





























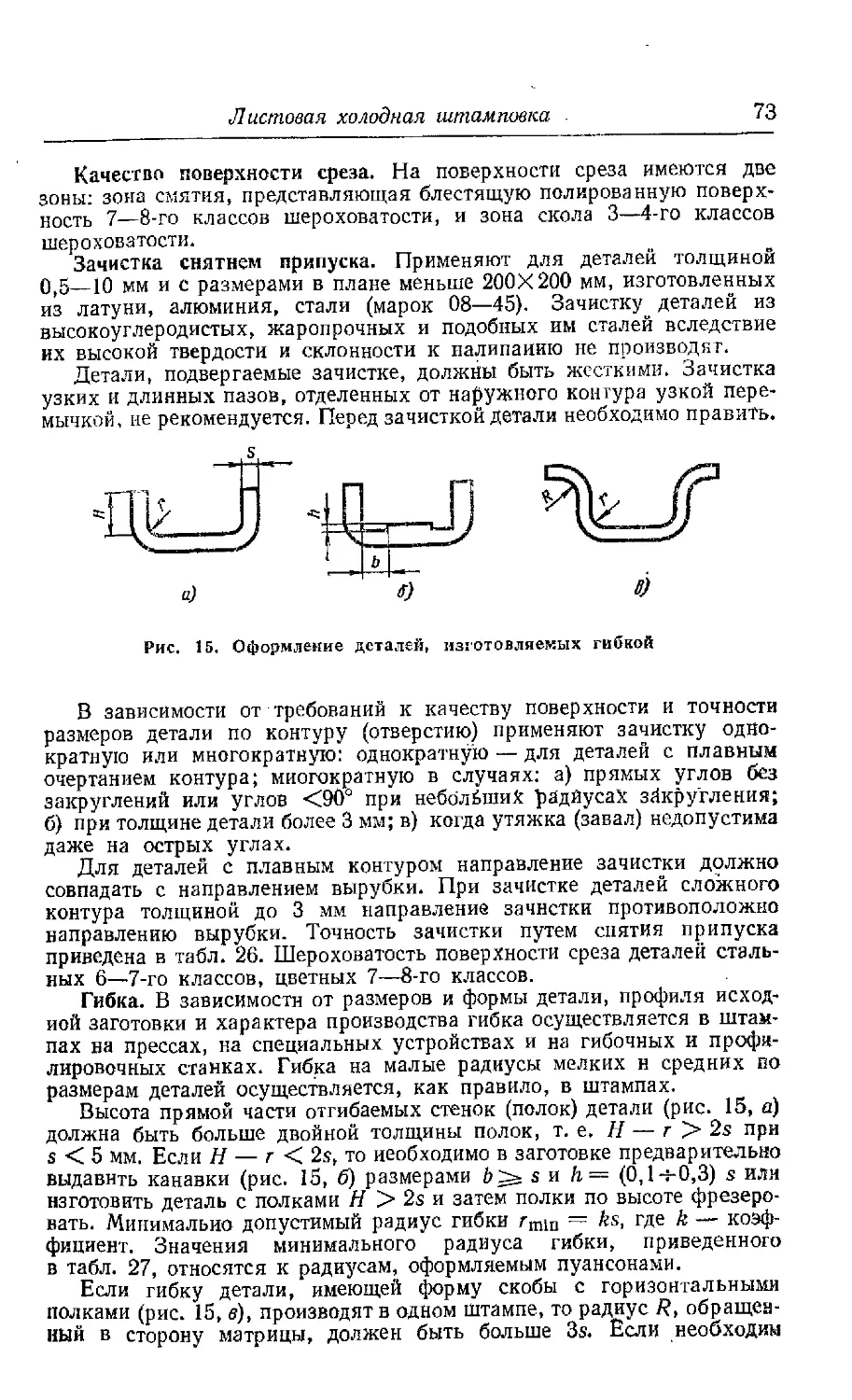



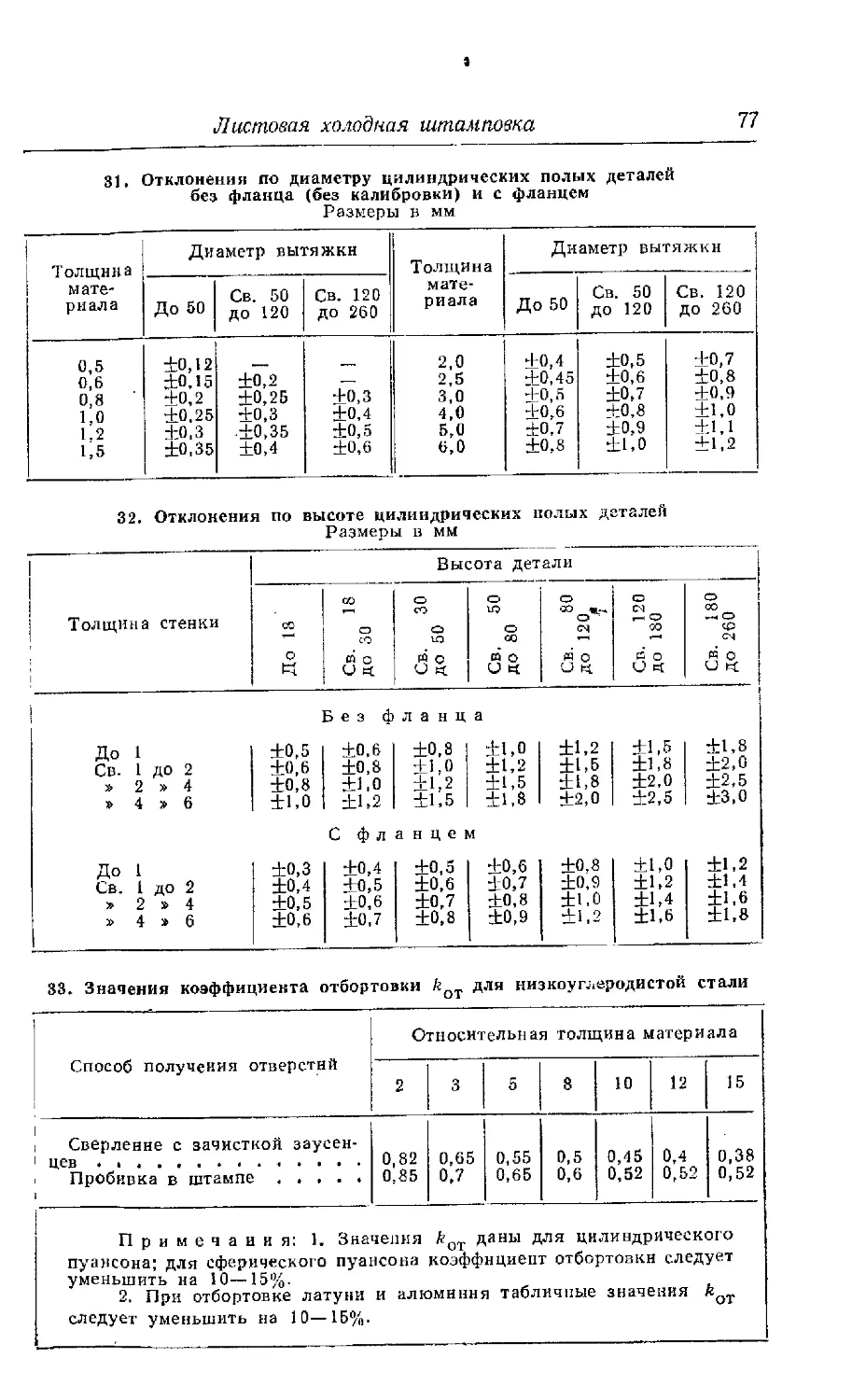





















































































































































































































Автор: Белопухов А.К. Баклунов Е.Д. Жебин М.И. В. П. Законников В.П.
Теги: машиностроение справочник
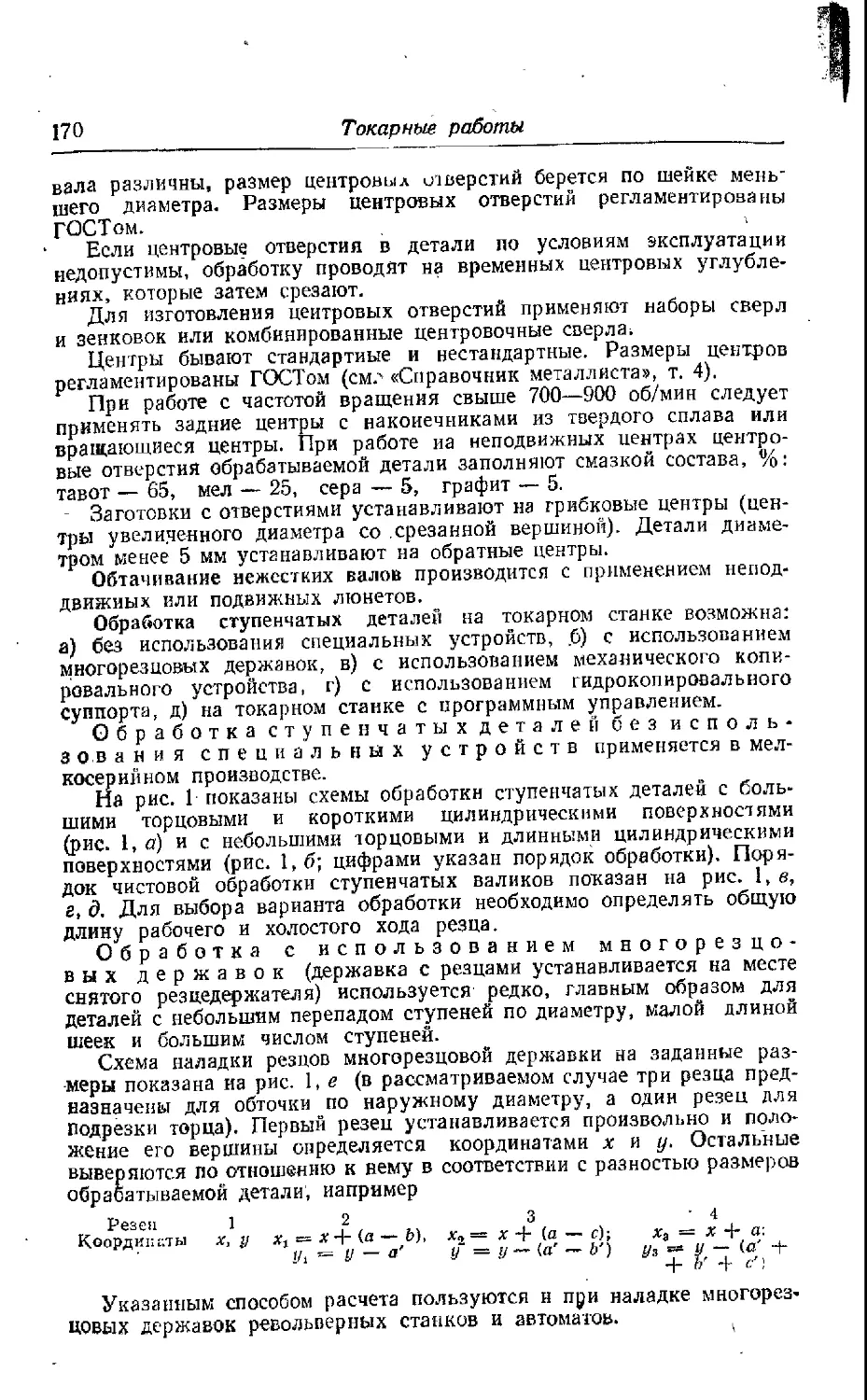
Год: 1978




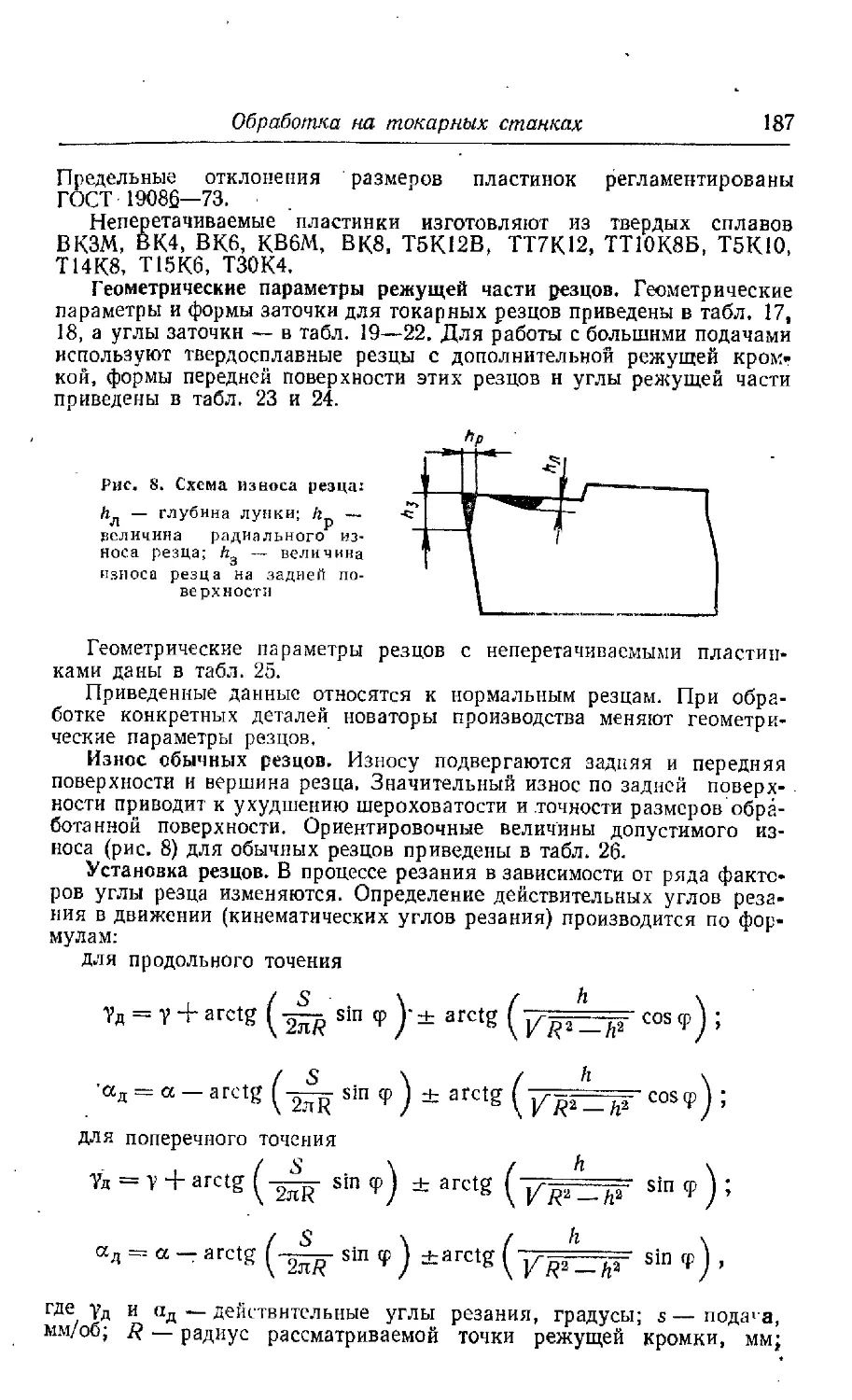
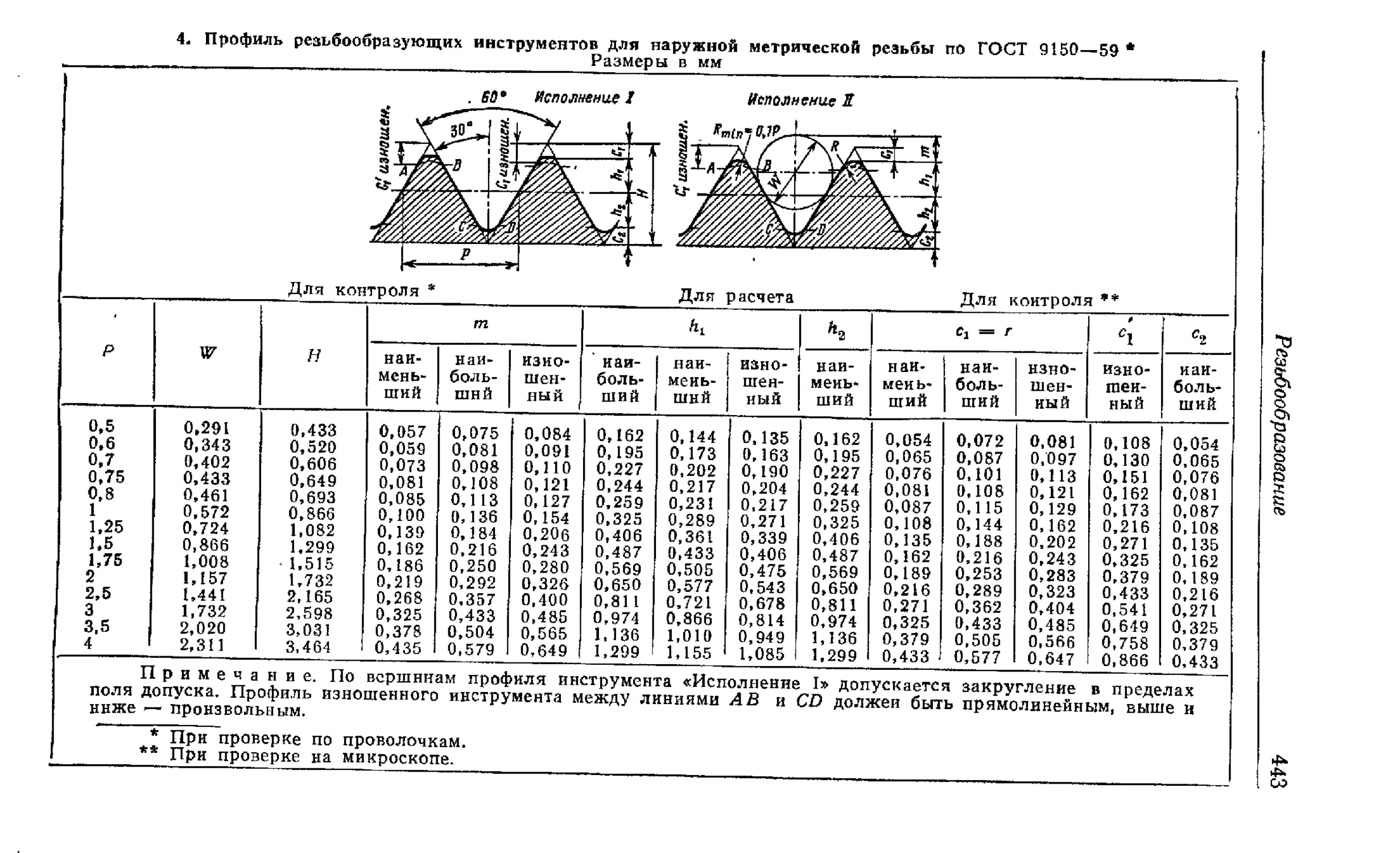
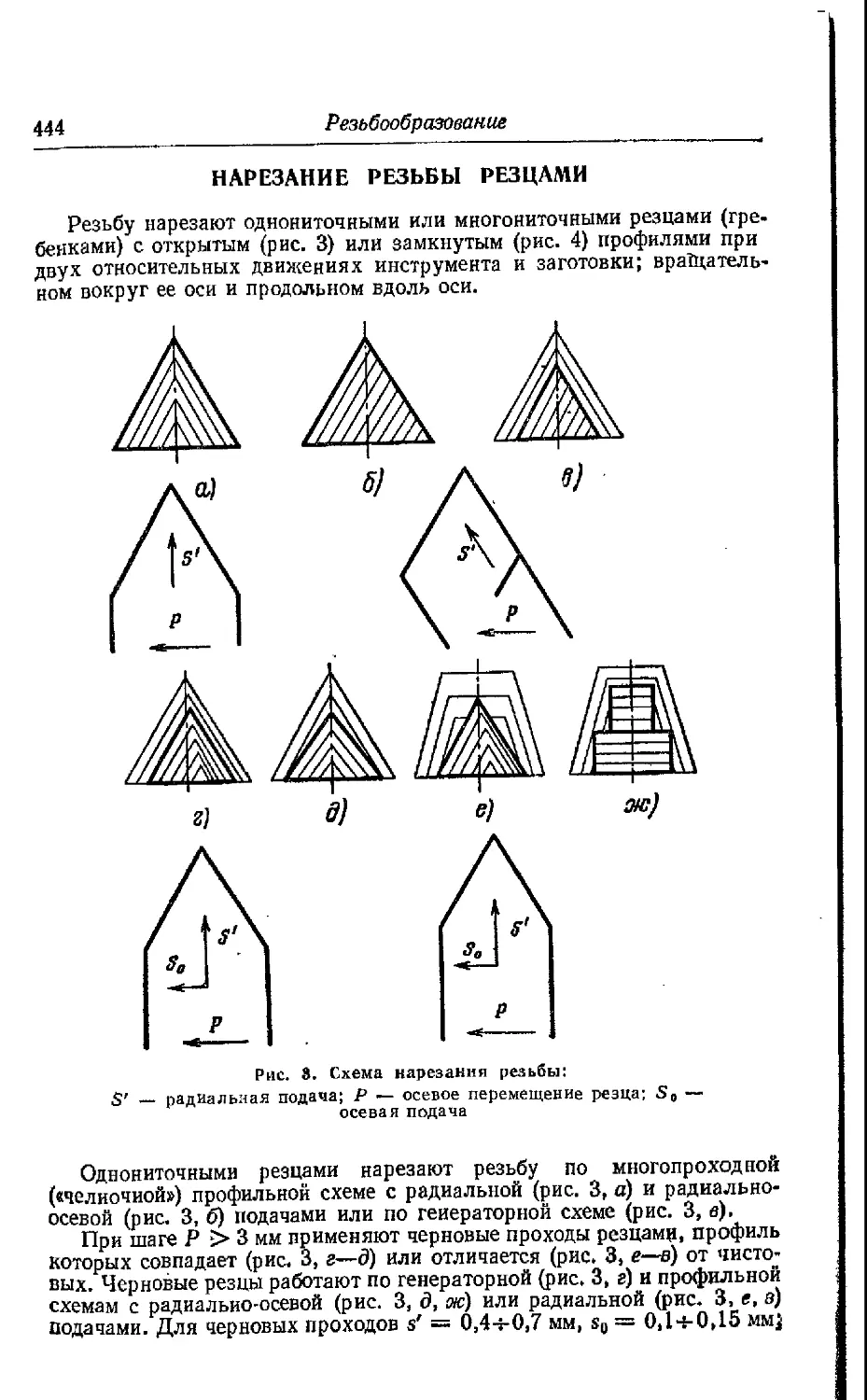
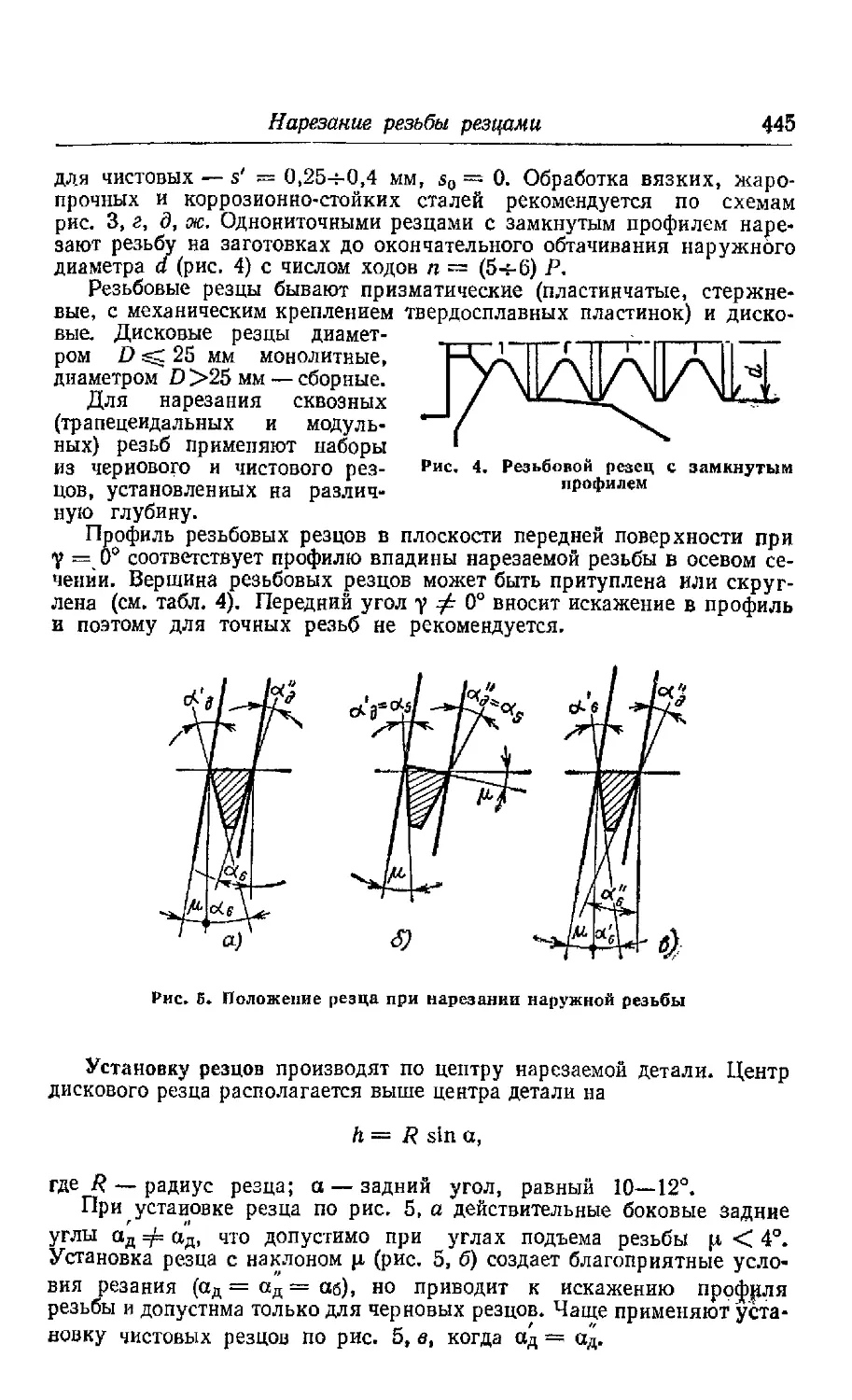
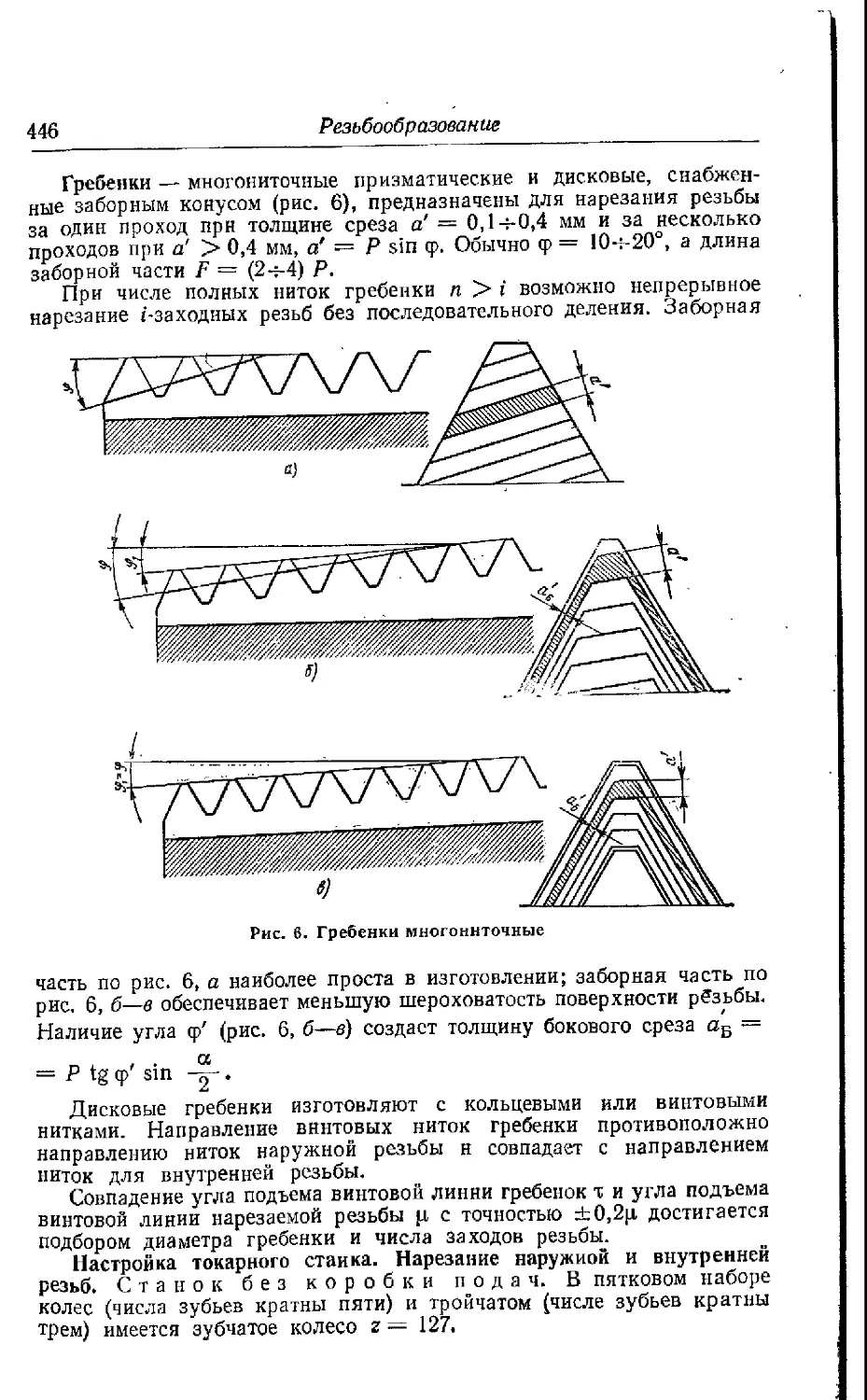
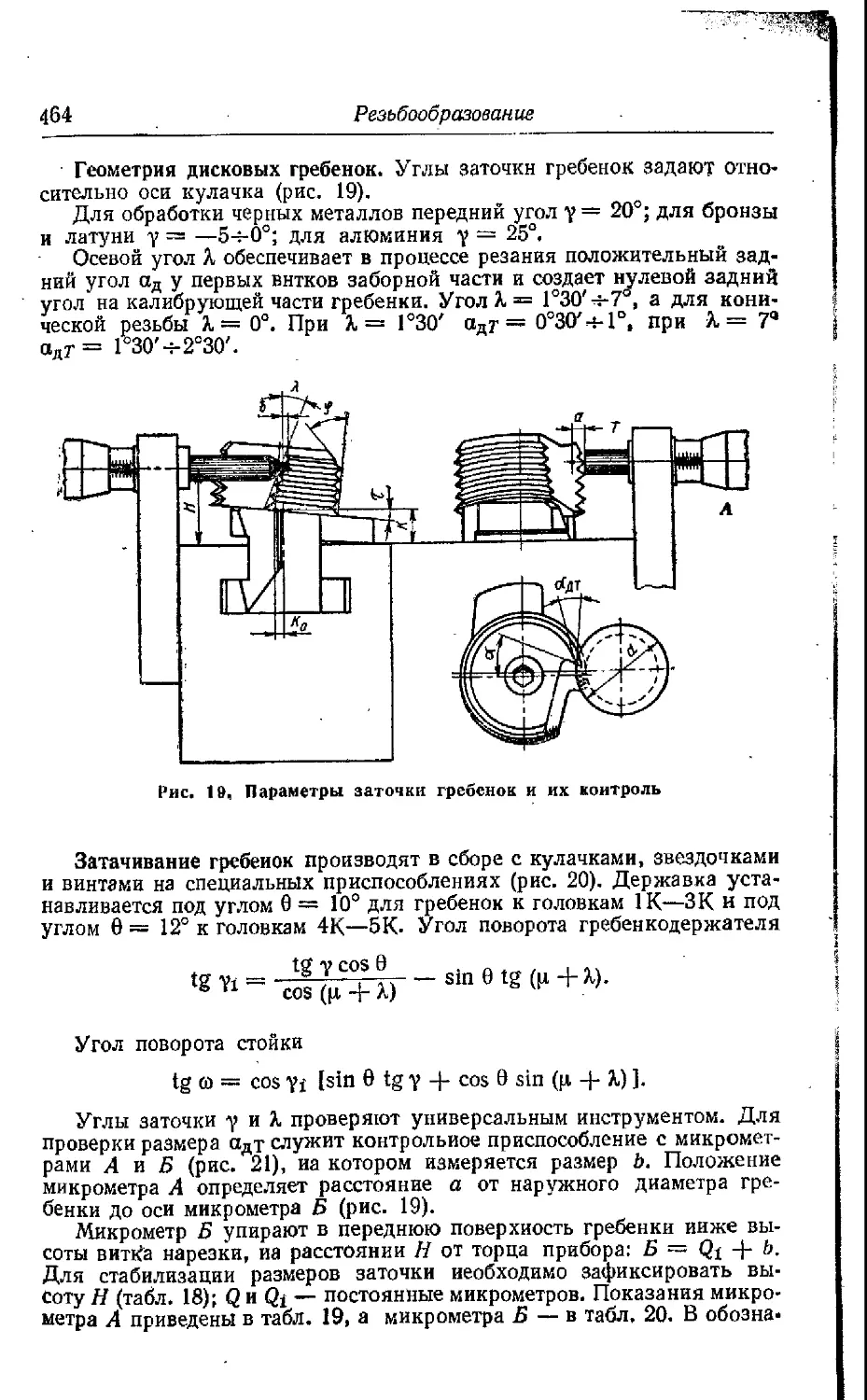
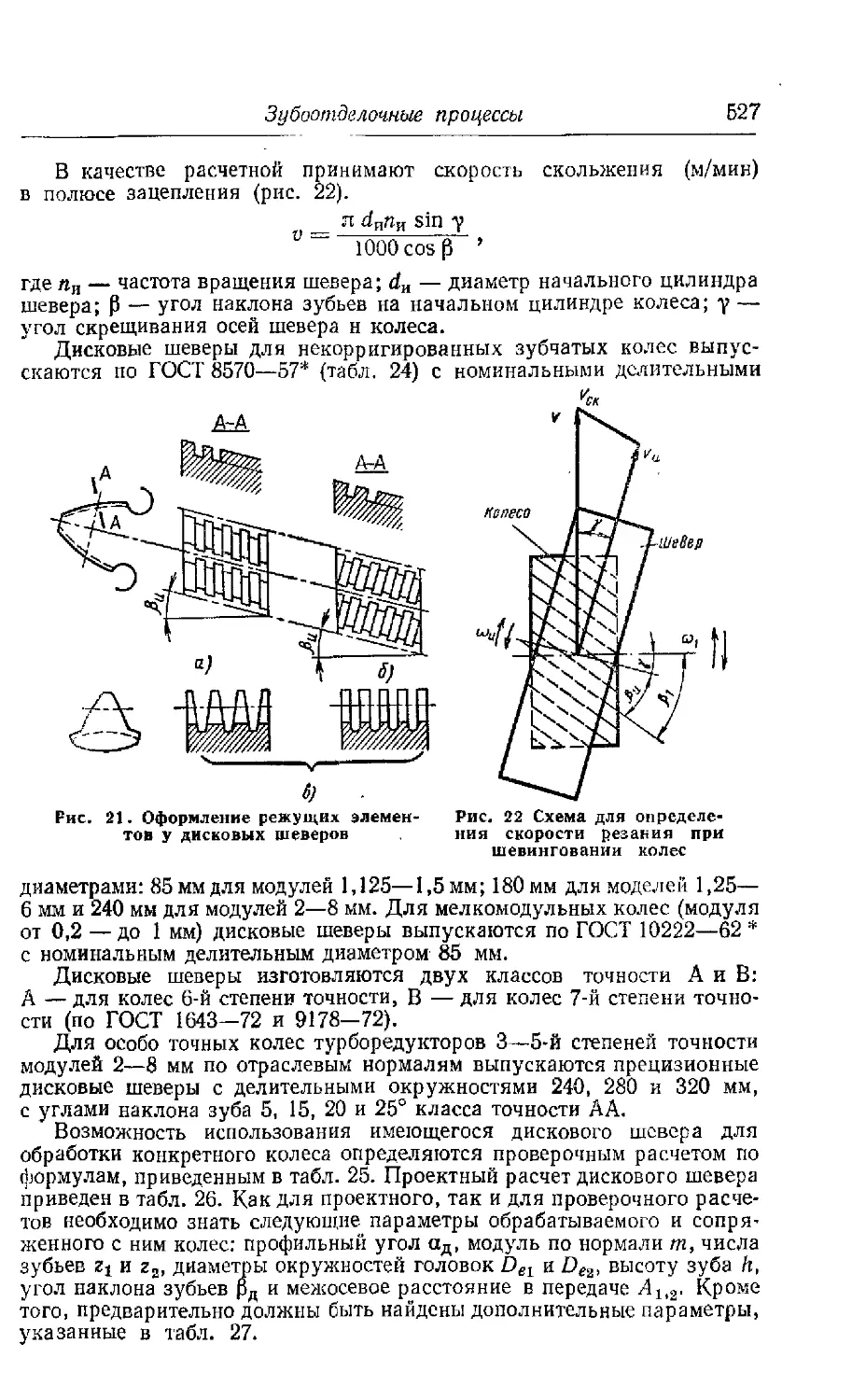
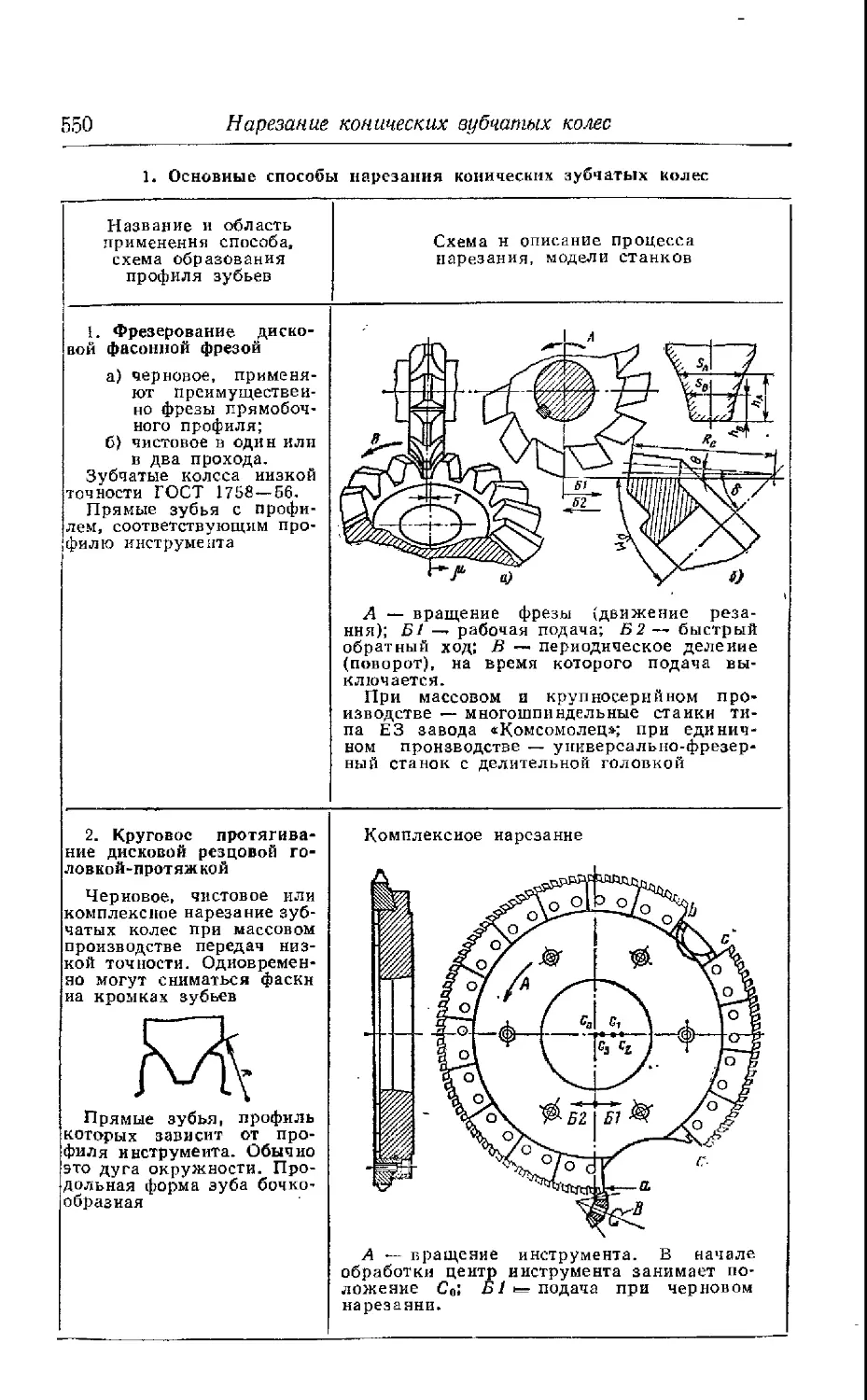
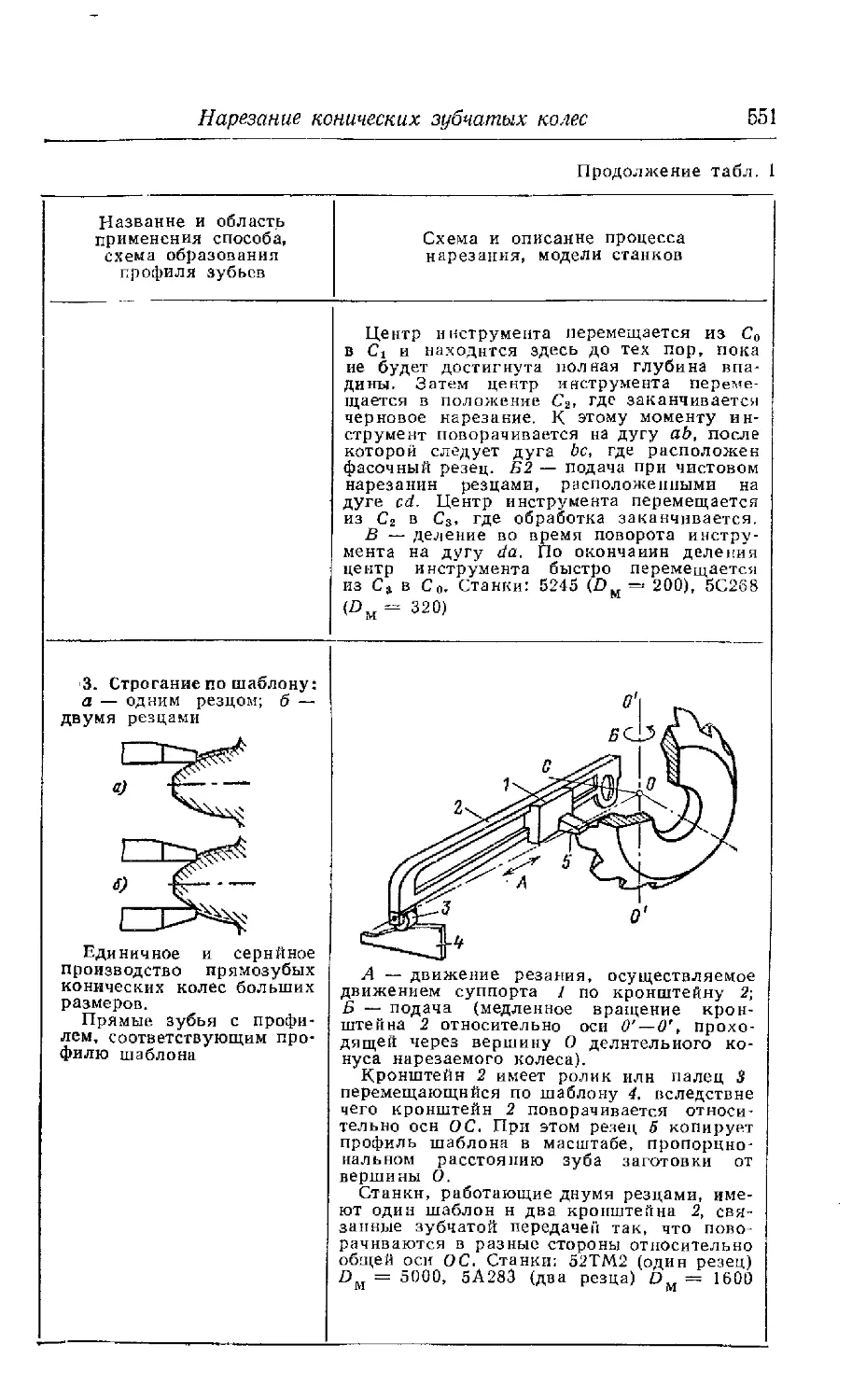
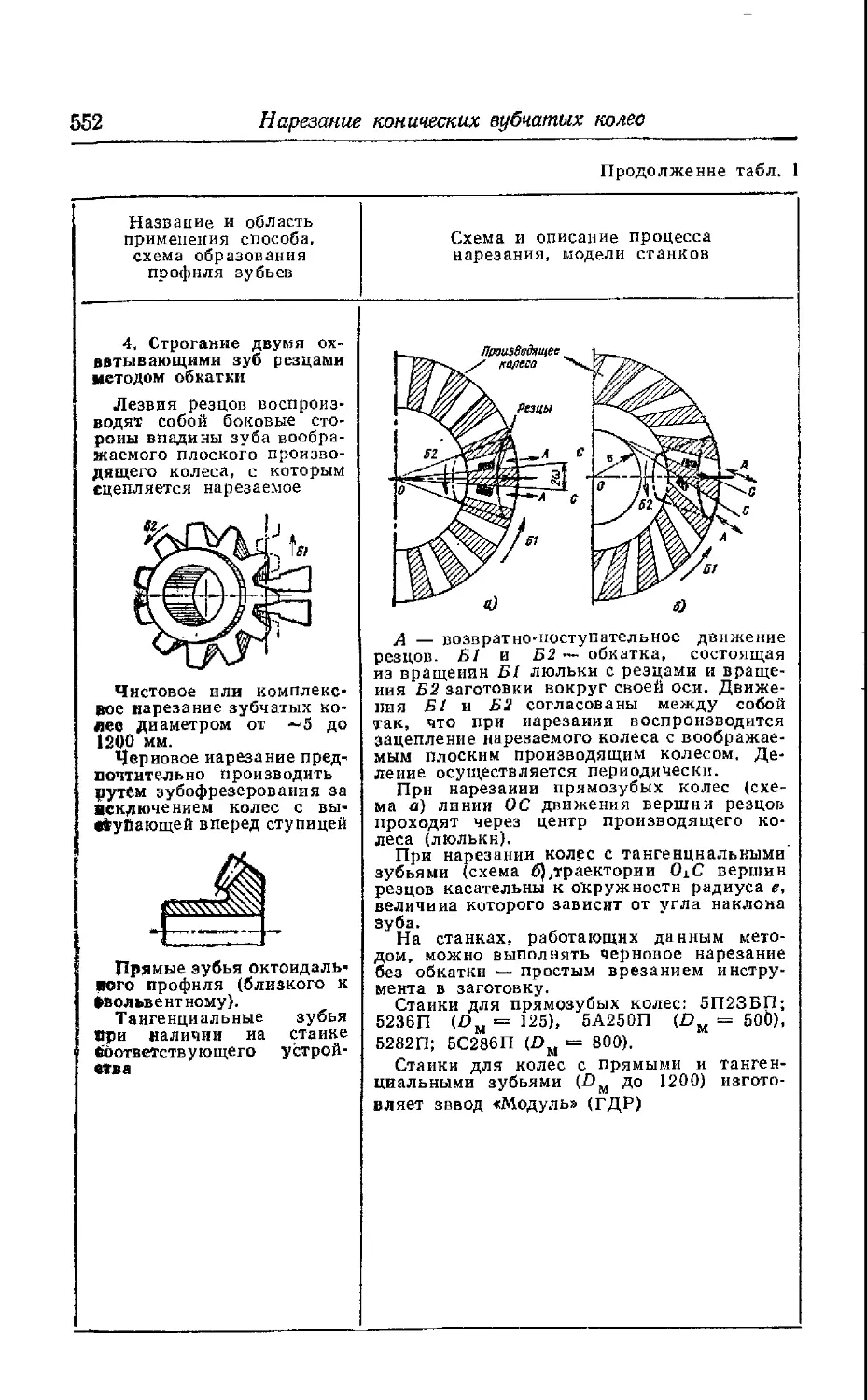
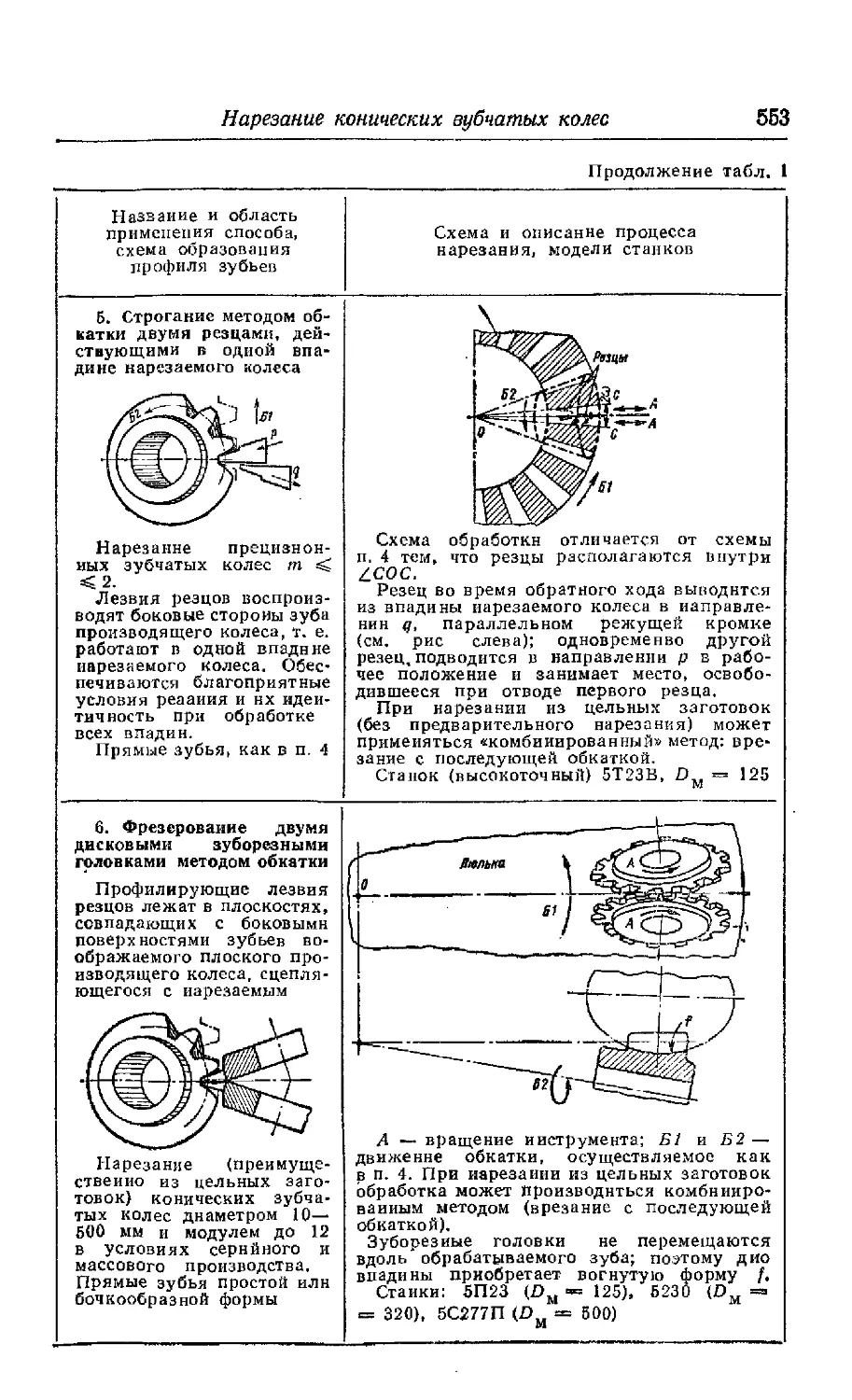
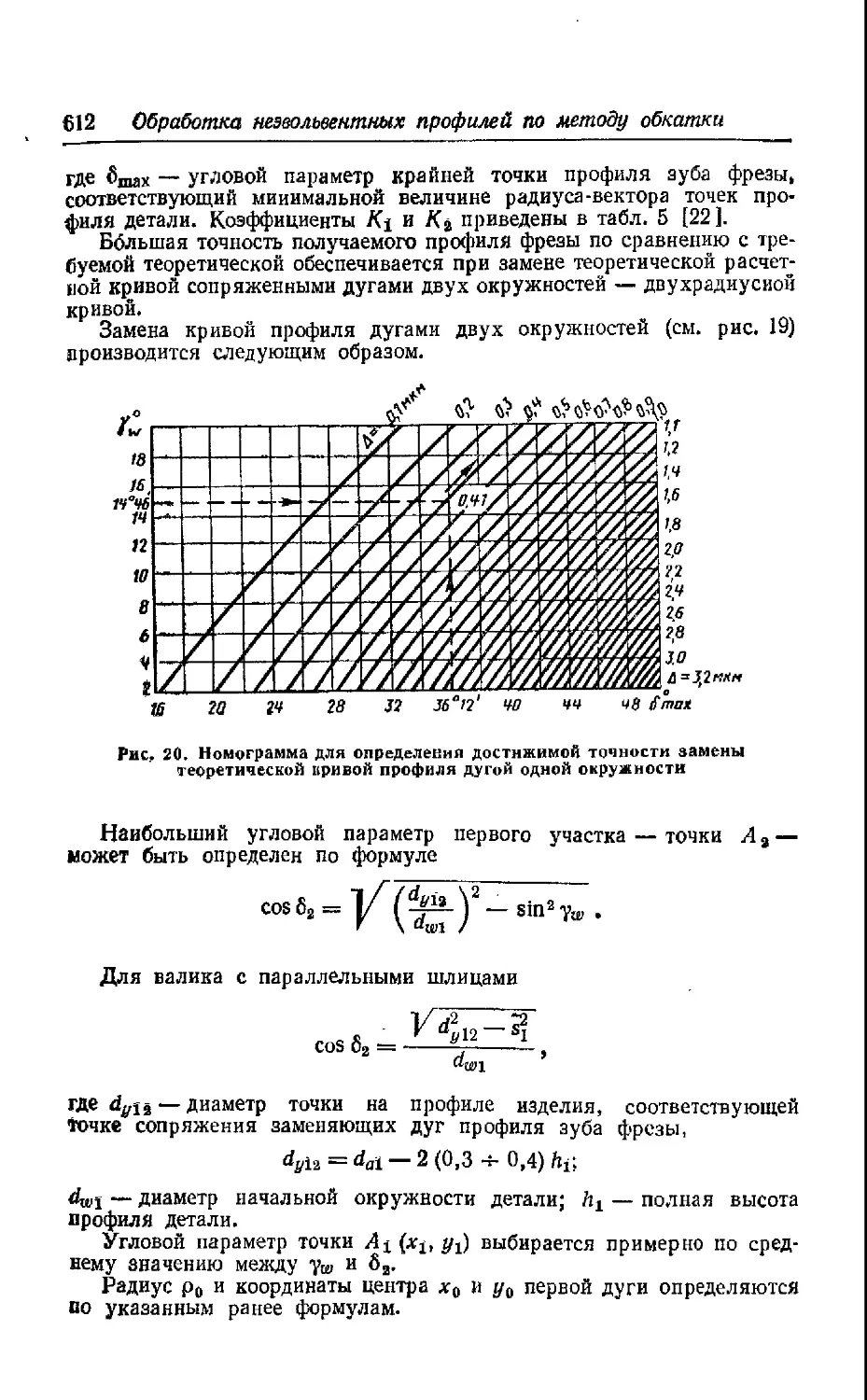
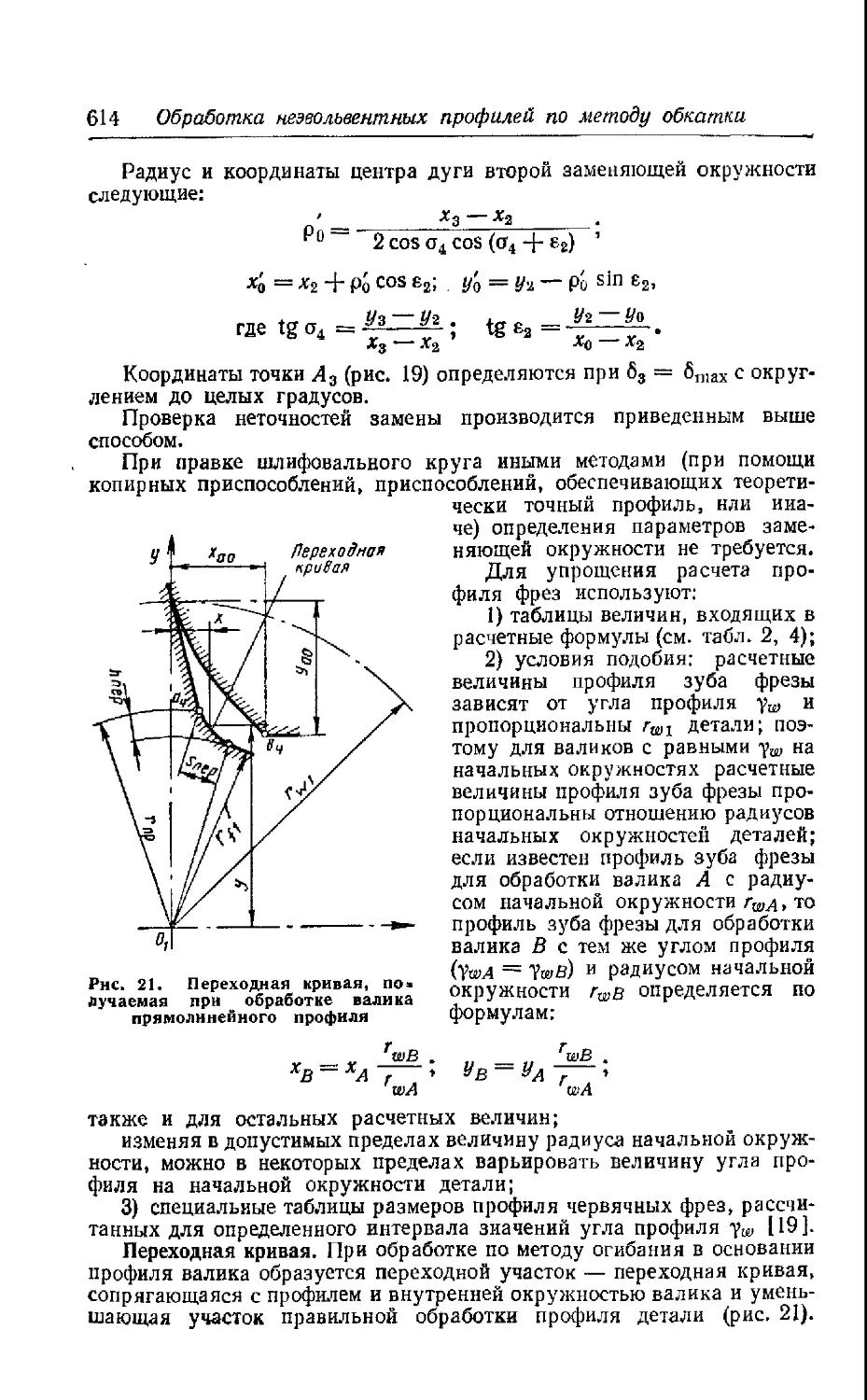
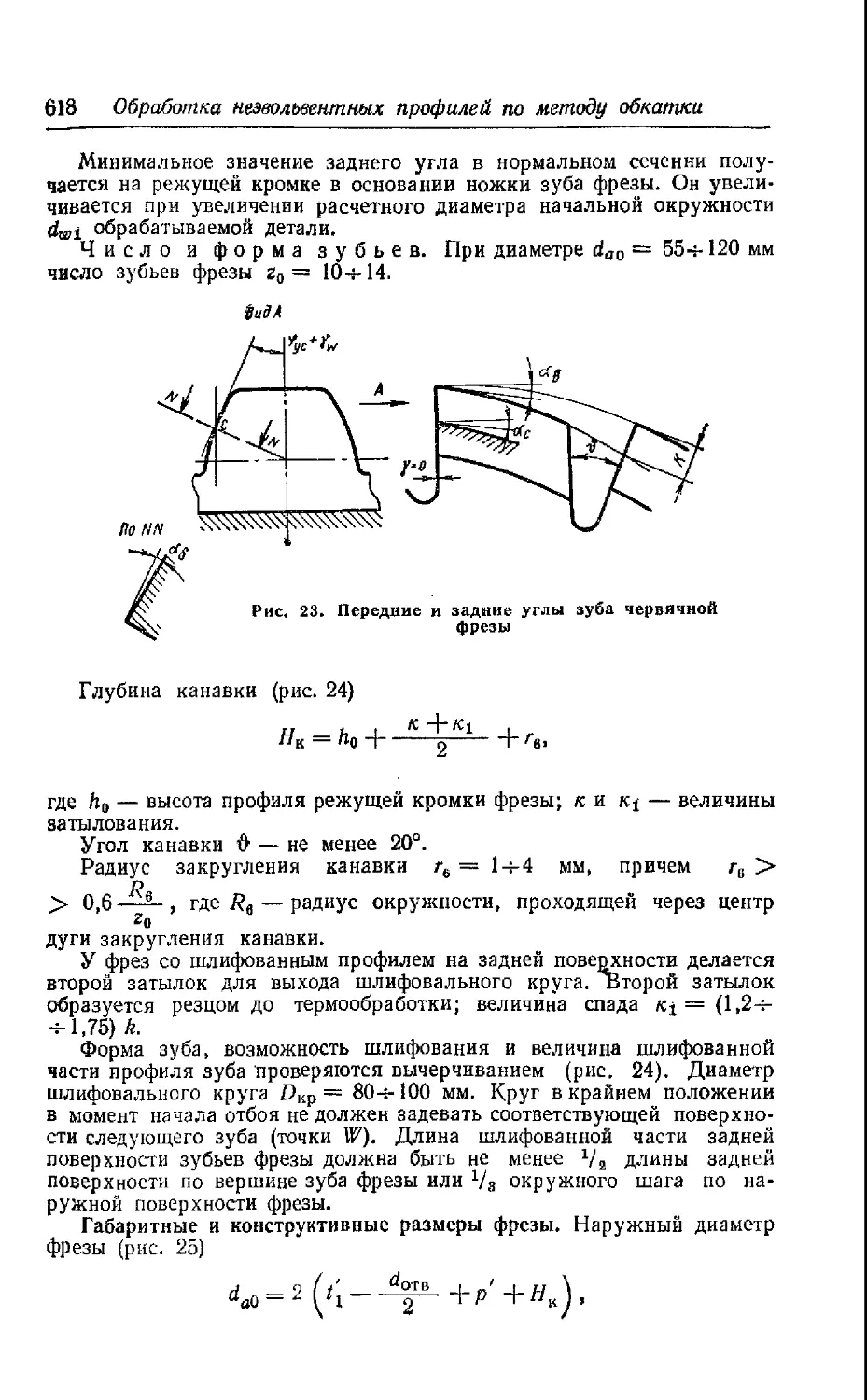
Текст
СПРАВОЧНИК
МЕТАЛЛИСТА
В (5) ТОМАХ
ИЗДАНИЕ ТРЕТЬЕ, ПЕРЕРАБОТАННОЕ
Редакционный совет:
Б. Л. БОГУСЛАВСКИЙ
| А. Н. МАЛОВ ) (председатель)
| М. П. НОВИКОВ |
