степень деформации при
гидроэкструзии оказывает
существенное влияние на
работу деформации. Поэто-
му были проведены иссле-
дования влияния степени
Рис. 102. Диаграмма изменения
давления жидкости (а) и ампли-
туды смещения (б) при гидроэк-
струзии меди М4 в обычных ус-
ловиях и с ультразвуком
деформации на изменение давления жидкости и эффектив-
ность применения ультразвука при гидроэкструзии металлов.
Зависимость давления от степени деформации свинца, алю-
миния и меди приведена на рис. 103. Видно, что при деформа-
ции в обычных условиях давление возрастает от 134 (е=12%)
до 164 МПа (8 = 60%). Наложение продольных колебаний
приводит к значительному снижению необходимого для де-
формации давления. Так, при степени деформации 8=12%
оно снизилось до 43 МПа, т. е. в 3 раза, а при степени дефор-
мации 8 = 60% —до 6,5 МПа, т. е. в 2,5 раза.
При гидроэкструзии алюминия А1 и меди М4 также про-
исходит снижение необходимого давления при наложении
продольных ультразвуковых колебаний, но эффективность
применения ультразвука здесь несколько ниже. Так, напри-
мер, при степени деформации 40% снижение давления для
алюминия составляет 44%, а для свинца — 61%. Кроме того, с
увеличением степени деформации при гидроэкструзии алюми-
ния и меди давление жидкости растет более интенсивно, чем
у свинца, что объясняется упрочнением алюминия и меди в
процессе деформации.
Оценивая величину давления жидкости, необходимую для
деформации свинца, алюминия и меди при их гидроэкструзии
267
с наложением продольных ультразвуковых колебаний, можно
заключить, что экспериментальные результаты согласуются
с теоретическими в широком диапазоне скоростей деформа-
ции. Экспериментальные значения давления жидкости не-
сколько ниже, чем теоретические. Это расхождение результа-
тов объясняется тем, что при теоретическом анализе процесса
гидроэкструзии не рассматривались тепловые эффекты плас-
тической деформации и энергии ультразвука и не учитывалось
деформационное упрочнение. При гидроэкструзии алюминия
Рис. 103. Зависимость давления жидкости от степени деформации при
гидроэкструзии свинца (а), алюминия А1 и меди (б): 1 — в обычных
условиях; 2 — с ультразвуком; 3 — эффективность применения ультра-
звука (Z — алюминий, II — медь)
с наложением продольных ультразвуковых колебаний с рос-
том степени деформации расхождение между эксперименталь-
ными и теоретическими данными увеличивается. Так, напри-
мер, при степени деформациии 10—25% оно составляет 8—
10%, а при степени деформации 25—40% достигает 18—20%.
У свинца расхождение между теоретическими и эксперимен-
тальными результатами незначительно и составляет 5—10%.
Таким образом, на основании сравнения теоретических и
экспериментальных данных можно сделать вывод, что теоре-
тическая модель процесса гидроэкструзии с наложением
продельных ультразвуковых колебаний [208] может быть
использована лишь для материалов, имеющих малый предел
текучести и обладающих небольшим деформационным упроч-
нением.
268
Следует отметить, что наложение продольных ультразву-
ковых колебаний на инструмент при гидроэкструзии различ-
ных металлов при совершенно одинаковых условиях приводит
к снижению давления также на разную величину.
Соотношение колебательной скорости инструмента и ско-
рости прессования является одним из основных факторов в
повышении производительности процесса гидроэкструзии ме-
таллов и сплавов с наложением ультразвука. С увеличением
скорости прессования повышается скорость скольжения и
уменьшается время нахождения единицы объема деформируе-
мого металла в очаге деформации. Это должно оказывать
влияние на эффективность действия продольных ультразвуко-
вых колебаний при гидроэкструзии металлов. С увеличением
скорости скольжения степень снижения сил контактного тре-
ния под действием ультразвука постоянной амплитуды умень-
шается [18].
Для экспериментального подтверждения этого положения
проводили исследования при гидроэкструзии алюминия, меди
и сплава Д16Т в обычных условиях и с наложением продоль-
ных ультразвуковых колебаний при различных скоростях
прессования и постоянной колебательной скорости инструмен-
та (ук=1,35 м/с). Результаты исследований приведены в
табл. 31. Анализ данных таблицы показывает, что с увеличе-
нием скорости прессования эффективность воздействия про-
дольных ультразвуковых колебаний уменьшается независимо
от рода материала. Однако величина снижения давления жид-
кости при наложении ультразвука неодинакова для различ-
ных материалов. С увеличением колебательной скорости
независимо от деформируемого материала давление жидкости
снижается. Однако степень снижения давления при различ-
ных скоростях прессования разная. Кроме того, следует отме-
тить, что у меди, например, интенсивность снижения давле-
ния при малых скоростях прессования значительно больше с
ростом колебательной скорости, чем у стали.
Таким образом, для поддержания постоянного снижения
давления жидкости необходимо при повышении скорости
прессования увеличивать и интенсивность ультразвуковых
колебаний или колебательную скорость инструмента.
Из рис. 104 видно, что при одинаковой степени деформа-
ции эффективность действия ультразвука на снижение дав-
ления различна. Так, для меди величина снижения давления
жидкости составляет 46%, латуни — 35, а для сплава Д16Т —
только 21%. С увеличением степени деформации для одного
и того же материала при постоянной интенсивности колебаний
величина снижения давления различна: чем меньше степень
деформации, тем больше снижение давления. Это можно объ-
яснить интенсивным упрочнением металла в процессе пласти-
269
ческой деформации с большими степенями обжатия, тогда
как разупрочнение под действием ультразвука остается прак-
тически одинаковым для любых степеней деформации.
При теоретическом рассмотрении вопроса о влиянии уль-
тразвуковых колебаний на процесс гидроэкструзии металлов
было установлено, что наложение продольных колебаний в
большей степени интенсифицирует процесс, чем наложение
радиальных, вследствие меньшего демпфирования колебаний
Т аб лица 31
Изменение давления при гидроэкструзии
в зависимости от скорости прессования (8=20%)
Скорость
прессования,
мм/мин
Давление жидкости при
прессовании, МПа
Снижение
давления,
%
без УЗК | с УЗК
Алюминий А1
50
100
300
600
126
96
66
50
60
48
36
31
52
50
45
37
Медь М4
50
100
300
600
177
144
122
112
80
77
39
37
34
31
Сплав Д16Т
50 252 208 17
100 240 200 17
300 220 196 И
600 213 192 10
волновода, большей плотности ультразвуковой энергии, вво-
димой в очаг деформации, а также большей величины сдвиго-
вых напряжений. Для проверки приведенных теоретических
положений были проведены экспериментальные исследования
влияния радиальных ультразвуковых колебаний на процесс
деформации металлов жидкостью высокого давления.
Влияние радиальных колебаний на эффективность дейст-
вия смазок изучали на рабочих жидкостях, приведенных в
табл. 30. Исследуемые материалы, параметры инструмента,
степени деформации и условия деформирования были анало-
гичнымц условиям при гидроэкструзии с продольными уль-
тразвуковыми колебаниями.
Анализ диаграммы (рис. 105) гидроэкструзии латуни Л62
270
показывает, что введение радиальных колебаний, так же как
и продольных, в очаг деформации приводит к снижению дав-
ления жидкости при прочих равных условиях, а величина
вязкости не оказывает существенного влияния на давление
жидкости. Однако в отличие от продольных радиальные коле-
бания снижают давление в меньшей степени. Так, при иссле-
довании веретенного масла с добавлением дисульфида молиб-
дена в качестве рабочей жидкости эффективность действия
Рис. 104. Влияние амплитуды колеба-
ний матрицы на давление жидкости
при гидроэкструзии меди М4 (/), лату-
ни Л62 (2) и дюралюминия Д16Т (3)
со степенью деформации 8 = 20%
радиальных колебаний по снижению давления при гидроэкст-
рузии латуни составляет 27%, тогда как при наложении про-
дольных колебаний при тех же условиях снижение давления
составляет 34%. Аналогичные результаты получены для дру-
гих материалов. Это объясняется тем, что интенсивность ра-
диальных ультразвуковых колебаний при введении их в очаг
деформации меньше, чем продольных. Величина сдвигающих
напряжений в слое смазки при радиальных колебаниях так-
же меньше напряжений при продольных колебаниях.
Исследования влияния геометрии инструмента на давле-
ние жидкости при гидроэкструзии с наложением радиальных
Рис. 105. Влияние радиальных
ультразвуковых колебаний на
эффективность смазок при гид-
роэкструзии латуни Л62 (е =
= 24%, ип = 100 мм/мин) в
обычных условиях (Z) и с уль-
тразвуком (II): 1—6 — номера
смазок в соответствии с табл.
30
271
ультразвуковых колебаний показали, что существенного из-
менения положения зоны оптимальных углов по сравнению с
гидроэкструзией в обычных условиях не происходит, хотя
давление жидкости снижается. Так, для относительно плас-
тичных материалов зона оптимальных углов лежит в преде-
лах 12—20°, для малопластичных при степенях деформации
е=10—25%—в пределах 8—12, а при больших обжатиях
(8 = 25—45%) —в пределах 12—15°.
