








































































































































































































































































































































Текст
И. Г. САМОШИН, Л. Е. ТОКМАКОВА —
СПРАВОЧНИК МОЛОДОГО ТЕРМИСТА
Издание второе, исправленное и дополненное
зэъаХ'
ИЗДАТЕЛЬСТВО «ВЫСШАЯ ШКОЛА»
Москва 1966
6П4. 51
С17
Книга содержит справочные сведения об оборудовании, применяемом для термической обработки металлов и сплавов, — нагревательных печах, соляных и свинцовых ваннах, различных установках и приспособлениях, а также приборах для контроля термообработки; даны сведения о технологии и режимах термической и химико-термической обработки стали, чугунов и цветных металлов.
Приведены данные о составе и свойствах машиностроительных материалов и сведения о технике безопасности при термической обработке.
Справочник рассчитан на учащихся профессионально-технических училищ и молодых рабочих-термистов.
Отзывы о справочнике просим направлять по адресу: Москва, Неглинная ул., 29/14, издательство «Высшая школа».
3—12—5 28—66
ПРЕДИСЛОВИЕ
Профессионально-технические училища ежегодно под-отавливают большое количество рабочих разных профес-ий, в том числе и термистов, для различных отраслей на-эдного хозяйства.
Молодой рабочий-термист часто нуждается в справоч-лх материалах для решения тех или иных производствен-,ых вопросов.
Большие и сложные технические справочники, рассчитанные на инженерно-технических работников, трудны для молодых рабочих.
Небольшой по объему «Справочник молодого термиста» содержит необходимые справочные сведения о технологии термической обработки стали, чугунов и цветных металлов, а также сведения об оборудовании и дает возможность молодому рабочему-термисгу быстро найти нужную справку, указание или рекомендацию.
Помещенный в справочнике материал дополняет имеющуюся учебную литературу, которой пользуются при подготовке термистов в профессионально-технических училищах.
В настоящем издании переработан параграф «Механизация и автоматизация регулирования температуры» и вновь написаны параграфы «Диффузионное легирование» .и «Вопросы техники безопасности».
Для удобства пользования справочником материал расположен в такой последовательности: часть первая — основные сведения о металлах и сплавах, подвергающихся Атермической обработке; часть вторая — оборудование, притворы и материалы, применяемые для термической обработ-V металлов; часть третья — технология и режимы термичкой обработки стали, чугуна и цветных сплавов.
* * *
:С 1 января 1963 г. введен ГОСТ 9867—61, которым ус-, |авливается применение в СССР Международной систе-1 единиц—СИ.
/ (
4
Предисловие
Система единиц СИ предусматривает установление единообразия в единицах измерения и содержит шесть основных единиц и две дополнительные. Эта система охватывает измерение всевозможных величин: механических, тепловых, электрических, магнитных, световых, акустических.
Основными единицами установлены: метр (.и) —для измерения длины; килограмм (кг) —для измерения массы; секунда (сек) —для измерения времени; градус Кельвина (°К) —для измерения температуры; ампер (а) —для измерения силы электрического тока; свеча (св) —для измерения силы света. Дополнительными единицами установлены: радиан (рад)—для измерения плоских углов и стерадиан^ (стер) —для измерения телесных углов.
В системе единиц СИ нагрузка, сила резания и т. д. измеряются в ньютонах. Ньютон (н) —это сила, которая массе в 1 кг сообщает ускорение, равное 1 лдсек (1 кГ = = 9,80665 н).
Давление, прочность на растяжение, твердость и т. д. измеряются в ньютонах на квадратный метр (н/л2).
В системе единиц СИ работа любой машины измеряется в джоулях, а мощность — в ваттах. Джоуль — это работа, совершаемая силой в 1« при перемещении точки ее приложения по направлению действия силы на расстояние 1 м (1 кГм = 9,80665 дж).
Для измерения плоского угла, в том числе и угла резания, принят радиан. Радиан (рад) —это угол между двумя радиусами круга, вырезающий по его окружности дугу, длина которой равна радиусу (1 рад = 57°17'44,8").
Для измерения температуры в СИ принята термодинамическая шкала Кельвина, в которой для температуры тройной точки воды установлено значение 273,16° К. Под тройной точкой воды понимают точку равновесия воды в твердой, жидкой и газообразной фазе. По этой шкале нулевым значением температуры является абсолютный нуль (—273°С). Температуру по Цельсию обозначают t, а по Кельвину Т. Переход от одной температурной шкалы к другой следующий: Т = /+273,15°, t = Т —273,15°.
В данном справочнике для измерения различных физических величин применена система единиц МКГСС.
В приложении показано соотношение единиц СИ и МКГСС и приведены примеры пересчета встречающихся в справочнике единиц измерения МКГСС в единицы СИ.
ЧАСТЬ ПЕРВАЯ
Глава I
КРАТКИЕ СВЕДЕНИЯ О МЕТАЛЛАХ И СПЛАВАХ
1. Строение металлов и сплавов
Металлы являются кристаллическими телами. Металлические кристаллы состоят из мельчайших частиц-атомов, которые располагаются в определенном порядке, образуя различные кристаллические решетки. На рис. 1 показаны наиболее распространенные кристаллические решетки различных металлов.
Некоторые металлы могут иметь различное расположение атомов в кристалле в зависимости от температуры. Так, например, железо до температуры 910°С и в интервале 1400°—1535° С образует кубическую объемноцентрирован-ную решетку, а в интервале температур 910—1400° С — кубическую гранецентрированную решетку.
Сплавами называют сложные тела, полученные сплавлением металла с металлами или неметаллами. В зависимости от того, в какое взаимодействие вступают при кристаллизации два компонента сплава не взаимодействуют друг дающие виды соединений:
1. Механическая смесь (получается, когда при кристаллизации два компонента сплава не взаимодействуют друг с другом и не образуют новых кристаллических фаз).
В этом случае компоненты выделяются в чистом виде и структура сплава представляет собой механическую смесь чистых компонентов.
2. Твердые растворы — кристаллические фазы, образующиеся в результате внедрения или замещения атомов растворимого компонента — Б в кристаллическую решетку растворителя — А (рис. 2),
6
Глава I. Краткие сведения о металлах и сплавах
Рис. 1. Типичные кристаллические решетки металлов и схема расположения атомов в кристалле: а — кубическая объемиоцентрированная (Fe а, Feg, W а, Мо, V, Tip и др.), б — кубическая гранецентрированная(Fe Си, А1, Айи др.), в — гексагональная (Mg, Zn, Соа, Ti а и др.), г — тетрагональная (Snp и др.), д — схема расположения атомов в кристалле, е — действительное расположение атомов в кристаллической решетке
Рис. 2. Кристаллические решетки твердых растворов:
а — замещения, б — внедрения
Диаграмма состояния системы железо — цементит
7
Структура твердого раствора однофазная — твердый раствор А (Б), который обычно обозначается греческими буквами а, (3, у, б и т. и.
2. Диаграмма состояния системы железо — цементит
На рис. 3 приводится лезо—цементит. Железо
диаграмма состояния системы же-и углерод взаимодействуют меж
fOO °/о FGjL
Рис. 3. Диаграмма состояния системы железо — цементит. Обозначения:
ЖС — жидкий сплав, А— -аустенит, Ц|— цементит первичный, Цц — цементит вторичный, Ф — феррит, П — перлит, Л—ледебурит, дп— ледебурит превращенный
ду собой, образуя химическое соединение — цементит — РезС (содержание углерода С — 6,67%), твердые растворы— феррит и аустенит, а также механические смеси. Цементит, феррит и аустенит являются основными фазами в железоуглеродистых сплавах. В сочетании друг с другом эти фазы образуют следующие структуры.
8
Глава I. Краткие сведения о металлах и сплавах
1,2% С; структура: перлит + цементит (светлый по границам зерен), д — белый чугун 3% С; структура: перлит (темные зерна) + превращенный ледебурит (темные зерна — перлит, светлый фон—цементит), е — белый чугун 4,3% С; структура; превращенный ледебурит (темные зерна — перлит, светлый фон — цементит), ж—белый чугун — 5% С; структура: пластинки свободного цементита + превращенный ледебурит
Критические точки и их обозначение
9
Ледебурит — смесь кристаллов аустенита и цементита, содержащая 4,3% углерода и получающаяся из жидкого сплава при температуре 1130° С. При температуре 727° С аустенит распадается, образуя перлит. При комнатной температуре ледебурит состоит из перлита и цементита; он имеет очень высокую твердость и хрупкость. Такой ледебурит называется превращенным.
Перлит — продукт распада аустенита при температуре 727° С — представляет собой механическую смесь феррита и цементита, содержание углерода в перлите 0,8%.
Перлит может иметь пластинчатое или зернистое строение. По сравнению с ферритом он обладает более высокой прочностью и значительно меньшей пластичностью.
Железоуглеродистые сплавы с содержанием углерода до 2% называются сталями, а свыше 2% —чугунами. Сталь с содержанием углерода меньше 0,8% называется доэвтектоидной, 0,8% углерода — эвтектоидной, больше 0,8% — заэвтектоидной. Чугун, содержащий углерода менее 4,3% называется доэвтектическим, более 4,3% — заэвтек-тическим. Структура углеродистых сталей и белых чугунов показана на рис. 4.
3. Критические точки и их обозначение
Температурные точки, при которых начинается или заканчивается процесс фазовых превращений в металле или сплаве, называются критическими. ?<ритические точки обозначаются буквой А. Для того чтобы различить критические точки при нагреве и охлаждении, рядом с буквой А при нагреве ставят букву с, а при охлаждении — г.
Для железоуглеродистых сплавов первая критическая точка А, находится на линии PSK и соответствует аустенитно-перлитному превращению. Критическая точка А3, находящаяся на линии GS, соответствует началу выпадения или концу растворения феррита в доэвтектоидных сталях. Для заэвтектоидных сталей при нагреве на линии SE заканчивается процесс растворения цементита вторичного в аустените — это будет критическая точка Ас ; при охлаждении — начало выделения цементита вторичного из аустенита обозначается АГст-
10
Глава 1. Краткие сведения о металлах и сплавах
4. Легирующие элементы и их влияние на свойства сталей и чугунов
К легирующим элементам относятся элементы, которыч растворяются в железе и образуют с ним различные соединения. Некоторые легирующие элементы образуют с углеродом химические соединения, называемые карбидами. К таким элементам относятся Сг, Мп, W, V, Ti, Mo, Nb, Та, Zr. Такие элементы, как Ni, Si, Си, Al, химических соединений с углеродом не образуют.
Все легирующие элементы, кроме марганца и бора, уменьшают склонность к росту аустенитных зерен при нагреве. Поэтому все легированные стали, кроме марганцовистых, могут подвергаться горячей обработке при более высоких температурах без опасности перегрева.
Все легирующие элементы, кроме кобальта, увеличивают устойчивость переохлажденного аустенита, сдвигая С-об-разные кривые вправо. Благодаря этому уменьшается критическая скорость закалки, появляется возможность проводить охлаждение при закалке в менее резко охлаждаемых средах чем для углеродистых сталей. Обычно легированные стали охлаждают при закалке в масле, а некоторые даже на воздухе.
Введение легирующих элементов в состав стали или чугуна изменяет их физические и химические свойства, повышая прочность, износоустойчивость, коррозионную стойкость, жаростойкость, жаропрочность и другие свойства.
5. Влияние скорости охлаждения на положение критических точек
На положение критических точек влияет не только введение в сплав легирующих элементов, но и скорости нагрева и охлаждения. Зная закономерности смещения критических точек, можно изменять состояние сплава, а в связи с этим и его свойства. Возможность упрочнения сталей путем термической обработки объясняется наличием фазовых превращений в твердом состоянии: охлаждая аустенит с различными скоростями и вызывая тем самым различную степень переохлаждения, можно получить продукты распада аустенита, резко различающиеся по строению и свойст
Влияние скорости охлаждения на критические точки
11
вам. Влияние скорости охлаждения на температуру распада эвтектоидной стали (С = 0,8%) показано на рис. 5.
При относительно небольших скоростях охлаждения аустенит претерпевает превращение при температурах
Скорость оослажСенил^рад/сек
Рис. 5. Зависимость процесса распада аустенита эвтектоидной стали от скорости охлаждения
700—550° С, обозначаемых А/, с образованием механической смеси кристаллов феррита и цементита. Дисперсность полученной смеси возрастает по мере снижения температуры превращения. Одновременно возрастает прочность и твердость и снижаются пластические свойства стали. В зависимости от степени дисперсности смеси структуры называются перлитом, сорбитом или троостнюм.
При значительных скоростях охлаждения аустенит переохлаждается до более низких температур, при которых происходит бездиффузионное превращение с образованием мартенситной структуры. Мартенсит стали представляет собой пересыщенный твердый раствор углерода в a-железе. Превращение аустенита в мартенсит происходит в определенном интервале температур. Положение температуры начала мартенситного превращения обозначается М н, а
12
Глава 1. Краткие сведения о металлах и сплавах
температура конца —Л1К. Температурный интервал мартенситного превращения зависит от химического состава стали (для углеродистых сталей — от содержания углерода) и для многих марок сталей Л1К находится ниже 0°С.
6. Закалочные среды
Критическая скорость закалки зависит от химического состава стали и от температуры, при которой сталь охлаждается. Углеродистые стали с малым содержанием угле-
Рис. 6. Зависимость критической скорости закалки от содержания углерода в стали:
I — закалка заэвтектоидиой стали с температур выше А С1 на 30—50°, II — закалка заэвтектоидной стали с температур выше Асст на 30—50°
рода требуют большей скорости охлаждения при закалке, а с большим содержанием углерода — меньшей. Критическая скорость закалки углеродистых сталей находится примерно в пределах от 200 до 600° С в секунду.
Зависимость критической скорости закалки от содержания углерода в углеродистой стали показана на рис. 6.
Закалочные среды
13
Таблица 1
Закалочные среды
Закалочная среда Скорость охлаждения, град{сек, в интервале
550-С50’ С 200-300° С
Вода при 18° С 600 270
. 26° С 500 270
. . 50° С 100 270
. 74° С 30 200
Вода мыльная 30 200
„ дистиллированная . . . 250 200
Вода при 18° С-ЬЮ% едкого натра 1200 300
Вода при 18° С+10% поваренной соли 1100 300
Вода при 18° С+10% соды 800 270
„ „ 18° С+10% серной кислоты 750 300
Минеральное машинное масло 150 30
Трансформаторное масло 120 25
Керосин 160—180 40—60
Железные плиты 35 15
Медные плиты • 60 30
14
Г лава /. Краткие сведения о металлах и сплавах
Для легированных сталей критическая скорость закалки ниже 150° С в секунду. Такое снижение критической скорости объясняется увеличением устойчивости легированного аустенита. В качестве закаливающей среды для углеродистых сталей применяется вода, а для легированных сталей— минеральное масло (табл. 1).
7. Виды термической обработки
Основными видами термической обработки являются отжиг, закалка, отпуск и химико-термическая обработка.
Отжигом называют процесс термической обработки, состоящий из нагрева стали до заданной температуры, выдержки при этой температуре и последующего медленного охлаждения. Для холоднодеформированных сталей применяют отжиг 1-го рода — рекристаллизационный отжиг, температура нагрева при котором находится ниже точки Л,. При таком отжиге фазовых превращений не происходит. Целью отжига является перевод стали в более устойчивое состояние, возврат исходных свойств стали. Отжиг 2-го рода — перекристаллизационный, при котором нагрев происходит на 30—50° выше А с3 (полный отжиг) с последующим медленным охлаждением. В результате отжига снимаются внутренние напряжения, получается равновесная структура, снижается твердость и повышаются пластичность и вязкость.
Закалка заключается в нагреве стали (или сплава) до температур, обеспечивающих аустенитное (однофазное) или аустенитное плюс карбидное (двухфазное) состояние с последующим быстрым охлаждением в соответствующих сплаву охлаждающих средах.
Цель закалки состоит в получении неравновесного состояния сплава, обладающего наибольшей твердостью для сталей и чугунов и наименьшей для цветных сплавов с соответствующими этой твердости механическими характеристиками.
При закалке происходит увеличение объема деталей, что вызывает появление больших внутренних напряжений. Закалочные напряжения могут привести к короблению деталей и к образованию трещин в процессе закалки. После закалки всегда производят отпуск.
Виды термической обработки
15
Отпуск закаленной стали применяется с целью уменьшения закалочных напряжений, снижения твердости закаленной стали до заданной, получения нужного комплекса механических свойств (прочности, пластичности и вязкости). Основным превращением при отпуске является
Рис. 7. Схема изменения структуры и твердости закаленной стали прн отпуске:
М3— мартенсит закалки, Мот —мартенсит отпуска, Т — троо-стит, С — сорбит, П — перлит
распад мартенсита — выделение пересыщенного углерода в виде мелких кристалликов карбида железа.
Для углеродистых сталей распад мартенсита при постепенном нагреве завершается при температурах около 400° С; образовавшуюся феррито-цементитную механическую смесь называют трооститом отпуска. При дальнейшем нагреве происходит увеличение размеров кристаллов феррито-цементитной смеси. Структура углеродистой стали после отпуска при 500—650° С называется сорбитом отпуска. Изменение структуры и твердости в зависимости от температуры отпуска показано на рис. 7.
16
Глава I. Краткие сведения о металлах и сплавах
8. Процессы, протекающие в чугунах при нагреве, выдержке и охлаждении
Серые чугуны, обыкновенные и легированные, отличаются от сталей более высоким процентом содержания углерода, колеблющимся примерно от 2,6 до 3,6%. Углерод в чугунах находится либо полностью в свободном состоянии, либо частично в связанном. В свободном состоянии углерод имеет форму графитных включений различных размеров и конфигураций. В сталях весь углерод находится в связанном состоянии в виде химического соединения — цементита.
Серые чугуны по структурному признаку делятся на ферритные, в которых нет связанного углерода (цементита); на феррито-перлитные, у которых связанного углерода меньше 0,8% и на перлито-цементитные, у которых связанного углерода более 0,8%.
Отжиг чугунов при температуре ниже Ai снимает внутренние напряжения, тонкая структура переходит в грубую— перлитную. При 600° С и выше начинается и протекает процесс распада цементита. Размер зерна ие изменяется.
При охлаждении фазовых и структурных изменений в чугуне не происходит.
Отжиг при температурах ниже Д[ применяется для станин, рам и других деталей большого размера с целью стабилизации размеров и формы.
Отжиг при температурах выше At (Л3) применяется для деталей малого и среднего веса, имеющих ответственное назначение. При нагреве до Ас, снимаются внутренние напряжения, тонкие структуры переходят в перлит. При температуре А с, происходит превращение перлита в аустенит. В чугунах феррито-перлитных от Ас, до Асз феррит растворяется в аустените. В чугунах перлитных процесс фазового изменения заканчивается в точке Л с,. В чугунах пер-лито-цементитных от Де, до А сст происходит процесс растворения цементита в аустените. При температурах выше Ас,, Ас„АСст и во время выдержки идет процесс растворения углерода в аустените, который поступает из графитовых включений чугуна.
При охлаждении отжигаемого чугуна все процессы, имеющие место при нагреве, протекают в обратном на
Нагрев, выдержка и охлаждение чугунов
17
правлении. При медленном охлаждении из аустенита выделяется углерод, перешедший из графита. Затем из аустенита выделяется либо феррит, либо цементит (карбиды) .
Точка Аг\ соответствует превращению А — П. Ниже АГ1 фазовых и структурных изменений в чугуне не происходит.
При увеличении скорости охлаждения вместо перлита можно получить сорбит.
Закалка серого чугуна производится с той же целью, что и закалка стали. Серые обыкновенные чугуны закаливаются в воде, легированные — в масле.
Чугуны подвергаются закалке только в отожженном состоянии. При нагреве до А с фазовых и структурных изменений в чугуне не наблюдается.
При А <?, и выше протекают те же процессы, что и при нагреве для отжига.
При скорости охлаждения, равной или выше критической скорости закалки, аустенит чугуна переохлаждается до точки Л1н- В точке Л4Н начинается процесс превращения аустенита в мартенсит. Полнота превращения АМ зависит прежде всего от содержания углерода в аустените.
Содержание углерода в аустените зависит как от количества связанного углерода в чугуне, так и от количества растворенного углерода в аустените из графитовых включений. Кроме того, полнота превращения так же, как и в стали, будет зависеть от температурных остановок между точкой Л4Н и комнатной температурой.
Отпуск закаленного чугуна проводится с тон же целью, что и отпуск сталей. Зависимость структуры и твердости от температуры отпуска в чугунах такая же, как и в сталях.
Ковкие чугуны получают путем отжига из белых чугунов, содержащих от 2,6 до 2,')% углерода. В зависимости от режима отжига получают перлитный ковкий чугун со структурой, состоящей из перлита и углерода отжига в виде включений хлопьевидной формы (рис. 8), или ферритный ковкий чугуи со структурой — феррит и углерод отжига (рис. 9). На рис. 10 представлены микроструктуры чугунов.
18
Глава I. Краткие сведения о металлах и сплавах
Рис. 8. График отжига белого чугуна на ковкий перлитный
/емпература
--»- Время
Рис. 9. График отжига белого чугуна иа ковкий ферритный
Нагрев, выдержка и охлаждение чугунов
19
Рис. 10. Структуры чугунов,-
а — серый ферритный чугун,- структура: феррит (светлые зерна) + + графит (серые включения), б — феррито-перлитный чугун; структура: феррит (светлые зерна) + перлит (темные зерна) + графит (серые включения), в — перлитный чугун; структура: перлит + графит, г —ковкий ферритный чугун; структура: феррит (светлые зерна) + углерод отжига (темные включения), д — ковкий перлитный чугуи; структура: перлит (темные зерна) + углерод отжига (темные скопления У. О. на белом фоне), е — ковкий чугун с округлой формой графита; структура: перлит (темные зерна) + углерод отжига (темные округлой формы скопления У. О. на светлом фоне)
20
Глава I. Краткие сведения о металлах и сплавах
9. Процессы, протекающие в цветных сплавах при нагреве, выдержке и охлаждении
В машиностроительной промышленности наибольшее применение находят цветные сплавы на медной, алюминиевой и магниевой основах.
Сплавы меди с цинком называются латунями; меди с оловом, свинцом, алюминием, бериллием и другими элементами — бронзами; алюминия с медью и магнием — дюралюминием; магния с алюминием, цинком и другими элементами — магниевыми сплавами. Цветные сплавы подвергают различной термической обработке: отжигу первого и второго рода, закалке, отпуску.
Отжиг первого рода применяется для снятия внутренних напряжений, укрупнения структуры и для возврата тех свойств, которые были у сплава до обработки его давлением в холодном состоянии. В процессе такого отжига сначала снимаются внутренние напряжения, затем измельченная в процессе холодной обработки давлением структура укрупняется, после чего происходит увеличение размера зерна до исходного и больше исходного. Отжиг производится при температурах ниже точки фазовых превращений.
Отжиг второго рода применяется для снятия внутренних напряжений, уничтожения волокнистости, изменения структуры и размера зерна, выравнивания химического состава. Отожженные сплавы отличаются от не-отожженных более высокими механическими свойствами. Во время отжига процессы протекают в следующей последовательности. Вначале снимаются внутренние напряжения, затем укрупняется структура и повышается растворимость одной фазы в другой, после этого происходят фазовые превращения и изменения размеров зерна. Во время выдержки устраняется химическая неоднородность, что способствует значительному улучшению свойств сплава. При охлаждении происходят фазовые превращения и изменение растворимости одной фазы в другой. Температура отжига выбирается выше точки фазового превращения.
Закалка применяется к тем сплавам, у которых при нагреве и охлаждении происходит изменение растворимости или фазового состояния. К числу таких сплавов относится бериллиевая бронза (рис. 11). Химический состав этой бронзы: меди около 98% и бериллия около 2%. Сплавы,
Нагрев, выдержка и охлаждение цветных сплавов
21
содержащие бериллия более 2%, пе рассматриваются. При комнатной температуре такой сплав состоит из зерен эвтектоида (смесь двух фаз а+у). Температура закалки находится в пределах 780—800° С. Из рис. 11 видно, что бериллиевая бронза нагревается до однородного состояния а-фазы. (Фазы принято обозначать греческими буквами а, Р, у и т. п.).
Если бериллиевую бронзу, находящуюся в а-состоянин, медленно охлаждать (от 800°), то в процессе охлаждения образуется структура, состоящая из зерен a-фазы и зерен эвтектоида (а+у). При таком охлаждении произойдет отжиг. Если же охлаждение вести со скоростью, при которой a-фаза переохладится до комнатной температуры, то по-
Рис. 11. Диаграмма состояния системы Си —Be
22
Глава I. Краткие сведения о металлах и сплавах
лучится твердый раствор замещения меди бериллием, т. е. закалка.
К таким сплавам, как латунь, закалка не применяется, так как при нагреве и охлаждении в них не происходит изменения растворимости и фазового состояния (рис. 12).
Отпуск закаленного цветного сплава проводится с целью повышения твердости и механических свойств спла-
Рис. 12. Диаграмма состояния системы Си — Zn ва. При отпуске закаленных цветных сплавов протекают процессы перехода от однофазного твердого раствора к двухфазному неоднородному сплаву.
Полученный в результате закалки пересыщенный твердый а-раствор будет нестабильным, и в нем даже при комнатных температурах начинает протекать процесс выделения избыточной фазы. Такой процесс при комнатной температуре протекает очень медленно. При повышении темпера-
Нагрев, выдержка и охлаждение цветных сплавов
23
туры процесс ускоряется. Эти процессы называются отпуском или старением (последнее при термообработке цветных сплавов употребляется чаще).
Отпуск состоит в том, что из пересыщенного однородного а-раствора выпадает фаза-упрочнитель, которая, располагаясь в сплаве по плоскостям скольжения, будет оказывать сопротивление пластическому деформированию и тем самым упрочнять его.
Рис. 13. Схема зависимости твердости от температуры отпуска
Фаза-упрочпитель в начальный момент ее выделения настолько мала по своим размерам, что ее не видно под микроскопом. Повышение температуры отпуска приводит к ее росту. Рост частиц фазы-упрочнителя идет за счет коагуляции большого количества мелких выделений в одну большую частицу.
При отпуске закаленного цветного сплава твердость вначале растет, а затем уменьшается. Отсюда различают два вида отпуска:
1) упрочняющий отпуск, при котором твердость увеличивается;
2) смягчающий отпуск, при котором твердость получается меньше возможной максимальной при упрочняющем отпуске.
Изменение твердости при отпуске закаленных цветных сплавов показано на рис. 13.
24
Глава II. Сталь. Марки, состав и свойства
Глава II
СТАЛЬ. МАРКИ, СОСТАВ И СВОЙСТВА
10. Обозначение элементов и маркировка стали
Сталью называют сплав железа с углеродом (до 2%) и другими элементами. Элементы, специально вводимые в сталь в определенном количестве с целью изменения ее строения и свойств, называются легирующими элементами и имеют свои буквенные обозначения (табл. 2).
По ГОСТ стали маркируются следующим образом. В ’ начале марки ставятся цифры, показывающие среднее содержание углерода в сотых долях процента. Цифры, идущие за буквами (условными знаками), указывают процентное содержание легирующего элемента, округленное до целого числа.
При содержании легирующего элемента около 1 % или меньше его в марке не обозначают.
Примеры: сталь состава 0,10—0,15% С и 2,0—2,4% Мп маркируется как 12Г2; сталь состава 0,28—0,35% С; 0,8— 1,1% Сг; 0,9—1,2% Мп; 0,8—1,2% Si маркируется как ЗОХГС.
Сталь 12Х2Н4 имеет следующий состав: С — 0,09— 0,16%; Ст —1,25—1,65%; Ni — 3,25—3,65%.
Для некоторых сталей не принята маркировка буквенноцифровой системы современных ГОСТов.
Эти стали выделены в отдельные группы с присвоением каждой из них своей буквы, которая в маркировке ставится первой. Например, быстрорежущая сталь — Р, шари-ко- и роликоподшипниковая сталь — Ill.
В инструментальных легированных сталях содержание углерода выше 1% в маркировке не отражается. Например, сталь, содержащая 1,45—1,70% С и 11,0—12,5% Сг, маркируется как Х12.
В углеродистых инструментальных сталях, маркируемых У7, У8 и т. д., цифра, стоящая за буквой У, показывает примерное содержание углерода в десятых долях процента.
Высококачественная сталь, более чистая по содержанию серы и фосфора (S<0,02%; Р<0,03%), обозначается буквой А, которая пишется в конце марки. Например У7А, У8А и т. д.
Обозначение элементов и маркировка стали
25
Таблица 2
Буквенное обозначение элементов
Наименование элемента Химический знак элемента Знак элемента в стандартах для маркировки сталей
Алюминий А1 ю
Ванадий V ф
Вольфрам W в
Кобальт Со к
Кремний Si с
Марганец Мп г
Медь Си д
Молибден Мо м
Никель Ni н
Ниобий Nb Б
Хром Сг X
Титан Ti т
Углерод С У
Фосфор Р —
Сера S —
Бор В р
Цирконий Zr ц
26
Глава II. Сталь. Марки, состав и свойства
Углеродистые конструкционные качественные стали маркируются следующим образом: сталь 10, 20, 30 и т. д., где цифры 10, 20, 30 соответственно обозначают 0,1, 0,2, 0,3% и т. д. углерода.
Углеродистые стали обыкновенного качества в отличие от качественных маркируются как Ст. 1, Ст. 2, Ст. 3 и т. д. Цифры приближенно указывают на содержание углерода в десятых долях процента.
У сталей обыкновенного качества пределы отклонения содержания углерода больше, а у качественных меньше.
11. Углеродистые стали
Углеродистые стали классифицируют по различным признакам.
По содержанию серы и фосфора стали подразделяют иа стали обыкновенного качества, качественные и высококачественные.
По назначению углеродистую сталь подразделяют иа конструкционную и инструментальную.
По способу производства углеродистые стали делятся на мартеновские, бессемеровские и электросталь.
Углеродистая сталь, которая получается в мартеновских печах, обозначается буквой М, в конвертерах с кислой футеровкой— буквой Б. Черта в таблице в графах химического состава указывает на то, что завод-поставщик не гарантирует какого-либо предела содержания элемента в стали.
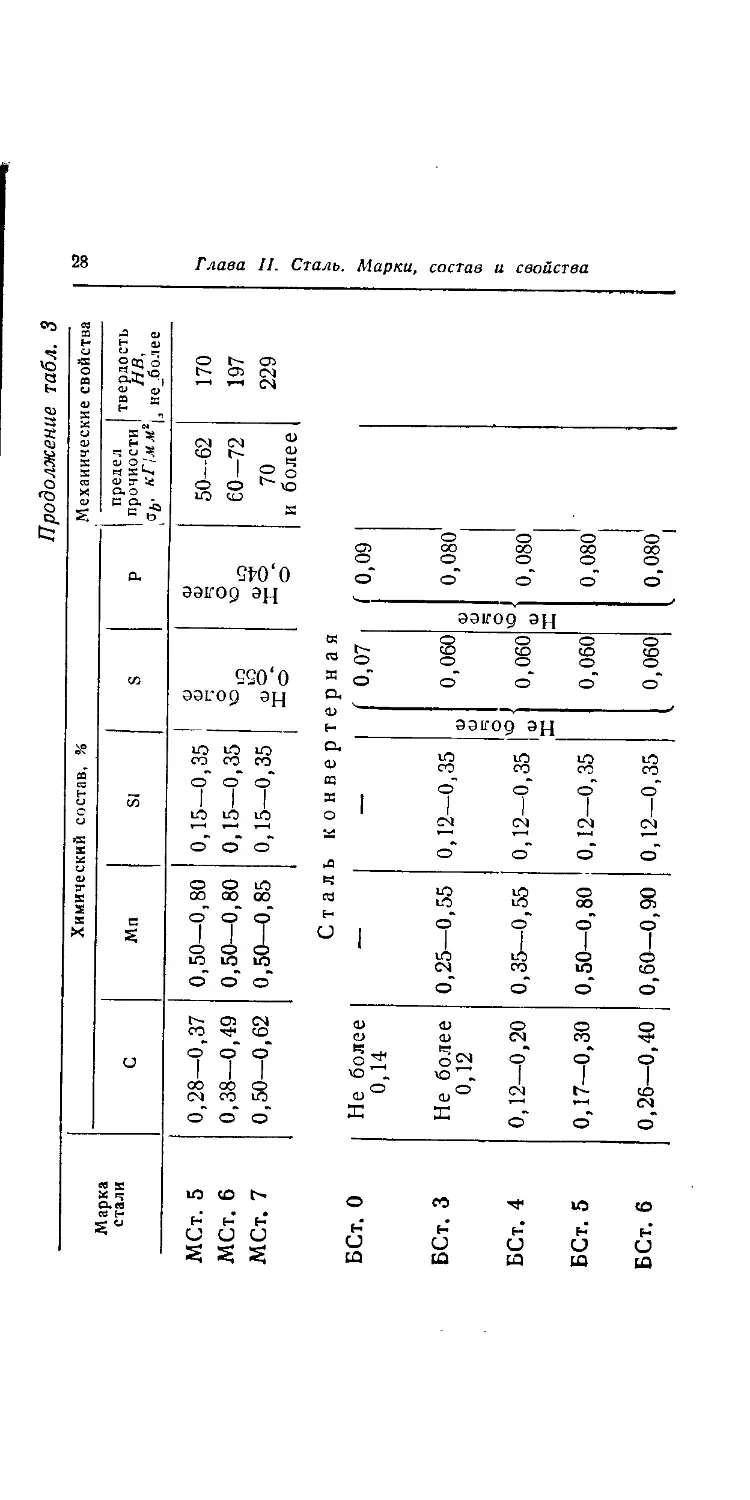
Углеродистые стали обыкновенного качества (табл. 3) применяют для изготовления деталей станков, машин, приборов, строительных металлоконструкций и т. п., работающих с малой удельной нагрузкой; углеродистые качественные стали (табл. 4) применяют для деталей, работающих с большей удельной нагрузкой.
Автоматную сталь (табл. 5) в отожженном или нормализованном состоянии применяют для производства крепежных деталей, изготовляемых иа токарных автоматах.
Углеродистые инструментальные стали (табл. 6) применяют для режущего инструмента при легких условиях работы штампов, измерительного инструмента и других изделий.
Таблица 3
Химический состав и механические сзойстза углеродистых сталей обыкновенного качества (ГОСТ 380—60)
Марка стали Химический состав. % Механические свойства
с Мп S! S р предел прочности зь> кПмм* твердость НВ, не более
Сталь мартеновская
МСт. 0 Не более 0,23 — — Не более 0,06 Не более 0,07 34—47 —
МСт. 1 КП. 0,06—0,12 0,25—0,50 Не более 0,05 ю ю 32—40 111
о 3
МСт. 2 кп. 0,09-0,15 0,25—0,50 Не более 0,07 >лее 0, )лее 0. 34—42 116
О \о
МСт. 3 0,14—0,22 0,40—0,65 0,12—0,30 о X о X 38—47 131
МСт. 4 0,18—0,27 0,40—0,70 0,12—0,30 42-52 143
Углеродистые стали
Марка стали
МСт. 5
МСт. 6
МСт. 7
БСт. О
БСт. 3
БСт. 4
БСт. 5
Химический состав, «
с Мп SI S
0,28—0,37 0,50—0,80 0,15-0,35 Ф о
0,38—0,49 0,50—0,80 0,15—0,35 ф
0,50—0,62 0,50—0,85 0,15—0,35 о о Хо
БСт. 6
Сталь конвертерная
Не более 0,14 — — 0,07
Не более 0,12 0,25—0,55 0,12-0,35 ф ф 0,060
о
0,12—0,20 0,35—0,55 0,12—0,35 4) 0,060
X
0,17—0,30 0,50—0,80 0,12—0,35 0,060
0,26—0,40 0,60—0,90 0,12—0,35 0,060
Продолжение табл. 3
Механические свойства
предел I твердость р I прочности I /уд
кГ!мм*^ не более
<и СО ч 50—62 170
о '=ьО 60-72 197
г°- 70 229
о и более
I
I
1 о ч о
о
0) X
0,09
0,080
0,080 О,О8о'
0,080
Глава 11. Сталь. Марки, состав и свойства
Таблица 4
Химический состав и механические свойства’ углеродистых качественных сталей (ГОСТ 1050-60)
Марка стали Химический состав, % Механические свойства
с Мп Si S Р предел прочности кПмм* твердость НВ
05кп Не более 0,03 Не более 0,40 Не более 0,03 Не более 0,04 Не более 0,035 —
08кп 0,05—0,11 0,25—0,50 Не более 0,03 Не более 0,04 Не более 0,04 30
10 0,07—0,14 0,35—0,65 0,17—0,37 Не более 0,040 Не более 0,035 34
Углеродистые стали
Продолжение табл. 4 о
Химический состав, % Механические свойства
Марка стали с Мп St S р предел прочности кП-нм* твердость НВ
15 20 25 30 35 40 45 50 55 60 65 70 15Г 20Г ЗОГ 40Г 50Г 60Г 65Г 70Г При 0,12—0,19 0,17—0,24 0,22—0,30 0,27—0,35 0,32—0,40 0,37—0,45 0,42—0,50 0,47—0,55 0,52—0,60 0,57—0,65 0,62—0,70 0,67—0,75 0,12-0,19 0,17—0,24 0,27—0,35 0,37—0,45 0,48—0,56 0,57—0,65 0,62—0,70 0,67—0,75 м е ч а н и е. 0,35—0,65 0,35—0,65 0,50—0,80 0,50—0,80 0,70—1,00 0,90—1,20 0,90—1,20 Прочность 0,17—0,37 относится к Не более 0,040 Не более 0,045 стали в н Не более 0,040 ормализс 38 42 46 50 54 58 61 64 66 69 71 73 42 46 55 60 66 71 75 80 ванном с 187 197 207 217 229 229 229 187 207 217 229 229 229 остоянии,
а твердость — в отожженном.
Глава II. Сталь. Марки, состав и свойства
Т а б л и ц а
Химический состав и механические свойства автоматной стали (ГОСТ 1414-54)
Марка стали Химический состав, % Механические свойства
с Мп SI S р предел прочности кГ/мм2 твердость НВ, не выше
А12 0,08—0,16 0,60—0,90 0,15-0,35 0,08—0,2 0,08—0,15 42—57 160
А20 0,15—0,25 0,60—0,90 0,15—0,35 0,08—0,15 Не более 0,06 46—61 168
АЗО 0,25-0,35 0,70—1,0 0,15-0,35 0,08—0,15 Не более 0,06 52-67 185
А40Г 0,35—0,45 1,20—1,55 0,15—0,35 0,18—0,30 Не более 0,05 60—75 207
Углеродистые стали
Таблица 6
Химический состав и твердость углеродистых инструментальных сталей (ГОСТ 1435-54)
Марка стали Химический состав, % Твердость после отжига НВ
С Мп S1 S р
У7 0,65—0,74 0,2—0,40 0,15—0,35 187
У8 0,75—0,84 0,2—0,40 0,15—0,35 187
У8Г 0,80—0,90 0,35-0,60 0,15-0,35 187
У9 0,85—0,94 0,15—0,35 0,15—0,35 Серы не более 0,030 Фосфора не более 0,035 192
У10 0,95—1,04 0,15—0,35 0,15—0,35 197
У12 1,15-1,24 0,15—0,35 0,15—0,35 207
У13 1,25—1,35 0,15—0,35 0,15-0,35 217
У8А 0,75—0,84 0,15—0,30 0,15—0,30 —
У10А 0,95—1,04 0,15—0,30 0,15—0,30 197
УНА 1,05—1,14 0,15—0,30 0,15—0,30 Не более 0,020 Не более 0,030 207
У12А 1,15-1,24 0,15-0,30 0,15—0,30 207
У13А 1,25—1,35 0,15—0,30 0,15—0,30 217
Глава II. Сталь. Марки, состав и свойства
Легированные стали
33
12. Легированные конструкционные рессорнопружинные и шарикоподшипниковые стали
В табл. 7 приводятся марки легированных сталей, применяемых в машиностроительной промышленности для изготовления особенно ответственных деталей, работающих в тяжелых условиях.
Рессорно-пружинная сталь (табл. 8) идет на изготовление рессор автомобилей, вагонов, троллейбусов и т. п., а также пружин станков, машин, компрессоров, двигателей, приборов и т. п.
Шарикоподшипниковые стали (габл. 9) предназначены для изготовления шариковых и роликовых подшипников, применяемых в машиностроительной, станкостроительной и приборостроительной промышленности. К этим сталям предъявляются повышенные требования по неметаллическим включениям и по глубине обезуглероженного слоя.
13. Легированные инструментальные и быстрорежущие стали
В табл. 10 и И приводятся марки, состав и твердость легированных и быстрорежущих сталей, применяемых для изготовления высококачественного инструмента.
14. Стали нержавеющие, кислотостойкие, окалиностойкие и жаропрочные, магнитные и другие специального назначения
Нержавеющие, кислотостойкие, окалиностойкие и жаропрочные стали применяют в машинах и аппаратах, работающих в машиностроительной, химической, молОчной, пи-шевой, энергетической и других отраслях промышленности (табл. 12).
Магнитные стали с высокой магнитной проницаемостью и магнитной индукцией, со специальными магнитными характеристиками применяют для электрических машин, различных приборов, аппаратов, автоматов и других устройств (табл. 13).
Сплавы с высоким омическим сопротивлением применяют для электрических нагревателей различных нагревательных устройств — электропечей, электрованн и т. д. (табл. 14).
2 -2531
Таблица 7
Химический состав и механические свойства легированных конструкционных сталей (ГОСТ 4543-61)
Марка стали Химический состав, % Прочие Механические свойства
с Мп Si Сг знак процент предел прочности кГ/мм* твердость НВ
15Х 0,12—0,18 0,40—0,70 0, 17—0,37 0,70—1,00 — — 70 179
20Х 0,17—0,23 0,50—0,80 0, 17—0,37 0,70—1,00 — — 80 179
ЗОХ 0,25—0,33 0,50—0,80 0,80—1,10 — — 90 187
35Х 0,31—0,39 0,50—0,80 0,80—1,10 — — 95 197
38ХА 0,35—0,42 0,50—0,80 Й 0,80—1,10 — — 95 207
40Х 0,36—0,44 0,50—0,80 О 0,80—1,10 — — 100 217
45Х 0,41—0,49 0,50-0,80 о” 0,80-1,10 — — 105 229
50Х 0,46—0,54 0,50—0,80 0,80—1,10 — — 110 229
15ХФ 0,12—0,18 0,40-0,70 0,80—1,10 V 0,1—0,2 75 187
Г лава II. Сталь. Марки, состав и свойства
s 20ХФ 40ХФА 15XM зохм 35XM ззхс 38ХС 40ХС 18ХГ 40ХГ 40ХГР 35ХГ2 18ХГТ зохгт 27СГ 35СГ 20ХГСА 25ХГСА ЗОХГС 35ХГСА
0,17-0,23 0,50—0
0,37—0,44 0,50—0
0,11—0,18 0,40-0
0,26—0,34 0,40—0
0,32—0,40 0,40—0
0,29—0,37 0,30-0
0,34—0,42 0,30-0
0,37—0,45 0,30-0
0,15—0,21 0,90-1
0,37—0,45 0,90—1
0,37—0,45 0,70—1
0,32—0,40 1,60—1
0,17—0,23 0,8—1
0,24-0,32 0,8—1
0,23—0,31 1,1—1
0,31—0,39 1,10—1
0,17—0,23 0,80—1
0,22—0,28 0,80—1
0,28—0,35 0,80—1
0,32—0,39 0,80-1
,80 ,80 ,70 |,70 ,70 ,60 ,60 1,60 ,20 ,20 ,00 ,90 ,1 ,1 ,4 ,40 ,Ю ,10 ,10 ,10
0,17—0,37 0,80—1,10 0,80—1,10 0,80—1,10 0,80—1,10 0,80-1,10
1,0—1,3 1,30—1,60
1,0-1,3 1,30-1,60
1,20—1,60 1,30-1,60
0,90—1,20
со 0,90—1,20
с>~ 1 0,8-1,1
г—< 0,40—0,70
o' 1,0—1,30 1,0—1,3
1,10—1,40 Не более 0,23
1,10—1,40 Не более 0,25
0,90—1,20 0,80-1,10
0,90-1,20 0,80—1,10
0,90—1,20 0,80—1,10
1,10—1,40 1,10—1,40
V V 0,1—0,2 0,1—0,2 80 90 197 241
Mo 0,40-0,55 45 179
— 0,15—0,25 95 229
— 0,15—0,25 100 241 S1
.— — 90 241 pj E Q
— — 95 255 О a a
.— — 125 255
tS
— — — —
.— 100 229 X
Б 0,002—0,005 — — «г
— -- 85 229 л ft
Ti 0,06 0,12 100 217 о X X
Ti 0,06—0,12 229 S о
— — 100 217
— — 90 229 ft ft
— — 80 207
— — 110 217
— — 110 229
— — 110 241 GJ СЛ
Марка стали Химический состав,
С Мп S1
15НМ 0,10—0,18 0,40—0,70
20НМ 0,17—0,25 0,40—0,70
10Г2 0,07 -0,15 1,20—1,60
35Г2 0,31-0,39 1,40—1,80
40Г2 0,36—0,44 1,40—1,80
45Г2 0,41—0,49 1,40—1,80
50Г2 0,46—0,55 1,40—1 ,80
20ХГР 0,18—0,24 0,70—1,0
20ХН 0,17-0,23 0,40—0,70
40ХН 0,36—0,44 0,50—0,80
45ХН 0,41—0,49 0,50—0,80
50ХН 0,46—0,54 0,50—0,80
12ХН2 Не более 0,16 0,30—0,60
12ХНЗА Не более 0,30—0,60
20ХНЗА 0,17—0,24 0,30—0,60
ЗОХНЗА 0,27—0,34 0,30—0,60
12Х2Н4А Не более 0,16 0,30—0,60
0,17—0,37
П родолжение табл. 7
Прочие Механические свойства
предел проч- твер-
Сг знак процент ности а6> кГ!ммг дость НВ
Ni 1 ,5—1,9 85 197
Мо 0,2-0,3 — —
— Ni 1,5-1,9 — —
Не более 0.25 Мо 0,2-0,3 43 197
. 0,25 .—. — 63 207
, 0,25 — .— 67 217
, 0,25 — - - 70 229
0,25 — — 75 229
0,80—1,10 Б 0,002—0,005 — 197
0,45—0,75 Ni 1,0—1,40 80 197
0,45—0,75 Ni 1,0—1,40 100 217
0,45—0,75 Ni 1,0—1,40 105 207
0,45—0,75 Ni 1,0—1,40 110 207
0,60—0,90 Ni 1,5—1,90 80 207
0,60—0,90 Ni 2,75-3,15 95 217
0,60—0,90 Ni 2,75—3,15 95 241
0,60—0,90 Ni 2,75-3,15 100 241
1,25—1,65 Ni 3,25-3,65 115 269
а»
Глава II. Сталь. Марки, состав и свойства
20Х2Н4А 0,16—0,22 0,30—0,60 1,25-1,65 Ni 3,25-3,65 130 269
38ХЮ 0,35-0,43 0,20-0,50 1,50—1,80 А1 0,50—0,80 95 229
38ХМЮА 0,35—0,42 0,30—0,60 1,35—1,65 А1 Мо 0,70-1,10 0,15—0,25 100 229
1.5ХГНТ 0,12—0,18 0,7—1,0 0,7—1,0 Ni Т1 1,4—1,8 0,06—0,12 95 229
18ХГН 0,16—0,22 0,8—1 ,0 0,4—0,7 Ni 0,4—0,7 85 225
ЗОХГНА 0,28—0,35 0,6—0,9 1 0,9—1,2 Ni 0,3-0,6 110 229
18Х2Н4ВА 0,14—0,20 0,25—0,55 со 1,35-1,65 Ni W 4,0—4,40 0,8-1,2 115 269
30ХН2ВФА 0,27—0,34 0,3—0,6 17—0,; 0,6-0,9 Ni W V 2, (—2,4 0,5—0,8 0,15-0,30 90 269
38ХНЗВФА 0,34—0,42 0,25—0,55 О 1,0-1,4 Ni W V 3,0—3,4 0,5—0,8 0,1—0,2 120 269
20ХН4ФА 0,17—0,24 0,25—0,55 0,7—1,1 Ni V 3,75—4,15 0,15—0,30 90 269
ЗОХНВА 0,27-0,34 0,3-0,6 0,6—0,9 Ni W 1,25-1,65 0,5-0,8 100 241
40ХНМА 0,37—0,44 0,5—0,8 0,6—0,9 Ni Mo 1,25—1,65 0,15-0,25 110 269
Примечание. Пределы прочности указаны для сталей после закатки и отпуска (по ГОСТ 4543—61); твердость поставляемой стали лана в отожженно t ши от тушенном состояв п>.
