




















































































































































































Текст
уже полностью переведенного на этот тип паровоза и имеющего трехлетний опыт их эксплоатации.
В процессе подготовки к печати книга была подвергнута обсуждению работниками депо Красный Лиман, Луганского завода и конструкторами Локо-мотивопроекта, производившими деталировку чертежей ФД для серийной постройки.
Редакция и составители книги приложили все усилия, чтобы сделать ее максимально доступной. Книга обильно иллюстрирована. Особое внимание обращено на четкость и ясность иллюстраций. Для большей наглядности в книге дан ряд перспективных (аксонометрических) чертежей. Книга «Паровозы ФД-ИС» поможет нашим рабочим-железнодорожникам и паровозостроителям освоить технику, вооружиться необходимыми знаниями и добиться, при минимальных затратах, максимального эффекта использования на железных дорогах наших мощных паровозов.
Слова вождя нашей партии т. Сталина на приеме работников-железнодорожников в Кремле о великой чести для каждого партийного и непартийного большевика работать на железнодорожном транспорте должны вдохновить всю армию железнодорожников на борьбу за превращение железнодорожного транспорта в передовую отрасль нашего народного хозяйства.
Под руководством нашей славной Ленинской партии и любимого вождя мирового пролетариата т. Сталина, под непосредственным руководством своего железного наркома т. Л. М. Кагановича работники железнодорожного транспорта должны добиться и добьются решающих побед.
И. А. Грач
ОГЛАВЛЕНИЕ
Отредакции........................................................................ XI
1. Выбор типа и основных размеров.................................................. 1
Обоснование выбора типа и главных размеров товарного паровоза..................... 3
Обоснование выбора типа и главных размеров пассажирского паровоза........... ... 6
Главнейшие конструктивные особенности паровозов ФД и ИС............................ 8
Н. Котел.....................................................................г . 11
Топка............................................................................. 13
Огневая коробка ............................................................ 15
Кожух топки................................................................. 1б
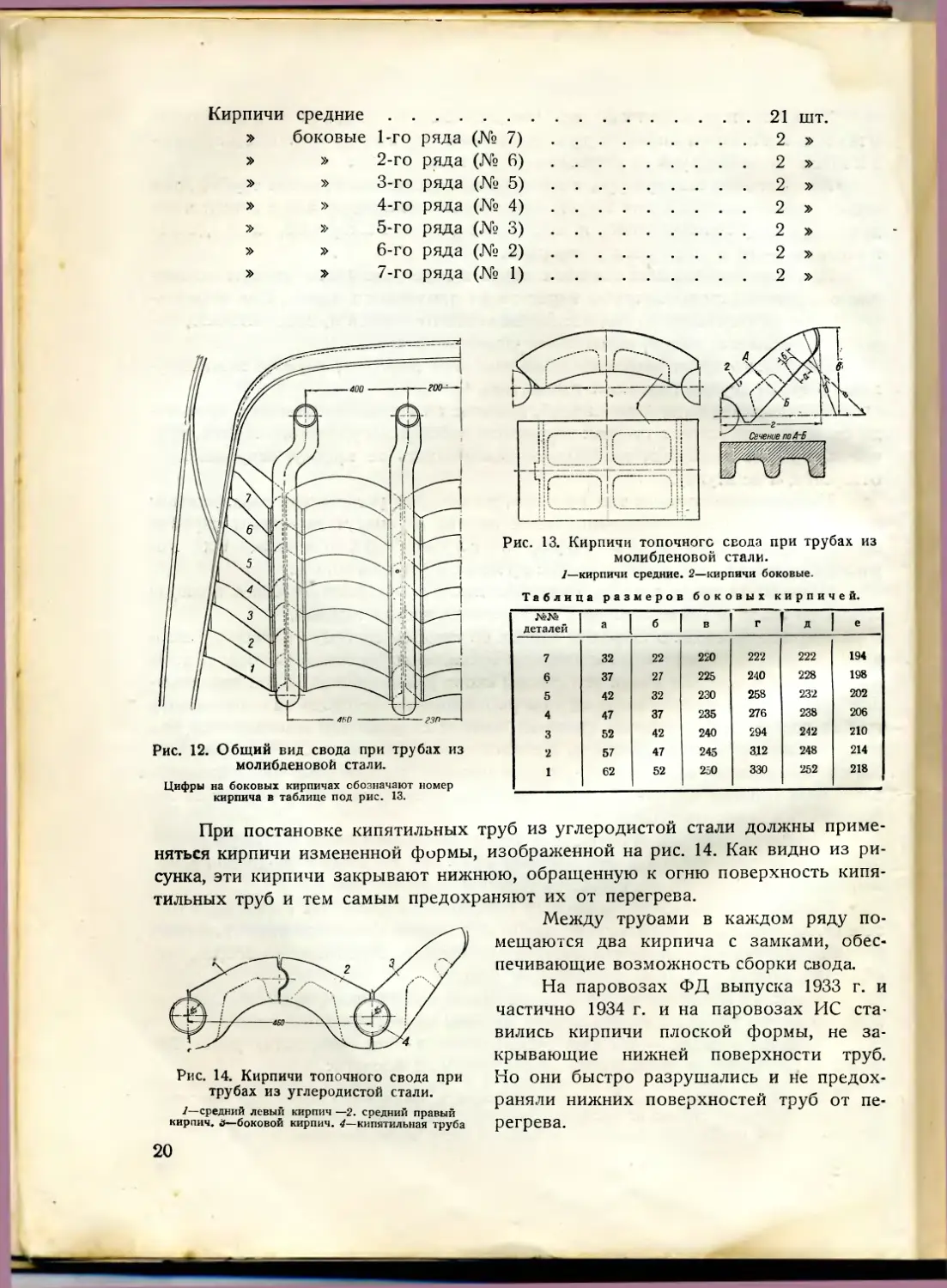
Кипятильные трубы и свод.................................................... 18
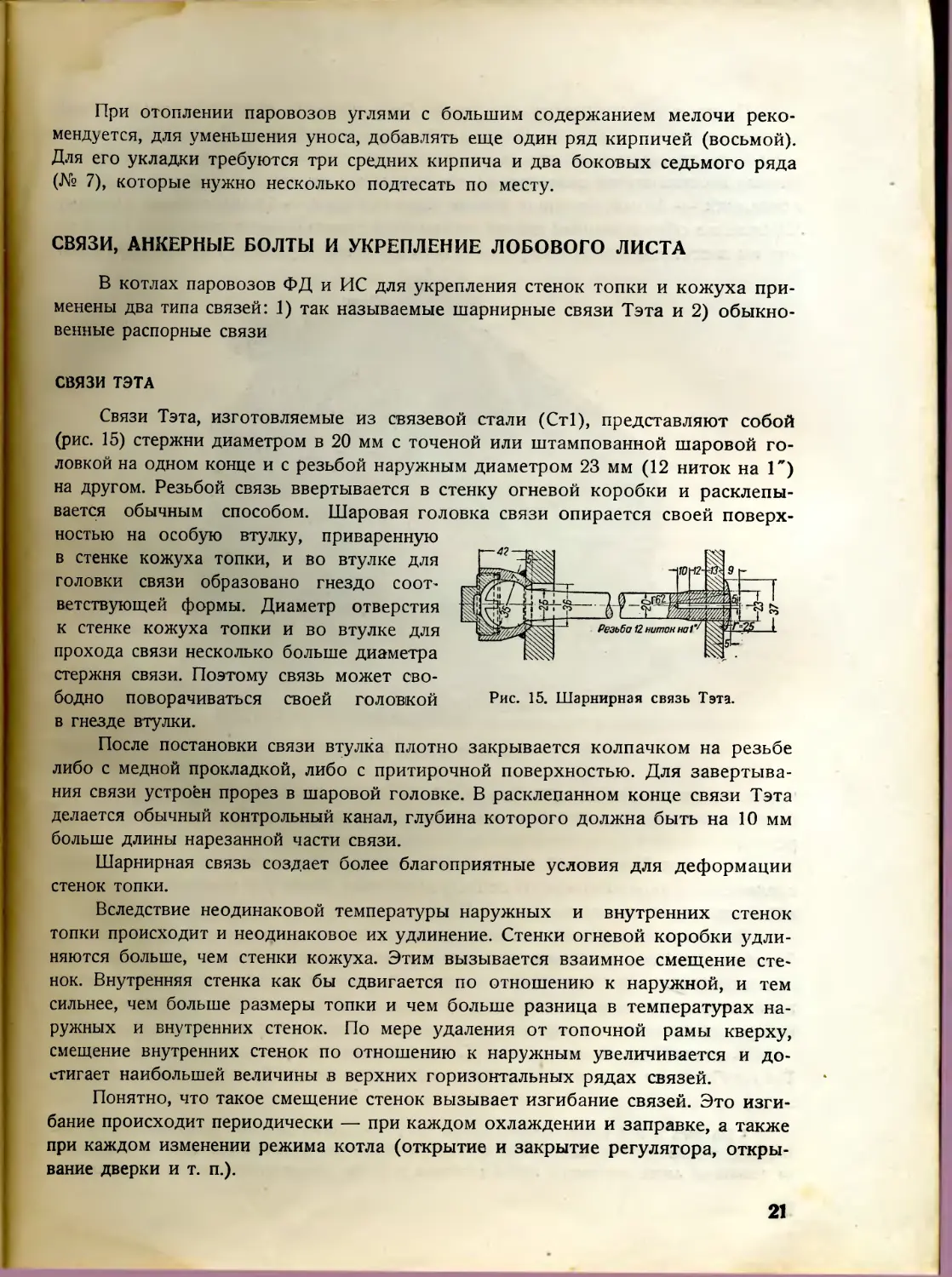
Связи, анкерные болты и укрепление лобового листа........................... 21
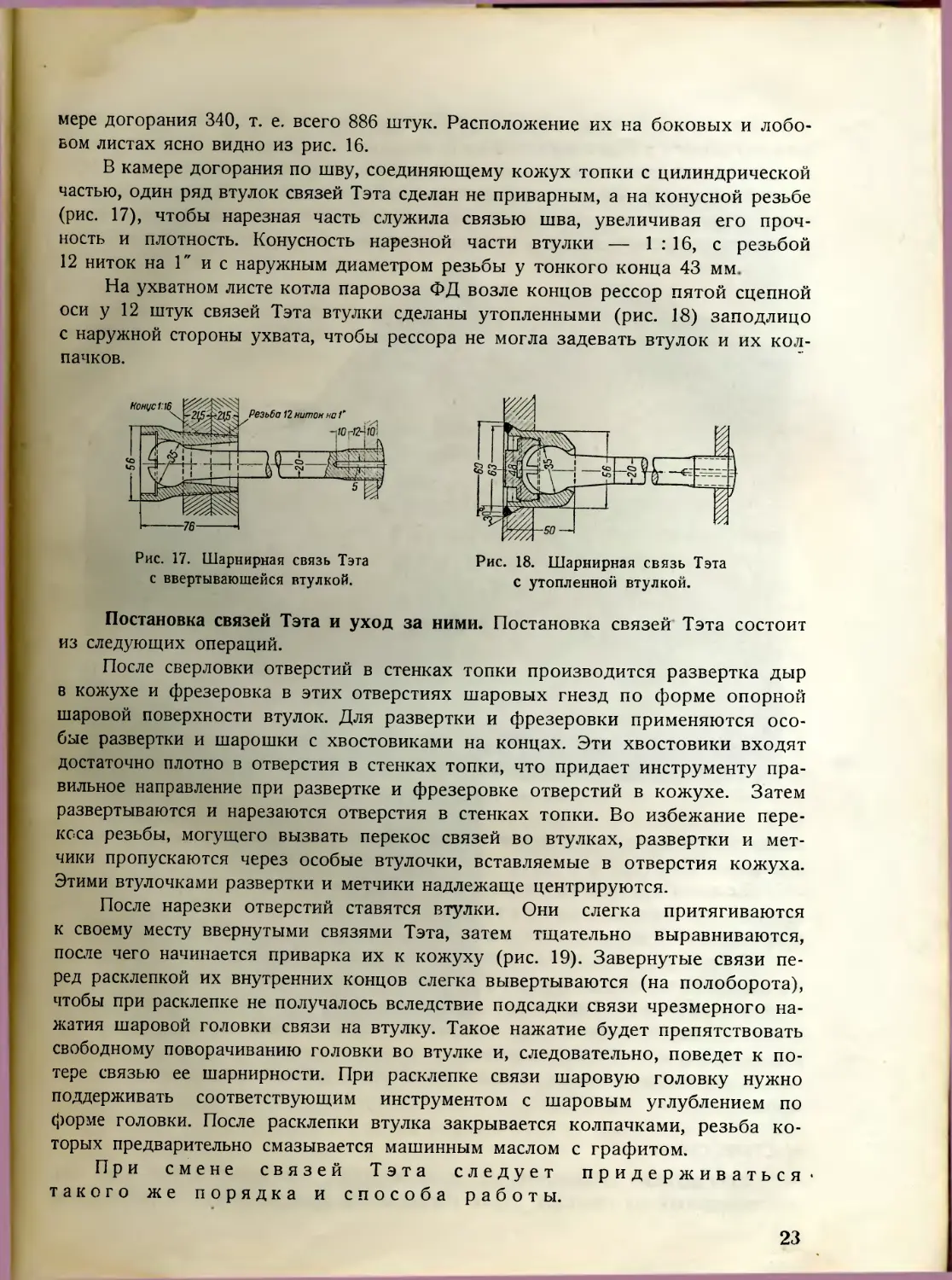
Связи Тэта ............................................................. —
Постановка связей Тэта и уход за ними (23)
Жесткие связи.......................................................... 24
Лапчатые связи........................................................ 25
Смена лапчатых связей (26) Анкерные болты......................................................... 26
Укрепление лобового листа ............................................. 27
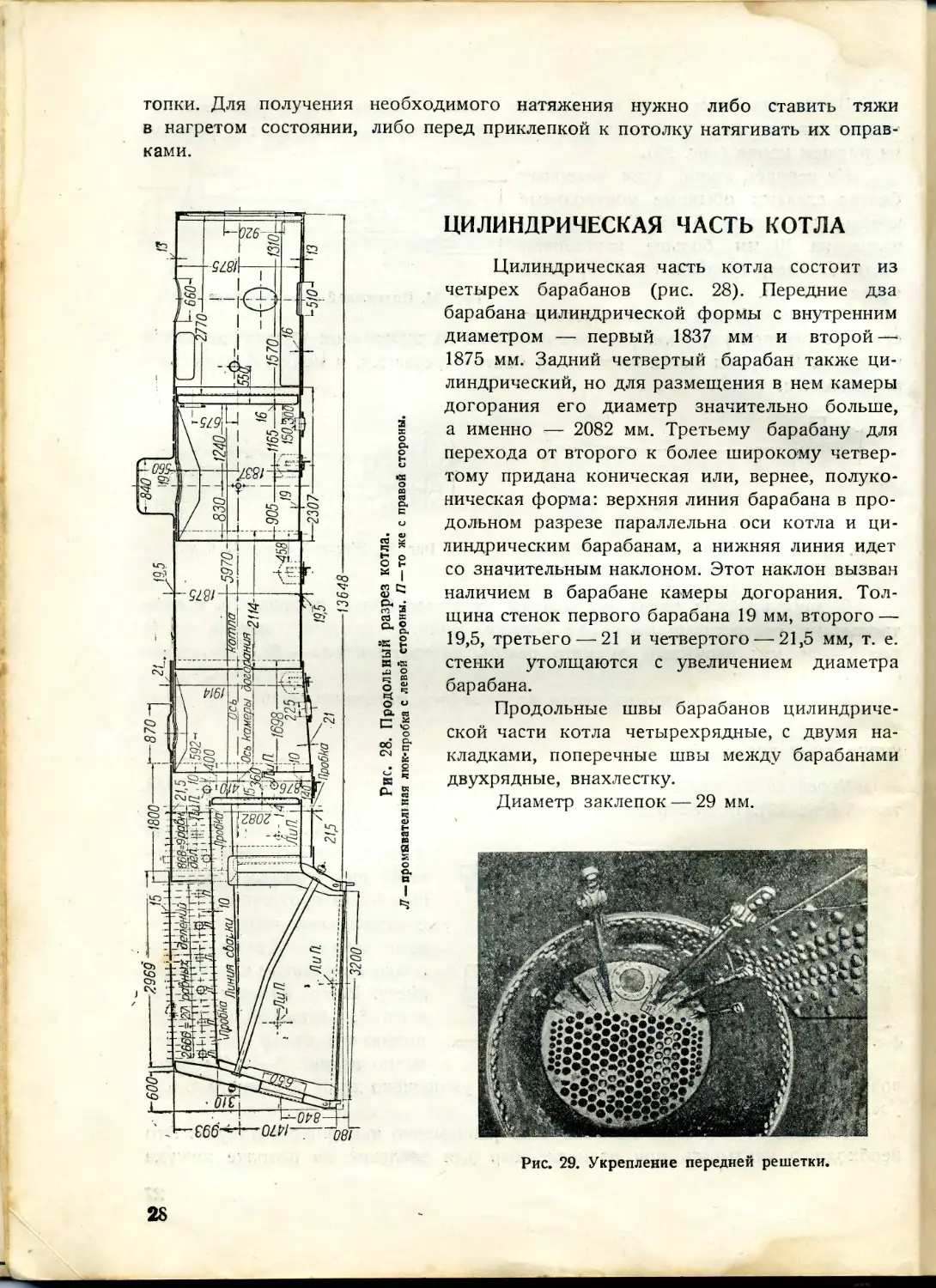
Цилиндрическая часть котла....................................................... 28
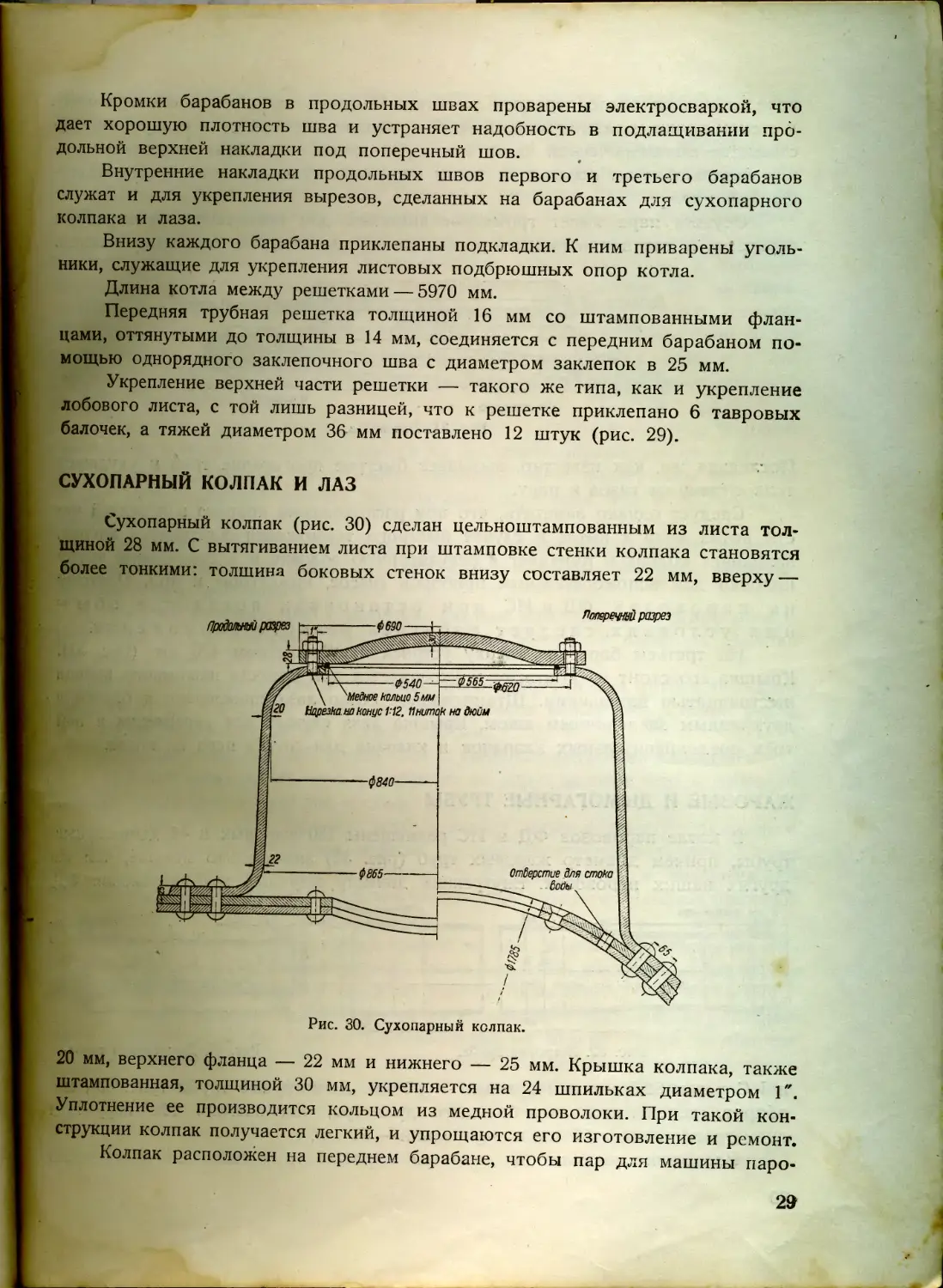
Сух о парный колпак и лаз................................................... 29
Жаровые и дымогарные трубы.................................................. 30
Постановка жаровых и дымогарных труб (32) Промывательные люки и пробки...................................................... 34
Уход за промывательными люками-пробками (36)
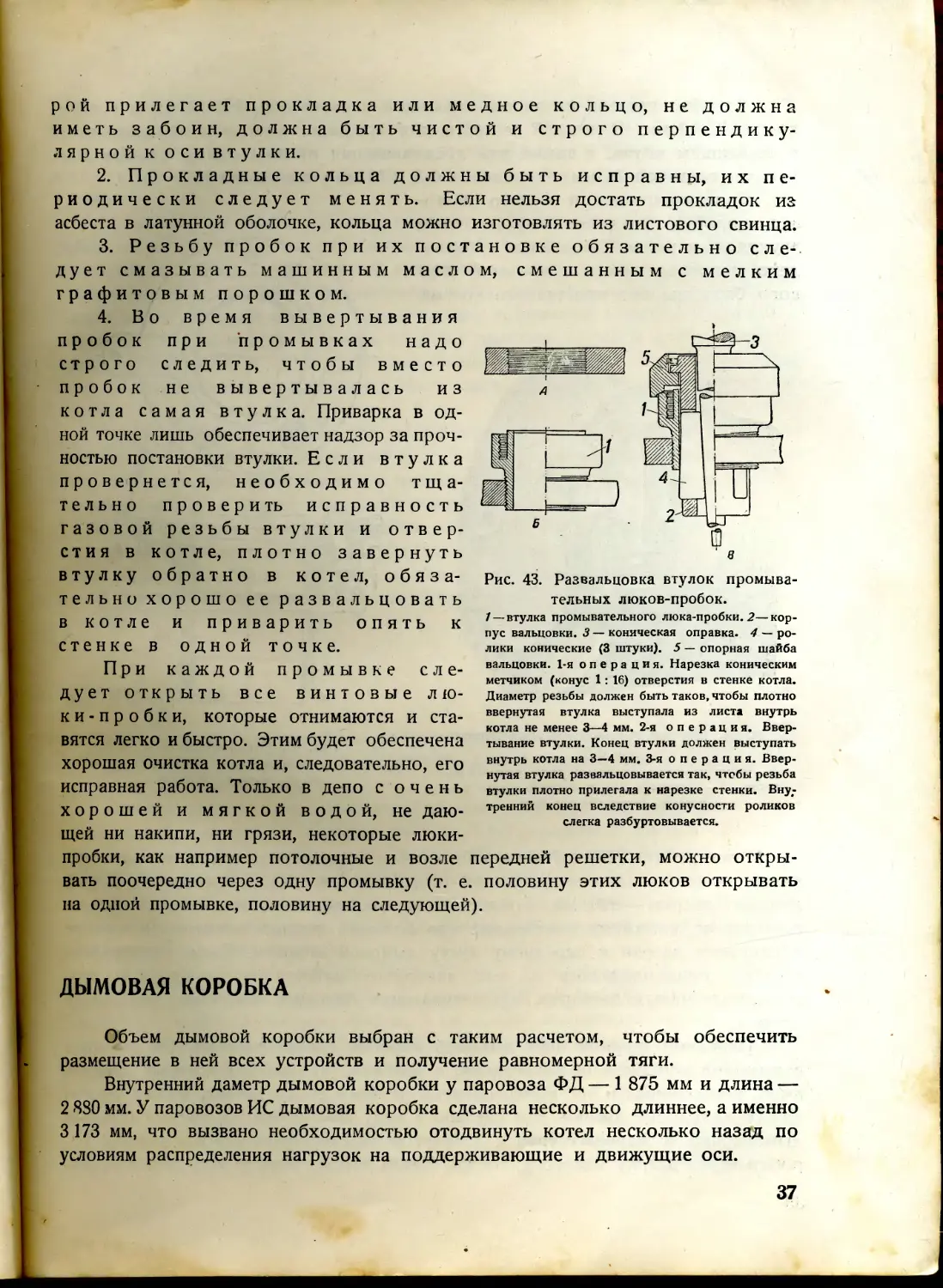
Дымовая коробка................................................................... 37
Опоры котла....................................................................... 39
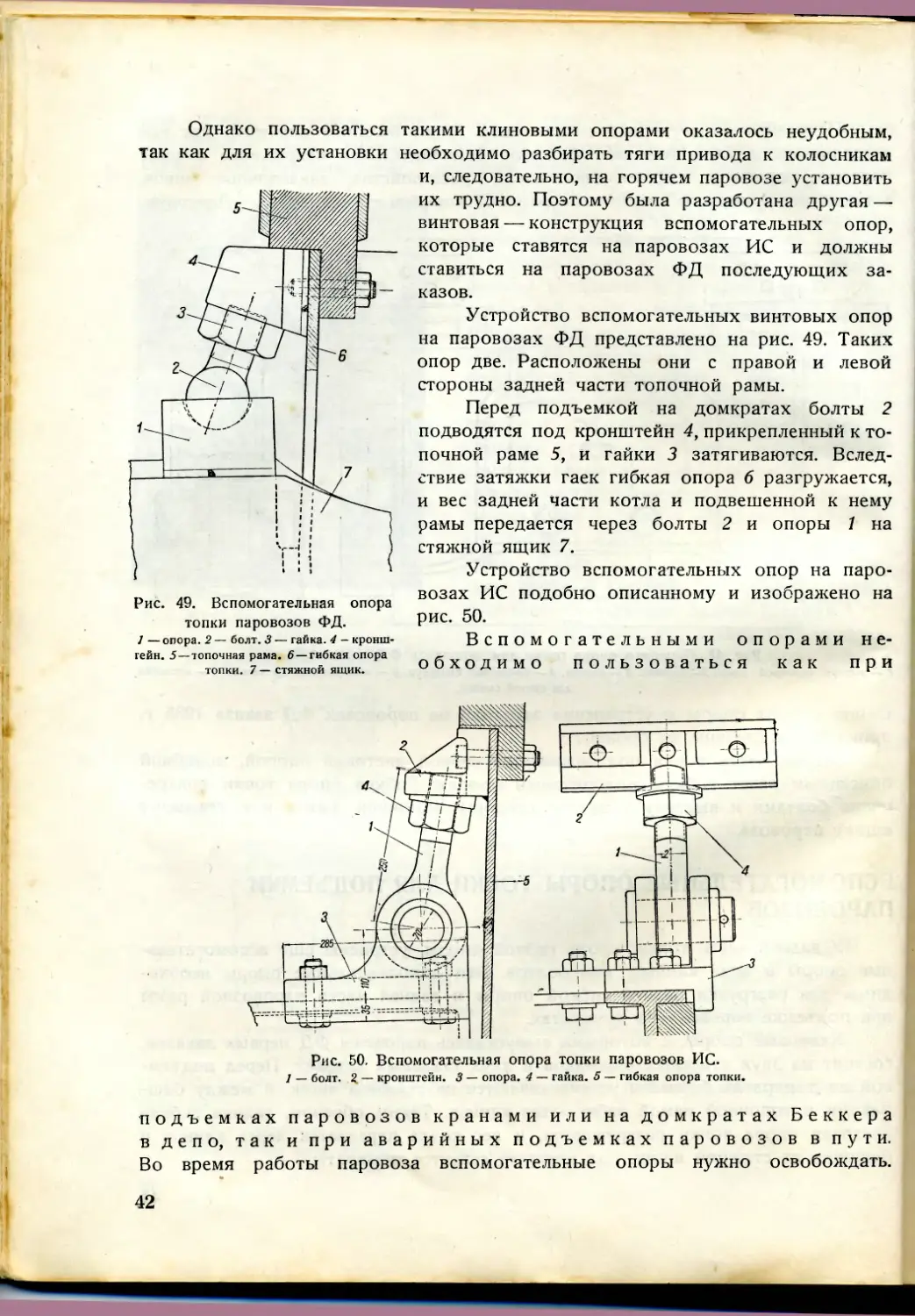
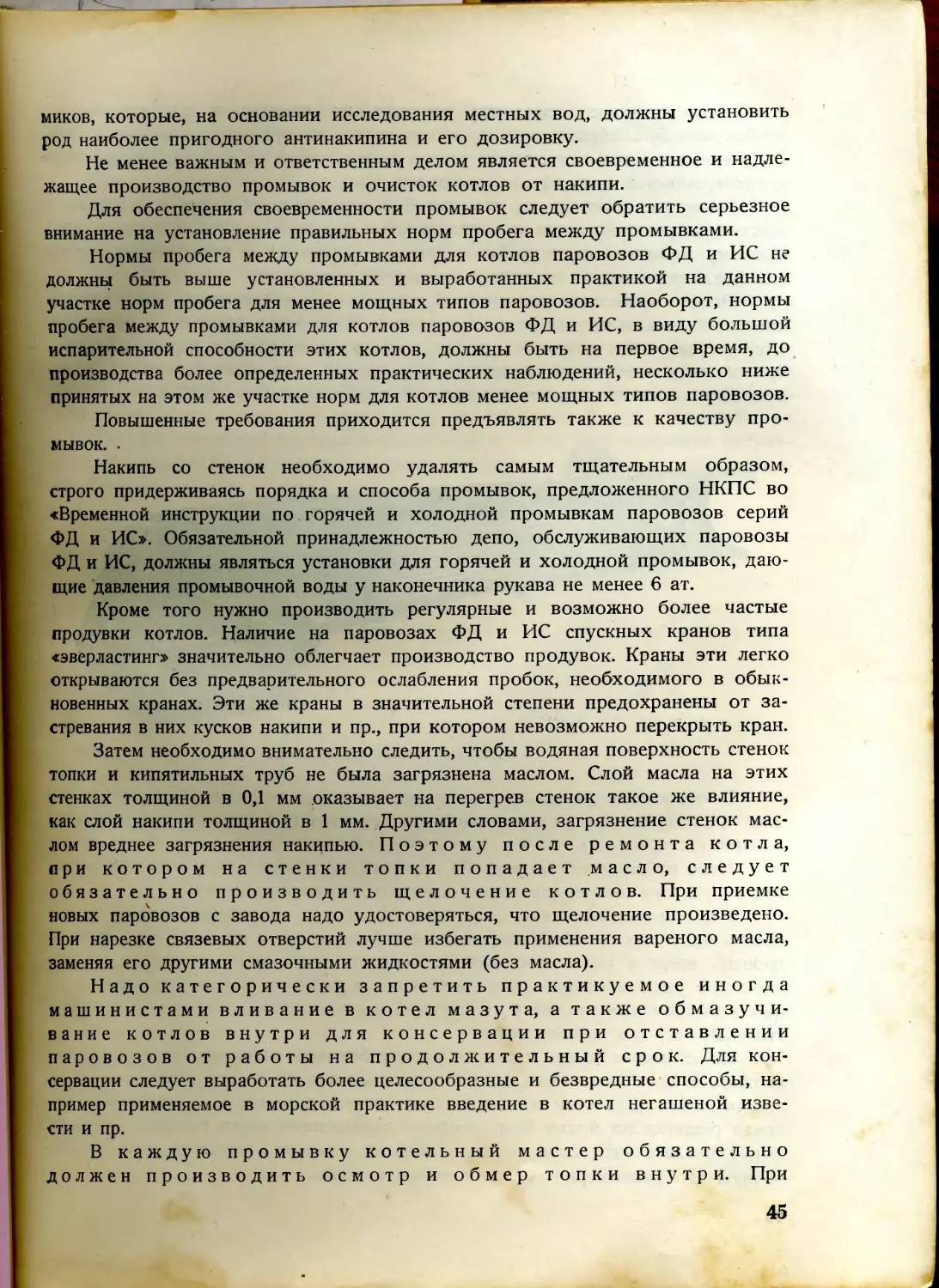
Вспомогательные опоры топки для подъемки паровозов................................ 41
Уход за котлами паровозов ФД и ИС................................................. 43
III. Пароперегреватель и гарнитура котла.......................................... 48
Пароперегреватель.................................................................. —
Конструкция перегревателя................................................... —-
Уход за перегревателем и ремонт (52) Коллекторная коробка и многоклапанный регулятор............................. 54
Неисправности многоклапанного регулятора (59)
Гарнитура котла................................................................... 61
Главный запорный клапан...................................................... —
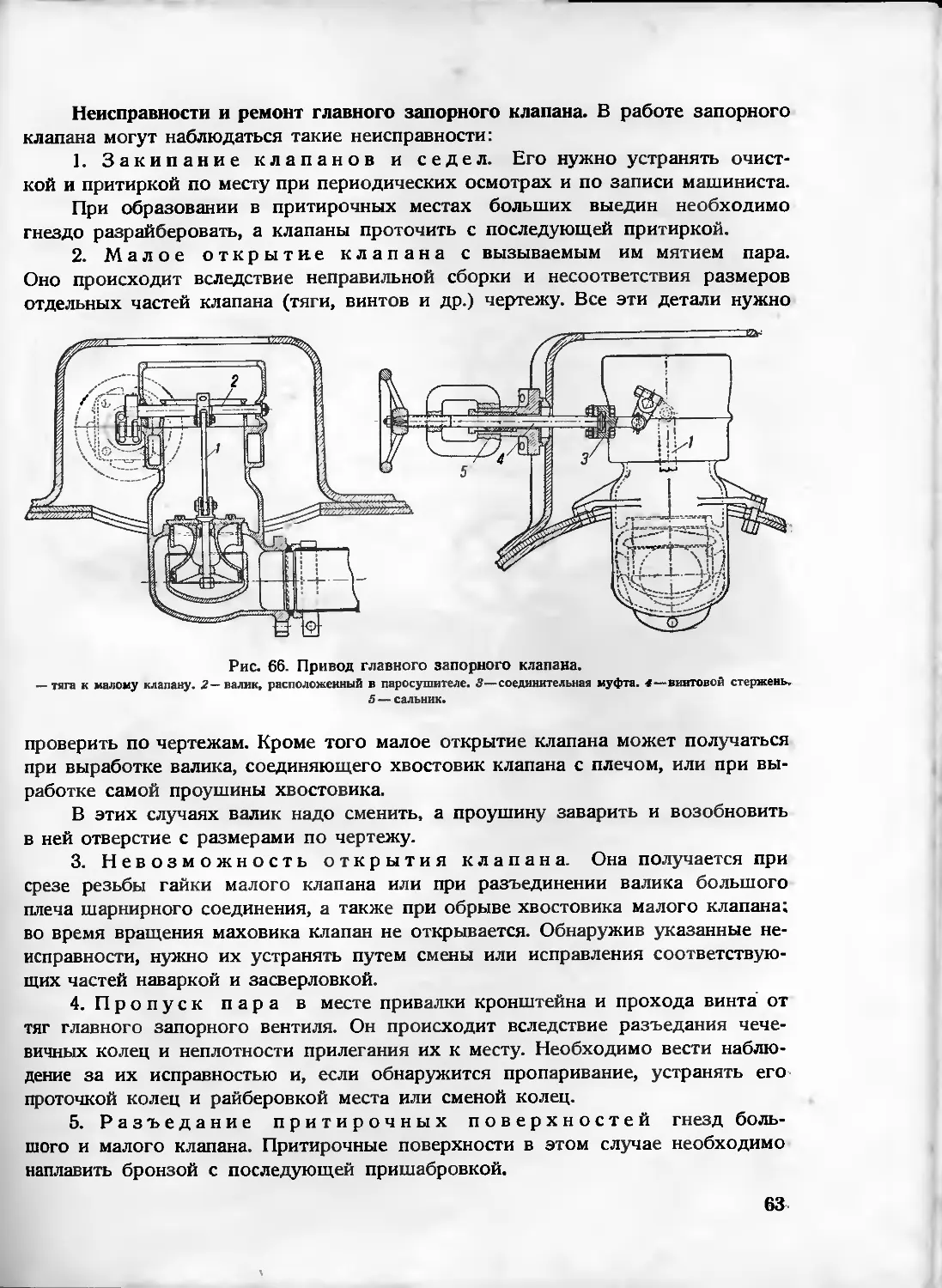
Неисправности и ремонт главного запорного клапана (63)
Паросу шитель.............................................................. - 61
Конус, дымовая труба, сифон.................................................... 65
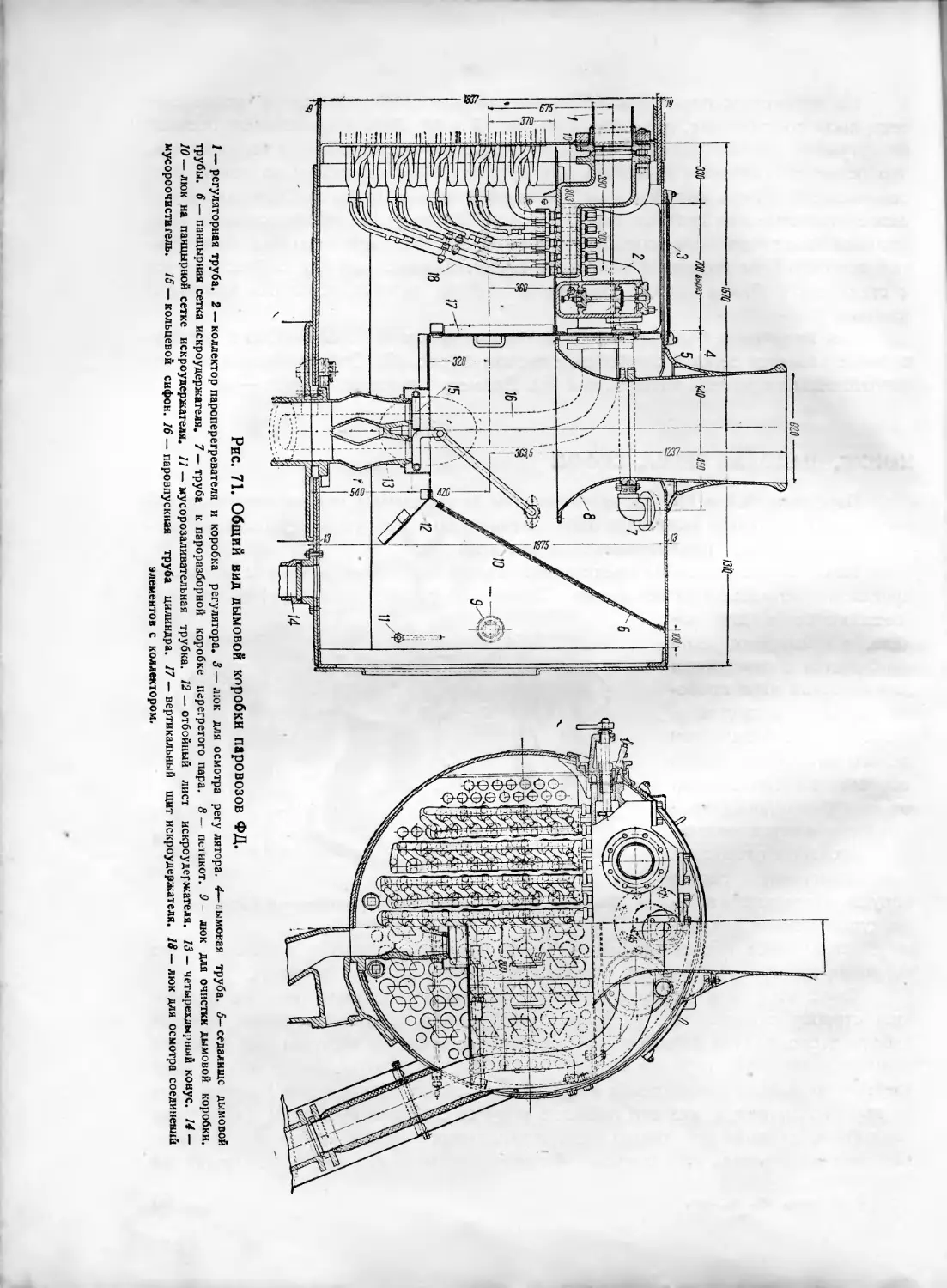
Коробка для разбора перегретого пара........................................... 67
Искроудержательные и искрогасительные приборы.................................. 68
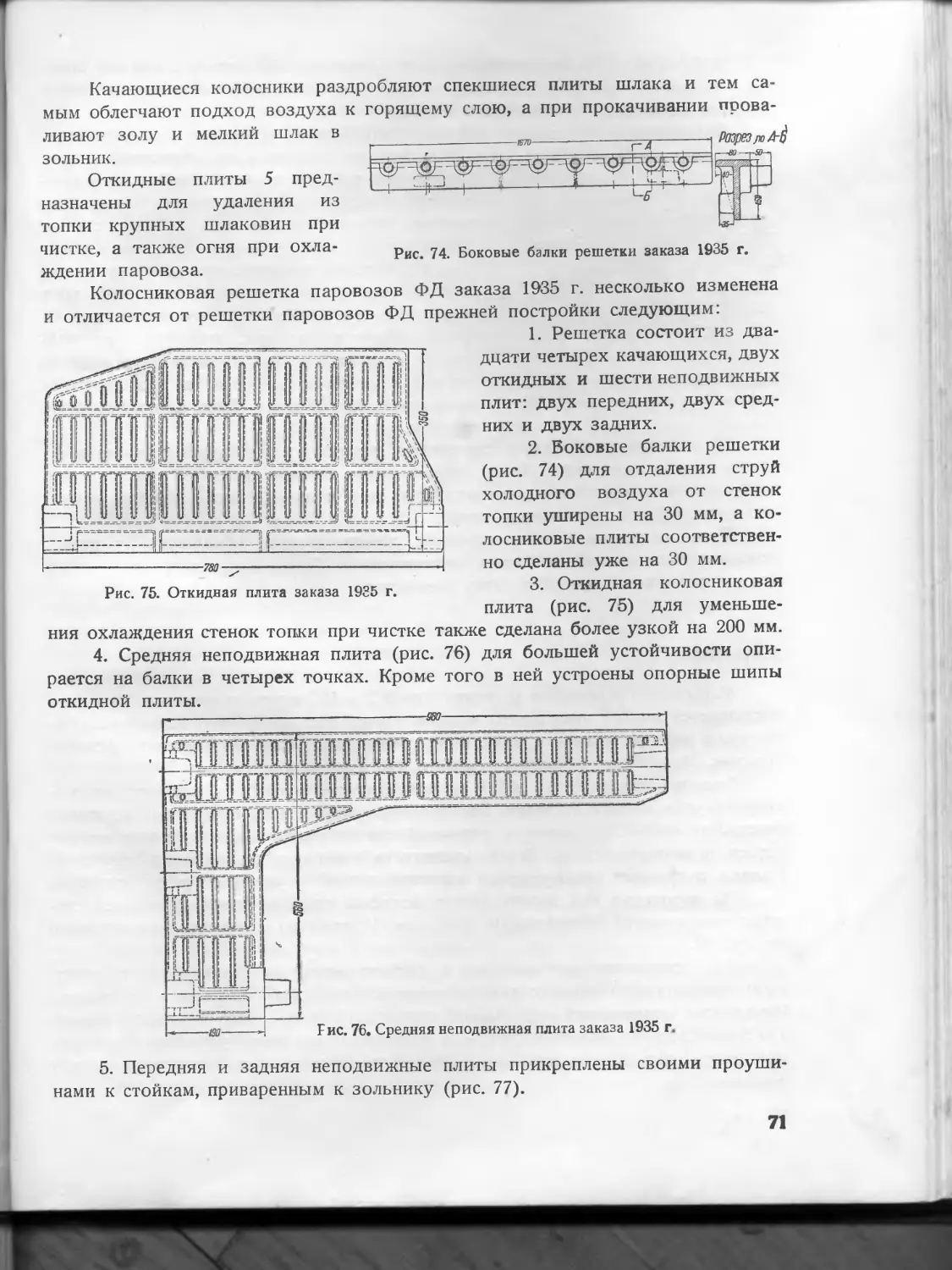
Колосниковая решетка........................................................... 69
Зольник....................................................................... 72
Топочная дверка . •............................................................ 74
Уход за воздушным приводом топочной дверки (78; Прибор для продувки жаровых и дымогарных труб................................ 78
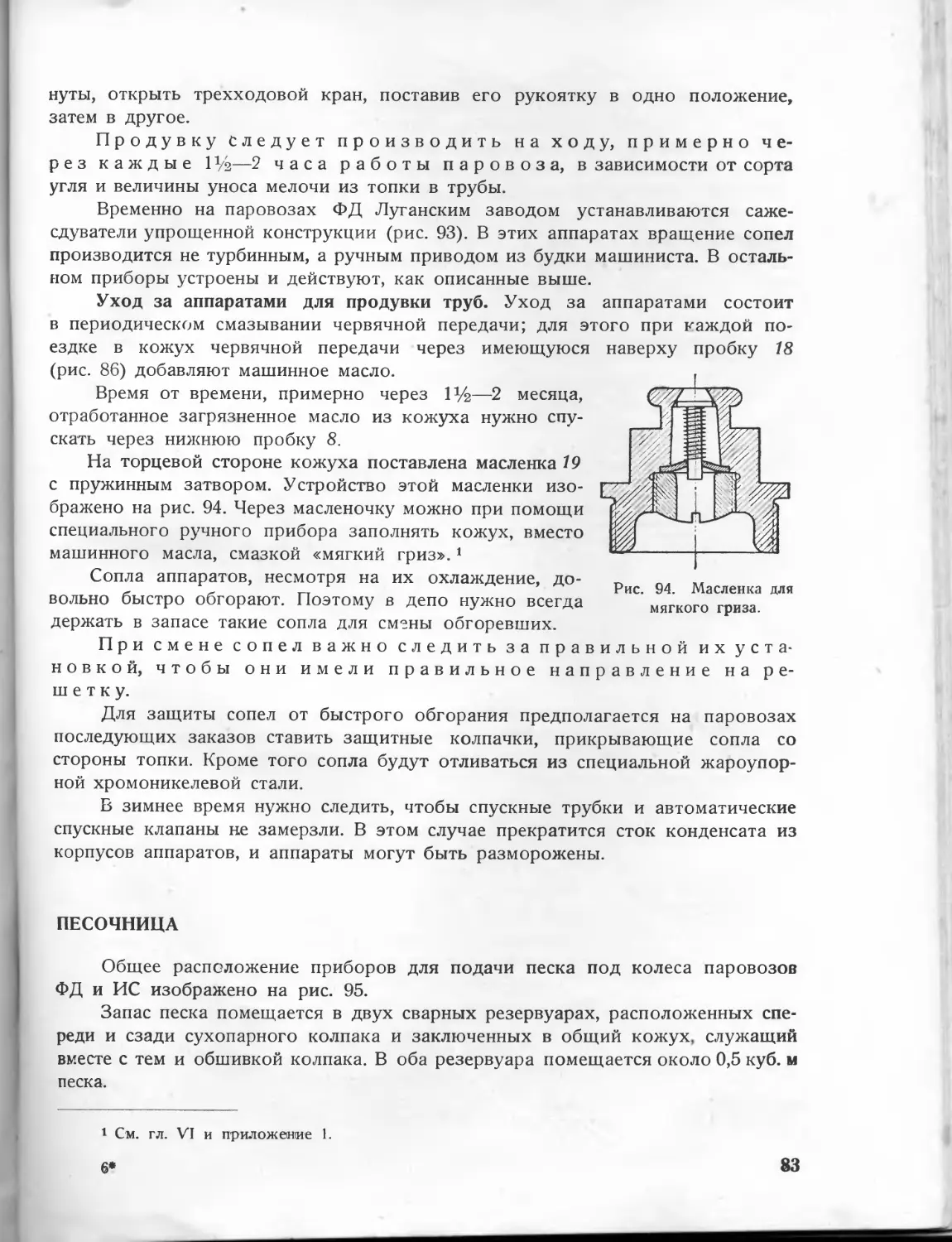
Уход за аппаратами для продувки труб (83) Песочница..................................................................... 63
Пользование песочницей и уход за нею (87)
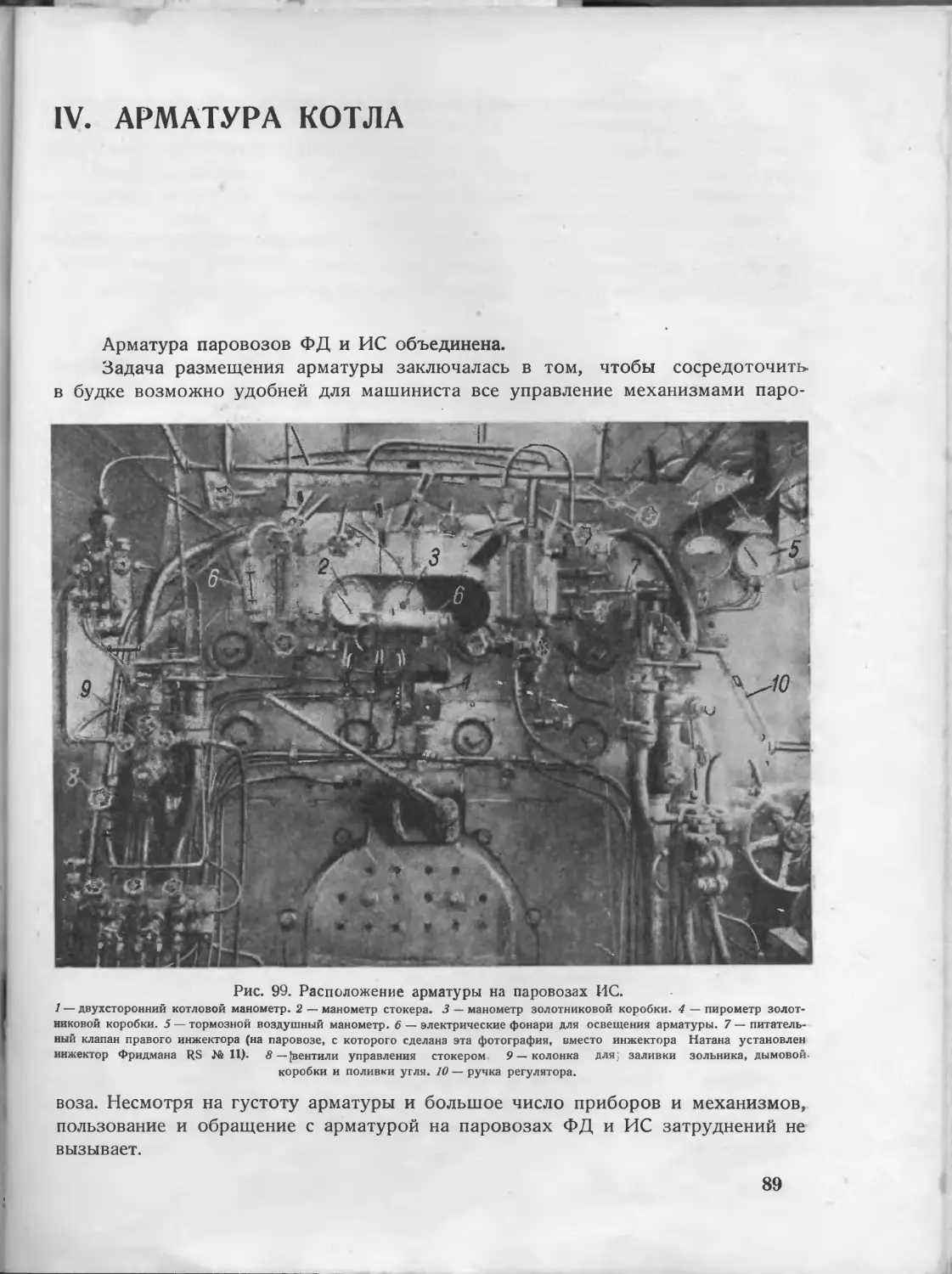
IV. Арматура котла.................................................................. 89
Водоуказательные приборы............................................................ 91
Водяная колонка........................................................ • • —
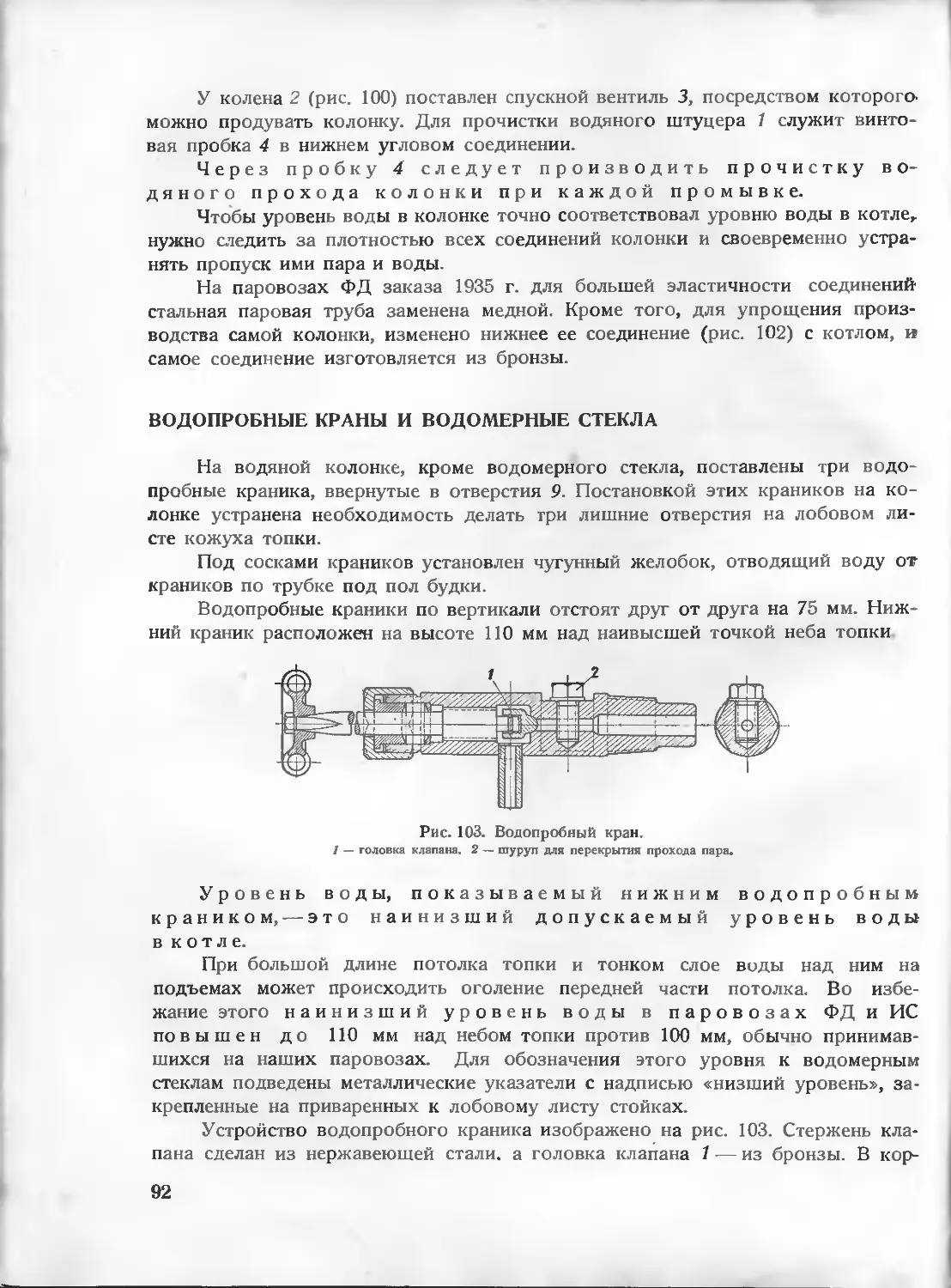
Водопробные краны и водомерные стекла......................................... 92
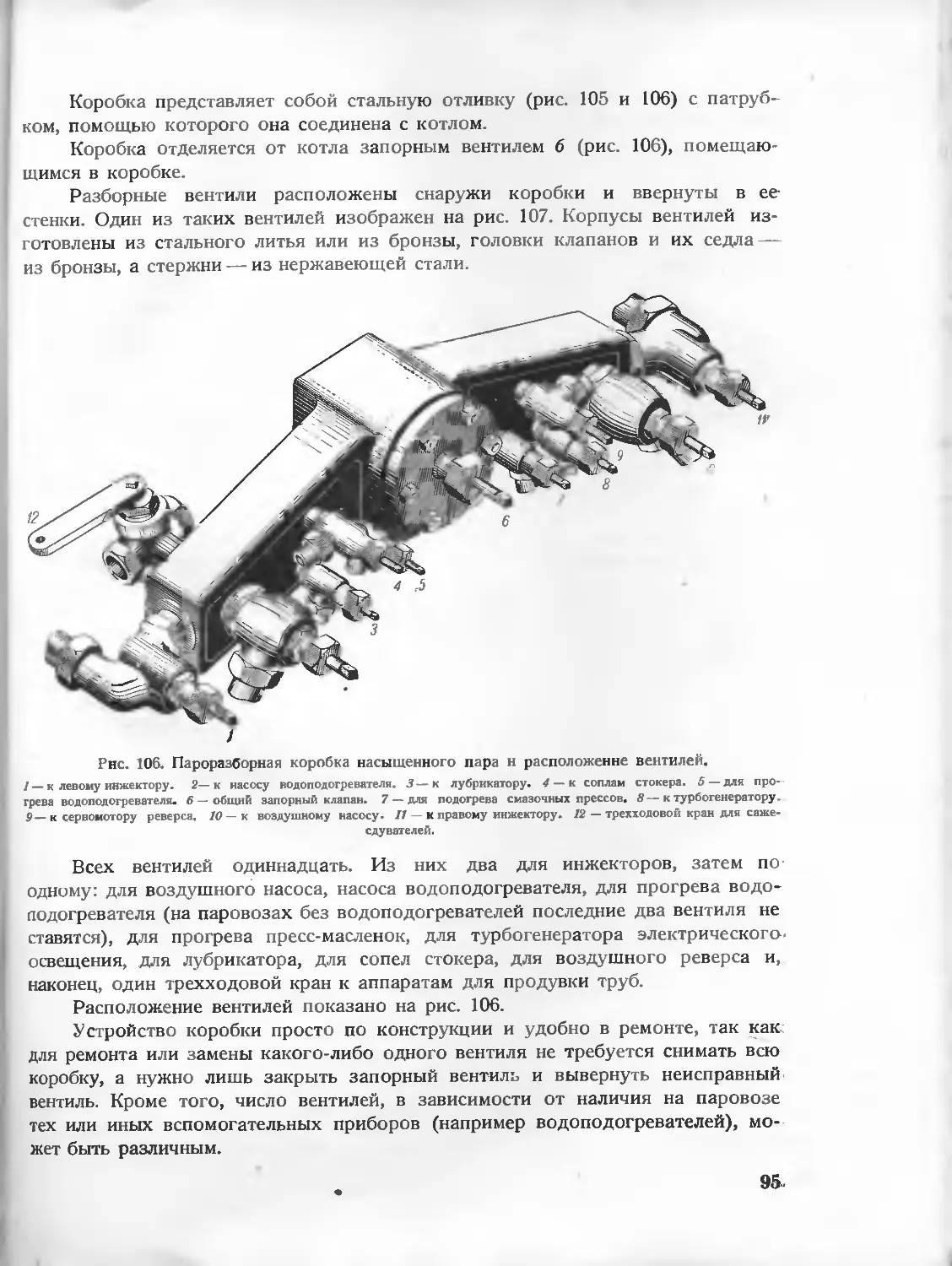
Пароразборная коробка насыщенного пара...........................'.................. 94
Свисток............................................................................. 96
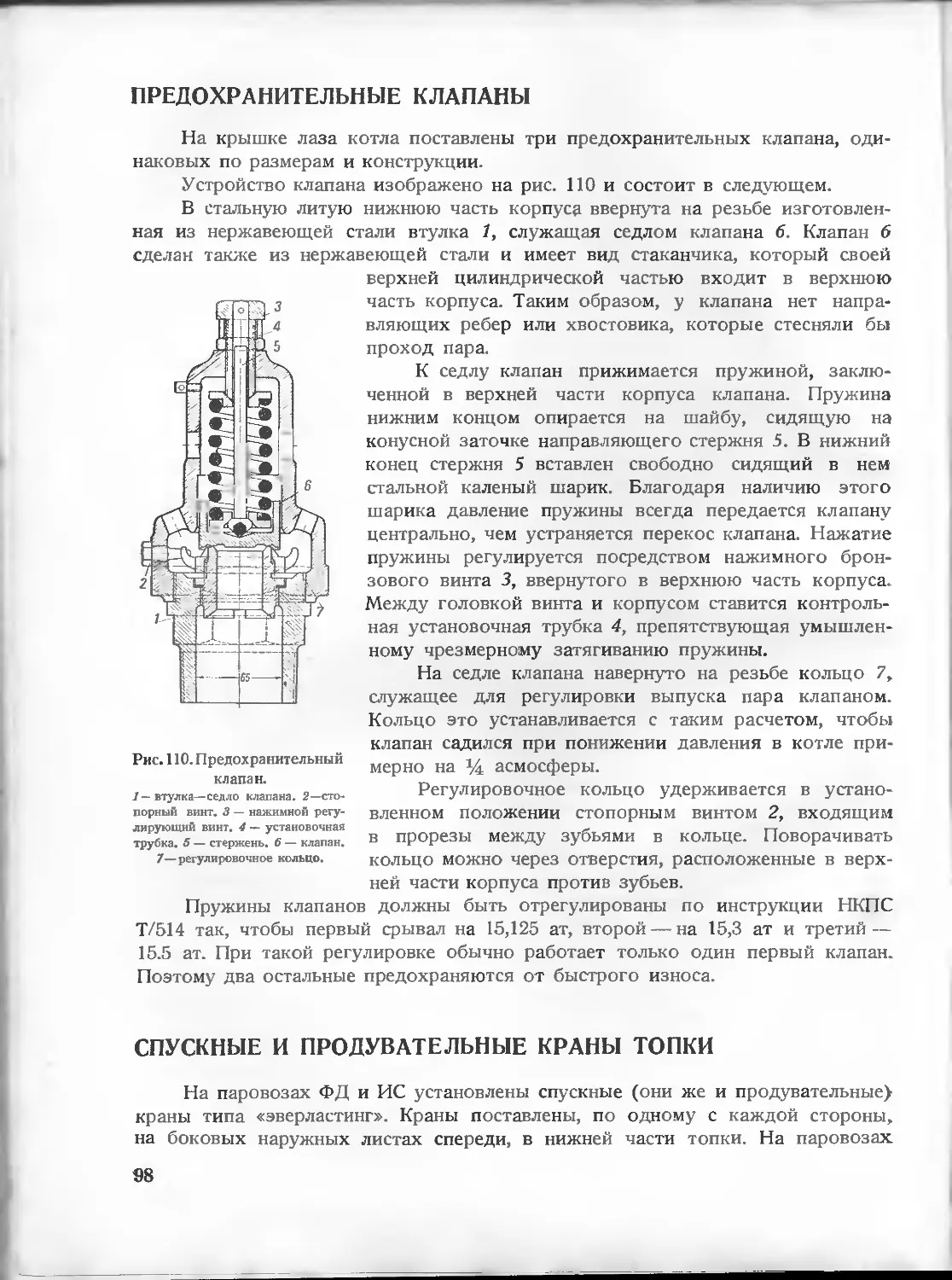
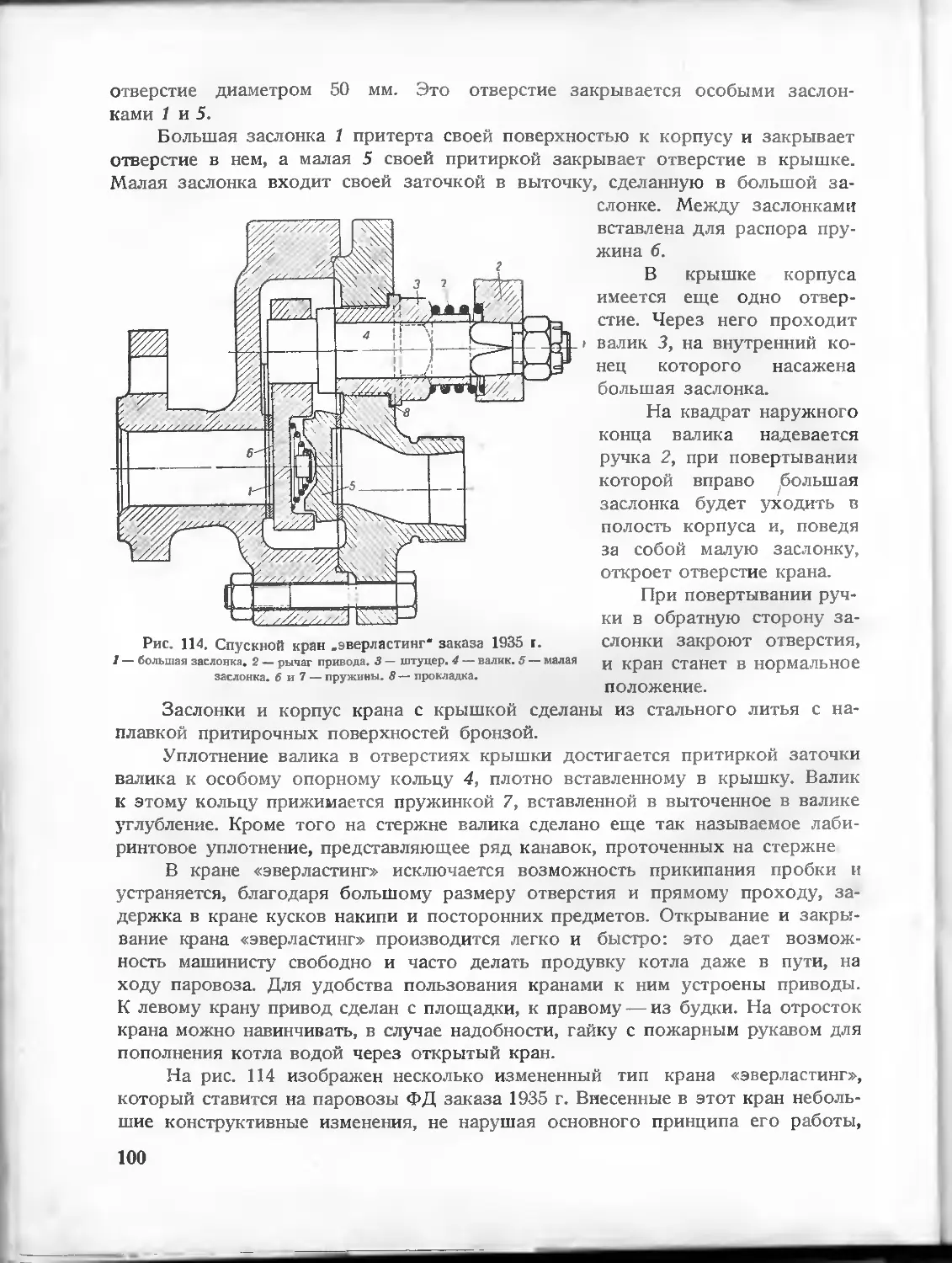
Предохранительные клапаны........................................................... 98
Спускные и продувательные краны топки................................................ —
Вентиль для выпуска пара из котла.................................................. 101
Вентиль сифона...................................................................... —
Питательные приборы.................................................................. —
Инжектор Натана............................................................... 104
Питательный клапан..................................................... 106
Паровой клапан ......................................................... 107
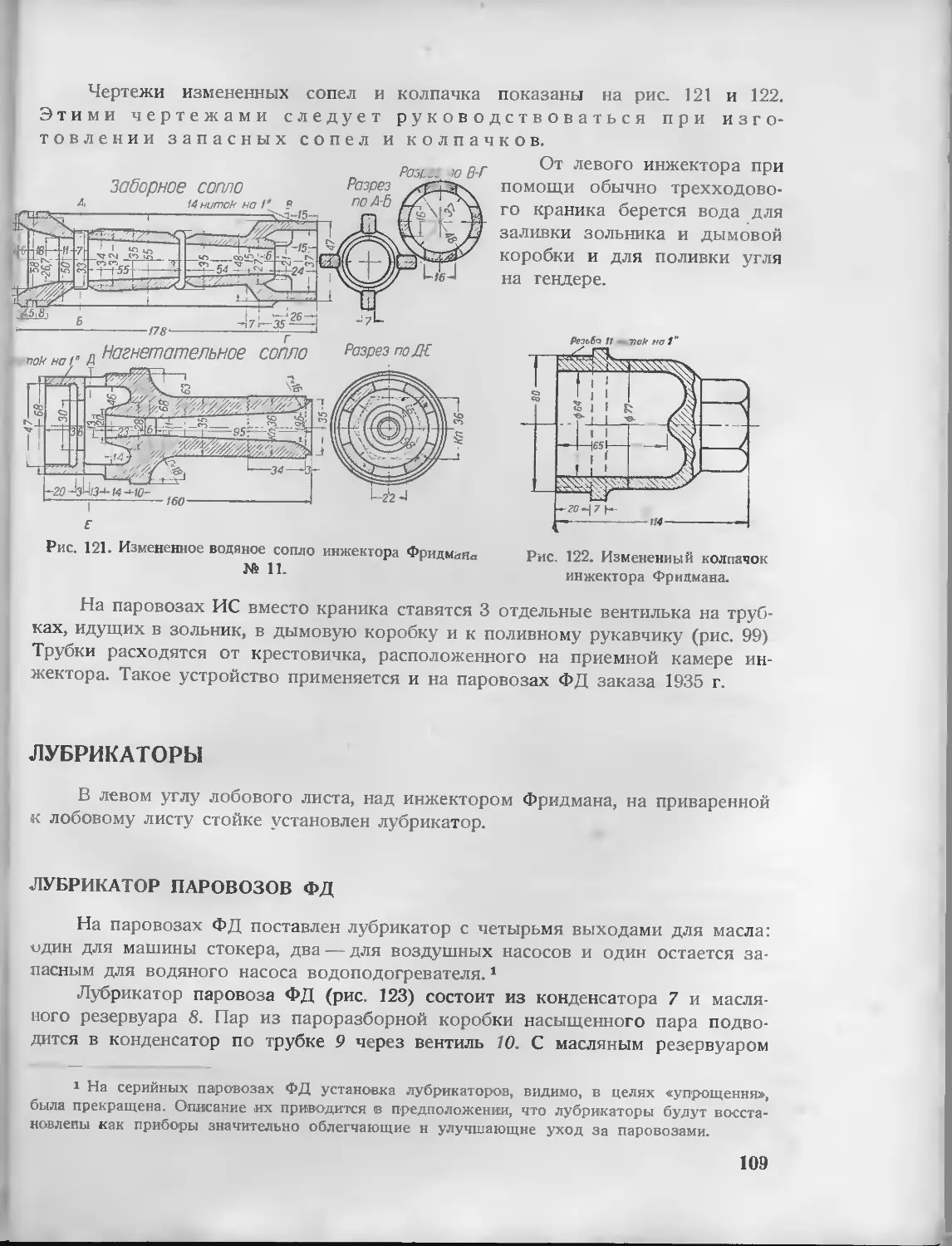
Инжектор Фридмана............................................................. 108
Лубрикаторы....................................................................... 109
Лубрикатор паровозов ФД ....................................................... —
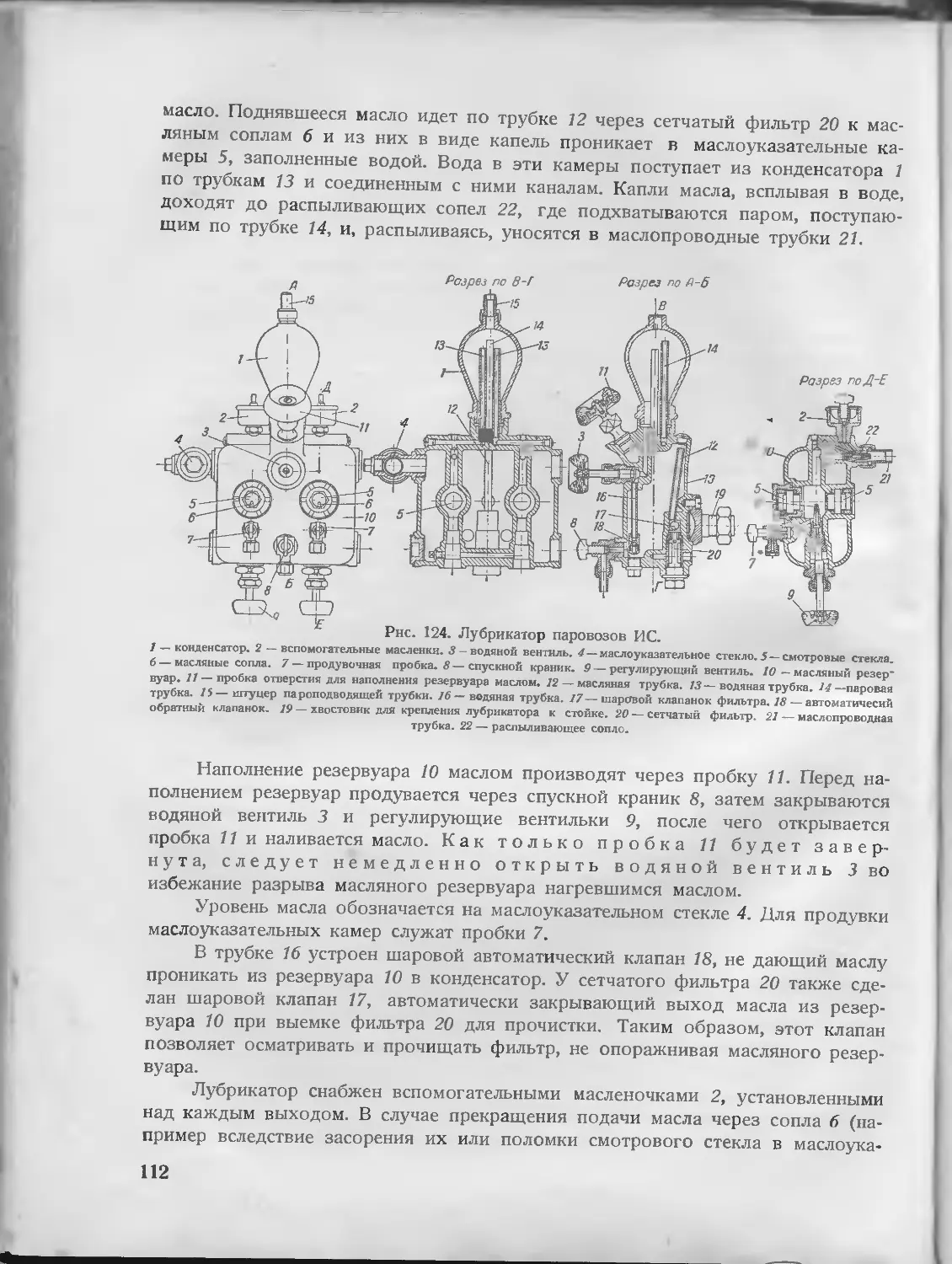
Лубрикатор паровозов ИС...................................................... 111
Манометры и пирометрц............................................................... ИЗ
V. Стокер................................................................... ... 115
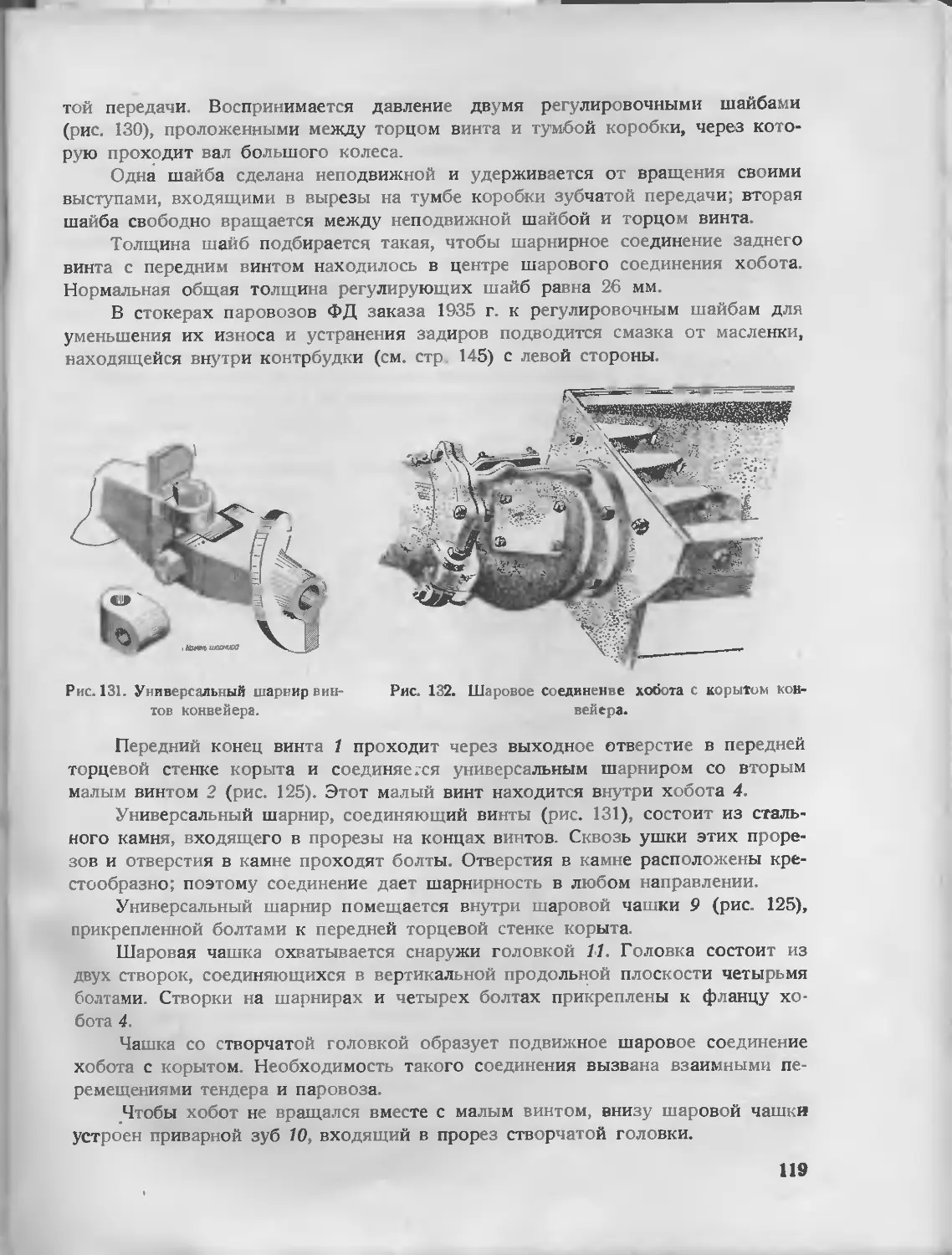
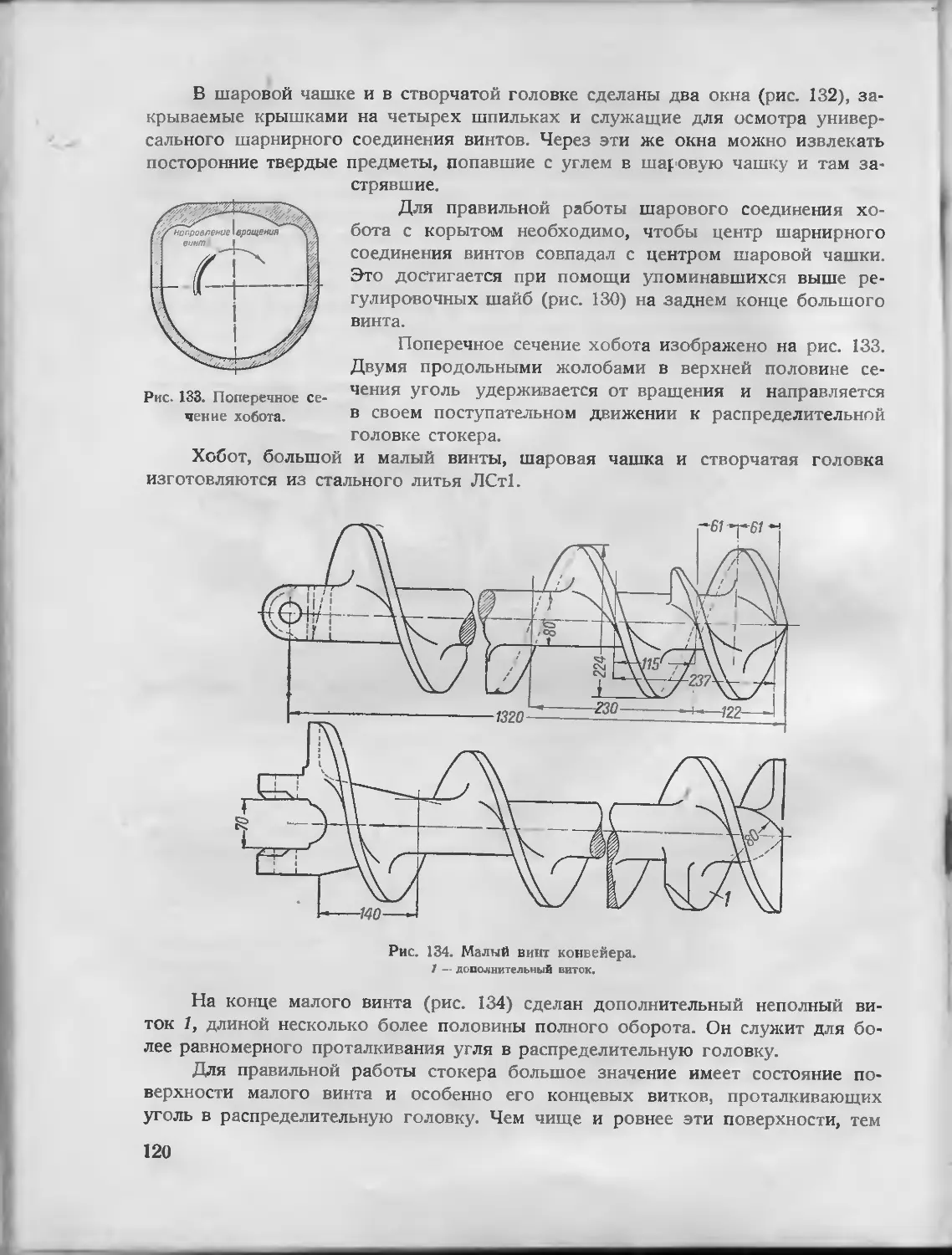
Конвейер.........................................• . . . •...............• . 116
Распределительная головка стокера............................................. 121
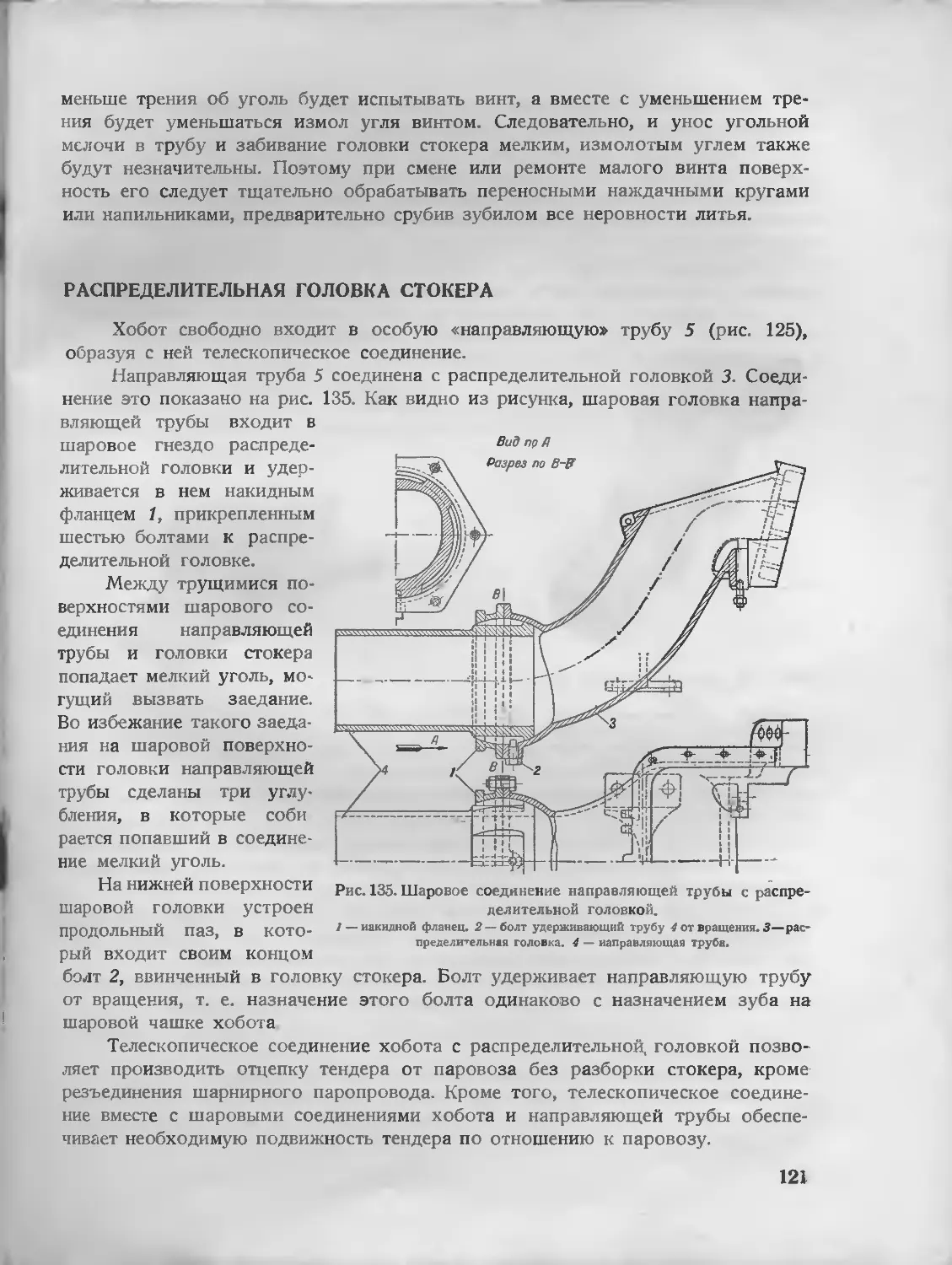
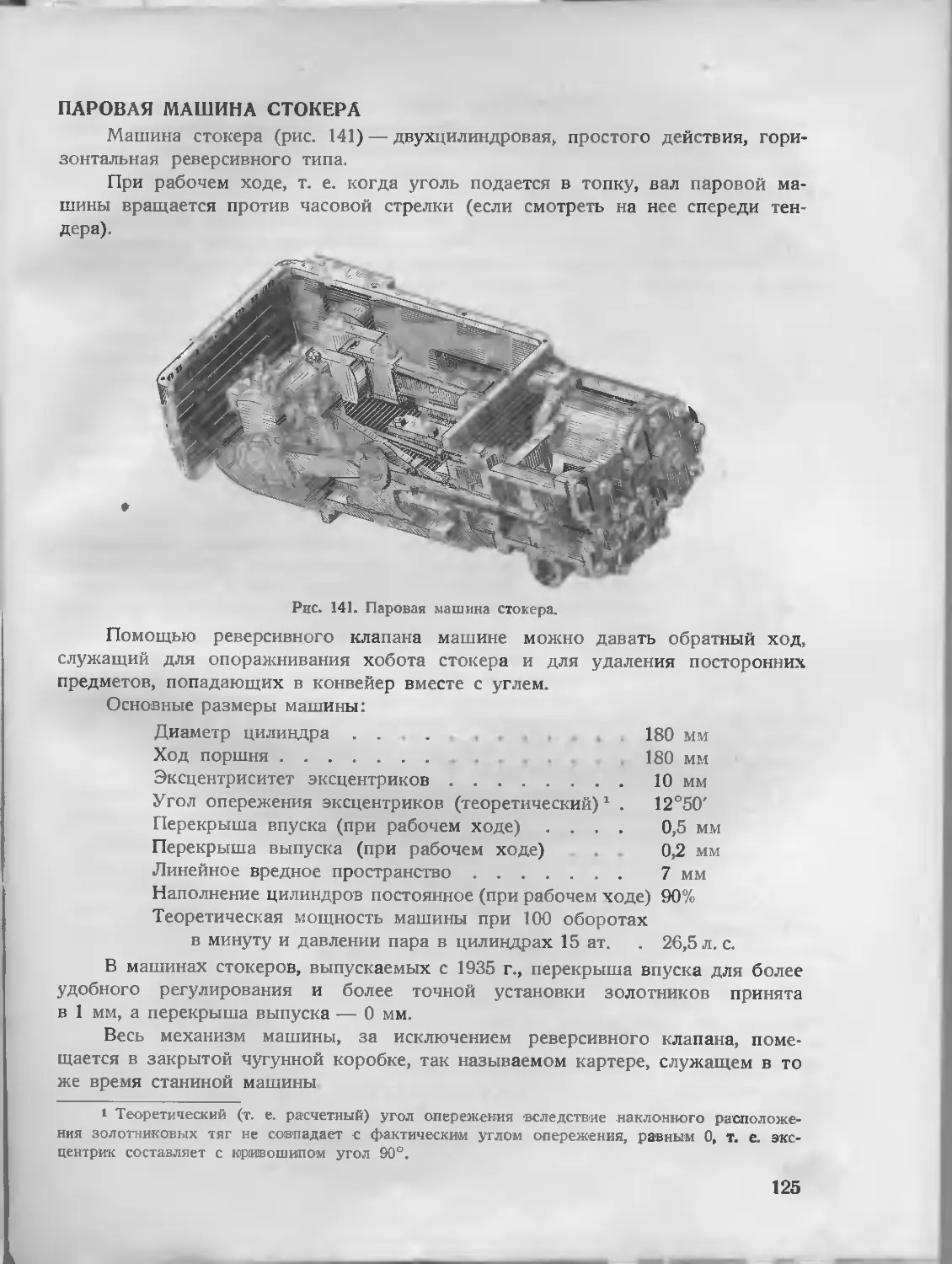
Паровая машина стокера....................................................... 125
Реверсирование машины (130)
Паропровод к машине стокера . . •....................................... 132
Привод................................... ................'............. 134
Отопление стокером..............* ................................................ 135
Особенности стокерного отопления ...................................... • . .
Выбор сорта и марки углей................................................. —
Основные правила стокерного отопления .... 136
Управление стокером........................................................... 138
Пуск в ход стокера...................................................... 140
Неправильное распределение угля по решетке и меры к устранению неправильностей ............................................................. 141
Уход за стокером................................................................... 142
Осмотр и экипировка .................................. ................ —
Смазка частей стокера.................................................. 143
Остановки в работе стокера и их устранение.................................... 145
Неисправности и ремонт паровой машины стокера (147). Неисправности и ремонт
конвейера (150). Неисправности и ремонт распределительной головки (151).
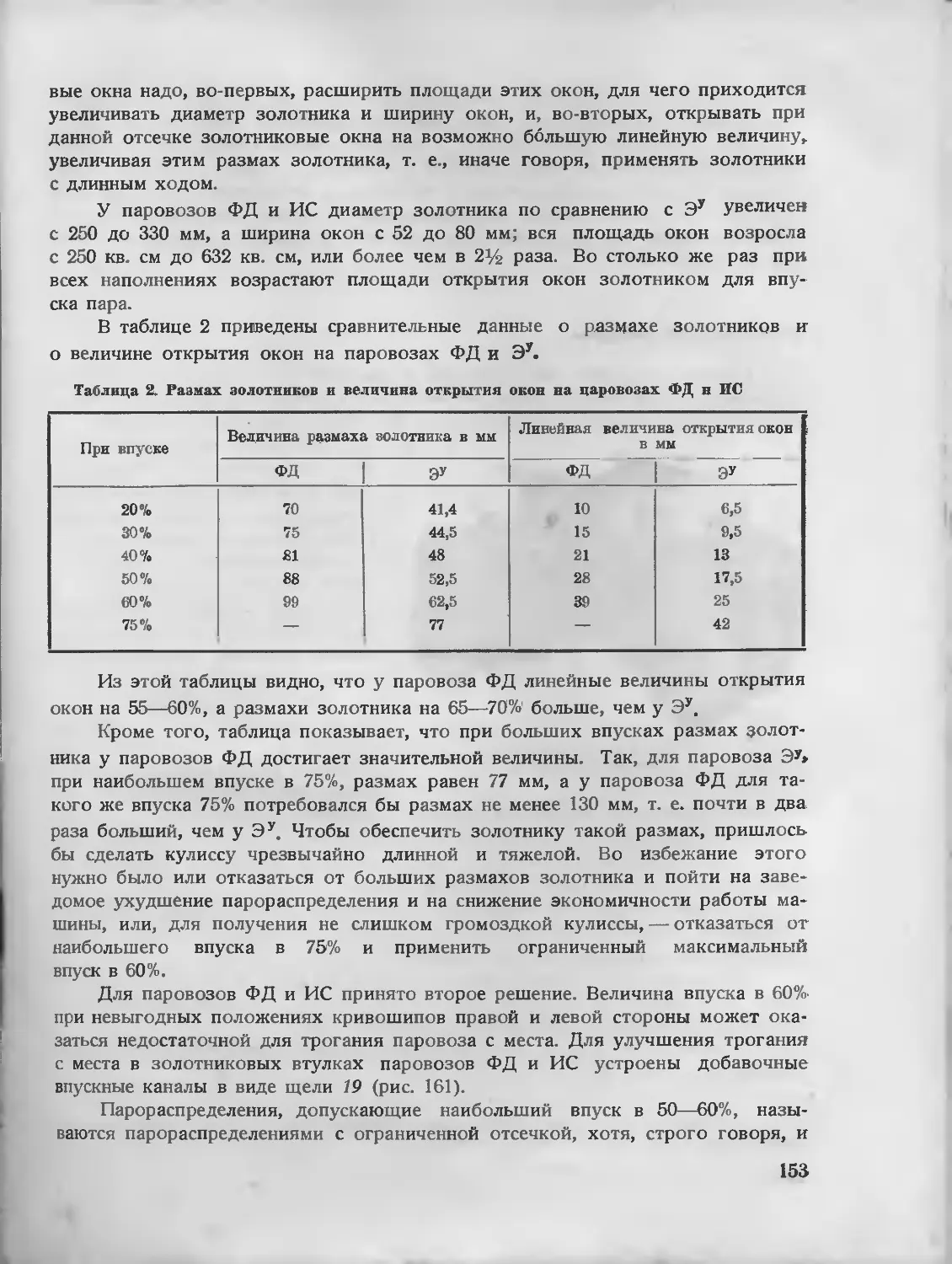
VI. Паровая машина, арматура паровой машины, движущий и парораспределительный механизмы............»........................................................ 152
Паровая машина...................................................................... —
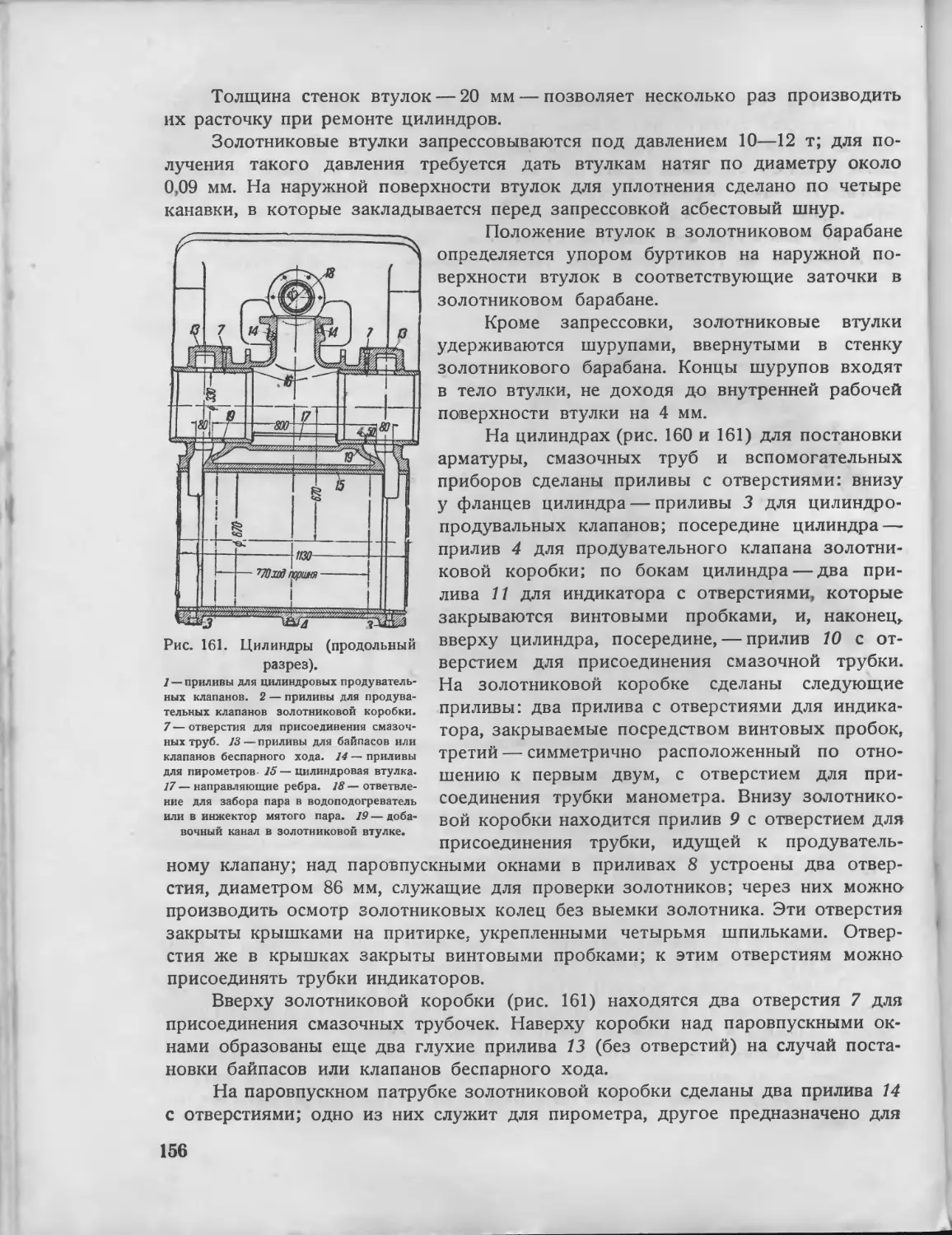
Паровые цилиндры.............................................................. 154
Цилиндровые крышки........................................................... 158
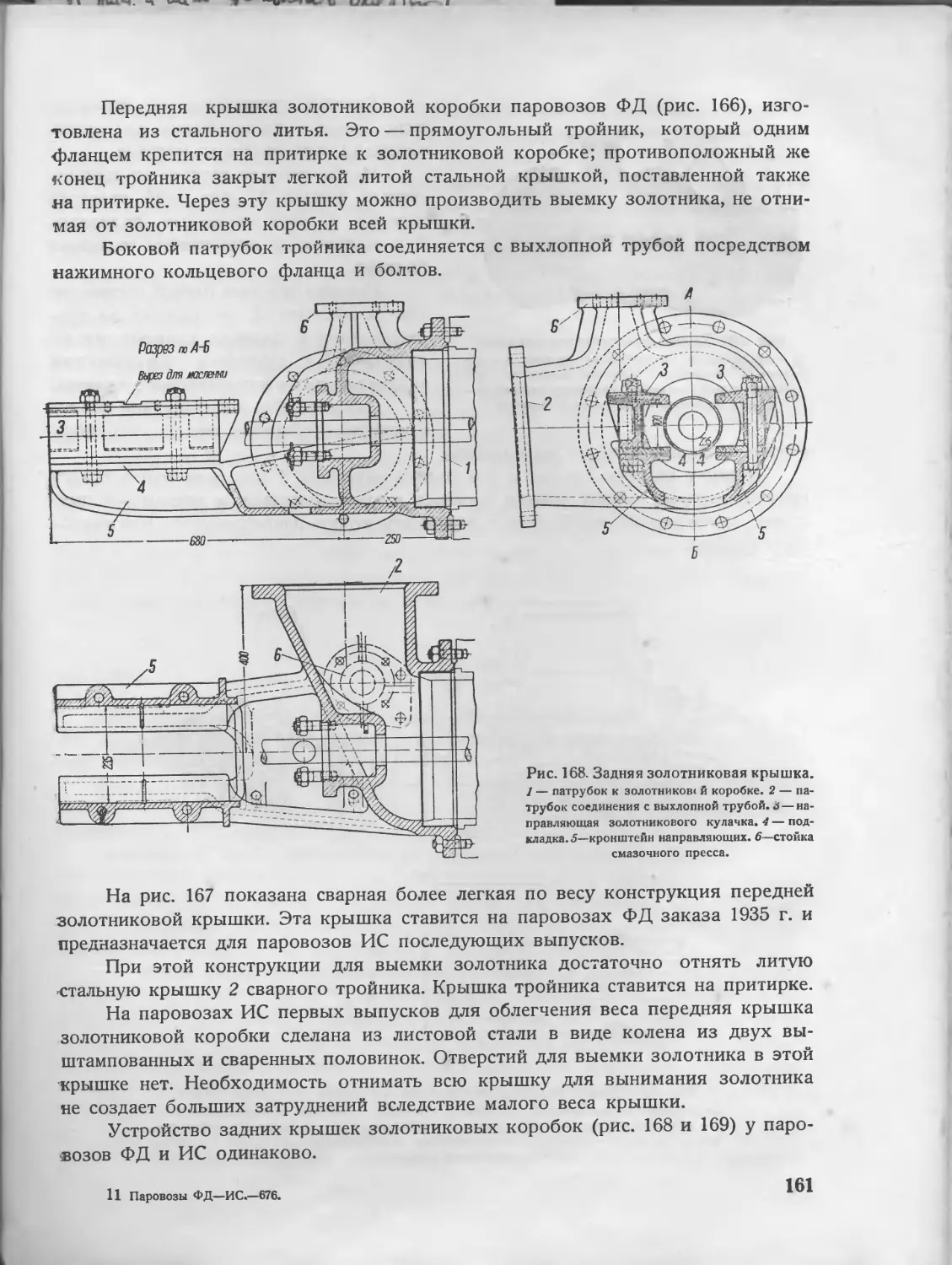
Выхлопные трубы и крышки золотниковой коробки................................. 159
Ремонт направляющих золотникового кулачка (163)
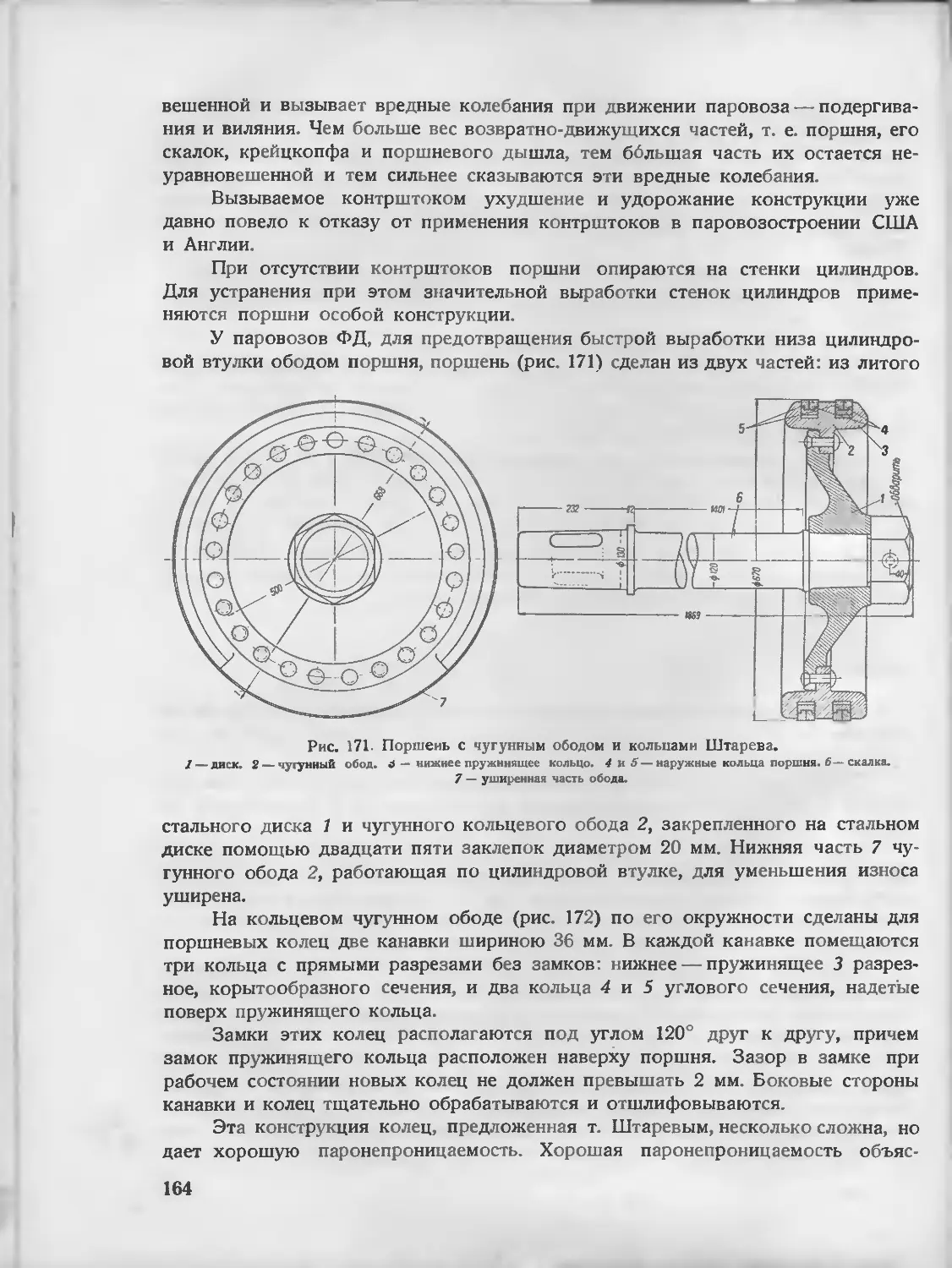
Поршни........................................................................ 163
Ремонт поршней (166)
Поршневые скалки....................................................... 168
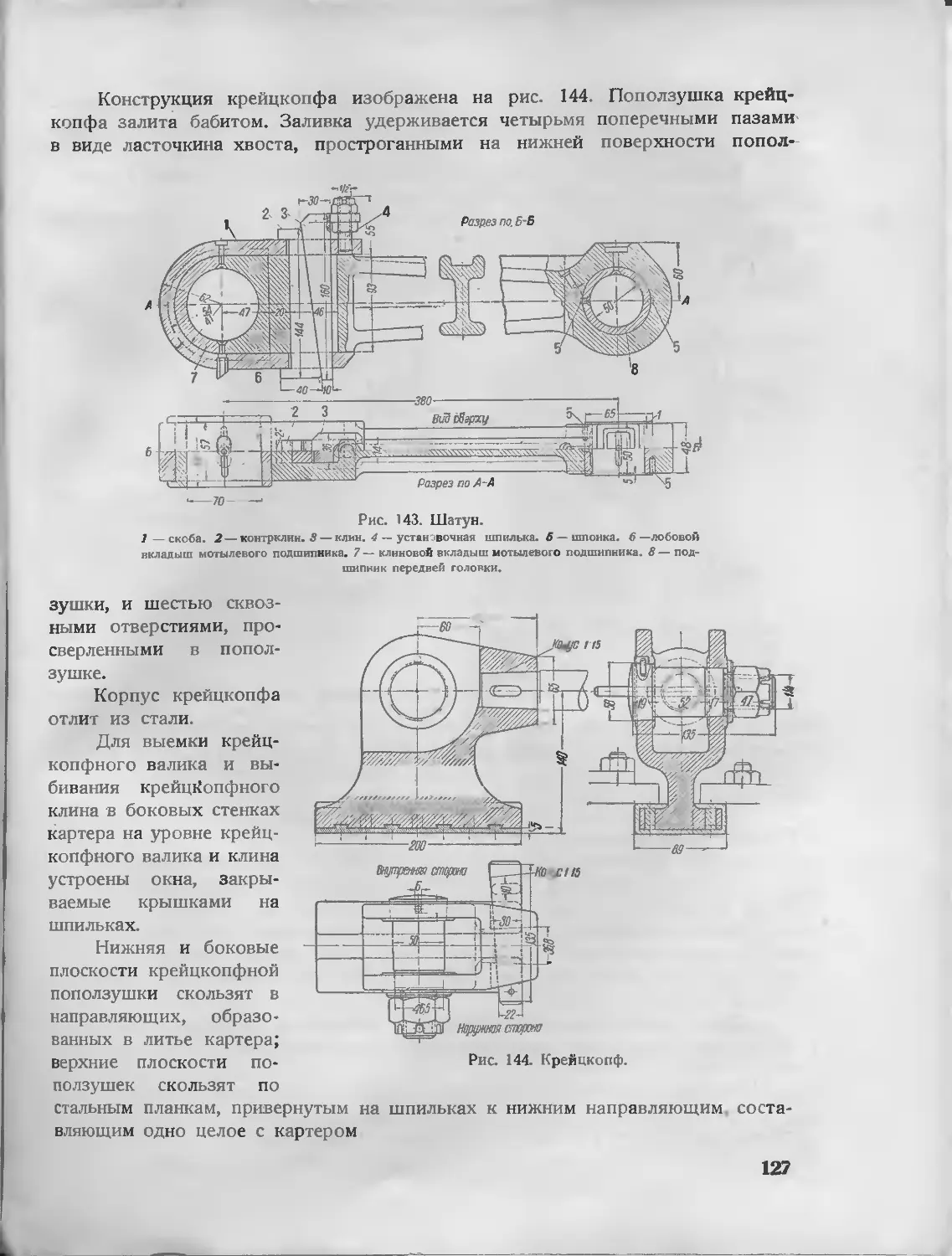
Крейцкопф.................................................................... 169
Заливка поползушки крейцкопфа бабитом и ремонт крейцкопфа (171)
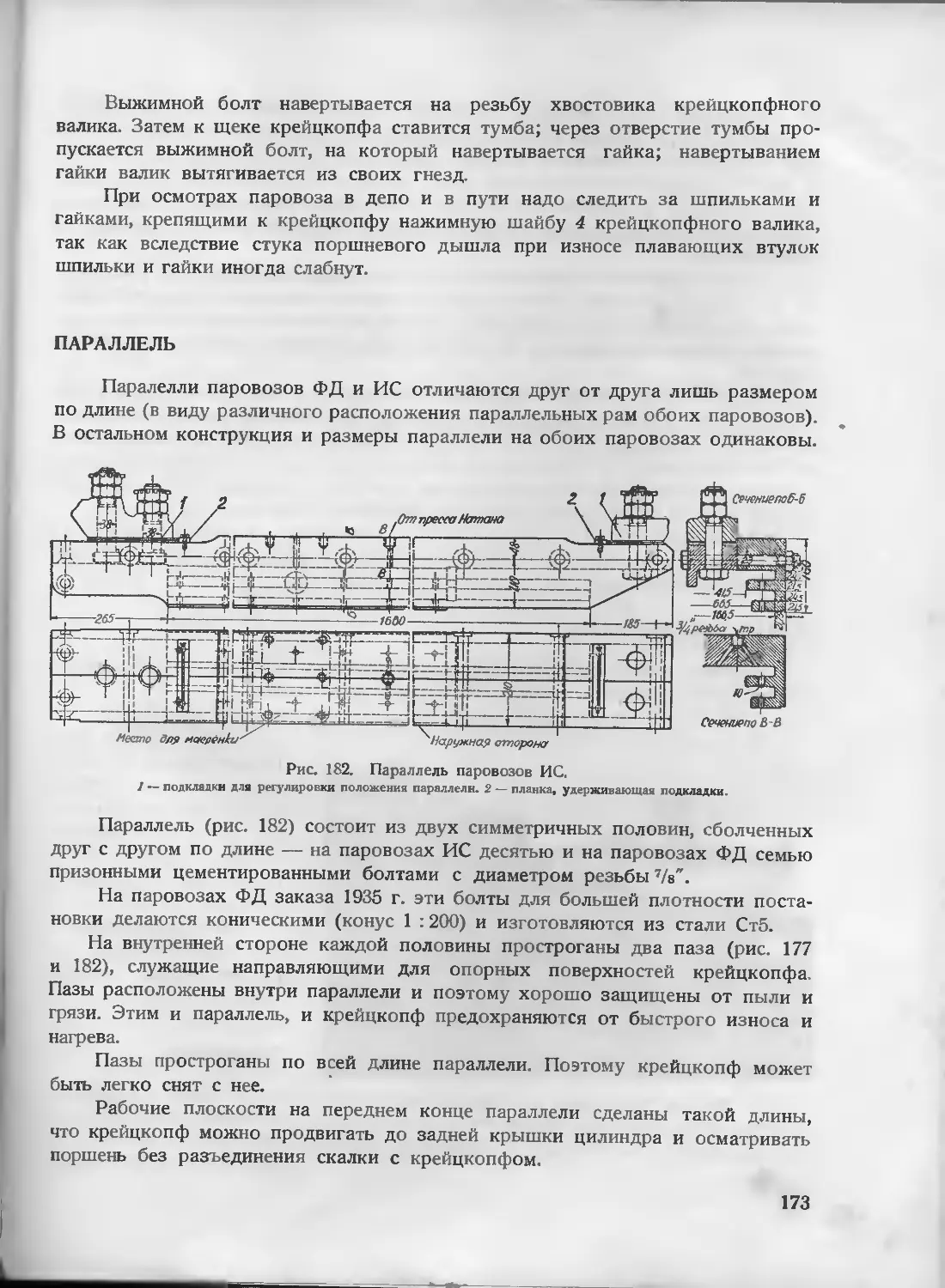
Параллель.................................................................... 173
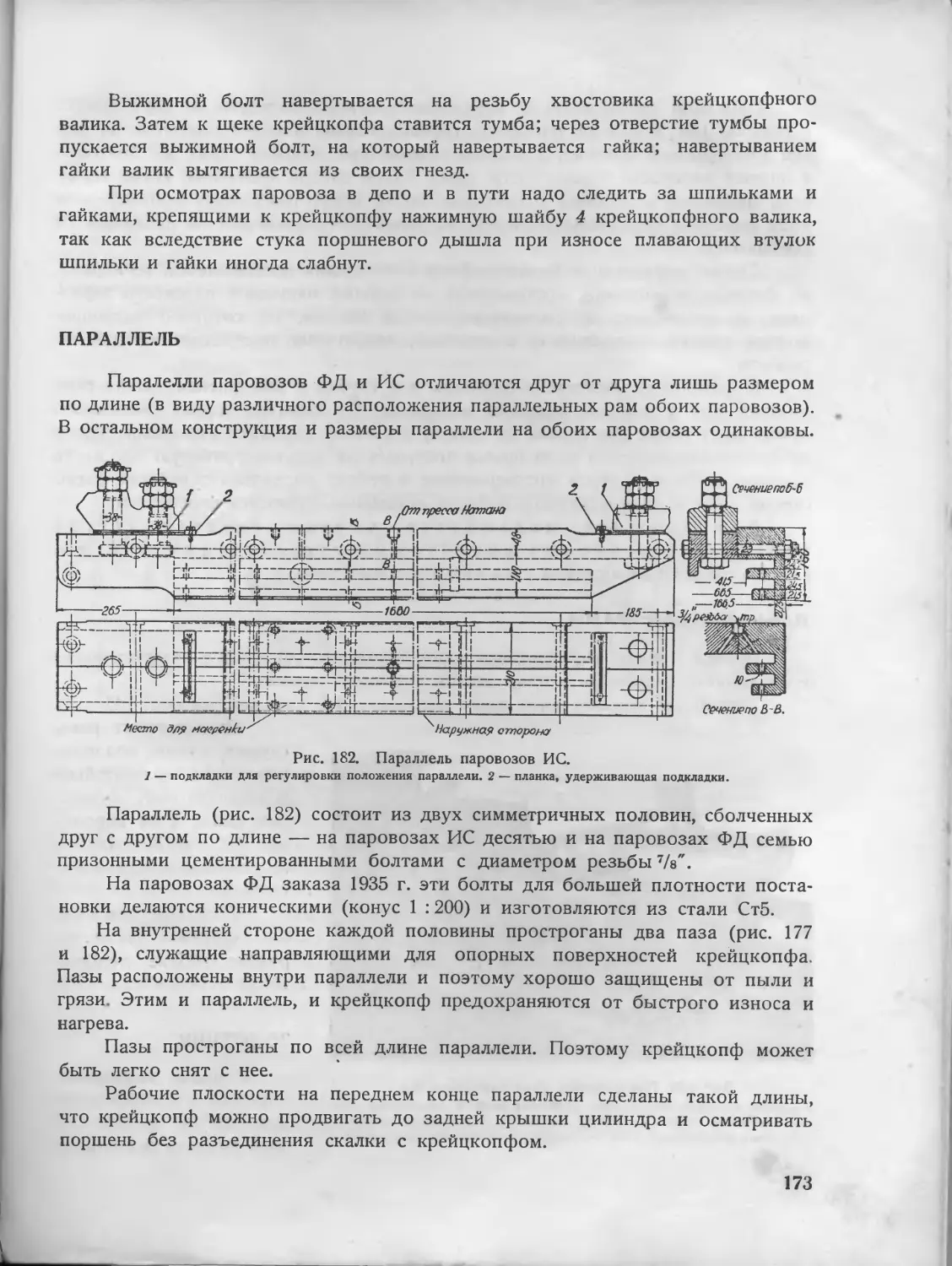
Параллельные рамы............................................................ 174
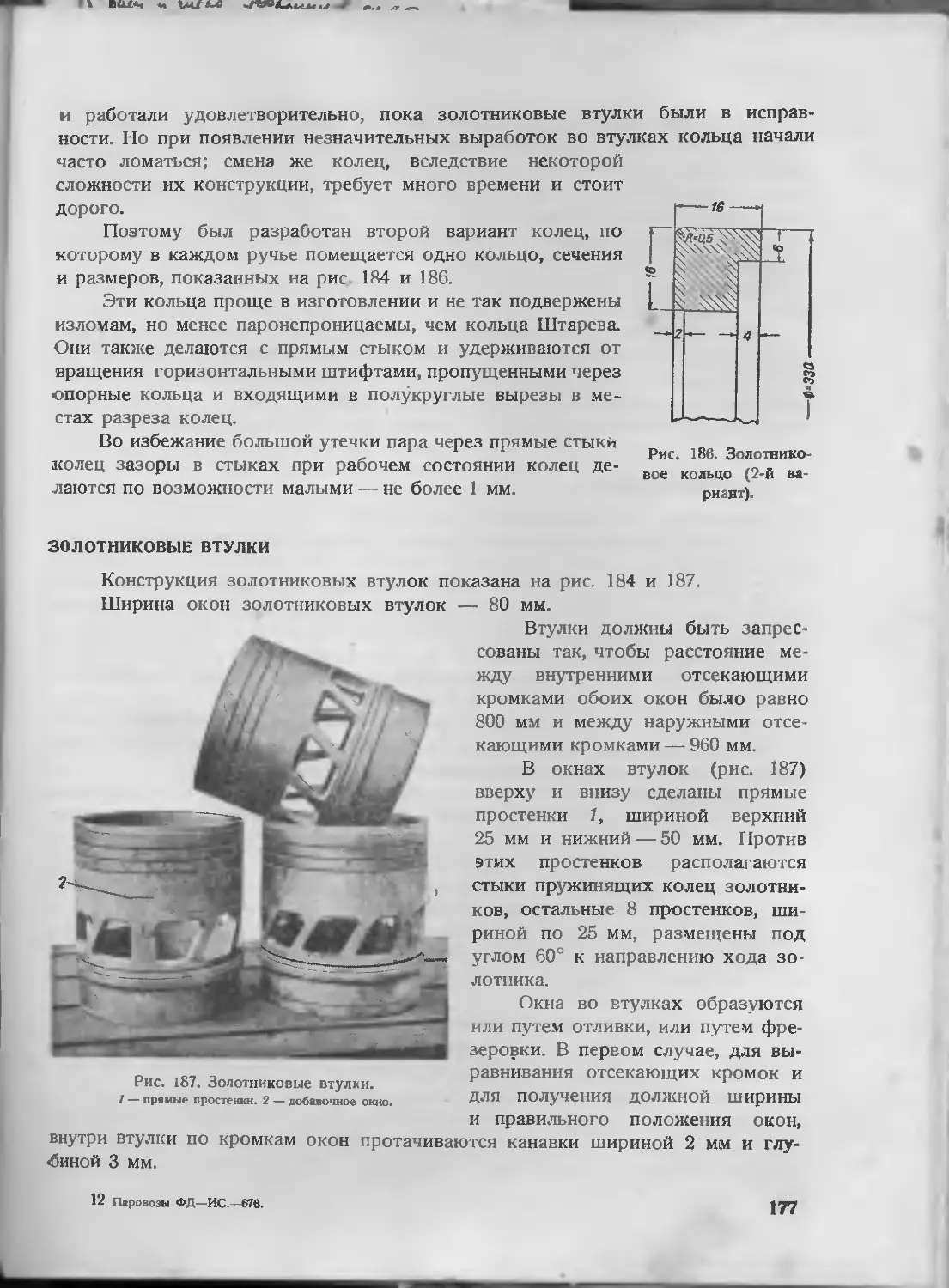
Золотник..................................................................... —
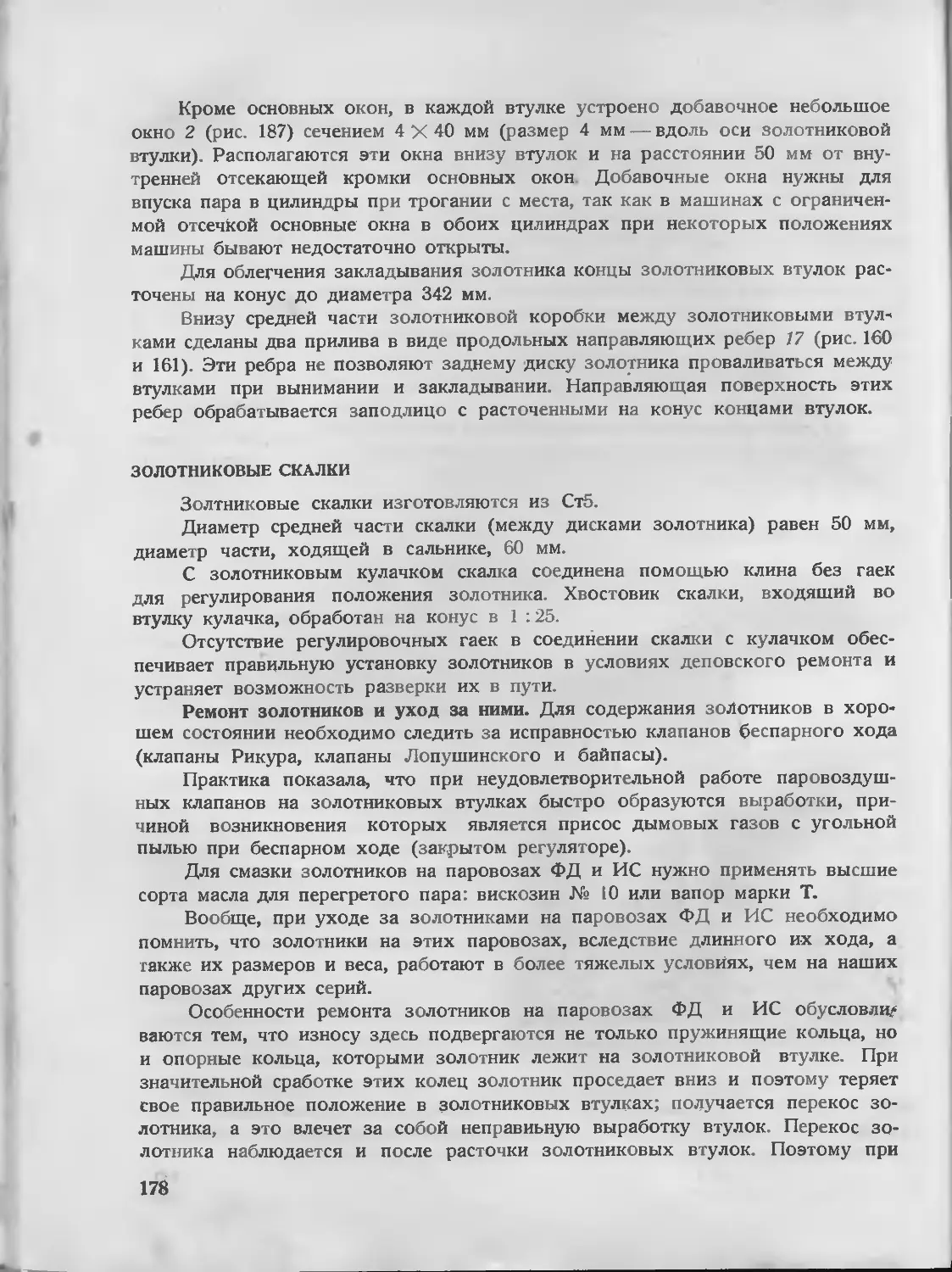
Золотниковые втулки..................................................... 177
Золотниковые скалки.................................................... 178
Ремонт золотников и уход за ними (178)
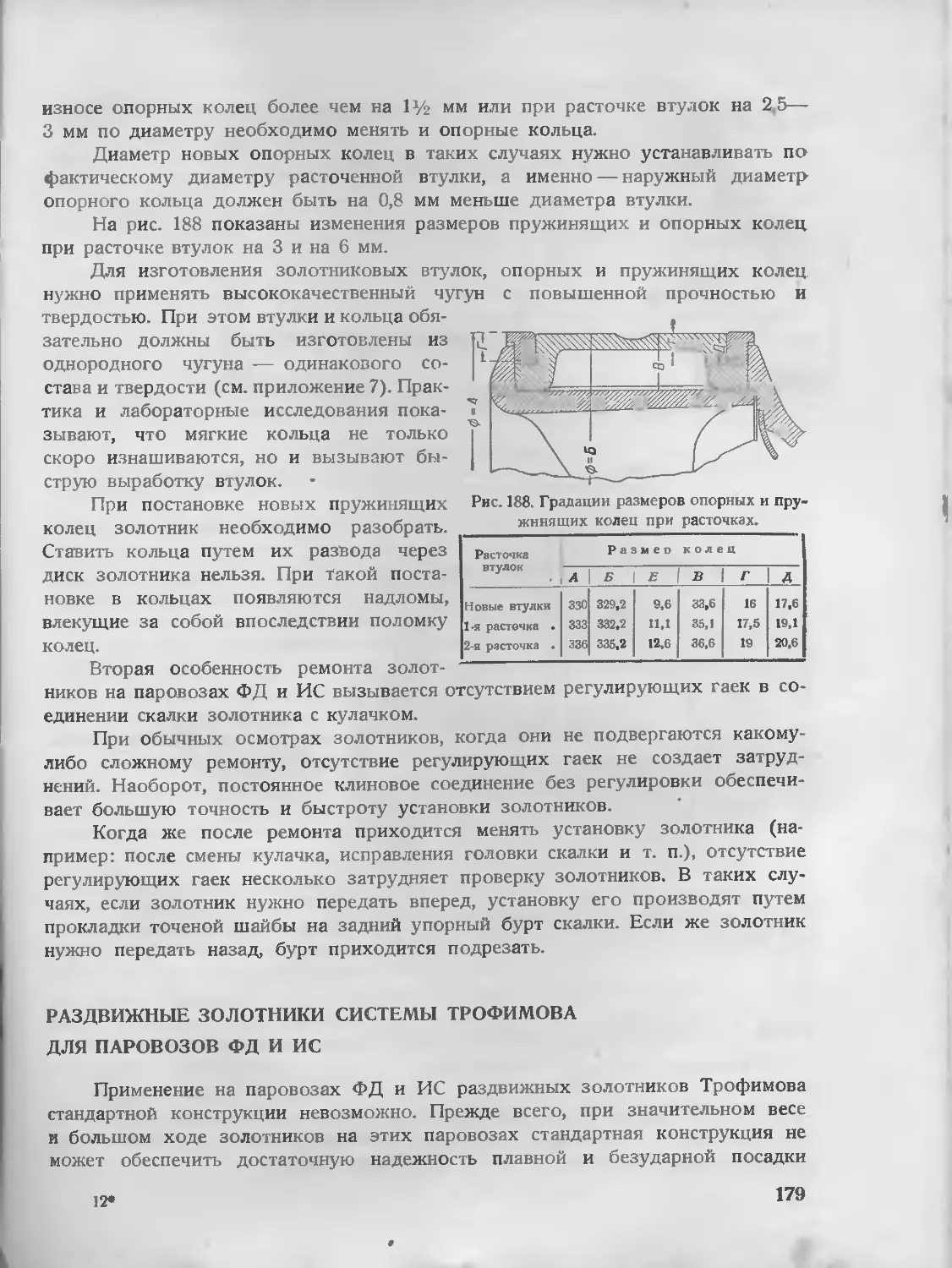
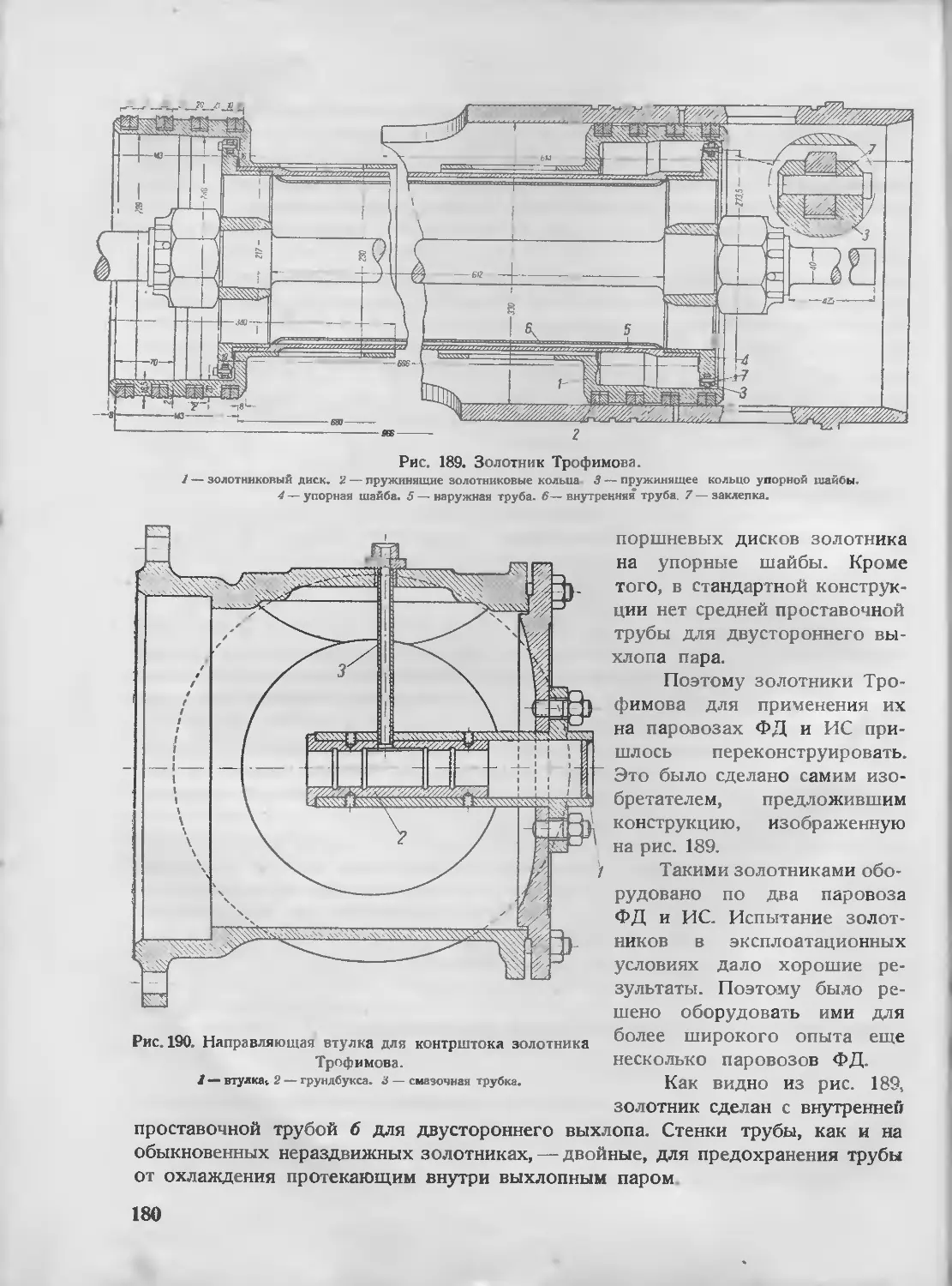
Раздвижные золотники системы Трофимова для паровозов ФД и ИС.................. 179
Поршневой сальник............................................................. 181
Золотниковый сальник.......................................................... 183
Уход за сальниками и ремонт (183)
Арматура паровой машины........................................................... 184
Предохранительные цилиндровые клапаны......................................