На рис. 106 приведены результаты исследования влияния
технологических факторов на параметры процесса гидроэкст-
Рис. 106. Зависимость давления жидкости от степени деформации при
гидроэкструзии свинца (а), меди и алюминия (б): 1 — в обычных усло-
виях; 2 — с наложением радиальных колебаний; 3 — эффективность при-
менения ультразвука (Z — алюминий, II — медь)
рузии металлов с наложением радиальных ультразвуковых
колебаний, а также на эффективность действия ультразвука.
Введение радиальных колебаний в очаг деформации при-
водит к снижению давления жидкости, однако эффективность
их действия ниже, чем продольных. Так, например, эффектив-
ность действия радиальных ультразвуковых колебаний на
снижение давления для алюминия при степени деформации
40% составляет 38% (рис. 106,6), тогда как от действия
продольных колебаний при той же степени деформации —
44% (см. рис. 103,6). С увеличением степени деформации
давление жидкости возрастает, а эффективность использова-
ния ультразвуковой энергии уменьшается. Кроме того, уль-
тразвуковые колебания при одинаковых условиях в разной
мере снижают давление жидкости у различных металлов. Так,
например, при наложении радиальных колебаний (степень
272
деформации 24%) у меди давление снизилось со 144 до
94 МПа, т. е. в 1,53 раза, а у латуни — с 206 до 166 МПа, т. е.
в 1,24 раза.
Сравнение теоретических и экспериментальных исследова-
ний процесса гидроэкструзии металлов с низким пределом те-
кучести показывает, что экспериментальные результаты ис-
следования процесса деформации жидкостью высокого давле-
ния с наложением радиальных ультразвуковых колебаний
согласуются с теоретическими в широком диапазоне степеней
деформации. Однако экспериментальные данные несколько
ниже теоретических, как и в случае гидроэкструзии с про-
дольными колебаниями инструмента, что объясняется рядом
допущений, принятых при теоретическом анализе процесса.
С ростом степени деформации расхождение между теоретиче-
скими и экспериментальными данными увеличивается.
Увеличение колебательной скорости матрицы при гидро-
экструзии с радиальными ультразвуковыми колебаниями
приводит к снижению давления жидкости независимо от
деформируемого материала, причем степень снижения дав-
ления при разных скоростях прессования неодинакова. Иссле-
дования показали, что при гидроэкструзии меди с радиальны-
ми ультразвуковыми колебаниями, так же как и с продольны-
ми, интенсивность снижения давления при малых скоростях
прессования значительно больше с увеличением коле-
бательной скорости, чем при гидроэкструзии стали. Однако
величина снижения давления с ростом колебательной скорос-
ти у этих материалов при радиальных колебаниях меньше,
чем при продольных, что объясняется различием амплитуды
колебаний матрицы при одинаковой мощности, вводимой в
очаг деформации. Например, при гидроэкструзии меди со
скоростью прессования 100 мм/мин при наложении радиаль-
ных ультразвуковых колебаний давление жидкости снижается
со 142 до 112 МПа, а при наложении продольных колеба-
ний — со 142 до 90 МПа.
Анализ результатов экспериментальных исследований по
изучению влияния степени деформации и колебательной ско-
рости инструмента на толщину слоя смазки при гидроэкстру-
зии металлов с различной пластичностью в обычных условиях
и с наложением радиальных колебаний показывает, что с по-
вышением степени деформации толщина слоя смазки увели-
чивается. Например, при постоянной скорости прессования
100 мм/мин при деформации латуни в обычных условиях
толщина пленки увеличивается от 3,1 (е=10%) до 4,0 мкм
(в = 40%), а при наложении радиальных колебаний при тех
же степенях деформации — от 6,0 до 7,3 мкм. Таким образом,
введение ультразвука в очаг деформации приводит к росту
толщины слоя смазки.
18 Зак. 902
273
Влияние колебательной скорости инструмента на толщи-
ну слоя смазки при гидроэкструзии материалов, имеющих
разную пластичность, при наложении радиальных колебаний
аналогично, как и при наложении продольных. С ростом ко-
лебательной скорости матрицы для материалов с низким пре-
делом текучести наблюдается резкое увеличение толщины
пленки смазки, а у высокопрочных материалов это увеличе-
ние соблюдается только до определенного значения колеба-
тельной скорости, после чего ее увеличение приводит к зна-
чительному изменению толщины слоя. Однако при радиаль-
ных ультразвуковых колебаниях толщина пленки смазки
значительно больше, чем при продольных.
Таким образом, приведенные экспериментальные данные
показали, что ультразвук оказывает различное воздействие на
процесс гидроэкструзии металлов, имеющих разную степень
упрочнения. Полученные результаты можно объяснить следу-
ющим образом. За период колебаний направление тангенци-
альной составляющей колебательной скорости дважды меня-
ет знак (совпадает с течением металла и направлено в проти-
воположную сторону). Это приводит к значительному росту
элементарных сил трения в клиновом зазоре смазки, играю-
щих активную роль в деформации металла по сравнению с
такими же силами трения при гидроэкструзии в обычных ус-
ловиях. Кроме того, на статическое давление накладывается
знакопеременное. Большая амплитуда колебаний инструмен-
та приводит к значительному росту толщины слоя смазки и,
как следствие, к увеличению расхода жидкости. Все это обес-
печивает снижение давления жидкости при гидроэкструзии
с наложением ультразвуковых колебаний. При расположении
очага деформации в пучности смещений стоячей ультразвуко-
вой волны (продольные колебания) снижение давления про-
исходит в основном за счет изменения условий контактного
трения. При расположении очага деформации в пучности на-
пряжений последние, складываясь со статическими, вызыва-
ют их снижение.
Результаты исследования влияния степени деформации на
амплитуду продольных и радиальных колебаний и коэффици-
ент падения амплитуды смещений при постоянной скорости
прессования и максимальной интенсивности колебаний для
материалов,* имеющих разную степень упрочнения, приведе-
ны на рис. 107. Из рисунка видно, что при гидроэкструзии
всех материалов с наложением радиальных ультразвуковых
колебаний происходит значительно большее уменьшение
амплитуды колебаний и увеличение коэффициента падения
амплитуды. Так, для стали при наложении радиальных коле-
баний коэффициент падения амплитуды увеличивается от
48,5% при 8=10% до 79% при е = 35%, а при наложении
274
продольных колебаний при тех же степенях деформации — от
43 до 73,5%. Кроме того, в случае радиальных колебаний
наблюдается более сильное их демпфирование при деформа-
ции высокопрочных материалов, чем материалов с невысоким
пределом текучести, что объясняется значительно большими
давлениями жидкости, необходимыми для осуществления
процесса. Последнее оказывает значительное влияние на ра-
боту колебательных систем.
Увеличение амплитуды колебаний приводит к росту эф-
фективности использования энергии ультразвука и уменыпе-
Рис. 107. Зависимость амплитуды продольных (а) и радиальных (б) уль-
тразвуковых колебаний (/) и коэффициента падения амплитуды (II) от
степени деформации при гидроэкструзии алюминия А1 (7), латуни Л62
и стали 45 (3)
нию демпфирования колебаний, повышение же скорости прес-
сования при неизменной интенсивности колебаний приводит
к обратным результатам, так как плотность ультразвуковой
энергии в очаге деформации с повышением скорости прессо-
вания уменьшается при постоянной амплитуде колебаний.
6. МЕХАНИЧЕСКИЕ СВОЙСТВА И КАЧЕСТВО ИЗДЕЛИЙ
ПОСЛЕ ГИДРОЭКСТРУЗИИ С УЛЬТРАЗВУКОМ
Исследования физико-механических свойств изде-
лий после обычной гидроэкструзии показали [209, 210], что
гидроэкструзия приводит к изменению физических и механи-
ческих свойств деформируемого металла. Так, прочностные
18*
275
свойства изделий из алюминия, меди, армко-железа и сплава
АМц после гидроэкструзии увеличиваются по сравнению с
исходными, а пластические уменьшаются. Например, проч-
ностные свойства сплава АМц увеличиваются в 2,7—4 раза,
а пластические уменьшаются в 3,6 раза [164].
В связи с тем что наложение ультразвуковых колебаний
на инструмент при гидроэкструзии металлов приводит к
стабилизации процесса истечения, были проведены исследова-
ния механических свойств изделий после гидроэкструзии в
обычных условиях и с наложением ультразвуковых колеба-
ний. Испытания на растяжение для определения предела
прочности, условного предела текучести и относительного уд-
линения для исходных и деформированных металлов произ-
водили на испытательной машине «Instron-1195». Образцы
для испытаний диаметром 6 мм вырезали из середины прут-
ка, который получен при установившемся процессе истечения
металла. В качестве материала были выбраны медь М4, ла-
тунь Л62 и сплав Д16Т. Результаты испытаний для меди М4
и латуни Л62 приведены в табл. 32.
