Автор: Юдеев А.В. Юдеев Ю.А.
Теги: отопление, вентиляция и кондиционирование воздуха в зданиях строительство вентиляция монтаж
Год: 1983



Текст
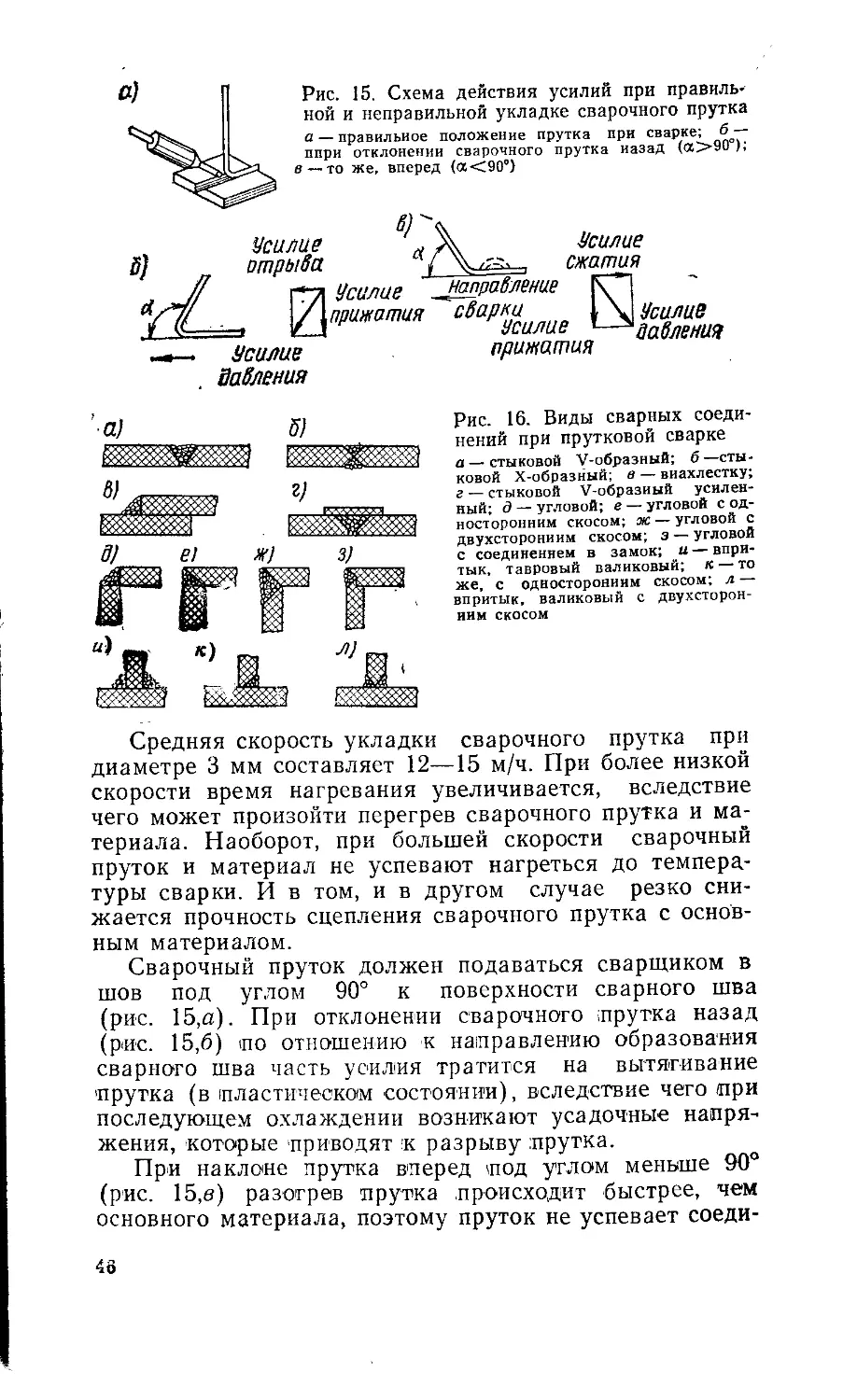
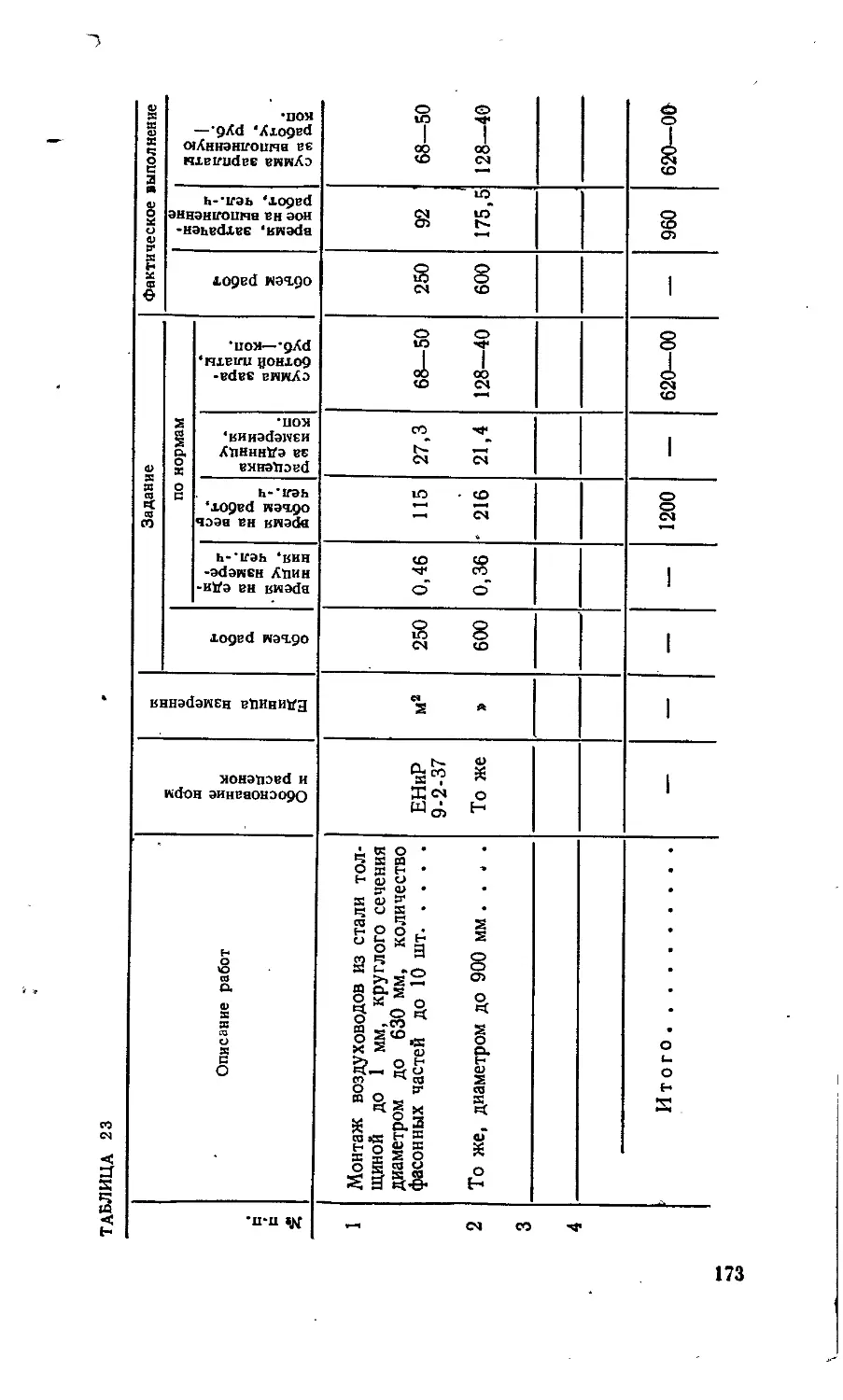
ПОВЫШЕНИЕ‘MACTEPCTB^P '
РАБОЧИХ СТРОИТЕЛЬСТВА
И ПРОМЫШЛЕННОСТИ
СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ
А. В. ЮДЕЕВ, Ю. А. ЮДЕЕВ
ИЗГОТОВЛЕНИЕ
И МОНТАЖ
ВОЗДУХОВОДОВ
ДЛЯ АГРЕССИВНОЙ
СРЕДЫ
_ I
ИЗДАНИЕ 2-е, ПЕРЕРАБОТАННОЕ
И ДОПОЛНЕННОЕ
ББК 387762.2
Ю 16
УДК 697.922.057
Рекомендовано к изданию решением Главпромвентиляции и
Главного управления кадров и учебных заведений
Министерства монтажных и специальных работ.
Рецензент — ииж. С. А. Харланов
Юдеев А. В., Юдеев Ю. А.
Ю 16 Изготовление и монтаж воздуховодов для агрес-
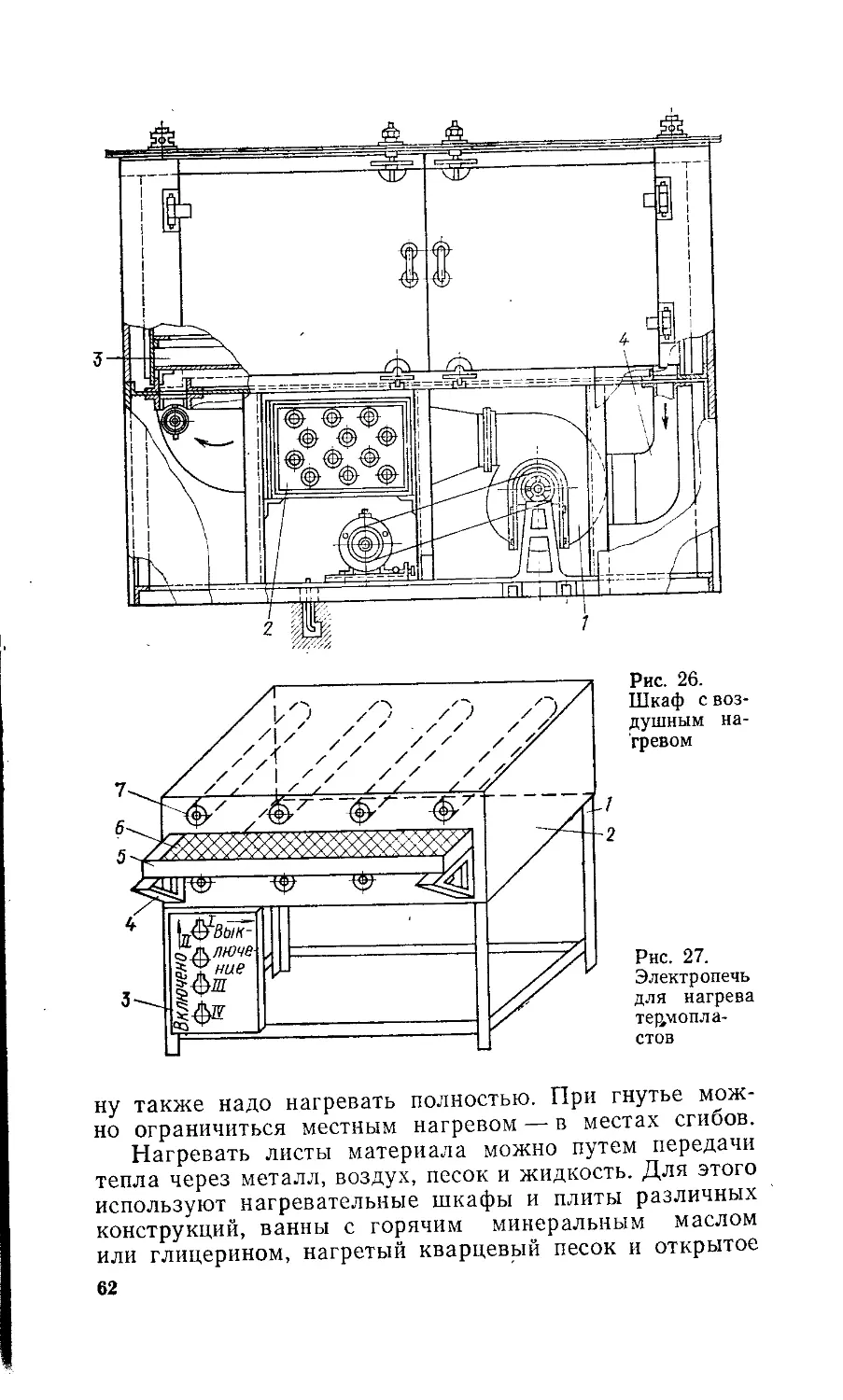
сивной среды..— 2-е изд., перераб. и доп. — М.:
Стройиздат, 1983. — 17Q с,, ил. — (Повышение ма-
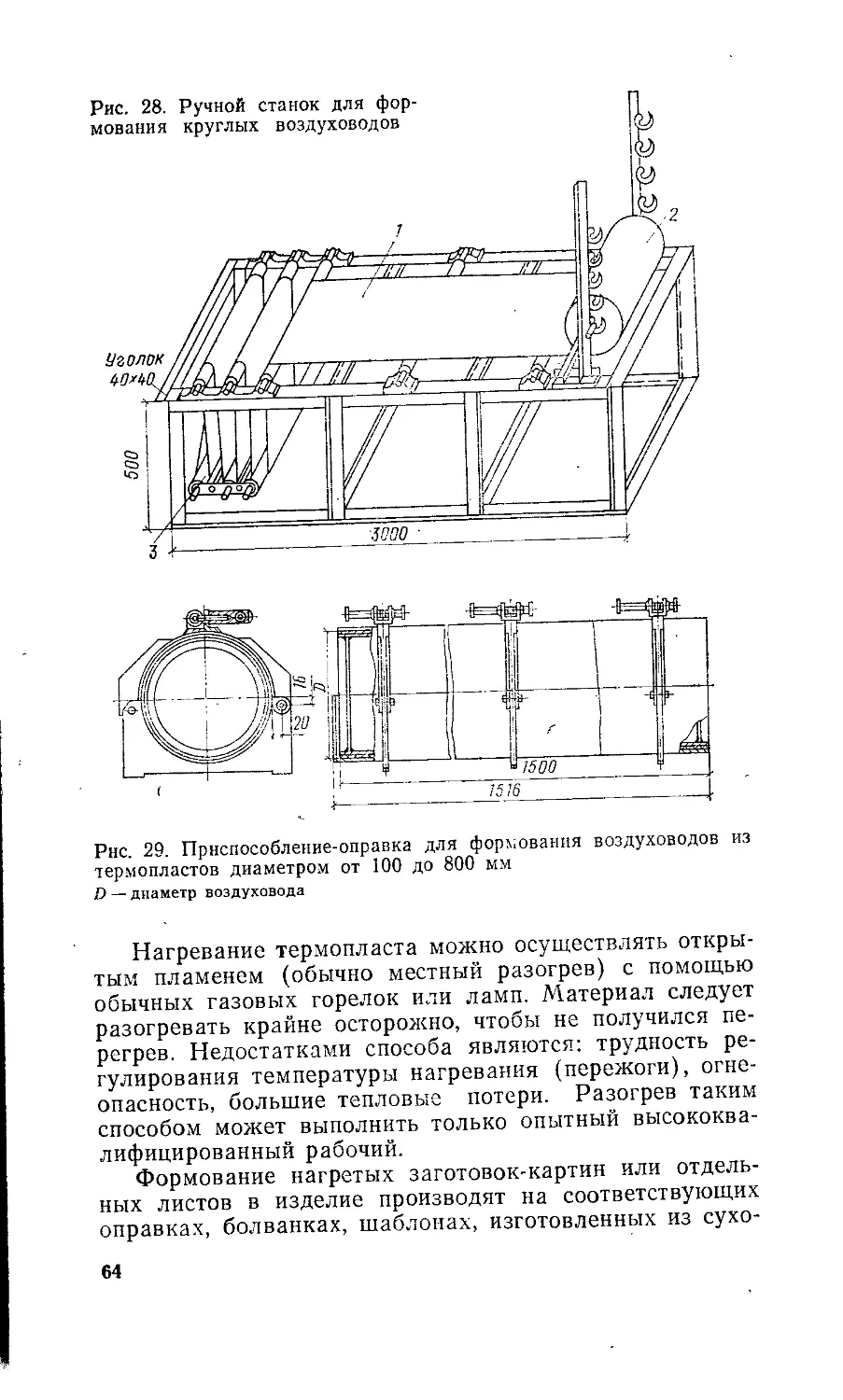
стерства рабочих стр-ва и пром-сти строит, мате-
риалов). — Авт. 1-го изд.: Юдеев А. В. (1975 г.).
Приведены сведения об агрессивных средах и особенностях устрой-
ства систем промышленной вентиляции, работающих в этих средах.
Описана технология изготовления и монтажа вентиляционных систем из
полимерных материалов или с антикоррозионными покрытиями, приве-
дены характеристики этих материалов и покрытий и способы нанесе-
ния их на металлические поверхности. Материал переработай в соот-
ветствии с новыми техническими решениями.
Для рабочих и мастеров строительно-монтажных организаций.
3206000000—563
Ю------------------ 102—83
047(01)—83
ББК 38.762.2
6С9.4
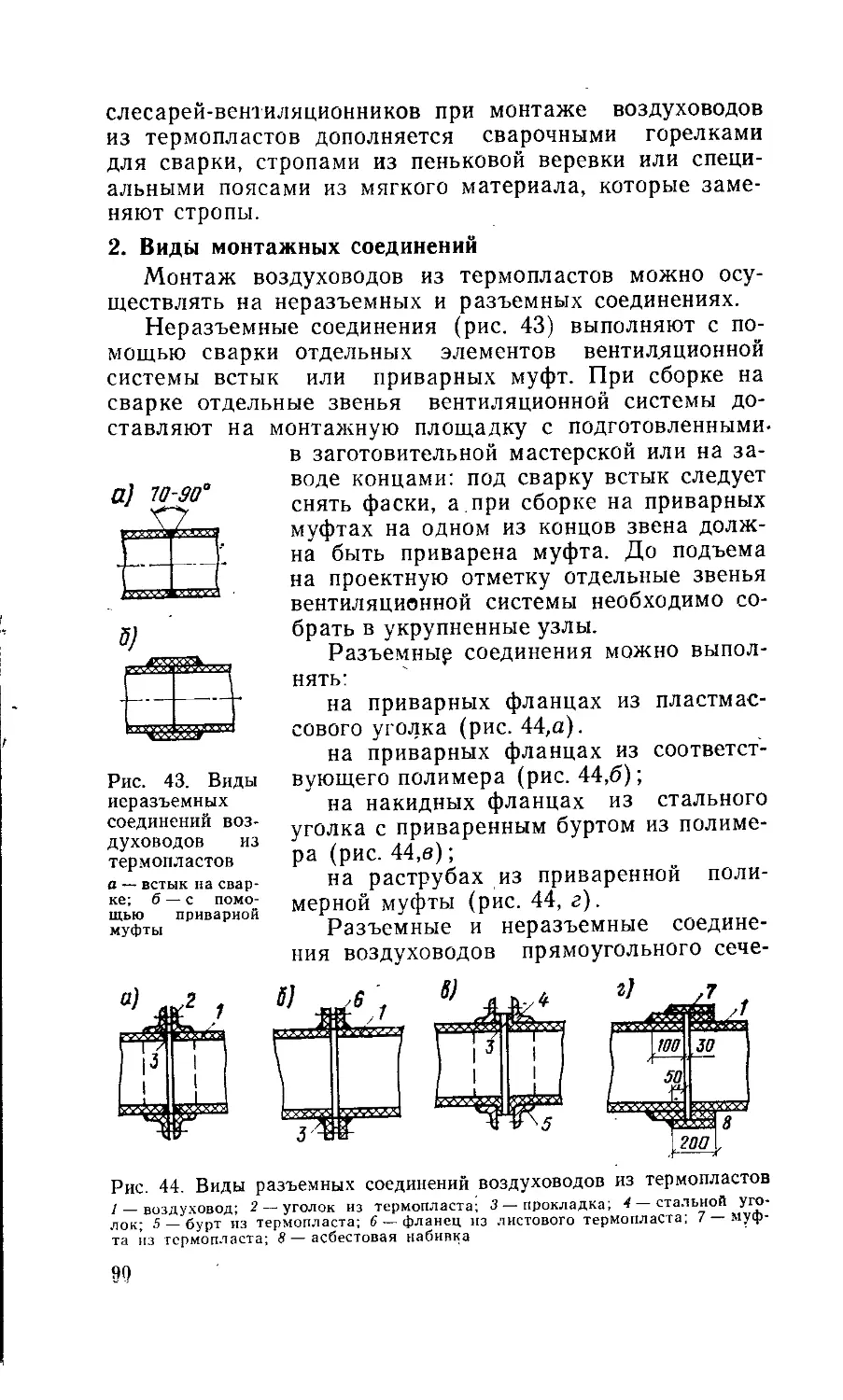
Александр Васильевич Юдеев,
Юрий Александрович Юдеев
ИЗГОТОВЛЕНИЕ И МОНТАЖ ВОЗДУХОВОДОВ
для АГРЕССИВНОЙ среды
Редакция литературы по инженерному оборудованию
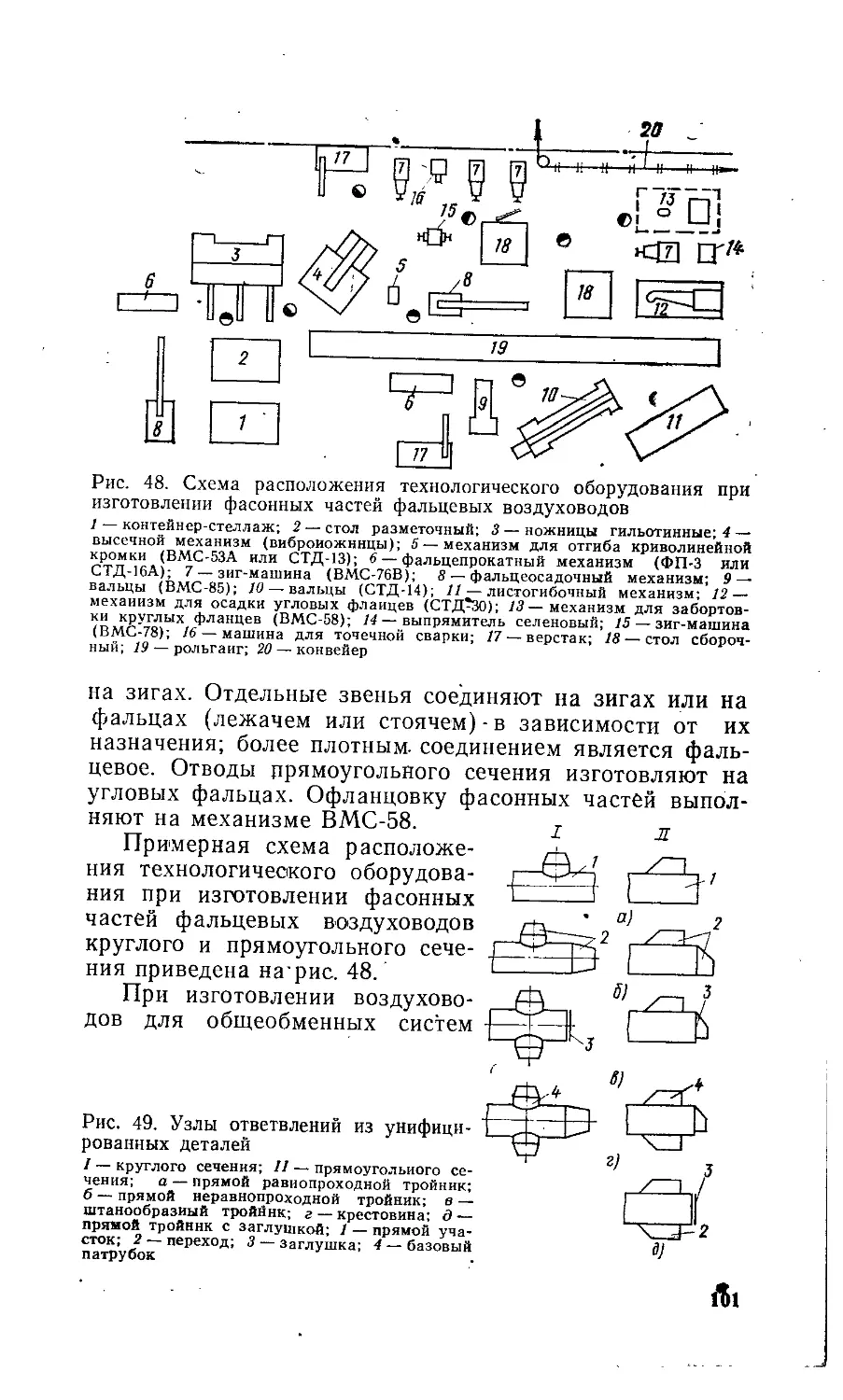
Зав. редакцией И. В. Соболева
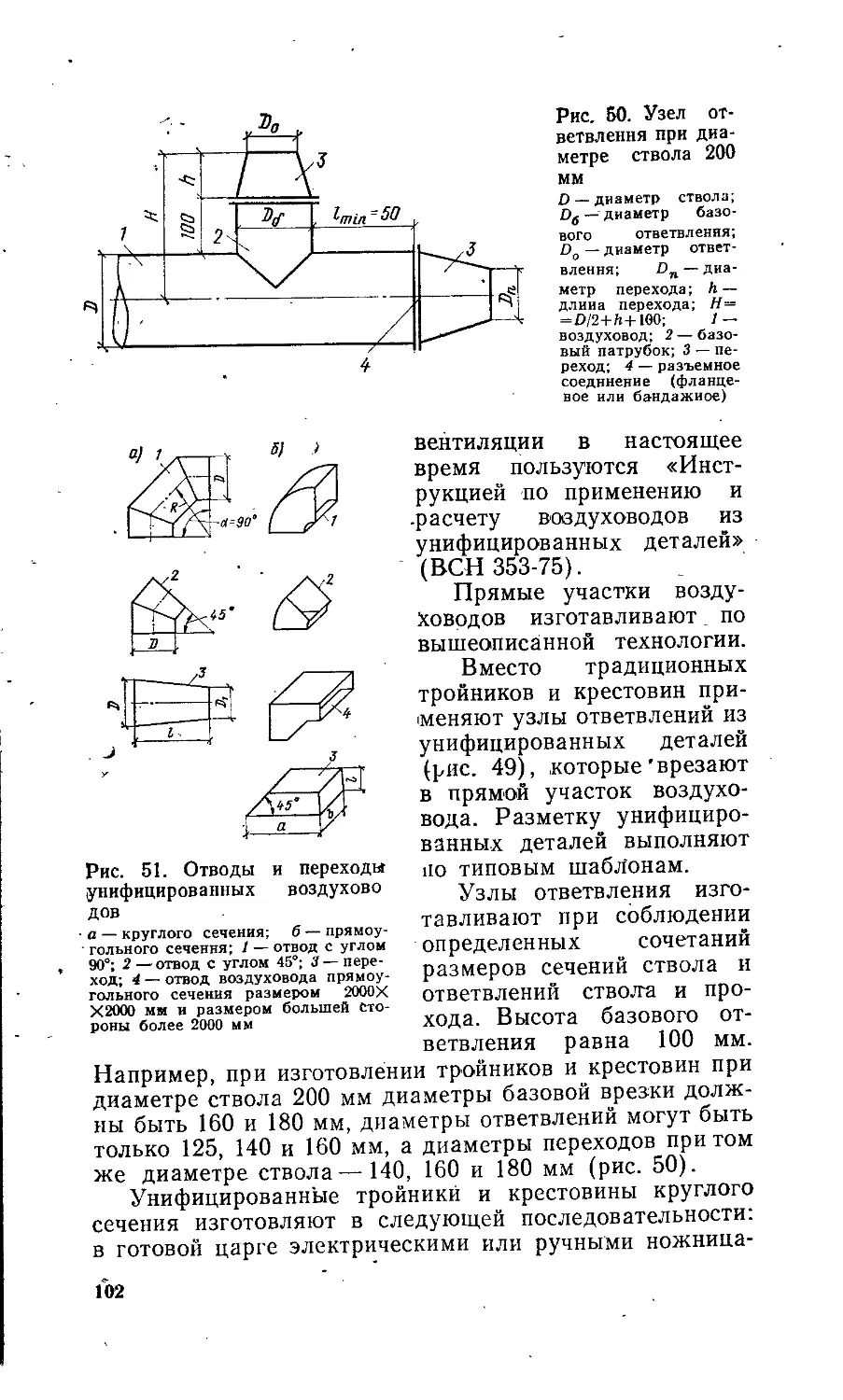
Редактор К. Н. Долгова
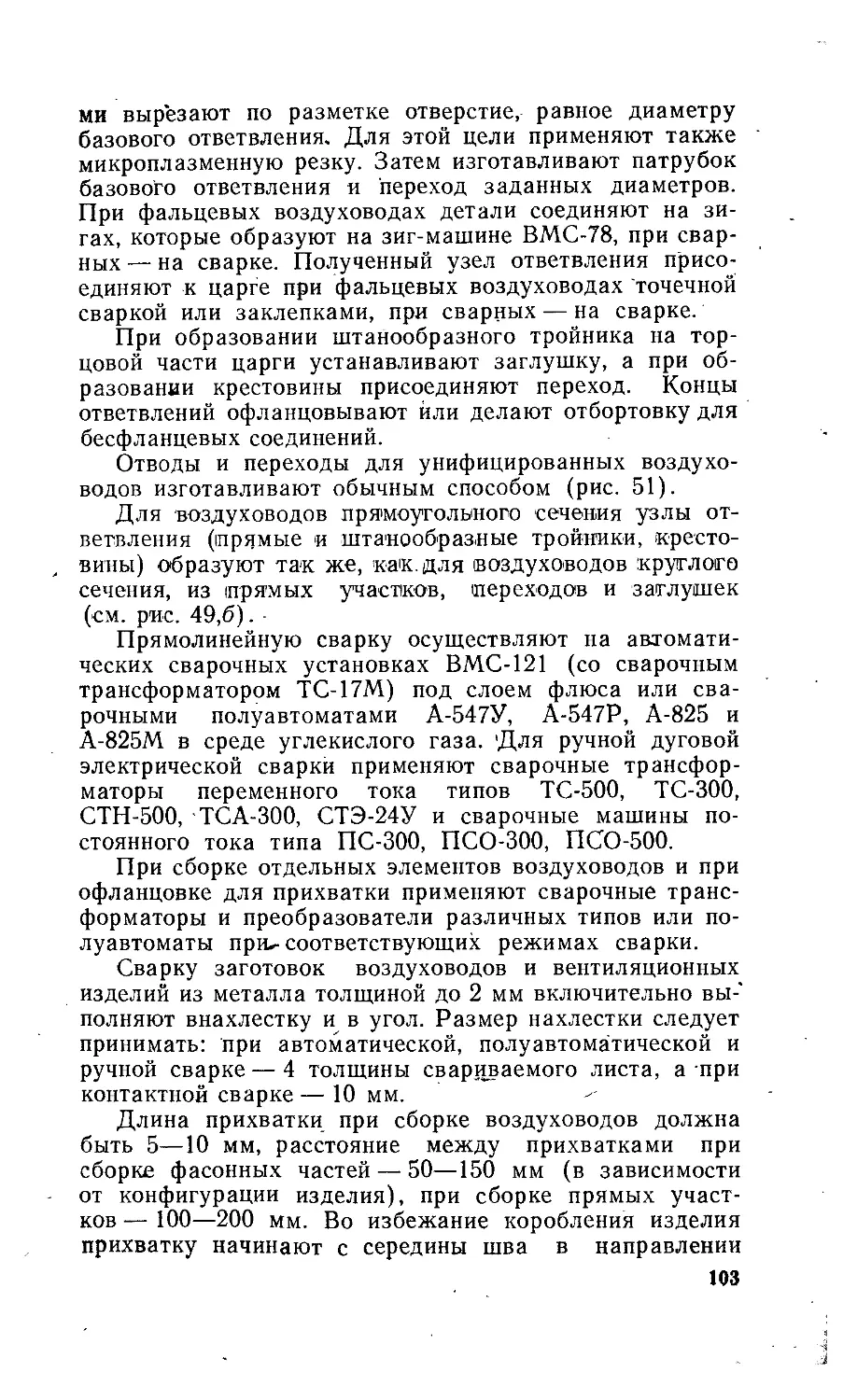
Младший редактор А. А. Мииаева
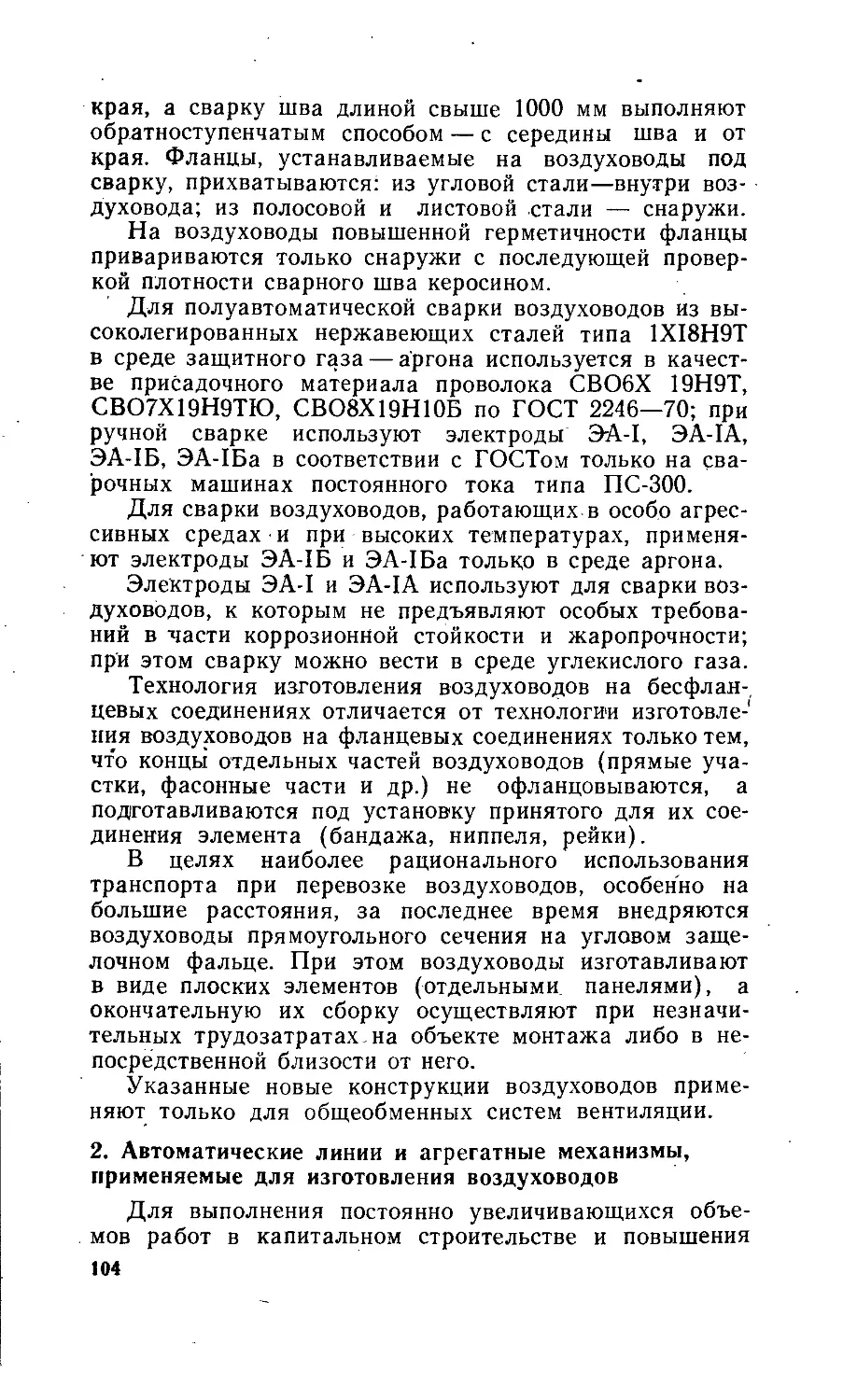
Художественный редактор В. П. Груздев 7
Технический редактор В. Д. Павлова
Корректор Н.С. Сафронова
ИБ 2756
Сдано в набор 04.02.83. Подписано в печать 17.04.83. Формат 84Х1081/».
Бумага тнп. № 2. Гарнитура «Литературная». Печать высокая. Усл. печ.
л. 9,24. Усл. кр.-отт. 9,55. Уч.-нзд. л. 10,42. Тираж 10 000 экз.
Изд. Хе АУП-8787. Заказ 417. Цена 50 к.
Стройиздат, 101442, Москва, Каляевская, 23а
Московская типография № 32 Союзполиграфпрома при Государственном
комитете СССР по делам издательств, полиграфии н книжной торговли.
103051. Москва, Цветной бульвар, 26
© Стройиздат, 1975
© Стройиздат, 1983, с изменениями
Главная задача одиннадцатой пятилеткл, как отмечено в реше-
ниях XXVI съезда КПСС, состоит в обеспечении дальнейшего роста
благосостояния советских людей на основе устойчивого, поступа-
тельного развития народного хозяйства, ускорения научно-техниче-
ского прогресса и перевода экономики на интенсивный путь разви-
тия, более рационального использования производственного потен-
циала страны, всемерной экономии всех видов ресурсов и улучше-
ния качества работы.
Ежегодный рост объемов капитального строительства в нашей
стране и непрерывное повышение производительности труда направ-
лены на дальнейшее улучшение условий труда н быта человека.
Партия и правительство всегда уделяли и уделяют большое вни-
мание оздоровлению условий труда на промышленных предприятиях
и в сельском хозяйстве, предотвращению загрязнения атмосферного
воздуха, водоемов.
В Основных направлениях экономического и социального раз-
вития СССР на 1981—1985 годы и на период до 1990 года, принятых
XXVI съездом КПСС, намечено обеспечить в 1985 г. по сравнению
с 1980 г. в машиностроительной и металлообрабатывающей про-
мышленностях снижение расхода проката черных металлов не ме-
нее чем на 18—20 % и сэкономить в строительстве 7—9 %.
Вместе с тем развивать производство новых полимерных мате-
риалов и изделий из них с комплексом заданных свойств химически
стойких неорганических неметаллических материалов, расширять и
систематически обновлять номенклатуру конструкционных материа-
лов, улучшать их технико-экономические характеристики, а также
увеличивать выпуск прогрессивных материалов, заменяющих черные
и цветные металлы.
В связи с развитием химической промышленности — строи-
тельством объектов Большой химии и внедрением новых технологи-
ческих процессов — значительно возрос объем вентиляционных ра-
бот. Наряду с общеобменной вентиляцией, создающей необходимые
санитарно-гигиенические условия для людей, работающих на про-
мышленных предприятиях, все большее распространение получает
вентиляция технологического назначения.
Ответственную задачу выполняет вентиляция в производствен-
ных помещениях, в воздушную среду которых выделяются агрессив-
ные пары н газы, аэрозоли кислот н щелочей, опасные для здоровья
и жизни человека. Агрессивная среда вызывает также усиленный
процесс коррозии металлических поверхностей — конструктивных
частей зданий и оборудования. Быстрому разрушающему воздейст-
вию подвергаются вентиляционные воздуховоды, изготовленные из
тонкой листовой стали. Увеличение толщины листовой стали до 4—
5 мм нецелесообразно и не оправдывает себя, так как не создает
длительной устойчивости против коррозии, а приводит лишь к не-
обоснованному перерасходу металла. Применение же высококачест-
венного и дорогостоящего металла — нержавеющей, титановой и
других видов специальных сталей — для изготовления вентиляцион-
ных устройств в значительной степени повышает капитальные за-
траты и создает затруднения в своевременном обеспечении дефицит-
ными материалами.
В решениях XXVI съезда КПСС, майского и ноябрьского.
(1982 г.)*, а также июньского (1983 .г) Пленумов ЦК КПСС неод-
нократно подчеркивалась важность строжайшей экономии н береж-
ливости, рационального использования всего, чем располагает
страна, повышения эффективности н качества оборудования и систем.
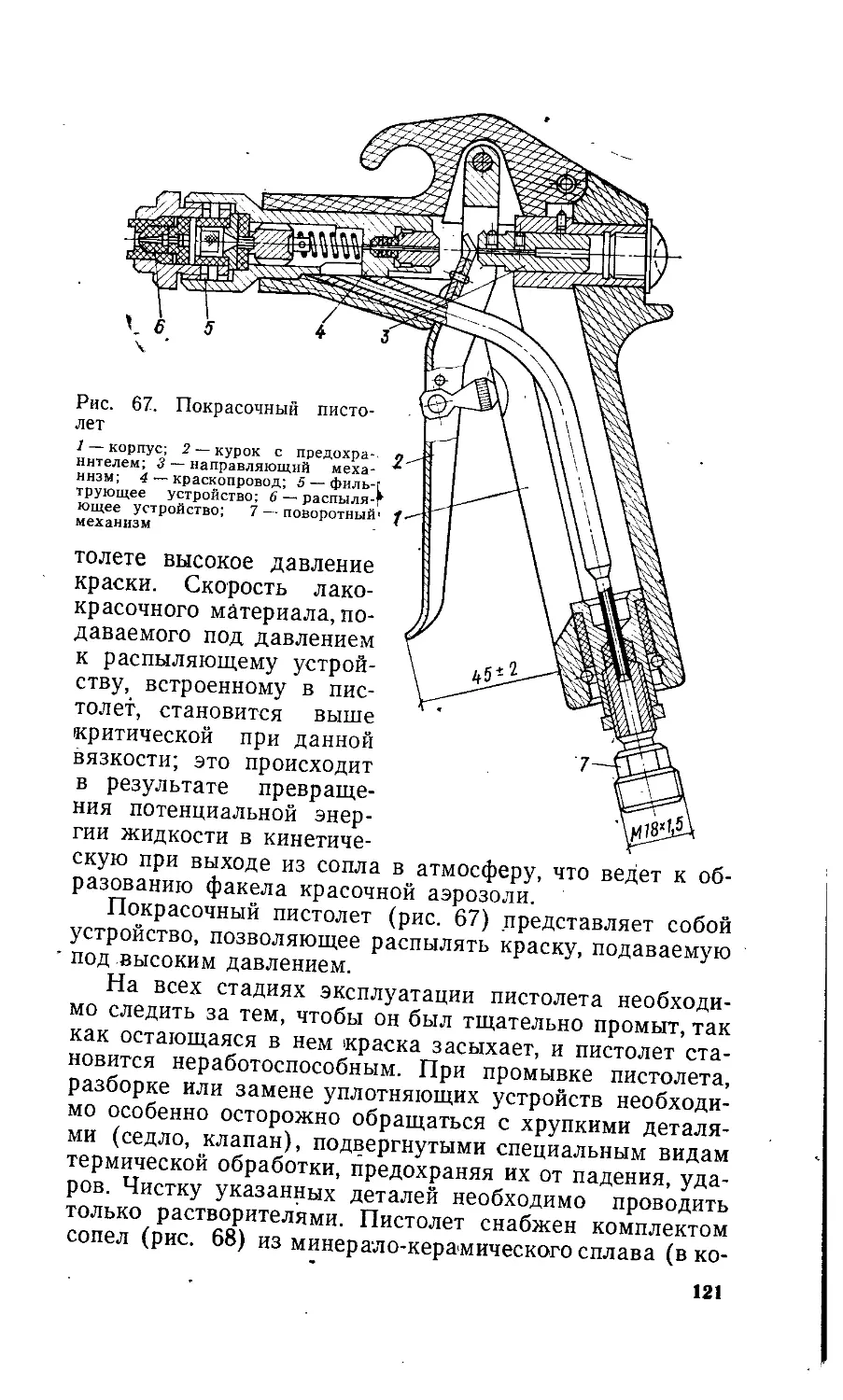
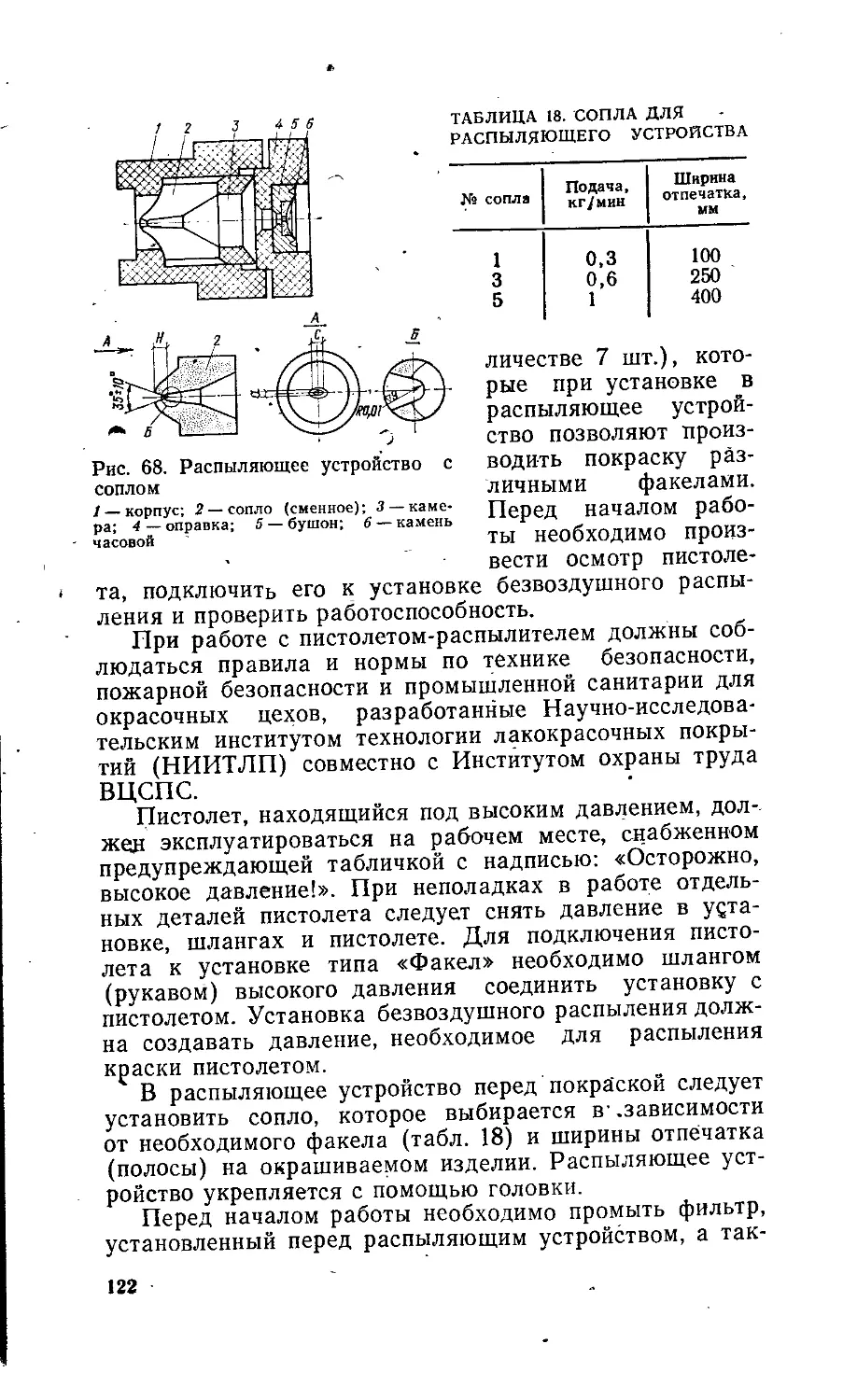
Основным критерием выбора того или другого коррозионно-
стойкого материала для воздуховодов служит минимум приведен-
ных затрат, т. е суммы капитальных нложеиий и эксплуатационных
расходов, отнесенных к одному году работы системы.
В борьбе с коррозией вентиляционных устройств наиболее це-
лесообразными являются два основных метода: замена металла пла-
стмассами и антикоррозионная защита листовой стали. Сравнительно
высокая стоимость воздуховодов из пластмасс и листовой стали с
антикоррозионными покрытиями в настоящее .время обусловливается
еще несовершенной технологией их изготовления и высокой стои-
мостью самих материалов.
Так как в ближайшие годы стоимость термопластовых материа-
лов будет значительно снижена, а технология изготовления возду-
ховодов из иих усовершенствована, эти методы антикоррозионной
защиты вентиляционных установок являются наиболее перспектив-
ными и будут широко применяться в вентиляционной технике.
Общие понятия о значении, устройстве и конструктивных эле-
ментах вентиляционных систем подробно изложены в практических
пособиях по повышению мастерства рабочих в промышленном стро-
ительстве: «Монтаж вентиляции и кондиционирования воздуха» (ав-
торы С. А. Харланов, В. А. Степанов. Высшая школа, 1979), «Из-
готовление деталей вентиляционных систем» (авторы- Н, Д. Троц,
Б, М. Каневский, Ю. С. Краснов. Стройиздат, 1975), поэтому эти
сведения в книге не повторяются, а приводятся лишь специфиче-
ские особенности устройств и конструктивных деталей вентиляци-
онных систем, работающих в условиях агрессивной среды и нужда-
ющихся в защите от коррозии.
Авторы выражают признательность рецензенту книги С. А. Хар-
ланову за ценные замечания, сделанные при рецензировании руко-
писи.
4
1. СВЕДЕНИЯ 06 АГРЕССИВНОЙ СРЕДЕ
Газовоздушная смесь, содержащая в своем составе
пары кислот, щелочей, газы и другие химические веще-
ства, разрушающие материалы, называются агрессивной
средой. Агрессивные среды по физическому состоянию
могут быть жидкими (растворы кислот, щелочей, орга-
нические жидкости), газообразными (пары кислот, ще-
лочей, производственные газы) и твердыми (соли, шла-
ки, зола).
Процесс разрушения материалов, происходящий под
действием окружающей среды, называется коррозией. В
производствах, связанных с использованием для техно-
логических процессов растворов кислот, щелочей, раз-
личных солей и газов, неизбежно образуется агрессив-
ная газовоздушная среда, создающая условия для акти-
вной коррозии материалов. Агрессивные газы и пары
попадают в производственные помещения через неплот-
ности коммуникаций, оборудования и аппаратуры
(фланцы, вентили, сальники и т. п.) при химических
процессах, а также в результате испарения с открытых
поверхностей сосудов и резервуаров, заполненных раст-
ворами, испарения при сушке материалов, смоченных'
или пропитанных различными летучими веществами
и др.
Количество газов и паров, поступающих в производ-
ственные помещения, определяется химическими анали-
зами и специальными расчетами. Распространение газов
и паров в воздухе помещения зависит от их плотности,
концентрации, коэффициента диффузии, но главным об-
разом от интенсивности циркуляции потоков воздуха.
Как правило, вследствие наличия воздушных потоков в
помещении скорость распространения вредных выделе-
ний в сотни раз превышает скорость диффузии. Плот-
ность и концентрация газов и паров весьма слабо влия-
ют на направление их распространения; даже такие тя-
желые газы, как окислы азота, хлор и сернистый ангид-
рид, увлекаются воздушными потоками и распространя-
ются ими по помещению. В помещениях с интенсивными
источниками тепла наибольшая концентрация вредных
газов обычно оказывается в верхних зонах. Только в тех
случаях, когда тяжелые газы в больших количествах не
подвергаются нагреванию и имеют одинаковую темпера-
туру с окружающим неподвижным воздухом, они опус-
каются и накапливаются внизу (например, в'складах).
Для сохранения от преждевременного разрушения
строительных конструкций и технологического оборудо-
вания в помещениях, в которых выделяются газо- и па-
рообразные вредные выделения, их удаляют в местах
образования. Наиболее рациональной и эффективной в
Данном случае является местная вытяжная вентиляция.
Если невозможно локализовать вредные выделения ме-
стной вентиляцией, рекомендуется устраивать зональ-
. ную вытяжку и подачу воздуха с помощью воздушных
душей.
Общеобменная вентиляция устраивается в тех слу-
чаях, когда местную дли зональную вентиляцию осущест-
вить невозможно. Количество воздуха для общеобмен-
ной вентиляции определяется по количеству выделяю-
щихся вредных газов и паров из расчета разбавления
их до предельно допустимой концентрации (ПДК) или
по кратностям воздухообмена, приведенным в утверж-
денных Госстроем СССР «Санитарных нормах проекти-
рования промышленных предприятий» (СН 245-71).
Для многих отраслей промышленности очень важ-
ным является вопрос подбора материалов для воздухо-
водов и других вентиляционных устройств, эксплуати-
рующихся в агрессивных средах. Специфика воздухово-
дов и вентиляционного оборудования, применяемых в
системах промышленной вентиляции, заключается в том,
что через них проходят потоки газовоздушных сред, не-
сущих значительное количество химических соединений в
парогазовом состоянии. В ряде случаев стенки воздухо-
водов имеют температуру ниже точки росы1 перемещае-
мой газовоздушной среды, что создает условия для кон-
денсации влаги. Стенки отпотевают и, контактируя с
газовой фазой, покрываются пленками различных кис-
лот и соединений, что вызывает активную коррозию эле-
ментов .вентиляционных систем.
Так, по сведениям ГПИ Сантехпроект, при эксплуа-
тации вентиляционных систем, выполненных из тради-
ционных материалов (обычная сталь и сталь со спец-
покрытием), выявлена их недостаточная надежность
при работе во многих агрессивных промышленных газо-
воздушных средах.
На Московском радиаторном заводе им. Войкова для
вентилятора, работающего на отсосе паров соляной кис-
лоты, окислов азота и выполненного из углеродистой
1 Точка росы — температура, при которой относительная влажность
газовоздушной среды достигает 100 %.
в
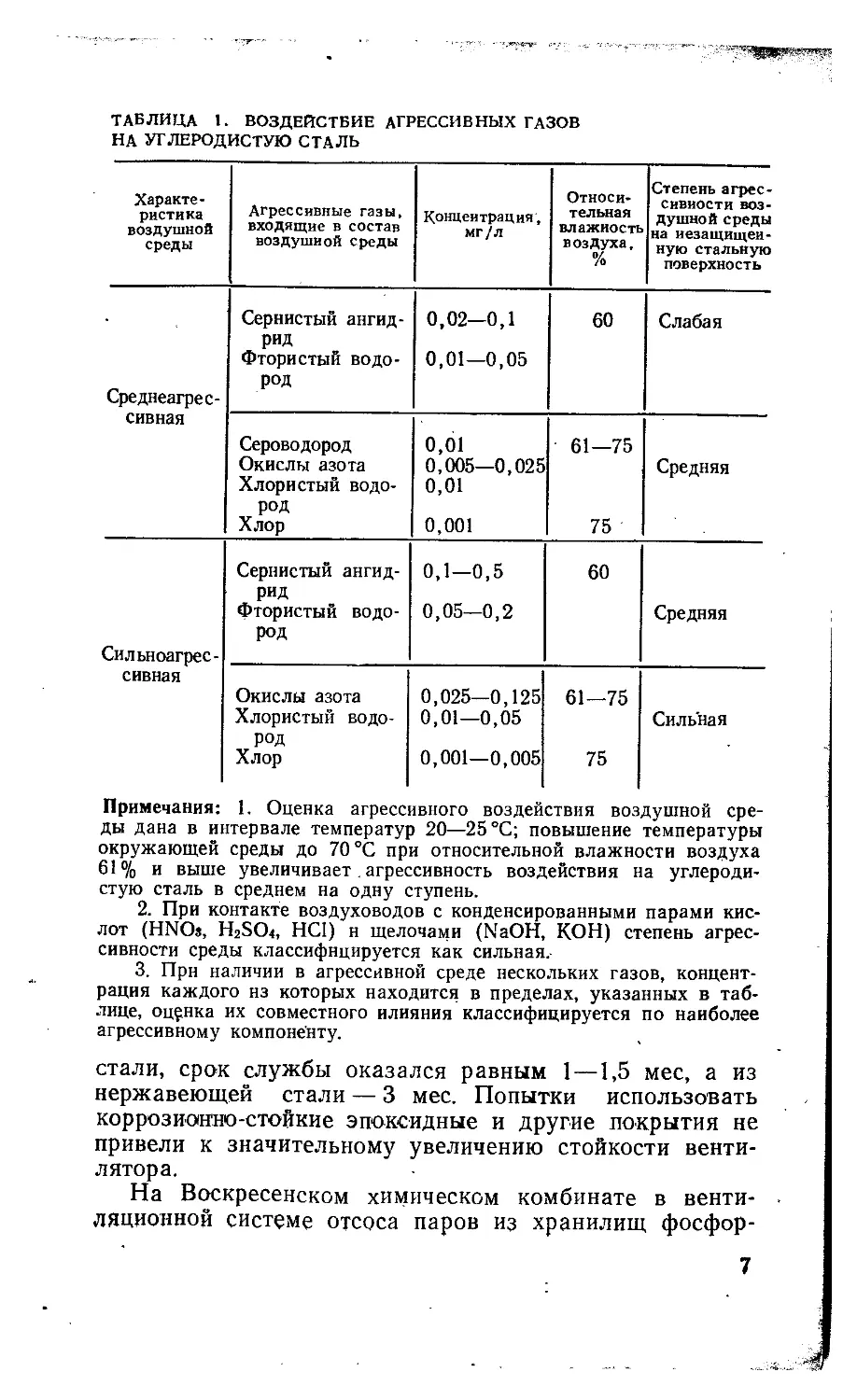
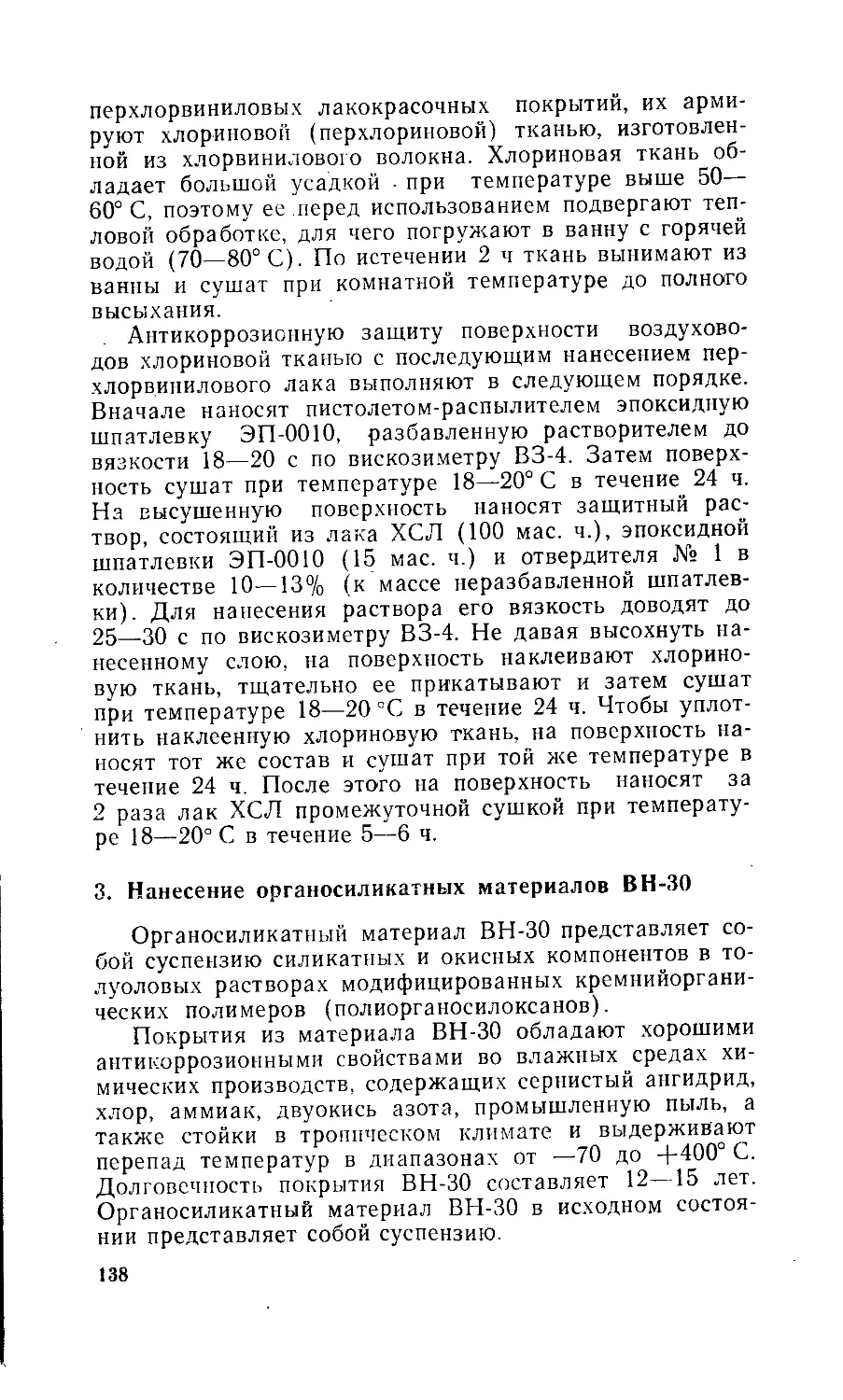
ТАБЛИЦА I. ВОЗДЕЙСТВИЕ АГРЕССИВНЫХ ГАЗОВ
НА УГЛЕРОДИСТУЮ СТАЛЬ
Характе- ристика воздушной среды Агрессивные газы, входящие в состав воздушной среды Концентрация, мг/л Относи- тельная влажность воздуха, % Степень агрес- сивности воз- душной среды на незащищен- ную стальную поверхность
Среднеагрес- сивная Сернистый ангид- рид Фтористый водо- род 0,02—0,1 0,01—0,05 60 Слабая
Сероводород Окислы азота Хлористый водо- род Хлор 0,01 0,005—0,025 0,01 0,001 61—75 75 Средняя
Сильноагрес- сивная Сернистый ангид- рид Фтористый водо- род 0,1—0,5 0,05—0,2 60 Средняя
Окислы азота Хлористый водо- род Хлор 0,025—0,125 0,01—0,05 0,001—0,005 61—75 75 Сильная
Примечания: 1. Оценка агрессивного воздействия воздушной сре-
ды дана в интервале температур 20—25 °C; повышение температуры
окружающей среды до 70 °C при относительной влажности воздуха
61% и выше увеличивает . агрессивность воздействия на углероди-
стую сталь в среднем на одну ступень.