Таблица 8
Химический состав и механические свойства рессорно-пружинных сталей (ГОСТ 2352—53)
Марка стали Химический состав, °/0 Механические свойства
С Мп S1 Сг S Р прочие предел прочности кГ!*м1, не менее твердость НВ, не более 1
не б( )лее знак процент
65 0,62—0,70 0,50—0,80 0,17—0,37 0,045 0,04 100 255
70 0,65—0,75 0,50-0,80 0,17—0,37 О 0,045 0,04 о т1 405 269
о с>
75 0,72—0,80 0,50—0,80 0,17—0,37 о 0,045 0,04 о 110 285
85 65Г 0,82—0,90 0,62-0,70 0,50—0,80 0,90-1,20 0,17— 0,37 0,17—0,37 г боле 0,045 0,045 0,04 0,04 Ni е бол< 115 100 302 269
55ГС 0,52—0,60 0,60—0,90 0,50—0,80 X 0,045 0,04 X 100 285
55С2 0,52—0,60 0,60—0,90 1,50—2,00 0,04 0,04 130 285
Глава П. Сталь. Марки, состав и свойства
60С2 0,57—0,65 0,60-0,90 1,50—2,0 О 0,04 0,04 О 130 285
60С2А 0,56—0,64 0,60—0,90 1,60—2,0 0,03 0,03 Ni о ч о 160 302
63С2А 0,60—0,65 0,60—0,90 1,80—2,20 0,03 0,03 О rf '°© 160 302
70СЗА 0,66—0,74 0,60—0,90 2,40—2,80 о X 0,03 0,035 о X 180 302
50ХГ 0,46—0,54 0,70—1,0 0,17—0,37 0,90—1,20 0,04 0,04 130 302
50ХГА 0,46—0,54 0,80—1,0 0,17—0,37 0,95—1,20 0,03 0,03 N1 1 Не более 130 302
60С2ХА 0,56—0,64 0,40—0,70 1,40-1,80 0,70—1,0 0,03 0,035 J 0,40 180 302
50ХФА 0,46—0,54 0,50—0,80 0,17—0,37 0,80—1,10 0,03 0,03 V 0,10—0,20 130 302
55СГ 0,50—0,60 0,80—1,00 1,20-1,80 Не более 0,30 0,04 0,04 — 130 285
60СГ 60СГА 0,55-0,65 0,56—0,64 0,80-1,0 0,80—1,0 1,30—1,80 1,30—1,10 0,04 0,03 0,04 0,03 Ni Не более 0,40 130 160 285 285
60С2ХФА 0,56—0,64 0,40—0,70 1,40-1,80 0,90—1,20 0,03 0,035 э, 10—-0,20 190 302
65С2ВА 0,61—0,69 0,70—1,0 1,50-2,0 Не более 0,30 0,03 0,035 Ni 0,80—1,20 190 302
60С2Н2А 0,56—0,64 0,40—0,70 1,40—1,80 Не более 0,30 0,03 0,035 Ni 1,40—1,70 175 302
50ХГФА 0,48—0,55 0,80-1,0 0,17—0,37 1,95-1,20 0,03 0,03 Ni Не более 0,40 130 321
Примечание. Пределы прочности указаны для сталей после рекомендуемой термической обработки по ГОСТ 2052—53; твердость неотожженной стали дана в состоянии поставки.
Стали специального назначения
Таблица 9
Химический состав и твердость шарико-и роликоподшипниковых сталей (ГОСТ 801-60)
Марка стали Химический состав, °/0 Твердость в отожженном состоянии НВ
С Мп SI Сг NI, не более
ШХ6 1,05—1,15 0,20-0,40 0,17—0,37 0,40—0,70 0,30 170-207
ШХ9 1,0—1,10 0,20—0,40 0,17—0,37 0,9—1,20 0,30 170—207
ШХ15 0,95—1,05 0,20—0,40 0,17—0,37 1,32—1,65 0,30 170—207
ШХ15СГ 0,95—1,05 0,90—1,20 0,40-0,65 1,30—1,65 0,30 170—207
Глава II. Сталь. Марки, состав и свойства
Таблица 10
Химический состав и механические свойства быстрорежущих сталей (ГОСТ 9373-60)
Марка >стали Химический состав, °/0 Твердость после отжига НВ, не более
С Сг W V прочие
знак процент
Р18 0,70—0,80 3,80—4,40 17,50—19,0 1,0—1,40 — — 269
Р9 0,85—0,95 3,80—4,40 8,5—10,00 2,00—2,60 — — 269
Р9К5 0,9—1,0 3,8—4,40 9,0—10,0 2,0—2,6 Мо Не более 269
Со 0,3 5,0—6,0 269
Р9К10 0,9—1,0 3,8—4,40 9,0—10,5 2,0—2,6 Мо Не более 277
Со 0,3 9,5—10,5 277
Р9Ф5 1,4-1,5 3,8-4,4 9,0—10,5 4,3—5,1 — — 269
Р14Ф4 1,2—1,3 4,0—4,6 13,0—14,5 3,4-4,1 — — 293
Р18Ф2 0,85—0,95 3,8—4,4 17,5—19,0 1,8-2,4 — — 293
Р10К5Ф5 1,45-1,55 4,0-4,6 10,0—11,5 4,3-5,0 Со 5,0—6,0 293
Р18К5Ф2 0,85—0,95 3,8—4,4 17,5—19,0 1,8-2,4 Со 5,0—6,0 293
Стали специального назначения
Таблица 11
Химический состав и твердость легированных инструментальных сталей (ГОСТ 5950-51)
Марка сгали Химический состав, % Твердость в отожженном состоянии, НВ
С Мп S1 Сг NI, не более знак прочие процент
Х05 Х09 1,25-1,40 0,95—1,1 0,20—0,40 До 0,40 Не более 0,35 Не более 0,35 0,40—0,60 0,75—1,05 ю — — 197—241 187-229
X 0,95—1,1 , 0,40 Не более 0,35 1,30—1,60 СМ О* — — 187—229
9Х 0,8—0,95 0,25—0,35 0,25—0,45 1,40-1,70 й> — — 179—217
7X3 0,60—0,75 0,20—0,40 Не более 0,35 3,20—3,80 О \о — — 187-229
«ХЗ хг хгс 0,76-0,85 1,30—1,50 0,95—1,00 0,20—0,40 0,45—0,70 0,80—1,20 Не более 0,35 Не более 0,35 0,50—1,00 3,20-3,80 1,30—1,60 1,40—1,80 О X — — 207—255 197—241 207—255
Х12М 1,45—1,70 Не более 0,35 До 0,40 11,0—12,5 До 0,35 Мо V 0,40—0,60 0,50—0,30 207—255
Глава II. Сталь. Марки, состав а свойства
Х12
Ф
Bl
9ХС
4ХС
8ХФ
4ХВ2С 5ХВ2С 6ХВ2С
5ХВГ
9ХВГ ХВГ
3X2 В8
4Х8В2
ХВ5
5ХНМ
5ХГМ
5ХНТ
2,0-2,3 Не более 0,35 До 0,40 11,50—13,0
0,95—1,05 0,20—0,40 До 0,35 .—
1,05—1,25 0,20—0,40 До 0,35 0,10—0,30
0,85—0,95 0,30—0,60 1,20—1,60 0,95—1,25
0,35—0,45 Не более 1,20—1,60 1,30—1,60
0,40
0,75—0,85 0,20—0,40 До 0,35 0,50—0,80
0,35—0,44 0,20—0,40 0,60—0,90 1,0—1,30
0,45—0,54 0,20—0,40 0,50—0,80 1,0—1,30
0,55—0,65 0,20—0,40 0,50—0,80 1,0—1,30
0,55—0,70 0,90—1,20 0,15—0,35 0,50—0,80
0,85—0,95 0,90—1,20 0,15—0,35 0,50—0,80
0,90—1,05 0,80—1,10 0,15—0,35 0,90—1,20
0,30-0,40 0,20-0,40 Не более 2,20—2,70
0,35
0,35—0,45 0,20—0,40 Не более 7,0—9,0
0,35
1,25—1,50 До 0,30 Не более 0,40—0,70
0,30
0,50—0,60 0,50—0,80 Не более 0,5—0,8
0,35
0,50—0,60 1,20—1,60 0,25—0,65 0,6-0,9
0,50-0,60 0,5—0,8 Не более 0,90—1,25
0,35
— — 217-269
V 0,20-0,40 179-217
W 0,80—1,20 187—229
V 0,15-0,30 —
ю см — 197-241
ф* — 170-207
0)
о с; V 0,15—0,30 170-207
О W 2,0—2,50 179-217
Ю W 2,0—2,50 207—255
си X W 2,0-2,50 229—285
W 0,50-0,80 179—217
W 0,50—0,80 197-241
W 1,20—1,60 207—255
W 7,50—9,0 207-255
W 2,0—3,0 207—255
0,25 W 4,50—5,50 229—285
1,4—1,8 Мо 0,15-0,30 197-241
Не более Мо 0,15—0,30 197-241
0,25
1.40—1,80 Ti 0,08—0,15 Не более
241
Легированные инструментальные и быстрорежущие стали
Таблица 12
Химический состав нержавеющих, кислотостойких, окалиностойких и жаропрочных сталей (ГОСТ 5632—61)
Марка стали Химический состав, °/0
С Мп SI Сг NI прочие
знак процент
Нержавеющие стали
1X13 Не более 0,15 Не более 0,60 Не более 0,60 12,0—14,0 — — —
2X13 0,16-0,24 Не более 0,60 Не более 0,60 12,0—14,0 — — —
3X13 0,25—0,34 Не более 0,60 Не более 0,60 12,0—14,0 — — —
4X13 0,35-0,44 Не более 0,60 Не более 0,60 12,0—14,0 — — —
Х14 Не более 0,15 Не более 0,60 Не более 0,60 13,0—15,0 — — —
?лааа it. Стале. Марки, состав и свойстЗР
Кислого
Х17 Не более 0,12 Не более 0,70
Х28 Не более 0,15 Не более 0,80
0Х18Н10 Не более 0,08 1,00—2,00
XJ8H9 Не более 0,12 1,00—2,00
2Х18Н9 0,13—0,21 1,00—2,00
2Х17Н2 0,22—0,28 Не более 0,80
Х18Н10Т Не более 0,12 1,00-2,00
0Х18Н12Б Не более 0,08 1,00—2,00
тонкие стали
Не более 16,0—18,0 — — •— ГБ
0,80 Не более 1,0 27,0—30,0
Не более 0,80 17,0—19,0 9,0—11,0 —. — & 5 еь
Не более 0,80 17,0—19,0 8,0—10,0 — — дальни!
Не более 0,80 17,0—19,0 8,0—10,0 — о X X X &
Не более 0,80 Не более 0,80 Не более 0,80 16,0—18,0 17,0—19,0 17,0-19,0 1,5-2,5 9,0-11,0 11,0-13,0 Ti Nb До 0,80 До 1,20 йо
Марка стали
С Мп
2Х13Н4Г9 0,15—0,30 8,0—10,0
Х17Н13М2Т Не более 0,10 1,00—2,00
X17H13M3T Не более 0,10 1,00—2,00
Окалиностойкие стал
4Х9С2 0,35-0,45 Не более 0,7
1Х12СЮ 0,07-0,12 Не более
0,7
Продолжение табл. 12
Химический состав, %
прочие
S1 Сг N1 знак процент о
Не более 0,80 12,0—14,0 3,7—4,7 — — а Й
Не более 0,80 16,0—18,0 12,0-14,0 'Мо Т1 1,8—2,5 0,3-0,6 Сталь.
Не более 0,80 16,0—18,0 12,0—14,0 Мо Ti 3,0—4,0 0,3—0,6 Марки,
и до те м п е р а т у р 850—900° С 3
2,0—3,0 8,0—10,0 — — — §
1,2-2,0 12,0—14,0 — Al 1,0-1,8 а о
Окалиностойкие стали до темпе р'а тур 1000—1100° С
Х23Н18 Не более 0,20 Не более 2,00 Не более 1,0 22,0—25,0 17,0—20,0 — —
Х25Т Не более 0,15 Не более 0,80 Не более 1,0 24,0—27,0 Не более 0,6 Ti До 0,8
4Х18Н25С2 0,32—0,40 Не более 1,50 2,0—3,0 17,0—19,0 23,0—26,0 — —
ОХ20Н14С2 Не более 0,08 Не более 1,50 2,0—3,0 19,0—22,0 12,0—15,0 — —
Х25Н20С2 Не более 0,2 Не более 1,50 2,0—3,0 24,0—27,0 18,0—21,0 — —
Ж аропрочные стали до температур 600—650 °C
Х5М Не более 0,15 Не более 0,50 Не более 0,50 4,5—6,0 — Мо 0,45-0,60
3X13H7C2 0,25—0,34 0,70 2,0-3,0 12,0-14,0 6,0— 7,5 — —
Х6СМ Не более 0,15 0,70 1,5—2,0 5,0—6,5 — Мо 0,45-0,60
-4Х10С2М 0,35-0,45 0,70 1,9—2,6 9,0—10,5 — Мо 0,7-0,9
Стали специального назначения
Продолжение табл. 12
Марка стали Химический состав, °/0
с Мп SI Сг N1 прочие
знак процент
Жаропрочные стали до температур 700—800° С
Х12Н20ТЗР Не более 0,1 Не более 1,00 Не более 1,0 10,0—12,5 18,0—21,0 Ti А1 2,6—3,2 He более 0,8
Х12Н22ТЗМР Не более 0,1 Не более 0,60 Не более 0,60 10,0—12,5 21,0—25,0 Ti Al 2,6-3,2 He более 0,8
Мо 1,00—1,60
ТХ14Н18В2Б 0,07—0,12 1,0—2,0 Не более 13,0—15,0 18,0—20,0 W 2,0—2,75
0,60 Nb 0,90-1,3
ОХ14Н28ВЗТЗЮР Не более 0,08 Не более 0,60 Не более 0,60 13,0—15,0 26,0—29,0 Ti Al 2,4—3,20 0,50—1,20
W 2,80—3,50
Глава II. Сталь. Марки, состав и свойства
ХН35ВТР Не более 0,10 Не более 1,00
ХН70ВМЮТ 0,10-0,16 Не более 0,50
Ж а р 0 П р 0 ч н ы е стали
ХН60Ю Не более Не более
0,10 0,30
ХН60В Не более Не более
0,10 0,50
1Х25Н25ТР 0,07—0,12 1,00—2,00
Не более 0,60 Не более 14,0—16,0 35,0—38,0 Ti W 1,10—1,50 4,0—5,0
0,60 14,0—16,0 Основной Ti 1,00—1,40
Al 1,70—2,20
W 4,00—6,0
Mo 3,0—5,0
до тем He более 0,80 п e p а т у ] 15,0—18,0 800—100 55,0—58,0 1° С Al Ti 2,60—3,50 0,30—0,70
He более 0,80 23,5—26,5 Основной W Al 13,0—16,0 He более 0,50
Fe He более 4,00
He более 0,80 23,0—26,0 24,0-27,0 Ti Б 1,1—1,6 He более 0,01
Стали специального назначения
50
Глава II. Сталь. Марки, состав и свойства
Химический состав и механические свойства сталей
Химический
Марка стали с Мп S1
ЕХ 0,95—1,10 0,20—0,40 0,17—0,40
ЕХЗ 0,90—1,10 0,20—0,40 0,17—0,40
Е7В6 0,68—0,78 0,20—0,40 0,17—0,40
ЕХ5К5 0,90—1,05 0,20—0,40 0,17—0,40
ЕХ9К15М 0,9—1,05 0,20—0,40 0,17—0,40
Химический состав и механические свойства сплавов
Химический
Марка стали с । Мп SI Сг
ие более
Х15Н60 0,15 1,5 1,3 15,0—18,0
Х20Н80 0,15 0,7 1,3 20,0—23,0
Х20Н80ТЗ 0,08 0,5 0,8 19,0—23,0
Х13Ю4 0,15 0,7 1,0 12,0—15,0
ОХ23Ю5 0,05 0,3 0,7 21,5—24,5
ОХ23Ю5А 0,05 0,3 0,6 21,5—23,5
ОХ27Ю5А 0,05 0,3 0,6 26,0—28,0
Примечание. Чистые металлы вольфрам и молибден имеют рабочую температуру в вакууме или в защитной атмосфере 3000 и 2200’ С. температуру: силит 1500° С, графит 2000° С и уголь 2000’С, В вакууме
Стали специального назначения
51
Таблица 13
для постоянных магнитов (ГОСТ 6862—54)
состав, % Твердость в состоянии поставки НВ
Ni Сг другие элементы
Не более 0,30 1,30—1,60 — Wi-Лм
0,30 2,80—3,60 — 229—285
. 0,30 0,30—0,50 W 5,20—6,20 321—255
Не более 0,60 5,50—6,50 Со 5,50—6,50 341—269
0,60 8,0—10,0 Со 13,50—16,50 341—285
Мо 1,20—1,70
Таблица 14 для электрических нагревателей (ГОСТ 9232—59)
состав, % Температура плавления, °C Максимальная рабочая температура, °C
N1 А1
55—61 Не более 0,2 1400 1050
75—78 Не менее . 0,2 1400 1150
75,0 Ti 2,0—2,9 1400 1200
До 0,6 3,5—5,5 1450 900
, 0,6 „ 0,6 4,5—5,5 4,5-5,2 1450 1050
„ 0,6 5,0—5,8 1450 1200
температуру плавления соответственно 3410 и 2625° С и максимальную Неметаллические материалы имеют следующую максимальную рабочую или в защитной среде температура графита достигает 2800э С, а угля
52
7лава lit. Чугуны. Марки, состав и свойства
Глава Ш
Чугуны, марки, состав и свойства
Чугуном называют сплав железа с углеродом (от 2 до 4,3%) и некоторыми другими элементами — кремнием, марганцем.
Как указывалось выше, углерод в чугунах может находиться либо в свободном состоянии — в виде графитных включений, либо в связанном состоянии — в виде цементита. Количество связанного или свободного углерода в чугуне определяется наличием кремния, марганца и других легирующих элементов. Например, кремний является графитизирующим элементом. Его содержание в чугуне колеблется от 0,5 до 5%. Кремний не образует с углеродом карбидов, способствуя распаду цементита. Марганец, наоборот, является карбидообразующим элементом. Он уменьшает состав графита, способствуя образованию перлитной структуры.
В сером чугуне марганца содержится от 0,5 до 1,2%.
Механические свойства чугуна определяются его химическим составом и методом термической обработки. Зависимость механических свойств чугуна от его структуры показана в табл. 15.
Например, чугун с ферритной основой (ферритный чугун) и округлой формой графита обладает наибольшей пластичностью. Чугуны с перлитной (сорбитной, трооститной) структурой и округлой формой графита характеризуются высокой прочностью, а чугуны с мартенситной основой обладают наибольшей износоустойчивостью.
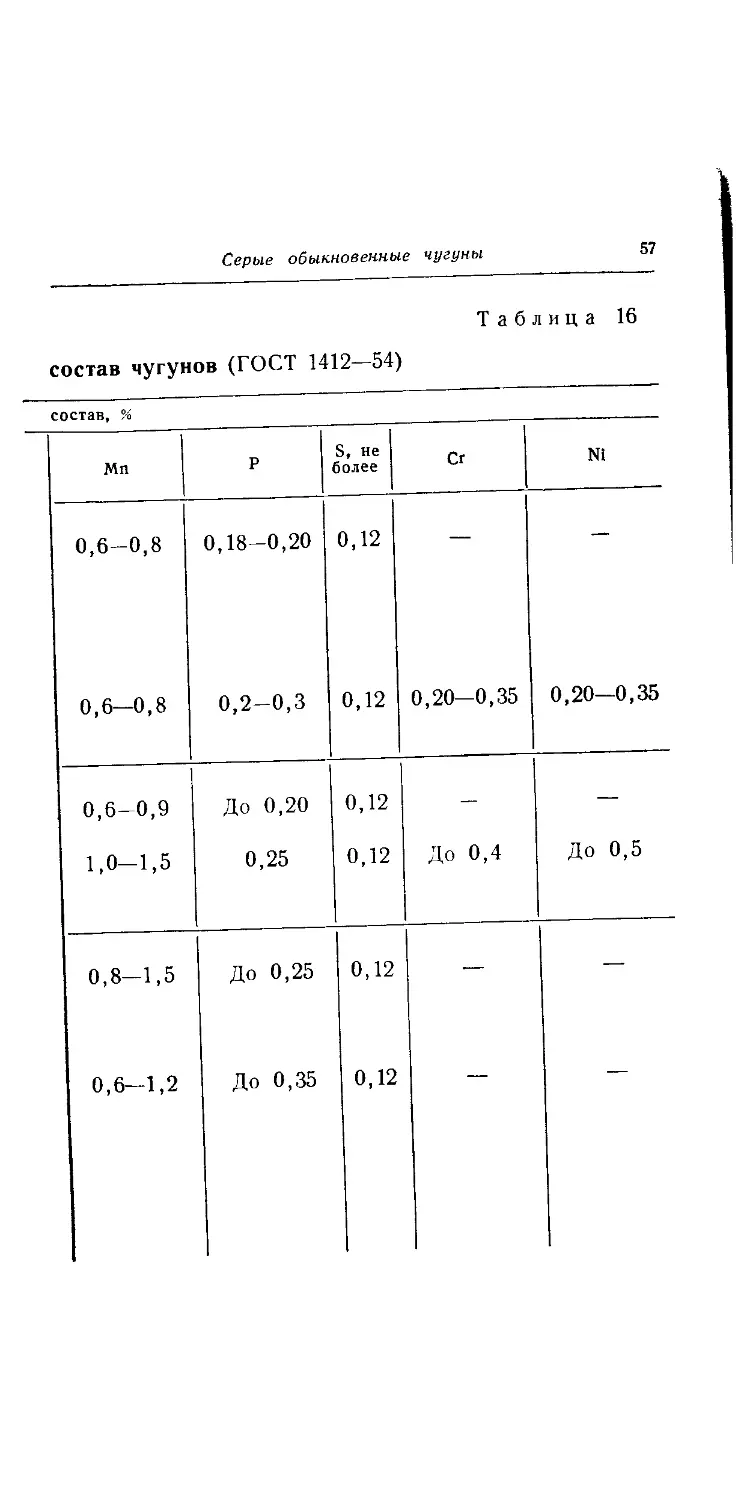
15. Серые обыкновенные чугуны
Обыкновенные серые чугуны широко применяют в машиностроительной промышленности (табл. 16). В табл. 17 приводится их структура в зависимости от толщины стенок отливок и химического состава.
Чу1унь1
53
16. Серые легированные чугуны
Детали, изготовленные из серых легированных чугунов, всегда дешевле деталей, обладающих теми же свойствами, но изготовленных из сталей или из других сплавов ковкой, штамповкой с последующей механической обработкой.
В табл. 18 приведены марки и назначения легированных и специальных чугунов.
Серые легированные чугуны по сравнению с серыми обыкновенными обладают большей износоустойчивостью, жаростойкостью, коррозиеустойчивостью, немагнитностью, а также специальными электрическими свойствами. Механические свойства и обрабатываемость легированных и специальных чугунов приведены в табл. 19.
17. Модифицированные и высокопрочные чугуны
Модифицированные чугуны получают путем добавки в расплавленный чугун различных тйодификаторов (ферросилиция, силикокальция или других графитизирующих добавок) .
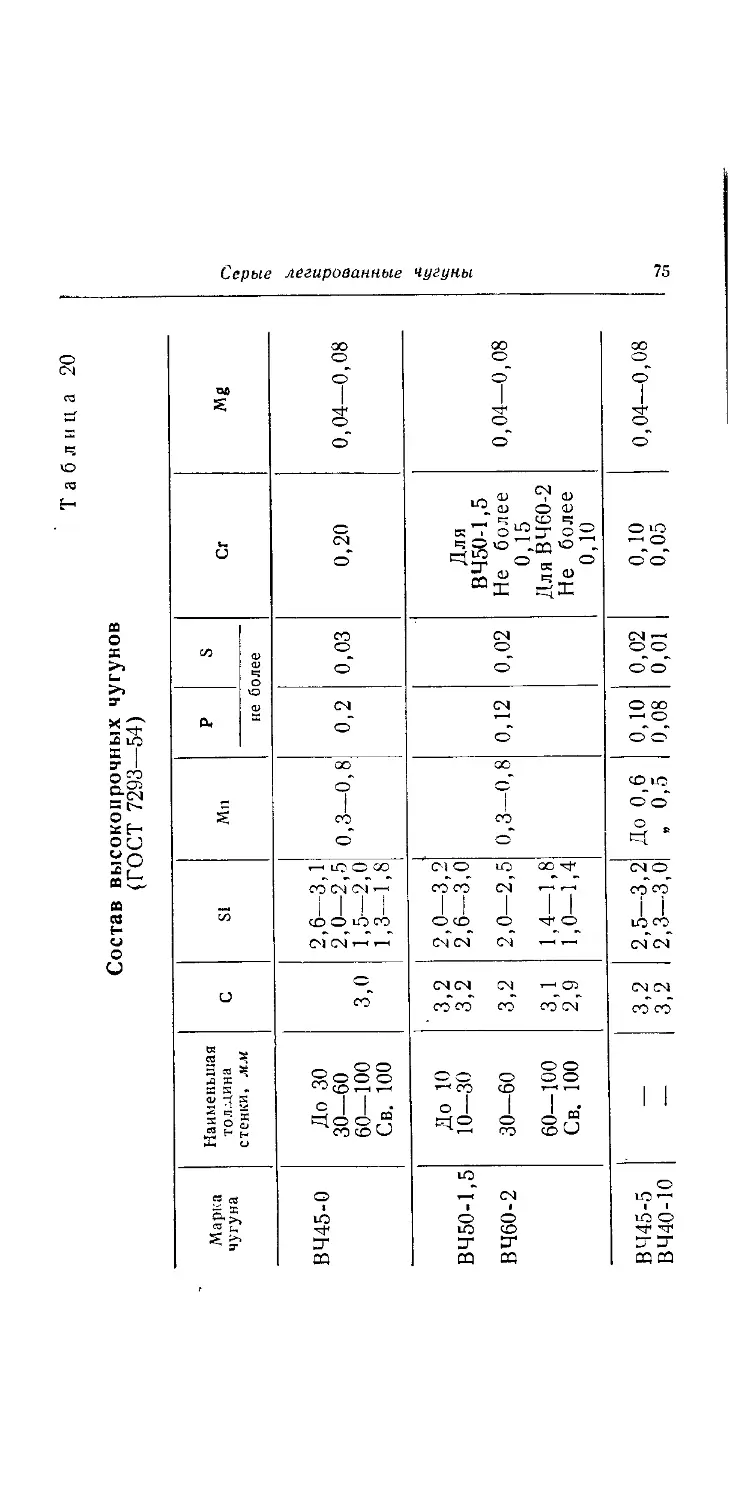
Высокопрочные чугуны получают путем модифицирования магнием или его сплавами (табл. 20).
18. Ферритные и перлитные ковкие чугуны
Структура ковкого чугуна (ферритная или перлитная) определяется режимом отжига белого чугуна на ковкий.
Ковкие чугуны способны изменять форму под действием внешних усилий без разрушения. Их применяют в сельскохозяйственном машиностроении, в автомобильной, тракторной и других отраслях промышленности. Из ковких чугунов изготовляют различную арматуру, фитинги, ниппели и т. п.
Марки, химический состав и структура ковких чугунов приведены в табл. 21.
54
Глава III. Чугуны. Марки, состав и свойства
Зависимость механических свойств
Свойства чугуна и размерность Серые чугуны с равномерно-пластинчатым графитом Серые чугуны с междендритным графитом
перлитная основа ферритная основа перлитная основа ферритная основа
Предел прочности при растяжении з6р, кГ1мм2 18-45 12—18 15—30 10—15
Предел текучести ~m, кГ[мм2 — — — —
Предел прочности при изгибе °6И , кГ/мм2 . . . 36—80 24—36 32—45 24—32
Стрела прогиба /600, мм .... 6—8 8—12 5-6 6—8
Предел прочности при сжатии °йсЖ> кПмм2 . . 70—140 50—80 60—120 45—65
Предел усталости при изгибе: без надреза о—1, кГ/мм2 8—18 6—9 8—18 6—9
с надрезом 1, кГ1мм% 8—15 6-8 8—15 6—8
Ударная вязкость ап, кГм!см2: без надреза . 0,5—1 1,0—1,5 0,3—0,5 0,5—1,0
с надрезом . 0,2—0,5 0,3—0,6 0,1—0,2 0,2—0,3
Твердость по Бринеллю НВ, кГ)мм2 180—350 100—140 180—350 100—140
Серые легированные чугуны
55
Таблица 15
чугуна от структуры
Высокопрочный чугун с округлым графитом Белый чугуи Ковкий чугун
перлитная основа ферритная основа перлитная основа ферритная основа
45—80 40—50 10—20 40—70 25—40
37—60 24—32 — 25—42 18—27
80—140 — 30—50 60—110 —
15—30 Больше 30 3—5 15—30 Больше 30
160—250 — 70—140 140—220 —
15—25 12-15 — 14—20 9—14
12-18 10—12 — 12—17 8-12
1,0-3,0 0,5—1,0 5—15 1,0—3,0 0,1—0,5 2,0—5,0 0,8—1,5 8—25 2,0—4,0
200—400 150—180 300—700 170—350 90—130
56
Глава III. Чугуны. Марки, состав и свойства
Применение, марки и химический
Отрасли машиностроения Наименование отливок Марка чугуна Химический
с Si
Автостроение Картер коробки скоростей, всасывающие и выхлопные трубы и др. Блоки цилиндров СЧ15-32 СЧ24-44 3,2—3,6 3,15—3,35 2,0—2,4 2,2—2,4
Тракторостроение Головки цилиндров Гильзы цилиндров СЧ21-40, СЧ28-48 СЧ21-40 3,1-3,4 3,0-3,4 2,0-2,4 1,7—2,4
Станкостроение Станины прессов, гидроцилиндры и др. С 432-52 2,9-3,2 1,1—1,7
Станины станков, разметочные плиты, гидроцилиндры, клапаны и др. СЧ21-40 2,8-3,4 1,3—1,9
Серые обыкновенные чугуны
57
состав чугунов (ГОСТ 1412—54)
Таблица 16
состав, %
Мп р S, не более Сг Ni
0,6-0,8 0,18-0,20 0,12 — —
0,6—0,8 0,2-0,3 0,12 0,20—0,35 0,20—0,35
0,6-0,9 До 0,20 0,12 — —
1,0—1,5 0,25 0,12 До 0,4 До 0,5
0,8—1,5 До 0,25 0,12 — —
0,6—1,2 До 0,35 0,12 — —
58
Глава III. Чугуны. Марки, состав и свойства
Отрасли машиностроения Наименование отливок Марка чугуна с Химический SI
Дизе-лестрое-ние Мелкие и средние неответственные отливки СЧ15-32 3,2—3,5 2,2-2,5
Выхлопные трубы, маховики, рубашки, фундаментные рамы, картеры, крышки рабочих цилиндров, блоки и другие ответственные детали СЧ21-40, СЧ18-36 2,8—3,4 1,15-2,20
Поршневые головки, втулки, крышки цилиндров и другие детали, работающие на истирание при повышенных температурах СЧ24-44 2,8—3,2 1,15—1,6
Наиболее ответственные детали с самыми высокими требованиями СЧ32-52 2,8—3,1 1,0—1,5
Серые обыкновенные чугуны
59
состав, %
Продолжение табл. 16
Мп Р S, не более Сг N1
0,5—0,8 До 0,4 0,14 До 0,1 До 0,1
0,5-1,1 До 0,4 0,12 0,1-0,4 0,15—0,50
0,7-1,1 До 0,3 0,12 0,15—0,40 0,15—0,50
0,9—1,2 До 0,3 0,12 — —
co
Глава 111. Чугуны. Марки, состав и свойства
Отрасли машиностроения Химический
Наименование отливок Марка чугуна с SI
Дизеле-строение Цилиндры, крышки, золотниковые втулки и другие ответственные детали СЧ21-40 2,8—3,4 1,15—2,20
Химическое машиностроение Плиты, грузы н т. п. Барабаны, цапфы, корпуса редукторов н др. СЧ12-28 СЧ15-32 3,4-3,8 3,2—3,6 1,6—2,0 1,7—2,1
Зубчатые колеса, рамы редукторов, муфты сцеплений, паровые цилиндры и другие детали СЧ18-36 3,1—3,5 1,6—2,0
Серые обыкновенные чугуны
61
состав, %
Продолжение табл. 16
Мп Р S, не более Сг N1
0,5—1,1 До 0,3 0,12 0,1—0,3 0,1—0,5
0,6—1,0 0,2—0,4 0,12 — —
0,6—1,0 0,2-0,4 0,12 — —
0,7—1,1 0,2—0,4 0,12
62
Глава 111. Чугуны. Марки, состав и свойства
Отрасли машиностроения Химический
Наименование отливок Марка чугуна с SI
Химическое машиностроение Зубчатые колеса, шкивы, станины и другие детали, несущие значительные нагрузки С 421-40 3,1—3,3 1,3—1,9
Котлы для плавки каустика, колена и другие детали, стойкие в растворах щелочей С 424-44 С428-48 2,9-3,3 2,8—3,2 1,4—2,0 1,4-1,8
Тяжело нагруженные детали со значительными колебаниями сечений С428-48 С4.32-52 3,2-3,4 3,0—3,2 1,2—1,6 1,4—1,8
Сельско-хозяй-ствеп-ное машиностроение Малоответственные детали — 3,2-3,5 2,0—2,5
Серые обыкновенные чугуны
63
П родолжение табл. 16
состав, %
Мп р S, не более Сг Ni
0,8—1,1 0,15—0,30 0,12 — —
0,8—1,0 0,15—0,3 0,12 0,5—0,8 0,8—1,2
0,8—1,0 0,15-0,3 0,12 0,6—0,8 1,2—1,8
0,8—1,1 0,15—0,3 0,12 — —
0,8-1,1 0,15—0,30 0,12 0,2 0,5
0,7—0,9 До 0,2 0,12 0,1—0,15 —
64
Глава III. Чугуны. Марки, состав и свойства
Отрасли машиностроения Наименование отливок Марка чугуна Химический
С S1
Сель-скохо-зяйст-венное машиностроение Наиболее ответственные детали, работающие на износ СЧЗЗ-6О 2,45—2,75 2,2-2,6
Строи-тельно-комму-нальное хозяйство Тюбинги С 421-40 До 3,2 До 1,8
Ванны С 421-40 3,5—3,9 1,8—2,4
Радиаторы — 3,4—3,8 2,2-2,4
Трубы канализационные — 3,4—3,8 2,8—2,6
Трубы водопроводные, отливаемые в песочную стационарную форму С418-36 3,2—3,4 1,6-2,2
Трубы, отливаемые центробежным способом в охлаждаемую изложницу и футерованную изложницу С418-36 3,2—3,5 3,2—3,4 2,2—2,5 1,8-2,2
Серые обыкновенные чугуны
65
Продолжение табл. 16
состав, %
Мп р S, не более Сг Ni
0,50—0,65 До 0,15 0,15 До 0,08
До 0,65 До 0,4 0,12 — —
0,5—0,8 0,3—0,5 0,10 — —
0,9-1,2 0,3—0,6 0,10 — —
0,5—0,8 0,5—0,8 0,12 — —
0,6—0,9 До 0,5 0,10
0,5—0,7 0,5—0,7 0,10 — —
0,6—0,9 0,5—0,7 0,10
3-2531
Таблица 17
Зависимость структуры серых обыкновенных чугунов от химического состава и толщина стенок отливок (ГОСТ 1412—54)
Марка чугуна Толщина стенок отливок, мм Химический состав, % Структура
С S1 Мп Р, не более S, не более Сг, не более
СЧ12-28 10—20 20—30 Более 30 3,2-3,8 3,1—3,6 3,0-3,5 2,3—2,6 2,2—2,5 2,1—2,4 0,5—0,8 0,5 0,13. — Ферритоперлитная металлическая основа. Графит грубый пластинчатый
СЧ15-32 До 20 20—30 Более 30 3,2—3,6 3,1-3,5 3,0—3,4 2,0—2,4 2,0—2,3 1,8—2,2 0,5—0,8 0,65 0,5 0,15 0,13 — Перлито-ферритиая металлическая основа. Графит пластинчатый, средней величины
Глава III. Чугуны. Марки, состав и свойства
СЧ18-36
До 20
20—30
30—40
Более 40
3,1—3,5 2,0—2,4 0,5—0,8
3,0—3,4 1,9—2,2 0,6—0,9
3,0—3,4 1,8—2,1 0,7—1,0
2,9—3,3 1,6—2,0
СЧ21-40
До 20
20—30
30—40
Более 40
3,0—3,5 1,9—2,3 0,5—0,8
2,9-3,4 1,8—2,2 0,6—0,9
2,8-3,3 1,5—2,0 0,7—1,1
2,8—3,2 1,2—1,9 0,8-1,1
0,65 0,14 •—
0,40 0,12 0,20
0,30 0,12 0,30
Перлитная металлическая основа. Небольшое количество феррита. Графит пластинчаты й, средней величины
0,65 0,14 — Перлитная металлическая
0,45 0,12 0,2 основа. Графит
0,45 0,12 0,3 мелкий, пластинчатый, за-
0,35 0,12 0,4 вихренный
Серые обыкновенные чугуны
Марка чугуна Толщина стенок отливок, мм С
С424-44 До 20 20—30 30—40 Более 40 2,9—3,4 2,9—3,4 2,8—3,2 2,8—3,2
СЧ28-48 До 20 2,8-3,4
20—30 2,8-3,3
30—40 2,7-3,2
Более 40 2,7-3,1
Химический соста
SI Мп
ОО СО СО СМ ' i 1 1 1 ОС LO со 0,7—1,0 0,7—1,0 0,8-1,3 0,9—1,5
1,7—2,1 0,8—1,1
1,4—1,8 0,9—1,2
1,2—1,5 0,9-1,5
1,0—1,5 0,9-1,5
Продолжение табл. i7 S
в, %
Р, не более S, не более Сг, не более Структура
0,3 0,12 0,3 0,3 0,4 0,4 Мелкоперлитная или сор-битиая металлическая основа. Графит мелкий, пластинчатый, завихренный
0,3 0,12 0,4 0,5 0,6 0,7 Мелкоперлитная или сорбитная металлическая основа. Графит мелкий, пластинчатый, завихренный
Г лава III. Чугуны. Марки, состав и свойства
СЧ32-52 20—30 2,3—3,2 1,4—1,8 1,0—1,4
30—40 2,8-3,1 1,3—1,7 1,1-1,5
Более 40 2,8—3,0 1,0—1,6 1,1-1,5
СЧ35-56 25—30 2,8-3,1 1,3—1,7 1,0—1,4
30—40 2,7-3,0 1,2-1,6 1,1-1,5
Более 40 2,7-3,0 0,9—1,6 1,1—1,5
СЧ38-60 30-40 2,7-3,0 1,0-1,6 1,1-1,5
Более 40 2,7-3,0 0,8-1,5 1,1—1,5
0,35 0,30 0,25 0,12 0,2—0,3 0,3—0,4 0,3—0,5 Сорбитная металлическая основа
0,30 0,25 0,20 0,2—0,3 0,12 0,3-0,4 0,3—0,5 Графит мелкий пластинчатый. Получается путем модифицирования
Серые обыкновенные чугуны
0,2 0,35—0,4
0,12
0,2 0,3—0,5
То же
70
Глава III. Чугуны.. Марки, состав и свойства
Химический состав серых
Наименование и назначение чугуна Марка чугуна Химический
с Si Мп
Антифрикционный и износоупорный чугун АСЧ-1 АСЧ-2 АСЧ-3 3,2—3,6 3,2-3,8 3,2—3,8 1,6-2,4 1,4—2,2 1,7—2,6 0,6-0,9 0,4—0,7 0,4—0,7
АВЧ-1 2,8-3,5 1,8-2,5 0,5—1,2
АВЧ-2 2,8-3,5 2,2—2,7 0,5-0,8
АКЧ-11 АКЧ-2/ 2,6—3,0 0,8—1,3 0,3—0,6
Чугун, иду-щий на изготовление лопаток дробемет-ных турбинок, сопел и др. XT-4-0,2 2,4—2,7 0,9—1,2 0,4—0,6
Чугун ДЛЯ штампов НХЗ-0,75 2,7—3,3 0,5—1,5 До 0,6
Жаростойкие чугуны до:
600° с Ж 4X0,9 2,8—3,4 1,5—2,5 1,0
650° С ЖЧХ1,5 2,8—3,4 1,7—2,7 До 1,0
700° С ЖЧХ2,5 3,0—3,5 2,8—3,8 . 1,0
850° С ЖЧС5.5 2,2—3,0 5,0—6,0 . 1,0
Серые обыкновенные чугуны
71
Таблица 18 легированных и специальных чугунов
состав, %
р S, не более Сг NI Си прочие
знак процент
0,15-0,20 0,12 0,2—0,35 0,2—0,4 <0,7
0,15-0,40 0,12 0,2—0,4 0,2—0,4 0,3-0,5 Ti До 0,1
0,15—0,40 0,12 <0,3 <0,3 0,3—0,5 Mg 0,03
До 0,20 0,03 — — <0,7 Ti Mg До 0,1 He менее 0,03
. 0,20 0,03 — — — Mg He менее 0,03
„ 0,15 0,12 <0,06 — — — —
До 0,18 0,12 3,5-4,5 Не более 0,2 — Ti He более 0,2
До 0,1 0,1 0,5—1,0 2,0—4,0 — —
До 0,3 0,12 0,7—1,1
, 0,3 0,12 1,2—1,9 — — — —
, 0,3 0,12 2,0—2,7 — — — —
. 0,3 0,12 0,5—0,9 — — — —
п
Глава 111. Чугуны. Марки, состав и свойства
Наименование и назначение чугуна Химический
Марка чугуна С Si Мп
950° С 950° С 1100°С ЖЧСШ5, 5-0,1 Чугаль Х28) хр0- Х34/ мекс 2,4—3,0 1,2-2,0 0,5—1,0 1,5-2,2 5,0—6,0 1,3-2,0 0,5—1,3 1,3-1,7 До 0,7 0,6—0,8 0,5—0,8 0,5—0,8
Коррозионностойкие чугуны (изготовляют детали химического машиностроения, работающие в условиях воздействия серной кислоты) Ф15] фер- 1 роси- Ф17) ЛИДИЙ 0,5-0,8 0,3—0,5 14,5—16,0 16,0-18,0 0,3—0,8 0,3—0,8
То же, в соляной кислоте МФ15 (антихлор) 0,5—0,8 14,5—16,0 0,3—0,4
То же, в щелочи СЧШ-1 СЧШ-2 3,2—3,6 3,2—3,6 1,2—1,5 1,5-2,0 0,5—0,8 0,4—0,8
Серые легированные чугуны
73
Продолжение табл. 18
состав, %
р S, не более Сг Ni Си прочие
знак процент
До 0,3 0,03 До 0,3 — — — —
. 0,1 0,05 • — — — А1 20—24
» 0,1 0,08 26—30 — — — —
, 0,1 0,1 32—36 — — — —
До 0,1 0,07 — — — — —
. 0,1 0,07
До 0,1 0,07 — — — Мо 3,5-4,0 Не более 0,2
До 0,3 0,1 0,6—0,8 0,8—1,0 — —
, 0,3 0,1 0,4—0,6 0,35—0,5 *— — —
Таблица 19
Марки, механические свойства и обрабатываемость легированных и специальных чугунов
Марка чугуна Механические свойства Обрабатываемость
°*из, кГ/мм* f, мм НВ, к Г/мм* ан , кГм!см* (без надреза)
300 600
ЖЧХ0,9 36 2,5 207—285 — —
ЖЧХ1,5 32 2,5 207—285 — •—
ЖЧХ2,5 32 2,0 208—263 — —
ЖЧС5,5 24 2,0 5,0-60 140-255 0,2—0,4 Удовлетворительная
ЖЧСШ5,5—0,1 35—45 — 8—10 200—300 0,4—0,6 То же
Чугаль 20—25 — — 170—300 — »
Х28Л 55-70 — 6—8 220—300 0,4—0,7 Плохая
Х34Л 50-55 — 5-6 250—400 0,3-0,5 Только шлифование
Ф15 17-25 — 2—3 350—400 0,05—0,1 То же
Ф17 14—16 — 1,5—2,0 400—500 0,05-0,1 —
Глава III. Чугуны. Марки, состав и свойства
Табл и ц а 20
Состав высокопрочных чугунов (ГОСТ 7293—54)
Марка чугуна Наименьшая тол.дина стенки, мм с S1 Мп Р S Сг Mg
не б олее
ВЧ45-0 До 30 30—60 60—100 Св. 100 3,0 2,6—3,1 2,0—2,5 1,5—2,0 1,3—1,8 0,3—0,8 0,2 0,03 0,20 0,04—0,08
ВЧ50-1.5 ВЧ60-2 До 10 10—30 30—60 60—100 Св. 100 3,2 3,2 3,2 3,1 2,9 2,0—3,2 2,6—3,0 2,0—2,5 1,4—1,8 1,0—1,4 0,3—0,8 0,12 0,02 Для ВЧ50-1.5 Не более 0,15 Для ВЧ60-2 Не более 0,10 0,04—0,08
В 445-5 ВЧ40-10 3,2 3,2 2,5—3,2 2,3—3,0 До 0,6 » 0,5 0,10 0,08 0,02 0,01 0,10 0,05 0,04—0,08
Серые легированные чугуны
Таблица 21
Марки, химический состав, механические свойства и структура ковких чугунов (ГОСТ 1215—59)
Марка чугуна Химический состав Механические свойства Структура
с SI Мп Р, не более S, не более ?г, не более Временное сопро-| тивление разрыву kTJmmz Относительное удлинение, 6 %, | не менее 1 Твердость НВ
КЧЗО-6 КЧЗЗ-8 КЧ35-10 КЧ37-12 КЧ45-6 КЧ50-4 КЧ56-4 КЧ60-3 КЧ63-2 2,7—3,1 2,5—2,9 2,4-2,8 2,2—2,5 2,2-3,1 0,7—1,1 0,8—1,2 0,9—1,4 1,0-1,5 0,7-1,5 0,3—0,6 0,3—0,6 0,3—0,5 0,3—0,5 0,3—1,0 0,18 0,18 0,12 0,12 0,08 0,08 0,06 0,06 0,2 30 33 35 37 45 50 56 60 63 6 8 10 12 6 4 4 3 2 163 163 163 163 241 241 269 269 269 Ферритная металлическая основа и округлый графит разной степени разветвленности То же, с перлитной или перлито-фер-ритиой металлической основой
Глава III. Чугуны. Марки, состав и свойства
Сплавы на Медной основе
11
Глава IV
ЦВЕТНЫЕ СПЛАВЫ. МАРКИ, СОСТАВ И СВОЙСТВА
19. Сплавы на медной основе
К сплавам на медной основе относятся латуни и бронзы.