Продувательные клапаны....................................................... 185
Автоматический водоспускной клапан........................................... 188
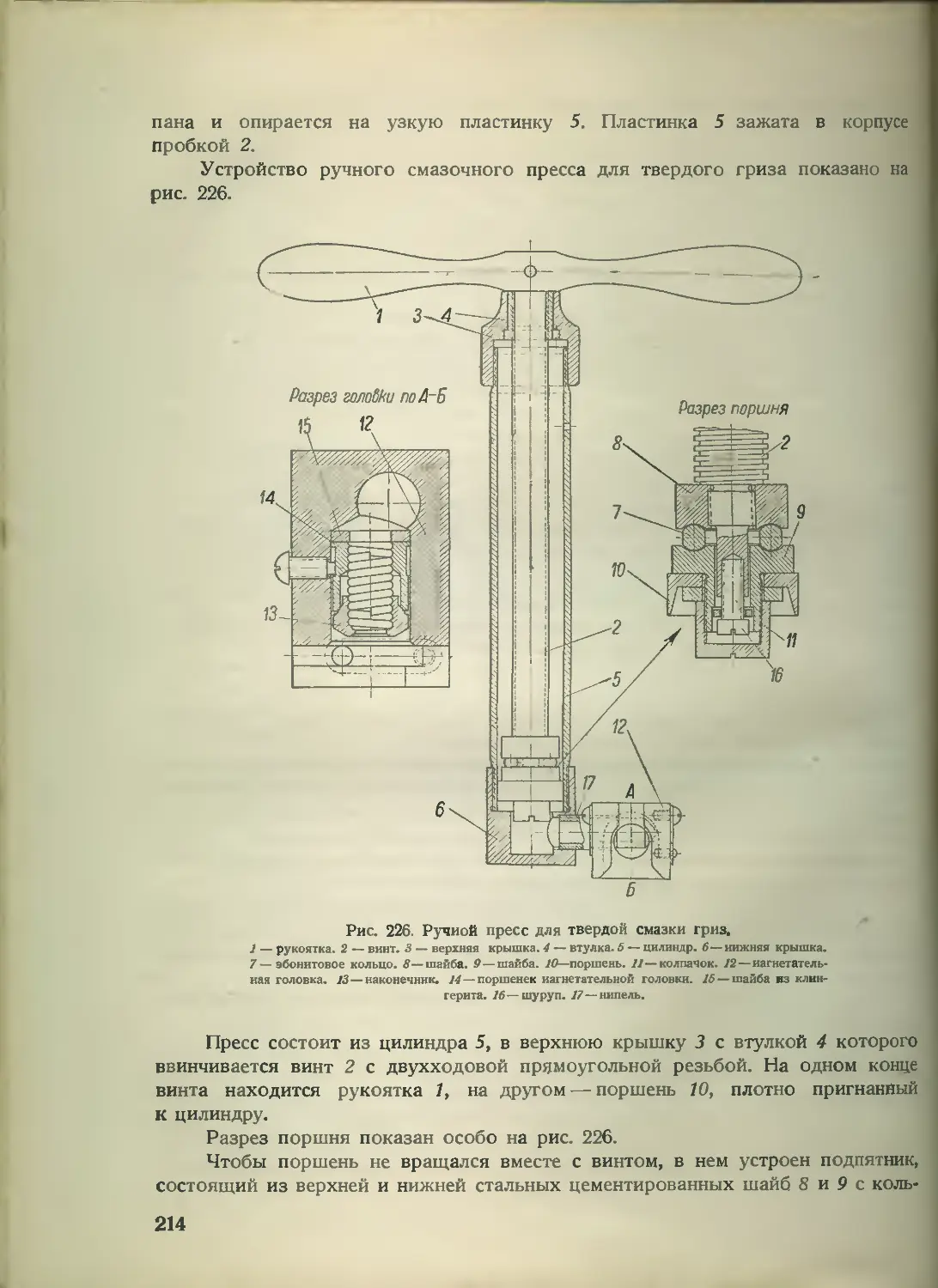
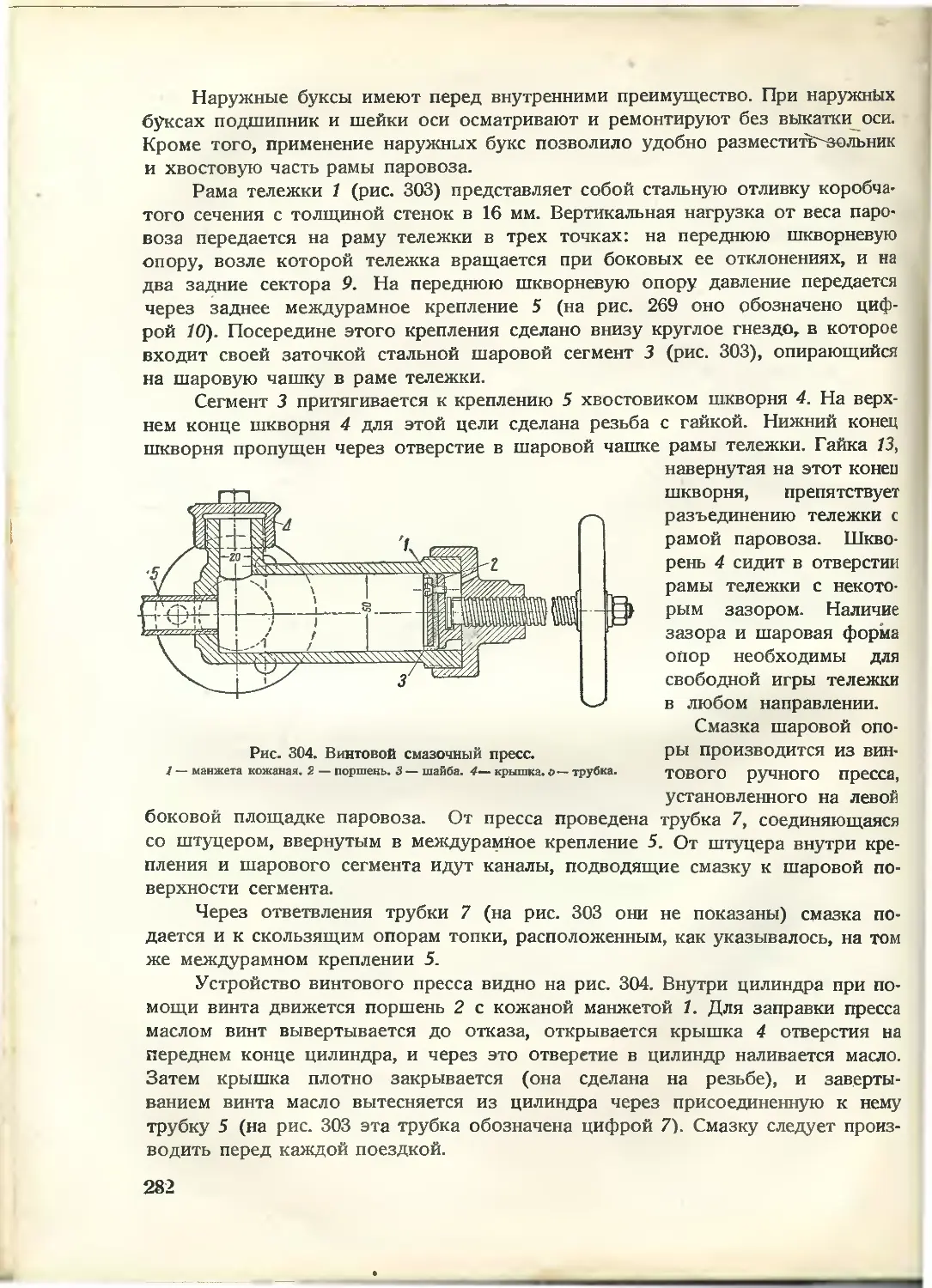
Смазочный пресс Натана....................................................... 189
Обратные клапаны Натана...................................................... 194
Уход за смазочным прессом Натана (196)
Паровоздушные клапаны и байпасы.............................................. 197
Движущий механизм................................................................ 199
Дышловый механизм............................................................. —
Плавающие втулки............................................................... —
Уход за платающими втулками (201)
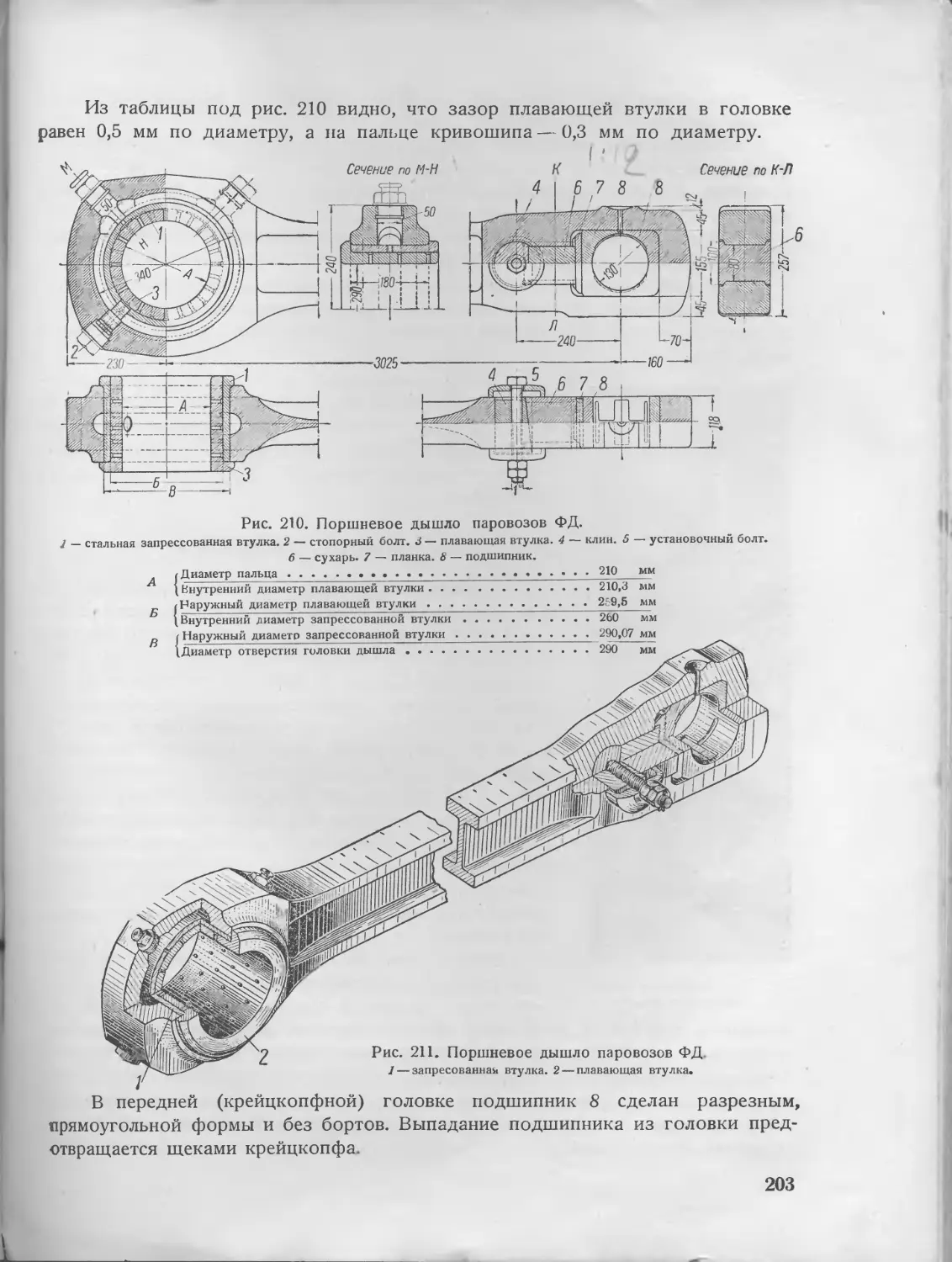
Поршневое дышло паровозов ФД................................................. 202
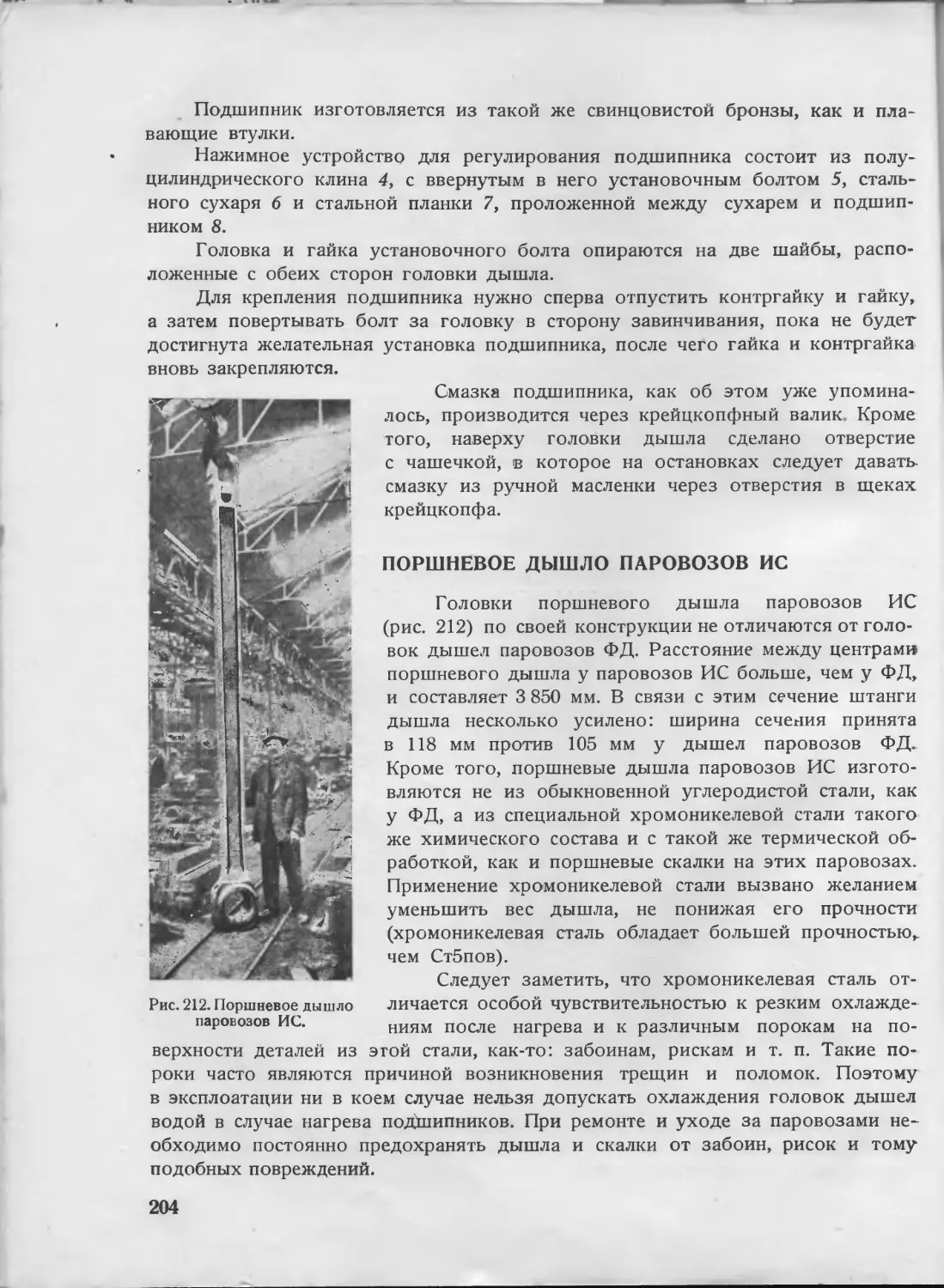
Поршневое дышло паровозов ИС................................................. 204
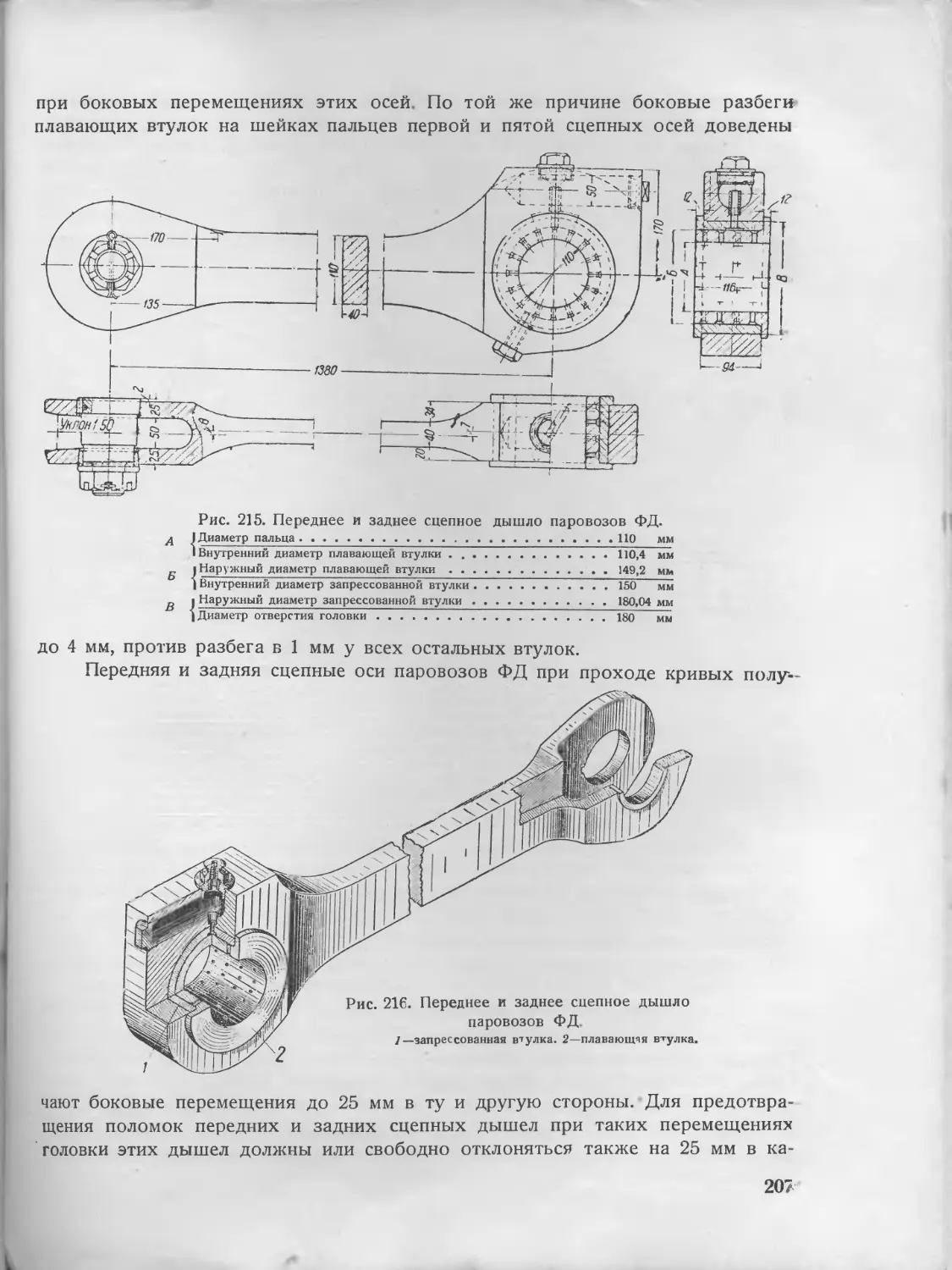
Сцепные дышла паровозов ФД..................•................................ 205
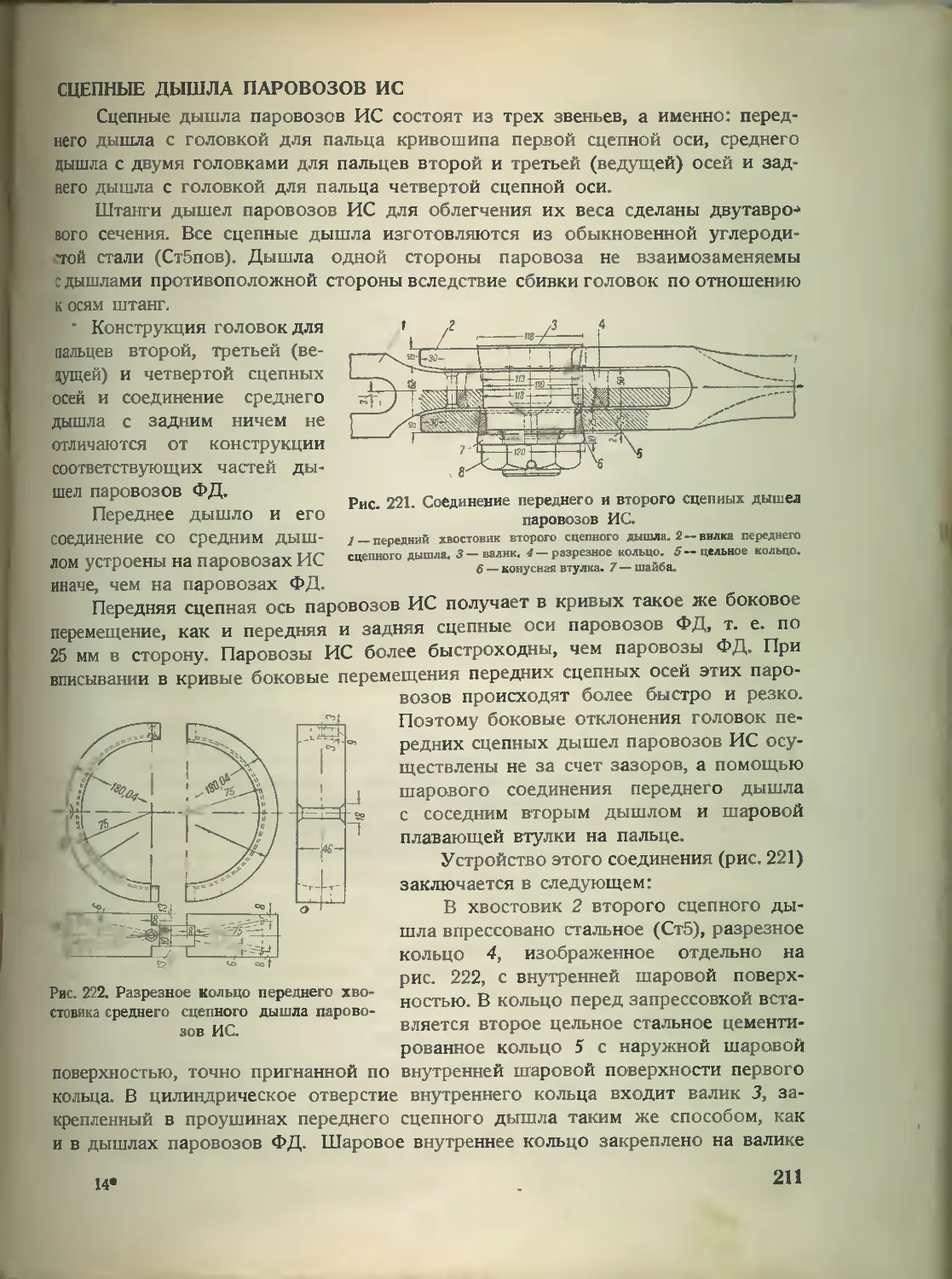
Сцепные дышла паровозов ИС................................................... 211
Смазка дышлового механизма..............................................«... 213
Ведущие и сцепные колесные пары.............................................. 216
Колеса (центра)........................................................ —
Оси.................................................................... 217
Пальцы..............................................•.................. 218
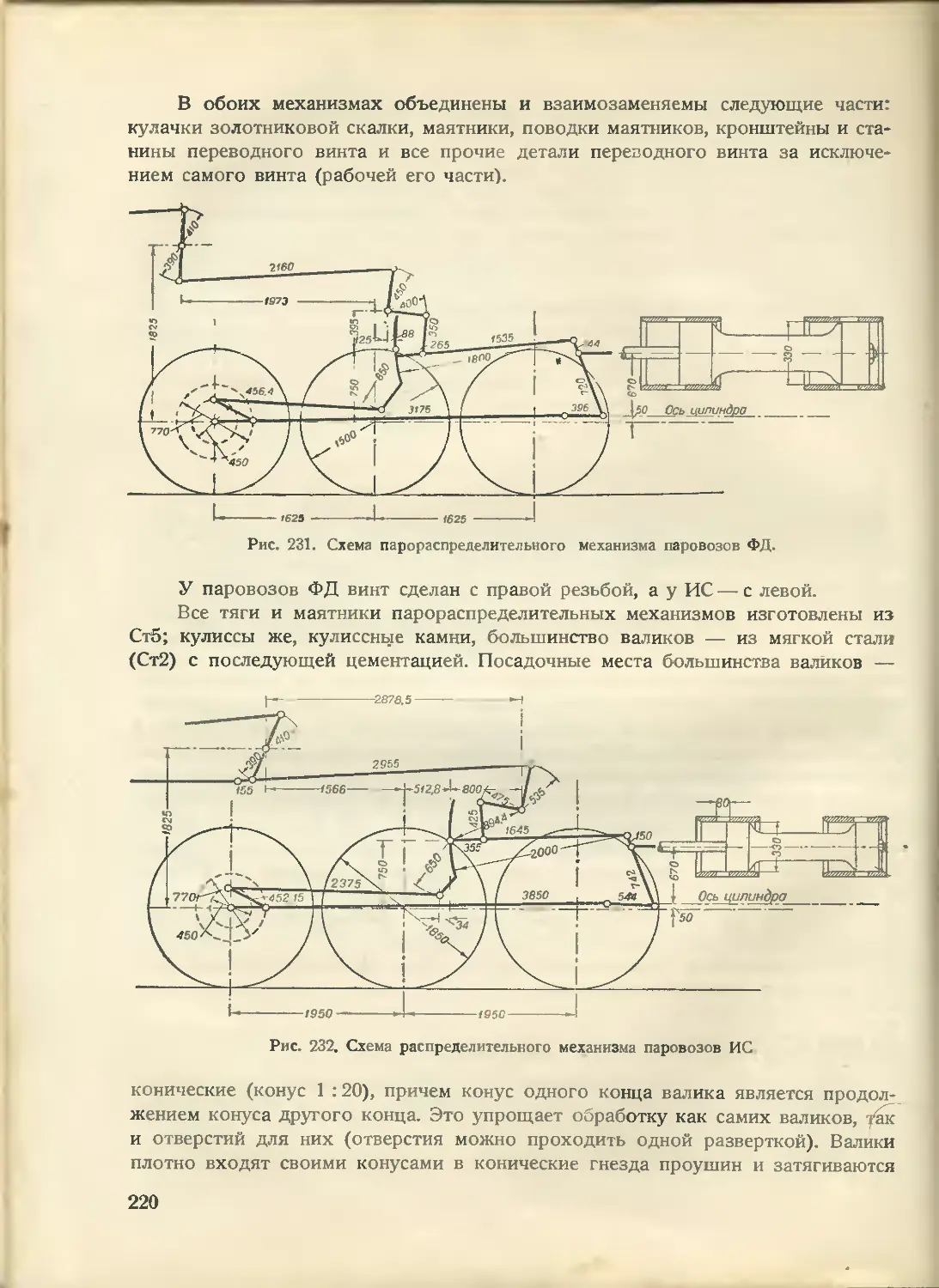
Парораспределительный механизм.................................................. 219
Конструкция парораспределительного механизма паровозов ФД ................... 223
Золотниковый кулачок —
Маятник................................................................ 224
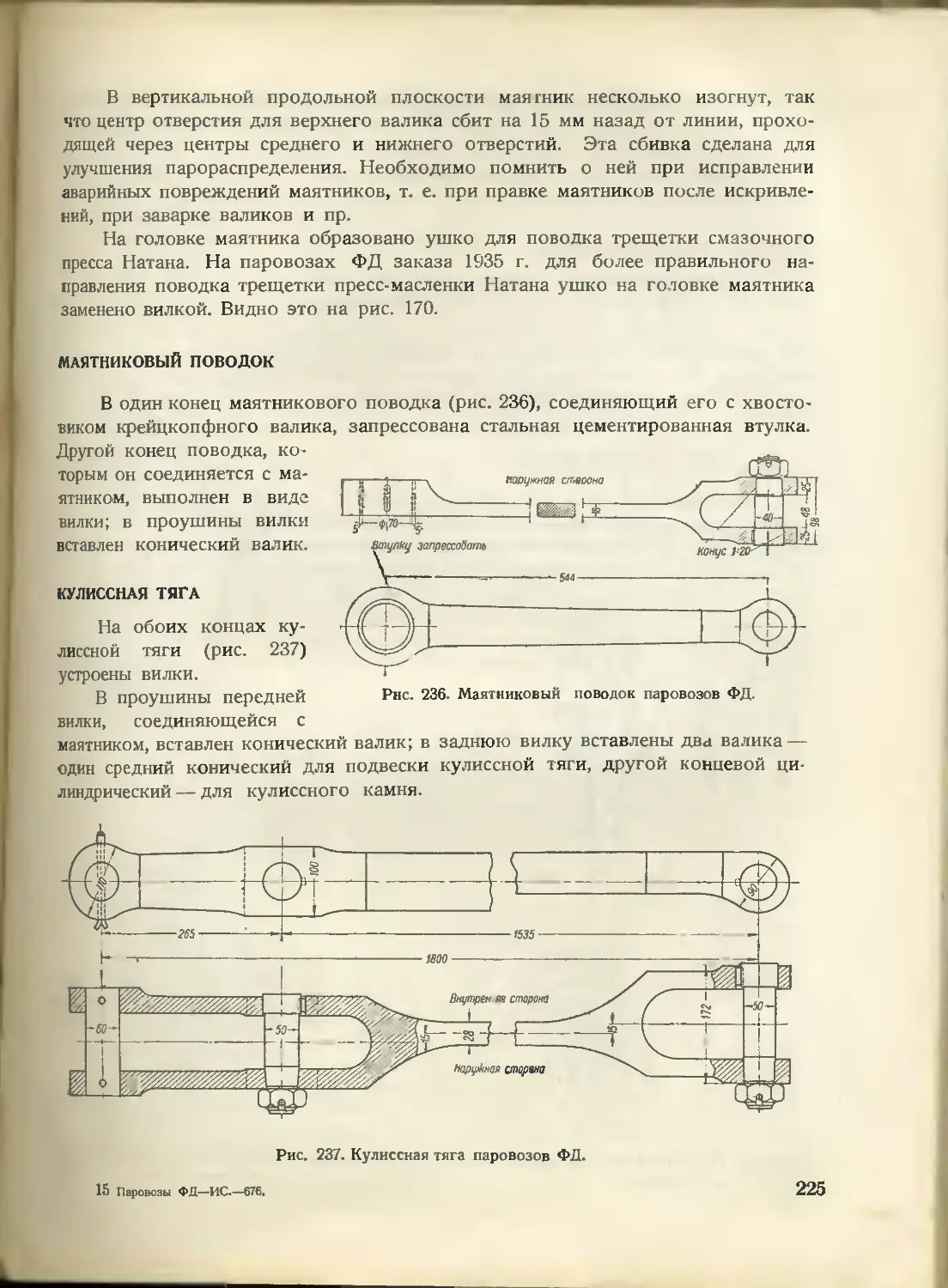
Маятниковый поводок................................................. • 225
Кулиссная тяга........................................................... —
Подвеска кулиссной тяги................................................ 226
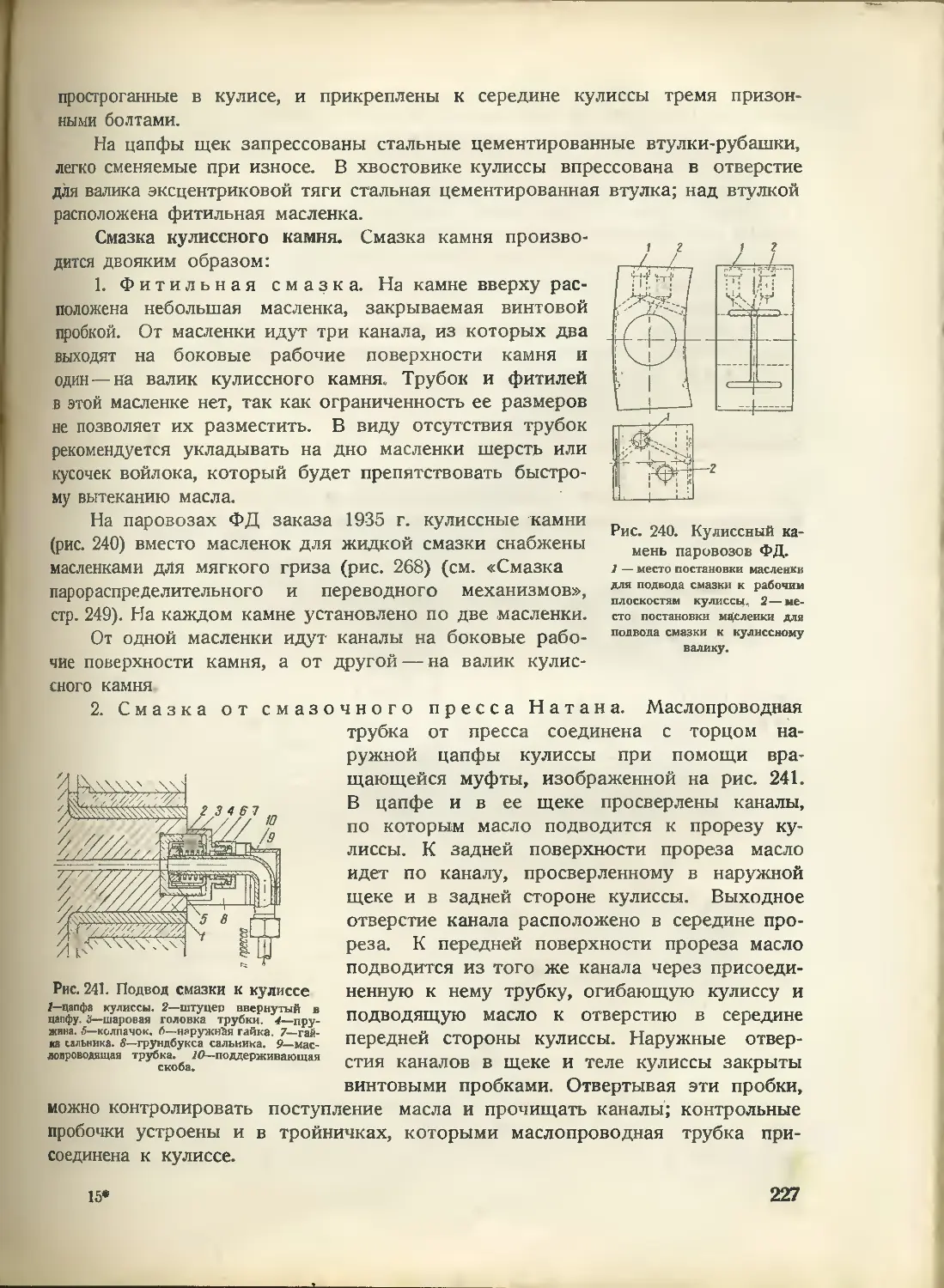
Кулисса и кулиссный камень............................................... —
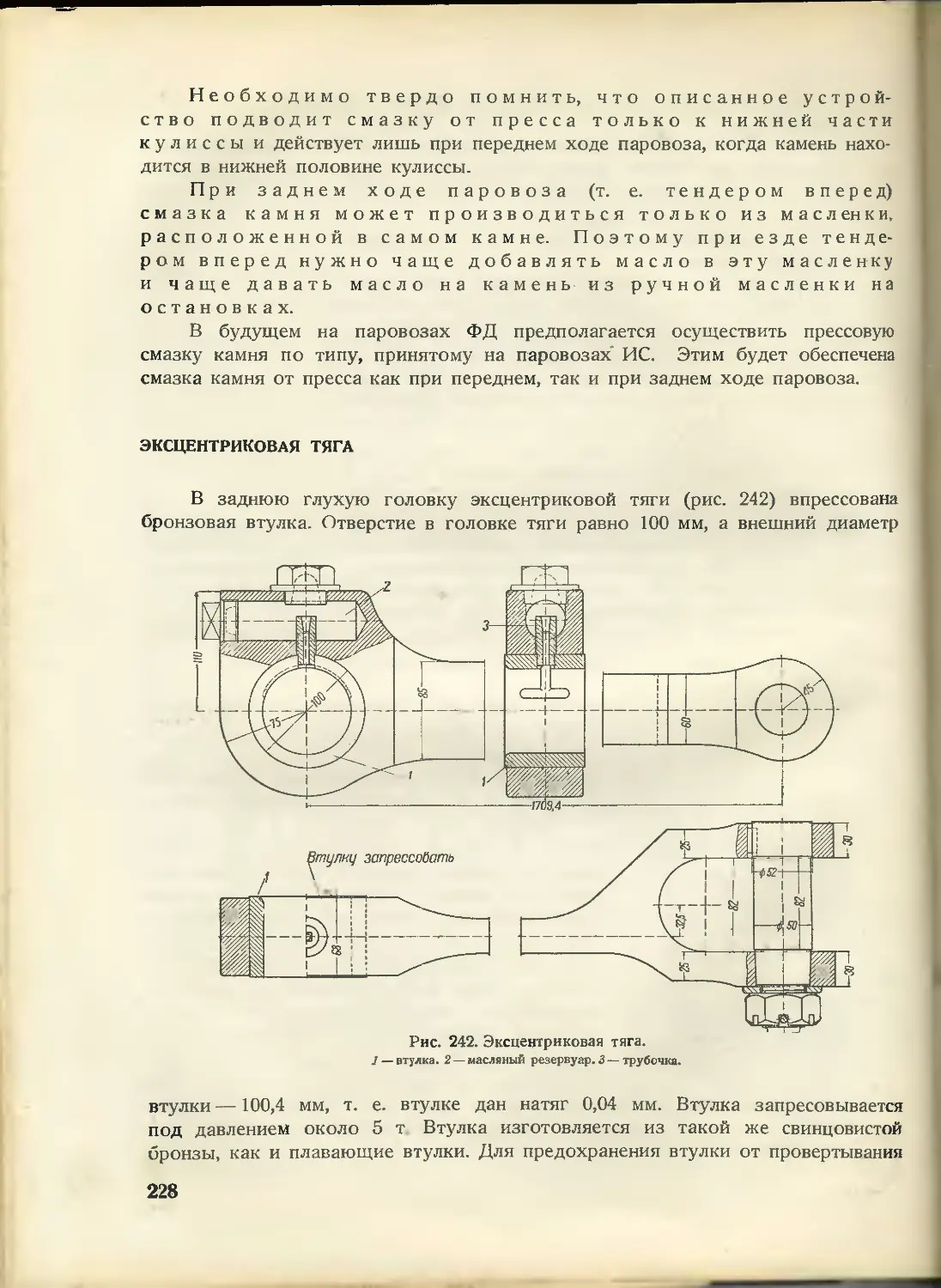
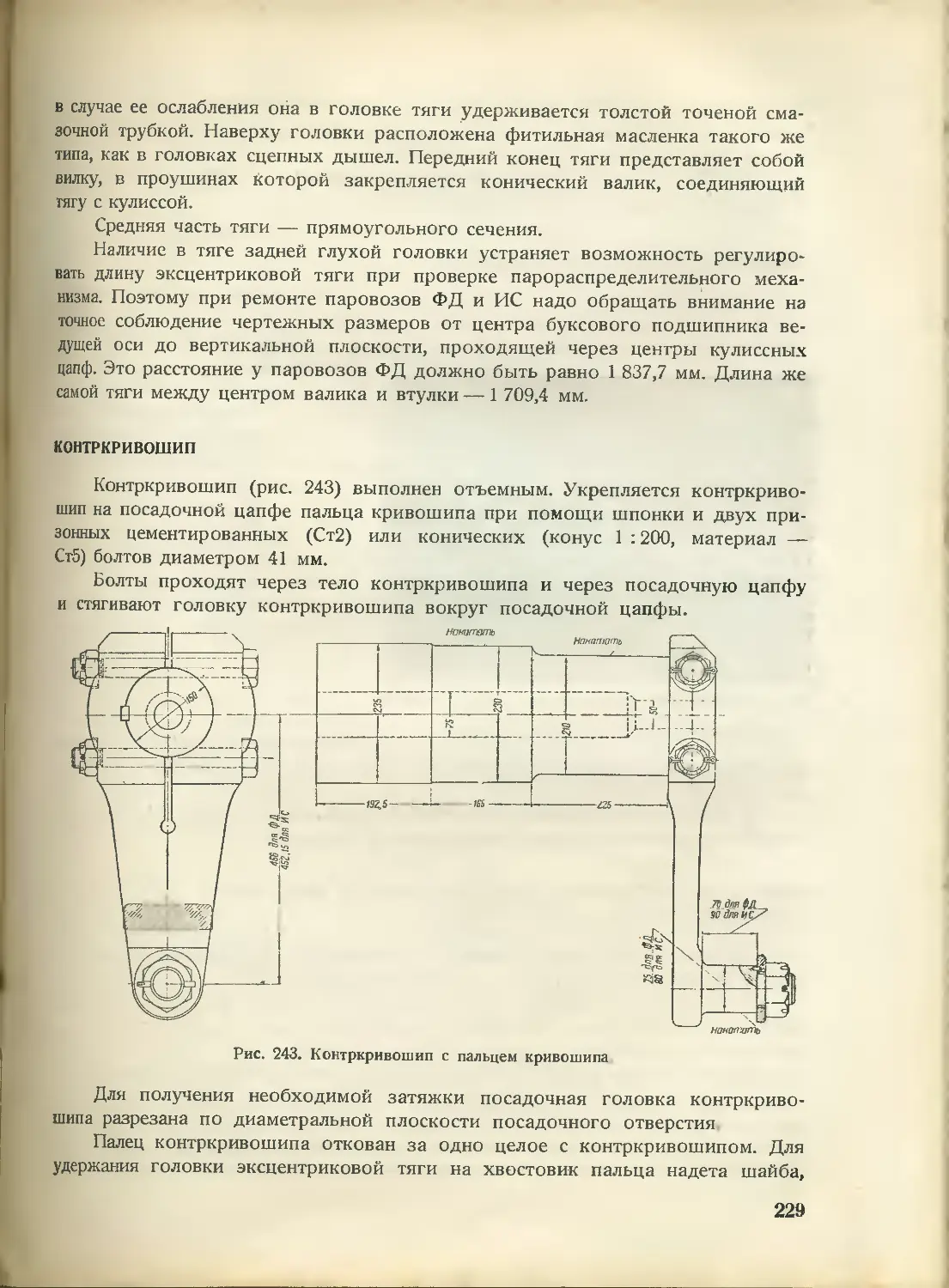
Смазка кулиссного камня (227) Эксцентриковая тяга.................................................... 228
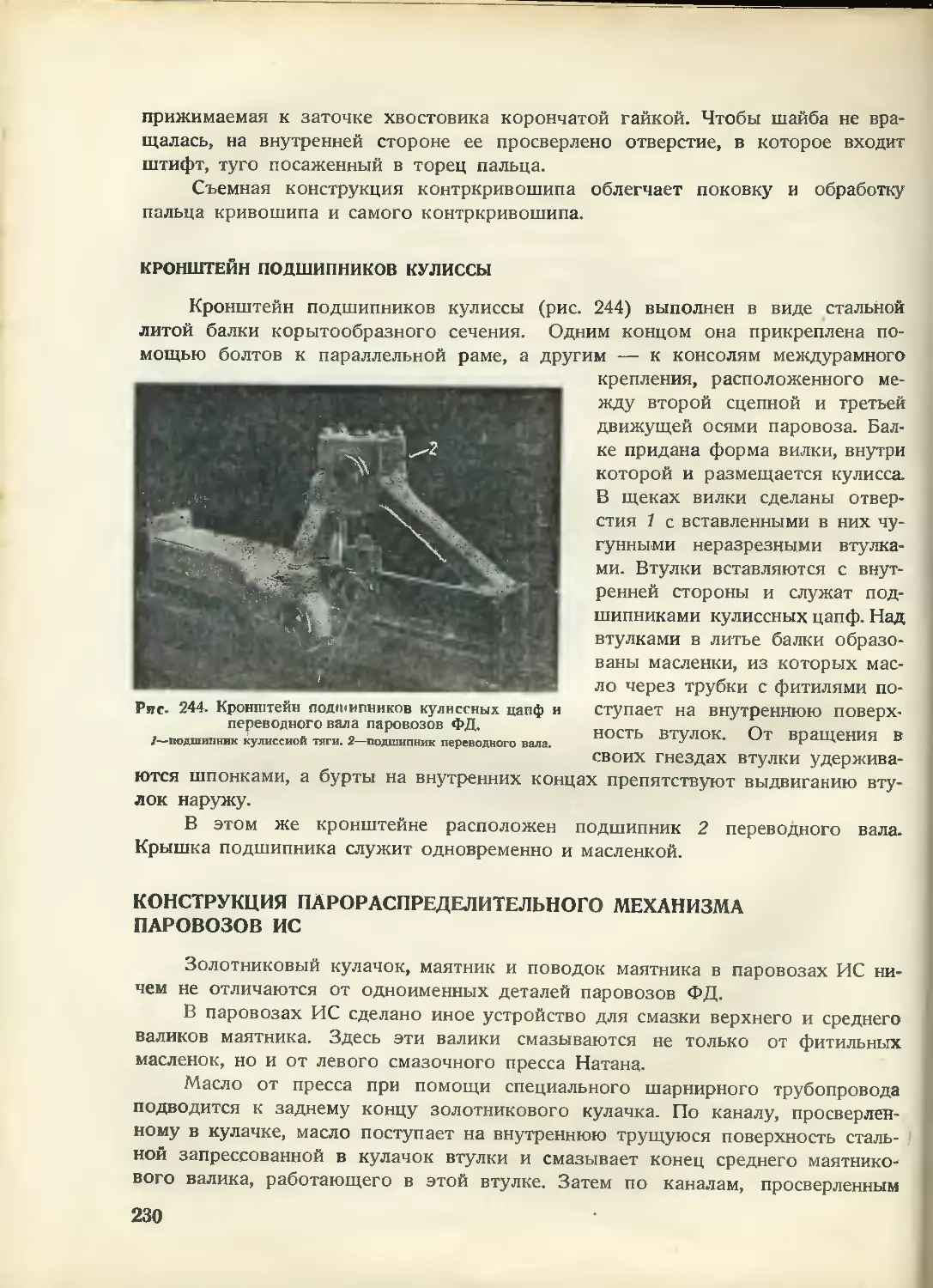
Контркривошип.......................................................... 229
Кронштейн подшипников кулиссы......................................... 230
Конструкция парораспределительного механизма паровозов ИС..................... —
Шарнирный маслопровод................................................. 231
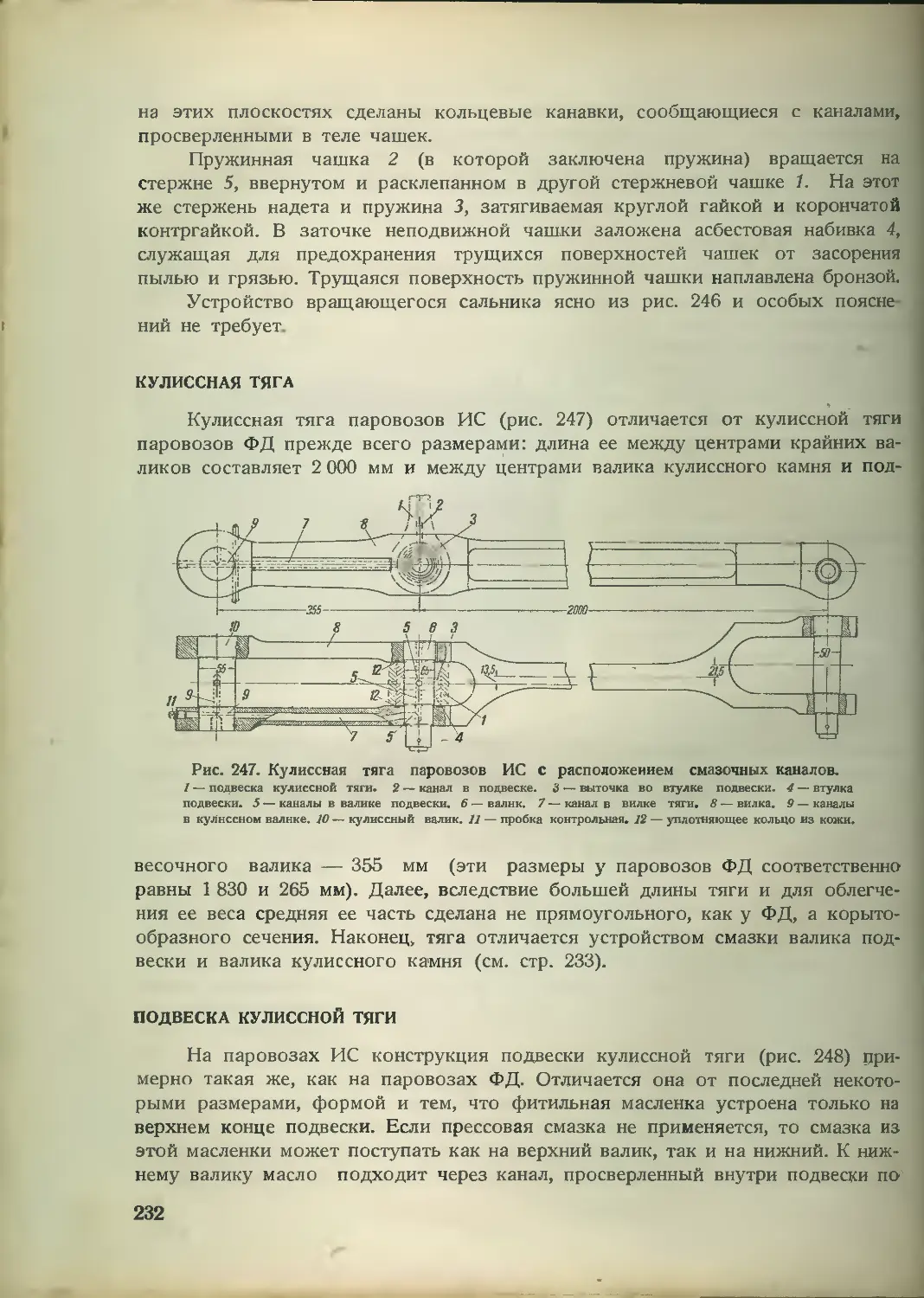
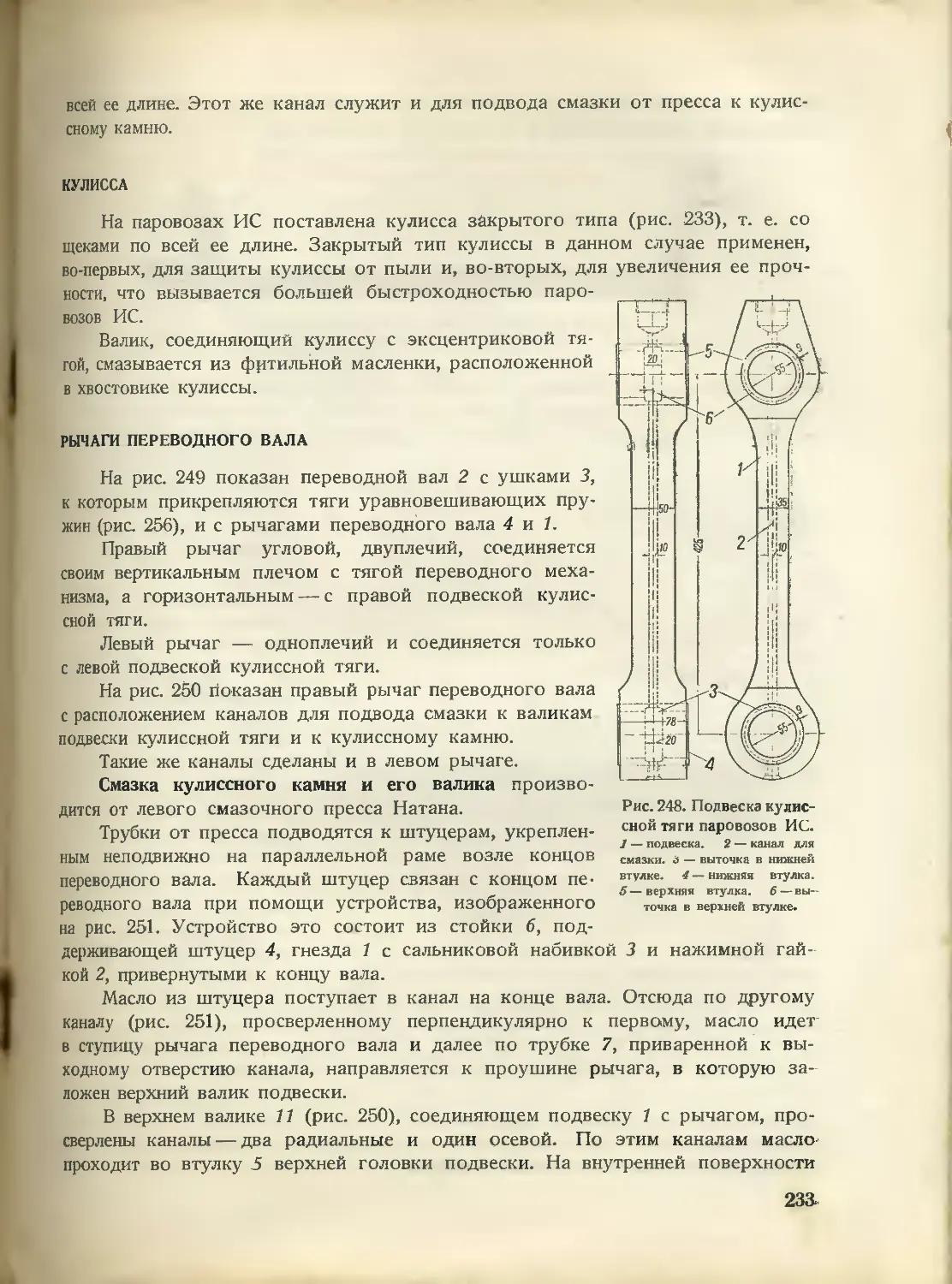
Кулиссная" тяга......................................................... 232
Подвеска кулнссной тяги................................................. —
Кулисса............................................................... 233
Рычаги переводного вала ................................................ —
Смазка кулиссного камня и его валика (233) Эксцентриковая тяга................................................... 235
Контркривошип......................................................... 236
Кронштейн подшипников кулиссы............................................ —
Переводные механизмы...................................................... 237
Ручной привод переводного механизма..................................... —
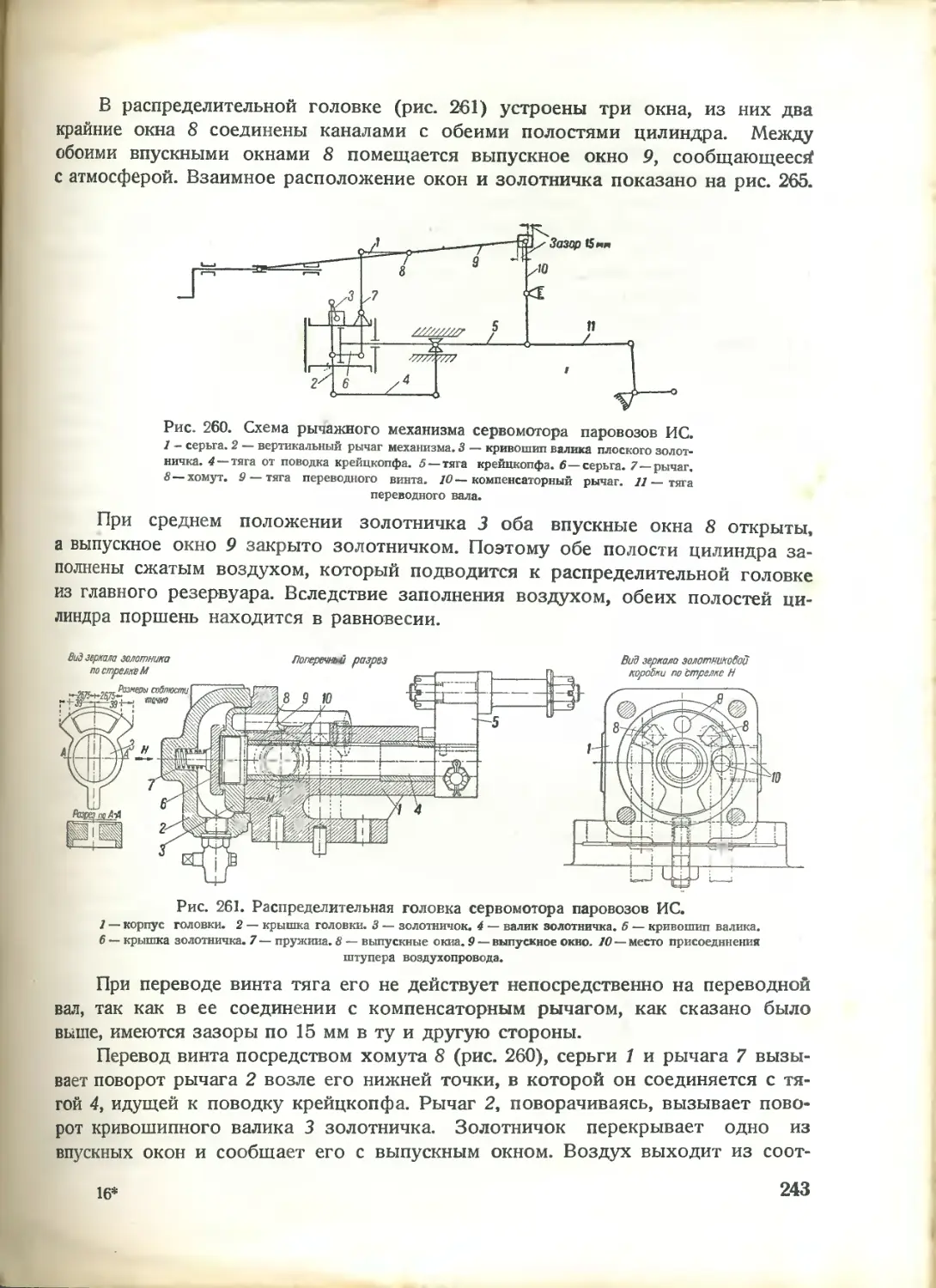
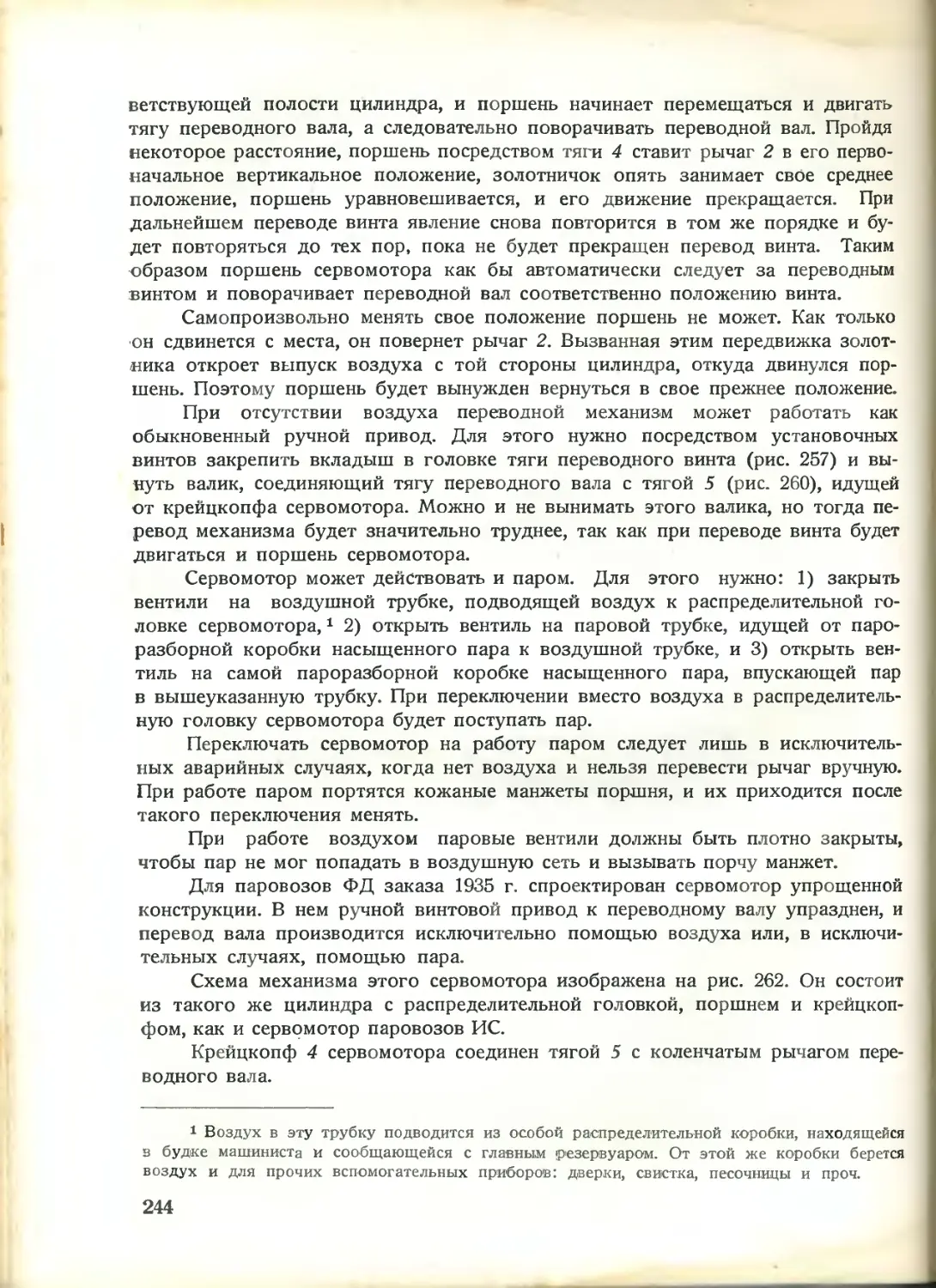
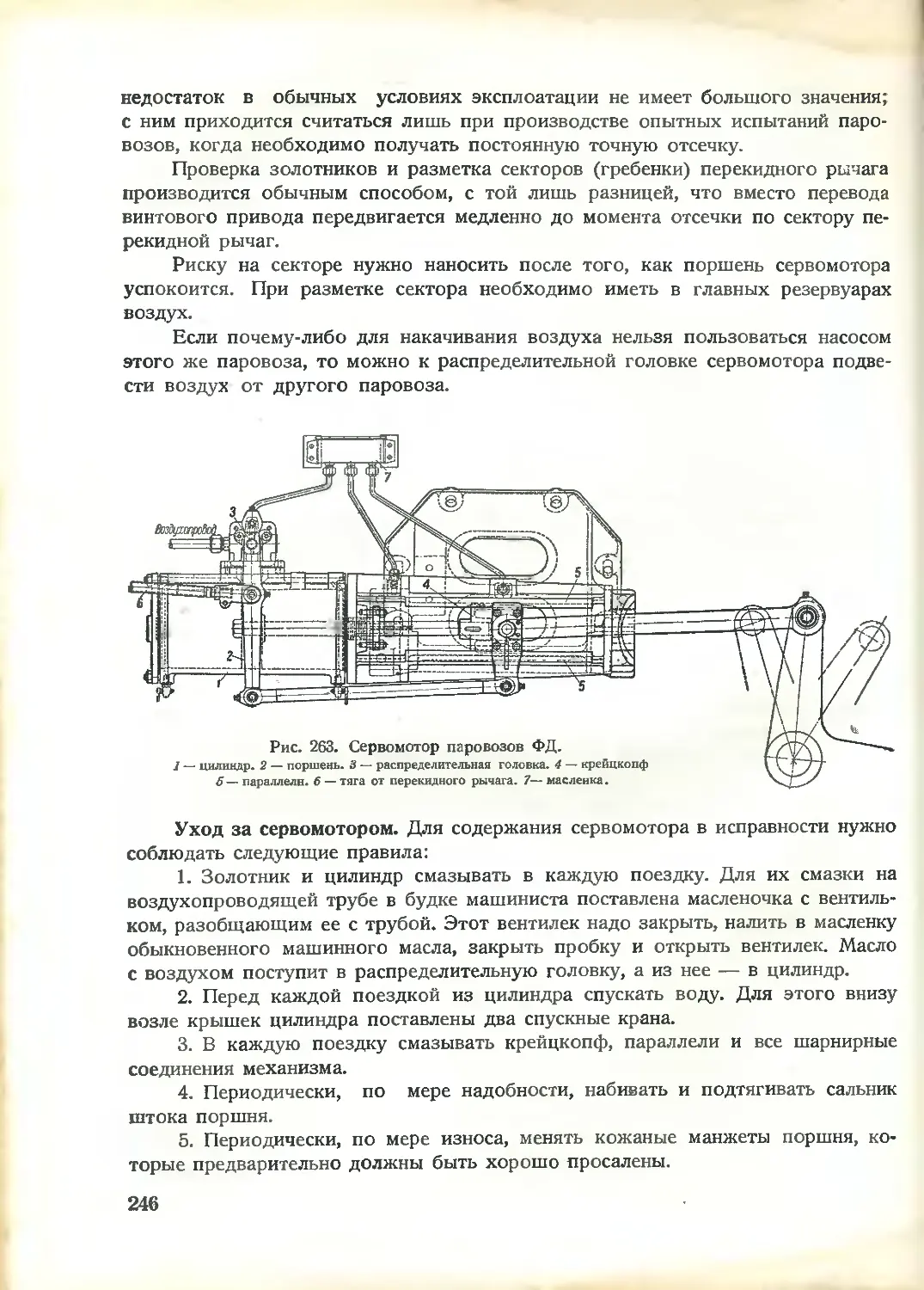
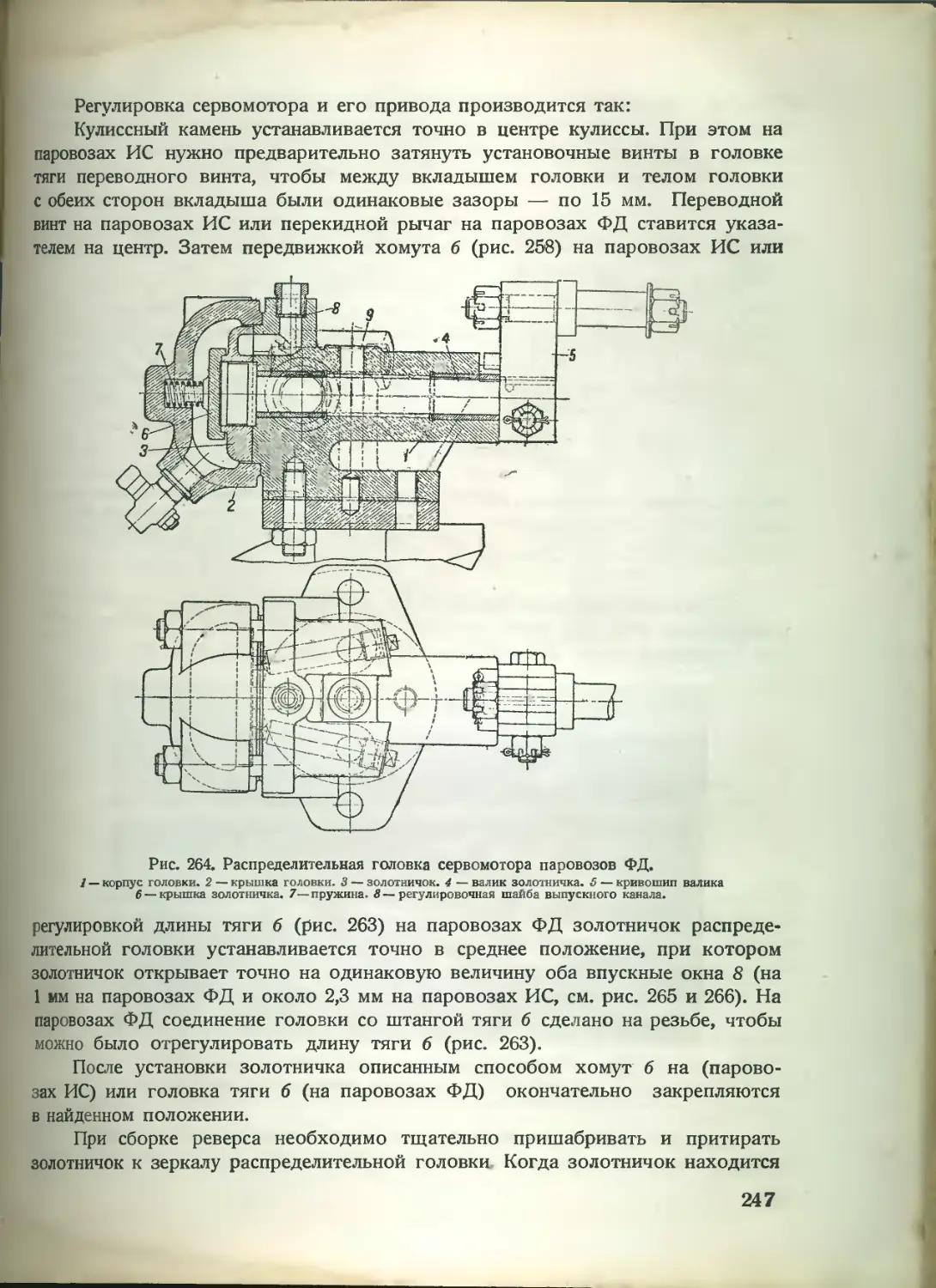
Механический привод (сервомотор)...................................... 240
Уход за сервомотором (246)
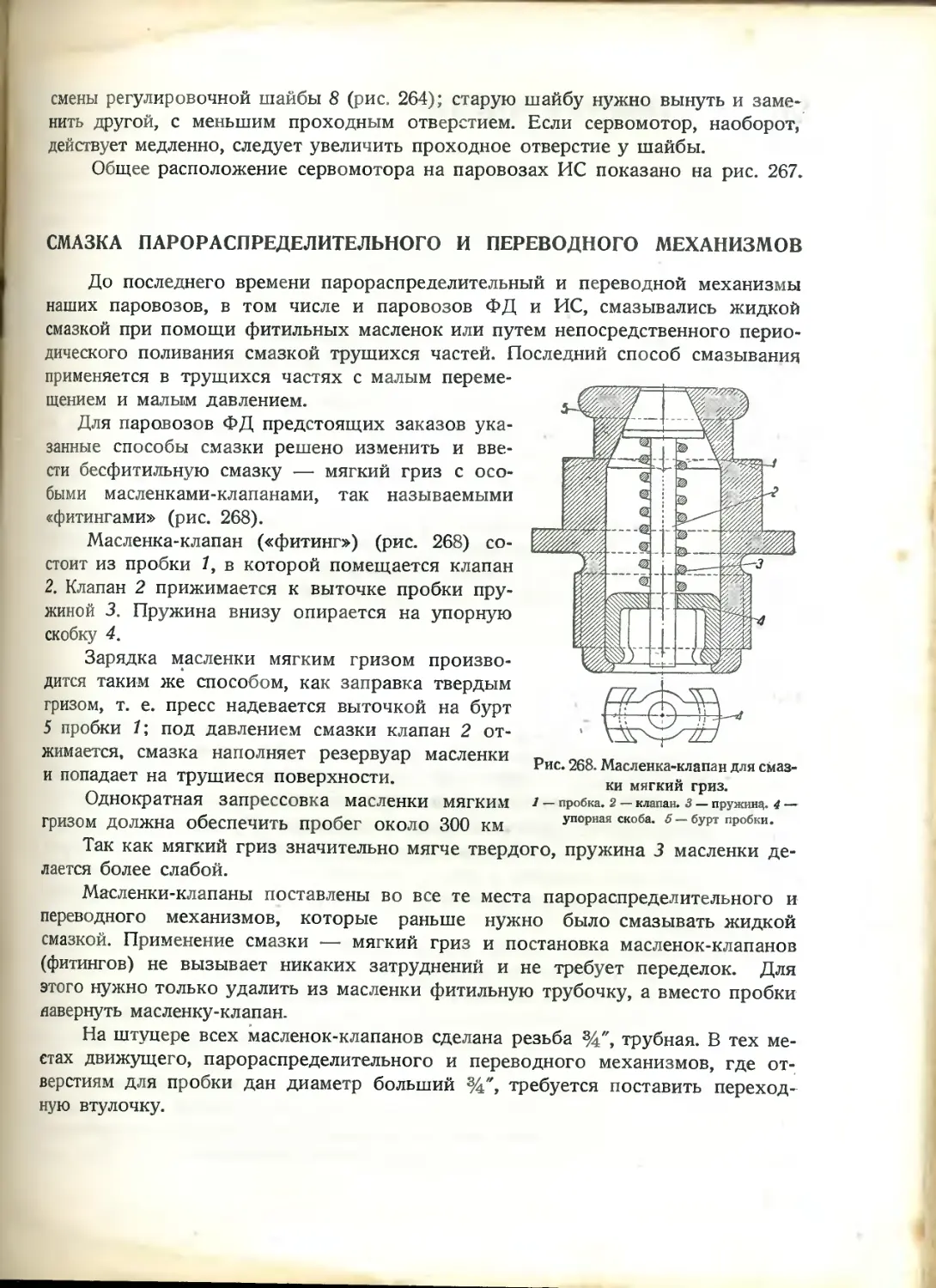
Смазка парораспределительного и переводного механизмов...................... 249
VII- Экипажная часть........................................................... 250
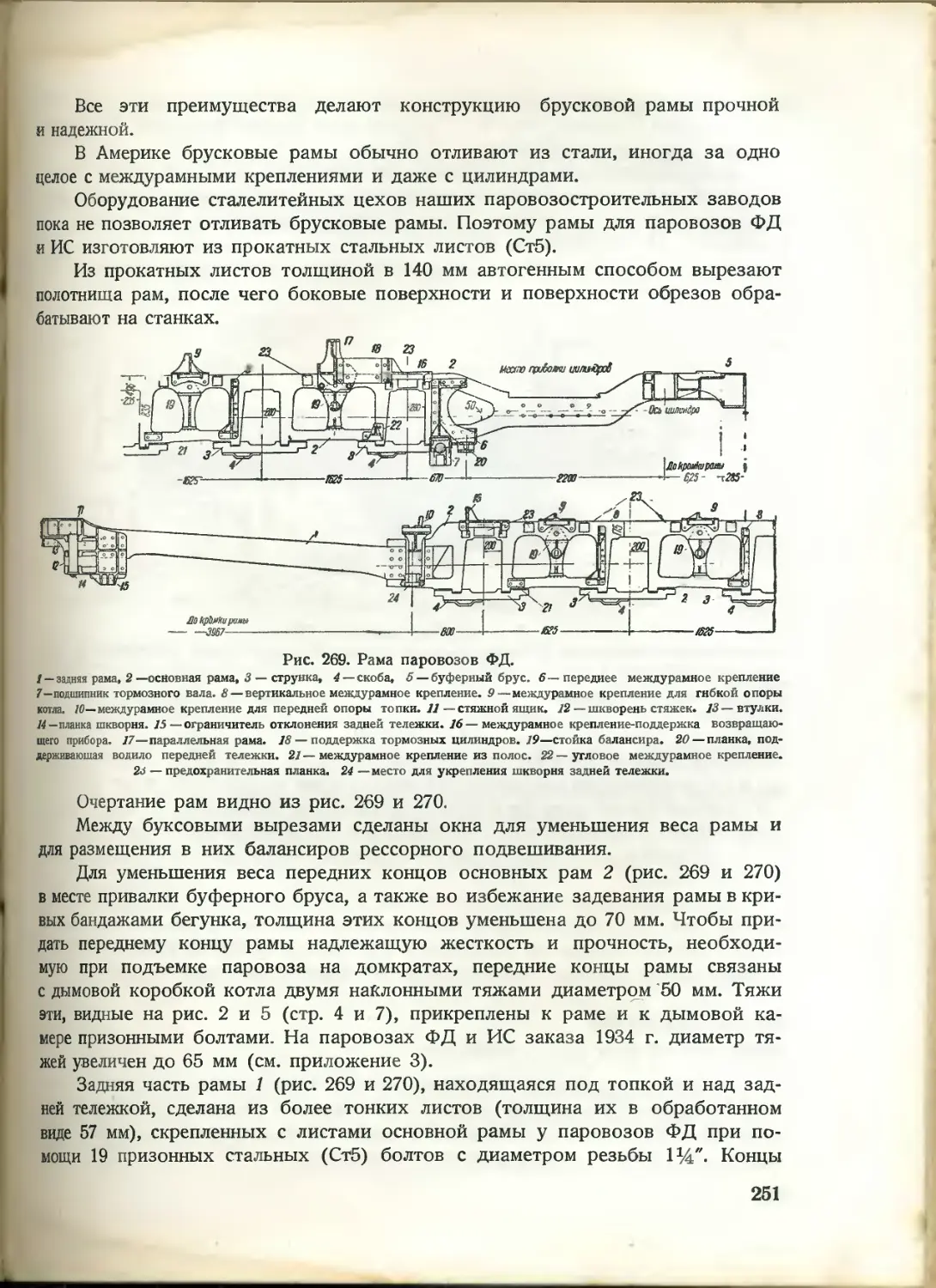
Паровозные рамы.................................................................. —
Крепления рамы.............................................................. 252
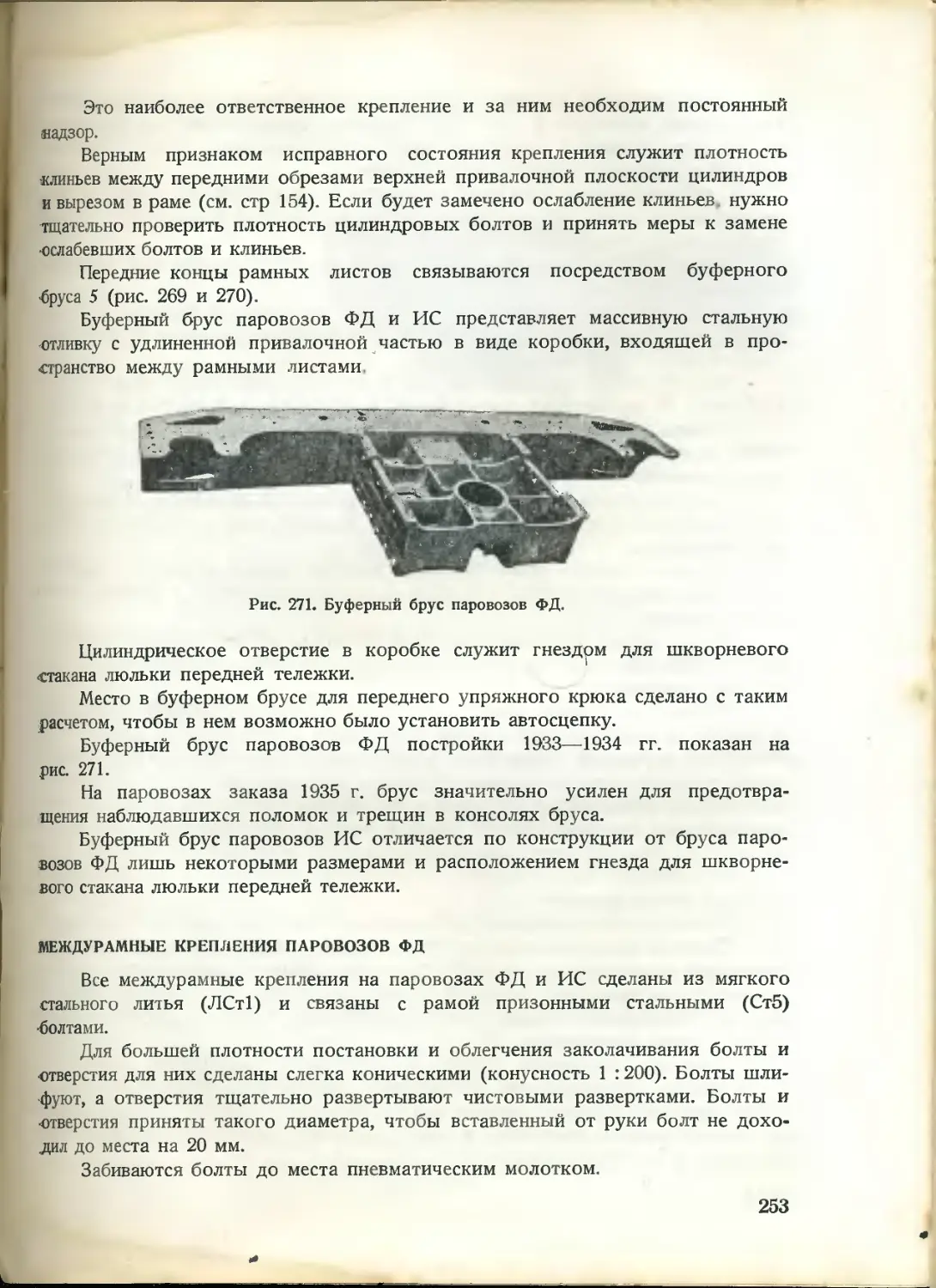
Цилиндровый блок и буферный брус........................................ —
Междурамные крепления паровозов ФД.................................... 253
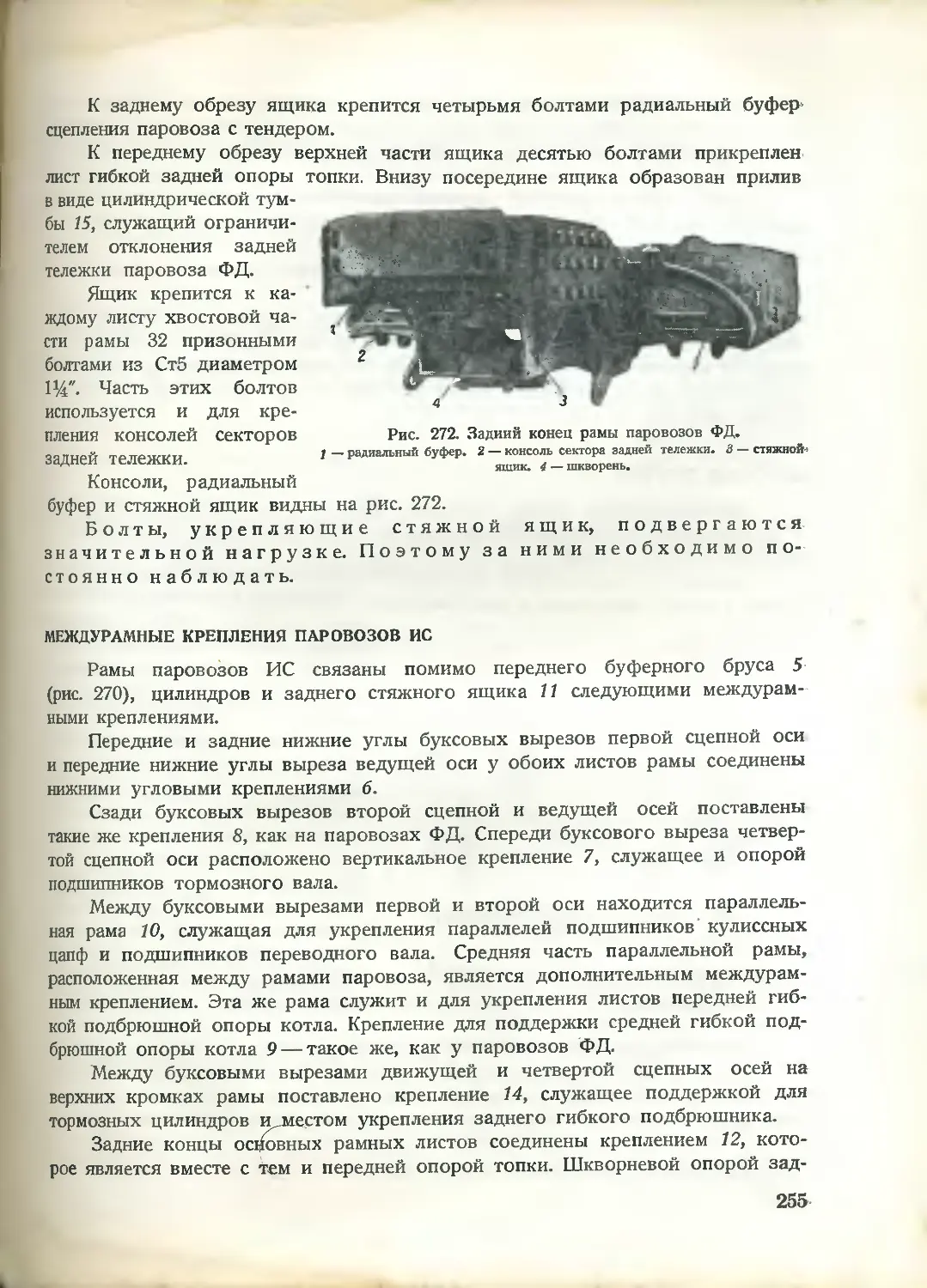
Междурамные крепления паровозов ИС . . • . . . . ..................... 255
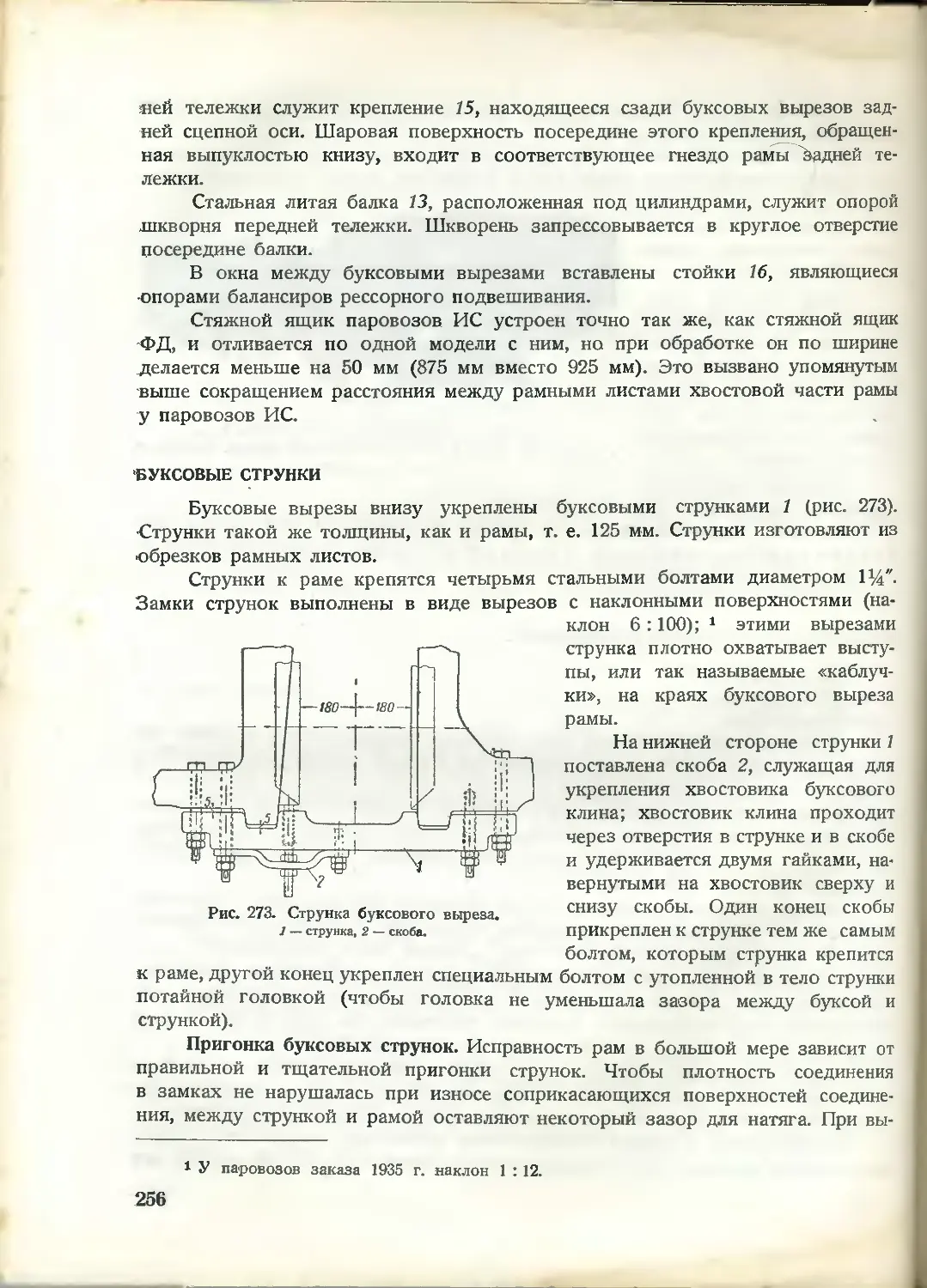
Буксовые струнки...................................................... 256
Пригонка буксовых струнок (256)
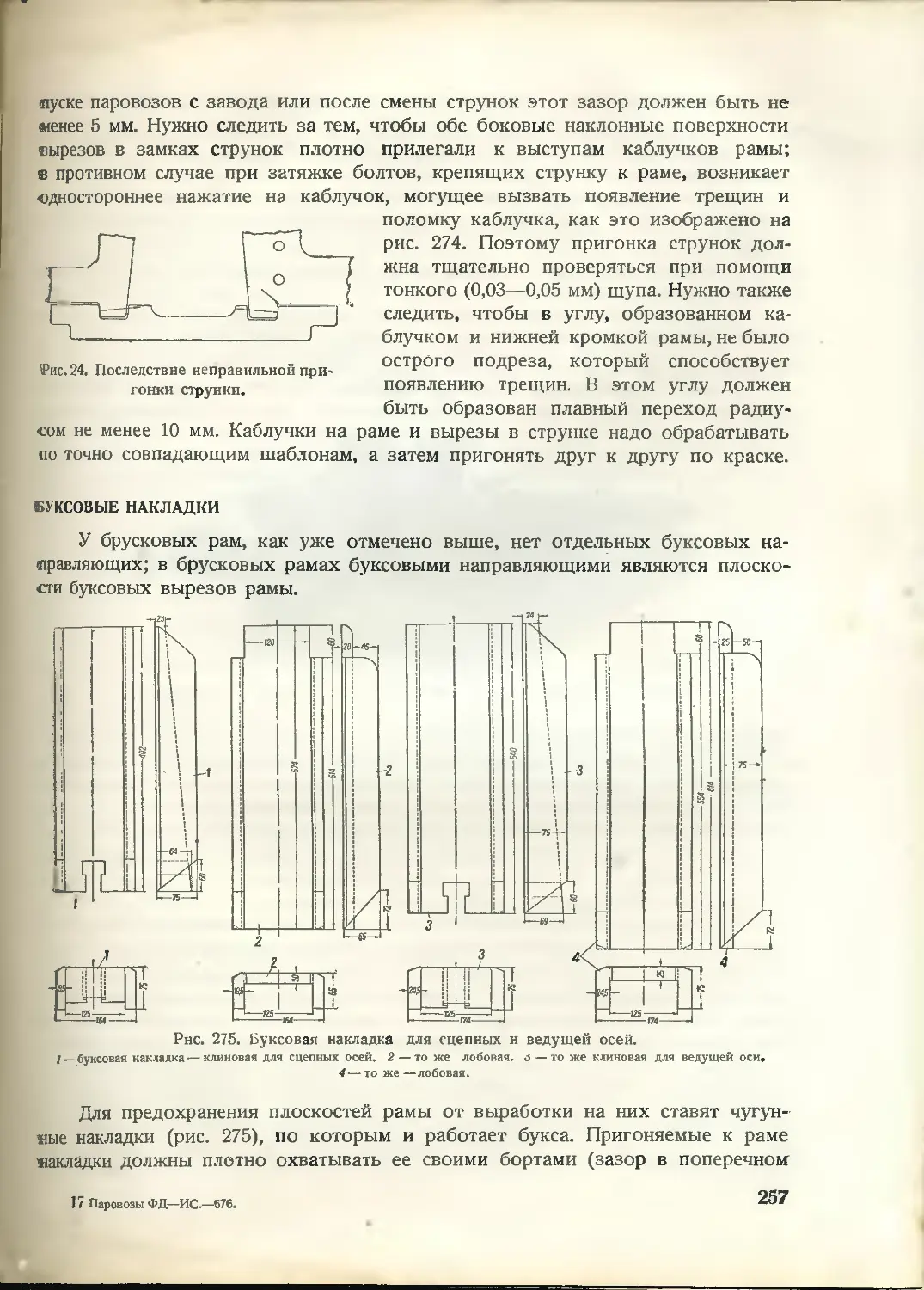
Буксовые накладки..................................................... 257
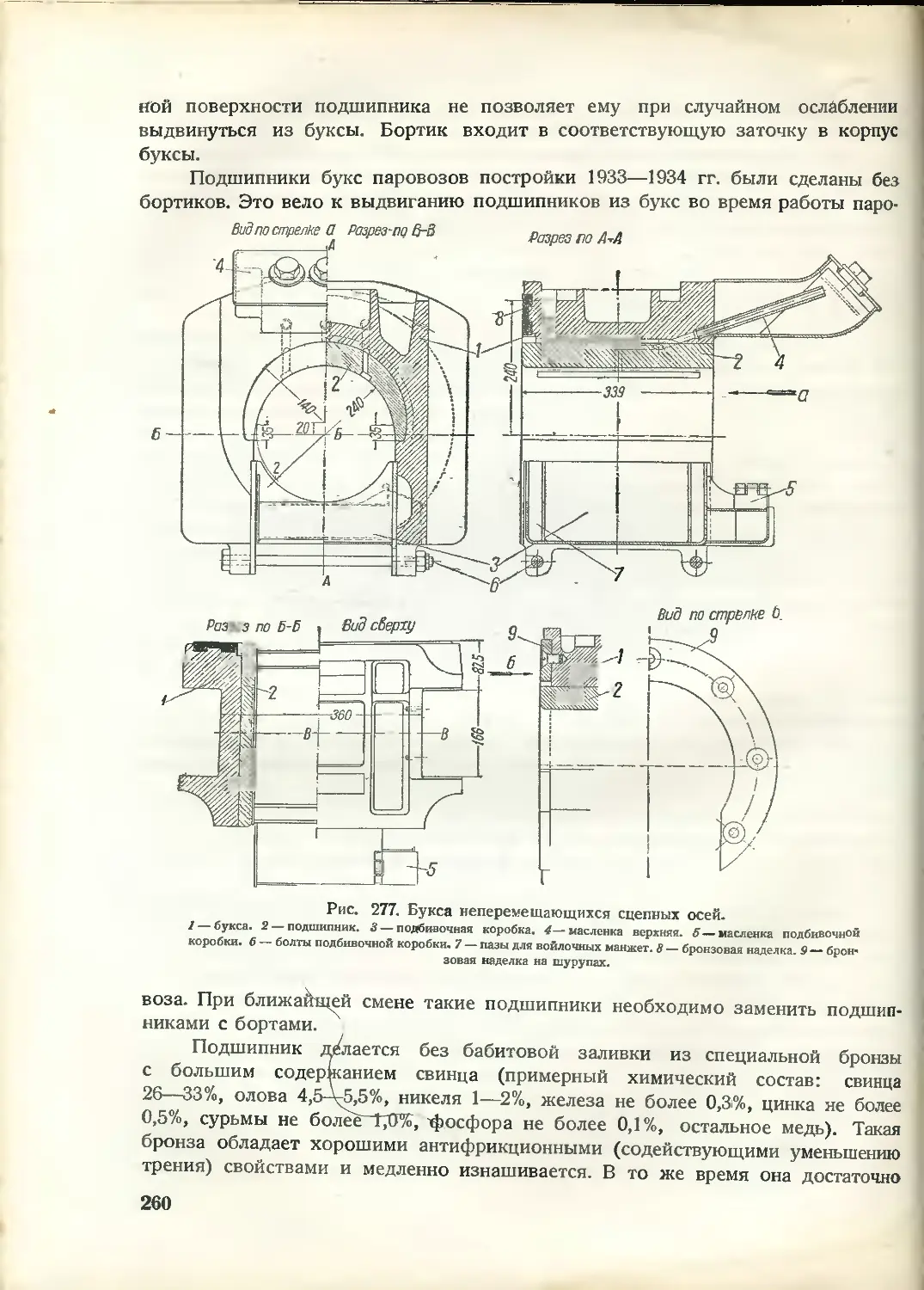
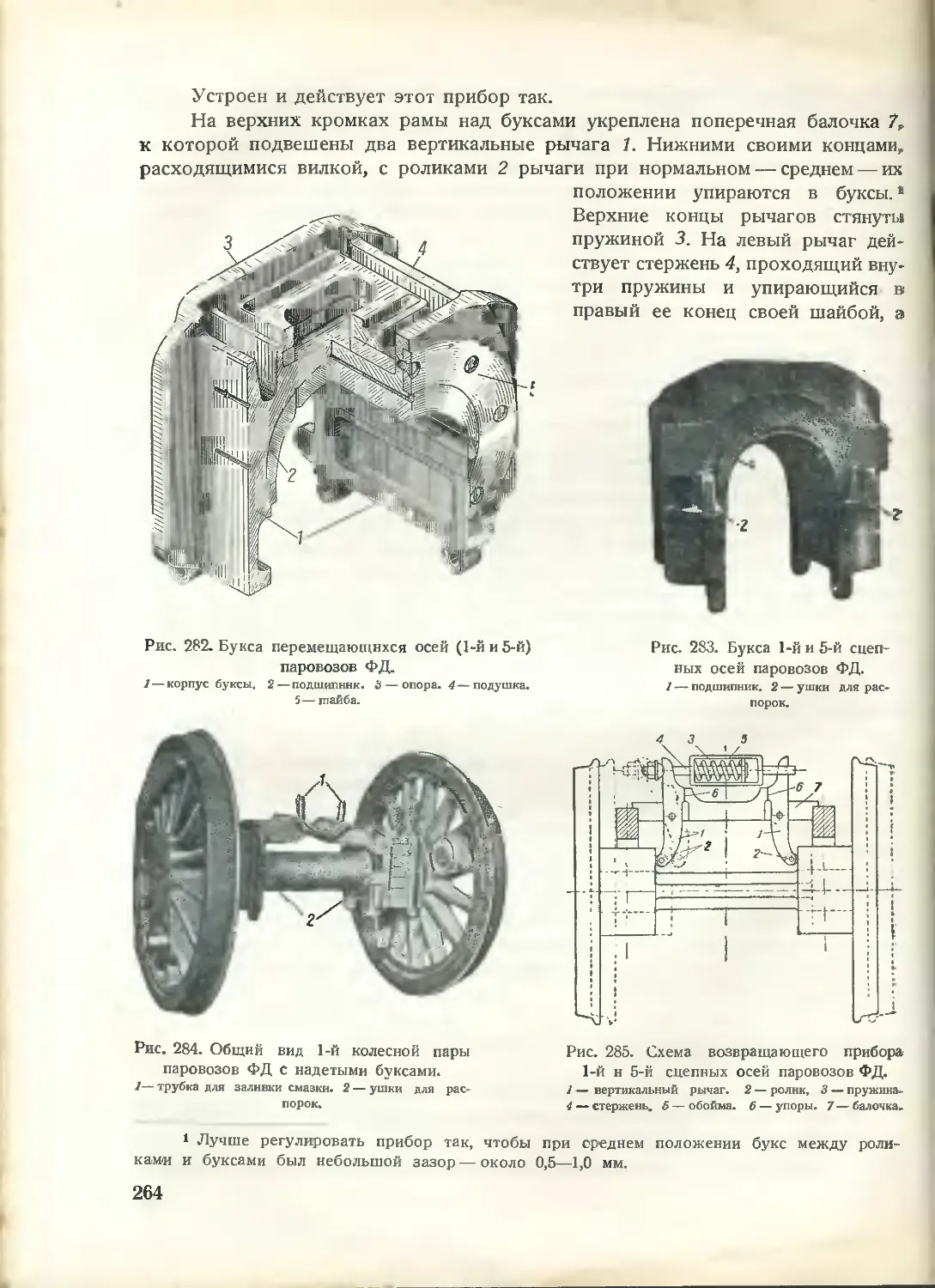
Буксы сцепных осей.............................................................. 259
Возвращающий прибор букс I и V сцепных осей............................ . 263
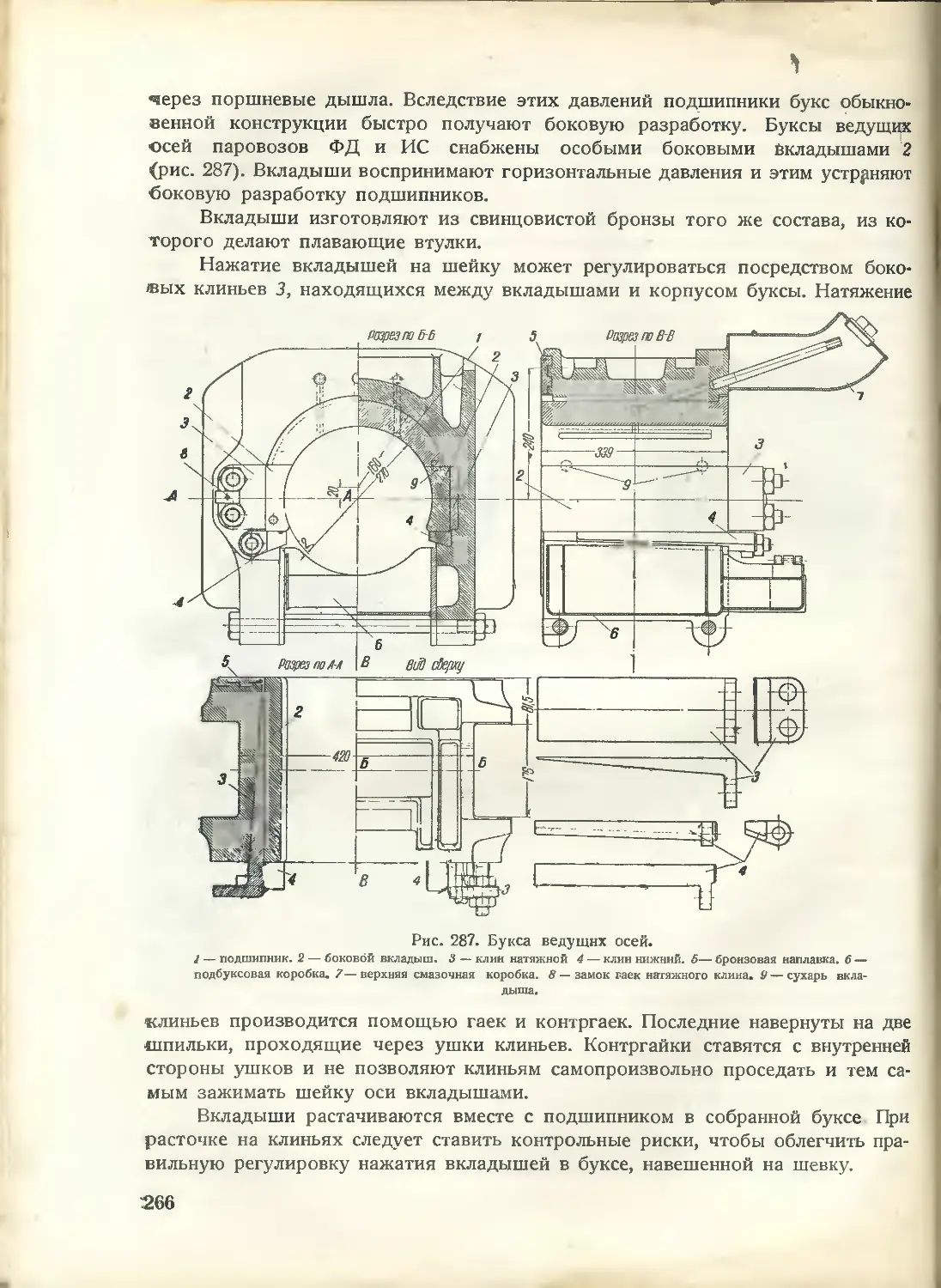
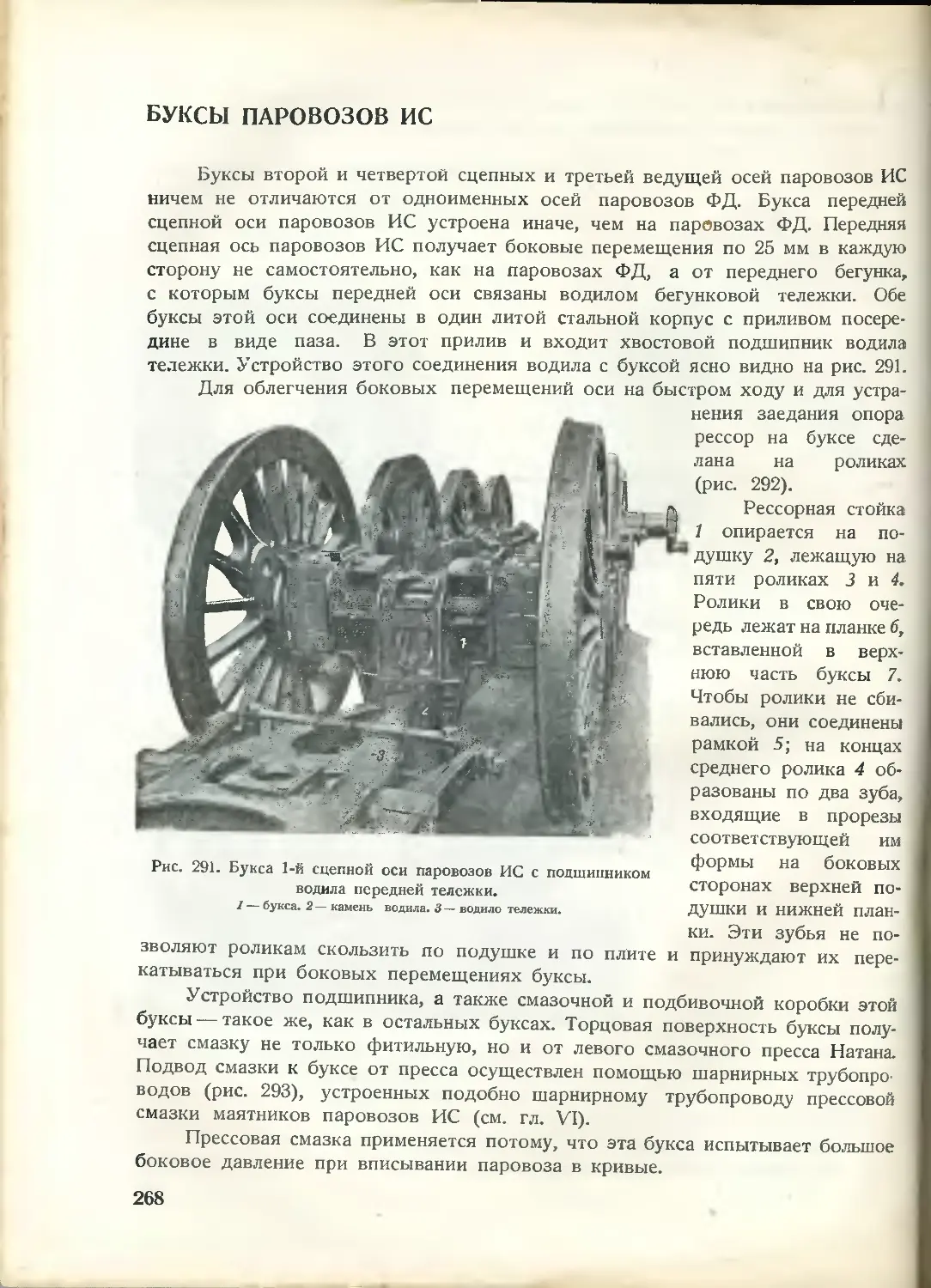
Буксы ведущей оси.............................................................. 265
Смазка букс гризом............................................................... 269
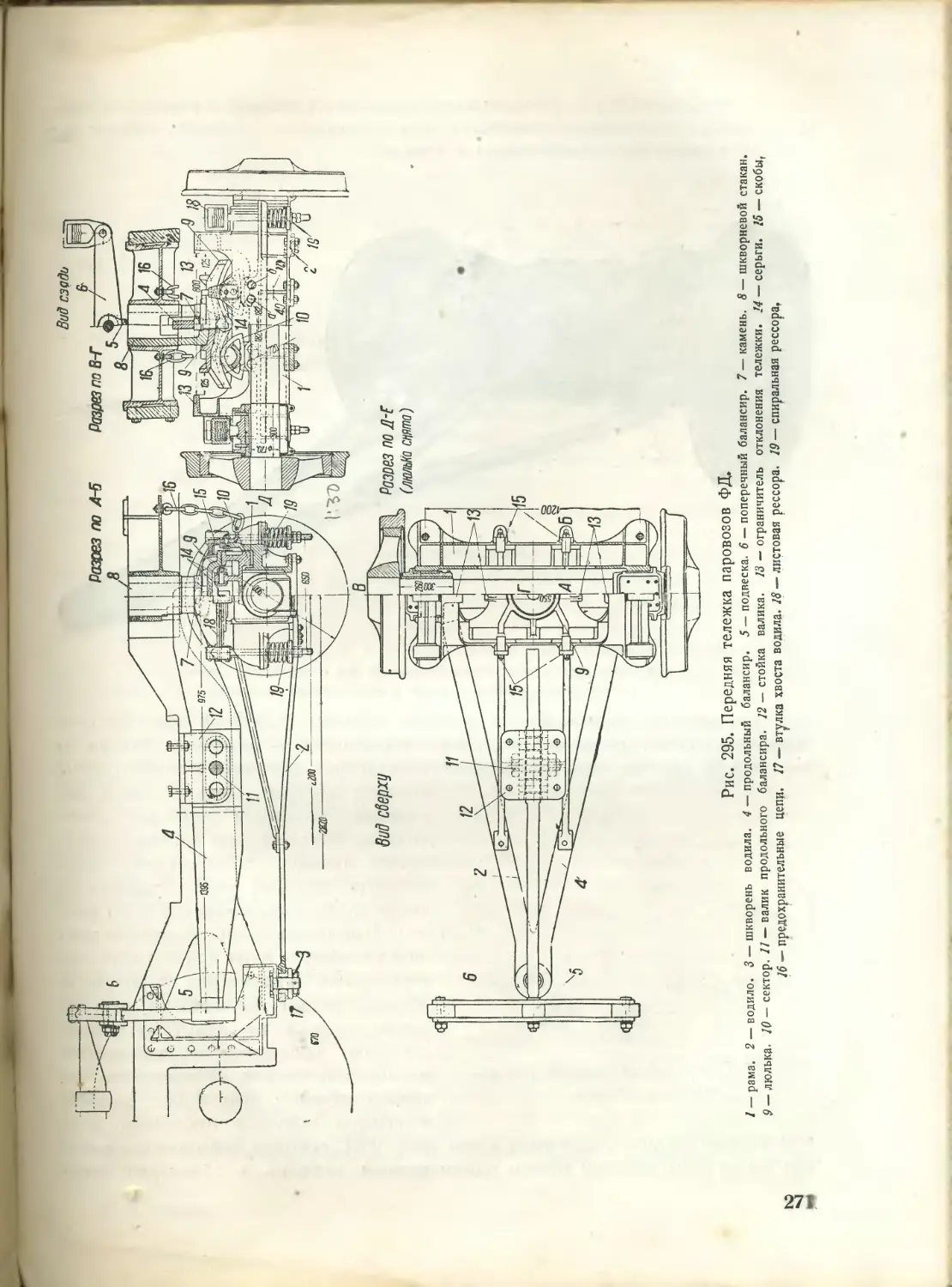
Передняя тележка паровозов ФД................................................... 270
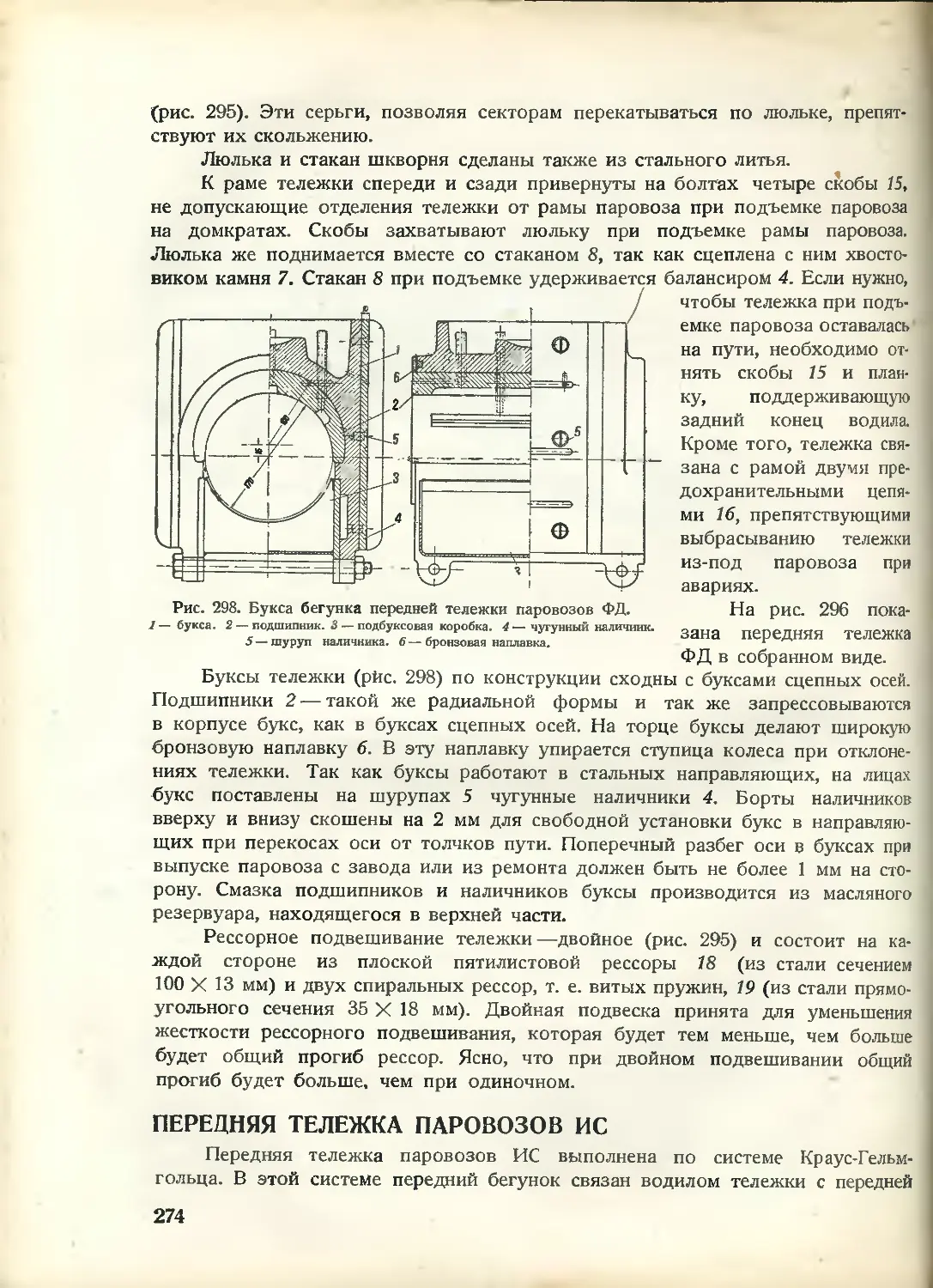
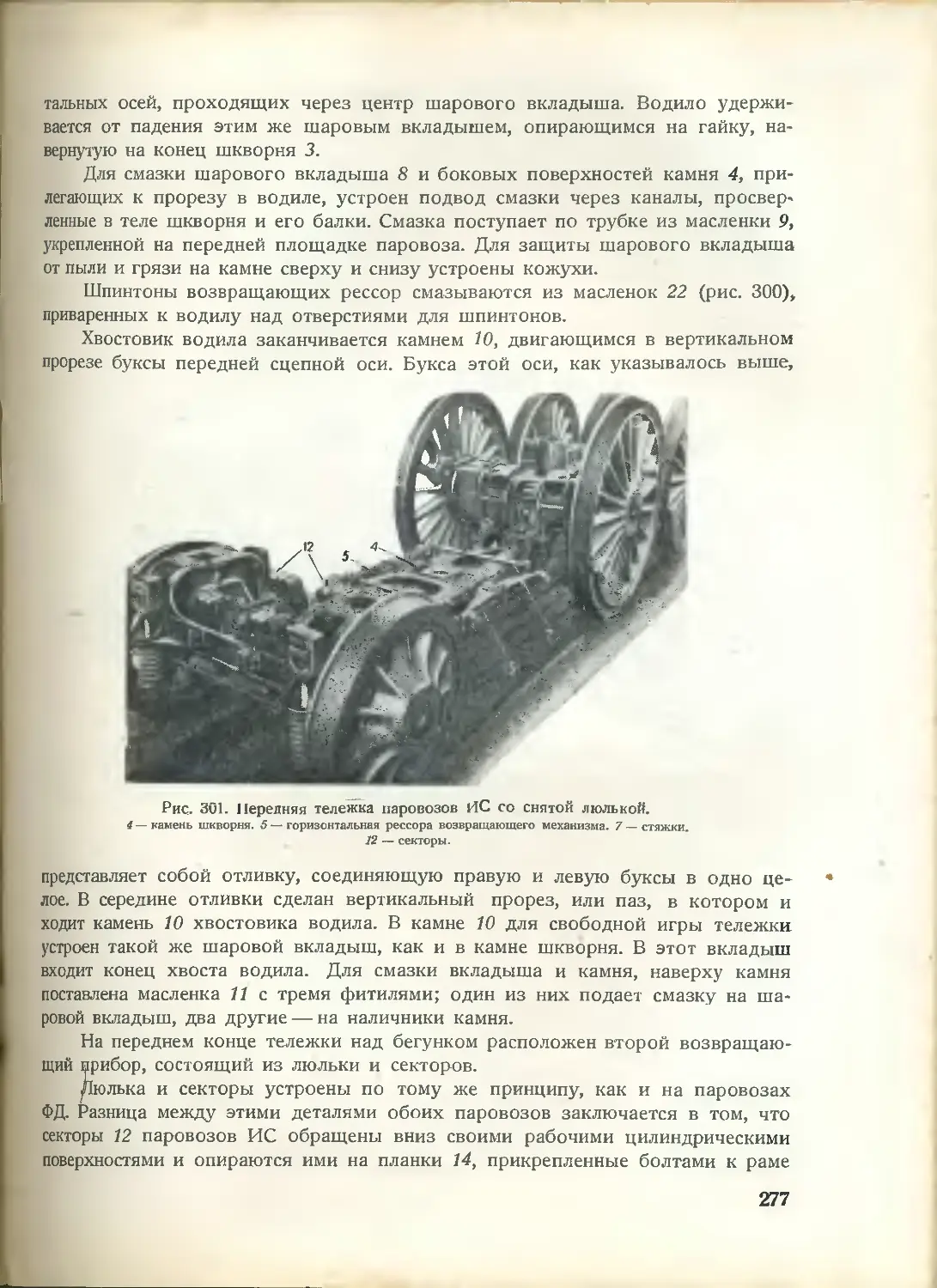
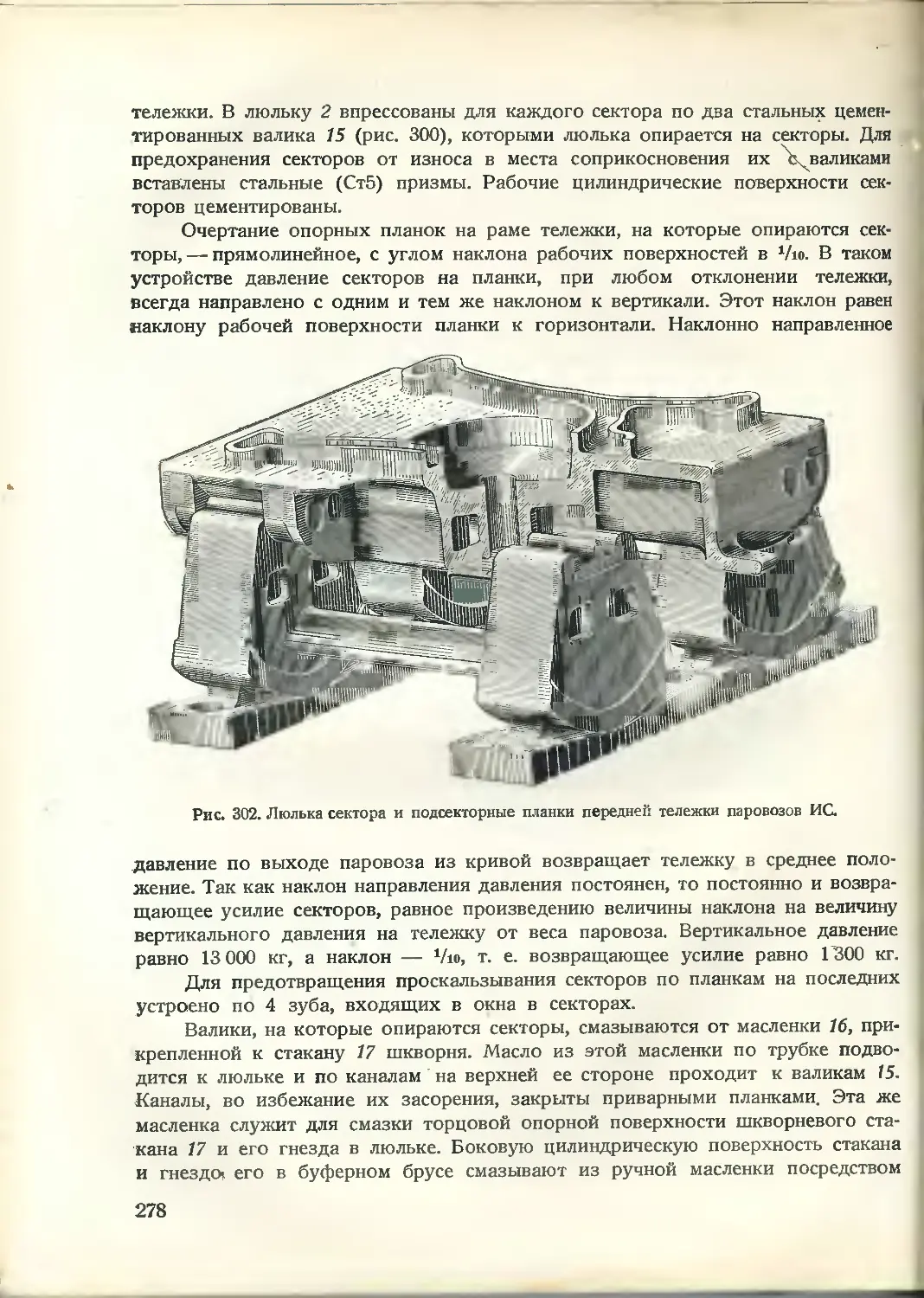
Передняя тележка паровозов ИС................................................... 274
Проверка и ремонт передних тележек паровозов ФД и ИС.................. 279
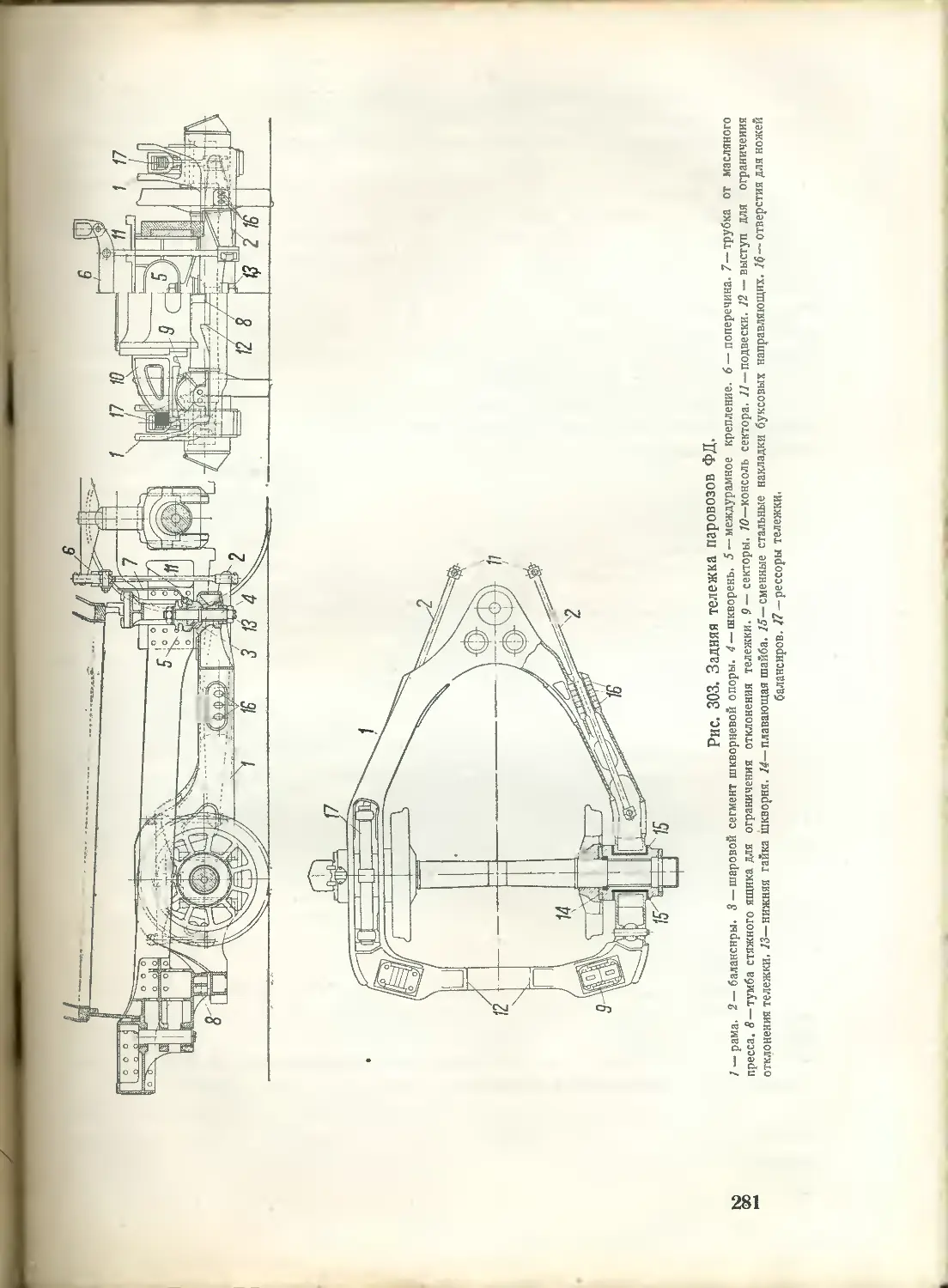
Задняя тележка паровозов ФД................................................... 280
Букса задней тележки паровозов ФД........................................... 284
Задняя тележка паровозов ИС...................................................... 286
Букса задней тележки паровозов ИС .......................................... 289
Рессорное подвешивание........................................................... 290
Сборка и ремонт рессорного подвешивания............................... 294
Поддерживающие колесные пары................................................... 297
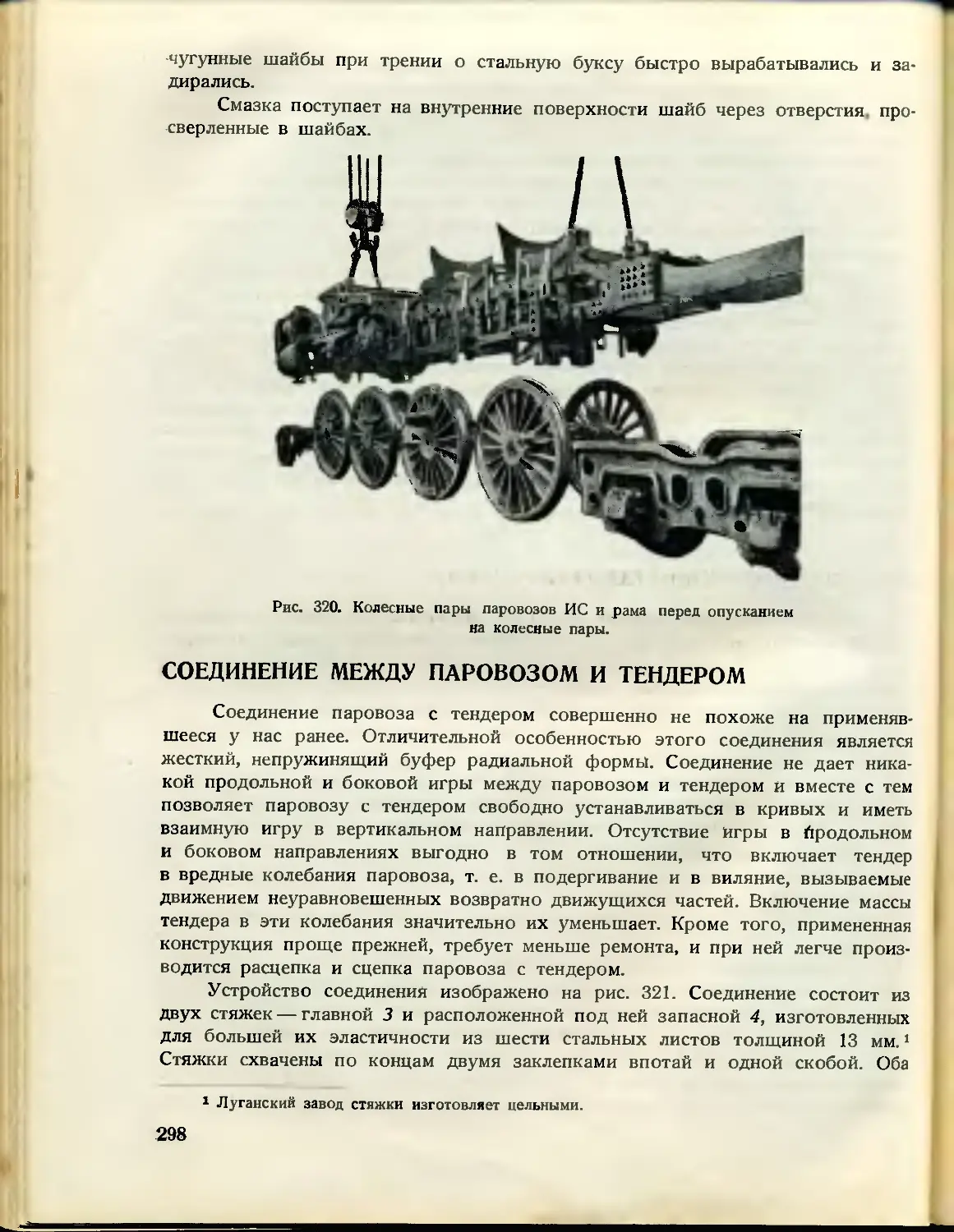
Соединение между паровозом и тендером........................................... 298
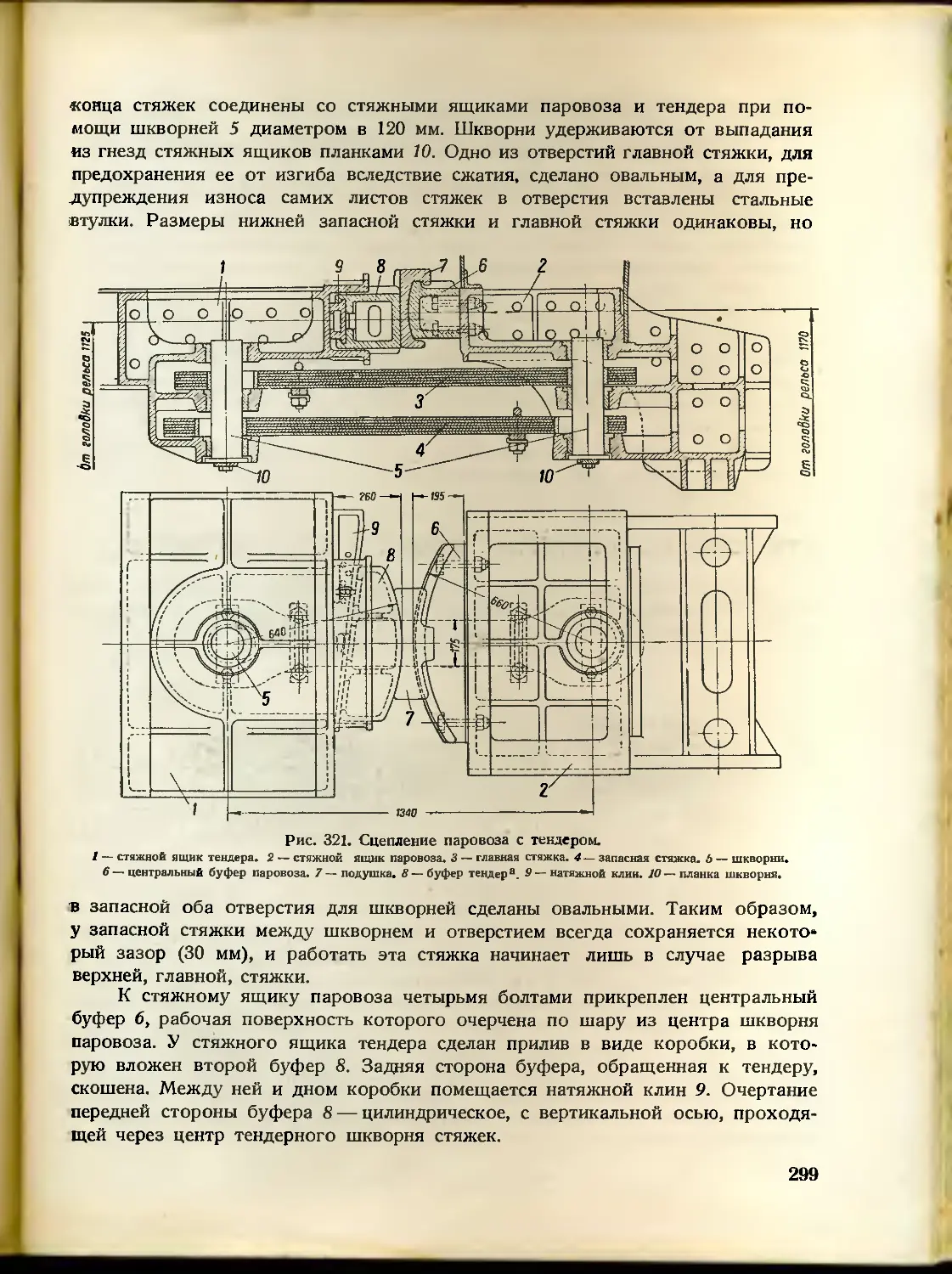
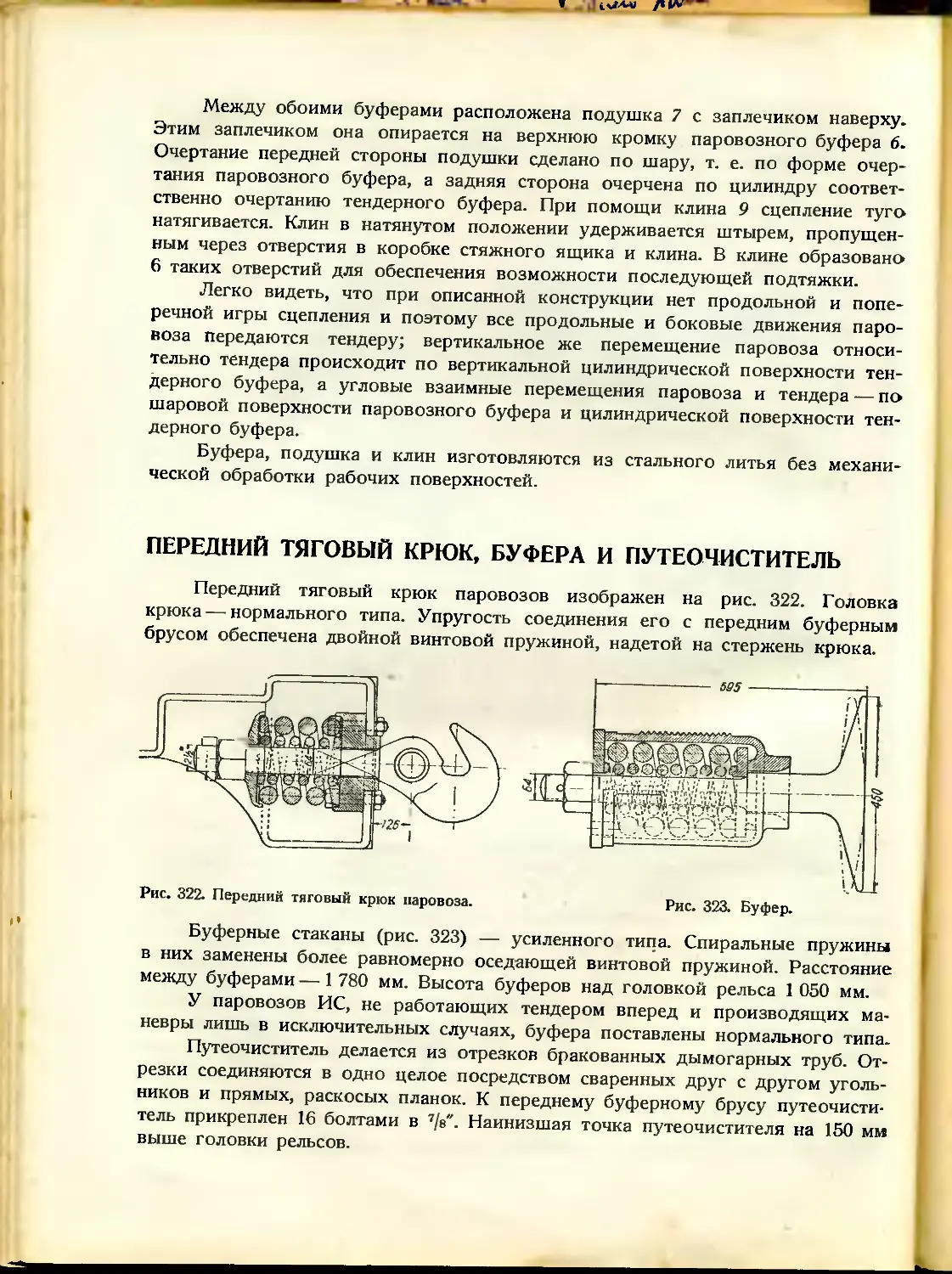
Передний тяговый крюк, буфера и путеочиститель................................... 300
VI’I. Будка, площадка, обшивка, тормоз паровоза, электроосвещение, турбогенератор и привод к аппарату Гаусгельтера................................................. 301
Будка.........................................-.................................... —
Площадки......................................................................... 304
Обшивка..................•......................................................... —
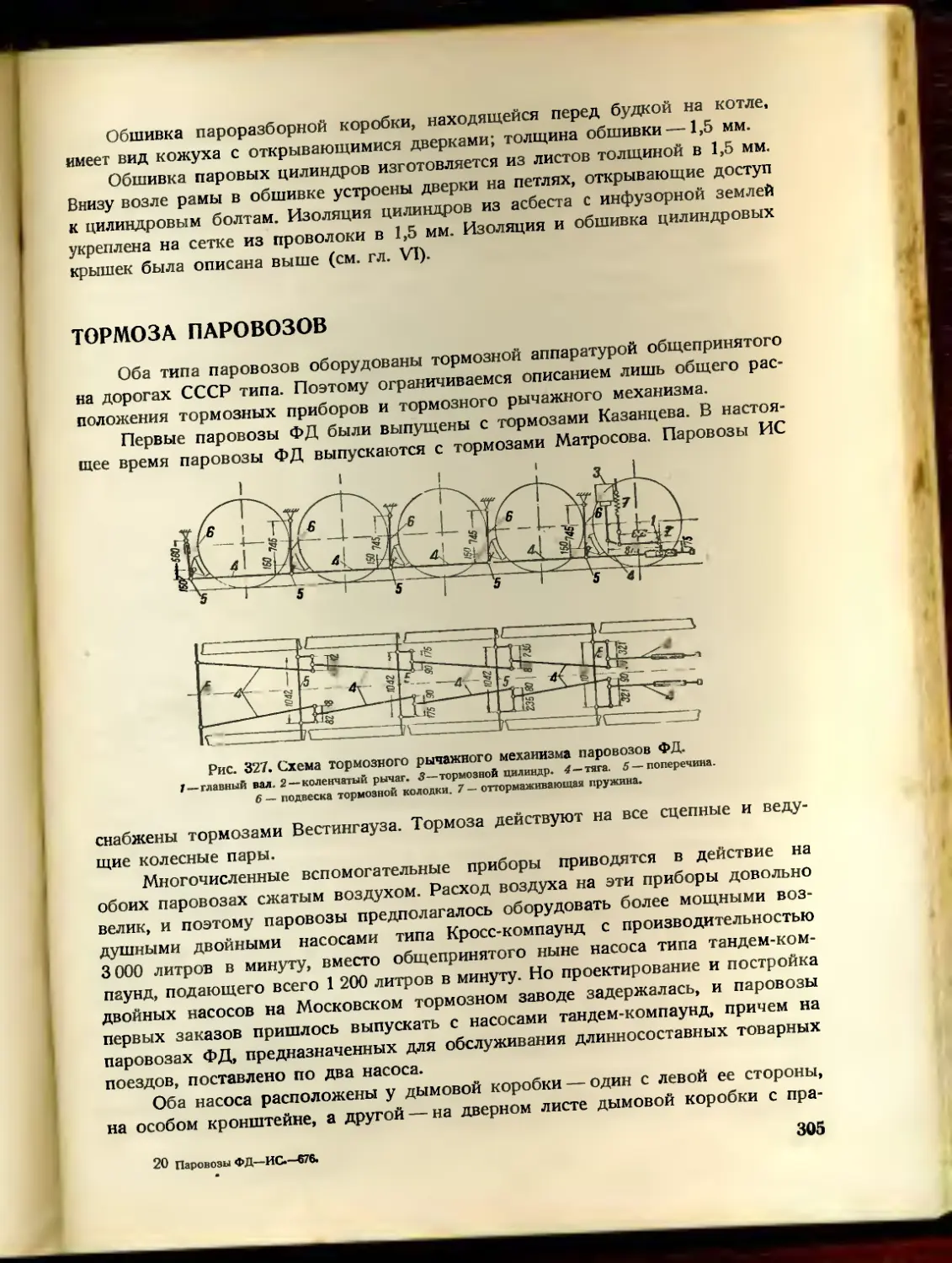
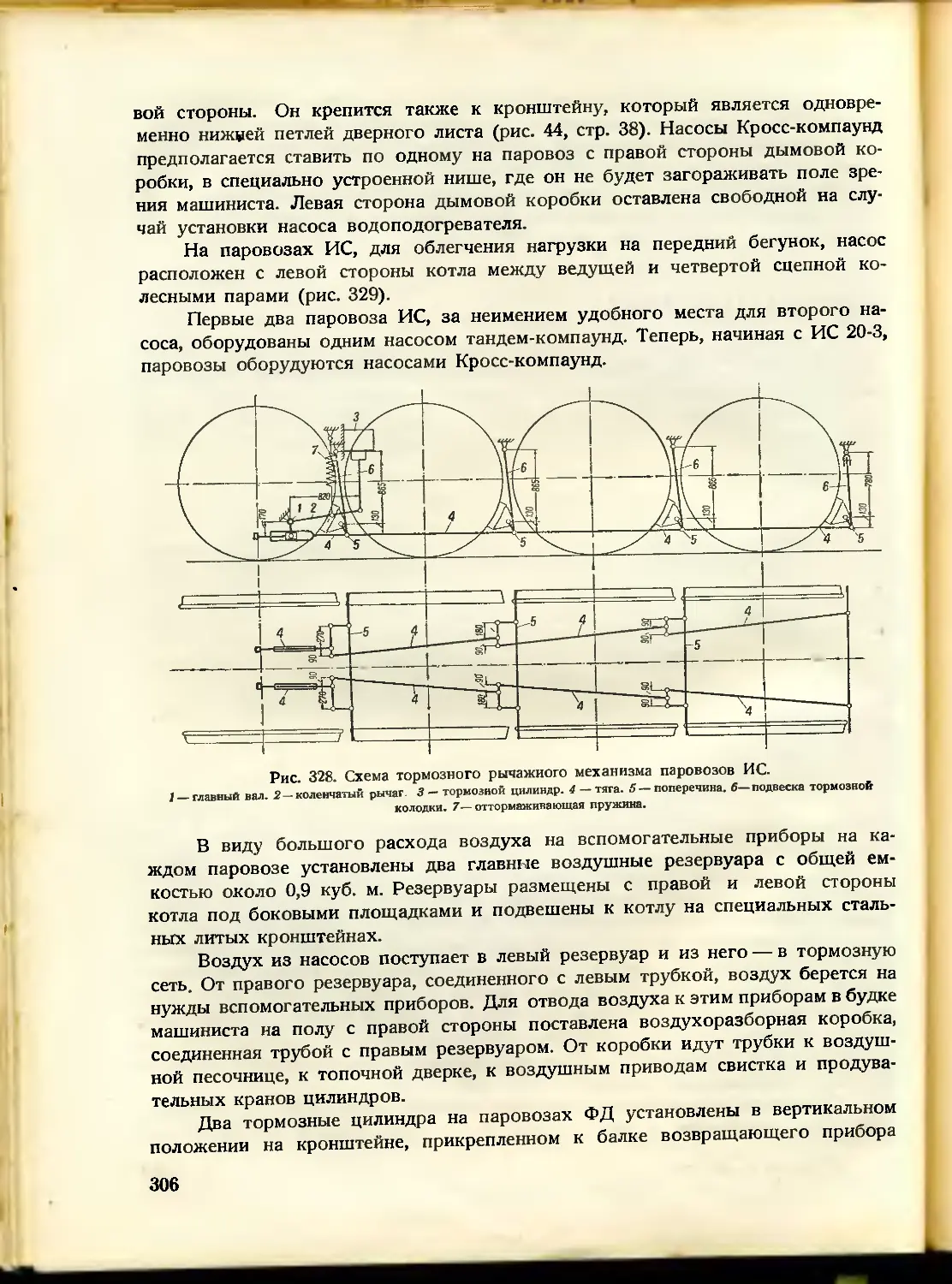
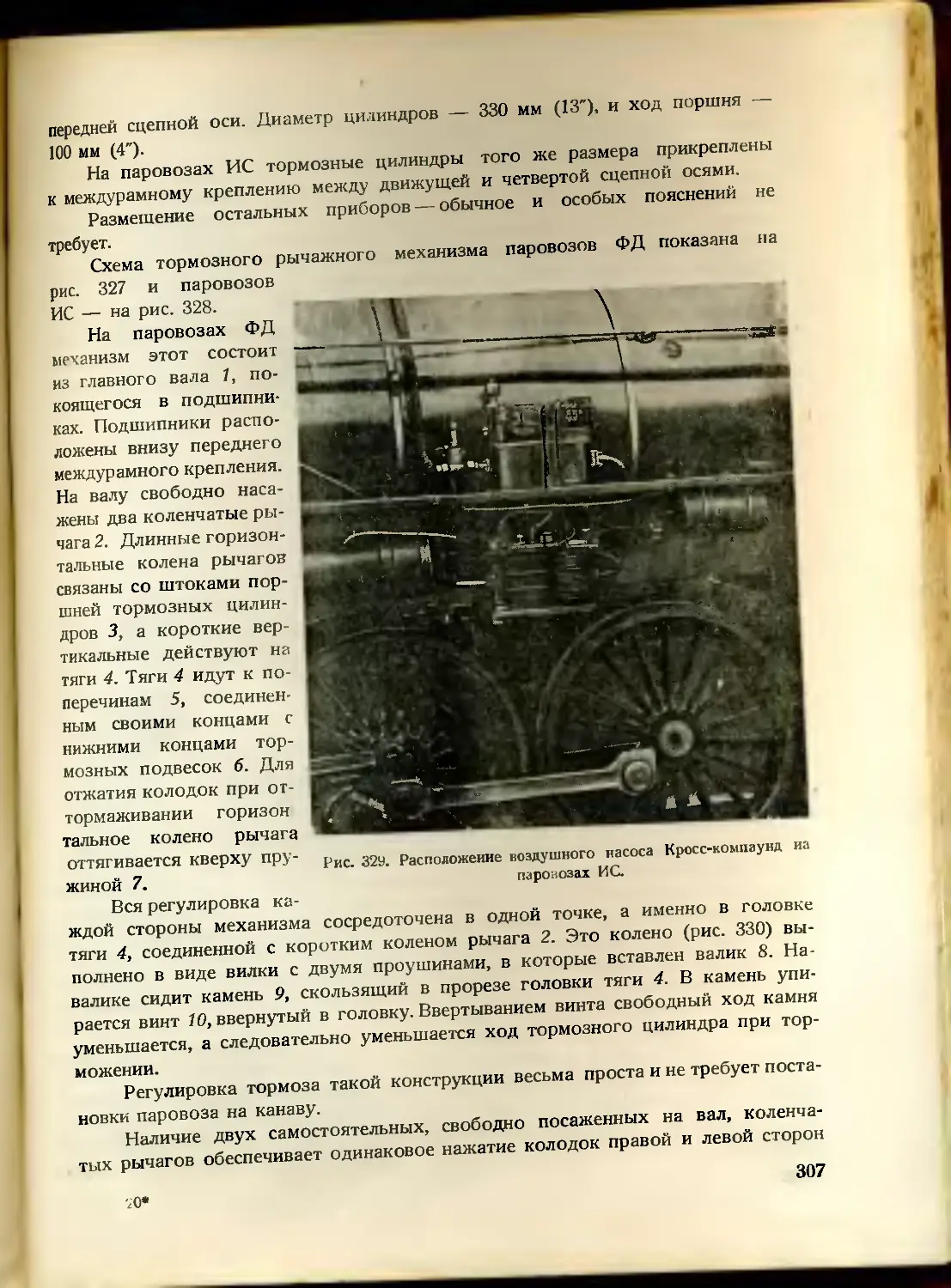
Тормоза паровозов.............................................................. 305
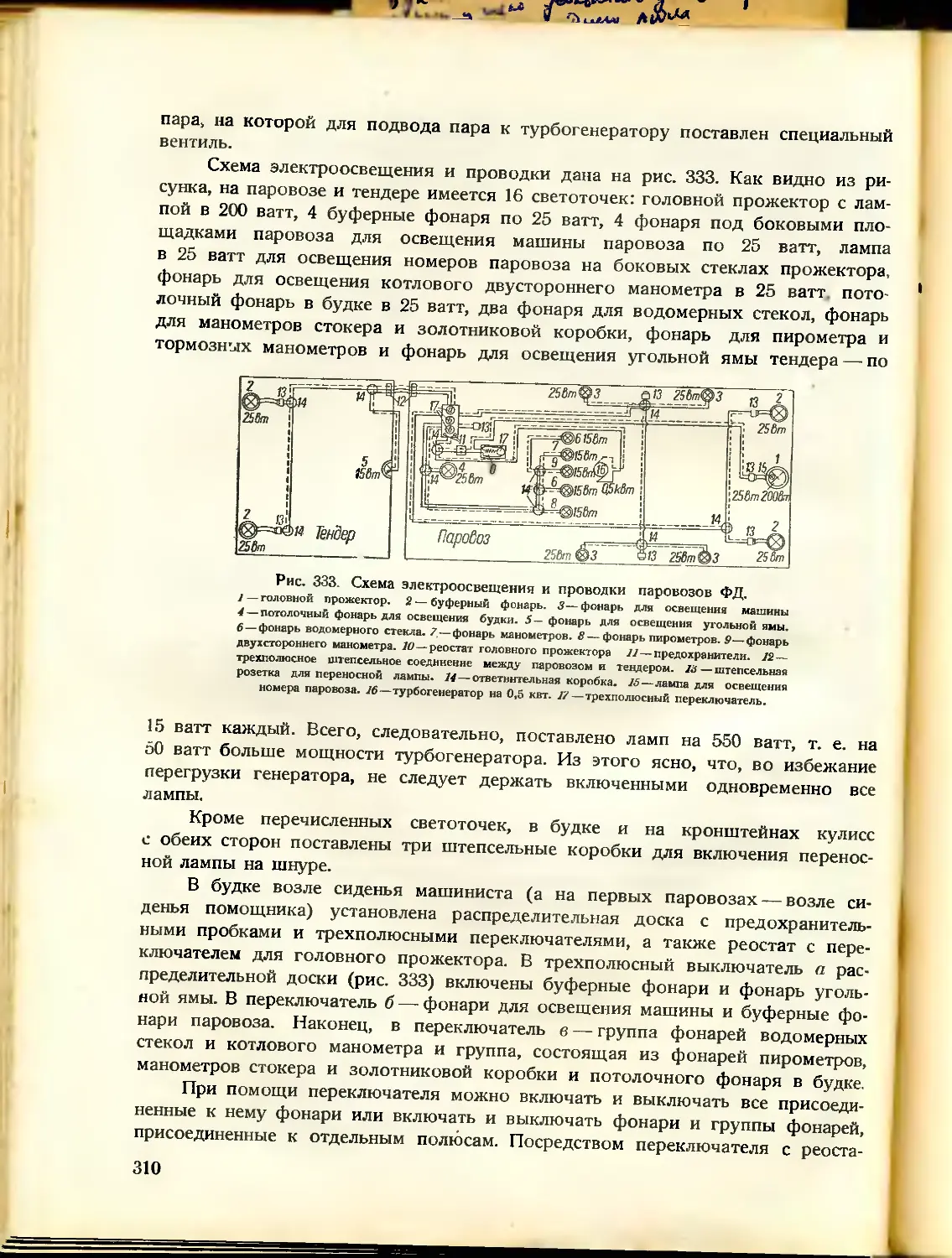
Электроосвещение................................................................. 309
Турбогенератор.................................................... • • 312
Уход за турбогенератором ............................................. 315
Схема электроосвещения паровозов ФД заказа 1935 г........................... 317
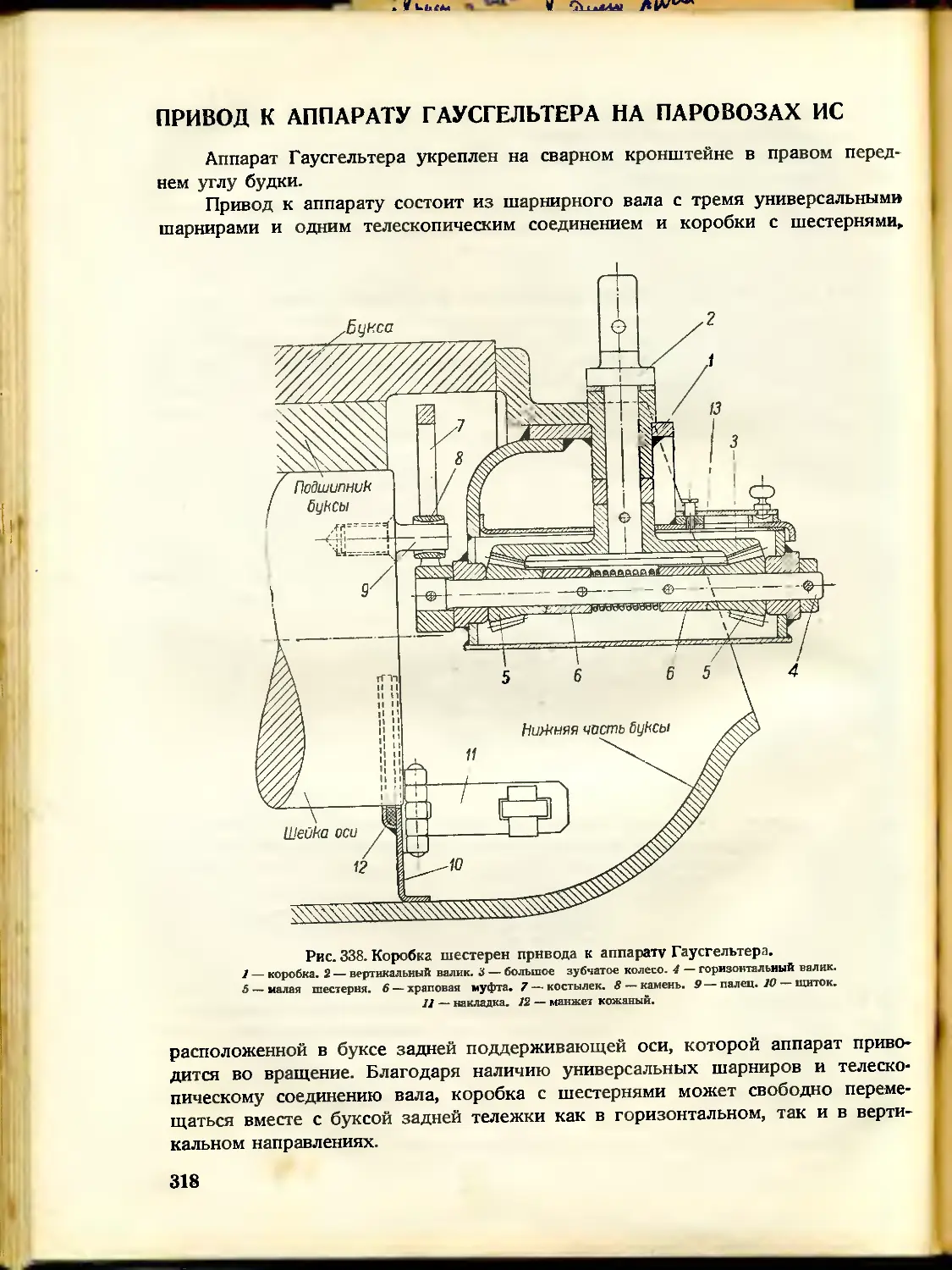
Привод к аппарату Гаусгельтера на паровозах ИС................................. 318
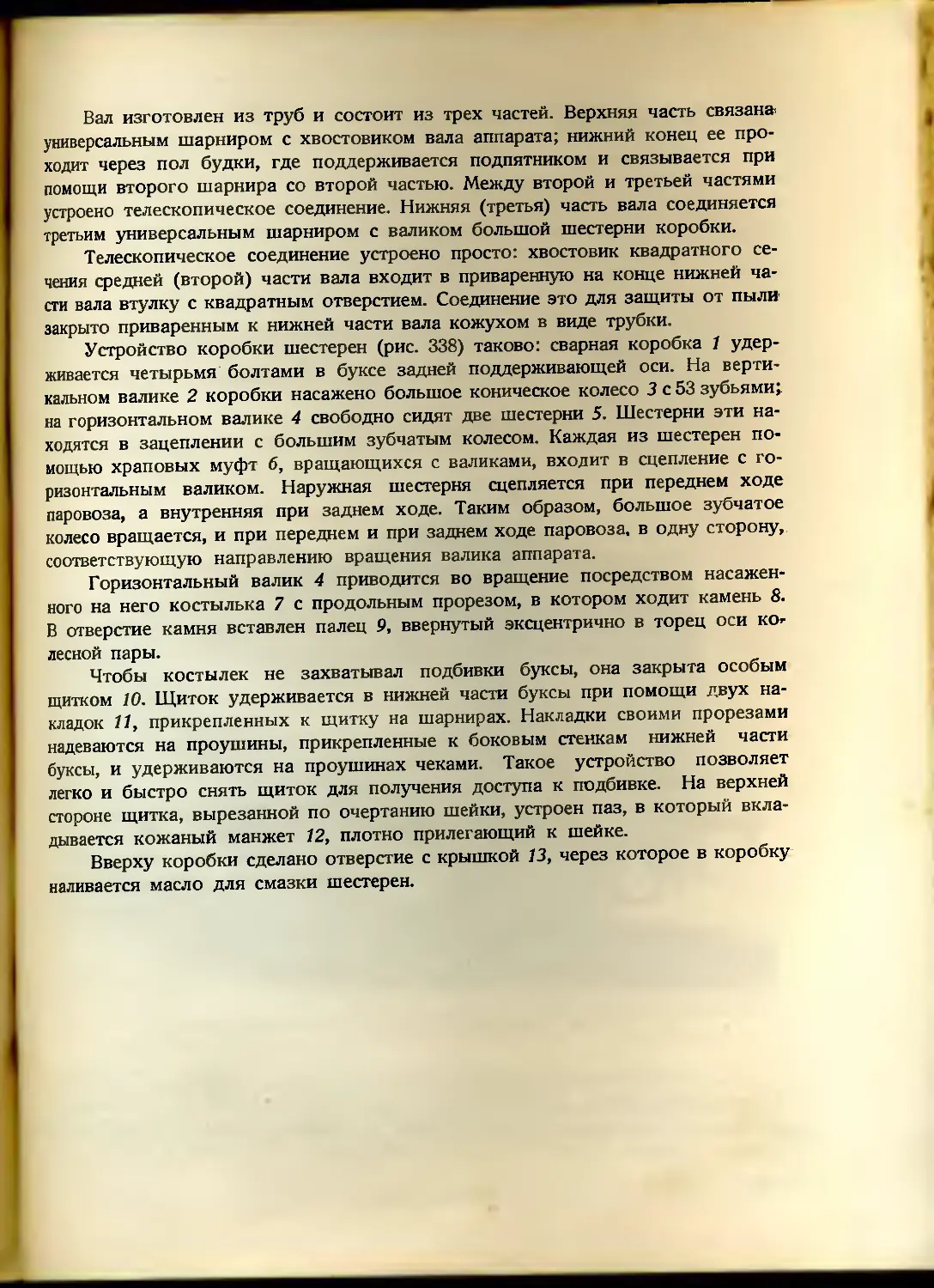
IX. Тендеры........................................................................ 320
Четырехосный объединенный тендер................................................... 321
Характеристика ................................................................. —
Водяной бак.....................•............................................ _
Рама тендера.................................................................. 322
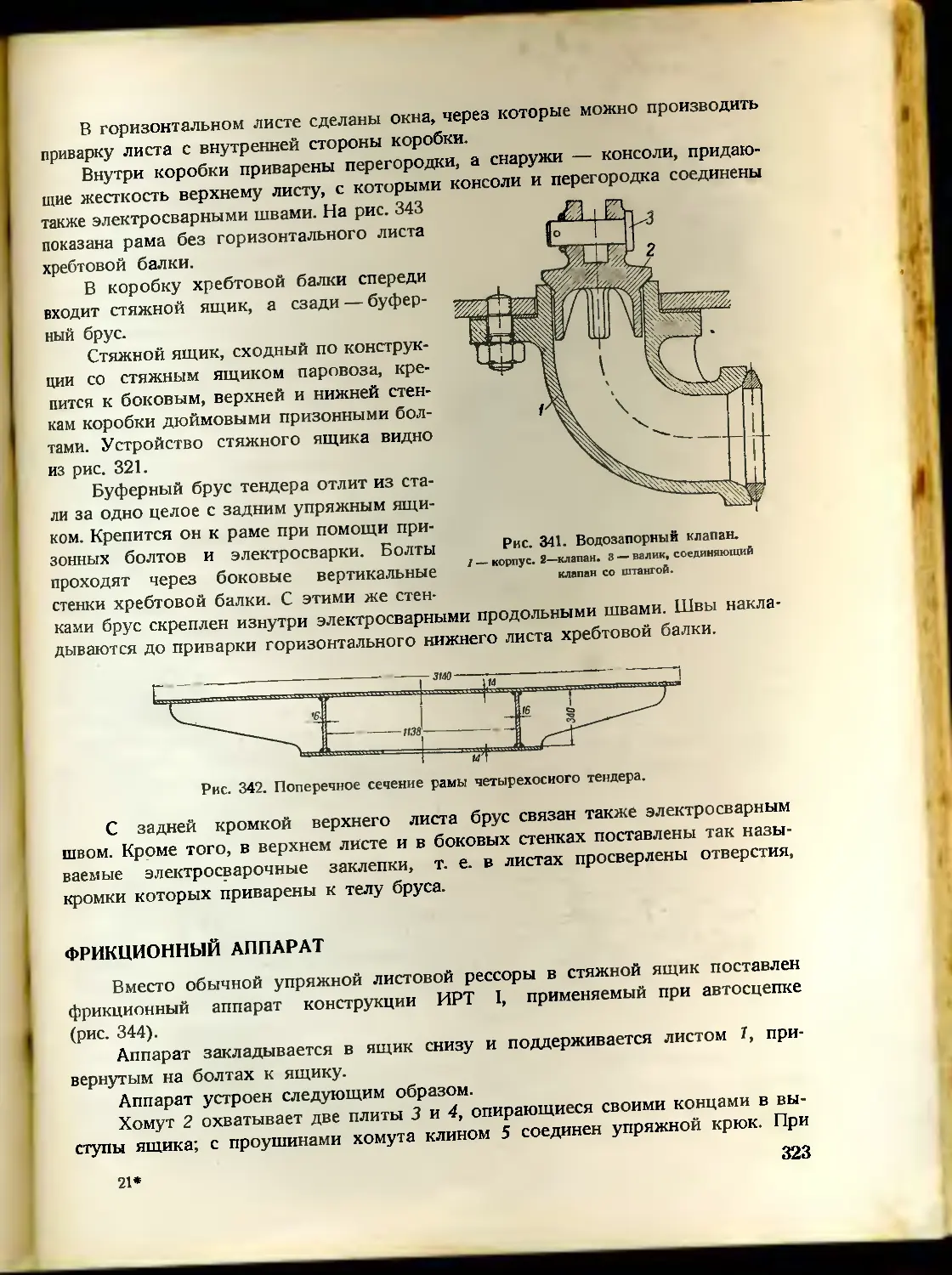
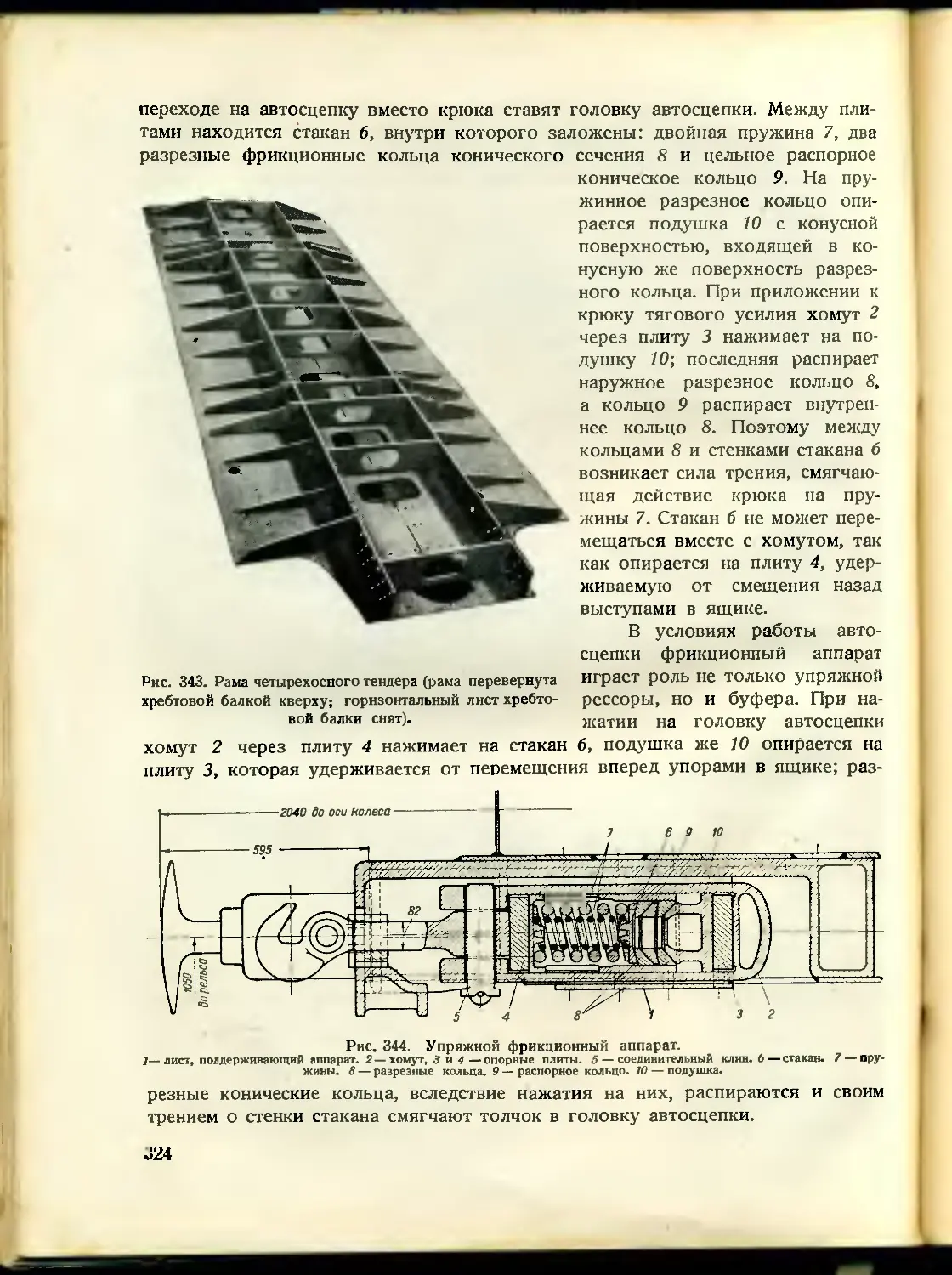
Фрикционный аппарат........................................................... 323
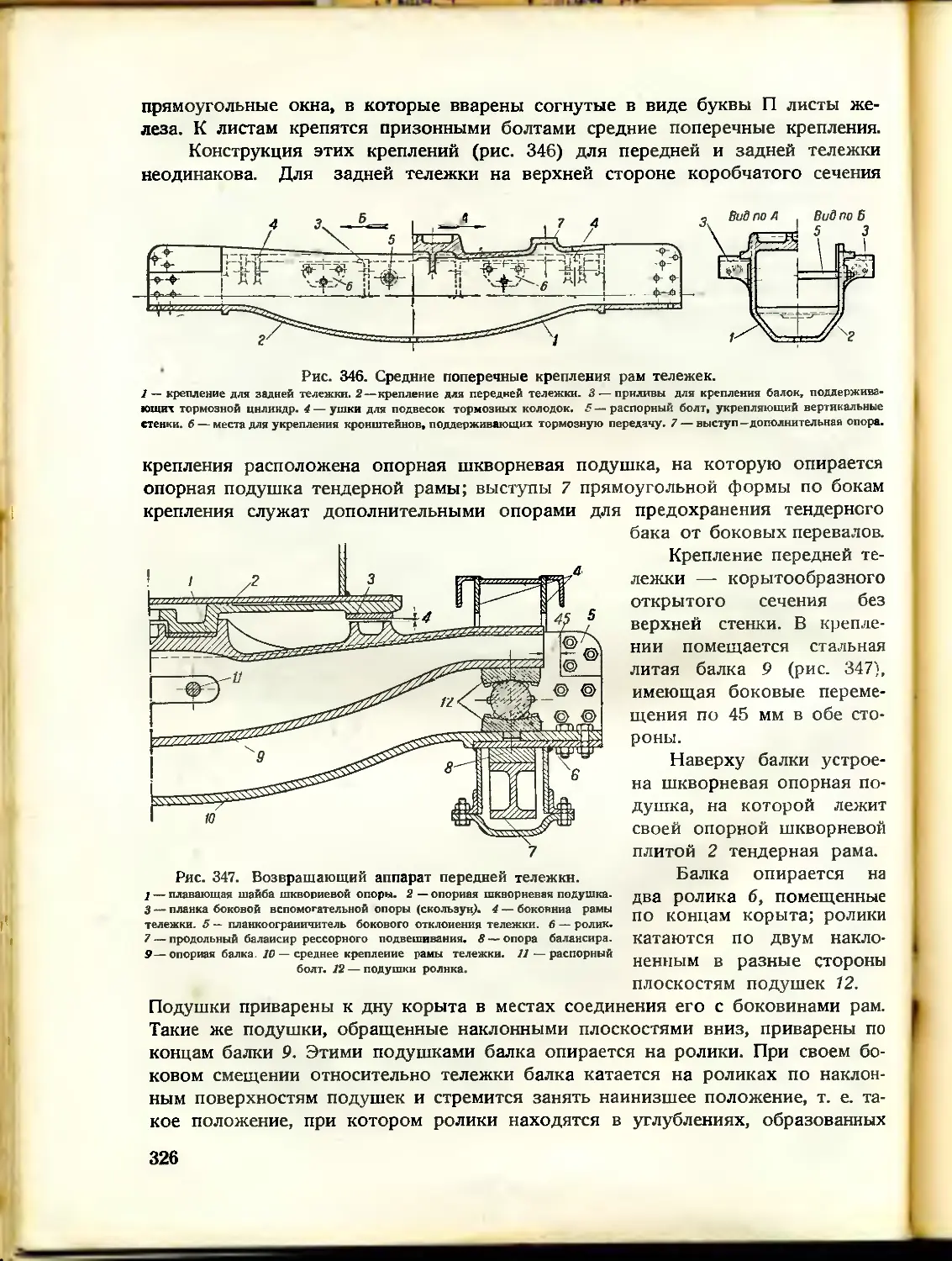
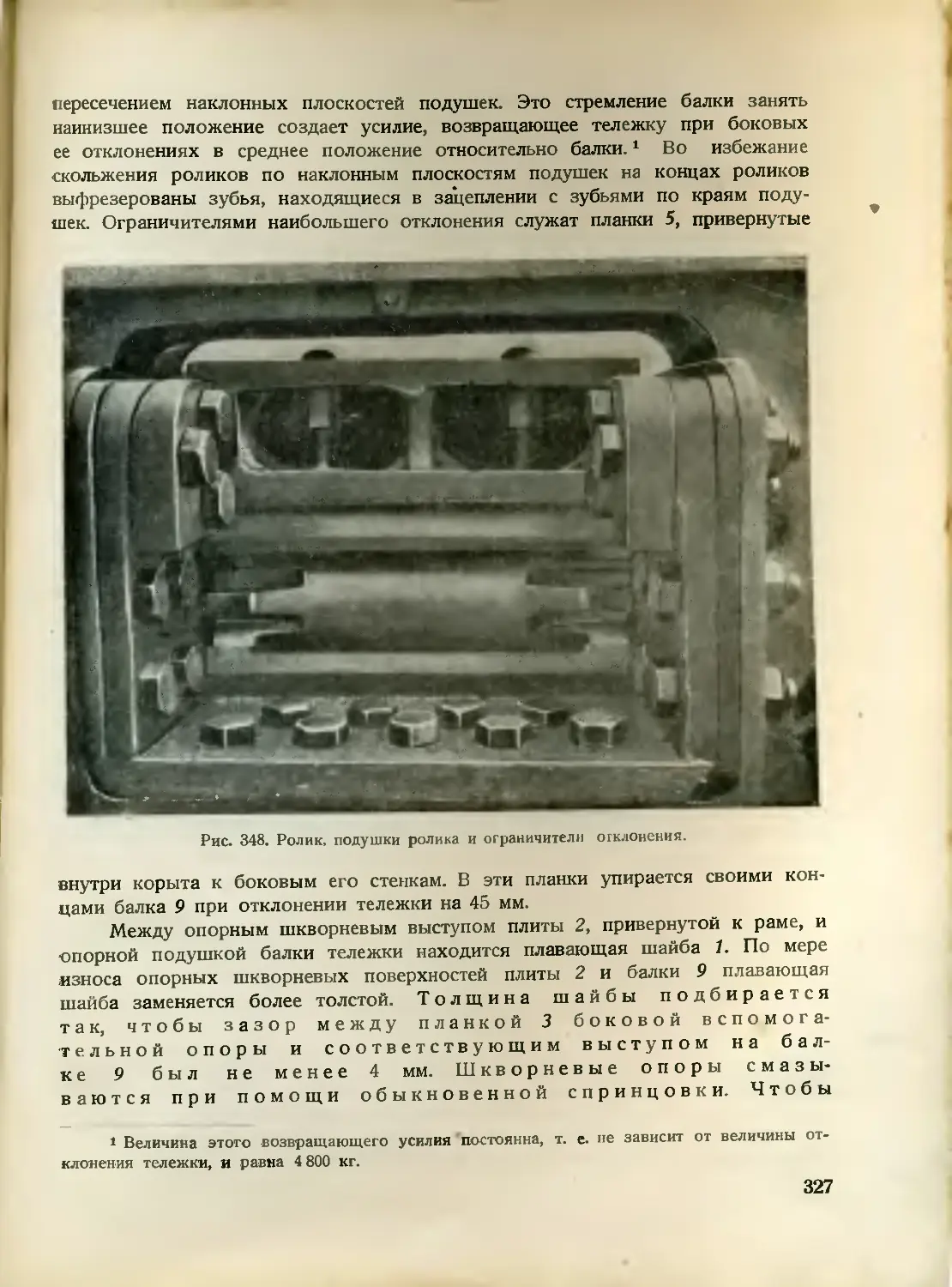
Опорные шкворневые подушки..................................................... 325
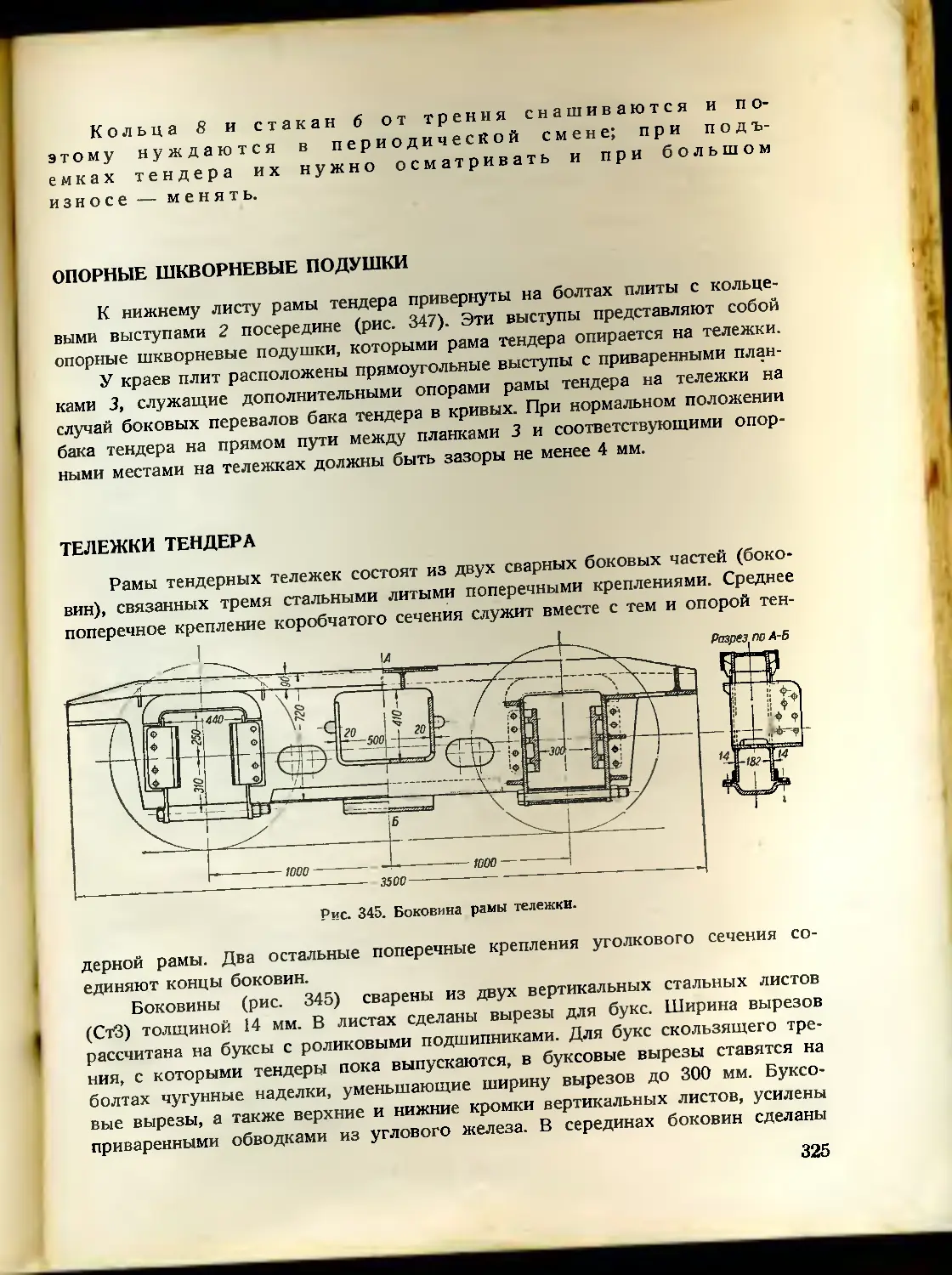
Тележки тендера............................................................. .....
Рессорное подвешивание...................................................... 328
Колесные пары.............’.......................•.........................