Таблица 32
Механические свойства прутков после гидроэкструзии
Условия деформации Обжатие, % ап, МПа а , МПа т 6, %
Медь М4
Без ультразвука 0 233 75 55
7 260 185 43
15 283 245 30
25 310 290 16
44 350 335 7
С наложением радиаль- 7 259 185 43
ных ультразвуковых 15 283 244 30
колебаний 25 309 290 16
44 350 334 7
7 245 178 50
С наложением продоль- 15 270 235 32
ных ультразвуковых 25 308 283 18
колебаний 44 345 330 8
Латунь Л62
Без ультразвука 0 365 150 54
11 424 270 42
24 487 383 28
40 557 491 19
С наложением продоль- 11 415 260 43
ных ультразвуковых 24 480 375 28
колебаний 40 548 485 18
276
Из таблицы видно, что прочностные свойства материалов
после гидроэкструзии с повышением степени деформации уве-
личиваются по сравнению с исходными, а пластические умень-
шаются. Например, предел прочности у образцов из меди М4
при максимальной степени деформации 44% увеличивается
по сравнению с исходными в 1,5 раза, тогда как пластические
свойства уменьшаются в 8 раз при той же степени деформа-
ции. Аналогичная картина наблюдается для образцов из ла-
туни Л62 и алюминиевого сплава Д16Т. У образцов, получен-
ных гидроэкструзией с наложением ультразвука, характер из-
менения механических свойств такой же, как и при обычной
гидроэкструзии. Наложение радиальных колебаний не приво-
дит практически к изменению механических свойств по срав-
нению с гидроэкструзией в обычных условиях. При наложении
продольных ультразвуковых колебаний происходит некоторое
снижение прочностных свойств и повышение пластичности.
Следовательно, после гидроэкструзии с наложением продоль-
ных колебаний сохраняется несколько больший запас плас-
тичности, чем после гидроэкструзии в обычных условиях.
Получение качественных изделий является одной из
важных задач при гидроэкструзии металлов с наложением уль-
тразвуковых колебаний. Качество поверхности готовых изде-
лий зависит в основном от свойств смазки и условий поступ-
ления ее в очаг деформации, состояния поверхности заготов-
ки, граничных условий, т. е. определяется силами трения
между заготовкой и матрицей.
Шероховатость поверхности определяли у изделий из ла-
туни Л62 и алюминиевого сплава Д16Т, которые получали
методом гидроэкструзии в обычных условиях и с наложением
ультразвуковых колебаний. Гидроэкструзию производили на
установке, приведенной на рис. 98. Степень деформации во
всех опытах колебалась в пределах 5—25% при угле конус-
ности матрицы 2а, равном 24°. В качестве рабочей жидкости
и смазки было выбрано веретенное масло с добавлением 5%
дисульфида молибдена.
Шероховатость поверхности прутков определяли на про-
филограф-профилометре марки «ВЭИ-Калибр» по результа-
там записи профилограмм. Скорость движения при записи
равнялась 1 мм/мин, а ленты — 200 мм/мин. Вертикальное
увеличение прибора для образцов из латуни при гидроэкстру-
зии их в обычных условиях выбрано 4-103, для алюминиевого
сплава Д16Т— 10-103. Вертикальное увеличение прибора для
выбранных материалов при их гидроэкструзии с наложением
радиальных колебаний составило 20-103, при наложении
продольных колебаний — 40-Ю3. Профилограммы обрабаты-
вались в соответствии с ГОСТ 2789-59 для определения по ним
параметра Ra для 6—11-го классов шероховатости.
277
Таблица 33
Качество поверхности изделий после гидроэкструзии
Условия деформации Степень деформации, %
5 10 15 20 2 5
S ё класс | Ra, мкм класс | Ra, мкм класс | Ra, мкм класс Ra, мкм класс
Латунь Л62
Без ультразвука 4,65 5 4,35 5 4,1 5 3,9 5 2,5 6а
С наложением радиаль-
ных колебаний 4,65 5 4,2 5 4,0 5 3,75 5 2,41 6а
С наложением продоль-
ных колебаний 3,9 5 3,0 5 2,2 6а 1,2 7а 1,0 7а
Сплав Д16Т
Без ультразвука 1,03 7а 0,97 76 0,91 7а 0,87 76 0,82 7в
С наложением радиаль-
ных колебаний 1,0 7а 0,94 76 0,89 76 0,84 76 0,80 7в
С наложением продоль-
ных колебаний 0,89 76 0,7 7в 0,55 8а 0,42 86 0,30 9а
О влиянии ультразвуковых колебаний на шероховатость
поверхности прутков можно судить по профилограммам по-
верхности изделий из алюминиевого сплава Д16Т, полученных
гидроэкструзией в обычных условиях, с наложением радиаль-
ных н продольных ультразвуковых колебаний. Исследования
показали, что качество поверхности изделия, полученного гид-
роэкструзией с наложением продольных колебаний, значи-
тельно выше, чем после деформации в обычных условиях.
Зависимость параметра Ra соответствующего класса шерохо-
ватости поверхности от степени деформации представлена в
табл. 33 и на рис. 108.
Исследования качества поверхности прутков из латуни
после гидроэкструзии с малыми и средними степенями дефор-
мации при наложении радиальных ультразвуковых колебаний
и в обычных условиях показали, что при расположении мат-
рицы в пучнбсти напряжений наблюдается сохранение или
некоторое улучшение шероховатости поверхности (рис. 108,
а). Наложение продольных ультразвуковых колебаний при
тех же степенях деформации приводит к уменьшению шеро-
ховатости по сравнению с первыми двумя способами. Так,
высота гребешков на поверхности латунных прутков после
гидроэкструзии со степенью деформации 25% в обычных ус-
ловиях и с наложением ультразвуковых колебаний, когда
278
матрица расположена в пучности напряжений, была в сред-
нем равна 3—4 мкм, в то время как после гидроэкструзии с
расположением очага деформации в пучности смещений —
1—1,2 мкм, т. е. в 3 раза меньше (рис. 108, а). То же наблю-
дается и для алюминиевого сплава Д16Т, т. е. наложение
продольных колебаний обеспечивает получение значительно
лучшего качества поверхности изделий по сравнению с обыч-
ными условиями и с наложением радиальных колебаний
(рис. 108, б). Как видно из табл. 33, у прутков из латуни с
Рис. 108. Изменение параметра мкм, и класса шероховатости поверх-
ности ki у прутков из латуни Л62 (а) и алюминиевого сплава Д16Т (б) в
зависимости от степени деформации: 1 — в обычных условиях; 2 — с
наложением радиальных; 3 — с наложением продольных ультразвуковых
колебаний
увеличением степени деформации разница в шероховатости
поверхностей увеличивается по сравнению с обычными усло-
виями.
Подобное влияние ультразвуковых колебаний на шерохо-
ватость поверхности прутков можно объяснить большим
отношением тангенциальной составляющей колебательной
скорости матрицы к поступательной скорости движения ме-
талла в очаге деформации (случай продольных колебаний).
Это способствует интенсивному сглаживанию микронеровнос-
тей на поверхности металла вследствие больших сдвигающих
напряжений. При радиальных колебаниях данное соотноше-
ние незначительно, что приводит к небольшому влиянию на
шероховатость поверхности изделия.
При гидроэкструзии в обычных условиях у выбранных
материалов наблюдается скачкообразный механизм истече-
ния, который хорошо виден при осмотре изделий. На поверх-
270
ности прутков имеются кольцевые участки, расположенные с
интервалами, приблизительно равными половине диаметра
изделия, что подтверждает результаты исследований [146].
Ввод радиальных ультразвуковых колебаний в очаг дефор-
мации улучшает условия истечения металла, что проявляется
в уменьшении кольцеватости. Наложение продольных ультра-
звуковых колебаний, когда очаг деформации расположен в
пучности смещений, приводит к полному устранению кольце-
ватости изделия, что позволяет получать стационарный меха-
низм истечения металла и улучшить качество изделий.
Распределение микротвердости характеризует упрочнение
отдельных слоев металла в процессе пластической деформа-
ции, т. е. оно связано с распределением деформации в плас-
тической зоне и в изделии [145—156, 164]. Замер микротвер-
дости по сечению исходных заготовок, очага деформации и
деформированного прутка производили на микротвердомере
фирмы «AKASI» (Япония). Среднее значение микротвердости
вычисляли из пяти-шести измерений. Расстояние между точ-
ками составляло 0,5 мм, а у края шлифа — 0,1 мм.
На рис. 109 показано распределение микротвердости по
сечению образца (1), очага деформации (2) и готового изде-
лия (3) в обычных условиях (а) и с наложением ультразву-
ковых колебаний (б) для меди М4. Характер изменения мик-
ротвердости вдоль пластической зоны в обоих случаях анало-
гичен изменению интенсивности деформации сдвига [164].
В случае наложения ультразвуковых колебаний величина
микротвердости снижается по сравнению с обычными усло-
виями, что, вероятно, обусловлено термическим разупрочне-
нием вследствие поглощения части энергии ультразвука ма-
териалом заготовки.
Из рис. 109, а видно, что при гидроэкструзии меди М4 в
обычных условиях сохраняется значительное различие между
микротвердостью центральных и наружных областей заготов-
ки и это подтверждает результаты исследований [156, 164].
Наложение ультразвуковых колебаний приводит к равномер-
280
ному распределению микротвердости по сечению заготовки
из меди (рис. 109,6).
