















































































































Текст
к. П. ВОЩАНОВ
Chlpmaker.ru
РЕМОНТ
ОБОРУДОВАНИЯ
СВАРКОЙ
ИЗДАТЕЛЬСТВО «МАШИНОСТРОЕНИЕ»
Москва 1967
УДК 621.791 : 658.58-
В книге обобщен опыт по применению сварки и наплавки для
ремонтных работ.
Дана классификация разрушений и взносов деталей, рассмотре-
ны способы ремонтной сварки стальных и чугунных деталей, дан
обзор методов наплавки, применяемых для ремонтных работ, при-
ведены примеры выполнения сложных сварочных работ по восста-
новлению деталей тяжелого и крупногабаритного оборудования.
Книга предназначена для инженеров, техников и мастеров ре-
монтных служб цехов и заводов, занимающихся восстановлением
оборудования сваркой и наплавкой; она может быть рекомендована
высококвалифицированным сварщикам, связанным с ремонтными
работами.
Редактор канд. техн, наук Д Л. ГЛПЗМАНЕНКО
3-J2-6
ПРЕДИСЛОВИЕ
Сварку и наплавку широко применяют при ремонте различно-
го машиностроительного, транспортного, химического, полигра-
фического, текстильного, пищевого и другого оборудования.
С помощью этих процессов можно надежно восстанавливать
детали машин и аппаратов, вышедшие из строя и не пригодные
для дальнейшей эксплуатации, что позволяет в 2—3 раза и более
удлинить сроки работы оборудования, сэкономить народному
хозяйству значительные средства и уменьшить расход ме-
талла.
В ремонтных работах применяют разнообразные способы
сварки и наплавки. Современный уровень сварочной технологии
дает возможность широко использовать ее и для ремонтных це-
лей.
При наплавочных работах на ряде предприятий при изготов-
лении различных машин и механизмов достаточно широко при-
меняется автоматизация, а для ремонтных работ, связанных с
восстановлением вышедших из строя деталей, механизация про-
цессов внедряется в меньшей степени.
На крупных предприятиях ремонт оборудования сваркой орга-
низован хорошо и позволяет восстанавливать широкий ассорти-
мент деталей. В то же время на многих предприятиях, где ре-
монтные службы недостаточно хорошо владеют этими процесса-
ми, многие детали и части машин, которые можно было бы вос-
становить для дальнейшего использования, выбрасываются в ме-
таллолом и заменяются новыми. На такую замену деталей затра-
чиваются значительные средства и большое количество ме-
талла.
В настоящей книге автор обобщил свой тридцатилетний опыт
работы в области ремонта крупных деталей уникального обору-
дования, а также опыт ряда передовых предприятий, широко
применяющих сварку и наплавку для ремонта различных машин
и механизмов.
Систематизация и описание ремонтных работ помогут ремонт-
ным службам заводов шире применять сварку и добиваться луч-
ших результатов при восстановлении деталей, сократить расходы
на изготовление запасных частей и уменьшить простои оборудо-
вания.
3
Предлагаемая в книге классификация различных поврежде-
ний деталей является первым опытом такой систематизации и
должна помочь правильнее выбрать способы ремонта детали в
зависимости от характера ее повреждения.
Автор надеется, что широкий круг специалистов, работающих
в области ремонта оборудования и применяющих для этого свар-
ку, даст оценку предлагаемой классификации дефектов, что по-
зволит расширить опыт ее применения в практике ремонтных
служб предприятий.
Все замечания читателей будут приняты автором с благодар-
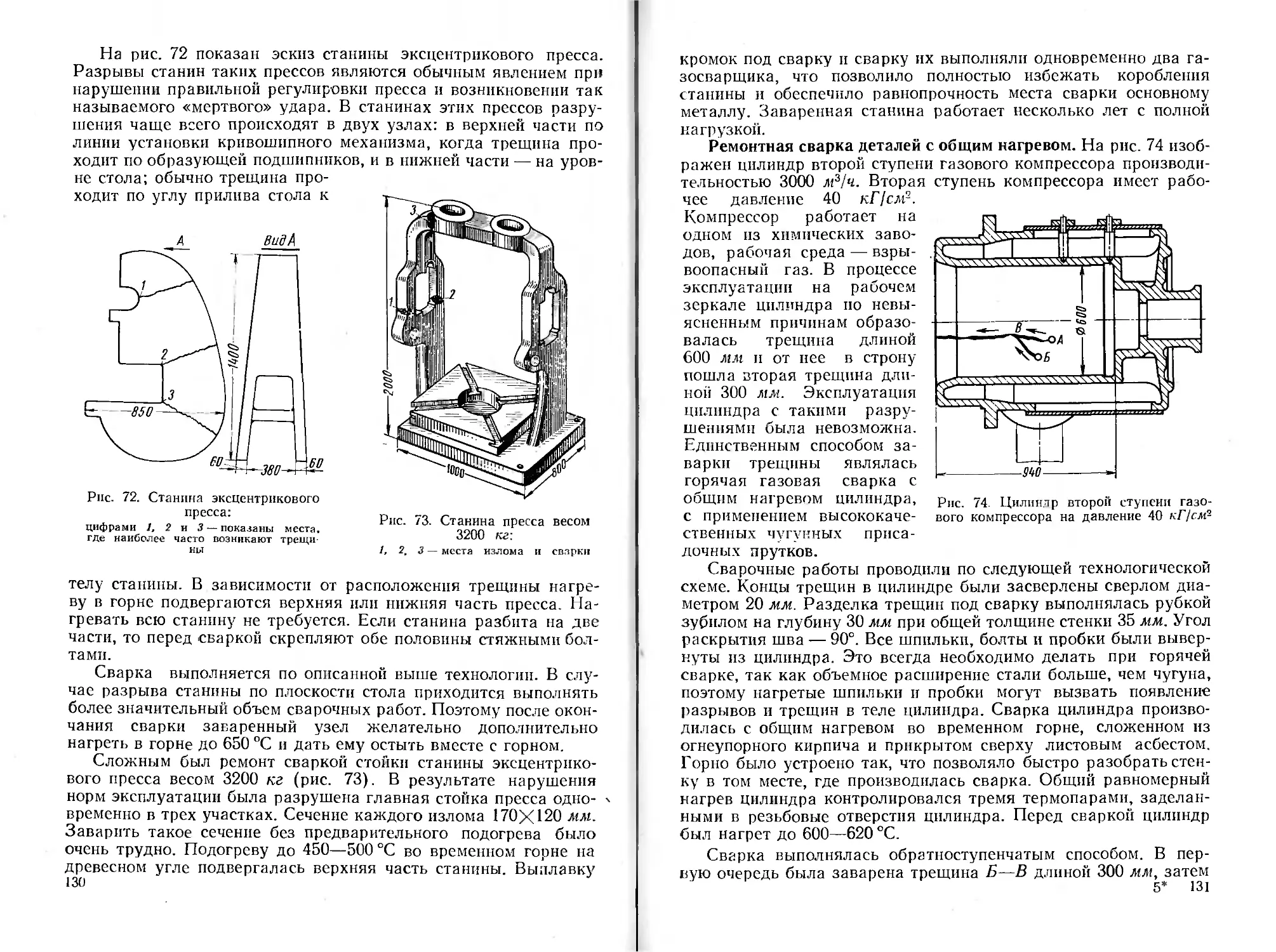
ностью.
ГЛАВА I
СО
ю
КЛАССИФИКАЦИЯ ПОВРЕЖДЕННЫХ ДЕТАЛЕЙ
И СПОСОБОВ ИХ ВОССТАНОВЛЕНИЯ
Сварка и наплавка являются технологическими процессами,
широко применяемыми в настоящее время при ремонтных рабо-
тах.
Современный уровень технологии сварки и наплавки позволя-
ет надежно, быстро и дешево восстанавливать сложные и доро-
гостоящие изделия, узлы и части машин, вышедшие в процессе
эксплуатации из строя вследствие износов и поломок.
Методами сварки и наплавки надежно восстанавливаются
даже такие сложные и точно обрабатываемые детали, как колен-
чатые валы, станины и цилиндры дизелей, компрессоров, насо-
сов; станины и цилиндры гидравлических прессов; валы и ста-
нины различных смесителей, а также другое сложное оборудова-
ние, работающее в тяжелых условиях динамических, вибрацион-
ных, тепловых и других нагрузок. Восстановленные детали, как
правило, могут работать не хуже новой детали. В ряде случаев
при восстановительных работах удается даже улучшить эксплуа-
тационные свойства деталей и повысить надежность их работы.
Это достигается как конструктивными изменениями узлов при за-
варке различных изломов и трещин, так и наплавкой поверхно-
стного слоя металлом, обладающим лучшими эксплуатационны-
ми свойствами, чем основной металл.
Все ремонтные сварочные и наплавочные работы можно клас-
сифицировать по характеру повреждений деталей, которые раз-
делим на два основных вида:
I. Повреждения рабочих поверхностей деталей и изменение
первоначальных размеров вследствие износа от истирания со-
прягаемых поверхностей, соприкосновения с абразивными мате-
риалами, поверхностных ударов, воздействия потоков газов, па-
ров, жидкостей и других неблагоприятных условий эксплуатации.
Повреждения рабочих поверхностей исправляются наплавкой
и металлизацией.
II. Повреждения, связанные с разрушениями деталей вслед-
ствие образования изломов, трещин, отколов. Такие повреждения
исправляются сваркой.
О
Для облегчения выбора способа восстановления, присадочно-
го металла и других технологических условий ниже предлагает-
ся разбивка деталей по группам в зависимости от характера из-
носа или повреждения. Эта классификация позволяет правиль
нее определить причину повреждения и выбрать способ восста-
новления, обеспечивающий высокие эксплуатационные качества
детали после ремонта при наименьших затратах на восстановле-
ние, а также оценить возможность механизации сварочных работ.
I. Износ рабочих поверхностей можно разделить на следую-
щие группы:
Группа Iн *. Износ поверхностей сопрягаемых деталей
вследствие трения (скольжения или качения) и смятия. Сюда
относятся, например, износы деталей железнодорожного подвиж-
ного состава — бандажи и центра колес, оси; проушины траков
гусеничных тракторов; коленчатые валы двигателей внутреннего
сгорания; валы турбин, насосов и детали другого разнообразно-
го Машиностроительного, транспортного, сельскохозяйственного
и химического оборудования. Поскольку большинство таких де-
талей работает при постоянных или периодических соприкосно-
вениях пары металл — металл, вновь наплавленный слой должен
иметь твердость, требуемую техническими условиями, превыше-
ние которой недопустимо.
Восстановление большей части деталей этой группы произво-
дится по строго разработанной технологии, зафиксированной
в специальных технологических картах. Такие карты обеспечи-
вают однотипность технологии восстановительных работ, возмож-
ность применения автоматических способов сварки, высокое ка-
чество и требуемую работоспособность восстановленых деталей.
Разработка технологических карт для сварки и наплавки деталей
широко применяется в различных отраслях народного хозяйства.
Типовые карты являются обязательными для организаций, вы-
полняющих ремонт. Рекомендуемые способы восстановительных
работ для деталей этой группы приведены в табл, 1.
Группа 11 н. Износ рабочих поверхностей штампов, прокат-
ных валов, ножей для резки холодного и горячего металла и дру-
гих деталей штамповочного и прокатного производства. Подоб-
ные разрушения возникают вследствие трения, ударных нагрузок,
действия температуры, газов и давления. Сварка и наплавка
при ремонте таких изделий в последнее время получили весьма
широкое применение. Созданы и с успехом применяются способы
наплавки рабочих поверхностей деталей из специальных легиро-
ванных сталей сложной композиции. Применение этих способов
позволяет в ряде случаев получить рабочие поверхности, превос-
ходящие по своим эксплуатационным свойствам основной металл.
* Здесь и далее индекс «н» означает повреждения, устраняемые наплав-
кой, а индекс «с» — повреждения, устраняемые сваркой.
6
Следует отметить, что экономическое значение этих работ для
народного хозяйства чрезвычайно велико. Штампы или прокат-
ные валки из высоколегированной стали весом в несколько тонн,
сложные в изготовлении и требующие большой точности, часто
выходят из строя вследствие недопустимого износа какой-либо
незначительной грани их профиля. При отсутствии надежного
способа наплавки деталь или бракуется, или перетачивается на
другой размер. Наплавка же позволяет быстро и надежно вос-
станавливать эти изделия (табл. 2). Разработан ряд способов
наплавки, позволяющих автоматизировать процесс.
Группа IIIн. Износ деталей, соприкасающихся с различ-
ными твердыми породами и грунтами и подверженных значитель-
ному абразивному истиранию и ударным нагрузкам. К этой груп-
пе относятся детали машин и механизмов, работающих на пере-
работке минерального сырья, обработке почвы, бурении сква-
жин, добыче руды, угля, сланцев, различных сельскохозяйствен-
ных машин, оборудования цементных мельниц, драг и другого
оборудования.
Наплавка таких деталей должна обеспечить получение твер-
дого износоустойчивого слоя. В большинстве случаев наплавлен-
ный слой может быть в последующем обработан только твердым
абразивным инструментом. Эти работы носят массовый харак-
тер, поэтому в данном случае вопросы низкой стоимости наплав-
ки, применения дешевых и недефицитных материалов имеют
большое значение. Например, наплавка лемехов тракторных плу-
гов дешевым хромистым отбеленным чугуном позволяет вдвое
уменьшить расход стали на 1 га пашни, улучшить эксплуатацию
।ракторного парка и значительно сократить расход горючего.
Рекомендуемые способы наплавки деталей этой группы приведе-
ны в табл. 3.
Группа IV н. Эрозионные и кавитационные разрушения по-
верхностей деталей, работающих под действием жидкостных или
газовых струй, обладающих большими скоростями, высоким дав-
лением и в некоторых случаях — высокой температурой.
Современные тепловые электростанции работают на высоких
избыточных давлениях пара (150—250 кГ/см2) при 475—575° С.
Рабочие поверхности регулирующей и запорной арматуры в этом
случае должны обладать высокой стойкостью, хорошо сопротив-
ляться эрозии, образованию окалины и межкристаллитной кор-
розии, обеспечивая длительную работу.
Изготовление и ремонт такой арматуры осуществляются при
помощи дуговой наплавки специальными электродами, которые
обеспечивают высокие эксплуатационные свойства и длительную
работу рабочих поверхностей этой арматуры. Уплотняющие по-
верхности наплавляются при точном соблюдении режимов
предварительного подогрева и последующей термической об-
работки.
7
Рекомендуемые способы восстановления деталей группы 1н
оо
Таблица I
Характеристика деталей Способ восстановления Электроды, присадочный металл и флюсы Возможные области применения способа
Скользящие и опор- ные поверхности штам- пованных, кованых, ли- тых и прокатанных дета- лей, изготовленных из углеродистых и низколе- гированных сталей Ручная дуговая на- плавка Электроды типа Э34, Э42, Э42А, Э46, Э46А, Э50, Э50А, Э55, Э55А, Э60, Э85 и др. (ГОСТ 9467—60), а так- же электроды ЭН15ГЗ-25: ЭН-14Г2Х-30: ЭН-18Г4-35 и др. (ГОСТ 10051—62). Тип электрода выбирается в зависимости от заданной твердости наплавленного слоя и характера работы детали. Для массовых работ рекомендуются электроды АНО-1. ОЗС-З, ОЗС-4, ЙМЕТ-3. МР-3 и др. Изделия индивидуаль- ного производства с ог- раниченными размерами наплавляемых поверхно- стей. Толщина наплав- ленного слоя не ограни- чена
Автоматическая и по- луавтоматическая на- плавка под флюсом Проволоки Св-08, С.В-08ГА, Св-ЮГА, Св-10Г2, Св-08ГС, Св-12ГС и др. (ГОСТ 2246—60) в зависимости от марки стали. Проволоки углеродистые и легированные по ГОСТу 10543—63. Порошковые про- волоки различных составов. Флюсы ОСЦ-45, АН-348А по ГОСТу 9087—59. Керамические и плавленые флюсы раз- личных составов Изделия массового производства с большими наплавляемыми поверх- ностями
Электрошлаковая на- плавка Проволоки те же, что н для автомати- ческой сварки. Флюсы АН-20, АН-22 и др. Изделия массового производства с больши- ми объемами и площа- дями наплавки
Вибродуговая наплав- ка Проволоки, обеспечивающие заданную твердость наплавленного слоя, например, Св-08, Св-10ГА, Св-12ГС и др. (ГОСТ 2246—60); проволоки 1Х18Н9Т, 3X13, У7, У9, Р9 и др., дающие наплавленный слой заданного состава, а также проволоки по ГОСТу 10543—63 Изделия, нагрев кото- рых в процессе наплав- ки нежелателен: колен- чатые валы двигателей, компрессоров и различ- ные детали оборудова- ния
Скользящие и опорные поверхности штампован- ных, кованых, литых и прокатанных деталей, из- готовленных из углеро- дистых и низколегиро- ванных сталей Металлизация Проволоки, обеспечивающие требуемые свойства металлизационного слоя, в том числе Св-08, Св-10ГА, Св-Х18Н9Т и др. по ГОСТу 2246—60 и различные проволо- ки по ГОЬ'Гу 10543—63 Тела вращения, не до- пускающие нагрева при восстановлении
Ацетилено - кислород- ная наплавка Проволоки Св-08, Св-08А, Св-10ГА и др. по ГОСТу 2246—60 и различные прово- локи по ГОСТу 10513—63 в зависимости от состава основного металла Изделия малого веса с незначительным изно- сом
Скользящие и опорные поверхности чугунных деталей Ацетилено - кислород- ная наплавка Чугунные присадочные стержни марок А или Б по ГОСТу 2671—44; стержни НЧ-1, НЧ-2 ВНИИавтогенмаша. Флюсы ФПЧ-1, ФНЧ-2 ВНИИавтогенмаша; бура или смесь буры с содой в равных количе- ствах; газообразные флюсы БМ-1, БМ-2 Различные чугунные детали малых и средних размеров с изношенны- ми поверхностями
Ручная дуговая на- плавка Чугунные электроды ОМЧ-1, ЦЧ-4, ЦЧ-3 и др. со специальными покрытиями. На- плавка по флюсу угольными электродами Различные чугунные детали массового или индивидуального произ- водства
Дуговая полуавтома- тическая наплавка Порошковые проволоки ППЧ-1, ППЧ-2 и др.
о
Продолжений табл. I
Характеристика деталей Способ восстановления Электроды, присадочный металл к флюсы Ёозможные области применения способа
Скользящие и опорные поверхности бронзовых, латунных и медных де- талей Ацетилено - кислород- ная наплавка Присадочные стержни, соответствующие по составу основному металлу. Порошко- вые флюсы для сварки цветных металлов; бура и борная кислота. Газообразные флюсы БМ-1, БМ-2 Различные детали и. меди, латуни и бронзы с незначительным изно- сом рабочих поверхно- стей
Ручная дуговая на- плавка металлическим электродом Электроды нли присадочные стержни, соответствующие по составу основному ме- таллу. При наплавке угольным электро- дом в качестве флюса применяется бура Различные детали из меди, латуни и бронзы с большим износом рабо- чих поверхностей
Полуавтоматическая наплавка порошковой проволокой открытой ду- гой, под флюсом и в углекислом газе Порошковая проволока, обеспечивающая получение металла заданного состава; плавленые или керамические флюсы —
Изношенные концы рельсов и крестовин из углеродистых сталей Ручная дуговая на- плавка Электроды типа ЭН-70Х11-25, ЭН-15ГЗ-25 и др. по ГОСТу 10051—62 марок ОЗН-250, ОЗН-ЗОО, O3H-350, ОЗН-400, К-2-55 и др. Восстановление рель- сов заводских и магист- ральных линий и под- крановых путей
Изношенные железно- дорожные крестовины и другие детали из стали Г13 Ручная дуговая на- плавка Электроды типа ЭН-70Х11-25. ЭН-70Х13НЗ-25 по TOCTv 10051—62 ма- рок ОМГ и ОМГ-Н Восстановление желез- нодорожных крестовин, стрелочных переводов
Полуавтоматическая наплавка под флюсом и в углекислом газе Проволоки НП-ЗХ13; НП-4Х13 по ГОСТу 10543—63. Порошковая проволока 3X13. Плавленые флюсы. Углекислый газ Детали, имеющие большой износ
Паровозные бандажи, вагонные колеса, катки кранов I 1 Дуговая ручная на- плавка Электроды типа ЭН-15ГЗ-25. ЭИ-20Г4-40 и др. по ГОСТу 10051—62 марок ОЗН-ЗОО, O3H-350, У-340/105 Местные незначитель- ные износы
1 Автоматическая на- плавка под флюсом Проволоки по ГОСТам 2246—60 и 10543—63, обеспечивающие в наплавке нужную износостойкость. Флюсы ОСЦ-45 и АИ-348А Сплошная кольцевая наплавка при массовом восстановлении деталей
1 1 1 Полуавтоматическая наплавка под флюсом и в углекислом газе Порошковая проволока. Проволоки Св-08, Св-08А по ГОСТу 2246—60 в соче- тании с магнитным флюсом требуемого состава или керамическим флюсом. Про- волоки НП-50, НП-65Г по ГОСТу 10543—63 Восстановительные ра- боты в условиях серий- ного и массового произ- водства при местном из- носе незначительных размеров
Примечания: 1. Выбор способа наплавки определяется наличием оборудования, присадочных металлов, флюсов, коли чеством восстанавливаемых деталей, объемом наплавки. 2. Марка присадочной проволоки и электроды выбираются в соответствии с химическим составом основного металла и требо- ваниями к наплавленному металлу. 3, Режимы наплавки определяются толщиной стенки наплавляемой детали, величиной наплавляемого слоя, химическим соста- вом основного металла.
Таблица 2
Рекомендуемые способы восстановления деталей группы Пн
Детали Способы восстановления Электроды, присадочный металл н флюсы Условия термообработки
Штампы для холод- ной обрезки и холодной штамповки Ручная дуговая на- плавка Электроды типа ЭН-25Х12-40, ЭН-У12Х12Г2ФС-55, ЭН-60ХСМ-56 по ГОСТу 10051—62 марок ЦН-5, НЖ-2, ЭН-60М, РС-10, Ш-1 и др. для наплавки штампов Малые объемы можно на- плавлять без подогрева и по- следующей термообработки. Для деталей с большей жест- костью при наплавке больших объемов требуется предвари- тельный подогрев детали до 300—400 °C. Термообработка производит- ся по техническим условиям на исправляемую деталь с учетом состава наплавленного металла
Ацетилено - кислород- ная наплавка Сормайты № 1 и 2, стеллиты В2К, ВЗК; флюс-бура обезвоженная или смесь буры и борной кислоты
Автоматическая и по- луавтоматическая на- плавка под флюсом Проволоки НП-105Х по ГОСТу 10543—63; порошковые проволоки соответствующего состава
Ковочные и вырубные штампы горячей штам- повки, валки ковочных машин, ножи для резки горячего металла Ручная дуговая на- плавка Электроды типа ЭН-ЗОХЗВ8-4О, ЭН-35Г6-50, ЭН-35Х12ВЗФС-50 ма- рок ЦШ-1, ЦН-1. НЖ-3, ЦН-7, ОЗИ-1, Х-53, КПИ-ЗХ2В8, ЦЧ-1М Предвар I (тел ьны й подогрев детали до 400—600 °C
Ацетилено - кислород- ная наплавка Стеллиты ВЗК, В2К; флюс-бура обезвоженная Наплавка в нагретом состоя- нии, последующий нагрев до 650—680 °C для снятия напря- жений
Ковочные и вырубные штампы горячей штам- повки для ковочных ма- шин, ножи для резки горячего металла Автоматическая и по- луавтоматическая на- плавка под флюсом Проволока Св-08, керамические флюсы КС-8Х2В8, КС-ЗХ2В8, КС-Х12М и др. Проволоки НП-5ХНМ, НП-5ХНТ, НП-5ХНВ, НП-45Х4ВЗФ, НП-45Х2В8Т, НП-45Х4ВЗФ по ГОСТу 10543—63; плавленые и керамические флюсы Термообработка после на- плавки по технологическим ус- ловиям на исправляемую де- таль, с учетом состава наплав- ленного металла
То же порошковой проволо- кой Порошковые проволоки ПП-ЗХ2В8, ПП-У15Х17Н2, ПП-Х12ВФ и др. В ответственных случаях применя- ется дуговая наплавка в среде уг- лекислого газа То же
Прокатные валки раз- личного назначения Ручная дуговая на- плавка Электроды типа ЭН-20Г4-40, ЭН-25Х12-40, ЭН-60Х2СМ-50 и др. по ГОСТу 10051—62, марок ЦН-5, ЭН-60М, НЖ-2 для наплавки дета- лей с малым износом и местной вы- работкой Подогрев до 370—400 °C, а в случае необходимости — от- пуск при 650—680 °C для сня- тия напряжений
Автоматическая на- плавка под флюсом Порошковая проволока ПП-ЗХ2В8; проволока ЭИ-701 и др. Флюсы ОСЦ-45, АН-348А по ГОСТу 9087—59 и др. Проволока НП-45Х4ВЗФ, НП-60ХЗВ10Ф по ГОСТу 10543—63 для массовых ра- бот при значительном износе вал- ков Подогрев до 370—400 °C- термообработка (в случае не- обходимости) по режимам, со- ответствующим составу на- плавленного металла
Примечание. Выбор способа сварки, марки присадочного материала, режим термообработки определяются маркой основно- го металла, условиями работы детали и объемом наплавляемого металла.
Таблица 3
Рекомендуемые способы восстановления деталей группы П!н
Детали Способ восстановления Электроды» присадочный металл и флюсы
Рабочие части землеройных машин: экскаваторов, землечерпалок, земле- сосов, земснарядов, роторных земле- черпалок и др., Изготовленные из ста- ли Г13 и других износостойких ста- лей Ручная дуговая наплавка Электроды типа ЭН-У30Х25РС2Г-60, ЭН-У30Х23Р2С2ТГ-55 и др. по ГОСТу 10051—62, марок Т-620, Т-540, ЦН-5, ЦН-7, Х-53, ХР-19, ОЗИ-1 и др.
Автоматическая и полуавто- матическая наплавка под флю- сом Проволока НП-40ХЗГ2ВФ, НП-4Х13, НП-Г13А по ГОСТу 10543- 63. Флюсы плавленые и без- кислородные. Проволоки Св-08, Св-08А, Св-08Г и др. по ГОСТу 2246—60 и специальные кера- мические флюсы. Различные порошковые прово- локи. Ленточные электроды и специальные флю сы
Электрошлаковая наплавка Присадочный металл, дающий нужную твер- дость; порошковая и ленточная проволока; флюсы АН-20 и др. Проволоки по ГОСТу 10543—63
Загрузочные конуса доменных пе- чен и Другое металлургическое обо- рудование, соприкасающееся с рудой в присутствии горячих газов Ручная дуговая наплавка Электроды типа ЭН-У30Х23Р2С2ТГ-55 и др. по ГОСТу 10051—62, марок Т 620, ЦН-5, ХР-19
Электрошлаковая наплавка Порошковые и металлические проволоки; спе циальные флюсы
Автоматическая и полуавто- матическая наплавка под флю- сом Порошковые проволоки и специальные флюсы для наплавки твердых сплавов. Проволоки по ГОСТу 10543—63
Углеразмольное и дробильное обо- рудование из углеродистых и спе- циальных марганцовистых сталей Ручная дуговая наплавка Электроды типа ЭН-80Х4СГ-55, ЭН-У101 5Х7С-25 и др. по ГОСТу 10051—62 ма- рок Т-620, Т-540, ЦН-5, Х-53, ХР-19, 13КН/ЛИВТ и др. этого типа
Электрошлаковая наплавка Порошковая проволока, дающая в наплавке металл Г13; флюс АН-25 и плавиковый шпат
Автоматическая и полуавто- матическая наплавка Наплавка плавящимся мундштуком. Порошко вая проволока ПП-У50Х25Г6Т. Наплавка в угле кислом газе, проволоки по ГОСТу 10543—63
В машиностроении этими способами восстанавливают рабо-
чие поверхности деталей запорной и регулирующей арматуры
гидравлических прессов, химического оборудования и т. п.
Для уплотнения газовых задвижек рекомендуется произво-
дить наплавку в них латунных колец, заменяющих кольца типа
«ласточкин хвост». Способы наплавки даны в табл. 4.
II. Разрушение деталей в процессе эксплуатации с образова-
нием изломов, отколов, трещин по причинам возникновения,
можно разделить на следующие группы. •
Группа 1с. Разрушения в виде трещин, изломов, надрывов,
отколов, возникающих вследствие нарушения нормальной экс-
плуатации оборудования. Такие аварийные разрушения происхо-
дят по многим причинам: попадание инородных тел в механизмы;
превышение нормальных расчетных нагрузок и давлений; воз-
никновение ударов в кривошипных механизмах; нарушения тех-
нологии при ковке, штамповке, прокате; падение деталей во вре-
мя монтажа и т. д. Возможность разрушения деталей в этих
случаях не может быть определена заранее. Часто, особенно при
сложном и тяжелом оборудовании, в результате аварий детали
разрушаются на несколько частей или в них образуются трещи-
ны, при которых дальнейшая эксплуатация оборудования ста-
новится невозможной. Такие поломки вызывают длительные про-
стои оборудования, а в ряде случаев и нарушение процесса про-
изводства смежных участков и цехов, особенно, если это обору-
дование находится в составе технологической линии. Для изго-
товления новой крупной детали в большинстве случаев требуется
значительное время на разработку чертежей, изготовление моде-
лей и самого изделия.
Так, например, для изготовления новых цилиндров к мощным
гидравлическим прессам взамен цилиндров, вышедших из строя
вследствие образования трещин, требуется от 1 до 2 лет
при достаточно напряженном графике работы. В этих усло-
виях применение сварки для ремонта цилиндров дает большой
экономический эффект, так как даже самые сложные ремонты,
требующие значительных работ по демонтажу и монтажу обору-
дования, могут быть выполнены в значительно более короткий
срок, чем изготовление новой детали. В ряде случаев сварочные
ремонтные работы удается выполнить без демонтажа оборудова-
ния, и тогда продолжительность ремонта резко сокращается, а
экономический эффект от применения сварки соответственно воз-
растает.
К технологии сварочных работ в таких случаях предъявля-
ются следующие требования:
I. Получение сварного соединения, равнопрочного основному
металлу. Для этого в большинстве случаев не требуется конст-
руктивного изменения детали в месте сварки.
16
Таблица 4
Рекомендуемые способы наплавки деталей группы 1Ун
Детали Наплавка Электроды, присадочные материалы, флюсы Условия термообработки
Арматура котлов и аппаратов с рабочей температурой до 540 °C Ручная дуговая Электроды типа ЭН-У20Х30Н6Г2-40 марки ЦН-3 Детали диаметром до 50 мм наплавляются без предвари- тельного подогрева; детали большего диаметра подверга- ются общему нагреву до 650— 800 °C и медленному охлажде- нию после наплавки вместе с печью
Арматура котлов и ап- паратов с рабочей тем- пературой до 600 °C То же Электроды типа ЭН-08Х17Н7С5Г2-30 и ЭН-У18К62Х30В5С2-40 марок ЦН-2 и ЦН-6 Для электродов ЦН-2 реко- мендуются те же режимы, что и для электродов ЦН-3. На- плавка электродами ЦН-6 мо- жет выполняться без подогре- ва, если последний не требует- ся для основного металла
Арматура котлов и аппаратов с рабочей температурой до 650 °C > Электроды типа ЭН-08Х20Н11С9Г2-45 марки ЦН-8 Предварительный нагрев до 700 °C, наплавка при темпера- туре не ниже 600 °C. Охлажде- ние с печью или в горячем песке
CO
Продолжение табл. 4
Детали Наплавка Электроды, присадочные материалы, флюсы Условия термообработки
Арматура котлов и ап- паратов, работающих при различных давлени- ях и температурах Полуавтоматическая Порошковая проволока различ- ных составов, дающая в наплавке слой, работоспособный в заданных условиях. Проволока по ГОСТу 10543—63. Флюсы плавленые и бес- кислородные Термообработка по техниче- ским условиям для металла арматуры и наплавленного слоя
Газовая ацетилено- кислородная Стержни нз сплава ВК-3; флюс- бура или смесь буры с борной кис- лотой Подогрев горелкой до 450— 500 °C и последующее медлен- ное охлаждение в песке или асбесте
Различные детали и части машин, подвергае- мые кавитационным раз- рушениям Ручная дуговая Электроды ЭА-1. ЭА-1Б. ЭА-2 и др. по ГОСТу 10052—62. В случае больших повреждений производится вварка вставок и накладок из стали Х18Н9Т Предварительного подогрева и термообработки не требуется
Автоматическая под флюсом Ленточные электроды из стали Х18Н9Т или из стали других марок этого типа; флюс АН-20
1 Различные части за- порной арматуры и дру- ие машиностроительные летали, требующие на- плавки поверхностного слоя из мвди и медных сплавов То же Ленточные или проволочные элект- роды из меди или бронзы; флюс АН-20 Режим термообработки оп- ределяется химическим соста вом металла наплавляемой де тали
Газовая автоматиче- ская Проволока Л62 или ЛК62-05 с при- менением газообразного флюса БМ-1 или БМ-2 Предварительный общий по догрев до 450—500 °C и по- следующее равномерное ох- лаждение
Газовая ручная Проволоки Ml, МЗС, Л 62 или ЛК62-05. Газообразный флюс БМ-1 или БМ-2. Марка проволоки выбира- ется в соответствии с требованиями к металлу наплавляемого слоя Термообработка в зависимо- сти от химического состава ос- новного металла. В большин- стве случаев подогрева дета- лей не требуется
2. Определение возможности и условий выполнения свароч-
ных работ без демонтажа или с частичным демонтажем изделия.
3. Выбор способа подготовки изделия к сварке, при котором
количество наплавленного металла будет минимальным.
4. Создание условий, обеспечивающих полное отсутствие ко-
роблений детали при сварке или возникновение их в пределах,
допустимых для данной детали.
5. Минимальная последующая механическая обработка де-
тали после сварки или полное отсутствие таковой.
Более подробно эти вопросы рассматриваются в гл. II и III.
Группа 11с. Разрушение деталей от длительного воздей-
ствия знакопеременных или цикличных нагрузок (разрушения
вследствие усталости металла). Вероятность этих разрушений
резко возрастает при высоком уровне напряжений в изделии, на-
личии в нем конструктивных недостатков или дефектов в металле.
В процессе эксплуатации оборудования, работающего при
знакопеременных или цикличных нагрузках, в наиболее нагру-
женных участках концентрируются напряжения, которые иногда
могут достигать предела текучести. Эти напряжения после зна-
чительного количества циклов могут вызвать разрушения ме-
талла в данном месте, сначала в виде незначительного надрыва.
•С увеличением продолжительности работы и числа циклов нагруз-
ки размеры трещины постепенно увеличиваются. В таком состоя-
нии деталь может работать до тех пор, пока величина напряже-
ний в оставшемся сечении не достигнет предела прочности. В этом
случае наступает хрупкое разрушение металла и деталь выхо-
дит из строя. Усталостные разрушения имеют характерный из-
лом, на котором можно отчетливо проследить постепенное разру-
шение металла в данном сечении. Обычно излом имеет волно-
образную форму с плавными переходами у отдельных волн; по-
верхность волн сглажена, отдельные выступы при взаимном тре-
нии смяты и зернистый характер металла в изломе уничтожен.
При сухом трении поверхность излома покрыта красноватым на-
.летом ржавчины, а при наличии смазки — забита и замаслена.
Участок же хрупкого разрушения четко выделяется своим зерни-
стым строением и свежим металлическим изломом. Характерный
усталостный излом вала показан на рис. 1.
Возникновение усталостных разрушений зависит от величины
расчетных напряжений, принятых при проектировании, наличия
внутренних или поверхностных дефектов металла и обработки, а
также от конструктивных недостатков — наличия резких перехо-
дов от более массивного сечения к менее массивному, отсутствия
закруглений в угловых переходах.
Назначая технологию восстановительных работ, необходимо
предусмотреть мероприятия, обеспечивающие снятие полученных
металлом усталостных напряжений. Наиболее рациональным
способом для этого является общий высокотемпературный отпуск
:20
стальных изделий при 650 °C. Такая термообработка полностью
снимает все напряжения (как сварочные, так и полученные
деталью в процессе эксплуатации) и обеспечивает возможность
длительной нормальной работы детали после проведенного ре-
монта. Технология восстановления таких деталей более подробно
рассматривается в гл. II.
Рис. 1. Усталостный излом коленчатого вала дизеля:
а — излом щеки, б — излом шейки, 1—2 — участки зоны постепенного разруше-
ния, 3 — линии скольжения, 4 — участок хрупкого разрушения
Рекомендуемые способы сварки для деталей групп 1с и Пс
даны в табл. 5.
Группа III с. Разрушение деталей вследствие дефектов кон-
струкции или дефектов, возникших при изготовлении и обработ-
ке. К таким дефектам следует отнести: смещение стенок в чугун-
ных и стальных литых деталях; резкие переходы сечений от боль-
шой толщины стенки к малой; отсутствие нужных радиусов за-
круглений в галтелях коленчатых и других валов; наличие отвер-
стий на участках, где действуют значительные растягивающие
усилия; внутренние раковины, шлаковые включения и несплавле-
ния металла в литье; подрезы резцом при механической обработ-
ке или в швах сварных соединений в напряженных участках; на-
личие других местных концентраторов напряжений, расположен-
ных в наиболее нагруженных частях детали.
Детали с указанными дефектами могут длительное время на-
ходиться в эксплуатации и работать с полной нагрузкой. В то же
время следует помнить, чго в дефектном месте величина напря-
жений может существенно возрасти и тогда незначительная пере-
грузка или вибрации вызовут разрушение перегруженного
21
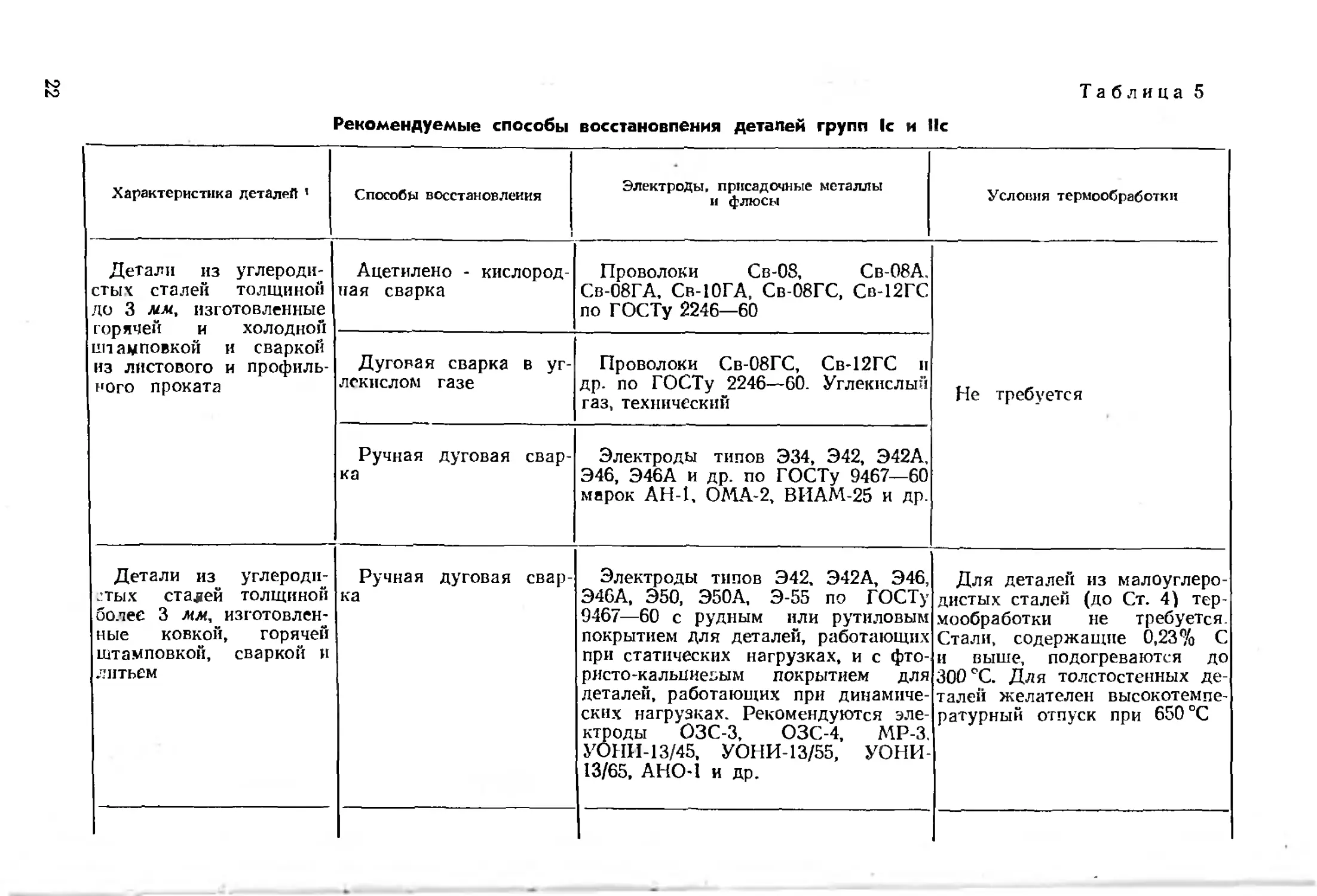
Таблица 5
Рекомендуемые способы восстановления деталей групп 1с и 11с
Характеристика деталей ’ Способу восстановления Электроды, присадочные металлы и флюсы Условия термообработки
Детали из углероди- стых сталей толщиной до 3 мм, изготовленные горячей и холодной штамповкой и сваркой из листового и профиль- ного проката Ацетилено - кислород- ная сварка Проволоки Св-08, Св-08А. Св-08ГА, Св-ЮГА, Св-08ГС, Св-12ГС по ГОСТу 2246—60 Не требуется
Дуговая сварка в уг- лекислом газе Проволоки Св-08ГС, Св-12ГС и др. по ГОСТу 2246—60. Углекислый газ, технический
Ручная дуговая свар- ка Электроды типов Э34, Э42, Э42А, Э46, Э46А и др. по ГОСТу 9467—60 марок АН-1, ОМА-2, ВИАМ-25 и др.
Детали из углероди- стых сталей толщиной более 3 мм, изготовлен- ные ковкой, горячей штамповкой, сваркой и литьем Ручная дуговая свар- ка Электроды типов Э42, Э42А, Э46, Э46А, Э50, Э50А, Э-55 по ГОСТу 9467—60 с рудным или рутиловым покрытием для деталей, работающих при статических нагрузках, и с фто- ристо-кальниеьым покрытием для деталей, работающих при динамиче- ских нагрузках. Рекомендуются эле- ктроды ОЗС-З, ОЗС-4, МР-3. УОПИ-13/45, УОНИ-13/55, УОНИ- 13/65, АНО-1 и др. Для деталей из малоуглеро- дистых сталей (до Ст. 4) тер- мообработки не требуется. Стали, содержащие 0,23% С и выше, подогреваются до 300 СС. Для толстостенных де- талей желателен высокотемпе- ратурный отпуск при 650 °C
Литые детали из угле- родистых сталей толщи- ной 50 мм и более Ручная дуговая свар- ка Электроды типов Э42А, Э46А, Э50А, Э55 по ГОСТу 9467—60 с фто- ристо-кальциевым покрытием марок УОНИ-13/45, УОНИ-13/55, УОНИ-13/65 и др. Подогрев до 300—400 °C и отпуск при 650 °C
Литые детали из уг- леродистых сталей тол- щиной 50 м и более Электр ошлакован свар- ка Проволоки Св-08, Св-08А, Св-08Г по ГОСТу 2246—60 и др. в зависи- мости от состава основного металла; флюсы АН-8, АН-22, ФЦ-7 После сварки желателен отпуск при 650 °C
Чугунные детали, пред- варительный подогрев которых не вызывает из- менения размеров Ацетилено - кислород- ная или пропано-кисло- родная сварка Чугунные присадочные прутки по ГОСТу 2671—44 марок А и Б. Флюсы-бура; флюсы ВНИИавтоген- маша ФНЧ-1, ФНЧ-2, газообразный флюс БМ-2 Общий или местный подо- грев до 350—500 °C. Охлажде- ние после сварки естественное, не на сквозняке
Чугунные детали, пре- дварительный подогрев которых нежелателен из-за возможного изме- нения размеров Газовая сварка. Низ- котемпературная сварка— пайка Присадочные прутки НЧ-1, НЧ-2 с флюсами ФНЧ-1, ФНЧ-2; прово- лока ЛОК-59-1-03 с активным флю- сом ВНИИавтогенмаша. Цинковый пруток марки «Ц> с хлористым флюсом ВНИИавтогенмаша Не требуется
Ручная дуговая свар- ка Электроды ЦЧ-4, медпо-железные ОЗЧ-1, медно-никелевые МНЧ-1, же- лезо-никелевые ЦЧ-ЗА и др. То же
Дуговая полуавтома- хическая сварка Порошковая проволока ППЧ-1, ППЧ-2 и др. »
Продо гжение табл. 5
Характеристика деталей Способ восстановления Электроды, присадочные металлы и флюсы Условия термообработки
Медные, латунные и бронзовые детали Ацетилено - кислород- ная сварка. Сварка изделий больших габа- ритных размеров произ- водится двумя горелка- ми । Проволока по составу, близкая к свариваемому металлу. Флюс-бура или смесь буры с борной кислотой; газообразные флюсы БМ-1, БМ-2 В ряде случаев требуется предварительный или местный подогрев до 200—300 ГС
Медные, латунные и бронзовые детали Ручная дуговая свар- ка Для сварки медных деталей при- меняются электроды «Комсомо- лец-100» и ЗТ, а для сварки лату- ней и бронз — электроды со стерж- нем, близким по составу к основно- му металлу, со специальным покры- тием Для массивных деталей тре- буется местный подогрев газо- вой горелкой или индуктором
Дуговая сварка в сре- де аргона или гелия не- плавящимся (вольфра- мовым) электродом Присадочный металл выбирается в зависимости от состава основного металла. Вольфрамовые прутки ма- рок ВЛ-10 или ВТ-15 Для изделий малого веса подогрева не требуется. Мас- сивные детали подогреваются до 300—400 °C
Дуговая сварка в сре- де аргона, гелия или азота плавящимся элек- тродом Присадочная проволока КМЦ-3-1 Массивные детали подогре- ваются ДО 300—400 °C
Детали из алюминия и алюминиевых сплавов (штампованные, кова- ные, литые) Газовая сварка Присадочная проволока, близкая по составу к свариваемому метал- лу; флюс АФ-4А илн его заменяю- щий В большинстве случаев тер- мообработка не требуется. Из- делия сложной конфигурации требуют общего подогрева до 200—250 °C
Ручная дуговая свар- ка Электроды ОЗА-1, ОЗА-2 Предварительный местный подогрев до 200—250 °C
Аргоно-дуговая сварка неплавящимся электро- дом Вольфрамовые прутки диаметром 1—5 мм, ВЛ-10, ВТ-15 или другие, их заменяющие. Присадочная про- волока, близкая по составу к сва- риваемому металлу. Аргон марок А или Б по ГОСТу 10157—62 Не требуется
Аргоно-дуговая сварка плавящимся электродом Присадочная проволока, близкая по составу к свариваемому металлу. Аргои марок А или Б по ГОСТу 10157—62 То же
Рис. 2. Схема расположения
крупного литейного дефекта в
верхней крышке паровой тур-
бины:
/ — литейная пустота, частично засо-
ренная шлаками. 2 — свищ в стенке
толщиной 8—10 мм, появившийся че-
рез 16 лет эксплуатации, 3 — патру-
бок турбины, -J — трещины на внут-
ренней поверхности
участка, вследствие чего деталь выйдет из строя. На рис. 2 по-
казана схема расположения внутреннего дефекта в виде круп-
ной раковины в верхней крышке паровой турбины фирмы Бро-
ун-Бовери. Дефект в виде свища появился после 16 лет эксплуа-
тации, хотя толщина стенок в дефектном месте составляла толь-
ко 8—10 мм вместо 100 мм в целом месте.
Технология сварки деталей этой группы должна предусмат-
ривать: полную заварку обнаруженных дефектов; возможность
усиления конструкции ремонти-
руемого узла путем приварки уси-
ливающих элементов; исправле-
ние конструктивного недостатка
путем наплавки и изменения кон-
струкции узла. Повышение на-
дежности сварного соединения
может обеспечиваться также при-
менением присадочного металла,
обладающего большей прочно-
стью и вязкостью, чем основной
металл.
Г руппа IVc. Разрушения,
происходящие при длительном
воздействии теплоты, передавае-
мой металлу через газы, жидко-
сти и пары. Такие разрушения
встречаются:
а) в энергетических тепловых
установках, паропроводах, пароперегревателях, барабанах кот-
лов и в другом оборудовании паросилового хозяйства;
б) в нефтеперегонной и химической аппаратуре;
в) в двигателях внутреннего сгорания.
Тепловое разрушение металлов в большинстве случаев вызы-
вается изменением их механических и физических свойств и свя-
зано с явлением окисления основных элементов сплава. Свари-
ваемость таких сплавов резко ухудшается. Ремонтировать изде-
лия с тепловыми разрушениями очень сложно. В ряде случаев
приходится удалять значительные объемы пораженного металла
и даже целые узлы агрегатов, заменяя их новыми. Такой ремонт
требует тщательно разработанной технологии. Для деталей, изго-
товленных из углеродистых и легированных сталей, а также из
чугуна, приходится для улучшения структуры и снятия напряже-
ний в большинстве случаев применять сварку с предварительным
подогревом изделия и последующую термическую обработку.