Латуни получают путем сплавления меди с цинком, а также меди, цинка и алюминия; меди, цинка и никеля; меди, цинка, алюминия и никеля и т. д. В зависимости от
Таблица 22
Условное обозначение элементов при маркировке цветных металлов
Название элемента Условное обозначение Название элемента Условное обозначение
Алюминий . . . А Медь м
Бериллий .... Б Никель н
Железо Ж Олово о
Кремний .... К Свинец с
Магний Мг Хром X
Марганец . . . Мц Цинк ц
78
Глава IV. Цветные сплавы. Марки, состав и свойства
Таблица 23
Марки и механические свойства латуней (ГОСТ 1019—47)
Название латуни Марка Механические свойства (примерные)
предел прочности %’ кГ/мм* относительное удлинение 5, % твердость НВ
Томпак Л96 24 50 40
Л 90 26 45 53
Полутомпак . . . Л85 28 45 54
Полутомпак . . . Л80 32 52 58
Латунь Л70 32 55 —
Л68 32 55 52
Л62 33 49 56
Алюминиевая . . ЛА77-2 40 55 50
А лю мини ево-никелевая .... ЛАН59-3-2 38 50 117
Никелевая . . . ЛН65-5 40 65 65
Железомарганцовистая . . . ЛЖМц59-1-1 45 50 83
Марганцовистая ЛМц58-2 40 40 85
Оловянистая . . Л070-1 35 60 48
То же Л062-1 40 40 85
Свинцовистая . . ЛС63-3 35 55 57
То же ЛС59-1 35-45 До 50 75
ЛС74-3 35 50 —
ЛС64-2 30—35 55 55
» ЛС60-1 37 45,0 —
Сплавы на медной основе
79
ГОСТ 493—54 ГОСТ 5017—49
Таблица 24
Марки и механические свойства бронз
Название бронз Марка Механические свойсте (примерные)
предел । прочности а кГ1мм*\ относительное , удлинение 1 б» % О о и £5:
( Оловянно-фос-
фористая .... 1 Оловянно-цин- Бр.ОФб,5-0,15 50 20 —
ко-свинцовистая Оловянно-фос- Бр.ОЦС4-4-2,5 20 5 —
фористая .... Оловянно-свин- Бр.ОФ4-0,25 25 4 —
цово-никелевая . Бр.ОНС11-4-3 25 — —
Алюминиевая . Бр.А5 38 63 63
» • Алюминиево- Бр.А7 60 10 60
железистая . . . Алюминиево- Бр.АЖ9-4Л 40 10 100
марганцовистая . Алюминиево-железисто-мар- Бр.АМцЮ-2 45 20
ганцовистая . , Кремнисто-мар- Бр.АЖМцЮ-3-1,5 50 20 120
ганцовистая Алюминиево-железисто-нике- Бр.КМцЗ-1 — 80
левая Бр.АЖШ0-4-4Л 65 5 170
Марганцовистая Бр.Мц5 30 40 80
Бериллиевая Бр.Б2 50 30 100
Кремний-никелевая Бр.КНЬЗ 45 12 —
80
Глава IV. Цветные сплавы. Марки, состав и свойства
состава латуни называются алюминиевыми, никелевыми, алюминиево-никелевыми, железо-марганцовистыми и т. д.
Элементы, входящие в состав латуней и других цветных сплавов, при маркировке имеют условные обозначения, которые приводятся в табл. 22.
Правило маркировки следующее. В начале марки ставится буква Л (условное обозначение латуни); за ней условные обозначения элементов, входящих в состав латуни. За буквенными обозначениями пишутся цифры, указывающие содержание меди и других элементов в процентах. Содержание циика в сплаве определяется по разности между 100% и суммой чисел, стоящих после буквенных обозначений. Например, марка Л90 читается так: содержание меди 90%, цинка 10%.
Латунь никэпевая маркируется как ЛН65-5, что означает: меди 65%, никеля 5%, цинка 30%.
Железомарганцовистая латунь маркируется как ЛЖМц59-1-1. Состав такой латуни: меди 59%, железа 1%, марганца 1%, цинка 39%.
Химический состав латуни определяется по марке, поэтому нет необходимости давать ею в таблицах (табл. 23).
Бронзами называются сплавы меди с различными элементами— оловом, алюминием, марганцем, кремнием, железом, бериллием, свинцом, цинком, фосфором. При маркировке бронза обозначается стоящими в начале марки двумя буквами Бр. Элементы, входящие в состав сплава, обозначаются условными буквами, а их процентное содержание— цифрами, так же как у латуни. Медь в марках бронзы не обозначается ни буквой, ни цифрами и ее содержание в процентах определяется по разности, так же как цинк в латунях. Например, марка Бр.А5 читается так: бронза, содержащая 5% алюминия к 95% меди, а марка Бр.АЖН10-4-4 — бронза, содержащая 10% алюминия, 4% железа, 4% никеля, остальное — 82% меди. (табл. 24).
20. Сплавы на алюминиевой основе
Цветные сплавы на алюминиевой основе получают сплавлением алюминия с медью, магнием, марганцем, кремнием и другими элементами.
Сплавы на алюминиевой основе
81
Маркировка сплавов на алюминиевой основе не дает возможности судить о их составе, поэтому данные о химическом составе приводятся в таблицах.
Сплавы на алюминиевой основе имеют небольшую плотность, поэтому их применяют преимущественно в авиационной промышленности.
По химическому составу, а следовательно, и свойствам сплавы на алюминиевой основе делятся на сплавы деформируемые и сплавы литейные (рис. 14).
Рис. 14. Схема деления сплавов:
4 — деформируемые сплавы, Б — литейные сплавы, В — неупрочняемые термической обработкой, Г — упрочняемые термической обработкой
Деформируемые сплавы содержат в своем составе вто-рой (один, два и более) элемент до соответствия точке Е диаграммы состояния (табл. 25), а литейные — более этого соответствия (табл. 26).
Таблица 25
Химический состав и механические свойства деформируемых сплавов на алюминиевой основе (ГОСТ 4724—49)
Марка сплава Химический состав, % Механические свойства металла
Си Mg Мп SI прочие А!
знак процент предел прочности кГ!мм* относительное удлинение S, % твердость НВ
АМц — — 1,0—1,6 .— — — 13 20 30
АМг — 2,0—2,8 0,15—0,40 — — — D 20 23 45
АМг5 — 4,7—5,7 0,2—0,6 — — — О 27 23 70
Д1 3,8—4,8 0,4-0,8 0,4—0,8 — — — £ 21 18 45
Д6 4,6—5,2 0,65—1,0 0,5—1,0 — — — Л Ч 22 11 50
Д7 3,0-4,0 0,25—0,50 0,25—0,50 — — — Ч
Д16 3,8-4,9 1,2—1,8 0,3—0,9 — — 22 11 50
Д1П 3,8—4,5 0,4-0,8 0,4—0,8 •— -— — о
Глава IV. Цветные сплавы. Марки, состав и свойства
дзп 2,6—3,5 0,3—0,7 0,3—0,7 — .—_ — 17 20 45
Д16П 3,8-4,5 1,2—1,6 0,3—0,7 — — —
Д18П 2,2—3,0 0,2—0,5 — — — — 16 24 38
АВ 0,2—0,6 0,45—0,90 0,15—0,35 0,5—1,2 — 13 24 30
АК — — — 4,5—6,0 — — —— —
АК2 3,5—4,5 0,4—0,8 — 0,5—1,0 Ni 1,8—2,3 <D — — —
Fe 0,5—1,0 О — — —
АК4 1,9-2,5 1,4—1,8 — 0,5—1,2 Ni 1,0—1,5 £ — — —
Fe 1,0—1,5 Л 4 — —. —
АК4-1 1,9-2,5 1,4—1,8 — — Ni 1,0—1,5 03 — — —
— — — — Fe 1,0—1,5 — — —
— —• —. — Ti 0,02—0,1 О — —. —
А Кб 1,8—2,6 0,4—0,8 0,4—0,8 0,7—1,2
АК8 3,9—4,8 0,4—0,8 0,4—1 >0 0,6—1,2 — — — —
АЛД — 0,5—0,9 — 0,8—1,0 Fe 0,2—0,5 — — —
Д12 — 0,8—1,3 0,9—1,4 — — — — —
Zn 5,0—7,0 — — —
В95 1,4—2,0 1,8—2,8 0,2—0,6 __ Cr 0,10—0,25 26 13 —
Примечание. Механические свойства указаны для сплавов в отожженном состоянии.
Сплаёы на ал/дминиёвой осноёё
Таблица 26
Химический состав и механические свойства литейных сплавов на алюминиевой основе (ГОСТ 2685—63)
Марка сплава Химический состав Механические свойства металла
SI Си Mg Мп прочие Al
а я Я со процент предел прочности кГ/мм* относительное удлинение 6, °/0 твердость НВ |
АЛ1 3,75-4,5 1,25—1,75 Ni 1,75-2,25 о
АЛ2 АЛЗ 10,0—13,0 4,5—5,5 1,5—3,0 0,35—0,60 0,6—0,9 — — о 17 1 70
АЛ4 8,0—10,5 — 0,17—0,30 0,20—0,50
АЛ5 4,5—5,5 1,0—1,5 0,35—0,60 — л
АЛ6 4,0—6,0 2,0—3,0 —. — — —— |=; 15 1 45
АЛ7 — 4,0—5,0 — — — — 20 6 60
АЛ8 •— — 9,5-11,5 — — н
АЛ9 6,0-8,0 — 0,2—0,4 о __ —
АЛ11 6,0—8,0 — 0,1-0,3 — Zn 7,0—12,0 о
АЛ13 0,8—1,3 — 4,5-5,5 0,1—0,4 — — — — —
-Примечание. Механические свойства указаны для сплавов в отожженном состоянии.
Глава IV. Цветные сплавы. Марки, состав и свойства
Таблица 27
Химический состав и механические свойства литейных и деформируемых магниевых сплавов
Марка сплава Химический состав, °/0 Mg Механические свойства
А1 Z» Ми S1 прочие предел прочности аЬ кГ)мм* относительное удлинение 6, о / /о твердость НВ
& л X л процент
Литейные сплавы
МЛ1 МЛ2 МЛЗ МЛ4 2,5— 3,5 5,0—7,0 0,50—1,5 2,0—3,0 1,0—2,0 0,15—0,50 0,15—0,50 1,0—1,5 — —. альное 9 9 16 16 2 3 6 3 40 30 40 50
МЛ5 7,5—9,0 0,2—0,8 0,15—0,50 — — — о 15 2 50
МЛ6 9,0—10,2 0,6—1,2 Д 0,10—0,50 е ф о р м и р у е м ы е с п лавы О 15 1 50
МА1 — — 1,3—2,5 —— — — о — — —
МА2 3,0—4,0 0,2—0,8 0,15—0,50 — — — © 24 5 45
МАЗ 5,5-7,0 0,5—1,5 0,15—0,50 — — — 3 26 8 50
МА4 6,5—8,0 2,5-3,5 0,15—0,50 .— — — СЗ 34 7 70
МА5 7,8—9,2 0,2-0,8 0,15—0,50 — — — — — —
МА6 — — 1,5-2,5 — — — о 25 12 55
Примечание. Механические свойства указаны для литейных сплавов после отливки в землю, а для деформируемых — в отожженном состоянии.
Сплавы на алюминиевой основе
ii6 Глава IV. Цветные сплавы. Марки, состав и свойства
21. Сплавы на магниевой основе
Сплавы на магниевой основе, так же как и сплавы на алюминиевой основе, делятся на сплавы деформируемые и сплавы литейные.
Маркировка магниевых сплавов не дает представления о химическом составе, поэтому сведения о составе даются в таблицах.
Вследствие малой плотности магниевые сплавы применяют преимущественно в авиационной промышленности (табл. 27).
ЧАСТЬ ВТОРАЯ
Глава V
ОБОРУДОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ
22. Виды и назначение оборудования
Оборудование термических цехов делится на основное и вспомогательное.
К основному оборудованию относятся печи, ванны, закалочные баки, установки т.в.ч., т. е. все нагревательные и охлаждающие устройства и приспособления. Моечные машины, пескоструйные и дробеструйные установки, правильные прессы и др., т. е. оборудование, применяемое для дополнительных операций в термических цехах, также относятся к основному оборудованию.
К вспомогательному оборудованию относятся установки для приготовления карбюризаторов, контролируемых атмосфер, подъемно-транспортное оборудование, воздуходувки и т. п.
Особое место среди оборудования термических цехов занимают агрегаты, представляющие собой определенный комплекс оборудования для выполнения какого-либо технологического процесса термической обработки или нескольких таких процессов. Отдельные виды оборудования в агрегате связаны между собой механизированным транспортом для транспортировки деталей. Агрегаты чаще всего применяют для обработки большого количества однотипных деталей. В этом случае стремятся к тому, чтобы агрегат в максимальной степени был механизирован и автоматизирован.
Печи по технологическому признаку делятся на закалочные, отпускные, отжигательные, цементационные, для цианирования и др.
88
Г лава V. Оборудование термических цехов
По конструктивным особенностям различают печи с конвейером-толкателем, вращающимся подом, вращающимся муфелем и др.
По виду обогрева все нагревательные устройства делятся на электрические, газовые и на работающие на жидком или твердом топливе.
Охладительные баки по роду применяемой охлаждающей среды могут быть разделены на водяные, масляные и др., по степени механизации — па ручные, конвейерные, с опускающейся платформой и др.
23. Печи камерные
На рис. 15 показана схема обычной камерной печи, не имеющей никакой механизации: открывают и закрывают дверцы, загружают и выгружают детали вручную.
Рис. 15. Схема устройства камерной печи
Нагревательные элементы этого типа печей могут включаться последовательно, звездой или треугольником, и в зависимости от требуемой мощности и температуры внутри печи допускают различные вариации переключений.
Печь предназначена для нагрева под закалку и отпуск, для нормализации, отжига и для цементации в твердом
Таблица 28
Технические характеристики камерных электрических печей
Показатели Марка печи
Н-15 Н-30 Н-45 Н-60 Н-75
Мощность, кет . . . 15 30 45 60 75
Число фаз 1—3 1—3 3 3 3
Размеры рабочей камеры, мм:
ширина ...... 300 450 600 750 900
длина 650 950 1200 1500 1800
высота 250 450 500 550 600
Производительность (макс.), кг/ч. 50 125 200 275 350
Габариты, м ... . 1,1X1,7X1,5 1,27X2,0X1,65 1,4X2,2X1,75 1,7X2,8/2,3 1,9X3,1X2,4
Примечание. Напряжение сети 380/220 в; температура нагрева (макс.) 950’ С.
Печи камерные
90
Г лава V. Оборудование термических цехов
карбюризаторе. Производительность ее невелика. Камерные печи применяют в цехах с небольшим объемом производства.
В табл. 28 приведены краткие технические данные о наиболее распространенных камерных электрических печах.
В 1960 г. ВНИИЭТО (Всесоюзный научно-исследовательский институт электротермического оборудования) разработал новые камерные электропечи с металлическими нагревателями *.
Предусмотрено три типа печей по применяемым температурам—до 700, 1000 и 1250°С.
Для каждого типа печей предусмотрено по размерам рабочего пространства 11 печей и, кэоме того, 5 агрегатов до 1000° С.
Вводится новое обозначение камерных электропечей, например: СНО-2,0 • 4,0 • 1,4/7 или СНЗ-2,0 4,0 • 1,4/10 или СНЗА-4,0 • 8,0 • 2,6/12. Буквы обозначают: С — нагрев сопротивлением, Н — камерная нагревательная печь, 3 — защитная атмосфера, О — окислительная атмосфера, А — агрегат. Цифры в числителе обозначают соответственно ширину, длину и высоту рабочего пространства в дм-, знаменатель — температуру рабочего пространства в сотнях градусов Цельсия (округляется 12—1250°).
24. Печи с выдвижным подом
Для нормализации и отжига крупных деталей с большим весом применяют печи с выдвижным подом, позволяю-
Рис. 16. Схема устройства печи с выдвижным подом
‘Рустем С. Л. Оборудование и проектирование термических цехов. Машгиз, 1962, стр. 199.
Таблица 29
Технические характеристики печей с выдвижным подом
Тип печи Показатели
Максимальный расход печи Число форсунок или горелок Размеры рабочей камеры, мм Масса садки, кг Температура (макс.), °C Габариты печи, м
ширина длина Л о 3 со
Печь с одним выдвижным подом Печь с двумя выдвижными подами (Гипроавтотракторопром) Печь с выдвижным подом для крупногабаритных изделий(Гипроавто-тракторопром) 90 газа 100 кг/ч мазута 720 кг1ч мазута 28 горелок 12 форсунок 140 форсу-нок 1500 1400 4800 4000 7200 27300 1200 1200 4200 7800 15000 125000 1000 1000 950 4,0X10,9x5,5 4,0X33,5X4,6 14,3X15,0X32,3
Печи с выдвижным подом
92
Глава V. Оборудование термических цехов
щим быстро загружать и разгружать печь, применяя мостовой кран или катучую балку с тельфером.
На рис. 16 показана схема устройства печи с выдвижным подом. Эти печи обогреваются природным газом, мазутом или электроэнергией.
Для повышения коэффициента полезного действия печи строят с двумя тележками (двухподовые).
Типовые характеристики печей с выдвижным подом приведены в табл. 29.
25. Печи с роликовым подом
Печи этого типа принципиально не отличаются от камерных печей. Особенность их состоит в том, что они снабжены специальными конструкциями для более удобного и
Рис. 17. Схема устройства печи с роликовым
подом
легкого перемещения деталей внутри печи. Роликовый под облегчает загрузку и разгрузку деталей большой массы и габаритов.
Коэффициент полезного действия печей с роликовым подом выше, чем печей с выдвижны.м подом.
На рис. 17 показана схема устройства печи с роликовым подом.
Нагревательные элементы этих печей располагаются по .стенкам, на своде и в поду. Вся внутренняя металлическая .конструкция изготовляется из жароупорной стали или из 'Чугуна.
Печи с конвейером
93
Существует другой тип печей с роликовым подом, в которых ролики, находящиеся внутри печи, приводятся в движение от специальных электродвигателей. Конструкция таких печей очень сложна, а сюимость их высока. Они применяются главным образом для нагрева листов при термической обработке.
26. Печи с конвейером
Печи с конвейером относятся к печам непрерывного действия. Они служат для отжига, нормализации, закалки, отпуска и других операций. Иногда эти печи имеют несколько регулируемых зон (по длине). Это позволяет на-
Рпс. 18. Схема устройства печи с конвейером
гревать изделия с разными скоростями в соответствии с заданным режимом термической обработки.
Из конвейерных печей и конвейерных (или других механизированных) закалочных баков часто собирают агрегаты-установки для проведения полного или частичного цикла термической обработки.
На рис. 18 показана схема устройства печи с конвейером.
Конвейер приводится в движение электродвигателем с редуктором, сообщающим валу конвейера нужное число оборотов. Кроме того, у печи установлен вариатор скоростей, с помощью которого можно подбирать нужную линейную скорость ленты конвейера, определяемую режимом термообработки.
94
Глава V. Оборудование термических цехов
Таблица 30
Технические характеристики электрических печей с конвейером
Марка печи Мощность, кет Показатели
размеры рабочей камеры, мм производительность (макс.), кг/ч 1 температура (макс.), °C Габариты, м
ширина длина
К-70 70 400 2050 120 875 1,4X4,2x2,0
К-80 80 400 2700 160 875 1,4X4,9X2,0
К-100 100 400 3350 200 875 1,4x5,5x2,0
К-120 120 400 4000 250 875 1,4X6,0X2,0
К-160 160 600 4000 360 875 1,6x6,2X2,0
К-180 180 600 4650 410 875 1,6x6,8x2,0
К-200 200 600 5300 460 875 1,6x7,5x2.0
К-45 45 400 2800 120 600 1,4x4,3X2
К-55 55 400 3450 250 600 1,4x5,5X2,0
К-65 65 400 4100 200 600 1,44x6,1X2,0
К-75 75 400 4750 250 600 1,4x6,7X2,0
К-95 95 600 4750 360 600 1,6X6,8X2,0
К-105 105 600 5400 410 600 1,6X7,4X2,0
К-125 125 600 6700 460 600 1,6x8,7X2,0
Примечание. Напряжение сети 380/220 в число фаз у всех марок печей —3, высота рабочей камеры —415 мм. ;
Печи с толкателем
95
В последние годы наши заводы выпускали вместо печей типа К-80, К-120 и К-160 электрические конвейерные печи типа К-90, К-130 и К-170. В этих печах ленточные нагреватели подвешены на крючках под сводом и уложены под конвейером печи. Нижние нагреватели при необходимости замены можно вынимать из печи без ее остановки.
Новые конструкции закалочных конвейерных электропечей *, входящих в агрегаты, обозначаются буквами и цифрами, например СКЗ-06 • 30 • 01/9 или СКЗ-08 • 30 • 01/9 или СКЗ-12 • 100 • 01/9 и др. Обозначение букв: С — нагрев сопротивлением, К — конвейерная, 3 — защитная атмосфера. Цифры в числителе обозначают соответственно ширину, длину и высоту рабочего пространства в дм, в знаменателе — температуру рабочего пространства в сотнях градусов Цельсия.
В табл. 30 приведены краткие технические данные об электрических печах с конвейером.
27. Печи с толкателем
Печи с толкателем относятся к печам непрерывного действия. Изделия, загружаемые в печь с одного конца, проталкиваются через нее в определенном темпе, который зависит от технологического режима иагрева, нагретые детали выдаются с другого конца печи.
Схема такой печи показана на рис. 19. Для продвиже-
Рис. 19. Схема устройства печи с механическим толкателем, состоящим из мотора, редуктора и кулисного механизма
♦Рустем С. Л. Оборудование и проектирование термических цехов. Машгиз, 1962, стр. 307.
96
Глава V. Оборудование термических цехов
Таблица 31
Технические характеристики электрических печей с толкателем
Показатели Тип печи
Т-75 □О ю on 1 Т-100 1 i Т-165 I Т-24Э
Мощность, кет .... 75 81 85 100 165 240
Размеры рабочей камеры, мм\
ширина 600 600 600 600 1200 1200
длина 3810 3350 4550 3070 6600 5440
высота 400 400 400 400 500 500
Количество приспособлений :
поддонов 15 10 17 12 10 8
башмаков 60 40 68 48 120 96
Производительность при т = 4 ч 250 200 350 250 750 650
Температура (макс.) °C 650 950 650 950 950 950
Г абаритные размеры в плане, м:
ширина 1,64 1,64 1,64 1,64 2,24 2,24
длина без механизмов 5,25 3,95 5,9 4,6 6,55 5,9
длина с механизмами 8,25 8,1 8,9 8,75 — —
Примечание. Напряжение сети 380/220 в', число фаз 3.
Печи с пульсирующим подом
97
ния через печь изделия укладывают на поддоны, которые останавливают на специальные направляющие, изготовленные из жароупорной стали или из чугуна.
Поддоны с деталями проталкиваются специальными механизмами, называемыми толкателями. Толкатель может приводиться в движение электричеством, сжатым воздухом и др.
Период времени толкания для каждой печи определяется режимом термической обработки.
Для проведения операций закалки печи с толкателем снабжаются специальными конвейерными закалочными баками и другими устройствами. Технические характеристики электрических печей с толкателем приведены в табл. 31.
28. Печи с пульсирующим подом
В печах с пульсирующим подом передвижение деталей механизировано. Пульсирующий под представляет собой лоток, который покоится на семи рядах специальных роли-
Рис. 20. Схема устройства печи с пульсирующим подом
ков, опирающихся на балки, и имеет возвратно-поступательное движение. Лоток, ролики и балки изготовляют из жароупорной стали.
Лоток с деталями посредством механизма быстро перемещается против движения деталей и медленно в направлении движения. Дойдя до упора, лоток резко (с ударом) останавливается, а находящиеся па нем детали по инерции продолжают перемещаться в направлении движения на небольшую длину. После этого цикл повторяется. Пуль-4-2531
98
Глава V. Оборудование термических цехов
сирующий механизм приводится в движение от электродвигателя через редуктор и вариатор скоростей, дающий возможность изменять продолжительность цикла.
Вместо пульсирующего пода можно применять пульсирующий муфель, позволяющий использовать при нагреве защитную среду (от окисления).
Схема устройства печи с пульсирующим подом показана на рис. 20.
Нагревательные элементы в этих печах располагаются под пульсирующим подом и в пазах боковых стенок. Краткие характеристики печей с пульсирующим подом приведены в табл. 32.
Таблица 32
Технические характеристики электрических печей с пульсирующим подом
Показатели Марки печей
И-85 И-160
Мощность, кет .... 85 160
Размеры рабочей камеры, мм:
ширина 670 580
длина 2460 4200
высота 320 350
Производительность (макс.), кг}ч .... — 250
Габариты, м 2,5x5,0x1,75 2,0X6,6X1,9
Примечание, Напряжение сети 380/220 в, число фаз 3 (3 зоны), температура нагрева (макс.) 900° С.
Печи для цементации, типа Ц
99
29. Печи для цементации типа Ц
Для газовой цементации применяют муфельные шахтные печи или муфельные печи с толкателем. К последнему типу относится печь марки Ц-160 (табл. 33). Печи, предназначенные для цементации в газовом карбюризаторе имеют муфель, изготовленный из жароупорной стали.
Для цементации и цианирования (нитроцементации) в газовой среде с применением пиробензола, керосина или триэталомина все большее применение находят садочные шахтные печи типа Ц (табл. 33).
Таблица 33
Технические характеристики электрических печей типа Ц
Марка печи Показатели
Мощность, квпг Число фаз Размеры рабочей камеры, мм Загрузка (макс.), кг 11 Габариты, м 5 S я
диа-л»етр высо- та 1
Ц-25 25 1 300 450 50 950 1,4X1,8X2,0 2,8
Ц-35 35 1 300 600 100 950 1,4X1,8X2,1 3,5
Ц-60 60 3 450 600 150 950 1,6x2,0X2,2 4,0
Ц-75 75 3 450 900 220 950 1,6X1,2x2,6 5,5
Ц-90 90 3 600 900 400 950 1,8X2,2x2,7 6,5
Ц-105 105 3 600 1200 500 950 1,8x2,3x3,0 7,0
Ц-160 160 3 600 450; 1200 950 2,2X7,5X3,5 —
длина 5500
ШЦН-20 20 1 300 450 50 1050 1,37x1,85x2,3 1,8
ШЦН-45А 45 1 450 600 150 10502,1X2,12X3,11 3,7
ШЦН-65А 65 1 450 900 220 1050 2,0X2,12X3,3 4,0
ШЦН-95А 110 3 600 1200 500 1050 2,16 X 2,27 X 3,87 5,2
Примечание, Напряжение сети 380/220 в.
4*
100
Глава V. Оборудование термических цехов
Схема устройства такой печи показана на рис. 21.
При цементации обязательным условием является герметичность закрытия крышки.
Рис. 22. Схема устройства печи для отпуска
Рис. 21. Схема устройства печи типа Ц
30. Печи шахтного типа для отпуска
На рис. 22 показана схема шахтной печи для отпуска. Чтобы температура по всему рабочему объему была равномерна, печь снабжена вентилятором.
Нагреваются детали в такой печи в специальных корзинках из жаростойкой стали.
Герметичность крышки в этом случае необязательна. Технические характеристики печей приведены в табл. 34.
Таблица 34
Технические характеристики шахтных печей ______________для отпуска______________
Показатели Марка печи
ПН-31Б ПН-32 ПН-34
Мощность, кет . 24 36 75
Печи-ванны типа С для темпера?ур 600—850° С
101
Продолжение табл. 34
Показатели Марка печи
ПН-31Б ПН-32 ПН-34
Напряжение, в 220 380/220 380/220
Число фаз . 1 3 3
Габариты, м 1,04x1,27x1,92 1,54X1,54X2,1 2,53X3,7X3,04
Примечание. Температура нагрева печей 650° С.
31. Печи-ванны типа С для температур 600—850° С и типа С и СП для температур 1100—1300° С
По способу нагрева солей ванны можно разделить на электродные и ванны, нагреваемые элементами сопротивления. На рис. 23 показана схема электродной ванны типа С.
Элементом сопротивления в электродных ваннах служит соль, в растворах которой нагревают деталь. Применяемые для электродных ванн соли проводят ток только в жидком состоянии и обладают высоким сопротивлением. Электроды изготовляют из малоуглеродистой стали.
Печи электродные высокотемпературные (типа С и СП) применяют главным образом для на(рева инструмента под закалку при высоких температурах (до 1300° С). Электродные печи обычно включают в сеть с помощью понижающего трансформатора.
В качестве элемента сопротивления в этих печах применяют хлоробариевую соль, поэтому их называют хлоро-бариевыми.
Одна из схем устройства печи-ванны типа СП показана иа рис. 24. Технические характеристики печей С и СП приведены в табл. 35.
Рис. 23. Схема устройства электродной печи-ванны типа С
Рис. 24. Схема устройства печи-ванны типа СП
Глава V. Оборудование термических цехов
Печи-ванны типа С для температур 600—850° С
103
Таблица 35
Технические характеристики электрических соляных печей типа СП и С
Марка печи
Показатели
С20 С25 С45
С50
С100
Мощность, кет
Число фаз . . 1
Размеры рабочей камеры, мм:
ширина
или диаметр . . .
200
длина . . —
глубина (высота) 460
Температура (макс.), °C . . 1300
Производительность
25 45
1 1
380
475
850
340 600
— 900
600 450
1300 600**
90 200 100
100 35
3 3
600 200
900 200
450 250
850 1300
160 150
240
300
300
1300
215
90
3
310
350
400
1300
* Новые электродные печи-ванны.
** Печь для низкотемпературного цианирования.
104
Глава V. Оборудование термических цехов
32. Печи шахтные типа Ш
Шахтные печи применяют для термической обработки длинных деталей типа валов, а также для протяжек и подобного им инструмента. Нагревают изделия в таких пе-
Рис. 25. Схема устройства шахтной печи типа Ш. Кладка из шамота и пеношамота
чах чаще всего посредством нихромовых элементов сопротивления, расположенных на внутренней поверхности печи.
Для нагрева изделий до 1200—1300° С вместо нихромовых нагревательных элементов применяют глобаровые или силитовые, дающие возможность получать температуру 1300° С и выше.
Таблица 36
Технические характеристики шахтных печей типа Ш
Показатели Марка печи
Ш-30 Ш-35 Ш-55 Ш-70 Г-65 Г-95
Мощность, кет 30 35 55 70 65 95
Число фаз 1/3 1/3 1/3 (2-язона) 1,3 (2-я зона)
Размеры рабочей камеры, мм:
ширина или диаметр . . 0 450 300 300 0 600 300 300
длина — 300 300 — 300 300
высота 800 1200 2000 2500 1470 2210
Производительность (макс.), кг'^ч. 140 125 230 350 225 265
Температура (макс.), °C . . 850 950 950 950 1300 1300
Габариты, м 1,68Х1,60Х XI ,9 1,43/],62/ Х2,24 1.43Х1-58Х Х3.05 2,32X2,78/ Х4.15 1,45X1,6/ Х2,5 1,45/1,6/ Х3,4
Примечание, Напряжение сети 380/220 в.
Печи шахтные типа
106
Глава V. Оборудование термических цехов
Включают печи в сеть через многоступенчатые понижающие трансформаторы.
Схема устройства печи показана на рис. 25.
Шахтные печи, имеющие высоту более 2 м, обычно имеют две или более (в зависимости от высоты) регулируемые температурные зоны.
Краткие технические характеристики таких печей приведены в табл. 36.
33. Печи тигельные
Тигельные печи серии В применяют для низкотемпературного и высокотемпературного цианирования, а также
Рис. 26. Схема устройства тигельной печи
для нагрева под закалку после цианирования (рис. 26, табл. 37).
Камерные печи
107
В тигли помещают нейтральные и активные соли, которые являются либо нагревающей, либо цианирующей средой.
Таблица 37
Технические характеристики тигельных электрических печей
Показатели Серии печей
В-10 В-20 В-30
Мощность, кет . . 10 20 30
Напряжение, в . . . 220 220 380/220
Число фаз 1 1 1/3
Размеры рабочей камеры, мм\ ширина или 0 . 200 300 400
высота .... 350 535 555
Производительность (макс.), кг\ч . . . 30 80 130
Габариты,м . . . . 1,08X1,82 1,29X2,0 1,31X2,26
Примечание. Температура нагрева печи 850 °C.
34. Камерные печи с глобаровыми нагревателями типа Г
Нагревающими элементами печей типа Г являются гло-баровые или другие стержни, которые работают как элементы сопротивления.
На рис. 27 приведена схема устройства печи с глобаровыми нагревателями, а в табл. 38 их краткие технические характеристики.
108
Г лава V. Оборудование термических цехов
Рис. 27. Схема устройства печи с глобаровыми нагревателями типа Г
Таблица 38
Технические характеристики электрических печей типа Г
Показатели Марка печи
Г-30 Г-50
Мощность, кет .... 30 50
Размеры рабочей камеры, ММ'.
ширина 300 450
длина 400 700
высота 250 350
Производительность (макс.), кг)ч. .... 50 130
Габариты, м 1,4X1,5X1,8 1,5X1,8x1,9
Примечание. Напряжение в сети 50 -80 в, число фаз 3, температура нагрева (макс.) 1300° С.
Ночи для азотирования
109
35. Печи с шагающим подом
Печи с шагающим подом относятся к печам непрерывного действия. В поду печи устанавливают две или более продольные щели, в которых размещают «шагающие» балки, имеющие движение по кругу, эллипсу или по прямоугольнику (рис. 28).
Обогревают печи газом или электроэнергией.
Печи предназначены для нагрева под закалку рессорных листов и листовой стали. Производительность печей от
Схема Вариантов движения Валон
6}
Рис. 28. Схема устройства печи с шагающим подом (а) и вариантов движения балок (б)
150 кг до 2—4 т ь час. Скорость движения деталей от 1 до 7 м в минуту.
36. Печи для азотирования
На рис. 29 показана схема печи для азотирования. Краткие характеристики таких печей приведены в табл. 39.
ио
Глава V. Оборудование термических цехов
Рис. 29. Схема устройства печи для азотирования
Таблица 39
Технические характеристики печей для азотирования
Показатели Марка печи
ПА-32-1 ПА-32-Д
Мощность, кет .... Число фаз Размеры рабочей камеры, ММ'. диаметр высота Габариты, м 30 1 500 650 2,4X2,2x2,4 45 3 500 1200 2,7X2,3x2,9
Примечание, Напряжение сети 220 в, температура нагрева (макс.) 650° С.
Машинные генераторы т. в. ч.
111
37. Машинные генераторы т. в. ч.
Нагревательные установки т. в. ч. применяют для нагрева под закалку в тех случаях, когда г.о техническим условиям закаленный слой должен иметь заданную глубину.
Генераторы т. в. ч. делятся на машинные и ламповые.
Машинные генераторы имеют частоту от 500 до 10 000 (гц).
Схема установки машинного генератора показана на рис. 30.
От генератора переменный ток повышенной частоты подводится к первичной обмотке трансформатора, а со вторичной — к индуктору, нагревающему изделия под за-
Рис. 30. Схема установки машинного генератора:
1,2 — контакты промежуточного реле, 3, 4 — обмотки катушек промежуточного реле, 5, 6 — двигатель, 7 — возбудитель, 8 — генератор, 9 — реостат, 10 — конденсатор, 11 — трансформатор, 12 — индуктор
калку. Машинные генераторы применяют в том случае, когда обрабатывают детали достаточной толщины или диаметра (не менее 16 лгм) при глубине закаленного слоя не менее 1,2 мм (для нагрева под закалку шеек коленчатых валов, кулачковых валов, осей больших диаметров, больших зубчатых колес и др.).
112
Глава V. Оборудование термических цехов
Таблица 40 Технические характеристики машинных генераторов для нагрева током повышенной частоты
Показатели Типы преобразователя
ПВ 50/2500 ПВС 100/2500-1 ПВ 100/8000—IV ВГО 500/2500
Генератор
Мощность, кет Напряжение, в Сила тока, а . . Частота, гц . . . 50 750/375 74/148 2650 100 750/375 148/296 2650 100 750/375 148/296 8000 500 1000/500 500/1000 2500
Мощность, кет Д в н г 60 а т е л ь 125 130 170
Напряжение, в 220/380 220/380 220/380 3000/6000
Сила тока, я . . . К. п. д. преобразователя, % . . 191/110 385/222 430/250 •—
75 75 72 75
Вес преобразователя, кг ... . 2100 3000 4000 7230
Примечание. Частота двигателя у приведенных типов преобразователей 50 гц.
Технические характеристики машинных генераторов приведены в табл. 40.
38. Ламповые генераторы т. в. ч.
Ламповые генераторы имеют частоту от 50 000 до 1 млн. гц и применяются для нагрева деталей в том случае, когда глубина закаленного слоя не превышает 1,5 м. Схема установки показана на рис. 31.
Технические характеристики ламповых генераторов приведены в табл. 41.
Ламповые генераторы
Рис. 31. Схема установки лампового генератора:
/ — трехфазный трансформатор, 2 — газотронный выпрямитель, 3 — ламповый генератор, 4 — индуктор, С — конденсатор
Т а б л и ц а 41
Технические характеристики ламповых генераторов для нагрева т.в.ч.
Показатели Типы установок
ЛГЗ-10А ЛПЗ-37 ЛПЗ-37 ЛЗ-37 ЛПЗ-67 ЛП-67 ЛЗ-67 J13-W7 ЛЗ-207 ЛПС-500
Номинальная колебательная мощность, К8/П 8 30 60 100 200 500
Рабочая частота, кгц Мощность, 300—450 60—74 60-74 60-74 60—74 6000—9000
11 50 100 180 320 1000
квт} и тип анодного трансформатора ТС 10/6 ЗТМ 50/6 ЛП34.0Х ХЗ,5x2,2 ЗТМ 100/10 ЛП34,0х X3.5X2.2 ЗТМ 180/10 ЗТМ 320/25 ТМА 1000/35
Габариты,м 1.1Х1.1Х ЛП4,ОХ ЛГИ,ох 4,1Х2,2Х 4,6Х2,8Х 6,0X6,ох
Х2,1 Х2,7Х2,2 Л 34,0х Х2,2Х2,2 Х2,7х2,2 Л 34,0х Х2,2х2,2 Х.2,2 Х2,2 Х3,1
Примечание. Напряжение питающей сети 380 и 200 в, число фаз 3.
Г лава V. Оборудование термических цехов
Таблица 42
Технические характеристики агрегатов
к Наименование агрегата Производитель- ность, кг[ч Максимальный расход топлива К. п. д., % Примечание
1 Механизированный агрегат универсального назначения для тракторных деталей (закалка, нормализация и отпуск) До 1000 НО кг/ч мазута 20—27 Агрегат может выполнять термическую обработку разнообразных по массе и габаритам деталей
2 Нормализационно-отпуск-ной конвейерный агрегат (отжиг, нормализация небольших поковок) 450 62 кг/ч мазута 18-22 —
Агрегаты
I № п/п Наименование агрегата Производительность. кг 1ч
3 Норм ализационно-отпу ск-ной агрегат с толкателями 1000
4 Закалочно-отпускной агрегат для закалки коленчатых валов 900
5 Гибочно-закалочно-отпускной агрегат для передних осей грузового автомобиля 810
6 Агрегат для термической обработки спиральных пружин 600
Продолжение табл. 42
Примечание
106 кг/ч мазута
770 л.з[ч газа
ПО кг)ч мазута
18—25
500 мЗ[ч газа
17—21
Теплотворная способность газа 1200 ккал/мЗ
Слава V. Оборудование термических Цехов
I
7 Агрегат для термической обработки корпусов фрикционных -аппаратов вагонных автосцепок 960
8 Агрегат с толкателями для отжига и нормализации подшипниковых колец 875
9 Цементационно-закалочноотпускной агрегат с толкателями 400
10 Безмуфельный агрегат для газовой цементации 240—700
11 Агрегат для отжига на ковкий чугун 15 т в сутки
800 м3/ч газа
Теплотворная способность газа 1200 ккал)м3
150 кг[ч мазута
100 м3{ч газа
При глубине слоя от 1,0 до 1,2 мм
80 м3}ч газа
При 'глубине слоя от 0,7 до 1,8 мм
Электроэнергия.
Мощность 400 квпг
Глава V. Оборудование термических цехов
Рис. 32. Схема последовательной взаимной связи основных узлов агрегата
120
Глава V. Обооудование термических цехов
39. Машинные генераторы т. и. ч.
Токи промышленной частоты используют при поверхностной закалке деталей диаметром 200 мм для получения твердости на поверхности RC 55—63 (например, валки для холодной прокатки листовой стали). Глубина прогрева достигает 15—18 мм и больше.
40. Агрегаты
Агрегаты представляют собой совокупность печей, охлаждающих и других устройств и связывающих их механизмов загрузки, транспортирования и разгрузки.
В большинстве случаев их можно настраивать на различные режимы термической обработки.
Агрегаты являются переходным звеном от простого немеханизированного оборудования к сложным, полностью механизированным и автоматизированным поточным линиям.
В табл. 42 приведены технические характеристики наиболее распространенных типов агрегатов непрерывного действия, а на рис. 32 показана схема последовательной взаимной связи основных узлов агрегата.
41. Закалочные баки для веды и масла
Закалочные баки изготовляются отдельно для воды и масла или спаренными.
Вода в баке должна быть проточной и подаваться снизу, а сбрасываться в канализацию сверху. Расход воды определяется в зависимости от количества закаливаемых деталей из расчета в среднем 12—15 м! на 1 т изделий.
На рис. 33 показана схема устройства закалочного бака для воды.
Закалочные баки для масла устроены так же, как закалочные баки для воды.
Охлаждают масло двумя способами. Первый способ — охлаждение масла в самом закалочном баке; второй — сброс нагретого масла из закалочного бака в маслосборник, его фильтрация, подача с помощью насосов через охладители и нагнетание в закалочный бак.
Закалочные баки для масла и воды
121
Баки с охлаждением масла изготовляют двух конструкций.
Рис. 33. Схема устройства закалочного бака для воды: 1 — подача воды из водопроводной сети, 2 — сброс воды в канализацию
Одна конструкция представляет собой бак в баке, между стенками которых имеется зазор, заполняемый проточной водой, как это показано на рис. 34.
2 ——
Рис. 34. Схема устройства закалочного бака с охлаждением масла водой:
1 — подача воды, 2 — сброс масла, 3 — сброс воды в канализацию, 4 — подача масла
Другая конструкция бака показана на рис. 35. В этом случае масло охлаждают водой, протекающей по трубам (змеевикам), расположенным по стенкам бака.