Букса.......................................................................... —
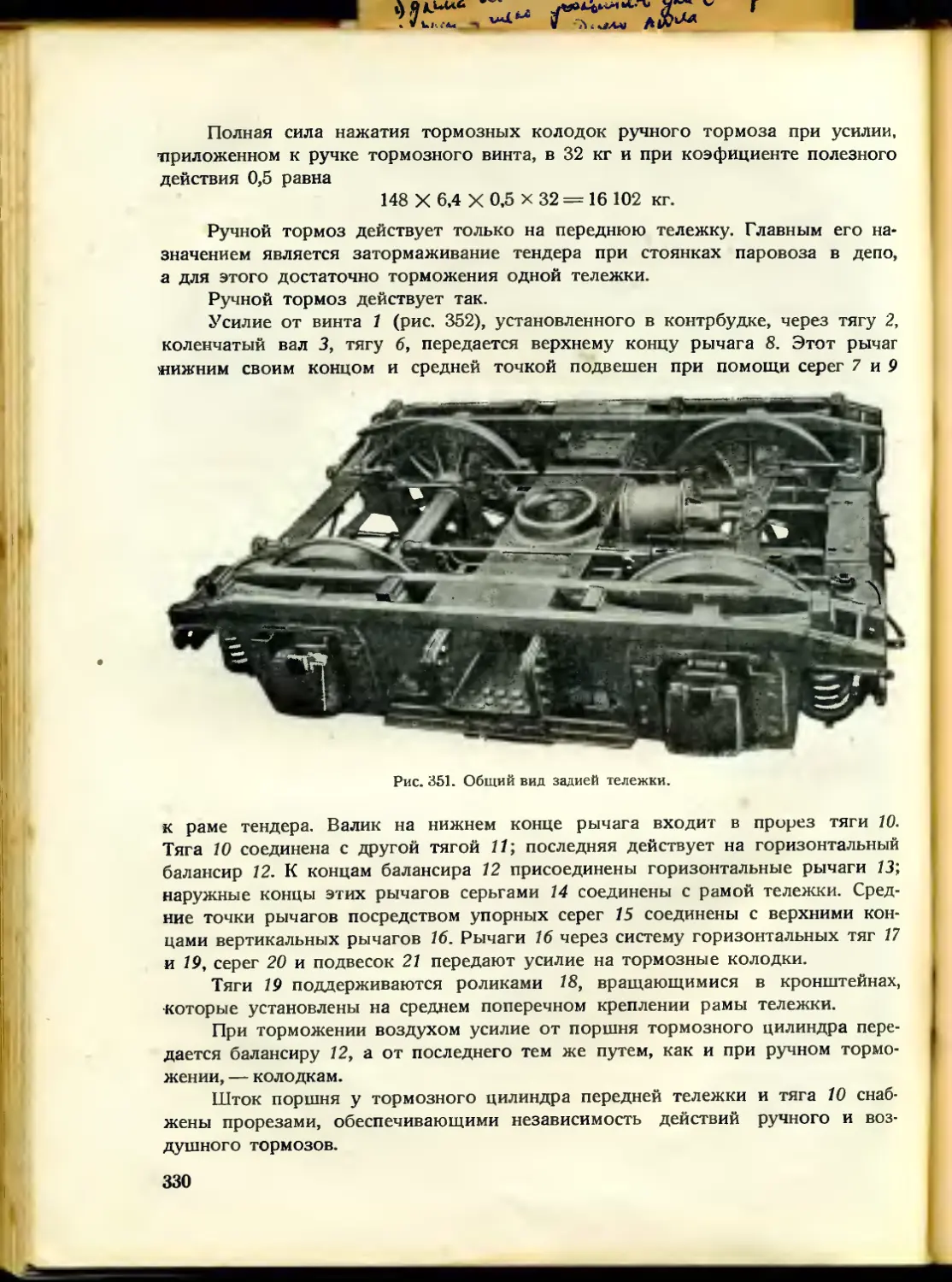
Тормоз тендера............................................................... 329
Шестиосный тендер типа 1932 г................................................... 332
Характеристика.............................................................. —
Водяной бак..................•............................................... 333
Рама тендера............................................................... 334
Тележки тендера.............................................................. 335
Тормоз тендера .............................................................. 338
Рычажная передача на раме тендера.............................. —
Рычажная передача тележки....................................... . . • . 339
Ручной тормоз ......................................................... 340
Шестиосный объединенный тендер, проект Локомотивопроекта............................ —
Характеристика . ............................................................. —
Водяной бак................................................................. 341
Рама тендера......................................•.......................... 343
Тележки тендера.............................................................. —
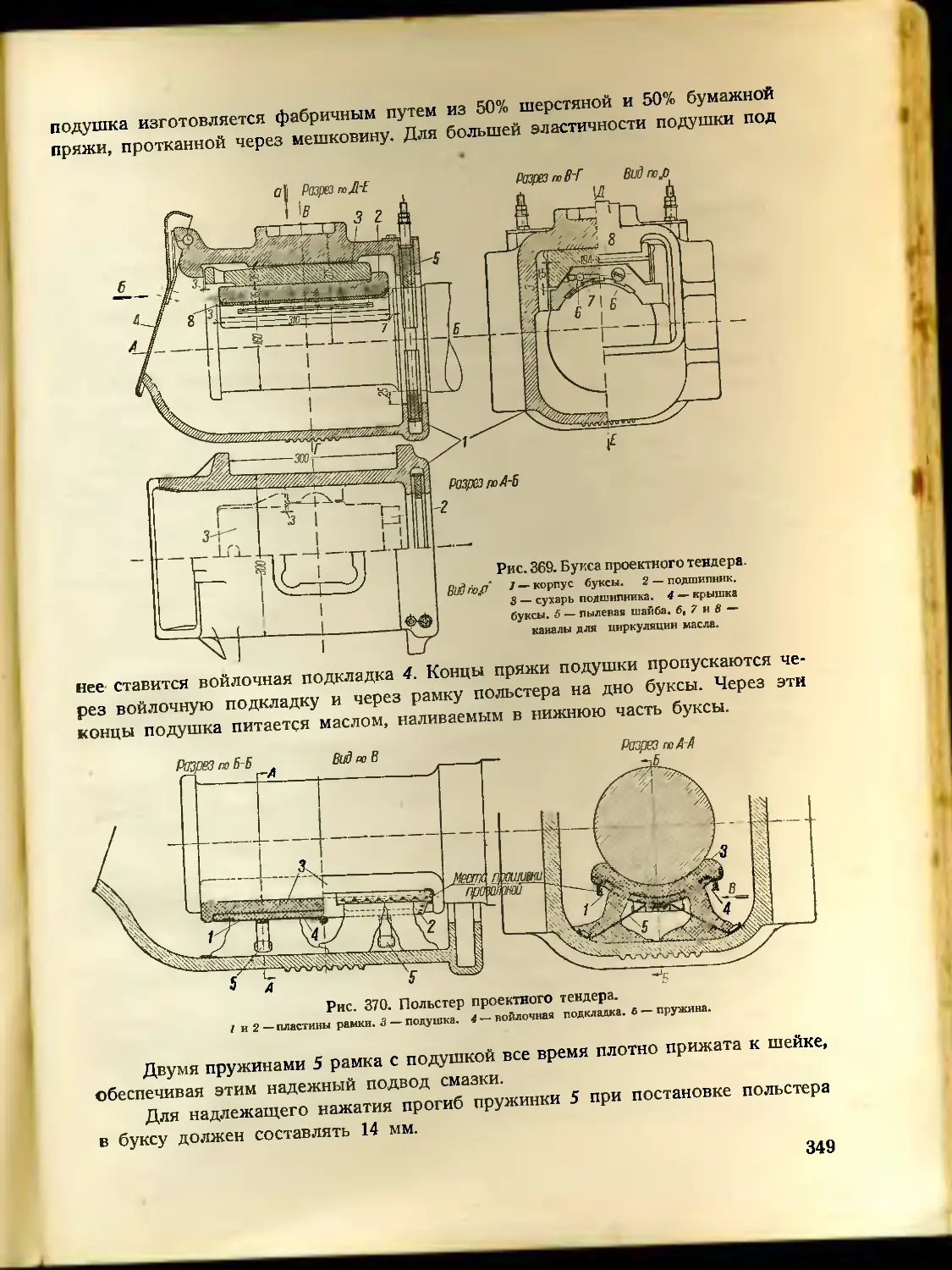
Ходовые части тележки.................................................. 348
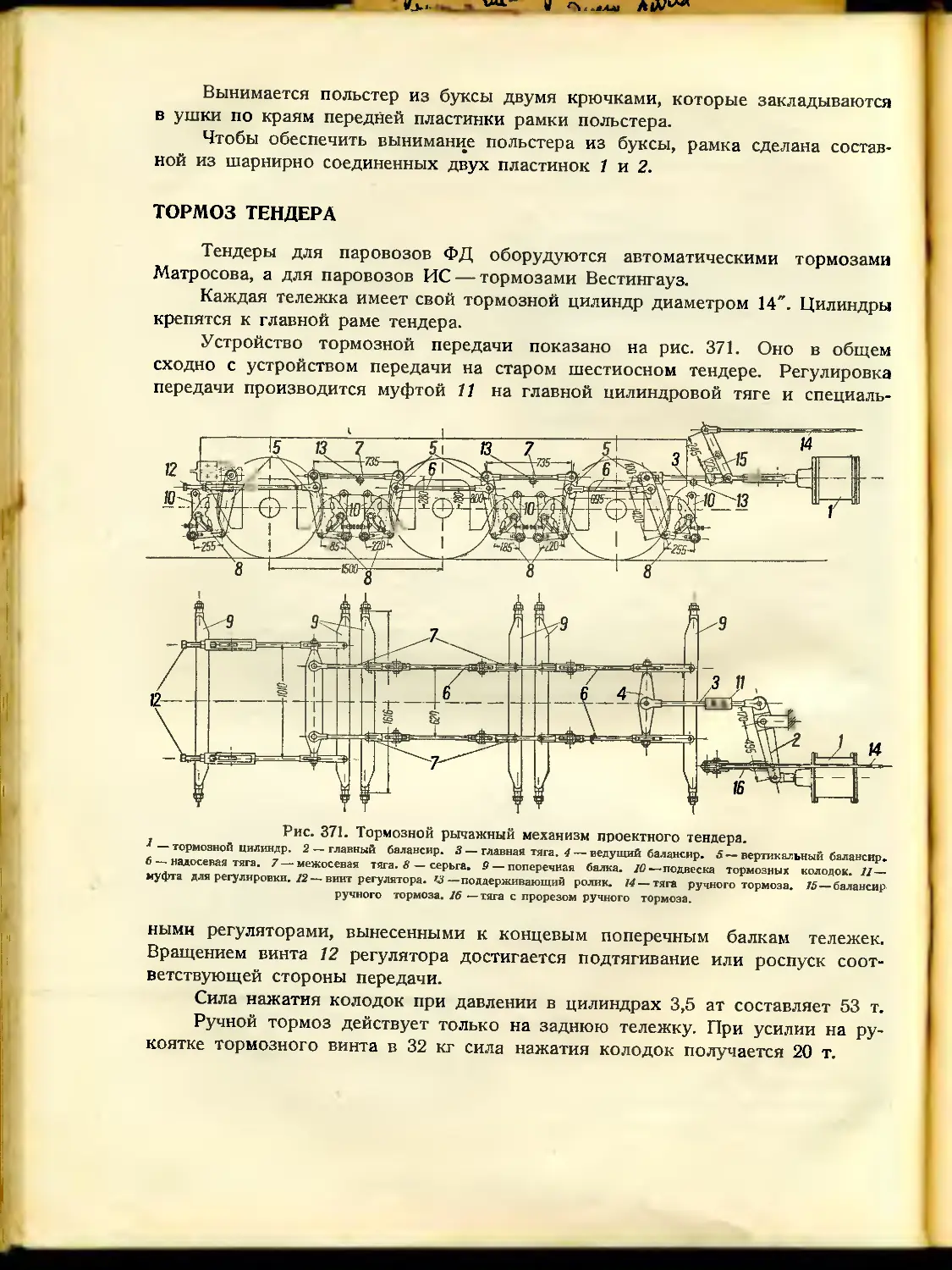
Тормоз тендера............................................................... 350
Приложения....................................................................... 351
Приложение 1. Смазка паровозов...................................................
Значение смазки.............................................................. —
Общие понятия о трении.......................................................... —
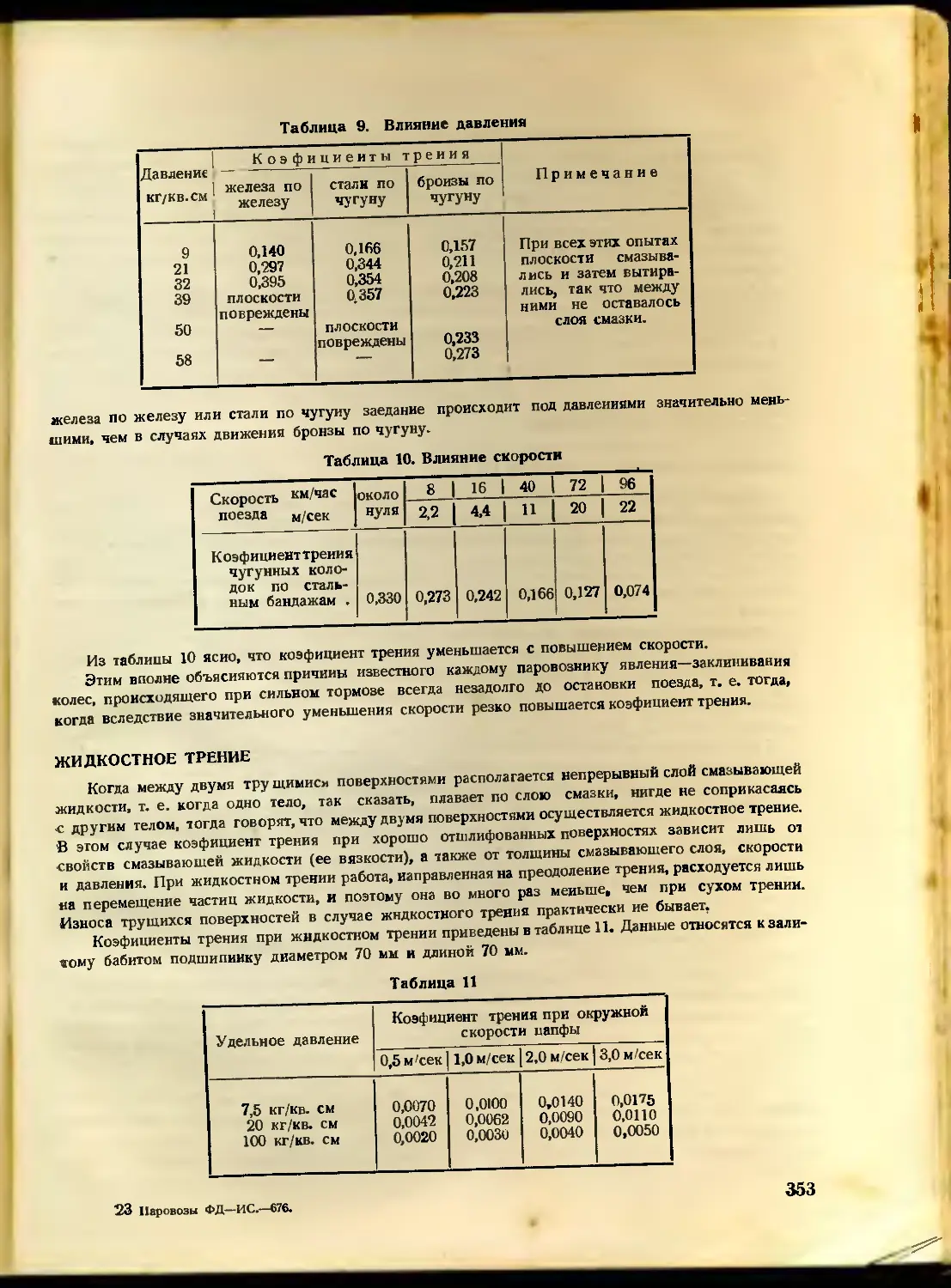
Сухое трение..............................................•............ 352
Жидкостное трение............•......................................... 353
Смазочные материалы.......................................................... 354
Вязкость и липкость жидкой смазки........................................ —
Треоования, предъявляемые к смазочным маслам........................... 355
Сорта масел, применяемые для паровозов................................
Смазочный мазут (355). Машинное масло (356). Компрессорное масло (356). Цилиндровое масло (356). Эмульсированное масло (357). Мазн, мягкий гриз и твердый гриз (357)
Конструктивные задачи современной смазочной техники.......................... 359
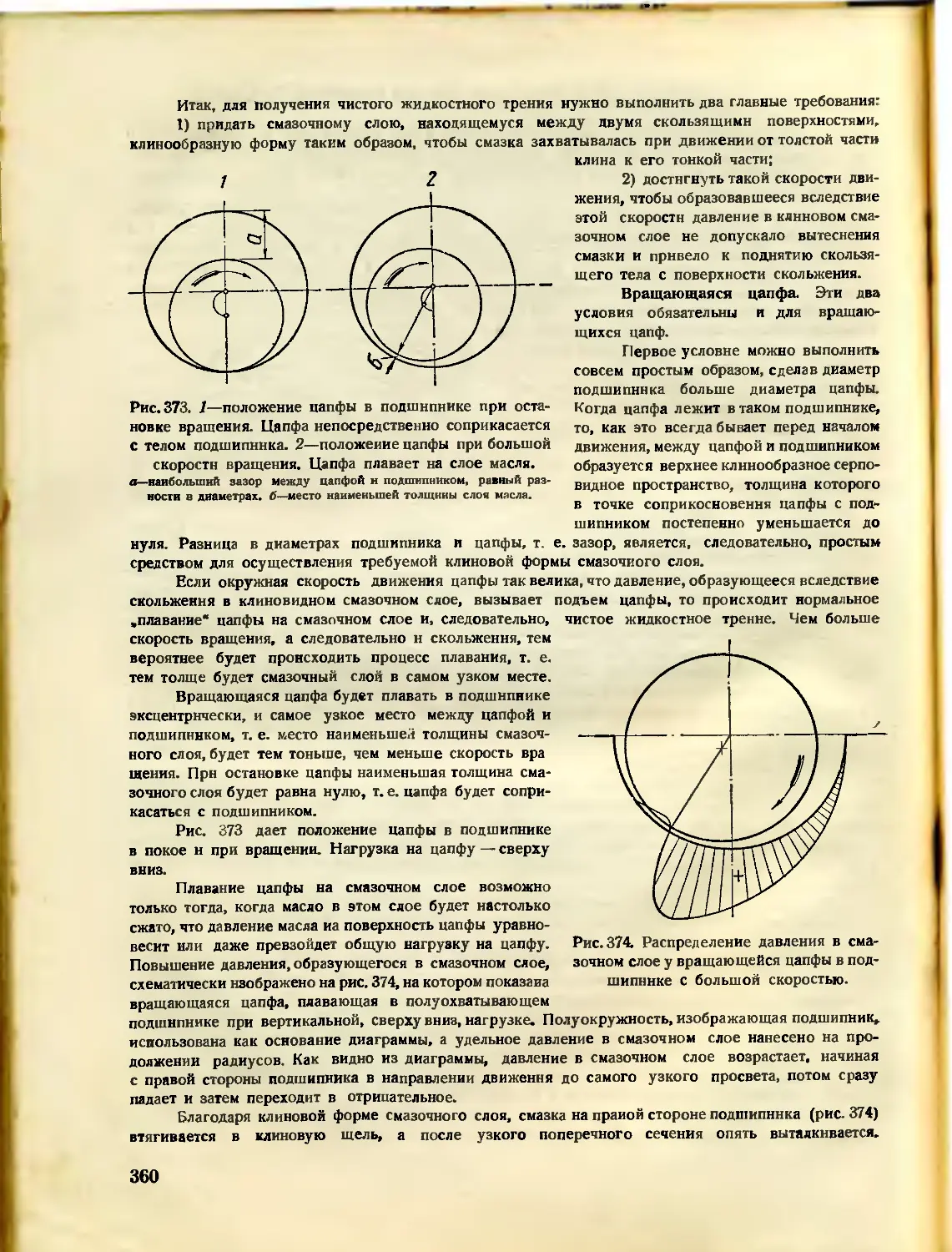
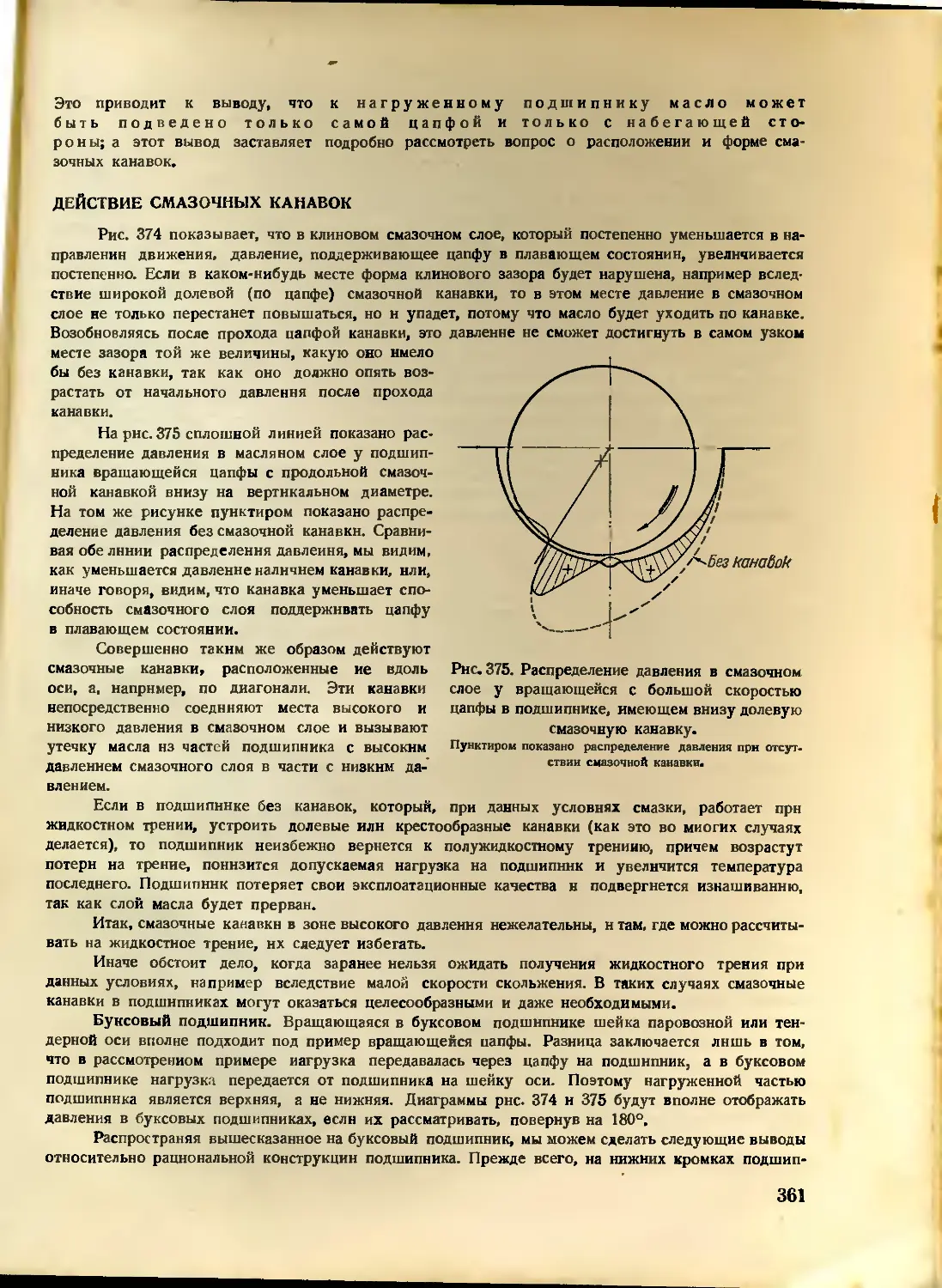
Крейцкопф и параллель (359). Вращающаяся цапфа (360) Действие смазочных канавок ............................................ 361
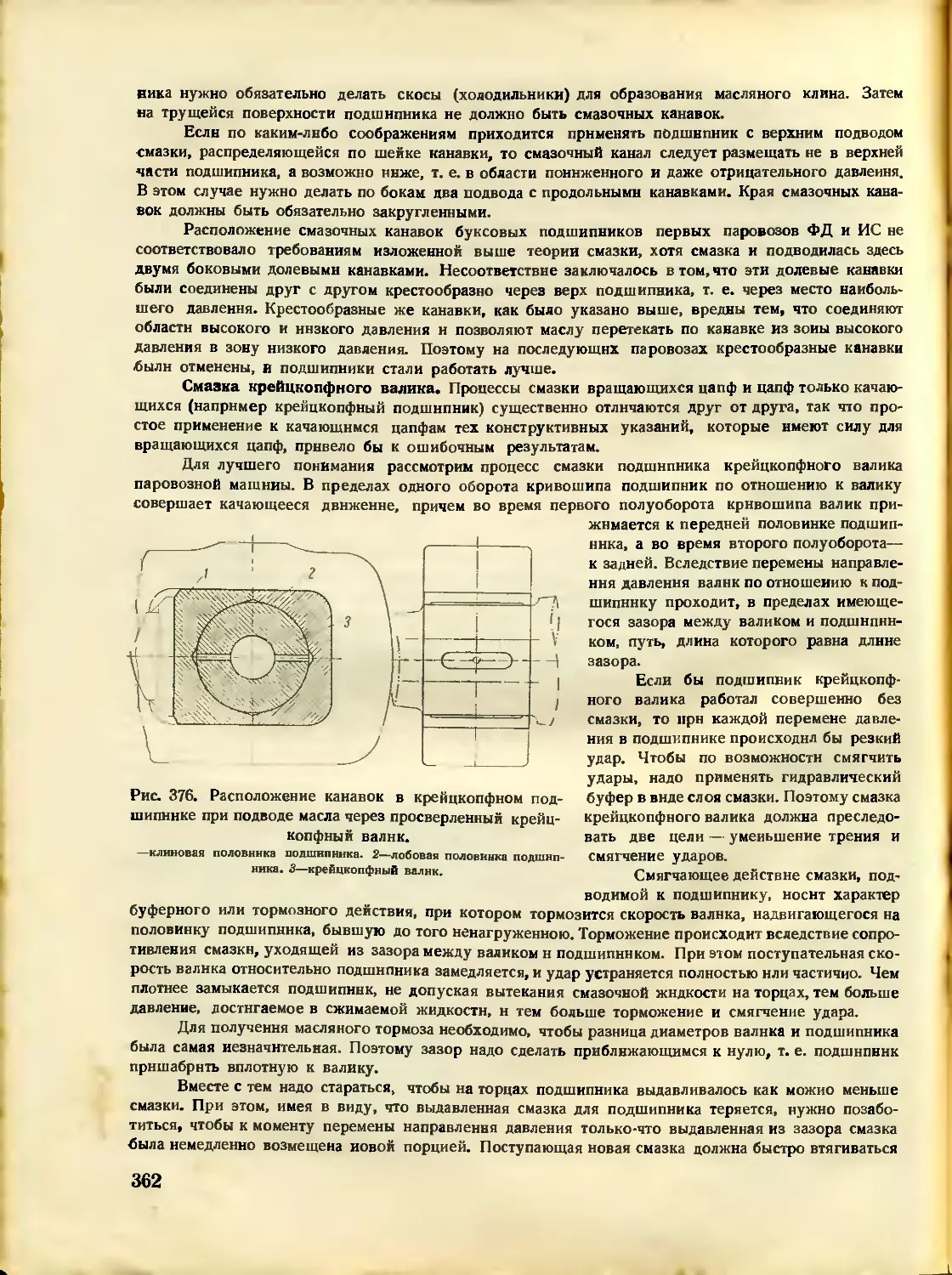
Буксовый подшипник (361). Смазка крейцкопфного валпка (362). Смазка поршней и золотников (363)
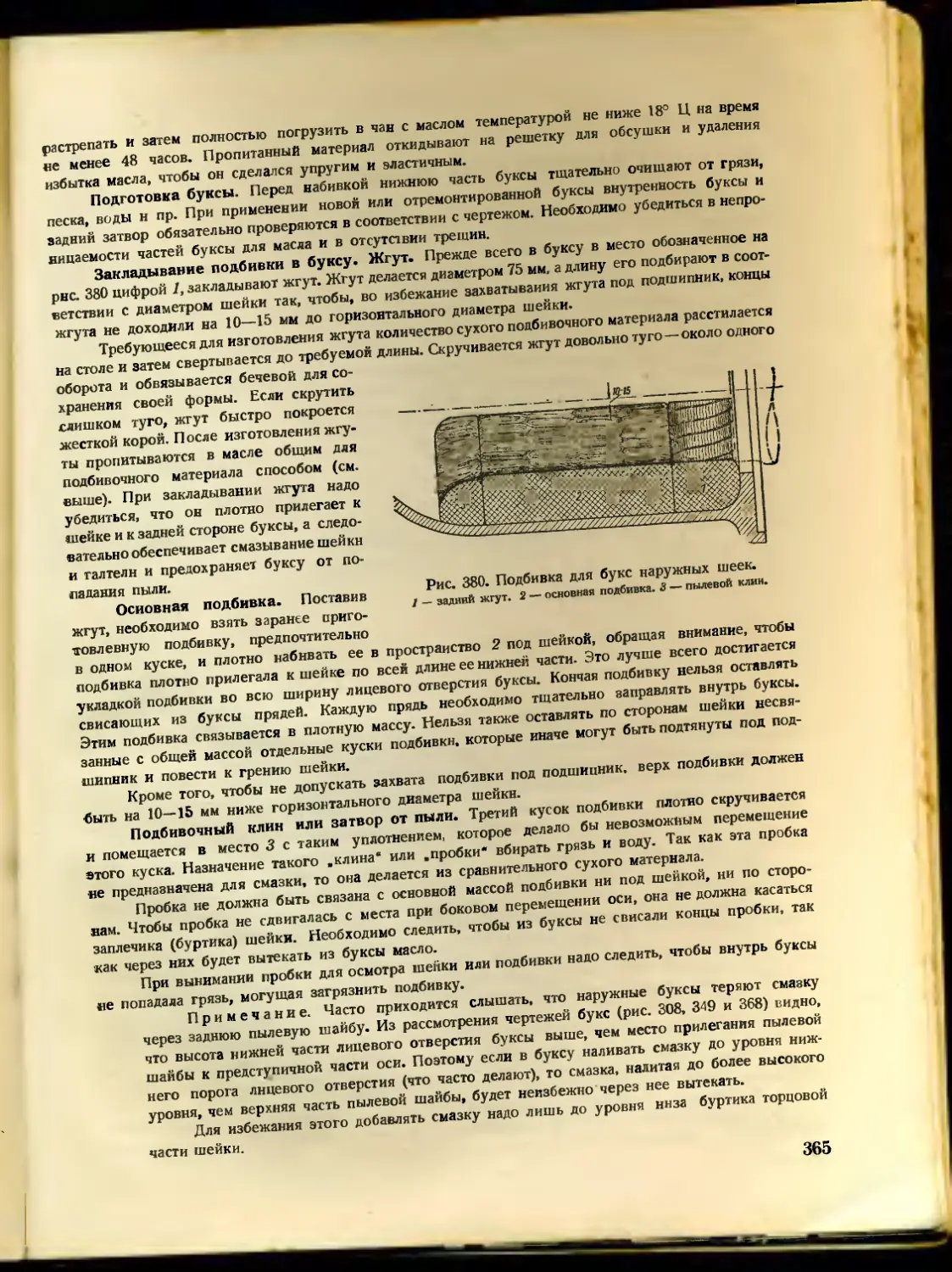
Приложение 2. Подбивка букс наружных шеек......................................... 364
Приготовление подбивочного материала (364). Подготовка буксы (365). Закладывание подбивки в буксу. Жгут (365). Основная подбивка (365). Подбнвоч-ный клин или затвор от пыли (365)
Приложение 3. Подъемка паровозов на домкратах
Стр.
366
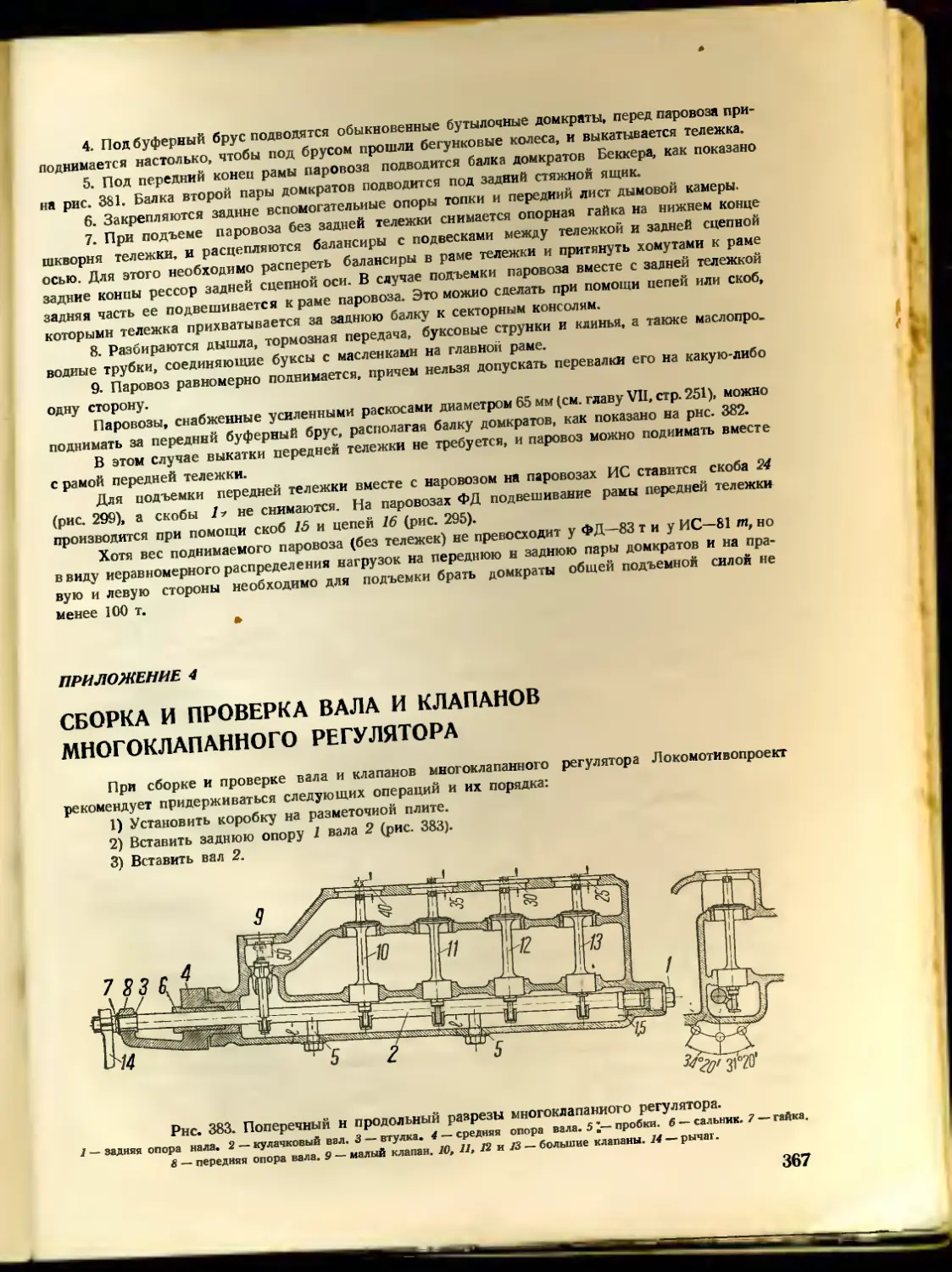
Приложение 4. Сборка и проверка вала и клапанов многоклапанного регулятора........ 367
Приложение 5. Сборка секционных поршневых колец................................... 369
1-я операция. Надевание секций поршневого кольца на пружину.............. —
2-я операция. Пригонка новых колец в цилиндр........................... 370
3-я операция. Надевание колец на поршневой диск.......................... —
4-я операция. Вкладывание колец в ручьи................................ 372
5-я операция. Закладывание поршня в цилиндр............................. —
Приложение 6. Изготовление и постановка жестких распорных связей паровозных котлов . —
Изготовление связей...................................................... —
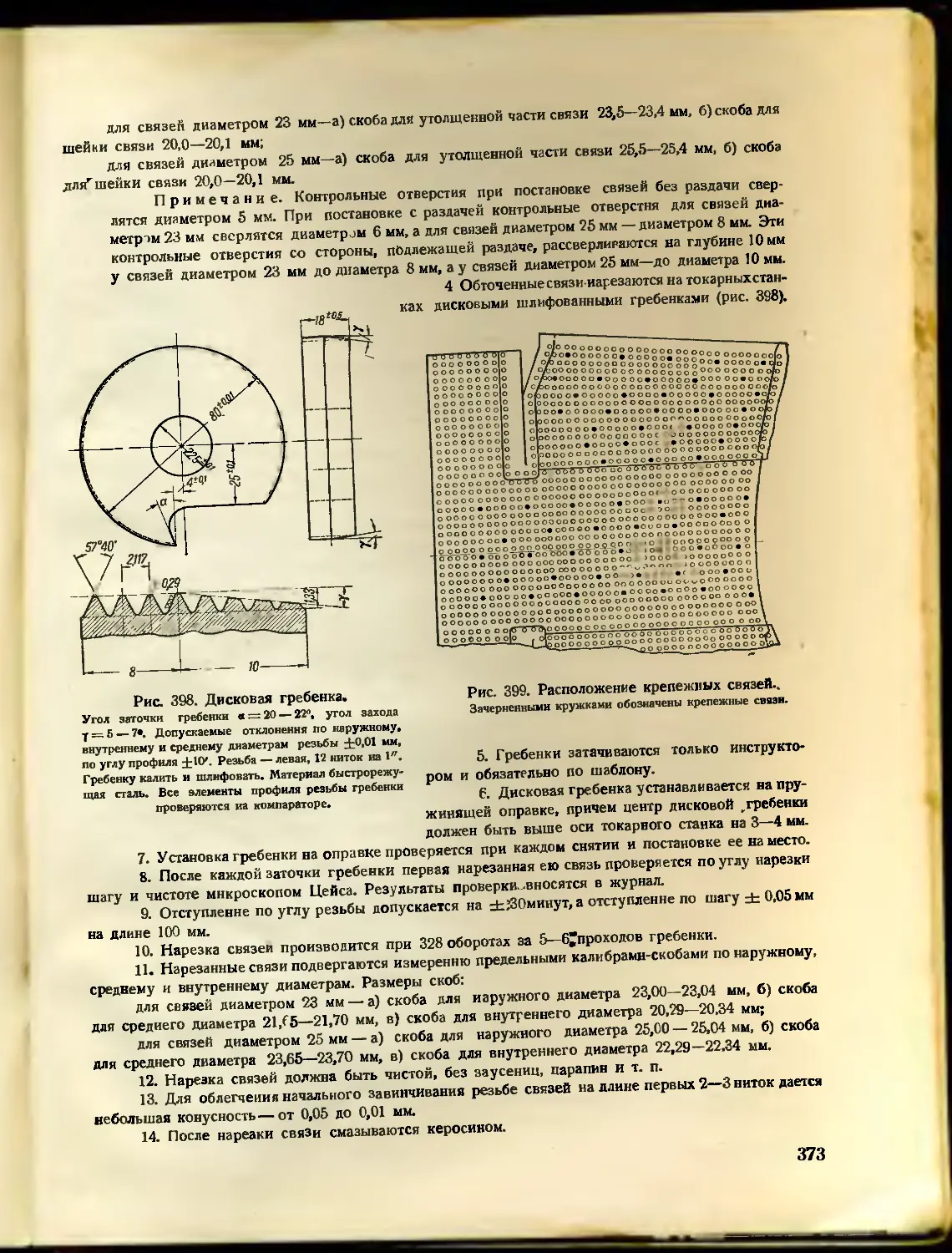
Нарезка дыр............................................................ 374
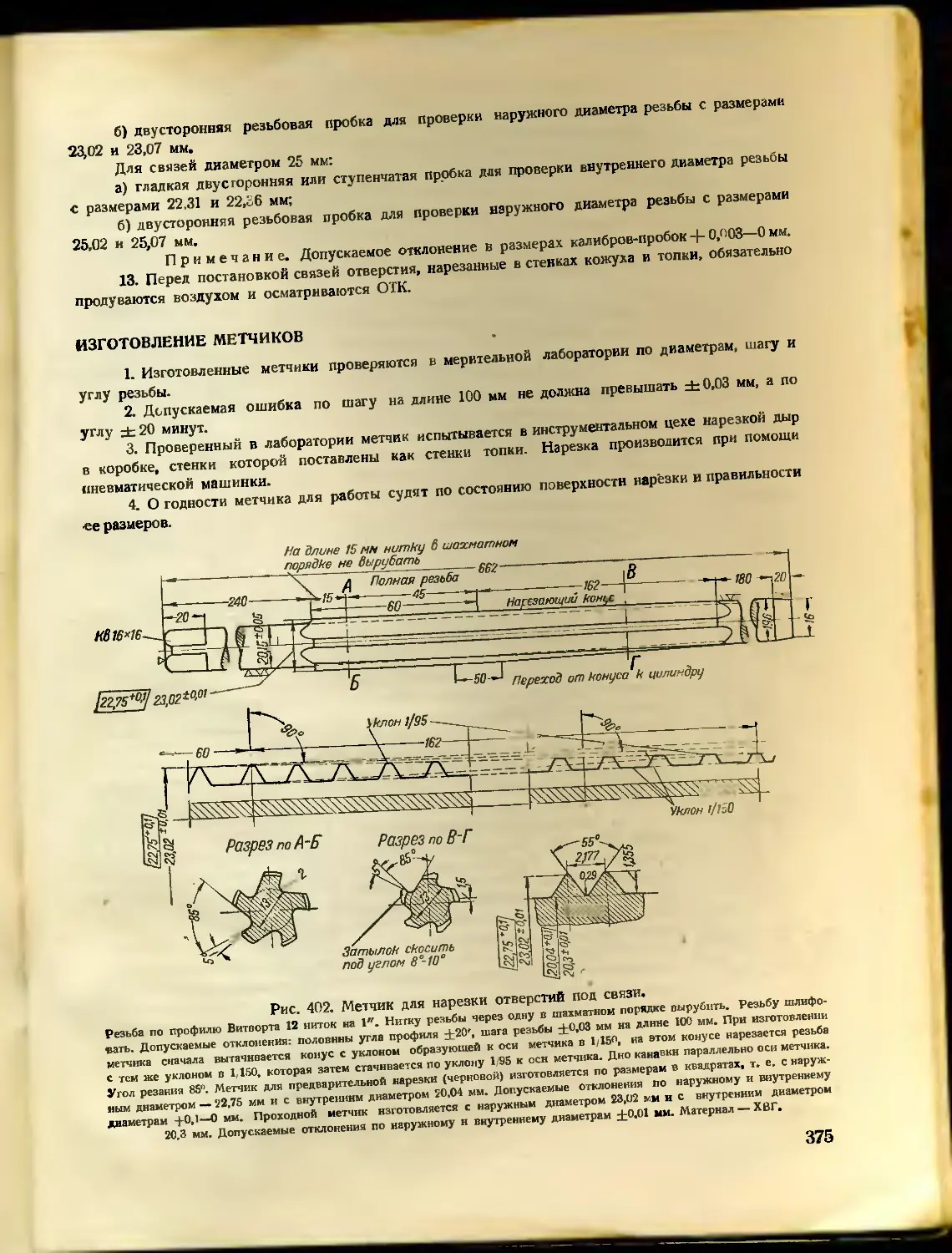
Изготовление метчиков................................................ 375
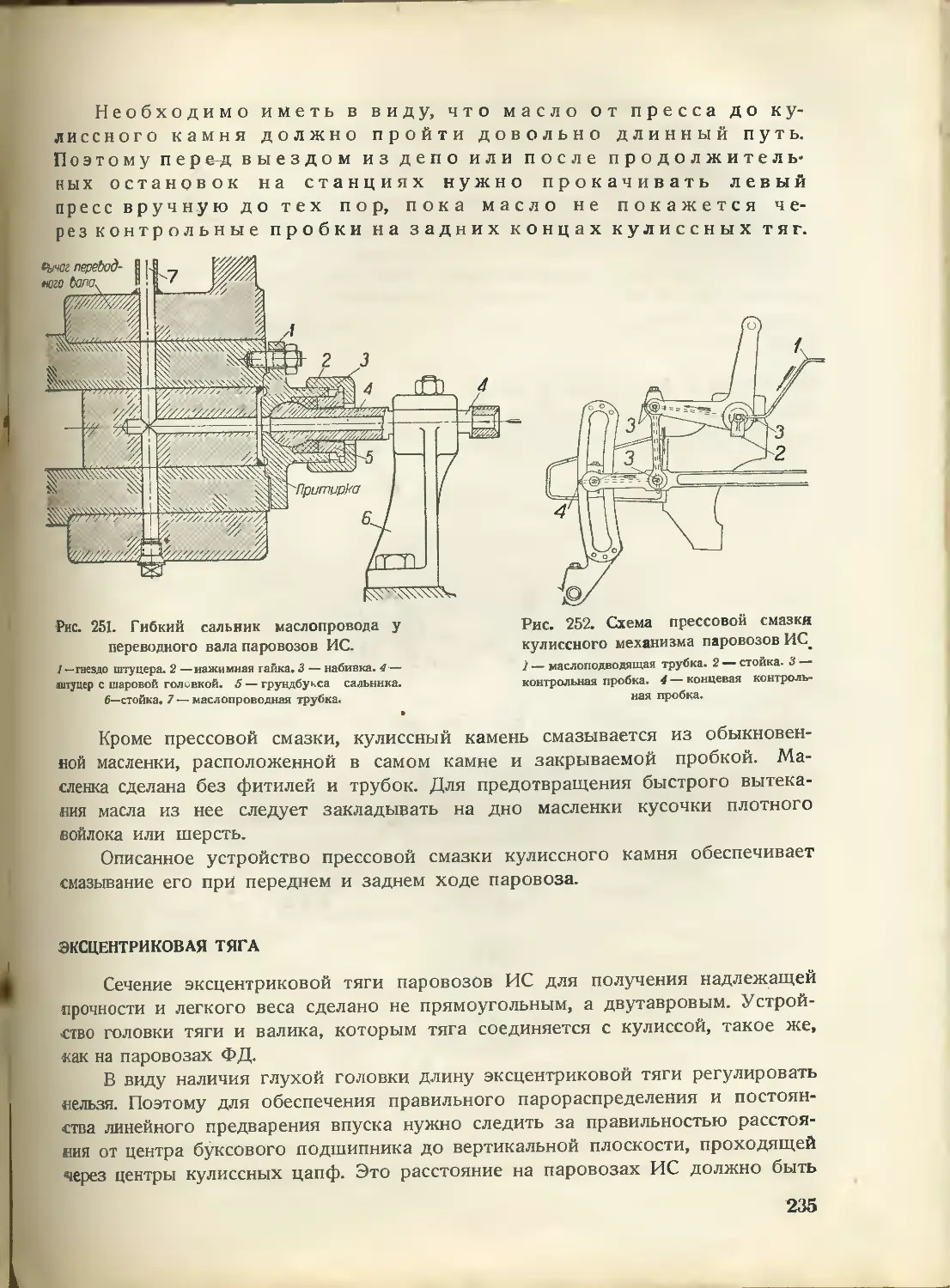
Постановка связей...................................................... 376
Приложение 7. Качество чугуна для золотниковых и цилиндровых втулок, колец и прочих трущихся деталей............................................................. 377
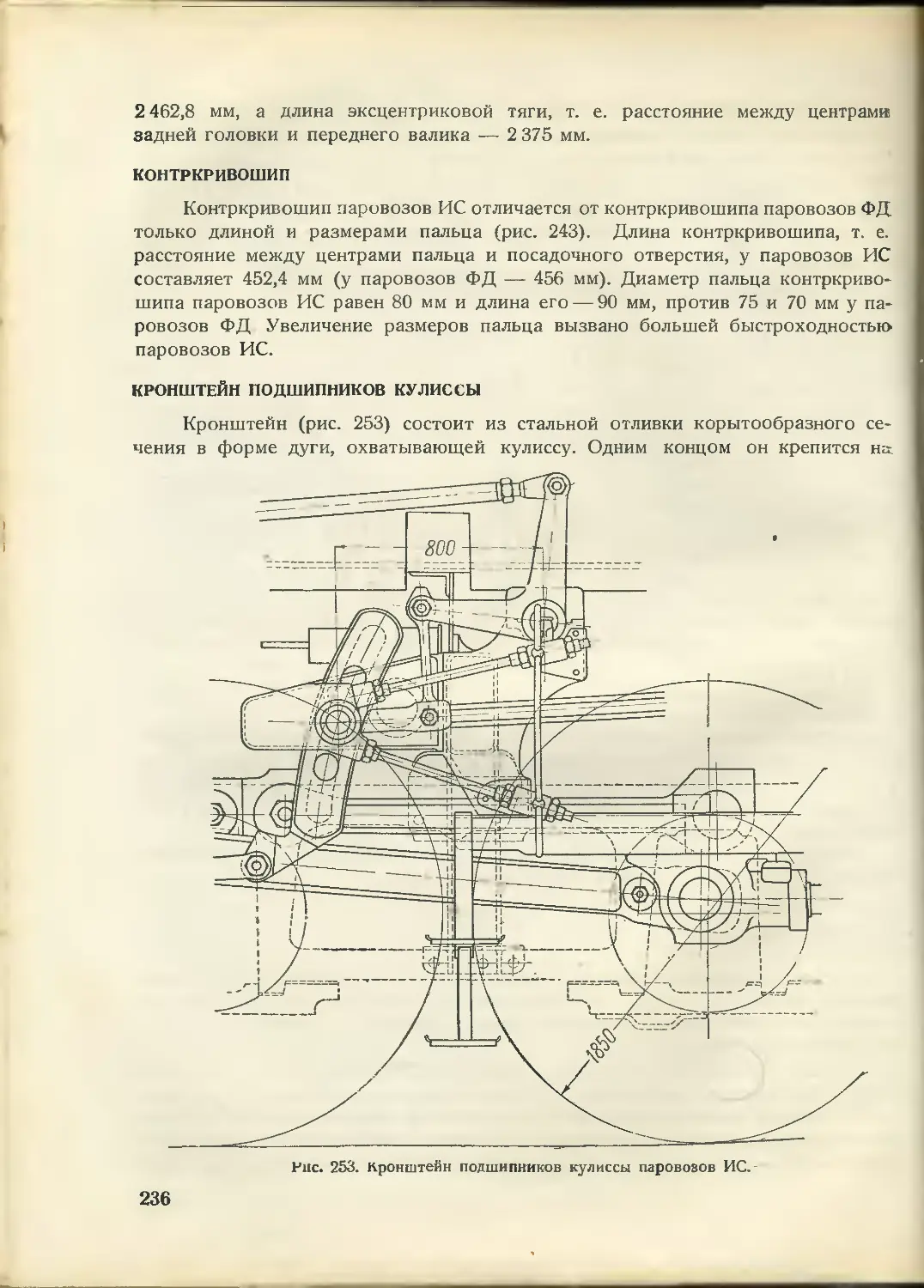
Механические свойства.................................................... —
Строение.................................. •.......................... 378
Химический состав........................................................ —
Приложение 8. Технические условия на механические свойства основных металлов, применяемых в паровозах ФД и ИС..................................................... —
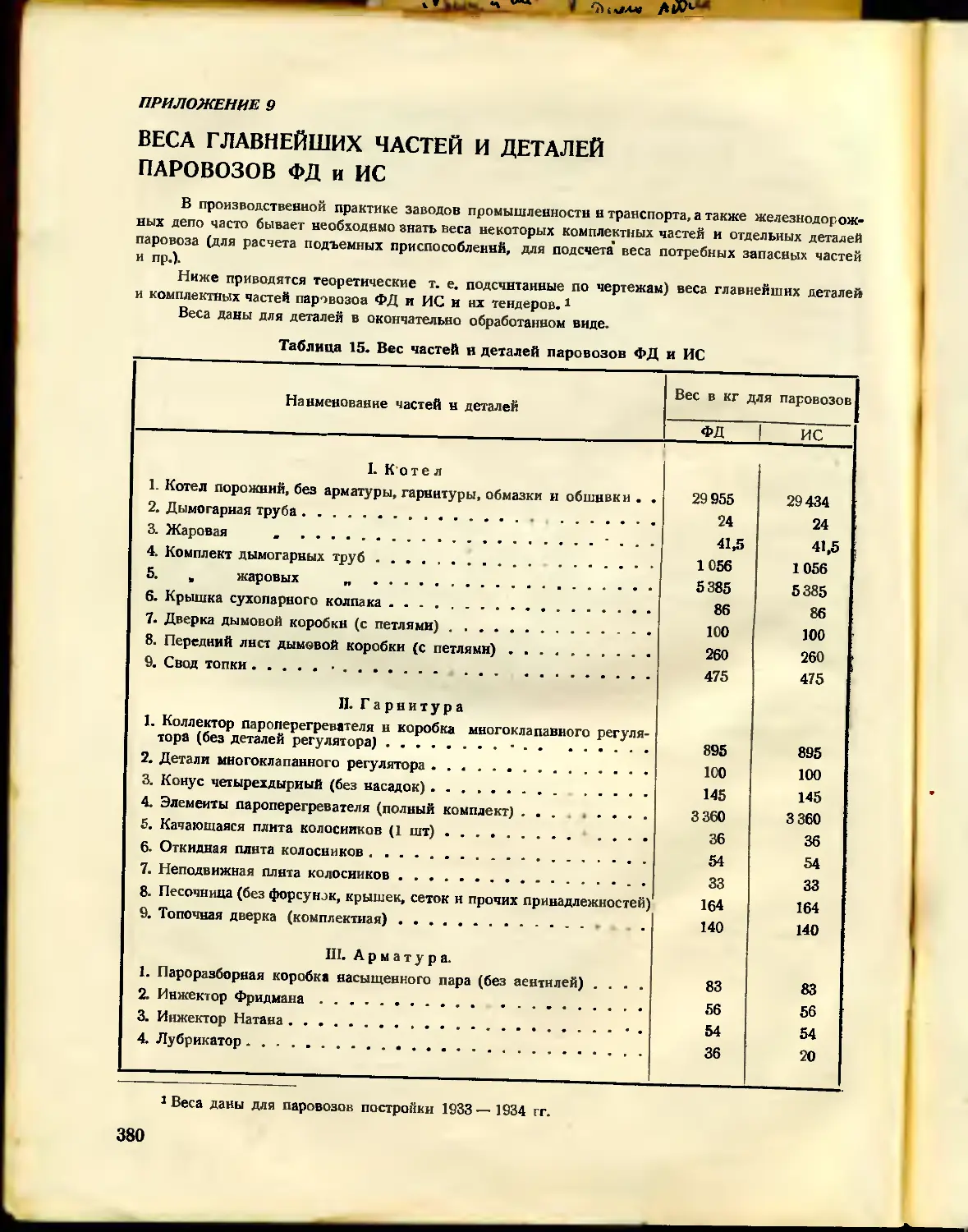
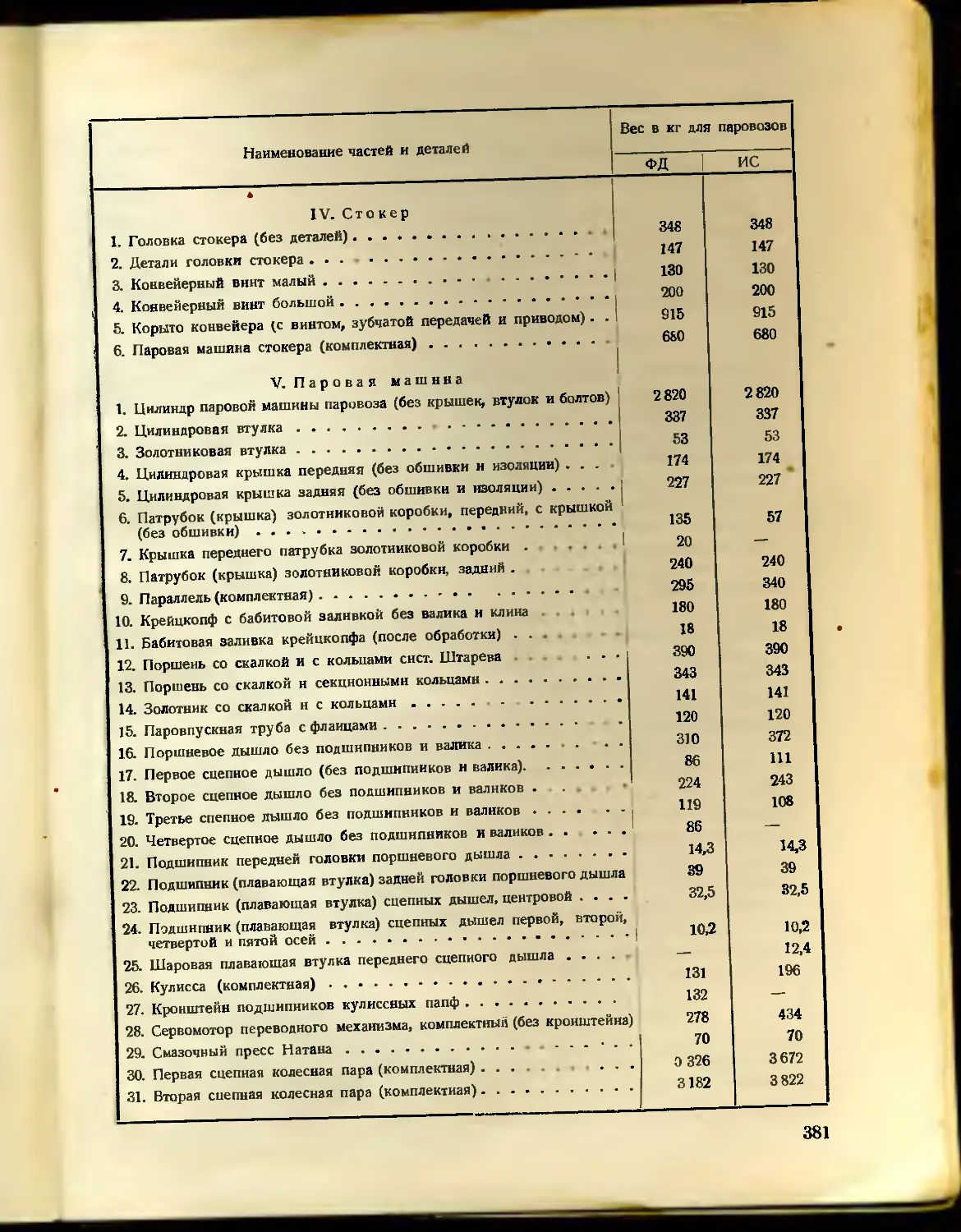
Приложение 9. Веса главнейших частей и деталей паровозов ФД и ИС.................. 380
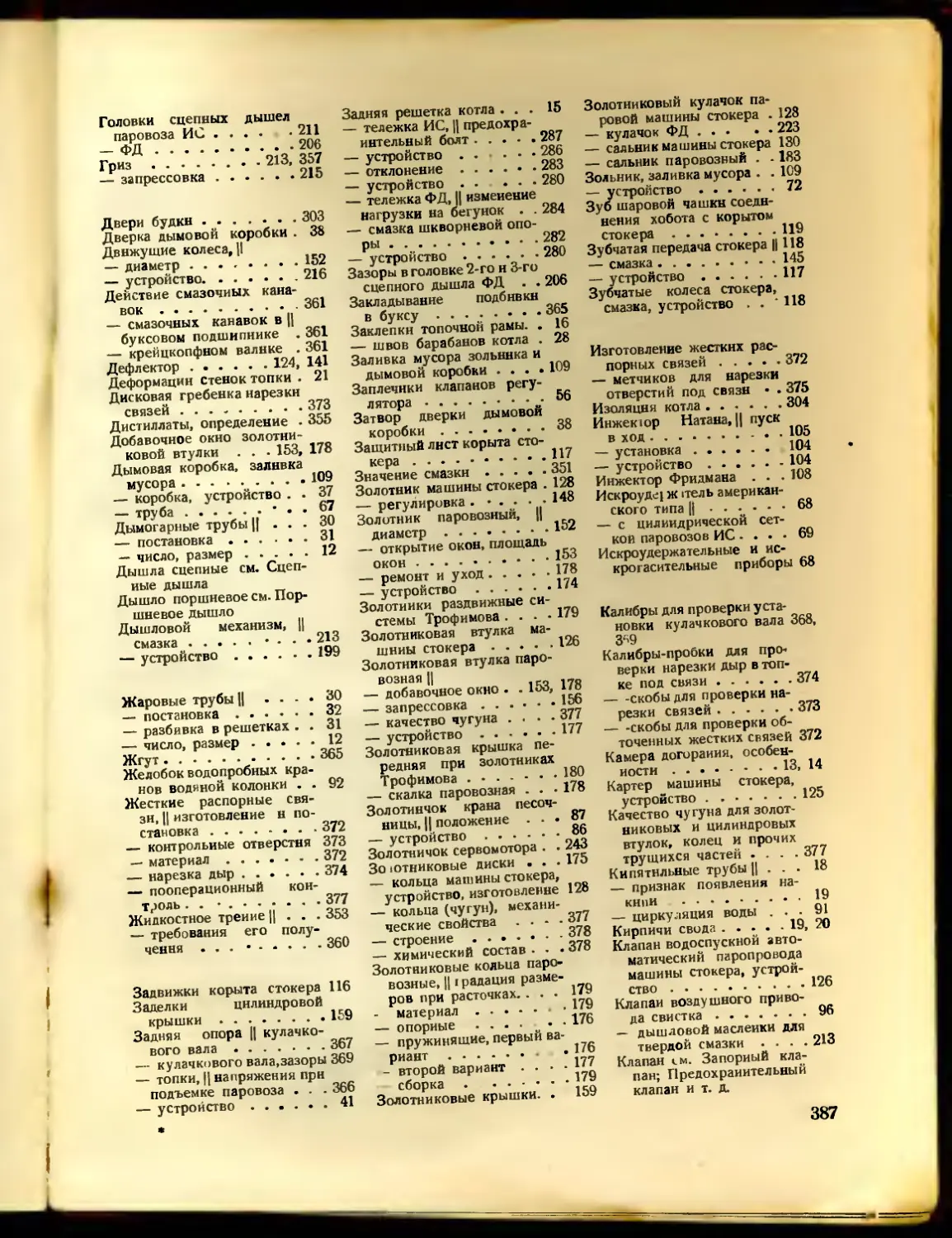
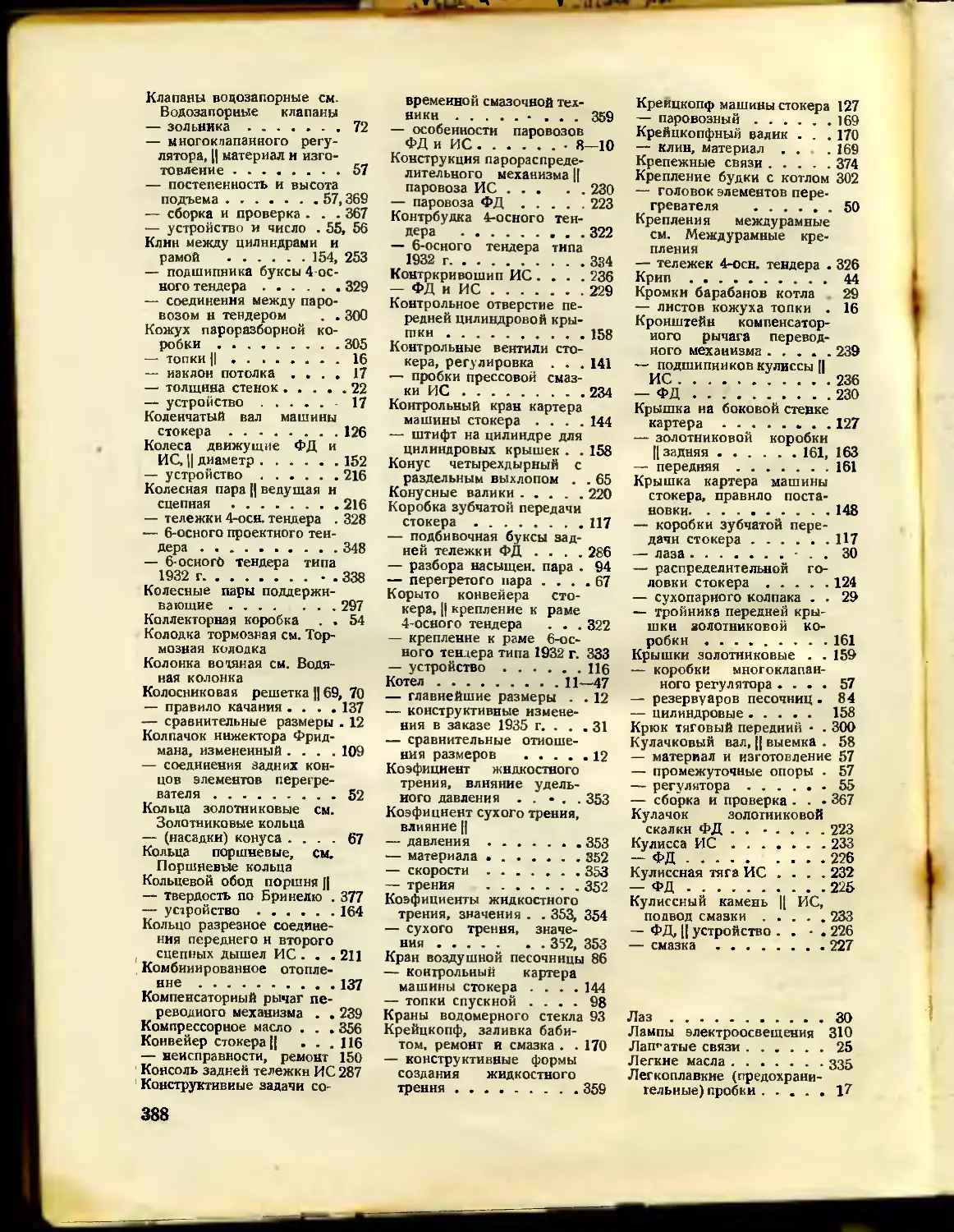
Предметный указатель.............................................................. 385
Чтобы привести технику к движение и использовать ее до дна, нужны люди, овладевшие техникой, нужны кедры, способные освоить и использовать эту технику по всем правилам искусства
И. Сталин
ОТ РЕДАКЦИИ
История создания мощных паровозов ФД и ИС — одна из ярких глав истории социалистической реконструкции железнодорожного транспорта.
Перед железнодорожным транспортом стояла задача создать новые мощные и совершенные типы локомотивов.
Эти локомотивы должны были сочетать большую силу тяги, высокую скорость, возможность работать на существующей винтовой стяжке и низкосортном топливе, не вызывая немедленной реконструкции пути.
В конце апреля 1931 г. Техническое бюро Транспортного отдела ОГПУ разработало эскизный проект такого товарного паровоза, и в первых числах мая Локомотивопроектное бюро НКТП (ЦЛПБ) приступило к рабочему проектированию нового паровоза по этому проекту.
Перед Локомотивопроектом стояла нелегкая задача. Трудности проектирования заключались в новизне типа, в необходимости разрешения, в связи •с этим, ряда технических проблем, в сложности приспособления паровоза к указанным выше условиям, в скептицизме и недоверии отдельных специалистов к возможностям нашей индустрии. Все эти трудности были преодолены исключительным энтузиазмом молодых конструкторов. Социалистические методы труда — ударничество и соцсоревнование — дали блестящие результаты: рабочий проект паровоза был закончен в 100 рабочих дней.
В августе 1931 г. Луганский паровозостроительный завод им. Октябрьской Революции приступил к постройке паровоза. Луганский завод принял заказ, как знамя борьбы за социалистическую реконструкцию транспорта> за выполнение решений только что закончившегося июньского пленума ЦК ВКП(б) о введении мощных паровозов и с начала до конца постройки пронес это знамя с честью.
Рабочие, инженеры и техники — партийцы, комсомольцы и беспартийные — вместе с направленными на завод работниками ОГПУ вложили в дело постройки первого советского мощного паровоза все свои силы, все уменье, всю волю к победе. Эта борьба за выполнение решений пленума ЦК ВКП(б) развернулась также и на Ижорском, Коломенском и Сормовском заводах, где изготовлялись отдельные крупные детали.
Паровоз был построен в небывало короткий срок — 70 дней.
Когда наступил момент присвоения имени первенцу советского мощного паровозостроения, построенного исключительно силами советских инженеров,
техников, мастеров и рабочих, целиком из советских материалов, — ударная бригада завода им. Октябрьской Революции т. Шугаева предложила:
«В честь организатора борьбы за обновление и реконструкцию социалистического транспорта, чекиста, непримиримого борца с контрреволюцией, саботажем и вредительством, верного часового пролетарской страны, железного Феликса Дзержинского, — назвать его именем паровоз типа 1—5—1, присвоив ему серию ФД».
6 ноября 1931 г., в канун XIV годовщины Октябрьской революции, прибывшая в Москву, с первым паровозом ФД, делегация рабочих Луганского завода рапортовала партии и правительству о сдаче в эксплоатацию первого паровоза из серии, названной именем железного Феликса.
С тех пор прошло 3 года и 8 месяцев. И теперь, когда пишутся эти строки, телеграф принес сообщение о том, что в ночь с 19 на 20 июля, в ознаменование девятой годовщины со дня смерти Феликса Эдмундовича Дзержинского, рабочие и инженеры Луганского завода выпустили 500-й паровоз ФД.
Задача обновления нашего паровозного парка настоятельно требовала создания наряду с мощным товарным паровозом и мощного пассажирского паровоза.
Этот тип паровоза должен был также быть конструктивно близким к ФД,. с тем чтобы максимальное количество деталей обоих паровозов было взаимозаменяемо.
И эта задача также была разрешена.
В феврале 1932 г. по эскизному проекту Технического бюро Транспортного Отдела ОГПУ Локомотивопроект НКТП (ЦЛПБ) приступил к детальной разработке конструкции советского мощного пассажирского паровоза, удовлетворяющего всем этим требованиям. В апреле чертежи были спущены в цеха Коломенского завода, который, при участии Ижорского завода, закончил постройку первого паровоза типа 1—4—2 в октябре того же года, к XV годовщине Октябрьской революции.
Этот первенец мощного пассажирского паровоза был назван именем горячо любимого народами СССР гениального вождя пролетариата всего мира, машиниста локомотива революции т. Иосифа Сталина.
XVII съезд нашей партии в своих решениях постановил: «Мощный паровоз ФД должен стать, во 2-м пятилетии, основной единицей товарного паровозного парка, а мощный паровоз ИС основной единицей пассажирского паровозного парка».
К настоящему времени мы располагаем значительным опытом работы обоих паровозов ФД и ИС в эксплоатационных условиях.
Итоги 3-летней работы этих паровозов полностью подтвердили их хорошие конструктивные и эксплоатационные качества.
Сравнивая паровоз ФД с паровозом Эу, мы видим бесспорные крупные преимущества первого:
а) вдвое большую мощность, при весе, превышающем вес Эу только в полтора раза, и при нагрузке на ось в 20 т;
б) силу тяги на ободе в 19—20 тысяч килограммов, позволяющую вести поезда весом на 12% больше, чем с паровозом Эу;
в) среднюю техническую скорость, превышающую скорость Эу на 33%;
г) увеличение пропускной способности железных дорог на 30%.
Проводя такое же сравнение ИС с наиболее мощным нашим пассажирским паровозом (до появления ИС) Су, мы видим столь же разительные преимущества.
Максимальный вес состава поезда на расчетном подъеме для Су—600 т, для ИС— 1000 т, т. е. в 12/з раза больше.
Скорость на расчетном подъеме Су — 30 км/ч, для ИС — 45 км/ч, т. е. в Р/2 раза больше.
Средняя расчетная мощность при скоростях от 40 до 100 км/ч для Су — 1180 л. с., для ИС — 2360 л. с., т. е. в 2 раза больше.
В обычных условиях ИС легко достигает мощности в 2500 л. с., а на испытаниях, в отдельных случаях, паровоз развивал рекордную мощность в 3200 л. с.
Благодаря большой мощности, большому сцепному весу и наличию стокера, ИС при скорости в 100 км/ч ведет состав в 700 т, в то время как Су при такой же скорости может вести состав не выше 360 т.
Значение этих достоинств наших мощных паровозов чрезвычайно велико, в особенности сейчас, когда железнодорожный транспорт под руководством своего железного наркома, одного из ближайших соратников т. Сталина, секретаря ЦК ВКП(б) т. Л. М. Кагановича перестраивает всю свою работу, чтобы удовлетворить возросшие и продолжающие расти потребности страны в перевозках.
Под руководством т. Л. М. Кагановича армия железнодорожников добилась несомненных успехов в деле выполнения государственного плана перевозок. Однако, в работе транспорта продолжают иметь место случаи простоя вагонов и слабого оборота паровозов, отправления и следования поездов не по графику и расписанию, недостаточная техническая и коммерческая скорость, и до сих пор не изжиты еще полностью аварии.
В своей речи на совещании работников железнодорожного транспорта т. Л. М. Каганович указал на полную возможность ликвидации всех этих безобразных явлений путем мобилизации внутренних рессурсов транспорта. Указания т. Л. М. Кагановича в полной мере относятся и к использованию паровозов ФД и ИС.
Партия, правительство, вся страна требуют от рабочих, инженеров и руководящего состава железных дорог, чтобы все возможности для увеличения провозной способности нашего транспорта, все его внутренние резервы были использованы до конца. Это требование с особенной силой должно быть обращено к тем дорогам, к тем участкам, к тем бригадам, которым страна доверила наиболее мощные, наиболее совершенные машины — ФД и ИС. К сожалению, практика эксплоатации показывает, что это требование осознано далеко не всеми дорогами и бригадами.
На участке Красный Лиман — Основа Донецкой дороги, полностью пе-
реведенном на паровозы ФД, достигнутое увеличение провозной способности могло бы быть значительно повышено, если бы выполнялась заданная коммерческая скорость. Правда, коммерческая скорость паровозов ФД на этом участке все время увеличивается- За 1934 г. она равнялась 17,8 км/ч, а за первые 4 месяца 1935 г. достигла 18,3 км/ч. В отдельные месяцы коммерческая скорость достигала даже 19,8 км/ч. Но все же мы наблюдаем еще значительное отставание от заданной скорости.
Нельзя не отметить также чрезвычайной пестроты показателей расхода топлива. По проектным данным паровозы ФД и Эу должны давать одинаковый расход пара и топлива на единицу мощности. Фактический расход условного топлива паровозами ФД на Донецкой дороге с начала эксплоатации был выше, чем у паровоза Эу. Однако, по мере освоения паровозов ФД, расход топлива начал итти на убыль и с июня 1934 г. сравнялся с расходом топлива на паровозах Эу. Такие же удовлетворительные показатели расхода топлива достигнуты и на паровозах ИС.
Наряду с этими показателями мы наблюдаем и явно расточительное расходование топлива. На Южной дороге паровозы ФД расходуют топлива больше, чем паровозы Эу, на 10—15%. На Екатерининской дороге в декабре 1934 г. расход топлива паровозами ФД был выше, чем у паровозов Эу, на 65%.
Причины этих явлений надо искать в людях, в их отношении к труду и доверенным им машинам, в постановке инструктажа, в степени освоения этими людьми новой техники. И здесь, как и во всех отраслях нашего народного хозяйства, решают кадры. Это неопровержимо доказывают достижения передовых бригад, добившихся значительных успехов в освоении паровозов ФД и ИС и их эксплоатации.
С каждым годом, с каждым месяцем на путях социалистического транспорта паровозы-«тихоходы» будут вытесняться мощными ФД и ИС. Это требует воспитания и подготовки новых кадров работников транспортного машиностроения и железнодорожного транспорта.
Нам нужны люди, любовно изучающие и глубоко осваивающие технику строительства этих паровозов, их водительства, ремонта и ухода за ними.
«От паровозного хозяйства и паровозников зависит очень многое, ибо локомотив является основной двигательной силой железнодорожного транспорта»,— указал т. Л. М. Каганович в своем приказе от 7 августа 1935 г.
К сожалению, до сих пор нет еще массовых технических пособий, которые помогли бы паровозному машинисту, его помощнику, монтеру, слесарю глубоко изучить доверенные им паровозы ФД и ИС. Выпущенная в прошлом году книга «Паровоз Феликс Дзержинский» рассчитана на инженеров и техников и не вполне доступна для паровозников средней квалификации. Выпуском книги «Паровозы ФД-ИС, охватывающей основные принципы конструкции, ухода и ремонта этих паровозов и рассчитанной на уровень технических знаний среднего и низшего звеньев работников железнодорожного транспорта и паровозостроения, восполняется этот пробел.
Работа по составлению книги проведена коллективом Технического бюро НКВД с привлечением работников Луганского завода им. Октябрьской Революции, строящего паровозы ФД, и депо Красный Лиман Донецкой дороги, XIV
уже полностью переведенного на этот тип паровоза и имеющего трехлетний опыт их эксплоатации.
В процессе подготовки к печати книга была подвергнута обсуждению работниками депо Красный Лиман, Луганского завода и конструкторами Локо-мотивопроекта, производившими деталировку чертежей ФД для серийной постройки.
Редакция и составители книги приложили все усилия, чтобы сделать ее максимально доступной. Книга обильно иллюстрирована. Особое внимание обращено на четкость и ясность иллюстраций. Для большей наглядности в книге дан ряд перспективных (аксонометрических) чертежей. Книга «Паровозы ФД-ИС» поможет нашим рабочим-железнодорожникам и паровозостроителям освоить технику, вооружиться необходимыми знаниями и добиться, при минимальных затратах, максимального эффекта использования на железных дорогах наших мощных паровозов.
Слова вождя нашей партии т. Сталина на приеме работников-железнодорожников в Кремле о великой чести для каждого партийного и непартийного большевика работать на железнодорожном транспорте должны вдохновить всю армию железнодорожников на борьбу за превращение железнодорожного транспорта в передовую отрасль нашего народного хозяйства.
Под руководством нашей славной Ленинской партии и любимого вождя мирового пролетариата т. Сталина, под непосредственным руководством своего железного наркома т. Л. М. Кагановича работники железнодорожного транспорта должны добиться и добьются решающих побед.
И. А. Грач
I. ВЫБОР ТИПА И ОСНОВНЫХ РАЗМЕРОВ
При выборе типа и размеров паровоза необходимо прежде всего иметь-в виду верхнее строение пути, по которому он будет ходить, так как той или иной прочностью рельсов ограничивается предельная нагрузка на каждую ось паровоза. Предельную силу тяги паровоза приходится устанавливать в зависимости от прочности сцепных приборов. Большое влияние на выбор размеров и конструкции паровозов оказывают также две задаваемые скорости: во-первых, скорость, которую должен развивать паровоз, ведущий поезд предельного веса на расчетном подъеме, и, во-вторых, конструктивная скорость, т. е. та предельная скорость, которую может развивать паровоз, сохраняя полную устойчивость движения, по Ърямому рельсовому пути без вреда для своих движущего и парораспределительного механизмов.
Паровозы русских дорог в дореволюционный период проектировались в общем по европейским, главным образом германским, образцам, причем их конструкция копировалась с поступавших в Россию заграничных паровозов. При этом пассажирские паровозы отставали по своей мощности и быстроходности от европейских, товарные же паровозы стояли впереди европейских по своему общему весу и по силе тяги.
С 1891 по 1905 г. в России строились пассажирские паровозы типа 1—3—0 и 2—3—0, т. е. с одной или двумя бегунковыми осями при трех движущих, с предельными нагрузками 13—14 т на ось и с конструктивной скоростью 80—100 км/ч. Эта скорость впрочем на большинстве дорог не была использована. Товарные паровозы поставлялись одного, так называемого «нормального», типа 0—4—0, с нагрузками на ось 13 т. Отличительной чертой всех этих паровозов были расположенные между рамами узкие глубокие топки и малые площади колосниковых решеток.
Пока паровозы отапливались таким отличным топливом, как первоклассные спекающиеся донецкие угли, домбровские угли и нефть, пропорции котлов, * 1 скопированные с европейских образцов, удовлетворяли требованиям эксплоатации. Но затем, когда применение нефтяного отопления на паровозах сократилось и возникла необходимость перехода к использованию худших сортов углей, стала ощущаться недостаточная паропроизводительность котлов.
К повышению общей паропроизводительности паровозов, т. е. к повышению котловой мощности, паровозостроительная техника шла двумя путями.
1 Пропорциями котлов принято называть соотношения главных размеров котлов, напр.: отношение величины площади колосниковой решетки к величине испаряющей поверхности нагрева, поверхности нагрева топки к общей испаряющей поверхности нагрева и т. п.
1 Паровозы ФД—ИС.—676.
1
С одной стороны, сохраняя сцепной вес и котловые пропорции паровозов, добавляли бегунок, позволявший разместить котел с большей поверхностью нагрева и следовательно большей паропроизводительностью; а с другой, не меняя типа паровоза, улучшали пропорции котла — увеличивали размеры топки и площадь колосниковой решетки.
После 1905 г., решившись на вынос топки над рамой, русские конструкторы впервые подошли к улучшению котловых пропорций с отступлением от европейских образцов. Это позволило развить площадь колосниковой решетки и увеличить размеры топки (серии С, Ы, Э, Су). Какие получились результаты улучшения котловых пропорций, показывает паровоз серии Су — первый паровоз советской проектировки и постройки. Этот паровоз на 10% тяжелее паровоза того же типа серии С, но его расчетная мощность, исчисляемая в одинаковых условиях и при том же топливе, на 18—25% больше. Такое повышение мощности достигнуто увеличением плошали колосниковой решетки на 25% и поверхности нагрева топки на 20%.
В дореволюционное время считалось, что товарные железнодорожные перевозки выгодно производить с малыми скоростями, ибо при малых скоростях на передвижение грузов расходуется меньше топлива. Заботились лишь о том, чтобы тара вагона была возможно меньшей и чтобы паровоз мог вести поезд возможно большего веса.
В соответствии с таким взглядом и строились товарные паровозы-тихоходы. Весь вес паровоза размещался на движущих осях и использовался для получения возможно большей силы тяги, но паропроизводительность котла была сравнительно небольшая и могла обеспечить лишь весьма невысокие скорости на расчетном подъеме — порядка 1U—12 км/ч.
С ростом грузооборота железных дорог неправильность такого взгляда стала самоочевидной. Провозная способность дороги пропорциональна произведению веса поезда на скорость. Поэтому скорость движения поезда не менее важна, чем его вес.
Американские дороги первыми стали на путь резкого ускорения движения товарных поездов, для которых начали строить мощные быстроходные товарные паровозы.
Для придания товарному паровозу свойства быстроходности недостаточно еще увеличить диаметр движущих колес. Необходимо обеспечить возможность вести поезд с большой скоростью, не уменьшая его веса, а для этого надо увеличить мощность паровоза, т. е. снабдить его сильным паропроизводительным котлом.
Большой вес мощного котла утяжеляет паровоз. Поэтому, во избежание чрезмерных нагрузок на оси, приходится размещать вес товарного паровоза, как и пассажирского, не только на движущие оси, но и на бегунки.
Необходимо отметить, что повышение скоростей связано с некоторым дополнительным расходом топлива. Но перерасход этот очень невелик и полностью перекрывается серьезными экономическими выгодами ускоренной перевозки грузов.
Развитие типа пассажирского паровоза шло по несколько иному пути. В то время как в товарном паровозе за последние 20—25 лет повышали ско-2
рость и мощность добавлением бегунков, не увеличивая числа сцепных осей, в пассажирских паровозах надо было не только увеличивать мощность для получения большей скорости, но также и повышать силу тяги для обслуживания необходимых в связи с ростом пассажирского движения больших составов пассажирских поездов.
Значительное повышение силы тяги возможно лишь при увеличении сцепного веса паровозов, требующем добавления числа движущих осей, при той же нагрузке на каждую ось, или увеличения нагрузки на ось.
В девяностых годах прошлого столетия в пассажирских паровозах перешли от двух к трем движущим осям, а 25 лет назад начали с большим успехом применять для пассажирских перевозок паровозы с четырьмя движущими осями. Дав такому паровозу еще три поддерживающие оси, получили тип весьма сильного по сцепному весу и весьма мощного по котлу паровоза.
Паровозы этого типа нашли широкое применение в Соединенных штатах Америки и во Франции.
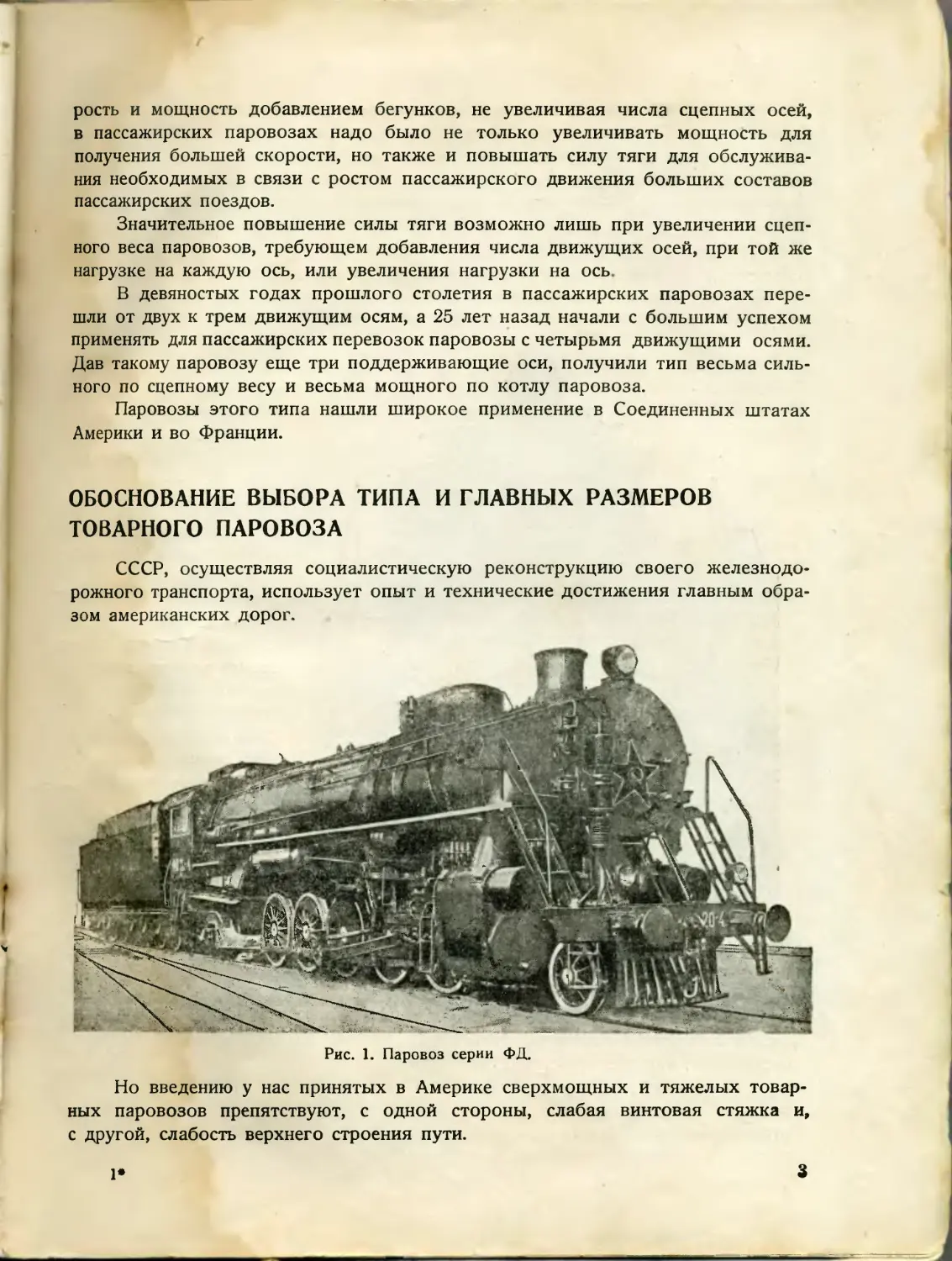
ОБОСНОВАНИЕ ВЫБОРА ТИПА И ГЛАВНЫХ РАЗМЕРОВ ТОВАРНОГО ПАРОВОЗА
СССР, осуществляя социалистическую реконструкцию своего железнодорожного транспорта, использует опыт и технические достижения главным образом американских дорог.
Рис. 1. Паровоз серии ФД.
Но введению у нас принятых в Америке сверхмощных и тяжелых товарных паровозов препятствуют, с одной стороны, слабая винтовая стяжка и, с другой, слабость верхнего строения пути.
Правда, мощная автосцепка у нас уже вводится. Мы приступаем и к реконструкции пути. Но замена винтовой стяжки автосцепкой и реконструкция пути (понимая ее как замену плохого песчаного балласта щебнем, а легких рельсов более тяжелыми) требуют больших материальных средств, а главное — затраты времени. Гигантский же рост перевозок, вызываемый стремительным развертыванием всех отраслей социалистического народного хозяйства, настоятельно требует немедленного увеличения провозной способности наших железных дорог. В этих условиях уже в настоящий момент, когда еще полностью не введена сильная автосцепка и не реконструирован путь для пропуска сверхтяжелых паровозов, нецелесообразно строить паровозы существующего уста
ревшего типа, явно не удовлетворяющие потребностям грузооборота и не использующие при этом полностью тех возможностей, которые имеются в существующих устройствах.
Объединенная винтовая стяжка (нормальную стяжку можно не принимать во внимание, так как она подлежит изъятию в ближайшее время) допускает силу тяги на ободе движущих колес паровоза в 20000 кг. Следовательно, мы можем строить паровозы е силой тяги в 20 000 кг, тогда как сила тяги наших товарных паровозов Эу и Эм составляет всего 17 000 кг. На основных наших грузовых напра-
влениях уложены и укладываются рельсы типа ось в 20 т.
Рис. 2. Паровоз серии ФД.
П-а, допускающие при песчаном балласте нагрузку на
Эти данности, или, как говорят, параметры, определяют силу тяги, сцепной вес паровоза и нагрузку на ось. Для полного установления типа недостает еще одной данности — скорости, от которой зависят мощность котла, общий вес
паровоза и, как следствие, тип паровоза.
По целому ряду причин нецелесообразно гнаться за весьма высокими скоростями — предельной и на расчетном подъеме. Эти скорости мы пока не в состоянии будем использовать; между тем они вызывают значительное утяжел -ние и удорожание паровоза. В настоящее время для наших дорог наивыгод-
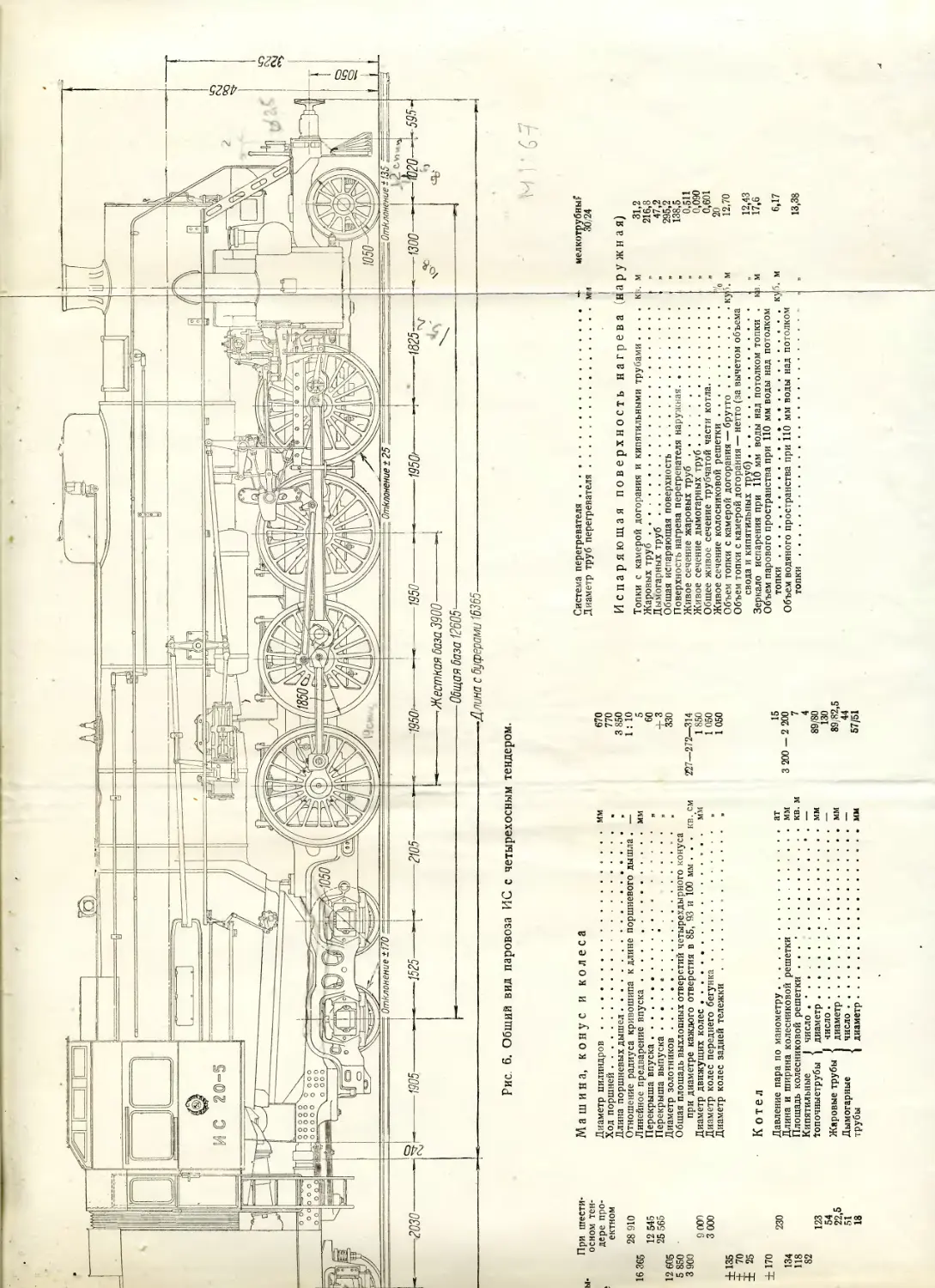
3050
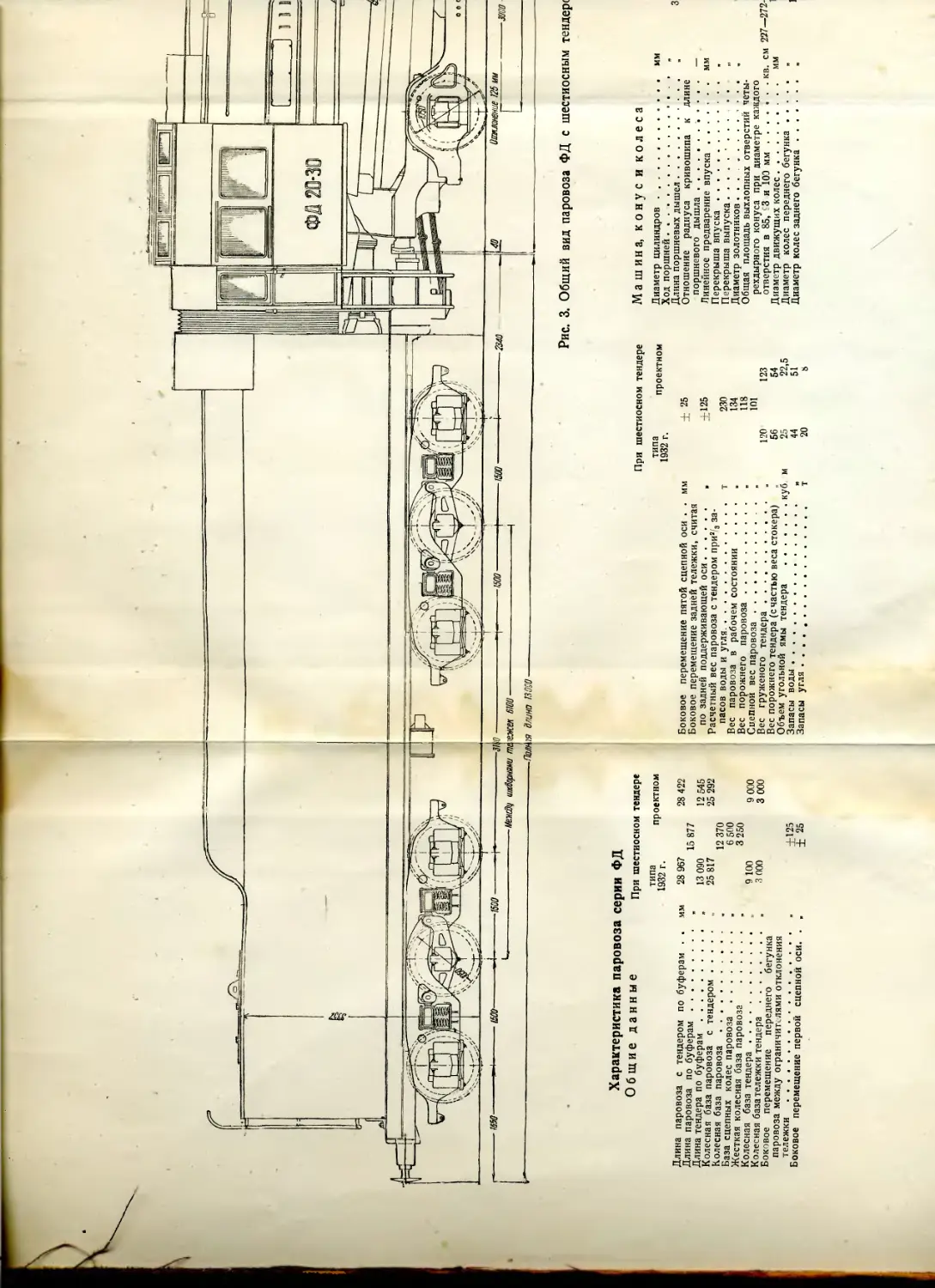
с. 3. Общий вид паровоза ФД с шестиосным тендером типа 1932 г.
и
Машина, конус и колеса
Диаметр цилиндров.................... мм 670
Ход поршней. ........................ „ 770
Длина поршневых дышел................. „ 3 025
Отношение радиуса кривошипа к длине поршневого дышла....................... — I : 8,05
Линейное предварение впуска ......... мм 5
Перекрыша впуска................................. 60
Перекрыта выпуска.......•...................... -|-3
Диаметр золотников.............. . . . „ 330
Общая площадь выхлопных отверстий четы-рехдырного конуса при диаметре каждого отверстия в 85, f3 и 100 мм..........кв. см 227—272—314
Диаметр движущих колес............... мм I 500
Диаметр колес переднего бегунка ................. 900
Диаметр колес заднего бегунка........ „ 1 050
Котел
Давление пара по манометру............... ат 15
Длина и ширина колосниковой решетки . . мм 3 200 —2 200
Площадь колосниковой решетки............кв.м 7
Кипятильные | число...................... — 4
топочные трубы ( диаметр.............. мм 89 80
... . / число................. — 130
Жаровые трубы | диаметр . . . •....... мм 89/82,5
Дымогарные 1 число ................... — 44
трубы | диаметр ............... мм 57/51
Система перегревателя.................— мелмотрубный
Диаметр труб перегревателя......... . „ 30 24
Испаряющая поверхность нагрева (наружна п)
Топки с камерой догорания и кипятильными трубами ...............................кв. м 31,2
Жаровых труб..............................кв. м
Дымогарных труб.................................
Общая испаряющая поверхность.............. „ ,
Поверхность нагрева перегревателя (наружная) ..................................... „ „
Живое сечение жаровых труб................ „ ,
Живое сечение дымогарных труб................„
Общее живое сечение трубчатой части котла . „ „
Живое сечение колосниковой решетки . • . . °/0
Объем топки с камерой догорания — брутто . куб. м
Объем топки с камерой догорания — нетто за вычетом объема свода и кипятильных труб , ,
Зеркало испарения при ПО мм воды над по-
толком топки............................. кв. м
Объем парового пространства при 110 мм воды над потолком топки.................... куГ. м
Объем водяного пространства при ПО мм воды над потолком топки ................... • „
216,8
47,2
295,2
138,5
0,511
• 0,030 0,601
20
12,70
12,43
17,6
6,17
13,38
Характеристика паровоза серии ФД
Общие данные При шестиосном тендере
типа 1932 г.
проектном
Длина паровоза с тендером по буферам . . мм Длина паровоза по буферам..................
Длина тендера по буферам................... ”
Колесная база паровоза с тендером.......... „
Колесная база паровоза ....................
База сцепных колес паровоза ...............
Жесткая колесная база паровоза .............. „
Колесная база тендера........................ „
Колесная база тележки тендера ............... ’
Боковое перемещение переднего бегунка паровоза между ограничителями отклонения тележки ...................................
Боковое перемещение первой сцепной оси. . ”
28 967 28 422
15 877
13 090 12 545
25 817 25 292
12 370
6 500
3 250
9 100 9 000
3 000 3 000
±125
± 25
При шестиосном тендере
1932 г проектном
Боковое перемещение пятой сцепной оси . . мм ±25
Боковое перемещение задней тележки, считая по задней поддерживающей оси........................ ±125
Расчетный вес паровоза с тендером при2/3 запасов воды и угля......................... т 230
Вес паровоза в рабочем состоянии...................... 134
Вес порожнего паровоза.................... „ 118
Сиепной вес паровоза...................... „ 101
Вес груженого тендера....................... 120 123
Вес порожнего тендера (счастью веса стокера) „ 56 54
Объем угольной ямы тендера .........куб м 25 22,5
Запасы воды ........................... 44 51
Запасы угля............................... J 20 8
Машина, конус и колеса
Диаметр цилиндров..................... мм
Ход поршней....................... .
Длина поршневых дышел.................. „ 3
Отношение радиуса кривошипа к длине поршневого дышла................... —
Линейное предварение впуска ......... мм
Перекрыша впуска........................
Перекрыта выпуска.......•............ „
Диаметр золотников ................. „
Общая площадь выхлопных отверстий четы-рехдырного конуса при диаметре каждого отверстия в 85, f3 и 10Э мм..........кв. см 227—272;
Диаметр движущих колес............... мм
Диаметр колес переднего бегунка ..... „
Диаметр колес заднего бегунка...........
нейшая скорость товарного паровоза на расчетном подъеме определяется в 20—22 км/ч (на 75% больше, чем у паровоза серии Э), а предельная скорость в 60—65 км/ч (на 25% больше, чем у серии Э).
Такие скорости и зависящие от скоростей мощности могут быть осуществлены паровозом с двумя бегунками, иначе говоря — типом 1—5—1.
Расчеты и практика показывают, что пропускная способность линии при замене паровозов 0—5—0 паровозами 1—5—1 повышается на 50%. Каждый бегунок позволяет разместить добавочный вес более мощного котла и этим увеличивает скорость поезда предельного веса на расчетном подъеме.
Какие же экономические выгоды дает нам в период развертывающейся,, но еще не завершенной реконструкции железнодорожного транспорта замена паровоза типа О—5—0 более быстроходным типом 1—5—1?
Во-первых, ускорение оборота паровозов и вагонов и, следовательно, уменьшение потребного количества подвижного состава при неизменяющемся. грузообороте.
Во-вторых, увеличение плеча тяговых участков при сохранении установленного времени непрерывной работы паровозных и поездных бригад или же сокращение времени непрерывного нахождения на работе при сохранении длины тягового плеча.
В-третьих, уменьшение числа бригад при одном и том же грузообороте вследствие ускорения оборота бригад.
В-четвертых, частичное усиление пропускной способности линий, уже находящихся на пределе своей пропускной способности при паровозах типа 0-^—0.
Нагрузка на ось, сила тяги и скорость на расчетном подъеме вполне определяют тип и вес паровоза. Выбором предельной скорости порядка 60—65 км/ч (больших скоростей нельзя использовать вследствие наличия на нашей сети большого числа нормальных двухосных вагонов) определяется еще одна основная данность — диаметр движущих колес в 1 500 мм.
Остальные главные размеры паровоза получаются на основе расчетов и практики службы тех современных паровозов, которые отличаются своими хо-
рошими качествами.
На основании этих предпосылок, а затем расчетов были запроектированы тип и основные размеры нашего товарного паровоза, получившего серию ФД (Феликс Дзержинский), а именно:
Тип....................1—5—1
Число цилиндров . . . 2
Диаметр цилиндра . . . 670 мм
Ход поршня............. 770 мм
Диаметр движущих колес , 1 500 мм
Давление пара в котле . . 15 ат
Испаряющая поверхность нагрева................ 295 кв. м
Общий вид паровоза ФД с шестиосным тендером показан на рис. 1, 2 и 3.
Поверхность нагрева перегревателя 1 . 138,5 кв. м
Давление на движущие оси по . . .... 20 т
Вес паровоза в рабочем состоянии . . . .132—134 т
1 Без учета концов элементов в дымовой коробке.
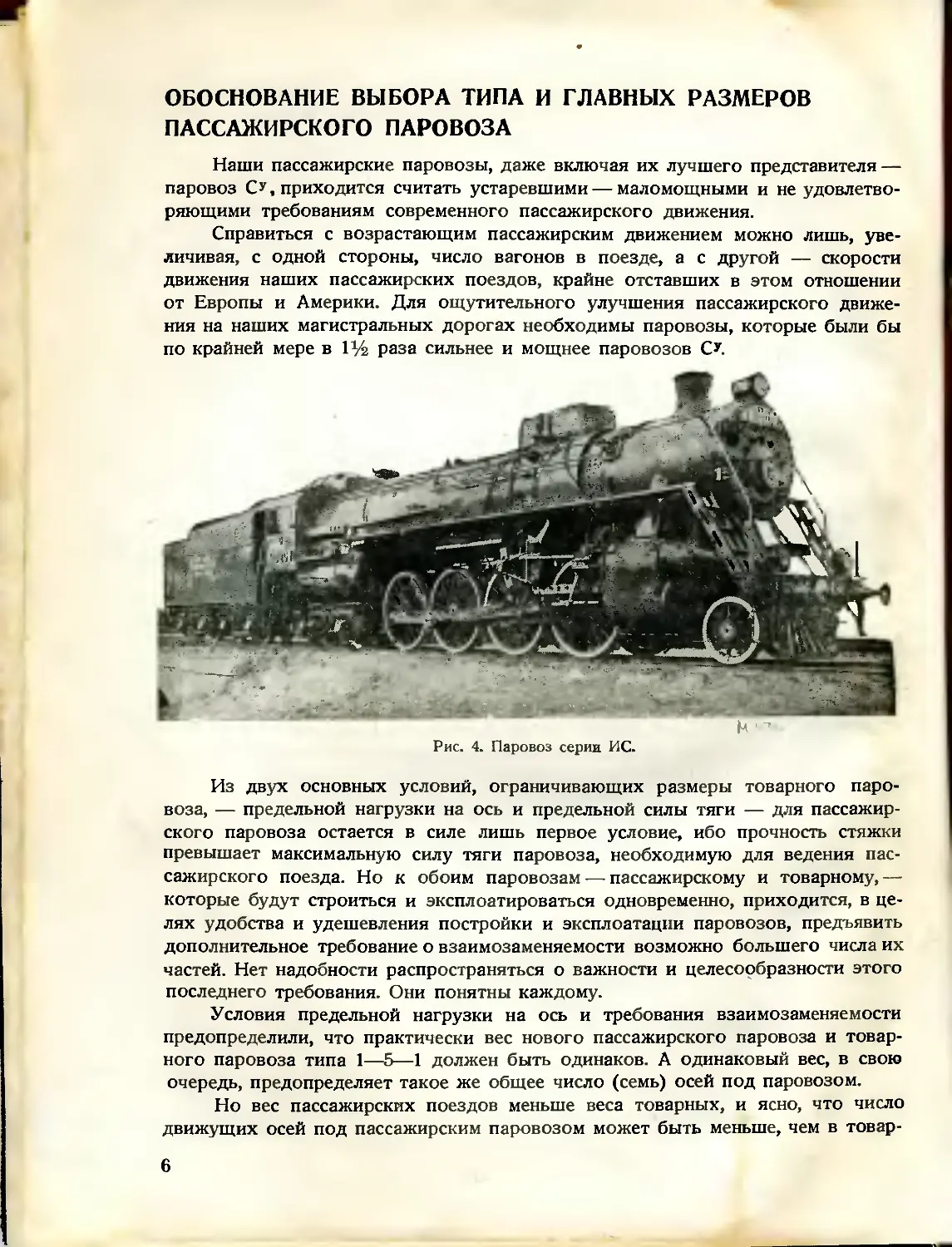
ОБОСНОВАНИЕ ВЫБОРА ТИПА И ГЛАВНЫХ РАЗМЕРОВ ПАССАЖИРСКОГО ПАРОВОЗА
Наши пассажирские паровозы, даже включая их лучшего представителя — паровоз Су, приходится считать устаревшими — маломощными и не удовлетворяющими требованиям современного пассажирского движения.
Справиться с возрастающим пассажирским движением можно лишь, увеличивая, с одной стороны, число вагонов в поезде, а с другой — скорости движения наших пассажирских поездов, крайне отставших в этом отношении от Европы и Америки. Для ощутительного улучшения пассажирского движения на наших магистральных дорогах необходимы паровозы, которые были бы по крайней мере в 1% раза сильнее и мощнее паровозов Су.
Рис. 4. Паровоз серии ИС.
Из двух основных условий, ограничивающих размеры товарного паровоза, — предельной нагрузки на ось и предельной силы тяги — для пассажирского паровоза остается в силе лишь первое условие, ибо прочность стяжки превышает максимальную силу тяги паровоза, необходимую для ведения пассажирского поезда. Но к обоим паровозам — пассажирскому и товарному,— которые будут строиться и эксплоатироваться одновременно, приходится, в целях удобства и удешевления постройки и эксплоатацпи паровозов, предъявить дополнительное требование о взаимозаменяемости возможно большего числа их частей. Нет надобности распространяться о важности и целесообразности этого последнего требования. Они понятны каждому.
Условия предельной нагрузки на ось и требования взаимозаменяемости предопределили, что практически вес нового пассажирского паровоза и товарного паровоза типа 1—5—1 должен быть одинаков. А одинаковый вес, в свою очередь, предопределяет такое же общее число (семь) осей под паровозом.
Но вес пассажирских поездов меньше веса товарных, и ясно, что число движущих осей под пассажирским паровозом может быть меньше, чем в товар
ном, а именно — 4 или 3. У большинства наших пассажирских паровозов по 3 движущих оси. Однако, в связи с предстоящим обслуживанием пассажирских составов весом до 1000 т, расчеты показали необходимость дать новому пассажирскому паровозу 4 движущие оси.
Колесная формула семиосного паровоза при четырех движущих осях может быть 2—4=—1 или 1—4—2. Второе расположение осей заслуживает предпочтения перед первым: во-первых, оно допускает больший вес паровоза, так как
Рис. 5. Паровоз серии ИС.
нагрузку задних бегунков можно доводить до 18,5 т, в То время как передние бегунки не рекомендуется нагружать более чем 16 т; во-вторых, в типе 2—i—1 при большой топке не исключается получение задним бегунком нагрузки, превышающей нагрузку на движущую ось. Это произошло, например, с задним бегунком паровозов (7. Перегрузка же заднего бегунка, далеко отстоящего от задней сцепной оси паровоза и от передней оси тендера, оказывает при высоких скоростях весьма неблагоприятное воздействие на путь.
По этим соображениям для пассажирского паровоза выбран тип 1—4—2 с осевыми нагрузками переднего бегунка в 16 т, движущих осей — по 20 т и задних бегунков — по 18,5 т. Общий вес паровоза определился в 133 т, т. е. равен весу товарного паровоза 1—5—1.
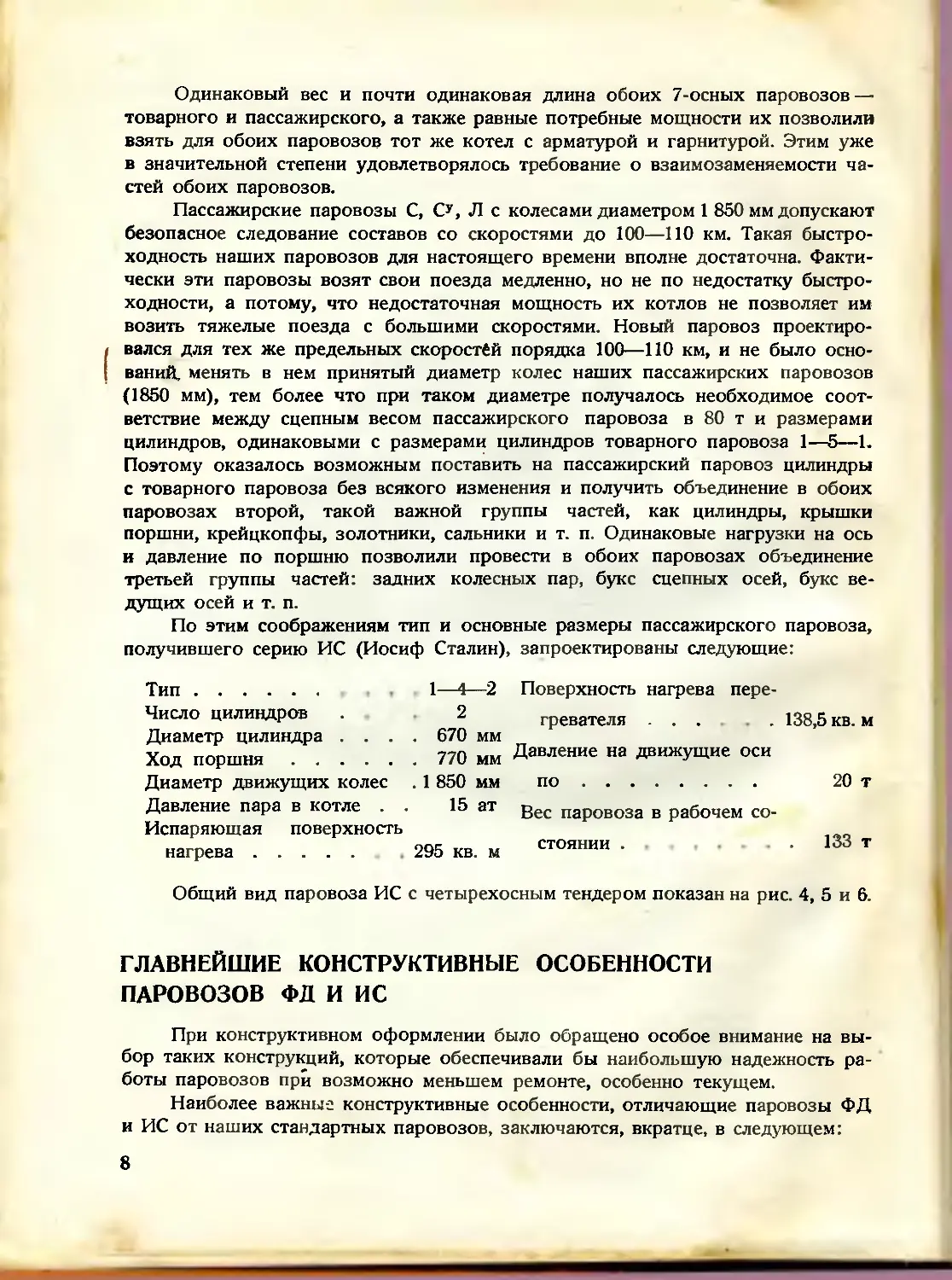
Одинаковый вес и почти одинаковая длина обоих 7-осных паровозов — товарного и пассажирского, а также равные потребные мощности их позволили взять для обоих паровозов тот же котел с арматурой и гарнитурой. Этим уже в значительной степени удовлетворялось требование о взаимозаменяемости частей обоих паровозов.
Пассажирские паровозы С, Су, Л с колесами диаметром 1 850 мм допускают безопасное следование составов со скоростями до 100—ПО км. Такая быстроходность наших паровозов для настоящего времени вполне достаточна. Фактически эти паровозы возят свои поезда медленно, но не по недостатку быстроходности, а потому, что недостаточная мощность их котлов не позволяет им возить тяжелые поезда с большими скоростями. Новый паровоз проектировался для тех же предельных скоростей порядка 100—ПО км, и не было оснований. менять в нем принятый диаметр колес наших пассажирских паровозов (1850 мм), тем более что при таком диаметре получалось необходимое соответствие между сцепным весом пассажирского паровоза в 80 т и размерами цилиндров, одинаковыми с размерами цилиндров товарного паровоза 1—5—1. Поэтому оказалось возможным поставить на пассажирский паровоз цилиндры с товарного паровоза без всякого изменения и получить объединение в обоих паровозах второй, такой важной группы частей, как цилиндры, крышки поршни, крейцкопфы, золотники, сальники и т. п. Одинаковые нагрузки на ось и давление по поршню позволили провести в обоих паровозах объединение третьей группы частей: задних колесных пар, букс сцепных осей, букс ведущих осей и т. п.
По этим соображениям тип и основные размеры пассажирского паровоза, получившего серию ИС (Иосиф Сталин), запроектированы следующие:
Тип...................... 1—4—2
Число цилиндров . 2
Диаметр цилиндра .... 670 мм
Ход поршня............... 770 мм
Диаметр движущих колес . 1 850 мм
Давление пара в котле . . 15 ат
Испаряющая поверхность нагрева................ 295 кв. м
Поверхность нагрева перегревателя ... . 138,5 кв. м
Давление на движущие оси по............................ 20 т
Вес паровоза в рабочем состоянии . . 133 т
Общий вид паровоза ИС с четырехосным тендером показан на рис. 4, 5 и 6.
ГЛАВНЕЙШИЕ КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ ПАРОВОЗОВ ФД И ИС
При конструктивном оформлении было обращено особое внимание на выбор таких конструкций, которые обеспечивали бы наибольшую надежность работы паровозов при возможно меньшем ремонте, особенно текущем.
Наиболее важные конструктивные особенности, отличающие паровозы ФД и ИС от наших стандартных паровозов, заключаются, вкратце, в следующем:
Рис. 6. Общий вид паровоза ИС с четырехосным тендером.
О/
При шести-осном тендере проектном
16 365
12 605
5 850
3 900
28 910
12 545
25 565
9 000
3 000
Машина, конус и колеса
Диаметр цилиндров............................. . . . мм 670
Ход поршней........................................ „ 770
Длина поршневых дышел.............................. „ 3 850
Отношение радиуса кривошипа к длине поршневого дышла . — 1: 10
Линейное предварение впуска..........................мм 5
Перекрыша впуска................................... „ 60
Перекрыта выпуска .. в . ........ „ +3
Диаметр золотников................................ . „ 330
Обшая плошадь выхлопных отверстий четырехдырного конуса
при диаметре каждого отверстия в 85, 93 и 100 мм . . . кв.см 227—272—314
Диаметр движущих колес.............................. мм 1 850
Диаметр колес переднего бегунка...................... „ 1 050
Диаметр колес задней тележки..........................„ 1050
Система перегревателя..........................
Диаметр труб перегревателя.....................
Испаряющая поверхность нагрева
4- мелкотрубны£
м/л 30/24
(наружная)
±135 ± 70 ± 25
±170
230
134
118
82
123
54
22,5
51
18
Котел
Давление пара по манометру ...........................
Длина и ширина Колесниковой решетки...................
Площадь Колесниковой решетки . . . •..................
Кипятильные I число . • . ......................♦ . • .
Топочныетрубы ) диаметр .....................
... л I число.............. •.................
Жаровые трубы < диаметр...............................
Дымогарные I число ...................................
трубы | диаметр .............................
ат мм кв. м
мм
мм
мм
15
3 200 - 2 200
7
4
89/80
130
89/82,5
44 57/51
Топки с камерой догорания и кипятильными трубами .... Жаровых труб...........................................
Дымогарных труб.................................. ...
Общая испаряющая поверхность...........................
Поверхность нагрева перегревателя наружная.............
Живое сечение жаровых труб.............................
Живое сечение дымогарных труб..........................
Общее живое сечение трубчатой части котла. ........ Живое сечение колосниковой решетки......................
Объем топки с камерой догорания — брутто...............
Объем топки с камерой догорания — нетто (за вычетом объема свода и кипятильных труб)..............................
Зеркало испарения при ПО мм воды над потолком топки . Объем парового пространства при ПО мм воды над потолком топки .................................................
к >. м
куб. м
Объем водяного пространства при ПО мм воды над потолком
топки.............................................
КЗ, м
куб. м
31,2
216,8
47,2
295,2
138,5
0,511
0,090 0,601
20 12,70
12,43 17,6
6,17
13,38
'Длина тендера 10070
Характеристика паровоза серии ИС
Общие данные
Длина паровоза с тендером по буферам ...... . . .
Длина паровоза по буферам..............................
Длина тендера по буферам.......................* . . . .
Колесная база паровоза с тендером..............। . . . .
Колесная база паровоза.................................
База сцепных колес паровоза............................
Жесткая колесная база паровоза................ . . . .
Колесная база тендера.......................... . . .
Колесная база тележки тендера..................4 . . . .
Боковое перемещение переднего бегунка между ограничителями отклонения тележки ............................
Боковое перемещение шкворня переднего бегунка ........
Боковое перемещение передней сцепной оси..............
Боковое перемещение задней тележки, считая по задней поддерживающей оси.............................. . . . .
Расчетный вес паровоза с тендером при ’/3 запаса водр и угля Вес паровоза в рабочем состоянии .....................
Вес порожнего паровоза................................
Сцепной вес паровоза .................................
Вес груженого тендера.................................
Вес порожнего тендера(с частью веса стокера)..........
Объем угольной ямы тендера............................
Запасы воды...........................................
Запасы угля...........................................
мм
куб.
При четырехосном тендере
При шестиосном тендере проектном
26 435
10 070
22 680
16 365
28 910
м
6 000
2 000
12 605
5 850
3 900
12 545
25 565
9 ООП
3 000
205
85
40
15
33
12
±135 ± 70 ± 25
±170
134 118 82
230
123
54
22,5
51
18
’Жесткая база 3
-Общая база 126
•Длина с буферами
Рис. 6. Общий вид паровоза ИС с четырехосным тендером.
Машина, конус и колеса
Диаметр цилиндров................................. мм 670
Ход поршней.......................................... „ 770
Длина поршневых дышел................................... 3 850
Отношение радиуса кривошипа к длине поршневого дышла . — 1:10
Линейное предварение впуска............................мм 5
Перекрыша впуска....................................... „ 60
Перекрыта выпуска . . ......... „ +3
Диаметр золотников .................................................. 330
Общая площадь выхлопных отверстий четырехдырного конуса
при диаметре каждого отверстия в 85, 93 и 100 мм . . . кв. см 227—272—314
Диаметр движущих колес »............................. мм 1 850
Диаметр колес переднего бегунка........................... 1 °50
Диаметр колес задней тележки ....................... „ 1 050
Котел
Давление пара по манометру............................ат
Длина и ширина Колесниковой решетки....................мм
Площадь Колесниковой решетки . . . • *.................кв. м
Кипятильные I число . •........................... • . —
топочныетрубы | диаметр.............................мм
л I число...............• ..............—
Жаровые трубы < диаметр.............................мм
Дымогарные I число .............................—
трубы | диаметр.............................мм
15
3 200 — 2 200
7
4
89/80
130
89,82,5
44 57/51
Котел. Необходимость развития поверхности нагрева и объема топки, требующейся для обеспечения высокой паропроизводительности котла, а с другой стороны, нежелательность применения длинных дымогарных и жаровых труб потребовали устройства камеры догорания, не применявшейся до сих пор на наших паровозах. В топке больших размеров, особенно с камерой догорания, появляются значительные тепловые деформации при переходе котла из холодного состояния в горячее. Эти деформации ведут к расстройству связей и появлению трещин в стенках топки. Для сокращения этих вредно отзывающихся на службе и состоянии паровозов явлений, увеличили число гибких топочных распорных связей и анкерных болтов (системы Тэта), доведя их до 40% общего количества.
Перегреватель расположен в жаровых трубах малого диаметра. Жаровые трубы уменьшенного против стандартных размеров диаметра (89 мм против 133 мм) поставлены из тех соображений, что жаровые трубы, мало отличающиеся по диаметру от дымогарных, уменьшают распор на трубчатые стенки и поэтому должны быть менее склонны к течи. Этот расчет на устранение тени труб при мелкотрубном перегревателе вполне оправдался: паровозы ФД и ИС, несмотря на работу с гораздо большими форсировками, чем работа паровозов Эу и Су, не знают течи труб.
Стокер, или механический кочегар, введен как с целью облегчения труда паровозной бригады, так и для получения большей паропроизводительности котла и устранения надобности расходовать на паровозе дефицитные спекающиеся металлургические угли.
Конус применен четырехдырный с раздельным выхлопом, значительно уменьшающий противодавление при выхлопе по сравнению с обыкновенным круглым конусом.
Паровые цилиндры — стальные, литые, с чугунными втулками. Применение стального литья уменьшает вес цилиндров при усилении их прочности и облегчает ремонт в случае аварии в виду возможности пользоваться электросваркой. Для уменьшения потерь давления пара, при проходе его по каналам цилиндра, каналы запроектированы большого поперечного сечения с плавными переходами.
Золотники выбраны с гораздо более длинным ходом по сравнению с золотниками паровозов Эу и Су . Длинный ход обеспечивает большее открытие окон при данной отсечке, что уменьшает потери давления пара.
Главная рама — брусковая толщиной в 125 мм (вместо 29—32-мм толщины листовых рам) при высоте над буксовым вырезом всего в 175 мм. Рамы такого типа обладают тремя основными преимуществами перед листовыми рамами:
а) осевая плоскость рессорного подвешивания совпадает с осевой плоскостью полотна рамы, благодаря чему достигается центральная передача на раму усилий от рессорного подвешивания и предотвращается поперечный изгиб рамы;
б) малая высота над буксовым вырезом уменьшает высоту паровоза, и в) большая толщина полотна рамы придает раме поперечную жесткость и устойчивость.
Рессорное подвешивание произведено по так называемой системе подвешивания в трех точках. При такой системе подвешивания распределение нагрузок не зависит от натяжения рессор и остается постоянным за все время работы паровоза. Независимость нагрузок от натяжения рессор делает излишними применяемые на ранее строившихся паровозах рессорные подвески с резьбой и гайками и позволяет вместо них применять более простые и прочные подвески в виде серег или скоб.
Буксы применены с запрессованными бронзовыми подшипниками, более простыми и прочными по сравнению с подшипниками обычного типа. При таких буксах делаются ненужными внутренние заплечики на осях. Для воспринятая бокового давления (вдоль оси) от рамы к колесам торцевые внутренние поверхности ступиц у колес весьма развиты, а на торцах букс поставлены бронзовые наделки. Для уменьшения расталкивания буксовых подшипников ведущей оси в буксах сделаны боковые (горизонтальные) бронзовые вкладыши. Применение такой конструкции осевых букс обеспечивает значительно большую продолжительность службы осевых подшипников без ремонта.
Осевые шейки и колесные пальцы приняты весьма солидных размеров для уменьшения удельных давлений и уменьшения износа шеек, пальцев и подшипников.
Дышла как поршневые, так и сцепные сделаны с глухими круглыми головками, в которые вставлены бронзовые плавающие втулки. Круглые головки изготовить легче, обходятся они дешевле и требуют меньше ухода за собой по сравнению с 'головками для разрезных подшипников. При запроектированных размерах плавающие втулки служат без ремонта от подъемки до подъемки. Плавающие втулки смазываются твердой смазкой. (гриз), которая значительно облегчает обслуживание и уход за паровозом в пути.
Поршневые дышла и поршневые штоки паровоза ИС, для облегчения их веса, изготовлены из высококачественной хромоникелевой стали.
Поршневые и золотниковые скалки, для облегчения веса и устранения передних сальников, выполнены без контрштоков.
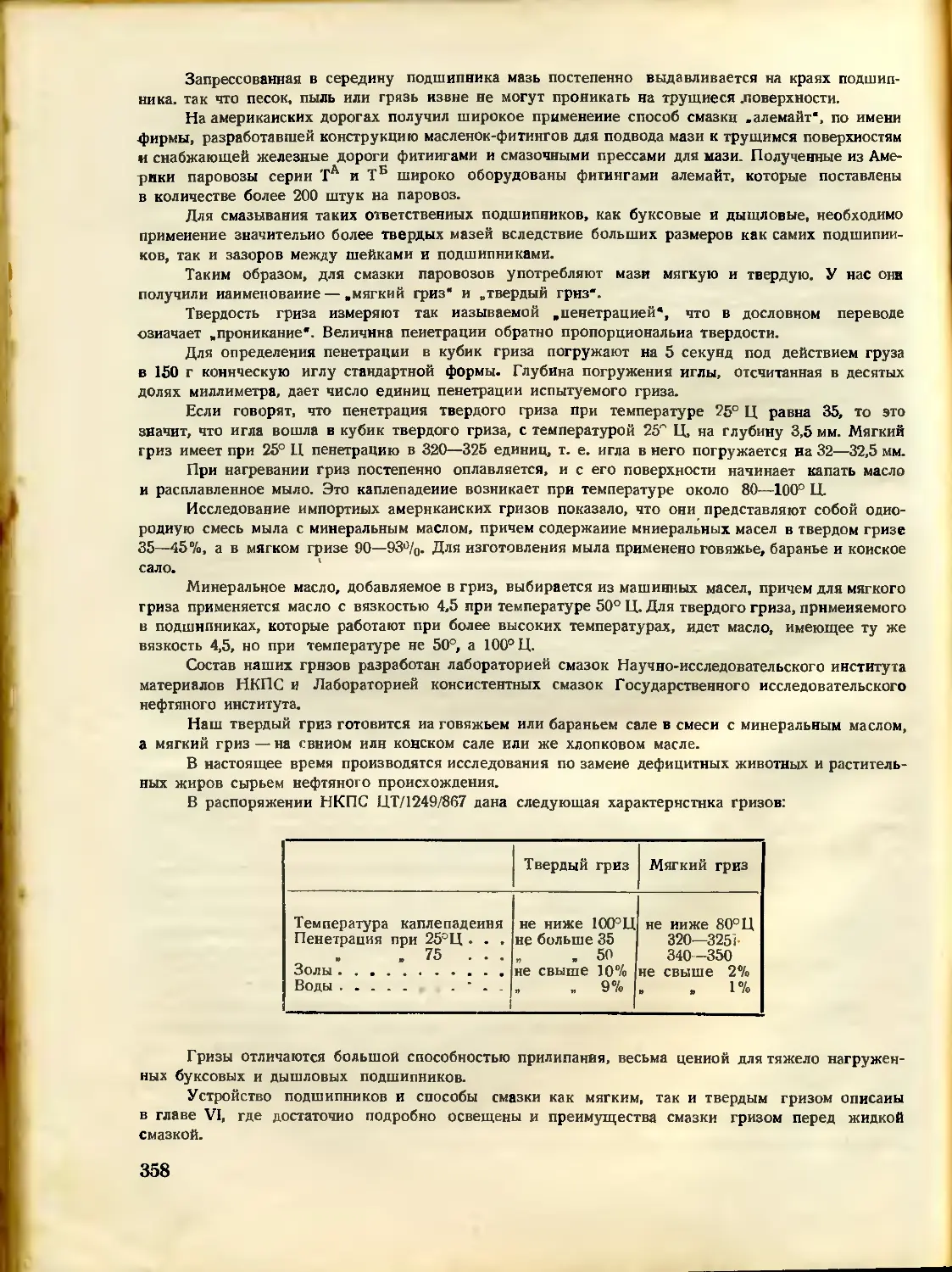
Крейцкопф и параллель применены закрытого многоопорного типа. Увеличенная опорная поверхность и устранение возможности попадания пыли на трущиеся части весьма благоприятно отзываются на работе их в отношении нагрева и износа.
Трехлетняя служба паровозов ФД и двухлетняя — паровозов ИС показала, что эти конструктивные особенности вполне себя оправдали.
II. КОТЕЛ
Котлы паровозов ФД и ИС (рис. 7) по своим основным размерам и конструкции одинаковы. Различны в них только длина дымовой коробки, расположение и число угольников для подбрюшных опор и расположение заднего подбрюшного люка.
Испаряющая поверхность нагрева котлов у паровозов ФД и ИС в 1У2 раза больше поверхности нагрева котлов паровозов Э* и О'. Принято
Рис. 7. Общий вид котла.
считать, что в прямой зависимости от поверхности нагрева находится паро-производительность котла, а следовательно, и мощность паровоза. Поэтому можно было бы предполагать, что мощность паровозов ФД и ИС будет также в 1У2 раза больше мощности паровозов Эу и Су .
В действительности, как показали испытания и эксплоатационная служба первых выпущенных паровозов ФД и ИС, их мощность превышает мощность паровозов Эу и Су больше чем в 1% раза. Это происходит потому, что котлы паровозов ФД и ИС допускают большую форсировку, т. е. с каждого квадратного метра поверхности их нагрева в 1 час можно получить больше пара, чем у котлов паровозов Эу и Су .
При углях и смесях, которыми отапливаются наши паровозы, форсировка паровозов Э в эксплоатационных условиях ограничивается пределами 33—38 кг, а Су — 37—42 кг.1 Паровозы ФД и ИС при тех же углях и в тех же условиях свободно дают устойчивые форсировки в 50—55 кг, т. е. на 40%
1 См. «Правила производства тяговых расчетов», утвержденные НКГ1С 1932 г.
больше. На угле марки Г со станции Кальмиус паровоз ИС 20—1 дал невиданную до сих пор форсировку в 81 кг.
Таким образом в котле паровозов ФД и ИС испаряющая поверхность нагрева в 1у2 раза, а паропроизводительность на единицу поверхности нагрева в 1,4 раза больше, чем у паровозов Эу и Су ; поэтому пара этот котел фактически дает в два с лишним раза больше, чем Эу и Су , и соответственно развивает в два с лишним раза большую мощность.
Такое значительное увеличение паропроизводительности котлов, а отсюда и мощности паровозов объясняется, с одной стороны, правильно выбранными соотношениями элементов котла (площадь колосниковой решетки, поверхность нагрева топки, поверхность нагрева труб), а с другой — отоплением котла при помощи механического кочегара — стокера, позволяющего равномерно подавать уголь в топку в потребном количестве.
Главнейшие размеры котлов для паровозов ФД и ИС приведены в таблице в сопоставлении с главнейшими размерами котлов паровозов Эу и Су :
Таблица 1. Сравнительная таблица размеров котлов 1
Наименование размеров Котлы паровозов
ФД и ИС Эу Су
Давление пара в котле по манометру ат... . Испаряющая поверхность нагрева топки и ки- 15 12 13
пятильных труб (водяная) кв. м 31,23 18,08 18,5
То же дымогарных труб кв. м ’ 47,10 114,92 109,16
То же жаровых труб кв. м 216,83 62,29 68,9
Общая испаряющая поверхность кв. м .... Поверхность нагрева (гааовая) пароперегрева- 295,16 195,25 196,56
138,50 66,0 72,58
Объем топки куб. м 12,70 7,50 7,39
Площадь колосниковой рещетки кв. м .... 7,04 4,46 4,73
Число дымогарных труб 44 157 135
» жаровых труб 130 32 32
51/57 45/50 45/50
„ жаровых труб мм .... 82,5/89 125/133 125/133
, пароперегревательных труб мм ... . 24/30 18/24 18/24
Отношение поверхности топки к общей ис- 5970 4660 5150
паряющей поверхности Отношение общей испаряющей поверхности 0,106 0,092 0,094
к площади колосниковой решетки Отношение поверхности пароперегрева геля 41,9 43.8 41,6
к общей испаряющей поверхности 0,47 0,34 0,37
1 Размеры взяты по данным паспортов.
ТОПКА
Котел паровозов ФД и ИС снабжен мощной топкой с поверхностью нагрева в 31,23 кв. м при колосниковой решетке в 7,04 кв. м, тогда как у паровозов серии Эу и Су поверхность нагрева топки равна: у Эу — 18,08 кв. м,
у Су —18,5 кв. м, а площадь колосниковой решетки составляет у Эу —4,46 кв м и Су — 4,73 кв. м. Бблыпая площадь колосниковой решетки позволяет при всех прочих одинаковых условиях сжигать больше топлива, а следовательно, получать и больше пара. Увеличение площади решетки особенно полезно при отоплении паровозов как медленно горящими углями и антрацитовыми смесями, так и многозольными углями типа подмосковных и уральских. Таким образом, благодаря большой площади решетки котлы паровозов ФД и ИС пригодны для отопления разными, и в том числе низкосортными углями.
Отличительной особенностью топки паровозов ФД и ИС является наличие в ней камеры догорания — особой камеры длиной 1 200 мм, входящей в заднюю часть барабана котла. Камера, как показывает ее название, служит для догорания газов.
Каждый сорт топлива содержит в себе летучие вещества, т. е. горючие газы, которые выделяются из топлива при горении его на колосниковой решетке. Особенно
большое количество летучих веществ содержится в длиннопламенных и газо-
вых углях. В некоторых сортах углей летучие вещества составляют до 40% их веса. Следовательно, такой же процент забрасываемого в топку угля превращается в газообразные вещества, сгорающие, не в слое угля, а в топочном про-
странстве. Выделение этих летучих веществ происходит особенно сильно в первые минуты горения после забрасывания топлива в топку.
Несгоранием летучих веществ и объясняется появление густого черного дыма, наблюдаемого после каждой заброски топлива.
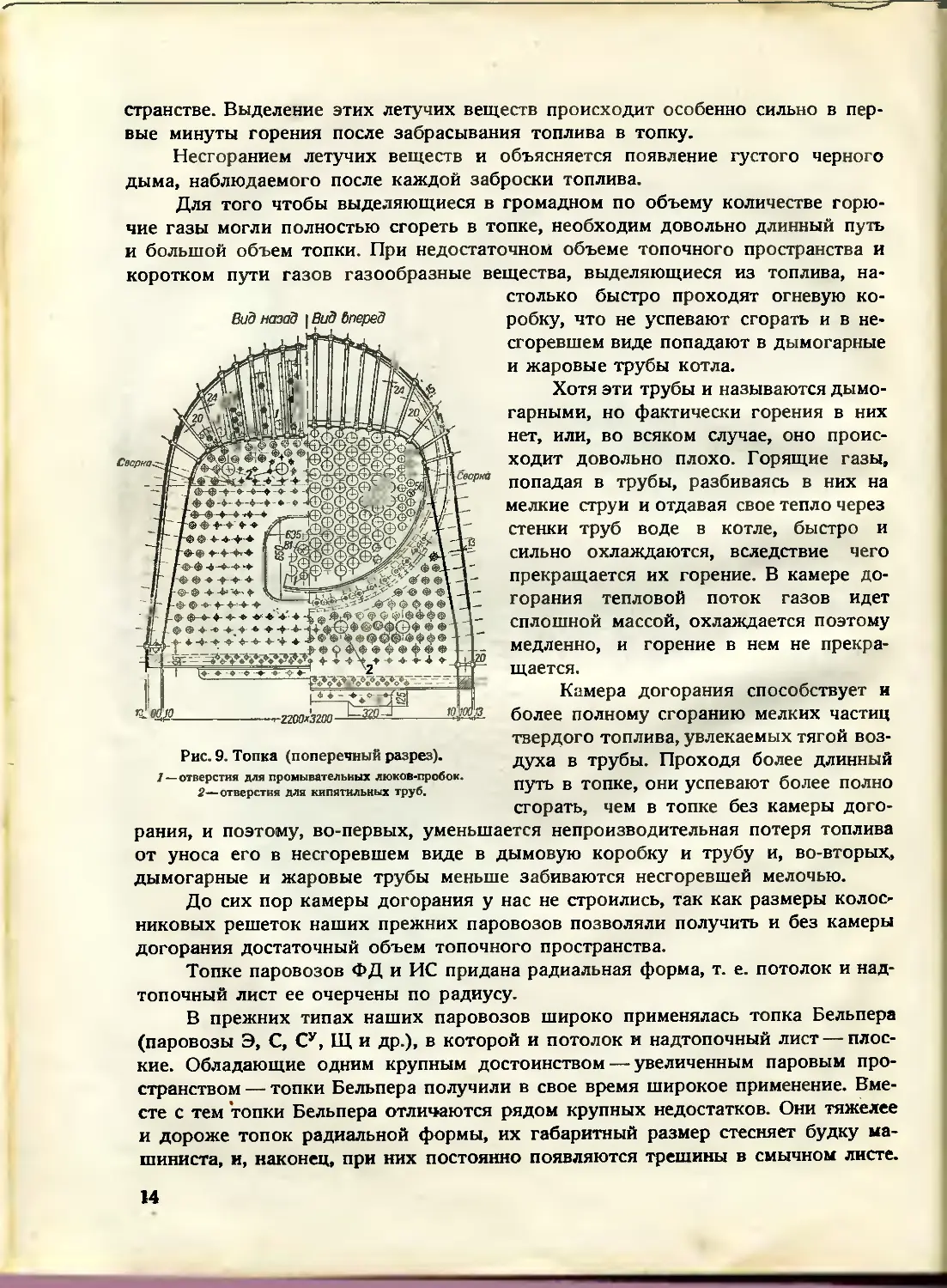
Для того чтобы выделяющиеся в громадном по объему количестве горючие газы могли полностью сгореть в топке, необходим довольно длинный путь и большой объем топки. При недостаточном объеме топочного пространства и
коротком пути газов газообразные вещества, выделяющиеся из топлива, на
Рис. 9. Топка (поперечный разрез).
1—отверстия для промывательных люков-пробок. 2—отверстия для кипятильных труб.
столько быстро проходят огневую коробку, что не успевают сгорать и в несгоревшем виде попадают в дымогарные и жаровые трубы котла.
Хотя эти трубы и называются дымогарными, но фактически горения в них нет, или, во всяком случае, оно происходит довольно плохо. Горящие газы, попадая в трубы, разбиваясь в них на мелкие струи и отдавая свое тепло через стенки труб воде в котле, быстро и сильно охлаждаются, вследствие чего прекращается их горение. В камере догорания тепловой поток газов идет сплошной массой, охлаждается поэтому медленно, и горение в нем не прекращается.
Камера догорания способствует и более полному сгоранию мелких частиц
твердого топлива, увлекаемых тягой воздуха в трубы. Проходя более длинный путь в топке, они успевают более полно сгорать, чем в топке без камеры дого-
рания, и поэтому, во-первых, уменьшается непроизводительная потеря топлива от уноса его в несгоревшем виде в дымовую коробку и трубу и, во-вторых, дымогарные и жаровые трубы меньше забиваются несгоревшей мелочью.
До сих пор камеры догорания у нас не строились, так как размеры колосниковых решеток наших прежних паровозов позволяли получить и без камеры догорания достаточный объем топочного пространства.
Топке паровозов ФД и ИС придана радиальная форма, т. е. потолок и надтопочный лист ее очерчены по радиусу.
В прежних типах наших паровозов широко применялась топка Бельпера (паровозы Э, С, Су, Щ и др.), в которой и потолок и надтопочный лист — плоские. Обладающие одним крупным достоинством — увеличенным паровым пространством — топки Бельпера получили в свое время широкое применение. Вместе с тем топки Бельпера отличаются рядом крупных недостатков. Они тяжелее и дороже топок радиальной формы, их габаритный размер стесняет будку машиниста, и, наконец, при них постоянно появляются трешины в смычном листе.
Эти недостатки топки Бельпера, а также простота конструкции и меньший вес радиальной топки, к которой перешли многие железные дороги капиталистических стран, решили вопрос об установке последней на паровозах ФД и ИС.
Конструкция топки показана на рис. 8 и 9.
ОГНЕВАЯ КОРОБКА
Огневая коробка состоит из семи листов: лобового, двух боковых, потолочного, ухватного, нижнего листа камеры догорания и трубной решетки. Все листы стальные (Ст2), толщина их 10 мм, за исключением ухватного листа толщиной 13 мм и трубной решетки толщиной 14 мм. Тонкие листы необходимы для придания топке большей эластичности.
Рис. 10. Сварная огневая коробка.
Ухватный лист сделан более толстым, чтобы горловина его при штамповке получалась не тоньше 10 мм. Толщина задней трубной решетки увеличена по сравнению с прочими листами для большей надежности укрепления труб и придания прочности самой решетке. Соединение трубной решетки со стенками камеры догорания выполнено при помощи однорядного заклепочного шва с диаметром заклепок в 20 мм i и шагом в 50 мм.
Лобовой лист соединен с боковыми листами сварным двусторонним швом встык, причем шов для лучшей поддержки его расположен между двумя крайними вертикальными рядами связей. Крайний ряд связей находится на отгибе лобового лиЬта топки.
Потолочный лист соединен с лобовым листом помощью однорядного заклепочного шва. Применить здесь сварной шов нельзя. Сварной шов на потолке,
Здесь, а также во всех последующих случаях указывается диаметр отверстия дли заклепок.
не поддержанный с обеих сторон анкерными болтами, считается недопустимым по соображениям безопасности.
Соединение всех остальных листов топки (потолка с боковыми листами и с нижним листом камеры догорания, ухватного листа с боковыми листами, потолком и нижним листом камеры догорания) сделано при помощи сварных двусторонних усиленных швов встык (рис. 10).
В топках паровозов ФД заказа 1935 г. форма ухватного листа несколько изменена. Верхняя кромка ухватного листа будет совпадать с продольным сварным швом, соединяющим потолок с боковыми листами.
На нескольких первых паровозах соединение ухватного листа с прилегающими листами выполнено помощью заклепочного однорядного шва с проваркой кромок его после расчеканки.
КОЖУХ топки
Кожух топки состоит из пяти листов: лобового, потолочного, двух боковых и ухватного. Потолочный лист очерчен по дуге круга и соединяется непосредственно с цилиндрической частью котла. Таким образом, при радиальной топке отпадает надобность в смычном листе, необходимом в топках Бельпера.
Толщина лобового листа и боковых листов кожуха топки — 13 мм; потолок для более надежного и плотного укрепления в нем потолочных анкерных болтов сделан несколько толще, а именно, 15 мм. Анкерные болты в этом листе расположены косо, поэтому в тонком листе болты имели бы малое число целых ниток резьбы.
Толщина ухватного листа по условиям штамповки — 21,5 мм.
Соединение лобового листа кожуха с боковыми и потолочными выполнено однорядным заклепочным швом с диаметром заклепок в 23 мм и шагом в 50 мм. Продольные швы кожуха, соединяющие потолочный лист с боковыми листами, сделаны двухрядными, с тем же диаметром заклепок и с шагом в 65 мм.
Швы, соединяющие ухватный лист с боковыми листами, — двухрядные на заклепках в 26 мм, с подлаской ухватного листа.
Шов между ухватным листом и цилиндрической частью котла трехрядный, на заклепках в 26 мм, причем по среднему ряду заклепок поставлены через одну заклепку втулки шарнирных связей Тэта. Эти втулки своей резьбой проходят через оба листа и дают дополнительное их соединение вместо замененных ими заклепок.
Кожух с топкой соединяет внизу литая стальная топочная рама высотой в 95 мм, ширина рамы с боков и у лобового листа — 100 мм, по ухватному листу — 125 мм.
Заклепочный шов в топочной раме — двухрядный, заклепки — точеные, диаметром в 23 мм.
Кромки листов кожуха топки по углам топочной рамы внизу, на высоте 250 мм, для большей плотности соединения обварены. Обварены также кромки ухватного листа кожуха со стороны воды и боковых листов кожуха в соединениях с ухватным и лобовым листами.
Для получения возможности вынимать и вставлять огневую коробку в кожух (рис. 11) без расклепки лобового листа и для уменьшения веса топки, а также для более удобного расположения арматуры, лобовым листам кожуха и огневой коробки дан значительный наклон вперед.
Ширина водяного промежутка между стенками топки и кожуха внизу равна ширине топочной рамы, т. е. 100 мм; вверху он для облегчения выхода
Рис. 11. нвалка топки.
пара постепенно уширяется, доходя до 175 мм. Ширина водяного пространства в нижней половине между камерой догорания и стенками четвертого барабана — 140 мм.
При плохих водах в этом промежутке возможно большое отложение накипи. Поэтому во время промывок его необходимо промывать и осматривать весьма тщательно.
Потолок топки наклонен к лобовому листу так, что передняя часть потолка выше задней его кромки на 100 мм. Это сделано для предохранения на уклонах задней части потолка от обнажения при скатывании воды в переднюю часть котла. Указатели неба топки, поставленные на лобовом листе в виде ввертышей возле водомерных стекол, показывают положение самой высшей точки потолка, находящейся
у передней его кромки. На потолке топки находятся две предохранительные пробки обычной конструкции. Одна пробка расположена в камере догорания между первым и вторым поперечными рядами анкерных болтов, вторая пробка — в задней части потолка между третьим и четвертым рядами анкерных болтов, считая от заднего ряда.
Потолку кожуха придан такой же наклон, как и потолку топки.
Шуровочное отверстие, прямоугольной формы, с закругленными углами, образовано при помощи штампованных горловин в лобовом листе кожуха и лобовом листе топки; кромки горловин соединены встык сварным односторонним усиленным швом.
Такая конструкция шуровочного отверстия имеет значительные преимущества перед обычно применявшейся у нас ранее конструкцией с прокладным кольцом. Она более эластична, и в силу отсутствия массивного прокладного кольца шуровка не подвергается такому быстрому обгоранию, как при прежней конструкции. Эти преимущества делают соединения шуровочного отверстия более долговечными; в них не возникает ни течи, ни трещин, обычно наблюдающихся возле заклепок в шуровках с прокладным кольцом.
Тем не менее сварное соединение шуровочного отверстия, так же как и все сварные швы топки, необходимо при каждом охлаждении паровоза подвергать
2 Паровозы ФД—ИС.—676.
17
тщательному осмотру. При появлении малейших признаков течи текущее место сварного шва нужно немедленно вырубать и проваривать вновь. Нельзя допускать исправления течи сварных швов при помощи подчеканки. Точно также нельзя подваривать старый шов без его вырубки.
КИПЯТИЛЬНЫЕ ТРУБЫ И СВОД
В огневой коробке поставлены четыре кипятильные или, как они иногда иначе называются, циркуляционные трубы. Эти трубы, несколько выгнутой вверх формы, с внутренним диаметром в 80 мм и наружным в 89 мм, ввальцованы своими концами в лобовой и ухватный лист топки.
С 1935 г. кипятильные трубы ставятся установленных ОСТ размеров — 79/89 мм.
Со стороны воды выступающие концы труб разбуртованы наподобие дымогарных и жаровых труб, а со стороны огня они кругом обварены электросварным швом, обеспечивающим полную надежность и плотность их постановки.
Назначение кипятильных труб двоякое: они служат, во-первых, для поддержания топочного свода и, во-вторых, для улучшения циркуляции воды.
Кипятильные трубы находятся в высокой температуре топочного пространства. Поэтому в них происходит сильное выделение пара, выходящего через верхние их концы, а через нижние концы труб возникает энергичное проса-сывание воды из водяного промежутка между ухватными листами кожуха и топки и из промежутка между камерой догорания и цилиндрической частью котла. Такая циркуляция воды весьма полезна. Она препятствует образованию больших отложений накипи и грязи в водяных промежутках, стесненных связями, и облегчает выделение пузырьков пара, образующегося в большом количестве на стенках топки и камеры догорания.
На паровозах ФД и ИС постройки 1932, 1933 и 1934 гг. нижние концы (оси) кипятильных труб ставились на высоте 490 мм от топочной рамы. На паровозах ФД заказа 1935 г. нижние концы кипятильных труб подняты: средние — на 78 мм, а крайние — на 116 мм. Это сделано для увеличения подсводного пространства и для предотвращения выпучин на стенках кипятильных труб, так как под влиянием лучистой теплоты слоя топлива при высоких температурах возможно образование таких выпучин.
Кроме того намечено кипятильные трубы ставить не из углеродистой, а из молибденовой стали, как более жароустойчивой.
Против каждой кипятильной трубы в стенках наружного лобового листа и ухватного листа устроены отверстия, закрываемые винтовыми люками. При промывках необходимо открывать эти люки и обязательно очищать кипятильные трубы до металла особыми пневматическими или электрическими шарошками, а затем, после прохода шарошками, прочищать еще проволочными ершами на гибких прутья х.*
Такая прочистка до металла и тщательная промывка кипятильных труб должна обязательно производиться в каждую промывку котла.
При высокой температуре, в которой находятся кипятильные трубы, даже небольшое отложение в них накипи затрудняет теплоотдачу через стенки и ведет к перегреву металла стенок и к появлению вы пучин, а в дальнейшем — и к разрыву трубы.
Признаком отложения накипи в трубе и перегрева стенок служит появление с наружной стороны трубы наростов из прилипшего шлака. При нормальной температуре стенок трубы, когда она чиста от накипи и, следовательно, хорошо охлаждается водой, прилипания шлака не бывает.
Как только будет замечено появление этих наростов, паровоз надо потушить и трубы внутри тщательно прочистить.1
Развальцовка кипятильных труб, в случае их смены или ремонта, производится через отверстия в стенках наружного лобового и ухватного листов, причем для ввода вальцовки необходимо вывертывать не пробку, закрывающую отверстие, а ее втулку.
Кипятильные трубы в той их части, на которой расположен свод, должны быть прямыми и параллельными; иначе на них не смогут держаться кирпичи свода. При установке труб, в случае их смены, их параллельность должна проверяться шаблоном.
Назначение свода в топке общеизвестно. Он способствует более полному сгоранию газов и уменьшает унос несгоревших частиц топлива.
Постановка свода в широких топках по старому способу на поддерживающих планках, прикрепленных к стенкам топки, мало надежна, так как в этом случае сЪод вследствие малой его стрелы скоро разваливается, а поддерживающие свод планки быстро сгорают; при расположении же свода на кипятильных трубах повышается прочность свода и боковые стороны его поднимаются над колосниковой решеткой на такую же высоту, как и середина. Этим увеличивается подсводное пространство, обеспечивается равномерное распределение в нем слоя топлива и, кроме того, кирпичи боков свода меньше страдают от нагревания их лучистой теплотой.
Установка свода на кипятильных трубах позволяет легко и быстро разбирать и вновь собирать свод без поломки кирпичей. На сборку свода при наличии заготовленных в будке кирпичей тратится не более часа.
Свод (рис. 12) состоит из особых огнеупорных фасонных кирпичей, которые укладываются на кипятильные трубы без всякой смазки шамотной глиной; такой свод в случае надобности легко может быть разобран и вновь собран, что облегчает доступ к решетке для ремонта труб.
На рис. 13 показаны кирпичи свода новой конструкции, принятой для паровозов заказа 1935 г., с кипятильными трубами из молибденовой стали.
Кирпичей в своде — 35. Они расположены в семи поперечных рядах. По своей форме кирпичи разделяются на следующие 8 фасонов:
1 На стенках огневой коробки, особенно боковых, также часто появляются выпучины вследствие перегрева стенок от скопления накипи. Здесь также предвестником появления выпучив служит образование наростов от прилипающего к стенкам топки шлака.
Кирпичи средние 1-го ряда (№7) .... 21 2 ШТ. »
» боковые
» » 2-го ряда (№6) .... 2 »
» » 3-го ряда (№5) .... 2 »
» » 4-го ряда (№ 4) .... 2 »
» » 5-го ряда (№ 3) . . . . 2 »
» » 6-го ряда (№2) .... 2 »
» » 7-го ряда (№1) .... 2 »
Рис. 12. Общий вид свода при трубах из молибденовой стали.
Цифры на боковых кирпичах обозначают номер кирпича в таблице под рис. 13.
Рис. 13. Кирпичи топочного свода при трубах из молибденовой стали.
1—кирпичи средние. 2—кирпичи боковые.
Таблица размеров боковых кирпичей.
№№ I деталей | а 6 1 в 1 ' г 1 я 1 е
7 32 22 220 222 222 194
6 37 27 225 240 228 198
5 42 32 230 258 232 202
4 47 37 235 276 238 206
3 52 42 240 294 242 210
2 57 47 245 312 248 214
1 62 52 250 330 252 218
Рис. 14. Кирпичи топочного свода при трубах из углеродистой стали.
/—средний левый кирпич —2. средний правый кирпич, д—боковой кирпич. 4—кипятильная труба
При постановке кипятильных труб из углеродистой стали должны применяться кирпичи измененной формы, изображенной на рис. 14. Как видно из рисунка, эти кирпичи закрывают нижнюю, обращенную к огню поверхность кипятильных труб и тем самым предохраняют их от перегрева.
Между труоами в каждом ряду помещаются два кирпича с замками, обеспечивающие возможность сборки свода.
На паровозах ФД выпуска 1933 г. и частично 1934 г. и на паровозах ИС ста-вились кирпичи плоской формы, не закрывающие нижней поверхности труб. Но они быстро разрушались и не предохраняли нижних поверхностей труб от перегрева.
При отоплении паровозов углями с большим содержанием мелочи рекомендуется, для уменьшения уноса, добавлять еще один ряд кирпичей (восьмой). Для его укладки требуются три средних кирпича и два боковых седьмого ряда (№ 7), которые нужно несколько подтесать по месту.
СВЯЗИ, АНКЕРНЫЕ БОЛТЫ И УКРЕПЛЕНИЕ ЛОБОВОГО ЛИСТА
В котлах паровозов ФД и ИС для укрепления стенок топки и кожуха применены два типа связей: 1) так называемые шарнирные связи Тэта и 2) обыкновенные распорные связи
СВЯЗИ ТЭТА
Связи Тэта, изготовляемые из связевой стали (Ст1), представляют собой (рис. 15) стержни диаметром в 20 мм с точеной или штампованной шаровой головкой на одном конце и с резьбой наружным диаметром 23 мм (12 ниток на К) на другом. Резьбой связь ввертывается в стенку огневой коробки и расклепывается обычным способом. Шаровая головка связи опирается своей поверх-
ностью на особую втулку, приваренную в стенке кожуха топки, и во втулке для головки связи образовано гнездо соответствующей формы. Диаметр отверстия к стенке кожуха топки и во втулке для прохода связи несколько больше диаметра стержня связи. Поэтому связь может свободно поворачиваться своей головкой
Рис. 15. Шарнирная связь Тэта.
в гнезде втулки.
После постановки связи втулка плотно закрывается колпачком на резьбе либо с медной прокладкой, либо с притирочной поверхностью. Для завертывания связи устроен прорез в шаровой головке. В расклепанном конце связи Тэта делается обычный контрольный канал, глубина которого должна быть на 10 мм больше длины нарезанной части связи.
Шарнирная связь создает более благоприятные условия для деформации стенок топки.
Вследствие неодинаковой температуры наружных и внутренних стенок топки происходит и неодинаковое их удлинение. Стенки огневой коробки удлиняются больше, чем стенки кожуха. Этим вызывается взаимное смещение стенок. Внутренняя стенка как бы сдвигается по отношению к наружной, и тем сильнее, чем больше размеры топки и чем больше разница в температурах наружных и внутренних стенок. По мере удаления от топочной рамы кверху, смещение внутренних стенок по отношению к наружным увеличивается и достигает наибольшей величины в верхних горизонтальных рядах связей.
Понятно, что такое смещение стенок вызывает изгибание связей. Это изгибание происходит периодически — при каждом охлаждении и заправке, а также при каждом изменении режима котла (открытие и закрытие регулятора, открывание дверки и т. п.).
Часто повторяющиеся смещения (деформации) служат причиной течи, а затем и лопанья связей. Наблюдения показывают, что обыкновенные связи лопаются, главным образом, возле наружных стенок. Это вполне понятно. Стенки кожуха топки делаются всегда толще стенок огневой коробки. Толщина последних — 10 мм, толщина стенок кожуха топки — 13 мм и более. Поэтому укрепление обыкновенных связей в наружной стенке более жестко, чем укрепление их в стенках огневой коробки. При сдвигании внутренних стенок наружный
Рис. 16. Топочная часть котла.
конец связи изгибается сильнее, чем внутренний, так как одновременно с изгибом последнего происходит некоторое изгибание самой стенки огневой коробки.
В связях Тэта изгиб у наружной стенки устранен наличием шарнирного соединения головки связи со стенкой. Практика показала, что эта конструкция себя оправдала, и лопанье связей Тэта происходит весьма редко.
Вследствие дороговизны изготовления и постановки связей Тэта, а также большого их веса они ставятся только в тех местах топки, где случаи лопанья обыкновенных связей наиболее часты, а именно в верхних горизонтальных и крайних вертикальных рядах боковых стенок топки и лобового листа и в верхних углах боковых стенок, а также в ухватном листе и в камере догорания.1
В котле паровозов ФД и ИС, выпущенных до 1935 г., поставлено связей Тэта в боковых стенках 342 штуки, в лобовом листе 87, в ухватном 117, в ка-
1 На рис. 8 и 9 расположение связей Тэта обозначено двойным кружками. На паровозах ФД заказа 1935 г. вследствие нового расположения кипятильных труб и постановки vx,ватном листе спускного крана разбивка и число связей незначительно изменены.
мере догорания 340, т. е. всего 886 штук. Расположение их на боковых и лобовом листах ясно видно из рис. 16.
В камере догорания по шву, соединяющему кожух топки с цилиндрической частью, один ряд втулок связей Тэта сделан не приварным, а на конусной резьбе (рис. 17), чтобы нарезная часть служила связью шва, увеличивая его прочность и плотность. Конусность нарезной части втулки — 1:16, с резьбой 12 ниток на 1" ис наружным диаметром резьбы у тонкого конца 43 мм.
На ухватном листе котла паровоза ФД возле концов рессор пятой сцепной оси у 12 штук связей Тэта втулки сделаны утопленными (рис. 18) заподлицо с наружной стороны ухвата, чтобы рессора не могла задевать втулок и их колпачков.
Рис. 17. Шарнирная связь Тэта с ввертывающейся втулкой.
Рис. 18. Шарнирная связь Тэта с утопленной втулкой.
Постановка связей Тэта и уход за ними. Постановка связей Тэта состоит из следующих операций.
После сверловки отверстий в стенках топки производится развертка дыр в кожухе и фрезеровка в этих отверстиях шаровых гнезд по форме опорной шаровой поверхности втулок. Для развертки и фрезеровки применяются особые развертки и шарошки с хвостовиками на концах. Эти хвостовики входят достаточно плотно в отверстия в стенках топки, что придает инструменту правильное направление при развертке и фрезеровке отверстий в кожухе. Затем развертываются и нарезаются отверстия в стенках топки. Во избежание перекоса резьбы, могущего вызвать перекос связей во втулках, развертки и метчики пропускаются через особые втулочки, вставляемые в отверстия кожуха. Этими втулочками развертки и метчики надлежаще центрируются.
После нарезки отверстий ставятся втулки. Они слегка притягиваются к своему месту ввернутыми связями Тэта, затем тщательно выравниваются, после чего начинается приварка их к кожуху (рис. 19). Завернутые связи перед расклепкой их внутренних концов слегка вывертываются (на полоборота), чтобы при расклепке не получалось вследствие подсадки связи чрезмерного нажатия шаровой головки связи на втулку. Такое нажатие будет препятствовать свободному поворачиванию головки во втулке и, следовательно, поведет к потере связью ее шарнирности. При расклепке связи шаровую головку нужно поддерживать соответствующим инструментом с шаровым углублением по форме головки. После расклепки втулка закрывается колпачками, резьба которых предварительно смазывается машинным маслом с графитом.
При смене связей Тэта следует придерживаться* такого же порядка и способа работы.
Во время эксплоатации паровоза связи Тэта нужно периодически осматривать, например при заводских ремонтах паровоза и освидетельствованиях котла. Колпачки связей отвертываются, и шаровые головки остукиваются для выяснения, нет ли связей с оборванными головками. Обрыв головок может происходить вследствие отложения накипи в кольцевом зазоре между связью и стенками отверстия в кожухе и втулке. Эти отло-
Рпс. 19. Приварка втулок связей Тэта.
жения вызывают потерю связью шарнирности и поэтому влекут за собой обрыв головки.
Если в кольцевом зазоре втулки будет замечено отложение накипи, освидетельствование связей следует производить Чаще, например при каждой подъемке.