Таким образом, из представленных результатов распреде-
ления микротвердости по сечению прутков можно сделать вы-
вод, что наложение ультразвуковых колебаний приводит к
более равномерному перераспределению микротвердости по
сечению, т. е. к более равномерному распределению деформа-
ции, по сравнению с гидроэкструзией в обычных условиях.
Подобное влияние ультразвука на микротвердость можно
объяснить равномерностью деформации заготовки, а также
разупрочняющим действием ультразвуковых колебаний, что
приводит к выравниванию распределения микротвердости.
ЛИТЕРАТУРА
1. Степаненко А. В., Хан Дык Ким. Теория и расчет составного волно-
вода продольных колебаний большого поперечного сечения с отвер-
стием вдоль оси —Изв. АН БССР, сер. физ.-техн, наук, 1977, № 4,
с. 74—77.
2. Тимошенко С. П. Пластинки и оболочки.— М.: Физматгиз, 1963.—
187 с.
3. Тимошенко С. П. Устойчивость стержней, пластин и оболочек.— М.:
Наука, 1971.—807 с.
4. Эльсгольц Л. Е. Вариационное исчисление.— М.: Гостехиздат, 1958.—
163 с.
5. Исследование мощных ультразвуковых концентраторов большого
поперечного сечения / В. П. Северденко, А. В. Степаненко, Хан Дык
Ким, В. С. Запорожченко.— Изв. АН БССР, сер. физ.-техн, наук,
1977, № 1, с. 70—74.
6. Релей Д. В. Теория звука. Т. 1.— М.: Гостехиздат, 1955.— 504 с.
7. Скучик Е. Простые и сложные колебательные системы.— М.: Л4ир,
1971.— 557 с.
8. Теоретическое и экспериментальное исследование системы создания
интенсивных радиальных колебаний на ультразвуковых частотах /
В. П. Северденко, А. В. Степаненко, Хан Дык Ким.— Акустический
журн., 1978, вып. 3, с. 348—353.
9. Исакович М. А. Основы акустики.— М.: Наука, 1975.— 365 с.
10. Pochammer L. Crelles.— J. Math., 1876, v. 81, p. 324—330.
11. Bancroft D. The Velocity of longitudinal waves in cylindrical bars.—
Phys. Rev., 1941, p. 588—593.
12. Devault G. P., Curtis C. W. J. Acoust. Soc. Amer, 1962, v. 34, p. 421—
429.
13. Хан Дык Ким. Выбор оптимальных размеров цилиндрического волно-
вода для получения максимальной амплитуды поперечных колебаний
при возбуждении продольных колебаний вдоль его оси.— Докл. АН
БССР, 1979, № 4, с. 346—351.
14. Кузьмин P.tO. Бесселевы функции.— М.—Л.: Гостехиздат, 1933.—
152 с.
15. Бутурович И. X., Хан Дык Ким. Расчет криволинейных волноводов
переменного поперечного сечения.— В кн.: Тр. ЛПИ, № 309. Л., 1969,
с. 38—41.
16. Северденко В. П., Степаненко А. В., Хан Дык Ким. Исследование
системы радиально-изгибных колебаний мощного ультразвука.—
В кн.: Динамические эффекты мощного ультразвука. Ижевск, 1977,
с. 34—36.
17. Степаненко А. В., Хан Дык Ким. Теория и расчет пространственно-
282
изогнутого волновода.— В кн.: Создание и применение аппаратуры
для ультразвуковых технологических процессов в машиностроении.
М., 1978, с. 34—38.
18. Северденко В. П., Клубович В. В., Степаненко А. В. Ультразвук и
пластичность.—Мн.: Наука и техника.— 448 с.
19. Хан Дык Ким. Исследование процессов волочения и гидроэкструзии
металлов с применением мощного ультразвука.— Дис. ...докт. техн,
наук.— Мн., 1979.— 524 с.
20. Теумин И. И. Ультразвуковые колебательные системы.— М.: Машгиз,
1959.—331 с.
21. Степаненко А. В., Хан Дык Ким, Верещагин М. Н. Исследование
колебательной системы как составной части установки для гидроэкст-
рузии металлов с наложением мощного ультразвука.— Изв. АН
БССР, 1979, № 1, с. 10—18.
22. Экспериментальное исследование колебаний мощного ультразвука на
основе стандартных преобразователей и генераторов / В. П. Север-
денко, А. В. Степаненко, Хан Дык Ким, М. Н. Верещагин.— Докл.
АН БССР, 1978, № 8, с. 731—733.
23. Аркулис Г. Э. Совместная пластическая деформация разных метал-
лов.— М.: Металлургия, 1964.— 271 с.
24. Олыиак В. и др. Теория пластичности неоднородных тел. Пер. с
англ.— М.: Мир, 1964.— 156 с.
25. Перлин И. Л., Ерманок М. 3. Теория волочения.— М.: Металлургия,
1971.—448 с.
26. Шпичинский Е. С., Емельянова Ю. А. О технологии изготовления,
структуре и некоторых свойствах проволоки из биметалла медь —
никель.— Цветная металлургия, 1963, № 7, с. 53—57.
27. Тарнавский А. Л. Усилие волочения биметаллической проволоки.—
В кн.: Обработка металлов давлением. М., 1962, с. 139—150.
28. Елъман Л. С., Маковский В. А. Цветная металлургия. Цветметинфор-
мация.— М., 1966, с. 31—67.
29. Бричко Г. А., Бояршинов М. И., Белалов X. Н. Усилие волочения
биметаллической проволоки.— Изв. вузов. Черная металлургия, 1967,
№ 2, с. 120—124.
30. Северденко В. П., Клубоёич В. В., Иваненко И. В. Особенности во-
лочения триметаллической проволоки с ультразвуком.— В кн.: Уль-
тразвуковые технологические процессы, оборудование и приборы
контроля. Л., 1975, с. 17—21.
31. Коттрелл А. Теория дислокаций. Пер. с англ.—М.: Мир, 1969.— 470 с.
32. Прагер В. Проблемы теории пластичности. Пер. с англ.— М.: Физ-
матгиз, 1958.— 136 с.
33. Расчет усилия при волочении триметаллической проволоки / В. П.
Северденко, В. В. Клубович, И. В. Иваненко, А. А. Ярошевский.—
Изв. АН БССР, сер. физ.-техн, наук, 1975, № 4, с. 77—81.
34. Ильюшин А. А. Пластичность.— М.: Наука, 1963.— 271 с.
35. Пальмов Е. В. Определение усилия волочения с учетом вязко-пласти-
ческих свойств деформируемого металла.— В кн.: Расчеты и конст-
руирование заводского оборудования. М., 1950, с. 5—16.
36. Пальмов Е. В. Влияние скорости волочения на усилие волочения.—
В кн.: Расчеты и конструирование заводского оборудования. М., 1950,
с. 16—26.
37. Маковский В. А., Ельман Л. С. Основы теории и практики производ-
ства биметаллических прутков.— М.: Металлургия, 1971.— 169 с.
283
38. Определение напряжений и усилия волочения биметаллической про-
волоки / В. П. Северденко, В. В. Клубович, И. В. Иваненко, А. А.
Ярошевский.— Изв. АН БССР, сер. физ.-техн, наук, 1975, № 4, с. 81—
83.
39. Иваненко И. В. Определение усилия волочения слоистой проволоки с
учетом трения в калибрующей части волоки.— Изв. АН БССР, сер.
физ.-техн, наук, 1976, № 3, с. 133—137.
40. Злотин Л. Б., Глебов Ю. П. К определению расчетной величины со-
противления деформации в непрерывных процессах.— Изв. вузов.
Цветная металлургия, 1962, № 4, с. 43—46.
41. Марков Э. С. О возможностях уменьшения сил контактного трения
при вибрационном волочении.— Изв. вузов. Машиностроение, 1969,
№ 9, с. 149—153.
42. Северденко В. П., Резников Ю. Н. О влиянии ультразвуковых коле-
баний различной направленности на процесс волочения металлов.—
В кн.: Пластичность и обработка металлов давлением. Мн., 1966,
с. 247—256.
43. Цейтлин М. Г. О трении цилиндрической оболочки о грунт при ко-
лебаниях разной направленности.— В кн.: Тр. Вологодского молочно-
го института. Вологда, 1959, с. 38—44.
44. Северденко В. ГЦ Клубович В. В., Конышев Л. К. Расчет рабочего
.напряжения при волочении с наложением продольных ультразвуко-
вых колебаний.—Докл. АН БССР, 1970, № 9, с. 812—815.
45. Васильев П. Е., Казанцев В. Ф. Дисковые концентраторы радиаль-
ных колебаний.— Акустический журн., 1976, т. 22, вып. 6, с. 825—
829.
46. Северденко В. П., Степаненко А. В., Винерский С. Н. Контактное
трение при волочении труб на оправке с продольными ультразвуко-
выми колебаниями.— В кн.: Прочность-пластичность материалов в
ультразвуковом поле. Ростов-на-Дону, 1976, с. 3—5.