Механизированные закалочные баки монтируют в линии с конвейерными закалочными печами.
Эти баки выпускают двух вариантов — в первом варианте закалочная жидкость охлаждается в самом баке, во втором —• в централизованной системе.
122
Глава V. Оборудование термических цехов
Рис. 35. Схема устройства закалочного бака с охлаждением масла посредством змеевика:
1 и 3— змеевики» 2 — сброс масла, 4 — подача масла
В)
Рис. 36. Конвейерный закалочный бак ЗБ-600К:
а — общий вид, б —схема; 1 и 4 — электродвигатели,
? —пропеллер, 3— конвейерная лента, 5 — храповой механизм, 6 — редуктор, 7— трубчатые охладители, 8 — уровень масла
Закалочные баки для масла и воды
123
На рис. 36 показаны общий вид и схема конвейерного закалочного бака ЗБ-600К. Характеристики конвейерных закалочных баков серии ЗБ приведены в табл. 43.
Таблица 43
Характеристики конвейерных закалочных баков серии ЗБ
Типы баков
ЗБ-400К ЗБ-600К
Параметры Варианты
sS в О
О а, Q а о
CJ а а о S &
Габаритные размеры (с конвейером), мм:
ширина 1280 1250 1280 1450
длина 4900 6230 4960 7430
высота 3020 2865 3020 2995
Размер бака, мм:
ширина 1150 1100 1150 1300
длина 3600 4800 3600 6000
глубина 1100 1200 1100 1350
Ширина конвейерной ленты, мм 400 400 600 600
Емкость бака, м? ... . 5 5,4 5 8,2
Скорость движения конвейерной ленты, м.[мин 0,75 0,04—0,34 0,75 0,04—0,34
Вес металлоконструкции, Т 3,0 2,5 3,0 3,2
124
Глава V. Оборудование термических цехов
42. Закалочные прессы
Закалочные прессы применяют для устранения коробления и деформаций при закалке. С их помощью закаливают диски, кольца, зубчатые колеса и другие детали.
Для пресса требуется сжатый воздух под давлением 5—6 ат (рис. 37).
Технические характеристики некоторых типов закалочных прессов приведены в табл. 44.
Рис. 37. Схема устройства закалочного пресса:
/и 2 — отверстия для масла, 3 и 8 — окна для загрузки и разгрузки деталей, 4 — верхний поршень, 5 — подача сжатого воздуха, 6 — 4-ходовой кран, 7 — выпуск сжатого воздуха в атмосферу, 9— закаливаемая шестерня, 10 — нижний поршень
Таблица 44
Технические характеристики закалочных прессов
Показатели Марки прессов
380 G30
Допустимый диаметр закаливаемого зубчатого колеса, мм Производительность, uimji Габариты, м Расход сжатого воздуха (ати), т31‘1 Расход масла при 25° С, л/мин 170—200 300—340 350—380 40—50 30—35 18—25 0,9X0,9X2,54 0,40—0,55 25 400—450 450—550 550—630 40—50 30—40 10—20 1,3X1,3x2,86 0,6—0,7 40
Моечные машины
125
43. Моечные машины
После закалки в масле на поверхности деталей остается масло. Чтобы его удалить, детали промывают в горячем 10-процентном растворе Па2СОз или 3-процентном растворе NaOH в воде при ^=60—90° С.
Для промывки применяют моечные машины двух типов: механизированные (конвейерные) и ручные (камерные) для малого объема производства.
Для новых закалочно-отпускных агрегатов ВНИИЭТО разработал пять типов моечных машин *: МКП-0210, МКП-0620, МКП-1020, МКП-1230 и МКП-1640. Буквы обозначают: М — моечная, К — конвейерная, П — атмосфера «водяной пар — вода». Первые две цифры указывают ши-
Рис. 38. Схема устройства конвейерной моечной машины:
/ — электродвигатель с редуктором, 2 — ведущий конвейерный барабан, а —бак для раствора, 4 — насос, 5 — мотор насоса, 6 — разбрызгивающее устройство, 7 — вентиляционные трубы
’Рустем С. Л. Оборудование и проектирование термических цехов. Машгиз, 1962, стр. 388.
126
Глава V. Оборудование термических цехов
рину, вторые две цифры — длину рабочей площади в дм. Производительность машин такая же, как у агрегатов.
Схема устройства конвейерной’ моечной машины показана на рис. 38, а технические характеристики машин приведены в табл. 45.
Таблица 45
Технические характеристики моечных машин
Тип Показатели
Емкость (количество рас-1 твора), i Ширина конвейера, ММ Скорость конвейера, ММ 1 Производительность, । кг!ч Габаритные размеры, м
Конве йе р н ы е
ММ К-400 (ММ-400) 1,2 400 0,75 250 1,68X3,98X2,25
ММ К-600 (ММ-600) 1,2 600 0,75 450 1,68X3,98X2,25
ММК-800 (ММ-800) 1,2 800 — 2000 1,45X4,52X2,39
Толкательные
ММТ-600 (ММ-600Т) 0,58 600x 2380* П—400 — 350 1,81X2,38X1,65
ММТ-1200 (ММ-1200Т) 0,80 1200—2380 * П—400 — 750 2,35X2,38X1,66
* Размеры камеры.
Примечание. Температура жидкости в моечных машинах 90° С.
44. Очистные установки — пескоструйные, дробеструйные и травильные
Пескост руйные установки применяют для очистки деталей от окалины.
На рис. 39 показана схема устройства пескоструйной установки.
Очистные установки
12?
Работа на пескоструйных аппаратах вредна для здоровья, так как помещение засоряется мельчайшими частицами песка. Поэтому очистку сухим песком следует заменять мокрой очисткой или гидроочисткой.
Рис. 39. Схема устройства пескоструйной установки:
J — вал для вращения стола, 2 — вращающийся стол, 3 — вентиляционная труба, 4— пескоструйный аппарат, 5 — труба для подачн песка в аппарат, 6 — шкивы для передачи движения механизмам установки, 7 — элеватор, подающий песок. 8 — бункер для песка, 9 — лоток для сброса песка со стола в бункер
При этом используют обычное пескоструйное оборудование с некоторыми дополнительными устройствами. В камеру при помощи гибкого шланга насосом из бака подается смесь воды и песка. Одновременно другим шлангом подводится воздух высокого давления для распыления смеси.
128
Глава V. Оборудование термических цехов
Рис. 40. Общий вид и разрез дробеструйной установки
Очистные установки
129
Очищают деталь вручную двумя шлангами, направляя струю смеси на нее. Скорость подачи смеси примерно 5—7 кг/мин.
Дробеструйная очистка является современным способом очистки. Сухой песок при этом заменяют чугунной дробью диаметром 0,5—2 мм. Существует несколько конструкций дробеструйных установок. На рис. 40 показан общий вид и разрез дробеструйной установки. Она выполнена в виде небольшой камеры, внутри которой установлен вращающийся стол. Форсунки и стол с деталями приводятся в движение электродвигателем через редуктор. В камере смонтированы два качающихся сопла с раздельной подачей дроби (металлического песка) и воздуха.
Основными узлами установки являются: камера, стол, форсунки с рычагами качания, бункер для дроби и трубные магистрали воздуха и дроби.
Дробеструйная камера питается сжатым воздухом от компрессора.
В бункер через отверстия стола засыпается мелкая дробь.
Из бункера она попадает в крапы стока и по двум магистралям поступает в форсунки под давлением воздуха, подведенного к каждой форсунке. Изделия укладывают на вращающийся стол вручную, затем закрывают дверцы камеры и производят очистку.
Основные данные дробеструйной камеры:
Максимальный вес детали, кг............10
Диаметр стола, мм.....................700
Число оборотов стола в минуту .... 3
Электродвигатель:
тип ........................А041—6/4
мощность, кет....................... 1
число оборотов в минуту .... 1450
Расстояние от пола до плоскости стола, мм............................... 820
Габаритные размеры, мм.
длина.............................1450
ширина.............................1050
Травильные установки применяют в тех случаях, когда необходимо удалить окалину с листового материала, труб, прутков, проволоки и т. п.
5-2531
130
Глава V. Оборудование термических цехов
Различают два вида травления: химическое и электрохимическое. Химическое травление проводится в ванне следующего состава: вода + 8—12% серной кислоты или вода + 20% соляной кислоты. Продолжительность травления 30—60 мин.
После травления изделия промывают в воде, нейтрализуют в горячем растворе 0,5% NaOH или 50 г/л извести,
Рис. 41. Схема устройства ванны для травления
а затем сушат при t=120—150° С для удаления из металла водорода.
Электрохимическое травление применяют в термических цехах как подготовительную операцию перед омеднением.
Электрохимическое травление делится на катодное и анодное.
При катодном травлении применяют ванны с 10— 15%-ным раствором серной кислоты в воде +1,5—2% NaCl. Температура раствора 40—50е С. Плотность 5— 10 а!дц2 поверхности деталей при напряжении 4—8 в. Продолжительность травления 10—15 мин.
При анодном травлении применяют водный раствор с меньшим процентным содержанием серной кислоты.
Травление деталей происходит в специальных ваннах, чаще всего деревянных (рис. 41).
Установки для обработки холодом
131
45. Установки для обработки холодом
С целью превращения остаточного аустенита в мартенсит, что обеспечивает стабилизацию размеров и повышает твердость, детали обрабатывают холодом.
Обработка холодом состоит в погружении детали в ванну с температурой, близкой к точке Ак (температура конца мартенситного превращения).
Рис. 42. Схема установки для обработки холодом, работающей на сухом хладагенте
В настоящее время применяют установки, работающие на сухом или жидком хладагенте, и механические.
Установки, работающие на сухом хладагенте, состоят из двух ящиков, вставленных один в другой с зазором между ними и с наружной теплоизоляцией (рис. 42). В качестве хладагента применяют твердую углекислоту, охлаждающую до —78° С. t
Схема установки, работающей на жидком хладагенте, показана на рис. 43. Регулируют температуру в ней терморегуляторами и соответствующими исполнительными механизмами. 5*
Т аблица 46
Технические данные установок для обработки металла холодом
Наименование установки Показатели
производительность при 100’ С, ккал/ч размеры, м Масса садки, кг Количество моторов, шт. Мощность, кет
рабочей камеры габаритные
диаметр высота объем, м3 ширина высота
ЗИЛ:
охладительная камера . 3000 0,6 1,00 0,2 1,2 1,5 250 1 0,5
танк для хранения хладагента .... — 1,75 1,75 4,1 3,0 2,5 — — —
Глава V. Оборудование термических цехов
Установка большой про- 1800 0,45 0,60 0,70 1,00 0,12 0,28 1,0 1,7 150 1 0,5
изводительности: охладительная Ра танк каме-
Установка малой водительности: охладительная ра произ- каме- 300 0,25 0,4 0,02 0,8 1,7 25 1 0,5
танк — 0,6 1,0 0,28 1,2 1,5 — — —
Установка Горьковского автомобильного завода: охладительные камеры 800 0,35 0,55 0,55 0,8 1,5 65 1 0,5
танк ..... — 0,30 0,40 0,07 — — — — —
Прим ечанне. Температура в охладительной камере 170’ С.
Установки для обработки холодом
134
Глава V. Оборудование термических цехов
Хладагентом в установке является кислород. При полной загрузке камеры и охлаждении до 100° С при выдержке в 1 час расход кислорода составляет 0,25 кг на 1 кг изделия. Некоторые технические данные установок для обработки холодом приведены в табл. 46.
Рис. 43. Схема установки для обработки холодом ЗИЛ, работающей на жидком хладагенте:
/ — сброс отработавшего хладагента, 2 — пропеллер вентилятора, 3— змеевик, 4 — камера, 5 — вентиль автоматического управления, 6 — вентиль, 7 — танк с хладагентом
46. Правильные прессы
На рис. 44 показана схема устройства наиболее распространенных гидравлических прессов с горизонтальными центрами, которые применяют для правки деталей, подвергающихся в процессе закалки короблению.
Технические характеристики правильных прессов приведены в табл. 47.
Таблица 47
Технические характеристики правильных прессов
Показатели Марки прессов
ППР ПР
Мощность пресса, т 10 20 35 | 50 75 100 150 | 200
Рабочие размеры, м\ ход поршня 0,45 0,45 0,3 0,40 0,40 0,40 0,50 0,50
вылет 0,20 0,20 0,23 0,25 0,30 0,30 0,30 0,30
длина стола . . 1,20 1,35 2,10 2,10 2,40 2,40 2,40 2,40
Скорость движения, м'[мин: вниз 7,6 5,4 2,9 2,3 1,4 1,1 1,1 0,5
вверх 15 10 5,8 4,6 2,8 2,1 1,4 1,1
Мощность мотора, кет .... 7 10 10 10 10 10 10 10
Габаритные размеры, м\ длина 1,2 1,35 2,10 2,10 2,40 2,40 2,40 2,40
ширина 1,5 1,57 1,70 1,82 1,97 2,05 2,12 2,20
высота 2,85 2,90 2,70 2,90 3,00 3,00 3,30 3,43
Вес пресса, т 1,7 2,3 3,0 3,4 4,3 5,9 7,7 9,0
Правильные прессы
136
Глава V. Оборудование термических цехов
Рис. 44. Схема устройства гидравлического правильного пресса
47. Маслоохладительные установки
Маслоохладительные установки состоят обычно из бака, в который сбрасывается горячее масло, фильтра, насоса с мотором, охладительной колонки и трубопровода.
На рис. 45 показана схема установки, состоящей из закалочного бака, охладительной колонки и колонки с фильтром. В действительности их количество определяется потребностью и может быть увеличено.
На рис. 46 приводится схема устройства фильтра, а на рис. 47 — маслоохладительной колонки.
Приближенный расчет маслоохладительной установки. Количество тепла, передаваемого металлом маслу, определяется по формуле
Q = с • G (/н — tK) ккал/ч,
Маслоохладительные установки
137
где Q —количество тепла, поступающего от металла, ккал!ч\
с — теплоемкость стали, ккал/кг • град-.
G — масса охлаждаемого (закаливаемого) металла, кг/ч;
/и —температура закаливаемого металла;
tK —температура охлажденного (закаленного) металла.
Рис. 45. Схема устройства маслоохладительной установки:
/ — фильтр, 2— насос с мотором, 3 — охладительная колонка, 4 — закалочный бак, 5 — общий бак с маслом, 6 — масло
Количество масла для охлаждения металла определяет
ся по формуле
где v — количество масла, л!час\
См— теплоемкость масла (См = 0,45 ккал/л • град);
Zj — температура масла, поступающего в маслоохладитель;
f2—температура масла, выходящего из маслоохладителя;
у — плотность масла (0,9).
138
Глава V. Оборудование термических цехов
Рис. 46. Схема устройства фильтра для масла: 1 — ввод масла, 2 — сетчатый фильтр, 3 — отвод масла
Рис. 47. Схема устройства маслоохладительной колонки:
1 — отвод масла, 2—подача воды, 3 — подача масла, 4 — отвод воды
Поверхность маслоохладительной установки определяется по формуле
ti + t« h + ti \
где F— охлаждающая поверхность маслоохлади-
теля;
Q— теплота масла, передаваемая воде, ккал-,
К—коэффициент теплопередачи, зависящий от вязкости масла (от 200 до 400 ккал/м2 • ч • град);
tr и F— начальная и конечная температура масла; t3 и ti— начальная и конечная температура воды.
Маелоохладительные установки
139
Пример. Закаливается 500 кг стали в час. Теплоемкость стали 0,15 ккал/кг • град.
Количество тепла, передаваемого металлом маслу:
Q = 0,15 X 500(850—150) = 52 500 ккал!ч.
Количество масла для охлаждения металла:
52 500 о =------------------ и 11 784 л/ч.
0,45(50—39)-0,9 '
Поверхность маслоохладнтельной установки:
F =
52500
/ 50 + 38 \ / 18 + 30 '
300 -------
(2/(2
= 8,75л<2.
По табл. 48 выбираем маслоохладительную установку с охлаждающей поверхностью 12 jh2.
Таблица 48
Трубчатые маслоохладители
Габариты, мм Масса маслоохладителя, кг Диаметр труб подводящих и отводящих (раструбы), мм Наружный диаметр трубок (внутренних), мм Охлаждающая по-1 верхность, м2 Количество охлаждающей жидкости, л!мин Температура охлаждения, °C
диаметр га О а
вода масло
130 1100 75 200 1800 370 350 1600 460 400 2600 860 650 2500 2350 650 3600 3000 25 50 90 120 150 200 25 50 90 120 150 200 14 0,6 18 14 3,0 90 14 12,0 300 14 25,0 700 16 60,0 1800 16 80,0 2300 Масло От 55 до 30°
Примечание. Температуру масла можно регулировать терморегулятором, который при помощи исполнительных механизмов управляет расходом охлаждающей воды.
140
Глава V. Оборудование термических цехов
48. Установки для получения защитных атмосфер
Защитные атмосферы применяют для безокислительного нагрева и для предупреждения обезуглероживания.
Рис. 48, Схема устройства диссоциатора для получения защитного газа из аммиака:
1 — диссоциатор, 2 — вентиль для управления расходом подогретого аммиака, 3 — змеевик для охлаждения защитной атмосферы, 4 — теплообменник для подогрева аммиака, 5 — вентиль для управления впуском аммиака в теплообменник
Установки для получения защитных атмосфер
141
К защитным атмосферам относятся следующие наиболее распространенные газы:
1. Диссоциированный аммиак, состоящий по объему из 75% Н2 и 25% N2. Схема устройства диссоциатора показана на рис. 48.
Рис. 49. Схема устройства диссоциатора аммиака с частичным дожиганием:
/ — впуск воды для охлаждения, 2 — подвод воздуха, 3 — подвод аммиака, 4 — смеситель, 5 — контактная масса, 6 — камера сжигания, 7 — сброс нагретой воды, 8 — змеевик, 9 — водоотделитель, 10 — выход защитного газа
2. Диссоциированный аммиак с частичным дожиганием типа ПСА-08. Состав газа: Н2 = 7—20%; N2 = 93—80%. Диссоциированный аммиак получают в специальных установках. Схема одной из них показана на рис. 49. Такой газ в молекулярном состоянии является хорошей защитой металла от окисления при повышенных температурах.
3. Генераторный газ следующего состава:
СО = 25-30%; СО2 = 2—4%; Н2=1-3%; СН. = = 0,5—-1%.
Рис. 50. Схема устройства генератора для получения газа:
1 — подача воздуха, 2 — бункер для загрузки топлива, 5 —отвод генераторного газа, 4 —- футеровка ,5 — сбппник золы г аатпопом
Рис. 51. Схема установки для получения высококалорийного защитного газа:
/ — подвод газа, 2 — подвод воздуха, 3 — камера сжигания, 4 и 5 — камера охлаждения газа, 6 — скруббер для очистки газа, 7 — выход защитного газа, 8 — подача воды в камеру охлаждения и скруббер, 9 — холодильная камера, 10— водяной затвор, 11 — сброс воды в канализацию
Установки для получения защитных атмосфер
143
На рис. 50 показана схема устройства генератора для получения газа.
4. Высококалорийный защитный газ, получаемый путем частичного сжигания природного газа в специальных установках. Состав газа: СО = 8—14%; СО2=4—6%; Н2=10— 14%; СН4=0,5—2%. Схема устройства установки для получения высококалорийного защитного газа приводится на рис. 51.
5. Пиролизный газ из керосина с последующим окислением кислородом воздуха или паром. Состав газа: СО2= =0,5—1,5%; СО= 12—18%; Н2=10—14%; СН4=6—10%. Пиролизный газ из керосина находит все большее применение в химико-термической обработке металлов. Этот газ, получаемый непосредственно из керосина с добавлением кислорода воздуха (и азота) или паров воды, применяют и как защитную атмосферу от окисления.
На рис. 52 показана схема устройства установки для получения защитного газа непосредственно из керосина с добавкой воздуха или паров воды.
Рис. 52. Схема установки для получения защитного газа из керосина:
1 — трубчатая печь для пиролиза, работающая при 800—820° С, 2— трубчатая печь для крекинга, работающая при 860—1000° С
Рис. 53. Схема получения атмосферы ПС-025 эндогаза:
/ — очиститель от сернистых газов, 2 — трубчатый холодильник, 3 — вентиль подачи газа с электромагнитным приводом, 4 — ротаметр РС-5, 5 — регулятор нулевого давления, 6 — клапан смесительно-пропорционирующий, 7— ротаметр РС-7, 8 — фильтр 9—газодувка-смеситель газа с воздухом, 10— регулятор давления смеси, // — заслонка, /2 — эндотермический газогенератор, /3 — трубчатый охладитель газа, /-/ — водяной затвор, /5 — фильтр, 16 — измеритель влажности ИВ-440, /7 — измерители давления, 18 — регулирующий кран, 19 — исполнительный механизм
Глава V. Оборудование термических цехов
Виды энергии
145
6. Атмосфера эндогаза. Исходным сырьем для получения эндотаза может служить природный газ или сжиженные пропано-бутановые смеси. Состав эндогаза: СО = 20%; СН4 - 1—5%; Н2 = 40%; N2 - 40%.
На рис. 53 показана схема установки для получения эп-догаза.
Глава VI
ЭНЕРГИЯ ЦЕХА
49. Виды энергии
При термической обработке требуется энергия для нагрева изделий и приведения в движение механизмов загрузки, транспортирования и разгрузки изделий.
Для этих целей в термических цехах используют газообразное или жидкое топливо, а также электроэнергию.
Достоинство топлива определяется его теплотворной способностью, т. е. количеством тепла, которое выделяет при сжигании 1 кг топлива (табл. 49).
Таблица 49
Теплотворная способность различных видов топлива
Топливо Средняя низшая теплотворная способность твердого и жидкого топлива (в ккал}кг), газа (в ккал[м3) и электроэнергии (в ккал[квтч) Количество, эквивалентное условному топливу (7000 ккал!кг)
Кокс каменноугольный 6500 1,1
Мазут 8500 0,82
Газ генераторный . . Газ светильный 1500 4,7
городской 4000 1,75
Газ природный .... 8000 0,88
Электроэнергия .... 860 0,123
146
Глава VI. Энергия цеха
Для удобства подсчета необходимою количества тепла и планирования его расхода пользуются понятием «Условное топливо».
Условным называется топливо, 1 кг которого при сжигании способен дать 7000 ккал тепла.
Жидкое и газообразное топливо — мазут и различные газы — сжигают в камерах горения печей с помощью горелок и форсунок.
Конструкции газовых горелок для термических печей по величине давления газа разделяются на горелки низкого (не более 300 мм вод. ст.) и горелки высокого давления (1О0О—5000 мм вод. ст.), а по месту смешения газа и воздуха—-на горелки: 1) с предварительным смешением воздуха и газа до поступления в горелку; 2) со смешением газа и воздуха в горелке; 3) со смешением газа и воздуха после выхода из горелки.
Горелки низкого давления. Горелки низкого давления по месту смешения газа и воздуха могут быть всех трех типов. К горелкам без предварительного смешения относятся щелевые горелки Союзтеплостроя типа ГЩС — горелка
Таблица 50
Технические характеристики горелок
Союзтеплостроя ГЩО, ГЩД и ГЩК
Показатели Марка горелок
ГЩО-1 гщо-1 -L 2 ГЩО-2
ГШД-1 ГШД-1 — 2 ГЩЛ-2
Производительность горелок, м31‘1 .... 5—15 10—30 20—60
Давление перед горелкой, мм pm. cm.: газа 80—85 80-85 75—85
воздуха . . . , , 80—110 80—110 75-100
Виды энергии
147
Продолжение табл. 50
Показатели Марка горелок
ГЩО -2~ 2 гщк-з ГЩК-4 ГЩК-5
ГЩД-2 — 2
Производительность горелок, Л3/ч 40—100 60—140 100—200 150—300
Давление перед горелкой, мм рт. ст.:
газа .... 75—85 50—60 50—60 50—60
воздуха . . . 75—100 75—110 70—95 70—95
Таблица 51
Технические характеристики вихревых горелок типа ГТ с коротким турбулентным факелом
газовых
Показатели Марка горелок
Г Т-1 ГТ-2 гт-з ГТ-4 ГТ-5 ГТ-6
Расход газа (производительность), . 100 160 250 400 630 1000
Диаметр сопла газовоздушной смеси, мм . . 80 100 120 160 200 250
и
воздуха
всех
горелок
Примечание.
>80—100 мм вод. ст.
Давление газа
148
Глава VI. Энергия цеха
Таблица 52
Технические характеристики турбулентных газовых горелок тангенциального частичного смешения типа ГТН
Показатели Марка горелок
ГТН-1 ГТН-2 гтн-з
Расход газа (производительность), м^ч. .... 50-100 100—200 150—300
Диаметр сопла газовоздушной смеси, мм. . . 70 90 115
Масса горелки, кг .. . 67 93 120
Продолжение табл. 52
Показатели Марка горелок
ГТН-4 ГТН-5 ГТН-6
Расход газа (производительность), лз/ч .... 200—400 300—600 500—1000
Диаметр сопла газовоздушной смеси, мм . . . 140 170 200
Масса горелки, кг ... 131 233 348
Примечание. У всех марок горелок давление газа >80—100 мм вод. ст., давление воздуха >100—150 мм вод. ст.
Виды энергии
149
Таблица 53
Технические характеристики форсунок для мазута низкого давления
Марка форсунок
Расход воздуха, м*1ч, и мазута, кг[ч9 при давлении воздуха, мм вод. ст.
300-500 450 600
Давление мазута, а та
ФДМ-1 18—50 1,5—4,0 — — — .. _ 30
ФДМ-2 36—100 3,0—8,0 — — — — — 33
ФДБ-1 — — 180 20 220 24 1,0—2,0 39
ФДБ-2 — — 280 30 340 37 1,0—2,0 40
ФДБ-3 — — 430 48 520 56 1,0—2,0 47
ФДБ-4 — — 730 76 810 89 1,0—2,0 60
Таблица 54
Технические характеристики форсунок для мазута высокого давления
№ форсунки Максимальный расход мазута, кг!ч Давление воздуха, а та Давление мазута ати
1 7
2 20
3 40
4 60
5 6 80 105 4—5 1,0
7 130
8 180
9 250
10 350
150
Глава Vi. Энергия цеха
Таблица 55
Технические характеристики инжекционных газовых горелок высокого давления типа ГВ
Показатели Марка горелок
ГВ-2 ГВ-4 ГВ-5 ГВ-6 ГВ-7 ГВ-8
Производительность горелок, м?[час, иа газе: генераторном коксовальном Масса горелки, кг 10 4 13,6 35 14 22,5 65 27 36,4 105 43 64,5 140 60 72,0 210 87 80,0
Примечание. Теплотворная способность генераторного газа принята 1500 ккал[м3, коксовального — 4000 ккал/з<3; у всех приведенных марок давление генераторного газа перед горелкой 1000 мм вод. ст., коксовального — 3000 мм вод. ст.
щелевая с двусторонним подводом газа и воздуха. Эти горелки просты по конструкции, работают на давлении газа 50—70 мм вод. ст. и воздуха 75—100 мм вод. ст. В табл. 50 приведены характеристики горелок ГЩО, ГЩД и ГЩК-К этому же типу относятся горелки ГТ. (табл. 51). К горелкам частичного смешения относятся горелки Стальпро-екта типа ГТН, (табл. 52), а также щелевые горелки Союз-теплостроя ГЩК (комбинированная) с одно-и двухсторонним подводом газа и воздуха (см. габл. 50).
В табл. 53 приведены технические характеристики форсунок для мазута низкого давления, а в табл. 54 и 55 технические характеристики газовых юрелок высокого давления со смешением газа и воздуха за пределами горелок (в камере печи).
Газовые горелки применяют в тех случаях, когда это экономически выгодно: на предприятиях, где газ является побочным продуктом или в местах добычи природного газа.
Удельный расход энергии
151
50. Удельный расход энергии
В процессе термической обработки тепло идет на нагрев металла (полезное тепло), часть же его расходуется непроизводительно (тепловые потери).
Полезное тепло всегда можно подсчитать, если известны вес металла, его средняя теплоемкость и температура, до которой металл нагревается.
В число тепловых потерь при нагреве металла входят потери на нагрев кладки (аккумулированное тепло), потери через стенки, под и свод печи, через закрытую и, особенно через открытую, дверцу, потери на непроизводительный нагрев приспособлений, на излучение через открытое зеркало (поверхность) соляной ванны и т. д.
Потери тепла зависят от типа и конструкции печи, от рабочей температуры.
Полезное тепло и потери тепла учитываются коэффициентом полезного действия (к. п. д.) печи. Если обозначить количество тепла, идущего на нагрев металла, через А, а потери тепла через В, то коэффициент полезного действия печи выразится отношением полезного тепла ко всему затраченному теплу.
к. п. д. = • 100%,
А + Б
где число 100 является множителем перехода от дробного числа к процентам.
Таким образом, к. п. д. выраженный в процентах, указывает, что непосредственно на нагрев металла идет только часть затраченного тепла.
В табл. 56 приведены коэффициенты полезного действия (средние) некоторых типов печей с электрическим и пламенным нагревом для различных операций термической обработки.
Расход топлива планируется и учитывается по удельному расходу тепла.
Удельным расходом тепла называется полное тепло (полезное и потери), затраченное при термической операции и отнесенное к единице массы изделий (к килограмму или к тонне).
152
Глава VI. Энергия цеха
Таблица 56
Коэффициенты полезного действия печей (средние)
К. п. д., %
Операции термической обработки Тип печей электрический пламенный
Отжиг (время отжига 4—6 ч) Периодического действия камерные Периодического действия шахтные Периодического действия с выдвижным подом Печи непрерывного действия 50—70 55—70 45—60 60—75 10—12 11—13 8—12 12—15
Отжиг холоднокатаной стальной ленты и прутков Печи с выдвижным подом Печи колпаковые 45—55 60—75 6—9 16—22
Нормализация и закалка Печи камерные и периодического действия Печи шахтные Печи с толкателем Печи с конвейером Печи с вращающимся подом 65—75 65—75 70—80 70—80 70—80 15-20 15—22 18—25 18—25 18—25
Азотирование Печи шахтные Печи с передвижной камерой 40—45 40—45 —
Закалка и цианирование Печи-ванны 30—60 —
Удельный расход энергии
153
Продолжение табл. 56
Операции термической обработки Тип печей К. п. электричес- кий д., % пламенный
Цементация (твердый карбюризатор) Печи камерные Печи с толкателем, с конвейером Печи с вращающейся ретортой 60—75 65—80 65—75 12—15 15—22 15—20
Цементация (газовый карбюризатор) Печи камерные, муфельные с толкателем и шахтные Печи безмуфельные 65—75 18—25 20—25
Таблица 57
Удельный расход энергии
Операция термической обработки Обрабатываемый материал Электроэнергия Мазут С-9600, ккал/кг Твердое : топливо, С-4500, ккал!кг Газ С-4500, ккал}м3
S* £ «о У «2/ г
Отжиг Стальное литье 220 100 370 380
Нормализация Стальные поковки 180 90 190 210
Закалка (закалочная печь) Стальные детали 180 90 190 210
154 Глава VII. Механизация и автоматизация регулирования
температуры
Продолжение табл. 57
Операция Обрабатыва- Электроэнергия Мазут с-эеоо, ккал!кг Твердое топливо, С-4500, ккал/кг Газ I С-4500, ккал/м*
термической обработки емый материал Ь
ад кг,' т *54
Закалка (соляная ванна) Стальные детали 280 120 — 260
Отпуск То же 130 50 100 90
Цементация (тв. карбюризатор) я 600 520 1200 980
Цементация (газовый карбюризатор) я — — — 340
Азотирование 300 — — —
Примечание. Удельный расход энергии указан для глубины цементированного слоя 0,8—1,1 мм, для глубины азотированного слоя 0,3—0,4 мм, С изменением глубины слоя удельный расход энергии изменяется.
В табл. 57 приведены средние значения удельного расхода энергии, выраженные в киловатт-часах электрической энергии, в килограммах топлива и кубических метрах газа, отнесенные к массе 1 т изделий или деталей.
Глава VII
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ
Для контроля и регулирования температуры применяют различные приборы: термоэлектрические пирометры; магнитоэлектрические пирометры; пирометры излучения; электронные автоматические потенциометры и мосты; приборы контроля давления и расхода газов и жидкостей.
Термоэлектрические пирометры
155
51. Термоэлектрические пирометры
из двух прибо-
Рис. 54. ва
Термоэлектрические пирометры основаны на свойстве термоэлектродвижущей силы (термо-э.. д. с.) реагировать на изменение температуры. Они состоят ров: первичного — термопары и вторичного — милливольтметра.
С помощью термопар измеряется пропорциональная температуре величина — термо-s. д. с. Каждая термопара (рис. 54) состоит из двух териоэлектродов из проволоки диаметром от 0,2 до 3,2 мм. Два конца термоэлектрода свариваются, образуя горячий спай, а к двум свободным концам (холодные спаи) подсоединяют компенсационные провода, связывающие термопару с милливольтметром, терморегулятором и т. п.
Величина термо-э. д. с., развиваемая термопарой, зависит от материала электродов, составляющих термопару, от температуры горячего и холодного спая и не зависит от длины термоэлектродов. Чтобы показания измерительного прибора были правильны, температура свободных концов (холодного спая) термопар должна быть постоянной и иметь известное значение. При этом условии
Схема устройст-термопары:
1 — горячий спай, 2—3 — электроды, выполненные из разных металлов, 4 — холодные спаи, 5 — компенсационные провода, 6 — электроизоляторы
термо-э. д. с. термопары, а следовательно, и показания прибора зависят только от температуры горячего спая. Если температура свободных концов термопары находится в зоне переменных температур, отличающихся от градуировочных, то появляются погрешности в измерении. Погрешности устраняют следующими методами:
а) помещением свободного конца термопары р автома-
156 Глава VII. Механизация и автоматизация регулирования
температуры
тические термостаты, поддерживающие постоянную температуру;
б) погружением свободных концов в землю глубиной до 3 м или помещением в массивную металлическую коробку с теплоизоляцией;
в) автоматической компенсацией в приборах — введением в схему потенциометра медного сопротивления;
Рис. 55. Схема соединения термопары с милливольтметром:
1 и 2 — термоэлектроды, 3 и 4 — компенсационные провода, 5 и 6 — соединительные провода, 7 — милливольтметр
г) применением компенсационных проводов, которые делают из того же материала, что и термоэлектроды, либо из сплавов, развивающих до 100° С такую же термо-э. д. с., что и термоэлектроды;
д) установкой стрелки выключенного прибора на деление шкалы, соответствующее температуре свободных концов термопары, имеющих постоянную температуру.
В табл. 58 приведены данные о термопарах, а в табл. 59 основные характеристики компенсационных проводов. Принцип действия милливольтметра (гальванометра) основан на взаимодействии магнитного поля постоянного магнита с магнитным полем, образованным термо-э. д. с. термопары.
Основной погрешностью при измерении термоэлектрическими пирометрами является изменение внешнего сопротив" ления, которое указывается на шкале прибора. Оно состоит из сопротивления термопары, компенсационных и медных соединительных проводов, подгоночной катушки, за счет которой добиваются градуировочного сопротивления.
В табл. 60 приведены основные данные о милливольтметрах, а на рис. 55 — схема соединения термопары с милливольтметром.
Таблица 58
Основные данные о термопарах
Название термопар Градуировка Пределы измерения,“С Пределы измерения, мв Часто применяемый диаметр термоэлектродов, мм Материал защитного чехла
при длительном измерении при кратковременном измерении при длительном измерении при кратковременном измерении
от до от ДО
Медь-копелевая мк -50 +350 +500 —2,1 + 19,73 +37,48 3,2 Латунь
Железо-копелевая жк —50 +'600 +800 —2,55 +37,41 +51,17 3,2 Х18Н10Т; Сталь 20; 2X13
Хромель-копе-левая хк -50 +600 +800 —3,11 +49,02 +66,72 1,2; 3,2 Х18Н10Т; Сталь 20; 2X13
Хромель-алю-мелевая ХА —50 + 1000 + 1300 —1,86 « +41,32 +52,43 1,2; 3,2 Х25Т; Х18Н10Т
Платинородий-платиновая пп -20 + 1300 + 1600 —0,109 + 13,15 + 16,76 0,5 Фарфор
Термоэлектрические пирометры
Таблица 59
Основные характеристики компенсационных проводов
Название термопары Материал компенсационных проводов и цвет их оплетки Условное буквенное обозначение э.д.с (мв), мпературах 'О и сво-э конца ЭС Допустимое отк-! лонение величины термо-т.э.д.с., мв
электроположительный провод цвет электроотрицательный провод цвет
Термо- при те рабоче] бодноп 100 и 0
Медь-констан-тановая Медь Красный Константан Коричневый м 4,10 ±0,15
Хромель-алю-мелевая То же То же То же То же м 4,10 ±0,15
Хромель-копе-левая Хромель Фиолетовый Копель Желтый хк 6,90 ±0,30
Железо-копелевая Железо Белый То же То же жк 5,75 ±0,25
Платинородий-платииовая Медь Красный Сплав ТП Зеленый п 0,64 ±0,03
Глава VII. Механизация и автоматизация регулирования температуры
Таблица 60
Основные данные о милливольтметрах
Тип Градуировка Класс точности Пределы измерения, °C Чувствительный элемент (термопара) или другой прибор Внешнее сопротивление, ом
МПП-054 хк 1 0—300 Хромель-копель 0,6; 5; 15
переносной 0—400 То же
контрольный 0—600 я
показывающий ХА 1 0—600 Хромель-алюмель 0,6; 5; 15
0—800 То же
0—1100 я
0—1300 я
ПП 1 0—1600 Платннородий-платина 0,6; 1,6; 15
РП 1 900—1800 Радиационный пирометр 5
МПЩПл-54 ХК 1,5 0—400 Хромель-копель 5; 15
стационарный 0—600 Тр же 5; 15; 25
показывающий ХА 1,5 0—600 Хромель-алюмель 5; 15
Термоэлектрические пирометры 159
Продолжение табл. 60
Тип Гра-дунров-ка Класс точности Пределы измерения, °C г Чувствительный элемент (термопара) или другой прибор Внешнее сопротивление, ом
0—800 Хромель-алюмель 5; 15; 25
0—1100 То же 5; 15; 25
МПЩПр-54 хк 1,5 0-300 Хромель-копель 5; 15
стационарный 0—400 То же 5; 15
показывающий 0-600 В 5; 15; 25
ХА 1,5 0—600 Хромель-алюмель 5; 15
0—800 То же 5; 15; 25
0-1100 Я 5; 15; 25
0—1300 я 0,6
пп 1,5 0—1600 Платинородий-платина 15
РП 1,5 900-1800 Радиационный пирометр 5
160 Глава VII. Механизация и автоматизация регулирования температуры
2531
МСЩПр-54 хк 1,5 0—300 Хромель-копель 5; 15
стационарный 0—400 То же 5; 15
самопишущий 0—600 В 5; 15; 25
ХА 1,5 0—600 Хромель-алюмель 5; 15; 25
0—800 То же 5; 15; 25
0—1100 я 5; 15; 25
0—1300 и 0,6
ПП 1,5 0—1600 Платинородий-платина 15
ХК 1,5 0—300 Хромель-копель 5; 15
МРЩПр-54 0—400 То же 5; 15
показывающий 0—600 If 5; 15; 25
с электронным ХА 1,5 0-600 Хромель-алюмель 5; 15
регистрирующим 0-800 То же 5; 15; 25
устройством 0—1100 ,о; Id; 2а
ПП 1,5 0—1600 Платинородий- 15
платина 5
РП 1,5 900—1800 Радиационный
пирометр
Термоэлектрические пирометры
162 Глава VII. Механизация и автоматизация регулирования
температуры
Основные данные об электрических термометрах сопротивлени
52. Магнитоэлектрические пирометры
Магнитоэлектрические пирометры состоят из гермометра сопротивления — первичного прибора и логометра — вторичного прибора.
В табл. 61 приведены основные данные об электрических термометрах сопротивления.
Термометры сопротивления — приборы, которыми измеряют омическое сопротивление (величину, пропорциональную температуре). Прибор состоит из чувствительного элемента сопротивления, изготовленного из тонкой платиновой или медной проволоки (омическое' сопротивление проволоки при нагревании увеличивается, а при охлаждении уменьшается), из проводников и конструкции оформления, в которой все это монтируется.
Платиновые термометры сопротивления не рекомендуется устанавливать в условиях вибрации. Медные термометры — вибрациоиноустой-чивые. Максимальная глубина погружения всех термометров независимо от размеров арматуры 150 мм. Точность изме
Магнитоэлектрические пирометры
163
рения термометрами сопротивления при правильном монта-же и эксплуатации составляет ±1,0+- 1,5% от максимального значения шкалы.
Принцип действия логометров (табл. 62) заключается в измерении отношения сил тока, протекающего в
Таблица 62
Основные данные о логометрах
Пределы
ЛПр-53
ЛПр-54
ЛПр-55
Наименование датчика
измерения, °C
Термометр сопротивления медный гр. 20 или платиновый’ гр. И а, 12а
Термометр сопротивления медный гр. 2а или платиновый гр. 11а, 12а
Термометр сопротивления медный гр. 20 или платиновый гр. И а
—200 +500 5; 15
—200 +150 5
—50 +500 5; 15
двух цепях, питаемых от общего источника постоянного тока. В каждую цепь включают рамки прибора, которые поворачиваются на кернах в неравномерном поле постоянного магнита.
Взаимодействие магнитного поля постоянного магнита с магнитным полем, образованным током, проходящим по рамкам, вызывает отклонение стрелки логометра на угол,
6*
164 Глава VII. Механизация и автоматизация регулирования
температуры
зависящий только от величины сопротивления термометра, следовательно, от измеряемой температуры.
Источниками погрешностей магнитоэлектрических пирометров при измерении температуры являются неточность подгонки сопротивления линии и изменение сопротивления линии при колебании температуры окружающей среды. При работе логометра возможны в основном две неисправности: а) полная потеря чувствительности (не поступает питание на логометр); б) резкий бросок показывающей стрелки логометра вправо или влево до упора (вправо обрыв, влево короткое замыкание в самом лсгометре, в термометре сопротивления или в проводах, соединяющих их).
53. Пирометры излучения
Пирометры излучения (табл. 63) бывают: оптические, радиационные и фотоэлектрические. Они позволяют измерять высокие температуры (до 4500°С).
Действие пирометра основано на свойстве излучения нагретых тел — изменять цвет, яркость и тепловой эффект в зависимости от температуры.
Оптические пирометры типа ОППИР-09 являются переносными приборами для периодического измерения. Они имеют две шкалы: по шкале с меньшими пределами показание температуры измеряется без светофильтра, а по шкале с большими пределами — со светофильтром. Светофильтр уменьшает силу света, идущего от нагретого тела.
Техника измерения температуры состоит в сравнении степени нагрева исследуемого тела и нити накаливания лампы пирометра. Нить лампы накаливания проектируется иа оптическом изображении накаленной поверхности тела. Накал нити измеряют вручную реостатом. Когда нить становится невидимой на фоне накаленного тела, наблюдатель отсчитывает температуру измеряемого тела по шкале прибора. Расстояние между накаленным телом и объективом прибора при измерении может быть 0,7 м и более.
Действие фотоэлектрического пирометра основано на свойстве фотоэлемента изменять возникающий в нем ток пропорционально падающему на него лучистому потоку. Так как интенсивность лучеиспускания (яркость) измеряемого тела зависит от его температуры, то пирометр градуируют в градусах температуры.
Таблица 63
Основные данные об оптических и радиационных пирометрах
Наименование прибора Тип прибора Пределы измерения, “С Диапазон измеряемых температур, ’С Допускаемая погрешность, °C
Оптический пирометр с исчезающей нитью ОППИР-20-25 800—1400 1200—2000 800—1400 1200—2000 ±20 ±30
То же ОППИР-55 800—1400 1200—2000 2000—3000 800—1400 1200—2000 2000—3000 ±20 ±30 ±50
Фотоэлектрический пирометр ФЭП 600—2000 600—2000 +30
Радиационный пирометр переносной РП 900—1800 900—1400 ±45 при работе с милливольтметром класса 1,0
Пирометры излучения
Продолжение табл. 63
Наименование прибора Тип прибора Пределы измерения, °C Диапазон измеряемых температур, °C Допускаемая погрешность, °C
Радиационный пирометр с телескопом ТЭРА-50: РПС 900—1800 1400—1800 ±40
узкоугольным 1/20 градуированным Р1иР2 Рапир 400—1000 400—699 ±12
широкоугольным 1/7 600—1200 700—899 ±14
градуированным Р1 и Р2 700—1400 1100—1400 ±22
градуированным РЗ 1100—2000 1100-2000 ±22
узкоугольным 1/20 1200—2200 1200—2000 ±24
градуированным Р4 1400—2500 2001—2200 ±28
— 2201—2500 —
Примечание. Показатель визирования выражается отношением диаметра круга, вписанного в контур излучателя, к расстоянию от телескопа ло излучателя*
Глава VII. Механизация и автомат изация регулирования температуры
Пирометры излучения
167
При измерении температуры пирометром иеобхо-1имо следить за тем, чтобы отношение диаметра визируемой поверхности к расстоянию было равно или более I : 40.
Основная допускаемая погрешность ±1,5% от номи-шльного значения шкалы соответствующего предела изменения. Дополнительные погрешности возникают:
1) от влияния освещения посторонним источником света (искусственное освещение);
2) от наличия дыма, водяных газов, окиси углерода и /глекислого газа между измеряемым объектом и призором;
3) от загрязнения линз у колб ламп.
Принцип действия радиационного пирометра РП основан на измерении полного излучения нагретого тепа. С помощью линз (рефракторные приборы) или вогнутого зеркала (рефлекторные приборы) излучение концентрируется на горячем спае термобатареи из 4 последовательно соединенных термопар (хромель-копель) диаметром до 1,07 мм, рабочие концы которых припаяны к зачерненным лепесткам, смонтированным в виде креста.
Развивающаяся термо-э. д. с. горячего спая термобатареи передается посредством проводов к гальванометру с температурной шкалой.
Эти приборы могут также работать с терморегуляторами.