2. При контакте воздуховодов с конденсированными парами кис-
лот (HNOs, H2SO4, НС1) н щелочами (NaOH, КОН) степень агрес-
сивности среды классифицируется как сильная.
3. Прн наличии в агрессивной среде нескольких газов, концент-
рация каждого нз которых находится в пределах, указанных в таб-
лице, оценка их совместного илияния классифицируется по наиболее
агрессивному компоненту.
стали, срок службы оказался равным 1 —1,5 мес, а из
нержавеющей стали — 3 мес. Попытки использовать
коррозионно-стойкие эпоксидные и другие покрытия не
привели к значительному увеличению стойкости венти-
лятора.
На Воскресенском химическом комбинате в венти-
ляционной системе отсоса паров из хранилищ фосфор-
7
ной кислоты срок службы стального корпуса вентилято-
ра составил 1—1,5 мес, а крыльчатки из нержавеющей
стали — 2—3 мес.
- В одном из цехов Березниковского титано-магниево-
го комбината гуммированные вентиляторы, работающие
в среде, содержащей туман серной кислоты, выходили
из строя почти ежемесячно.
Как показал опыт, защита вентиляционного стально-
го оборудования гуммированием резиной или эбонитом
недостаточно увеличивает срок службы оборудования.
К тому же для роторов вентиляторов применение гум-
мированного покрытия ограничено его невысокой меха-
нической прочностью. Эти покрытия обладают рядом
других недостатков: слабая термостойкость, недолговеч-
ность, старение, растрескивание. Кроме того, иаиесение
их весьма трудоемко.
Срок службы вентиляционных устройств зависит от
материалов, из которых они выполнены, и от характера
агрессивной среды. В зависимости от характера, кон-
центрации н содержания влаги агрессивные среды по
степени воздействия на незащищенную стальную по-
верхность подразделяются на слабо-, средне- и снльно-
агрессивные.
Степень агрессивного воздействия газовоздушных
сред по отношению к незащищенному металлу характе-
ризуется следующими потерями металла за,один год
эксплуатации (согласно СН 262-67):
слабая.................................... 0,1 мм/грд
средняя............................ 0,1—0,5 »
сильная ............................. более 0,5 »
Оценка степени воздействия различных газовоздуш-
ных сред на воздуховоды из углеродистой стали приве-
дена в табл. 1.
II. ОСОБЕННОСТИ УСТРОЙСТВА ВЕНТИЛЯЦИИ
В ПОМЕЩЕНИЯХ, СОДЕРЖАЩИХ АГРЕССИВНЫЕ СРЕДЫ
При проектировании вентиляционных систем, эксплу-
атируемых в агрессивных средах, предусматривают кон-
струкции деталей и специальные элементы, повышаю-
щие их долговечность; применение воздуховодов круг-
лого сечения; устройство уклонов и сборников в случае
образования конденсата.
Кроме того, необходима изоляция' металлических
воздуховодов от контакта с металлическими строитель-
8
ными конструкциями, исключающая возможность воз-
никновения статического электричества, которое уско-
ряет процесс разрушения металла от коррозии. Детали
и узлы систем промышленной вентиляции, предназна-
ченные для перемещения воздуха с повышенной кон-
центрацией паров кислот и щелочей, чтобы продлить
срок их службы, необходимо изготовлять из химически
стойких материалов.
На предприятиях, изготовляющих искусственное во-
локно, серную кислоту, в травильных и гальванических
отделениях, аккумуляторных и зарядных станциях, хи-
мических лабораториях и т. п., где требуется усиленная
вентиляция, процесс коррозии незащищенных черных
металлов происходит очень быстро. Достаточно сказать,
что вентиляционные установки, изготовленные из кон-
струкционных сталей с обычной масляной покраской,
при эксплуатации в условиях указанных предприятий
требуют замены через несколько месяцев. Например,
воздуховоды вытяжной вентиляции из черной листовой
стали толщиной 0,8 мм, по которым удаляется воздух,
содержащий окислы азота с парами воды (от ванн с
раствором азотной кислоты), в травильном и гальвани-
ческом отделениях, несмотря на предохранительную
окраску гудроном, обычно служат около 3 мес, после
чего требуют полной замены.
Иногда не дает эффекта и замена черного металла
цветным. Так, например, в прядильном цехе одного из
заводов искусственного волокна воздуховоды вытяжной
вентиляции, предназначенной для удаления вредных
выделений в виде смеси воздуха и тонкораспыленной
серной кислоты, были выполнены из листового алюми-
ния толщиной 1 мм. Замена их потребовалась через
10—12 мес эксплуатации. В цехах производства нитро-
целлюлозы воздуховоды вытяжных систем вентиляции,
удаляющие воздух с примесью окислов азота от укры-
тий технологического оборудования, выполненные из
нержавеющей стали толщиной 0,8 мм,~ требовали заме-
ны через 15—18 мес.
Менее активно, но также агрессивно действует газо-
воздушная среда, не содержащая химических примесей,
но характеризующаяся высокой относительной влаж-
ностью (свыше 60% при температуре до 50 °C) и воз-
можностью конденсации водяного пара (в пропарочных
и сушильных камерах деревообрабатывающих предпри-
ятий, прачечных, банях т. п.). Применение в этом случае
вентиляционных деталей из оцинкованной стали нес-
9
колько повышает срок службы вентиляционных Систем,
но тем не менее наблюдается сильное разрушение фа-
сонных частей, особенно в местах фальцевых соедине-
ний, перегибов, в отбортовке фланцевых соединений,
так как в процессе механической обработки защитный
слой в указанных местах нарушается.
Приведенные примеры позволяют сделать вывод, что
даже листовой алюминий и нержавеющая сталь оказы-
ваются нестойкими при воздействии некоторых агрес-
сивных сред.
При разработке проектов вентиляции должны учи-
тываться все.особенности химических примесей газовоз-
душной среды помещений, в которых будут размещены
вентиляционные устройства, а также газовоздушной
среды, перемещаемой По воздуховодам. Правильный вы-
бор материалов для изготовления вентиляционных
устройств увеличивает долговечность вентиляционных
систем.
Стойкими материалами к воздействию агрессивных
веществ являются термопластические пластмассы (лис-
товой винипласт и полиэтилен), полихлорвиниловые
(ПХВ) красители (грунты, эмали, лаки), покрытия эпок-
сидными составами (шпаклевка с лаком, эмали, лаки),
органосиликатными материалами типа ВН-30 и некото-
рые виды резины.
Наиболее широкое практическое применение для
изготовления воздуховодов, вентиляторов и других эле-
ментов вентиляционных систем, транспортирующих аг-
рессивную среду, получил листовой винипласт, а также
готовые вентиляционные детали, покрытые специальны-
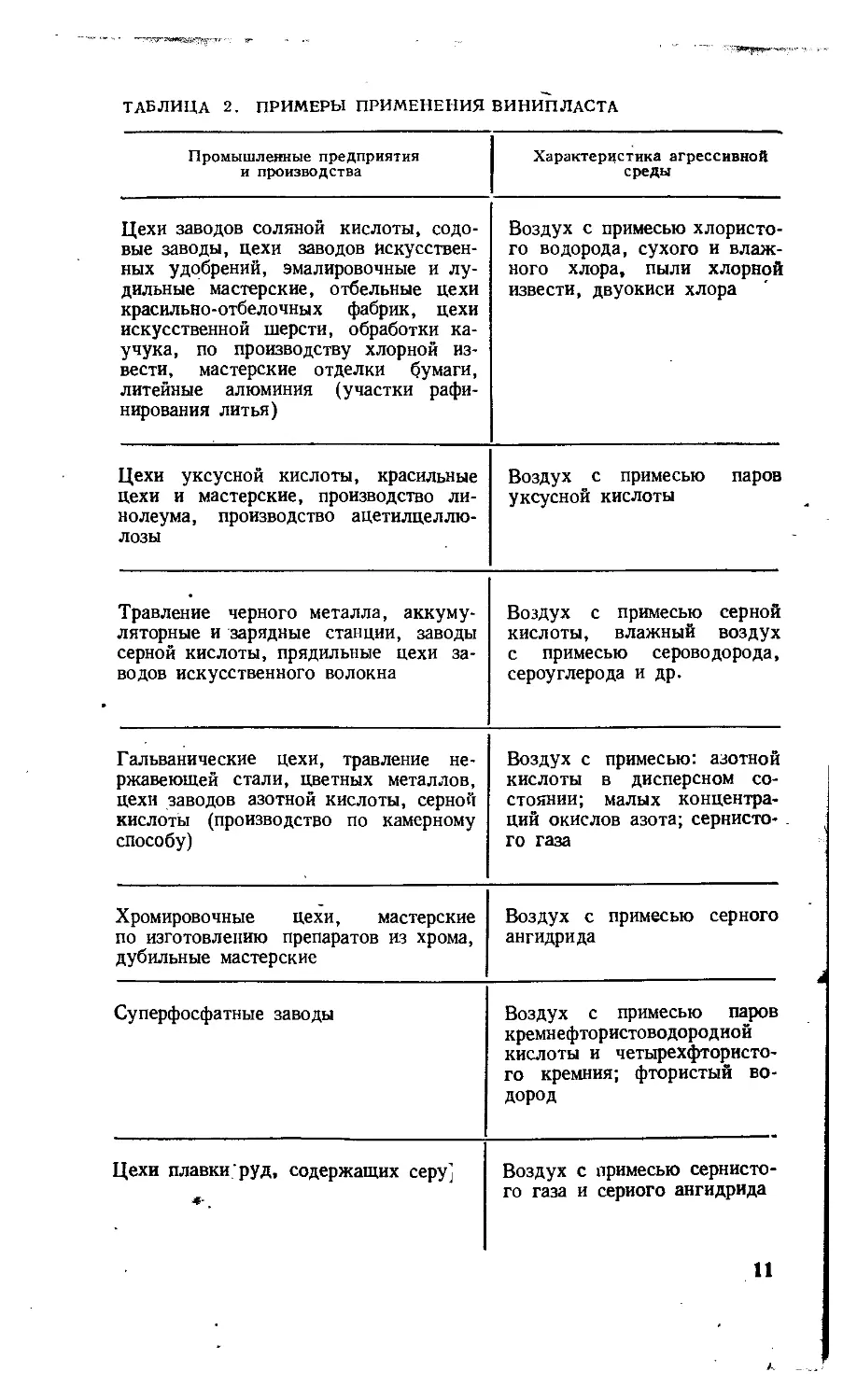
ми перхлорвиниловыми красками. Примеры применения
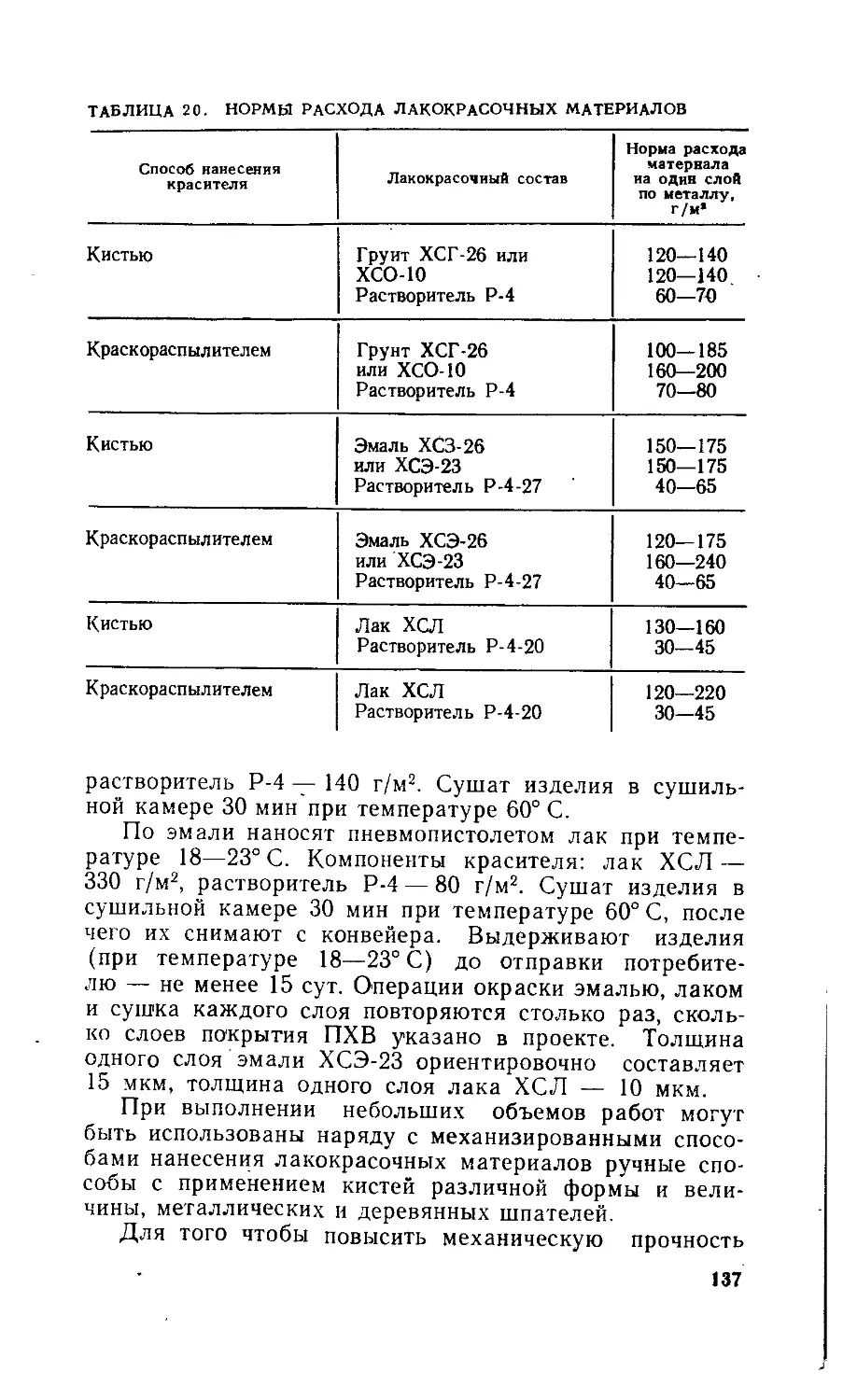
винипласта для вентиляционных систем даны в табл/ 2.
Нельзя применять винипласт в производственных по-
мещениях, в воздухе которых содержатся примеси аро-
матических углеводородов, кетонов и пары азотной кис-
лоты концентрацией свыше 50%, так как в этих средах
винипласт растворяется или разрушается.
Воздуховоды из винипласта разрешается использо-
вать в помещениях с температурой воздушной среды в
пределах от —20 до +60 °C. Температура перемещае-
мой по воздуховодам среды должна быть в тех же пре-
делах. Кроме того, по заключению Главного управления
пожарной охраны (ГУПО) МВД СССР, винипластовые
воздуховоды отнесены к категории сгораемых конст-
рукций, поэтому их применение ограничивается в преде-
лах одного помещения.
ю
ТАБЛИЦА 2. ПРИМЕРЫ ПРИМЕНЕНИЯ ВИНИПЛАСТА
Промышленные предприятия и производства Характеристика агрессивной среды
Цехи заводов соляной кислоты, содо- вые заводы, цехи заводов искусствен- ных удобрений, эмалировочные и лу- дильные мастерские, отбельные цехи красильно-отбелочных фабрик, цехи искусственной шерсти, обработки ка- учука, по производству хлорной из- вести, мастерские отделки бумаги, литейные алюминия (участки рафи- нирования литья) Воздух с примесью хлористо- го водорода, сухого и влаж- ного хлора, пыли хлорной извести, двуокиси хлора
Цехи уксусной кислоты, красильные цехи и мастерские, производство ли- нолеума , производство ацетилцеллю- лозы Воздух с примесью паров уксусной кислоты
Травление черного металла, аккуму- ляторные и зарядные станции, заводы серной кислоты, прядильные цехи за- водов искусственного волокна Воздух с примесью серной кислоты, влажный воздух с примесью сероводорода, сероуглерода и др.
Гальванические цехи, травление не- ржавеющей стали, цветных металлов, цехи заводов азотной кислоты, серной кислоты (производство по камерному способу) Воздух с примесью: азотной кислоты в дисперсном со- стоянии; малых концентра- ций окислов азота; сернисто- го газа
Хромировочные цехи, мастерские по изготовлению препаратов из хрома, дубильные мастерские Воздух с примесью серного ангидрида
Суперфосфатные заводы Воздух с примесью паров кремнефтористоводородной кислоты и четырехфтористо- го кремния; фтористый во- дород
Цехи плавки руд, содержащих серу] Воздух с примесью сернисто- го газа и сериого ангидрида
11
Замена воздуховодов из дорогостоящих и дефицит- /
ных цветных металлов (свинец, сплавы алюминия, не-/
ржавеющая сталь и т. п.) на воздуховоды из винипла/
ста снижает приведенные затраты почти в 2 раза; Дол-
говечность воздуховодов из винипласта в условиях/со-
поставимых агрессивных сред значительно увеличива-
ется.
Могут найти применение также и другие виды пла-
стических масс, в частности фенопласты и полиизобути-
лен, отличающиеся высокой химической стойкостью. В
последнее время используются для изготовления венти-
ляционных деталей листовой полиэтилен и поливинил-
хлорид (ПВХ).
Кроме пластических масс для изготовления вентиля-
ционных устройств внедряются такие материалы, как
металлопласт и титан.
III. КЛАССИФИКАЦИЯ ХИМИЧЕСКИ СТОЙКИХ МАТЕРИАЛОВ
Ниже рассматриваются химически стойкие материа-
лы, применяемые в вентиляционной технике для изго-
товления или защиты от коррозии различных деталей и
оборудования вентиляционных систем, предназначенных
для работы в агрессивных средах.
Для подавляющего большинства применяемых в вен-
тиляционной технике материалов объективные критерии
химической стойкости не определены, и, как правило, в
ГОСТах и ТУ на эти материалы показатель химической
стойкости не приводится. Для классифицируемых в на-
стоящей главе химически стойких материалов приводят-
ся основные физико-механические свойства в соответст-
вии с ГОСТ и ТУ, а рекомендации по применению этих
материалов в различных агрессивных средах даются на
основании опыта использования этих материалов по пуб-
ликациям в отечественной и зарубежной технической
литературе.
Для некоторых материалов, в частности силикатных,
химическую стойкость определяют по потере массы при
кипячении образца в концентрированной серной кисло-
те. При этом показатель химической стойкости К,°/о,
определяется по формуле
где nii.— масса образца до начала испытания; т2 — то же, после
12
испытания, т. е. после кипячения в концентрированной серной кис-
лоте в течение 1ч.'
1. Полимерные материалы
Для вентиляционных деталей могут быть использо-
ваны полимеры, которые изготовляются на основе син-
тетических смол. Эти полимеры подразделяются на два
основных класса — термореактивные и термопласти-
ческие.
К термореактивным относятся полимеры, которые,
будучи (однажды) нагретыми до определенной темпера-
туры, переходят в неплавкое, необратимое состояние.
Поэтому они не поддаются сварке.
К термопластическим относятся полимеры, которые
при нагревании размягчаются и становятся пластичны-
ми, а при последующем охлаждении возвращаются в
исходное состояние. Они могут подвергаться многократ-
ному нагреву (но не выше температуры разложения)
и охлаждению без заметного изменения свойств. Поэто-
му термопластические полимеры легко поддаются свар-
ке и механической обработке. При сварке кромки сое-
диняемых деталей и присадочный материал, если он
применяется, нагревают до размягчения, а затем соеди-
няют под небольшим давлением.
Высокая антикоррозионная стойкость, легкость тер-
мической и механической обработки и относительно ма-
лая плотность обусловливают возможность термопла-
стам стать основным материалом для изготовления вен-
тиляционных деталей.
В настоящее время из этой группы материалов наи-
более широко используются в вентиляционной технике
винипласт и полиэтилен.
Винипласт представляет собой термопластическую
массу, которая получается из поливинилхлоридной смо-
лы с добавлением в нее стабилизаторов (веществ, по-
вышающих устойчивость . материала при нагреве) с
последующей термической пластификацией для повы-
шения эластичности при механической обработке.
Первоначально вырабатывается каландрированная (про-
пущенная через специальные установки — каландры)
винипластовая пленка; затем пленки, уложенные в па-
кеты, прессуются, в результате чего получается лист
требуемой толщины. Кроме листов и пленки из вини-
пласта изготовляют стержни, трубы, уголок и сварочные
прутки.
13
Винипласт при повторном нагревании и последующе^
охлаждении приобретает свои первоначальные физико-
механические свойства, что способствует повторному/ис-
пользованию изделий, бывших в употреблении./ Под
действием струи горячего воздуха и небольшого /давле-
ния при температуре 200—220 °C винипласт размягчается
и сваривается, что позволяет ремонтировать'' изделия
путем заварки поврежденных мест, обрабатывать на
металле- и деревообрабатывающих станках. Винипласт
приклеивается специальными клеями к древесине, ме-
таллу, бетону.
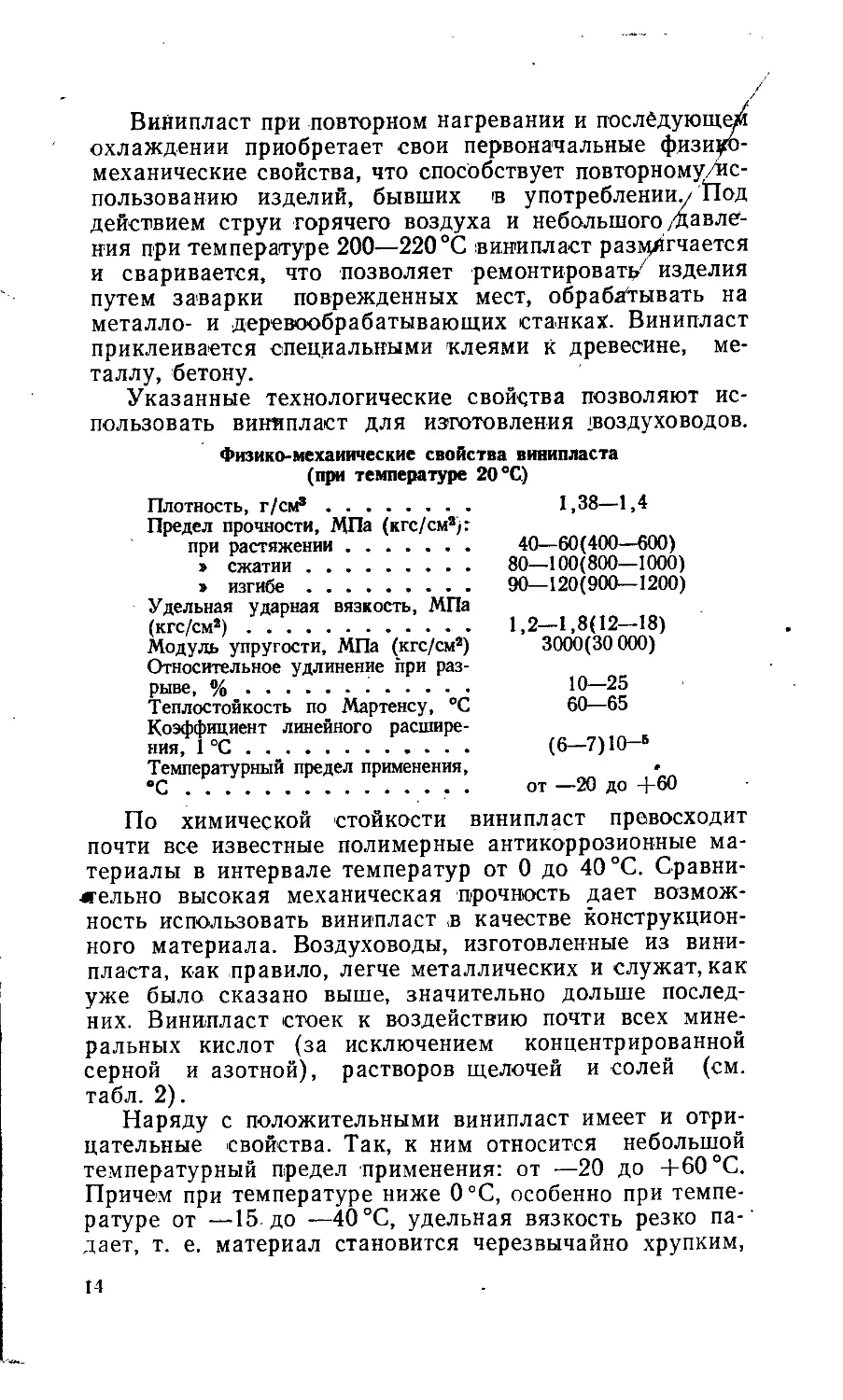
Указанные технологические свойства позволяют ис-
пользовать винипласт для изготовления воздуховодов.
Физико-механические свойства винипласта
(при температуре 20 °C)
Плотность, г/сч?.............. 1,38—1,4
Предел прочности, МПа (кгс/см3):
при растяжении............... 40—60(400—600)
» сжатии................. 80—100(800—1000)
» изгибе.................... 90—120(900—1200)
Удельная ударная вязкость, МПа
(кгс/см3)..................... 1,2—1,8(12—18)
Модуль упругости, МПа (кгс/см2) 3000(30 000)
Относительное удлинение при раз-
рыве, %....................... 10—25
Теплостойкость по Мартенсу, °C 60—65
Коэффициент линейного расшире-
ния, 1°С...................... (6—7)10—5
Температурный предел применения, »
®С................................ от —20 до +60
По химической стойкости винипласт превосходит
почти все известные полимерные антикоррозионные ма-
териалы в интервале температур от 0 до 40 °C. Сравни-
тельно высокая механическая прочность дает возмож-
ность использовать винипласт ,в качестве конструкцион-
ного материала. Воздуховоды, изготовленные из вини-
пласта, как правило, легче металлических и служат, как
уже было сказано выше, значительно дольше послед-
них. Винипласт стоек к воздействию почти всех мине-
ральных кислот (за исключением концентрированной
серной и азотной), растворов щелочей и солей (см.
табл. 2).
Наряду с положительными винипласт имеет и отри-
цательные свойства. Так, к ним относится небольшой
температурный предел применения: от —20 до +60 °C.
Причем при температуре ниже 0°С, особенно при темпе-
ратуре от —15 до —40 °C, удельная вязкость резко па-
дает, т. е. материал становится черезвычайно хрупким,
14
что исключает возможность его обработки в неотаплива-
емых помещениях в зимних условиях. При температуре
выше 60 °C винипласт подвержен значительным пласти-
ческим деформациям, и прочность его значительно пони-
жается. Длительная нагрузка на винипласт значительно
уменьшает его предел прочности при растяжении. Кроме
того, винипласт обладает низкой теплопроводностью и
большим линейным расширением при изменении темпе-
ратуры. Винипласт сгораем и при сгорании выделяет
токсические вещества. Поэтому в вентиляционной тех-
нике его применяют ограничено. Однако при соблюде-
нии противопожарных требований (установка металли-
ческих вставок при прохождении воздуховодов через
перекрытия, стены, и другие строительные конструкции,
установка огнезащитных устройств и др.) винипласт
можно использовать для изготовления вентиляционных
изделий.
Материалы и изделия из винипласта, применяемые
для изготовления воздуховодов, должны соответствовать
требованиям ГОСТа и техническим условиям на их изго-
товление и выпускаются промышленностью в следующем
ассортименте.
Винипласт листовой (ГОСТ 9639—71). Размер листов,
мм: длина 1300—1500, ширина 500—650, толщина 2—20;
допускаются отклонения: по толщине ± (0,1—h0,05) б мм,
где б — толщина листа, мм, а по длине и ширине ±5 мм.
Винипласт листовой в зависимости от состава выпус-
кают следующих марок: ВН — непрозрачный, натураль-
ного цвета или окрашенный, изготовляемый методом
прессования; ВНЭ — непрозрачный, неокрашенный и
окрашенный, изготовляемый методом прессования или
экструзии (выдавливания); ВП — прозрачный, бесцвет-
ный или окрашенный, изготовляемый методом прессова-
ния или экструзии.
Армированный винипласт — листы поливинилхлори-
да толщиной 4—4,5 мм с внутренней прослойкой из
стального перфорированного (дырчатого) листа толщи-
ной 0,5 мм. Получают его совместным прессованием (или
каландрированием) листов металла и нагретого поли-
винилхлорида; монолитность листов достигается за счет
затекания поливинилхлорида в отверстия стального лис-
та с образованием плотной связи.
Сварочные прутки, применяемые в качестве присадоч-
ного материала при сварке винипласта. Длина прут-
ков— не менее 0,5 м, диаметр 2±0,5; 3+0,5 и
4 ±0,5 мм.
15
Трубы и стержни из винипласта выпускаются длиной/
от 1,5 до 3 м й диаметром: стержни 5—50 мм, трубьг
(условный проход) 6 — 300 мм; толщина стенки 2/-
8 мм. Трубы могут быть использованы в качестве возду-
ховодов или как материал для изготовления вентиляци-
онных деталей, а стержни — для изготовления болтов,
гаек и других крепежных изделий» /
Винипластовая пленка длиной 1—20 м, /шириной
600 — 800 мм, толщиной 0,3 — 1 мм может быть исполь-
зована для плакирования (покрытия) металлической
поверхности воздуховодов и вентиляционного оборудо-
вания как антикоррозионная защита. /
Уголок из винипласта, используемы^ для изготовле-
ния фланцев, жесткостей й других вентиляционных
деталей.
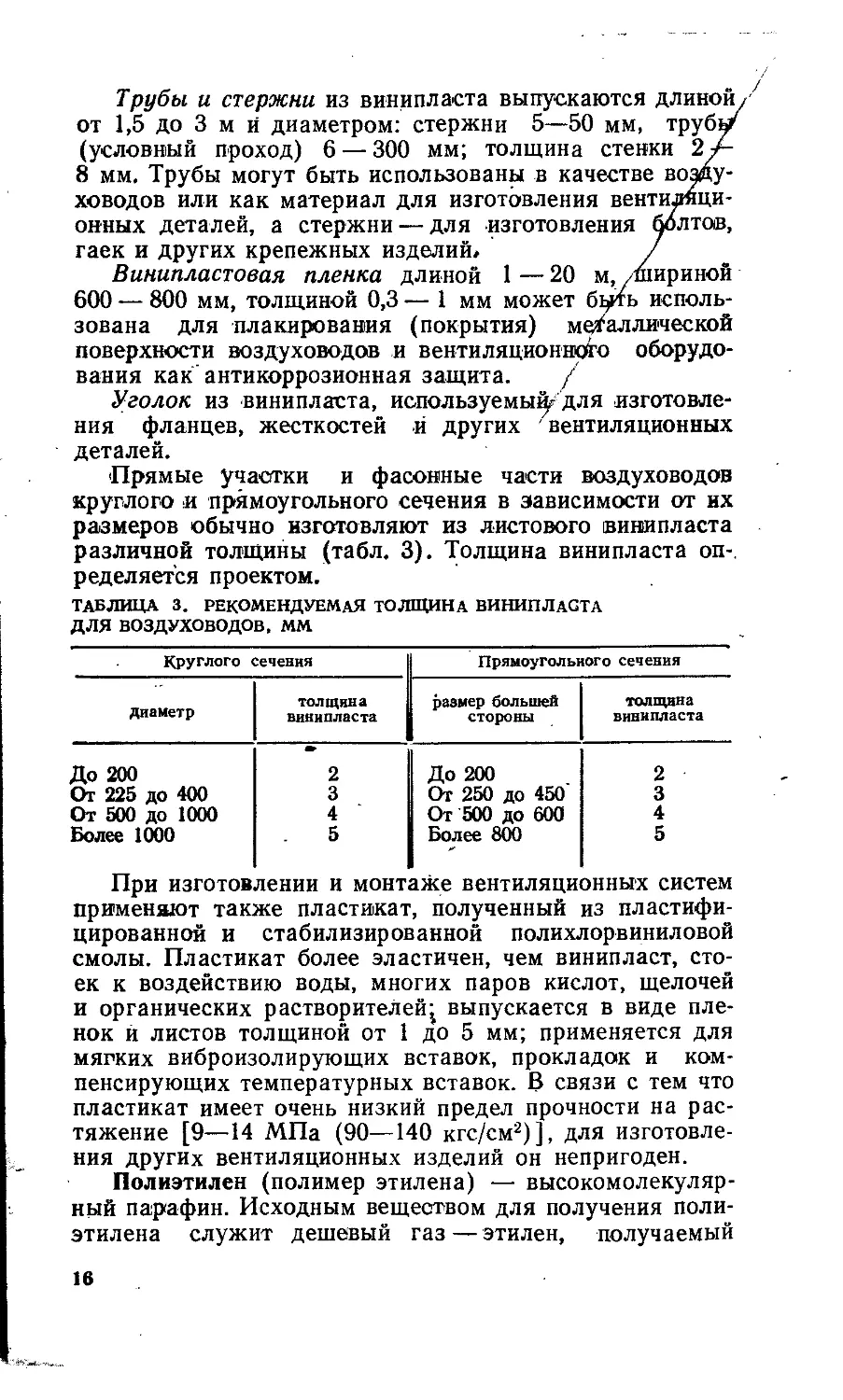
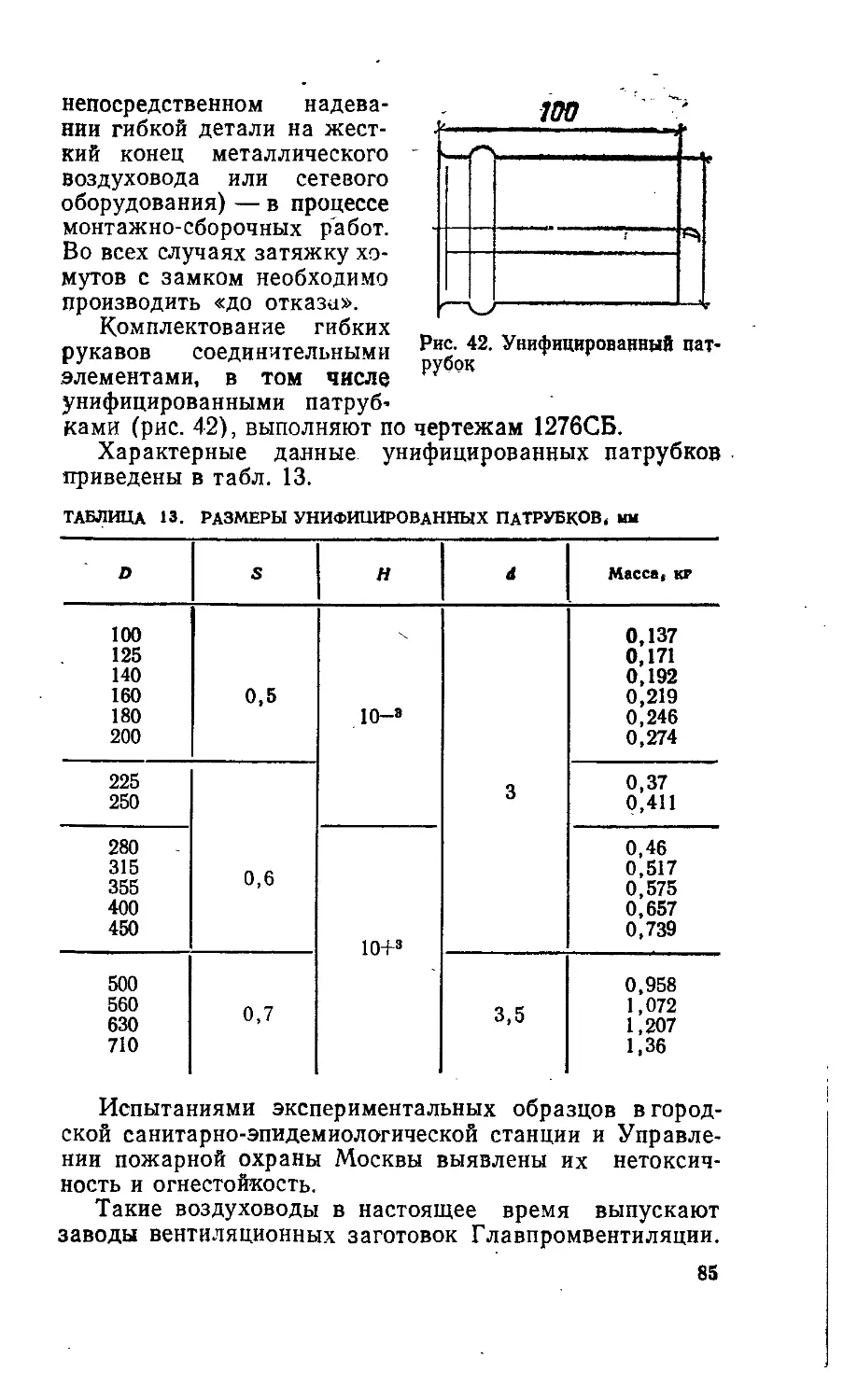
Прямые участки и фасонные части воздуховодов
круглого и прямоугольного сечения в зависимости от их
размеров обычно изготовляют из листового винипласта
различной толщины (табл. 3). Толщина винипласта оп-.
ределяет’ся проектом.
ТАБЛИЦА 3. РЕКОМЕНДУЕМАЯ ТОЛЩИНА ВИНИПЛАСТА
ДЛЯ ВОЗДУХОВОДОВ, мм
Круглого сечения Прямоугольного сечения
диаметр толщина винипласта размер большей стороны толщина винипласта
До 200 2 До 200 2
От 225 до 400 3 От 250 до 450 3
От 500 до 1000 4 От 500 до 600 4
Более 1000 5 Более 800 5
При изготовлении и монтаже вентиляционных систем
применяют также пластикат, полученный из пластифи-
цированной и стабилизированной полихлорвиниловой
смолы. Пластикат более эластичен, чем винипласт, сто-
ек к воздействию воды, многих паров кислот, щелочей
и органических растворителей* выпускается в виде пле-
нок й листов толщиной от 1 до 5 мм; применяется для
мягких виброизолирующих вставок, прокладок и ком-
пенсирующих температурных вставок. В связи с тем что
пластикат имеет очень низкий предел прочности на рас-
тяжение [9—14 МПа (90—140 кгс/см2)], для изготовле-
ния других вентиляционных изделий он непригоден.
Полиэтилен (полимер этилена) — высокомолекуляр-
ный парафин. Исходным веществом для получения поли-
этилена служит дешевый газ — этилен, получаемый
16
главным образом при переработке нефти. Промышлен-
ностью выпускаются два основных типа полиэтилена: вы-
сокого давления (низкой плотности) и низкого давления
(высокой плотности) (ГОСТ 16338—77).
Полиэтилен является одним из самых легких полиме-
ров (плотность 0,92—0,96 г/см3), при обычной темпера-
туре он достаточно мягок. Полиэтилен сохраняет свою
эластичность при довольно низких температурах
(—60 °C) и является одним из морозостойких полимер-
ных материалов. Изделия из полиэтилена при охлажде-
нии от 115 до 20 °C дают усадку, достигающую 1—2,5%.
Изучение литературных источников и экспозиций
международных выставок показало, что полиэтилен от-
носится к одним из наиболее перспективных материалов,
нашедших в последние десятилетия применение в сани-
тарной технике и, в частности, для изготовления венти-
ляционных изделий. Наиболее важными его преиму-
ществами по сравнению с другими неметаллическими
материалами являются: сравнительная дешевизна; вы-
сокая термостабильность — материал и изделия из него
не теряют своих механических свойств при колебаниях
температуры от —60 до Н-80°С; высокая коррозионная
устойчивость — полиэтилен химически стоек к воздейст-
квию минеральных и органических кислот и щелочей,
'бензина, масел и органических растворителей. Полиэти-
легко поддается механической переработке, хорошо
^гнется при незначительном подогреве, сваривается как
контактной, так и с применением присадочных матери-
4Влов (прутков из полиэтилена) сваркой с разогревом
свариваемых поверхностей и прутка горячим воздухом
или другим теплоносителем. Полиэтилен легко фор-
муется, поэтому из него методом горячего (120—150 °C)
формования листов могут быть получены вентиляцион-
ные изделия типа отводов, тройников и т. п.
Благодаря этим качествам полиэтилен широко приме-
няется в вентиляционной технике за рубежом. Так, в
США на одном из химических предприятий концерна
«Дюпон» более 15 лет эксплуатируются вентиляционные
воздуховоды сечением до 800 мм, изготовленные из ста-
билизированного (защищенного от воздействия солнеч-
ной радиации) сажей листового полиэтилена. По
данным фирмы, опыт эксплуатации таких воздуховодов
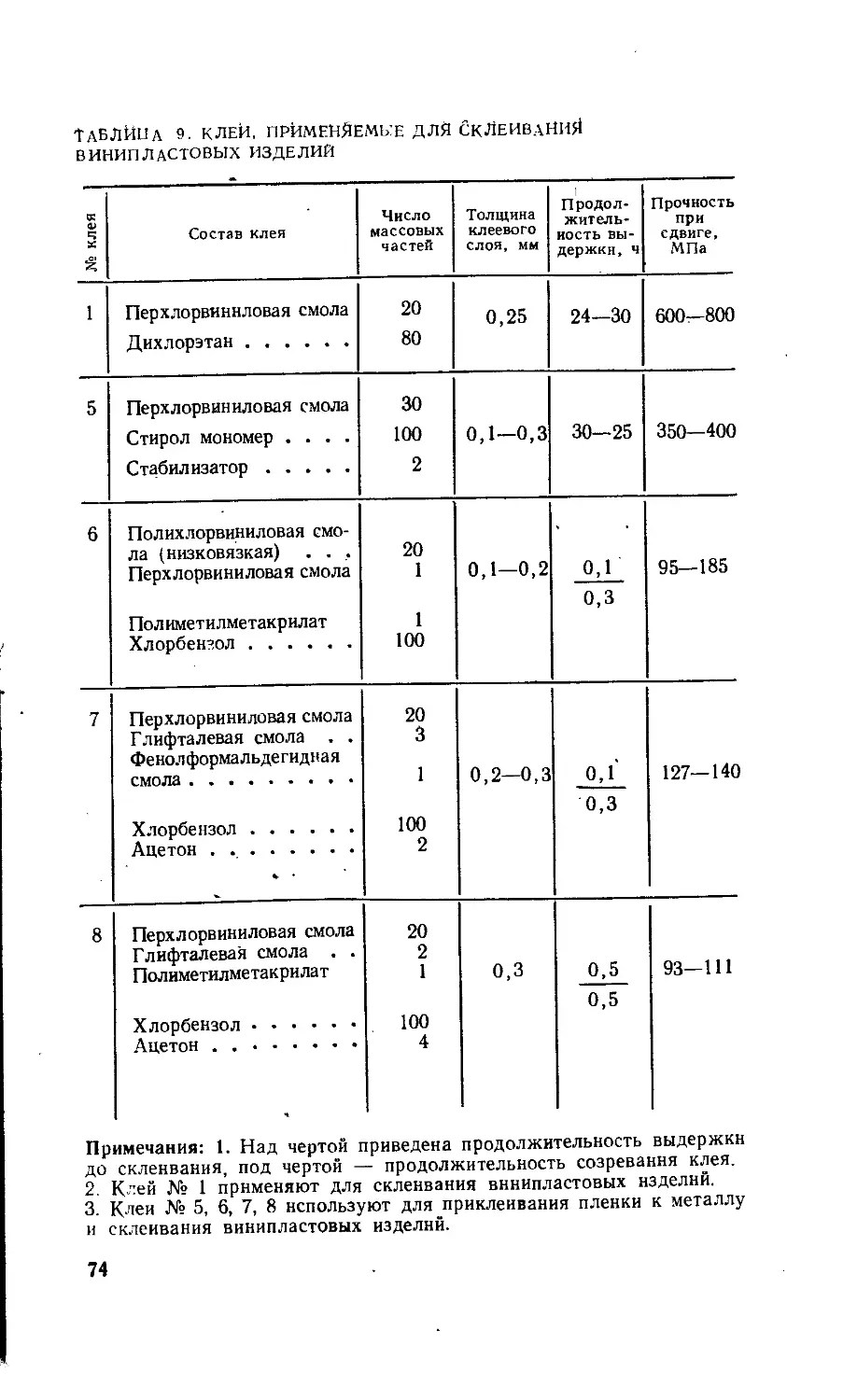
показал их высокую многолетнюю устойчивость в усло-
виях, когда даже воздуховоды, изготовленные из нер-
жавеющей стали, приходилось менять через несколько
месяцев.
I1: !•' fi/9 .ZSWIT ‘
e-те z аз ч о иге ' 17
Голландские фирмы выпускают пластмассовые вен-
тиляторы «Коласит» и воздуховоды диаметром До
2000 мм, изготовленные из полиэтилена. В Японии, За-
патентован материал для воздуховодов, состоящий из
полиэтилена с добавкой стекловолокна, хлорпафафина
и трехокиси сурьмы. Этот материал обладает в Х>тличие
от обычного полиэтилена повышенной огнестойкостью.
В СССР полиэтилен применяется в качестве матери-
ала для изготовления вентиляционных воздуховодов.
Пермский завод вентиляционных заголовок треста
Промвентиляция изготовляет воздуховоды из листового
полиэтилена, а Пермское монтажное управление осу-
ществляет их монтаж. Воздуховоды из полиэтилена
изготавливают по той же технологии и с применением
того же инструмента, приспособлений и оборудования,
что и воздуховоды из винипласта.
Ввиду того что менее дефицитный листовой полиэти-
лен толщиной 2,5 мм недостаточно обеспечивает жест-
кость конструкции, для воздуховодов диаметром свыше
400 мм применяют дополнительное армирование с по-
мощью приваренных по наружному контуру воздуховода
колец из полиэтиленовой трубки диаметром 10 мм со
стенкой толщиной 2 мм, в которую помещают стальную
проволоку диаметром 6 мм. Кольца приваривают к по-
верхности воздуховода с шагом. 500—700 мм.
На одном из заводов Министерства по производству
минеральных удобрений СССР в цехах с высокой
концентрацией агрессивных веществ в удаляемом возду-
хе в течение 10 лет применяют воздуховоды, изготовлен-
ные из полиэтилена, стабилизированного сажей, взамен
быстро выходящих из строя систем вентиляции из нер-
жавеющей стали. Применение полиэтиленовых воздухо-
водов для четырех вентиляционных систем с общей по-
верхностью около 250 м 2 дало условный годовой эконо-
мический эффект 1187 руб. за счет снижения капитальных
затрат на изготовление и монтаж воздуховодов в связи
с резким увеличением срока службы полиэтиленовых
воздуховодов по сравнению с металлическими.
Полиэтилен обладает высокой химической стойкостью
к различным агрессивным средам, к действию кислот и
щелочей различной концентрации. В углеводородах аро-
матического ряда (бензол, толуол, ксилол) и в ряде
растворителей типа четыреххлористого углерода, хлоро-
форма и других полиэтилен набухает. Под действием
ультрафиолетовых лучей (на свету) полиэтилен сравни-
тельно быстро стареет (теряет прочность).
18
Из полиэтилена можно изготавливать трубы, возду-
ховоды и другие изделия методом экструзии, вакуум-
формования, литья под давлением и использовать его в
виде защитной пленки для покрытия металлической по-
верхности. Полиэтиленовая пленка используется для по-
крытия металла — металлопласт, а из металлопласта
изготовляют воздуховоды для агрессивной среды.
Вспененный полиэтилен (низкого давления). Наибо-
лее перспективным полимерным материалом для венти-
ляционных изделий, особенно работающих в агрессивных
средах, является вспененный 'полиэтилен низкого давле-
ния, стабилизированный сажей. Этот материал обладает:
очень высокой химической стойкостью к действию ми-
неральных и органических кислот, бензина, масел, орга-
нических растворителей и щелочей;
термостабильностью не менее 8 ч при температуре
110 °C, морозостойкостью при температуре до —60 °C, а
также теплостойкостью при температуре не менее 70 °C.
Наряду с этим к достоинствам данного * материала
относится его технологичность. Он легко обрабатыва-
ется всеми видами режущих инструментов, хорошо гнет-
ся под углом с незначительным местным подогревом и
сваривается всеми видами сварки. Вспененный полиэти-
лен низкого давления является одним из самых легких
полимеров, его плотность находится в пределах 0,6—
0,7 г/см3.
Трубы из вспененного полиэтилена низкого давления,
изготавливаемые заводами Министерства химической
промышленности СССР, успешно применяются вместо
металлических труб при производстве электромонтаж-
ных и слаботочных работ.
Фенопласт (один из видов фенопластов — фаолит)
формуется из фенолформальдегидной смолы (бакелита)
и наполнителя. В зависимости от вида наполнителя фе-
нопласт выпускают двух марок: А (с асбестом) и Т
(с графитом).
Фенопласт устойчив к различным кислотам (соляной,
серной, фосфорной и др.), растворам кислых солей, а
также ко многим агрессивным средам (хлору, сернисто-
му газу и др.). Фенопласт марки Т, кроме того, облада-
ет стойкостью к действию плавиковой кислоты и хоро-
шей теплопроводностью. Фенопласт разрушается при
действии на него щелочных растворов и сильных окис-
лителей (азотной кислоты, крепкой серной кислоты).
Отвержденный фенопласт обладает достаточной механи-
ческой прочностью, высокой по сравнению с другими
19
пластическими массами теплостойкостью (до 160°C),
способностью подвергаться различным видам механи-
ческой обработки.
Промышленность изготовляет из фенопласта/листы,
трубы, соединительные частй, запорную арматуру и не-
которые другие изделия. Фенопласт, относится,, к группе
термореактивных пластмасс и обладает свойством пере-
ходить в неплавкое и нерастворимое (необратимое) со-
стояние, он не поддается сварке, поэтому технология из-
готовления вентиляционных деталей из этого материала
основана на применении клея.
Бакелитовый лак (ГОСТ 901—78) — раствор резоль-
ной фенолформальдегидной смолы в этиловом спирте.
Бакелитовые лаки обладают химической стойкостью в
большинстве коррозионных сред, 3ai исключением окис-
лителей, щелочей и некоторых органических раство-
рителей.
К недостаткам затвердевшей бакелитовой пленки
следует отнести ее хрупкость и слабую сцепляемость'с
металлической поверхностью. При выполнении' антикор-
розионных работ бакелитовый лак используют для изго-
товления фаолитовой замазки, нанесения лакокрасочных
покрытий, склеивания фаолита и текстолита. Примене-
ние бакелитового лака ограничено из-за необходимости
проводить полимеризацию бакелитовых покрытий при
длительном многоступенчатом прогреве.
Прлиизобутилен (ТУ МХП 2987—52) изготовляют пу-
тем химической обработки газа изобутилена. Для повы-
шения механической прочности полиизобутилена в его
состав вводят наполнители: сажу и графит. В результа-
те обработки такой смеси на вальцах получают листовой
материал марки ПСГ. По химической стойкости поли-
изобутилен незначительно уступает винипласту, термо-
пластичен и легко поддается обработке. При температуре
выше 80°С полиизобутилен разрушается в концентриро-
ванной серной и азотной кислотах.
Пленочный и листовой полиизобутилены являются
хорошим материалом для защиты воздуховодов и дета-
лей вентиляционных установок от воздействия агрессив-
ной среды.
К недостаткам. полиизобутилена следует отнести его
невысокую теплостойкость (материал можно применять
при температуре от —30 до +60 °C) и хладотекучесть
(он способен течь — удлиняться или выдавливаться при
нормальных температурах под действием длительной на-
20
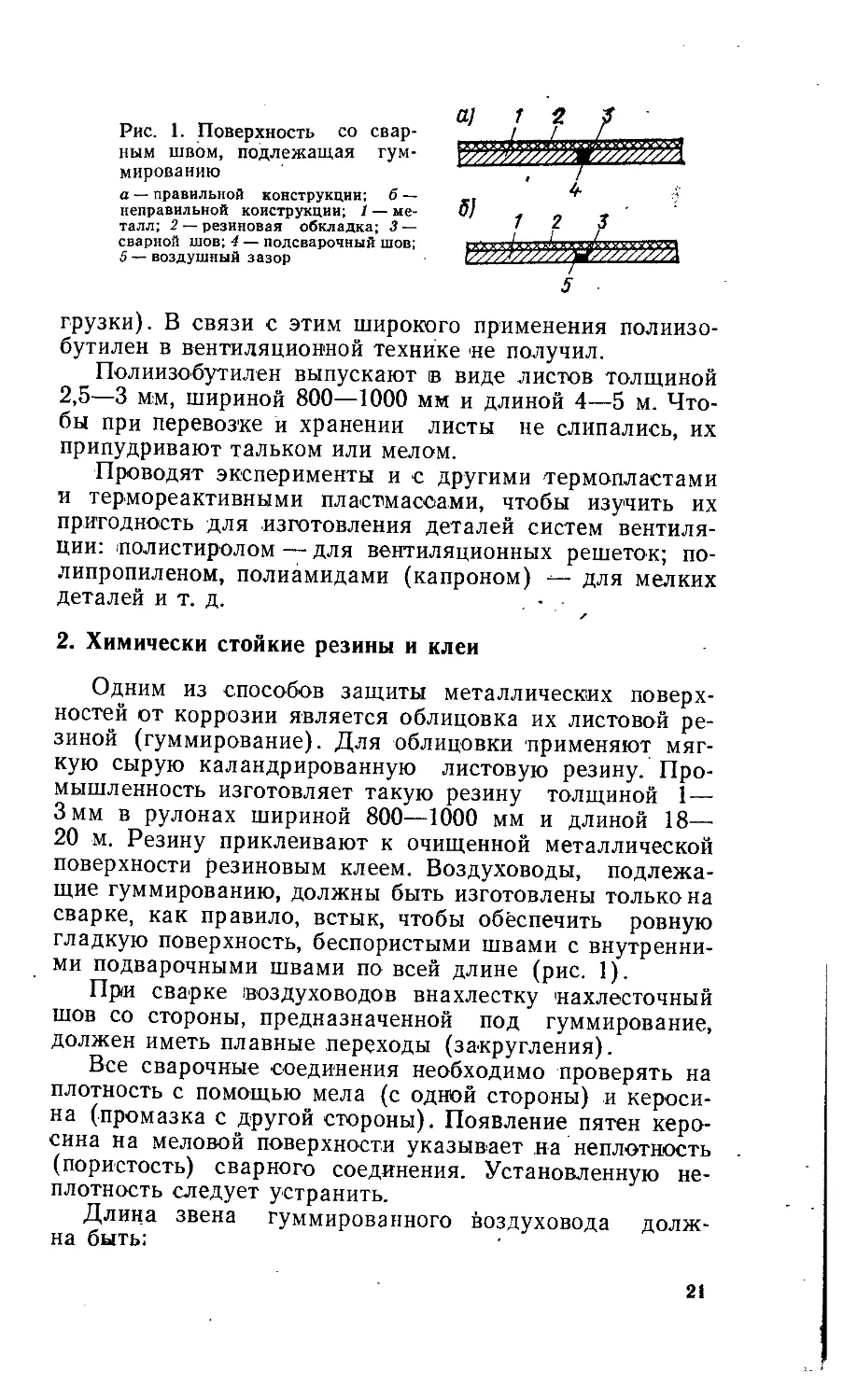
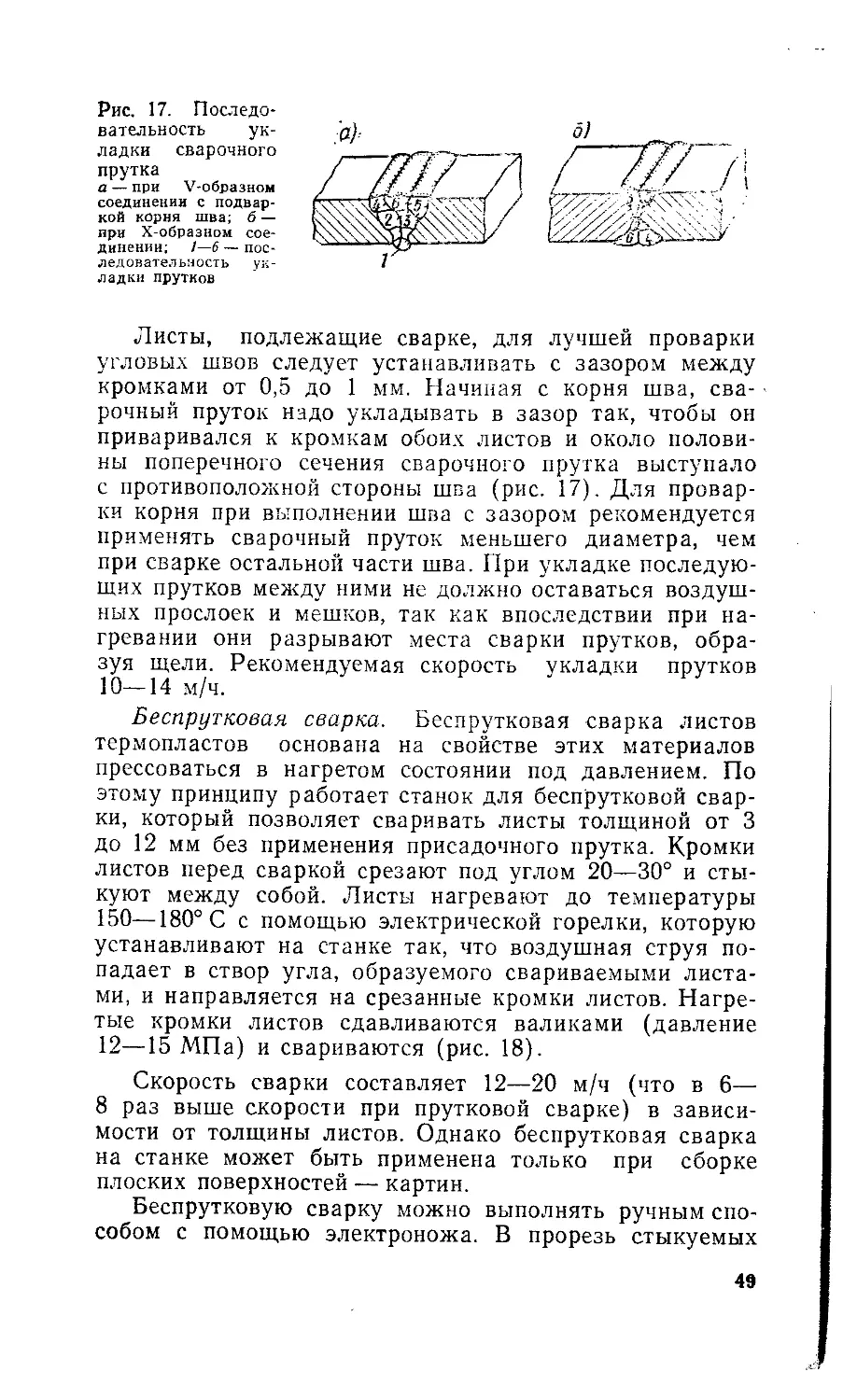
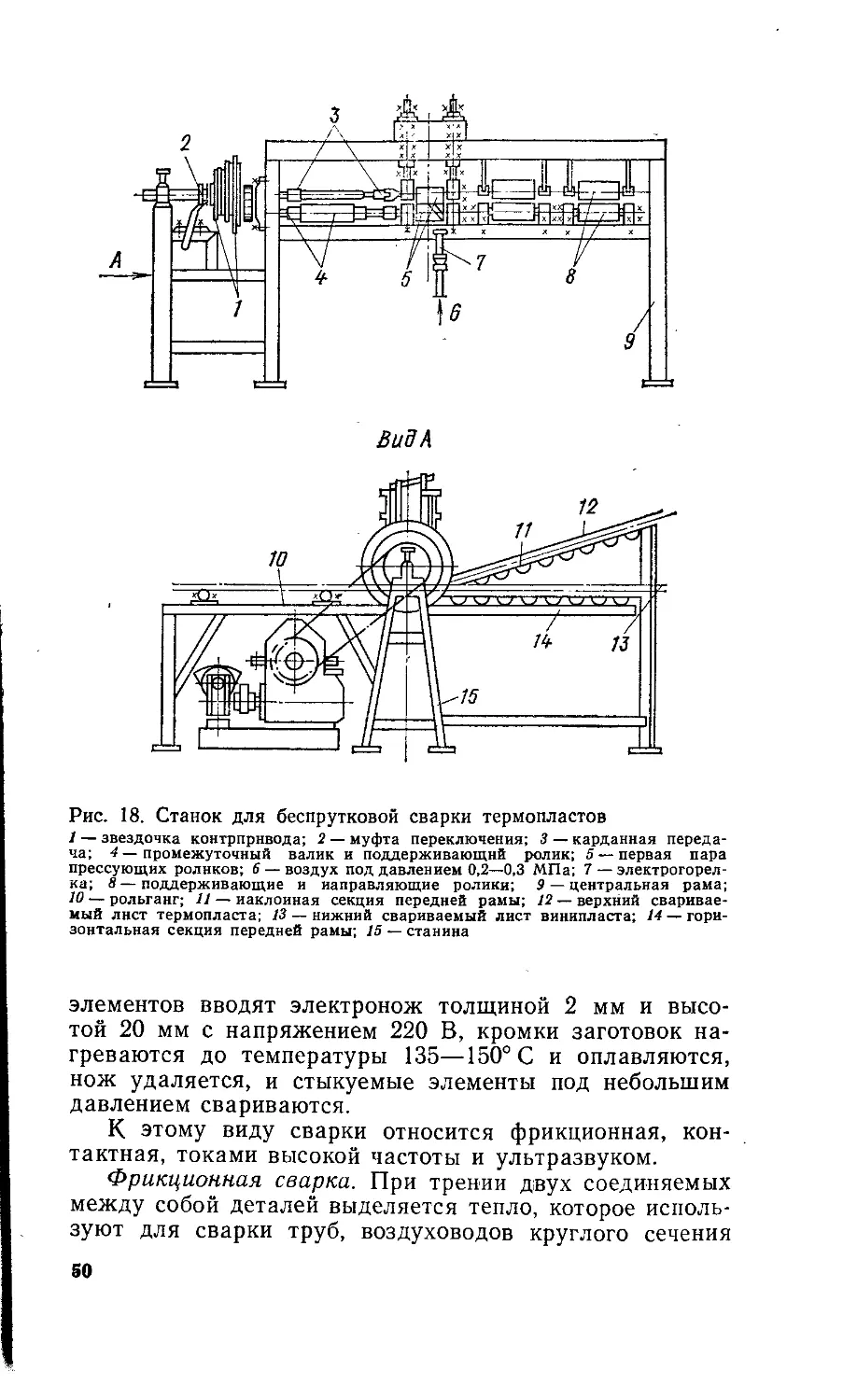
Рис. 1. Поверхность со свар-
ным швом, подлежащая гум-
мированию
а — правильной конструкции; б —
неправильной конструкции; 1 — ме-
талл; 2 — резиновая обкладка; 3 —
сварной шов; 4 — подсварочный шов;
5 — воздушный зазор
al 1 f
Хйяюижмя». тожййй&\
' 4
6J
5
грузки). В связи с этим широкого применения полиизо-
бутилен в вентиляционной технике не получил.