При охлаждении котлов в зимнее время необходимо принимать меры к предохранению втулок связей от размораживания. Для этого необходимо дать возможность воде, находящейся во втулках, стечь или испариться. Охлаждаемые паровозы после спуска воды из котла следует некоторое время, примерно суток двое, выдерживать в теплом помещении. Только после этого паровоз можно выставлять на мороз.
ЖЕСТКИЕ СВЯЗИ
Конструкция обыкновенных, т. е. жестких, распорных связей (рис. 20), изготовляемых из связевой стали (Ст1), почти не отличается от конструкции,
обычно применяемой на наших паровозах. Диаметр средней части — 20 мм, резьбы — 23 мм, с числом ниток 12 на 1". Глубина контрольных каналов на 10 мм больше длины нарезанной части.
Применение в паровозных топках железных связей потребовало снижения головки, так как практика показывает, что при железных связях высокая головка вредна. Она сильно перегревается и обгорает, а это ведет к расстройству связи и ее течи в резьбе. Поэтому высота головки принята в 5 мм вместо обычных 7 мм; для образования такой головки выпуск связи достаточно делать в 9 мм.
Рис:. 20. Распорная жесткая связь.
Общее количество жестких связей в котле — 926 штук (в лобовом листе 175, в боковых — 730 и ухватном — 21). На каждой боковой стенке 17 связей, закрываемых кирпичами свода, сделаны со сквозными контрольными каналами, чтобы в случае обрыва связей у огневой стенки пар, выходящий наружу через канал, дал знать об обрыве связи.1
ЛАПЧАТЫЕ СВЯЗИ
На внутреннем ухватном листе по окружности возле загиба ухвата расположены 20 лапчатых связей, которые служат соединением ухвата с нижней частью третьего барабана ци
Рис. 21. Общее расположение гяжей лапчатых связей.
линдрической части котла (рис. 22 и 23).
К цилиндрической части котла — внизу третьего барабана прикреплены 10 угловых стоек 3 (рис. 21 и 22). Сквозь стойки пропущены тяжи 1 толщиной в 33 мм. Тяжи нарезанным концом проходят сквозь стойку и удерживаются в ней гайкой 4 с шаровой поверхностью, которой они опираются на стойку. Чтобы предотвратить свертывание гайки, концы тяжей расклепываются. Проходя между продольными рядами связей камеры дого
рания, тяжи заканчиваются
у ухватного листа двумя по
перечными ушками с нарезанным отверстием в каждом. В эти отверстия ввернуты связи 2. Таким образом, в каждый тяж ввернуто по две связи. Связи эти
1 Подробная инструкция о постановке жестких связей, принятая Луганским паровозостроительным заводом, приведена в приложении 6.
(рис. 23) снабжены с обоих концов резьбой с наружным диаметром 29 и .28,5 мм, при 12 нитках на 1". Диаметр средней проточенной части — 25 мм.
Контрольные каналы в свя-
Рис. 22. Тяж лапчатых связей.
1 — тяж. 2 — лапчатая связь. 3 — угловая стойка. 4— гайка.
зях на 25 мм не доходят до внутренних концов связей. Со стороны огневой коробки головка связи расклепывается обычным способом. Восемь центральных лапчатых связей проходят ухватный лист с большим накло
ном и поэтому не имеют в нем достаточного числа целых ниток резьбы. Для большей плотности постановки этих связей в местах их прохода с водяной сто-
роны ухвата приварены шайбы. Эти шайбы ясно видны на рис. 10.
Смена лапчатых связей. Если лопнут »сменить их будет затруднительно, так как тяж упадет и для подъема его потребуется выемка дымогарных и жаровых труб. Поэтому лопнувшую лапчатую связь нужно менять без промедления, чтобы предупредить поломку второй связи и падение тяжа.
В виду того, что тяжи лапчатых связей несколько затрудняют промывку и очистку водяного пространства под каме-
обе связи, ввернутые в один тяж,
Рис. 23. Лапчатая связь.
1 — ушко тяжа. 2 — связь.
рой догорания, в 1934 г. было построено в опытном порядке около 45 паровозов, у которых 8 центральных лапчатых связей и 4 тяжа были упразднены.
АНКЕРНЫЕ БОЛТЫ
Потолок топки скрепляется с надтопочным листом при помощи 560 анкерных болтов. Анкерные болты, расположенные в 40 поперечных рядах по 14 штук в каждом, сделаны двух типов. Конструкция анкерных болтов первых четырех поперечных рядов от трубной решетки, изображенная на рис. 24, подобна конструкции шарнирных связей Тэта с приваренными втулками, с той лишь разницей, что диаметр средней части болтов не 20 мм, а 24 мм, и наружный диаметр резьбы увеличен до 29 мм. Таким образом, первые от трубной решетки 4 ряда анкерных болтов — подвижные, что позволяет трубной решетке более свободно расширяться.
В остальных рядах поставлены жесткие анкерные болты с расклепанными головками.
. В двенадцати средних продольных рядах анкерные болты для увеличения их прочности и плотности поставлены с конусной (конус 1 :8) резьбой на нижнем конце (рис. 25).
На верхнем конце этих анкерных болтов сделаны обычные контрольные каналы диаметром 5 мм. Глубина каналов на 10 мм больше нарезанной части. Диаметр средней, гладкой, части1 болта — 24 мм.
Конусные болты ввертываются со
стороны огневой коробки. Для завертывания на нижних их концах делаются» квадраты. Квадраты после постановки болтов срезаются, а концы болтов рас
Рис. 24. Подвижной анкерный болт Тэта.
клепываются.
Рис. 25. Жесткий анкерный болт с конусной резьбой и с расклепанной нижней головкой.
Рис. 26. Жесткий анкерный болт.
В двух крайних рядах поставлены анкерные болты по рис. 26, с контрольными отверстиями на обоих концах. Диаметр средней, гладкой, части болта — 24 мм; наружный диаметр резьбы верхнего конца — 28,5 мм, нижнего— 29 мм. *
Анкерные болты изготовляются из связевого материала марки Ст1.
УКРЕПЛЕНИЕ ЛОБОВОГО ЛИСТА
Укрепление верхней части лобового листа кожуха выполнено в виде тяжей (рис. 27). Тяжи эти одним концом приклепаны к потолку кожуха, а другим концом, в форме вилки
Рис. 27. Продольные тяжи для укрепления лобового листа.
с двумя проушинами, соединены при помощи проходящих через проушины валиков с остальными литыми балоч-ками таврового сечения. Ба-лочки приклепаны к лобовому листу. Всего балочек поставлено 8, а тяжей 20 штук. Расположение тяжей и балочек видно на рис. 8—9. На паро-
возах ФД заказа 1935 г. общее число тяжей уменьшено до 18 и диаметр тяжей увеличен с 38 мм до 39 мм.
Тяжи при постановке должны быть равномерно и хорошо натянуты. Это необходимо учитывать при разметке дыр для заклепок на потолке кожуха
топки. Для получения необходимого натяжения нужно либо ставить тяжи в нагретом состоянии, либо перед приклепкой к потолку натягивать их оправками.
ЦИЛИНДРИЧЕСКАЯ ЧАСТЬ КОТЛА
Цилиндрическая часть котла состоит из четырех барабанов (рис. 28). Передние два барабана цилиндрической формы с внутренним диаметром — первый 1837 мм и второй — 1875 мм. Задний четвертый барабан также цилиндрический, но для размещения в нем камеры догорания его диаметр значительно больше, а именно — 2082 мм. Третьему барабану для перехода от второго к более широкому четвертому придана коническая или, вернее, полуко-ническая форма: верхняя линия барабана в продольном разрезе параллельна оси котла и цилиндрическим барабанам, а нижняя линия идет со значительным наклоном. Этот наклон вызван наличием в барабане камеры догорания. Толщина стенок первого барабана 19 мм, второго — 19,5, третьего — 21 и четвертого — 21,5 мм, т. е. стенки утолщаются с увеличением диаметра барабана.
Продольные швы барабанов цилиндрической части котла четырехрядные, с двумя накладками, поперечные швы между барабанами двухрядные, внахлестку.
Диаметр заклепок — 29 мм.
Рис. 29. Укрепление передней решетки.
Кромки барабанов в продольных швах проварены электросваркой, что дает хорошую плотность шва и устраняет надобность в подлащивании продольной верхней накладки под поперечный шов.
Внутренние накладки продольных швов первого и третьего барабанов служат и для укрепления вырезов, сделанных на барабанах для сухопарного колпака и лаза.
Внизу каждого барабана приклепаны подкладки. К ним приварены угольники, служащие для укрепления листовых подбрюшных опор котла.
Длина котла между решетками — 5970 мм.
Передняя трубная решетка толщиной 16 мм со штампованными фланцами, оттянутыми до толщины в 14 мм, соединяется с передним барабаном помощью однорядного заклепочного шва с диаметром заклепок в 25 мм.
Укрепление верхней части решетки — такого же типа, как и укрепление лобового листа, с той лишь разницей, что к решетке приклепано 6 тавровых балочек, а тяжей диаметром 36 мм поставлено 12 штук (рис. 29).
СУХОПАРНЫЙ КОЛПАК И ЛАЗ
Сухопарный колпак (рис. 30) сделан цельноштампованным из листа толщиной 28 мм. С вытягиванием листа при штамповке стенки колпака становятся более тонкими: толшина боковых стенок внизу составляет 22 мм, вверху —
Яомречннй разрез
Рис. 30. Сухопарный колпак.
20 мм, верхнего фланца — 22 мм и нижнего — 25 мм. Крышка колпака, также штампованная, толщиной 30 мм, укрепляется на 24 шпильках диаметром 1". Уплотнение ее производится кольцом из медной проволоки. При такой конструкции колпак получается легкий, и упрощаются его изготовление и ремонт.
Колпак расположен на переднем барабане, чтобы пар для машины паро
воза забирался возле передней решетки. Большая часть пара, образующаяся у стенок топки и задних концов труб, проходит длинный путь в паровом пространстве цилиндрической части котла. Во время этого пути увлеченные паром капельки воды оседают, и таким образом в сухопарник поступает подсушенный пар.
Осушка пара имеет громадное значение для повышения температуры перегрева и для предохранения труб пароперегревателя от отложения накипи.
^Последняя же, как известно, вызывает быстрое прогорание труб и ухудшает теплоотдачу от газов к пару.
Следует однако заметить, что при расположении колпака в передней части котла вода в котле в случае быстрого торможения скатывается вперед, заполняет колпак и попадает в регуляторную головку и в сухопарную трубу колонки для вспомогательных приборов (насос, инжекторы и пр.). Поэтому на паровозах ФД и ИС при остановках поездов в обычных условиях следует избегать резкого торможения.
На третьем барабане вверху устроен лаз диаметром 400 мм (рис. 31). Крышка его стоит на притирке и укрепляется при помощи нажимного кольца шестнадцатью шпильками. Штампованное седло лаза приклепано к барабану двухрядным заклепочным швом. Крышка лаза служит для укрепления в ней трех предохранительных клапанов и клапана для спуска пара из котла.
ЖАРОВЫЕ И ДЫМОГАРНЫЕ ТРУБЫ
В котле паровозов ФД и ИС размещены 130 жаровых и 44 дымогарные трубы, причем диаметр жаровых труб (рис. 32) значительно меньше, чем на других наших паровозах. Внутренний диаметр жаровых труб паровозов ФД
Рис. 32. Жаровая труба.
Рис. 33. Дымогарная труба.
и ИС равен 82,5 мм и наружный — 89 мм. Дымогарные трубы (рис. 33), на оборот, сделаны несколько большего диаметра, чем обычно. Их наружный диаметр составляет 57 мм и внутренний — 51 мм.
Вследствие уменьшения диаметра жаровых труб число их значительно
увеличено по сравнению с числом жаровых труб наших паровозов прежней постройки, а число дымогарных труб, наоборот, уменьшено.
Переход на жаровые трубы малого диаметра продиктован нашей и заграничной практикой работы мощных паровозных котлов. Установлено, что при большом числе жаровых труб большого диаметра укрепление их в решетках, вследствие сильного продольного распора, становится малонадежным.
Такой распор вызывается температурными деформациями труб при изменении температуры газов в топке, особенно при охлаждении и заправке паровоза. Трубы то укорачиваются, то удлиняются и поэтому как бы вырываются из решетки. Явление распора вызывает постоянную трудно устранимую течь жаровых труб. Частые вальцовки труб для устранения течи ведут к овализации отверстий, подъему верхней кромки решетки, а затем и к повреждению решеток в виде трещин на мостиках между отверстиями для труб и в верхнем загибе фланца.
В жаровых трубах малого диаметра явление распора вследствие большей эластичности труб не столь отражается на прочности укрепления их в решетках, и поэтому жаровые трубы малого диаметра менее подвержены течи, что* вполне подтверждается опытом эксплоатации паровозов ФД и ИС, — трубьь на них не текут.
Увеличение диаметра дымогарных труб вызвано значительным расстоянием между решетками (5 970 мм), при котором трубы обычного, диаметра должны очень прогибаться.
Разбивка жаровых труб в решетках сделана шахматная, по углам ромба;, расстояния между центрами труб по сторонам ромба — в передней решетке 108 мм и в задней 107 мм.
При таких расстояниях и при диаметрах отверстий для труб в передней решетке 91 мм и в задней 81 мм ширина мостиков между отверстиями равна* в передней решетке 17 мм и в задней — 26 мм.
В котлах паровозов ФД заказа 1935 г. введены следующие изменения:
1) число дымогарных труб уменьшено на одну, за счет чего в дымовой коробке поставлена вторая люк-пробка,
2) отверстия для жаровых труб в задней решетке делаются диаметром в 80 мм, в соответствии с чем ширина мостика получается размером 27 мм,
3) в передней решетке две жаровые трубы поставлены в отверстия по 95 мм и на медных кольцах. Через эти увеличенные отверстия удобнее производить выемку труб при их смене и ремонте.
Укрепление,труб в решетках показано на рис. 32 и 33. Как видно из рисунков, жаровые трубы разбуртованы в обеих решетках, дымогарные же трубы выходят из передней решетки на 15 мм и розданы на конус.
В задней решетке трубы ставятся на прокладных кольцах из красной-меди толщиной в 2 мм. Кольца изготовляются из медной трубы диаметром 80/76 мм для жаровых и 55/51 для дымогарных. На заднем конце труб, кроме наружного бурта, делается внутренний, которым трубы прочно закрепляются в задней решетке для предотвращения выпирания их при удлинении вследствие температурных деформаций. Кроме того наружные бурты труб привариваются электросваркой к задней решетке.
Рис. 34. Операции постановки жаровых труб в задней решетке. 1—подготовка задней решетки и колец: отверстия в решетке должны быть проверены разверткой; кромки с наружной и внутренней сторон закруглены радиусом 1,5 мм- 2 —кольца отштампованы и отожжены. 3—кольца установлены о решетку и слегка развальцованы. 4 — трубы заготовлены, концы обжаты по калибру и зачищены. 5—трубы развальцованы. 6 — бурты труб отогнуты конусной оправкой. 7—трубы розданы проссером с образованием внутреннего бурта. £—трубы отбуртованы. Электрическая обварка труб производится после обкатки гаровоза при условии отсутствия течи труб. Места под сварку тщательно очищаются.
•Рис. 35. Операции постановки жаровых труб в передней решетке. 1 — подготовка передней решетки. 2 —концы труб зачищены. 3—трубы слегка развальцованы. 4— концы труб отогнуты. 5 — трубы отбуртованы. 6 — кольц установлены в решетке и слегка развальцованы (только для двух труб). 7— труби развальцованы и отогнуты (только для двух труб). 8—трубы отбуртованы (только для двух труб).
Постановка жаровых и дымогарных труб. По-^Гии^^Ттистанийки ~^труи подробно показана на рис. 34, 35, 36 и 37.
В отверстия задней решетки вставляются медные прокладные кольца с отштампованными слегка на конус краями. Кольца делаются высотой 16 мм и должны выходить из решетки в сторону воды на 3 мм и не доходить до огневой стороны решетки на 1 мм. Затем кольца в решетке слегка развальцовываются. Розданный на конус конец кольца служит для облегчения заправки трубы. Вместо развальцовки кольца в решетке можно укреплять раздачей при помощи особого инструмента раздатчика, носящего название «прос-сер».
Устройство этого проссера аналогично описанному ниже устройству проссера для внутренней разбуртовки труб.
По укреплении колец вставляются трубы с тщательно зачищенными, после их предварительной подсадки и раздачи, концами. Затем трубы развальцовываются в задней решетке,
причем концы труб для образования буртов должны выступать из решетки на 7 мм.
Следующая операция — предварительная раздача буртов труб в задней решетке при помощи конической оправки или молотка с шаровой головкой.
При этой раздаче бурты труб отгибаются примерно на 45°. Далее, при помощи специального проссера (рис. 38) образуется внутренний бурт.
Проссер состоит из 8 фасонных стальных закаленнных сегментов с профилем, соответствующим очертанию внутреннего бурта труб. Сегменты расположены вокруг восьмигранной конической оправки с конусностью 1 :8. Удерживаются они на оправке браслетом из витой пружины. Вставив проссер в трубу до упора в наружный, предварительно отогнутый, бурт, ударяют легкой кувалдочкой по оправке; от ударов сегменты проссера раздвигаются и выдавливают в трубе своими выступами внутренний борт.
После первой раздачи проссер следует повернуть в трубке на Vie оборота и еще двумя ударами по оправке сгладить
Рис. 36. Операции постановки дымогарных труб в задней решетке. 1 — подготовка задней решетки и колец. 2 — кольца отштампованы и отожжены. 3 — кольца установлены в решетке и слегка развальцованы. 4 — трубы заготовлены: концы обжаты по калибру и зачищены. 5—трубы развальцованы. 6 — трубы отогнуты. 7—тпубы розданы проссером с образованием внутреннего бурта. 8— трубы отбуртованы. Электрическая обварка труб производится после обкатки паровоза при условии отсутствия течи труб. Места под обварку тщательно очищаются.
Рис. 37. Операции постановки дымогарных труб в передней решетке.
/—подготовка передней решетки. 2— концы труб зачищены. 3—концы труб развальцованы. 4—трубы развальцованы и отогнуты.
неровности, получающиеся в бурте вследствие зазоров между сегментами проссера. На этом проссерование заканчивается. Окончательная отбуртовка задних концов труб производится обсадкой, обычно употребляемой для этой
цели.
Производить образование внутренних буртов при помощи роликовых вальцовок с фасонными роликами не рекомендуется: при таком способе трубы в месте образования внутреннего бурта подрезаются, чем нарушается их прочность.
По укреплении труб в задней решетке производится, при помощи обыкновенных вальцовки и обсадки, развальцовка и отбуртовка их в передней решетке.
Для вальцовки жаровых труб рекомендуется применять пятироликовую
вальцовку.
3 Паровозы ФД—ИС. —576.
33
После обкатки паровоза, когда масло на задней решетке будет хорошо выжжено, бурты обвариваются электросваркой, причем перед этим требуется особенно тщательная очистка буртов и решетки пескоструйным аппаратом или, при отсутствии пескоструйного аппарата, стальными щетками.
Рис. 38. Проссер для разбуртовки жаровых труб.
1 — оправка. 2 — сегмент. 3— пружина. 4 — останов.
Для предотвращения нагрева трубчатой стенки обварка труб производится в котле, наполненном водой.
При постановке труб необходимо обращать особое внимание на правильность и исправность инструмента для укрепления труб. Проссеры и развальцовки, изготовленные точно* по стандартным чертежам, должны в полной мере соответствовать инструменту, которым были укреплены трубы при постановке их на заводе.
ПРОМЫВАТЕЛЬНЫЕ ЛЮКИ И ПРОБКИ
На подбрюшной части котла помещены два накладные промывательные люка. Устройство этих люков — обычное, встречающееся и на паровозах прежних серий.
Один люк, диаметром в свету 150 мм для паровозов заказа 1932, 1933 и 1934 годов и 225 мм для паровозов ФД заказа 1935 г., расположен на переднем барабане и служит для очистки передней цилиндрической части котла,, куда подводятся питательные трубы инжекторов и где поэтому скопляется много илистых отложений.
Второй люк, диаметром 225 мм, а для паровозов ФД заказа 1935 г. — 300 мм, расположен на третьем барабане и служит для очистки пространства под камерой догорания, где также образуются значительные отложения накипи и грязи.
Расположение подбрюшных люков на третьем барабане у паровозов ФД и ИС несколько различно, а именно у паровозов ФД люк подвинут ближе к топке и находится позади угольника для гибкой опоры котла, у паровозов ИС люк стоит, наоборот, впереди угольника. Вызвано это различным числом и расположением подбрюшных опор.
Кроме двух накладных люков на котле паровозов, заказанных до 1935 г.„ поставлены 42 винтовых люка-пробки.
Конструкция их изображена на рис. 39. Такой люк состоит из втулки 2, которая газовой резьбой на одном коническом конце (конус 1 : 16) плотно ввертывается в стенку котла и затем, для предотвращения ее вывертывания, развальцовывается особой вальцовкой, изображенной на рис. 43. На этом же рисунке показаны операции постановки втулки.
Стенки втулок сделаны достаточно тонкими, чтобы их можно было развальцевать. Во внутреннюю трапецевидную резьбу на другом расширенном конце втулки ввертывается пробка 7 (рис. 39). Для резьбы от закипания внутри втулки устроен кольцевой выступ 3, к которому плотно прилегает пробка, препятствуя проникновению котловой воды на резьбу. Для уплотнения между кольцевым выступом и пробкой ставится прокладное кольцо 4 из листового асбеста, обернутого тонкой листовой латунью (толщиной 0,25 мм).
Винтовые люки-пробки на паровозах, заказанных до 1935 г., ставились четырех размеров и размещение их таково: 8 штук с диаметром прохода в 75 мм поставлены против кипятильных труб на лобовом и ухватном листах; 12 штук с диаметром прохода 60 мм— над потолком топки и камеры догорания (четыре — на лобовом листе и по четыре — с правой и левой стороны кожуха); 6 штук с проходом в 60 мм, но с несколько пониженным, для увеличения угла прохода, кольцевым выступом, поставлены по углам кожуха топки (2 штуки на передних углах, 4 штуки — на задних), и остальные 16 штук, с проходом в 50 мм, расположены так: одна внизу передней решетки, две на переднем барабане возле решетки с правой и левой стороны, одна под камерой догорания, четыре на четвертом барабане возле задней решетки (по две с правой и с левой стороны), две штуки на том же
против боковых стенок камеры догорания и шесть на боковых стенках кожуха по три с правой и левой стороны.
На котлах паровозов, выпускаемых с конца 1934 г. (примерно с паровоза № 20-200), для лучшего осмотра и промывки стенок топки и водяного промежутка камеры догорания добавлены четыре люка-пробки.
Расположение добавленных люков-пробок (они отмечены стрелками) видно на рис. 40.
На паровозах ФД заказа 1935 г. конструкция люков-пробок несколько изменена (рис. 41).
В люке-пробке новой конструкции кольцевой защитный выступ снижен, чем увеличен угол осмотра; диаметр прохода втулок в некоторых местах увеличен, а уплотнение между крышкой пробки и кольцевым защитным выступом достигается помощью запрессованного прокладного кольца 2 из красной меди.
защиты трапецевидной
Рис. 39. Промывательный люк-пробка для паровозов, заказанных до 1935 г.
1— пробка. 2— втулка. 3 — кольцевой выступ. 4 — прокладное кольцо.
четвертом барабане, но
Рис. 40. Расположение добавленных люков-пробок.
Добавленные люки-пробки отмечены стрелками.
Кольцо 2 перед запрессовкой отжигается. После запрессовки крышка ставится на токарный станок, и опорная поверхность кольца чисто обрабатывается. Тщательно и чисто обрабатывается также и торец защитного кольцевого выступа втулки.
На рис. 42 показаны три различные варианта сечения этого прокладного кольца. На паровозах ФД заказа 1935 г. предполагается ставить кольца по варианту 1.
Втулка люка-пробки своим концом с конусом 1 : 16 и трубной резьбой ввертывается в лист. Выход конца втулки из листа должен быть 3—4 мм. После установки втулки участок А развальцовывается конической вальцовкой (рис. 43). Края втулки разводятся вальцовкой на 2 мм по диаметру. На краях втулки для облегчения развальцовки концов сделано ножовкой 6 прорезов глу-^ биной 5 мм и шириной 1,5 мм. Для контроля за
прочностью постановки втулка приварена к стенке в одной точке. Люки-пробки заказа 1935 г. в количестве 47 штук ставятся с диаметрами проходных отверстий 80, 75, 60 и 50 мм.
Пробки с диаметром проходных отверстий 80 мм (4 шт.) поставлены по углам кожуха топки у обвязочного кольца. Пробки с диаметром 75 мм (8 шт.) поставлены над кипятильными трубами.
Пробки с диаметром 60 мм поставлены:
а) по бокам кожуха над потолком топки (8 шт.), б) на углах вверху лобового и ухватного листов (4 шт.), в) на четвертом барабане впереди задней решетки (4 шт.), г) на первом барабане у передней решетки (2 шт.).
Пробки с диаметром 50 мм поставлены:
а) на лобовом листе кожуха над потолком топки (4 шт.), б) на боковом листе кожуха (6 шт.), в) над камерой догорания (5 шт.), г) в передней решетке (2 шт.).
Винтовые люки описанных конструкций много
Рис. 41. Промывательный люк-пробка для паровозов ФД заказа 1935 г.
1 — пробка. 2 — прокладное кольцо. 3— втулка.
надежнее в работе, проще
по устройству и удобней в эксплоатации, чем применявшиеся у нас эллипти-
ческие закладные люки.
Рис. 42. Варианты сечений прокладного кольца.
Уход за промывательными люками-пробками. Для содержания в исправности винтовых люков-пробок нужно соблюдать следующие правила:
1. Опорная поверхность кольцевого выступа втулки, к кото-
рои прилегает прокладка или медное кольцо, не должна иметь забоин, должна быть чистой и строго перпендикулярной к оси втулки.
2. Прокладные кольца должны быть исправны, их периодически следует менять. Если нельзя достать прокладок из асбеста в латунной оболочке, кольца можно изготовлять из листового свинца.
3. Резьбу пробок при их постановке обязательно еле-.
дует смазывать машинным маслом, смешанным с мелким графитовым порошком.
4. Во время вывертывания пробок при промывках надо строго следить, чтобы вместо пробок не вывертывалась из котла самая втулка. Приварка в одной точке лишь обеспечивает надзор за прочностью постановки втулки. Если втулка провернется, необходимо тщательно проверить исправность газовой резьбы втулки и отверстия в котле, плотно завернуть втулку обратно в котел, обязательно хорошо ее развальцевать в котле и приварить опять к стенке в одной точке.
При каждой промывке следует открыть все винтовые люки-пробки, которые отнимаются и ставятся легко и быстро. Этим будет обеспечена хорошая очистка котла и, следовательно, его исправная работа. Только в депо с очень
хорошей и мягкой водой, не даю-
щей ни накипи, ни грязи, некоторые люки-пробки, как например потолочные и возле
Рис. 43. Развальцовка втулок промывательных люков-пробок.
7 — втулка промывательного люка-пробки. 2—корпус вальцовки. 3 — коническая оправка. 4 — ролики конические (3 штуки). 5 — опорная шайба вальцовки. 1-я операция. Нарезка коническим метчиком (конус 1: 16) отверстия в стенке котла. Диаметр резьбы должен быть таков, чтобы плотно ввернутая втулка выступала из листа внутрь котла не менее 3—4 мм. 2-я операция. Ввертывание втулки. Конец втулки должен выступать внутрь котла на 3—4 мм. 3-я операция. Ввернутая втулка развальцовывается так, чтобы резьба втулки плотно прилегала к нарезке стенки. Внутренний конец вследствие конусности роликов слегка разбуртовывается.
передней решетки, можно откры-
вать поочередно через одну промывку (т. е. половину этих люков открывать на одной промывке, половину на следующей).
ДЫМОВАЯ КОРОБКА
Объем дымовой коробки выбран с таким расчетом, чтобы обеспечить размещение в ней всех устройств и получение равномерной тяги.
Внутренний даметр дымовой коробки у паровоза ФД — 1 875 мм и длина — 2 8S0 мм. У паровозов ИС дымовая коробка сделана несколько длиннее, а именно 3 173 мм, что вызвано необходимостью отодвинуть котел несколько назад по условиям распределения нагрузок на поддерживающие и движущие оси.
Коробка сварена из листов толщиной у паровозов ФД 13 мм и у паровозов ИС 10 мм. В нижней ее части, для придания жесткости соединению ее
с седалищем котла, а также для предохранения от прогорания, сделана под клепка толщиной 16 мм у паровозов ФД и 13 мм у паровозов ИС.
С цилиндрической частью дымовая коробка соединена заклепочным двухрядным швом. Соединение произведено непосредственно с кромкой первого барабана без проставного кольца.
Рис. 45. Мусороочиститель.
1 — стенка дымовой коробки. 2 — фланец. 3 — патрубок. 4 — труба. 5 — задвижка.
Рис. 44. Дверки дымовой коробки паровозов ФД.
1 — петли переднего (дверного) листа дымовой коробки. 2 — кронштейн для воздушного насоса тормоза. 3 — отверстие для люка.
Конструкция дверки дымовой коробки значительно отличается от принятой на наших паровозах прежней постройки (рис. 44). Значительно меньший диаметр дверки — 920 мм — облегчает ее открывание и закрывание, а также доводит до минимума неизбежные при больших дверках неплотности в месте прилегания дверки к переднему листу дымовой коробки. Кроме того вместо обычно применявшегося у нас винтового затвора поставлено 14 простых кулачковых затворов, обеспечивающих большую плотность закрывания дверки.
Передний дверной лист дымовой коробки сделан съемным. Он соединен с дымовой коробкой не заклепками, а болтами, по удалении которых дверной лист, поворачиваясь на прикрепленных к нему сбоку петлях, может открываться наподобие дверки. Это сделано в виду невозможности выемки боковых дымогарных и жаровых труб и элементов пароперегревателя из дымовой коробки через дверку малого диаметра. Петли дверного листа устроены с натяж
ным приспособлением, которым передний лист притягивается к обвязочному угольнику дымовой камеры. Нужно следить, чтобы это натяжное устройство, а также болты, прикрепляющие передний лист к угольнику дымовой коробки, были хорошо затянуты.
Во избежание необходимости открывать каждый раз для очистки коробки от мусора малую дверку устроен особый мусороочиститель (рис. 45). Он состоит из трубы 4, укрепленной в нижней передней части коробки посредством фланца 2 и патрубка 3; на патрубке поставлена задвижка 5, открывая которую можно по трубе спустить накопившийся в дымовой коробке мусор. Для облегчения спуска мусора с правой стороны дымовой коробки сделан небольшой круглый люк 3 (рис. 44), закрываемый крышкой. Через этот люк при помощи скребка мусор может быть легко спущен в вышеупомянутую трубу.
Вверху дымовой коробки над коллектором перегревателя устроен большой прямоугольный люк с крышкой (рис. 71), укрепляемый барашками. Через люк открывается удобный доступ к многоклапанному регулятору и к коллектору перегревателя для их осмотра и ремонта.
С обоих боков дымовой коробки на высоте оси котла против концов пароперегревательных элементов сделаны два люка, закрываемые крышками на шурупах. Через эти люки можно удобно производить осмотр соединения элементов перегревателя с коллектором, не открывая дверки дымовой коробки.
ОПОРЫ КОТЛА
При помощи 58 призонных цементированных болтов дымовая коробка котлд неподвижно соединена с седалищем, составляющим одно целое с цилиндрами паровой машины.
Цилиндрическая часть опирается на раму гибкими подбрюшными опорами, изготовленными из стальных листов (СтО) толщиной 13 мм. У паровозов ФД таких опор четыре, а у паровоза ИС — три. Своей верхней кромкой опоры 3 (рис. 46) посредством призонных дюймовых болтов соединяются с угольниками 2, приваренными к накладкам 1 на подбрюшной части котла, а нижней кромкой помощью таких же болтов прикреплены к междурамным креплениям 4 экипажа паровоза.
На рис. 46 показана передняя гибкая опора цилиндрической части котла. Остальные опоры отличаются от показанной на рисунке лишь тем, что опора 3 составлена не из двух листов, а из одного сплошного листа.
Как показала практика, болты, прикрепляющие гибкие опоры к междурамным креплениям, иногда слабнут. Поэтому необходимо внимательно наблюдать за ними и своевременно их крепить.
Передняя часть топки опирается на раму при помощи двух скользящих опор, показанных на рис. 47 для паровозов, выпущенных до 1935 г., и на
рис. 48 для паровозов, выпускаемых с 1935 г. Опоры представляют собой два литых стальных башмака 2. Каждый из них крепится пятью болтами к выступам, образованным внизу у передней стороны топочной рамы 1 (под ухват-
ным листом). Башмаки лежат на чугунных или бронзовых прокладках 4, скользящих вдоль продольной оси паровоза по соответствующим пазам в литом стальном между-рамном креплении 5, которое служит у паровоза ФД и для укрепления шкворня задней тележки. Для устранения защемлений в поперечном направлении скользун 4 входит в паз междурамного крепления с зазором.
Сверху башмаков поставлено по две планки 3, прикрепленных болтами к между-рамному креплению. Планки поддерживают раму во время подъемки паровоза на домкратах и не дают раме прогибаться. Скользуны смазываются от особой установленной на левой боковой площадке винтовой пресс-масленки. Масло подводится к башмакам по двум трубкам. От этой же масленки смазка подводится к шкворню задней тележки.1
На паровозах ФД заказа 1935 г. предполагается ввести смазку скользунов мягким
Рис. 46. Гибкая подбрюшная опора котла.
— накладка. 2 — угольник. 3 — листовые опоры. 4 — междурамное крепление.
Рис. 47. Передняя опора топки для паровозов, заказанных до 1935 г. / — топочная рама. 2 — башмак. 3 — планка. 4 — чугунный скользун. 5— междурамное крепление, 6—рама паровоза.
гризом, для чего на башмаке предусмотрен прилив для ввертывания масленки б (рис. 48).
1 Устройство этой масленки описано в гл. VII.
Исправная и регулярная смазка опор имеет большое значение, так как заедание скользунов вызывает большое дополнительное напряжение в раме паровоза, опасную деформацию котла, расстройство заклепочных швов, а также неподвижного соединения дымовой коробки с цилиндрами. Для улуч-
Рис. 48. Передняя опора топки для паровозов ФД заказа 1935 г.
1 — выступ топочной рамы. 2— башмак. 3 — планка. 4 — бронзовый скользун. 5 —'междурамное крепление, 6 — масленка для густой смазки.
шения работы опоры и устранения заеданий на паровозах ФД заказа 1935 г. прокладки 4 сделаны из бронзы.
Задняя часть топки поддерживается гибкой листовой опорой, подобной описанным выше гибким подбрюшным опорам. Гибкая опора топки прикреплена болтами к выступу у задней стороны топочной рамы и к стяжному ящику паровоза.
ВСПОМОГАТЕЛЬНЫЕ ОПОРЫ ТОПКИ ДЛЯ ПОДЪЕМКИ ПАРОВОЗОВ
У задней части топки, кроме гибкой опоры, устроены еще вспомогательные опоры в виде клиньев или болтов. Эти дополнительные опоры необходимы для разгрузки задней гибкой опоры и задней части паровозной рамы при подъемке паровоза на домкратах.
Клиновые опоры, с которыми выпускались паровозы ФД первых заказов, состоят из двух стальных башмаков и двух стальных клиньев. Перед подъемкой на домкратах башмаки устанавливаются на стяжной ящик, и между башмаками и топочной рамой забиваются клинья. Таким образом, задняя гибкая листовая опора топки разгружается, и вес котла передается через клинья и башмаки на стяжной ящик, под который ставятся домкраты.
Однако пользоваться такими клиновыми опорами оказалось неудобным, так как для их установки необходимо разбирать тяги привода к колосникам
Рис. 49. Вспомогательная опора топки паровозов ФД.
1 — опора. 2 — болт. 3 — гайка. 4 — кронштейн. 5—топочная рама. 6—гибкая опора топки. 7 — стяжной ящик.
и, следовательно, на горячем паровозе установить их трудно. Поэтому была разработана другая — винтовая — конструкция вспомогательных опор, которые ставятся на паровозах ИС и должны ставиться на паровозах ФД последующих заказов.
Устройство вспомогательных винтовых опор на паровозах ФД представлено на рис. 49. Таких опор две. Расположены они с правой и левой стороны задней части топочной рамы.
Перед подъемкой на домкратах болты 2 подводятся под кронштейн 4, прикрепленный к топочной раме 5, и гайки 3 затягиваются. Вследствие затяжки гаек гибкая опора 6 разгружается, и вес задней части котла и подвешенной к нему рамы передается через болты 2 и опоры 1 на стяжной ящик 7.
Устройство вспомогательных опор на паровозах ИС подобно описанному и изображено на рис. 50.
Вспомогательными опорами необходимо пользоваться как при
Рис. 50, Вспомогательная опора топки паровозов ИС.
1 — болт. 2 — кронштейн. 3 — опора. 4 — гайка. 5 — гибкая опора топки.
подъемках паровозов кранами или на домкратах Беккера в депо, так и п р и аварийных подъемках паровозов в пути. Во время работы паровоза вспомогательные опоры нужно освобождать.
На паровозах ФД клинья и болты сделаны съемными и должны храниться в инструментальном ящике.
Требование о постановке этих дополнительных опор обязательно должно быть введено в инструкции по уходу за паровозами ФД и ИС и по их ремонту.
УХОД ЗА КОТЛАМИ ПАРОВОЗОВ ФД и ИС
Методы ухода за современными мощными паровозными котлами, к которым принадлежат котлы паровозов ФД и ИС, должны значительно отличаться от старых методов, сохранившихся у нас на транспорте вместе с отживающими маломощными паровозами (О, Ч, Н и т. п.).
В старых маломощных котлах, работающих с небольшими тепловыми напряжениями поверхности нагрева, при малых давлениях пара и невысоких температурах в топке, существовавшие и до сих пор существующие в депо дефекты обслуживания и ухода за котлами не вызывали и не вызывают серьезных повреждений и расстройств. Поэтому эти дефекты не обращали на себя внимания и считались как бы нормальным явлением.
С переходом к более мощным типам паровозов, а именно к паровозам серий Э, Е, Су, Л и др., уже стала ощущаться непригодность прежних способов содержания котлов и ухода за ними. Начали наблюдаться в значительно большей степени, чем раньше, такие повреждения, как течь труб, течь и обрывы связей, появление выпучин и трещин в стенках топки и т. п.
В целях устранения таких явлений и для содержания котлов в исправности пришлось вводить более культурные методы ухода. Потребовались новые, лучшие методы промывки и очистки котлов от накипи, соблюдение более строгого режима охлаждения и промывки котлов, более бережное и внимательное обслуживание их в работе. Стали применяться специальные установки для горячей и теплой промывки, кое-где начали вводить очистку воды, применять антинакипины и пр.
Котлы паровозов ФД и ИС значительно отличаются от котлов предшествовавших им типов паровозов (Эу, Су и пр.) своими размерами, увеличенным давлением пара, наличием камеры догорания и большей паропроизводи-тельностью единицы поверхности нагрева.
Увеличение паропроизводительности одного квадратного метра вызвано не только увеличением размеров топки (площади колосниковой решетки, объема и поверхности нагрева), но и повышением температуры топочного пространства вследствие применения стокерного отопления. Повышение температуры топочного пространства влечет за собой и повышение температуры стенок топки. Высокие температуры топочного пространства, увеличенное давление пара, значительные деформации, вследствие больших размеров котла и его топки, создают тяжелые условия работы стенок всего котла и особенно его топки.
Для исправной работы котлов при таких условиях требуется, с одной стороны, высокое качество их постройки и, с другой, не менее высокое качество ухода и содержания.
Основным требованием в части исправного содержания мощных котлов является чистота стенок котла, т. е. отсутствие на них накипи. Расчеты и практические наблюдения показывают, что при значительных форсировках и высоких температурах топочного пространства в котлах паровозов ФД и ИС даже незначительный, толщиной в 1 мм, слой накипи на стенках кипятильных труб вызывает перегрев стенок труб и образование выпучин.
Такие же явления происходят и со стенками топки. При загрязнении их слоем накипи на стенках между связями появляются волнообразные выпучины,
Рис. 51. Выпучина на стенке огневой коробки.
которые служат причиной сильной и трудно устранимой течи головок связей. Топочная стенка получает вид, с некоторым преувеличением изображенный на рис. 51. Волнообразная деформация стенок ведет к тому, что отверстия для связей с внутренней стороны топочной стенки растягиваются, т. е. делаются шире; между резьбой отверстия и резьбой связи образуется зазор, и связь
удерживается только крайними нитками резьбы, находящимися у наружной поверхности стенки. Эти нитки вследствие значительных общих деформаций топочных стенок, вызывающих их смещение по отношению к стенкам кожуха топки, быстро сминаются, связи еще больше ослабевают в резьбе, и появляется течь.
Образование выпучин в стенках топки и в кипятильных трубах вызывается явлением так называемого крипа. Это явление состоит в том, что при высоких температурах (порядка 500—600°Ц) металл стенок под действием напряжений, создаваемых в нем давлением пара и температурными деформациями, начинает ползти, т. е. растягиваться, образуя деформации в виде выпучин. Чем выше температура стенок и напряжения в них, тем скорее возникает и сильнее сказывается явление крипа. Доказано, что слой накипи толщиной в 1 мм повышает температуру топочных стенок до 580°Ц и, следовательно, вызывает явления крипа. Температура же чистой стенки не превышает 300°Ц. Вот почему борьба с накипью столь необходима в современных мощных
котлах.
Каковы же меры борьбы с накипью? Наиболее основным и радикальным мероприятием явилась бы химическая очистка питательных вод. С переходом на мощные паровозы нашему транспорту несомненно придется переходить на питание котлов очищенной водой, как это давно сделано в наших стационарнокотельных установках и на иностранных, особенно американских, железных дорогах.
Но постройка водоочистительных установок требует времени и средств.1 До сооружения таких установок необходимо ввести в широкое употребление антинакипины, т. е. химические реактивы, очищающие воду в тендере и в самом котле и препятствующие отложению твердой накипи.
Применять антинакипины нужно под контролем знающих и опытных хи-
1 Постройка водоочистительных установок на ряде станций уже начата в 1934 г.
миков, которые, на основании исследования местных вод, должны установить род наиболее пригодного антинакипина и его дозировку.
Не менее важным и ответственным делом является своевременное и надлежащее производство промывок и очисток котлов от накипи.
Для обеспечения своевременности промывок следует обратить серьезное внимание на установление правильных норм пробега между промывками.
Нормы пробега между промывками для котлов паровозов ФД и ИС не должны быть выше установленных и выработанных практикой на данном участке норм пробега для менее мощных типов паровозов. Наоборот, нормы пробега между промывками для котлов паровозов ФД и ИС, в виду большой испарительной способности этих котлов, должны быть на первое время, до производства более определенных практических наблюдений, несколько ниже принятых на этом же участке норм для котлов менее мощных типов паровозов.
Повышенные требования приходится предъявлять также к качеству промывок. .
Накипь со стенок необходимо удалять самым тщательным образом, строго придерживаясь порядка и способа промывок, предложенного НКПС во «Временной инструкции по. горячей и холодной промывкам паровозов серий ФД и ИС». Обязательной принадлежностью депо, обслуживающих паровозы ФД и ИС, должны являться установки для горячей и холодной промывок, дающие давления промывочной воды у наконечника рукава не менее 6 ат.
Кроме того нужно производить регулярные и возможно более частые продувки котлов. Наличие на паровозах ФД и ИС спускных кранов типа «эверластинг» значительно облегчает производство продувок. Краны эти легко открываются без предварительного ослабления пробок, необходимого в обыкновенных кранах. Эти же краны в значительной степени предохранены от застревания в них кусков накипи и пр., при котором невозможно перекрыть кран.
Затем необходимо внимательно следить, чтобы водяная поверхность стенок топки и кипятильных труб не была загрязнена маслом. Слой масла на этих стенках толщиной в 0,1 мм оказывает на перегрев стенок такое же влияние, как слой накипи толщиной в 1 мм. Другими словами, загрязнение стенок маслом вреднее загрязнения накипью. Поэтому после ремонта котла, при котором на стенки топки попадает масло, следует обязательно производить щелочение котлов. При приемке новых паровозов с завода надо удостоверяться, что щелочение произведено. При нарезке связевых отверстий лучше избегать применения вареного масла, заменяя его другими смазочными жидкостями (без масла).
Надо категорически запретить практикуемое иногда машинистами вливание в котел мазута, а также обмазучи-вание котлов внутри для консервации при отставлении паровозов от работы на продолжительный срок. Для консервации следует выработать более целесообразные и безвредные способы, например применяемое в морской практике введение в котел негашеной извести и пр.
В каждую промывку котельный мастер обязательно должен производить осмотр и обмер топки внутри. При
малейшем признаке появления выпучин на стенках и на кипятильных трубах или при образовании на них наростов из прилипшего шлака необходима самая тщательная очистка стенок топки и труб от накипи, так как этим предотвращается дальнейшее увеличение выпучин.
Выше уже отмечалось, что при больших размерах топки и котла соответственно увеличиваются и температурные деформации стенок котла и труб. Поэтому мощные котлы требуют особенно бережного и внимательного ухода для предохранения их от резких колебаний температур.
Особое внимание должно быть уделено таким операциям, как охлаждение паровозов на промывку и чистка топок. Подготовка паровозов к промывке, т. е. чистка топки, дымовой коробки, зольника и охлаждение паровоза, должна производиться точно по указаниям «Временной инструкции по горячей и холодной промывкам паровозов серий ФД и ИС», изданной НКПС.
Рис. 52. Продольный разрез котла.
В отношении ухода за паровозами в пути и на стоянках рекомендуется для предотвращения резких колебаний температур соблюдать ряд предосторожностей. Качать воду следует только при хорошем огне.
Надо избегать качать воду на стоянках и большими порциями при закрытом регуляторе (беспарном ходе), особенно двумя инжекторами.
Парообразование паровозов ФД и ИС настолько хорошее, что позволяет качать воду при самой форсированной работе котла, а следовательно держать уровень воды в котле постоянным. Гибкость управления стокерным отоплением при умелом пользовании им позволяет избегать срывов предохранительных клапанов при закрытии регулятора, а следовательно избегать и надобности скачивать пар инжекторами.
На стоянках и при езде по уклону боковые клапаны зольника следует держать всегда закрытыми, чтобы холодный воздух не мог резко охлаждать стенки топки. Для этой же цели нужно внимательно следить, чтобы колосниковая решетка по бокам была покрыта надлежащим слоем горящего топлива, и подправлять этот слой вручную лопатой, если не удастся получить достаточную его равномерность при помощи стокера.
На стоянках нужно всегда забрасывать несколько лопат по бокам и задним углам топки для закрытия прохода холодного воздуха из зольника и предотвращения резкого охлаждения этим воздухом стенок топки.
При стоянках паровозов в депо на воздухе под паром боковые клапаны зольника должны быть обязательно закрыты, а вся решетка покрыта слоем горящего угля, причем более толстый слой следует поддерживать не на середине решетки, как у нас обычно делают кочегары депо, а по бокам.
При стокерном отоплении слой горящего угля на колосниковой решетке бывает очень тонким. По прекращении подачи стокером угля слой быстро прогорает, и образуются проходы холодного воздуха, охлаждающие топку. Особенно сильно и быстро прогорание происходит вдоль стенок. Поэтому немедленно после прекращения подачи угля стокером необходимо вручную (лопатой) подправить слой горящего угля, особенно вдоль стенок, и вручную поддерживать его ровным все время, пока не работает стокер. Пользоваться стокером для поддержания надлежащего слоя в топке при закрытом регуляторе не следует во избежание местных завалов и нарушения равномерности слоя.
Для общего представления о котле паровозов ФД и ИС в целом на рис. 52 показан продольный разрез котла.
III. ПАРОПЕРЕГРЕВАТЕЛЬ И ГАРНИТУРА КОТЛА
ПАРОПЕРЕГРЕВАТЕЛЬ
Паровозы ФД и ИС оборудованы так называемым мелкотрубным перегревателем системы Элеско.
Этот перегреватель по сравнению с широкотрубными перегревателями системы Шмидта и Чусова отличается тем, что диаметр жаровых труб, в которых находятся элементы мелкотрубного перегревателя (82,5 мм внутри), значительно меньше диаметра жаровых труб у перегревателей Шмидта и Чусова (119—125 мм внутри).
Жаровые трубы малого диаметра, как об этом уже упоминалось в главе II, отличаются в эксплоатации по сравнению с трубами большого диаметра серьезными преимуществами: укрепление их в решетках более надежно, и они менее подвержены ослаблению и течи.
Диаметр трубок элементов в мелкотрубном перегревателе (24 мм внутри), наоборот, больше диаметра трубок элементов перегревателя Чусова (18 мм внутри). Поэтому трубки перегревателя Элеско не так быстро зарастают накипью «и не так быстро прогорают и лопаются, как трубки малого диаметра у перегревателя Чусова.
Эти два большие эксплоатационные преимущества мелкотрубных перегревателей послужили причиной выбора для паровозов ФД и ИС именно этого типа перегревателя, несмотря на его несколько больший вес, а следовательно и большую строительную стоимость.
КОНСТРУКЦИЯ ПАРОПЕРЕГРЕВАТЕЛЯ
Каждый элемент пароперегревателя (за исключением двух угловых элементов) состоит из двух четырехтрубных элементов, соединенных параллельно в один восьмитрубный. Каждый четырехтрубный элемент располагается в двух смежных жаровых трубах, а в каждой жаровой трубе помещаются только две трубки перегревателя, т. е. одна петля.
Наружный диаметр трубы элементов — 30 мм и внутренний — 24 мм.
Восьмитрубный элемент устроен следующим образом (рис. 53 и 54).
От камеры насыщенного пара коллекторной коробки перегревателя к элементу идет подводящая трубка с внутренним диаметром 34 мм и наружным 42 мм. Эта подводящая трубка разветвляется на две трубки, одна из них на-
правляется в верхнюю жаровую трубу, другая — в нижнюю жаровую трубу, расположенную под первой. Не доходя до задней решетки в верхней трубе на 350 и в нижней трубе на 390 мм, трубки поворачиваются обратно к передней решетке. По выходе из этих жаровых труб трубки элементов вторично пово-
Рис. 53. Элемент пароперегревателя.
рачиваются в жаровые трубы соседнего вертикального ряда и делают в них точно такие же петли, как и в первых жаровых трубах. По выходе из вторых жаровых труб перегревательные трубки снова соединяются в одну отводящую трубку диаметром 34/42 мм, которая присоединяется к камере перегретого пара коллекторной коробки.
Таким образом, насыщенный пар, по выходе из подводящей трубки от коллектора разделяется на два потока; каждый поток в перегревателе делает два
Рис. 54. Элемент пароперегревателя.
оборота, а именно: по первой жаровой трубе идет к задней решетке, оттуда обратно к передней; затем по второй жаровой трубе направляется вторично к задней решетке и вторично возвращается к передней. После этого оба потока соединяются в одной отводящей трубке, и по ней пар подводится в камеру перегретого пара коллекторной коробки перегревателя. Сдваивание элементов уменьшает число присоединений к коллектору. Этим упрощается вся конструкция, сокращается число соединений, могущих дать пропуск пара, и уменьшаются размеры самого коллектора, а следовательно и его вес. При значительном числе жаровых труб (130 штук) число элементов в перегревателе оказалось возможным ограничить путем сдваивания их тридцатью тремя. Из них 31 элемент — восьмитрубные, каждый из них располагается в четырех жаровых трубках, и два элемента — шеститрубные, каждый занимает по три жа-
Паровозы ФД—ИС.—676.
49
ровые трубы. Все элементы расположены в пяти горизонтальных и семи вертикальных рядах; два крайние вертикальные ряда состоят каждый из четырех элементов. Как уже указывалось, трубки элемента, расположенные в верхней жаровой трубе, делаются на 40 мм длиннее трубок, расположенных в нижней жаровой трубе. При одинаковой длине трубок было бы трудно во время сборки перегревателя вставлять элемент сразу в четыре жаровые трубы.
Два угловые элемента (один в верхнем правом углу, другой в нижнем левом) помещаются по условиям разбивки жаровых труб не в четырех, а в трех трубах. Поэтому каждый элемент состоит из одной перегревательной трубки с двумя оборотами, расположенными в двух жаровых трубах, и другой трубки с одним только оборотом в одной жаровой трубе.
Подводящие и отводящие трубки соединяются с коллектором при помощи шаровых головок, показанных на рис. 55. Такие головки получаются путем кузнечной обсадки концов труб на ковочной машине и затем дальнейшей механической обработки по шару.
Соединение посредством шаровых головок обходится дороже и в изготовлении труднее, чем обычно применяющиеся у нас различные соединения на прокладных кольцах, но оно более надежно и более плотно. Шаровая головка допускает некоторый перекос подводящих трубок без ущерба для плотности постановки, тогда как для плотности соединения при обычно применяемых прокладных кольцах обязательно требуется известная гибкость и эластичность подводящих и отводящих трубок и строгая перпендикулярность их к коллекторной коробке. Если не соблюдать этого требования, прокладные
кольца окажутся неодинаково обжатыми по всей своей окружности и будут пропускать пар.
При постановке соединений с шаровыми головками нужно только строго следить, чтобы поверхность самой головки и поверхность гнезда в коллекторе были совершенно чистыми, без забоин, раковин и прочих дефектов. В случае обнаружения дефектов поверхность головки и поверхность гнезда в коллекторе следует проверять специальными шарошками. Как показала практика, шаровые головки, поставленные с соблюдением этих правил, служат безукоризненно.
Крепление головок элементов к коллектору производится при помощи скоб 3 (рис. 56). Скобы притягиваются к коллектору 1 стальными болтами 4. Одинаковое нажатие концов скоб 3 при затяжке болта 4 обеспечивается двумя шаровыми шайбами 5 и 6. Для предохранения резьбы этих болтов от загорания их гайки 7 делаются либо глухими (т. е. с несквозным отверстием), либо сквозными, но увеличенной высоты, с таким расчетом, чтобы конец болта не выходил из гайки. Болты проходят через зазоры между камерами насыщенного и перегретого пара. Материалом для болтов 4 и шаровых шайб 5 служит Ст5. Всего болтов 33.
товления болтов и
При смене этих болтов во время ремонта необходимо обращать внимание на качество материала и тщательность изготовления. Нельзя допускать и з г о-
з стали, менее прочной, чем Ст5. Сделанные из недостаточно прочного материала болты будут вытягиваться, а это повлечет за собой парение в соединениях головок.
Составляющие один элемент отдельные трубки в передних концах, находящихся в дымовой коробке, соединяются автогенной сваркой. В задних концах, обращенных к огневой коробке, петли образуются кузнечной сваркой, или при помощи приваренных штампованных из стали колпачков. Соединение трубок у задней решетки, получаемое путем автогенной или электрической сварки, как показала
Рис. 66. Крепление головок элементов пароперегревателя к коллектору.
/ — стенки коллектора. 2 — головка элемента. 3—скобка. 4—болт. 5— шайбы с внутренней шаровой поверхностью. б—шаровая шайба. 7—глухая гайка.
практика, ненадежно; оно быстро обгорает и дает пропуск пара.
При кузнечной сварке концы труб для утолщения стенок предварительно обсаживаются на ковоч
ной машине. Получающееся соединение вследствие утолщения стенок не так быстро прогорает, дает вместе с тем свободный и плавный проход для пара и не стесняет сечения в жаровой трубе для прохода газов. Такое соединение следует предпочесть соединению при помощи колпачков.
Однако в виду трудности технологического процесса получения концов элементов, сваренных кузнечным способом, паровозы ФД первых заказов выпускались с приваренными колпачками.
Элементы поддерживаются в жаровых трубах при помощи поддержек (рис. 57). На каждой петле по всей ее длине расположены на одинаковых расстояниях друг от друга четыре поддержки. Они склепаны из полосового железа и имеют вид хомутов, схватывающих обе трубки петли, с двумя лапками, которыми поддержки опираются на стенки жаровой трубы. Чтобы хомуты не
скользили по трубкам элементов и не сбивались со своих мест, на трубках элементов с обеих сторон поддержек на расстоянии 5 мм сделаны автогенным способом наплавки. Загибы подводов в дымовой коробке защищены особой формы кожухами, предохраняющими их от обгорания.
Уход за пароперегревателем и ремонт. Надзор за исправным состоянием пароперегревателей на паровозах ФД и ИС весьма облегчается тем, что пароперегреватель, как это будет видно из дальнейшего описания коллекторной коробки и регулятора, все время находится под давлением пара и пропуск пара элементами может быть обнаружен на стоянке при закрытом регуляторе.
Осмотр соединений элементов с коллектором можно с удобством производить через специальные люки, расположенные с правой и левой сторон дымовой коробки против коллектора.
Основным условием длительной работы элементов и предупреждения их прогорания является чистота элементов и отсутствие в них накипи.
Для предотвращения отложения накипи внутри элементов нельзя допускать бросания воды; прежде всего, вода в котле должна быть всегда чистой, для чего необходимо своевременно промывать и продувать котлы; далее, при форсированной работе паровоза уровень воды не должен превышать половины стекла и, наконец, следует избегать резких торможений, при которых вода ска-
Рис. 58. Колпачок для соедине- гывается в переднюю часть котла и заполняет эле-ния задних концов элементов. менты перегревателя, не отделенного от котла регулятором.
Во избежание загрязнения жаровых труб и элементов пароперегревателя сажей и угольной пылью, понижающими температуру перегрева пара, необходимо регулярно производить продувку труб во время работы паровоза при помощи специальных аппаратов, описанных ниже, а во время промывок в депо — при помощи обычных воздушных приборов. Периодически, примерно через каждые 10 000—15 000 км пробега, перегреватель следует подвергать генеральному осмотру. Для этого производится опрессовка пароперегревателя на месте (без выемки его из котла) давлением воды из водопроводной сети; во время этой опрессовки тщательно осматривают и проверяют легкими ударами молотка все соединения элементов с коллектором; необходимо также проверить, не пропускают ли воду задние концы элементов.
Все пропускающие воду элементы нужно сменить, а пропускающие соединения с коллектором переставить.
При прогорании концов элементов прогоревший конец следует отрезать и на его место приварить наконечник или же произвести на заводе с соответствующим оборудованием кузнечную сварку концов с предварительной подсадкой их.
Наконечник, изображенный на рис. 58, меньше других стесняет проход газов через жаровую трубу, и его можно рекомендовать предпочтительно перед другими. Изготовляются такие наконечники помощью штамповки. Испра
влять прогоревшие концы при помощи электросварки не рекомендуется, так как такое исправление весьма недолговечно. После ремонта элементы должны быть испытаны гидравлическим давлением в 30 атм.
Шаровые головки отводов перед постановкой элементов нужно тщательно отремонтировать: забоины, разъедины и ржавчину удалить и шаровую поверхность отшлифовать и проверить по шаблону. Конические гнезда для головок на коллекторе также необходимо тщательно проверить фрезером и шаблоном.
Для ремонта головок и гнезд следует завести в депо специальный инструмент: для гнезда — конические фрезеры и шаблоны с точным очертанием по чертежу и для головок — притирочные шаровые чашки и шаблоны. Искривленные элементы, теряющие в жаровых трубах подвижность, надо заменять или выправлять, чтоб избежать возможного обрыва головок вследствие защемления искривленного элемента в трубе. При смене или перестановке элементов обязательно нужно проверять состояние болтов, крепящих головку к коллектору, и хомутов, поддерживающих элементы в жаровых трубах.
Болты и гайки с неисправной резьбой и болты с обогревшими стержнями и головками следует сменить. Материалом для новых болтов должна быть взята Ст5 или, еще лучше, хромоникелевая сталь. При применении более мягкой стали болты в высоких температурах дымовой коробки вытягиваются, что вызывает ослабление соединения головок с коллектором и пропуск ими пара. Ослабление креплений может быть вызвано также попаданием грязи или нагара в места соприкосновения деталей крепления головок с коллектором. Поэтому необходимо тщательно очищать эти детали.
Обгоревшие поддерживающие хомуты нужно сменять. Необходимо обеспечить правильное расположение хомутов по длине элементов; постановка элементов со сбившимися хомутами не допускается. Профиль хомутов перед постановкой элементов в трубы следует проверять шаблоном, очертание которого должно соответствовать чертежным размерам хомута. Такая проверка обеспечивает правильное центральное положение элементов в жаровой трубе.
Элементы должны вставляться в жаровые трубы свободно, без излишнего трения, так как этим гарантируется их подвижность при температурных расширениях. При тугой постановке элементов в жаровые трубы элементы не могут под влиянием нагревания свободно удлиняться, а это вызывает деформацию подводящих и отводящих труб, обрыв головок и расстройство соединений с коллектором.
Правильность расположения поддерживающих хомутов по длине элементов необходимо проверять.
В случае сбивки хомутов элемент теряет свое правильное центральное положение в жаровой трубе и ложится на нижнюю ее поверхность; такое положение элемента препятствует нормальной теплоотдаче от газов к элементу и способствует быстрому засорению жаровой трубы угольной мелочью.
Шаровые головки запасных элементов и элементов, вынутых для ремонта, следует тщательно смазывать маслом для предохранения от ржавления и прикрывать их деревянными планками, чтобы сор и посторонние предметы не могли попасть в элементы.
КОЛЛЕКТОРНАЯ КОРОБКА И МНОГОКЛАПАННЫЙ РЕГУЛЯТОР
Коллекторная коробка (рис. 59, 60 и 61) отличается от обычно принятых на наших паровозах тем, что она образует одно целое с коробкой регулятора. Коробка представляет собой чугунную отливку. В задней ее части, обращен-
Рис. 59. Коллектор пароперегревателя и коробка многоклапанного регулятора.
7 — фланец для регуляторной трубы. 2— фланцы для паровпускных труб цилиндров.
3 — фланец для трубы к пароразборной коробке перегретого пара. 4— крышка малого клапана. 5 — крышки больших клапанов. 6 — кулачковый вал.
ной к решетке, находится камера насыщенного пара Г (рис. 61), а в передней, обращенной к дверке дымовой камеры, — камера перегретого пара Л, совмещающая в себе и коробку многоклапанного регулятора.
Между этими камерами находятся распределительные каналы; по одним из них, сообщающимся с
камерой насыщенного пара, насыщенный пар подводится к элементам, а по другим, со-
общающимся с верхней частью камеры перегретого пара, перегретый пар отводится из элементов. Распределительные каналы расположены вперемежку и разделены прозорами. Прозоры служат, во-первых, для пропуска болтов, крепящх головки элементов
Рис. 60. Поперечный разрез коллектора и многоклапанного регулятора.
1 — малый разгрузочный клапан.2—первый большой клапан.3—большие клапаны 4—седло разгрузочного клапана. 5 — седло большого клапана. 6—крышка разгрузочного клапана. 7—крышка большего клапана. 8 — кулачковый вал. 9 — хвостовик клапана. 10—опора вала. 7/— масленка с пробкой. 12—концевая опора кулачкового вала. 13 — разгрузочный диск клапана. А — верхняя полость или камера перегретого пара. Б — средняя полость В — вспомогательная или разгрузочная полость. Г—камера насыщенного пара.
Рис. 61. Продольный разрез коллектора и коробки многоклапанного регулятора.
3— большое клапан. 5—седло большого клапана. 7—крышка. 8—кулачковый вал. 9—хвостовик клапана. 10—опора вала. 13 — разгрузочный диск клапана. Название и назначение камер см. под рис. 60.
Продольный-разрез
тие. 62. Малый разгрузочный клапан регулятора.
к коллектору и, во-вторых, — для изоляции каналов перегретого пара от охлаждения насыщенным паром, находящимся в соседних с ними каналах.
В камеру насыщенного пара пар из сухопарного колпака поступает по регуляторной трубе, присоединенной к фланцу на задней стенке коллектора. Из этой камеры пар, как сказано выше, направляется в пароперегреватель, а из него в камеру перегретого пара, т. е. в коробку многоклапанного регулятора — в пространство, находящееся над клапанами.
На устройстве многоклапанного регулятора необходимо остановиться несколько подробнее, поскольку такая конструкция никогда ранее у нас не применялась. Как видно из рис. 60 и 61, регулятор состоит
из пяти клапанов: четырех больших 2 и 3 и одного малого разгрузочного 1. Эти клапаны помещены в коробке с тремя полостями А, Б и В. Верхняя полость А представляет собою камеру перегретого пара коллектора, в которую пар попадет из элементов пароперегревателя. Средняя полость Б посредством двух фланцев на передней стенке коллектора соединена с паровыпускными трубами, подводящими пар к паровым тп цилиндрам. Нижняя полость В является вспомогательной и называется разгрузочной. На стержнях больших клапанов внизу устроены разгрузочные диски в виде поршней, входящих с небольшим зазором (около 0,4 мм) в отверстия в стенке между средней и нижней полостями. Эти диски служат не только для разгрузки, но и для направления клапанов. Малый клапан направляется утолщенной средней частью своего стержня. Устройство клапанов показано на рис. 62 и 63.
В нижней полости находится кулачковый вал 8 (рис. 60 и 61), выходящий через сальник наружу регуляторной и затем дымовой коробки с правой ее стороны; посредством привода от регуляторной ручки в будке машиниста кулачковый вал может поворачиваться на угол около 65°; при поворачивании вал своими кулачками поднимает или опускает клапаны регулятора. Длина хвостовиков 9, которыми клапаны сцеплены с кулачками вала, неодинакова. Хвостовики устроены так, что клапаны открываются и закрываются не все одновременно, а последовательно один за другим; сперва откры-
Рис. 63. Большие клапаны регулятора.
1 — первый клапан. 2 — второй (третий, четвертый) клапан. 3 — разгрузочный диск. 4—канавка. 5—хвостовик.
6—шпилька.
вается малый разгрузочный клапан, за ним — соседний с ним большой, затем,— второй большой, затем — третий, и наконец — последний, четвертый большой. Закрытие клапанов идет в обратном порядке, т. е. сперва закрывается четвертый большой и последним — малый.
При открытии малого разгрузочного клапана 1 пар из верхней полости А, т. е. из камеры перегретого пара, попадает в нижнюю разгрузочную полость В, и давление в этой полости сравнивается с давлением в верхней. Давление в нижней полости действует снизу на разгрузочные диски 13 больших клапанов, и таким образом давление пара в верхней полости, прижимающее клапаны к их седлам, уравновешивается давлением пара в нижней полости снизу на разгрузочные диски. Поэтому большие клапаны легко открываются.
Впуск пара в цилиндры паровой машины паровоза увеличивается постепенно, в соответствии с постепенностью и последовательностью открытия больших клапанов.
В разгрузочном диске первого большого клапана (рис. 63) устроены четыре вертикальные канавки 4, не доходящие до верхней части диска на 6 мм. Когда клапан откроется на 6 мм, нижняя разгрузочная полость через канавки сообщается со средней, и пар через малый разгрузочный клапан может проходить в цилиндры машины.
Хвостовики 5 (рис. 63) для подъема клапанов изготовляют из Ст5 с терми
ческой ее обработкой (закалка с отпуском). Хвостовики ввернуты в тело клапана и при износе их нетрудно сменить. Во избежание самопроизвольного вывертывания хвостовики прошлинтованы сквозной шпилькой 6.
В хвостовиках образовано по два заплечика — верхний и нижний. Верхние заплечики служат для подъема клапанов, нижние — для прижатия клапанов к их седлам при закрытии. Когда все клапаны закрыты, верхние заплечики хвостовиков находятся не на одном уровне. Ниже всех опущен заплечик малого разгрузочного клапана. Заплечик первого большого клапана находится на 10 мм выше заплечика малого клапана. Заплечик второго клапана расположен выше заплечика малого клапана на 15 мм. Заплечик третьего — еще на 20 мм выше и четвертого — на 25 мм. Благодаря такому расположению заплечиков и получается разновременное последовательное открытие клапанов.
Когда клапаны закрыты, нижние заплечики должны находиться точно на одном уровне, чтобы все клапаны могли быть плотно прижаты кулачковым валом к своим седлам.
Для ремонта клапаны могут выниматься через особые крышки 6 и 7 (рис. 60 и 61), устроенные в верхней камере регулятора. Эти крышки служат также направляющими для верхних хвостовиков клапанов. При подъеме больших клапанов на 42,5 мм хвостовики должны упереться в дно направляющего углубления в крышке. Это предохраняет клапаны от излишнего подъема. При смене крышек нужно следить, чтобы высота углубления соответствовала величине подъема клапана, так как при малом углублении клапан будет упираться в дно и регулятор нельзя будет полностью открыть, а при чрезмерно длинном углублении клапан может подняться настолько, что разгрузочный диск выйдет из своего отверстия и регулятор поэтому нельзя будет закрыть.
При правильно собранных клапанах и регуляторном приводе и при полном открытии регулятора подъем малого клапана должен составить 50 мм,, подъем первого большого — 40 мм, второго большого — 35 мм, третьего большого— 30 мм и четвертого большого — 25 мм. Первый большой клапан начинает открываться после подъема малого на 10 мм. Второй большой открывается после подъема первого на 5 мм, через такие же промежутки открываются и остальные клапаны. При подъеме первого большого клапана на 40 мм. верхний его хвостовик не должен доходить до упора в дно направляющего-углубления крышки на 2,5 мм.
Клапаны изготовляются из нержавеющей хромоникелевой стали (марка Энер 2). Для устранения внутренних напряжений и для облегчения механической обработки эта сталь после поковки должна тщательно отжигаться.
За отсутствием хромоникелевой стали Луганский завод делал клапаны из; обыкновенной углеродистой стали (Ст5) с последующим их хромированием (т. е. с покрытием их тонким слоем металла — хрома).
Седла клапанов выполнены в виде запрессованных в корпус чугунных втулок 4 и 5 (рис. 60 и 61), которые в случаях износа притирки легко могут быть сменены.
Кулачковый вал откован за одно целое с кулачками из Ст5 и термически обработан (закалкой с отпуском в пределах 425—450° Ц). Все кулачки вала расположены строго в одну линию и тщательно обработаны по шаблону.
Вал левым концом поддерживается в подшипнике 12, представляющем собою втулку, ввернутую в корпус коллектора. Правый его конец поддерживается подшипником в виде втулки, вставленной в корпус сальника. Кроме того-вал в средней своей части опирается на две винтовые пробки 10, ввернутые в дно разгрузочной полости. Эти промежуточные опоры сделаны для предохранения вала от прогиба при открытии клапанов.
Сальник кулачкового вала снабжен небольшим масляным винтовым прессом, при помощи которого сальник следует периодически смазывать. Сальник изображен на рис. 64, на котором видны подшипник и канал 2 с резьбой для укрепления пресса.
Подшипник 12 левого конца вала смазывается через масленку 11 (рис. 61).
Для осмотра и ремонта клапанов не требуется охлаждать паровоз. Надо лишь плотно закрыть главный запорный клапан в сухопарном колпаке (см. ниже), открыть люк на дымовой коробке над коллектором и снять крышки регуляторной коробки над клапанами.
Для выемки клапанов из регулятора кулачковый вал разбирать не сле-_дует,— достаточно разъединить его с тягой привода и повернуть до отказа в сторону открытия; тогда кулачки вала встанут вертикально и расцепятся с хвостовиками клапанов, которые поэтому легко можно будет вынуть из
коробки.
Если потребуется выемка кулачкового вала, нужно разобрать сальник и вынуть клапаны. Сначала вал выдвигается настолько, чтобы левый конец его вышел из левой опоры. Затем вал сдвигается в коробке в сторону, чтобы кулачки не мешали выемке его через
Рис. 64. Сальник кулачкового вала, —сальник.2—место постановки масляного пресса. 3— набивка.
концом с регуляторной ручкой, другим
сальниковое отверстие, после чего вал вынимается.
В приложении 4 приведена инструкция и чертежи инструмента для проверки вала и клапанов многоклапанного регулятора.
Привод к регулятору расположен снаружи котла и состоит из двух тяг. Задняя тяга соединена одним концом — с верткальным двуплечим
рычагом, вращающимся на стойке, прикрепленной к котлу. Передняя тяга соединяет второй конец этого рычага с рычагом, насаженным на кулачковый вал регулятора. Назначение вертикального рычага — компенсировать удлинение котла при растопке. Если бы этого рычага не было, удлинение котла при растопке вызвало бы растяжение тяг и прижатие клапанов к седлу.1
Привод можно регулировать. Регулировка производится на горячем паровозе посредством удлинения или укорочения тяг, идущих от регуляторной
ручки к вертикальному рычагу и от последнего к кулачковому валу регулятора. Укорочение или удлинение тяг легко осуществить потому, что проушины тяг соединены резьбой с самими тягами. Для проверки привода регуляторную ручку ставят в положение, близкое к закрытию (примерно на 2 мм не доводя ее до упора на секторе), и при помощи резьбы так регулируют длину тяг, чтобы клапаны были плотно прижаты кулачками вала к своим седлам, а ручка регулятора стояла на последнем зубе зубчатого сектора.
Регуляторная ручка помещена с правой стороны кожуха топки. Для открытия регулятора ручку надо двигать от себя, а при закрытии, наоборот, тянуть на себя. Для удерживания ручки в открытом или закрытом положении на ее кронштейне сделан зубчатый сектор и ручка снабжена собачкой.
Из описания регулятора видно, что он существенно отличается как по
своему расположению, так и по конструкции от регуляторов наших остальных серий паровозов. Главное отличие состоит в том, что регулятор расположен за перегревателем, т. е. пар по выходе из котла сперва поступает в перегреватель, а затем проходит через регулятор в цилиндры паровоза. Благодаря этому получается ряд преимуществ:
1 Этот рычаг действует точно так же, как компенсаторный рычаг переводного механизма. Действие компенсаторного рычага подробно описано в главе VI
1. Элементы перегревателя всегда заполнены паром и, следовательно, меньше подвергаются перегоранию при ходе паровоза с закрытым регулятором.
2. При установке регулятора перед перегревателем паровоз в первые моменты движения работает слабо перегретым или почти неперегретым паром до тех пор, пока элементы не прогреются и не начнут перегревать пар. Работая неперегретым паром, паровоз расходует много пара. Особенно велик этот расход в момент открытия регулятора, так как большое количество пара требуется не только для обогрева и заполнения цилиндров, но и для заполнения большого объема регуляторной трубы, перегревателя и коллектора. Вследствие мгновенного большого расхода пара при открытии регулятора вода в котле вскипает, и происходит знакомое всем машинистам бросание воды. Перегреватель при бросании воды еще больше охлаждается и перестает перегревать пар. Если регулятор расположен за пароперегревателем, последний всегда заполнен паром; этот пар находится в перегретом состоянии, и машина паровоза с первых же моментов по открытии регулятора начинает работать перегретым паром, и тогда паровоз будет менее склонен к бросанию воды.
3. Устройство регулятора за пароперегревателем делает паровоз более послушным управлению. При расположении регулятора перед пароперегревателем пар продолжает некоторое время поступать в цилиндры паровоза и после закрытия регулятора, так как большое количество пара находится в самом пароперегревателе. Этот пар, расширяясь, продолжает двигать паровоз. При открытии регулятора на малый клапан паровоз, наоборот, не сразу берет с места; требуется некоторое время на то, чтобы пар заполнил объем пароперегревателя. На паровозах с регулятором, расположенным за пароперегревателем, таких явлений не происходит.
4. При расположении регулятора за пароперегревателем можно питать перегретым паром вспомогательные приборы, как-то: водяной и воздушный насосы, машину стокера, сифон. Это ведет к более экономному расходованию паровозом пара, а следовательно и топлива. Кроме того отбор пара на вспомогательные нужды за камерой перегретого пара создает движение пара в перегревателе и во время хода паровоза с закрытым регулятором, чем элементы перегревателя несколько охлаждаются и поэтому предохраняются от перегорания.
5. Регулятор, расположенный за пароперегревателем, доступен для ремонта без открывания сухопарного колпака. Наличие главного запорного клапана в сухопарном колпаке позволяет не охлаждать паровоза для осмотра и ремонта регулятора.
Конструкция многоклапанного регулятора, благодаря разновременному и последовательному открыванию пяти клапанов и полному их уравновешиванию, обеспечивает более плавное и легкое открывание и закрывание регулятора, чем обычная старая золотниковая и одноклапанная конструкция. Это особенно важно в мощных паровозах, где одноклапанные регуляторы громоздкие и управление ими затрудняется.
Неисправности и ремонт многоклапанного регулятора. Многоклапанный регулятор — деталь для наших деповских работников новая. Приводим по
этому составленное на основе опыта работников депо Красный Лиман описание встречающихся неисправностей этого регулятора и способов его ремонта.
Чаще других наблюдаются такие повреждения многоклапанного регулятора:
1. Неполное закрывание клапанов регулятора (как малого уравновешивающего, так и паровпускных) вследствие скопления накипи и грязи в разгрузочной полости регулятора вызывается тем, что клапаны своими хвостовиками упираются при закрывании в отложения накипи и грязи.
Применение большого усилия на рукоятке для закрытия регулятора приводит к изгибанию нижних хвостовиков, которым накипь’ мешает опуститься и стать в нормальное положение. Такое же явление наблюдается при попадании в клапанные коробки посторонних предметов (например гаек и т. п.). Поэтому, если обнаружится неполное закрывание клапанов, необходимо перекрыть, главный запорный вентиль на сухопарнике, открыть крышку на дымовой коробке, а также крышки над клапанами на корпусе регулятора и вынуть клапаны. После этого надо осмотреть и очистить от грязи и накипи нижнюю камеру, а также самые клапаны и их седла. В случае изгиба хвостовиков они вывинчиваются и заменяются новыми. Изогнутые хвостовики выправляются! и после проверки на станке могут быть использованы при последующем ремонте.
Бывают случаи, когда нижние хвостовики клапанов при применении усилия для закрытия регулятора отламываются у начала резьбы. Тогда необходимо вывинтить ту часть хвостовика, которая осталась в теле стержня клапана,, и заменить хвостовик новым.
При образовании в разгрузочной камере твердых отложений накипи, которые трудно удалить скребками, можно для размягчения их применять раствор соляной кислоты. Раствор этот следует осторожно наливать в разгрузочную камеру и оставлять там до размягчения накипи. Спуск раствора производится посредством вывертывания пробки из дна разгрузочной полости. После спуска раствора камеру следует тщательно промыть горячей водой, следя за. тем, чтобы кислота не попала в паровпускные трубы и в цилиндры.
2. Пропуск пара создается осаждением накипи на притирочных поверхностях клапана и его седла. В этом случае необходимо очистить тарелку клапана от накипи и затем притереть к седлу, для чего сделан квадрат на верхнем хвостовике клапана.
3. Неполное открытие клапанов вызывается скоплением? грязи и накипи в углублениях крышек клапанной коробки, служащих для направления верхних хвостовиков. В этом случае нужно отнять крышки и очистить их углубления от накипи.
4. Износ кулачков регуляторного вала влечет за собой неполное открытие или закрытие клапанов.
На изношенное место наваривается слой металла, и последующей обработкой кулачку придают профиль и размеры, требующиеся по чертежу. Однако-нужно иметь в виду, что такое исправление не долговечно, так как мягкий слой? наваренного металла быстро срабатывается и наварку нужно повторять. Поэтому при капитальном и среднем ремонте вал с изношенными кулачками лучше-
.заменять новым, наплавку же следует производить специальными электродами, дающими твердый наплавленный слой.
5. При выкрашивании притирочных поверхностей седел клапанов и значительных выединах на них седла вы-прессовывают и заменяют новыми.
6. Вы едины на седлах и в клапанах, если они незначительны, «справляют притиркой клапана на месте. Более значительные выедины протачивают.
7. Изгиб кулачкового вала может произойти от чрезмерных усилий при открывании и закрывании регулятора в случаях заедания клапанов или попадания под них посторонних предметов. Изогнутый вал исправляют в нагретом состоянии и затем проверяют на станке. Нагрев нужно производить только в том месте, где вал изогнут; нагрева кулачков следует избегать. При «агреве кулачков происходит отпуск и уменьшается их твердость, а это влечет за собой быстрый износ.
8. При загорании сальника кулачкового вала сальник необходимо разобрать, очистить от нагара, смазать маслом и поставить на место.
9. Если последовательность открытия клапанов будет отрегулирована неправильно, многоклапанный регулятор теряет плавность впуска пара в цилиндры. Подъем клапанов должен соответствовать размерам приведенным выше (см. стр. 57); в случае несоответствия его этим размерам необходимо вынуть клапаны и подрезать или подварить опорные поверхности нижних хвостовиков.
10. Изгиб хвостовиков клапана может мешать открытию или закрытию регулятора. Хвостовики нужно выправлять в нагретом состоянии с последующей проверкой по чертежу. Одновременно надо проверить вал и его кулачки, учитывая, что хвостовики должны свободно входить в прорезы кулачков вала и в направляющие отверстия верхних крышек.
11. При поломке кулачков или самого вала, вал следует заменить. Приварка кулачков и сварка вала, в виду ответственного назначения их, не допускаются.
ГАРНИТУРА КОТЛА
ГЛАВНЫЙ ЗАПОРНЫЙ КЛАПАН
В сухопарном колпаке перед регуляторной трубой находится клапан, называемый главным запорным клапаном. Это регуляторный клапан системы Пара, применяемый на наших паровозах (серии С, Су, Э и проч.).
Устройство главного запорного клапана изображено на рис. 65 и 66 и состоит в следующем.
Внизу односедельного клапана 7 (рис. 65) находится направляющая часть, выполненная в виде поршня с пружинящими кольцами 8. Этот поршень плотно вхсдит в цилиндрическую часть корпуса 5 клапана. Внутри большого клапана
помещен малый клапан б, соединенный вверху своим ушком с приводом, выве-
денным наружу колпака. При открывании главного запорного клапана сперва
открывается малый клапан б, через который пар поступает под поршень боль-
Рис. 65. Главный запорный клапан н паросушитель.
1 — отверстия для стока воды. 2 — диск.
3 — крышка. 4—корпус паросушителя. 5—корпус клапана. 6—малый клапан. 7—большой клапан. 8—пружинятиергольца 9 — лопатки.
шого клапана. Таким образом большой клапан уравновешивается, и его открывание облегчается. Когда малый клапан откроется на некоторую величину, гайка на конце его стержня захватывает большой клапан и открывает его. Устройство привода к клапану показано на рис. 66. Привод расположен с левой стороны сухопарного колпака. Для открытия клапана маховичок привода нужно вращать влево, т. е. против часовой стрелки.
Главный запорный клапан дает возможность осматривать и ремонтировать многоклапанный регулятор на горячем паровозе; для осмотра и . ремонта регулятора достаточно, при отсутствии пропуска, закрыть главный запорный клапан, после чего регулятор можно разбирать.
Кроме того главный запорный клапан служит как бы запасным регулятором. В случае сильного пропуска регулятора или невозможности закрыть его можно пользоваться главным запорным клапаном.
Главный запорный клапан следует закрывать на стоянках паровоза в депо и обязательно — при охлаждении паровоза, чтобы предотвратить скопление конденсационной воды в элементах перегревателя. Скопление конденсационной воды в перегревателе в зимнее время при охлаждении паровоза может вызвать размораживание элементов, а также поломку крышек цилиндра или движущего механизма, если эта вода после заправки паровоза не успеет испариться в перегревателе и попадет в цилиндры.
Главным запорным клапаном нужно пользоваться во всех пере
численных случаях, иначе на притирочной поверхности
накопится осаждающаяся накипь, и клапан потеряет способность плотно садиться, закрытый же клапан будет пропускать пар и тем самым не даст возможности осматривать многоклапанный регу-
лятор.
Неисправности и ремонт главного запорного клапана. В работе запорного клапана могут наблюдаться такие неисправности:
1. Закипание клапанов и седел. Его нужно устранять очисткой и притиркой по месту при периодических осмотрах и по записи машиниста.
При образовании в притирочных местах больших выедин необходимо гнездо разрайберовать, а клапаны проточить с последующей притиркой.
2. Малое открытие клапана с вызываемым им мятием пара. Оно происходит вследствие неправильной сборки и несоответствия размеров отдельных частей клапана (тяги, винтов и др.) чертежу. Все эти детали нужно
4—винтовой стержень.
Рис. 66. Привод главного запорного клапана.
— тяга к малому клапану. 2— валик, расположенный в паросушителе. 3—соединительш 5 — сальник.
проверить по чертежам. Кроме того малое открытие клапана может получаться при выработке валика, соединяющего хвостовик клапана с плечом, или при выработке самой проушины хвостовика.
В этих случаях валик надо сменить, а проушину заварить и возобновить в ней отверстие с размерами по чертежу.
3. Невозможность открытия клапана. Она получается при срезе резьбы гайки малого клапана или при разъединении валика большого плеча шарнирного соединения, а также при обрыве хвостовика малого клапана; во время вращения маховика клапан не открывается. Обнаружив указанные неисправности, нужно их устранять путем смены или исправления соответствующих частей наваркой и засверловкой.
4. Пропуск пара в месте привалки кронштейна и прохода винта от тяг главного запорного вентиля. Он происходит вследствие разъедания чечевичных колец и неплотности прилегания их к месту. Необходимо вести наблюдение за их исправностью и, если обнаружится пропаривание, устранять его проточкой колец и райберовкой места или сменой колец.
5. Разъедание притирочных поверхностей гнезд большого и малого клапана. Притирочные поверхности в этом случае необходимо наплавить бронзой с последующей пришабровкой.
ПАРОСУШИТЕЛЬ
Корпус главного запорного клапана сверху закрыт особым прибором — пяросушителем (рис. 65).
Паросушитель представляет собой коробку 4, прикрепленную на шпильках к корпусу главного запорного клапана.
Пар проходит в головку корпуса через отверстие в крышке 3 наверху коробки. По окружности крышки находится ряд спиральных лопаток 9. Снизу
Тис. 68. Детали главного запорного клапана и паросуши-теля зонтичного типа.
1 — корпус главного запорного клапана. 2 —большой клапан. 3 — малый .клапан. 4 — коробка паросушителя зонтичного типа. 5 — крышка коробки паросушителя.
Рис. 69. Сетка паросушителя.
1 —сетка. 2 — отбойный лист.
лопатки закрыты диском 2. Пар, направляясь этими лопатками, получает в коробке паросушителя вращательное движение.
Частички воды, увлекаемые паром из котла, отделяются от пара центробежной силой и отбрасываются к вертикальным стенкам коробки. По стенкам они стекают в особые карманы у корпуса главного запорного клапана, а отсюда, через отверстия / внизу карманов, — в котел.
Таким образом пар осушается, а более сухой пар может быть перегрет в перегревателе до более высокой температуры. Кроме того отделением воды предотвращается отложение в трубках перегревателя накипи, препятствующей, как известно, отдаче газами тепла перегреваемому пару и способствующей более быстрому прогоранию трубок.
На некоторых паровозах ФД и на паровозах ИС поставлены паросуши-тели иной конструкции, показанной на рис. 67 и 68. Этот паросушитель состоит из чугунной коробки. Сверху коробка закрыта крышкой; крышка устроена так, что остается кольцевое отверстие для прохода пара в коробку из котла. Расположенный внутри коробки зонт прикрывает четыре окна, сообщающие кольцевое отверстие для прохода пара с головкой главного запорного клапана. Пар, проходя между стенками коробки и зонтом, получает при выходе в окно крутой поворот. При этом капельки воды, более тяжелые, чем пар, отбрасываются к стенкам коробки и по ним стекают в карман корпуса главного запорного клапана.
Для получения более сухого пара на паровозах ФД заказа 1935 г. в сухопарнике ставится сетка 1 с отбойным листом 2 (рис. 69). Отбойный лист и сетка изготовлены из железа толщиною 4 мм. Диаметр отверстия в сетке —10 мм.
КОНУС, ДЫМОВАЯ ТРУБА, СИФОН
Разрез по б-б ’ разрез по А-А
Рис. 70. Четырехдырный конус с раздельным выхлопом.
Паровозы ФД и ИС оборудованы так называемыми четырехдырными конусами с раздельным выхлопом пара, которые по конструкции существенно отличаются от ранее применявшихся у нас конусов.
Такой конус (рис. 70) представляет собой чугунную отливку с четырьмя круглыми выходными отверстиями. Отверстия у основания конуса попарно соединяются в два канала, из которых один сообщается с отверстием для выхлопа пара правого цилиндра, а другой — с выхлопным отверстием левого цилиндра. Таким образом выхлопной пар от каждого цилиндра получает в конусе отдельные выходные отверстия.
Испытания такого конуса подтвердили весьма существенные его пре
имущества перед обыкновенным конусом круглого сечения, а также перед конусами других конструкций (звездчатой, крестообразной и проч.).
Конус этот при меньшем противодавлении выхлопного пара на нерабочую сторону поршня дает большее разрежение в дымовой коробке. Лучшая работа этого конуса объясняется наличием отдельного выхлопа для каждого цилиндра. Выхлоп пара из одного цилиндра, происходящий с наибольшей энергией в момент предварения выпуска, не создает подпора для выпуска пара из другого цилиндра, как это бывает в конусах с общим выхлопом. Отсутствие подпора предотвращает потерю энергии выхлопного пара и уменьшает противодавление на поршень при выпуске. Четырехдырный конус, как показали опыты
5 Паровозы ФД—ИС.—676.
65
.!ll.»iT”’!!L!i!!ii!til!!1
Рис, 71. Общий вид дымовой коробки паровозов ФД.
1 — регуляторная труба. 2 — коллектор пароперегревателя и коробка регулятора. 3 — люк для осмотра регу лятора. 4— дымовая труба. 5- седалище дымовой трубы. 6 — панцырная сетка искроудержателя. 7—труба к пароразборной коробке перегретого пара. 8- тлнкот. 9- люк для очистки дымовой коробки. 10 — люк на панцырной сетке искроудержателя. 11 — мусорозаливательная трубка. 12— отбойный лист искроудержателя. 13 — четырехдырный конус. 14 — мусороочистигель. Z5—кольцевой сифон. 16 — паровпускная труба цилиндра. 17 — вертикальный щит искроудержателя. 18 — люк для осмотра соединений элементов с коллектором.
на паровозе ФД 20—1, дает достаточное разрежение в дымовой коробке при диаметре выходных отверстий в 100 мм, при котором сечение всех четырех отверстий равно 314 кв. см. При обыкновенном же круглом конусе для получения надлежащего разрежения в дымовой коробке нужно иметь сечение 201 кв. см, т. е. на 36% меньше, чем в четырехдырном конусе, а уменьшение сечения, как известно, увеличивает противодавление пара и, следовательно, уменьшает мощность паровой машины.
На паровозах ИС, работающих на Октябрьской железной дороге, выходные отверстия, как показал опыт, приходится делать несколько меньшего диаметра, а именно 85—90 мм, потому что паровозы работают на этой дороге на малых отсечках. Правильный выбор диаметра выходных отверстий должен производиться практическим путем, с учетом профиля участка, качества топлива, величины составов и прочих местных условий.
Изменение сечения выходных отверстий достигается вставкой колец в головку конуса. При каждом паровозе, выходящем с завода, дается 3 комплекта колец с диаметром отверстий 100 мм, 93 мм и 85 мм.
В центре конуса сделано отверстие для установки штанги при проверке положении конуса. Конус устанавливается на своем седалище на притирке и крепится восемью шпильками с глухими гайками.
Дымовая труба (рис. 71) состоит из трех частей: самой трубы, петикота и седалища. Труба и петикот — чугунные, седалище — литое стальное. Седалище приваривается электросваркой к дымовой коробке, и на нем шестью болтами укрепляется дымовая труба. Для центрировки трубы на седалище и на самой трубе образованы заточки.
Петикот укреплен болтами непосредственно на самой трубе и служит как бы ее продолжением внутри дымовой коробки. Он расширяется в виде раструба, обеспечивающего лучший и более равномерный забор газов из дымовой коробки.
Сифон выполнен в виде обычной кольцевой трубки с внутренним диаметром 25 мм с двадцатью отверстиями диаметром в 5 мм.
Сифон прикрепляется при помощи четырех поддержек непосредственно к конусу и питается паром от колонки перегретого пара на дымовой коробке.
КОРОБКА ДЛЯ РАЗБОРА ПЕРЕГРЕТОГО ПАРА
На дымовой коробке паровозов ФД и ИС установлена коробка перегретого пара (рис. 72), предназначенная для подвода перегретого пара к вспомогательным приборам. Коробка соединена с камерой перегретого пара коллектора трубой диаметром в 76/83 мм. Коробка снабжена запорным клапаном 7, которым может прикрываться приток пара в коробку, и четырьмя отростками для присоединения паропроводов: к паровой машине стокера, к сифону, к пресс-масленкам Натана и к воздушному насосу тормоза.
Питание вспомогательных приборов перегретым паром преследует, как было сказано выше, две цели: во-первых, экономию в расходе пара и топлива, достигаемую применением перегретого пара, и, во-вторых, — предохранение
пароперегревательных элементов от сильного нагрева и перегорания при движении паровоза с закрытым регулятором и на стоянках. Расход перегретого пара на указанные вспомогательные приборы ведет к тому, что по трубкам перегревателя и при закрытом регуляторе проходит насыщенный пар, которым
Рис. 72. Коробка для разбора перегретого пара.
7 — запорный клапан. 2 — угловой вентиль паропровода к масленкам Натана. 3 —• отростки для присоеди-вения паропроводных труб к сифону, насосу тормоза и машине стокера.
элементы охлаждаются и предохраняются от чрезмерного нагревания.
На паровозах постройки 1933 и 1934 гг. ставились воздушные тормозные насосы тандем с обыкновенными сальниками, не приспособленными к работе перегретым паром. Поэтому на паровозах ФД, построенных в 1933 и 1934 годах, коробка для разбора перегретого пара посредством вентиля 1 была разобщена с коллектором пароперегревателя, и пар подводился к ней из сухопарника по особой трубе, присоединенной к отростку 3; следовательно, все соединенные с коробкой приборы, а именно — воздушные насосы, сифон и трубка прогрева пресс-масленок, питались насыщенным паром; машина стокера питалась также насыщенным паром от пароразборной коробки на топке.
На паровозах ИС постройки 1933 и 1934 годов к коробке перегретого пара присоединены сифон и машина стокера. Воздушный тормозной насос питается насыщенным паром от пароразборной коробки на топке.
Паровозы ФД и ИС позднейшей постройки оборудуются воздушными насосами кросс-компаунд, приспособленными к работе перегретым паром, и на этих паровозах коробка для разбора перегретого пара используется по своему прямому назначению. От нее питаются перегретым паром все перечисленные выше приборы.
ИСКРОУДЕРЖАТЕЛЬНЫЕ И ИСКРОГАСИТЕЛЬНЫЕ ПРИБОРЫ
Паровозы ФД оборудованы искроудержателем американского типа (рис. 71). Искроудержатель состоит из отражательного (вертикального) щита 17, установленного поперек дымовой коробки за конусом и несколько не доходящего до ее нижней части. К вертикальному щиту внизу примыкает горизонтальный лист, идущий вдоль дымовой коробки несколько ниже выходного отверстия конуса. Передний край горизонтального листа заканчивается наклонным фартуком 12, так называемым отбойным листом. Установку этого фартука можно регулировать, переставляя его на укрепляющих его шпильках выше или ниже. У переднего же края горизонтального листа поперек дымовой коробки несколько наклонно поставлена панцырная сетка 6 с ячейками в 5 мм.
Сетка укреплена шпильками с чеками и поэтому легко может разбираться. Кроме того в середине сетки устроен люк 10, который можно открывать для доступа к конусу и сифону. Газы, выходя из жаровых и дымогарных труб, ударяются в вертикальный щит 17 и направляются им книзу. Далее они проходят с большой скоростью по узкому пространству под горизонтальным листом и его фартуком, у переднего конца дымовой камеры вновь круто поворачивают кверху и проходят через сетку в дымовую трубу. Благодаря крутым поворотам и большой скорости газов частички несгоревшего топлива, увлекаемые газами, с силой ударяются о стенки дымовой коробки и искроудержатель и дробятся на более мелкие части. Эти мелкие части успевают сгорать в дымовой коробке или сейчас же по вылете из дымовой трубы. Таким образом искроудержателем данной системы достигается достаточное обезвреживание вылетающих из трубы искр. Кроме того в дымовой коробке не накапливается много мусора, и ее стенки не страдают от нагревания. Американцы называют эти искроудержатели «самоочищающимися», так как при их наличии чистить дымовую коробку почти не приходится. Степень самоочищения дымовой коробки зависит от положения отбойного листа 12.
Для заливки остающегося в дымовой коробке мусора в ней поставлена заливательная трубка 11 обычного устройства.
На паровозах ИС ставят искроудержатели иной конструкции. Они представляют собой цилиндрические сетки, охватывающие конус и подвешенные к петикоту. Сетка состоит из двух половин, соединенных шпильками на чеках, что допускает легкую и быструю ее разборку. Этот искроудержатель, оказывающий меньшее сопротивление протеканию газов, и был применен на первых паровозах ИС, работающих на легком профиле Октябрьской железной дороги.
КОЛОСНИКОВАЯ РЕШЕТКА
Для облегчения и ускорения очистки от золы и шлака колосниковая решетка на паровозах ФД и ИС сделана качающейся с двумя откидными плитами.
Устройство колосниковой решетки для паровозов ФД и ИС заказа 1933 и 1934 гг. показано на рис. 73.
Решетка состоит из двадцати восьми качающихся плит 3, двух неподвижных плит 4 и двух откидных плит 5. Качающиеся плиты лежат на продольных колосниковых балках — двух боковых 1 и одной средней 2, выполненных из стального литья. Боковые балки для удобства разборки и сборки — составные из двух частей. По боковым поверхностям балки эти снабжены шипами, на которых и лежат колосниковые плиты 3, имеющие возможность вращаться на шипах на угол в 30° в ту и другую сторону от нормального своего положения. Для качания плиты соединены в четыре секции: две передние — правую и левую — по шесть плит и две задние — правую и левую — по восемь плит. Неподвижные плиты 4, находящиеся между передними секциями и откидными плитами 5, опираются каждая наружными своими краями на два шипа и поэтому вращаться не могут. Откидные плиты 5 вращаются также на шипах колосниковых балок. Качающиеся, откидные и неподвижные плиты изготовлены
из чугунного литья. Для прохода воздуха в них сделаны продолговатые отверстия шириной 8 мм и длиной 60 мм. Размеры этих отверстий подобраны таким образом, что площадь живого сечения их вместе с площадью живого сечения прозоров между плитами составляет около 20% от общей площади колосниковой решетки.
Рис 73. Качающаяся колосниковая решетка заказа 1933 и 1934 г.
1 — боковые балки. 2—продольная балка. 3 — качающиеся плиты. 4—неподвижные плиты. 5 — откидные плиты. 6 — тяги. 7 — рычаг. 8 — поперечный вал.
Покачивают колосники посредством четырех рычагов 7 (рис. 73) в будке машиниста возле шуровочной дверки. Рычаги посредством тяг 6 соединены с секциями качающихся плит. При помощи надеваемой на эти рычаги ручки каждая секция качается отдельно. Для поворачивания откидных плит служит расположенный поперек зольника и выпущенный с левой стороны наружу зольника вал 8 с рычагом на конце.
Качающиеся колосники раздробляют спекшиеся плиты шлака и тем са
мым облегчают подход воздуха к ливают золу и мелкий шлак в зольник.
Откидные плиты 5 предназначены для удаления из топки крупных шлаковин при чистке, а также огня при охлаждении паровоза.
и отличается от решетки паровозов
горящему слою, а при прокачивании прова-
Колосниковая решетка паровозов ФД
Рис. 74. Боковые балки решетки заказа 1935 г.
заказа 1935 г. несколько изменена ФД прежней постройки следующим:
1. Решетка состоит из два-
-------------780 —---------------------
Рис. 75. Откидная плита заказа 1935 г.
дцати четырех качающихся, двух откидных и шести неподвижных плит: двух передних, двух средних и двух задних.
2. Боковые балки решетки (рис. 74) для отдаления струй холодного воздуха от стенок топки уширены на 30 мм, а колосниковые плиты соответственно сделаны уже на 30 мм.
3. Откидная колосниковая плита (рис. 75) для уменьше-
ния охлаждения стенок топки при чистке также сделана более узкой на 200 мм.
4. Средняя неподвижная плита (рис. 76) для большей устойчивости опирается на балки в четырех точках. Кроме того в ней устроены опорные шипы
откидной плиты.
5. Передняя и задняя неподвижные плиты прикреплены своими проушинами к стойкам, приваренным к зольнику (рис. 77).
6* Угол качания колосниковых плит увеличен с 30° до 40°, так как практика показала, что при топливах, дающих большое шлакообразование, шлак при угле качания 30° взламывался плохо.
Покачивание колосников следует производить возможно чаще, повора-
чивая каждую секцию 3—4 раза. При редком покачивании колосников накапливающийся на них толстый слой золы и шла
Рис. 77. Укрепление задней неподвижной плиты в решетке заказа 1935 г.
ка затрудняет качание колосников, что в свою очередь обычно вызывает выгибание тяг от приложения к ним чрезмерно больших усилий.
Производят покачивание или во время стоянок поезда на станциях, или при ходе с закрытым регулятором. Качать колосники во время работы паровоза с открытым регулятором не следует, так как сильная тяга воздуха вырывает огонь с решетки, а это нарушает равномерность горящего слоя и правильность
горения.
Не рекомендуется долго покачивать колосники во избежание провали
вания огня в поддувало. Такое проваливание влечет за собой бесполезную
трату топлива, нарушение равномерности слоя и правильности горения, оголение колосников и охлаждение топки.
Если во время работы паровоза обнаруживается шлакование в топке, рекомендуется колосники слегка «пошевелить». Тогда шлак даст трещины, и
приток воздуха к горящему слою увеличится.
ЗОЛЬНИК
Устройство зольников у паровозов ФД и ИС почти одинаково. Различие заключается лишь в очертаниях нижних частей зольников; оно вызвано неодинаковым расположением задних поддерживающих осей и различной формой тележек. Устройство зольника паровоза ИС изображено на рис. 78.
Зольник представляет собой железную сварную коробку, значительно расширяющуюся кверху. Клапаны для притока воздуха устроены между верхними боковыми краями зольника и топочной рамой котла. Клапаны могут открываться и закрываться из будки машиниста помощью специальных приводов. Привод открывает одновременно клапаны правой и левой стороны зольника.
На паровозах ФД заказа 1935 г. боковые клапаны зольника каждой стороны открываются независимым приводом. Устройство этого привода показано на рис. 79.
Для опоражнивания зольника в дне его устроены три кармана с откидными клапанами, открывающимися посредством особого рычага с тягами. Рычаг этот помещается под будкой с левой стороны возле стяжного ящика, а у паровозов ФД заказа 1935 г. — в виду предполагаемой установки под будкой инжектора мятого пара — его пришлось перенести и поместить впереди зольника.
Стенки карманов достаточно круто наклонены, и зола вываливается из зольника без помощи скребка.
Боковинам зольника, расположенным над колесами заднего бегунка,.
нельзя было придать достаточно крутого наклона. Поэтому зола на боковинах задерживается. Большое ее скопление может накалить и покоробить тяги механизма качающихся колосников и самые колосники. Для предохранения тяг золу с боковин нужно возможно чаще счищать. Чтобы не прибегать каждый раз для очистки золы с боковин к помощи скребка, вдоль боковин проложены особые золосдувательные трубы. По бокам труб сделан ряд отверстий. Пускаемый в трубы пар сдувает золу с боковин в карманы зольника. Такое сдувание следует производить возможно чаще; его можно делать и на ходу паровоза.
Клапан для впуска пара в золосдува-тель установлен в будке машиниста.
Нижняя часть зольника, подвергаю-
Рис. 79. Привод в будку к боковым клапанам зольника.
щаяся более быстрому износу, сделана отъемной и скрепляется с верхней частью зольника болтами.
Для заливки золы посередине зольника проложена обычная заливатель-ная трубка, действующая от левого инжектора.
ТОПОЧНАЯ ДВЕРКА
Частое и продолжительное открывание топочной дверки весьма вредно во время работы паровоза. Воздух, врывающийся через дверку, резко охлаждает топку, дымогарные и жаровые трубы. Это ведет, во-первых, к нарушению правильности горения топлива в топке и, во-вторых, к деформации топочных листов и труб. Деформации же, как известно, вызывают постепенное расстройство труб и порчу топки (появление трещин в изгибах, лопанье связей, течь швов и головок связей).
Рис. 80. Общее расположение автоматической топочной дверки.
1 — привал очная рамка. 2 — откидные створки. 3 — воздушный цилиндр. 4 — рукоятка ручного привода. 5— масленка.
6 — задержка для рукоятки ручного привода. 7 — запорный вентиль. 8 — трубопровод к цилиндру. 9 — педальный клапан.
10 — педаль. 11 — трубопровод к педальному клапану.
Особенно вредно частое и продолжительное открывание топочной дверки для больших топок, изготовленных из стальных листов, так как чем больше размеры топки, тем большие температурные деформации в них возникают; стальные же листы менее эластичны и не так легко деформируются, как медные.
В виду этого весьма полезны механизированные топочные дверки, открывающиеся при помощи сжатого воздуха; их открывание и закрывание производится весьма быстро путем нажатия ногой на особую педаль возле шуровочного отверстия. Такие дверки могут закрываться после заброски каждой лопаты угля. Поэтому время открытия их сокращается до минимума.
При отоплении стокером дверку вообще приходится открывать сравнительно редко. Однако для предохранения котла от указанных вредных влияний паровозы ФД и ИС, несмотря на наличие стокера, оборудованы автоматическими топочными дверками, устройство которых представлено на рис. 80, 81 и 82.
Дверка — двустворчатая, раскидная с автоматическим воздушным и ручным приводами состоит из следующих частей (рис. 80):
1. Привалочная рамка 7, которая четырьмя конусными шпильками диаметром 7/в" крепится к лобовому листу кожуха топки
Рис. 81. Автоматическая топочная Рис. 82. Автоматическая топочная дверка (в откры-дверка (в закрытом положении). том положении).
1 — привалочная рамка. 2 — створки. 3 — воз-
душный цилиндр. 4 — рукоятка ручного при-
вода. 5— масленка. 6 — задержка рукоятки 2. Две ОТКИДНЫе СТВОрКИ 2.
ручного привода.
3. Ручной привод 4.
4. Пневматический воздушный привод, состоящий из воздушного цилиндра 3, педального клапана 9, управляемого педалью 10, и трубопроводов 11 и 8 с запорным вентилем 7.
Устройство створки 2 отдельно показано на рис. 83.
Для предохранения створок от нагрева и коробления к ним с внутренней стороны прикреплены отражательные щиты. В створках и в щитах устроены отверстия, через которые протекает воздух, охлаждающий дверку.
Створки в верхней своей части заканчиваются зубчатыми секторами, находящимися в зацеплении друг с другом. Таким образом, отклонение одной створки вызывает одинаковое, но противоположное отклонение другой створки.
Ручной привод действует следующим образом:
Усилие, прилагаемое к рукоятке 4 (рис. 80) при помощи рамки, вращающейся на одной оси с рукояткой, передается на опорный выступ правой створки 2 и выводит ее из вертикального положения. Так как зубчатые секторы створок находятся в зацеплении, то отклонение правой створки влечет за собой отклонение левой створки. Для удержания створок в положении полного
их открытия или полуоткрытия необходимо рукоятку привода завести в один из вырезов особой задержки 6, отлитой заодно с воздушным цилиндром. Для закрытия дверок надо рукоятку вывести из выреза, и тогда створки быстро захлопнутся под действием собственного веса.
Пневматический привод устроен так:
В верхней части привалочной рамки находится цилиндр 3 с внутренним диаметром в 75 мм. Сжатый воздух из главного резервуара подводится трубопроводами 11 и 8 через особый клапан 9, связанный с педалью 10, в левую
Рис. 83. Створка автоматической то-
почной дверки.
Рис. 84 Поршень воздушного привода автоматической топочной дверки.
1 — стопорный винт. 2 — палец для поводка к створке. 3 — пружинящие кольца. 4 — крышка поршня.
крышку цилиндра, где имеется узкий канал диаметром в 2,5 мм.
Воздушный цилиндр расположен на
рамке так, что секторы створок находятся между цилиндром и лобовым листом
кожуха топки.
В стенке цилиндра, обращенной к котлу, сделан продольный вырез, в котором движется палец, жестко связанный винтом с поршнем воздушного цилиндра. При посредстве серьги этот палец соединяется с пальцем, ввернутым в верхнюю часть сектора левой створки.
Поступление воздуха в левую полость цилиндра вызывает перемещение поршня и поворот левого сектора, связанного помощью пальца с поршнем цилиндра, а так как оба сектора находятся в зацеплении, то отклонение левой створки вызывает отклонение правой створки.
Поршень (рис. 84) снабжен двумя пружинящими кольцами 3 по 10 мм шириной и 3 мм толщиной. Передняя часть поршня сделана разъемной для
устранения поломки колец при надевании их путем развода. Части поршня соединяются друг с другом трубной нарезкой в %".
Воздух впускается в цилиндр и выпускается из него через особый клапан 9 (рис. 80), управляемый педалью 70.
Устройство этого клапана изображено на рис. 85.
Клапан состоит из корпуса 3, внутри которого помещается клапан 4, сверху нажимаемый пружиной 5. Клапан поднимается коротким плечом педали 9 (на рис. 80 она обозначена цифрой 70). С подъемом клапана воздух, подводи-
Рис. 85. Педальный клапан автоматической топочной дверки.
f _ трубка. 2 — отверстие в корпусе. 3 — корпус. 4 — клапан. 5— пружина. 6 — канал. 7— нажимной болт. 8— трубка.
9 — педаль. 10 —пробки.
мый по трубке 7 (эта трубка на рис. 80 обозначена цифрой 77) в пространство над клапаном, проходит под клапан и оттуда по каналу 6 поступает в трубку 8, идущую к цилиндру.
При опускании педали клапан под действием пружины 5 садится на место и закрывает доступ воздуха в трубку 8. В то же время утолщенная часть стержня клапана открывает узкое, диаметром в 1 мм, отверстие 2 в стенке корпуса; через это отверстие воздух из цилиндра медленно выходит наружу, и дверки под действием собственного веса плавно закрываются.
Во избежание утечки воздуха при впуске его в цилиндр утолщенная часть стержня клапана 4 должна быть хорошо пришлифована к месту в корпусе.
Корпус клапана крепится двумя шпильками. Шпильки ввернуты в особый кронштейн, прикрепленный к лобовому листу котла внизу с левой стороны шуровочного отверстия. Для регулирования высоты педали над уровнем пола служит нажимной болт 7, упирающийся в указанный кронштейн. При ввертывании болта корпус клапана вместе с педалью будет подниматься. На воздухопровод
ной трубке 11 (рис. 80) поставлен запорный вентиль 7, предназначенный для выключения педального клапана в случае его осмотра или ремонта.
Уход за воздушным приводом топочной дверки. Уход за механизмом дверки состоит в периодическом смазывании машинным маслом цилиндра через масленку 5 (рис. 80) и осевых валиков, на которых вращаются створки дверок.
Причины отказа пневматического привода дверок от работы чаще всего такие:
1. Пропуск воздуха в трубопроводах к педальному клапану и от педального клапана к цилиндру дверок. Незначительный пропуск воздуха в трубопроводах уже вызывает отказ привода, потому что в целях мятия воздуха проходы для него в педальном клапане сделаны малого диаметра, в 2У2 мм. Это необходимо во избежание резкого открывания дверок большим давлением воздуха.
2. Засорение узких каналов в педальном клапане. Для прочистки каналов в корпусе клапана устроены пробки 10 (рис. 85). Вывертывая их, можно прочистить каналы тонкой проволокой (диаметром не более 2 мм).
3. Пропуск колец у поршня цилиндра привода. Такие кольца следует сменить.
4. Пропуск воздуха стержнем педального клапана. Нужно сменить клапан 4 (рис. 85), плотно пришлифовав стержень нового клапана к отверстию в корпусе клапана.
5. Заедание педального клапана. В случае заедания клапан на место не садится, и дверка не закрывается, так как воздух все время поступает в цилиндр. Нужно отвернуть пробку сверху корпуса клапана, вынуть клапан и смазать его маслом, предварительно устранив задиры на стержне клапана, если такие окажутся.
ПРИБОР ДЛЯ ПРОДУВКИ ЖАРОВЫХ И ДЫМОГАРНЫХ ТРУБ
Для продувки жаровых и дымогарных труб устроен действующий паром автоматический прибор, так называемый «сажесдуватель», которым трубы можно продувать на ходу паровоза и поддерживать их таким образом в постоянной чистоте.1
На паровозах ИС прибор этот устроен так:
В боковых стенках огневой коробки возле камеры догорания и в стенках наружного кожуха ее с обеих сторон котла сделаны отверстия диаметром в 89 мм. В них ввальцованы и обварены втулки 2 (рис. 8, гл. II), изготовленные из жаровой трубы. В эти втулки входят сопла аппаратов.
Самый аппарат (рис. 86) представляет собой разъемную литую из чугуна коробку, состоящую из трех частей: корпуса 7, который своим фланцем кре-
1 В начале серийной постройки на паровозах ФД такие аппараты не ставились вследствие «неосвоения» их Луганским заводом. На последующих паровозах ФД устанавливаются временно приборы упрощенной конструкции (см ниже).
пится к поддержке, укрепленной шпильками на наружной боковой стенке топки, кожуха турбинного колеса и червячной передачи 2 и крышки 3.
В кожухе 2 находится отлитое из алюминия турбинное колесо 4, вращаемое паром. Турбинное колесо при помощи двойной червячной передачи передает свое вращение диску 7. Червячная передача показана на рис. 87. Червяк 20 укреплен на валу турбинного колеса 4. С червяком сцеплено червячное ко-
Рис. 86. Аппарат для продувки жаровых и дымогарных труб.
1 — корпус. 2 — кожух турбинного колеса и червячной передачи. 3 — крышка. 4— турбинное колесо. 5— винтовая крышка-6— поводок. 7— диск. 8 — пробка. 9 — окна. 10 — установочные шурупы. 11 — сопло 12— валик. 13 — пароподводящая трубка 14 — трубка для спуска конденсата. 15 — пароотводящая трубка. 16 — спускной клапан. 17 — охлаждающий клапан.
18 — пробка. 19 — масленка 20 — червяк. 21 — червячное колесо.
лесо 21 На валике колеса 21 имеется второй червяк 24, сцепленный с червячным колесом 22. К колесу 22 на трех шурупах прикреплен диск 7. Этот диск посредством шпильки 23 и поводка 6 соединен с костыльком 25, насаженным на валик 12. Валик 12 (рис. 86) пропущен через сальник из кожуха червячной передачи в паровое пространство корпуса 1. Выходящий в это пространство конец валика 12 сделан пустотелым с четырьмя окнами 9. С концом валика при помощи муфты на резьбе и патрубка соединено сопло 11, выходящее своим концом в огневую коробку.
К аппарату подведены три трубки. Верхняя, присоединенная к штуцеру 13, подводит свежий пар в корпус 1, нижняя трубка 15 присоединяется к ко
жуху турбинного колеса и отводит мятый пар, и третья трубка 14 соединена внизу с паровым пространством корпуса 1 и отводит конденсат из корпуса.
На трубке 14 поставлен автоматический спускной шаровой клапан 16. Устройство этого клапана показано на рис. 88. Клапан при работе аппарата автоматически закрывается, потому что давлением пара шарик поднимается и прижимается к своему седлу, закрывая выход пара. При остановке аппарата шарик падает и открывает сток конденсата из корпуса 1 в пароисходящую трубку 15.
На паровпускной трубке поставлен тройник, к которому присоединен автоматический «охлаждающий» клапан 17. Это, как видно из рис. 89, обыкно
Рис. 87. Червячная передача аппарата для продувки труб.
4 — турбинное колеса. 6 — поводок. 7 — диск* 12 — валик. 20— червяк. 21 —червячное колесо* 22— червячное колесо. 23 — шпи. ка. 24—червяк. 25 — костылек.
Воздух
Рис. 88. Спускной автоматический клапан.
Рис. 89. Охлаждающий клапан
Разрез по А-Б
Рис. 90. Сопло.
венный обратный клапан, закрывающийся давлением пара, когда последний впускается в паровпускную трубу. Когда пара в трубе нет, клапан давлением наружного воздуха открывается и сообщает с атмосферой паровпускную трубу, а через нее и паровое пространство корпуса 7. Для предохранения клапана от .засасывания под него посторонних предметов он снабжен воронкой, которая закрыта сеткой. Воронка для лучшего засоса воздуха должна быть направлена по ходу паровоза вперед.
Аппарат действует так. Часть пара, поступающего по паровпускной трубе в корпус 7, идет по каналу (невидному на рис. 86) к турбинному колесу 4 и приводит его в быстрое вращение. Быстрое вращение турбинного колеса преобразуется посредством двойной червячной передачи в медленное вращение диска 7; последний посредством поводка 6 поворачивает валик 12 на некоторый угол в ту и другую сторону. Вместе с валиком поворачивается и сопло 11. Устройство сопла отдельно показано на рис. 90.
Угол поворота сопла может изменяться перестановкой шпильки 23 (рис. 87) в разные отверстия диска 7. Таких отверстий на диске устроено семь для различных углов поворота сопла. Для доступа к диску 7 в кожухе против него сделана винтовая крышка 5 (рис. 86).
Другая часть пара поступает через окна 9 (рис. 86) в пустотелый валик 12 и в сопло 11 и вылетает из него сильной струей в виде веера. Веерообразная форма струи пара получается благодаря продолговатой форме выходного отверстия сопла. Веерообразная струя пара вследствие поворачивания сопла также поворачивается, двигаясь то вверх, то вниз по трубной решетке. Эта струя, попадая в жаровые и дымогарные трубы, выдувает из них сажу и мусор.
Рис. 91. Тормозной регулятор турбины.
3 — крышка. 27 — тормозные колодки. 28 — пружины.
Разрез по В-Г Разрез по Д-Б
Рис. 92. Трехходовой кран.
7 — корпус. 2 — распределительная пробка. 3 — тарельчатый клапан. 4 — сальник.
5 — рычаг. 6 — квадрат стержня. 7 — ушко тарельчатого клапана. 8 — выступ пробки. 9 — зуб пробки.
Правый аппарат обслуживает правую половину решетки, левый аппарат — левую половину.
Сопло должно быть так установлено на аппарате и угол его поворачивания так отрегулирован, чтобы струя пара в своем движении покрывала соответствующую половину решетки от верхнего ряда труб до нижнего. Установку сопла можно легко регулировать при помощи установочных шурупов 10 (рис. 86), имеющихся на сопле и на соединительной муфте.
Для предотвращения разноса турбинного колеса служит тормозной регулятор, привернутый на двух шурупах к турбинному колесу. Этот регулятор (рис. 91) состоит из двух бронзовых колодок 27, находящихся под действием двух витых пружин 28. При увеличении скорости вращения турбинного колеса, когда центробежная сила колодок преодолевает действие пружин, колодки расходятся и соприкасаются с внутренней поверхностью неподвижной крышки 3 турбинного кожуха. Этим вызывается торможение турбинного колеса и уменьшение его скорости вращения.
Пар для работы аппаратов берется от пароразборной коробки насыщенного пара (описанной в гл. IV), на которой установлен трехходовой кран; этим краном пар можно впускать по желанию то в правый, то в левый аппараты.
6 Паровозы ФД—ИС.—676.
81
Устройство крана показано на рис. 92. Он состоит из корпуса 7 с тремя отростками. Нижним, длинным, отростком кран ввернут в пароразборную коробку, к двум же боковым отросткам присоединены трубы, идущие к правому и левому аппаратам. Длинный отросток закрывается тарельчатым клапаном 3, стержень которого снабжен четырьмя направляющими ребрами и ушком 7 на конце. В средней части корпуса находится распределительная пробка 2. Выступы 8 пробки опираются на срезы ушка 7. Стержень пробки проходит через сальник 4 в крышке корпуса. На квадрате 6 стержня пробки 8 надет костылек 5, соединенный с тягой, идущей в будку машиниста. Действуя на эту тягу, пробку можно ставить в три положения: 1) среднее (изображенное на рис. 92), при котором клапан закрыт и доступа пара нет; 2) правое, когда пробка, повернувшись против часовой стрелки, открывает проход в правый от-
Рис. 93- Аппарат с ручным приводом для продувки труб.
1 — полый валик с отверстиями. 2 — подвод пара. 3 — рычаг ручного привода. 4 — сальник. 5 — штуцер трубы для спуска конденсата. 6 — фланец для крепления аппарата к топке. 7 — муфта. 8 — втулка в топке. 9 — сопло. 10 — установочные шурупы.
росток и вместе с тем отжимает клапан книзу, открывая путь пару в корпус клапана; 3) левое, при котором точно таким же образом, как и при правом, открывается проход в левый отросток. Для ограничения угла поворота пробки на корпусе образованы два упора, в которые пробка в своих крайних положениях упирается находящимся на ее конце зубом 9.
По окончании продувки, когда впуск пара в аппарат прекращается, автоматически открывается «охлаждающий клапан». Через него воздух засасывается в паровпускную трубу, а из нее — в корпус аппарата и в сопло. Проходя через сопло в топку, воздух охлаждает сопло и предохраняет его от обгорания.
Засос воздуха «охлаждающим клапаном» происходит вследствие постоянного разрежения в топке.
С прекращением действия аппарата автоматически открывается спускной клапан, спускающий конденсационную воду из корпуса аппарата.
Как видно из описания, аппараты работают вполне автоматически. Для приведения их в действие нужно лишь на короткое время, примерно на % ми
нуты, открыть трехходовой кран, поставив его рукоятку в одно положение,
затем в другое.
Продувку Следует производить на ходу, примерно через каждые П/2—2 часа работы паровоза, в зависимости от сорта угля и величины уноса мелочи из топки в трубы.
Временно на паровозах ФД Луганским заводом устанавливаются саже
сдуватели упрощенной конструкции (рис. 93). В этих аппаратах вращение сопел производится не турбинным, а ручным приводом из будки машиниста. В остальном приборы устроены и действуют, как описанные выше.
Уход за аппаратами для продувки труб. Уход за аппаратами состоит в периодическом смазывании червячной передачи; для этого при каждой по-
ездке в кожух червячной передачи через имеющуюся
(рис. 86) добавляют машинное масло.
Время от времени, примерно через IV2—2 месяца, отработанное загрязненное масло из кожуха нужно спускать через нижнюю пробку 8.
На торцевой стороне кожуха поставлена масленка 19 с пружинным затвором. Устройство этой масленки изображено на рис. 94. Через масленочку можно при помощи специального ручного прибора заполнять кожух, вместо машинного масла, смазкой «мягкий гриз».1
Сопла аппаратов, несмотря на их охлаждение, довольно быстро обгорают. Поэтому в депо нужно всегда держать в запасе такие сопла для смены обгоревших.
наверху пробку 18
Рис. 94. Масленка для мягкого гриза.
При смене сопел важно следить за правильной их уста-
новкой, чтобы они имели правильное направление на ре-
шетку.
Для защиты сопел от быстрого обгорания предполагается на паровозах
последующих заказов ставить защитные колпачки, прикрывающие сопла со стороны топки. Кроме того сопла будут отливаться из специальной жароупорной хромоникелевой стали.
В зимнее время нужно следить, чтобы спускные трубки и автоматические спускные клапаны не замерзли. В этом случае прекратится сток конденсата из корпусов аппаратов, и аппараты могут быть разморожены.
ПЕСОЧНИЦА
Общее расположение приборов для подачи песка под колеса паровозов ФД и ИС изображено на рис. 95.
Запас песка помещается в двух сварных резервуарах, расположенных спереди и сзади сухопарного колпака и заключенных в общий кожух, служащий вместе с тем и обшивкой колпака. В оба резервуара помещается около 0,5 куб. м песка.
1 См. гл. VI и приложение 1.
По бокам каждого резервуара сделано по два отверстия для выхода песка. Отверстия сообщаются патрубками с форсунками /, подающими песок в песочные трубы при помощи сжатого воздуха. С каждой стороны обоих резервуаров установлено по две форсунки, от которых песочные трубы идут под первую, вторую, третью и четвертую сцепные колесные пары.
Воздух впускается в форсунки через кран воздушной песочницы 2, находящийся в будке машиниста. К крану подводится воздух из воздухоразборной коробки 3, соединенной трубкой с главным воздушным резервуаром. От крана идут трубки к форсункам песочницы и к разрыхлителям.
Рис. 95. Расположение песочных приборов.
1 — форсунки. 2— кран воздушной песочницы. 3 — воздухоразборная коробка.
Устройство песочных резервуаров изображено на рис. 96.
Отверстия для насыпания песка покрыты чугунными крышками. Чтобы крышки не выступали за пределы габарита, они утоплены в кожух. Для стока дождевой воды из углублений крышек сделаны желобки.
В каждом резервуаре поставлен разрыхлитель песка 7, представляющий собой трубку, идущую вдоль резервуара над выступающей средней частью его днища. По бокам трубочки просверлено по шесть отверстий, направленных параллельно наклонам днища к выходным отверстиям для песка.
Сжатый воздух, впускаемый посредством крана воздушной песочницы в разрыхлители, взрыхляет песок и сгоняет его к выходным отверстиям.
Форсунка (рис. 97) представляет собой чугунный корпус, изогнутый в виде двойного колена. К верхнему колену корпуса посредством накидной гайки присоединена труба 9, подводящая песок из резервуара, а к нижнему колену — песочная труба 8, подающая песок под колесо. Вследствие изогнутой формы форсунки и наличия порога 7 песок не может самотеком итти через форсунку в песочную трубу.
Подача песка производится сжатым воздухом через штуцер, ввернутый в верхний угол корпуса форсунки. Этот штуцер соединен трубкой 3 с краном воздушной песочницы.
Воздух из штуцера через боковой канал, просверленный в корпусе форсунки, поступает в небольшую камеру, находящуюся рядом со штуцером. Количество этого воздуха можно регулировать при помощи шурупа 2, прикрывающего канал своим коническим концом. Регулируя шурупом приток воздуха, можно увеличивать или уменьшать подачу песка.
Из камеры воздух внутрь форсунки поступает по двум каналам. Одна часть воздуха проходит в узкий косой канал 5, направленный в ту часть кор-
Рис. 96. Песочные резервуары (песочницы\
1 — разрыхлитель. 2 — пробки для прочистки трубок, подводящих песок к форсункам.
пуса, где находится песок. Песок разрыхляется воздухом, выходящим из этого канала, и начинает течь в песочную трубу.
Другая часть воздуха из камеры проходит в форсунку через сопло б, ввернутое в дно камеры и направленное вдоль по песочной трубе. Поступивший в песочную трубу песок подхватывается воздухом, выходящим из этого сопла, и с силой гонится по трубе.
Для прочистки сопла и косого канала сверху камеры поставлена на резьбе пробка 4. Отвертывая пробку, можно вывернуть сопло для прочистки, а также прочистить проволокой боковой и косой каналы. Для прочистки корпуса форсунки, если она засорится, в нижнем углу ее устроена резьбовая пробка 70. Такие же пробки имеются и на патрубках, подводящих песок к форсункам. Под
шурупом 2 находится вспомогательное отверстие, закрытое пробкой 7. Если необходимо усилить действие форсунки, к вспомогательному отверстию можно подвести вторую воздушную трубку.
Кран воздушной песочницы (рис. 98) представляет собой чугунный корпус с тремя отростками, к которым на резьбе присоединяются трубки. Одна из этих трубок от переднего бокового отростка 4 идет четырьмя своими разветвлениями к форсункам первой и второй колесных пар; вторая — направляется двумя разветвлениями от нижнего отростка 5 к разрыхлителям, и третья четырьмя разветвлениями про-
Рис. 98. Кран песочницы.
1 — отросток для присоединения трубы от воздухоразбориой коробки
2 -золотничок. 3—пробка для смазки золотиичка. 4, 5 и 6—отростки для труб к форсункам и рыхлителю.
Рис. 97. Форсунка песочницы.
1— пробка. 2 — регулирующий шуруп. 3 — воздушная труба. 4 — пробка. 5 — воздушный канал. 6—сопло. 7—порог. 8 — песочная труба, подводящая песок под колесо. 9 — песочная труба от песочного резервуара. 10 — пробка.
ходит от заднего бокового отростка 6 к форсункам третьей и четвертой колесных пар.
Каналы, выходящие от каждого отростка на зеркало корпуса, прикрыты вращающимся золотничком 2, в теле которого устроены три сквозные отверстия (на рис. 98 в разрезе видно только одно отверстие). Золотничок вращается при помощи рукоятки, насаженной на хвостовик золотничка, проходящий сквозь корпус крана.
Сверху золотничок закрыт крышкой, притянутой к корпусу четырьмя болтами. К отростку 1 с боковой стороны крышки присоединена трубка, подводящая воздух из воздухоразборной коробки. Таким образом, пространство над золотничком всегда заполнено сжатым воздухом. В центре крышки ввернута шпилька, крепящая кран к кронштейну, расположенному в будке возле винта реверса.
Золотничок может занимать пять положений:
1. Ручка его стоит вертикально, указателем на «О»; золотничок в этом среднем положении перекрывает отверстия всех трех отростков корпуса и песочница бездействует.
2. Ручка поставлена указателем на «Рыхл.» (для этого нужно повернуть ручку на себя); золотничок открывает канал нижнего отростка и воздух поступает в разрыхлители.
3. Ручка поставлена указателем на «3 и 4» (ручку нужно еще более повернуть на себя); золотничок открывает канал заднего отростка и воздух поступает в форсунки третьей и четвертой колесных пар. Этим положением ручки крана нужно пользоваться при движении паровоза тендером вперед.
4. Ручка поставлена указателем на «1 и 2» (для этого ее нужно повернуть от себя); золотничок открывает канал переднего отростка и воздух поступает в форсунки первой и второй колесных пар
5. Ручка поставлена указателем на «4 оси» (ее надо повернуть еще больше от себя); золотничок открывает канал переднего и заднего отростков и воздух поступает во все форсунки. Этим положением следует пользоваться при очень неблагоприятных условиях, когда паровоз сильно буксует.
В каждом отростке корпуса просверлены маленькие отверстия диаметром в 0,75 мм. По выходу из них воздуха можно контролировать работу песочницы.
Пользование песочницей и уход за нею. Для пользования песочницей нужно сперва поставить ручку на некоторое время во второе положение, т. е. на «Рыхл.», чтобы разрыхлить песок в резервуарах. Затем ручку прямо переводят в требуемое положение, а именно при ходе паровоза трубой вперед в положение «1 и 2» или «4 оси», при ходе тендером вперед — в положение «Зи4».
Основное правило пользования песочницей состоит в том, что ее нужно пускать не тогда, когда паровоз уже забуксовал, а пользоваться ею так, чтобы не позволять паровозу начать буксовать. Для этого песок следует заблаговременно давать под колеса на всех местах пути, где возможно буксование, как-то: при трогании с места, на стрелках, на переездах, при входе в кривые, в сырых тоннелях, на крутых подъемах.
Пуск песочницы в момент сильного буксования может вызвать резкое подергивание состава и обрыв его, а иногда и поломку дышел.
Для песочницы следует употреблять чистый, хорошо просушенный и обязательно просеянный песок, свободный от глинистой примеси.
Регулирующие шурупы 2 (рис. 97) на форсунках следует поставить так, чтобы песок из труб сыпался тонкой струей и воздух расходовался экономно. Большая подача песка пользы не приносит, вызывая только лишний расход воздуха и песка. Большой же расход воздуха может вызвать самоторможение поезда.
Тщательное наблюдение надо иметь за поперечными внутренними перегородками в песочных резер
вуарах, отделяющими помещения для песка от сухопарного колпака.
Эти перегородки должны быть плотны и непроницаемы для пара. При неплотностях в перегородках влага от парения котла проникает в резервуары и увлажняет песок, отчего песочница перестает работать.
В случае отказа песочницы нужно убедиться, поступает ли песок в форсунку. Для этого сперва отвертывают пробку на патрубке, соединяющем форсунку с песочным резервуаром, а затем пробку внизу корпуса форсунки. Если песок через отверстия для этих пробок идет свободно, то причиной отказа песочницы является либо засоренность сопла в форсунке, либо засоренность песочной трубы, идущей от форсунки под колесо. Сопла прочищают, тонкой проволокой через отверстие, закрываемое пробкой 4 (рис. 97). Отвернув эту пробку, можно вынуть сопло для прочистки, а также проволокой прочистить косой канал 5 (рис. 97).
Прочистить песочную трубу можно, слегка постукивая по ней молотком. Если это не помогает, трубу следует отнять, нагреть и прочистить. Не следует бить сильно по трубе молотком, так как это может вызвать мятие трубы, ведущее к задержке в трубе песка и к постоянной ее засоренности.
IV. АРМАТУРА КОТЛА
Арматура паровозов ФД и ИС объединена.
Задача размещения арматуры заключалась в том, чтобы сосредоточить в будке возможно удобней для машиниста все управление механизмами паро-
Рис. 99. Расположение арматуры на паровозах ИС.
1 — двухсторонний котловой манометр. 2 — манометр стокера. 3 — манометр золотниковой коробки. 4 — пирометр золотниковой коробки. 5 — тормозной воздушный манометр» 6 — электрические фонари для освещения арматуры. 7 — питательный клапан правого инжектора (на паровозе, с которого сделана эта фотография, вместо инжектора Натана установлен инжектор Фридмана RS № 11). 8—^вентили управления стокером 9 — колонка для] заливки зольника, дымовой, коробки и поливки угля. 10 — ручка регулятора.
воза. Несмотря на густоту арматуры и большое число приборов и механизмов, пользование и обращение с арматурой на паровозах ФД и ИС затруднений не вызывает.
В целях экономии цветных металлов при изготовлении арматуры применены по возможности менее дефицитные металлы — сталь и чугун. Например, такие крупные детали, как пароразборная коробка и водяная колонка, отлиты из стали. Часть арматуры изготовлена из сортовой стали с применением электросварки. Для стержней вентилей, которые находятся под паром, применяется также нержавеющая сталь
Все чечевичные соединения арматуры переделаны на конусную резьбу с трубным профилем. Этим устраняется пропаривание и создается возможность быстро и надежно крепить отдельные детали к котлу.
Рис. 101. Водяная колонка
Посадочные концы шпилек «под пар», ввертываемых в листы котла, сделаны тоже с конусной мелкой резьбой. Ряд деталей
приварен непосредственно к котлу, например стойка механизма спускного крана топки, фланец под инжектор и др.
Общее расположение арматуры, одинаковое для обоих паровозов, видно из рис. 99.
ВОДОУКАЗАТЕЛЬНЫЕ ПРИБОРЫ
Водоуказательные приборы состоят из двух водомерных стекол Клингера № 5 и трех водопробных краников. Водомерные стекла расположены по обе стороны от средней вертикальной линии котла. Для удобства наблюдения стекла повернуты своими передними сторонами соответственно к помощнику машиниста и машинисту. Каждое водомерное стекло освещено специальным электрическим фонарем, свет от которого падает только на стекло. Левое стекло соединено непосредственно с котлом помощью штуцеров с конусной трубной резьбой, а правое установлено на водяной колонке.
ВОДЯНАЯ КОЛОНКА
В главе II при описании топки указывалось, что в ней помещаются четыре «кипятильные» или, как их иногда называют, «циркуляционные» трубы. Трубы эти находятся в полосе горения. Поэтому в них происходит сильная циркуляция воды, вызывающая у лобового листа поднятие и колебание уровня воды.
Поэтому уровень воды в левом водомерном стекле, поставленном непосредственно на котле, всегда несколько (примерно на 10—12 мм) выше действительного и находится в неспокойном состоянии.
Для устранения этих явлений с правой стороны лобового листа ставится водяная колонка, показанная на рис. 100 и 101. Вода в колонку поступает через штуцер 1, ввинченный в лобовой лист котла, колено 2 и штуцер 5, а верхняя часть колонки соединяется стальной цельнотянутой трубкой 8 с
паровым пространством котла. рис. доз. Вариант соединения низа водяной ко-
Сечение столба воды в колонке лонкн с котлом.
значительно больше сечения штуцера 1, /-колонка. 2 —штуцер. 3-колено,
подводящего воду. Поэтому колебание
воды в подводящем штуцере поглощается увеличенным сечением столба воды в колонке. В водомерном стекле, укрепленном на водяной колонке, также нет колебаний уровня воды, и поэтому стекло показывает правильно.
Водяная колонка представляет собой как бы часть парового и водяного пространства котла. Поэтому соединение ее с котлом должно носить постоянный характер, и колонка никогда и ни при каких обстоятельствах не должна разобщаться с котлом. Только при соблюдении данного условия уровень воды в ней всегда будет соответствовать уровню воды в котле. Поэтому на соединениях колонки с котлом не поставлено кранов. При их наличии существовала бы возможность случайного перекрытия колонки со всеми вытекающими последствиями.
У колена 2 (рис. 100) поставлен спускной вентиль 3, посредством которога можно продувать колонку. Для прочистки водяного штуцера 1 служит винтовая пробка 4 в нижнем угловом соединении.
Через пробку 4 следует производить прочистку водяного прохода колонки при каждой промывке.
Чтобы уровень воды в колонке точно соответствовал уровню воды в котле,, нужно следить за плотностью всех соединений колонки и своевременно устранять пропуск ими пара и воды.
На паровозах ФД заказа 1935 г. для большей эластичности соединений стальная паровая труба заменена медной. Кроме того, для упрощения производства самой колонки, изменено нижнее ее соединение (рис. 102) с котлом, и самое соединение изготовляется из бронзы.
ВОДОПРОБНЫЕ КРАНЫ И ВОДОМЕРНЫЕ СТЕКЛА
На водяной колонке, кроме водомерного стекла, поставлены три водо-пробные краника, ввернутые в отверстия 9. Постановкой этих краников на колонке устранена необходимость делать три лишние отверстия на лобовом ли-
сте кожуха топки.
Под сосками краников установлен чугунный желобок, отводящий воду от краников по трубке под пол будки.
Водопробные краники по вертикали отстоят друг от друга на 75 мм. Нижний краник расположен на высоте ПО мм над наивысшей точкой неба топки
Рис. 103. Водопробный кран.
— головка клапана. 2 — шуруп для перекрытия прохода пара.
Уровень воды, показываемый нижним водопробным краником, — это наинизший допускаемый уровень воды в котле.
При большой длине потолка топки и тонком слое воды над ним на подъемах может происходить оголение передней части потолка. Во избежание этого наинизший уровень воды в паровозах ФД и ИС повышен до ПО мм над небом топки против 100 мм, обычно принимавшихся на наших паровозах. Для обозначения этого уровня к водомерным стеклам подведены металлические указатели с надписью «низший уровень», закрепленные на приваренных к лобовому листу стойках.
Устройство водопробного краника изображено на рис. 103. Стержень клапана сделан из нержавеющей стали, а головка клапана 1 — из бронзы. В кор-
<iyc крана ввернут шуруп 2 с просверленным поперечным каналом. Повертывая этот шуруп на 90°, можно перекрывать водяной проход для осмотра и ремонта краника. Стержень в корпусе краника уплотняется сальником.
На паровозах ФД заказа 1935 г. стержень клапана изготовляется из •бронзы. Этим устраняются его ржавление, разъедание и заедание, вызывавшие неплотное закрытие и частые ремонты клапана. Необходимость постановки шурупа 2 в паровозах заказа 1935 г. поэтому отпадает
Рис. 104. Нижний кран водомерного стекла.
1 — запорный клапан. 2 — корпус стекла Клингера. 3 — спускной клапан. 4 — штуцер для соединения с котлом.
Краны водомерного стекла ввернуты в тело колонки в отверстия б и 7. Отверстие б находится на уровне наивысшей точки неба топки.
Верхний кран водомерного стекла соединяется с корпусом колонки при помощи трубки, видной на рис. 101.
Нижний кран водомерного стекла (рис. 104) снабжен двумя винтовыми клапанами. Один из них 7 — запорный, для перекрытия стекла, другой 3 — спускной, для продувки. Стержни клапанов сделаны из нержавеющей стали, а головки клапанов — из бронзы. Корпус крана вытачивается из сортовой стали или изготовляется из бронзы.
Устройство верхнего крана водомерного стекла сходно с устройством нижнего, с той лишь разницей, что в нем нет спускного клапана
Нижние краны водомерного стекла поставлены так, что водяные проходы их находятся на уровне наивысшей точки неба топки
Для прочистки горизонтальных проходов нижних кранов водомерного стекла разбирают сальник и вывертывают стержень запорного клапана.
Прочистку кранов водомерного стекла нужно производить при каждой промывке.
Расположение наивысшей точки неба топки обозначается двумя указателями, ввернутыми в лобовой лист Возле них на обшивке укреплены таблички с надписью «небо топки».
ПАРОРАЗБОРНАЯ КОРОБКА НАСЫЩЕННОГО ПАРА
Для питания вспомогательных приборов, работающих насыщенным паром над топкой установлена пароразборная коробка.
Рнс. 105. Пароразборная коробка насыщенного пара.
Коробка для более удобного к ней доступа вынесена наружу и расположена перед будкой. Помещена она в особом кожухе с удобно открываемыми крышками.
Пар к коробке подводится из сухопарного колпака по идущей внутри котла трубе с внутренним диаметром в 3%". Коробка с трубой соединена внутри котла на чечевичном кольце при помощи фланца.
Коробка представляет собой стальную отливку (рис. 105 и 106) с патрубком, помощью которого она соединена с котлом.
Коробка отделяется от котла запорным вентилем 6 (рис. 106), помещающимся в коробке.
Разборные вентили расположены снаружи коробки и ввернуты в ее-стенки. Один из таких вентилей изображен на рис. 107. Корпусы вентилей изготовлены из стального литья или из бронзы, головки клапанов и их седла — из бронзы, а стержни — из нержавеющей стали.
Рнс. 106. Пароразборная коробка насыщенного пара н расположение вентилей.
1 — к левому инжектору. 2—к насосу водоподогревателя. 3—к лубрикатору. 4 — к соплам стокера. 5 —для прогрева водоподогревателя. 6 — общий запорный клапан. 7 —для подогрева смазочных прессов. 8—к турбогенератору. S—к сервомотору реверса. 10— к воздушному насосу. II — к правому инжектору. /2 — трехходовой кран для сажесдувателей.
Всех вентилей одиннадцать. Из них два для инжекторов, затем по одному: для воздушного насоса, насоса водоподогревателя, для прогрева водоподогревателя (на паровозах без водоподогревателей последние два вентиля не ставятся), для прогрева пресс-масленок, для турбогенератора электрического, освещения, для лубрикатора, для сопел стокера, для воздушного реверса и, наконец, один трехходовой кран к аппаратам для продувки труб.
Расположение вентилей показано на рис. 106.
Устройство коробки просто по конструкции и удобно в ремонте, так как: для ремонта или замены какого-либо одного вентиля не требуется снимать всю коробку, а нужно лишь закрыть запорный вентиль и вывернуть неисправный вентиль. Кроме того, число вентилей, в зависимости от наличия на паровозе тех или иных вспомогательных приборов (например водоподогревателей), может быть различным.
На коробке насыщенного пара паровозов ФД заказа 1935 г. сделано всего
семь вентилей: для инжектора Натана — вентиль диаметром 65 мм; для инжек-
'Рис.
107. Угловой вентиль для пароразборной коробки.
I — корпус вентиля. 2 — штуцер. 3 — клапан. 4— стержень клапана. 5—гайка для крепления клапана к стержню, б—грундбукса сальника. 7—кольцо сальника. 8— накидная гайка сальника. 9 — накидная гайка для крепления трубы. 10— наконечник трубы. 11 — набивка сальника.
тора Фридмана — вентиль диаметром 50 мм; по одному вентилю диаметром 20 мм для лубрикатора, для прогрева насоса водоподогревателя, для турбогенератора, для реверса на случай отсутствия воздуха и трехходовой кран к аппаратам для продувки труб.
Все вентили посредством универсальных шарниров соединены с длинными стержнями, пропущенными в будку.
На концах стержней малых вентилей насажены маховички, а на концах стержней больших вентилей (инжекторных и для насосов) поставлены ручки. Маховички сделаны пустотелыми для лучшего их охлаждения.
Наличие универсальных шарниров позволило расположить стержни на удобной высоте от пола будки веером в шахматном порядке, чтобы охвату рукой одного маховичка не мешал соседний.
Все стержни пропущены через общую поддержку— доску с отверстиями для прохода стержней, укрепленную над лобовым листом котла. На доске возле каждого стержня поставлены металлические таблички с надписями, указывающими назначение данного вентиля.
СВИСТОК
Свисток паровоза помещается с правой стороны сухопарного колпака, где находится специальная подставка 9 с выключательным клапаном 10 (рис. 108). К вертикальному отростку подставки 9 на конической резьбе, а на паровозах ФД заказа 1935 г. на чечевичном кольце, крепится корпус клапана свистка 7. На корпус клапана навинчивается на трубной цилиндрической резьбе колокол •свистка 6.
Подставка свистка изготовлена из стального литья, а корпус клапана и колокол свистка отлиты из чугуна Клапан свистка 8 и выключательный клапан— бронзовые. Клапан свистка поднимается при помощи коленчатого рычага 1. Колокол свистка состоит из пяти камер разной высоты.
От свистка в будку проведен обыкновенный ручной привод 5 с двумя ручками — с левой и правой стороны — над сиденьями машиниста и его помощника.
Помимо ручного привода, на некоторых паровозах поставлен воздушный привод,1 с клапаном, находящимся вблизи сиденья машиниста. Через этот
1 Луганский завод с 1934 г выпускает паровозы ФД без воздушного привода
клапан и соединительную трубку в цилиндр, укрепленный рядом со свистком, поступает из воздушного резервуара воздух, действующий на поршенек цилиндра (рис. 108). Шток поршенька 3 давит на рычаг 1 клапана свистка 8, клапан открывается, и производится впуск пара под колокол свистка.
Рис. 108. Свисток.
1 — рычаг. 2 — цилиндрик воздушного привода. 3 — поршенек. 4 — регулирующий болт воздушного привода. 5 — ручной привод. 6 — колокол свистка. 7 — корпус свистка.
8 — клапан. 9 — подставка. 10 — запорный вентиль.
Рис. 109. Клапан воз-
душного привода к
свистку.
7 — рукоятка. 2 - клапан.
3—корпус. 4—шарик. 5 —
подвод воздуха от распределительной коробки. 6 —
подвод воздуха к цилинд-
рику 2. 7 — выпуск воз-
Положение цилиндрика 2 (рис. 108) должно быть так отрегулировано при помощи болта 4, чтобы между концом штока поршенька и рычагом свистка был зазор около 1 мм.
Клапан воздушного привода свистка (рис. 109) состоит из корпуса 3 с тремя отверстиями 5, 6 и 7. К нижнему отверстию 5 присоединена трубка от воздушной распределительной коробки, к среднему б — трубка, идущая к цилиндру привода. Верхнее отверстие 7 служит для выпуска воздуха наружу. Среднее отверстие отделяется от нижнего клапаном в виде стального шарика 4, прижатого к своему седлу пружинкой. Сверху на шарик опирается стержень клапана 2. При нажатии рукояткой 7 на этот клапан он перекроет сообщение среднего отверстия с верхним, т. е. прекратит выход воздуха из цилиндрика, но в то же время отожмет шарик от седла и, следовательно, откроет доступ воздуха из главного резервуара в цилиндрик; поршенек цилиндрика поднимется и откроет свистковый клапан.
Как только рукоятка 1 будет отпущена, шарик прижмется пружинкой к своему седлу и отожмет клапан 2, который откроет выход воздуха из цилиндрика, и свистковый клапан закроется.
7 Паровозы ФД—ИС.—676-
97
ПРЕДОХРАНИТЕЛЬНЫЕ КЛАПАНЫ
Рис. 110. Предохранительный клапан.
На крышке лаза котла поставлены три предохранительных клапана, одинаковых по размерам и конструкции.
Устройство клапана изображено на рис. ПО и состоит в следующем.
В стальную литую нижнюю часть корпуса ввернута на резьбе изготовленная из нержавеющей стали втулка 1, служащая седлом клапана 6. Клапан 6 сделан также из нержавеющей стали и имеет вид стаканчика, который своей верхней цилиндрической частью входит в верхнюю часть корпуса. Таким образом, у клапана нет направляющих ребер или хвостовика, которые стесняли бы проход пара.
К седлу клапан прижимается пружиной, заключенной в верхней части корпуса клапана. Пружина нижним концом опирается на шайбу, сидящую на конусной заточке направляющего стержня 5. В нижний конец стержня 5 вставлен свободно сидящий в нем стальной каленый шарик. Благодаря наличию этого шарика давление пружины всегда передается клапану центрально, чем устраняется перекос клапана. Нажатие пружины регулируется посредством нажимного бронзового винта 3, ввернутого в верхнюю часть корпуса. Между головкой винта и корпусом ставится контрольная установочная трубка 4, препятствующая умышленному чрезмерному затягиванию пружины.
На седле клапана навернуто на резьбе кольцо 7, служащее для регулировки выпуска пара клапаном.
Кольцо это устанавливается с таким расчетом, чтобы
норный винт. 3 — нажимной регулирующий винт. 4 — установочная трубка. 5 — стержень. 6 — клапан. 7—регулировочное кольцо.
клапан садился при понижении давления в котле примерно на % асмосферы.
Регулировочное кольцо удерживается в установленном положении стопорным винтом 2, входящим в прорезы между зубьями в кольце. Поворачивать кольцо можно через отверстия, расположенные в верх-
ней части корпуса против зубьев.
Пружины клапанов должны быть отрегулированы по инструкции НКПС Т/514 так, чтобы первый срывал на 15,125 ат, второй — на 15,3 ат и третий — 15.5 ат. При такой регулировке обычно работает только один первый клапан. Поэтому два остальные предохраняются от быстрого износа.
СПУСКНЫЕ И ПРОДУВАТЕЛЬНЫЕ КРАНЫ ТОПКИ
На паровозах ФД и ИС установлены спускные (они же и продувательные> краны типа «эверластинг». Краны поставлены, по одному с каждой стороны, на боковых наружных листах спереди, в нижней части топки. На паровозах.
ФД заказа 1935 г. для улучшения продувки водяного промежутка камеры догорания ставится третий кран на ухватном листе.
Рис. 111. Спускной кран .эверластинг*.
,1— большая заслонка. 2 — рычаг привода. 3 — валик. 4 — опориое;колыю. 5 — малая заслонка. 6 — пружина. 7 — пружина.
Устройство крана «эверластинг» показано на рис. 111, 112 и 113. Кран этот по конструкции значительно отличается от спускных кранов, поставленных на наших паровозах остальных серий.
Рис. П2. Части спускного крана .эверластинг".
1 — корпус крана. 2 — крышка. 3 — малая заслонка. 4 — валик большой заслонки. 5 — большая заслонка. 6 — распорная
Рис. 113. Кран .эверластинг* в собранном виде. а — рычаг привода к крану.
пружина.
Кран (рис. 111) состоит из стального корпуса с фланцем Этим фланцем кран крепится на трех шпильках к кожуху топки. Между фланцем крана и кожухом топки ставится чечевичное прокладное кольцо.
Корпус закрыт крышкой, которая ставится на притирке и закрепляется девятью болтами диаметром 18 мм. В корпусе и в крышке сделано сквозное
отверстие диаметром 50 мм. Это отверстие закрывается особыми заслонками 1 и 5.
Большая заслонка 1 притерта своей поверхностью к корпусу и закрывает отверстие в нем, а малая 5 своей притиркой закрывает отверстие в крышке. Малая заслонка входит своей заточкой в выточку, сделанную в большой за-
Рис. 114. Спускной кран „эверластинг* заказа 1935 г.
' — большая заслонка. 2 — рычаг привода. 3 — штуцер. 4 — валик. 5 — малая заслонка. 6 и 7 — пружины. 8 — прокладка.
слонке. Между заслонками вставлена для распора пружина 6.
В крышке корпуса имеется еще одно отверстие. Через него проходит I валик 3, на внутренний конец которого насажена большая заслонка.
На квадрат наружного конца валика надевается ручка 2, при повертывании которой вправо ^большая заслонка будет уходить в полость корпуса и, поведя за собой малую заслонку, откроет отверстие крана.
При повертывании ручки в обратную сторону за-
слонки закроют отверстия, и кран станет в нормальное положение.
Заслонки и корпус крана с крышкой сделаны из стального литья с наплавкой притирочных поверхностей бронзой.
Уплотнение валика в отверстиях крышки достигается притиркой заточки валика к особому опорному кольцу 4, плотно вставленному в крышку. Валик к этому кольцу прижимается пружинкой 7, вставленной в выточенное в валике углубление. Кроме того на стержне валика сделано еще так называемое лабиринтовое уплотнение, представляющее ряд канавок, проточенных на стержне
В кране «эверластинг» исключается возможность прикипания пробки и устраняется, благодаря большому размеру отверстия и прямому проходу, задержка в кране кусков накипи и посторонних предметов. Открывание и закрывание крана «эверластинг» производится легко и быстро: это дает возможность машинисту свободно и часто делать продувку котла даже в пути, на ходу паровоза. Для удобства пользования кранами к ним устроены приводы. К левому крану привод сделан с площадки, к правому — из будки. На отросток крана можно навинчивать, в случае надобности, гайку с пожарным рукавом для пополнения котла водой через открытый кран.
На рис. 114 изображен несколько измененный тип крана «эверластинг», который ставится на паровозы ФД заказа 1935 г. Внесенные в этот кран небольшие конструктивные изменения, не нарушая основного принципа его работы,
улучшают службу крана в условиях эксплоатации. В новой конструкции крана все притирочные и наплавленные бронзой поверхности уменьшены. Для упрощения конструкции приводов и облегчения открытия кранов большая заслонка 1 повернута по сравнению с краном прежней постройки на 180°. Пружина 7 в прежней конструкции находилась внутри крана и часто закипала. В новой конструкции крана она вынесена наружу.
Опорное кольцо 4 (рис. 111) заменено штуцером 3 (рис. 114).
Привод к кранам на правой стороне тоже несколько упрощен. Число звеньев в нем уменьшено, а плечи звеньев увеличены. По расположению приводов новый кран не взаимозаменяем со старым.
В отношении ухода за краном следует заметить, что вода, находящаяся в корпусе крана, во время стоянки холодного паровоза на морозе быстро замерзает и может разорвать корпус крана. Поэтому при заправке холодных паровозов на дворе зимой (что вообще, конечно, не рекомендуется) следует подогревать краны факелом.
ВЕНТИЛЬ ДЛЯ ВЫПУСКА ПАРА ИЗ КОТЛА
На паровозах ФД и ИС для выпуска пара из котла поставлен специальный вентиль. Установлен он на штуцере с отверстием в 25 мм. Штуцер ввернут на конусной трубной резьбе в крышку лаза на третьем барабане котла, на которой стоят и три предохранительные клапана.
ВЕНТИЛЬ СИФОНА
Вентиль сифона (рис. 115) помещается с левой стороны дымовой коробки и соединен с пароразборной коробкой перегретого пара. Стержень вентиля, с трехходовой трапецевидной резьбой, сделан из нержавеющей стали.
Открывание и закрывание вентиля производится из будки при помощи механизма, расположенного на левой стороне паровоза. Трубчатая тяга механизма проходит внутри трубы левого поручня по котлу. В будке со стороны помощника машиниста сделана рукоятка. На паровозах ФД трубчатый поручень, в котором проходит тяга приводного механизма сифона, может служить одновременно тягой для открытия вентиля к насосу водоподогревателя.
ПИТАТЕЛЬНЫЕ ПРИБОРЫ
Все современные паровозы в Западной Европе и в Америке оборудуются приборами для подогрева питательной воды отработанным паром.
Использование тепла мятого пара для подогрева воды дает экономию топлива в размере до 10—12%, увеличивает паропроизводительность, а следовательно и мощность котла, предохраняет котел от вредных температурных
напряжений в стенках, вызываемых подачей в котел недостаточно подогретой воды, и уменьшает засорение котла накипью и илистыми осадками, так как часть их выделяется в водоподогревателях при нагреве воды.
Что касается типов приборов для подогрева питательной воды, то за границей в настоящее время распространены в одинаковой степени как водопо-догреватели (главным образом поверхностного типа), так и инжекторы мятого пара. Водоподогреватели, будучи по сравнению с инжекторами мятого пара несколько более сложными и дорогими, обеспечивают бблыную экономию
Рис. П5. Вентиль сифона.
' — трубка от пароразборной коробки. 2 —трубка к сифону. 3— седло клапана. 4 — клапан. 5 — сальник, б — стержень клапана. 7 — стенка дымовой камеры.
топлива, так как лучше используют тепло отработанного пара. Инжекторы мятого пара стоят дешевле, занимают меньше места, но, расходуя до 501% острого пара, дают примерно в два раза меньше экономии топлива, чем водоподогреватели, и требуют умелого и внимательного ухода.
У нас, в СССР, опыт применения водоподогревателей пока не дал надлежащего экономического эффекта, главным образом в силу несовершенства конструкций применявшихся водоподогревателей, подвергавшихся постоянным порчам и большую часть времени бездействовавших. Немаловажным препятствием к освоению этих приборов являлись также и организационные причины— неискорененная еще до конца обезличка, неумение правильно организовать ремонт и уход, неумение добиться высокого качества постройки водоподогревателей и пр.
Поэтому НКПС решил отказаться от водоподогревателей и перейти на инжекторы мятого пара, и с 1931 г. установка водоподогревателей как на вновь строящихся, так и на старых паровозах была прекращена, но в то же время на паровозах не ставили и инжекторы мятого пара, так как тип инжектора
еще не был разработан. В результате вновь строящиеся паровозы выпускались без подогрева питательной воды.
На паровозах ФД предусматривалась постановка водоподогревателя, сконструированного по лучшим американским образцам, дающим прекрасные результаты. Первый паровоз ФД и был оборудован водоподогревателем.
Водоподогреватель был построен заводом не вполне удовлетворительно, но все же работал сравнительно хорошо, и обнаруженные в его изготовлении недостатки было нетрудно устранить.
Однако НКПС, считаясь с затруднениями в освоении промышленностью постройки водоподогревателей, согласился отказаться от их установки на паровозах серийной постройки ФД, а так как инжектор мятого пара и к этому времени не был еще разработан, то паровозы ФД и в настоящее время выпускаются без подогрева воды.
На паровозах ИС расположить приборы водоподогревателя на дымовой коробке, как они были расположены на паровозе ФД, не представлялось возможным по условиям развески паровоза. В другом месте удобно разместить водоподогреватель было нельзя. Поэтому на паровозах ИС предусмотрена установка инжекторов мятого пара. Так как разработанного и окончательно испытанного типа инжектора мятого пара еще нет, то паровозы ИС выпускаются пока с завода без подогрева воды.
Инжекторы мятого пара для паровозов ФД и ИС находятся в периоде пробной постройки и испытаний, и тип их окончательно не выработан.
В виду неразрешенности вопроса о типе и конструкции приборов для подогрева питательной воды, в частности инжекторов мятого пара, описания их не приводится.
На паровозах ИС питательным прибором с правой стороны служит инжектор Натана и с левой — инжектор мятого пара. Временно же, впредь до разработки типа такого инжектора, на левой стороне ставится обыкновенный инжектор Фридмана типа RS № 11.
На паровозах ФД с правой стороны ставится тот же инжектор Натана, а с левой — или инжектор мятого пара, или, при установке водоподогревателя, инжектор Фридмана № 11.
Причиной выбора для правого питательного прибора инжектора Натана вместо обыкновенного инжектора Фридмана послужили два обстоятельства.
Прежде всего, инжектор Фридмана № 11 по своей производительности не обеспечивает подачу воды, соответствующую полной испарительной способности котлов паровозов ФД и ИС. Наибольшая производительность инжектора Фридмана № 11, которую удалось получить путем некоторой переделки его сопел, равна 280 литров воды в минуту; следовательно, в час инжектор может подать в лучшем случае не более 280 X 60 = 16 800 литров (или кг) воды. Котлы же испаряют по 60 и более (до 80) кг воды с одного квадратного метра поверхности нагрева в час, или всего около 18 000 кг в час. Таким образом, один инжектор Фридмана при непрерывной его работе не может обслужить котла водой.