47. Северденко В. П., Клубович В. В., Иваненко И. В. Определение ра-
бочего напряжения при волочении с радиальными ультразвуковыми
колебаниями.— Докл. АН БССР, 1977, № 1, с. 28—30.
48. Клубович В. В„ Иваненко И. В. Расчет напряжения волочения слоис-
той проволоки при протягивании с радиальными ультразвуковыми
колебаниями.— Изв. АН БССР, сер. физ.-техн, наук, 1977, № 1,
с. 131—132.
49. Северденко В. П., Клубович В. В., Иваненко И. В. Определение ра-
бочего напряжения при волочении биметаллической проволоки с про-
дольными ультразвуковыми колебаниями.— В кн.: Прочность-плас-
тичность материалов в ультразвуковом поле. Ростов-на-Дону, 1976,
с. 8—10.
50. Напряжение в монослоях и усилие при волочении биметаллической
проволоки с наложением ультразвуковых колебаний / В. В. Клубович,
X. Н. Белалов, Л. И. Петракевич, И. В. Иваненко.— Изв. АН БССР,
сер. физ.-техр. наук, 1978, № 1, с. 15—19.
51. Определение напряжения и усилия волочения триметаллической про-
волоки с наложением ультразвука / В. В. Клубович, X. Н. Белалов,
Л. И. Петракевич, И. В. Иваненко.— Изв. АН БССР, сер. физ.-техн,
наук, 1978, № 2, с. 20—24.
52. Клубович В. В., Иваненко И. В. Исследование процесса волочения
слоистой проволоки с наложением ультразвуковых колебаний.— В кн.:
Машины и обработка металлов высокими параметрами. Братислава,
1978, с. 37—41.
284
53. Северденко В. П., Клубович В. В., Степаненко А. В. Прокатка и во-
лочение с ультразвуком — Мн.: Наука и техника, 1970.—288 с.
54. Тарнавский А. Л., Гурылев В. В., Шуровский Б. Б. Биметаллическая
проволока.— М.: Металлургиздат, 1963.— 183 с.
55. Третьяков А. В., Зюзин В. И. Механические свойства металлов и спла-
вов при обработке давлением.— М.: Металлургия, 1973.— 224 с.
56. Крупин А. В., Соловьев В. Я. Пластическая деформация тугоплавких
металлов.— М.: Металлургия, 1971.— 350 с.
57. Северденко В. П., Жилкин В. 3. Основы теории и технологии воло-
чения проволоки из титановых сплавов.— Мн.: Наука и техника,.
1970,— 204 с.
58. Дерягин Б. В. Что такое трение?—М.: Машиностроение, 1963.— 230 с.
59. Белоусов А. С., Владимиров Ю. В. Усовершенствование сухой смазки
и волок, применяемых при волочении стальной проволоки.— ЦИИН
ЧМ, сер. 9, 1966, с. 12—21.
60. Колпашников А. И., Белоусов А. С., Мануйлов В. Ф. Высокопрочная
нержавеющая проволока.— М.: Металлургия, 1971.— 184 с.
61. Коломбье Л., Гохман И. Нержавеющие и жаропрочные стали.— М.г
Металлургиздат, 1958.— 479 с.
62. Постолов Ю. М. Усовершенствование технологии холодной прокатки
и волочения труб на основе применения эффективных технологиче-
ских смазок: Автореф. Дис. ...канд. техн. наук.— Днепропетровск,
1973.— 29 с.
63. Зубов В. Я, Красильников Л. А. Релаксационная стойкость проволо-
ки из стали 1Х18Н9Т.— Изв. вузов. Черная металлургия, 1963, № 4,
с. 104—109.
64. Бернштейн М. Л. Термомеханическая обработка металлов и сплавов.
Т. 1.— М.: Металлургия, 1968.— 596 с.
65. Румянцев В. А. Волочение с использованием ультразвуковых вибра-
ций волоки.—В кн.: Металлургия, № 11. Николаев, 1968, с. 13—18.
66. Langenecker В., Forentain С. Metals Progr., 1964, N 4, р. 85—89.
67. Мицкевич А. М. Движение тела по тангенциально колеблющейся по-
верхности с учетом трения.— Акустический журн., 1967, т. 13, № 3,
с. 411—416.
68. Северденко В. П., Клубович В. В, Резников Ю. Н. Применение уль-
тразвуковых колебаний при волочении металлов.— В кн.: Ультразвук
в машиностроении и народном хозяйстве. М., 1967, с. 31—36.
69. Крагельский И. В., Виноградова И. Э. Коэффициенты трения.— М.:
Машгиз, 1962.— 220 с.
70. Горелик Г. С. Колебания и волны.—М.: Физматгиз,' 1959.— 572 с.
71. Поляков 3. И. Исследование сил, возникающих при ультразвуковом
резании —Ультразвуковая техника, 1963, № 3, с. 51—55.
72. Niehimura G., Yitnbe Y. Ultrasonic Mechanical Machining.—J. Fact.
Eng. Univ. Tokyo, 1959, v. 26, N 1, p. 26—31.
73. Александров E. В., Соколинский В. Б. Прикладная теория и расчет
ударных систем.— М.: Наука, 1969.— 199 с.
74. Минин М. И. Исследование волочения прутков и проволоки.— М.:
Машгиз, 1948.— 232 с.
75. Громов Н. П. Теория обработки металлов давлением.— М.: Метал-
лургия, 1978.— 360 с.
76. Коновалов Е. Г., Дроздов В. М., Тявловский М. Д. Динамическая
прочность материалов.—Мн.: Наука и техника, 1969.—303 с.
285
77. Северденко В. П., Клубович В. В. Применение ультразвука в про-
мышленности — Мн.: Наука и техника, 1967 — 261 с.
78. Северденко В. П., Степаненко А. В., Запорожченко В. С. Влияние
продольных ультразвуковых колебаний волоки на силовые парамет-
ры безоправочного волочения труб.— Изв. вузов. Черная металлургия,
1979, № 11, с. 88—91.
79. Степаненко А. В., Запорожченко В. С. Трехниточное волочение труб
с наложением ультразвука.— Изв. вузов. Черная металлургия, 1980,
№ 2, с. 76—79.
80. Сравнение эффективности ультразвуковых систем при значительных
усилиях волочения / В. П. Северденко, А. В. Степаненко, Хан Дык
Ким, В. С. Запорожченко.— Изв. АН БССР, сер. физ.-техн, наук,
1978, № 1, с. 25—28.
81. Запорожченко В. С., Степаненко А. В. Исследование напряжения во-
лочения сплошных круглых профилей с ультразвуком.— Изв. вузов.
Машиностроение, 1980, № 2, с. 109—112.
82. Северденко В. П., Степаненко А. В., Запорожченко В. С. Исследова-
ние процесса оправочного волочения труб с продольными колебания-
ми инструмента.— Изв. АН БССР, сер. физ.-техн, наук, 1979, № 3,
с. 5—12.
83. Северденко В. П., Степаненко А. В., Винерский С. Н. Исследование
процессов волочения труб с наложением радиальных ультразвуковых
колебаний.— Изв. АН БССР, сер. физ.-техн, наук, 1970, № 4, с. 75—
78.
84. Северденко В. П., Степаненко А. В., Винерский С. Н. Характер изме-
нения усилия при волочении с ультразвуком.— В кн.: Металлургия.
Мн., 1972, вып. 3, с. 40—42.
85. Sansome D. Н. An experimental investigation of the effect of blank
holder vibration on an analogue of the deep-drawing process.— Engi-
neering, 1973, N 4, p. 213—221.
86. Воздействие радиальных ультразвуковых колебаний на силовые па-
раметры безоправочного волочения стальных труб / А. Г. Сучков,
В. И. Петухов, В. А. Алешин, Г. А. Белоусов.— В кн.: Опыт примене-
ния ультразвука в черной металлургии. Тула, 1977, с. 17—21.
87. Степаненко А. В., Хан Дык Ким, Запорожченко В. С. Применение
радиальных ультразвуковых колебаний при безоправочном волочении
стальных труб.— В кн.: Металлургия. Мн., 1979, вып. 13, с. 31—33.
88. Степаненко А. В., Хан Дык Ким, Верещагин М. Н Шероховатость
поверхности изделий при гидроэкструзии металлов с наложением
ультразвуковых колебаний.— В кн.: Металлургия. Мн., 1979, вып. 13,
с. 34—37.
89. Влияние радиальных ультразвуковых колебаний на процесс волоче-
ния стальных труб / А. В. Степаненко, Хан Дык Ким, М. В. Логачев,
В. С. Запорожченко.—В кн.: Металлургия. Мн., 1979, вып. 13, с. 73—
75.
90. Оно К-, Нисихата М., Кобояси Я. Сверхтонкая алюминиевая прово-
лока для выводов транзисторов японского производства.— Киндзоку,
1967, т. 37, № 4, с. 50—53.
91. А. с. 648301 (СССР). Устройство для волочения металлов с ультра-
звуком / В. В. Клубович, В. В. Рубаник.— Опубл, в Б. И., 1979, № 7.
92. Перлин И. Л. Теория волочения.— М.: Металлургиздат, 1957.—
448 с.