Группа Vс. Коррозионные (химические), кавитационные и
эрозионные разрушения.
Коррозионные разрушения наблюдаются в различных ап-
паратах для химических, нефтеперерабатывающих, лакокрасоч-
26
них и других процессов, где происходит соприкосновение метал-
ла с агрессивной средой. Интенсивность коррозии резко возра-
стает при высоких температурах и давлениях.
Коррозионые разрушения в химической аппаратуре могут быть
общими, когда наблюдается растворение поверхностных участ-
ков металла в рабочей среде, или местными (межкристалличе-
скими), когда разрушение происходит между отдельными кри-
сталлами. Изделия, изготовленные из аустенитной нержавеющей
стали, не стабилизированной специальными присадками (тита-
ном, ниобием), особенно подвержены таким разрушениям. В этом
случае в участках, где структурные изменения вызвали выпаде-
ние карбидов хрома, происходит интенсивная местная так на-
зываемая «ножевая» коррозия, и изделие в месте сварного со-
единения разрушается. Ремонт таких изделий выполняется или
наплавкой специальными электродами, стабилизированными от
выпадения карбидов хрома при сварке, или вваркой вставок
вместо удаленной части основного металла.
В паросиловом энергетическом оборудовании (барабаны кот-
лов, грязевики, пароперегреватели и т. д.) встречаются разру-
шения в виде отдельных «разъедин» и свищей. Исправление их
производится путем заварки дефектных мест электродами, обес-
печивающими состав наплавленного металла, близкий к основ-
ному.
Наиболее опасны для этих установок явления так называемой
каустической хрупкости, которые проявляются в виде местных
трещин в зоне заклепочных соединений и в зоне трубных реше-
ток.
Следует отметить, что в Советском Союзе различными орга-
низациями и предприятиями проделана значительная работа по
замене клепаных соединений в барабанах котлов действующих
котельных установок на сварные. Работа была организована так,
что всю сварку выполняли без демонтажа котлов, не затрагивая
их трубной системы и без нарушения целостности обмуровки кот-
ла. Тщательно разработанная технология и высокая квалифика-
ция сварщиков позволили провести работы на большом количе-
стве парокотельных установок низкого (12—15 кГ)см2) и сред-
него (50- -60 кГ/см2) давления пара. Эти мероприятия, осуществ-
ленные в широких масштабах, существенно повысили безопас-
ность работы котельных установок промышленных предпри-
ятий.
Кавитационные разрушения деталей камер и рабочих колес
гидротурбин и насосов вызываются действием струй жидкости,
протекающей с критической скоростью. Этот вид разрушения ха-
рактеризуется образованием в месте повреждения губчатого ме-
талла. В некоторых случаях глубина пораженного слоя может
достигать нескольких десятков миллиметров. Детали с разруше-
ниями подобного типа восстанавливаются наплавкой сплавами,
27
Таблица 6
Рекомендуемые способы восстановления изделий группы Vc
Восстанавливаемый агрегатам 2рактер разрушения * Способ восстановления Рекомендуемые электроды и присадочные материалы
Котельные установки для раз- личных давлении и температур па- ра. Трещины в результате «каусти- ческой хрупкости» Удаление поврежденного участка и вварка новой встав- ки, изготовленной из материа- ла, близкого по составу с ос- новным металлом. Ручная дуговая наплавка Электроды типов Э42А, Э46А, Э50А по ГОСТу 9467—60 марок УОНИ-13/45, УОНИ-13/55 и др. в зависимости от состава основного метал- ла. Режимы сварки обычные в зависимости от толщины свариваемого металла
Барабаны, сухопарники и грязеви- ки паровых котлов, автоклавы, изго- товленные из углеродистых сталей. Местные разрушения в виде сви- щей и раковин Ручная дуговая наплавка Автоматическая и полуавто- матическая наплавка под флю- сом Электроды Э12, Э42А, Э46 по ГОСТу 9467—60 диаметром 3, 4 и 5 мм. Рекоменду- ются марки ОЗС-4, УОНИ-13/45, МР-3, УОНИ-13/55, АНО-1 и др. Проволока НП2Х14 и др. по ГОСТу 10543—63. Режимы тока мини- мальные для выбранного диаметра электрода и проволоки. Перед наплавкой необходима тща- тельная механическая зачистка поверхности ме- талла, после наплавки — тщательная очистка от шлака
Различная арматура, работаю- щая при высоких температурах и давлениях, изготовленная из пер- литных теплоустойчивых сталей ти- па ХМФ- Эрозионные и кавита- ционные местные разрушения Ручная дугорая наплавка Электроды типов Э-М, Э-МХ, Э-ХМ, Э-ХМФ, Э-ХМФБ и др. по ГОСТу 9467—60. Марка элект- рода выбирается в зависимости от состава ос- новного металла. Рекомендуются следующие марки электродов: ЦЛ-14, ЦЛ-20, ЦЛ-26, ЦЛ-27 и др,
Различная арматура, работающая при высоких температурах и давле- ниях, изготовленная из аустенит- ных сталей. Эрозионные и кави- тационные местные разрушения То же Электроды по ГОСТу 10052—62. Марка элект- рода выбирается в зависимости от состава ос- новного Металла и требований к износостойко сти наплавляемого слоя
Различная аппаратура из нержа- веющих сталей. Местная коррозия швов и переходных зон » Электроды по ГОСТу 10052—62. Марка элект- рода выбирается в зависимости от состава ос- новного металла. Перед наплавкой необходима тщательная зачистка металла. Режимы сварки должны обеспечить минимальный нагрев основ- ного металла
Различная аппаратура из нержа- веющих сталей. Сплошная коррозия сварного соединения или основного металла Ручная дуговая сварка Удаление поврежденного места и вварка за- платы. Электроды те же, что и для наплавки
Рабочие колеса и камеры гидрав- лических турбин и насосов. Кави- тационные разрушения Автоматическая сварка под флюсом Наплавка или облицовка поврежденных уча- стков нержавеющей сталью. Сплошная наплавка ленточным или проволочным нержавеющим электродом типа Х18Н9 и др., под флюсом АН-20
Химическая и нефтеперегонная аппаратура, работающая в условиях высокой температуры и активной коррозионной среды Различные повреждения основного металла и сварных соединений в ви- де очаговой коррозии, свищей • и ра- ковин Ручная дуговая сварка Электроды по ГОСТам 9467—60 и 10052—62. марка электрода выбирается в зависимости от марки свариваемого металла. Наплавка по- врежденного участка производится после зачи- стки основного металла. В некоторых случаях поврежденный участок удаляется и вваривает- ся вставка из нового металла. Режимы сварки — по техническим условиям на электроды соответ- ствующего типа
дающими устойчивый нержавеющий слой, или вваркой заплаты
из нового металла.
Эрозионные разрушения наблюдаются в арматуре тепловых
энергетических установок и химических агрегатов, работающих
при высоких давлениях и высоких температурах. Запорная и ре-
гулирующая арматура должна иметь уплотнительные поверхно-
сти, хорошо сопротивляющиеся эрозионным разрушениям.
В ряде случаев коррозионные (химические) повреждения соче-
таются с тепловыми. Некоторые способы исправления типовых
повреждений деталей этой группы приведены в табл. 6.
Группа Vic. Разрушения деталей, изготовленных из мате-
риалов, не соответствующих техническим условиям, в частности
материалов с повышенным содержанием вредных примесей, на-
пример, литые углеродистые стали с повышенным содержанием
фосфора и серы, кипящие стали, содержащие большое количе-
ство газов, специальные сплавы, содержащие повышенное коли-
чество вредных примесей или газов (водорода, кислорода, азота).
Сплавы с повышенным содержанием вредных примесей (на-
пример, для стали — серы, фосфора, водорода, азота и кислоро-
да), а также других примесей, случайных для сплава данной мар-
ки, плохо свариваются. В большинстве случаев для сварки таких
сталей требуются специальные условия и тщательная разработка
технологического процесса. Особенно трудно ремонтировать де-
тали, изготовленные из кипящих сталей, если их приходится сва-
ривать при температурах ниже 0°С. Например, стальные литые
опорные бандажи (диаметр 3,6—4,8 м, сечение 800X250 мм) им-
портных цементных вращающихся печей в ряде случаев имели
повышенное (до 0,08%) содержание фосфора. Аварийные разры-
вы таких бандажей удавалось заваривать только с местным подо-
гревом стыка до 350—400сС, выполнением сварки за один тепло-
вой цикл, применением высококачественных электродов и прове-
дением местной термообработки при 650° С для снятия внутрен-
них напряжений после сварки.
Такая технология сварки при высокой квалификации сварщи-
ков обеспечивала длительную работу бандажа при сложных ди-
намических нагрузках.
Прежде чем назначать технологию сварочно-восстановитель-
ных работ, необходимо тщательно проанализировать причину вы-
хода детали из строя; при этом нужно учитывать, что в ряде слу-
чаев может иметь место сочетание нескольких причин. Так, на-
пример, при ударе, вызвавшем разрушение детали, в изломе был
обнаружен существенный литейный дефект. В этом случае, если
дефект полностью исправить наплавкой, заваренный участок бу-
дет более работоспособен, чем до разрушения.
ГЛАВ Л II
СПОСОБЫ СВАРКИ ПРИ РЕМОНТЕ СТАЛЬНЫХ ДЕТАЛЕЙ
1. ВЫБОР СПОСОБА СВАРКИ И ТРЕБОВАНИЯ
К СВАРНОМУ СОЕДИНЕНИЮ
В машиностроении широко применяют детали машин из угле-
родистых и низколегированных сталей. В последнее время тяже-
лые и сложные стальные детали, как правило, изготовляются
сварнолитыми или сварноковаными с применением электрошла-
ковой сварки. Стальные детали машин — станины прессов, нож-
ниц, прокатных станов, станков, цилиндры и колонны гидрав-
лических прессов, коленчатые валы компрессоров, дизелей, ко-
вочных машин и др.— могут весить десятки тонн; изготовление
их сложно и возможно только на специализированных заводах
тяжелого машиностроения. Выход из строя подобного оборудо-
вания связан с длительной остановкой агрегата; в ряде случаев
его даже списывают в лом, так как изготовление, например но-
вой станины, часто требует затрат, превышающих стоимость все-
го агрегата.
Поскольку поломка сложного оборудования может нанести
значительный экономический ущерб предприятию и вызвать пол-
ную или частичную остановку производства, то применение свар-
ки для аврийных ремонтов такого обрудования особенно ценно.
В то же время следует учитывать, что подобные работы являют-
ся наиболее сложными и трудновыполнимыми. Трудность заклю-
чается в следующем: необходимо выполнить работы так, чтобы не
изменить основные размеры детали и не вызвать ее коробления;
обеспечить в месте сварки прочность ремонтируемого узла, рав-
ную прочности основного металла; выполнить ремонтные работы
по возможности без демонтажа оборудования или только с ча-
стичным его демонтажем; применить такую технологию, которая
позволила бы полностью избежать или свести до минимума ме-
ханическую обработку детали после сварки.
Для ремонтных целей стальных изделий применяются разно-
образные способы и приемы сварки, главнейшими из которых
являются дуговая ручная сварка; электрошлаковая; автоматиче-
ская и полуавтоматическая в углекислом газе и под флюсом;
ацетилено-кислородная.
31
2. ДУГОВАЯ СВАРКА
В настоящее время дуговая сварка наиболее широко исполь-
зуется для ремонтных целей, так как позволяет выполнять рабо-
ты при любом положении шва, что расширяет возможности про-
ведения работ без демонтажа оборудования. Большой ассорти-
мент электродов, выпускаемых промышленностью, обеспечивает
возможность подбора металла шва по механическим свойствам
и химическому составу, близким к основному металлу. При дуго-
вой сварке легче регулировать тепловое поле сварки и связанные
с ним усадочные напряжения, уменьшая коробление детали при
сварке за счет применения многослойных швов, изменения на-
правления и порядка наложения швов, проковки многослойных
швов, применения двухсторонних швов и ряда других технологи-
ческих приемов.
При ручной дуговой сварке не требуется сложного сварочного
оборудования, ее можно выполнять в различных производствен-
ных условиях, как на месте установки ремонтируемого оборудо-
вания, так и в ремонтном цехе.
ЭЛЕКТРОДЫ для ремонтной сварки стальных деталей
В настоящее время промышленностью выпускается значитель-
ное количество электродов разнообразных марок, применяемых
для сварки углеродистых сталей. При выборе электродов для
конкретного случая ремонта следует прежде всего определить
тип покрытия рассматриваемой марки электродов. В соответ-
ствии с ГОСТом 9467—60 предусмотрены следующие типы элек-
тродных покрытий.
Рудно-кислые покрытия, имеющие условный индекс «Р». Глав-
ными компонентами этих покрытий являются железные, марган-
цовые или железо-титановые руды. Покрытия этого типа обеспе-
чивают устойчивое горение дуги, возможность сварки от источ-
ника переменного тока во всех пространственных положениях
шва, удовлетворительное формирование шва. К числу недостат-
ков этих покрытий относятся: большая токсичность при сварке
вследствие значительного выделения сварочных аэрозолей и
окислов марганца; невозможность легирования металла шва че-
рез покрытие; относительно высокое насыщение шва кислоро-
дом и водородом; грубо чешуйчатая поверхность шва; сравни-
тельно плохое отделение шлаков, особенно у швов с малым уг-
лом разделки кромок. К этой группе относятся электроды ЦМ-7,
ОММ-5 и др., предназначенные для сварки углеродистых сталей
марок не выше, чем сталь Ст. 4.
Рудно-кислые покрытия применяют для электродов типа
Э42. Для ремонтных целей их можно рекомендовать для сварки
металлоконструкций и сосудов, изготовленных из сталей до Ст. 3
включительно. Электроды с этим покрытием не могут быть реко-
32
мендованы для сварки литых стальных изделий большой тол-
щины.
Рутиловые покрытия, имеющие условный индекс «Т». Основ-
ной составляющей частью этого покрытия является титановая
руда (рутил). Электроды этого типа с покрытиями МР-3, ОЗС-З,
ОЗС-4, ОЗС-5, ОЗС-6, АНО-1, АНО-3, АНО-4 обеспечивают по-
лучение наплавленного металла с механическими свойствами,
предусматриваемыми ГОСТом 9467—60 для электродов типа
Э42 п Э46. Эти покрытия дают устойчивое горение дуги, позво-
ляют использовать при сварке источники переменного тока, хо-
рошо формируют шов, обеспечивая его мелкочешуйчатое строе-
ние, значительно увеличивают производительность и обладают
в 2—3 раза меньшей токсичностью по сравнению с электродными
покрытиями типа «Р». Электроды с покрытиями типа «Т» следу-
ет широко применять при ремонтной сварке различных конструк-
ций и сосудов из обычных углеродистых сталей.
Электроды с рутиловыми покрытиями дают металл шва, на-
сыщенный некоторым количеством вредных газов — кислородом,
азотом и водородом. Наплавленный ими металл шва обычно име-
ет значение ударной вязкости в пределах 8—14 кГм1см2. Такой
наплавленный металл при сварке сложных и* тяжелых стальных
деталей в условиях жесткого контура может не обеспечить нуж-
ной вязкости. Поэтому не рекомендуется применять эти электро-
ды при ремонтных работах для сварки стального литья и поковок
с толщиной стенки более 50 мм.
Фтористо-кальциевые покрытия, имеющие условный индекс
«Ф». Эти покрытия, состоящие из углекислого кальция (мрамо-
ра) и плавикового шпата, позволяют в широких пределах леги-
ровать металл шва через покрытия, обеспечивают получение
наплавленного металла, свободного от кислорода, азота, водо-
рода и обладающего весьма высокими пластическими свойствами,
а также высокой ударной вязкостью. С покрытиями типа «Ф» из
готовляются электроды УОНИ-13/45, УОНИ-13/55, УОНИ-
13/65, УОНИ-13/85 и ряд других, относящихся к типам
Э42А, Э46А, Э55А, Э65 и Э85. С покрытиями этого
типа выпускаются все современные электроды для сварки
нержавеющих, окалиностойких, жаропрочных сталей и
специальных высоколегированных сплавов; для выполне-
ния всех ответственных сложных ремонтных работ •различ-
ных стальных изделий, изготовленных из низколегированных
сталей. Электроды с покрытиями типа «Ф» требуют применения
для сварки постоянного тока и обратной полярности. При свар-
ке выделяется некоторое количество аэрозолей, содержащих в се-
бе фтористые соединения, поэтому сварка должна производить-
ся при наличии местных отсосов или общеобменной цеховой вен-
тиляции. Электроды с этими покрытиями позволяют получить
наплавленный металл с высокими значениями предела прочности
2 К. П- Вощанов
33
Таблица 7
Электроды для ремонтной сварки стальных деталей
Марка электрода Тип электро- да (ГОСТ 9467 — 60) Вид покры- тия (ГОСТ ' 94 67 — 60) Коэффициент веса покры- тия Коэффици- ент наплавки в г/а-ч Род тока, полярность Предел проч- ности наплав- ленного мета- ла в кГ/мм* Относитель- ное удлине- ние в !?0 Ударная вяз- кость в 1 кГм}см* Стали, для ко- торых рекомен- д то тс я элек- троды Толщина свариваемого металла в мм Положение шва в пространстве
ОММ 5 Э42 Рудно- кислое 30—38 7—8 Перемен- ный и по- стоянный, прямой по- лярности 48—49 18—27 8—14 Углеродистые до стали Ст. 3 До 50 В любом положе- нии (при пото- лочной сварке диа- метр электрода должен быть не более 4 ММ}
ЦМ-7 40—45 10—11 48—49 21—28 10—11 Углеродистые до стали Ст. 4 —
АНО-1 Рутило- вое 140—150 16—18 43—49 28—32 11—16 Углеродистые до стали Ст. 4; низколегирован- ные строительные Нижнее и слёгка наклон- ное
ОЗС-З Э46 : 45—175 16-18 46-52 20-32 12—22
МР-3 35-45 8,5—9,5 46—51 18—31 13—20 Углеродистые до стали Ст. 4 Не огра- ничива- ется В любом поло- жении (при по- толочной сварке диаметр элек- трода должен быть не более 4 мм)
ОЗС-4 30—40 8,5—9,5 46—50 20—26 9—12
У ОНИ-13/45 Э42А Фтор и сто- кальцие- вое 33—38 8—9 Постоян- ный, об- ратной поляр- ности 43—45 28—32 25—30 Все марки угле- родистых и ряда низколеги- рованных ста- лей
У ОНИ-13/55 Э50А 33—38 8—9 50—55 25—30 25—30
УОНИ-13/65 Э60 33—38 8—9 60—65 20—25 18—30
ВН-48У Э46А Э50А 110—130 12,5—14 47—55 25—33 14—22 Углеродистые до стали Ст. 4 и L низколегирован- ные строительные Нижнее и слегка наклон- ное
Примечание. Кроме электродов указанных в таблице, могут быть применены электроды и других марок, выпускаемые в на-
стоящее время для сварки углеродистых, сталей например: УП2-45У; ОЗС-б; АНО-2; АНО-3; АНО-4 и др.
н ударной вязкости без трещин и других дефектов. Выбор марки
электрода производится в зависимости от марки свариваемой
стали.
Органические покрытия, имеющие условный индекс «О».
Основой покрытий этого типа являются органические вещества,
которые, распадаясь и сгорая в дуге, создают газовую защиту
дугового пространства. Электроды с таким покрытием особенно
удобны для сварки монтажных швов, выполняемых во всех про-
странственных положениях. Эта группа электродных покрытий
осваивается промышленностью и не выпускается в массовом про-
изводстве. Изготовляются небольшие количества электродов с
покрытиями ВСП-1, ВСП-2, разработанных ВНИИСТ* и пред-
назначенных для сварки первого шва в кольцевых стыках труб
магистральных трубопроводов. Эти электроды обеспечивают хо-
рошее формирование валика с обратной стороны шва. Сварка
ведется постоянным током, при обратной полярности.
Общие сведения об электродах перечисленных выше типов
даны в табл. 7.
ОБОРУДОВАНИЕ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ
Ремонтные работы можно выполнять, применяя стандартное
сварочное оборудование, выпускаемое промышленностью. Для
сварки переменным током наиболее удобны трансформаторы
СТЭ-24 и СТЭ-34 с отдельной дроссельной катушкой. Можно при-
менять также трансформаторы ТС-300, ТС-500, ТСК-300, ТСК-500
и СТН-500.
В связи с расширением применения легированных сталей в
машиностроении и строительстве, а также электродов с покры-
тиями типа «Ф» резко возрастает потребность в источниках пи-
тания дуги постоянного тока. Для ремонтных работ очень удоб-
ны полупроводниковые сварочные выпрямители ВСС-300 и
ВСС-500. Они питаются от трехфазной сети напряжением 220—
380 в, позволяют регулировать сварочный ток в широких преде-
лах, обладают высокими динамическими свойствами, хорошо ста-
билизируют горение сварочной дуги и уменьшают разбрызгива-
ние металла. Можно пользоваться также сварочными преобразо-
вателями ПС-300, ПС-500, ПСО-ЗОО, ПСО-500, ПСО-800 и др.
Для сварки тяжелых изделий применяют сварочные много-
постовые преобразователи ВСКМ-1000 и ПСМ-1000.
ПОДГОТОВКА И СВАРКА СЛОЖНЫХ СТАЛЬНЫХ ДЕТАЛЕЙ
Подготовка к сварке. Разделка кромок трещин и мест
изломов должна производиться так, чтобы обеспечить провар
всего сечения. При разделке кромок следует особенно тщатель-
* Всесоюзный научно-исследовательский институт строительства, трубо-
проводов.
2* 35
но контролировать направление трещины и производить раздел-
ку так, чтобы трещина была «удалена» полностью. При этом сле-
дует стремиться, чтобы объем удаляемого металла, который оп-
ределяет и объем наплавляемого металла, был минимальным.
Это особенно важно при разделке дефектов у изделии с большой
толщиной стенки и значительной жесткостью, когда можно опа-
саться возникновения значительных внутренних напряжений при
сварке. В ряде случаев, когда объем дефектного металла значи-
телен, целесообразно этот участок удалить полностью и на его
место вварить вставку из металла, близкого по составу к основ-
ному металлу. Разделку можно выполнять механическими спосо-
бами (фрезерованием, строжкой), рубкой пневматическим или
ручным зубилом, проточкой на станках и способами раздели-
тельной и поверхностной резки (кислородом, воздушно-дуговой,
резкой дуговой плазмой, выплавкой электрической дугой).
Практика показывает, что кислородная резка наиболее удоб-
на. Преимущества ее перед механическими способами следую-
щие: быстрота процесса, возможность получения оптимальной
формы разделки с минимальным объемом наплавленного метал-
ла; хорошая видимость процесса и возможность наблюдения за
расположением трещины; возможность легкого маневрирования
инструментом при изломах и трещинах криволинейного очерта-
ния; гарантия полного удаления всего дефектного участка. При
ремонте деталей (при подготовке их под сварку) способы раз-
делки с применением резки и выплавки металла должны широ-
ко использоваться. Кислородно-газовая резка выполняется обыч-
ными резаками РР-53 и «Пламя», а также резаками типа РВП и
другими для удаления пороков поверхностной выплавкой.
Резак и схема выплавки и разделки трещин показаны на
рис. 3. Если выплавка и резка производятся на изделиях из ста-
лей, содержащих более 0,23% С, а также на изделиях большой
толщины и жесткости, то необходим местный или общий подогрев
изделия перед резкой до 200—350° С. После резки требуется тща-
тельная зачистка кромок реза от окалины.
Выполнение сварки. Сварка стальных изделий большой
толщины (50 мм и более) и большой жесткости из стали, содер-
жащей более 0,23% С, производится, как правило, с общим или
местным подогревом до 200—450° С. Нагрев может быть индук-
ционный (токами промышленной или высокой частоты); в элект-
рических печах; в горнах (с твердым, жидким или газообразным
горючим); многопламенными горелками. Когда по условиям тех-
нологии требуется общая термообработка всего изделия после
сварки, наиболее удобным является выполнение работ в специ-
альных электропечах без извлечения изделия из печи во время
работы. Печь должна быть построена так, чтобы место, где про-
изводится сварка, было доступно для работы и надежно изоли-
ровано от общего объема печи. Мощность печи обычно выбирает-
36
ся из расчета 8—12 кет на 1 т изделия. Схемы нагрева деталей
приведены на рис. 4.
Сварка производится электродами с покрытиями типа «Ф»
марок УОНИ-13/45, УОНИ-13/55, УОНП-13/65 и УОНИ-13/85.
Марка электрода выбирается в зависимости от марки сварива-
емой стали.
При сварке больших толщин применяются электроды диамет-
ром 5, 6 и 8 мм. При отсутствии электродов большого диаметра
Рис. 3. Схема выплавки и разделки трещин под сварку с помощью
резака РВП-59 и воздушно-дуговой резкой:
а — резак РВП-59 для поверхностной резки; б — схема разделки трещины; в — общий
вид трещины, подготовленной под сварку огневой выплавкой; г — схема воздушно-
дуговой резки
рекомендуется соединять электроды в пучки по два, три и четыре
(рис. 5). Сварка производится от источников постоянного тока
при обратной полярности.
Для уменьшения внутренних напряжений и короблений при
сварке стальных изделий большой толщины и жесткости приме-
няются следующие способы:
1. Наложение многослойных швов «каскадом» или «горкой».
В этом случае шов желательно располагать в наклонном или
вертикальном положении. Сварку начинают с нижней части раз-
делки и постепенно заполняют металлом все сечение. При таком
способе заполнения разделки шва наплавленным металлом жест-
кость завариваемого контура возрастает постепенно, сечение шва
37
3
Рис. 4. Схемы нагрева деталей:
а — электрическая горизонтальная печь для общего нагрева: 1 — спирали; 2 — нагреваемая
деталь: 3 — съемная крышка; б — электрическая разборная печь: / — под печи; 2“Ци-
линдрическая часть; 3— съемная крышка (колпак); 4— деталь; 5 — нагревательные
элементы; в — индуктор для местного нагрева: / — сварочный трансформатор; 2 — индук-
тор; 3 — деталь; г — временный горн, обогреваемый древесным углем или коксом;
д — газовая печь
38
е< месте сварки заполняется полностью, заваренный участок шва
приобретает нужную прочность и опасность появления трещин
при сварке существенно уменьшается. •
2. Применение двухсторонней разделки кромок во всех случа-
ях, когда это возможно, особенно, если сварка выполняется при
вертикальном положении шва; при этом сварку «горкой» нужно
выполнять одновременно
двумя дугами. Мощность
дуг и диаметры электро-
дов берут одинаковыми.
Такое выполнение сварки
обеспечивает равномер-
ную усадку и почти пол-
ное отсутствие коробле-
ний.
3. Выполнение сварки
за один тепловой цикл,
до полного окончания
всех операций по сварке.
В том случае, если объ-
ем наплавляемого метал-
ла велик, сварку можно
выполнять в несколько
смен или же при пере-
рывах в работе поддер-
живать требуемый рав-
номерный нагрев детали.
4. Применение послой-
ной проковки (чеканки)
металла швов. Проковка
выполняется пневматиче-
ским молотком, снабжен-
ным зубилом с закруг-
ленной режуще?! кромкой
по радиусу 2 мм. Проков-
ка производится сразу
же после наложения
каждого шва или слоя
металла, состоящего из
Рис. 5. Схемы пучков электродов:
а — нз двух; б — из трех; в — из четырех элек-
тродов диаметром 5 мм; г —схема горения ду-
ги в пучке из трех электродов; / — место свар-
ки всех концов в одну точку: 2 — место связи
электродов мягкой стальной проволокой
нескольких швов, но рас-
положенных в один ряд на плоскости разделки. Проковка вы-
зывает деформацию металла шва, уплотняет и изменяет его
объем. Такая проковка уменьшает внутренние напряжения и
позволяет почти полностью избежать коробления свариваемой
детали.
При использовании для сварки электродов с фтористб-каль-
циевыми покрытиями проковку можно проводить в любом
39
интервале температур от +20 до 650 °C и выше. В случае примене-
ния электродов с другими покрытиями следует избегать проков-
ки в интервале температур 200—400° С, так как при этих темпе-
ратурах понижается пластичность металла и появляется опас-
ность возникновения в нем трещин. В этом случае проковка обыч-
но заканчивается при охлаждении металла шва уже до 450° С.
Обычно первый шов в разделке кромок и последний облицовоч-
ный шов проковке не подвергают; для этих швов пневматический
инструмент применяют только для удаления шлака. Интенсив-
ность проковки зависит от толщины свариваемой детали, марки
стали, жесткости свариваемого контура, заданной и допустимой
величины деформации.
При сварке массивных деталей больших толщин (200—
400 мм) весом в десятки тонн успешно применяли отбойные мо-
лотки, используемые обычно для ломки бетона. При сварке ко-
ленчатых валов желательно применять более легкие отбойные
молотки. Обычно проковка ведется до полного уничтожения ри-
сунка шва. Зубилом с длиной бойка 10—12 мм производится
4—8 ударов по одному участку. Если ширина ударной части зу-
била составляет 2 мм, то в этом случае на 1 см2 площади шва
приходится от 8 до 16 ударов.
Необходимо учитывать, что при такой проковке (типа чекан-
ки) швов требуются специальный инструктаж рабочих и постоян-
ный технический надзор. Эту работу нельзя поручать сварщику,
ведущему процесс, так как после проковки повышается утомля-
емость рук и сварщик не сможет качественно выполнять сварку.
В ряде случаев, когда производится особо ответственный ремонт,
сварщик и рабочий, ведущий проковку швов, выполняют опытную
работу по сварке контрольного образца с применением проков-
ки. Для проковки швов желательно использовать рабочих, по-
стоянно работающих с пневматическим инструментом, например,
обрубщиков металла. При неправильной проковке и при несоб-
людении установленных для ее применения температур можно
вызвать появление наклепа и трещин в металле шва.
5. Применение тепловых режимов сварки в соответствии с
химическим составом свариваемой стали, размерами и весом де-
тали, объемом наплавляемого металла и жесткостью сваривае-
мого узла.
Для литых и кованых стальных деталей, содержащих 0,23—
0,50% С, п при толщине стенки более 30 мм рекомендуется мест-
ный или общий подогрев перед сваркой до 250—450° С. Все сва-
рочные работы в этом случае производятся в указанном интер-
вале температур. По окончании сварочных работ необходимо про-
извести высокотемпературный отпуск сваренного изделия при
600—650° С для снятия внутренних напряжений. Такой отпуск
ослабляет связи между кристаллами и зернами металла и позво-
ляет полностью устранить внутренние напряжения, возникшие в
40
детали в процессе эксплуатации и выполнения сварки. Время вы-
держки при температурах отпуска обычно составляет 2—2,5 мин
на 1 мм толщины стенки.
В том случае, если вес наплавляемого металла достигает
100 кг и более, а место сварки расположено внутри жесткого
контура, целесообразно в процессе сварки произвести 1—2 про-
межуточных высокотемпературных отпуска при 600—650° С.
Когда общий нагрев изделия осуществить нельзя, необходи-
мо произвести местную термообработку путем нагревания до
600—650° С сварного соединения и прилегающей зоны основного
металла на расстоянии 100—150 мм в каждую сторону от оси
шва. При этой температуре деталь выдерживается в течение 15—
30 мин, а затем изолируется асбестом или сухим шамотным по-
рошком и медленно охлаждается. Общая или местная термооб-
работка обеспечивает полную работоспособность сваренной де-
тали при длительной эксплуатации. Нагрев может осуществлять-
ся в электрических и газовых печах, от индукторов токами про-
мышленной или высокой частоты, газовыми многопламенными
горелками, переносными временными горнами с нагреванием в
них детали коксом или древесным углем.
3. ЭЛЕКТРОШЛАКОВАЯ СВАРКА
Способ электрошлаковой сварки является наиболее произ-
водительным для изделий, имеющих толщину 50 мм и более. Он
имеет следующие достоинства: позволяет сваривать изделия
практически неограниченной толщины с минимально возможным
объемом наплавленного металла; полностью исключает тяжелый
ручной труд сварщика; обеспечивает высокие механические свой-
ства металла шва и равномерное распределение напряжений по
всему сечению изделия; позволяет отказаться в ряде случаев от
последующей термообработки для снятия внутренних напряже-
ний.
В настоящее время электрошлаковая сварка начинает доста-
точно широко применяться для сложных ремонтных работ при
восстановлении стальных деталей оборудования (имеющих боль-
шую толщину стенки в ремонтируемых участках) с разруше-
ниями, расположенными по прямой линии, позволяющими выпол-
нять сварку при вертикальном положении шва. Этот способ сле-
дует особенно рекомендовать для восстановления разрушенных
колонн гидравлических и механических прессов; прямых участ-
ков валов приводных механизмов и двигателей, прокатных
станов и другого оборудования, имеющего круглое или прямо-
угольное сечение. Электрошлаковую сварку изделий, имеющих
свободные размеры по длине или допускающие изменение их дли-
ны в пределах нескольких миллиметров, можно производить про-
волочными или пластинчатыми электродами с применением
41
керамических (рис. 6) или остающихся металлических форм. При
этом отпадает сложная операция поворачивания детали вокруг
оси, неизбежная при ручной сварке и автоматической сварке
под флюсом. В ряде случаев можно избежать применения термо-
обработки для снятия напряжений после сварки.
Электрошлаковая сварка успешно применяется:
а) в случае приварки отбитых частей деталей большого сече-
ния при свободных размерах в
Рис. 6. Схема электрошлаковой
сварки вала с применением кера-
мической формы:
/ — керамическая форма; 2 — сварива-
емый вал; 3 — мундштук; 4 — свароч-
ная проволока; 5 — начальная пласти-
на с присоединенным к ней сварочным
кабелем
изготовленных деталей с учетом
Способы электрошла
ных работ могут применяться вс(
пределах достаточного для дан-
ного способа допуска, а также
при возможном выполнении
несложной механической обра-
ботки после сварки;
б) при заварке трещин в
массивных стальных изделиях
при условии вертикального
расположения трещины и ее
достаточной прямолинейно-
сти;
в) при восстановлении де-
талей методом электрошлако-
вой наплавки отбитых и разби-
тых частей станин, когда при-
варка этих частей или их из-
готовление вновь нецелесооб-
разны;
г) при восстановлении из-
делий путем приварки вновь
требуемых допусков на усадку,
совой сварки. Для ремонт-
способы электрошлаковой свар-
ки, а именно: одной или несколькими проволоками; плавящимся
мундштуком; одним или несколькими пластинчатыми электрода-
ми. Схемы способов электрошлаковой сварки приведены на
рис. 7.
Выбор способа определяется конфигурацией изделия, объемом
наплавляемого металла, характером излома, типом имеющегося
сварочного оборудования и располагаемой мощностью источника
тока.
Для сварки сравнительно короткого излома может применять-
ся пластинчатый электрод. При сварке излома сложной конфигу-
рации можно использовать сварку плавящимся мундштуком.
В ряде случаев целесообразно применять однопроволочный или
многопроволочный автомат.
Оборудование для электрошлаковой сварки
достаточно сложно, дорого и требует мощных источников тока
(500—1000—3000 а). Приобретать такое оборудование для ре-
монтных работ целесообразно только в том случае, если эти ра-
42
боты производятся систематически. Для единичных случаев ре-
монта можно использовать оборудование, применяющееся в ос-
новном производстве, или привлечь для этих целей специализи-
рованную организацию, имеющую такое оборудование.
Во всех случаях тип оборудования выбирается с учетом ха-
рактера выполнения сварочных работ. Большинство типов сва-
рочной аппаратуры, применяемых промышленностью, может быть
Рис. 7. Схемы процессов электрошлаковой сварки:
а — сварка одиночным электродом; б — сварка трехфазным током тремя электродами;
в — многоэлектродная сварка; г — сварка пластинчатыми электродами; д — сварка пла-
вящимся мундштуком; 1 — свариваемые детали; 2 — электроды; 3 — устройства, фор-
мирующие шов; 4 — сварочная ваниа
приспособлено для ремонтных работ путем изготовления неслож-
ных приспособлений. Для ремонтного цеха или участка, где пред-
полагается установить постоянный пост электрошлаковой свар-
ки, можно рекомендовать универсальный автомат типа А-535
конструкции Института электросварки им. Е. О. Патона. Этот
автомат предназначен для сварки переменным током прямоли-
нейных и кольцевых швов стыковых, угловых и тавровых- соеди-
нений. Автомат может быть использован для сварки одной или
43
тремя проволоками диаметром до 3 мм и пластинчатыми элект-
родами сечением до 200X10 мм. Автомат питается переменным
током от трансформаторов ТШС-1000 пли ТШС-3000 с жесткой
вольтамперной характеристикой.
При отсутствии специального сварочного оборудования и
источников питания можно применять установки с однопрово-
лочной электродной системой. В этом случае в качестве свароч-
ной головки используются различные проволоко-подаюгцие ме-
ханизмы, например, головки от шланговых полуавтоматов, голов-
ки автоматов, предназначенных для сварки под флюсом и др.
Источником тока могут служить любые сварочные трансформа-
торы пли машины постоянного тока соответствующей мощности.
Формирование металла шва при электрошлаковой
сварке является важным технологическим фактором. Применяе-
мые в обычной практике медные охлаждаемые ползуны, переме-
щающиеся одновременно со сварочной ванной, можно использо-
вать только для прямолинейных швов большой протяженности.
Для сварки швов малой протяженности, а также при сварке ва-
лов, колонн и изделий сложной конфигурации могут быть приме-
нены остающиеся стальные накладки, заранее приваренные
(прихваченные) к изделию. Удобными являются керамические
формы, которые заранее крепятся на детали. Эти формы могут
быть изготовлены из песчаной смеси, скрепленной жидким стек-
лом, огнеупорных плит, шамотного или динасового кирпича.
В основание формы закладывается стальная плита, которая
должна иметь надежный контакт со свариваемой деталью или
сварочным кабелем (см. рис. 6). Между плитой и изделием де-
лается зазор, необходимый для начала шлакового процесса.
Керамические формы одноразового применения очень удобны для
ремонтных работ. Перед сваркой форма должна быть тщательно
просушена до полного удаления влаги. Утечка жидкого металла
из ванны неизбежно прерывает процесс сварки, в результате чего
всю работу приходится выполнять заново.
Присадочные материалы и флюсы. В качестве
присадочного материала Для электрошлаковой сварки можно
применять обычные сварочные проволоки по ГОСТу 2246—60.
Марка проволоки выбирается в зависимости от марки сварива-
емого металла. Для сварки углеродистых сталей применяются
проволоки Св-08, Св-08А, Св-08ГА и др. Марки стали для пла-
стинчатых электродов и плавящихся мундштуков также выбира-
ются в зависимости от сорта свариваемой стали. Для углероди-
стых сталей обычно применяют электродные стержни и мунд-
штуки из стали МСТ-1, СХЛ-4 и др.
Для электрошлаковой сварки применяют плавящиеся флюсы
АН-8, АН 22, АНФ-1, АНФ-7, разработанные Институтом элект-
росварки им. Патона, или Флюс ФЦ-7, разработанный Отделом
сварки Ц11ИИТМАШ и др.
44
4. ГАЗОВАЯ СВАРКА
Ацетилено-кислородная сварка находит достаточно широкое
применение в ремонтных работах при сварке стальных деталей
малых габаритных размеров и изделий, изготовленных из тонко-
го листового металла. Газовую сварку с успехом применяют при
восстановлении различных мелких деталей типографского, тек-
стильного и швейного оборудования. Она также является единст-
венным способом при восстановлении различных деталей прибо-
ров и аппаратов точного приборостроения Положительными
свойствами этого способа сварки является: возможность точной
сборки детали по излому с постепенным проплавлением всего
сечения детали; возможность регулировать в широких пределах
зону нагрева металла и благодаря этому избегать возможной
подкалки, обеспечивая нормальную обрабатываемость сварен-
ного участка; возможность применения пламени горелки не-
большой мощности, позволяющей вести сварку металла малой
толщины.
Широко применяется газовая сварка при ремонте кузовов и
кабин легковых и грузовых автомобилей, автобусов, троллейбу-
сов, подвижного состава железных дорог. В этих работах газо-
вое пламя используется также для подогрева при выправлении
вмятин, заварки трещин, разрывов, вварки вставок. Применяя
мягкую малоуглеродистую проволоку Св-08А, удается получить
вязкий наплавленный металл, который поддается ковке и штам-
повке в холодном состоянии, что весьма важно для точного вы-
равнивания поверхности на оправке. Этим обеспечивается высо-
кое качество ремонта корпуса машины. Большие объемы работ
приходится выполнять с применением газовой сварки при ре-
монте различных тонкостенных емкостей: цистерн, баков и др.
В этом случае очень важным является соблюдение правил
пожарной безопасности при сварке. Емкости, в которых храни-
лись горючие жидкости' и газы, должны быть предварительно
тщательно промыты и продуты. Целесообразно на время сварки
заполнять емкость азотом, углекислым газом или отработанны-
ми газами двигателей внутреннего сгорания. Эти газы должны
заполнить весь объем и непрерывно подаваться с небольшим из-
быточным давлением (до 0,1 кГ/см2) в течение всего времени
выполнения сварочных работ.
Для сварки стальных деталей используются сварочные про-
волоки Св-08 и Св-08А по ГОСТу 2246—60. Для получения более
высокой механической прочности металла шва и сварного соеди-
нения следует применять проволоки Св-08ГС, Св-12ГС и Св-10Г2.
Особенно эти проволоки рекомендуются для сварки стыков тру-
бопроводов малого диаметра под высокое давление.
Наряду с обычными переносными ацетиленовыми генератора-
ми производительностью 1,25—2 м3/ч рекомендуется использо-
45
вать для ремонтных работ также растворенный ацетилен из бал-
лонов. Это значительно упрощает все выездные работы, а также
повышает безопасность и качество работ.
В настоящее время промышленность выпускает две универ-
сальные инжекторные сварочные горелки — «Москва» и «Ма-
лютка»; первая рассчитана для сварки металла толщиной до
30 мм, а вторая — для сварки металла толщиной от 0,2 до 4,0 мм.
Газовая резка является технологическим процессом, широко
применяемым в ремонтных работах. Резка используется для уда-
ления поврежденных участков ремонтируемых изделий при изго-
товлении новых вставок, для снятия кромок при подготовке из-
делия под сварку, а также при разделке трещин и кромок отко-
лотых частей. Для разделительной резки применяются резаки
«Пламя», РЗР-01-55, керосинорезы и резаки, работающие на
газах-заменителях. Особенно удобны для ремонтных целей встав-
ные резаки РГС-53, присоединяемые к стволу обычной! свароч-
ной горелки «Москва», вставные резаки РАТ-01-55 для вырезки
труб из трубных решеток, резаки РАО-01-55 для вырезки отвер-
стий малого диаметра. Изделия из высоколегированных нержаве-
ющих сталей обрабатываются установками УРХС-4, позволяю-
щими выполнять разделительную и поверхностную резку с ис-
пользованием в виде флюса железного порошка, подаваемого в
пламя резака.
Для разделки трещин, удаления старых дефектных швов и
наплавленного металла при подварке корня шва рекомендуются
резаки РПА-50, РПК-50, РАП-01-55 и др. (для поверхностной
выплавки пороков). Эти резаки позволяют производить зачист-
ку трещин и других дефектов стальных изделий толщиной до
450 мм путем образования узкой разделки, удобной по форме
для последующей сварки, с минимальной шириной и объемом
наплавляемого металла.
5. ПОЛУАВТОМАТИЧЕСКАЯ И АВТОМАТИЧЕСКАЯ СВАРКА
В УГЛЕКИСЛОМ ГАЗЕ И ПОД ФЛЮСОМ
Автоматические способы сварки могут применяться при одно-
типных и массовых ремонтных работах, например, при наплавке
рабочих поверхностей (см. гл. V).
Использование автоматической сварки для заварки изломов
и трещин в стальных изделиях ограничено и может быть реко-
мендовано при прямолинейном характере излома и горизонталь-
ном расположении шва. Могут применяться однослойные и мно-
гослойные швы.
Для сварки углеродистых сталей используют присадочные
проволоки Св-08, Св-08А, Св-08ГА и др. по ГОСТу 2246—60.
Сварка выполняется под слоем флюса ОСЦ-45 или АН-348-А по
ГОСТу 9087—59.
46
При автоматической сварке под флюсом значительно сложнее
создать условия, уменьшающие коробление детали в процессе
сварки и снижающие окончательную деформацию детали после
сварки. Поэтому данные способы следует применять для ремон-
та деталей, имеющих свободные размеры.
Сварка в углекислом газе полуавтоматическим
способом находит значительно большее использование в ремонт-
ных работах, чем сварка под флюсом. В этом случае сварку ве-
дут проволокой диаметром 0,8—3 мм, которая автоматически по-
дается в дугу с заданной скоростью. Перемещение дуги по изде-
лию и колебательные движения электродом в поперечном на-
правлении к оси шва сварщик выполняет вручную, соответствен-
но перемещая ручной сварочный держатель или пистолет. Для
защиты дуги от контакта с окружающим воздухом в зону ее го-
рения по специальному шлангу подается углекислый газ.
Этот способ сварки обеспечивает: высокую производитель-
ность и качество металла шва; выполнение швов в любом про-
странственном положении; наложение многослойных швов раз-
личного сечения; выполнение швов любой длины, швов «горкой»,
каскадным способом, обратноступенчатых швов с использова-
нием в случае необходимости послойной проковки шва.
Полуавтоматическая сварка в углекислом газе может быть
рекомендована для следующих случаев ремонта:
а) заварки трещин и наплавки изношенной поверхности в раз-
личных изделиях, изготовленных из углеродистых сталей малой
толщины, например, трещин в сосудах, газгольдерах, водогрей-
ных котлах и др. с толщиной стенки до 12 мм; заварки свищей и
«разъедин» на внутренних поверхностях котлов и газгольдеров;
б) ремонта различных стальных деталей типографского, тек-
стильного и пищевого оборудования;
в) заварки различных дефектов в крупном стальном литье—
раковин, трещин, недоливов и др.
Электродная проволока, применяемая для сварки углеродис-
тых сталей, должна содержать повышенное количество марган-
ца и кремния. Это необходимо для того, чтобы обеспечить про-
цессы раскисления металла, поскольку окисление легирующих
компонентов повышается за счет кислорода, выделяющегося в ду-
ге при диссоциации углекислого газа по реакции СОо^-СО + О.
Обычная сварочная проволока Св-08 и Св-08А непригодна для
сварки в углекислом газе. Наибольшее применение находят про-
волоки Св-08ГС, Св О8Г2С и др. Для сварки легированных сталей
следует применять проволоки, имеющие несколько большую сте-
пень легирования, чем у основного металла. Для полуавтомати-
ческой сварки применяются проволоки малого диаметра. По-
скольку длина участка сварочной проволоки, нагруженного то-
ком, невелика, то сварку выполняют на режимах, характеризуе-
мых повышенной плотностью тока. Это обеспечивает возмож-
47
ность глубокого проплавления и хорошее формирование шва.
Рекомендуются следующие примерные режимы сварки (табл. 8):
Таблица 8
Режимы полуавтоматической сварки в углекислом газе
Толщина сва- риваемого ме- талла в мм Диаметр электродной проволоки в мм Вылет электрода в мм Сварочный ток в а Напряжение дуги в в Расход угле- кислого га- за в л! мин
1 0,6 7—9 60 17—18 5-6
1,5—2,0 0,8 7—9 50—90 18—20 6-8
2,0—3,0 1,0 8—12 75-130 18—21 8—12
3,0—4,0 1,2—1,6 12—18 120—180 20—29 12—16
5 и более 2,0—3,0 18—24 200—350 27—32 16—18
Для сварки может использоваться обычный пищевой углекис-
лый газ, наполняемый в стандартные баллоны емкостью 40 л и
выпускаемый по ГОСТу 8050—64. Выпускается также углекис-
лый газ (осушенный от влаги) специально для сварки.
Сварочный пост снабжается кислородным редуктором; для
удаления влаги применяют предредукторный осушитель РОК-1
в комбинации с электрическим подогревателем. Для сварки при-
меняют полуавтоматы ПГШ-2М, А-537, А-547, ПДШМ-500, а
также полуавтоматы ПДШ-500, ПШ-500 и ПШ-54-У, переобору-
дованные для сварки в углекислом газе.
Поскольку сварка в углекислом газе выполняется от источни-
ка постоянного тока при обратной полярности, то лучшие резуль-
таты и более устойчивый процесс горения дуги дают источники
тока с жесткой вольт-амперной характеристикой. Рекомендуют-
ся сварочные преобразователи ПСГ-500, ПСГ-350 и сварочные
выпрямители ВС-200, ВСС-300, ИПГГЗООП. Можно также приме-
нять сварочные преобразователи, выпускаемые для ручной ду-
говой сварки, например, ПСО-ЗОО, ПСО-500 и др.
ГЛАВА III --
ВОССТАНОВЛЕНИЕ СВАРКОЙ СТАЛЬНЫХ ЦИЛИНДРОВ
И СТАНИН ГИДРАВЛИЧЕСКИХ ПРЕССОВ
1. ПРИЧИНЫ РАЗРУШЕНИЙ
Практика длительной эксплуатации горизонтальных и верти-
кальных гидравлических прессов с усилиями прессования от 100
до 30 000 т показала, что наиболее нагруженными деталями прес-
са являются гидравлические цилиндры. Выход из строя и длитель-
ный простой прессов чаще всего вызываются возникновением
трещин или разрывов в наиболее нагруженных участках ци-
линдра.