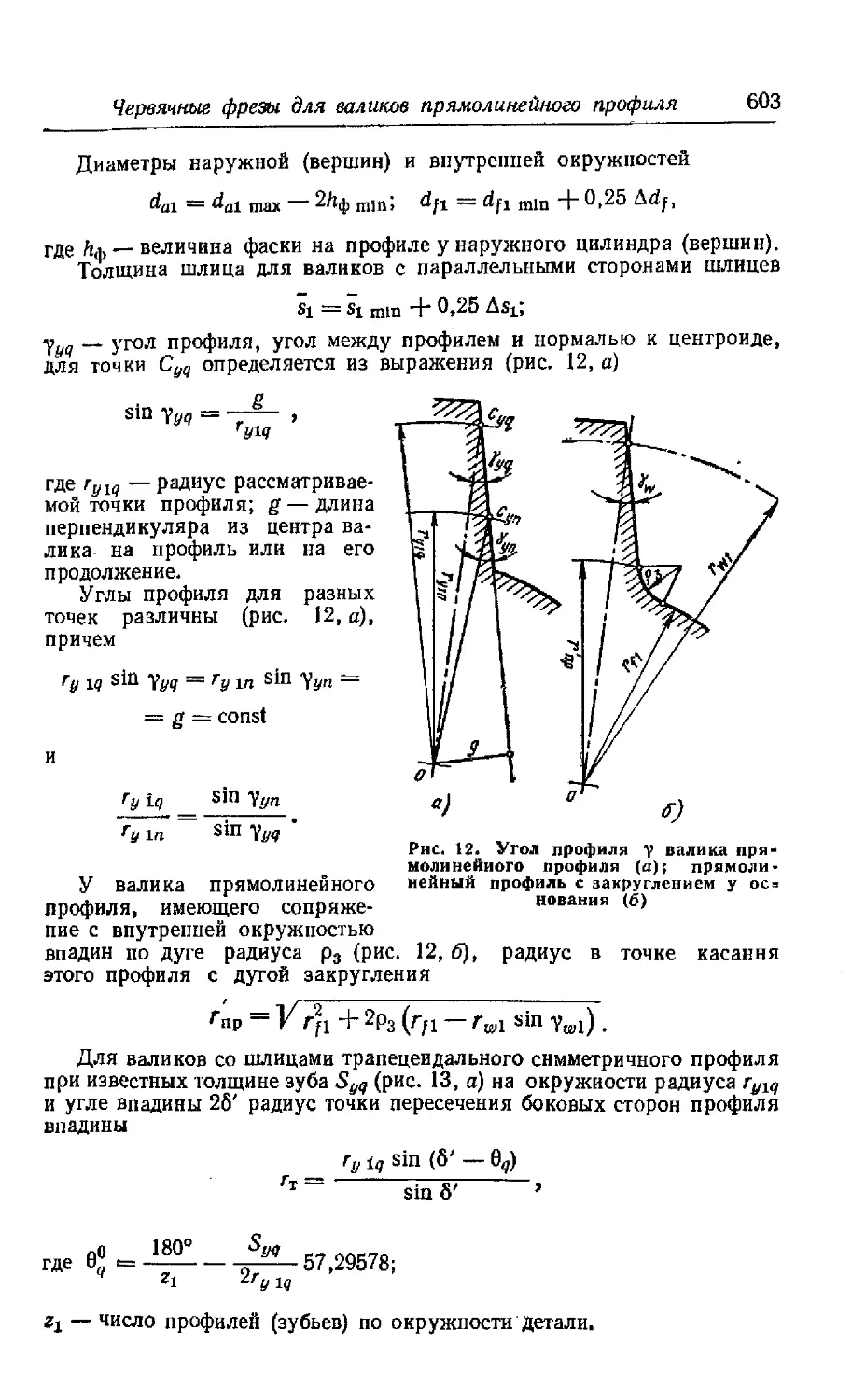
А. Г. РАХШТАДТ
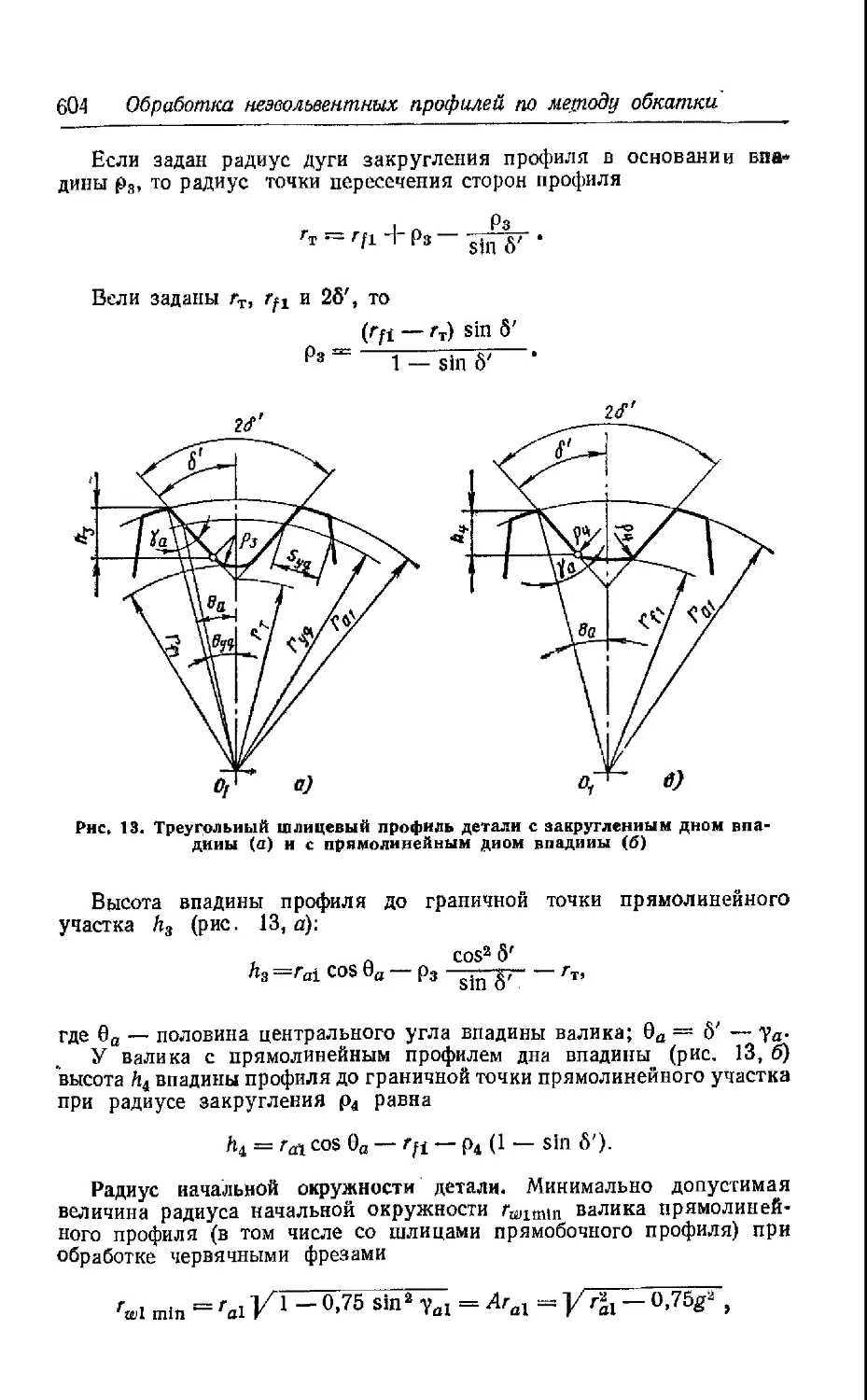
С. А. ЧЕРНАВСКИЙ
МОСКВА «МАШИНОСТРОЕНИЕ» 1978
СПРАВОЧНИК
МЕТАЛЛИСТА
том (з)
Под редакцией
д-ра техн, наук проф. А. Н. МАЛОВА
МОСКВА «МАШИНОСТРОЕНИЕ» 1977
6П4
С74
УДК (621.7 + 621.9) (031)
Авторы: Е. Д. Баклунов, А. К. Белопухов, М. И. Же-
бин, В. П. Законников, В. К- Исаченко, В. Н. Кедринский,
Л. П. Кумпикас, А. Н. Малов, П. Н. Орлов, М. А. Палей,
К- П. Панченко, В. Д. Проклова, В. С. Раковский, Л. А. Рож-
дественский, В. Ф. Романов, Э. В. Рыжов, Г. Н. Сахаров,
Е. И. Семенов, Ю. Л. Фрумин, В. М. Шестопал
Справочник металлиста. В 5-и т. Т. 3. Под ред.
С74 А. Н. Малова. М., «Машиностроение», 1977.
748 с. с ил.
На обороте тит. л. авт.: Е. Д. Баклунов, А. К. Белопухов,
М. И. Жебин и др.
Б книге приведены справочные сведения по технологии изго-
товления отливок, паковок, штампованных заготовок и деталей из
пластмасс, а также сведения по химическим, электрофизическим,
электрохимическим и механическим способам обработки деталей ма-
шин, Включены данные по допускам н посадкам, освещены 'новые
прогрессивные методы изготовления деталей.
Справочник предназначен для инженеров-технологов н техников
машиностроительных заводов