Для получения точных показаний прибора необходимо соблюдать следующие требования:
1) термоприемпик должен полностью перекрываться изображением излучателя, диаметр которого должен быть не менее 1/16 расстояния между телескопом и излучателем;
2) лепестки (крест) термоприсмпнка при наводке через окуляр должны находиться в центре изображения излучателя;
3) расстояние от телескопа до излучателя должно быть около 1 м;
4) среда между телескопом и излучающей поверхностью должна быть достаточно прозрачной (не содержать большого количества дыма или газов, сильно поглощающих лучистую энергию, например, СО2);
5) температура среды, окружающей телескоп, должна быть 18—-22° С;
168 Глава VII. Механизация и автоматизация регулирования
температуры
6) сопротивление линии медных соединительных проводов от панели (с уравнительными и эквивалентными катушками) к каждому из измерительных приборов и от панели к телескопу должно быть 5 ±0,1 ом.
Радиационный пирометр Рапир предназначен для измерения температуры поверхности нагретых тел от 400 до 2500° С. Он применяется в тех случаях, когда нельзя применить контактных методов измерения температуры термометрами или термопарами.
Основная часть радиационного пирометра — телескоп. Линза объектива телескопа концентрирует излучения нагретого тела на рабочие концы термобатареи, вмонтированной в телескоп. Радиационный термоэлектрический телескоп преобразует энергию, излучаемую с поверхности нагретого тела, в термоэлектродвижущую силу, которая измеряется вторичными приборами типа магнитоэлектрического милливольтметра или автоматического потенциометра. Шкала этих приборов градуируется по температуре.
На показания радиационного пирометра влияет состав воздуха между телескопом и излучающей поверхностью. Наличие дыма, а также незаметных лля глаза водяных паров, окиси углерода и углекислого газа может сильно снизить показания прибора.
54. Электронные автоматические потенциометры и мосты
Электронные автоматические потенциометры (табл. 64) предназначены для измерения, записи и регулирования температуры при работе с термопарой или радиационным пирометром. Эти приборы обладают высоким классом точности — 0,5, быстротой действия, универсальностью, непрерывностью измерений и записи.
На рис. 56 показана схема устройства электронного потенциометра.
Принцип действия приборов основан иа компенсационном методе измерения напряжения. Термопара подключается в компенсационио-мостовую схему прибора через электронный усилитель, выполняющий роль нуль-индикатора. При изменении термо-э.д.с. термопары на величину чувствительности усилителя или больше на вход усилителя пода-
Таблица 64
Основные данные об автоматических потенциометрах и мостах
Наименование прибора Тип Обозначение градуировки Чувствительный элемент Число измеряемых точек Длина шкалы, мм
Автоматический электронный показывающий и регулирующий потенциометр с вращающимся цилиндрическим циферблатом ЭПВ-01 ПП, РП, ХА, ХК, МВ Термопара, радиационный пирометр, датчик э. д. с. 1; 6; 12 660
Автоматический электронный самопишущий потенциометр с записью на дисковой диаграмме эпл ХА, ХК, ПП, РП Термопары, радиационный пирометр 1 720
Автоматический электронный самопишущий потенциометр с ленточной диаграммой ЭПП-09 ХК, ПП Термопара, источник э. д. с. 1; 2; 3; 6; 12 275
Автоматический электронный показывающий, самопишущий и регулирующий потенциометр с ленточной диаграммой IICI, ПСР1 ХК, ХА ПП Термопара 1; 2; 3; 6; 12 160
Электронные автоматические потенциометры
Наименование прибора Тип Обозначение градуировки
Электронный автоматический показывающий и регулирующий уравновешенный мост эм в 2а, 11а, 12а
Электронный автоматический показывающий и регулирующий уравновешенный мост с дисковой диаграммой эмд 2а, 11а, 12а
Электронный уравновешенный автоматический мост ЭМП 109 ЭМП 209 2а, 11а, 12а
Электронный уравновешенный автоматический показывающий, самопишущий и регулирующий мост с ленточной диаграммой MCI, МСР1 2а, Па, 12а
Продолжение табл. 64
Чувствительный элемент Число измеряемых точек Длина шкалы, мм
Термометр сопротивления 1; 6; 12 660
Термометр сопротивления 1 720
Термометр сопротивления 1; 2; 3; 6; 12; 21
Термометр сопротивления 1; 2; 3; 6; 12 160
Глава VII. Механизация и автоматизация регулирования температуры
Электронные авто оптические потенциометры и мосты
171
ется сигнал в виде напряжения постоянного тока. Постоянный ток преобразуется в переменный и усиливается до величины, достаточной для приведения в действие асинхронного реверсивного двигателя, вращающегося в ту или иную сторону до тех пор, пока напряжение, снимаемое с компенсационной схемы (с реохорда), не станет равным э. д. с. термопары.
Так как каждому положению движка на реохорде соответствует определенное значение температуры горячего спая термопары, то стрелка прибора показывает эту темпе-
Рис. 56. Схема устройства электронного потенциометра: 1, 2, 3, 4 — постоянные сопротивления измерительной схемы, 5 — кнопка для установки рабочего тока, 6 — реостат для задания рабочего тока, 7—реохорд для уравновешивания принудительного (следящего) устройства, 8— вибропреобразователь, 9— трансформатор, 10 — усилитель напряжения, // — усилитель мощности, 12 — реверсивный двигатель, 13 — сцепление, включающееся при нажатии кнопки, Т — термопара, НЭ — нормальный элемент, Б— сухой элемент, 14 — ртутный переключатель
*
ратуру в данный момент. Таким образом, благодаря электронному усилителю и асинхронному двигателю, приводящему схему в равновесие, осуществляется непрерывное автоматическое измерение температуры.
Автоматические электронные показывающие мосты измеряют температуру от —200 до +500° С. Работают они в паре с термометрами сопротивления.
Таблица 65
Основные неисправности электронных потенциометров и их устранение
Характер неисправности Возможная причина Метод устранения
При включении питания прибор ие работает (нити накала ламп не горят, синхронный двигатель не работает) Неисправен выключатель Перегорел предохранитель (подано завышенное напряжение) Разобрать и исправить выключатель Сменить предохранитель
Резко уменьшается чувствительность (большая вариация,' уменьшение скорости движения каретки) Большие помехи Вышли из строя электронные лампы Плохо заземлен прибор Удалить агрегаты, наводящие помехи Заменить электронные лампы НОВЫМИ Проверить качество заземления
Полностью теряется чувствительность Вышли из строя электронные лампы Заменить лампы, проверить напряжение питания
Глава VI1. Механизация и автоматизация регулирования температуры
Оборвана цепь датчика (термопары или соединительных проводов) Неисправен усилитель Оборвана обмотка реверсивного двигателя Устранить обрыв Заменить усилитель Заменить двигатель
При установке рабочего тока каретка с указателем не останавливается Нет контакта в контактной группе механизма установки рабочего тока Нет контакта на движках реостата Почистить контакты и реостаты Увеличить давление на движках
При установке рабочего тока каретка идет вправо до упора (на максимум шкалы) Вышел из строя (израсходовался) сухой элемент Заменить сухой элемент
Электронные автоматические потенциометры и мосты
Диаграммная лента не Ослаб фрикцион барабана, Заменить фрикцион бара-перемещается расположенный в червячнохм бана
зубчатом колесе
174 Глава VII. Механизация и автоматизация регулирования
температуры
Схема устройства мостов аналогична схеме электронных потенциометров, только на место гермопары подключается термометр сопротивления.
В табл. 65 приведены основные неисправности электронных потенциометров и способы их устранения.
55. Примеры систем регулирования температуры
При электрическом обогреве возможны различные варианты соединения приборов в системы регулирования температуры. Один из вариантов схемы соединения показан на рис. 57. Система работает следующим образом. Следящее
Рис. 57. Схема соединения приборов в систему регулирования температуры при электрическом обогреве
устройство устанавливается на заданную температуру и кнопкой управления КУ включается в электросеть. От термопары Т или радиационного пирометра РП в терморегулятор поступает термо-э.д.с. Когда термо-э.д.с. термопары меньше заданной, следящее устройство поворачивает ртутный переключатель терморегулятора на включение электротока в магнитную катушку пускателя. Печь включается и остается включенной до тех пор, пока термо-э.д.с. термопары не превысит несколько заданную э. д. с. После этого
Примеры систем регулирования температуры
175
печь отключается. В дальнейшем печь включается и отключается тогда, когда термо-э.д.с. то превышает, то становится меньше заданной э. д. с. Термопары и терморегуляторы по градуировке выбираются в зависимости от максимальной рабочей температуры. Градуировка 1ЛК до 600°, ХК до 800°, ХА до 1100° и ПП до 1300° С.
На рис. 58 приводится схема соединения приборов и механизмов в систему регулирования температуры ниже 0° С.
Рис. 58. Схема соединения приборов и механизмов в систему регулирования температуры ниже 0° С
Система работает следующим образом. Следящему устройству задается рабочий ток — э. д. соответствующая заданной температуре, после чего КУ включается в электросеть. Термометр сопротивления ТС с изменением температуры меняет свое сопротивление — с понижением температуры оно понижается, с повышением — увеличивается. Когда омическое сопротивление ТС будет больше соответствующего равновесию моста прибора, следящее устройство посредством ртутного переключателя включит ток в магнитную катушку пускателя. От сети через пускатель поступит ток к электродвигателям компрессоров холодильного каскада (каскадов) — начнет работать холодильная машина. Машина будет работать до тех пор, пока омическое сопротивление ТС не станет несколько меньше соответствующего равновесию моста. После этого следящее устройство автоматического логометра через ртутные переключатель и пускатель выключит мотор компрессора. После этого мотор включается, если омическое сопротивление ТС больше, и выключается, если оно меньше заданного.
176 Глава VIII. Средства контроля качества термической
обработки
При газовом обогреве в системах регулирования температуры прежде всего следящему устройству задается рабочая температура, если терморегулятор контактный, или рабочий ток, если терморегулятор электронный. После этого в систему посредством кнопки управления включается электроток.
Вначале т. э. д. с. меньше э. д. с. и следящее устройство терморегулятора откроет дроссельную заслонку на максимальный проход через нее воздуха. Когда т. э. д. с. станет несколько больше э. д. с. прибора, следящее устройство повернет дроссельную заслонку иа уменьшение расхода воздуха. Следящее устройство уменьшает расход смеси до тех пор, пока т. э. д. с. не станет больше э. д. с. В дальнейшем следящее устройство установит дроссельную заслонку в такое положение, при котором она будет редко поворачиваться в сторону закрытия или открытия. Система прибора начнет работать спокойно и отклонение температуры в печи уменьшится до минимума.
Глава VIII
СРЕДСТВА КОНТРОЛЯ КАЧЕСТВА ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Для контроля качества термической обработки наиболее часто применяют приборы, основанные на способности металла сопротивляться внедрению в него другого (более твердого) тела в виде шарика, конуса или пирамиды.
Л1еталлические шарики применяют для измерения твердости относительно мягких металлов или сплавов (до НВ 400); конусы или пирамиды — для твердых сталей и сплавов (RC > 65).
Приборы для измерения твердости приведены в табл. 66, а числа твердости, определенные разными методами, — в табл. 67.
Для выявления различных дефектов термообработки широко применяют приборы магнитного действия (магнитные дефектоскопы), а для выявления дефектов в стали — также ультразвуковой метод.
Качество термической обработки очень ответственных деталей следует проверять испытанием образцов на растяжение и удар, а также путем изучения полученной микроструктуры.
Приборы измерения твердости
Таблица 66
Наименование прибора Марка прибора Тип прибора Нагрузка, кГ Форма наконечника Поеделы измерения Максимальное время измерения, мин
шкала твердость
Бринелль с мотором Бринелль без мотора ПБМ ПБ-3 тш тш 750; 1000; 3000 750; 1000; 3000 Стальной шарик диаметром 2,5; 5 и 10 мм НВ 8 <450 от 0,8 ДО 2,0 от 0,8 до 1,5
Роквелл РБ-2 тк 60 100 150 Алмазный конус Стальной шарик Алмазный конус RA RB RC Более 70 25—100 20-67 от 0,5 до 1,0
Виккерс НВ тп 5; Ю; 20; 30; 50; 100; 120 Алмазная пирамида HV 8—1000 2-3
Микротвердомер МПТ-З тп 5-500 Г Алмазная пирамида HV 8-1300 2-3
Приборы измерения твердости
178 Глава VIII. Средства контроля качество термической
обработки
Таблица 67
Числа твердости, определенные различными методами, и их соотношения
Твердость НВ по прибору ТШ Твердость HR по прибору ТК Твердость HV по прибору ТП
диаметр отпечатка, мм диаметр шарика, мм шкалы
10 5 HRC HRA HRB
Р-3000 кГ р-1000 кГ Р-750 кГ
2,00 946 316 229 — — — —
2,05 892 298 217 — — — —
2,10 875 286 207 — — — —
2,15 817 273 1S6 — — — —
2,20 782 261 187 72 84 — 1224
2,25 744 248 178 70 83 — 1116
2,30 713 238 170 68 82 — 1022
2,35 683 227 162 66 81 — 941
2,40 652 218 156 64 80 — 868
2,45 627 209 149 62 79 — 804
Таблица твердости
179
Продолжение табл. 67
Твердость НВ по прибору ТШ Твердость HR по прибору ТК Твердость
(D Я диаметр шарика, мм шкалы
О J 10 5 HV по прибору ТП
диамет чатка, Р-3000 к Г Р-1000 кГ Р-750 к Г HRC HRA HRB
2,50 600 200 143 60 78 — 746
2,55 578 193 137 58 78 •— 694
2,60 555 185 131 56 77 — 650
2,65 532 178 126 54 76 — 606
2,70 512 171 121 52 75 — 587
2,75 495 166 116 50 74 — 551
2,80 477 159 111 49 74 534
2,85 460 153 107 48 73 — 502
2,90 444 148 103 46 73 — 474
2,95 430 144 99 45 72 — 460
3,00 415 140 96,5 43 72 — 435
3,05 402 134 92 42 71 — 423
3,10 387 129 88,7 41 71 — 401
3,15 364 125 85,5 40 70 — 390
3,20 357 121 82,4 39 70 — 380
180 Глава VHI. Средства контроля качества термической
обработки
Продолжение табл. 67
Твердость НВ по прибору ТШ Твердость HR по прибору ТК Твердость HV по прибору ТП
диаметр отпечатка, мм диаметр шарика, мм шкалы
10 5 HRC HRA HRB
Р-3000 кГ Р-1000 кГ Р-750 кГ
3,25 351 117 79,5 38 69 — 361
3,30 340 114 76,8 36 68 — 344
3,35 332 111 74,1 35 67 — 334
3,40 321 107 71,6 33 67 — 320
3,45 311 104 69,1 32 66 — 311
3,50 302 101 66,8 31 66 — 303
3,55 293 98 — 30 65 — 292
3,60 286 95 — 29 65 — 285
3,65 277 92 — 28 64 — 278
3,70 269 90 — 27 64 — 270
3,75 262 88 — 26 63 — 261
3,80 255 85 — 25 63 — 255
3,85 248 83 — 24 62 — 249
3,90 241 81 — 23 62 102 240
3,95 235 78 — 21 61 101 235
Таблица твердости
181
Продолжение табл. 67
Твердость НВ по прибору ТШ Твердость HR по прибору ТК Твердость HV по прибору тп
диаметр отпе-< । чатка, мм диаметр шарика, мм шкалы
10 5 икс HRA НРБ
Р-3000 к Г Р-1000 к Г Р-750 кГ
4,00 228 76 — 20 61 100 228
4,05 223 75 — 19 60 99 222
4,10 217 73 — 17 60 98 217
4,15 212 71 — 15 59 97 213
4,20 207 69 — 14 59 95 208
4,25 202 67 — 13 58 94 201
4,30 196 65 — 12 58 93 197
4,35 192 64 — 11 57 92 192
4,40 187 63 — 9 57 91 186
4,45 183 61 — 8 56 90 183
4,50 179 60 —— 7 56 90 178
4,55 174 58 — 6 55 89 174
4,60 170 57 — 4 55 88 171
4,65 166 56 — 3 54 87 166
4,70 163 54 — 2 53 86 162
182 Глава V111. Средства контроля качества термической обработки
Продолжение табл. 67
Твердость НВ по прибору ТШ Твердость HR по прибору ТК Твердость
ф с диамет р шарика, мм шкалы
о * оЛ 10 5 HV по прибору тп
диамет чатка, Р-3000 кГ р-юоо Р-750 HRC II КА HRB
4,75 159 53 — 1 53 85 159
4,80 156 52 —— 0 52 84 155
4,85 153 51 —— — — 83 152
4,90 149 50 — — — 82 149
4,95 146 49 — — — 81 148
5,00 143 48 — — — 80 143
5,05 140 47 — — — 79 140
5,10 137 46 — — — 78 138
5,15 134 45 — — — 77 134
5,20 131 44 — — — 76 131
5,25 128 43 — — —. 75 129
5,30 126 42 — — — 74 127
5,35 124 41 — — — 73 123
5,40 121 40 — — — 72 121
5,45 118 39 — — — 71 118
Таб ища твердости
183
Продолжение табл. 67
Твердость НВ по прибору ТШ Твердость HR по прибору тк Твердость HV по прибору тп
диаметр отпечатка, мм диаметр шарика, мм шкалы
10 5 HRC HRA HRB
р-3000 кГ Р-1000 кГ Р-750 кГ
5,50 116 13,5 — — — 70 116
5,55 114 38,0 — — — 68 115
5,60 112 37,0 — — — 67 113
5,65 109 36,0 — — — 66 110
5,70 107 35,5 — — — 65 109
5,75 105 35 — — — 64 108
5,80 103 34 — — — — 103
5,85 101 33,5 — — — — 101
5,90 99 33,0 — — — — 99
5,95 97 32,5 — — — — 97
6,00 95 32,0 — — — — 95
184
Глава IX. Материалы, применяемые в термических цехах
Глава IX
МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ В ТЕРМИЧЕСКИХ ЦЕХАХ
56. Огнеупоры и теплоизоляционные материалы
В табл. 68 приведены марки, формы и размеры огнеупорных изделий для термических печей, а в табл. 69 — марки и размеры огнеупорных кирпичей специальной формы.
В качестве связующего материала при кладке кирпичей применяют различные растворы. Состав их приводится в табл. 70.
Для особо нагруженных частей печи применяют огнеупорные бетоны и набивные массы. Сведения о их составе (с указанием предельных температур применения) и свойствах) приведены в табл. 71 и 72.
В табл. 73 приведены характеристики различных огнеупорных изделий, изготовленных из шамота, динаса, карборунда и др.
По данным этой таблицы, можно определить максимальную допустимую температуру в печи; температуру, при которой начинается деформация под нагрузкой 2 кГ/см2, и прочность кладки.
При помощи коэффициента температурного расширения можно определить приращение длины, высоты или ширины кладки печи.
Последние сведения необходимы для определения размера мягкой засыпки между кирпичной кладкой и кожухом печи.
В табл. 74 приведены данные о теплоизоляционных материалах, необходимые для расчета печей и нагревательных устройств. В графе 4 указывается максимальная температура, выше которой материал теряет свои свойства.
Пользуясь коэффициентом и уравнением теплопроводности, можно определить и сравнить теплопроводность различных материалов.
Таблица 68
Форма, марка и размер огнеупорных изделий
Форма и наименование изделия № изделия Размеры, мм Объем, см* Вес, кг
а б в ш, п, Дн шл
1 230 ИЗ 100 2609 4,7 2,0
2 230 ИЗ 75 — 1950 3,7 3,4
3 230 из 65 — 1690 3,2 1,35-2,2
Кирпич 4 230 из 40 1040 2,0 0,83—1,36
прямой 5 250 123 75 — 2300 4,0 —
2=7 Bill , к. 6 250 123 65 — 2000 3,8 1,6-2,6
7 300 150 65 — 2930 5,6 —
1 I'i.i I 8 230 171 75 2950 5,6 —
S® ill|i I 111 i11 Кирпич 9 230 171 65 — 2560 4,9 2,0—3,3
прямой 10 250 186 75 — 3480 6,6 —•
p! Hi ,• J полуторный И 250 186 65 —- 3020 5,7 —
в ! 12 300 225 65 — 4390 8,3 —
Кирпич 13 171 113 75 1450 2,8 —
прямой 14 171 113 65 — 1260 2,4 1,0-1,6
трехчет- 15 186 123 75 — 1710 3,2 —
верткой 16 186 123 65 — 1490 2,8 —
•неупоры и теплоизоляционные материалы 185
Форма и наименование изделия
Клин торцовый двухсторонний и односто-роннИЙ
Клин торцовый полуторный
Продолжение табл. 68
№ изделия Размеры, мм Объем, ! г.кз Вес, кг
а б в 01 ш, п, ШЛ
17 230 113 75 65 1820 3,5
18 230 113 75 55 1690 3,2
19 230 113 65 55 1560 3,0 1,2-2,0
20 230 113 65 45 1430 2,7 1,1—1,9
21 250 123 75 65 2150 4,1 —
22 250 123 65 55 1845 3,5 1,5—2,4
23 250 123 65 45 1685 3,2
24 171 113 65 55 1160 2,2
25 171 113 65 45 1160 2,0
26 300 150 65 55 2700 5,1 —
27 230 171 75 65 2750 5,2 -
28 230 171 75 55 2600 4,9 —
29 230 171 65 55 2360 4,5 1,9—3,0
30 230 171 65 45 2160 4,1 1,7—2,8
31 250 186 75 65 3260 6,2
32 250 186 65 55 2790 5,3 —
33 250 186 65 45 2550 4,85
34 300 225 65 55 4050 7,7 —
35 300 225 65 45 3710 7,0 —
Глава IX. Материалы, применяемые в термических цехах
Примечание. Марки изделий: Ш — шамотные, ШЛ — шамотные легковесные, П — полукис лые, Дн—динасовые
'.неупоры и теплоизоляционные материалы
188 Г лава IX. Материалы, применяемые в термических цехах
Марки и размеры огнеупорных кирпичей специальной формы
га а а
\о га
64
65
230 115
171 56
Распорный
Поднаса-дочиый брус
66 — 325 400
67 — 385 459
68
69
284 138
520 374
70 — 350 75
71 — 230 75
230 345 30 145 — — 2690 3100 5,1 5,9 —
15800 30,1
18102 34,3
6554 12,5
— — — — 13894 26,4 ‘—
113 56 60 230 3938 7,5 .
113 25 40 150 2216 4,2 •—
Огнеупоры и теплоизоляционные материалы
Продолжение табл. 69
Примечание. Марки изделий; Ш — шамотные, ШЛ — легковесные, П — полукислые, Д — динасовые.
Глава IX. Материалы., применяемые в термических цехах
Огнеупоры и теплоизоляционные материалы
191
Таблица 70
Состав шамотных растворов
Название раствора Состав раствора Содержание, % Размер зерна 1 компонентов, мм Вес компонентов на м3 раствора, т
Шамотный густой Шамотный порошок 60—70 0,96
Огнеупорная глина 40—30 До 3 0,56
Вода 400 л/л/3 сухой смеси 0,40
Шамотный полу-густой Шамотный порошок Огнеупорная глина 60—70 40—30 До 2 0,86 0,51
Вода 500 л/л/3 сухой смеси 0,50
Шамотный жидкий Шамотный порошок 60—70 0,77
Огнеупорная глина 40—30 До 1 0,45
Вода 600 л!м^ сухой смеси 0,60
Таблица 71
Огнеупорные бетоны и набивные массы
ей И ей s J О» 4» п. Вяжущее Тонкомолотые добавки Мелкие заполнители Крупные заполнители
й В( f- ГТ О» „ Г? ,2* ей ей К я сх вещество (0,15—5 мм3) фракций песка фракций щебня (5—25 мм3)
Огнеупорные бетоны
1 900 Портландцемент— 1 часть Бой красного кирпича, молотый гранулированный шлак или зола 0,3—1 часть Песок из боя красного кирпича 2,0—2,5 части Щебень из боя красного кирпича 2,0—2,5 части
2 1200 То же Шамотный порошок, молотая огнеупорная глина или молотый кварцевый песок 0,3—1 часть Песок из боя шамота или огнеупорных металлургических шлаков 2,0—2,5 части Щебень из боя шамота или огнеупорных металлургических шлаков 2,0—2,5 части
Глава IX. Материалы, применяемые в термических цехах
3 1400 Глиноземный цемент — 1 часть — Песок из боя шамота класса А или Б 2,0—2,5 части Щебень из боя шамота класса А или Б 2,0—2,5 части
4 1400 Глиноземный цемент — 1 часть — Песок из хромистого железняка 2,5—3,0 части Щебень из хромистого железняка 2,5—3,0 части
Н а б и в н ы е массы
5 900 Глина огнеупорная—98% — Песок из боя красного кирпича 2,0—2,5 части Щебень из боя красного кирпича 2,0—2,5 части
Жидкое — —
стекло уд. веса 1,32— 1,38—2%
Огнеупоры и теплоизоляционные материалы
co
<£ CO
О
2
Вяжущее вещество
Тонкомолотые добавки (0,15—5 мм3)
6
1200
Жидкое стекло уд. веса 1,32—1,38— -2о/о
7 1400 То же
Продолжение табл. 71
Мелкие заполнители фракций песка Крупные заполнители фракций щебня (5-25 Л£Л<3)
Песок из боя шамота или огнеупорных металлургических шлаков 2,0—2,5 части Щебень из боя шамота или огнеупорных металлургических шлаков 2,0—2,5 части
Песок из боя шамота класса А или Б 2,0—2,5 части Щебень из боя шамота класса А или Б 2,0—2,5 части
Глава IX. Материалы, применяемые в термических цехах
Таблица 72
Свойства огнеупорных бетонов и набивных масс
№ состава 1 Примерная марка бетона, KijcM"1 аь после действия высокой температуры, кГ(см2 Температура начала и конца деформации под нагрузкой, °C Пористость (макс.), % Й S — S f g S s о “ а ± О у Q 5 а з о * « Е- Ч fro О в t- 55? Линейная усадка Объемная масса, т /ж3
температура, °C процент
начало конец
1 100—150 50—70 950—1000 1150-1200 25—30 20—25 800—1000 0,2—0,7 1,7-1,8
2 100—150 150—200 1200—1250 1300—1350 25—30 20—25 1200 0,4—0,8 1,8—1,9
3 100—150 150-250 1300-1350 1400—1420 25—30 20—25 1300 0,4 —0,8 1,8—1,9
4 100—150 150—250 1300—1350 1400—1420 30—35 10-12 1300 0,4—1,0 2,5—2,6
5 20—30 50-70 1100—1200 1250—1300 30-35 10-20 800—1000 0,2—0,8 1,6-1,7
6 20—30 75-100 1150—1250 1320-1400 30—35 10—20 1200 0,4—1,0 1,6-1,7
7 20—30 75-100 1250—1300 1400-1420 30-35 10—20 1350 0,4—1,0 1,1-1,7
Огнеупоры и теплоизоляционные материалы
Таблица 73
Характеристика изделий из шамота, динаса и других материалов
Название материала Огнеупорность, °C, не ниже Начало деформации под нагрузкой 2 кГ]см- при температуре, °C Пористость ! объемная, %, не более % КГ}СМ\ не менее Коэффициент температурного расширения Объемная масса, Т/.Н3
температура, С коэффи-. циент
Изделия огнеупорные шамотные (рядовые): класс А . . . Б . . . В . . 1730 1670 1580 1150-1400 2,4 80—100 80—125 80—100 20—1300 0,0000052- 0,0000058 1,8—1,9
Тугоплавкие шамотные изделия: 1-й сорт . . 2-й сорт . . 1400 1300 — — 100 80 — — | 1,7—1,8
Глава IX. Материалы, применяемые в термических цехах
Огнеупорные полукис -лые изделия;
класс А . . 1710 1400 2
» Б . . 1670 1300 3
. в . . 1610 — —
Изделия огнеупорные динасовые:
класс I . . . 1710 1650 2.
, П • • 1690 1620 2.
Карборундовые изделия ..... 1850—2000 1500—1700 17-
р
7 0 100 150 — 1,8—1,95 z «с а о
- 100 — — £ а
а
о
S
§
л
<5
Z
3 5 200 175 20—1100 20—300 0,0000119— 0,0000326 | 1,8-1,9 а
й
£
-24 500—700 20—1800 0,0000047 2,0—2,6
<0
Теплоизоляционные материалы
Таблица 74
Наименование мате-ч. риала Состояние материала Объемная масса в изделиях, кг!м* Теплопроводность Максимальная температура применения, °C Примечание
Температура, °C 1 Коэффициент теплопроводности! уравнение теплопроводности, ккал/м • ч • град.
Асбестовая мелочь Коротковолокнистый асбест не ниже сорта VI 800 50 100 1,188 1,197 0,18+0,00016/° 450 Для теплоизоляции горячих поверхностей мастичными материалами
Асбестовый картон Листы из асбеста толщиной от 1 до 6 мм 900 1200 0 0,15 — 450 Для теплоизоляции горячих поверхностей, для
Асбестовый шнур Шнур 800 — 0,13 — 300 выстилки дна и боковых стенок печи и др.
Глава IX. Материалы, применяемые в термических цехах
Асбо-зурит Порошкообразная смесь диатома или трепела с асбестом сорта VI 700 50 100
Асботермит Порошкообразная смесь отходов асбестоцементного производства с диатомитом и асбестом 550 50
Диатомит Диатомитовая порода в порошке 550 50
Зоно-лит Обожженный вермикулит (слюдяная крошка) в зернах 200 50
0,147
0,154
0,1395+0,000145/°
300
0,10
0,107
0,094+0,000125/° 550
0,10
0,107
900
Для теплоизоля-
ции горячих поверхностей мастичными материалами Огнеупоры
Для теплоизоляции горячих поверхностей мастичными материалами и для засыпки сводов печей и теплоизоляционны^
Для засыпки свода и зазора между кладкой и кожухом ? материалы
0,075
0,062+0,00022/° 900
Для засыпки свода и зазора
между кладкой и кожухом <£>
Наименование материала Состояние материала Объемная масса в изделиях, кг1м3 Температура, °C 1
Кирпич диатомитовый Обожженный или необожженный кирпич из диатомитов или трепелов 550 650 750 50 350 50 350 50 350
Ново-золь Формованные из силикатной массы изделия, наполненные шлаковатой 400 100
Продолжение табл. 74
Теплопроводность Максимальная темпе-, ратура применения, °C Примечание
Коэффициент теплопроводности уравнение теплопроводности, к кал 1м • ч • град.
0,11 0,15 0,14 0,12 0,16 0,25 0,0944-0,00022*° 900 Для кладки теплоизоляционного слоя стен, свода и пода печей
0,09 — 400 Для теплоизоляции поверхностей с невысокой температурой (отпускные печи и Т. д.)
Ново-асбозу-рит Порошкообразная смесь диатомита, асбеста и шиферного отхода 650 50 100
Нью-вель Порошкообразная смесь из легкой белой магнезии и асбеста 370 50 100
Пено-диатомовый кирпич Диатомовый высушенный и обожженный кирпич (замес на пене мыльного корня) 400 100
Сара-нулит Формованные изделия, полученные вспучиванием жидкого стекла 200 50
I
I
0,13 0,137
0,1244-0,00012Г 450
Теплоизоляция поверхностей мастичными материалами и засыпкой
0,078 0,081
0,0754-0,000055^° 370
То же, растворяется в растворе хлористого магния
0,08
800
Для теплоизоляционной кладки, не подвергающейся механическому воздействию
Огнеупоры и теплоизоляционные материалы
0,07
300
Теплоизоляция подогретого воздуха
Наименование материала
Состояние материала
Сове-лит
Порошкообразный материал из асбеста и белой магнезии
440
5о[
Сове-лит
Формованные из- 400 50 делия—плиты, сег- 100 менты
Теплопроводность
Коэффициент | теплопроводности]
0,081
0,080 0,084 0,068+0,000155Г
Продолжение табл. 74
уравнение теплопроводности, ккал!м • ч • град.
Примечание
450
Для засыпной и набивной теплоизоляции печей, ванн, сушил. Растворяется на хло-
ристом магнии
450
Для теплоизоляции электропечей
Глава IX. Материалы, применяемые в термических цехах
J__________L
Трепел Высушенная и измельченная трепельная порода в порошке 500 5(
Шлаковая вата Вата, полученная посредством распыления расплавленного шлака сжатым воздухом 200 250 ЮС ЮС
Шлак котельный от угля, Порошкообразный 700 1000 0
0,09 0,09+ 0,00024/
0,055 0,060
0,16
0,25
900 Для теплоизоляционной засыпки
700 Для теплоизоляционной засыпки
800 950 Для теплоизоляционной засыпки
Огнеупоры и теплоизоляционные материалы 203
204 Глава IX. Материалы, применяемые в термических цехах
57. Нагревающие и охлаждающие среды
Металл нагревается в газовых и жидких средах. Жидкие нагревающие среды получаются путем расплавления различных солей или их смесей в печах-ваннах (соляные ванны).
В табл. 75 приведены данные о наиболее употребительных солях, применяемых в термических цехах для нагрева.
Состав соляной ванны выбирается в зависимости от ее температурного режима, необходимого для выполнения термической операции.
В табл. 76 приведены данные о составе соляных ванн и допускаемых температурах нагрева солей. Превышение указанных в таблице пределов может вызвать испарение солей, засорение цеха, а также увеличение расхода солей.
Иногда в качестве нагревающей среды применяют расплавленный металл или сплав. Например, в тех случаях, когда нагрев под закалку требуется провести с большой скоростью, избежав одновременно деформации изделия, применяют свинцовые ванны. Температура плавления свинца 327° С, рабочая температура ванны 840—870° С.
В качестве нагревающих сред при отпуске также применяют масляные ванны.
В табл. 77 приведены сведения о минеральных маслах, применяемых в качестве нагревающих сред.
Охлаждающими средствами являются вода, минеральные масла и другие среды.
Данные об охлаждающих средах, применяемых при закалке, приведены в табл. 1.
Характеристика охлаждающих сред, применяемых при изотермической закалке, дана в табл. 78.
Таблица 75
Соли, применяемые для нагрева
Название соли Химическая формула Чистая масса от общей мае-СЫ. °/о
Селитра калиевая . . . KNO3 98,0
Селитра натриевая . . NaNO3 98,0
Нагревающие и охлаждающие среды
205
Продолжение табл. 75
Название соли Химическая формула Чистая масса от общей массы, %
Нитрат натрия .... NaNO2 95,0
Кальций хлористый технический .... СаС12 67,0
Калий хлористый . . . КС1 95,0
Едкий калий твердый КОН 92,0
Сода кальцинированная Na2CO3 98,0
Сода природная . . . Na2CO3 80,0
Барий хлористый технический ВаС122Н2О 95,0
Бура техническая . . Na2B4O; 95,0
Калий синеродистый технический .... K4Fe (CN)fi3H2O 96,0
Натрий железисто-синеродистый технический Na4Fe (CN)610H2O 97,0
Сода каустическая твердая NaOH 95,0
206 Глава IX. Материалы, применяемые в термических цехах
Таблица 76
Состав соляных ванн для нагрева
Состав ванны Содержание солей, весовые проценты Температура плавления, °C Температура применения, °C
нижняя верхняя
NaCl КС1 44 56 660 720 900
NaCl ВаС12 22,5 77,5 635 665 870
NaCl ВаС12 55 45 540 570 900
NaCl СаС12 27,5 72,5 500 550 800
ВаС12 СаС12 50 50 595 630 850
NaCl Na2CO3 35 65 620 650 900
NaCl Na2CO3 50 50 560 590 900
NaCl K2CO3 50 50 560 590 820
KC1 Na2CO3 50 50 577 650 870
Нагревающие и охлаждающие среды
207
Продолжение табл. 76
Состав ванны Содержание солей, весовые проценты Температура плавления, °C Температура применения, °C
нижняя верхняя
КС1 ВаС12 50 50 640 670 870
NaCl КС! Na2COg 10 45 45 595 630 850
NaCl КС1 ВаС12 37 41 22 552 590 880
КС1 NaCl C3C12 50 20 30 530 560 870
NaCl BaCl2 CaCl2 21 31 48 435 480 780
NaCN Na2CO3 BaCl2 80 15 5 540 650 900
NaCN Na2COg NaCl 75 10 15 590 700 850
208
Глава IX. Материалы, применяемые в термических цехах
Продолжение табл. 76
Состав ванны Содержание солей, весовые проценты Температура плавления, °C Температура применения, °C
нижняя верхняя
NaCN Na2CO3 NaCl 45 10 45 675 750 850
NaCN NagCOg NaCl 30 45 25 625 700 850
NaCN KCN 75 25 523 550 600
NaCN KCN 53 47 445 500 550
NaNO3 KNO3 50 50 143 160 550
NaNOo KNO3 50 50 225 280 550
NaNO3 KNO3 50 50 220 280 550
NaCl 100 800 830 1100
BaCl2 100 962 1100 1350
Нагревающие и охлаждающие среды
209
Таблица 77
Минеральные масла, применяемые в качестве нагревающих сред
Название минерального масла Температура вспышки, °C Температура применения, °C
нижняя верхняя
Веретенное 2 165 120 150
Веретенное 3 170 120 150
Автол 4 180 120 160
Машинное Л 180 120 160
Машинное С 190 120 170
Машинное СУ 200 120 180
Цилиндровое 215 120 200
Вискозин 3 240 150 220
Цилиндровое 6 290 170 270
Дистнллат 6 300 170 280
Banop Т 320 200 300
210 Глава IX. Материалы, применяемые в термических цехах
Таблица 78
Охлаждающие среды для изотермической закалки
Состав ванны Содержание солей, весовые проценты Температура плавления, °C Температура применения, °C
нижняя верхняя
KNO3 NaNO2 55 45 137 150 500
NaNO3 NaNO2 55 45 221 230 550
KNO3 NaNO3 55 45 218 230 550
NaNO3 100 317 325 600
KNO3 100 337 350 600
NaOH 100 322 330 450
KOH 100 360 380 450
58. Цементирующие, азотирующие и цианирующие (нитроцементирующие) среды
Цементацию проводят в твердом, жидком и газообразном карбюризаторах. Наиболее прогрессивным методом считается цементация в газовых средах.
В табл. 79 приведены сведения о составе твердых карбюризаторов в процентах по массе.
Кроме твердых карбюризаторов, для цементации применяют различные пасты. Вещества, входящие в состав пас-
Цементирующие, цианируЮщие и Азотирующие среды 211
Таблица 79
Состав твердых карбюризаторов для цементации
Древесный уголь ВаСО3 NaaCO3 СаСО3 Кокс Торфяной кокс Мазут
74—78 12—15 1,0—1,5 3,5 — — 4,5—5,0
65 10 1 1 20 — 3
87 — И 3 — — —
85—90 — 10-15 — — — —
90 10 — — — — —
— — 10—15 — — 85—90 —
60 40 — — — — __
45 12 — 43 — —
72—77 20—25 — 3,5 — — —
70—75 20-25 — 5 — — —
212 Глава IX. Материалы, применяемые в термических цехах
Таблица 80
Состав паст, применяемых для цементации
Состав паст Номера паст
сталит 3 4 5 6 7
1 2
состав в весовых процентах
Сажа или кокс .... 30—60 30—60 30—60 35 45 40 50
Углекислый барий ВаСОз — — — 13 20 15 —
Углекислый натрий и калий 20—40 20—40 30—60 20 20 20 40
Циаиплав ГИПХ . . . 5—10 5—10 — — — — —
Щавелевокислый натрий или калий . . . — 5—10 5—10 — — — 10
Муравейнокислый никель или щавелевокислый кобальт . . . — 5—10 — — — — —
Феррохром (для углеродистой стали) . . . — — 15 15 — — —
Песок — — — — — 5 —
Желтая кровяная соль 5—10 5—10 — 15 15 20 —
Цементирующие, цианируЮщие и азотирующие среды
213
Таблица 81
Состав газов, применяемых для цементации
Название газов Химический состав, %
со сн4 n пг со.
Природный газ: Саратовский . . . 0,7 94,3 2,7
Дашавский .... 0,2 92,8 0,5 —
Куйбышевский . . 75-80 8—10 0,8
Ухтинский .... — 93 1,2 0,2
Генераторный газ . . 25 2 0,2 4,5
Светильный (городской) газ 16 20 10 До 6
Из капель керосина До 2,0 40-55 16—32 , 2
Из капель пиробензола , 2,0 43-58 14—30 . 1,5
Из капель триэтаноламина 28-35 До 5 . 1,0
Эндогазовая атмосфера 20 1—5 — —
Продолжение табл. 81
Название газов Химический состав, °/0
н, о2 N,
Природный газ:
Саратовский . . . 1,8 — 1,2
Дашавский .... 0,2 — 1,3
Куйбышевский . . —— — 11-13
Ухтинский .... — — 5,6
Генераторный газ . . Светильный (город- 13 До 0,2 Остальное
ской) газ 25 „ 0,1 Я
Из капель керосина 20-25 . 0,8
Из капель пиробензола Из капель триэтанола- 21—27 , 0,5 я
мина . 50 , 0,5 я
Эндогазовая атмосфера 40 — 40
214 Глава IX. Материалы, применяемые в термических цехах
ты, берут в порошкообразном состоянии и после предварительного смешивания разводят 15%-чым раствором патоки или канцелярского клея в воде. Раствор делают такой консистенции, чтобы им можно было окрашивать поверхности деталей, подлежащие цементации.
В табл. 80 приведен состав паст, применяемых для цементации.
При цементации в жидкой среде лучшие результаты получают при применении карбюризатора следующего состава: NaCl — 15%; NaCOs— 75%; SiC—10% (карбид кремния SIC берется в зернах размером 1—2 мм2).
Составы различных газов, применяемых при цементации в качестве газовых карбюризаторов, приведены в табл. 81.
В качестве азотирующей среды применяют аммиак (NH3), который при введении в печь распадается на азот и водород. В момент образования азот приобретает активность и способность взаимодействовать с поверхностью металла.
Цианирование — процесс одновременного насыщения стали углеродом и азотом.
Для цианирования в твердой среде применяют карбюризатор, состоящий из 10—30% желтой или красной кровяной соли и 70—90% древесного угля в порошке.
Для цианирования в жидком карбюризаторе применяют ванны различного состава.
В табл. 82 приведен состав ванн для низкотемпературного цианирования, а в табл. 83 — для высокотемпературного цианирования.
Таблица 82
Состав ванн для низкотемпературного цианирования
Состав ванн, Температура плавления, °C
NaCN (KCN) K4Fe(CN)e ЗН2О Na3CO3 NaOH или KOH NaCl
50—35 — 25—30 — 15—20 510
50-55 — 23—30 15—20 — 515
25—35 — 65—75 — — 490
— 80—90 — 10—20 — 500
— 30-50 — — 50—70 —
Цементирующие, цианирующие и азотирующие среды
215
Таблица 83
Состав ванн для высокотемпературного цианирования
Состав ванн, % Температура, °C
Z и (анплав 4ПХ Na2COs О о о плавления применения
Z аи Z о я
20 — 40 40 — — -590 810—870
25 — 15—20 55—60 — — 580—610 810—870
30 — 20—25 45-50 — — 580—610 810—870
40 — 30 30 — — 580—610 810—870
45 — 35—40 15—20 — — — 810—870
50 — — 15 — 35 — 810—870
6 — — 14 — 80 — 810—870
— 9 — 26 65 — — 810—870
— 9 — 37 54 — — 810—870 ।
1,0 9 — 36 55 — — 840
8—12 — 10 30—50 — 35—50 — 840—900
3—8 — ВаСО3<40 <30 — >30 — 900—950
Примечание. Состав циаиплава ГИПХ: Са (CN)2—43 —49%; CaCN2—2—3%; NaCl-30—35%; CaO-14-16%; С-4-5%.
Для цианирования в газовых средах применяют два газа: цементирующий и азотирующий. Состав цементирующих газов приведен в табл. 81. Азотирующий газ получается путем диссоциации аммиака. Диссоциация происходит в муфте печи, в которой производится цианирование. Расход цементирующего и азотирующего газов измеряется литрами.
За последнее время большое распространение приняло цианирование с применением триэтаноламина N(C2H5OH)3, который, поступая в печь (в виде капель), создает атмосферу цементирующую и азотирующую. В данном случае добавки аммиака в печь не требуется.
216 Глава IX. Материалы, применяемые в термических цехах
В табл. 84 приведены газовые соотношения, применяемые при низкотемпературном цианировании, а в табл. 85— газовые соотношения, применяемые при высокотемпературном цианировании (нитроцементации).
Таблица 84
Газовые соотношения при низкотемпературном цианировании
Название науглероживающего газа Газовые соотношения, °/0
науглероживающий газ аммиак
Генераторный . 85—90 15—10
Природный 80—70 20—30
Светильный 90—80 10—20
Таблица 85
Газовые соотношения при высокотемпературном цианировании
Название науглероживающего газа Газовые соотношения, °/0
науглероживающий газ аммиак
Природный 40—50 60—50
Генераторный 70—80 20—30
Светильный 70—60 30—40
Газ из капель керосина . . 40—50 50—60
Газ из капель пиробензола 40—50 50—60
Атмосфера эндогаза .... Газ из капель триэтанола- 94—99 1-6
мина 70—82 Азотирующий газ 18-30
Моющие и нейтрализующие среды
217
59. Моющие и нейтрализующие среды
Моющими средами являются холодная и горячая вода, раствор щелочей в горячей воде.
В табл. 86 приведен состав моющих сред.
Нейтрализующие и очистные среды применяют для нейтрализации отработанных ядовитых солей и моющих растворов.
В табл. 87 приведен состав среды для нейтрализации.