Анализ достаточно большого количества разрушений показы-
вает, что основными причинами аварий прессов являются: не-
правильный расчет, наличие внутренних дефектов металла, не
обнаруженных при изготовлении, конструктивные недостатки
изделия (резкие переходы сечений, малые радиусы закруглений
и др.), неправильная механическая обработка и, наконец, дей-
ствие реактивных сил.
Дефекты, связанные с конструктивными недостатками. Дли-
тельное время считалось, что гидравлические цилиндры вследст-
вие плавного нагружения их жидкостью можно рассчитывать как
статически нагруженные системы без учета цикличности нагруз-
ки. Поэтому в ряде цилиндров, изготовленных из сталей Ст. ЗЛ
и Ст 4Л, были слишком высокие допускаемые напряжения (900—
1000 кГ/см*).
Практика показывает, что цикличные гидравлические нагруз-
ки в цилиндрах более опасны, чем механические цикличные на-
грузки. Обычно в гидравлических цилиндрах, изготовленных из
литых углеродистых сталей при допускаемом напряжении
900 кГ1см2, разрушение наступает после 10е циклов.
Следует отметить, что в этом случае обычно наблюдается раз-
рыв цилиндра по его образующей. Разрушение может наступить
и при меньшем количестве циклов, если кроме высоких напря-
жений имеются конструктивные недостатки, ослабляющие крити-
ческое сечение.
49
На рис. 8 показан цилиндр горизонтального гидравлического
пресса, у которого питательное отверстие расположено на ци-
линдрической части. В этом случае разрывы стенок начинаются
на двух противоположных кромках отверстия и, постепенно раз-
виваясь, выходят наружу.
В ряде случаев, например в запорных цилиндрах машин для
литья под давлением фирмы «Поллак», наблюдаются системати-
ческие радиальные разрушения по узлу перехода от стенки ци-
Рис. 8. Цилиндр гидравличе-
ского пресса с боковым пита-
нием:
1 — боковое отверстие для пита-
ния цилиндра рабочей жидкостью.
2 — трещина, 3 — новое питатель-
ное отверстие, изготовленное пос-
ле заварки трещин и старого пи-
тательного отверстия
линдра к плоскому днищу. В
этом случае в зоне перехода воз-
никают пиковые местные напря-
жения, значительно превышаю-
щие допускаемые, и цилиндры вы-
ходят из строя, не выдержав
1 млн. циклов (рис. 9).
В цилиндрах вертикальных
гидравлических прессов, изготов-
ленных по так называемой сов-
мешенной схеме, возникают коль-
цевые трещины на участке пере-
хода цилиндрической части в ку-
польную в том месте, где закан-
чивается механическая обработ-
ка (рис. 10). Эти цилиндры за-
проектированы с достаточным
радиусом у сферической части
днища, которая должна обеспе-
чить надежную работоспособ-
ность всей конструкции. Однако
при механической обработке зер-
кала цилиндра в силу невозмож-
ности создания плавного перехо-
да от цилиндра к сфере на этом
участке образуется острый угол,
где и концентрируются напряже-
ния. Таким образом, неправильная механическая обработка
резко снижает работоспособность цилиндра, имеюшего удачную
форму и правильное конструктивное решение. Следует учиты-
вать, что гидравлические цилиндры имеют всегда значитель-
ную толщину стенок, поэтому учет распределения напряжений и
расчет прочности для них ведется, как при толстостенном со-
суде.
В стенке толстостенного сосуда, нагруженного внутренним
давлением Р, имеет место радиальное и окружное напряжение
(задача Ламе). Радиальное напряжение (ог) сжимающее, а ок-
ружное (щ)—растягивающее. Характер распределения этих
напряжений приведен на рис. 11.
50
При отсутствии осевых сил эквивалентное напряжение равно*
а
экв
ct — °r
R2 — г2
(-Р) = Р
R2 — r2
При малой толщине стенки сосуда окружные напряжения (о<)
будут распределены почти равномерно по толщине стенки, а ра-
Рис. 9. Цилиндр машины для литья под давлением:
а — цилиндр в момент образования трещины и выхода жидкости около пи-
тательного отверстия; б — разрез цилиндра и схема распространения трещины
Рис. 10. Цилиндр гидравлического пресса с кольцевой трещиной:
а — внешний вид цилиндра после разрушения; б — сечение купольной части с острым
надрезом (точка Л) от механической обработки
диальные (ог) будут малы по сравнению с окружными в тон ме-
ре, в какой толщина стенки мала по отношению к радиусу.
* См. Ф е д о т ь е в В. И. Сопротивление материалов. Физматгиз, 1962,
стр. 277—282.
51
При больших толщинах, когда 7?->-оо, имеем ожв = 2Р. Прак-
R л
тически, при 4— > 4 можно считать, что стенка сосуда имеет
бесконечно большую толщину. В этом случае сгэкв составит ’/16
от максимального напряжения в стенке. Поэтому нельзя увели-
чивать прочность цилиндра за счет дальнейшего увеличения
толщины его стенок.
Для обеспечения прочности стенок при больших давлениях
либо применяют составные сосуды, вставляя цилиндр в цилиндр
Рис. 11. Схема распределения напряжений
в толстостенном цилиндре и эпюра нагрузок
с натягом, либо предварительно нагружают сосуд давлениями,
превышающими рабочие, чтобы получить остаточные напряже-
ния (во внутренних слоях — сжатие, во внешних — растяжение).
С этой точки зрения сварочные термические напряжения также
можно рассматривать как упрочняющие, увеличивающие общую
работоспособность цилиндра.
Внутренние дефекты. Различные поверхностные дефекты, рас-
положенные на внутренней поверхности, где действуют наиболь-
шие напряжения, неизбежно являются концентраторами напря-
жений и очагами возникновения трешпн. Концентраторами на-
пряжений являются, например, литейные дефекты, расположен-
ные на необрабатываемых поверхностях: раковины, складки ме-
талла, газовые ходы, неровности, откуда обычно и начинаются
разрушения, а также дефекты, возникшие в процессе механиче-
ской обработки,— подрезы, риски, надрезы с острыми краями,
острые переходы без достаточных радиусов, закругления и др.
Литейные дефекты часто наблюдаются в цилиндрах, изготов-
ленных из стального литья. Наличие внутренних литейных дефек-
52
тов (раковин, шлаковых засоров, несливов и др.), расположен-
ных в толще металла и не выходящих на наружную и внутрен-
нюю поверхности, создает при эксплуатации местные концентра-
ции напряжений, которые ведут к разрыву перемычек между де-
фектами, при этом само разрушение происходит постепенно.
Известны случаи, когда литейные дефекты выявлялись только
после 8—12-летней эксплуатации цилиндра. Окончательное раз-
рушение возникает тогда, когда напряжение в оставшихся пере-
мычках достигнет предела прочности металла; в это время про-
исходит сквозной разрыв и цилиндр выходит из строя. Известен
случай, когда цилиндр вертикального пресса усилием 5000 т вы-
шел из строя после 15-летней нормальной эксплуатации. Первый
дефект выявился после свища размером в 10 мм2. После вскры-
тия стенки цилиндра в ней был обнаружен литейный дефект в
виде большой полости.
При заварке цилиндров следует принять все возможные ме-
ры, чтобы на внутренней их поверхности не было сварочных
дефектов — подрезов, непроваров, неровностей металла. Во всех
случаях, когда это возможно, следует произвести последующую
механическую обработку сварных соединений, расположенных
на внутренней поверхности
Поскольку волокна металла, расположенные на внутренней
поверхности цилиндра, работают на растяжение, то все разруше-
ния, возникающие от действия давления жидкости в цилиндре,
появляются на внутренних поверхностях и, постепенно развива-
ясь, выходят на наружную поверхность, образуя разрыв стенки.
Следует учитывать, что характер развития разрушений от
внутренней к наружной стороне стенки создает значительные
трудности при разделке такого дефекта под сварку. Обычно дли-
на трещины на внутренней поверхности цилиндра бывает в 2—4
раза больше ее длины на наружной поверхности. Соотношение
между этими длинами зависит от толщины стенки. Чем больше
толщина, тем больше это отношение (рис. 12). Персонал, эксплуа-
тирующий пресс, первое, появление течи обычно воспринимает
как свищ литейного происхождения и безуспешно пытается ли-
квидировать его установкой пробок на резьбе пли поверхностной
наплавкой. Между тем, исправление любых повреждений, воз-
никших в результате действия внутреннего давления, возможно
только с полным удалением всего дефекта, проваром всего сече-
ния и последующей термообработкой цилиндра.
Действие реактивных сил. Прессовое усилие, развиваемое в
цилиндре, передается на плунжер, а затем — рабочему прессово-
му инструменту. В ряде случаев при неправильном расчете и
конструктивном оформлении реактивные силы могут вызывать
разрушения цилиндров в участках наибольшей концентрации на-
пряжений. В качестве примера можно привести два случая таких
разрушений.
53
1. Разрушение цилиндра вертикального пресса усилием
10 000 т. Три цилиндра пресса работают параллельно и переда-
ют усилие траверсе через опорные борта (рис. 13). Недостаточ-
ная высота опорного борта в сочетании с малым радиусом пере-
хода к цилиндрической части создавала в цилиндрах значитель-
ные перенапряжения, которые привели к образованию трещин.
начинавшихся в углу перехода и
распространявшихся в тело цилинд-
ра примерно под углом 45°.
Такие разрушения в процессе
эксплуатации приводили к сквоз-
ным трещинам примерно через 106
циклов. Началу разрушения способ-
ствовала также недостаточная же-
сткость опорной подвижной травер-
сы. Вследствие прогиба траверсы
01816J
Рис 13. Цилиндр гид-
равлического пресса уси-
лием 10 000 т с разру-
шениями в опорных бор-
тах, вызванных действи-
ем реактивных сил:
I и 2 — трещины
Рис. 12. Схема расположения тре-
щин в толстостенном сосуде:
/—дефект в виде свища, 2— металл,
в котором расположена трещина, I —
длина трещины по окружности не
внутренней поверхности цилиндра
цилиндры не имели полной опоры по всему опорному кольцу
и опорное усилие воспринималось двумя диаметрально противо-
положными участками. В этих местах и возникали трещины.
Этот узел цилиндра недоступен для осмотра при эксплуатации
и трещины можно обнаружить только тогда, когда они станут
сквозными и через них начнет выходить рабочая жидкость.
Восстановленные сваркой цилиндры обычно работали нор-
мальный срок нагрузки в 106 циклов. Разрушения пре-
кратились после того, когда была увеличена высота опорного
борта.
54
2. Разрушение цилиндра машины литья под давлением
ЛМ-2000 по перемычкам опорной плиты. Переход от цилинд-
рической части к опорной плите выполнен неудачно. Поэтому
на участках примыкания плиты к цилиндру концентрируются
значительные растягивающие напряжения и образуются тре-
Рис. 14. Цилиндр машины ЛМ-2000 на дав-
ление 200 кПсм2:
1 — трещины в перемычках между цилиндром и
опорной плитой, 2 — усиливающие приваренные
ребра
щины, входящие в тело цилиндра (рис. 14). С течением времени
трещины под действием нагрузки постепенно увеличиваются
и достигают внутренней полости, после чего пресс к эксплу-
атации будет непригоден. При исправлении таких разру-
шений необходимо одновременно с заваркой всех дефектов и
разрывов предусмотреть мероприятия по усилению перенапря-
женных участков. Конструктивно в данном случае задача была
решена изменением радиуса перехода от плиты к цилиндру пу-
тем наплавки и приваркой усиливающих ребер.
55
2. ОСНОВЫ ТЕХНОЛОГИИ ВОССТАНОВЛЕНИЯ ЦИЛИНДРОВ
Несмотря на различные причины выхода из строя цилиндров
гидравлических прессов, для их восстановления обычно приме-
няются общие технологические приемы, выполнение которых
обеспечивает получение высокого качества ремонта. Ниже при-
водится описание этих приемов.
1. Дефектное место должно быть полностью удалено. При
очень глубоком и неудобном расположении дефектов прихо-
дится в ряде случаев удалять значительный объем металла.
Иногда на месте удаленных участков целесообразно размещать
вновь изготовленные вставки. Однако во всех случаях дефект
должен быть удален полностью. Подготовка под сварку может
выполняться механическими способами и газокислородной рез-
кой. При газовой резке стальные литые или кованные цилиндры
из стали, содержащей более 0,23% С, должны быть предвари-
тельно подвергнуты общему нагреву до 150—300° С. Это особен-
но необходимо в том случае, если дефект расположен в жест-
ком контуре н не выходит на край детали.
2. Разделка дефектного места должна быть выполнена так,
чтобы место сварки было расположено достаточно удобно для
сварщика, а объем наплавляемого металла был минимальным.
3. Сварка производится с общим предварительным и сопутст-
вующим подогревами цилиндра. В большинстве случаев для
равномерного подогрева и поддержания нужной температуры в
процессе сварки приходится сооружать специальные печи с
электрическим обогревом. Такие печи должны обеспечивать воз-
можность сварки цилиндра в нагретом состоянии без извлече-
ния его из печи, а также допускать регулировку температуры
нагрева до 700° С. При толщине стенок свыше 200 мм и боль-
шом объеме наплавляемого .металла рекомендуется для снятия
внутренних объемных напряжений производить несколько (от
1 до 4-х) промежуточных высокотемпературных отпусков при
650—670° С.
4. Сварка выполняется электродами типа Э50А по ГОСТу
9467—60 марок УОНИ-13/55 или УОНИ 13/65. В некоторых
случаях для сварки деталей, изготовленных из малоуглероди-
стых сталей (до 0,23% С), можно применять электроды УОНИ-
13/45. Сварка выполняется многослойными швами с наложе-
нием швов «каскадом» или «горкой». Для ускорения сварки при-
меняются электроды большого диаметра, а при отсутствии та-
ковых — пучки электродов из двух, трех или четырех электро-
дов диаметром по 5—6 мм.
5. Наложение отдельных слоев производится с послойной
проковкой шва (чеканкой) пневматическим молотком-зубилом
с закругленным бойком. Проковка ведется до уничтожения ри-
сунка шва. Проковка уменьшает внутренние напряжения и
снижает величину короблений, т. е. изменение размеров детали.
56
6. После окончания сварочных работ необходим высокотем-
пературный отпуск по следующему режиму: для сталей, содер-
жащих до 0,23% углерода, при 600—650 °C; для сталей, содер-
жащих 0,35—0,45% углерода,— 670° С; для сталей, легирован-
ных молибденом и хромом, — 730 °C. Время выдержки при
температуре отпуска 2—2,5 мин на 1 мм толщины стенки.
Время выдержки может меняться в зависимости от марки ста-
ли и объема наплавленного металла.
Охлаждение детали производят вместе с печью до 250—
200 °C, после чего деталь может охлаждаться в цехе, будучи за-
щищенной от сквозняков и резких изменений темпера-
туры.
Такая термообработка полностью устраняет внутренние на-
пряжения и обеспечивает прочность детали при знакоперемен-
ных и цикличных нагрузках. Следует отметить, что общая тер-
мообработка цилиндра является полезной также потому, что
снимает и все внутренние напряжения, возникшие в процессе
эксплуатации. Сваренную н термически обработанную деталь
следует рассматривать как полностью восстановленную и год-
ную для нормальной эксплуатации наравне с новой деталью.
3. ВОССТАНОВЛЕНИЕ ЦИЛИНДРОВ С ЛИТЕИНЫМИ ДЕФЕКТАМИ
Цилиндры горизонтального пресса усилием 12 000 т. В этом
прессе усилие создается главным цилиндром диаметром 2250 мм
и двумя боковыми диаметром по 1560 мм каждый. Рабочее дав-
ление 300 кГ/см2. Пресс был изготовлен в годы войны, и произ-
вести гидравлическое испытание цилиндров на заводе-изготови-
теле тогда не представлялось возможным. После сборки прес-
са и гидравлической опрессовки выявилось, что верхний и ниж-
ний цилиндры имеют литейные дефекты, расположенные около
питательных отверстий в месте перехода купольной части к ци-
линдру. При гидравлической опрессовке был обнаружен выход
жидкости в виде отдельных капель на значительной части по-
верхности цилиндра, свищей и даже нескольких струй диамет-
ром 2—4 мм.
Просвечиванием у-лучами установлено, что в первом цилинд-
ре дефекты занимают площадь 520X320 мм. Во втором цилинд-
ре обнаружены два дефектных участка размерами 450X220 и
680X280 мм. Цилиндры изготовлены из литой стали, содержа-
щей 0,33—0,35% С, 0,75—0,76% Мп, 0,45—0,47% Si, 0,035% S,
0.028—0,032% Р. Структура металла характерна для стального
литья, термически не обработанного. Площадь дефектных участ-
ков была большая. Много дефектов в виде крупных раковин бы-
ло расположено ближе к внутренней поверхности. Единствен-
ным способом исправления являлось полное удаление этих
участков и вварка на их место новых стальных вставок. Были
57
заготовлены поковки из стали с пределом прочности 45 кГ/мм2,
имеющей следующий химический состав (в %): 0,37 С;
0,66 Мп; 0,25 Si; 0,029 S; 0,42 Ni; 0,87 Сг. Дефектные участки
удалялись газовым резаком. Резка производилась после общего
подогрева цилиндра до 300° С. Цилиндр с удаленным дефект-
ным участком показан на рис. 15.
Для сварки была изготовлена специальная электрическая
печь со спиралями сопротивления мощностью 300 ква. Макси-
Рис. 15. Боковой цилиндр пресса уси-
лием 12 000 г с удаленным дефектным
участком (после газовой резки)
мальная температура нагре-
ва 900 °C, скорость нагрева
10—20 град/ч, напряжение
380 в. Вес свариваемых де-
талей до 50 т. Конструкция
печи —• секционная разбор-
ная, состоящая из пода
(днища), двух боковых сте-
нок, двух торцовых стенок
и двух секций крышки. Это
позволило установить ци-
линдр на под печи в нуж-
ном положении, удобном
для сварки. Краном были
установлены вертикальные
стенки печи, затем их соеди-
нили болтовыми стяжками
и изолировали стыки меж-
ду секциями. Печь была накрыта крышками, одна из которых —
постоянная на все время работ, а вторая, расположенная над
местом сварки, — съемная (рис. 16).
После нагрева цилиндра до заданной температуры съемная
крышка удалялась краном и на ее место устанавливался щит,
изготовленный так, чтобы он полностью перекрывал верхнее
отверстие печи и изолировал цилиндр от наружной атмосферы.
В щите было сделано отверстие, расположенное над местом свар-
ки и позволявшее сварщикам производить работу на нагретом
цилиндре, не извлекая его из печи.
Восстановление двух цилиндров было произведено путем
удаления дефектных участков металла и вварки новых кованых
вставок. Вставки устанавливались на подкладных планках, за-
ранее прихваченных к нижней полости цилиндра. Сварка вы-
полнялась одновременно двумя сварщиками. Поскольку дефект-
ный участок выходил на питательное отверстие , направление
сварки выбиралось таким, чтобы сварка заканчивалась на кра-
ях отверстия. Сварка выполнялась электродами УОНН-13/55
способом «горкой», с послойной проковкой шва. В процессе
сварки были проведены два промежуточных высокотемператур-
ных отпуска с нагревом до 650—670° С. Все сварочные работы
58
выполнялись за один тепловой цикл. После заварки первого
цилиндра печь разбирали и цилиндр после охлаждения подвер-
гали механической обработке. В печь устанавливали следую-
щий цилиндр и заваривали его по технологии, описанной выше.
После одного года эксплуатации пресса с двумя заваренны-
ми боковыми цилиндрами в главном цилиндре на его купольной
части стали появляться капельки рабочей жидкости, просачива-
ющиеся через стенку толщиной 400 мм. С течением времени
Рис. 16. Общий вид установки цилиндра
в печи перед сваркой:
/ — разборная печь, 2 — клеммная доска вклю-
чения спиралей, 3— клеммная доска включе-
ния термопар, 4— цилиндр, установленный в
печи для сварки и термообработки, 5 — дефект-
ное место, подлежащее заварке, 6 — съемная
крышка
Рис. 17. Схема определения
дефектов на внутренней поло-
сти цилиндра способом наруж-
ной опрессовки:
/ — стальная полусфера, приварен-
ная иа месте выхода жидкости из
стенки цилиндра, 2 — канал для
подачи жидкости и создания гид-
равлического давления 300 кГ]см\
3— предполагаемые внутренние де-
фекты, 4 — внутренняя поверхность
цилиндра с местами, где обнару-
жен выход жидкости при наруж-
ной опрессовке
количество выходящей жидкости увеличивалось, и через не-
сколько месяцев появились струйки, число которых стало резко
возрастать. Дальнейшая эксплуатация пресса стала невозмож-
ной. В этом случае имели дело уже с мелкими литейными дефек-
тами (газовыми порами и ходами, а также шлаковыми включе-
ниями), которые под действием нагрузки постепенно соединя-
лись между собой и затем выходили на поверхность. Под дей-
ствием давления 300 кГ/см2 жидкость начинала как бы «размы-
вать» ходы в стали и их размеры быстро увеличивались. Для
определения размеров литейных дефектов и положения их на
внутренней поверхности цилиндра над одним из наиболее круп-
ных дефектов с наружной стороны к цилиндру была приварена
полая стальная сфера с приспособлением для присоединения
гидравлического пресса (рис. 17). В эту полость была подана
вода под давлением 300 кГ1см2. На внутренней поверхности бы-
ло видно, где выходила вода. Таким способом выявили дефекты,
59
ручны дуговой сваркой,
Рис. 18. Купольная часть
главного цилиндра пресса
усилием 12 000 т с раздел-
кой стенок газовой резкой
и установленной новой гор-
ловиной
расположенные вокруг питательного отверстия на расстоянии от
него по радиусу до 250 мм.
Просвечивание у-лучами подтвердило, что вся купольная
часть поражена литейными дефектами. Для восстановления ци-
линдра дефектную купольную часть удалили полностью меха-
ническим путем. Из поковки (сталь 30) изготовили новую ку-
польную часть, которую установили на место удаленной. Общий
вид разделки показан на рис. 18. Приварка осуществлялась
одновременно двумя дугами, электро-
дами УОНИ-13/55. Сварка выполня-
лась с общим нагревом цилиндра до
350—400 °C. В процессе сварки про-
изводились три промежуточных от-
пуска при 620—650 °C.
Для выполнения сварки в удобном
положении требовалось установить
цилиндр в вертикальном положении.
Поскольку вес цилиндра 62 т и высо-
та более 4 м, сооружение вертикаль-
ной печи вызвало бы большие затруд-
нения, так как, кроме печи, в верхней
части нужно было создать еще рабо-
чую площадку и обеспечить нормаль-
ные условия работы сварщикам. Для
устройства электрической печи мощ-
ностью 600 кет (напряжение 380 в,
трехфазный переменный ток) была использована имевшаяся на
заводе технологическая яма нужного диаметра глубиной 5 м.
Стенки ямы были выложены огнеупорным кирпичом, в кладке
которого оставлены пазы для закладки нагревательных спира-
лей. В печь в вертикальном положении был помещен цилиндр,
внутри которого также был установлен нагревательный эле-
мент (рис. 19). Верхняя крышка печи съемная, что позволяло
производить сварочные работы на нагретом цилиндре.
Удаление дефектной части купола было выполнено газовой
резкой с помощью установки УРР-600. Для резки было изготов-
лено циркульное приспособление, на котором был укреплен ре-
зак РР-600 низкого давления для резки стали больших толщин.
Рез начинался с отверстия диаметром 25 мм, специально про-
сверленного для этой цели. Толщина стенки в месте сверления
420 мм. Перед началом реза цилиндр нагрели до 350° С, что
обеспечило полное отсутствие закалочных структур на поверх-
ности реза п резко уменьшало опасность возникновения терми-
ческих трещин. Кроме того, такой нагрев улучшил качество реза
и значительно ускорил процесс. Вырезанную купольную часть
исследовали с целью определения количества литейных дефек-
тов; исследовали также поверхность реза по цилиндру (после
60
ее зачистки наждачным камнем). Проверка показала, что все
литейные дефекты находились в удаленной части купола. Это
дало возможность гарантировать дальнейшую нормальную дли-
тельную работу восстановленного цилиндра при условии каче-
ственного выполнения сварочных работ. Механическая обработ
ка купольной части была произведена после удаления дефект-
Рис. 19. Цилиндр пресса усилием 12 000 т, установленный в печь для сварки
и термообработки:
1 — свариваемый цилиндр, 2 — новая купольная часть, 3 — съемная крышка печи, 4 —
сварное соединение, 5 — остающееся опорное кольцо, 6 — наружные обогреватели, 7 —
внутренние обогреватели
ного участка и замеров полученного отверстия, что позволило
получить размеры разделки, дающие минимальный объем на-
плавленного металла.
Сварка и установка новой купольной части производились
на остающемся подкладном кольце размером 50x10 мм, изго-
товленном из полосовой стали марки Ст. 3. Кольцо было, прива-
рено по всей окружности к нижней кромке разделки цилиндра
61
двумя швами. Такое кольцо позволило прочно установить ку-
польную часть и обеспечило наличие постоянного зазора в ниж-
ней части, равного 10—12 мм.
Сварка выполнялась одновременно двумя дугами электрода-
ми УОНИ-13/55, собранными в пучки по 3 и 4 шт. Сварочный
ток для трех электродов был равен 400 а, а для четырех — 500—
540 а.
Рис. 20. График изменения температуры нагрева цилиндра при сварке
Заполнение швов выполнялось способом «горки». В начале
сварки наплавкой было создано возвышение около 100 мм, на
которое постепенно с двух сторон и производилось наложение
швов под углом в 45°. После заполнения 'Д, */г и толщины
свариваемого сечения были произведены промежуточные отпуски
при 650° С с выдержкой при этой температуре в течение 2 ч.
Затем температуру снижали до 450° С и сварочные работы возоб-
новляли.
Графики изменения температур приведены на рис. 20. Та-
кая технология сварки позволила выполнить все работы при
общем нагреве цилиндра в пределах 350—650° С. Процесс про-
ковки швов пневматическими молотками показан на рис. 21.
Восстановление было выполнено удачно, что позволило от-
казаться от изготовления нового цилиндра и сократило воз-
можный простой уникального пресса с двух лет до двух меся-
цев.
62
Главный цилиндр вертикального пресса усилием 5000 т. Ци-
линдр изготовлен по совмещенной схеме, он является одновре-
менно главным цилиндром и верхней траверсой пресса. Нижняя
часть цилиндра усилена поясом, у которого имеются четыре при-
лива с отверстиями для установки колонн пресса. Цилиндр-тра-
верса работает в условиях сложных нагрузок, создаваемых гид-
равлическим давлением в цилиндре, равным 300 кГ{см2, и меха-
ническими усилиями 5000 т; эти нагрузки передаются через ко-
лонны к нижней траверсе.
Рис. 21. Послойная проковка сварных швов пневматическими
молотками после наложения каждого слоя; интенсивность
проковки — 5—7 ударов по одному месту до удаления ри-
сунка шва
Цилиндр изготовлен из литой стали следующего химического
состава: 0,28% С; 0,75% Мп; 0,30% Si; 0,045% S; 0,05% Р. Вес
цилиндра 28 500 кГ. Прее используется для штамповки и ков-
ки деталей.
После нормальной эксплуатации пресса в течение более 12
лет в его цилиндре образовалась трещина длиной около 200 мм,
через которую выходила водяная эмульсия. При осмотре внут-
ренней поверхности цилиндра были обнаружены литейные де-
фекты и трещины, сдвинутые по отношению к наружной трещине
на 300—350 мм. Пресс был демонтирован и цилиндр установлен
на расточный станок для разделки дефекта под сварку. Во вре-
мя сверления первого отверстия по трещине снаружи, после того
как сверло прошло примерно 3А толщины стенки, из просверлен-
ного отверстия начала выходить эмульсия (около 40 л).
Следовательно, во внутренней полости металла можно было
ожидать наличия значительных пустот литейного происхожде-
ния. При сквозном вскрытии стенки цилиндра выявилось рас-
слоение металла, расположенное на расстоянии 200—250 мм от
наружной поверхности и на 120—80 мм от внутренней (рис. 22).
63
Расстояние между внутренними поверхностями составляло 30—
50 мм. Глубину дефекта полностью установить было невозмож-
но. Местами проволочный щуп погружался на 400 мм. Такой
крупный литейный дефект крайне осложнял ремонтные свароч-
ные работы.
Для получения надежных результатов восстановления, с по-
мощью газовой резки было произведено максимально возмож-
ное удаление дефектного участка путем вырезки отверстия раз-
Рис. 22. Цилиндр пресса усилием 5000 т после вскрытия боко-
вой поверхности:
1 — расслоение металла в стенках цилиндра. 2 — нагревательный элемент
во внутренней полости цилиндра, 5 — часть кирпичной кладки печи с на-
гревательным элемент ом
мером 950X1200 мм. Однако все же не удалось полностью уда-
лить дефекты литья. Тогда решили литейный дефект заварить
без дальнейшего нарушения целостности стенок цилиндра. Для
этого литейный дефект с торца реза разделывался резаком типа
РВП-49. Разделка велась до наиболее полного удаления дефек-
та на глубину от 80 до 450 мм. В двух местах на длине 100—
150 мм удалить полностью литейный дефект не удалось даже и
на этой глубине. Учитывая незначительную протяженность оста-
вшихся дефектов и невозможность их вскрытия, решили эти
дефекты заварить.
Для выполнения сварочных работ была построена электриче-
ская печь мощностью 400 ква. Конструкция печи предусматри-
вала возможность снятия части боковых стенок и крышки для
свободного доступа к месту сварки. Та часть цилиндра, на ко-
торой выполнялась сварка, изолировалась от остального объема
печи.
64
Работы велись в следующей последовательности: высокотем-
пературный отпуск при 650° С; заварка литейных дефектов в
торцовых частях разделки (выполнялась одновременно двумя
сварщиками при температуре цилиндра 400°С); второй отпуск
при 650° С и охлаждение цилиндра с печью до температуры цеха;
установка кованой вставки из стали 40 на остающемся под-
кладном кольце: нагрев цилиндра с печью до 450° С и заварка
вставки с двух сторон в полувертикальном положении способом
«горкой» под углом в 45°. После заполнения этих швов был дан
третий отпуск при 650° С и затем охлаждение с печью до тем-
пературы цеха. После этого цилиндр был извлечен из печи и
установлен в ней вновь в ином положении, удобном для сварки
последней стороны разделки. Ввиду большой жесткости этого
узла и расположения шва около прилива для колонн заварку
данного участка производили при общем нагреве цилиндра до
160—490° С. Была также усилена степень проковки швов.
Указанная выше технология позволила получить надежное
сварное соединение. В процессе сварки не было обнаружено ка-
ких-либо надрывов в сварных швах, а также трещин в кратерах.
На все сварочные работы было израсходовано около 1500 кг
электродов. Сварка выполнялась от сварочного преобразователя
ПСМ-1000. Каждая дуга питалась от группы из трех балластных
реостатов, включенных параллельно. Для увеличения производи-
тельности наплавки применялись пучки из двух-трех электро-
дов диаметром по 5 мм. Восстановленные цилиндры работают
безотказно в течение 8 лет.
4. ВОССТАНОВЛЕНИЕ ЦИЛИНДРОВ С КОНСТРУКТИВНЫМИ
И МЕХАНИЧЕСКИМИ НЕДОСТАТКАМИ
Технология восстановления цилиндров и станин гидравличе-
ских прессов, компрессоров, паровых машин и других деталей,
в которых разрушение произошло вследствие конструктивных
недостатков или дефектов, возникших от неправильной механи-
ческой обработки, должна включать следующие этапы:
1. Восстановление разрушенного узла до его первоначальной
прочности и заданных геометрических размеров.
2. Разработку и проведение мероприятий по устранению кон-
структивного недостатка.
В зависимости от характера детали это может быть осуще-
ствлено различными способами, а именно: усилением критиче-
ского сечения наплавкой; приваркой усиливающих элементов
(ребер, планок, вставок); применением комбинированного уси-
ления, сочетающего механическое крепление со сваркой. В том
случае, если ремонтируемый узел не может быть конструктивно
усилен, то обязательным условием будет применение сварочной
3 К. П. Вощанов 65
Рис. 23. Цилиндр горизонтального пресса
усилием 5000 т, помещенный в печь для
сварки и термообработки:
/ и 4 — отверстия для установки колонн пресса;
2 — опорный прилив; 3 — кладка печи с нагрева-
телями; 5 — разделка под сварку
технологии и высококачественных электродов, обеспечивающих
получение сварного соединения, равнопрочного основому ме-
таллу или превышающего прочность последнего.
Цилиндр горизонтального пресса усилием 5000 т. Вес ци-
линдра 62 т, толщина стенок 280—320 мм, рабочее давление
жидкости 300 кГ/см2. После длительной эксплуатации пресса по
образующей цилиндра в пространстве между двумя колоннами
появилась сквозная трещина длиной: по наружной поверхности
цилиндра ~ 300 мм, по внутренне?! —500 мм. Цилиндр литой
из стали следующего химического состава: 0,35% С; 0,63% Мп;
0,33% Si; 0,38% Мо;
0,027% S; 0,020% Р. Ме-
таллографические иссле-
дования показали, что
сталь имеет нормальную
литую структуру со сред-
ним размером зерна и не-
большим количеством не-
металлических включе-
ний. Разделка трещины
под сварку была выпол-
нена механическим пу-
тем — сверлением, фрезе-
рованием и частично руб-
кой пневматическим зу-
билом. Общий вид ци-
линдра в печи, подготов-
ленного под сварку, дан
на рис. 23.
В процессе разделки определилось, что в зоне трещины ли-
тейных дефектов металл не имеет. Характер трещины, ее направ-
ление точно по образующей цилиндра и отсутствие дефектов в
металле позволили считать, что причиной разрушения была дли-
тельная цикличная нагрузка. Особые трудности выполнения ре-
монтных работ вызывались большой толщиной стенки, располо-
жением трещины в очень жестком контуре цилиндра, где нель-
зя было ожидать компенсации внутренних напряжений, и хи-
мическим составом стали. Поэтому сварка выполнялась при об-
щем нагреве цилиндра до 450—470° С. В процессе сварки были
проведены три промежуточных отпуска при 670—680° С. Неко-
торое повышение температуры отпуска было вызвано наличием
в стали молибдена. Сварка выполнялась электродами
УОНИ-13/65. При проковке шва (чеканке) были увеличены ин-
тенсивность удара и длительность проковки. Описанная.техно-
логия обеспечила получение удовлетворительных результатов
при заварке сложного разрушения, расположенного в весьма
жестком контуре.
66
Цилиндр пресса усилием 2000 т имел питательное отверстие,
расположенное на вертикальной стенке. В этом сечении стенка
сказалась ослабленной, и после нескольких лет эксплуатации в
диаметрально противоположных участках стенки этого отвер-
стия (по его граням с внутренней стороны) возникли надрывы.
Постепенно развиваясь в тре-
щины, они достигли наружных
участков, после чего цилиндр
стал не пригодным к эсплуата-
пии.
Рис. 24. Схема заварки тре-
щин и питательного отверстия
в цилиндре пресса усилием
2000 т:
/ и III — трещины, разделанные
под сварку, // — вставка, вварива-
емая в питательное отверстие,
IV — технологические установоч-
ные подкладки (цифрами /—14 по-
казана очередность наложения
швов)
Рис. 25. Схема приварки диища
цилиндра с исправлением конст-
руктивного недостатка наплавкой:
/ — наплавленный слой, механически
обработанный после наплавки, 2—
разделка под сварку, 3 — днище ци-
линдра, обработанное по торцу на
станке
Поверочный расчет прочности показал, что наличие отверстия
повышает величину напряжений в данном 'сечении до 1200 кГ/см-.
На кромке отверстия эти напряжения еще выше. Рассчитывать
на продолжительную работу цилиндра после заварки было
нельзя.
Для надежной работы требовалось изменить конструкцию
цилиндра и перенести питательное отверстие в купольную часть.
Для этого потребовалось некоторое изменение коммуникаций
высокого давления. Восстановление цилиндра и его реконструк-
ция выполнялись по следующей технологической схеме: раздел-
ка трещин под сварку; снятие фаски в отверстии с углом 12°;
расточка нового питательного отверстия в купольной части на
расточном станке. В питательное отверстие была вставлена
пробка с углом разделки 12° и зазором 10 мм на сторону
(рис. 24).
Заварку цилиндра выполняли в электропечи с общим нагре-
вом до 400° С и последующим отпуском при 650° С. Сварку вели
одновременно двумя дугами. Сначала «каскадным» способом за-
варивали трещины по образующей цилиндра, а затем произво-
дили вварку вставки в отверстие. После реконструкции цилиндр
работает нормально в течение нескольких лет с полной
нагрузкой.
Цилиндр вертикального пресса усилием 800 т изготовлен по
совмещенной схеме, гидравлическое давление создается маслом,
внутренняя поверхность цилиндра обработана. Цилиндр не име-
ет грунд-буксы, и поршень скользит по внутренней поверхности
цилиндра. Дефект в виде острого надреза возник в результате
механической обработки внутренней поверхности цилиндра в
напряженном участке, в месте перехода в купольную часть.
Цилиндр вышел из строя спустя год нормальной эксплуатации
вследствие появления трещины. Длина трещины по наружной
части 50 мм, а по внутренней — 150 мм. Подготовленное под
сварку дефектное место с полным удалением трещины было за-
варено при общем нагреве цилиндра.
Однако спустя год трещина возникла вновь, на этот раз на
участке, диаметрально противоположном заваренному, и имела
длину по наружной части 400 мм и по внутренней—-более 2/з
окружности цилиндра.
Для кардинального исправления дефекта была принята сле-
дующая технология: купол цилиндра полностью удаляли газовой
резкой, на торец цилиндрической части по кромке реза наплавля-
ли слой металла так, чтобы ликвидировать подрез и вывести
сварное соединение из зоны наибольших напряжений. Схема
выполнения работ показана на рис. 25. Наплавленный участок
был обработан механически с образованием плавного перехода
внутренней поверхности от цилиндра к купольной части.
Отрезанная купольная часть цилиндра была обработана по
торцу и установлена на опорном кольце, приваренном к внут-
ренней поверхности цилиндра. Сварка основного шва была вы-
полнена по типовой технологии одновременно двумя сварщика-
ми при общем нагреве цилиндра до 450° С. После сварки был
произведен высокотемпературный отпуск цилиндра. Восстанов-
ленный цилиндр теперь работает нормально.
Цилиндры гидравлического пресса усилием 30 000 т. Ци-
линдры были выполнены составными с вставной купольной ча-
стью и механическим уплотнением ее на резьбе. Вес цилиндра
27 т. В остром углу заточки купольной части от уплотнительной
поверхности возникали трещины, совершенно не доступные для
наблюдения. Дефект обнаруживался только после того, как тре-
щина выходила на наружную поверхность и цилиндр давал течь.
Восстановление цилиндров и их модернизация были возможны
только при полном изменении конструкции купольной части.
Приварка новой купольной части выполнялась по схеме, пока-
занной на рис. 26. Создание плавных переходов резко увеличи-
ло работоспособность и долговечность цилиндра. Сварочные ра-
боты выполнялись по технологии, описанной выше.
Цилиндры вертикального пресса усилем 10 000 т. Цилиндры
изготовлены из литой стали следующего химического состава:
0,43% С; 0,70% Мп; 0,21% Si; 0,022% S и 0,020% Р. Качество
68
стали было улучшено проковкой. Цилиндры передают развива-
емое прессом усилие через опорные борты на неподвижную тра-
версу пресса. В месте перехода борта к цилиндрической части
происходит концентрация напряжений и возникают надрывы, по-
степенно переходящие в трещины, которые, развиваясь, выходят
на внутреннюю поверхность. Установлено, что сквозное разру-
шение обычно наступает после 106 циклов нагрузки.
Рис. 26. Стальные кованые цилиндры вертикального
пресса:
а — цилиндр с вставной купольной частью; б — цилиндр с прива-
ренной вновь изготовленной купольной частью, А — место начала
трещин
Расчеты на прочность показали, что для уменьшения напря-
жений необходимо повысить высоту опорного борта цилиндра.
Это требовало некоторого изменения конструкции пресса, поэто-
му на первых этапах производилась работа по качественной за-
варке трещин, которая выполнялась по следующей технологии.
Разделка трещин производилась механическим путем с тща-
тельным магнитным контролем за их распространением. Учиты-
вая, что трещина развивается от наружной части цилиндра, ее
разделку выполняли также снаружи и поэтому большая часть
разделки не была сквозной. Для сварки и термообработки ци-
линдров была изготовлена специальная печь, в которой имелось
устройство, позволяющее поворачивать горизонтально располо-
женный цилиндр вокруг оси на 180—360°.
Конструкция печи обеспечивала достаточно свободный под-
ход к месту сварки. Схема печи с установленным в ней цилинд-
ром показана на рис. 27. Сварка выполнялась при общем нагреве
цилиндра до 450—480° С. Для уменьшения деформации борта
цилиндра применялась усиленная проковка каждого слоя на-
плавленного металла, которая проводилась после расплавления
трех-четырех электродов. Такая частая и глубокая проковка пла-
стичного металла, нагретого до высокой температуры, сильно
снижает внутренние напряжения и уменьшает возможность
69
поводки. При нагреве цилиндра до 450—480 °C металл шва во
время проковки имел температуру около 550—600° С.
Такая технология позволила при достаточно большом объеме
металла шва полностью избежать короблений борта. Особенно
Рис. 27. Схема устройства нагревательной печи для заварки трещин в опор-
ных бортах цилиндров (сварка производится в печи с общим нагревом
цилиндра):
спирали наружного обогрева, 2— опорная стойка, 3 — цапфа для поворота цилин-
дра в печи, 4 — корпус печн, 5 — внутренний обогреватель цилиндра. 6 — рабочая зона
сварки, 7 — торцовая крышка печн. S — опорная цапфа
тщательно нужно было сва-
рить поверхностные слои, об-
разующие верхний слой метал-
ла— наиболее напряженный.
Эти слои наплавлялись элек-
тродами УОНИ-13/55 диамет-
ром 4 мм, специально отобран-
ными для таких работ, т. е.
свежего изготовления и тща-
тельно просушенными до пол-
ного удаления влаги из покры-
Рис. 28. Цилиндр пресса с бор-
том, усиленным приваркой коль-
ца по всему сечению торцовой
части:
/ — цилиндр, 2 — приваренное кольцо.
3 — шов
тия. В наружных слоях выполненного шва полностью отсутст-
вовали поры, шлаковые включения, подрезы и другие дефекты.
70
После окончания сварки и полного отпуска при 650° С для
снятия напряжений металл шва механически обрабатывали для
получения нужного радиуса перехода, затем шлифовали. Это
дало возможность получить рабочую поверхность, способную ра-
ботать в сложных знакопеременных условиях нагрузки при зна-
чительно высоких напряжениях.
На рис. 28 показана схема приварки кольца для увеличения
высоты опорного борта. Такая конструкция резко снижает вели-
чину напряжений в опорном борту и увеличивает работоспо-
собность цилиндра.
Приварка кольца может быть выполнена электрошлаковой
сваркой или ручной дуговой электродами УОНИ-13/55.
5. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ С КОНСТРУКТИВНЫМИ НЕДОСТАТКАМИ
ПРИ ОДНОВРЕМЕННОМ УСИЛЕНИИ НАПРЯЖЕННЫХ УЧАСТКОВ
Вертикальный четырехколонный пресс усилием 10 000 т.
Пресс используется для горячей штамповки сложных объемных
деталей из алюминиевых сплавов. Следует отметить, что прес-
сование алюминиевых сплавов дает наиболее жесткое нагруже-
ние прессов. Так, например, два одинаковых пресса одного года
выпуска работали с одинаковыми нагрузками и интенсивностью.
Один из них использовался на прессовании стальных слитков и
никаких признаков разрушений не имеет; у второго пресса, рабо-
тавшего на горячем прессовании алюминиевых сплавов, после
десятилетней эксплуатации оказались разрушенными нижнее
основание, подвижная траверса и три цилиндра. Разрушение
нижнего основания и подвижной траверсы были обнаружены во
время очередного ремонта.
Нижнее основание пресса представляет собой литую жесткую
конструкцию коробчатого типа с внутренними перегородками.
Нижняя плита основания испытывает во время работы растяги-
вающие напряжения, а верхняя — сжимающие. Химический со-
став стали: 0,31 % С; 0,50% Мп; 0,30% Si; 0,01% S и 0,03% Р.
Размеры основания — длина 6070 мм, ширина 4115 мм\ высота
2260 мм. Толщина стенок: нижней плиты 170—180 мм, верхней
плиты 210—230 мм, вертикальных поясов 155—160 мм, внутрен-
них перегородок 95—115 мм. Вес основания 120 т.
Отливка основания была произведена так, что нижняя пли-
та оказалась расположенной в зоне литников, где обнаружены
четыре крупные литейные раковины объемом 45—50 дм3 каж-
дая, а также значительное количество мелких раковин и шлако-
вых включений. Такие дефекты особенно опасны для плиты, ра-
ботающей на растяжение.
Разрушение основания произошло по среднему, наиболее на-
пряженному сечению (рис. 29). Полностью разрушены нижняя
плита основания и стенки отверстия выталкивателя. В верхней
71
шлите трещина пересекала всю плоскость плиты и оканчивалась
у вертикальных поясов. В нижней части вертикальных поясов
трещины оканчивались у литейных контрольных отверстий.
Общая длина излома составляла 9120 мм при площади сече-
ния излома 192,4 <3jw2. Из общей рабочей площади в данном се-
чении было разрушено более 75%. Оставшаяся неразрушенная
часть вертикальных стенок не могла выдерживать существенных
нагрузок.
В подвижной траверсе
была обнаружена трещи-
на длиной 880 мм на
нижней рабочей плите
между двумя литейными
отверстиями. Эта трещи-
на уходила во внутрен-
нюю полость траверсы,
пересекая под углом 45°
внутреннее ребро, и окан-
чивалась на верхней пли-
те между литейными от-
верстиями упорной части
Рис. 29. Центральное сечение нижнего
основания по месту разрушения:
/ — нижняя, полностью разрушенная плита
основания, 2 — верхняя плита основания, 3 —
разрушенные стенки отверстия выталкива-
теля, 4 — частично разрушенные вертикальные
стенки. 5 — контрольные отверстия, просвер-
ленные для ограничения трещины в верхней
плите
пуансона первого цмлин-
дра. Длина трещины на
верхней плите 280 мм
(рис. 30).
Подвижная траверса
весом 145 т изготовлена
из литой стали соста-
ва: 0,37% С, 0,69%
Предел прочности стали
удли-
Мп, 0,33% Si, 0,022% S, 0,20% Р.
54,9 кГ/мм2, предел текучести 25,7 кГ/мм2, относительное
нение 13,8 Не-
возможными причинами разрушения деталей явились:
1. Остаточные литейные напряжения, возникшие в металле
при изготовлении пресса.
2. Недостаточная прочность нижнего основания по среднему
сечению, а также дефекты изготовления. Нижняя плита, рабо-
тающая на растяжение, имеет меньшую толщину (185 мм) по
сравнению с верхней (230 мм)-, кроме того, в ней сконцентриро-
ваны все литейные пороки.
3. Значительные усталостные напряжения, возникшие в про-
цессе десятилетней эксплуатации; за это время пресс выдержал
около 5-106 циклов нагружений при полном прессовом усилии.
Замеры показали, что максимальное раскрытие трещин со-
ставляло: в стенках отверстия выталкивателя — 7 мм, в нижней
плите — 4 мм, в верхней плите — 2,5 мм. В верхней плоскости
основание имеет прогиб, достигающий в центре сечения 2 мм.
72
Разрушение подвижней траверсы произошло в результате
воздействия скалывающих напряжений. Расчетные данные пока-
зывают, что напряжения среза в данном узле достигают
1070 кГ1см2 (по принятым в машиностроении нормам для сталь-
ного литья эти напряжения должны составлять 300—500 кГ/см2).
Характерным для скалывающих напряжений является косой
срез под углом 45° от нижней плиты к верхней.
Восстановительные работы и технология сварки. Одним из
основных требований, предъявлявшихся к восстанавливаемым
деталям,— сохранение точных размеров по осям колонн. Эти
размеры определяются условиями сборки трех основных частей
пресса: нижнего и верхнего оснований, подвижной траверсы с
зазорами между отверстиями и колонной, не превышающими
0,5 мм.
Все разрушенные элементы были восстановлены дуговой
сваркой с полным проваром трещин по всему сечению. Свароч-
ные работы выполнялись с предварительным равномерным на-
гревом деталей до 350—450° С. Для снятия напряжений; возник-
ших при эксплуатации и в процессе сварки, детали подвергались
73
промежуточному и окончательному высокотемпературному от-
пуску при 650—670° С с четырехчасовой выдержкой при этой
температуре и охлаждением вместе с печью.
До начала сварки был произведен демонтаж пресса, а также
спроектирована и построена электрическая печь мощностью
680 ква для термообработки и подогрева деталей в процессе
сварки. Печь состояла из металлического каркаса, заполненного
теплостойким кирпичом. Торцовая часть
Рис. 31. Верхняя плита
нижнего основания, под-
готовленная к сварке
выплавкой газовым ре-
заком РВП-49:
1 — отверстие выталкивате-
ля, 2 и 3 — трещины, под-
готовленные к сварке
печи изготовлена в виде отдельного щи-
та, которым снимается и устанавливается
при помощи крана. В продольных стенах
во время кладки были оставлены гори-
зонтальные углубления размером 60 X
Х60 мм, в которые закладывались по-
догревающие спирали диаметром 60 мм
из проволоки марки ЭХН80 диаметром
5 мм; допускаемый нагрев спирали
1100 °C. Спирали разбили на четыре сек-
ции, включаемые независимо одна от
другой. Печь снабдили устройством для
автоматической регулировки температу-
ры. В боковых стенках печи оставили
вырезы, обеспечивающие возможность'
вести сварку нагретой детали без извле-
чения ее из печи. Эти отверстия во время
перерывов в сварке закрывались щита-
ми-дверцами.