31201 —604
038 (01)-77
подписное
ПП4
© Издательство «Машиностроение», 1977 г.
ОГЛАВЛЕНИЕ
ПРОЦЕССЫ ОБРАБОТКИ БЕЗ СНЯТИЯ СТРУЖКИ
Глава 1
Отливки (М. И, Жебин, В. М. Шестопал)
Способы изготовления отливок . ............................... 8
Конструирование отливок ..................................... 17
Список литературы...........,...................... . • ♦ 36
Глава 2
Обработка давлением
Технология ковки и объемной штамповки (В. И. Семенов) ...» 37
Способы ковки и объемной штамповки................... , 41
Конструирование поковок ................................... 48
Выбор оборудования....................................... 54
Прокат и прессование (Е. И. Семенов) .................... 55
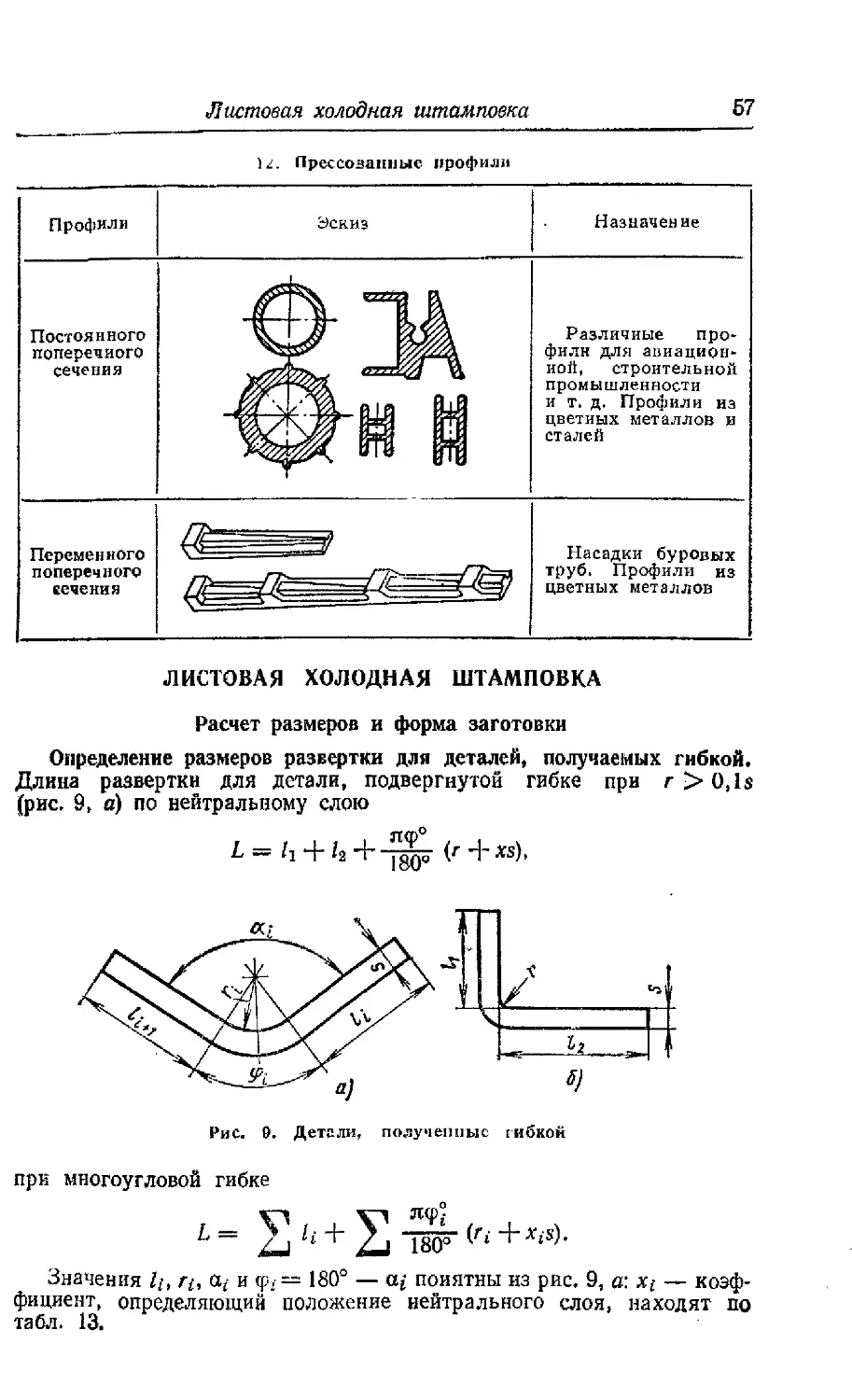
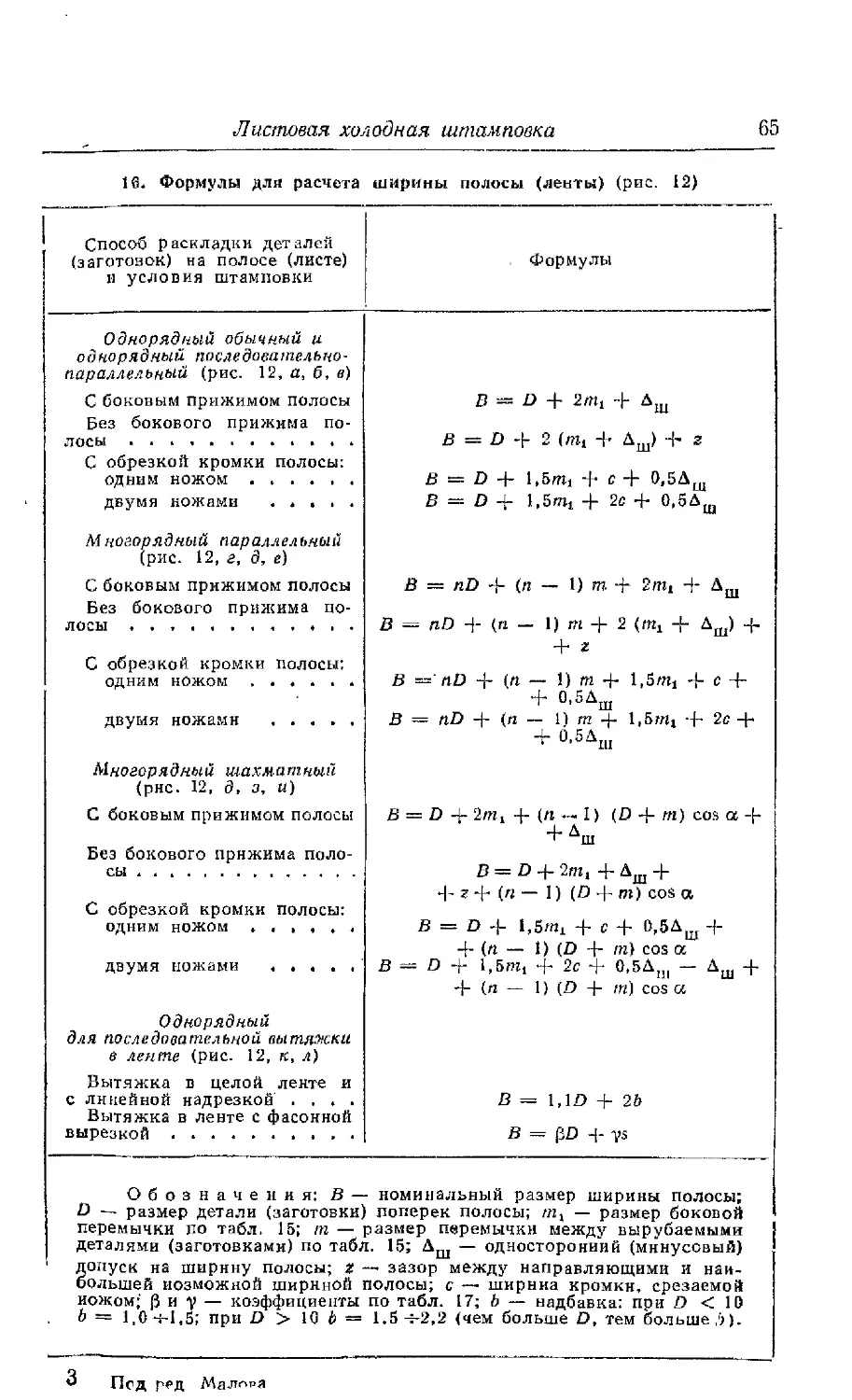
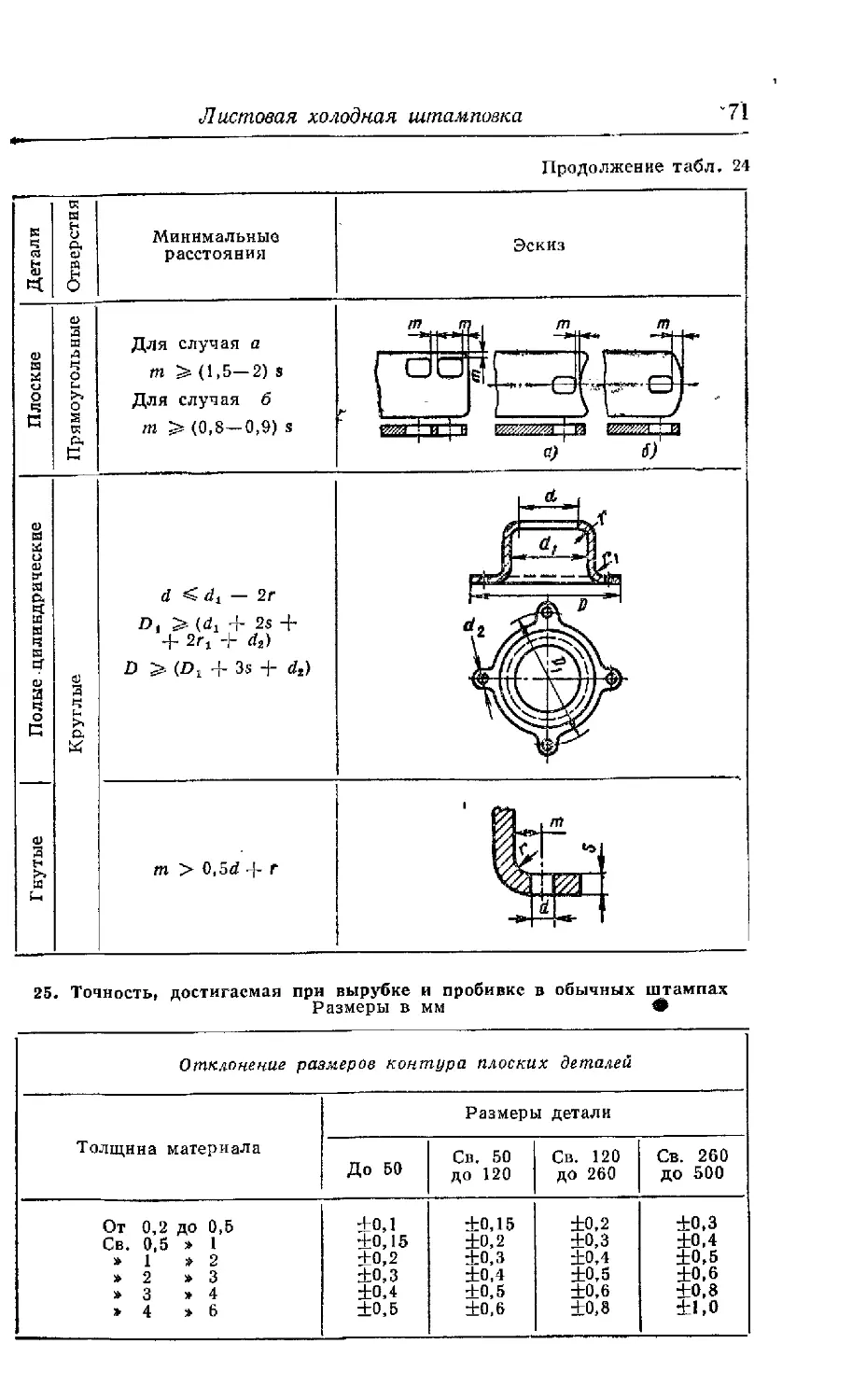
Листовая холодная штамповка (А. Н. Малов)................. 57
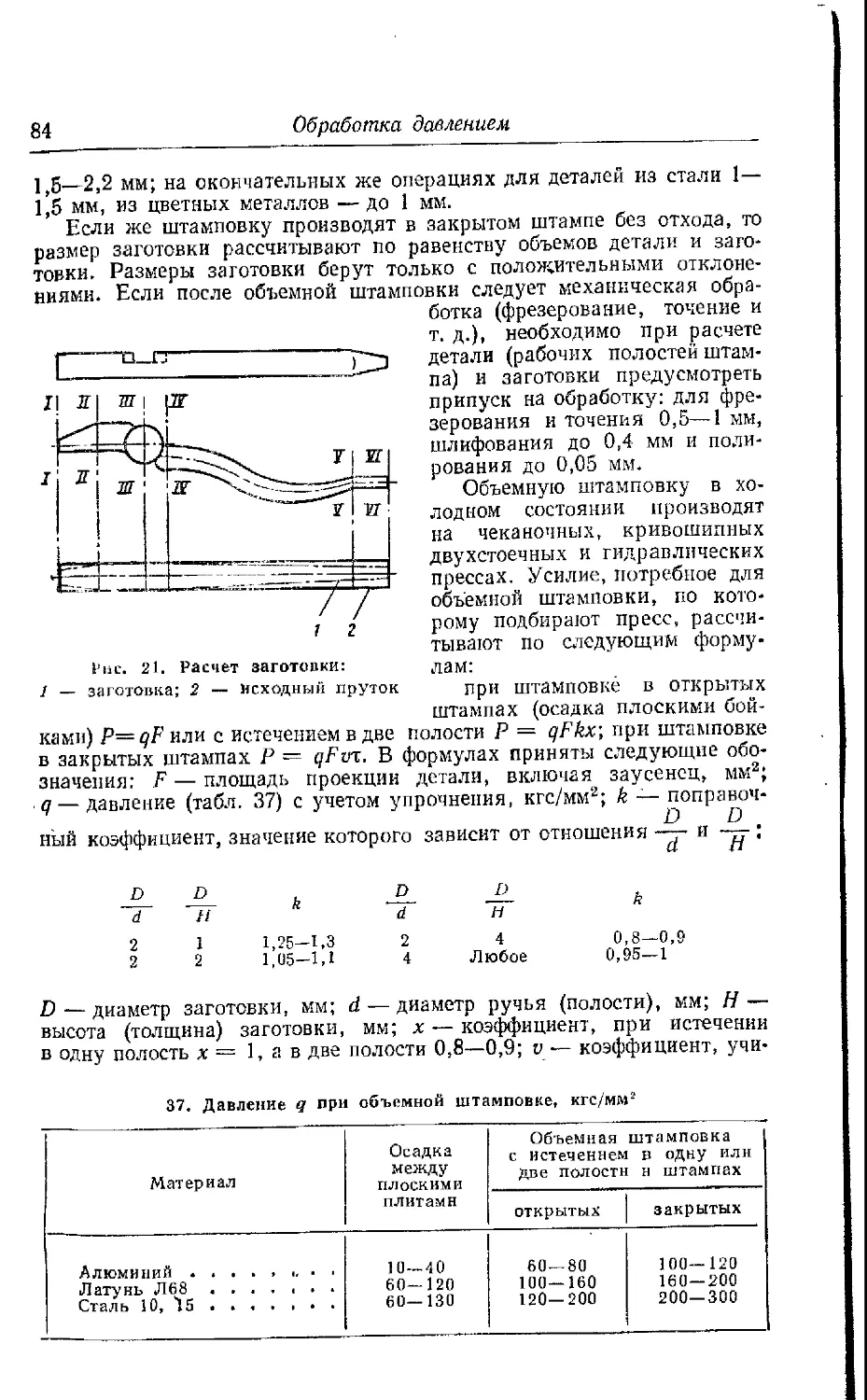
Расчет размеров и форма заготовки........................ 57
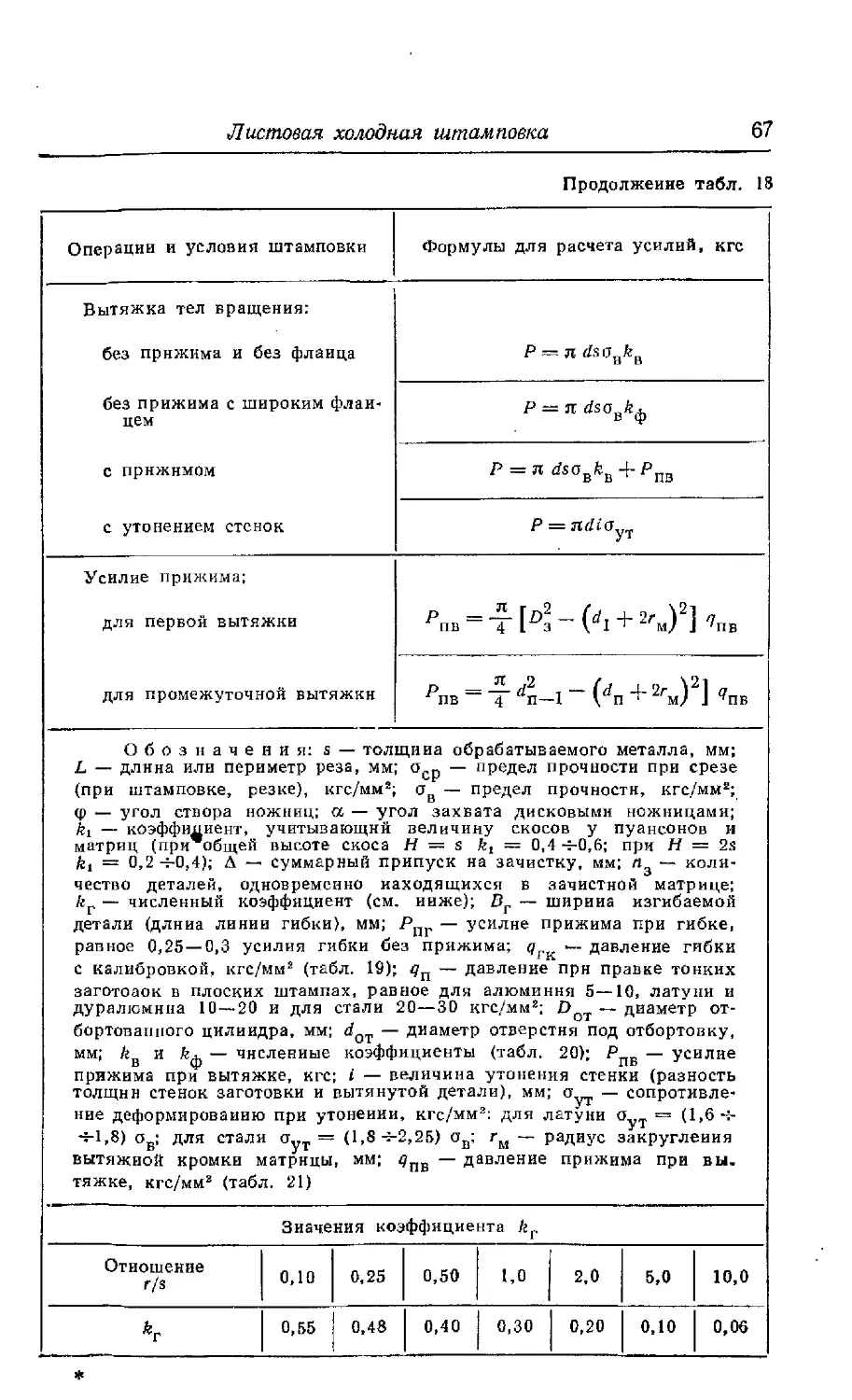
Рарчет усилий для основных операций холодной штамповки и
выбор пресса .............................................. 63
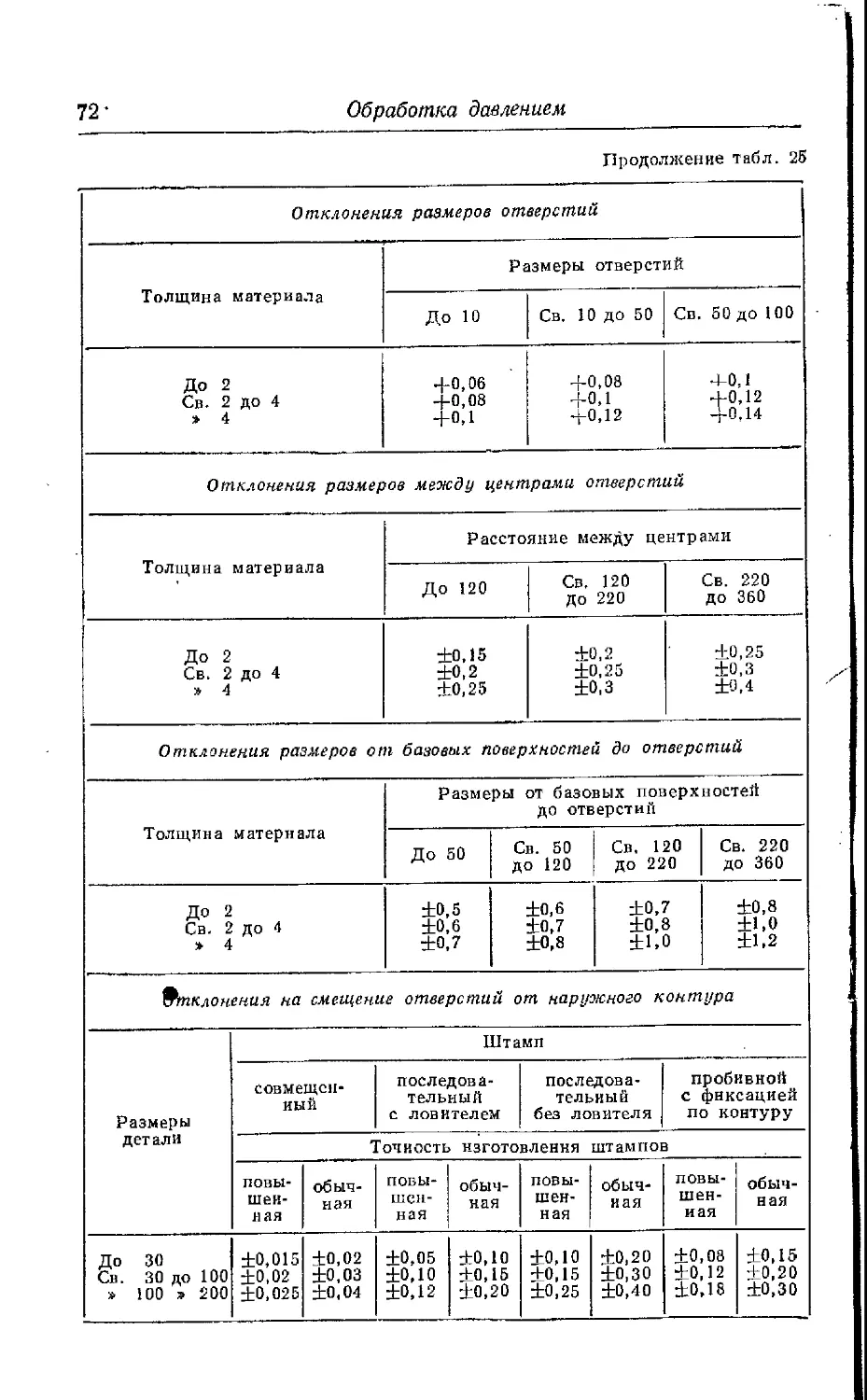
Технологические расчеты основных операций штамповки ... 68