Полиизобутилен выпускают в виде листов толщиной
2,5—3 мм, шириной 800—1000 мм и длиной 4—5 м. Что-
бы при перевозке и хранении листы не слипались, их
припудривают тальком или мелом.
Проводят эксперименты и с другими термопластами
и термореактивными пластмассами, чтобы изучить их
пригодность для изготовления деталей систем вентиля-
ции: полистиролом — для вентиляционных решеток; по-
липропиленом, полиамидами (капроном) — для мелких
деталей и т. д. . •
2. Химически стойкие резины и клеи
Одним из способов защиты металлических поверх-
ностей от коррозии является облицовка их листовой ре-
зиной (гуммирование). Для облицовки применяют мяг-
кую сырую каландрированную листовую резину. Про-
мышленность изготовляет такую резину толщиной 1—
Змм в рулонах шириной 800—1000 мм и длиной 18—
20 м. Резину приклеивают к очищенной металлической
поверхности резиновым клеем. Воздуховоды, подлежа-
щие гуммированию, должны быть изготовлены только на
сварке, как правило, встык, чтобы обеспечить ровную
гладкую поверхность, беспористыми швами с внутренни-
ми подварочными швами по всей длине (рис. 1).
При сварке воздуховодов внахлестку нахлесточный
шов со стороны, предназначенной под гуммирование,
должен иметь плавные переходы (закругления).
Все сварочные соединения необходимо проверять на
плотность с помощью мела (с одной стороны) и кероси-
на (промазка с другой стороны). Появление пятен керо-
сина на меловой поверхности указывает на неплотность
(пористость) сварного соединения. Установленную не-
плотность следует устранить.
Длина звена гуммированного воздуховода долж-
на быть:
21
при диаметре до 150 мм............... не более 1 м
» » от 150 до 500 мм ... » » 2 »
» » » 500» 1000» . . . . » » 4 »
При диаметре больше 1000 мм гуммированные возду-
ховоды необходимо снабжать люками диаметром 800 мм
через каждые 10—12 м по длине воздуховода, что обес-
печит возможность осмотра и обслуживания в процессе
эксплуатации.
Соединение гуммированных воздуховодов осуществля-
ется на фланцах. Фланцы к воздуховоду следует прива-
ривать с обеих сторон. Внутренние края воздуховодов в
местах приварки фланцев должны быть закруглены и
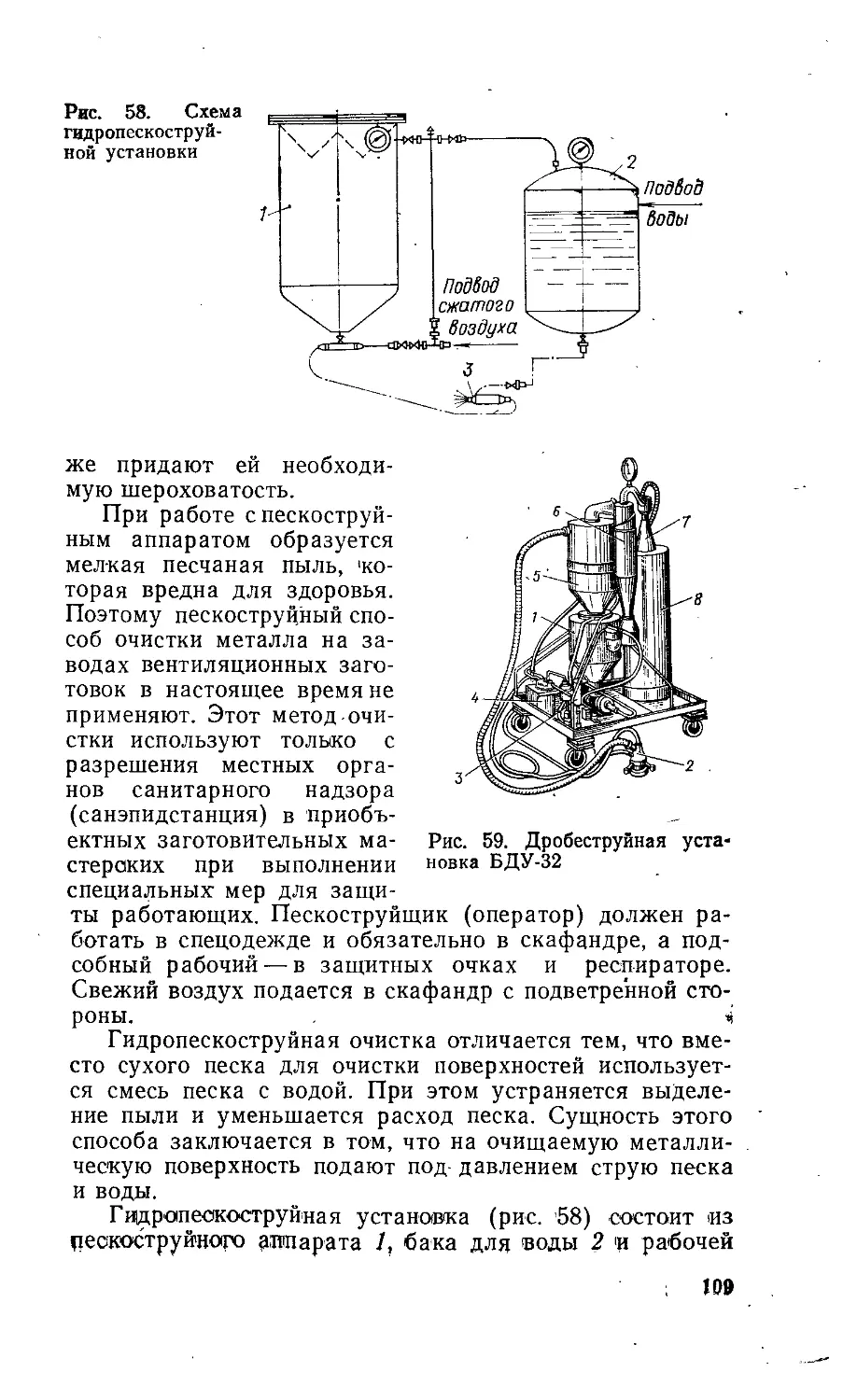
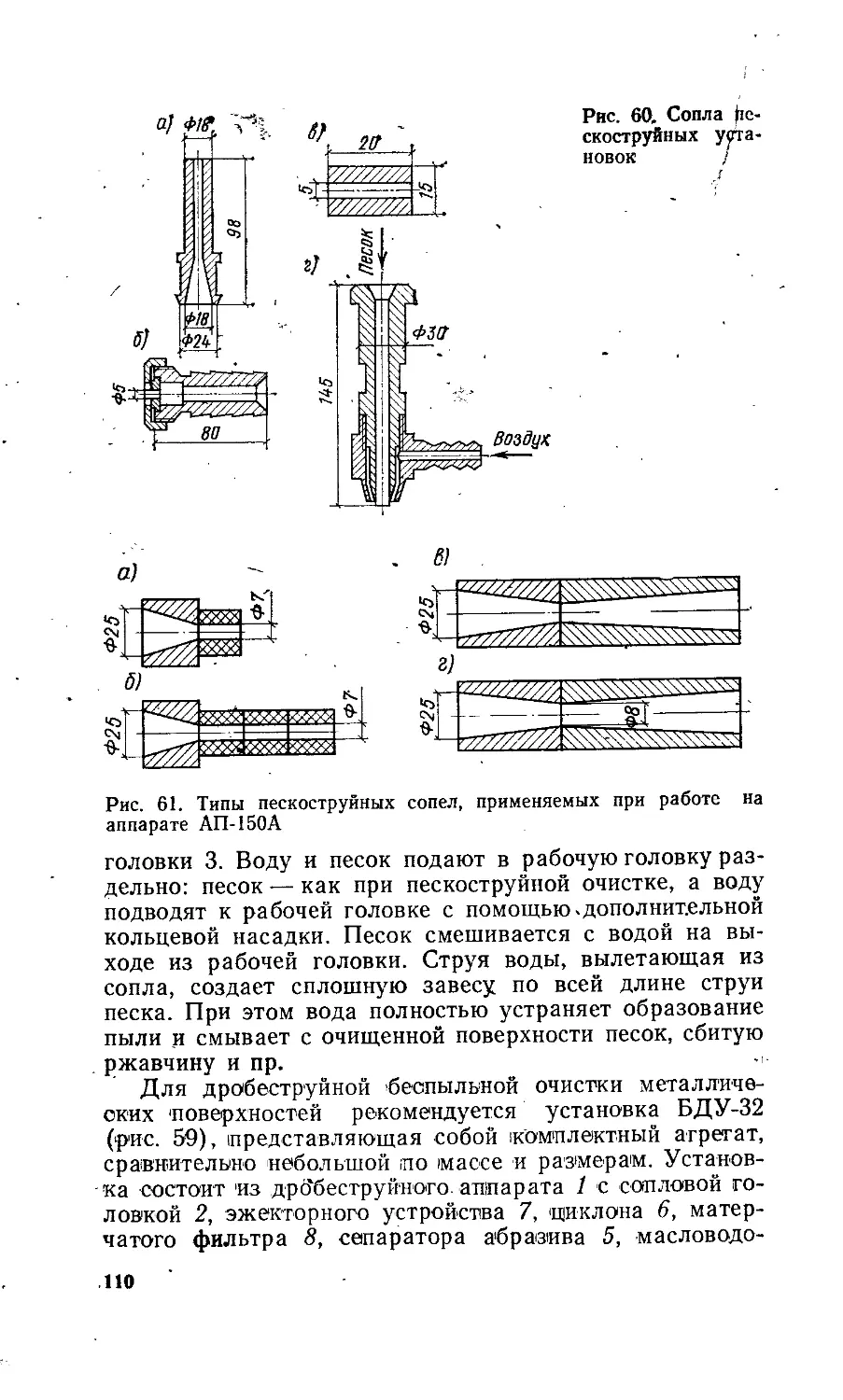
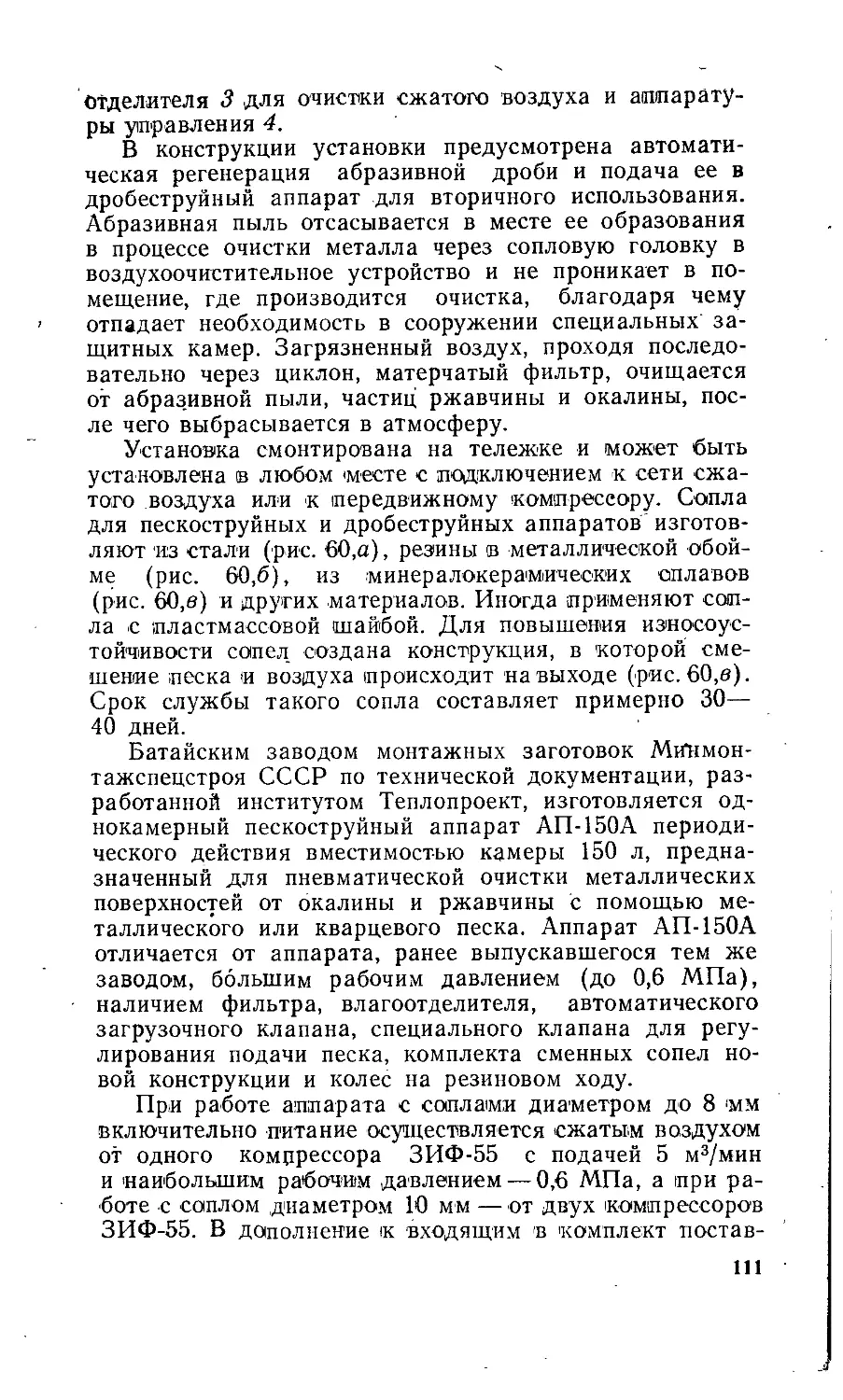
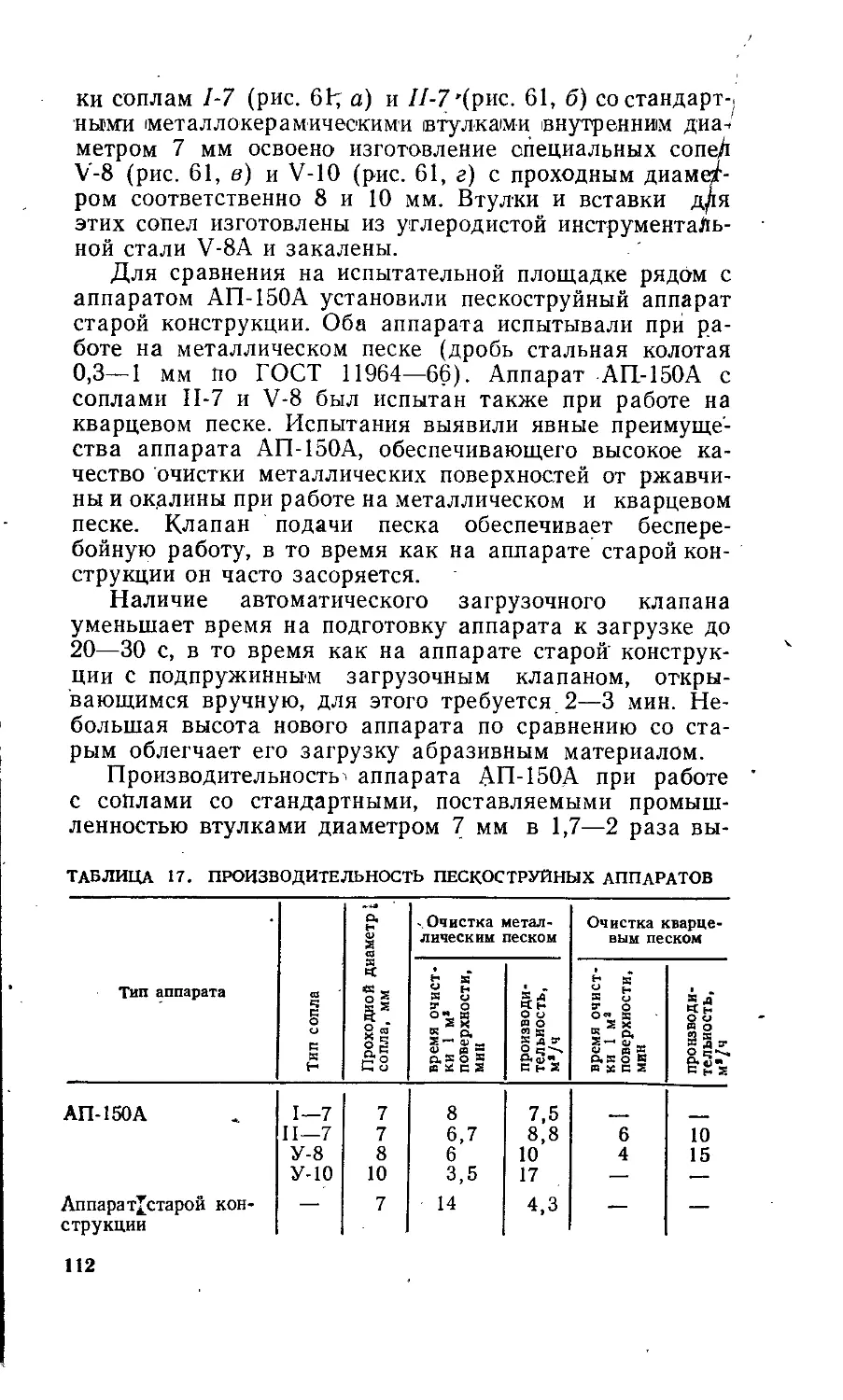
хорошо зачищены. Поверхность воздуховодов очищают
от загрязнений, ржавчины, окалины, а также от жиро-
вых и масляных пятен, как правило, с помощью песко-
струйных или дробеструйных аппаратов. После указан-
ной обработки воздуховоды передают по акту под гум-
мирование.
Сварка участков воздуховодов с наклеенным защит-
ным слоем не допускается, так как при этом поврежда-
ется защитный слой.
Для обеспечения надлежащей прочности резинового
покрытия необходимо выполнить после наклейки вулка-
низацию при температуре 130—140 °C. Вулканизацию
производят при нагреве паром в специальных емкостях
при давлении 0,3 МПа (3 ат).
Для крепления мягкой резины к металлу применяют
термопреновый клей, представляющий собой раствор
термопрена (ТУ НКХП-35-1Н) в бензине в соотношении
от 1 : 8 до 1 : 12. Мягкую сырую резину к металлу при-
клеивают также латексно-альбуминовым клеем № 4508
(ТУ МХП 1105—50), который получают, растворяя сухой
клей в бензине в соотношении 1 : 10.
Для приклеивания эбонитовых смесей (твердых ре-
зин) к металлу применяется клей № 2572 (СТУ 49-2606-
65), представляющий собой раствор сухого клея в бензи-
не в соотношении от 1 : 3 до 1 : 8.
В связи со сложностью метода облицовки резиной
этот вид покрытия (гуммирование) рекомендуется для
защиты от коррозии только наиболее ответственных де-
талей вентиляционных установок химических цехов —
вентиляторов, местных отсосов и некоторой части возду-
ховодов. Работы по гуммированию осуществляют только
в заводских условиях, для чего на заводах резинотехни-
ческих изделий (в частности, на московском заводе
«Каучук») созданы специальные установки, или в спе-
22
циализированных мастерских МонТажнЫх организаций,
выполняющих работы по химической защите.
3. Металлопласт
Металлопласт представляет собой материал, состоя-
щий из стального листа в рулоне, покрытого с одной
или с обеих сторон пленкой модифицированного напол-
ненного 1 полиэтилена низкой плотности. Металлопласт
изготавливается в виде рулонного или листового матери-
ала с гладкой или тисненой поверхностью, различных
цветов и фактуры.
Металлопласты сочетают в себе преимущества ме-
талла и пластических масс — они обладают высокой
механической прочностью и устойчивы против коррозии
в агрессивных средах и атмосфере.
Производство металлопластов широко развито в США,
Англии, Японии, Франции и других странах. На агрега-
тах непрерывного действия пластмассовые покрытия на-
носят на листовой металл в виде пленки, пасты или
порошка.
По разработкам ВНИИметмаша промышленное изго-
товление металлопласта освоено заводом «Запорож-
сталь». На специальной технологической автоматизиро-
ванной линии рулонная холоднокатаная сталь марки
08ПС (ГОСТ 1050—74) покрывается поливинилхло-
ридной (ПХВ) пленкой, отвечающей требованиям техни-
ческих условий ТУ 14-1-1114-74. Ширина рулона 1000 мм,
масса до 5,5 т, толщина металла 0,5—1 мм, толщина
пленки 0,3 мм. При одностороннем покрытии другая
сторона металла покрывается антикоррозионным клеем.
Возможно покрытие водоразбавляемым латексным
грунтом (ВРЛГ), стойким к тем же агрессивным сре-
дам, что и поливинилхлоридная пленка.
Одной из организаций освоено изготовление метал-
лопласта из стальной полосы марки 08ПС (ГОСТ
9045—80), покрытой с двух сторон пленкой из модифици-
рованного полиэтилена, отвечающей требованиям ТУ
95-133-72. Цена 1 м2 металлопласта при одностороннем
покрытии составляет 2,65 руб., при двухстороннем по-
крытии — 3,5 руб.
Химическая стойкость металлопласта определяется
химической стойкостью защитной пленки. Металлопласту
1 Модификация наполненного полиэтилена — введение добавки
окислителя для повышения адгезионных свойств материала (лучше-
го сцепления с металлической или другой гладкой поверхностью).
23
с покрытием из наполненного полиэтилена ВД присущи
все химические свойства этого полиэтилена.
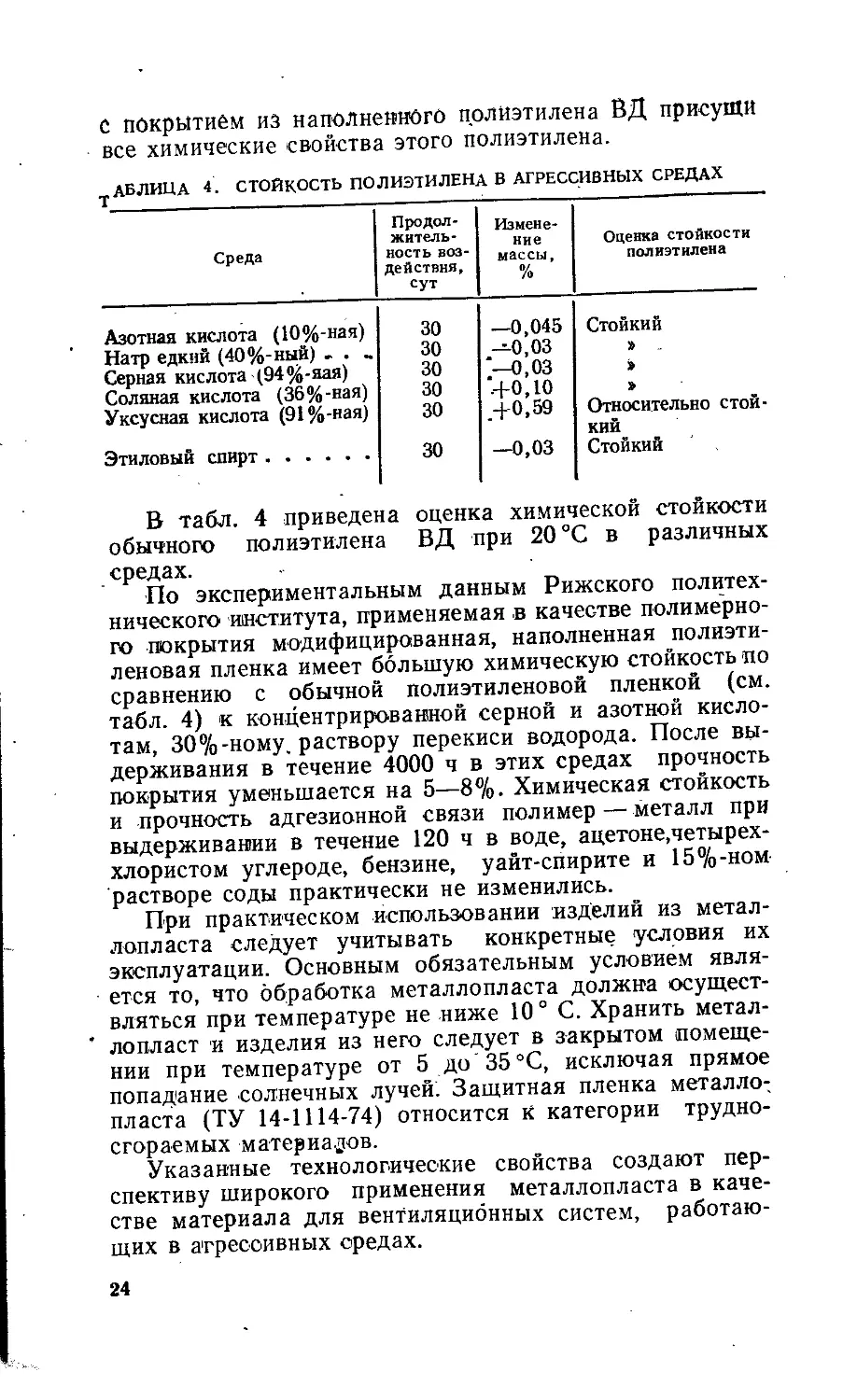
ТАБЛИЦД 4. СТОЙКОСТЬ ПОЛИЭТИЛЕНА В АГРЕССИВНЫХ СРЕДАХ
Среда Продол- житель- ность воз- действия, сут Измене- ние массы, % Оценка стойкости полиэтилена
Азотная кислота (10%-ная) 30 —0,045 Стойкий
Натр едкий (40%-ный) . . ~ 30 —0,03
Серная кислота (94 %-яая) 30 —0,03 >
Соляная кислота (36%-ная) 30 •4-0,10 >
Уксусная кислота (91%-ная) 30 .4-0,59 Относительно стой-
КИЙ
Этиловый спирт 30 —0,03 Стойкий
В табл. 4 приведена оценка химической стойкости
обычного полиэтилена ВД при 20 °C в различных
средах.
По экспериментальным данным Рижского политех-
нического института, применяемая в качестве полимерно-
го покрытия модифицированная, наполненная полиэти-
леновая пленка имеет большую химическую стойкость по
сравнению с обычной полиэтиленовой пленкой (см.
табл. 4) к концентрированной серной и азотной кисло-
там, 30%-ному, раствору перекиси водорода. После вы-
держивания в течение 4000 ч в этих средах прочность
покрытия уменьшается на 5—8%. Химическая стойкость
и прочность адгезионной связи полимер — металл при
выдерживании в течение 120 ч в воде, ацетоне,четырех-
хлористом углероде, бензине, уайт-спирите и 15%-ном
растворе соды практически не изменились.
При практическом использовании изделий из метал-
лопласта следует учитывать конкретные условия их
эксплуатации. Основным обязательным условием явля-
ется то, что обработка металлопласта должна осущест-
вляться при температуре не ниже 10° С. Хранить метал-
лопласт и изделия из него следует в закрытом помеще-
нии при температуре от 5 до 35 °C, исключая прямое
попадание солнечных лучей. Защитная пленка металло-
пласта (ТУ 14-1114-74) относится к категории трудно-
сгораемых материадов.
Указанные технологические свойства создают пер-
спективу широкого применения металлопласта в каче-
стве материала для вентиляционных систем, работаю-
щих в агрессивных средах.
24
4. Титан
Для изготовления вентиляционных устройств весьма
эффективно применять титан, который обладает высокой
коррозионной стойкостью, превосходящей стойкость
нержавеющих сталей и других коррозионных материа-
лов во многих агрессивных средах. Стойкость титана
против коррозии в агрессивных средах обусловлена
образованием на его поверхности защитных пленок. В
окислительных средах защитной пленкой служит дву-
окись титана, образованию которой способствует раство-
ренный кислород, азотная кислота, двуокись хлора,
хлорная медь, хлорное железо, пентахлорид натрия
(ингибиторы).
Для титана характерна высокая стойкость в атмосфе-
ре и морской воде, в растворах почти всех хлористых со-
лей при обычных и повышенных температурах (кроме
насыщенных растворов хлористого алюминия и хлорис-
того цинка), во влажном хлоре, в то время как боль-
шинство нержавеющих сталей и сплавов на основе ни-
келя в данных средах подвергается точечной коррозии.
При взаимодействии титана с сухим хлором возника-
ет возможность пирофорной реакции (распад материа-
ла на мелкие частицы с самовозгоранием при обычной
температуре). Наличие в хлоре даже незначительного
количества влаги (0,005%) предотвращает коррозию
титана. Во влажном хлоре при 100 °C скорость коррозии
титана не превышает 0,0025 мм/год. Титан является
единственным стойким металлом в кислородных соедине-
ниях хлора (хлоридах) и влажном хлоре. Не рекоменду-
ется применять титан для изготовления оборудования,
работающего в следующих средах: газообразном сухом
хлоре (влага менее 0,005%), газообразном сухом
иоде, газообразном фторе, газообразном броме, обезво-
женном жидком броме, плавиковой кислоте, фтористово-
дородной кислоте, в растворах, содержащих ионы фтора,
в щавелевой кислоте (неаэрированной), муравейной
кислоте при кипении, перекиси натрия, дымящей азот-
ной кислоте, тетрахлориде титана, сухом тетрахлоридном
углероде, хлорсульфоновой кислоте, в растворах три-
хлоруксусной кислоты, в 50%-ной лимонной кислоте,
хлористом аммонии концентрацией более 25% при темпе-
ратуре выше 100 °C, серной кислоте концентрацией более
7 % при температуре 85°C (без ингибиторов), соляной
кислоте концентрацией более 7 % при температуре выше
35°C (без ингибиторов).
25
При наличии в воздухе сернистого газа, паров соля-
ной, серной и азотной кислот, окислов азота стойкость
титана неизмеримо выше, чем нержавеющей стали
Х18Н10Т.
Титан рекомендуется применять в газовоздушных
средах, содержащих: влажный хлор (количество влаги
более 0,005 %); пары растворов хлоридов и щелочей; па-
ры азотной кислоты до температуры 100 °C; окись азота
(влажную); пары 20 %-ной соляной кислоты при темпе-
ратуре до 60 °C (в случае образования конденсата соля-
ной кислоты концентрация не должна превышать 5 %
при температуре 30°C), сернистый ангидрид (влажный)
без примеси тумана серной кислоте при температуре
выше 20 °C; пары 20 %-ной и 95 %-ной серной кислоты
при температуре соответственно не выше 60'и 20 °C
(в случае образования конденсата его концентрация не
должна превышать 5 % при температуре 30°C); пары
меланжа (H2SO4+HNO3); пары царской водки; гидрат
окиси натрия; пары органических кислот (молочной, ду-
бильной, винной); пары фосфорной кислоты (при обра-
зовании конденсата концентрация их не должна превы-
шать 30 % при температуре до-30°C).
Титановыми называются сплавы с содержанием Ti
более 50 %.
К числу важнейших легирующих элементов относят-
ся Al, Mg, V, Nb, Мп, Cr, Sn, Fe, Zr. Их вводят для при-
дания сплавам требуемых свойств. Наиболее сильное
упрочняющее действие оказывает железо, наименьшее —
ванадий. Высокая прочность титановых сплавов сохра-
няется в широком интервале температур: от —253 до
+ 500 °C. По механическим свойствам и способности к
технологической обработке титановые сплавы подразде-
ляются на деформируемые (повышенной пластичности),
недеформируемые (высокопрочные и жаропрочные) и
литейные.
Для воздуховодов, местных отсосов и оборудования
вентиляционных систем, как правило, должны приме-
няться деформируемые сплавы повышенной пласти-
чности BTI-00, BTI-0, ОТ4-0 и OT4-I, которые характе-
ризуются к тому же наиболее высокой коррозионной
стойкостью. При нормальной температуре титан и его
сплавы обладают достаточно высокими прочностными
свойствами.
Следует иметь в виду, что увеличение содержания
легирующих элементов повышает прочностные и снижа-
26
ет пластические свойства титана. Наилучшими пласти-
ческими свойствами обладают технически чистый титан
и его малолегированные сплавы.
Применяемые в вентиляционной технике сплавы ти-
тана характеризуются высокой пластичностью и могут
штамповаться, вальцеваться и гнуться в холодном со-
стоянии на том же оборудовании, что и стальные заго-
товки. При толщине листа до 1,2 мм из титана указан-
ных выше марок воздуховоды можно изготавливать на
фальцевом соединении, при толщине листа более
1,2 мм — на сварке. Элементы вентиляционных систем
из титана, как правило, можно изготавливать на техно-
логическом оборудовании, предназначенном для изго-
товления воздуховодов из углеродистой стали.
Титан и сплавы на его основе в расплавленном и
твердом состоянии при температуре выше 400 °C обла-
дают высокой химической активностью к кислороду,
азоту и водороду. Это не позволяет применять для их
сварки такие методы, как сварка открытой дугой, кисло-
родно-ацетиленовая и др., поскольку происходит насы-
щение металла сварного шва газами, приводящее к
резкому снижению пластических свойств.
Для обеспечения пластичности сварных соединений
необходимо зоны дуги и «расплавленной ванны», а так-
же обратную сторону шва надежно защищать инертны-
ми газами (аргоном, гелием). Для сварки титана приме-
няют автоматическую и ручную сварку неплавящимся
электродом в среде инертных газов, автоматическую
сварку под бескислородным флюсом, контактную (то-
чечную, роликовую), стыковую и электрошлаковую
сварку.
Наиболее распространенным видом сварки воздухо-
водов из титана является аргонодуговая сварка. Она
производится автоматически или вручную неплавящим-
ся вольфрамовым электродом без присадочного метал-
ла и с присадочным, а также автоматически плавящим-
ся электродом. Контактная сварка обеспечивает получе-
ние качественных сварных швов тонколистового титана.
Защитная атмосфера инертного газа при контактной
сварке титана необязательна, так как плотное сжатие
свариваемых деталей между собой препятствует доступу
воздуха в зону сварки.
Обработка титана давлением может выполняться: в
холодном состоянии; при низком подогреве — ниже ин-
тервала температур снижения пластических свойств;
при высоком подогреве — выше интервала температур
27
снижения пластических свойств; в горячем состояний —
выше температуры рекристаллизации.
Обработку давлением в холодном состоянии приме-
няют при изготовлении деталей, имеющих несложную
форму, и используют для этого сплав, имеющий высокие
пластические свойства.
Применение вентиляционного оборудования, изготов-
ленного из титана, увеличивает срок его службы, сокра-
щает простои и затраты на ремонт, что обусловливает
получение значительного экономического эффекта.
Стоимость титана в 5—6 раз превышает стоимость
нержавеющей стали, (по массе), однако в связи с тем,
что плотность титана примерно в 2 раза меньше, стои-
мость 1 м2 воздуховода, изготовленного из титана,
только в 2,5—3 раза выше стоимости воздуховода из
нержавеющей стали. Учитывая высокую стойкость в
агрессивных средах, а также эластичность при обработ-
ке, применение титана для изготовления вентиляцион-
ных устройств даже при его более высокой стоимости
часто являемся оправданным.
По данным ГПИ Сантехпроект, в цехе хлорирования
Запорожского титано-магниевого комбината годовой
экономический эффект только от установки шести вен-
тиляторов и воздуховодов из титана вместо стальных
составил 20 тыс. руб. На Усть-Каменогорском титаио-
магниевом комбинате замена семи стальных вентиля-
торов и воздуховодов .на титановые в одном из цехов
завода позволила получить экономию свыше 93 тыс.
руб. На Березниковском титано-магниевом комбинате
замена шести стальных вентиляторов и воздуховодов на.
титановые позволила получить экономический эффект в
размере 20 тыс. руб. На Соликамском магниевом заводе
замена кирпичного газохода на титановый позволила
увеличить срок службы его в 7 раз.
Целесообразность применения титана в вентиляци-
онных системах в каждом конкретном случае должна
быть обоснована технико-экономическим расчетом, под-
тверждающим положительный экономический эффект,
при сравнении приведенных затрат по рассматривае-
мым вариантам.
IV. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ВОЗДУХОВОДОВ
ИЗ ТЕРМОПЛАСТИЧЕСКИХ ПОЛИМЕРОВ
1. Основы технологии
Вентиляционные детали — прямые участки воздухо-
водов, фасонные части, запорные и регулирующие уст-
ройства, местные отсосы и др. — следует изготовлять в
отдельном помещении, оснащенном необходимым
технологическим оборудованием.
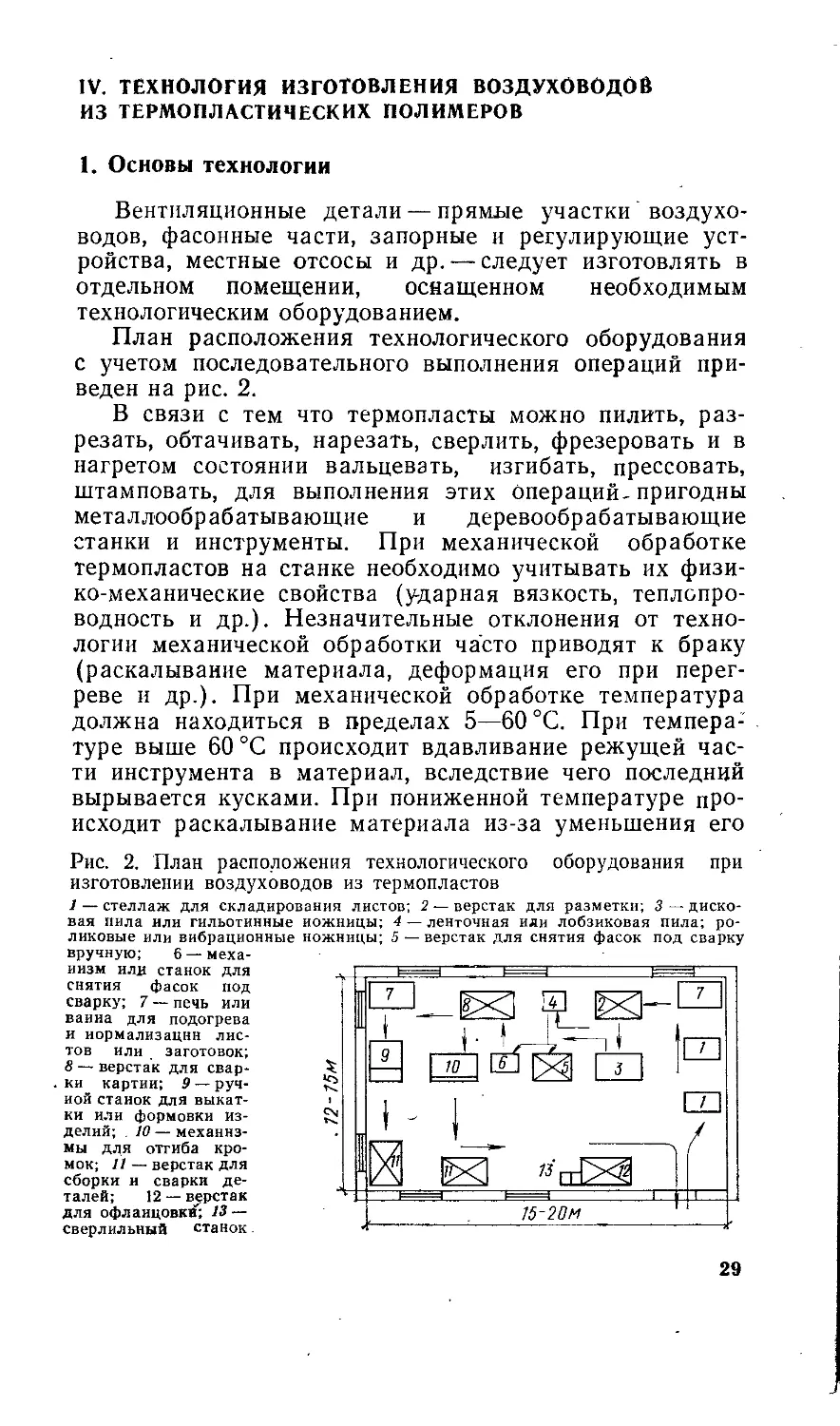
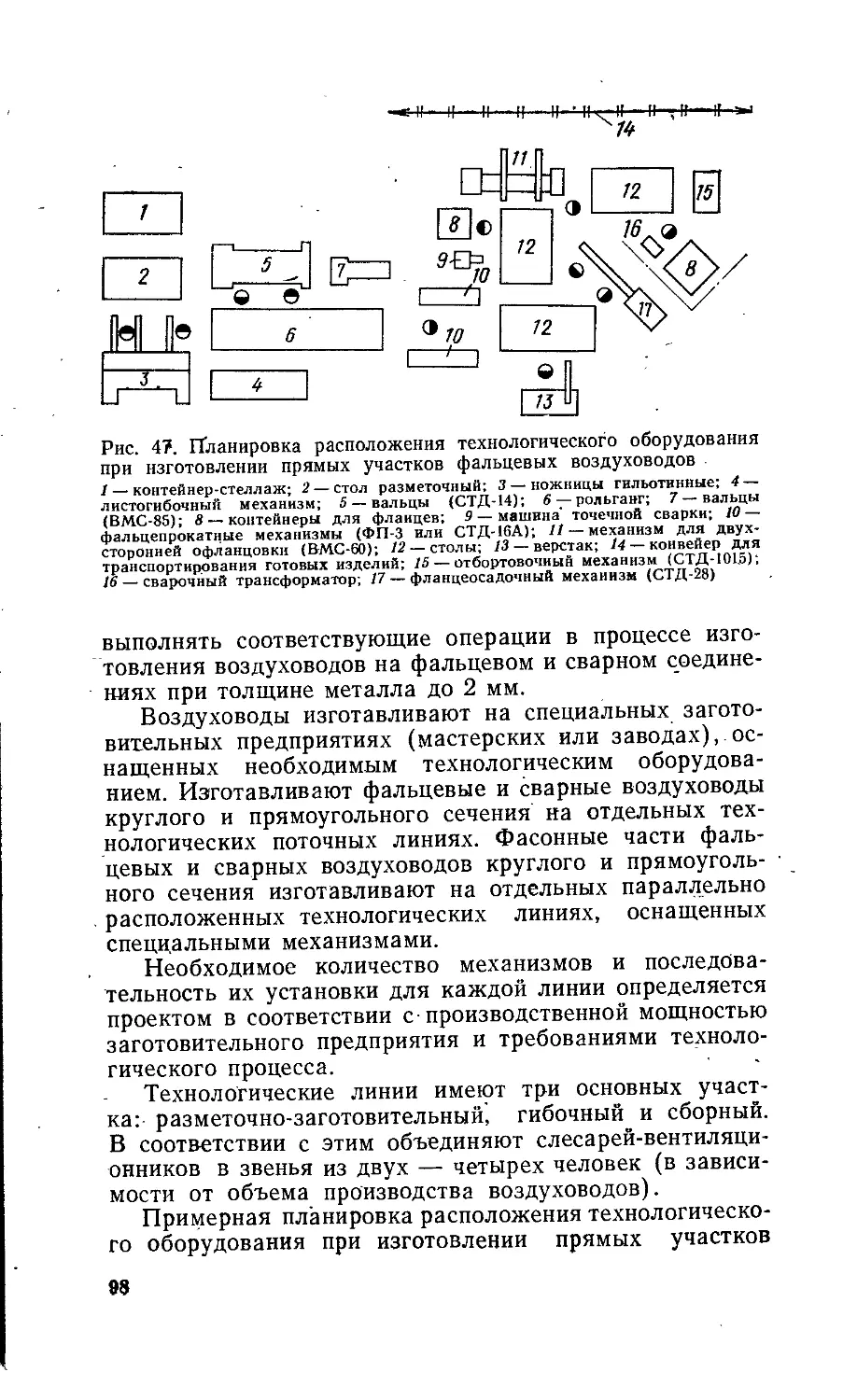
План расположения технологического оборудования
с учетом последовательного выполнения операций при-
веден на рис. 2.
В связи с тем что термопласты можно пилить, раз-
резать, обтачивать, нарезать, сверлить, фрезеровать и в
нагретом состоянии вальцевать, изгибать, прессовать,
штамповать, для выполнения этих операций-пригодны
металлообрабатывающие и деревообрабатывающие
станки и инструменты. При механической обработке
термопластов на станке необходимо учитывать их физи-
ко-механические свойства (ударная вязкость, теплопро-
водность и др.). Незначительные отклонения от техно-
логии механической обработки часто приводят к браку
(раскалывание материала, деформация его при перег-
реве и др.). При механической обработке температура
должна находиться в пределах 5—60 °C. При темпера-
туре выше 60 °C происходит вдавливание режущей час-
ти инструмента в материал, вследствие чего последний
вырывается кусками. При пониженной температуре про-
исходит раскалывание материала из-за уменьшения его
Рис. 2. План расположения технологического оборудования при
изготовлении воздуховодов из термопластов
1— стеллаж для складирования листов; 2 — верстак для разметки; 3 — диско-
вая пила или гильотинные ножницы; 4 — ленточная или лобзиковая пила; ро-
ликовые или вибрационные ножницы; 5 — верстак для снятия фасок под сварку
вручную; 6 —меха-
низм или станок для
снятия фасок под
сварку; 7 — печь или
ванна для подогрева
и нормализации лис-
тов или заготовок;
8 — верстак для свар-
ки картин; 9 — руч-
ной станок для выкат- •
ки или формовки из-
делий; . 10 — механиз-
мы для отгиба кро-
мок; 11 — верстак для
сборки и сварки де-
талей; 12 — верстак
для офлаицовк^Г; 13 —
сверлильный станок.
29
ударной вязкости. Предпочтительно обрабатывать Дер-
мопласты при температуре 15—20 °C. Отсюда следует,
что обработка таких материалов должна производиться
обязательно в отапливаемом помещении.
До употребления в дело материал необходимо под-
вергнуть нормализации — температурной обработке
трехкратным нагревом до 130—150 °C и охлаждением
до температуры помещения 20—25 °C.
Изготовление вентиляционных деталей из термопла-
стов связано с выполнением определенного числа техно-
логических операций: разметка, резка, строгание (сня-
тие фасок), сверление, формование, отгиб кромок, гнутье
и, наконец, самая трудоемкая операция — сварка. Мно-
гие технологические операции при обработке термопла-
стов еще не механизированы. К ним относятся операции
формования и сварки. Эти трудоемкие операции вы-
полняют вручную. Операции ' резки, сверления, гибки,
снятия фасок механизированы.
Для выполнения заготовительных операций — рас-
пиливания листов, подготовки кромок со снятием фаски
под сварку-— используют следующее оборудование:
циркулярную и ленточные пилы, фуговальный станок,
гильотинные ножницы.
Для опиловки, сверления, строгания, фрезерования и
других вспомогательных операций используют токарные,
фрезерные, строгальные, сверлильные и наждачные
станки. Разогрев листов перед формованием и гнутьем
заготовок ведут в нагревательных камерах или ваннах с
горячей жидкостью. Для формования круглых воздухо-
водов используют набор деревянных или металлических
болванок различных размеров; для гнутья прямоуголь-
ных воздуховодов — специальные приспособления. Сва-
рочные работы в мастерской ведут на столах, снабжа-
емых электроэнергией и сжатым воздухом (для питания
сварочных горелок). В случае применения высокоча-
стотной сварки монтируют специальный генератор для
получения токов высокой частоты.
Некоторые станки и приспособления для обработки
термопластов изготовляются организациями Главтепло-
монтажа Минмонтажспецстроя СССР.
2. Разметка
Технологический процесс изготовления воздуховодов
из термопластов начинается с разметки отдельных лис-
тов. При этом необходимо учесть, что размеры и форма
30
прямых участков, конструкция фасонных частей и дру-
гих деталей воздуховодбв должны соответствовать дей-
ствующим нормалям, типовым, рабочим или монтажным
чертежам.
Для разметки термопластов пользуются специальным
тальковым карандашом или мелом; стальные чертилки
применять не рекомендуется, так как царапины на по-
верхности листа могут вызвать его разрушение при фор-
мовании. Разметку производят на верстаке размером
1000X1800 мм, высотой 800 мм. На высоте 200 мм от
пола на верстаке установлена полка для складирования
материала. Верстак оснащен прижимным устройством и
мерительным инструментом: метром, циркулем, стальной
линейкой, угольником.
Процент-отходов при наиболее экономичной разметке
в среднем составляет 8 %, причем на прямых участка'х—
около 3,5%, на фасонных частях — около 10%. После
разметки выполняют резку — раскрой по разметке.
Отклонение размеров воздуховодов круглого сечения
диаметром до 280 мм и прямоугольного сечения со сто-
роной до 200 мм*не должно превышать 3 мм по на-
ружному размеру воздуховода. При размерах воздухо-
водов выше указанных отклонение по наружному разме-
ру не должно превышать 4 мм.
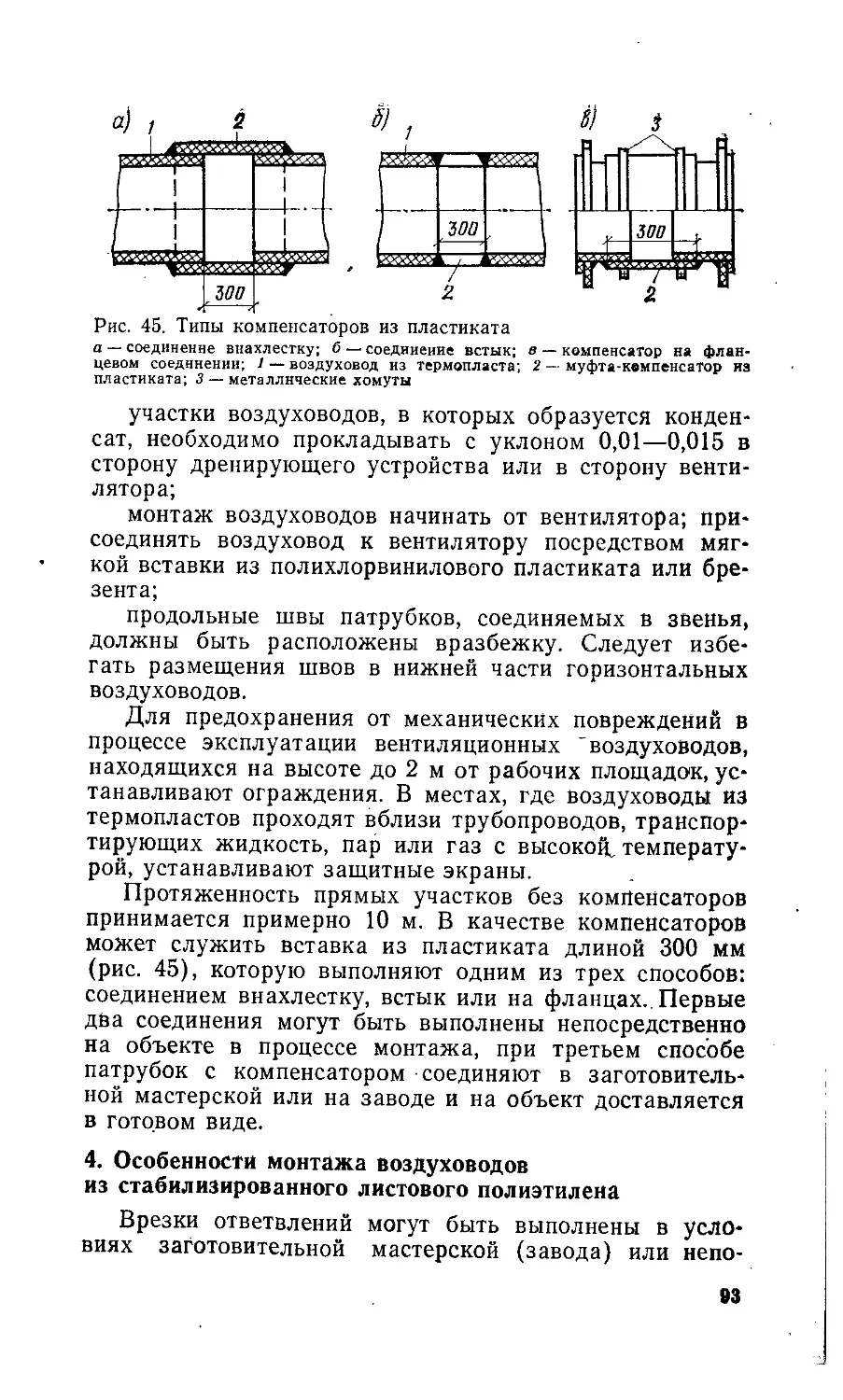
Коэффициент линейного расширения термопластов
примерно в 7—10 раз превышает коэффициент линейно-
го расширения стали, и при транспортировании по воз-
духоводам газовоздушной среды с температурой свыше
25 °C должны предусматриваться компенсирующие уст-
ройства в виде вставок из пластиката (длиной 300 мм).
При раскрое листов также следует учитывать воз-
можность усадки термопласта после нагревания, дости-
гающей 10—25 мм на 1 м длины листа. Величина усад-
ки зависит от качества исходного сырья, степени нагрева
и др. Ориентировочно можно считать, что после охлаж-
дения заготовок усадка составляет Вдоль листа 1 % и
поперек его 2 %. В итоге расширения и последующей
усадки толщина листов термопластов увеличивается при-
мерно на 4%. Поэтому рекомендуется перед разметкой
листы и детали подвергать нормализации (термической
обработке), что позволяет обеспечить необходимые раз-
меры заготовок. Термопласт при повторном нагреве в
процессе формования уже не меняется в размерах.
До разметки листы термопласта, прошедшего тепло-
вую обработку, подбирают по размеру, толщине и цвету.
При проверке качества отбираемых листов бракуют из
31
них те, которые на поверхности имеют вздутия, вмяти-
ны, трещины, раковины или расслоения по толщине.
Принципы разметки вентиляционных деталей остаются
теми же, что и при разметке деталей из металла, но при
этом необходимо учитывать усадку термопластов и при-
пуски в зависимости от вида материала и соединения
отдельных элементов изделий: встык, внахлестку, угло-
вое (как правило, сварные соединения осуществляются
встык).
Разметку элементов воздуховодов начинают с рас-
кладки листов материала в картины, затем намечают
линии резки и изгибов. После этого раскраивают отдель-
ные элементы и на каждом из них снимают фауки под
сварку. При разметке воздуховодов прямоугольного се-
чения рекомендуется предусматривать сварные соедине-
ния на плоскости граней, а не на углах, так как угло-
вой шов обладает меньшей механической прочностью.
Размечают листы с помощью измерительных инстру-
ментов: метра, циркуля, стальной линейки," угольника,
транспортира. Типовые изделия размечают по специаль-
ным металлическим шаблонам. Пр1? разметке листов
стремятся обеспечить наиболее полное использование
материала с наименьшим числом сварных швов в заго-
товках.