Трещины под сварку разделывались
резаками для выплавки пороков и обыч-
ным резаком для разделительной резки.
Кислородная резка позволила сократить
время подготовки к сварке и получить
удобную форму разделки с минимальным объемом наплавлен-
ного металла. При толщине стенок 230—280 мм раскрытие раз-
делки в верхней ее части составляло всего 60—80 мм.
Нижнее основание восстанавливали в такой последовательно-
сти. Сначала основание устанавливали на боковое ребро и газо-
вым резаком разделывали трещину по стенке отверстия вытал-
кивателя. Также выполняли разделку трещин в верхней и ниж-
ней плитах основания. В верхней плите перед началом резки бы-
ли просверлены два отверстия диаметром по 60 мм с каждой
стороны трещины для ограничения ее дальнейшего распростра-
нения. По окончании разделки поверхность реза тщательно очи-
щали от окалины и шлака до металлического блеска. Оконча-
тельная разделка имела сечение в виде трапеции с верхним ос-
нованием 60—80 мм и нижним — 10—15 мм. С нижней стороны
разделки были установлены и прихвачены технологические под-
74
кладки, изготовленные из листовой стали (Ст. 3) толщиной 8 и
10 мм и шириной 50—70 мм. Общий вид основания, подготовлен-
ного к сварке со стороны верхней плиты, показан на рис. 31.
Учитывая, что нижняя плита основания имеет недостаточную
толщину и напряжения, воспринимаемые ею, превышают расчет-
ные, было решено усилить нижнее основание постановкой четы-
рех стяжных болтов 2 (рис. 32). Для крепления болтов были за-
проектированы упорные плиты 3, привариваемые к нижней пли-
те. Два болта имели диаметр по 180 мм и два — по 220 мм.
6071-------------------------
Рис. 32. Нижняя плита основания с усиливающими болтами;
1 — заваренная трещина. 2 — усиливающие болты, 3 — упорные плиты
Стяжные болты были поставлены после окончания всех сва-
рочных работ. Для создания нужного натяжения болты устанав-
ливали с подогревом до 120° С и полной затяжки гаек при этой
температуре. Такая затяжка позволила создать в нижнем осно-
вании предварительные напряжения с обратным знаком по от-
ношению к рабочим напряжниям. Жесткость и работоспособность
основания при этом значительно увеличились. Прогиб основания
при максимальном прессовом усилии, приложенном в центре, по
паспортным данным допускался до 2,5 мм. После ремонта осно-
вания и усиления его стяжными болтами фактически замеренный
максимальный прогиб составил 1,5 мм.
Сварку выполняли электродами УОНИ-13/55 диаметром 5 и
6 мм; для ускорения процесса сварки применяли также пучки из
двух и трех электродов диаметром по 5 мм. Для электродов диа-
метром 5 мм применяли ток 240—260 а, для электродов диамет-
75
ром 6 мм 270—320 а, для кучка из двух электродов 320—360 а,
для пучка из трех электродов 500—600 а.
Сварка производилась от сварочного преобразователя посто-
янного тока ПСМ-1000 дугой с обратной полярностью. Каждый
сварочный пост питался через три параллельно включенных бал-
ластных реостата РБ-200.
Сварочные работы велись в следующей последовательности;
1. Подготовленное под сварку основание устанавливали в
печь. Сначала заваривали внутреннюю разделку по стенке
отверстия выталкивателя,
начиная от середины сече-
ния, одновременно в две ду-
ги. По центру сечения уста-
навливали разделяющий
стальной клин толщиной
20 мм. на который с обеих
сторон наплавляли «горку»
металла, расположенную
под углом 45° (рис. 33). На
эту «горку» производили по-
Рис. 33. Схема заварки трещины
в стенке отверстия выталкивателя:
/ — перегородка, 2 — трубы для подачи
воздуха н выдувания сварочного аэрозо-
ля, 3—наплавка горки металла под уг-
лом 45°, 4 — электрододержатели
полнения всей разделки шва.
следующую наплавку с про-
ковкой каждого слоя. Ра
боты выполнялись без на
грева детали в две дуги (од-
новременно двумя сварщи-
ками) непрерывно до за
После того как шов был зава
рен на длине 1500 мм, включали печь и деталь (одновремен-
но с выполнением сварки) подвергалась постепенному нагреву
до 400 °C; при этой температуре заканчивалась заварка внут-
ренней трещины, после чего температура нагрева была повыше-
на до 640 °C.
2. Трещины в нижней и верхней плитах основания заварива-
лись одновременно четырьмя сварщиками, для этого были сде-
ланы специальные рабочие площадки. С каждой стороны печи
работали два сварщика — один заваривал трещину снизу до от-
верстия выталкивателя, а другой — от отверстия выталкивателя
к верхней части боковой грани. Сварка начиналась на стальных
подкладках, установленных в разделке под углом 30°.
Постепенным наращиванием шва снизу вверх заполнялось
все сечение разделки. Для уменьшения деформаций каждый
слой наплавленного металла подвергался проковке. Сварка вы-
полнялась с тремя промежуточными отпусками при 550—600° С.
Для облегчения условий труда сварщики были снабжены
специальными щитками, охлаждаемыми водой. Эти щитки пре-
дохраняли сварщика от действия тепла печи. Схема выполнения
работ дана на рис. 34,
76
3. После заварки трещин на нижней и вертикальной плитах
основание было подвергнуто высокотемпературному отпуску при
670° С и охлаждению вместе с печью. Затем основание было из-
влечено из печи и установлено нижней плитой вверх для при-
варки опорных усиливающих плит под болты.
4. Основание устанавливали на противоположное вертикаль-
ное ребро, и в этом положении производили разделку вторых по-
ловин трещин в стенках отвер-
стия выталкивателя и в вер-
тикальной стенке от края до
литейного отверстия.
5. Подготовленное к сварке
основание вновь помещали в
печь для проведения свароч-
ных работ второй очереди, ко-
торые выполнялись в той же
последовательности, что и за-
варка первой половины тре-
щины. Сварка велась непре-
рывно в течение нескольких
смен до заполнения всей раз-
делки. Последней операцией
была заварка разделки в вер-
тикальной стенке, которая бы-
ла выполнена также в один
прием с общим нагревом до
350-—400 °C. Полностью зава-
ренное основание было под-
вергнуто последнему общему
отпуску при 650—670 °C с вы-
держкой в течение 4 ч и по-
следующим охлаждением вме-
Рис. 34. Схема заварки трещин и
литейных отверстий на нижней
и верхней плитах подвижной тра-
версы
сте с печью.
Восстановление подвижной траверсы. Внутреннее вертикаль-
ное ребро недоступно для выполнения работ, поэтому для его за-
варки з торцовой стенке траверсы было вырезано отверстие
размером 600X450 мм. Сложность заварки ребра обусловлива-
лась также большой жесткостью в этом сечении, невозможно-
стью осуществить предварительный нагрев и применить проков-
ку тяжелым пневматическим молотком, а также неудобством
работы сварщика вследствие тесноты. Сварочные работы выпол-
нялись в такой последовательности. Траверсу устанавливали в
печь на боковом ребре. В торцовой части печи имелась выемка
для прохода во внутреннюю полость траверсы. К верхнему ли-
тейному отверстию был подключен отсасывающий вентилятор
для удаления сварочных газов. Разделку внутреннего ребра и
наружных трещин выполняли газовым резаком. Для усиления
77
Рис. 35. Схема заварки внутреннего
ребра траверсы:
1 — первый участок, заваренный обратно-
ступенчатым швом. 2 — второй участок.
J — разделительная планка, поставленная
в шов, 4 — шов в верхней плите
рабочего сечения на верхней и нижней плитах траверсы были
заварены четыре литейных отверстия, в которые предваритель-
но вставляли стальные пробки (см. рис. 34). После выполнения
всех подготовительных работ сварка внутреннего ребра выпол-
нялась непрерывно в течение пяти рабочих дней.
Схема сварки приведена на рис. 35. Печь включалась немед-
ленно по окончании сварки внутреннего ребра, и вся траверса
нагревалась до 650° С с выдержкой в течение 4 ч, после чего тем-
пературу снижали до 450 СС.
Трешины между литейными
отверстиями на верхней и
нижней плитах заварива-
лись двумя сварщиками од-
новременно. Все работы вы
полнились при общем нагре-
ве траверсы до 360—450‘'С.-
После выполнения свароч-
ных работ траверса была
подвергнута отпуску при
650 °C с выдержкой 4 ч.
Последняя операция —
заварка отверстия, вырезан-
ного в торцовой стенке, про-
изводилась при нагреве тра-
версы до 200 °C через отвер
стие в боковой стенке печи.
Сварка выполнялась обратноступенчатыми каскадными швами
непрерывно до заполнения разделки. Окончательно заваренная
траверса еще раз была подвергнута отпуску при 650°C. Про-
верка основных размеров и рабочих плоскостей заваренных де-
талей показала отсутствие деформаций и полное совпадение по
осям колонн.
Работы по восстановлению разрушенных деталей были вы-
полнены в течение трех месяцев без учета времени на демонтаж
и монтаж пресса. Применение сварки позволило сэкономить
150 тыс. руб. и на полтора года сократить простой уникального
прессового агрегата. На выполнение сварочных работ было из-
расходовано около 4 т качественных электродов. Кислородная
резка для разделки трещин позволила значительно сократить
время и затраты на производство подготовительных работ, а
также получить удобную форму разделки с минимальным объе-
мом наплавленного металла. Внесенные при помощи сварки кон-
структивные изменения сущсствено уменьшили и перераспреде-
лили напряжения, а также увеличили работоспособность дета-
лей. Упрочнение нижнего основания было достигнуто постанов-
кой четырех стяжных болтов на нижнюю плиту, а упрочнение
78
подвижной траверсы — заваркой четырех отверстий на нижней и
верхней плитах, что усилило эти плиты и перераспределило на-
пряжение в вертикальных стенках траверсы.
Горизонтальный пресс «Эймуко» усилием 5000 т. Передняя
траверса горизонтального пресса представляет собой простран-
ственную жесткую систему, литую из стали следующего состава:
0,34% С; 0,32- 0,37% Si; 0,66—0,68% Мп; 0,04% S и 0,025% Р.
Механические свойства стали: предел прочности 48,8 кГ)мм2у
предел текучести 25,5 кГ/мм-.
Передняя траверса связана тремя горизонтальными колонна-
ми с задней траверсой пресса, в которой установлен главный
цилиндр. Плунжер главного цилиндра передает развиваемое уси-
лие в 5000 т на прессуемый металл и прессформу, расположен-
ную в центральном отверстии передней траверсы. Наиболее на-
груженной является центральная часть траверсы.
При очередном плановом осмотре на внутренней поверхно-
сти центральной втулки были обнаружены четыре трещины дли-
ной по 350—590 мм при толщине стенки: в начале —430 и в кон-
це— 105 мм. Трещины возникли в углах прямоугольных отвер-
стий размером 410X310 мм, диаметрально расположенных во
втулке в горизонтальной плоскости. Назначение отверстий тех-
нологическое — они служили для удаления литейной земли и
стержней. Для эксплуатации пресса эти отверстия не нужны.
Устройство отверстий явилось конструктивной ошибкой, так
как в прямых углах следовало ожидать концентрации напряже-
ний и появления разрывов. Общий вид траверсы с указанием
расположения трещин показан на рис. 36.
Попытки завода заварить трещины дуговой сваркой элект-
родами УОНИ-13/55 с местным подогревом и применением по-
слойной проковки швов не дали положительных результатов.
После остывания шва трещины возникли вновь с расхождением
в 0,5—1,5 мм и распространением их на целое место. Единствен-
но возможным способом ремонта являлась заварка этих дефек-
тов при общем нагреве до 650° С для снятия напряжений. Вы-
полнение этих работ крайне затруднительно, так как места свар-
ки находятся внутри траверсы и при общем нагреве ее до 450° С
сварщик в обычных условиях работать не может.
Учитывая большой вес траверсы, равный 44 т, сложность и
длительность ее изготовления и большую стоимость, приняли ре-
шение о постройке специальной электрической печи для нагрева,
сварки и термообработки траверсы. Конструкцией печи предус-
матривалось расположение траверсы в нормальном рабочем по-
ложении. В вертикальных стенках печи, против центрального
отверстия траверсы, были оставлены два отверстия диаметром,
равным отверстию траверсы. Печь была возведена вокруг тра-
версы, установленной на огнеупорный щит на полу цеха. Конст-
рукция печи состояла из металлического каркаса, заполненного
79
огнеупорным кирпичом. Толщина стенки печи 500 мм. Нагре-
вательные спирали были размещены в специальных горизон-
тальных пазах, сделанных на вертикальных стенках печи. Для
создания внутри нагретой траверсы нормальных условий работы
были предусмотрены следующие устройства:
1) сделан специальный полый двухстенный экран из алюми-
ния, охлаждаемый проточной водой. В экране были оставлены
Рис. 36. Передняя траверса горизон-
тального пресса усилием 5000 т:
/, 4, 7 — колонны пресса, 3 и 5 — цилиндры
обратного хода, 2 и б — технологические от-
верстия. оставленные в центральной части.
Двойной штриховкой показаны места, раз-
рушенные трещинами
Сварка производилась
вырезы, соответствующие
тем местам, где должна
производиться сварка.
Экран мог свободно
вставляться и вынимать-
ся через центральное от-
верстие;
2) с наружной сторо-
ны был установлен вен-
тилятор, который всасы-
вал воздух через цент-
ральное отверстие и от-
сасывал газы дуги, соз-
давая подачу холодного
воздуха через рабочее по-
мещение в траверсу. Об-
щий вид печи со стороны
установки вентилятора
показан на рис. 37, а об-
щий вид отверстия в мо-
мент работы с охлаждае-
мыми экранами и допол-
нительной изоляцией ас-
бестом — на рис. 38.
в следующем порядке.
Для устранения конст-
руктивного недостатка траверсы было решено усилить ее цент-
ральную часть вваркой в прямоугольные отверстия кованых
вставок, изготовленных из стали 35Л. Толщина вставок была
равна толщине тела втулки, т. е. 135 мм. Разделка трещин под
сварку и снятие фасок для заварки вставок производились ре-
заками для разделительной резки и резаками для выплавки
пороков РВП-47. Резка выполнялась при общем нагреве траверсы
до 150 °C. Поверхности реза были зачищены наждачным камнем
на гибком валу до металлического блеска. После зачистки про-
изведен тщательный контроль с применением местного намаг-
ничивания и нанесения на поверхность мелкого железного по-
рошка. Это обеспечило возможность полного удаления дефектов
до начала сварки.
80
00
Рис. 37. Электропечь для сварки и термообработки
передней траверсы пресса усилием 5000 т:
/ — вентилятор для подачи холодного воздуха в зону сварки.
2— терморегулиругсщее устройство, /«--подводка тока к спи-
ралям печи
Рис. 38. Лаз в рабочее помещение траверсы, где про-
изводилась свирка:
/ — асбестовая изоляция, 2 — кожух, охлаждаемый водой, 3 —
шланги, подводящие воду. 4 — воздушные шланги для пнев-
момолотков, 5 — сварочные провода
В подготовленную для сварки разделку были установлены
на подкладках и закреплены прихватками кованые вставки. За-
тем печь была включена на нагрев до 450° С, скорость нагрева
12—15 град!ч. Сначала заваривали разделанные трещины, а за-
тем вставки.
В процессе сварки производилась тщательная послойная про-
ковка шва пневматическим зубилом с бойком, закругленным по
радиусу в 2 мм.
После заварки трещин в правой и левой половинах траверсы
она была подвергнута промежуточному отпуску при 650° С с вы-
держкой в течение 3 ч. Промежуточная термообработка позво-
лила снять внутренние напряжения, полученные от наплавки
Рис. 39. Схема заварки трещин и вварки вставок в технологические
отверстия траверсы. Цифрами и стрелками показан порядок наложе-
ния швов
большого количества металла (до 120 кг) в каждой трещине, и
исключила появление разрывов в новых местах. После термооб-
работки температура траверсы снижалась до 450—420° С; при
этой температуре вваривали стальные вставки в отверстия.
Вварка вставок производилась каскадным способом с примене-
нием проковки. Схема заварки отверстий приведена на рис. 39.
После заварки каждой заплаты с трех сторон был произведен
второй промежуточный отпуск при 650° С. Заварка последних
(замыкающих) швов вставок производилась при температуре
подогрева 420—450° С.
Окончательно заваренная траверса была подвергнута по-
следнему отпуску при 650° С с последующим остыванием с печью
в течение четырех суток. При тщательном осмотре траверсы не
82
было обнаружено каких-либо видимых дефектов. Электрическую
печь демонтировали, и после этого проверили основные осевые
размеры и главные плоскости. Каких-либо деформаций и изме-
нений размеров, выходящих за пределы допускаемых норм, не
было.
6. ВОССТАНОВЛЕНИЕ ДЕТАЛЕН ИЗ СТАЛИ ПОВЫШЕННОЙ ПРОЧНОСТИ
Заварка трещин в контейнере пресса усилием 12 000 т. Кон-
тейнер пресса представляет собой втулку, наружный диаметр ко-
торой 2100 мм, высота 2000 мм, вес 36 т. Внутреннее конусное
отверстие с диаметрами — внизу 1209 мм и вверху 1000 мм.
В теле втулки по всей длине в два ряда просверлены 66 отвер-
стий диаметром по 32 мм, в которые запрессовываются нагрева-
тельные элементы. Корпус контейнера постоянно работает при
420—450 °C и воспринимает на себя все прессовое усилие, разви-
ваемое прессом. Расчеты на прочность показывают, что макси-
мальные напряжения на опорном торце корпуса при полном
прессовом усилии 12 000 т равны 100 кГ/мм2. Корпус контейнера
изготовлен из стали следующего химического состава: 0,56% С;
0,72% Сг; 0,79% W; 0.024% V; 0,57% Мп; 0,25% Si; 0.07% Мо;
0,033% S; 0,028% Р.
Контейнер находился в эксплуатации в течение восьми лег
при полной загрузке и трехсменной работе. После этого на тор-
цовой поверхности корпуса были обнаружены трещины и смятие
в отверстиях для нагревательных элементов, что привело к корот-
кому замыканию части элементов на корпус. Трещины на торцо-
вой поверхности начинались в углу шпоночного паза, проходили
по пазу на всю его длину, выходили на наружную цилиндриче-
скую поверхность и заканчивались в отверстии для крепления
скобы подъема контейнера. Общая длина этих трещин около
600 мм, а максимальное раскрытие 25—28 мм по торцовой
поверхности; трещина заканчивается в отверстии для нагрева-
тельного элемента. Была обнаружена также трещина в перемыч-
ках между четырьмя отверстиями для нагревателей.
При магнитном контроле был обнаружен также надрыв в
противоположном углу шпоночного паза на длине около 100 мм.
Замеры диаметров отверстий для нагревательных элементов
показали, что от зоны, где расположены трещины, деформиро-
вано в одну сторону 16 отверстий, в другую — 8 отверстий,
т. е. металл деформирован примерно на ’/з длины окружности
корпуса. Схема расположения трещин дана на рис. 40. Сварку
таких трещин выполнить было трудно ввиду сложного состава
стали, весьма склонной к образованию закалочных структур и
трещин в зоне термического влияния; высокой прочности стали,
имеющей предел прочности 120 кГ/мм2 и предел текучести
100 кГ/мм2-, большой жесткости и большого веса втулки, при
83
которых могут возникнуть значительные внутренние напряжения,
достигающие предела прочности. Следует отметить, что до этого
неоднократно были случаи выхода из строя втулок контейнеров
горизонтальных прессов меньших размеров, но попыток восста-
новления их сваркой не делалось.
Рис. 40. Корпус контейнера пресса усилием 12 000 т с тре-
щинами по шпоночному пазу и между отверстиями для
нагревательных элементов
Восстановление корпуса контейнера производилось по сле-
дующей технологической схеме: разделка трещин под сварку
механическим способом — сверлением и фрезерованием конус-
ной фрезой на расточном станке. Применять газовую резку в
этом случае было нельзя ввиду неблагоприятного для резки
состава стали, при котором возможна закалка металла в зонах
влияния при резке, большой глубины трещин (до 500 мм) и не-
возможности придания втулке удобного положения для свобод-
ного вытекания шлаков.
Процесс разделки сочетался с тщательным магнитным конт-
ролем за направлением и развитием трещин. Разделку заканчи-
вали тогда, когда можно было установить, что трещины пол-
ностью удалены. Разделка в самом глубоком месте (520 мм)
имела форму неравносторонней трапеции с раскрытием навер-
84
ху 100 мм, на дне — 20 мм. В отверстия на дне разделки
на глубину 10—15 мм вставили стальные остающиеся пробки,
изготовленные из стали Ст. 3. Это позволило проводить сварку
сплошным швом.
Для проведения сварочных работ была построена электриче-
ская печь мощностью около 400 ква. Печь имела съемную крыш-
ку, что давало возможность сваривать вертикально поставлен-
ную втулку в нагретом состоянии при 450—480 °C. Сварка выпол-
нялась электродами УОНИ-13/85 и ЭН-60М. Электроды
УОНИ-13/85 давала большую вязкость, но несколько меньшую
прочность и твердость. Электроды ЭН-60М увеличивали проч-
ность и твердость, поэтому ими были заварены верхние слои.
Электроды УОНИ-13/85 обеспечивали следующий химический
состав металла шва: 0,12—0,15% С; 1,0—1,3% Мп; 0,4—0,6% Si;
0,4—0,8% Мо; предел прочности 95 кГ/мм?, ударную вязкость
10 кГм/см?. Химический состав металла шва при сварке углеро-
дами ЭН-60М: 0,6—0,9% С; 0,8% Мп; 1,0% Si; 2,5% Ст;
0,4% Мо. Твердость после наплавки Д/?С150=56. Примерно
2/з объема шва было заполнено электродами УОНИ-13/85 и
Уз — ЭН-60М.
Для усиления свариваемого узла шпоночный паз был также
заварен, так как в условиях эксплуатации он не нужен. Сварка
выполнялась с применением тщательной послойной проковки
шва (чеканки) пневматическим молотком.
После окончания всех сварочных работ втулка была подверг-
нута отпуску при 680 °C с выдержкой в течение 3 ч и охлажде-
нием вместе с печью. Заваренная втулка механически обрабаты-
валась на расточном станке, в том числе и по торцовой поверх-
ности, где производилась сварка. Были проверены конусность и
овальность внутреннего отверстия, рассверлена часть заваренных
отверстий для элементов нагревателей, исправлена овальность
в деформированных отверстиях. Восстановленный корпус кон-
тейнера успешно работает с полной нагрузкой уже в течение
нескольких лет. Можно считать, что выполненный ремонт по-
зволил восстановить в полной мере прочность и работоспособ-
ность сложной для механической обработки детали, работаю-
щей в очень тяжелых условиях по нагрузкам.
Заварка трещин в штамподержателе. Штамподержатель для
горячей штамповки был изготовлен из стали 5ХНВ. В результате
длительной эксплуатации в штамподержателе, состоящем из
верхней и нижней плит, возникли трещины, которые начинались
в углу и под углом около 45° выходили на наружную поверхность.
В одной половине держателя произошел полный излом, а во вто-
рой— разрушено 90% сечения. При восстановлении этих деталей
возникли следующие затруднения: расположение трещин исклю-
чало возможность механической подготовки кромок, так как
при косом срезе и при толщине 120—130 мм фрезеровка или
85
строжка потребовали бы снятия больших количеств металла.
Химический же состав стали крайне затруднял применение газо-
вой резки. Газофлюсовую резку также нельзя было применить.
Чтобы избежать больших деформаций, необходимо было
образовать двухстороннюю разделку с примерно равным распре-
Рис. 41. Общий вид штамподержателя:
а — трещина А, разделанная под сварку огневой резкой; б — верхняя часть
штамподержателя после сварки трещины Б; в — штамподержатель с зава-
ренной трещиной В. уходящей в отверстие. Белым отмечены места, подвер-
гавшиеся сварке
делением металла. В этих условиях наиболее целесообразно
было применить дуговую выплавку металлическим электродом в
сочетании с электровоздушной резкой. Этим способом удалось
осуществить двухстороннюю разделку трещин на полную глу-
бину с раскрытием вверху 50—60 мм и с площадкой в основании
86
8—10 мм. После разделки поверхности кромок зачищались зуби-
лом и наждачными камнями для удаления окисной пленки и
брызг.
Сталь 5ХНВ относится к группе ограниченно сваривающихся
сталей, и для ее сварки требуется предварительный сопутствую-
щий подогрев до 400—450 °C. Сварку нужно было выполнить так,
чтобы избежать большой деформации металла. Сварочные
работы вели по следующей схеме: ремонтируемый держатель
устанавливали на ребро так, чтобы разделка располагалась вер-
тикально. Деталь нагревали до 450 °C четырьмя многопламен-
ными горелками, работающими на смеси пропан-бутан с кисло-
родом. Нагретую деталь тщательно накрывали асбестом. Сварку
выполняли одновременно два сварщика с двух сторон разделки.
Первые швы варили по способу «дуга в дугу», что обеспечивало
наибольший местный прогрев свариваемых участков, равномер-
ное распределение и уравновешивание напряжений, отсутствие
поводки.
Сварка выполнялась в один тепловой цикл до полного запол-
нения всей разделки электродами УОНИ-13/85 и ЭН-60М, кото-
рые обеспечивали нужные свойства металла шва по прочности,
вязкости и твердости, необходимые для нормальной работы дета-
ли. Применялась послойная проковка швов. После окончания
сварочных работ заваренную деталь сейчас же помещали в печь
для снятия напряжений при общем нагреве до 670 °C. Детали
4ыли заварены удачно. Следовательно, сваркой можно восста-
навливать сложные и точные детали, изготовленные из штампо-
вых сталей сложного химического состава, склонных к образова-
нию закалочных структур и возникновению трещин в зонах тер-
мического влияния. Общий вид штамподержателей показан на
рис. 41.
7. ВОССТАНОВЛЕНИЕ СТАЛЬНЫХ ДЕТАЛЕЙ
С МЕСТНОЙ ТЕРМООБРАБОТКОЙ
В ряде случаев ремонта стальных массивных изделий приме-
нение общей термообработки всего изделия осуществить невоз-
можно. В то же время большие толщины свариваемого металла
и общая жесткость изделия создают условия для возникновения
значительных внутренних напряжений. Возникает реальная
опасность разрушения сварного соединения или свариваемой
стали по целому месту.
Такие разрушения могут возникнуть сразу же после сварки
или при первых нагружениях детали. В этих случаях для умень-
шения напряжений наиболее целесообразно:
1) при подготовке изделия под сварку полностью вскрывать
дефект и обеспечивать заварку с минимальным количеством
наплавленного металла;
87
2) сварочные работы производить с местным подогревом сва-
риваемых участков до 150—250 °C, так как такой подогрев значи-
тельно снижает величину внутренних напряжений;
3) для сварки применять электроды с фтористо-кальциевым
покрытием;
4) марку электрода выбирать так, чтобы металл шва обладал
большей вязкостью, чем основной металл; для сварки обычной
литой стали целесообразно применять электроды УОНИ-13/45;
сварку следует выполнять за один тепловой цикл, не прекращая
ее до полного заполнения всей разделки.
Если объем наплавляемого металла велик и сварной шов
имеет достаточную длину, целесообразно выполнять сварку одно-
временно двумя или тремя сварочными дугами. При большом
объеме металла для заполнения разделки в ряде случаев прихо-
дится организовывать работу в несколько смен круглосуточно до
полного окончания работ без охлаждения шва. Весьма целесо-
образно применять послойную проковку швов (типа чеканки),
выполняемую пневматическим молотком с зубилом с закруглен-
ным бойком; после окончания всех сварочных работ во всех слу-
чаях, когда это возможно, нужно провести подогрев сварного
шва и зон влияния до температур порядка 450—650 °C или даже
до более низких, насколько позволяют средства нагрева и раз-
меры деталей. Такой подогрев можно произвести мощными газо-
выми горелками. Хорошие результаты дает применение много-
пламенных горелок, работающих на газах — заменителях ацети*
лена (пропан-бутане, городском или коксовом газах). Хорошие
результаты с равномерным прогревом дает индукционный нагрев
токами промышленной частоты. Можно подогревать детали так-
же подвесными жаровнями с коксом или древесным углем.
Весьма целесообразно после полного остывания заваренную
деталь выдержать 60—70 ч без нагрузки. При такой выдержке
может произойти некоторая релаксация внутренних местных
напряжений, кроме этого, значительно уменьшается опасность
разрушения изделия в первые моменты нагрузки. Рекомендуется
во всех случаях, когда это возможно, постепенно увеличивать
нагрузку на отремонтированную деталь от минимума до нормаль-
ной рабочей величины; в ряде случаев, в первый период эксплуа-
тации, необходимо установить тщательный периодический конт-
роль за состоянием сварного соединения.
Ниже рассматриваются несколько случаев выполнения
ремонтных сварочных работ с местной термообработкой.
Заварка трещин в цапфах шаровых мельниц. Шаровые мель-
ницы широко применяются в промышленности для размола
сырья, различных полуфабрикатов и цемента. Все эти агрегаты
весом до сотен тонн выполнены по общей конструктивной схеме.
Стальной цилиндрический корпус защищен изнутри броневыми
плитами. Мельница опирается на мощные стальные цапфы, отли-
88
тые из стали заодно с днищем мельницы. Днища с цапфами кре-
пятся к цилиндрической части болтами или привариваются.
Мельницы устанавливают наклонно так, что через верхнюю
цапфу производится загрузка сырья, а через нижнюю — выгрузка
готового продукта. Внутренняя часть мельницы разделена на ряд
отсеков с решетчатыми стенками. Отсеки заполняются размалы-
вающими телами (шарами, звездами, цилиндрами), изготовлен-
ными из твердого металла. Вращение мельницы осуществляется
через редуктор, передающий усилие на шестерню, насаженную
на цилиндрическую часть корпуса. Самым слабым местом этих
агрегатов являются опорные цапфы, которые сильно нагружены,
так как они воспринимают всю весовую нагрузку. В цапфах воз-
никают значительные знакопеременные напряжения. Внутренняя
поверхность цапфы подвергается износу движущимся перемалы-
ваемым продуктом. Вес днища с цапфой в современных мельни-
цах достигает 20—25 т. Толщина стенки цапфы 60—120 мм, а в
месте перехода ее в днище— 150 мм. Цапфа является весьма
ответственным узлом мельницы, так как в случае ее обрыва
неизбежна авария, вызывающая падение мельницы, разрушение
привода и другие тяжелые последствия. При эксплуатации мель-
ниц в цапфах достаточно часто возникают трещины, которые,
постепенно развиваясь, становятся сквозными. Как правило,
кольцевые трещины возникают в зоне перехода цапфы к днищу
и направлены обычно под углом около 40° к образующей цапфы.
Цапфу как бы «выламывает» из тела днища. Значительно реже
встречаются случаи продольного расположения трещин по обра-
зующей цапфы и направленных радиально по днищу.
Днища изготовляют из литой стали, содержащей: 0,35—
0,45% С, 0,6—0,8% Мп и 0,2—0,35% Si. Во всех случаях
ремонта, когда это возможно, необходимо снять днище с мель-
ницы и выполнять все сварочные работы в удобном для нагрева
и сварки положении. Обязательно следует провести термообра-
ботку для снятия напряжений. В этом случае можно гарантиро-
вать последующую нормальную работу восстановленного узла.
Нагрев удобно выполнять в специальном горне, где днище раз-
мещается горизонтально, а отверстие цапфы используется в каче-
стве вытяжной трубы. Схема нагрева цапфы и заварки трещины'
показана на рис. 42. Нагрев осуществляется коксом, с умеренным
воздушным дутьем. Разделка трещин производится газовой рез-
кой при общем нагреве до 150—200 °C. Сварка выполняется по
обычней технологической схеме, принятой для горячих работ на
стальных изделиях, описанной выше.
Иногда по ряду причин (отсутствие подъемных механизмов,
малые габариты помещения и др.) не представляется возмож-
ным снять днище с мельницы для ремонта. В таких случаях
приходится выполнять работы без демонтажа днища. Для полу-
чения удовлетворительных результатов необходимо производить
89
эти работы по следующей технологической схеме: цапфу и днище
устанавливают в удобное для сварки положение и освобождают
от нагрузки путем поднятия корпуса мельницы с опорного под-
шипника гидравлическими домкратами на высоту, при которой
расстояние поверхности цапфы от подшипника будет равно
100—150 мм. В этом положении корпус мельницы фиксируется
ща, снятого с мельницы; /— ₽/
кирпичная кладка, 2 — кокс,
3 — изоляция. 4 — разделка трещины, 5 — вытяжная труба, 6—решетка горна
подкладками. Во внутреннюю полость цапфы устанавливают
решетку временного горна на расстоянии ’/з диаметра (считая
снизу). На вертикальной части днища устраивают подвесное
решетчатое горно. Перед началом работ по разделке цапфы про-
изводят общий нагрев днища коксом до 200—250 °C (рис. 43).
Чтобы уменьшить тепловые потери и обеспечить удобство работы,
всю наружную поверхность днища и цапфы за исключением
места сварки изолируют асбестовой крошкой или шлако-
ватой.
Вырезка трещины под сварку и выполнение всех сварочных
работ ведется за один тепловой цикл. После окончания раздел-
ки допускается охлаждение цапфы и днища для тщательного
осмотра и зачистки места реза. Весьма важно убедиться в том,
что весь дефект удален полностью. Заварка ведется при общем
подогреве днища до 200—250 °C и выполняется также за один
тепловой цикл.
При большом объеме работ сварку выполняют посменно не-
сколько сварщиков. Обязательно проводится тщательная и ин-
тенсивная проковка шва пневматическим молотком. Для
сварки используют электроды УОНИ-13/55. После окончания
90
остывания
технологии
сварки горн вновь заполняют коксом, а место сварки дополни-
тельно прогревают мощной газовой горелкой до 450—480 °C.
Контроль температуры производится с помощью термокаранда-
шей. Установку цапфы на подшипник желательно производить
через 48—64 ч после полного
монтированные по описанной
шие достаточно большие
разрушения, показали хоро-
шую работоспособность в
течение длительного
да эксплуатации.
Ремонт опорных
дажей цементных
Бандажи являются
ственными и сильно
женными деталями цемент-
ных вращающихся печей.
Цементная печь, опираясь
на бандаж, передает часть
своего веса на участок бан-
дажа, лежащий
опорных роликах,
жи изготовляются
той или кованой стали по-
вышенной прочности и твер-
дости. Для печей большо-
го диаметра (до 6 м) бан-
дажи по условиям транспор-
перио-
бан-
печей.
ответ-
нагру-
на двух
Банда-
из ли-
цапфы и днища. Отре-
несколько цапф, имев-
Рис. 43. Схема нагрева цапфы на
месте без демонтажа:
I — металлический горн, 2 — уголь или
кокс. 3 — трещина, подготовленная под
сварку, 4 — изоляция, 5 — временная опо-
ра мельницы
тировки изготовляются из
двух полуколец, со сваркой
двух стыков на месте мон-
тажа. Бандажи устанавли-
ваются на подбандажную
обечайку печи при ее мон-
таже. Смена бандажа в про-
цессе эксплуатации печи невозможна без проведения больших
монтажных работ.
Разрывы бандажей происходят достаточно часто и могут
вывести печной агрегат из строя на длительный период. В настоя-
щее время разработана и широко применяется следующая тех-
нология ремонта бандажей без демонтажа печи.
Печь устанавливают так, чтобы разрыв бандажа был распо-
ложен в ее верхней части. Обычно сечение бандажа прямоуголь-
ное размером 800X200 мм или коробчатое. В верхней части, где
бандаж не будет соприкасаться с корпусом печи, в зазор закла-
дывают теплоизоляцию из листового асбеста для того, чтобы
изолировать свариваемый стык от корпуса печи. Разделка тре-
91
щины или разрыва производится газовым резаком и делается
чашеобразной с зазором 8—-10 мм. Под стык устанавливают
подкладную планку размером 5X20 мм. Схема ремонта показа-
на на рис. 44.
Резка производится с подогревом кромок до 150 200 С.
Сварка ведется одновременно в две дуги «горкой» с вершиной,
пасположенной по центру сечения. Для сварки применяются
электроды УОНИ-13/65. Верх-
ние три-четыре слоя по поверх-
3
/ 2
Рис. 44. Схема заварки опорного
бандажа цементной вращающейся
печи:
/ — корпус печи, 2 — опорный бандаж,
3 — разделанная трещина, 4 — времен-
ный горн. устанавливаемый после
сварки, 5 — перегородка между свар-
щиками, А и Б — рабочие места свар-
щиков, стрелками показано направле-
ние сварки
ности катания завариваются
электродами У-340/105. Свар-
ку обязательно нужно выпол-
нять за один тепловой цикл.
Необходимо применять по-
слойную проковку швов (че-
канку) .
Сразу же после окончания
сварки на стык надевают раз-
борный переносной горн, и
стык подвергают отпуску при
650—680 °C для снятия напря-
жений. Нагрев осуществляет-
ся коксом, остывание естест-
венное вместе с горном. После
термообработки поверхность
катания обрабатывается наж-
дачным камнем.
По описанной технологии
было восстановлено большое
количество бандажей. Наблю-
дение за эксплуатацией пока-
зало, что повторное разруше-
ние бандажей, как правило,
происходит вне сварного сое-
динения.
Реконструкция стальных реакторов на заводах синтеза спир-
тов. Реактор представляет собой цельнокованый сосуд, изготов-
ленный из стали, по своему составу и механическим свойствам
соответствующей стали 20К. Размеры реактора: высота 11 м,
диаметр 1340 мм, толщина стенки 70 мм. Рабочее давление
80 кГ/см2, рабочая температура 300 °C, среда агрессивная.
Внутренняя поверхность реактора защищена слоем меди. Для
замены медной футеровки потребовалось удалить одно из днищ
реактора и затем вновь приварить его на прежнее место. Резка
производилась кислородным резаком по разметке и шаб-
лону. После замены футеровки отрезанную часть подготовляли
под сварку с помощью кислородной резки. Поверхность реза
92
зачищали зубилом и наждачным камнем до чистого металла.
Сборку выполняли на подкладной остающейся планке. Сварку
осуществляли на ролико-опоре с предварительным местным
подогревом свариваемого стыка до 140—160 °C. Сварку вели
одновременно два сварщика с двух диаметрально противополож-
ных участков и с постепенным поворотом реактора; сварка была
выполнена за один тепловой цикл до полного заполнения раз-
делки кромок. После сварки шов был подвергнут местному
отпуску дл я снятия напряжений путем нагрева до 650 °C с
выдержкой в течение 2 ч при этой температуре. Нагревание про-
изводилось индукционным способом токами промышленной ча-
стоты путем наложения на сварное соединение витков индук-
тора, охлаждаемых водой.
По этой технологии были выполнены работы на нескольких
реакторах, которые затем работали нормально в течение дли-
тельного времени.
8. СВАРКА КРУПНЫХ КОЛЕНЧАТЫХ ВАЛОВ
Коленчатый вал является одной из наиболее ответственных
деталей машины (стационарного двигателя внутреннего сгора-
ния, компрессора, эксцентрикового пресса и др.) и испытывает
динамические знакопеременные нагрузки. Поломки коленчатых
валов могут происходить по разным причинам: усталости
металла в результате длительной работы, большой выработки
(эллипс) шеек, неточной укладки вала в подшипниках, прило-
жения внезапных ударных нагрузок, заниженной прочности эле-
ментов (например, концентрации напряжений в местах перехо-
дов, у смазочных отверстий и галтелей), плохого изготовления
фундамента и др.
Обычно коленчатые валы изготовляют из стали следующего
химического состава: 0,25—0,55% С; до 0,8 7о ААп; до 0,35% Si;
до 0,03% Р и до 0,03% S. Предел прочности этой стали
55—60 кГ/мм2-, ударная вязкость 4—6 кГл</сле2; относительное
удлинение 14—20%.
Встречаются валы из стали, легированной небольшими коли-
чествами хрома и никеля. Стали с содержанием 0,25—0,55% С
склонны к закалке, поэтому неравномерный нагрев и быстрое
охлаждение места сварки могут привести к образованию твердых
закаленных структур в зоне термического влияния. Это резко
снижает пластические свойства металла, приводит к концентра-
ции напряжений и образованию трещин. При наличии знакопе-
ременных динамических нагрузок такое сварное соединение
работать не может. Чтобы уменьшить скорость остывания свар-
ного соединения и избежать появления закалочных структур
в переходных зонах, необходимо перед началом сварки произве-
сти местный или общий предварительный нагрев до температуры,
определяемой содержанием углерода в металле.
93
На основании опытных данных можно рекомендовать следую-
щие температуры для предварительного подогрева:
Содержание углерода
в %.............До 0,30 0,30—0,40 0,10—0,55
Температура подогре-
ва в СС.......... 150—180 180—250 250—300
Температура предварительного подогрева должна поддержи-
ваться постоянной в течение всего процесса сварки, после кото-
рой требуется термообработка сварного соединения. Как пока-
зывают многочисленные опыты, сварное соединение в коленча-
тых валах, не прошедшее термической обработки, работает
неудовлетворительно. Термообработку можно не делать только
в случае заварки небольшой трещины глубиной не более 15—25%
диаметра шейки или толщины (ширины) щеки, при содержании
в стали углерода не выше 0,3% и применении предварительного
подогрева перед сваркой до 300 СС.
Для снятия внутренних напряжений в сварных коленчатых
валах применяют два вида термообработки: общую и местную.
Общую термообработку осуществляют с равномерным нагре-
вом всего коленчатого вала до 650—670 °C, выдержкой при этой
температуре в течение заданного времени и равномерного осты-
вания вала вместе с печью. При этом снимаются не только внут-
ренние напряжения от сварки, но и все напряжения и наклепы,
полученные валом в процессе эксплуатации. После общей тер-
мообработки работоспособность сваренного вала становилась
почти такой же, как и нового вала. Для общей термообработки
вал необходимо тщательно уложить на достаточно твердом
и надежном основании, закрепить его от возможных вертикаль-
ных и горизонтальных перемещений, давая возможность свобод-
ного перемещения в осевом направлении. Целесообразнее всего
производить термообработку в специально сложенной печи,
обогреваемой электроспиралями. Местная термообработка свар-
ного соединения производится в тех случаях, когда по условиям
производства общую термообработку выполнить нельзя. При
местной термообработке концы вала должны быть надежно
закреплены от возможных поперечных перемещений.
В ряде случаев одновременно с термообработкой могут
выполняться окончательная доводка и правка вала. Правка про-
изводится в тот момент, когда место сварки нагрето до макси-
мальной температуры. Правка может производиться путем
нажима на конец вала гидравлическим домкратом, поставленным
под шейку (щеку), или проковкой нагретого участка. Правку
вала в раме дизеля можно выполнить при помощи верхних кры-
шек подшипников, причем нижний вкладыш должен быть удален.
Измерение деформаций во время правки производится с
помощью индикаторов.
94
Продолжительность нагрева и выдержки в зависимости от
диаметра шейки или толщины щеки вала для углеродистой стали
приведены в табл. 9.
Таблица 9
Толщина ще- ки или диа- метр шейки вала в мм Продолжи- тельность НЭ- грева в лшч Выдержка* в мин Толщина ще- ки или диа- метр шейки вала в мм Продолжи- тельность на- грева в мин Выдержка* в мин
50 30—40 10—15 125 80—100 20—25
75 40—60 10—15 150 100—120 25—30
100 60—80 15—20 200—250 120—140 30—40
* Выдержка необходима для прогревания детали по всему сечению.
Контроль за температурой нагрева производится термопарами
или при помощи термокарандашей.
В условиях выполнения сварочных работ на месте эксплуата-
ции дизельных или компрессорных агрегатов обычно приходится
применять только местную термообработку. Нагревание свар-
ного соединения при местной термообработке может произво-
диться газовыми горелками, древесным углем, коксом, индук-
ционным нагревом токами промышленной частоты или перенос-
ной электропечью со спиралями сопротивления. Если нагрев вала
осуществляется непосредственно в раме дизеля или насоса, то
необходимо учитывать опасность поводки или разрыва рамы
в результате ее нагрева. В этом случае нужно проявлять боль-
шую осторожность и строго контролировать нагрев рамы и ее
деформацию.
При нагревании коленчатого вала, установленного в центрах
токарного станка или в специальном приспособлении, под корен-
ные шейки должны быть в двух-трех местах поставлены люнеты
или другие опоры; при этом вал должен иметь возможность
свободного перемещения в направлении его продольной ось
Перед термообработкой точно определяют размер и место
поводки, полученные валом при сварке.
ВИДЫ ПОВРЕЖДЕНИИ КОЛЕНЧАТЫХ ВАЛОВ И СПОСОБЫ ИХ СВАРКИ
Наиболее типичными повреждениями коленчатых валов
являются: сквозные изломы щек, трещины, идущие от галтелей
в щеку; срез шейки по галтели; трещины в шейках, идущие от
смазочных отверстий; излом концевого участка вала у махови-
ка или генератора (рис. 45).
Прежде чем приступить к разделке и сварке обнаруженного
дефекта, необходимо выяснить причину повреждений и произве-
сти тщательный наружный осмотр всего вала с протиркой шеек
95
вала керосином и покрытием их раствором мела, разведенного
на быстросохнущих растворителях; затем следует проверить
геометрические размеры вала, определив эллипсность шеек и
наличие биений, а также установить химический состав стали.
После этих исследований назначается технология разделки
дефектного места и его сварки, а также изготовляются приспо-
собления для сборки, выбирается способ нагрева при термообра-
ботке. Разделку трещин или кромок при сквозных изломах
Рис. 45. Характерные разрушения коленчатых валов:
а — излом щеки; б — излом шейки; в — трещина в галтели;
г — трещина по смазочному отверстию; д — излом конца вала
около маховика
можно выполнять как механическими способами (рубкой, строж-
кой, фрезерованием), так и кислородной или воздушно-
дуговой резкой с последующей зачисткой места реза от окислов
и удалением слоя металла на глубину не менее 1,5 мм. При огне-
вом способе разделки обязательно требуется произвести предва-
рительный подогрев места реза до 200—300 °C.
Заварка сквозных изломов щек. Подготовка кромок под
сварку может быть выполнена по схемам, изображенным на
рис. 46. Разделка, показанная на рис. 46, б, более удобна, так
как позволяет вести сварку в нижнем положении шва. Разделка,
представленная на рис. 46, а, применяется сравнительно редко;
особенно трудно ее выполнить при малом расстоянии между
щеками. В то же время при выполнении сварки с такой раздел-
кой в две дуги резко уменьшается опасность поводки вала.
96
Сквозные изломы щек удобнее всего собирать и центровать с
помощью сборочных планок и стяжных болтов (рис. 47). Такие
приспособления позволяют достаточно жестко соединить две
половины вала в подшипниках станины или люнетах станка,
проверить и отрегулировать соосность шеек вала и размеры
щеки.
При сварке сквозных изломов может произойти в результате
усадки металла укорочение щеки при
швов, причем размеры щеки могут
уменьшиться на 2—2,5 мм. Такое
Вий А
Рис. 47. Сборка щеки ко-
ленчатого вала при помощи
планок:
/ — планки. 2 — стяжные болты
наложении первых 4—6
Рис. 46. Разделка под сварку изломов щеки
коленчатого вала:
л — двухсторонняя разделка по широкой стенке ще-
ки; б — двухсторонняя разделка по узкой стейке
щеки
укорочение как показывает опыт, не зависит от толщины
щек.
При последующей сварке усадка будет уже менее значи-
тельна и не превышает 0,2—0,3 мм на каждые 100 мм толщины
свариваемого металла. Чтобы сохранить размеры свариваемых
щек, перед началом сварки они должны быть при помощи
клиньев разведены на величину от 2 до 2,8 мм. Если сборка и
сварка вала производятся непосредственно в раме, то для его
укладки и закрепления необходимо изготовить чугунные или
стальные временные вкладыши. Производить сварку и термо-
обработку на рабочих вкладышах не рекомендуется. Перед
началом сварки на концах вала устанавливают индикаторы,
а затем осуществляют предварительный подогрев свариваемого
места и прихватку шва. После наложения 6—8 слоев сварку
прекращают, дают валу полностью остыть, устанавливают на
место временные вкладыши и производят проверку вала при
4 К. П. Вощаное 97
помощи индикатора и поверочных линеек. Данные замеров вно-
сят в журнал.
При наличии больших отклонений вал разрезают по шву и
вновь собирают при помощи сборочных планок с учетом попра-
вок на основании полученных ранее замеров. При сварке вала
после наложения 6—8 швов все сборочные приспособления сни-
маются и вал должен находиться в свободном состоянии. Если
сварка вала производится в центрах станка с установкой на
люнетах, то один из центров на время сварки освобождается,
чтобы обеспечить свободное перемещение вала при удлинении
его в результате нагрева; это позволяет избежать искривления
осн вала.
Заварка трещин в галтелях и щеках вала является наиболее
сложной операцией. Особенно большие затруднения встречаются
при близком расположении щек и наличии трещин на внутренней
поверхности щеки или у галтели. В этом случае неизбежна одно-
сторонняя разделка, которая может быть выполнена механиче-
ской или огневой резкой. После огневой резки необходима
зачистка наждачным кругом или зубилом.