Холодная высадка (А. И. Малов)............................... 78
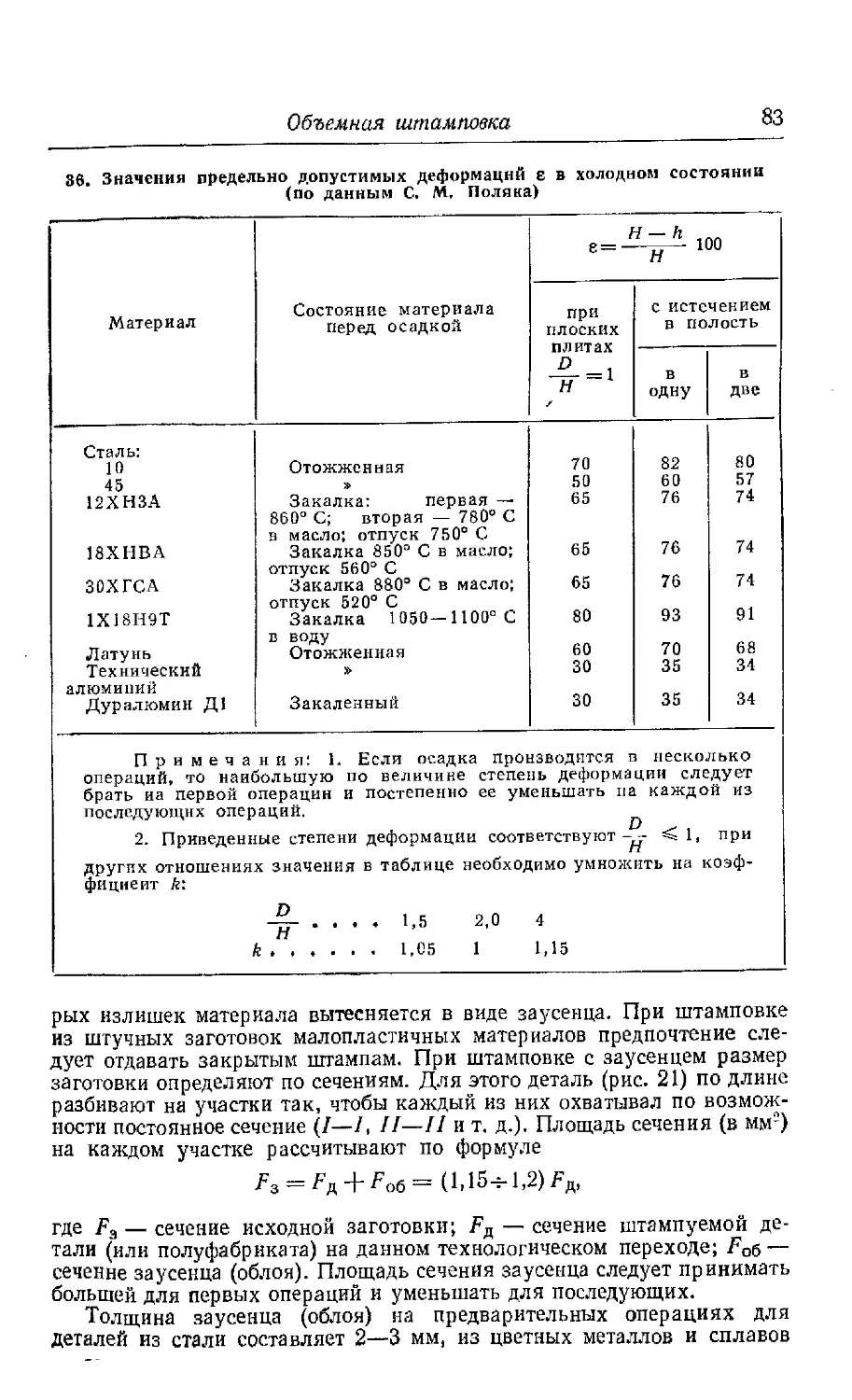
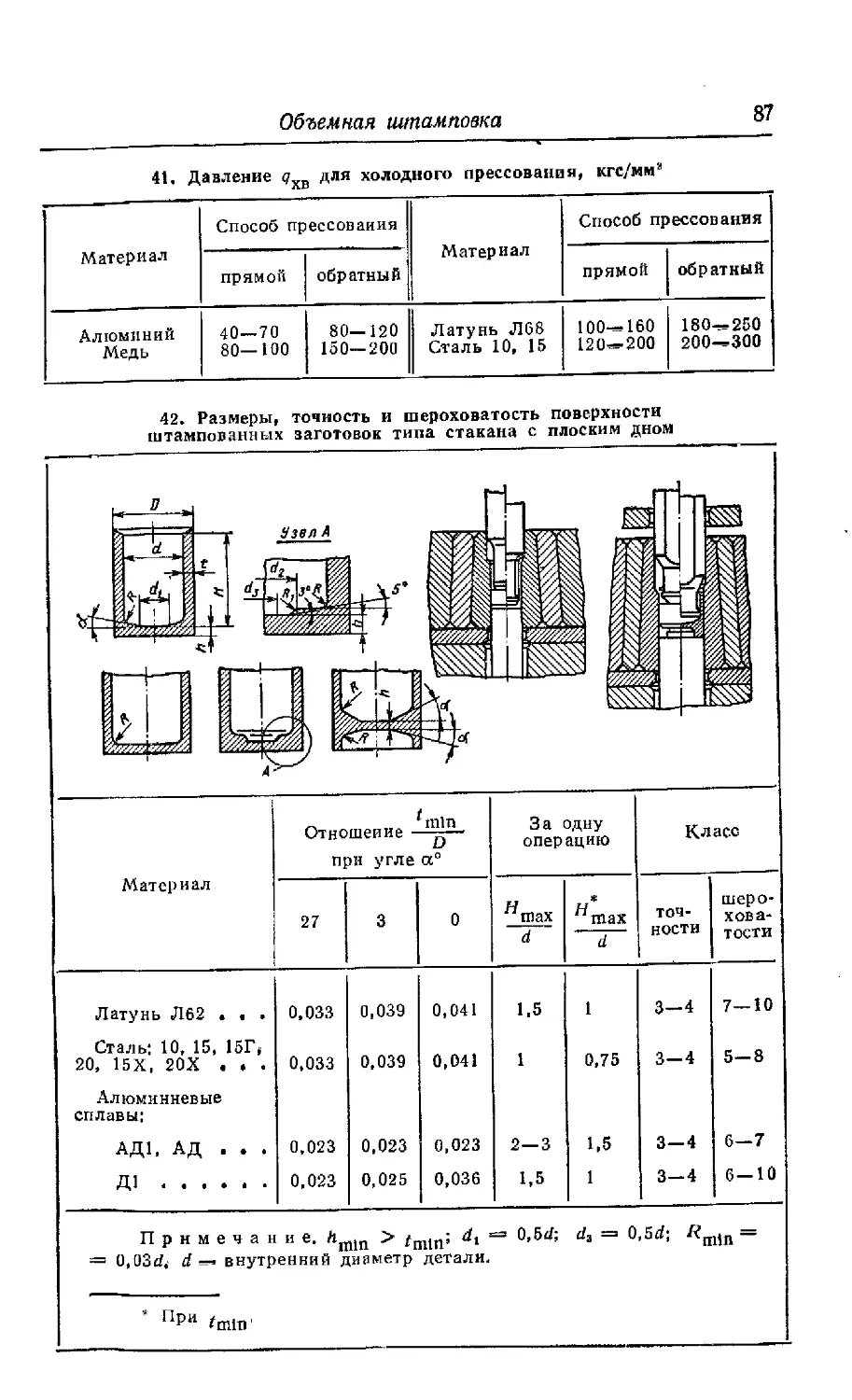
Объемная штамповка........................................... 82
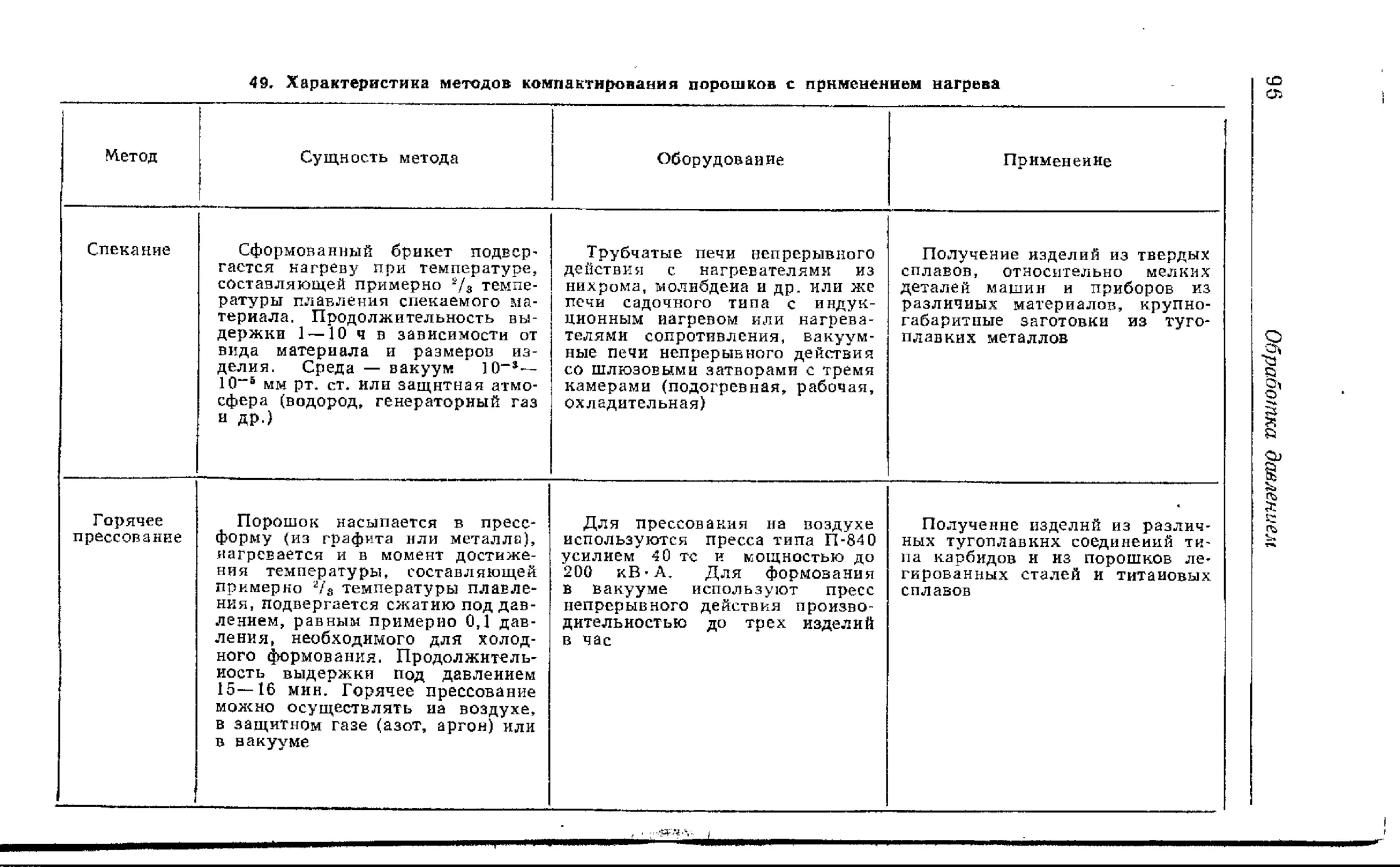
Изготовление заготовок и деталей методами порошковой металлур-
гии (В. С. Раковский)...................................... 91
Список литературы............................................ 99
Глава 3
Изготовление деталей из пластмасс (А. К. Белопухов)
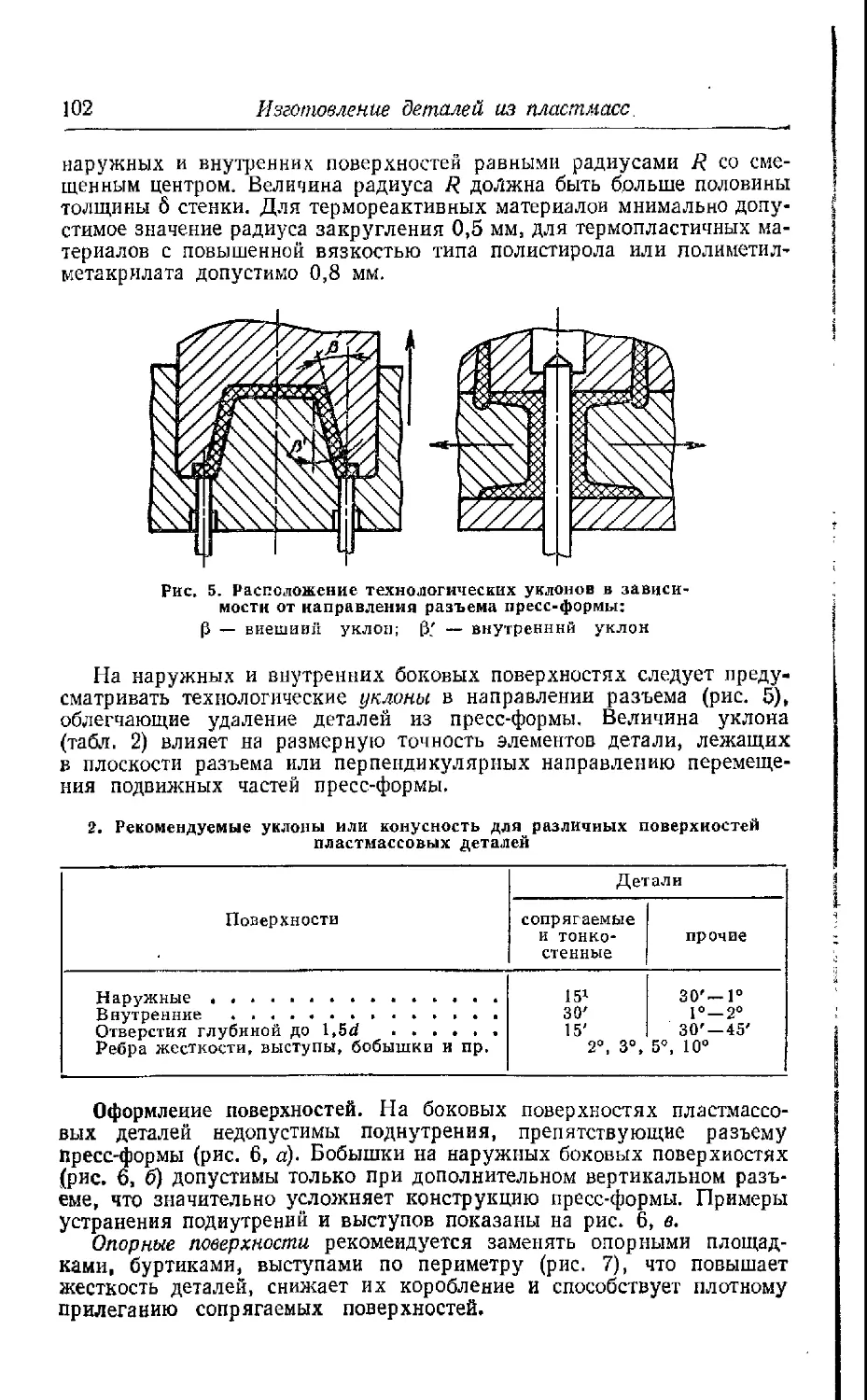
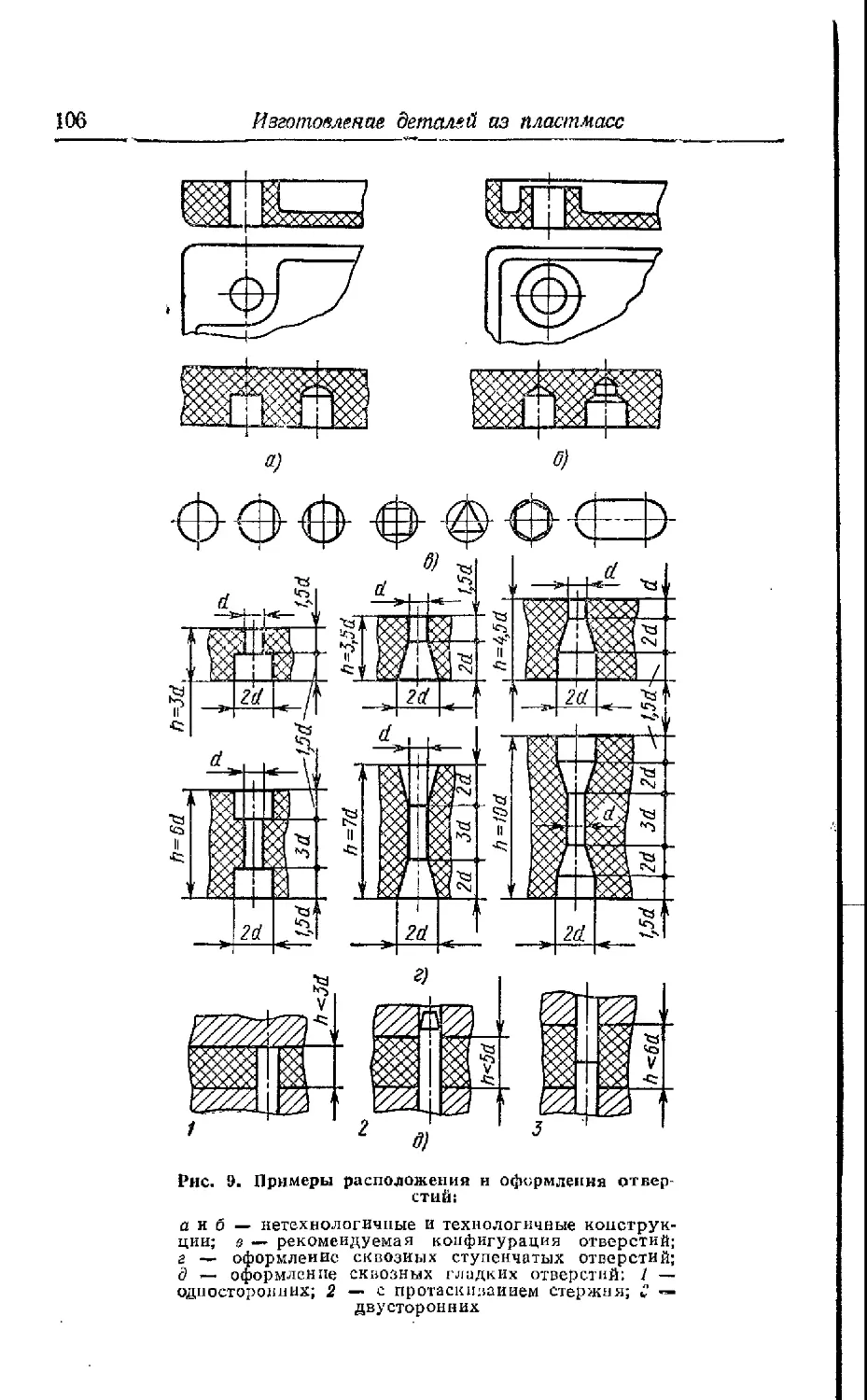
Конструирование деталей.................................. . 100
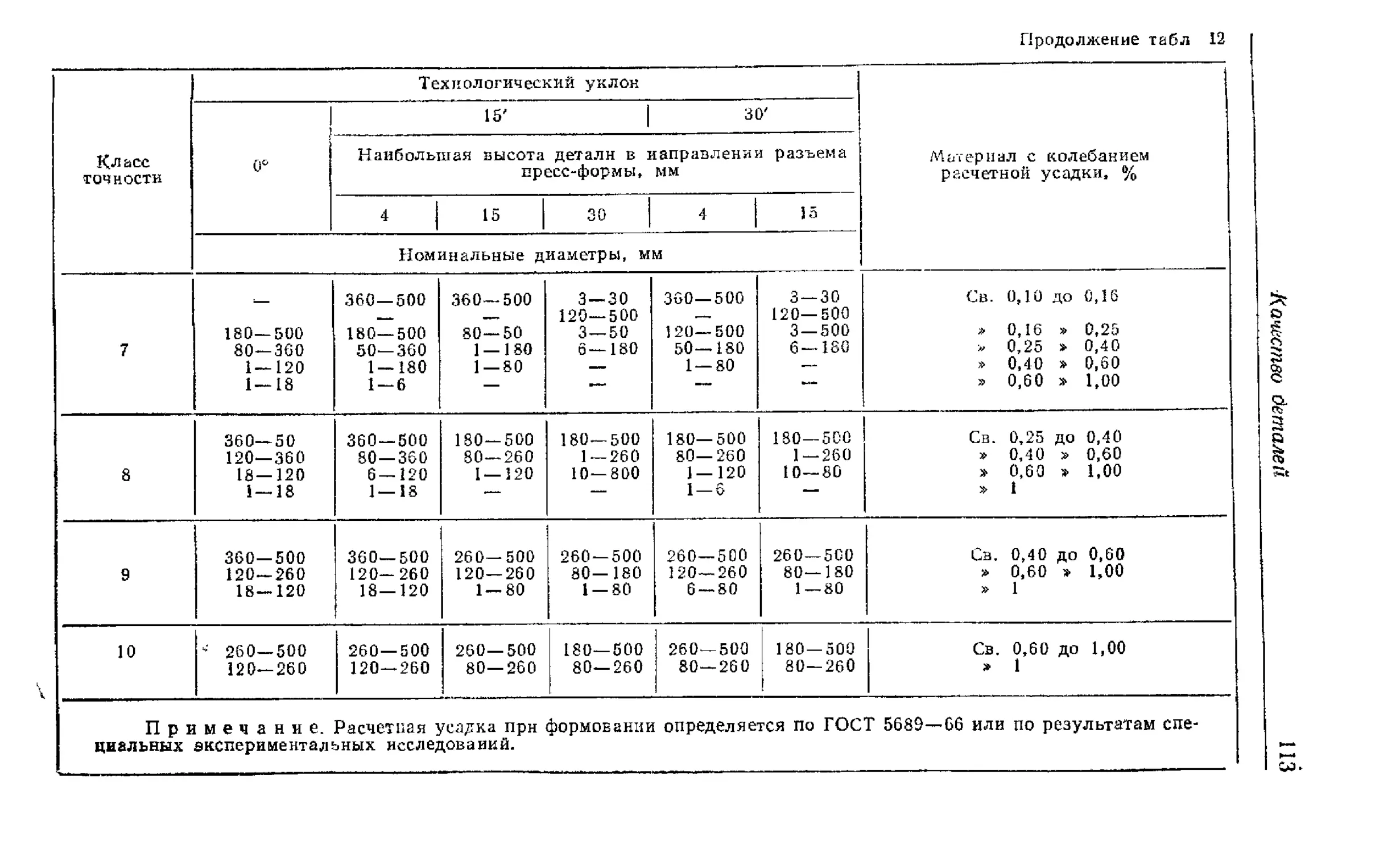
Качество деталей ............................................. 111
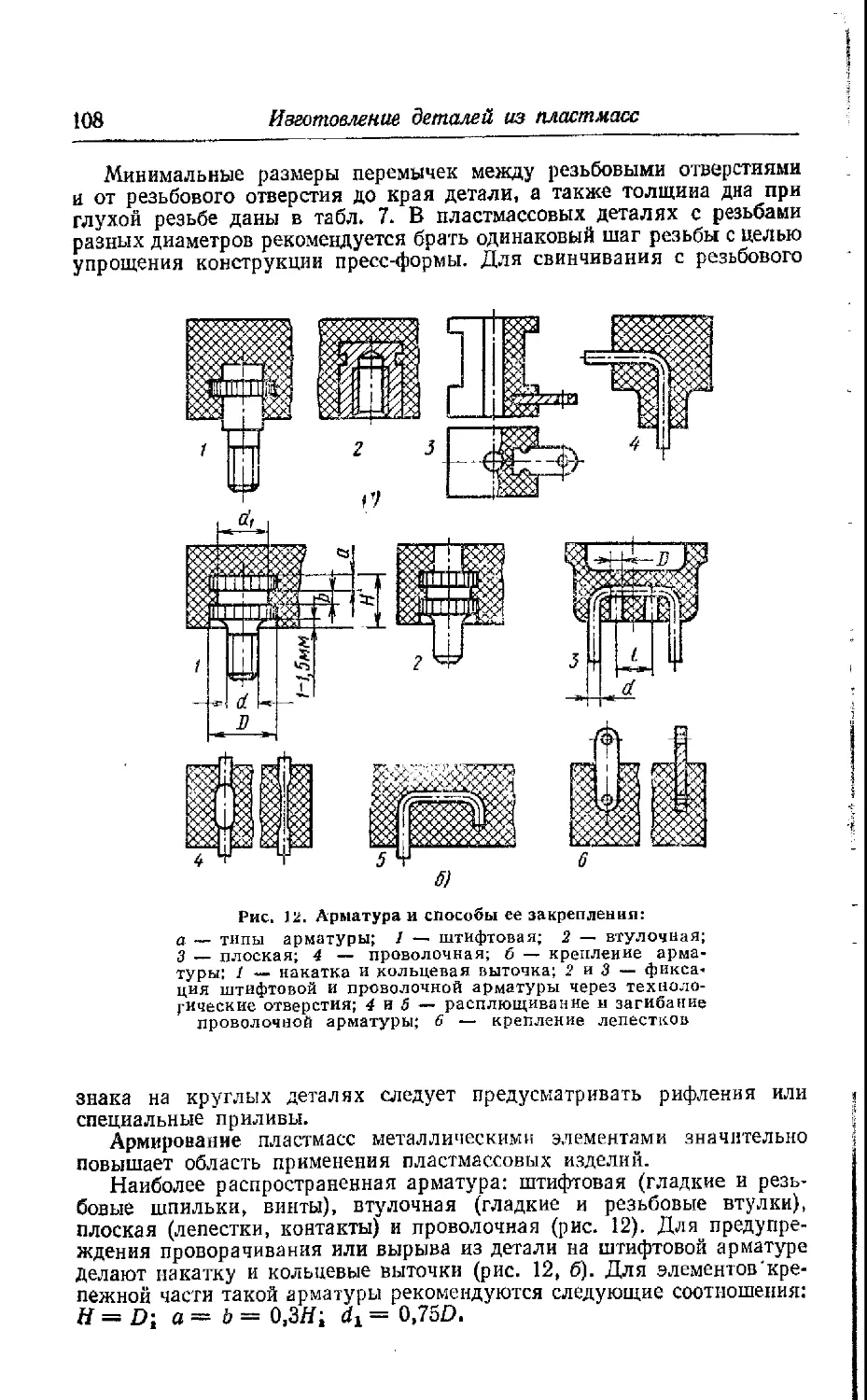
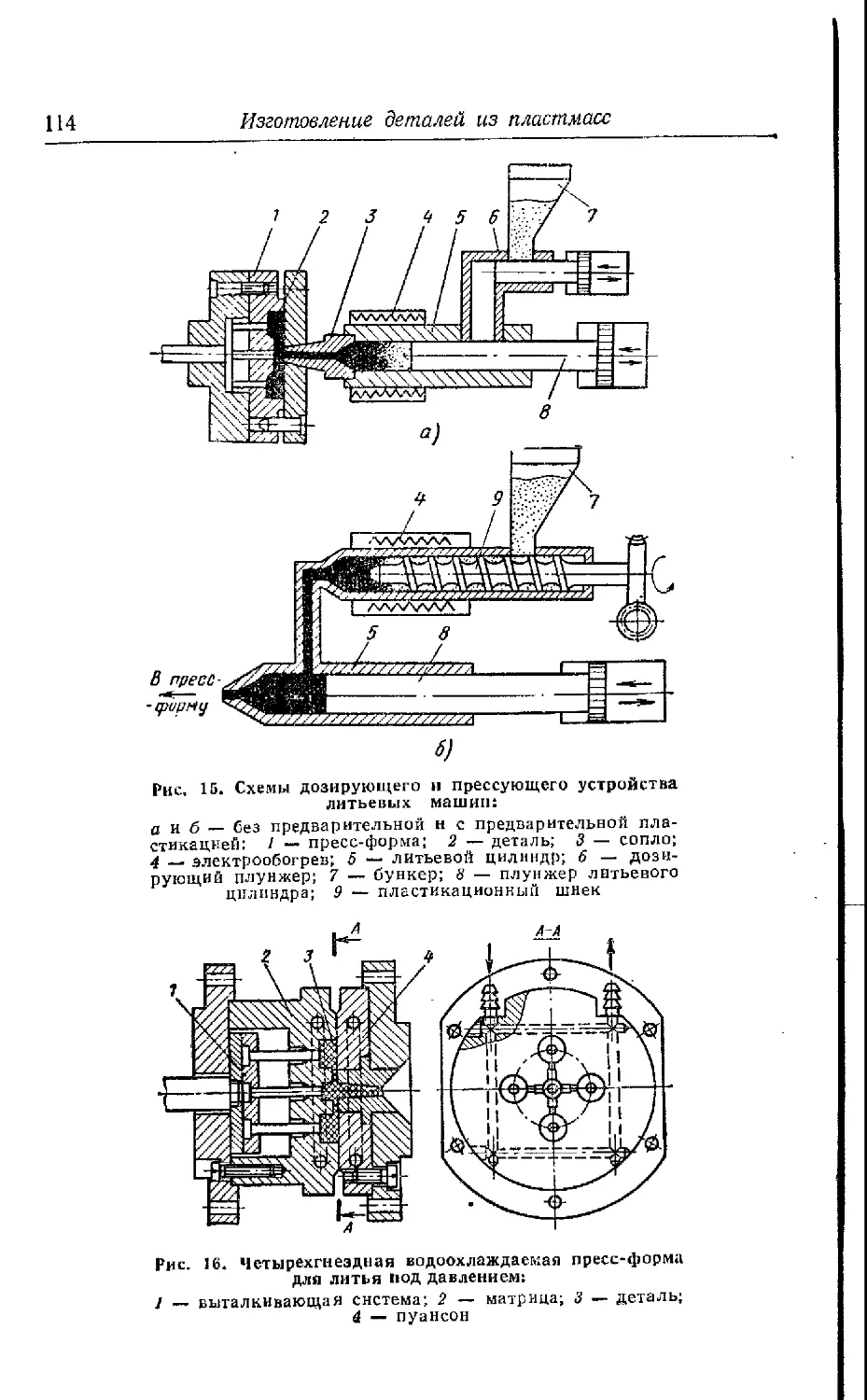
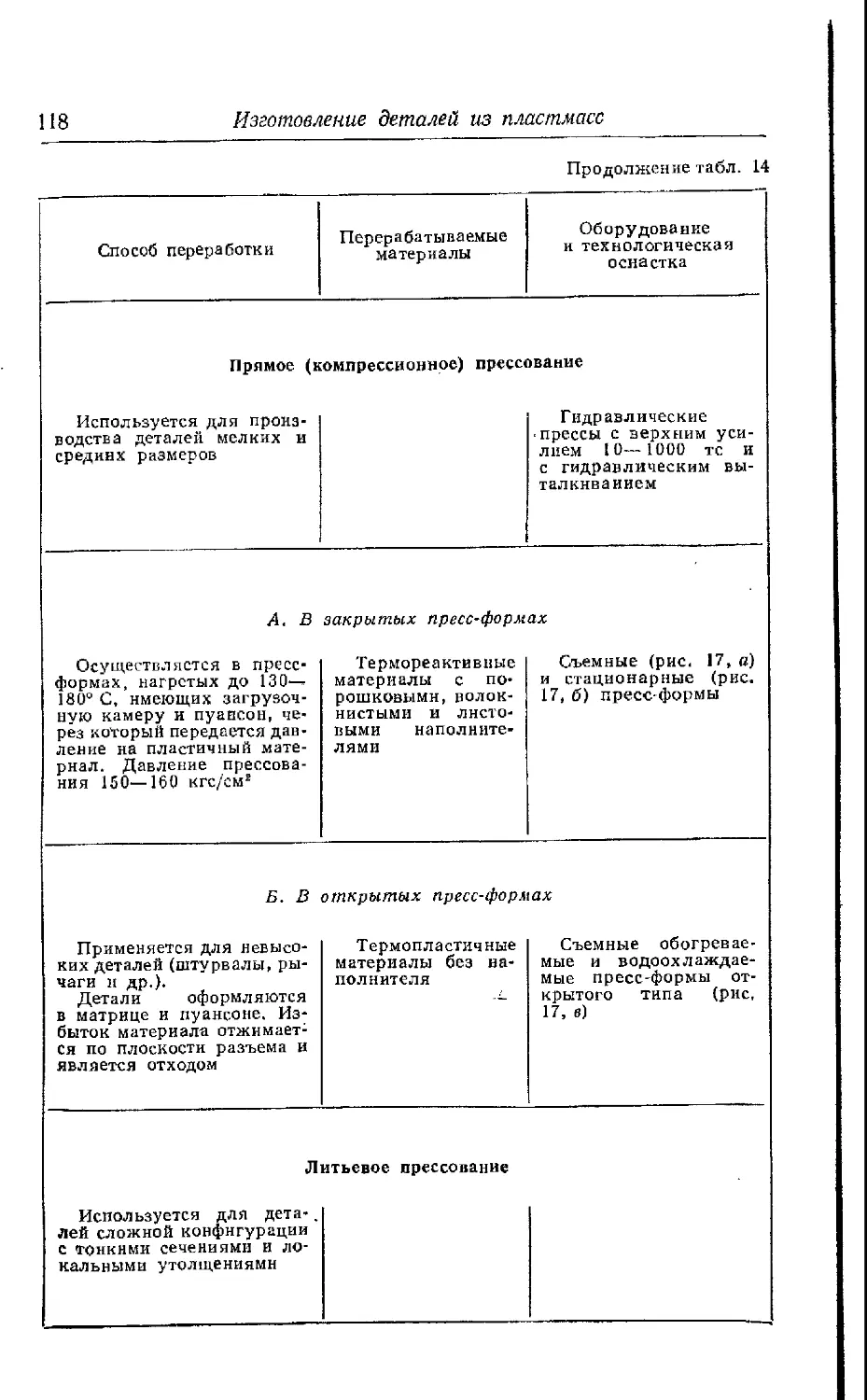
Переработка пластмасс в изделия.................................117
Глава 4
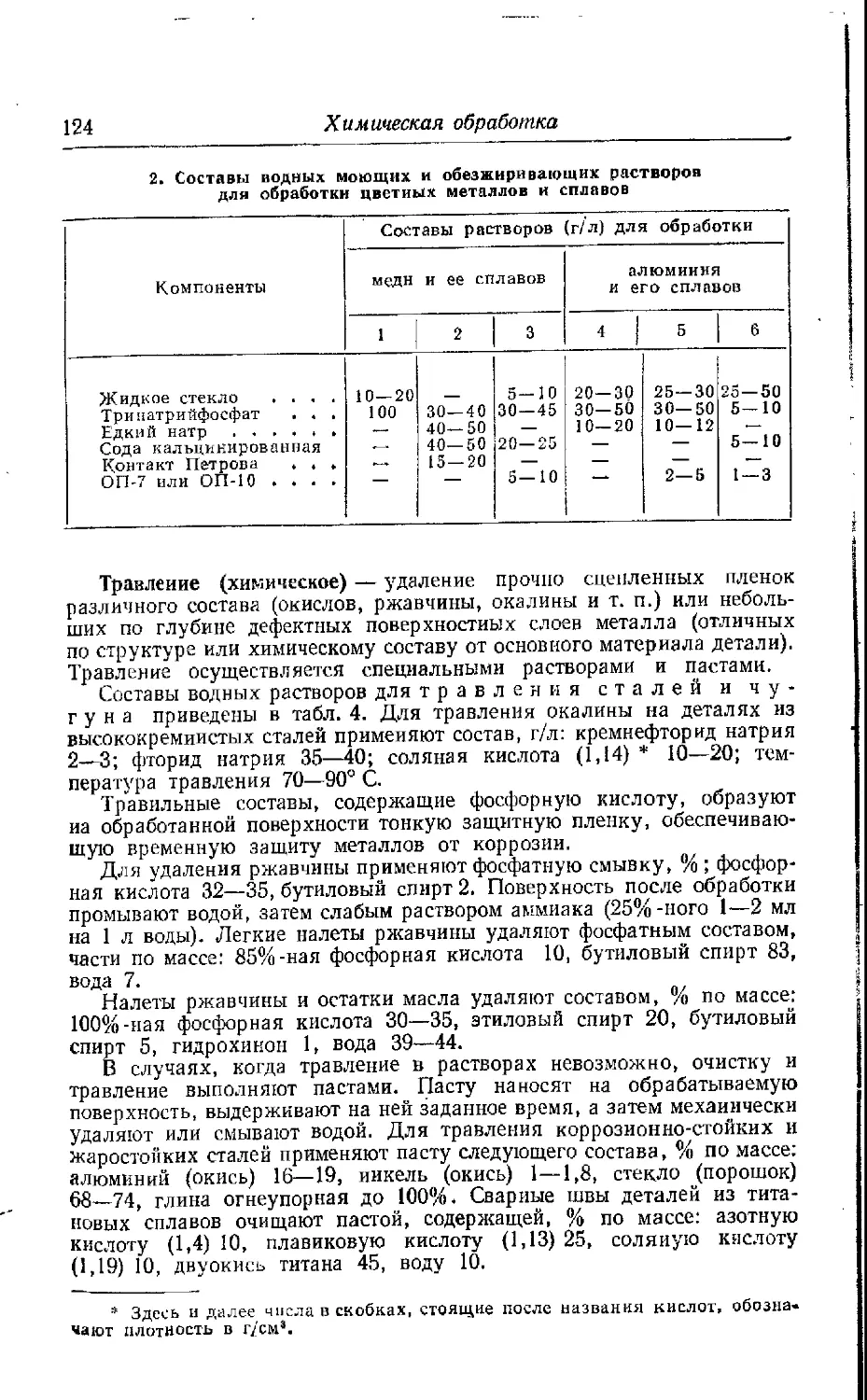
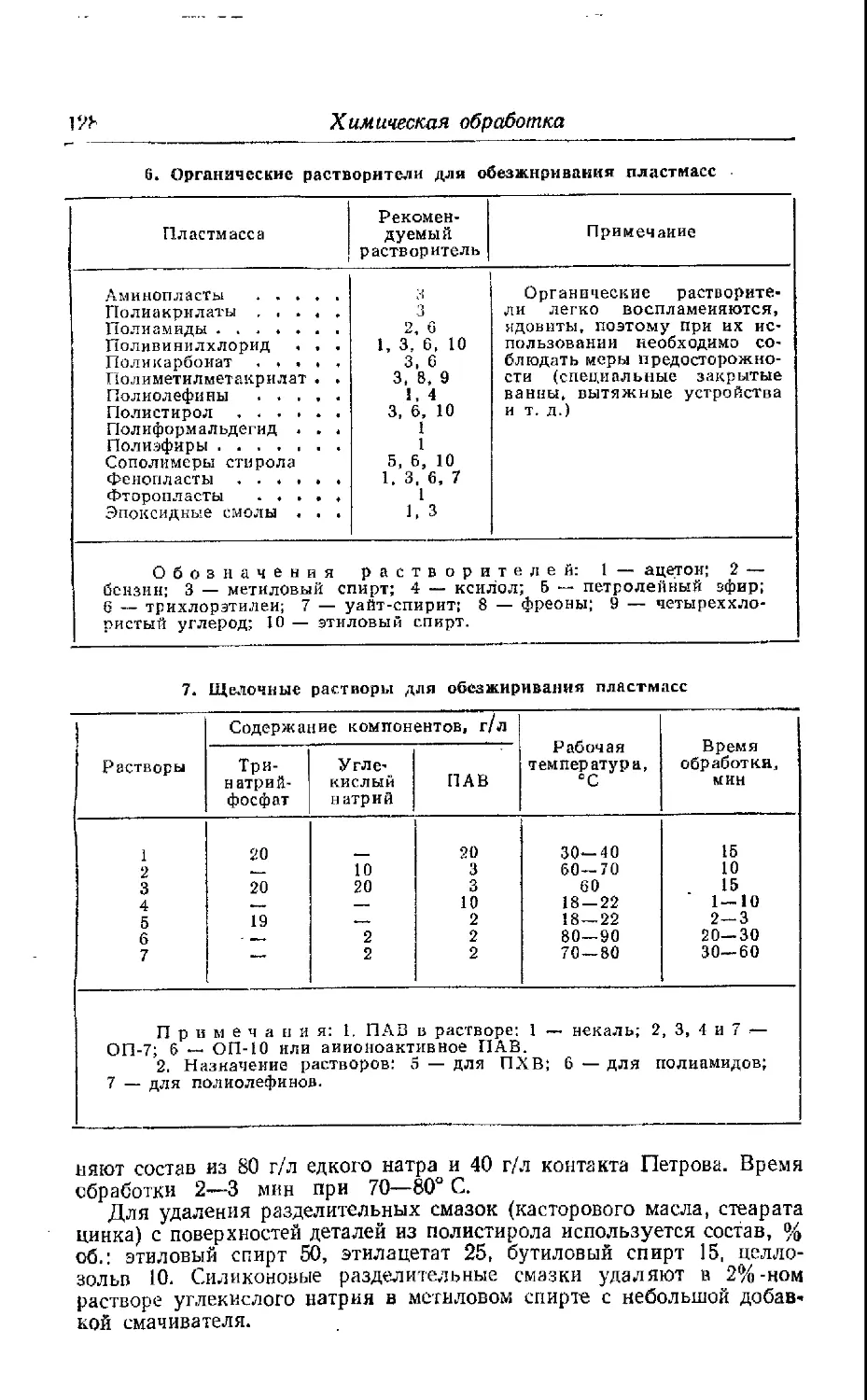
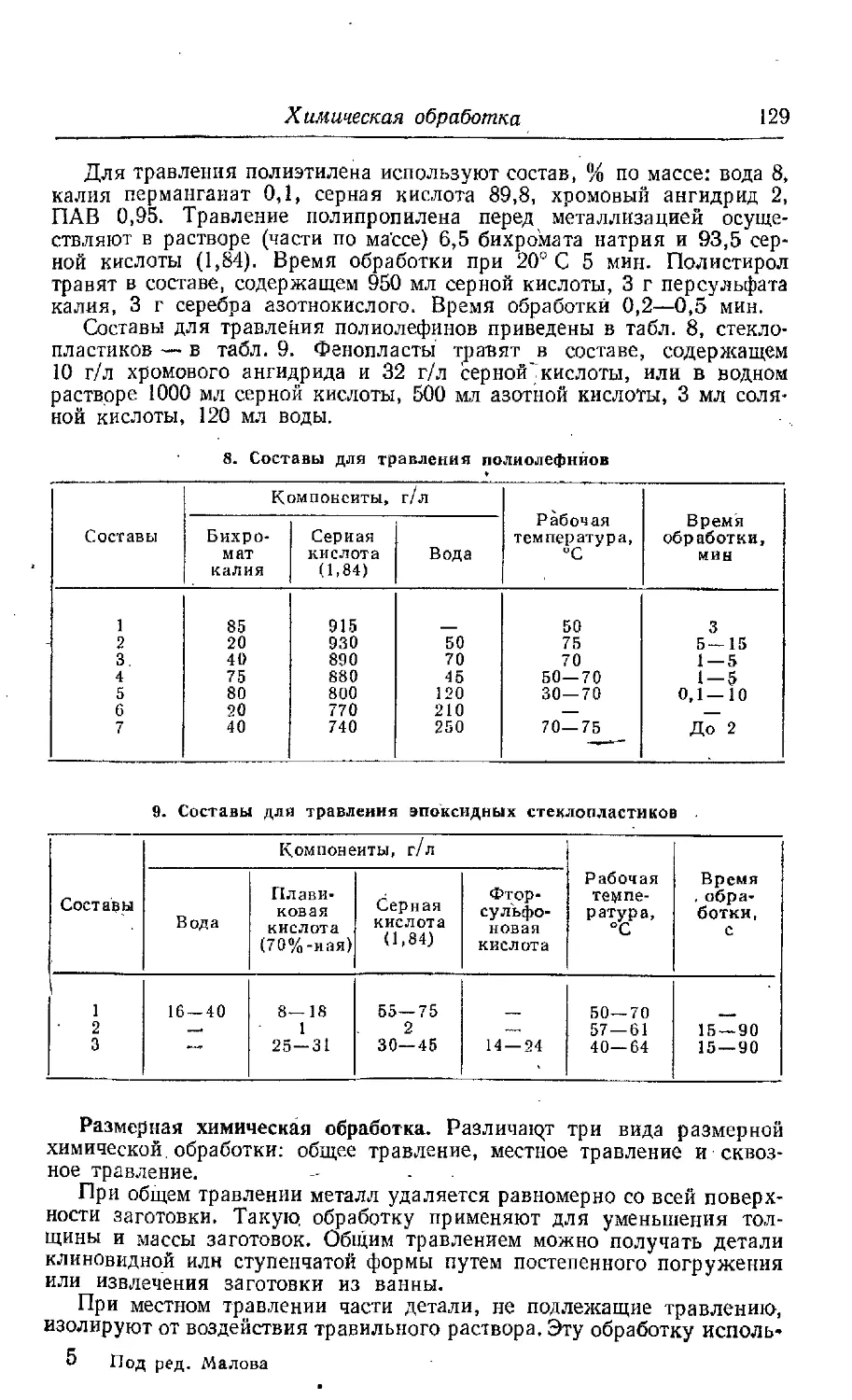
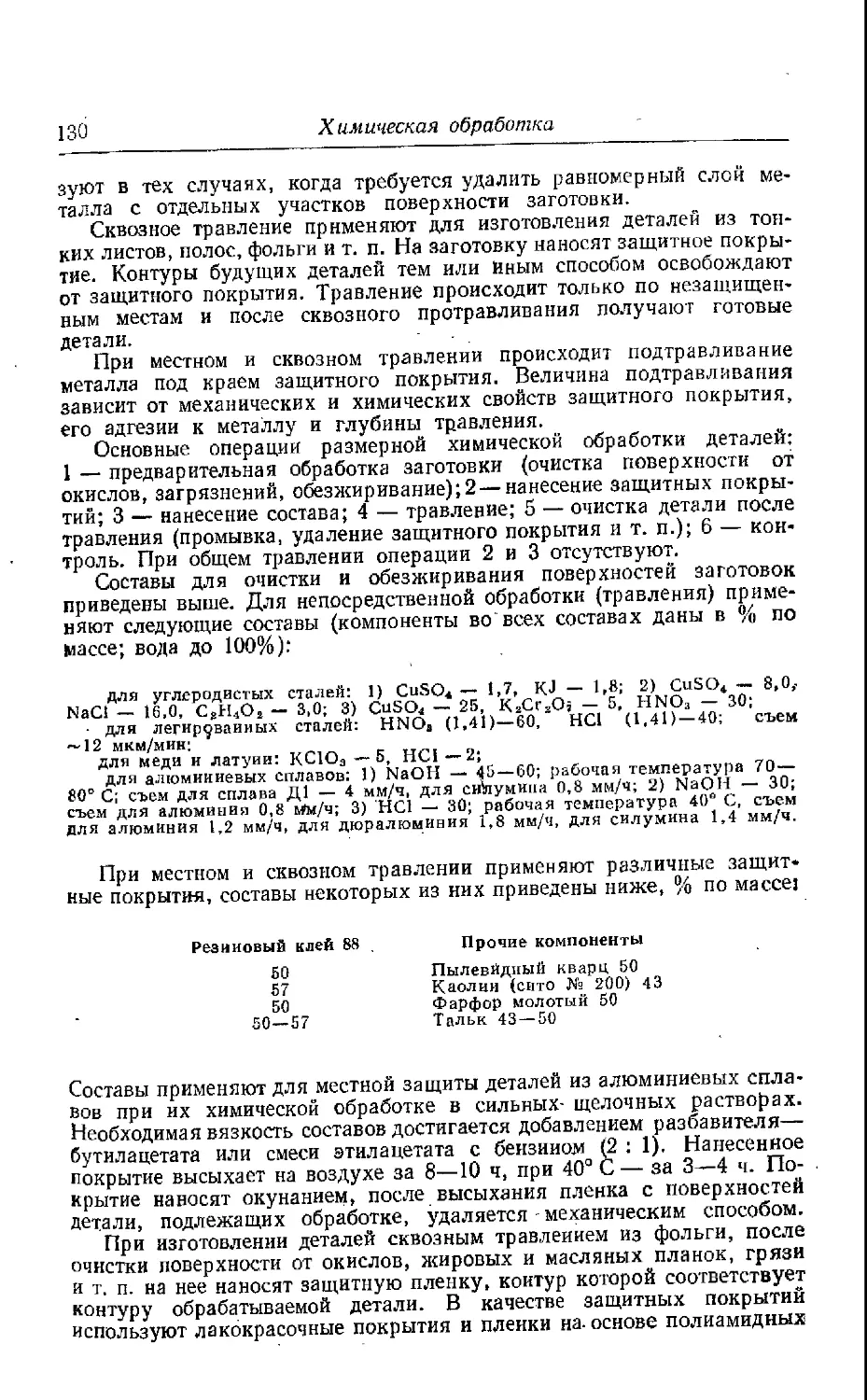
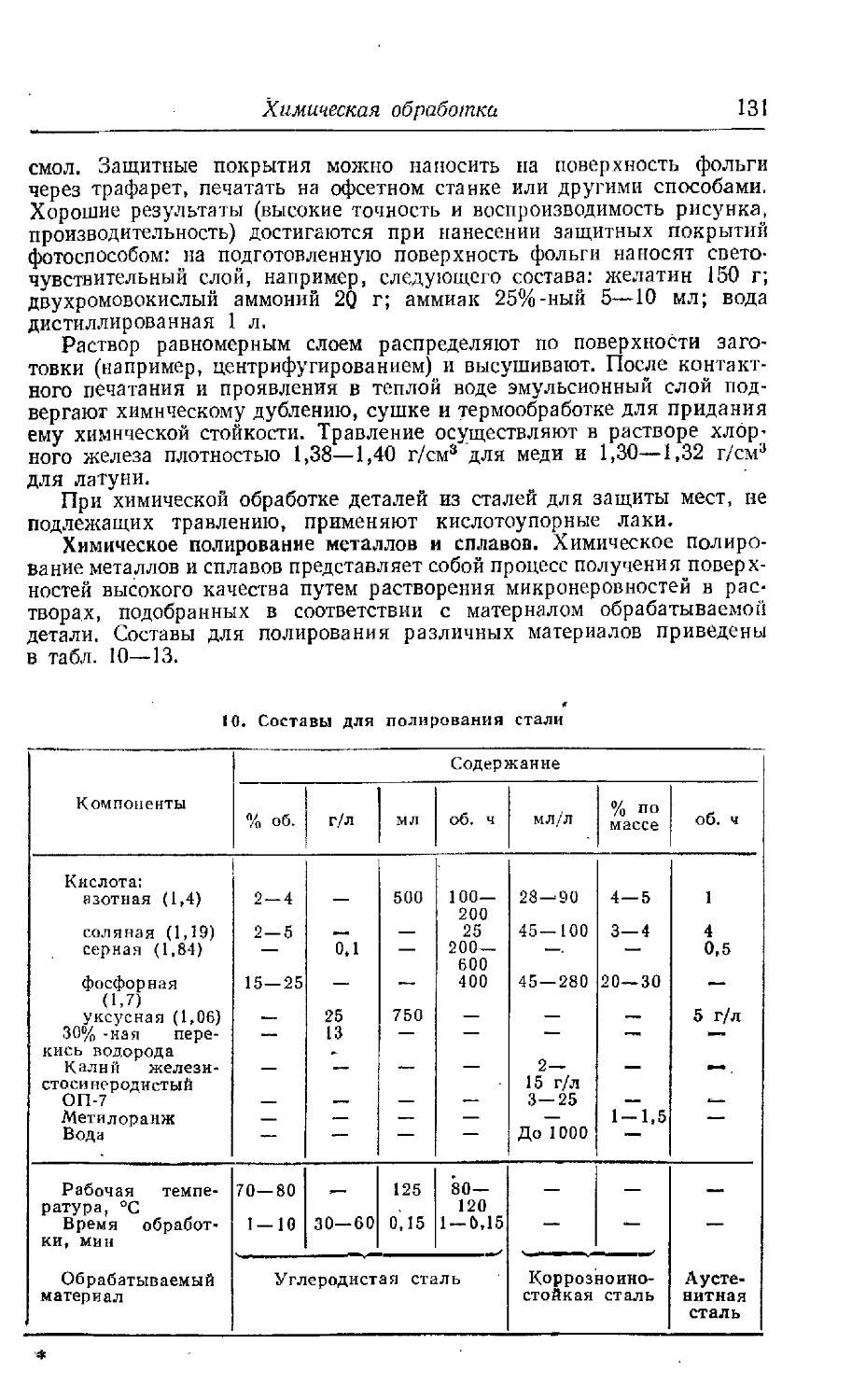
Химическая обработка
(В. П. Законников)