Особенности разметки, раскроя и изготовления фа-
сонных частей прямоугольного сечения. Фасонные части
воздуховодов прямоугольного сечения обычно изготов-
ляют из отдельных раскроенных элементов, соедиияе-
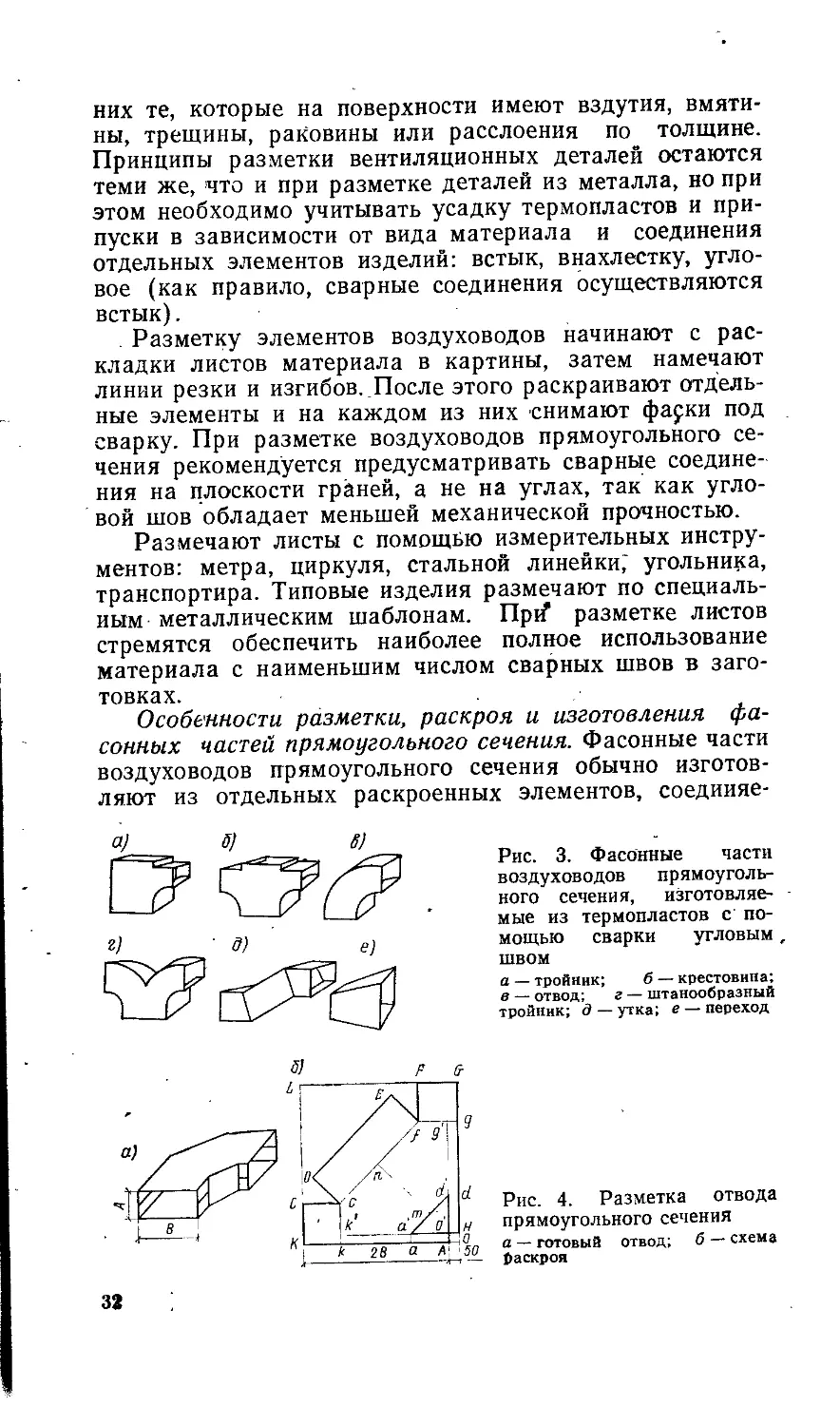
Рис. 3. Фасонные части
воздуховодов прямоуголь-
ного сечения, изготовляе-
мые из термопластов с по-
мощью сварки угловым,
швом
а — тройник; б — крестовина;
в — отвод; г — штанообразный
тройник; д — утка; е — переход
Рис. 4. Разметка отвода
прямоугольного сечения
а — готовый отвод; б — схема
раскроя
32
мых угловым швом (рис. 3) с помощью сварки. Однако
угловой шов, как отмечалось выше, не обладает доста-
точной механической прочностью, особенно в сопряже-
нии кривых линий. Кооме того, его герметичность сни-
жена, поэтому в случае образования в воздуховодах
конденсата он будет просачиваться. При изготовлении
элементов деталей, изгибаемых по радиусу (затылок и
шейка отвода, ответвления тройников и крестовин), тре-
буется нагревание этих элементов в термошкафах или
ваннах.
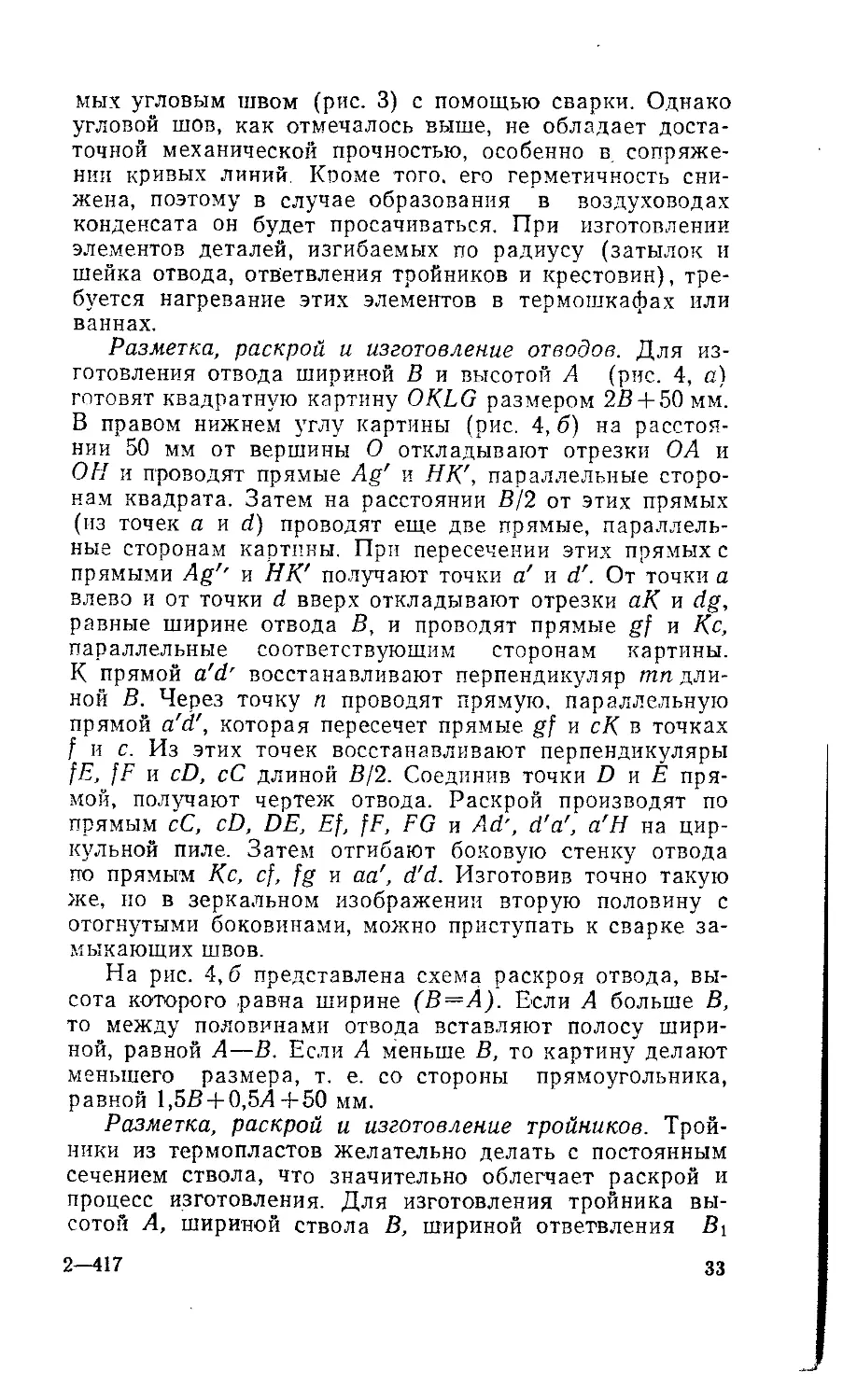
Разметка, раскрой и изготовление отводов. Для из-
готовления отвода шириной В и высотой А (рис. 4, а)
готовят квадратную картину OKLG размером 2В + 50 мм.
В правом нижнем углу картины (рис. 4, б) на расстоя-
нии 50 мм от вершины О откладывают отрезки ОА и
ОН и проводят прямые Ag' и НК', параллельные сторо-
нам квадрата. Затем на расстоянии В/2 от этих прямых
(из точек а и d) проводят еще две прямые, параллель-
ные сторонам картины. При пересечении этих прямых с
прямыми Ag'' и НК' получают точки а' и d'. От точки а
влево и от точки d вверх откладывают отрезки аК и dg,
равные ширине отвода В, и проводят прямые gf и Кс,
параллельные соответствующим сторонам картины.
К прямой a'd' восстанавливают перпендикуляр пгп дли-
ной В. Через точку п проводят прямую, параллельную
прямой a'd', которая пересечет прямые gf и сК в точках
f и с. Из этих точек восстанавливают перпендикуляры
fE, fF и cD, сС длиной В/2. Соединив точки D и Е пря-
мой, получают чертеж отвода. Раскрой производят по
прямым сС, cD, DE, Ef, fF, FG и Ad', d'a', a'H на цир-
кульной пиле. Затем отгибают боковую стенку отвода
по прямым Кс, cf, fg и аа', d'd. Изготовив точно такую
же, по в зеркальном изображении вторую половину с
отогнутыми боковинами, можно приступать к сварке за-
мыкающих швов.
На рис. 4,6 представлена схема раскроя отвода, вы-
сота которого равна ширине (В=А). Если А больше В,
то между половинами отвода вставляют полосу шири-
ной, равной А—В. Если А меньше В, то картину делают
меньшего размера, т. е. со стороны прямоугольника,
равной 1,5В + 0,5Л+50 мм.
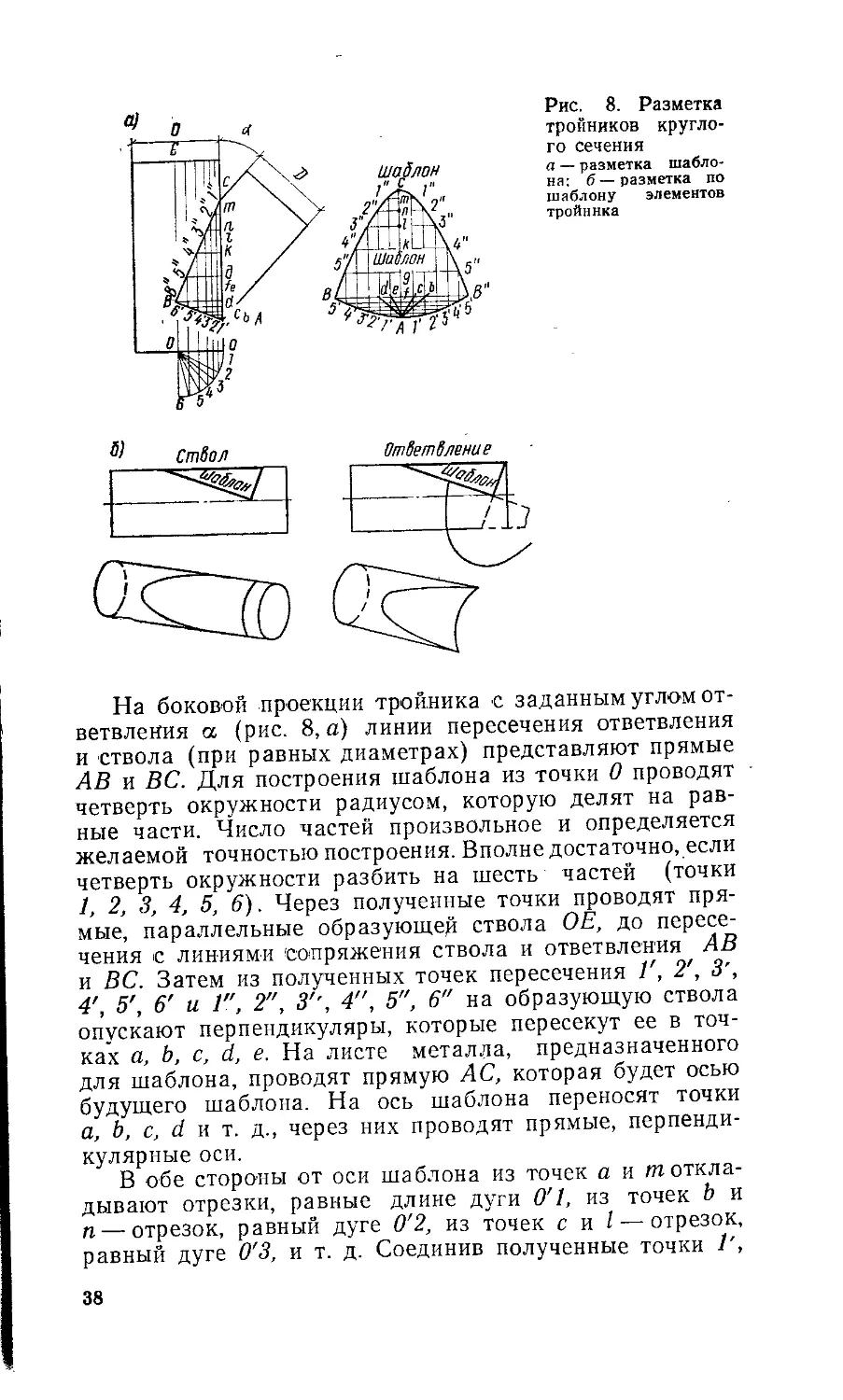
Разметка, раскрой и изготовление тройников. Трой-
ники из термопластов желательно делать с постоянным
сечением ствола, что значительно облегчает раскрой и
процесс изготовления. Для изготовления тройника вы-
сотой А, шириной ствола В, шириной ответвления В\
2—417
33
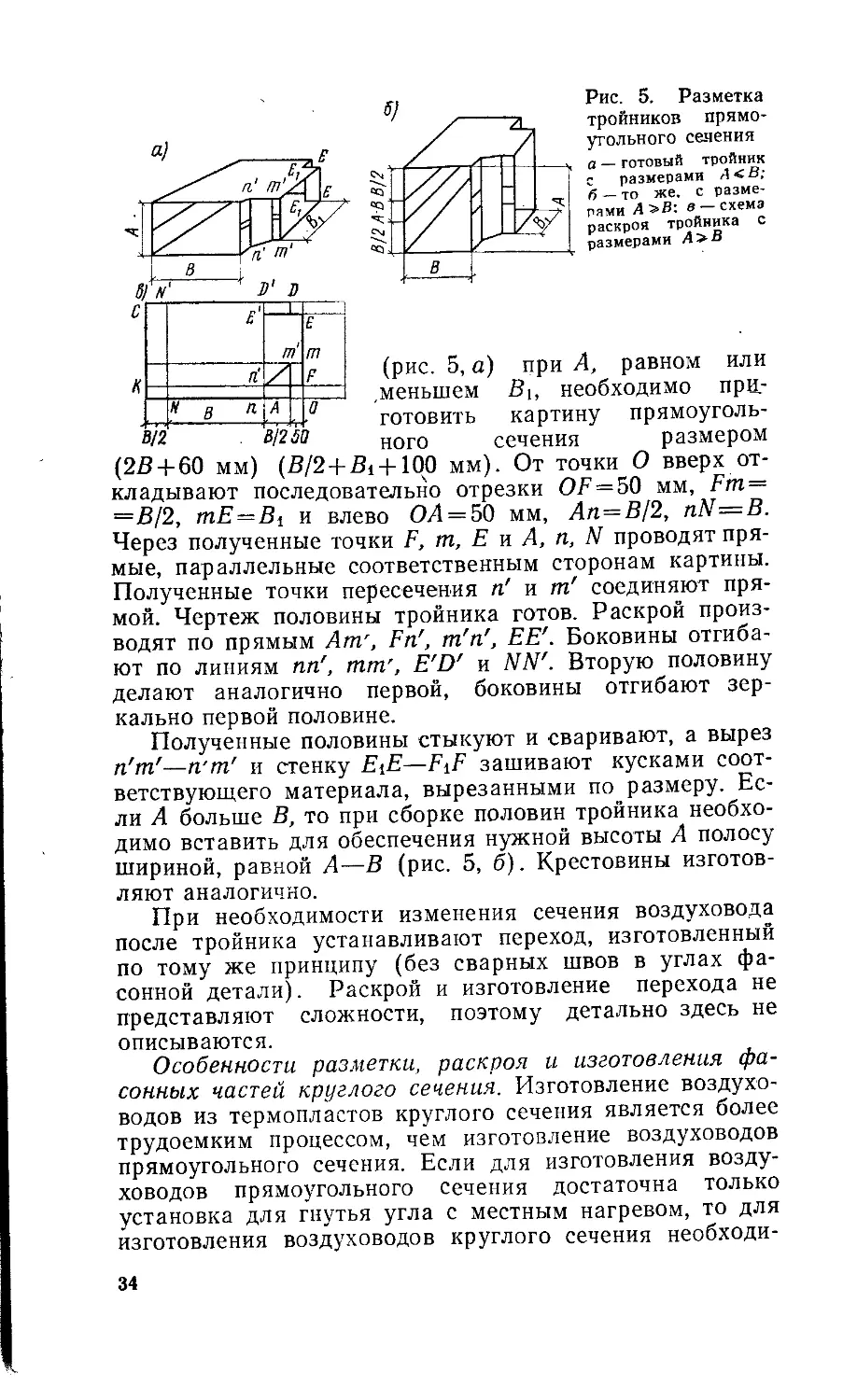
Рис. 5. Разметка
тройников прямо-
угольного сеяения
а — готовый тройник
с размерами Л<В;
б — то же, с разме-
рами Л в — схема
раскроя тройника с
размерами А>В
(рис. 5, а)
,меньшем
готовить
ного <
при А, равном или
В\, необходимо при,-
картину прямоуголь-
размером
сечения
(2В + 60 мм) (В/2+В1 +100 мм). От точки О вверх от-
кладывают последовательно отрезки OF=50 мм, Fm =
=В!2, mE — Bi и влево ОД = 50 мм, Дп=В/2, nN=B.
Через полученные точки F, т, Е и А, п, N проводят пря-
мые, параллельные соответственным сторонам картины.
Полученные точки пересечения п' и т' соединяют пря-
мой. Чертеж половины тройника готов. Раскрой произ-
водят по прямым Am', Fn', т'п', ЕЕ'. Боковины отгиба-
ют по линиям tin', mm', E'D' и NN'. Вторую половину
делают аналогично первой, боковины отгибают зер-
кально первой половине.
Полученные половины стыкуют и сваривают, а вырез
п'т'—п’т' и стенку Е\Е—F\F зашивают кусками соот-
ветствующего материала, вырезанными по размеру. Ес-
ли А больше В, то при сборке половин тройника необхо-
димо вставить для обеспечения нужной высоты А полосу
шириной, равной А—В (рис. 5, б). Крестовины изготов-
ляют аналогично.
При необходимости изменения сечения воздуховода
после тройника устанавливают переход, изготовленный
по тому же принципу (без сварных швов в углах фа-
сонной детали). Раскрой и изготовление перехода не
представляют сложности, поэтому детально здесь не
описываются.
Особенности разметки, раскроя и изготовления фа-
сонных частей круглого сечения. Изготовление воздухо-
водов из термопластов круглого сечения является более
трудоемким процессом, чем изготовление воздуховодов
прямоугольного сечения. Если для изготовления возду-
ховодов прямоугольного сечения достаточна только
установка для гнутья угла с местным нагревом, то для
изготовления воздуховодов круглого сечения необходи-
34
мы термошкаф или ванна и набор форм для каждого
.диаметра.
Промышленностью выпускаются трубы из термоплас-
тов диаметром до 300 мм, но широкого применения в
системах вентиляции они до сих пор не имеют из-за
большой толщины стенок (более 4 мм). Применение го-
товых труб может резко сократить время изготовления
деталей, но в настоящее время они еще дефицитны.
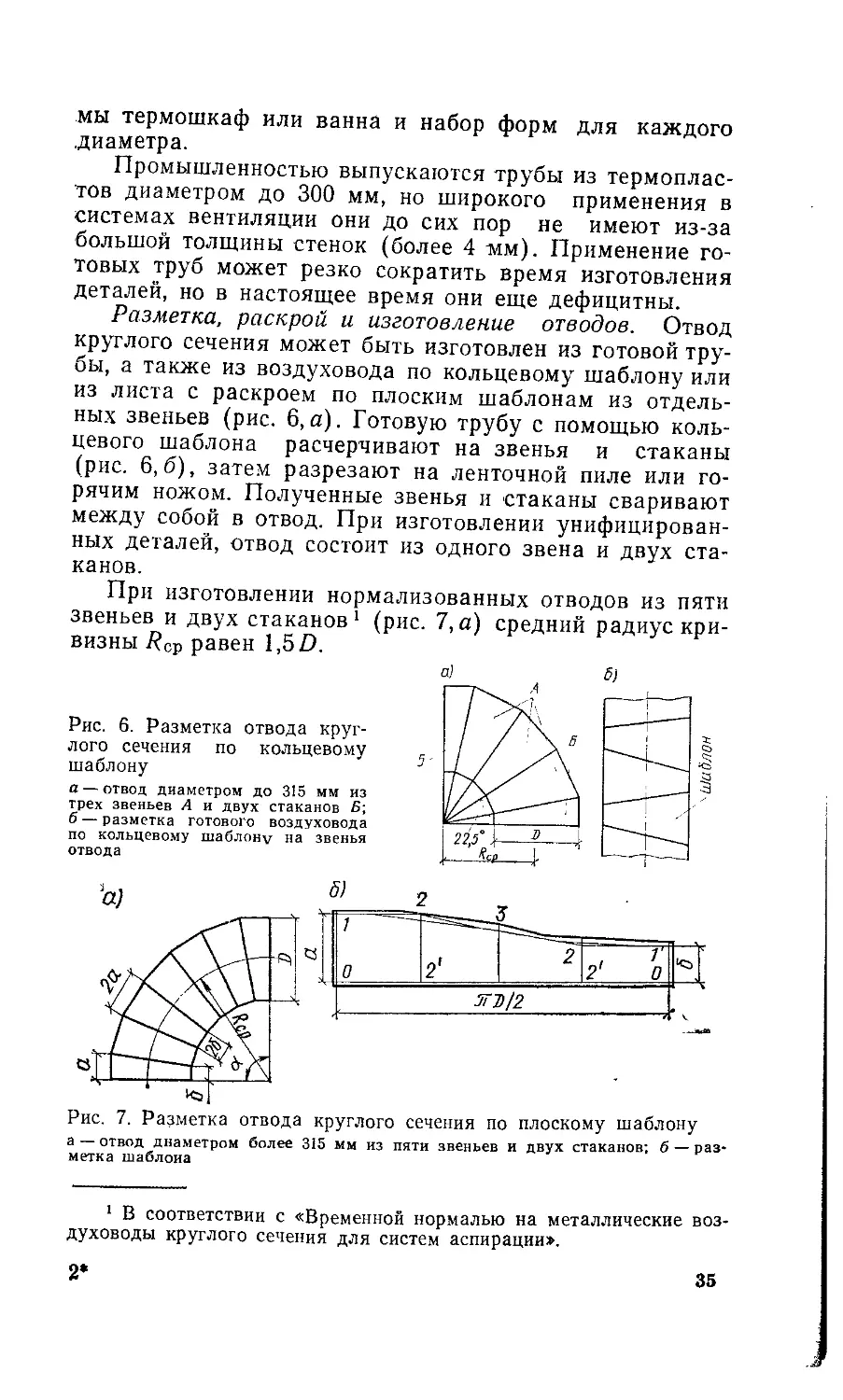
Разметка, раскрой и изготовление отводов. Отвод
круглого сечения может быть изготовлен из готовой тру-
бы, а также из воздуховода по кольцевому шаблону или
из листа с раскроем по плоским шаблонам из отдель-
ных звеньев (рис. 6,а). Готовую трубу с помощью коль-
цевого шаблона расчерчивают на звенья и стаканы
(рис. 6,6), затем разрезают на ленточной пиле или го-
рячим ножом. Полученные звенья и стаканы сваривают
между собой в отвод. При изготовлении унифицирован-
ных деталей, отвод состоит из одного звена и двух ста-
канов.
При изготовлении нормализованных отводов из пяти
звеньев и двух стаканов1 (рис. 7, а) средний радиус кри-
визны У?ср равен 1,5 D.
Рис. 6. Разметка отвода круг-
лого сечения по кольцевому
шаблону
а — отвод диаметром до 315 мм из
трех звеньев А и двух стаканов Б;
б — разметка готового воздуховода
по кольцевому шаблону на звенья
отвода
Рис. 7. Разметка отвода круглого сечения по плоскому шаблону
а — отвод диаметром более 315 мм из пяти звеньев и двух стаканов; б — раз*
метка шаблона
1 В соответствии с «Временной нормалью на металлические воз-
духоводы круглого сечения для систем аспирации».
Разметку нормализованных отводов по плоским шаб-
лонам производят в следующей последовательности. На
горизонтальной прямой 00 (рис. 7, б) откладывают по-
ловину длины развертки стакана л7)/2 и из концов этого
отрезка восставляют перпендикуляры, на которых
откладывают величины затылка а и шейки б стакана
(отрезок 01). Отрезок nDj2 делят на четыре равные час-
ти и из точек деления восставляют перпендикуляры.
Из крайних точек 1 и 1' проводят линии, параллель-
ные прямой 00, до пересечения с перпендикулярами в
точке 2; точки 2—2 соединяют прямой. Отрезки 1 2,
2—3 и 2—1 делят пополам и точки деления соединяет
прямыми линиями. В полученную ломаную линию впи-
сывают кривую развертки, затем дают припуск на усад-
ку и нахлестку (в зависимости от вида материала и
сварного соединения).
ЧАВЛИЦА 5. РАЗМЕРЫ ЭЛЕМЕНТОВ ОТВОДОВ КРУГЛОГО СЕЧЕНИЯ
ДЛЯ СИСТЕМЫ АСПИРАЦИИ
Яср = D Яср — 1.5D Яср = 20
D ttD а б а б а б
100 314 20 6,5 26 13 33 20
125 392 24 8 32 16 41 24
140 442 27 9 36 18 46 27
160 502 31 10 41 20 52 31
180 565 36' 12 47 23 59 36
200 630 40 14 52 26 65 40
225 706 45 15 58 29 74 45
250 785 49 16 65 32 82 49
280 880 55 19 73 37 92 55
325 1005 62 20 82 40 104 62
355 ИЗО 72 24 94 26 1 72
400 1260 79 26 105 52 130 79
450 1413 90 29 117 58 148 90
500 1570 98 33 130 65 164 98
560 1760 ПО 38 146 74 184 110
630 1980 124 41 165 82 203 124
710 2260 144 48 188 52 236 144
800 2510 157 52 205 102 262 15/
900 2826 180 59 234 117 297 180
1000 3140 200 65 260 130 330 200
1120 3520 220 76 292 148 368 220
1250 3920 240 80 320 160 410 240
1400 4400 275 95 360 180 4b0 275
1600 5020 314 104 410 204 524 314
1800 5652 360 118 468 234 594 360
2000 6290 400 130 520 260 660 400
36
Вторую половину стакана раскраивают по первой, для
чего развертку поворачивают вокруг оси 01 на 180°.
Для получения развертки звена построенную развертку
стакана очерчивают, поворачивают на 180° вокруг оси
00 и еще раз очерчивают. Чтобы не повторять каждый
раз разметку каждого стакана и звена любого диаметра
отвода описанным выше методом, размечают и выкраи-
вают шаблоны из листового металла и по готовым шаб-
лонам делают разметку с наименьшим количеством от-
ходов.
Величины затылка а и шейки б в миллиметрах ста-
канов отвода с постоянным углом звена 15° при различ-
ных радиусах закругления (при пяти звеньях и двух
стаканах) указаны в табл. 5.
Величины затылка а и шейки б стакана можно оп-
ределить также по формулам при пяти звеньях и двух
стаканах:
о = 0,131 (ЯсР 4—2~J »
„ I D\
6 = 0,131 1ЯСР— — 1;
при трех звеньях и двух стаканах:
D \
а = 0,196 (Лср i
\ л /
[ D \
б — 0,1961 /?ср — — ) '
\ Р 2 1
Размеченную заготовку раскраивают на ленточной
пиле или на виброножницах, затем после снятия фасок
и разогрева в термошкафу или ванне отдельные звенья
и стаканы отводов формуют на болванках. После этого
сваривают замыкающие швы. Готовые отдельные эле-
менты отвода собирают и сваривают между собой (см.
рис. 7, а).
Разметка, раскрой и изготовление тройников. В свя-
зи с тем, что тройники систем из термопластических ма-
териалов изготовляют из готовых труб или воздухово-
дов, а раскрой готовых труб сопряжен с некоторыми
трудностями, желательно тройники из термопластов де-
лать постоянными по сечению и с одинаковым диамет-
ром ствола и ответвления. Такая конфигурация тройни-
ка упрощает его разметку и раскрой. Раскрой тройника
проще всего выполнять с помощью шаблона, изготовле-
ние которого не представляет особой трудности.
37
Рис. 8. Разметка
тройников кругло-
го сечения
а — разметка шабло-
на: б—разметка по
шаблону элементов
тройника
На боковой проекции тройника с заданным углом от-
ветвления а (рис. 8, а) линии пересечения ответвления
и ствола (при равных диаметрах) представляют прямые
АВ и ВС. Для построения шаблона из точки 0 проводят
четверть окружности радиусом, которую делят на рав-
ные части. Число частей произвольное и определяется
желаемой точностью построения. Вполне достаточно, если
четверть окружности разбить на шесть частей (точки
1, 2, 3, 4, 5, 6). Через полученные точки проводят пря-
мые, параллельные образующей ствола ОЕ, до пересе-
чения с линиями сопряжения ствола и ответвления АВ
и ВС. Затем из полученных точек пересечения 1', 2', 3',
4', 5', 6' и 1", 2", 3'', 4", 5", 6" на образующую ствола
опускают перпендикуляры, которые пересекут ее в точ-
ках а, Ь, с, d, е. На листе металла, предназначенного
для шаблона, проводят прямую АС, которая будет осью
будущего шаблона. На ось шаблона переносят точки
а, Ь, с, d и т. д., через них проводят прямые, перпенди-
кулярные оси.
В обе стороны от оси шаблона из точек а и т откла-
дывают отрезки, равные длине дуги 0'1, из точек b и
п — отрезок, равный дуге 0'2, из точек с и I — отрезок,
равный дуге 0'3, и т. д. Соединив полученные точки 1',
38
2', 3',1", 2", 3",... плавной кривой, получим шаблон
для построения тройника. Шаблон накладывают на го-
товую трубу или воздуховод и очерчивают (рис. 8,6).
При этом особо следует обращать внимание на то, что-
бы ось шаблона совпадала с образующей трубы.
При разметке ствола шаблон очерчивают полностью.
Для разметки ответвления очерчивают сначала одну сто-
рону заготовки, т. е. линию пересечения ответвления и
ствола ВС, (по шаблону кривая ВСВ'), а затем другую
сторону заготовки — линию пересечения АВ и ствола
(по шаблону кривая ВАВ'). По размеченным кривым
раскрой тройника производят на ленточной пиле или с
помощью горячего ножа. Можно раскраивать и обычным
ножовочным полотном с предварительным нагреванием
материала горелкой по линии разреза. После раскроя
места пересечения ствола и ответвления следует обра-
ботать напильником: подогнать, снять фаску, а затем
сварить.
При переходе с одного сечения на другое к стволу
или к ответвлению тройника устанавливают переходы,
раскрой которых не представляет особой трудности, а
методы изготовления такие же, как и при изготовлении
воздуховодов круглого сечения. Изготовление тройников
с различными диаметрами ствола и ответвления более
сложно по раскрою, но не отличается от описанного спо-
соба. Раскрой и изготовление крестовин аналогичны ра-
скрою и изготовлению тройников.
Тройники можно изготавливать методом штампования
из двух половин. При этом рекомендуется изготавли-
вать тройники восьми типоразмеров: 200X160, 280X200,
355X280, 500X280, 500X355,. 560X355, 500X500,
800X500 мм. В случае необходимости сечение после
тройника изменяется конусным переходом.
Приведенные способы разметки фасонных частей
воздуховодов применяются при их изготовлении в соот-
ветствии с «Временной нормалью на металлические воз-
духоводы круглого сечения для систем аспирации». Если
же проектом предусмотрены воздуховоды из унифици-
рованных деталей в соответствии с Инструкцией ВСН
353-75/ММСС СССР, то разметка и изготовление дета-
лей воздуховодов значительно упрощается. В этом слу-
чае вместо тройников и крестовин круглого сечения ис-
пользуются узлы ответвления (прямые и штанообразные
тройники и крестовины), состоящие'из унифицирован-
ных деталей — базового патрубка нужного диаметра,
высотой не более 100 мм, соответствующего перехода и
39
заглушки. Отводы изготавливают из одного звена и двух
стаканов, полуотводы из двух стаканов. Соответственно
упрощается раскрой и изготовление деталей воздухово-
дов прямоугольного сечения.
Разметку и раскрой унифицированных деталей, изго-
тавливаемых из термопластов, выполняют аналогично
подобным операциям при изготовлении унифицирован-
ных деталей из металла (см. раздел VIII «Технология
изготовления металлических воздуховодов»),
3. Резка термопластов и снятие фасок
под сварку
Прямолинейная резка осуществляется на циркуль-
ной пиле, установленной на металлическом стволе раз-
мером 1000x1500 мм, высотой 800 мм с диаметром дис-
ка 150—200 м и скоростью его вращения 2000—
2500 об/мин. Число зубьев при указанном диаметре дис-
ка равно 120—140. Высоту выступающей части диска
пилы можно регулировать с помощью специального при-
способления, закрепляемого на раме привода.
Криволинейная резка осуществляется на ленточно-
пильном станке с полотном шириной 5—6 мм или беско-
нечной стальной проволокой диаметром 2—3 мм с на-
сечками. Станина ленточно-пильного станка ЛС-40
(рис. 9) изготовляется из чугуна и имеет коробчатую
форму с хоботом для установки верхнего шкива. Стол
размером 560X630 мм монтируют на поворотном сег-
менте, укрепленном на станине. С помощью поворотно-
го сегмента стол может быть установлен под углом 45°
к горизонтальной плоскости. Окружная скорость состав-
ляет от 1000 до 1500 м/мин.
При резании тонких листов толщиной до 1,5 мм луч-
шие результаты получаются при распиливании их лен-
точными пилами без развода. Поверхность рабочего сто-
ла пилы должна быть совершенно гладкой (столы
обычно покрывают винипластом). При распиливании
лист материала следует плотно прижимать к поверх-
ности рабочего стола пилы и равномерно, без рывков и
остановок, продвигать по линии резания. Скорость по-
дачи материала не должна превышать, чтобы избежать
размягчение и налипание его, 2 м/мин для дисковой пи-
лы и 1,2 м/мин для ленточной пилы.
При резке толстых листов стол пилы наклоняют при-
мерно на 35°, что дает возможность одновременно с
распиливанием подготовить кромку заготовок под
сварку.
40
230
Рис. 9. Схема ленточно-пиль-
ного станка ЛС-40
/ — нижний пильный шкив: 2 — на-
тяжное устройство; 3—верхний пиль-
ный шкнв; 4 — направляющие для
полотна; 5 — стол; 6 — устройство
для поворота; а и О| — углы поворо-
та стола; Р— груз
Рис. 10. Защитная маска
1 — винипласт толщиной 5 мм; 2 —
прокладочный пластикат; 3 — орга-
ническое стекло толщиной 5 мм
Рис. 11. Огражде-
ние дисковой пилы
1 — винипласт; 2 —
жесть; 3 — сталь; 4 —
лист винипласта
о) 60-70° ty 60-70°
в)
Рис. 12. Снятие фаски под различные виды сварочного шва
а — сварочный шов типа V; б — сварочный шов Х-образный; в — угловой сва-
рочный шов; г — угловой двухсторонний сварочный шов; д — угловой свароч-
ный шов под прямым углом
41
При работе на циркульной пиле необходимо пользо-
ваться защитной маской (рпс. 10), а на диск пилы на-
девать ограждение (рис. 11).
Для уменьшения шума, создаваемого пилой, в местах
крепления подшипников вала диска устанавливают свин-
цовые или резиновые прокладки. В процессе резки лис-
тов термопластов следует периодически останавливать
пилу и удалять стружку, которая может под действием
тепла трения свариваться и забивать зазор между пилой
и стенками прорези в столе. После окончания работы
необходимо очистить пилу от стружки, так как за счет
трения ее о вращающийся диск стружка нагревается и
разлагается, выделяя хлористый водород и другие ток-
сичные вещества.
Для криволинейной резки при изготовлении вентиля-
ционных фасонных частей рационализаторы монтажной
организации предложили оригинальную конструкцию
лобзиковой пилы. Возвратно-поступательное движение
пилы обеспечивается возвратно-поступательным движе-
нием поршня блока цилиндров компрессора подачей
0,38 м3/ч. С днищем стакана цилиндра жестко соединен
нижний конец пилы.
При температуре выше 15°С термопласты можно ре-
зать с помощью механизмов, используемых для резки
листового металла: гильотинных ножниц ВМС-103 или
СТД-9А, виброножниц ВН-2, механизма ВМС-106 или
роликовых ножниц ВМС-105.
После того как раскрой отдельных элементов загото-
вок выполнен, требуется их подготовить под сварку в
картину, т. е. снять фаски на кромках. Прочность сцеп-
ления при сварке термопластов в значительной степени
зависит от состояния поверхности свариваемого материа-
ла (она должна быть чистой, ровной и обезжиренной),
а также от угла раскрытия шва (при стыковой сварке).
Ложе сварки подготавливают, как указано на рис. 12.
При сварке листов толщиной менее 5 мм обычно при-
меняют угол раскрытия шва 55—60°, при толщине более
5 мм — 70—90 °. На каждом листе должна быть снята
фаска под углом 30—35° (см. рис. 12). Для снятия фа-
сок под сварку используют электрофуганок и конические
фрезы, ручные рубанки и напильники с крупной насеч-
кой (мелкая насечка быстро забивается)t
При снятии фаски применяют ограничительные при-
способления, обеспечивающие срез кромки под постоян-
ным углом. Угол заточки ножей на ручных рубанках и
фуганках должен быть 30°. Чтобы избежать выкраши-
42
Рис. 13. Механизм
для снятия фаски
и резки листов
/ — опорная рама; 2 —
электродвигатель; 3 —
режущий инструмент;
4 — стол; 5 — лист
разрезаемого мате-
риала
вания материала, кромка режущего инструмента долж-
на выступать над плоскостью касания его на 0,8—
1 мм. Обрабатываемые листы должны быть надежно
закреплены специальными зажимами, струбцинами или
тисками. Для снятия заусенцев применяют рубанки или
опиловочные станки, а при малых объемах работ —
цикли.
При больших объемах работ для снятия фаски и
резки термопластов используют станок (рис. 13), со-
стоящий из двух отдельных частей. Одна из них пред-
ставляет собой перемещающийся в горизонтальном на-
правлении по направляющим стол с крышкой, на ко-
тором закрепляют прижимами обрабатываемые листы
материала. Другая часть оборудована режущим устрой-
ством. На его раме закреплен электродвигатель с режу-
щим инструментом, который можно устанавливать с
наклоном на любой угол по отношению к обрабатываемо-
му материалу и перемещать в вертикальном направле-
нии. Обрабатываемый материал подают вручную. Основ-
ные размеры станка 3010X1400X1290 мм, масса 290 кг.
Мощность электродвигателя 1,7 кВт, скорость вращения
2850 об/мин. Станок изготовляется Саратовским механи-
ческим заводом треста Продмонтаж.
4. Сварка термопластов
Сварка термопластов основана на их термопластиче-
ских свойствах — на способности переходить в вязкоте-
кучее состояние при температуре 200—220° С. Процесс
43
сварки термопластов состоит в кратковременном нагре-
вании их до температуры 180—200° С, т. е. до перехода
в вязкотекучее состояние основного и присадочного ма-
териалов в месте сварки, и последовательном заполне-
нии шва присадочным материалом.
Сварку следует выполнять быстро, так как при дли-
тельном нагревании до температуры 200° С может на-
чаться разложение материала, при этом он будет мор-
щиться, пузыриться и обугливаться. Перед сваркой сва-
рочные прутки подвергают нормализации, т. е. их вы-
держивают в течение 5 мин при температуре 120—
140° С. После этого прутки раскладывают на ровной по-
верхности для охлаждения. Конец прутка перед сваркой
нагревают горячим воздухом и срезают под углом 45°.
Для получения надежного соединения необходимо,
чтобы основной материал и присадочный пруток прогре-
вались равномерно по всему сечению и достаточно быст-
ро, поэтому диаметр присадочного прутка необходимо
выбирать в зависимости от толщины основного материа-
ла. В то же время следует учитывать, что скорость свар-
ки находится в прямой зависимости от диаметра прут-
ка. Опытным путем установлено, что шов хорошего ка-
чества при ручной сварке можно получить, если диаметр
прутка не превышает 4 мм. При выборе диаметра сва-
рочного прутка кроме толщины свариваемых листов
также учитывается форма сварного шва и требуемая
прочность. Следует указать, что прочность сварного шва
не превышает 85% прочности основного материала.
Рис. 14. Способы сварки термопластов
а — контактный; б — с радиационным нагревом; в — с подогревом горячим воз-
духом; г —с нагревом токами высокой частоты; д — фрикционная; е —ультра-
звуком
44
Существует несколько принципиально различных
способов нагревания термопластов, а отсюда и несколь-
ко способов сварки термопластов: с помощью нагрева-
тельных элементов контактным методом с радиацион-
ным нагревом; горячим воздухом; токами высокой часто-
ты; за счет тепла, образующегося при трении, фрикци-
онная сварка; с помощью ультразвука. На рис. 14
схематически изображены перечисленные способы свар-
ки термопластов.
При изготовлении и монтаже воздуховодов из термо-
пластов в монтажных организациях наибольшее распро-
странение благодаря простоте оборудования, неслож-
ности технологического процесса, легкости обучения
производственного персонала приемам сварки и воз-
можности соединения деталей любых размеров и кон-
фигураций получила сварка нагретым воздухом.
Различают два основных вида сварки термопластов
нагретым воздухом: прутковая, при которой в качестве
присадочного материала применяют сварочный пруток
из соответствующего полимера; беспрутковая, при кото-
рой нагревают поверхностный слой или торцы мате-
риала.
Прутковая сварка. При температуре свыше 80° С тер-
мопласт размягчается, при температуре около 130° С
приобретает пластичность, при температуре свыше
180° С начинает течь.
При сварке термопластов с присадочным прутком
последний не расплавляется, как это бывает при сварке
металла, а только размягчается и под небольшим дав-
лением сцепляется с основным материалом. Сварка го-
рячим воздухом осуществляется с помощью электриче-
ской или газовой горелки. Процесс сварки не поддается
объективному контролю. Поэтому следует указать, что
прочность и плотность сварных швов во многом зависит
от навыков и квалификации сварщика.
Особое влияние на качество сварного шва оказывают:
скорость укладки сварочного прутка, угол наклона сва-
рочного прутка при подаче в шов, величина усилия при
вдавливании размягченного прутка, расстояние от нако-
нечника горелки до свариваемой поверхности, положе-
ние и направление наконечника горелки при сварке.
Для сварных соединений внахлестку и впритык необ-
ходимо с поверхности листов в местах сварки снять гля-
нец наждачной бумагой или шабером, так как прочность
сцепления сварочных прутков с глянцевой поверхностью
значительно ниже, чем с шероховатой.
45
a)
Рис. 15. Схема действия усилий при правиль-
ной и неправильной укладке сварочного прутка
а — правильное положение прутка при сварке; б —
ппри отклонении сварочного прутка назад (а>90);
в —то же, вперед (а<90’)
Г
Усилие
Усилие
отрыва
Усилие
прижатия
. давления
Усилие
____ Сжатия
направление
сварки
Усилие
прижатия
Усилив
давления
Рис. 16. Виды сварных соеди-
нений при прутковой сварке
а — стыковой V-образный; б—сты-
ковой Х-образный; в — внахлестку;
г — стыковой V-образиый усилен-
ный; д —угловой; е —угловой с од-
носторонним скосом; ж — угловой с
двухсторонним скосом; э — угловой
с соединением в замок; и — впри-
тык, тавровый валиковый; к — то
же, с односторонним скосом; л —
впритык, валиковый с двухсторон-
ним скосом
Средняя скорость укладки сварочного прутка при
диаметре 3 мм составляет 12—15 м/ч. При более низкой
скорости время нагревания увеличивается, вследствие
чего может произойти перегрев сварочного прутка и ма-
териала. Наоборот, при большей скорости сварочный
пруток и материал не успевают нагреться до темпера-
туры сварки. И в том, и в другом случае резко сни-
жается прочность сцепления сварочного прутка с основ-
ным материалом.
Сварочный пруток должен подаваться сварщиком в
шов под углом 90° к поверхности сварного шва
(рис. 15,а). При отклонении сварочного (прутка назад
(рис. 15,6) по отношению к направлению образования
сварного шва часть усилия тратится на вытягивание
прутка (в пластическом состоянии), вследствие чего при
последующем охлаждении возникают усадочные напря-
жения, которые приводят к разрыву прутка.
При наклоне прутка вперед под углом меньше 90°
(рис. 15,в) разогрев прутка происходит быстрее, чем
основного материала, поэтому пруток не успевает соеди-
ииться со свариваемыми деталями. Кроме того, часть
усилий при вдавливании тратится на сжимание прутка
в продольном направлении, обратном его движению, в
результате чего образуются «волны». Прочность сцеп-
ления сварочного прутка с материалом при неправиль-
ной подаче его в шов резко снижается, и такой пруток
легко отделяется от поверхности сварного шва. Величи-
на усилия при вдавливании размягченного прутка, по
возможности, должна быть постоянной.
По окончании сварки шва в одном ряду пруток сре-
зают ножом так, чтобы конец его выступал на 3—5 мм.
Шов охлаждается естественным путем при обычной тем-
пературе. Искусственное охлаждение ведет к растрески-
ванию вследствие неравномерной усадки материала и
сварочного прутка.
Расстояние между наконечником горелки и поверх-
ностью сварного шва следует поддерживать 5—8 мм.
Изменение этого расстояния вызывает колебания тем-
пературы нагрева материала и сварочного прутка. Свар-
щик должен держать сварочную горелку правой рукой,
а сварочный пруток — левой. Рука сварщика должна
находиться от свариваемой поверхности на расстоянии
70—80 мм. Угол наклона наконечника горелки к поверх-
ности сварного шва выбирается в зависимости от тол-
щины материала: при толщине листа до 5 мм угол на-
клона наконечника горелки составляет 20—25°, при тол-
щине листа 10—20 мм — 30—45°.
Прочность и плотность сварного соединения зависят
от его вида и профиля, угла раскрытия и величины за-
зора между свариваемыми элементами. Поэтому вид-
соединения и разделку кромок -шва выбирают в зависи-
мости от назначения изделия, особенностей его конст-
рукции, удобства сварки и ее экономичности. Сварные
соединения, применяемые -при изготовлении (воздухово-
дов и других вентиляционных деталей из термопластов,
можно разделить на четыре основные группы (рис. 16);
а, б, г — встык; в — внахлестку; д, е, ж, з — угловое;
и, к, л — впритык.
Для сварки в зависимости от толщины и ответствен-
ности сварного соединения применяется Х-образная -и
У-образная разделка кромок. Шов встык обладает высо-
кой механической прочностью и плотностью. Шов с
двусторонней разделкой прочнее шва с односторонней
разделкой вследствие более равномерного распределе-
ния в первом тепловых напряжений при сварке. Кроме
того, Х-образное соединение требует для выполнения
47
почти в 2 раза меньше сварочных прутков (при одина-
ковом угле раскрытия), чем У-образное.
Шов внахлестку применяют с односторонней или двух-
сторонней приваркой. Он обладает по сравнению со
швом встык гораздо меньшей механической прочностью.
Это объясняется тем, что на шов внахлестку действует
изгибающий момент, возникающий в результате того,
что свариваемые листы не лежат в одной плоскости.
С увеличением толщины листов увеличивается и изги-
бающий момент. Кроме того, при сварке внахлестку шов
нагружается дополнительными усилиями, возникающи-
ми вследствие теплового расширения и усадки матери-
ала. Наконец, при сварке внахлестку у одного из лис-
тов шов накладывается не на торцовую поверхность, а
на боковую, при этом сварочный пруток приваривается
не ко всем пленкам, образующим лист, а лишь к одной
наружной. Вследствие сильного нагревания наружной
пленки прочность ее соединения с остальными наруша-
ется, и это место оказывается ослабленным. Механичес-
кая прочность шва внахлестку (при одной и той же тол-
ще свариваемых листов) почти в 6 раз меньше, чем
прочность шва встык.
При изготовлении воздуховодов из термопластов, как
правило, применяют сварку встык с У-образной раз-
делкой кромок. Сварку внахлестку применяют лишь в
исключительных случаях, например при необходимости
раструбного соединения отдельных звеньев воздухово-
дов.
Соединение впритык выполняется однорядным или
двухрядным швом. Для увеличения механической проч-
ности шва на одном из листов снимают фаски с одной
или с двух сторон. При соединении впритык свариваемые
листы должны плотно прилегать один к другому. Соеди-
нение впритык в вентиляционной технике используют
для приварки заглушек, диафрагм, полок жесткостей,
при изготовлении жалюзийных решеток и других вен-
тиляционных деталей.
Угловое соединение выполняют со снятием фаски на
одном или на обоих свариваемых листах. Угловые швы
следует выполнять по типу, указанному на рис. 16, ж,
так как они при сварке обеспечивают наибольшую связь
торцов свариваемых элементов сварочным прутком. Уг-
ловые швы применяют при изготовлении кожухов вен-
тиляторов, скрубберов, при приварке заглушек и флан-
цев к воздуховодам, а также, в виде исключения, при
изготовлении прямоугольных воздуховодов.
48
Рис. 17. Последо-
вательность ук-
ладки сварочного
прутка
а — при V-образном
соединении с подвар-
кой корня шва; б —
при Х-образном сое-
динении; /—6 — пос-
ледовательность ук-
ладки прутков
Листы, подлежащие сварке, для лучшей проварки
угловых швов следует устанавливать с зазором между
кромками от 0,5 до 1 мм. Начиная с корня шва, сва-
рочный пруток надо укладывать в зазор так, чтобы он
приваривался к кромкам обоих листов и около полови-
ны поперечного сечения сварочного прутка выступало
с противоположной стороны шва (рис. 17). Для провар-
ки корня при выполнении шва с зазором рекомендуется
применять сварочный пруток меньшего диаметра, чем
при сварке остальной части шва. При укладке последую-
щих прутков между ними не должно оставаться воздуш-
ных прослоек и мешков, так как впоследствии при на-
гревании они разрывают места сварки прутков, обра-
зуя щели. Рекомендуемая скорость укладки прутков
10—14 м/ч.
Беспрутковая сварка. Беспрутковая сварка листов
термопластов основана на свойстве этих материалов
прессоваться в нагретом состоянии под давлением. По
этому принципу работает станок для беспрутковой свар-
ки, который позволяет сваривать листы толщиной от 3
до 12 мм без применения присадочного прутка. Кромки
листов перед сваркой срезают под углом 20—30° и сты-
куют между собой. Листы нагревают до температуры
150—180° С с помощью электрической горелки, которую
устанавливают на станке так, что воздушная струя по-
падает в створ угла, образуемого свариваемыми листа-
ми, и направляется на срезанные кромки листов. Нагре-
тые кромки листов сдавливаются валиками (давление
12—15 МПа) и свариваются (рис. 18).
Скорость сварки составляет 12—20 м/ч (что в 6—
8 раз выше скорости при прутковой сварке) в зависи-
мости от толщины листов. Однако беспрутковая сварка
на станке может быть применена только при сборке
плоских поверхностей — картин.
Беспрутковую сварку можно выполнять ручным спо-
собом с помощью электроножа. В прорезь стыкуемых
49
Рис. 18. Станок для беспрутковой сварки термопластов
1 — звездочка контрпривода; 2 — муфта переключения; 3 — карданная переда-
ча; 4— промежуточный валик и поддерживающий ролик; 5 — первая пара
прессующих роликов; 6 — воздух под давлением 0,2—0,3 МПа; 7 — электрогорел-
ка; 8—поддерживающие и направляющие ролики; 9 — центральная рама;
10 — рольганг; 11— наклонная секция передней рамы; 12— верхний сваривае-
мый лист термопласта; 13 — нижний свариваемый лист винипласта; 14 — гори-
зонтальная секция передней рамы; 15 — станина
элементов вводят электронож толщиной 2 мм и высо-
той 20 мм с напряжением 220 В, кромки заготовок на-
греваются до температуры 135—150° С и оплавляются,
нож удаляется, и стыкуемые элементы под небольшим
давлением свариваются.
К этому виду сварки относится фрикционная, кон-
тактная, токами высокой частоты и ультразвуком.
Фрикционная сварка. При трении двух соединяемых
между собой деталей выделяется тепло, которое исполь-
зуют для сварки труб, воздуховодов круглого сечения
so
небольшого размера и мелких заготовок сплошного се-
чения.
Свариваемые детали сплошного сечения предвари-
тельно обтачивают с приданием поверхности формы
сферы большого радиуса. Этим достигается более рав-
номерный нагрев поверхностей. Если поверхности дета-
лей не закруглять, то участки термопласта, расположен-
ные ближе к центру детали, чрезмерно перегреваются
по сравнению с участками, находящимися на дальнем
расстоянии от оси. Затем одну из соединяемых деталей
закрепляют в патрон токарного станка, а другую деталь
прижимают к первой вращающимся центром шпинделя
бабки. После этого включают привод токарного станка.
В результате трения, возникающего между прижатыми
друг к другу деталями, соприкасающиеся поверхности
нагревают до температуры сварки. В этот момент при-
вод токарного станка выключают, резко затормаживают
вращающиеся части и оставляют детали прижатыми
одна к другой до полного их остывания. При сжатии
концов разогретых труб (в течение 7—10 мин) давле-
ние доводят до 0,2—0,4 МПа. Прочность сварейных та-
ким образом швов не уступает прочности основного ма-
териала. Указанный метод применяется на заводе № 1
Моссантехпром (Москва).
Контактная сварка выполняется с помощью нагрева-
тельного элемента при непосредственном контакте его
с поверхностью свариваемых деталей. Нагревательный
элемент может быть электрическим или газовым.
Этим способом сваривают трубы, тонкие листы тер-
мопластов, фольгу или пластикат. В качестве нагрева-
тельного элемента используют различные электрические
нагревательные инструменты: паяльники различных ти-
пов, электроутюги, специальные электроплиты и др.
Нагревательный элемент помещают между свариваемы-
ми деталями и нагревают их до температуры 230—
250° С, а затем нагретые детали соединяют под давле-
нием и охлаждают. Сварку пластиката толщиной от 0,5
до 2 мм контактным способом ведут с помощью элек-
тропаяльника с одновременной прикаткой швов роли-
ком. Для сварки применяют электропаяльники обычно-
го типа с несколько удлиненным (для понижения темпе-
ратуры) медным наконечником.
Сварка токами высокой частоты. При этом способе
нагрев деталей из термопластов осуществляется пере-
менным электрическим током высокой частоты с после-
дующим сдавливанием заготовок после их разогрева.
51
2 —
уст-
Рис, 19. Схема
машины для
сварки пласт-
масс ультра-
звуком
1 — станина;
прижимное
ройство; 3 — вол-
новод; 4 — вибра-
тор
процессов, протекающих внутри
Между двумя металли-
ческими электродами
помещают кромки де-
талей, затем к электро-
дам подводят ток от
высокочастотного гене-
ратора. Необходимое
давление создается
электродами.
Термопласт, поме-
щенный между элек-
тродами, нагревается в
результате физических
материала, а не за счет
тепла, поступающего от внешнего источника. Нагрева-
ние происходит по всему сечению детали из термоплас-
та, являющегося диэлектриком. Электроэнергия, полу-
чаемая от генератора, превращается в тепло, необходи-
мое для размягчения свариваемых кромок. Нагревание
происходит очень быстро и равномерно. Для сварки лис-
тов термопластов толщиной 2 мм и длиной 500 мм тре-
буется 5 с. Токи высокой частоты применяют также для
сварки стыков труб при монтаже трубопроводов из тер-
мопластов.
Сварка ультразвуком основана на использовании
тепла, которое возникает на свариваемых поверхностях
при поглощении материалом высокочастотных механи
ческих колебаний, а также давления, прикладываемого
к свариваемым изделиям. Для сварки пластмасс при-
меняют специальную установку (рис. 19). Принцип ра-
боты установки заключается в следующем: ток высокой
частоты (20 кГц), получаемый от ультразвукового гене-
ратора, попадает в вибратор и преобразуется в механи-
ческие колебания. Эти колебания передаются на вол-
новод, конец которого служит рабочим органом. Изде-
лие, подлежащее сварке, зажимают между концом вол-
новода и опорой прижимного устройства, с помощью
которого создается необходимое давление в процессе
сварки. Сварка происходит в момент подачи электриче-
ского тока высокой частоты в обмотку вибратора.
В целях использования ультразвуковой сварки при
изготовлении воздуховодов из винипласта были прове-
дены опыты по сварке листового винипласта на ультра-
звуковой установке УЗГ-10 с вибратором и прижимным
устройством — волноводом. Лучшие результаты полу-
чились при сварке винипласта без скоса кромок. Со-
52
рость сварки при этом составила 60 м/ч. Проведенная
работа трестом Промвентиляция позволила выявить сле-
дующие преимущества ультразвуковой сварки виниплас-
та:
отсутствие перегрева (при правильно подобранном
режиме) соединяемых поверхностей винипласта. При
других способах сварки газами-теплоносителями бывают
частые случаи перегрева, что ведет к резкому измене-
нию химических и механических свойств винипласта, к
снижению прочности сварного соединения;
большая концентрация тепла на небольших участках
свариваемых поверхностей, что позволяет значительно
повысить производительность труда при сварке;
отпадает полностью дополнительная операция по сня-
тию фасок при сварке винипласта толщиной 3—4 мм и
частично толщиной 5—6 мм;
возможность сваривать изделия любой конфигура-
ции путем изменения формы волновода;
достаточная прочность и герметичность мест сварки;
исключается возможность перегрева винипласта по
толщине;
отпадает необходимость в присадочном материале.
Таким образом, сварка винипласта ультразвуком яв-
ляется одним из ннаиболее прогрессивных методов свар-
ки, позволяющим резко повысить производительность
труда и улучшить качество винипластовых воздуховодов.
Рис. 20. Схема электроискрового дефектоскопа
/ — индуктор; 2 — индукторная неоновая лампа; 3 —щетка; 4 — место сварки
53
Возможность сварки ультразвуком прямолинейных
швов уже подтверждена. Сварка швов сложной конфи-
гурации еще требует дополнительного освоения.
Контроль качества сварных швов. Особо важмое зна-
чение при сварке изделий из пластических масс приоб-
ретает контроль качества шва. Прежде всего необхо-
дим тщательный внешний осмотр сварных швов. Шов
должен быть плотным, не иметь надрезов, обрывов и
трещин, обнаруженные дефекты должны быть исправ-
лены. Прочность сварных соединений проверяют с по-
мощью ножа. При хорошем сцеплении сварочного прут-
ка с основным материалом не удается отделить его от
свариваемой поверхности.