Как правило, при односторонней сварке возникают большие
поводки щеки и нарушение соосности вала, что неизбежно ведет
к последующей правке. Правка щеки может производиться в
горячем состоянии при помощи домкрата, специально изготов-
ленного винтового распора или проковкой вала пневматическим
молотком. Если глубина трещины превышает !/з диаметра шейки,
то целесообразнее отрезать шейку около щеки, вырубить тре-
щину, удалить выступы, заплавить впадины, сделать симметрич-
ную разделку на шейке и приварить шейку к щеке. В этом слу-
чае сборка стыкуемых частей вала выполняется при помощи
сборочных планок и стяжного болта так же, как и при сквозном
изломе. Для компенсации усадки оба конца вала предварительно
раздвигаются в направлении продольной оси на 1,5—2,0 мм.
Разделка кромок под сварку производится двухсторонняя со
стороны щеки по типу заточки зубила. В этом случае отпадает
трудоемкий и сложный процесс правки. Двухстороннюю сварку
при симметричной разделке можно осуществить в пределах допу-
стимых поводок. Схема разделки шейки вала дана на рис. 48.
Срез шейки по галтели встречается довольно часто. Восста-
новление вала производится аналогично описанному выше. Пер-
вой операцией является наплавка торцов излома с выравнива-
нием всех впадин, затем производится удаление всех выступов
механической пли огневой резкой. Выравненные поверхности
стыкуются, шейка подгоняется к шеке и на шейке дается нужная
разделка. Собранные части вала прихватываются. После остыва-
ния проверяют точность сборки, а также проверяют на биение.
Заварка производится с каждой стороны разделки с периодиче-
ским контролем за точностью оси вала. По окончании сварки
98
обязательна местная или общая термообработка для снятия
внутренних напряжений.
Разрушения шеек у смазочных отверстий встречаются двух
видов: полный излом шейки и разрушение в виде трещин. При
полном изломе форма его может быть очень сложной и часто
возникает необходимость замены разрушенной шейки новой.
Металл новой шейки по своему химическому составу и механи-
ческим свойствам подбирается близким к металлу ремонтируе-
Рис. 48. Разделка шейки вала под
сварку. Плоскость разделки заштри-
хована
Рис. 49. Схема заварки трещин
у смазочных отверстий шейкн вала
мого вала. Диаметр вновь вставляемой шейки берется на
2—3,5 мм больше. Припуск дается на обработку. Сварка новой
шейки производится по технологии, описанной выше.
Порядок выполнения работ следующий: разрушенную шейку
обрезают по границам щек и на строгальном станке разделы-
вают под сварку. Подготовленную шейку устанавливают строго
перпендикулярно к плоскости щеки, прихватывают, проверяют
угольником и полностью приваривают к одной стороне вала.
Сварку ведут попеременно с обеих сторон с распределением
' одинакового количества наплавляемого металла и проковкой
шва. Сварной шов нагревают газовыми горелками до 650 °C для
снятия внутренних напряжений.
Сборка второго стыка привариваемой шейки осуществляется
при помощи сборочных планок. Собранный вал проверяют про-
вертыванием в центрах станка. После этого производятся при
хватка и приварка шейки к другому концу вала. До прихватки
концы вала раздвигают на расстояние 1,5—2 мм в направлении
продольной оси для компенсации продольной усадки шва. После
сварки весь сварной узел (шейка и две щеки) подвергается
вторичной термообработке.
При заварке в шейках отдельных трещин, расположенных
около смазочных отверстий, требуется симметричная разделка
их кромок с диаметрально противоположных сторон.
Чтобы избежать короблений, необходимо вначале полностью
удалить трещину, после чего с противоположной стороны шейкн
сделать такую же разделку по целому металлу. Сварка ведется
4* 99
попеременно то с одной, то с другой стороны разделки. Контроль
за деформациями осуществляется при помощи индикаторов.
В ряде случаев трещины от смазочных отверстий распола-
гаются не под прямым углом к продольной оси вала (рис. 49).
Заварка таких трещин вызывает более сложные деформации
шейки. В данном случае, в результате усадки шва, щеки вала
может не только развести, но и развернуть одну щеку относи-
тельно другой. Если наклонно идущую трещину АБ (см. рис. 49)
разложить на две составляющие АВ и БВ, то составляющая БВ
будет изгибать шейку и разводить щеки, а составляющая АВ
будет не только изгибать шейку, но и развертывать щеки вала.
После окончания сварки при наличии деформаций, определяе-
мых точными промерами, необходимо осуществить правку вала.
Предварительно определяют места, где нужно вырезать фаску,
и произвести последующую заварку (наплавку) с расчетом пол-
ной компенсации полученных валом деформаций. Если эти
деформации невелики, то наплавку можно не делать. Оконча-
тельная доводка шейки может быть выполнена непосредственно
в подшипниках рамы дизеля совместно с процессом местной
термообработки сварного соединения. Для правки можно приме-
нять также распорные или стягивающие приспособления и дом-
краты.
[ЛАВА IV —
ВОССТАНОВЛЕНИЕ СТАЛЬНЫХ ДЕТАЛЕЙ,
РАЗРУШЕННЫХ ВОЗДЕЙСТВИЕМ ХИМИЧЕСКИ АКТИВНЫХ СРЕД,
ТЕПЛОТЫ И КАВИТАЦИИ
Разрушение деталей от химического воздействия рабочей
среды чаще всего встречается в оборудовании химического про-
изводства. Разрушению подвергаются сварные соединения
в сосудах и аппаратах, изготовленных также и из нержавеющих
сталей.. Разрушения обычно происходят в металле шва и прояв-
ляются в виде свищей или так называемой «ножевой» коррозии
в зонах теплового влияния. Эти дефекты вызывают нарушение
герметичности сосуда. В ряде случаев имеют место разрушения
также и в основном металле, когда коррозия поражает пли
достаточно большие площади, или проявляется также в виде
свищей на тех участках основного металла, где имеются местные
дефекты. Восстановление таких разрушений может выполняться
по следующей типовой технологии: сначала полностью удаляют
пораженный участок (в тех случаях, когда поражены большие
площади, необходимо изготовление вставок из нового металла),
затем заваривают все разрушения электродами, обеспечиваю-
щими наплавленный металл, устойчивый против межкристаллит-
ной коррозии. Методы контроля качества сварки — обычные.
Разрушения металла сосудов, котлов и резервуаров, изготов-
ленных из обычных углеродистых сталей, чаще всего наблю-
даются в виде отдельных разъедин, свищей и других подобных
дефектов. Причиной таких разрушений обычно являются
отдельные дефекты металла, например, скопление неметалличе-
ских включений, местная ликвация вредных примесей или
легирующих элементов; механические повреждения поверхно-
сти — вмятины, следы ударов молотком, надсечки зубилом и др.;
элементы, подвергавшиеся значительным деформациям в холод-
ном состоянии в процессе изготовления изделия; участки, где по
характеру и условиям работы конструкции концентрируются
напряжения.
Такие локальные разрушения чаще всего исправляют путем
наплавки поврежденного участка. Работу ведут в следующей
последовательности: сначала тщательно зачищают дефектное
101
место до чистого металла механическим способом — зубилом,
наждачным камнем, сверлением и т. п.; затем выполняют
наплавку дуговой сваркой с применением электродов, дающих
особо чистый металл по вредным примесям (сере, фосфору) и
обладающий высокими пластическими свойствами, например,
электродами УОНН 13/45, УОНП-13/55, У-340/105 и др.
Наплавка ведется на минимальных режимах тока с малым про-
плавлением и нагревом основного металла. Каждый наплавлен-
ный слой подвергается тщательной зачистке от шлаков. Поверх-
ность наплавки должна быть ровной и гладкой; особенно плав-
ным должен быть переход по границам наплавки от наплавлен-
ного к основному металлу. В ряде случаев рекомендуется место
перехода обрабатывать механически с помощью переносного
наждачного круга.
Кавитационные разрушения обычно проникают в металл на
достаточно большую глубину. Перед восстановлением таких
деталей требуется полное удаление поврежденных участков.
Наплавка ведется специальными электродами по технологии,
подробно рассматриваемой ниже.
1. РАЗРУШЕНИЯ, ВЫЗВАННЫЕ КАУСТИЧЕСКОЙ ХРУПКОСТЬЮ
Каустической хрупкостью называются межкристаллитные
разрушения, появляющиеся в стальных изделиях. Изготовленных
из углеродистых сталей. Разрушение по границам зерен проис-
ходит в случае общей или местной концентрации щелочи при
наличии значительных напряжений и температуры свыше 100 °C.
Такие разрушения обычно встречаются:
а) в барабанах котлов, изготовленных клепкой, когда вслед-
ствие длительной эксплуатации имеет место нарушение герме-
тичности заклепочного соединения и в его полость попадает
котловая вода, содержащая некоторое количество щелочи.
В этих условиях создается местная концентрация щелочи, дости-
гающая 10—12% (т. е. 100—120 мг)л).
Трещины возникают в заклепках и перемычках между закле-
почными отверстиями. Подобные разрушения опасны, так как
нарушают прочность всего клепаного соединения. Когда коли-
чество их достигнет критического, то неизбежна авария котла,
в большинстве случаев имеющая характер разрушения всего
котельного агрегата. Такие аварии имели место в котельных
установках и трубопроводах тепловых электростанций. Каусти-
ческие разрушения клепаного соединения очень трудно обнару-
жить; обычно приходится удалять несколько заклепок и прово-
дить ультразвуковой и магнитографический контроль поверхно-
стей заклепок и их отверстий. Каустические трещины совершенно
не обнаруживаются просвечиванием рентгеновскими и гамма-
лучами;
102
б) в трубных решетках барабанов котлов среднего и высокого
давления, когда основными причинами разрушения является
местная концентрация щелочи в неплотностях вальцовочных
соединений;
в) в различной химической аппаратуре, где возможна мест-
ная или общая концентрация щелочи в клепаных, вальцовочных
или фланцевых соединениях.
Разрушения клепаных соединений барабанов паровых кот-
лов. Применение смягченной воды с избытком щелочи полностью
устраняет в котле образова-
ние накипи, которая наибо-
лее интенсивно откладывает-
ся в местах, где движение
жидкости замедлено. При
отсутствии накипи любое не-
Рис. 51. Схема определения трещин
намагничиванием:
/ — сварочный трансформатор для намаг-
ничивания, 2 — распыление магнитной
эмульсии, 3 — выявленные трещины
Рис. 50. Образование трещин каус-
тической хрупкости в клепаном сое-
динении барабана:
/ — возможные неплотности в заклепоч-
ных соединениях, 2 — места концентрации
щелочи, 3 — каустические трещины в те-
ле заклепок и корпусе барабана
значительное расстройство клепаных соединений вызывает на-
рушение их герметичности и проникновение жидкости во вну*
треннюю полость клепаного шва. Попавшая в эту полость во-
да испаряется, а пар по мпкроканалам выходит наружу, и остав-
шаяся в полости жидкость обогащается щелочью. С течением
времени в этом своеобразном «сборнике» концентрация щелочи
может достигнуть опасных пределов.
Как показывает практика, первоначальное образование тре-
щин вследствие каустической хрупкости всегда начинается на
внутренних поверхностях клепаного соединения (рис. 50). Такое
расположение трешин является крайне опасным, так как тре-
щины совершенно недоступны для наблюдения и их можно
обнаружить только после вскрытия клепаного соединения.
Трещины от каустической хрупкости чрезвычайно тонки и
часто не могут быть обнаружены даже с помощью лупы. Наибо-
лее часто эти трещины выявляются при подмагничивании
(рис. 51) с применением магнитной эмульсии (магнитный поро-
103
шок железной окалины, разведенный в воде). Такие хрупкие
разрушения могут привести к разрывам клепаных барабанов и
другого котельного оборудования. Единственным (косвенным)
способом выявления этих трещин является тщательное наблюде-
ние за плотностью клепаных швов. Самый незначительный про-
пуск пара в них должен явиться уже предостережением. В этом
случае необходимо вскрыть шов на протяжении 200—500 мм и
проверить посредством подмагничивания наличие трещин в
накладке и в теле котла около заклепочных отверстий.
Клепаные барабаны котлов, поврежденные каустическими
трещинами, нельзя допускать к эксплуатации. Заваривать эти
трещины невозможно, так как обычно поражен большой участок
заклепочных соединений, а трещины распространяются между
заклепками и проникают в толщу металла. Наиболее рациональ-
ным способом восстановления поврежденных барабанов является
замена всех клепаных продольных и поперечных швов сварными,
а также вварка в барабаны вставок и поясов из нового металла.
Такая реконструкция может осуществляться без демонтажа
котельного агрегата и ремонтируемого барабана котла. Рекон-
струкции подвергаются барабаны: а) изготовленные из листовой
стали, имеющие продольные и кольцевые клепаные швы и прикле-
панные днища; б) изготовленные из двух полуобечаек, имеющие
два продольных клепаных шва и приклепанные днища; в) изго-
товленные из цельнокованой цилиндрической части с приклепан-
ными днищами.
Во всех перечисленных случаях работы выполняются при-
мерно по одинаковой технологии, предусматривающей после-
довательное удаление всех заклепочных соединений и вварку на
их место новых вставок, изготовленных из металла, по своим
прочностным характеристикам близкого к металлу барабана.
Работы производятся в котельном агрегате без демонтажа труб-
ной решетки, а в ряде случаев — и без удаления трубной си-
стемы.
Для реконструкции барабанов можно рекомендовать три ва-
рианта замены клепаных днищ:
первый — изготовление взамен удаляемых новых днищ, со-
ответствующих по своим размерам барабану котла и с требуе-
мой длиной цилиндрической части и толщиной стенки, обуслов-
ленной нормами Госгортехнадзора;
второй — использование старых днищ путем их разбортов-
ки после удаления заклепочного шва под нужный диаметр; Раз-
бортовка выполняется в горячем состоянии с применением по-
следующего отпуска для снятия внутренних напряжений и при-
варкой днищ к цилиндрической части барабана;
третий — использование старых днищ; сначала привари-
вают к днищу переходное кольцо (с последующим отпуском
104
днища для снятия внутренних напряжений) и затем приварива-
ют его к цилиндрической части барабана.
Последовательность выполнения работы: сначала удаляют
клепаные соединения газовой резкой по предварительной раз-
метке, после чего газовым резаком снимают кромки под сварку.
В зависимости от места расположения шва сварочные работы
выполняют изнутри или снаружи барабана. Приварка верхней
половины днища осуществляется снаружи, а нижней половины —-
изнутри барабана.
Рис 52. Схема ремонта барабана котла:
а — вварка продольных вставок взамен удаленных клепаных швов: / — вставка, вва-
ренная снаружи барабана. 2—вставка, ввареннная изнутри барабана, 3—распоры;
б —' приварка днища; 4 — днище, 5 — швы, выполняемые снаружи, 6 — швы, выпол-
няемые изнутри барабана
Порядок удаления заклепочных швов и днищ выбирается
таким, чтобы обеспечить сохранение размеров и избежать обра-
зования эллипса в сечении барабана. Для этого перед удалением
днищ цилиндрическая часть барабана закрепляется двумя диа-
метрально расположенными распорками. Перед удалением про-
дольных клепаных швов предварительно привариваются спе-
циальные скобы. Схема ремонта барабана показана на рис. 52.
Сварка производится многослойными швами электродами
УОНИ-13/45 или УОНИ-13/55. Обычно сварку продольных вста-
вок ведут одновременно два сварщика. Разделка заполняется
каскадным способом. Если толщина стенки барабана превышает
20 мм, то рекомендуется применять предварительный местный
подогрев кромок до 150—200 °C. После заполнения разделки
шва с наружной стороны производится выплавка или подрубка
корня шва с обратной стороны и его проварка. Приваривают
днище одновременно два сварщика, находящиеся все время на
диаметрально противоположных сторонах окружности барабана.
Верхняя часть разделки заваривается снаружи, а нижняя —
изнутри барабана. Особенно тщательно следует заваривать уча-
стки смыкания швов по горизонтальному диаметру барабана.
105
Рис. 53. Образование
трещин в трубных от-
верстиях барабана котла
высокого давления:
1 — возможные места попа-
дания котловой воды, 2 —
возможные места концен-
трации щелочи и образова-
ния каустических трещин,
3 — пропуск пара
где внутренний шов переходит в наружный. Вырубка и подварка
корня швов осуществляются: для верхней половины — с внутрен-
ней стороны, для нижней — с наружной стороны барабана.
Особенно много было реконструировано барабанов, имеющих
цельносварную или цельнокованую цилиндрическую часть и
приклепанные днища. Толщина стенок этих барабанов 40—45 мм.
они работают на агрегатах среднего давления пара 40—60 кГ/см"1.
По правилам Госгортехнадзора швы тол-
щиной 40—45 мм подлежат местной тер-
мообработке (отжигу), которую удобнее
всего осуществлять индукционным нагре-
вом токами промышленной частоты. Та-
кой способ обеспечивает равномерный
нагрев всего стыка и снятие имеющихся
внутренних напряжений. По действую-
щим правилам Госгортехнадзора все
сварные соединения на барабанах паро-
вых котлов должны подвергаться
100%-ному просвечиванию рентгеновски-
ми или гамма-лучами. При выполнении
сварочных работ следует особое внима-
ние обратить на квалификацию сварщи-
ков. Перед допуском к этим работам
сварщики должны выдержать специаль-
ные испытания и сварить контрольные
пластины в том же положении шва, в ко-
тором будут выполняться основные сва-
рочные работы.
Трещины каустической хрупкости в барабанах котлов высо-
кого давления. Барабаны котлов высокого давления изготов-
ляются цельноковаными или цельносварными из легированных
теплоустойчивых сталей типа М, ХМ, ХМФ и др. толщиной
100—120 мм. Котлы работают под давлением пара
100—250 кГ/см2 при 500—650 °C. Барабаны таких котлов рабо-
тают при 350—450 СС. В этих условиях наиболее слабым местом
агрегата являются вальцовочные соединения труб с барабаном.
Всякое нарушение этих соединений может вызвать пропуск через
них воды и пара. т. е. создает условия для концентрации щелочи
в пространстве между трубой и стенкой отверстия (рис. 53).
Возникновение значительных внутренних напряжений и нару-
шение вальцовочных соединений в стенках котла и в трубных
перемычках чаще всего происходят при внезапных остановках
агрегата и во время форсированных пусков, когда в стенке бара-
бана возникают значительные температурные перепады. В пов-
режденных каустической хрупкостью барабанах высокого дав-
ления трещины чаще всего возникают в теле барабана и в стенке
трубы, а затем постепенно начинают распространяться от отвер-
106
стия на поверхность. Такой процесс возникновения трещин
затрудняет их выявление. Трещины могут быть обнаружены
только после удаления трубы или когда разрушение будет уже
настолько большим, что трещины выйдут на поверхность. При-
знаком наличия трещин является пропуск пара около мест
завальцовки труб. Обычно считают, что трещины каустической
хрупкости заварить нельзя и лучше поврежденные барабаны
заменять новыми.
По предложению Центральных экспериментальных сварочных
мастерских ВНИИавтогенмаша на одном из барабанов котла
высокого давления была произведена заварка трех трещин кау-
стической хрупкости.
Барабан изготовлен цельнокованым и установлен на котлоагре-
гате с рабочим давлением 120 кГ/см2 и температурой перегретого
пара 520°C. Химический состав стали: 0,09% С; 0,45% Мп;
0,10% Si; 0,028% S; 0,04% Сг; 4,8% Ni; 0,1% Си. Механические
испытания образцов металла дали следующие результаты: пре-
дел прочности 53,4—59,5 кГ/мм2-, предел текучести 41,9—42,9
кГ1мм2-, относительное удлинение 9,3—13%; ударная вязкость
2,6—5,2 кГм/см2. Исследования выявили, что металл барабана
имеет пониженную вязкость. Металлографическое исследование
показало наличие в металле крупнозернистой феррито-перлит-
ной структуры.
Во время очередного осмотра барабана была замечена тон-
кая внутренняя трещина, идущая от отверстия водомерной
колонки к отверстию для непрерывной продувки. После удаления
завальцованных труб была обнаружена кольцевая трещина
в трубе водомерной колонки. В отверстиях барабана было обна-
ружено еще несколько трещин, не выходящих на поверхность;
наружная трещина была почти сквозной и не доходила до
наружного края отверстия на 8—10 мм. Л^агнитографическим
исследованием всех завальцованных труб обнаружили еще одну
группу трещин, расположенных с противоположной стороны
барабана вокруг отверстия для фосфатного питания. Металло-
графические исследования металла, взятого из места располо-
жения трещин, показывают, что эти трещины имеют межкристал-
литный характер с разрушением отдельных кристаллов.
От основной трещины отходят в разных направлениях многочис-
ленные ответвления в виде тонкой сетки трещин. Схема распо-
ложения трещин показана на рис. 54.
В процессе подготовки к сварке были удалены все повреж-
денные места посредством вырубки их пневматическим зубилом.
Учитывая разветвленный характер и объемное расположение
трещин, очень важным было удалить все трещины. Чтобы
выявить расположение трещин, применяли многократное под-
магничивание поврежденного участка и проверяли поверхность
разрубки магнитной суспензией.
107
Для подмагничивания использовали сварочный трансформа-
тор СТЭ-34, с трансформатора снимали кожух и вокруг сердеч-
ника наматывали 10—12 витков провода сечением 3X90 =
= 270 мм2. Этот провод подключали к исследуемому участку при
помощи двух медных контактов или при помощи медных пробок,
вставленных в трубные отверстия. Такая система обеспечивала
прохождение тока 2500— 3000 а. Время подмагничивания состав-
Рис. 54. Трещины каустической хрупкости, обнаруженные в барабане котла
высокого давления.
1 — трещина внутри барабана между отверстиями для водомерного стекла и непрерыв-
ной подпитки, 2 — трещина в отверстии для водомерного стекла, 3 — трещина в отвер-
стии для непрерывной подпитки, 4— вид трещин во время их рирубки
ляло 30—60 сек. Для выявления трещин исследуемую поверх-
ность обильно смачивали водной магнитной суспензией. Магни-
тографическое исследование производилось многократно,
послойно, после снятия слоя толщиной 10—15 мм.
Следует отметить, что на глубине 25—35 мм количество тре-
щин увеличилось, а часть трещин, расположенных перпендику-
лярно к основной трещине, имела разветвленный характер и при
рубке в этих местах металл выкрашивался кусками объемом в
несколько кубических сантиметров. Число трещин достигало
нескольких десятков. При рубке выяснилось, что основная тре-
щина — сквозная и сильно разветвлена. По окончании вырубки
и удалении всех, даже мельчайших трещин, разделка имела вид,
показанный на рис. 55. Для заварки были изготовлены конусные
втулки из стали Ст. 3, вставляемые в отверстия; в зазор помеща-
лись вставки из листового металла. Выполнение сварочных работ
осложнялось:
а) большой толщиной стенки барабана и большой жест-
костью свариваемого узла, что могло вызвать внутренние напря-
108
жения, превышающие предел прочности и способствующие
появлению новых трещин;
б) содержанием в металле меди и никеля, что могло вызвать
появление микротрещин в переходных зонах;
в) малой вязкостью металла, что вызывало опасность трещи-
нообразования в переходных зонах и основном металле.
Для сварки использовались электроды УОНИ-13/55. Перед
началом сварочных работ была произведена контрольная сварка
двух образцов, взятых из барабана. Результаты механических
испытаний образцов наплавленного
металла: предел текучести 53,7—
54,4 кГ)мм2, ударная вязкость
19,0 кГм!см2.
Рис. 55. Обшпй вид раз-
делки после удаления всех
трещин каустической хруп-
кости внутри барабана
между двумя отверстиями
Рис. 56. Схема заварки разделки тре-
щины; стрелками показано направление
сварки, цифрами 1, 2, 3. 4, 5, 6, — по-
следовательность заполнения участков
шва
Металлографическое исследование сварного соединения
образцов показало, что в результате теплового воздействия про-
исходит резкое измельчение зерна в переходной зоне; по-види-
мому, это и является одной из причин увеличения ударной .вяз-
кости сварного соединения. Выпадения меди и никеля не было
обнаружено.
Выполнение сварочных работ производилось в следующем
порядке. Перед началом сварки был произведен местный подо-
грев участков барабана, прилегающих к разделке кромок, и
самих кромок до 120—150 °C двумя газовыми горелками. Сварку
выполняли одновременно два сварщика (один сваривал внутри
барабана, а другой — снаружи) электродами УОНИ-13/55 диа-
метром 4—5 мм каскадным методом, начиная с заварки отвер-
стия и постепенного заполнения разделки (рис. 56).
109
Для уменьшения внутренних напряжений применяли послой-
ную проковку швов пневматическим зубилом с радиусом закруг-
ления бойка 2,5 мм. Необходимо отметить, что металл, наплав-
ленный электродами УОНИ-13/55, обладает высокой вязкостью
и хорошо поддается проковке. Проковка швов большой толщины
дает хорошие результаты и сильно уменьшает внутренние напря-
жения. Проковка проводится легкими частыми ударами молотка
(4—6 ударов по одному месту) параллельно осн шва.
По окончании сварочных работ данная часть барабана была
подвергнута выравнивающему индукционному нагреву до 250 °C.
После этого барабан остывал в течение 10 ч. Просвечивание шва
гамма-лучами показало хорошее качество сварки. Восстановлен-
ный сваркой барабан работает при полной нагрузке под нормаль-
ным рабочим давлением.
Проведенная работа показала, что заварка трещин каусти-
ческой хрупкости в барабанах котлов высокого давления вполне
возможна, но для получения надежных результатов требуется
тщательное удаление всех поврежденных мест. В случае боль-
шого объема поврежденного металла рекомендуется вваривать
вставку из нового металла. Сварка должна производиться за
один тепловой цикл с послойной проковкой шва.
2. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ГИДРОТУРБИН,
РАЗРУШЕНННЫХ КАВИТАЦИЕЙ
Явления кавитации имеют место в рабочих колесах и каме-
рах гидравлических турбин на участках, в которых скорости
движения струи жидкости достигают критических. Такие скоро-
сти чаще всего наблюдаются там, где кромка рабочего колеса
близко подходит к камере. Кавитация наблюдается как у тихо-
ходных турбин низкого давления, так и в рабочих колесах и
камерах турбин высокого давления, работающих с большими
скоростями.
Кавитационные разрушения характеризуются уносом частиц
металла быстродвижущейся струей воды, имеющей большую
кинетическую энергию и оказывающей большое ударное дейст-
вие на металл.
В результате длительного воздействия струи воды металл на
участках, подверженных кавитации, приобретает губчатое строе-
ние. Такое поражение металла может распространяться на
достаточно большую глубину (15—20 мм). Такой металл теряет
прочность, и его пластичность резко уменьшается. Появляется
реальная опасность разрушения участка детали, подверженного
действию кавитации.
Восстановление участков турбин и рабочих колес, повреж-
денных кавитацией, обычно выполняется по следующей техно-
логической схеме: если глубина слоя не превышает половину
110
толщины стенки, то можно рекомендовать полное удаление слоя
металла, пораженного кавитацией. При большей глубине и боль-
ших площадях повреждения целесообразно удалить весь участок,
изготовив на это место новую вставку. Удаление металла можно
выполнять или механически (рубкой пневматическим зубилом,
сверлением, шлифовкой камнем), или газовым резаком для
поверхностной резки и воздушно-дуговой строжкой. Схема воз-
душно-дуговой строжки
Рис. 57. Схема воздушно-
дуговой строжки для уда-
ления слоя, разрушенного
кавитацией:
/ — угольный электрод, обду-
ваемый воздухом, 2 — канавки
на месте удаленного металла,
пораженного кавитацией
Рис. 58. Схема облицовки камеры гид-
ротурбины приваренными пластинами
с прорезями:
I — приваренные пластины из нержавеющей
стали толщиной 5—6 мм, 2—прорези в пла-
стинах для приварки к телу корпуса. 3 —
швы. соединяющие пластины между собой и
крепящие их к телу корпуса, 4— пластина,
подготовленная для приварки
По окончании огневой или воздушной резки осуществляют
поверхностную механическую зачистку металла в данном месте.
Восстановление поврежденных участков производится ручной
дуговой наплавкой электродами, которые дают наплавленный
металл, стойкий к кавитационным разрушениям.
Можно применять следующие электроды:
1. Аустенитные хромоникелевые электроды, дающие в на-
плавке хромоникелевую сталь типа 19-10. Для многослойной
наплавки пригодны гее электроды этого типа для сварки нержа-
веющих сталей. Для однослойной наплавки необходимо выби-
рать электроды с повышенным содержанием хрома и никеля,
чтобы компенсировать разбавление металла шва основным
металлом. Используя эти электроды для устранения поврежде-
ний больших площадей, весьма целесообразно применять
наплавку в сочетании с вваркой накладок, изготовленных из
аустенитных сталей. Такие накладки особенно удобны для вос-
становления стенок камер мощных малооборотных гидротурбин.
Схема установки накладок с прорезями дана на рис. 58.
Ill-
Накладки свариваются между собой и привариваются к телу
стенки камеры одновременно одним швом. Дополнительное кре-
пление осуществляется проваркой прорезей. Восстановленные
этим способом рабочие камеры гидротурбин на одной из волж-
ских станций работают уже несколько лет. Наплавке подвер-
гался пояс рабочей камеры высотой около 600 мм, расположен-
ный по всей длине окружности камеры. Одновременно с этим
была произведена наплавка гребней рабочего колеса турбины.
2. Специальные электроды, дающие в наплавке металл типа
30Х10Г10, который устойчив против кавитационного разрушения.
Для этих работ разработаны специальные электроды
УПИ-30Х10Г10-2, которые дают наплавленный металл со сле-
дующими механическими свойствами: предел прочности
50—65 кГ/мм2, ударная вязкость 5—8 кГм/см2. Химический
состав наплавленного металла: 0,22—0,28% С; 9—11% Ст;
9—11% Мп; 0,10—0,25% Ti; не более 0,5% Si; 0,003% S и
0,003% Р. Наплавка должна выполняться с соблюдением задан-
ного теплового режима, обеспечивающего минимальную глубину
проплавления основного металла и замедленную скорость осты-
вания. При быстром отводе теплоты в наплавленном слое воз-
можно появление трешин.
Восстановление рабочих колес гидротурбин фирмы Нохаб.
Гидротурбина радиально осевая мощностью 18 тыс.л. с., скорость
вращения вала 187 об/мин. Рабочее колесо имеет 16 лопастей,
вес 20 т. Материал колеса — стальное литье с содержанием
углерода 0,46%. За 5 лет работы колесо турбины подверглось
значительным кавитационным разрушениям и при дальнейшей
эксплуатации могло окончательно выйти из строя. Места кави-
тационных разрушений можно было разбить на три группы:
1) повреждения в верхнем диске; эти повреждения имели
длину 200—300 мм, ширину 100—150 мм, глубину до 40 мм и
располагались между лопастями. Общее число повреждений
составляло 16. Так как толщина верхнего диска большая, то
разрушения такого рода большой опасности не представляли;
2) разрушения торцовых сторон рабочих поверхностей лопас-
тей. Эти разрушения располагались узкой полосой в виде сплош-
ной губки длиной 200—250 мм, шириной до 20—30 мм\
3) разрушения с тыльной стороны лопастей. В результате
этих разрушений сечение лопастей местами было полностью
разрушено. Дефекты имели форму полумесяцев длиной
200—300 мм и шириной 30—40 мм. Наиболее опасными были раз-
рушения, расположенные около сопряжения лопастей с нижним
кольцом. Линия этих повреждений проходила почти по всей
ширине лопастей, а в отдельных местах — с полным разруше-
нием всего сечения.
При дальнейшей эксплуатации был возможен отрыв нижнего
кольца, что привело бы к выходу турбины из строя.
112
Для выполнения подготовительных работ и сварки гидротур-'
бина была демонтирована, а рабочее колесо установлено верти-
кально в специально изготовленный кондуктор, позволякодий
вращать колесо вокруг его оси и устанавливать его в нужное
положение (рис. 59). Вращение и поворот колеса осуществлялись
со скоростью 1,5 об]мин от электропривода. Качество восстанов-
ленного колеса во многом зави-
Рис. 59. Рабочее колесо турбины,
установленное в приспособлении
для выполнения сварочных работ
село от тщательности подго-
Рис. 60. Восстановленные наплав-
кой места кавитационных разру-
шений лопастей турбины в мес-
тах сопряжения их с нижним-
поясом
товки поврежденного участка, так как необходимо было уда-
лить весь пористый металл. Применяли комбинированную вы-
плавку дефектных участков ацетилено-кислородным резаком
РВП-49, воздушно-дуговой резкой, дуговой выплавкой и после-
дующей зачисткой поверхности металла абразивными кругами.
Качество подготовки осуществляли наружным осмотром и
простейшим магнитным способом: подготовленное место замы-
кали в сварочную цепь, а по расположению посыпанных на это
место железных опилок выявляли оставшиеся дефекты.
На тыльной водосливной части лопастей замена разрушен-
ного металла производилась следующим способом: сначала уда-
ляли дефектные места, затем по конфигурации полученной поло-
сти подгоняли вставки из стали МСт. 3. Вставки выбивали по
кривизне лопастей и прижимали струбцинами к медной под-
кладке, также выбитой по ее кривизне. Так как толщина металла
на.
•в разрушенных сечениях была неодинакова, то новый металл
подбирали по наименьшей толщине — 6 мм. Зазор между встав-
ками и телом лопасти составлял 4—6 мм.
Подготовленные под сварку места заваривали электродами
УОНИ-13/55. Последний слой наплавляли аустенитными элект-
родами (проволока 08Х20Н10Г6 с покрытием НИИ-48Г). Этими
электродами наплавляли также и участки, граничащие с восста-
навливаемыми. Особое внимание обращалось на заварку мест
сопряжений лопастей с нижним кольцом рабочего колеса, обо-
значенных на рис. 60 буквой А.
Вследствие значительного количества наплавленного металла,
расположенного почти на всей ширине лопастей, и недостаточной
жесткости конструкции сопряжений возникала опасность
поводки кольца, что недопустимо по условиям эксплуатации.
Поэтому эти места сваривали у лопастей диаметрально противо-
положных, т. е. порядок сварки был такой: 1—8; 2—9;
3—10 и т. д.
Сварку выполняли двух- и трехслойным обратноступенчатым
•способом (при сквозных разрушениях сварку выполняли также
и с обратной стороны) с предварительным подогревом металла
до 250—300 °C двумя специально изготовленными керосиновыми
форсунками, расположенными на диаметрально противополож-
ных сторонах вращающегося колеса. Пламя форсунок обеспечи-
вало равномерный нагрев нижнего кольца и мест сварки, рас-
положенных около мест сопряжений всех 16 лопастей с кольцом.
Контроль за температурой подогрева осуществлялся при помощи
термических карандашей. Термообработку колеса после сварки
в условиях гидроэлектростанции осуществить не удалось. После
окончания всех работ места сварки зачищали абразивными кру-
гами по плоскостям первоначальной конфигурации колеса.
Таким методом были восстановлены рабочие колеса трех
гидротурбин. Восстановленные рабочие колеса находятся в
эксплуатации уже более пяти лет. При осмотре этого колеса со
стороны рабочей камеры (без демонтажа турбины) никаких раз-
рушений восстановленных участков и граничащих с ними мест не
обнаружено.
Заварка рабочего колеса гидротурбины высокого давления.
На одной из гидростанций установлены турбины высокого дав-
ления фирмы Сан-Джорджио (Италия) с напором 540 м вод. ст.,
мощностью 10 тыс. кет, 600 об/мин. Рабочее колесо турбины ве-
сит 2200 кг. Оно расположено в камере горизонтально и пред-
ставляет собой многоковшовую конструкцию с 22 ковшами
(рис. 61). Колесо изготовлено из стального литья следующего
химического состава: 0,25% С; 0,63% Мп; 0,25% Si; 0,039%_S,
0,035% Р; 0,1% Ст. Толщина диска колеса 250 мм, минимальная
толщина стенки ковша 20 мм. После 3090 ч эксплуатации в ра-
бочих колесах турбин были обнаружены трещины, расположен-
114
ные в местах сопряжения ковшей между собой и в местах сопря-
жения ковшей с диском (рис. 62). Местами трещины первого и
второго типов соединялись между собой, создавая угрозу полного
отрыва ковша от диска. Причины появления трещин:
1) сложная форма рабочего колеса, выполненного из литой
стали, с. резкими переходами от массивных сечений к тонким.
Такие переходы неизбежно вызывают появление значительных
внутренних напряжений при отливке колеса и его остывании.
Рис. 61. Общий вид колеса
турбины фирмы Сан-
Джорджио:
I — трещина на участках сопря-
жения колеса с диском, 2— тре-
щина в металле диска
Рис. 62. Участок сопряжения ковшей гидро-
турбины:
1 — наиболее напряженные участки переходного
сечення ковша с трещинами, 2 — места кавитаци-
онных разрушений после наплавки слоем нержаве-
ющей стали
Наличие крупного зерна в некоторых участках позволяло пред-
полагать. что колесо после литья не подвергалось полному циклу
термообработки;
2) наличие на поверхности литья дефектов в виде пор и ра-
ковин. Обнаружены также дефектные участки, которые были
заварены еще при изготовлении колеса;
3) знакопеременные напряжения, возникающие при ударе
струи воды под давлением 54 кГ/см2, направленной по централь-
ной линии ковша. Эти напряжения возникают в одном и том же
сечении, а именно — в сопряжении ковшей между собой по
внутренней части. Такие знакопеременные нагрузки с большим
циклом нагружений, безусловно, могут способствовать появлению
трещин. При тщательном осмотре рабочего колеса были обна-
ружены трещины во всех 22 перемычках между ковшами. Длина
трещин колебалась от 60 до 180 мм, глубина их составляла от
25 до 35 мм.
При подготовке трещин к заварке удаление дефектного ме-
талла и вырубка трещин оказались чрезвычайно трудными опе-
115
Рис. 63. Колесо гидротурбины
(установленное для производства
работ в специальную яму) с ин-
дукционной обмоткой для рав-
номерного нагрева током
рациями, так как расположение трещин между ковшами не по-
зволяло применить какой-либо из механических способов их
удаления. Вырубка зубилом вручную также не могла быть осу-
ществлена.
Единственно возможным способом являлась выплавка метал-
ла. Применение газовой резки исключалось, так как конфигура-
ция ковшей не позволяла направить режущую струю кислорода
вдоль трещины. Поэтому было принято решение выплавить
трещины электродуговым спо-
собом.
Рабочее колесо турбины
предварительно нагревалось
до 200—250°C индукционным
током (рис. 63), после чего
все обнаруженные трещины
выплавлялись дугой постоян-
ного тока 220—250 а электро-
дами ЦМ-7 диаметром 4 мм.
Чтобы полностью гарантиро-
вать удаление трещин, вы-
плавку производили на глуби-
ну, превышающую глубину
трещин на 6—10 мм.
После выплавки трещин
место разделки зачищали —
проверяли, нет ли трещин, пу-
тем местного подмагничива-
ния с нанесением на этот уча-
сток железного порошка. Подготовленное к заварке колесо
турбины нагревали индукционными токами до температуры
250—280 °C. Заварку выполняли электродами УОНН-13/55 на
постоянном токе обратной полярности. Диаметр электрода 4—
5 мм, режимы тока — обычные. При проведении сварочных ра-
бот требовалось создать условия, которые обеспечивали бы
полное отсутствие поводки, а также минимум остаточных внут-
ренних напряжений.
В процессе заварки применяли тщательную послойную про-
ковку швов зубилом специальной формы, позволяющим проковы-
вать швы, расположенные в труднодоступных местах. При за-
варке вели тщательное наблюдение за поверхностью швов (не
появились ли трещины и надрывы в швах, главным образом в
кратерах). Если какой-либо участок шва вызывал сомнение, то
производили выплавку этого участка с последующей заваркой.
Особенно тщательно выполнялись последние швы на поверх-
ности сопряжения ковша с диском. На этих участках швы были
выполнены с плавным переходом к основному металлу, без под-
резов и неровностей.
116
Отдельные участки ковшей и рабочего колеса, получившие
поверхностные разрушения от кавитации, были зачищены и вос-
становлены наплавкой. Наплавку выполняли электродами ЦТ-1,
диаметром 4 мм, током 120—130 а, чтобы не создавать глубокого
проплавления и в возможно меньшей степени изменять состав
электродного металла. Наложение нержавеющего слоя гаранти-
ровало эти участки от возможных разрушений вследствие кави-
тации. Во всех случаях, когда это было возможно, наплавку вели
в два слоя для того, чтобы обеспечить аустенитную структуру
металла верхнего (рабочего) слоя. Среднее количество наплав-
ленного металла при заварке одного ковша составляло 3,4 кг.
По окончании всех сварочных работ колесо подвергали высо-
кому температурному отпуску при 650 °C с выдержкой в течение
3 ч и остыванию вместе с печью для снятия внутренних напряже-
ний, возникших в процессе сварки. При проверке рабочего коле-
са на валу машины биения и смещения осей ковшей не было
обнаружено. По указанной технологии были восстановлены три
рабочих колеса двух турбин, которые работают в настоящее
время с нормальной нагрузкой.
ГЛАВА V
СВАРКА ЧУГУННЫХ ДЕТАЛЕЙ
Сварка чугуна является специальным разделом сварочной
технологии и широко применяется в двух областях производства:
1) при исправлении литейных дефектов, обнаруженных в отлив-
ках после выбивки последних из форм или в процессе механиче-
ской обработки чугунных деталей при изготовлении; 2) при ре-
монте чугунных деталей и изделий, вышедших из строя вследст-
вие износа или аварийного разрушения.
В настоящей главе рассматриваются только вопросы ремонт-
ной сварки чугунных изделий, которые широко применяются в
различных отраслях машиностроения. В некоторых изделиях, на-
пример в компрессорах, станках, двигателях внутреннего сгора-
ния, чугунные детали составляют 75—85% от веса изделия в
целом.
Широкое применение чугуна объясняется возможностью при-
дания детали весьма сложных форм, большой жесткостью изде-
лия, хорошей обрабатываемостью, хорошей сопротивляемостью
различным вибрационным нагрузкам и малым износом при рабо-
те на трение, низким коэффициентом линейного расширения и
возможностью использования для работы в условиях повышен-
ных температур. В то же время следует учитывать, что по срав-
нению со сталью чугун имеет малую вязкость и повышенную
хрупкость, поэтому всякое нарушение условий нормальной
эксплуатации или неправильный расчет конструкции неизбежно
ведет к разрушению чугунной детали. Изломы, отколы, трещины
станин, корпусов и других деталей — это весьма распространен-
ные дефекты, которые возникают при эксплуатации оборудова-
ния, изготовленного из чугуна.
В настоящее время многие предприятия широко применяют
ремонтную сварку чугунных деталей, сокращая при этом простои
оборудования и обеспечивая экономию средств. В то же время
на некоторых заводах не умеют качественно исправлять чугун-
ные детали и списывают в металлолом оборудование, которое
может быть легко восстановлено.
Особенности сварки чугуна. По физическим свойствам и хи-
мическому составу чугун следует отнести к группе ограниченно
118
сваривающихся сплавов. Главные затруднения, возникающие
при сварке чугуна, следующие:
1) склонность к образованию твердых закаленных прослоек
при быстром охлаждении сплава, нагретого до температуры вы-
ше 760 °C. Вследствие быстрого охлаждения в чугуне возникают
структуры, характеризующиеся высокой твердостью (ледебу-
рит, мартенсит, троостит и др.).
Закаленные зоны увеличивают хрупкость, снижают прочность
сварного соединения и затрудняют обработку его обычным ре-
жущим инструментом. Основная задача при сварке чугуна за-
ключается в получении сварного соединения, обладающего оди-
наковой твердостью металла шва и переходных зон, допускаю-
щего применение механической обработки шва;
2) недостаточная пластичность чугуна. Внутренние напряже-
ния, возникающие в процессе сварки в чугунном изделии, часто
ведут к образованию трещин. Основной причиной образования
трещин являются местные тепловые напряжения, возникающие
от неравномерного нагрева изделия при сварке. Чем больше
перепад температур между основным металлом и сварным швом,
тем больше вероятность возникновения трещин в металле шва,
в переходных зонах, в зоне теплового влияния и в основном ме-
талле. Трещины могут возникать в начале сварки, когда мест-
ный разогрев вызывает напряженное состояние сжатия, в про-
цессе сварки, а также при остывании сварного соединения, ког-
да возникают напряжения растяжения. При общем равномер-
ном нагреве детали перед сваркой до 300 °C и выше опасность
трещинообразования резко уменьшается;
3) потеря пластических свойств при плавлении и затвердева-
нии, а также большая жидкотекучесть в расплавленном состоя-
нии. Переход из твердого состояния в жидкое происходит, ми-
нуя пластическое состояние;
4) многообразие структур в металле чугунных отливок. Струк-
тура чугуна определяется не только химическим составом, но в
большей степени зависит от скорости охлаждения отливки и по-
следующей термообработки. Структура чугуна оказывает боль-
шое влияние на его свариваемость. Хорошо свариваются чугуны,
имеющие светлую мелкозернистую перлитную структуру.
Удовлетворительно свариваются феррито-перлитные чугуны.
Значительно хуже свариваются ферритные чугуны с крупными
выделениями графита. Очень плохо свариваются чугуны, долгое
время находившиеся под воздействием тепла, в которых весь
углерод выделился в виде графита.
Величина и форма включений графита влияют на сваривае-
мость чугуна: хорошая свариваемость, если мелкий пластинча-
тый или сферообразный графит в чугунах перлитного класса;
удовлетворительная свариваемость, если графитные включения
малого и среднего размеров. Отдельные включения графита
119
окружены достаточным полем металла, обеспечивающим свари-
ваемость; ограниченная свариваемость, если крупные включения
графита (образующие сплошную сетку). При такой сетке за-
трудняется сплавление присадочного металла с основным, об-
разуются пустоты и резко ухудшается прочность и сплошность
сварного соединения.
Необходимо учитывать, что сложная чугунная отливка может
иметь в различных частях неодинаковую структуру. Части от-
ливки с большой поверхностью охлаждения и малой толщиной
стенки в большинстве случаев имеют мелкозернистую структуру,
а массивные части и детали, расположенные внутри изделия,
охлаждаются медленно и приобретают ферритную структуру с
крупными выделениями графита.
Способы сварки чугуна. Качество сварного соединения в чу-
гунных изделиях определяется:
1) одинаковой твердостью металла шва переходных зон и ос-
новного металла, допускающей обработку обычным режущим
инструментом. Это условие является обязательным, если сварное
соединение находится на скользящих поверхностях;
2) равнопрочностью сварного соединения и основного метал-
ла. Это требование необходимо при выполнении сварки деталей,
работающих на полное расчетное усилие. В ряде случаев при
заварке незначительных литейных дефектов прочность сварного
соединения может быть меньше прочности основного металла,
так как местное ослабление не уменьшает общей работоспособно-
сти детали;
3) одинаковыми химическим составом и структурой наплав-
ленного и основного металла.
Сварное соединение, отвечающее всем указанным требовани-
ям, можно получить только при применении в качестве присадоч-
ного материала чугунных присадочных стержней или электродов.
В ряде случаев, особенно при ремонтной сварке изделий, по-
лучение сварного соединения, отвечающего всем перечисленным
требованиям, совершенно не обязательно, например, при сварке
трещины, не выходящей на обработанные и скользящие поверх-
ности. В этом случае получение металла, обрабатываемого режу-
щим инструментом, не требуется. Более важным является обес-
печение у сварного соединения нужных прочностных характери-
стик. В практике применяется большое количество способов и
приемов сварки чугуна, которые можно разделить на две группы:
первая группа — горячая сварка с предварительным (перед,
сваркой) и сопутствующим подогревом изделия. Сюда относятся:
газовая сварка чугунным присадочным прутком; дуговая сварка
чугунным электродом; дуговая сварка угольным электродом с
чугунным присадочным прутком;
вторая группа — холодная сварка без предварительного по-
догрева изделия. Сюда относятся: газовая сварка — пайка чугуна
120
Рис. 64. Классификация способов сварки чугуна
121
с чугунным присадочным прутком, латунными и цинковыми спла-
вами; дуговая сварка стальными электродами, электродами из
цветных металлов (меди, медно-железными ,медно-никелевыми,
никеле-железными); сварка порошковой проволокой. Классифи-
кация способов сварки чугуна дана на рис. 64.
1. ГОРЯЧАЯ СВАРКА ЧУГУНА
Предварительный нагрев изделия уменьшает скорость охлаж-
дения ванны и напряженное состояние детали, понижает общую и
местную жесткость, гарантирует отсутствие трещин и возмож-
ность последующей механической обработки. Для многих дета-
лей. обладающих большой жесткостью, например блоков автомо-
бильных двигателей, в ряде случаев при сварке обязателен общий
или местный нагрев.
При сварке чугунными электродами пли чугунными приса-
дочными стержнями металл, наплавленный на холодное изделие
без предварительного нагрева, охлаждается с большой скоро-
стью, особенно в интервале от температуры начала затвердева-
ния сплава до 600 °C. Такие высокие скорости охлаждения неиз-
бежно приводят к образованию в наплавке твердых структур.
Предварительный нагрев изделия перед сваркой уменьшает ско-
рость охлаждения наплавленного металла и препятствует обра-
зованию твердых закалочных структур. Температура предвари-
тельного нагрева определяется размерами детали, жесткостью
конструкции, толщиной стенок, объемом наплавляемого металла
и структурой чугуна. Для большинства деталей нагрев до 400—
450 °C обеспечивает получение хорошо обрабатываемого свар-
ного соединения и создает условия, исключающие образование
трещин при сварке.