Глава 5
Электрофизические и электрохимические методы обработки
Электроэрознонная обработка (В. К. Исаченко)................. 136
Ультразвуковая обработка (В. К. Исаченко).................... 147
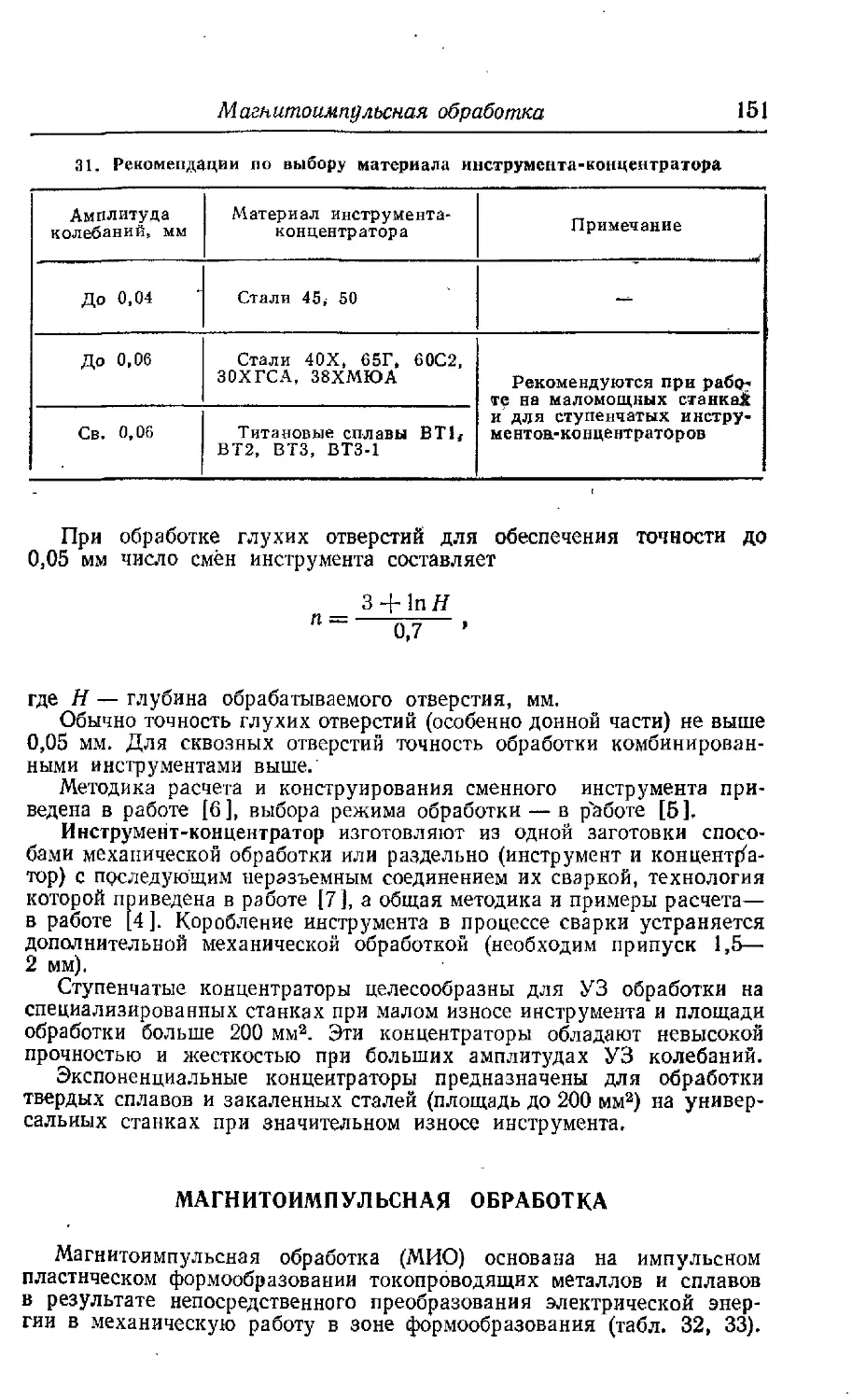
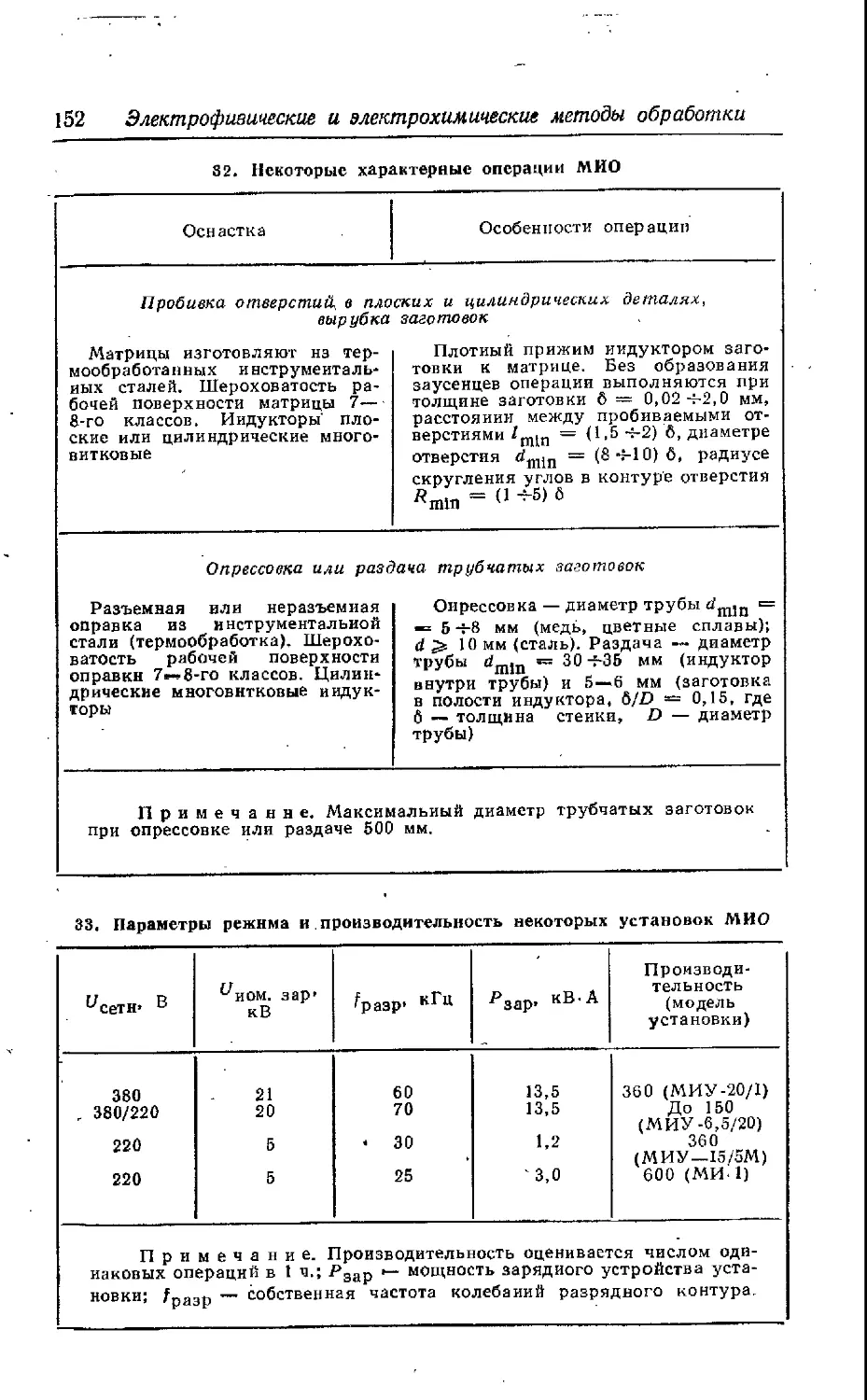
Магнитоимпульсная обработка (В. К. Исаченко)................ 151
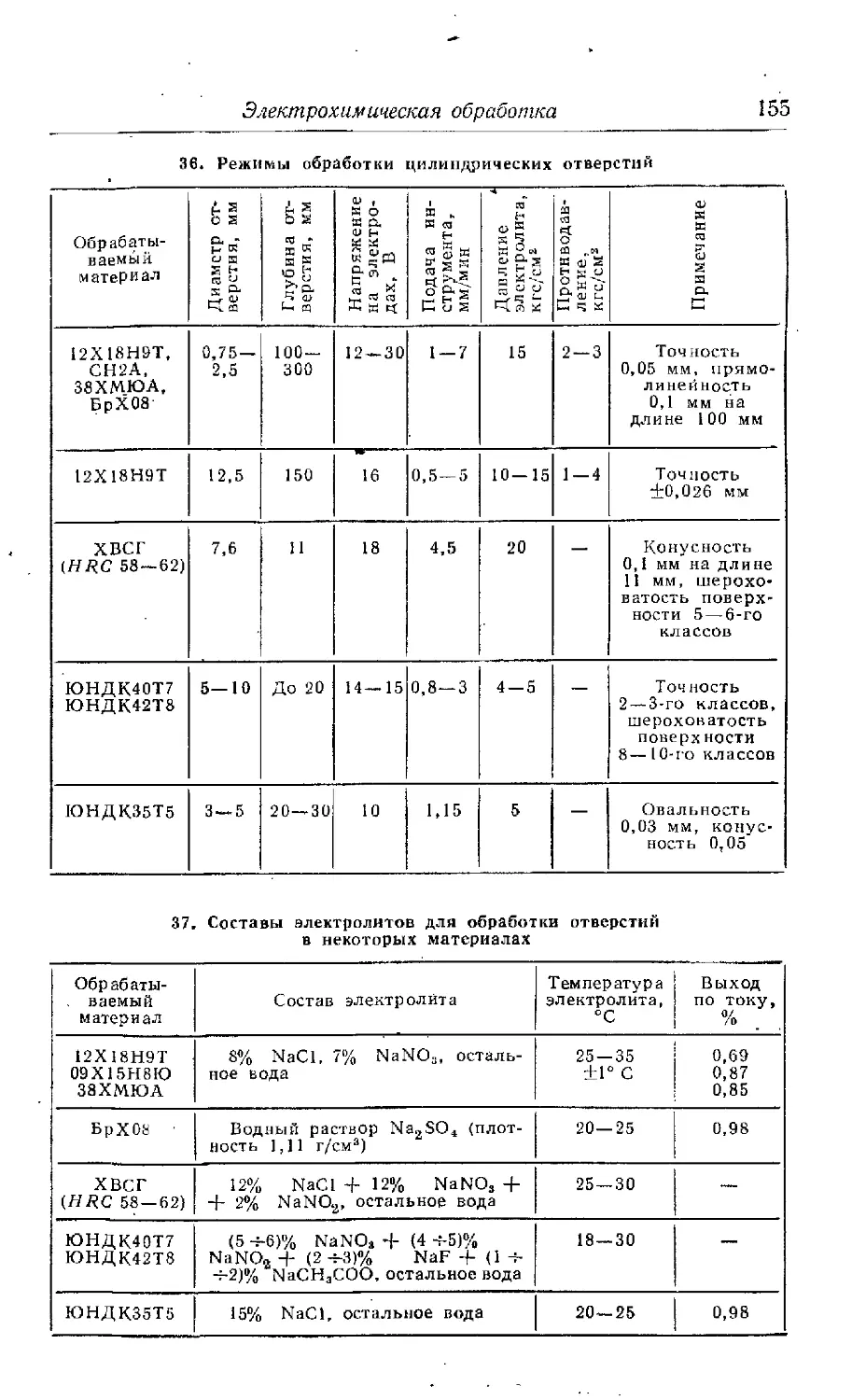
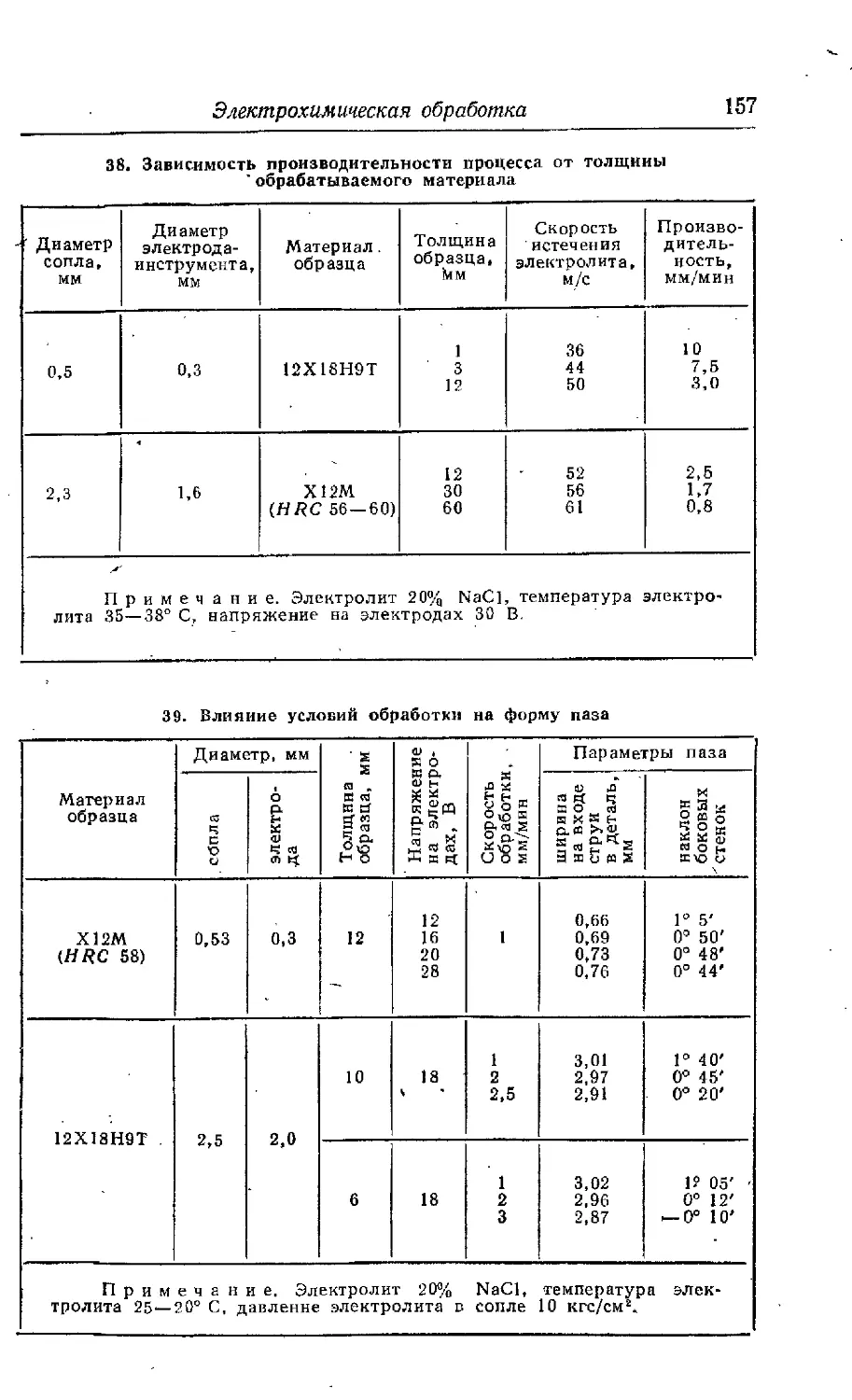
Электрохимическая обработка (В, Д. Проклова)................. 153
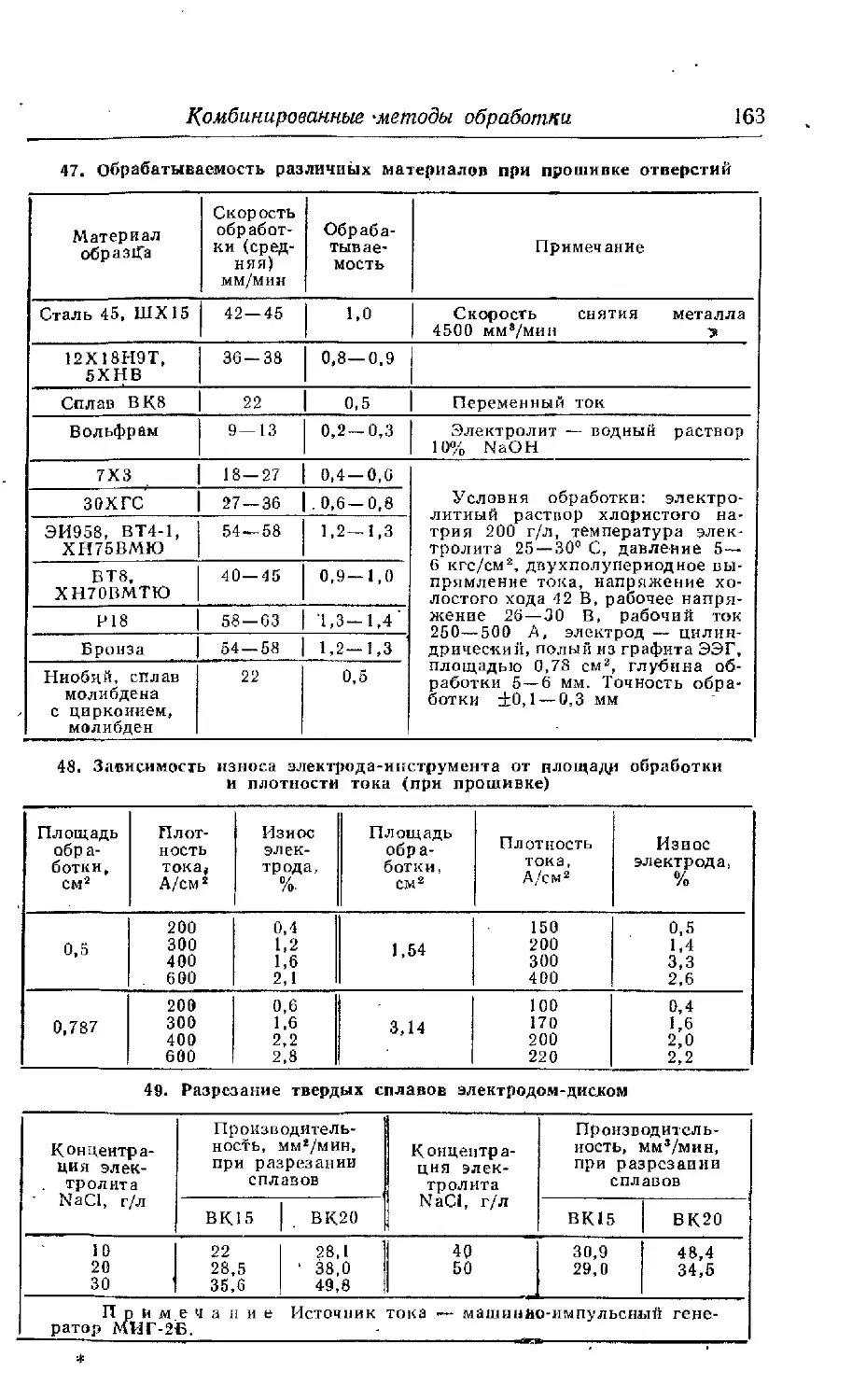
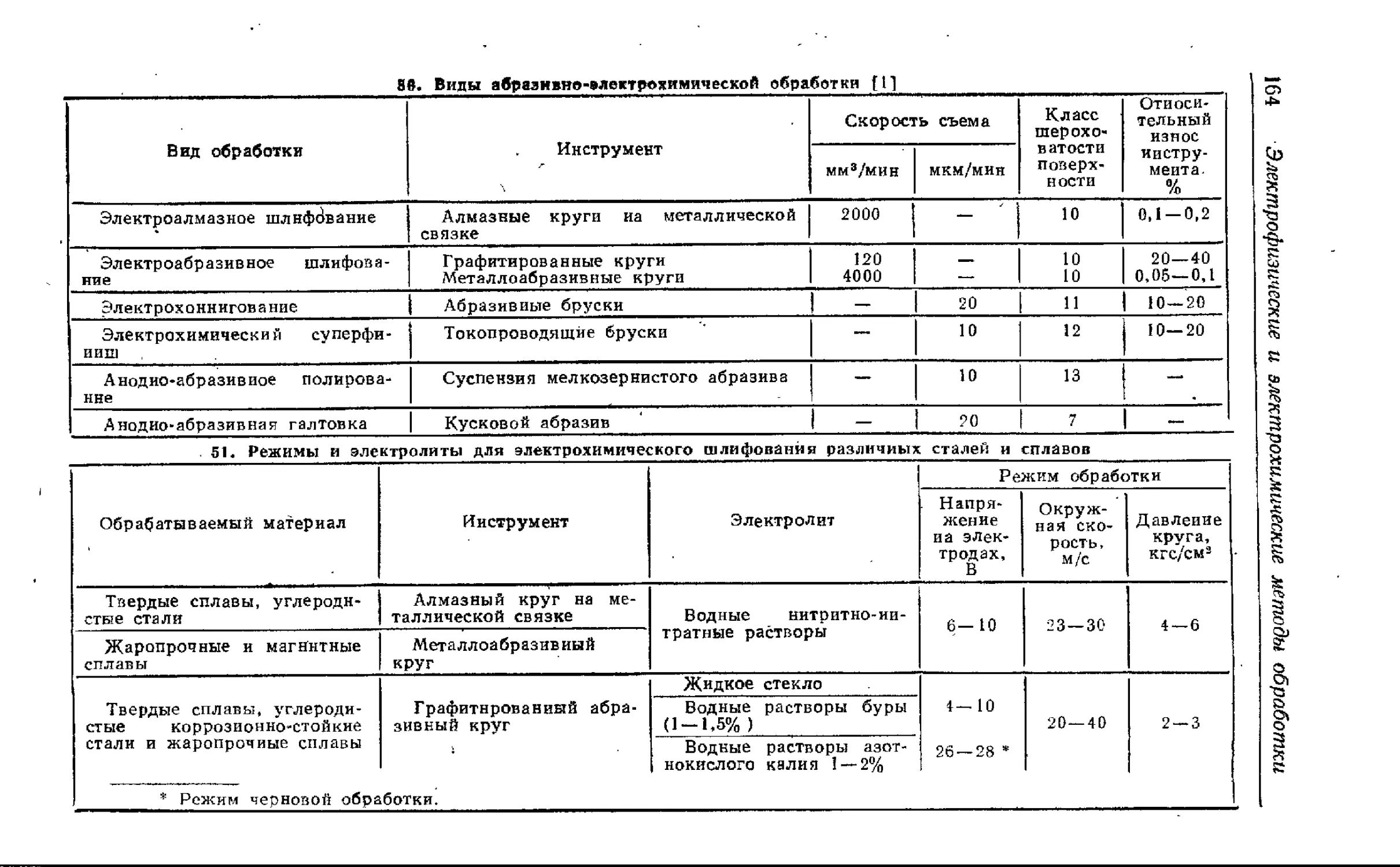
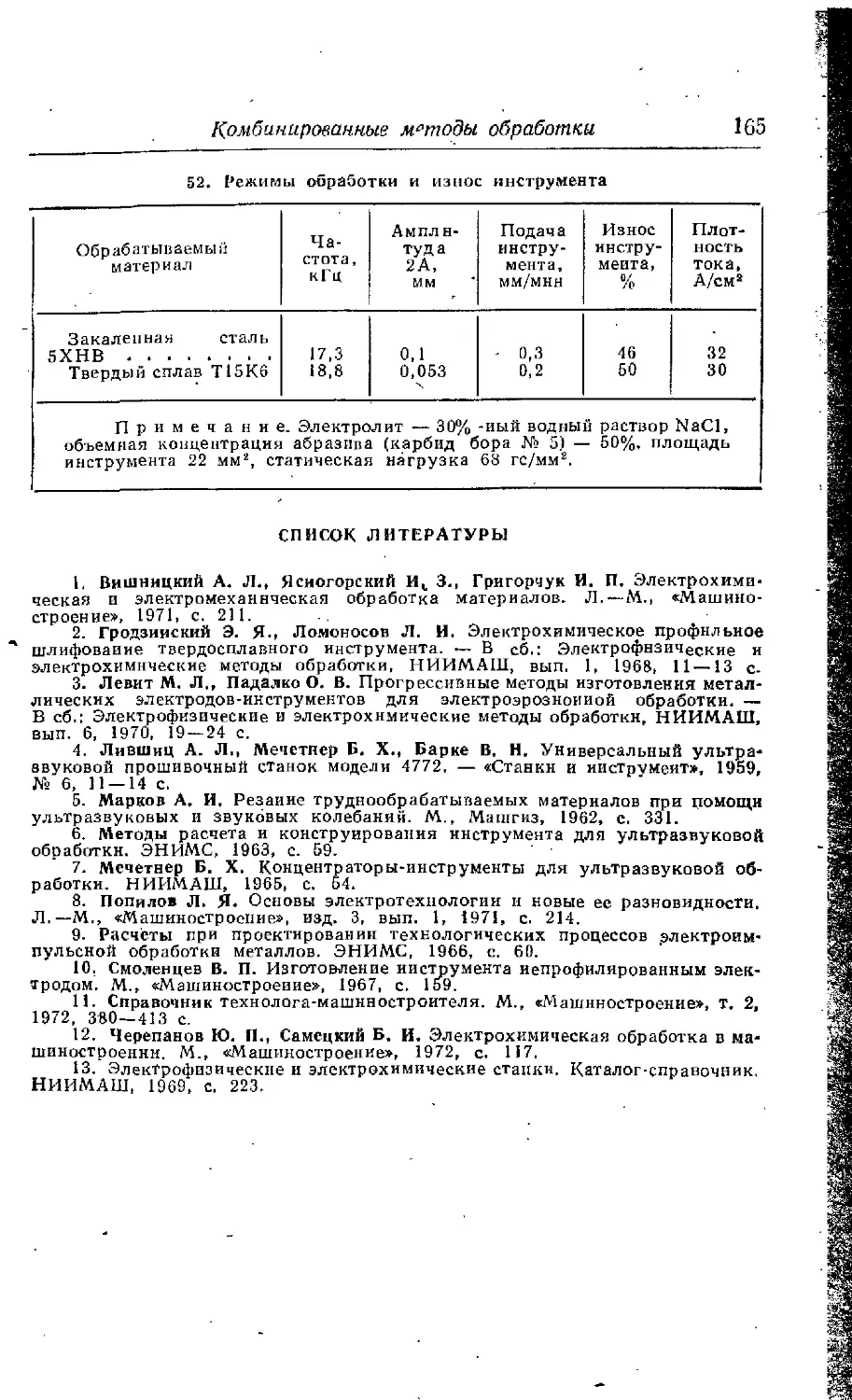
Комбинированные методы обработки (В. Д. Проклова)............ 162
6
Оглавление
ПРОЦЕССЫ ОБРАБОТКИ СО СНЯТИЕМ СТРУЖКИ
Глава 6
Токарные работы (А. К. Малое)
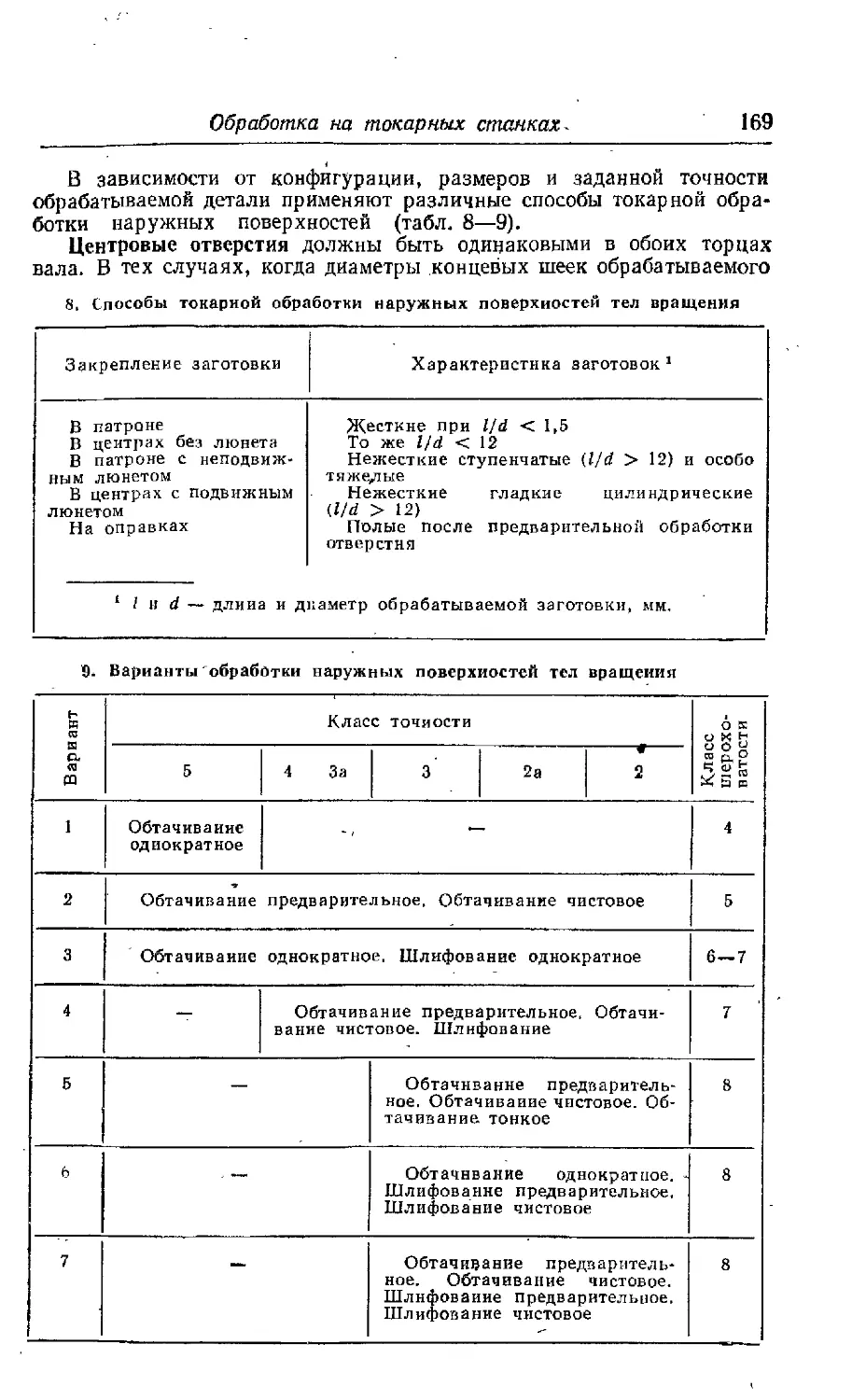
Обработка на токарных станках ...»............................. 166
Резцы для точения , ...................................... 184
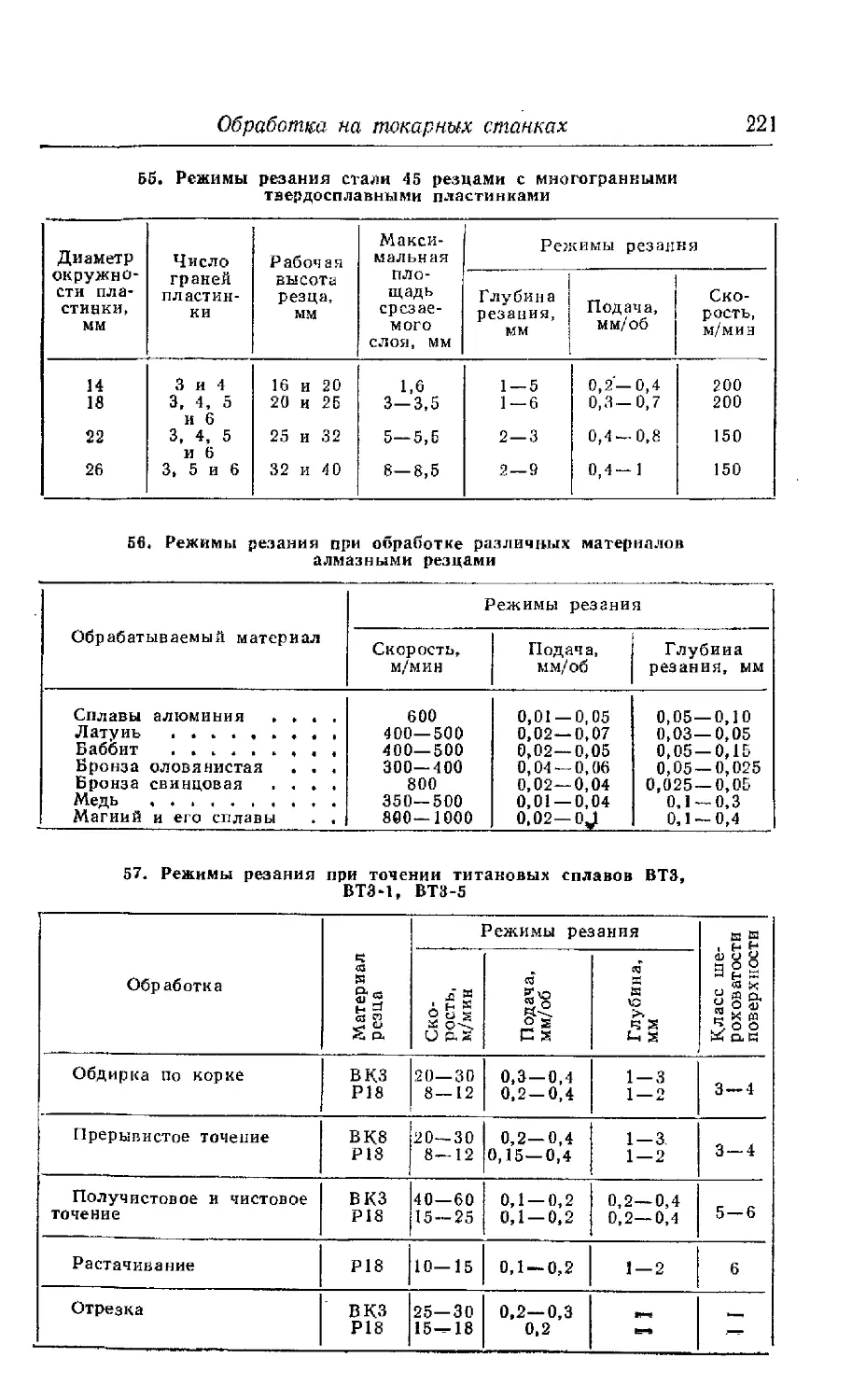
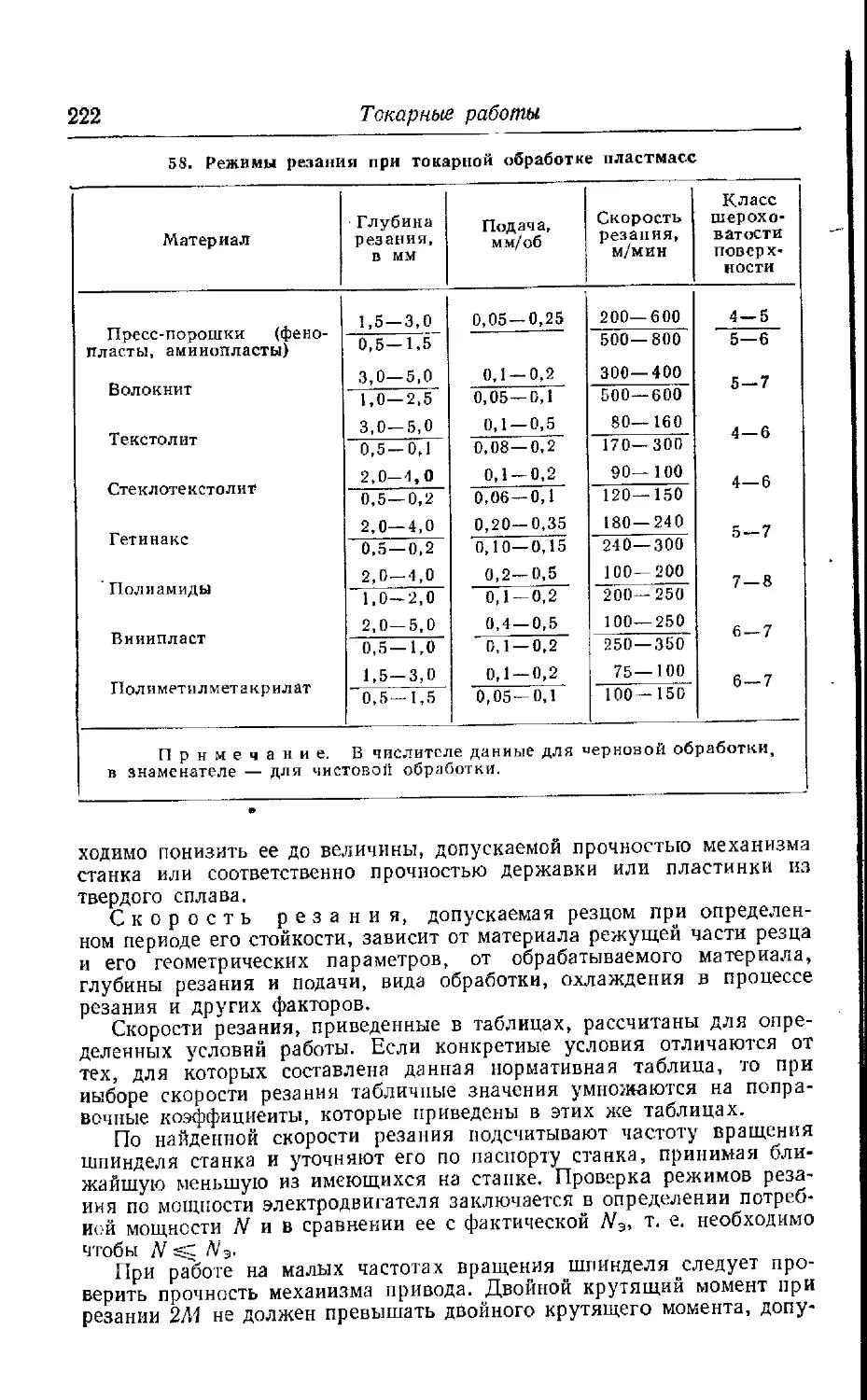
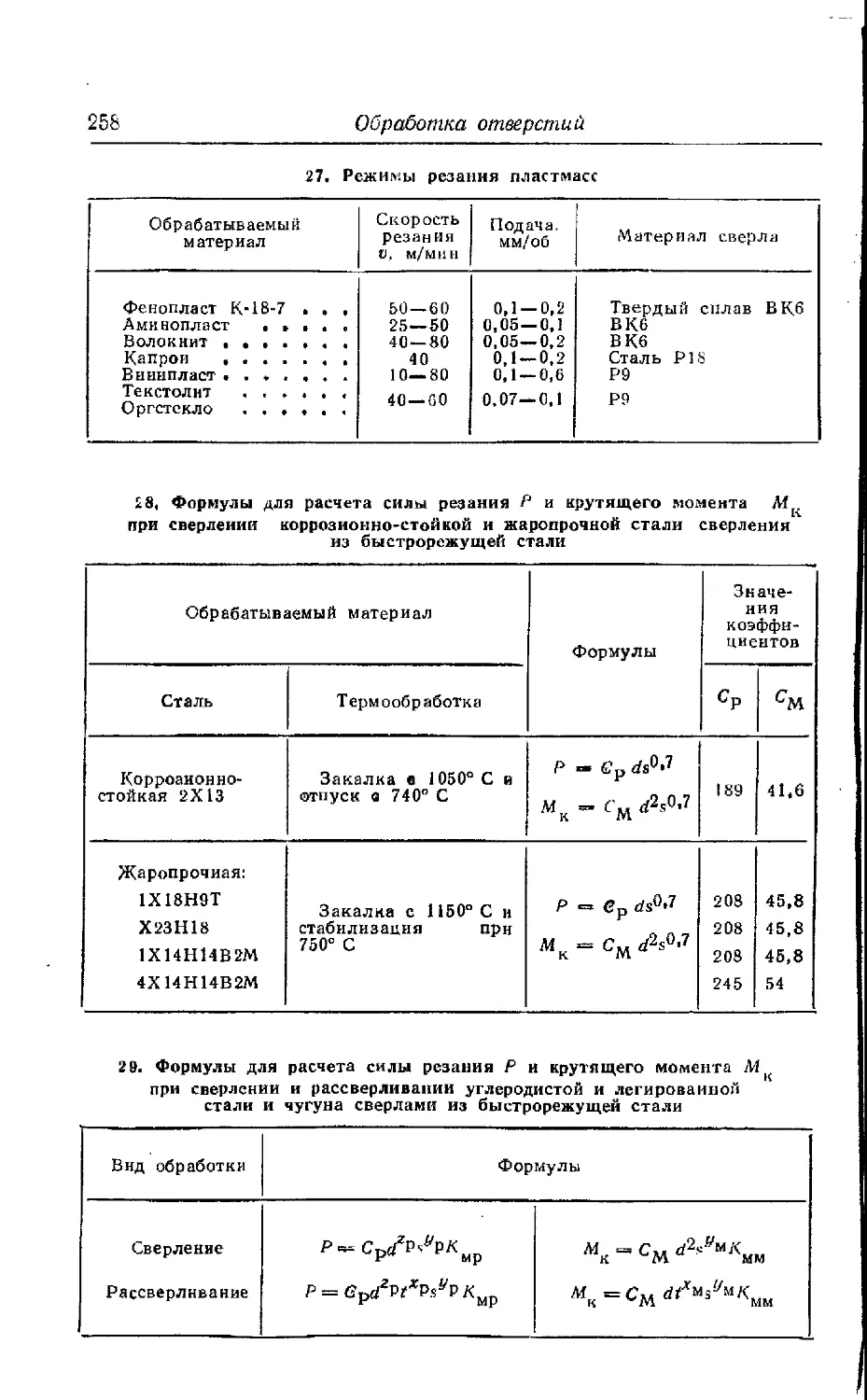
Режимы резания............................................... 204
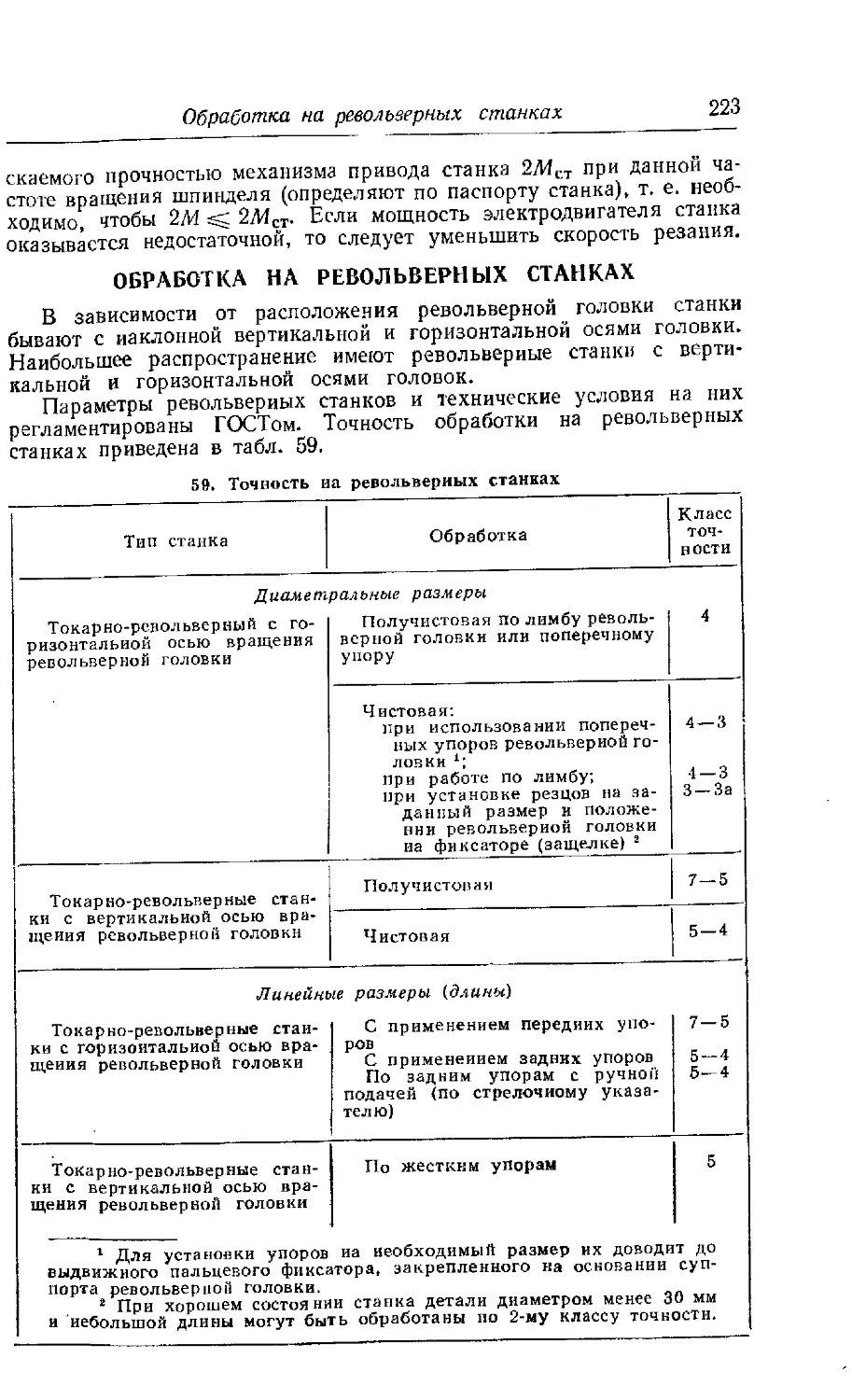
Обработка на револьверных станках ............................. 223