При необходимости сварные швы воздуховодов ис-
пытывают на герметичность водой, керосином или сжа-
тым воздухом (под небольшим давлением). В послед-
нем случае швы смачиваются мыльным раствором, и в
местах просачивания воздуха образуются мыльные пу-
зыри. Наиболее надежным и удобным методом провер-
ки непроницаемости сварных швов, позволяющим точно
определить дефектное место, является электроискровой
способ с использованием дефектоскопа. К индуктору
(рис. 20), на выходе которого может'быть получено на-
пряжение 15—20 кВ, присоединены проводники, оканчи-
вающиеся щупами — щетками из тонкой мягкой медной
проволоки, укрепленными на рукоятках из диэлектриче-
ского материала. На одной из щеток имеется индикатор-
ная неоновая лампа. При испытании одну щетку ведут
с одной стороны сварного соединения, другую — с про-
тивоположной стороны. В момент прохождения щеток
над дефектным местом между ними проскакивает искра
и зажигается неоновая лампа.
Выявленные дефекты исправляют следующим обра-
зом. Сначала в месте дефекта полностью удаляют сва-
рочные прутки, затем очищают кромки свариваемых
элементов, а после этого сварку выполняют вновь.
Плохо приваренные прутки удаляют с помощью не-
большого шлифовального круга, укрепленного на гибком
валу, или с помощью разметочного резца. Механическую
прочность сварных швов испытывают в лабораторных
условиях на образцах, изготовленных сварщиком.
5. Аппаратура и оборудование для сварки
термопластов горячим воздухом
Газовая горелка ГГП-1-56. В горелке применен пря-
мой нагрев газа-теплоносителя, который нагревается
54
Рис. 21. Схема питания газо-
вой горелки
1 — газовый баллон; 2 — редуктор;
3 — газовая горелка; 4 — воздушный
коллектор; 5 — манометр; б — мас-
ловодоотделитель; 7 — ресивер; 8 —
компрессор
^575
газовая камера; 14— канал для горючего газа;
15 — накидная гайка; 16 — резиновое кольцо; 17 —
канал для сжатого воздуха
за счет теплоты сгорания горючего газа при смешива-
нии с ним. Схема питания газовой горелки представле-
на на рис. 21. Из баллона через редуктор в газовую го-
релку поступает горючий газ; одновременно с этим от
компрессора через ресивер, масловодоотделитель, ре-
дуктор и коллектор в газовую горелку по трубопроводу
поступает сжатый, очищенный от масла и воды воздух
(газ-теплоноситель). Давление сжатого воздуха контро-
лируется манометрами. Продукты сгорания смешивают-
ся со струей сжатого газа-теплоносителя, образуя струю
нагретого до необходимой температуры газа.
Температура нагретого газа может изменяться в ши-
роких пределах и регулироваться изменением расхода
горючего газа и газа-теплоносителя. В качестве горю-
чего газа используется ацетилен, светильный газ, водо-
род или пропилен при давлении 0,001—0,15 МПа. Воз-
можность работы горелки в столь широком диапазоне
давлений обеспечивается применением сменных инжек-
торов с различными диаметрами отверстия для истече-
ния газа. Инжекторы имеют на торце хвостовой части
55
кернения в виде точек, причем число точек соответствует
номеру инжектора. Инжектор выбирают в зависимости
от давления, под которым находится применяемый го-
рючий газ (табл. 6).
ТАБЛИЦА 6. ИНЖЕКТОРЫ ДЛЯ СВАРКИ ТЕРМОПЛАСТОВ
Горючий газ Рабочее давление, МПа Диаметр инжектора, мм
Ацетилен 0,001—0,015 1,5—3
Водород 0,02—0,15 0,7—0,9
Светильный газ 0,001—0,002 3,5-3
Горелка ГГЦ-1-56 (рис. 22) дает возможность полу-
чать до 3—5 м3/ч газа, нагретого до температуры 250—
300° С при давлении на входе в горелку не ниже
0,1 МПа (1 ат). При этом расход ацетилена составляет
30—35 л/ч, а водорода — 150—200 лМ. Коэффициент
использования тепла в горелке достигает 92% и более
при давлении газа-теплоносителя не ниже 0,1 МПа; он
примерно в 1,5 раза выше, чем у горелок с электриче-
ским нагревом. Под коэффициентом использования теп-
ла понимается отношение количества тепла, необходи-
мого для нагрсв.а данного количества воздуха по рас-
чету, к потребному в действительности в процентах.
В процессе работы при нормальном режиме горелка
ГГП-1-53 не нагревается благодаря тому, что продукты
сгорания и нагретый газ-теплоноситель не соприкаса-
ются непосредственно с деталями горелки; кроме того,
она охлаждается потоком холодного газа-теплоносите-
ля. Этим исключается возможность ожогов сварщика, а
также устраняется опасность порчи свариваемого мате-
риала при случайном прикосновении к нему горелкой.
Горелка ГГП-1-56 не имеет быстроизнашивающихся
частей, что увеличивает срок ее службы. Горелки других
типов нуждаются в частой замене отдельных деталей,
подвергающихся быстрому износу. Горелка ГГП-1-56 об-
ладает большой универсальностью по сравнению с го-
релками других конструкций, применяемых для анало-
гичных работ. Газовую горелку, имеющую открытое
пламя, нельзя применять при сварке термопластов в по-
мещениях, в воздухе которых содержатся пары горючих
и легковоспламеняющихся материалов.
56
Рис. 23. Схема питания электрической го-
релки
1 — понижающий трансформатор; 2 — реостат;
3 — ключ; 4 — электрическая горелка; 5 — воз-
душный коллектор; 6 — манометр; 7 — редук-
тор; 8 — масловодоотделитель; 9 — ресивер;
10 — компрессор
При работе с газовой сварочной
горелкой необходимо соблюдать
следующие основные правила:
предохранять баллоны и вентили
от загрязнения жиром и маслом,
Рис. 24. Схема
включения пони-
жающего транс-
форматора
1 — спираль горелки;
2—низковольтная об-
мотка трансформато-
ра с напряжением
36—65 В; 3 — сетевая
обмотка трансформа-
тора с напряжением
220—380 В; 4 — элект-
росеть; 5 — выключа-
тель
а также от ударов и толчков при перевозке и эксплу-
атации;
не переносить баллоны на плечах, а пользоваться
для этой цели носилками специальной формы;
следить за исправностью горелки, редуктора и вен-
тиля, а также газопроводящих шлангов, предохраняя их
от перекручивания и перелома.
Электрическая горелка. Схема питания электриче-
ской горелки представлена на рис. 23. В этой горелке
сжатый воздух из баллона или от компрессора подается
по шлангу и через воздушный кран в каналы керамиче-
ских изоляторов, заключенных в стальную гильзу горел-
ки. В каналах керамических изоляторов расположены
три спирали из нихромовой проволоки сечением 0,5 мм2,
длиной по 4 м каждая. К спиралям, подключенным па-
раллельно к реостату, подводится электрический ток от
общей сети через понижающий трансформатор. С по-
мощью реостата можно подобрать оптимальную темпе-
ратуру сварки при необходимом давлении сжатого воз-
духа.
Включение в работу сварочной горелки начинается с
пуска сжатого воздуха, количество которого регули-
руется кранами в общей сети и на горелке. Затем вклю-
чают электрический ток. Такая последовательность при
57
включении горелки обязательна; при обратном порядке
(сначала нагревание, а потом пуск воздуха) может про-
изойти пережог нагревательной спирали. Мощность
горелки составляет около 300 Вт, расход воздуха — 3—
3,5 м3/ч. Электроэнергия подается к горелке через по-
нижающий трансформатор П-100 или П-81 по схеме,
представленной на рис. 24. Напряжение низковольтной
обмотки трансформатора 36—65 В. Электрические спи-
рали горелки подбирают на напряжение 65 В, чтобы
избежать быстрый выход из строя электрической части
горелки. Провод, подводящий ток к горелке, должен
быть обязательно гибким и достаточной длины, обес-
печивающей нормальную работу как в мастерской, так
и на монтаже. Такую же длину должен иметь гибкий
шланг для подачи сжатого воздуха. Корпус горелки сле-
дует заземлять через контакт на ручке.
При подборе сменного наконечника, имеющего сопло
для направления струи горячего воздуха, нужно учиты-
вать следующие факторы: толщину свариваемых листов,
диаметр сварочного прутка, профиль сварного шва, эко-
номичность режима работы горелки.
Наконечники с отверстием малого размера (2,5—
2,8 мм), пропускающие за единицу времени небольшое
количество горячего воздуха (при постоянной его тем-
пературе), применяют для сварки листов толщиной 3—
5 мм. При сварке листов большей толщины используют
наконечники с отверстиями 3,5—4 мм. На практике бы-
вают случаи, когда сварщик, не желая тратить время
на смену наконечника, сваривает листы малой толщины
горелкой, снабженной наконечником с отверстием боль-
шего диаметра, удаляя наконечник от поверхности сва-
риваемого материала. Хотя это и не приводит к ухуд-
шению качества сварки, расход воздуха на единицу дли-
ны шва резко увеличивается. Поэтому при переходах на
массовую сварку листов меньшей толщины смена на-
конечника для обеспечения более экономичного режи-
ма сварки обязательна.
Диаметр сопла наконечника горелки должен быть
равен диаметру сварочного прутка. Если диаметр сопла
больше или меньше диаметра прутка, трудно достичь
оптимального прогрева прутка, что снижает прочность
шва.
Скорость разогрева сварочного прутка и кромок лис-
та горячим воздухом зависит при всех прочих равных
условиях от профиля сварного шва, диаметра свароч-
ного прутка и сопла наконечника. При сварке углуб-
58
Рис. 25. Электрическая горелка без жароупорной керамики
/— стальная трубка длиной 50 мм; 2—гайка М8; 3 — втулка; 4 — конус; 5 —
корпус из стальной трубки; 6 — асбестовая прокладка толщиной 2 мм; 7 — ас-
бестовая прокладка толщиной 4 мм; 8— нихромовая спираль; 9— муфта;
10 — гайка М3 (5 шт.); 11 — винт М3 (2 шт.); 12 — стальная втулка; 13 — коль-
цо; 14— ниппель диаметром 4 мм; 15— ручка из пластмассы: 16 — асбестоце-
ментная шайба
ленных швов (У-образных и Х-образных) тепловые по-
тери бывают меньшими, чем при поверхностных швах
(угловых, внахлестку). Диаметры сварочного прутка и
сопла наконечника при различных видах сварного шва
приведены в табл. 7.
ТАБЛИЦА 7. ВИДЫ СВАРКИ ТЕРМОПЛАСТОВ
Вид сварного шва Диаметр, мм Угол раскрытия шва, град Зазор в корне шва, мм Число уложен- ных прутков Расход прутков на 1 м шва, г Коэффициент прочности по отношению к основному ма- утериалу
прутка сопла наконечника
Встык: У-образный 2,6 2,5 55—60 0,5—1 8—10 60—75 0,75
Х-образный 2,5 2,5 45—60 — 6—8 45—60 0,83
Внахлестку 2,6 2,8 — — 4—10 30—75 0,5—0,6
Валиковый 2,6 2,6 — !» 2—6 15—45 0,5—0,6
Угловой 2,6 2,8 30—45 — 3—7 22—52 0,65
Электрическая горелка без жароупорной керамики.
Обычные электрические горелки для сварки термопла-
стов горячим воздухом с присадочным прутком имеют
жароупорную керамику специального профиля, в канав-
ки которой уложена нагревательная спираль из нихро-
ма. Такие горелки быстро выходят из строя и вызывают
значительные простои сварщиков.
Трестом Промвентиляция разработана конструкция
электрической горелки, в которой керамика специаль-
ного профиля заменена листовым асбестом (рис. 25).
59
Передняя трубка горелки, в которой помещена нагре-
вательная спираль, по внутренней поверхности покры-
та листовым асбестом толщиной 2 мм. Нагревательная
спираль при мощности горелки 400 Вт и напряжении
36 В должна быть выполнена из нихромовой проволоки
диаметром 0,8 мм, длиной 1,5; диаметром 1 мм, длиной
1,85 м; диаметром 0,6 мм, длиной 0,8 м. Нагревательная
спираль подключена в цепь в одну нитку с изгибом ее
в переднем конце трубки. Чтобы витки спирали не за-
мыкались, между ее двумя частями помещают полоску
из листового асбеста толщиной 4 мм. Срок службы спи-
рали такой же, как у горелок прежней конструкции.
Горелка имеет небольшую массу, удобна в работе и
при ремонте. Применение таких горелок сокращает
простой сварщиков, позволяет экономить материалы, так
как на горелку идет незначительное количество лис-
тового асбеста.
Свариваемые детали и присадочный пруток нагрева-
ются теплоносителем, в качестве которого чаще всего
применяется сжатый воздух. Питание горелок сжатым
воздухом может осуществляться от магистральной ли-
нии, баллона, самостоятельного воздушного компрессо-
ра, обеспечивающих требуемое давление и расход воз-
духа.
Необходимая подача компрессора определяется чис-
лом обслуживаемых им сварочных постов из расчета
3—3,5 м3/ч воздуха на каждую горелку. Давление воз-
духа на входе в электрическую горелку должно состав-
лять 0,05—0,1 МПа, а на входе в газовую горелку —
0,08—0,25 МПа. Однако газовая горелка работает бо-
лее устойчиво при давлении 0,1—0,2 МПа, при этом до-
стигается лучшее качество сварного шва.
Если воздух поступает от компрессора, его следует
очищать от примеси масла и воды в фильтре-ловушке.
Попадание масла и воды на место сварки ухудшает
прочность сварного шва, а также снижает его плотность.
Вместо сжатого воздуха можно использовать сжатые
нейтральные газы (азот, углекислый газ).
Для достижения оптимальной температуры в месте
сварки (180—200° С) газ-теплоноситель в горелке сле-
дует нагреть до температуры 210—250° С. С повыше-
нием температуры газа-теплоносителя увеличивается
скорость сварки, сварной шов становится более проч-
ным. Однако при температуре газа-теплоносителя выше
250° С происходит разложение свариваемого материа-
ла. С другой стороны, более низкая (ниже 210° С) тем-
60
пература газа-теплоносителя не обеспечивает достаточ-
ной прочности сцепления между присадочным и свари-
ваемым материалами.
Правильность подбора температуры газа-теплоноси-
теля можно контролировать следующим методом. Нако-
нечник горелки устанавливают на расстоянии 5 мм от
шарика ртутного термометра: если через 10—15 с тер-
мометр показывает необходимую температуру, можно
приступать к сварке. Правильно подобранная темпера-
тура сварки подтверждается появлением матового пят-
на на пробном куске материала через 2—3 с после при-
ближения к нему наконечника горелки, а в процессе
сварки при укладке сварочного прутка происходит «за-
кипание» присадочного материала.
Температура газа-теплоносителя при сварке электри-
ческой горелкой контролируется показаниями ампер-
метра.
6. Формование вентиляционных изделий
из термопластов
Детали из заготовок-картин изготавливают путем
формования, гибки, штампования и прессования. Для
выполнения операций по формованию вентиляционных
деталей необходимо материал сделать вязким, эластич-
ным, что достигается термической обработкой (нагре-
ванием) .
В зависимости от сечения и размеров детали, а так-
же от способа ее изготовления заготовленную картину
подвергают полному или частичному (местному) нагре-
ванию. Затем придают детали нужную форму.
В зависимости от степени нагревания термопласт мо-
жет находиться в трех физических состояниях:
в первом интервале температур (до 80° С) для тер-
мопластов характерны упругие деформации, их вели-
чина незначительна и определяется законом Гука (де-
формация прямо пропорциональна нагрузке);
во втором интервале температур (от 80 до 180° С)
термопласты пластичны и упругие деформации отсутст-
вуют;
в третьем интервале температур (выше 180° С) тер-
мопласты становятся текучими.
Оптимальная температура нагревания термопластов
при формовании составляет 100—150° С.
При изготовлении круглых воздуховодов картину не-
обходимо нагревать полностью. При изготовлении пря-
моугольных воздуховодов методом штампования карти-
61
Рис. 26.
Шкаф с воз-
душным на-
гревом
Рнс. 27.
Электропечь
для нагрева
термопла-
стов
ну также надо нагревать полностью. При гнутье мож-
но ограничиться местным нагревом — в местах сгибов.
Нагревать листы материала можно путем передачи
тепла через металл, воздух, песок и жидкость. Для этого
используют нагревательные шкафы и плиты различных
конструкций, ванны с горячим минеральным маслом
или глицерином, нагретый кварцевый песок и открытое
62
пламя. Термопласты плохо проводят тепло и поэтому
требуют длительного нагрева. Время, в течение которо-
го следует вести нагрев, устанавливают опытным путем.
Длительность нагревания зависит от толщины листа и
в среднем при температуре 140° С принимается 1,5 мин
на 1 мм толщины листа; при температуре 130° С —
2 мин на 1 мм толщины листа.
Нагрев термопласта горячим воздухом осуществляют
в специальных камерах или шкафах (рис. 26), обогре-
ваемых горячим воздухом, паром или электрическим то-
ком. Листы укладывают на полки камеры нагрева 3, за-
тем в камеру с помощью вентилятора 1 подают нагре-
тый воздух через электрокалорифер 2. Горячий воздух,
омывая листы материала, нагревает их до нужной тем-
пературы, а затем по воздуховоду 4 вновь поступает в
электрокалорифер для нагрева, после чего процесс цир-
куляции воздуха повторяется.
Наиболее простым устройством для нагрева термо-
пластов является электропечь, которая представлет со-
бой камеру размером 1000X1600X800 мм (рис. 27).
Каркас печи 1 изготавливают из угловой стали, а обли-
цовку наружных и внутренних сторон 2 — из тонкой
листовой стали толщиной 3 мм. Для теплоизоляции про-
странство между листами заполнено асбестом. В верх-
ней и нижней частях печи установлены электронагрева-
тели 7. Включение и выключение осуществляется пере-
ключателями I—IV, расположенными на пульте управ-
ления <3. Лист термопласта закладывают в камеру на
раме 5 с сеткой 6. Рама двигается по направляющим 4.
Лист, помещенный в печь между нагревателями, равно-
мерно омывается со всех сторон горячим воздухом. Для
разогрева печь следует включать за 1 ч до начала про-
изводства работ. Нагрев термопласта в печи дает хоро-
шие результаты, если в шкафах обеспечивается равно-
мерная температура.
Разогревать листы можно также путем погружения
их в горячую жидкость. При этом способе достигается
наиболее равномерный прогрев термопласта и точно кон-
тролируется температура нагревания. Нагревать жид-
кость можно электрическим током. В качестве нагре-
вающей жидкости применяется трансформаторное мас-
ло, глицерин, а также вода. Наиболее эффективной и
дешевой нагревательной средой является вода, нагре-
ваемая в специальных ваннах. Над ванной предусматри-
вают вытяжку для удаления водяных паров.
63
Рис. 28. Ручной станок для фор-
мования круглых воздуховодов
Рнс. 29. Прнспособление-оправка для формования воздуховодов из
термопластов диаметром от 100 до 800 мм
D — диаметр воздуховода
Нагревание термопласта можно осуществлять откры-
тым пламенем (обычно местный разогрев) с помощью
обычных газовых горелок или ламп. Материал следует
разогревать крайне осторожно, чтобы не получился пе-
регрев. Недостатками способа являются: трудность ре-
гулирования температуры нагревания (пережоги), огне-
опасность, большие тепловые потери. Разогрев таким
способом может выполнить только опытный высококва-
лифицированный рабочий.
Формование нагретых заготовок-картин или отдель-
ных листов в изделие производят на соответствующих
оправках, болванках, шаблонах, изготовленных из сухо-
64
го дерева или других материалов, имеющих низкий коэф-
фициент теплопроводности. Разогретую заготовку на-
кладывают на оправку и прижимают к ее стенкам так,
чтобы не возникли сдвигающие усилия, которые могут
вызвать растяжение заготовки или даже ее разрыв. Мо-
гут применяться также металлические формы или оправ-
ки. Их необходимо перед формованием подогревать до
температуры 50—60° С. После придания необходимой »
формы заготовке, ее закрепляют на болванке или оправ-
ке и оставляют в таком состоянии охлаждаться до тем-
пературы 40—50° С.
При изготовлении воздуховодов больших диаметров
с применением болванок и оправок процесс формова-
ния усложняется. Ухудшается и качество изделий, так
как трудно достигнуть равномерного и плотного приле-
гания заготовок к болванке. В этом случае рекомен-
дуется применять несложный по устройству ручной ста-
нок (рис. 28). Размягченный лист материала уклады-
вают на полотно «бельтинг» 1 таким образом, чтобы его
края были параллельны образующей деревянного ва-
лика 2, к которому прикреплен один конец полотна.
Диаметр валика соответствует диаметру изготовляе-
мого воздуховода из термопласта. При вращении вали-
ка лист материала наматывается на него вместе с по-
лотном, которое с помощью натяжного устройства 3 при-
жимает его к валику. После охлаждения заготовки до
температуры 40—50 °C полотно разматывают, и ее сни-
мают с валика.’
Более совершенное приспособление для формования
воздуховода круглого сечения разработано ПКБ треста
Сантехдеталь. -В комплект поставки входят приспособ-
ления-оправки 14 типоразмеров (в соответствии с дей-
ствующей нормалью на металлические воздуховоды)
от 100 до 800 мм для формования целых звеньев возду-
ховодов длиной до 1500 мм (рис. 29). С помощью указан-
ного приспособления воздуховоды изготовляют из раз-
мягченных листов термопласта.
Изготовление фасонных частей круглого сечения опи-
сано на стр. 30—40. Воздуховоды прямоугольного сече-
ния при больших размерах периметра изготовлять про-
ще, чем круглого. Воздуховоды прямоугольного сечения
изготавливают при помощи ручного листогибочного
станка (рис. 30).
На станине установлены две водопроводные трубы с
зазором между ними. В трубы вмонтированы электро-
нагреватели, состоящие из керамических стержней с на-
3-417 (55
Рис. 30. Ручной листоги-
бочный станок для гну-
тья термопластов
1 — станина из уголка и
швеллера; 2— электронагре-
вательные элементы в тру-
бах; 3— прижимное устрой-
ство из швеллера; 4 — гибоч-
ное откидное устройство из
швеллера
Рис. 31. Пресс для гнутья
заготовок воздуховодов
прямоугольного сечения
из термопластов
J — станина; 2— ходовые вин-
ты; 3 — ползунок раздвижно-
го пуансона; 4 — пуансон
двух регулируемых губок;
5 — раздвижные губкн мат-
рицы; 6 — дюралюминиевая
плита; 7 — вертикальные на-
правляющие пуансона
7^5
мотанной на них спиралью из нихромовой проволо-
ки. В электронагреватели подается электрический ток
напряжением 36 В. Размеченную заготовку помещают в
зазор в месте изгиба между трубами с электронагрева-
телями и нагревают до температуры ПО—120° С. Затем
заготовку сдвигают на край станины до места изгиба,
плотно прижимают прижимным устройством и изгибают
гибочным откидным устройством. После того как заго-
товка примет нужную форму, ее охлаждают, освобол<-
66
дают от прижима и вынимают из станка. На прогрев
листа толщиной 4—5 мм требуется около 2 мин. Потреб-
ляемая мощность электронагревателей примерно 0,5 кВт.
Для повышения производительности труда приме-
няют приспособление с раздвижными электронагрева-
телями, с помощью которого заготовка-картина одно-
временно нагревается в четырех местах. Электронагре-
ватели устанавливают по требуемому размеру перимет-
ра воздуховода. После нагревания заготовку уклады-
вают в раздвижную форму. Замыкающее соединение в
этом случае предусматривается на середине плоскости
одной из сторон воздуховода, что исключает угловую
сварку.
Воздуховоды прямоугольного сечения можно изгото-
вить методом прессования из двух половин с примене-
нием пневматического механизма, разрабетанного
ПКБ треста Сантехдеталь с использованием опыта ле-
нинградского завода КИНАП. Пуансон и матрица этого
механизма (рис. 31) раздвижные, что дает возможность
прессовать несколько типоразмеров воздуховодов пери-
метром от 520 до 3000 мм. Заготовка подвергается пред-
варительному нагреванию в электропечи, как и при фор-
мовании круглых воздуховодов. Изготовление фасонных
частей прямоугольного сечения описана на стр. 30—40.
Простые тройники изготавливают методом врезки пря-
мых патрубков в прямые участки воздуховодов.
7. Особенности изготовления воздуховодов
из полиэтилена
При изготовлении воздуховодов из стабилизирован-
ного листового полиэтилена руководствуются Инструк-
цией ВСН 353-75/ММСС СССР.
При изготовлении тройников и крестовин ответвле-
ния выполняют в виде прямых врезок (унифицирован-
ных узлов), что значительно упрощает технологию изго-
товления воздуховодов.
Как уже отмечалось выше, все технологические опе-
рации (разметка, резка, гнутье, формовка, снятие фа-
сок) при изготовлении воздуховодов из полиэтилена
выполняют аналогично выполнению их, при изготовлении
воздуховодов из других термопластов с помощью тех
же инструментов, механизмов и приспособлений. Исклю-
чением является сварка, которая может выполняться
описанными методами, а также более упрощенным спо-
собом. Подогретую заготовку воздуховода (соответст-
3* • • _ 67
Пующего дйаметра и длины) закладывают в формооб-
разующее приспособление с прорезью вдоль стыкуемых
кромок заготовки. В эту прорезь вводят электронож
толщиной 2 мм и высотой 20 мм с напряжением 220 В.
Кромки заготовок нагреваются до t—125—135° С и
оплавляются. Нож удаляют, и воздуховод сваривается
под небольшим давлением.
Все врезки вместо тройников и крестовин выполняют
Под прямым углом к магистрали. С помощью специаль-
ного шаблона электроножом вырезаются в готовом воз-
духоводе отверстия соответствующего диаметра для
присоединения ответвления. По контуру сопряжения ба-
зового ответвления с магистральным воздуховодом про-
кладывают проволоку d—0,8—1 мм, и к ней подключают
источник электропитания напряжением 60 В. Кромки
сопряжения' элементов оплавляются и при небольшом
давлении патрубок базового ответвления приваривается
к магистрали.
Отводы с углом 90, 45 и 30° могут быть изготовлены
из двух стаканов и одного звена, вырезанных по копир-
шаблону из готового воздуховода электрошлифмашин-
кой. После снятия фаски (под углом 30°) звено и ста-
каны сваривают встык газовой горелкой с присадочным
полиэтиленовым прутком. Высота шва при сварке встык
должна быть в пределах 3—5 мм. На концах звеньев
воздуховодов, а также отводах и базовых ответвлениях,
применяя специальную оправку, после предварительного
подогрева формуют раструб глубиной 50 мм, с помо-
щью которого соединяют на монтаже отдельные элемен-
ты сети воздуховодов систем вентиляции.
Перед доставкой вентиляционных заготовок на мон-
таж тщательно проверяется качество их изготовления.
Не допускаются на сварных соединениях трещины (да-
же малых размеров) и неравномерность шв,а.
8. Особенности изготовления и монтажа
воздуховодов из полиэтиленовой пленки
Всесоюзным научно-исследовательским институтом
монтажа, эксплуатации и ремонта машин и оборудова-
ния животноводческих и птицеводческих ферм
(ВНИИТИМЖ) разработаны технические условия на
изготовление и монтаж воздуховодов из полиэтиленовой
пленки.
Учитывая значительные выделения агрессивных па-
ров и газов в помещениях животноводческих и птице-
68
водческих сооружений, предложена замена воздуховодов
с антикоррозионным покрытием или из нержавеющей
стали для приточных систем вентиляции на воздуховоды
из полиэтиленовой пленки.
В указанных звеньях примерно 90% приточных сис-
тем, состоящих, как правило, из прямых участков (до
85%) воздуховодов круглого сечения без ответвлений,
расположенных в пределах .одноэтажных помещений.
Количество применяемых сечений воздуховодов ограни-
чено, в основном применяются следующие диаметры:
400, 500, 630 и 710 мм. Упрощенная конструкция систем
вентиляции позволяет применить индустриальный метод
изготовления воздуховодов из полиэтиленовой пленки.
Для индустриального способа изготовления воздухово-
дов из полиэтиленовой пленки сконструированы и внед-
рены механизмы и приспособления, с помощью которых
выполняются отдельные операции:
1) установка для сварки прямых участков воздухо-
водов (шифр 8744-00), состоящая из следующих узлов:
станины, разматывающего и наматывающего барабана,
сварочной головки с инфракрасным излучением, меха-
низма пробивки отверстий и продольной резки пленки,
шкафа управления и силовых шкафов;
2) прибор для сварки полиэтиленовой пленки;
3) разматывающее устройство;
4) стол-настил из винипласта;
5) шаблон для раскроя (из винипласта);
6) приспособление для сварки, состоящее из свароч-
ных клещей, блока питания и защитно-отключающего
устройства.
Основным видом соединения отдельных элементов
вентиляционных изделий из полиэтиленовой пленки яв-
ляется сварка внахлестку (шириной 4 мм) нагретым
инструментом.
Воздуховод из полиэтиленовой пленки выполняют в
виде рукава постоянного сечения проектной длины
(обычно соответствующей длине помещения), с двух
сторон воздуховода пробивают отверстия диаметром
50 мм, общая площадь которых не должна превышать
поперечного сечения воздуховода. Это регулируется ша-
гом и числом отверстий. Пример соотношения длины
воздуховода и числа отверстий при диаметре воздухо-
вода 500 мм приведен в табл. 8.
Воздуховоды из полиэтиленовой пленки монтируют
по методу ЦНИИЭПсельстроя Министерства сельского
хозяйства СССР, который заключается в следующем:
69
ТАБЛИЦА 8. ПОЛИЭТИЛЕНОВЫЕ ВОЗДУХОВОДЫ
ДЛЯ ПРИТОЧНЫХ СИСТЕМ ВЕНТИЛЯЦИИ
Длина воздуховода, м Число отверстий Диаметр отверстий, мм Число рядов отверстий Шаг отверстий, мм
50 118 50 2 850 -
60 120 50 2 1000
проверяют наличие и соответствие проекту заклад-
ных деталей для крепления несущей проволоки (тра-
версы) ;
размечают и пробивают отверстия в стене d=18 мм
для установки анкерных болтов, к которым крепят не-
сущую проволоку или трос, а также ролик для натя-
жения воздуховода;
устанавливают анкерные болты; на проволоку под-
вешивают кольца из проволоки d=2 мм, защищенные
Рис. 32. Установка креплений
для воздуховодов из полиэти-
леновой пленки
j — несущая проволока пли трос;
2 —кольца; 3 — закладные детали;
4 — натяжная муфта; 5 — анкерный
болт; 6 — строительная конструкция
Рис. 33. Крепление колец к не-
сущей проволоке
1 — несущая проволока или трос;
2 — кольцо
70
1
Рис. 34. Монтаж воздуховода
из полиэтиленовой пленщ*
1 — несущая проволока или трос;
2 — кольцо; 3 —монтажный ролик;
4 — ПОЛИЭТНЛ£ВОВЫЙ воздуховод;
.4 — установка монтажного ролика;
Б — крепление монтажного ролика
к несущей проволоке
Рис. 35. Натяжение воздухово-
да из полиэтиленовой пленки
/ — несущая проволока или трос;
2 — кольцо; 3 — конус с прорезью;
4 — натяжная муфта; 5—анкеры;
6 — натяжной ролнк; 7—натяжной
трос; 8 — груз
полиэтиленовой трубкой, при этом диаметр колец дол-
жен быть на 10% больше диаметра воздуховода, рас-
стояние между кольцами 1,5—2 мм (рис. 32); кольца
крепят к несущей проволоке способом скручивания
(рис. 33). Натягивают несущую проволоку с помощью
натяжной муфты. Натяжение и крепление несущей про-
волоки должно быть таким, чтобы ее прогиб не превы-
шал 50—80 мм. Несущую проволоку заземляют не ме-
нее чем’ в двух местах. К несущей проволоке крепят
также монтажные ролики через 15—20 м. Затем конец
воздуховода привязывают к предварительно протянутой
через кольца и ролики проволоке или веревке. С помо-
71
щыо лебедки воздуховод протягивают через кольца и
ролики (рис. 34), после натяжения воздуховода его кон-
цы закрепляют: один к вентилятору с помощью хомута
через мягкую вставку, другой конец к подвешенному
грузу (рис. 35). В конце воздуховода устанавливают
заглушку из резины с прорезью, с помощью которой ре*
гулируется давление в воздуховоде.
После окончания монтажа воздуховода, производят
пробное включение вентилятора.
Преимущества воздуховодов из полиэтиленовой плен*
ки: легкость, высокая химическая стойкость, достаточно
высокая механическая прочность, простота изготовле*
ния и монтажа, малая стоимость, бесшумность в экс*
плуатации, что дает возможность транспортировать воз*
дух с повышенными скоростями; транспортабельность,
заготовок и материалов,.при дезинфекциях не подверга*
ются порче; исключена покраска в процессе эксплуа*
тадии.
Применение воздуховодов из полиэтиленовой пленки
в помещениях животноводческих и птицеводческих
ферм утверждено п. 4.12 СНиП П-99-77.
9. Склеивание вентиляционных деталей
из винипласта
В тех случаях, когда сварка заготовок из винипла-
ста- не дает достаточно прочных соединений или почему-
либо неудобна для использования, детали заготовок
склеивают. Например, при монтаже в стесненных усло-
виях или при необходимости использования операцион-
ных швов. Для склеивания винипласта применяют клеи
на рснове перхлорвиниловой смолы. Прочность склеи-
вания в значительной степени определяется качеством
подготовки склеиваемых поверхностей. Они должны
быть шероховатыми, очищенными от загрязйений и
плотно прилегать одна к другой на. всем протяжении
соединения. Технология склеивания винипласта заклю-
чается в следующем. Поверхности, которые нужно
склеить, тщательно очищают от загрязнений. Затем для
придания шероховатости (удаления глянца) винипласт
обрабатывают пескоструйным аппаратом либо рашпи-
лем, наждачным кругом, стеклянной шкуркой, механи-
ческой шарошкой.
Для удаления жировых загрязнений с поверхности
винипласта обработанные детали протирают хлопчато-
бумажной тканью, смоченной органическим растворите-
72
лем (ацетоном, хлорбензолом). После улетучивания
растворителя поверхности покрывают двумя-тремя
слоями клея. Клей наносят кистью тонким ровным
слоем, без потеков и сгустков, или с помощью пистоле-
та-распылителя. После нанесения каждого слоя клее-
вую пленку сушат до отлипа. Через 15—20 мин после
занесения последнего слоя клея склеиваемые детали
прижимают друг к другу винтовыми зажимами, струб-
цинами и другими прижимными приспособлениями. При
этом давление должно составлять 0,1—0,15 МПа. При
температуре 18—20° С время схватывания клея состав-
ляет 15—20 ч.
При соблюдении всех условий склеивания прочность
склеенных деталей на сдвиг, определяемая величиной
усилия, затрачиваемого на сдвиг двух склеенных между
собой винипластовых пластинок, составляет до 6 МПа.
При работе с клеями следует соблюдать особую ос-
торожность, так как многие растворители, применяемые
для изготовления клеящих составов, токсичны и легко
воспламеняются.
Винипласт с винипластом склеивают клеями Хе 1, 5,
6, 7, 8. Составы клеев, применяемых для склеивания
:винипластовых изделий, приведены в табл. 9.
Клеи указанных составов представляют собой рас-
творы клеящего вещества в соответствующих раствори-
телях. При приготовлении клея к определенному коли-
честву клеящего вещества (смолы) добавляют соответ-
ствующее количество растворителя (см. табл. 9). В со-
ставах указанных клеев применяется перхлорвиниловая
смола класса А.
Клеи № 6, 7, 8 приготовляют путем раздельного рас-
творения каждого клеящегося вещества и последующе-
го смешивания всех растворов в один.
Так как почти все растворители токсичны и взрыво-
опасны, клей рекомендуется приготовлять в количест-
вах, не превышающих двух-трехдневной потребности.
В связи с тем что ацетон является быстроиспаряю-
щимся растворителем, изготовлять и хранить клеи Ха 7
и 8 необходимо в емкости, с пробкой, обеспечивающей
хорошую герметичность (желательно в стеклянной по-
суде с притертой пробкой).
Воздуховоды можно склеивать встык с накладкой
планки или внахлестку (рис. 36,а). Лучшие результаты
достигаются при склеивании встык с накладкой планки
(рис. 36, б). Кроме удобства офланцовки планка создает
73
ТаБЛЙНА 9. КЛЕЙ, прймеййемые ДЛЯ СКЛЕИВАНИЙ
ВИНИПЛАСТОВЫХ ИЗДЕЛИЙ
№ клея ] Состав клея Число массовых частей Толщина клеевого слоя, мм Продол- житель- ность вы- держки, ч Прочность при сдвиге, МПа
1 Перхлорвиннловая смола Дихлорэтан 20 80 0,25 24—30 600—800
5 Перхлорвиниловая смола Стирол мономер .... Стабилизатор 30 100 2 0,1—0,3 30—25 350—400
6 Полихлорвиниловая смо- ла (низковязкая) . . . Перхлорвиниловая смола Полиметилметакрилат Хлорбензол 20 1 1 100 0,1—0,2 0,1 0,3 95—185
7 Перхлорвиниловая смола Глифталевая смола . . Фенолформальдегидная смола Хлорбензол Ацетон . *• • 20 3 1 100 2 0,2—0,3 0,1~ 0,3 127—140
8 Перхлорвиниловая смола Глифталевая смола . . Полиметилметакрилат Хлорбензол Ацетон . 20 2 1 100 4 0,3 0,5 0,5 93—Ш
Примечания: 1. Над чертой приведена продолжительность выдержки
до склеивания, под чертой — продолжительность созревания клея.
2. Клей № 1 применяют для склеивания вннипластовых изделий.
3. Клеи № 5, 6, 7, 8 используют для приклеивания пленки к металлу
и склеивания винипластовых изделий.
74
возможность выдерживать
размеры воздуховодов в со-
ответствии с требованиями
СНиП.
Обычно винипласт нагре-
вается и вальцуется после
раскроя по размерам. Одна-
ко при нагревании, вальцов-
ке и охлаждении винипласт
дает неравномерную усадку,
в результате которой полу-
чаются различные отклоне-
ния от первоначальных раз-
меров. При склеивании
Рис. 36. Соединение винипласта
на клею
воздуховодов внахлестку или при сварке усадка вини-
пласта приводит к отклонениям размеров воздуховодов
от требований СНиП, тогда как при склеивании встык
этот недостаток устраняется планкой.
Величина нахлестки / зависит от размера сечения
воздуховода и составляет 1,5—3 см. Для изготовления
накладных планок могут быть использованы отходы,
получаемые при раскрое листа. Ширина продольной на-
кладной планки С зависит от размера сечения воздухо-
вода и составляет 3—5 см, ширина поперечной планки
К—4—7 ом.
После того как винипласт отвальцован и получена
незамкнутая заготовка воздуховода, концы ее (6—8 см
по длине шва) Сваривают, что позволяет в дальнейшем
офланцевать и отбортовать звено. Остальную часть
шва подготовляют к склеиванию. Для этого поверхность
воздуховода шириной 1,5—2 см (в обе стороны от шва)
и внутреннюю сторону накладной планки обрабаты-
вают наждачной бумагой, рашпилем или переносной
шлифовальной машинкой до удаления глянца.
Место склейки воздуховода и накладной планки пос-
ле обработки наждачной бумагой, рашпилем и т. п.,
обезжиривают ацетоном. На обезжиренную поверхность
воздуховода и накладной планки кистью наносят тон-
кие слои клея (так же, как указывалось выше). На-
кладная планка прижимается струбциной и в таком по-
ложении выдерживается при комнатной температуре в
течение 1,5—3 ч, после чего струбцину снимают. Склеен-
ные воздуховоды необходимо выдержать в теплом по-
мещении (при температуре 18—20° С) в спокойном со-
стоянии в течение 10—20 ч.
i
75
Применяя клей, можно легко устранить дефекты на
винипла стовых воздуховодах, полученные при транс-
портировании и монтаже. Проведенные испытания по-
* казали, что механическая прочность клеевых соедине- -
ний не меньше прочности соединений на сварке,
(табл. 10). Данные этой таблицы подтверждают целе-
сообразность внедрения клея в практику изготовления и
ремонта деталей-воздуховодов из винипласта.
ТАБЛИЦА Ю. ПРОЧНОСТЬ СКЛЕЕННЫХ СВАРНЫХ ШВОВ
ВИНИПЛАСТОВЫХ ОБРАЗЦОВ
Толщина винипла- стовых образцов, мм Разрушение шва при дей- ствии нагрузки, кгс (Н) Толщина виинпла- стовых образцов, мм Разрушение шва при дей- ствии нагрузки, Н (кгс)
сварного клеевого сварного клеевого
5 296(2960) .332(3320) 2 112(1120) 124(1240)
4 262(2620) 256(2560) 2 108(1080) 103(1030)
2,5 268(2680) 238(2380)
10. Соединения звеньев воздуховодов
Отдельные патрубки и звенья воздуховодов могут
быть соединены между собой: сваркой встык с раздел-
кой кромок, надвижными приварными муфтами из тер-
мопласта, на раструбах, образованных в результате
уширения нагретого конца патрубка, со смежным пат-
рубком и последующей приваркой мест соединения ва-
ликовым швом (для воздуховодов диаметром до 315 мм).
Указанные соединения применяют при изготовлении воз-
духоводов и называют неразъемными. Такие соедине-
ния могут применяться также и при монтаже.
В случае невозможности или сложности осуществле-
ния указанных. видов неразъемных соединений приме-
няют разъемные соединения. Наиболее распространен-
ным из них является фланцевое, которое выполняется
с помощью приварных фланцев из термопластового
уголка, а также накидных фланцев из термопластового
или стального уголка.
Для воздуховодов диаметром или размером большей
стороны до 315 мм допускается отбортовка концов со-
единяемых патрубков; для воздуховодов большего сече-
ния применяют приварные бурты. Также используют
разъемное соединение на раструбах, образованных при-
варкой на конец патрубка кольцевой (при круглых воз-
духоводах) или прямоугольной (при прямоугольных
76
воздуховодах) накладки. Зазор между раструбом и
гладким концом установленного в раструб смежного
патрубка (4—5 мм) плотно заполняют прографиченной
асбестовой набивкой.
Фланцы из термопласта и стального уголка, бурты и
кольца из термопласта для воздуховодов изготавливают
с соблюдением размеров, приведенных в табл. 11.
ТАБЛИЦА 11. ЭЛЕМЕНТЫ ТЕРМОПЛАСТОВЫХ ВОЗДУХОВОДОВ
Диаметр воздухо- водов круглого сечения или раз- мер большей стороны воздухо- водов прямо- угольного сече- ния, мм Размер уголка из термо- пласта для фланцев (то же, для металлических фланцев), мм Диаметр кольцевого бурта или размер его большей стороны», мм Число болтов во фланцах
круглого сечения прямоуголь- ного сечеиия
280 25x25x3 25x25x3 300 6
325 25x25x3 25x25x3 345 6
355 25 x 25 x3 25x25x3 375 6
400 25x25x3 25x25x3 420 8
450 25x25x3 25x25x3 470 8
500 25X25x3 25x25x3 520 10
560 25x25x3 25X25x3 580 10
630 25x25x4 32x32x4 650 10
710 25x25x4 32 x 32 x4 730 16
800 32 x32 x4 32 X 32X4 820 16
900 32x32x4 32X32X4 920 16
Примечание. Для воздуховодов диаметром до 250 мм рекоменду-
ется бесфланцевое соединение. Для воздуховодов диаметром 1000 мм
и более используется уголок 32X32X4 с числом отверстий во флаице
Необходимость применять стальные фланцы Или
фланцы из термопласта устанавливается проектом в за-
висимости от температуры и концентрации агрессивных
продуктов воздушной среды помещений, по которым
проходят воздуховоды. Ширина отбортовки конца пат»
рубка составляет 10—15 мм. Отбортовка должна быть
перпендикулярна оси воздуховода и не должна закры-
вать отверстия для болтов во фланцах. Кольцевой, и
прямоугольный бурты должны быть установлены в од-
ной плоскости с торцовой кромкой патрубка. Бурты ус-
танавливают на конец патрубка с предварительным
подогревом и после охлаждения приваривают сплош-
ным швом к торцовой кромке патрубка. Приварка флан-
цев из термопласта и буртов в монтажных условиях до-
пускается только для компенсирующих деталей. Длина
звеньев воздуховодов, изготовленных в заготовительных
п
мастерских или на специализированных заводах, кро-
ме специально оговоренных случаев, принимается рав-
ной до 2,5 м.
При изготовлении воздуховодов круглого сечения
диаметром более 1000 мм и прямоугольного сечения с
периметром, превышающим 3000 мм, необходимо уста-
навливать ребра жесткости, конструкция которых опре-
деляется проектом.
Лючки для чистки воздуховодов, дренажные устрой-
ства и лючки для инструментальных замеров давлений,
температуры и влажности перемещаемой среды изго-
товляют и устанавливают на воздуховоды в условиях
заготовительного предприятия в соответствии с указа-
ниями проекта.
Воздуховоды из термопластов окраске не подлежат.
Звенья прямых участков воздуховодов, фасонные час-
ти и детали вентиляционных устройств после изготов-
. ления маркируют в соответствии с рабочим проектом
или монтажными чертежами, комплектуют и складируют
по системам.
11. Изготовление воздуховодов
из упрочненного винипласта
В последние годы в противокоррозионной технике
начинают находить применение бипласты, в частности
винипласт, упрочненный полиэфирным стеклопласти-
ком. В этом материале сочетаются высокая химическая
стойкость винипласта и высокие механические характе-
ристики стеклопластика.
Технологический процесс изготовления воздуховодов
из винипласта с последующим упрочнением стекло-
тканью включает следующие операции: подготовку и
раскрой стеклоткани АСТТ(б)С2 на заготовки; приго-
товление клея и связующего вещества (эпоксидная
смола) и последовательное их нанесение на внешнюю
поверхность воздуховода, изготовленного из винипла-
ста. Нанесение последующего слоя клея производят по-
сле начала полимеризации (желатинизации) связующе-
го в предыдущем слое. При наклейке каждого после-
дующего слоя стеклоткань промазывают связующим ве-
ществом до и после ее укладки, прикатывают заготовки и
удаляют воздушные пузыри. После нанесения последне-
го слоя стеклоткани воздуховод необходимо выдержать
несколько часов при температуре 16—18° С.
При выполнении работ по упрочнению винипласта
соблюдают следующие правила по технике безопасно-
78
СТИ: пблйэфирные составы и их компоненты хранят в
изолированном помещении; дихлорэтан, применяемый
для разбавления клея и обезжиривания, является ядо-
витым веществом, и поэтому работать с ним, а также
хранить его необходимо в соответствии с правилами,
обязательными при работе с токсичными веществами.
Работу по упрочнению винипласта выполняют в защит-
ной спецодежде, резиновых перчатках и очках.
12. Сверление термопластов
При изготовлении фланцев из термопластов отвер-
стия под болты только сверлят. Вырубка эллипсных от-
верстий не допускается. Болтовые отверстия можно
сверлить на сверлильном станке, электродрелью, ручной
дрелью или коловоротом. Скорость вращения сверла
при- сверлении термопласта на станке должна быть око-
ло 700 об/мин. Подача сверла составляет 0,1—0,5 мм.
Для того чтобы обеспечить соответствие расположения
отверстий "во фланцах, их следует сверлить одновремен-
но в двух парных фланцах с последующей тщательной
подгонкой при офланцовке воздуховодов. В связи со
значительным линейным расширением термопластов для
получения необходимого диаметра отверстия диаметр
сверла должен быть больйте на 0,05 мм.
Для сверления отверстий применяют обычные спи-
ральные и перовые сверла со специальным профилем
режущей части и углом заточки, равным 70°. Отверстия
диаметром до 30 мм при толщине листа до 5 мм реко-
мендуется сверлить перовыми сверлами. Последние более
просты в изготовлении и дешевле, чем спиральные. От-
верстия диаметром 30 мм и более просверливают на
сверлильном станке с помощью специальных циркульных
резцов (рис. 37). Окружная скорость резцов не долж-
Рис. 37. Приспособление для сверления отсерстнй
л — с неподвижными резцами; б — с выдвижным резцом
79
На превышать 200 м/мин, а угол заточки должен быть
не больше 50°.
При сверлении глубоких отверстий (свыше 25 мм)
спиральными сверлами последние забиваются стружкой,
что затрудняет дальнейшую подачу сверла и нарушает
правильность формы отверстия (происходит нагревание
от трения). Поэтому следует периодически поднимать
сверло и очищать его от стружки. Чтобы избежать пе-
регрева термопласта, сверло охлаждают струей сжато-
го воздуха или смазывают маслом. Крепление детали
на сверлильном станке должно быть жестким и надеж-
ным. Отверстия следует сверлить на ровных и гладких
деревянных подкладках.
V. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ВОЗДУХОВОДОВ
из СТЕКЛОТКАНИ, СТЕКЛОПЛАСТИКА И МЕТАЛЛОПЛАСТА
1. Гибкие армированные воздуховоды
из стеклоткани
Защитное покрытие СПЛ как материал.
Защитное покрытие СПЛ получается в результате
Пропитки стеклянной ткани Т-13 (ГОСТ 19170—73) или
Т-13БР (ТУ 6-11-336-74) латексами синтетического кау-
чука, водорастворимыми термореактивными смолами,
вулканизирующими добавками, стабилизаторами, на-
полнителями.
Ткань СПЛ нетоксична и по горючести относится к
трудносгораемым материалам. Изготовляется Валмиер-
ским заводом «Стекловолокно», Всесоюзное объедине-
ние «Союзстеклопластик» Минхимпрома СССР.
Гибкие воздуховоды (рис. 38) из ткани СПЛ изготов-
ляются на оборудовании СТД-870, разработанном ПКБ
треста Сантехдеталь. Технология изготовления воздухо-
водов из СПЛ определена в результате проведения ис-
следовательских, опытных и экспериментальных работ,
Рис. 38. Гибкий армированный
воздуховод из стеклоткани
/ — фланец; 2 —гибкий воздуховод;
3 — кольцо из оцинкованной (или
нержавеющей) стали
80
Проделанных ПК.Б треста Сантехдеталь совместно с ГПИ
Проектпромвентиляция. Конструкция гибких воздухо-
водов предусматривает однослойную спиральную навив-
ку стеклоткани на проволочный каркас с шириной на-
хлеста 14 мм и с промазкой по ширине нахлеста клеем
марки НБ. Ткань СПЛ, применяемая для изготовления
воздуховодов, должна отвечать требованиям
ТУ 6-11-400-76.
Исходный материал гибких воздуховодов: стекло-
ткань Т13 ГОСТ 19170—73 или Т13БР, пропитанная ла-
тексами синтетического каучука; проволока стальная из
углеродистой стали ГОСТ 17305—71 диаметром 2 и
2,5 мм; клей 4НБ ТУ МХО 1017—59.
Расход стеклоткани на 1 м2 воздуховода, м2 1,5
Расход клея 4НБ на 1 м2 воздуховода, г 100
Ширина полосы СПЛ, мм....................40; 50; 60
Температура сушки, °C.................... до 100
Время сушки, мин......................... >40
Морозостойкость.......................... > —30 °C
Гибкие воздуховоды из ткани СПЛ могут применять-
ся в системах общеобменной и местной вентиляции,,
кондиционирования воздуха и воздушного отопления, в-
том числе и в системах, работающих в агрессивной
среде.
Воздуховоды предназначены для применения в ка-
честве фасонных частей сложной геометрической фор-
мы, а также для присоединения вентиляционного обо-
рудования, воздухораспределителей, шумоглушителей и
других устройств, располагаемых в подшивных потол-
ках и т. д., когда присоединение этих устройств обыч-
ными жесткими воздуховодами затруднительно и тру-
доемко.
Гибкие воздуховоды можно присоединять также к
подвижным местным отсосам от технологического обо-
рудования. Применять гибкие воздуховоды в качестве
прямых звеньев не рекомендуется. Для снижения аэро-
динамического сопротивления детали из гибких рука-
вов в смонтированном положении должны иметь мини-
мальную степень сжатия.
Техническая характеристика'гибких воздуховодов
из ткани СПЛ
Диаметр воздуховода, мм.................. 100—710
Длина воздуховода (в растянутом положе-
нии), поставляемого- заводом-изготовителем,
мм........................................ до 2000
Коэффициент сжатия........................... 3,2
81
Таблица 12. размеры мягких вставок к центробежным
ВЕНТИЛЯТОРАМ, им
Мягкие вставки к центробежным вентиляторам
внутренний диаметр фланца к вентилятору длина внутренний диаметр фланца к вентилятору длина
360 270
- 400 270
— 420 270
— 480 320
— — 500 320
— — 600 270
— 620 270
.— — 700 320
250 210 724 320
300 210
По принципу возгораемости воздуховоды из стекло-
ткани в соответствии с СНиП П-33-75 (п. 4. 173) мож-
но применять для монтажа только в пределах одного
помещения без пересечения перекрытий и стен этого
помещения.
В зависимости от области применения определяются
размеры деталей воздуховодов из стеклоткани.
В табл. 12 приведены размеры мягких вставок из
гибких воздуховодов к центробежным вентиляторам.
Гибкие воздуховоды для изготовления подводок к-воз-
духораспределителям и местным отсосам поставляются
длиной 100, 1500 и 2000 мм, диаметром 100, 125, 140, 160,
180, 200, 225, 250, 280, 315, 355, 400, 450, 500, 560, 630
и 710 мм.
Для изготовления гибких воздуховодов различных
размеров применяются дорны.
Воздуховоды могут быть изготовлены двух видов: с
открытой и скрытой спиралью. Для изготовления воз-
духоводов с открытой спиралью на предварительно обез-
жиренный дорн навивается проволока; концы проволоки
закрепляются на фланцах, расположенных на концах
воздуховодов. После этого наматывается лента стекло-
ткани пропитанной стороной к проволоке с углом на-
клона 45° и нахлесткой 14 мм.
Если пропиточный слой не обладает достаточной
липкостью в результате длительного срока хранения
материала, необходимо непосредственно перед намот-
кой или во время намотки активизировать его смесью
растворителей (бензин и этилацетат в соотношении
1 : 1 по объему).
82
При изготовлении воздуховодов со скрытой спи-
ралью на оправку наматывается сначала лента стекло-
ткани пропитанной стороной наружу, после чего на нее
навивается проволока. Затем поверх проволоки клееной
стороной внутрь наматывается вторая заготовка стекло-
ткани в противоположном направлении. Между витка-
ми проволоки верхний и нижний слои стеклоткани
склеиваются, образуя гофры.
Полученные заготовки воздуховодов сверху прома-
зываются клеем и после выдержки на воздухе в течение
20—30 мин вместе с дорном направляются для полиме-
ризации клея на 15 мин в камеру тепловой обработки
с температурой 140—145° С. После охлаждения дорн
разбирается на части, и готовый воздуховод сжимается
за счет гофр для удобства транспортирования.
Порядок поставки и применения
Завод-изготовитель гибких рукавов из СПЛ должен
поставлять рукава (СТД 877.00.000) в сжатом в осевом
направлении виде. В комплект поставки кроме рукава
входят четыре хомута с замком (СТД 877.90.000).
Детали из гибких рукавов должны предусматривать-
ся в монтажных чертежах и изготавливаться на загото-
вительных предприятиях монтажных организаций (за-
водах монтажных заготовок или в ЦЗМ).
В монтажных чертежах должны быть указаны длина
гибкой детали, а также способ ее присоединения к сете-
/ вому оборудованию и металлическим воздуховодам.
В зависимости от характера сети могут иметь место три
Рис. 39. Сое-
динение гиб-
кого возду-
ховода из
стеклоткани
с металличе-
ским возду-
ховодом
1 — гибкий воздуховод; 2 —уни-
фицированный металлический
патрубок; 3 — хомут с замком;
4 — металлический воздуховод
Рис. 40. Сое-
динение гибко-
го воздухово-
да из стекло-
ткани с сете-
вым оборудо-
ванием
1 — гибкий возду-
ховод; 2 — хомут
с замком; 3— уни-
фицированный ме-
таллический пат-
рубок; 4 — флан-
цевое соединение;
5 — подвесной по-
толок; 6 — возду-
хораспределитель
(или вентилятор);
7 — бандажное
соединение; 8 —
металлический
воздуховод
83
1попрогкту
Рис. 41. Крепление гибкого воздуховода из стеклоткани к метал*
лическому воздуховоду хомутом с замком
£—офлапцовка патрубка диаметром 315—710 мм; б —то же, диаметром 100—*
280 м'м; / — унифицированный металлический патрубок; 2 — гибкий воздуховод
из стеклоткани; 3 —хомут с замком; 4 —фланец из полосы; 5 — фланец нз
уголка
вида присоединения: бандажные (преимущественно),
фланцевые (при присоединении гибкой детали к сете-
вому оборудованию или воздуховоду с фланцами) и пу-
тем непосредственного надевания гибкой детали на
гладкий жесткий конец металлического воздуховода
(рис. 39) или сетевого оборудования (рис. 40).
Во всех случаях закрепление гибкой детали к уни-
фицированным металлическим патрубкам или к гладким
жестким концам металлического воздуховода или сете-
вого оборудования осуществляется хомутами с замком,
поставляемым заводом в комплекте с гибким рукавом
(рис. 41).
В первых случаях (для бандажного и фланцевого
соединения) затяжку хомута производят в условиях
заготовительного предприятия, в третьем случае (при
84
100
Рис. 42. Унифицированный пат-
рубок
непосредственном надева-
нии гибкой детали на жест-
кий конец металлического
воздуховода или сетевого
оборудования)— в процессе
монтажно-сборочных работ.
Во всех случаях затяжку хо-
мутов с замком необходимо
производить «до отказа».
Комплектование гибких
рукавов соединительными
элементами, в том числе
унифицированными патруб-
ками (рис. 42), выполняют по чертежам 1276СБ.
Характерные данные унифицированных патрубков
приведены в табл. 13.
ТАБЛИЦА 13. РАЗМЕРЫ УНИФИЦИРОВАННЫХ ПАТРУБКОВ, ММ
D S Н d Масса, кг
100 125 140 160 180 200 0,5 X 10—8 3 0,137 0,171 0,192 0,219 0,246 0,274
225 250 0,6 0,37 0,411
280 - 315 355 400 450 10+3 0,46 0,517 0,575 0,657 0,739
500 560 630 710 0,7 3,5 0,958 1,072 1,207 1,36
Испытаниями экспериментальных образцов в город-
ской санитарно-эпидемиологической станции и Управле-
нии пожарной охраны Москвы выявлены их нетоксич-
ность и огнестойкость.
Такие воздуховоды в настоящее время выпускают
заводы вентиляционных заготовок Главпромвентиляции.
85
2. Изготовление воздуховодов
из металлопласта
• Воздуховоды из металлопласта должны соответство-
вать требованиям ТУ 36-736-78 и ТУ 36-ППВ-01-79.
Область их применения определяется СНиП 11-33-75.
При изготовлении воздуховодов из металлопласта с од-
носторонним покрытием не защищенную пленкой сторо-
ну следует покрывать грунтовкой ГФ-020 по ГОСТу.
Металлопласт свободно гнется под углом 90 и 180°
на универсальном штампе, гибочном механическом
станке, профилегибочных роликах. Резку металлопласта
осуществляют на гильотинных ножницах и на дисковых
однопарных ножницах, как непосредственно из рулона,
так и из листа. Резать металлопласт можно ка'к со сто-
роны полиэтиленовой пленки, так и со стороны метал-
ла. Сверление одностороннего металлопласта целесооб-
разно производить со стороны покрытия. При сверлении
двухстороннего металлопласта необходима подкладка
(деревянная, фанерная, текстолитовая и др.).
. Сварку металлопласта можно осуществлять как со
стороны полимера, так и со стороны металла. Сварку
по слою полимера производят обычными способами
сварки пластмасс. Этими способами могут свариваться
только те швы, которые не несут значительных нагру-
зок и где необходимо получить надежную химически
стойкую защиту металла.
Сварка по металлу обеспечивает высокую конструк-
тивную прочность и жесткость изделия. Сварку метал-
ла производят всеми известными способами: газовой
сваркой, дуговой, роликовой, плазменной, контактно-
точечной и др. Перед сваркой необходимо очистить
края металла от полимерного покрытия и на расстоя-
нии 10 мм от свариваемого места металлопласт по-
крыть силиконовой гидрофобной жидкостью (например,
ГКЖ-94) для замедления термоокислительного про-
цесса.