В ряде случаев при сварке деталей особо сложной формы тем-
пература подогрева должна быть повышена до 550—600 °C. Выше
этой температуры нагревать чугунные изделия при горячей свар-
ке, выполняемой любым способом, не следует. Нагрев до слиш-
ком высокой температуры вызывает рост зерна металла, потерю
механической прочности и может снизить дальнейшую работо-
способность изделия. Способы нагрева определяются условиями
производства. Для изделий небольших размеров и веса удобно
использовать печи конвейерного типа; применяют также газовые
и электрические печи. При отсутствии печей некоторые изделия
подогревают во временных горнах древесным углем или коксом.
В ряде случаев целесообразно вести подогрев индукторами, то-
ками промышленной частоты.
АЦЕТИЛЕНО-КИСЛОРОДНАЯ СВАРКА
Этот вид сварки широко применяется для заварки дефектов
литья и ремонтных целей. Сварка выполняется нормальным пла-
менем. В качестве присадочного металла используются чугун-
122
ные прутки марок А и Б по ГОСТу 2671—44. Детали сложной
формы с тонкими стенками из металла мелкозернистой структу-
ры рекомендуется сваривать прутками марки А диаметром 6—
10 мм. Для тяжелых толстостенных деталей и изделий, подвер-
гающихся длительному нагреву, следует применять прутки
марки Б диаметром 8—16 мм. Поверхность прутка должна быть
очищена от литейной корки. Хорошие результаты дают прутки,
отлитые в металлические формы или в графитизированную пес-
чаную смесь.
При сварке обязательно применение флюса, который выпол-
няет следующие функции:
1) растворяет окислы, загрязнения и переводит тугоплавкие
окислы в легкоплавкие шлаки. В частности, флюс растворяет
тугоплавкие соединения кремния, интенсивно образующиеся при
воздействии кислорода на сварочную ванну;
2) окисляет и частично растворяет графитные включения чу-
гуна, находящиеся на свариваемых поверхностях. Такая обра-
ботка создает микроуглубления, улучшающие свариваемость чу-
гуна;
3) предохраняет расплавленную ванну от окисления:
4) увеличивает жидкотекучесть сварочных шлаков и ванны
расплавленного металла, улучшая растекаемость присадочного
и смачиваемость основного металла.
В качестве флюса применяют буру техническую безводную
(NazBiO?). Обычная кристаллическая бура содержит кристалли-
ческую воду, которая ухудшает ее флюсующие свойства. Для
обезвоживания буры ее нагревают до 400 °C, при которой бура
расплавляется и превращается в стекловидную массу. После
остывания буру растирают в мелкий порошок и применяют в ка-
честве флюса при сварке. Хорошие результаты дает разработан-
ный ВНПИавтогенмашем флюс ФНЧ-1 следующего состава:
23% буры, 27% соды и 50% азотнокислого натрия.
Флюс в виде порошка наносят перед сваркой на свариваемую
поверхность, нагретую до 400—450 °C, а также на присадочный
пруток. При сварке флюс периодически вводят в сварочную
ванну.
Для изделий, требующих получения особо плотного шва с
гарантированным отсутствием каких-либо пор в наплавленном
металле, следует применять газообразный флюс БМ-1 или БМ-2,
разработанный ВНПИавтогенмашем. Флюс БМ-1 представляет
собой раствор метилбората в метиловом спирте, а БМ-2 — чи-
стый метилборат. Подача газообразного флюса в пламя горелки
осуществляется автоматически, с помощью простой по устрой-
ству и удобной в эксплуатации установки КГФ-1-56. Горючий газ
подается в установку КГФ-1-56, насыщается в ней парами флюса
и затем поступает в обычную газовую горелку (рис. 65). Газооб-
разный флюс в отличие от порошкового находится в пламени
123
в активной форме, подается равномерно, в строго дозированных
количествах и образует на поверхности сварочной ванны тонкий
ровный шлаковый покров, эффективно защищающий металл от
окисления и попадания в него газов. С применением газообраз-
ного флюса устраняется пористость в металле шва даже при
использовании чугунных прутков, изготовленных по упрощенному
Рис. 65. Схема питания газосварочного поста газообразным флюсом БМ-1
или БМ-2:
/ — баллон с ацетиленом, 2—баллон с кислородом, 3 — редуктор ацетиленовый, 4 — ре-
дуктор кислородный, 5 — флюсопитатель ФГФ-1-59 газообразным флюсом, 6— клапан
для регулировки количества флюса, поступающего в ацетилен, 7 — сварочная горелкэ
способу, с легированием кремнием в ковш перед разливкой его
в формы.
По сравнению с другими способами газовая сварка чугуна
имеет ряд технологических преимуществ, к которым относятся:
возможность регулирования в широких пределах скорости на-
грева сварочной ванны, величины прилегающих к сварному шву
нагреваемых зон, скорости заполнения сварочной ванны приса-
дочным металлом и скорости охлаждения сварного шва, а также
возможность повторного местного нагрева для снятия напряже-
ний.
Газовая сварка широко применяется для ремонта различных
чугунных деталей. Этот способ благодаря своей универсальности
и высокому качеству сварного соединения может быть рекомендо-
ван для повсеместного широкого применения при восстановлении
чугунных деталей. Для сварки чугуна успешно применяют в ка-
честве заменителя ацетилена пропан-бутановые газовые смеси.
Сварка этими газами дает сварное соединение чугунных изделий,
равноценное по качеству сварке ацетилено-кислородным пламе-
нем. |
Газовую сварку, в зависимости от размеров и формы ремон-
тируемой детали и характера повреждения, можно выполнять:
1) без предварительного и сопутствующего подогрева. Способ
применяется в тех случаях, когда количество теплоты, выделяе-
мой газовой горелкой, бывает достаточно, чтобы обеспечить нуж-
124
ную замедленную скорость остывания ванны и получить металл
сварного соединения, свободный от твердых закаленных струк-
тур;
2) с местным частичным подогревом детали в зоне сварного
соединения. Подогрев может быть осуществлен одной или не-
сколькими газовыми горелками; индуктором; временным гопном
с древесным углем или коксом. Способ сварки с местным подо-
гревом широко применяется в практике при ремонте многих
разнообразных деталей;
3) с общим равномерным нагревом всего изделия, который
осуществляется в газовых, электрических и других печах или в
горне, работающем на древесном угле или коксе. Такой нагрев
требуется в тех случаях, когда завариваемая трещина располо-
жена в очень жестком узле изделия или когда требуется наплав-
ка большого объема металла или при заварке массивных деталей
со стенками большой толщины.
Основы технологии газовой сварки. Если изделие разбито на
несколько частей, необходимо его собрать по излому и скрепить
механическим способом: стяжкой на болтах, накладками или
другим приспособлением. При наличии трещины, которая не да-
ла расхождения кромок, механическое крепление не требуется.
Если кромки изделия сместились, то их обязательно надо выров-
нять и закрепить. Чем точнее собрана деталь, тем вероятнее
сохранение всех размеров ее после сварки.
Подготовка кромок под сварку выполняется газовой горел-
кой путем выплавки металла. При такой подготовке можно полу-
чить разделку с минимальным раскрытием кромок и удобной
чашеобразной формы; гарантируется полное удаление трещины,
так как на нагретой поверхности трещина видна весьма рельефно
и выплавка производится до ее полного удаления; резко увели-
чивается производительность (по сравнению с механической об-
работкой). Одновременно с выплавкой металла происходит подо-
грев свариваемых кромок, который обеспечивает в ряде случаев
достаточный запас тепла в детали, и если сейчас же за выплав-
кой начать процесс сварки, то можно избежать этапа дополни-
тельного подогрева.
Разделка кромок выплавкой производится сварочной горел-
кой с избытком кислорода. Расплавленный металл удаляется из
разделки с помощью стального крючка или чугунного прутка.
Механическая разделка кромок может быть рекомендована в
том случае, если на место отбитого участка приваривается новая
вставка, изготовленная из чугуна, или в тех изделиях, где вы-
плавка трудно выполнима, особенно в нагретом состоянии.
Подготовленные для сварки кромки должны быть подогреты
до 400—450 °C. Перед сваркой нагретые кромки покрывают сло-
ем флюса, который наносят также и на конец стрежня. Пламя
горелки устанавливают строго нейтральным. В ванну расплав-
125
ленного металла вводят присадочный пруток с флюсом, предва-
рительно подогретый до температуры плавления. Затем сварщик
концом присадочного прутка начинает воздействовать на кромки
ванны, производя круговые движения. Пламя горелки следует
за концом присадочного прутка, периодически через 30—90 сек
в ванну вносят очередную порцию флюса. Полностью заварен-
ный шов накрывают асбе-
стом для медленного и рав-
номерного охлаждения.
Рис. 67. Станина пневматического
молота после заварки цилиндра
Рис. 66. Корпус редуктора после
заварки трещины (Л) во фланце,
переходящей на вертикальную
стенку
Ремонтные работы, выполняемые газовой сваркой без подо-
грева изделий. К этим работам относятся: заварка трещин и раз-
рывов в ободах и спицах шкивов и шестерен, не имеющих боль-
шой жесткости; наплавка и восстановление отдельных выбитых
зубьев шестерен; сварка гребенок и направляющих, имеющих не-
значительное сечение в изломе; приварка опорных лап к корпу-
сам электрических двигателей и др.
На рис. 66 показан корпус редуктора, у которого во фланце
образовалась трещина. Трещина проходила через отверстие для
крепления верхней крышки и выходила на вертикальную стенку.
Заварка трещины произведена газовой сваркой без общего и ме-
стного нагрева корпуса. Разделка под сварку выполнена газовой
выплавкой со сквозным проплавлением стенки. Сразу же после
выплавки поверхность разделки была обработана флюсом ФНЧ-1
и заварена чугунным прутком марки А. Начало сварки располо-
жено в конце разделки на вертикальной стенке, окончание на
фланце. После выполнения сварочных работ заваренный участок
был дополнительно подогрет до 450—500 °C газовой горелкой в
течение 10—12 мин для выравнивания напряжений. Нагретый
J26
участок был закрыт листовым асбестом и оставлен до полного
охлаждения в помещении, где нет сквозняков.
На рис 67 представлена станина воздушного молота. В про-
цессе эксплуатации у этой станины появилась трещина в цилинд-
ре. Постепенно увеличиваясь, трещина привела к отколу куска.
Отломившийся кусок был установлен на место и прихвачен в трех
точках. Затем газовой горелкой была произведена сквозная раз-
делка кромок излома сечением 30 мм. Заварка выполнена без
оощего и местного подогре-
ва, горелкой с наконечни-
ком № 6, чугунным прутком
марки Б, с применением
флюса ФНЧ-1. На выплавку
Рис. 69. Шестерня пресса усилием 130 г:
места сварки. 1, 2 — обода, 3, 4, 5. 6 и 7 —
спиц.
Рис. 68. Чугунный шкив-махо-
вик после сварки:
/ и 2 — места сварки спиц, 3 — ме-
сто сварки обода
и заварку затрачено 7 ч рабочего времени. После окончания
сварки заваренный участок был накрыт асбестом для медлен-
ного остывания.
На рис. 68 показан шкив-маховик, у которого при падении
лопнули две спицы и произошел разрыв обода. Сварка выполня-
лась в следующей последовательности’ в первую очередь зава-
ривали лопнувшие спицы — сначала спнцу /, а затем спицу 2.
Выплавка и заварка производились ацетилено-кпслородным пла-
менем, горелкой с наконечником № 5. После заварки спиц шкив
был подвергнут полному охлаждению и выдержке в течение 24 ч
для полной усадки металла. В результате усадки одна часть обо-
да сместилась к центру шкива на 4 мм. Это смещение было
исправлено установкой распорки. После этого произвели заварку
обода. По окончании сварки для уменьшения напряжений уча-
сток обода в области сварки между двумя соседними спицами
нагревали газовой горелкой до 450 °C и охлаждали на воздухе,
127-
'накрыв асбестом. Описанная технология позволила восстановить
шкив-маховик диаметром около 3 без появления в нем эксцен-
трицитета.
На рис. 69 показана шестерня пресса усилием 130 т двойного
действия, имеющая разрушения в пяти спицах у ступицы и раз-
рывы обода в двух местах. Ремонт производили последователь-
ной выплавкой и заваркой всех
пяти спиц около ступицы. Вы-
плавка и заварка спиц произве-
дены без предварительного и со-
путствующего нагрева, за один
тепловой цикл. Заварку выпол-
няли чугунными прутками Б
(ГОС! 2671—44) с применением
флюса ФНЧ-1. После заварки
обеспечивалось полное медлен-
ное охлаждение шестерни. Было
обнаружено также шесть надры-
вов между ободом и спицами,
глубиной 5—8 мм. Эти надрывы
были вырублены и заварены ду-
говой сваркой медножелезными
электродами ОЗЧ-1 без подо-
грева.
Места сквозного разрыва обо-
да были нагреты древесным
углем во временном горне до
450°C, затеям кромки их разде-
ланы и заварены газовой свар-
кой.
Рис. 70. Чугунная секция отопи-
тельного котла. Белым отмечены
места, где наиболее часто возни-
кают трещины. Заштрихованные
белым участки подлежат удале-
нию и замене вваренными сталь-
ными пластинами
Такой комбинированный ре-
монт с применением различных
способов сварки и нагрева по-
зволил избежать деформаций
шестерни. Шестерня пригодна
для дальнейшей эксплуатации.
Ремонтные работы выполня-
емые с частичным нагревом.
На рис. 70 представлена чугунная секция отопительного котла,
на которой отмечены места, наиболее часто подвергающиеся раз-
рушению в виде трещин. Углы секции, отмеченные белым, явля-
ются очагами, где оседает накипь. После того как внутреннее
пространство заполняется накипью, стенки секции на этом уча-
стке перегреваются и в них возникают трещины. В большинстве
случаев металл в этом месте перегорает, и надежно заварить его
становится невозможно. Для качественного ремонта нужно выре-
зать ножовкой пораженные участки, удалить накипь и вставить
128
в образовавшееся отверстие стальные гнутые вставки толщиной
6—8 мм. Сварка выполняется газовой горелкой, чугунным при-
садочным прутком. Подогрев свариваемых кромок производится
этой же горелкой. Трещины, расположенные в верхней части сек-
ции, необходимо подогревать при сварке путем устройства спе-
циального горна, в котором верхняя часть секции подвергается
нагреву до 400 -450°C. Трещины разделывают под сварку газо-
Рис. 71. Станины резнносмесителя после заварки:
« — левая станина; б — правая станина
вой выплавкой и заваривают сразу же после разделки. Заварен-
ную секцию накрывают листовым асбестом для обеспечения мед-
ленного охлаждения.
Разрушение станины резнносмесителя (рис. 71) произошло
вследствие попадания металлического предмета в резиновую
массу между валами, в результате чего были разрушены обе
станины в местах, отмеченных белым. Сечение детали в изломе
имело размеры 250X150 мм. Перед сваркой станина была собра-
на на стяжных болтах. Подлежащие сварке места были предва-
рительно подогреты на древесном угле до 450 °C. Выплавку
кромок под сварку производили с двух сторон. Заварку выпол-
няли одновременно двумя горелками с наконечниками № 7. Диа-
метр присадочных стержней 12 мм. После заполнения основной
разделки шва поверхность сварного соединения со всех сторон
была обработана газовой горелкой и чугунным прутком для по-
лучения острых углов и нужных радиусов перехода. Отремонти-
рованные этим способом две станины были механически обрабо-
таны в местах, где устанавливаются подшипники валов.
Станины нормально работают несколько лет.
5 К. П. Вощанов
129
На рис. 72 показан эскиз станины эксцентрикового пресса.
Разрывы станин таких прессов являются обычным явлением при
нарушении правильной регулировки пресса и возникновении так
называемого «мертвого» удара. В станинах этих прессов разру-
шения чаще всего происходят в двух узлах: в верхней части по
линии установки кривошипного механизма, когда трещина про-
ходит по образующей подшипников, и в нижней части — на уров-
не стола; обычно трещина про-
ходит по углу прилива стола к
Рис 73. Станина пресса весом
3200 кг:
1, 2, 3 — места излома и сварки
Рис. 72. Станина эксцентрикового
пресса:
цифрами /, 2 и 3 — показаны места,
где наиболее часто возникают трещи
ны
телу станины. В зависимости от расположения трещины нагре-
ву в горне подвергаются верхняя или нижняя часть пресса. На-
гревать всю станину не требуется. Если станина разбита на две
части, то перед сваркой скрепляют обе половины стяжными бол-
тами.
Сварка выполняется по описанной выше технологии. В слу-
чае разрыва станины по плоскости стола приходится выполнять
более значительный объем сварочных работ. Поэтому после окон-
чания сварки заваренный узел желательно дополнительно
нагреть в горне до 650 °C и дать ему остыть вместе с горном.
Сложным был ремонт сваркой стойки станины эксцентрико-
вого пресса весом 3200 кг (рис. 73). В результате нарушения
норм эксплуатации была разрушена главная стойка пресса одно- '
временно в трех участках. Сечение каждого излома 170X120 мм.
Заварить такое сечение без предварительного подогрева было
очень трудно. Подогреву до 450—500 °C во временном горне на
древесном угле подвергалась верхняя часть станины. Выплавку
130
Рис. 74 Цилиндр второй ступени газо-
вого компрессора на давление 40 кГ/см2
кромок под сварку и сварку их выполняли одновременно два га-
зосварщика, что позволило полностью избежать коробления
станины и обеспечило равнопрочность места сварки основному
металлу. Заваренная станина работает несколько лет с полной
нагрузкой.
Ремонтная сварка деталей с общим нагревом. На рис. 74 изоб-
ражен цилиндр второй ступени газового компрессора производи-
тельностью 3000 м31ч. Вторая ступень компрессора имеет рабо-
чее давление 40 кГ/см2.
Компрессор работает на
одном из химических заво-
дов, рабочая среда — взры-
воопасный газ. В процессе
эксплуатации на рабочем
зеркале цилиндра по невы-
ясненным причинам образо-
валась трещина длиной
600 мм и от нее в строну
пошла вторая трещина дли-
ной 300 мм. Эксплуатация
цилиндра с такими разру-
шениями была невозможна.
Единственным способом за-
варки трещины являлась
горячая газовая сварка с
общим нагревом цилиндра,
с применением высококаче-
ственных чугунных приса-
дочных прутков.
Сварочные работы проводили по следующей технологической
схеме. Концы трещин в цилиндре были засверлены сверлом диа-
метром 20 мм. Разделка трещин под сварку выполнялась рубкой
зубилом на глубину 30 мм при общей толщине стенки 35 мм. Угол
раскрытия шва — 90°. Все шпильки, болты и пробки были вывер-
нуты из цилиндра. Это всегда необходимо делать при горячей
сварке, так как объемное расширение стали больше, чем чугуна,
поэтому нагретые шпильки и пробки могут вызвать появление
разрывов и трещин в теле цилиндра. Сварка цилиндра произво-
дилась с общим нагревом во временном горне, сложенном из
огнеупорного кирпича и прикрытом сверху листовым асбестом.
Горно было устроено так, что позволяло быстро разобрать стен-
ку в том месте, где производилась сварка. Общий равномерный
нагрев цилиндра контролировался тремя термопарами, заделан-
ными в резьбовые отверстия цилиндра. Перед сваркой цилиндр
был нагрет до 600—620 °C.
Сварка выполнялась обратноступенчатым способом. В пер-
вую очередь была заварена трещина Б—В длиной 300 мм, затем
5* 131
трещина А—В. Последняя часть трещины заваривалась «на вы-
ход», т. е. от точки В к краю цилиндра. Применяли присадочные
прутки с малым содержанием серы и фосфора, предварительно
проверенные на отсутствие газовых пор в наплавленном металле.
Сварка производилась теплоустойчивыми наконечниками HAT
конструкции ВНППавтогенмаша (рис. 75). Эти наконечники зна-
чительно облегчают работу сварщика и дают постоянство газовой
смеси при работе в сильно нагретых объемах. При заварке ци-
линдра горелка непрерывно работала 10 ч при температуре окру-
жающей среды около 650 °C. За это время не произошло ни од-
ного обратного удара от перегрева мундштука горелки. Сварку
выполняли три высококвалифицированных сварщика, которые
сменялись примерно через 15—20 мин. Сварщики были одеты в
специальные теплоустойчивые костюмы. Для защиты их лиц от
теплоизлучения применялись специальные прозрачные козырьки,
изготовленные из пластмассы, которые полностью закрывали
голову сварщика со стороны пламени. По окончании сварки ци-
линдр был закрыт огнеупорным кирпичом и асбестом для мед-
ленного охлаждения, которое продолжалось в течение 48 ч. Затем
цилиндр подвергался механической обработке и шлифовке его
зеркала. Твердость металла шва была одинакова с твердостью
основного металла. Восстановленный цилиндр работает свыше
пяти лет с полной нагрузкой под давлением 40 кГ/см2.
На рис. 76 показан ползун механического пресса усилием
250 т после заварки оторванных направляющих проушин. Боль-
шая жесткость конструкции вызвала необходимость проведения
общего нагрева детали в горне. Разделка сечения под сварку
выполнялась выплавкой газовой горелкой. Сварка производилась (
горелкой с наконечником № 6, диаметр чугунного прутка 10 мм.
Было проварено все сечение места разрыва. Участки, не подле-
жащие механической обработке, были усилены путем увеличения
радиуса перехода от прилива к телу ползуна.
132
Выполнение однотипных массовых ремонтных работ деталей,
требующих общего нагрева. Детали автомобильных и тракторных
двигателей — блоки двигателей, цилиндровые крышки и другие
детали в ряде случаев требуют общего подогрева для сварки.
Нагрев таких изделий лучше всего производить в специальных
печах, обогреваемых газообразным, жидким или твердым топли-
вом. Печь должна иметь устрой-
ство для быстрого извлечения
нагретой детали. Из печи деталь
переносят на рабочее место свар-
щика, устанавливают в положе-
ние, удобное для сварки, и за-
крывают термоизоляционным
кожухом, в котором имеются от-
верстия, открываемые в тех мес-
тах, где нужно производить свар-
ку. Заваренную деталь помеща-
ют в специальную камеру, где
происходит ее дальнейшее мед-
ленное охлаждение. Такая орга-
низация ремонта чугунных изде-
лий принята на ряде моторемонт-
ных заводов и обеспечивает по-
лучение отремонтированных бло-
ков высокого качества.
Рис. 76. Ползун механического
пресса усилием 250 т после за-
варки оторванных направляю-
щих проушин. Белым отмечен
сварной шов
ДУГОВАЯ СВАРКА ЧУГУННЫМИ ЭЛЕКТРОДАМИ
Такой способ сварки применяется при исправлении литейных
дефектов в тяжелых, толстостенных чугунных отливках, а также
при ремонте деталей, требующих наплавки значительных объе-
мов металла.
Процесс сварки характеризуется значительной концентрацией
тепла в месте сварки, что обеспечивает глубокое проплавление
основного металла и создает некоторый перегрев сварочной ван-
ны. Дуга горит спокойно без большого разбрызгивания; металл
переходит с электрода в расплавленную ванну большими капля-
ми. Сварка незащищенной дугой, т. е. электродом без покрытия,
вызывает незначительное выгорание кремния и углерода из на-
плавляемого металла.
При таком процессе сварки покрытия для чугунных электро-
дов должны хорошо стабилизировать горение дуги, препятство-
вать выгоранию углерода и кремния из электродного металла в
процессе его плавления и переноса через дуговой промежуток,
легировать металл шва углеродом и кремнием. Поскольку свар-
ка выполняется в горячем состоянии, компоненты покрытия не
должны давать большого количества шлаков, которые затруд-
133
няют процесс сварки и могут сделать расплавленный металл в
сварочной ванне более густым.
В промышленности применяются различные виды покрытий
для чугунных электродов. Так, например, состав наиболее рас-
пространенного электрода ОГЛЧ-1: 25% мела, 41% графита,
9% ферромарганца, 25% полевого шпата. Покрытие замеши-
вают на жидком стекле и наносят на стержень слоем толщиной
0,1—0,2 мм; отношение веса покрытия к весу стержня равно
12—15%. Покрытие наносят в один слой методом окунания или
прессованием. Как правило, прутки марки Б дают лучшие ре-
зультаты. Длина стержней 350—500 мм, диаметр 18—20 мм.
Покрытые электроды просушивают, а затем прокаливают при
180—200 °C. При перегреве сварочной ванны и большой жид-
котекучести расплавленного металла требуется предварительная
формовка места сварки. Формовка должна надежно удержи-
вать жидкий расплавленный металл ванн. Разделка под сварку
может выполняться механическим способом или огневой резкой
(выплавкой). При сквозной разделке формуется нижняя часть
шва, боковые грани и верхние кромки по линии, отстоящей на
5—8 мм от границы разделки шва. Для заварки раковин фор-
муются только верхние кромки. Формовочная масса должна
обладать высокой прочностью и выдерживать вес расплавлен-
ного чугуна.
Широко применяются формовочные смеси следующего со-
става: 40% кварцевого песка, 30% формовочной отработанной
смеси, 30% белой глины. При большом объеме наплавляемого
металла предусматривается армирование формовки проволокой
и разбивка шва на отдельные участки, разделенные формовоч-
ным материалом или графитовыми вставками так, чтобы при
заварке объем каждого участка можно было поддерживать в
расплавленном состоянии. Заформованную деталь сушат до
полного удаления влаги, после чего полученную форму прове-
ряют на плотность сцепления с деталью и отсутствие трещин.
Подготовленную к сварке деталь подвергают общему или
местному нагреву. Температуру нагрева определяют объемом
наплавляемого металла, толщиной стенок, массивностью и фор-
мой детали. В большинстве случаев вполне достаточен нагрев
до 350—450 °C. Иногда температура нагрева должна быть по-
вышена до 550—600 СС. Нагрев детали до более высоких темпе-
ратур не рекомендуется ввиду возможных изменений структуры
и механических свойств металла.
Дуга питается от источников переменного или постоянного то-
ка. Для чугунных электродов больших диаметров и поддержа-
ния большого объема расплавленной ванны необходимо приме-
нять более мощные источники тока. Наиболее пригодны для
этой цели сварочные преобразователи ПС-500 и ПСМ-1000.
134
Для переменного тока желательно применять трансформаторы
СТН-700 и ТС Д-1000. Ток берется из расчета: 50—90 а на 1 мм
диаметра электрода.
Заканчивая процесс сварки отдельного участка или всего
шва, следует наплавить поверхность шва выше уровня основ-
ного металла на 2—6 мм. Усиление шва может быть в дальней-
шем оставлено, если оно расположено на необрабатываемой
поверхности.
Инструмент н защитные приспособления для горячей сварки
рассчитываются на большой ток. Рукоятка электрододержателя
не должна сильно нагреваться, для чего удлиняют ее зажимную
часть и устанавливают защитный щиток. Очень удобными яв-
ляются держатели, у которых электрод приваривается к штанге.
СВАРКА ПОРОШКОВОЙ ПРОВОЛОКОЙ
Институтом электросварки им. Е. О. Патона разработаны ав-
томатический и полуавтоматический способы сварки чугуна с
применением порошковой проволоки ППЧ-1 и ППЧ-2. Сварка
ведется от источника постоянного тока при обратной полярно-
сти. Сварку желательно производить с защитой дуги углекис-
лым газом. Порошковая проволока ППЧ-1 имеет следующий
расчетный химический состав: 6,5—7,0% С; 3,8—4,2% Si; 0,4—
0,6% Мп; 0,2—0,6% Ti; 0,7—1,0% Al; остальное — железо. Этот
состав дает наплавленный металл, содержащий 4,5—5,5% С;
3,5—4,4% Si; 0,5—0,9% Мп; 0,3—0,6% Ti; 0,5—0,9% Al. Для
проволоки диаметром 3 мм рекомендуются следующие режимы
сварки: ток 250—280 а, напряжение 28—32 в, скорость подачи
проволоки 180 м/ч, ток постоянный, полярность — обратная, за-
щитная среда — СО2. Детали неответственного значения можно
сваривать и открытой дугой, без защиты ее углекислым газом.
Наплавленный металл хорошо обрабатывается. Для изделий с
малой жесткостью сварку можно выполнять без предваритель-
ного подогрева. Изделия с большой жесткостью, где можно
ожидать появления значительных внутренних напряжений, же-
лательно сваривать с общим или местным предварительным
подогревом. Порошковая проволока применяется также для
заварки дефектов литья различных изделий.
ЭЛЕКТРОШЛАКОВАЯ СВАРКА
Сварку ведут двумя способами: 1) пластинчатыми электро-
дами из серого чугуна: 2) чугунными плавящимися мундшту-
ками, через которые подается стальная проволока. Сварочную
ванну заполняют металлом, получаемым при расплавлении
обычной стальной проволоки. Для получения нормальной струк-
туры металла сварного шва необходимо увеличивать содержа-
ние углерода и кремния в металле мундшутка. Для электро-
шлаковой сварки чугуна применяют фторосодержащие флюсы,
а также флюсы АН-22 и АН-10. Исследования на массивных
образцах показали, что при электрошлаковой сварке предвари-
тельный нагрев изделия не требуется, так как в этом случае
достигается повышенный нагрев металла в месте сварки, в ре-
зультате чего сварной шов остывает медленнее, чем при ручной
сварке и создаются условия, при которых удается избежать
закалочных структур. Режимы электрошлаковой сварки чугуна
приведены в табл. 10.
'Г а б л и ц а 10
Режимы электрошлаковой сварки чугуна
Способ сварки Марка проволоки Толщина в мм Величина зазора в мм Сварочный ток в а Напряже- ние дуги в в Г л бина шлаковой ванны в ММ
сваривае- мого ме- талла пла- стин
Пластин- 30—50 16—17 36—40 600—соэ 34—36 25—30
чатым 55-65 17—18 35—42 850—900 46—47 30—35
электро- 100—105 16—18 37—40 750—1050 34—36 25—30
дом 130—135 16—18 37—40 1600—2000 45—46 30—35
Плавя- щимся мунд- штуком Св-ЮГС 60 18 38—40 900—950 45—47 —
2. ХОЛОДНАЯ СВАРКА ЧУГУНА
Способы холодной сварки чугуна характеризуются следую-
щими технологическими особенностями: отсутствует предвари-
тельный общий или местный подогрев изделия перед сваркой;
сварочные работы выполняются при температуре окружающего
воздуха не ниже +5СС; выбираются режимы сварки, обеспе-
чивающие наименьшее количество тепла, передаваемое основ-
ному металлу с минимальным проплавлением последнего. Для
уменьшения внутренних напряжений стремятся иметь небольшой
объем наплавляемого металла. При выборе присадочного ме-
талла предпочтение отдается тем, которые дают пластичный
металл шва и не образуют с чугуном твердых структур.
Быстрое охлаждение зоны термического влияния в большин-
стве способов холодной сварки приводит к отбеливанию чугуна
и образованию хрупкой твердой прослойки между основным
металлом и металлом шва. Величина этих зон различна для
различных способов холодной сварки, поэтому следует приме-
нять те способы, которые дают отбеленную зону наименьшей
136
толщины или в виде отдельных незначительных участков. Хо-
лодную сварку чугунных изделий нельзя выполнять дуговой
сваркой чугунным электродом, так как при этом неизбежно
получение структуры цементита в металле шва и переходных
зонах. Вследствие большой хрупкости и твердости металла шва
в нем обычно возникают трещины.
Области применения холодной сварки чу-
гуна для ремонтных целей весьма разнообразны, а объем
ее применения достаточно велик. В то же время на ряде
предприятий, не зная технологических особенностей сварки
чугуна, пытаются все ремонтные работы выполнять способами
холодной сварки, что удается далеко не всегда, и поэтому ряд
изделий после сварки не обеспечивает требуемой работоспо-
собности. Холодную сварку можно успешно применять в сле-
дующих случаях ремонта:
а) при восстановлении вышедших из строя вследствие удара
или нарушения правил обслуживания крупногабаритных изде-
лий и узлов, нагрев которых нежелателен или затруднен
(станины различных машин, корпуса мощных редукторов, ди-
зелей и др.). Работы чаще всего выполняются стальными
электродами с применением способа сварки с установкой
шпилек;
б) при заварке трещин в охлаждающих рубашках компрес-
соров двигателей внутреннего сгорания, различных химических
аппаратах и др. Такие трещины, возникшие вследствие тепло-
вых нагрузок или в результате замерзания охлаждающей
жидкости, чаще всего завариваются электродами из сплавов
цветных металлов;
в) при ликвидации различных неплотностей в виде свищей,
пористости и др. Эти работы удобнее всего выполнять путем
пайки чугуна низкотемпературными цинковыми или латунными
сплавами.
СПОСОБЫ ХОЛОДНОЙ СВАРКИ ЧУГУНА
Применяется много разнообразных способов холодной сварки
чугуна, которые можно разделить на следующие группы:
Дуговая сварка, которая может выполняться: а) обычными
стальными электродами для сварки углеродистых сталей, на-
пример, электродами УОНИ-13/55, специальными электродами
ЦЧ-1 и другими электродами этого типа, дающими в наплавке
высоколегированную сталь без образования в шве структуры
цементита; б) медно-железными электродами (ОЗЧ-1 и др.),
дающими достаточно вязкий металл шва; в) железоуникеле-
выми электродами (ЦЧ-ЗА и другими), дающими высокую
прочность и достаточную вязкость наплавленного металла;
137
г) ипкелево-медными электродами (МНЧ-i и другими), даю-
щими хорошую обрабатываемость и прочность.
Газовая сварка и сварка-пайка может применяться для
сварки чугуна в следующих вариантах: а) сварка-пайка чугуна
чугунным присадочным стержнем без расплавления основного
металла, с применением специального флюса и нагревом кро-
мок основного металла не выше 850 СС; б) сварка-пайка чугуна
латунной присадочной проволокой ЛОК-1-0,3, ЛОМНА и др.
при температуре нагрева кромок до 750 °C, с применением флю-
сов; в) сварка-пайка чугуна цинковыми припоями типа Ц-1,
с применением флюсов, при 300—350 °C.
ВОССТАНОВЛЕНИЕ ХОЛОДНОЙ СВАРКОЙ СТАЛЬНЫМИ ЭЛЕКТРОДАМИ
ТЯЖЕЛЫХ И СЛОЖНЫХ ЧУГУННЫХ ДЕТАЛЕЙ
Наплавка стальным электродом валика на чугунную деталь
дает в первом слое чугун с пониженным содержанием углерода,
не превышающим 1,5—1,8%. Такие сплавы имеют большую
хрупкость и легко образуют твердые закаленные зоны. Во
втором слое наплавки содержание углерода уменьшается до
0,5—0,6%, и только в третьем слое оно приближается к содер-
жанию его в металле электрода (0,1%). Технологические
приемы сварки чугуна стальными электродами, к которым от-
носятся: сварка первых слоев на режимах с малой погонной
энергией; применение электродов малого диаметра (не более
3—4 мм); уменьшение тока до 30—35 а на 1 мм диаметра
электрода; обеспечение минимально возможной глубины про-
плавления (0,5—2,0 мм) основного металла; двухслойная на-
плавка, при которой после наложения первого валика длиной
50—60 мм сварщик сразу же наплавляет на этот валик второй
слой, позволяют частично улучшить структуру сварного соеди-
нения и несколько увеличить пластичность металла в первых
слоях наплавки.
Опыт показывает, что электроды из малоуглеродистой про-
волоки с тонкими стабилизирующими покрытиями дают в ряде
случаев результаты, вполне достаточные для практических це-
лей. Такими электродами можно заваривать короткие трещины
на чугунных изделиях с малой толщиной стенки, которые не
подлежат дальнейшей обработке, а также несквозные раковины,
возникшие при интенсивном охлаждении основного металла.
Из электродов с качественными покрытиями, предназначенных
для сварки мало- и среднеуглеродистых сталей, лучшие резуль-
таты при сварке чугуна дают электроды с покрытием основного
типа, составленного на основе мрамора и плавикового шпата,
например, электроды УОНИ-13/55. При сварке этими электрода-
ми количество трещин в первом слое получается минимальным,
а во втором и последующих слоях они полностью отсутствуют.
138
Наплавленный металл обладает некоторой вязкостью, а во вто-
ром и третьем слоях — обрабатываемостью. Сварка ведется по-
стоянным током при обратной полярности, глубина расплавле-
ния основного металла должна быть минимальной; при этих
условиях металл шва имеет мелкозернистую структуру и в него
переходит небольшое количество углерода из основного ме-
талла.
Указанные электроды следует применять при выполнении
ответственных сварочных работ на изделиях, несущих сложную
и большую нагрузку. Электроды ОММ-5, ЦМ-7 и другие этого
типа для сварки чугуна не рекомендуются, так как холодная
сварка чугуна стальными электродами, как правило, не позво-
ляет получать сварное соединение без твердых закаленных
структур. Переходные зоны при этом являются наиболее сла-
бым местом сварного соединения.
Ремонт тяжелых и сложных деталей дуговой сваркой сталь-
ными электродами дает весьма надежные результаты при
выполнении следующих мероприятий:
а) сочетании сварки с усилением связи наплавленного и
и основного металла путем установки шпилек, ввернутых на
резьбе в основной металл;
б) распределении сварного соединения на значительную
площадь по 100—120 мм в каждую сторону от разделки шва;
в) отказе от полного провара всего сечения трещины; обычно
глубина разделки составляет 0,3—0,5 толщины стенки в месте
излома;
г) усилении сварного соединения путем вварки поперек шва
стальных усиливающих связей;
д) выполнении сварки высококвалифицированными сварщи
ками, имеющими опыт сварки чугуна стальными электродами.
Различные способы подготовки кромок и виды сварного
соединения даны в табл. 11. Такие сварные соединения обла-
дают следующими особенностями, обеспечивающими их работо-
способность: значительно меньшая жесткость соединения по
сравнению с целым сечением; распределение передаваемого
усилия на' большую площадь сварного соединения; усиление
(армирование) сечения вваркой стальных связей, дающее воз
можность ему воспринимать значительные знакопеременные
нагрузки.
В ряде случаев эти связи так улучшают сварное соединение,
что его работоспособность становится значительно выше, чем
работоспособность данного узла до сварки.
Сварка стальными электродами может выполняться в вер-
тикальном и потолочном положениях, не требует демонтажа
оборудования и широко применяется при ремонте станин
дизелей, двигателей, прокатных станов, кузнечных молотов и
другого тяжелого оборудования.
139
Таблица 11
Способы подготовки кромок, установки шпипек и усиления сварного
соединения стальными связями
Характер ремонта и вид
сварного соединения
I
Толщина
металла
в мм
Эскиз
Заварка трещин на необра-
батываемых и несопрягаемых
поверхностях
10—25
Заварка трещин на не-
обрабатываемых поверхно-
стях
25—100
Заварка трещин на обра-
батываемых и сопрягаемых
поверхностях
12
и более
Приварка чугуна к сталь-
ным вставкам
Стыковое соединение, уси- 12
ленное связями и более
140
ПРИМЕРЫ РАБОТ, ВЫПОЛНЕННЫХ ХОЛОДНОЙ СВАРКОЙ
Восстановление цилиндров аммиачных компрессоров, у ко-
торых при эксплуатации разрушались перемычки между кла-
панными гнездами. Трещины возникали со стороны нагнетатель-
ных и всасывающих клапанов. Однотипность разрушения,
наблюдавшаяся на большом количестве цилиндров, показывала,
что в данном случае имеется конструктивный недостаток, что
не обеспечивает длительную нормальную работу компрессоров.
Появление трещин объяснялось значительной жесткостью узла
при малом его сечении, наличием знакопеременной нагрузки,
передаваемой через сечение перемычки от поршневой группы
машины, и неравномерным температурным режимом работы
цилиндра (охлаждение перемычек до минус 15—40° и нагрев
до плюс 100—120°C).
При заварке трещин необходимо было получить сварное
соединение более прочное, чем целая перемычка, которое могло
бы надежно работать при знакопеременной нагрузке и с боль-
шими температурными перепадами. Так как в процессе сварки
нельзя было нарушать шлифованные рабочие поверхности
цилиндра, то трещину разделывали со стороны клапанного
гнезда на глубину 25—28 мм. Оставшуюся часть лопнувшей
перемычки толщиной 15—20 мм со шлифованной поверхностью
не разрубали и в дальнейшем не заваривали. Разделку кромок
производили под углом 95—100°.
Лопнувшее чугунное ребро срубали полностью по всей
длине. Вокруг двух клапанных гнезд, примыкающих к лопнув-
шей перемычке, обрубали литейную корку на глубину 2—3 мм
и ширину 20—25 мм. По очищенному кольцу сверлили отвер-
стия диаметром 8—9 мм, нарезали резьбу и ставили шпильки
на глубину 10—12 мм. Такие же шпильки устанавливали в раз-
делке на место срубленного чугунного ребра. В клапанные
гнезда вставляли втулки из стали 20 или 30 с толщиной стенки
4—5 мм. Поверхность разделки трещины и место срубленного
ребра сначала наплавляли электродами УОНИ-13/55 диамет-
ром 4 мм при токе 140—160 а и давали наплавленному слою
охладиться. Заварку разделки производили в один прием много-
слойными швами так, чтобы в сварное соединение включались
и участки со вставленными стальными втулками. Сразу же после
заполнения разделки до остывания наплавленного металла
приваривали круглый стальной стержень диаметром 18—20 мм
так, чтобы он по всему сечению составлял одно целое с наплав-
ленным металлом. При заварке стержень расклепывали легкими
частыми ударами молотка После полного остывания привари-
вали стальные втулки к телу цилиндра по окружности в два
шва. Первый шов наплавляли по чугуну с заваркой шпилек.
Вторым швом соединяли наплавленное кольцо с поставленными
стальными втулками.
141
При описанном способе ремонта чугунное литье в пере-
мычке заменяется стальной наплавкой, а чугунное усиливающее
ребро — стальным, что увеличивает прочность узла примерно
на 50%. Такая конструкция лучше работает при переменных
температурных условиях и резко повышает динамическую
устойчивость данного узла. Применением качественных элек-
тродов, а также установкой стального ребра и стальных втулок
Рис. 77. Схема заварки клапанной перемычки пплиндра аммиачного ком-
прессора:
/ — лопнувшая перемычка, 2 — стальные втулки, 3 — заваренная часть перемычки,
4 — приваренное усиливающее стальное ребро. 5 — шов, соединяющий стальную втулку
с клапанным вводом, 6 — стальные шпильки на резьбе
полностью устранили конструктивный недостаток важного узла
цилиндров и обеспечили надежную работу его в сложных усло-
виях нагрузки. После сварки механическая обработка цилиндра
не требовалась. По этой технологии было восстановлено более
120 аммиачных установок. Схема заварки дана на рис. 77.
Восстановление станин стационарных дизелей и компрессо-
ров. Разрушение станин чаще всего происходит при аварийном
обрыве шатунов, шатунных болтов, цилиндровых пальцев и
других деталей шатунно-кривошипного механизма. Оторванная
деталь обычно ударяет по стенке станины или картера, в резуль-
тате чего возникают трещины, а иногда и изломы или выби-
ваются большие куски, которые разбиваются на осколки. Такие
142
повреждения целесообразнее всего восстанавливать дуговой
сваркой стальными электродами УОНИ-13/55 в комбинации
с медно-железными ОЗЧ-1 или железо-никелевыми электродами
ЦЧ-ЗА или специальными электродами ЦЧ-4 для сварки чугуна,
разработанными ЦНИИТМАШем. Стальными электродами
УОНИ-13/55 заваривают те участки шва, где не требуется
механическая обработка. При наличии электродов ЦЧ-4 целе-
сообразно первые швы по чугуну выполнить этими электродами.
Электродами ОЗЧ-1 и ЦЧ-ЗА завариваются те участки, которые
требуют последующей механической обработки. В том случае,
если выбиты большие куски металла и они разбиты на не-
сколько частей, целесообразно в эти места вварить вставки из
сталей Ст. 2 или Ст. 3. В этом случае соединительные шпильки
ввертываются только в чугун. Стальные вставки значительно
упрощают выполнение сварочных работ и более надежны в по-
следующей эксплуатации.
Восстановление блока дизеля «Вортингтон» мощностью
1300 л. с. В процессе эксплуатации дизеля произошел обрыв
шатуна, при ударе которого были сделаны две большие про-
боины в правой и левой боковых стенках блока; были разру-
шены также два посадочных кольца для установки цилиндровых
гильз и образовалась трещина в раме дизеля. Подготовительные
работы по восстановлению состояли в следующем. По пери-
метру пробоин в блоке была произведена механическая обра-
ботка выступов для придания отверстиям овальной формы. По
форме отверстий изготовили шаблоны, по которым из листовой
стали Ст. 3 сделали вставки, точно входившие в эти отверстия.
Затем зачистили места сварки, просверлили отверстия и на-
резали в них резьбы под шпильки диаметром 8—10 мм. Всего
было поставлено около 700 шпилек. На место разбитых опорных
колец изготовили стальные кольца. Все трещины в станине
блока и раме разделали под сварку, а места, подлежащие
последующей механической обработке, подготовили под сварку
медно-железными электродами.
Сварку вели в следующей последовательности: на снятом
блоке заварили все трещины рамы дизеля электродами
УОНИ-13/55 диаметром 4 мм, током 150—160 а. Швы укрепили
вваркой поперечных стальных связей. Затем на заваренную
раму устанавливали блок и жестко его закрепляли. В блоке
в первую очередь заварили все мелкие трещины и приварили
посадочные кольца по всей окружности, что обеспечило необ-
ходимую жесткость блока, которая была сильно ослаблена
в результате аварии. После приварки колец была произведена
проверка, которая показала, что основные размеры блока со-
хранены и механической обработки не требуется. Далее были
установлены стальные вставки в стенки блока. Заварку вставок
производили попеременно — с правой и левой сторон, чтобы
143
снизить возможные деформации. Места сварки усилили попе-
речными стальными связями. Общий вид дизеля с вваренной
заплатой показан на рис. 78. После вварки заплат были зава-
рены электродами ОЗЧ-i участки, подлежащие последующей
механической обработке. Сварка выполнялась от генератора
постоянного тока на обратной полярности; всего на сварку
было затрачено около 250 кг электродов УОНН-13/55 и 25 кг
электродов 034-1. Все работы по демонтажу, сварке и мон-
Рис. 78. Блок дизеля
Вортингтон после ввар-
ки разбитой части:
/ и 2 — стальные усилива-
ющие поперечные связи
тажу дизеля выполнены за 50 дней. На
сварку, выполнявшуюся двумя сварщи-
ками, было затрачено 86 человеко-дней.
Восстановленный дизель работает с
полной нагрузкой с 1958 г.
По описанной технологии были вос-
Рис. 79. Рама дизеля «МАН» мощностью
2200 л. с. после сварки:
1 и 2 — усиливающие поперечные стальные связи
становлены несколько десятков крупных стационарных дизе-
лей, работающих на электростанциях в местностях, удаленных
от общих электрических сетей.
На рис. 79 показана рама дизеля «МАН» мощностью
2200 л. с., разрушенная в результате обрыва шатунного болта.
Образовавшиеся пробоины были восстановлены путем вварки
стальных заплат, изготовленных ковкой. Сварные швы были
усилены вваркой стальных связей.
Восстановление рамы дизеля «Мерлиз» мощностью 1080 л. с.,
375 об/мин, установленного на плавучей электростанции. Раз-
рушение узла подшипниковой опоры 7-й коренной шейки
произошло в результате аварийной работы дизеля «вразнос».
Такое разрушение относится к редко встречающимся случаям
аварии. В результате возникших осевых перегрузок был раз-
рушен прилив подшипника, где крепится шпилька, закрепляю-
щая верхнюю крышку подшипника. Кусок чугуна был выломан
вместе со шпилькой из тела рамы. Демонтировать дизель для
144
заварки этого разрушения методом горячей сварки в условия*
плавучей электростанции не представлялось возможным. Един-
ственно возможным в данном случае являлся способ холодной
дуговой сварки стальными электродами с установкой шпилек
и вваркой усиливающих связей. Общий вид подготовленной под
сварку подшипниковой опоры дан на рис. 80. Часть тела чугун-
ной детали была снята для возможности вварки усиливающих
Рис. 60. Подшипниковая опора рамы дизеля «Мерлиз»:
1 — опорная часть подшипника, разрушенная при сварке. 2—подготовленное под свар-
ку ребро с отверстиями для постановки стальных шпилек. 3 — торцовая стенка с по-
ставленными шпильками для приварки стальных усиливающих ребер
стальных связей, в качестве которых были использованы
стер?кни из нержавеющей стали Х18Н9 диаметром 8 и 10 мм
с пределом прочности при разрыве 65 кГ1мм2. Это обеспечило
нужную работоспособность заваренного узла.
Выполнение сварочных работ сильно осложнялось не-
удобным расположением места излома и необходимостью
производить сварку на вертикальной плоскости. Часть швор
выполнялась горизонтально на вертикальной плоскости, • что
для чугуна является трудновыполнимой задачей. Заварка
первых слоев шва по чугуну выполнялась электродами 11,4-4
диаметром 3 и 4 мм током соответственно 90 и 120 а. После-
дующие швы и вварка связей из стали Х18Н9 производились
электродами УОНИ-13/55. Восстановленный дизель нормально
работает с 1960 г.
Восстановление блока стационарного дизеля мощностью
800 л. с. В результате обрыва шатунного болта передняя часть
блока была разбита на куски. Остальная часть двигателя оста-
лась совершенно целой. Восстановление дуговой сваркой было
115
проведено на месте без демонтажа двигателя. Порядок выпол-
нения сварочных работ был следующий. Все выбитые куски
металла установили на месте и пронумеровали. Затем отдель-
ные куски вынимали и кромки их механически обрабатывали.
В местах сварки устанавливали стальные шпильки на резьбе.
После подготовки псе выбитые части собирали на прихватках
Рис. 81. Передняя часть блока стационарного
дизеля мощностью 800 л. с.