Список литературы .......................................... . 226
Глава 7
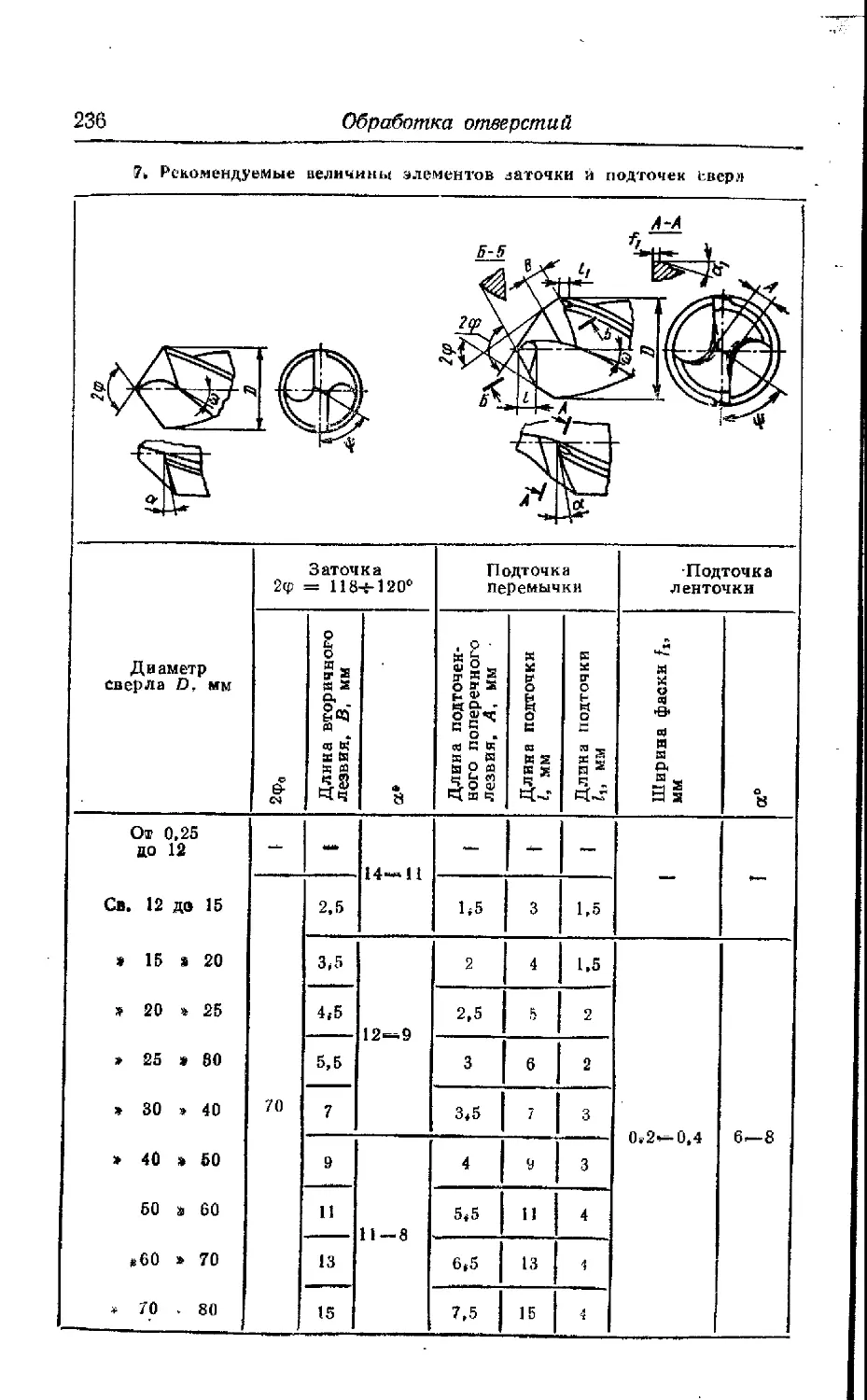
Обработка отверстий
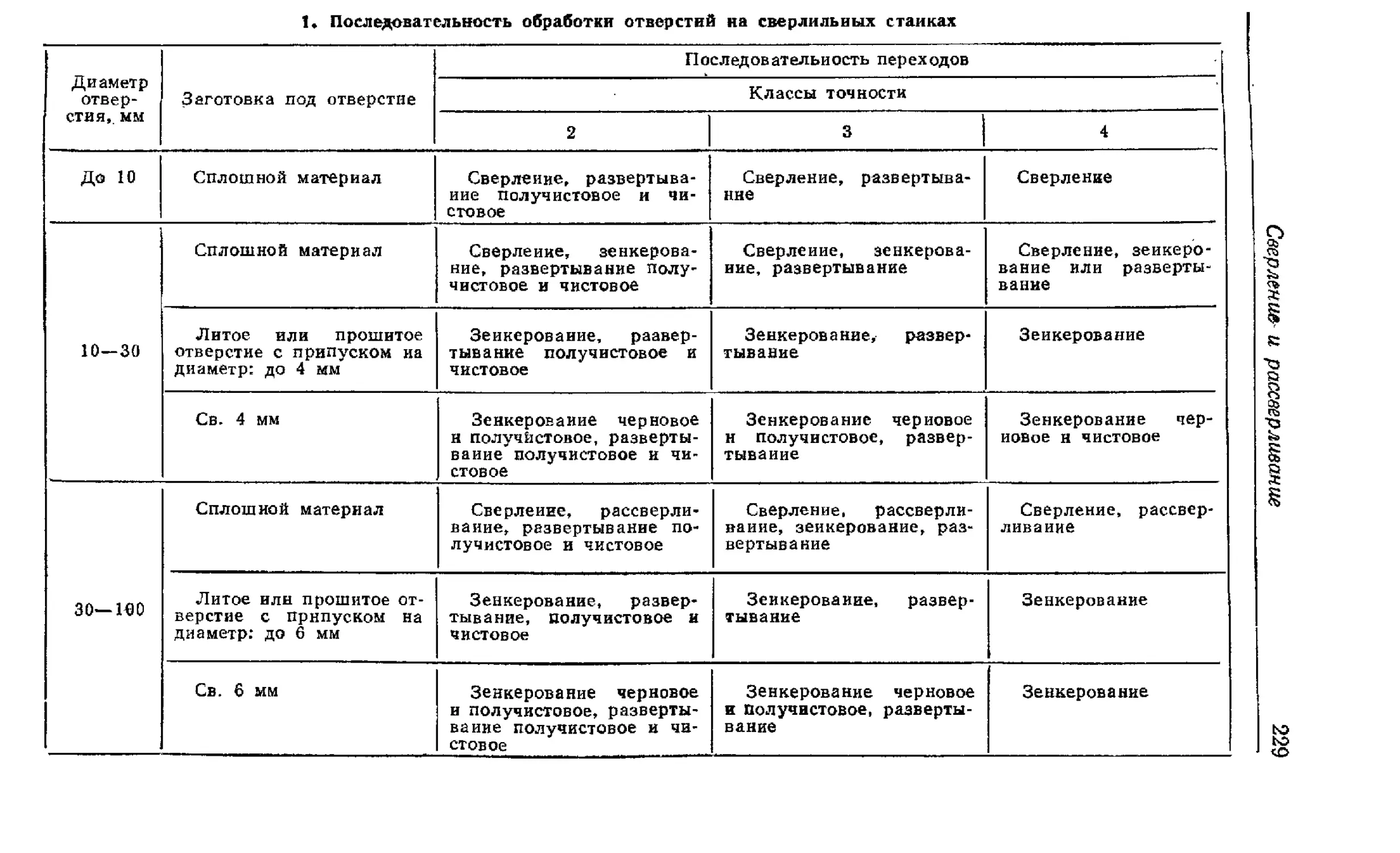
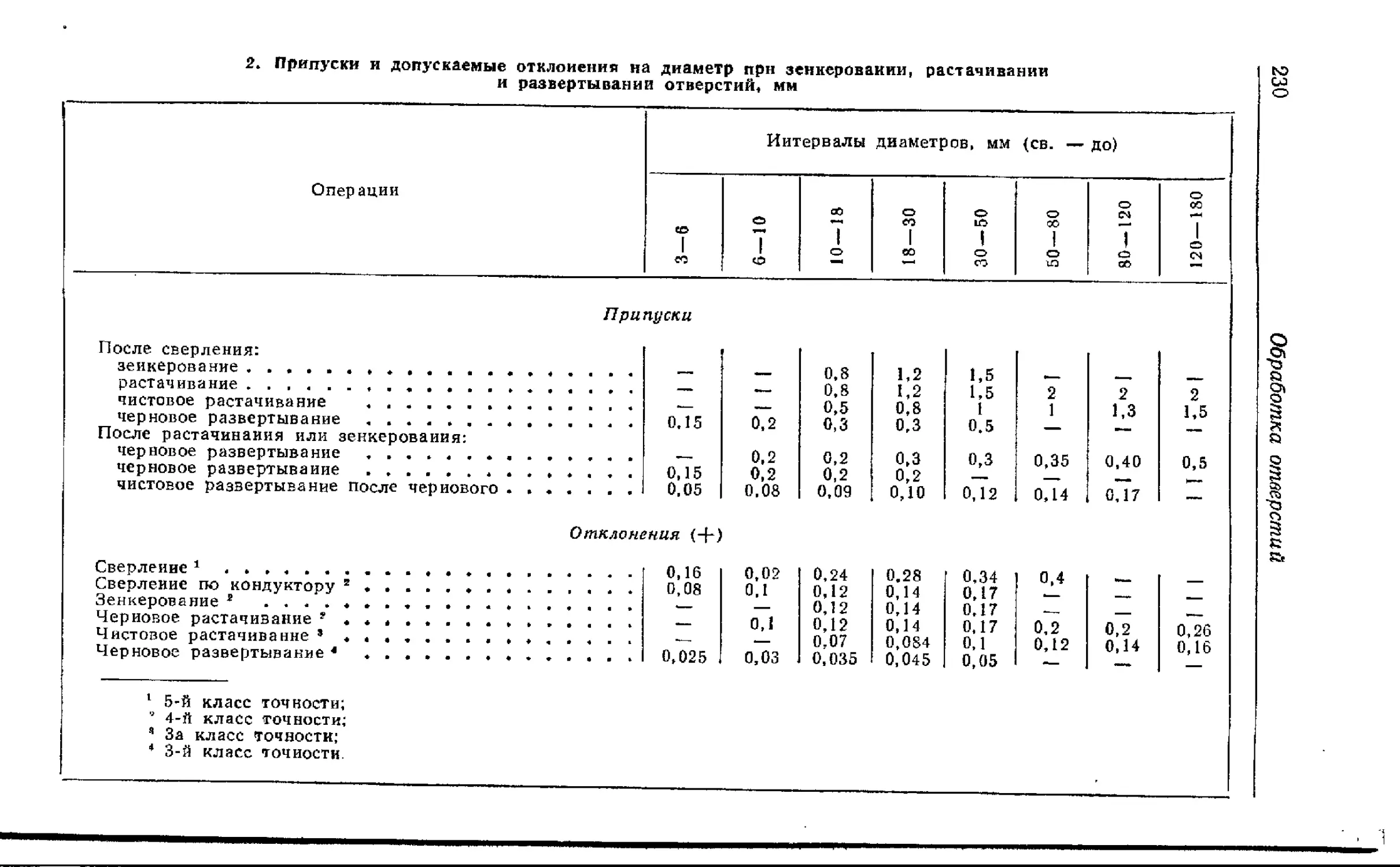
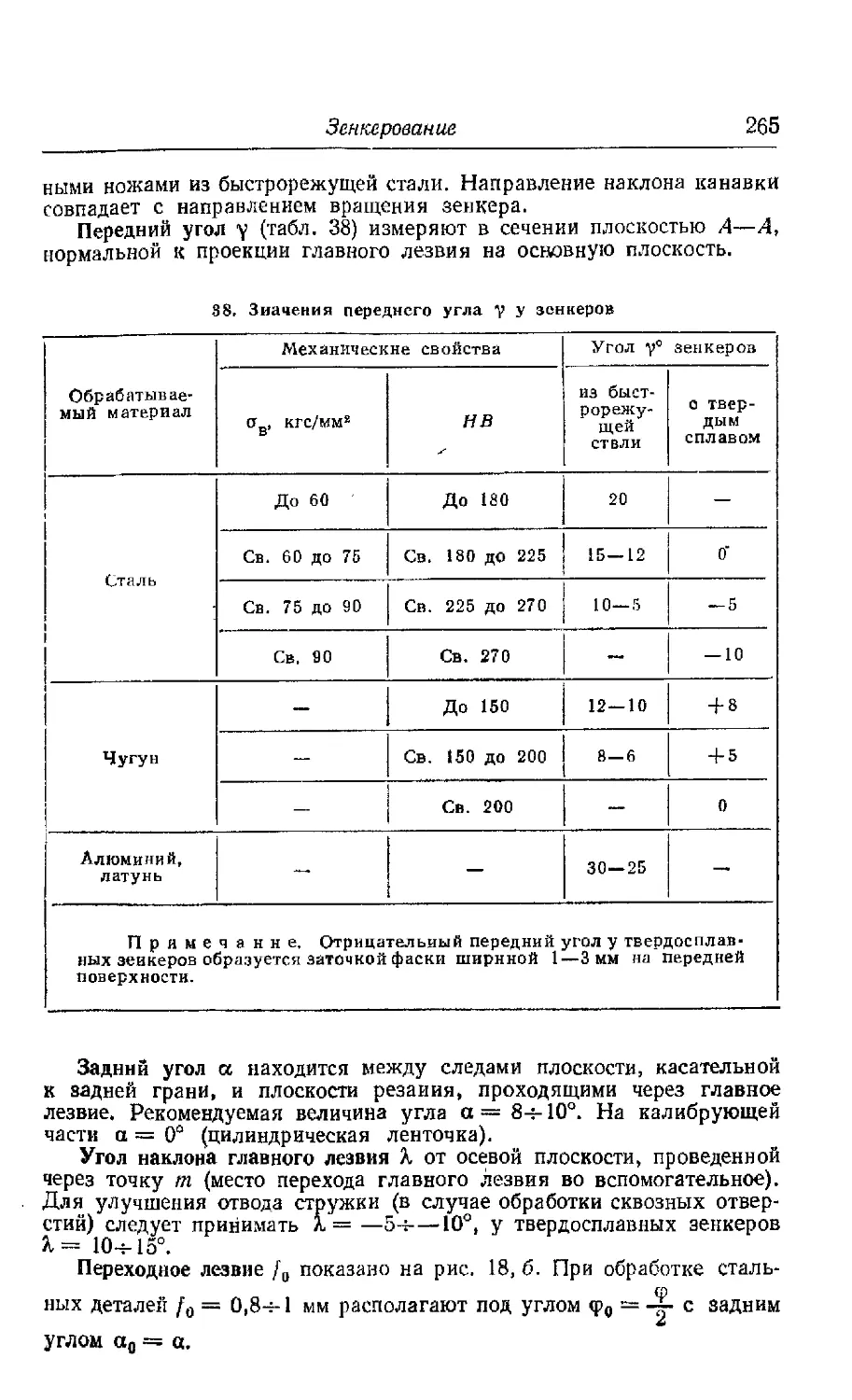
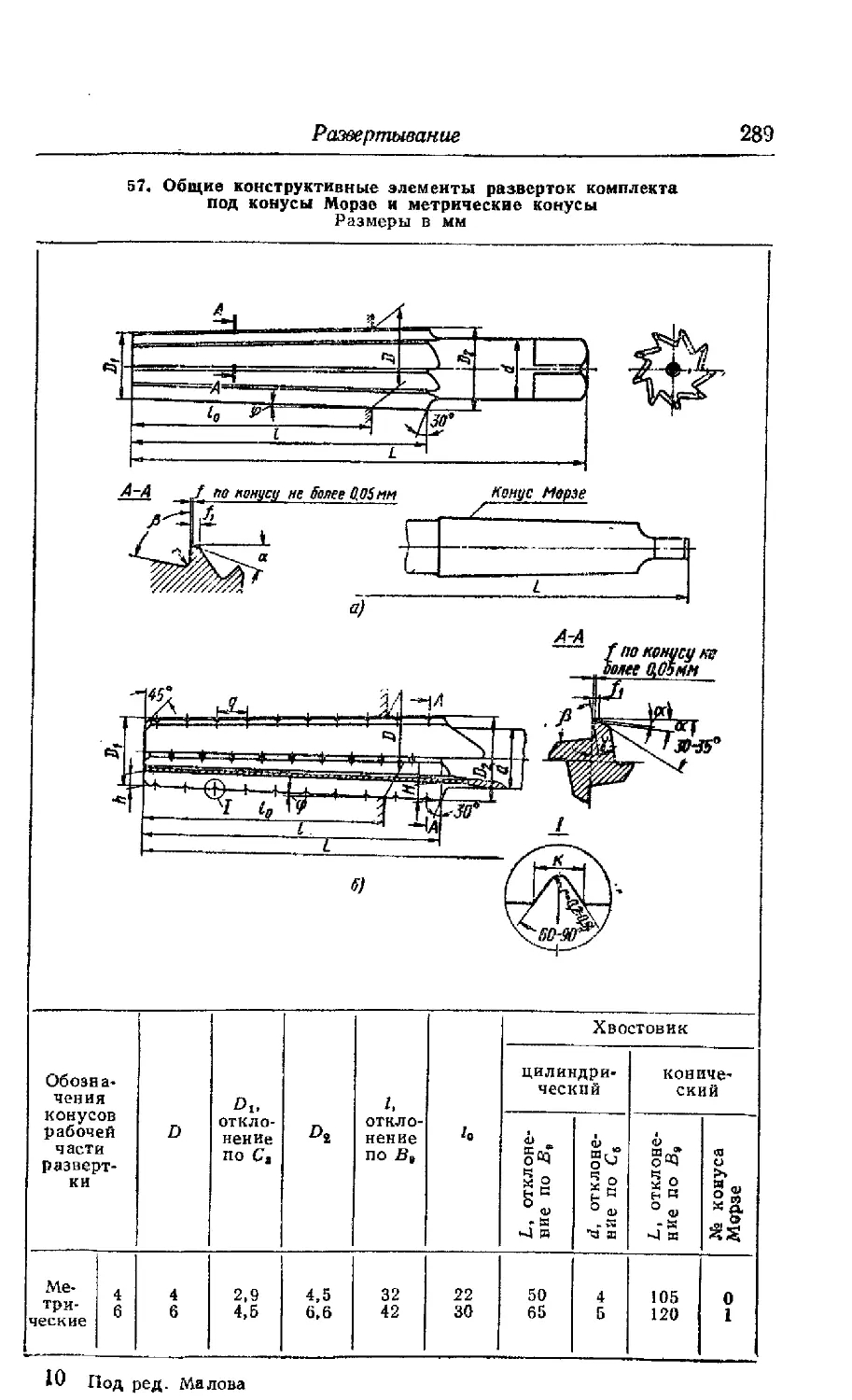
Общие сведения (К. П. Панченко) ....................... 227
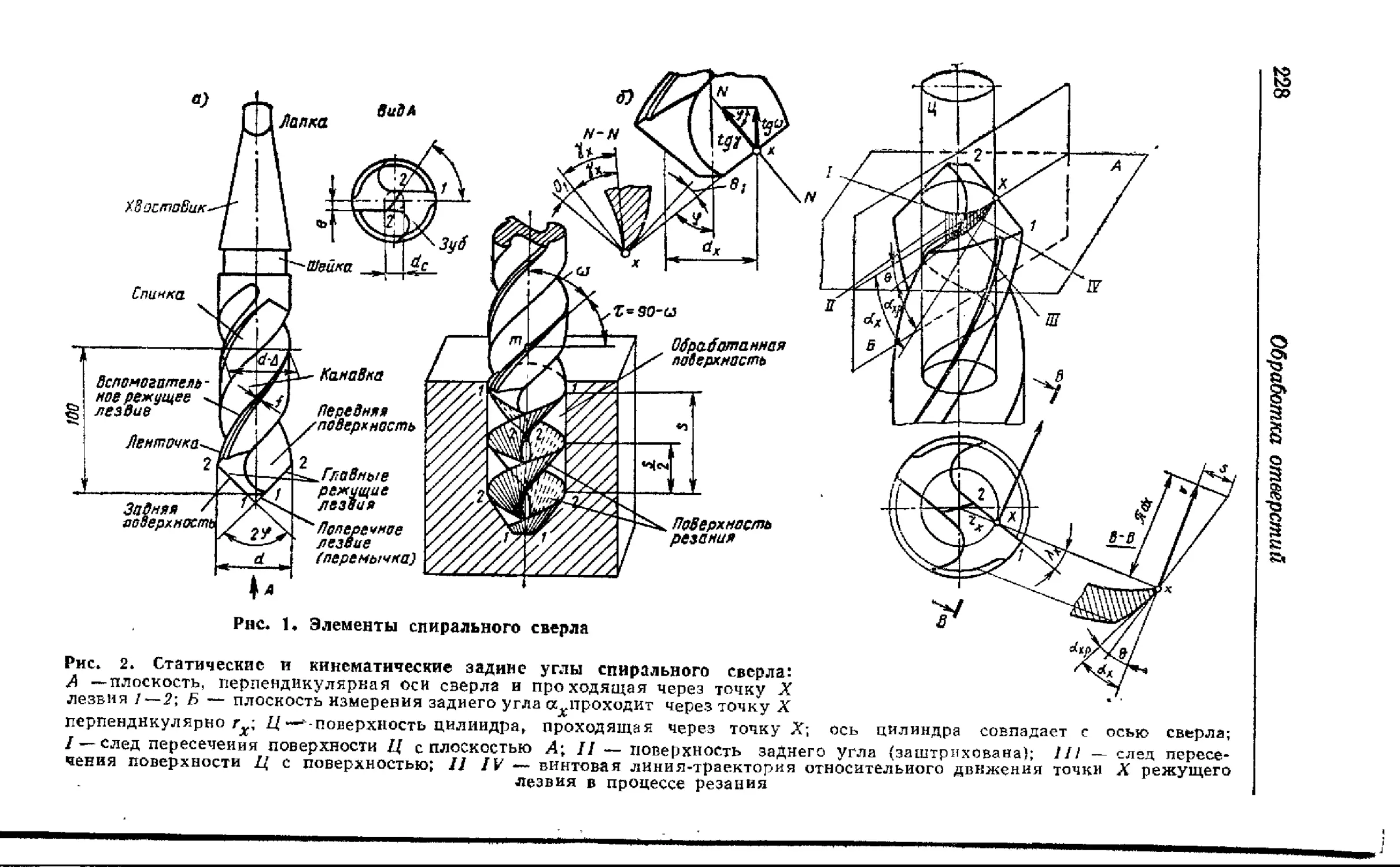
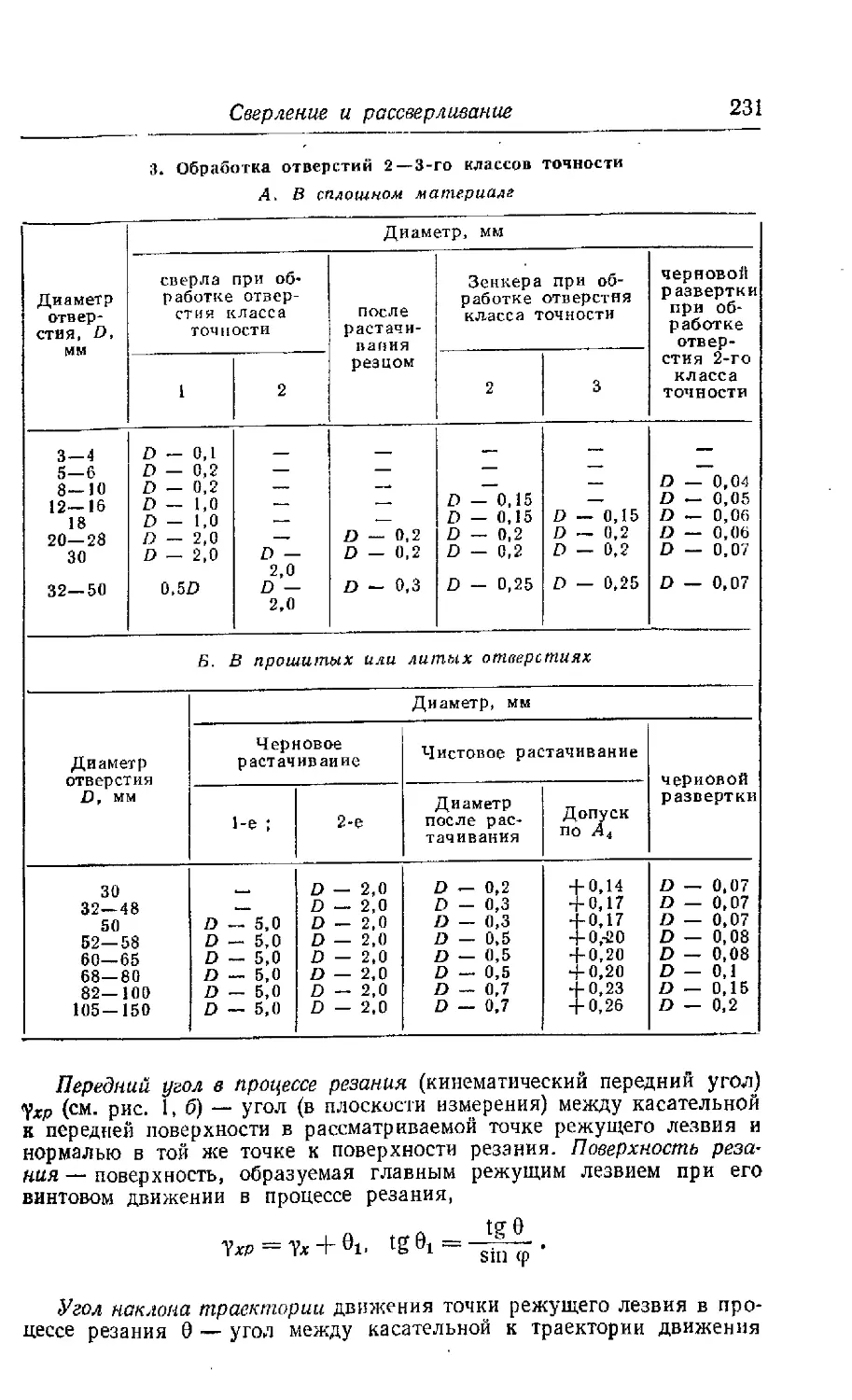
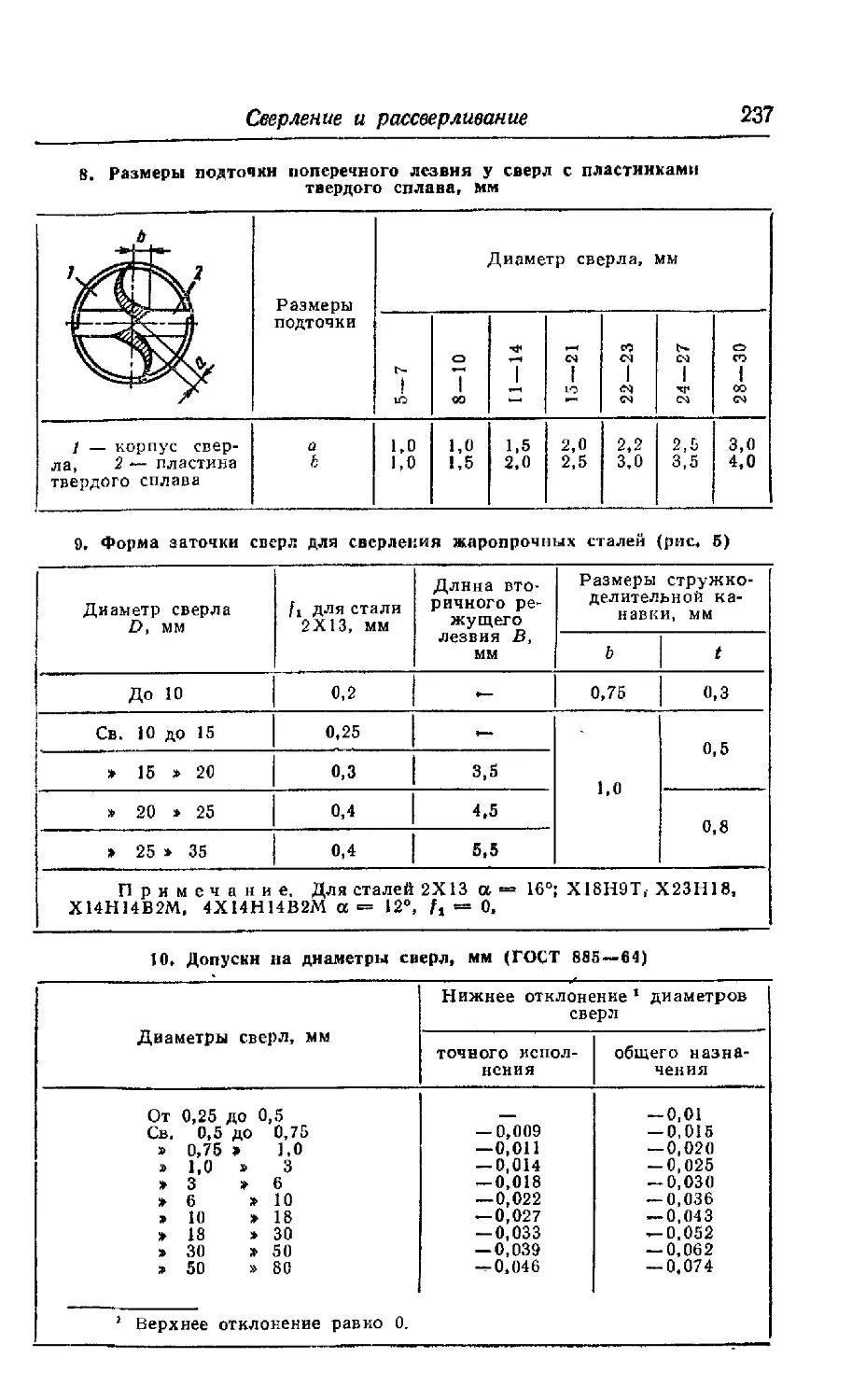
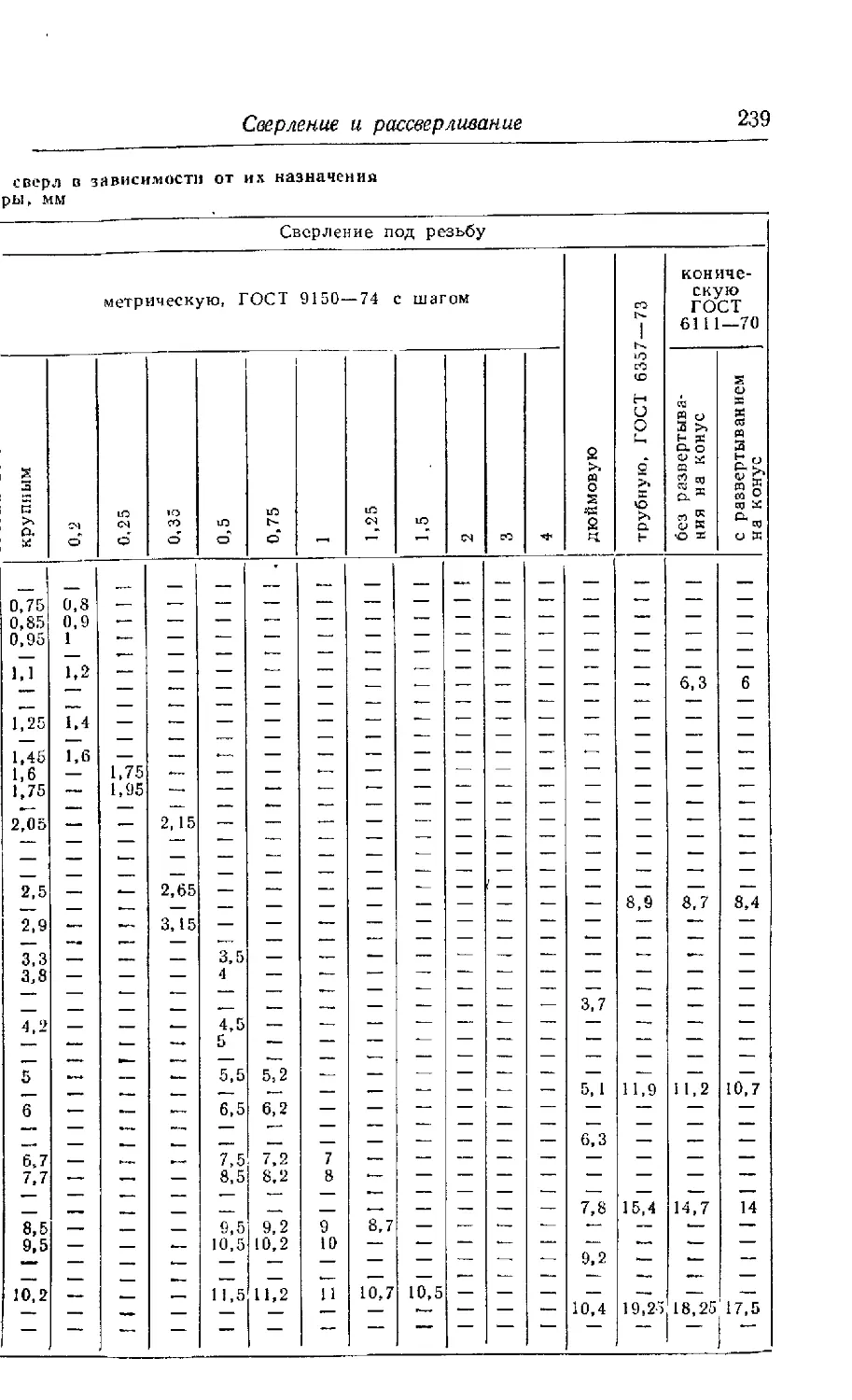
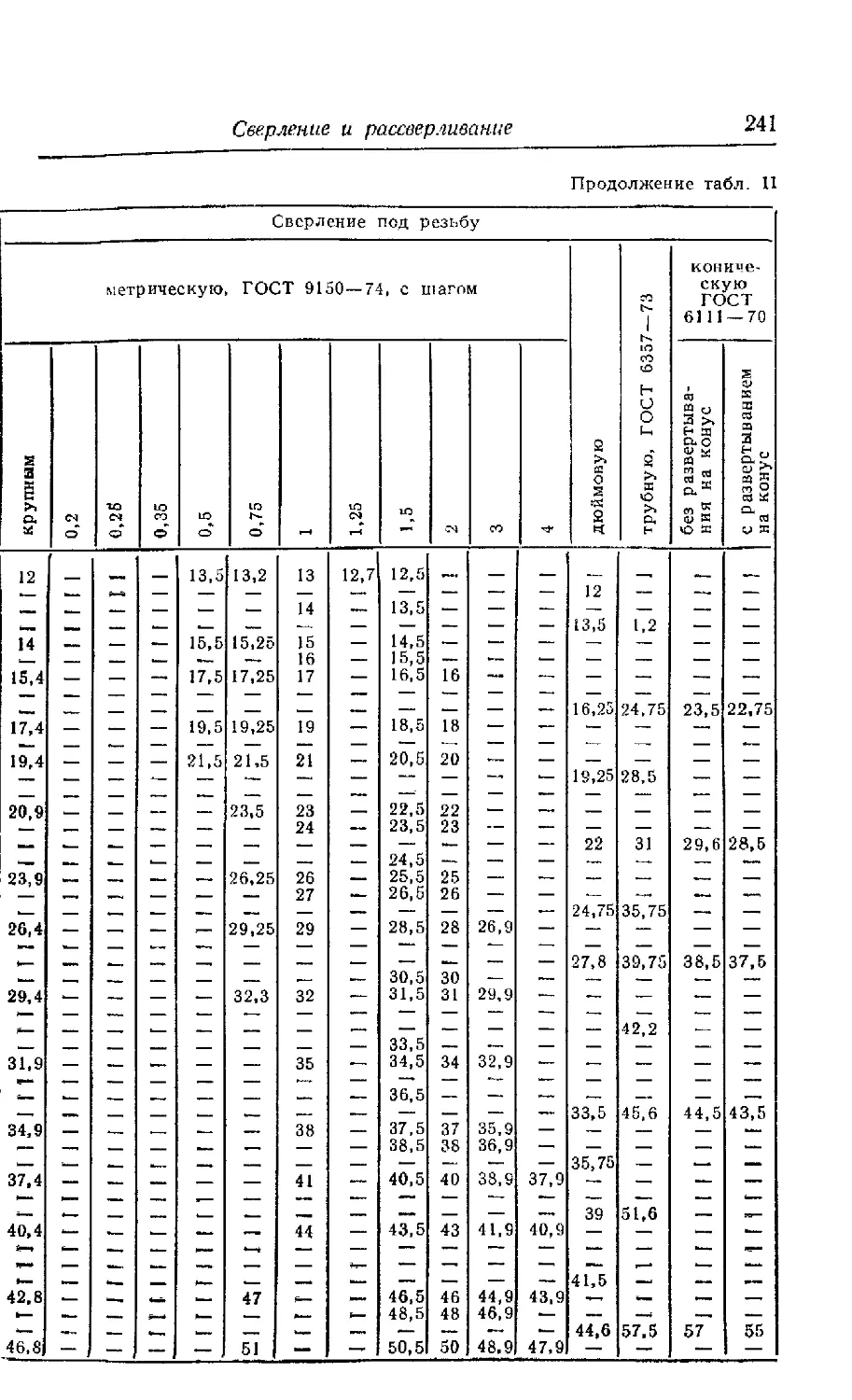
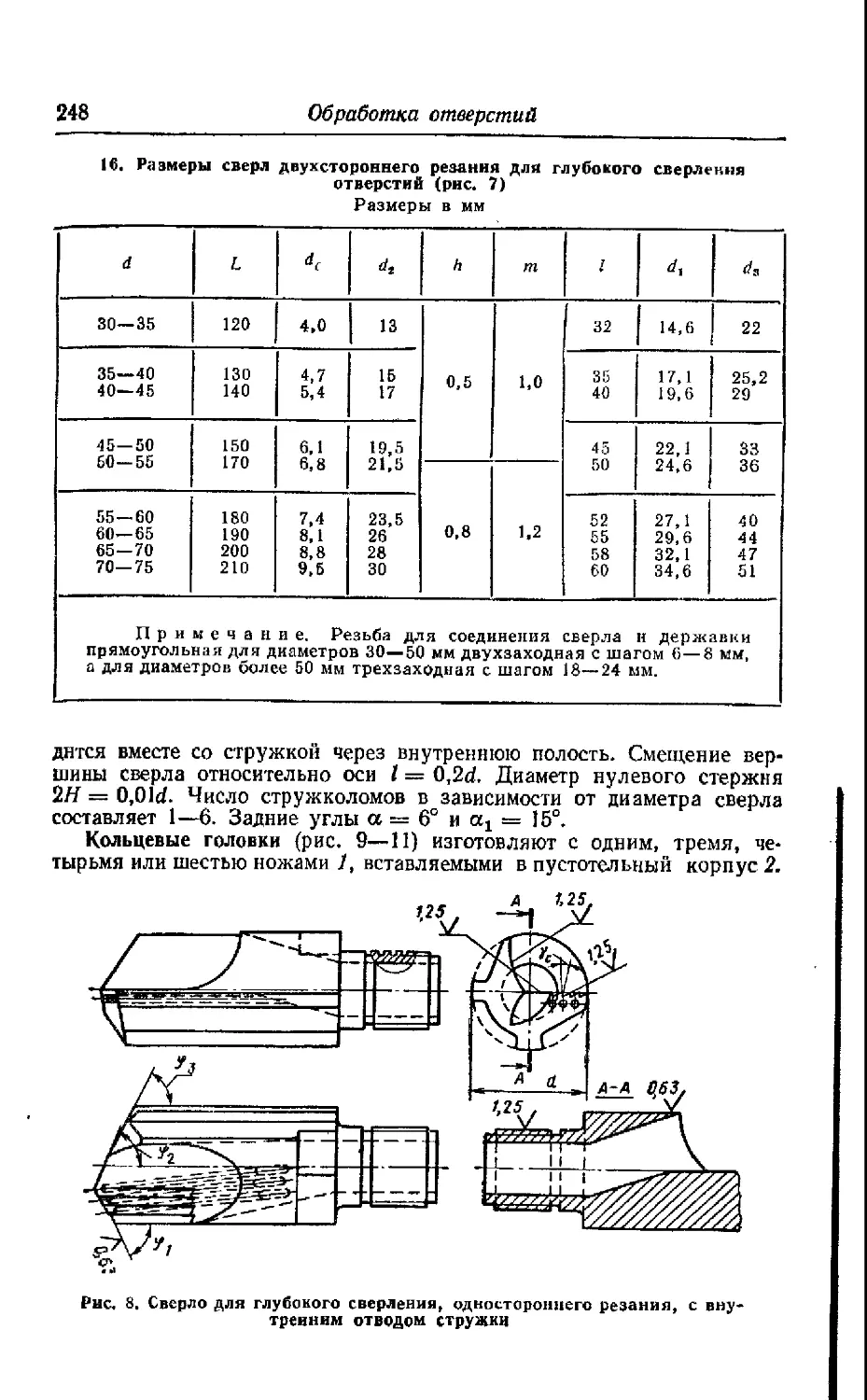
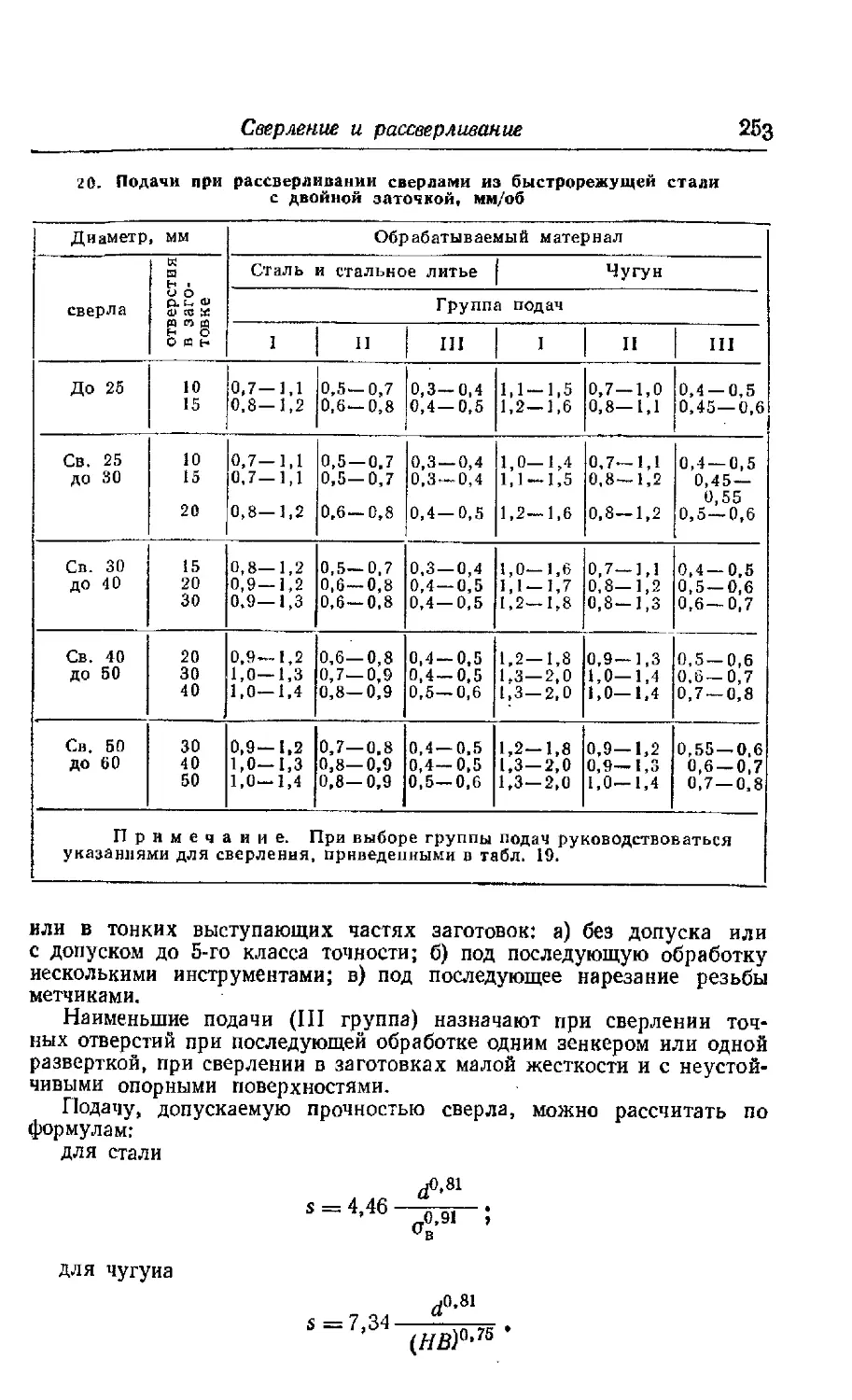
Сверление и рассверливание (К. П. Панченко) ........ 227
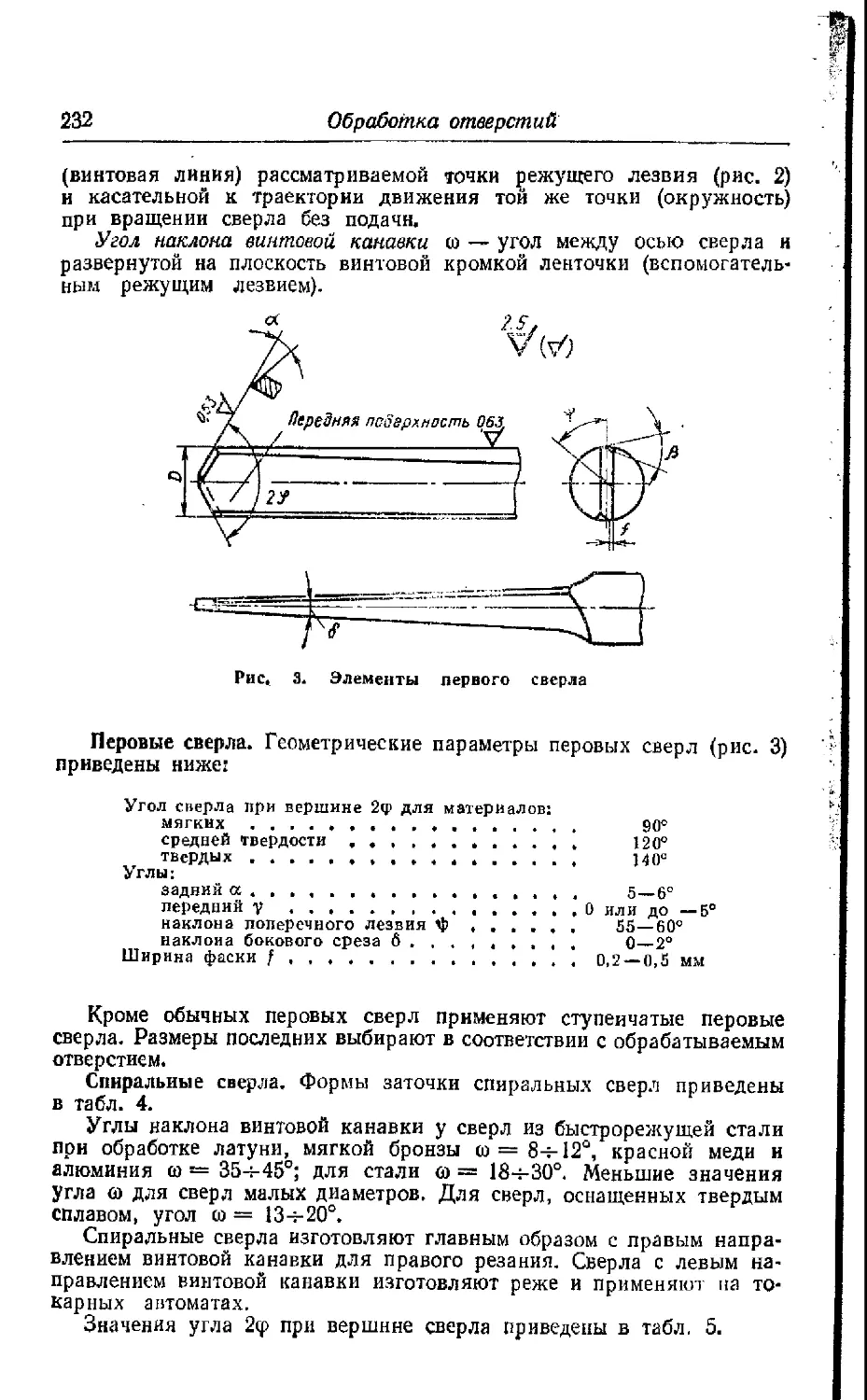
Типы сверл, их назначение и конструкция 227
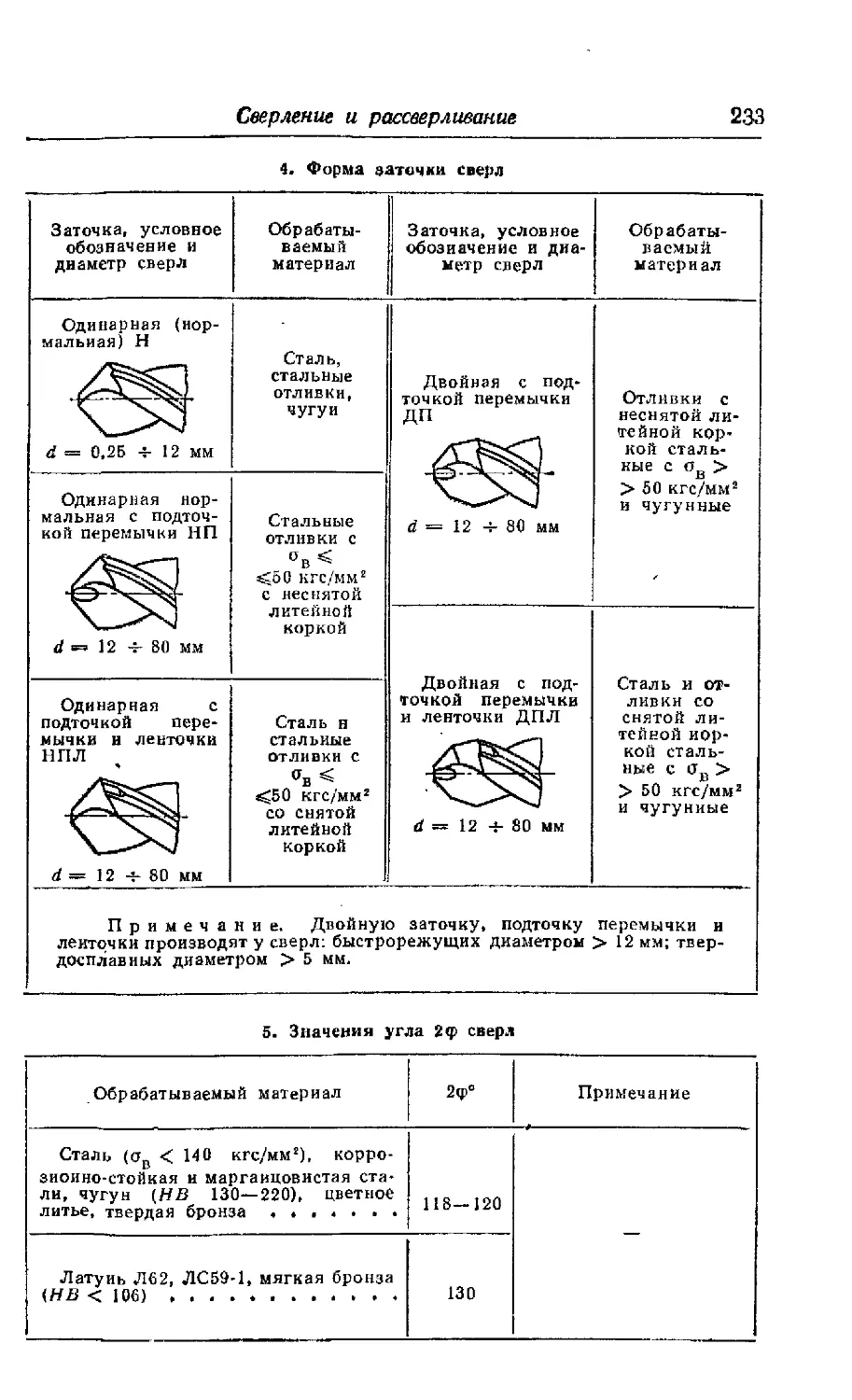
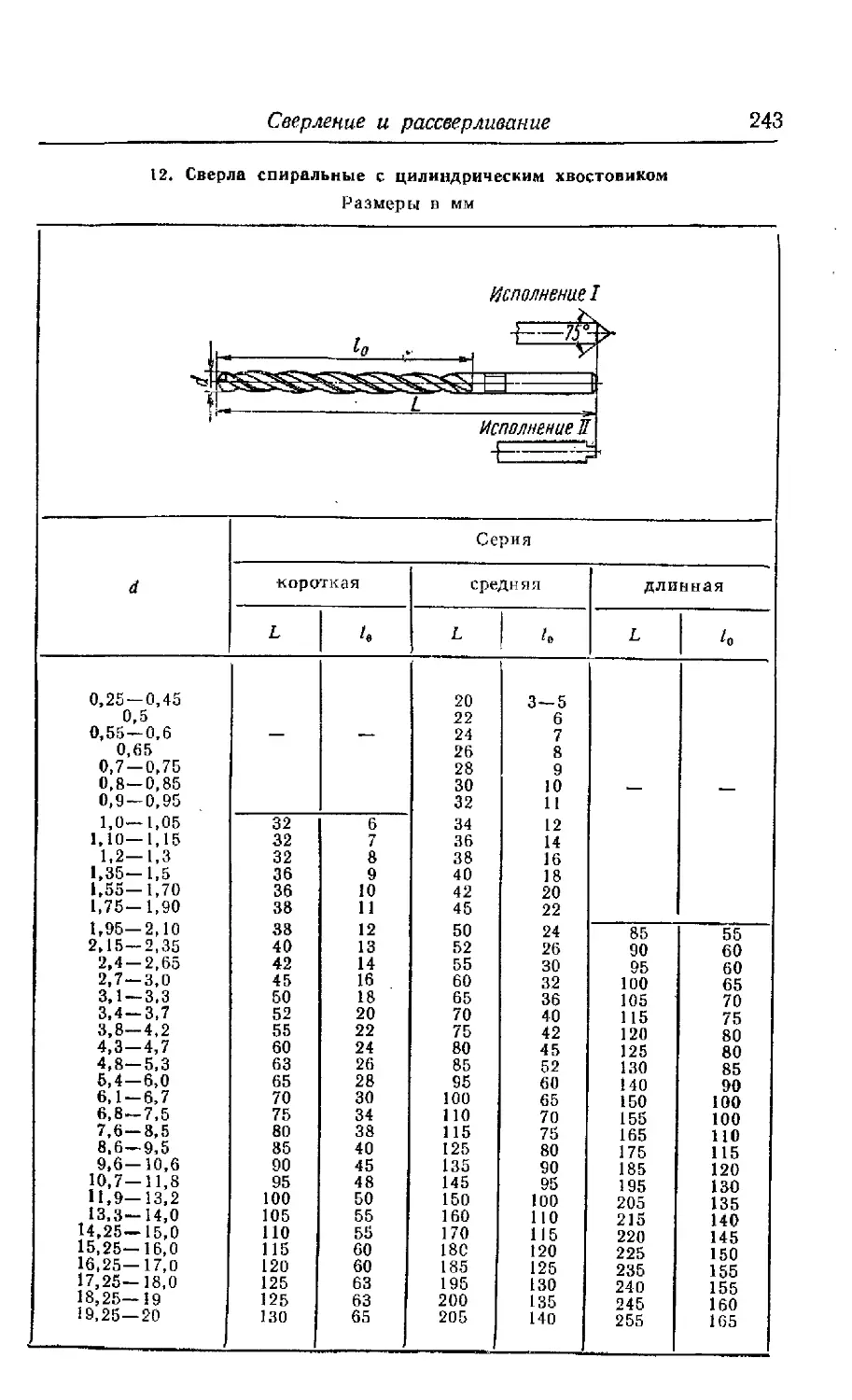
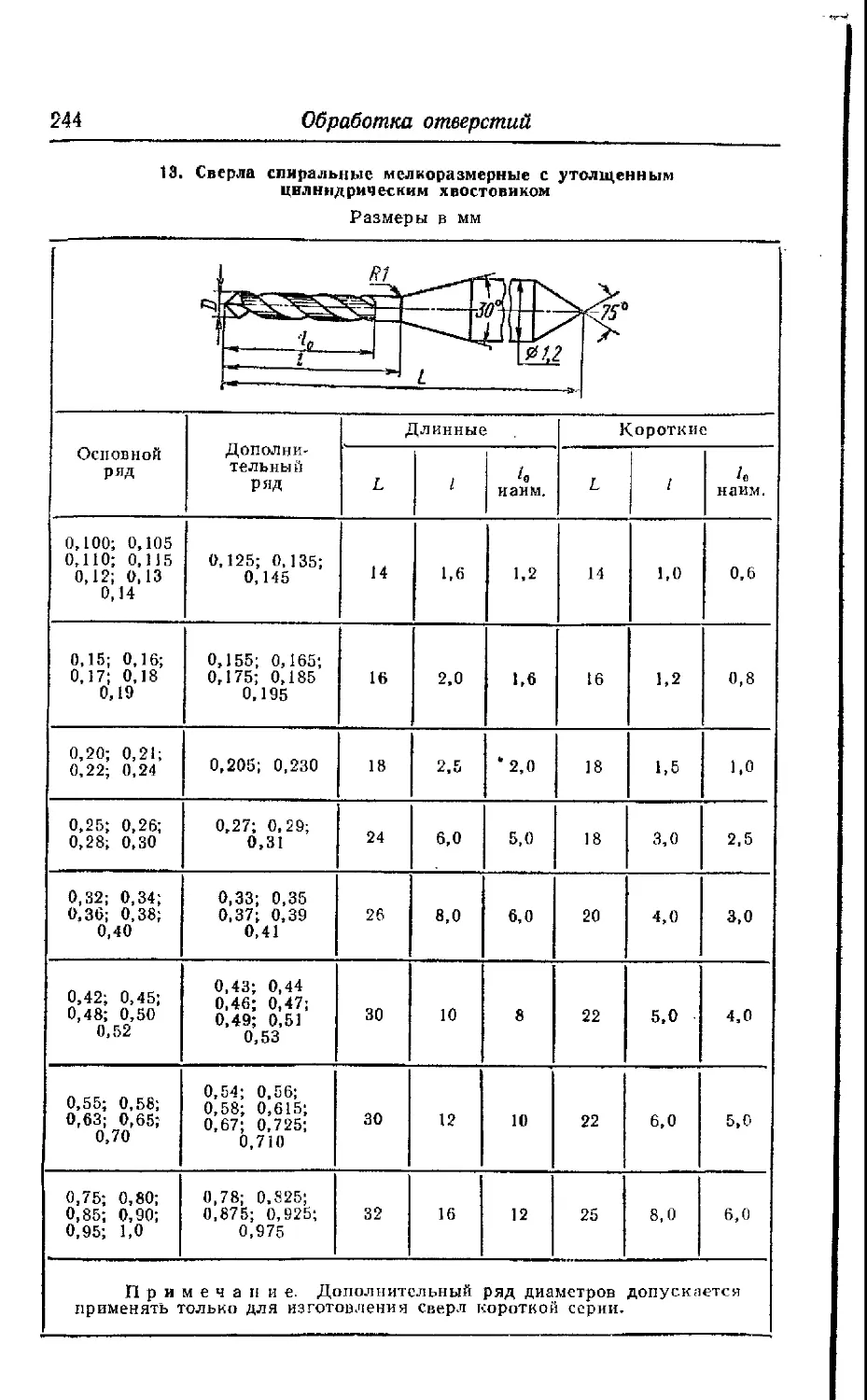
Основные типы спиральных сверл ............. 242
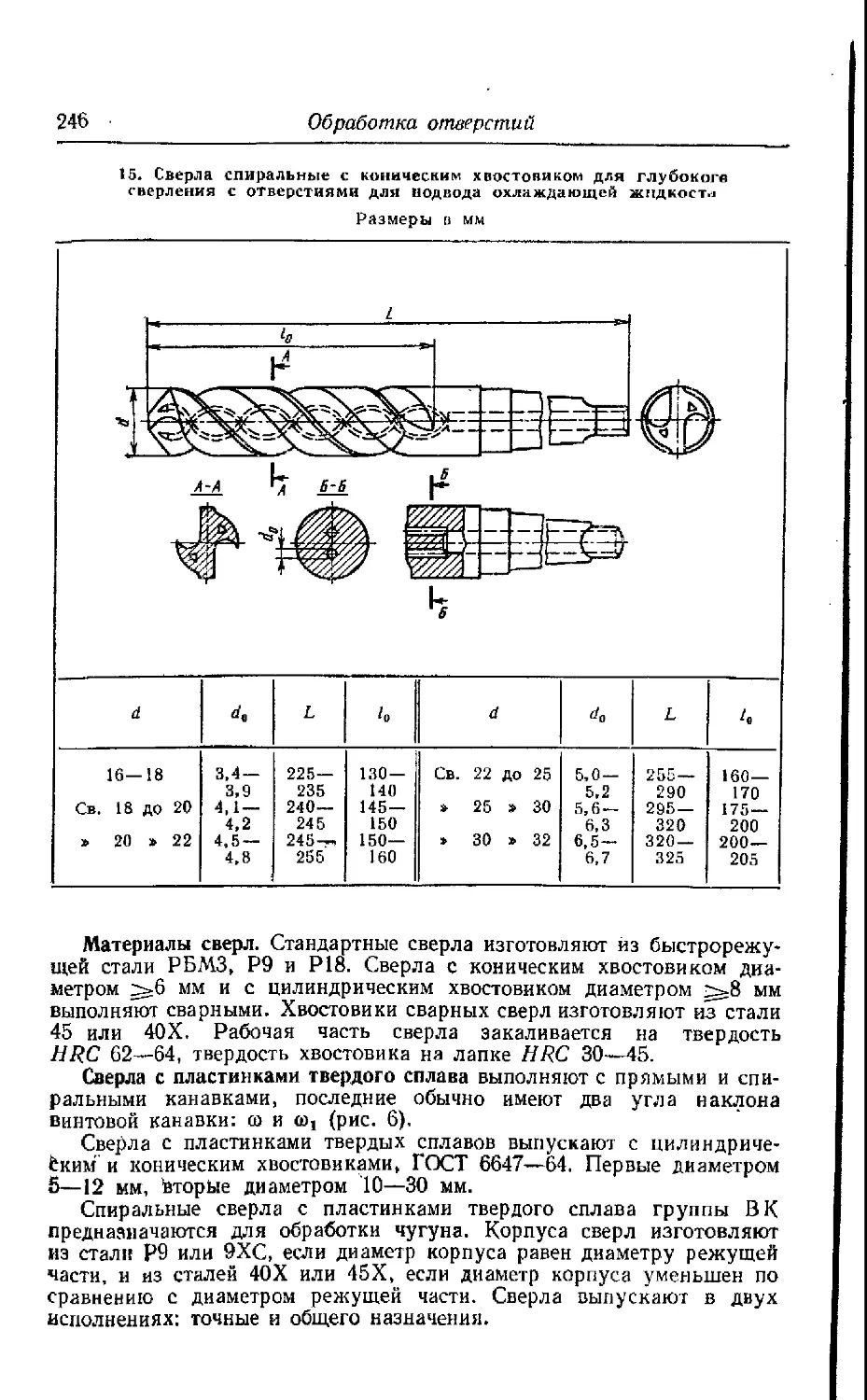
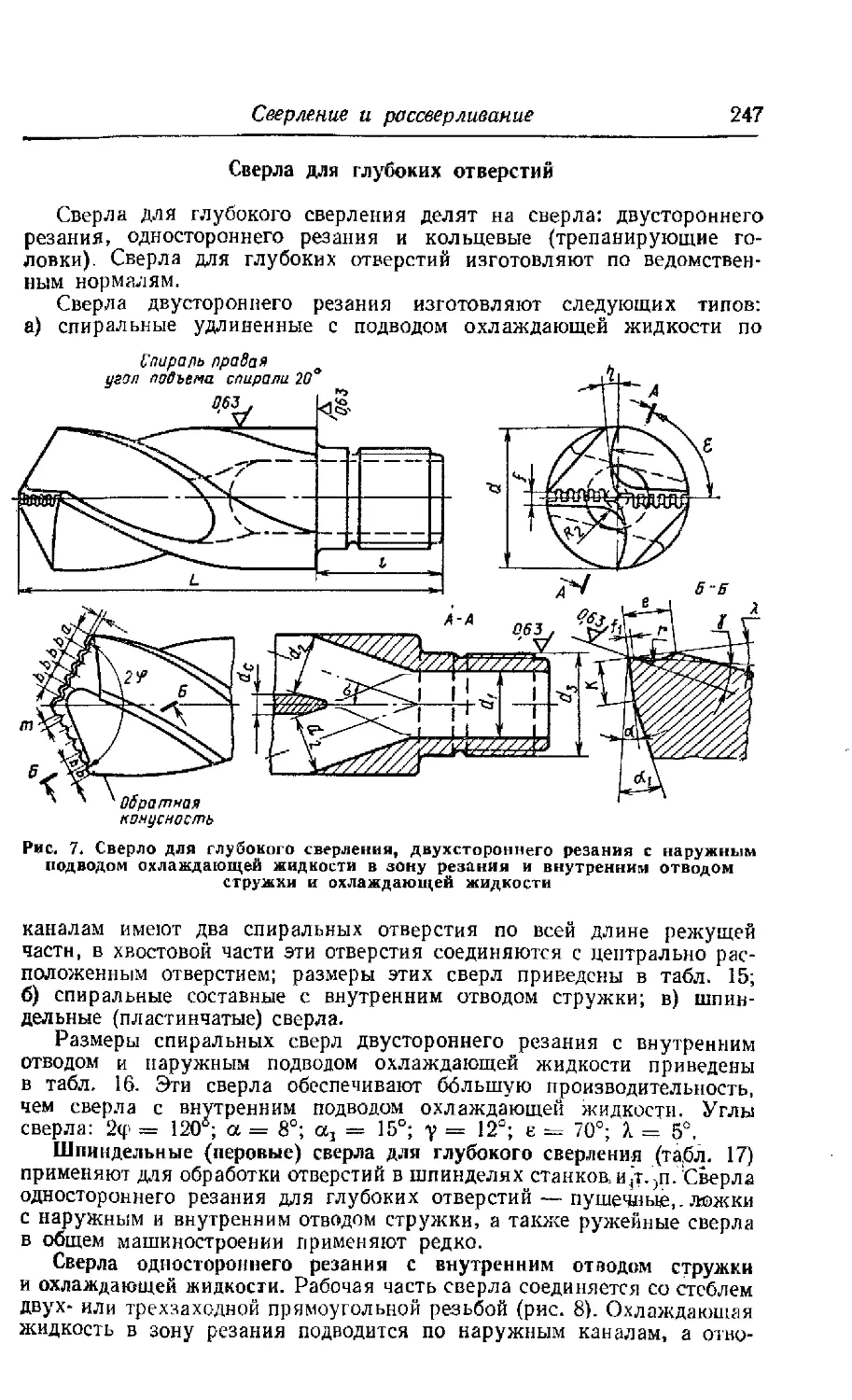
Сверла для глубоких отверстий........................ 247
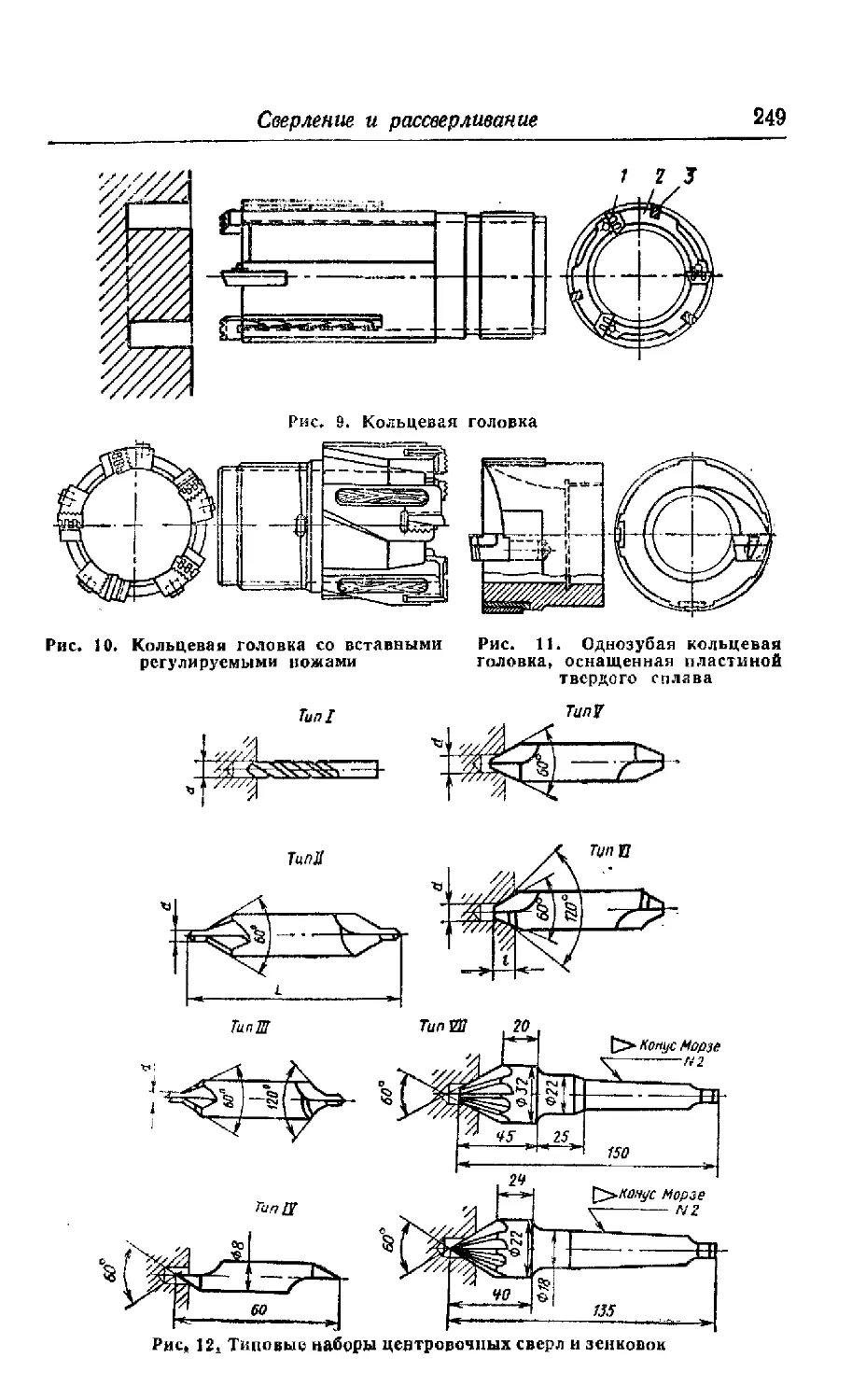
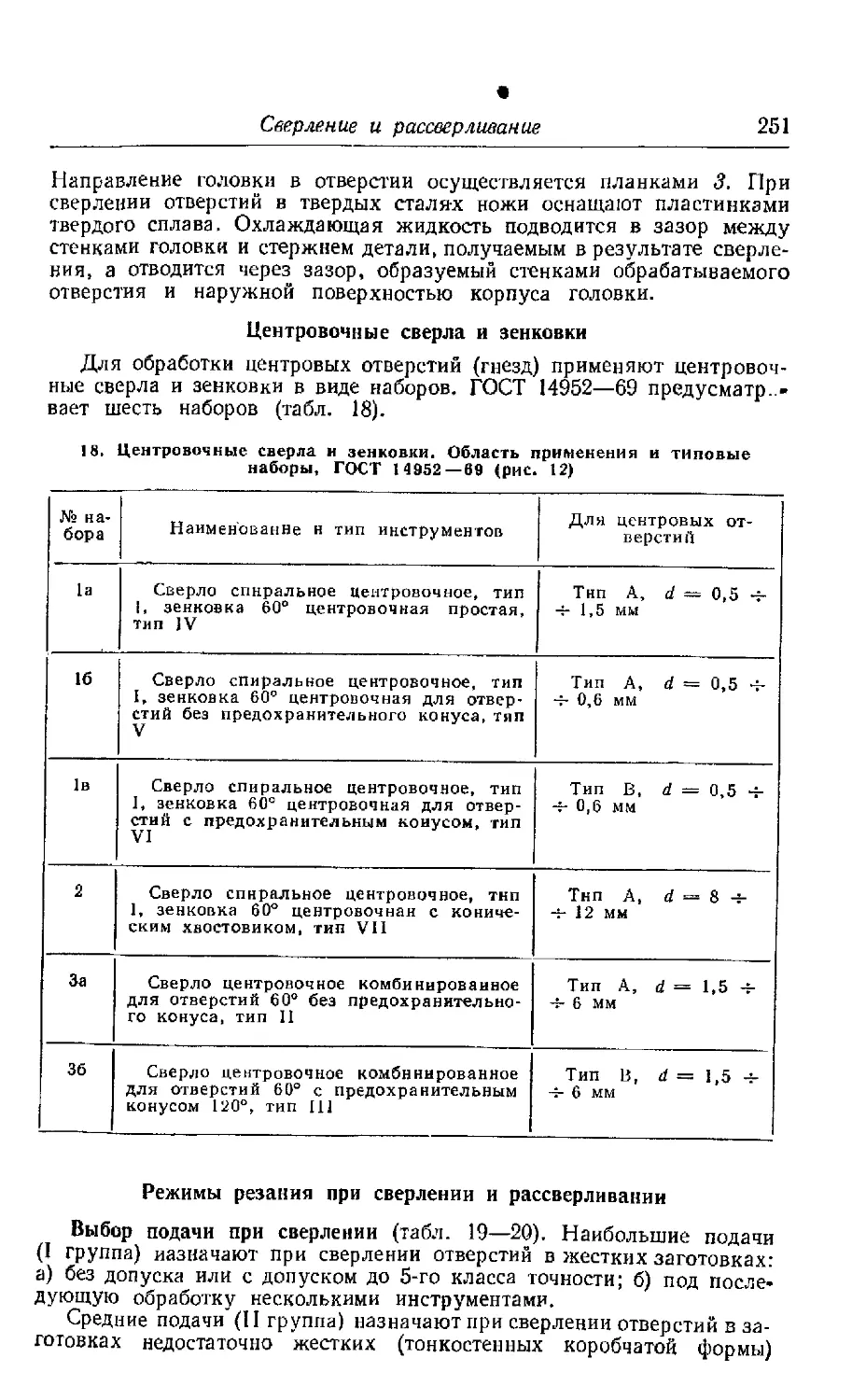