После сварки металла шов необходимо защитить
полимерным покрытием. Для этой цели можно приме-
нить метод газопламенного напыления с помощью уста-
новки УПН-5-1 или метод склеивания с последующей
проваркой швов полимера. Для восстановления нару-
шенной целостности полиэтиленовой пленки следует за-
чистить поврежденный участок, нагреть его любым
способом и прикатать к металлу наложенный слой поли-
этиленовой пленки подогретым роликом. Склеивание
86
металлопласта можно осуществлять но поверхности по-
лимер — полимер, полимер '— металл и металл — ме-
талл. Как правило, воздуховоды из металлопласта вы-
полняют на фланцевом соединении.
Воздуховоды из металдопласта можно изготовлять
на серийных механизмах по технологии, принятой для
обычной кровельной и тонколистовой стали. При этом
недопустимо наличие острых кромок и заусенцев на ро-
ликах фальцепрокатных, фальцеосадочных и отборто-
вочных механизмов, так как при обработке металлопла-
ста такими роликами могут образоваться порезы защит-
ного слоя.
Продольные швы в зоне расположения фланцев или
бандажей необходимо закреплять дюралевыми или
стальными заклепками с покраской головок защитным
красителем.
На всех стадиях выполнения технологических опера-
ций при изготовлении и монтаже воздуховодов повреж-
дения полимерного покрытия следует устранять.
Для защиты поврежденных мест полимерного покры-
тия и головок заклепок рекомендуются следующие ма-
териалы: клей № 88Н (МРТУ 38-5-880-66), грунт
ХС-068, грунт ХС-086 (ГОСТ 7313—75) и лаки (ГОСТ
9355—60).
После тщательной зачистки поврежденного места
наносится быстросохнущий грунт ХС-068, затем после
сушки наносятся перхлорвиниловые эмали и лаки.
Грунт, эмаль и лак наносят кистью или с помощью
краскораспылителя. Сушку покрывного слоя произво-
дят при нормальной температуре (18—35° С) в течение
24 ч. После выдержки 10—15 дней воздуховоды могут
быть использованы.
В организациях Главпромвентиляции Минмонтаж-
спецстроя СССР успешно применяется металлопласт
для воздуховодов, работающих в агрессивной среде.
Трудоемкое многослойное покрытие воздуховодов кра-
сителями ПХВ, предусмотренное, как правило, в проек-
тах для систем вентиляции, работающих в агрессивной
среде, с согласия проектировщиков заменяется на ме-
таллопласт.
VI. ХРАНЕНИЕ И ТРАНСПОРТИРОВАНИЕ
ВЕНТИЛЯЦИОННЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ
МАТЕРИАЛОВ
1. Основные правила хранения изделий
Термопластические материалы (листы, прутки, плен-
ка, стержни и уголок), а также изделия из них (воз-
духоводы и вентиляционные детали) следует хранить в-
сухих складских помещениях при температуре не ниже
5° С и не выше 35° С. Срок хранения не ограничивается.
При транспортировании и хранении термопластических
материалов, особенно при температуре 0°, запрещается
бросать и подвергать ударам упакованный материал.
Термопласт, хранившийся при температуре ниже 0°, пе-
ред применением должен быть предварительно выдер-
жан при комнатной температуре в течение суток. Сле-
дует предохранять термопласты от действия прямых сол-
нечных лучей.
В отапливаемых складских помещениях листовой ма-
териал и воздуховоды необходимо складировать на рас-
стоянии не менее 0,5 м от отопительных приборов. Каж-
дое звено прямых участков, фасонную часть или деталь
воздуховодов хранят раздельно в вертикальном поло-
жении.
Воздуховоды из термопластов допускается транспор-
тировать в железнодорожных вагонах, на платформах и
в автомашинах при температуре наружного воздуха не
ниже —10° С. При температуре ниже 0° в целях защиты
от влияния низких температур, ветра и снега воздухо-
воды должны быть надежно укрыты. При температуре
наружного воздуха ниже —10° С транспортировать воз-
духоводы допускается в специально оборудованных ав-
томашинах с обогреваемыми полами кузовов.
2. Упаковка, погрузка и разгрузка изделий
при транспортировании
Прямые участки воздуховодов длиной до 2 м следует
перевозить в вертикальном положении, а длиной от 2
До 3 м — в горизонтальном. При перевозке прямые уча-
стки или фасонные части воздуховодов надлежит укреп-
лять в кузове автомашины; между каждым вертикаль-
ным или горизонтальным рядом и на дно кузова необ-
ходимо укладывать мягкую прокладку (войлок, очесы
и др.).
88
При транспортировании’ воздуховодов из термопла-
стов железнодорожным транспортом необходимо соблю-
дать следующие условия:
звенья воздуховодов следует перевозить в деревян-
ной таре — обрешетке, размеры которой должны соот-
ветствовать размерам звена воздуховода;
нельзя допускать свободного перемещения деталей в
таре, для чего необходимо между деталями и тарой ус-
танавливать распоры;
к упаковке, в которой транспортируют изделия из
пластмасс, должна быть приложена бирка с указанием
поставщика, наименования изделия, размера и его
массы;
каждая партия должна быть снабжена паспортом,
где указывается соответствие изделий техническим ус-
ловиям.
Нагружать и выгружать ящики с упакованными из-
делиями необходимо осторожно, не бросая их, и соблю-
дать особую осторожность при вскрытии упаковки.
VII. МОНТАЖ СИСТЕМ ВЕНТИЛЯЦИИ ИЗ ТЕРМОПЛАСТОВ
1. Общие положения
Последовательность выполнения операций при мон-
таже систем вентиляции с воздуховодами из термопла-
стов такая же, что и при монтаже систем с металличе-
скими воздуховодами.
Перед монтажом вентиляционного оборудования вы-
полняют подготовительные работы по устройству осно-
ваний, опор, рам и кронштейнов. После тщательной
выверки установленного оборудования и предваритель-
ной установки креплений приступают к монтажу воз-
духоводов. Монтажные работы выполняются бригадами
слесарей-вентиляционников, укомплектованными одним
или двумя опытными рабочими, прошедшими специаль-
ное обучение по изготовлению и монтажу воздухо-
водов из термопластов и обладающими навыком по их
сварке.
При монтаже воздуховодов используют рычажные
или барабанные лебедки, автогидроподъемники, инвен-
тарные вышки, сборные, инвентарные облегченные леса,
строительно-монтажные пистолеты и другие приспособ-
ления и механизмы, применяемые при монтаже метал-
лических воздуховодов, Набор инструментов бригады
89
слесареи-вентиляционников при монтаже воздуховодов
из термопластов дополняется сварочными горелками
для сварки, стропами из пеньковой веревки или специ-
альными поясами из мягкого материала, которые заме-
няют стропы.
2. Виды монтажных соединений
Монтаж воздуховодов из термопластов можно осу-
ществлять на неразъемных и разъемных соединениях.
Неразъемные соединения (рис. 43) выполняют с по-
мощью сварки отдельных элементов вентиляционной
системы встык или приварных муфт. При сборке на
сварке отдельные звенья вентиляционной системы до-
ставляют на
а) 70-30°
Рис. 43. Виды
неразъемных
соединений воз-
духоводов из
термопластов
а —- встык на свар-
ке; б — с помо-
щью приварной
муфты
монтажную площадку с подготовленными-
в заготовительной мастерской или на за-
воде концами: под сварку встык следует
снять фаски, а.при сборке на приварных
муфтах на одном из концов звена долж-
на быть приварена муфта. До подъема
на проектную отметку отдельные звенья
вентиляционной системы необходимо со-
брать в укрупненные узлы.
Разъемныр соединения можно выпол-
нять:
на приварных фланцах из пластмас-
сового уголка (рис. 44,а).
на приварных фланцах из соответст-
вующего полимера (рис. 44,6);
на накидных фланцах из стального
уголка с приваренным буртом из полиме-
ра (рис. 44,в);
на раструбах из приваренной поли-
мерной муфты (рис. 44, г).
Разъемные и неразъемные соедине-
ния воздуховодов прямоугольного сече-
Рис. 44. Виды разъемных соединений воздуховодов из термопластов
/ — воздуховод; 2— уголок из термопласта; 3 — прокладка; 4— стальной уго-
лок; 5 — бурт из термопласта; 6 — фланец из листового термопласта; 7 — муф-
та из термопласта; 8 — асбестовая набивка
90
имя по конструкции аналогичны соединениям воздухойо-
дов круглого сечения.
Фланцевые соединения собирают, как правило, на
стальных болтах с подкладкой шайб под головку болта
и гайку. Как исключение, по указанию проекта, допу-
скается собирать фланцевые соединения на болтах, вы-
точенных из полимерного стержня.
При монтаже воздуховодов из полимеров следует
учитывать температурные условия, так как изделия из
термопластов при низких температурах становятся хруп-
кими, а при температуре выше 70° С могут потерять
форму, приданную при изготовлении. Для уплотнения
фланцевых соединений между фланцами устанавливают
прокладки из полихлорвииилового прокладочного пла-
стиката (ВТУ МХП 2094-49) или мягкой листовой рези-
ны толщиной 3—5 мм. Прокладки должны быть выпол-
нены из материалов, стойких к агрессивным средам.
Нельзя допускать сильной затяжки болтов при сборке
фланцевых соединений.
Несмотря на удобства монтажа на фланцевых соеди-
нениях, их следует избегать, так как они ухудшают ре-
жим работы системы; при неплотной затяжке болтов
(учитывая хрупкость) образуются подсосы, а при на-
личии конденсата — подтеки; кроме того, фланцевые со-
единения увеличивают стоимость монтажных работ.
Для соединения и уплотнения стыков вентиляцион-
ных систем круглых воздуховодов малых сечений в пре-
делах до диаметра 355 мм трест Сибпромвентиляция
широко применяет соединительные термоусаживающие-
ся уплотняющие манжеты (СТУМ). СТУМ изготовляют
по ТУ 13-85-76 методом сварки полиэтиленового листа
с последующей радиационной модификацией и расши-
рением.
СТУМ выпускают двух типов: с уплотняющим под-
слоем на основе полимерной композиции и без уплот-
няющего подслоя.
Температура эксплуатации СТУМ от —40 до +60° С.
СТУМ изготавливают семи типоразмеров: 130/90—100,
155/110—100, 190/140—100, 235/180—100, 290/220—100,
315/250—100, 355/280—100 (в числителе — диаметр до
усадки, в знаменателе — диаметр после усадки). Длина
манжет 100 мм, толщина 2 мм.
Способ соединения воздуховодов на сварке можно
использовать как для прямоугольного, так и для круг-
лого сечения любых размеров, причем этот способ наи-
более экономичен, так как не требует дополнительных
91
ЭйТрат йа муфты, фланцы, болты, прокладки, й<3 в то
же время является и более трудоемким и неудобным для
выполнения (сварка неповоротных соединений у стен и
перекрытий на высоте). Учитывая возможность легкого
разъединения сварных стыков (путем срезки сварочного
прутка ножом, нагретым до температуры 150—180° С)
при необходимости разборки вентиляционных систем,
рекомендуется воздуховоды монтировать длинными
цельносварными участками. В неудобных местах мон-
тажные соединения (неповоротные стыки) можно сва-
ривать с вырезкой окон (операционный стык) и только
в крайнем случае применять фланцевые соединения.
При сборке воздуховодов на раструбных соединениях
(см. рис. 44 г) последние необходимо плотно забивать
асбестом, соблюдая при этом осторожность, учитывая
свойства термопластов. Этот способ не требует органи-
зации сварочных работ на монтаже.
3. Монтаж воздуховодов из термопластов
При подъеме воздуховодов строповку следует вы-
полнять стропами из пенькового каната или специаль-
ными монтажными поясами (из брезента или кожи).
Стропы из стального троса применять не рекомендует-
ся. Воздуховоды можно крепить как на подвесных, так
и на сплошных опорах.
При монтаже необходимо соблюдать следующие ус-
ловия:
каждая фасонная часть и прямой участок должны
иметь отдельные подвески;
в местах устройства компенсаторов (в соответствии
с проектом) воздуховод необходимо подвешивать по обе:
их стороны;
система подвесок должна -обеспечивать свободное'
перемещение воздуховода при температурных колеба-
ниях (учитывая значительный коэффициент линейного»
расширения термопластов);
расстояние между подвесками не должно превышать;
при горизонтальной прокладке 2—2,5 м (при больших
пролетах возможны деформации за счет пластичности),
при вертикальной-— 3 м;
между воздуховодами и хомутами обязательно ста-
вить подкладки из резины или пластиката толщиной
3-—5 мм;
отклонение оси вертикальных воздуховодов от верти-
кали не должно превышать 2—3 мм на 1 м высоты;
92
a — соединение внахлестку; б — соединение встык; в — компенсатор на флан-
цевом соединении; /— воздуховод из термопласта; 2 —• муфта-компенсатор из
пластиката; 3 — металлические хомуты
участки воздуховодов, в которых образуется конден-
сат, необходимо прокладывать с уклоном 0,01—0,015 в
сторону дренирующего устройства или в сторону венти-
лятора;
монтаж воздуховодов начинать от вентилятора; при-
соединять воздуховод к вентилятору посредством мяг-
кой вставки из полихлорвинилового пластиката или бре-
зента;
продольные швы патрубков, соединяемых в звенья,
должны быть расположены вразбежку. Следует избе-
гать размещения швов в нижней части горизонтальных
воздуховодов.
Для предохранения от механических повреждений в
процессе эксплуатации вентиляционных воздуховодов,
находящихся на высоте до 2 м от рабочих площадок, ус-
танавливают ограждения. В местах, где воздуховоды из
термопластов проходят вблизи трубопроводов, транспор-
тирующих жидкость, пар или газ с высокой^ температу-
рой, устанавливают защитные экраны.
Протяженность прямых участков без компенсаторов
принимается примерно 10 м. В качестве компенсаторов
может служить вставка из пластиката длиной 300 мм
(рис. 45), которую выполняют одним из трех способов:
соединением внахлестку, встык или на фланцах.. Первые
два соединения могут быть выполнены непосредственно
на объекте в процессе монтажа, при третьем способе
патрубок с компенсатором соединяют в заготовитель-
ной мастерской или на заводе и на объект доставляется
в готовом виде.
4. Особенности монтажа воздуховодов
из стабилизированного листового полиэтилена
Врезки ответвлений могут быть выполнены в усло-
виях заготовительной мастерской (завода) или непо-
93
Рис. 46. Раструбное соединение
воздуховодов из листового по-
лиэтилена
1 — воздуховод; 2 — раструб; 3 —
проволока
средсТВенно , на объекте в
процессе монтажа. На объ-
ект монтажных работ возду-
ховоды доставляют в виде
труб длиной 3 м. На месте
- монтажа их можно предва-
рительно соединять до 6 м
и выполнять необходимые
врезки.
Соединение звеньев воз-
духоводов производят с по-
мощью раструбов, выпол-
ненных в заготовительной
мастерской (рис. 46).
Внутрь раструбного соедине-
ния закладывают проволоку
d=0,8—1 мм и подключают к ней электроток напряже-
нием 60 В. Место соединения оплавляется, и звенья воз-
духоводов свариваются под небольшим давлением. Сое-
динение переходов с звеном воздуховода выполняют
сваркой встык газовой горелкой.
Звенья или целые блоки воздуховодов на проектную
отметку поднимают с помощью траверс и подъемных
механизмов. Крепление воздуховодов к строительным
конструкциям осуществляется так же, как и воздухо-
водов из других термопластов. Соединение монтажных
стыков на проектной отметке выполняют газовой го-
релкой.
В целях предохранения от случайных повреждений
воздуховодов из термопласта рекомендуется устанавли-
вать после окончания монтажных работ, причем подвес-
ки и опоры должны быть установлены заранее. Прини-
мать вентиляционные системы из полимеров в эксплуа-
тацию необходимо после их регулирования и испыта-
ния. При этом проверяют:
соответствие проекту и правильность установки вен-
тиляционного оборудования;
соответствие -проекту и правильность изготовления
и монтажа воздуховодов;
надежность крепления вентиляционного оборудова-
ния и воздуховодов.
Выявленные дефекты необходимо устранить.
94
VIII. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ
ВОЗДУХОВОДОВ
1. Общие положения
Прежде чем перейти к описанию технологии анти-
коррозионных работ, необходимо коротко охарактери-
зовать способы изготовления металлических воздухово-
дов.
Стальные воздуховоды, подлежащие антикоррозион-
ной защите, могут быть изготовлены на фальцах или на
сварке. Сварные швы должны быть выполнены в соот-
ветствии с ГОСТ 5264—80 при ручной сварке и с ГОСТ
14771—76 при полуавтоматической сварке в среде за-
щитных газов. Места сварки не должны иметь раковин,
свищей и шлаковых включений. Грат с поверхности ме-
талла должен быть удален. Не допускается наличие за-
зубрин, заусенцев и острых режущих кромок.
Металлические воздуховоды изготавливают круглого
и прямоугольного сечения по утвержденным техниче-
ским условиям (ТУ 36-736-78) из тонколистовой стали,
специальных нержавеющих сталей, алюминия толщиной
от 0,5 до 2 мм. Воздуховоды из металлопласта и титана
изготовляют аналогично.
В целях унификации и стандартизации деталей вен-
тиляционных систем, способствующих максимальной
централизации заготовительного производства, воздухо-
воды должны отвечать требованиям технических усло-
вий и монтажных проектов, разработанных в соответст-
вии со СНиП 11-33-75, СНиП Ш-28-75, с Инструкцией
ВСН 353-75 и «Временной нормалью на металлические
воздуховоды круглого сечения для систем аспирации»,
утвержденной Главпромстройпроектом Госстроя СССР.
Наружные размеры диаметров и толщины стенок
ТАБЛИЦА 14. ДИАМЕТРЫ И ТОЛЩИНА СТАЛИ
ДЛЯ КРУГЛЫХ ВОЗДУХОВОДОВ, мм
Диаметры Толщина стенок
100, ПО*, 125, 140, 160, 180, 200 225, 250, 280, 315, 355, 400, 450 500, 560, 630, 710, 800 900, 1000, 1120, 1250, 1400, 1600 1800, 2000, 0,5 0,6 0,7 1 1,4
* Применяется только для пневмотранспорта.
95
круглых воздуховодов должны соответствовать указан-
ным в табл. 14.
Наружные размеры поперечных сечений и толщины
стенок прямоугольных воздуховодов должны соответ-
ствовать указанным в табл. 15.
ТАБЛИЦА 15. СЕЧЕНИЯ'И ТОЛЩИНА СТАЛИ
ДЛЯ ПРЯМОУГОЛЬНЫХ ВОЗДУХОВОДОВ, мм
Размеры сторон Толщины стенок
100x150, 100 x 200, 100x 250, 150x150, 150x200, 150x 250, 200x 200 , 200 x 250, 250x 250 0,5 •
200x 300, 200x 400, 200 x 500, 250 x 300, 250x400, 250x 500, 250x 600, 250x800, 300x300, 300 x400 , 300x 500, 300 x 600, 300x 800, 300x1000, 400 x400 , 400 x 500, 400 x600 , 400x 800, 400x1000, 500 x 500, 500X 600, 500 x 800, 500X1000, 600 x 600, 600x800, 600x1000, 800x800, 800x1000, 1000x1000 0,7
400x1200, 500x1200, 500x1600, 500 x 2000, 600x1200, 600x1600 , 600 x 2000, 800x1200, 800X1600, 800x 2000, 1000x1200, 1000x1000, 1000x1200,’'1200x1200, 1200x1600, 1200x 2000, 1600x1600, 1600 x 2000 0,9
Примечание. Для воздуховодов прямоугольного сечения, указанных
в графе 4 прил. 17 СНиП П-33-75, имеющих одну из сторон более
2000 мм, и воздуховодов сечением 2000X 2000 мм толщина стали
устанавливается при проектвровании.
Допускаемые отклонения наружных размеров попе-
речных сечений воздуховодов не должны превышать ве-
личин, указанных в табл. 16.
ТАБЛИЦА 16. ДОПУСКАЕМЫЕ ОТКЛОНЕНИЯ НАРУЖНЫХ
РАЗМЕРОВ ВОЗДУХОВОДОВ, мм
Диаметр Размер стороны воздуховода прямоуголь- ного сечения Отклоне- ние Диаметр Размер стороны воздуховода прямоуголь- ного сечения Отклоне- ние
100—125 100—250 —3 560—1250 600—1200 —6
280—500 300—500 —4 1400—2000 1600—200 —7
Примечание. Указанные отклонения со знаком плюс допускаются
по исполнительным размерам фланцев при сборке воздуховодов.
96
В здвисимости от толщины металла воздуховоды из-
готовляют на фальцевом соединении — фальцевые и на
сварном соединении — сварные.
Предельная толщина обрабатываемого металла на
фальцепрокатном и фальцеосадочном механизмах 1 мм,
поэтому фальцевые воздуховоды изготавливают из ме-
талла толщиной до 1 мм; при больших толщинах метал-
ла воздуховоды изготавливают сварными. Как исклю-
чение, иногда фальцевые воздуховоды изготавливают из
металла толщиной 1,2 мм йри соответствующей перена-
ладке фальцепрокатного механизма, а сварные воздухо-
воды — из металла толщиной 1 мм. В- последнем случае
сварку выполняет сварщик высокой квалификации.
Длина воздуховодов должна соответствовать требо-
ваниям монтажного проекта, но не превышать 2500 мм.
Торцы прямых участков воздуховодов должны быть
перпендикулярны к их осям или смежным поверхностям,
отклонение перпендикулярности не должно превышать
10 мм на 1000 мм длины стороны или диаметра попе-
речного сечения воздуховода.
Металлические воздуховоды следует изготавливать
из листовой горячекатаной (ГОСТ 19903—74 и ГОСТ
16523—70), листовой и рулонной холоднокатаной стали
(ГОСТ 19904—74 и ГОСТ 16523—70) и из кровельной
листовой стали (ГОСТ 19904—74 и ГОСТ 17715—72).
Для фальцевых спирально-навивных воздуховодов ис-
пользуется лента стальная холоднокатаная (ГОСТ
503—71); для прямошовных воздуховодов — сталь угле-
родистая оцинкованная (ГОСТ 14918—80). Неразъем-
ные соединения сварных воздуховодов выполняют с по-
мощью электродуговой или контактной сварки, а фаль-
цевых воздуховодов — с помощью фальцев.
Разъемные соединения могут быть фланцевыми, бан-
дажными (круглые воздуховоды) и реечными (прямо-
угольные воздуховоды). Фланцы на воздуховодах из
стали толщиной 0,5—1,5 мм закрепляют с помощью от-
бортовки, а при толщине стали свыше 1,5 мм —элек-
тродуговой сваркой сплошным швом. При толщине ста-
ли более 1 мм допускается закрепление фланцев без
отбортовки, прихватками электродуговой сваркой через
50—60 мм с последующей герметизацией зазора между
фланцами и воздуховодами. Отбортовка фланцевых воз-
духоводов должна перекрывать фланец не менее чем на
6 мм, но не должна перекрывать болтовые отверстия.
Технологическое оборудование для резки листа, валь-
цевания царг, гнутья под углом, офланцовки позволяет
4—417 97
Рис. 4?. Планировка расположения технологического оборудования
при изготовлении прямых участков фальцевых воздуховодов
1— контейнер-стеллаж; 2— стол разметочный; 3 — ножницы гильотинные; 4 —
листогибочный механизм; 5— вальцы (СТД-14); 6 — рольганг; 7— вальцы
(ВМС-85); 8 — контейнеры для фланцев; 9 — машина* точечной сварки; 10 —
фальцепрокатные механизмы (ФП-3 или СТД-16А); 11— механизм для двух-
сторонней офланцовки (ВМС-60); 12— столы; 13— верстак; 14— конвейер для
транспортирования готовых изделий; 15— отбортовочный механизм (СТД-1015);
16 — сварочный трансформатор; 17 — фланцеосадочный механизм (СТД-28)
выполнять соответствующие операции в процессе изго-
товления воздуховодов на фальцевом и сварном соедине-
ниях при толщине металла до 2 мм.
Воздуховоды изготавливают на специальных загото-
вительных предприятиях (мастерских или заводах),.ос-
нащенных необходимым технологическим оборудова-
нием. Изготавливают фальцевые и сварные воздуховоды
круглого и прямоугольного сечения на отдельных тех-
нологических поточных линиях. Фасонные части фаль-
цевых и сварных воздуховодов круглого и прямоуголь-
ного сечения изготавливают на отдельных параллельно
расположенных технологических линиях, оснащенных
специальными механизмами.
Необходимое количество механизмов и последова-
тельность их установки для каждой линии определяется
проектом в соответствии с производственной мощностью
заготовительного предприятия и требованиями техноло-
гического процесса.
Технологические линии имеют три основных участ-
ка: разметочно-заготовительный^ гибочный и сборный.
В соответствии с этим объединяют слесарей-вентиляци-
онников в звенья из двух — четырех человек (в зависи-
мости от объема производства воздуховодов).
Примерная планировка расположения технологическо-
го оборудования при изготовлении прямых участков
98
фальцевых воздуховодов круглого и прямоугольного се-
чения приведена на рис. 47.
Металл для воздуховодов завозят в цех на автопо-
грузчиках в контейнерах и складируют на стеллажах.
На разметочно-заготовительном участке специальное
звено рабочих на разметочном столе производит раз-
метку линий резов и сгибов (при необходимости пред-
варительно обрезают две кромки листа под углом 90°)
и вырезку заготовки на гильотинных ножницах с при-
пуском на отбортовку, на нахлестку при сварных воз-
духоводах или на фалец при фальцевых воздуховодах.
Затем пневморычажным прессом или ручными пневма-
тическими ножницами (СТД-8) вырезают на заготовках
углы (при фальцевых воздуховодах).
На гибочном участке специальное звено рабочих
вальцует (круглое сечение) отдельные элементы загото-
вок на вальцах или производит гибку по линиям сгиба
(прямоугольное сечение) на лис-тогибе. На отдельных
элементах заготовок при изготовлении фальцевых воз-
духоводов одновременно с двух сторон прокатывают
фальцы на фальцепрокатных механизмах. На сбороч-
ном участке специальное звено рабочих на столе и вер-
стаке собирает отдельные элементы заготовок в изделие,
замыкает и закрепляет фальцы с последующей прокат-
кой фальцевого соединения на фальцеосадочном меха-
низме. Все продольные фальцевые соединения на концах
вблизи фланцев рекомендуется закреплять на машине
точечной сварки. На готовую царгу (прямик) на столе
надевают два фланца и производят отбортовку на ме-
ханизме, двухсторонней офланцовки при круглых воз-
духоводах или на отбортовочном механизме при прямо-
угольных воздуховодах.
При изготовлении сварных воздуховодов на разме-
точно-заготовительном и гибочном участках выполняют
аналогичные операции, исключая прокатку фальцев.
На участке сборки специальное звено рабочих, допол-
ненное сварщиком, собирает на прихватке из отдельных
элементов заготовок на столе и верстаке изделие и пе-
редает его на проварку сварных швов сварщикам. Свар-
ку выполняют на сварочных автоматах или полуавтома-
тах и в исключительных случаях вручную сварочными
трансформаторами.
•Офланцовку сварных воздуховодов при толщине ме-
талла до 1,5 мм (включительно) осуществляют мето-
дом отбортовки на механизмах, как описано выше. При
толщине металла свыше 1,5 мм фланцы приваривают к
99
воздуховодам сплошным швом полуавтоматической
сваркой, при этом шов не должен выступать за пределы
зеркала фланца.
Готовые воздухороды транспортируют на окраску с
помощью подвесного конвейера, кран-балки или руч-
ной тележки. После окраски производят маркировку.
Так как производственные циклы, состоящие из не-
скольких отдельных операций,- выполняет звено рабочих
из двух — четырех человек, метод получил название
поточно-звеньевого. Указанная организация работ поз-
воляет значительно повысить производительность труда
за счет наиболее рациональной расстановки технологи-
ческого оборудования, эффективного использования
внутрицехового транспорта (рольганги, подвесные моно-
рельсы, тележки и др.), исключения возвратных движе-
ний изделий, а также специализации отдельных звеньев
и рабочих на выполнении определенных операций.
При фальцевых соединениях воздуховодов прокат-
ку фальца осуществляют на фальцепрокатном станке
ФП-3 или СТД-16А, а осадку фальца — на фальцеоса-
дочном станке ФО-1, СТ Д-25 или СТД-28. Разметку нор-
мализованных отводов, тройников и крестовин выпол-
няют с помощью шаблонов; нестандартные фасонные
части размечают геометрическими построениями.
Прямолинейная резка осуществляется на гильотин-
ных ножницах ВМС-103 или СТД-9А, а криволиней-
ная—на вибрационных ножницах ВН-2 или ВМС-106.
Прямые участки воздуховодов круглого сечения (цар-
ги) вальцуют на механизме ВМС-85 или СТД-14, а для
вальцевания цилиндрических обечаек малых диаметров
используют механизм СТ Д-89. Гибка заготовок возду-
ховодов прямоугольного сечения производится на листо-
гибочном станке ЛС-6 или механизме СТД-136. Офлац-
цовку прямых звеньев воздуховодов с отбортовкой вы-
полняют на механизме ВМС-60 одновременно с двух
сторон. Фасонные части воздуховодов круглого и пря-
моугольного сечения изготавливают в той же последо-
вательности, как и при изготовлении прямых звеньев.
Тройники и крестовины круглого сечения собирают
из отдельных элементов, соединение которых выполняет-
ся на рейках. Тройники и крестовины прямоугольного
сечения собирают из вырезанных заготовок на угловых
фальцах.
Отводы круглого сечения можно изготовлять из за-
готовок, выкроенных по плоскому шаблону из листов
или по копир-шаблону из готового звена воздуховода
100
Рис. 48. Схема расположения технологического оборудования при
изготовлении фасонных частей фальцевых воздуховодов
1 — контейнер-стеллаж; 2— стол разметочный; 3 — ножницы гильотинные; 4 —
высечной механизм (виброиожннцы); 5—механизм для отгиба криволинейной
кромки (ВМС-53А или СТД-13); 6— фальцепрокатный механизм (ФП-3 или
СТД-16А); 7 — зиг-машина (ВМС-76В); 8 — фальцеосадочный механизм; 9—
вальцы (ВМС-85); 10— вальцы (СТД-14); 11— листогибочный механизм; 12—
механизм для осадки угловых фланцев (СТД^ЗО); 13—механизм для забортов-
ки круглых фланцев (ВМС-58); 14—выпрямитель селеновый; 15 — зиг-машина
(ВМС-78); 16— машина для точечной сварки; 17— верстак; 18 — стол сбороч-
ный; 19— рольганг; 20 — конвейер
на зигах. Отдельные звенья соединяют на зигах или на
фальцах (лежачем или стоячем)-в зависимости от их
назначения; более плотным- соединением является фаль-
цевое. Отводы прямоугольного сечения изготовляют на
угловых фальцах. Офланцовку фасонных частей выпол-
няют на механизме ВМС-58.
Примерная схема расположе-
ния технологического оборудова-
ния при изготовлении фасонных
частей фальцевых воздуховодов
круглого и прямоугольного сече-
ния приведена нарис. 48.
При изготовлении воздухово-
дов для общеобменных систем
Рис. 49. Узлы ответвлений из унифици-
рованных деталей
I— круглого сечения; 11 — прямоугольного се-
чения; а — прямой равнопроходной тройник;
б — прямой неравнопроходной тройник; в —
штанообразиый тройник; г — крестовина; д —
прямой тройник с заглушкой; 1 — прямой уча-
сток; 2 — переход; 3 — заглушка; 4 — базовый
патрубок
(11
Рис. 50. Узел от-
ветвления при диа-
метре ствола 200
мм
D — ди а м етр ствол а;
D6 — диаметр базо-
вого ответвления;
Do — диаметр ответ-
вления; Dn — диа-
метр перехода; h—
длина перехода; И—
=DI2+h+\<№, / —
воздуховод; 2 — базо-
вый патрубок; 5 —пе-
реход; 4 — разъемное
соединение (ф ла нце-
вое или бандажное)
Рис. 51. Отводы и переходы
унифицированных воздухово
дов
а — круглого сечения; б — прямоу-
гольного сечения; / — отвод с углом
90°; 2 —отвод с углом 45°; 5 — пере-
ход; 4 — отвод воздуховода прямоу-
гольного сечения размером 2000X
Х2000 мм и размером большей Сто-
роны более 2000 мм
вентиляции в настоящее
время пользуются «Инст-
рукцией по применению и
.расчету воздуховодов из
унифицированных деталей»
(ВСН 353-75).
Прямые участки возду-
ховодов изготавливают. по
вышеописанной технологии.
Вместо традиционных
тройников и крестовин при-
меняют узлы ответвлений из
унифицированных деталей
(рис. 49), которые'врезают
в прямой участок воздухо-
вода. Разметку унифициро-
ванных деталей выполняют
по типовым шаблонам.
Узлы ответвления изго-
тавливают при соблюдении
определенных сочетаний
размеров сечений ствола и
ответвлений ствола и про-
хода. Высота базового от-
ветвления равна 100 мм.
Например, при изготовлении тройников и крестовин при
диаметре ствола 200 мм диаметры базовой врезки долж-
ны быть 160 и 180 мм, диаметры ответвлений могут быть
только 125, 140 и 160 мм, а диаметры переходов притом
же диаметре ствола —140, 160 и 180 мм (рис. 50).
Унифицированные тройники и крестовины круглого
сечения изготовляют в следующей последовательности:
в готовой царге электрическими или ручными ножница-
102
ми вырезают по разметке отверстие, равное диаметру
базового ответвления. Для этой цели применяют также
микроплазменную резку. Затем изготавливают патрубок
базового ответвления и переход заданных диаметров.
При фальцевых воздуховодах детали соединяют на зи-
гах, которые образуют на зиг-машине ВМС-78, при свар-
ных — на сварке. Полученный узел ответвления присо-
единяют к царге при фальцевых воздуховодах точечной
сваркой или заклепками, при сварных — на сварке.
При образовании штанообразного тройника на тор-
цовой части царги устанавливают заглушку, а при об-
разовании крестовины присоединяют переход. Концы
ответвлений офланцовывают йли делают отбортовку для
бесфланцевых соединений.
Отводы и переходы для унифицированных воздухо-
водов изготавливают обычным способом (рис. 51).
Для воздуховодов прямоугольного сечения узлы от-
ветвления (прямые и штанообразные тройники, кресто-
вины) образуют так же, как. для воздуховодов круглого
сечения, из прямых участков, переходов и заглушек
(см. рис. 49,6).
Прямолинейную сварку осуществляют на автомати-
ческих сварочных установках ВМС-121 (со сварочным
трансформатором ТС-17М) под слоем флюса или сва-
рочными полуавтоматами А-547У, А-547Р, А-825 и
А-825М в среде углекислого газа. Для ручной дуговой
электрической сварки применяют сварочные трансфор-
маторы переменного тока типов ТС-500, ТС-300,
СТН-500, ТСА-300, СТЭ-24У и сварочные машины по-
стоянного тока типа ПС-300, ПСО-ЗОО, ПСО-500.
При сборке отдельных элементов воздуховодов и при
офланцовке для прихватки применяют сварочные транс-
форматоры и преобразователи различных типов или по-
луавтоматы прш- соответствующих режимах сварки.
Сварку заготовок воздуховодов и вентиляционных
изделий из металла толщиной до 2 мм включительно вы-'
полняют внахлестку и в угол. Размер нахлестки следует
принимать: при автоматической, полуавтоматической и
ручной сварке — 4 толщины свариваемого листа, а при
контактной сварке — 10 мм.
Длина прихватки при сборке воздуховодов должна
быть 5—10 мм, расстояние между прихватками при
сборке фасонных частей — 50—150 мм (в зависимости
от конфигурации изделия), при сборке прямых участ-
ков — 100—200 мм. Во избежание коробления изделия
прихватку начинают с середины шва в направлении
103
края, а сварку шва длиной свыше 1000 мм выполняют
обратноступенчатым способом — с середины шва и от
края. Фланцы, устанавливаемые на воздуховоды под
сварку, прихватываются: из угловой стали—внутри воз-
духовода; из полосовой и листовой стали — снаружи.
На воздуховоды повышенной герметичности фланцы
привариваются только снаружи с последующей провер-
кой плотности сварного шва керосином.
Для полуавтоматической сварки воздуховодов из вы-
соколегированных нержавеющих сталей типа 1XI8H9T
в среде защитного газа — аргона используется в качест-
ве присадочного материала проволока СВО6Х 19Н9Т,
СВО7Х19Н9ТЮ, СВО8Х19НЮБ по ГОСТ 2246—70; при
ручной сварке используют электроды ЭА-I, ЭА-1А,
ЭА-1Б, ЭА-1Ба в соответствии с ГОСТом только на сва-
рочных машинах постоянного тока типа ПС-300.
Для сварки воздуховодов, работающих в особо агрес-
сивных средах и при высоких температурах, применя-
ют электроды ЭА-1Б и ЭА-1Ба только в среде аргона.
Электроды ЭА-I и ЭА-1А используют для сварки воз-
духоводов, к которым не предъявляют особых требова-
ний в "части коррозионной стойкости и жаропрочности;
при этом сварку можно вести в среде углекислого газа.
Технология изготовления воздуховодов на бесфлан-,
цевых соединениях отличается от технологии изготовле-
ния воздуховодов на фланцевых соединениях только тем,
что концы отдельных частей воздуховодов (прямые уча-
стки, фасонные части и др.) не офланцовываются, а
подготавливаются под установку принятого для их сое-
динения элемента (бандажа, ниппеля, рейки).
В целях наиболее рационального использования
транспорта при перевозке воздуховодов, особенно на
большие расстояния, за последнее время внедряются
воздуховоды прямоугольного сечения на угловом заще-
лочном фальце. При этом воздуховоды изготавливают
в виде плоских элементов (отдельными панелями), а
окончательную их сборку осуществляют при незначи-
тельных трудозатратах, на объекте монтажа либо в не-
посредственной близости от него.
Указанные новые конструкции воздуховодов приме-
няют только для общеобменных систем вентиляции.
2. Автоматические линии и агрегатные механизмы,
применяемые для изготовления воздуховодов
Для выполнения постоянно увеличивающихся объе-
мов работ в капитальном строительстве и повышения
104
Рис. 52. Поточная линия СТД-352 с электронным управлением
/ — рулонница; 2—кромкообрезной механизм; 3 — петлевой компенсатор; 4 —
отрезной механизм; 5 — механизм образования зигов; 6—блок прокатки бес-
фланцевого соединения; 7 — блок сшнвкн картин; 8 — механизм образования
кромки под фальц; 9— листогибочный механизм; 10 — блок сшивки замыкаю-
щего шва
Рис. 53. Стан СТД-3921
/ — станина; 2 — механизм сварки н отрезки; 3 — профилирующий механизм;
4 — формовочная головка; 5 — механизм отрезки; 6 — готовый воздуховод
уровня индустриализации работ по изготовлению возду-
ховодов и вентиляционных изделий их производство со-
средоточено на крупных заводах или в мастерских при
монтажных управлениях. Высокий уровень унификации
вентиляционных изделий способствует внедрению не
105
Рис. 54. Стан СТД-3918Б
I — задающий механизм; 2 — механизм формования и сварки; 3 — спирально-
сварной воздуховод; 4 — механизм отрезки; 5 — общая рама
Рис. 55. Схема передвижной установки для изготовления спираль-
но-замковых воздуховодов
1 — разматыватель; 2—механизм резки и сварки концов ленты; 3— механизм
обезжиривания ленты; 4 — лента; 5 — профилировочный стан; 6.— формовочная
головка; 7 — автофургон
только отдельных станков и механизмов, но- позволя-
ет использовать для изготовления, стандартных деталей
агрегаты и автоматические линии.
Применение агрегатных механизмов и автоматичес-
ких линий является необходимым условием повышения
производительности труда на предприятиях, изготовляю-
щих вентиляционные изделия, и способствует повы-
шению качества выпускаемой продукции.
В настоящее время на многих крупных заводах вен-
тиляционных заготовок внедрены автоматические ли-
нии по изготовлению прямых участков воздуховодов
СТД-352. Поточная автоматизированная линия СТД-352
с электронным управлением, схема которой представ-
106
лена на рис. 52, предназначена для изготовления пря-
моугольных воздуховодов с размерами сторон от
250X250 до ЮООХЮОО мм, длиной 1250 или 2500 мм' на
бесфланцевом соединении. Линию обслуживает бригада
из 10 человек и выпускает 500 тыс. м2 прямых участков
воздуховодов в год из черной рулонной стали толщиной
от 0,5 до 1 мм, шириной 1250 мм.
Для изготовления круглых спирально-навивных воз-
духоводов широко применяются станы СТД-3921 и
СТД-3918Б. На стане СТД-3921 (рис. 53) изготавли-
вают прямые участки круглых воздуховодов диаметром
от 160 до 2000 мм со спирально-замковым швом из ру-
лонной стали толщиной до 1,5 мм. Длина участков воз-
духоводов технологией не лимитируется. На стане
СТД-3918Б (рис. 54) изготавливают прямые участки
круглых воздуховодов диаметром от 180 до 2000 мм со
спирально-сварным швом из рулонной стали толщиной
до 2 мм, длиной до 6000 мм. Готовые звенья воздухово-
дов нужной длины отрезают с помощью установок воз-
душной микроплазменной резки.
Компоновочное решение станов для изготовления
спирально-навивных воздуховодов позволяет монтиро-
вать их в специальных передвижных автофургонах ти-
па ОАЗ-784. Схема такой установки приведена на
рис. 55. Применение передвижных установок резко сни-
жает транспортные расходы при выполнении монтажных
работ.
Для изготовления фальцевых воздуховодов малых
сечений применяют полуавтоматы СТД-361 и СТД-363,
на которых изготавливают соответственно воздуховоды
прямоугольного сечения от 100X160 до 200X400 мм и
круглого сечения диаметром от 100 до 315 мм, длиной
2500 мм.
IX. АНТИКОРРОЗИОННЫЕ ПОКРЫТИЯ МЕТАЛЛИЧЕСКИХ
ПОВЕРХНОСТЕЙ ВОЗДУХОВОДОВ
1. Оборудование и инструмент для механической
очистки металлических поверхностей
Металлическую поверхность можно очищать с по-
мощью одноцилиндровых пескоструйных аппаратов пе-
риодического действия С автоматической непрерывной
подачей песка (рис. 56). Схема установки для песко-
струйной очистки представлена на рис. 57. Принцип ра-
107
Рис. 56. Двухкамерный песко-
струйный аппарат с непрерыв-
ной подачей песка
1 — резервуар для песка; 2 — верх-
няя камера; 3 — верхний клапан;
4 — нижний клапан; 5 — нижняя ка-
мера; 6 — раструб для прочистки
отверстия выхода песка; 7 — каме-
ра смешивания; 8 — трубка для по-
дачи сжатого воздуха; 9 — краны
для воздуха
боты этой установки заклю-
чается в том, что сжатый
воздух от компрессора через
трубу 8, пройдя масловодо-
отделитель 4, поступает по
трубе 7 в верхнюю часть ре-
зервуара 1 с сухим песком,
а через трубу 6 — в смеси-
тель 5 сжатого воздуха с
песком. Давлением воздуха
песок продавливается Свер-
ху в нижнюю коническую
часть аппарата и затем в
смеситель, а оттуда по рези-
новому шлангу 3 нагнетает-
ся в сопло 2. Через сопло
песчано-воздушная струя
выбрасывается на очища-
емую поверхность. Частицы
песка, ударяясь о металли-
ческую поверхность, сбива-
ют с нее загрязнения, атак-
Рис. 57. Схема установки для пескоструйной очистки
108
Рис. 58. Схема
гидропескоструй-
ной установки
Рис. 59. Дробеструйная уста-
новка БДУ-32
же придают ей необходи-
мую шероховатость.
При работе с пескоструй-
ным аппаратом образуется
мелкая песчаная пыль, 'ко-
торая вредна для здоровья.
Поэтому пескоструйный спо-
соб очистки металла на за-
водах вентиляционных заго-
товок в настоящее время не
применяют. Этот метод очи-
стки используют только с
разрешения местных орга-
нов санитарного надзора
(санэпидстанция) в приобъ-
ектных заготовительных ма-
стерских при выполнении
специальных мер для защи-
ты работающих. Пескоструйщик (оператор) должен ра-
ботать в спецодежде и обязательно в скафандре, а под-
собный рабочий — в защитных очках и респираторе.
Свежий воздух подается в скафандр с подветренной сто-
роны. . ч
Гидропескоструйная очистка отличается тем, что вме-
сто сухого песка для очистки поверхностей использует-
ся смесь песка с водой. При этом устраняется выделе-
ние пыли и уменьшается расход песка. Сущность этого
способа заключается в том, что на очищаемую металли-
ческую поверхность подают под давлением струю песка
и воды.
Гидропеокоструйная установка (рис. 58) состоит из
пескоструйного аппарата 1, бака для воды 2 и рабочей
109
Рис. 60. Сопла Пе-
скоструйных уста-
новок /
а)
Рис. 61. Типы пескоструйных сопел, применяемых при работе на
аппарате АП-150А
головки 3. Воду и песок подают в рабочую головку раз-
дельно: песок — как при пескоструйной очистке, а воду
подводят к рабочей головке с помощью «дополнительной
кольцевой насадки. Песок смешивается с водой на вы-
ходе из рабочей головки. Струя воды, вылетающая из
сопла, создает сплошную завесу по всей длине струи
песка. При этом вода полностью устраняет образование
пыли и смывает с очищенной поверхности песок, сбитую
ржавчину и пр.
Для дробеструйной беспыльной очистки металличе-
ских 'поверхностей рекомендуется установка БДУ-32
(рте. 59), представляющая собой комплектный агрегат,
сравнительно небольшой по массе и размерам. Установ-
ка состоит из дробеструйного, аппарата 1 с сопловой го-
ловкой 2, эжекторного устройства 7, циклона 6, матер-
чатого фильтра 8, сепаратора абразива 5, масловодо-
110
Отделителя 3 для очистки сжатого воздуха и аппарату-
ры управления 4.
В конструкции установки предусмотрена автомати-
ческая регенерация абразивной дроби и подача ее в
дробеструйный аппарат для вторичного использования.
Абразивная пыль отсасывается в месте ее образования
в процессе очистки металла через сопловую головку в
воздухоочистительное устройство и не проникает в по-
мещение, где производится очистка, благодаря чему
отпадает необходимость в сооружении специальных за-
щитных камер. Загрязненный воздух, проходя последо-
вательно через циклон, матерчатый фильтр, очищается
от абраз.ивной пыли, частиц ржавчины и окалины, пос-
ле чего выбрасывается в атмосферу.
Установ1ка смонтирована на тележке и может быть
установлена в любом месте с подключением к сети сжа-
того воздуха или к передвижному компрессору. Сопла
для пескоструйных и дробеструйных аппаратов изготов-
ляют из стали (рис. 60,а), резины в металлической обой-
ме (рис. 60,6), из минералокерамических сплавов
(рис. 60,в) и других материалов. Иногда применяют соп-
ла с пластмассовой шайбой. Для повышения износоус-
тойчивости сопел, создана конструкция, в которой сме-
шение песка и воздуха происходит на выходе (рис. 60,в).
Срок службы такого сопла составляет примерно 30—
40 дней.
Батайским заводом монтажных заготовок Мннмон-
тажспецстроя СССР по технической документации, раз-
работанной институтом Теплопроект, изготовляется од-
нокамерный пескоструйный аппарат АП-150А периоди-
ческого действия вместимостью камеры 150 л, предна-
значенный для пневматической очистки металлических
поверхностей от окалины и ржавчины с помощью ме-
таллического или кварцевого песка. Аппарат АП-150А
отличается от аппарата, ранее выпускавшегося тем же
заводом, большим рабочим давлением (до 0,6 МПа),
наличием фильтра, влагоотделителя, автоматического
загрузочного клапана, специального клапана для регу-
лирования подачи песка, комплекта сменных сопел но-
вой конструкции и колес на резиновом ходу.
При работе аппарата с соплами диаметром до 8 мм
включительно питание осуществляется сжатым воздухом
от одного комцрессора ЗИФ-55 с подачей 5 м3/мин
и наибольшим рабочим давлением — 0,6 МПа, а при ра-
боте с соплом диаметром 10 мм —от двух компрессоров
ЗИФ-55. В дополнение к входящим в комплект постав-
111
ки соплам 1-7 (рис. 6h а) и //-7'(рис. 61, б) со стандарт-»
ними металлокерамическими втулками внутренним дна-/
метром 7 мм освоено изготовление специальных сопе/i
V-8 (рис. 61, в) и V-10 (рис. 61, г) с проходным диамет-
ром соответственно 8 и 10 мм. Втулки и вставки д/ш
этих сопел изготовлены из углеродистой инструменталь-
ной стали V-8A и закалены.
Для сравнения на испытательной площадке рядом с
аппаратом АП-150А установили пескоструйный аппарат
старой конструкции. Оба аппарата испытывали при ра-
боте на металлическом песке (дробь стальная колотая
0,3—1 мм по ГОСТ 11964—66). Аппарат АП-150А с
соплами П-7 и V-8 был испытан также при работе на
кварцевом песке. Испытания выявили явные преимуще-
ства аппарата АП-150А, обеспечивающего высокое ка-
чество очистки металлических поверхностей от ржавчи-
ны и окалины при работе на металлическом и кварцевом
песке. Клапан подачи песка обеспечивает беспере-
бойную работу, в то время как на аппарате старой кон-
струкции он часто засоряется.
Наличие автоматического загрузочного клапана
уменьшает время на подготовку аппарата к загрузке до
20—30 с, в то время как на аппарате старой конструк-
ции с подпружинным загрузочным клапаном, откры-
вающимся вручную, для этого требуется 2—3 мин. Не-
большая высота нового аппарата по сравнению со ста-
рым облегчает его загрузку абразивным материалом.
Производительностьаппарата АП-150А при работе '
с соплами со стандартными, поставляемыми промыш-
ленностью втулками диаметром 7 мм в 1,7—2 раза вы-
ТАВЛИЦА 17. ПРОИЗВОДИТЕЛЬНОСТЬ ПЕСКОСТРУЙНЫХ АППАРАТОВ
Тип аппарата Тип сопла Проходной диаметр t сопла, мм - Очистка метал- лическим песком Очистка кварце- вым песком
время очист- ки 1 м* поверхности, мин производи- тельность, мя/ч s Q в* о “"к ® 1-е- U д И D.SO Я И X К S производи- тельность, мя/ч
АП-150 А 1—7 7 8 7,5
II—7 7 6,7 8,8 6 10
У-8 8 6 10 4 15
У-10 10 3,5 17 — —
АппаратХстарой кон- струкции 7 14 4,3 — —
112
ше, чем у аппаратов старой конструкции. Как показали
испытания, применение сопел специального профиля
(V-8 и V-10), особенно при переходе на питание сжатым
Техническая характеристика пескоструйных аппаратов
Объем камеры, л...........
Наибольшее рабочее давле-
ние, МПа..................
Рекомендуемое рабочее дав-
ление, МПа (не менее) . . ,
Размеры, мм;
длина ................
ширина................
высота ...............
Масса без шлангов, запас-
ных частей и приспособле-
ний, кг...................
Старой Новой
конструкции конструкции (АП-150А)
120 150
0,5 ' 0,6
0,4 0,5
1000 ’806
780 790
1550 1350
170 135
Рис. 62. Инструменты для очистки металлических поверхностей
а — электрическая стальная щетка; б — электрошлифовальная машина с гиб-
ким валом; в — стальные щетки, ерши
113
воздухом от компрессоров подачей до 9 м3/мин, повы-
шает производительность аппарата еще в 1,5—2 раза
(табл. 17). Батайским заводом монтажных заготовок
Минмонтажспецстроя освоено серийное изготовление ап-
паратов АП-150А.
" При работе на пескоструйном и дробеструйном
аппаратах устанавливают звуковую • или световую
сигнализацию, которая дает возможность подсобному
рабочему, обслуживающему агрегат, быстро прини-
мать и выполнять сигналы оператора пескоструйного
аппарата.
Для механической очистки металлической поверхно-
сти могут применяться ручные пневматические или элек-
трические машинки (рис. 62), снабженные стальными
щетками, абразивными кругами, специальными шайба-
ми с наклеенной или закрепленной шлифовальной
шкуркой.
Иногда прибегают к ручной очистке стальными щет-
ками или скребками, но эти два последних способа
очень трудоемки, поэтому во всех случаях, где представ-
ляется возможность, необходимо применять наиболее
производительные методы очистки.
2. Вайны для химического травления
При химическом травлении металлических поверхно-
стей применяются ванны, изготовленные из нержавею-
щей стали толщиной 2—2,5 мм или черной стали толщи-
ной 3—5 мм, покрытые защитным слоем из специаль-
ных антикоррозионных материалов (лаки перхлорвини-
ловые, битум и т. п.) или футерованные кислотоупор-
ным кирпичом. На Михневском заводе вентиляционных
заготовок треста Сантехдеталь установлены ванны для
травления и фосфатирования (см. далее), изготовлен-
ные из черной листовой стали с внутренней футеровкой
кислотоупорными материалами.
Подслой, состоящий из двух слоев резины толщиной .
4 мм, предназначенной для повышения непроницаемости
футеровки, уложен непосредственно нд внутреннюю по-
верхность ванн. Затем уложена футеровка, состоящая
из двух слоев диабазовой плитки на кислотоупорной
арзамит-замазке. Последний, третий слой футеровки из
кислотоупорного кирпича наиболее ответственный, так
как он непосредственно воспринимает действие корро-
зионной среды.
114
Этот слой должен быть прочным и выдерживать рез-
кие изменения температур и абразивные воздействия
коррозионной среды. Вместо кислотоупорного кирпича
можно использовать кислотоупорные керамические
плитки толщиной 30 мм.
Указанные футеровки могут служить без ремонта
(без механических повреждений) 7—8 лет. При выпол-
нении футеровочных работ необходима следующая по-
следовательность технологических операций: испытание
на герметичность сварных швов с последующей прием-
кой по акту под футеровку; очистка внутренней поверх-
ности ванны от ржавчины, окалины, краски и других
загрязнений; нанесение на поверхность ванны клея; ук-
ладка непроницаемого изоляционного подслоя из рези-
ны; подготовка поверхности подслоя перед футеровкой
штучными материалами — диабазовой плиткой и нане-
сение кислотостойкой арзамит-замазки; футеровка ван-
ны диабазовыми плитками; сушка футеровки; нанесе-
ние арзамит-замазки; облицовка кислотоупорным кир-
пичом. Вместимость каждой ванны составляет, пример-
но 8—9 м3 (в зависимости от размеров обрабатываемых
изделий).
Для травления воздуховодов рекомендуются ванны
размером 2700X2000X1700 мм. В условиях заводов или
заготовительных мастерских ванны заглубляют, они
выступают над уровнем пола не более чем на 0,5 м.
Ванны оборудуются змеевиками (регистрами) для по-
догрева раствора, сливными и переливными патрубками,
а также двухсторонними бортовыми отсосами.
В Уфимском монтажном управлении треста Башсан-
техмонтаж при химическом способе очистки использу-
ются пять ванн емкостью по 7,5 м3: ванна обезжирива-
ния с тетрахлорэтиленом; ванна промывки с проточной
водой, подогретой др 70—80° С, перегретым па-
ром; ванна травления с 25%-ной соляной кислотой; ван-
на промывки с проточной водой, подогретой до 70—
80° С; во избежание коррозии после окончательной
очистки и промывки металлические листы обрабаты-
ваются в ванне раствором триэтаноламина нитрита нат-
рия при температуре 60—80° С.
Все пять ванн обслуживает электрический тельфер.
Втулочно-роликовый замкнутый транспортер связы-
вает окрасочную и сушильную камеры. Он состоит из
втулочно-роликовой цепи, расположенной в два ряда, на
которой с шагом 300 мм крепят захваты для удержания
металлических листов в вертикальном положении, на-
115
тяжной станции винтового типа, приводной станции.
Втулочно-роликовая цепь транспортера приводится в
движение от электродвигателя мощностью 1,7 кВт через
червячный редуктор и удерживается по всей длине
транспортера уголками 45X45 мм, по которым цепь
двигается. Скорость движения транспортера 2,2 м/мин.
Камера сушки после химической очистки металла имеет
размеры 2500X1500 мм, температура внутри камеры
80° С.
Окрасочная камера представляет собой изолирован-
ную кабину размером 5000Х1500ХП00 мм, через кото-
рую проходит втулочно-роликовый транспортер. С обеих
сторон в камере имеются окрасочные окна, расположен-
ные с некоторым смещением относительно друг друга,
что дает возможность окрашивать металлические листы
одновременно с двух сторон. Сушильная камера — пря-
моугольная изолированная кабина размером 1100Х
X1000X1500 мм, изготовленная из уголка и армиро-
ванного стекла, через камеру проходит втулочно-роли-
ковый транспортер. По всей ее длине, а также в верх-
ней части с обеих сторон расположены щелевые возду-
ховоды, через которые подается горячий воздух. Горя-
чий воздух подается вентилятором. Подогревается воз-
дух калорифером, который работает на паре. За смену
на транспортной линии окрашивается 500 м2 листовой
стали.
3. Оборудование для нанесения
лакокрасочных покрытий
Окраску вентиляционных изделий осуществляют в
основном тремя способами: воздушным или безвоздуш-
ным распылением красителя или окунанием. Может
быть применена окраска в электростатическом поле
(для окраски листов металла). Применяют также руч-
ную окраску кистью или ручным распылителем.
При окраске методом воздушного распыления ис-
пользуют краскораспылительную установку (рйс. 63).
Для нанесения лакокрасочных покрытий методом воз-
душного распыления используют окрасочный агрегат
СО-75, в состав которого входят красконагнетательный
бак СО-12, масловодоотделитель, компрессор СО-7А,
краскораспылитель СО-71 и резиновые шланги для по-
дачи лакокрасочного материала и воздуха. Пистолет-
краскораспылитель СО-71 (рис. 64) применяют для
нанесения красителей на основе синтетических смол; он
не
Рис. 63. Краскораспылительная установка
/ — краскораспылитель; 2 — шланг, подающий краску; 3 — шланг, подающий
сжатый воздух; 4 — кран для спуска воздуха; 5 — масловодоотделитель; 6 —
кран для спуска воды и масла; 7 — мешалка; 8 — краскоиагнетательный бачок;
9 — редуктор
снабжен двумя сменными головками со щелевыми и
круглыми выходными отверстиями, которые, в свою
очередь, имеют три сменных наконечника различных
размеров и соответствующие им сопла.
Масловодоотделитель, предназначенный для очист-
ки сжатого воздуха от масла и воды, представляет собой
герметичный резервуар, наполненный фильтрующим ма-
териалом в виде чередующихся слоев кокса и войлока
(рис. 65). Сжатый воздух, проходя через фильтрующие
слои, очищается от масла и влаги и поступает в писто-
лет-распылитель. При больших объемах лакокрасочных
работ (на заводах) воздух поступает от центральной
компрессорной или от более мощных компрессоров.
Красконагнетательный бачок служит для подачи
краски в пистолет^распылитель и представляет собой
цилиндрический резервуар с герметической крышкой.
На крышке устанавливают манометр, по которому оп-
ределяют давление внутри бачка, и предохранительный
клапан. Для размешивания краски бачки оборудованы
117
Рис. 64. Унифицированный писто-
лет-краскораспылитель СО-71
1 — корпус; 2 — регулятор; 3— ручка;
4— штуцер для присоединения шланга
воздуха; 5 — крючок; 6 — штуцер для
присоединения шланга краски; 7 —
краскопровод; 8 — сопло; 9 — головка;
10 — штуцер сопла; // — нгла; 12 — заг-
лушка
Рис. 65. Схема масловодоотде-
лйтеля
1 — резервуар; 2— трубка; 3 — кокс;
4 — край для спуска масла и воды;
5 — войлок; 6 — предохранитель-
ный клапан; 7 — пробковый кран;
8 — патрубок для подачи воздуха;
9 — регулятор давления с маномет-
ром; 10 — кран для выпуска очи-
щенного воздуха; И — крышка
мешалками. Бачки выпускаются вместимостью 15, 20,
25 и 50 л.