и производили проверку основных размеров сопрягаемых от-
верстий, причем отмеченные несовпадения выравнивались и
куски прихватывались вторично. Сварка выполнялась отдель-
ными участками так, чтобы жесткость блока двигателя возра-
стала по мере увеличения объема сваренных швов. Большая
часть швов выполнялась на вертикальной плоскости, часть швов
была расположена горизонтально на вертикальной плоскости.
Передняя часть полностью заваренного блока с вваренными
усиливающими стальными связями показана на рис. 81.
146
Восстановление станин и цилиндров механических и воздуш-
ных молотов и другого оборудования. Чугунные станины пнев-
матических, фрикционных и эксцентриковых молотов частэ
выходят из строя вследствие появления в них трещин. Заварку
таких разрушений можно в большинстве случаев производить
на месте, без демонтажа станины и снятия ее с фундамента.
Наиболее целесообразно такие работы выполнять холодной ду-
говой сваркой с установкой шпилек и вваркой усиливающих
планок.
Следует учитывать, что эти станины работают в условиях
сложной знакопеременной ударной нагрузки. Цилиндры пнев-
матических молотов, кроме того, должны быть герметичными и
выдерживать воздушное давление 6—12 кГ/см2. Сварное соеди-
нение должно обладать прочностью и плотностью. Как пока-
зывает практика, работоспособность заваренного узла резко
повышается, если сварное соединение будет менее жестким, чем
весь ремонтируемый узел. Желательно также, чтобы сварное
соединение обладало некоторым запасом пластичности. Эти
условия обеспечиваются при дуговой сварке стальными элек-
тродами с установкой шпилек в 3—4 ряда на каждой стороне
разделки и вварке стальных связей поперек шва.
В процессе эксплуатации пневматического молота в его
цилиндре возникла сквозная трещина, направленная под углом
30° к образующей цилиндра и выходящая на оба фланца. Длина
трещины 1400 мм, толщина стенки в изломе 35 мм. Чугун ма-
шиностроительный, крупнозернистый, с крупными пластинча-
тыми включениями графита. Такой чугун плохо сваривается
и имеет низкую механическую прочность. Разделку трещины
под углом 45° производили снаружи на 2/з толщины стенки.
Оставшуюся */з толщины стенки не заваривали. Поверхность
чугуна на 120 мм в обе стороны от разделки очищали от
литейной корки. На этой поверхности были просверлены отвер-
стия, нарезана резьба и поставлены шпильки диаметром 8 мм;
глубина сверления 16 мм; шпильки выступали над поверхностью
на 3—4 мм. В каждую сторону от разделки шпильки ставили
в три ряда, а в стенку разделки — в один ряд. Расстояние
между рядами — 25 мм'. между центрами шпилек — 35 , мм.
Подготовленный к сварке цилиндр с установленными на нем
шпильками показан на рис. 82.
Заварка трещины выполнялась электродами УОНИ-13/55 по
следующей технологии: всю поверхность с поставленными
шпильками подвергали наплавке в два слоя общей толщиной
6—8 мм; диаметр электрода 4 мм, сварочный ток 120—130 а;
соединение наплавленных поверхностей производили от сере-
дины цилиндра к его фланцам обратноступенчатым швом
с размером ступени 40 мм. Разделку заполняли в 6—8 про-
ходов с легкой послойной проковкой шва. После заполнения
147
сечения шва на участке длиной 40 мм его закрепляли стальной
поперечной связью диаметром 10 мм, которую приваривали
с двух сторон так, чтобы составить одно целое с наплавкой.
В процессе приварки связь подвергали легкой и частой про-
ковке. После приварки связи цилиндру давали остыть до тем-
пературы шва 50—60°C. Затем заваривали следующий участок
шва длиной 40 мм. Так, попеременно отдельными участками
была заварена трещина по всей длине.
Рис. 82. Цилиндр пневматического молота,
подготовленный для сварки.
1 и 2 — ряды шпилек, ввернутых на резьбе
Для усиления фланцев к ним были приварены по две
стальные связи диаметром 20 мм и длиной около 400 мм каж-
дая. Посадочные места цилиндра, подлежащие механической
обработке, заваривали медно-железными электродами ОЗЧ-1.
Заваренный по этой технологии шов по прочности равноценен
целому участку цилиндра, а по пластичности металл шва пре-
восходит чугун и способен компенсировать различные ударные
и тепловые перегрузки, возникающие в процессе эксплуатации.
Восстановленные описанным способом цилиндры пневматиче-
ских молотов успешно эксплуатируются длительный срок при
полной нагрузке. Сварное соединение на чугуне, выполненное
в соответствии с описанной технологией, фактически изменяет
условия работы заваренного узла и перераспределяет напряже-
ния, обеспечивая возможность длительной нормальной эксплуа-
тации цилиндра.
Восстановление станины смесителя. Станина смесителя, уста-
новленного на заводе искусственного волокна, имела очень
сложную форму и была разрушена на несколько частей вслед-
ствие попадания куска металла в механизм смесителя в процессе
работы. Часть трещины прошла по гнездам подшипников и
148
участкам сопряжения опорных поверхностей. Разрушения были
велики. Привод и механизм машины повреждений не имели.
Главным затруднением при производстве восстановительных ра-
бот являлась необходимость точной сборки станины. Сборка
и прихватка всех разбитых частей станины были выполнены
с использованием в качестве кондуктора механизма машины.
Такой способ сборки был применен впервые в ремонтной прак-
тике и дал вполне удовлетворительные результаты. Основные
осп механизмов были использованы в качестве баз, по которым
Рис. 83. Чугунная станина смесителя после восстановления дуговой сваркой:
а — общин вид; б — узел станины после сварки. 1. 2 к 3 — усиливающие стальные связи
собирались разбитые части. Собранную на прихватках станину
проверяли по основным размерам; участки, имевшие откло-
нения, выверялись дополнительно. Сварку выполняли по опи-
санной выше технологии электродами УОНИ-13/55. Первый слой
металла наплавляли электродами ЦЧ-4. Усиливающие связи
диаметром 8 мм были изготовлены из стали Ст. 3. Посадочные
места сваривали медно-железными электродами ОЗЧ-1. Общий
вид восстановленной станины приведен на рис. 83. На рисунке
видны две сваренные стойки, которые были разбиты на не-
сколько кусков. Такой же объем работы пришлось выполнить
и на двух противоположных стенках.
Восстановление корпуса редуктора цементной мельницы. Во
время монтажа новой высокопроизводительной цементной мель-
ницы произошел обрыв такелажных устройств. В результате
этого поднятый для установки на фундамент редуктор весом
более 65 т упал и чугунный корпус его разбился на несколько
частей. Были разрушены основание редуктора и верхняя
крышка. Изготовление нового редуктора задержало бы пуск
мельницы на 1,5—2 года и фактически затормозило бы ввод
в действие всей производственной линии для получения цемента.
Восстановить корпус редуктора было трудно ввиду боль-
шого веса его деталей, большой толщины стенок, достигающей
149
в некоторых местах 80 мм, и сложного характера излома, в ряде
мест трещины прошли через места установок подшипников глав-
ных валов редуктора, а часть трещин распространилась на
разъемные фланцы и прошла через болтовые отверстия, в ре-
зультате сильного удара часть трещин разошлась на 5—8 мм.
На рис. 84 показана часть корпуса с разбитыми стенками.
Восстановление редуктора производилось по следующей
технологии. После разборки редуктора его корпус и крышка
были стянуты болтами до полного соприкосновения изломов.
Рис. 84. Часть корпуса редуктора цементной мельницы после разрушении:
а — опорный фланец имеет расхождение по трещине 12 мм и смещение по торцу 18 мм'„
б — опорная часть главного вала на 90% площади сечения была отделена от корпуса
редуктора; 1—5 — трещины
Крышка была установлена и выверена по болтовым отверстиям
с корпусом. Подготовку кромок под сварку выполняли в со-
бранном состоянии редуктора, но без его механизмов. Разделка
трещин с наружной части корпуса была произведена на глубину
30 мм с углом раскрытия в 90°. По обе стороны от кромки
разделки там, где это позволяла форма крышки, были постав-
лены на резьбе 3—4 ряда шпилек диаметром 10 мм. Всего на
все трещины было поставлено около 5500 шпилек. Первые слои
металла по разделке кромок и по шпилькам были наплавлены
электродами ЦЧ-4; последующие слои и сварку соединений
выполняли электродами УОНИ-13/55. После проверки в собран-
ном виде крышка была снята с корпуса и окончательную сварку
выполняли уже в свободном состоянии. Трещины по разъему
фланцев и в местах установки подшипников заваривали медно-
железными электродами ОЗЧ-1. В ряде мест внутри корпуса
там, где это было доступно, были также поставлены шпильки
и приварены поперечные связи.
Учитывая большое количество сварных швов и сложность
разрушения, в качестве поперечных связей использовали
стержни из нержавеющей стали диаметром 10 и 12 мм, имею-
щей предел прочности 70 кГ/мм2.
150
На весь ремонт, редуктора было израсходовано 80 кг элек-
тродов ЦЧ-4 диаметром 4 мм, 320 кг электродов УОНИ-13/55
диаметром 4 и 5 мм и 50 кг медно-железных электродов ОЗЧ-1.
Сварка всех мест разрушений выполнена в течение 15 рабочих
дней при двухсменной работе. Заваренный корпус редуктора
работает нормально уже свыше 3 лет.
СВАРКА ЭЛЕКТРОДАМИ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ
При дуговой сварке электродами из цветных металлов
получают сварное соединение, которое можно обрабатывать
обычным режущим инструментом. Медь и никель, как не рас-
творяющие углерод и не образующие с ним соединений, обес-
печивают получение легко обрабатываемой наплавки. Значи-
тельно более сложной задачей является получение сварного
соединения без отбеленных закаленных переходных зон, так как
наложение валика на холодную чугунную деталь неизбежно
связано с быстрым отводом тепла. В переходной зоне участок
металла, нагретый до температуры плавления и затем быстро
охлажденный, образует твердый закаленный слой из отбелен-
ного чугуна. Величина и характер переходных зон при сварке
электродами из цветных металлов существенно отличаются от
таких зон, образующихся при сварке стальными электродами.
Основное отличие заключается в отсутствии диффузии углерода
из основного металла в шов. В некоторых случаях при вы-
полнении многослойных швов н правильно выбранных режимах
сварки при малой погонной энергии дуги на изделиях с неболь-
шой толщиной стенки удается получить сварное соединение,
обрабатываемое по всему сечению. Применение электродов со
стержнем из меди и никеля или их различных композиций
обычно обеспечивает прочность сварного соединения в преде-
лах 80—90% прочности основного металла. Такая прочность
для большинства свариваемых деталей вполне достаточна
Медно-железные электроды. Сварное соединение чугуна,
выполненное медно-железным электродом, представляет собой
механическую смесь из меди и железоуглеродистого сплава,
соединенных с основным металлом общими кристаллами из
стали, а также путем частичной диффузии меди в микропбры
чугуна. Такой характер соединения определяется тем, что медь
и железо практически взаимно нерастворимы (теоретическая
растворимость меди в железе 0,1%).
Структура металла шва представляет собой двухфазную
систему, состоящую из насыщенного медью железоуглероди-
стого сплава и медной составляющей. Обрабатываемость шва
зависит от соотношения меди и железа в электроде. С увели-
чением количества железа увеличивается и количество углерода,
диффундирующего из расплавленного чугуна, а следовательно,
возрастает и твердость металла шва.
151
Многочисленные исследования медно-железных электродов
показали, что наилучшие результаты получаются при содержа-
нии в сплаве 80—95% Си и 5—20% Fe. Эти сплавы дают
достаточно прочное сварное соединение и удовлетворительную
обрабатываемость металла шва. На обрабатываемость сплава
большое влияние оказывает характер распределения железа
в меди. Равномерное распределение железа обеспечивает хоро-
шую вязкость, прочность и обрабатываемость сплава.
Медно-железные электроды для сварки чугуна используются
уже давно. Применяют следующие виды таких электродов:
медный стержень с оплеткой из жести и покрытый тонкой
стабилизирующей обмазкой; медный стержень в железной
трубке, покрытой стабилизирующей обмазкой; электрод пз би-
металлической медно-железной проволоки; пучок из медных и
стальных электродов; медный стержень с покрытием основного
типа (мрамор, плавиковый шпат), в которое добавлен желез-
ный порошок (электроД’ы ОЗЧ-1). Все перечисленные электроды
(кроме ОЗЧ-1) не могут изготовляться механизированным спо-
собом.
Электроды ОЗЧ-1 дают наплавленный металл с равномер-
ным распределением железа в медной основе. Наплавленный
электродами ОЗЧ-1 металл обладает большой вязкостью, хо-
рошо поддается проковке и легко обрабатывается. Состав
покрытия: 50% железного порошка; 27% мрамора; 7,5% пла-
викового шпата; 4,5% кварца; 2,5% ферромарганца; 2,5% фер-
росилиция; 6,0% ферротитана; 0,5% соды. Диаметр электрода
3; 4; 5 мм. Рекомендуемая сила тока для электродов диаметром
3 мм — 90—120 а; 4 мм — 120—140 а; 5 мм— 160—190 а.
Сварка медно-железными электродами ОЗЧ-1 производится
на постоянном токе при обратной полярности. Разделку под
сварку выполняют механическим способом. Сварку ведут участ-
ками длиной 30—50 мм в несколько слоев с тщательной про-
ковкой каждого слоя. Наплавленный металл после проковки
обладает достаточной прочностью и плотностью. Электродами
ОЗЧ-1 выполнено большое количество работ по заварке трещин
в паровозных цилиндрах. Этими электродами очень удобно
заваривать трещины в водяных рубашках двигателей внутрен-
него сгорания, а также устранять различные повреждения в ста
ционарных и транспортных дизелях и станочном оборудовании
По сравнению с электродами ОЗЧ-1 все другие виды медно-
железных электродов дают менее стабильные результаты. Это
объясняется тем, что железо в медной составляющей сплава
при сварке такими электродами распределяется не всегда рав-
номерно, иногда крупными участками, что приводит к умень-
шению пластичности. Техника выполнения сварки такая же,
как и электродами 034 1. Следует помнить, что медно-желез-
ные электроды не могут быть рекомендованы для проведения
152
массовых сварочных работ ввиду их дефицитности и токси-
ческого действия паров меди на организм сварщика. Рацио-
нально применять эти электроды в сочетании со стальными,
выполняя электродами ОЗЧ-1 те участки шва, где стальные
электроды не дают удовлетворительных результатов, например,
в местах, требующих последующей механической обработки.
Следует также учитывать, что хорошие результаты полу-
чаются при тщательной проковке и чеканке швов, поэтому
в узких и неудобных местах, где проковка затруднена или
невозможна, применять медно-железные электроды нецелесо-
образно.
В ряде случаев при заварке тонкостенных изделий (напри-
мер, рубашки водяного охлаждения автомобильных, тракторных
и других двигателей внутреннего сгорания) не удается пол
иостью обеспечить герметичность сварного соединения, так как
ввиду малой толщины стенки (6—8 мм) выполнить многослой-
ный шов трудно и еще труднее его тщательно проковать. При
испытании на гидравлическое или пневматическое давление
в шве наблюдаются отдельные неплотности. В практике ра-
боты Центральных экспериментальных сварочных мастерских
ВНИИавтогенмаша для устранения таких неплотностей широко
применяется металлизация. После пескоструйной или дробе-
струйной обработки шва и прилегающих зон металла произ-
водится покрытие его слоем цинка толщиной 0,2—0,3 мм. Такое
покрытие полностью устраняет все неплотности шва.
Сварка электродами из никелевых сплавов. Такие электроды
используются, как правило, для заварки различных литейных
дефектов, обнаруживаемых в процессе механической обработки
чугунного литья на рабочих поверхностях, не допускающих
повышения твердости. Значительно реже их применяют при
ремонтной сварке.
В качестве электродов используются медно-никелевые и
железо-никелевые сплавы. К ним относятся монель-металл,
содержащий 65—75% Ni, 27—30% Си, 2—3% Fe, 1,2—1,8% Мп,
0,1—0,3% Mg, а также мельхиор, в котором содержится 80%
Си и 20% Ni. Эти сплавы используются для сварки чугуна при-
мерно в тех же целях, что и медно-железные сплавы, т. е. для
получения обрабатываемых швов, обладающих некоторой вяз-
костью.
Положительные свойства никелевых сплавов заключаются
в следующем. Никель, так же как и медь, не растворяет углерод
и не образует структур, способных увеличивать свою твердость
после нагрева и быстрого охлаждения. Никель и железо, будучи
взаимно растворимыми, образуют прочное и надежное соедине-
ние. При сварке чугуна никелевыми сплавами углерод не диф-
фундирует из зоны термического влияния в шов. Отбеливание
переходной зоны значительно меньше, чем при сварке сталь-
153
ними или медно-железными электродами, а в ряде случаев
полностью отсутствует. Недостатком указанных сплавов яв-
ляется большая литейная усадка, которая в несколько раз
больше, чем у чугуна. Это ведет к образованию трещин в на-
плавленном металле, возникающих главным образом в момент
затвердевания шва (горячие трещины). Эти микроскопические
надрывы, расположенные по границам кристаллов, иногда
имеют характер сплошной сетки и резко снижают прочность
сварного соединения.
Заварка электродами из никелевых сплавов отдельных
мелких раковин объемом до 10—20 см3 дает хорошие резуль-
таты, так как обеспечивает возможность последующей механи-
ческой обработки. Такие электроды изготовляются с покрытиями
основного типа. В большинстве случаев сварка выполняется
постоянным током на обратной полярности. Хорошие резуль-
таты дает покрытие, состоящее из 70% зеленого карборунда
и 30% углекислого бария. При сварке электродами, содержа-
щими никель и медь, следует проплавлять основной металл
на минимальную глубину (не более 1,5—2 мм), накладывать
тонкие швы с малым объемом металла длиной до 60 мм, про-
изводить проковку швов сразу после их наложения, по горячему
металлу.
Железо-никелевые электроды ЦЧ-3 и ЦЧ-ЗА, разработанные
ЦНИИТМАШем, показали хорошие результаты и могут широко
применяться для сварки как высокопрочного, так и серого чугуна.
Сварка аустснито-медными электродами. В Институте элек-
тросварки им. Е. О. Патона разработаны аустенито-медные
электроды АН2-1 для сварки чугуна. Стержнем электрода
является аустенитная хромоникелевая проволока Св-ОХ18Н9,
на которую надета медная оболочка толщиной 0,75 мм\ покры-
тие основного типа, в состав которого входит 40% мрамора,
30% плавикового шпата, 17% кварцевого песка, 5% ферромар-
ганца, 8% ферросилиция. Толщина покрытия для электрода
диаметром 3,5 мм составляет 0,3—0,4 мм на сторону. Сварка
выполняется постоянным током на обратной полярности. Реко-
мендуется тщательная послойная проковка шва. Длина участка
наплавки должна составлять 30—40 мм.
3. НИЗКОТЕМПЕРАТУРНАЯ СВАРКА-ПАЙКА ЧУГУНА
Процессы сварки-пайки различных металлов и сплавов за
последнее время находят все большее распространение в про-
мышленности. Отличительной особенностью этих процессов
является отсутствие фазы расплавления основного металла.
Образование сварного соединения происходит путем взаимной
кристаллизации расплавленного присадочного металла с нагре-
тыми до достаточно высоких температур кристаллами и кри-
сталлитами основного металла; диффузией расплавленного
154
металла в основной нагретый металл; образованием промежу-
точного химического соединения между основным и присадоч-
ным металлом; адгезией и затеканием присадочного металла
в микропоры основного нагретого металла.
Сварка-пайка чугуна может осуществляться одним из сле-
дующих трех способов, разработанных ВНИИавтогенмашем:
1) высокотемпературной сваркой-пайкой при нагреве поверх-
ности основного металла до 790—850 °C и применением в каче-
стве присадки чугуна специального состава; 2) сваркой-пайкой
при 700—750 °C с применением в качестве присадочного металла
латуней различных составов; 3) сваркой-пайкой при 350 °C
с присадкой на цинковой основе. Эти способы применяются в
промышленности для исправления дефектов чугунного литья
и ремонтных целей.
Сварка выполняется ацетилено-кислородным пламенем с ис-
пользованием нормальной аппаратуры. Можно применять в
качестве горючего пропан-бутановую смесь (как заменитель
дефицитного ацетилена). Указанный способ сварки характери-
зуется значительным уменьшением внутренних напряжений;
сохранением состава основного металла в зонах термического
влияния; хорошей обрабатываемостью соединения по всему
сечению. Тепловой режим сварки с невысокой температурой
нагрева основного металла создает благоприятные условия для
равномерного распределения тепла в переходных зонах. Опыт-
ные наплавки на детали большой толщины показывают, что
закалка переходных зон почти отсутствует.
сварка-пайка чугунным прутком
Присадочные прутки для низкотемпературной сварки изго-
товляются из серого чугуна с примесью никеля и титана.
Стержни диаметром 5, 6 и 8 мм отливаются в кокиль, в оболоч-
ковые или песчаные формы по специальной технологии. Хими-
ческий состав стержней приведен в табл. 12. Наличие титана
и никеля увеличивает жидкотекучесть расплавленного металла,
создает хорошее растекание и смачивание расплавленным ме-
таллом нагретой поверхности.
Дефектный участок, подготовленный механическим путем
к сварке, подогревают газовой горелкой до 790—830СС и по-
крывают специальным флюсом, который создает условия для
соединения расплавленного металла присадки с нерасплавлен-
ным основным металлом. Присадочный чугунный пруток рас-
плавляется пламенем горелки и, растекаясь по нагретой поверх-
ности под пленкой флюса, дает прочное и плотное соединение
с основным металлом.
Флюсы, применяемые для низкотемпературной сварки, дол-
жны снимать с нагретой свариваемой поверхности следы
окислов, жиров и других загрязнений; частично окислять высту-
155
Таблица 12
Химический состав стержней для низкотемпературной сварки в %
Марка стер- жней с S1 Мп Ni Ti р S Си Примечание
не более
НЧ-1 3,0- 3,5 3,0— 3,4 0,6— 0,7 0,4— 0,6 0,03— 0,05 0,2- 0,4 0,05 0,05 Для заварки литья с тонки- ми стенками
НЧ-2 3,0- 3,5 3,5— 4,0 0,6— 0,7 0.4— 0,6 0,03— 0,05 0,2— 0,4 0,05 0,05 Для заварки литья с толсты- ми стенками
пающие на подготовленную поверхность металла включения
графита, образуя микроуглубления и увеличивая тем самым
прочность сцепления наплавленного металла с основным; за-
щищать нагретую поверхность и расплавленный металл от
действия воздуха; уменьшать поверхностную энергию расплав-
ленного металла, увеличивая его жидкотекучесть и растекае-
мость по основному металлу. Наиболее распространен для
сварки-пайки чугунной присадкой флюс, состоящий из 23%'
буры, 27% соды и 50% азотнокислого натрия.
Завариваемый участок подготовляют механическим путем
(вырубкой, сверлением, фрезерованием, строжкой) с полным
удалением неметаллических включений в дефектном участке..
Простые по форме массивные изделия, в которых при сварке
не могут возникнуть трещины, завариваются без общего подо-
грева. Изделия сложной конфигурации, обладающие большой
жесткостью, с тонкими стенками и дефектами в жестких узлах
требуют общего предварительного подогрева до 300—350 °C.
При сварке нагретый конец присадочного прутка опускают вс
флюс и затем вводят в пламя горелки. Расплавленный металл
"текает под жидкой пленкой флюса и, растекаясь по свари-
ваемой поверхности, постепенно заполняет разделку шва. Же-
лательно наплавку вести в несколько слоев, что улучшает
распределение тепла по наплавленному участку и обеспечивает
промежуточный отжиг металла наплавки. Заваренное изделие
медленно охлаждают, засыпая место сварки сухим песком или
укрывая асбестом.
сварка-пайка с применением латунных присадок
Часто возникает необходимость произвести ремонт чугунного
изделия, не нагревая деталь выше 700 °C и не подвергая ее
металл структурным изменениям. Для этого используется способ
156
низкотемпературной сварки-пайки латунными присадками. Свар-
ное соединение, выполненное латунным присадочным прутком,
по прочности не отличается от основного металла, в то же
время оно обладает значительно большим запасом пластич-
ности, чем основной металл чугуна, что является весьма важ-
ным свойством, обеспечивающим возможность эксплуатации
детали при значительных знакопеременных нагрузках.
В качестве присадочного материала может быть использова-
на выпускаемая промышленностью латунь марки ЛОК-59-1-0,3,
которая хорошо смачивает поверхность чугуна и дает прочно-
плотный шов. Для получения одноцветного соединения
ВНИИавтогенмаш разработал специальную присадку. Основные
затруднения при этом процессе связаны с наличием на по-
верхности чугуна структурно свободного графита, мешающего
смачиванию и растеканию присадочного металла по нагретой
поверхности чугуна. Для улучшения процессов смачивания
необходимо удалить выступающие частицы графита со свари-
ваемой поверхности путем: выжигания пламенем горелки; вы-
жигания кислородом, выделяющимся из состава флюса; связы-
вания элементами, входящими в состав флюса. Во флюс вводят
бористые соли, образующиеся при плавлении буры пли борной
кислоты (В2О3), которые связывают и ошлаковывают основные
окислы железа, меди, цинка и др.
Для ошлаковывания окиси кремния SiO2, образующейся при
сварке чугуна, во флюс необходимо вводить основные соли.
Наиболее целесообразно в данном случае использовать угле-
кислые соли натрия, обладающие низкой температурой плавле-
ния. Флюс для сварки-пайки чугуна латунными присадками
содержит следующие вещества: 50—60% буры или борной кис-
лоты, 25—20% углекислой соды, 25—20% углекислого натрия.
Такой флюс обеспечивает хорошую растекаемость присадочного
металла и смачивание им основного металла, а также является
индикатором температуры, так как его плавление происходиг
около 700 °C. Процесс сварки-пайки ведется по следующей
технологии: подготовленные механическим путем кромки про-
гревают газовым пламенем до 600—650 °C, затем на нагретую
поверхность наносят слой флюса. Нагрев кромок продолжают
до расплавления флюса. Конец присадочного прутка, на кото-
рый предварительно нанесен слой флюса, прогревают горелкой
до начала плавления, и пруток погружают под слой расптав-
ленного флюса, находящийся на детали. Конец прутка все
время должен касаться нагретой поверхности детали и расплав-
ляться только под флюсом. После заполнения разделки шва
пламя горелки медленно отводят от детали, шов накрывают
листовым асбестом. Схема процесса сварки чугуна латунным
прутком дана на рис. 85. Механические испытания сварных
образцов, выполненных этим способом, показывают, что разрыв
157’
во всех случаях происходит вне сварного соединения, по основ-
ному металлу (чугуну).
Данный способ может быть рекомендован для ремонтных
работ при заварке трещин в тонкостенных чугунных деталях
сложной формы, например, при ремонте деталей типографского,
текстильного, пищевого оборудования. Особенно хорошие ре-
зультаты получаются при заварке мелких надрывов и трещин,
расположенных в особо жестких узлах детали. В этом случае
сварка-пайка латунью позволяет изменить жесткость данного
Рис. 85. Схема процесса сварки чугуна с латун-
ной присадкой:
/ — газовая горелка; 2 — присадочный латунный пруток;
3 — расплавленный флюс; 4 — наплавленный металл;
5 — слой застывшего шлака
узла, так как благодаря некоторой пластичности соединения
общая работоспособность соединения повышается. При приме-
нении этого способа поверхность свариваемого изделия должна
быть чистой, без следов масла. Перед механической обработкой
рекомендуется производить предварительный обжиг места
сварки газовой горелкой и тщательное удаление всех образо-
вавшихся шлаков и накипи. После разрубки кромок перед
началом сварки осуществляют вторичный обжиг и зачистку
щеткой кромок перед нанесением на них флюса.
СВАРКА-ПАЙКА ЦИНКОВЫМ ПРИПОЕМ
Процесс происходит при нагреве места пайки до 300—350 °C.
Подготовку кромок производят механическим путем так же, как
и для других способов низкотемпературной сварки-пайки. В ка-
честве присадки применяют литые стержни марки Ц следую-
щего состава: 92—94% Zn, 5,5—7,5% Sn, 0,5% Pb. Прочно
плотное соединение между чугуном и припоем создается благо-
даря образованию цинкатов железа на границе между чугуном
и сплавом. Цинкаты железа должны находиться в виде тонких
прослоек, так как в случае образования прослоек большой
158
толщины возрастает опасность получения хрупких составляю-
щих. Толщина прослойки определяется длительностью нагрева
и температурой. Процесс должен протекать быстро, без задер-
жек. Для пайки требуется высокоактивный флюс. Таким
является флюс ЗП-19, предназначенный для газовой заварки-
пайки чугуна, стали и цветных металлов при 300—350 °C. Ниже
приведен состав флюса в %:
Хлористый цинк ZnCI2...................... 39
Хлористый аммоний NH4C1................... 40
Хлорное олово SnCl2........................ 8
Хлористый барий ВаС12...................... 4
Хлорная медь СиС12......................... 9
Флюс ЗП-19 представляет собой механическую смесь мелко
раздробленных обезвоженных солей. Он изготовляется по ин-
струкции ВНИИавтогенмаша. В процессе сварки-пайки флюс
интенсивно ошлаковывает окислы, образуя всплывающие на
поверхность легкоплавкие шлаки, и увеличивает жидкотекучесть
присадочного металла.
Заварку-пайку чугуна с применением флюса ЗП-19 произ-
водят в следующем порядке: разделку деталей осуществляют
механическим способом; участок металла в месте расположения
разделанного дефекта нагревают до 300°C и затем на поверх-
ность разделки наносят флюс. Расплавление флюса указывает
на то, что требуемая температура (300—350 °C) достигнута и
можно начинать заварку-пайку. Одновременно нагревают конец
присадочного прутка и, не доводя его до расплавления, облу-
живают поверхность разделанного дефекта. После этого рас-
плавляют конец присадочного прутка и, делая прутком круго-
вые движения, заполняют всю разделку жидким металлом.
Расход флюса составляет приблизительно 2% от веса наплав-
ленного металла.
Флюс ЗП-19 пригоден для сварки чугуна, стали и цветных
металлов пропан-бутан-кислородным и ацетилено-кислородным
пламенем, а также пламенем жидких горючих. Флюс выделяет
значительное количество газов, содержащих хлористые соеди-
нения, поэтому работы должны производиться при наличии
местных вентиляционных отсосов.
Цинковый сплав обеспечивает предел прочности соединения
7—8 кГ/мм2, поэтому рекомендовать его для заварки трещин
в узлах, несущих значительную нагрузку, нельзя. Этот сплав
в сочетании с разработанным флюсом обладает очень хорошей
текучестью и легко проникает в мельчайшие поры и неплотности
чугунных отливок. В связи с этим его можно широко применять
при исправлении различных неплотностей и мелкой пористости
159
б чугунных стенках, работающих под действием гидростатиче-
ского, пневматического давления и вакуума. В этих случаях
поверхность, подлежащая уплотнению, обрабатывается механи-
чески наждачным камнем для снятия литейной корки, обжи-
гается газовой горелкой для удаления следов масла и грязи,
а затем пропаивается цинковым припоем под флюсом ЗП-19.
Такой ремонт обеспечивает полную герметичность изделий, ра-
ботающих на плотность.
ГАЗОФЛЮСОВАЯ СВАРКА ЧУГУНА
ВННИавтогенмаш совместно с заводом «Станколит» разра-
ботал и внедряет эффективный способ исправления дефектов
чугунного литья путем газофлюсовой сварки. Этот способ может
быть рекомендован для тех ремонтных работ, где требуется
особая плотность металла. Заварка дефектов производится
газовой горелкой с подачей в ацетплено-кпслородное пламя
паров флюса БМ-1 или БМ-2. Подача газообразного флюса
в пламя горелки осуществляется автоматически с помощью
простой по устройству и в эксплуатации установки КГФ-1-56,
состоящей из осушителя ацетилена и флюсопитателя ФГФ-1-56,
в котором горючий газ насыщается парами флюса.
Газообразный флюс позволяет получать плотный наплавлен-
ный металл, однородный по цвету и твердости с основным
металлом, устраняет пористость в наплавленном металле даже
при использовании присадочных прутков, металл для которых
получен упрощенным способом, с дошихтовкой обычного серого
чугуна до необходимого состава по кремнию введением ферро-
силиция в желоб вагранки. Газовая сварка чугуна с порошко-
выми флюсами при использовании присадочных прутков, изго-
товленных по упрощенной технологии, дает большое количество
газовых включений в наплавленном металле. Условия работы
сварщика, использующего газообразный флюс, значительно
улучшаются, а процесс сварки по сравнению со сваркой на
порошковых флюсах упрощается, так как не расходуется время
на подачу и плавление флюса.
НАПЛАВОЧНЫЕ РАБОТЫ
Наплавка широко применяется в ремонтных работах, когда
требуется восстановить изношенные рабочие поверхности дета-
лей, а также при изготовлении новых изделий, для создания
рабочих поверхностей, отличающихся по составу и механиче-
ским свойствам металла от основного изделия. Наплавка позво-
ляет при малых затратах создавать изделия с высокой работо-
способностью. Особенно большой экономический эффект можно
получить от применения наплавки в ремонтных работах, так
как наплавка дает возможность восстанавливать большое
количество разнообразных деталей. В большинстве случаев
восстановленная наплавкой деталь не отличается от вновь из-
готовленной, а в ряде случаев даже является более работоспо-
собной, чем новая деталь, но изготвленная из металла одной
марки.
В настоящее время на ряде крупных машиностроительных и
металлургических заводов созданы специальные участки для
наплавочных работ, оснащенные средствами для механизации
процесса. Наплавку однотипных и выпускаемых в массовом
количестве деталей необходимо производить автоматическим
способом. Автоматизация наплавки тел вращения осущест-
вляется достаточно просто, при ней резко увеличивается произ-
водительность, получается высокое и однородное качество на-
плавленного слоя, резко уменьшается стоимость наплавочных
работ, сварщик освобождается от тяжелого и однообразного
труда. В большом количестве случаев еще широко применяются-
и ручные способы наплавки. Для ряда производств .весьма
перспективными являются полуавтоматические способы на-
плавки специальными проволоками без защиты дуги, порош-
ковой проволокой и в атмосфере углекислого газа.
Поскольку наплавка является особым разделом сварочной
технологии и по данному вопросу имеется много специальной
литературы, в настоящей книге будут изложены только основ-
ные данные по наплавке (справочного характера) с указанием
преимуществ, недостатков и наиболее целесообразных областей
применения.
6 К- П. Вощанов
161
Основы технологии. В практике применяются следующие
виды наплавки: ручная дуговая, металлическим электродом,,
ручная дуговая угольным или графитовым электродом с рас-
плавлением зернистых сплавов или литых стержней; полу-
автоматическая дуговая без защиты дуги специальными напла-
вочными проволоками, или порошковой проволокой, или меха-
нической присадочной проволокой с защитой дуги газом;
полуавтоматическая дуговая под керамическими и плавле-
ными флюсами; автоматическая дуговая в тех же вариантах,
что и полуавтоматическая; электрошлаковая; вибродуговая;
газовая ручная ацетилено-кислородная и на газах-заменителях;
газовая автоматическая; с индукционным нагревом.
Наплавочные процессы отличаются от сварочных долей
участия основного металла в металле наплавки. В большинстве
сварочных процессов стремятся различными приемами увели-
чить количество расплавляемого основного металла, увеличить
глубину проплавления и довести долю расплавленного основ-
ного металла до возможного максимума. Например, доля основ-
ного металла в металле шва при сварке малоуглеродистых
сталей методом глубокого проплавления может достигать 90%.
При наплавочных же работах требуется минимальная доля
основного металла, переводимого в металл наплавки. Опти-
мальным случаем является выполнение наплавочных работ без
расплавления основного металла, так как в этом случае можно
получить заранее заданный гарантированный состав наплав-
ленного металла (применяя процессы сварки-пайки). В боль-
шинстве наплавочных работ доля участия основного металла
может в первых швах составлять от 10 до 50%. Уменьшение
глубины расплавления основного металла, кроме постоянства
состава наплавки, обеспечивает возможность значительного
уменьшения внутренних напряжений, деформаций и получения
наплавки без трещин. К сожалению, это весьма важное техно-
логическое требование очень часто на производстве не контро-
лируется и наплавка выполняется на максимальных режимах
без соблюдения правильных технологических приемов. Это резко
увеличивает глубину расплавления основного металла и долю
участия его в наплавке, что ухудшает качество наплавки.
Глубину расплавления основного металла можно регулиро-
вать следующими технологическими приемами:
а) изменением тока или мощности пламени горелки, так как
с уменьшением удельной тепловой мощности источника нагрева
глубина проплавления уменьшается. Рекомендовать этот прием
для массового применения не следует, так как при нем резко
снижается производительность наплавки. Наплавочные работы
желательно выполнять на максимально возможных режимах,
но применяя другие технологические приемы, обеспечивающие
уменьшение глубины расплавления основного металла;
162
б) изменением ширины наплавляемого валика. С увеличе-
нием ширины валика уменьшается глубина расплавления основ-
ного металла и создаются условия для более равномерного
расплавления по поперечному сечению наплавки Увеличить
ширину валика при ручной дуговой наплавке можно: большим
размахом поперечного движения электрода — до 8—10 диамет-
ров электрода; применением гребенки, состоящей из 2—5 элек-
тродов, включенных параллельно; применением пластинчатых
электродов и наплавки лежащим электродом; применением
поперечных колебательных движений электрода (при автома-
тической и полуавтоматической наплавке); использованием
способа наплавки «расщепленным» электродом; применением
ленточных порошковых электродов;
в) изменением угла атаки газового пламени и дуги по
отношению к основному металлу. С уменьшением угла атаки
уменьшается глубина расплавления основного металла без
уменьшения скорости расплавления присадочного металла. При
наплавке на плоскость изменяется угол наклона этой плоскости
к горизонтальной. Наплавка на цилиндрические поверхности
ведется «на спуск». Некоторые из этих технологических приемов
показаны на рис. 86;
г) применением «холостых», т. е. не включенных в свароч-
ную цепь присадочных стержней. Эти стержни плавятся за счег
тепла дуги и несколько уменьшают температуру ванны, позво-
ляя повысить производительность наплавки с одновременным
уменьшением глубины расплавления основного металла. Такие
стержни при ручной дуговой наплавке могут подаваться в дугу
левой рукой сварщика или включаются в гребенку электродов
без присоединения их к источнику тока. При автоматической и
электрошлаковой наплавке «холостая» проволока (одна или не-
сколько) подается специальным механизмом без подключения
се к источнику тока.
Подготовка деталей к наплавке. Детали, подвергаемые
наплавке, как правило, работают длительное время и поэтому
загрязняются. Детали, работающие на смятие и ударную на-
грузку, получают поверхностный наклеп, и в них могут иметь
место трещины, местные смятия и расслоения металла. Поэтому
все детали пли наплавляемые поверхности крупных изделий
должны быть предварительно подготовлены к наплавке. Осо-
бенно тщательно нужно удалить остатки смазки, краску. Про-
стая промывка деталей растворителями — бензином, керосином,
ацетоном и др., как правило, не обеспечивает полного уда-
ления загрязняющих веществ из пор. В процессе наплавки
остатки этих веществ начинают выгорать, что резко ухудшает
качество слоя наплавляемого металла.
Для массового производства можно рекомендовать устрой-
ство специального отделения для подготовки деталей под
6* 163
наплавку. Очистка возможна обжигом в печах при 350—500 °C
с последующей механической поверхностной очисткой выгорев-
ших остатков щеткой, галтовкой или дробеструйной обработкой.
После обжига иногда никакой очистки деталей не требуется.
Чтобы очистить детали от грязи, их промывают в ваннах
горячим раствором щелочи, а 5.
Рис. 86. Технологические приемы наплавки, уменьшающие глубину расплав-
ления основного металла:
1 — сварка «на спуск»; 2 — сварка «на подъем»; 3 — влияние напряжения дуги; 4 —
влияние скорости наплавки прн неизменном токе; 5 — влияние угла наклона электрода;
6'— влияние диаметра электрода; 7 — влияние числа электродов, включенных параллель-
но: а — ширина ваниы; I— длина ванны; h—глубина проплавления; стрелкой указано
направление наплавки
Для деталей больших размеров, а также для деталей, где
Наплавляются небольшие площади, например ребра, очень
удобно использовать многопламенные или обычные газовые
горелки, работающие на городском или коксовом газах, про-
пано-бутановой смеси. Применять для этих целей можно также
и ацетилен, но невыгодно ввиду его высокой стоимости и дефи-
цитности. Поверхностная обработка газовым пламенем весьма
эффективно удаляет (выжигает) все остатки масла, жиров,
красок и других органических веществ.
Для деталей, изготовленных из специальных сталей, преду-
сматривается перед наплавкой предварительный подогрев де-
талей. В этом случае подогрев совмещается с обжигом для
удаления загрязнений. После обжига зачистку поверхности
очень удобно выполнять механическим способом, посредством
круглых стальных щеток, приводимых во вращение от электро-
двигателя через гибкий вал. Поверхности смятые, наклепанные,
164
неравномерно изношенные, имеющие задиры, трещины или
эксцентрично изношенные, должны быть механически обрабо-
таны перед наплавкой. Обработку можно выполнять на токар-
ных, строгальных, расточных и фрезерных станках. В ряде
случаев, когда наплавляемый участок неудобен для станочной
обработки, можно рекомендовать обработку его наждачным
камнем, укрепленным на гибком валу.
Для этих работ находит широкое применение переносная
шлифовальная машинка И-54А. Обработка производится до
полного удаления дефектного слоя или выравнивания эксцен-
триситета. В большинстве случаев величина снимаемого слоя
составляет 1,5—2 мм, а иногда может достигать 10 мм. В слу-
чае наплавки изношенных резьб старая резьба должна быть
удалена полностью и поверхность, подлежащая наплавке,
должна быть дополнительно подвергнута обжигу газовой горел-
кой для удаления следов масла и дегазации наплавляемого
слоя.
Разработанные отверстия диаметром до 30 мм обычно за-
вариваются полностью. Перед заваркой обязательны очистка и
обработка кромок отверстия газовым пламенем. Отверстия
большого диаметра восстанавливаются кольцевой наплавкой.
Предварительная обработка поверхностей таких отверстий про-
изводится в зависимости от характера износа. В ряде случаев
на наплавляемых поверхностях имеются отверстия, пазы и ка-
навки, не подлежащие наплавлению. Если эти отверстия боль-
шие и применяется ручная наплавка, то специальной заделки
отверстий не требуется. При автоматической же наплавке
желательно в эти отверстия вставлять стальные вставки с не-
которым зазором для облегчения их удаления после механиче-
ской обработки наплавленного слоя. Иногда такие отверстия
заделывают медными, бронзовыми или графитовыми встав-
ками. Поверхности с точной механической обработкой и шли-
фованные, расположенные рядом с наплавляемой частью детали,
должны быть тщательно защищены от попадания на них брызг;
особенно тщательно следует защищать резьбу.
Применяют защитные колпаки из листовой стали, асбеста
или других негорючих материалов. Можно иногда ограничиться
покрытием поверхности мелом, разведенным водой с незна-
чительным добавлением в нее жидкого стекла.
Для однотипных и массовых изделий, восстанавливаемых
методом наплавки, целесообразно иметь подробно разработан-
ные карты технологического процесса, содержащие следующие
данные: характер износа; способы подготовки наплавляемой
поверхности; приспособления, нужные для наплавки; способы
выполнения работ; потребное сварочное оборудование; режимы
наплавки; рекомендуемые присадочные материалы; порядок
наложения слоев; режимы термообработки; способы обработки
165
наплавленного металла; контроль твердости наплавленного
слоя; примерные расходы сварочных материалов, электроэнер-
гии, газов; чистое время, нужное на выполнение наплавки;
нормы времени, разряд рабочего-наплавщика, примерная стои-
мость выполнения работ.
Карта с такими сведениями значительно упростит работу
технолога, позволит правильно планировать работу наплавоч-
ного участка и даст возможность получить изделие высокого
качества с заданными свойствами.
1. РУЧНАЯ ДУГОВАЯ НАПЛАВКА
Ручная дуговая наплавка является универсальным спосо-
бом и находит шйрокое применение в ремонтных работах. Этот
способ обладает большой маневренностью: можно выполнять
наплавку в любом пространственном положении, быстро изме-
нять направление и место наплавки и тем регулировать возмож-
ные, деформации детали, изменять состав наплавляемого метал-
ла в широких пределах за счет применения различных элек-
тродов.
Электроды для наплавки. Наплавку деталей из обычных
углеродистых сталей, когда наплавленный слой не должен по
своим механическим свойствам отличаться от основного метал-
ла, можно производить электродами по ГОСТу 9467—60, пред-
назначенными для сварки углеродистых и низколегированных
сталей. Применяются электроды типов: Э42; Э42А; Э46; Э46А;
Э50; Э50А; Э55; Э65; Э85 и др.
Для наплавочных работ хорошие результаты дают электро-
ды типа «Ф» с фтористо-кальнпевыми покрытиями, например:
УОНИ-13/45, УОНИ-13/55, УОНИ-13/65, УОНИ-13/85, У-340/105
и др. Эти электроды дают в наплавке металл мелкозернистой
структуры с высокой ударной вязкостью и гарантируют отсут-
ствие трещин в наплавляемом слое.
Электроды для наплавки слоев с особыми свойствами, от-
личными от основного металла, предусматриваются ГОСТом
10051—62. Типы электродов по ГОСТу 10051—62 и их марки,
выпускаемые промышленностью, даны в табл. 13.
Наплавка изделий из средне- и высокоуглеродистых сталей.
Выбор технологического процесса наплавки производится с уче-
том химического состава и марки основного металла. Стали,
содержащие менее 0,25% С, могут наплавляться в любых тем-
пературных условиях. С увеличением содержания углерода воз-
растает опасность возникновения закалочных структур в зонах
термического влияния. Поэтому возникает необходимость пред-
варительного и сопутствующего подогрева изделия в процессе
наплавки. При содержании углерода в пределах 0,25—0,50%
166
и в зависимости от массивности наплавляемого изделия темпе-
ратура подогрева может изменяться в пределах от 120 до
350 °C.
Число слоев выбирают исходя из общей толщины наплав-
ляемого слоя. Слои наплавленного металла желательно рас-
пределять так, чтобы обрабатываемая плоскость проходила на
*/з высоты последнего слоя. В этом сечении обычно содержится
наименьшее количество неметаллических включений и газовых
пор. Выбор сварочного тока определяется диаметром и маркой
электрода, массивностью наплавляемой детали, количеством
наплавляемого металла и толщиной стенки, на которую произ-
водится наплавка. При наплавке мелких изделий, после нало-
жения первых швов и нагрева изделия ток необходимо умень-
шать.
Рациональный технологический процесс наплавки может значи-
тельно снизить деформации. К мероприятиям, снижающим де-
формации, относятся: предварительный подогрев изделия до
200—400 °C; предварительный изгиб детали в направлении, об-
ратном ожидаемому; наплавка детали, которая погружена в
воду, но без смачивания наплавляемой поверхности (способ
особенно рекомендуется для изделий из стали Г13);
уравновешивание деформаций симметричным расположением
наплавляемых валиков;
наплавка детали, жестко закрепленной в кондукторе или
специальном приспособлении. В этом случае деталь может
быть извлечена из приспособления только после ее полного
остывания;
правильное распределение наплавляемого металла по уча-
сткам, например, наплавка тел вращения по спирали; разбивка
больших плоскостей на отдельные участки; наложение валиков
с обратной стороны наплавляемой детали;
высокотемпературный отпуск детали после наплавки с на-
гревом до 650 °C для снятия внутренних напряжений. Такая
термообработка рекомендуется для деталей ответственного на-
значения, работающих при знакопеременных нагрузках.
Некоторые примеры распределения наплавленного металла
и порядок наложения швов, уменьшающих возможность короб-
ления, показаны на рис. 87.