Затем, расположение инжектора в будке на лобовом листе мешает размещению остальной арматуры. Поэтому желательно вынести инжектор из поме-
щения будки наружу, а именно под пол будки. При таком расположении отпадает надобность во всасывающем инжекторе, и оказывается возможным заменить его более простым и надежным в работе обыкновенным невсасывающим инжектором.
По этим соображениям и был выбран инжектор Натана с производительностью 350—400 литров в минуту (или 24 000 кг в час). Такая производительность обеспечивает подачу воды, соответствующую максимальной паропроиз-водительности котла.
ИНЖЕКТОР НАТАНА
Установка инжектора Натана состоит из следующих частей:
1. Инжектор Натана, установленный под полом будки с правой стороны на особом кронштейне, который укреплен на раме паровоза (рис. 116).
Рис. 116. Расположение инжектора Натана.
7 — штуцер водоподводящей трубы. 2 — кувшин грязеотделительной сетки. 3—пароподводящая труба. 4—питательная труба.
вой клапан 7 и наружный вестовой
2. Питательный клапан, расположенный на паровозах ФД с правой стороны цилиндрической части котла, а на паровозах ИС — с правой стороны на лобовом листе.
3. Паровой клапан, установленный в будке — на паровозах ФД, или снаружи ее — на паровозах ИС.
Устройство самого инжектора Натана мало отличается от устройства инжекторов Фридмана и прочих.
В корпусе инжектора имеются четыре камеры (рис. 117): паровая 5, водяная 2, сливная 8, приемная 12.
Паровая камера трубой 4 сообщается с паровым клапаном, описанным ниже; в этой камере находится двойное паровое сопло 6, проходящее через водяную камеру 2. Пар, протекая по соплу, смешивается с водой и увлекает ее в водяное сопло 16. Избыток воды, пока инжектор не закачает, сливается из сопла по трем щелям в сливную камеру 8, а из нее через внутренний весто-шан 20 в вестовую трубу 19.
Из водяного сопла вода, смешанная с паром, поступает в расширяющееся приемное сопло 15, отсюда в приемную камеру 12 и через внутренний питательный клапан 9 — в питательную трубу 11 и, наконец, через наружный питательный клапан (описанный ниже) — в котел. На трубе 11 сделан отросток 10
для пожарного рукава.
Вода в водяную камеру поступает по трубе 17 через водозапорный клапан 1. Стержни водозапорного клапана 1 и вестового 20 соединены при по
мощи универсальных шарниров с длинными стержнями, выведенными в будку машиниста. Маховички этих стержней расположены возле сиденья машиниста с левой его стороны.
Пуск инжектора производится следующим образом.
Открывается водозапорный клапан 7 и вестовой 20. Вода заполняет инжектор и начинает стекать через вестовую трубу. Тогда открывается паровой клапан, установленный в будке. Как только инжектор закачает, слив воды
Рис. 117. Инжектор Натана.
1 — водозапорный клапан. 2 — водяная камера. 3 — пробка. 4 — пароподводящая труба. 5 — паровая камера. 6 — паровое сопло. 7 — внутренний вестовой клапан. 8 — сливная камера. 9 — питательный клапан. 10 — пробка отверстия для пожарного отростка. 11 — питательная труба. 12 — приемная камера. 13— клапан для спуска воды. 14 — пробка для спуска воды 15—приемное сопло. 16—водяное сопло. 77 —водоподводящая труба. 18—контрольная трубочка. 19 — вестовая труба. 20 — наружный вестовой клапан.
через вестовой клапан прекращается, и внутренний вестовой клапан 7 автоматически, под действием атмосферного давления, закрывается. Поэтому закрывания наружного вестового клапана 20 производить не требуется. Его можно все время держать открытым, закрывая только при прогреве инжектора.
Из сливной камеры в будку машиниста выведена контрольная трубочка 18г конец которой отводится в желобок водопробных краников. Если через нее сливается вода, это значит, что инжектор качает не в котел, а наружу.
Вывертывание парового сопла, в случае его осмотра и ремонта, производится через отверстие, закрытое пробкой 3. Такая же пробка имеется и над питательным клапаном.
Внизу инжектора находятся пробка 14 и краник 13, через которые можно спускать воду из инжектора и из питательной трубы.
На водяной трубе рядом с инжектором расположен кувшин (не показанный на рисунке) с водоочистительной сеткой.
ПИТАТЕЛЬНЫЙ КЛАПАН
На рис. 118 показано устройство питательного клапана для инжектора Натана на паровозах ФД заказа 1934 г.
Питательный клапан представляет собой стальной корпус с камерами 1 и 2. В камере 1 помещается клапан 3 с четырьмя направляющими ребрами 4 и хвостовиком. Хвостовик входит в направляющее углубление пробки 6, ввернутой в корпус над клапаном.
Входящая внутрь корпуса часть пробки 6 служит ограничителем подъема клапана. Подъем его — 16 мм.
Для более плавного подъема клапана и более плотной его посадки между пробкой 6 и тарелкой клапана 3 поставлена пружина 5. Центральное положение этой пружины обеспечивается ребрами пробки 6.
Вода, находящаяся в верхней части направляющего углубления пробки, может препятствовать подъему клапана 3. Для стока этой воды у направляющего углубления в верхней части пробки сделан круглый канал 7.
Хвостовик клапана сделан полым для уменьшения его веса.
Для спуска воды из корпуса в нижней его части поставлен спускной краник, через который следует спускать воду на стоянках в зимнее время.
В камере 2 помещается запорный вентиль, которым можно отделить питательный клапан от котла. Запорный вентиль состоит из тарельчатого клапана 8, штуцера 9, стержня клапана 10 с трапецевидной резьбой и сальника. Выемку запорного клапана производят через отверстие для штуцера 9. В описанной конструкции питательного клапана рабочие посадочные поверхности для клапанов образованы в стальном корпусе коробки.
Отсутствие сменных бронзовых седел под клапанами затрудняет ремонт и содержание в исправности рабочих поверхностей гнезд. Поэтому питательные клапаны для инжекторов Натана паровозов ФД заказа 1935 г. и для паровозов ИС снабжены бронзовыми гнездами (рис. 119). Тарелка клапана, как и его седло, сделана из бронзы. Седло в корпусе ввернуто на резьбе. Для завертывания с внутренней стороны седла делаются четыре выступа, которые после завертывания срезаются.
Стержень запорного вентиля 4 выполнен из нержавеющей стали с квадратом на конце и с надетым на квадрат наконечником под ключ.
Питательный клапан 2 и его седло сделаны также из бронзы. У клапана четыре направляющие ребра. Подъем клапана—16 мм. Над клапаном вверху поставлена крышка на притирке, прикрепленная четырьмя шпильками к корпусу.
Выступающая внутрь корпуса часть крышки служит ограничителем подъема клапана. Через эту крышку можно производить осмотр и ремонт клапана.
На паровозах ФД корпус питательного клапана устанавливается на приваренном фланце первого барабана с правой стороны и крепится на четырех шпильках.
Рис. 118. Питательный клапан инжектора На- Рис- П9. Питательный клапан инжек-
тана на паровозах ФД заказа 1934 г. тора Натана на паровозах ФД и ИС
1 — камера питательного клапана. 2 — камера запорного заказа 1935 г.
вентиля. 3 — питательный клапан. 4 — направляющие 1 — фланец корпуса. 2 — питательный клапан,
ребра клапана. 5 — пружина. 6 — пробка. 7 — канал для 3 — фланец для питательной трубы. 4 — за-
выхода -воды из направляющего гнезда. 8 — тарельчатый порный вентиль.
клапан-вентиля. 9 — штуцер. 10 — стержень. 11 — сальник.
12 —'грундбукса. 13 — накидная гайка. На ПарОВОЗЯХ Жв ИС фла-
нец для питательного клапана приварен на лобовом топочном листе. От этого фланца внутри котла идет в переднюю часть его труба, внутренним диаметром 65 мм. Труба эта к фланцу приварена, а внутри котла укреплена
на поддержках.
ПАРОВОЙ КЛАПАН
Устройство парового клапана изображено на рис. 120. В стальном литом корпусе устроены две камеры — 6 и 7. К верхней камере 6 по трубе 5 подводится пар от пароразборной коробки насыщенного пара. Нижняя камера 7 сообщается трубой с инжектором.
В нижней камере запрессована чугунная втулка 9, сообщающаяся окнами с камерой 7. Сверху втулка прикрыта чугунным клапаном 1, нижняя часть которого выполнена в виде плотно входящего во втулку диска. Диск этот служит, во-первых, для направления клапана и, во-вторых, для разгрузки его при открывании Внутри клапана пропущен стержень 10, выходящий через
Рис. 120. Паровой клапан инжектора Натана.
1 — большой клапан. 2 — ребра клапана. 3—колпачок. 4 — крышка.
5- пароподводящая труба. 6 — верхняя паровая камера. 7 — нижняя паровая камера, в —малый клапан. 9—втулка. 10— стержень.
устроены четыре направляющие ребра 2, из ко два.
сальник наружу корпуса. На конце стержня имеется второй малый клапан 8. Этот клапан перекрывает проход пара из камеры 6 через внутреннюю полость большого клапана 1. Чтобы пар не мог пройти через неплотности в месте соединения малого клапана со стержнем, это место закрыто колпачком 3 на медной прокладке.
При подъеме стержнем 10 клапана 8 пар проходит внутрь клапана 1 и заполняет пространство под его разгрузочным диском. Этим большой клапан уравновешивается. При дальнейшем подъеме стержня 10 он своей заточкой поднимает большой клапан и открывает проход пара из камеры 6 в камеру 7 Пар поступает под большой клапан внутрь втулки 9, оттуда через окна — в камеру 7, а из нее — в инжектор.
Для направления клапана 8 наверху большого клапана 1 которых на рисунке видны толь-
Сверху клапана стоит на притирке крышка 4. Она крепится к корпусу при помощи нажимного фланца на четырех шпильках.
Через эту крышку производится осмотр и ремонт клапанов.
ИНЖЕКТОР ФРИДМАНА
Инжектор Фридмана, применяемый в качестве левого питательного прибора на паровозах ФД и ИС, отличается от общераспространенного инжектора Фридмана типа RS № 11 только некоторыми размерами водяных сопел (заборного и нагнетательного) и колпачка. Изменение это сделано с целью приспособить инжектор для работы при давлении в котле в 15 ат и увеличить производительность инжектора до 280 литров в минуту.
Рис. 121. Измененное водяное сопло инжектора Фридмана № 11.
Рис. 122. Измененный колпачок инжектора Фридмана.
На паровозах ИС вместо краника ставятся 3 отдельные вентилька на трубках, идущих в зольник, в дымовую коробку и к поливному рукавчику (рис. 99) Трубки расходятся от крестовичка, расположенного на приемной камере инжектора. Такое устройство применяется и на паровозах ФД заказа 1935 г.
«ЛУБРИКАТОРЫ
В левом углу лобового листа, над инжектором Фридмана, на приваренной к лобовому листу стойке установлен лубрикатор.
ЛУБРИКАТОР ПАРОВОЗОВ ФД
На паровозах ФД поставлен лубрикатор с четырьмя выходами для масла: один для машины стокера, два — для воздушных насосов и один остается запасным для водяного насоса водоподогревателя.1
Лубрикатор паровоза ФД (рис. 123) состоит из конденсатора 7 и масляного резервуара 8. Пар из пароразборной коробки насыщенного пара подводится в конденсатор по трубке 9 через вентиль 10. С масляным резервуаром
1 На серийных паровозах ФД установка лубрикаторов, видимо, в целях «упрощення», была прекращена. Описание их приводится в предположении, что лубрикаторы будут восстановлены как приборы значительно облегчающие н улучшающие уход за паровозами.
конденсатор сообщается каналом и трубочкой 11 через так называемый водяной вентиль 12.
В конденсаторе имеются четыре трубки, из которых две сообщаются с каналом 1 и две с каналом 2.
Внизу масляного резервуара расположены четыре каплеуказательные камеры, закрытые с боков толстыми смотровыми стеклами 13. В эти камеры выходят масляные сопла 14 с регулирующими вентильками 15. Крайние камеры соединены вертикальными каналами с каналами 1, а обе средние камеры та-
Рнс. 123. Лубрикатор паровозов ФД.
1 и 2—водяные каналы. 3, 4, 5 и 6 —масляные каналы. 7—конденсатор. 8 — масляный резервуар- 9 — пароподводящая трубка. 10 — вентиль. 11 — водяная трубка. 12—водяной вентиль. 13 — смотровые стекла. 14 — масляные сопла. 15 — регулирующий вентиль. 76—масляная трубка. 17— пробка отверстия для заправки. 18—маслоуказательное стекло. 19 — спускная пробка. 20 — спускная пробка. 21 — маслопроводная трубка. 22 — сопло. 23 — запорный масляный?вентиль.
ким же способом соединены с каналами 2. Для контроля за уровнем масла поставлено маслоуказательное стекло 18. Масляный резервуар снабжен спускной пробкой 19, а каплеуказательные камеры — спускными пробочками 20.
Прибор действует следующим образом.
Вода, образовавшаяся от конденсации пара, поступает из конденсатора 7 через открытый водяной вентиль 12 в масляный резервуар 8 и поднимает в нем масло. Масло по трубке 16 попадает в каналы 3 и 6, а из них по соплам 14 в виде капель выходит в каплеуказательные камеры, через канал 3 — в крайние и через канал 6 — в средние. Эти камеры также заполнены водой, образовавшейся от конденсации пара, идущего по каналам 1 и 2. Капли масла, выходя из сопел, всплывают в воде и попадают по каналам 4 в выходные каналы 5. Здесь они подхватываются паром из каналов 2 и 7 и, проходя через-узкие отверстия сопла 22, распыляются и смешиваются с паром.
В таком виде смазка по трубкам 27 идет к месту назначения. Приток масла по каналу 3 к крайним соплам в случае надобности может прекращаться при помощи вентиля 23. Поэтому к выходам от этих сопел целесообразно присоединить трубки, подводящие масло к машине стокера и к насосу водоподогревателя, которые на стоянках приходится останавливать. К средним выходам следует присоединять маслопроводы к воздушным насосам, так как последние работают и на стоянках.
Уход за лубрикатором. Заправка лубрикатора маслом производится так.
Сперва открывают спускную пробку 19 для выпуска из масляного резервуара воды. Затем, закрыв пробку 19 и вентили 10 и 72, открывают пробку 17 и наполняют лубрикатор маслом.
Как только пробка 17 будет закрыта, следует немедленно открыть вентиль 72, чтобы масло, нагревшись в масляном резервуаре, не разорвало его.
Затем открывают вентиль 10 и, выждав некоторое время, пока поднимаемое сконденсировавшимся паром в камере 8 масло не начнет поступать через трубку 16 в сопла 14,— открывают вентильки 15 (или общий запорный вентиль 23 для крайних сопел). Вентильками 15 подача масла регулируется примерно так, чтобы в минуту выходило через каждое сопло 3—5 капель.
Если какое-либо сопло засорится и через него прекратится выход масла, нужно закрыть все вентильки 75, за исключением вентилька у засорившегося" сопла, и открыть спускную пробку 19, чтобы продуть это сопло паром.
Вода в каплеуказательных камерах загрязняется. Поэтому время от времени ее следует спускать через пробку 20, предварительно закрыв вентильки 15. Открывать эти вентильки следует только после заполнения каплеуказательных камер водой. В противном случае масло загрязнит смотровые стекла.
Для заправки лубрикатора нужно употреблять фильтрованное масло, чтобы предотвратить попадание с маслом грязи, могущей засорить узкие проходы сопел.
Периодически, примерно через 1—2 месяца, лубрикатор следует разбирать для полной прочистки и промывки масляного резервуара, каплеуказательных камер и всех каналов. Во время промывки притирают все вентильки и клапана.
Для прохода масла по маслопроводам к месту назначения требуется некоторое время. Поэтому лубрикатор приводится в действие до пуска в ход смазываемых им приборов (т. е. стокера и насосов).
ЛУБРИКАТОР ПАРОВОЗОВ ИС
На паровозах ИС ставятся лубрикаторы несколько иной конструкции — с двумя выходами. Из двух выходов один служит для смазки машины стокера, другой — для воздушного насоса.
В этом лубрикаторе (рис. 124) пар в конденсатор 7 поступает по трубке, присоединенной к штуцеру 15. Образовавшийся конденсат через водяной вентиль 3 и трубку 76 проходит в масляный резервуар 70 и поднимает в нем
масло. Поднявшееся масло идет по трубке 12 через сетчатый фильтр 20 к масляным соплам 6 и из них в виде капель проникает в маслоуказательные камеры 5, заполненные водой. Вода в эти камеры поступает из конденсатора 1 по трубкам 13 и соединенным с ними каналам. Капли масла, всплывая в воде, доходят до распыливающих сопел 22, где подхватываются паром, поступающим по трубке 14, и, распыливаясь, уносятся в маслопроводные трубки 21.
7 —конденсатор. 2 — вспомогательные масленки. 3-водяной вентиль. 4—маслоуказательное стекло. 5—смотровые стекла.
6 — масляные сопла. 7 — продувочная пробка. 8 — спускной краник. 9 — регулирующий вентиль. 10 — масляный резервуар. 11 — пробка отверстия для наполнения резервуара маслом. 12 — масляная трубка. 13 — водяная трубка. 14— паровая
трубка. 15 — штуцер пароподводящей трубки. 16 — водяная трубка. 17 — шаровой клапанок фильтра. 18 — автоматичесий обратный клапанок. 19 — хвостовик для крепления лубрикатора к стойке. 20 — сетчатый фильтр. 21 — маслопроводная трубка. 22 — распиливающее сопло.
Наполнение резервуара 10 маслом производят через пробку 77. Перед наполнением резервуар продувается через спускной краник 8, затем закрываются водяной вентиль 3 и регулирующие вентильки 9, после чего открывается пробка 77 и наливается масло. Как только пробка 77 будет завернута, следует немедленно открыть водяной вентиль 3 во избежание разрыва масляного резервуара нагревшимся маслом.
Уровень масла обозначается на маслоуказательном стекле 4. Для продувки маслоуказательных камер служат пробки 7.
В трубке 76 устроен шаровой автоматический клапан 18, не дающий маслу проникать из резервуара 10 в конденсатор. У сетчатого фильтра 20 также сделан шаровой клапан 77, автоматически закрывающий выход масла из резервуара 70 при выемке фильтра 20 для прочистки. Таким образом, этот клапан позволяет осматривать и прочищать фильтр, не опоражнивая масляного резервуара.
Лубрикатор снабжен вспомогательными масленочками 2, установленными над каждым выходом. В случае прекращения подачи масла через сопла 6 (па-пример вследствие засорения их или поломки смотрового стекла в маслоука-
зательной камере) можно пользоваться этими масленками. Наполнив их мае* лом, отвертывают барашки, расположенные сверху масленок, и масло высасывается из масленок действием струй пара, выходящих из сопел 22.
МАНОМЕТРЫ И ПИРОМЕТРЫ
Котловой манометр устроен с двумя циферблатами и установлен на специальной подставке (рис. 99). Одним циферблатом он повернут к машинисту, другим — к помощнику машиниста. Циферблаты освещаются электрической лампочкой, помещенной в верхней части кожуха манометра. Пар к манометру подводится непосредственно из котла по трубке, соединенной с краном. Кран ввернут на конической резьбе в лобовой лист котла.
Устройство и расположение двустороннего манометра удобно тем, что он находится постоянно в поле зрения машиниста и его помощника и позволяет им видеть показания манометра, не вставая с места.
Около двустороннего манометра на специальной доске установлены еще два манометра: один — для стокера и второй — для показания давления в золотниковой коробке. Трубка от последнего манометра идет под обшивкой котла к правой золотниковой коробке. На этой же доске можно установить и пульсирующий манометр водоподогревателя.
Манометры на доске освещаются специальным электрическим фонариком, отбрасывающим на них свет тонким пучком.
На трубках всех манометров устроены спускные краники с отводными трубками, идущими под пол будки.
Вверху, посередине лобового листа, поставлен штуцер с краном и фланцем для контрольного манометра.
С правой стороны над лобовым листом находится еще одна доска, на которой укреплены термоэлектрический пирометр, двойной манометр тормоза и манометр, показывающий давление в тормозном цилиндре. На паровозах ИС, не имеющих прямодействующего тормозного крана, последний манометр не ставится.
Эти манометры и пирометр освещаются специальным электрическим фонариком.
Доска загораживает переднее окно будки от электрического света, и поэтому в ночное время через окно хорошо виден путь. Вместе с тем манометры и пирометр находятся перед глазами машиниста и доступны для наблюдения
8 Паровозы ФД ИС-—676.
V. СТОКЕР
Полная мощность паровозов ФД и ИС на ручном отоплении может быть достигнута лишь при первоклассном угле и при наличии сильного и искусного топильщика. Оба эти условия можно обеспечить лишь в исключительных случаях. В виде общего правила приходится рассчитывать на среднее качество угля и на среднего работника. А в таких условиях полную мощность паровозов ФД и ИС можно получить лишь при механизированной подаче угля в топку.
Действительно, принимая, в соответствии с произведенными наблюдениями, что вручную в течение одного часа возможно забросить в топку не более 2300 кг угля и что испарительная способность наших средних углей при ручном отоплении составляет 6 кг пара на 1 кг, — получим наибольшую часовую паропроизводительность котла при ручном отоплении:
2300 X 6 = 13 800 кг.
Между тем котлы паровозов ФД и ИС в состоянии дать при подаче в топку достаточного количества угля значительно бблыпую паропроизводительность— до 24 000 кг в час.
Отсюда ясна необходимость оборудовать современные мощные паровозы механизированными приспособлениями для подачи угля из тендера в топку и для распределения его по колосниковой решетке так называемыми стокерами, или «механическими кочегарами».
При ручном отоплении уголь подается в топку периодически, неравномерно и большими порциями.
Стокер обладает тем преимуществом, что подает уголь в топку непрерывно, равномерно и небольшими порциями; для забрасывания угля не требуется открывать шуровочную дверку, через которую при ручном отоплении врывается в топку много холодного воздуха, охлаждающего топку и нарушающего правильность горения. При стокере, вследствие непрерывной подачи угля, горение происходит более равномерно, температура топки повышается, и парообразование котла значительно усиливается. Стенки топки, трубы и связи не страдают от резкого охлаждения их воздухом, проникающим при ручном отоплении через шуровочную дверку.
Стокер состоит из следующих главных частей (рис. 125):
1. Конвейер (большой винт 1 и малый винт 2).
2. Распределительная головка 3.
3. Паровая машина 6
Рис. 125. Стокер.
/ — задний винт. 2 — передний (малый) пинт. 5 — распределительная головка. 4 — хобот. 5 — направляющая труба. 6 — паровая машина. — корыто конвейера. 8— угледробитель. 9 — шаровая чашка. 10—зуб шаровой чашки. //— створчатая головка хобота шарового соединения. 12— распыливаюн-иеий порог. 13 — паропровод к машине стокера. 14 — распределительная г лита. 15 — реверсивный клапан. 16— шаровые шарниры паропровода. 17 — дефлектор.— распределительная паровая коробка. 19 — трубки к соплам. 20—коробка зубчатой передачи. 21 — привод от паровой машины. 22— автоматический спускпойа клапан. 23—регулирующие шайбы. 24—шаровое соединение направляющей трубы (хобота) и парораспределительной головки.
Конвейер расположен в корыте, установленном на дне угольной ямы тендера и в трубе (хоботе) между тендером и паровозом.
Конвейер (большой и малый винты) подает уголь к распределительной головке 3, которая установлена в нижней части шуровочного отверстия топки под топочной дверкой; из распределительной головки уголь паровым дутьем распределяется по колосниковой решетке.
К распределительной головке уголь из конвейера подходит по хоботу с двумя шаровыми 11 и 24 и одним телескопическим соединениями. Последнее соединение находится между хоботом 4 и направляющей трубой 5. Эти соединения не препятствуют необходимым взаимным перемещениям тендера и паровоза.
Приводится в действие конвейер паровой машиной 6 при помощи шарнирного привода 21 и зубчатой передачи, помещающейся в коробке 20. Паровая машина установлена на тендере и помещается в особой нише в переднем левом углу водяного бака.
Пар к паровой машине подводится из пароразборной коробки при помощи шарнирного паропровода 13, расположенного между паровозом и тендером.
Отработанный пар машины стокера поступает в трубу, идущую вдоль тендера, и выпускается за тендером в атмосферу.
КОНВЕЙЕР
Конвейер стокера устроен так (рис. 125).
К раме тендера приваривается подставка, на которой установлено на сколь-зунах или на роликах корыто 7, сваренное из железных листов и угольников.
Над корытом в днище угольной ямы устроен продольный вырез, через который уголь под действием собственного веса поступает в корыто.
Вырез закрывается восемью задвижками (на рис. 125 они не показаны). Во избежание чрезмерного загромождения корыта падающим углем, задвижки, двигающиеся в особых пазах вдоль выреза, устроены так, что открыть можно только какую-либо одну из них. Сперва открывают переднюю задвижку. Для этого ее нужно сдвинуть вперед под угольный лоток. Когда уголь над ней израсходован, открывают вторую задвижку, передвигая ее вперед на место первой. Затем, по мере расходования угля, таким же путем открываются следующие задвижки. Переполнение корыта углем затрудняет работу конвейера и паровой машины, а уголь излишне измельчается. Измельчение угля вызывает большой унос мелочи в трубу.
При наборе угля все задвижки должны быть закрыты, чтобы падающие тяжелые куски угля не повредили винта конвейера и чтобы корыто не заполнилось плотной массой угля, которую конвейер не в состоянии будет преодолеть.
На дне корыта расположен стальной литой винт 1 с двадцатью двумя витками. Задние 17 витков снабжены зубьями, которыми разбиваются при вращении винта крупные куски угля.
U6
Раздробленный уголь продвигается винтом по корыту к его передней торцевой стенке и через отверстие в этой стенке проталкивается в хобот 4.
Крупные куски угля, не разбитые винтом, раздроб ляются двумя зубчатыми плитами 8, установленными возле выходного отверстия корыта. Дробление угля в передней части корыта вызывает в этом месте повышенный износ его стенок. От износа стенки предохраняются легко сменяемым, поставленным на заклепках, защитным листом толщиной в 10 мм.
Рис. 126. Схема подвода пара к соплам на паровозах ФД заказа 1935 г.
Винт 1 (рис. 125) получает вращение от зубчатой
передачи. Передача расположена в стальной литой коробке 20 на задней тор-
цевой стенке корыта.
Коробка соединена с корытом восемью болтами диаметром %".
Крышка к коробке при
вид трояки прцсютй краше
Рис. 127. Зубчатая передача.
Г— малое зубчатое колесо. 2—большое зубчатое колесо. 3 и 4—регулирующие шайбы. 5— упорные подпятники. 6—установочные штифты.
крепляется семнадцатью точеными болтами диаметром 21 мм. Между крышкой и коробкой для уплотнения ставится картонная прокладка. В случае осмотра шестерен крышку можно снять без выемки корыта из угольной ямы. Для снятия крышки сзади корыта имеется достаточно места.
Рис. 128. Корыто конвейера.
/—большой винт. 2--угледробитель. 3—крышка коробки зубчатой передачи. 4 — отверстие для наполнения коробки смазкой. 5 — установочные шпильки.
Зубчатая передача (рис. 127) состоит из двух цилиндрических колес. Малое колесо 1 с двенадцатью зубьями вращается приводом паровой машины стокера и, в свою очередь, приводит во вращение сцепленное с ним большое зубчатое колесо 2 с восемьюдесятью одним зубом. Зубчатые колеса изготовляют из твердой стали с термической обработкой (закалка с отпуском). В качестве материала рекомендуется хромоникелевая сталь с содержанием никеля 3% и хрома 1%.1
Валы зубчатых колес вращаются в бронзовых втулках, запрессованных в коробку и в ее крышку.
Зубчатые колеса и их валы смазывают маслом, наливаемым в коробку 20. Для наливания масла и для выпуска его из коробки — в крышке и внизу коробки сделаны отверстия, закрываемые винтовыми пробками (рис. 127, 128).
Рис. 130. Соединение винта с валом большого зубчатого колеса.
В стокерах, выпускаемых Луганским заводом с 1935 г., конструкция крышки, коробки и зубчатой передачи несколько упрощена, чтобы обеспечить более точное их изготовление.
На рис. 129 показано расположение пробок для наливания, спуска и контроля за уровнем масла на крышке коробок стокеров, выпускаемых заводом с 1935 г
В летнее время коробку следует заполнять полужидкой смазкой, чтобы предотвратить утечку смазки через неплотности крышки и втулок.
С квадратным концом вала большого зубчатого колеса соединяется конвейерный винт. Устройство соединения винта с валом большого зубчатого колеса показано на рис. 130. Как видно из рисунка, квадрат на конце вала зубчатого колеса входит в квадратное отверстие на конце конвейерного винта; сквозь вал и винт пропущен болт.
При проталкивании угля по корыту возникает большое давление, направленное вдоль оси винта. Этим давлением винт прижимается к коробке зубча
1 После 1ермической обработки материал шестерен должен иметь сопротивление разрыву 100 кг/кв. мм при удлинении не менее 12%.
той передачи. Воспринимается давление двумя регулировочными шайбами (рис. 130), проложенными между торцом винта и тумбой коробки, через которую проходит вал большого колеса.
Одна шайба сделана неподвижной и удерживается от вращения своими выступами, входящими в вырезы на тумбе коробки зубчатой передачи; вторая шайба свободно вращается между неподвижной шайбой и торцом винта.
Толщина шайб подбирается такая, чтобы шарнирное соединение заднего винта с передним винтом находилось в центре шарового соединения хобота. Нормальная общая толщина регулирующих шайб равна 26 мм.
В стокерах паровозов ФД заказа 1935 г. к регулировочным шайбам для уменьшения их износа и устранения задиров подводится смазка от масленки, находящейся внутри контрбудки (см. стр 145) с левой стороны.
Рис. 131. Универсальный шарнир винтов конвейера.
Рис. 132. Шаровое соединенве хобота с корытом кон-
вейера.
Передний конец винта 1 проходит через выходное отверстие в передней торцевой стенке корыта и соединяется универсальным шарниром со вторым малым винтом 2 (рис. 125). Этот малый винт находится внутри хобота 4.
Универсальный шарнир, соединяющий винты (рис. 131), состоит из стального камня, входящего в прорезы на концах винтов. Сквозь ушки этих прорезов и отверстия в камне проходят болты. Отверстия в камне расположены крестообразно; поэтому соединение дает шарнирность в любом направлении.
Универсальный шарнир помещается внутри шаровой чашки 9 (рис. 125), прикрепленной болтами к передней торцевой стенке корыта.
Шаровая чашка охватывается снаружи головкой 11. Головка состоит из двух створок, соединяющихся в вертикальной продольной плоскости четырьмя болтами. Створки на шарнирах и четырех болтах прикреплены к фланцу хобота 4.
Чашка со створчатой головкой образует подвижное шаровое соединение хобота с корытом. Необходимость такого соединения вызвана взаимными перемещениями тендера и паровоза.
Чтобы хобот не вращался вместе с малым винтом, внизу шаровой чашки устроен приварной зуб 10, входящий в прорез створчатой головки.
В шаровой чашке и в створчатой головке сделаны два окна (рис. 132), за-
крываемые крышками на четырех шпильках и служащие для осмотра универ-
сального шарнирного посторонние твердые
Рис. 133. Поперечное сечение хобота.
Хобот, большой
изготовляются из стального литья ЛСт1.
соединения винтов. Через эти же окна можно извлекать предметы, попавшие с углем в шаровую чашку и там застрявшие.
Для правильной работы шарового соединения хобота с корытом необходимо, чтобы центр шарнирного соединения винтов совпадал с центром шаровой чашки. Это достигается при помощи упоминавшихся выше регулировочных шайб (рис. 130) на заднем конце большого винта.
Поперечное сечение хобота изображено на рис. 133. Двумя продольными жолобами в верхней половине сечения уголь удерживается от вращения и направляется в своем поступательном движении к распределительной головке стокера.
и малый винты, шаровая чашка и створчатая головка
Рис. 134. Малый винт конвейера.
1 — дополнительный виток.
На конце малого винта (рис. 134) сделан дополнительный неполный виток 1, длиной несколько более половины полного оборота. Он служит для более равномерного проталкивания угля в распределительную головку.
Для правильной работы стокера большое значение имеет состояние поверхности малого винта и особенно его концевых витков, проталкивающих уголь в распределительную головку. Чем чище и ровнее эти поверхности, тем
меньше трения об уголь будет испытывать винт, а вместе с уменьшением трения будет уменьшаться измол угля винтом. Следовательно, и унос угольной мелочи в трубу и забивание головки стокера мелким, измолотым углем также будут незначительны. Поэтому при смене или ремонте малого винта поверхность его следует тщательно обрабатывать переносными наждачными кругами или напильниками, предварительно срубив зубилом все неровности литья.
РАСПРЕДЕЛИТЕЛЬНАЯ ГОЛОВКА СТОКЕРА
Хобот свободно входит в особую «направляющую» трубу 5 (рис. 125), образуя с ней телескопическое соединение.
Направляющая труба 5 соединена с распределительной головкой 3. Соединение это показано на рис. 135. Как видно из рисунка, шаровая головка напра
вляющей трубы входит в шаровое гнездо распределительной головки и удерживается в нем накидным фланцем 1, прикрепленным шестью болтами к распределительной головке.
Между трущимися поверхностями шарового соединения направляющей трубы и головки стокера попадает мелкий уголь, могущий вызвать заедание. Во избежание такого заедания на шаровой поверхности головки направляющей трубы сделаны три углубления, в которые соби рается попавший в соединение мелкий уголь.
На нижней поверхности шаровой головки устроен продольный паз, в который входит своим концом
болт 2, ввинченный в головку стокера. Болт удерживает направляющую трубу от вращения, т. е. назначение этого болта одинаково с назначением зуба на шаровой чашке хобота
Телескопическое соединение хобота с распределительной, головкой позволяет производить отцепку тендера от паровоза без разборки стокера, кроме резъединения шарнирного паропровода. Кроме того, телескопическое соединение вместе с шаровыми соединениями хобота и направляющей трубы обеспечивает необходимую подвижность тендера по отношению к паровозу.
Распределительная головка представляет собой изогнутую стальную литую трубу, расширяющуюся к верхнему концу.
Расширенный верхний конец трубы, имеющий вид прямоугольной коробки, укрепляется против шуровочного отверстия на шпильках, ввернутых в лобовой лист кожуха топки. Кроме того, головка поддерживается двумя кронштейнами, привернутыми на шпильках же к лобовому листу под шуровоч-
ным отверстием.
Распределительная головка занимает нижнюю половину шуровочного отверстия, верхняя же часть последнего, закрываемая шуровочной дверкой, остается свободной. Она достаточна по своим размерам для ручного обслу-
Рмс. 136. Распределительная головка.
1 — корпус распределительной головки. 2—направляющая труба. 3— крышка головки. 4 —рукоятка дефлектора. 5—планка с контрольными окнами.
живания топки и для пролезания в нее при ремонте.
К выходному отверстию головки, внизу, прикреплена на двух шпильках чугунная плита 14 (рис. 125), входящая в топочное пространство.
Рис. 137. Распределительная головка (вид со стороны топки).
7 — распыливающий порог. 2—распредели-
Плита эта отделена от выходного отверстия головки невысоким порогом 12, представляющим собой пустотелую плоскую чугунную коробку с рядом отверстий, просверленных под различными углами. Внутрь коробки подводится из котла свежий пар, который вылетает из отверстий в виде веерообразных струй.
Уголь, подталкиваемый малым конвейерным винтом, поднимается по наклонному рукаву головки к выходному ее отверстию и через порог поступает на плиту. Отсюда струи пара разбрасывают его по всей решетке.
В задние углы решетки уголь направляется изогнутыми и выступающими над плоскостью плиты ребрами, расположенными по краям плиты.
Для предупреждения сильного нагрева и перегорания внутри плиты устроены каналы.
По ним воздух просасывается в топку и охлаждает плиту.
Устройство распределительной головки изображено на рис. 136 и 137, а устройство распределительной плиты и распыливающего порога на рис. 138 и 139.
Остановимся несколько подробнее на устройстве пародутьевого аппарата, разбрасывающего уголь по решетке. Коробка порога (рис 139) разделена на 5 отдельных камер. В средней камере сделаны три отверстия для вылета пара (так называемые сопла), направленные вдоль середины решетки. Эти сопла забрасывают уголь на среднюю часть решетки. В камерах, смежных со средней, просверлены по два сопла, под углами в 82,5° и 80° к порогу, и струя пара из них направляет уголь в передние углы решетки и по бокам ее. В самых крайних камерах устроено также по два сопла, просверленных под углами 75° и 70°, т. е. еще более наклонно к порогу. Эти сопла подают уголь в задние углы решетки.
Каждая из камер порога соединена отдельной трубкой 19 (рис. 125 вид по Б и рис. 126) с распределительной паровой коробкой 18, установленной на
Рис. 138. Распределительная плита.
левей стороне лобового листа кожуха топки. К этой коробке подводится пар из пароразборной коробки насыщенного пара. Впуск пара в коробку регулируется главным вентилем. Вентиль находится на паропроводе, идущем от пароразборной к распределительной коробке. Кроме того, вентиль на самой пароразборной коробке служит для выключения всего паропровода от распределительной коробки.
Главный регулирующий вентиль, находящийся на паропроводе к коробке, регулирует силу общего дутья всех сопел в соответствии с количеством угля, подаваемого в топку стокером.
Распределительная коробка помощью трубки соединена с двойным манометром, установленным на лобовом листе кожуха топки; черная стрелка манометра показывает давление пара в коробке; красная стрелка — давление пара в паровой машине стокера.
Независимо от главного вентиля, для каждой из пяти трубок, соединяющих распределительную коробку с сопловыми камерами порога, внутри коробки устроен регулирующий вентилек, при помощи которого можно регулировать силу дутья сопел каждой камеры порога в отдельности. Такая регулировка нужна для правильного распределения угля по решетке.
При увеличении силы дутья какой-либо камеры увеличивается и количество угля, забрасываемого на ту часть решетки, которую обслуживает данная камера.
Расположение регулирующих вентилей и распределительной коробки показано на рис. 140.
Для регулировки распределения угля по решетке существует еще одно приспособление — дефлектор. Это — вращающаяся около вертикальной оси пластинка 17 (рис. 125) в верхней части распределительной головки стокера.
Рис. 140. Расположение вентилей управ-
ления стокером.
1 —вентиль паровой машины стокера. 2— главный регулирующий вентиль распределительной коробки. 3—вентили, регулирующие давление в соплах.
При помощи рукоятки ее можно поворачивать в ту или другую сторону — в зависимости от того, куда нужно направить струю угля для выравнивания слоя топлива на правой и левой сторонах решетки.
Коробка головки стокера закрыта сверху крышкой, через которую можно производить очистку головки, если она будет забита спрессовавшимся мелким мокрым углем. Через эту же крышку открывается доступ к соплам для их прочистки в случае засорения.
В крышке устроены пять контрольных окон, закрываемых задвижной планкой. В окна можно видеть скорость подачи угля в топку. Через них же производится дополнительный впуск воздуха в топку, необходимый для сгорания мелких частиц угля, горящих на лету.
ПАРОВАЯ МАШИНА СТОКЕРА
Машина стокера (рис. 141) — двухцилиндровая» простого действия, горизонтальная реверсивного типа.
При рабочем ходе, т. е. когда уголь подается в топку, вал паровой машины вращается против часовой стрелки (если смотреть на нее спереди тендера).
Рис. 141. Паровая машина стокера.
Помощью реверсивного клапана машине можно давать обратный ход, служащий для опоражнивания хобота стокера и для удаления посторонних предметов, попадающих в конвейер вместе с углем.
Основные размеры машины:
Диаметр цилиндра . . . 180 мм
Ход поршня...................................... 180 мм
Эксцентриситет эксцентриков....................10 мм
Угол опережения эксцентриков (теоретический)1 . 12°50'
Перекрыша впуска (при рабочем ходе) .... 0,5 мм
Перекрыша выпуска (при рабочем ходе) . 0,2 мм
Линейное вредное пространство.................. 7 мм
Наполнение цилиндров постоянное (при рабочем ходе) 90% Теоретическая мощность машины при 100 оборотах
в минуту и давлении пара в цилиндрах 15 ат. . 26,5 л. с.
В машинах стокеров, выпускаемых с 1935 г., перекрыша впуска для более удобного регулирования и более точной установки золотников принята в 1 мм, а перекрыша выпуска — 0 мм.
Весь механизм машины, за исключением реверсивного клапана, помещается в закрытой чугунной коробке, так называемом картере, служащем в то же время станиной машины
1 Теоретический (т. е. расчетный) угол опережения вследствие наклонного расположения золотниковых тяг не совпадает с фактическим углом опережения, равным 0, т. е. эксцентрик составляет с кривошипом угол 90°.
Прокладка
Сечение поА-В
Рис. 142. Автоматический водоспускной клапан
Z — клапан. 2 — пру. жинка клапана. 3—кор-
Оба цилиндра с золотниковыми коробками отлиты за одно целое из чугуна (ЧЛ1) и прикреплены к картеру двенадцатью шпильками диаметром в %".
Золотниковые коробки расположены между цилиндрами. В них запрессованы чугунные втулки с внутренним диаметром 77 мм. Втулки отливают из специального твердого чугуна.
На дне золотниковой коробки поставлен автоматический водоспускной клапан (рис. 142), служащий для спуска конденсационной воды из цилиндров и из золотниковых коробок. Когда машина не работает, клапан 1 удерживается пружинкой 2 в приподнятом положении, и конденсат стекает наружу; как только машина будет пущена в ход, клапан давлением пара прижимается к седлу, и спуск конденсата прекращается. Коленчатый вал, откованный за одно целое с эксцентриковыми шайбами, лежит на трех коренных подшипниках; два концевые подшипника представляют собой бронзовые неразрезанные втулки, вставленные в особые крышки, которые входят в вырезы в боковых стенках картера; средний подшипник сделан с разрезными бронзовыми вкладышами и крышкой, которую болты притягивают к станине машины.
Конец вала, выходящий наружу картера, обработан на квадрат. С этим квадратом соединяется привод, передающий вращение от коленчатого вала машины к зубчатой передаче конвейера. У машин стокера заказа 1935 г. квадрат делают и на втором конце вала. Этот квадрат служит для буксовки машины вручную при проверке парораспределения и разборке привода и конвейера.
Конструкция шатуна показана на рис. 143. Крейцкопфная его головка сделана глухой с запрессованным неразрезным круглым бронзовым подшипником-втулкой 8. Втулка во избежание ее поворачивания, закреплена двумя стальными шпонками-штифтами 5.
Мотылевая головка шатуна — разъемная. Она представляет собой стальную скобу 1, охватывающую бронзовые вкладыши мотылевого подшипника и соединенную с штангой шатуна при помощи клина 3 и контрклина 2.
Клин регулирует затяжку вкладышей б и 7 мотылевого подшипника.
Контрклин удерживается в головке двумя заплечиками, а клин — шпилькой 4, ввернутой в скобу 1 и проходящей через ушко клина. На шпильку навернуты две гайки — одна ниже ушка клина, другая — выше. Обе гайки затягиваются настолько плотно, чтобы клин был совершенно неподвижен.
Такая конструкция головки требует, чтобы между вкладышами подшипника не было зазора (так называемого натяга). Поэтому вкладыши при разработке следует припиливать лишь в такой мере, чтобы уничтожить слабину по шейке, но припи-ленные вкладыши должны обязательно соприкасаться друг с другом.
Шатун изготовляется из стального литья (ЛСт1).
Конструкция крейцкопфа изображена на рис. 144. Поползушка крейцкопфа залита бабитом. Заливка удерживается четырьмя поперечными пазами в виде ласточкина хвоста, простроганными на нижней поверхности попол-
Рис. 143. Шатун.
1 — скоба. 2—контрклин. 3 — клин. 4 — устан вочная шпилька. Б — шпоика. 6—лобовой вкладыш мотылевого подшипника. 7 — клиновой вкладыш мотылевого подшипника. 8 — подшипник передней головки.
зушки, и шестью сквозными отверстиями, просверленными в попол-зушке.
Корпус крейцкопфа отлит из стали.
Для выемки крейцкопфного валика и выбивания крейцкопфного клина в боковых стенках картера на уровне крейцкопфного валика и клина устроены окна, закрываемые крышками на шпильках.
Нижняя и боковые плоскости крейцкопфной поползушки скользят в направляющих, образованных в литье картера; верхние плоскости по-ползушек скользят по
Рис. 144. Крейцкопф.
стальным планкам, привернутым на шпильках к нижним направляющим составляющим одно целое с картером
Поршни машины обычной конструкции изготовлены из чугуна; уплотнением служат два пружинящие чугунные кольца прямоугольного сечения шириной 7 мм и высотой 6,5 мм.
Поршневые скалки соединяются с поршнем обычным способом, т. е. поршень на конусе штока затягивается гайкой.
Корпус золотника (рис. 145) изготовлен из чугуна. Для облегчения завода золотниковых колец диски поршня сделаны отъемными.
На каждый диск надевают по одному пружинящему кольцу таврового сечения. Размеры кольца и устройство замка видны из рис. 146.
Рис. 145. Золотник.
Рис. 146. Пружинящее кольцо золотника.
Рис 147. Пружинящее кольцо золотника заказа 1935 г.
Рис. 148. Порядок операций изготовления золотниковых колец. 1 — обточить заготовки и сделать замок по эскизу 1. 2 —собрать кольца по эскизу 2 во втулке с внутренним диаметром 71 мм с зазором в замке 0,2 и обработать внутренний диаметр до Ь8 мм. 3 — пережать кольца болтом с шайбой (эскиз 3) и обработать наружный диаметр до 70 мм (допуск 0,2 мм). Одновременно прорезать на наружной поверхности канавки
У стокеров заказа 1935 г. размеры золотниковых колец несколько иные. Показаны они на рис. 147.
На рис. 148 изображены операции изготовления золотникового кольца.
Золотниковая скалка своей резьбой ввертывается в золотниковый кулачок и удерживается от самоотвинчивания контргайкой.
Золотниковый кулачок (рис. 149) выполнен из стали в виде вилки с двумя проушинами 4, которыми кулачок соединяется при помощи валика 3 с головкой эксцентриковой тяги 2; головка эксцентриковой тяги соединяется с тягой посредством резьбы и контргайки.
Другой конец эксцентриковой тяги, с корончатой гайкой на конце, проходит своей резьбой через нижние проушины эксцентрикового хомута и стягивает обе его половины.
Верхние проушины хомута стянуты болтом с корончатой гайкой.
Эксцентриковый хомут (рис. 150) состоит из двух частей 1 и 3, которые стягиваются болтом 4 и хвостовиком эксцентриковой тяги 2.
Рабочая поверхность хомута, охватывающая эксцентриковую шайбу, представляет собой бабитовую заливку или бронзовую, выполненную автогенным способом, наплавку 6. Для большей надежности укрепления заливки или наплавки на внутренней поверхности хомута сделаны проточки в виде ласточкина хвоста. С 1935 г. Луганский завод изготовляет эксцентриковые хомуты целиком из бронзы, что обеспечивает большую надежность конструкции. При прежней конструкции хомута бронзовая наплавка 6 отваливалась или изнашивалась, что вызывало задир и порчу эксцентриковых шайб.
Между обеими половинками хомута ставятся прокладки из листовой латуни 7. Выемкой этих прокладок можно устранять разработку хомутов на эксцентриковых шайбах.
Золотниковые кулачки скользят по стальным направляющим планкам, прикрепленным болтами к верхним направляющим крейцкопфов.
Рис. 150. Хомут эксцентрика.
/ — передняя половина хомута. 2—эксцентриковая тяга. 3 — задняя половинка хомута. 4 — соединительный болт. 5 — отверстие для смазки. 6 — бабитовая или бронзовая заливка.
7 — латунная прокладка.
Рис. 14S. Золотниковый кулачок. 1 — тяга эксцентрика. 2 — головка тяги эксцентрика. 3 — валик. 4 — кулачок. 5 — золотниковая скалка.
Каждая из поршневых и золотниковых скалок проходит через два сальника. Один сальник устроен в задней стенке цилиндра (или золотниковой коробки), другой — в стенке картера. Второй сальник служит для уплотнения картера, предотвращая утечку из него смазки и проникновение в картер воды и пара от паровых сальников.
Устройство сальников для поршневых скалок показано на рис. 151 и 152. В гнездо задней цилиндровой стенки входит грундбукса 2 (рис. 151), нажимающая набивку, закладываемую в гнездо. Эта грундбукса нажимается другой грунд-буксой 7, ввернутой на резьбе в стенку картера с внутренней ее стороны; в грундбуксе 7 сделано также гнездо для набивки, служащей масляным сальником; набивка уплотняется третьей грундбуксой 3, ввертываемой на резьбе в грундбуксу 7. Таким образом, чтобы набить паровой сальник, нужно сперва вывернуть из стенки картера грундбуксу 7 с ее сальником, потом вынуть из гнезда грундбуксу 2, сдвинуть ее по скалке и заложить в гнездо набивку.
Для подтягивания парового сальника нужно завертывать грундбуксу 7, а для уплотнения масляного сальника — грундбуксу 3.
От самопроизвольного вывертывания грундбуксу 7 удерживает замок в виде планки, входящей своими концами в прорезы грундбуксы. Планка при-
9 Паровозы ФД—ИС.—676.
129
крепляется на шпильках к стенке картера с наружной его стороны, т. е. между картером и цилиндрами.
На рис. 152 показан сальник поршневых скалок паровой машины стокера в паровозах заказа 1935 г. В этом сальнике поставлено одно уплотняющее кольцо 4, такого же сплава, какой применен в уплотняющих кольцах поршневых сальников Кинга паровой машины паровоза (см. стр. 181).
В корпус сальника 1 вставляется на притирке чугунное кольцо 3. К кольцу 3 через нажимное чугунное кольцо 5 и пружину 6 прижато уплотняющее кольцо 4. Уплотнение между корпусом сальника 1 и цилиндром 10 достигается проволочным, из красной меди, прокладным кольцом 7. Чтобы в случае парения сальника в картер не попадала вода, в корпусе сальника по окружности сделано восемь отверстий 9, через которые пар и вода выходят наружу Со
Рис. 151. Сальник паровой машины стокера заказа 1932-1934 гг.
1 — нажимная грундбукса. 2 — грундбукса парового сальника. 3—грундбукса масляного сальника. 4 — набивка.
Рис. 152. Сальник паровой машины заказа 1935 г.
1 — корпус сальника. 2 — грундбукса масляного сальника. 3 — опорное кольцо. 4 — уплотняющее кольцо. 5 — нажимное кольцо. 6 — пружина. 7 — прокладное кольцо 3 — набивка масляного сальника.
— отверстия в корпусе сальника для вы-
хода пара 10 — цилиндр. 11 — картер.
стороны картера уплотнение достигается масляным сальником, состоящим из грундбуксы 2 и набивки 8.
Золотниковые сальники состоят из грундбукс, ввертываемых на резьбе в гнезда в задней стенке золотниковой коробки, а в стенке картера устроены отдельные масляные сальники обычной конструкции, крепящиеся на двух шпильках, ввернутых в картер. Паровой золотниковый сальник можно набивать, не трогая масляного.
В качестве набивочного материала для сальников обычно применяют асбестовый шнур, пропитанный маслом, смешанным с мелким графитом.
Реверсирование машины, т. е. перемена хода, производится посредством особого реверсивного клапана, расположенного на паропроводе к машине.
Реверсивный клапан (рис. 153) устроен так.
В вертикальном цилиндре ходит круглый золотниковый клапан с тремя поршнями; нижний и средний поршни снабжены каждый двумя уплотняющими кольцами, а верхний поршень — одним кольцом. Между верхним и средним поршнями сделаны окна.
Золотниковый клапан передвигается при помощи скалки, пропущенной через сальник в верхней крышке цилиндра.
Скалка соединена с приводом в виде рычажной передачи, выведенной в контрбудку тендера; рукоятка привода помещается с левой стороны угольного лотка.
В цилиндре сделаны четыре отверстия со штуцерами, с которыми соединяются паровые трубы. Рассмотрим клапан (рис. 153) при переднем ходе машины.
сферу. 4—штуцер паровыпускной трубы.
Штуцер 2 соединен с трубой, подводящей пар к клапану от пароразборной коробки перегретого пара на котле паровоза.1 От штуцера 1 идет труба к впускной камере золотниковой коробки. К штуцеру 4 присоединена труба, направляющаяся от выхлопной камеры золотниковой коробки. Штуцер 3 соединен с трубой, проведенной вдоль тендера и отводящей пар из клапана в атмосферу.
Золотниковый клапан может занимать следующие три положения, изображенные на рис. 153.
Первое (ход машины вперед) — золотниковый клапан находится в самом верхнем положении (ручка привода в контрбудке — в нижнем положении).
1 На паровозах ФД первых заказав к реверсивному клапану, а следовательно и к машине стокера, подводится насыщенный пар от пароразбориой коробки насыщенного пара.
•Свежий пар из штуцера 2 проходит через кольцевой зазор между средней частью золотникового клапана и стенками цилиндра и через штуцер 7 поступает во впускное пространство золотниковой коробки машины, а мятый пар из штуцера 4 выходит через штуцер 3 в атмосферу. При этом положении машина работает передним ходом (т. е. против часовой стрелки, если смотреть на нее спереди тендера), а золотники машины работают с внутренним впуском пара.
Второе — золотниковый клапан занимает среднее положение и своими дисками перекрывает отверстия штуцеров 2 и 3. Поэтому ни впуска пара в машину, ни выпуска пара из машины не происходит, и, следовательно, машина застопорена.
Третье — золотниковый клапан занимает нижнее положение (ручка привода находится вверху) Свежий пар из штуцера 2 через окна между поршнями и канал во внутренней полости золотникового клапана проходит через штуцер 4 в выхлопную камеру золотниковой коробки машины, а впускная камера золотниковой коробки машины через штуцер 7 и через кольцевой зазор между средней частью золотникового клапана и стенками цилиндра сообщается со штуцером 3, т. е. с атмосферой. Вследствие такого переключения золотники машины работают с наружным впуском пара и поэтому машина вращается в обратном направлении.
Как видно из описания, посредством реверсивного клапана можно быстро, на ходу, менять направление вращения машины, а также стопорить ее.
ПАРОПРОВОД К МАШИНЕ СТОКЕРА
От пароразборной коробки перегретого пара, расположенной на дымовой коробке, паропроводная труба идет вдоль котла с левой стороны и входит в будку паровоза.
В будке возле распределительной паровой коробки пародутьевого аппарата поставлен на трубе регулирующий вентиль 7 (рис. 140) машины стокера.
К паропроводной трубе за регулирующим вентилем 7 присоединена трубка, идущая к тому же самому стокерному двойному манометру, с которым соединена распределительная коробка пародутьевого аппарата. Таким образом, этот манометр (красная его стрелка) показывает также давление пара, впускаемого в машину, чем облегчается ее регулировка. По пульсированию стрелки манометра можно видеть, с какой скоростью машина работает.
На паровозах заказа 1935 г. регулирующих вентилей поставлено два. Один — большой вентиль — на главной паропроводной трубе и другой — малый — на специально сделанном разветвлении. Это разветвление, представляющее собой коленчатую трубку диаметром %", обходит большой вентиль, соединяясь с главной трубой по обеим сторонам большого вентиля. Когда закрыт большой вентиль, пар может проходить в машину стокера по разветвлению через открытый малый вентиль. Такое устройство обеспечивает более точную и чувствительную регулировку работы машины малым вентилем. Большим вентилем приходится пользоваться лишь в исключительных случаях, когда от машины требуется полная ее мощность, например для раздробления крупных кусков угля, попавших в конвейер, или для освобождения конвейера от застряв-132
нопройпение
Рис. 154. Шаровой шарнир паровозов заказа 1935 г.
у— чашка. 2—шаровая головка. 3—уплотняющие шайбы. 4 — наки-
кладки. 6—контргайка.
ших в нем посторонних предметов. При обычных условиях работы стокера достаточен впуск пара в машину через один малый вентиль.
Между паровозом и тендером на паропроводе 13 (рис. 125) устроены три шаровые подвижные соединения 16, конструкция которых изображена на рис. 154.
Каждое такое соединение состоит из шаровой стальной головки 2, навернутой на резьбе на конец верхней соединяемой трубы; шаровая головка входит в чашку 1, приваренную на конец другой трубы, и охватывается находящимися в чашке двумя уплотняющими шаровыми шайбами 3, расточенными внутри по шару головки.
Уплотняющие шаровые шайбы стягиваются и прижимаются к шаровой головке накидной гайкой 4, навинчиваемой на чашку. Прижатию шайб способствует и давление пара, стремящегося раздвинуть трубы.
Шаровые шайбы изготовляются из сплава такого же состава, как и сальниковые кольца Кинга паровой машины паровоза (стр. 181).
Чтобы шаровое соединение хорошо работало и не заедало, нужно периодически очищать поверхность шаровой г о'л о в к и от грязи и накипи.
В нижней точке шарнирного паропровода ставится спускной автоматический клапан или спускной краник, служащий для спуска конденсата из паропровода. Во время продолжительных стоянок паровоза этот краник нужно держать открытым, чтобы через него стекал конденсат, образующийся в паропроводе от пропуска регулирующего и главного запорного вентилей. Оба вентиля на стоянках должны б уть плотно закрыты. Перед пуском машины стокера следует предварительно тщательно продуть паропровод через спускной краник, который полагается закрывать лишь после того, как из него пойдет совершенно сухой пар. По окончани продувки реверсивный клапан машины надо поставить в рабочее положение и, слегка приоткрыв регулирующий вентиль, прогреть цилиндры машины, чтобы конденсат вышел через автоматический водоспускной клапан, поставленный назолотниковой коробке. В противном случае конденсационная вода, образующаяся в цилиндрах, может вызвать удар в крышки цилиндров. После прогрева цилиндров надо открыть вентиль настолько, чтобы машина начала работать.1
На рис. 155 показан паропровод стокерной машины между паровозом и тендером, введенный на паровозах ФД заказа 1935 г. Преимущество этой схемы
1 Этим краником можно пользоваться только на стоянках. На ходу продувку паропровода следует производить через описанный выше автоматический водоспускной клапан путем постепенного и медленного открытия регулирующего вентиля.
Пар из котла
Рис. 155. Шарнирный паропровод заказа 1935 г.
2 и 3— шаровые шарниры. 4 — реверсивный клапан. 5 — автоматический спускной клапан.
шарниров Гука). Такими же шарнирами связываются
по сравнению с ранее применявшейся состоит в том, что здесь все шарнирные соединения находятся в вертикальном положении и равномерно уплотняются собственным весом и натяжением паропровода от давления пара.
ПРИВОД
Вращение паровой машины стокера передается малой шестерне зубчатой передачи конвейера посредством шарнирного вала, расположенного с левой стороны корыта (рис. 156).
Вал состоит из двух частей. Обе части соединяются при помощи универсальных шарниров 3 (так называемых передняя часть вала с ко-
ленчатым валом паровой машины и задняя часть вала с валом малой шестерни зубчатой передачи. Задняя часть вала вращается в двух подшипниках 2. Они представляют собой чугунные неразрезные втулки, которые поддерживаются
кронштейнами, прикрепленными к корыту конвейера.
Рис. 156. Привод от паровой машины к зубчатой передаче.
1 — вал. 2 — подшипник. 3 — универсальный’шарнир (Гука).
Универсальный шарнир (рис. 157) состоит из четырех щек, попарно скрепленных друг с другом двумя болтами, пропущенными через отверстия в щеках. Щеки своими вырезами плотно охватывают квадратные концы валов и дополнительно скрепляются с ними сквозными болтами, пропущенными через щеки и вал
В проушины щек входят цапфы крестообразного камня, который соединяет обе пары щек.
Смазка универсальных шарниров и подшипников вала производится из масленки,
Рис. 157. Шарнир Гука привода.
расположенной с левой стороны в контрбудке тендера; от масленки идут трубки
к подшипникам и шарнирам привода; по этим трубкам и подводится смазка.
ОТОПЛЕНИЕ СТОКЕРОМ
ОСОБЕННОСТИ СТОКЕРНОГО ОТОПЛЕНИЯ
Выбор топлива для стокера и приемы отопления необходимо сообразовать с двумя особенностями стокерного отопления:
1) значительным уносом угольной мелочи в дымовую коробку и в трубу и
2) невозможностью топить смоченным углем.
Значительный унос мелочи вызывается тем, что при разбрасывании угля пародутьевым аппаратом по решетке мелкие частички угля подхватываются на лету газовым потоком в топке и в несгоревшем виде уносятся в дымовую коробку и в трубу.
Содержание мелочи в угле, поступающем в топку, повышается вследствие того, что винты конвейера несколько размельчают его и унос поэтому увеличивается.
Смачивать уголь при отоплении стокером нельзя потому, что смоченный мелкий уголь спрессовывается в головке стокера и, забивая ее, прекращает поступление угля в топку, а следовательно вызывает остановку стокера. В зимнее время смоченный уголь смерзается в хоботе и в головке стокера, что также влечет за собой остановку стокера.
Кроме того, смачивание угля при стокерном отоплении не приносит такой пользы, как при ручном. Мелкие частицы смоченного угля все же распыли-ваются паровым дутьём и горят на лету, а не ложатся на решетку в виде тестообразной массы, как это происходит при забрасывании лопатой. Поэтому при отоплении стокером не получается надлежащего спекания смачиваемого угля.
ВЫБОР СОРТА И МАРКИ УГЛЕЙ
При отоплении стокером можно применять любые сорта углей. Но, принимая во внимание отмеченные выше отрицательные особенности работы стокера, необходимо выбирать такие сорта и марки углей, которые сводили бы
до минимума влияние этих особенностей и обеспечивали бы наиболее экономное сжигание угля.
Прежде всего уголь должен быть сортированный, освобожденный от мелочи путем грохочения через сита с размером ячеей не менее 10—13 мм. Крупные куски угля, размером более 150 мм, также необходимо отбирать: они оказывают большое сопротивление при раздроблении их винтами, что вызывает быстрый износ всего механизма конвейера и паровой машины. Кроме того, при дроблении повышается содержание мелочи в угле
Наивыгоднейший сорт угля для каждой марки в отношении размеров его кусков может быть установлен только опытным путем, и дорогам, получающим паровозы ФД и ИС, следует заняться этим вопросом.
Применение спекающихся улей при стокерном отоплении совершенно нецелесообразно, так как они содержат большой процент мелочи и требуют обильного смачивания.
Как показала практика, наилучшие результаты при стокерном отоплении дают быстрогорящие длиннопламенные и газовые угли (марки Д и Г).
Опыты, начавшиеся во время составления этой книги, показали хорошие результаты отопления смесью сортированного антрацита (сорт AM) с углем марки Д (примерный состав смеси: 60% угля марки Д и 40% угля марки AM).
Сделанные на основе опыта службы первых паровозов ФД и ИС общие наметки следует рассматривать только как исходные положения для дальнейшей работы по выбору экономически и технически наиболее выгодных и пригодных сортов топлива для стокерного отопления.
В настоящее время для отопления паровозов ФД и ИС идут преимущественно угли марок Д и Г и смеси их с антрацитами. Применительно к этим видам топлива и составлены приводимые ниже указания о способах отопления стокером
ОСНОВНЫЕ ПРАВИЛА СТОКЕРНОГО ОТОПЛЕНИЯ
Для наибольшей экономии топлива и хорошего парообразования при отоплении стокером необходимо соблюдать следующие основные правила:
1. Держать по всей площади колосниковой решетки тонкий слой горящего топлива равномерной толщины.
Если допустить в топке излишне толстый или неравномерный слой угля, получится неправильное его горение и шлакование, а это ведет к перерасходу топлива и плохому парообразованию.
Особенное внимание при стокерном отоплении необходимо обращать на то, чтобы в слое не образовалось ни прогоревших мест, ни скоплений несгоревшего топлива. Через прогоревшие места прорывается холодный воздух, который охлаждает топку и понижает парообразование.
Накопление в отдельных местах колосниковой решетки куч несгоревшего' угля затрудняет проход воздуха через колосники и через слой топлива и вызывает более сильное и неравномерное его горение в тех местах, где слой угля тоньше; в результате увеличивается унос угольной мелочи в трубу и получается неполное сгорание топлива, т. е. повышается расход топлива и понижается парообразование.
2. Производить подачу топлива в топку стокером во время работы паровоза в пути с открытым регулятором непрерывно, а количество подаваемого топлива регулировать таким образом, чтобы удовлетворить потребность в парообразовании в зависимости от профиля пути, состава и скорости поезда.
Всякая подача топлива «в запас», с последующими перерывами в работе стокера, вызывает несовершенное горение, увеличивает потери, уменьшает парообразование и дает перерасход топлива.
3. Применять отопление стокером только во время следования с поездом в пути при открытом регуляторе. Во время стоянок паровоза на станциях и в депо, при следовинии его с закрытым регулятором,—подбрасывать уголь в топку только вручную
На стоянках и при следовании с закрытым регулятором расход топлива незначителен, и самая малая его подача стокером намного выше количества, которое может сгореть в топке при слабой тяге. Поэтому при большой заброске стокером сгорание угля получается неполное; топку легко можно «забросать», вызвав скопление несгоревшего топлива и шлакование, а также засорение дымогарных и жаровых труб угольной мелочью.
4. Помимо основной подачи угля в топку стокером, вести заброску его лопатой в следующие места топки:
а) под распределительную плиту,
б) в оба задние угла топки,
в) в те места колосниковой решетки, где топливо, разбрасываемое паровым дутьем, легло неравномерно и прогорает быстрее, чем в других местах.
Подбрасывать топливо вручную особенно необходимо при отоплении угольными смесями, содержащими куски, резко отличающиеся друг от друга по величине (например смесь кускового подмосковного с углем марки ПЖ и антрацитом АРШ), так как разбрасывание стокером данного топлива по колосниковой решетке происходит неравномерно: крупные куски, как более тяжелые, падают ближе к шуровочному отверстию, а мелочь в большом количестве забрасывается на переднюю часть решетки. Таким образом, однородность состава смеси на колосниковой решетке нарушается, горение топлива проходит неравномерно, шлакование усиливается, и парообразование понижается.
Для предотвращения таких явлений следует подбирать в угольном лотке крупный кусковой уголь и антрацит и время от времени забрасывать их лопатой в переднюю часть топки, мелочь же добавлять (также вручную) на заднюю часть решетки.
Такой способ отопления, называемый «комбинированным», исправляет недостатки, происходящие от рассортировки стокером угольной смеси, и в большой степени повышает как парообразование, так и экономию в расходе топлива.
5. Своевременно качать колосники, так как это имеет чрезвычайное значение для правильного горения топлива. Ни в коем случае нельзя допускать продолжится ь-
ного их качания во время работы паровоза с открытым регулятором. Покачивать колосники нужно слегка, через небольшие промежутки времени и так, чтобы зола постепенно спускалась ниже горящего слоя и проваливалась в золь ни к.
Усиленное качание колосников для устранения, например, большого скопления на решетке золы и шлакования следует производить на стоянках или на уклонах, где паровоз идет с закрытым регулятором, и только в крайнем случае на тех участках с легким профилем, где он работает с небольшими форсировками котла. Продолжительное качание колосников при напряженной работе паровоза ведет к образованию дыр в слое горящего топлива и служит причиной плохого парообразования, а также течи труб и связей.
Необходимо учитывать, что большие форсировки котлов мощных паровозов (особенно при многозольном топливе) требуют частого удаления скопляющейся золы. Качающиеся колосники облегчают это удаление.
Кроме того своевременное качание колосников также обеспечивает правильный и достаточный подвод воздуха в топку, правильное горение топлива и высокое парообразование. Продолжительная работа без покачивания колосников ведет к накоплению золы, усиливает шлакование и требует подчисток топки, ухудшая работу котла и вызывая перерасход топлива.
УПРАВЛЕНИЕ СТОКЕРОМ
Регулировка подачи топлива в топку и распределение его по колосниковой решетке производится описанными выше вентилями на паропроводе к паровой машине стокера и на распределительной коробке пародутьевого аппарата: два вентиля регулируют число оборотов машины, а тем самым и оборотов винта конвейера для увеличения или уменьшения подаваемого последним топлива;1 один вентиль регулирует общую подачу пара в распределительную коробку и к соплам, и пять вентилей, находящихся в распределительной коробке, регулируют подачу пара к отдельным соплам, разбрасывающим уголь на колосниковой решетке.
Регулировка подачи угля и дутья в соплах ведется все время двумя вентилями: общим паровпускным вентилем к распределительной коробке и малым паровпускным вентилем паровой машины стокера.
Увеличивая или уменьшая давление пара в цилиндрах паровой машины путем открытия вентиля, мы увеличиваем или уменьшаем число оборотов ее вала, а следовательно и число оборотов винта конвейера, который вследствие этого начинает подавать больше или меньше угля.
При увеличении подачи угля в топку необходимо усилить дутье в соплах, так как в противном случае вся масса угля уже не будет равномерно распределяться по колосниковой решетке. Такое усиление достигается увеличением открытия главного вентиля распределительной коробки
1 На паровозах первой постройки для регулирования машины ставился только одяи вентиль.
Остальные пять вентилей на распределительной коробке при работе стокера обыкновенно остаются в положении, в которое они поставлены для данного сорта угля или угольной смеси. Положение каждого из них изменяется лишь в том случае, если какой-либо вентиль отрегулирован неправильно и та часть решетки, на которую уголь подается соплами, получающими пар от этого вентиля, или чрезмерно загружается, или недогружается углем. В таких случаях уменьшают или увеличивают открытие вентиля до тех пор, пока поступление топлива не станет равномерным.
Давление пара в машине стокера и в паровой распределительной коробке, указываемое двойным стокерным манометром, устанавливается для различных сортов углей и угольных смесей практическим путем. Величина давления зависит от сорта угля, его удельного веса, размера кусков, твердости угля и того количества его, которое необходимо подавать в топку в зависимости от отсечки пара в машине паровоза и скорости поезда.
Смеси, содержащие антрацит АРШ, с большим количеством крупных кусков, требуют большего давления пара, так же как и многозольные низкосортные угли, для подачи и разбрасывания которых при большом их расходовании поглощается много пара.
При исправном состоянии машины, конвейера и пародутьевого аппарата стокера обычно бывает достаточным давление пара в машине от 1 до 3 атмосфер по манометру, а в паровой распределительной коробке — от 1У2 до 3% атмосфер. Если машина стокера при давлении пара до 3 ат не обеспечивает подачи в топку потребного количества угля, это в большинстве случаев свидетельствует о неисправности или самой машины, или конвейера.
Регулировка пяти вентилей в распределительной коробке к соплам производится также практическим путем.
Для каждого сорта угля или угольной смеси необходимо прежде всего на практике установить, на сколько оборотов надо держать открытым каждый из этих пяти вентилей, чтобы при отоплении не получилось ни завалов, ни прогоревших мест и горение шло равномерно. Обычно открытие их бывает достаточным на величину от У2 до 1У2 оборотов.
После правильной установки вентилей распределительной коробки вся регулировка отопления ведется только двумя вентилями. При увеличении отсечки и скорости поезда расход пара увеличивается, и в эти периоды необходимо увеличивать подачу пара в машину и в сопла стокера.
Отопление стокером еще более, чем ручное, требует полной согласованности в работе машиниста по управлению паровозом и помощника машиниста по управлению стокером.
Машинист должен предупреждать помощника (особенно если помощник недостаточно знаком с профилем пути) о предстоящей напряженной работе с большими форсировками на тяжелом профиле, где требуется усиленная подача топлива и тщательное наблюдение за правильностью его распределения и сгорания. Помощник машиниста обязан следить за работой машиниста и за профилем пути, увязывая работу стокера с потребностью в паре. Стокер правильно используется тогда, когда в каждый момент работы паровоза подача топлива в топку и распределение топлива по колосниковой решетке происходят
непрерывно и вполне обеспечивают парообразование, требуемое паровой машиной паровоза и всеми его вспомогательными механизмами, действующими паром.
ПУСК В ХОД СТОКЕРА
Стокер следует пускать в ход только после отправления поезда со станции. До этого момента, а также при следовании одним паровозом по станционным и деповским путям и на перегоне при закрытом регуляторе отопление необходимо производить вручную. Точно так же вручную, обычным порядком, производится заправка паровоза.
Перед отправлением из депо необходимо убедиться в исправности стокера, испытав действие его сперва вхолостую, при закрытых задвижках корыта конвейера, а затем и с углем, при открытых задвижках.
При испытании стокера обязательно строгое соблюдение следующего порядка в производстве всех операций:
1. Прежде всего устанавливается через лубрикатор подача необходимого количества смазки в цилиндры и золотники паровой машины стокера (три капли в минуту). Если же цилиндры и золотники смазываются обыкновенными масленками, последние заливают маслом.
2. Открываются все контрольные вентили к соплам. Степень открытия должна быть установлена регулировкой применительно к данному сорту топлива.
3. Медленно открывается общий паровпускной вентиль к соплам для прогрева и продувки скопившейся воды из распределительной коробки, из паровых трубок к соплам и из сопел. Быстрое открытие общего вентиля к соплам ни в коем случае недопустимо, так как удар скопившейся воды может повредить стенки распределительной коробки, трубки и стенки сопловой камеры.
4. Производится опробование распределительных сопел. Для этой цели закрываются все пять контрольных вентилей к соплам, а потом каждый вентиль поочереди открывается и снова закрывается. При открытом положении вентиля проверкой устанавливается, свободны ли от засорения сопла, получающие пар от проверяемого вентиля, а также имеют ли струи пара, проходящие через них, необходимую силу и направление. Если сопла засорены, их надо сильно продуть паром или прочистить особым крючком из проволоки толщиной не более 2—2,5 мм. Более толстую проволоку применять нельзя, так как она портит сопла. Затем каждый вентиль открывают настолько, чтобы получить правильное забрасывание того сорта угля, которым паровоз отапливают.
5. Прогревается паропровод к паровой машине и продувается вся конденсационная вода через спускной краник на нижнем колене шарнирного паропровода. После этого реверсивный клапан ставят в рабочее положение и, открывая слегка пусковой вентиль, прогревают цилиндры паровой машины.
Пусковой вентиль следует открыть так, чтобы автоматический водоспускной клапан на золотниковой коробке не закрылся и через него могла выйти конденсационная вода. Если клапан будет закрываться давлением пара, его следует снизу приподнять за хвостовик и держать в открытом положении, пока
из него не пойдет пар. По окончании продувки цилиндров открытие пускового вентиля увеличивают настолько, чтобы машина пошла в ход.
6. Открывается задвижка над корытом конвейера. Когда уголь дойдет до распределительной плиты, машину следует остановить и не работать стокером до отправления с поездом.
При отправлении с поездом, а также при пуске в ход стокера после его остановок, во время следования паровоза с закрытым регулятором, сперва открывается вентиль к паровой коробке пародутьевого аппарата, а затем уже пускается в ход машина стокера. В противном случае уголь, попадающий на распределительную плиту и не сдуваемый с нее паром, быстро пригорает к плите и к распиливающему порогу, а пригоревший уголь мешает правильному разбрасыванию угля с плиты и засоряет сопла.
Открывать регулирующий вентиль паровой машины следует постепенно, так чтобы вытеснить воду из паропровода и из золотниковой коробки через автоматический водоспускной клапан и избежать водяного удара в цилиндрах машины.
НЕПРАВИЛЬНОЕ РАСПРЕДЕЛЕНИЕ УГЛЯ ПО РЕШЕТКЕ И МЕРЫ
К УСТРАНЕНИЮ НЕПРАВИЛЬНОСТЕЙ
Правильная регулировка контрольных вентилей к соплам гарантирует равномерную подачу топлива на колосниковую решетку при самых разнообразных условиях работы паровоза.
Если вследствие неправильной регулировки на каком-либо месте решетки появляется завал несгоревшего топлива, его необходимо устранить.
Если завал значителен, нужно уменьшить подачу угля на заваленное место и резаком или шлаковой лопатой разровнять завал.
Если завал незначителен, можно дать ему прогореть естественным путем, для чего перекрывают вентиль сопла, которое подает уголь на заваленное место, а когда уголь несколько прогорит, вентиль ставится на меньшее открытие, чем раньше.
Дальше следует наблюдать, насколько равномерно подается на это место топливо, и урегулировать открытие соответствующего вентиля, пока слой топлива не станет равномерным по всей решетке.
В тех случаях, когда на всей левой или правой стороне колосниковой решетки образуется завал горящего топлива или же, наоборот, его слой тоньше нормального, это можно несколько исправить действием дефлектора. Дефлектор поворачивают таким образом, чтобы он пропускал меньше угля на ту сторону, где образовались завалы. Если завал на правой стороне, то и маховичок оси дефлектора поворачивают вправо. Передняя часть дефлектора отклонится вправо, уменьшит правую часть прохода в головке стокера и сократит поток угля на эту сторону. После этого нужно внимательно следить за слоем топлива на обеих половинах решетки и, когда он сделается равномерным, поставить дефлектор снова в среднее положение.
При правильной работе стокера дефлектор должен всегда стоять точно в среднем положении, которое является для него нормальным. Нормальное по
ложение дефлектора необходимо проверять перед каждой поездкой, поднимая крышку головки стокера, и в случаях отклонения устанавливать дефлектор точно посередине.
Завалы одной стороны решетки происходят часто от неправильного действия правых или левых сопел вследствие засорения или неверной регулировки.
Завалы часто вызывают шлакование и требуют чистки заваленной стороны. После чистки необходимо выровнять слой угля, для чего на эту сторону дают больше топлива, чем на ту, которая не чистилась. В этом случае пользуются дефлектором, как указано выше.
По отрегулировании подачи угля дефлектором необходимо проверить действие паровых струй всех сопел и, в случае его неравномерности, прочистить сопла крючком. Если это не поможет, следует отрегулировать силу более слабых струй в соплах бблыпим открытием соответствующих вентилей.
Неправильная загрузка топлива на колосниковой решетке может произойти и при неправильной установке распределительной плиты (если она будет установлена с наклоном на правую или левую сторону). В таких случаях надо проверить, находится ли плита в горизонтальном положении, а также выверить по чертежу диаметр сопловых отверстий и их высоту над плитой Высота эта должна быть 18 мм
УХОД ЗА СТОКЕРОМ
ОСМОТР И ЭКИПИРОВКА
После каждой поездки нужно как в основном, так и в оборотном депо осматривать и проверять стокер следующим образом:
а) пустить в ход машину стокера вхолостую (при закрытых задвижках конвейера), чтобы убедиться в ее исправности, т. е. в равномерной работе машины, без стука и толчков;
б) проверить исправное действие сопел, — не засорены ли они и нет ли парения трубок, подводящих пар к соплам.
При приемке паровоза перед отправлением из депо нужно убедиться, в порядке ли все части стокера, доступные наружному осмотру; заправить лубрикатор, налить масло в картер машины и в масленку для смазки привода и произвести испытание стокера, как было описано выше (стр. 140).
Перед набором угля на тендер необходимо проверить, закрыты ли все задвижки конвейера и, если не закрыты, закрыть их. Если задвижки не будут закрыты, уголь, наполнив корыто, своей тяжестью спрессовывается в нем, а это может вызвать остановку стокерной машины, а также порчу винта конвейера.
Приближаясь к конечной станции, надо закрыть все задвижки корыта конвейера и, работая стокером, освободить корыто конвейера от угля. После этого — остановить машину стокера и топить вручную.
При наборе угля, а также во время работы стокера необходимо следить за углем на тендере и немедленно удалять обнаруженные в нем куски железа, дерева, породы или крупные куски угля и пр. во избежание попадания этих предметов в конвейер стокера и порчи и остановки последнего.
Ни в коем случае нельзя класть паровозный инструмент (ключи, молоток и пр.) на полку тендера перед угольным ящиком, так как они могут упасть в уголь и попасть в конвейер стокера. Следует также наблюдать, чтобы в корыто стокера не попал кочегарный инструмент.
Пока в топке имеется огонь, нельзя закрывать общий вентиль и контрольные вентили к сопловой камере. Их следует держать все время немного открытыми, чтобы из сопел вылетали легкие струи пара. Это делается, чтобы охладить распределительную плиту и предохранить ее от обгорания, а также предупредить засорение самих сопел угольной мелочью.
При остановке стокерной машины реверс надо поставить в среднее положение, закрыть вентиль на паропроводе, затем продуть сильной струей пара сопловую камеру и оставить общий вентиль распределительной коробки слегка открытым для продувки сопел.
Во время работы машины стокера нельзя производить никаких осмотров корыта, дробителя, хобота конвейера (при открытых смотровых окнах), зубчаток, универсальных шарниров, частей машины и прочих движущихся частей стокерного механизма. Если такой осмотр требуется, необходимо предвари, тельнс остановить машину и поставить реверс стокера в среднее положение.
В зимнее время, при постановке провоза для охлаждения на открытом воздухе или в нетопленном помещении трубопровод от котла к машине стокера разъединяется после продувки и перекрытия запорного вентиля трубопровода.
Без этой меры предосторожности конденсирующаяся вода в цилиндрах машины стокера может замерзнуть и повредить их.
СМАЗКА ЧАСТЕЙ СТОКЕРА
Смазка цилиндров и золотников машины стокера, а также смазка золотника реверсивного клапана производится от лубрикатора, установленного в будке паровоза и описанного в главе IV. Ма'слопроводная трубка от лубрикатора соединяется с трубой, подводящей пар к машине стокера. Масло, подаваемое лубрикатором в эту трубу, распыливается струей пара, смешивается с ним и производит смазывание трущихся поверхностей цилиндров и золотников паровой машины и реверсивного клапана.
На случай порчи лубрикатора на паропроводе возле машины установлена обыкновенная грушеобразная масленка такой же конструкции, какая обычно применяется для смазки воздушных тормозных насосов.1
Если паровая машина стокера работает перегретым паром, то для ее смазывания следует употреблять вискозин не ниже № 7 или вапор марки Т. Лубрикатор должен быть отрегулирован на подачу примерно 3—4 капель масла в минуту.
Механизм машины, заключенный в картере, смазывается маслом, наливаемым в картер.
Поползушки крейцкопфа и золотниковые кулачки работают в масляной
1 На паровозах выпуска 1933—1935 гг. лубрикаторы Луганским заводом не ставились. Смазка машины стокера на них производится из грушеобразных масленок.
ванне, а смазка шатунных подшипников, эксцентриковых “хомутов и коренных подшипников коленчатого вала производится путем расплескивания масла движущимися частями машины.
Возле смазочных отверстий на всех этих частях устроены чашечки. Задерживаясь в них, капли расплескиваемого масла проходят через отверстия к трущимся поверхностям. Для улавливания капель масла и подвода его к чашкам на верхней стороне штанги шатунов устроены желобки.
На мотылевых головках шатунов, кроме верхних смазочных отверстий, устроены еще отверстия внизу. В них ввернуты трубки со скошенными концами. Скосы направлены так, что при вращении машины вперед (т. е. при ра--бочем ходе) захватывают масло, которое поднимается по трубочкам к трущейся поверхности шейки мотылей.
Рис. 158. Расположение контрольной и наполнительной масляных трубок на картере машины.
1 — трубка для наполнения. 2 — контрольная трубка и краник. 3 — штуцер паровыпускной трубы.
Шейки мотылей смазываются также через каналы, просверленные вдоль -оси шеек и в радиальном направлении; в выходные отверстия этих каналов на щеках мотылей ввернуты трубочки со скошенными концами, работающие аналогично трубкам в задних головках шатунов.
В машинах стокеров, выпускаемых с 1935 г., трубочки со скошенными концами не ставятся, а для улучшения смазки шеек мотылей увеличен зазор между щеками вала и подшипником.
Для надлежащей работы смазки путем расплескивания уровень масла в картере должен быть не ниже 100 мм от дна картера.
В боковой стенке картера для наблюдения за уровнем в нем масла устроен на высоте наинизшего допускаемого уровня масла в картере контрольный кран.
Наполнение картера маслом производят через трубку, ввернутую в боковую стенку картера над контрольным краном. Отогнутый вверх конец этой трубки закрывают винтовой пробкой. Контрольный кран и трубка для наполнения видны на рис. 158.
Загрязненное, отработанное масло следует периодически, примерно через 1%—2 месяца работы, из картера спускать, а самый картер промывать керосином и заполнять свежим маслом. Для спуска масла в дне картера сделано отверстие, закрываемое винтовой пробкой.
Для наполнения картера следует употреблять обыкновенное машинное масло.
Зубчатую передачу нужно смазывать какой-либо полужидкой смазкой (мягким гризом, тавотом) или — в зимнее время — хорошим машинным маслом, которое заливают через специальную пробку в крышке .зубчатой передачи. Полужидкой смазкой коробку можно наполнять через ту же пробку.
Количество и состояние жидкой смазки необходимо проверять путем осмотра коробки зубчатой передачи один раз в месяц. Перед осмотром смазка спускается через пробку в нижней части коробки зубчатой передачи. Спущенное масло фильтруется и снова идет в употребление.
После спуска смазки крышка коробки отнимается, коробка очищается, закрывается и снова наполняется маслом.
Гибкие шарнирные соединения и подшипники привода от машины к конвейеру смазываются от секционной масленки, установленной на .тендере. От каждого из шести отделений идут смазочные трубочки к гибким шарнирным соединениям, подшипникам и упорным шайбам. Секционную масленку наполняют смазкой перед каждой поездкой. В пути необходимо добавлять в нее смазку по мере израсходования.
На паровозах ФД, выпущенных до 1935 г., эта масленка была без фитилей. Закладывание войлока или волоса на дно масленки не устраняло быстрого ее опоражнивания. Поэтому на паровозах ФД заказа 1935 г. ставятся масленки с фитилями.
ОСТАНОВКИ В РАБОТЕ СТОКЕРА И ИХ УСТРАНЕНИЕ
Остановки стокера происходят в большинстве случаев по следующим причинам:
1) попадание в лоток конвейера посторонних предметов, как-то: каменной породы, кусков железа или дерева, паровозного инструмента и пр.;
2) замерзание в холодное время влажного угля в хоботе конвейера;
3) спрессовывание мелкого угля (в случае большой его влажности) в головке стокера и в передней части хобота конвейера;
4) слеживание влажного или смерзшегося угля над открытой задвижкой в угольной яме тендера и образование над ней свода, который препятствует питанию конвейера; при этом машина работает, а уголь на распределительную плиту не поступает; в таких случаях необходимо разгребать свод резаком.
Если во время работы стокера манометр его машины начинает показывать повышение давления, доходящее почти до котлового и остающееся постоянным, это значит, что имеется какое-то сопротивление движению, которого машина не может преодолеть
В таком случае необходимо дать машине стокера задний ход переводом
W Паровозы ФД—ИС.—676. 145
ее реверса и затем снова поставить его на передний, повторяя операцию несколько раз подряд.
Если это не поможет и стокер не начнет работать или, начав работать, снова остановится, необходимо закрыть паровпускной вентиль машины, поставить реверс в среднее положение и осмотреть конвейер у дробителя для выяснения, не попал ли туда какой-либо посторонний предмет.
Если и в дробителе посторонних предметов не окажется, следует при первой же остановке осмотреть шаровую головку конвейера, открыв смотровые окна на ней, и через них извлечь попавший в хобот посторонний предмет, препятствующий вращению винта.
В случае замерзания угля в хоботе необходимо отогреть хобот, а затем, пустив стокер в ход, выбросить в топку влажный уголь, вызвавший смерзание и остановку.
При наборе воды в тендер надо следить, чтобы не перепустить ее в угольный ящик тендера.
При спрессовывании влажного угля в головке стокера следует открыть крышку головки, выбрать мокрый спрессованный уголь из головки и пустить стокер в ход.
Если, несмотря на все принятые меры, пустить стокер в ход не удастся, необходимо ехать на ручном отоплении до ближайшей станции и здесь произвести подробный осмотр стокера. В случае каких-либо серьезных повреждений, которые паровозная бригада устранить не может, нужно следовать до депо на ручном отоплении., При этом для облегчения работы помощника машиниста следует бросать уголь лопатой на распределительную плиту, не прекращая парового дуться в соплах, а также забрасывать его вручную по всей топке для получения равномерного слоя топлива.
Неисправности и ремонт паровой машины стокера. К наиболее часто встречающимся неисправностям паровой машины стокера относятся:
1. Пропуск пара поршнями и золотниками стокерной машины. Он происходит вследствие износа поршневых и золотниковых колец, выработки или задиров цилиндров и золотниковых втулок.
Негодные кольца нужно сменить, а задиры и прочие недостатки цилиндров и золотниковых втулок исправить расточкой или, еще лучше, расшлифовкой на шлифовальном станке,
Изготовлению новых поршневых и золотниковых колец следует уделить особое внимание. Кольца должны быть изготовлены из высококачественного чугуна, гарантирующего хорошую упругость и сопротивляемость колец износу" и поломам (см. приложение 7). Обработка колец должна обеспечить плотное прилегание их в рабочем состоянии,к стенкам цилиндра и золотниковой втулке-На рис. 148 показаны операции по изготовлению золотниковых колец для стокерной машины и соответствующие приспособления, применяемые Луганским паровозостроительным заводом. Рекомендуется применять эти методы в железнодорожных мастерских.
2. Неисправности реверсивного клапана (с?о.керной машины. Сюда относятся пропуск колец золотника реверсивного клапана. Он ведет к пропуску свежего пара .на нерабочую сторону поршня,, а это умень
шает мощность машины и принуждает увеличивать впускное давление пара в машину, иногда до 8—9 ат, т. е. повышает расход пара.
В этих случаях надо заменить негодные кольца новыми, тщательно пригнав их, а задиры в цилиндре клапана и на золотнике устранить расточкой или расшлифовкой.
Иногда причиной плохой работы машины является неправильная сборка частей механизма реверсивного клапана и несоответствие их размеров размерам по чертежу. Это ведет к неправильности впуска пара в машину и следовательно к снижению ее мощности, вызывающему остановки в работе стокера.
Для устранения подобных явлений нужно после каждой разборки реверсивного клапана проверять правильность открытия его золотником впускных и выпускных окон в корпусе клапана.
При неправильных размерах тяг привода к реверсивному клапану нужно заварить в них отверстия для шарниров, вновь разметить и высверлить согласно чертежу.
3. Задир шеек коленчатого вала. Задранные шейки зачищаются или обтачиваются (смотря по степени задира), причем необходимо обращать внимание на исправность смазочного отверстия в подшипнике и на наличие канавок для смазки на его рабочей поверхности.
4. Неисправности эксцентриковых тяг. Эксцентриковые тяги сделаны несколько изогнутой формы; при значительных числах оборотов машины и при заедании сальников или кулачков золотниковых скалок тяги гнутся еще более или, наоборот, распрямляются, чем нарушается правильность парораспределения, В таких случаях, тяги нагреваются и им придается необходимая форма по чертежу. После их установки на место и сборки всего механизма производится проверка золотников машины стокера (см. ниже).
5. Износ бабитовой наплавки поползушек у крейцкопфов стокерной машины. Наплавка возобновляется, после чего производится точная разметка крейцкопфа и пригонка рабочих поверхностей поползущки к направляющим.
Часто неправильная обработка поползушки ведет к образованию выработок в цилиндре машины. Поэтому рабочие плоскости поползушки должны быть строго параллельны оси поршневой скалки, и расстояние от нижней плоскости поползушки до оси скалки должно соответствовать чертежному размеру. Проверить правильность обработки поползушки можно следующим образом: когда поршневая скалка будет соединена с крейцкопфом, поползушка крейцкопфа плотно прижимается к нижней направляющей в картере (это можно сделать путем постановки временных прокладок между поползушкой и верхними направляющими планками). Затем проверяется положение поршня в цилиндре: поршень должен находиться на-весу, и зазор между телом поршня и стенкой цилиндра внизу должен быть от 0,1 до 0,2 мм.
6. Слабина подшипников коленчатого вала и шатуна. Эту слабину устраняют спиливанием натяга и пригонкой подшипников по шейкам вала. Клинья необходимо подтянуть, прочистить отверстия и канавки для смазки на рабочих поверхностях подшипников. -Подшипники шатуна должны
быть припилены так, чтобы между их половинками не было зазора, иначе нельзя будет плотно прикрепить скобу головки шатуна к его штанге.
При значительном износе подшипников, в виду малых величин вредных линейных пространств, необходимо после припиловки натяга произвести проверку длины шатуна между центрами его головок и проверку хода поршней.
Чтобы длина шатуна вследствие припиливания подшипников не изменялась, нужно после каждого припиливания ставить прокладки между клиновой половинкой подшипника и торцом штанги шатуна. Толщина этой прокладки должна быть равна той величине, на которую спилена клиновая половинка подшипника. Такая толщина прокладки будет, однако, недостаточна для поднятия клина головки (просадка клина соответствует величине припиливания обеих половинок подшипника). Поэтому под контрклин ставится вторая прокладка. При такой системе постановки прокладок длина шатуна будет сохранять свой чертежный размер.
7. Износ эксцентриковых хомутов. Для устранения слабины хомута на эксцентрике вынимают прокладки между половинками хомута. Если прокладки все уже вынуты, то хомуты в месте разъема следует припилить. Бабитовую или бронзовую наплавку хомутов в случаях ее значительной сработки следует возобновить.
8. Ослабление крепления цилиндров паровой машины к картеру. Помимо расстройства движущего механизма, это ведет к ненормальному износу сальников и к пропуску через них смазки из картера. Поэтому необходимо тщательно следить за установочными болтами цилиндров и при ослаблении крепить их.
9. Неплотная постановка крышки картера машины. В этом случае смазка из картера при работе вытекает и уровень масла быстро понижается, а это может повлечь за собой задир трущихся частей машины. Нужно следить за плотностью постановки крышки и за исправностью ее прокладки. Неплотность легко заметить по потекам масла на стенках картера.
Ю.Попадание под автоматический спускной клапан грязи, набивки и проч. В таких случаях клапан дает пропуск пара. Необходимо выверить клапан и прочистить его.
Если лопнет пружинка клапана, он перестает действовать, и продувка воды из золотниковой камеры становится невозможной. Надо вывернуть клапан и заменить пружину. Если пружина лопнет при следовании с поездом в пути, то на остановках перед отправлением клапан для продувки цилиндров приподнимается за хвостовик вручную.
11. Ослабление крейцкопфных клиньев, трещины на них и изломы. Во время всякого рода осмотров стокерной машины нужно проверять состояние крейцкопфных клиньев. При ослаблении клинья надо подтягивать и при трещинах сменять.
12. Неправильность золотников. Неправильность установки золотников легко узнать по неравномерному выхлопу пара и по понижению мощности машины, которое ведет к частым ее остановкам.
При сборке золотников и эксцентриковых тяг на заводе на золотниковых скалках и эксцентриковых тягах ставят контрольные керны и по ним изго
товляется точная контрольная скоба (такая скоба должна находиться в наборе инструмента к стокеру). По кернам и скобе следует производить установку золотников при их проверке в депо.
Если по какой-либо причине золотники нельзя установить по контрольным кернам, следует произвести проверку их хода. Для этого надо поставить левый поршень в мертвое положение ближайшее к кривошипу и установить посредством гайки на золотниковом штоке (около золотникового кулачка) расстояние между выпускной кромкой заднего золотникового кольца, ближайшего к крышке, и задним торцом золотниковой втулки в 42,7 мм для левого золотника и в 55 мм для правого золотника.
Еще лучше проверить ход золотников по наибольшему открытию окон, так как трудно точно установить поршень в мертвое положение и проверка золотников по способу, описанному выше, страдает неточностью.
По наибольшему открытию проверить золотники можно следующим образом.
Сперва измеряется ход золотника, для чего машину буксуют вручную, пока золотник не остановится в своем крайнем (мертвом) переднем положении. Тогда делается отметка на скалке его или измеряется расстояние от переднего диска золотника до притирки передней крышки. Затем таким же способом золотник ставится в заднее мертвое положение, и опять делается отметка на скалке или производится замер от переднего диска золотника до притирки передней крышки. Разница в замерах или расстояние между отметками на скалке и будет определять ход золотника; при правильном эксцентрике он должен быть около 20,5 мм.1
Далее определяется положение золотника в момент отсечки выпуска из переднего окна, для чего в окно закладывается узкая полоска тонкой бумаги и машину буксуют, пока кольцо золотника не захватит полоски; при найденном положении золотника опять делается отметка на скалке или замер от диска до притирки крышки.
Расстояние между отметками на скалке для переднего крайнего положения золотника и для положения его в момент отсечки выпуска или разность в соответствующих замерах от диска до притирки крышки должна равняться половине хода золотника плюс величина наружной (выпускной) перекрыши, равная 0,2 мм. Расстояние между отметками на скалке для заднего крайнего положения золотника и положения его в момент отсечки выпуска или разность в соответствующих замерах от диска до притирки должна равняться половине хода золотника минус величина наружной перекрыши, т. е. минус 0,2 мм2 или 0 для машин, выпущенных в 1935 г.
1 Ход золотника несколько больше удвоенной величины эксцентриситета вследствие наклонного положения эксцентриковой тяги к направлению движения золотника.
2 Здесь величина перекрыши 0,2 мм приведена теоретическая, т. е. такая, какая должна быть по чертежу. Однако практически, при неправильных размерах золотника и золотниковой втулки, величина перекрыши может быть иная. Поэтому рекомендуется проверить до проверки золотников величину перекрыши путем обмера расстояний между наружными кромками колец золотника и наружными же кромками окон во втулке. Половина разности этих расстояний и будет искомой величиной перекрыши. При проверке золотников нужно исходить из этой найденной величины.
При получении других величин золотник нужно соответствующим образом переставить.
Например, предположим, что ход золотника мы нашли равным 20,8 мм, а расстояние между отметками на скалке в момент отсечки и при крайнем заднем положении — 11,2 мм, между отметкой в момент отсечки и отметкой для переднего положения — 9,6 мм (сумма этих расстояний должна всегда равняться ходу золотника, т. е. 11,2 + 9,6 = 20,8 мм). Если величина перекрыши выла правильна, тогда при правильной установке золотника эти расстояния должны составлять: первое
(20,8 :2) —0,2 = 10,2 мм и второе
(20,8:2)+ 0,2 =10,6 мм.
Следовательно, золотник следует передвинуть вперед, т. е. по направлению к крыщке, на 1 мм, так как
11,2—10,2 = 1 и 10.6 —9,6=1.1
Перестановка золотника производится вывертыванием золотниковой скалки из золотникового кулачка. Сперва нужно отвернуть на скалке контргайку, а затем вывернуть скалку из кулачка на требуемую величину (или, наоборот, ввернуть ее в кулачок, если золотник нужно подать назад), после чего вновь закрепить контргайку. На скалке возле контргайки запилены две грани, за которые можно ключом ввертывать или вывертывать скалку.
Неисправности и ремонт конвейера. Всего чаще наблюдается:
1. Износ винтов. Винты изнашиваются, главным образом, по своим кромкам. На изношенные кромки следует наварить слой металла или приварить выгнутую винтом полосу железа так, чтобы восстановить первоначальный диаметр винта. Сварочный шов нужно тщательно зачистить.
2. Изгиб винтов. Наблюдается чаще всего изгиб заднего (большого) винта. Изогнутый винт дает большое вредное сопротивление работе конвейера и служит нередко причиной остановок стокера. Изогнутый винт следует выправить в горячем состоянии и проверить на центрах токарного станка.
3. Излом винта конвейера и поломки зубьев шестерен. Поломанные части необходимо сменить, так как исправление их сваркой нецелесообразно. В депо нужно всегда иметь запас этих частей.
4. Заедание или Выработка втулок подшипников вала привода конвейера. В этих случаях, вызываемых неправильной сборкой или отсутствием смазки, необходимо сменить втулки, проверить правильность и совпадение осей втулок и вала.
5. Трещины и изгиб передней лопасти переднего (малого) винта конвейера. Трещины и изгибы передних лопастей ведут
1 Если бы величина перекрыши оказалась не 0,2 мм, а допустим — 0,3 мм, то золотник нужно было бы передвинуть вперед на 1,1 мм, так как
20,8:2—0,3=10,1 мм и 11,2—10.1 = 1,1 мм.
к отказам стокера от работы. Ё месте, где появился! изгиб, следует нагреть винт и выправить лопасть. Трещину можно заварить автогенным способом, после исправления поверхность винта необходимо тщательно зачистить.
6. Износ шарниров Гуна, Этбт износ устраняют наваркой изношенных мест с последующей их обработкой и пригонкой.
7. Срезание болта шарового соединения головки стокера с направляющей трубой хобота конвейера и зуба в шаровой головке хобота вызывает поворачивание хобота вместе с винтом. Тогда уголь перестает поступать в головку стокера, хотя машина продолжает работать.
Необходимо поставить хобот стокера в его нормальное положение й укрепить новым болтом головку направляющей трубы в шаровом гнезде головки стокера и головку хобота в шаровой чашке.
8. Срез или выпадание болта, укрепляющего квадрат хвостовика вала большого зубчатого колеса в пазу вала заднего винта конвейера. При срезе болта винт может продвинуться вперед и разъединиться с валом, вследствие чего прекращается поступление угля в головку при исправной работе машины. Для исправления нужно соединить винт с валом колеса и поставить новый болт.
9. Износ защитного листа в корыте конвейера. При износе этого листа до толщины 6 мм его необходимо сменить, так как изношенный лист может лопнуть или загнуться, а это вызовет остановку стокера.
10. Износ упорных регулирующих шайб заднего винта. При износе этих шайб на 8 мм, т. е. когда общая их толщина достигнет 18 мм, шайбы нужно сменить и поставить новые, общей толщиной 26 мм. При износе шайбы винт смещается назад, вследствие чего шарнирное соединение винтов теряет свое правильное центральное положение в шаровой чашке хобота, а это понижает подвижность винтов и хобота и ускоряет износ их соединений.
Неисправности и ремонт распределительной головки.
1. Распределительная плита должна быть установлена горизонтально, без перекосов в какую-либо сторону.
2. Неправильное распределение угля по решетке может происходить, когда углы направления сопел не соответствуют чертежу. Такую сопловую камеру нужно сменить.
3. Прекращение подачи угля в задние углы решетки происходит при сильном обгорании распределительной плиты — когда ребра на передних углах ее сгорят настолько, что уголь не может направляться ими в задние углы топки. Такую плиту также необходимо сменить.
4. Передняя плоскость сопловой камеры, на которой расположены сопла, должна находиться под прямым углом к распределительной плите и стоять перпендикулярно к оси котла, а распределительная плита должна быть строго горизонтальна. Сопла располагают на высоте 18 мм над плоскостью плиты.
Только при этих условиях распределение угля по колосниковой решетке будет правильным и равномерным.
VI. ПАРОВАЯ МАШИНА, АРМАТУРА ПАРОВОЙ МАШИНЫ, ДВИЖУЩИЙ И ПАРОРАСПРЕДЕЛИТЕЛЬНЫЙ МЕХАНИЗМЫ
ПАРОВАЯ МАШИНА
Конструкция и размеры паровых машин паровозов ФД и ИС одинаковы. Поэтому представилось возможным объединить и сделать взаимозаменяемыми главнейшие их части: цилиндры, цилиндровые крышки, золотники, поршни, крейцкопфу, параллели и сальники.
Основные размеры машины паровозов ФД и ИС:
Диаметр цилиндров .
Ход поршня................
Диаметр движущих колес ФД .
Диаметр движущих колес ИС .
Диаметр золотника .
Перекрыша впуска .
Перекрыша выпуска.........
Линейное предварение впуска .
670 мм
770 »
1 500 »
1 850 »
330 »
60 » +3 >
5 »
Принципиальной особенностью паровой машины паровозов ФД и ИС является применение парораспределения с «ограниченной отсечкой», или, правильнее говоря, применение золотников с длинным ходом и с повышенными размерами перекрыши впуска.
На всех наших паровозах прежней постройки величина наибольшего наполнения цилиндров свежим паром составляет 75—85% от полного хода поршня. У паровозов же ФД и ИС предельная величина наполнения ограничена 60%.
Это ограничение вызвано увеличением хода (размаха) золотников в целях большего открытия окон для впуска и выпуска пара.
В мощных паровозах, работающих при сравнительно высоких скоростях поршня (вследствие большого его хода), приходится обращать особое внимание на уменьшение мятия пара при проходе его от котла в цилиндры и на снижение противодавления отработанного пара на поршень. Поэтому паровые проходы в таких паровозах проектируются возможно больших размеров и плавного очертания.
Наибольшее сопротивление проходу пара оказывают (вызывая этим и мя-тие пара) золотниковые окна. Для увеличения прохода пара через золотнико-
вне окна надо, во-первых, расширить площади этих окон, для чего приходится увеличивать диаметр золотника и ширину окон, и, во-вторых, открывать при данной отсечке золотниковые окна на возможно большую линейную величину, увеличивая этим размах золотника, т. е., иначе говоря, применять золотники с длинным ходом.
У паровозов ФД и ИС диаметр золотника по сравнению с Эу увеличен с 250 до 330 мм, а ширина окон с 52 до 80 мм; вся площадь окон возросла с 250 кв. см до 632 кв. см, или более чем в 2% раза. Во столько же раз при всех наполнениях возрастают площади открытия окон золотником для впу-
ска пара.
В таблице 2 приведены сравнительные данные о размахе золотников и о величине открытия окон на паровозах ФД и Эу.
Таблица 2. Размах золотников и величина открытия окон на паровозах ФД н ИС
При впуске Величина размаха золотника в мм Линейная величина открытия окон в мм
ФД Эу ФД ЭУ
20% 70 41,4 10 6,5
30% 75 44,5 15 9,5
40% 31 48 21 13
50% 88 52,5 28 17,5
60% 99 62,5 39 25
75% — 77 — 42
Из этой таблицы видно, что у паровоза ФД линейные величины открытия окон на 55—60%, а размахи золотника на 65—707о' больше, чем у Эу,
Кроме того, таблица показывает, что при больших впусках размах золотника у паровозов ФД достигает значительной величины. Так, для паровоза Эу» при наибольшем впуске в 75%, размах равен 77 мм, а у паровоза ФД для такого же впуска 75% потребовался бы размах не менее 130 мм, т. е. почти в два раза больший, чем у Эу. Чтобы обеспечить золотнику такой размах, пришлось бы сделать кулиссу чрезвычайно длинной и тяжелой. Во избежание этого нужно было или отказаться от больших размахов золотника и пойти на заведомое ухудшение парораспределения и на снижение экономичности работы машины, или, для получения не слишком громоздкой кулиссы, — отказаться от наибольшего впуска в 75% и применить ограниченный максимальный впуск в 60%.
Для паровозов ФД и ИС принято второе решение. Величина впуска в 60%. при невыгодных положениях кривошипов правой и левой стороны может оказаться недостаточной для трогания паровоза с места. Для улучшения трогания с места в золотниковых втулках паровозов ФД и ИС устроены добавочные впускные каналы в виде щели 19 (рис. 161).
Парораспределения, допускающие наибольший впуск в 50—60%, называются парораспределениями с ограниченной отсечкой, хотя, строго говоря, и
’ обычные парораспределения, е максимальным впуском 75—85% хода поршня вместо 100% полного хода, должны были бы называться точно так же.
Кроме «ограниченной отсечки», в паровой машине и движущем механизме паровозов ФД и ИС применен ряд конструктивных усовершенствований, значительно отличающих устройство этих частей от общепринятых у нас конструкций. Сюда относятся: дышла с «плавающими» втулками, многоопорные параллели и крейцкопфы, отсутствие контрштоков у поршней и золотников, стальные цилиндры и пр.
ПАРОВЫЕ ЦИЛИНДРЫ
Паровые цилиндры паровозов ФД и ИС отлиты из мягкой стали (ЛСт1). Применение стали вместо чугуна уменьшает вес цилиндров и значительно облегчает их ремонт, допуская электросварку без отвалки цилиндров от места.
Рис. 159. Цилиндры.
Как видно из рис. 159, 160 и 161, оба цилиндра соединены в один блок, представляющий собой и междурамное крепление и опору (седло) дымовой коробки котла.
Оба цилиндра отливаются по одной модели и соединяются в продольной плоскости обработанными фланцами при помощи призонных стальных цементированных болтов с резьбой Р/а" и 13/в".
Цилиндры пригоняются к раме в сболченном виде и укрепляются на ней клиньями и болтами. Стальные клинья забиваются между передними обрезами верхних при-валочных фланцев и заплечиками вырезов в верхних кромках рамы (в эти вырезы ставятся цилиндры). Клинья после забивки привариваются электросваркой к цилиндрам. Цилиндры крепятся к раме двенадцатью стальными цементированными призонными болтами с диаметром резьбы 18/в".
Опорная поверхность седла — цилиндрическая, совпадающая с наружным очертанием дымовой коробки. Дымовая коробка соединяется с седалищем посредством 58 призонных болтов с резьбой Р/в".
Оси цилиндров горизонтальны и подняты над линией центров движущих колес на 50 мм. Это дало возможность расположить в габарите нижнюю часть цилиндров и продувательные клапаны паровозов ФД.
В цилиндровые и золотниковые барабаны запрессованы чугунные втулки1 15 и 16 (рис. 160 и 161).
1 В приложении 7 даны указания, какого качества чугун должен применяться для цилиндровых и золотниковых втулок и колец.
В виду большой длины цилиндровой втулки (1 130 мм) наружная ее поверхность, для лучшего направления при запрессовке и для уменьшения хода пресса, обтачивается с уступом посередине в 1 мм по диаметру, т. е. наружный 'диаметр задней половины втулки на 1 мм меньше диаметра передней половины; соответствующим образом растачивается и барабан цилиндра под втулку. Этим вдвое сокращается рабочий ход запрессовки втулки.
При заводском изготовлении цилиндровые втулки запрессовываются под давлением 35—45 т. Для получения такого давления необходимо давать втул-
Рис. 160. Цилиндры (поперечный разрез).
/—правый цилиндр. 2—левый цилиндр. 3—приливы для цилиндровых продувательных клапанов. 4 — прилив для продувательного клапана золотниковой коробки. 5—паровпускной патрубок. 6—выхлопной канал. 8 — прилив отверстия для осмотра золотников. 9 — прилив для спускной трубки. 10—прилив для присоединения смазочной трубки цилиндров. 11—прилив для индикаторов. 12— пробка для укрепления цилиндровой втулки. /о —приливы для байпасов или клапанов беспарного хода. 14 — приливы для пирометров. 15 — цилиндровая втулка. 16 — золотниковая втулка. 17 — направляющие ребра. 18— ответвление для забора отработанного пара в водоподогревагель или в инжектор мятого пара.
кам натяг около 0,17 мм по диаметру, т. е. наружные диаметры втулки должны быть на 0,17 мм больше соответствующих диаметров расточки цилиндра.
Помимо прессовой посадки втулки удерживаются в цилиндрах двумя чугунными пробками 12 с трубной резьбой Р/в". Пробки ввернуты во втулки через стенки цилиндра и расположены внизу по краям цилиндра.
Торцы пробок при расточке обрабатываются заподлицо с втулками.
Пробки, во избежание неодинаковой выработки и образования выступа в месте их расположения, должны быть отлиты из чугуна того же качества, что и втулки.
Рис. 161. Цилиндры (продольный разрез).
1 — приливы для цилиндровых продувательных клапанов. 2 — приливы для продувательных клапанов золотниковой коробки. 7 — отверстия для присоединения смазочных труб. 13 — приливы для байпасов или клапанов беспарного хода. 14 — приливы для пирометров- 15 — цилиндровая втулка. 17 — направляющие ребра. 18 — ответвление для забора пара в водоподогреватель или в инжектор мятого пара. 19 — добавочный канал в золотниковой втулке.
Толщина стенок втулок — 20 мм — позволяет несколько раз производить их расточку при ремонте цилиндров.
Золотниковые втулки запрессовываются под давлением 10—12 т; для получения такого давления требуется дать втулкам натяг по диаметру около 0,09 мм. На наружной поверхности втулок для уплотнения сделано по четыре канавки, в которые закладывается перед запрессовкой асбестовый шнур.
Положение втулок в золотниковом барабане определяется упором буртиков на наружной поверхности втулок в соответствующие заточки в золотниковом барабане.
Кроме запрессовки, золотниковые втулки удерживаются шурупами, ввернутыми в стенку золотникового барабана. Концы шурупов входят в тело втулки, не доходя до внутренней рабочей поверхности втулки на 4 мм.
На цилиндрах (рис. 160 и 161) для постановки арматуры, смазочных труб и вспомогательных приборов сделаны приливы с отверстиями: внизу у фланцев цилиндра — приливы 3 для цилиндро-продувальных клапанов; посередине цилиндра — прилив 4 для продувательного клапана золотниковой коробки; по бокам цилиндра — два прилива 7/ для индикатора с отверстиями, которые закрываются винтовыми пробками, и, наконец» вверху цилиндра, посередине, — прилив 10 с отверстием для присоединения смазочной трубки. На золотниковой коробке сделаны следующие приливы: два прилива с отверстиями для индикатора, закрываемые посредством винтовых пробок, третий — симметрично расположенный по отношению к первым двум, с отверстием для присоединения трубки манометра. Внизу золотниковой коробки находится прилив 9 с отверстием для присоединения трубки, идущей к продуватель
ному клапану; над паровпускными окнами в приливах 8 устроены два отверстия, диаметром 86 мм, служащие для проверки золотников; через них можно производить осмотр золотниковых колец без выемки золотника. Эти отверстия закрыты крышками на притирке, укрепленными четырьмя шпильками. Отверстия же в крышках закрыты винтовыми пробками; к этим отверстиям можно присоединять трубки индикаторов.
Вверху золотниковой коробки (рис. 161) находятся два отверстия 7 для присоединения смазочных трубочек. Наверху коробки над паровпускными окнами образованы еще два глухие прилива 13 (без отверстий) на случай постановки байпасов или клапанов беспарного хода.
На паровпускном патрубке золотниковой коробки сделаны два прилива 14 с отверстиями; одно из них служит для пирометра, другое предназначено для
ЦИЛИНДРОВЫЕ КРЫШКИ
Цилиндровые крышки (рис. 164 и 165) изготовлены из стального литья, с толщиной стенок в 22 мм, без отдельных нажимных колец. Крепятся они к цилиндрам 28 шпильками диаметром l1//'. Шпильки проходят через отверстия во фланцах крышек. Вверху на фланце передней крышки (рис. 165) между отверстиями для шпилек просверлено отверстие диаметром 16 мм. В него входит кон
Рис. 164. Задняя цилиндровая крышка.
1 — крышка. 2 — заделка. 3 — обшивка.
4 — место постановки предохранительного клапана.
трольный штифт 5, ввернутый во фланец цилиндра. Этот штифт служит для определения правильного положения крышки в цилиндре.
Рис. 165. Передняя цилиндровая крышка и поршень в крайнем переднем положении.
1 — крышка. 2 — заделка. 3 — обшивка. 1 4—место постановки предохранительного клапана. 5 — контрольный штифт.
Притирочные поверхности фланцев крышек соприкасаются как с притертыми торцовыми поверхностями чугунных цилиндровых втулок, так и с притертыми выступами на фланцах цилиндров и таким образом перекрывают места соприкасания втулки и барабана цилиндров.
В нижней части крышек сделаны отверстия 4 с резьбой для постановил предохранительных клапанов.
В виду отсутствия кбнтрштока передняя крышка — глухая'
На задней крышке сделан прилив в виде горизонтальной полки; к этому приливу крепится параллель.
Задняя крышка изолируется асбеститом, заложенным в ее углубление и закрытым заделкой 2 из листового железа. Заделка приварена к фланцу крышки.
Передняя крышка защищена двойной воздушно-асбестовой изоляцией. Углубление крышки закрыто заделкой, состоящей из двух железных листов, плотно приваренных к фланцу крышки, с проложенными между ними асбестовыми листами. Между заделкой и крышкой остается воздушная прослойка.
Линейные величины вредного пространства, т. е. расстояния от мертвой точки поршня до упора его в крышку, равны для передней стороны —15,5 мм и для задней — 15 мм.
ВЫХЛОПНЫЕ ТРУБЫ И КРЫШКИ ЗОЛОТНИКОВОЙ КОРОБКИ
Оригинальна в цилиндрах паровозов ФД и ИС также конструкция каналов для выпуска пара.
Выпуск пара производится одновременно через передние и задние крышки золотниковых коробок (рис. 166, 167, 168 и 169). К золотниковым
» Рис. 166. Передняя золотниковая крышка.
1 — патрубок. 2-— крышка. 3 — выхлопная труба* 4 — бабышка трубки спускного клапана.
крышкам присоединены выхлопные трубы в виде коленчатых сварных патрубков. Выхлопные трубы присоединены одним концом к боковым фланцам золотниковых крышек и другим концом — к фланцам отверстий в седле дымовой коробки. От этих отверстий внутри каждой половины седла идут каналы б
(рис. 160 и 161), поднимающиеся кверху к основанию конуса, которое имеет вид прямоугольного выступа.
Возле устья каналов 6 сделаны ответвления 78, идущие к боковым стенкам седла. По этим ответвлениям выхлопной пар отводится к водоподогрева-телю или к инжектору мятого пара. При отсутствии этих приборов отверстия закрываются глухими фланцами.
Выхлопные трубы (рис. 166 и 167) соединяются с отверстиями выхлопных каналов в седле и с патрубками крышек золотниковых коробок помощью нажимных кольцевых фланцев и болтов (или, в первом случае, — шпилек).
I
Рис. 167. Передняя золотниковая крышка и выхлопная труба паровозов ФД заказа 1935 г.
1 — патрубок. 2 — крышка. 3 — выхлопная труба.
Выхлопным трубам дан небольшой изгиб в вертикальной плоскости; в низшей точке изгиба, на нижней стороне трубы, приварена бабышка 4. В ба-бышку ввернута на резьбе трубка, идущая к автоматическому водоспускному клапану, через который происходит спуск конденсационной воды.
На паровозах ФД заказа 1935 г. выхлопные трубы ставятся несколько измененной конструкции, показанной на рис. 167. У этой выхлопной трубы нет изгиба в вертикальной плоскости и нет водоспускного клапана, так как необходимость постановки последнего не подтверждена опытом эксплоатации.
Выхлопные трубы такой же конструкции предполагается ставить и на паровозах ИС последующих заказов.
Наружное расположение выхлопных труб значительно облегчает и упрощает отливку цилиндров, а также позволяет придать выхлопным каналам большое сечение и плавные переходы, облегчающие выпуск пара из цилиндров, а следовательно понижающие противодавление на нерабочую сторону поршня.
Передняя крышка золотниковой коробки паровозов ФД (рис. 166), изготовлена из стального литья. Это — прямоугольный тройник, который одним фланцем крепится на притирке к золотниковой коробке; противоположный же конец тройника закрыт легкой литой стальной крышкой, поставленной также на притирке. Через эту крышку можно производить выемку золотника, не отнимая от золотниковой коробки всей крышки.
Боковой патрубок тройника соединяется с выхлопной трубой посредством нажимного кольцевого фланца и болтов.
На рис. 167 показана сварная более легкая по весу конструкция передней золотниковой крышки. Эта крышка ставится на паровозах ФД заказа 1935 г. и предназначается для паровозов ИС последующих выпусков.
При этой конструкции для выемки золотника достаточно отнять литую стальную крышку 2 сварного тройника. Крышка тройника ставится на притирке.
На паровозах ИС первых выпусков для облегчения веса передняя крышка золотниковой коробки сделана из листовой стали в виде колена из двух вы-штампованных и сваренных половинок. Отверстий для выемки золотника в этой крышке нет. Необходимость отнимать всю крышку для вынимания золотника не создает больших затруднений вследствие малого веса крышки.
Устройство задних крышек золотниковых коробок (рис. 168 и 169) у паровозов ФД и ИС одинаково.
Рис. 169. Задняя золотниковая крышка.
1 — направляющие золотникового кулачка. 2 — ма-сленки. 3 — подкладка. 4 — фланец соединения с выхлопной трубой. 5 — стойка смазочного пресса. 6 — фланец соединения с золотниковой коробкой.
внутрь выхлопного патрубка крышки,
Крышка отливается из стали за одно целое с кронштейнами для направляющих золотникового кулачка.
Направляющие состоят из двух чугунных планок 1 (рис. 169) углового сечения и двух чугунных подкладок 3 и крепятся к кронштейну четырьмя болтами.
Наверху угловых планок устанавливаются масленки 2, из которых по просверленным в планках каналам масло подводится к трущимся поверхностям направляющих и золотникового кулачка.
Для сальника золотниковой скалки в крышке устроено гнездо, входящее
Наверху крышки заодно с ней отлита подставка 5 для смазочного пресса Натана, который одним концом крепится к этой подставке, а другим — к подставке, привернутой на болтах к переднему концу направляющих золотникового кулачка.
Рис. 170. Задняя золотниковая крышка паровозов ФД заказа 1935 г.
7 — патрубок к золотниковой коробке. 2 — патрубок соединения с выхлопной трубой» 3 — направляющая золотникового кулачка. 4 — подкладка. 5 и 6 — приливы-кронштейны смазочного пресса. 7 — прилив-кронштейн обратных клапанов смазочного пресса. 8 — стойка шарнирного маслопровода.
На паровозах ФД заказа 1935 г. задняя золотниковая крышка ставится несколько иной конструкции (рис. 170); по своему устройству она почти не отличается от описанной. Изменение имеет целью сделать укрепление смазочного пресса более простым и удобным. Отдельная подставка для пресса упразднена, и вместо нее на крышке устроены специальные приливы 5 и 6, к которым крепится пресс. Прилив 7 сделан для крепления обратных смазочных клапанов Натана.
Для более удобной установки пресса и клапанов направляющие золотникового кулачка расположены не сверху кронштейна, как это сделано на старой крышке, а снизу.
Измененная крышка взаимозаменяема со старой.
Передние и задние золотниковые крышки крепятся к золотниковым коробкам двенадцатью шпильками диаметром 7/в" и ставятся на притирке.
Крышки центрируются краями золотниковых втулок, выступающими из золотниковых коробок и входящими в заточки крышек.
Ремонт направляющих золотникового кулачка. При разработке направляющих, когда между золотниковым кулачком и горизонтальной полкой угловой планки появится значительный зазор, следует сменить нижние чугунные подкладки 3 (рис. 169), расположенные между угловыми планками и кронштейнами, и сделать трущуюся часть подкладок толще на величину образовавшегося износа кулачка. Часть подкладки, находящейся под угловой планкой, нужно сделать, наоборот, тоньше на ту же величину.
ПОРШНИ
Поршни паровой машины паровозов ФД и ИС в отличие от поршней наших паровозов прежней постройки (за исключением паровозов серии М) сделаны без контрштоков.
Существует мнение, что контршток необходим для направления движения поршня и что при контрштоке поршень работает как бы в подвешенном состоянии.
Практика и расчет совершенно не подтверждают этого мнения, так как и при поршнях с контрштоками очень часто наблюдаются выработки в нижней части цилиндров. Выработки вызываются тем, что в современных мощных паровозах с большими диаметрами цилиндров и большим ходом поршней вес последних способствует прогибу длинных штоков и контрштоков.
Установка сальников для контрштоков повышает расходы по постройке и по ремонту, а кроме того, через сальники происходит утечка пара. Наличие контрштоков увеличивает вес возвратно-движущихся частей паровоза, а следовательно увеличивает и силы их инерции и размеры противовесов, потребных для уравновешивания этих сил. У товарных паровозов вследствие малого диаметра движущих колес большие противовесы уже не помещаются в колесах. Приходится прибегать к заливке противовесов свинцом, но и это иногда оказывается недостаточным. Кроме того, в двухцилиндровых паровозах силы инерции полностью вообще нельзя уравновесить. Часть этих сил остается неуравно
вешенной и вызывает вредные колебания при движении паровоза — подергивания и виляния. Чем больше вес возвратно-движущихся частей, т. е. поршня, его скалок, крейцкопфа и поршневого дышла, тем ббльшая часть их остается неуравновешенной и тем сильнее сказываются эти вредные колебания.
Вызываемое контрштоком ухудшение и удорожание конструкции уже давно повело к отказу от применения контрштоков в паровозостроении США и Англии.
При отсутствии контрштоков поршни опираются на стенки цилиндров. Для устранения при этом значительной выработки стенок цилиндров применяются поршни особой конструкции.
У паровозов ФД, для предотвращения быстрой выработки низа цилиндровой втулки ободом поршня, поршень (рис. 171) сделан из двух частей: из литого
1 — диск. 2_чугунный обод. J — нижнее пружинящее кольцо.
7 — ушир<
Рис. 171. Поршень с чугунным ободом и кольцами Штарева.
4 и 5—наружные кольца поршня, б—скалка.
обода.
стального диска 1 и чугунного кольцевого обода 2, закрепленного на стальном диске помощью двадцати пяти заклепок диаметром 20 мм. Нижняя часть 7 чугунного обода 2, работающая по цилиндровой втулке, для уменьшения износа уширена.
На кольцевом чугунном ободе (рис. 172) по его окружности сделаны для поршневых колец две канавки шириною 36 мм. В каждой канавке помещаются три кольца с прямыми разрезами без замков: нижнее — пружинящее 3 разрезное, корытообразного сечения, и два кольца 4 и 5 углового сечения, надетые поверх пружинящего кольца.
Замки этих колец располагаются под углом 120° друг к другу, причем замок пружинящего кольца расположен наверху поршня. Зазор в замке при рабочем состоянии новых колец не должен превышать 2 мм. Боковые стороны канавки и колец тщательно обрабатываются и отшлифовываются.
Эта конструкция колец, предложенная т. Штаревым, несколько сложна, но дает хорошую паронепроницаемость. Хорошая паронепроницаемость объяс-164
няется тем, что кольца Штарева более равномерно и плотно прилегают к стен-
кам цилиндра и не теряют своей упругости при износе.
Разрезные одиночные кольца обыкновенной стоянии, т. е. вставленные в цилиндр, стремятся принять овальную форму. Поэтому они не обеспечивают достаточной плотности, неравномерно прижимаются к стенкам цилиндра и неравномерно срабатываются.
Комбинация из трех колец Штарева с замками, расположенными под углом 120°, приближает овал каждого из них к кругу и тем самым выравнивает по окружности давление колец на стенки цилиндра и дает необходимое уплотнение.
По мере сработки верхних колец упругость их уменьшается, но наличие нижнего пружинящего кольца, которое своих размеров не меняет, обеспечивает сохранение постоянного нажатия верхних колец.
На паровозах ИС поставлены поршни с так называемыми секционными кольцами (рис. 173).
Рис. 172. Сечение поршневых колеи Штарева.
j__диск. 2 — чугунный обод. 3 — нижнее
пружинящее кольцо. 4 и 5 — наружные
Рис. 173. Поршень с секционными кольцами.
1 — поршень. 2 — скалка. 3 — кольцо. #.— пружина.
Поршень этой конструкции опирается на цилиндровую втулку поршневыми чугунными кольцами 3 уширенного сечения. Значительная опорная поверхность колец 3 предохраняет как кольца, так и стенки цилиндра от быстрого износа.1
1 На первом паровозе ИС 20—1 поставлены поршни с чугунными ободами, в которых сделано по три ручья. В эти ручьи вставлены обычного типа одиночные кольца.
Секции прижаты к стенкам цилиндра стальной пружиной 4 в виде кольца. Пружина заложена в выточке, сделанной в вертикальной плоскости соприкос-
новения колец.
Поперечный разрез секционных колец и их размеры показаны на рис. 174.
Как видно из рисунка, в
Рис. 174. Секционные поршневые кольца.
каждом из трех ручьев диска поршня вставлено два кольца. Каждое кольцо по окружности разрезано на пять равных по длине секций.
Стыки секции одного кольца перекрываются секциями другого кольца, лежащего в этом же ручье. В таком положении секции удерживаются штифтом, приваренным к одному из концов пружины перпендикулярно к ее плоскости (рис. 175); концы штифта входят в отверстия, просверленные в одной из секций каждого кольца; эти отверстия расположены с таким расчетом, чтобы секции двух лежащих в одном ручье колец удерживались в ручье
в шахматном порядке.
Обод поршня с такими кольцами не работает своей поверхностью по стенке цилиндровой втулки
и поэтому делается из стального литья за одно целое с диском.
Пружина 4 изготовляется из специальной хромованадиевой стали. Эта сталь обладает свойством не терять упругости в высокой температуре перегретого пара. При изготовлении пружина подвергается термической обработке, состоящей из закалки с отпуском около 500° Ц.
Применять для изготовления этих пружин обыкновенную углеродистую сталь не рекомендуется, потому что такая пружина при температуре перегретого пара будет быстро терять свою упругость.
Поршневые кольца изготовляются из такого же чугуна, как и цилиндровые втулки (см. приложение 7).
Такая конструкция поршня, как показали испытания, обеспечивает хорошую паронепроницаемость вслед-
Рис.175. Штифт пружины секционных колец.
ствие равномерного прижатия колец к стенкам цилиндра и перекрытия стыков секций одного кольца секциями другого.
Износ колец не уменьшает плотности и степени их нажатия, так как они прижимаются к стенке пружиной, не подвергающейся износу; кроме того, по весу поршни этой конструкции легче поршней с чугунным ободом и кольцами Штарева.
Ремонт поршней. Во время эксплоатации паровозов необходимо производить обычный периодический осмотр поршней после каждых 15 000 км пробега (не реже одного раза в три месяца).
При осмотрах поршни, стенки цилиндров и крышек тщательно очищаются от нагара и промываются керосином. Необходимо при этом проверять состояние соединения диска поршня со скалкой и с чугунным ободом и убедиться в отсутствии трещин в диске, в ободе, в задней головке скалки и проверить плотность притирки головки скалки к крейцкопфу.
На кромках колец спиливаются фаски размером 1—2 мм.
Плотность прилегания колец к стенкам цилиндра определяется по состоянию их наружных трущихся поверхностей. Если кольца окажутся изношенными или имеющими признаки значительного пропуска пара, их нужно сменить.
Так как износ наружных колец Штарева и секционных колец слабо отражается на плотности их прилегания к стенкам цилиндра, степень их износа может быть допущена несколько больше, чем в обыкновенных (одиночных) кольцах. Мерой износа колец Штарева служит величина зазора в замках. По опыту депо «Красный Лиман» этот зазор можно допустить до 14 мм.
Износ секционных колец может быть допущен еще больший, так как зазоры в стыках у них перекрыты смежными секциями. Американская практика допускает износ секционных колец по толщине на 4,5 мм при высоте бортика кольца в 6 мм; у наших секционных колец при несколько меньшей высоте бортика, а именно 5 мм, можно ориентировочно допустить норму износа по толщине в 3—3,5 мм. При таком износе величина общего зазора в стыках, т. е. сумма зазоров во всех пяти стыках между секциями, будет 25—30 мм.
У новых колец системы Штарева зазор в стыках не должен превышать 2 мм, а у новых секционных колец общий зазор может быть не более 7—8 мм и не менее 3 мм.
Новые кольца системы Штарева изготовляются в общем так же, как и обычные. Изготовление новых секционных колец также сравнительно просто. Из барабана вытачиваются кольца с наружным диаметром точно по диаметру цилиндра и с внутренним диаметром по чертежу (620 мм). На боковых поверхностях колец делаются выточки — с одной стороны для устройства бортика, а с другой— для образования полукруглого паза, в который будет закладываться пружина. Одна из выточек делается до отрезки кольца от барабана, другая же после закрепления кольца в специальном приспособлении, на планшайбе станка. Приспособление имеет вид кольца с выточкой, в которую закладывается и зажимается обрабатываемое кольцо.
Плоскую боковую поверхность кольца рекомендуется окончательно обрабатывать на плоско-шлифовальном станке, доводя ширину кольца точно до размера половины ширины ручья. Затем кольцо разрезается ножовкой на пять равных секций. Ширина пропила должна быть не более 1у2 мм.
С той и другой стороны каждого разреза ставятся одинаковые клейма, указывающие, в каком порядке нужно ставить секции на поршень при сборке. В одной из секций сверлится отверстие для штифта пружины.1
При подъемках и при средних ремонтах чугунный обод у поршней с кольцами системы Штарева приходится иногда менять, так как нижняя поверхность обода поршня (рис. 171) изнашивается и поршень проседает. Во избежание перекоса сальников, крейцкопфа и самого поршня, вследствие его проседания, обод следует менять при износе в 4—5 мм по вертикальному диаметру. На первых паровозах ФД смена ободов, изготовленных из очень мягкого чугуна, производилась после пробега 30 000 км. При отливке ободов из качественного чугуна этот пробег, несомненно, значительно повысится.
1 Описание сборки колец см. приложение 5.
Для предотвращения быстрой выработки цилиндровых втулок, а также износа самого обода и колец, обод и поршневые кольца следует делать из чугуна такого же качества и такой же твердости, как чугун цилиндровых втулок (см. приложение 7).
ПОРШНЕВЫЕ СКАЛКИ
Размеры поршневых скалок у паровозов ФД и ИС одинаковы: длина — 1 875 мм и диаметр—120 мм.
Скалки паровозов ФД сплошного сечения изготовляются из обыкновенной углеродистой стали (Ст5).
Скалки паровозов ИС для их облегчения выполнены пустотелыми, с высверленными по их длине каналами диаметром 55 мм. Для обеспечения прочности этих скалок при уменьшенной, вследствие наличия в них канала, площади сечения они изготовляются из специальной хромоникелевой стали. Примерный химический состав стали, углерода 0,2%, марганца 0,45%, кремния 0,35% и никеля 2,19%. Эта сталь после термической обработки обладает высокими механическими качествами.
Внутренний канал к концам скалки суживается до 10 мм, для чего концы заготовки скалки после высверливания в ней канала обжимаются кузнечным способом.
Перед окончательной механической обработкой скалка подвергается термической обработке, состоящей из закалки в масляной ванне при температуре 860° Ц и отпуска при 580°—600° Ц.1
Передний конец канала для предотвращения утечки пара заглушен пробкой.
Соединения скалки с поршнем и с крейцкопфом у паровозов ФД и ИС — обычной конструкции.
Передняя головка скалки обработана на конус 1 :15. Этим конусом скалка под давлением 55 т запрессовывается в коническое отверстие тумбы поршня; предварительно конусная головка скалки должна быть тщательно притерта к отверстию в поршне с таким расчетом, чтобы бурт на конусе скалки при запрессовке ее давлением 55 т не доходил до упора в тумбу поршня на 2 мм. Эти 2 мм оставляются как запас для допрессовки поршня в случае ослабления его на скалке во время эксплоатации.2
После запрессовки скалка закрепляется в поршне гайкой, навинченной на хвостовик головки; во избежание самоотвинчивания конец хвостовика расклепывается в холодном состоянии или приваривается к гайке.
На паровозах ФД заказа 1935 г. самоотвинчивание гайки на штоке предотвращается постановкой шпильки диаметром 16 мм. Шпилька пропускается через гайку и конец штока. Отверстие для шпильки сверлится после запрессовки поршня и затяжки гайки. После постановки конец шпильки расклепывается. На рис. 171 эта шпилька начерчена условным пунктиром.
1 После термообработки материал скалки должен иметь временное сопротивление разрыву не менее 65 кг на 1 кв. мм при удлинении не менее 18%.
® На паровозах первых выпусков этого зазора не делали и при ослаблении поршня на скалке приходилось головку скалки наплавлять или надевать на нее втулку (рубашку).
Задний конец скалки соединен с крейцкопфом при помощи конусной головки и клина. На конусной головке в месте перехода ее в цилиндрическую часть также сделан бурт
Скалка такой конструкции требует весьма тщательного изготовления, так как при некоторой неточности в обработке конусных поверхностей головки скалки и в тумбе крейцкопфа конусная головка скалки в крейцкопфе будет-сидеть слабо, и все давление на поршень будет восприниматься только буртом скалки. Поэтому при пригонке новой скалки надо оставлять между буртом и тумбой крейцкопфа некоторый зазор. Этот зазор постепенно, по мере износа конусных поверхностей головки и отверстия в тумбе крейцкопфа, исчезнет, но плотность соприкосновения поверхностей сохранится.
Головке дан конус 1 :15, а клину — уклон 1 :25.
Клин изготовляется из осевой стали (Ст5).
Длина поршневой скалки позволяет выдвигать поршень из цилиндра для осмотра и смены колец без разъединения скалки с крейцкопфом, чем значительно упрощается и ускоряется ремонт колец и осмотр поршней.
КРЕЙЦКОПФ
Крейцкопф и параллель на паровозах ФД и ИС — так называемого «Пенсильванского» типа.1
Особенность данной конструкции состоит в том, что крейцкопф скользит по параллели несколькими опорными поверхностями, дающими в сумме значительную площадь соприкосновения с параллелью. Большая площадь соприкосновения обеспечивает продолжительную работу трущихся поверхностей без заметного износа и предохраняет крейцкопф и параллель от нагрева.
Конструкция крейцкопфа показана на рис. 176, а поперечное сечение параллели— на рис. 177.
Как видно из рис. 176, на боковых поверхностях поползушки крейцкопфа простроганы по два продольные паза, в которые входят ребра параллели.
Рабочие поверхности поползушки крейцкопфа залиты бабитом № 1 с толщиной слоя 3 мм.
Для закрепления бабитовой заливки в горизонтальных опорных плоскостях поползушки крейцкопфа просверлен ряд сквозных отверстий, в которых бабитовая заливка образует как бы заклепки, а на боковых внутренних плоскостях сделаны пазы в виде ласточкина хвоста (рис. 176 и 178).
При переднем ходе паровоза давление, прижимающее крейцкопф к параллели, направлено снизу вверх. Поэтому поползушка крейцкопфа соприкасается с параллелью пятью верхними плоскостями своей рабочей поверхности. При заднем ходе паровоза давление направлено вниз, и поползушка скользит по параллели четырьмя нижними плоскостями.
Для устранения возможного заклинивания крейцкопфа в параллели делается зазор между горизонтальными трущимися плоскостями поползушки и
1 По имени одной из дорог США, на которой данная конструкция появилась впервые
параллели в 0,5 мм, а между вертикальными плоскостями — по 0,75 мм на каждую сторону.
Смазка к трущимся поверхностям крейцкопфа подводится через параллель на верхнюю плоскость поползушки С этой плоскости посредством про-
— крейцкопф.
Рис. 176. Крейцкопф.
2 — бабитовая заливка. 3 — крейцкопфный валик. 4 —
шпонка. 5 — нажим-
ная шайба, б—масленка. 7 —шайбы, в—отверстие для смазки.
рубленных в ней канавок и просверленных в ребрах поползушки крейцкопфа отверстий (рис. 178) масло распределяется
по остальным трущимся поверхностям поползушки.
Рис. 177. Поперечный разреа параллели
Корпус крейцкопфа отливается из твердой стали.1
Опорные поверхности крейцкопфного валика сделаны с конусом 1 :8, причем коническая поверх-
ность одного конца служит продолжением конуса другого. Это значительно упрощает обработку как самого
Рис 178. Смазочные каналы поползушки крейцкопфа.
валика, так и его гнезда в крейцкопфе.
От вращения в гнездах валик удерживается шпонкой 4
(рис. 176), поставленной на широком опорном конусе. Конструкция шпонки показана на рис. 179.
1 Сталь должна иметь временное сопротивление разрыву не менее 42 кг на квадратный миллиметр при удлинении не менее 20%.
-I—<i->—I- ?
I
Валик в крейцкопф закладывается снаружи, т. е. со стороны противоположной раме, и прижимается стальной нажимной шайбой 5 (рис. 176). Шайба крепится к крейцкопфу пятью шпильками диаметром 1".
На наружном конце валика сделан хвостовик, служащий цапфой для поводка маятника.
Внутри валика для облегчения его веса просверлен канал, закрытый на внутреннем конце валика винтовой пробкой.
Канал служит масляным резервуаром для смазки подшипника передней головки поршневого дышла. Масло к этому подшипнику подводится по трем радиальным каналам, просверленным с боков и сверху валика перпендикулярно внутреннему осевому каналу. В осевой канал масло подводится из масленки 6, прикрепленной на шпильках к нажимной шайбе 5 и плотно соприкасающейся своим притертым шаровым выступом с шаровой выточкой на торце хвостовика валика.
Смазка хвостовика валика, служащего цапфой поводка маятника, производится из этой же масленки через особый угловой канал, просверленный в хвостовике.
На внутренних поверхностях щек крейцкопфа сделаны заточки, на которые надеты бронзовые шайбы 7 толщиной 6 мм. Эти шайбы предохраняют переднюю головку поршневого дышла от трения о щеки крейцкопфа.
Горизонтальная перегородка, внизу, между щеками, служит поддержкой головки поршневого дышла при выемке крейцкопфного валика.
Через отверстия 8 в щеках над валиком можно при помощи обыкновенной масленки подавать смазку на подшипник передней головки дышла.
Заливка поползушки крейцкопфа бабитом и ремонт крейцкопфа. Бабито-товая заливка крейцкопфа, как показала эксплоатация первых паровозов ФД и ИС, изнашивается при исправной смазке весьма медленно и не требует возобновления от подъемки до подъемки Паровоза.
Заливку приходится менять, когда зазор между горизонтальными плоскостями поползушки и параллели достигнет 3—3,5 мм. Большего зазора допускать не следует, так как слой бабита настолько тонок, что стальные плоскости крейцкопфа при работе могут соприкоснуться с рабочими поверхностями параллели и испортить ее.
Для возобновления заливки необходимо удалить старую заливку, прочистить все пазы и отверстия, тщательно облудить поверхности, подлежащие заливке, и залить крейцкопф свежим бабитом.
При сплошной заливке пазов крейцкопфа много бабита тратится бесполезно. Для заливки рекомендуется применять специальные металлические формы, очертание которых сделано по рабочей поверхности поползушки с необходимым припуском на обработку. После заливки бабитом крейцкопф тща-
Рис. 179. Шпонка крейцкопфного валика.
тельно размечается, причем необходимо, чтобы рабочие поверхности заливки были строго параллельны оси скалки и оси крейцкопфного валика. Поэтому крейцкопф нужно размечать, когда он уже собран (рис. 180) со скалкой и с фальшивым валиком; у фальшивого валика на хвостовиках должны быть
Рис. 180. Крейцкопф, поршневая скалка и половина параллели.
точно нанесены центры. По этим центрам и по скалке проверяют положение крейцкопфа на разметочной плите.
Строжку следует производить по точному шаблону. Сперва делается точный шаблон профиля параллели, а по нему изготовляется шаблон профиля поползушки крейцкопфа с оставлением зазоров в 0,5 мм между горизонталь-
ными плоскостями и 0,75 мм между вертикальными плоскостями с каждой стороны. По этому последнему шаблону и производят строжку поползушки.
Посте прострожки поползушек крейцкопфа верхнюю опорную плоскость поползушки крейцкопфа вышабри-вают по плите, а остальные вышабри-вают непосредственно по параллели так, чтобы поползушка соприкасалась с параллелью всеми верхними плоскостями, работающими при переднем ходе паровоза.
Для удобства шабровки рекомендуется параллель снять и повернуть её прорезом кверху. Тогда крейцкопф при вдвигании его в параллель будет под действием собственного веса прижимать-
Рис.181. Приспособление для выжимания крейцкопфного валика.
Г — хвостовик крейцкопфного валика. 2 — тумба. 3—вы* жимной болт.
ся к ней верхними своими плоскостями, работающими при переднем ходе паровоза.
После пришабровки верхних плоскостей таким же способом, т. е. по параллели, пришабровываются нижние плоскости, но при этом параллель ставится в нормальное положение.
Приспособление для выжимания крейцкопфного валика показано на рис. 181.
Выжимной болт навертывается на резьбу хвостовика крейцкопфного валика. Затем к щеке крейцкопфа ставится тумба; через отверстие тумбы пропускается выжимной болт, на который навертывается гайка; навертыванием гайки валик вытягивается из своих гнезд.
При осмотрах паровоза в депо и в пути надо следить за шпильками и гайками, крепящими к крейцкопфу нажимную шайбу 4 крейцкопфного валика, так как вследствие стука поршневого дышла при износе плавающих втулок шпильки и гайки иногда слабнут.
ПАРАЛЛЕЛЬ
Паралелли паровозов ФД и ИС отличаются друг от друга лишь размером по длине (в виду различного расположения параллельных рам обоих паровозов). В остальном конструкция и размеры параллели на обоих паровозах одинаковы.
Рис. 182. Параллель паровозов ИС.
1 — подкладки для регулировки положения параллели. 2 — планка, удерживающая подкладки.
Параллель (рис. 182) состоит из двух симметричных половин, сболченных друг с другом по длине — на паровозах ИС десятью и на паровозах ФД семью призонными цементированными болтами с диаметром резьбы’/в".
На паровозах ФД заказа 1935 г. эти болты для большей плотности постановки делаются коническими (конус 1 :200) и изготовляются из стали Ст5.
На внутренней стороне каждой половины простроганы два паза (рис. 177 и 182), служащие направляющими для опорных поверхностей крейцкопфа. Пазы расположены внутри параллели и поэтому хорошо защищены от пыли и грязи. Этим и параллель, и крейцкопф предохраняются от быстрого износа и нагрева.
Пазы простроганы по всей длине параллели. Поэтому крейцкопф может быть легко снят с нее.
Рабочие плоскости на переднем конце параллели сделаны такой длины, что крейцкопф можно продвигать до задней крышки цилиндра и осматривать поршень без разъединения скалки с крейцкопфом.
Выжимной болт навертывается на резьбу хвостовика крейцкопфного валика. Затем к щеке крейцкопфа ставится тумба; через отверстие тумбы пропускается выжимной болт, на который навертывается гайка; навертыванием гайки валик вытягивается из своих гнезд.
При осмотрах паровоза в депо и в пути надо следить за шпильками и гайками, крепящими к крейцкопфу нажимную шайбу 4 крейцкопфного валика, так как вследствие стука поршневого дышла при износе плавающих втулок шпильки и гайки иногда слабнут.
ПАРАЛЛЕЛЬ
Паралелли паровозов ФД и ИС отличаются друг от друга лишь размером по длине (в виду различного расположения параллельных рам обоих паровозов). В остальном конструкция и размеры параллели на обоих паровозах одинаковы.
Рис. 182. Параллель паровозов ИС.
1 — подкладки для регулировки положения параллели. 2 — планка, удерживающая подкладки.
Параллель (рис. 182) состоит из двух симметричных половин, сболченных друг с другом по длине — на паровозах ИС десятью и на паровозах ФД семью призонными цементированными болтами с диаметром резьбы 7/в".
На паровозах ФД заказа 1935 г. эти болты для большей плотности постановки делаются коническими (конус 1 :200) и изготовляются из стали Ст5.
На внутренней стороне каждой половины простроганы два паза (рис. 177 и 182), служащие направляющими для опорных поверхностей крейцкопфа. Пазы расположены внутри параллели и поэтому хорошо защищены от пыли и грязи. Этим и параллель, и крейцкопф предохраняются от быстрого износа и нагрева.
Пазы простроганы по всей длине параллели. Поэтому крейцкопф может быть легко снят с нее.
Рабочие плоскости на переднем конце параллели сделаны такой длины, что крейцкопф можно продвигать до задней крышки цилиндра и осматривать поршень без разъединения скалки с крейцкопфом.
Передним своим концом параллель крепится посредством двух болтов с резьбой 18/з" к нижней плоскости горизонтальной полки кронштейна на задней цилиндровой крышке, а задним концом при помощи таких же болтов—• к нижней плоскости параллельной рамы. Такой способ крепления, когда параллель прилегает к нижним плоскостям своих опор, разгружает при переднем ходе паровоза параллельные болты от усилий, передаваемых на параллель от крейцкопфа.
Смазка параллели и крейцкопфной поползушки производится, во-первых, из фитильной масленки, поставленной на верхней наружной плоскости параллели, и, во-вторых, от смазочного пресса Натана, от которого маслопроводная трубка присоединена к штуцеру, ввернутому посередине каждой параллели.
В фитильной масленке поставлены две трубки и два фитиля. Масло подводится ими к каждой половине параллели. От штуцера трубки смазочного пресса идут также два канала по одному к каждой половине параллели. Масло из фитильной масленки и из пресса поступает на верхнюю рабочую плоскость параллели. Отсюда через просверленные в ребрах параллели отверстия масло стекает вниз и распределяется по всем остальным трущимся плоскостям.
Для большей надежности смазки следует всегда пользоваться обоими смазочными устройствами, т. е. фитильной масленкой и смазкой от пресса.
ПАРАЛЛЕЛЬНЫЕ РАМЫ
Правые и левые параллельные рамы паровозов ФД и ИС с междурамными креплениями соединены в одну общую стальную отливку.
Устройство параллельной рамы паровозов ФД показано на рис. 183.
Параллельные рамы
Рис. 183. Параллельная рама паровозов ФД
1 — левый кронштейн подшипников кулиссных цапф и переводного вала.
2 — параллельная рама. 3 — правый кронштейн подшипников кулиссных цапф н переводного вала. 4— поперечное междурамное крепление.
служат также поддержками для кронштейнов подшипниковых кулиссных цапф, а на паровозах ИС кроме того и подшипников переводного вала.
К параллельным рамам крепятся также передние гибкие подбрюшные опоры котла.
ЗОЛОТНИК
В целях увеличения площади открытия окон для впуска и выпуска пара диаметр золотников
паровозов ФД и ИС принят, как было указано выше, в 330 мм вместо обычных 250 мм на паровозах других серий; с той же целью увеличен и ход золотников, составляющий на паровозах ФД и ИС 198 мм на передний ход при наполнении в 60%.
Минимальный ход золотников (при положении камня в центре кулиссы) на паровозах ФД и ИС равен 130 мм, вместо обычных на наших других паровозах 76—78 мм.
Золотники паровозов ФД и ИС отличаются двумя конструктивными особенностями:
1. Вследствие больших размеров перекрыш и паровпускных окон в золотниковых втулках ширина золотниковых дисков довольно значительна; это-
Рис. 184. Золотник.
1 — задний диск золотника. 2 — передний диск золотника
3 — раструб золотника. 4— пружинящее кольцо.
6— опорное кольцо. 6— внутренняя труба. 7 — наружная труба. 8—шпонка. 9—штифт, удерживающий кольца.
10 — стопорный шуруп. 11—добавочное окно в золотниковой втулке.
позволило отказаться от контрштока и передать вес золотника на широкие опорные (неразрезные) кольца золотниковых дисков, скользящие по золотниковым втулкам; отсутствие контрштока облегчает вес золотника и значительно-упрощает конструкцию передней крышки золотниковой коробки.
2. Средняя часть золотника представляет собой трубу, по которой отработанный пар может проходить внутри золотника, и таким образом выпуск пара происходит сразу через обе (переднюю и заднюю) выхлопные трубы золотниковых коробок, чем снижается противодавление на нерабочую сторону поршня.
Устройство золотника показано на рис. 184.
На золотниковую скалку надеты два литые стальные диска; задний диск 1 опирается на бурт золотниковой скалки, а передний 2 — на гайку, навернутую на передний конец скалки. Диски удерживаются от вращения продольными шпонками 8.
Рис. 185. Золотниковые кольца Штарева.
/ — внутреннее распорное пружинящее кольцо. 2 — наружные пружинящие кольца.
На обод каждого диска плотно надето широкое неразрезное чугунное кольцо 5, служащее, как уже было указано, опорой золотника на золотниковой втулке.
Наружный диаметр опорных колец, во избежание заклинивание золотника в золотниковых втулках, делается на 0,8 мм меньше внутреннего диаметра золотниковых втулок (чертежный размер наружного диаметра опорных колец— 329,2 мм, а внутреннего диаметра втулок — 330 мм).
Кольца 5 удерживаются от вращения на дисках шурупами 10.
В поперечном сечении опорным кольцам 5 придана корытообразная форма; на внешней цилиндрической поверхности кольца проточена канавка для удержания смазки. Внешней торцевой поверхностью кольца опираются на закраины дисков 1 и 2, а внутренней торцевой поверхностью — на торцевые поверхности раструбов 3 средней проставочной части золотника.
Проставочная часть представляет железную сварную трубу с двойными стенками 6 и 7 и с приваренными к ним литыми стальными раструбами 3. Стенки труб 6 и 7 и воздушная прослойка между ними препятствуют охлаждению свежего пара выхлопным паром, проходящим внутри трубы 6.
Вся система, т. е. оба диска с надетыми на них опорными кольцами и проставочная труба, стягивается на золотниковой скалке посредством затяжки гайки на переднем конце скалки.
По краям опорных колец сделаны выточки, в которые вставляются пружинящие кольца 4.
Пружинящие кольца делаются в двух вариантах.
Кольца первого варианта (рис. 185) — системы Штарева, представляют собой три кольца, расположенные в одном
ручье, из них одно внутреннее 1 корытообразного сечения является распорным и служит для увеличения упругости надетых на него двух других, наружных, колец 2.
Все три кольца — разрезные, с прямыми разрезами без замков. Места разрезов наружных колец смещены друг от друга на 180° и находятся в вертикальной плоскости против прямых перемычек золотниковых окон; разрез внутреннего распорного кольца смещен от разрезов наружных колец на 90°, т. е. находится в горизонтальной плоскости.
Вращение колец в ручьях предотвращается штифтами, ввернутыми в вертикальные стенки ручьев, концы штифтов входят в полукруглые вырезы с внутренней стороны наружных колец в месте их разреза, эти же штифты не допускают и вращения внутренних колец, входя в вырезы на их боковых бортах.
Кольца системы Штарева дают хорошую паронепроницаемость вследствие равномерного нажатия по всей окружности на стенки золотниковых втулок.
Постоянная упругость неизнашивающихся внутренних распорных колец делает это нажатие почти независимым от износа наружных колец.
Такие кольца были поставлены на паровозах ФД и ИС первых выпусков
и работали удовлетворительно, пока золотниковые втулки были в исправности. Но при появлении незначительных выработок во втулках кольца начали
часто ломаться; смена же колец, вследствие некоторой сложности их конструкции, требует много времени и стоит дорого.
Поэтому был разработан второй вариант колец, по которому в каждом ручье помещается одно кольцо, сечения и размеров, показанных на рис. 184 и 186.
Эти кольца проще в изготовлении и не так подвержены изломам, но менее паронепроницаемы, чем кольца Штарева. Они также делаются с прямым стыком и удерживаются от вращения горизонтальными штифтами, пропущенными через -опорные кольца и входящими в полукруглые вырезы в местах разреза колец.
Во избежание большой утечки пара через прямые стыки колец зазоры в стыках при рабочем состоянии колец делаются по возможности малыми —- не более 1 мм.
г—ie—ч
Рис. 186. Золотниковое кольцо (2-й вариант).
ЗОЛОТНИКОВЫЕ ВТУЛКИ
Конструкция золотниковых втулок показана на рис. 184 и 187.
Ширина окон золотниковых втулок — 80 мм.
Втулки должны быть запрессованы так, чтобы расстояние между внутренними отсекающими кромками обоих окон было равно 800 мм и между наружными отсекающими кромками — 960 мм.
В окнах втулок (рис. 187) вверху и внизу сделаны прямые простенки 1, шириной верхний 25 мм и нижний — 50 мм. Против этих простенков располагаются стыки пружинящих колец золотников, остальные 8 простенков, шириной по углом 60° лотника.
Окна
Рис. 187. Золотниковые втулки.
I — прямые простенки. 2 — добавочное окно.
25 мм, размещены под к направлению хода зо-
во втулках образуются или путем отливки, или путем фрезеровки. В первом случае, для выравнивания отсекающих кромок и для получения должной ширины и правильного положения окон,
внутри втулки по кромкам окон протачиваются канавки шириной 2 мм и глубиной 3 мм.
Кроме основных окон, в каждой втулке устроено добавочное небольшое окно 2 (рис. 187) сечением 4 X 40 мм (размер 4 мм — вдоль оси золотниковой втулки). Располагаются эти окна внизу втулок и на расстоянии 50 мм от внутренней отсекающей кромки основных окон Добавочные окна нужны для впуска пара в цилиндры при трогании с места, так как в машинах с ограничен-мой отсечкой основные окна в обоих цилиндрах при некоторых положениях машины бывают недостаточно открыты.
Для облегчения закладывания золотника концы золотниковых втулок расточены на конус до диаметра 342 мм.
Внизу средней части золотниковой коробки между золотниковыми втул-< ками сделаны два прилива в виде продольных направляющих ребер 77 (рис. 160 и 161). Эти ребра не позволяют заднему диску золотника проваливаться между втулками при вынимании и закладывании. Направляющая поверхность этих ребер обрабатывается заподлицо с расточенными на конус концами втулок.
ЗОЛОТНИКОВЫЕ СКАЛКИ
Золтниковые скалки изготовляются из Ст5.
Диаметр средней части скалки (между дисками золотника) равен 50 мм, диаметр части, ходящей в сальнике, 60 мм.
С золотниковым кулачком скалка соединена помощью клина без гаек для регулирования положения золотника. Хвостовик скалки, входящий во втулку кулачка, обработан на конус в 1 :25.
Отсутствие регулировочных гаек в соединении скалки с кулачком обеспечивает правильную установку золотников в условиях деповского ремонта и устраняет возможность разверки их в пути.
Ремонт золотников и уход за ними. Для содержания золотников в хорошем состоянии необходимо следить за исправностью клапанов беспарного хода (клапаны Рикура, клапаны Лопушинского и байпасы).
Практика показала, что при неудовлетворительной работе паровоздушных клапанов на золотниковых втулках быстро образуются выработки, причиной возникновения которых является присос дымовых газов с угольной пылью при беспарном ходе (закрытом регуляторе).
Для смазки золотников на паровозах ФД и ИС нужно применять высшие сорта масла для перегретого пара: вискозин № 10 или вапор марки Т.
Вообще, при уходе за золотниками на паровозах ФД и ИС необходимо помнить, что золотники на этих паровозах, вследствие длинного их хода, а также их размеров и веса, работают в более тяжелых условиях, чем на наших паровозах других серий.
Особенности ремонта золотников на паровозах ФД и ИС обусловлю ваются тем, что износу здесь подвергаются не только пружинящие кольца, но и опорные кольца, которыми золотник лежит на золотниковой втулке. При значительной сработке этих колец золотник проседает вниз и поэтому теряет свое правильное положение в золотниковых втулках; получается перекос золотника, а это влечет за собой неправиьную выработку втулок. Перекос золотника наблюдается и после расточки золотниковых втулок. Поэтому при
износе опорных колец более чем на 1Уг мм или при расточке втулок на 2,5— 3 мм по диаметру необходимо менять и опорные кольца.
Диаметр новых опорных колец в таких случаях нужно устанавливать по фактическому диаметру расточенной втулки, а именно — наружный диаметр опорного кольца должен быть на 0,8 мм меньше диаметра втулки.
На рис. 188 показаны изменения размеров пружинящих и опорных колец при расточке втулок на 3 и на 6 мм.
Для изготовления золотниковых втулок, опорных и пружинящих колец нужно применять высококачественный чугун с повышенной прочностью и твердостью. При этом втулки и кольца обязательно должны быть изготовлены из однородного чугуна — одинакового состава и твердости (см. приложение 7). Практика и лабораторные исследования показывают, что мягкие кольца не только скоро изнашиваются, но и вызывают быструю выработку втулок.
При постановке новых пружинящих колец золотник необходимо разобрать. Ставить кольца путем их развода через диск золотника нельзя. При такой постановке в кольцах появляются надломы, влекущие за собой впоследствии поломку колец.
Вторая особенность ремонта золот
ников на паровозах ФД и ИС вызывается отсутствием регулирующих гаек в соединении скалки золотника с кулачком.
При обычных осмотрах золотников, когда они не подвергаются какому-либо сложному ремонту, отсутствие регулирующих гаек не создает затруднений. Наоборот, постоянное клиновое соединение без регулировки обеспечивает большую точность и быстроту установки золотников.
Когда же после ремонта приходится менять установку золотника (например: после смены кулачка, исправления головки скалки и т. п.), отсутствие регулирующих гаек несколько затрудняет проверку золотников. В таких случаях, если золотник нужно передать вперед, установку его производят путем прокладки точеной шайбы на задний упорный бурт скалки. Если же золотник нужно передать назад, бурт приходится подрезать.