93. А. с. 358048 (СССР). Устройство для волочения металла с колеба-
ниями инструмента / В. П. Северденко, А. В. Степаненко, С. Н. Ви-
нерский, Н. Е. Кулага.— Опубл, в Б. И., 1972, № 34.
286
94. А. с. 668732 (СССР). Устройство для волочения материала / В. В.
Клубович, В. В; Рубаник.— Опубл, в Б. И., 1979, № 23.
95. А. с. 660756 (СССР). Способ обработки материалов / В. В. Клубо-
вич, Л. К. Конышев, В. В. Рубаник.— Опубл, в Б. И., 1979, № 17.
96. Северденко В. П., Клубович В. В., Масаковская А. С. Волочение
свинцово-оловянистого припоя с наложением ультразвука.— Докл.
АН БССР, 1975, № 8, с. 699—701.
97. Северденко В. П., Клубович В. В., Масаковская А. С. Исследование
нагрева и оптимальных углов волоки при протягивании проволоки с
наложением ультразвука.— В кн.: Прочность-пластичность материа-
лов в ультразвуковом поле. Ростов-на-Дону, 1976, с. 20—21.
98. Клубович В. В., Масаковская А. С. Исследование физико-механиче-
ских свойств проволоки после волочения с наложением ультразвука.—
В кн.: Прочность-пластичность материалов в ультразвуковом поле.
Ростов-на-Дону, 1976, с. 109—112.
99. Клубович В. В., Конышев Л. К., Масаковская А. С. Влияние ультра-
звуковых колебаний на характер распределения деформации при во-
лочении.— В кн.: Машины и технология обработки металлов давлени-
ем. Мн., 1974, с. 31—35.
100. Северденко В. П., Клубович В. В., Масаковская А. С. Волочение тон-
кой проволоки с наложением ультразвуковых колебаний.— Изв. АН
БССР, сер. физ.-техн, наук, 1976, № 4, с. 121—122.
101. Влияние ультразвука на температуру нагрева проволоки и величину
оптимальных углов волоки при протягивании / В. П. Северденко,
В. В. Клубович, Л. К. Конышев, А. С. Масаковская.— Изв. АН БССР,
1976, № 4, с. 122—123.
102. Клубович В. В., Масаковская А. С. Влияние ультразвука на характе-
ристики тонкой структуры проволоки после волочения.— В кн.: Проч-
ность-пластичность материалов в ультразвуковом поле. Ростов-на-
Дону, 1976, с. 106—108.
103. Клубович В. В., Вагапов И. К-, Рубаник В. В. Теоретическое и экспе-
риментальное исследование процесса волочения проволоки через
разъемную волоку с ультразвуком.— В кн.: Ультразвуковые методы
интенсификации технологических процессов. М., 1979, с. 17—21.
104. Клубович В. В., Рубаник В. В. Исследование физико-механических
свойств тонкой проволоки после волочения ее через разъемные воло-
ки с наложением ультразвука.— В кн.: Ультразвуковые методы ин-
тенсификации технологических процессов. М., 1979, с. 27—29.
105. Клубович В. В., Вагапов И. К., Рубаник В. В. Волочение тонкой про-
волоки через разъемную волоку с наложением ультразвука.— Докл.
АН БССР, 1979, № 5, с. 448—451.
106. Любвин В. И. Обработка металлов радиальным обжатием.— М.: Ма-
шиностроение, 1975.— 247 с.
107. Колмогоров В. Л., Орлов О. Н., Селищев К- П. Волочение в режиме
жидкостного трения.— М.: Металлургия, 1967.— 155 с.
108. Степаненко А. В., Верещагин М. Н. Особенности формирования жид-
костного трения при гидроэкструзии с ультразвуком.— В кн.: Уль-
тразвуковые методы интенсификации технологических процессов. М.,
1979, с. 66—67.
109. Северденко В. П., Степаненко А. В., Винерский С. Н. Влияние уль-
тразвука на процесс волочения в условиях гидродинамического тре-
ния.— Изв. АН БССР, сер. физ.-техн, наук, 1970, № 4, с. 61—63.
ПО. Уилсон, Валовит. Теория изотермической гидродинамической смазки
для процессов гидростатического прессования и волочения черев
287
конические матрицы.— Проблемы трения и смазки, 1971, № 1, с. 71—
76.
111. Вагапов И. К., Клубович В. В. К теории волочения проволоки в гид-
родинамическом режиме с радиальными ультразвуковыми колебания-
ми.— Изв. АН БССР, сер. физ.-техн, наук, 1979, № 2, с. 9—14.
112. Террил. Течение жидкости в зазоре между двумя параллельными
круговыми дисками, один из которых совершает гармонические коле-
бания в поперечном направлении.— Проблемы трения и смазки, 1969,
№ 1, с. 141—146.
ИЗ. Шлихтинг Г. Теория пограничного слоя.— М.: Наука, 1974,— 711 с.
114. Robinson А. Т. The application of ultrasonic energy to metal wire draw-
ing.— Wire and Wire Product, 1964, N 12, p. 1925—1930.
115. Langeneker B. Effect of ultrasonic radiation on safety factors of rockets
and missiles.— AIAA, 1963, N 1, p. 80—84.
116. Жилкин В. 3., Гоголь И. С. Волочение с применением ультразвуко-
вых колебаний.— В кн.: Литейное производство, металловедение и
обработка металлов давлением. Красноярск, 1970, вып. 4, с. 125—129.
117. Михин М. Н. Трение в условиях пластического контакта.— М.: Наука,
1968.— 152 с.
118. Красильщиков Р. Б. Нагрев при холодном волочении проволоки.—
М.: Металлургиздат, 1962.— 88 с.
119. Исследование магнитной индукции и оптимального удлинения образ-
цов из сплава 42НХТЮА после волочения с ультразвуковыми коле-
баниями / В. П. Северденко, В. П. Трушко, В. В. Клубович, Ю. М. Ха-
чатрян—Докл. АН БССР, 1977, № 9, с. 813—815.
120. Влияние статических напряжений на свойства материалов, деформи-
рованных с ультразвуком / В. В. Клубович, Л. К. Конышев, В. И.
Жидкевич, Ю. В. Царенко.— В кн.: Ультразвуковые методы интен-
сификации технологических процессов. М., 1979, с. 91—92.
121. Влияние ультразвука на магнитные и механические свойства тонкой
проволоки из сплава 42НХТЮА при волочении / В. П. Северденко,
В. П., Трушко, В. В. Клубович. Ю. М. Хачатрян.— Докл. АН БССР,
1977, № 8, с. 698—700.
122. Трушко В. П., Стойчева И. В. Исследование поверхности разрыва
тонкой проволоки после волочения с ультразвуком.— В кн.: Ультра-
звуковые методы интенсификации технологических процессов. М,
1979, с. 104—105.
123. Макроволнистость петли гистерезиса и расщепление линий максимума
дифференциальной магнитной проницаемости сплава 42НХТЮА при
растяжении после волочения с ультразвуком и в обычных условиях /
В. П. Северденко, В. П. Трушко, Ю. М. Хачатрян, В. В. Клубович.—
Докл. АН БССР, 1978, № 2, с. 345—347.
124. Клубович В. В., Рубаник В. В. Исследование физико-механических
свойств тонкой проволоки после волочения ее через разъемные воло-
ки с наложением ультразвука.— В кн.: Ультразвуковые методы интен-
сификации технологических процессов. М., 1979, с. 92—93.
125. Прецизионные сплавы. Справочник под ред. Б. В. Молотилова.— М.:
Металлургия, 1974.— 447 с.
126. Рахштадт А. Г. Пружинные стали и сплавы.— М.: Металлургия,
1971.—496 с.
127. Robinson Т. Wire and Wire Prod., 1964, v. 39, N 1, p. 316—321.
128. Sansome D. H.} Winsper С. E. Wire Ind., 1968, v. 35, N 419, p. 124—129.
129. Winsper С. E., Sansome D. H. J. of the Institute of Metals, 1969, N 9,
p. 431—437.
288
130. Северденко В. П., Клубович В. В. Волочение медной проволоки в
ультразвуковом поле.— Докл. АН БССР, 1963, № 2, с. 95—98.
131. Lorant М. Ultrasonic in Wire-Drawing Tooling, 1966, v. 20, N 12,
p. 485—491.
132. Пат 27453 (Япония), 1969.
133. Искаков Б. М„ Чормонов Т. X. Влияние ультразвука на электрофизи-
ческие свойства никель-хромовых сплавов.— В кн.: Ультразвуковые
методы интенсификации технологических процессов. М., 1979, с. 73—
75.
134. Северденко В. П., Степаненко А. В., Хан Дык Ким. Исследование ра-
диальных колебаний круглой пластины переменной толщины.— В кн.:
Прочность-пластичность материалов в ультразвуковом поле. Ростов-
на-Дону, 1976, с. 164—165.
135. Перлин И. Л., Райтбарг Л. X. Теория прессования металлов.— М.: Ме-
таллургия, 1975.— 447 с.
136. Пат. 19356 (Англия), 1893.
137. Пат. 524504 (США), 1894.