Окраску или огрунтовку изделий методом безвоз-
душного распыления осуществляют с помощью установ-
ки УБРХ1М или аппарата типа «Факел», агрегатов
2600Н и 7000Н.
При окраске воздуховодов более широкое примене-
ние получил аппарат типа «Факел» холодного (без по-
догрева) безвоздушного распыления.
По опыту работы организаций" треста Монтажхимза-
щита для окраски металлических поверхностей наиболее
рациональными являются . новые агрегаты 2600Н и
7000Н, которые изготавливаются Вильнюсским произ-
водственным объединением строцтельно-отдедочных ма-
шин по лицензии фирмы «Вагнер». Наиболее эффектив-
но применение аппарата при окраске крупногабаритных
воздуховодов, металлоконструкций и нестандартного
вентиляционного оборудования (циклонов, скрубберов,
камер статического давления и т. п.).
118
Агрегаты безвоздушного
краскораспыления 2600Н и
7000Н применяют для нане-
сения как обычных лако-
красочных материалов, так
и высоковяжущих эмалей и
лаков. Агрегат 2600Н мо-
жет распылять материалы
с условной вязкостью до
100—200 с по вискозиметру
ВЗ-4 с крупностью твердых
частиц до 0,08 мм, а агре-
гат 7000Н — соответствен-
но 150—300 с и до 0,15—
0,2 мм.
Рис. 66. Окрасочный аппарат
типа «Факел» (кран и влаго-
отделнтель условно не показа-
ны)
Метод окраски безвоз-
душным распылением' осно-
ван на перемещении жид-
кости с большой скоростью
через сопло- и осаждении
распыленных частиц на ок-
рашиваемой поверхности
сложной конфигурации. Окраска под высоким давлени-
ем способствует экономии лакокрасочных материалов
119
за счет значительного снижения потерь на туманообра-
зование, использованию составов с большой вязкостью
и с меньшим содержанием растворителя. Кроме этого,
установки данной конструкции обеспечивают повышение
производительности труда до 30% за счет большой ско-
рости нанесения и возможности сокращения числа сло-
ев покрытия за счет увеличения их тодщины.
При окраске безвоздушным распылением уменьшает-
ся загрязненность и загазованность окружающей среды
и улучшаются санитарно-гигиенические условия работы.
Основным элементом агрегатов типа «Факел»
(рис. 66) является'насос высокого давления, соединен-
ный с поршневым (пневмодв'йгателем 2 через шток с
резьбой. Воздух из полости пневмодвигателя подается
через ресивер 11, регулятор давления 14 и систему кла-
панов, которые вмонтированы в верхней части поршня
пневмодвигателя, и выходит также через систему кла-
панов и глушитель 12. Насос и пневмоднигатель уста-
новлены вертикально на раме 1. Лакокрасочный мате-
риал из емкости с краской 9 всасывается через фильтр
8 и подается через всасывающий рукав 4 в полость на-
соса 3. При движении плунжера насоса вверх происхо-
дит всасывание лакокрасочного материала, при движе-
нии плунжера вниз — нагнетание. Лакокрасочный ма-
териал нагнетается по каналам в корпусе насоса в
фильтр тонкой очистки краски 5. Из фильтра тонкой
очистки по рукаву высокого давления 6 лакокрасочный
материал подается к покрасочному пистолету 7. Кон-
троль за давлением воздуха и краски осуществляется
по манометрам 13, которые установлены соответственно
на регуляторе давления и фильтре тонкой очистки крас-
ки 5. Предохранительный (сливной) клапан 10 служит
для сброса давления в системе в случае каких-либо не-
поладок.
Все узлы агрегата (кройе рукава высокого давления
и покрасочного пистолета) смонтированы на раме с
колесами, на которой установлен и бачок 15 для рас-
творителя. Принцип работы агрегата заключается в
распылении краски безвоздушным методом и нанесении
ее на окрашиваемую поверхность. Таким образом, рас-
пыление краски происходит без применения сжатого
воздуха, он необходим лишь для приведения в действие
поршневого пневмодвигателя.
Соединенный с пневмодвигателем плунжерный насос,
всасывая и нагнетая через шариковые клапаны лако-
красочный материал, создает в фильтре, рукавах и пис-
120
1. 6
Покрасочный писю-
2 — курок с предохра-
меха-
Рис. 67.
лет
1 — корпус;
ннтелем; 3 ~ направляющий
ннзм; 4 — краскопровод; 5 — филь-г
трующее устройство; 6 — распыляв
ющее устройство; 7 — поворотный1
механизм
толете высокое давление
краски. Скорость лако-
красочного материала, по-
даваемого под давлением
к распыляющему устрой-
ству, встроенному в пис-
толет, становится выше
критической при данной
вязкости; это происходит
в результате превраще-
ния потенциальной энер-
гии жидкости в кинетиче-
скую при выходе из сопла в атмосферу, что ведет к об-
разованию факела красочной аэрозоли.
Покрасочный пистолет (рис. 67) представляет собой
устройство, позволяющее распылять краску, подаваемую
’ под высоким давлением.
На всех стадиях эксплуатации пистолета необходи-
мо следить за тем, чтобы он был тщательно промыт, так
как остающаяся в нем краска засыхает, и пистолет ста-
новится неработоспособным. При промывке пистолета,
разборке или замене уплотняющих устройств необходи-
мо особенно осторожно обращаться с хрупкими деталя-
ми (седло, клапан), подвергнутыми специальным видам
термической обработки, предохраняя их от падения, уда-
ров. Чистку указанных деталей необходимо проводить
только растворителями. Пистолет снабжен комплектом
сопел (рис. 68) из минерало-керамического сплава (в ко-
121
Рис. 68. Распыляющее устройство с
соплом
/ — корпус; 2 — сопло (сменное); 3 —каме-
ра; 4 — оправка; 5 — бушон; 6 — камень
часовой
ТАБЛИЦА 18. СОПЛА ДЛЯ
РАСПЫЛЯЮЩЕГО УСТРОЙСТВА
№ сопла Подача, кг/мин Ширина отпечатка, мм
1 0,3 100
3 0,6 250
5 1 400
личестве 7 шт.), кото-
рые при установке в
распыляющее устрой-
ство позволяют произ-
водить покраску раз-
личными факелами.
Перед началом рабо-
ты необходимо произ-
вести осмотр пистоле-
та, подключить его к установке безвоздушного распы-
ления и проверить работоспособность.
При работе с пистолетом-распылителем должны соб-
людаться правила и нормы по технике безопасности,
пожарной безопасности и промышленной санитарии для
окрасочных цехов, разработанные Научно-исследова-
тельским институтом технологии лакокрасочных покры-
тий (НИИТЛП) совместно с Институтом охраны труда
ВЦСПС.
Пистолет, находящийся под высоким давлением, дол-
жен эксплуатироваться на рабочем месте, снабженном
предупреждающей табличкой с надписью: «Осторожно,
высокое давление!». При неполадках в работе отдель-
ных деталей пистолета следует снять давление в уста-
новке, шлангах и пистолете. Для подключения писто-
лета к установке типа «Факел» необходимо шлангом
(рукавом) высокого давления соединить установку с
пистолетом. Установка безвоздушного распыления долж-
на создавать давление, необходимое для распыления
краски пистолетом.
В распыляющее устройство перед покраской следует
установить сопло, которое выбирается в’.зависимости
от необходимого факела (табл. 18) и ширины отпечатка
(полосы) на окрашиваемом изделии. Распыляющее уст-
ройство укрепляется с помощью головки.
Перед началом работы необходимо промыть фильтр,
установленный перед распыляющим устройством, а так-
122
же проверить работу курка. Нажимать на него следует
плавно, без рывков. В исходном положении курок дол-
жен быть отжат. Подтекание краски не допускается.
К работе пистолетом-распылителем допускаются ли-
ца, имеющие опыт в малярных работах и изучившие
инструкцию по эксплуатации установок безвоздушного
распыления. Для приведения пистолета-распылителя в
рабочее положение необходимо направить его перпен-
дикулярно окрашиваемой поверхности и нажать на ку-
рок. После окончания работ следует тщательно промыть
пистолет, распыляющее устройство и фильтр и продуть
их сжатым воздухом.
При окраске методом окунания требуется окрасоч-
ная ванна, а также механизм для транспортирования,
опускания и поднимания изделий.
В состав установки для окраски в электростатиче-
ском поле входят специальное высоковольтное устрой-
ство, грибковые или чашечные распылители с электро-
двигателями, механизм качания распылителя, центро-
бежные насосы, пульт управления, терморадиационная
сушилка и цепной конвейер.
При окраске вентиляционных изделий в последние
годы применяют установку струйного облива (УСО),
особенно на крупных предприятиях, изготовляющих
вентиляционные заготовки. Работа установки струйного
облива описана далее в разделе «Методы окраски
(грунтовки) воздуховодов для общеобменной вентиля-
ции».
X. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА
АНТИКОРРОЗИОННЫХ РАБОТ
Работы по антикоррозионному покрытию металличе-
ских поверхностей включают следующие основные one-,
рации:
подготовку металлических поверхностей — очистку
их от окалины, ржавчины, грязи и жира до металличе-
ского блеска с помощью пескоструйных, гидропескост-
руйных, дробеструйных аппаратов или методом химиче-
ского (кислотного) травления. Иногда очистку произ-
водят стальными щетками или скребками с предвари-
тельным смачиванием поверхностей известковым
молоком с последующей протиркой ветошью;
грунтовку очищенной поверхности с тщательной суш-
кой каждого слоя;
123
окраску огруйтованных поверхностей эмалью в не-
сколько слоев, а затем лаком также в несколько слоев,
причем последующие слои наносят только после оконча-
тельной просушки предыдущих слоев.
1. Подготовка металлических поверхностей
под антикоррозионные покрытия
Качество любого защитного слоя покрытия метал-
лов в значительной степени зависит от подготовки по-
верхности, на которую наносится защитный слой. Тща-
тельная подготовка металлической поверхности создает
условия для хорошей адгезии (налипания) красителей
и увеличивает срок службы металла. Подготовка имеет
особое значение при покрытии металлов специальными
химически стойкими перхлорвиниловыми лакокрасочны-
ми материалами.
Прочность, антикоррозионные свойства и внешний
вид лакокрасочного покрытия находятся в прямой зави-
симости от качества подготовки поверхности перед окра-
ской. Наиболее трудоемким процессом является много-
слойное окрашивание вентиляционных изделий лаками
ПХВ. Лаки ПХВ требуют хорошей подготовки поверх-
ности под покрытие, так как прочное сцепление покры-
тия с металлом достигается при водном удалении с по-
верхности окалины, ржавчины, окислов, жировых за-
грязнений и получении шероховатости на поверхности
металлического листа. Указанным требованиям отвечает
поверхность, полученная Методом травления или' песко-
струйной обработкой.
Грунтование является важной операцией подготовки
металлического листа, так как первый грунтовочный
слой представляет собой основу, на которой базируются
покрытия. Основным назначением грунта является со-
здание прочной связи между окрашиваемой поверхно-
стью и последующими лакокрасочными слоями, а также
обеспечение высокой защитной способности покрытия.
Грунтование металла нужно производить сразу же пос-
ле окончания работ по подготовке поверхности.- Грунт
наносят на поверхность ровным слоем толщиной 15—
20 мк и более тонким по сравнению с внешними слоями
краски. Сушку грунтованной поверхности производят в
соответствии с режимом, предусмотренным ГОСТом, ТУ,
или с установленной технологией. Качественное покры-
тие грунтом и лаками можно получить, применив меха-
124
визированный метод подготовки и окраски металличе-
ского листа.
Существует два метода подготовки и окраски изде-
лий: подготовка и грунтовка готовых воздуховодов и
грунтовка металлического листа до его обработки. Ме-
тод подготовки и окраски готовых воздуховодов значи-
тельно сложнее, чем окраска листов. Автоматизация и
механизация процесса окраски вентиляционных изделий,
изготавливаемых на фальцевых соединениях, затрудне-
на из-за большого диапазона типоразмеров заготовки и
их конструктивных особенностей. Кромка листового ме-
талла под фальцевый шов и швы, изготовленные на зиг-
машине, перед офЛанцовкой воздуховодов должны быть
предварительно окрашены. Очистить наружную и вну-
треннюю поверхности готовых воздуховодов перед окра-
ской очень сложно. Химический способ очистки из-за
больших габаритов требует громоздкого оборудования,
больших площадей и большого количества химикатов.
Этот способ очистки деталей не дает нужного результа-
та, так как химические растворители . проникают в
фальцевый шов, и после обработки металл быстро кор-
родирует.
Механизированный способ подготовки изделий к по-
краске сводится к очистке песком, стальной дробью или
стальным песком. Очистка поверхности металла этим
способом в фальцевом шве и под фланцем невозможна,
так как кромка металла завальцована. Кроме того, этот
способ создает чрезвычайно активную поверхность, бы-
стро коррозирующую на воздухе, и промежуток време-
ни между очисткой и нанесением покрытия должен быть
очень мал.
Окрасить изготовленные вентиляционные изделия с
фальцевыми соединениями после вышеизложенного спо-
соба очистки можно методом погружения, облива и на-
несения краски краскораспылителем. Однако такой ме-
тод не дает качественных покрытий, так как краситель
не проникает в фальцевый шов. Краситель с внешней
стороны покрывает фальцевые швы. Под пленкой кра-
сителя протекает процесс коррозии и быстро разрушает
покрытие и вентиляционную систему, особенно если она
работает в агрессивной среде.
Механический способ очистки. Существуют следую-
щие механические способы очистки поверхности метал-
лических воздуховодов:
пескоструйный, гидропескоструйный, дробеструйный
или дробеметный;
125
ручной с механизированным инструментом, пневма-
тическими или электрическими шлифовальными машин-
ками и др.;
вручную стальными щетками, наждачной шкуркой,
напильником и т. п.
Пескоструйная очистка является наиболее эффек-
тивным методом подготовки поверхности к окраске. Пос-
ле обработки песком поверхность становится матовой,
приобретает равномерную шероховатость, обеспечиваю-
щую хорошее налипание лакокрасочных материалов.
Перед пескоструйной обработкой поверхность необходи-
мо обезжирить растворителем (уайт-спиритом, бензином
или керосином). Для пескоструйной очистки желатель-
но использовать горный кварцевый песок с зернами ве-
личиной 0,8—1,5 мм, обладающий более высоким абра-
зивным действием, чем речной. Песок должен быть
чистым, без примесей гальки и глинистых включений.
Чтобы обеспечить постоянный гранулометрический со-
став песка, после просушки необходимо его просеять.
Размер зерен песка, а также расстояние между соплом
и очищаемой поверхностью зависит от твердости и тол-
щины снимаемого слоя. Обычно при размере зерна
0,75 мм расстояние между соплом и очищаемой поверх-
ностью принимают до 75 мм, а при размере зерна
2 мм — до 150 мм.
При очистке следует держать сопло под углом 75—
80° к очищаемой поверхности. Сжатый воздух, подавае-
мый в пескоструйный аппарат, должен быть очищен от
масла и влаги. Показателем чистоты воздуха является
отсутствие жировых и влажных пятен при дутье на бе-
лую бумагу в течение 20—30 с.
Пескоструйную очистку можно производить только-
в отдельном, специальном помещении. В действующих
цехах пескоструйная очистка запрещается. Это относит-
ся также к огне- и взрывоопасным цехам.
По окончании обработки поверхность, имеющую жи-
ровые загрязнения, необходимо протирать ветошью,
смоченной в растворителе (уайт-спирит, бензин или ке-
росин), до их полного удаления.
К недостатку пескоструйной очистки относится обра-
зование большого количества пыли в воздухе, очень
вредно действующей на организм человека. Указанный
недостаток устраняется заменой кварцевого песка ме-
таллическим. Размер зерен, расстояние между обраба-
тываемой поверхностью и соплом при использовании
металлического песка те же, что и при использовании
126
кварцевого песка. Фракции песка отбираются просеива-
нием через два сита (верхнее с сеткой № 020, нижнее с
сеткой № 07, ГОСТ 3584—73).
При использовании метода гидропескоструйной очи-
стки применение смеси песка с водой исключает обра-
зование пыли.
Для предотвращения коррозии металлической по-
верхности на нее после очистки наносят растворы: нит-
рита натрия (1—1,5 г/л), тринатрийфосфата (5—20 г/л),
хромпика (5 г/л) и др., замедляющих процесс коррозии.
Использование замедлителей коррозии позволяет за-
щитить очищенную поверхность от действия коррозии
на несколько суток (3—5). Практикуется также
сушка влажной очищенной поверхности подогретым
воздухом.
Дробеструйный метод очистки поверхности исклю-
чает образование и распространение вредной силикатной
пыли. При этом вместо песка применяют мелкую сталь-
ную или чугунную дробь с грануляцией 0,5—1,5 мм.
Этот метод в последнее время стал широко использо-
ваться в промышленности, однако его можно применять
только для сварных воздуховодов при толщине стенки
более 1,5 мм, так как при меньшей толщине образуется
наклеп металла.
Очистка методом кисЛотного травления1. Перед кис-
лотным травлением воздуховоды необходимо очистить
от жировых загрязнений; для этого их промывают в ще-
лочном растворе следующего состава: тринатрийфосфат
50 г Ал, жидкое стекло 45 г/л. Процесс обезжиривания
протекает при температуре 70—75° С в течение 5 мин.
После обезжиривания воздуховоды следует промыть го-
рячей водой при температуре 75—80° С в течение 2 мин.
В качестве основного раствора для травления (можно
применять серную или соляную кислоту (или их смесь),
а также ортофосфорную кислоту. Последовательность
обработки (поверхности деталей методом кислотного
травления (с помощью кислот: а — соляной, б — серной
ив — ортофосфорной) (представлена на рис. 60.
Наиболее быстрый процесс обеспечивает 2%-ный
раствор соляной кислоты. При той же концентрации
серной кислоты процесс происходит в 8 раз медленнее.
1 Поверхность фальцевых воздуховодов не рекомендуется очи-
щать с помощью химического травления, так как раствор кислоты,
попавшей при травлении в фальцевые соединения в процессе эксп-
луатации, приводит к быстрому их разрушению.
127
Рис. 69. Схема технологического процесса очистки поверхности сталь-
ного воздуховода методом травления"
Подогреваниё раствора серной кислоты до температуры
30—40° С несколько ускоряет процесс, в то время как
при подогревании раствора соляной кислоты процесс не
ускоряется. Ускорение процесса минимум в 2 раза’ при
использовании раствора соляной кислоты достигается
непрерывным перемешиванием раствора или поворачи-
ванием очищаемой детали. Возникающее нежелательное
явление вспучивания в толще металла, вызванное дей-
ствием свободного водорода, выделяемого в результа-
те реакции, локализуется за счет ускорения процесса
травления. В этом случае уменьшается общее разруше-
ние чистой поверхности металла (шероховатость, мик-
роборозды и трещины) и снижаются дополнительные
внутренние напряжения. Эти напряжения могут быть
сняты нагревом до температуры 250—300° С.
Указанное явление устраняется также в результате
добавления в основной раствор веществ органического
происхождения с большой молекулярной массой (ржа-
ная мука; кровь и желчь — отходы мясоконсервного
производства; фенолы; пивные дрожжи или барда —
отходы пивных заводов; растворы угольных смол — от-
ходы коксохимических заводов). Общее содержание
этих веществ в кислотном растворе должно быть около
0,2—0,5%. Вместо них можно добавлять ингибитор ПБ-5,
концентрация которого в основном растворе должна со-
ставлять 0,8%. Находясь в растворе в коллоидном со-
стоянии, вещества органического происхождения обво-
128
лакивают чистую поверхность металла и в то же время
обеспечивают доступ раствора в наиболее рыхлую, ржа-
вую поверхность детали.
После травления изделие промывают в проточной
воде, а затем последовательно обрабатывают в ваннах
с пассивитором, в состав которого входят: 2% едкого
натра, 3% тринатрийфосфата и 95% воды с 20—
25%-ным водным раствором нитрита натрия. Темпера-
тура растворов не должна быть ниже комнатной.
Травление в растворе ортофосфорной кислоты'назы-
вается методом фосфатирования, в результате которого
на поверхности металла получается пленка, повышаю-
щая адгезионные свойства.
Травление ортофосфорной кислотой имеет следующие
преимущества:
не требуется специальной защиты фундаментов и
полов зданий травильных цехов;
слабая концентрация растворов кислот не вызывает
появления очагов коррозии, тогда как при травлении
соляной или серной кислотой это возможно;
после промывки водой не требуется специальной об-
работки (пассивации), так как образующийся фосфат-
ный слой предохраняет поверхность от коррозии и спо-
собствует лучшей адгезии при окраске.
Состав раствора при травлении ортофосфорной кис-
лотой: ортофосфорная кислота термическая плотностью
1,67 т/’М3 — 150—250 г/л, тиомочевина 7,5 г/л. Процесс
травления протекает при температуре 20—80° С в тече-
ние 10—20 мин. После травления воздуховоды должны
быть промыты в 1,5—3%-ном растворе ортофосфорной
кислоты. Концентрацию растворов кислот, пассиватора
и нитрита натрия в ваннах следует контролировать и
поддерживать в установленных пределах. Общая загряз-
ненность растворов солями и окислами металла опреде-
ляется по внешним признакам.
Для нейтрализации растворов кислот перед выпуском
их в канализацию (при очистке, опорожнении ванн) в
ванну добавляют известковое молоко. После опорож-
нения ванну промывают чистой водой.
Для обеспечения санитарных условий помещение, в
котором производят химическую очистку металла, долж-
но быть оборудовано приточно-вытяжной вентиляцией,
а ванны должны быть снабжены бортовыми отсосами,
присоединенными к воздуховодам вытяжной вентиляции.
Процесс травления, пассивации и промывки закан-
чивается сушкой воздуховодов, после чего их окраши-
5—417 J29
BatoT. При промывке горячей водой исключается про-
цесс специальной сушки изделий, так как они высыхают
при комнатной температуре в течение 3—5 мин.
При необходимости ускорить процесс травления (при
ведении работ в зимних условиях в помещениях с низкой
температурой) наиболее целесообразно подогреть кис-
лотный раствор паром низкого давления, проходящим
по змеевикам, расположенным в нижней зоне ванны (при
полном возврате конденсата в котельную).
Указанные технологические операции осуществляют-
ся в ваннах, устройство которых было описано выше.
Для подвески и перемещения вентиляционных изделий
вдоль фронта ванн смонтирован монорельс с электро-
тельфером.
Анализируя недостатки при окрашивании вентиля-
ционных изделий на фальцевых соединениях, в монтаж-
ных управлениях внедрили в производство транспортную
линию по очистке металлического листа химическим спо-
собом и его грунтовку. Предварительно нанесенная
грунтовка сохраняется после изготовления фальца и под
фланцем. В качестве покрытия применяется химически
стойкий защитный грунт, который приготовляется на
месте окраски из перхлорвинилового лака ХСЛ (ГОСТ
7313—75) с диабазовой мукой. Диабазовая мука долж-
на быть высушена до содержания влаги не более 2% и
просеяна через сито с сеткой № 015 (ГОСТ 3584—73),
имеющей 1600 отверстий на 1 см2. Грунт приготавли-
вается за 2—3 ч до начала грунтовочных работ с тем,
чтобы диабазовая мука полностью пропиталась лаком.
Перед началом и во время производства грунтовочных
работ грунт следует .периодически перемешивать, чтобы
избежать выпадение наполнителя в осадок. Грунтовоч-
ный состав необходимо наносить на очищенную сухую
поверхность при температуре выше 8° С ровным тонким
слоем. Такой грунт имеет хорошее сцепление с поверх-
ностным слоем металла, быстро сохнет, улучшает внеш-
ний вид вентиляционной системы, обладает всеми свой-
ствами масляных лаков, а под покрытие перхлорвинило-
выми лаками создает хорошо подготовленную поверх-
ность.
Горьковским инженерно-строительным институтом
им. В. П. Чкалова рекомендована грунтовка (преобра-
зователь ржавчины) ВА-01-ГИСИ, предназначенная для
нанесения на корродированную поверхность изделий из
углеродистых сталей общего назначения.
130
Грунтовка ВА-01-ГИСИ может служить в качестве
самостоятельного защитного слоя покрытия в минераль-
ном масле до 100° С, обезвоженных светлых нефтепро-
дуктах и их парах. При работе в других агрессивных
средах пленка грунтовки должна быть перекрыта двумя-
тремя слоями соответствующего лакокрасочного мате-
риала, устойчивого в данных условиях. К пленке грун-
товки имеют хорошую адгезию большинство лаков и
эмалей холодного отвердения.
Применение грунтовки (преобразователя ржавчины)
ВА-01-ГИСИ позволит ликвидировать операцию тща-
тельной очистки металла от продуктов коррозии,
снизит трудоемкость, улучшит условия и повысит
безопасность окрасочных работ. Грунтовка ВА-01-
ГИСИ выпускается заводами в виде двухупаковоч-
ной системы — основы грунтовки и 70 %-ной ортофос-
форной кислоты — в соответствии с техническими усло-
виями, разработанными Горьковским инженерно-строи-
тельным институтом.
Грунтовка (преобразователь ржавчины) ВА-01-ГИСИ
эффективно применяется горьковским заводом № 1 тре-
ста Сантехдеталь при покрытии воздуховодов ПХВ.
2. Способы нанесения специальных
антикоррозионных покрытий
Грунтовка вентиляционных изделий. При выборе по-
крытий вентиляционных изделий необходимо опреде-
лить технико-экономическую эффективность применения
лакокрасочного материала. Окраска вентиляционных
изделий, работающих в. агрессивных средах, является
трудоемким и дорогостоящим процессом. Для объек-
тивной оценки, эффективности различных покрытий не-
обходимо сравнивать их экономический показатель ок-
раски. Приближенно коэффициент экономической эф-
фективности покрытия можно выразить следующим
образом:
ab 4- 1000с
Лэ = --------- *
1000Д
где а — расход краски иа 1 м2 поверхности, кг/м2; b — стоимость
1 кг краски, руб/кг; с — стоимость работ по окраске 1 м2 поверх-
ности, руб/м2; d — срок службы покрытия, годы.
Для примера сравним экономический показатель по-
крытия каменноугольным лаком и перхлорвиниловой
смолой. Срок службы при воздействии, атмосферных
5* ' 131
влияний и агрессивных газов для каменноугольного лака
составляет не более полугода. Перхлорвиниловая смола
обладает в этих же условиях хорошими защитными
свойствами в течение 5 лет. Подсчитаем коэффициент
экономической эффективности для каменноугольного
лака (Кэ) и перхлорвиниловой смолы ^Э1):
а = 0,48; 6 = 0,066; d = 0,5; с = 0,04;
0,48-0,066 + 1000-0,04
а = 1,52; 6 = 0,48; d = 5; с = 0,08;
1,5-0,48+ 1000-0,08
КЭ1 = — --’——-------— =0,016;
1 1000-5
0,08:0,01 6= 5 раз.
Сравнив коэффициенты Ка и Kai, определим, что
иногда значительно выгоднее применять материалы бо-
лее дорогие, обладающие большей стойкостью в агрес-
сивных средах и длительным сроком службы, чем мате-
риалы дешевые, но менее стойкие. Следовательно, при-
менение перхлорвиниловых покрытий в 5 раз экономич-
нее применения каменноугольного лака.
Технологический процесс окраски воздуховодов
перхлорвиниловыми лакокрасочными материалами со-
стоит из нанесения грунта, эмали, лака. Грунт наносят
на тщательно очищенную и обезжиренную поверхность,
причем последующий слой наносят только после тща-
тельной просушки предыдущего. Чтобы избежать по-
вторного появления ржавчины и грязи на очищенной
поверхности, первый грунтовочный слой следует накла-
дывать на очищенную сухую поверхность не позднее чем
через 8 ч с момента окончания очистки. В отдельных
случаях при относительной влажности окружающего
воздуха ниже 70% допускается увеличить разрыв меж-
ду очисткой и грунтованием до 24 ч. При фосфатиро-
вании этот срок может быть увеличен до 2—3 сут.
В качестве грунта следует применять грунт ХСГ-26
(ГОСТ 7313—75) или грунт ХС-10 (ГОСТ 9355—60),
или грунт из смеси перхлорвинилового лака ХСЛ (ГОСТ
7313—75) с одним из следующих наполнителей: диа-
базовым порошком, андезитовой мукой, маршаллитом,
молотым графитом. Соотношение лака и наполнителя
1 : 1 по массе.
Наполнитель до смешивания с лаком должен быть
высушен до конечной влажности не более 2% и просеян
через сито № 015 с 1500 отв/см2 (ГОСТ 3584—73). Сме-
132
щивание грунта с наполнителем следует производить не
позднее чем за 2—3 ч до начала грунтования. Грунты,
поступающие в готовом виде с заводов-изготовителей,
должны быть перед их использованием тщательно пере-
мешаны и профильтрованы через сито № 016 с
1600 отв/см2 или через марлю, сложенную вчетверо.
Рабочая вязкость грунта достигается при разбавле-
нии его растворителем Р-4 (в соответствии с ГОСТ
7827—74), состав которого может быть следующим (по
массе) %: бутилацетон 12, ацетон 26, толуол 62; ксилол
15, ацетон, толуол 70; сольвент-нафта 15, ацетон 15, то-
луол 70.
Число слоев грунта задается проектом или прини-
мается по СНиП, а также по «Временным рекоменда-
циям по выбору антикоррозионной защиты воздуховодов
при наличии агрессивной среды». Грунт наносят с по-
мощью пистолета-распылителя СО-71. При малом объ-
еме работ (до 100 м2) допускается грунт наносить вруч-
ную. Рабочая вязкость грунта по вискозиметру ВЗ-4 при
температуре 20° С должна быть 18—22 с. Каждый слой
грунта Наносят на чистую сухую поверхность при темпе-
ратуре окружающей среды не ниже 8° С ровным слоем,
без пропусков и подтеков. Сушка каждого слоя должна
производиться при температуре 15—20°С в течение 2 ч.
При более' низкой температуре (ниже 8° С) срок сушки
может быть увеличен до 3 ч. При температуре 40° С
срок сушки сокращается до 20—24 мин. В. случае необ-
ходимости для ускорения сушки следует предусмотреть
вентиляцию с механическим побуждением. При нанесе-
нии грунта распылитель держат по отношению к грун-
туемой поверхности под прямым углом.
В ряде монтажных управлений (Уфимское, Ижевское
и др.) грунтом окрашивают все металлические листы,
которые идут на изготовление вентиляционных изделий
на фальцевом соединении.
Технология огрунтовки осуществляется в следующем
порядке:
металлические листы в пакетах транспортируют в
малярное отделение и устанавливают их в специальные
кассеты вертикально по 14 шт. в кассете. Листы прохо-
дят полную технологию химической очистки. От масел
и грязи очищают тетрахлорэтиленом. Очистку от окали-
ны, ржавчины и создание шероховатости на поверхности
металлических листов производят травлением в 25%-ном
растворе соляной кислоты, после чего листы промыва-
ются в горячей воде при температуре 80° С. Чтобы из-
133
бежать коррозии поверхности металлического листа пос-
ле химической обработки, лист обрабатывают в раство-
ре, содержащем 1 г на 1 м3 триэтаноламина нитрита
натрия. Температура раствора 80—90° С. Далее кассеты
с металлическими Листами устанавливают в камеру
сушки. Загрузка и выгрузка кассет из ванн, а также
установка их в камеру сушки производятся электро-
тельфером.
Из сушильной камеры листы вручную устанавливают
по одному вертикально в захваты втулочно-роликового
замкнутого транспортера. Втулочно-роликовая цепь,
двигаясь вместе с металлическими листами, проходит
камеру окраски и сушки. Окраска листов в камере про-
исходит одновременно с обеих сторон краскораспылите-
лями. Пройдя камеру окраски и сушки, металлические
листы укладываются в пакеты и электрокарой транспор-
тируются для дальнейшей технологической обработки.
После разметки, раскроя, прокатки фальца, обработки
на зиг-машине и т. д. грунт хорошо сохраняет все свои
свойства. Такой метод очистки, предварительной огрун-
товки металлического листа, не оказывая отрицательно-
го влияния на дальнейшие технологические операции,
улучшает качество, внешний вид выпускаемой продук-
ции, увеличивает срок службы вентиляционных изделий,
сокращает время окраски, повышает культуру производ-
ства, освобождает большую рабочую площадь цеха,
уменьшает расход красителя, сокращает операции: пред-
варительную окраску воздуховодов перед офланцовкой,
предварительную окраску кромки металлического листа
перед получением фальца (раньше эти операции выпол-
нялись вручную).
Нанесение перхлорвиниловых эмалей и лаков. Чис-
ло слоев, а также марки эмалей и лаков, накладывае-
мых на слои грунта, устанавливаются проектом. Толщи-
на покрытий также устанавливается проектом и дости-
гается определенной вязкостью лакокрасочного мате-
риала.
Перхлорвиниловыми эмалями и лаками окрашивают
только огрунтованные и тщательно высушенные поверх-
ности. Наносить эмали и лаки необходимо ровным слоем
и желательно краскораспылителем, чтобы избежать
растворения грунта, а также чтобы уменьшить выделе-
ние летучих составляющих. При объеме работ до 100 м2
эмали и лаки допускается наносить кистью вручную.
В этом случае лаки и эмали надо разводить сольвент-
нафтой.
134
Эмали и лаки не должны содержать механических
примесей, которые могут засорить шланги и краскорас-
пылитель. Перед применением эмалей и лаков их сле-
дует тщательно размешать, при этом должен быть под-
нят со дна весь осевший пигмент. Затем профильтровы-
вают эмали и лаки через сито с 1600 отв/см2 или через
марлю, сложенную вчетверо.
Для нанесения эмалей и лаков используется краско-
распылительная установка, для которой сжатый воздух
подается либо от общей компрессорной установки, либо
от индивидуального компрессора. Рабочее давление воз-
духа на входе в краскораспылитель с соплом диамет-
ром 1,8—2,5 мм должно быть 0,3—0,35 МПа, а давление
в красконагнетательном бачке — 0,8—0,15 МПа. Рабо-
чая вязкость должна составлять 19—20 с по вискози-
метру ВЗ-4 при температуре 18—20° С. Рабочая вязкость
достигается разбавлением эмалей и лаков растворите-
лем Р-4 или смесью растворителей одного из составов,
применяемых при разбавлении грунта.
Окрасочная струя к окрашиваемой плоскости направ-
ляется под прямым углом; скорость передвижения крас-
кораспылителя должна быть постоянной, равномерной
и составлять 14—18 м/мин. Расстояние от головки крас-
кораспылителя до окрашиваемой поверхности следует
сохранять в пределах 250—300 мм. Поверхности окра-
шивают при температуре окружающего воздуха не менее
8° С при относительной влажности не более 70%. Перед
нанесением очередного слоя предыдущий слой должен
быть высушен при температуре 15—20° С в течение 2—
3 ч, а при более низкой температуре (не ниже 8° С) срок
сушки увеличивается. При температуре 40° С продол-
жительность сушки сокращается до 20—24 мин.
После нанесения установленного проектом числа
слоев эмали и лака покрытие подвергают окончательной
сушке в течение 3—5 сут при температуре 15—20° С до
получения устойчивой пленки.
В системах кондиционирования, в которых требуется
особо тщательная очистка воздуха, воздуховоды в про-
цессе эксплуатации необходимо предохранять от корро-
зии. Для этого всесоюзной производственной конторой
(ВПК) «Лакокраспо1крытие» рекомендован способ
покрытия пентафталевой эмалью ПФ по ГОСТ 6465—76.
Поверхность подготавливают теми же способами, что и
под перхлорвиниловое покрытие. При окраске пентафта-
левой эмалью на очищенную поверхность предваритель-
но наносят трехслойное покрытие из грунта № 138 или
135
ГФ-020 (ГОСТ 4056—63). Каждый слой сушат при тем-
пературе 100—110° С в течение 30 мин. Затем наносят
двухслойное покрытие пентафталевой эмалью с просуш-
чой каждого слоя при температуре 80—100° С в течение
3 ч или при температуре 18—23° С в течение 48 ч.
ТАБЛИЦА 19. РЕКОМЕНДУЕМЫЕ ЗАЩИТНЫЕ ПОКРЫТИЯ
ПРИ РАЗЛИЧНЫХ АГРЕССИВНЫХ СРЕДАХ
Условия эксплуатации Рекомендуемое покрытие
Атмосфера химических цехов, со- держащих агрессивные газы низких концентраций Атмосфера химических цехов, со- держащих агрессивные газы средних концентраций при температуре 50 °C Атмосфера химических цехов, со- „ держащих агрессивные газы повы- шенной концентрации при темпера- туре до 50 °C Трехслойное покрытие: Куз- басс лак в смеси с лаком ХСЛ в соотношении 1:1 Шестислойиое покрытие: грунт ХСГ-26 или ХСО-10 — два слоя; эмаль ХСЭ-23 или ХСЭ-26 — два слоя; лак ХСЛ — два слоя Восьмислойное покрытие: грунт ХСГ-26 или ХСО-Ю — два слоя; эмаль ХСЭ-26 или ХСЭ-23 — три слоя; лак ХСЛ — три слоя
Примечание. В сиязи с дефицитностью специальных грунтои, приме-
няемых для химически стойкого покрытия при защите иентиляцион-
ных воздуховодов, научно-исследоиательским институтом «Лакокра-
скопокрытие» предложено применять грунт ФЛ-034 (ГОСТ 9109—
76) или грунт 138 и ГФ-020.
Рекомендуемые защитные покрытия при различных
агрессивных средах приведены в табл. 19, а нормы рас-
хода лакокрасочных материалов на единицу поверхно-
сти — в табл. 20.
На Михневском заводе вентиляционных заготовок
технология нанесения лакокрасочных материалов со-
стоит из следующих операций: изделия с подготовленной
поверхностью подвешивают на конвейер и затем в про-
хладной окрасочной камере при температуре 18—23° С
производят грунтование (первый слой) пневмопистоле-
том. Компоненты красителя: сольвент — 60 г/м2, грунт
ГФ-020 — 240 г/м2 (при двухслойной грунтовке воздухо-
водов) . Сушат изделия в конвекционной проходной ка-
мере 30 мин при температуре 110° С.
После этого повторно грунтуют (второй слой) пнев-
мопистолетом. Компоненты красителя: сольвент —
30 rzM2, грунт ГФ-020 — 120 г/м2. Затем изделия выдер-
живают 1,5—2 ч на конвейере при температуре 18—
23° С. На огрунтованную поверхность воздуховода на-
носят пневмопистолетом при температуре 18—23° С
эмаль. Компоненты красителя: эмаль ХСЭ-23— 330 г/м2,
136
ТАБЛИЦА 20. НОРМЫ РАСХОДА ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ
Способ нанесения красителя Лакокрасочный состав Норма расхода материала на один слой по металлу, г/м*
Кистью Грунт ХСГ-26 или ХСО-Ю Растворитель Р-4 120—140 120—140 60—70
Краскораспылителем Грунт ХСГ-26 или ХСО-Ю Растворитель Р-4 100—185 160—200 70—80
Кистью Эмаль ХСЗ-26 или ХСЭ-23 Растворитель Р-4-27 150—175 150—175 40—65
Краскораспылителем Эмаль ХСЭ-26 или ХСЭ-23 Растворитель Р-4-27 120—175 160—240 40—65
Кистью Лак ХСЛ Растворитель Р-4-20 130—160 30—45
Краскораспылителем Лак ХСЛ Растворитель Р-4-20 120—220 30—45
растворитель Р-4 — 140 г/м2. Сушат изделия в сушиль-
ной камере 30 мин при температуре 60° С.
По эмали наносят пневмопистолетом лак при темпе-
ратуре 18—23° С. Компоненты красителя: лак ХСЛ —
330 г/м2, растворитель Р-4 — 80 г/м2. Сушат изделия в
сушильной камере 30 мин при температуре 60° С, после
чего их снимают с конвейера. Выдерживают изделия
(при температуре 18—23° С) до отправки потребите-
лю — не менее 15 сут. Операции окраски эмалью, лаком
и сушка каждого слоя повторяются столько раз, сколь-
ко слоев покрытия ПХВ указано в проекте. Толщина
одного слоя эмали ХСЭ-23 ориентировочно составляет
15 мкм, толщина одного слоя лака ХСЛ — 10 мкм.
При выполнении небольших объемов работ могут
быть использованы наряду с механизированными спосо-
бами нанесения лакокрасочных материалов ручные спо-
собы с применением кистей различной формы и вели-
чины, металлических и деревянных шпателей.
Для того чтобы повысить механическую прочность
137
перхлорвиниловых лакокрасочных покрытии, их арми-
руют хлориновой (перхлориновой) тканью, изготовлен-
ной из хлорвинилового волокна. Хлориновая ткань об-
ладает большой усадкой • при температуре выше 50—
60° С, поэтому ее перед использованием подвергают теп-
ловой обработке, для чего погружают в ванну с горячей
водой (70—80° С). По истечении 2 ч ткань вынимают из
ванны и сушат при комнатной температуре до полного
высыхания.
. Антикоррозионную защиту поверхности воздухово-
дов хлориновой тканью с последующим нанесением пер-
хлорвинилового лака выполняют в следующем порядке.
Вначале наносят пистолетом-распылителем эпоксидную
шпатлевку ЭП-0010, разбавленную растворителем до
вязкости 18—20 с по вискозиметру ВЗ-4. Затем поверх-
ность сушат при температуре 18—20° С в течение 24 ч.
На высушенную поверхность наносят защитный рас-
твор, состоящий из лака ХСЛ (100 мае. ч.), эпоксидной
шпатлевки ЭП-0010 (15 мае. ч.) и отвердителя № 1 в
количестве 10—13% (к массе неразбавленной шпатлев-
ки). Для нанесения раствора его вязкость доводят до
25—30 с по вискозиметру ВЗ-4. Не давая высохнуть на-
несенному слою, на поверхность наклеивают хлорино-
вую ткань, тщательно ее прикатывают и затем сушат
при температуре 18—20 °C в течение 24 ч. Чтобы уплот-
нить наклеенную хлориновую ткань, на поверхность на-
носят тот же состав и сушат при той же температуре в
течение 24 ч. После этого на поверхность наносят за
2 раза лак ХСЛ промежуточной сушкой при температу-
ре 18—20° С в течение 5—6 ч.
3. Нанесение органосиликатных материалов ВН-ЗО
Органосиликатный материал ВН-ЗО представляет со-
бой суспензию силикатных и окисных компонентов в то-
луоловых растворах модифицированных кремнийоргани-
ческих полимеров (полиорганосилоксанов).
Покрытия из материала ВН-ЗО обладают хорошими
антикоррозионными свойствами во влажных средах хи-
мических производств, содержащих сернистый ангидрид,
хлор, аммиак, двуокись азота, промышленную пыль, а
также стойки в тропическом климате и выдерживают
перепад температур в диапазонах от —70 до -f-400° С.
Долговечность покрытия ВН-ЗО составляет 12—15 лет.
Органосиликатный материал ВН-ЗО в исходном состоя-
нии представляет собой суспензию.
138
На металлическую поверхность наносится компози-
ция, состоящая из органосиликатного материала ВН-30 и
отвердителя — полибутилтитаната (ПБТ) или тетрабу-
тилоксититаната (ТБТ). Жизнеспособность компози-
ции — до 48 ч. Преимуществом покрытия материалом
ВН-30 является возможность сварки (электродуговой)
металлоконструкций по покрытию при монтаже. В мес-
тах начала сварного шва и заземления при сварке не-
посредственно по покрытию оно зачищается механиче-
ским способом на участке 0,5—1 см2.
После сварки со сварного шва удаляется окалина,
поверхность металла обезжиривается. На шов и около-
шовную зону (шириной 2—3 см) наносится покрытие
«холодной сушки».
Орловским монтажным управлением треста Пром-
вентиляция вместо трудоемкого полихлорвинилового
шестислойного покрытия было применено покрытие ор-
ганосиликатным красителем ВН-30 в два слоя.
Для получения более ровного слоя окраски и сохра-
нения однородной консистенции покрасочного состава в
емкость с красителем подавался воздух под давлением
0,15—0,2 МПа для непрерывного взбалтывания краси-
теля. При этом применение красителя ВН-30 повысило
производительность труда при окраске примерно в 5 раз
(по сравнению с ПХВ).
Защита антикоррозионными покрытиями из материа-
ла ВН-30 выполняется в соответствии с указаниями
проекта. Материал ВН-30 в смеси с отвердителем под-
готовляется в количестве, не превышающем потребности
двухсменной работы. При изготовлении красителя ма-
териал ВН-30 с добавкой растворенного отвердителя
тщательно перемешивают воздухом под давлением 0,1—
0,2 МПа, затем по резиновому шлангу, снабженному на-
конечником диаметром 10—15 мм, готовый краситель
подают в тару. Перемешивать можно также и механи-
ческим способом (мешалки, вибраторы, «пьяная бочка»
и т. п.), но при этом операция длится 1—3 ч, тогда как
при перемешивании барботированием воздуха — 15—
20 мин.
Добавка отвердителя составляет 1 % по отношению
к количеству сухого остатка материала и рассчитывает-
ся по формуле
с = 0,01а6,
где а — количество органосиликатного материала, кг; b — содер-
жание сухого остатка в материале (определяется лабораторией или
в соответствии с указаниями этикетки на бутылях).
139
Пример расчета. Масса загруженного в емкость материала 100 кг;
содержание сухого остатка 55 %. Количество отвердителя составит:
с=0,01 • 100 0,55=0,55 кг=550 г, или при его плотности 1 г/см3,
550 см3.
Отвердитель растворяют в толуоле в соотношении по
объему — отвердитель: толуол 1 : 5. Вязкость приготов-
ленного рабочего состава проверяют по вискозиметру
ВЗ-4 при температуре воздуха, при которой производят
нанесение покрытия. Вязкость рабочего состава должна
быть: при нанесении его пневмопистолетом 18—25 с,
кистью 30—35 с. Если вязкость больше необходимой, то
состав разбавляют толуолом, доводя вязкость до рабо-
чей, при обязательном перемешивании. Жизнеспособ-
ность материала с введением отвердителя 30—40 ч.
Расход материала в зависимости от метода нанесения,
толщины покрытия и качества исполнения работ состав-
ляет 300—500 г7м2. Подготовка поверхности осущест-
вляется обработкой песком или химическим травлением.
Выбор способа зависит от количества продуктов
коррозии, размеров и конфигурации изделий, подлежа-
щих антикоррозионной защите. Рекомендуется во всех
случаях, когда это возможно, проводить механическую
(пескоструйную или дробеструйную) обработку поверх-
ности металла, так как она способствует повышению
адгезии окрашиваемой поверхности покрытию из орга-
носиликатного красителя.
Окалину со сварных швов следует удалять ручным
электро- или пневмоинструментом. После механической
обработки поверхность обезжиривают, промывают рас-
творителями (бензин «калоша» или Б-70, ацетон, уайт-
спирит, толуол) с помощью кисти или ветоши. Обезжи-
ривание следует проводить не позднее чем через 24 ч
после механической обработки, нанесение покрытия —
сразу после испарения растворителя с поверхности ме-
талла.
Подготовку поверхности химическим способом реко-
мендуется применять при слабом поражении металла
коррозией и на труднодоступных участках смонтирован-
ных воздуховодов.
При химической обработке пользуются составом (в
мае. ч.): ортофосфорной кислоты — 35, ацетона — 25,
эмульгатора ОП-7 или ОП-Ю—1, воды — 39. Нанесе-
ние покрытия из органосиликатного материала допу-
скается не ранее чем через час после обработки повер.х-
ности химическим составом. Химическая обработка
может быть заменена нанесением на поверхность преоб-
140
разователя ржавчины «Буванола» — П-1Т пневмопйсто-
летом или кистью с последующей сушкой. Подготовка
поверхности проводится одинаково как для покрытий
холодной сушки (без специальной термической обработ-
ки), так и для покрытий, отвержденных термообработ-
кой. Нанесение покрытий холодной сушки может выпол-
няться при температуре окружающего воздуха от —20
до +40° С. Поверхность металла должна быть сухой,
свободной от снега и наледи.
Материал можно наносить кистью (при малых по-
верхностях и в труднодоступных местах), краскораспы-
лением, окунанием, наливом или электростатическим ме-
тодом.
Рабочая вязкость по ВЗ-4 в зависимости от выбран-
ного метода должна быть в пределах: при окраске оку-
нанием, краскораспылителем и нанесением в электро-
статическом поле 18—25 с; при нанесении краски кистью
30—35 с.
Окраска поверхности производится в два слоя. При
положительной температуре окружающего воздуха вто-
рой слой наносится после нанесения первого слоя: при
окунании — через 8—10 мин; при краскораспылении и
нанесении в электростатическом поле — через 20—
30 мин; при нанесении кистью — не ранее чем через
40—60 мин.
При отрицательной температуре окружающего воз-
духа второй слой наносится после нанесения первого
слоя не ранее чем:
через 40 мин при температуре от 0 до —5 °C
» 60 » » » » » —20 °C
Окраска методом окунания при отрицательной тем-
пературе не рекомендуется.
Общая толщина покрытия должна быть не менее
150 мкм. Упаковка ввиде обрешетки и транспортирова-
ние окрашенных металлоконструкций разрешается не
ранее чем через 72 ч после нанесения покрытия. При на-
несении покрытий с последующей термообработкой тре-
бования по подготовке поверхности, приготовлению и
нанесению материала ВН-ЗО остаются теми же, что опи-
саны выше. После же нанесения второго слоя покрытия
сушат «до отлипа», а затем подвергают термообработке
по режиму:
поднимают температуру до 200°С (±10°С) со ско-
ростью не более 2 град/мин;
выдерживают при температуре 200°С в течение 3 ч;
охлаждают до 15—18°С не менее чем за 30 мин.
ИГ
В процессе термообработки изделия не должны ка-
саться друг друга. Упаковка (ввиде обрешетки) и
транспортирование изделий с покрытиями, отвержден-
ными с применением термообработки, допускаются сра-
зу после их охлаждения.
4. Проверка качества антикоррозионных покрытий
В целях осуществления контроля количества и ка-
чества нанесенных слоев покрытия целесообразно для
каждого слоя применять эмали различных цветов и от-
тенков.
Необходимо, чтобы качество перхлорвинилового пок-
рытия при внешнем осмотре отвечало следующим тре-
бованиям: покрытие должно быть сплошным, обладать
хорошим сцеплением с поверхностью, не иметь подте-
ков, наплывов и посторонних включений.
Адгезию (налипание) определяют методом решет-
чатого надреза (ГОСТ 7313—75, § 2), для чего острием
лезвйя бритвы делают несколько (4—5) параллельных
надрезов лаковой пленки (до основания) и столько же
надрезов и с такими же промежутками перпендикуляр-
но первым. Лаковая пленка должна хорошо прорезать-
ся, но не должна отслаиваться и крошиться.
Качество перхлорвинилового покрытия можно
контролировать электроискровым дефектоскопом, для
чего один электрод присоединяют к воздуховоду. По
его окрашенной поверхности проводят держателем; от-
сутствие искрения указывает на то, что покрытие явля-
ется плотным (без пор).
Толщину нанесенных лакокрасочных покрытий про-
веряют с помощью электромагнитных и щуповых тол-
щиномеров ИТП-1, ИШ-15.
5. Пленочное покрытие стального листа
Покрытие перхлорвиниловыми красителями — тру-
доемкий процесс, который требует много времени для
окраски и сушки каждого слоя. Более производитель-
ный и надежный способ антикоррозионного покрытия —
это нанесение модифицированной, наполненной по-
лиэтиленовой пленки на подготовленную поверхность
металла в заводских условиях, т. е. изготовление ме-
таллопласта.
В состав линии изготовления металлопласта входят
узлы химического обезжиривания, травления, пассива-
ции, промывки и сушки металлической ленты.
142
Металлопласт обладает высокой эластичностью, по
коррозионной и .химической стойкости имеет большое
преимущество перед различными лакокрасочными пок-
рытиями. Высокая эластичность покрытия металлопла-
ста позволяет перерабатывать ею в изделия всеми из-
вестными методами переработки тонких металлов. При
изготовлении изделий из металлопласта методами
штамповки, глубокой вытяжки его рекомендуется пред-
варитедьно нагревать до температуры 35—40°С.
Простота покрытия листа полиэтиленовой пленкой
и экономичность этого способа создают перспективы
применения его для антикоррозионной защиты возду-
ховодов не только в среде агрессивных сред, но и для
воздуховодов общеобменной вентиляции, работающих в
обычных средах.
Металлопласт предназначен для изготовления изде-
лий и деталей, работающих в агрессивных средах, а
также применяется в качестве конструкционного, поде-
лочного и декоративного материала в производствен-
ных, административных, лабораторных и общественных
зданиях. Высокая химическая стойкость металлопласта
позволяет его использовать для изготовления химиче-
ски стойкой аппаратуры — резервуаров, бункеров, от-
стойников, ванн и др. Из металлопласта изготавливают
воздуховоды различных диаметров и форм, вытяжные
зонты, детали вентиляционных систем, работающих в
агрессивной среде.
Зарубежный опыт показал, что общие затраты в ре-
зультате применения металлопласта вместо лакокрасоч-
ных покрытий снижаются на 20—40%.
Качество металлопласта определяется в соответст-
вии с техническими условиями ТУ 95-133-72. Проч-
ность сцепления покрытия с металлической основой оп-
ределяется по минимальному радиусу изгиба металло-
пласта; при нормальной комнатной температуре он со-
ставляет около 4 мм.
Транспортировать металлопласт можно в упакован-
ном виде любым видом транспорта. При погрузке и раз-
грузке металлопласта должны быть приняты меры по
предохранению его от повреждений и деформаций. Ру-
лоны металлопласта транспортируют в вертикальном
положении, а листовой металл — уложенным в стопы в
горизонтальном положении.
Металлопласт должен храниться в крытых и сухих
помещениях при температуре не ниже —30°С и не вы-
ше 50°С, причем рулоны — в вертикальном положении,
143
а листы — в стопках лицевыми поверхностями друг к
другу.
Распаковку металлопласта следует производить
при температуре не ниже 0°. Если металлопласт тран-
спортировался и хранился при температурных условиях
ниже 0°, то распаковывать его в теплом помещении сле-
дует не ранее чем через 24 ч.
6. Методы окраски (грунтовки) воздуховодов
для общеобменной вентиляции
Окрашивание воздушным распылением. Воздухово-
ды с антикоррозионной защитой специальными хими-
чески стойкими материалами составляют незначитель-
ную часть в общем объеме вентиляционных устройств
(примерно 1%). Основную часть стальных воздухово-
дов (исключая воздуховоды из нержавеющей или оцин-
кованной стали, алюминия и полимеров), составляющих
около 90% общего количества воздуховодов, защищают
от коррозии обычными грунтами или красками.
При окраске воздуховодов масляными красками,
наиболее простым и распространенным способом явля-
ется метод воздушного распыления с применением кра-
скораспылительных установок. Под окрасочное отделе-
ние при заготовительной мастерской должно быть
выделено специальное помещение, оборудованное метал-
лическими шкафами или камерами с местными отсоса-
ми загрязненного воздуха и воздушными завесами.
Стекающую с изделий на поддоны краску собирают в
бак для повторного использования. Окрашиваемые из-
делия размещают на поворотных устройствах, находя-
щихся в шкафах.
Окрашенные воздуховоды сушат в вертикальном по-
ложении на стеллажах, под которыми расположены ре-.
гистры из гладких труб, нагреваемые паром. Интенсив-
ная сушка вентиляционных изделий проводится в специ-
альных сушильных камерах, оборудованных вентиля-
ционными установками с рециркуляцией горячего воз-
духа, подогреваемого калориферами. Теплоносителем
для калориферов могут служить пар, вода; можно ис-
пользовать и электроподогрев. Метод, воздушного рас-
пыления рекомендуется к применению в мастерских с
выпуском воздуховодов до 100 тыс. м2/год.
Окрашивание окунанием. Окраска воздуховодов оку-
нанием заключается в том, что готовое изделие с по-
мощью подъемно-транспортных средств (тельфер, ле-
бедка, кошка) погружают в резервуар (бак), заполнен-
144
ный краской, затем извлекают и направляют в сушиль-
ную камеру. При этом способе изделие окрашивается
неравномерно с подтеками, кроме того, требуются ем-
кости значительных размеров, которые должны быть
заполнены красителем. Метод окраски окунанием' ис-
пользуется для окраски металла в листах до изготовле-
ния изделий. Листы металла после обезжиривания, про-
мывки и сушки окунают в ванну с грунтом ГФ-020. За-
тем, пройдя сушильную камеру, они поступают на
линию изготовления фальцевых воздуховодов. Линия ок-
раски листов окунанием оборудуется непрерывным цеп-
ным конвейером. Такие линии окраски листовой стали
успешно работают в заготовительных мастерских Ижев-
ского монтажного управления, Брянского монтажного
управления треста Промвентиляция, а также в Москве
на заводе монтажных заготовок объединения Моссан-
техпром и обеспечивают окраску 150—200 тыс. м2 воз-
духоводов в год.
Окрашивание безвоздушным распылением. Одним из
наиболее эффективных методов нанесения лакокрасоч-
ных материалов является 'безвоздушное распыление их
под высоким давлением с помощью специальных аппа-
ратов. Этот метод позволяет наносить на защищаемую
поверхность лакокрасочные составы повышенной вяз-
кости с применением специальных добавок или пред-
варительного нагрева, что дает возможность сократить
расход лакокрасочных 'материалов, значительно пони-
зить количество растворителя в красках (примерно до
40%), повысить производительность труда рабочих и
создать 'более благоприятные санитарно-гигиенические
условия для выполнения окрасочных работ.
Сущность метода нанесения лакокрасочного анти-
коррозионного покрытия безвоздушным распылением
заключается в том, что лакокрасочный материал повы-
шенной вязкости (по сравнению с применяемым для
пневматического распыления) и пониженного содержа-
ния растворителей подвергается воздействию высокого
давления и иногда нагреванию в специальном аппара-
те. Далее материал под давлением подается к специ-
альному соплу для распыления краски на окрашивае-
мую поверхность. При выходе материала из отверстия
сопла в результате резкого перепада давления и боль-
шой скорости движения струи, которая должна пре-
восходить критическую для данной вязкости материала,
происходит дробление струи лакокрасочного материа-
ла, т. е. его распыление.
6—417 145
Установку безвоздушного распыления 2600Н, 7000Н
или «Факел» можно применять при выполнении анти-
коррозионных работ как на открытом воздухе, так и в
закрытых вентилируемых помещениях.
При работе установки соблюдают следующие пра-
вила:
расстояние от конца краскорыспылителя до окра-
шиваемой поверхности должно быть в пределах 350—
450 мм;
краскораспылитель передвигают равномерно со ско-
ростью 20—25 м/мин;
факел распыляемого материала должен быть пер-
пендикулярен к окрашиваемой поверхности;
давление сжатого воздуха, поступающего из комп-
рессора, должно быть в пределах 0,5—0,7 МПа.
Окрасочные аппараты, работающие под давлением,
а также шланги следует проверять до начала работ и
испытывать на давление, превышающее в 1,5 раза ра-
бочее; результаты испытания оформляют актом. При
работе с компрессором необходимо следить за давле-
нием, уровнем масла в картере, охлаждением компрес-
сора, а также за состоянием шлангов, не допуская' об-
разования петель и резких перегибов.
Основные преимущества этого метода:
сокращение расхода лакокрасочного материала в пре-
делах до 25%;
сокращение расхода растворителей в пределах до
40% (в результате применения краски с повышенной
вязкостью);
отсутствие специальной камеры и вентиляции, так как
окраска может производиться вне камеры, непосредст-
венно в цехе, при наличии общеобменной вентиляции;
повышение производительности труда.
Аппараты для окраски безвоздушным распылением
типа «Факел» внедрены в ряде заготовительных мас-
терских монтажных управлений треста Промвентиля-
ция и других трестов Главпромвентиляции. Серийный
выпуск этих установок освоен Ногинским опытным за-
водом Главного управления производственных предпри-
ятий Минмонтажспецстроя СССР.