РАЗДВИЖНЫЕ ЗОЛОТНИКИ СИСТЕМЫ ТРОФИМОВА
ДЛЯ ПАРОВОЗОВ ФД И ИС
Применение на паровозах ФД и ИС раздвижных золотников Трофимова стандартной конструкции невозможно. Прежде всего, при значительном весе и большом ходе золотников на этих паровозах стандартная конструкция не может обеспечить достаточную надежность плавной и безударной посадки
Рис. 189. Золотник Трофимова.
' — золотниковый диск. 2 — пружинящие золотниковые кольца. 3 — пружинящее кольцо упорной шайбы. 4 — упорная шайба. 5 — наружная труба. 6— внутренняя труба. 7— заклепка.
Рис. 190. Направляющая втулка для контрштока золотника
Трофимова.
втулка, 2 — грундбукса. 3 — смазочная трубка.
поршневых дисков золотника на упорные шайбы. Кроме того, в стандартной конструкции нет средней проставочной трубы для двустороннего выхлопа пара.
Поэтому золотники Трофимова для применения их на паровозах ФД и ИС пришлось переконструировать. Это было сделано самим изобретателем, предложившим конструкцию, изображенную на рис. 189.
Такими золотниками оборудовано по два паровоза ФД и ИС. Испытание золотников в эксплоатационных условиях дало хорошие результаты. Поэтому было решено оборудовать ими для более широкого опыта еще несколько паровозов ФД.
Как видно из рис. 189,
золотник сделан с внутренней
проставочной трубой 6 для двустороннего выхлопа. Стенки трубы, как и на
обыкновенных нераздвижных золотниках, — двойные, для предохранения трубы
от охлаждения протекающим внутри выхлопным паром
Так как оба диска раздвижного золотника стальные, то золотник снабжен контрштоком, который поддерживает его на весу и не позволяет дискам скользить по золотниковым втулкам и изнашивать их Контршток движется в направляющей втулке (рис. 190), устроенной внутри передней крышки золотниковой коробки.
Для смягчения ударов дисков 1 об упорные шайбы 4 и для улучшения паронепроницаемое™ на упорных шайбах поставлены пружинящие кольца 3 (рис. 189). Чтобы кольца не выходили из своих ручьев и не препятствовали надвиганию дисков, они удерживаются в ручьях четырьмя заклепками 7, расположенными по горизонтальному и вертикальному диаметрам шайбы. Отверстие для заклепок 7 в кольцах больше диаметра заклепок. Поэтому кольца сохраняют свою пружинящую способность и плотно прижимаются к внутренним стенкам дисков.
Кольца обеспечивают при посадке дисков на упорные шайбы образование хорошей паровой подушки, смягчающей удары дисков о шайбы.
ПОРШНЕВОЙ САЛЬНИК
Паровозы ФД и ИС оборудованы сальниками системы Кинга, которые отличаются от обычно применяющихся у нас сальников системы Шмидта и Сормовского завода простотой конструкции, несложностью ремонта и надежностью в работе.
В заднем поршневом сальнике паровозов ФД и ИС имеется лишь 9 деталей, против 41 детали сальников паровозов Су и Эу, и всего одно уплотняющее кольцо, автоматически уплотняющееся по мере его износа и не требующее при износе припиловки замков.
Устройство поршневого сальника показано на рис. 191.
Уплотняющее кольцо 9 трапецевидного сечения своей конической поверхностью входит в конусную расточку чугунного нажимного кольца 8, сидящего свободно (с зазором 3 мм по диаметру) на скалке. Кольцо 8 для надевания его на скалку разрезано на две половинки Обе половинки кольца 8 удерживаются стальной обичайкой 5. Обичайка вместе с нажимным кольцом 8 и уплотняющим кольцом 9 вставлена в чугунную направляющую втулку 6, сидящую в сальниковом гнезде цилиндровой крышки.
Между крышкой сальника и уплотняющим кольцом находится еще одно упорное чугунное кольцо 4, притертое к фланцу 1 и к уплотняющему кольцу 9-Кольцо 4 также состоит из двух половинок, стянутых витой пружиной 3. Пружина 3 надета в виде браслета на это кольцо.
Уплотняющее кольцо 9 разделено на две равные части косыми разрезами по дугам круга (рис. 192). Под действием пружины 7 и под давлением пара уплотняющее кольцо 9, входя в конусную расточку нажимного кольца 8, плотно прижимается к скалке.
При сработке внутренней поверхности уплотняющего кольца косые резцы его позволяют одной половине кольца скользить по другой, и поэтому кольцо всегда плотно обжимает скалку.
Крышка сальника крепится
Рис. 192. Уплотняющее кольцо поршневого сальника.
к фланцу сальникового гнезда шестью шпильками. Плотность постановки фланца обеспечивается проволочным прокладным кольцом 10 из красной меди, заложенным в выточку фланца.
Во фланце вокруг скалки сделано углубление, в которое закладывается набивка 2 из промасленного асбестового шнура. Набивка эта служит для очистки скалки от пыли и грязи. Удерживается набивка двумя шайбами 11 из листовой красной меди и крышкой 12, привернутой на шести шпильках к крышке сальника.
Сальник смазывается от пресс-масленки Натана цилиндровым маслом для перегретого пара. Масло подводится по просверленному в крышке сальника косому каналу 13 в пространство между упорным кольцом 4 и асбестовой набивкой 2 (рис. 191).
Уплотняюшие кольца 9 отливаются из специального сплава, состоящего из: меди . . . 40,0%, свинца . . . 57.5%, никеля . . . 2,5%.
Сплав этот обладает хорошими антифрикционнными свойствами, температура его плавления сравнительно высока. Изготовленные из него кольца изнашиваются весьма медленно, не плавятся от нагревания скалки и не так быстро изнашивают ее.
Попытки заменить сплав бабитом не увенчались успехом, так как бабито-вые кольца часто плавятся и быстро изнашиваются.
Отливка колец из этого сплава и обработка их (получение косых циркульных разрезов) требует особых технологических приемов, затруднительных для депо. Поэтому изготовление колец на дорогах рекомендуется производить в централизованном порядке — в мастерских или на заводах.
Пружины 7 и 3 изготовляются из такой же хромованадиевой стали, как и пружины секционных поршневых колец (см. стр. 166). Изготовлять эти пружины, особенно пружину 7, из обыкновенной углеродистой стали не рекомендуется, — эта сталь под действием высокой температуры перегретого пара быстро теряет свою упругость. Высота пружины в свободном состоянии должна быть 170 мм, а ее прогиб под’грузом 113 кг — 93,5 мм.
ЗОЛОТНИКОВЫЙ САЛЬНИК
Золотниковые сальники (рис. 193) отличаются от поршневых тем, что на-
жимное и опорные чугунные
бурта на золотниковой скалке у конусной головки позволяет надевать их ’ на скалку без разъема.
Уплотняющее кольцо 5 (рис. 193 и 194) подвергается действию выхлопного пара с невысокой температурой; поэтому сделано оно из обыкновенного бабита. По той же причине нажимная пружина 8 изготовлена из обыкновенной углеродистой стали (Ст7).
Уход за сальниками и ремонт. При осмотрах и сборке сальника нужно соблюдать следующие правила:
1. Уплотняющие кольца 9 (рис. 191) должны плотно охватывать скалку; зазоры в разрезе недопустимы В случае
кольца их сделаны цельными, так как отсутствие
неплотного прилегания колец к скалке аккуратно, по краске, припилить их разрезы и пришабрить обе половинки кольца к скалке; при наличии зазоров в замках кольца пришабривают к скалке до тех пор, пока разрезы плотно не
сойдутся.
2. На конусной и плоской опорной поверхности уплотняющего кольца 9 не должно быть забоин и пригоревшей грязи; необходимо, чтобы кольцо было хорошо притерто к конусу нажимного кольца 8 и к упорному кольцу 4; упорное же кольцо 4 должно быть хорошо притерто к крышке сальника.
3. Внутренний диаметр колец 8 и 4 должен быть на Змм больше диаметра скалки. Кольца надо собрать так, чтобы между их внутренней поверхностью и скалкой по всей окружности был одина-
ковый зазор, т. е. кольца, во избежание выработки ими скалки, не должны лежать на ней.
4. Промасленную асбестовую набивку во фланце необходимо периодически возобновлять, иначе она быстро спрессуется и перестанет очищать скалку от пыли и грязи, а это поведет к ускоренному износу уплотняющих колец и самой скалки.
5. При периодических осмотрах сальника все его части нужно очищать от нагара и грязи. Если сальник не парил, никакой припиловки разрезов
сальннка.
уплотняющих колец 9 делать не следует. Кольца сами, по мере износа внутренней их поверхности и поверхности скалки, автоматически, действием давления пружины 7 и давления пара, деформируются и плотно обжимают свалку.
Во время постройки паровозов ФД первых выпусков Луганский завод не мог освоить технологических процессов изготовления специального сплава для уплотняющих колец. Поэтому на первых паровозах ФД поставлены поршневые сальники, предложенные изобретателем Семиошко. Эти сальники представляют собой некоторое видоизменение сальника паровоза серии Э".
АРМАТУРА ПАРОВОЙ МАШИНЫ
Арматура паровой машины ФД и ИС одинакова и состоит из следующих приборов:
ПРЕДОХРАНИТЕЛЬНЫЕ ЦИЛИНДРОВЫЕ КЛАПАНЫ
На каждой цилиндровой крышке для предохранения ее от водяных ударов поставлено по одному пружинному предохранительному клапану (рис. 195). 184
Клапан поставлен в нижней части крышки, где сделано специальное отверстие с резьбой. В это отверстие ввернут стальной штуцер 1 и на штуцер навернут чугунный корпус 2 клапана.
В корпусе клапана устроены четыре ребра, которые служат направляющими для цилиндрического стального клапана 5 с плоской притиркой; садится этот клапан на плоскую же притирку штуцера 7.
Посадка клапана 5 на место происходит под давлением пружины 8. Давление пружины через тарелку и острие нажимного стержня 6 передается на клапан; другим концом пружина упирается в регулирующую гайку 3, ввернутую
в корпус клапана. В гайке просверлено сквозное отверстие, служащее напра влением нажимного стержня 6.
При подъеме клапана вода выходит через два щелевые отверстия в корпусе клапана.
Цилиндрический клапан 5 изготовлен из Ст5, а для устранения намятин от острия нажимного стержня в шаровое дно клапана на тугой посадке вста-
Рис. 195. Предохранительный клапан цилиндра.
1 — штуцер. 2—корпус клапана. 3 —регулирующая гайка.
4— контргайка. 5—клапан, в—стержень. 7—стопорный
шуруп. 8 — пружина. S—камень.
влен каленый стальной камень 9.
Центральное положение пружины, а следовательно центральное направление ее давления, обеспечивается стенками цилиндрического клапана и круглым углублением (гнездом) в гайке 3, ввернутой в торец корпуса клапана.
Пружина 8 изготовлена из стальной проволоки диаметром в 10 мм. В свободном состоянии, при среднем диаметре витков 40 мм, высота пружины составляет 106 мм, а в рабочем состоянии — 90 мм. Прогиб в 16 мм пружина дает под грузом 356 кг, соответствующим давлению на клапан 15 ат. На такое давление клапан и должен быть отрегулирован.
Для предотвращения произвольного отвертывания корпуса клапана в его-резьбовое соединение со штуцером ввернут шуруп 7.
ПРОДУВАТЕЛЬНЫЕ КЛАПАНЫ
На каждом цилиндре поставлено по три продувательные клапана — крайние для продувки цилиндров и средний для продувки средней части золотниковой коробки.
На рис. 196 показан первый вариант продувательного клапана, а на рис. 197 — второй вариант. Различаются они лишь формой выходного канала. При измененной форме выходного канала удобнее удалять из корпуса клапана проволочным крючком лед, грязь и т. д.
Продувательный клапан (рис. 196) представляет горизонтальный цилиндрический корпус 7, соединенный с цилиндром при помощи штуцера 5.
Канал штуцера сообщается в корпусе клапана с камерой, в которой помещается стальной шарик 11 диаметром 32 -мм.
Камера стального шарика образована из двух стальных чашек 7 и 8 с ко-
V цилиндру
ЪертмаЛМЯ разрез
Рис. 196. Продувательный клапан цилиндра.
1 — корпус клапана. 2 — крышка. 3 — контргайка. 4 —крышка.
3 — штуцер. 6 — поршень. 7 — чашка. 8 — чашка, S — кольца.
10 — пружина. 11 — шарик. 12 — штуцер.
нусными притирками. Чашки удерживаются в корпусе клапана нажимной гайкой 4, ввернутой в конец корпуса и закрепленной глухой контргайкой.
Со стороны чашки 7 камера сообщается со штуцером, которым клапан ввернут в цилиндр, а со стороны чашки 8 — с выпускным каналом в атмосферу. Выпускной канал представляет собой отросток на корпусе клапана, несколькб отогнутый назад по ходу паровоза (у клапанов паровозов выпуска 1934—1935 гг. отросток, для большого удобства прочистки выпускного канала, делается прямым).
Другой конец корпуса — цилиндрический, диаметром 60 мм. С торца цилиндр закрывается крышкой 2. В нем ходит поршень 6 со стержнем и с двумя пружинящими чугунными кольцами 9 сечением 3 X 2,4 мм. Между поршнем и дном цилиндра поставлена пружина 10. Шарик под давлением пара в цилиндре прижимается к притирочной поверхности чашки 8 и запирает выход пара из цилиндра.
При продувке паровых цилиндров под поршень 6 через штуцер 12, к которому присоединен воздухопровод, впускается воздух; поршень своим стержнем отталкивает шарик от притирочной поверхности и открывает выход наружу воде и пару.
Для прекращения продувки воздух выпускается из-под поршня. Последний пружиной 10 отодвигается в свое крайнее положение к крышке 2, а шарик под давлением пара в ци
линдре прижимается к притирочной поверхности чашки 8.
Для предотвращения во время продувки утечки воздуха и большого его расхода поршень при крайнем левом положении упирается своей притертой галтелью в выточку в цилиндре.
Чашка 7 служит для закрывания парового канала шариком при ходе паровоза без пара, когда в цилиндре образуется разрежение. Под действием атмосферного давления шарик прижимается к чашке 7 и препятствует засасыванию воздуха в цилиндр.
На стоянках, когда в цилиндрах давления нет, шарик под действием собственного веса скатывается с притирочной поверхности чашки 8 и открывает выход из цилиндра конденсационной воде. Таким образом на стоянке открывание клапанов происходит автоматически, без применения воздушного привода.
Пружина поршенька с пятью витками изготовлена из стальной (Ст7)
Горизонтальны разрез
проволоки, диаметром 3,5 мм. Средний диаметр витка — 35 мм. В свободном состоянии высота пружины — 50 мм; под грузом 127 кг пружина должна давать прогиб в 25 мм.
Для стока воды из пространства, в котором помещается пружина, в корпусе сделано отверстие А.
Рекомендуется через одн у-д ве промывки разбирать клапаны путем снятия торцевых крышек 2 и гаек 4 и промывать керосином чашки камеры стального шарика, самый шарик, поршень с кольцами и пружину.
Рис. 197. Продувательный клапан цилиндра заказа 1934 г.
Привод к продувательным клапанам действует воздухом и состоит из воздухораспределительного крана и трубопровода, идущего к продувательным клапанам.
Воздухораспределительный кран находится в будке с правой стороны у наружной стенки. Кран (рис. 198) состоит из чугунного цилиндрического корпуса 1, в котором вращается коническая бронзовая пробка 2. На поверхности пробки сделан полукруглый вырез.
В корпусе крана устроены три канала, выходящие наружу в виде отростков. Левый горизонтальный отросток подводит воздух к продувательным кла
панам при их продувке; правый горизонтальный, соединенный с атмосферой, служит для выпуска воздуха из клапанов по окончании продувки, и третий, вертикальный, отросток в нижней части корпуса подводит воздух к корпусу крана из главных воздушных резервуаров.
Поворот пробки осуществляется ручкой 3, насаженной на стержень пробки. При закрытом положении ручка отклонена на 45° от вертикали в сторону от машиниста. В этот момент пробка крана закрывает вертикальный воздухоподводящий канал и соединяет трубопровод и пространство под поршеньками
Рис. 198. Воздухораспределительный кран продувательных клапанов цилиндра.
1 — корпус крана. 2 — пробка. 3 — ручка. 4 — стержень тарелки. 5 — крышка. 6 — пружина.
продувательных клапанов с атмосферой; следовательно, воздух выпущен из цилиндриков клапанов и из всего трубопровода, поршеньки клапанов отошли в свои крайние правые положения, и процесса продувки нет.
Для продувки машинист поворачивает ручку на себя на 90° от ее первоначального положения. Тогда полукруглый вырез пробки соединяет в корпусе проходы левого и вертикального отростков, воздух входит под поршеньки продувательных клапанов, и начинается процесс продувки.
Бронзовая пробка крана прижимается к своему гнезду тарелкой, на которую давит пружина 6, помещающаяся между тарелкой и крышкой 5 корпуса крана. Кроме того, пробка прижимается к гнезду и давлением воздуха, так как нижний вертикальный отросток сообщается особым небольшим каналом в корпусе крана с пространством между крышкой корпуса и пробкой.
АВТОМАТИЧЕСКИЙ ВОДОСПУСКНОЙ КЛАПАН
На выхлопных трубах, в нижней точке вертикального их изгиба, поставлены трубки, соединенные с автоматическими водоспускными клапанами. Трубки ввернуты в бабышки, приваренные к выхлопным трубам.
Автоматический водоспускной клапан (рис. 199) устроен так:
В чугунном корпусе клапана 1 сделаны два канала, соединенные вертикально поставленной втулкой 3 с отверстием для прохода воды и с притиркой для закрывания шариком 2. При наличии давления в выхлопной трубе шарик давлением пара приподнят кверху, прижат к притирке и запирает проход.
При закрытом регуляторе, когда в выхлопной трубе давления нет, шарик падает, и конденсационная вода через отверстия во втулке, а затем по трубке, присоединенной к нижнему выходному отверстию корпуса, стекает наружу. Эти клапаны и их трубки часто засоряются нагаром масла. Поэтому их следует почаще отнимать и прочищать.
На паровозах ФД заказа 1935 г. этот клапан не ставится.
СМАЗОЧНЫЙ ПРЕСС НАТАНА
Рис. 199. Автоматический водоспускной клапан.
/ — корпус. 2—шарик. 3 — втулка.4—пробка. 5—контргайка. 6 — контргайка.
Паровозы ФД и ИС оборудованы двумя смазочными прессами системы Натана. Один из них устанавливается на правой, а другой на левой стороне паровоза. Каждый пресс устроен на восемь выходов.
У правого пресса четыре выхода смазывают золотники, два — цилиндры и
два — поршневые сальники.
У левого пресса на паровозах ИС два выхода смазывают парал-лелй, два—кулиссные камни, два— верхние и сердние валики маятника, и два — торцевые поверхности букс передней сцепной оси.
На паровозах ФД у левого пресса использовано только четыре выхода, из них два производят смазку кулисе и два — смазку параллелей; остальные четыре выхода на паровозах ФД пока заглушаются и являются запасными на случай порчи первых четырех.
Прессы устанавливаются на •особых подставках. Подставки расположены на задних крышках золотниковых коробок (см. описание этих крышек, стр. 161).
От правого пресса масло подается к золотниковым коробкам,
Рис. 200. Общее расположение смазочного пресса Натана и приводного механизма.
11! s r 11 &2 S Sa I g.
I •> S “ d ° «
H17^ fdllf 4 § e & §
« 8 § 7 a „ g g « I g § g Hitlh »s^Ls s i . I i-P
41
И If а - . «г® | g “’.t 5 | I 5 S3 f § * O s s &S « “-Ss
S g S S5 12-?!
ИНН eg . “g
!4
g S E £ 5 g c 7 j s 1 & id I 1 1 §
H?2aSS
вой стали с закалкой в масле при
||1 iil«g fills
280—285.
!
Л 1
i
цилиндрам и сальникам через особые обратные клапаны системы Натана. От левого пресса масло подводится непосредственно к смазываемым деталям.
Правый пресс наполняется цилиндровым маслом для перегретого пара (вискозин № 10 или вапор марки «Т»). В левый пресс наливается обыкновенное машинное масло (марки «2» или «Т» ОСТ 274).
На рис. 200 изображено общее расположение смазочного пресса Натана с приводом и обратными клапанами. Устройство смазочного пресса Натана изображено на рис. 201 и состоит в следующем.
На дне прямоугольной коробки 1, служащей резервуаром для масла, укреплены восемь цилиндров 2. Цилиндры вставляются в отверстия дна коробки, и каждый укрепляется с наружной его стороны четырьмя шпильками.
В цилиндрах двигаются поршни 15, приводимые в движение кулачковым валом 10.
Поршеньки изготовляются из хромоникеле
температуре 850—900° Цис последую-
щим отпуском 500° Ц. Твердость по Брйнелю после отпуска должна быть
Коробка сверху закрывается крышкой 7, закрепляемой двумя зажимами 8.
Через отверстие с задвижкой 6 в этой крышке производится наполнение ко-
робки маслом. Прежде чем попасть в коробку, масло проходит через сетку 39, расположенную по всей длине коробки.
Из коробки 1 масло попадает в резервуар 3 на дне коробки. Предварительно оно проходит через вторую цилиндрическую сетку 4, как показано стрелкой на рис. 201. В резервуаре масло прогревается трубкой 5, по которой пропускается пар от пароразборной коробки насыщенного пара. Трубка 5 в стенках корпуса коробки уплотняется сальником 40. На боковой стенке коробки 1 находится маслоуказательное стекло (невидное на рисунке).
Из резервуара 3 подогретое масло всасывается в цилиндры по каналам 16 и выталкивается из цилиндров по каналам 22 через шаровые обратные клапаны 23
Рис. 202. Цилиндр смазочного пресса Натана.
Обозначения см. под рнс. 201.
в маслопроводные трубки, присоединенные к штуцерам обратных клапанов
К боковой стенке коробки 1 прикреплена круглая крышка 36, в которой расположен трещеточный механизм.
На конце горизонтального валика 29 этого механизма имеется головка 9, в которой эксцентрично к оси валика сделано углубление 13. В углубление входит шарообразный хвостовик 14 водила 11. Водило неподвижно укреплено при помощи шпильки на кулачковом валу 10.
Эксцентрическое углубление 13 при вращении валика 29 перемещается по кругу, и поэтому движение кулачкового вала 10 производится в двух направлениях: вращательно-колебательное вокруг его горизонтальной оси на некоторый угол в ту и другую стороны и поступательно-колебательное вдоль этой же
оси Чтобы можно было получать последнее движение, шейкам вала в подшипниках 41 даны соответствующие разбеги.
В утолщенных головках 27 поршней 15 устроены прорезы 26 продолговатой формы, в которые входят кулачки 12 вала 10.
Вследствие вращательно-колебательного движения кулачкового вала поршни двигаются вверх и вниз. Этим движением производится засасывание
Рис. 203. Позиции кулачкового вала и поршней. Обозначения см. под рис. 201.
сывающих и нагнетательных каналов в цилиндре:
масла в цилиндры и выталкивание его из цилиндров. Движение поршня вниз происходит под действием кулачка 12. Вверх поршень возвращается пружиной 28, сжатой при нисходящем движении поршня.
В зависимости от поступательно - колебательного движения кулачкового вала поршни приходят во вращательно-колебательное движение вокруг своей вертикальной оси. Этим движением поршней открываются и закрываются всасывающие и нагнетательные каналы в цилиндрах, для чего на боковых поверхностях поршней сделаны две канавки 18 и 19, сообщающиеся с продольным каналом 17, просверленным в поршне.
На рис. 202 показано расположение вса-<анал 16 — всасывающий,
а три канала 20, 21 и 22 — нагнетательные.
Рис. 203 и 204 изображают четыре последовательные позиции кулачкового вала и поршня и расположение распределительных канавок и каналов поршня.
Позиция 1. Поршень дошел до среднего положения по высоте своего хода и двигается вверх. Канавка 18 находится против всасывающего канала 16. Через нее масло засасывается в цилиндр. Масло проходит по каналам 16 и 17 и по канавке 18 внутрь цилиндра.
Позиция 2. Поршень занимает наивысшее положение. За время своего движения от середины до наивысшего положения поршень повернулся вокруг вертикальной оси по часовой стрелке (если смотреть сверху). Поэтому
всасывающий канал 16 начинает разобщаться с канавкой 18, а противоположная канавка 19, наоборот, сообщается с нагнетательным каналом 21.
Позиция 3. Поршень вновь приходит в свое среднее по высоте положение, но движется вниз. Происходит нагнетание масла по каналу 17 и канавке 19 в канал 21 и из последнего в канал 22 и далее к месту подачи.
Позиция 4. Поршень находится в самом низком положении. Вновь происходит вращение поршня, но в обратном направлении, т. е. против часовой
1 позиция II позиция
III позиция
IF позиция
Разрез по А-Б Разрез по А-Б Разрез по А-Б Разрез п А-Б
Рис. 204. Позиции поршней в цилиндрах.
Обозначения см. под рнс. 201.
стрелки. Поэтому канавка поршня 19 разобщается с нагнетательным каналом 21, а канавка 18 начинает сообщаться со всасывающим каналом 16. В конце нисходящего хода поршня масло нагнетается и через канавку 18 и через канал 20.
Подача масла регулируется шурупами 24 (рис. 201), расположенными над каждым поршнем. Поршень при его восходящем движении упирается в стержень 25. Этим самым ограничивается вертикальный ход поршня, а следовательно и количество всасываемого и нагнетаемого масла. Чем глубже будет завинчен шуруп 24, тем меньше будет и ход поршня и подача масла При завернутом до отказа шурупе 24 поршень вовсе не будет иметь вертикального
13 Паровозы ФД—ИС.—676.
193
хода, и потому подача масла прекратится. Кулачок 72 вала 10 будет двигаться в прорезе головки поршня 26 вхолостую, вызывая лишь вращательное движе-
ние поршня.
В установленном нужном положении шуруп 24 закреплен круглой установочной гайкой 44. Стержень 25 соединяется с головкой поршня при помощи пружинки 45 и свободно сидит в штуцере регулирующего шурупа. Такое соединение устраняет возможность излома стержня при несовпадении оси направляющего штуцера шурупа 24 с осью поршня.
Трещеточный механизм состоит из двух храповых колес 33 и 35, прикрепленных шурупами к особой державке. Державка насажена на квадрат вала 29. На хвостовике державки качается крышка трещетки 32 с присоединенными к ней на валиках 37 тремя собачками 30, действующими на храповое колесо 33. Другие такие же три собачки установлены на неподвижной крышке 36 и действуют на храповое колесо 35, не позволяя ему вращаться вместе с валом 29 в обратную сторону. К хвостовику крышки 32 двумя болтами прикреплен рычаг 38, получающий качательное движение от маятника при помощи приводного механизма (рис. 200).
Вал 29 уплотняется в крышке 36 сильником, состоящим из набивки 40 и бронзовой шайбы 50.
Державка 47 удерживается на валу 29 пружиной 52 и гайкой 57; крышка же 32 удерживается на хвостовике державки навернутой на его резьбу рукояткой 46. Нарезная втулка этой рукоятки стягивается в виде хомута на резьбе хвостовика державки. В крышку 32 запрессована бронзовая втулка 48.
Наверху крышки 32 устроена масленочка 42 для смазки втулки 48. Остальные движущиеся части пресса смазываются маслом, находящимся в коробке пресса.
По обоим концам резервуара 3 сделаны отверстия. В одно из них ввернута пробка 43, в другое — невидное на чертеже, но расположенное симметрично с первым, ввернут штуцер с контрольным краником. Пробка и краник служат для спуска воды из коробки пресса и для очистки коробки от грязи.
На боковых стенках коробки поставлены винтовые крышки, через которые можно вынимать сетку фильтра 4 для прочистки.
Общий вид пресса Натана показан на рис. 205.
ОБРАТНЫЕ КЛАПАНЫ НАТАНА
Масло от пресса к тем трущимся частям, которые находятся под давлением пара, а именно к золотникам, цилиндрам и сальникам, подводится через 194
особые обратные клапаны системы Натана. Назначение этих клапанов — препятствовать проникновению пара и воды в маслопроводные трубки.
Клапаны устанавливаются на особых подставках, укрепленных наверху у заднего конца (рис. 170 и 200) золотниковых коробок или на задних их крышках. Из клапанов масло поступает к трущимся частям по трубкам, которые присоединены к штуцерам, ввернутым в место подвода смазки.
Обратный клапан изображен на рис. 206. Устройство его таково.
Чашка 7 сверху закрыта латунной диафрагмой 14, укрепленной при помощи шайбы 7 и стакана 2. Стакан 2 ввернут на резьбе в чашку 1. С центром диафрагмы при помощи двух гаек 5 и 6 соединен штифт 10, закрывающий
своим коническим концом выходное отверстие для масла в штуцере 11. Штифт в гайке 6 сидит свободно и подвешен к гайке на пружине 12. Свободная посадка штифта в гайке 6 должна препятствовать перекосу штифта и нецентральному его расположению по отношению к отверстию в штуцере 11.
В стакане 2 расположена пружина 4, нагружающая диафрагму 14 через гайку 5. Давление пружины регулируется нажимной пробкой 3, закрепляемой в установленном положении контргайкой 9.
Масло от пресса подводится к клапану по трубке 15 и отводится от клапана по трубке, присоединяемой к штуцеру 16. Этим же штуцером клапан крепится к подставке (рис. 200).
На чашке имеется еще третий штуцер 17, закрытый клапаном 13 с накидной гайкой. Этот клапан
Рис. 206. Обратный клапан Натана.
7 — чашка. 2 — стакан. 3 — нажимная пробка. 4 — пружина. 5 — гайка. 6 — гайка. 7 —щайба. 8 — гайка- 9 — контргайка. 10 — штифт 11 — штуцер. 12 — пружина. 13 — клапан. 14 — диафрагма. 15-маслоподводящая трубка. 16 — маслоподводящий штуцер. 27 — контрольный штуцер. 18 — контрольное отверстие.
является контрольным и служит для проверки поступления масла из пресса в чашку 1.
Масло, подаваемое прессом в чашку, преодолевает действие пружины 4, поднимает диафрагму 14 вместе с штифтом 10 и через открывшийся проход в штуцере 11 проходит к смазываемой детали.
Пружина 4 при помощи нажимной пробки 3 должна быть отрегулирована так, чтобы штифт 10 открывал выход масла из клапана, когда давление
масла, в чашке на 1—2 ат выше давления пара, впускаемого в золотниковую коробку, т. е. штифт должен открывать выход масла при давлении в чашке 16— 17 ат по манометру Если штифт будет открывать выход масла при меньшем давлении, возможен проход пара из цилиндров или из золотниковой коробки в чашку, а из нее в маслопроводные трубки пресса.
Регулировку пружины 4 можно производить или на масляном приборе, применяемом для проверки манометров, или на месте при помощи смазочного
пресса.
В последнем случае к штуцеру 17 присоединяют проверенный манометр и отнимают трубку от штуцера 16. Затем, вращая смазочный пресс вручную, нагнетают масло в чашку клапана до давления 16—17 ат, после чего осторожно
отпускают пробку 3 до тех пор, пока масло не пойдет через штуцер 16. В таком положении пробку закрепляют контргайкой 9. В случае пропуска масла штуцером при меньшем давлении нужно подтянуть пробку 3. Если же подтягивание пробки не помогает, то либо испорчена притирка конуса штифта к седлу штуцера 11 и ее нужно восстановить, либо сломалась пружина 4 и ее нужно сменить.
Появление масла из отверстия 18 в стакане клапана 2 при работе смазочного пресса означает, что либо появились неплотности в постановке диафрагмы в чашке или в постановке гаек 5 и 6, либо лопнула диафрагма. В таких случаях нужно разобрать клапан и устранить неисправность.
Уход за смазочным прессом Натана. Смазбчные прессы Натана значительно проще по конструкции и надежнее в работе, чем прессы Фридмана, Сормовского завода и др. Тем не менее они требуют столь же внимательного ухода и бережного обращения, как и прочие смазочные прессы.
Для безотказной и правильной работы прессов Натана следует соблюдать следующие правила.
Заправку прессов надо производить чистым, незагрязненным маслом. Наполнение маслом производится через отверстие 6 в крышке, причем самая крышка 7 не открывается. Крышку вообще рекомендуется держать запломбированной и открывать ее только для регулировки подачи масла и для осмотра и очистки пресса.
Перед заправкой прессов маслом следует через спускной контрольный кран, установленный на резервуаре 3, спустить из коробки пресса воду, попадающую туда вместе с маслом и оседающую на дно коробки.
Для смазки цилиндров употребляется только вискозин № 10 или вапор марки «Т».
В холодное время прогрев масленки производится при помощи трубки 5 с таким расчетом, чтобы температура масла была не более 60—70° Ц, т. е. чтобы рука терпела прикосновение к стенкам камеры 3.
Перед выездом из депо следует прокачивать пресс вручную при помощи рукоятки 46 до тех пор, пока через контрольные отверстия обратных клапанов и частей парораспределительного механизма не покажется масло.
Такое же прокачивание обязательно производится после длительных стоянок (один час и более) на промежуточных станциях, так как при таких долгих стоянках масло уходит из маслопроводов.
Перед выездом из депо трещеточный и приводной механизмы смазываются через масленку 42 и масленки приводного механизма.
Во время работы паровоза нужно следить, работают ли прессы; показателем их работы служит прерывистое вращение рукоятки 46 трещетки. Если рукоятка не вращается или вращается взад и вперед, это означает, что трещеточный механизм не работает. Его нужно разобрать и устранить неисправность.
Периодически, примерно раз в месяц, следует вынимать фильтр 4 и очищать его от грязи.
Раз в три месяца или при генеральных промывках паровоза пресс надо разбирать для очистки и осмотра всех его частей и замены изношенных и неисправных. После осмотра пресс испытывается на количество подаваемой
смазки и на давление, которое дает каждый поршень. При наибольшем ходе поршня, т. е. при наивысшем положении регулирующего шурупа 24, каждый поршень за один оборот рукоятки пресса должен давать около 0,4 граммов масла (или за 100 оборотов около 40 граммов) и давление не менее 17 ат.
Для испытания прессов рекомендуется устроить в депо специальные столы.1
При испытании прессов следует одновременно производить проверку и регулировку обратных клапанов Натана.
Испытывая пресс, рукоятку нужно вращать примерно с такой же скоростью, с какой она вращается на ходу паровоза. При более быстром вращении пресс будет подавать меньше масла, а давление давать большее.
Подачу смазки каждым поршеньком приходится регулировать опытным путем. Признаком правильно отрегулированной подачи является достаточно жирное покрытие маслом смазочных трущихся поверхностей без излишнего расхода смазки. Признаком излишней подачи смазки в золотниковые коробки и цилиндры служит появление толстого слоя нагара на крышках цилиндров, в выхлопных трубах и в конусе. Излишняя подача смазки на наружные трущиеся части вызывает разбрызгивание смазки и покрытие ею смежных частей паровоза.
В цилиндры должно подаваться одним выходом примерно 2/з—3Д количества смазки, подаваемой двумя выходами в золотниковые коробки. Поэтому нормальная подача золотниковых выходов составляет от 65 до 75% от подачи выхода в цилиндр.
Подача смазки в сальники должна быть раза в 2—3 меньше, чем в цилиндры.
При регулировании расхода смазки прессом можно руководствоваться для ориентировки следующими цифрами.
Передаточный механизм к прессу устроен так, что одному полному обороту вала 29 пресса соответствуют 22 оборота паровой машины паровозов ФД и ИС. При пробеге 100 км машина паровоза ФД делает примерно 22 000 оборотов, а машина паровоза ИС—17500 оборотов. Следовательно, пресс на паровозах ФД делает 1 000 оборотов, а на паровозах ИС — 800 оборотов. Расход масла при наибольшей подаче поршней пресса на паровозах ФД 1 000 X 8 X 0,4 — 3 200 граммов, а на паровозах ИС — 800 x 8 x 0,4 = = 2 560 граммов на 100 км.
ПАРОВОЗДУШНЫЕ КЛАПАНЫ И БАЙПАСЫ
Для устранения разрежения в золотниковой коробке и присоса газов с изгарью через конус при беспарном ходе (закрытом регуляторе) паровозы ФД и ИС оборудованы паровоздушными клапанами Лопушинского. Устройство этих клапанов, показанное на рис. 207, не отличается от устройства таких же клапанов, устанавливавшихся на других паровозах. Насыщенный пар к клапану
1 Описание такого стола смотри в журнале «Тяговое хозяйство» за 1933 г. № 5—6, статья Хитрова.
подводится по трубке от камеры насыщенного пара коллектора пароперегревателя. На трубке поставлен вентиль, служащий для закрытия прохода пара при осмотре и ремонте клапана. Клапаны
Рис. 207. Паровоздушный клапан Ло-нушинского.
1 — корпус. 2 — седло, л—воздушный клапан.
4— штуцер. 5—направляющая втулка. 6—паровой клапан. 7 — пружина, в — пробка—крышка
устанавливаются на отростках, приваренных к паровпускным трубам.
Практика эксплоатации паровозов ФД и ИС показала, что клапаны Лопушинского вследствие малого сечения прохода работают неудовлетворительно — не обеспечивают свободного беспарного хода паровоза. Кроме того, клапаны эти часто ломаются. Поэтому для беспарного хода паровозов ФД и ИС постройки 1935 г. разработан байпас, показанный на рис. 208. На каждый цилиндр ставятся по два такие байпаса.
В стальном корпусе / байпаса с крышкой 3 помещается односедельный клапан 2. Клапан 2 направляется в корпусе двумя составляющими с ним одно целое поршнями 4 и 5 Диаметры этих поршней различны, а следовательно различны и площади. Кана 6 соединяется с паровпускной камерой золотниковой коробки (пространство между золотниковыми дисками), а канал 7 с паро-
вым каналом, идущим от золотниковой коробки к цилиндру. При открытом
регуляторе, т. е. при наличии давления в золотниковой коробке, пар по ка-
налу 6 и через четыре круглые окна 10 попадает под поршень 5 и прижимает клапан 2 к седлу корпуса. Каналы 6 и 7, т. е. паровпускная камера золотниковой коробки, и паровой канал цилиндра в это время разобщены.
При ходе паровоза с закрытым регулятором в золотниковой коробке
Рис. 208. Байпас.
1__корпус. 2 — клапан. 3 — крышка. 4 и 5 — поршни клапана 2. б — клапан,
соединенный с золотниково i камерой. 7 — канал, соединенный с паровым каналом цилиндра. 8 — канавка. 9 — камера малого поршня клапана. 10 — отверстия в поршне 5 клапана 2. 11 — канавка для спуска конденсата. 12 — отверстие
для штыря. 18 — кольцо красной меди.
(в пространстве между дисками золотника) образуется разрежение, вызываемое высасыванием воздуха поршнем ма-
шины. Следовательно, в пространстве между поршнем 5 байпаса и крышкой его 3 давление будет меньше атмосферного, а в пространстве между поршнями 4 и 5 давление равно атмосферному или даже выше его (в момент сжатия с цилиндре},
Под действием разницы давлений клапан 2 отодвинется вправо до упора в крышку 3 и откроет проход воздуха из канала 7 в канал 6. Таким образом давление в цилиндре сравняется с давлением в золотниковой коробке. А так как байпасы поставлены на обоих концах золотниковой коробки, то будет происходить непрерывная перекачка воздуха из одной полости цилиндра в другую и давление с обеих сторон поршня будет одинаково.
Нужно заметить, что во время нахождения поршня 5 у крышки 3 (при ходе паровоза с закрытым регулятором) воздух по канавке 8 попадает в камеру 9 и под поршень 4
После открытия регулятора клапан 2 давлением пара, прошедшего через канал 6 и отверстия 10, отодвигается влево и прижимается к седалищу корпуса. Удар при посадке клапана устраняется воздушной подушкой в камере 9. При посадке клапана воздух, сжатый в камере 9, будет медленно выходить по канавке 8 и создаст воздушную подушку для плавной посадки клапана.
Канавка 11 сделана для спуска конденсата из пространства между крышкой 3 и клапаном 2. Отверстие 12 предназначено для ввертывания штыря при выемке клапана из корпуса. Клапан 2 работает в области высоких температур, подвергаясь в то же время и ударам. Поэтому он изготовлен из Ст5. Заменять при ремонте этот материал другим не следует.
Поршни 4 и 5 клапана 2 входят в соответствующие гнезда корпуса / с зазорами 0,6—0,7 мм по диаметру. Допускать увеличения этих зазоров не следует, так как это будет увеличивать удар при посадке клапана.
ДВИЖУЩИЙ МЕХАНИЗМ
ДЫШЛОВЫЙ МЕХАНИЗМ
Главное отличие дышлового механизма паровозов ФД и ИС от дышловых механизмов старых серий паровозов заключается в особом устройстве головок дышел и их подшипников.
Кривошипные головки дышел паровозов ФД и ИС сделаны закрытого типа; клиновые подшипники в них заменены круглыми неразрезными подвижными подшипниками, так называемыми плавающими втулками.
Закрытые кривошипные головки дышел по весу получаются легче клиновых, а поэтому уравновешиваются и противовесом меньшего веса.
Отсутствие клиновых подшипников облегчает уход за дышловым механизмом.
ПЛАВАЮЩИЕ ВТУЛКИ
Плавающая втулка представляет собой бронзовый подшипник-втулку (рис. 209), свободно сидящий как в головке дышла, так и на шейке пальца кривошипа. Для предотвращения износа головок дышел в них впрессованы стальные (Ст5) втулки, в которых и вращаются плавающие втулки. При разработке стальной втулки ее легко можно сменить.
Для пропуска смазки на шейку пальца в плавающей втулке сделано несколько рядов равномерно распределенных отверстий, по которым смазка проходит из масленки головки дышла на шейку пальца и распределяется по всей
ее поверхности.
Во время работы плавающая втулка может вращаться или в головке дышла, оставаясь неподвижной на пальце кривошипа, или, наоборот, — вокруг пальца, оставаясь неподвижной в головке, в зависимости от того, какое из
этих вращений будет происходить легче, т. е. с наименьшим трением; при оди-
наковой силе трения втулка совмещает оба вращения. Таким образом, втулка
Рис. 209. Плавающие втулки.
как бы автоматически выбирает то вращение, которое сопровождается наименьшим трением, а следовательно и наименьшим износом
В связи с постоянно меняющимся положением плавающей втулки в головке дышла износ
втулки происходит равномерно по всей окружности без оваль-
ной разработки, свойственной неподвижным подшипникам и втулкам.
Плавающие втулки на паровозах ФД и ИС изготовляются из свинцовистой
бронзы следующего химического состава.
меди .... олова не более свинца
. 71,1—75,5%
. 6,5— 7,5%
17 —19%
В состав сплава могут входить также следующие примеси в очень ограниченном количестве:
сурьма не свыше * . . 0,5%
железо » . . 0,3%
алюминий » . 0,02%
кремний » . 0,02%
висмут » . 0,005%
цинк » . 0,5%
фосфор » . 0,2%
Для улучшения качества сплава прибавляется 1—2% никеля.
Свинцовистая бронза по сравнению с обыкновенной отличается лучшими антифрикционными свойствами, а потому и сама меньше изнашивается и меньше изнашивает пальцы.
Производство отливок из свинцовистой бронзы требует выполнения точного технологического процесса плавки, формовки и литья. Осуществить этот процесс в условиях депо довольно трудно. Поэтому рекомендуется заготовку литья плавающих втулок производить в централизованном порядке в специально приспособленной меднолитейной мастерской.
Наружные и внутренние цилиндрические поверхности втулок после окончательной их обточки накатываются роликом для уплотнения металла. Это уменьшает трение втулки в головке дышла и на пальце кривошипа.
Для придания втулкам большей эластичности и для равномерного прилегания их к шейке пальца иногда делают на наружной их поверхности три продольные несквозные надреза. Целесообразность устройства таких надрезов надо считать, однако, сомнительной. Иногда надрезы, наоборот, способствуют поломке втулок. Поэтому их на паровозах ФД и ИС теперь не применяют.
Плавающие втулки притачиваются к пальцам кривошипов и к стальным запрессованным втулкам головок дышел с зазором от 0,3 до 0,8 мм по диаметру. Зазор этото необходим в виду неизбежного несовпадения расстояний между центрами осей и центрами головок дышел, а также в виду других неточностей сборки механизма (неодинаковые радиусы кривошипов, погрешности в углах между кривошипами правой и левой сторон и проч.); кроме того, зазоры служат для прохода густой смазки — гриза, которой- смазываются плавающие втулки на паровозах ФД и ИС. При употреблении гриза зазоры величиной 0,3—0,8 мм не вызывают стука в механизме паровоза, так как они заполняются густой вязкой смазкой.
Однако с течением времени, по мере износа втулок, зазоры увеличиваются,, толстый слой смазки в них не держится, и дышла начинают стучать. При появлении такого стука втулки приходится менять. Ремонтировать изношенные втулки путем наплавки бабитом нецелесообразно, так как бабит быстро срабатывается.
Наблюдения за работой паровозов ФД и ИС показывают, что втулки приходится менять при увеличении зазоров между плавающей втулкой и пальцем и между плавающей втулкой и стальной запресованной втулкой в головке до 2,5—3 мм.
Такая выработка плавающих втулок в поршневых дышлах паровозов ФД, при правильном изготовлении втулок и при правильной сборке паровоза, получается после пробега 12 000—15 000 км. Центровые втулки вырабатывались после пробега около 30 000 км, плавающие же втулки сцепных дышел после пробега 30 000 км получали износ менее миллиметра и поэтому не менялись даже при подъемках паровоза. На первом паровозе ИС плавающие поршневые втулки были сменены после пробега 26 000 км.
Приведенные цифры являются результатом первых наблюдений и не могут быть приняты в качестве нормы. Для установления таких норм на дорогах, эксплоатирующих паровозы ФД и ИС, необходимо поставить систематические наблюдения за работой и износом плавающих втулок и на основе этих наблюдений выработать нормы наибольшего допустимого износа и предположительные нормы пробегов для исчисления потребности в запасных втулках.
Уход за плавающими втулками. Основными условиями хорошей работы плавающих втулок и уменьшения их износа являются:
1. Правильная сборка паровоза, а именно равенство расстояний между центрами осей паровоза и центрами дышловых головок.
2. Хорошее качество металла плавающих втулок (равномерное строение и правильный химический состав).
3. Хорошее качество смазки — твердого гриза.
При смене плавающих втулок обязательно следует проверять расстояние между центрами осей при затянутых до отказа буксовых клиньях. В случае несовпадения этого расстояния с расстоянием между центрами головок дышел на 0,5 мм и более необходимо исправлять положение центров буксовых подшипников. Такое исправление при текущем ремонте можно производить посредством подкладок из листового железа между буксовыми накладками и кромками буксовых вырезов паровозной рамы.1
При изготовлении новых плавающих втулок должны быть сохранены чертежные размеры зазоров между плавающей и запрессованной втулками и между плавающей втулкой и пальцем. Поэтому обточку втулок следует производить в соответствии с износом пальца и стальной запрессованной втулки головки дышла.
Расположение бортов плавающих втулок с наружного их конца облегчает их выемку, чем очень упрощается производство ремонта. Плавающие втулки, за исключением центровой втулки сцепных дышел, можно вынимать из головок дышел без разборки и снимания дышел с пальцев кривошипов. Для выемки центровой втулки нужно снять поршневое дышло.
ПОРШНЕВОЕ ДЫШЛО ПАРОВОЗОВ ФД
Конструкция и основные размеры поршневых дышел паровозов ФД показаны на рис. 210 и 211.
Дышла изготовляются из стали — Стбпов.
Поперечное сечение штанги1 2 дышла сделано двутавровой формы.
Длина между центрами головок равна 3 025 мм.
В заднюю (кривошипную) головку запрессована под давлением 12—15 т >(с натягом около 0,07 мм) стальная втулка /. В виду возможного при нагреве подшипника ослабления стальной запрессованной втулки внизу головки поставлен стопорный болт 2, предотвращающий повертывание втулки. В болте на случай применения жидкой смазки сделан канал для прохода ее из масляного резервуара головки на рабочую поверхность втулки.
Масляный резервуар представляет собой кольцевую выточку полукруглого сечения на внутренней поверхности головки дышла. Для наполнения смазочного резервуара на скошенных сторонах наверху головки сделаны два отверстия с винтовыми пробками. Против пробок в стальной запрессованной втулке просверлены отверстия. Если смазывание производится жидкой смазкой (маслом), в отверстия ввертываются смазочные трубки и ставятся фитили. При смазывании гризом трубок быть не должно.
Размеры стальной запрессованной 1 и бронзовой плавающей втулки 3 показаны на рис. 210.
1 При подъемочном ремонте такого способа регулировки центров буксовых подшипников допускать нельзя; вместо него следует применять способ, указанный в главе VII («Ремонт буксовых накладок», стр. 258).
2 Штангой называется часть дышла между его головками.
Из таблицы под рис. 210 видно, что зазор плавающей втулки в головке равен 0,5 мм по диаметру, а на пальце кривошипа — 0,3 мм по диаметру.
Рис. 210. Поршневое дышло паровозов ФД.
У — стальная запрессованная втулка. 2 — стопорный болт. 3 — плавающая втулка. 4 — клин. 5 — установочный болт.
6 — сухарь. 7 — планка. 8 — подшипник. (ЛиаметР пальца..........................................
(Внутренний диаметр плавающей втулки..................
г Наружный диаметр плавающей втулки...................
(Внутренний диаметр запрессованной втулки ............
Г1 (Наружный диаметр запрессованной втулки
I ~~~ ' 1 m
(Диаметр отверстия головки дышла
210 мм
210,3 мм
259,5 мм
260 мм 290,07 мм
290 мм
Рис. 211. Поршневое дышло паровозов ФД
1 — запресованная втулка. 2— плавающая втулка.
В передней (крейцкопфной) головке подшипник 8 сделан разрезным,
прямоугольной формы и без бортов. Выпадание подшипника из головки предотвращается щеками крейцкопфа.
Подшипник изготовляется из такой же свинцовистой бронзы, как и плавающие втулки.
Нажимное устройство для регулирования подшипника состоит из полу-цилиндрического клина 4, с ввернутым в него установочным болтом 5, стального сухаря 6 и стальной планки 7, проложенной между сухарем и подшипником 8.
Головка и гайка установочного болта опираются на две шайбы, расположенные с обеих сторон головки дышла.
Для крепления подшипника нужно сперва отпустить контргайку и гайку, а затем повертывать болт за головку в сторону завинчивания, пока не будет достигнута желательная установка подшипника, после чего гайка и контргайка вновь закрепляются.
Смазка подшипника, как об этом уже упоминалось, производится через крейцкопфный валик. Кроме того, наверху головки дышла сделано отверстие с чашечкой, в которое на остановках следует давать смазку из ручной масленки через отверстия в щеках крейцкопфа.
ПОРШНЕВОЕ ДЫШЛО ПАРОВОЗОВ ИС
Головки поршневого дышла паровозов ИС (рис. 212) по своей конструкции не отличаются от головок дышел паровозов ФД. Расстояние между центрами поршневого дышла у паровозов ИС больше, чем у ФД, и составляет 3 850 мм. В связи с этим сечение штанги дышла несколько усилено: ширина сечения принята в 118 мм против 105 мм у дышел паровозов ФД. Кроме того, поршневые дышла паровозов ИС изготовляются не из обыкновенной углеродистой стали, как у ФД, а из специальной хромоникелевой стали такого же химического состава и с такой же термической обработкой, как и поршневые скалки на этих паровозах. Применение хромоникелевой стали вызвано желанием уменьшить вес дышла, не понижая его прочности (хромоникелевая сталь обладает большей прочностью^ чем Стбпов).
Следует заметить, что хромоникелевая сталь от-
Рис. 212. Поршневое дышло личается особой чувствительностью к резким охлажде-
паровозов ИС. ниям после нагрева и к различным порокам на по-
верхности деталей из этой стали, как-то: забоинам, рискам и т. п. Такие пороки часто являются причиной возникновения трещин и поломок. Поэтому в эксплоатации ни в коем случае нельзя допускать охлаждения головок дышел водой в случае нагрева подшипников. При ремонте и уходе за паровозами необходимо постоянно предохранять дышла и скалки от забоин, рисок и тому подобных повреждений.
СЦЕПНЫЕ ДЫШЛА ПАРОВОЗОВ ФД
Сцепные дышла паровозов ФД состоят из четырех звеньев: переднего сцепного дышла с головкой для пальца первой сцепной оси, второго сцепного дышла с двумя головками для пальцев второй спецной и третьей (ведущей) осей, третьего дышла с головкой для пальца четвертой оси и четвертого (заднего) дышла с головкой Для пальца пятой сцепной оси.
Все дышла изготовляются из обыкновенной углеродистой стали (Стбпов).
Рис. 213. Второе сцепное дышло паровозов ФД.
А
Б
В 1
Д
Е
Ж 3 и к
I Диаметр пальца ............................................ 230 мм
I Внутренний диаметр плавающей втулки........................ 230,3 мм
I Наружный диаметр плавающей втулки.......................... 279,5 мм
I Внутренний диаметр запрессованной втулки................... 280 мм
I Наружный диаметр запресованной втулки................... . 310,01 мм
• Диаметр отверстия головки дышла...........................310 мм
I Диаметр отверстия в хвостовике дышла.......................145 мм
• Наружный диаметр запрессованной втулки . . •........• . . 145,03 мм
I Внутренний диаметр запрессованной втулки...................120,3 мм
I Диаметр валика.......................................... . 120 мм
I Диаметр пальца.................•..................•• .... ПО мм
• Внутренний диаметр плавающей втулки . • • •...............ПОД мм
I Наружный диаметр плавающей втулки..........................149,5 мм
• Внутренний диаметр запрессованной втулки...................150 мм
I Наружный диаметр запрессованной втулки..................... 180.04 мм
I Диаметр отверстия головки дышла.......... .................180 мм
। Внутренний диаметр запрессованной втулки................... 90,5 им
| Диаметр валика............................................. 90 мм
• Диаметр отверстия хвостовика дышла.........................115 мм
| Наружный диаметр запресованной втулки.......... ...........115,04 мм
Штангам дышел дано прямоугольное сечение. Это несколько утяжеляет дышла, но значительно упрощает и удешевляет их механическую обработку.
Переднее сцепное дышло одной стороны и заднее сцепное дышло противоположной стороны взаимозаменяемы, так как размеры и форма их совер-
шенно одинаковы. Остальные дышла не взаимозаменяемы и не могут с правой стороны переноситься на левую и наоборот.
Конструкция и главнейшие размеры сцепных дышел показаны на рис 213, 214, 215, 216, 217 и 218.
У всех дышел плавающие втулки работают в стальных втулках, запрессованных в головки.
Устройство задней (центровой) головки второго сцепного дышла (рис. 213 и 214) ничем, кроме размеров, не отличается от описанного выше устройства кривошипной головки поршневого дышла; зазоры, у плавающей втулки этой головки — такие же, как и у плавающей втулки поршневого дышла, г. е. 0,3 мм по шейке пальца кривошипа и 0,5 мм в головке дышла.
Устройство остальных головок от личается формой масляного резервуара и конструкцией стопорного винта.
Масляный резервуар расположен в верхней части головок и представляет собой горизонтальный сверленый несквозной канал диаметром 50 мм, заглушенный пробкой. На верхней стороне каждой головки сделано закрываемое
Рис. 214. Второе сцепное дышло паровозов ФД. 1—запрессованная втулка. 2—плавающая втулка.
винтовой пробкой отверстие для наполнения резервуара смазкой.
Для предохранения ступицы и бортов от задиров на борты запрессованных стальных втулок второго спепного дышла, соприкасающихся с поверхностью мотыля, наплавлен слой бронзы толщиной в 4 мм.
Плавающие втулки передней головки второго сцепного и головки третьего сцепного дышла делают с такими же зазорами, как и плавающие
втулки поршневого дышла, т. е. 0,3 мм по шейке и 0,5 мм в головке. Зазоры плавающих втулок переднего и заднего дышел увеличены, а именно зазор между пальцем и плавающей втулкой доведен до 0,4 мм и между плавающей и запрессованной втулкой — до 0,8 мм. Такое увеличение вызвано значительными перекосами пальцев кривошипов первой и задней сцепных осей в головках дышел
при боковых перемещениях этих осей. По той же причине боковые разбег» плавающих втулок на шейках пальцев первой и пятой сцепных осей доведены
Рис. 215. Переднее и заднее сцепное дышло паровозов ФД.
д I Диаметр пальца.............................................110 мм
I Внутренний диаметр плавающей втулки.......................110,4 мм
Б «Наружный диаметр плавающей втулки...........................149,2 мм
| Внутренний диаметр запрессованной втулки..................150 мм
& । Наружный диаметр запрессованной втулки..................... 180,04 мм
| Диаметр отверстия головки.................................180 мм
до 4 мм, против разбега в 1 мм у всех остальных втулок.
Передняя и задняя сцепные оси паровозов ФД при проходе кривых полу-
чают боковые перемещения до 25 мм в ту и другую стороны. Для предотвращения поломок передних и задних сцепных дышел при таких перемещениях головки этих дышел должны или свободно отклоняться также на 25 мм в ка-
ждую сторону, или иметь соответствующей величины боковые разбеги подшип-ников по шейкам пальцев кривошипов. Применение больших разбегов по шейкам пальцев, как показал опыт эксплоатации паровозов Э, вызывает сильные удары подшипников о бурты пальцев. Поэтому у паровозов ФД передние и задние сцепные дышла сделаны с боковым отклонением головок. Отклонения дышла получаются за счет зазоров между плавающей и стальной втулкой, зазоров в валиках и в проушинах и четырехмиллиметрового разбега головки дышла по шейке (рис. 215 и 216).
Рис. 217. Третье сцепное дышло паровозов ФД ^Ьиметр пальца............ ...........................'
( Внутренний диаметр плавающей втулки.....................
I Наружный диаметр плавающей втулки.......................
) Внутренний диаметр запрессованной втулки................
। Наружный диаметр запрессозанной втулки..................
(Диаметр отверстия головки дышла...........................
। Диаметр отверстия в хвостовике дышла....................
( Наружный диаметр запрессованной втулки...................
। Внутренний диаметр запрессованной втулки .... ..........
(Диаметр валика...........................................
110 мм 110,3 мм 149,5 мм 150 мм 180,04 мм 180 мм 115 мм
115,04 мм
90,5 мм 90 мм
Сочленение передних и задних дышел с соседними (т. е. со вторым и
-третьим дышлами) достигается помощью хвостовика и вилки с проушинами, в которые закладывается валик. В отверстие переднего хвостовика второго сцепного дышла запрессована бронзовая втулка, через которую и проходит соединительный валик. Валик в бронзовой втулке ставится с зазором в 0,5 мм. При таком зазоре переднее и заднее дышло могут получать некоторый поворот -в горизонтальной плоскости. За счет этого поворота частично и происходят
боковые отклонения головки дышел. Чтобы при таких перекосах хвостовик не
защемлялся в вилке, с внутренней ее стороны сделаны скосы от центра отверстия для валика до концов вилки. Таким образом, расстояние между щеками вилки увеличивается от центра валика к концам вилки. Такие же скосы устроены и на ‘входящих в вилки хвостовиках второго и третьего дышел. Кроме того, между щеками вилки и хвостовиком оставлены зазоры по 0,5 мм
на сторону.
Бронзовые втулки для предотвращения их провертывания укреплены в хвостовиках круглыми шпонками с расклепанными впотай концами
Соединительные валики закладываются в проушины со стороны рамы. Внутренний посадочный конец валика сделан на конус. Предохраняется валик от провертывания шпонкой, поставленной на этом конце валика. Наружный конец валика сделан цилиндрической формы. На этот конец надевается коническое кольцо (втулка). Оно зажимается в проушине при помощи шайбы и корончатой гайки, навертываемой на хвостовик, которым заканчивается наружный конец валика.
Рис. 218. Третье сцепное дышло паровозов ФД.
Z—запрессованная втулка. 2—плавающая втулка.
Валики и конические кольца изготовляются из мягкой стали (Ст2) с последующей цементацией.
Подобное устройство соединительных валиков применяется и на паровозах Эу и Су, с той лишь разницей, что у этих паровозов конические кольца разрезные. У паровозов ФД и ИС этих колец не разрезают, чтобы сделать их посадку в проушины более плотной и этим предохранить проушины от разработки.
Соединение второго дышла с третьим вполне сходно с только-что описанным устройством, но в вилке и на хвостовике не делается скосов, которые в данном случае не нужны, так как у четвертой сцепной оси нет боковых перемещений. Кроме того, в отверстие хвостовика впрессована не бронзовая, а стальная цементированная втулка. Применять здесь бронзовую втулку нельзя, так как это соединение передает движущее усилие на две сцепные оси — четвертую и пятую — и втулка испытывает большие давления.
14 Паровозы ФД—ИС.—676.
На рис. 217 и 218 показано третье сцепное дышло паровозов ФД.
Для смазки соединительных валиков в хвостовиках дышел устроены масленки, закрываемые винтовыми пробками Эти масленки следует наполнять машинным маслом или мягким гризом при ка
Длина переднего хвостовика у второго дышла (рис. 213) и хвостовика у третьего дышла (рис. 214), т. е. расстояние от центра головки до центра отверстия для валика — 245 мм, — обеспечивает возможность вынимать соединительные валики переднего и заднего дышел, не снимая всех дышел; для выемки валиков дышла нужно поставить в такое положение,
ждом выходе паровоза из депо.
Рис. 219. Положение дышел и колеса для выемки валика.
при котором валики проходят между спицами второго и четвертого сцепления колес, как это изображено на рис. 219.
Возможность вынимать эти валики без съема всех дышел упрощает разборку и съемку одного переднего или заднего сцепного дышла, если в этом встречается надобность.
Рис. 220. Движущий и парораспределительный механизмы паровозов ФД.
Общий вид всего движущего механизма паровозов ФД в собранном виде представлен на рис. 220, на котором также виден и весь парораспределительный механизм.
СЦЕПНЫЕ ДЫШЛА ПАРОВОЗОВ ИС
Сцепные дышла паровозов ИС состоят из трех звеньев, а именно: переднего дышла с головкой для пальца кривошипа первой сцепной оси, среднего дышла с двумя головками для пальцев второй и третьей (ведущей) осей и заднего дышла с головкой для пальца четвертой сцепной оси.
Штанги дышел паровозов ИС для облегчения их веса сделаны двутавро-» вого сечения. Все сцепные дышла изготовляются из обыкновенной углероди-’той стали (Стбпов). Дышла одной стороны паровоза не взаимозаменяемы с дышлами противоположной стороны вследствие сбивки головок по отношению к осям штанг.
• Конструкция головок для пальцев второй, третьей (ведущей) и четвертой сцепных осей и соединение среднего дышла с задним ничем не отличаются от конструкции соответствующих частей ды-
Рис. 221. Соединение переднего и второго сцепных дышел паровозов ИС.
шел паровозов ФД.
Переднее дышло и его
соединение СО Средним ДЫШ- у -передний хвостовик второго сцепного дышла. 2-вилка переднего лом устроены на паровозах ИС «е™™ «ышла- 3цельн°е К°ЛЬЦ°' иначе, чем на паровозах ФД.
Передняя сцепная ось паровозов ИС получает в кривых такое же боковое перемещение, как и передняя и задняя сцепные оси паровозов ФД, т. е. по 25 мм в сторону. Паровозы ИС более быстроходны, чем паровозы ФД. При
вписывании в кривые боковые перемещения передних сцепных осей этих паровозов происходят более быстро и резко.
Рис. 222. Разрезное кольцо переднего хвостовика среднего сцепного дышла паровозов ИС.
Поэтому боковые отклонения головок передних сцепных дышел паровозов ИС осуществлены не за счет зазоров, а помощью шарового соединения переднего дышла с соседним вторым дышлом и шаровой плавающей втулки на пальце.
Устройство этого соединения (рис. 221) заключается в следующем:
В хвостовик 2 второго сцепного дышла впрессовано стальное (Ст5), разрезное кольцо 4, изображенное отдельно на
рис. 222, с внутренней шаровой поверхностью. В кольцо перед запрессовкой вставляется второе цельное стальное цементи-
рованное кольцо 5 с наружной шаровой
поверхностью, точно пригнанной по внутренней шаровой поверхности первого кольца. В цилиндрическое отверстие внутреннего кольца входит валик 3, закрепленный в проушинах переднего сцепного дышла таким же способом, как и в дышлах паровозов ФД. Шаровое внутреннее кольцо закреплено на валике
шпонкой и поэтому вращается вместе с валиком. Такое соединение дает шар-нирностъ как в вертикальном, так и в горизонтальном направлении. Чтобы при
Рис. 223. Переднее сцепное дышло паровозов ИС.
' — запрессованная втулка. 2 — шаровая плавающая втулка.
Наружный диаметр запрессованной втулки . [Диаметр отверстия головки дышла.........
205,04 мм
205 мм
179,5 мм
150 мм
Наружный диаметр плавающей шаровой втулки (Внутренний диаметр запрессованной втулки . .
Диаметр пальма ......................................... НО мм
(Внутренний диаметр плавающей шаровой втулки. ........ 110,3 мм
горизонтальных отклонениях переднего дышла хвостовик среднего дышла г»
защемлялся в его вилке, между хвостовиком и вилкой сделаны зазоры по 2 мм
на сторону, и концы хвостика скошены.
Рис. 224. Выемка шаровой плавающей втулки.
Запрессованная разрезная втулка для предохранения ее от провертывания в проушине хвостовика укреплена круглой шпонкой в виде заклепки с расклепанными впотай концами.
Плавающая втулка 2 головки переднего сцепного дышла (рис. 223) сделана шаровой формы. Втулка эта разрезана на две части и вращается в запрессованной в головку дышла стальной цельной втулке 7 с шаровой внутренней поверхностью.
Для разборки или сборки шаровой плавающей втулки ее нужно повернуть так, чтобы торцовая ее поверхность стала перпендикулярно к длине дышла, а плоскость’разъема расположилась под углом в 45° к плоскости дышла, как это изображено на рис. 224. Тогда каждую половину плавающей втулки можно порознь вынимать из головки или вставлять в нее. Зазор шаровой плавающей втулки в запрессованной втулке делается 0,5 мм по диаметру, а зазор ее на пальце кривошипа — 0,3 мм по диаметру.
Шаровая втулка в головке может вращаться во
всех направлениях. Этим
предотвращается перекос и защемление ее на шейке пальца кривошипа.
СМАЗКА ДЫШЛОВОГО МЕХАНИЗМА
Смазка плавающих втулок производится или обыкновенным жидким маслом или твердой смазкой — твердым гризом. Смазка твердым гризом обладает радом эксплоатационных преимуществ перед жидкой смазкой и поэтому должна быть рекомендована как основной вид смазки.
Устройство для смазки плавающих втулок жидким маслом было описано выше и, как мы видели, не отличается от обычного устройства на паровозах прежней постройки.
Необходимо лишь отметить, что при жидкой смазке нужно тщательно следить за исправностью фитилей и возможно чаще добавлять масло в масленки дышел, так как наличие довольно значительных зазоров между шейками пальцев и плавающими втулками и между плавающими и запрессованными втулками ведет к довольно быстрой утечке смазки к ках. Затем при скоростях 20—25 км и выше наблюдаются случаи, когда под действием центробежной силы фитили выбрасываются из смазочных трубок кривошипной головки поршневого дышла и из центровой головки сцепных дышел, вследствие чего масло в масленках быстро расходуется. Эти случаи необходимо иметь в виду при постановке фитилей. Проволоку фитилей нужно делать такой длины, чтобы конец ее упирался в пробку масленки. Вообще же на смазку плавающих втулок жидким маслом следует переходить только в крайних случаях при отсутствии густой смазки — гриза.
Твердый гриз представляет собой смесь обмыленных органических жиров с минеральными смазоч
ными веществами. Благодаря присутствию мыла гриз при сравнительно высокой температуре сохраняет вязкость, густоту и липкость. Эти свойства твердого гриза препятствуют его выдавливанию из зазоров между трущимися поверхностями, и поэтому на них всегда сохраняется достаточный слой смазки.
Кроме того, твердый гриз совершенно не расходуется на стоянках, а при движении не разбрасывается и не загрязняет паровоза.
Гриз вырабатывается двух сортов различной твердости: твердый гриз и мягкий гриз. Для смазки плавающих втулок следует употреблять твердый гриз, он же идет и для смазки букс. Мягкий гриз идет для смазки кулиссного механизма и дышловых соединительных валиков.
Гриз вводится в дышловую масленку при помощи специальных прессов через особые клапаны — «фитинги».
Устройство такого клапана изображено на рис. 225. Его корпус представляет собой винтовую пробку, ввернутую в отверстие головки дышла вместо обыкновенной пробки. Вверху корпуса 7 сделан круглый выступ с буртиком, на который надевается головка смазочног) пресса. В центре выступа расположен клапан 3, открывающийся под давлением вовнутрь масленки и закрывающийся под действием пружинки 4. Пружина 4 надета на стержень кла
пана и опирается на узкую пластинку 5. Пластинка 5 зажата в корпусе пробкой 2.
Устройство ручного смазочного пресса для твердого гриза показано на рис. 226.
Рис. 226. Ручной пресс для твердой смазки гриз.
1 — рукоятка. 2 — винт. 3 — верхняя крышка. 4 — туюл. 5 — цилиндр, б—иижняя крышка.
7—эбонитовое кольцо. 8— шайба. 9—шайба. 10—поршень. 11—колпачок. 12—нагнетательная головка. 13—наконечник. 14—поршенек нагнетательной головки. 15 — шайба из клин-
герита. 16— шуруп. 17—нипель.
Пресс состоит из цилиндра 5, в верхнюю крышку 3 с втулкой 4 которого ввинчивается винт 2 с двухходовой прямоугольной резьбой. На одном конце винта находится рукоятка 1, на другом — поршень 10, плотно пригнанный к цилиндру.
Разрез поршня показан особо на рис. 226.
Чтобы поршень не вращался вместе с винтом, в нем устроен подпятник состоящий из верхней и нижней стальных цементированных шайб 8 и 9 с коль-
целыми канавками. В шайбы заложено эбонитовое кольцо 7, а в нижней шайбе закреплен латунный поршень 10 в виде манжеты. Поршень плотно притирается к цилиндру. Тонкие стенки поршня давлением прессуемого гриза распираются и еще более плотно прижимаются к стенкам цилиндра. Хвостовик винта 2 ввертывается на резьбе в верхнюю шайбу 8, но свободно входит в нижнюю 9. Нижнюю шайбу поддерживает шуруп 16, ввернутый в торец хвостовика винта. Шуруп прикрыт колпачком 11. К нижней крышке 6 цилиндра присоединена нагнетательная головка 12, свободно вращающаяся на нипеле 17.
Разрез нагнетательной головки 12 показан особо на рис. 226. На одной стороне нагнетательной головки сделан прорез в виде паза, которым головка надевается на буртик выступа клапана-фитинга. Чтобы головка не сдвигалась с буртика, с боков ее устроены две пружинки с собачками, захватывающими выступ. Внутри головки сделан цилиндрический канал, сообщающийся с нипе-лем 17; в канале помещен плотно пришлифованный к нему стальной цементированный поршенек 14; с поршеньком при помощи витой пружинки соединен стальной цементированный наконечник 13. Соединительная пружинка ввертывается в винтовые внутренние нарезки в отверстиях поршенька 14 и наконечника 13. Нижней своей шаровой поверхностью наконечник притерт к поршеньку, а в канале головки он сидит свободно с зазором в 1 мм по диаметру. Пружинка плотно стягивает наконечник, но вместе с тем позволяет ему получать некоторый перекос по отношению к поршеньку. От выпадания из головки поршенек и наконечник удерживаются шурупом, ввернутым в корпус головки и входящим своим концом в заточку на боковой поверхности поршенька; под поршеньком, для придания ему большей плотности, проложена шайба 15 из толстого клингерита.
Пресс действует так: верхняя крышка цилиндра отвинчивается; из цилиндра вместе с винтом вынимается поршень; в цилиндр закладывается гриз, поршень вставляется обратно и навинчивается крышка. Затем пресс надевается головкой на буртик выступа фитинга и винт ввинчивается в цилиндр. Прессуемый гриз вытесняется через нипель в нагнетательную головку, давит на клингерито-вую шайбу и на поршенек и плотно прижимает наконечник поршенька к бурту фитинга. Плотность прилегания наконечника к выступу фитинга всегда обеспечена подвижностью наконечника относительно поршенька и самой головки; вместе с тем, благодаря шаровой притирке, не нарушается плотность его с поршеньком. Гриз, проходя по каналу внутри поршенька и наконечника, отжимает обратный клапанок фитинга и заполняет масленку.
Нагнетаемый прессом в масленку гриз проходит через отверстия в стальной втулке, которая запрессована в головке дышла, и поступает в зазор между плавающей и запрессованной втулками, а из этого зазора по отверстиям в плавающей втулке — в зазор между плавающей втулкой и шейкой пальца.
Гриз следует прессовать до тех пор, пока он не начнет выходить наружу из зазора между шейкой и плавающей втулкой.
Лучше всего производить запрессовку гриза тотчас же по прибытии паровоза в депо, пока головки дышел остаются теплыми и гриз в них находится в размягченном состоянии. Когда гриз застынет, особенно на морозе, запрессо
вывать его трудно, и добиться правильного и равномерного распределения его по всей поверхности шейки будет совершенно невозможно. Одной запрессовки гриза обычно бывает достаточно для пробега от депо до депо. Поэтому в пути добавлять гриз в масленки дышел приходится лишь в исключительных случаях, когда, вследствие нагрева шейки, гриз быстро расходуется.
При смазке шейки гризом плавающие втулки идут всегда нагретыми до такой степени, что рука не выдерживает продолжительного прикосновения к ним, но гриз при этом еще не плавится. Возрастание нагрева втулки до температуры, при которой гриз начинает плавиться, указывает или на недостаточность смазки, или на какую-то неисправность в плавающей втулке или в шейке, или в стальной запрессованной втулке. В таких случаях нужно дать головке дышла и пальцу несколько остыть, затем вновь запрессовать в головку свежий гриз до заполнения им зазора между шейкой и плавающей втулкой и ехать далее, добавляя гриз на каждой остановке, пока не прекратится нагревание.
Гриз на паровозе следует хранить в плотно закрывающемся сосуде, тщательно наблюдая, чтобы он не засорялся пылью, углем и т. п.
В Америке масленки в депо заполняются гризом при помощи механизированных передвижных или переносных прессов, приводимых в действие сжатым воздухом. Понятно, что такими приборами заполнение производится быстрее и лучше. Такие прессы необходимо завести и у нас в депо для обслуживания паровозов ФД и ИС.
ВЕДУЩИЕ И СЦЕПНЫЕ КОЛЕСНЫЕ ПАРЫ
КОЛЕСА (ЦЕНТРА)
Составные части колеса — мотыль, ступица, обод, спицы и противовес — у паровозов ФД и ИС сделаны для упрощения технологического процесса (главным образом формовки) односторонними, т. е. их скосы направлены в одну сторону.
Для получения большей поверхности соприкосновения обода с бандажом, а следовательно и более надежной посадки бандажа, ширина обода у паровозов ФД и ИС доведена на ведущих колесах до 122 мм и на сцепных до 112 мм вместо обычных на всех наших паровозах 102—105 мм.
Крепление бандажа с ободом выполнено по общепринятому на всех наших паровозах русско-германскому способу.
Натяг для насадки бандажей принят у паровозов ФД 1,6—1,7 мм и у паровозов ИС — 2,1—2,2 мм.
Толщина бандажей всех колес по кругу катания — 75 мм. Ширина банда4 жей сцепных колес — 140 мм.
У ведущих колес бандажи выполнены безреборднымп и сделаны шириной в 150 мм.
Внешний диаметр обода колеса у паровозов ФД равен 1 350 мм и у паровозов ИС — 1 700 мм.
Колеса отлиты из стали повышенной твердости, выдерживающей повышенное давление при запрессовке осей и пальцев.
У паровозов ФД колеса отливаются по трем моделям: по одной — ведущие колеса обеих сторон, по другой — первое и пятое колесо для обеих сторон и по третьей — второе и четвертое колесо для обеих сторон.
У паровозов ИС правое и левое колеса ведущей оси отлиты по разным
моделям в виду различия их противовесов и по весу и по положению их
в колесе.
Сцепные колеса первой и четвертой осей обеих сторон отлиты по одной модели и отличаются друг от друга только обработкой.
Оба сцепные колеса второй оси отливаются по другой модели, так как отличаются от колес первой и четвертой осей величиной противовесов.
Все противовесы у паровозов ФД и ИС выполнены в виде сегментов без свинцовой заливки. Только для ведущего колеса паровозов ФД потребовалась по условиям уравновешивания паровоза заливка противовеса свинцом.
Сегмент противовеса ведущего колеса паровозов ФД представляет собой открытую полую камеру с перегородками, куда зали-
вается свинец. После заливки СВИН- рис. 227. Проверка противовесов колесной пары, ца камера закрывается крышкой,
которая крепится впотай к телу противовеса заклепками, а кроме того прива-
ривается по всему периметру сегмента противовеса.
У всех сцепных колес на поверхности обода со стороны противовеса устроено по 5 малых камер.
В случае отливки недостаточного по весу стального противовеса (при наличии например раковин в теле противовеса) в эти камеры закладывается свинец.
Вес противовесов при изготовлении колесных пар на заводах тщательно проверяется балансировкой собранной колесной пары без бандажей на особом приспособлении (рис. 227). Если при такой проверке вес противовеса оказывается недостаточным, камеры в ободе заполняются свинцом. При выявлении
излишнего веса тело противовеса срезается на станке.
На рис. 320 представлены все колесные пары паровозов ИС, на рис. 284 и 290 — передняя спепная и ведущая колесные пары паровозов ФД.
ОСИ
Ведущие и сцепные оси паровозов ФД и ИС совершенно одинаковы. Изготовляются они из стали (Стбпов). Размеры осей таковы.
Рис. 228. Оси паровозов ФД.
1 —ведущая ось. 2 —сцепная ось.
Ведущие оси: диаметр шейки 270 мм; длина шейки 340 мм; расстояние между серединами шеек—1050 мм; диаметр проточенной средней части — 255 мм; диаметр запрессованной части — 275 мм; вся длина оси — 1 780 мм.
Сцепные оси: диаметр шейки — 240 мм, длина шейки — 340 мм; диаметр проточенной средней части — 230 мм; диаметр запрессованной части — 245 мм.
Остальные размеры — такие же, как и у ведущей оси.
Запрессовку оси в подступичную часть колеса производят под давлением: для ведущей оси — 145—200 т, для сцепных осей — 130—180 т.
Натяг для запрессовки -— от 0,25 до 0,30 мм.1
На рис. 228 показаны оси паровозов ФД и ИС.
Обращает на себя внимание, что у ведущих и сцепных осей паровозов ФД и ИС между шейками и средней их частью нет буртов, служащих для принятия горизонтальных боковых давлений на оси при прохождении паровоза в кривых. У паровозов ФД и ИС эти давления принимаются внутренней плоскостью ступицы колеса. Поэтому трущиеся поверхности ступицы и буксы значительно увеличены.
По всей длине оси просверлены каналы диаметром 75 мм, служащие, во-первых, для облегчения веса осей и, во-вторых, для проверки качества материала внутри оси. С этой целью стенки каналов после сверловки оси исследуются при помощи особого оптического инструмента (трубы).
При смене осей и обточке шеек необходимо следить за точным соблюдением чертежных размеров радиусных переходов между средней частью оси и шейками и между шейками и ступичными частями оси, так как это имеет большое значение для надежной службы оси.
ПАЛЬЦЫ
Палец кривошипа ведущего колеса паровозов ФД и ИС показан на рис. 243 (стр. 229).
Для уменьшения веса и для контроля за качеством поковки в пальце просверлено сквозное отверстие диаметром 75 мм, переходящее у цапфы для посадки кривошипа на диаметр 50 мм.
Давление при посадке пальца кривошипа принимается в пределах 120 -165 т.
Разность между диаметром отверстия в мотыле колеса и диаметром посадочной части пальца (т. е. натяг) берется от 0,25 до 0,30 мм.
Размеры пальцев всех сцепных осей паровозов ФД одинаковы: диаметр —
1 Величины натягов здесь и далее показаны расчетные, достаточные для тщательно обработанных поверхностей, подвергающихся запрессовке.
ПО мм и длина—120 мм. Диаметр посадочной части пальцев —115 мм и длина—175 мм.
В паровозах ИС пальцы первой сцепной оси сделаны тех же размеров, т. е. диаметром ПО мм и длиной 120 мм, а пальцы второй и четвертой оси при диаметре ПО мм по длине увеличены до 130 мм. Размеры посадочных частей пальцев паровозов ИС таковы: у первой сцепной оси длина —165 мм и диаметр—115 мм, а у второй и четвертой сцепных осей — длина 175 мм и диаметр—115 мм.
Укорочение пальца первой сцепной оси по сравнению с остальными на 10 мм вызвано в паровозах ИС недостаточностью зазора между концом пальца
и параллелью. ,
По недостаточности зазора укрепление шайбы, задерживающей головку дышла на пальце первой сцепной оси паровозов ФД и ИС (рис. 229), сделано
Рис. 229. Палец первой сцепной оси паровозов ФД и ИС.
Рис. 230. Палец 2-й и 4-й сцепных осей паровозов ИС и 2-й, 4-й н 5-й сцепных осей паровозов ФД.
при помощи сквозного болта, пропущенного через шайбу и палец. Головка болта утоплена в углубление шайбы. На другой конец болта с внутренней стороны пальца навертывается корончатая гайка. Шайба своей выступающей частью ввертывается в палец. Самоотвинчивание здесь невозможно вследствие различного шага резьбы у шайбы и болта.
На второй, четвертой и пятой осях паровозов ФД и на второй и четвертой осях паровозов ИС задерживающие шайбы (рис. 230) укрепляются наружными корончатыми гайками, навернутыми на хвостовики пальцев, а во избежание вращения шайбы относительно пальца поставлены штифты, посаженные в торцы пальцев.
Давление при запрессовке пальцев в мотыль принимается от 60 до 80 т, для чего пальцам дается натяг от 0,15 мм до 0,20 мм.
Шейки пальцев и осей накатываются роликами для получения более гладкой и плотной трущейся поверхности.
ПАРОРАСПРЕДЕЛИТЕЛЬНЫЙ МЕХАНИЗМ
Паровозы ФД и ИС оборудованы парораспределительными механизмами системы Вальсхерта — Гейзингера. Схема механизма паровозов ФД изображена на рис. 231, а схема паровозов ИС на рис. 232.
На рис. 233 дан общий вид движущего и парораспределительного механизма паровозов ИС.
В обоих механизмах объединены и взаимозаменяемы следующие части: кулачки золотниковой скалки, маятники, поводки маятников, кронштейны и станины переводного винта и все прочие детали переводного винта за исключением самого винта (рабочей его части).
Рис. 231. Схема парораспределительного механизма паровозов ФД.
У паровозов ФД винт сделан с правой резьбой, а у ИС — с левой.
Все тяги и маятники парораспределительных механизмов изготовлены из Ст5; кулиссы же, кулиссные камни, большинство валиков — из мягкой стали (Ст2) с последующей цементацией. Посадочные места большинства валиков —
Рис. 232. Схема распределительного механизма паровозов ИС
конические (конус 1 :20), причем конус одного конца валика является продолжением конуса другого конца. Это упрощает обработку как самих валиков, и отверстий для них (отверстия можно проходить одной разверткой). Валики плотно входят своими конусами в конические гнезда проушин и затягиваются
корончатыми гайками, навернутыми на хвостовики валиков. Для устранения вращения валиков в проушинах один из концов (больший по диаметру) ставится в гнезде на шпонке.
Валики с коническими посадочными местами1 обладают значительными преимуществами перед валиками с цилиндрическими посадочными местами. Посадка конических валиков в проушинах более плотна. Плотность посадки всегда можно поддерживать подтягиванием гаек на хвостовиках валиков; плотная же посадка валиков предохраняет проушины от разработки. В конических валиках
изношенные рабочие поверхности исправляются посредством шлифовки без ослабления посадочных концов, тогда как такое исправление цилиндрических валиков невозможно.
При проектировании парораспределения главное внимание было обращено на выравнивание наполнений и открытий паровпускных окон обеих полостей цилиндров при переднем ходе паровоза и на уменьшение игры камня в кулиссе.
Из таблиц 3 и 4 (стр. 222), дающих характеристики парораспределения, видно, насколько указанные требования выполнены.
Этими же таблицами можно пользоваться при полных проверках парораспределения.
Таблица 3 показывает, что на паровозах ФД достигнуто исключительно хорошее выравнивание наполнений с обеих сторон поршня для переднего хода паровоза и в то же время достаточно хорошо выравнены открытия окон при незначительной игре камня. Для заднего хода паровоза игра камня достигает
1 В дальнейшем для краткости эти валики будут называться коническими.
Таблица 3. Характеристика парораспределения паровозов ФД
Фактическое наполнение в мм хода поршня Предварение выпуска в мм хода поршня Сжатие в мм хода поршня Открытие окна при Ход золотинка в мм Игра камня в мм
впуске
по указателю реверса При ходе поршня
н 5 i 1 g II 1| вперед । назад
Ход паровоза вперед
0,2 154 154 531 558 212 239 10 10 140 12,5
0,3 231 231 574 604 166 196 15,5 14 149,5 15
0,4 308 | 308 608 635 139 162 21,5 19,5 161 15
0,5 385 385 639 666 104 131 30 25,5 175,5 И
0,6 462 1 462 674 689 81 96 44,5 34 198,5 14
Ход паровоза назад
154 142 535 546 223 235 10 9,5 139,5 13
231 212 581 593 177 188 I 14,5 13 147,5 20
0,4 312 296 612 631 139 158 1 20,5 17,5 158 24
0,5 385 385 635 658 112 131 26,5 23 169,5 28
0,6 454 481 662 685 85 108 37 33 190 30
Таблица 4. Характеристика парораспределения паровозов ИС
Наполнение Фактическое! Предварение наполнение | выписка в мм хода в мм хода поршня | поршня Сжатие в мм хода ’ поршня | Открытие окна прн впуске в мм Ход золотника в мм Игра камня в мм
по указателю При ходе поршня
реверса 1 св 1 К 1 I вперед 5 § И вперед назад
Ход паровоза впе Р е д
0,2 162 150 546 1 546 224 1 224 10 9,75 140 8
0,3 246 223 585 589 181 185 15,5 13,75 149 9
0,4 316 300 616 627 142 154 22,5 18,5 161 8
0,5 389 381 647 658 111 123 30,5 25 175,5 9
0,6 458 469 673 685 85 96 42 36 198 12
Ход паровоза назад
0,2 164 142 546 546 224 2 4 10 9,5 140 4
0,3 231 219 581 589 181 189 15 13 148 85
0,4 308 288 612 623 146 158 20,5 17 157,5 14
0,5 385 381 643 651 119 127 27 24 171х 21
0,6 469 469 674 678 92 96 40 35 193 34
довольно значительных величин. При езде тендером вперед необходимо иметь это в виду и следить за смазкой камня, так как большая его игра способствует заварке кулиссы и валика камня.
Из таблицы 4 можно усмотреть, что в парораспределении паровозов ИС достигнуто значительное уменьшение игры камня. За счет некоторого ухудшения в выравнивании наполнений и открытий окон игра камня доведена до 8—9 мм при обычных, наиболее употребительных наполнениях от 0,3 до 0,5. Для быстроходного пассажирского паровоза уменьшение игры камня является весьма важным обстоятельством, так как оно уменьшает износ камня и кулиссы.
КОНСТРУКЦИЯ ПАРОРАСПРЕДЕЛИТЕЛЬНОГО
МЕХАНИЗМА ПАРОВОЗОВ ФД
ЗОЛОТНИКОВЫЙ КУЛАЧОК
Золотниковый кулачок (рис. 234) двигается в направляющих задней крышки золотниковой коробки и представляет собой вилку, в которую входит
Рис. 234. Золотниковый кулачок паровозов ФД.
маятник. Кулачок соединен со скалкой золотника при помощи конусного гнезда и клина. Так как золотник лежит на нижней поверхности золотниковых втулок, ось золотниковой скалки смещена вниз от оси втулки на величину, равную
Рис. 235. Маятник паровозов ФД.
Валик золотникового
зазору между опорной поверхностью золотника и втулкой, т. е. примерно на 0,4 мм. На такую же величину смещена и ось конусного отверстия в кулачке для головки золотниковой скалки по отношению к оси поползушек.
Валик, которым соединен кулачок с маятником, наглухо закреплен в маятнике и вращается в стальных цементированных втулках, запрессованных в щеки кулачка.
Смазка втулок производится из масленки, расположенной в головке маятника (рис. 235). Масло поступает из нее на втулки по просверленным в валике каналам. О смазке самого кулачка уже сказано в описании его направляющих (см. «Задняя крышка золотниковой коробки»).
Наружные торцовые плоскости стальных цементированных втулок должны быть утоплены в щеки кулачка на 0,5—1,0 мм. Это устраняет возможность задира втулками боковых поверхностей направляющих.
Для облегчения веса в торцах щек кулачка высверлены четыре канала.
Кулачок отковывается из Ст5.
МАЯТНИК
В верхнее отверстие маятника (рис. 235) для валика, соединяющего маятник с кулиссной тягой, и в нижнее его отверстие для валика маятникового поводка запрессованы стальные цементированные втулки.
улачка, как уже упоминалось, укреплен наглухо
в среднем отверстии маятника при помощи конической шпильки, пропущенной через валик и через тело маятника.
В головке маятника расположены две фитильные масленки. Задняя масленка служит для смазки валика и втулок золотникового кулачка. От этой масленки в теле головки маятника просверлен угловой канал. На задней вертикальной стороне маятника поставлены контрольные винтовые пробки. Отвертывая пробки, можно контролировать поступление смазки и прочищать раналы. На уровне центра верхнего валика в теле головки маятника просверлен второй канал, доходящий до втулки верхнего валика. Во втулке против канала сделано отверстие. Этот канал служит для подвода смазки от смазочного пресса Натана к верхнему и среднему валикам маятника.1
Вторая (передняя) масленка на головке маятника служит для фитильной смазки верхнего валика.
1 Прессовая смазка маятника применена пока только иа паровозах ИС. На паровозах ФД этот канал заглушен или не делается вовсе.
В вертикальной продольной плоскости маятник несколько изогнут, так что центр отверстия для верхнего валика сбит на 15 мм назад от линии, проходящей через центры среднего и нижнего отверстий. Эта сбивка сделана для улучшения парораспределения. Необходимо помнить о ней при исправлении аварийных повреждений маятников, т. е. при правке маятников после искривлений, при заварке валиков и пр.
На головке маятника образовано ушко для поводка трещетки смазочного пресса Натана. На паровозах ФД заказа 1935 г. для более правильного направления поводка трещетки пресс-масленки Натана ушко на головке маятника заменено вилкой. Видно это на рис. 170.
МАЯТНИКОВЫЙ ПОВОДОК
В один конец маятникового поводка (рис. 236), соединяющий его с хвосто-
виком крейцкопфного валика, запрессована стальная цементированная втулка.
Другой конец поводка, которым он соединяется с маятником, выполнен в виде вилки; в проушины вилки вставлен конический валик.
КУЛИССНАЯ ТЯГА
На обоих концах ку-лиссной тяги (рис. 237) устроены вилки.
В проушины передней вилки, соединяющейся с
Рнс. 236. Маятниковый поводок паровозов ФД.
маятником, вставлен конический валик; в заднюю вилку вставлены два валика — один средний конический для подвески кулиссной тяги, другой концевой ци-
линдрический — для кулиссного камня.
Рис. 237. Кулиссная тяга паровозов ФД.
15 Паровозы ФД—ИС.—676.
225
Цилиндрический валик укреплен в проушинах коническими шпильками. Конический валик здесь нельзя было поставить за недостатком места для размещения хвостовика и гаек в щеках кулиссы.
Средняя часть тяги сделана прямоугольного сечения.
Рис. 239. Кулисса паровозов ФД.
1—кулисса. 2— шеки. 3 — трубочка маслопровода. А—верхнее положение^камня. Б—нижнее положение
ПОДВЕСКА КУЛИССНОЙ ТЯГИ
В обеих проушинах подвески кулиссной тяги (рис. 238) запрессованы стальные цементированные втулки. В верхнюк> проушину подвески входит валик колена переводного вала, а в нижнюю — средний валик кулиссной тяги. Для смазки этих валиков по концам подвески устроены фитильные масленки.
КУ ЛИСС А И КУЛИССНЫЙ КАМЕНЬ
На паровозах ФД для удобства осмотра и смазки камня кулисса (рис. 239) сделана открытого типа. Щеки 2 откованы из Ст5 за одно целое с цапфами.
Своими выступами щеки входят в пазы,
кулиссной тяги
Рис. 238. Подвеска паровозов ФД.
простроганные в кулисе, и прикреплены к середине кулиссы тремя призон-ными болтами.
На цапфы щек запрессованы стальные цементированные втулки-рубашки, легко сменяемые при износе. В хвостовике кулиссы впрессована в отверстие для валика эксцентриковой тяги стальная цементированная втулка; над втулкой расположена фитильная масленка.
Смазка кулиссного камня. Смазка камня производится двояким образом:
1. Фитильная смазка. На камне вверху расположена небольшая масленка, закрываемая винтовой пробкой. От масленки идут три канала, из которых два выходят на боковые рабочие поверхности камня и один —на валик кулиссного камня. Трубок и фитилей в этой масленке нет, так как ограниченность ее размеров не позволяет их разместить. В виду отсутствия трубок рекомендуется укладывать на дно масленки шерсть или кусочек войлока, который будет препятствовать быстрому вытеканию масла.
На паровозах ФД заказа 1935 г. кулиссные камни (рис. 240) вместо масленок для жидкой смазки снабжены масленками для мягкого гриза (рис. 268) (см. «Смазка парораспределительного и переводного механизмов», стр. 249). На каждом камне установлено по две масленки.
От одной масленки идут каналы на боковые рабочие поверхности камня, а от другой — на валик кулис-
Рис. 240. Кулиссный камень паровозов ФД.
1 — место постановки масленки
для подвода смазки к рабочим плоскостям кулиссы. 2—место постановки масленки для
подвода смазки к кулиссному валику.
сного камня.
2. Смазка от смазочного пресса Натана. Маслопроводная трубка от пресса соединена с торцом наружной цапфы кулиссы при помощи вра-
Рис. 241. Подвод смазки к кулиссе /—цапфа кулиссы. 2—штуцеп ввернутый в цапфу. 3—шаровая головка трубки. 4—пружина. 5—колпачок, б—наружная гайка. 7—гайка сальника. 8—грундбукса сальника. 9—мас-ловроводящая трубка, /^-поддерживающая
соединена к кулиссе.
щающейся муфты, изображенной на рис. 241. В цапфе и в ее щеке просверлены каналы, по которым масло подводится к прорезу кулиссы. К задней поверхности прореза масло идет по каналу, просверленному в наружной щеке и в задней стороне кулиссы. Выходное отверстие канала расположено в середине прореза. К передней поверхности прореза масло подводится из того же канала через присоединенную к нему трубку, огибающую кулиссу и подводящую масло к отверстию в середине передней стороны кулиссы. Наружные отверстия каналов в щеке и теле кулиссы закрыты винтовыми пробками. Отвертывая эти пробки,
можно контролировать поступление масла и прочищать каналы; контрольные пробочки устроены и в тройничках, которыми маслопроводная трубка при-
Необходимо твердо помнить, что описанное устройство подводит смазку от пресса только к нижней части кулиссы и действует лишь при переднем ходе паровоза, когда камень находится в нижней половине кулиссы.
При заднем ходе паровоза (т. е. тендером вперед) смазка камня может производиться только из масленки, расположенной в самом камне. Поэтому при езде тендером вперед нужно чаще добавлять масло в эту масленку и чаще давать масло на камень из ручной масленки на остановках.
В будущем на паровозах ФД предполагается осуществить прессовую смазку камня по типу, принятому на паровозах' ИС. Этим будет обеспечена смазка камня от пресса как при переднем, так и при заднем ходе паровоза.
ЭКСЦЕНТРИКОВАЯ ТЯГА
В заднюю глухую головку эксцентриковой тяги (рис. 242) впрессована бронзовая втулка. Отверстие в головке тяги равно 100 мм, а внешний диаметр
втулки—100,4 мм, т. е. втулке дан натяг 0,04 мм. Втулка запресовывается под давлением около 5 т Втулка изготовляется из такой же свинцовистой бронзы, как и плавающие втулки. Для предохранения втулки от провертывания
в случае ее ослабления она в головке тяги удерживается толстой точеной смазочной трубкой. Наверху головки расположена фитильная масленка такого же типа, как в головках сцепных дышел. Передний конец тяги представляет собой вилку, в проушинах которой закрепляется конический валик, соединяющий тягу с кулиссой.
Средняя часть тяги — прямоугольного сечения.
Наличие в тяге задней глухой головки устраняет возможность регулировать длину эксцентриковой тяги при проверке парораспределительного механизма. Поэтому при ремонте паровозов ФД и ИС надо обращать внимание на точное соблюдение чертежных размеров от центра буксового подшипника ведущей оси до вертикальной плоскости, проходящей через центры кулиссных цапф. Это расстояние у паровозов ФД должно быть равно 1 837,7 мм. Длина же самой тяги между центром валика и втулки — 1 709,4 мм.
КОНТРКРИВОШИП
Контркривошип (рис. 243) выполнен отъемным. Укрепляется контркривошип на посадочной цапфе пальца кривошипа при помощи шпонки и двух при-зонных цементированных (Ст2) или конических (конус 1 :200, материал — Ст5) болтов диаметром 41 мм.
Болты проходят через тело контркривошипа и через посадочную цапфу и стягивают головку контркривошипа вокруг посадочной цапфы.
Рис. 243. Контркривошип с пальцем кривошипа
Для получения необходимой затяжки посадочная головка контркривошипа разрезана по диаметральной плоскости посадочного отверстия,
Палец контркривошипа откован за одно целое с контркривошипом. Для удержания головки эксцентриковой тяги на хвостовик пальца надета шайба,
прижимаемая к заточке хвостовика корончатой гайкой. Чтобы шайба не вращалась, на внутренней стороне ее просверлено отверстие, в которое входит штифт, туго посаженный в торец пальца.
Съемная конструкция контркривошипа облегчает поковку и обработку пальца кривошипа и самого контркривошипа.
КРОНШТЕЙН ПОДШИПНИКОВ КУЛИССЫ
Кронштейн подшипников кулиссы (рис. 244) выполнен в виде стальной литой балки корытообразного сечения. Одним концом она прикреплена помощью болтов к параллельной раме, а другим — к консолям междурамного
Рис. 244. Кронштейн подшипников кулиссных цапф и переводного вала паровозов ФД.
1—подшипник кулиссиой тяги. 2—подшипник переводного вала.
крепления, расположенного между второй сцепной и третьей движущей осями паровоза. Балке придана форма вилки, внутри которой и размещается кулисса. В щеках вилки сделаны отверстия 7 с вставленными в них чугунными неразрезными втулками. Втулки вставляются с внутренней стороны и служат подшипниками кулиссных цапф. Над втулками в литье балки образованы масленки, из которых масло через трубки с фитилями по
ступает на внутреннюю поверхность втулок. От вращения в своих гнездах втулки удержива-
ются шпонками, а бурты на внутренних концах препятствуют выдвиганию вту-
лок наружу.
В этом же кронштейне расположен подшипник 2 переводного вала. Крышка подшипника служит одновременно и масленкой.
КОНСТРУКЦИЯ ПАРОРАСПРЕДЕЛИТЕЛЬНОГО МЕХАНИЗМА ПАРОВОЗОВ ИС
Золотниковый кулачок, маятник и поводок маятника в паровозах ИС ничем не отличаются от одноименных деталей паровозов ФД.
В паровозах ИС сделано иное устройство для смазки верхнего и среднего валиков маятника. Здесь эти валики смазываются не только от фитильных масленок, но и от левого смазочного пресса Натана.
Масло от пресса при помощи специального шарнирного трубопровода подводится к заднему концу золотникового кулачка. По каналу, просверленному в кулачке, масло поступает на внутреннюю трущуюся поверхность сталь- / ной запрессованной в кулачок втулки и смазывает конец среднего маятникового валика, работающего в этой втулке. Затем по каналам, просверленным
в валике, одна часть масла поступает на другой конец валика и смазывает его и втулку кулачка, в которой этот конец работает, другая же часть масла из валика поднимается по каналам, просверленным в головке маятника (см. описание маятника паровозов ФД), проходит к втулке верхнего валика маятника и смазывает ее.
ШАРНИРНЫЙ МАСЛОПРОВОД
Устройство шарнирного маслопровода показано на рис. 245. Этот маслопровод состоит из трех шарниров — 7, 4 и 6, двух трубок — 3 и 7 и одного
вращающегося сальника — 5. Верхний шарнир прикреплен неподвижно к стойке 2, расположенной на специальной поддержке, которая установлена на верхней направляющей золотникового кулачка. Масло подводится к этому шарниру от пресса обыкновенной трубкой.
От верхнего шарнира 1 идет трубка 3 ко второму (среднему) шарниру 4 От этого шарнира идет горизонтальная трубка 7, соединенная вращающимся сальником 5 с нижним шарниром б. Нижний (третий) шарнир б прикреплен своим фланцем на двух шпиль-
Рис. 245. Шарнирный трубопровод прессовой смазки маятника паровозов ИС.
/ — верхний шарнир. 2 — стойка. 3 —трубка. 4— средний шарнир. 5—саль» ник. 6—нижний шарнир. 7—трубка Сатаровым концом.
ках к торцу внутренней (т. е. обращенной к раме паровоза) поползушки золотникового кулачка. От места присоединения шарнира внутри поползушки
Рис. 246. Шарнир и сальник прессовой смазки маятника паровозов ИС. Z—стержневая чашка. 2 — пружинная чашка. 3 — пружина. 4 — асбестовая набивка. 5,— стержень, б—штуцер пружинной чашки. 7— трубка с шаровым концом, в— нипель.
S — контргайка. 10 — набивка сальника 11 — грундбукса. 12 — гайка.
Устройство шарнира и сальника видно на рис. 246.
устроен канал, подводящий масло к втулке валика, которым кулачок соединен с маятником. Далее масло направляется описанным выше путем к другому концу валика и к верхнему валику маятника.
Шарнир состоит из двух стальных чашек 7 и 2, стянутых пружиной 3. Плоскости, которыми чашки соприкасаются, плотно притерты одна к другой;
на этих плоскостях сделаны кольцевые канавки, сообщающиеся с каналами, просверленными в теле чашек.
Пружинная чашка 2 (в которой заключена пружина) вращается на стержне 5, ввернутом и расклепанном в другой стержневой чашке 7. На этот же стержень надета и пружина 3, затягиваемая круглой гайкой и корончатой контргайкой. В заточке неподвижной чашки заложена асбестовая набивка 4, служащая для предохранения трущихся поверхностей чашек от засорения пылью и грязью. Трущаяся поверхность пружинной чашки наплавлена бронзой.
Устройство вращающегося сальника ясно из рис. 246 и особых пояснений не требует.
КУЛИССНАЯ тяга
Кулиссная тяга паровозов ИС (рис. 247) отличается от кулиссной тяги паровозов ФД прежде всего размерами: длина ее между центрами крайних валиков составляет 2 000 мм и между центрами валика кулиссного камня и под-
Рис. 247. Кулиссная тяга паровозов ИС с расположением смазочных каналов.
7 — подвеска кулиссной тяги. 2 — канал в подвеске. 3 — выточка во втулке подвески. 4 — втулка подвески. 5 — каналы в валике подвески. 6 — валик. 7 — канал в вилке тяги. 8 — вилка. 9 — каналы в кулнссном валике. 10 — кулиссный валик. 11 — пробка контрольная. 72 — уплотняющее кольцо из кожи.
весочного валика — 355 мм (эти размеры у паровозов ФД соответственно равны 1 830 и 265 мм). Далее, вследствие большей длины тяги и для облегчения ее веса средняя ее часть сделана не прямоугольного, как у ФД, а корытообразного сечения. Наконец, тяга отличается устройством смазки валика подвески и валика кулиссного камня (см. стр. 233).
ПОДВЕСКА КУЛИССНОЙ ТЯГИ
На паровозах ИС конструкция подвески кулиссной тяги (рис. 248) примерно такая же, как на паровозах ФД. Отличается она от последней некоторыми размерами, формой и тем, что фитильная масленка устроена только на верхнем конце подвески. Если прессовая смазка не применяется, то смазка из этой масленки может поступать как на верхний валик, так и на нижний. К нижнему валику масло подходит через канал, просверленный внутри подвески по
всей ее длине. Этот же канал служит и для подвода смазки от пресса к кулис-сному камню.
КУЛИССА
На паровозах ИС поставлена кулисса закрытого типа (рис. 233), т. е. со щеками по всей ее длине. Закрытый тип кулиссы в данном случае применен, во-первых, для защиты кулиссы от пыли и, во-вторых, для увеличения ее прочности, что вызывается большей быстроходностью паровозов ИС.
Валик, соединяющий кулиссу с эксцентриковой тягой, смазывается из фртильной масленки, расположенной в хвостовике кулиссы.
РЫЧАГИ ПЕРЕВОДНОГО ВАЛА
На рис. 249 показан переводной вал 2 с ушками 3, к которым прикрепляются тяги уравновешивающих пружин (рис. 256), и с рычагами переводного вала 4 и 7.
Правый рычаг угловой, двуплечий, соединяется своим вертикальным плечом с тягой переводного механизма, а горизонтальным — с правой подвеской кулис-сной тяги.
Левый рычаг — одноплечий и соединяется только с левой подвеской кулиссной тяги.
На рис. 250 показан правый рычаг переводного вала с расположением каналов для подвода смазки к валикам подвески кулиссной тяги и к кулиссному камню.
Такие же каналы сделаны и в левом рычаге.
Смазка кулиссного камня и его валика производится от левого смазочного пресса Натана.
Трубки от пресса подводятся к штуцерам, укрепленным неподвижно на параллельной раме возле концов переводного вала. Каждый штуцер связан с концом переводного вала при помощи устройства, изображенного на рис. 251. Устройство это состоит из стойки 6, под
держивающей штуцер 4, гнезда 7 с сальниковой набивкой 3 и нажимной гайкой 2, привернутыми к концу вала.
Масло из штуцера поступает в канал на конце вала. Отсюда по другому каналу (рис. 251), просверленному перпендикулярно к первому, масло идет-в ступицу рычага переводного вала и далее по трубке 7, приваренной к выходному отверстию канала, направляется к проушине рычага, в которую заложен верхний валик подвески.
В верхнем валике 77 (рис. 250), соединяющем подвеску 7 с рычагом, просверлены каналы — два радиальные и один осевой. По этим каналам масло проходит во втулку 5 верхней головки подвески. На внутренней поверхности
втулки 5 сделана выточка 6. По этой выточке масло поступает в канал 2, просверленный вдоль подвески к нижнему ее валику б (рис. 247). По каналам 5
Рис. 249. Переводной вал с рычагами паровозов ИС.
7— левый рычаг. 2.—переводной вал. 3 —ушки разгружающих пружин. 4—правый рычаг.
этого валика масло проходит к золотниковой тяге и далее по каналу 7 в проушине 8 поступает в каналы 9 кулиссного валика 70. По каналам кулиссного валика масло направляется в отверстие кулиссного камня. В отверстии камня
как на рычаге переводного вала (рис. 250), так и у
сделана кольцевая выточка. Из нее масло по каналам в камне поступает на обе трущиеся поверхности прореза кулиссы.
На рис. 252 показан весь путь масла от конца переводного вала до камня с обозначением контрольных пробок, ввернутых по концам каналов Отвертывая эти пробки, можно контролировать поступление масла и в случае надобности прочищать каналы проволокой.
Масло, подаваемое прессом к кулиссному камню, попутно смазывает оба подвесочные валика и валик кулиссного камня.
Для предотвращения утечки масла из зазоров между подвесочными валиками и их втулками в щеках проушин кулиссной тяги (рис. 247)
сделаны кольцевые выточки, в которые закладываются кожаные кольца 72,
плотно прилегающие к головкам подвески.
Необходимо иметь в виду, что масло от пресса до кулиссного камня должно пройти довольно длинный путь. Поэтому пере^д выездом из депо или после продолжительных остановок на станциях нужно прокачивать левый пресс вручную до тех пор, пока масло не покажется че-рез контрольные пробки на задних концах кулиссных тяг.
Кроме прессовой смазки, кулиссный камень смазывается из обыкновенной масленки, расположенной в самом камне и закрываемой пробкой. Масленка сделана без фитилей и трубок. Для предотвращения быстрого вытекания масла из нее следует закладывать на дно масленки кусочки плотного войлока или шерсть.
Описанное устройство прессовой смазки кулиссного камня обеспечивает смазывание его при переднем и заднем ходе паровоза.
ЭКСЦЕНТРИКОВАЯ ТЯГА
Сечение эксцентриковой тяги паровозов ИС для получения надлежащей прочности и легкого веса сделано не прямоугольным, а двутавровым. Устройство головки тяги и валика, которым тяга соединяется с кулиссой, такое же, как на паровозах ФД.
В виду наличия глухой головки длину эксцентриковой тяги регулировать нельзя. Поэтому для обеспечения правильного парораспределения и постоянства линейного предварения впуска нужно следить за правильностью расстояния от центра буксового подшипника до вертикальной плоскости, проходящей через центры кулиссных цапф. Это расстояние на паровозах ИС должно быть
2 462,8 мм, а длина эксцентриковой тяги, т. е. расстояние между центрами задней головки и переднего валика — 2 375 мм.
КОНТРКРИВОШИП
Контркривошип паровозов ИС отличается от контркривошипа паровозов ФД только длиной и размерами пальца (рис. 243). Длина контркривошипа, т. е. расстояние между центрами пальца и посадочного отверстия, у паровозов ИС составляет 452,4 мм (у паровозов ФД — 456 мм). Диаметр пальца контркриво* шипа паровозов ИС равен 80 мм и длина его — 90 мм, против 75 и 70 мм у па* ровозов ФД Увеличение размеров пальца вызвано большей быстроходности» паровозов ИС.
КРОНШТЕЙН ПОДШИПНИКОВ КУЛИССЫ
Кронштейн (рис. 253) состоит из стальной отливки корытообразного сечения в форме дуги, охватывающей кулиссу. Одним концом он крепится нВ
Рис. 253. Кронштейн подшипников кулиссы паровозов ИС.
болтах к параллельной раме; другой свободный конец поддерживается двумя тяжами. Тяжи одними концами ввернуты в приливы на конце кронштейна, I другими концами закреплены при помощи гаек в специальных кронштейнах, привернутых ' к торцовым поверхностям параллельной рамы. Тяжи устанавливаются и закрепляются до окончательной расточки подшипников кулиссы. При ' изменении положения тяжей свободный конец кронштейна может быть сбит
с своего правильного положения. Для предотвращения такой сбивки гайки и контргайки тяжей прошплинтованы сквозными точеными шпильками, проходящими через гайку в тело тяжа.
Обратную постановку тяжей, если их по какой-либо причине потребуется разобрать, следует производить так, чтобы гайки и контргайки точно стали на старые •отверстия для шпилек.
Подшипники кулиссных цапф представляют собой чугунные неразрезные втулки, вставленные в гнезда в отливке кронштейна. Втулки удерживаются от повертывания шпонками, а от выдвигания из гнезд — буртами на внутренних концах втулок. Смазка втулок производится из фитильных масленок, образованных в отливке кронштейна над гнездами втулок.
ПЕРЕВОДНЫЕ МЕХАНИЗМЫ
Паровозы ФД первых заказов строились с ручным приводом переводного механизма. Паровозы ИС, начиная с номера 20—2, выпускаются с комбинированным приводом переводного механизма, состоящим из обыкновенного ручного привода и из воздушного механизированного привода.
Переводные механизмы на паровозах ФД и ИС отличаются друг от друга расположением рычагов переводного вала. У паровозов ФД подвески кулиссных тяг находятся впереди вала (рис. 220 и 231), а у паровозов ИС, наоборот, — сзади вала (рис. 232 и 233).
В зависимости от различного расположения рычагов переводного вала различно и направление вращения переводного вала для перевода механизма с переднего хода на задний или с заднего на передний.
У паровозов ФД для перевода с переднего хода на задний правый конец переводного вала должен вращаться против часовой стрелки (если смотреть на мето с правой стороны паровоза), а на паровозах ИС этот конец вала вращается яю часовой стрелке.
Чтобы сохранить на обоих паровозах при переводе механизма с заднего хода на передний привычное для машинистов правое вращение переводного винта, переводные винты на паровозах ФД и ИС сделаны с различной резьбой. На паровозах ФД резьба правая, а на паровозах ИС — левая. В этом заключается единственное различие в устройстве ручных реверсов на обоих паровозах.
РУЧНОЙ ПРИВОД ПЕРЕВОДНОГО МЕХАНИЗМА
Переводной винт реверса (рис. 254) состоит из двух частей — переднего рабочего винта 1 и заднего указательного винта 4, соединенных муфтой 3 на четырех болтах.
Рабочая часть винта, более длинная, вынесена наружу в виду недостатка места в будке паровоза. Эта часть винта поддерживается литой стальной станиной. Станина укреплена на шпильках, ввернутых конусной резьбой в правую боковую стенку кожуха топки. По концам станины расположены два бронзовых подшипника, в которых вращается винт. Передний подшипник — глухой, т. е. представляет собой втулку, задний же сделан разъемным, для получения возможности разбирать винт. В гнезде переднего подшипника и в крышке заднего устроены масленки для смазки подшипников.
Гайка 2 рабочей части переводного винта, как обычно, состоит из двух частей, соединенных двумя болтами. Вынимая прокладки, находящиеся между
Рис. 254. Переводной винт.
J—рабочий винт. 2 — гайка рабочего винта. 3—муфта. 4 — указательный винт.
5 — ручка регулятора.
обеими частями гайки, можно уничтожить образующуюся при износе гайки и винта слабину гайки на винте.
Обе части гайки сделаны из бронзы. Две цапфы по бокам гайки соединяют ее с проушинами вилки тяги переводного вала.
С задней частью гайки отлита за одно целое масленка для смазки резьбы гайки.
Гайка двигается в прорезе станины. Этот прорез служит направлением гайки. С боковой стороны задней части гайки укреплена на четырех шпильках планка, удерживающая гайку в прорезе. Рабочие поверхности прорезов за отсутствием специальных приспособлений для их смазки необходимо смазывать из ручной масленки. Смазывать их рекомендуется каждую поездку.
Станина с рабочей частью винта закрыта особым кожухом с откидной дверкой. Через эту дверку можно производить смазку подшипников, гай^и и направляющего прореза станины.
Задний конец указательной части винта в будке поддерживается бронзовым подшипником, который расположен в особом кронштейне, прикрепленном на шпильках к лобовому листу кожуха топки.
Рис. 255. Схема компенсаторного устройства переводного механизма.
1 — тяга переводного винта. 2 — компенсаторный рычаг. 3 — тяга переводного вала. 4 — рычаг переводного вала, а—удлинение части котла от переводного вала до компенсаторного рычага, б—удлинение части котла от компенсаторного рычага до переводного винта.
К этому же кронштейну прикреплен угольник с прорезом, в котором движется выступ гайки задней части винта, служащий указателем величины наполнения цилиндров. С боковой стороны прореза поставлена указательная планка с делениями, указывающими величину наполнения цилиндров. На конец винта насажен маховик обычной конструкции.
В гайке и в подшипнике задней части винта устроены смазочные отверстия. Масло в них наливается из ручной масленки.
Тяга переводного механизма состоит из двух частей, соединенных вертикальным равноплечим рычагом, который называется компенсаторным. Обе часта тяги для облегчения веса выполнены из труб.
Для облегчения сборки, установки и регулировки тяг одна из них — передняя (мы будем называть ее тягой переводного вала) — снабжена регулировочной головкой, позволяющей изменять длину тяги.
Хвостовик головки этой тяги своей резьбой ввинчивается во втулку, заваренную в переднем конце трубы тяги переводного вала. Головки на заднем конце этой тяги, так же как и на переднем конце задней тяги (т. е. тяги переводного винта), приварены наглухо. На заднем конце тяги переводного винта сделана разъемная вилка. Проушинами вилки тяга соединена с гайкой переводного винта.
Компенсаторный рычаг (рис. 255) устраняет влияние температурных удлинений котла на положение камня в кулиссе.
Кронштейн с осью, на которой вращается компенсаторный рычаг, укреплен на котле в точке, делящей пополам расстояние между переводным валом и серединой переводного винта. Вследствие того, что длина части котла между переводным валом и компенсаторным рычагом равна длине части котла между компенсаторным рычагом и переводным винтом, тепловые удлинения обеих частей почти одинаковы.
Так как удлинения обеих частей котла почти одинаковы, то увеличение расстояния от переводного вала до переводного винта- при удлинении котла компенсируется поворотом компенсаторного рычага на некоторый угол, как это изображено на рис. 255. Поэтому камень в кулиссе не меняет своего положения.
Компенсаторное устройство позволяет производить установку указательной планки переводного винта на холодном паровозе без заметного нарушения правильности ее положения после растопки паровоза.
Переводной вал откован из стали (Ст5).
У обоих паровозов валы — полые, с внутренним диаметром 50 мм и наружным у паровозов ФД—120 мм и у ИС— 125 мм. На концах вала на шпон
ках укреплены стальные литые рычаги: один из них — правый, коленчатый, соединяется с переводной тягой и подвеской кулиссной тяги, другой — левый, простой, — с подвеской кулиссной тяги левой стороны паровоза.
Переводной вал обоих паровозов своими шейками лежит в подшипниках. Чугунные вкладыши подшипника состоят из двух половинок и зажаты в подшипниках крышками. Крышки притягиваются к нижним частям подшипников четырьмя болтами.
В крышках устроены масленки для смазки шеек вала.
Нижние части подшипника и их кронштейны у паровозов ФД отлиты из стали за одно целое с балкой, служащей кронштейном подшипников кулиссы (рис. 244); у паровозов ИС нижние части подшипников переводного вала отлиты за одно с параллельной рамой.
Для весового уравновешивания парораспределительного механизма применены две пружины. Пружины заключены в особые стаканы (рис. 256).
Рис. 256. Пружина переводного вала.
1 — переводной вал. 2 — ушко тяги. а — тяга. 4 — пружина. 5 — опора пружины, 6 — стакан. 7 — шайба. 8 — гайки. 9 — труба. 10— подбрюшная опора. 11—направляющее кольцо.
На переводном валу 1 приварены два ушка 2. Ушки соединяются с проушинами тяг 3, пропущенных через пружину 4 и опору пружины 5, находящуюся в стакане 6. С другого конца стержней сделана резьба, на которую навернуты гайки.
Давая пружине 4 натяжение гайками 8 (сжатие) через шайбу 7 и трубу 9, можно уравновесить этим вес звеньев парораспределительного механизма. Это ^разгрузит гайку у переводного винта и уменьшит усилие для перевода винта.
У паровозов ФД стаканы 6 пружин прикрепляются тремя болтами к листу подбрюшной опоры 10 между второй и третьей осями, а у паровозов ИС они прикреплены на четырех шпильках к параллельной раме.
МЕХАНИЧЕСКИЙ ПРИВОД (сервомотор)
Хотя для перемены хода паровозов ФД и ИС даже при ручном винто вом приводе не требуется больших усилий, все же для большего удобства, облегчения и ускорения работы машиниста на паровозах ИС, начиная с номера 20-2, применены механические приводы переводного механизма, так называемые сервомоторы.
В силу некоторой неуверенности в надежности работы новой конструкции сервомоторов запроектировано было комбинированное устройство, совмещаю-
щее ручной винтовой привод с механизированным воздушным. Механизм привода позволяет быстро и легко переходить от механизированного воздушного привода к ручному.
Рис. 257. Головка тяги переводного винта паровозов
• вкладыш. 2 — установочные винты. 3 — масленка.
ИС.
Устройство ручного привода осталось почти таким же, как было описано выше. Иначе устроены только маховик винта и головка тяги переводного винта, соединяющая тягу с валиком компенсаторного рычага.
Рис. 258. Сервомотор паровозов ИС.
1 — цилиндр. 2 — поршень. 3 — распределительная головка. 4 — крейцкопф. 5 — параллели. 6 — хомут.
При воздушном приводе перевод винта производится весьма легко. Поэтому маховик переводного винта для освобождения места в будке уменьшен.
В головке тяги переводного винта (рис. 257) сделан продольный прямоугольный прорез. В нем может двигаться вкладыш 1, служащий подшипником для валика компенсаторного рычага. Вкладыш при воздушном приводе свободно перемещается вдоль прореза по 15 мм вперед и назад. При переходе на
16 Паровозы ФД—ИС.—676.
241
ручной привод вкладыш нужно закрепить в прорезе неподвижно затяжкой двух установочных винтов 2, ввернутых в головку. Для смазки вкладыша наверху головки устроена масленка 3.
Сервомотор (рис. 258) состоит из цилиндра 1, в котором движется поршень 2 (см. также рис. 259) с двумя кожаными манжетами, и наружного рас-
пределительного механизма. На рис. 258 этот механизм показан пунктиром.
Шток поршня проходит через сальник. На конец штока насажен крейцкопф 4, направляемый параллелями 5, соединенными в одно целое с крышкой цилиндра.
Крейцкопф посредством особого механизма, схематически изображенного на рис. 260, соединен с переводным валом и золотничком, распределяющим впуск и выпуск воздуха в цилиндре.
К поводку крейцкопфа присоединена тяга 4 (рис. 260), идущая.к нижнему концу вертикального рычага 2. Верхний конец рычага 2 соединен с кривошипом 3 валика плоского вращающегося золотничка распределительной головки, производящей впуск и выпуск воздуха в цилиндре.
С серединой рычага 2 при помощи серьги 6 связан нижний конец рычага 7. Рычаг вращается на неподвижном валике, прикрепленном к цилиндру. Верхний конец рычага соединен серьгой 1 с хомутом 8, а последний неподвижно насажен на тягу переводного винта 9.
В распределительной головке (рис. 261) устроены три окна, из них два крайние окна 8 соединены каналами с обеими полостями цилиндра. Между обоими впускными окнами 8 помещается выпускное окно 9, сообщающееся? с атмосферой. Взаимное расположение окон и золотничка показано на рис. 265.
Рис. 260. Схема рычажного механизма сервомотора паровозов ИС. I - серьга. 2 — вертикальный рычаг механизма. 3 — кривошип валика плоского золотничка. 4—тяга от поводка крейцкопфа. 5 —тяга крейцкопфа. 6—серьга. 7—рычаг. 8—хомут. 9 — тяга переводного винта. 10— компенсаторный рычаг. 11 — тяга переводного вала.
При среднем положении золотничка 3 оба впускные окна 8 открыты, а выпускное окно 9 закрыто золотничком. Поэтому обе полости цилиндра заполнены сжатым воздухом, который подводится к распределительной головке из главного резервуара. Вследствие заполнения воздухом, обеих полостей цилиндра поршень находится в равновесии.
При переводе винта тяга его не действует непосредственно на переводной вал, так как в ее соединении с компенсаторным рычагом, как сказано было выше, имеются зазоры по 15 мм в ту и другую стороны.
Перевод винта посредством хомута 8 (рис. 260), серьги 7 и рычага 7 вызывает поворот рычага 2 возле его нижней точки, в которой он соединяется с тягой 4, идущей к поводку крейцкопфа. Рычаг 2, поворачиваясь, вызывает поворот кривошипного валика 3 золотничка. Золотничок перекрывает одно из впускных окон и сообщает его с выпускным окном. Воздух выходит из соот
ветствующей полости цилиндра, и поршень начинает перемещаться и двигать тягу переводного вала, а следовательно поворачивать переводной вал. Пройдя некоторое расстояние, поршень посредством тяги 4 ставит рычаг 2 в его первоначальное вертикальное положение, золотничок опять занимает свое среднее положение, поршень уравновешивается, и его движение прекращается. При дальнейшем переводе винта явление снова повторится в том же порядке и будет повторяться до тех пор, пока не будет прекращен перевод винта. Таким образом поршень сервомотора как бы автоматически следует за переводным винтом и поворачивает переводной вал соответственно положению винта.
Самопроизвольно менять свое положение поршень не может. Как только •он сдвинется с места, он повернет рычаг 2. Вызванная этим передвижка золотника откроет выпуск воздуха с той стороны цилиндра, откуда двинулся поршень. Поэтому поршень будет вынужден вернуться в свое прежнее положение.
При отсутствии воздуха переводной механизм может работать как обыкновенный ручной привод. Для этого нужно посредством установочных винтов закрепить вкладыш в головке тяги переводного винта (рис. 257) и вынуть валик, соединяющий тягу переводного вала с тягой 5 (рис. 260), идущей от крейцкопфа сервомотора. Можно и не вынимать этого валика, но тогда перевод механизма будет значительно труднее, так как при переводе винта будет двигаться и поршень сервомотора.
Сервомотор может действовать и паром. Для этого нужно: 1) закрыть вентили на воздушной трубке, подводящей воздух к распределительной головке сервомотора,1 2) открыть вентиль на паровой трубке, идущей от пароразборной коробки насыщенного пара к воздушной трубке, и 3) открыть вентиль на самой пароразборной коробке насыщенного пара, впускающей пар в вышеуказанную трубку. При переключении вместо воздуха в распределительную головку сервомотора будет поступать пар.
Переключать сервомотор на работу паром следует лишь в исключительных аварийных случаях, когда нет воздуха и нельзя перевести рычаг вручную. При работе паром портятся кожаные манжеты поршня, и их приходится после такого переключения менять.
При работе воздухом паровые вентили должны быть плотно закрыты, чтобы пар не мог попадать в воздушную сеть и вызывать порчу манжет.
Для паровозов ФД заказа 1935 г. спроектирован сервомотор упрощенной конструкции. В нем ручной винтовой привод к переводному валу упразднен, и перевод вала производится исключительно помощью воздуха или, в исключительных случаях, помощью пара.
Схема механизма этого сервомотора изображена на рис. 262. Он состоит из такого же цилиндра с распределительной головкой, поршнем и крейцкопфом, как и сервомотор паровозов ИС.
Крейцкопф 4 сервомотора соединен тягой 5 с коленчатым рычагом переводного вала.
1 Воздух в эту трубку подводится из особой распределительной коробки, находящейся в будке машиниста и сообщающейся с главным резервуаром. От этой же коробки берется воздух и для прочих вспомогательных приборов: дверки, свистка, песочницы и проч.
Рис. 262. Схема рычажного механизма сервомотора паровозов ФД заказа 1935 г.
1 — перекидной рычаг, 2 — вертикальный рычаг механизма сервомотора.
3 — кривошип валика плоского золотничка. 4 — параллель и крейцкопф. 5 — тяга крейцкопфа. 6 — тяга от поводка крейцкопфа. 7 — тяга к перекидному рычагу.
переднему ходу паровоза.
Верхний конец вертикального рычага 2 соединен с кривошипом 3 валика вращающегося золотника, производящего впуск и выпуск воздуха в цилиндре.
Нижний конец рычага 2 связан тягой б с поводком крейцкопфа 4.
К средней точке рычага 2 присоединена тяга 7, идущая к перекидному рычагу 7. Рычаг этот установлен в будке, двигается в зубчатом секторе и при помощи собачки удерживается в любом требуемом положении.
Работает этот сервомотор так же, как и описанный сервомотор паровозов ИС.
Если, например, повернуть перекидной рычаг 1 на некоторый угол вперед (т. е. вправо по рис. 262), то вращение рычага 7 посредством тяги 7, рычага 2 и кривошипного валика 3 передается вращающемуся зо-лотничку распределительной головки. Устройство этого золотничка — такое же, как описано выше на стр. 243.
Повернувшись по часовой стрелке, золотничок откроет выпуск воздуха из передней (правой по рис. 262) полости цилиндра, и поэтому поршень переместится вперед и повернет переводной вал в направлении, соответствующем
Движение поршня в цилиндре сервомотора будет продолжаться до тех пор, пока крейцкопф 4 при помощи тяги б не поставит рычаг 2 в его первоначальное вертикальное положение, при котором золотничок перекроет выпуск воздуха из цилиндра.
Если рычаг 7 повернуть еще на некоторый угол, то поршень снова передвинется вперед в ту же сторону.
При вращении рычага назад (влево) поршень будет перемещаться также назад и поворачивать переводной вал в направлении, соответствующем заднему ходу паровоза.
Любое положение рычага 7 связано с определенным положением поршня, а следовательно и переводного вала.
Таким образом, рычаг 7 является и указателем величины наполнения паром цилиндров паровой машины паровоза.
Конструкция сервомотора для паровозов ФД показана на рис. 263 и 264.
При наличии сервомоторов не требуется больших физических усилий для перевода реверса, и перевод его производится быстрее. Этим облегчается управление паровозом и повышается безопасность движения. Вместе с тем последний тип сервомотора занимает весьма мало места, а это чрезвычайно ценно в стесненной будке мощных паровозов.
Необходимо отметить, что в виду возможности отклонения поршня сервомотора от правильного положения указательная планка сектора иногда неточно показывает действительное наполнение цилиндров машины паровоза. Но этот
недостаток в обычных условиях эксплоатации не имеет большого значения; с ним приходится считаться лишь при производстве опытных испытаний паровозов, когда необходимо получать постоянную точную отсечку.
Проверка золотников и разметка секторов (гребенки) перекидного рычага производится обычным способом, с той лишь разницей, что вместо перевода винтового привода передвигается медленно до момента отсечки по сектору перекидной рычаг.
Риску на секторе нужно наносить после того, как поршень сервомотора успокоится. При разметке сектора необходимо иметь в главных резервуарах воздух.
Если почему-либо для накачивания воздуха нельзя пользоваться насосом этого же паровоза, то можно к распределительной головке сервомотора подвести воздух от другого паровоза.
Уход за сервомотором. Для содержания сервомотора в исправности нужно соблюдать следующие правила:
1. Золотник и цилиндр смазывать в каждую поездку. Для их смазки на воздухопроводящей трубе в будке машиниста поставлена масленочка с вентиль-ком, разобщающим ее с трубой. Этот вентилек надо закрыть, налить в масленку обыкновенного машинного масла, закрыть пробку и открыть вентилек. Масло с воздухом поступит в распределительную головку, а из нее — в цилиндр.
2. Перед каждой поездкой из цилиндра спускать воду. Для этого внизу возле крышек цилиндра поставлены два спускные крана.
3. В каждую поездку смазывать крейцкопф, параллели и все шарнирные соединения механизма.
4. Периодически, по мере надобности, набивать и подтягивать сальник штока поршня.
5. Периодически, по мере износа, менять кожаные манжеты поршня, которые предварительно должны быть хорошо просалены.
Регулировка сервомотора и его привода производится так:
Кулиссный камень устанавливается точно в центре кулиссы. При этом на паровозах ИС нужно предварительно затянуть установочные винты в головке тяги переводного винта, чтобы между вкладышем головки и телом головки с обеих сторон вкладыша были одинаковые зазоры — по 15 мм. Переводной винт на паровозах ИС или перекидной рычаг на паровозах ФД ставится указателем на центр. Затем передвижкой хомута б (рис. 258) на паровозах ИС или
Рис. 264. Распределительная головка сервомотора паровозов ФД.
1 — корпус головки. 2 — крышка головки. 3 — золотничок. 4 — валик золотничка. 5 — кривошип валика б — крышка золотничка. 7—пружина. 8 — регулировочная шайба выпускного канала.
регулировкой длины тяги б (рис. 263) на паровозах ФД золотничок распределительной головки устанавливается точно в среднее положение, при котором золотничок открывает точно на одинаковую величину оба впускные окна 8 (на 1 мм на паровозах ФД и около 2,3 мм на паровозах ИС, см. рис. 265 и 266). На паровозах ФД соединение головки со штангой тяги 6 сделано на резьбе, чтобы можно было отрегулировать длину тяги 6 (рис. 263).
После установки золотничка описанным способом хомут 6 на (паровозах ИС) или головка тяги 6 (на паровозах ФД) окончательно закрепляются в найденном положении.
При сборке реверса необходимо тщательно пришабривать и притирать золотничок к зеркалу распределительной головки Когда золотничок находится
в среднем положении, не должно быть никакого пропуска воздуха из выпускного отверстия 9 (рис. 265 и 266). Выпуск воздуха начинается, когда центр кривошипа 3 (рис. 260 и 262) у валика золотничка отклонится от своего вертикального положения на 3,3 мм на паровозах ФД и на 3,7 мм на паровозах ИС.
Одновременно с началом выпуска воздуха из канала 9 поршень сервомотора должен приходить в движение.
Рис. 265. Схема расположения окон в распределительной головке сервомотора паровозов ИС.
3 — золотничок. 8 — впускное окно. 9 — выпускное окно.
Рис. 266. Схема расположения окон в распределительной головке сервомотора паровозов ФД.
3 — золотничок. 8 — впускные окна. 9 — выпускное окно.
Необходимо обращать внимание на правильность внутренних перекрыт у золотничка. Величина этих перекрыш должна точно соответствовать размерам, указанным на рис. 265 и 266, т. е. 2 мм у паровозов ФД и 2,5 мм у ИС.
Рис. 267. Общее расположение сервомотора паровозов ИС.
1 — цилиндр сервомотора. 2 — распределительная головка. 3 — тяга переводного винта.
4 — компенсаторный рычаг. 5 — головка тяги переводного винта. 6 — тяга переводного вала.
В случае слишком быстрой и резкой работы сервомотора надо уменьшить проход воздуха в распределительную головку, что можно сделать путем
смены регулировочной шайбы 8 (рис. 264); старую шайбу нужно вынуть и заменить другой, с меньшим проходным отверстием. Если сервомотор, наоборот, действует медленно, следует увеличить проходное отверстие у шайбы.
Общее расположение сервомотора на паровозах ИС показано на рис. 267.
СМАЗКА ПАРОРАСПРЕДЕЛИТЕЛЬНОГО И ПЕРЕВОДНОГО МЕХАНИЗМОВ
До последнего времени парораспределительный и переводной механизмы наших паровозов, в том числе и паровозов ФД и ИС, смазывались жидкой смазкой при помощи фитильных масленок или путем непосредственного периодического поливания смазкой трущихся частей. Последний способ смазывания
применяется в трущихся частях с малым перемещением и малым давлением.
Для паровозов ФД предстоящих заказов указанные способы смазки решено изменить и ввести бесфитильную смазку — мягкий гриз с особыми масленками-клапанами, так называемыми «фитингами» (рис. 268).
Масленка-клапан («фитинг») (рис. 268) состоит из пробки 1, в которой помещается клапан 2. Клапан 2 прижимается к выточке пробки пружиной 3. Пружина внизу опирается на упорную скобку 4.
Зарядка масленки мягким гризом производится таким же способом, как заправка твердым гризом, т. е. пресс надевается выточкой на бурт 5 пробки 1; под давлением смазки клапан 2 отжимается, смазка наполняет резервуар масленки и попадает на трущиеся поверхности.
ОдНОКраТНаЯ ЗапреССОВКа МаСЛеНКИ МЯГКИМ 1 — пробка. 2 — клапан. 3 — пружину. 4 — гризом должна обеспечить Пробег ОКОЛО 300 КМ упорная скоба. 5 — бурт пробки.
Так как мягкий гриз значительно мягче твердого, пружина 3 масленки делается более слабой.
Масленки-клапаны поставлены во все те места парораспределительного и переводного механизмов, которые раньше нужно было смазывать жидкой смазкой. Применение смазки — мягкий гриз и постановка масленок-клапанов (фитингов) не вызывает никаких затруднений и не требует переделок. Для этого нужно только удалить из масленки фитильную трубочку, а вместо пробки навернуть масленку-клапан.
На штуцере всех масленок-клапанов сделана резьба %", трубная. В тех местах движущего, парораспределительного и переводного механизмов, где отверстиям для пробки дан диаметр больший %", требуется поставить переходную втулочку.
VII. ЭКИПАЖНАЯ ЧАСТЬ
Большие усилия, которым подвергаются экипажные части паровозов ФД и ИС, потребовали замены общепринятых у нас конструкций экипажа более прочными и надежными.
Принятые на паровозах ФД и ИС брусковые паровозные рамы, цельнолитые стальные рамы тележек и буксы с радиальными подшипниками дороже и сложнее одноименных частей экипажа прежних наших паровозов, но они прочны и надежны в работе и поэтому требуют меньше ремонта и выгодны в эксплоатации.
Несмотря на различие колесных формул паровозов ФД и ИС, многие детали экипажной части удалось сделать объединенными для обоих этих паровозов; к таким частям принадлежат оси и буксы ведущих и сцепных колесных пар, часть междурамных креплений, задние поддерживающие колесные пары и накладки для букс.
ПАРОВОЗНЫЕ РАМЫ
Брусковые паровозные рамы паровозов ФД и ИС представляют собой два полотнища толщиной 125 мм и высотой в наиболее высоком месте 835 мм у паровозов ФД и 845 мм у паровозов ИС, жестко соединенные литыми междурам-ными креплениями. Брусковые рамы в сечении значительно толще, а по высоте меньше листовых рам. Листовые рамы у паровозов Эу, например, делаются толщиной 32 мм и высотой 1 020 мм. Вследствие такого соотношения размеров брусковые рамы по сравнению с листовыми обладают рядом преимуществ:
1. Меньшая высота рам позволяет удобно разместить верхнее рессорное подвешивание.
2. Жесткость более толстых рам в поперечном направлении делает ненужными продольные горизонтальные междурамные крепления.
3. Небольшая высота брусковых рам позволяет ставить цилиндры, отлитые в одном блоке с междурамным креплением и седалищем дымовой коробки, и этим дать весьма прочное, надежное скрепление цилиндров с рамами и с котлом.
4. Устранение надобности в особых буксовых направляющих, прикрепляемых к листовым рамам болтами, упрощают конструкцию и сборку рам.
5. Наконец, в брусковых рамах значительно уменьшается число болтовых соединений, и совершенно устраняются заклепочные соединения.
Все эти преимущества делают конструкцию брусковой рамы прочной и надежной.
В Америке брусковые рамы обычно отливают из стали, иногда за одно целое с междурамными креплениями и даже с цилиндрами.
Оборудование сталелитейных цехов наших паровозостроительных заводов пока не позволяет отливать брусковые рамы. Поэтому рамы для паровозов ФД и ИС изготовляют из прокатных стальных листов (Ст5).
Из прокатных листов толщиной в 140 мм автогенным способом вырезают полотнища рам, после чего боковые поверхности и поверхности обрезов обрабатывают на станках.
Рис. 269. Рама паровозов ФД.
1 — задняя рама, 2 —основная рама, 3 — струнка, 4 — скоба, 5 — буферный брус, б—переднее между рамное крепление 7—подшипник тормозного вала. 8—вертикальное междурамное крепление. 9—междурамное крепление для гибкой опоры котла. /О—междурамное крепление для передней опоры топки. 11 —стяжной ящик. 12 — шкворень стяжек. 13 — втулки. 14 — планка шкворня. 15 — ограничитель отклонения задней тележки. 16 — междурамное крепление-поддержка возвращающего прибора. 17—параллельная рама. 18 — поддержка тормозных цилиндров. 19—стойка балансира. 20 — планка, поддерживающая водило передней тележки. 21 — междурамное крепление из полос. 22—угловое междурамное крепление.
23 — предохранительная планка. 24 —место для укрепления шкворня задней тележки.
Очертание рам видно из рис. 269 и 270.
Между буксовыми вырезами сделаны окна для уменьшения веса рамы и для размещения в них балансиров рессорного подвешивания.
Для уменьшения веса передних концов основных рам 2 (рис. 269 и 270) в месте привалки буферного бруса, а также во избежание задевания рамы в кривых бандажами бегунка, толщина этих концов уменьшена до 70 мм. Чтобы придать переднему концу рамы надлежащую жесткость и прочность, необходимую при подъемке паровоза на домкратах, передние концы рамы связаны с дымовой коробкой котла двумя наклонными тяжами диаметром 50 мм. Тяжи эти, видные на рис. 2 и 5 (стр. 4 и 7), прикреплены к раме и к дымовой камере призонными болтами. На паровозах ФД и ИС заказа 1934 г. диаметр тяжей увеличен до 65 мм (см. приложение 3).
Задняя часть рамы 1 (рис. 269 и 270), находящаяся под топкой и над задней тележкой, сделана из более тонких листов (толщина их в обработанном виде 57 мм), скрепленных с листами основной рамы у паровозов ФД при помощи 19 призонных стальных (Ст5) болтов с диаметром резьбы 1^4". Концы
хвостовой части рамы плотно входят в пазы, простроганные с внутренней стороны основных рамных листов 2. Глубина паза у рам паровозов ФД равна толщине листа хвостовой части, т. е. 57 мм.
В рамах паровозов ИС глубина пазов уменьшена до 32 мм, чтобы сузить хвостовую часть рамы и устранить возможность задевания рамы бандажом заднего колеса в крутых кривых. Число болтов в соединении хвостовой части, у паровозов ИС увеличено до 20.
Болты как на ФД, так и на ИС делают слегка коническими (конус 1 :200> и шлифованными.
Рис. 270. Рама паровозов ИС.
1 — задняя рама. 2 — основная рама. 3 — струйка. 4—скоба. 5— буферный брус, б —угловое междурамное крепление.. 7 — междурамное крепление с подшипниками тормозного вала. 8 — вертикальное междурамное крепление. 9 — междурамное крепление для гибкой опоры котла. 10 — параллельная рама. 11 — стяжной ящик. 12 — междурамное крепление для передней опоры топки. 13 — междурамное крепление для постановки шкворня водила передней тележки. 14 — междурамное крепление для тормозных цилиндров. 15 — шкворневая опора задней тележки. 16 — стойка балансира. 17 — предохранительная планка.
Болтовое соединение хвостовой части с основной, рамой подвержено действию больших усилий, и за этими соединениями необходимо иметь постоянное наблюдение. При появлении признаков ослабления болтов их нужно менять с предварительной проверкой отверстий разверткой.
На боковых поверхностях рамных листов против рессорных подвесок приварены для предохранения рам от выработки стальные планки 21 толщиной 4 мм. Такие же планки, но толщиной 5 мм, приварены против рессорных стоек, первой и пятой сцепных осей паровозов ФД и первой оси паровозов ИС.
КРЕПЛЕНИЯ РАМЫ
ЦИЛИНДРОВЫЙ БЛОК И БУФЕРНЫЙ БРУС
Основным креплением полотнищ рамы в передней части служат цилиндры. Вследствие массивности цилиндровых блоков и большой площади прилегания их привалочных поверхностей к рамам цилиндры прочно связывают оба листа рамы, препятствуя их взаимному смещению.
Это наиболее ответственное крепление и за ним необходим постоянный яадзор.
Верным признаком исправного состояния крепления служит плотность •клиньев между передними обрезами верхней привалочной плоскости цилиндров и вырезом в раме (см. стр 154). Если будет замечено ослабление клиньев нужно тщательно проверить плотность цилиндровых болтов и принять меры к замене •ослабевших болтов и клиньев.
Передние концы рамных листов связываются посредством буферного •бруса 5 (рис. 269 и 270).
Буферный брус паровозов ФД и ИС представляет массивную стальную отливку с удлиненной привалочной частью в виде коробки, входящей в пространство между рамными листами
Рис. 271. Буферный брус паровозов ФД.
Цилиндрическое отверстие в коробке служит гнездом для шкворневого стакана люльки передней тележки.
Место в буферном брусе для переднего упряжного крюка сделано с таким расчетом, чтобы в нем возможно было установить автосцепку.
Буферный брус паровозов ФД постройки 1933—1934 гг. показан на рис. 271.
На паровозах заказа 1935 г. брус значительно усилен для предотвращения наблюдавшихся поломок и трещин в консолях бруса.
Буферный брус паровозов ИС отличается по конструкции от бруса паровозов ФД лишь некоторыми размерами и расположением гнезда для шкворневого стакана люльки передней тележки.
МЕЖДУРАМНЫЕ КРЕПЛЕНИЯ ПАРОВОЗОВ ФД
Все междурамные крепления на паровозах ФД и ИС сделаны из мягкого стального литья (ЛСт1) и связаны с рамой призонными стальными (Ст5) болтами.
Для большей плотности постановки и облегчения заколачивания болты и отверстия для них сделаны слегка коническими (конусность 1 :200). Болты шлифуют, а отверстия тщательно развертывают чистовыми развертками. Болты и отверстия приняты такого диаметра, чтобы вставленный от руки болт не доходил до места на 20 мм.
Забиваются болты до места пневматическим молотком.
Перед буксовым вырезом первой сцепной оси паровозов ФД расположено междурамное крепление 6 (рис. 269), служащее одновременно для укрепления на нем подшипников 7 тормозного вала и шкворня водила передней тележки. Каждый подшипник крепится двумя болтами.
С нижней стороны крепления на четырех болтах укреплена планка 20, под- держивающая конец водила тележки. Этой же планкой закрепляется в своем гнезде и шкворень водила.
Задние нижние углы буксовых вырезов передней сцепной оси укреплены соединяющим их угловым креплением 22.
Сзади буксовых вырезов второй, третьей и четвертой сцепных осей расположены три одинаковые вертикальные междурамные крепления 8, предназначенные только для укрепления рам.
Над буксовыми вырезами первой и пятой сцепных осей располагаются крепления 16, являющиеся поддержками возвращающих приборов этих осей.
Между буксовыми вырезами первой и второй сцепных осей рамы связаны литой стальной параллельной рамой 17, средняя часть которой находится между рамными листами.
К вертикальным полкам параллельной рамы 17 и крепления 16 привернут на болтах продольный вертикальный лист 18, служащий поддержкой тормозных цилиндров.
Передние нижние углы буксовых вырезов задней сцепной и ведущей осей соединены креплениями 21 в виде полос, прикрепленных к рамным листам двумя болтами.
В окна между буксовыми вырезами вставлены литые стальные стойки 79, укрепляющие эти окна и вместе с тем являющиеся опорами балансиров рессорного подвешивания.
На верхних кромках рамы между второй и третьей, третьей и четвертой, четвертой и пятой сцепными осями поставлены для укрепления гибких опор, описанных в главе II, небольшие горизонтальные крепления 9; гибкие опоры крепятся призонными дюймовыми болтами к вертикальным полкам креплений 9.
Задние концы листов основной рамы связаны креплением 10, являющимся одновременно передней опорой топки и местом укрепления шкворня задней тележки 24. Это крепление расположено в месте соединения хвостовой части рамы с основной; болты соединения служат одновременно и для укрепления передней опоры 10 топки.
Задние концы хвостовой части рамы 1 скреплены стяжным ящиком 11.
Стяжной ящик представляет собой стальную отливку с внутренними перегородками и ребрами жесткости. В трех горизонтальных перегородках сделаны отверстия для шкворня 12 главной и запасной стяжек. Для предохранения отверстий от разработки в них запрессованы втулки 13 из Ст5. Втулки эти при износе можно легко менять.
Шкворень закладывается снизу и удерживается планкой 14, укрепляемой внизу ящика двумя болтами. У паровозов позднейшего выпуска на верхний конец шкворня ставится вторая предохранительная планка, прикрепляемая к шкворню винтом, ввернутым в торец шкворня, нижняя же планка крепится не двумя, а четырьмя болтами.
К заднему обрезу ящика крепится четырьмя болтами радиальный буфер*
сцепления паровоза с тендером.
К переднему обрезу верхней части ящика десятью болтами прикреплен
лист гибкой задней опоры в виде цилиндрической тумбы 15, служащий ограничителем отклонения задней тележки паровоза ФД.
Ящик крепится к каждому листу хвостовой части рамы 32 призонными болтами из Ст5 диаметром Щ". Часть этих болтов используется и для крепления консолей секторов задней тележки.
Консоли, радиальный
топки. Внизу посередине ящика образован прилив
Рис. 272. Задний конец рамы паровозов ФД.
• радиальный буфер. 2 — консоль сектора задней тележки. 3 — стяжной ящик. 4 —шкворень.
буфер и стяжной ящик видны на рис. 272.
Болты, укрепляющие стяжной ящик, подвергаются значительной нагрузке. Поэтому за ними необходимо постоянно наблюдать.
МЕЖДУРАМНЫЕ КРЕПЛЕНИЯ ПАРОВОЗОВ ИС
Рамы паровозов ИС связаны помимо переднего буферного бруса 5 (рис. 270), цилиндров и заднего стяжного ящика 11 следующими междурам-ными креплениями.
Передние и задние нижние углы буксовых вырезов первой сцепной оси и передние нижние углы выреза ведущей оси у обоих листов рамы соединены нижними угловыми креплениями 6.
Сзади буксовых вырезов второй сцепной и ведущей осей поставлены такие же крепления 8, как на паровозах ФД. Спереди буксового выреза четвертой сцепной оси расположено вертикальное крепление 7, служащее и опорой подшипников тормозного вала.
Между буксовыми вырезами первой и второй оси находится параллельная рама 10, служащая для укрепления параллелей подшипников’ кулиссных цапф и подшипников переводного вала. Средняя часть параллельной рамы, расположенная между рамами паровоза, является дополнительным междурам-ным креплением. Эта же рама служит и для укрепления листов передней гибкой подбрюшной опоры котла. Крепление для поддержки средней гибкой подбрюшной опоры котла 9 — такое же, как у паровозов ФД.
Между буксовыми вырезами движущей и четвертой сцепных осей на верхних кромках рамы поставлено крепление 14, служащее поддержкой для тормозных цилиндров иместом укрепления заднего гибкого подбрюшника.
Задние концы осщ>вных рамных листов соединены креплением 12, которое является вместе с тем и передней опорой топки. Шкворневой опорой зад-
«ей тележки служит крепление 15, находящееся сзади буксовых вырезов задней сцепной оси. Шаровая поверхность посередине этого крепления, обращенная выпуклостью книзу, входит в соответствующее гнездо рамы Задней тележки.
Стальная литая балка 13, расположенная под цилиндрами, служит опорой шкворня передней тележки. Шкворень запрессовывается в круглое отверстие посередине балки.
В окна между буксовыми вырезами вставлены стойки 16, являющиеся •опорами балансиров рессорного подвешивания.
Стяжной ящик паровозов ИС устроен точно так же, как стяжной ящик ФД, и отливается по одной модели с ним, но при обработке он по ширине делается меньше на 50 мм (875 мм вместо 925 мм). Это вызвано упомянутым выше сокращением расстояния между рамными листами хвостовой части рамы у паровозов ИС.
БУКСОВЫЕ СТРУНКИ
Буксовые вырезы внизу укреплены буксовыми струнками 1 (рис. 273). Струнки такой же толщины, как и рамы, т. е. 125 мм. Струнки изготовляют из обрезков рамных листов.
Струнки к раме крепятся четырьмя стальными болтами диаметром Замки струнок выполнены в виде вырезов с наклонными поверхностями (наклон 6 :100); 1 этими вырезами
струнка плотно охватывает выступы, или так называемые «каблучки», на краях буксового выреза рамы.
На нижней стороне струнки 1 поставлена скоба 2, служащая для укрепления хвостовика буксового клина; хвостовик клина проходит через отверстия в струнке и в скобе и удерживается двумя гайками, навернутыми на хвостовик сверху и снизу скобы. Один конец скобы прикреплен к струнке тем же самым
Рис. 273. Струнка буксового выреза.
1 — струнка, 2 — скоба.
болтом, которым струнка крепится к раме, другой конец укреплен специальным болтом с утопленной в тело струнки потайной головкой (чтобы головка не уменьшала зазора между буксой и стрункой).
Пригонка буксовых струнок. Исправность рам в большой мере зависит от правильной и тщательной пригонки струнок. Чтобы плотность соединения
в замках не нарушалась при износе соприкасающихся поверхностей соединения, между стрункой и рамой оставляют некоторый зазор для натяга. При вы-
1 У паровозов заказа 1935 г. наклон 1 : 12.
Рис. 24. Последствие неправильной пригонки струнки.
пуске паровозов с завода или после смены струнок этот зазор должен быть не менее 5 мм. Нужно следить за тем, чтобы обе боковые наклонные поверхности вырезов в замках струнок плотно прилегали к выступам каблучков рамы; в противном случае при затяжке болтов, крепящих струнку к раме, возникает одностороннее нажатие на каблучок, могущее вызвать появление трещин и поломку каблучка, как это изображено на рис. 274. Поэтому пригонка струнок должна тщательно проверяться при помощи тонкого (0,03—0,05 мм) щупа. Нужно также следить, чтобы в углу, образованном каблучком и нижней кромкой рамы, не было острого подреза, который способствует появлению трещин. В этом углу должен быть образован плавный переход радиу
сом не менее 10 мм. Каблучки на раме и вырезы в струнке надо обрабатывать по точно совпадающим шаблонам, а затем пригонять друг к другу по краске.
БУКСОВЫЕ НАКЛАДКИ
У брусковых рам, как уже отмечено выше, нет отдельных буксовых направляющих; в брусковых рамах буксовыми направляющими являются плоскости буксовых вырезов рамы.
Рис. 275. Буксовая накладка для сцепных н ведущей осей.
I — буксовая накладка —клиновая для сцепных осей.
2 — то же лобовая, а — то же клиновая для ведущей оси.
4— то же —лобовая.
Для предохранения плоскостей рамы от выработки на них ставят чугунные накладки (рис. 275), по которым и работает букса. Пригоняемые к раме накладки должны плотно охватывать ее своими бортами (зазор в поперечном
направлении не следует допускать более 0,1 мм). Передняя накладка в продольном сечений прямая и по длине делается на 1 мм меньше высоты буксового выреза. Зазор в 1 мм необходим, чтобы при затяжке струнка не упиралась в накладку.
Задняя накладка, прилегающая к скошенной задней кромке буксового выреза рамы, имеет в продольном сечении вид клина. Эта накладка играет роль буксового клина и поэтому делается короче передней, чтобы в буксовом вырезе оставалось место для поднятия клина. В нижней ее части сделан сквозной паз для головки хвостовика.
Накладки для буксовых вырезов всех сцепных осей одинаковы по размерам; для буксового же выреза ведущей оси накладки толще на 5 мм и шире на 10 мм.
Ремонт и содержание буксовых накладок. Буксовые чугунные накладки часто подвергаются довольно быстрому износу и задирам. Обычно появление
Рис. 276. Собранная рама паровозов ФД с приваленными цилиндрами.
задиров объясняют отсутствием бронзовых наличников на буксах. Опыт показывает, что чугунные накладки могут работать вполне удовлетворительно и без бронзовых наличников на буксах при соблюдении следующих условий:
1. Рабочие поверхности накладок нужно тщательно пригонять и обрабатывать, чтобы предотвратить перекосы их и чтобы они касались всей своей площадью боковой поверхности наличника буксы. Такое же требование должно быть предъявлено и к обработке буксовых наличников.
2. Наличники буксы должны регулярно смазываться.
3. Накладки необходимо изготовлять из чугуна соответствующего качества, с хорошим однородным строением и повышенной твердостью.1
В случае смены накладок при подъемочном ремонте надо следить за правильностью толщины передних лобовых накладок. В противном случае нарушится установленное расстояние между центрами букс, и это расстояние не будет равно расстоянию между центрами дышловых подшипников (плаваю
1 Так называемый перлитовый чугун с твердостью по Бринелю не менее 190. Рекомендуется также применять хромисто-фосфористый чугун с химическим составом: углерода общ. 3—3,3%, углерода связанного 0,7—0,9%, марганца 0,7—0,9%, кремния 1,6—1,8%, фосфора 0,6—0,8%, серы не более 0,12%, хрома 0,4—0,8%, никеля 0,15% (допускается и большее содержание). Твер. дость по Бринелю 190—240. Такой чугун получается от присадки в шихту халиловского чугуна.
щих втулок), а изменять расстояние между центрами плавающих втулок, как эго делают при клиновых подшипниках, невозможно.
При изготовлении новых передних лобовых накладок следует оставлять по их толщине небольшой припуск и окончательно пристрогивать и припиливать их после подвешивания букс в раме и после проверки расстояний между центрами букс и центрами дышловых подшипников.
БУКСЫ СЦЕПНЫХ ОСЕЙ
В буксах общепринятой у нас конструкции подшипник делают пятигранной формы (половина восьмигранника) и пригоняют к буксе вручную. Такая пригонка стоит дорого и вместе с тем далеко не обеспечивает плотной посадки. От бокового перемещения в буксе подшипник удерживается бортами, охватывающими корпус буксы. Вследствие больших боковых давлений на галтели подшипника борты подшипников быстро срабатываются, и подшипник получает возможность перемещаться в буксе. Это очень скоро ведет к общему его ослаблению. Подшипник настолько сильно разрабатывается, что начинает стучать в буксе, а отсюда нередко происходят поломки подшипников, и возникает расстройство всего движущего механизма. Бабитовая заливка подшипников быстро срабатывается, подшипник получает слабину по шейке. При каждом подъемочном ремонте лопнувшие подшипники приходится менять, остальные тем или иным способом укреплять в буксах, снова заливать бабитом и т. д.
Понятно, что в мощных тяжелых паровозах недостатки подшипников такой конструкции проявлялись бы еще в большей степени. Поэтому для паровозов ФД и ИС выбрана более совершенная конструкция подшипника и буксы, изображенная на рис. 277. Наружной поверхности подшипника 2 этой конструкции придается путем обработки на токарном станке цилиндрическая форма без всякой ручной пригонки. Место для подшипника в буксе получается обработкой на долбежном станке.
Подшипник в буксу запрессован с наружной ее стороны прессом под давлением 10—15 т. Для получения такой посадки требуется, как показала заводская практика, натяг (т. е. разница в диаметрах подшипника и его места в буксе) около 0,2—0,3 мм.
Нижние кромки подшипника упираются в соответствующие выступы в корпусе буксы. Этим обеспечивается прессовая посадка подшипника и предотвращается возможность его вывертывания.
Боковое давление колеса воспринимается не галтелью подшипника, а торцовой поверхностью самой буксы. Поэтому на торцовой поверхности буксы сделана широкая бронзовая наделка 8 (рис. 277), работающая по уширенной ступице колеса. На паровозах первых выпусков она получалась путем наплавки бронзы на торец буксы, для чего на торце делались пазы в виде ласточкина хвоста. На паровозах последних заказов ставят наделки 9 на шурупах, как это особо показано на рис. 277. Такие наделки при износе легко могут быть сменены. Толщина наделок или накладок должна ограничивать боковой разбег осей в буксах от 0.5 до 1 мм на сторону. Небольшой бортик (10 мм) на наруж-
ной поверхности подшипника не позволяет ему при случайном ослаблении выдвинуться из буксы. Бортик входит в соответствующую заточку в корпус буксы.
Подшипники букс паровозов постройки 1933—1934 гг. были сделаны без бортиков. Это вело к выдвиганию подшипников из букс во время работы паро-
Рис. 277. Букса неперемешающихся сцепных осей.
1 — букса. 2 —подшипник. 3 — подбивочная коробка. 4— масленка верхняя. 5— масленка подбивочной коробки. 6 — болты подбивочной коробки. 7—пазы для войлочных манжет. 8 — бронзовая наделка. 9 — бронзовая наделка на шурупах.
воза. При ближайщей смене такие подшипники необходимо заменить подшипниками с бортами.
Подшипник делается без бабитовой заливки из специальной бронзы с большим содержанием свинца (примерный химический состав: свинца 26 33%, олова 4,5-\^5,5%, никеля 1—2%, железа не более 0,3%, цинка не более 0,5%, сурьмы не более Т,О%, фосфора не более 0,1%, остальное медь). Такая бронза обладает хорошими антифрикционными (содействующими уменьшению трения) свойствами и медленно изнашивается. В то же время она достаточно
мягка и поэтому при нагревах подшипника не так сильно задирает шейку, как обыкновенная бронза.