138. Karman Th. Zeitschrift fur Ver. deutsch. Ing., 1911, B. 55, S. 1749—1756.
139. Бриджмен П. Исследование больших пластических деформаций и раз-
рыва.— М.: ИЛ, 1955.— 444 с.
140. Губкин С. И. Теория обработки металлов давлением.— М.: Металлург-
издат, 1947.— 531 с.
141. Губкин С. И. Пластическая деформация металлов. Т. 1.— М.: Метал-
лургиздат, 1960.— 376 с.
142. Береснев Б. И., Верещагин Л. Ф., Рябинин Ю. Н. Об особенностях
реологического поведения металлов, прессуемых жидкостью.— Изв.
АН СССР, ОТН, 1957, № 5, с. 48—55.
143. Береснев Б. И., Верещагин Л. Ф., Рябинин Ю. Н. О выдавливании
металлов жидкостью, находящейся под высоким давлением.— Изв.
АН СССР, Механика и машиностроение, 1959, № 7, с. 128—132.
144. Береснев Б. И., Верещагин Л. Ф., Рябинин Ю. Л. Изменение механи-
ческих свойств металлов и сплавов при выдавливании их жидкостью
высокого давления.— ФММ, 1959, т. 7, вып. 2, с. 247—253.
145. Некоторые вопросы больших пластических деформаций металлов при
высоких давлениях / Б. И. Береснев, Л. Ф. Верещагин, Ю. Н. Рябинин,
Л. Д. Лившиц.— М.: Изд-во АН СССР, 1960.— 80 с.
146. Гидростатическое выдавливание с ультразвуковой вибрацией матри-
цы / К. Н.. Богоявленский, Ю. Г. Белостоцкий, В. В. Рис, Р. Д. Су-
хих.— В кн.: Прочность-пластичность материалов в ультразвуковом
поле. Ростов-на-Дону, 1976, с. 16—19.
147. Береснев Б. И., Булычев Д. К-, Родионов К. П. Особенности выдав-
ливания металлов жидкостью высокого давления при повышенных
температурах.— ФММ, 1961, т. 11, вып. 1, с. 115—121.
148. Рябинин Ю. Н., Береснев Б. И., Демяшкевич Б. П. Изменение меха-
нических свойств железа, деформированного выдавливанием жид-
костью высокого давления —ФММ, 1961, т. 11, вып. 4, с. 630—633.
149. Булычев Д. К., Береснев Б. И. Об экструзии чугуна жидкостью вы-
сокого давления.— ФММ, 1962, т. 13, вып. 6, с. 942—944.
150. Береснев Б. И., Булычев Д. К. Механические свойства алюминия и
меди после выдавливания их жидкостью высокого давления.— ФММ,
1963, т. 16, вып. 1, с. 117—123
151. Береснев Б. И. Залечивание пор и трещин в меди при экструзии жид-
костью высокого давления.— ФММ, 1964, т. 18, вып. 5, с. 778—783.
19. Зак 902
289
152. Мартынов Е. Д. Влияние гидроэкструзии на механические свойства
молибдена.— ФММ, 1967, т. 23, вып. 6, с. 1044—1049.
153. Мочалов Г. А., Мартынов Е. Д. Механические свойства молибдена
после гидроэкструзии.— ФММ, 1968, т. 25, вып. 2, с. 357—360.
154. Мочалов Г. А., Мартынов Е. Д. Механические свойства гидроэкстру-
зированного молибдена после отжига.— ФММ, 1968, т. 25, вып. 3,
с. 529—537.
155. Булычев Д. К. О возможности залечивания пор и трещин в металлах
в процессе пластической деформации под высоким гидростатическим
давлением.— ФММ, 1964, т. 18, вып. 3, с. 437—442.
156. Механические свойства материалов под высоким давлением. Под ред.
X. Л. Пью.— М.: Мир, 1973.— 670 с.
157. Pugh Н. L. J. of Meeh. Eng. Science, 1964, v. 6, p. 362—369.
158. Pugh H. L., Low A. H — J. of the Inst, of Metals, 1965, v. 201, p. 201—
207.
159. Pugh H. L.} Green D. Proc, of the Inst, of Meeh. Engineers, 1965, v. 179,
p. 314—317.
160. Pugh H. L. J. of the Inst, of Metals, 1967, v. 12, p. 243—249.
161. Колпашников А. И., Вялов В. А. Гидропрессование металлических ма-
териалов.— М.: Металлургия, 1973.— 295 с.
162. Колпашников А, И. и др. Горячее гидропрессование металлических
материалов.— М.: Машиностроение, 1977.— 271 с.
163. Северденко В. П., Му рас В. С., Суходрев Э. Ш. Горячее гидродина-
мическое выдавливание режущего инструмента.— Мн.: Наука и тех-
ника, 1974.— 254 с.
164. Деформация металлов жидкостью высокого давления / В. И. Ураль-
ский, В. С. Плахотин, В. Л. Колмогоров, Н. И. Шефтель.— М.: Ме-
таллургия, 1976.— 423 с.
165. Прозоров Л. В., Костава А. А., Ревтов В. Д. Прессование металлов
жидкостью высокого давления.— М.: Машиностроение, 1972.— 152 с.
166. Пластичность и разрушение. Под ред. В. Л. Колмогорова.— М.: Ме-
таллургия, 1977.— 336 с.
167. Fiorentino R. I., Richardson В. D., Sabroft А. М., Boulger F. W.
ASME—CIRP, 1967, р. 941—976.
168. Osakada К., Narutaki R.} Minami К. J. Jap. Soc. Technol. Plast, 1974,
v. 15, N 169, p. 737—743.
169. Thiruwarudchelven S., Alexander J. M. Hydrodynamic lubrication in
hydrostatic extrusion using a double reduction die.— J. Mach. Tool. Dec.
Res., 1976, v. 11, p. 251—268.
170. Mahdavian S. M., Wilson W. R. D. Lubricant flow in a plastohydrodina-
mic work zone.— Trans. ASME, 1976, v. 98, N 1, p. 16—21.
171. Wilson W. R. D., Mahdavian S. M. Hydrodynamic lubrication of hydro-
static extrusion.— Trans. ASME, 1976, v. 98, N 1, p. 27—31.
172. Hayashi M., Yqkota M. A fundamental study of the hydrostatic extrusion
of the fone wire.— J. of the Japan Soc. f. Tech, of plast, 1974, v. 15,
N 164, p. 677—682.
173. Синдл P. В., Парсон Б., Довсон Д. Тепловая гидродинамическая
смазка при гидродинамическом прессовании материалов с низким
пределом текучести.— Проблемы трения и смазки, 1976, № 2, с. 34—
39.
174. Blior S. М., Dowson D., Parsons В. J. of mechanical Engineering Scien-
ce, 1970, v. 12, N 3, p. 178—183.
“290
175 Ахматов А. С. Молекулярная физика граничного трения.—М.: Изд-во
АН СССР, 1963.—443 с.
176. Alexander J. М., Thiruvarudchelven S.— Annies CIRP, 1971, v. 19, N 1,
p. 39—52.
177. Черный Ю. Ф., Ковико В. С., Нестеренко В. П. Исследование влияния
твердости и степени деформации на удельное усилие гидропрессова-
ния профилей, метчиков и разверток.— Кузнечно-штамповочное произ-
водство, 1977, № 2, с. 8—9.
178. Черный Ю. Ф., Косяк В. И., Ковико В. С. Определение удельного уси-
лия гидропрессования профильных заготовок режущего инструмен-
та.— Кузнечно-штамповочное производство, 1977, № 5, с. 24—25.
179. Залесский В. И., Векшин Б. С. О боковом подпоре при гидромехани-
ческом прессовании труб.— Кузнечно-штамповочное производство,
1970, № 6, с. 1—3.
180. Иванов Н. И., Цыпулин И. П. Изготовление биметаллических прутков
и проволоки из алюминиевых сплавов.— В кн.: Новые технологические
процессы при обработке металлов давлением. М., 1963, вып. 57,
с. 25—27.
181. Береснев Б. И., Мартынов Е. Д., Радионов К. И. Пластичность и
прочность твердых тел при высоких давлениях.— М.: Наука, 1970.—
162 с.
182. Курдюмов Г. В., Орлов Л. Г., Усиков М. П. Утоньшение металличе-
ских образцов электролитической полировкой для исследования в
просвечивающем электронном микроскопе.— Заводская лаборатория,
1961, т. 27, вып. 12, с. 1490—1494.
183. Мальцев М. В., Шулепопов В. И. Природа хрупкости молибдена.—
В кн.: Физическая природа хрупкого разрушения металлов. Киев,
1965, с. 125—131.
184. Северденко В. П., Клубович В. В., Степаненко А. В. Обработка ме-
таллов давлением с ультразвуком.— Мн.: Наука и техника, 1973.—
288 с.
185. Martinur I. Engineer, 1970, v. 231, N 5984, p. 161—167.
186. Эффективность вибраций при гидроэкструзии / К. Н. Богоявленский,
Ю. Г. Белостоцкий, Р. Д. Сухих, Ю. А. Дружинин.— В кн.: Проч-
ность-пластичность материалов в ультразвуковом поле. Ростов-на-
Дону, 1976, с. 41—43.