Таблица 86
Состав моющих средств
Название среды Состав среды, °/в Температура применения, °C
HSO Na2COs NaOH
Водная 100 — — 20
Я 100 — — 60—90
Щелочная . . . 90—92 8—10 ——' 60—95
я • . • 98—97 — 2-3 60—95
Таблица 87
Состав среды для нейтрализации
Название среды Состав среды, °/0 Температура применения, °C
Н2О FeSO4
Железокупоросная . . . 98—96 2—3 кг на 1 кг NaCN 60—90
Таблица 88
Контролируемые атмосферы
Составляющие контролируемой атмосферы Название контролируемой атмосферы Условное обозначение Состав газа» % Точка росы, °C
со2 со н2 сн4 n2
Н2—Н2О—Na Диссоциированный аммиак с последующей осушкой ДА — — 75 — 25 —60
Н2—Н2О—n2 Продукт частичного сжигания диссоциированного аммиака с осушкой ПСА—0,8 — •*— 7—20 — 93—80 —40
Глава IX. Материалы, применяемые в термических цехах
co—co2—n2 Генераторный газ
co—co2—n2 To же, очищенный от СО2 и осушенный
CO+CO2+N2 То же, осушенный
co—co2—h2o—n2 Продукты сжигания газов
гг 5 28 8 1—2
гг—с 2 30 6 1
ГГ—во — 33 6 1
ПС09 10 1 1 —
57 +20
61 —10
60 —25
88 +20
Контролируемые атмосферы
Продолжение табл. 88
Составляющие контролируемой атмосферы Название контролируемой атмосферы Условное обозначе- Состав газа, % Точка росы, °C
со2 со н2 сн4
с о—со2—н2—н2о—n2 То же, очищенный от СО2 и осушенный ПСО-09 0,1 2 2 — 96 —40
СО—со2— н2о—n2 Продукты частичного сжигания ПС-06 6 10 15 0,5 68,5 +20
со—со2—н2-н2о—n2 То же, с последующей очисткой от СО2 и осушкой ПСО—06 0,1 10 16 1,5 72,5 —40
н2—н2о—со—n2 Частичное сжигание углеводородных газов в эндотермическом генераторе псэ эндогаз — 20 39—40 1,5 39 От + 10 до —20
220 Глава IX. Материалы, применяемые в термических цехах
Материалы для защиты и очистки металла от окалины
221
60. Материалы для защиты и очистки металла
от окалины
Безокислительный нагрев металла и сплава проводится либо в контролируемых газовых средах, либо в раскисленных соляных ваннах.
В табл. 88 приведены сведения о контролируемых атмосферах, в табл. 89 — о различных осушителях газов, а в табл. 90 — о применении контролируемых атмосфер. Контролируемые атмосферы применяют в специальных печах — муфельных, контейнерных, тигельных и т. п.
Таблица 89
Осушители газов
Осушитель Производительность 1 ж3 осушителя, мъ(ч Остаточная влажность
г/м3 процент точка росы, °C
CuSO4 безводный . . . CaClj гранулирован- 36—50 2,8 0,36 —6
ный 66—165 1,5 0,185 —14
СаС13 технический . . 115—150 1,25 0,155 —15,5
Z11C12 • 120—335 0,98 0,12 —18
В(С1О4)2 безводный . . 26-36 0,82 0,10 —20
Mg(CO4)2-3H2O .... 65—160 0,031 0,004 —50
КОН 55—65 0,014 0,0019 —50
Силикагель 43—59 0,006 0,0008 —61
CaSO4 безводный . . . 75—150 0,005 — —62
СаО 60—90 0,003 — —63,5
Mg(CO4)2 безводный . 43—53 0,002 — —65
А12О3 активированный 36—63 0,001 — —65
ВаО 63-66 0,00065 — —66
Безокислительный нагрев в соляных ваннах возможен, если соляные ванны систематически раскисляются.
В табл. 91 приводятся раскислители и норма их расхода.
Окалину, образовавшуюся на поверхности металла, удаляют двумя способами: механическим (пескоструйным или дробеструйным) и химическим (травлением).
Таблица 90
Применение контролируемых атмосфер
Операция термической обработки Обрабатываемый металл Температура процесса, °C Вид поверхности Рекомендуемая защитная атмосфера
Отжиг Малоуглеродистая сталь 650—750 Светлый ПСО—1,0; ПСО—0,6; ГГ и др.
Средне- и высокоуглеродистая сталь 650—800 т» ПСО—0,6; ГГО и др.
Легированная сталь 700—870 л ПСО—1,0; ПСО—0,6; ГГО
Быстрорежущая сталь 830—870 » ПСО—0,6; ПСО—1,0;
Нержавеющая сталь 980—1150 я ДА; ДА-0,8
Медь 200—600 »» ПСО—1,0; ПСО—0,6; ГГ
Латунь 425—735 Чистый ПСО—0,6; ГГ
Медионикеле-вые и кремнемедистые сплавы 420—760 Светлый ПСО—0,6; ГГ
Чугуи ковкий, ферритный и перлитный 700—950 Чистый ПСО—0,6 + исходный газ
Глава IX. Материалы, применяемые в термических цехах
Нормализация Малоуглеродистая сталь Средне- и высокоуглеродистые и легированные стали 820—1000 800-1100
Закалка Углеродистая сталь Легированная сталь Быстрорежущая сталь 760—980 1200—1300
Отпуск Все классы и марки стали 650
Газовая цементация Все цементируемые марки стали 900—980
Газовое цианирование Углеродистые и легированные стали Быстрорежущие стали 810—870 530—560
Чистый Светлый или чистый ПС—0,6; ГГ ПС—0,6; ПСО—1,0; ГГ
Светлый чистый ИЛИ ГГО; ПСО—1,0; ПСО—0,6
То же
Светлый чистый или ПСО—1,0 ПСО—0,6; ГГ
Чистый ПГО; ПС —0,6; ГГО + добавки углеводородов
Чистый светлый То же ИЛИ То же, что и для газовой цемента-ции+аммиак триэтаноламин
Применение контролируемых атмосфер
224
Г лава IX. Материалы, применяемые в термических цехах
Таблица 91
Раскислители ванн
Название раскислителя Состояние раскислителя Время раскисления Масса, г
Ферросилиций Порошок В начале каждой смены 100—150
Цианистый натрий я То же 50—80
Желтая кровяная соль я 0 100—120
Алюминий я я 50—80
61. Удельный расход материалов
Для планирования производства и правильного учета материалов необходимо руководствоваться нормами их расхода. В табл. 92 приведен расход основных материалов в процентах к массе обработанных деталей.
Таблица 92
Удельный расход материалов
Наименование материала Применение материала Норма расхода, °/0 к массе деталей
Керосин Цементация 1—2
Масло минеральное Закалка 0,5—9,9
То же Отпускные ванны 0,15—0,30
Свинец Нагрев под закалку 0,7—1,0
Удельный расход материалов
22S
Продолжение табл. 92
Наименование материала Применение материала Норма расхода, % к массе деталей
Na2CC>3 — кальцинированная сода Мойка (моечные машины) 1,5-2,0
То же Нейтрализация при травлении 0,03—0,04
Пар Подогрев моечного раствора 15—20,0
NaOH — едкий натр Мойка (моечная машина) 1,8—2,0
То же При травлении 0,1—0,2
Вода Составление водного раствора щелочей 20—30,0
То же Закалка 1200—1500
Твердый карбюри- Цементация 6-8
затор Бондюжского завода Нагрев под закалку 1-2
Селитра 8-2531 Селитровые ванны Цианирование Нормализация Нагрев под закалку 2-3 2-3 1—2 1,5—2,0
226
Глава IX. Материалы, применяемые в термических цехах
Продолжение табл. 92
Наименование материала Применение материала Норма расхода, % к массе деталей
Защитные атмос- Защита при натре- 0,2—0,3
феры (ДА; ГГ) ве для нормализации и закалки
Отжиг 4—6
Аммиак Азотирование 0,01—0,015
Цианирование 0,0015—0,002
Известь (СаСО3) Нейтрализация 0,1—0,2
Песок речной Пескоструйная очистка 8—10
Дробь Дробеструйная очистка 0,03—0,05
Воздух сжатый Пескоструйная 100—150 мз
для пескоструя от очистка на сопло
3 до 6 атм 0 6 мм
Серная или соляная кислота Травление:
химическое 2,0-3,5
Л1асло электролитическое 1,0—1,2
Газы Нагрев при отпуске 0,5—1,2
Защитная атмо- 0,05—0,10 л
сфера Литр рабочего объема
Критические точки углеродистых сталей
227
Глава X
КРИТИЧЕСКИЕ ТОЧКИ, ТЕПЛОПРОВОДНОСТЬ И ТЕПЛОЕМКОСТЬ СТАЛЕЙ
Основными величинами, определяющими режим термической обработки, являются критические точки, теплопроводность н теплоемкость.
Теплоемкостью тела называют отношение количества теплоты, сообщаемого телу при нагревании или выделяемого телом при его охлаждении, к соответствующему изменению температуры.
По изменению теплоемкости сплавов в зависимости от свойств, структуры и температуры можно судить о процессах превращений, происходящих в сплавах.
Теплопроводность сплавов определяется количеством тепла, протекающего через данное поперечное сечение металлического стержня, температура которого зависит от его длины. Теплопроводность сталей и чугунов зависит от химического состава и термической обработки. Последняя приводит к получению различных структур, имеющих неодинаковую теплопроводность.
По критическим точкам выбирают температурный режим термической обработки.
По теплоемкости подсчитывают необходимое для нагрева количество тепла (Q).
Q = G• С-(/2 — ккал1ч,
где Q—полезное тепло, необходимое для нагрева, ккал/ч;
G — масса нагреваемого металла, кг/ч-,
С — средняя теплоемкость, ккал/кг • град;
G—температура нагрева металла;
tY— начальная температура.
По коэффициенту теплопроводности определяют время, необходимое для нагрева массы садки изделий.
Стали с большим коэффициентом теплопроводности нагреваются быстрее, чем стали, обладающие малым коэффициентом.
Критические точки, теплопроводность и теплоемкость углеродистых сталей приведены в табл. 93, а критические точки легированных сталей — в табл. 94.
8*
Таблица 93
Критические точки, теплопроводность и теплоемкость углеродистых сталей
Марка стали Критические точки, °C Коэффициент теплопроводности \1ккал1м • ч • град Теплоемкость (средняя) С, ккал}кг
Ас1 Асз 100 200 400 500 100 200 400 600
08КП 732 874 — — 69,5 59,5 44,2 39,5 0,111 0,114 0,122 0,135
10 732 874 — __ 69,5 59,5 44,2 39,5 0,110 0,114 0,122 0,135
15 и А12 735 863 — — 66,5 57,0 40,5 35,6 0,112 0,114 0,123 0,136
20 735 854 — 67,0 57,2 41,0 36,0 0,112 0,115 0,128 0,136
25 735 840 __ — 65,0 55,5 38,0 300° 32,5 0,112 0,115 0,128 0,136
30 732 813 —, — 65,0 55,5 37,8 32,5 0,112 0,115 0,128 0,136
35 730 802 — — 65,0 55,5 45,0 32,5 0,112 0,115 0,128 0,136
40 730 790 310—315 — 51,0 45,7 40,3 35,0 0,112 0,115 0,128 0,136
Глава X. Критические точки, теплопроводность и теплоемкость сталей
45 725 770 — — 58,2 47,2 30,5
50 725 760 300 — 58,5 47,5 39,3
55 727 774 — — 58,5 47,6 30,5
60 727 766 275 — 58,0 45,7 31,0
65 727 752 270 — 58,0 45,0 31,0
58,0 45,0 31,0
15Г 20Г 735 735 863 854 Ориентировочно 15 и 20
ЗОГ 734 812 — __ 65,0 55,5 38,0
40Г 726 790 —. — 51,0 45,6 40,2
50Г 720 760 — — 200° 33,0 300° 32,5 400° 31,2
60 Г 726 765 290—230 55 — — —
65Г 724 750 260 — — — —•
27,0
27,0
27,0
26,0
26,3
35,2
0,112
0,112
0,112
0,115
0,115
0,115
0,115 0,115'
0,115
0,116
0,116 0,116
0,128
0,128
0,128
0,128
0,128
0,128
0,136
0,136
0,136
0,136
0,136
0,136
см. сталь
32,5 20,5 0,116 0,115 0,117 0,137
600° 29,4 0,113 0,115 0,125 0,130
— 0,115 0,116 0,126 0,137
— 0,115 0,116 0,126 0,127
Критические точки углеродистых сталей
Глава X. Критические точки, теплопроводность
и теплоемкость сталей
230
Таблица 94
Критические точки легированных сталей
Марка стали Критические точки, °C
Лс1 Асз Л1н Л1к
15Х 735 820) 175— | —85
20Х 766 838J 150 ]
ЗОХ 740 815 — —
35Х 740 815 — —
38ХА 740 815 — —
40Х 743 782 — —
45Х 1 50Х ] 721 771 — —
55С2 775 840 — —
60С2 750 820 — —
15ХФ 770 850 — —
20ХФ 760 840 — —
40ХФ 750 800 — —
27СГ 750 880 — —
35СГ 750 830 — —
20ХГСА 750 860 — —
25ХГСА 750 850 — —
ЗОХГС 750 840\ 290 —
35ХГС 750 715 830/
12Х2Н4А 8201 380—390 —
38ХЮ 780 9OoJ
Критические точки легированных сталей
231
Продолжение табл. 94
Марка стали Критические точки, °C
Ас1 АС 3 Л4Н Лк
38ХМЮА 780 900
18Х2Н4ВА 710 800 130—120 —
ЗЗХНЗМА 720 790
18ХНМА 710 800 380—350 —
35ХНМ 730 810 330 —
40ХНМА 710 740 — —
45ХНМФА 720 820 — —.
35ХМН 800 940 —
35ХМФ 755 835 — —
40ХГ 740 820 — —
35ХГ2 720 800 —
18ХГТ 730 850 365 —
ЗОХМ 735 820 — —
35ХМ 735 810 —.
ЗЗХС 750 850 — —
38ХС 763 850 330 —
40ХС 750 840 — —
18ХГ 765 838 — —
20ХН 715 810 — —
40ХН 715 780 —
50ХН 715 760 — —.
12ХН2 720 840 — —
12ХНЗА 715 820 300—320 —
20ХНЗА 710 790 — —
Глада X. Критические точки, теплопроводность
и теплоемкость сталей
2з2
Продолжение табл. 94
Критические ТОЧКИ, °C
Марка стали Ас1 Ас3 AfH AfK
ЗОХНЗА 710 780 — —
Шарикоподшипниковая стал ь
ШХ6 730 880Ж ст — —
ШХ9 730 890Ж ст — —
ШХ15 745 900Ж ст. 180—145 —90
Инструмеи т а ль и а я у г л е р о дис тая сталь
У7 730 770 300—255 -55
У 8—У13 730 — 255—115 —55
—70
Инструмеи г а л ь н а я л е г и р о ванная сталь
Х05 740 — 150 —90
X 750 — 170 —95
9Х 750 -— 220 —70
7X3 770 — 220 •—
ХГ 750 — — —
4Х8В2 820 —. — —
4ХВ2С 780 820 — —
5ХВ2С 775 820 — —
Критические точки легированных сталей
233
Продолжение табл. 94
Марка стали Критические точки, "С
Ас 1 Асз Л1н Лк
5ХНМ 730 780 210
5ХГМ 740 770 220 —
6ХГМ 740 770 — —
4ХС 770 860 — —.
Х12 810 — — —
9ХС 785 ' — 210 —60
В1 750 — — —
ХВГ 750 940 115 —по
ХВ5 760 — —
ЗХ2В8 830 — 320 1
Х12М 810 — 220 — ...
Х09 750 — — «—
Ф 735 — —
Б ы с тр орежу щ ая с таль
Р18 820— — 210
Р9 810— — 220
К и С Л О Т О С тонкие стали
1X13 730 850 — —- -
2X13 820 850 — —
3X13 800 — — —
4X13 820 1200 —
ЧАСТЬ ТРЕТЬЯ
Глава XI
ТЕХНОЛОГИЯ И РЕЖИМЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
К вопросам технологии термической обработки стали относятся:
1. Разработка технологического процесса и заполнение технологической карты.
2. Составление ведомости пооперационной загрузки.
3. Подбор оборудования с расчетом полного его использования.
4. Выбор или проектирование приспособлений.
К вопросам режимов термической обработки сталей относятся:
1. Температура процесса.
2. Время нагрева, выдержки и охлаждения.
62. Режимы термической обработки углеродистых сталей
В табл. 95 приведены различные виды отжига при термической обработке углеродистых сталей.
Неполный отжиг проводится для понижения твердости и снятия напряжения в стали, а также для частичной перекристаллизации.
Полный отжиг проводится с целью снятия внутренних напряжений, перекристаллизации стали, измельчения размеров зерен. Отжиг проводится по графику, показанному на рис. 59.
Высокий (диффузионный) отжиг применяют для сталей, у которых неоднородность химического состава резко выражена. При высоких температурах выравнивание химического состава происходит за более короткий отрезок
Режимы обработки углеродистых сталей
235
времени, но при этом значительно увеличивается размер зерна, а следовательно, ухудшаются механические свойства стали. Поэтому после диффузионного отжига проводится полный отжиг.
Сфероидизацию применяют главным образом для улучшения обрабатываемости стали резанием при содержании С > 0,55, а также для хорошей обрабатываемости ста-
ли способом редуцирования, штамповки, вытяжки и т. п. При сфероидизации пластинки цементита приобретают шаровидную форму. Отжиг проводится по графику, показанному на рис. 60. Число циклов > 2 в зависимости от марки стали и от склонности ее к образованию сфероидального цементита.
Изотермический отжиг проводится по графику, показанному на рис. 61, Верхняя температура соответствует полному отжигу, нижняя — изотермическому (табл. 95). Время выдержки при изотермическом превращении А-^П определяется экспериментально, в среднем от 1 до 3 ч.
Высокий отпуск (или отжиг при температуре ниже 41) применяют с целью перевода тонких структур в более грубую (П), благодаря чему твердость стали резко уменьшается, а обрабатываемость улучшается. Высокий отпуск применяют вместо неполного отжига. Для некоторых марок сталей (хромоникелевых, хромоникелемолибденовых
236 Глава Xi. Технология и режимы термической обработки стили
Режимы отжига
Температура
Марка стали неполный полный высокий диффузионный сфероидизация
05кп 800—820 900—920 Температура 715—740
08кп 800—820 900—920 высокого (диффу- 715—740
знойного) отжига
10 800—820 900—920 берется от 1000 715—740
20 770—790 890—910 до 1150° С 720—740
30 760—780 850—870 715—745
40 760—780 820—840 715—745
45 750—770 800—820 710—740
50 740—760 790—810 710—740
55 740—760 810—830 710—740
60 740—760 800—820 710—740
65 — 790—810 710—740
70 — 780—800 715-745
20Г 800—820 890—910 720—750
ЗОГ 780—800 850—870 720—750
40Г 760—780 820—840 710—690
50Г 740—760 800—820 705—735
65Г — 780—800 710—740
У7 — 770—790 1
У8 —
У8Г — ;710—750
У У У10 760—780
У12 —
У13 — )
Режимы обработки углеродистых сталей
237
углеродистых сталей
Таблица 95
отжига, °C Скорость нагрева, град]ч Скорость охлаждения, 1 град/ч I
изотермический ВЫСОКИЙ отпуск рекристаллизационный
1 1 1 1 1 1 — Применяется к деталям, изготовленным при комнатной температуре путем прокатки, волочения, вытяжки, штамповки и др. Температура 450— 600° С 1 250—350 с печью
о
— } 550—650 '150-250 ся вмес
> 1250—350 тали ведет!
710—690 700—680 710—690 550—650 '250—350 Охлаждение с
715-690 550—650 । 450—600 150—250
238 Г лава XI. Технология и режимы термической обработки стали
и др.), у которых охлаждение с температуры закалки даже на воздухе приводит к превращению А —> М, высокий от-
Рис. 60. График сфероидизационного отжига стали
Рис. 61. График изотермического отжига стали
пуск является единственной операцией, способной смягчить сталь и улучшить ее обрабатываемость.
Рекристаллизационный отжиг применяют для сталей, подверженных пластическому деформированию в холодном состоянии. Такой отжиг способствует возврату
Режимы обработки углеродистых сталей
239
тех свойств стали, которыми она обладала до пластической деформации.
Время выдержки при заданной температуре отжига определяется экспериментально.
Нормализация стали отличается от отжига способом охлаждения. При отжиге охлаждение ведется с пе-
Рис. 62. График закалки стали
чью, а при нормализации — на воздухе. Поэтому структура нормализованной стали состоит либо из тонкопластинчатого перлита, либо из смеси перлита с сорбитом, либо из сорбита. Твердость и прочность нормализованной стали несколько выше, чем у отожженной. Температура нормализации та же, что и для полного отжига. Для заэвтектоидных сталей температура нормализации берется выше точки 64сСИ1)- с помощью нормализации устраняется цементит-ная сетка заэвтектоидных сталей.
Нормализацию применяют для углеродистых и низколегированных сталей (например 40Х); для среднелегированных и высоколегированных сталей охлаждение на воздухе приводит к образованию мартенсита, т. е. к полной или частичной закалке.
Улучшение стали осуществляется посредством закалки и высокого отпуска. Режимы закалки были рекомендованы выше, температура отпуска среднеуглеродистых сталей 550—650° С.
240 Глава XI. Технология и режимы термической обработки стали
Закалка стали проводится по графику, показанному на рис. 62. В процесс закалки входит нагрев, выдержка и охлаждение стали.
Прокат, поковки, литье и т. п. после изготовления подвергают отжигу или нормализации. Детали, не прошедшие такой термообработки, перед закалкой необходимо отжигать.
Время нагрева под закалку зависит от размеров детали и формы сечения, от температуры и способа нагрева, нагревающей среды. Время иагрева тем меньше, чем выше температура, до которой деталь нагревается. В газовой среде время нагрева больше, в соляной ванне меньше, в свинцовой ванне еще меньше.
Необходимо иметь в виду, что время нагрева детали зависит не только от указанных факторов, но и от многих других (отношения величины поверхности детали к весу, расположения деталей в печи и т. д.).
В табл. 96 приведены данные для определения среднего времени нагрева деталей под закалку в различных печах.
Таблица 96
Среднее время нагрева деталей под закалку в различных печах
Нагревающие среды Температура в i печи, 5С Время нагрева 1 мм диаметра или толщины детали, сек
круглое сечеиие квадратное сече- ние прямоугольное сечение
Электропечь 800 40—50 50—60 60—75
Нефтяная печь 800 35-40 45—50 55—60
Соляная ванна 800 12—15 15-18 18—22
Свинцовая ванна 800 6—8 8—10 10—12
Соляная ванна 1300 6-8 8—10 10—12
Электропечь 500 120—240 — —
Режимы обработки углеродистых сталей
241
При нагреве токами высокой частоты (т. в. ч.) тепло развивается в самом нагреваемо.м металле за счет проходящего по нему индукционного тока. При таком способе скорость нагрева зависит главным образом от частоты переменного тока. Чем больше частота, тем на меньшую глубину проникают токи.
В табл. 97 приведены данные о скорости и глубине нагрева в зависимости от частоты периодов переменного тока.
Таблица 97
Скорость и глубина нагрева под закалку в зависимости от частоты тока
Название агрегата Частота периодов, гц Время нагрева Глубина нагрева, м м
Ламповые гене- От 100 000 От 2 сек От 0,1
раторы .... до 500 000 до 1,5 мин до 1,5
Машинные гене- От 500 От 2 От 2 до 5
раторы .... до 10 000 до 6 мин
То же .... 50 (т. п. ч.) От 8 От 12 до 25
до 15 мин
Таким образом, среднее время на!рева под закалку подсчитывают для каждой детали отдельно в зависимости от ее размеров, нагревающей среды и способа нагрева.
По способу нагрева закалка делится на два вида: обычный нагрев (в печах, ваннах) и индукционный нагрев (т. в. ч.); по способу охлаждении — на четыре наиболее распространенных вида (рис. 63)—закалка обычная, прерывистая, ступенчатая и изотермическая.
При обычной закалке (кривая с) изделие охлаждают только в одной среде. Это самый распространенный способ, применяемый при закалке деталей небольшого размера и массы.
При прерывистой закалке (кривая б) изделие до 200— 250° С оэущждают в воде, а затем в масле. Время ох.таж-
242 Глава XI. Технология и режимы термической обработки стали
дения в воде определяется из расчета 1—1,5 сек. на каждые 5—6 мм диаметра или толщины изделия. При этом способе охлаждения значительно уменьшается коробление.
При ступенчатой закалке (кривая в) изделие охлаждают сначала в соляной ванне, нагретой до 200—250° С, с выдержкой до начала превращения А-+Т ; затем в мас-
Рис. 63. Кривые охлаждения для наиболее распространенных видов закалки:
а — обычная закалка, б — прерывистая закалка, в — ступенчатая закалка, г — изотермическая закалка
ле или на воздухе. При этом способе коробление получается еще меньше.
При изотермической закалке (кривая г) изделие охлаждают в нагретых (расплавленных) солях с температурой несколько выше точки (Ин; деталь выдерживают до полного превращения А -> Т. Этот способ почти полностью устраняет коробление, но вместо мартенсита структура стали получается трооститовая (игольчатый троосгит) с твердостью до RC 50—55.
Кроме указанных, существует еще несколько видов закалки специального назначения. Например, для штампов большой массы применяют струйчатую закалку с охлаждением путем обрызгивания водой мест, подлежащих закалке (местная закалка). Охлаждение струей воды про
Режимы обработки углеродистых сталей
‘М
должается до тех пор, пока в ясзакаливаемых местах температура снизится до 600—650° С. После этого деталь охлаждают в масле.
Ударный инструмент закаливается с самоотпуском. Рабочую часть инструмента (зубила, бородки и т. п.) охлаждают в воде до полного превращения А М. Отпуск закаленной части производится за счет тепла, остающегося в неохлаждаемой части инструмента. Температуру отпуска определяют приблизительно по цвету побежалости, который появляется на закаленной и очищенной от окалины поверхности инструмента.
В табл. 98 приведены температуры отпуска в зависимости от цвета побежалости, а в табл. 99 — режимы закалки и отпуска углеродистых сталей.
Таблица 98
Температура отпуска в зависимости от цвета побежалости
Цвет побежалости Температура, °C Цвет побежалости Темпера-тура, °C
Светло-желтый . 220 Фиолетовый . . . 280
Соломенно-жел- 240 Синий 300
тый Голубой .... 315
Желто-коричневый 255 Серый 330—350
Красно-коричне- 265
вый
Отпуск применяют для снятия напряжений, возникающих после закалки, и для получения заданной твердости.
Температура отпуска определяется техническими условиями. Отпуск с целью снятия напряжений производится при температуре 150—220° С. Температура отпуска для снижения твердости и улучшения механических свойств зависит от заданной твердости. Ориентировочно она может быть выбрана по кривой твердости (см. рис. 7). В произ
244 Глава XI. Технология и режимы термической обработки стали
водственных условиях температура отпуска уточняется экспериментальными данными.
Нагревают детали для отпуска в масляных и селитровых ваннах, а также в камерных н шахтных печах с электрическим нагревом и перемешиванием воздуха.
Время нагрева и выдержки при отпуске зависит от размеров детали, марки стали и от нагревающей среды.
Рис. 64. Структуры закаленной и отпущенной углеродистой стали (0,4%С):
а — мартенсит закалки, б — сорбит. Отпуск при температуре 510—530°
В среднем для камерной печи оно определяется из расчета 2—4 мин на 1 мм диаметра или толщины детали. В соляных ваннах время нагрева меньше.
Охлаждение после отпуска ведется на воздухе. Такие стали, как хромистая, хромоникелевая, хромомарганцовистая, хромокремнистая, хромокремнемарганцовистая, хро-момолибденоалюминиевая, хромоникельванадиевая, отпускаемые в интервале температур 450—650° С, охлаждаются в масле и в воде вследствие их склонности к отпускной хрупкости, возникающей за счет длительного времени отпуска и медленного охлаждения.
На рис. 64 показаны структуры закаленной и отпущенной углеродистой стали с содержанием углерода ~ 0,8% •
Таблица 99
Режимы закалки и отпуска углеродистых сталей
Марка стали Температура закалки, °C Охлаждающая среда Твердость после закалки HRG Температура отпуска, °C Твердость после отпуска HRG Примечание
30 860-890 Вода — 200—300 35—30 Температура отпуска 150—
35 850—880 — 300—400 41—50 200° С применяется для уменьше-
40 820—850 50—58 200—300 48-52 ния закалоч- ных напряжений:
45 810—840 52—58 200—300 560—620 50—54 217-240 НВ 550—650° С — для улучшения свойств стали, другие температуры —
50 800—840 я 53—58 180—200 50-55 для получения заданной твердости
55 800—840 55—60 560-620 180—200 217—240 НВ 52—58
60 790—820 я 57-61 180—200 56—60
Режимы обработки углеродистых сталей
Марка стали Температура закалки, °C Охлаждающая среда Твердость после закалки HRC
65 780—810 Вода 59—63
— — Масло —
70 770-800 Вода 60—63
ЗОГ 840-870 V 53—55
40Г 820- 850 9 56-60
50Г 800—830 » 57—61
— — Масло •—
60Г 790—820 Вода 58—62
65Г 780—810 Масло Вода 59—64
70Г 780—800 То же 60—64
У7 770—790 9 61—65
У 8-У13 760—780 9 63—65
Продолжение табл. 99
Температура отпуска, °C Твердость после отпуска HRC Примечание
180—200 58—60
400—500 37—45
180—200 59—62
200-220 52—54
200—220 56—59
200-220 57—60
550—600 246—295 НВ
200—220 57—61
380—420 40—46
150—200 58—62
200—220 59—63
160—180 60—64
550—600 217—269 НВ
160—180 62—65
246 Глава Х1. Технология U режимы tepMukecKoti обработай стали
Режимы термической обработки легированных сталей
247
Мартенсит закалки представляет собой нестабильный пересыщенный твердый раствор углерода в искаженной и сильно напряженной атомной решетке а-железа.
Это — наиболее твердая структура из всех неустойчивых структур; строение игольчатое.
Содержание углерода в мартенсите равно исходному в аустените.
Сорбит отпуска — продукт распада мартенсита при температуре 510—530° С. Он представляет собой механическую смесь феррита н цементита, отличающуюся от перлита большой дисперсностью составляющих и более высокой твердостью.
Троостит отпуска — продукт распада мартенсита при температуре ~ 380° С. Эго — механическая смесь феррита и цементита еще большей дисперсности и твердости, чем сорбит.
63. Режимы термической обработки легированных конструкционных сталей
Легированные стали обладают меньшей теплопроводностью, чем углеродистые, поэтому вр°мя нагрева и выдержки для легированных конструкционных сталей больше, чем для углеродистых.
Среднее время нагрева и выдержки при закалке различных легированных сталей берется по данным табл. 96, по верхнему пределу, т. е. на 10—20% больше, чем для углеродистой стали.
В табл. 100 приведены режимы отжига легированных конструкционных сталей, а в табл. 101 — режимы закалки и отпуска.
В табл. 100 приведены также сведения о режиме обжига некоторых марок шарикоподшипниковых сталей.
248 Глава XL Технология и режимы, термической обработки стали
Режимы отжига легированных
Температура
Марка стали сферонди-
неполный ПОЛНЫЙ ВЫСОКИЙ зация
15Х 750—770 840—870 На 150—250° С 720—750
выше точки
20Х 790—820 860—890 Лз 750—780
ЗОХ 760—790 850—880 725—755
38ХА 760—790 850—880 725—755
40Х 760—780 830—860 715—745
45Х ]
740—760 800—830 705—735
50Х J
55С2 790—810 870—900 760—790
60С2 770—790 850—880 735—765
15ХВ 790—820 880—910 755—785
20ХФ 780—820 870—900 745—775
40ХФ — 830—850 735—765
15ХМ —- 840—860 740—770
ЗОХМ 760—780 850—870 700—750
35ХМ 760—780 840—860 720—750
ЗЗХС 780—800 880—900 735-765
38ХС 79Q—8Ю 880—900 750—780
РёжимЫ обработки легированных конструкционных сталей 249’
конструкционных сталей
Т а б л и ц а 100
отжига, °C Скорость нагрева, град[ч Скорость охлаждения,. град[ч
изотермический ВЫСОКИЙ отпуск рекристаллизационный
690—720 550—680 Температура Нагрев Охлажде-
устанавливает- с печью. ние с
720—750 570—700 ся опытным Ско- печью. Ско-
путем рость рость ох-
700—720 550—680 нагрева лаждения
не более до 550—
700—720 550—680 80—150 600° С не
более 50—
690—720 570—700 110
670—700 550—680
750—720 590—720
700—725 590—720
710—740 590—720
720—740 580—700
710—730 580—700
710—730 580—710
690—715 570—700
690—715 570—700
700—720 570—700
720-745 570—700
250 Глава XL Технология и режимы термической обработки стали
Температура
Марка стали неполный ПОЛНЫЙ высокий сфероидизация
40ХС 770—790 870—900 735—765
18ХГ 785-810 870—900 750-780
40ХГ 760—780 850—880 725—755
50ХГ — 810—840 735—765
35ХГ2 740—760 830—850 700—740
18ХГТ 750—770 880—900 715—745
27СГ 770—790 910—930 730—770
35СГ 770—790 860—890 730—770
20ХГСА 770—790 890—910 730—770
25ХГСА 770—790 880—900 730—770
ЗОХГС 770—790 870—890 730—770
35ХГМ 770—790 860—880 730—770
15НМ 750—770 830—850 700—740
— 810—830 700—730
20ХН 740—760 840—860 700—730
40ХН 730—750 810—830 700—730
50ХН — 800—820 700—730
12ХН2 750—770 870—900 700—740
Режимы обработки легированных конструкционных сталей 251
Продолжение табл. 100
отжига, °C Скорость нагрева, град!ч Скорость охлаждения, zpadjn
изотермический высокий отпуск рекристаллизационный
680—720 580—710
720—740 580—710
700—720 570—700
710—730 570—700
680—700 550—680
690—710 550—680
710—730 580—710
710—730 540—710
700—720 570—700
700—720 570—700
700—720 570—700
700—720 570—700
680—700 520—650
670—700 520—650
670—690 520—650
670—690 520—650
670—690 520—650
680—700 520—650
252 Глава XI. Технология и режимы термической обработки стали
Марка стали Температура
неполный полный ВЫСОКИЙ сфероидизация
12ХНЗА 20ХНЗА ЗОХНЗА 12Х2Н4А 40ХНМА ШХ6 ШХ9 ШХ15 740—760 730—750 730—750 740—760 730—750 750—780 750—780 760—780 850—870 820—840 810—830 850—870 820—840 910—930 920—940 790—810 Ш а р и к о г На 150—250° выше точки А3 700—730 700—730 690—730 700—730 690—730 0 д ш и п 710—750 710—750
Примечание. Хромоиикельвольфрамовые, хромоникельмо рации. Для других марок сталей применяют преимущественно ие
Режимы обработки легированных конструкционных сталей 253
Продолжение табл. 1(0
отжига, °C Скорость нагрева, град[ч Скорость охлаждения, град[ч
изотермический высокий отпуск рекристаллизационный
670—680 520—650
670—690 520-650
670—690 530—650
670—690 520—650
670—690 600—650
ник о в а я сталь
650—670 Температура Нагрев Охлажде-
устанавливает- с печью. ние с
— 650—670 ся опытным Ско- печью. Ско-
путем. Сред- рость рость ох-
— — няя темпера- нагрева лаждения
тура опреде- не более до 550—
ляется по фор- 80—150 600° С не
муле более 50—
^рекр.= — 0,4 7'плавл. НО
либденовые стали подвергают высокому отпуску как смягчающей опе-полный отжиг или высокий отпуск.
Таблица 101
Режимы закалки и отпуска легированных конструкционных сталей
Марка стали Температура закалки, °C Охлаждающая среда Твердость после закалки HRC Температура отпуска, °C Твердость после отпуска HRC Примечание
15Х 840—860 Масло 58-62 160—180 56-60 Цементация
20Х 860—880 я 58—62 160-180 56-60 я
ЗОХ 850—870 я 50—52 580—600 255—302 НВ —
35Х 850-870 я 47—54 170—190 45—50 —
38ХА 850—870 я 50—54 170—190 46—60 —
40Х 830-850 я 57-61 170—190 56-60 —
45Х 800-820 я 58—62 540-580 280 НВ —
50Х 800—820 я 60—62 170-190 58-60 —
55С2 870—890 я 60—63 480—500 39—43 —
60С2 950—870 я 61—64 510—400 43-50 —
15ХФ 880—900 я 58-63 170—190 57-61 Цементация
20ХФ 870—890 я 54—59 150—200 58—63 Я
40ХФ 830—850 я 57-60 450—500 35—42 —
254 Глава XI. Технология и режимы термической обработки стали
15ХМ 840—860 • Масло 60
ЗОХМ 850—870 я
35ХМ 840—860 я
ЗЗХС 880—900 я
38ХС 880—900 я 55
40ХС 870—890 я 54
18ХГ 870—890 я
4ОХГ 850—870 я
50ХГ 810—830 я
35ХГ2 830—850 я
18ХГТ 880—900 я
27СГ 910—930 Вода
20ХГСА 890—910 я
25ХГСА 880-900 я
ЗОХГС 870—890 я
ЗОХГТ 850—870 Масло
35ХГСА 860—880 я 57
15НМ 830—850 я 60
-63 180—200 59—62
— 350—390 —
— 500—550 241—280 НВ
— 250—270 Не менее 42
—58 250—280 52—55
-58 240—260 52—55
— 180—210 58—62
— 220—250 48—53
— 180—210 57-61
— 220—250 45-53
.— 180—200 56-62
— 660—680 —
— 500—520 228 НВ
— 180—200 43—47
— 225-250 46—50
— 200—220 58-62
-60 200—220 48-55
-64 180-210 58—62
Цементация
Цементация
Цементация
О со й й
и?
сл
Марка стали
20ХН
40ХН
50ХН
12ХН2
12ХНЗА
20ХНЗА ЗОХНЗА 12Х2Н4А
38ХМЮА
10Г2
35Г2
40Г2
45Г2
Температура закалки, °C Охлаждающая среда Твердость после закалки ИКС
840—860 Масло,
вода
810-830 Масло 48-53
800—820 56-59
870—890 п 58-62
850—870 я 59-62
820—840 » 52-56
810—830 » 55—58
850—870 я 58—62
930—950 я —
920 Воздух —
870 —
860 » —
850 —
Продолжение табл. 101
Температура отпуска, °C Твердость после отпуска няс Примечание
180—200 45—50 Цементация
180—200 45—50 —
500—520 43—47 —
180—200 58—61 Цементация
180—200 58—61
500—520 292 НВ »
530—550 292 НВ —
180—200 57—61 RC —
600—630 Не менее 286 НВ —
— — —
— — —
— — —
— — —
256 Глада XI. Технология и режимы термической обработки стали
g 50Г2 840
15ХГНТ 950-970
18ХГН 860
ЗОХГНА 880
18Х2Н4ВА 950
30ХН2ВФА 860
38ХНЗФА 850
20ХНЧФА 850
ЗОХНВА 860
40ХНМА 850
Воздух Масло
п
я
Воздух Масло
Ш а р и к о П О д ш и
ШХ6 800—820 Масло 60-65
ШХ9 815—830 9 60—65
ШХ10 830—850 9 60—65
ШХ15 835—860 9 60—65
200 180 229 НВ 225 НВ Режила
500 229 НВ о О'»
180 269 НВ — ъ в
680 269 НВ — с
550-620 269 НВ — 2
630 269 НВ — 55
530 241 НВ — юзанных коне
620 269 НВ —
н и к о в ы е стали ъ X S5
150-170 61—63 RC — О Л X
150—170 61—63 RC —
150—170 61—63 RC — 2
150-170 61—63 RC —. Is» Rr
258 Глава XI. Технология и режимы термической обработки стали
64. Режимы термической обработки легированных инструментальных и быстрорежущих сталей
Режимы отжига легированных инструментальных сталей приведены в табл. 102, а режимы закалки и отпуска легированных инструментальных и быстрорежущих сталей — в табл. 103.
Таблица 102
Режимы отжига легированных инструментальных сталей
Марка стали Температура отжига, °C Скорость нагрева, град[ч Скорость охлаждения, град}*
полный отжиг ВЫСОКИЙ отпуск
со
Х05 770—800 600—700 7 ч о
о СО ю
X 780—810 600—700 СО о
О) X
9Х 780—810 600—700 о ю из
7X3 800—820 620—720 со X о си
о
ХГ 780—800 600—700 ° о
о 17
9ХС 820—840 630—730 CU о 2d,
g X Ю
1В1 780—800 600—700 О) X
9ХВГ 780—800 600—700 2 X о
ХВГ 800—820 600—700 О) X X X О)
ХВ5 790-810 610—710 и Й
О) ч
си
ЗХ2В8 750—780 650--750 СО о
1 X
Режимы отжига легированных инструментальных сталей 259
Продолжение табл. 102
Марка стали Температура отжига, °C Скорость нагрева, град!ч Скорость охлаждения град)ч
полный отжиг высокий отпуск
4Х8В2 850—870 650—750
5ХВ2С 850—870 620-720
5ХНМ 810—830 600—680
5ХГМ 800—820 600—660
4ХС 900—920 620—700
Х12 840—860 700—750
Х12М 840—860 700—750
Х09 780—810 600—700
Ф 770—790 600—680
Быстрорежущая сталь
Р18 840—860 __ Нагрев с печью — Охлаждение с
Р9 840—860 — скорость печью —
не более скорость
50—80 не более 30—50
Примечание. Изотермический отжиг режущих сталей Р18, Р9, Р9Ф5, Р14Ф4, Р18Ф2, Р9К5, Р9К10, Р10К5Ф5, Р18К5Ф2 проходит в следующих условиях: загрузка при /=500° С; нагрев до температуры f=850—860° С; выдержка 3—4 ч; охлаждение со скоростью ^30 град}ч; до температуры ^=750—760°С; выдержка 3—4»/; охлаждение со скоростью £30 град[ч до температуры 500’ С, далее на воздухе.
9*
Т а б л и ц а 103
Режимы закалки и отпуска легированных инструментальных и быстрорежущих сталей
Марка стали Температура закалки, °C Охлаждающая среда Твердость после закалки HRC Температура отпуска, °C Твердость после отпуска JIRC
Х05 805—820 Вода 63—65 150—170 60—62
X 830—860 Масло 62-65 150—200 61—64
9Х 820—850 62-64 150-200 60—63
7X3 850-870 » 61—63 150—190 60—62
ХГ 800—840 W 62—66 150-180 62-65
9ХС 840—860 61-65 150—170 63—64
780—800 Вода 61—63 150—170 59—60
В1 810—830 Масло 60-62 150—170 58-60
9ХВГ 810—830 ,, 62—64 160—180 61-63
ХВГ 830—850 62-64 160—180 61—63
ХВ5 820—840 Вода 65—67 150—170 63—66
ЗХ2В8 1075-1125 Масло 49—52 150-170 49—52
4Х8В2 1025—1075 51—54 500—575 40—48
4ХВ2С 950—1000 » 56-58 550—600 31—37
5ХНМ 840—860 58-60 150—180 58-60
260 Глава XI. Технология и режимы термической обработки стали
— — — — 500—600 35—43
5ХГМ 830—850 — — 200—300 52-57
— — ff — 500—600 35-43
4Х 840—860 я 62-64 150—170 61—63
Х12 1000—1030 я 62—65 160—180 -61—64
Х12М 1100—1150 я 42—47 520-540 61—64
Ф 820—840 я 60—62 180—200 60—64
Быстрорежущие стали
Р18 1280—1290 Масло 62—63 540—560 62—64
Р9 1235—1240 Я 62-63 540—560 62—64
Р9К5 1230—1240 я 63—64 540—580 64—66
Р9К10 1230—1240 я 63—64 560—580 64—66
Р9Ф5 1240—1250 я 62—63 560—580 64—66
Р14Ф4 1250—1260 я 62—64 560—580 64-66
Р18Ф2 1280—1290 я 63—64 560—580 64—66
Р10К5Ф5 1240—1250 я 64—65 560—580 64—66
Р18К5Ф2 1280—1290 я 64—65 560—580 64-66
Примечания. . Подогрев для всех быстрорежущих сталей: первый 500—600° С, второй 830 — 860’ С
2. Продолжительность каждого отпуска 1 ч.
Режимы обработки инструментальных сталей
Таблица 104
Режимы отжига кислотостойких, окалиностойких и других сталей
Марка стали Режим отжига Механические свойства Примечание
температура, °C скорость нагрева, zpadjn скорость охлаждения, град1ч °г>’ кГ[мм* г. °/о
1X13 860—880 сЗ CQ сЗ Ч 40 22 __
2X13 860—880 Р- И о 50 22 —
3X13 860—880 сЗ X иэ £ ° 55 20 _ ...