Наплавка штампов и режущего инструмента. Промышленно-
стью освоено большое количество электродов для наплавки
штампов и режущего инструмента. По технологическим свой-
ствам эти электроды можно разделить на две группы:
1) электроды, которыми можно выполнять наплавку без
предварительного подогрева изделия; эти электроды дают на-
плавленный металл аустенитной структуры, упрочненный дис-
персными включениями твердосплавных карбидов, например,
167
Таблица 13
Типы и марки электродов для получения наплавленных слоев с особыми свойствами
Типы электродов по ГОСТу 10051—62 Марки электродов Области применения Примерные режимы наплавки
ЭН-70Х11-25 ЭН-70Х11НЗ-25 омг ОМГ-Н МВТУ-1А Наплавка изношенных деталей, изготовленных из сталей Г13 и Г13Л (ж.-д. крестовины, броневые плиты шаровых мельниц, била и др.) Электроды ОМГ предназначены для однослойной наплавки, ОМГ-Н — для многослойной. Ток постоянный, полярность обратная. Наплавка выполняется с минималь- но возможным нагревом детали
ЭН-15ГЗ-25 ОЗН-ЗОО ЦН-250 ЦН-350 Наплавка паровозных и вагонных деталей, крановых колес, осей, ва- лов, деталей автосцепки, концов рельсов, автотракторных деталей, валов станков Ток постоянный, полярность обрат- ная. Стали, содержащие. до 0,25% С, наплавляются без подогрева. При более высоком содержании углерода подогрев до 150—250 °C. Термообра- ботке наплавленные детали не под- вергаются
ЭН-14Г2Х-30 К-2-55 Наплавка изношенных рельсовых концов и ж.-д. крестовин из углеро- дистой стали, детален автосцепки и других аналогичных деталей Ток переменный и постоянный. Тер- мообработки после наплавки не тре- буется
ЭН-18Г4-35 O3H-350 Наплавка ж.-д. крестовин, паро- возных и вагонных осей, осей кра- нов, автотракторных деталей Ток постоянный, полярность обрат- ная. Для сталей с повышенным со- держанием углерода и марганца требуется предварительный подо- грев до 350—400 °C
ЭН-20Г4-40 ОЗН-400 Наплавка быстроизнашиваемых де- талей машин, механизмов, осей, ва- лов, трамвайных рельсов и других деталей Ток постоянный, полярность об- ратная. Дуга возможно короткая. Для деталей с повышенным содер- жанием углерода и марганца пред- варительный подогрев до 350—400 °C
ЭН-25Х12-40 ЭН-У12Х12Г2ФС-55 ЦН-5 НЖ-2 Ш-1 Наплавка штампов холодной штамповки, обрезного кузнечного ин- струмента, работающего с большой нагрузкой поверхностей, подвержен- ных эрозионному износу. Электро- ды НЖ-2 применяются для наплав- ки арматуры, работающей при тем- пературе 450 °C Ток постоянный, полярность обрат- ная. Наплавка короткой дугой. Же- лательно охлаждение металла меж- ду наложением отдельных слоев. Термообработки не требуется
ЭН-60Х2СМ-50 ЭН-60М
ЭН-ЗОХЗВ8-4О ЭН-35Г6-50 ЩИ-1 ЦН-4 Наплавка ковочного, штамповоч него, обрезного кузнечного инстру- мента, работающего при высоких температурах в условиях больших нагрузок Ток постоянный, полярность об- ратная. Дуга короткая, наплавка не менее чем в два слоя. Возможная термообработка — по режимам, ука- занным в паспортах электродов
ЭН-30Х12Г2С2-55 1 ЭН35Х12ВЭФС-50 J НЖ-3
ЭН-80В18Х4Ф-60 ЭНР-62 Наплавка режущего инструмента (резцов, фрез, разверток), штампов для горячей штамповки, работаю- щих в тяжелых условиях Ток постоянный, полярность об- ратная. Предварительный подогрев до 300—600 °C. Последующая тер- мообработка — по режиму, указан- ному в паспорте электрода
ЭН-90В9Х4Ф2-60 ЦИ-1М ЦИ-2У КПИ-ЗХ2В8 ОЗИ-1
ЭНУ10Г5Х7С-25 12КН/ЛИВТ Наплавка деталей, подверженных действию ударной нагрузки и высо- кому удельному давлению (молот- ков дробилок, зубьев экскаваторов) Ток постоянный, полярность об- ратная. Предварительного подогре- ва и последующей термообработки не требуется
о
Продолжение табл. 13
Типы электродов по ГОСТу 10051-62 Марки электродов Области применения Примерные режимы иаплавки
ЭН-У30Х28С4Н4 ЦС-1 Наплавка быстроизнашпвающихся деталей, зубьев ковшей экскавато- ров, землесосов, деталей металлурги- ческого оборудования и др. Ток постоянный, полярность об- ратная. Массивные детали подо- греваются до 400 °C, охлаждение на воздухе. Термообработки не требу- ется
ЭН-80Х4СГ-55 13КН/ЛИВТ Наплавка деталей, подверженных абразивному износу (лемехов и но- жей дорожных машин, колес зем- снарядов, цепей шагающих экскава- торов) Ток постоянный, полярность об- ратная. Наплавка многослойная. На- плавленный металл отжигу не под- вергается
ЭН-У30Х25РС2Г-60 Т-590 Наплавка деталей, подвергаемых сильному абразивному износу: лопа- ток дымососов, бил размольных мельниц Постоянный ток обратной поляр- ности и переменный ток. Наплав- ленный металл термообработке не подвергается. Наплавленный металл может давать трещины, которые не ухудшают эксплуатационных свойств
ЭН-08Х17Н7С5Г2-30 ЦН-6 Наплавка уплотнительных поверх- ностей арматуры, работающей при температуре до 600 °C Ток постоянный, полярность обрат- ная. Детали малых размеров на- плавляются без подогрева. Массив- ные детали требуют нагрева до 600 °C. Термообработки наплавленно- го слоя не требуется
ЭН У18К62Х30ВС5С2 40 ЦН-3 Наплавка уплотнительных поверхно- стей котельной и нефтяной аппара- туры, работающей при температуре до 600 °C Ток постоянный, полярность обрат- ная. Предварительный и сопутст- вующий нагрев детали до 600 °C. охлаждение вместе с печью
ЭН-У20Х30Н6Г2-40 ЦН-3 Наплавка уплотнительных поверхно- стен арматуры, работающей при на- греве до 540 "С (тарелок, седел, шпинделей) Ток постоянный, полярность обрат- ная. Требуется предварительный и сопутствующий нагрев детали до 600СС, охлаждение медленное. Тер- мообработки не требуется
ЭН-08Х20Н11С9Г2-45 ЦН-8 Наплавка уплотнительных поверх- ностей аппаратуры высокого давле- ния, работающей при температуре до 650 °C Ток постоянный, полярность обрат- ная. Требуется нагрев детали до 700 °C. В процессе наплавки темпе- ратура должна быть не ниже 600 СС. Охлаждение медленное, с печью
Примечания: 1. Обозначение типа электрода расшифровывается так: ЭН — электрод наплавочный; далее условное ебб*
значение среднего содержания главных элементов химического состава наплавленного металла; наличие буквы У обозначает содер-
жание углерода в десятых долях %. При содержании углерода в сотых долях % буква У не указывается; цифра, стоящая после услов-
ного обозначения, указывает среднюю твердость наплавки.
2. Для всех типов электродов содержание серы и фосфора не более 0,040% каждого.
ЭН-25Х12-40 (марки ЦН-5), ЭН-У12Х12Г2ФС-55 (марки Ш-1)
и др.
2) электроды, требующие обязательного подогрева изделия
в процессе наплавки. К таким электродам по ГОСТу 10051—62
можно отнести следующие: ЭН-08Х17Н8С7-45 (марки ЦН-7);
ЭН-08Х17Н7С5Г2-30 (марки ЦН-6); ЭН-У18К62Х30В5С2-40
(марки ЦН-2); ЭН-08Х20Н11С9Г2-45 (марки ЦН-8) и др.;
При наплавке штампов требуется соблюдение следующих
технологических приемов:
Рис. 87. Порядок (обозначен цифрами) наложения швов при наплавке:
а — вала по спирали; б — вала участками; в — зуба; г-—впадины; д — вертикальной
плоскости широким валиком; е — малых участков на плоскости; ж — большого участка
плоскости
а) подготовка изделия пли режущей кромки должна выпол-
няться так, чтобы по возможности не было плавного перехода
от основного металла к наплавляемому слою. Некоторые спо-
собы подготовки кромок даны на рис. 88. Для получения режу-
щих кромок с минимальной последующей обработкой рекомен-
дуется применять формирующие пластины, изготовленные из
меди, графита или огнеупорных материалов;
б) весьма желательно наплавку делать многослойной или
”и'/хг'лсйной при малом объеме наплавляемого слоя. Второй
слои наплавки не ....
основным металлом;
в) для наплавки режущих кромок большое значение имеет
качество наплавляемого металла и полное отсутствие в нем
шлаковых и газовых включений. Это обеспечивается примене-
нием электродов высокого качества, отсутствием влаги в элек-
тродном покрытии, точным соблюдением технологии наплавки,
тщательной межслойной очисткой швов и выполнением работ
сварщиками высокой квалификации;
г) при наплавке штампов, требующих предварительного и
сопутствующего подогрева, необходимо точно выдерживать ре-
комендуемый тепловой режим
постоянного контроля темпера-
туры наплавляемой детали.
и об’еспечить возможность
Рис. 88. Подготовка кромок для наплавки штампов:
/ — правильно: II — неправильно; а—режущие кромки; б — поверхность пресс штампа;
в — поверхность паза или ручья. Цифрами обозначен порядок наплавки валиков шва
Для этих целей удобно применять термокарандаши, выпускае-
мые Ярославским заводом «Свободный труд».
Подогревать изделия перед наплавкой можно в обычных
пламенных печах, во временных горнах, обогреваемых газом
или коксом, в электрических печах, с помощью индукционного
нагрева или специальными электрическими обогревателями, ук-
репляемыми на изделии.
На рис. 89 показана схема выполнения работ по наплавке
плунжера гидравлического горизонтального пресса, изготовляю-
щего угольные и графитовые электроды. Плунжер весом 20 т
изготовлен из углеродистой стали следующего химического со-
става: 0,49% С; 0,62% Мп; 0,3% Si; 0,05% S; 0,048% Р.
Всю поверхность плунжера нужно было наплавить слоем
из нержавеющей стали типа Х18Н9 толщиной 10 мм. Учиты-
вая большой объем наплавки, возможность образования зака-
лочных структур и возникновения трещин, наплавку выполняли
с общим подогревом плунжера до 150—200юС. Плунжер был
установлен на ролики, где он мог свободно поворачиваться при
173
помощи мостового крана; между опорными роликами был
устроен электрический горн со спиралями сопротивления, уло-
женными в пазах кирпичной кладки. Во внутреннюю часть
плунжера были также введены электронагревательные спирали,
которые питались от источника тока напряжением 65 в в виде
двух сварочных трансформаторов СТН-700. Наплавку проводи-
ли в две смены, в третью смену нагреватели не выключались.
Рис. 89. Схема наплавки плунжера:
/ — наплавляемый плунжер; 2— съемный термоизоляционный кожух: 3—внутренний по-
догреватель; 4 — наплавка; 5—наружный подогреватель; 6 — опорные катки; 7— гори-
зонтальные планки для начала наплавки.
Цифрами /, 11, 111, /V и V показана очередность наплавки участков
Этим обеспечивалось сохранение постоянной температуры в те-
чение всего времени выполнения работ. Наплавку выполняли
секционно по образующей, длина наплавляемого участка со-
ставляла около 180 мм за один проход электрода. Наплавку
Рис. 90. Схема наплавки режущих кромок:
а — резца: 1 — заготовка; 2 — медная или графитовая форма; 3 — наплавляемый слой;
4 — электрод; б— режущей кромки ножа: 1, 2, 3 и 4 — порядок наложения валиков при
наплавке; в — матрицы вырубного штампа
вели на вертикальной плоскости в один шов, попеременно — с
одной и другой сторон вала. Такая схема наплавки гарантиро-
вала от возможности поводки плунжера и обеспечивала полу-
чение слоя наплавки высокой плотности.
174
Наплавку режущих кромок ножей для резки холодного и
нагретого металла пуансонов и матриц можно выполнять по
схемам, изображенным на рис. 90. Режущие кромки резцов
удобнее всего наплавлять в специально изготовленных медных
пли графитовых формах. При наплавке на державку или заго-
товку, имеющую небольшой вес, предварительного подогрева
детали не требуется. В этом случае теплоты, выделяемой дугой,
бывает достаточно для того, чтобы нагреть наплавляемую за-
готовку до нужной температуры.
Наплавка деталей, работающих на абразивный износ.
В большинстве случаев такие детали, как зубья экскаваторов,
щеки камнедробилок, рабочие части земснарядов, била раз-
мольных мельниц и ряд других деталей изготовляются из вяз-
кой, хорошо сопротивляющейся ударным нагрузкам стали. На-
плавляемый слой должен обладать большой твердостью, хорошо
сопротивляться удару и истиранию. Наплавка таких деталей,
как правило, производится без предварительного подогрева и
может выполняться: металлическими электродами: угольной
дугой; порошковыми сплавами; автоматическим и полуавтома-
тическим способами, порошковой проволокой, металлической
проволокой под плавлеными или керамическими флюсами в про-
волокой с защитой дуги углекислым газом.
Автоматические и полуавтоматические способы особенно ре-
комендуются для наплавки больших площадей со значительным
объемом наплавочных работ, например, при наплавке конусов
засыпных аппаратов доменных печей. Ручная дуговая наплавка
выполняется электродами Т-590, Т-620, 13КН/ЛИВТ и другими
электродами этого типа. Особенно могут быть рекомендованы
электроды и другие присадочные материалы, дающие в наплав-
ленном металле карбиды бора. В большинстве случаев наплавка
выполняется не более чем в два слоя. В наплавленном слое
допускаются незначительные трещины и надрывы, неизбежные
при наплавке этими сплавами, электродами Т-520, Т-590.
Наплавка зернистыми сплавами. Зернистые сплавы представ-
ляют собой механическую смесь веществ, дающих после рас-
плавления достаточно однородный сплав, обладающий требуе-
мыми свойствами твердости и износоустойчивости. Некоторые
из этих сплавов изготовляют путем спекания компонентов в
однородную массу и последующего дробления на крупку нуж-
ного размера. В некоторых сплавах скрепление компонентов
производится введением в состав шихты жидкого стекла. Со-
ставы наиболее употребительных сплавов даны в табл. 14.
Сталинит образует в наплавке сложные карбиды хрома и
марганца. Температура плавления шихты 1300—1350°С. В на-
плавленном металле второго слоя содержится примерно 20% Сг,
17% Мп, 3% Si, 10% С. Твердость HRC первого слоя наплавки
около 50. Сталинит находит широкое применение при наплавке
175
Таблица 14
Состав зернистых сплавов, наплавляемых угольной дугой (в %]
Сплавы Феррохром Ферромарганец Чугунный поро- шок Кокс Серебристый по- рошок Железный поро- шок Борид хрома Карбид хрома
Сталинит 37,7 10,8 47,1 4,4 — — - —
Висхом-9 5 15 74 — 6 — — —
Боридная смесь БХ . . . — — — — — 50 50 —
Боридная смесь КБХ . . 60 — — — — 30 5 5
деталей, работающих на абразивный износ в оборудовании це-
ментных заводов и заводов по переработке минерального сырья.
Сплав Висхом-9 дает в наплавке высоколегированный чугун,
обладающий хорошим сопротивлением истиранию. Этот сплав
предназначен для наплавки лемехов и отвалов тракторных плу-
гов. Сплав обладает значительной жидкотекучестью и ложится
на металл тонким равномерным слоем, благодаря этому не тре-
буется больших затрат на заточку лезвия лемеха. Сплав Вис-
хом-9 находит широкое применение в сельском хозяйстве.
Боридная смесь БХ образует бориды хрома в сплаве следу-
ющего состава: 35% Ст, 7,67% В, 12% С, остальное — железо.
Твердость HRC первого слоя 82—84. Износостойкость в 2—3
раза больше, чем при наплавке сталинитом. Сплав рекомен-
дуется для наплавки деталей, работающих в тяжелых условиях
сильного абразивного износа.
Вокар является смесью из порошка вольфрама и углерода.
Наплавка вокаром содержит: 85—87% W, 9—10% С, до 3% Si
и до 2% Fe. Твердость HRC во втором слое наплавки состав-
ляет 61—62. Сплав хорошо работает на истирание, ударные на-
грузки и применяется для наплавки режущих кромок бурового
инструмента В наплавке образует ровный прочный слой. Для
массового применения при наплавке дешевых изделий не реко-
мендуется вследствие дефицитности вольфрама и высокой его
стоимости.
Наплавка зернистых сплавов производится угольным или
графитовым электродом по заранее насыпанному сплаву слоем
заданной толщины. Расплавленный слой соединяется с поверх-
176
ностью детали, металл которой расплавляется на небольшую
глубину. Количество расплавленного основного металла можно
регулировать величиной тока, скоростью передвижения элек-
Рис. 91. Схема наплавки лемеха зернистыми сплавами:
/ — лемех; 2 — слой расплавляемой шихты; . 3 — формирующая
н охлаждающая подкладка
трода, шириной расплавляемого за один проход электрода слоя
шихты, углом наклона электрода к плоскости детали. Шихта
сплава должна иметь равномерную грануляцию и не содержать
пыли и влаги. Перед насыпанием слоя пыль из шихты удаляют
просеиванием. Влажную шихту тщательно просушивают. Ших-
ту насыпают на деталь ровным слоем и утрамбовывают.
Следует учитывать, что при наплавке слой шихты умень-
шается на величину: для сталинита и ВИСХОМ-9 на 60—65%;
боридной смеси 70—80%; вокара 35—60%. Для наплавки от-
ветственных деталей, когда к наплавленному слою предъявля-
ются требования сплошности и отсутствия пор, рекомендуется
добавлять к шихте флюсующие добавки в виде прокаленной
буры в количестве 2—-3% от веса шихты. Буру насыпают тон-
ким слоем на поверхность детали или смешивают с шихтой..
На рис. 91 представлена схема кондуктора для наплавки ле-
меха тракторного плуга. Для формовки отдельных деталей
можно применять графитовые, угольные или медные пластины.
Наплавку можно выполнять в один, два или три слоя. Наплав-
лять более трех слоев не рекомендуется. Если износ детали тре-
бует большой толщины наплавки, то целесообразно первые слои
наплавлять обычными стальными электродами, а верхние
слои — зернистым сплавом. Расход зернистых сплавов на 1 см2
наплавляемой площади с учетом потерь и угара примерно со-
ставляет: при толщине слоя наплавки 1,5 мм — 1,0 г; 2,5 мм —
2,0 г. На расплавление 1 кг сплава расходуется около 9 квт-ч
электроэнергии и один графитовый электрод длиной 300 мм,
диаметром 12—15 мм. На наплавку поверхности 1 см2 затра-
чивается: при одном слое — 0,1—0,2 мин рабочего времени.
Примерные режимы наплавки даны в табл. 15.
Наплавка уплотнительных поверхностей арматуры. Армату-
ра, работающая при высоких температурах (450—600 СС) и
больших давлениях (до 250 кГ/см2), требует наплавки рабочих
уплотняющих поверхностей слоем металла, обладающего вы-
177
Таблица 15
Режимы дуговой наплавки зернистыми твердыми сплавами
НаплавляемыЙ сплав Толщина детали в мм Диаметр электро- да в мм Длина дуги в мм Сварочный ток в а
постоян- ный перемен- ный
Вокар . До 10 Св. 10 8—10 12—18 3—5 3—5 140—160 160—200 160—180 180—240
Сталинит и ВИСХОМ-9 (3—5 6—15 (Св. 15 8—10 10—12 16—20 4-8 4—8 4—8 80—100 120—140 160—180 90—120 140—160 180—230
Боридная смесь БХ и КБХ f До 10 1 Св. 10 10—12 12—15 4—6 4—6 160—190 170—210 190—210 220—250
соким сопротивлением кавитационному износу. Наплавку таких
поверхностей обычно производят с полным равномерным про-
гревом детали, который уменьшает опасность образования тре-
щин, совершенно не допустимых в наплавленном слое и основ-
ном металле. Подогрев также снимает напряжения, возникшие
в детали при эксплуатации, и дает возможность получить рав-
номерную твердость рабочей поверхности. Нагрев обычно осу-
ществляется в специальных печах с газовым или электрическим
обогревом. Наплавляемую деталь устанавливают в печи на
вращающемся приспособлении, которое позволяет производить
наплавку в наиболее удобном положении Температуру нагрева
выбирают в зависимости от металла изделия и марки приме-
няемых электродов (от 450 до800°C). Для наплавки применяют-
ся электроды, разработанные отделом сварки ЦНИИТМАШа,
марок ЦН-2, ЦН-3, ЦН-6, ЦН-8 и другие (табл. 16).
Наплавка цветных металлов. Дуговой наплавкой электро-
дами и порошковой проволокой наплавляют бронзу и медь.
Латунные сплавы наплавлять дугой крайне трудно ввиду актив-
ного кипения цинка. Для ручной дуговой наплавки в промыш-
ленности применяют большое количество электродов различных
марок. В каждом случае требуется подбирать состав наплавлен-
ного металла, близкий по своим свойствам к основному. Для
различных случаев наплавки применяют электроды «Комсомо-
лец-100», ЗТ, ММЗ-2, БР-1/ЛИВТ, БР-2/ЛИВТ, БР-З/ЛИВТ
и Др.
Автоматическая и полуавтоматическая наплавка может про-
изводиться медной или бронзовой проволокой, порошковыми
проволоками и лентами. Медь наплавляется медной проволокой
Ml под флюсом АН-20, на постояном токе обратной полярности.
178
Таблица 16
Электроды для наплавки уплотнительных поверхностей арматуры котпов высоких и сверхвысоких параметров
Марка электрода Металл стерж- ня электродаj Температура ра- бочего, слоя в °C Твердость HRC наплавленного слоя Химический состав наплавленного слоя в % Элементы технологии
с SI Мп Сг W Со
ЦН-2 ЦН-3 взк-цэ Св-ОХ18Н9 До 600 До 540 45—53 45—53 1,7— 2,0 1,7— 2,2 2,0— 2,5 0,3— 0,6 1,5— 3,0 28,0— 32,0 28,0— 32,0 4,0— 5,0 5,0— 7,0 59,0— 66,0 Детали малых р змеров ожно наплавлять без предварительного нагрева, массивные детали подог- реваются до 600—800 С; наплав- ленные детали охлаждаются с печью. Ток постоянный, обратной полярности, глубина расплавле- ния — минимальная
ЦН-6 Св-ОХ18Н9 До 600 28—32 0,1 5,0— 5,8 1,0— 2,0 16,0— 18,0 — 6,0— 8,0 — Наплавку можно производить без нагрева детали, если это не требует- ся для основного металла. Охлаж- дение в песке. Ток постоянный, обратной полярности. Глубина рас- плавления — минимальная
ЦН-8 Св-Х25НВ До 650 45—55 0,08— 0,12 8,0— 9,0 — 19,0— 22,0 — 10,0— 12,0 — Предварительный нагрев до 700 С. В процессе наплавки на- грев не должен быть ниже 600 °C. Охлаждение вместе с печью или в специальном копильнике
Для электрода диаметром 3 мм ток 300—350 а, напряжение дуги
30—35 в. Наплавка лентой толщиной 0,8 мм и шириной 100 мм
осуществляется под флюсом АН-60 на постоянном токе 1200—
1300 а обратной полярности при напряжении дуги 30—32 в.
Скорость передвижения автомата 12 м/ч.
2. АВТОМАТИЧЕСКАЯ И ПОЛУАВТОМАТИЧЕСКАЯ НАПЛАВКА
Применение автоматических и полуавтоматических способов
в наплавочных работах позволяет резко повысить производи-
тельность работы, освободить сварщика-наплавщика от тяже-
лого и однообразного труда, обеспечить равномерность состава
наплавки и заданные размеры наплавляемого слоя, уменьшить
расход наплавочных материалов и электроэнергии.
В промышленности применяются следующие способы авто-
матической и полуавтоматической наплавки: обычной электрод-
ной проволокой (ГОСТ 2246—60) под плавленым флюсом, а
также под керамическими флюсами; специальными наплавоч-
ными проволоками (ГОСТ 10543—63) открытой дугой, с защи-
той дуги углекислым газом и под плавлеными или керамиче-
скими флюсами; порошковыми проволоками и лентами откры-
той дугой, под слоем плавленого флюса или с газовой защитой
в углекислом газе; ленточными электродами с газовой защитой,
под керамическими или плавлеными флюсами; вибродуговая
наплавка; газовая наплавка цветных металлов и сплавов на
стальные изделия с применением газообразного флюса. Автома-
тические способы наплавки рекомендуются для массовых работ
•с большим объемом наплавки. Особенно удобно применение авто-
матической наплавки для тел вращения, так как такие работы
легко поддаются механизации с использованием, например, то-
карных станков или роликовых приводных стендов.
Наплавка обычной углеродистой стали выполняется под
стандартными плавлеными флюсами ОСЦ-45 или АН-348А, из-
готовляемыми в соответствии с ГОСТом 9087—59. В качестве
присадочной проволоки можно применять проволоки Св-08ГА,
Св-ЮГА, Св-08ГС, Св-12ГС по ГОСТу 2246—60 и другие про-
волоки этого типа. При этих работах не регламентируется ко-
личество расплавляемого основного металла, переходящего в
наплавку, поэтому процесс наплавки можно вести на макси-
мально возможных режимах по току.
Наплавка металла с особыми свойствами. Обычные плав-
леные флюсы, применяемые для сварки и наплавки, не могуг
изменять состав металла наплавляемого слоя. Они лишь за-
щищают металл от кислорода и азота воздуха, обеспечивают
устойчивое горение дуги, формируют наплавляемый слой, пре-
дотвращают разбрызгивание металла, уменьшают скорость
остывания наплавки и защищают металл от выгорания леги-
рующих примесей.
180
Для получения слоев из металла с особыми свойствами при
пользовании этими флюсами необходимо применять специаль-
ные легированные проволоки. Состав проволоки для получения
нужного состава металла наплавки выбирается с учетом раз-
бавления его расплавляемым металлом изделия. Для получе-
ния стабильных результатов необходимо точно выдерживать
режимы наплавки. При большом объеме наплавляемого метал-
ла и значительном нагреве изделия необходимо снижать ток по
мере нагрева изделия. Применение сложных составов прово-
лок, особенно легированных элементами, дающими большую
твердость, не всегда может быть рекомендовано ввиду сложно-
сти изготовления этих проволок, сравнительно высокой стоимо-
сти их и дефицитности. Проволоки для наплавочных работ
выпускаются по ГОСТу 10543—63 «Проволока стальная на-
плавочная». ГОСТ предусматривает выпуск восьми марок
углеродистой проволоки с содержанием углерода от 0,27 до
0,70% и одиннадцати марок легированной проволоки, в которых
содержание углерода изменяется в пределах 0,12—1,10%. Эти
проволоки легируются марганцем, кремнием, хромом, никелем,
а некоторые из них вольфрамом и ванадием. По ГОСТу
<0543—63 выпускается еще девять марок высоколегированных
проволок с присадкой из хрома, никеля и марганца; эти прово-
локи можно применять для наплавки под плавлеными флюсами
и в защитной атмосфере углекислого газа.
Керамические флюсы дают возможность легировать металл
наплавки в широких пределах, они не дефицитны, просты в из-
готовлении и могут быть широко рекомендованы для наплавоч-
ных работ (табл. 17 и 18). Для сварки под этими флюсами
употребляется обычная сварочная проволока.
Наплавка порошковой проволокой может производиться од-
ним из следующих способов: открытой дугой без защиты и с
защитой углекислым газом; под плавлеными флюсами. Основ-
ным преимуществом порошковых проволок является возмож-
ность широкого изменения состава наплавленного металла пу-
тем изменения состава шихты. Составы наиболее распростра-
ненных порошковых проволок даны в табл. 19.
Для наплавки порошковой проволокой могут применяться
любые автоматы и полуавтоматы, предназначенные для дуговой
сварки и наплавки. Некоторым затруднением при этом яв-
ляется возможность смятия проволоки подающими роликами.
Институт электросварки им. Е. О. Патона разработал специаль-
ный держатель А-725-Б, который может быть включен к лю-
бому полуавтомату.
Наплавка ленточным электродом. Для получения тонких
равномерных слоев на большой площади целесообразно приме-
нять наплавку ленточным электродом под флюсом. Наплавку
можно выполнять металлической пли порошковой лентой. На-
181
Состав легирующих керамических флюсов
Состав флюс св в %
Флюсы
КС-Х12Т 40—43
КС-Х12М 38—42
1,5—2,3—
1,7 3,0
15—2,0—
1,7 2,4
16,5—
18
16,5—
18,0
КС-Х14Р 37—40 8—10
8,6—
10
12—
14
2,0— 2,1—
2,3 2,4
17—
18,5
КС-ЗХ2В8
40—43
10-
12
КС-Р18Р
КС-Р9Р
26.-28 8,5—
9,0
31,5—8,5—
33,5 10
8,5—
9,8
8-9
1,5—
2,0
1,4—
1,6
1,5— <0,7
1,4
1,5— <0,7
1,8
4,9—
6,2
4,9—
6,2
го-
22,5
13—
15
плавка металлической лентой широко применяется при покры-
тии стальных поверхностей тонким слоем из нержавеющей
стали, в частности, рабочих лопастей и камер гидротурбин для
защиты их от кавитации. Наплавка ленточным электродом
обеспечивает получение ровного и тонкого слоя наплавленного
металла с минимальной глубиной расплавления основного ме-
талла.
Порошковая лента изготовляется из двух полос, скреплен-
ных между собой по кромкам закаткой или сваркой. Проме-
жуток между полосами заполняется зернистой шихтой. Такая
лента позволяет получать наплавленный слой любого заданного-
состава. Состав некоторых литых лент дан в табл. 20.
182
Таблица 17
для наплавки и область применения
Флюсы Состав флюсов в % Применение
Ванадий Молибден Алюминий Тнтан Сера Фосфор 1 Карбид бора Железо из ферросплавов
КС-Х12Т — — 0,7— 1,1 3,5— 4,0 <0,1 0,1 — 14—19 Для наплавки штампов, но-
КС-Х12М 0,8— 1,4 0,7— 1,1 3,5— 4,0 0,1 <0,1 14—19 жей, гильотин’ ных ножниц, роликов И ДРУ’ того инстру- мента для хо- лодной обра- ботки металла
КС-Х14Р — — — — <0,1 <0,1 2,8— 3,0 7—10 Для наплавки деталей, рабо- тающих на абразивный из- нос
КС-ЗХ2В8 0,4— 0,7 — 0,2- 0,3 1,0— 1,5 <0,1 <0,1 — 10—14 Для наплавки штампов горя- чей штамповки металла
КС-Р18Р 2,2— 3,0 — 0,6— 0,9 0,7— 1,0 <0,15 <0,15 0,7— 0,8 17,5— 19 Для наплавки метан лор ежу-
КС-Р9Р 4— 5,5 — 0,6— 0,9 0,7— 1,0 <0,15 <0,15 0,3— 0,4 17— 20 щего инстру- мента
Наплавка выполняется под слоем плавленого или специаль-
ного бескислородного флюса. Для различных способов наплав-
ки можно применять флюсы ОСЦ-45, АН-348А, АН-20, АН-26,
48-ОФ-6, 48-ОФ-9 и ряд других, в зависимости от марки наплав-
ляемой ленты.
Вибродуговая наплавка. Сущность способа состоит в том,
что к вращающейся детали автоматической головкой подается
проволока, конец которой совершает продольно-осевые колеба-
тельные движения, прикасаясь к детали и отходя от нее на
заданную величину (рис. 92). Благодаря таким колебаниям
между вращающимся изделием и проволокой периодически за-
жигается дуга, которая гаснет в момент короткого замыкания
183
Таблица 18
Состав наплавленного металла в %
Флюс С Сг W V Мо TI S1 Мп
КС-Х12Т 1,5—11,9 10—13 — 0,2 0,5 0,6
КС-Х12М 1,3—1,6 10—13 — — 1,0—1,8 0,2 0,5 0,6
КС-Х14Р 1.8—2,2 12—14 .—- — — — 0,8 0,6
КС-ЗХ2В8 0,3—0,4 2,2—3,0 7,5—8.0 0,2—0,5 — 0,1 0,5 0,8
КС-Р18Р 0,75—1,0 3,8—4,5 17—20 1,2—2,5 .— 0,1 0,5 0,6
КС-Р9Р 0,85-1,15 3,8—4,5 8,5—14,0 2,0—3,3 — 0,1 0,5 0,6
Таблица 19
Состав порошковых проволок для наплавки в %
Проволока Стальная лента се- чением 0,8x15 мм Ферровольфрам В-2 1 Феррохром Хр-2 феррованадий Вд-2 Ферромарганец Ферротитан Графит Железный порошок Кремнефтористый натрий Никелевый порошок | Карбид бора
ПП-Р9 для режущего инструмента ПП-Р18 для режущего инструмента ПП-ЗХ2В8 для штам- пов и прокатных валков ПП-У15Х17Н2 для штампов и прокатных валков Для деталей, воспри- нимающих ударную на- грузку Для деталей из мар- ганцовистой стали Г13 . 72 64 71 65 70 62 11,65 22,4 12,32 8,3 8,2 3,9 Хр-1 28,5 Хр-1 18,5 4,2 3,04 1,0 1,65 23,1 1 £ 1 III 0,75 0,71 0,19 1,3 1,1 7,9 4,5 14,9 2 1,65 1,95 2,0 1 w 1 III
проволоки с изделием и вновь возбуждается при удалении ее
конца от изделия. В момент короткого замыкания расплавлен-
ный металл проволоки приваривается к поверхности детали.
Для уменьшения нагрева детали на дугу и деталь подается
водная эмульсия, содержащая 50—60 г кальцинированной со-
ды и 10—15 г технического мыла на 1 л воды. Режимы наплав-
ки: напряжение дуги изменяется в пределах 4—32 в; частота
колебаний 25—100 гщ диаметр сварочной проволоки 1—3 мм;
сварочный ток 110—210 а.
184
Таблица 20
Химический состав литой электродной ленты
Марка ленты Содержание элементов в %
С SI Мп Сг W V S Р
чэ 3,3—3,6 1,3—1,4 0,2—0,4 — 0,05 0,05
Г13А 1.0—1,2 Не более 0,2 12—14 — •— — 0,04 0,03
4X13 0,4—0,5 0,6 0,6 13—15 — — 0,04 0,04
4ХЗВ8 0,35—0,45 0,6—0,9 0,6-0,9 2,5-3,2 8,0—10,0 0,2—0,4 0,04 0,04
Наплавленный металл представляет собой мелкопористую
металлическую массу, насыщенную кислородом, азотом и во-
дородом. В процессе наплавки из металла интенсивно выгорают
углерод, марганец и кремний. Благодаря периодичности зажи-
гания дуги обеспечивается минимальный нагрев основного ме-
талла, при котором деформации наплавляемой детали отсутст-
вуют.
Вибродуговая наплавка рекомендуется для нанесения
слоев толщиной 1—2 мм на шейки коленчатых валов двигателей
внутреннего сгорания и на различные детали станочного обо-
Рис. 92. Принципиальная схема вибродуговой плавки посто-
янным током:
1 — сварочный генератор; 2 — вибратор; 3 — электрод; 4 — изделие;
5 — охлаждающая жидкость
рудования. Недостатками этого способа являются: сравнительно
большие потери металла на угар и разбрызгивание (от 10 до
30%); малая прочность наплавленного слоя; возможность мест-
ной закалки основного металла, особенно высокоуглеродистых
сталей, при наплавке деталей с большой массой.
Принципиальная схема вибродуговой наплавки дана на
рис. 92.
185
Рис. 93. Наплавка токами высокой
частоты:
/ — наплавляемая деталь; 2 — расплавляемый
зернистый сплав; 3 — индуктор; 4 — форми-
рующие пластины; 5 — тележка для перемеще-
ния детали
Электрошлаковая наплавка. Способ электрошлаковой на-
плавки применяется для деталей, где наплавляемый слой после
обработки должен иметь толщину не менее 8 мм. Для обеспе-
чения этого условия минимальная толщина слоя после наплавки
должна равняться 10—12 лиг. Этим способом можно наплавлять
металлы, обладающие специальными свойствами: износостойко-
стью, жаростойкостью, электропроводностью, стойкостью против,
коррозии.
На сталь можно наплавлять медь и медные сплавы (лату-
ни, бронзы). Обычно глубина расплавления основного металла
составляет 2—3 мм, что обеспечивает постоянство состава ме-
талла наплавляемого слоя, который определяется составом при-
падочного металла.
Наплавка токами высо-
кой частоты. Наплавляемый
сплав в виде зернистой
крупки или пасты наносится
на наплавляемую поверх-
ность детали, которая затем’
нагревается токами высокой
частоты. При нагревании
наплавляемой поверхности
до плавления одновременна
расплавляется и шихта; при
этом расплавленный металл
ровным слоем растекается
по поверхности, соединяясь
с металлом детали. На
рис. 93 дана схема наплав-
ки режущей части лемеха.
Преимущества этого спо-
соба заключаются в следу-
ющем: малая и равномерная глубина расплавления основного
металла, величину которой можно достаточно точно регулиро-
вать режимом нагрева; возможность в ряде случаев соединения
наплавляемого слоя без расплавления основного металла; крат-
ковременность и одновременность процесса расплавления всей
массы шихты; высокая производительность; возможность авто-
матизации процесса; улучшение условий труда.
Для равномерности плавления в шихту твердых сплавов
добавляют 3—9% буры или борной кислоты. Хорошие резуль-
таты получаются при выполнении массовых работ по наплавке
лемехов плугов. Шихта ВИСХОМ-9 или У35Х7Г7 приготов-
ляется в виде пасты путем замеса ее на патоке и наносится
слоем нужной толщины на рабочую кромку лемеха. Толщина
наплавленного слоя составляет 1,5—2,5 мм. Чтобы наплавить
200 см2 поверхности, требуется около 2—2,5 мин.
186
3. НАПЛАВКА ГАЗОВЫМ ПЛАМЕНЕМ
Для наплавки применяется газовое ацетилено-кислородное
пламя и та же аппаратура, что и для газовой сварки. В ряде
случаев для целей наплавки можно рекомендовать работу на
газах — заменителях ацетилена, например, пропан-бутановой
смеси. Производительность газовой наплавки ниже, чем дуговой,
тем не менее она находит широкое применение в производстве
при восстановлении различных мелких деталей, изготовленных
из чугуна, стали, меди, латуни, бронзы, алюминия и его сплавов.
Особеностямп газовой наплавки являются: широкая возмож-
ность регулировки степени нагрева основного металла; малая
глубина проплавления основного металла; возможность наплав-
ки слоя малой толщины (0,5 мм) заданного состава; возмож-
ность наплавки на сложные криволинейные поверхности с ост-
рыми кромками.
Наплавка черных металлов. Наплавка обычных углероди-
стых сталей осуществляется нормальным пламенем, сварочной
проволокой Св-08 и Св-08А. Более твердые и прочные слои
получаются при наплавке проволоками Св-08ГС, Св-10ГС,
СВ-12Г2, Св-12ГС по ГОСТу 2246—60.
Наплавка чугунных деталей производится в том случае,
когда требуется получить обрабатываемый слой, и выполняется
по той же технологии, что и сварка чугунных деталей. В каче-
стве присадочных материалов применяются прутки марок А и Б
по ГОСТу 2671—44. Наплавка выполняется нормальным пла-
менем с отношением кислорода и ацетилена в смеси р= 1,1:1
при минимальной глубине расплавления основного металла.
В ряде случаев для наплавки достаточно нагреть наплавляемую
поверхность до 850—900 СС и к нагретой поверхности под флю-
сом ФНЧ-1 присаживать расплавленный металл прутка. Глу-
бина расплавления регулируется изменением угла наклона
горелки к наплавляемой поверхности.
Газовая наплавка чугуна широко применяется при восста-
новлении изношенных зубьев шестерен, направляющих реек
механизмов скольжения, различных изношенных плоскостей,
уплотнительных седел клапанных гнезд в головках двигателей
внутреннего сгорания и др. деталях. Наплавленный металл во
всех случаях имеет твердость НВ в пределах 200—250 и легко
обрабатывается обычным режущим инструментом. Если тре-
буется получить наплавленный металл, обладающий повышен-
ной плотностью, без наличия даже микроскопических газовых
включений, нужно применять газообразный флюс марки БМ-1
или БМ-2, разработанных ВНИНавтогенмаш.
Наплавка твердых сплавов. Твердые износостойкие и эро-
зионностойкие слои наплавляются сплавами типа стеллитов,
сормайтов и высоколегированных чугунов. Газовая наплавка
187
Таблица 21
Материал и области применения присадочных прутков для газовой
наплавки твердых сплавов (по данным ВНИИавтогенмаша)
Материал прутка ГОСТ или ТУ Твердость наплавлен- ного метал- ла HRC, не более Область применения
ЗХ2В8 ГОСТ 5950—63 22 Наплавка матриц и пуансонов для горячих работ (штампов- ка, прессование)
Х9С2 ГОСТ 5632—61 22 Наплавка клапанов и других деталей, работающих при высоких температурах с не- большой нагрузкой
СВ-18ХГСА ГОСТ 2246—60 22 Восстановление деталей и ста- лей соответствующих марок
Р9 и Р18 ГОСТ 5950—63 28 Изготовление нового и восста- новление изношенного ин- струмента из быстрорежу- щей стали
Сормайт № 2 (литой) — 35 Наплавка деталей, работающих на абразивный износ и удар- ' ные нагрузки при нормаль- ных температурах
Сормайт № 1 (литой) МПТУ 2275—49 45 То же, при высоких температу- рах без ударов
ВК (литой) ГОСТ 4834—49 40 Наплавка деталей, работающих на абразивный износ: леме- ха плугов, ковши землечер- палок и т. п.
ХЧ (литой) ТУ ВНИИавто- генмаш 46 То же, при особо интенсивном? износе
Стеллит ВК2 АМТУ 291—57 46 Восстановление деталей, под- верженных износу в услови- ях коррозии и высокой тем- пературы: лопатки турбин, клапаны двигателей и др.:
Стеллит ВКЗ — 41 То же (наплавленный металл' лучше сопротивляется уда- рам, но менее износостоек)
ТЗ* — 85 Наплавка бурового инструмента-
* Стержни ТЗ представляют собой стальную трубку диаметром 6 лш, заполненную зернами карбида вольфрама.
188
Таблица 22
Составы флюсов для газовой наплавки твердыми сплавами
в этом случае обеспечивает однородность наплавленного метал-
ла, полное отсутствие пористости, отсутствие перемешивания
наплавляемого сплава с основным металлом, равномерность
наплавленного слоя. Составы наиболее употребительных литых
сплавов для газовой наплавки даны в табл. 21. Наплавку ве-
дут нормальным пламенем. Наплавляемая поверхность дово-
дится до начала плавления. Для лучшего соединения расплав-
ленной присадки с основным металлом применяют порошковые
флюсы, составы которых приведены в табл. 22.
В случае газовой наплавки зернистыми сплавами последние
должны быть заключены в металлическую оболочку, например,
трубку. Такие «трубчатые» присадочные прутки особенно удоб-
ны для наплавки зернистых вольфрамосодержащих сплавов
типа «Вокар». В состав шихты вводится некоторое количество
флюсующих веществ (буры и борной кислоты), чем обеспечи-
189
вается равномерное флюсование наплавки. В последнее время
для наплавки твердых сплавов начинают применять специаль-
ные порошковые проволоки, также содержащие флюсующие
вещества.
Наплавка цветных металлов. Детали, изготовленные из меди,
бронзы, латуни, алюминия и его сплавов, в процессе эксплуа-
тации теряют свои размеры в результате механического износа
или воздействия различных агрессивных сред. Восстанавли-
вают такие повреждения чаще всего газовой наплавкой. В ка-
честве присадочных металлов применяют стержни, близкие по
составу к основному металлу. Для наплавки медных деталей
и деталей из мецных сплавов требуются флюсы, содержащие
буру или борную кислоту. Весьма хорошие результаты дает
применение газообразных флюсов марки БМ-1 или БМ-2.
В ряде случаев при восстановлении размеров деталей, из-
готовленных из бронзы, в качестве присадочного металла можно
применять латуни Л62; ЛК-62-0,5; ЛОК-1-03, которые дают
плотный наплавленный металл, хорошо сопротивляющийся
истиранию. Детали больших размеров и весом более 10 кг
перед наплавкой должны быть подогреты до 400—450 °C. По-
догрев производят газовой горелкой или в специальных печах.
После наплавки рекомендуется быстрое охлаждение детали на
воздухе, а для бронз с высоким содержанием меди — в. воде.
Наплавка деталей, изготовленных из меди, производится
медной проволокой. Детали больших размеров наплавляются
двумя горелками одновременно, одной из которых подогревают
деталь, а второй ведут наплавку. Наплавленный металл мо-
жет быть дополнительно уплотнен путем проковки наплавлен-
ного слоя в горячем состоянии.
Детали, изготовленные из алюминия и алюминиевых спла-
вов, восстанавливают наплавкой с применением флюса АФ-4А.
В качестве присадки выбирают металл, близкий по составу к
основному металлу. В машиностроении чаще всего приходится
восстанавливать литые детали, изготовленные из алюминиево-
кремниевых сплавов АЛ2; АЛ4; АЛ9; АЛ8; АЛ 13. Для этих
сплавов применяют литые стержни из сплавов АЛ2 и АЛ8.
Обычно наплавка изношенных бортов, кромок и посадочных
мест деталей производится без подогрева. Для деталей сложной
конфигурации рекомендуется применять общий равномерный
подогрев до 250—350 °C.
В ряде случаев требуется покрыть поверхности черных ме-
таллов медью, латунью, бронзой. Такие наплавки осуществля-
ются ацетилено-кислородной горелкой с применением газооб-
разных флюсов БМ-1 или БМ-2. Для небольших деталей можно
применять и порошковые флюсы. При применении газообраз-
ного флюса указанных марок получается плотный наплавленный
металл, хорошо сплавленный с основным.
190
Поверхность детали, подлежащая наплавке, тщательно очи-
щается и обезжиривается, а затем нагревается газовой горел-
кой до температуры, близкой к температуре плавления приса-
дочного металла. При больших габаритных размерах детали на-
плавка может выполняться на предварительно нагретую деталь.
В ряде случаев целесообразно наплавку выполнять двумя
сварочными горелками, одну из которых располагают впереди
(по ходу процесса наплавки) и подогревают ею металл, а вто-
рой с флюсом БМ-1 ведут наплавку. Благодаря присутствию в
газовом пламени флюсующих веществ вся поверхность металла,
подлежащая наплавке, покрывается тонким плотным слоем ак-
тивного флюса, выпадающего из пламени. Наплавка под слоем
такого флюса обеспечивает полную защиту расплавляемого
цветного металла от окисления, что особенно заметно при на-
плавке латунными сплавами. Обычно латунь при расплавлении
газовой горелкой (даже в присутствии порошковых флюсов)
выделяет большое количество белых паров окиси цинка. При
газообразном флюсе таких выделений не бывает. Ванна жидкого
металла—-спокойная, блестящая, без признаков кипения. По-
верхность металла после остывания также получается ровной,
блестящей и неокисленной.
Способ этот нашел широкое применение для наплавки уплот-
няющего слоя на детали шиберов, задвижек и другой арматуры,
в которых уплотнение осуществляется латунными кольцами. На
заводах, выпускающих такую арматуру, созданы автоматические-
линии наплавки. Этот же способ используется для наплавки
антифрикционных слоев, а также для защиты поверхностей
стальных деталей от механического воздействия и искрообра-
зования при работе во взрывоопасных цехах. Для наплавки
рекомендуются следующие материалы: латуни различных марок
(например, Л62), не содержащие кремния, свинца, олова:
бронзы, в частности, БрКМцЗ-0,5, дающие плотный слой при
наплавке на чугун и сталь; медь марок Ml и МЗ-С.
Для нормального процесса газофлюсовой наплавки газооб-
разного флюса расходуется около 30 г на 1 кг наплавленного
металла или 70 г на 1 м3 ацетилена. Следует отметить, что на-
плавленный металл дает очень хорошее соединение с чугуном
и сталью; прочность его равна прочности литой латуни.
Процесс газовой наплавки с флюсами БМ-1 и БМ-2 может
быть легко автоматизирован. Для этой цели ВНИИавтогенмаш
создал ряд установок автоматической наплавки, в которых
автоматически регулируются : температура нагрева детали, ско-
рость подачи присадочной проволоки в горелку, число оборотов
наплавляемой детали, а также колебательные движения горел-
ки и проволоки в поперечном направлении наплавки.
ОГЛАВЛЕНИЕ
Предисловие....................................................... 3
Глава I. Классификация повреждений деталей и способов их восста-
новления .........................................................5
Г лава II. Способы сварки при ремонте стальных деталей ....
1. Выбор способа сварки и требования к сварному соеди-
нению ................................................31
2. Дуговая сварка......................................32
3. Электрошлаковая сварка..............................41
4. Газовая сварка ....................................45
5. Полуавтоматическая и автоматическая сварка в углекис-
лом газе н под флюсом................................46
Г лава III. Восстановление сваркой стальных цилиндров и станин гид-
равлических прессов..............................................49
1. Причины разрушений .................................49
2. Основы технологии восстановления цилиндров ... 56
3. Восстановление цилиндров с литейными дефектами . . 57
4. Восстановление цилиндров с конструктивными и механи-
ческими недостатками..................................65
5. Восстановление деталей с конструктивными недостатка-
ми при одновременном усилении напряженных участков 71
6. Восстановление деталей из стали повышенной прочности 83
7. Восстановление стальных деталей с местной термообра-
боткой ...............................................87
8. Сварка крупных коленчатых валов.....................93
Глава IV. Восстановление стальных деталей, разрушенных воздействием
химически активных сред, теплоты и кавитации .... 101
1. Разрушения, вызванные каустической хрупкостью . . 102
2. Восстановление деталей гидротурбин, разрушенных кави-
тацией ..............................................110
Глава V. Сварка чугунных деталей..................................118
1. Горячая сварка чугуна..........................122
2. Холодная сварка чугуна ........ 136
3. Низкотемпературная сварка-пайка чугуна .... 154
Глава VI. Наплавочные работы.................................161
1. Ручная дуговая наплавка.......................166
2. Автоматическая и полуавтоматическая наплавка . . 180
3. Наплавка газовым пламенем.....................187
Константин Павлович Вощанов
«РЕМОНТ ОБОРУДОВАНИЯ СВАРКОЙ»
Редактор издательства Н. С. Степанченко
Технический редактор Н. В. Тимофеева Корректор Ц. И. Будницкая
Обложка художника А. С. Рыбакова
Сдано в производство 24/Ш 1966 г. Подписано к печати 13/IX 1966 г. Т-13213
Тираж 19 500 экз. Печ. л. 12,0 Бум, л. 6,0 Уч.-изд. л. 13,0
Темплан 1967 г., № 211 Формат 60x90'/i6 Цена 84 коп. Зак. № 268
Издательство «МАШИНОСТРОЕНИЕ», Москва, Б-66, 1-й Басманный пер.. 3.
Московская типография № 6 Главполиграфпрома
Комитета по печати при Совете Министров СССР
Москва» JK-88, 1-Й Южно-портовый пр., 17.