Агрегаты 2600Н и 7000Н внедрены в организациях
треста Монтажхимзащита при окраске аппаратов и
строительных конструкций, они также могут быть ре-
комендованы к внедрению для окраски воздуховодов
в заготовительных мастерских монтажных организаций
Главпромвентиляции.
146
Агрегаты высокого давления 2600Н и 7000Н выпу-
скаются Вильнюсским производственным объединением
строительных отделочных машин по лицензии фирмы
«Вагнер».
Окрашивание методом струйного облива с выдерж-
кой в парах растворителя. Методы окрашивания оку-
нанием и обливанием по физической сущности одинако-
вы. В обоих случаях краска обильно смачивает окраши-
ваемые изделия, и после стекания избытка краски на
их поверхности образуется сплошная пленка покрытия.
Разница заключается в том, что при окрашивании ме-
тодом окунания изделие полностью погружается в ре-
зервуар (ванну) с краской, а при окрашивании мето-
дом облива краска в большом избытке подается на по-
верхность изделия насосом через специальные сопла.
Для метода струйного облива не требуются гро-
моздкие ванны с большим количеством лакокрасочных
материалов, а также резервуары для хранения и ава7
рийного слива красок из ванн, в результате чего умень-
шается пожароопасность цеха.
На поточных линиях окраски воздуховодов мето-
дом струйного облива в полуавтоматическом цикле осу-
ществляется комплекс технологических операций по
подготовке поверхности изделий и их окраске. Сущ-
ность метода струйного облива заключается в том, что
изделие с подготовленной под окраску поверхностью по-
ступает в окрасочную установку (УСО), где в зоне об-
лива покрывается вытекающим из сопел лакокрасоч-
ным материалом, после чего поступает в «паровой»
туннель установки, в котором содержатся пары раство-
рителя, образующиеся в результате естественного испа-
рения из лакокрасочного материала в процессе рабо-
ты установки. Под действием паров растворителя ла-
кокрасочный материал, нанесенный на изделие, не
схватывается, происходит наиболее полное стекание его
избытков и более равномерное распределение по ок-
рашиваемой поверхности.
Преимущества этого метода: создаются условия наи-
более полной механизации и автоматизации процесса;
окраску можно производить одновременно с подготовкой
поверхности и искусственной сушкой ца одном конвейе-
ре; обеспечивается окрашивание большого ассортимен-
та изделий, в том числе окрашивание наружных и вну-
тренних поверхностей воздуховодов и фасонных частей
различных конфигураций; улучшается качество полу-
6*
147
§ §
На склад
•з -3|
& .1
Рис. 70. Технологическая схе-
ма линии подготовки поверх-
ности изделий и двухслойной
окраски в камерах УСО
Л»
й
чаемого лакокрасочного покрытия; снижается трудоем-
кость процесса; улучшаются условия труда рабочих.
Для выполнения комплекса технологических опера-
ций по подготовке поверхности изделий и их двухслой-
ной окраске линия (рис. 70) оснащена следующим тех-
нологическим оборудованием: моечным агрегатом 1, су-
шильной камерой 2, окрасочной установкой струйного
облива первого слоя (УСО) 3 и второй сушильной ка-
мерой 4, окрасочной камерой струйного облива второго
слоя 5 и третьей сушильной камерой 6. При однослой-
ном покрытии камера струйного облива 5 и сушильная
камера 6 из технологического цикла исключаются. Не-
прерывное перемещение изделий с заданной постоянной
скоростью осуществляется на подвесках или в контей-
нерах замкнутым цепным подвесным конвейером 8 со
скоростью 0,6 м/мин. Натяжение конвейера осущест-
вляется натяжной станцией 7.
Моечный агрегат, сушильные камеры и установка
струйного облива (УСО) выполнены в виде проходных
камер, приподнятых на стойках над полом. Обе су-
шильные камеры и моечный агрегат имеют двойную
обшивку с заполнением из теплоизоляционного матери-
ала. Моечный агрегат состоит из трех зон струйной об-
работки и двух стоков, входного и выходного тамбуров.
Первая зона обработки предназначена для щелочного
раствора, вторая и третья зоны предназначены для го-
рячей воды. В каждой из зон струйной обработки уста-
148
йовлены моющие контуры с шарнирными соплами, обес-
печивающими подачу струи в нужном направлении на
поверхность изделий, проходящих через агрегат. На-
грев и подогрев щелочного раствора и воды для горя-
чей промывки осуществляется в баках, соответственно
расположенных под зонами обработки с помощью паро-
вых змеевиков. Жидкость через сопла поступает на по-
верхность изделий и с них стекает на днище, откуда
сливается самотеком в соответствующий бак. Подача
жидкости в контуры, т. е. ее циркуляция, обеспечивается
центробежными насосами. Отсос паровоздушной смеси,
образующейся внутри агрегата в результате испарения
нагретых жидкостей, осуществляется центробежным
вентилятором через зонты, расположенные вверху вход-
ного и выходного тамбуров.
Сушильные камеры (с подвесками на конвейере для
сушки воздуховодов и фасонных частей) в зависимости
от наличия источника тепла могут быть двух видов:
электрические терморадиационно-конвекционные (при
наличии электроэнергии), конвекционные (при наличии
пара или перегретой воды).
Электрические терморадиационно-конвекционные ка-
меры для сушки изделий после мойки и огрунтовки ра-
ботают с рециркуляцией воздуха, осуществляемой теп-
ловентиляционной установкой, расположенной под ка-
мерами.
В качестве источников излучения инфракрасных лу-
чей применяются трубчатые электрические нагревате-
ли (ТЭНы). Совместное использование для искусствен-
ной сушки лучистой энергии и рециркулирующего возду-
ха, подогреваемого тепловентиляционной установкой,
значительно сокращает время сушки изделий. Для под-
держания допустимых концентраций паров воды или па-
ров растворителя в сушильных камерах к рециркулиру-.
ющему в камерах воздуху подсасывается из помещения
через висциновый фильтр необходимое количество све-
жего воздуха, а избыток воздуха, насыщенного парами
воды или парами растворителя, выбрасывается в атмос-
феру через шахту. Для предотвращения выброса в по-
мещение из сушильных камер воздуха, насыщенного па-
рами воды или парами растворителя, у входного и вы-
ходного тамбуров сушильных камер установлены воз-
душные завесы.
Установка струйного облива с паровым туннелем
(УСО) состоит из следующих участков: входного и вы-
ходного тамбуров, зоны струйного облива и парового
149
туннеля. В зоне облива установлены окрасочные кон-
туры с шарнирными соплами, обеспечивающими попа-
дание струи грунта в нужном направлении на поверх-
ность окрашиваемых изделий. Излишки грунта, попа-
дающего на изделия, при движении их через зону
облива и паровой туннель стекают на наклонное днище
установки, откуда самотеком сливаются в бак с грун-
том, расположенный под корпусом установки, и повтор-
но используются. Промывка основной системы подачи
грунта, стен и днища производится с использованием ус-
тановки подачей растворителя. После промывки раство-
ритель самотеком стекает в бак, расположенный под
корпусом установки, и используется для разбавления
грунта или последующей промывки установки.
Для подачи грунта и растворителя в системы уста-
новлены центробежные насосы, в том числе и запасной.
Установка УСО имеет кроме воздушных завес сис-
темы рециркуляционной и вытяжной вентиляции паро-
вого туннеля, предназначенные для поддержания задан-
ной концентрации паров растворителя. Линия укомп-
лектована приборами для автоматического контроля за
работой оборудования. Электроавтоматика линии преду-
сматривает: пуск конвейера линии только при условии,
если все оборудование включено в работу, при обеспе-
чении заданных технологических параметров; работу
всех агрегатов линии только после включения вентиля-
ционных установок, при отключении их линия останав-
ливается; автоматическую сигнализацию, включение по-
дачи пара и остановку всех агрегатов линии при воз-
никновении пожара в установке УСО; сигнализацию
при задержке обработанного изделия, на конвейере.
Установка УСО оборудована также автоматизиро-
ванной системой пожаротушения. Управление линией
осуществляется одним человеком с центрального пуль-
та и местных пультов (запуск и наладка). Остановка
работы линии осуществляется аварийными кнопками
управления, расположенными на трассе конвейера и
местных пультах.
Исходя из ассортимента изделий, применяемого ла-
кокрасочного материала и технологической схемы, при-
няты следующие оптимальные технологические режимы.
1. Обезжиривание окрашиваемой поверхности изде-
лий щелочным раствором в первой зоне моечного агре-
гата. Температура раствора 70—80° С, время обработки
3 мин. Состав раствора: каустическая сода (ГОСТ
2263—79) — 15 г/л; кальцинированная сода (ГОСТ
150
5100—73) —20 г/л; тринатрийфосфат (ГОСТ 201—79) —
30 г/л; жидкое стекло— 10 г/л. Допускается колебание
концентрации раствора в пределах ±3%.
2. Первая промывка поверхности изделий горячей
водой с температурой 60—70° С во второй зоне моечно-
го агрегата, время обработки 1—1,5 мин. Смена воды
в баке — не менее одного раза в сутки.
. 3. Вторая промывка поверхности изделий горячей
водой в третьей зоне моечного агрегата при тех же па-
раметрах.
4. Сушка воздуховодов и фасонных частей после
промывки:
в электрической терморадиационно-конвекционной
сушильной камере при температуре-поверхности изделий
ПО—120° С, время выдержки 5 мин;
в конвекционной сушильной камере при температу-
ре воздуха в камере 100—110° С, время выдержки
18 мин. 1
5. Нанесение грунта под давлением 0,08—0,11 МПа
на поверхность изделий в зоне облива установки УСО,
время обработки 1,5 мин. Материалы: грунт ГФ-020;
растворитель — сольвент каменноугольный (ГОСТ
1928—79). Рабочая вязкость грунта 15—17 с по виско-
зиметру ВЗ-4 при температуре 20° С. Вязкость грунта
в рабочем баке должна контролироваться 3—4 раза в
смену.
6. Пропуск огрунтованных изделий через паровой
туннель установки УСО. Концентрация паров раствори-
теля 18—25 г/м3, время выдержки 8 мин.
7. Сушка изделий в сушильной камере:
в электрической терморадиационно-конвекционной —
10 мин при температуре на поверхности изделия 120—
130° С;
конвекционной — 35 мин при температуре воздуха в
камере ПО—120° С.
8. Охлаждение изделий вне камеры на конвейере в
подвешенном состоянии 4 мин.
Для обеспечения нормальной работы линии необхо-
димы:
соблюдение технологического режима и правильная
эксплуатация оборудования и аппаратуры в соответст-
вии с требованиями технологического регламента и ра-
бочих инструкций;
своевременная чистка, обслуживание и ремонт обо-
рудования и аппаратуры в соответствии с графиком
планово-предупредительного ремонта оборудования, ап-
151
•паратов и коммуникаций, осуществляемых службой ме-
ханика цеха;
точное соблюдение всех инструкций и правил по тех-
нике безопасности, пожарной безопасности и всех -са-
нитарно-технических и гигиенических мероприятий;
контроль за состоянием воздушной среды в произ-
водственных помещениях (не реже одного раза в квар-
тал).
Каждый работающий обязан знать: производствен-
ную инструкцию по рабочему месту, инструкции по тех-
нике безопасности, противопожарные инструкции.
Рекомендуемые оптимальные технологические-пара-
метры должны уточняться при их отработке на отла-
женном оборудовании. Отработанными считаются те па-
раметры, при соблюдении которых обеспечиваются тре-
буемое количество красителя и толщина лакокрасочно-
го покрытия. Не допускаются непрокрашенные места,
наплывы, натеки, пузыри, сорность и т. д. Корректиров-
ку обезжиривающего раствора, вязкости лакокрасочного
материала в рабочих баках следует производить по ука-
занию лаборатории. Концентрация паров растворителя
в паровом туннеле и сушильной камере должна поддер-
живаться в установленных пределах. Превышение
верхнего допустимого предела концентрации категориче-
ски запрещается.
Концентрацию паров растворителя контролируют и
регулируют автоматической системой контроля с помо-
щью газоанализатора типа СГТ-2 (конструкции Харь-
ковского филиала СКБА). При отсутствии автоматиче-
ской системы можно контролировать концентрацию па-
ров переносным газоанализатором типа ПГФ2М или
СВК; регулировку осуществлять вручную заслонкой вы-
тяжного воздуховода парового туннеля УСО, а в су-
шильной камере — дроссель-клапаном на выхлопном
воздуховоде.
Газоанализатор должен быть откалиброван на при-
меняемый растворитель. Замер концентраций паров рас-
творителя необходимо производить через каждые 2 ч
работы линии. По окончании работы линии должны
быть промыты растворителем: зона облива, днища и
контуры облива установки УСО через систему подачи
растворителя. Чистку сопел контуров облива в установ-
ке выполняют ежедневно при отключении конвейера, но
при работающих вентиляционных системах установки
УСО. Чистку конвейера и установки УСО производят
строго по графику не реже одного раза в месяц. Под-
152
Вески для изделий следует очищать не реже двух-трех
раз в месяц. Все применяемые лакокрасочные материа-
лы и химикаты должны соответствовать установленным
на них ГОСТам или ТУ и иметь паспорта.
При неисправности какой-либо вентиляционной ус-
тановки пуск линии в работу запрещается. Все работы
по очистке и ремонту оборудования линии производят с
разрешения начальника или механика цеха.
В связи со значительными капитальными затратами
на сооружение УСО, а также с довольно сложной экс-
плуатацией такой метод окраски вентиляционных изде-
лий рекомендуется применять на крупных заводах вен-
тиляционных заготовок. В настоящее время он приме-
няется на заводах, выпускающих свыше 400 тыс. м2
воздуховодов в год.
Сравнительная оценка методов обычной окраски
(табл. 21) вентиляционных изделий позволяет сделать
некоторые обобщения и рекомендации.
Первые три метода ручной окраски (см. табл. 21)
могут быть применены для окраски изделий любой кон-
фигурации, однако производительность их небольшая,
расход красителя высокий, потери его (за исключением
установки УЭРЦ-1) значительны, условия труда рабо-
чих тяжелые, поэтому ручные методы следует приме-
нять в небольших заготовительных предприятиях (до
100 тыс. м2/год), а также при многослойной окраске
изделий перхлорвиниловыми красителями.
Метод окраски окунанием из-за относительно неболь-
ших размеров ванн возможно применять для окраски
компактных, малогабаритных изделий, например связан-
ных проволокой партий фланцев, хомутов, подвесок, а
также листовой стали. Расход красителя небольшой.
При вертикальном расположении оборудования способ
требует небольшой производственной площади. Условия
труда удовлетворительные.
Окраска в электростатическом поле экономична по
расходу красителя. Цикл механизирован и может осу-
ществляться с автоматическим управлением. Условия
работы хорошие. Недостатки метода следующие:
в качестве красителей нельзя использовать железный су-
рик, красители на эпоксидной основе, красители, пиг-
ментированные алюминиевой пудрой, водоэмульсионные
красители; высокая стоимость оборудования. Окраску в
электростатическом поле следует применять для одно-
типных изделий, листовой стали (в листах) и полуфаб-
рикатов несложных изделий.
153
Т аБЛЙЦа 2 1. СРАВНИТЕЛЬНАЯ ОЦЕНКА МЕТОДОЙ ОКРАСКИ
ВОЗДУХОВОДОВ
Окраска
Норма расхода
лакокрасочных
материалов,
г/мг поверхности
Скорость
конвейера,
м/мнн
Ручная пневмопистолетом
Ручная безвоздушным
распылением («Факел»)
Ручная воздушным рас-
пылением в электроста-
тическом поле (УЭРЦ-1)
Окунанием листов и ма-
логабаритных изделий
(механизированная уста-
новка)
В электростатическом
поле (механизированная
установка)
Струйный облив (УСО)
с выдержкой в парах
растворителя (механизи-
рованная установка)
200
200
200
160
150 Грунт — 240, раст-
воритель — 60
150 Грунт—.200, раст-
воритель — 40
150 Грунт— 140, раст-
воритель — 28
Грунт — 80, раст-
воритель — 20
240 300
940 600—
800
Грунт— 150, раст-
воритель — 50 -
Грунт— 190, раст-
воритель — 350
Производ-
ственный
цикл
3 мии
1
3 1,5
2
3
Примечание. Производительность установок определена из расчета
годового фонда времени работы оборудования при двухсменной ра-
боте 4000 ч.
Струйный облив с выдержкой в парах- растворителя
экономичен по расходу красителя. Почти все процессы
струйного облива механизированы и могут осущест-
вляться автоматически. При этом можно применять лю-
бые красители. Условия работы хорошие. Как уже ука-
зывалось выше, этот метод является наиболее рацио-
нальным для крупных заводов вентиляционных изделий.
XI. ОСНОВНЫЕ УКАЗАНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
И ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ
1. Общие правила по технике безопасности
Основными условиями, способствующими снижению
производственного травматизма на строительстве и пол-
ной его ликвидации, являются: выполнение правил по
технике безопасности, обучение рабочих безопасным
154
методам производства работ. Каждый рабочий должен
пройти обязательный инструктаж по технике безопасно-
сти и производственной санитарии, хорошо знать и вы-
полнять требования и правила, предусмотренные главой
СНиП Ш-4-80.
Монтажные работы выполняют в соответствии с про-
ектом производства работ (ППР), который предусмат-
ривает организацию рабочих мест с учетом технологиче-
ской последовательности операций. В ППР даны указа-
ния, обеспечивающие правильное и безопасное производ-
ство работ; решения, позволяющие исключить возмож-
ность травматизма; способы защиты работающих при
применении токсичных материалов и другие мероприя-
тия, обеспечивающие безопасные условия ведения
работ.
При выполнении работ по совмещенному графику на
строительно-монтажной площадке -занято наибольшее
число рабочих различных специальностей, поэтому в
этот период необходимо наладить особенно четкую орга-
низацию производства и обеспечить строжайшее выпол-
нение всех правил по технике безопасности. Принятые в
проекте производства работ решения по технике без-
опасности следует изучить исполнителям работ (произ-
водителям работ, бригадирам, мастерам, рабочим).
Каждый рабочий до зачисления в бригаду должен
пройти вводный инструктаж, проводимый инженером по
технике безопасности или главным инженером строи-
тельно-монтажного управления. Во время вводного ин-
структажа рабочим разъясняют общие задачи данного
строительства, правила внутреннего трудового распо-
рядка, назначение правил техники безопасности и про-
изводственной санитарии и обязанности рабочих по вы-
полнению этих правил.
Рабочий должен знать основные требования электро-
безопасности и правила транспортного и пешеходного
движения по строительной площадке, порядок пользо-
вания санитарно-бытовыми помещениями, спецодеждой
и индивидуальными средствами защиты (очками, рес-
пираторами, предохранительными поясами).
Рабочий, поступающий на работу, обязан ознако-
миться с предупредительными знаками н сигналами, а
также с порядком регистрации несчастных случаев. Для
более полного усвоения правил техники безопасности
после зачисления рабочего на работу проводят курсо-
вое обучение по утвержденной программе. Не позднее
чем через 3 мес после окончания обучения и в дальией-
155
тем ежегодно главный инженер строительно-монтажной
организации обязан проверять знания рабочими без-
опасных методов и приемов работ.
Мастер или производитель работ (прораб) при выда-
че рабочему наряда или задания должен проводить ин-
структаж по технике безопасности непосредственно на
рабочем месте. При этом необходимо разъяснить воз-
можные опасности, а также подробно объяснить без-
опасные приемы работы на данном рабочем месте, на-
значение и правила применения предохранительных
устройств и приспособлений, безопасные приемй при-
менения инструментов, пусковых устройств, способы
смазки механизмов и т. п.
При каждом переводе рабочего на другую работу
или при изменении условий и характера работ мастер
или производитель работ должен вновь провести на
рабочем месте инструктаж по технике безопасности.
После окончания вводного инструктажа рабочему вы-
дают памятку по технике безопасности или инструкцию
и отмечают в специальном журнале дату прохождения
инструктажа.
При производстве монтажных работ одновременно
в двух и более ярусах по вертикали необходимо устраи-
вать сплошные настилы, предохраняющие находящихся
внизу рабочих от возможного падения инструментов и
материалов.
Все открытые вращающиеся части машин и меха-
низмов (валы, ремни со шкивами, цепные передачи,
зубчатые колеса и пр.) должны быть ограждены, а пус-
ковые электрические приспособления — защищены ко-
жухами или помещены в запирающиеся ящики и за-
землены.
Перед началом работ необходимо проверить исправ-
ность используемых машин, механизмов и оборудова-
ния, а также предохранительных устройств. К управ-
лению машинами и механизмами допускаются рабочие,
прошедшие специальный курс обучения и имеющие удо-
стоверения на право управления данной машиной.
Чистить, смазывать и ремонтировать машины и ме-
ханизмы можно лишь при отключении двигателя и пос-
ле их полной остановки.
Рабочие площадки, леса, подмости и другие приспо-
собления, предназначенные для работы на высоте, долж-
ны отвечать требованиям СНиП Ш-4-80 «Техника без-
опасности в строительстве».
!56
При установке лесов и подмостей применяют только
качественные материалы (без гнили, косослоя и других
дефектов).
Нагрузки на настилы лесов, подмостей и грузоподъ-
емных площадок не должны превышать установленных
проектом допускаемых величин. Рабочие обязаны знать
величину этих нагрузок. Стойки, рамы, опорные лест-
ницы и прочие вертикальные элементы лесов должны
быть установлены по отвесу и раскреплены связями в
соответствии с проектом. При укладке элементов насти-
ла (щиты, доски на опоры, пальцы, прогоны) необходи-
мо проверять прочность их закрепления. Ширина насти-
лов на лесах и подмостях должна быть не менее 1 м
для монтажных работ.
Категорически воспрещается вместо подмостей уста-
навливать временные настилы на случайных опорах,
бочках, кирпичах, камнях.
Применяемые при работе приставные лестницы долж-
ны иметь на верхних концах крючья, а внизу специаль-
ные упоры в виде острых шипов, или резиновых наконеч-
ников для предотвращения скольжения лестницы.
При установке рычажных лебедок и блоков, кра-
нов, кранов-укосин и других механизмов следует регу-
лярно проверять прочность канатов и тросов, а также
надежность крепления к ним крюков для подъема
грузов.
В случае неисправности подъемных механизмов ма-
шинист обязан отключить электропитание подъемника
и известить об этом мастера или производителя работ.
Для безопасной работы -при подъеме тяжестей лебедки,
тали и блоки должны иметь пятикратный запас прочно-
сти, а подъемник и краны — шестикратный.
Во время работы подъемных механизмов нельзя на-
ходиться под поднимаемым грузом. Пользоваться грузо-
подъемными механизмами для подъема и спуска рабо-
чих запрещается.
2. Промышленная санитария и гигиена труда ’
Под промышленной санитарией понимают производ-
ственно-гигиенические мероприятия, направленные на
создание для рабочих наиболее благоприятных и без-
опасных условий труда. К числу их относятся: устрой-
ство .специальной вентиляции, обеспечение рабочих тре-
буемой спецодеждой, создание достаточного естествен-
157
ного или искусственного освещения, устройство;/душе-
вых, столовых, правильный режим работы и отдыха, ме-
дицинское обслуживание. /
Большое значение для сохранения здоровья/рабочего
и повышения производительности труда иуёет также
личная гигиена. /
/ 4
/
3. Техника безопасности при изготовлении
воздуховодов из термопластов
Техника безопасности при механической обработке.
Для обеспечения полной безопасности при механической
обработке термопластов кроме соблюдения правил тех-
ники безопасности при работе на различных дерево- и
металлообрабатывающих станках следует выполнять
требования, связанные со специфическими свойствами
. термопластов. Необходимо учитывать, что термопласты
являются более хрупкими материалами, чем сталь, что
повышает вероятность нанесеьй<я травмы как непосред-
ственно работающему за станком, так и лицам, находя-
щимся поблизости.
При механической обработке необходимо соблюдать
общие требования техники безопасности: не начинать
ремонт станков на ходу, не касаться движущихся частей
руками, уборку стружки и опилок, чистку и смазку ме-
ханизмов производить при полной остановке. Механи-
ческая обработка термопластов при температуре ниже
5° С не допускается. При обработке термопластов необ-
ходимо пользоваться защитной маской, режущий инст-
румент должен быть огражден (см. рис. 11).
Категорически запрещается снимать во время работы
защитное ограждение режущей части циркульной пилы
и выполнять резку термопластов 'без него. Так как жест-
кость термопластового листа незначительна, рабочему
приходится прижимать его к столу циркульной пилы в
непосредственной 'близости от режущего органа. Чтобы
исключить при этом возможность травмирования, на
одном из предприятий по производству искусственного
волокна 'был изготовлен и применен специальный при-
жимной ролик, конструкция которого представлена на
рис, 71. Ролик 1 представляет собой цельноточеную
металлическую катушку с отверстием для оси и углуб-
лениями для шарикоподшипников 2. Шарикоподшипни-
ки (№ 200, легкая серия) установлены на оси 3 и за-
крыты крышками 5 с картонными прокладками, исклю-
чающими попадание в шарикоподшипники термопласто-
158
бой крошки. Ролик с шарикоподшипниками вставлен в
обойму 4 и четырьмя болтами соединен с прижимным
устройством, состоящим из нижнего подвижного 6 и
верхнего неподвижного 8 стаканов. Верхний стакан при-
креплен к столу циркульной пилы при помощи консоль-
ной стойки из профильного металла. Усилие для сжа-
тия пружины 7 регулируется винтом 9. Схема крепле-
ния прижимного устройства к циркульной пиле пред-
ставлена на рис. 72. В результате установки прижимно-
го ролика подача материала осуществляется рабочим
органом описанного устройства.
Режущие инструменты (пилы, ножи, резцы) необхо-
димо содержать в исправности и периодически провес
рять их состояние. Стружку после механической обра-
ботки следует своевременно удалять специальной щет-
кой. Рабочие места у станков должны быть оборудова-
ны местными отсосами для удаления пыли и паров хло-
ристого водорода.
В помещении, где производится механическая обра-
ботка термопластов, запрещается выполнять работы,
связанные с выделением взрыво- и огнеопасных газов
или органических растворителей, так как во время тре-
ния металла о термопласт (при больших скоростях)
образуются искры.
К механической обработке термопластов на специ-
альных циркульных и ленточных пилах, а также на
других станках допускаются рабочие, прошедшие спе-
. циальную подготовку и сдавшие экзамен по технике
безопасности.
Полиэтилен, винипласт и другие пластмассы при
комнатной температуре не выделяют в окружающую
среду токсических веществ и не оказывают при непос-
редственном контакте влияния на организм человека.
Работа с ними в нормальных условиях не требует осо-
бых мер предосторожности. Поэтому помещения, в ко-
торых изготавливают изделия из термопластов, обору-
дуются местной вытяжной вентиляцией в местах воз-
можного выделения токсических продуктов, а также
общеобменной вентиляцией.
В соответствии с правилами защиты от статического
электричества оборудование необходимо заземлять, от-
носительная влажность в рабочем помещении должна
быть не ниже 50%.
Техника безопасности при сварочных работах. За-
прещается сваривать термопласты в помещениях, где
возможно выделение взрыво- и огнеопасных газов. Что-
159
Рис. 71. Прижимной ролик к
циркульной пиле
Рис. 72. Схема крепления при-
жимного устройства к циркуль-
ной пиле
1 — стойка с консолью; 2 — стол
циркульной пилы; 3 — рабочий ор-
ган циркульной пнлы; 4 — разрезае-
мый лист винипласта; 5 — прижим-
ной ролик; ’ 6 — иажимное устрой-
ство
бы избежать химическое разложение материала, вслед-
ствие которого выделяются вредные газы, нельзя на-
гревать термопласты до тёмпературы выше 140° С. По-
мещение сварочного отделения должно быть оборудовано
160
вытяжной вентиляцией с отсосами от рабочих мест. При
пользовании электрической горелкой рабочее напряже-
ние тока для нагревания спиралей не должно превышать
36 В. Корпус горелки необходимо заземлять. Электро-
изоляция проводов должна находиться в полной ис-
правности; ее следует периодически проверять.
При работе на переносных сварочных установках (с
передвижным трансформатором) подключать йх в об-
щую сеть может только электромонтер; место подклю-
чения следует тщательно заизолировать.
Ремонт электрической горелки (замена спирали, со-
единительных клемм) должен выполнять опытный элек-
тромонтер при отключенном от сети оборудования.
При пользовании баллонами со сжатыми газами для
сварочных работ необходимо строго соблюдать все пра-
вила хранения, транспортирования и эксплуатации бал-
лонов со сжатыми газами. Газоподводящие шланги сва-
рочных горелок следует содержать в исправности и
периодически их проверять.
4. Техника безопасности
и противопожарные мероприятия
при выполнении антикоррозионных работ
Техника безопасности при механической очистке ме-
таллических поверхностей. При пескоструйной очистке
рабочий-пескоструйщик должен быть одет чв костюм из
пыленепроницаемой ткани и обеспечен скафандром. По-
дача свежего воздуха в скафандр должна быть с навет-
ренной стороны по отношению к источникам загрязне-
ния атмосферного воздуха. Можно также пользоваться
мягким пневмошлемом ТБИОТ-13, который предназна-
чен для защиты органов дыхания от пыли и газов
(рис. 73). Он состоит из прозрачного (пластикат) укры-
тия 1, ободка 2, смотрового окна (оргстекло) 3, коллек-
тора для подачи воздуха под шлем 5 и диафрагмы 6.
Воздух под шлем подается с двух сторон через откры-
тые концы резиновых трубок 4, соединенных с приточ-
ной магистралью посредством наконечника 7, выведен-
ного наружу через диафрагму сзади. Воздух подается
вентилятором; в исключительных случаях можно поль-
зоваться воздухом от компрессора при тщательной его
очистке в специальных фильтрах. Количество воздуха,
подаваемого в шлем, колеблется от 20 до 90 л/мин.
При подаче воздуха в шлем не должно быть непри-
161
Рис. 73. Защитный пневмошлем
ТБИОТ-13
ном напоре в месте отбор
ятного ощущения от движе-
ния воздуха на лице, а смот-
ровое стекло не должно за-
потевать. Для регулирова-
ния подачи воздуха служит
зажим, надетый на . шланг
ниже пояса. При пользова-
нии воздухом от действую-
щей приточной системы вен-
тиляции в зимнее время его
необходимо подогревать до
температуры 18—20° С; на-
пор в месте отбора должен
быть достаточным для по-
дачи воздуха в шлем; отбор
воздуха следует осуществ-
лять с помощью тройника
с отводом диаметром не ме-
нее 25 мм. При недостаточ-
необходимо на магистрали
после него установить шибер. Прикрывая шибер, можно
увеличить располагаемый напор.
Для того чтобы надеть шлем, надо взяться за диа-
фрагму двумя руками и накинуть его на голову. Затем,
держась за шлем и задний хлястик, осторожно натя-
нуть ободок 2 (привязанный к шлему в точках а—г),
располагая смотровое стекло перед глазами, и затянуть
диафрагму. При пользовании шлемом следует относить-
ся к нему бережно во избежание преждевременной
порчи.
Запрещается направлять струю песка перпендикуляр-
но обрабатываемой поверхности, а также в незащищен-
ные места, откуда могут внезапно появиться люди. До
прекращения подачи сжатого воздуха нельзя выпускать
шланг из рук и оставлять его без присмотра. В случае
ухода рабочего с места работы воздушный шланг необ-
ходимо отключить. Запрещается подходить к работаю-
щему со стороны обрабатываемой поверхности.
Техника безопасности при кислотном травлении. Ра-
бочие, занятые на кислотном травлении и транспорти-
ровании кислоты, должны быть обеспечены спецодеж-
дой в соответствии с существующими нормами. Кроме
этого, каждая бригада обязана иметь дополнительно по
одному запасному комплекту спецодежды. -
Учитывая, что концентрированная кислота поступает
на площадку в стеклянных баллонах, переносить их не-
162
обходимо не менее чем двум рабочим на специальных
носилках. При разбавлении концентрированной кислоты
следует обращать особое внимание на порядок очеред-
ности залива, строго соблюдая правило: «Кислоту лить
в воду!» (обратный порядок — залив воды в кислоту —
приводит к бурной реакции, в результате которой неиз-
бежно разбрызгивание кислоты и ее попадание при этом
на рабочего, обслуживающего ванну).
В рабочих зонах с ванными травления запрещается
курить, применять открытый огонь, устанавливать элек-
трическое искрящее оборудование, в том числе электро-
двигатели незащищенного исполнения, так как при трав-
лении выделяется свободный водород (легковоспламе-
няемый газ). Большое скопление водорода при возго-
рании может привести к взрыву. На всех рабочих мес-
тах следует вывешивать яркие транспоранты с надписью
«С огнем не подходить — взрывоопасно!», а также инст-
рукции по технике безопасности на данный вид работ.
В местах установки ванн травления необходимо обес-
печить нормальный воздухообмен средствами венти-
ляции.
Органами санинспекции и санитарного надзора ка-
тегорически запрещен и карается по закону сброс отра-
ботанных кислот без полной их нейтрализации в непри-
способленные для этого сети канализации, а также на
загородные земельные участки и в водоемы. Для пол-
ной нейтрализации кислоты добавляют воду, после чего
в разбавленный раствор с избытком засыпают кальци-
нированную (стиральную) соду. По истечении неко-
торого времени раствор проверяют на содержание кис-
лоты (достаточно на лакмус) и только при условии
достижения полной нейтрализации сбрасывают в кана-
лизацию.
К работе с кислотами не допускаются временные
рабочие, рабочие, не достигшие совершеннолетия, уча-
щиеся школ и ремесленных училищ. К работе с кисло-
тами можно допускать физически здоровых кадровых
рабочих, прошедших специальный медицинский осмотр
и имеющих специальное заключение врачебной комис-
сии. Нельзя допускать к работе рабочих в неисправной
спецодежде, рабочих, подверженных периодически по-
вторяющимся припадкам, головокружениям и т. п., а
также заявляющих о своем нездоровье в данную смену.
Выделенное для работ помещение должно быть чис-
тым, светлым, сухим, свободным от пыли и запираю-
щимся на замок. Температуру воздуха в помещении сле-
163
дует поддерживать в пределах 15—20° С при относи-
тельной влажности не выше 70%.
Кислоты необходимо хранить в отдельных закрытых
помещениях, достаточно отдаленных от несущих фун-
даментов сооружений и коммуникаций, в соответствии с
инструкцией хранения химикатов.
Лица, ответственные за работы с кислотами, назна-
чаются приказом по управлению и специальными рас-
поряжениями по участку. Эти лица проходят обязатель-
ный предварительный инструктаж и должны получить
удостоверение на право производства указанных работ.
Техника безопасности и противопожарные мероприя-
тия при окрасочных работах. Место для окрасочных ра-
бот следует располагать в изолированных помещениях,
Желательно одноэтажных, конструктивные элементы ко-
торых выполнены из огнестойких материалов. В случае
отсутствия отдельных зданий помещения для окраски
необходимо располагать в отдельных пролетах завод-
ских цехов с непосредственным выходом из них наружу
или на лестничную клетку.
Допускается одновременное производство строитель-
но-монтажных работ на расстоянии не ближе 40 м от
места производства окрасочных работ при условии соб-
людения правил безопасности и противопожарных норм.
Розлив и приготовление лакокрасочных материалов
должны производиться в отдельных помещениях, изоли-
рованных от других помещений огнестойкими огражде-
ниями и имеющих огнестойкие двери. Хранение, розлив
и приготовление лакокрасочных материалов запрещают-
ся в помещениях, где происходит окраска этими мате-
риалами. Расположение складов лакокрасочных матери-
алов должно соответствовать действующим специаль-
ным требованиям и нормам хранения легковоспламеня-
ющихся и горючих материалов.
Помещения, где производится окраска, сушка, под-
готовка и хранение лакокрасочных материалов, необхо-
димо оборудовать вентиляцией, обеспечивающей сниже- «
ние содержания в воздухе рабочей зоны вредностей до
допускаемой санитарными нормами концентрации.
В этих помещениях запрещается курить, разводить-
огонь, пользоваться паяльными лампами, выполнять
электросварку и другие работы, вызывающие образо-
вание искр и возникновение пламени. Помещения
должны быть обеспечены пенными огнетушителями,
ящиками с песком, свертками кошмы или асбестовыми
одеялами.
164
Электропроводки, находящиеся под током, и освети-
тельная аппаратура обязаны соответствовать требова-
ниям правил устройства электроустановок во взрыво-
опасных помещениях. Устройства, не отвечающие этим
условиям, необходимо устанавливать вне цеха.
Вытяжные вентиляторы и электродвигатели к ним
следует выполнять во взрывобезопасном исполнении и
устанавливать в отдельных помещениях.
Обтирочные концы, тряпки и мешковину надо до и
после пользования ими хранить в специальных метал-
лических запирающихся ящиках и выносить после окон-
чания работ из цеха в места, указанные пожарной
охраной. Оставлять их в цехе в нерабочее время запре-
щается.
При работе с материалом ВН-30 до его высыхания
(отверждения) необходимо соблюдать правила техники
безопасности, действующие при работе с толуолом, И
соблюдать требования техники безопасности при вы-
полнении всех видов антикоррозионных работ в соот-
ветствии с пп. 8.1, 8.2, 16.3, 16.4, 16.5, 16.6, 16.7 и 16.8
СНиП Ш-4. 80 «Техника безопасности в строительстве».
На лиц, занятых подготовкой материалов ВН-30 и
нанесением покрытий из них, распространяются
дополнительные требования по технике безопас-
ности согласно перечню профессий, приведенного
в прил. 7 СНиП Ш-4.80.
В местах хранения лакокрасочных материалов на
каждой бочке, каждом бидоне и другой таре должны
быть бирки, наклейки или ярлыки с указанием храня-
щихся в них лакокрасочных материалов и растворите-
лей. В производственных помещениях, где производит-
ся окраска поверхностей, допускается хранить лакокра-
сочные материалы в герметически закрытой таре в
количестве, необходимом для работы одной смены. За-
прещается закрывать отверстия металлических бочек,
в которых хранятся лакокрасочные материалы, дере-
вянными пробками или тряпками; запрещается закры-
вать или отвинчивать металлические пробки предметами,
вызывающими искры. Открывать металлические пробки
разрешается только специально предназначенным для
этой цели инструментом, изготовленным из бронзы
или красной меди. Порожнюю тару из-под лакокрасоч-
ных материалов и растворителей следует удалять из
помещений и хранить на специальных площадках на
расстоянии не ближе 20 м от склада или производствен-
ного помещения. Малярный инструмент необходимо ре-
165
гулярно очищать и промывать. Эти работы обязано вы-
полнять определенное лицо и в специально приспособ-
ленном для этого месте.
Рабочие, занятые приготовлением, дозировкой, пере-
мещением растворов лакокрасочных материалов, а так-
же рабочие-маляры должны быть обеспечены спецодеж-
дой и средствами индивидуальной защиты в соответ-
ствии с существующими нормами. Для защиты глаз от
брызг необходимо пользоваться защитными очками.
Рабочие без спецодежды к производству работ не
допускаются. При выполнении окрасочных работ внутри
закрытых колодцев и каналов рабочие-маляры должны
работать в противогазах с принудительной подачей воз-
духа или с выкидными резиновыми шлангами. Для про-
ветривания замкнутых или полузамкнутых пространств
необходимо устанавливать вентиляторы переносного
типа со шлангами. В случае попадания брызг в глаза
их следует немедленно промыть чистой водой и обра-
титься за медицинской помощью.
Все рабочие перед получением допуска к производ-
ству работ с лакокрасочными материалами проходят
медицинский осмотр, а также инструктаж по вопросам,
связанным с применением перхлорвиниловых лакокра-
сочных материалов, по приемам и способам работы с
ними, а также по противопожарным мерам, выполне-
нию правил личной гигиены профилактике и правильно-
му применению индивидуальных средств защиты орга-
нов дыхания. Лица, не прошедшие медицинского осмот-
ра или имеющие противопоказания по состоянию здо-
ровья, к работе с перхлорвиниловыми лакокрасочными
покрытиями и растворителями не допускаются.
Запрещается хранить пищевые продукты и прини-
мать пищу в рабочем помещении (на окрасочных участ-
ках, в краскозаготовительном отделении и складах).
Перед приемом пищи и после окончания работ необхо-
димо мыть руки теплой водой с мылом. Запрещается
мыть руки ксилолом, толуолом или смесью растворите-
лей, содержащих бензол.
Чтобы избегать кожных заболеваний, руки перед
работой следует вымыть теплой водой, вытереть досуха
и затем смазать специальной пастой. На чистые сухие
руки наносят 8—10 г пасты и тщательно растирают ее
до образования тонкой пленки на всей поверхности ко-
жи. После окончания работы с рук смывают соответ-
ствующим растворителем попавшую на них краску, а
затем моют руки теплой водой с мылом. Рецептура
166
ййсты, изготовляемой на месте производства лакокра-
сочных работ: клей казеиновый сухой 200 г; аммиак
25%-ный 50 г, глицерин технический 70 г, вода 1 л.
Последовательность приготовления пасты следующая.
Казеин размалывают и перемешивают с глицерином.
Аммиак разводят водой и полученную аммиачную воду
постепенно добавляют в глицерино-казеиновую смесь,
которую затем тщательно перемешивают и фильтруют
через металлическую сетку с 150—300 отв/см1 2. Полу-
ченную пасту хранят в стеклянной герметически закры-
вающейся посуде. Срок хранения и пригодности пасты
после приготовления 10 сут.
При работе с ядовитыми веществами могут быть
случаи отравления работающих. Признаки отравления:
головная боль, шум в ушах, головокружение, тошнота,
рвота (нередко теряется сознание, резко ослабевает ды-
хание, расширяются зрачки). При этом необходимо ока-
зать первую помощь: вывести (вынести) пострадавшего
на свежий воздух, расстегнуть и распустить ему одежду
и организовать подачу кислорода для дыхания. Во всех
случаях отравления необходимо сразу же вызвать ско-
рую медицинскую помощь.
Расследование и учет несчастных случаев осуществ-
ляется в соответствии с постановлением Президиума
ВЦСПС от 13/VIII 1982 г. Расследованию подлежат не-
счастные случаи, происшедшие как в течение рабочего
времени, так и перед началом и по окончании работ, на
территории предприятия и вне ее при выполнении рабо-
ты по производственному заданию, а также при доставке
работающих на место работы и с работы на транспорте,
предоставленном предприятием (учреждением).
/
XII. НОРМИРОВАНИЕ, ОРГАНИЗАЦИЯ И ОПЛАТА ТРУДА
1. Тарифное нормирование
Уровень квалификации, необходимый для выполне-
ния работ различной сложности, определяется по тариф-
но-квалификационному справочнику (ТК.С). В нем пре-
дусмотрено подразделение рабочих по квалификации,
по разрядам. Этот справочник обязателен для примене-
ния на предприятиях и в организациях всех отраслей
народного хозяйства СССР.
Разряды по шестиразрядной сетке присваиваются
специальной квалификационной комиссией, в состав ко-
торой входят производитель работ, мастер, бригадир,
167
один-два рабочих высоких разрядов и представитель
профсоюзной организации. Председателем квалифика-
ционной комиссии является главный инженер строитель-
но-монтажной организации. На основании решения ко-
миссии издается приказ о присвоении каждому рабоче-
му определенного разряда с последующей записью в
трудовой книжке.
При определении знаний рабочих комиссия руковод-
ствуется тарифно-квалификационным справочником, в
котором приведен перечень работ для каждого разряда.
Перечнем работ, относящимся к профессии слесаря-вен-
тиляционника, предусмотрены операции по изготовле-
нию и монтажу систем вентиляции и кондиционирова-
ния воздуха, в том числе и работы, связанные
с изготовлением и монтажом систем вентиляции для
агрессивных сред.
2. Техническое нормирование
Техническим нормированием называют научно обос-
нованную систему определения производительности
труда.
В строительстве действуют Единые нормы и расцен-
ки (ЕНиР) на строительные, монтажные и ремонтно-
строительные работы, утвержденные Государственным
комитетом Совета Министров СССР по делам строи-
тельства и Государственным комитетом Совета Минист-
ров СССР по вопросам труда и заработной платы по
согласованию с ВЦСПС.
Технические нормы в Единых нормах и расценках
приводятся в виде норм времени и норм выработки.
• Норма времени — установленное количество времени
на выполнение единицы продукции (при изготовлении
или монтаже). Норма времени измеряется в человеко-
часах или человеко-днях.
Норма выработки — установленный объем работы
(или количество продукции), который рабочий должен
выполнить (изготовить или смонтировать) за единицу
времени. Норма выработки измеряется в единицах из-
мерения данной работы или продукции (квадратные
метры воздуховода, штуки фасонных частей, штуки обо-
рудования и т. п.).
В выпусках ЕНиР по каждому виду работ приведе-
ны: краткая характеристика машин (для механизиро-
ванных процессов), указания относительно производства
работ, состав работ с перечислением основных опера-
168
ций, предусмотренных нормами, составы звеньев рабо-
чих по количеству и разрядам, нормы времени и рас-
ценки.
Нормирование и оплата труда рабочих, занятых на
изготовлении и монтаже воздуховодов из термопласта,
осуществляется по ЕНиР: на вентиляционные работы —
сборник 9-2, глава II, с § 22 по § 27 и глава X,
с § 54 по § 57, а также дополнительный сборник Т-3
с § 17 по § .21; на такелажные работы — сборник 24, на
сварочные работы — сборник 22.
Для нормирования антикоррозионных работ можно
пользоваться сборником ЕНиР № 27 (кислотоупорные
работы — глава 7, § 13—§ 56). Условия выполнения
работ, принятые при составлении ЕНиР, изложены в
Общей части к сборникам. При отклонении от принятых
условий в зависимости от сложности выполненных ра-
бот вводятся специальные повышающие и понижающие
коэффициенты.
3. Организация труда
При выполнении вентиляционных работ наиболее пе-
редовыми, прогрессивными являются методы выполне-
ния работ комплексными бригадами. Комплексные
бригады комплектуются из рабочих различных разря-
дов, имеющих смежные профессии (слесарь, сварщик,
такелажник, машинист и др.), что позволяет бригаде
при сокращенной численности рабочих выполнять все
работы по монтажу вентиляционного оборудования, воз-
духоводов и других вентиляционных устройств, включая
вспомогательные. операции. В таких бригадах резко
уменьшаются потери рабочего времени, улучшается ис-
пользование механизмов, повышается качество выпол-
няемых работ. Бригада отвечает за весь комплекс мон-
тажных работ. Производительность труда в комплекс-
ных бригадах значительно выше, чем в обычных. Мон-
тажная комплексная бригада обычно состоит из 10—
12 человек, в том числе: слесарь-вентиляционник-таке-
лажник 5-го разряда, один-два слесаря-вентиляционни-
ка-такелажника 3-го разряда, слесарь-вентиляционник-
электросварщик-газосварщик 4—5-го разряда, слесарь-
вентиляционник-маляр 2-го разряда, слесарь-вентиля-
ционник по изготовлению вентиляционных изделий из
термопласта 3—4-го разряда. В зависимости от объема
выполняемых работ на объекте определяется число
комплексных бригад. При больших объемах вентиля-
169
ционных работ целесообразно организовывать специа-
лизированные бригады, выполняющие определенные
виды-работ узкого профиля: монтаж кондиционеров,
монтаж воздуховодов, такелажные работы, вспомога-
тельно-подготовительные работы (установка средств
креплений, монтажной оснастки и т. п.).
При изготовлении вентиляционных заготовок брига-
ды конечной продукции также комплектуются из рабо-
чих различных разрядов, имеющих смежные профессии.
Бригада разбивается на звенья из двух-трех человек,
которые изготовляют определенные детали (прямые
участки, фасонные части, вентиляционные детали и т.д.)
или выполняют комплекс технологических операций при
изготовлении вентиляционных заготовок.
Работа по изготовлению и монтажу вентиляционных
систем должна организовываться и выполняться передо?
выми методами с использованием эффективных меха-
низмов, оборудования, приспособлений, а также меха-
низированного ручного инструмента.
Перечень инструмента, механизмов, оборудования и
приспособлений определяется проектом производства
работ. Перед началом работ бригадир обязан ознако-
миться с рабочими и монтажными чертежами, прове-
рить обеспеченность бригады вентиляционными заготов-
ками, вспомогательными материалами и монтажной ос-
насткой, позволяющей выполнять работы безопасными
методами с высокой производительностью труда. За-
тем он дает задание каждому члену бригады по мон-
тажу отдельных элементов вентиляционной системы и
контролирует выполнение задания в определенные
сроки.
Бригадир обязан обеспечить бережное и ответствен-
ное отношение членов бригады к монтажной оснастке,
вентиляционному оборудованию и заготовкам, а также
к строительным конструкциям при креплении к ним обо-
рудования, вентиляционных устройств, такелажных при-
способлений и механизмов. —
Каждый член бригады должен постоянно повышать
свою квалификацию, осваивать смежные профессии, за-
ботиться об экономии материалов, добиваться выполне-
ния работ без брака. Все это способствует повышению
производительности труда.
Бригадиру комплексной бригады предоставлено пра-
во участвовать в работе квалификационной комиссии
при установлении членам его бригады новых разрядов.
17Q
4. Заработная плата
Соотношение оплаты труда рабочих разных разря-
дов выражается тарифными коэффициентами. За еди-
ницу принят 1-й разряд. Тарифная ставка определяет
размер оплаты труда рабочих за единицу времени (час,
смена) в зависимости от разряда (табл. 22).
ТАБЛИЦА 22. ТАРИФНЫЕ КОЭФФИЦИЕНТЫ И ЧАСОВЫЕ СТАВКИ
Показатели Разряды
1 2 3 4 5 6
Тарифные коэффициенты . . Часовые тарифные ставки, коп 1 43,8 1,126 49,3 1,267 55,5 1,427 62,5 1,603 70,2 1,804 79
Работникам строительных и монтажных организа-
ций, расположенных в тяжелых природножлиматичеоких
условиях разных районов СССР, установлены повышаю-
щие районные коэффициенты к заработной плате (но не
к норме времени).
Рабочим, занятым на тяжелых работах и на работах
с вредными условиями труда, тарифные ставки повыша-
ются на 8%, а занятым на особо тяжелых работах и
на работах с особо вредными условиями — на 17%.
В строительстве применяют две основные формы
оплаты труда: сдельная и повременная. Наиболее рас-
пространенная — сдельная оплата труда, при которой
заработок рабочего зависит от объема выполненных ра-
бот и от количества изготовленной им продукции.
Сдельная оплата труда имеет несколько разновидно-
стей: прямая сдельная, аккордно-премиальная и аккорд-
ная.
При прямой сдельной оплате труд рабочего оплачи-
вается в зависимости от его выработки. Сдельная опла-
та может быть индивидуальной, звеньевой и бригадной.
Звеньевая и бригадная формы оплаты труда в отли-
чие от индивидуальной не отражают выработки отдель-
ного рабочего и зависят от выработки всего звена или
бригады, количества времени, отработанного каждым
рабочим, и от его разряда.
Аккордная оплата труда заранее устанавливает фак-
тический заработок рабочие за определенный объем ра-
бот на основе действующих нор<м и расценок (напри-
мер, за комплекс работ по изготовлению вентиляцион-
ной системы из термопласта).
171
йри повременной системе оплату труда производят
по тарифной стайке разряда, присвоенного рабочему, и
числу отработанных дней независимо от объема выпол-
ненной работы.
По повременно-премиальной системе оплаты, труда
рабочие, кроме основного заработка, исчисляемого по
тарифным ставкам, получают премию за достижение
установленных показателей (качественное и своевремен-
ное выполнение работ).
При аккордно-премиальной системе оплаты рабочих-
сдельщиков премируют за каждый процент сокращения
нормативного времени в размере: при оценке качества
выполненных работ на «отлично» до 3%, при оценке
на «хорошо» до 2% и при оценке на «удовлетворитель-
но» 0,5% сдельного заработка по аккордному наряду.
Общая сумма премии, выплачиваемая одному рабоче-
му, не должна превышать 40% месячного сдельного за-
работка. Основное отличие аккордного наряда в том,
что расценка и сумма заработной платы приводятся не
по отдельным элементам работы, а за полный комплекс
работ в расчете на конечный измеритель продукции,
например на 1 м2 воздуховодов.
Пример расчета по аккордно-премиальному наряду
В наряде должны быть следующие данные:
По плану фактически
Состав бригады, чел.......... 6 6
Начало работ................. 1/IV 1980 г. 1/IV 1980 г.
Окончание работ.................. 26/IV 1980 г. 25/IV 1980 г.
Приведенные данные вносятся в аккордный наряд
по форме ЕНиР (табл. 23).
За сокращение нормативного времени (производство
работ было закончено 25/IV 1980 г. вместо заданного
по наряду 26/IV 1980 г.) полагается выплатить премии
исходя из следующего расчета.
На выполненный объем работ требовалось по нор-
мам 120 чел.-дней (6 чел.Х20 дней), или 960 чел.-ч
(120 чел.-днейХ8 ч).
Фактически по табелю с учетом'сверхурочных часов
затрачено 940 чел.-ч. Сокращение нормативного времени
по заданию с учетом перевыполнения норм за предыду-
щий месяц на 20% (коэффициент перевыполнения
норм 1,2) составляет
1200 — 960
1200-1,2
100= 16,7%.
172
ТАБЛИЦА 23
В с £ Описание работ Обоснование норм и расценок Единица измерения
1 2 3 4 со Монтаж воздуховодов из стали тол- щиной до 1 мм, круглого сечения диаметром до 630 мм, количество фасонных частей до 10 шт То же, диаметром до 900 мм . . < . ЕНиР 9-2-37 То же м2
Итого — —
I
Задание Фактическое выполнение
по нормам время, затрачен- ное на выполнение работ, чел.-ч 3 2 .
объем работ время на еди- ницу измере- ния, чел.-ч время на весь объем работ, чел.-ч расценка за единицу измерения, коп. сумма зара- ботной платы, руб.—коп. объем работ сумма зарплат за выполненну работу, руб.— коп.
250 0,46 115 27,3 68—50 250 92 68—50
600 0,36 ' 216 21,4 128—40 600 175,5 128—40
— 1200 — 620—00 — 960 620—00
Фактическое сокращение нормативного времени со-
ставило
1200 — 940
—100 = 21,6о/о.
По приказу, издаваемому организацией, предусмат-
ривается выплата доплаты:
при удовлетворительном качестве работ (коэффи-
циент доплаты 0,5)
16,7
---— 620 0,5 = 52 руб.;
100 rj » .
при хорошем качестве работ (коэффициент допла-
ты 1,5)
16,7
—Г—620-1,5= 155 руб.;
100 г
при отличном качестве работ (коэффициент допла-
ты 2%)
16,7
-—т— 620-2 = 207 руб.
При фактической оценке мастером выполненных ра-
бот «на хорошо» зарплата составляет
21,6
——7—620-1,5 = 201 руб.
1UU
Под приведенным расчетом в наряде подписы-
ваются:
мастер, выдавший наряд (обязательно указывается
дата выдачи наряда);
нормировщик, проверивший нормы и расценки;-
бригадир (звеньевой, рабочий), принявший задание;
бригадир (звеньевой, рабочий), сдавший работу (ука-
зывается дата);
мастер, принявший работу, с указанием оценки («хо-
рошо») и даты (например, 25 апреля 1980 г.);
инженер по труду и зарплате, проверивший наряд;
начальник участка (старший производитель работ).
Аккордный наряд может быть выдан на изготовле-
ние или монтаж вентиляционной системы со всеми вспо-
могательными работами, в котором укрупненная расцен-
ка должна быть приведена на 1 м2 готового воздуха,
а сумма заработной платы подсчитана на всю вентиля-
ционную систему (со всеми фасонными частями и вен-
тиляционными деталями). При больших объемах работ,
требующих значительного срока выполнения, расчеты
за текущий месяц производятся в виде аванса в соот-
ветствии с объемом принятых работ по прямым сдель-
174
ным расценкам. Премиальная доплата выплачивается
при окончательном расчете при условии качественного
выполнения всех работ по наряду досрочно или в срок.
Аккордно-премиальная оплата труда является основной
оплатой труда комплексных бригад, особенно при вы-
полнении работ на особо важных и сдаточных объектах,
перечень которых утверждается- начальником монтажно-
го управления и согласовывается с комитетом проф-
союза. При невыполнении задания к установленному ка-
лендарному сроку оплата выполненных работ произво-
дится по сдельным расценкам без начисления премии.
Независимо от причин задержек в работе перенос срока
окончания задания не разрешается.
Аккордно-премиальная форма оплаты труда способ-
ствует улучшению организации работ на объекте и по-
вышению производительности труда, заинтересованно-
сти рабочих в быстрейшем и качественном выполнении
работ.
При изготовлении и монтаже вентиляционных систем,
как правило, работы выполняют комплексные бригады.
В.этом случае можно вводить премирование за эконо-
мию основных материалов по сравнению с производ-
ственными нормами расхода этих материалов, а также
за сохранность и бережное отношение к воздуховодам
и вентиляционным деталям. Премия за экономию ма-
териалов не должна превышать 40% суммы, полученной
экономии, а за бережное отношение к вентиляционным
изделиям, в результате которого достигнута их полная
сохранность, — 0,2% стоимости этих изделий по смет-
ным ценам.
За ввод в действие важнейших объектов в срок или
досрочно рабочим выделяется премия в размере 60%
общей суммы премии, причитающейся данной организа-
ции. Размер премии, выплачиваемой в данном месяце за
ввод в действие объектов, не должен превышать 75%
месячной тарифной ставки премируемого рабочего. Раз-
мер премии утверждается начальником монтажного уп-
равления. За руководство бригадой, состоящей не менее
чем из шести человек, бригадиру доплачивается 2% сум-
мы заработной платы бригады (без учета премий), но
не более 40 руб. в месяц. Доплата выплачивается при
условии выполнения всей бригадой норм выработки в
среднем за месяц и без нарушения трудовой дисципли-
ны. Вследствие плохой организации работ на объекте
при монтаже или в мастерской при изготовлении вен-
тиляционных систем иногда происходят простои рабо-
175
чих. Если простой произошел не по вине рабочего, за
время простоя выплачивается 75% тарифной ставки.
В целях повышения качества вентиляционных работ
и производительности труда работы по изготовлению
воздуховодов из термопласта и по антикоррозионной за-
щите стальных воздуховодов необходимо выполнять на
заводах или в заготовительных мастерских. На строи-
тельном объекте следует выполнять только монтажные
работы, причем к ним следует приступать только после
тщательной подготовки объекта под монтаж.
5. Себестоимость вентиляционных работ
Одним из важнейших технико-экономических пока-
зателей монтажной организации или предприятия, ха-
рактеризующих рентабельность их работы, является се-
бестоимость выполненных работ или изготовленной про-
дукции, которая складывается из прямых затрат и на-
кладных расходов.
Прямые затраты — это стоимость расходуемых ма-
териалов, эксплуатация механизмов и транспорта (рас-
ходы на топливо и электроэнергию) и заработная плата.
К накладным расходам относятся административно-
хозяйственные расходы, отчисления на социальное стра-
хование, выплаты командировочных расходов, отпуск-
ных й выходных пособий, расходы на охрану труда и
технику безопасности, на противопожарные мероприя-
тия.
Сокращение непроизводственных расходов, экономия
материалов, изыскание и использование всех резервов
производства, повышение производительности труда
обеспечивают снижение себестоимости строительно-мон-
тажных работ, которое, в свою очередь, позволяет сэко-
номить государственные средства и осуществлять раз-
витие народного хозяйства более быстрыми темпами.
Снижение себестоимости вентиляционных работ мо-
жет быть обеспечено за счет внедрения новых, передо-
вых методов производства работ; использования средств
малой механизации, механизированного инструмента,
новых прогрессивных, более дешевых, но стойких мате-
риалов, индустриальных конструкций вентиляционных
изделий; использования типовых и стандартных узлов и
деталей промышленного изготовления.
Достижение высоких показателей по снижению се-
бестоимости вентиляционных работ зависит В первую
очередь от слесарей-в^нтиляционников, изготовляющих
и (монтирующих вентиляционные устройства.