и 00
4X13 860—880 иэ gj 56 20 —
Х17 760—780 s.7 bi О О 40 20 —
Х28 760—780 О о « СО 45 20
О в ф
Х14 МЭ \ф Закалка
2 ч о о
0Х18Н10 Л о р* о X х CJ К »
Х18Н9 С 2 S о д
н 5
2Х18Н9 и X Я « £8 V
2Х17Н2 о о- •
Х18Н9Т сЗ X я ч и О »
252 Глава XI. Технология и режимы термической обработки стали
0Х18Н12Б 2Х13Н4Г9 Х17Н13М2Т X17H13M3T Х23Н18 925
4Х9С2 Х25Т 4Х18Н25С2 Х5М 850
3X13H7C2 870
1Х14Н14В2М 4Х14Н14В2М 820- 850
Х6СМ 860
4Х10СГМ 870
ЕХ2 Нормализация 1000
ЕХЗ Нормализация 1050
Магнитные стали
co Я
На воздухе
в
в
в
67 10 «
87 23 —
Отпуск
Закалка
46 26 —•
— —- Нормализация
72 20 —
— — —
Закалка+отпуск
Режимы обработки специальных сталей
Таблица 105 Режимы отжига электротехнических сталей
Марка Назначение отжига Температура отжига, °C Время выдержки, ч Условия охлаждения Оборудование и материалы
ЭЗА, Э4А, Э4АА, ВП-1, ВП-2, ВГ1-3 Повышение магнитных свойств и нанесение пленки окисла 830—870 3 50 град[ч, разгрузка при 150° С Печь. Ящик из жароупорной стали
Повышение магнитных свойств без нанесения пленки окисла 860—900 3-4 То же Печь. Ящик, защитная среда
Значительное повышение магнитных свойств за счет получения крупнозернистой структуры 1000—1050 10—20 60—70 град/ч Печь. Установка для отжига в вакууме
264 Глава Xt. Технология и режимы тёрмическои обработки стали
хвп
Значительное повышение магнитных свойств
780—820
I
Пермаллой Н78
Повышение магнитных свойств и нанесение пленки окисла
1170—1230 ]
Мо—пермал лой
Сг—пермаллой
Повышение магнитных свойств без нанесения пленки окисла
1000—1100
Э, ЭА, ЭАА
Улучшение магнитных свойств 850—930 3-
-4 50 град/ч, разгрузка при 100° С Печь. Установка для вакуума или отжиг в водороде
0 До 600° С с печью, затем в струе воздуха Печь
-15 До 200° С с печью под вакуумом Печь. Установка для отжига в вакууме или водороде
100—150 град/ч Печь. Уста-до 20° С новка для вакуума или ящик, защитная среда
Режимы обработки специальных сталей
266 Глава XI. Технология и режимы термической обработки стали
Режимы закалки и отпуска ки
Марка стали Закалка Отпуск
температура, °C охлаждающая среда температура, °C
1X13 1000—1050 Масло, воздух 500—730
2X13 1000—1050 То же 500—730
3X13 1000—1050 9 200—700
4X13 1000—1050 Я 200—600
Х17 Не закаливается » 760—780
Х28 850 » —
Х14 1010—1050 Л1асло 680—780
0Х18Н10 1100—1150 Вода —
Х18Н9 1050—1150 —
2Х18Н9 1100—1150 я —
2Х17Н2 1100—1120 я 270—350
ЗХ18Н9Т 1050—1150 я —
0Х18Н12Б 1100—1150 я —
ХВН4Г9 1100—1150 я —
Х17Н13М2Т 1100—1150 я
X17H13M3T 1100—1150 —
Х23Н18 1100—1150 Вода, масло —
4Х9С2 1000 То же 820
Х25Т — я 760—790
4Х18Н25С2 1050—1100 Воздух —
Режимы, обработки специальных сталей
267
Т а б л и ц а 106
слотостойких и других сталей
Механические свойства
Твердость Назначение термичес-
S, °/о НВ кой обработки
100—60 8-20 163 Повышение
прочности
125—60 7—20 174 То же
170—80 5—12 220 »
95 9 до 55 я
45 55—40 140—180
. — — Повышение
пластичности
60 60 160—187 То же
58 40 135—170 п
55 40 150—200 fl
55 40 300-450 »
110—130 — —
55 40 — я
55 40 — »
55 40 — »
65 35 — я
55 40 — 1»
55 35 140—200 я
88 25 — Повышение
прочности
.— — —
65 30 — Повышение
пластичности
268 Глава XI. Технология и режимы термической обработки стали
Марка стали Закалка Отпуск
температура, °C охлаждающая среда температура, °C
Х5М 900—950 Масло 650
Норма
1Х14Н14В2М 1150-1175 Воздух 750
4Х14Н14В2М 1170—1200 Вода —
Х6СМ 950 Масло 800
4Х10СМ2 1100—1150 Вода, масло, 750—780
воздух
Магнит
Термическая
Марка стали воздушная закалка (нормализация) 1-я закалка 2-я
ЕХ 1000 830—850
ЕХЗ 1050 840—860
Е7В6 1200—1250 820—860
ЕХ5К5 1150—1200 930—950
ЕХ9К15М 1200—1230 1030—1050
Режимы обработки специальных сталей
269
Продолжение табл. 106
Механические свойства Твердость НВ Назначение термической обработки
кГ/мм2 6. “/о
70 18 — Повышение прочности
л и з а ц и Я
57 63 — Повышение пластичности
70 35 — То же
66 28 — »
90 15 — я
ные стали
обработка. °C Магнитные свойства, ие менее
обработка холодом отпуск остаточная индукция RC коэрцитивная сила Э
—70 100 9000 58
—70 100 9500 60
—70 100 10 000 62
—70 100 8 500 100
—70 юо 8 000 170
270 Глава XI. Технология и режимы термической обработки стали
65. Режимы термической обработки кислотостойких; окалиностойких, жаропрочных, магнитных и других сталей
Режимы отжига кислотостойких, окалиностойких и электротехнических сталей приведены в табл. 104, 105, а режимы закалки и отпуска кислотостойких, жаростойких, жаропрочных, магнитных и других сталей — в табл. 106.
66. Брак при термической обработке стали. Меры его предупреждения и способы исправления
Основными причинами брака при термической обработке стали являются нарушения технологического процесса и неудовлетворительное состояние оборудования.
Ниже приводятся наиболее характерные виды брака, отнесенные к каждой отдельной операции.
Отжиг
Окисление и обезуглероживание. Причины появления: при нагреве в газовой среде — сжигание продуктов горения со значительным избытком воздуха; при нагреве электричеством — подсасывание воздуха; при нагреве в соляных ваннах — нераскисленная ванна.
Способы предупреждения: правильное сжигание продуктов горения; плотное прикрывание дверцы для устранения подсасывания воздуха, регулярное раскисление ванн; строгое соблюдение режима времени при нагреве и выдержке.
Образование трещин в легированных сталях вследствие значительных внутренних напряжений, возникающих при чрезмерно высоких скоростях нагрева. Брак неисправимый.
Образование тонких структур, сопровождаемое возрастанием твердости и ухудшением обрабатываемости. Причина — превышение допустимой скорости охлаждения после отжига. Способ устранения — повторный отжиг.
Незаконченное растворение феррита в аустените в доэвтектоидных сталях, цементита и других карбидов в заэвтекто-идных, вызываемое нагревов ниже точки Асст •
Брак при термической обработке стали
271
В результате такого отжига доэвтектоидная сталь имеет неравномерную зернистость; заэвтектоидная — неравномер-ное распределение цементита и других карбидов. Способ устранения — повторный отжиг.
Перегрев, сопровождаемый укрупнением зерна вследствие значительного превышения температуры отжига и времени отжига.
Перегрев устраняется повторным отжигом с соблюдением правильного режима.
Пережог, сопровождаемый укрупнением зерна и образованием окислов по границам зерен, вследствие превышения температуры отжига и времени выдержки. Брак неисправимый.
Нормализация
Все виды брака при отжиге возможны и при нормализации в случае нарушения режима термической обработки.
При более медленном (по сравнению с заданным) охлаждении структура стали получается более грубой; твердость н прочность понижаются; удлинение возрастает.
При скорости охлаждения, превышающей заданную, структура получается чрезмерно топкой, твердость и прочность возрастают; удлинение уменьшается.
Способ исправления — повторная нормализация с соблюдением нормального режима.
Закалка
Образование трещин вследствие высоких внутренних напряжений, возникающих при чрезмерно высоких скоростях нагрева или при охлаждении со скоростью, превышающей критическую скорость закалки. Рекомендуется перед закалкой применять отжиг, а для изделий большой массы или изготовленных из сталей с малой теплопроводностью— подогрев (один или два). При охлаждении следует строго придерживаться критической скорости закалки.
Перегрев стали, сопровождаемый укрупнением зерна и образованием крупноигольчатого мартенсита, обладающего весьма высокой хрупкостью.
Способ исправления — отжиг и повторная закалка с соблюдением нормального режима.
Неполное растворение феррита в аустените в доэвтектоидных углеродистых и легированных сталях и
272 Глава XI. Технология и режимы термической обработки стали
образование мягких пятен в структуре закаленного металла вследствие нагрева ниже точки ЛСз
Неполная закалка или образование феррито-цементит-ной смеси различной степени измельчения при скорости охлаждения ниже критической скорости закалки.
Способ исправления — отжиг и повторная закалка с соблюдением нормального режима.
Коробление изделия вследствие неравномерного нагрева или охлаждения отдельных его частей (неодно-временность фазовых превращений в симметричных частях изделия).
Рекомендуется круглые детали погружать в закалочную среду и перемещать в ней вертикально; плоские — ребром и т. д.
Отпуск
Снижение твердости и прочности, повышение удлинения и ударной вязкости (пере-отпуск) вследствие превышения температуры отпуска.
Способ исправления — отжиг, повторная закалка и отпуск.
Возрастание твердости и прочности, снижение удлинения и ударной вязкости (недоотпуск) вследствие недогрева при отпуске.
Способ исправления — повторный отпуск с соблюдением заданного режима.
Отпускная хрупкость, возникающая в некоторых марках стали при чрезмерно длительной выдержке при температуре t 450—550° С (хромоникелевые, хромомарганцовистые, хромованадиевые, хромояикельванадиевые и др.).
Меры предупреждения: строгое соблюдение режима термообработки; после соответствующей выдержки — охлаждение в воде или масле.
Брак при термообработке быстрорежущей стали
Отжиг со скоростью выше заданной вызывает в стали трещины; при чрезмерно длительной выдержке — коогуля-цию карбидов; при температуре свыше 840—860° С — повышение легированности аустенита, который при обычных скоростях охлаждения переходит в сорбит или троостит (твердость возрастает).
Режимы обработки обыкновенных серых чугунов
273
Закалка при недостаточном времени нагрева и выдержки приводит к образованию малолегированного аустенита, а следовательно, и мартенсита, вследствие чего понижается красностойкость стали; большее время нагрева способствует увеличению легированности и количества остаточного аустенита в закаленной стали и понижению твердости стали.
Закалка при температуре ниже заданной снижает красностойкость быстрорежущей стали, а при температуре выше заданной увеличивает количество остаточного аустенита.
При скорости охлаждения ниже нормальной происходит образование большого количества крупных карбидов, что снижает износостойкость стали. При скорости охлаждения выше нормальной увеличивается количество остаточного аустенита.
Все рекомендации по предупреждению и устранению брака углеродистых и легированных сталей относятся и к быстрорежущим сталям.
Глава XII
ТЕХНОЛОГИЯ И РЕЖИМЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЧУГУНА
В деталях, отлитых из чугуна, всегда остаются литейные напряжения, возникающие вследствие того, что отдельные их части охлаждаются с различными скоростями. Особенно заметно это в деталях сложной конфигурации, с резкими переходами от одного размера к другому и т. д. Различные скорости охлаждения приводят к тому, что структура детали становится неоднородной. Удельный объем и плотность чугуна зависят от его структуры. Если принять удельный объем перлита за единицу, то у сорбита он будет больше единицы, у троостита еще больше, а у мартенсита больше, чем у троостита. Неоднородность структуры чугуна и неодинаковый удельный объем создают в отливках внутренние напряжения, возникающие в процессе охлаждения их в твердом состоянии.
Структуры сорбита, троостита, мартенсита неустойчивы и с течением времени постепенно переходят в устойчивую структуру — перлит. Переход тонких структур в грубую перлитную сопровождается снятием внутренних напряже
274Глава XII. Технология и режимы термической обработки чугуна
ний. Формы и размеры детали изменяются, происходит коробление.
Поэтому для устранения коробления и улучшения механических свойств чугуна детали, отлитые из чугуна, подвергают термической обработке.
67. Режимы термической обработки обыкновенных серых чугунов
Серые обыкновенные чугуны подвергают отжигу, закалке, отпуску и химико-термической обработке.
Отжиг деталей из обыкновенных серых чугунов проводится при температуре выше и ниже А{. Отжиг при температуре ниже 71, называется старением, высоким отпуском или отжигом для снятия напряжений.
В табл. 107 приведены данные о снижении литейных напряжений в отливках в зависимости от температуры отжига и времени выдержки отливок в печи.
Таблица 107
Уменьшение литейных напряжений в зависимости от температуры отжига и времени выдержки
Температура отжига, °C Относительное снижение литейных напряжений, %, в зависимости от времени выдержки
I ч 3 ч 6 ч 9 ч
450 2 10 20 30
500 20 30 40 55
550 30 50 60 70
600 45 60 75 85
При температурах выше 600° С происходит распад цементита и переход перлита в феррит и углерод.
Детали больших размеров отжигают в печах с выдвижным подом. Укладка деталей на выдвижной под печи производится с таким расчетом, чтобы нагретая до 500—600° С деталь не изменила свою форму от собственного веса.
Режимы обработки обыкновенных серых чугунов
275
В табл. 108 приведены режимы отжига для снятия литейных напряжений.
Отжиг при температурах выше ДДДз) применяют для деталей ответственного назначения, малой и средней массы (от нескольких граммов до 5—8 кг). Цель отжига — получение чугуна однородного по структуре, химическому составу и размеру зерна, с хорошей обрабатываемостью резанием, с хорошими механическими свойствами. Отжиг при температурах выше А3 применяют для ферритных и феррито-перлитных чугунов.
В табл. 109 приведены ориентировочные режимы отжига серого чугуна при температурах выше Д1(Л3)—полного отжига.
Охлаждение после отжига обычно ведется с печью.
Детали, подлежащие отжигу, необходимо укладывать в печь рассредоточенно, но таким образом, чтобы на каждый метр объема было уложено от 1 до 2,5 т массы деталей, в зависимости от мощности печи.
Время выдержки, как и при отжиге сталей, составляет от >/4 до >/5 времени нагрева.
Нормализацию деталей, отлитых из чугуна, применяют для повышения их прочности. Посредством нормализации, например, повышают прочность поршней, цилиндров, поршневых колец и т. д. Режим нагрева и выдержки такой же, как и для полного отжига с последующим охлаждением на воздухе. Не рекомендуется разгружать детали из печи на сырой пол.
При заливке в металлические формы, вследствие быстрого охлаждения жидкого чугуна, в верхних слоях детали образуется отбел. Он имеет значительно большую твердость, плохо обрабатывается резанием. Природа отбела — повышенное содержание цементита в отбеленной поверхности детали.
Отжиг для снятия отбела (графитизирующий отжиг) проводится по режиму, приведенному в табл. ПО.
Время отжига чугуна для снятия отбела зависит от характера последнего. Местный неглубокий отбел требует меньшего времени для отжига, чем глубокий.
В табл. 111 приведены режимы отжига для снятия отбела в отливках толщиной до 20 льм.
В условиях поточного, крупносерийного или массового производства отбел снимается за счет аккумулированного деталью тепла. Детали выбиваются из форм с температу-
Таблица 108
Режимы отжига для снятия литейных напряжений
Наименование отливок Масса отливки, т Толщина стенок отливки, мм Режим отжига
Температура, °C -0 - X и » о и ч выдержка, ч время охлаждения, ч температура разгрузки, °C
Рамы газовоздуходу- 1,5—15,0 70—100 500 75 10 8 150
вок и другие отливки 40—70 450 70 8 8 150
со сложными очертаниями 10—40 425 60 6 7 150
Установочные плиты, крышки и рамы редукторов, станины и другие отливки тяжелого машиностроения 4—35 — 500—550 — — 13 100
276 Глава XII. Технология и режимы термической обработки чугуна
Станкостроительные отливки: столы, салазки, вкладыши и др.
1,2—2,(
Более мелкие станкостроительные отливки
Головки цилиндров, корпуса коллекторов и другие тракторные детали
1 8-60 525-550 100 4-5
— 500—600 170 2,5—3,0
24
6—8 150
600 80 2,5
150
Наименование отливок Масса отливки, т Толщина стенок отливки, ММ-
Поршни 0,2 15—30
Обечайки для поршневых колец 0,04—0,25 13—40
Поршневые кольца — —
Масленки До 0,01 6—8
Продолжение табл. 108
Режим отжига
Темпера-ратура, °C Н «0 w в м О «А. схса/ъ о с- « « « а U X г? выдержка, ч время охлаждения, ч температура разгрузки, °C
500 100 3 — 200—300
550—600 100 2 — —
600 — 1,5 Охлаждение на воздухе
550 100 0,5—1,0 — 200—300
278 Глава XI. Технология и режимы термической обработки стали
Т а б л и ц а 109
Режимы отжига серого чугуна
Режим отжига
Марка чугуна Толщина стенки отливки, мм температура загрузки, °C скорость нагрева, град!ч температура отжига, °C скорость охлаждения, °C температура разгрузки, °C
С ЧОО До 10 1 10—20 J До 250 150—180 860—880 120—150 150—400
СЧ15-32 20—30 1 более 30 / „ 200 140—170 840—860 120—150 150—400
СЧ18-36 До 20 1 20—30 J До 200 120—150 820—840 100—120 150—400
СЧ21-40 30—40 1 более 40 / , 150 110—140 800—820 100—120 150—400
С 424-44 До 20 1 20—30 ] До 150 80—120 790—810 80—110 150—300
С 428-48 30—40 | более 40 J . 150 80—120 780—800 80-110 150-300
Режимы обработки обыкновенных серых чугунов
280 Глава XII. Технология и режимы термической обработки чугуна
Таблица 110
Режимы отжига для снятия отбела
Структура чугуна Время выдержки, ч Условия охлаждения
исходная с отбелом желательная в печи в соляной ванне
Перлито-цементит-ная Перлитная 5,0—0,5 0,25-0,10 На воздухе или с печью
То же Перлито-ферритная 5,0—0,5 0,25—0,10 С печью
» Ферритная 5,0—0,5 0,25—0,10 С печью, но не более 30 град[ч
П р и м е ч а и и е. Температура отжига 900—1060° С.
Таблица 111
Режимы отжига для снятия неглубокого и глубокого отбела
Характеристика отбела Температура отжига, °C Время выдержки, ч Условия охлаждения
Местный неглубокий отбел Глубокий отбеленный слой 850—900 900—1060 0,5-0,25 3,0—0,5 С печью ; или на воздухе
рой 850—900° С, затем загружаются в неотапливаемые колодцы, имеющие достаточную теплоизоляцию, способную обеспечить скорость охлаждения не более 60—100 град/ч.
Закалка обыкновенного серого чугуна производится для повышения прочности, твердости н износоустойчивости. Детали, подлежащие закалке, предварительно отжигают, причем детали малого размера и простой формы нагревают без
Режимы обработки обыкновенных серых чугунов
281
подогрева, а детали большого размера и сложной формы — с подогревом.
Время нагрева определяют по данным табл. 96 и увеличивают на 10—20%. Охлаждающей средой для чугунных деталей малого размера может быть вода или подогретое масло (подогретое масло обладает большей охлаждающей интенсивностью, чем неподогретое), а для деталей большего размера — вода. При закалке в масле скорость охлаждения будет меньше критической, однако масло уменьшает возможность образования трещин.
Температуру закалки выбирают в зависимости от количества связанного углерода в чугуне. При малом количестве связанного углерода в чугуне температуру закалки берут выше, при большем — ниже.
В табл. 112 приведены режимы закалки обыкновенных серых чугунов.
Таблица 112
Режимы закалки серых обыкновенных чугунов
Марка чугуна Диаметр | летали, мм Режим закалки Твердость после закалки НВ
оборудование температура закалки, СС I время ; нагрева, । мин
СЧ12-28 10 Электропечь 860—880 9,0 550—600
СЧ15-32 15 0 860—880 13,0 550—600
СЧ15-32 15 Соляная ванна 860—880 4,0 550—600
СЧ18-36 20 Электропечь 820—840 15,0 550—600
СЧ21-40 25 Нефтяная печь 820—840 16,0 530—580
СЧ24-44 25 Электропечь 790-810 19,0 530—580
С 428-48 30 » 780—800 22,0 500—530
Примечание. Охлаждающая среда — вода.
Отпуск закаленного чугуна производится для снятия внутренних напряжений, а также для снижения твердости до заданной.
10-2531
Таблица 113
Режимы отпуска закаленных серых чугунов
Марка чугуна Диаметр детали, мм Твердость после закалки НВ Режим отпуска
температура отпуска, °C оборудование время отпуска, мин. твердость после отпуска НВ
СЧ12-28 10 550—600 150—170 Электропечь 30 540—580
380—40Э • » 30 330-390
СЧ15-32 15 550—600 150—170 » 45 540—580
СЧ15-32 650—670 Соляная ванна 20 150—230
СЧ18-36 20 550—600 500—530 Электропечь 60 230-270
СЧ21-40 25 530—580 280—300 » 75 430—485
СЧ24-44 25 530—580 280—300 Соляная ванна 32 430—485
СЧ28-48 30 500—530 560—570 Электропечь 90 190—260
Примечание. Охлаждающая среда — воздух. После закалки и отпуска механические свойства серого чугуна улучшаются. Режимы закалки и отпуска, указанные в табл. 112 и 113, являются ориентировочными.
282 Глава XII. Технология и режимы термической обработки чугуна
Таблица 114
Механические свойства серого чугуна после закалки и отпуска
Механические свойства Чугун Чугун после закалки и отпуска при температуре, °C
до закалки X " ч 100 200 300 400 530 650 700
Твердость НВ, кГ{мм2 . . 100— 220 350— 550 350— 550 340— 460 300— 360 280— 340 200— 280 160— 270 140— 190
Предел прочности ай . . . 100 65 70 ПО 130 150 140 115 100
Стрела прогиба f, % . . 100 40 — — 70 — 80 85 100
Ударная вязкость ап, % . 100 70 85 85 95 100 — — 120
Режимы обработки обыкновенных серых чугунов 283
284 Глава XII. Технология и режимы термический обработки чугуна
Отпуск при 150—170° С почти не изменяет твердости, по значительно уменьшает хрупкость чугуна.
При отпуске 380—400° С твердость снижается до НВ= 330—390. При отпуске 650—670° С твердость снижается до исходной.
В табл. 113 приведены режимы отпуска закаленных серых чугунов, а в табл. 114 — механические свойства серого чугуна после закалки и отпуска при различных температурах.
68. Режимы термической обработки легированных и модифицированных серых чугунов
Антифрикционные и износоустойчивые легированные чугуны должны иметь структуру перл по-ферритную или пер-лнто-цемептнтную.
-——Время
Рис. 65. График отжига антифрикционного и износоустойчивого серого чугуна для получения перлито-ферритной структуры
В зависимости от технических условий, определяющих структуру, а следовательно, н твердость чугуна, применяют различные режимы термической обработки.
Для получения перлито-ферритною чугуна отжиг ведется по графику, показанному на рис. 65.
Режимы обработки легированных и модифицированных чугунов 285
Температура отжига берется 670—700°С. При нагревании до температуры отжига снимаются литейные напряжения. Во время выдержки идет процесс распада цементита и образования феррита. Выдержка продолжается до тех пор, пока не образуется около 20% феррита. После этого детали охлаждаются с печью. Время выдержки для образования 20% феррита определяется опытным путем для каждой марки чугуна, размера детали и массы садки. Сред-
Рис. 66. График отжига антифрикционного и износоустойчивого серого чугуна для получения перлито-цементитной структуры
нее время от 1 до 4 ч и более. Твердость после отжига НВ 187—262.
Для получения перлито-цементитной структуры чугуна применяют нормализацию с отпуском. Термическая обработка ведется по графику, показанному на рис. 66. После нормализации структура будет (перлитная или перлито-сор-битная) с включениями свободного цементита. При отпуске в зависимости от температуры можно снять в той или другой степени термические напряжения.
В табл. 115 приведены режимы нормализации и отпуска для обработки антифрикционных и износоустойчивых чугунов, а в табл. 116 — режимы смягчающего отжига для отливок из серого высокопрочного чугуна.
286 Г лава XII. Технология и режимы термической обработки чугуна
Таблица 115
Режимы нормализации и отпуска антифрикционных чугунов
Название чугуна Температура, °C
Выдержка при Твердость нормали- нормализации НВ зации отпуска
Легированный чугун
Высокопрочный чугун
820—870 300—500 1 ч на 25 мм 170—230 толщины или диаметра детали и более
850—950 200—350 220-270
Примечание. Охлаждение проводится на Воздухе.
Улучшение механических свойств модифицированных и высокопрочных чугунов достигается посредством закалки и высокого отпуска.
Закалка производится при температуре 870—900° С, а отпуск — при 560—600° С.
Приведенные в табл. 116 режимы улучшения структуры имеют средние значения и в производственных условиях должны тщательно уточняться. Время нагрева определяется по нормам, принятым для сгалей, с увеличением их на 10—20%.
Посредством термической обработки немагнитных чугунов достигается фиксация аустенитной структуры.
В табл. 117. приведены режимы фиксации аустенитной структуры марганцовистых и никельмарганцовистых чугунов для понижения магнитной проницаемости.
Таблица 116
Режимы смягчающего отжига
Структура чугуна Режим отжига Условия охлаждения Цель отжига
исходная желательная температура, °C продолжительность выдержки, ч
электропечь соляная ваниа
Перлито-це-ментитная Перлитная, перлито-фер-ритная 900—1060 0,5—5,0 0,1—0,25 На воздухе или с печью Снять отбел, улучшить обрабатываемость, повысить пластичность и магнитную проницаемость
Перлитная Перлито-ферритная 650—750 1,0—5,0 — То же
Перлитная или перлито-ферритная Ферритная 650-750 2,0—8,0 — »
Режимы обработки легированных и модифицированных чугунов
288 Глава XII. Технология и режимы термической обработки чугуна
Таблица 117
Режимы фиксации аустенитной структуры
Размеры отливок Режимы фиксации аустеиитиой структуры
температура, СС выбивки | иагрева условия охлаждения
Мелкие Крупные .... 830—930 750—85С 750—850 В воде Поливка водой
69. Режимы отжига белого чугуна на ковкий ферритный и перлитный
Режим отжига белого чугуна на ковкий ферритный (черносердечный) зависит от ряда факторов, к которым
Рис. 67. Режим отжига белого чугуна на ковкий ферритный
относятся: температура первой и второй стадии графитизации, скорость нагрева, химический состав чугуна, размер отливок, емкость и удельная мощность печи, надежность управления температурой и др.
Таблица 118
Режимы отжига чугуна на ковкий ферритный
Тнп печи Содержание кремния в чугуне, % Продолжительность отжига, ч
нагрев 1-я сталия 900—1000° С охлаждение от 1-й стадии до 2-й 2-я стадия 780—700’ или 720’ С охлаждение от 2-й стадии до комнатной температуры всего
Камерная на разном топливе - 0,8-1,0 1,0-1,2 Более 1,2 12—36 30—40 24—36 20—30 5—20 30—40 24-36 10—30 12-24 50—120
Непрерывно действующая на мазуте или газе 0,8—1,0 1,0-1,2 Более 1,2 16-24 24—40 20—30 16—24 8—16 24—40 20—36 16-30 6—8 72—100
Электропечь камерная или непрерывного действия 0,8—1,0 1,0—1,2 Более 1,2 8—24 20—36 16—30 12—24 2—4 20-40 16—36 10—30 До 6 32—90
Соляная ванна в комбинации с камерной печью 1,0—1,4 — 0,5-1,0 — Камерная печь 12—18 — 15—20
Примечание. По продолжительности отжига хорошими являются электрические печи непрерывного действия, лучшими — соляные ванны.
Режимы отжига белого чугуна на ковкий
290 Глава XII. Технология и режимы термической обработки чугуна
Отжиг белого чугуна на ковкий ферритный обычно производят в камерных и электрических печах, соляных ваннах. На рис. 67 показан один из типичных режимов отжига белого чугуна на ковкий ферритный. Весь цикл отжига в этом случае занимает около 90 ч (среднее время, относящееся к печам старой конструкции).
В табл. 118 приведены режимы отжига белого чугуна на ковкий ферритный.
Отжиг белого чугуна на ковкий перлитный (белосердечный) производится различными методами.
Рис. 68. Режим огжига белого чугуна на ковкий перлитный
На рис. 68 показан наиболее типичный режим отжига, при котором весь цикл длится 60 ч (вместо 90 ч). Сокращение времени происходит за счет того, что нет второй стадии графитизации (при условии строгого соблюдения промежуточной переходной стадии). Если скорость охлаждения до 680° С будет выше требуемой, в перлите отожженного чугуна будут включения' свободного цементита; его можно устранить как бы продолжением второй стадии графитизации — нагревом до 680—700° С и выдержкой при этой температуре.
Время выдержки определяется из расчета 1 ч на 25 мм толщины отливки.
Режимы отжига белого чугуна на ковкий
291
В табл. 119 приведен режим отжига белого чугуна на ковкий перлитный.
Таблица 119
Продолжительность отжига белого чугуна на ковкий перлитный
Тнп печи Содержание кремния в чугуне Продолжительность отжига, ч
нагрев первая стадия графитизации 900—1000’ С промежуточная стадия до 680’ С всего
Камерная . . 0,7—1,1 12—24 40—60 16-24 70—110
Основной причиной увеличения длительности отжига является необходимость затрачивать время на нагрев горшков с песком, в которые перед отжигом укладывают литье (рис. 69).
Укладывание в горшки преследует две цели: максимальное использование рабочего объема печи, а также преду-
Рис. 69. Горшок для кладки литья, отжигаемого на ковкий чугун
прёждение коробления деталей под действием собственного веса.
Для получения ферритного чугуна детали пересыпают
292 Глава XII. Технология и режимы термической обработки чугуна
песком, благодаря чему устраняется окисление поверхности деталей.
Для получения перлитного чугуна детали пересыпают рудой, состоящей из 1 части свежей и от 4 до 10 частей бывших в употреблении. Руда способствует выгоранию углерода отжига из верхних слоев чугуна.
Без засыпки песком или рудой объем печи используется от 1,3 до 2,0 кг/л, с засыпкой — от 1,2 до 1,8 кг/л.
В табл. 120 приведены данные о расходе топлива и горшков в печах разных типов.
Из табл. 120 следует, что если принять средний расход электроэнергии на 1 т отожженного чугуна за единицу, то средний расход топлива в пересчете на электроэнергию составит для камерных печей 4,3, а для туннельных —2,4.
Таблица 120
Расход топлива и горшков в печах разного типа
Тнл печи Расход условного топлива В % От массы детален Расход электроэнергии, кет • ч}т Расход горшков из белого чугуна в % от массы деталей
Камерная 40—80 5000 в пересчете на электроэнергию 12—20
Туннельная непрерывная 13—35 2000 в пересчете на электроэнергию 8—15
Электрическая камерная нли непрерывного действия — 320—600 —
Печь газового отопления с защитной атмосферой — 800—1200 в пересчете на электроэнергию —
Режимы обработки ковких чугунов
293
70. Режимы термической обработки ковких чугунов. Причины брака
Ковкие чугуны по своим свойствам занимают среднее положение между серыми чугунами и углеродистыми сталями.
Для повышения прочности и износоустойчивости ковкие чугуны подвергают закалке и отпуску.
В табл. 121 приведены средние режимы закалу и отпуска ковких чугунов *, а в табл. 122 указываются причины возникновения брака при отжиге серого и ковкого чугуна и способы его исправления.
Таблица 121
Режимы закалки и отпуска ковких чугунов
Марка чугуна Режим закалки Режим отпуска
диаметр дета-1 'ли, мм I температура закалки, °C время нагрева,, мин 1 охлаждающая среда твердость I после закалки । HRC температура отпуска, °C время отпуска, мин твердость после отпуска HRC
КЧЗО-6 КЧЗЗ-8 20 910—930 13 Вода 52-57 150—170 60 51-55
КЧ35-10 25 910—930 15 я 52—57 380—400 75 37—42
КЧ37-12 15 910—930 10 я 53-57 530—550 45 24—27
КЧЗО-З 10 860—880 7,5 я 54-58 150—170 30 52-56
КЧ35-4 15 860—880 И я 54—58 380-400 45 37—42
КЧ40-3 20 860—880 15 я 54—58 530—550 60 24—27
Примечание. Охлаждение после отпуска проводится на воздухе.
* В машиностроении режимы закалки и отпуска должны уточняться на основе опытных данных применительно к условиям производства.
294 Глава Xil. Технология и режимы термическое обработки чугуна
Таблица 122
Причины брака и способы, его исправления
Название и характеристика брака Метод определения Основные причины образования брака Способ исправления брака
Пониженная твердость серого чугуна после отжига для снятия напряжений Высокая твердость после отжига чугуна с отделом Измерение твердости Измерение твердости Нарушение режима отжига Недостаточная температура или выдержка при отжиге Нормализация с последующим отпуском Повторный отжиг
Структурносвободный цементит в ковком чугуне Металло-графический анализ Низкая температура, малая выдержка в 1-й стадии или большая скорость охлаждения Повторный отжиг
Пластинчатый перлит в ковком чугуне сверх нормы То же Нарушение режима охлаждения или выдержки иа 2-й стадии графитизации Отжиг при 680—710° С
Пластинчатый графит в ковком чугуне Отклонение в химическом составе белого чугуна Брак неисправимый
Режимы обработки сплавов на медной основе
295
Глава XIII
РЕЖИМЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЦВЕТНЫХ СПЛАВОВ
Цветные сплавы, так же как стали и чугуны, часто подвергают отжигу, закалке и отпуску (искусственному старению).
Отличительной чертой термической обработки цветных сплавов является невысокая температура и большее (по сравнению со сталью) время нагрева и выдержки.
71. Режимы термической обработки цветных сплавов на медной основе
Отжиг латуней производится для повышения пластических свойств и предупреждения растрескивания и деформации деталей в процессе их обработки и эксплуатации, а также для получения однородного химического состава (гомогенизации).
Режимы отжига латуней приведены в табл. 123.
Бронзы подвергают отжигу для снятия литейных напряжений и получения однородной структуры.
Режимы отжига бронз приведены в табл. 124.
Время выдержки при отжиге устанавливают опытным путем.
Среднее время выдержки определяется из расчета от 5 до 6 мин на 1 мм сечения детали.
Температура отжига для лент и проволоки с сечением до 0,5 мм может быть снижена на 10% по сравнению с указанной в табл. 124;
Пружинную бронзу, поставляемую в нагартовапиом виде, отжигать нельзя, так как отжиг снимает эффект нагартовки.
В некоторых случаях для облегчения загибки можно применять отпуск при 300—320° С.
Закалке и отпуску подвергают марки бронз, указанные в табл. 125.
296 Г л а в а XIII. Режимы термической обработки цветных сплавов
Таблица 123
Режимы отжига латуней
Марка латуни Температура отжига латуни, °C Условия охлаждения
с целью предупреждения растрескивания с целью уменьшения деформации гомогенизация
Л96 270—300 600—700
Л90 270—300 600—720
Л85 270—300 600—700
Л80 270—300 600—700
750-769
Л70 270—300 600—700
Л68 270—300 550-650
Л62 270—300 550—650
ЛА77-2 270—300 600—650 о
ЛАН59-3-2 270—300 600—650 600—650
ЛН65-5 270—300 600—650 —— *=с со
ЛЖМц59-1-1 270—300 600—650 600-650 О и
ЛМц58-2 270—300 600—650 600—650 РЗ
ЛО70-1 270—300 620—670 620 г
Л062-1 270—300 620—670 —
ЛО63-3 270—300 650—720 —
ЛС59-1 270—300 560—650 —
ЛС74-1 270—300 630-670 620-670
ЛС64-2 270—300 600—650 —
ЛС60-1 270—300 600—650 -—
Примечание. Детали загружают в печь при температуре от-жига. Для отжига с целью предупреждения растрескивания выдержка составляет 3—5 ч; с целью уменьшения деформации—1 — 1,5 ч, Закалке латуни не подвергаются.
Режимы обработки сплавов на медной основе
297
Таблица 124
Режимы отжига бронз
Марка бронзы Температурный режим отжига, °C Условия нагрева Условия охлаждения
для получения однородной структуры для устранения микропористости
Бр.ОФ6,5-0,15 Бр.ОСЦ 4-4-2,5 1 600—650 700—710 Охлаждение
Бр.ОФ4-0,25 Бр.А5 1 ’ 600—670 — Загруз- с печью
Бр.А7 650—750 — ка в печь
Бр.АЖ9-4 700—750 — с темпе- 2
Бр.АМц9-2 650—750 — ратурой отжига О* о £ X
Бр.АЖМцЮ-3-1,5 650—750 — ИЛИ в хо- km О Et
БрЖМцЗ-1 700—750 — лодную О
Бр.АЖН10-4-4Л 700—750 — 2 ® л CJ G3
Бр.Мцб 700—750 — ех д
Бр.Б2 630—750 — S
Бр.КШ-З 650—750 — X S О
Таблица 125
Режим закалки и отпуска бронз_____
Марка бронзы Температура закалки, JC Температура отпуска, °C Твердость НВ
Бр.АЖ9-4 850 350 .
Бр.АМц9-2 800 400 150—187
Бр.АЖМцЮ-3-1,5 830—860 300—350 207—285
Бр.АЖН10-4-4Л 920 650 200—240
Бр.КМцЗ-1 800 400—475 130—180
Бр.Б2 780—800 300—350 340—370
Примечание. Охлаждающая среда—вода.
Таблиц а 126
Режимы отжига, закалки и отпуска деформируемых алюминиевых сплавов
Марка сплава Отжиг Закалка Отпуск (старение) Твердость после отжига
температура отжига, °C охлаждающая среда температура закалки, °C охлаждающая среда температура, °C время выдержки, ч
и отпуска НВ
АМц 350—410 Воздух или вода Не применяется — — — 301 После
АМг 350—410 То же То же — __ — 45 отжига
АМг5п 340—370 Воздух » — — 70j
Д1 340—370 » 490-515 Вода 15-20 Не менее 96 100
Д6 340—370 498—503 и 15—20 То же 105
Д16 340—370 п 498—503 15—20 п 105
ДЗП 340-370 — — — — 45
дзп — — 490—500 Вода 15—20 96 80
Д18 340—370 Воздух — — — — 38
298 Глава XIII. Режимы термической обработки цветных сплавов
Д18 — — 490—505
AB 340—370 Воздух —
AB — — 515—525
AK Не п
AK2 350—460 Воздух —
AK2 — — 510—520
AK4 350—460 Воздух —
AK4 — — 510—520
AK6 350—460 Воздух —
AK6 — — 505-515
AK8 350—460 Воздух —
AK8 — — 500—510
B95 420—440 Печь --
B95 — — 465—475
Вода 15—20 96 70
— — 30
Вода д в е р г 150-160 а е т с я 6 95 £ Ох а o'
— — — С
Вода 165—175 15-18 100 а ф
— — — о ®
Вода 165—175 15-18 ПО на ал
— •— — — 5
Вода 150—160 12—15 105 г с ф о
— — — ’— о
Вода 175—180 8 130 л о ф ф
— — — —
Вода 120—125 24 150 со
'Л^Глава Х111. Режимы термической обработки цветных сплавов
72. Режимы термической обработки сплавов на алюминиевой основе
Режимы отжига, закалки и отпуска деформируемых алюминиевых сплавов приведены в табл. 126 и 127.
Т а б л и ц а 127
Продолжительность нагрева под закалку алюминиевых сплавов
Селитровая ванна .... 8
Электропечь 12
Время нагрева и выдержки при закалке и отпуске определяют опытным путем.
Время нагрева при отжиге определяют также опытным путем в зависимости от условий нагрева, размера деталей и т. д.
Среднее время нагрева в селитровых ваннах составляет около 20—30 мин, а в электрических печах — от 1 до 2 ч.
Понижение закалочных температур может привести к тому, что деталь не закалится, а повышение — к пережогу. Признаком пережога является резкое потемнение поверхности, появление пузырей и трещин. Время переноса из закалочной печи (ванны) в бак должно быть не более 20— 30 сек..
Режимы обработки сплавов на алюминиевой основе
301
Таблица 128
Условные обозначения, виды и назначение термической обработки алюминиевых литейных сплавов
Условное 1 обозначение термообработ- ки Вид термической обработки Назначение термической обработки
Т1 Старение при температуре до 200°С Для увеличения прочности деталей небольшой нагруженности, быстро охлажденных при отливке
Т2 Отжиг при температуре 300° С Для стабилизации размеров детали и снятия напряжений
Т4 Закалка Для повышения пластичности
Т5 Закалка и частичное старение Для увеличения прочности и предела текучести
Тб Закалка и полное старение до максимальной твердости Для достижения наибольшей прочности и предела текучести
Т7 Закалка и стабилизирующий отпуск при температуре более 200° С Для стабилизации прочности деталей, работающих при повышенных температурах
Т8 Закалка и смягчающий отпуск при температуре свыше 300°С Для повышения пластичности мелких деталей, работающих с пе-
ременной нагрузкой
Таблица 129
Режимы термической обработки алюминиевых литейных сплавов
Марка сплава Условное обозначение термообработки Закалка Отжиг, отпуск и старение Твердость /7В
температура закалки, °C выдержка, ч охлаждающая среда температура, °C выдержка, ч охлаждающая среда
АЛ1 Т5 510—520 2—4 Вода 50—100°С или воздух 210—230 2—4 Воздух 95
АЛ2 Т2 — — — 280—300 2-4 Печь до 80°С, затем воздух
АЛЗ Т1 — — — 175—185 5 Воздух 70
Т2 — — 280—300 2—4 » 65
Т5 520—530 4—6 Вода 50—100°С 175—185 5 я 75
Т7 520—530 4-6 „ 50—100°С 225—235 5 я 70
Т8 520-530 4—6 , 50—100° С 325—335 3 я 65
302Глава X/ZZ. Режимы термической обработки цветных сплавов
1 1 1
АЛ4 TI — —
Тб 570—545 2—6
АЛ5 TI — —
T5 520—530 4
T7 520—530 4
АЛ6 Т2 — -
АЛ7 Т4 510—520 10—15
Т5 510—520 10—15
АЛ8 Т4 430—440 15—20
АЛ9 Т4 530—540 12
Т5 530—540 12
Вода 50 - 100°С 170—180 170—180 15 15 я » 70 65
— 175—185 15 » 65
Вода 50—100°С 175—185 5 » 70
50—100°С 225—235 5 г> 65
— 280—300 3 45
Вода 50—100°С — — 60
и 50—100°С 145—155 2—4 Воздух 70
Вода 50-100 или масло ’С — — — 60
Вода 50—100°С — — — 50
» 50—100°С 145—155 1-3 Воздух 60
Режимы обработки сплавов на алюминиевой основе
304Глава XIII. Режимы термической обработки цветных сплавов
После закалки в сплавах начинается процесс старения (упрочнение). Время между закалкой и началом старения для разных сплавов неодинаково: для сплавов Д1—2 ч, Д16—1 ч, ДЗП—3 ч и т. д. Сохранить свежезакаленное состояние можно при храпении деталей в условиях отрицательной температуры.
Литейные и алюминиевые сплавы в зависимости от требований подвергают различным видам термической обработки (табл. 128).
При нагреве под закалку в соляных ваннах детали предварительно подогревают в печах до 300—350° С.
Литейные сплавы характеризуются весьма грубой структурой, поэтому для полного завершения всех процессов требуется большое время выдержки (табл. 129).
73. Режимы термической обработки сплавов на магниевой основе.
Виды брака
Термическая обработка магниевых сплавов в отличие от других сплавов проводится при весьма низкой температуре (не более 420°С), что создает большие трудности для равномерного нагрева деталей.
Нагревают магниевые сплавы в вакуумных, шахтных (электрических) и камерных печах, а также в ваннах состава — бихромат калия и натрия.
Магниевые сплавы легко ок шляются, поэтому нагрев следует вести в печах с защитной атмосферой. В качестве защитной атмосферы применяют смесь воздуха с 1% сернистого газа.
Сернистый газ можно заменять сернистым колчеданом, который закладывают в печь из расчета 3—4 кг на 1 т термически обрабатываемых деталей; сгорая, он образует нужный газ.
Массивные изделия подвергают предварительному нагреву до 330—340° С или 360—370° С, благодаря чему исключается опасность оплавления острых граней изделия. Время выдержки при подогреве составляет от 2 до 4 ч.
Режимы обработки сплавов на магниевой основе
305
Диффузионный процесс в магниевых сплавах протекает медленно. Поэтому при термической обработке этих сплавов применяют большие выдеожки. Виды и назначение термической обработки магниезых сплавов приведены в табл. 130.
Температурный режим при отжиге, закалке и старении (отпуске) должен быть очень жестким и находиться в пре-
Т а б л и ц а 130
Условные обозначения, виды и назначение термической обработки магниевых сплавов
Условное обозначение термообработки
Назначение термической обработки
Вид термической обработки
Т2 Снятие внутренних напряжений, наклепа и повышение прочности
Т4 Повышение механи-
ческих свойств
Тб Повышение предела
текучести
Отжиг
Закалка
Закалка и старение (отпуск)
делах, указанных в табл. 131. Отклонение от указанных пределов приводит к браку детали. Различные виды брака прн термической обработке сплавов на магниевой основе показаны в табл. 132.
Применение холодной воды при закалке способствует образованию трещин.
Таблица 131
Режимы термической обработки магниевых сплавов
Марка сплава Условное обозначение термической обработки Отжиг и закалка Старение (отпуск) Твердость НВ
темпера-- тура, °C выдержка, ч охлаждающая среда температура, °C выдержка, ч охлаждающая среда
А. Литейные сплавы
МЛ1 Т2 200—250 3-5 С печью — — — 40
МЛ2 Т2 200-250 3-5 Я — — — 30
млз Т2 170-250 3—5 п — — — 40
МЛ4 Т2 170—250 3-5 п — — •— 50
Т4 375-385 10—16 Воздух — — — 55
Тб 375—385 10—16 я 170—180 16 Воздух 60
МЛ5 Т2 170—250 3-5 С печью — — — 50
Т4 410—420 12—16 Воздух — — — 50
Тб 410—420 12—16 Я 170—180 16 Воздух 60
МЛ6 Т2 170—250 3—5 С печью — — — 50
Т4 410—420 16—24 Воздух — — — 60
Тб 410-420 16-24 Я 170-180 16 Воздух 65
с^ЗГлава ХП1. Режимы термической обработки цветных сплавов
Б Деформируемые сплавы
МА1 Т2 340—400 3-5 Воздух — — — —
МА2 Т2 300—400 3—5 п — — — 45
МАЗ Т2 320—380 4—8 » — — — 50
МА4 Т2 320—350 4—6 — — — 70
Ступенчатая обработка
330—340 2—3
Т4 275—385 4—10 Горячая вода — — — 80
МА5 Т2 350—380 3-6 Воздух — — — —
Т4 410—420 4—12 Горячая вода — __ — 64
Тб 410-420 4 То же 170—180 16—24 Воздух —
МА 8 Т2 280-320 2—3 Воздух — — — 55
Примечание. Режимы, указанные в табл, серийном и особенно при массовом производстве.
131, являются средними
и должны уточняться при крупно-
Режимы обработки сплавов на магниевой основе 307
Таблица 132
Виды брака при термической обработке магниевых сплавов
Вид брака Внешний признак брака Способы определения Условия образования Меры предупреждения и исправления
Низкие механические свойства По внешнему признаку неопределим 1. Испытание механических свойств. 2. Металлографический анализ Нпзкая температура нагрева при закалке или недостаточная выдержка Контроль работы печи и приборов. Исправление брака—повторная термообработка
Местное оплавление Выделение на поверхности металлических корольков. На поверхности мелкие раковины, а в металле микропустоты Металлографический анализ Грубая литая структура. Быстрый нагрев при закалке. Неравномерная температура в печи Нагрев с предварительным подогревом. Проверка пирометра печи. Понижение температуры термообработки на 5-10° С
ЗОЗГлава XIII. Режимы термической обработки цветных сплавов
Окисление при нагреве
Чрезмерны й рост зерна в литье в процессе термообработки
Порошок на поверхности детали серого или черного цвета Внешний ос мотр
Светлые пятна на механически обработанной поверхности до и после охлаждения Внешний осмотр
Перегрев или неравномерная температура в печи. То же, что и при оплавлении.