Центровочные сверла и зенковки................ . , , , 251
Режимы резания при сверлении и рассверливании 251
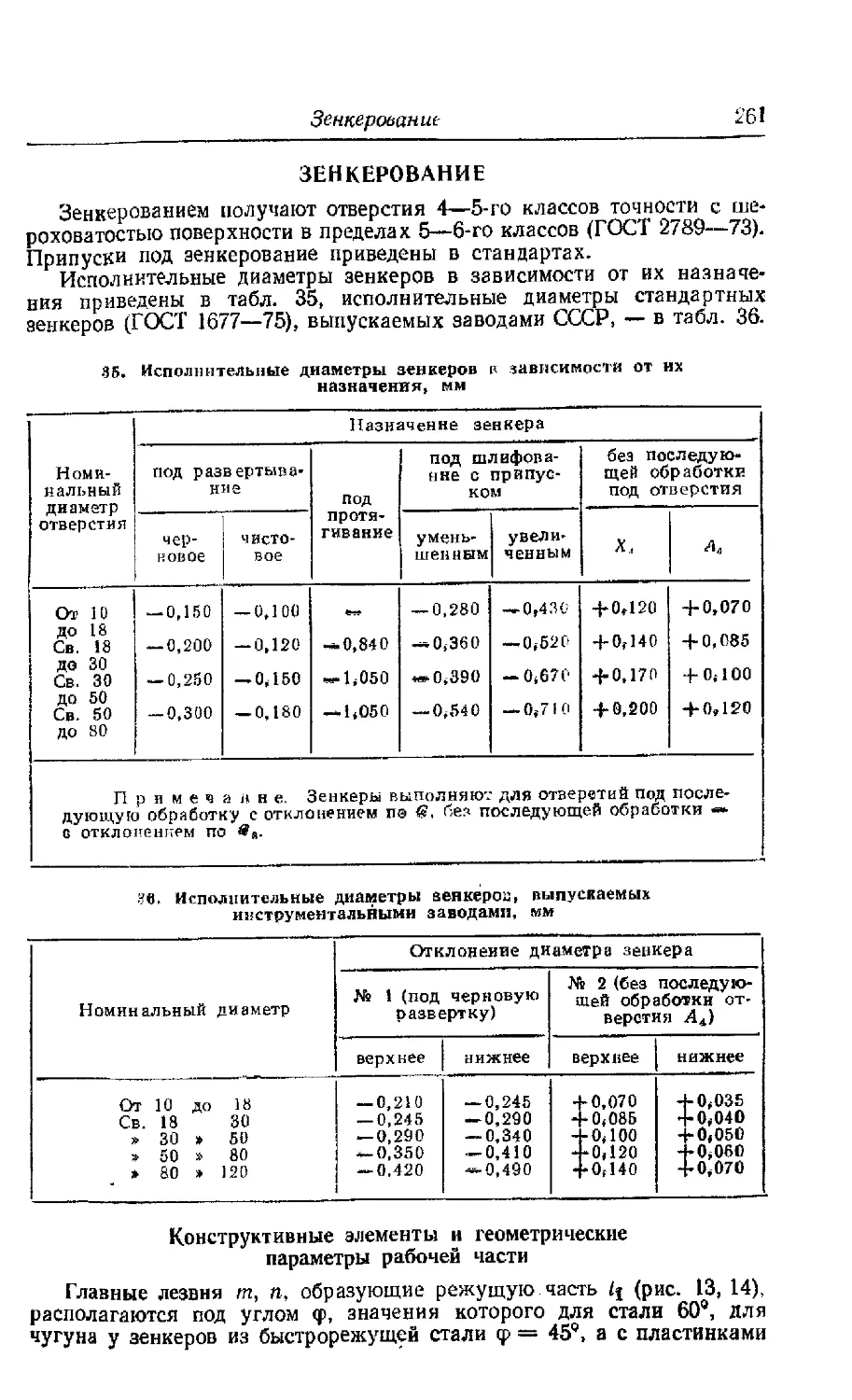
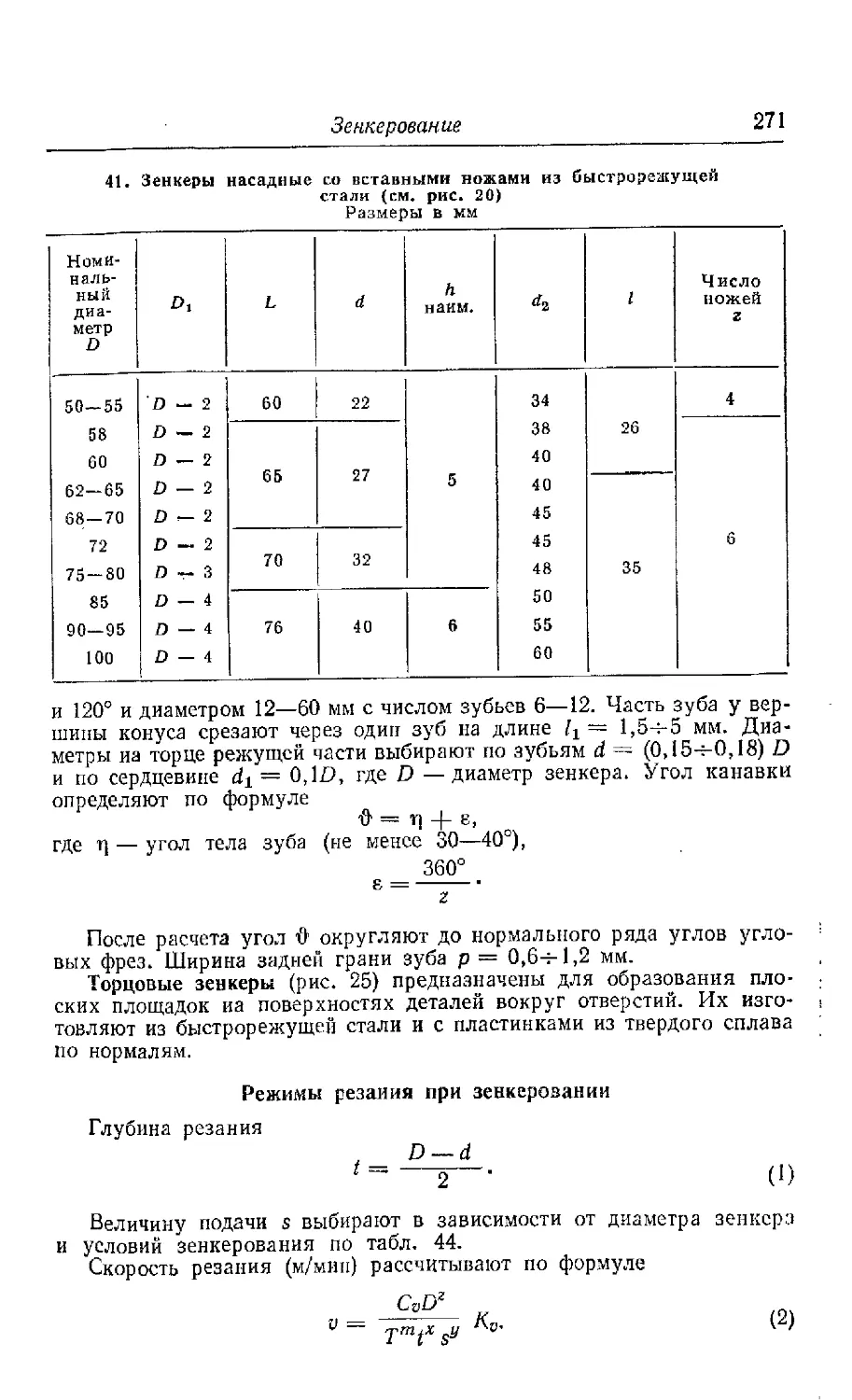
бенкерование (Л. А. Рождественский) ................... 261
Конструктивные элементы и геометрические параметры рабочей
части ................................................... 261
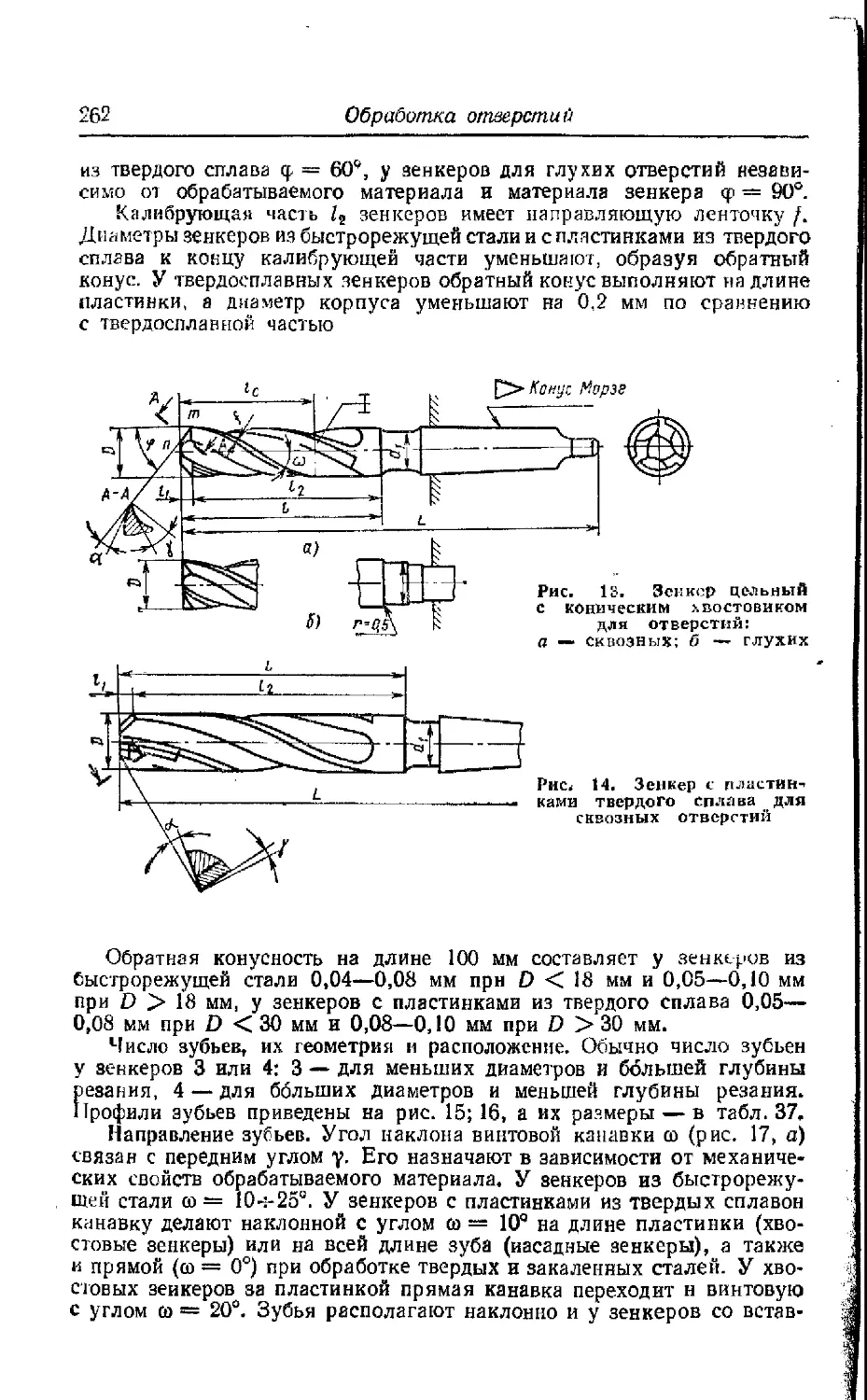
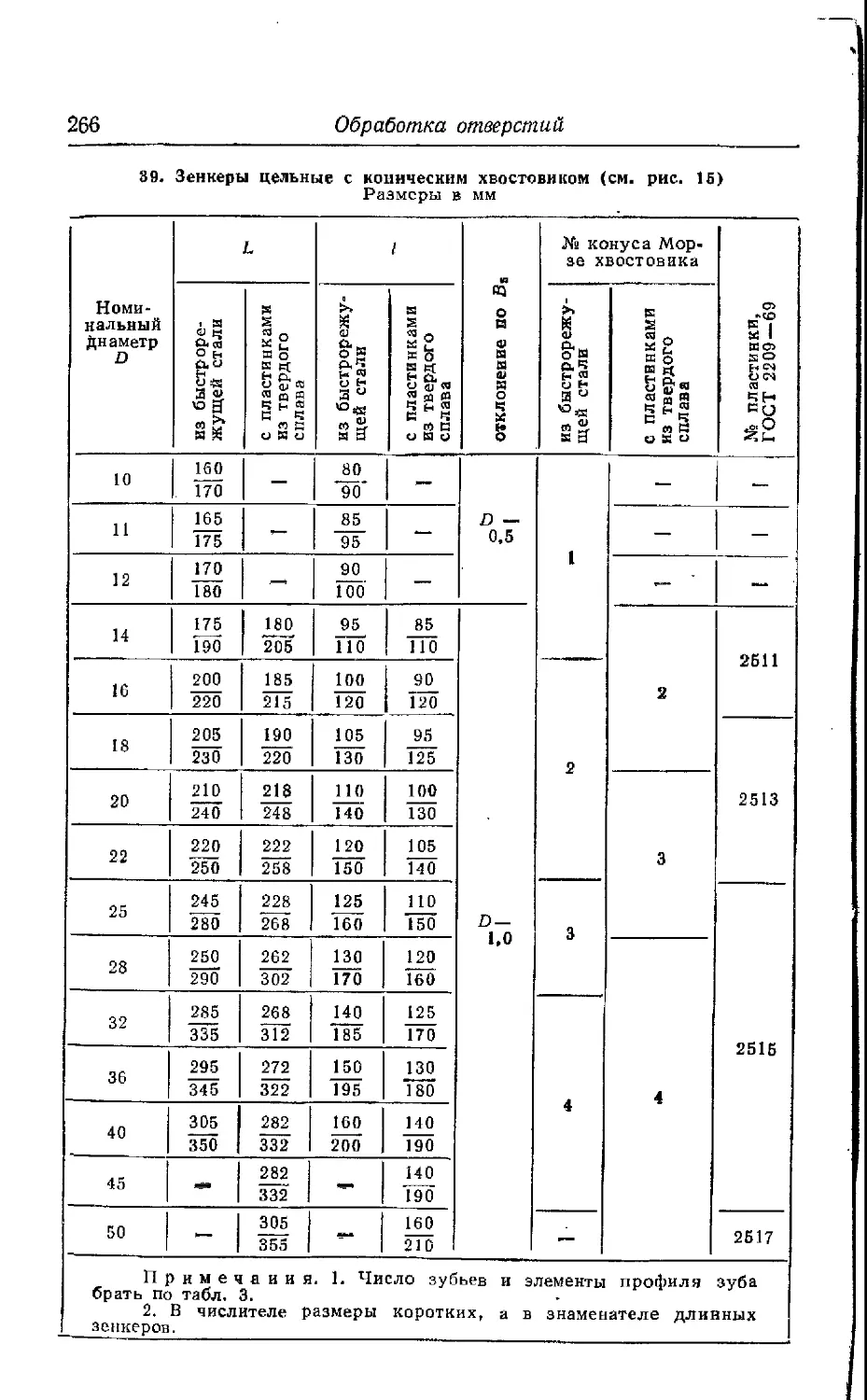
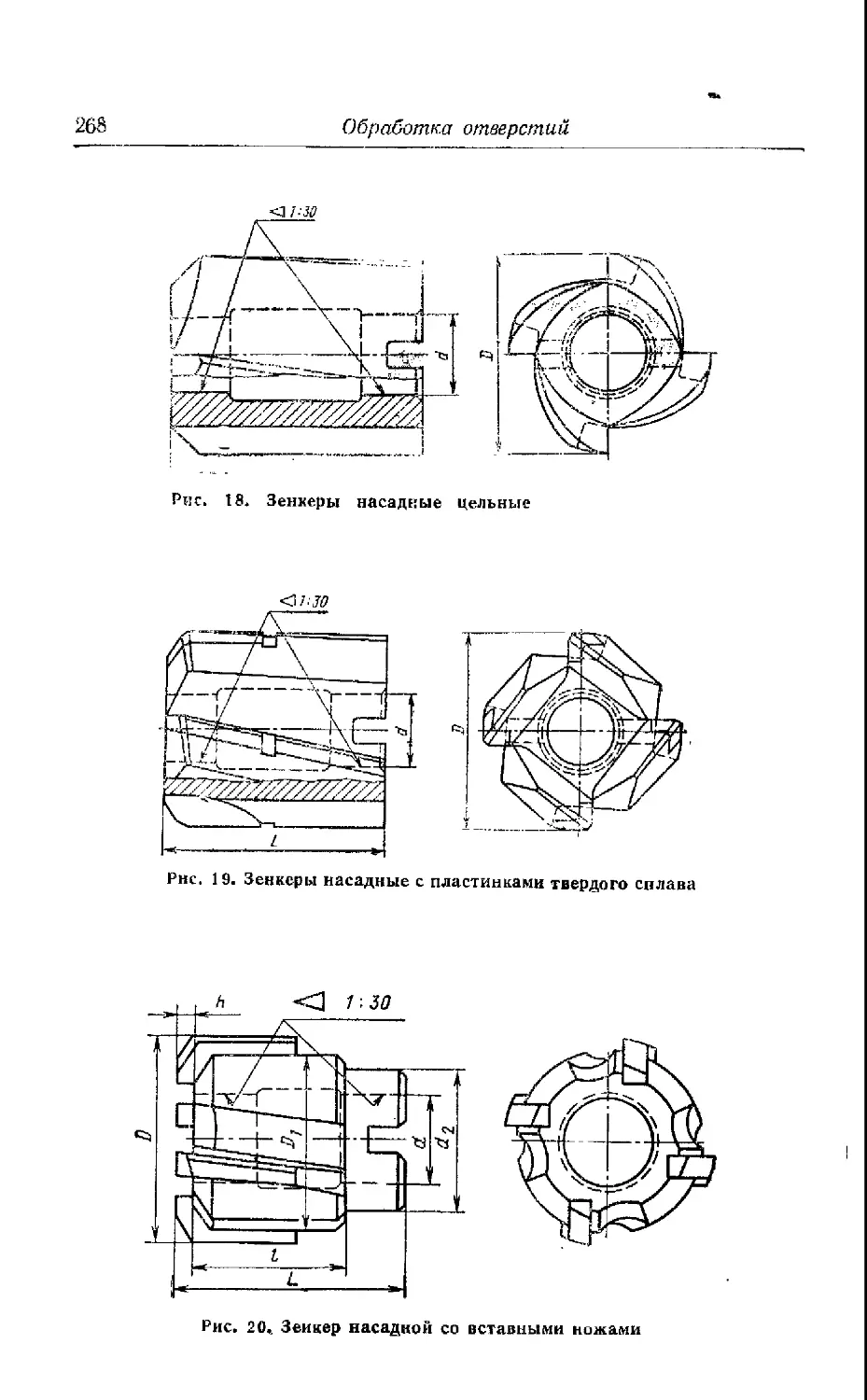
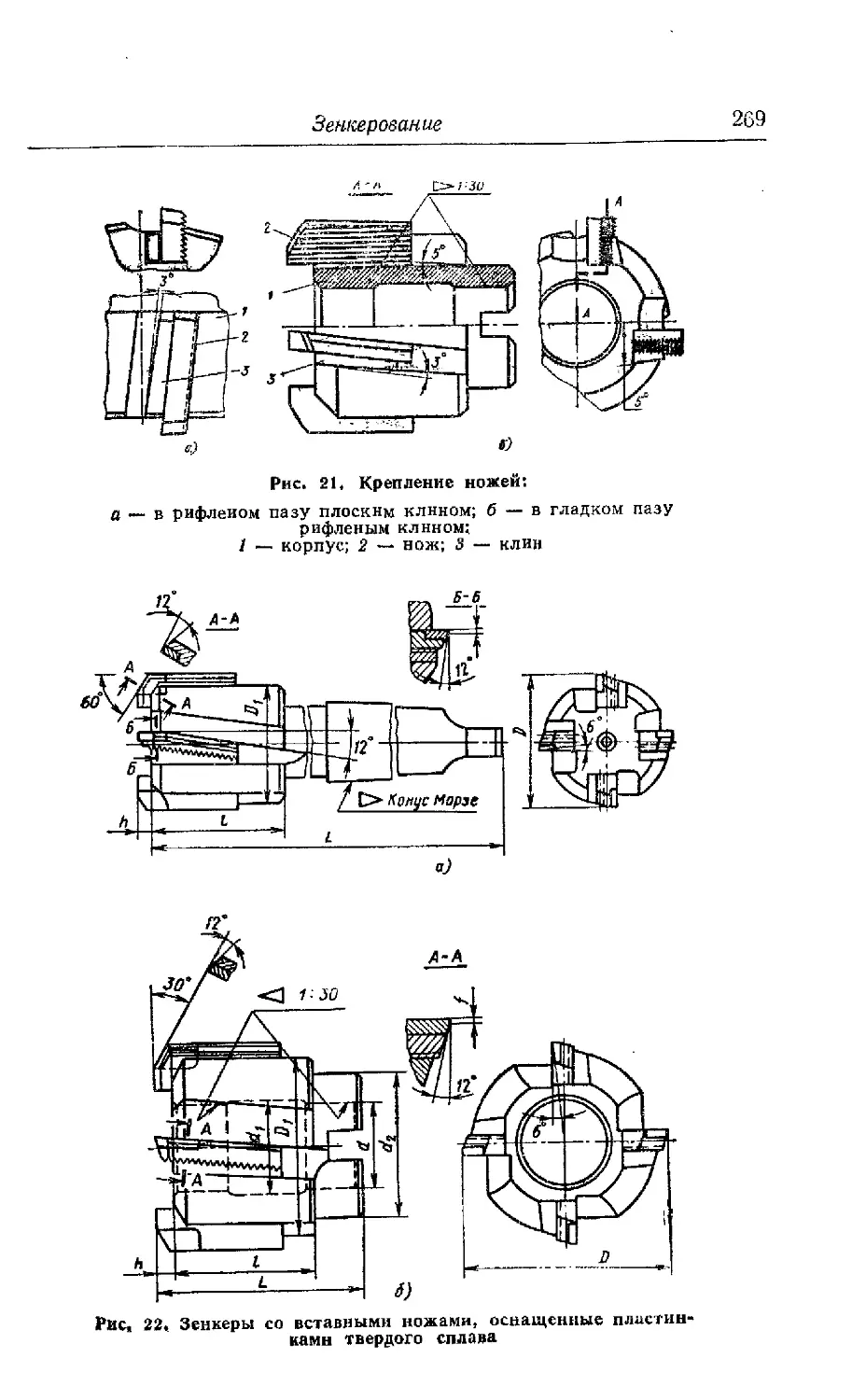
Конструкция зенкеров.................................. 267
Режимы резания при зеикеровании.................... . . 271
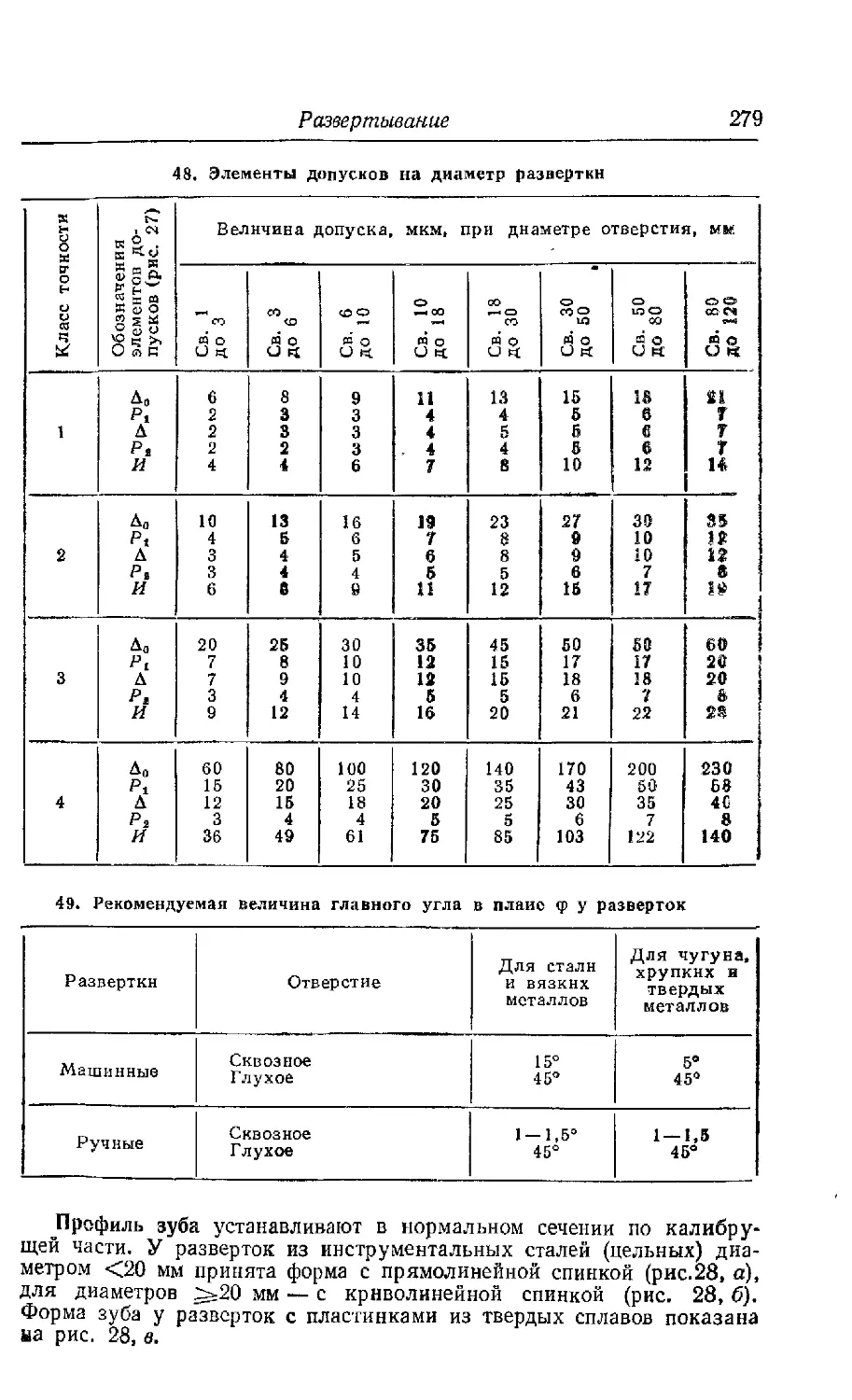
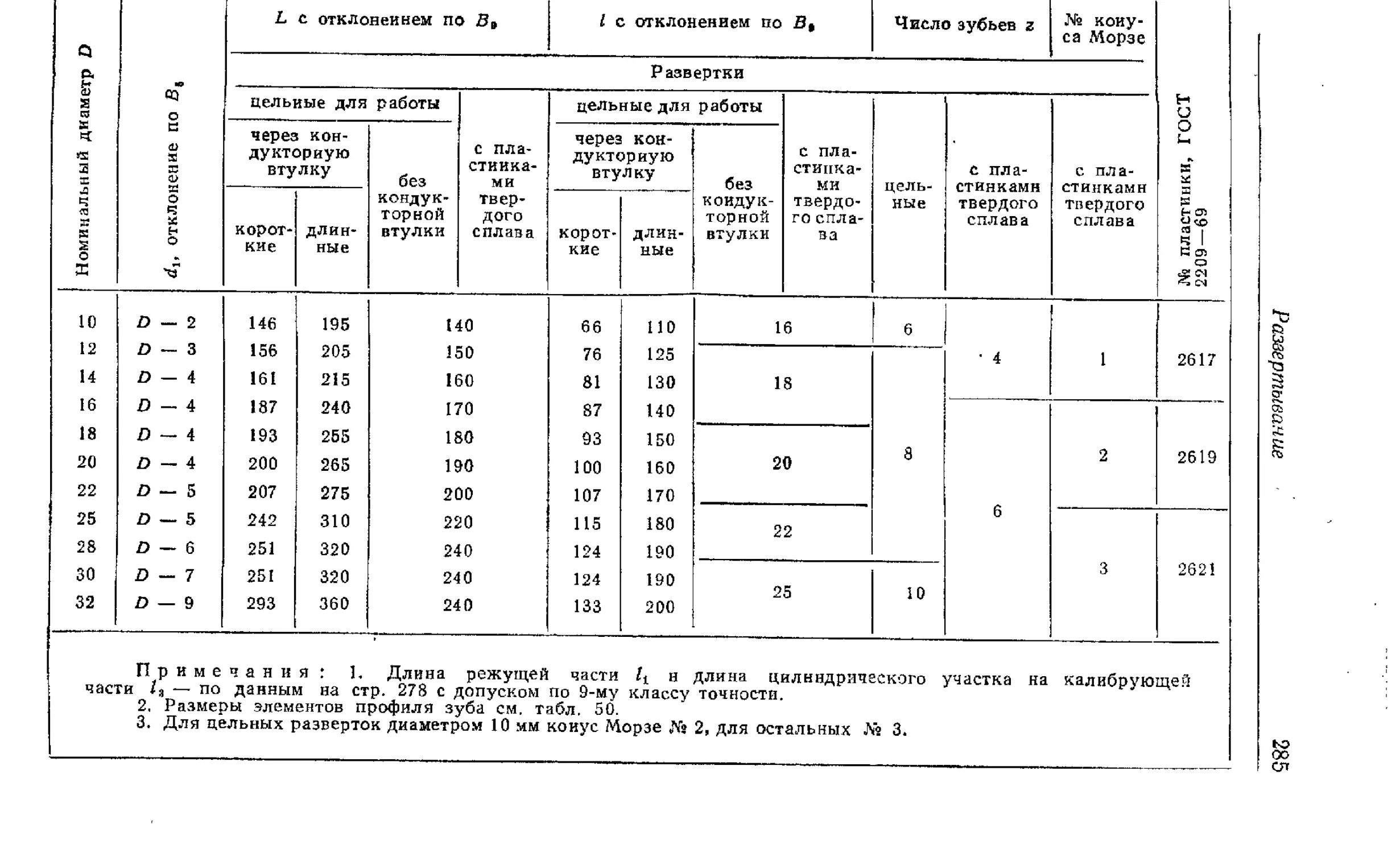
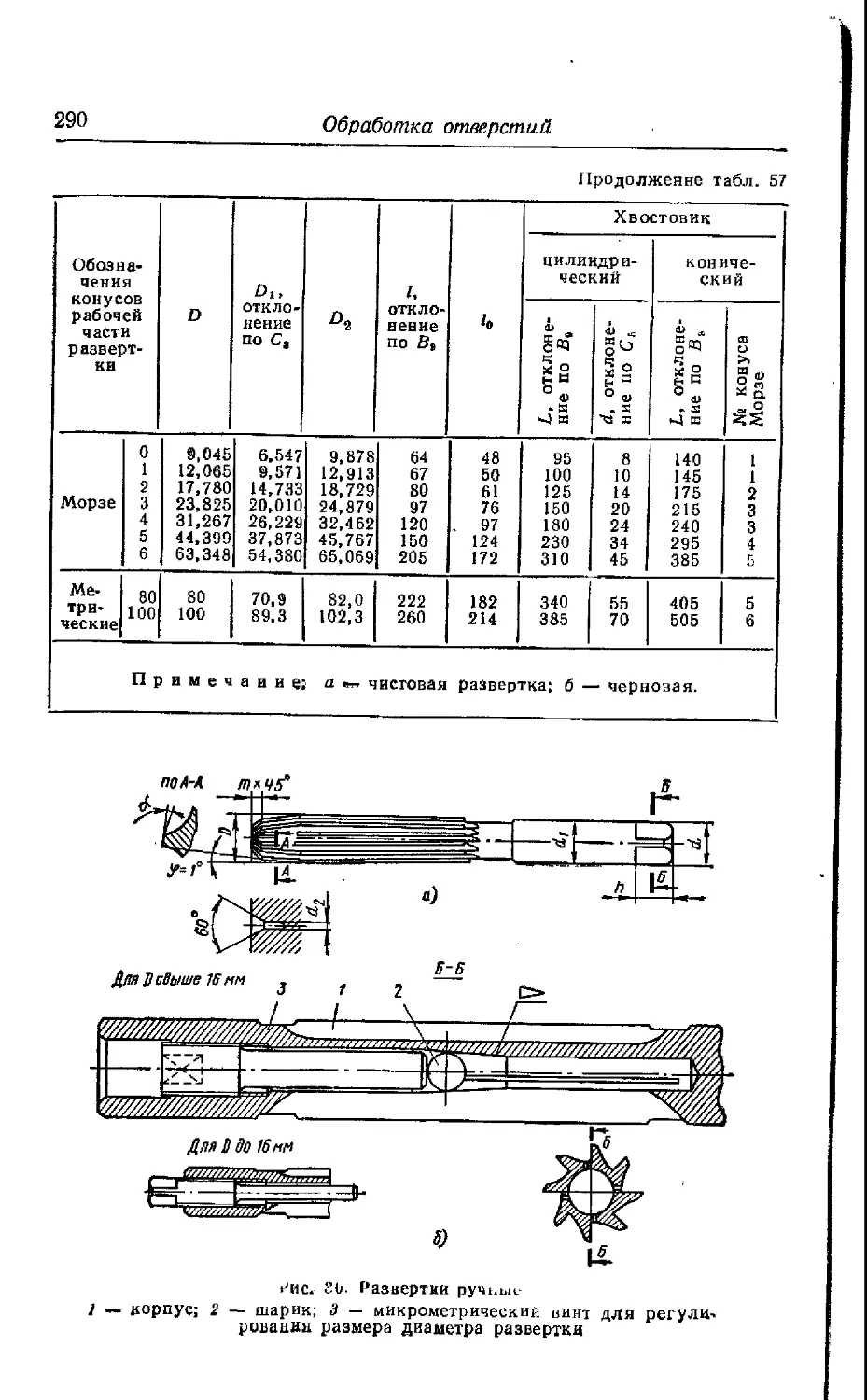
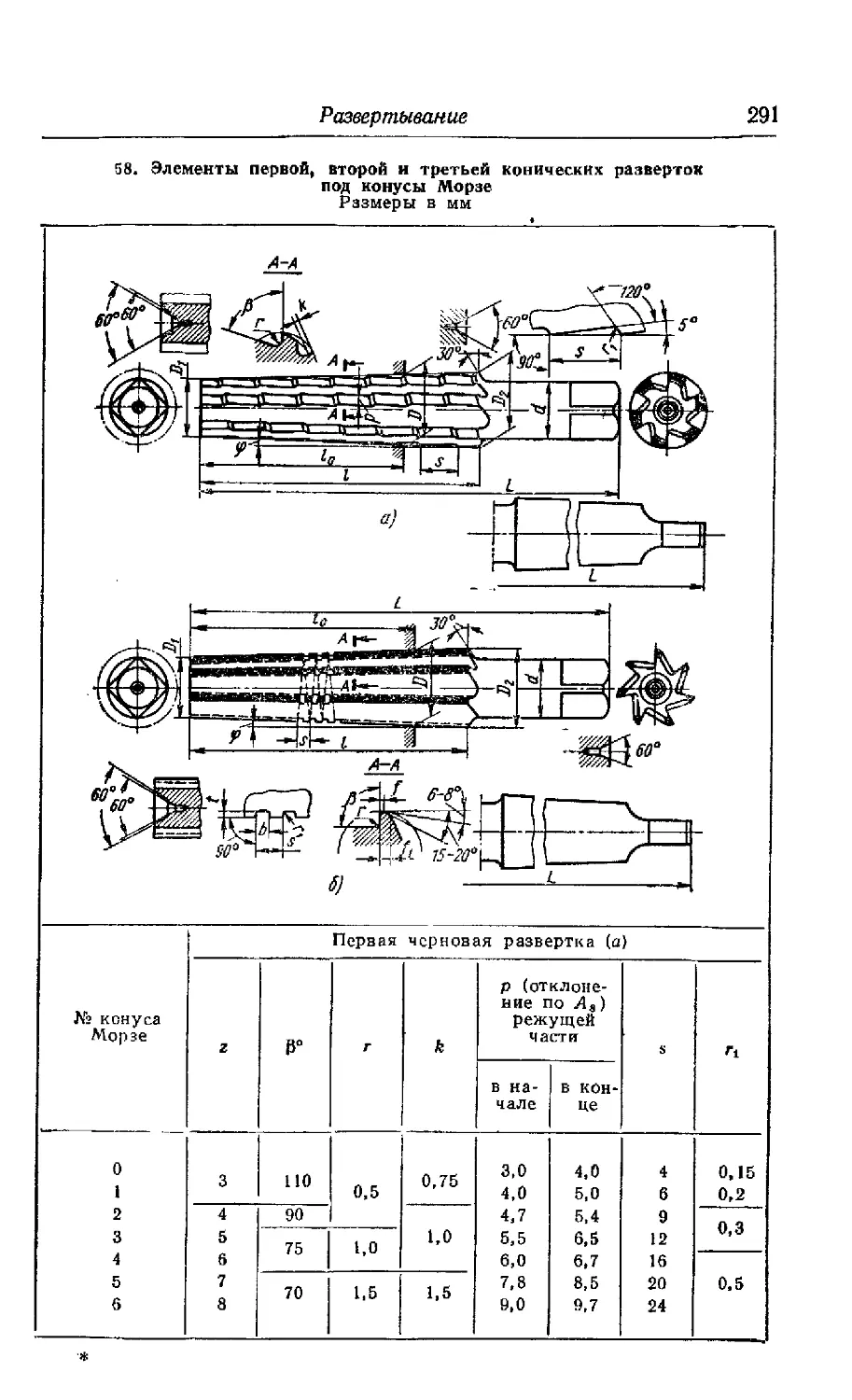
Развертывание (Л. А. Рождественский) , . .................... 277
Конструкции разверток ............................. » » . 277
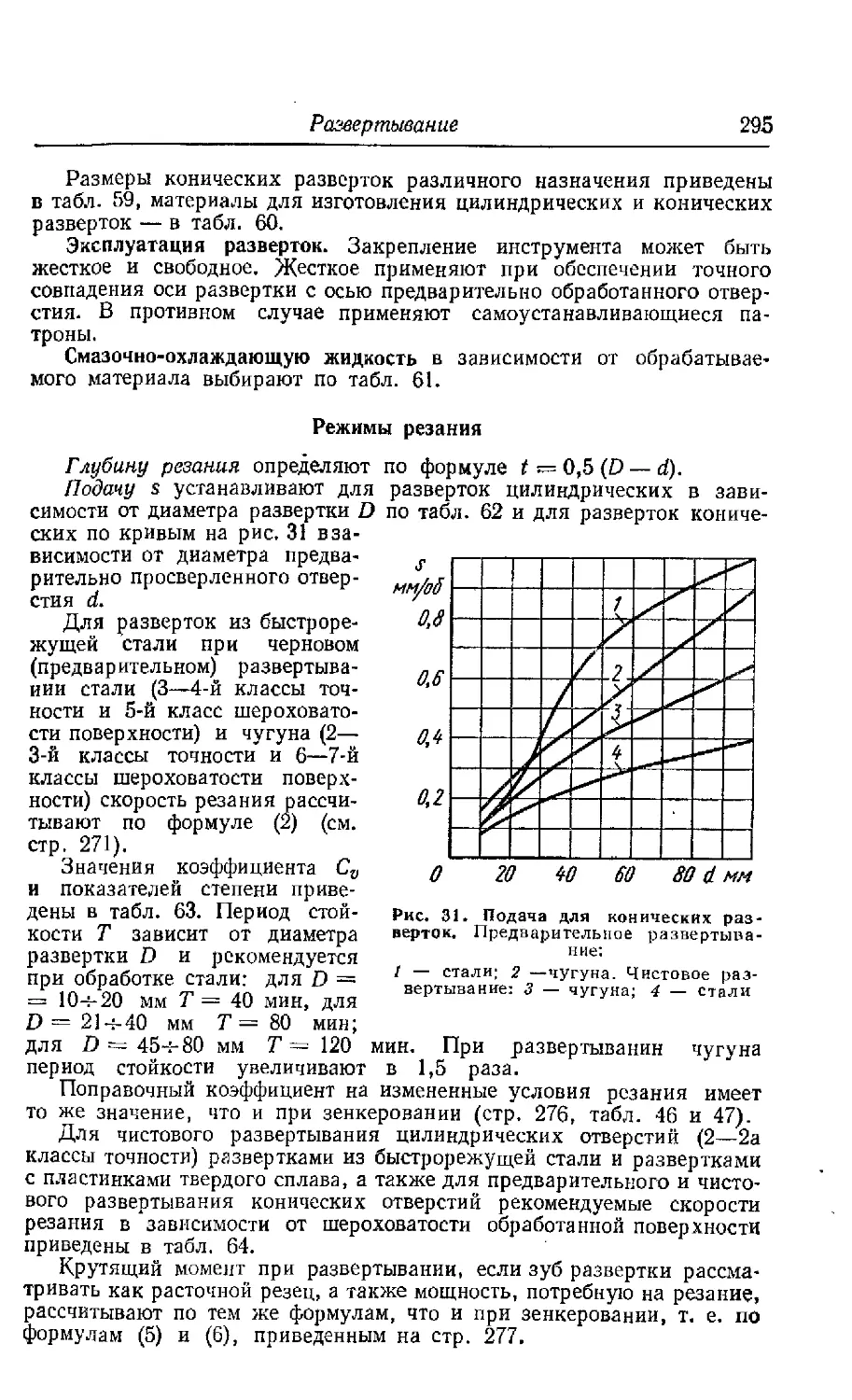
Режимы резания .......................................... 295
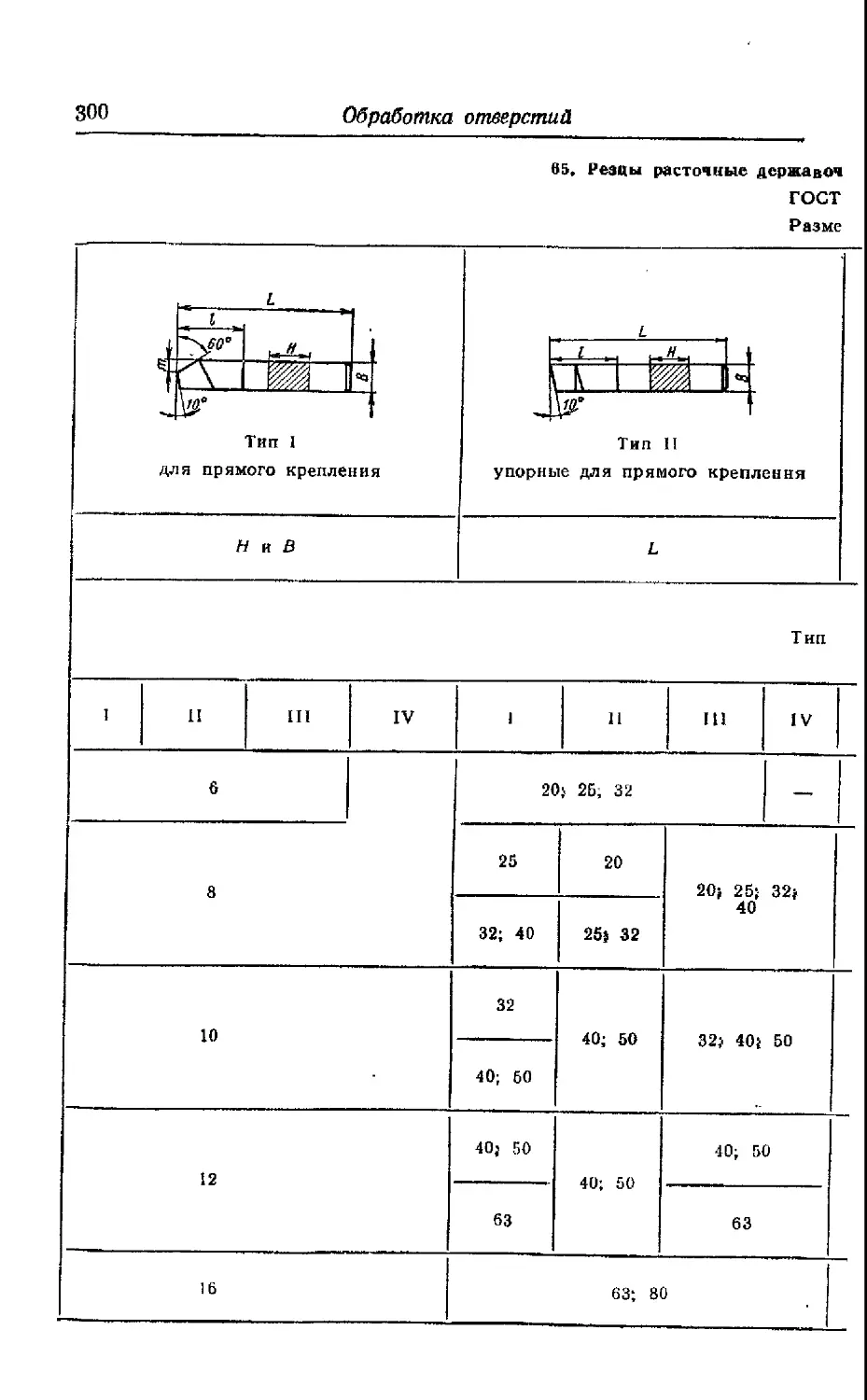
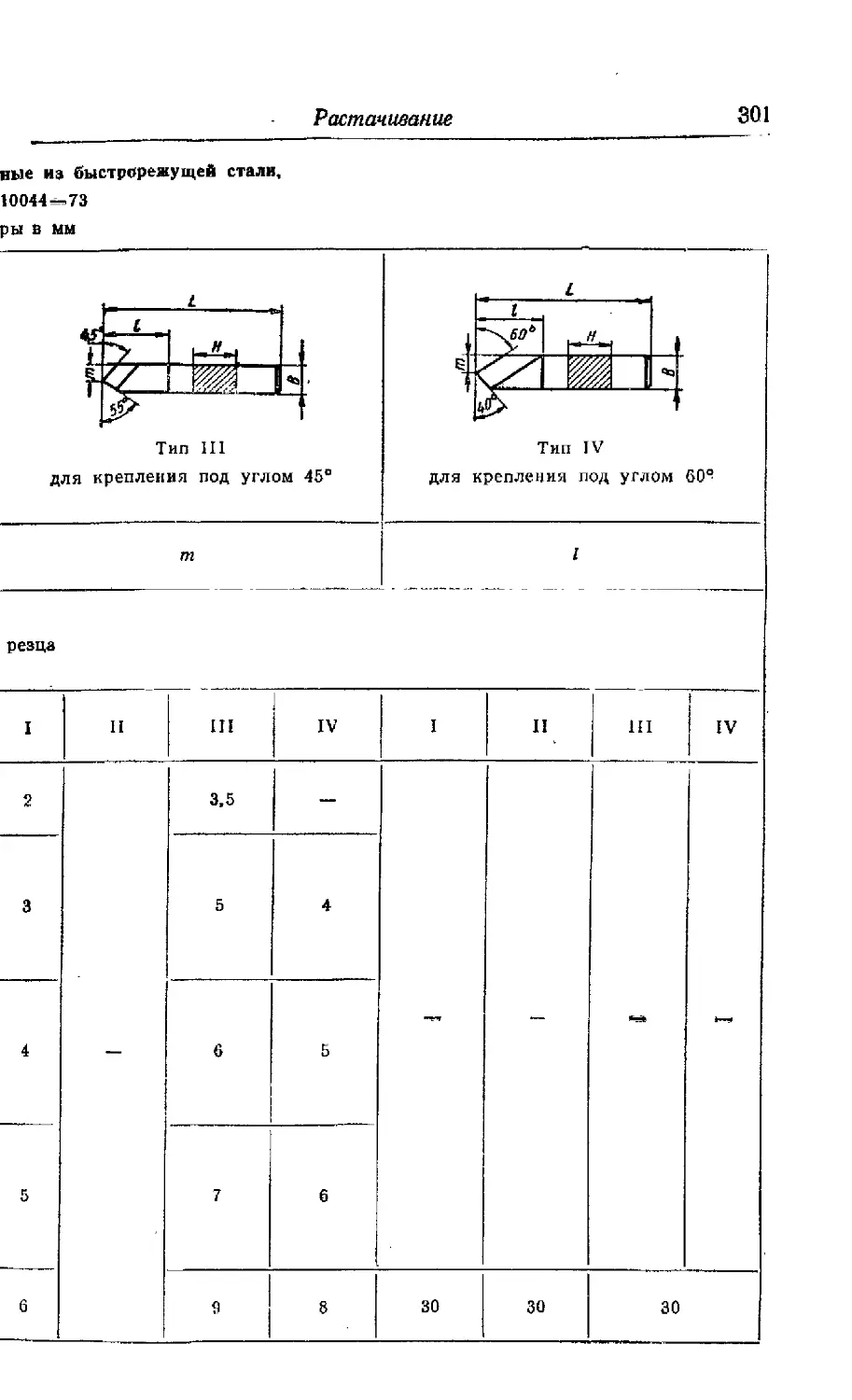
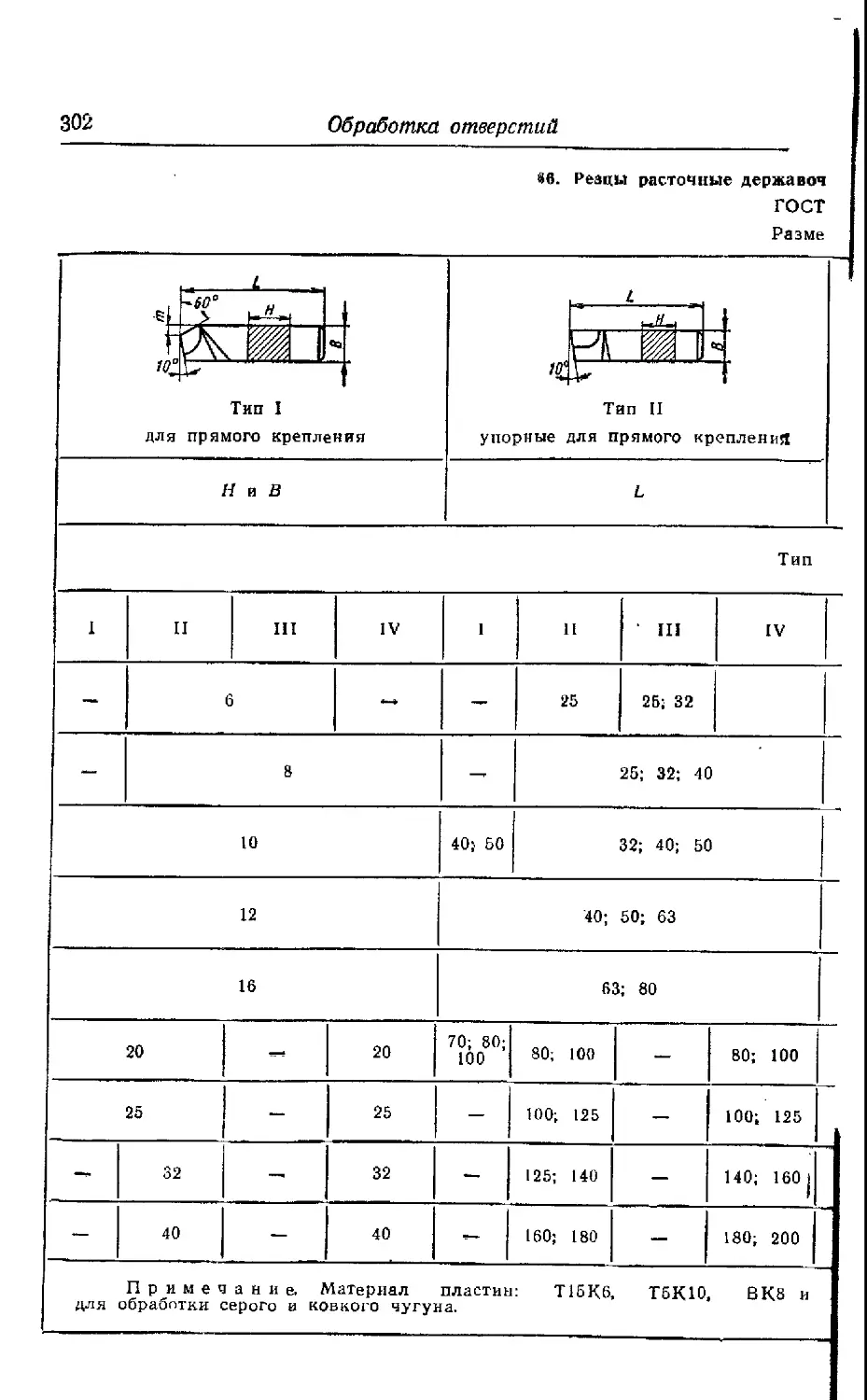
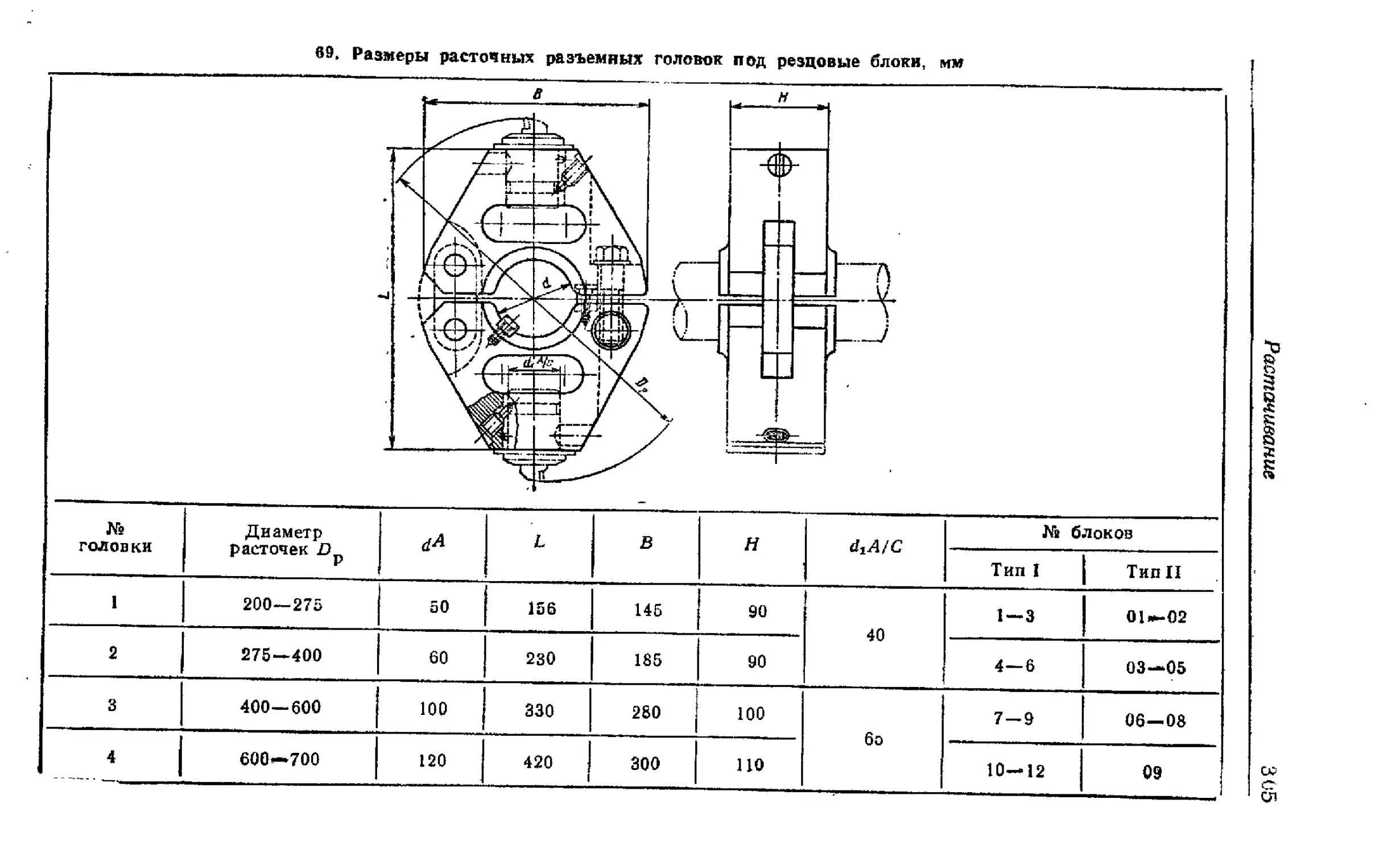
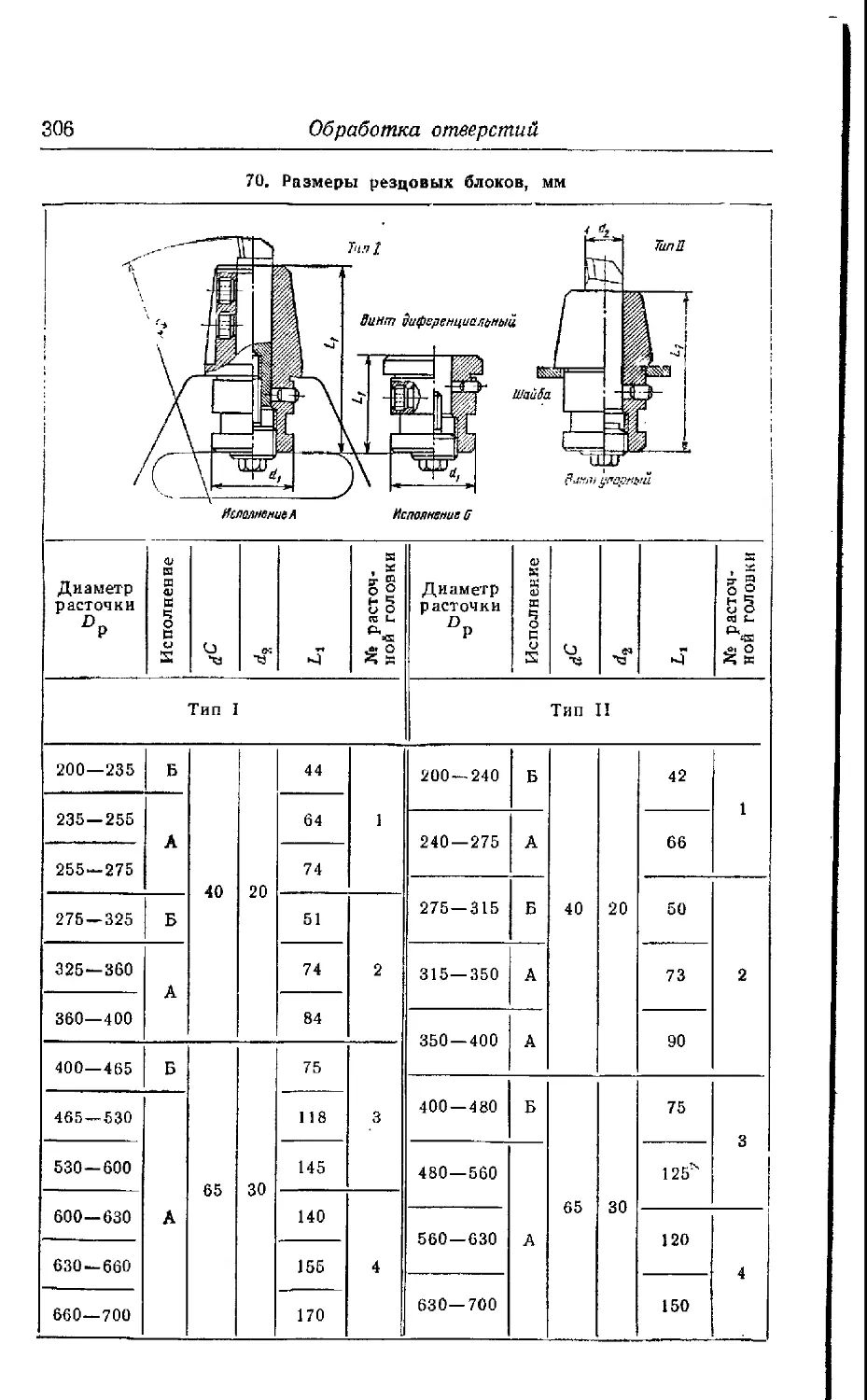