Получение хорошей ртливки из бронзы с таким высоким содержанием свинца является задачей довольно трудной и требует соблюдения точного технологического процесса и специальных приспособлений (металлических форм). Изготовление подшипников из свинцовистой бронзы средствами депо довольно затруднительно. Поэтому дорогам, на которых работают паровозы ФД и ИС, необходимо или озаботиться получать литье подшипников с паровозостроительных заводов, или наладить на^сйбём ремонтном заводе изготовление литья свинцовистой бронзы, заимствуя опыт Луганского и Коломенского заводов.1
Подшипники данной конструкции вследствие тугой запрессовки и разгрузки от боковых давлений не подвержены ослаблению в буксах. Хорошие антифрикционные свойства бронзы обеспечивают незначительное срабатывание их. Поэтому при подъемочном ремонте такие подшипники в большинстве случаев не требуют никаких исправлений.
Конструкция букс второй и четвертой сцепных осей паровозов ФД и ИС (рис. 277) совершенно одинакова. Буксы делают без бронзовых наличников. Стальной корпус буксы боковыми своими поверхностями прилегает к буксовым чугунным накладкам рамы. Бронзовые наличники необходимы при листовых рамах для предохранения от износа дорогих и сложных в изготовлении и сборке буксовых направляющих, замененных в брусковых рамах дешевыми и легко сменяемыми чугунными накладками. Износ боковых поверхностей букс без бронзовых наличников может
быть возмещен или соответствующим утолщением буксовых накладок, или постановкой на боковые поверхности буксы приваренных стальных наделок (из стали, не ниже Ст5).
Буксы для уменьшения износа необходимо изготовлять из твердого стального литья не ниже ЛСт2, 2 так как практика показала, что буксы из мягкого литья (ЛСт1) быстро вырабатываются и их наличники задираются.
На боковых бортах наличников, которыми охватываются буксовые чугунные накладки рамы, сделаны скосы (рис. 278). Скосы предотвращают защемление накладок в буксах при перекосах оси от толчков и неровностей пути.
Для смазки буксовых наличников в верхней части буксы устроены карманы с каналами, выходящими на наличники. Такое устройство, как показал
1 Литье свинцовистой бронзы было освоено этими заводами не сразу, а после многочисленных опытов. Поэтому на паровозах ФД и ИС первых выпусков ставились подшипники из обыкновенной бронзы с бабитовой заливкой.
1 2 Луганский завод буксы отливает из той же стали, из какой льет колеса.
Рис. 280.
Шарнирная трубка для подвода смазкн к буксе.
1 — штуцер трубки. 2 — прокладка. 3 — гайка. 4 — трубка с шаровыми концами.
5 — сальник. 6— набивка. 7 — штуцер.
л а с ь, а вся
опыт, не обеспечивает постоянной и надежной смазки. Масло уходит из карманов через отверстия, и наличники, работая без смазки, быстро изнашиваются и задираются.
Для обеспечения непрерывной смазки наличников решено в дальнейшем делать фитильную смазку, т. е. ставить в отверстия трубочки с фитилями, как показано на рис. 279.
Такую переделку следует произвести при первой же подъемке на паровозах, выпущенных с заводов без трубочек.
В два выфрезерованные углубления в верхней части букс поставлены ножки рессорных упоров.
Смазка подшипника и наружной торцовой поверхности буксы, прилегающей к ступице колеса, производится из масленки 4, приваренной к внутренней торцовой поверхности корпуса буксы (рис. 277).
Внутри масленки помещаются три трубочки для фитилей. По двум боковым трубочкам масло поступает на шейку оси и по одной средней трубочке — на торцовую поверхность буксы. Для прохода масла в теле корпуса буксы просверлены наклонные каналы, выходящие на внутреннюю поверхность /корпуса. На внутренней поверхности корпуса буксы прорублены^ канавки, подводящие смазку к отверстиям в подшипнике. По зтилкТтверсгиям масло поступает в две канавки на рабочей поверхности подшипника и из них — на шейку оси. В крышке смазочной коробки сделаны три отверстия, закрываемые винтовыми пробками. Через эти отверстия можно вынимать и менять фитили и вывертывать при надобности трубки.
Для облегчения заправки этих масленок в пути устроены (чтобы не пробираться внутрь рамы) вспомогательные заправочные масленки, прикрепленные на особых поддержках к подбрюшным опорам котла. От заправочных масленок идут трубки к масленкам букс. Чтобы трубки не гнулись и не ломались от игры букс, они сделаны с подвижными, в виде сальников, плотными соединениями. Трубки к буксам первой и пятой сцепных осей, имеющих большие боковые перемещения, сделаны с сальниками и шарнирными шаровыми соединениями (рис. 280).
Во избежание застывания смазки в этих трубках рекомендуется в зимнее время заливать заправочные масленки подогретой смазкой с таким расчетом, чтобы смазка ни в заправочных масленках, ни в трубках не остава-уходила в смазочную коробку буксы.
В нижней части буксы (рис. 277) поставлены сварные подбивочные коробки 3. Подбивочные коробки укреплены внизу буксы четырьмя ушками; на коробке устроены такие же ушки, из них два наружные с боковыми прорезами. Коробка укрепляется тремя болтами: во внутренние, т. е. обращенные внутрь
рамы, ушки поставлены короткие болты, а через оба наружные ушка пропущен длинный сквозной болт 6. Для отъема коробки нужно отвернуть и вынуть только короткие болты. Тогда коробка, благодаря боковым прорезам в наруж-
ных ее ушках, легко вдвигается внутрь рамы.
Через масленку 5 с откидной крышкой на внутренней торцовой стенке подбивочной коробки можно, не вынимая коробки, добавлять в подбивку
смазку.1 Для предохранения подбивки от пыли и грязи в торцовых стенках коробки сделаны пазы 7, в которые вкладываются войлочные манжеты.
Буксы первой и пятой сцепных осей паровозов ФД (рис. 281, 282 и 283) устроены несколько иначе.
Передняя и задняя сцепные оси для облегчения вписывания паровоза в кривые имеют боковые перемещения по 25 мм в обе стороны. Боковое перемещение осей осуществляется за счет бокового разбега букс этих осей в челюстях рамы по 25 мм па сторону. Обе буксы связаны двумя распорками из углового железа, прикрепленными посредством болтов к ушкам 7 (рис. 281) на внутренней торцовой поверхности букс. При боковом перемещении оси вместе с осью перемещаются, двигаясь в челюстях рамы, обе буксы.
Рессоры и рессорные стойки при перемещениях букс должны оставаться неподвижными. Поэтому рессорная стойка 6 опирается на непосредственно на буксу, а на особую
Рис. 281. Букса перемещающихся осей (1-й и 5-й) паровозов ФД.
1 — букса. 2 — подшипник. 3 — бронзовая наделка. 4—стальная неподвижная планка. 5 — подвижная подушка. 6 — рессорная стойка. 7—ушко.
цементированную стальную (Ст2) по-
душку 5. Подушка 5 скользит по неподвижной цементированной стальной пла-
стинке 4, вложенной в верхнюю часть буксы 1. Подушка и планка должны хорошо смазываться маслом, наливаемым в верхнюю коробку буксы.
На рис. 284 изображен общий вид первой сцегЛюй колесной пары паровозов ФД с надетыми буксами.
ВОЗВРАЩАЮЩИЙ ПРИБОР БУКС I И V СЦЕПНЫХ ОСЕЙ
При выходе паровоза из кривой буксы возвращаются в нормальное положение особыми «возвращающими» приборами, схематически изображенными на рис. 285.
1 На паровозах позднейшего выпуска откидная крышка заменена винтовой пробкой.
Устроен и действует этот прибор так.
На верхних кромках рамы над буксами укреплена поперечная балочка 7, к которой подвешены два вертикальные рычага 7. Нижними своими концами, расходящимися вилкой, с роликами 2 рычаги при нормальном — среднем — их
положении упираются в буксы.11 Верхние концы рычагов стянуты пружиной 3. На левый рычаг действует стержень 4, проходящий внутри пружины и упирающийся в правый ее конец своей шайбой, а
Рис. 282. Букса перемещающихся осей (1-й и 5-й) паровозов ФД.
1—корпус буксы. 2—подшипник. Ь — опора. 4—подушка.
5—шайба.
Рис. 283. Букса 1-й и 5-й сцепных осей паровозов ФД.
/ — подшипник. 2 — ушки для распорок.
Рис. 284. Общий вид 1-й колесной пары паровозов ФД с надетыми буксами.
7— трубка для заливки смазки. 2 — ушки для рас-
Рис. 285. Схема возвращающего прибора
1-й н 5-й сцепных осей паровозов ФД.
1 — вертикальный
рычаг.
4 — стержень. 5 — обойма.
2 — ролик,
6 — упоры. 7 — балочка»
* Лучше регулировать прибор так, чтобы при среднем положении букс между роликами и буксами был небольшой зазор — около 0,5—1,0 мм.
на правый рычаг действует стержень, связанный с обоймой 5. Обойма охватывает пружину и упирается в ее левый конец. Рычаги могут отклоняться нижними концами только внутрь рамы. Наружному отклонению их препятствуют ynoppi 6 на балке. Если ось вместе с буксами переместится, например вправо,, как изображено пунктиром на рисунке, то левая букса будет упираться в ролик 2 левого рычага и повернет этот рычаг. Последний же сожмет пружину 3, так как левый конец пружины будет удерживаться на месте правыми рычагами и обоймой 5. Как только паровоз выйдет из кривой, рычаг под действием нажатия пружины поставит буксу, а следовательно и ось, на место. При отклонении оси влево роли рычагов переменятся: будет работать правый рычаг, а левый останется в вертикальном положении и будет удерживать пружину.
Пружина изготовлена из круглой 30-миллиметровой стали (Ст7); средний диаметр витков —140 мм, число их 6%. Длина пружины в свободном состоянии— 352 мм.
Пружина должна быть пост начальной затяжкой 1 500 кг. Д на 27 мм, т. е. при вертикальном гов пружина в сжатом состоя короче, чем в свободном состоянии. Для регулирования затяжки пружины на конце стержня 4 сделана резьба с гайкой.
При наибольшем отклонении буксы, в 25 мм возвращающая сила пружины равна 2 900 кг.
Конструктивное оформление возвращающего прибора видно из рис. 286.
Для смазки валиков, на которых вращаются рычаги возвращающих приборов, на левой боковой площадке паровоза
авлена в аппарат с перво-ля этого ее нужно сжать положении обоих рычании должна быть на 27 мм
Рис. 286. Возвращающий прибор 1-й и 5-й> сцепных осей паровозов ФД.
1 — вертикальный рычаг. 2 — ролик. 3 — пружина.. 4—обойма. 5 — балочка.
ставятся две масленки, на четыре отделения каждая. От масленок к подшипниками валиков проведены трубки.
Возвращающий аппарат может пере-
двигать буксы только при условии, если скользящие подушки рессорных опор-
находятся в исправном состоянии. При заедании этих подушек возвращающий аппарат не в состоянии передвинуть буксы, и ось остается в отклоненном положении. Этим вызывается вредйое воздействие паровоза на путь и расстройство и износ ходовых частей самого паровоза. За исправным состоя-
нием скользящих опор нужно следить, тщательно их смазывать и при появлении задиров прошлифовать.
БУКСЫ ВЕДУЩЕЙ ОСИ
Подшипники букс ведущей оси подвергаются большим горизонтальным» давлениям. Давления эти передаются ведущим колесам от паровой машины
через поршневые дышла. Вследствие этих давлений подшипники букс обыкновенной конструкции быстро получают боковую разработку. Буксы ведущих осей паровозов ФД и ИС снабжены особыми боковыми вкладышами 2 (рис. 287). Вкладыши воспринимают горизонтальные давления и этим устраняют боковую разработку подшипников.
Вкладыши изготовляют из свинцовистой бронзы того же состава, из которого делают плавающие втулки.
Нажатие вкладышей на шейку может регулироваться посредством боковых клиньев 3, находящихся между вкладышами и корпусом буксы. Натяжение
Рис. 287. Букса ведущих осей.
1 — подшипник. 2 — боковой вкладыш. 3 — клин натяжной 4 — клин нижний. 5— бронзовая наплавка. 6 — подбуксовая коробка. 7— верхняя смазочная коробка. 8 — замок ваек натяжного клина. 2 — сухарь вкла-
клиньев производится помощью гаек и контргаек. Последние навернуты на две шпильки, проходящие через ушки клиньев. Контргайки ставятся с внутренней стороны ушков и не позволяют клиньям самопроизвольно проседать и тем самым зажимать шейку оси вкладышами.
Вкладыши растачиваются вместе с подшипником в собранной буксе При расточке на клиньях следует ставить контрольные риски, чтобы облегчить правильную регулировку нажатия вкладышей в буксе, навешенной на шевку.
Вкладыши удерживаются от выдвигания из буксы двумя сухарями 9, вставленными в прорезы на верхних кромках вкладышей и на нижних кромках
подшипника.
Подшипник в буксу
не впрессовывается, а вкладывается свободно, но до-
Рис. 288. Букса ведущих осей, у—букса. 2 —подшипник. 3 — боковые вкладыши. 4 — клин натяжной. 5 — шайба.
статочно плотно, и удерживается в ней нажатием двух нижних клиньев 4, входящих под нижние кромки боковых вкладышей 2 в пазы
корпуса буксы. Эти клинья, нажимая вверху на вкладыши 2, прижимают через них к корпусу и подшипник. Клинья подтягиваются
гайками. Гайки навернуты на шпильки, ходящие через ушки клиньев. Чтобы клин не мог вывалиться из паза, нижняя сторона паза сделана в виде ласточкина хвоста. Клинья 4 должны быть всегда затянуты до отказа.
От боковых смещений подшипник удерживается бортами на его торцах, входящими в соответствующие заточки
Рис. 289. Общий вид буксы ведущих
осей.
У—боковой вкладыш. 2— натяжной клин вкладыша. 3— ннжний клнн вкладыша. 4 — каналы для смазки.
Рис. 290. Ведущая колесная пара паровозов ФД с надетыми буксамн.
корпуса буксы.
В остальном конструкция букс ведущей
оси не отличается от конструкции букс сцепных осей.
Общий вид буксы ведущих осей представлен на рис. 288 и 289, а на .рис. 290 показана ведущая колесная пара паровоза ФД с надетыми буксами.
БУКСЫ ПАРОВОЗОВ ИС
Буксы второй и четвертой сцепных и третьей ведущей осей паровозов ИС ничем не отличаются от одноименных осей паровозов ФД. Букса передней сцепной оси паровозов ИС устроена иначе, чем на паровозах ФД. Передняя сцепная ось паровозов ИС получает боковые перемещения по 25 мм в каждую сторону не самостоятельно, как на паровозах ФД, а от переднего бегунка, с которым буксы передней оси связаны водилом бегунковой тележки. Обе буксы этой оси соединены в один литой стальной корпус с приливом посередине в виде паза. В этот прилив и входит хвостовой подшипник водила тележки. Устройство этого соединения водила с буксой ясно видно на рис. 291.
Для облегчения боковых перемещений оси на быстром ходу и для устра-
Рис. 291. Букса 1-й сцепной оси паровозов ИС с подшипником водила передней тележки.
1 — букса. 2— камень водила. 3 — водило тележки.
нения заедания опора рессор на буксе сделана на роликах (рис. 292).
Рессорная стойка 1 опирается на подушку 2, лежащую на пяти роликах 3 и 4. Ролики в свою очередь лежат на планке 6, вставленной в верхнюю часть буксы 7. Чтобы ролики не сбивались, они соединены рамкой 5; на концах среднего ролика 4 образованы по два зуба, входящие в прорезы соответствующей им формы на боковых сторонах верхней подушки и нижней планки. Эти зубья не по-принуждают их пере-
зволяют роликам скользить по подушке и по плите и катываться при боковых перемещениях буксы.
устройство подшипника, а также смазочной и подбивочной коробки этой буксы — такое же, как в остальных буксах. Торцовая поверхность буксы получает смазку не только фитильную, но и от левого смазочного пресса Натана. Подвод смазки к буксе от пресса осуществлен помощью шарнирных трубопроводов (рис. 293), устроенных подобно шарнирному трубопроводу прессовой смазки маятников паровозов ИС (см. гл. VI).
Прессовая смазка применяется потому, что эта букса испытывает большое боковое давление при вписывании паровоза в кривые.
СМАЗКА БУКС ГРИЗОМ
Устройство подбивочной коробки для гриза изображено на рис. 294. В литой чугунной коробке 3 поставлена горизонтальная железная пластинка 2, отжимаемая пружиной 5 кверху. К пластинке приварены два крючка 4, выпущенные наружу через отверстия в дне коробки 3. За эти крючки пластинку можно оттягивать книзу.
Над горизонтальной пластинкой 2 находится сетка 1, изготовленная из тонкого латунного листа (толщиной 1—2 мм), с пробитыми в ней отверстиями. Отверстия делают диаметром 5 мм с расстоянием между рядами 8 мм/ Торцовая стенка 7 коробки (обращенная внутрь рамы паровоза) представляет собой крышку, открывающуюся на шарнире. В закрытом положении она удерживается валиком 6, пропущенным через прилитые к корпусу буксы ушки 8.
Из гриза твердого сорта при помощи пресса заготовляют «кирпич», нию коробки и шейки оси.
Открыв торцовую крышку 7 и оттянув горизонтальную пластинку 2 книзу, «кирпич» вкладывают в коробку между горизонтальной пластинкой и сеткой, после чего крышка 7 закрывается и закрепляется валиком б. Чтобы во время закладывания «кирпича» легче было удерживать пластинку 2 в оттянутом книзу положении, в крючках 4 устроены отверстия, в которые можно закладывать чеки или отрезки проволоки.
После закрытия крышки 7 эти чеки вынимают. Тогда под действием пружины 5, давящей на горизонтальную пластинку 2, гриз понемногу выжимается через сетку на
шейку оси. На ходу паровоза, когда шейка разогреется, гриз от повышения температуры делается мягким и начинает выжиматься на шейку в большем количестве. Этим усиливается смазка шейки и прекращается дальнейшее ее нагревание.
Кирпича гриза хватает на несколько тысяч километров пробега паровоза (в зависимости от качества гриза и работы подшипников).
Преимущества смаз-
ки букс гризом заключаются в следующем:
1. При гризе отпадает надобность в верхних буксовых масленках и в жидкой смазке вообще.
2. Смазка гризом
Рис. 294. Подбуксовая коробка для гриза.
1 — сетка. 2— горизонтальная пластинка. 3 — коробка 4 — крючки. 5 — пружина. 6 — валик, удерживающий крыш-
'—крышка коробки. 8 — ушко у буксы.
автоматически регулируется: чем сильнее нагревается шейка, тем мягче становится гриз и тем в большем количестве он поступает на шейку и сильнее охлаждает ее.
3. Гриз совершенно не расходуется на стоянках.
4. Добавление гриза в подбуксовые коробки при каждой поездке и в пути не требуется, чем сокращается время подготовки паровоза к поезду.
5. Гриз не выбрасывается из масленки и со смазываемых поверхностей, как жидкая смазка,
и поэтому не загрязняет паровоза.
ПЕРЕДНЯЯ ТЕЛЕЖКА ПАРОВОЗОВ ФД
Передняя тележка паровозов ФД — это одноосная тележка системы Бис-селя. Устройство ее изображено на рис. 295 и 296. Тележка состоит из литой стальной рамы 7 (рис. 295), охватывающей своими челюстями буксы бегунка. Рама посредством водила 2 соединена со шкворнем 3, закрепленным в переднем междурамном креплении.
Передача вертикальной нагрузки от веса паровоза производится на раму тележки продольным балансиром 4. Задний конец балансира соединен подвеской 5 с серединой поперечного балансира-б, висящего на подвесках передних концов рессор первой сцепной оси. Передний конец продольного балансира 4 входит в прорез шкворневого стакана 8 и опирается на камень 7. Шкворневой стакан 8 скользит в вертикальном направляющем отверстии буферного бруса' и опирается нижним своим сферическим концом на люльку 9. Для прохода балансира с задней стороны стакана сделан прорез. Люлька лежит на четырех секторах 10, расположенных на раме тележки.
Средней частью продольный балансир 4 опирается на валик 11, укрепленный в стойке 12 на нижней поверхности междурамной части цилиндров. Таким образом посредством балансира 4 нагрузка на тележку сбалансирована с нагрузкой на первую сцепную ось, а последняя, как увидим далее, сбалансирована с нагрузкой на вторую сцепную ось.
Рис. 295. Передняя тележка паровозов ФД.
/ — рама. 2 — водило. 3 — шкворень водила. 4 — продольный балансир. 5 — подвеска. 6 — поперечный балансир. 7—камень. 8 — шкворневой стакан. 0 —люлька. 10- сектор. // — валик продольного балансира. /2 - стойка валика. 13 - ограничитель отклонения тележки. 14 — серьги. 15 — скобы, 15 — предохранительные цепи. 17 — втулка хвоста водила. 18 — листовая рессора. 19— спиральная рессора,
*3
Хвостовик камня 7 проходит через отверстия в стакане и в люльке. В нижний конец хвостовика вставляется чека, помощью которой люлька при подъемке паровоза подвешивается к стакану.
Рис. 2S6. Передняя тележка паровозов ФД в собранном виде.
1 — люлька. 2 — рессорные подвески. 3 — ограничители отклонения.
Секторы 10 соприкасаются с люлькой верхними рабочими поверхностями. Эти поверхности очерчены по дугам окружности — радиусом 180 мм из двух точек. Центры этих окружностей совпадают с центрами нижних опорных
Рис. 297. Схема работы секторов при отклонении тележки.
или другую сторону, например влево раются на раму тележки только одни&
головок секторов, выполненных в виде валиков, которыми секторы опираются на раму тележки. Рабочие поверхности люльки, с которыми соприкасаются секторы, также очерчены по дугам, но большего радиуса — 720 мм.
При нормальном среднем положении тележки, т. е. на прямом пути, секторы стоят вертикально и опираются обоими своими валиками на раму тележки; люлька же лежит на остриях секторов, образованных пересечением их цилиндрических поверхностей. Как только тележка при входе паровоза в кривую получает отклонение в ту (рис. 297), секторы наклоняются и опи-: правым валиком, а с люлькой сопри-
касаются той своей цилиндрической поверхностью, которая описана из центра этого валика. Вследствие такого положения секторов давление на них от люльки тележки будет направлено по наклонной линии, проходящей через точку соприкосновения люльки с сектором и через центр опирающегося на раму валика. Направленная наклонно сила давления люльки, как только паровоз выйдет из кривой, будет стремиться возвратить раму тележки в среднее ее положение. Таким же образом секторы будут работать и при случайных отклонениях тележки на прямом пути, т. е. секторы будут стремиться удерживать тележку в среднем ее положении.1
Возвращающее действие секторов смягчает удар при входе паровоза в кривую и устраняет виляние тележки при движении в прямой.
Наибольшее отклонение тележки, равное 125 мм на сторону, достаточно для прохождения паровозом кривых радиусом 150 м. Ограничителями максимального отклонения служат выступы 13 на раме тележки (рис. 295), упирающиеся при максимальном отклонении в люльку.
Водило 2 тележки выполнено кованым из стальных полос, скрепленных с рамой тележки болтами. Для большей жесткости соединения водила с рамой тележки поставлены две укосины, скрепленные болтами с рамой тележки и с водилом.
На паровозах заказа 1935 г. скрепление укосин с тележкой выполнено не совсем так, как показано на рис. 295: укосины расположены здесь в одной вертикальной плоскости с развилинами водила и прикреплены болтами к горизонтальным полкам, прилитым к раме тележки.
В отверстие для шкворня в хвосте водила запрессована втулка 17. Продольный балансир откован из Стбпов. Валик 11 и его втулка в балансире изготовлены из мягкой стали (Ст2) и цементированы.
Два дополнительные отверстия для валика в балансире сделаны для регулировки нагрузки на тележку при несовпадении действительной величины нагрузки с предусмотренной проектом паровоза нагрузкой —13,5 т. Перестановкой валика в крайнее переднее отверстие нагрузка на тележку увеличивается на 2 т, а перестановкой в крайнее заднее — наоборот, уменьшается на ту же величину. Как показало взвешивание построенных паровозов, нагрузка на тележку, близкая к проектной величине, получается при постановке валика в среднее отверстие. Поэтому не следует переставлять валики в крайние отверстия без подтверждения необходимости этого взвешиванием паровоза.
Секторы — стальные литые. Передние и задние секторы каждой стороны отлиты попарно в одну отливку и соединяются ребром, которому придана в сечении форма жолоба. Секторы, для предохранения их от соскальзывания при больших отклонениях тележки, связаны с люльками помощью серег 14
1 Возвращающее действие сектора, или так называемая «возвращающая сила», пропорционально величине вертикального давления и величине наклона направления да®ленияк вертикали (или равно Р tga, где Р— вертикальная нагрузка на люльку от веса паровоза, tg a— тангенс угла для наклона а, т. е. тригонометрическое обозначение величины наклона при угле его равном а). В тележках паровозов ФД возвращающая сила возрастает с увеличением отклонения тележки. Вследствие криволинейного очертания опорной поверхности люльки с увеличением отклонения увеличивается и угол наклона давления, так как оно всегда направлено по радиусу .опорной поверхности люльки в месте ее соприкосновения с сектором.
18 Паровозы ФД—ИС.—676. 273
(рис. 295). Эти серьги, позволяя секторам перекатываться по люльке, препятствуют их скольжению.
Люлька и стакан шкворня сделаны также из стального литья.
К раме тележки спереди и сзади привернуты на болтах четыре скобы 15, не допускающие отделения тележки от рамы паровоза при подъемке паровоза на домкратах. Скобы захватывают люльку при подъемке рамы паровоза. Люлька же поднимается вместе со стаканом 8, так как сцеплена с ним хвостовиком камня 7. Стакан 8 при подъемке удерживается балансиром 4. Если нужно, чтобы тележка при подъемке паровоза оставалась на пути, необходимо отнять скобы 15 и планку, поддерживающую задний конец водила. Кроме того, тележка связана с рамой двумя предохранительными цепями 16, препятствующими выбрасыванию тележки из-под паровоза при авариях.
На рис. 296 показана передняя тележка
Рис. 298. Букса бегунка передней тележки паровозов ФД.
1 — букса. 2— подшипник. 3— подбуксовая коробка. 4— чугунный наличник.
5 — шуруп наличника. 6 — бронзовая наплавка.
ФД в собранном виде.
Буксы тележки (рйс. 298) по конструкции сходны с буксами сцепных осей. Подшипники 2 — такой же радиальной формы и так же запрессовываются в корпусе букс, как в буксах сцепных осей. На торце буксы делают широкую бронзовую наплавку 6. В эту наплавку упирается ступица колеса при отклонениях тележки. Так как буксы работают в стальных направляющих, на лицах букс поставлены на шурупах 5 чугунные наличники 4. Борты наличников вверху и внизу скошены на 2 мм для свободной установки букс в направляю-
щих при перекосах оси от толчков пути. Поперечный разбег оси в буксах при выпуске паровоза с завода или из ремонта должен быть не более 1 мм на сторону. Смазка подшипников и наличников буксы производится из масляного
резервуара, находящегося в верхней части.
Рессорное подвешивание тележки—двойное (рис. 295) и состоит на каждой стороне из плоской пятилистовой рессоры 18 (из стали сечением 100 X 13 мм) и двух спиральных рессор, т. е. витых пружин, 19 (из стали прямоугольного сечения 35 X 18 мм). Двойная подвеска принята для уменьшения жесткости рессорного подвешивания, которая будет тем меньше, чем больше будет общий прогиб рессор. Ясно, что при двойном подвешивании общий прогиб будет больше, чем при одиночном.
ПЕРЕДНЯЯ ТЕЛЕЖКА ПАРОВОЗОВ ИС
Передняя тележка паровозов ИС выполнена по системе Краус-Гельмгольца. В этой системе передний бегунок связан водилом тележки с передней 274
сцепной осью паровоза, и таким образом бегунок и первая сцепная ось в совокупности представляют собой как бы двухосную тележку.
Ограничиться одноосной тележкой Бисселя в быстроходных пассажирских паровозах нельзя: такая тележка при больших скоростях не обеспечивает достаточно плавного и безударного входа паровоза в кривую. При входе в кривую паровоз по закону инерции стремится сохранять прямолинейное движение. Поэтому между ребордой набегающего колеса и наружным рельсом возникают весьма большие давления, доходящие до Юти более. Чтобы эти давления не превзошли допускаемого предела и не вызвали наползания реборды на головку рельса (а следовательно и схода паровоза с рельсов), необходимо их распре-
Рис. 299. Передняя тележка паровозов ИС (продольный разрез).
1—продольный балансир. 2— люлька. 3— шкворень водила. 4— камень шкворня. 7—стяжки рессор
возвращающего механизма. 8 — шаровой вкладыш. 9 — масленка. 10
— камень хвостовика водила. 11 —
масленка камня хвостовика водила.
секторы.
13 — балка шкворня. 14 — планки под секторами.
16— масленки для смазки валиков секторов. 17—шкворневой стакан люльки. 19—скобы для подъемки тележки. 20 — болт, соединяющий люльку со шкворневым , стаканом. 21 — валик. 23 — болт. 24 — скоба.
делить на две оси, оборудованные возвращающими приборами для смягчения удара при входе в кривую, т. е. снабжать быстроходные паровозы двухосной передней тележкой. Применить обыкновенную тележку с двумя бегунками было бы нецелесообразно по соображениям, изложенным в главе I. В семиосном паровозе двухосную тележку выгоднее ставить сзади, что и сделано на паровозах ИС. Поэтому для передней тележки была выбрана система Краус-Гельм-гольца^/В этой системе давление наружного рельса при движении в кривой воспринимает, кроме переднего бегунка, связанная с ним водилом первая сцепная ось.
Устройство тележки показано на рис. 299, 300 и 301.
В тележке паровозов ИС, как и в тележке Бисселя паровозов ФД, нагрузка передается через продольный балансир 7 (рис. 299 и 300) люльке тележки 2, расположенной над бегунком. Нагрузка на бегунок сбалансирована этим балансиром с нагрузкой на первую сцепную ось, нагрузка же на последнюю сбалан-
в стальную литую
Рис. 300. Передняя тележка паровозов ИС (поперечный разрез).
1 — продольный балансир. 2 — люлька. 3 — шкворень водила. 4 — камень шкворня. 5 — горизонтальная рессора возвращающего механизма. 6 — шайбы, регулирующие положение камня шкворня. 7 — стяжки рессор возвращающего механизма. 8 — шаровой вкладыш. 12 — сектор. 13 — балка шкворня. 14 — плаики под секторами. 15 — опорные валики для секторов. 17— шкворневой стакан люльки. 18 — ограничитель отклонения тележки. 20 — болт, соединяющий люльку со шкворневым стаканом. 21 — валик. 22 — масленка для смазки шпинтонов рессор возвращающего механизма. 23—болт. 24 — скоба.
сирована с нагрузкой на вторую сцепную ось. При расположении люльки над бегунком водило тележки не воспринимает вертикальных нагрузок, а передав • только боковые горизонтальные силы от давлений рельса на реборды колес. Водило, а следовательно и вся тележка, вращается на вертикальном шкворне 3, находящемся между бегунком и передней сцепной осью. Шкворень запрессован иную под цилиндрами к раме паровоза. Относительно этого шкворня водило тележки может получать не только вращение, но и боковые перемещения по 70 мм в ту и в другую сторону, так как камень 4, в который заключен шаровой вкладыш 8 шкворня 3, имеет возможность перемещения в поперечном прорезе водила на эту величину.
Возвращающий механизм в виде двух горизонтальных рессор 5 (рис. 300) по бокам водила удерживает тележку в ее среднем положении относительно шкворня при движении паровоза в прямой и смягчает отклонения тележки при входе в кривую.
Рессоры упираются своими шпин-тонами в камень 4, а хомутами — в водило. Между хомутами рессор и водилом поставлены шайбы 6 (рис. 300) та кой толщины, которая обеспечила бы камню возможность стоять своим центром на продольной оси тележки. Концы
рессор стянуты стяжками 7. При отклонении тележки, водило нажимает на хомут рессоры той стороны, куда отклоняется тележка, и пригибает эту рессору, так как концы ее удерживаются на месте другой рессорой посредством стяжек 7. Эта другая рессора упирается своим шпинтоном в камень и тоже прогибается.
Рессоры ставят с предварительной затяжкой в 2000 кг, т. е. при среднем положении водила они должны давить на подшипник шкворня с силой в 2000 кг. Для этого необходимо натянуть рессоры гайками, поставленными на концах стяжек 7 так, чтобы каждая рессора дала прогиб в 23 мм. Таким образом тележки в самом начале отклонения встречают сопротивление рессор в 2 000 кг, которое стремится возвратить тележку в ее среднее положение.
Чем больше отклонение, тем более возрастает сопротивление рессор, доходящее при отклонении в 70 мм до 5 150 кг (жесткость рессор — 45 кг на 1 мм прогиба).
Вкладыш 8 шкворня 3 сделан шаровой формы, поэтому водило при игре тележки может свободно вращаться вокруг поперечной и продольной горизон
тальных осей, проходящих через центр шарового вкладыша. Водило удерживается от падения этим же шаровым вкладышем, опирающимся на гайку, навернутую на конец шкворня 3.
Для смазки шарового вкладыша 8 и боковых поверхностей камня 4, прилегающих к прорезу в водиле, устроен подвод смазки через каналы, просверленные в теле шкворня и его балки. Смазка поступает по трубке из масленки 9, укрепленной на передней площадке паровоза. Для защиты шарового вкладыша от пыли и грязи на камне сверху и снизу устроены кожухи.
Шпинтоны возвращающих рессор смазываются из масленок 22 (рис. 300), приваренных к водилу над отверстиями для шпинтонов.
Хвостовик водила заканчивается камнем 10, двигающимся в вертикальном прорезе буксы передней сцепной оси. Букса этой оси, как указывалось выше,
Рис. 301. Передняя тележка паровозов ИС со снятой люлькой.
4 — камень шкворня. 5 — горизонтальная рессора возвращающего механизма. 7 — стяжки.
представляет собой отливку, соединяющую правую и левую буксы в одно целое. В середине отливки сделан вертикальный прорез, или паз, в котором и ходит камень 10 хвостовика водила. В камне 10 для свободной игры тележки устроен такой же шаровой вкладыш, как и в камне шкворня. В этот вкладыш входит конец хвоста водила. Для смазки вкладыша и камня, наверху камня поставлена масленка 11 с тремя фитилями; один из них подает смазку на шаровой вкладыш, два другие — на наличники камня.
На переднем конце тележки над бегунком расположен второй возвращающий прибор, состоящий из люльки и секторов.
Люлька и секторы устроены по тому же принципу, как и на паровозах ФД. Разница между этими деталями обоих паровозов заключается в том, что секторы 12 паровозов ИС обращены вниз своими рабочими цилиндрическими поверхностями и опираются ими на планки 14, прикрепленные болтами к раме
тележки. В люльку 2 впрессованы для каждого сектора по два стальных цементированных валика 15 (рис. 300), которыми люлька опирается на секторы. Для предохранения секторов от износа в места соприкосновения их \\валиками вставлены стальные (Ст5) призмы. Рабочие цилиндрические поверхности секторов цементированы.
Очертание опорных планок на раме тележки, на которые опираются секторы,— прямолинейное, с углом наклона рабочих поверхностей в Vio. В таком устройстве давление секторов на планки, при любом отклонении тележки, всегда направлено с одним и тем же наклоном к вертикали. Этот наклон равен наклону рабочей поверхности планки к горизонтали. Наклонно направленное
Рис. 302. Люлька сектора и подсекторные планки передней тележки паровозов ИС.
давление по выходе паровоза из кривой возвращает тележку в среднее положение. Так как наклон направления давления постоянен, то постоянно и возвращающее усилие секторов, равное произведению величины наклона на величину вертикального давления на тележку от веса паровоза. Вертикальное давление равно 13 000 кг, а наклон — Vie, т. е. возвращающее усилие равно 1300 кг.
Для предотвращения проскальзывания секторов по планкам на последних устроено по 4 зуба, входящих в окна в секторах.
Валики, на которые опираются секторы, смазываются от масленки 16, прикрепленной к стакану 17 шкворня. Масло из этой масленки по трубке подводится к люльке и по каналам на верхней ее стороне проходит к валикам 15. Каналы, во избежание их засорения, закрыты приварными планками. Эта же масленка служит для смазки торцовой опорной поверхности шкворневого стакана 17 и его гнезда в люльке. Боковую цилиндрическую поверхность стакана и гнезда его в буферном брусе смазывают из ручной масленки посредством
наливания масла в зазор между стаканом и гнездом. Устройство секторов, подсекторных планок и люльки показано в перспективе на рис. 302.
Наибольшее отклонение тележки равно 135 мм в ту и другую сторону и рассчитано на прохождение паровозом кривой радиусом в 150 м.
Внизу на буферном брусе у шкворневого гнезда сделаны два выступа 18 (рис. 300), служащие ограничителями отклонения тележки. В эти выступы рама тележки упирается при отклонениях в 135 мм.
Для подвешивания тележки при подъемке паровоза к поперечным стенкам передней части тележки прикреплены скобы 19 (рис. 299), которые охватывают выступы на люльке. Люлька посредством болта 20, головка которого является опорой балансира, связана со стаканом шкворня. В верхней части стакана поставлен валик 21, пропущенный через проушину болта 23. При подъемке паровоза на этот болт надевают скобу 24, опирающуюся концами на края направляющего стакан отверстия в буферном брусе. Посредством этой скобы стакан подвешивается к раме паровоза. Следовательно, при подъемке вместе с рамой будет подниматься и стакан, а со стаканом будут подниматься и люлька, и рама тележки.
Если требуется, чтобы при подъемке тележка не поднималась, а оставалась на рельсах, нужно отнять скобы 19 и гайку на шкворне 3. По окончании подъемки скобу 24 нужно снять, чтобы она не мешала свободной вертикальной игре стакана в его гнезде. При оставлении скобы на месте может произойти разгрузка тележки, и бегунок сойдет с рельсов.
Устройство букс и рессорного подвешивания тележки у паровозов ИС и ФД почти одинаково, с той лишь разницей, что бронзовая наделка на торце буксы заменена в паровозах ИС широким бортом подшипника.
ПРОВЕРКА И РЕМОНТ ПЕРЕДНИХ ТЕЛЕЖЕК ПАРОВОЗОВ ФД И ИС
Передние тележки требуют тщательной проверки при ремонте и регулировки во время эксплоатации. Основными условиями правильной работы тележек являются:
1. Перпендикулярность оси бегунка к продольной оси тележки, проходящей через центр отверстия для шкворня водила на равном расстоянии от внутренних боковых поверхностей бандажей бегунка. На этой же оси должен находиться центр хвостовой буксы водила тележки паровозов ИС.
2. Полная симметричность всего возвращающего механизма люльки по отношению к продольной оси тележки.
Нарушение перпендикулярности оси бегунка к продольной оси тележки может произойти вследствие неправильной расточки подшипников букс или вследствие неодинаковой толщины наличников правой и левой букс. Поэтому при ремонте нужно тщательно следить за правильностью расточки подшипников и за одинаковой толщиной наличников. У обеих букс расстояние от центра расточки подшипника до заднего наличника (задний наличник является лобовым при переднем ходе паровоза) должно быть совершенно одинаково (отступления не должны быть более 0,2—0,3 мм). Проверку перпендикулярности бегунка к продольной оси тележки лучше всего производить в собранной те-
лежке, прикладывая к внутренней боковой поверхности бандажей бегунка длинную линейку и измеряя от нее расстояния до центра отверстия шкворня и, до центра хвостовой буксы водила. Эти расстояния с правой и с левой стороны должны быть одинаковы, с отступлением не более 1 мм. Зазоры между буксой । и ступицей колеса и между наличниками буксы и буксовыми направляющими с обеих сторон должны быть предварительно выравнены.
Как показал опыт работы с первыми паровозами ИС, большое влияние на правильность работы тележек оказывает правильное положение тележек на рессорах. Перекос тележки на рессорах вызывает неправильную работу секторов, отводящих тележку в ту сторону, которая на рессоре поднята выше. С отклонением тележки в сторону ось бегунка теряет пер- I пендикулярное положение к направлению пути,'и поэтому одно колесо бегунка начинает забегать вперед, а другое набегать на рельс, уводя бегунок еще больше в сторону.
Такое явление вызывает, во-первых, односторонний подрез гребней бегунка и, во-вторых, нагрев противоположной буксы вследствие постоянного нажатия на нее ступицы колеса. Как только указанные явления будут замечены, нужно обратить внимание на правильность регулировки рессор тележки и отпустить рессору той стороны, на которой происходит больший подрез гребня, а противоположную рессору подтянуть на подвесках.
Всем, обслуживающим паровозы ФД и ИС, необходимо хорошо запомнить, что подтяжкой или опусканием бегунковых рессор нельзя изменить нагрузки на шейки бегунка: эти нагрузки сбалансированы люлькой и продольным балансиром. Сколько бы мы ни опускали одну какую-нибудь рессору, нагрузка на шейку не уменьшится, а произойдет лишь перекос тележки на рессорах, ведущий, как указано, к подрезу гребня и к грению буксы. Ослабление обеих рессор также не уменьшит нагрузки на тележку, так как нагрузка на нее сбалансирована с нагрузкой на первую и вторую сцепные оси.
Весь механизм тележек надо регулярно смазывать и следить за исправностью смазочных приспособлений. Особое внимание нужно обращать на смазку шкворневых стаканов у люлек тележек, валиков секторов, шпинтонов возвращающих рессор у тележек паровозов ИС, шаровых вкладышей в-камнях цен- | трального шкворня и хвостовика водила.
Углубления в рамах тележек паровозов ИС, где помещаются подсекторные планки, довольно быстро забиваются грязью и мусором, попадающим туда при очистке дымовой коробки. Этот мусор спрессовывается секторами и при I большом скоплении может препятствовать правильной их работе. Поэтому его I надо периодически удалять при помощи сильной струи воды из брандспойта. • Таким же способом следует очищать опорные подушки на раме тележки под секторами у паровозов ФД.
ЗАДНЯЯ ТЕЛЕЖКА ПАРОВОЗОВ ФД
Задняя поддерживающая тележка паровозов ФД системы Бисселя выполнена с наружными шейками и буксами поддерживающей оси и с цельнолитой стальной рамой.
280
Рис. 303. Задняя тележка паровозов ФД.
/ — рама. 2—балансиры. 3 — шаровой сегмент шкворневой опоры. 4 —шкворень. 5 — междурамное крепление, б—поперечина. 7—трубка от масляного пресса. 3—тумба стяжного ящика для ограничения отклонения тележки. 9 — секторы. 10—консоль сектора. 11—подвески. 12 — выступ для ограничения отклонения тележки. /3-нижняя гайка шкворня. 14- плавающая шайба. 15- сменные стальные накладки буксовых направляющих. 16-отверстия для ножей балансиров. 17 — рессоры тележки.
Наружные буксы имеют перед внутренними преимущество. При наружных буксах подшипник и шейки оси осматривают и ремонтируют без выкатки оси. Кроме того, применение наружных букс позволило удобно разместить^зольник и хвостовую часть рамы паровоза.
Рама тележки 1 (рис. 303) представляет собой стальную отливку коробчатого сечения с толщиной стенок в 16 мм. Вертикальная нагрузка от веса паровоза передается на раму тележки в трех точках: на переднюю шкворневую опору, возле которой тележка вращается при боковых ее отклонениях, и на два задние сектора 9. На переднюю шкворневую опору давление передается через заднее междурамное крепление 5 (на рис. 269 оно обозначено цифрой 10). Посередине этого крепления сделано внизу круглое гнездо, в которое входит своей заточкой стальной шаровой сегмент 3 (рис. 303), опирающийся
на шаровую чашку в раме тележки.
Сегмент 3 притягивается к креплению 5 хвостовиком шкворня 4. На верхнем конце шкворня 4 для этой цели сделана резьба с гайкой. Нижний конец шкворня пропущен через отверстие в шаровой чашке рамы тележки. Гайка 13, навернутая на этот конец
шкворня, препятствует разъединению тележки с рамой паровоза. Шкворень 4 сидит в отверстии рамы тележки с некоторым зазором. Наличие зазора и шаровая форма опор необходимы для свободной игры тележки в любом направлении.
Смазка шаровой опо-
Рис. 304. Винтовой смазочный пресс.
' — манжета кожаная. 2 — поршень. 3 — шайба. 4— крышка, о — трубка.
ры производится из винтового ручного пресса, установленного на левой боковой площадке паровоза. От пресса проведена трубка 7, соединяющаяся со штуцером, ввернутым в междурамное крепление 5. От штуцера внутри крепления и шарового сегмента идут каналы, подводящие смазку к шаровой поверхности сегмента.
Через ответвления трубки 7 (на рис. 303 они не показаны) смазка подается и к скользящим опорам топки, расположенным, как указывалось, на том же междурамном креплении 5.
Устройство винтового пресса видно на рис. 304. Внутри цилиндра при помощи винта движется поршень 2 с кожаной манжетой 1. Для заправки пресса маслом винт вывертывается до отказа, открывается крышка 4 отверстия на
переднем конце цилиндра, и через это отверстие в цилиндр наливается масло. Затем крышка плотно закрывается (она сделана на резьбе), и завертыванием винта масло вытесняется из цилиндра через присоединенную к нему трубку 5 (на рис. 303 эта трубка обозначена цифрой 7). Смазку следует производить перед каждой поездкой.
Наибольшие отклонения тележки рассчитаны на прохождение паровозом кривых радиусом в 150 м. Боковое перемещение задней поддерживающей колесной пары тогда до-
стигает 125 мм от среднего ее положения. Ограничителями отклонения служат два выступа 12 (рис. 303) на задней балке тележки. Выступы ограничителя при наибольшем отклонении тележки упираются в прилив в виде тумбы 8 на нижней поверхности стяжного ящика.
Секторы тележки
Рис. 305. Сектор задней тележки.
1 — опорный'валик. 2 — подушка.
(рис. 305) своими двумя опорными валиками 1,
отлитыми за одно целое
с секторами, опираются на особые подушки 2, прикрепленные болтами к задним углам рамы тележки. Очертание рабочих верхних поверхностей секторов — такое же, как в секторах передней тележки, т. е. они описаны по дугам окружностей, проведенных из центров опорных валиков.
Рис. 306. Задняя тележка паровозов ФД (вид спереди).
1—рама. 2— балансиры. 3—шаровое место для шкворневой опоры. 9— сектор. 16—отверстия для ножей балансиров.
Секторы перекатываются по подушкам, приболченным к особым консолям 10 (рис. 303). Консоли прикреплены болтами к хвостовой части задней рамы паровоза в месте привалки стяжного ящика. Эти же болты служат и для укрепления стяжного ящика.
Принцип работы секторов задней и передней тележек — один и тот же.
Наклон рабочих поверхностей подушек, по которым происходц4 перекатывание секторов, составляет 15 :100. Поэтому величина возвращающего усилия секторов, действующего на тележку, равна 15% от вертикальной нагрузки на них, т. е. составляет около 1 620 кг.
Рис. 307. Задняя тележка паровозов ФД (вид сзади).
7—рама. 3—шаровое место для шкворневой опоры. 9—секторы. 12—выступы для ограни-
чения отклонения тележки.
Рессоры бегунка задней тележки соединены (рис. 303) балансирами 2 с рессорами задней сцепной оси.
Балансиры пропущены внутри коробчатого сечения рамы тележки и выходят из нее только передними концами. Передние концы балансиров связаны подвесками 11 с поперечиной 6, подвешенной на задних концах рессор задней сцепной оси. Задние концы балансиров входят в проушины подвесок рессор тележки. Балансиры опираются на ножи, вставленные своими цилиндрическими концами в отверстия 16 в стенках коробчатого сечения рамы и удерживаемые в них шпонками и планками. Ножи изготовлены из Ст2 с последующей цементацией. В отверстия балансиров для опоры ножей поставлены каленые призмы. В балансирах и стенках рамы сделано по три отверстия для ножей; крайние из них служат для изменения нагрузки на бегунок тележки.
При перестановке ножей в передние отверстия нагрузка на бегунок уменьшается на 2 400 кг, а нагрузка на сцепные оси увеличивается. При перестановке ножей в задние отверстия происходит обратное перераспределение нагрузок.1
Буксовые вырезы рамы по низу стянуты струнками в виде планок, прикрепленных к раме четырьмя призонными болтами.
Общий вид задней тележки паровозов ФД показан на рис. 306 (вид спереди) и на рис. 307 (вид сзади).
1 Перестановку ножей следует делать только на основании результатов взвешивания нагрузок осей на весах в случае несовпадения их с проектными величинами.
БУКСА ЗАДНЕЙ ТЕЛЕЖКИ ПАРОВОЗОВ ФД
Шейки оси задней тележки для облегчения выемки подшипника сделаны без наружных бортов
Разрез по А-Б
Рис. 308. Букса задней тележки.
/—букса. 2 —подшипник. 3— бабитовая заливка. 4 — фитильная масленка. 5—карманы для смазки, б—трубка,подводящая смазку к плавающей шайбе оси. 7—подбивочная коробка. 8—войлочная шайба. У—шпильки, крепящие подбнвочную коробку.
Боковые давления колесной пары воспринимаются не галтелью подшипника, а торцом буксы. Для уменьшения износа буксы и ступицы колеса в сту-
Рис. 309. Зазоры в буксе задней тележки.
1 — ступица колеса. 2 — плавающая шайба. 3 — рама тележки. 4 — накладки буксового выреза. 5 — букса.
пице сделана проточка, в которую вложена «плавающая» бронзовая шайба 14 (рис. 303) толщиной 20 мм. При такой толщине шайб ось в буксах получает боковой разбег по 3 мм.
Подшипник буксы 2 (рис. 308) пятигранной формы с бабитовой заливкой 3 при легает к буксе только верхней плоскостью Два зуба высотой в 11 мм на скошенных гранях подшипника входят в соответствующие углубления в корпусе буксы и удерживают подшипник от движения вдоль шейки. Для выемки подшипника буксу нужно поднять домкратом только на высоту зуба, и тогда подшипник легко
в—подбивочная коробка. 7 — шейка оси. 8 — подшип- ВЫНИМЭСТСЯ
ник буксы. 9 — манжета войлочная.
Во избежание перекоса подшипника на шейке между боковыми гранями подшипника и стенками буксы оставлены за-
зоры по 1 мм. Длина подшипника такова, что при нажатии ступицы колеса на буксу между галтелью подшипника и внутреннею галтелью шейки остается зазор в 2 мм. Наличников у буксы нет. Вместо них на буксовых челюстях рамы
поставлены сменные стальные накладки 15 (рис. 303) П-образной формы, предохраняющие челюсти от выработки. В челюстях буксы оставляют зазоры в продольном направлении по 1,5 мм с обеих сторон (рис. 309) и в поперечном — 5 мм. На внутренней торцовой поверхности букс сделан вырез, в который вставлена войлочная шайба 8 (рис. 308), предохраняющая буксу от пыли.
Подбивочная коробка 7 — отъемная, выдвигающаяся с наружного торца буксы. Крепится она к буксе двумя шпильками 9. Откидная крышка на торцовом конце коробки дает доступ к подбивке и к подшипнику.
Подшипник, кроме нижней смазки от подбивки, получает и верхнюю смазку из фитильной масленки 4, установленной наверху буксы. Смазка из этой масленки поступает на спинку подшипника и по канавкам на спинке проходит через отверстия в две продольные боковые канавки на рабочей поверхности подшипника.
Смазка торца буксы, прилегающего к плавающей шайбе, и лиц буксы производится из боковых карманов 5 наверху буксы. Карманы внутренними перегородками разделены каждый на четыре отделения. Из наружных уширенных отделений смазка по горизонтальным трубкам 6 поступает на торец буксы и на плавающие шайбы; из внутренних сообщающихся друг с другом отделений смазка через отверстия идет на лица буксы. Карманы сверху закрыты заделками на шурупах. В заделках для заливки смазки сделаны отверстия — наружные для смазки торца буксы и плавающей шайбы, внутренние для смазки лиц.
На паровозах заказа 1935 г. буксы подвергались некоторым переделкам.
Заделки на шурупах, закрывающие карманы для смазки, заменены крышками с пружинными затворами. Смазка торца буксы и плавающей шайбы производится из масленок, расположенных у внутреннего торца буксы, так как подвод смазки по горизонтальным трубкам 6 (рис. 308) оказался неудобным (масло быстро вытекало по этим трубкам). В переделанных буксах горизонтальные смазочные трубки заменены вертикальными (вернее наклонными).
Для большей плотности войлочная манжета посредством плоской пружины внизу буксы прижимается к подступочной части оси.
Место для опоры хомута рессоры выполнено в виде гнезда, ограниченного выступами со всех четырех сторон, а не с двух, как в буксах, изображенных на рис. 308. Эта переделка предотвращает возможность сбивки рессоры с ее правильного положения на буксе.
Зазор между буртиком шейки и галтелью подшипника увеличен с 5 мм до 15 мм, а продольный зазор в челюстях буксы уменьшен с 1,5 мм до 0,5—1,01 мм. Эти размеры на рис. 309 поставлены в клетках.
ЗАДНЯЯ ТЕЛЕЖКА ПАРОВОЗОВ ИС
Задняя поддерживающая двухосная тележка Бисселя на паровозах ИС выполнена с наружными буксами в цельнолитой раме. Наибольшее отклонение всей тележки соответствует боковому перемещению задней поддерживающей колесной пары на 170 мм в ту или другую сторону. Это отклонение тележки достаточно для вписывания паровоза в кривые с радиусом 150 м. Для облегче
ния прохождения кривых гребни передней поддерживающей колесной пары тележки уменьшены по толщине и по высоте.
Рама 1 тележки представляет собой стальную отливку коробчатого сечения (рис. 310). Рама паровоза на тележку опирается, так же как и у паровозов ФД, в трех точках: на переднюю шкворневую опору и на два задние сектора. Передняя шкворневая опора имеет вид шаровой чашки, в которую входит своим шаровым выступом междурамное крепление 2 (рис. 310).
Рис. 310. Задняя тележка паровозов ИС.
1 — рама. 2 — шкворневая опора. 3 — балансиры. 4 — накладки буксовых направляющих.
5 — предохранительный болт.
Во избежание отделения тележки от шкворневой опоры при авариях и при подъемке паровоза на домкратах, рама тележки связана со шкворневой опорой предохранительным болтом 5. Болт пропущен через отверстия в центре шаровых поверхностей. Сидит он в отверстиях свободно и не препятствует игре тележки. Смазывают шаровую шкворневую опору от такого же ручного винтового пресса, как на паровозах ФД (рис. 304). Смазочная трубка от пресса идет своими разветвлениями к скользунам передней опоры топки и к шкворневой опоре тележки.
Устройство секторов и консолей с верхними опорными плитами — такое же, как и на паровозах ФД, за исключением нижних опор секторов
(рис. 311). Нижняя опорная подушка 6 своей нижней цилиндрической поверхностью опирается на цилиндрическую же поверхность второй нижней подушки 7. Эта вторая нижняя подушка 7 вертикальной цапфой вставляется в соответствующее отверстие в раме тележки и может на ней вращаться. Таким образом, сектор может вращаться, во-первых, вокруг вертикальной оси и, во-вторых, вокруг горизонтальной оси. перпендикулярной направлению осей опорных валиков.
Вращение вокруг вертикальной оси способствует радиальной установке секторов и уменьшает их проскальзывание по верхней опорной плите консолей. Для катания секторов по этим плитам без скольжения необходимы не цилиндри-
Рис. 311. Сектор и иадсекторная плита задней тележки паровозов ИС.
1 — войлок для удерживания смазки. 2 — стержень для подвешивания войлока. 3 — сдкгор.
4 —иадсекторная плита. 5 — отверстие для наливания смазки. 6 — подушка верхняя 7— подушка нижняя.
ческие, а конические поверхности секторов с вершиной конуса в центре передней шкворневой опоры тележки>. Но, как показали наблюдения, конические секторы часто выпадают из своих опорных поверхностей. Поэтому в большинстве случаев применяются цилиндрические секторы. Последние, однако, не могут работать без скольжения, так как пути прохождения различных точек цилиндрической поверхности при круговом катании секторов не одинаковы. Скольжение это значительно уменьшается, если секторам дать возможность вращаться вокруг вертикальной оси, что и сделано у паровозов ИС.1 Вращение секторов возле горизонтальной оси дает им возможность найти правильную установку при неизбежных неточностях укрепления верхних опорных плит на консолях (при перекосах их в вертикальной продольной плоскости).
Нижние опоры подушки секторов помещаются в корытах, образованных в литье рамы тележки. В корыта наливают смазку, и таким образом подушки находятся в масляной Ванне, обеспечивающей хорошую их смазку. Стенки ко-
1 В секторных механизмах передних тележек паровозов ФД и ИС вокруг вертикальной оси шкворней вращаются люльки, что имеет такое же значение для уменьшения проскальзывания, как и вращение секторов.
рыт, обращенные внутрь рамы, упираются при наибольших отклонениях тележки в вертикальные стенки стяжного ящика, чем ограничивается дальнейшее отклонение тележки. Рессорное подвешивание тележки, так же как и на паровозах ФД, соединено косыми балансирами 3 (рис. 310) с рессорным подвешиванием задней группы сцепных осей.
В балансирах также сделано по три отверстия для опорных ножей; два крайние служат для изменения нагрузок на поддерживающие оси и на заднюю группу сцепных осей (см. примечание на стр. 284).
БУКСА ЗАДНЕЙ ТЕЛЕЖКИ ПАРОВОЗОВ ИС
Буксы задних тележек у паровозов ИС и ФД совершенно одинаковы и вполне взаимозаменяемы.
Буксовые вырезы в раме тележки паровозов ИС сделаны значительно шире буксы, и между буксой и буксовыми челюстями вставлены толстые литые стальные накладки 4, служащие направляющими для буксы.
Рнс. 312. Задняя тележка паровозов ИС (вид спереди).
Широкий буксовый вырез предусмотрен для перехода в будущем на роликовые буксы с большими габаритными размерами. Вместе с тем широкий буксовый вырез позволяет снимать буксу с шейки без выкатки колесной пары. Для этого нужно снять или освободить рессору, снять буксовую струнку и опустить вниз буксовые накладки. После этого букса свободно снимается с шейки, чем в значительной степени упрощается ремонт шейки и плавающей шайбы. Последнюю также можно снять со ступицы и вынуть из тележки.
На рис. 312 и 313 показан общий вид задней тележки паровозов ИС.
19 Паровозы ФД—ИС.—676.
289
РЕССОРНОЕ ПОДВЕШИВАНИЕ
Схемы рессорного подвешивания паровозов ФД и ИС представлены на рис. 314 и 315. Как видно из схем, рессорное подвешивание на обоих паровозах разбито на три группы.
Рис. 313. Задняя тележка паровозов ИС (вид сзади).
7—сектор.
Первой группой на обоих паровозах является рессорное подвешивание передней бегунковой тележки и первых двух сцепных осей. Все рессоры этой группы сбалансированы. Рессоры первой и второй сцепных осей сбалансированы посредством продольных балансиров, расположенных в вырезах рамы. Рессоры
бегунка сбалансированы с рессорами передней сцепной оси при помощи описанных выше (см. описание передних тележек) поперечного балансира, соединяющего концы рессор первой сцепной оси и продольного балансира тележки, соединенного подвеской с поперечным балансиром.
Вторая и третья группы рессор расположены одна с правой и другая с левой стороны паровоза и включают в себя рессоры всех остальных сцепных и
задних поддерживающих осей, т. е. — на паровозах ФД — рессоры ведущей, четвертой и пятой сцепных и задней поддерживающей, а на паровозах ИС — рессоры ведущей, четвертой сцепной и обеих задних поддерживающих осей. Рессоры этих осей с каждой стороны сбалансированы продольными балансирами, причем балансиры между сцепными и ведущими осями расположены в вырезах паровозной рамы; балансиры же между рессорами последней сцепной и поддерживающей оси задней тележки находятся внутри коробчатого сечения рамы тележки и получают в плане (как сказано выше) косое направление для перехода от наружных букс тележки к внутренним буксам сцепной оси. Балансиры между рессорами первой и второй поддерживающих осей задней тележки паровозов ИС и рессоры этих осей расположены также внутри короб-
Рис. 315. Схема рессорного подвешивания паровозов ИС.
подтяжки рессоры на рессорных подвесках, а исключительно от соотношения плеч балансиров и от величины давления надрессорного строения паровоза на всю группу рессор. В свою очередь, наличие только трех групп рессор делает нагрузку на каждую группу вполне определенной и независящей от подтягивания рессор в данной группе, или, как говорят, давление получается «статически определимым», т. е. зависящим исключительно от положения центра тяжести надрессорного строения паровоза.
На большинстве наших прежних паровозов рессоры были разбиты на большее число групп (у паровозов Су, например, на 6 групп). При такой разбивке нагрузка на каждую группу (или на отдельную рессору, если она является самостоятельной, т. е. единственной в группе) зависит от величины подтягивания рессорных подвесок и, следовательно, может произвольно меняться регулировкой рессорных подвесок и непроизвольно — от просадки самих рессор. Такое изменение нагрузок на рессоры, а отсюда и на буксы, нередко является причиной значительных перегрузов отдельных осей, грения букс и недопустимо больших давлений на путь. Точная регулировка нагрузок на отдель-
19*
291
ч - - v
Рис. 316. Рессора, хомут и рессорная стойка.
I — рессора. 2 — хомут. 3 — рессорная стойка. 4 — масленка буксы.
ные оси при подвешивании на большом числе рессорных групп (4 и более) может производиться только на весах.
Подвешивание на трех группах (или, как принято его называть, «подвешивание в трех точках») свободно от этих недостатков и не нуждается ни в какой регулировке, так как нагрузка на рессоры, а следовательно и на оси, зависит исключительно от положения центра тяжести надрессорного строения и от соотношения плеч балансиров. Поскольку не нужна регулировка, отпадает необходимость делать рессорные подвески с резьбой и гайками для регулировки, и длина подвесок может быть постоянной и неизменной. Устройство такого подвешивания на паровозах ФД и ИС значительно упрощает постройку и эксплоатацию паровозов.
Рессорные подвески с регулировкой, т. е. с резьбой и с гайками, сделаны только на рессорах переднего бегунка для постановки витых пружин, но регулировка этих подвесок нагрузку на бегунок изменить не может, так как люлька бегунка соединена балансиром с рессорами передней группы сцепных осей.
Конструкция рессор, рессорных подвесок и рессорных стоек сцепных и ведущих осей понятны из рис. 316.
Рессоры расположены над рамами.
Рессорные подвески и рессорные стойки охватывают рамный лист с обеих сторон. Рессорные подвески задних поддерживающих осей — цельнокованные, с двумя проушинами, охватывающими рессору и балансир. Рессорные ножи
(сухари) и планки сделаны из Ст2 и цементированы.
Рессоры изготовляются из нормальной желобчатой стали с сечением 100X13 мм, за исключением рессор задней тележки паровозов ИС, которые для большей мягкости изготовлены из гладких листов размером 130X10 мм.
Все балансиры у паровозов ФД сделаны жесткие, у паровозов же ИС балансиры между сцепными осями для уменьшения жесткости подвешивания — I рессорные. Длина плеч балансиров сцепных осей различна и подобрана так, чтобы ' давление каждой сцепной оси на рельс было одинаково. Это давление складывается из давления на ось от надрессорного строения и из собственного веса колесной пары с буксами и дышлами, а этот вес различен для каждой оси. Поэтому давления на каждую ось надрессорного строения также должны быть различны, а именно — тем меньше, чем больше собственный вес колесной пары и наоборот. В соответствии с различными давлениями надрессорного строения подбирают и длину плеч балансиров.
Длина плеч балансиров указана на схемах рессорного подвешивания (рис. 314 и 315).
Опорные поверхности рессорных хомутов обрабатывают по радиусу, т. е. форма их цилиндрическая, опорные же поверхности рессорных упорок и стоек сделаны плоскими. Таким образом рессора при игре может свободно перекатываться опорной цилиндрической поверхностью хомута по упорке. Во избежание бокового перекоса рессор необходимо, чтобы цилиндрическая
опорная поверхность хомута была перпендикулярна к боковой плоскости рессоры.
Опорные поверхности хомутов балансирных рессор паровозов ИС — такой же формы. Хомуты этих рессор опираются на стойки, служащие одновременно вертикальными скреплениями междуосевых вырезов рамы. Жесткие балансы паровозов ФД опираются на ножи, вставленные в такие же стойки междуосевых вырезов рамы.
Конструкция рессорных подвесок паровозов ФД заказа 1935 г. изображена на рис. 317.
Подвеска состоит из хомута /, охватывающего конец рессоры. В хомут вкладывается стальная цементированная прокладка 7, опирающаяся на рессорную накладку на конце рессоры. Хомут при помощи стального цементированного валика 3 соединен с серьгами 4. Эти серьги охватывают раму с обеих сторон; в нижние концы их вставлен стальной цементированный нож, на который опирается своей призмой балансир. У подвесок рессор второй и третьей сцепных осей, которые не соединены балансирами, ножи опираются на опоры, укрепленные на верхнем поясе рамы.
Выпадение валика 3 предотвращается кольцом и разводной шпилькой.
Рис. 317. Рессорная подвеска сцепных колесных пар паровозов ФД.
Z—хомут. 2—втулка хомута. 3—валик. 4—серьги. 5—
нож. б—шпонка валика. 7—прокладка.
Вращается валик в стальной Цементированной втулке 2, запрессованной в хомут. Шпонка 6 препятствует вращению валика в проушинах серег. Валик сма-
зывается полужидкой смазкой1 из масленки (фитинга), ввернутой в головку валика. Для прохода смазки в валике просверлены осевой и радиальные ка-
налы, показанные на рисунке пунктиром.
1 См. гл. VI, стр. 249, о способе смазывания.
Рессорные подвески паровозов выпуска 1933 и 1934 гг. отличаются от изображенной на рис. 317 тем, что в них нет втулки 2 и что они смазывались жидким маслом. Смазка валиков жидким маслом не достигала цели, так как масло выдавливалось с трущихся поверхностей и“ валики быстро изнашивались.
Рессорные подвески паровозов ИС отличаются от подвесок паровозов ФД заказов 1933 и 1934 гг. только тем, что обе серьги у них соединены в одну скобу; в нижний глухой конец этой скобы вставлена такая же прокладка, как и в хомут подвески паровоза ФД (деталь 7 рис. 317); на этой прокладке лежит своей накладкой рессорный балансир. Балансиры сцепных осей паровоза ФД выполнены из стального литья (ЛСт1). В поперечном сечении им дана двутавровая форма. В местах соприкосновения их с опорами рессорных подвесок и балансирным ножом врезаны стальные цементированные призмы.
СБОРКА И РЕМОНТ РЕССОРНОГО ПОДВЕШИВАНИЯ
При сборке рессорного подвешивания нужно следить, чтобы балансиры
были поставлены правильно и длина их плеч соответствовала указанной на
схемах (рис. 314 и 315). Равным образом необходимо правильно подбирать рессорные подвески рессорных балансиров паровоза ИС, потому что подвески рессорного балансира между
первой и второй осями на 13 мм длиннее подвесок рессорного балансира между ведущей и четвертой осями; разная длина подвесок вызвана тем, что в первом балансире
Рис. 318. Рессора. 9 листов, а во втором — 8.
А— высота рессоры в свободном состояниии. Б— высота рессоры ПерВОНаЧЗЛЬНаЯ (фабрИЧ-
под грузом. В — накладка. Г—фабричная стрела прогиба. ная) стрела прогиба рессор
ведущей оси паровозов меньше фабричной стрелы прогиба рессор сцепных осей в виду разных нагрузок на эти рессоры; первая на паровозах ИС равна 58 мм, вторая — 70,5 мм и на паровозах ФД соответственно — 36 и 47 мм. Эти рессоры не могут быть взаимозаменяемы, и каждая должна ставиться на свое место.
Вообще, при ремонте и при изготовлении новых рессор, а также рессорных подвесок, балансиров, рессорных упорок и стоек, следует обращать внимание на возможно точное соблюдение всех чертежных размеров. Неточности в размерах деталей, при отсутствии возможности регулировки рессорного подвешивания, вызывают значительные перекосы рессор, так как их нельзя устранить путем подтягивания или ослабления отдельных подвесок. Точно так же прогиб рессор под пробным грузом должен соответствовать расчетному прогибу, указанному на чертеже. Поэтому в новых рессорах — в рессорах после ремонта — должна проверяться величина прогиба.
Практика показала, что при отклонениях прогиба рессор от расчетного более чем на 4 мм в ту или другую сторону получается значительный перекос рессор в вертикальной продольной плоскости. При отклонениях более 4 мм следует на такую же величину изменять и высоту А рессоры от опорной
планки на конце рессоры до опорной поверхности хомута (рис. 318). Например: для рессоры ведущей оси паровоза ИС прогиб под пробным грузом в 6 050 кг должен быть 58 мм, а высота А рессоры в свободном состоянии — 308 мм. Если при испытании окажется, что рессора дает прогиб, скажем, 50 мм, то высоту А рессоры нужно уменьшить на 8 мм (58—50 = 8), т. е. сделать ее в 300 мм. Тогда высота Б рессоры под грузом сохранит чертежный размер. Уменьшить высоту можно за счет подстрожки опорной поверхности хомута или частично за счет уменьшения толщины накладки В.
Для руководства при ремонте и подборе рессор после ремонта в таблицах 5 и 6 приведены основные размеры рессор и величины их прогибов под пробным грузом (величины пробных грузов соответствуют действительным нагрузкам на рессоры от веса паровоза).
Таблица 5. Рессоры паровозов ИС
Рессоры | is к » 5s Длина рессоры (под грузом) мм Высота А рессоры (рис. 318 | мм si И: & 55 Величина пробн. груза кг Прогиб под пробным грузом мм
переднее плечо заднее плечо
сцепных осей 14 100 х 13 600 600 320,5 70,5 7500 70,5
ведущей оси 14 100X13 600 600 308 58 6 050 58
переднего бегунка листовая 8 100 х 13 375 375 186 19 3570 29
переднего бегунка витая пружина — 35X18 — — 242 — 3 560 49
задней тележки .... 15 130 X ю 500 500 287,5 69,5 7840 69,5
балансирная первая . 9 100 х 13 378 372 212,5/211,51 27,5 ,26,51 7 440 27,5/26,51
балансирная вторая . . 8 100 х 13 415 335 205,5/1941 33,5/221 6820 33,5/221
Таблица 6. Рессоры паровозов ФД
Рессоры Число листов Сечение ЛИСТОВ мм Длина рессоры (под грузом) мм Высота А рессоры (рис. 318) мм Фабричная стрела прогиба мм Величина проб-н ого груза кг Прогиб под пробным грузом мм
переднее плечо заднее плечо
сцепных осей - . 13 100X13 500 500 284 47 7 800 47
ведущей оси . . . 13 100X13 500 500 273 36 6050 36
переднего бегунка листовая .... 5 100X13 325 325 174 22 5250 22
переднего бегунка витая пружина . — 35X18 — — 135 — 2625 14
задней тележки . 13 100X13 500 500 284 47 7 800 47
При массовой постройке паровозов на заводах такая индивидуальная подгонка рессор затруднительна и дорога. Поэтому Луганский завод практикует
1 Цифры в числителе относятся к переднему концу рессоры, в знаменателе—к заднему концу.
подбор рессор. Рессоры после испытания сортируют на две группы, причем в каждой группе подбираются рессоры, отличающиеся по высоте в нагруженном состоянии не более чем на 8 мм. На парововоз ставят рессоры только какой-нибудь одной группы.
Колебания величины фабричной стрелы прогиба для рессор сцепных и задней поддерживающей оси допускаются в пределах от 42 до 48 мм и для рессор ведущей оси от 32 до 38 мм.
Колебания в величине прогиба под пробным грузом в 7 850 кг допускаются в пределах от 39 до 45 мм.1 Сортировка по группам производится по таблице 7
Таблица 7. Сортировка рессор по группам
Фабричная стрела прогиба рессор в мм Фактический прогиб под пробным грузом в 7850 кг в мм Группа
Для сцепных и поддерживающих осей Для ведущей оси
от 42 до 48 ,45 „48 .42 ,48 , 42 » 44 от 32 до 38 „35 ,38 ,32 .38 ,32 .34 от 39 до 41 42 » 43 до 45 42 I 1 II II
На лицевой стороне хомута каждой рессоры выбиты клейма, состоящие из трех чисел, например 43—42—II. Первое число обозначает величину фабричной стрелы прогиба этой рессоры, второе число — прогиб под пробным гру
зом, и третье (римская циф-
ра) — к какой группе отнесена рессора.
Такой способ сортировки и клеймения рессор следовало бы завести и в ремонтных заводах и мастерских НКПС, изготовляющих и ремонтирующих рессоры для паровозов ФД и ИС. Тогда подбор подходящей рессоры при случайной смене в депо не вызывал бы затруднений.
и оборванные или изношен-
Рис. 319. Смена рессорной подвески передней сцепной оси на паровозах ИС.
1 — приспособление для подтягивания рессор. 2 — прокладка.
Сменяя лопнувшие или просевшие рессоры
ные рессорные подвески, при текущем ремонте в депо удобно пользоваться приспособлениями, состоящими из двух планок с пропущенными через них двумя длинными болтами (диаметром не менее Р/г")- Таких приспособлений нужно иметь не менее двух. Если, например, требуется сменить лопнувшую рессорную подвеску, то на поднявшийся конец рессоры накладывают одну
1 Как показала практика, расчетная величина прогиба в 47 мм почти никогда не получается в виду влияния верхних коренных листов, неучтенного расчетом.
планку, а другую заводят в вырез рамы под верхний ее пояс и затем болтами рессору подтягивают к раме (рис. 319). Такую же операцию при помощи второго приспособления проделывают с соседней рессорой, соединенной с первой балансиром. Когда обе рессоры и балансир между ними будут подтянуты к раме, легко поставить на место новую рессорную подвеску.
На паровозах ФД при смене некоторых рессор прибор в вырез рамы поставить нельзя, так как он располагается на закругленной части выреза. Тогда применяют болты более длинные, и прибор заводится под нижний пояс рамы.
Для смены рессоры нужно такими же приспособлениями подтянуть к раме соседние рессоры или балансиры и затем ставить на место новую рессору и заводить подвески. При смене рессор крайних сцепных осей, т. е. первой или последней (или их подвесок), выравнивание продольных или косых балансиров, соединяющих эти рессоры с рессорами тележек, можно производить при помощи домкратов, которыми подпирается опустившийся конец балансира.
При смене рессор и рессорных подвесок задних тележек выравнивание рессор можно произвести, либо приподнимая домкратом задний конец тележки, либо, в некоторых случаях на паровозах ИС, приподнимая при помощи домкратных тумбочек опустившиеся концы балансиров. Тумбочку ставят под. опустившийся конец балансира.
ПОДДЕРЖИВАЮЩИЕ КОЛЕСНЫЕ ПАРЫ
Диаметр бандажей переднего бегунка паровозов ФД по кругу катания равен 900 мм, размеры шеек его — 170 X300 мм, расстояние между серединами шеек — 1 200 мм и между плоскостями трения ступиц — 1 500 мм. Внутренних, бортов у оси нет, и боковые давления поэтому воспринимают ступицы колес, опирающиеся на буксу. Вдоль оси просверлен канал диаметром 50 мм.
Диаметр бандажа у бегунка паровозов ИС, рассчитаннных на большую-скорость, увеличен до 1 050 мм и размеры шеек — до 180 X 350 мм.
Колесные пары задней тележки паровозов ФД с задними колесными парами задней тележки паровозов ИС совершенно одинаковы и взаимозаменяемы. Передняя же колесная пара задней тележки паровозов ИС отличается от них уменьшенным размером гребня. Поэтому она не может быть-взаимозаменяема с задней колесной парой тележки ИС ис колесной парой тележки ФД.
Диаметр бандажей колесных пар задней тележки по кругу катания — 1 050 мм.
В осях тележки также просверлен канал диаметром 50 мм.
Как уже упоминалось, эти колесные пары сделаны с наружными шейками. Размер шеек — 200 X 350 мм. Для облегчения выемки подшипников у шейки-нет концевых бортов. Для уменьшения износа ступицы от трения о буксу между ступицей и буксой поставлена бронзовая плавающая шайба, которая может скользить как по буксе, так и по ступице колеса. Опыт применения чугунных плавающих шайб (вместо бронзовых) не увенчался успехом, так как
чугунные шайбы при трении о стальную буксу быстро вырабатывались и задирались.
Смазка поступает на внутренние поверхности шайб через отверстия, просверленные в шайбах.
Рис. 320. Колесные пары паровозов ИС и рама перед опусканием на колесные пары.
СОЕДИНЕНИЕ МЕЖДУ ПАРОВОЗОМ И ТЕНДЕРОМ
Соединение паровоза с тендером совершенно не похоже на применявшееся у нас ранее. Отличительной особенностью этого соединения является жесткий, непружинящий буфер радиальной формы. Соединение не дает никакой продольной и боковой игры между паровозом и тендером и вместе с тем позволяет паровозу с тендером свободно устанавливаться в кривых и иметь взаимную игру в вертикальном направлении. Отсутствие Игры в йродольном и боковом направлениях выгодно в том отношении, что включает тендер в вредные колебания паровоза, т. е. в подергивание и в виляние, вызываемые движением неуравновешенных возвратно движущихся частей. Включение массы тендера в эти колебания значительно их уменьшает. Кроме того, примененная конструкция проще прежней, требует меньше ремонта, и при ней легче производится расцепка и сцепка паровоза с тендером.
Устройство соединения изображено на рис. 321. Соединение состоит из двух стяжек — главной 3 и расположенной под ней запасной 4, изготовленных для большей их эластичности из шести стальных листов толщиной 13 мм.1 Стяжки схвачены по концам двумя заклепками впотай и одной скобой. Оба
1 Луганский завод стяжки изготовляет цельными.
конца стяжек соединены со стяжными ящиками паровоза и тендера при помощи шкворней 5 диаметром в 120 мм. Шкворни удерживаются от выпадания «з гнезд стяжных ящиков планками 10. Одно из отверстий главной стяжки, для предохранения ее от изгиба вследствие сжатия, сделано овальным, а для предупреждения износа самих листов стяжек в отверстия вставлены стальные втулки. Размеры нижней запасной стяжки и главной стяжки одинаковы, но
Рис. 321. Сцепление паровоза с тендером.
I — стяжной ящик тендера. 2 — стяжной ящик паровоза. 3 — главная стяжка. 4 — запасная стяжка. 6 — шкворни. б — центральный буфер паровоза. 7 —подушка, в —буфер тендер®. 9 — натяжной клин. 10— планка шкворня.
в запасной оба отверстия для шкворней сделаны овальными. Таким образом, у запасной стяжки между шкворнем и отверстием всегда сохраняется некото* рый зазор (30 мм), и работать эта стяжка начинает лишь в случае разрыва верхней, главной, стяжки.
К стяжному ящику паровоза четырьмя болтами прикреплен центральный буфер 6, рабочая поверхность которого очерчена по шару из центра шкворня паровоза. У стяжного ящика тендера сделан прилив в виде коробки, в которую вложен второй буфер 8. Задняя сторона буфера, обращенная к тендеру, скошена. Между ней и дном коробки помещается натяжной клин 9. Очертание передней стороны буфера 8 — цилиндрическое, с вертикальной осью, проходящей через центр тендерного шкворня стяжек.
Между обоими буферами расположена подушка 7 с заплечиком наверху. Этим заплечиком она опирается на верхнюю кромку паровозного буфера 6. Очертание передней стороны подушки сделано по шару, т. е. по форме очертания паровозного буфера, а задняя сторона очерчена по цилиндру соответственно очертанию тендерного буфера. При помощи клина 9 сцепление туго натягивается. Клин в натянутом положении удерживается штырем, пропущенным через отверстия в коробке стяжного ящика и клина. В клине образовано 6 таких отверстий для обеспечения возможности последующей подтяжки.
Легко видеть, что при описанной конструкции нет продольной и поперечной игры сцепления и поэтому все продольные и боковые движения паровоза передаются тендеру; вертикальное же перемещение паровоза относительно тендера происходит по вертикальной цилиндрической поверхности тендерного буфера, а угловые взаимные перемещения паровоза и тендера — по шаровой поверхности паровозного буфера и цилиндрической поверхности тендерного буфера.
Буфера, подушка и клин изготовляются из стального литья без механической обработки рабочих поверхностей.
ПЕРЕДНИЙ ТЯГОВЫЙ КРЮК, БУФЕРА И ПУТЕОЧИСТИТЕЛЬ
Передний тяговый крюк паровозов изображен на рис. 322. Головка крюка — нормального типа. Упругость соединения его с передним буферным брусом обеспечена двойной винтовой пружиной, надетой на стержень крюка.
Рис. 322. Передний тяговый крюк паровоза.
Рис. 323. Буфер.
Буферные стаканы (рис. 323) — усиленного типа. Спиральные пружины в них заменены более равномерно оседающей винтовой пружиной. Расстояние между буферами — 1 780 мм. Высота буферов над головкой рельса 1 050 мм.
У паровозов ИС, не работающих тендером вперед и производящих маневры лишь в исключительных случаях, буфера поставлены нормального типа.
Путеочиститель делается из отрезков бракованных дымогарных труб. Отрезки соединяются в одно целое посредством сваренных друг с другом угольников и прямых, раскосых планок. К переднему буферному брусу путеочиститель прикреплен 16 болтами в 7/в". Наинизшая точка путеочистителя на 150 мм выше головки рельсов.
VIII. БУДКА, ПЛОЩАДКА, ОБШИВКА, ТОРМОЗ ПАРОВОЗА, ЭЛЕКТРООСВЕЩЕНИЕ, ТУРБОГЕНЕРАТОР И ПРИВОД К АППАРАТУ ГАУСГЕЛЬТЕРА
Конструкция этих частей обоих паровозов почти одинакова, и потому описание их дано общее. Существенное различие имеется лишь в тормазном оборудовании, поэтому последнее описано отдельно по каждому паровозу.
БУДКА
Отличительная особенность будки и боковых площадок паровозов ФД и ИС заключается в том, что они прикреплены не к раме паровоза, как это делалось раньше, а к котлу. Следовательно, при тепловом удлинении котла будка и площадки перемещаются вместе с ним, и между обшивкой котла и будкой не требуется оставлять зазоры, рассчитанные на удлинение котла.
Будка применена полузакрытого типа с боковыми дверями, которые отделены от сиденья машиниста и помощника задними стенками (рис. 324). Задняя торцовая суженная часть будки соединена брезентовой гармонией с контрбудкой тендера.
Ширина будки — 3 150 мм, длина — 2 000 мм, и высота посередине в фонаре — 2 360 мм, по бокам у окон — 1 520 мм. Настил будки (железный) расположен над головкой рельса — у паровозов ФД на высоте 1 935 мм и у паровозов ИС на высоте — 2110 мм. Таким образом разница в высоте будки тогЬ и другого паровоза равна разнице в высоте осей их сцепных колес, т. е. 175 мм.
Будка состоит из трех главных частей: настила, нижнего пояса и верхнего пояса с крышей и фонарем.
Боковые стенки будки выполнены из железных листов толщиной в 2 мм. Толщина листов передней стенки — 2,5 мм, крыши—1,5 мм и настила — 4 мм. Листы соединены друг с другом и с обвязочными угольниками и планками посредством электросварки.
Нижний пояс прикрепляется к настилу, а верхний пояс соединен с нижним поясом болтами, пропущенными через обвязочные угольники. Такая конструкция (рис. 325) значительно облегчает разборку и сборку будки.
Крыша и фонарь наглухо связаны помощью сварки с верхним поясом. Настил прикреплен к котлу на двух кронштейнах, которые держатся на боковых стенках кожуха топки шпильками.
Задняя, свешивающаяся часть настила опирается на раму паровоза гибкой опорой в виде вертикального железного листа (СтО) толщиной 7 мм. Этот лист приварен к настилу и прикреплен болтами к заднему стяжному ящику.
Гибкая опора позволяет настилу свободно перемещаться вместе с котлом при его удлинении. Передняя стенка будки соединяется с котлом посредством трех угольников, привернутых на шпильках по бокам и сверху шинельного листа кожуха топки. К угольникам передняя стенка крепится болтами (рис. 326).
Все шпильки, которыми крепятся к котлу угольники и кронштейны настила и боковых плошадок. сделаны с конической резьбой (конус 1 :12), кото-
Рис. 324. Будка паровозов ИС.
рой они ввернуты в котел. Коническая нарезка дает хорошую плотность постановки шпилек в стенках котла. На наружных концах шпилек резьба — обыкновенная, цилиндрическая.
К вертикальному гибкому листу настила вверху приварены консоли — две передние и две задние, поддерживающие настил, с которым они соединены также путем сварки.
В настиле и в вертикальном гибком листе устроены прорезы для прохода головки стокера. Прорез в настиле — прямоугольной формы. Он прикрыт двух
створчатой крышкой с вырезами по очертанию головки. Через прорез можно осматривать шаровое соединение головки стокера с хоботом конвейера.
На потолке будки паровозов ФД поставлен световой фонарь с тремя окнами на каждой боковой стенке. Окна эти открываются, вращаясь на вертикальных осях. На передней стенке фонаря устроен подъемный вентиляционный люк.
На паровозах ИС, для улучшения освещения будки, боковые и задняя стенки фонаря — наклонные. В них вставлены стекла в деревянных рамках. Рамка со стеклом в задней стенке — подъемная. Такими же фонарями будут оборудованы паровозы ФД последующих заказов.
Рис. 325. Соединение поясов будки.
Рис. 326. Крепление передней стенки будки к котлу.
В боковых стенках будки сделано по два окна; задние окна с каждой стороны задвижные на роликах. В передней стенке с правой стороны также имеется окно.
С левой стороны в передней стенке сделана дверь для выхода на площадку.
Для входа в будку служат наклоннные лестницы со ступеньками из рифленого железа и двумя поручнями. Боковые входные двери — железные, сварные. Привешены они на шарнирах к задним угловым стойкам. С другой стороны к этим стойкам крепится на штырях с чеками рамка переходной брезентовой гармонии между паровозом и тендером.
Будка хорошо утеплена и защищена от ветра. Потолок будки внутри обшит деревом толщиной в 10 мм, с воздушной прослойкой в 40 мм. Таким же образом обшиты все стенки будки, причем боковые лишь на высоте 900 мм от пола. У задних и боковых стенок, для лучшего утепления будки, под деревянной обшивкой проложен еще слой войлока. На полу устроен деревянный настил из досок толщиной в 30 мм. Доски уложены в шпунт и укреплены в средней части на деревянных брусках в 45 мм высотой. По бокам, где стоят машинист и его помощник, между настилом и полом ставятся с каждой стороны по две стальные пружины высотой 120 мм. Поэтому настил с боков несколько приподнят по сравнению со средней частью и защищен пружинами от тряски.
Сиденье для машиниста помещается над ящиком, в котором могут храниться вещи бригады. Сиденье и спинка его обиты мягкими пружинными подушками. Сиденье может устанавливаться по желанию машиниста на разной •высоте так, чтобы, сидя на нем, было удобно действовать ручкой регулятора. •Сиденье для помощника машиниста, также с мягкой обивкой, может откидываться вниз. Перед машинистом установлен столик с ящиком для бумаг.
ПЛОЩАДКИ
Боковые и передняя площадки сделаны из рифленого железа толщиной 4 мм.
Боковые площадки, шириною 400 мм, уложены на кронштейнах. Кронштейны согнуты из полос сечением 20 X 100 мм. Каждый из них укреплен на котле двумя шпильками по 7/в" с конической резьбой. К листам боковых площадок для жесткости приварены по бокам на ребро планки сечением 60 X 6 мм.
Боковые площадки для удобства разборки составлены из пяти отдельных частей. Задние части обеих боковых площадок расположены на уровне пола будки и задними своими концами лежат на угольниках передней стенки, передними же — на кронштейнах, прикрепленных к кожуху топки. Остальные листы площадки приподняты на 370 мм. Передняя часть настила, т. е. передняя площадка, лежащая на буферном брусе, состоит из трех отдельных листов.
Для перехода с боковых частей площадки на переднюю впереди паровоза сделаны лестницы. У паровозов ФД, для облегчения доступа с передней площадки в дымовую коробку, устроены подножки. У паровозов ИС подножкой служит кожух головного прожектора.
Лестницы, ведущие с передней площадки на боковые, снабжены поручнями. Вдоль боковых площадок поручни проведены по котлу. Боковых перил на площадке нет. В левом поручне пропущена тяга к вентилю сифона, а в правом — провода электроосвещения.
В виду отсутствия боковых перил выход на площадки на ходу паровоза, как общее правило, не должен разрешаться.
ОБШИВКА
Обшивка котла изготовлена из листового железа (СтО) толщиной 1,25 мм. Лобовой лист кожуха обшит листами в 1,5 мм. Обшивка накладывается на обвязочные кольца, прикрепленные к котлу распорками, и сверху стягивается обручами. Обшивку легко снять, не трогая арматуры, будки, настила и др. Над соединениями труб в обшивке сделаны вырезы, закрытые заделками на шурупах.
Для изоляции применен асбест с инфузорной землей. Толщина обмазки на цилиндрической части котла паровозов ФД — 40 мм, на топке—15 мм.
Слой изоляции на котлах паровозов ИС принят для облегчения в 25 мм, но к листам обшивки изнутри подклеен слой войлока, уменьшающий теплопроводность обшивки.
Обшивка пароразборной коробки, находящейся перед будкой на котле, имеет вид кожуха с открывающимися дверками; толщина обшивки —1,5 мм.
Обшивка паровых цилиндров изготовляется из листов толщиной в 1,5 мм. Внизу возле рамы в обшивке устроены дверки на петлях, открывающие доступ к цилиндровым болтам. Изоляция цилиндров из асбеста с инфузорной землей укреплена на сетке из проволоки в 1,5 мм. Изоляция и обшивка цилиндровых крышек была описана выше (см. гл. VI).
ТОРМОЗА ПАРОВОЗОВ
Оба типа паровозов оборудованы тормозной аппаратурой общепринятого на дорогах СССР типа. Поэтому ограничиваемся описанием лишь общего расположения тормозных приборов и тормозного рычажного механизма.
Первые паровозы ФД были выпущены с тормозами Казанцева. В настоящее время паровозы ФД выпускаются с тормозами Матросова. Паровозы ИС
Рис. 327. Схема тормозного рычажного механизма паровозов ФД.
Z—главный вал. 2—коленчатый рычаг. 3—тормозной цилиндр. 4—тяга. 5 — поперечина.
6 — подвеска тормозной колодки. 7 — оттормаживающая пружина.
снабжены тормозами Вестингауза. Тормоза действуют на все сцепные и ведущие колесные пары.
Многочисленные вспомогательные приборы приводятся в действие на обоих паровозах сжатым воздухом. Расход воздуха на эти приборы довольно велик, и поэтому паровозы предполагалось оборудовать более мощными воздушными двойными насосами типа Кросс-компаунд с производительностью 3 000 литров в минуту, вместо общепринятого ныне насоса типа тандем-компаунд, подающего всего 1 200 литров в минуту. Но проектирование и постройка двойных насосов на Московском тормозном заводе задержалась, и паровозы первых заказов пришлось выпускать с насосами тандем-компаунд, причем на паровозах ФД, предназначенных для обслуживания длинносоставных товарных поездов, поставлено по два насоса.
Оба насоса расположены у дымовой коробки — один с левой ее стороны, на особом кронштейне, а другой — на дверном листе дымовой коробки с пра-
20 Паровозы ФД—ИС—676.
305
вой стороны. Он крепится также к кронштейну, который является одновременно нижней петлей дверного листа (рис. 44, стр. 38). Насосы Кросс-компаунд предполагается ставить по одному на паровоз с правой стороны дымовой коробки, в специально устроенной нише, где он не будет загораживать поле зрения машиниста. Левая сторона дымовой коробки оставлена свободной на случай установки насоса водоподогревателя.
На паровозах ИС, для облегчения нагрузки на передний бегунок, насос расположен с левой стороны котла между ведущей и четвертой сцепной колесными парами (рис. 329).
Первые два паровоза ИС, за неимением удобного места для второго насоса, оборудованы одним насосом тандем-компаунд. Теперь, начиная с ИС 20-3, паровозы оборудуются насосами Кросс-компаунд.
Рис. 328. Схема тормозного рычажного механизма паровозов ИС.
/ — главный вал. 2— коленчатый рычаг 3 — тормозной цилиндр. 4 — тяга, б — поперечина, б—подвеска тормозной колодки. 7—оттормаживающая пружина.
В виду большого расхода воздуха на вспомогательные приборы на каждом паровозе установлены два главные воздушные резервуара с общей емкостью около 0,9 куб. м. Резервуары размещены с правой и левой стороны котла под боковыми площадками и подвешены к котлу на специальных стальных литых кронштейнах.
Воздух из насосов поступает в левый резервуар и из него — в тормозную сеть. От правого резервуара, соединенного с левым трубкой, воздух берется на нужды вспомогательных приборов. Для отвода воздуха к этим приборам в будке машиниста на полу с правой стороны поставлена воздухоразборная коробка, соединенная трубой с правым резервуаром. От коробки идут трубки к воздушной песочнице, к топочной дверке, к воздушным приводам свистка и продувательных кранов цилиндров.
Дня тормозные цилиндра на паровозах ФД установлены в вертикальном положении на кронштейне, прикрепленном к балке возвращающего прибора
\
передней сцепной оси. Диаметр цилиндров — 330 мм (13"), и ход поршня — 100 мм (4").
На паровозах ИС тормозные цилиндры того же размера прикреплены к междурамному креплению между движущей и четвертой сцепной осями.
Размещение остальных приборов — обычное и особых пояснений не требует.
Схема тормозного рычажного механизма паровозов ФД показана на рис. 327 и паровозов ИС — на рис. 328.
На паровозах ФД механизм этот состоит из главного вала 7, покоящегося в подшипниках. Подшипники расположены внизу переднего междурамного крепления. На валу свободно насажены два коленчатые рычага 2. Длинные горизонтальные колена рычагов связаны со штоками поршней тормозных цилиндров 3, а короткие вертикальные действуют на тяги 4. Тяги 4 идут к поперечинам 5, соединенным своими концами с нижними концами тормозных подвесок б. Для отжатия колодок при от-тормаживании горизон тальное колено рычага оттягивается кверху пружиной 7.
Вся регулировка каждой стороны механизмг
тяги 4, соединенной с коротким коленом рычага 2. Это колено (рис. 330) выполнено в виде вилки с двумя проушинами, в которые вставлен валик 8. На-валике сидит камень 9, скользящий в прорезе головки тяги 4. В камень упирается винт 10, ввернутый в головку. Ввертыванием винта свободный ход камня уменьшается, а следовательно уменьшается ход тормозного цилиндра при торможении.
Регулировка тормоза такой конструкции весьма проста и не требует постановки паровоза на канаву.
Наличие двух самостоятельных, свободно посаженных на вал, коленчатых рычагов обеспечивает одинаковое нажатие колодок правой и левой сторон
,0. 307
Рис. 329. Расположение воздушного насоса Кросс-компаунд на паровозах ИС.
сосредоточена в одной точке, а именно в головке
и делает его независящим от разницы в зазорах между колодками и бандажами с той и другой сторон паровоза.
Рычажный механизм рассчитан так, что нажатие колодок на каждую ось при полной силе торможения составляет около 36% давления оси на рельсы. Полная сумма нажатия всех колодок, при давлении в тормозных цилиндрах 3,5 ат и при коэфициенте полезного действия механизма — 0,9 равна 30 000 кг. Передаточное число механизма (т. е. отношение силы нажатия колодок к силе давления на поршни цилиндров без учета трения) составляет 6,73.
Подвески тормозных колодок второй, третьей и четвертой осей паровоза ФД верхними концами сидят на пальцах, которые своими коническими хвостами (конус 1 :100) входят в тело рамы паровоза и с внутренней стороны рамы затягиваются гайками. Головки на наружных концах пальцев удерживают подвески от соскакивания с пальца.
Рис. 330. Регулятор тормозного рычажного механизма.
1 — шток поршня тормозного цилиндра. 2—коленчатый рычаг. 3—отверстие для смазки. 4 — тяга. 5 — контргайка. 6 — шплинт. 7— сттормаживающая пружина. В— валик 9— камень 10—регулирующий винт.
Подвески колодок первой и пятой сцепных осей, в виду больших боковых разбегов этих осей, сделаны шарнирными (рис. 331). Они состоят из скоб, подвешенных на пальцах к раме и соединенных валиками с подвесками. Таким образом, подвески могут отклоняться в стороны. Шарнирность подвесок позволяет колодкам получать боковые перемещения вместе с колесной парой.
Подвески тормозных колодок проходят между бандажом и рамой. Для снятия подвески или поперечины нужно отнять от подвесок башмаки с тормозными колодками, выбить из рамы пальцы, на которых висят подвески, и опустить на рельсы поперечину вместе с подвесками. После этого необходимо вывернуть подвески между бандажом соседнего колеса и рамой так, чтобы они легли горизонтально, и в таком положении снимать их с поперечин.
Тормозные колодки с башмаками приняты «американской» конструкции (рис. 332) Соединяются они одной стальной пружинной чекой.
Устройство тормозного механизма паровозов ИС аналогично устройству, принятому на паровозах ФД, с той лишь разницей, что, в виду расположения
тормозных цилиндров и главного вала в задней части главной рамы, тормозной механизм повернут в обратную сторону. Таким образом, при ходе паро-
Рис. 332. Тормозная колодка и башмак.
Рис. 331. Шарнирная подвеска тормозной колодки для осей с боковым перемещением.
/—поперечина. 2— валик башмака. 3—подвеска. 4 —палец, о —скоба. 6—валик подвески. 7 — болт, ограничивающий отклонение подвески. £—тормозная колодка. 9—башмак. 10—пружина, предохраняющая колодку от вывертывания.
воза вперед колодки прижимаются не к задним сторонам бандажей, как на паровозах ФД, а к передним. Регулирование
тормозного механизма совершенно такое же, как на паровозах ФД. Передаточное число механизма равно 6,4. Полная сила нажатия всех тормозных колодок, при давлении в тормозных цилиндрах в 3,5 ат, равна 34 500 кг. Подвески тормозных колодок первой сцепной оси паровозов ИС устроены так же, как подвески первой и пятой сцепных осей паровозов ФД.
ЭЛЕКТРООСВЕЩЕНИЕ
Источником электроэнергии для освещения на паровозах постройки 1933 и 1934 гг. служит изготовляемый заводом Ревтруд в Тамбове турбогенератор постоянного тока мощностью 0,5 киловатт с напряжением 50 вольт. Питание турбогенератора производится паром из пароразборной коробки насыщенного
пара* на которой для подвода пара к турбогенератору поставлен специальный вентиль.
Схема электроосвещения и проводки дана на рис. 333. Как видно из рисунка, на паровозе и тендере имеется 16 светоточек: головной прожектор с лампой в 200 ватт, 4 буферные фонаря по 25 ватт, 4 фонаря под боковыми площадками паровоза для освещения машины паровоза по 25 ватт, лампа в 25 ватт для освещения номеров паровоза на боковых стеклах прожектора, фонарь для освещения котлового двустороннего манометра в 25 ватт, потолочный фонарь в будке в 25 ватт, два фонаря для водомерных стекол, фонарь для манометров стокера и золотниковой коробки, фонарь для пирометра и тормозных манометров и фонарь для освещения угольной ямы тендера — по
Рис. 333. Схема электроосвещения и проводки паровозов ФД.
У—головной прожектор. 2— буферный фонарь. 3— фонарь для освещения машины 4 — потолочный фонарь для освещения будки. 5— фонарь для освещения угольной ямы. б—фонарь водомерного стекла. 7.—фонарь манометров. 8— фонарь пирометров. 9—фонарь двухстороннего манометра. 10—реостат головного прожектора 11—предохранители. 12— трехполюсное штепсельное соединение между паровозом и тендером. 13 — штепсельная розетка для переносной лампы. 14—ответвительная коробка. 15—лампа для освещения номера паровоза. 16—турбогенератор на 0,5 квт. 17—трехполюсный переключатель.
15 ватт каждый. Всего, следовательно, поставлено ламп на 550 ватт, т. е. на 50 ватт больше мощности турбогенератора. Из этого ясно, что, во избежание перегрузки генератора, не следует держать включенными одновременно все лампы.
Кроме перечисленных светоточек, в будке и на кронштейнах кулисе с обеих сторон поставлены три штепсельные коробки для включения переносной лампы на шнуре.
В будке возле сиденья машиниста (а на первых паровозах — возле сиденья помощника) установлена распределительная доска с предохранительными пробками и трехполюсными переключателями, а также реостат с переключателем для головного прожектора. В трехполюсный выключатель а распределительной доски (рис. 333) включены буферные фонари и фонарь угольной ямы. В переключатель б—фонари для освещения машины и буферные фонари паровоза. Наконец, в переключатель в — группа фонарей водомерных стекол и котлового манометра и группа, состоящая из фонарей пирометров, манометров стокера и золотниковой коробки и потолочного фонаря в будке.
При помощи переключателя можно включать и выключать все присоединенные к нему фонари или включать и выключать фонари и группы фонарей, присоединенные к отдельным полюсам. Посредством переключателя с реоста-
том можно включать и выключать головной прожектор или включать в его цепь реостат для затемнения, т. е. для уменьшения накала лампы. Это следует делать при скрещениях в пути, чтобы свет не слепил бригады встречного поезда, и при въезде на станции, чтобы свет прожектора не мешал бригаде различать станционные сигналы.
Для проводки применяются провода с усиленной изоляцией. Эти провода проложены в железных трубках. В местах разветвлений поставлены разветвительные металлические коробки. Провода к буферным фонарям проложены в правом поручне, идущем вдоль котла. Подводка проводов к светоточкам осуществлена в гибких металлических шлангах или посредством двойного провода с проволочной оплеткой.
Прожектор у нас принято ставить вверху на дымовой коробке.
Это место неудобно тем, что сноп света, исходящий от высоко расположенного прожектора, находится в поле зрения паровозной бригады, поэтому освещенные светом прожектора частицы пыли в воздухе ослабляют видимость находящихся впереди сигналов. В виду такого недостатка на паровозах ИС прожектор устанавливается на передней площадке под дымовой коробкой в особом кожухе. Откидная крышка кожуха, закрывающая прожектор, служит подножкой, облегчающей доступ к дымовой коробке.
В прожекторе устроено приспособление для регулирования направления света. Приспособление состоит из стойки, в которой закреплена лампа. Стойка может двигаться в горизонтальном и вертикальном направлениях. Перестановкой стойки можно сделать сноп света уже или шире и направить его с таким наклоном, чтобы он освещал путь на нужном расстоянии.
В боковые стенки прожектора вставлены матовые стекла с написанными на них серией и номером паровоза; эти стекла освещаются из прожектора второй лампочкой в 25 ватт.1 Провод прожектора включается в штепсельную коробку на передней площадке.
Провода буферных фонарей паровоза и тендера также включаются каждый в отдельную штепсельную коробку. Поэтому фонари легко снимаются.
Фонари для освещения арматуры — литые алюминиевые — сделаны в виде коробок цилиндрической формы с узкими прорезами или козырьками, направляющими свет только к освещаемому предмету. С противоположной прорезу стороны на фонарях для доступа к лампе поставлены крышки.
Фонари для освещения машины представляют собой цилиндрические коробки с поворачивающимися крышками. При закрывании крышки автоматически выключается и лампа. В открытом положении крышка направляет свет только на машину, не позволяя ему рассеиваться по сторонам.
Фонарь для освещения угольной ямы установлен в вырезе задней стенки контрбудки. Стекло фонаря со стороны угольной ямы закрыто решеткой из толстой проволоки. Открывается фонарь из контрбудки.
Проводка на паровозе соединяется с проводкой на тендере, через штепсель, проводом в гибком металлическом шланге.
1 На паровозах ФД первых выпусков прожекторы поставлены без боковых матовых стекол
ТУРБОГЕНЕРАТОР 1
Турбогенератор (рис. 334) состоит из двух машин: из генератора постоянного тока и сидящей на одном валу с ним паровой турбины, которая вращает генератор со скоростью около 3 600 оборотов в минуту.
При этом числе оборотов генератор развивает мощность 500 ватт при напряжении 50 вольт Возбуждение сделано по принципу компаунд, т. е. двумя обмотками: шунтовой 13 и сериесной 14. Шунтовая обмотка рассчитана так,
Рис. 334. Турбогенератор.
7—шариковый подшипник. 2—втулка сальника. 3—пружинящее кольцо сальника. 4—подшипниковый щит. 5—сальник. 6—регулирующий винт. 7—лопатки колеса турбины. 8—диск колеса. 9—колпачок парораспределительной камеры. 10—вал. 11—корпуса турбины. 72 — шариковый подшипник. 73—шунтовая обмотка возбуждения. 14 — сериесная обмотка возбуждения. 75—якорь. 76 — щеткодержатель. 17—масленка. 18—пружинодержатель. 19—пружина регулятора. 20—муфта регулятора. 27—втулка муфты. 22 — антифрикционное кольцо. 24—хомут. 25—корпус генератора. 26—крышка генератора. 27—втулка якоря и коллектора.
что генератор работает без шунтового реостата. Простая спиральная обмотка якоря заложена в полузакрытые пазы якоря и удерживается там фибровыми клиньями. Якорь 15 и коллектор расположены на общей втулке 27, насаженной на консольном конце вала; это упрощает осмотр и разборку машины в экс-плоатации. Ток снимается с коллектора двумя мягкими графитовымй щетками марки Г, размером 12,5 X 25 X 40 мм. Щетки помещены в бронзовые литые щеткодержатели 16. Щеткодержатели крепятся неподвижно к остову генератора в положении, обеспечивающем коммутацию с наименьшим искрением при различных нагрузках генератора.
Вал турбины и генератора вращается в шариковых подшипниках 1 и 12. Применение шариковых подшипников значительно упрощает уход за машиной.
1 Описание и правила ухода составлены по материалам завода «Ревтруд».
Для смазки шарикоподшипников в корпусе турбины устроены масленки 77
с винтовыми крышками.
Корпус генератора 25, корпус турбины 11, подшипниковый щит 4 и крышка генератора 26 выполнены из чугунного литья.
Корпус турбины 11 соединяется с генератором замком и двумя болтами.
Весь агрегат крепится к месту установки болтами в трех точках
Турбина — активная, с двухкратным радиальным подводом пара к рабочему колесу 8. Лопатки 7, симметричного профиля, с углом входа и выхода 25°45', изготовлены из морской латуни.
Нормальным режимом работы турбины, при котором генератор развивает мощность в 500 ватт, является работа насыщенным паром с давлением в 10 ат перед вентилем турбины.
Если давление свежего пара ниже 10 ат, электрическая мощность турбогенератора уменьшается и при 7 ат составляет 400 ватт. При давлении свежего пара в пределах 10—14 ат мощность генератора остается постоянной, равной 500 ватт. Расход пара при нормальном режиме— от 80 до 100 кг в час.
Рис. 335. Центробежный регулятор турбогенератора.
в — регулирующий винт. S —диск турбинного колеса. 18 — лружинодержатель, 19— пружина. 20— муфта. 22 — антифрикционное кольцо. 23 — валик. 24—хомут. 28— стопорное кольцо. 29—коленчатый рычаг.ЗО—стержень золотника. 37 — про-
Регулирование числа оборотов турбины производится автоматически центробежным регулятором на валу турбины. Устройство регулятора показано на рис. 335. Вместе с валом турбины вращаются два противовеса 37, расположенные диаметрально один против другого (на рис. 335 виден только один противовес в вертикальном разрезе). Противовесы опираются своими призматическими ножами на выточку в диске турбинного колеса 8. Противовесы уравновешиваются пружиной 19. Эта пружина витками одного своего конца навернута на резьбу муфты 20, в которую противовесы упираются своими коленами в виде вилок. Другой конец пружины удерживается пружинодержате-лем 78 в виде хомута, прикрепленного двумя винтами б к диску турбинного
колеса 8. Пружина закрепляется в пружинодержателе посредством ввертывания ее витков в нарезку хомута пружинодержателя. Натяжение пружины может изменяться посредством винтов 6. Муфта 20 скользит по неподвижному, т. е I не вращающемуся, антифрикционному кольцу 22, укрепленному при помощи стопорного кольца 28 в хомуте 24. Кольцо 22 изготовляется из прессованного графита и работает по муфте 20 без смазки. Хомут 24 сцеплен с вильчатым коленом рычага 29, вращающегося на валике 23. Валик 23 укреплен в корпусе турбины. Другое колено рычага 29 действует на стержень 30 особого залотника, невидного на рис. 335.
С увеличением скорости турбинного колеса противовесы под действием центробежной силы отклоняются от вала и своими вилками сдвигают муфту 20 вправо, преодолевая действие пружины 19. Муфта 20 передвигает хомут 24 и коленчатый рычаг 29, а последний передвигает золотник в такое положение, при котором впуск пара в турбину уменьшается и поэтому скорость вращения турбины падает. Увеличивая натяжение пружины 19 помощью винтов б, можно повысить скорость вращения турбины, а следовательно и напряжение на клеммах генератора. Наоборот, ослабляя натяжение пружины 19, уменьшают скорость вращения турбины и следовательно уменьшают напряжение.
Устройство золотника регулятора изображено на рис. 336.
Парораспределительная латунная камера 87 . сидит своими коническими опорными поверхностями в корпусе турбины. В пространство А I подводится пар из котла, а пространство Б соединено с соплом турбины. В камере 87 движется круглый уравновешенный золотник 88, изготовленный из хромоникелевой стали. Золотник в нор-(в положении полного открытия впуска пара)
удерживается пружиной 92. Пружина 92 опирается на гайки 93 и 94, навернутые на стержень 90 золотника (на рис. 335 этот стержень обозначен 30). Под действием центробежного регулятора золотник поднимается коленчатым рычагом 29 (рис. 335) и нижним своим диском входит в парораспределительную камеру, уменьшая проход пара в турбину.
Парораспределительная камера сверху закрыта фильтрующим капсюлем 85. Металлическая сетка 86 на боковой поверхности капсюля очищает впускаемый в турбину пар от увлекаемых им из котла кусочков накипи, грязи и т. п. Капсюль удерживается на месте пружинкой 83. Пружинка нажимается колпачком 81, ввернутым в корпус турбины. В свою очередь, капсюль, нажимая на парораспределительную камеру 87, удерживает ее в гнезде.
Уплотнение вала турбины в крышке ее корпуса осуществляется разрезными чугунными кольцами 3 (рис. 334). Кольца наружной поверхностью прижаты к втулке 2 крышки корпуса, а внутренней поверхностью входят в прорезы сальника 5, сидящего на валу. Таково же уплотнение вала и со стороны генератора.
Сток конденсационной воды из корпуса турбины происходит через специальное отверстие в нижней части корпуса.
УХОД ЗА ТУРБОГЕНЕРАТОРОМ
Смазка. Масленки наполняются чистым машинным маслом марки «Л» ОСТ 274. Перед пуском турбогенератора необходимо следить, чтобы масленки были наполнены маслом доверху. Добавлять масло во время работы турбогенератора не разрешается.
Уход за внутренней частью турбины. Периодически, не реже одного раза в два месяца, сетка фильтрующего капсюля, внутренние части турбины и паровые трубы осматриваются и очищаются от посторонних веществ, как-то: накипи, осадка и грязи и пр. При плохой питательной воде (мутноватый цвет, осадки) осмотр производится чаще. Осмотр надо приноравливать ко времени ремонта или промывки паровоза. Для производства ремонта снимается щит турбины 4 (рис. 334).
Пуск турбогенератора. Перед пуском турбину нужно прогреть, немного приоткрыв паровой вентиль, чтобы продуть образовавшийся конденсат через дренажное отверстие внизу корпуса турбины. При пуске паровой вентиль надо открывать постепенно.
В случае отказа машины от работы следует осмотреть фильтр 85 (рис. 336) (проверить, не засорен ли он) и трубы (нет ли отложения накипи) Прочистку труб можно сделать, выдувая накипь впуском пара при открытом запорном колпачке 81 регулятора и при удаленных фильтре и регулирующем золотнике. Во время работы турбины паровпускной вентиль открывается полностью.
Регулирование напряжения тока. Изменение напряжения осуществляется поворотами винтов 6 (рис. 334 и 335) в ту или другую сторону. С поворачиванием винтов 6 вправо будет повышаться число оборотов и, следовательно, будет увеличиваться напряжение, влево — наоборот.
Затягивая или ослабляя пружину 19, необходимо обращать внимание на закрепление винтов 6. Они должны быть закреплены так, чтобы не был перекошен пружинодержатель 18.
Наладка регулятора. По мере изнашивания антифрикционного кольца 22 число оборотов, а следовательно и напряжение, несколько увеличивается. Нормально верхняя плоскость золотника 88 должна совпадать с верхним обрезом парораспределительной камеры 87. Для определения правильности установки золотника отнимается запорный колпачок 81, фильтрующий капсюль 85, затем проверяется положение верхней плоскости золотника.
Убедившись в плотности и правильности посадки парораспределительной камеры (камера не должна «ездить» в седле, иначе золотник займет неправиль
ное положение), регулируют гайками 93 и 94 положение золотника. После регулировки верхняя кромка его должна находиться в одной плоскости с верхним обрезом парораспределительной камеры 87. Добившись этого, тщательно закрепляют гайки 93 и 94. Наладку регулятора рекомендуется производить во время периодических осмотров, не дожидаясь повышения напряжения, вызывающего перекал ламп.
Удаление регулятора. Если парораспределительная камера заест и не может быть удалена из горячей турбины, нужно вылить на верхнюю часть камеры и на фильтр кружку холодной воды и, ударяя слегка молотком по наружной стороне корпуса турбины, вынуть парораспределительную камеру.
Установка золотника и парораспределительной камеры. Перед установкой надо убедиться, что в седле и в выточке, в которую вставляется парораспределительная камера, нет грязи и накипи. Если турбина прогрета, золотник и парораспределительная камера должны быть доведены приблизительно до той же температуры. Привинтив затем рукой фильтр, камеру вставляют на место. Далее ставится колпачок на прокладку и укрепляется гаечным ключом. Чтобы предотвратить заедание и прикипание, а также облегчить впоследствии выемку камеры, рекомендуется покрывать ее и седло слоем чистого графита, протирая его на металле тряпкой или руками. При этом необходимо следить, чтобы не было скоплений графита в седле, так как при толстом слое графита нарушается плотность и правильность посадки, а это создает утечку пара и затрудняет регулировку турбины. Для протирки следует употреблять мелко истолченный графит (пудру).
Регулирование щеток. Пригонять щетки нужно весьма тщательно, чтобы они своей лицевой поверхностью плотно соприкасались с коллектором. Для этого между щеткой и коллектором закладывается, рабочей стороной к щеткам, тонкая стеклянная бумага, ширина которой несколько больше ширины щеток. Бумага эта протягивается вокруг коллектора в направлении его вращения. Обыкновенную наждачную шкурку и грубую стеклянную бумагу ни в коем случае нельзя применять.
Очень сильно прижимать щетки щеточной пружиной не следует, так как это вызывает излишнее трение, приводящее к усиленному нагреву и быстрому износу щеток и коллектора. Нормальное натяжение пружины, измеренное у конца ее в положении, при котором пружина лежит на щетке, составляет 0,5 кг. Для установления надлежащего давления щетки на коллектор рекомендуется применять пружинную шкалу (прибор вроде динамометра). Чтобы изменить натяжение пружины, ослабляют винт на ее регуляторе и устанавливают требуемое натяжение.
Коллектор. Поверхность коллектора должна быть строго цилиндрической, гладкой и чистой. Замеченные неровности сглаживаются тонкой стеклянной бумагой (грубые сорта употреблять не следует) на ходу турбины.
В случае нарушения цилиндрической формы коллектор, освобожденный от арматуры, протачивается на токарном станке, а затем шлифуется. Заусенцы между коллекторными пластинами удаляются шабером.
Изоляция из слюды между коллекторными пластинками должна быть на
0,4 мм ниже поверхности коллектора. Это достигается обычно продоражива-нием коллектора при помощи шабера.
Не следует допускать оседания песка, грязи и масла на коллекторе и в частях коллекторной арматуры.
При разборке и сборке турбогенератора нужно следить, чтобы после насадки диска и якоря риски на валу и на этих деталях совпадали.
СХЕМА ЭЛЕКТРООСВЕЩЕНИЯ ПАРОВОЗОВ ФД ЗАКАЗА 1935 Г.
На паровозах ФД заказа 1935 г. схема электроосвещения подверглась довольно существенным изменениям. Эта измененная схема показана на рис. 337.
Как видно из рисунка, к передним и задним буферным фонарям добавлен третий провод, что даст возможность зажигать или один или оба фонаря (в прежней схеме фонари зажигались только попарно).
Рис. 337. Схема электроосвещения и проводки паровозов ФД заказа 1935 г.
1—головной прожектор. 2 — буферный фонарь. 3 — фонари для освещения машины. 4— потолочный фонарь для освещения будки. 5 —фонаоь для освещения угольной ямы. 6 — фонарь водомерного стекла. 7 — фонарь пирометров. 8 — фонарь манометров тормоза. 9 — фонарь двухстороннего котлового манометоа. 10 — реостат главного прожектооа. 11 — предохранитель- 12 — четырехполюсное штепсельное соединение между паровозом и тендером. 13— штепсельная розетка для переносной лампы. 14— ответвительная коробка. 15 —лампа для освещения номера паровоза. 16 — турбогенератор на 1 квт.
17 — трехполюсный переключатель.
Увеличено число ламп под площадками для освещения машины: в старой схеме их было 4, теперь поставлено 6; эти лампы выделены в отдельную группу управления, для чего на распределительной доске добавлен еще один (четвертый) переключатель.
Вместо турбогенератора в 500 ватт поставлен турбогенератор мощностью в 1 киловатт, что дает возможность держать зажженными одновременно все лампы на паровозе и на тендере.
Добавлены две штепсельные розетки на тендере.
ПРИВОД К АППАРАТУ ГАУСГЕЛЬТЕРА НА ПАРОВОЗАХ ИС
Аппарат Гаусгельтера укреплен на сварном кронштейне в правом переднем углу будки.
Привод к аппарату состоит из шарнирного вала с тремя универсальным» шарнирами и одним телескопическим соединением и коробки с шестернями^
Рис. 338. Коробка шестерен привода к аппарату Гаусгельтера.
1 — коробка. 2 — вертикальный валик. 3 — большое зубчатое колесо. 4 — горизонтальный валик.
5 — малая шестерня. 6 — храповая муфта. 7 — костылек. 8 — камень. 9 — палец. 10 — щиток.
11 — накладка. 12 — манжет кожаный.
расположенной в буксе задней поддерживающей оси, которой аппарат приводится во вращение. Благодаря наличию универсальных шарниров и телескопическому соединению вала, коробка с шестернями может свободно перемещаться вместе с буксой задней тележки как в горизонтальном, так и в вертикальном направлениях.
Вал изготовлен из труб и состоит из трех частей. Верхняя часть связана универсальным шарниром с хвостовиком вала аппарата; нижний конец ее проходит через пол будки, где поддерживается подпятником и связывается при помощи второго шарнира со второй частью. Между второй и третьей частями устроено телескопическое соединение. Нижняя (третья) часть вала соединяется третьим универсальным шарниром с валиком большой шестерни коробки.
Телескопическое соединение устроено просто: хвостовик квадратного сечения средней (второй) части вала входит в приваренную на конце нижней части вала втулку с квадратным отверстием. Соединение это для защиты от пыли закрыто приваренным к нижней части вала кожухом в виде трубки.
Устройство коробки шестерен (рис. 338) таково: сварная коробка 1 удерживается четырьмя болтами в буксе задней поддерживающей оси. На вертикальном валике 2 коробки насажено большое коническое колесо 3 с 53 зубьями; на горизонтальном валике 4 свободно сидят две шестерни 5. Шестерни эти находятся в зацеплении с большим зубчатым колесом. Каждая из шестерен помощью храповых муфт б, вращающихся с валиками, входит в сцепление с горизонтальным валиком. Наружная шестерня сцепляется при переднем ходе паровоза, а внутренняя при заднем ходе. Таким образом, большое зубчатое колесо вращается, и при переднем и при заднем ходе паровоза, в одну сторону, соответствующую направлению вращения валика аппарата.
Горизонтальный валик 4 приводится во вращение посредством насаженного на него костылька 7 с продольным прорезом, в котором ходит камень 8. В отверстие камня вставлен палец 9, ввернутый эксцентрично в торец оси колесной пары.
Чтобы костылек не захватывал подбивки буксы, она закрыта особым щитком 10. Щиток удерживается в нижней части буксы при помощи двух накладок 11, прикрепленных к щитку на шарнирах. Накладки своими прорезами надеваются на проушины, прикрепленные к боковым стенкам нижней части буксы, и удерживаются на проушинах чеками. Такое устройство позволяет легко и быстро снять щиток для получения доступа к подбивке. На верхней стороне щитка, вырезанной по очертанию шейки, устроен паз, в который вкладывается кожаный манжет 12, плотно прилегающий к шейке.
Вверху коробки сделано отверстие с крышкой 13, через которое в коробку наливается масло для смазки шестерен.
IX. ТЕНДЕРЫ
Для паровозов ФД и ИС были запроектированы в разное время три типа тендеров, а именно:
а) объединенный, т. е. приспособленный для обоих типов паровозов, четырехосный тендер;
б) шестиосный тендер для паровозов ФД тип 1932 г.;
в) объединенный шестиосный тендер — проект 1934 г. Локомотивопроекта.
Рис. 339. Общий вид четырехосного объединенного тендера.
С четырехосными тендерами выпускались только паровозы ИС постройки Коломенского завода. Запас топлива на этих тендерах (12 т) оказался недостаточным для паровозов ФД, работавших на длинном тяговом плече Красный Лиман — Основа Донецкой ж. д. (177 км). Поэтому Луганским паровозострои-
тельным заводом был спроектирован шестиосный тендер с запасом топлива до 20 т. С этими тендерами и строились паровозы ФД выпусков 1932—1935 гг.
Жесткость рессорного подвешивания и отсутствие боковых перемещений у передней тележки делают шестиосный тендер Луганского завода непригодным для паровозов ИС. Кроме того, вес и размеры этого тендера недостаточно использованы для увеличения емкости водяного бака, который был запроектирован в 44 куб. м. Поэтому в 1934 г. был спроектирован новый шестиосный тендер с мягким рессорным подвешиванием и с боковыми перемещениями передней тележки. Этот тендер одинаково пригоден для работы как с паровозами ФД, так и с паровозами ИС. Емкость бака у этого тендера увеличена до 51 куб. м при сохранении достаточного запаса топлива (18 т).
ЧЕТЫРЕХОСНЫЙ ОБЪЕДИНЕННЫЙ ТЕНДЕР
ХАРАКТЕРИСТИКА
Основные размеры четырехосного тендера таковы:
1. Запас воды ............................ 33 куб. м
2. » угля................................. 15 куб. м (или 12 т)
3. Вес тендера в порожнем состоянии со стокером.................. ... 40 т
4. Вес тендера груженого . . 85 т
5. Полная длина тендера . 10 070 мм
6. Длина колесной базы................ 6 000 »
7. Высота горловины водяного бака над головкой рельса.......................... 3 500 »
8. Диаметр колес по кругу катания 1 050 »
Бак и рама тендера представляют собой одну общую сварную конструкцию.
Тележка тендера состоит из сварных и из литых частей.
Передняя тележка для облегчения вписывания и мягкого входа в кривые сконструирована с боковыми перемещениями по 45 мм в ту и другую сторону и с возвращающим приспособлением.
Общий вид этого тендера показан на рис. 339 и 340.
ВОДЯНОЙ БАК
Длина водяного бака 8 000 мм, ширина — 3 100 мм и высота внутри — 2400 мм. Толщина листов наружных стенок и палубы — 5 мм и стенок угольной ямы — 6 мм.
Днищем бака служит верхний лист рамы толщиной 14 мм. С верхним листом и с днищем стенки бака соединены электросварными швами. Все прочие соединения листов бака друг с другом и с внутренними креплениями также электросварные.
21 Паровозы ФД—ИС.—676.
321
В угольной яме помещается корыто стокера. Оно прикреплено на болтах к сварной подставке, приваренной к верхнему листу рамы; между концом корыта и торцовой поперечной стенкой угольной ямы оставлено достаточное
пространство для разборки коробки зубчатой передачи стокерного корыта. В это
Рис. 340. Контрбудка и сцепление с паровозом четырехосного объединенного тендера.
пространство можно пролезть через соответствующее окно в раме тендера. Для доступа к окну нужно снять рычаг и подвеску ручного тормоза, расположенные в окне. В днище угольной ямы над корытом стокера устроены восемь задвижных люков, через которые уголь поступает в корыто.
Для машины стокера в левом переднем углу водяного бака сделана ниша с дверками в боковой и передней стенках бака.
В стенке контрбудки устроены две двухстворчатые дверки. Верхняя открывается внутрь контрбудки и служит для входа в угольную яму. Нижняя открывается внутрь ямы. В нижней части этой дверки сделаны поднимающиеся заслонки, через которые уголь поступает на лоток для ручного отопления.
В передних углах водяного бака поставлены водозапорные клапаны.
Конструкция водоза-
порного клапана изображена на рис. 341.
РАМА ТЕНДЕРА
Рама тендера (рис. 342) состоит из верхнего горизонтального листа, служащего, как указано, днищем бака и приваренной к нему хребтовой балки в виде коробки. Хребтовая балка сварена из двух вертикальных и одного горизонтального листов.
В горизонтальном листе сделаны окна, через которые можно производить приварку листа с внутренней стороны коробки.
Внутри коробки приварены перегородки, а снаружи — консоли, придаю-
щие жесткость верхнему листу, с которыми также электросварными швами. На рис. 343 показана рама без горизонтального листа хребтовой балки.
В коробку хребтовой балки спереди входит стяжной ящик, а сзади — буферный брус.
Стяжной ящик, сходный по конструкции со стяжным ящиком паровоза, крепится к боковым, верхней и нижней стенкам коробки дюймовыми призонными болтами. Устройство стяжного ящика видно из рис. 321.
Буферный брус тендера отлит из стали за одно целое с задним упряжным ящиком. Крепится он к раме при помощи при-зонных болтов и электросварки. Болты проходят через боковые вертикальные стенки хребтовой балки. С этими же стен-
консоли и перегородка соединены
Рис. 341. Водозапорный клапан.
' — корпус. 2—клапан. 3 — валик, соединяющий клапан со штангой.
ками брус скреплен изнутри электросварными продольными швами. Швы накладываются до приварки горизонтального нижнего листа хребтовой балки.
Рис. 342. Поперечное сечение рамы четырехосного тендера.
С задней кромкой верхнего листа брус связан также электросварным швом. Кроме того, в верхнем листе и в боковых стенках поставлены так называемые электросварочные заклепки, т. е. в листах просверлены отверстия, кромки которых приварены к телу бруса.
ФРИКЦИОННЫЙ АППАРАТ
Вместо обычной упряжной листовой рессоры в стяжной ящик поставлен фрикционный аппарат конструкции ИРТ I, применяемый при автосцепке (рис. 344).
Аппарат закладывается в ящик снизу и поддерживается листом 1, привернутым на болтах к ящику.
Аппарат устроен следующим образом.
Хомут 2 охватывает две плиты 3 и 4, опирающиеся своими концами в выступы ящика; с проушинами хомута клином 5 соединен упряжной крюк. При
21»
323
переходе на автосцепку вместо крюка ставят головку автосцепки. Между плитами находится стакан 6, внутри которого заложены: двойная пружина 7, два разрезные фрикционные кольца конического сечения 8 и цельное распорное коническое кольцо 9. На пру-
Рис. 343. Рама четырехосного тендера (рама перевернута хребтовой балкой кверху; горизонтальный лист хребтовой балки снят).
хомут 2 через плиту 4 нажимает на стакан
жинное разрезное кольцо опирается подушка 10 с конусной поверхностью, входящей в конусную же поверхность разрезного кольца. При приложении к крюку тягового усилия хомут 2 через плиту 3 нажимает на подушку /0; последняя распирает наружное разрезное кольцо 8, а кольцо 9 распирает внутреннее кольцо 8. Поэтому между кольцами 8 и стенками стакана 6 возникает сила трения, смягчающая действие крюка на пружины 7. Стакан 6 не может перемещаться вместе с хомутом, так как опирается на плиту 4, удерживаемую от смещения назад выступами в ящике.
В условиях работы автосцепки фрикционный аппарат играет роль не только упряжной рессоры, но и буфера. При нажатии на головку автосцепки 6, подушка же 10 опирается на
плиту 3, которая удерживается от перемещения вперед упорами в ящике; раз-
Рис. 344. Упряжной фрикционный аппарат.
1— лист, поддерживающий аппарат. 2—хомут, 3 и 4—опорные плиты. 5 — соединительный клин. 6—стакан. 7— пружины. 8 — разрезные кольца. 9 — распорное кольцо. 10 — подушка.
резные конические кольца, вследствие нажатия на них, распираются и своим трением о стенки стакана смягчают толчок в головку автосцепки.
Кольца 8 и стакан 6 от трения снашиваются и поэтому нуждаются в периодической смене; при подъемках тендера их нужно осматривать и при большом износе — менять.
ОПОРНЫЕ ШКВОРНЕВЫЕ ПОДУШКИ
К нижнему листу рамы тендера привернуты на болтах плиты с кольцевыми выступами 2 посередине (рис. 347). Эти выступы представляют собой опорные шкворневые подушки, которыми рама тендера опирается на тележки.
У краев плит расположены прямоугольные выступы с приваренными планками 3, служащие дополнительными опорами рамы тендера на тележки на случай боковых перевалов бака тендера в кривых. При нормальном положении бака тендера на прямом пути между планками 3 и соответствующими опорными местами на тележках должны быть зазоры не менее 4 мм.
ТЕЛЕЖКИ ТЕНДЕРА
Рис. 345. Боковина рамы тележки.
дерной рамы. Два остальные поперечные крепления уголкового сечения соединяют концы боковин.
Боковины (рис. 345) сварены из двух вертикальных стальных листов (СтЗ) толщиной 14 мм. В листах сделаны вырезы для букс. Ширина вырезов рассчитана на буксы с роликовыми подшипниками. Для букс скользящего трения, с которыми тендеры пока выпускаются, в буксовые вырезы ставятся на болтах чугунные наделки, уменьшающие ширину вырезов до 300 мм. Буксовые вырезы, а также верхние и нижние кромки вертикальных листов, усилены приваренными обводками из углового железа. В серединах боковин сделаны
прямоугольные окна, в которые вварены согнутые в виде буквы П листы железа. К листам крепятся призонными болтами средние поперечные крепления. Конструкция этих креплений (рис. 346) для передней и задней тележки неодинакова. Для задней тележки на верхней стороне коробчатого сечения
Рис. 346. Средние поперечные крепления рам тележек.
1 — крепление для задней тележки. 2—крепление для передней тележки. 3 — приливы для крепления балок, поддерживающих тормозной цилиндр. 4 — ушки для подвесок тормозных колодок. 5 — распорный болт, укрепляющий вертикальные стенки. 6 — места для укрепления кронштейнов, поддерживающих тормозную передачу. 7 — выступ—дополнительная опора.
крепления расположена опорная шкворневая подушка, на которую опирается опорная подушка тендерной рамы; выступы 7 прямоугольной формы по бокам крепления служат дополнительными опорами для
Рис. 347. Возвращающий аппарат передней тележки.
1 — плавающая шайба шкворневой опоры. 2 — опорная шкворневая подушка. 3 — планка боковой вспомогательной опоры (скользун^. 4 — боковина рамы тележки, б — планкоограиичитель бокового отклонения тележки, б — ролик. 7 — продольный балансир рессорного подвешивания. 8 — опора балансира. 9—опорная балка. 10 — среднее крепление рамы тележки. 11— распорный болт. 12 — подушки ролика.
предохранения тендерного бака от боковых перевалов.
Крепление передней тележки — корытообразного открытого сечения без верхней стенки. В креплении помещается стальная литая балка 9 (рис. 347), имеющая боковые перемещения по 45 мм в обе стороны.
Наверху балки устроена шкворневая опорная подушка, на которой лежит своей опорной шкворневой плитой 2 тендерная рама.
Балка опирается на два ролика 6, помещенные по концам корыта; ролики катаются по двум наклоненным в разные стороны плоскостям подушек 12.
Подушки приварены к дну корыта в местах соединения его с боковинами рам. Такие же подушки, обращенные наклонными плоскостями вниз, приварены по концам балки 9. Этими подушками балка опирается на ролики. При своем боковом смещении относительно тележки балка катается на роликах по наклонным поверхностям подушек и стремится занять наинизшее положение, т. е. такое положение, при котором ролики находятся в углублениях, образованных
пересечением наклонных плоскостей подушек. Это стремление балки занять наинизшее положение создает усилие, возвращающее тележку при боковых ее отклонениях в среднее положение относительно балки.1 Во избежание скольжения роликов по наклонным плоскостям подушек на концах роликов выфрезерованы зубья, находящиеся в зацеплении с зубьями по краям подушек. Ограничителями наибольшего отклонения служат планки 5, привернутые
Рис. 348. Ролик, подушки ролика и ограничители огклонения.
внутри корыта к боковым его стенкам. В эти планки упирается своими концами балка 9 при отклонении тележки на 45 мм.
Между опорным шкворневым выступом плиты 2, привернутой к раме, и опорной подушкой балки тележки находится плавающая шайба 1. По мере износа опорных шкворневых поверхностей плиты 2 и балки 9 плавающая шайба заменяется более толстой. Толщина шайбы подбирается так, чтобы зазор между планкой 3 боковой вспомогательной опоры и соответствующим выступом на балке 9 был не менее 4 мм. Шкворневые опоры смазываются при помощи обыкновенной спринцовки. Чтобы
1 Величина этого возвращающего усилия постоянна, т. е. не зависит от величины отклонения тележки, и равна 4 800 кг.
предохранить эти опоры от заедания, смазку следует производить почаще (примерно через 1 000—1500 км).
На рис. 348 показаны ролик, подушки его и ограничители отклонения.
РЕССОРНОЕ ПОДВЕШИВАНИЕ
Рессорное подвешивание с каждой стороны тележки состоит из двух листовых рессор и двух двойных цилиндрических пружин, расположенных на наружных (крайних) концевых подвесках листовых рессор.
Листовые рессоры взаимозаменяемы с рессорами сцепных осей паровозов ФД.
Внутренние (средние) подвески листовых рессор соединены продольным балансиром. Рессоры, подвески и балансиры находятся внутри боковых частей рам тележек между их вертикальными листами.
КОЛЕСНЫЕ ПАРЫ
Диаметр бандажей колесных пар по кругу катания равен 1 050 мм, диаметр шейки — 160 мм и длина ее — 320 мм; расстояние между серединами шеек — 2 140 мм.
Шейки сделаны с концевыми буртиками, воспринимающими боковые давления на оси.
БУКСА
Букса тендера (рис. 349) сходна по конструкции с буксой тендеров паровозов Су и состоит из корпуса буксы, подшипника и клина.
Корпус буксы чугунный. Со стороны, обращенной к колесу, устроен паз, в который для защиты буксы от пыли вкладывается манжета из прошитого
|Рис. 349. Букса тендера.
1 — подшипник. 2 — клин. 3 — манжет
войлока. Обе половинки манжеты охватывают подступичную часть оси и стягиваются хомутом.
При осмотре подшипника буксы, когда буксу поддомкрачивают, хомут нужно несколько распускать, чтобы манжета в это время не обминалась подступичной частью оси.
Подшипнику дан по шейке разбег в ту и другую сторону по 5 мм. Между боковыми гранями подшипника и его клина, а также стенками буксы, оставлены зазоры по 1 мм для свободной установки подшипника в буксе.
Верхняя поверхность клина очерчена по радиусу для свободной установки подшипника в буксе при возникающих вследствие неровностей пути перекосах оси в вертикальной плоскости.
Для выемки подшипника достаточно немного поддомкратить буксу, чтобы клин вышел из зацепления с упором вверху у наружного края буксы, после чего подшипник свободно вынимается.
У букс тендеров первой постройки борты наличников были сделаны со скосами и с зазорами по 3 мм между бортами и буксовыми направляющими. Опыт показал, что скосы и зазоры не только не приносят пользы, но даже вредны: вследствие радиального очертания верхней опорной поверхности клина букса получает при скосах и зазорах перекос в вертикальной плоскости. В случае перекоса рессора
и возникает неравномерное давление на шейку. Поэтому начиная с тендера ИС 20-4 скосы были уничтожены, а зазор между бортами наличников и буксовыми направляющими уменьшен до 1 мм. Кроме того, устроено приспособление (рис. 350), препятствующее смещению рессоры. Это приспособление состоит из сухаря 2, врезанного в опорную поверхность хомута рессоры и входящего в вырез на опоре буксы.
ТОРМОЗ ТЕНДЕРА
Каждая тележка тендера снабжена отдельным тормозным цилиндром. Его диаметр — 12" и ход 8". Он прикреплен к продольным балочкам, расположенным между средней поперечной и концевой балками тележек (рис. 351).
Запасные резервуары и воздухораспределители установлены на раме тендера. Воздухораспределители с тормозными цилиндрами соединены резиновыми рукавами такого же размера, как соединительные воздушные рукава между паровозом и тендером.
Схема тормозного рычажного механизма изображена на рис. 352. Передаточное число рычажного механизма воздушного тормоза равно 6,4 и ручного привода (т. е. винта и рычага) —148.
Принимая: давление в цилиндре равным 3,5 ат, давление по штоку тормозного цилиндра — 2 550 кг и коэфициент полезного действия механизма — 0,9, получим полную силу нажатия колодок обеих тележек:
6,4 X 0,9 X 2 550 х 2 = 29 376 кг.
Полная сила нажатия тормозных колодок ручного тормоза при усилии, приложенном к ручке тормозного винта, в 32 кг и при коэфициенте полезного действия 0,5 равна
148 X 6,4 X 0,5 х 32 = 16 102 кг.
Ручной тормоз действует только на переднюю тележку. Главным его назначением является затормаживание тендера при стоянках паровоза в депо, а для этого достаточно торможения одной тележки.
Ручной тормоз действует так.
Усилие от винта 1 (рис. 352), установленного в контрбудке, через тягу 2, коленчатый вал 3, тягу 6, передается верхнему концу рычага 8. Этот рычаг нижним своим концом и средней точкой подвешен при помощи серег 7 и 9
Рис. 351. Общий вид задней тележки.
к раме тендера. Валик на нижнем конце рычага входит в прорез тяги 10. Тяга 10 соединена с другой тягой 11; последняя действует на горизонтальный балансир 12. К концам балансира 12 присоединены горизонтальные рычаги 13; наружные концы этих рычагов серьгами 14 соединены с рамой тележки. Средние точки рычагов посредством упорных серег 15 соединены с верхними концами вертикальных рычагов 16. Рычаги 16 через систему горизонтальных тяг 17 и 19, серег 20 и подвесок 21 передают усилие на тормозные колодки.
Тяги 19 поддерживаются роликами 18, вращающимися в кронштейнах, которые установлены на среднем поперечном креплении рамы тележки.
При торможении воздухом усилие от поршня тормозного цилиндра передается балансиру 12, а от последнего тем же путем, как и при ручном торможении, — колодкам.
Шток поршня у тормозного цилиндра передней тележки и тяга 10 снабжены прорезами, обеспечивающими независимость действий ручного и воздушного тормозов.
Устройство тормозного механизма задней тележки отличается от описанного только тем, что в нем нет привода от ручного тормоза.
Регулировка рычажного механизма при износе колодок производится регуляторами 4, расположенными на концевых наружных поперечных креплениях
Рис. 352. Схема тормозного рычажного механизма.
Г —винт ручного тормоза. 2 —тяга вертикальная. 3 —коленчатый вал. 4 — регуляторы. 5 — муфта для регулировки. •6 — горизонтальная тяга. 7 — серьга. 8 — рычаг. 9 — серьга. 10— тяга с прорезом. II — тяга. 12 — горизонтальный балансир . 13 — горизонтальный рычаг. 14 — серьга. 15 — упорная серьга. 16 — вертикальный рычаг. 17 — тяга. 18 — поддерживающие ролики. 19— тяга. 20— серьга. 21 — подвеска тормозной колодки.
Рис. 353. Регулятор тормозного 'рычажного механизма
— гайка. 2 — круглая шпонка. 3 — шпонка. 4 — тяга. 5 — поддержка, б — шарик. 7—пружинка.
тележек. Устройство регулятора изображено на рис. 353. Он состоит из тяги 4, соединенной посредством проушины с вертикальным крайним рычагом тормозного механизма. От вращения в поддержке 5 тяга удерживается шпонкой 3. На резьбу у конца тяги навернута гайка 1. Эта гайка свободно вращается в гнезде поддержки, но продольного ее перемещения не допускает шпонка 2. При вращении гайки в сторону завинчивания тяга 4 втягивается гайкой в поддержку
и стягивает рычажный механизм тормоза. Самопроизвольное вращение гайки Т
предотвращается автоматическим стопором. Стопор состоит из шарика 6, вхо-
дящего в одно из углублений на наружной цилиндрической поверхности гайки. Шарик прижимается к гайке пружиной 7.
На каждой тележке поставлено по 2 регулятора, один для правой и другой для левой стороны.
Для регулировки привода ручного тормоза служит муфта 5 (рис. 352).
Тормозным колодкам тендера придана несимметричная форма (рис. 354), а именно конец колодки, на который набегает бандаж, длиннее другого конца на 50 мм. Это сделано для более равномерного износа колодок, так как силой трения при торможении колодки вывертываются и конец колодки, на который набегает бандаж, изнашивается при симметричной форме колодки быстрее, чем противоположный ее конец.
Для правильного действия колодок нужно ставить передние к о-
Рис. 354. Тормозная колодка и баш- лодки длинным концом вверх, а
мак. задние колодки — длинным концом
вниз.
ШЕСТИОСНЫЙ ТЕНДЕР ТИПА 1932 Г.
ХАРАКТЕРИСТИКА
Основные размеры шестиосного тендера паровозов ФД, спроектированного Луганским заводом, таковы:
1. Запасы воды . . 44 куб. м
2. » угля.......................... . . 25 куб м (или 20 т)
3. Вес тендера в порожнем состоянии со сто-
кером и инструментом . . 56 т
4. Вес груженого тендера 120 »
5. Полная длина тендера . 13 090 мм
6. Длина колесной базы....................9 100 »
7. Высота горловины водяного бака над головкой рельса............................ 3 352 »
8. Диаметр колес по кругу катания ... 1 050 »
Бак и рама тендера — сварные, но не представляют собой единой цельносварной системы, как в четырехосном тендере, а бак крепится к раме обычным способом на деревянных прокладках болтами.
Экипажная часть тендера — это две одинаковые трехосные тележки своеобразной сочлененной конструкции. Нагрузки на все три оси каждой тележки сбалансированы и являются поэтому «статически определимыми», т. е. не за-
вис. 355. Общий вид шестиосного тендера типа 1932 г. для паровозов ФД.
висят от прогиба рессор. В тележках нет ни специальных устройств для боковых перемещений, ни возвращающих приборов. Общий вид шестиосного тендера типа 1932 г. показан на рис. 355.
ВОДЯНОЙ БАК
Боковые стенки 7 (рис. 356) и потолок 2 водяного бака выполнены из листов толщиной 6 мм, днище 3— из листов в 7 мм. В передней части бака образована выемка, верхняя часть которой служит бункером для угля. Боковые и задняя стенки бункера сделаны наклонными, чтобы облегчить сползание угля в корыто стокера.
Вертикальные стенки нижней части выемки образуют помещение для корыта стокера.
Водяной бак позади бункера связан несколькими листовыми поперечными креплениями 4 с угольниками. Вырезами в листах соединены отдельные секции бака. Все поперечные крепления позади бункера связаны в продольном (направлении двумя полосами 5 размером 6 X 200 X 6 000. Такие же связи 6, укрепляющие днище, идут понизу водяного бака. Боковые передние части водяного бака соединены поперечными листовыми скреплениями по 6 штук •с каждой стороны; помещению для стокерного корыта даны размеры: высота — •800 мм, ширина—1 400 и длина — 4 720 мм. Корыто укреплено на раме посредством опорных угольников внизу этого помещения. Впереди с левой стороны бака устроено помещение для стокерной машины. Бак прикреплен к раме •шестью приварными лапами 7. Между рамой и баком прокладывается деревянный настил из досок толщиной 45 мм. Для облегчения набора воды горловинам водяного бака 8, расположенным в задней его части, придана продолгова
тая форма. Горловина приподнята над потолком тендера на 120 мм и над головкой рельса на 3 352 мм.
Водозапорные клапаны по своей конструкции в основном сходны с клапанами других тендеров. Наибольший подъем клапана — 30 мм. Клапаны — бронзовые, седло клапана — железное, приваренное к днищу бака.
Промывательный люк 9 водяного бака установлен с правой стороны в задней части бака.
Рис. ЗБ6. Бак шестиосного тендера типа 1932 г.
7 — боковые стенки. 2 — потолок. 3 — днище. 4 — листовые поперечные скрепления. 5 и б — продольные скрепления. / — лапы для крепления бака к раме. 8 — горловина водяного бака. 9 — промывательный люк. IV— ушко для подъемки бака.
ний кран находится на высоте 550 мм от дна бака, средний кран — на высоте 1 100 мм и верхний — на высоте 1600 мм.
В передней части бака на особых поперечных консолях прикрепляется болтами контрбудка.
Угольное помещение тендера отделяется от контрбудки дверкой такого же типа, как на четырехосном тендере. Для подъема бака (без рамы) по бокам его сделаны сзади два ушка 10 и спереди, в передних консолях бункера, два выреза для троса.
Порожний водяной бак без контрбудки весит около Ют.
РАМА ТЕНДЕРА
Хребтовая балка рамы (рис. 357) состоит из четырех швеллеров 1 высотой 330 мм. Швеллера попарно, вверху и внизу, сварены продольным швом и образуют таким образом две двутавровые балки. Эти двутавровые балки связываются несколькими поперечными вертикальными листами 2 толщиной 10 мм. Вверху по всей хребтовой балке идет переплет полос 3 толщиной 10 мм. По
лосы сварены друг с другом и приварены к швеллерам и к скрепляющим их вертикальным листам.
По бокам хребтовой балки с каждой стороны приварены 16 консолей 4 из листов толщиной 10 мм. Консоли связаны по наружной стороне обносным швеллером 5 высотой 240 мм. Шкворневые узлы рамы образуются путем при-
Рис. 357. Рама шестиосного тендера типа 1932 г.
/ — швеллера хребтовой балки. 2 — поперечные связи хребтовой балки. В — горизонтальные полосы. 4 — консоли.
5 — обносной швеллер, б—плиты для шкворневых опор. 7— верхние листы шкворневых узлов. 8— задний буферный брус. 9—стяжной ящик.
варки внизу рамы плит 6 толщиной 22 мм и посредством постановки в этих листах продольных, поперечных и вертикальных креплений между швеллерами. Поверху пропущены листы 7 толщиной 10 мм с вырезом над шкворнем.
Задний буферный брус 8 прикреплен к наружным швеллерам хребтовой балки помощью болтов и приварки и перекрывается сверху листом, приваренным к хребтовой балке рамы. Конструкция заднего буферного бруса и фрикционного аппарата — такая же, как и на четырехосном тендере.
Передний стяжной ящик 9 не отличается по конструкции от ящика четырехосного тендера. Прикрепляется он к швеллерам болтами и приваркой.
ТЕЛЕЖКИ ТЕНДЕРА
Тележки тендера (рис. 358 и 359) — типичной американской конструкции, применяемой на тендерах для товарных паровозов.
Эта тележка дает возможность, за счет зазоров в поперечных балках и боковых рамах, обойтись без специальных приспособлений для боковых перемещений и без возвращающих приборов и поэтому очень проста.
На каждой стороне тележки имеется по две стальные литые продольные балки 7, являющиеся основаниями рамы тележки. На одном конце боковой балки в ее вырезе неподвижно поставлена букса крайней оси; другим своим концом боковая балка упирается в проушину на плече стальной литой буксы 5 средней оси. Плечи этой буксы служат балансирами. Поэтому букса называется «балансирной». Такое шарнирное соединение продольных боковых балок рамы обеспечивает проход неровностей пути без излишних перегрузок отдельных
осей. Если расстояние между центром неподвижной буксы и шарниром балансирной буксы на боковой раме разделить на три равные части, то на одной трети расстояния от неподвижной буксы будут расположены рессорные пружины (5 штук на каждой балке), воспринимающие нагрузку от надрессорной части тендера. Вследствие такого расположения рессорных пружин 2/з нагрузки надрессорной части и тендера передаются на ось, шейка которой лежит в неподвижной буксе, a Vs передается на опору балансирной буксы; вторая боковая балка этой же стороны дает 1/з своей нагрузки на другое плечо балансирной буксы и 2/з— на другую крайнюю буксу. Таким образом получается выравнивание нагрузок на все три оси тележки.
В местах опор боковых балок на плечи балансирной буксы поставлены опорные подкладки. Болты, пропущенные через ушки боковых балок и через
проушины балансирной буксы, воспринимают лишь продольные усилия и обеспечивают неизменность расстояния между осями.
Боковые рамы правой и левой стороны соединены отлитыми из стали поперечными балками 2 с бортами по краям. Поперечные балки, воспринимая нагрузку от всего тендера (бака и рамы), опираются своими концами на упомянутые выше рессорные пружины, размещенные в гнездах боковых рам.
На поперечных балках лежат внутренние продольные балки 3, которые своими концевыми челюстями захватывают соответствующие места поперечных балок. На внутренней стороне продольных балок образованы выемки для опор шкворневой средней балки 4.
Шкворневая балка, как и все балки тележки, выполнена из стального литья; в средней ее части выточена кольцевая плоская опорная чашка. На дно чашки кладется плавающая шайба, на нее ложится опорная плита, прикрепленная к шкворневому узлу рамы. По геометрической оси плиты и ее опоры, т. е.
сквозь среднюю балку и плиту, пропущен шкворень диаметром 50 мм. Назначение этого шкворня заключается в том, чтобы предотвратить отделение рамы от тележки.
Для смазки опорных чашек к ним подведены трубки от масленок, находящихся с наружной стороны рамы на обносном швеллере.
На внутренних продольных балках тележки в их верхней части расположены скользуны, отлитые заодно с балками. На поверхности скользунов привариваются сменные пластинки. Вертикальный зазор между скользуном на тележке и скользуном на раме делается в 6 мм.
Буксы крайних осей неподвижно укреплены, как указывалось выше, в вырезах боковых рам тележки; буксы отлиты из чугуна и по конструкции подшипника и его сухаря не отличаются от буксы четырехосного тендера.
Рис. 359. Общий вид тележки шестиосного тендера (без тормозного механизма) типа 1932 г.
Буксовые вырезы боковых рам, в которых укрепляются буксы, снабжены особыми чугунными накладками, скрепленными с боковой рамой помощью сквозных поперечных болтов. В случае постановки букс с роликовыми подшипниками чугунные накладки снимаются и роликовые буксы ставятся в освободившиеся для них места.
Для выемки подшипников крайних осей необходим небольшой подъем боковой балки за хвостовую часть (на высоту, примерно, 20—25 мм).
Балансирная букса отливается из стали. По бокам ее коробки справа и слева прилиты два плеча, кончающиеся проушинами с опорными плитками для принятия нагрузок от концевых ушков боковых балок. Внутреннее устройство буксы сходно с устройством букс четырехосного тендера.
При выемке подшипника балансирной буксы необходимо подпереть буксу коротким домкратом под среднюю часть, поверхность которой специально для этой цели сделана рифленой.
Выемку подшипника можно также произвести, поднимая домкратами внутренние концы боковых рам и вместе с ними приподнимая балансирную буксу.
22 Паровозы ФД—ИС—676.
337
При выкатке среднего ската под боковые балки необходимо поставить подпорки и вынуть болты, соединяющие ушки боковых балок с проушинами балансирной буксы, так как опускать среднюю колесную пару придется вместе с буксами.
Во время работы тендера необходимо следить за положением плеч балансирной буксы и не допускать ударов продольной боковой рамы по буксе. В случае чрезмерного перекоса плеч балансирной буксы такие удары вполне возможны.
Рессорное подвешивание тендера состоит из восьми групп спиральных пружин такого же размера, как наружные пружины большегрузных вагонов.
В каждой тележке имеется по четыре группы таких пружин с пятью пружинами в каждой. Жесткость пружины —143 кг, т. е. каждому миллиметру прогиба одной пружины соответствует изменение нагрузки на нее в 143 кг.
Средний диаметр рессорной пружины —108 мм, диаметр прутка — 80 мм, число рабочих витков — 4,5. Высота пружины в свободном состоянии — 210 мм, сжатой под грузом в 6 440 кг —165 мм. Каждая группа пружин расположена в особых обоймах, стягиваемых посередине болтом во избежание выпадания отдельных пружин из гнезда.
Колесная пара шестиосного тендера одинакова по размерам и по конструкции с колесной парой четырехосного.
Смазка букс производится обыкновенным способом — посредством подбивки находящейся в нижней части буксовой коробки.
На случай грения букс на водяном баке внизу против каждой стороны тележки поставлена небольшая водяная колонка. На водяных колонках устроено в соответствии с числом букс по три краника. От этих краников легко провести резиновый рукав в любую буксу и заливать ее при необходимости водой из тендера. Вода может быть пущена, пока шейка не слишком нагрета. При сильном нагреве шейки ей следует дать остыть, и лишь после этого можно пускать в буксу воду.
ТОРМОЗ ТЕНДЕРА
Тендер оборудован автоматическим тормозом Казанцева и ручным винтовым тормозом; тормозной цилиндр — один, диаметром 14" (355,6 мм). Торможение— двустороннее. Нажатие на все колеса при давлении в цилиндре 3,75 ат получается 47 000 кг, т. е. коэфициент торможения от тары составляет около 0,87.
Расположение воздухопровода и приборов воздушной сети — обычное.
РЫЧАЖНАЯ ПЕРЕДАЧА НА РАМЕ ТЕНДЕРА
На рис. 360 показано расположение рычагов и тормозного цилиндра на раме. К тормозному цилиндру 1 прикреплен кронштейн 2, валик которого слу-
жит неподвижной шарнирной опорой цилиндрового балансира 3 рычажной системы задней тележки.
Другим своим концом балансир захватывает главную тормозную тягу задней тележки 4. Точно такой же балансир передней тележки 5 находится под воздействием поршневого штока 6 тормозного цилиндра 1.
Продольные вырезы в головках штока и тяги ручного тормоза 7 обеспечивают независимость действия ручного и автоматического тормозов. Цилиндровые балансиры соединены передаточной тягой 8, назначение которой, помимо передачи тормозного усилия, состоит в подтягивании тормозов. Для этой цели тяга 8 сделана разъемной и снабжена муфтой 9 с правой и левой резьбами. Цилиндровые балансиры при оттормаживании оттягиваются назад пружиной 10 и пружиной в цилиндре. В последнее время наружная оттормаживаю-щая пружина не ставится, и оттормаживание производится только одной пружиной в цилиндре; в связи с этим продолговатого выреза в головке тормозного штока не делают.
L//’
РЫЧАЖНАЯ ПЕРЕДАЧА ТЕЛЕЖКИ
Рычажная передача (рис. 361) на задней и на передней тележках совершенно одинакова. Главная тяга 4 соединена с ведущей балочкой 8. Вертикальные балансиры 6 этой балочки через серьгу 5 действуют на тормозную балку 7. Цапфы балок 7 проходят через подвески 3 тормозных колодок. Тормозные колодки выполнены за одно целое с башмаками из чугуна марки
Рис. 360. Рычажная передача на раме тендера типа 1932 г. 1 — тормозной цилиндр. 2 — кронштейн. 3 — балансир задней тележки. 4 — главная тяга. 5 — балансир передней тележки, б — поршневой шток тормозного цилиндра. 7 — тяга ручного тормоза. 3 — передаточная тяга. 9 — муфта для подтягивания тормозной передачи. 10 — оттормаживающая пружина.
ЧЛ4. Они снабжены балансирными пружинами, не показанными на чертеже.
Передача тормозного усилия на остальные вертикальные
балансиры производится надосевыми тягами 2 с отъемными головками на винтовых соединениях. Винтовые соединения служат для выравнивания всей
рычажной системы.
Передача тормозного усилия от вертикального балансира одной оси на другую осуществляется межосевыми тягами 1.
Эти тяги и их вертикальные балансиры поддерживаются роликами, укрепленными на поперечных балках рам тележки.
Все тяги и рычаги выполнены из СтЗ, валики из Ст5.
Рис. 361. Рычажная передача на тележке тендера типа 1932 г.
1 — межосевые тяги. 2 — надосевые тяги. 3 — подвески тормозных колодок. 4 — главная тяга. 5 — серьга.
б — вертикальные балансиры. 7 — поперечная балка. 8 — ведущая балка.
РУЧНОЙ ТОРМОЗ
Ручной тормоз — обычной конструкции. Общее расположение тормоза видно из рис. 360. Винт тормоза с трапецевидной резьбой — одноходовой, шаг —10 мм, внутренний диаметр — 29 мм.
При усилии на рукоятке в 15 кг нажатие на все колеса составляет 39 000 кг, т. е. коэфициент торможения равен 0,76.
ШЕСТИОСНЫЙ ОБЪЕДИНЕННЫЙ ТЕНДЕР, ПРОЕКТ ЛОКОМОТИВОПРОЕКТА
ХАРАКТЕРИСТИКА
При проектировании нового шестиосного тендера главное внимание было обращено на улучшение ходовых качеств его экипажной части, чтобы сделать тендер пригодным для работы с быстроходными пассажирскими паровозами ИС, и на увеличение объема водяного бака.
Некоторое усложнение конструкции и, следовательно, увеличение строительной стоимости нового тендера по сравнению со старым окупается теми эксплоатационными преимуществами и выгодами, которые дает объединение Тендеров для обоих типов паровозов.
Основными конструктивными улучшениями в объединенном тендере являются:
1) мягкое двойное рессорное подвешивание с полной продольной балансировкой рессор в каждой тележке и уменьшение ее мертвого — неподрессор-ного — веса, что делает ход тендера более спокойным и уменьшает воздействие его на путь;
Между третьей и пятой перегородками, считая от задней стенки бака, С правой его стороны расположен маслоотделитель, предназначенный для отделения масла от сконденсированного выхлопного пара стокерной машины. Этот пар отводится в водяной бак, чтобы устранить наблюдаемые при выпуске пара в атмосферу парение сзади тендера и застилание паром состава поезда.
Маслоотделитель (рис. 363) представляет собой вертикальный цилиндрический резервуар, приваренный к днищу и к потолку бака; сверху резервуар закрыт съемной крышкой.
Маслоотделитель при наполнении тендерного бака наполняется водой че-
р‘ез трубу 4 до уровня сливной трубы 2. С расходованием воды из тендерного бака уровень воды в маслоотделителе понижается до высоты верхнего отверстия трубы 4 и далее остается постоянным, так как вода, находящаяся ниже этого отверстия, вытечь из маслоотделителя не может.
Пар из машины стокера поступает по выхлопной трубе 1 в цилиндр 5. Последний представляет собой отрезок трубы диаметром 300 мм, приваренный к дну резервуара.
Проходя через воду, находящуюся в цилиндре 5, пар конденсируется.
Рис. 363. Схема устройства и действие маслоотделителя.
1 — рабочее состояние маслоотделителя. П — заполнение маслоотделителя водой и удаление из него масла при наборе воды в тендер. 1 — выходная труба. 2 — сливная труба. 3 — труба для соединения внутреннего пространства маслоотделителя с атмосферой. 4 — труба для наполнения маслоотделителя водой и для выхода из маслоотделителя конденсата. 5 — цилиндр. 6 — пробки.
ном наборе воды в тендер. Очищенный
Движение образовавшегося конденсата в маслоотделителе показано стрелками на рис. 363 — I. Во время этого движения масло отделяется от конденсата и всплывает на поверхность воды в резервуаре, а оттуда стекает на землю через сливную трубу 2 при каждом полот масла конденсат поступает по трубе 4
в бак тендера.