Подача воздуха в печь. Нагрев в защитной атмосфере
Попадание паров воды в печь
Нарушение режимов лнтья Снятие литейных напряжений перед закалкой. Температура нагрева до 300° С и выдержка 1—2 ч
Режимы обработки сплавов на магниевой основе
310Глава XIII. Режимы термической обработки цветных сплавов
74. Назначение, марки и режимы отжига никелевых и медноникелевых сплавов
Изделия из никелевых и медноникелевых сплавов применяют в электропромышленности в качестве сопротивлений, работающих при низких температурах, для изготовления термоэлектродов и других целей.
Никелевые и медноникелевые сплавь; маркируют так же, как и все цветные сплавы. В начале марки ставится буква Н, указывающая на то, что сплав никелевый. После буквы Н ставится цифра, указывающая процентное содержание никеля.
В зависимости от технических условий указанные сплавы подвергают либо обычному, либо безокислительному отжигу. Безокислительиый отжиг проводится в контейнере, через который пропускается осушенный водород, генераторный газ или диссоциированный и дожженный аммиак. При отсутствии защитного газа в печь вместе с изделиями помещают небольшое количество древесного угля.
По окончании отжига изделия охлаждают под контейнером до 100—150° С. Раскрытие контейнера при более высоких температурах приводит к окислению изделий.
Режимы отжига изделий из никелевых и медноникелевых сплавов приведены в табл. 133.
Таблица 133
Режимы отжига никелевых и медноникелевых сплавов
Название сплава Марка сплава Температура отжига, °C Твердость НВ
Нихром Х20Н80 850—900 140
Никель-мар-ганцовистый НМц2,5 800—850 147
То же НМи5 900—950 120—130
Алюмель НМцАК2-2-1 850—900 150—200
Хромель НХ9,5(1), НХ9 (2) 800—850 135—210
Режимы обработки сплавов на магниевой основе
311
Продолжение табл. 133
Название сплава Марка сплава Температура отжига, °C Твердость НВ
Монель-ме-талл НМЖМц28-2,5-1,5 750-850 180—230
Ферронихром Х15Н60 800-850 85—90
Копель МНМц43-0,5 800—850 75—90
Константан МНМц40-1,5 780—810 60—70
Мельхиор МНЖМц30-0,8-1 750-780 60—70
Сплав ТБ МН16 700—750 70
Нейзильбер НМц15-20 700—750 120
Манганин МНМцЗ-12 500 50—60
Сплав ТП МНО, 6 600—780 70—80
Мельхиор МН19 Закалка
Куниаль МНА13-3(А) 900 260 (А), 210 (Б)
» МНА6-1,5(Б) Отпуск 500
Глава XIV
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА
Процесс химико-термической обработки заключается в изменении химического состава верхних слоев изделия на заданной глубине с целью повышения механических свойств и износоустойчивости металла.
К химико-термической обработке относятся следующие процессы: цементация; азотирование; цианирование (нитроцементация) и др.
При цементации химический сооав верхних слоев изменяется вследствие увеличения содержания углерода.
При азотировании в верхних слоях металла создается повышенное содержание азота.
312
Глава XIV. Химико-термическая обработка
При цианировании в верхних слоях металла создается повышенное содержание углерода и азота одновременно.
Все виды химико-термической обработки — цементация, азотирование и цианирование — проводятся при повышенных температурах в специальной среде, окружающей обрабатываемые детали. Среда, называемая карбюризатором, может быть твердой, жидкой или газообразной. Карбюризатор и обрабатываемые детали изолируют от влияния кислорода воздуха различными способами. Процессы химикотермической обработки протекают в трех самостоятельных, но связанных между собой областях.
Первая область — карбюризатор (твердый, жидкий или газообразный). В состав карбюризаторов входят различные соли и газы. При определенной температуре молекулы солей или газов распадаются, в результате чего образуются в атомарном состоянии углерод или азот. В момент образования атомы обладают запасом свободной энергии.
Вторая область — граница раздела между карбюризатором и поверхностью металла. Образующиеся в первой области атомы, находящиеся в непосредственной близости к металлу, адсорбируются на поверхности или возвращаются в первую область, если для них на поверхности металла не имеется свободного места.
Третья область — верхние слои металла. Адсорбированные (прилипшие) на поверхности металла атомы, обладающие запасом свободной энергии, проникают по атомной кристаллической решетке в глубь металла. В зависимости от их диаметра, а также диаметра атомов основного металла атомы, обладающие энергией, образуют либо твердые растворы (внедрения или замещения), либо химические соединения.
Глубина проникновения различных атомов в металл зависит от активности карбюризатора, от температуры и длительности процесса.
Выдержка при химико-термической обработке определяется опытным путем.
75. Цементация в твердых, жидких и газовых карбюризаторах
Цементации подвергают углеродистые стали 10, 20, 25; хромистые—15Х, 20Х; марганцовистые — 15Г, 20Г; молибденовые— 12М, 15М, 20М; хромомаргаицовотитано-
вые—18ХГТ; хромомарганцовистые—15ХГ, 20ХГ; хромо
Цементация в карбюризаторах
313
никелевые — 20ХН, 12ХН2, 12ХНЗ и ряд других сталей с содержанием углерода менее 0,3%.
Цементация в твердом карбюризаторе применяется с давних времен и по технологическому процессу является наиболее простой. В состав карбюризаторов (табл. 79) входят углекислые соли, которые при нагревании распадаются и образуют сначала молекулы СО, а затем атомарный углерод, диффундирующий в верхние слои металла.
Технологический процесс цементации заключается в следующем. Изделия, подлежащие цементации, укладывают в чугунные или стальные ящики и пересыпают карбюризатором так, чтобы слой карбюризатора между изделием и ящиком был не менее 10 мм (рис. 70).
Рис. 70. Размещение деталей и карбюризатора в ящике:
1 — крышка, 2 — <свидетели», 3 — детали, 4 — ящик, 5 — карбюризатор
Крышку крепят к ящику при помощи проволоки или клиньев. Щели между ящиком и крышкой тщательно промазывают глиной, чтобы устранить цопуск в ящик кислорода воздуха, замедляющего скорость цементации.
В ящики загружают образцы — «свидетели», изготовленные из стали той же марки, что и изделия; по ним опре-
11-2531
314
Г лава XIV. Химико-термическая обработка
деляют глубину цементированного слоя. Ящики загружают в печь, нагретую до температуры цементации (или в холодную). После загрузки ящиков температура печи понижается, затем снова повышается. Время начала выдержки отсчитывают до момента достижения печью заданной температуры.
Цементацию в твердом карбюризаторе можно проводить в камерных печах с обогревом мазутом, газом, электричеством, в проходных печах с конвейером, с толкателем и др.
Время выдержки при цементации зависит от заданной глубины и определяется из расчета от 0,1 до 0,12 мм за час выдержки при температуре цементации 900—920° С. При более высоких температурах скорость цементации возрастает; однако на практике температуру цементации редко берут выше 950° С. Скорость цементации с течением времени уменьшается (табл. 134).
Т а б л и ц а 134
Время цементации в зависимости от глубины цементированного слоя
Размер меньшего сечения ящика, мм Глубина цементированного слоя, мм
0,25 | 0,50 | 0,70 | 0,90 ] 1,10| 1,12| 1,13| 1,14
Время нагрева н выдержки, ч
100 3,0 4,0 5,0 6,0 7,0 7,5 8,0 8,5
150 3,5 4,5 5,5 6,5 7,5 8,5 9,5 10,5
200 4,5 5,5 6,5 7,5 8,5 9,5 10,5 11,5
250 5,5 6,5 7,5 8,5 9,5 10,5 11,5 12,5
Примечание. Температура цементации 930—950° С.
Так как концентрация углерода в цементированном слое к сердцевине постепенно убывает, то за глубину цементации принято считать толщину слоя, содержащего не менее 0,4% углерода. Глубина цементации определяется в экспресс-лаборатории по шлифам, сделанным нз «свидетелей».
Цементация в карбюризаторах
315
Кроме металлографического способа, существуют другие, менее совершенные. Например, вынутый «свидетель» подвергают закалке; закаленную часть ломают, а затем отпускают, нагревая на горелке до появления цветов побежалости. Цементированный слой и сердцевина окрашиваются в различные цвета. При другом способе излом закаленного «свидетеля» протравливают в течение 1 мин в травителе, состоящем из 100 см3 денатурированного спирта, 1 см3 соляной кислоты и 2 г хлористой меди, в результате чего нецементированная сердцевина покрывается медью.
Термообработка цементированных изделий может производиться либо непосредственно после цементации, либо путем специального повторного нагрева.
Цементация пастами. Состав паст для цементации приведен в табл. 80. Предварительно нагретые изделия с помощью кисти или путем погружения покрывают слоем пасты 3—4 мм. Просушка пасты происходит за счет внутреннего тепла изделий. После просушкч изделия укладывают в ящики, снабженные песочными затворами во избежание попадания кислорода (рис. 71) и загружают в печь.
Температура цементации 900—930° С. Время выдержки определяется заданной глубиной цементации из расчета 0,4—0,6 мм в час. По окончании процесса цементации изделия проходят закалку либо немедленно, либо после предварительного охлаждения.
Для цементации в жидкой среде применяют карбюризатор следующего состава: NaCl — 15%; Na2CO3 — 75% и SiC 10%, где соли NaCl и Na2CO3 являются нейтральными, а карбид кремния SiC — активной составляющей карбюризатора.
Под влиянием высокой температуры карбид кремния распадается, образуя атомарный yi лерод, который и диффундирует в сталь.
Соли NaCl и Na2CO3 при температурах выше 500° С переходят в жидкое состояние, а при температуре цементации они начинают испаряться. Поэтому печи-ваниы должны работать под вытяжным зонтом.
Цементация проводится в печах-ваннах типа С или СП при температурах 840—870° С.
Жидкостной цементации подвергают изделия небольшой массы. На приспособлениях или в корзинках их погружают в расплавленную соль, где происходит процесс цементации. Время выдержки зависит от заданной глубины 11»
316
Глава XIV. Химико-термическая обработка
Рис. 71. Ящик с песочным затвором для безокислитель-ного нагрева
цементации и определяется из расчета от 9,25 до 0,4 мм в час. По окончании выдержки изделия, как правило, закаливаются немедленно.
Цементация в газовом карбюризаторе. К цементирующим газам предъявляются следующие требования. Газ должен быть очищен от механических примесей, хорошо осушен и иметь соответствующий состав. Например, в составе ге
нераторного газа должно быть не менее 18% СО; 2% СНЛ и не более 5% СО2. Активными мо-
лекулами, способными цементировать, являются СО, CHd, CnHm. Молекулы СО2, Ог и другие являются балластом. При большом содержа-
нии в газе они могут приостановить процесс цементации и даже повернуть его в обратном направлении.
Химический состав газов, применяемых для цементации, приведен в табл. 81.
Изделия, подлежащие цементации, укладывают в корзины или на поддоны и помещают в печь, где они определенное время находятся под током цементирующего газа. Газ либо вводится в печь, либо образуется в ней из капель керосина (лучше прозрачного) или пиробензола (табл. 135).
Молекула газа СН4 прн высоких температурах диссоциирует по схеме СН4-*С+4Н, причем атомарный водород быстро объединяется в молекулу и уходит в газовую фазу, а атомарный углерод адсорбируется на поверхности металла н диффундирует, образуя твердый раствор внедрения в Fey до возможных пределов насыщения. При зна-
чительных расходах цементирующего газа количество адсорбирующего и адсорбированного углерода может быть значительно меньше, чем его образование в результате диссоциации углеродосодержащих молекул. В этом случае
Цементация в карбюризаторах
317
Таблица 135
Расход капель керосина при цементации в печах типа Ц
Периоды процесса нагрева и цементации
Марка печей
Ц25 Ц35 цсо
В период нагрева деталей с момента загрузки и до 900° С.............. 20—40
В период выдержки прн 900—920° С............... 60—70
40—50 70—80
70—80 110—130
Продолжение табл. 135
Периоды процесса нагрева и цементации
Марка печей
Ц75 Ц90 Ц105
В период нагрева деталей с момента загрузки и до 900° С..............
В период выдержки при 900—920° С.............
90—100 120—140 160—180
160—180 200—220 240—260
будет отложение углерода в виде сажи на стенках муфеля печи и на цементируемых деталях. Когда в составе газа имеются молекулы непредельных углеводородов (С nHm), отлагающаяся на изделиях сажа коксуется и этим препятствует науглероживанию стали — процесс цементации замедляется.
Для уменьшения сажистых отложений следует строго придерживаться норм удельного расхода газа. Удельный расход газа зависит от его состава (природы), температуры цементации, размера деталей я составляет примерно от 0,1 до 0,4 л на 1л рабочего объема муфеля в минуту.
318
Глава XIV. Химико-термическая обработка
Для устранения сажистых образований к цементирующему газу добавляется аммиак, который при высоких температурах распадается по схеме
2NH3 -> 2N + 6Н и вступает с образовавшимся углеродом в реакцию 2N + 2С -> C2N2,
где C2N2 — газ, не мешающий доступу молекул СН4 к металлу.
Достигнув поверхности стали под влиянием высоких температур, молекула C2N2 диссоциирует по схеме
C2N2 -* 2Сат + 2NaT.
Образовавшиеся атомарные азот и углерод диффундируют в Fey, где образуют твердые растворы внедрения, а азот, кроме того, если сталь легированная, образует соответствующие химические соединения — нитриды.
Таким образом, с добавками аммиака в цементирующий газ происходит процесс одновременного насыщения стали углеродом и азотом.
При температуре 900—920° С степень насыщения стали азотом составляет 0,2—0,3%; при более высоких температурах степень насыщения уменьшается.
Наличие указанного количества азота улучшает механические свойства цементированного слоя, не отражаясь на микроструктуре.
Неиспользованные молекулы C2N2 уходят в атмосферу. Сажистых отложений в муфеле не наблюдается. Скорость цементации с добавлением аммиака увеличивается до 0,4—0,6 мм в час, в то время как без добавок аммиака она составляет около 0,2 мм в час.
Контроль глубины цементации, так же как и при цементации в твердом карбюризаторе, производится по «свидетелям».
Закалка, как правило, производится непосредственно после цементации с предварительным подстуживанием изделий.
Для защиты поверхностей, не подлежащих цементации, применяют следующие способы:
1. Припуск, удаляемый после цементации на станках.
2. Омеднение.
3. Нанесение обмазок.
Азотирование
319
При электролитическом омеднении толщина медного слоя от 0,02 до 0,07 мм в зависимости от размера детали.
Обмазки приготовляют из различных порошков и жидкостей:
1) 70% однохлористой меди и 30% свинцового сурика замешивают на спиртовом канифольном лаке. Замес разбавляют канифольным лаком и наносят кисточкой на деталь.
Толщина слоя от 0,5 до 1,0 мм-,
2) 90% шамотной глины и 10% асбестового порошка замешивают на воде до тестообразного состояния, затем наносят на деталь вручную;
3) замешивают 50% талька, 25% хорошо растертой огнеупорной глины и 25% воды. Замесив, разбавляют жидким стеклом до сметанообразного состояния и кисточкой наносят на деталь;
4) перемешивают 40% мелкого песка, 44% хорошо растертой огнеупорной глины, 10% буры, 3% селитры натриевой, 3% окиси свинца, а затем замешивают на жидком стекле.
76. Азотирование
Азотирование состоит в насыщении поверхностных слоев стальных и чугунных деталей азотом.
Азотирование протекает под током аммиака. В печи аммиак диссоциирует по уравнению
2NH3 -> 2N + 6Н.
Образующийся атомарный азот диффундирует в металл. Степень диссоциации зависит от температуры процесса и от расхода аммиака. При малых расходах при 500° С количество диссоциированного аммиака около 25%, при 550° С— около 50%, а при 600° С — почти 100%. Управляя расходом, можно при любой приведенной температуре уменьшить степень диссоциации аммиака.
Для азотирования применяют печи марок: ПА-32-1, ПА-32-Д (см. табл. 39) и другие специального назначения.
Азотирование делится на два вида:
1) прочностное, которое проводится для повышения твердости, износоустойчивости и усталостной прочности;
320
Глава XIV. Химико-термическая обработка
Режим прочностного
Режимы азотирования Вариант 1-я ступень
температура, °C степень диссоциации, % время, ч
Одноступенчатый 1 2 480—520 540—560 20-25 30-35 80—90 86—65
Двухступенчатый 1 2 500—510 540-560 Меньше 25 30 18—20 10
Трехступенчатый 1 500—520 20—35 15-18
2) антикоррозийное, которое проводится для того, чтобы повысить сопротивление коррозии во влажной атмосфере и в пресной воде.
Прочностное азотирование проводится по различным режимам.
В табл. 136 приведены три режима прочностного азотирования сталей и чугунов.
Азотирование
321
Таблица 136 азотирования стали и чугуна
2-я ступень 3-я ступень Глубина азотированного слоя, мм
температура, °C степень диссоциации, % время, ч темпе- ратура, °C степень диссоциации, % время, ч
— — — .— — — 0,5—0,7
— — — — — 0,5—0,6
550—570 35—55 20—24 . . 0,5—0,7
570 30 8 — — — 0,35—0,45
600—620 50—70 18—20 550-570 35—50 4-5 0,5—0,8
Для получения более высокой твердости азотированию подвергают специальную сталь марки 38ХМЮА, содержащую алюминий. Твердость азотиоованного слоя этой стали достигает НУ 1000—'1150. Азотированию подвергают также некоторые марки инструментальных сталей и редко чугуны.
Для получения повышенной усталостной прочности азотируют конструкционные обычные и легированные хромо
322
Глава XIV. Химико-термическая обработка
никелевые, хромомолибденоникелевые и другие стали. Твердость азотированного слоя этих сталей достигает HV 600—700.
Из чугунов азотированию подвергают преимущественно легированные, содержащие хром и алюминий. Твердость азотированного слоя чугунов достигает от НVI000.
Стальные и чугунные детали перед азотированием подвергают термической обработке: закалке и высокому отпуску. Температура отпуска берется выше температуры азотирования.
Рис. 72. График оптимальных режимов антикоррозийного азотирования
После азотирования детали термической обработке ие подвергают.
Антикоррозийному азотированию подвергают изделия из углеродистой и легированной стали и чугуна по режиму, показанному на рис. 72.
Степень диссоциации аммиака при этом способе азотирования 35—70%. Изделия, подлежащие азотированию, следует предварительно обезжирить: промыть в щелочном горячем растворе, а затем в горячей воде.
Цианирование в карбюризаторах
323
После азотирования изделия поступают на дальнейшую обработку и сборку.
Пороки азотирования (поры, трещины и др.) выявляются погружением на 1—2 мин в 10%-ный водный раствор медного купороса. В местах пороков происходит отложение меди.
77. Цианирование в жидких и газовых карбюризаторах
Цианирование — процесс одновременного насыщения поверхностных слоев стали азотом и углеродом с целью повышения механических свойств и износоустойчивости.
По состоянию карбюризатора цианирование делится на цианирование в жидком карбюризаторе и в газовом, а по температурному признаку — на низкотемпературное и высокотемпературное.
Низкотемпературное цианирование применяют для термически обработанного, заточенного и доведенного до размера режущего инструмента из быстрорежущей стали.
Температура цианирования берется равной температуре отпуска или на 5—10° ниже.
Низкотемпературное цианирование в жидких ваннах применяют широко. В табл. 82 приведен состав ванн для низкотемпературного цианирования. В составе ванн — нейтральные соли (Na^COa, NaCl и др.) и активные соли (NaCN, KCN и др.). По содержанию активных солей ванны называются 50%, 25%-ными и т. д.
Примерный состав 50%-ной ванны: NaCN — 50%; Na2CO3— 30%; NaOH — 20%. Температура плавления такой ванны немного выше 500° С, 1 температура применения от 530 до 560° С.
Цианирование протекает со скоростью около 1 мк за 1 минуту выдержки. Высокопроцентные ванны способны давать большую скорость цианирования, чем малопроцентные. Однако высокопроцентные ванны способствуют получению хрупкого цианированного слоя, непригодного для режущего инструмента.
Толщину цианированного слоя обычно применяют от 5 до 50 мк и более (для мелкого инструмента меньше, для крупного — больше). Например, сверла диаметром 4—8 мм,
324
Глава XIV. Химико-термическая обработка
уложенные вертикально в специальные приспособления, подвергают цианированию на глубину 5—6 мк и выдерживают в ванне 5—6 мин.
Цианированный инструмент вместе с приспособлениями охлаждают ниже 100° С в специальных вытяжных шкафах. Когда инструмент остынет, оставшиеся на поверхности сильно ядовитые соли нейтрализуются в растворе: вода при 70—90° С+ (2—4) % железного купороса.
После нейтрализации инструмент промывают в горячей чистой воде и покрывают антнк-зпрозийным защитным слоем.
Носителем углерода и азота является молекула C2N2, которая образуется при взаимодействии цианистых солей с кислородом воздуха.
Низкотемпературное цианирование в газовой среде проводится в смеси двух газов: цементирующего и аммиака. Газовые соотношения, применяемые при низкотемпературном цианировании, приведены в табл. 84.
Удельный расход газа такой же, что и при цементации в газовой среде с добавками аммиака (см. стр. 307).
Скорость цианирования и в этом случае около 1 мк/мин.
Газы, отходящие от муфеля печи, ядовиты. Поэтому их следует подводить под вытяжной зонт вентиляционной системы и поджигать.
После цианирования инструмент без нейтрализации допускается к употреблению.
В настоящее время процесс низкотемпературного цианирования начали применять и для легированных конструкционных сталей.
Высокотемпературное цианирование применяют вместо цементации для упрочнения и повышения износоустойчивости верхних слоев деталей. Цианированный слой более износоустойчив, чем цементированный.
Температура цианирования 830—870° С. При таких температурах цианирования содержанте азота в поверхностных слоях стали достигает 0,5% и более. Такое содержание азота в стали повышает износоустойчивость. Закаленный цианированный слой содержит значительное количество остаточного аустенита, который под действием переменных нагрузок (например, работа зубчатых колес) с большими удельными давлениями переходит в мартенсит и тем самым упрочняет поверхность стали.
Цианирование в карбюризаторах
325
Высокотемпературное цианирование в жидких средах также широко распространено. Состав ваии для высокотемпературного цианирования приведен в табл. 83.
Для цианирования применяют печи-ванны марок СП и С либо специальных конструкций.
Детали на крючках связками или в приспособлениях помещают в расплавленные соли, доведенные до температуры 820—870° С.
Время нагрева и выдержки определяется в зависимости от размера деталей, от массы садки, от заданной глубины циаиироваиного слоя.
Скорость цианирования от 0,2 до 0,3 мм/ч.
Цианироваиные детали закаливаются непосредственно из ванны. Углеродистые стали закаливают в воде, легированные — в масле.
После закалки детали подвергают обработке в нейтрализующих ваннах и промывают в горячей воде.
Вода от закалочного бака перед спуском в канализацию также нейтрализуется.
В процессе работы состав ванн изменяется. Цианосодержащие и другие соли испаряются. Поэтому время от времени ванны освежают, пополняя их солями до необходимого химического состава.
Высокотемпературное цианирование в газовых средах — более прогрессивный способ цианирования , чем цианирование в жидких средах.
Для цианирования в газовой среде применяют печи типа Ц, приспособленные для этой цели; печи с вращающимися ретортами или с пульсирующим муфелем (новой конструкции) и др.
Детали, подлежащие цианированию, укладывают на поддоны, в корзинки или приспособления, затем помещают в печь. Возможна загрузка и навалом.
Цианирование протекает под током цементирующего газа и аммиака, вводимых в герметически закрытый муфель печи. Газовые соотношения приведены в табл. 85.
Удельный расход газа от 0,2 до 0,4 л на 1 л рабочего объема муфеля в 1 мин. Ввод газов в муфель печи должен быть раздельным. Смешанный газ снижает скорость цианирования. Скорость цианирования около 0.3 мм/ч.
Т а б л и ц а 137
Режимы диффузионного легирования
Вид легирования Температура, °C Выдержка, ч Глубина слоя Оборудование Состав смесей, % Примечание
Алитирование в твердой среде 900-950 2-12 0,1—1,0 Печь с вращающейся ретортой А1 49 А12О3 49 NH4C12 Защита от окисления осуществляется пропуском через муфель N2 или Н2
Алитирование 1050—1080 6-15 0,6—1,65 Ящики типа цементационных. Камерная печь Пудра 35—50 Белая обожженная порошкообразная глина 65—50 Концентрация А1 на поверхности —25%
1
<526 Глава XIV. Химико-термическая обработка
То же 975—1000 5—6 0,
Я 750—800 0,75—1
Хромирование 1050—1150 6—15 0,
1—0,8
То же
Fe 37—47
Си 2—4
NH4C1 0,5—0,25
Порошкообразная смесь. Размер зерна 0,5 мм. После алитирования диффузионный отжиг при 900° С и выдержка 3 ч
1,0 Печь-ванна А1 92—94 Fe 6-8
1—0,3 Ящики типа цементационных Камерная печь a) Fe—Сг50—55 А12О3 20—65 б) Fe—Сг 65—70 силико гелий 35—30 Fe—Сг 60—65 белая глина 30—36
На поверхности металла образуется хрупкое соединение, которое распадается при длительном отжиге
Fe—Сг
50—75% Сг
Диффузионное легирование
Вид легирования Температура, Выдержка, ч Глубина слоя
Хромирование 950—1050 3—5 0,6-0,1
Силицирование 1100—1200 2—4 0,5—0,7
Продолжение табл. 137
Оборудование Состав смесей, % Примечание
Печь с вращающейся ретортой Легирование ведется под током СгС121 которые получаются, если пропускать осушенные Н2или НС! через FeCr при 950° С —
Муфельная печь с герметическим закрытием муфеля Детали укладываются в реторту (муфель) и пересыпаются карбюризатором либо Fe—Si с добавкой 2% NH4CI. При легировании пропускается хлор —
Глава XIV. Химико-термическая обработка
Хромо-силицирование 950—1000 8 До 0,5
Хромо-алитирование 950—980 8 0,3—0,4
Борирование 1000—1100 5—10 —
Печь с вращающейся ретортой Fe—Сг 50 Fe—Si 50 Пропускание хлора
Специальная установка А1 45 А!2О3 45 NH4C1 10 Пропускание Н2 Fe—Сг 60 шамот 40 Пропускание Н2 или НС1
Камерная печь Детали в ящике Порошок бора с добавлением глинозема 30—40% и хлористого аммония 1-2%
Образуется смесь состава СгС12 и SiCU
Получаются газообразные соединения А1С13 и СгС12, под током которых и ведется хромоалитирование______
Диффузионное легирование 329
330
Глава XIV. Химико-термическая обработка
Цианированные детали, как прэвчло, закаливаются прямо из муфеля или охлаждаются, а затем нагреваются и закаливаются.
Для крупнозернистой стали как после цементации, так и после цианирования иногда применяют двойную закалку (1-я из печи или из ванны, 2-я с температур 760—830°С), затем низкий отпуск при температуре 180—200° С.
78. Диффузионное легирование
Процесс диффузионного легирования аналогичен цементации, азотированию и цианированию. Он заключается в том, что в сталь или чугуи при высоких температурах внедряются атомы одного или другого металла, в результате чего изменяется химический состав верхних слоев изделия или детали.
Процесс диффузионного легирования протекает, как и процесс цементации, в трех самостоятельных, ио и взаимосвязанных между собой областях: 1-я область — среда, окружающая деталь; 2-я — граница раздела окружающей среды и металла и 3-я — верхние слои металла.
Диффузионное легирование проводится с различной целью. Так, легирование кремнием повышает кислотоупорность; хромом, алюминием — жаростойкость и т. п.
Диффузионное легирование может проводиться одновременно одним легирующим элементом (аналогия с цементацией и азотированием), двумя (аналогия с цианированием), тремя и более элементами. Степень насыщения в основном зависит от температуры процесса легирования, активности окружающей среды и времени выдержки.
Более активные среды (карбюризатор) и высокая температура способствуют большей степени легирования.
В табл. 137 приведены состав карбюризаторов (смесей), оборудование и режимы диффузионного легирования алюминием, хромом, кремнием, бором, хромом и кремнием одновременно, а также хромом и алюминием.
Правила безопасности при работе с электрическим током
331
Глава XV
техника безопасности
79. Правила безопасности при обслуживании печей и механизмов
1. Перед началом работы обшлага рукавов перевязывать так, чтобы не болтались концы тесемки.
2. Залитый мазутом или маслом иол насухо вытирать, а затем мыть щелочным раствором.
3. Не загружать в печь мокрых и сырых заготовок, так как влага на заготовках способствует сильному выбрасыванию пламени.
4. При охлаждении длинных изделий со сквозным отверстием свободный конец отводить от себя и от людей, находящихся вблизи бака, чтобы не получить ожога паром или маслом.
5. Не погружать в селитровую, соляную и масляную ванну сырые клещи, крючки, приспособления и детали.
6. Не включать обогрев ванн с загустевшими или замерзшими водными составами, так как при этом неизбежны выбросы раствора и ожоги.
80. Правила безопасности при работе с электрическим током
1. Не работать в мокрой одежде, обуви, на мокром полу и т. п., так как они увеличивают возможность поражения током.
2. Работать только на заземленном оборудовании.
3. У печей-ванн с открытыми электродами работать только на резиновом коврике.
4. Не включать рубильники, пусковую кнопку, контакторы клещами, кочергой или другими металлическими предметами.
5. Не открывать щиток управления механизированных печей, агрегатов, автоматов до тех пор, пока они не будут обесточены.
6. Прежде чем включать ток в печь, ванну и т. д., проверять, нет ли замыкания нагревателей, электродов.
332
Глава XV. Техника безопасности
81. Правила безопасности при работе у соляных ванн
1. Перед началом работы проверять исправность вентиляции и приводить ее в рабочее состояние.
2. Работать у печей-ванн только в очках и рукавицах.
3. Не просовывать голову под вытяжной зонт.
4. Добавлять в ванну свинец пли соль только небольшими порциями, причем соль в тщательно просушенном состоянии, а свинец подогретым до 100—120° С.
5. Детали и приспособления для нагрева погружать в расплавленную соль или свинец тотько подогретыми до 120—150° С, так как холодные детали и приспособления при загрузке могут вызвать выброс соли или свинца из ванны и причинить ожоги или вызвать пожар.
6. Разлившуюся соль и свинец тушить только сухим песком; тушить водой воспрещается.
7. Знать, что соединение селитры с маслом, углем, сажей, обтирочным материалом взрывается: селитра при температуре выше 550° С — самовозгорается.
8. Внимательно сушить электродно-соляную печь после ее перекладки, так как плохо высушенная печь через несколько часов работы дает сильный взрыв с выбросом всей соли.
82. Правила безопасности при работе у цианистых ванн
Цианистые соли являются сильными ядами. Соединение цианистых солей с кислотой дает ядовитый газ — синильную кислоту.
Работающий у цианистой ванны обязан строго соблюдать следующие меры безопасности:
1. Перед началом работы проверять исправность вентиляции и приводить ее в рабочее состояние; если вентиляция окажется неисправной, рабочий не должен приступать к работе на ванне.
2. Дверцы колпака печи, связанного с вентиляцией, открывать только при добавке солей и загрузке и разгрузке деталей.
3. Не брать голыми руками цианистую соль и не прикасаться к ней.
333
Правила нейтрализации закалочных и промывочых вод участков цианирования
4. В расплавленную ванну загружать только хорошо просушенную соль и малыми порциями, при прикрытых дверцах печи. Всю эту работу выполнять только в респираторе, очках и рукавицах.
5. Закаленные детали после цианирования промывать в нейтрализующей среде, горячей воде, чтобы освободить их от прилипшей ядовитой соли.
6. Весь инструмент со следами соли хранить только под вытяжкой.
7. Не допускать попадания в цианистую расплавленную соль селитры или хромпика, так как при этом неизбежен взрыв.
8. Не курить и не принимать пищу на рабочем месте у цианистых ванн: это опасно для жизни.
9. Перед курением и едой тщательно мыть руки с мылом и полоскать рот водой.
10. Не мыть руки в баках для закалки и промывки деталей.
11. Если перестанет работать вентиляция, немедленно выключать печь, уходить из цеха и заявлять об этом администрации.
12. Все царапины и раны, как бы они малы ни были, перед началом работы перевязывать.
13. При появлении насморка и недомогания немедленно обращаться в медпункт завода или цеха.
83. Правила нейтрализации закалочных и промывочных вод участков цианирования
Прежде чем спустить закалочные и промывочные воды участков цианирования в канализацию, их необходимо нейтрализовать (обезвредить).
Для нейтрализации на 1 л воды, содержащей до 1 % цианистого натрия, требуется 3 г железного купороса и 1 г кальцинированной соды.
Нейтрализацию (обезвреживание) следует проводить в таком порядке:
1. По емкости воды в баке подготовить нужное количество железного купороса и соды.
2. Железный купорос развести в воде, а в раствор добавить соды.
i34
Глава XV. Техника безопасности
3. Полученный раствор вылить в закалочный или промывочный бак и тщательно перемешать.
4. После тщательного перемешивания открыть край для спуска обезвреженной воды в канализацию, а затем открыть кран для наполнения бака из водопровода (это нужно для того, чтобы больше растворить спускаемую обезвреженную воду).
84. Правила безопасности при работе на газовых и мазутных печах
Различные газы, применяемые в промышленности, опасны как отравляющие вещества, а в смеси с воздухом — взрывоопасны. Так, например, при содержании метана в воздухе до 5% смесь не горит и не взрывается, при содержании от 5 до 15% — не горит, взрывается, а свыше 15% — горит, не взрывается.
Указанные пределы взрываемости газовоздушной смеси могут изменяться в зависимости от изменения влажности, температуры и состава газа.
Искать утечку газа при помощи огня нельзя. Для этой цели следует пользоваться мыльной водой *.
При пуске газовой печи необходимо соблюдать следующие правила:
1. Открыть шибер и дверцу печи, включить воздушное дутье и продувать для полного удаления возможного содержания газа в печи.
2. Открыть центральный газовый вентиль.
3. Зажечь газовый запальник, после чего постепенно включить подачу газа в горелку.
4. Отрегулировать горение газа в горелке посредством изменения соотношений газа и воздуха.
5. При зажигании (когда постепенно вводится газ) стоять в стороне от горелки и дверцы печи; зажигать печь только в очках.
* Для лучшего распознавания утечки газу придают резкий запах. В городской газ на распределительной станции добавляют сильно пахнущее вещество — этилмеркап-таи, которое не вредно для здоровья.
Противопожарные мероприятия
335
При пуске печей на мазутном топливе необходимо соблюдать следующие правила:
1. Открыть дверцу печи и продуть камеру печи воздухом для полного удаления оставшихся газов в печи.
2. Ввести факел или другое устройство в печь для зажигания.
3. На горящий факел под воздушным дутьем открыть мазутный вентиль. После того как пламя перед форсункой разгорится, убрать факел или другое устройство для зажигания.
4. Отрегулировать горение на желаемую мощность и газовый состав.
5. При открытии мазутного вентиля не стоять против дверцы печи.
85. Противопожарные мероприятия
1. Не перегревать масло в закалочных баках до температуры вспышки. Для прекращения огня в масляном баке иметь крышки из листового материала.
2. Не допускать выброса солей из соляных печей-ванн, так как это может вызвать пожар.
3. Мазут в баках в зимний период подогревать паром через змеевики, опущенные в баки. Всякий другой подогрев должен быть запрещен.
4. Мазутные баки размещать как можно дальше от печей и огня.
5. При работе на жидком топливе под форсунками устанавливать противни с песком для улавливания подтекающего мазута; противни, наполненные мазутом, заменять другими.
6. Лопату и песок из пожарного ящика брать для нужд производства категорически не разрешается.
П риложение
Сравнение Международной системы единиц (СИ) с системой единиц МКГСС
Наименование величин Единица измерения в СИ Обозначение Единица измерения в МКГСС Обозначение Коэффициенты пересчета из МКГСС в СИ
Длина метр м метр м 1
Время Температура секунда градус Кельвина сек °К секунда градус Кельвина градус Цельсия сек °К °C 1 1°С4-273’=“К
Площадь квадратный квадратный метр 1
Объем кубический метр Л3 кубический метр Ж3 1
Скорость метр в секунду м/сек метр в секунду м/сек 1
Сила ньютон н килограмм-сила кГ 9,8
Механическое напряжение ньютон на квадратный метр н/м2 килограмм-сила на квадратный метр кГ/м? 9,8
Работа, энергия джоуль дж килограмм-сила на метр кГ-M 9,8
Количество теплоты* джоуль дж джоуль дж 1
Мощность** ватт вт килограмм-сила на метр в секунду кГм/сек 9,8
* Коэффициент пересчета количества теплоты из системы СГС (калории) в систему СИ (джоуль) 4,19 (1клл=4,19 дж)
*# Коэффициент пересчета мощности из системы МКГСС (л.с.) в систему СИ (ватт)—735 (1 л.с,— «=75 кГ • лс=735 вт).
Приложение
Сравнение систем единиц
337
Примеры некоторых величин в прежних единицах и в единицах СИ
Величина Численное значение величины
в прежних единицах В единицах СИ
Предел прочности при растяжении (<тПр) 1 кГ/мм- 10 мн/м?
Предел прочности при изгибе (ян) 1 кГ]см2 0,1 мн/м^
Твердость по Бринеллю (НВ) То же То же
Плотность, удельный вес 1 г'см^ 103 кг]м$
Теплопрсв одность 1 кал 1 (см-сек-г рад) 400вт/(м-град)
Мощность 1 кал/сек 4 вт
Работа А 1 кГм 1 кГ -см 10 дж 0,1 дж
Ударная вязкость zzH 1 к Г см/см'2 1 кГ -mJcm2 1 кдж/м-0,1 мдж{м2
Температура 840° С 1113°К
Примечание. Приведенные приближенные значения в единица, системы СИ имеют расхождение до 2% по сравнению с действитель нымн значениями, что допустимо в расчетах деталей машины.
ЛИТЕРАТУРА
Шлыков А. А. Справочник термиста. Машгиз, 1961.
Справочник мастера по чугунному литью под редакцией Гиршовича Н. Г. Машгиз, 1963.
Гуляев А. П. Металловедение. Машгиз, 1963.
Гуляев А. П. Термическая обработка стали. Машгиз, 1960.
Инструментальные стали. Свойства и термическая обработка. Машгиз, 1961.
Ассонов А. Д. Современные методы термической обработки. Машиностроение, 1964.
Рустем С. Я. Оборудование и проектирование термических цехов. Машгиз, 1962.
Соколов К. Н. Оборудование и проектирование термических цехов. Машгиз, 1962.
Ш м ы к о в А. А. Контролируемые атмосферы и способы их получения. Машгиз, 1962.
Коротин И. М. и Сгибнев Г. Ф. Термист. Проф-техиздат, 1963.
Самохоцкий А. И. Технология термической обработки металлов. Машгиз, 1962.
В и н а р о в С. М. Авиационное металловедение. Обо-ронгиз, 1962.
Вязников Н. Ф. Термическая обработка стали. Ме-таллургиздат, 1961.
Миронов К- А-, Ш и п е р и н Л. И. Теплотехнические измерительные приборы. Машгиз, 1959.
Иванов В. Н. Справочник по тепловому контролю и автоматике в черной металлургии.
ОГЛАВЛЕНИЕ
Стр.
Предисловие..................................... 3
ЧАСТЬ ПЕРВАЯ
Глава I. Краткие сведения о металлах и сплавах
1. Строение металлов и сплавов.................. 5
2. Диаграмма состояния системы железо — цементит 7
3. Критические точки и их обозначение........... 9
4. Легирующие элементы и их влияние на свойства сталей и чугунов .............................. 10
5. Влияние скорости охлаждения на положение критических точек..................................10
6. Закалочные среды ............................12
7. Виды термической обработки...................14
8. Процессы, протекающие в чугунах при иагреве, выдержке и охлаждении...........................16
9. Процессы, протекающие в цветных сплавах при нагреве, выдержке и охлаждении..................20
Глава II. Сталь. Марки, состав и свойства
10. Обозначение элементов и маркировка стали . . 24
11. Углеродистые стали..........................26
12. Легированные конструкционные, рессорно-пружинные и шарикоподшипниковые стали .... 33
13. Легированные инструментальные и быстрорежущие стали.......................................33
14. Стали нержавеющие, кислотостойкие, окалиностойкие и жаропрочные, магнитные и другие специального назначения............................33
Глава III. Чугуны. Марки, состав и свойства
15. Серые обыкновенные чугуны...................52
16 Серые легированные чугуны...................53
340
Оглавление
17. Модифицированные и высокопрочные чугуны . 53
18. Ферритные и перлитные ковкие чугуны .... 53
Глава IV. Цветные сплавы. Марки, состав и свойства
19. Сплавы на медной основе......................77
20 Сплавы на алюминиевой основе.................80
21. Сплавы на магниевой основе...................86
ЧАСТЬ ВТОРАЯ
Глава V. Оборудование термических цехов
22. Виды и назначение оборудования..............87
23. Печи камерные...............................88
24. Печи с выдвижным подом.....................90
25. Печи с роликовым подом.....................92
26. Печи с конвейером..........................93
27. Печи с толкателем..........................95
28. Печи с пульсирующим подом..................97
29. Печи для цементации типа Ц..................99
30 Печи шахтного типа для отпуска.............100
31. Печи-ванны типа С для температур 600—850° С
и типа С и СП для температур 1100—1300° С . 101
32. Печи шахтные типа Ш........................104
33. Печи тигельные.............................106
34. Камерные печи с глобаровымн нагревателями ти-
па Г ...................................... 107
35. Печи с шагающим подом......................109
36. Печи для азотирования......................109
37. Машинные генераторы т. в. ч................111
38. Ламповые генераторы т. в. ч................112
39. Машинные генераторы т. п. ч................120
40. Агрегаты...................................120
41. Закалочные баки для воды н масла...........120
42 Закалочные прессы..........................124
43. Моечные машины.............................125
44. Очиствые установки — пескоструйные, дробеструйные н травильные..........................126
45. Установки для обработки холодом............131
46. Правильные прессы........................ 134
Оглавление
341
47. Маслоохладительные установки.................136
48. Установки для получения защитных атмосфер . 140
Глава VI. Энергия цеха
49. Виды энергии.................................145
50. Удельный расход энергии......................151
Глава VII. Механизация и автоматизация регулирования температуры
51. Термоэлектрические пирометры.................155
52. Магнитоэлектрические пирометры...............162
53. Пирометры излучения..........................164
54. Электронные автоматические потенциометры и мосты...........................................168
55. Примеры систем регулирования температуры . 174
Глава VIII. Средства контроля качества термической обработки............................176
Глава IX. Материалы, применяемые в термических цехах
56. Огнеупоры и теплоизоляционные материалы . . 184
57. Нагревающие и охлаждающие среды .... 204
58 Цементирующие, азотирующие и цианирующие (нитроцементирующие) среды......................210
59. Моющие и нейтрализующие среды................217
60. Материалы для защиты и очистки металла от окалины.........................................221
61. Удельный расход материалов..................224
Глава X. Критические точки, теплопроводность и теплоемкость сталей..............................227
ЧАСТЬ ТРЕТЬЯ
Глава XI. Технология и режимы термической обработки стали
62. Режимы термической обработки углеродистых сталей..........................................234
342
Оглавление
63. Режимы термической обработки легированных конструкционных сталей...........................247
64. Режимы термической обработки легированных инструментальных и быстрорежущих сталей . . 258
65. Режимы термической обработки кислотостойких, окалиностойких, жаропрочных, магнитных и других сталей .................................. 270
66. Брак при термической обработке стали. Меры его предупреждения и способы исправления . . . 270
Глава ХП. Технология и режимы термической обработки чугуна
67. Режимы термической обработки обыкновенных серых чугунов....................................274
68. Режимы термической обработки легированных и модифицированных серых чугунов..............284
69. Режимы отжига белого чугуна на ковкий ферритный и перлитный . . . ;...................288
70. Режимы термической обработки ковких чугунов. Причины брака . . .......................293
Глава XIII. Режимы термической обработки цветных сплавов
71. Режимы термической обработки цветных сплавов на медной основе.................................295
72. Режимы термической обработки сплавов на алюминиевой основе..................................300
73. Режимы термической обработки сплавов на магниевой основе. Виды брака........................304
74. Назначение, марки и режимы отжига никелевых и медноникелевых сплавов.........................310
Глава XIV. Химико-термическая обработка
75. Цементация в твердых, жидких и газовых карбюризаторах .......................................312
76. Азотирование ................................319
77. Цианирование в жидких и газовых карбюризаторах ......................................... 323
78. Диффузионное легирование.....................330
Оглавление 343
Глава XV. Техника безопасности
79. Правила безопасности при обслуживании печей и механизмов......................................331
80. Правила безопасности при работе с электрическим током........................................331
81. Правила безопасности при работе у соляных ваин . . . ,......................................332
82. Правила безопасности при работе у цианистых ваин..............................................332
83. Правила нейтрализации закалочных и промывочных вод участков цианирования.....................333
84. Правила безопасности при работе на газовых и мазутных печах....................................334
85. Противопожарные мероприятия...................335
Приложение. Сравнение Международной систе-
мы единиц (СИ) с системой единиц МКГСС . . 336
Литература .......................................338
Самошин Иван Георгиевич
и Токмакова Людмила Евгеньевна
Справочник молодого термиста. Изд. 2-е, испр. и доп.
М., «Высш, школа», 1966.
344 с. с илл.
6П4. 51
Научный редактор А. В. Горчаков
Редактор Ю. М. Максимова Технический редактор И. А. Битюкова
Корректор М. Г. Ангерт
Т-06108 Сдано в набор 22/Х-65 г. Поди, к печати 5/IV-66 г.
Формат 70Х90'/з2 Объем 10,75 печ. л. 12,58 усл. п. л.
Уч.-изд. л. 11,63
Изд. № М—18 Тираж 37500 экз. Цена 47 коп.
Тематический план издательства «Высшая школа»
(профтехобразование) на 4966 г. Позиция № 28
Москва, И-51, Неглинная ул., д. 29/44, Издательство «Высшая школа»
Московская типография № 8 Главполиграфпрома Комитета по печати при Совете Министров СССР,
Хохловский пер., 7. Зак. 2531