187. О долговечности вибрирующего инструмента при интенсифицировании
гидроэкструзии / К. Н. Богоявленский, Ю. Г. Белостоцкий, Р. Д. Су-
хих, Ю. А. .Дружинин.— В кн.: Прочность-пластичность материалов
в ультразвуковом поле. Ростов-на-Дону, 1976, с. 46—48.
188. Wilson W. R. D. J. of Mechanical Sciences, 1971, v. 13, N 1, p. 33—37.
189. Смирнов В. И. Курс высшей математики. Т. 11.— М.: Наука, 1974.—
655 с.
190. Теоретическое исследование влияния продольных ультразвуковых
колебаний на процесс гидроэкструзии / М. Н. Верещагин, В. П. Се-
верденко, А. В. Степаненко, Хан Дык Ким.— Изв. АН СССР. Меха-
ника жидкости и газа, 1978, № 5, с. 138—143.
191. Слезкин Н. А. Динамика вязкости несжимаемой жидкости.— М.: Маш-
гиз, 1955.— 520 с.
192. Alexander J. М., Thiruvarudchelven S. J. of Machine Tool Design and
Research, 1971, v. 11, N 3, p. 87—91.
193. Лойцянский Л. Г. Механика жидкости и газа.— М.: Наука, 1978.—
736 с.
19*
291
194. Эльсгольц Л. Э. Дифференциальные уравнения и вариационное ис-
числение.— М.: Наука, 1969.— 424 с.
195. Kamyab S., Alexander J. М. J. of Stain Analysis, 1972, v. 7, N 3, p. 31—
36.
196. Гоффман О., Закс Г. Введение в теорию пластичности для инжене-
ров.— М.: Машгиз, 1957.— 279 с.
197. Коровчинский М. В. Прикладная теория подшипников жидкостного
трения.— М.: Машгиз, 1954.— 186 с.
198. Воздействие ультразвука на вязкость масел при давлениях пластиче-
ской деформации / В. П. Северденко, А. В. Степаненко, Хан Дык
Ким, М. Н. Верещагин.— В кн.: Ультразвуковые методы интенсифи-
кации технологических процессов. М., 1979, с. 32—35.
199. Колмогоров В. Л., Орлов С. И., Колмогоров Г. Л. Гидродинамиче-
ская подача смазки.— М.: Металлургия, 1975.— 256 с.
200. Сторожев М. В., Попов Е. А. Теория обработки металлов давлени-
ем.— М.: Металлургия, 1969.— 424 с.
201. Исследование мощных ультразвуковых концентраторов большого по-
перечного сечения / В. П. Северденко, А. В. Степаненко, Хан Дык
Ким, В. С. Запорожченко.— Изв. АН БССР, сер. физ.-техн, наук, 1977,
№ 1, с. 70—74.
202. Степаненко А. В., Хан Дык Ким, Верещагин М. Н. Теоретическое ис-
следование процесса гидроэкструзии с наложением радиальных уль-
тразвуковых колебаний.— Изв. АН БССР, сер. физ.-техн. наук, 1978,
№ 2, с. 12—19.
203. Степаненко А. В., Хан Дык Ким, Верещагин М. Н. Влияние ультра-
звуковых колебаний на вязкость жидкости при гидроэкструзии метал-
лов.— Докл. АН БССР, 1978, № 9, с. 797—800.
204. Колешко В. М. Ультразвуковая микросварка.— Мн.: Наука и техни-
ка, 1977.—328 с.
205. Дубров Е. Ф. Звуковая геолокация.—Л.: Недра, 1067.—НО с.
206. Колмогоров В. Л., Шишминцев В. Ф. Зависимость пластичности ста-
ли от гидростатического давления.— ФММ, 1966, т. 7, вып. 6, с. 910—
915.
207. Kay J. FAMY Mechanical Automobil Eng., 1954, v. 44, p. 37—43.
208. Хан Дык Ким. Тепловая теория гидродинамической смазки при гид-
роэкструзии металлов с наложением продольных колебаний мощного
ультразвука.— ИФЖ, 1979, № 4, с. 74—81.
209. Степаненко А. В., Хан Дык Ким, Чумак Г. А. Влияние продольных
ультразвуковых колебаний на процесс гидроэкструзии труб.— В кн.:
Ультразвуковые методы интенсификации технологических процессов.
М., 1976, 36—38.
210. Циклас Д. С. Техника физико-химических исследований при высоких
давлениях.—М.: Госхимиздат, 1978 — 236.
ОГЛАВЛЕНИЕ
Предисловие................................... 5
Принятые обозначения........................... 7
ГЛАВА 1
КОЛЕБАТЕЛЬНЫЕ СИСТЕМЫ МОЩНО-
ГО УЛЬТРАЗВУКА ДЛЯ ОБРАБОТКИ
МАТЕРИАЛОВ........................... 9
1. Колебательная система мощного ультразвука с центро-
вым отверстием вдоль оси ....................... 9
2. Колебательная система с преобразованием радиальных
колебаний в продольные..........................19
3. Колебательная система в виде цилиндрического стерж-
ня большого поперечного сечения.................28
4. Колебательная система с преобразованием радиальных
колебаний в продольно-крутильные................36
5. Влияние нагрузки на акустические параметры колеба-
тельной системы.................................47
ГЛАВА 2
ВОЛОЧЕНИЕ СЛОИСТОЙ ПРОВОЛОКИ
С НАЛОЖЕНИЕМ УЛЬТРАЗВУКОВЫХ
КОЛЕБАНИЙ...........................61
1. Особенности процесса волочения би- и триметалличе-
ской проволоки.................................61
2. Расчет напряжений в монослоях и усилия волочения
слоистой проволоки ........................... 65
3. Определение силовых параметров процесса волочения
слоистой проволоки при наложении ультразвука . 78
293
4 Технологические смазки, термообработка и физико-ме-
ханические свойства слоистой проволоки после во-
лочения .......................................99
ГЛАВА 3
ВОЛОЧЕНИЕ ТРУБ И ПРУТКОВ С НАЛО-
ЖЕНИЕМ МОЩНОГО УЛЬТРАЗВУКА . 111
1. Силовые параметры процесса волочения металлов с
наложением продольных ультразвуковых колебаний . 117
2. Безоправочное волочение труб большого диаметра с
наложением продольных ультразвуковых колебаний . 126
3. Оправочное волочение труб с наложением продольных
ультразвуковых колебаний .....................136
4 Волочение металлов с радиальными ультразвуковыми
колебаниями ..................................145
ГЛАВА 4
ВОЛОЧЕНИЕ ТОНКОЙ проволоки ИЗ
МЯГКИХ МАТЕРИАЛОВ С УЛЬТРА-
ЗВУКОМ 157
1. Особенности волочения тонкой проволоки и схемы под-
ведения ультразвука к очагу деформации . . . 157.
2. Влияние ультразвука на силовые и технологические
параметры процесса волочения тонкой проволоки . 176
3. Волочение проволоки в гидродинамическом режиме с
радиальными ультразвуковыми колебаниями . . . 196
4. Физико-механические свойства тонкой проволоки после
волочения с наложением ультразвуковых колебаний . 203
ГЛАВА 5
ГИДРОЭКСТРУЗИЯ МЕТАЛЛОВ С НА-
ЛОЖЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕ-
БАНИЙ 221
1. Деформация металлов жидкостью высокого давления 221
2. Основы теории гидроэкструзии металлов в виде круг-
лых прутков с наложением продольных ультразвуко-
вых колебаний.................................226
3. Влияние радиальных ультразвуковых колебаний на не-
которые параметры гидроэкструзии металлов . . 239
4. Влияние ультразвука на изменение вязкости жидкости
при гидроэкструзии металлов...................254
294
5. Влияние технологических и геометрических парамет-
ров, свойств жидкости и металлов на эффективность
ультразвука при гидроэкструзии........................260
6. Механические свойства и качество изделий после гид-
роэкструзии с ультразвуком............................275
Литература . 282
ВЛАДИМИР ВЛАДИМИРОВИЧ КЛУБОВИЧ
АЛЕКСАНДР ВАСИЛЬЕВИЧ СТЕПАНЕНКО
УЛЬТРАЗВУКОВАЯ
ОБРАБОТКА
МАТЕРИАЛОВ
Редактор Г. В. Малахова
Художник А. Г. Звонарев
Художественный редактор В. Ф. Гринкевич
Технический редактор В. И. Крученок
Корректор Ф. И. Кузнецова
ИБ № 1246
Печатается по постановлению РИСО АН БССР.
Сдано в набор 06 05 81. Подписано в печать 11.09 81.
АТ 18213. Формат 60Х90’/1б. Бум. для мн. ап. Гарни-
тура литературная Высокая печать. Печ. л 18,5 Усл
кр.-отт. 28,68 тыс. Уч -изд л 17,1 Тираж 1550 экз Зак
№ 902. Цена 1 р 60 к
Издательство «Наука и техника» Академии наук БССР
и Государственного комитета БССР по делам изда-
тельств, полиграфии и книжной торговли 220600, Минск,
Ленинский проспект, 68. Типография им Франциска
/Георгия) Скорины издательства «Наука и техника»
220600. Минск, Ленинский проспект, 68