Снизу в резервуаре и в цилиндре 5 устроены отверстия, закрываемые пробками 6. Через эти отверстия можно спускать воду для очистки маслоотделителя и для предотвращения замерзания воды при охлаждении паровоза.
Для удаления воды с палубы бака в задней его части устроены две трубы. Верхние борты угольного ящика тендера загнуты внутрь по наклонной линии соответственно очертанию. габарита подвижного состава.
Рядом с помещением для стокерной машины устроен инструментальный ящик, вваренный в бак.
С правой стороны бака, в передней его части, расположены четыре водопробные краника.
Под водопробными краниками внутри бака вварен резервуар для масла вместимостью 80 кг. Для спуска масла из резервуара поставлена полудюймовая трубка, на конце которой находится краник. Резервуар наполняется через люк
6 стенке бака; размеры люка позволяют, в случае необходимости, пропустить через него змеевик для подогревания масла. Наполнительное отверстие закрыто сеткой, фильтрующей масло. Эту сетку надо содержать в исправном состоянии, так как очистка резервуара довольно затруднительна.
Водозапорные клапаны — обычной конструкции: корпуса клапанов чугунные, а сами клапаны бронзовые.
РАМА ГЕНДЕРА
Рама сварена из стальных листов и по конструкции сходна с рамой четырехосного тендера. Верхний лист, толщиной 14 мм, составляет, как уже указано, днище бака. Нижний лист, толщиной 18 мм и шириной 850 мм, соединен с верхними вертикальными продольными листами высотой 380 мм и толщиной 14 мм. Продольные листы связаны девятью поперечными связями, а по концам— буферным брусом и стяжным ящиком.
Конструкция буферного бруса и стяжного ящика — такая же, как на четырехосном тендере и на шестиосном тендере типа 1932 г-
Для подъемки на домкратах рамы с баком, вес которых составляет около 30 т, предусмотрены специальные места — четыре планки с насечкой, расположенные на переднем и заднем концах рамы под вертикальными продольными листами.
Тендер оборудован ударно-фрикционным аппаратом типа ИРТ-3. Устройство этого аппарата сходно с устройством аппарата для четырехосного тендера и шестиосного тендера типа 1932 г.
Ударно-фрикционным аппаратам необходимо уделять серьезное внимание. Заедание фрикционных колец неминуемо влечет за собой обрыв тендерной стяжки или крюка. Слабость аппарата, т. е. отсутствие должного трения между •фрикционными кольцами и стаканом, ведет обычно к таким же последствиям. Поэтому в эксплоатации необходимо следить за исправностью аппарата и периодически испытывать его на •осадку и отдачу.
Верхний лист рамы — деталь весьма ответственная — испытывает довольно значительные напряжения от сил, приложенных к ударно-тяговым приборам, и от веса бака. Для предохранения листа от ржавчины, которая разъедает его и понижает прочность рамы, его следует покрывать каменноугольной смолой или. суриком.
ТЕЛЕЖКИ ТЕНДЕРА
Боковые продольные балки 2 (рис. 364) тележечных рам — штампованные из стальных листов толщиной 20 мм. В буксовые вырезы вварены штампованные же челюсти. На челюсти накладываются стальные литые буксовые направляющие 8, привернутые к челюстям каждая четырьмя болтами. Постановка
эти направляющих имеет в виду предстоящий переход на роликовые буксы, габаритные размеры которых больше, чем у букс со скользящими подшипниками.
Внизу буксовые челюсти стянуты коваными струнками 7 сечением 32 X 150 мм. Каждая струнка притягивается к выступам рамы четырьмя болтами.
Следует отметить, что в раме этой конструкции исключительное значение имеют тщательная пригонка замков струнок и надлежащее их крепление. Для предупреждения деформации необходимо следить, чтобы струнки были всегда хорошо притянуты к раме и чтобы в замках их не было зазоров.
Между буксовыми вырезами на продольных балках устроены специальные места для домкратов в виде приваренных к балкам планок 11 с насечкой. При подъемке тендера домкраты нужно ставить только под эти планки и ни в коем случае не под углы тележек. Поъемку можно производить лишь при порожнем водяном баке. Несоблюдение этих предосторожностей может вызвать деформацию тележечных рам.
Задние концы продольных балок у передней тележки со-
единены штампованной поперечной балкой 1, а передние — стальной литой поперечной балкой 6. У задней тележки расположение поперечных балок — обратное. т. е. литая балка ставится сзади, а штампованная спереди.
Правая и левая продольные балки связаны у задней тележки над средней осью стальным литым междурамным креплением, в центре которого образован шкворневой подпятник.
У передней тележки вместо этого крепления поставлены две стальные литые балки 3, к которым подвешена люлька 5. Наверху люльки устроен такой же шкворневой подпятник, как и у среднего крепления задней тележки;
Люлька висит на четырех подвесках 10. Каждая подвеска верхним своим концом опирается на два валика 13, вставленные в гнезда поперечных балок.
Ртрю пА-г
Рис. 365. Роликовая опора проектного тендера.
1 — ролик. 2 — валик. 3 — подставка. 4 — отверстие для смазки валика.
Расстояние между центрами валиков — 60 мм. В виду того, что валики по условиям прочности пришлось сделать больше 60 мм диаметром, бока валиков состроганы.
При среднем положении люльки подвески находятся в вертикальном положении и опираются на оба валика. Как только рама тележки получит по отношению к люльке какое-либо, хотя бы самое малое, отклонение, соприкосновение подвески с одним из валиков нарушится, и каждая подвеска будет опираться только на один валик. Поэтому силы, действующие вдоль подвесок,, сразу направятся наклонно, и горизонтальные составляющие этих сил будут стремиться возвратить тележку в ее среднее положение.
Таким образом, это устройство обеспечивает достаточную величину возвращающей силы люльки при малых отклонениях тележки и, следовательно, способствует большей устойчивости тележки и уменьшает ее виляние.
При увеличении отклонения тележки увеличивается наклон подвесок и, следовательно, возрастает величина возвращающей силы. В начале отклонения эта величина равна 3 000 кг, при наибольшем отклонении в 50 мм она достигает 9 000 кг.
Ограничителями отклонения служат выступы 14 на поперечных балках. В эти выступы при наибольшем отклонении в 50 мм упираются лапы люльки,, которыми она соединена с подвесками.
На боковых поперечных плоскостях люльки приварены стальные «ланки 12, скользящие по соответствующим выступам на поперечных балках. Эти планки устраняют продольное раскачивание люльки. Чтобы преду-лредить заедание планок, нужно следить за наличием достаточного зазора (около 3 мм) между планкой 12 и выступом и почаще смазывать планки из ручной масленки.
В качестве боковых вспомогательных опор между рамой тендера и тележкой применены ролики 4. Ролики эти расположены у передней тележки на ^боковых выступах люльки, а у задней тележки — на среднем междурамном креплении. Каждая роликовая опора (рис. 365) состоит из двух расположенных радиально бочкообразных роликов 1, вращающихся на валиках 2. Ва-
Разрез по Д-Е Разрез по А-Б-В-Г'
Рис. 366. Балансир рессорного подвешивания проектного тендера.
J — балансир. 2 — пята. 3 — подпятник. 4 — планка, препятствующая сдвиганию балансира. 5 — камень, сорная подвеска. 7 — нож рессорной подвески.
лики 2 вставлены в подставку 3 и укреплены в ней шпильками. Для смазки роликов в подставках устроены смазочные отверстия 4, а на валиках прорублены продольные канавки.
Зазор между роликами и опорной планкой на тендерной раме должен быть около 6 мм с той и другой стороны тендера.
Рессорное подвешивание состоит из трех подвесных листовых рессор и двух витых цилиндрических пружин на каждой стороне тележки.
Все три рессоры сбалансированы продольными балансирами, чем достигается равенство нагрузок на шейки и, следовательно, устраняется надобность в регулировке натяжения рессор. Поэтому рессорные подвески, за исключением крайних, на которые надеты пружины, сделаны глухими — без резьбы.
Все рессорное подвешивание расположено внутри продольных боковых балок. Средняя рессора вынимается через одно из окон для продольных балансиров, а крайние рессоры — через открытые концы продольных балок.
Рис. 367. Рессоры проектного тендера.
1 — рессорная подвеска. 2 — опора рессорной подвески. 3 — нож рессорной подвески. 4 — рессорная
Рессора состоит из 16 плоских (не желобчатых) листов сечением 10X130 мм. При сборке таких рессор надо наблюдать за тщательностью обжатия рессорных хомутов под прессом, так как недостаточное обжатие хомутов ведет к раздвиганию листов. Вес рессоры — 98 кг.
Продольный балансир (рис. 366) при горизонтальном его положении опирается на раму в двух точках, расположенных друг от друга на расстоянии 70 мм.
Если по какой-либо причине балансир выйдет из горизонтального положения и будет опираться на одну точку, то равенство плеч балансира нарушится, причем поднявшееся плечо сделается короче, а опустившееся — длиннее. Поэтому силы давления рессорных подвесок, приложенные к концам балансира, будут стремиться поставить балансир в первоначальное горизонтальное положение.
Таким образом эта конструкция балансиров способствует большой устойчивости рессорного подвешивания и устраняет перекос рессор.
Опорами балансиров служат кованые из Ст2 пяты 2. Опорные поверхности пят цементируются.
Балансиры куются из Ст5. В места соприкосновения их с опорными пятами вставляются стальные цементированные камни 5 (из Ст2). Такие же камни вставлены в места опор балансира на ножи рессорных подвесок.
Сдвигание балансира с его опоры вбок предотвращается планкой 4, приваренной к балансиру и входящей в прорез опорной пяты.
Рессорные подвески одинарные, прямоугольного сечения 30 X 80 мм. Они пропущены через вырезы в концах балансиров и через отверстия в концах рессор. Опорами подвесок на балансирах и рессорах служат стальные цементированные ножи 7, вставленные в концы подвесок.
Рессорные подвески наружных концов крайних рессор сделаны с резьбой на нижних концах. На эти подвески надеваются витые пружины. Опорой пружин служат стальные штампованные шайбы 5 (рис. 367). В виду того что-диаметр шайб больше ширины внутреннего пространства продольных балок, бока шайб срезаны. Чтобы шайбы не могли повернуться на подвесках и заклиниться Внутри балки, устроены замки в виде штампованных планок 6. Эти планки своими шестиугольными отверстиями надеты на гайки подвесок, а вы
резами на концах охватывают ушки шайб. Удерживаются планки на шайбах двумя шплинтами, пропущенный через упомянутые выше ушки. Во избежание самоотвертывании гайки подвесок прошплинтованы.
ХОДОВЫЕ ЧАСТИ ТЕЛЕЖКИ
Колесная пара (рис. 368) проектного тендера отличается от колесной пары четырехосного тендера и шестиосного типа 1932 г. меньшим диаметром колес. Диаметр колес в новом шестиосном тендере для снижения веса тендера уменьшен до 900 мм. Размеры шеек оси оставлены прежние, т. е. 160 X 320 мм.
Центра колес запроектированы катаные, но до освоения их производства на первых тендерах будут ставиться литые центра.
Конструкция буксы (рис. 369) — такая же, как на четырехосном и шестиосном
Рис. 368. Колесная пара проектного тендера.
тендере типа 1932 г. Значительно изменен лишь подшипник, и вместо подбивки ставится польстер.
Подшипник — свинцовистой бронзы с бабитовой заливкой.
В подшипнике просверлено: 6 поперечных каналов 8, 2 продольные 7 и 12 наклонных 6. Наклонные каналы соединяют продольные и поперечные каналы со смазочными канавками, устроенными на рабочей поверхности подшипника. Концы продольных и поперечных каналов зашуруплены.
Вследствие разности давлений в смазочном слое и в смазочных канавках (см. приложение 1) масло из смазочной канавки набегающей стороны подшипника перекачивается в канавку сбегающей стороны. В нижней части буксы масло, увлекаемое шейкой, перегоняется обратно к набегающей кромке подшипника. Таким образом, в буксе и в подшипнике происходит непрерывная циркуляция масла в направлении вращения шейки. Циркулирующее масло
охлаждает подшипник и само охлаждается.
Уплотняющая (пылевая) шайба 5 буксы состоит из двух пар фанерных дощечек с проложенными между ними войлочными прокладками. Обе половинки шайбы охватываются хомутом и прижимаются к подступичной части оси гайками, навернутыми на нарезные концы хомута.
Плотность шайб имеет большое значение для защиты буксы от проникновения в нее пыли и от утери смазки, поэтому надо своевременно подтягивать гайки у хомутов шайб.
Устройство польстера показано на рис. 370.
К пластинам 1 и 2 рамки польстера пришита проволокой подушка 3. Эта
подушка изготовляется фабричным путем из 50% шерстяной и 50% бумажной пряжи, протканной через мешковину. Для большей эластичности подушки под
Двумя пружинами 5 рамка с подушкой все время плотно прижата к шейке, обеспечивая этим надежный подвод смазки.
Для надлежащего нажатия прогиб пружинки 5 при постановке польстера в буксу должен составлять 14 мм.
Вынимается польстер из буксы двумя крючками, которые закладываются в ушки по краям передней пластинки рамки польстера.
Чтобы обеспечить вынимание польстера из буксы, рамка сделана составной из шарнирно соединенных двух пластинок 7 и 2.
ТОРМОЗ ТЕНДЕРА
Тендеры для паровозов ФД оборудуются автоматическими тормозами Матросова, а для паровозов ИС — тормозами Вестингауз.
Каждая тележка имеет свой тормозной цилиндр диаметром 14". Цилиндры крепятся к главной раме тендера.
Устройство тормозной передачи показано на рис. 371. Оно в общем сходно с устройством передачи на старом шестиосном тендере. Регулировка передачи производится муфтой 11 на главной цилиндровой тяге и специаль-
Рис. 371. Тормозной рычажный механизм проектного тендера.
1 — тормозной цилиндр. 2 —главный балансир. 3 — главная тяга. 4 — ведущий балансир. 5 — вертикальный балансир. 6 — надосевая тяга. 7 — межосевая тяга. 8 — серьга. 9 — поперечная балка. 10—подвеска тормозных колодок. 11_
муфта для регулировки. 12— винт регулятора. >3 —поддерживающий ролик. 14 — тяга ручного тормоза. 15—балансир ручного тормоза. 16 — тяга с прорезом ручного тормоза.
ными регуляторами, вынесенными к концевым поперечным балкам тележек. Вращением винта 12 регулятора достигается подтягивание или роспуск соответствующей стороны передачи.
Сила нажатия колодок при давлении в цилиндрах 3,5 ат составляет 53 т.
Ручной тормоз действует только на заднюю тележку. При усилии на рукоятке тормозного винта в 32 кг сила нажатия колодок получается 20 т.
ПРИЛОЖЕНИЯ
ПРИЛОЖЕНИЕ 1
СМАЗКА ПАРОВОЗОВ
ЗНАЧЕНИЕ СМАЗКИ
Важность рационального применения смазки и необходимость изучения основ смазочной техники, в которой не все еще вопросы представляются ясными, не вызывают сомнений.
Однако у нас еще недостаточно осознана необходимость правильной и рациональной смазки паровоза. Нередкое на наших железных дорогах явление — весь забрызганный смазкой паровоз — свидетельствует о бесполезном расходовании значительной части смазкн. Частые в нашей экспло-атационной практике случаи грения и быстрый износ трущихся частей показывают со своей стороны что, несмотря иа большой расход смазки, трущиеся части паровоза смазывают у нас плохо.
Наши депо, обслуживающие паровозы ФД и ИС, получают не только сильное оборудование, но н средства для исследовательской работы в виде лабораторий, в которых будут производиться и испытания смазочных материалов.
Этим особенно подчеркивается необходимость дать работникам депо и машинистам основные сведения по вопросам смазки, начиная с первоначальных понятий о трении, о свойствах смазочных материалов и кончая кратким изложением основ современной теории смазывания, так называемой гидродинамической теория.
Устройство наших подшипников не всегда соответствует требованию этой теории. Исследовательским институтам транспорта необходимо в тесном контакте с деповскими работни к ами и с м а ш инистами проверить рек омеидуе м ы е теорией устройства подшипников и в случае,если опыт эксплоатации подтвердит их целесообразность, ввести новые устройствав качестве стандартных.
ОБЩИЕ ПОНЯТИЯ О ТРЕНИИ
Трение возникает при перемещении двух соприкасающихся тел одного по другому.
Если взаимное перемещение тел происходит лишь в виде скольжения, то возникающее-трение называется трением скольжения.
Если же при движении одно тело перекатывается по другому, это будет трение качения.
Примером первого вида трения является: трение тормозных колодок о бандажи, трение цапфы в подшипнике, трение поползушки о параллели и т. п. Тренне же при перекатывании колеса по-рельсовому пути или трение в роликовой буксе будут примерами трения качения.
Роликовые осевые подшипники в наших локомотивах пока не получили сколько-нибудь-широкого применения. Они впервые применены иа пассажирском быстроходном электровозе 2-3-2 серии ПБ. На паровозах же ФД и ИС роликовых подшипников нет, хотя предусмотрена! возможность их постановки у поддерживающих и тендерных осей без переделок в рамах.
Все дальнейшее будет поэтому относиться исключительно к трению скольжения, с которым, мы имеем пока дело в современных паровозах.
Величина сопротивления от треиия в ее простейшем виде- равна произведению коэфициевта трения на силу, прижимающую тела друг к другу. Отсюда видно,что коэфициент трения указывает, каково отношение между величиной сопротивления движению и силой, надавливающей одно трущееся тело на другое. Так, если говорят, что коэфициент трения тормозной колодки по бандажу равен 0,33, это значит, что сила трения, которая сопротивляется поворачиванию колеса, равна 0,33, т. е. одной трети силы, прижимающей колодку к бандажу. В буксовом подшипнике этой прижимающей силой будет нагрузка иа осевой подшипник; в механизме крейцкопф — параллель — это сила, прижимающая крейцкопф к параллели и т. п.
Коэфициент трения не является величиной постоянной; он зависит от многих условий как-то: от материала и состояния трущихся поверхностей, от наличия и качества смазки, от скорости, от удельного давления! и т. п.
Наибольшее влияние на величину коэфициента трения оказывает присутствие или отсутствие между трущимися поверхностями смазочной жидкости, поэтому различают трение сухое и трение -жидкостное.
СУХОЕ ТРЕНИЕ
Сухое трение возникает тогда, когда трущиеся поверхности непосредственно соприкасаются друг с другом без всякой смазки. Примером сухого трения является трение тормозной колодки о бандаж колеса. При сухом трении коэфициент трения гораздо больше, чем при других видах треиня. Он зависит, главным образом, от материала трущихся поверхностей, относительной скорости между трущимися телами и удельного давления. Работа трения расходуется на отрывание частиц трущихся поверхностей, ведущее к истиранию их и к весьма сильному нагреву. Вообще, всякое треиие сопровождается нагревом, и по величине нагрева можно судить о величине трения.
Из таблиц 8, 9 н 10 можно составить представление о величинах разных коэфициентов сухого .треиня и о влиянии условий на изменение этих величин.
Таблица 8. Влияние материала
Материалы Бронза по бронзе . . Бронза по чугуну . . . Железо по чугуну. . . Сталь по стали .... Чугун по дубу Дуб по дубу Кожаный ремень по чугуну Коэфиииенты трения для небольших давлений (около 1 кг/кв. см'
0,200 0,210 0,180 0,140 0,490 0,480 0,560
Цифры таблицы 8 показывают, что при скольжении более твердых тел наблюдается меньшее -тренне, чем при скольжении более мягких. Так, коэфициент трения для металлов в 2—3 раза меньше, чем для дерева по дереву или кожи по чугуну.
Как видно из таблицы 9, с повышением удельного давления повышается и коэфициент трения, причем скорость повышения коэфициента трения для разных металлов разная. При повышении давления до известных пределов получается заедание трущихся поверхностей, причем в случаях движения
1 Под удельным давлением понимается давление, приходящееся на одну квадратную единицу поверхности трения. Например, если поползушка кулака прижимается к параллели с силой — 7 500 кг, а опорная поверхность поползушки равна 1 000 кв. см, то удельное давление поползушки на параллель будет 7,500:1,000 = 7,5 кг/кв. см.
Таблица 9. Влияние давления
Давление кг/кв.см Коэфициенты треиия Примечание
железа по железу стали по чугуну бронзы по чугуну
9 0,140 0,166 0,157 При всех этих опытах
21 0,297 0,344 0,211 плоскости смазыва-
32 0,395 0,354 0,208 лись и затем вытира-
39 плоскости 0.357 0,223 лись, так что между
повреждены ними не оставалось
50 — плоскости слоя смазки.
повреждены 0,233
58 — — 0,273
железа по железу или стали по чугуну заедание происходит под давлениями значительно меньшими, чем в случаях движения бронзы по чугуну.
Таблица 10. Влияние скорости
Скорость км/час поезда м/сек ОКОЛО 8 1 16 I 40 1 1 72 | | 96
нуля 2,2 | 1 4,4 11 20 | | 22
Коэфициент треиия чугунных колодок по стальным бандажам . 0,330 0,273 0.242 0,166 0,127 0,074
Из таблицы 10 ясно, что коэфициент трения уменьшается с повышением скорости.
Этим вполне объясняются причины известного каждому паровознику явления—заклинивания колес, происходящего при сильном тормозе всегда незадолго до остановки поезда, т. е. тогда, когда вследствие значительного уменьшения скорости резко повышается коэфиниеит трения.
ЖИДКОСТНОЕ ТРЕНИЕ
Когда между двумя тру щимися поверхностями располагается непрерывный слой смазывающей жидкости, т. е. когда одно тело, так сказать, плавает по слою смазки, нигде не соприкасаясь с другим телом, тогда говорят, что между двумя поверхностями осуществляется жидкостное трение. В этом случае коэфициент трения при хорошо отшлифованных поверхностях зависит лишь от свойств смазывающей жидкости (ее вязкости), а также от толщины смазывающего слоя, скорости и давления. При жидкостном трении работа, направленная на преодоление трения, расходуется лишь на перемещение частиц жидкости, и поэтому она во много раз меньше, чем при сухом трении. Износа трущихся поверхностей в случае жидкостного трения практически ие бывает.
Коэфициенты трения при жидкостном трении приведены в таблице 11. Данные относятся к залитому бабитом подшипнику диаметром 70 мм и длиной 70 мм.
Таблица 11
Удельное давление Коэфициент трения при окружной скорости цапфы
0,5 м'сек 1,0 м/сек 12,0 м/сек 3,0 м/сек
7,5 кг/кв. см 20 кг/кв. см 100 кг/кв. см 0,0070 0,0042 0,0020 0,0100 0,0062 0,0030 0,0140 0,0090 0,0040 0,0175 0,0110 0,0050
Таблица 11 показывает, что коэфициенты жидкостного трения в 20—70 раз меньше коэфициентов сухого трения и что коэфициенты жидкостного и сухого треиия подчиняются различным законам. Так, при сухом трении с увеличением скорости коэфициент трения уменьшается, при жидкостном же—увеличивается; такая же обратная зависимость наблюдается и при повышении давления.
Интересно отметить, что цифры давления, показанные в первой строке таблицы, соответствуют удельному давлению поверхностей поползушек крейцкопфа на параллели; давление второй строки близко к удельному давлению в шейках паровозных осей, а давление третьей строки близко к удельному давлению в пальцах.
Следует указать также, что в паровозах еше не удалось добиться условий, обеспечивающих жидкостное трение, т. е. непрерывности смазывающего слоя между поверхностями трения. Поэтому в паровозах происходит явление полужидкостного трения, характеризующегося тем, что, несмотря на обильное смазывание, трущиеся поверхности не всегда разделены слоем жидкости и остаются места непосредственного соприкосновения трущихся поверхностей.
СМАЗОЧНЫЕ МАТЕРИАЛЫ
ВЯЗКОСТЬ и липкость ЖИДКОЙ СМАЗКИ
Смазочный материал, основное значение которого состоит в том, чтобы предохранять от непосредственного соприкосновения поверхности двух твердых тел, скользящих под давлением друг по другу, не должен быть обязательно жирной жидкостью. Так, мыло, патока, смола, крахмал и т. п. могли бы служить смазочным материалом.
Первым основным условием, определяющим пригодность смазочного средства, является требование, чтобы жидкость прежде всего была смачивающей, т. е. обладала свойством прилипания.
Жидкость, не смачивающая скользящих поверхностей, ие годится для смазки, так как она не может держаться в самом узком месте зазора, между скользящими поверхностями. В то время как смачивающая жидкость стремится заполнить это самое узкое место, несмачивающая жидкость стремится выйти из самого узкого места зазора. У несмачивающих жидкостей малы силы прилипания, а у смачивающих, наоборот, силы прилипания велики н эти жидкости хорошо держатся иа поверхности и заполняют даже самые малые зазоры.
Ртуть, например, не смачивает металлических цапф и поэтому для смазки непригодна. Вода, правда, смачивает чистые металлические поверхности хорошо, однако на не вполне чистых поверхностях, например со следами жира, происходит отталкивание воды, т. е. полная потеря липкости, и это делает невозможным производство смазывающего действия водой, точно так же как и ртутью.
Между липкостью различных материалов существует разница — так, жир более липок, чем минеральное масло, а масло более липко, чем вода.
Вторым основным свойством смазочного средства является вязкость, которая необходима для того, чтобы смазочный слой обладал поддерживающей способностью, что немыслимо у жидкости без вязкости, т. е. у жидкости, не оказывающей сопротивления выдавливанию ее из-под трущихся частей.
Вязкость масла — это мера его подвижности, т. е. мера его внутреннего трения. Она обратно пропорциональна текучести масла.
Для практических целей вязкость обычно определяется временем истечения, под действием собственной тяжести, 200 куб. см жидкости через сточную трубку прибора, предложенного Энглером. Время истечения испытываемого масла сравнивается в временем истечения из того же прибора 200 куб. см воды при температуре 20° Ц. Число, указывающее, во сколько раз больше времени требуется для истечения испытываемого масла, называется .относительной вязкостью" или .вязкостью по Энглеру*.
Если гонорят, что масло при температуре в 30° Ц имеет вязкость по Энглеру 3, то это означает, что масло, нагретое до температуры 30° Ц, вытекает из аппарата Энглера в 3 раза медленнее, чем такой же объем воды при 20° Ц.
Надлежащая толщина масляного слоя легче поддерживается при малом давлении и большой скорости. Поэтому для легко нагруженных и быстро вращающихся цапф можно применять так
называемые легкие масла, т. е. масла с меньшей вязкостью, а для сильно нагруженных и работающих с небольшими скоростями частей надо применять тяжелые масла, т, е. масла с большой вязкостью.
Применяемые масла распределяются иа такие группы по вязкости (при 50° Ц);
при вязкости от 1,2 до 2,0 по Энглеру — веретенные масла
, . . 2,0 „ 3,0 » , —легкие машинные масла
. . . 3,5 . 6,0 . . — средние машинные масла
, 6,0 , 20,0 . , — тяжелые машинные масла
. . » 20,0 „ 60,0 . » —цилиндровые масла.
При нагревании масла вязкость падает сначала очень быстро, а затем, по мере возрастания температуры, все медленнее.
У некоторых машинных масел при повышении температуры с 30° до 60е Ц вязкость уменьшается приблизительно в 6 раз.
Поскольку менее вязкое масло дает меньшее сопротивление трения, следовало бы как-будто стремиться к применению «легких* масел. Однако при недостаточной вязкости масла возникает опасность прорыва масляного слоя н, следовательно, возможность получить полусухое трение с повышенным нагревом и износом. С точки зрения надежности работы лучше поэтому выбирать более густое н зязкое масло, предотвращающее опасность усиленного нагревания.
ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К СМАЗОЧНЫМ МАСЛАМ
Смазочные масла прежде всего должны быть способными выдерживать достаточную' нагрузку, для чего им необходима соответствующая вязкость. Кроме того, они должны быть нейтральными, т. е. не имеющими кислот и щелочей, которыми разъедаются трущиеся поверхности, н, наконец, обладать постоянством, т. е. сохранять свои первоначальные качества в любых условиях (отсутствие осадков, небольшая испаряемость, низкая температура застывания).
В качестве смазочных масел в настоящее время применяются почти исключительно минеральные масла из нефти. Иногда для увеличения липкости смазки к чистому минеральному маслу прибавляются небольшие количества растительных масел и животных жиров.
Минеральные жидкие масла можно подразделить на следующие две группы: остаточные масла и дистиллаты, или масла, получаемые перегонкой.
Остаточные масла получаются из остатков сырой нефти после отгонки из иее бензина, керосина и в некоторых случаях — средних и тяжелых составных частей. Типичным образцом остаточных масел являются смазочные мазуты.
Дистиллатами — называются более тяжелые и вязкие (по сравнению с керосином) продукты, получаемые после отгонки бензина и керосина путем дальнейшего нагревания нефти. При температуре 170—200° Ц отгоняются легкие веретенные масла. При 200—250° Ц — легкие машинные масла, при 250—300° Ц — машинные масла, при 300—320° Ц — пилиндровые масла.
Удельный вес масла, так же как и температура вспышки, не имеет влияния на его смазочные свойства. Температура застывания, при которой масло перестает быть жидким, является, напротив, важным качеством смазочных масел для локомотивов и вагонов. Температура застывания этих масел колеблется в пределах от —10° до — 25° Ц.
Содержание воды в масле имеет значение главным образом для фитильной смазки. При ией воды в масле не должно быть более 0,5%, так как иначе всасывающая способность фитиля сильно понижается.
Во избежание износа трущихся поверхностей при смазывании смазочное масло не должно содержать в себе твердых составных частей, например золы. На деле нельзя добиться полного отсутствия золы в масле, и для большинства смазочных масел содержание золы допускается в пределах от 0,02 до 0,20%.
Присутствие асфальта в цилиндровых маслах ведет к образованию нагара на трущихся поверхностях. Количество асфальта в маслах бывает от 0,2 до 0,5%.
СОРТА МАСЕЛ, ПРИМЕНЯЕМЫЕ ДЛЯ ПАРОВОЗОВ
Смазочный мазут. Наиболее употребительной смазкой для паровозов до сих пор являются, вследствие своей доступности и дешевизны, так называемые смазочные мазуты — типичные остаточные масла самого плохого сорта.
Согласно распоряжению Центрального управления паровозного хозяйства от 21/Х1 1934 г. № ЦТ/1249/867, для смазывания паровозных и тендерных букс, а также для кулиссного и дышлового механизмов должен применяться мазут такой характеристики:
Температура застывания ие выше 10°Ц.
Вязкость при 50° Ц—от 4 до 6,5; температура застывания не выше минус 10° Ц; механических примесей (грязи) не более 0,5%; воды не более 2%.
Дешевизна и легкая возможность получения мазута не могут, однако, оправдать его применения, особенно на наших мощных паровозах.
Мазут недостаточно вязок (4—6,5 при температуре 50° Ц). Велико в нем и содержание минеральных примесей и воды.
Малая пригодность мазута для смазки паровозов усугубляется тем, что материальные склады и депо в большинстве случаев ие знают происхождения получаемого ими продукта. Между тем мазут отражает свойства нефти, остатки которой после перегонки он представляет. Нефти масляного типа—Эмбииская, Калужская — дают мазут, годный для смазки. Мазут из парафинистой нефти для смазки мало пригоден.
Кроме того, мазут часто загрязнен песком, землей и разным сором. Очистительные же устройства на дорогах, там где они вообще имеются, весьма неудовлетворительны. При перекачке или раздаче такого массового продукта, как мазут, происходит дальнейшее загрязнение. Между тем чистота смазки является необходимым условием для обеспечения правильного смазывания и устранения грения.
Машинное масло. Так как большинство цапф в паровозах работает при умеренных скоростях (100—200 н самое большое 300 об/мин.) н высоких удельных давлениях, то для смазки разных цапф должны применяться средние и тяжелые машинные масла.
Распоряжением НКПС ЦТ/1249/867 предлагается, кроме смазочного мазута, для смазки кулиссного и дышлового движения паровозов применять машинное масло вязкостью при температуре 50° Ц от 5,5 до 8,2 по Энглеру.
Компрессорное масло. При сжатии воздуха в компрессорах (воздушных насосах) возникает возможность образования весьма высоких температур, которые могут быть причиной взрыва в компрессоре или в нагнетательном воздухопроводе и в резервуаре.
Наиболее опасным оказывается скопление масла или масляных отложений, которые начинают испаряться при температурах на 65—85° Ц ниже температуры вспышки масла в открытой чашке. Температура около 370° Ц может оказаться достаточной, чтобы вызвать воспламенение масляных паров и привести к пожару или взрыву.
Поэтому компрессорные масла, которые по своим качествам подходят к машинным маслам, изготовляются с несколько повышенной температурой вспышки.
Распоряжением ЦТ/1249/867 предлагается для смазывания воздушных насосов применять компрессорные и равноценные им масла следующей характеристики: температура вспышки не ниже 220° Ц; вязкость при температуре 100° Ц — 1,7—2,0 по Энглеру. Этой характеристике удовлетворяет компрессорное масло марки ,М* по ассортименту 00619.
При смазке паровозных воздушных насосов следует, во-первых,- избегать чрезмерного расхода масла, чтобы предупредить скопление масла в мертвых пространствах насоса, в трубопроводе и резервуарах; во-вторых, ие применять смазочного мазута, температура вспышки которого около 100—140° Ц, и, в-третьих, своевременно продувать трубопровод и резервуар для удаления скопившегося масла.
Цилиндровое масло. Распоряжением ЦТ/1249/867 предлагается для смазывания цилиндров паровозов, работающих перегретым паром, применять следующие марки пилиндровых масел:
Марка Температура вспышки Вязкость при 100° Ц 1 Содержание
асфальта (%) золы (%) кокса (%)
Banop М . . . . 300 4,5-6,0 0,10 0,025 —
Banop Т 320° 5,5—7,0 0,20 0,025
Вискозин 7 ВР . 300° 6,0—8,0 0,15 5
Цилиндровое № 6 290° 4,5—6,0 — 0,025 3
К цилиндровым маслам для смазки паровых машин, работающих перегретым паром, обычно предъявляется требование, чтобы температура их вспышки была на 10—12° Ц выше температуры пара. Не говоря уже о невозможности получения при таком требовании хорошего цилиндрового масла для наших мощных паровозов ФД и ИС, где температура пара доходит до 380—400° Ц, нужно принимать во внимание, что средняя температура стенок у трущихся поверхностей цилиндров составляет, как это можно заключить из результатов испытания паровоза ИС, около 290° Ц. Таким образом эта температура на 10—35°Ц ниже температуры вспышки обычно применяемых цилиндровых масел.
Требование повышенной вязкости цилиндровых масел может повести к большому содержанию асфальта, вызывающего нагар и износ цилиндра.
Поэтому следует избегать чрезмерных требований в отношении вязкости и температуры вспышек цилиндровых масел, нужно лишь стремиться получить по возможности чистые масла, не содержащие в себе асфальта и золы. Подобного рода масла, являясь чистыми цилиндровыми маслами для перегретого пара с температурой вспышки 310—325° Ц, вполне достаточны для существующих в настоящее время наивысших перегревов и в то же время обладают той наивысшей вязкостью, которая достижима у безупречных масел.
Эмульсированное масло. Необходимо отметить, что цилиндровые масла обладают, в той или иной мере, способностью образовывать с водой эмульсию, имеющую вид жирной молочной жидкости. В паровозах с инжекторами мятого пара или подогревателями, питающими котел также и конденсатом, свойство масла эмульсироваться является крупным пороком, так как масляная эмульсия не может быть отделена от пара и воды и неизбежно попадает в котел.
В случае же, когда конденсат не используется, свойство масла эмульсироваться с водой — большое достоинство, так как смазочные свойства масляной эмульсии даже для смазки цилиндров перегретого пара оказываются лучше, чем у чистого масла.
За границей некоторые дороги уже несколько лет с отличными техническими и экономическими результатами применяют на своих паровозах с перегретым паром смазку цилиндров эмульсированным маслом, содержащим до 50% воды.
При осмотре цилиндров, смазываемых чистым маслом, оказывалось, что через 2 недели у вновь заправленного паровоза трущиеся поверхности золотников и поршней покрывались густым, весьма клейким слоем сгустившейся смазки; между тем при смазке эмульсией эти поверхности принимали такой вид лишь после пятинедельной службы. Выяснилось, что, с одной стороны, трущиеся части лучше сопротивлялись износу, а с другой, расход смазочного цилиндрового масла на единицу пробега уменьшился в два раза.
Эмульсия готовится продолжительным смешением нагретого масла с известковой водой.
Научно-исследовательский институт материалов НКПС проделал лабораторные и эксплоата-ционные испытания изготовленной эмульсии для смазки цилиндров перегретого пара. Испытания подтвердили, что смазочная способность эмульсии и ее устойчивость, при температурах перегретого пара до 400° Ц и выше, были лучше, чем у масла, нз которого она изготовлялась, и что применение эмульсии давало до 50% сбережения масла. При употреблении эмульсии нагара образовывалось меньше, чем при безводных минеральных маслах.
Такое положительное действие водной эмульсии объясняется ее хорошей распыляемостью, зависящей от мгновенного превращения водяных капель в пар, и охлаждающим действием испаряющейся воды, защищающей масло от разложения.
Применение эмульсированной смазки будет иметь серьезное значение для паровозов не использующих отработанного пара, так как, помимо денежной экономии вследствие сбережения дорогих сортов цилиндровых масел, можно ожидать уменьшения расходов по содержанию поршней и золотников.
Мази, мягкий гриз и твердый гриз. В некоторых случаях вследствие конструктивных особенностей машинных частей жидкая смазка ие может долго держаться на трущихся поверхностях или же не может своевременно к ним подаваться, так как доступ к ним невозможен на ходу паровоза. К таким частям надо отнести многие детали паровоза, как-то: валики кулиссного движения, рессорного подвешивания, тормозной передачи и других механизмов, буксовые направляющие, упорные шайбы на ступицах колес и т. п. Эти детали выгоднее и удобнее смазывать мазями, которые впрессовываются в зазоры между трущимися поверхностями через особые масленки-фитинги помощью ручных или стационарных прессов.
Запрессованная в середину подшипника мазь постепенно выдавливается на краях подшипника. так что песок, пыль или грязь извне не могут проникать на трущиеся .поверхности.
На американских дорогах получил широкое применение способ смазки .алемайт*, по имени .фирмы, разработавшей конструкцию масленок-фитингов для подвода мази к трущимся поверхностям и снабжающей железные дороги фитингами и смазочными прессами для мази. Полученные из Америки паровозы серии ТА и ТБ широко оборудованы фитингами алемайт, которые поставлены в количестве более 200 штук на паровоз.
Для смазывания таких ответственных подшипников, как буксовые и дышловые, необходимо применение значительно более твердых мазей вследствие больших размеров как самих подшипников, так и зазоров между шейками и подшипниками.
Таким образом, для смазки паровозов употребляют мази мягкую и твердую. У нас они получили наименование — «мягкий гриз* и «твердый грнз*.
Твердость гриза измеряют так называемой «ценетрацией*, что в дословном переводе означает «проникание*. Величина пеиетрации обратно пропорциональна твердости.
Для определения пеиетрации в кубик гриза погружают на 5 секунд под действием груза в 150 г коническую иглу стандартной формы. Глубина погружения иглы, отсчитанная в десятых долях миллиметра, дает число единиц пеиетрации испытуемого гриза.
Если говорят, что пеиетрации твердого гриза при температуре 25° Ц равна 35, то это значит, что игла вошла в кубик твердого гриза, с температурой 25" Ц, на глубину 3,5 мм. Мягкий гриз имеет при 25° Ц пенеграцию в 320—325 единиц, т. е. игла в него погружается на 32—32,5 мм.
При нагревании гриз постепенно оплавляется, и с его поверхности начинает капать масло и расплавленное мыло. Это каплепадеиие возникает при температуре около 80—100° Ц.
Исследование импортных американских гризов показало, что они представляют собой однородную смесь мыла с минеральным маслом, причем содержание минеральных масел в твердом гризе 35—45%, а в мягком гризе 90—93%. Для изготовления мыла применено говяжье, баранье и конское сало.
Минеральное масло, добавляемое в гриз, выбирается из машинных масел, причем для мягкого гриза применяется масло с вязкостью 4,5 при температуре 50° Ц. Для твердого гриза, применяемого в подшипниках, которые работают при более высоких температурах, идет масло, имеющее ту же вязкость 4,5, но при температуре не 50°, а 100° Ц.
Состав наших грнзов разработан лабораторией смазок Научно-исследовательского института материалов НКПС и Лабораторией консистентных смазок Государственного исследовательского нефтяного института.
Наш твердый гриз готовится на говяжьем или бараньем сале в смеси с минеральным маслом, а мягкий гриз — на свином или конском сале или же хлопковом масле.
В настоящее время производятся исследования по замене дефицитных животных и растительных жиров сырьем нефтяного происхождения.
В распоряжении НКПС ЦТ/1249/867 дана следующая характеристика гризов:
Твердый гриз Мягкий гриз
Температура каплепадеиня Пенетрация при 25°Ц . . . . .75 ... Золы Воды . ' . . не ниже 100°Ц не больше 35 „ . 50 не свыше 10% . 9% не ниже 80° Ц 320—325: 340—350 не свыше 2% » . 1%
Гризы отличаются большой способностью прилипания, весьма ценной для тяжело нагруженных буксовых и дышловых подшипников.
Устройство подшипников и способы смазки как мягким, так и твердым гризом описаны в главе VI, где достаточно подробно освещены и преимущества смазки гризом перед жидкой смазкой.
КОНСТРУКТИВНЫЕ ЗАДАЧИ СОВРЕМЕННОЙ СМАЗОЧНОЙ ТЕХНИКИ
Рис. 372. Распределение давления в смазочном слое прн движении крейцкопфной попол-зушкн по параллели.
Задача современной смазочной техники заключается в том, чтобы, изучив законы жидкостного трения, дать такие конструктивные формы подшипников и трущихся поверхностей, а также подобрать такие смазочные материалы, которые приближали бы условия работы трущихся поверхностей к условиям жидкостного трения.
Крейцкопф и параллель. В технической литературе рассказывается о таком факте. Случайно при ремонте паровой машины, проработавшей 25 лет, было замечено, что на параллелях был отчетливо виден рисунок пришабровки, как-будто параллель только-что заново была пришабрена. Машинист между тем уверял, что за 25 лет, в течение которых он обслуживал машину, параллель не подвергалась ремонту. Заявление машиниста подтвердили вполне достоверные свидетели. Нормальные условия работы параллели н крейцкопфа и правильное применение хорошего масла для смавки не могли объяснить это явление. Внимательный осмотр разобранного крейцкопфа показал, что опорная поверхность поползушки крейцкопфа была без смазочных канавок н хорошо приработана. Смазочных канавок не было и на параллели. Плоское приработанное место поползушки переходило приблизительно на 1 см от передней и задней кромки в чисто зашлифованное, очень плавное закругление.
Посредством этого закругления поползушка крейцкопфа должна была, очевидно, набегать на смазочный слой и вследствие скорости движения, плавая, держаться ва нем, как держится крыло аэроплана при движении по воздуху.
В других же машинах, у которых поползушки крейцкопфа выполнялись с острыми краями, наблюдался износ параллели. Это доказывало, что изнашивание параллели и поползушек вызывалось отсутствием такого плавного закругления, которое обеспечивает условия жидкостного трения.
Изучение условий смазки машинных частей (так называемая гидродинамическая теория) дает объяснение этих явлений. Чистое
жидкостное трение происходит, как известно, когда обе скользящие поверхности отделены друг от друга непрерывным слоем смазки, а для этого требуется, чтобы давление в слое масла могло противостоять удельному давлению от нагрузки, испытываемой скользящими частями. В том случае, если друг по другу скользят параллельные плоскости с острыми набегающими кромками, слой масла между скользящими плоскостями быстро вытесняется нагрузкой, и дальнейшее скольжение происходит прн полусухом тренни.
Совершенно другое происходит, когда наклонная часть поползушки двигается вперед приподнятой кромкой н так набегает на смазочный слой, что заставляет его принять клинообразную форму, причем острие клина направлено против движения. Тогда в масляном слое, вследствие движения поползушки и вязкости масла, образуется повышенное давление, которое, при известных условиях, сможет быть настолько велико, что поползушка будет плавать на слое масла, несмотря на испытываемую ею нагрузку.
Рис. 372 показывает продольный разрез крейцкопфа, поползушка которого снабжена спереди и сзади клинообразными скосами. Для ясности этн скосы показаны очень увеличенными по сравнению с действительностью.
Повышение давления в смазочном слое показано на диаграмме (рис. 372, внизу). Наивысшее давление получается непосредственно перед тем местом, где скошенная поверхность переходит в параллельную. Между параллельными поверхностями сохраняется в масляном слое равномерное давление, которое было достигнуто передней клиновой поверхностью, а на противоположной стороне поползушки, в расширяющемся клиновом пространстве, давление падает и даже становится отрицательным, т. е. действует всасывающим образом.
Таким образом, жидкостное тренне достигается не просто обильной подачей масла. Оно создается образованием масляного клина в условиях достаточной скорости движения. Прн замедлении скорости жидкостное трение переходит в полужидкостное, а затем в полусухое, при котором с возобновлением движения начинается снова действие масляного клина.
Итак, для получения чистого жидкостного трения нужно выполнить два главные требования:
I) придать смазочному слою, находящемуся между двумя скользящими поверхностями, клинообразную форму таким образом, чтобы смазка захватывалась при движении от толстой части клина к его тонкой части;
2) достигнуть такой скорости дви-
Z
Рис.373. /—положение цапфы в подшипнике при остановке вращения. Цапфа непосредственно соприкасается с телом подшипника. 2—положение цапфы при большой скорости вращения. Цапфа плавает на слое масля.
а—наибольший зазор между цапфой и подшипником, равный разности в диаметрах, б—место наименьшей толщины слоя масла.
жения, чтобы образовавшееся вследствие этой скорости давление в клиновом смазочном слое не допускало вытеснения смазки и привело к поднятию скользящего тела с поверхности скольжения.
Вращающаяся цапфа. Эти два условия обязательны и для вращающихся цапф.
Первое условие можно выполнить совсем простым образом, сделав диаметр подшипника больше диаметра цапфы. Когда цапфа лежит в таком подшипнике, то, как это всегда бывает перед началом движения, между цапфой и подшипником образуется верхнее клинообразное серповидное пространство, толщина которого в точке соприкосновения цапфы с под
шипником постепенно уменьшается до нуля. Разница в диаметрах подшипника и цапфы, т. е. зазор, является, следовательно, простым средством для осуществления требуемой клиновой формы смазочного слоя.
Если окружная скорость движения цапфы так велика, что давление, образующееся вследствие
скольжения в клиновидном смазочном слое, вызывает подъем цапфы, то происходит нормальное .плавание* цапфы на смазочном слое и, следовательно, чистое жидкостное трение. Чем больше
скорость вращения, а следовательно н скольжения, тем вероятнее будет происходить процесс плавания, т. е. тем толще будет смазочный слой в самом узком месте.
Вращающаяся цапфа будет плавать в подшипнике эксцентрически, и самое узкое место между цапфой и подшипником, т. е. место наименьшей толщины смазочного слоя, будет тем тоньше, чем меньше скорость вра щения. Прн остановке цапфы наименьшая толщина смазочного слоя будет равна нулю, т. е. цапфа будет соприкасаться с подшипником.
Рис. 373 дает положение цапфы в подшипнике в покое н при вращении. Нагрузка на цапфу — сверху вниз.
Плавание цапфы на смазочном слое возможно только тогда, когда масло в этом слое будет настолько сжато, что давление масла иа поверхность цапфы уравновесит или даже превзойдет общую нагрузку на цапфу. Повышение давления, образующегося в смазочном слое, схематически изображено на рис. 374, на котором показана
Рис. 374. Распределение давления в смазочном слое у вращающейся цапфы в подшипнике с большой скоростью.
вращающаяся цапфа, плавающая в полуохватывающем
подшипнике при вертикальной, сверху вниз, нагрузке. Полуокружность, изображающая подшипник.
использована как основание диаграммы, а удельное давление в смазочном слое нанесено на про-
должении радиусов. Как видно из диаграммы, давление в смазочном слое возрастает, начиная с правой стороны подшипника в направлении движения до самого узкого просвета, потом сразу падает и затем переходит в отрицательное.
Благодаря клиновой форме смазочного слоя, смазка на правой стороне подшипника (рис. 374) втягивается в клиновую щель, а после узкого поперечного сечения опять выталкивается.
Это приводит к выводу, что к нагруженному подшипнику масло может быть подведено только самой цапфой и только с набегающей стороны; а этот вывод заставляет подробно рассмотреть вопрос о расположении и форме смазочных канавок.
ДЕЙСТВИЕ СМАЗОЧНЫХ КАНАВОК
Рис. 374 показывает, что в клиновом смазочном слое, который постепенно уменьшается в направлении движения, давление, поддерживающее цапфу в плавающем состоянии, увеличивается постепенно. Если в каком-нибудь месте форма клинового зазора будет нарушена, например вследствие широкой долевой (по цапфе) смазочной канавки, то в этом месте давление в смазочном слое не только перестанет повышаться, но н упадет, потому что масло будет уходить по канавке. Возобновляясь после прохода цапфой канавки, это давление не сможет достигнуть в самом узком
месте зазора той же величины, какую оно имело бы без канавки, так как оно должно опять возрастать от начального давления после прохода канавки.
На рис. 375 сплошной линией показано распределение давления в масляном слое у подшипника вращающейся цапфы с продольной смазочной канавкой внизу на вертикальном диаметре. На том же рисунке пунктиром показано распределение давления без смазочной канавки. Сравнивая обе линии распределения давления, мы видим, как уменьшается давление наличием канавки, или, иначе говоря, видим, что канавка уменьшает способность смазочного слоя поддерживать цапфу в плавающем состоянии.
Совершенно таким же образом действуют смазочные канавки, расположенные ие вдоль оси, а, например, по диагонали. Эти канавки непосредственно соединяют места высокого и низкого давления в смазочном слое и вызывают утечку масла нз частей подшипника с высоким давлением смазочного слоя в части с низким да-
Рнс. 375. Распределение давления в смазочном слое у вращающейся с большой скоростью цапфы в подшипнике, имеющем внизу долевую смазочную канавку.
Пунктиром показано распределение давления при отсутствии смазочной канавки.
влением.
Если в подшипнике без канавок, который, при данных условиях смазки, работает прн жидкостном трении, устроить долевые или крестообразные канавки (как это во многих случаях делается), то подшипник неизбежно вернется к полужидкостному трениию, причем возрастут потерн на трение, понизится допускаемая нагрузка на подшипник и увеличится температура последнего. Подшипник потеряет свои эксплоатационные качества и подвергнется изнашиванию, так как слой масла будет прерван.
Итак, смазочные канавкн в зоне высокого давления нежелательны, и там, где можно рассчитывать на жидкостное трение, нх следует избегать.
Иначе обстоит дело, когда заранее нельзя ожидать получения жидкостного трения при данных условиях, например вследствие малой скорости скольжения. В таких случаях смазочные канавки в подшипниках могут оказаться целесообразными и даже необходимыми.
Буксовый подшипник. Вращающаяся в буксовом подшипнике шейка паровозной или тендерной оси вполне подходит под пример вращающейся цапфы. Разница заключается лишь в том, что в рассмотренном примере нагрузка передавалась через цапфу на подшипник, а в буксовом подшипнике нагрузка передается от подшипника на шейку оси. Поэтому нагруженной частью подшипника является верхняя, а не нижняя. Диаграммы рис. 374 и 375 будут вполне отображать давления в буксовых подшипниках, если их рассматривать, повернув на 180°,
Распространяя вышесказанное на буксовый подшипник, мы можем сделать следующие выводы относительно рациональной конструкции подшипника. Прежде всего, на нижних кромках подшип-
вика нужно обязательно делать скосы (холодильники) для образования масляного клина. Затем на трущейся поверхности подшипника не должно быть смазочных канавок.
Если по каким-либо соображениям приходится применять подшипник с верхним подводом смазки, распределяющейся по шейке канавки, то смазочный канал следует размещать не в верхней
части подшипника, а возможно ниже, т. е. в области пониженного и даже отрицательного давления.
В этом случае нужно делать по бокам два подвода с продольными канавками. Края смазочных кана-
вок должны быть обязательно закругленными.
Расположение смазочных канавок буксовых подшипников первых паровозов ФД и ИС не соответствовало требованиям изложенной выше теории смазки, хотя смазка и подводилась здесь двумя боковыми долевыми канавками. Несоответствие заключалось в том, что эти долевые канавки были соединены друг с другом крестообразно через верх подшипника, т. е. через место наибольшего давления. Крестообразные же канавки, как было указано выше, вредны тем, что соединяют области высокого и низкого давления н позволяют маслу перетекать по канавке из зоны высокого давления в зону низкого давления. Поэтому на последующих паровозах крестообразные канавки были отменены, и подшипники стали работать лучше.
Смазка крейцкопфного валика. Процессы смазки вращающихся цапф и цапф только качающихся (например крейцкопфный подшипник) существенно отличаются друг от друга, так что простое применение к качающимся цапфам тех конструктивных указаний, которые имеют силу для
вращающихся цапф, привело бы к ошибочным результатам.
Для лучшего понимания рассмотрим процесс смазки подшипника крейцкопфного валика паровозной машины. В пределах одного оборота кривошипа подшипник по отношению к валику совершает качающееся движение, причем во время первого полуоборота кривошипа валик прижимается к передней половинке подшип-
Рис. 376. Расположение канавок в крейцкопфном подшипнике при подводе масла через просверленный крейцкопфный валнк.
—клиновая половника подшипника. 2—лобовая половинка подшипника. 3—крейцкопфный валнк.
ника, а во время второго полуоборота— к задней. Вследствие перемены направления давления валнк по отношению к подшипнику проходит, в пределах имеющегося зазора между валиком и подшипником, путь, длина которого равна длине зазора.
Если бы подшипник крейцкопфного валика работал совершенно без смазки, то прн каждой перемене давления в подшипнике происходил бы резкий удар. Чтобы по возможности смягчить удары, надо применять гидравлический буфер в виде слоя смазки. Поэтому смазка крейцкопфного валика должна преследовать две цели — уменьшение трения и
смягчение ударов.
Смягчающее действие смазки, под-
водимой к подшипнику, носнт характер буферного или тормозного действия, при котором тормозится скорость валика, надвигающегося на половинку подшипника, бывшую до того ненагруженною. Торможение происходит вследствие сопротивления смазкн, уходящей из зазора между валиком и подшипником. При этом поступательная скорость валика относительно подшипника замедляется, и удар устраняется полностью нли частично. Чем плотнее замыкается подшипник, не допуская вытекания смазочной жидкости на торцах, тем больше давление, достигаемое в сжимаемой жидкости, н тем больше торможение и смягчение удара.
Для получения масляного тормоза необходимо, чтобы разница диаметров валика и подшипника была самая незначительная. Поэтому зазор надо сделать приближающимся к нулю, т. е. подшипник пришабрить вплотную к валику.
Вместе с тем надо стараться, чтобы на торцах подшипника выдавливалось как можно меньше смазки. При этом, имея в виду, что выдавленная смазка для подшипника теряется, нужно позаботиться, чтобы к моменту перемены направления давления только-что выдавленная из зазора смазка была немедленно возмещена новой порцией. Поступающая новая смазка должна быстро втягиваться
под действием всасывания, которое создается удаляющимся при перемене хода валиком, иначе вместо смазки в зазор может проникнуть воздух, и тормозящее действие смазкн уничтожится.
Подвод смазки к подшипнику должен быть, следовательно, весьма надежным и достаточным, т. е. смазочным каналам н канавкам при подводе смазки без давления должны быть приданы довольно большие поперечные сечения. Вместе с тем, чтобы обеспечить наиболее быстрое и надежное засасывание, смазка должна подводиться к тому месту, где больше всего проявляется всасывающее действие, т. е. к середине подшипника. Важно также, чтобы смазка возможно скорее распределялась в осевом направлении долевой канавкой в середине подшипника и чтобы были выполнены указанные чертежом скосы у стыков обеих половинок подшипника, необходимые для предупреждения защемления подшипником валика н связанного с защемлением нагревания.
В паровозах ФД и ИС подвод смазки к крейцкопфному подшипнику сделан через просверленный валик. Такой подвод позволяет упростить распределение смазки по подшипнику. Для этого надо сделать посредине валика два горизонтальных радиальных канала, по одному на переднюю и заднюю половинки подшипника. На половинках подшипника надо выполнить в плоскости горизонтального диаметра по одной долевой канавке. Канавки эти не должны доходить до торцовых стенок подшипника, чтобы смазка не могла вытекать иа торцы. Рис. 376 показывает расположение каналов н канавок.
Смазка поршней и золотников. Смазка поршней и золотников паровоза происходит в самых неблагоприятных условиях. Смазываемые поверхности цилиндрической формы двигаются в направлении своей продольной оси, а температура их настолько высока, что любая смазка делается жидкой, как вода. Поршневые и золотниковые кольца, имеющие форму узких полос, прижимаются к стенкам цилиндра, причем края колец обычно остры и счищают перед собой масло.
При таких условиях, несмотря на обильную смазку, налицо полусухое трение и, как следствие, значительный износ, а в некоторых
случаях — нагревание и задир колец и порча втулок.
Для обеспечения лучшей работы золотников н поршней необходимо: во-первых—применять для колец и втулок жесткий высококачественный или даже легированный чугун, так как состав чугуна, из которого до сих пор изготовляются кольца и втулки паровозов ФД и ИС, — плох (чугун рыхл, неоднороден н мягок); во-вторых — попытаться создать условия для полужидкостного трения, прн котором скорость движения золотников и поршней может быть использована для достижения так называемого динамического плавания.
Для создания плавных клиновых поверхностей, которые при определенных скоростях поршня и золотника и при вязкости масла должны вызвать динамическое плавание, используются как поршневые и золотниковые кольца, так и тело поршневого венца и опорные кольца золотника.
Кромки поршневых колец должны быть плавно закруглены; надо так же закруглить, но минимальными радиусами, кромки золотниковых колец. На поршневом венце и ва опорных кольцах
золотника следует сделать двухсторонние клиновые опорные поверхности, причем в виду большого износа выбирается большой подъем клина (рнс. 377 и 378).
Устраивать закругление у поршневых н золотниковых колец надо с осторожностью, так как слишком плавные закругления могут вызвать отжатие и хлопание колец, особенно нежелательные при узких кольцах.
Подвод смазки к трущимся поверхностям золотниковых н цилиндровых втулок осуществляется двояко. На наших и европейских паровозах смазка, нагнетаемая масляным прессом масленкой, подается непосредственно к стенкам втулок. На американских же паровозах смазка от пресс-масленки подводится к паровпускным трубам, где она, подхватываемая током пара, распиливается и в виде масляного тумана в общей массе пара подходит к трущимся поверхностям.
Рис. 379. Распылитель цилиндрового масла, подаваемого в паровпускную трубу.
Рис. 378. Очертание клиновой поверхности в средней части н закруглений у кромок опорного золотникового кольца.
Закругления кромок золотниковых колец—радиусом 0,5 мм.
Для уменьшения ,нагара" от сгустившейся и разложившейся смазки надо подводить масло к паровпускной трубе уже в распыленном виде, причем распыление производить струей насыщенного пара по схеме, указанной на рис. 379.
ПРИЛОЖЕНИЕ 2
ПОДБИВКА БУКС НАРУЖНЫХ ШЕЕК
Подбивка играет огромную роль в смазывании осевых шеек, так как смазка к подшипнику подводится шейкой, а шейка смачивается смазкой от подбивки.
Правильно приготовленная подбивка должна:
1) возможно дольше сохранять свою упругость н этим самым обеспечить прилегание к шейке оси,
2) хорошо быть пропитанной смазкой и
3) быть чистой и сухой и не содержать в себе посторонних предметов (металлических стружек и т. п.).
При подбивке букс тендеров и задних тележек паровозов ФД и ИС надо соблюдать следующие правила.
Приготовление подбивочного материала. Сухой подбивочный материал1 нужно тщательно
1 См. ОСТ 5489/72, объявленный приказом НКПС № 264/Ц от 21/V 1933 г.
Рис. 380. Подбивка для букс наружных шеек.
1 — задний жгут. 2 — основная подбивка. 3 — пылевой клин.
растрепать и затем полностью погрузить в чан с маслом температурой не ниже 18° Ц на время не менее 48 часов. Пропитанный материал откидывают на решетку для обсушки и удаления избытка масла, чтобы он сделался упругим и эластичным.
Подготовка буксы. Перед набивкой нижнюю часть буксы тщательно очищают от грязи, песка, воды н пр. При применении новой или отремонтированной буксы внутренность буксы и задний затвор обязательно проверяются в соответствии с чертежом. Необходимо убедиться в непроницаемости частей буксы для масла и в отсутствии трещин.
Закладывание подбивки в буксу. Жгут. Прежде всего в буксу в место обозначенное на рнс. 380 цифрой 1, закладывают жгут. Жгут делается диаметром 75 мм. а длину его подбирают в соответствии с диаметром шейки так, чтобы, во избежание захватывания жгута под подшипник, концы жгута не доходили на 10—15 мм до горизонтального диаметра шейки.
Требующееся для изготовления жгута количество сухого подбивочного материала расстилается на столе и затем свертывается до требуемой длины. Скручивается жгут довольно ту го—около одного оборота и обвязывается бечевой для сохранения своей формы. Если скрутить слишком туго, жгут быстро покроется жесткой корой. После изготовления жгуты пропитываются в масле общим для подбивочного материала способом (см. выше). При закладывании жгута надо убедиться, что он плотно прилегает к шейке и к задней стороне буксы, а следовательно обеспечивает смазывание шейки и галтелн и предохраняет буксу от попадания пыли.
Основная подбивка. Поставив жгут, необходимо взять заранее приготовленную подбивку, предпочтительно
в одном куске, и плотно набивать ее в пространство 2 под шейкой, обращая внимание, чтобы подбивка плотно прилегала к шейке по всей длине ее нижней части. Это лучше всего достигается укладкой подбивки во всю ширину лицевого отверстия буксы. Кончая подбивку нельзя оставлять свисающих из буксы прядей. Каждую прядь необходимо тщательно заправлять внутрь буксы. Этим подбивка связывается в плотную массу. Нельзя также оставлять по сторонам шейки несвязанные с общей массой отдельные куски подбивки, которые иначе могут быть подтянуты под подшипник и повести к грению шейки.
Кроме того, чтобы не допускать захвата подбивки под подшипник, верх подбивки должен быть на 10—15 мм ниже горизонтального диаметра шейкн.
Подбивочный клин или затвор от пыли. Третий кусок подбивки плотно скручивается и помещается в место 3 с таким уплотнением, которое делало бы невозможным перемещение этого куска. Назначение такого «клина* или «пробки* вбирать грязь и воду. Так как эта пробка ие предназначена для смазки, то она делается из сравнительного сухого материала.
Пробка не должна быть связана с основной массой подбивки ни под шейкой, ни по сторонам. Чтобы пробка не сдвигалась с места при боковом перемещении оси, она не должна касаться заплечика (буртика) шейки. Необходимо следить, чтобы из буксы не свисали концы пробки, так как через них будет вытекать из буксы масло.
При вынимании пробки для осмотра шейки или подбивки надо следить, чтобы внутрь буксы «е попадала грязь, могущая загрязнить подбивку.
Примечание. Часто приходится слышать, что наружные буксы теряют смазку через заднюю пылевую шайбу. Из рассмотрения чертежей букс (рис. 308, 349 и 368) видно, что высота нижней части лицевого отверстия буксы выше, чем место прилегания пылевой шайбы к предступичной части оси. Поэтому если в буксу наливать смазку до уровня нижнего порога лицевого отверстия (что часто делают), то смазка, налитая до более высокого уровня, чем верхняя часть пылевой шайбы, будет неизбежно через нее вытекать.
Для избежания этого добавлять смазку надо лишь до уровня низа буртика торцовой части шейки.
ПРИЛОЖЕНИЕ 3
ПОДЪЕМКА ПАРОВОЗОВ НА ДОМКРАТАХ
Подъемку наровозов с брусковыми рамами удобнее всего производить кранами по принятому на дорогах США способу, подводя цепи кранов под задний стяжной ящик и под дымовую коробку. Рама, соединенная седалищем дымовой коробки и гибкими листовыми опорами с котлом, поднимается вместе с ннм, чем устраняется изгиб рамы, вызываемый ее собственным весом.
В нашей эксплоатационной практике такой способ подъемки пока неосуществим за отсутствием кранового оборудования в депо, н поэтому паровозы приходится поднимать помощью домкратов.
При втом во избежание опасных напряжений н деформаций в рамах необходимо принимать некоторые меры предосторожности.
Наибольшая нагрузка при подъемке паровоза на домкратах падает на передний вылет рамы между цилиндрами н буферным брусом, на раскосы, соединяющие передние концы рамы с дымовой камерой, и на самые стенки дымовой камеры, воспринимающие через эти раскосы давление домкратов.
Для разгрузки перечисленных частей домкраты подводятся не под передний буферный брус, а ставятся между брусом н цилиндрами, возможно ближе к последним (рис. 381). Для этой цели
Рис. 381. Расположение балки домкратов при подъемке без передней тележки.
1 — балка домкратов.
Рис. 382. Расположение балки домкратов прн подъемке с передней тележкой.
1 — балка ’домкратов; 2 — подкладка.
необходимо сперва выкатить переднюю тележку, приподняв перед паровоза обыкновенными домкратами, подведенными под буферный брус. Выкатив тележку, можно подвести под раму у цилиндров балку домкратов Беккера, как показано на рис. 381, н поднимать весь паровоз.
Балка второй пары домкратов ставится под стяжной ящик.
Перед подъемкой необходимо убедиться в полной исправности крепления раскосов к раме и к дымовой камере. Передаваемые раскосами давления могут повлечь за собой деформацию дымовой коробки. Поэтому во время подъемки большая дверка дымовой камеры (передний лист ее) должна быть плотно притянута к своему месту болтами. Этим самым дымовой коробке придается жесткость, необходимая для предохранения ее от деформаций. Открывать дверку можно лишь после посадки паровоза на клетки. Переднюю клетку следует ставить между цилиндрами. Заднюю клетку можно подвести под задний конец основной рамы в месте расположения передней опоры топки.
Большие н опасные напряжения при подъемках возникают также в задней (гибкой) опоре топки и в задней раме. Для разгрузки листа этой опоры необходимо перед подъемкой ставить под заднюю часть топки вспомогательные опоры (см. главу „Котел", стр. 41). Окончательно закреплять их нужно после полного охлаждения котла. В противном случае опоры, закрепленные на горячем котле, ослабнут вследствие усадки котла при охлаждении.
Порядок подъемки должен быть таков:
1. Закрепляется продольный балансир передней тележки. На паровозах ФД либо ставится прокладка между балансиром и междурамной частью цилиндров, либо притягиваются хомутами к раме передние концы рессор первой сцепной оси. На паровозах ИС балансир закрепляется посредством скобы 24 (см. рнс. 299 глава VII).
2. Разъединяются шкворневые соединения водила тележки, и водило опускается на землю.
3. Снимаются скобы, служащие для подвешивания рамы тележки к люльке, а на паровозах ФД, кроме того, снимаются и запасные цепи.
4. Под буферный брус подводятся обыкновенные бутылочные домкраты, перед паровоза приподнимается настолько, чтобы под брусом прошли бегунковые колеса, и выкатывается тележка.
5. Под передний конец рамы паровоза подводится балка домкратов Беккера, как показано на рис. 381. Балка второй пары домкратов подводится под задний стяжной ящик.
6. Закрепляются задние вспомогательные опоры топки и передний лист дымовой камеры.
7. При подъеме паровоза без задней тележки снимается опорная гайка иа нижнем конце шкворня тележки, и расцепляются балансиры с подвесками между тележкой и задней сцепной осью. Для этого необходимо распереть балансиры в раме тележки и притянуть хомутами к раме задние концы рессор задней сцепной оси. В случае подъемки паровоза вместе с задней тележкой задняя часть ее подвешивается к раме паровоза. Это можно сделать при помощи цепей или скоб, которыми тележка прихватывается за заднюю балку к секторным консолям.
8. Разбираются дышла, тормозная передача, буксовые струнки и клинья, а также маслопро. водные трубки, соединяющие буксы с масленками на главной раме.
9. Паровоз равномерно поднимается, причем нельзя допускать перевалки его на какую-либо одну сторону.
Паровозы, снабженные усиленными раскосами диаметром 65 мм (см. главу VII, стр. 251), можно поднимать за передний буферный брус, располагая балку домкратов, как показано на рнс. 382.
В этом случае выкатки передней тележки не требуется, и паровоз можно поднимать вместе с рамой передней тележки.
Для подъемки передней тележки вместе с паровозом на паровозах ИС ставится скоба 24 (рис. 299), а скобы Б не снимаются. На паровозах ФД подвешивание рамы передней тележки производится при помощи скоб 15 и цепей 16 (рис. 295).
Хотя вес поднимаемого паровоза (без тележек) не превосходит у ФД—83 т и у ИС—81 т, но ввиду иеравномерногораспределения нагрузок на переднюю н заднюю пары домкратов и на правую и левую стороны необходимо для подъемки брать домкраты общей подъемной силой не менее 100 т.
ПРИЛОЖЕНИЕ 4
СБОРКА И ПРОВЕРКА ВАЛА И КЛАПАНОВ
МНОГОКЛАПАННОГО РЕГУЛЯТОРА
При сборке и проверке вала и клапанов многоклапанного регулятора Локомотивопроект рекомендует придерживаться следующих операций и их порядка:
1) Установить коробку на разметочной плите.
2) Вставить заднюю опору 1 вала 2 (рис. 383).
3) Вставить вал 2.
Рнс. 383. Поперечный н продольный разрезы многоклапаниого регулятора. >ра нала. 2 — кулачковый вал. 3 — втулка. 4 — средняя опора вала. 5 пробки. 6 — салыя а — передняя опора вала. 9 — малый клапан. 10, II, 12 и 13 — большие клапаны. 14 — рычаг.
Рис. 384. Калибры.
— калибр для больших клапанов.
Рис. 385. Проверка центральности положения кулачков по отношению к хвостовикам клапанов.
2 — установочный калибр*
Рис. 286. Определение угла поворота кулачкового вала при помощи углового шаблона и угольника.
1 — фланец. 2 — угловой шаблон. -3—нониусная линейка. 4 — рычаг вала.
Рис. 387. Угловой шаблон.
Рис. 388. Нониусная линейка.
1 — постамент линейки. 2 — рамка.
3 — линейка. 4— шуруп. S — нониусная пластинка.
4) Вставить среднюю опору 4 вала 2 и втулку 3. Опору 4 закрепить на две гайки.
5) Определить помощью шаблона точную длину I для каждой пробки 5 и подрезать пробки по найденному размеру так, чтобы вал лежал на них свободно без прогиба и аазора.
6) Ввернуть опорные пробки 5.
7) Проверить центральность положения кулачков вала 2 по отношению к вертикальной оси клапанов. Для этого надо вставить калибр 2 (рис. 384) в прорез кулачка малого клапана и проверить положение остальных кулачков калибром 1- Калибр 1 должен пройти свободно во все прорезы кулачков (рис. 385).
8) Отрегулировать с каждой стороны передней опоры 8 зазоры по 0,5 мм. Для получения этих зазоров нужно, не вынимая установочного калибра 2, разметить и соответственно подрезать втулку 3 (рис. 385).
9) Отрегулировать зазор в 1,5 мм у задней опоры (рис. 383). Для этого вал 2 подвинуть до упора в заднюю опору 1. Величину подреза опоры определить по зазору между буртом втулки 3 и передней опорой 8.
10) По получении необходимых зазоров вставить и укрепить: заднюю опору 1, среднюю опору 4, сальник 6, укрепить втулку 3 гайкой 7, насадить рычаг 14 и вставить клапаны 9, 10, 11, 12 и 13.
11) Проверить одновременное нажатие кулачков вала на хвостовики клапанов. Для этого повернуть вал до упора кулачков в хвостовики клапанов и опробовать каждый клапан путем поднятия кверху.
У клапанов, имеющих игру, соответственно подрезать хвостовики. После подгонки хвостовиков закрепить их заклепками (стр. 56, рис. 63, детвль 7) в направляющих дисках клапанов.
12) Убедиться в том, что при нажатии кулачков вала иа хвостовики клапанов угол, составляемый осью рычага вала с вертикалью, будет равен 34° 20’ (рис. 386).
Допускаемое отклонение ±1°.
При этой проверке надо пользоваться угольником и шаблоном (рис. 387), как указано на рис. 386.
13) Повернуть рычаг на угол 65° 40' и проверить при помощи нониусной линейки (рис. 388) подъем клапанов, который должен составлять у клапана 9 — 50 мм, у клапана 10— 40 мм, у клапана 11 — 35 мм, 12—30 мм и у клапана 13 — 25 мм.
14) Проверить одновременно с проверкой подъемов постепенность открытия клапанов.
При поднятии клапана 9 на 10 мм начинает открываться клапан 10
, . . Ю . 5 . . . ,11
, . . 11 . 5 . . . .12
. 12 , 5 , . » .13
Допускаемые отклонения в постепенности открытия клапанов ±1 мм.
15) Поставить и укрепить крышки на коробке. Крышки должны свободно надеваться на верхние хвостовики и свободно же садиться на свои посадочные места.
ПРИЛОЖЕНИЕ 5
СБОРКА СЕКЦИОННЫХ ПОРШНЕВЫХ КОЛЕЦ
1-Я ОПЕРАЦИЯ. НАДЕВАНИЕ СЕКЦИЙ ПОРШНЕВОГО КОЛЬЦА НА ПРУЖИНУ
Надо взять две секции поршневого кольца с отверстиями и, надев их на штифт пружины, закрепить пружинной скобкой-зажимом (рис. 389).
Затем нужно свести оба конца пружины, чтобы они сошлись в собранных, как указано выше, секциях поршневого кольца, и зажать их в тиски (рис. 390). После этого можно собирать все остальные секции, складывая их по порядку, согласно проставленным на них номерам н буквам.
Для удержания на пружине каждых двух спаренных секций применяются скобки (рис. 389).
Описанным способом собираются все секции, кроме последней. Она собирается уже после снятия с тисков собранного кольца.
Снимая собранное кольцо с тисков, надо всегда держать его за секции с отверстиями для надевания их на штифт пружины, иваче кольцо разлетится.
Рис. 3S9. Пружинная скоба (зажим).
Рис. 390. Сборка колца в тисках.
Все скобки, которыми отдельные секции поршневого кольца удерживаются на пружине должны быть поставлены с внутренней стороны кольца.
2-Я ОПЕРАЦИЯ. ПРИГОНКА НОВЫХ КОЛЕЦ В ЦИЛИНДР
Скобки тех секций поршневого кольца, в которых сходятся один закрепленный (со штифтом) конец пружины и другой свободный, отодвигается несколько (приблизительно на 50 мм) в сторону
от места стыка секций (рис. £91).
Затем кольцо вставляется в цилиндр, и определяются зазоры между секциями кольца и между концами пружины. Сумма всех пяти зазоров между концами секций должна быть не менее 3 мм, а зазор между концами пружины не менее 6 мм
Чтобы не измерять зазоров в каждом стыке, можно поступать так: все секции плотно сжать друг с другом, чтобы во всех стыках, за исключением одного, зазоров не было, и измерить зазор в этом последнем стыке; он должен быть не менее 3 мм. Если этот суммарный зазор окажется меньше 3 мм, надо вынуть по одной секции с каждой стороны поршневого кольца, убавить соответствующим образом их длину и добиться, чтобы зазор был не менее требуемой величины.
Операция эта производится только с новыми кольцами.
Рнс. 391. Собранное кольцо для В стаРых кольцах, если они собраны праьильно, т. е. если примерки по цилиндру. секции их не перепутаны, проверять зазоры таким путем не требуется.
При работе с кольцом его надо держать всегда за секции с отверстиями для штифта пружины и никогда не брать его за секции со свободным концом пружины.
3-Я ОПЕРАЦИЯ. НАДЕВАНИЕ КОЛЕЦ НА ПОРШНЕВОЙ ДИСК
Все скобки, по Одной, переносятся с внутренней стороны кольца на наружную. Одна скобка, на секциях, ближайших к тем, где помещаются концы пружины, отводится назад настолько, чтобы кольцо можно было открыть (рис. 392).
Затем кольцо раздвигают, пока не окажется возможным надеть его через поршневую скалку на подвешенный поршень, как показано на рис. 392, после чего кольцо ааводится в ручей поршневого диска.
Рис. 392. Надевание кольца через скалку.
Рис. 393. Бандаж для сборки колец.
I—упорные планки. 2—угольники замка.
Рис. 394. Замок бандажа.
Рис. 396. Поршень с собранными и стянутыми бандажем кольцами.
24*
371
4-Я ОПЕРАЦИЯ. ВКЛАДЫВАНИЕ КОЛЕЦ В РУЧЬИ
Для этой операции применяется специальный бандаж (рис. 393 и 394,!. Диаметр бандажа должен быть немного меньше диаметра концевой расточки цилиндров.
Бандаж надевают на поршень, закрывая им два ручья на поршневом диске и оставляя открытым только Один (рис. 395). В этот ручей и заводится кольцо, надетое на поршень прн предыдущей операции. Сперва в ручей вкладываются секции, в которых находятся концы пружины, причем нужно следить, чтобы свободный (без штифта) конец пружины зашел в канавку этих секций. Первые секции удобнее всего располагать сверху поршня.
Затем вставляются остальные секции; при этом один рабочий держит кольцо в местах, обозначенных на рис. 395 буквой а, и не дает заложенным в ручей секциям выходить иа него. Одновременно другой рабочий, идя сверху в одном направлении, постепенно легким постукиванием деревяшки загоняет в ручей остальные секции. Как только секции начинают входить в ручей, на них надвигается бандаж.
Скобки соскакивают с секции сами, когда кольцо входит в ручей.
Если кбльцо не входит в ручей от легких постукиваний, надо обратить внимание, вошел ли как следует свободный конец пружины в канавки тех секций кольца, где закреплен другой конец пружины (со штифтом).
Когда бандаж покроет все кольцо, нужно сдвинуть его путем постукивания дальше, чтобы открыть на поршневом диске другой ручей для следующего кольца.
При постановке второго и третьего колец поступают точно таким же образом, как описано выше, производя последовательно все операции.
5-Я ОПЕРАЦИЯ. ЗАКЛАДЫВАНИЕ ПОРШНЯ В ЦИЛИНДР
С собранными и закрепленными при помощи бандажа (рис. 396) кольцами поршень вставляется в цилиндр (рис. 397) и вгоняется в него нажатием лома или легкими ударами деревянной колотушки.
Бандаж упирается в притирку цилиндра своими упорными планками и угольниками замка и сдвигается с поршня при продвижении последнего в цилиндр.
ПРИЛОЖЕНИЕ 6
ИЗГОТОВЛЕНИЕ И ПОСТАНОВКА ЖЕСТКИХ РАСПОРНЫХ СВЯЗЕЙ ПАРОВОЗНЫХ КОТЛОВ
Луганский паровозостроительный завод имени Октябрьской революции применяет следующую инструкцию по изготовлению и постановке жестких распорных связей паровозных котлов.
При смене связей рекомендуется придерживаться такого же порядка и способа работы.
ИЗГОТОВЛЕНИЕ СВЯЗЕЙ
1. Жесткие распорные связи изготовляются из круглого железа марки Ст1пов. диаметром 27 мм для связей диаметром 23 мм и диаметром 29 мм для связей диаметром 25 мм.
Материал для изготовления связей должен после прокатки отжигаться.
2. Прокатные прутки материала разрезаются на части, размеры которых соответствуют длине связей, идущих на котел. Обрезка производится дисковой пилой или пресс-ножницами, предназначенными специально для этой цели.
После обрезки для устранения наклеца производится термическая обработка-нормализация, затем набивка центров, сверловка контрольных каналов, набивка трехгранных центров и обточка иа токарных станках.
Контрольные каналы сверлятся на глубину не более 50 мм.
3. Обточенные связи проверяются предельными калибрами-скобами. Размеры скоб:
для связей диаметром 23 мм—а) скоба для утолщенной части связи 23,5—23,4 мм, б) скоба для шейки связи 20,0—20,1 мм;
для связей диаметром 25 мм—а) скоба для утолщенной части связи 25,5—25,4 мм, б) скоба длягшейки связи 20,0—20,1 мм.
Примечани е. Контрольные отверстия при постановке связей без раздачи сверлятся диаметром 5 мм. При постановке с раздачей контрольные отверстия для связей диа-метрэм 23 мм сверлятся диаметрам 6 мм, а для связей диаметром 25 мм — диаметром 8 мм. Эти контрольные отверстия со стороны, подлежащей раздаче, рассверливаются на глубине 10 мм у связей диаметром 23 мм до диаметра 8 мм, а у связей диаметром 25 мм—до диаметра 10 мм.
4 Обточенные связииарезаются на токарных станках дисковыми шлифованными гребенками (рис. 398).
Рис. 398. Дисковая гребенка.
Угол заточки гребенки а = 20 — 22°, угол захода 7 = 5— 7». Допускаемые отклонения по наружному, внутреннему и среднему диаметрам резьбы ±0,01 мм, по углу профиля ±10'. Резьба — левая, 12 ниток иа 1".
Гребенку калить и шлифовать. Материал быстрорежущая сталь. Все элементы профиля резьбы гребенки
Рис. 399. Расположение крепежных связей..
Зачерненными кружками обозначены крепежные связи.
5. Гребенки затачиваются только инструктором и обязательно по шаблону.
6. Дисковая гребенка устанавливается на пружинящей оправке, причем центр дисковой , гребенки должен быть выше оси токарного станка на 3—4 мм.
проверяются иа компараторе.
7. Установка гребенки на оправке проверяется при каждом снятии и постановке ее на место.
8. После каждой заточки гребенки первая нарезанная ею связь проверяется по углу нарезки шагу и чистоте микроскопом Цейса. Результаты проверки, .вносятся в журнал.
9. Отступление по углу резьбы допускается на ±J3Оминут, а отступление по шагу ± 0,05 мм на длине 100 мм.
10. Нарезка связен производится при 328 оборотах за 5—6"проходов гребенки.
11. Нарезанные связи подвергаются измерению предельными калибрамн-скобами по наружному, среднему и внутреннему диаметрам. Размеры скоб:
для связей диаметром 23 мм — а) скоба для наружного диаметра 23,00—23,04 мм, б) скоба для среднего диаметра 21/5—21,70 мм, в) скоба для внутреннего диаметра 20,29—20,34 мм;
для связей диаметром 25 мм — а) скоба для наружного диаметра 25,00 — 25,04 мм, б) скоба для среднего диаметра 23,65—23,70 мм, в) скоба для внутреннего диаметра 22,29—22.34 мм.
12. Нарезка связей должна быть чистой, без заусениц, царапин и т. п.
13. Для облегчения начального завинчивания резьбе связей на длине первых 2—3 ниток дается небольшая конусность—от 0,05 до 0,01 мм.
14. После нареаки связи смазываются керосином.
НАРЕЗКА ДЫР
1. Выправленные стенки топки укрепляются временными крепежными связями по рис. 399, после чего приступают к развертке и нарезке дыр.
2. Развертка дыр производится развертками (рис. 4)0) при помощи пневматической машинки. Для связей диаметром 23 мм диаметр развертки должен быть 20,2+0,<’5 мм, а для связей диаметром 25 мм—22,2+0,05 мм.
Рис. 400. Развертка.
Материал углеродистая сталь № 12. При износе по диаметру до 2’,05 мм развертка изъемлется из работы.
Рис. 401. Шарнир Гука.
1 — вилка с конусным хвостовиком.
2 — шуруп. 3 — камень. 4 — вилка с квадратным патроном
3. Развернутые дыры проверяются предельными калибрами-пробками.
Размеры пробок:
для связей диаметром 23 мм—20,3—20,2 мм, для связей диаметром 25 мм—22,3—22,2 мм.
4. Развернутые дыры не должны иметь царапин, выбоин и т. п.
5. Пневматическая машинка для развертки дыр берется с числом оборотов в минуту не более 180 и с шарниром Гука (рис. 401).
6. При работе развертка обильно смазывается вареным маслом.
7. Предварительная нарезка дыр производится шлифованным черновым метчиком (рис. 402), при помощи пневматической машннкн.
Для связей диаметром 23 мм берется метчик с наружным диаметром 22,75 +0,1 мм.
Для связей диаметром 25 мм — 24,75 + 0,1 мм. Износ метчика допускается на 0,1 мм.
8. Пневматическая машинка для нарезки дыр берется с числом оборотов в минуту от 120 до 140. При нарезке обязательно применение шарнира Гука (рис. 401).
9. Перед нарезкой каждой дыры метчик Обильно смазывается вареным маслом с зубным порошком или со свинцовыми белилами и время от времени промывается в керосиновой ванне.
10. Дыры, нарезанные первым (черновым) метчиком, прогоняются вручную шлифованным проходным метчиком (рнс. 402).
11. Наружный диаметр проходного метчика должен быть:
для связей диаметром 23 мм — 23,02 ± 0,01 мм, для связей диаметром 25 мм — 25,0 ±0,01 мм.
При износе проходного метчнка по наружному диаметру до 22,98 мм для связей диаметром 23 мм идо 2498 мм для связей Диаметром 25 мм метчик отдается в переточку на черновую резьбу.
12. Нарезанные отверстия в стенках топки и кожуха проверяются предельными калибрами-пробками следующих размеров.
Для связей диаметром 23 мм:
а) гладкая двусторонняя или ступенчатая пробка для проверки внутреннего диаметра резьбы с размерами 20,31 и 2о,36 мм;
б) двусторонняя резьбовая пробка для проверки наружного диаметра резьбы с размерами 23,02 и 23,07 мм.
Для связей диаметром 25 мм:
а) гладкая двусторонняя или ступенчатая пробка для проверки внутреннего диаметра резьбы с размерами 22,31 и 22,36 мм;
б) двусторонняя резьбовая пробка для проверки наружного диаметра резьбы с размерами 25,02 и 25,07 мм.
Примечание. Допускаемое отклонение в размерах калибров-пробок -J- 0,003—0мм.
13. Перед постановкой связей отверстия, нарезанные в стенках кожуха и топки, обязательно продуваются воздухом и осматриваются ОТК.
ИЗГОТОВЛЕНИЕ МЕТЧИКОВ
1. Изготовленные метчики проверяются в мерительной лаборатории по диаметрам, шагу и углу резьбы.
2. Допускаемая ошибка по шагу на длине 100 мм не должна превышать ±0,03 мм, а по углу ±20 минут.
3. Проверенный в лаборатории метчик испытывается в инструментальном цехе нарезкой дыр в коробке, стенки которой поставлены как стенки топки. Нарезка производится при помощи пневматической машинки.
4. О годности метчика для работы судят по состоянию поверхности нарезки и правильности ее размеров.
На длине 15 мн нитку 6 шахматном порядке не Вырибать
Рис. 402. Метчик для нарезки отверстий под связи.
Резьба по профилю Витворта 12 ниток на 1". Нитку резьбы через одну в шахматном порядке вырубить. Резьбу шлифовать. Допускаемые отклонения: половины угла профиля ±20', шага резьбы ±0,03 мм на длине 100 мм. При изготовлении метчика сначала вытачивается коиус с уклоном образующей к оси метчика в 1/15°, на атом конусе нарезается резьба с тем же уклоном в 1,150, которая затем стачивается по уклону 1/95 к осн метчика. Дно канавки параллельно оси метчика. Угол резания 85°. Метчик для предварительной нарезки (черновой) изготовляется по размерам в квадратах, т. е. с наружным диаметром — 22.75 мм и с внутренним диаметром 20,04 мм. Допускаемые отклонения по наружному и внутреннему диаметрам ±0,1—0 мм. Проходной метчик изготовляется с наружным диаметром 23,02 мм и с внутренним диаметром 20,3 мм. Допускаемые отклонения по наружному н внутреннему диаметрам ±0.01 мм. Материал — ХВГ.
5. Прн пробе нарезается не менее 6 отверстий
6. Все выпущенные инструментальным цехом метчики должны иметь следующие клейма: а) очередной номер метчика; б) наружный диаметр резьбы; в) марку стали.
7. Метчики регистрируются в особом журнале, который ведется в мерительной лаборатории-В журнал заносятся: номер метчика, размеры и результаты испытания его по нарезке
8. При признании метчика годным в журнале делается отметка ОТК о приемке.
Рис. 403. Обжимка для расклепки связей американским способом.
Материал ЭУ-7.
Рис. 404. Бородок для раздачи свяаей. Материал ЭУ-7.
ПОСТАНОВКА СВЯЗЕЙ
1. В нарезанные отверстия со стороны огия производится предварительная постановка связей с подбором их по плотности завинчивания. Предварительно ввернутые связи проверяются по плотности наощупь представителем ОТК.
2. Для облегчения ввертывания связи ставятся на вареном масле или на тальке.
3. Завертываются связи вручную воротком длиной 350—40Э мм. После завертывания представители ОТК и инспекция НКПС проверяют связи обстукиванием. Каждая связь, вызывающая сомнение при обстукивании со стороны огня, должна быть сменена; подлежат смене связи с сорванной и испорченной резьбой на наружном конце, выходящем из кожуха топки.
По принятии инспектором НКПС поставленных связей приступают к их расклепке и раздаче, г ричем соблюдается следующий порядок движения молотков: а) боковые стенки: от потолка к раме и от сере-
дины стенки к связям Тэта; б) стенки ухвата: Рис. 405. Обжнмка для связей порядок безразличен; в) задняя стенка: от Материал эу-7
потолка и от вертикальной оси к раме н к связям Тэта.
4. Расклепка ведется сначала с наружной стороны американской обжимкой (рис. 403) с применением поддержки с внутренней стороны.
5. После расклепки с наружной стороны все связи обстукиваются изнутри. Дрожащие связи подлежат смене с нанесением на планшетку. После этого связи раздаются изнутри бородком (рис. 404) и расклепываются фасонной обжимкой (рнс.405) с применением пневматической поддержки снаружи.
6. При постановке без раздачи расклепка ведется как снаружи, так и внутри американской обжимкой (рис. 403). Расклепка также производится сначала с наружной стороны с последующей проверкой и расклепкой изнутри.
7. После расклепки производится проверка контрольных отверстий, а с внутренней стороны головки дополнительное оформление фасонной обжимкой (рис. 405) с применением поддержки.
8. Если связи ставятся без расклепки с наружной стороны, то раздача и расклепка ведутся сначала с внутренней стороны, после чего связи раздаются снаружи.
9. При всех видах раздачи и расклепки обязательно применяется с противоположной стороны пневматическая поддержка. Там, где последняя невозможна, применяется поддержка подвесная, весом не менее 30 кг.
Назначение д Д. R г. h Й1
Для лапчатых 44 60 36 Б 8 И
Для анкерных болтов камеры догорания 40 58 33 7,5 12
Для связей боковых, ухватного листа и камеры дого- 34 53 45 6,3 6 12
10. Направление поддержки должно обязательно совпадать с осью связи.
11. При расклепке связей на боковой стенке допускается одновременная работа не более-двух молотков.
12. Применяемые на работе инструмент и приспособления находятся под наблюдением мастера, несущего персональную ответственность за качество работы.
13. По каждому котлу ведется журнал нарезки отверстий, постановки, раздачи и расклепки связей с обязательным указанием фамилии ответственного за работу мастера и приемщика, принявшего работу.
14. При постановке связей производится следующий пооперационный контроль:
а) проверка резьбы отверстий;
б) проверка утяжки стенок кожуха и топки после постановки крепежных связей; *
в) проверка подбора связей, т. е. проверка плотности связей после предварительной постановки их в стенку огневой коробки, согласно п. 1 этого раздела, причем связи, признанные слабыми, должны сейчас же убираться в кладовую и складываться в отдельные ящики;
г) проверка постановки связей;
д) проверка плотности связей в стенках огневой коробки и снятие планшетки после расклепки с наружной стороны;
е) проверка раздачи связей (приемщик обязан проверить раздачу контрольным бородком).
15. Весь мерительный инструмент каждую пятидневку обязательно проверяется в измерительной лаборатории и результаты проверки фиксируются в особом журнале.
ПРИЛОЖЕНИЕ 7
КАЧЕСТВО ЧУГУНА ДЛЯ ЗОЛОТНИКОВЫХ И ЦИЛИНДРОВЫХ ВТУЛОК, КОЛЕЦ И ПРОЧИХ ТРУЩИХСЯ ДЕТАЛЕЙ
Наши стандартные технические условия иа чугунное литье для золотниковых и цилиндрических втулок, поршневых и золотниковых колец и прочих трущихся чугунных деталей не соответствуют требованиям, предъявляемым к чугуну современным паровозостроением. Между тем качество чугуна играет решающую роль в устранении ненормального износа многих ответственных деталей. Опыт эксплоатации работающих на нашей сети паровозов серий ТА и ТБ американской постройки вполне это подтверждает. При первой подъемке после пробега в 40000—50 000 км на рабочих поверхностях поршневых и золотниковых втулок этих паровозов не было обнаружено никаких задиров н заработков, только некоторые цилиндровые кольца получили незначительную (не более 1 мм) овальность. Поршневые секционные кольца на нескольких из этих паровозов после пробега 50 000 км сработались всего на 1—IVgMM, при допустимом их износе до 412мм.
Опыт эксплоатации первых паровозов ФД и ИС с втулками и кольцами, изготовленными по нашим стандартным техническим условиям, дал совершенно иные результаты.
Цилиндровые втулки приходилось растачивать после пробега в 30000—35000 км. Такой же пробег приводил к износу чугунных ободов поршней до 5—7 мм, и их приходилось менять.
Золотниковые втулки растачивались после полугодовой работы.
Локомотивопроект, изучивший вопрос о необходимых свойствах чугуна для трущихся деталей, предложил в 1933 г. Луганскому и Коломенскому заводам изготовлять цилиндровые и золотниковые втулки, поршневые и золотниковые кольца, оболы поршней, буксовые направляющие и налич ики бегунковых букс из чугуна, отвечающего следующим условиям.
МЕХАНИЧЕСКИЕ СВОЙСТВА
Сопротивление изгибу — не менее 40 кг/кв. мм.
Стрела прогиба — не менее 8 мм.
Твердость по Бринеллю — от 190 до 230 (желательно в пределах 200—220 единиц Бринелля).
Цилиндровые втулки, кольцевой обод поршня и поршневые кольца должны отливаться из однородного чугуна одинаковой твердости по Бринеллю с допускаемыми колебаниями; разница
твердости не выше 10 единиц Бринелля. Так, если твердость цилиндровой втулки составляет 220 единиц Бринелля, то твердость колец и кольцевого обода может колебаться от 210 до 230 единиц-Подобным же условиям должны удовлетворять золотниковые втулки и кольца.
СТРОЕНИЕ
Структура чугуна — мелкозернистая перлитовая, с мелкими завихренными отложениями графита.
ХИМИЧЕСКИЙ СОСТАВ
Примерный химический состав чугуна (в процентах).
Углерода, общее содержание . .............. 3,1—3,35
Углерода связанного.......................... 0,7—0,8
Кремния...................................... 1,7—1,8
Марганца..................................... 0,7—0,9
Фосфора................................... . 0,4—0,8
Серы..................................не более 0,12
Количество фосфора в чугуне для буксовых наличников и направляющих должно приближаться к низшему пределу и быть не более 0,6%. Для остальных же деталей желательно приближение к высшему пределу, т. е. содержание фосфора в них рекомендуется 0,6—0,8%.
Для облегчения наблюдений над влиянием твердости чугуна на износ колец и втулок заводам было предложено ставить на этих деталях в местах, не подвергающихся износу, клейма с обозначением чисел твердости по Бринеллю.
Содержание небольших количеств хрома и никеля в чугуне, особенно при надлежащей термической обработке отливок, значительно повышает механические свойства чугуна и сопротив ление его истиранию.
В качестве присадки к чугунной шихте можно использовать халиловские чугуны, содержащие хром и никель. Ввиду этого Локомотивопроект рекомендовал в 1935 г. для колец и втулок следу ю-•ций химический состав чугуна (в процентах):
Углерода, общее содержание..................3,0—3,3
Углерода связанного..........................0,7—0,9
Кремния...................................... 1,6—1,9
Марганца..................................... 0,7—0,9
Фосфора......................................... 0,6—0,8
Серы...................................не более 0,12
Хрома........................................ 0,4—0,8
Никеля........................................ 0,15
ПРИЛОЖЕНИЕ 8
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МЕХАНИЧЕСКИЕ СВОЙСТВА
ОСНОВНЫХ МЕТАЛЛОВ, ПРИМЕНЯЕМЫХ
В ПАРОВОЗАХ ФД и ИС
Материалы, нз которых изготовляются детали паровозов ФД и ИС, условно обозначены в тексте по утвержденным общесоюзным стандартам (ОСТ).
Основные показатели механических свойств главнейших металлов, применяемых в паровозах ФД и ИС согласно ОСТ и нормальным техническим условиям НКПС (изд. 1926 г.), таковы:
Таблица 12. Сталь прокатная углеродистая
Условные обозначения {марки стали) Временное сопротивление разрыву в кг на кв. мм Относительное удлинение при разрыве в процентах Загиб в холодном состоянии на 180° Примечания
для длинного образна (длина равна 10 диам.) для короткого образца (длина равна 5 диам.) Толщина оправки обозначается буквой d при толщине образна обозначаемой буквой а
CiO Ст1 Ст2 ! Н°РМ J пониж | пов СтЗ } норм J пониж Ст4 1 норм ь ) пониж 1 пов Ст5 } норм J пониж г „ 1 норм. ьто / пониж Ст7* не 32-40 34—42 38—45 42—50 50—60 60—70 70—85 испытываете 28 26 23 24 22 19 20 16 18 16 14 12 10 8 :я 33 31 27 28 26 23 24 20 22 20 17 14 12 d=-2a d=0 d=Q d=0 d=0,5a d=2a d=2a d-3a не испытывается no OCT 4125 •По норм. техн, усл НКПС <19^ г.)
Стали, для которых толщина оправки равна нулю, должны выдерживать пробу на загиб в холодном состоянии вплотную, т. е. обе половники образца после загиба должны соприкасаться по всей своей длине.
Таблица 13. Стальное фасонное литье для ответственных деталей
Условное обозначение (марка) стального литья Врем, сопротивл. разрыву в кг на кв мм не менее Относит, удлинение в процентах (для образца днам. 20 мм и длины 50 мм) не менее Характеристика Примечание
ЛСт1 ЛСт2 36 50 24 15 мягкое литье твердое . По ОСТ 791
Таблица 14. Чугунное литье
Условное обозначение (марка) чугунного литья Врем, сопротивл. изгибу в кг на кв мм не менее Стрела прогиба в мм не менее Примечание
ЧЛ1 ЧЛ2 ЧЛЗ ЧЛ4 32 28 24 не испытывается 8 4 По ОСТ 970
Испытание проводится на статический изгиб круглых образцов длиной в 650 мм и диаметром 30 мм при расстоянии между опорами в 600 мм.
ПРИЛОЖЕНИЕ 9
ВЕСА ГЛАВНЕЙШИХ ЧАСТЕЙ И ДЕТАЛЕЙ ПАРОВОЗОВ ФД и ИС
В производственной практике заводов промышленности н транспорта, а также железнодорожных депо часто бывает необходимо знать веса некоторых комплектных частей и отдельных деталей паровоза (для расчета подъемных приспособлений, для подсчета’ веса потребных запасных частей и пр.).
Ниже приводятся теоретические т. е. подсчитанные по чертежам) веса главнейших деталей и комплектных частей парчвозоа ФД и ИС и нх тендеров.1
Веса даны для деталей в окончательно обработанном виде.
Таблица 15. Вес частей н деталей паровозов ФД и ИС
Нанменованне частей н деталей Вес в кг для паровозов
ФД 1 ИС
I. Котел 1. Котел порожний, без арматуры, гарнитуры, обмазки и обшнвки . . 29955 29434
2. Дымогарная труба 24 24
3. Жаровая . -... 41,5 41,5
4. Комплект дымогарных труб 1056 1056
5. » жаровых „ 5385 5385
6. Крышка сухопарного колпака 86 86
7. Дверка дымовой коробки (с петлями) 100 100
8. Передний лист дымовой коробки (с петлями) 260 260
9. Свод топки • 475 475
II. Гарнитура 1. Коллектор пароперегревателя н коробка многоклапавного регулятора (без деталей регулятора) - 895 895
2. Детали многоклапанного регулятора 100 100
3. Конус четырехдыриый (без насадок) 145 145
4. Элементы пароперегревателя (полный комплект) ... .... 3360 3 360
5. Качающаяся плита колосников (1 шт) 36 36
6. Откидная плнта колосников 54 54
7. Неподвижная плнта колосников 33 33
8. Песочница (без форсунок, крышек, сеток и прочих принадлежностей) 164 164
9. Топочная дверка (комплектная) 140 140
III. Арматура. 1. Пароразборная коробка насыщенного пара (без аентнлей) .... 83 83
2. Инжектор Фридмана 56 56
3. Инжектор Натана 54 54
4. Лубрикатор 36 20
1 Веса даны для паровозов постройки 1S33 — 1934 гг.
Наименование частей и деталей Вес в кг для паровозов
ФД ИС
IV. Стокер
1. Головка стокера (без деталей) 348 348
2. Детали головки стокера 147 147
3. Конвейерный винт малый | 130 130
4. Конвейерный винт большой । 200 200
5. Корыто конвейера (с винтом, зубчатой передачей и приводом). . 1 915 915
6. Паровая машина стокера (комплектная) 1 680 680
V. Паровая машина
1. Цилиндр паровой машины паровоза (без крышек, втулок и болтов) 2820 2820
2. Цилиндровая втулка 337 337
3. Золотниковая втулка | 53 53
4. Цилиндровая крышка передняя (без обшивки и изоляции) ... 174 174
5. Цилиндровая крышка задняя (без обшивки и изоляции) 227 227 '
6. Патрубок (крышка) золотниковой коробки, передний, с крышкой (без обшивки) 135 57
7. Крышка переднего патрубка золотниковой коробки . . . . । 20 —
8. Патрубок (крышка) золотниковой коробкн, задний . 240 240
9. Параллель (комплектная) 295 340
10. Крейцкопф с бабитовой заливкой без валика и клина 180 180
11. Бабитовая заливка крейцкопфа (после обработки) . . . 18 18
12. Поршень со скалкой и с кольцами снст. Штарева ... 390 390
13. Поршень со скалкой н секционными кольцами 343 343
14. Золотник со скалкой н с кольцами 141 141
15. Паровпускная труба с фланцами 120 120
16. Поршневое дышло без подшипников и валика . 310 372
17. Первое сцепное дышло (без подшипников и валика) 86 111
18. Второе сцепное дышло без подшипников и валиков . 224 243
19. Третье спепное дышло без подшипников и валиков 1 П9 108
20. Четвертое сцепное дышло без подшипников и валиков 86 —
21. Подшипник передней головки поршневого дышла 14,3 14,3
22. Подшипник (плавающая втулка) задней головки поршневого дышла 39 39
23. Подшипник (плавающая втулка) сцепных дышел, центровой .... 32,5 32,5
24. Подшипник (плавающая втулка) сцепных дышел первой, второй, четвертой и пятой осей | 10,2 10,2
25. Шаровая плавающая втулка переднего сцепного дышла .... — 12,4
26. Кулисса (комплектная) 131 196
27. Кронштейн подшипников кулиссных папф 132 —
434
29. Смазочный пресс Натана ...... 70 70
30. Первая сцепная колесная пара (комплектная) ..... . . . 0 326 3672
31. Вторая снепная колесная пара (комплектная) 3182 3822
Наименование частей и деталей Вес в кг для паровозов
ФД I 1
32. Третья ведущая колесная пара (комплектная) 5719 5515
33. Четвертая сцепная колесная пара (комплектная) 3182 3692
34. Пятая сцепная колесная пара (комплектная) 3 032 —
35. Колесная пара передней тележкн (комплектная) 1228 ' 1490
36. Колесная пара задней тележки (комплектная) . . . . 1876 1876
VI. Экипажная часть
1. Струнка буксового выреза рамы для сцепной оси 106 106
2. Струнка буксового выреза рамы для ведущей осн ..... ... 116 116
3. Струнка буксового выреза рамы задней тележки 26 90
4. Буферный брус (без буферов и сцепных приборов) 945 975
5. Накладки для букс (буксовые направляющие):
комплект- для сцепной оси 100 100
» , ведущей ’ 129 129
, » всех осей 529 429
6. Рама передней тележки 362 711
7. . задней , • 1525 3 482
8. Сектор передней тележкн 41 58,5
9. » задней . 18 36
10. Опорная плита сектора задней тележки 24 33
11. Надсекторная плита для задней тележки 29 30,5
12. Консоль для надсекторной плнты задней тележкн 73 205
13. Люлька передней тележкн 120 183
14. Шкворневой стакан передней тележки 98 82
15. Рессора сцепной оси 114 134
16. Рессора передней тележки (листовая) 38 45
17. Рессора задней тележки 114 108
18. Рессорная стойка сцепных осей 33 33
19. Букса первой н пятой сцепных осей (корпус с торцевыми надел- 176 505
20. Букса второй и четвертой сцепных осей (корпус с торцевой надел- 170
кой)
21. Букса ведущей осн (корпус с торцевой наделкой). 229 229
22. Букса передней тележки (корпус) 62 89
23. Букса задней тележки (корпус) 112 112
24. Подшипник буксы сцепных осей 42 42
25. . ведущей оси 38 38
26. Боковой вкладыш буксы ведущей оси 10,6 10,6
27. Подшипник буксы передней тележки 15 33,5
28. Подшипник буксы задней тележкн с бабнтовой заливкой 37,5 37,5
29. Бабитовая заливка подшипника буксы задней тележки 4,5 4,5
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Правило пользования. Для удобства пользования составные термины внесены в предметный указатель в перекрестном порядке, т. е. Плавающая втулка и Втулка плавающая; Переводной винт и Винт переводной; Паровозные осн и Оси паровозные н т. п. Знак тире (—) заменяет одно илн несколько слов предыдущего термина, причем, если этот знак заменяет два или несколько слов, то в предыдущем термине эта часть отделена знаком ||.
Алемайт...............358
Анкерные болты........21
Анкерный болт || .... 26
— с конусной нарезкой . . 27 -Тэта..................26
Аппарат фрикционный см.
Фрикционный аппарат Арматура котла .... 89—115 — котла, материал .... 90 — паровой машины ... 184
Бабнтовая заливка крейп-копфа................169, 171
Байпас..................197
— сборка................199
Бак водяной тендера || — 4-осного................321
— 6-осного проектного . .341
— 6-осиого типа 1932 г. . . 333
Балансир продольный || пе-
редней тележки ИС . . . 275 — передней тележки ФД . 273 — передней тележкн ФД, устройство................270
Балансирная букса тележки 6-осиого тендера типа 1932 г.... . - . . 335, 337
Балансиры главной рамы паровозов ФД н ИС . . 292 — рессорного подвешива-
ния задней тележкиФД 284 — сцепных осей ФД . . . 294 Балка шкворневая тележки
6-осного тендера типа 1932 г....................336
Балки боковые колосниковой решетки............69, 70
— поперечные тележки 6-осного тендера типа 1932 г....................336
— продольные тележки 6-осного тендера типа 1932 г....................335
— тележки 6-осного проектного тендера . . 343, 344
•/, 25 Паровозы ФД-ИС—676
Балочки лобового лнста кожуха топки............27
— передней решетки котла 29 Бандаж для вставки поршня
в пнлнндр с секционны-
ми кольцами............372
— для сборки секционных колец..................372
Бандажи движущих колесных пар ||.............216
— крепление............216
— иатяг .............. 216
— размер............216
Банда жн поддерживающих
колесных пар...........297
Барабаны котла..........28
— котла, кромки......29
Башмак тормозной колод-
ки (( паровозной.......308
— 4-осного тендера . . . 354 Боковой вкладыш буксы
ведущей осн ...... 267 — клии буксы ведущей оси . 267 Бобовые балки колоснико-
вой решетки........69, 70
Болт контркривошнпа ФД
и ИС...................229
— предохранительный зад-
ней тележки ИС .... 287 Болты гибких опор котла 39,254 — крепления параллели 173,174 — креплений элементов перегревателя, материал н число...................50, 53
— крепления дымовой ко-
робки с цилиндрами . 39, 154 — крепления стяжного па-
ровозного ящика .... 255 — крепления цилиндров
к раме.................154
— междурамных креплений 253 — параллели............173
— соединения паровозных
рам...............251, 252
— цилиндрового блока . . 154 Бородок для раздачи связей 376
Бронза свинцовистая, осо-
бенности, состав .... 200 Брус буферный см. Буфер-
ный брус
Будка..................301
Букса балансирная тележки
6-осного тендера типа
1932 г..............335, 337
— задней тележки ИС, выемка из рамы .... 289
— задней тележкн ИС, устройство ........... 281
— задней тележки ФД . . 285 — передней сцепной оси
ИС, смазка.............268
— передней сцепной оси
ИС, устройство.........268
— передней тележкн ИС, устройство........277, 279
— передней тележки ФД . 274 — тележки 6-осного про-
ектного тендера .... 348 — 1-й н 5-й сцепной оси
ФД.....................293
— (корпус) 2-й и 4-й сцеп-
ной оси ФД и ИС . . . 261 — 4-осного гендера .... 328 Буксовая масленка .... 262 — струнка............ •
Буксовые накладки,ремонт . 258 — накладки, устройство . 257 — наличники, смазка . . . 2«1 — направляющие тележки
6-осного проектного тендера ............... 343
— направляющие (чугун), ||
механические свойства . 377 — строение.............378
— химический состав . . 377 Буксовый подшипник, дей-
ствие смазочных канавок. 361 Буксы ведущей оси . . • 265 — крайних осей тележки
6-осного тендера типа 1932 г............ . . . .337
— паровозов ИС......268
Буксы, смазка...........262
— смазка гризом.........268
— сцепных осей, мате-
риал ..................261
— сцепных осей, устройство ..................259
— 6-осного тендера типа
1932 г., смазка .... 338
Буфер..................300
— радиальный между паро-
возом и тендером.... 255
— соединения паровоза с тендером............ 299
Буферный брус ]| паровозный ...................253
— 4-осного тендера .... 323
— 6-осного проектного тендера ...................343
— 6-осного тендера типа
1932 г..................335
Вал зубчатых колес стокера ..................118
— коленчатый машины сто-
кера ..................126
— откидных плит колосни-
ковой решетки...........70
— переводного механизма . 233 — переводной, материал и
размеры................239
— шарнирный привода па-
ровой машины стокера . 134 Валик золотникового ку-
лачка .................224
— крейцкопфный.........170
— соединения кулиссы
с эксцентриковой тягой
ИС.....................233
Валики конусные........220
— кулиссной тяги ФД . . 225 Вальцовка труб..........33
Величина сопротивления от
треиня, определение . . 352 Вентили на паровозе ИС
для залнвкн зольника дымовой коробки и поливного рукавчика .... 109 — регулирующие распре-
делительной коробки стокера см. Регулирующие вентили
Вентиль для выпуска пара нз котла ............. 101
— главный паровой распределительной коробки стокера................123
— общий паровпускной к соплам стокера, правило пользования............140
— сифона . . . • .... 101 Веса главнейших частей и
деталей паровозов ФД н
ИС.....................380
Вннт малый стокера . . .120 — переводной ......... 237
Винтовая пресс-масленка опор топки и шаровой опоры задней тележки 40,232
Винтовая стяжка объединенная ................. 4
Винтовой пресс смазки шаровой опоры задней тележки ФД...............282
Винты конвейера стокера || 116 — материал.............120
Вкладыш шаровой передней тележкн ИС || смазка вклапыша ..............277
— устро iCTBO..........276
Водило передней тележкн || ИС.....................276
ФД.....................273
Водозапорные клапаны бака || 4-осного тендера . . 322 — 6-осного проектного тендера ...................343
— 6-осного тендера типа 1932 г..................334
Водомерные стекла .... 92 Водопробные краники водяного бака 6-осного проектного тендера . . . 342 — краникн 6-осного тендера типа 1932 г........334
— краны топки...........92
Водоспускной клапан автоматический [[.•.... 160 — золотниковой коробки стокера, пользование . . 140
Водоуказательные приборы 91
Водяная колонка || .... 91 — бака 6-осного тендера типа 1932 г............338
— вариант соединения низа водяной колонки С котлом.....................92
Водяное сопло инжектора
Фридмана, измененное . 109
Водяной бак 4-осного тендера ..................321
— бак 6-осного проектного тендера................341
— бак 6-осного гендера типа 1932 г............333
— промежуток под камерой догорания...............17
Возвращающий аппарат передней тележки 4-осиого тендера .............. 327
— механизм передней тетележки ИС.............276
— прибор 2-й и 5-й сцепных осей ФД, укрепление 254 — устройство ......... 293
Воздухоразборная коробка 306 Воздухораспределительный кран привода продуваль-иых цилиндровых клапанов ...................187
Воздушный насос тормозной ....................305
Вороток для завертывания связей ................. 375
Вращающаяся цапфа, конструктивные формы создания жидкостного трения .......... 360
Вредное пространство машины ||
— паровозной ...........159
— стокера .......... 125
Вспомогательные опоры топки....................41
Втулка передней опоры кулачкового вала .... 369 — плавающая см. Плавающая втулка
— в стенке топки для прибора продувки труб . . 78 Втулки золотниковые см.
Золотниковые втулки — золотниковые н цилиндровые (чугун), || механические свойства .... 377 — строение ............ 378
— химический состав . . . 378 — цилиндровые, размер, запрессовка ..............155
Выбор типа н основных размеров паровоза . . .
Выкатка среднего ската тележки 6-осного тендера типа 1932 г..............
Выхлопная труба || машины стокера . • .............
— паровозная .........
Выхода пресса Натана, число и назначение ....
Вязкость жидкой смазки, свойство ...... 354, — жидкой смазки по Энглеру, определение . . .
— смазочного масла, значения для некоторых Сир-
Гайка крепления элементов перегревателя ...........
Гарнитура котла .... 61-Гибкая опора будки . . . Гибкие подбрюшные опоры котла ||
— ИС, укрепление . . 29,
— ФД, укрепление . . 29, — устройство.............
Главный вентиль паровой распределительной коробки стокера ...........
— воздушный резервуар . — запорный клапан || — неисправности, ремонт . — правило пользования . — устройство.............
Головка распределительная
см. Распределительная головка
— соединения хобота с корытом Стокера ........... 119
— створчатая стокера, материал ..................120
—• тяги переводного винта
паровозов ИС . . . 241, 244 — шаровая переднегосцеп-
ного дышла ИС . . . .211
SS’ Si 888
Головки сцепных дышел паровоза ИС..............
_ ......................2U6
Гриз ...............213-
— запрессовка............ZI«
. . 153, 178
109
37
Задняя решетка котла ... 15 - тележка ИС, || предохра-интельный болт...........26/
— устройство.............
— отклонение ............
— устройство ............ zbU
— тележка ФД, || изменение нагрузки на бегунок . - 284 — смазка шкворневой опо-рЫ •.•••••*• 9ЯП — устройство •••••• Z Зазоры в головке 2-гон 3-го сцепного дышла ФД • • zuo Закладывание подбивки в буксу .................
Заклепки топочной рамы. . io — швов барабанов котла . 26 Заливка мусора зольника и
ДЫМОВОЙ коробки ...» 16 Заплечики клапанов регу-Затвор3 дверки дымовой коробки .................
Защитный лист корыта сто-
кера.....................о-,
Значение смазки..........«и
о. Золотник машины стокера . 128 . 67 — регулировка . • • • • • 140
30 Золотник паровозный, || 31 ----------- ....
. 12
Двери будки ....... 303 Дверка дымовой коробки . ба Движущие колеса, II — диаметр...............™
___устройство...........Z±D Действие смазочных кана-вок......................
— смазочных канавок в Ц буксовом подшипнике . 6Ь1
— крейцкопфном валике . ЗЬ1
Дефлектор...........124> 141
Деформации стенок топки . 21 Дисковая гребенка нарезки связей .................373
Дистиллаты, определение • Добавочное окно золотниковой втулки . . • 153, Дымовая коробка, заливка мусора ... •„•••• — коробка, устройство . • — труба Дымогарные трубы ц . . -— постановка ...........
- число, размер .....
Дышла сцепиые см. Сцепные дышла
Дышло поршневое см. Поршневое дышло
Дышловой механизм, || смазка...........’ ' ' iqo
— устройство............
56
38
Жаровые трубы || - - -
— постановка ...........
— разбивка в решетках . — число, размер - • • •
Жгут.........'..2.
30
. 31 - -
12 — устройство
Желобок водопробных кра- ^“фимовГ’
нов водяной колонки . . 92 Тр ф Жесткие распорные свя- — скалка п р
— нарезка дыр...........374
— пооперационный кон-троль . . •••••••• а'* Жидкостное треиие || . . . оао — требования его полу-чення ..................360
Задвижки корыта стокера 116
Заделки цилиндровой крышки .................
Задняя опора || кулачко-вого вала...............
___кулачкового вал а,зазоры ооу
— топки, 11 напряжения при
подъемке паровоза ... 36b
— устройство ....••
Золотниковый кулачок па-ровой машины стокера . 126 — кулачок ФД............
— сальник машины стокера 180 — сальник паровозный . -183 Зольник, заливка мусора . . 169 — устройство............22
Зуб шаровой чашки соединения хобота с корытом стокера....................
Зубчатая передача стокера || 118 — смазка................
— устройство............11'
Зубчатые колеса стокера, смазка, устройство . . 118
Изготовление жестких рас-порных связей...........372
— метчиков для нарезки
отверстий под связи • . 3/э Изоляция котла ...... 3U4 Инжекюр Натана, П пуск
в ход................’ ’
— установка..............
— устройство.............
Инжектор Фридмана . . . we Искроуде; ж 1тель американ-
ского типа || 68
— с цилиндрической сет-
кой паровозов ИС.... 69 .'.скроудержательные и ис-
крогасительные приборы 68
диаметр............• •152
- открытие окон, площадь Иси^удоржательные ОКОН...................’ 17Я -------nl
— ремонт и уход.........
— устройство ......... 11
Золотники раздвижные си-
стемы Трофимова ....!/» Золотниковая втулка ма-шниы стокера • - • • Золотниковая втулка паровозная || 1 7Я
_ добавочное окно . . П», i/o — запрессовка ..........
— качество чугуна . • • • '
Плодниковая крышка пе-оедняя при золотниках
__скалка паровозная . • • 178 Золотинчок крана песоч-ницы, ([положение • ’ * gg
Золотничок сервомотора . . 243 Зоютниковые диски . . . к — кольца машины стокера, устройство, изготовление 128 — кольца (чугун), механи-ческие свойства - • - - g7g к „‘„д свода . — строение •••••• 070 _____ «««nrnvri
— химический состав . • • о/о Золотниковые кольца паровозные, || I радация разме-ров при расточках.. . • - материал........... ’
— опорные .... „ • • — пружинящие, первый ва-। риант ................. • 177
- второй вариант . . • > Сборка...................
Золотниковые крышки. .
Калибры для проверки уста-новки кулачкового вала обо, 3*'9
Калибры-пробки для проверки нарезки дыр в топ-ке под связи..............о'4
— -скобы для проверки на-резки связей.............•
— -скобы ДЛЯ проверки об-точенных жестких связей 3/2
Камера догорания, особен-иости...............у5’ 14
Картер машины стокера, устройство..............
Качество чугуна для золотниковых и цилиндровых втулок, колец и прочих трущихся частей .... 3//
Кипятильные трубы Ц . - • » — признак появления на-кипи ...................
— циркуляция воды . • »* Кирпичи свода ..... 19. Клапан водоспускной автоматический паропровода машины стокера, устрой-ство................. 120
Клапан воздушного приво-да свистка..............
- дышловой масленки для твердой смазки . . . . 21о
Клапан см. Запорный кла-
। пан; Предохранительный
। клапан и т. д.
Клапаны воцозапорные см. Водозапорные клапаны — зольника..............72
— многоклапанного регулятора, || материал и изготовление ...............57
— постепенность и высота подъема...............57,369
— сборка и проверка . . . 367 — устройство и число . 55, 56 Клин между цилиндрами и
рамой ........... 154, 253
— подшипника буксы 4-ос-
ного тендера ......... 329
— соединения между паро-
возом н тендером . . 300 Кожух пароразборной ко-
робки .................305
— топки ||..............16
— наклон потолка .... 17 — толщина стенок........22
— устройство.........17
Коленчатый вал машины
стокера .............. 126
Колеса движущие ФД и
ИС. || диаметр.........152
— устройство........216
Колесная пара || ведущая и
сцепная .............. 216
— тележки 4-осн. тендера . 328 — 6-осного проектного тен-
дера ..................348
— 6-осногб тендера типа
1932 г...............• . 338
Колесные пары поддержи-
вающие ................297
Коллекторная коробка . . 54 Колодка тормозная см. Тормозная колодка
Колонка водяная см. Водяная колонка
Колосниковая решетка [[ 69, 70 — правило качания .... 137 — сравнительные размеры . 12 Колпачок инжектора Фрид-
мана, измененный .... 109 — соединения задних кон-
цов элементов перегревателя .................52
Кольца золотниковые см. Золотниковые кольца
— (насадки) конуса .... 67 Кольца поршневые, см.
Поршневые кольца Кольцевой обод поршня || — твердость по Бринелю . 377 — устройство...........164
Кольцо разрезное соединения переднего и второго ( сцепных дышел ИС . . .211 Комбинированное отопление ...................137
Компенсаторный рычаг пе-
реводного механизма . . 239 Компрессорное масло . . . 356 Конвейер стокера || . . .116
— неисправности, ремонт 150 Консоль задней тележкн ИС 287 Конструктивные задачи со-
временной смазочной техники ......... • ... 359
— особенности паровозов
ФД и ИС........... 8—10
Конструкция парораспределительного механизма || паровоза ИС............230
— паровоза ФД..........223
Контрбудка 4-осного тендера ..................322
— 6-осного тендера типа
1932 г.................334
Контркривошип ИС .... 236
— ФД и ИС..............229
Контрольное отверстие пе-
редней цилиндровой кры-
шки ...................158
Контрольные вентили сто-
кера, регулировка ... 141 — пробки прессовой смаз-
ки ИС .................234
Контрольный кран картера
машины стокера .... 144 — штифт на цилиндре для
цилиндровых крышек . . 158 Конус четырехдырный с
раздельным выхлопом . . 65
Конусные валики........220
Коробка зубчатой передачи
стокера .............. 117
— подбивочная буксы зад-
ней тележкн ФД .... 286 — разбора насыщен, пара . 94 — перегретого пара .... 67 Корыто конвейера сто-
кера, || крепление к раме
4-осного тендера . . . 322 — крепление к раме 6-ос-
ного тендера типа 1932 г. 333
— устройство ......... 116
Котел..................11—47
— главнейшие размеры . . 12 — конструктивные измене-
ния в заказе 1935 г. . . .31
— сравнительные отноше-
ния размеров ...........12
Коэфициент жидкостного трения, влияние удельного давления . . • . . 353
Коэфициент сухого трения, влияние ||
— давления ........... 353
— материала............352
— скорости ........... 353
— трения ............. 352
Коэфициенты жидкостного
трения, значения . . 353, 354 — сухого трення, значе-
ния ..............352, 353
Кран воздушной песочницы 86 — контрольный картера
машины стокера .... 144 — топки спускной .... 98 Краны водомерного стекла 93 Крейцкопф, заливка баби-
том, ремонт и смазка . .170 — конструктивные формы
создания жидкостного трення ............... 359
Крейцкопф машины стокера 127 — паровозный...............169
Крейцкопфный валик . . . 170 — клин, материал . . .169
Крепежные связи.........374
Крепление будки с котлом 302 — головок элементов пере-
гревателя ..................50
Крепления междурамные см. Междурамные крепления
— тележек 4-осн. тендера . 326 Крип........................44
Кромки барабанов котла 29 — листов кожуха топки . 16 Кронштейн компенсаторного рычага переводного механизма.............239
— подшипников кулиссы ||
ИС.........................236
— ФД.......................230
Крышка на боковой стенке картера .................. 127
— золотниковой коробки
|| задняя...............161, 163
— передняя.................161
Крышка картера машины
стокера, правило постановки......................148
— коробки зубчатой передачи стокера................П7
— лаза............. - . . 30
— распределительной го-
ловки стокера ............ 124
— сухопарного колпака . . 29 — тройника передней кры-
шки золотниковой коробки .....................161
Крышки золотниковые . . 159 — коробки многоклапанного регулятора.... 57 — резервуаров песочниц . 84 — цилиндровые........... 158
Крюк тяговый передний • . 300 Кулачковый вал, || выемка . 58 — материал и изготовление 57 — промежуточные опоры . 57 — регулятора................55
— сборка и проверка . . • 367 Кулачок золотниковой
скалки ФД . . - . . . . 223
Кулисса ИС.............233
— ФД...................226
Кулиссная тяга ИС .... 232
— ФД...................225
Кулиссный камень || ИС,
подвод смазки ............ 233
— ФД, || устройство . . - . 226 — смазка ..................227
Лаз.....................30
Лампы электроосвещения ЗЮ
Лаппатые связи..........25
Легкие масла...........335
Легкоплавкие (предохранительные) пробки.........17
Линейное вредное пространство машины ||
— паровозной............159
— стокера .............125
Линейное предварение впуска паровозной машины . 152
Липкость жидкой смазкн, свойство..............354
Листовая рессора тележки
ФД передней...........274
Листы будки............301
— кожуха топки ..... 16
— огневой коробки ... 15
Литье стальное и чугунное (технические условия) . 379
Лобовой лист || кожуха топки....................16
— кожуха топки, укрепление ....................27
— огневой коробки . . .15
— огневой коробки, соеди-
нения ..................15
Лубрикатор паровозов ИС 111 — паровозов ФД, || ус-
тройство ...............но
— уход...................Ш
Лубрикаторы............109
Люк в днище водяного
бака 6-осного проектного
тендера .............. 341
— на дымовой коробке для осмотра элементов перегревателя ......... 39
— дымовой коробки над коллектором перегревателя ................. .... 39
— дымовой коробки для очистки мусора..........39
— для промывки бака 6-ос-
ного тендера типа 1932 г. . 334 Люлька передней тележки
I г
— 6-осного проектноготен-дера •................ 345
Мази...................357
Манометр паровозный . .113
— стокера.............. 132, 139
Масленка буксовая .... 262
— задней золотниковой крышки.................162
— параллели.........174
— для смазки валиков
люльки, шкворневого стакана гнезда передней тележки ИС.............278
— соединения сиепиых-
дышел паровоза ФД . . . 210
Масленки для заправки букс................ .262
— маятника ФД...........224
Маслоотделитель водяного бака 6-осного проектного тендера .............. 342
Маховички разборных вентилей ..................96
Машинное масло.........356
Маятник паровоза ФД . - 224 — соединение с приводом
пресса Натана..........225
Междурамные крепления ||
паровозов ИС . ... 255
— паровозов ФД.........254
Место для домкратов при подъемке 6-осного тендера ..................343
Метчики для нарезки отвер-
стий ||, изготовление . . 375 — под связи............374
Механический привод пе-
реводного механизма • . 240 Много клапанный регулятор|| — неисправности и ремонт 58 — преимущества.........58
— устройство .......... 54
Мусороочнститель дымо-
вой коробки.............39
Мягкий гриз.............357
Наделка буксы .........259
Нажатие тормозных паро-
возных колодбк . . 308, 309
Наинизший уровень воды в котле паровозов ФД и ИС 92
Накладки буксовых вырезов рамы задней тележки || ИС 289
— ФД...................286
Накладки буксовых выре-
зов рамы тележкн4-осио-го тендера ............325
— буксовых вырезов теле-
жкн 6-осного тендера типа 1932 г............337
— буксовых челюстей рамы задней тележкн ФД . . . 285
— продольных швов цилиндрической части котла ....................29
Наличники бегунковых букс
(чугун) ||
— механические свойства . 377
— строение ........ 378
— химический состав . . . 378
Направляющая золотнико-
вого кулачка, || ремонт . 163
— устройство........162
Направляющая труба хо-
бота стокера || .... 121
— соединение с распределительной головкой ... 121
Направляющие ребра в золотниковой коробке . .178
Нарезка дыр в топке под связи..................374
Насадки (кольца) конуса . 67
Насос тормозной воздушный ...................305
Настил будки........... . 302
Натяжной клин (боковой)
буксы ведущей оси . . 267
Нейтральность смазочного масла..................355
Неподвижные плиты колосниковой решетки заказа 1935 г.............71
Нижиий клин буксы ведущей оси................267
Ножи балансиров ||
— задней тележкн ФД . . 284
— рессорные.............202
— сцепных осей..........294
Обжимка для расклепки связей || американская . . 376 — фасонная..............376
Обоснование выбора типа и главных размеров || пассажирского паровоза . . 6
— товарного паровоза . . 3 Обратные клапаны Натаиа 194 Обшивка будки внутри . . 303 — кстла ............... 304
— цилиндров паровозных . 305 Общий паровпускной вен-
тиль к соплам стокера, правило пользования . . 140 Объединенная винтовая
стяжка, допускаемая сила тяги.........• . . 4
Огневая коробка || . . 15
— соединения листов ... 15 — толщина стенок .... 22 — трубная решетка . . . 15 Ограниченная отсечка 152, 154 Ограничители отклонения
|| задней тележки ФД . . 255 — передней тележки ИС . 279 — передней тележки 4-ос-
ного тендера .......... 327
Окна золотниковых втулок 177 — цилиндра паровпускные, таблица размеров открытий ................221
Окно будки...............303
— добавочное золотнико-
вой втулки .... 153, 178 Операции изготовления золотниковых колец паровой машины стокера . . 128
Опора будки гибкая . . .301 — роликовая рессор буксы
первой сцепной оси ИС 269 — роликовая см. Ролико-
вая опора
Опора топки || задняя гибкая 41 передняя................40
Опора шкворня || задней те-
лежки ИС..............256
— передней тележки ИС . 256 Опорное кольцо золотника, градации размеров при расточках ............. 179
Опорные пробки кулачкового вала..............369
Опоры балансиров рессорного подвешивания . .256 — котла..................39
— топки вспомогательные
для подъемки паровозов 41
Оси паровозные...........217
— поддерживающих колес-
ных пар...............297
Основная подбивка, правило постановки .... 365
Остаточные масла .... 355
Ось передняя сцепная паровоза ИС, перемещение ............... • . . 211
—сцепная передняя и задняя паровоза ФД, перемещение ...............207
Отбойный лист искроудержателя ............. ... 68
Отводящая трубка элементов перегревателя . . 49
Откидная плита колосниковой решетки заказа 1935 г.............• . 71
Отклонение головки переднего и заднего сцепного дышла ФД .... 208
Относительная вязкость жидкой смазки, определение .................354
Отопление комбинированное || ................137
— стокером ........... 135
Отсечка ограниченная 152, 154
Охлаждающий автоматический клапан .... 80
Палец кривошипа.........243
Пальцы сцепных осей . . . 218
Панцырная сетка искроудержателя ..................68
Параллель, конструктивные формы создания жидкостного треиия . . . 359 — смазка .................. 174
— устройство ........... 173
Параллельная рама ИС . . 255
— рама ФД........ 254
Параллельные рамы . . . .174
Паровая машина || паровоза, размеры.................152
— стокера, || давление . . 139
— неисправностн и ремонт .......................146
— основные размеры . . . 125
— помещение в 4-осном тендере ................... 332
— реверсирование . . . • 130
Паровоздушный клапан Ло-пушинского..................197
Паровозные оси..........217
Паровой клапан инжектора Натана.................107
Паровпускные окна цилиндра, таблица размеров открытий . . . . 221
Пароперегреватель, поверхность нагрева, сравнительные размеры . . . 12
— устройство..............48
— уход и ремонт......52
Пароподводящая труба к пароразборной коробке насыщенного пара ... 94
Паропровод шарнирный к машине стокера 116, 132, 133
Пароразборная коробка || насыщенного пара ... 94
— перегретого пара ... 67 Парораспределительный ме-
ханизм ||.............219
— смазка ............. 249
— схемы ФД и ИС .... 220 Паросушитель............64
— зонтичного типа .... 65 — сетка.................65
Педальный клапаи топоч-
ной дверки, регулировка подъема..............77
Пенетрация гриза .... 358 Переводной вал ||......239
— материал, размеры . . . 239 — уравновешивание . . . 240 — ушки.................240
Переводной винт .... 237 — механизм, смазка . . . 249 Переводные механизмы . . 237 Передние тележки ФД и ИС,
проверка и ремонт . . . 279 Передняя опора кулачко-
вого вала, зазоры . . 57,869 — тележка ИС ||
— отклонение ......... 279
— условия прн подъемке паровоза...............279
— устройство...........274
Передняя тележка ФД, ||
отклонение ........... 273
— регулировка нагрузки на ось.................273
— условия при подъемке паровоза........... 274, 367
— устройство ...... 270
Переключатели электро-
освещения ............310
Перекрышн золотника машины стокера ......... 125
— пар>возного золотника . 152 Перемещение 1-й и 5-й
сцепных осей ФД .... 207 Перлитовый чугун, свой-
ства, состав...........258
Песочница, устройство . 83
— уход и пользование . . 87 Петикот ................67
Петли дверного листа ды-
мовой коробки...........38
Пирометр...............113
Питательные приборы . . 101 Питательный клапан инжек-
тора Натана............106
Плавающая втулка || . . . 199 — материал и устройство . 199 — поршневая............202
— сцепного переднего ды-
шла, 2-го и 3-го .... 206 — уход............ . . 201
Плавающая шайба буксы
задней тележкн ФД . . . 285
Планки защитные на главной паровозной раме ...............• ... 252
Плиты колосниковой решетки . . ...........69, 71
Площадки...............304
Площадь живого сечения колосниковой решетки . 70 Пневматический привод топочной дверки, || причины отказа от работы, уход . 78 — устройство.........75, 76
Поводок маятника ФД . . Подбивка буксы I] задних тележек ФД и ИС . • .
— наружных шеек .... — правило приготовления — тендерной буксы, правило приготовления . .
Подбивочная буксовая коробка || для гриза ....
— для задней тележки ФД . — паровозная ...... Подбивочный клин .... Подвеска кулиссной таги ||
ИС...................
— ФД....................
Подвеска рессорная • 293, Подвески тормозных колодок ....................
Подводящая трубка элементов перегревателя . . .
Подготовка буксы перед закладыванием подбивки
Поддерживающие колесные пары....................
— осн...................
Поддержка элементов перегревателя в жаровой трубе . . •.........51,
Поддержки при расклепке связей............’ . . .
Подкладки барабанов цилиндрической части кот-лг
Подсекторная планка передней тележки ИС . . . — подушка задней тележкн ФД...........283,
Подушка буксы первой сцепной оси ИС ....
— подсекторная задней тележки ФД ..... 283, — соединения паровоза с тендером ...............
Подшипник букс сцепных осей.............. 259,
— буксы |[ ведущей осн . . — передней тележки ФД . — 4-осного тендера . . . — 6-осного проектного тендера ...................
— задней тележки || ФД . . — смазка ...............
— устройство ........
Подшипник коленчатого вала машины стокера . .
— кулачкового вала .
— переводного вала . . .
— привода конвейера стокера ||
— смазка . . . . >.....145
— устройство ......... 134
Подшипник шатуна машины
стокера, || неисправности. 147
Sas 8181 Ш Н в 9 8 § s g Ш Ш i Ш 8:
Подшипник шатуна машины стокера, устройство . . ..........126
Подъемка паровозов на домкратах ................366
Поливка угля на тендере . 109
Польстер..............3->9
Понятия о трении .... 351
Поперечные балки тележки
6-о< него тендера типа 1932 г.................336
Поползушка крейпкопфа стокерной машины ||
— неисправности........147
— устройство...........127
Порог распиливающей го-
ловки стокера . . . 122, 123
Поршень паровозной ма-
шины || ...............163
— с секционными кольцами ................... 165
— с чугунным ободом и
кольцами Штарева . . . 164
Поршень наровой машины стокера .............. 128
— пневматического приво-
да топочной дверки . . 76
— сервомотора ...... 242 Поршневая скалка || паро-
возная ................168
— паровой машины сто-
кера •.................128
Поршневое дышло парово-
зов || ИС............ 204
-ФД....................202
Поршневое кольцо || — секционное...........166
— Штарева..............164
Поршневой сальник || ма-
шины стокера . . . 129, 130
— паровозный...........181
Поршневые кольца паро-
возные ]] материал . . . .168 — механические свойства 377 — строение ........... 378
— твердость по Бринелю . 377
—химический состав . . 377
Поршни паровозной машины, ремонт.............166
Порядок подъемки парово-
зов на домкратах .... 366
Постановка жестких рас-
порных связей || .... 376
— пооперационный конт-
роль .............. . 377
Постоянство смазочных' ма-
сел ...................355
Потолок кожуха топки, наклон..................17
— огневой коробки, наклон 17 Потолочный лист I] кожуха топки...................16
— огневой коробки ... 15
Предохранительные клапа-
ны || на котле..........96
цилиндровые ........ 184
Предохранительные планки на паровозной раме . . 252
•— (легко-плавкие) пробки 17
Предохранительные шайбы щек крейцкопфа. . . . . 171
Предохранительный болт задней тележки ИС . . . 287
Пресс Натан» || устройство ..................189
— уход.................196
Прибор для продугки труб автоматический [| . . . . 78 — с ручным приводом] . . 83 — уход................. 83
Привалочная рамка топочной дверки..............75
Привод Гаусгельтера на паровозах ИС.............318
— главного запорного клапана .....................• 62
— зубчатой передачи паровой машины стокера . . 1?4 — клапанов зольника ... 72 — переводного механизма, механический (сервомотор)...................240
— продувательных клапа-
нов цилиндровых ....187 — реверсивного клапана
паровой машины стокера 131 — регулятора, устройство
и регулировка...........58
— ручной переводного механизма................237
— свистка...............96
Приготовление подбивечного материала ......... 364
Приливы на золотниковой коробке .............. 156
— на паровозных цилиндрах ...................156
— на паровпускном патрубке цилиндра.........156
Прилипание жидкой смазки, свойство ............. 354
Приспособление для выжимания крейцкопфного валика ..................172
— для смены лопнувших рессор ............... 296
Пробка для прочистки || корпуса форсунки песочницы ...................85
— сопла песочницы .... 85
Пробка укрепления цилиндровой втулки...........155
Пробки контрольные прессовой смазки ИС .... 234 — крышки коробки зубчатой передачи стокера . .118 — (промежуточные опоры) кулачкового вала . . .57
Проверка вала и клапанов многоклап. регулятора. . 367 — золотинкон при наличии сервомотора . . . 246
— н ремонт передних тележек ФД и ИС.............279
Провода электроосвещения 311
Проводка электроосвещения, схема, || I вариант . 310 — вариант 1935 г.. . . 317
Прогревательная труба пресса Натана.........191
Продольные балки тележки 6-осиого тендера типа 1932 г................335
Продольный балансир перед-дней тележки || ИС .... 275 — ФД, материал........273
— ФД, yerpoi ство .... 270
Продувательные краны топки .эверластинг', |( устройство ...............98
— уход................101
Продувательный клапан . . 185
Продувка котла.........45
Прожектор электроосвещения || .............. 310
— регулировка.........311
Прокладки хомута эксцентрика паровой машины стокера ............. 129
Прокладное кольцо промывательного люка-пробки 36
Промежуток водяной под камерой догорания, Эразме р, уход.............17
Промывательные люки и пробки ||..............34
— операции постановки . . 37
— уход.................36
Пропорции котла, опреде-
Противовесы движущих ко-
Пружина возвращающего прибора 1-й и 5-й сцепных осей ФД...........265
— золотникового сальника машины паровоза.... 183
— обратного клапана Натана ...................195
— переводного вала . . . 240
— поршневого сальника ||
машины стокера .... 130
— паровоза .............. 183
Пружина поршневых секционных колец.........166
— поршня пресса Натана . 192
— предохранительного клапана на крышке цилиндра ...............185
— предохранительного котлового клапана.........96
Пружинная скобка для сборки секционных колец . 369
Путеочиститель . . . • . 300
Пылевая шайба буксы
6-осного проектного тендера .................348
Радиальный буфер между паровозом и тендером ._ . 255
Развертка для дыр связей . 374
Разгрузочные диски кла-
панов регулятора . . .55, 56
Разгрузочный клапан регулятора ..............55, 56
Размеры котлов 3s, СУ,
ФД и ИС.................12
— машины паровозов ФД и ИС...................152
— машины стокера .... 125 — паровоза ИС........... 8
— паровоза ФД........5
Разрыхлитель песка .... 84 Рама паровоза || главная . . 250 — задняя (хвостовик)... 251 Рама тележкн задней || ИС . 287 — ФД...............• .282
— передней ФД...........270
— тендера 4-осного . . . 322 — 6-осного проектного . . 343 — 6-осного типа 1932 г . . 334
Рамы тележек тендера ||
4-осиого ............. 325
— 6-осного проектного . . 343 — 6-осного типа 1932 г. . 335 Распределительная головка
|| сервомотора ИС . . . 243 — сервомотора ФД .... 245 — стокера ||...........121
— неисправности, ремонт 151 — соединение с напра-
вляющей трубой .... 121
—устройство .......... 116
Распределительная паро-
вая коробка стокера . . 123 — плита головки стокера 122 Распыливающий порог го-
ловки стокера . . - 122, 123 Распылитель цилиндрово-
го масла................364
Расстояние между решетками котла..............29
Реверсивный клапан паровой машниы стокера || 130, 131
— неисправности ..... 140 Регулировка подачн угля стокером...............138
— пружин предохранитель-
ных котловых клапанов 96 — тормозного механизма 307 Регулировочная головка
тяги переводного вала 239 Регулировочные шайбы
большого винта стокера 119
Регулирующие вентили паровой распределительной коробки стокера || — назначение...........123
— пользование..........101
— расположение, число 124, 132
— регулировка .... 140, 141
Регулятор многоклапан-
ный см. Многоклапаниый
регулятор
— тормозного рычажного механизма 4-осного тендера ... •.............• 321
Резервуар воздушный главный .....................306
— для масла иа проектном тендере..............342
— песочниц............84
Ремонт крейцкопфа .... 173 — поршней.....................166
— и проверка передних
тележек ФД н ИС . . 279
Рессора возвращающего механизма передней тележки ИС ....... 276 — паровозная..................292
Рессорная подвеска паро-
возная ....... 292,392 — стойка .....................292
Рессорное подвешивание, || — подбор рессор...............295
— приспособление для
смены лопнувших рессор 296
— регулировка нагрузок на ось........................291
— сборка и ремонт ... 294
— тележки || задней ИС . . 289
— задней ФД................284
— передней ИС..............279
— передней ФД..............274
Рессорное подвешивание
— тендера || 4-осного ... 328 — 6-осного типа 1932 г. 338 — 6-осного проектного . . 340 Рессорные ножи (сухари) 292 — подвески .................. 292
— пружины тележки 6-ос-
ного тендера типа 1932 г. 336 Рессоры.......................292
— передней тележки ФД 274 Решетка колосниковая || . 69 — правило качания колос-
ников ........................137
Решетка котла || задняя . . 15 — передняя.....................29
— разбивка труб................31
Роликовая опора |[ передней сцепной оси паровоза ИС •.....................268
— рессор буксы первой сцепиой оси ИС ... . 269 — тележки 6-осного проект-
ного тендера..................346
Ручной смазочный пресс
для заправки гриза . . . 214 — привод |[ переводного ме-
ханизма ......................237
— топочной дверки ... 75 — тормоз || 4-осного тен-
дера .........................330
— 6-осного проектного
тендера ..................... 350
— 6-осного тендера типа
1932 г........................340
Рычаг клапанов зольника 72 Рычаги колосниковой ре-
шетки ........... • . . 70
— механизма сервомотора 242 — переводного вала . . • 233 — приводного механизма
пресса Натана ..... 194 Рычажная передача || рамы
6-осного тендера типа 1932 г........................338
— тележки 6-осного тендера типа 1932 г........393
панного регулятора . • Секторы тележки задней ||
Сажесдуватель см. Прибор для продувки труб
Сальннк золотниковый машины стокера...........130
— золотниковый паровозный ...................183
— маслопровода переводного вала ИС .... -233
— поршневой машины стокера ....... 129, 130
— поршневой паровозный 181 Сальники паровозные, уход и ремонт...............183
Сборка вала и клапанов многоклапанного регулятора ................367
— секционных поршневых колец....................369
Свинцовистая бронза, особенности, состав ...• 200
Свисток.................96
Свод.................. 19
— размеры кирпичей ... 20
Связи жесткие, ||.......21
— постановка ...... 376
— устройство, число ... 24
Связи лапчатые [[.......25
— смена..............26
Связи Тэта || с ввертывающейся втулкой...........23
— осмотр.............24
— постановка, уход .... 23
— с приварной втулкой . . 21
— с утопленной втулкой . . 23
— число..............22
Сегмент шаровой задней тележкн ФД.............282
Седла клапанов многокла-. 57
.287 .283
тележки передней ||
— ИС ... 7 ...... 277
— ФД.................. 272, 273
Секционные поршневые кольца, || сборка......369
— устройство ...... 166 Сервомотор паровозов ||
— ФД 244
— переключение на ручной привод •...........244
— проверка паровозных золотников ........... 246
— регулировка..........247
— устройство...........240
— уход.................246
Сетка искроудержателя . . 69 — паросушителя..........65
Сиденье в будке........304
Сила тяги ЭУ и Эм - . . . 4
Сифон, тяга к вентилю . . 304 — устройство............67
Скобки при сборке секционных колец . . . 369, 372
Скобы для подвешивания тележкн при подъемке паровоза ............. 279
- ФД
Скользуиы балок тележек 6-осного тендера типа 1932 г. ... ............337
Смазка букс гризом .... 269 — валиков люльки перед-
ней тележки ИС .... 278 — дышлового механизма . 213 — зубчатых колес стокера . 118 — крейцкопфного валика . 362 — кулиссного камня ИС . 233 — кулиссного камня ФД . 227 — паровозов.............351
— парораспределит. и пере-
водного механизмов . . 249 — поршней н золотников, очертание кромок колец поршневых и золотниковых. ........... ... 363
Смазочные материалы . . . 354 Смазочный мазут . . . .. 355 — пресс Натана, ]| устройство....................189
— уход..................196
Соединение винта конвейера стокера с валом большого зубчатого колеса . 118 — между паровозом и тен-
дером ..................298
— направляющей трубы с распределительной головкой стокера.............121
— хобота с корытом стокера ...................119
Сопла стокера, || устройство 123 — уход..................140
Сопло аппарата продувки труб, установка . - .80, 81
— водяное инжектора Фридмана, измененное . . . 109
Сорта масел, применяемых для паровозов...........355
Сочленение переднего и 2-го сцепиых дышел ИС . 211 — сцепных дышел ФД 208, 209 Спиральная рессора перед-
ней тележки ЦИС. . - . 295 - ФД................ 274, 295
Спускной вентиль водяной
колонки..................91
— клапан |1 автоматического
сажесдувателя............80
— автоматический паропровода машины стокера, правило пользования 133,140
— аппарата продувки труб 82 Спускной кран || топки . . 98 — паропровода стокера, правило пользования 133, 140 — „эверластинг" . . .99, 100 Средняя опора кулачкового
вала............... .369
Стакан шкворня передней
тележки . . • ... 270, 274 Сталь прокатная углеродистая (технические условия) ...................379
Стальное фасонное литье (технические условия) . . 379
Створки топочной дверки . 75
Створчатая головка стокера, || материал........120
— соединения хобота с корытом стокера ........... 119
Стекла водомерные .... 92
Стойка рессорная || . . . . 292 — передней сцепной оси ИС 268 Стокер.............114—151
— выбор сорта и марки углей..................135
— неисправности, || ремонт конвейера ............ 150
— ремонт машины .... 146 — ремонт распределитель-
ной головки .......... 151
Стокер, не правильности распределения угля по решетке н меры к устранению неправильностей . . 141 — особенности отопления -135 — правила отопления. . .136 — пуск в ход...........140
— регулировка подачи угля 138 — смазка зубчатых колес . 145 — смазка машин...........143
— управление ...... 138
— уровень масла в картере 144 — уход и экипировка ‘ . .142 Струи кн буксовых челюстей тележки 6-осного проектного тендера........344
Стяжки соединения между паровозом и тендером . . 298
Стяжной ящик паровозной рамы |[ ИС 256
- ФД, .......... . 254
— крепление............• 255
Стяжной ящик 4-осного тендера................323
— 6-осного проектного . . 343 — 6-осного типа 1932 г. . 335 Сухое трение...........352
Сухопарный колпакЦ ... 29 — явления при торможении 30 Схема прессовой смазки ку-
лиссного камня ИС . . . 235
— подвода пара к соплам стокера..............115,116
— проводки электроосвещения паровозов . . . 310, 317
— тормозного рычажного механизма || ИС .... 308
— ФД ..................307
Схемы парораспределительного механизма паровозов ИС и ФД ...........219
Сцепная ось передняя и задняя паровоза ФД, перемещение .............207
— ось передняя паровоза
ИС, перемещение .... 211
Сцепное дышло || переднее
ИС ....................212
— переднее и заднее ФД,
|| взаимозаменяемость . . 205 — выемка соединительного
валика.................210
— отклонение головки . . 208
— перемещение............207
Сцепное дышло ФД || 2-е . 206
— 2-е и 3-е, зазоры в го-
ловке дышла............206
— 3-е................. 206, 210
Сцепные дышла ИС. . . .211
- ФД...................205
— ФД, сочленение дышел .............. 208,209
Таблица весов частей и деталей паровозов ФД и ИС.....................380
— весов частей и деталей тендеров ............. 383
— влияния давления на величину коэфициента трения ...................353
— влияния материала на величину коэфициента треиия ...................352
— влияния скорости иа величину коэфициента трения ...................353
— коэфициентов треиия при
жидкостном треиии . . . 353 — размаха золотников и ве-
личины открытия окон . 153 — размеров кирпичей свода 20 — рессор ИС . -........295
— рессор ФД............295
— сортировки рессор по
группам ................. 296
— сравнительная размеров котлов..................12
—стали прокатной углеро-
дистой (техи. усл.) .... 379 — стального фасонного литья
для ответственных деталей
(техн, усл.)...........379
— характеристики парораспределения ИС..........222
— характеристики парорас-
пределения ФД .... 222 — чугунного литья (техи.
усл.)..................379
Твердый гриз...........357
Тележка паровознаязадняя |
ИС, устройство...........286
— ФД, || изменение нагрузки на ось..............284
— отклонение..............• 283
— устройство ......... 280
Тележка паровозная перед-
няя || ИС, возвращающий механизм...............276
— отклонение ...... 279 — условия при подъемке
паровоза...............279
— устройство.............274
— ФД, || отклонение .... 273 — регулировка нагрузки на
ось ...................273
— условия при подъемке паровоза ............. 273
— устройство ...... 270
Тележка 4-осного тендера . 325 — 6-осиого проектного . . 343 — 6-осного типа 1932 г. . . 335
Температура застывания смазки ................ 355
Тендер, характеристика || 4-осного................321
— 6-осного проектного . . 340 — 6-осного типа 1932 г. . 332 Тендер 4-осный..........321
— 6 осный проектный . . . 340 — 6-осный проектный,
подъемка иа домкратах 343, 344
— 6-осиый типа 1932 г.. . 332 — 6-осный типа 1932 г., выкатка среднего ската . 338
Тендеры.................320
Технические условия на механические свойства основных металлов, применяемых в паровозах ФД и ИС....................378
Топка Бельпера, ввалка . . 17 — деформации стенок ... 21 — особенности.......... 14
— радиальная.............14
— сравнительные размеры . 12 — устройство.............13
— шуровочное отверстие . 17
Топочная дверка..........74
— рама...................16
Тормоз тендера 4-осного |[ 329 — регулятор рычажного механизма ....... 331 — ручной . - •..........330
Тормоз тендера 6-осного
II проектного ••.... 350
— типа 1932 г...........338
— типа 1932 г., рычажная передача на раме тендера ...................338
— типа 1932 г., рычажная
передача тележки .... 339
Тормоза паровозов || . . . 305 — укрепление цилиндров . 255 Тормозная колодка || паро-озная...................308
— 4-осного тендера . . . .332 Тормозной рычажный механизм паровоза, нажатие колодок ||
— ИС.....................309
— ФД.....................308
Тормозной регулятор при-
бора для продувки труб . . 81
Тормозные цилиндры | . . 306 — укрепление .......... 255
Требования к смазочным маслам..................355
Трение качения..........351
— скольжения............351
Трехходовой кран прибора продувки труб . ... 81
— краник инжектора Фридмана ...................109
Труба от коллектора к коробке разбора перегретого пара.................’ .67
— питательного клапана ин-
жектора Натаиа • .... 107
Трубка заливки мусора ||
в дымовой коробке . 69, 109 — в зольнике.........73, 109
Трубка наполнения маслом
картера машины стокера 144 — прогревательная в прессе
Натаиа.................191
Трубная решетка || задняя . 15 — передняя..............29
Трубы выхлопные ..... 159 — дымогарные и жаровые, ||
устройство..............30
— постановка.........32
Трубы кипятильные .... 18 — элеменюв перегревателя 48 Турбогенератор для освещения, || усчройство. 309, 312
— уход . . . . • . . . • 315
Тяга вентиля сифона . . . 304 — эксцентриковая паровой машины стокера .... 128 — эксцентриоковая паровозная ............... 228, 235
Тяги колосннкоюй решетки 70 — переводного механизма . 239 Тяж. лдпчатой связи .... 25 Тяжад^е масла..........355
ТяяЙг (раскосы) крепления рамы с дымовой коробкой .................251, 367
— лобового листа .... 27 — передней трубной ре-
шетки ..................29
Удельное давление, определение .................352
Указатель наннизшего уро-
вня воды в котле ... 92 — «нёба топки* ........ 94
Укрепление лобового листа 21 Универсальный шарннрпри-вода к зубчатой передаче конвейера стекера ]|
— смазка...............145
— устройство ........... 134
Универсальный шарнир со-
единения винтов стокера 119
Уплотняющее кольцо || поршневого сальника.... 182 — сухопарника ..........
Уплотняющее кольцо шарового шарнира паропровода стокера...........133
Уравновешивающее устройство переводного вала . 240
Уровень масла в картере машины стокера.........144
— наинизший воды в котлах паровозов ФД и ИС.....................92
Ухватный лист || . . . . 15, 16
— кожуха топки......16
— огневой коробки . ... 15
У ход за котлом......43
Ушки переводного вала . 240
Фнтинг
— для мягкого гриза. . . 249
— для твердого гриза . . 213
Фонари электроосвещения ............... 310, 311
Фонарь будки, световой . 303
Форсировки паровозов
ЭУ, СУ, ФД н ИС . . . . 11
Форсунка песочницы... 84
Фрикционный аппарат тен-
дера || 4-осного .... 323
— 6-осного проектного . . 343
Хвостовики клапанов регулятора |[.................55
— материал н изготовление 56 — проверка длины . *56, 369
Хобот стокера .".... 119
Хомут рессоры паровозной 293 — эксцентриковой тяги ма-
шины стокера || .... 128
— износ и ремонт . . .148
Центра (колеса) паровозные 216 Цепи передней тележки . 274 Цилендр пневматического
привода топочной дверки 76 Цилиндрическая часть ко-
тла ||.................29
Цилиндровая втулка, || размер, запрессовка . . . 155
— твердость по Бринелю . 377 Цилиндровая крышка передняя, контрольное отверстие .................158
Цилиндровое масло .... 356 Цилиндровые втулки и поршневые кольца, качество чугуна .............. 377
— крышки паровозные . . 158 Цилиндры машины стокера, ||
материал ............ 126
— размеры.............125
— паровозные, || изоляция ..................305
— обшивка 305
— размеры.............152
— устройство .... 152—154 Цилиндры тормозные . . . 306 Циркуляционные трубы см.
Кипятильные трубы
Чашка шаровая соединения хобота с корытом стокера .................119
Четырехосный объединенный тендер............321
Чугун перлитовый, свойство, состав ........ 258
Чугунное литье (техн, усл.) 397
Шаблон угловой для определения угла поворота кулачкового вала .... 368
Шайба плавающая буксы задней тележки ФД . . . 285
— эксцентриковая машины стокера .............. 129
Шайбы предохранительные щек крейцкопфа .... 171
Шарнир универсальный привода к зубчатой передаче конвейера стокера || — смазка ........ 145 — соединения винтов сто-
кера . . •.............119
— устройство ........... 134
Шарнирная трубка для
подвода смазки к буксе . 262 Шарнирный вал привода
машины стокера .... 134
— маслопровод ИС .... 221 — маслопровод к 1-й сцеп-
ной оси ИС.............268
— паропровод стокера между паровозом и тендером ............116, 132, 133
Шарниры универсальные приводов к вентилям пароразборной коробки насыщенного пара..........96
Шаровая головка элемента перегревателя ||
— постановка............50
— ремонт и хранение ... 53 Шаровая плавающая втул-
ка . ..................211
— чашка соединения хобота с корытом стокера . . 119
Шаровое соединение || паропровода машины стокера ..................133
— 1-го и 2-го сцепных ды-
шел ИС .................211
Шаровой вкладыш передней тележки ИС, || смаака вкладыша ....... 277 — устройство...........276
Шаровой сегмент задней тележки ФД............282
Шатун машины стокера . . 126
Швы барабанов котла ... 28
— кожуха топки.........16
— огневой коробки .... 16 — электросварные огневой
коробки................16
Шестиосный тендер ||, объединенный, проект Локо-мотивопроекта.........340
— типа 19Ь2 г.........332
Шкворень водила передней
тележки || ИС.........276
— ФД, укрепление .... 254 Шкворень задней тележ-
ки || ИС, опора........256
— ФД..................254, 282
Шкворень соединения между паровозом и тендером ................254, 298
— тележкн 6-ссного тендера типа 1932 г........337
Шкворневая балка 6-осного тендера типа 1932 г. л . 336
— опорная подушкз тел А ки 4-осного тендера . . . 326
Шкворне! ой стакан перед-
ней тележки || ИС .... 278
— ФД..................270
Шкворневые опорные рамы
4-осного тендера .... 325
Шов передней решетки котла..................29
— соединения дымовой коробки с цилиндрической частью котла...........38
— соединения камеры до-
горания с задней решеткой котла.........•
Шпильки арматуры . . . — крепления будки к котлу . . . . •...........
— на цилиндре для крепления цилиндровых крышек ...............• . .
Шпонка крейцкопфного валика ...................
Штифт контрольный на цилиндре для цилиндровых крышек .................
Шуровочное отверстие топки ............
Шуруп для, регулирования подачи масла в прессе Натана..................
— укрепление золотниковой втулки .............
Экипажная часть.........
Эксцентриковая тяга || ИС . — ФД....................
— машины стокера || . . . — неисправности .... — устройство ...........
Эксцентриковая шайба машины стокера ...........
Электроосвещение, схема проводки............309,
Элемент перегревателя, || смеиа колпачков....
— устройство............
— число ................
Эмульсированное масло . .
Й8 S й g St S й В я
ЗАМЕЧЕННЫЕ ОПЕЧАТКИ
Стран.
148
149
153
198
267
368
Строка
15 снизу
9 сверху
13 .
8 снизу
20 .
Напечатано
выверить 42,7 ИС
6— клапаи ходящие
3— нониусная лииейка
Должно быть
вывернуть
47,1
Э*
6— канал проходящие 3— угольник
Отпечатано в типографии ,Коминте рн‘, ФЗУ им. КИМ’а Ленинград, Красная, 1, в количестве if 5 000 экэ. Сдано в набор 2 апреля 1935 г. Подписано к печати 13ЦХ— 1935 г. Заказ № 676. Уп. Главлита В 24738. Формат бумаги 77X104 см. Авт. листов 38,5. Бум. 134? Тип. зн. в 1 бум. листе 110 492.
Переплеты изготовлены на ф-ке Новая Книга.