Растачивание (К. П. Йанченко) ............................... 297
Инструменты для растачивания отверстий на горизонтально-рас*
точных станках ............................................ 297
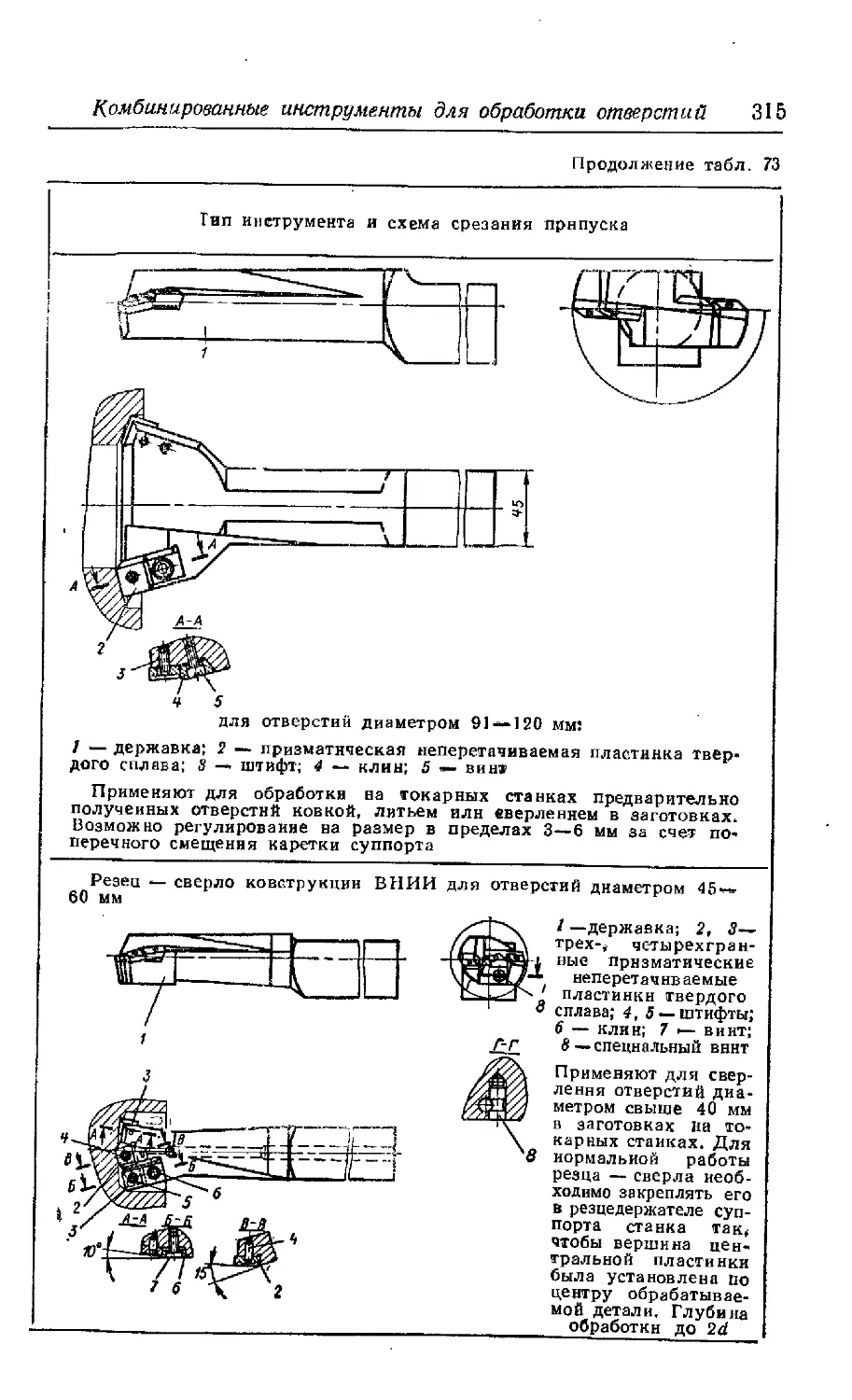
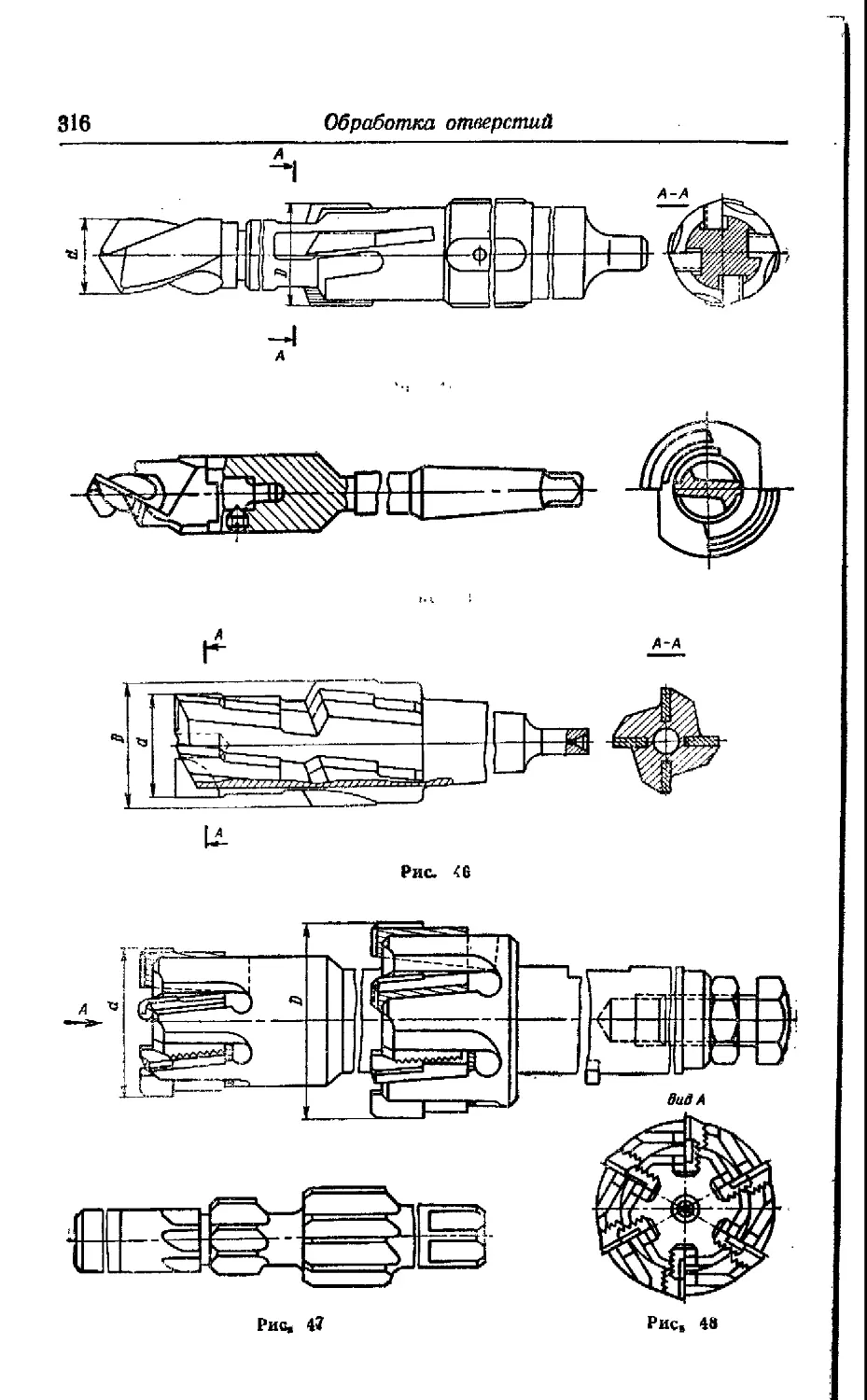
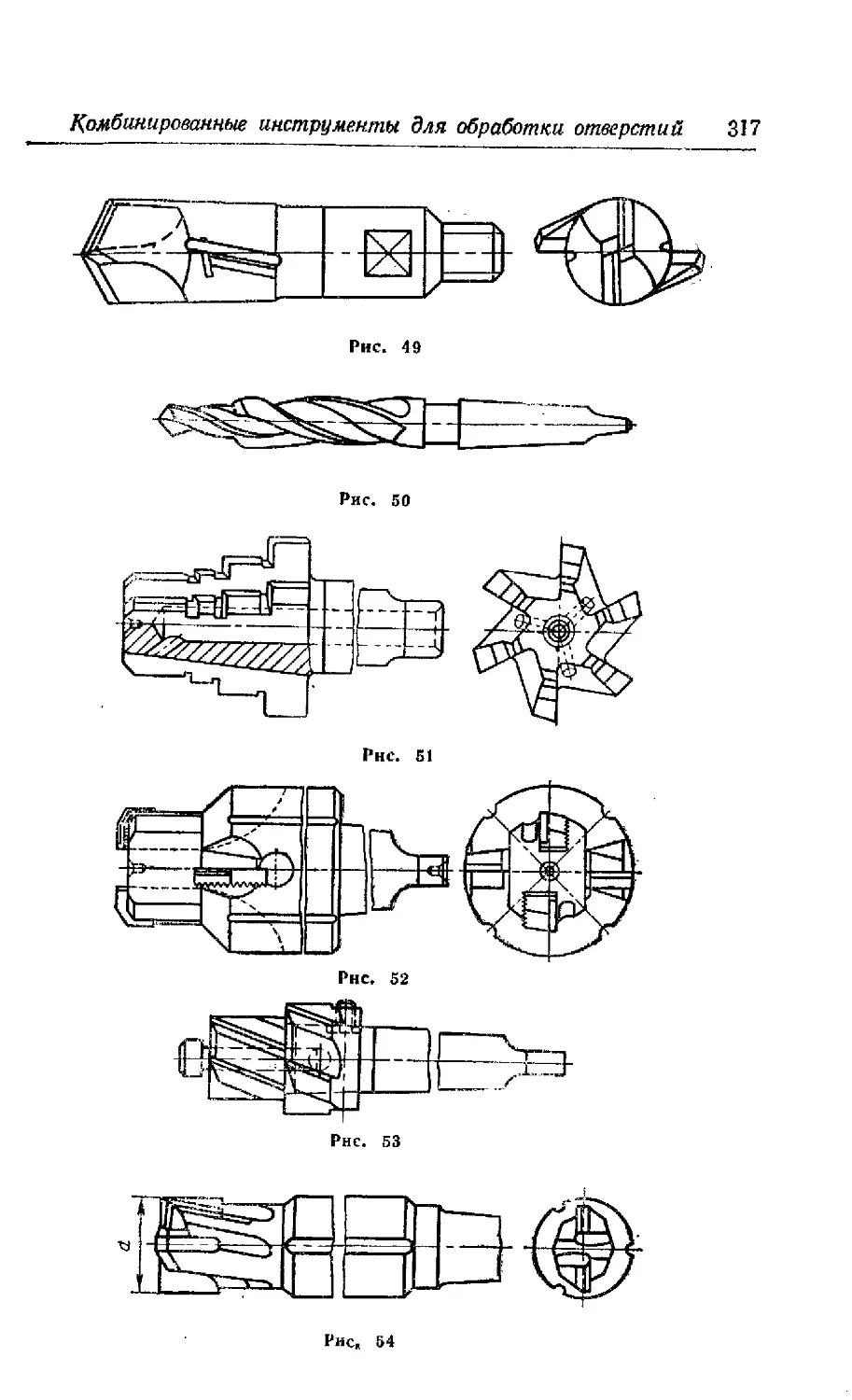
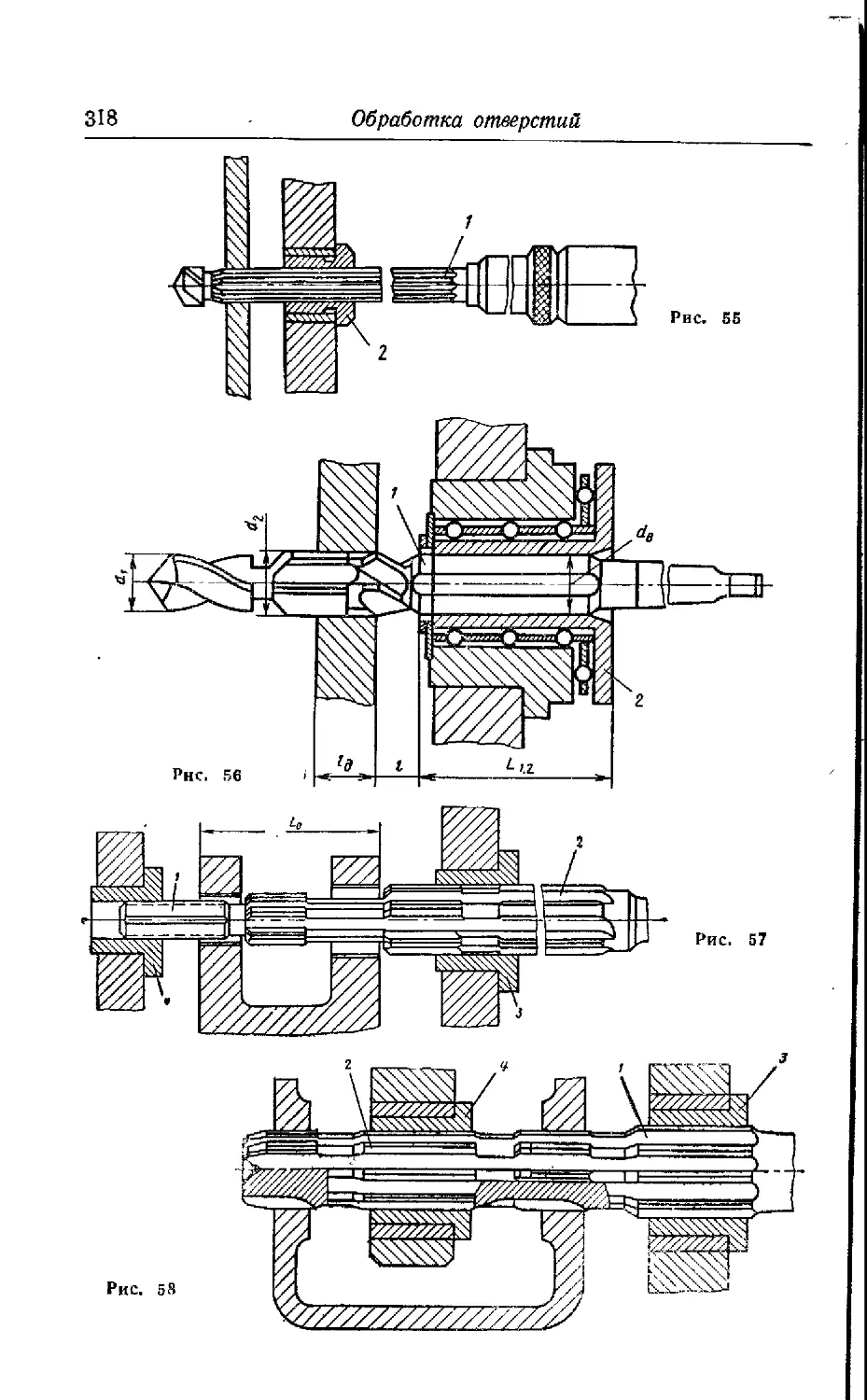
Комбинированные инструменты для обработки отверстий (Л. Н. Ор
лов)....................................................... 310
Обработка отверстий в условиях автоматизированного производ-
ства (К. П, Панченко) ....................................... 322
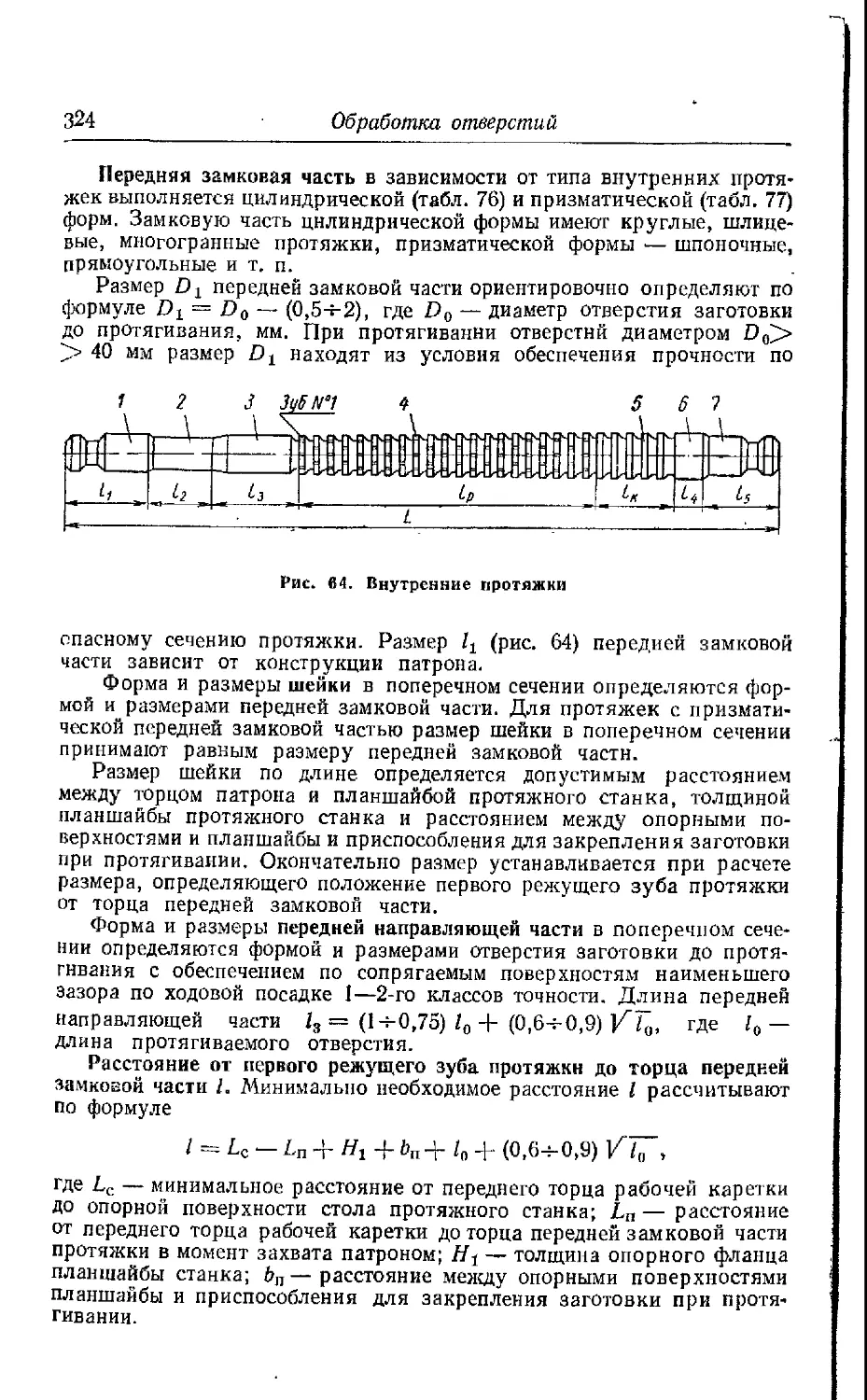
Протягивание (Е. Д. Бакдунов) ............................... 323
Общие сведения......................................... 323
Внутренние протяжки ....................................... 323
Наружные протяжки......................................... 332
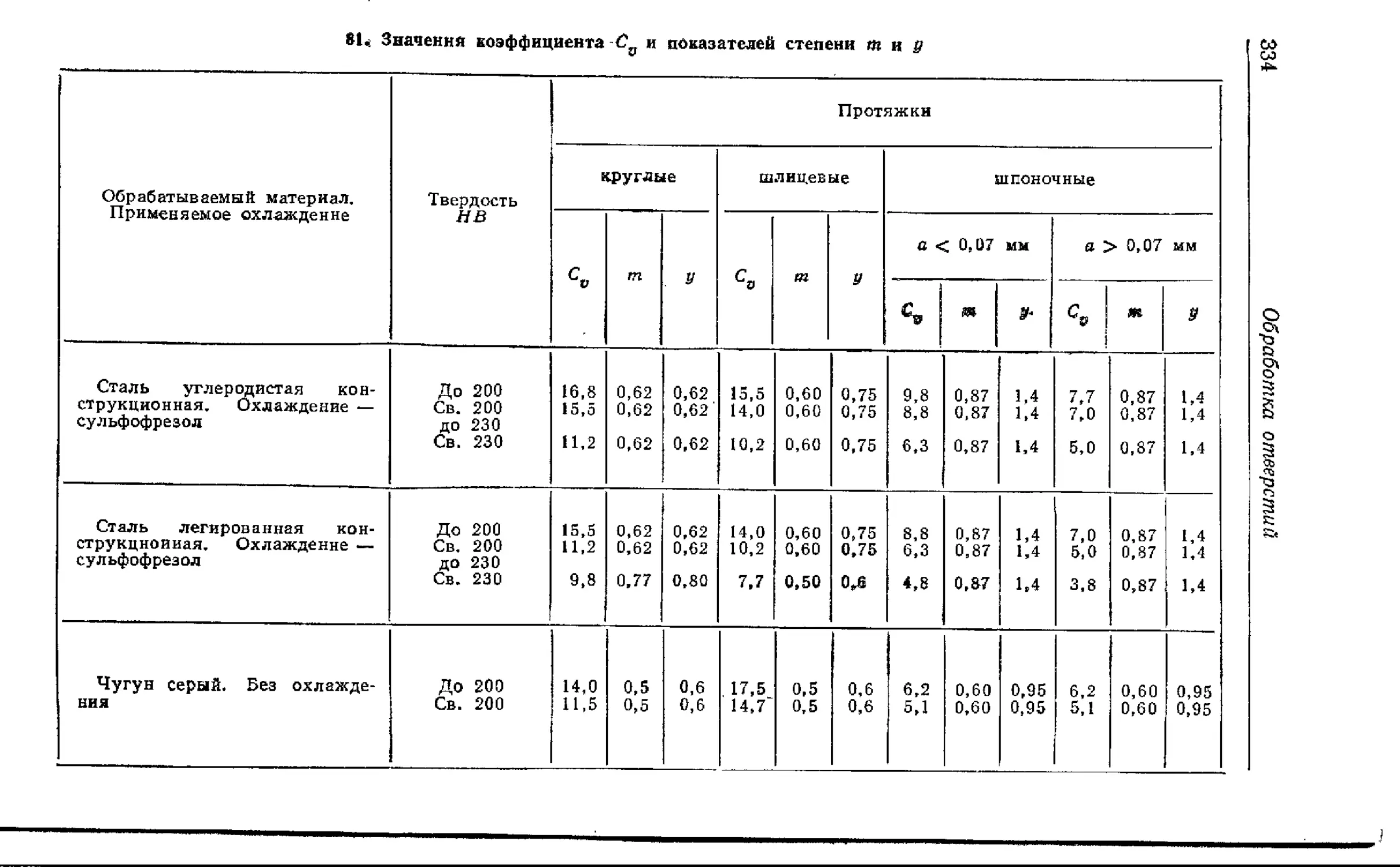
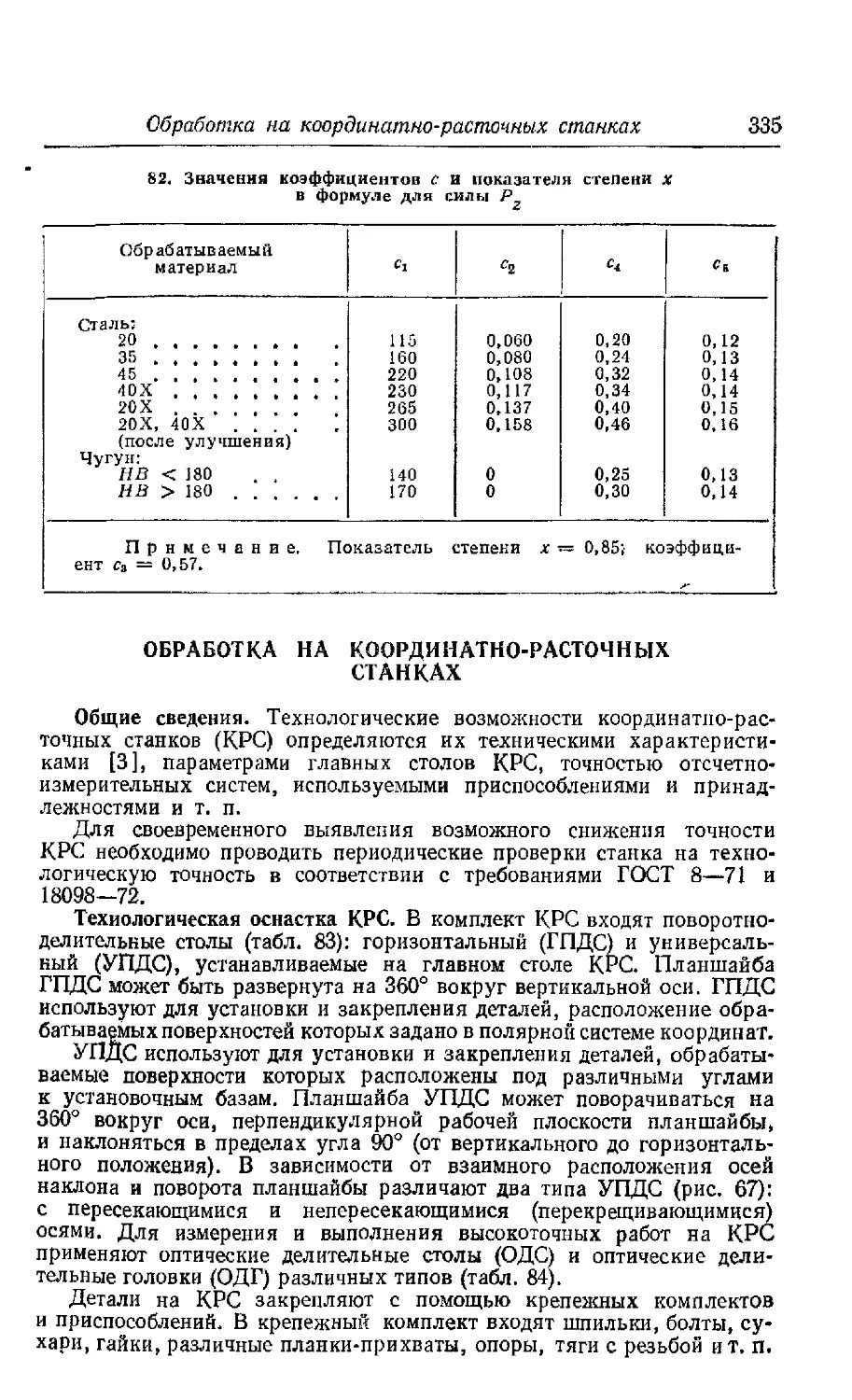
Режим резания ........................................... 333
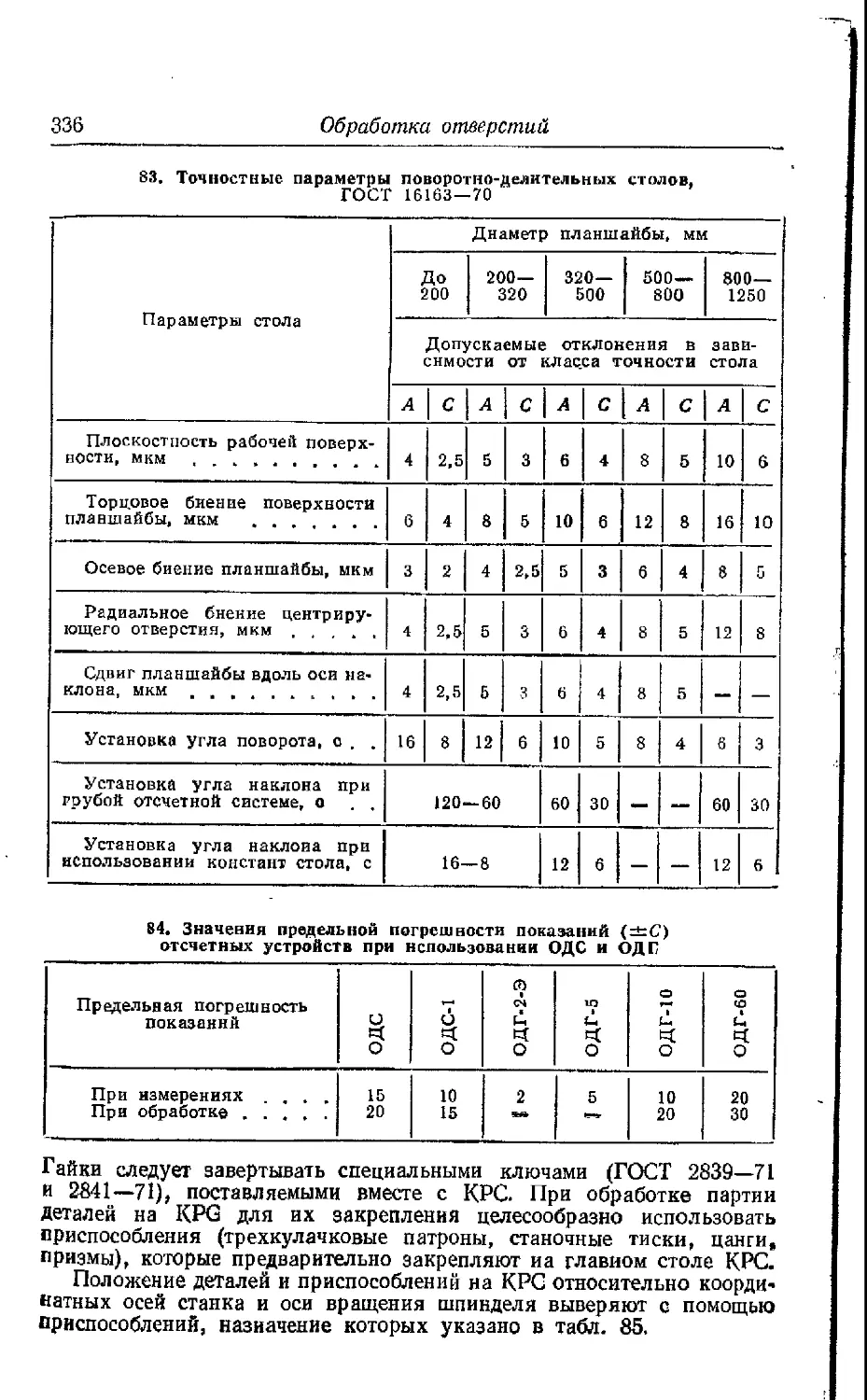
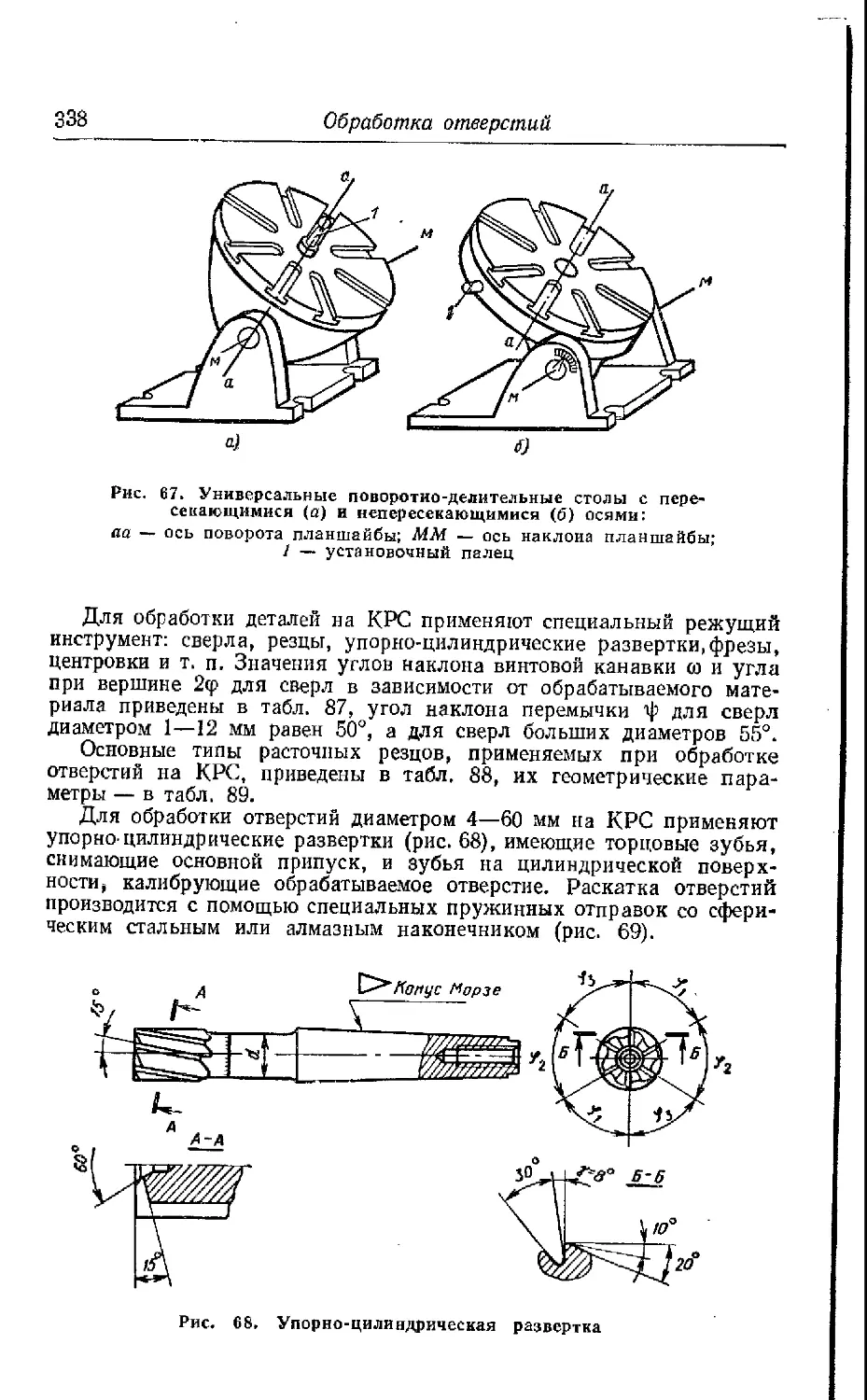
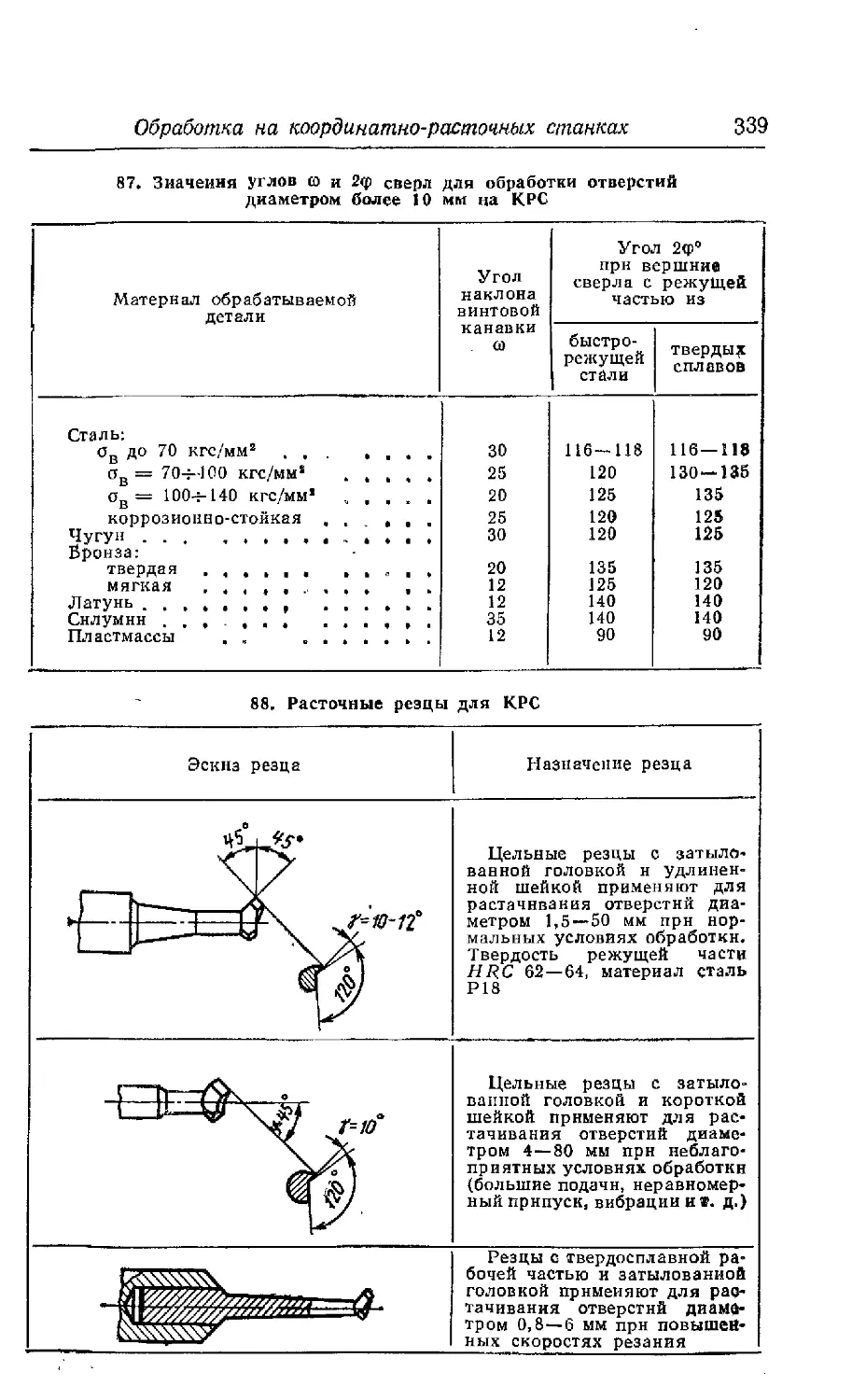
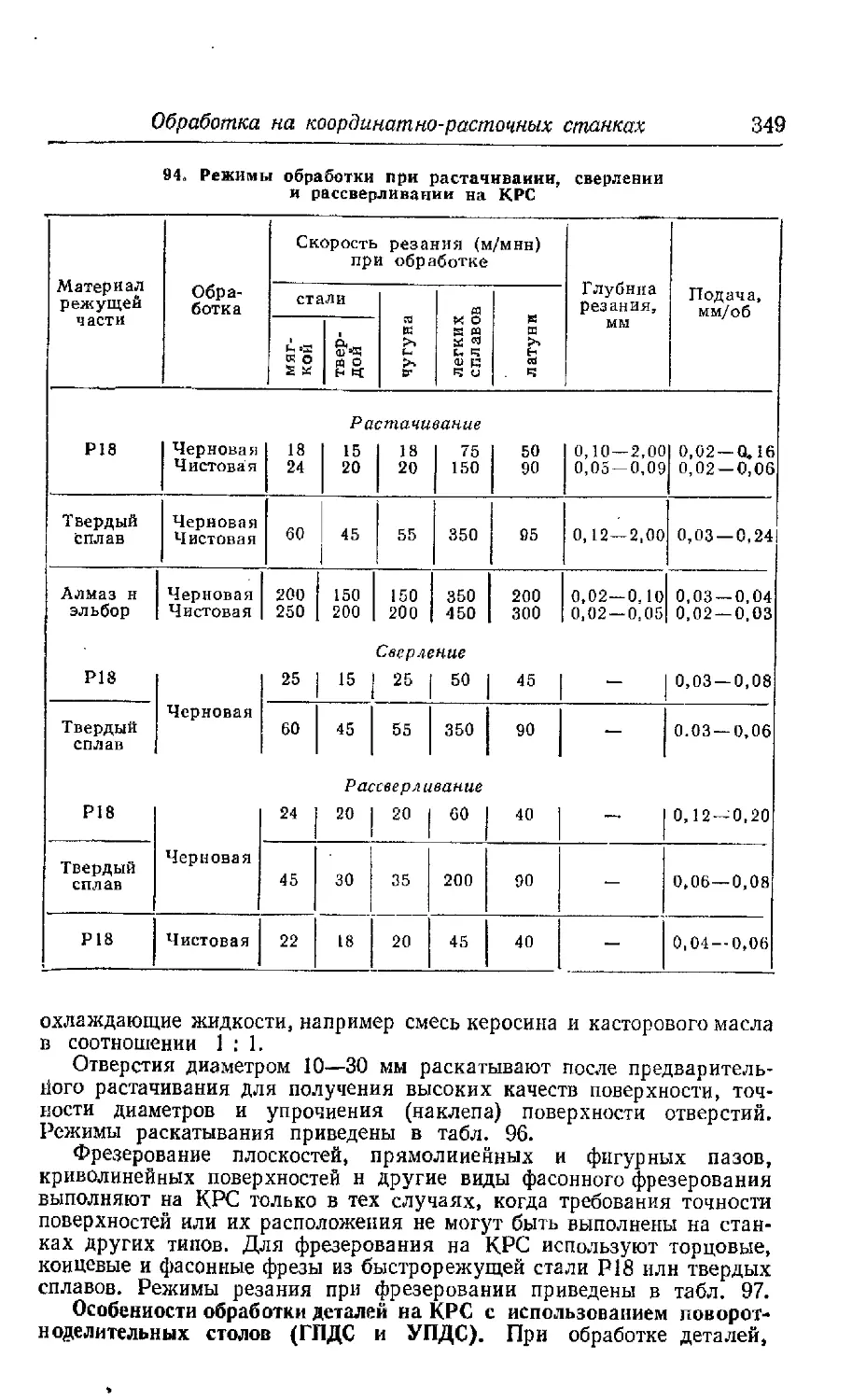
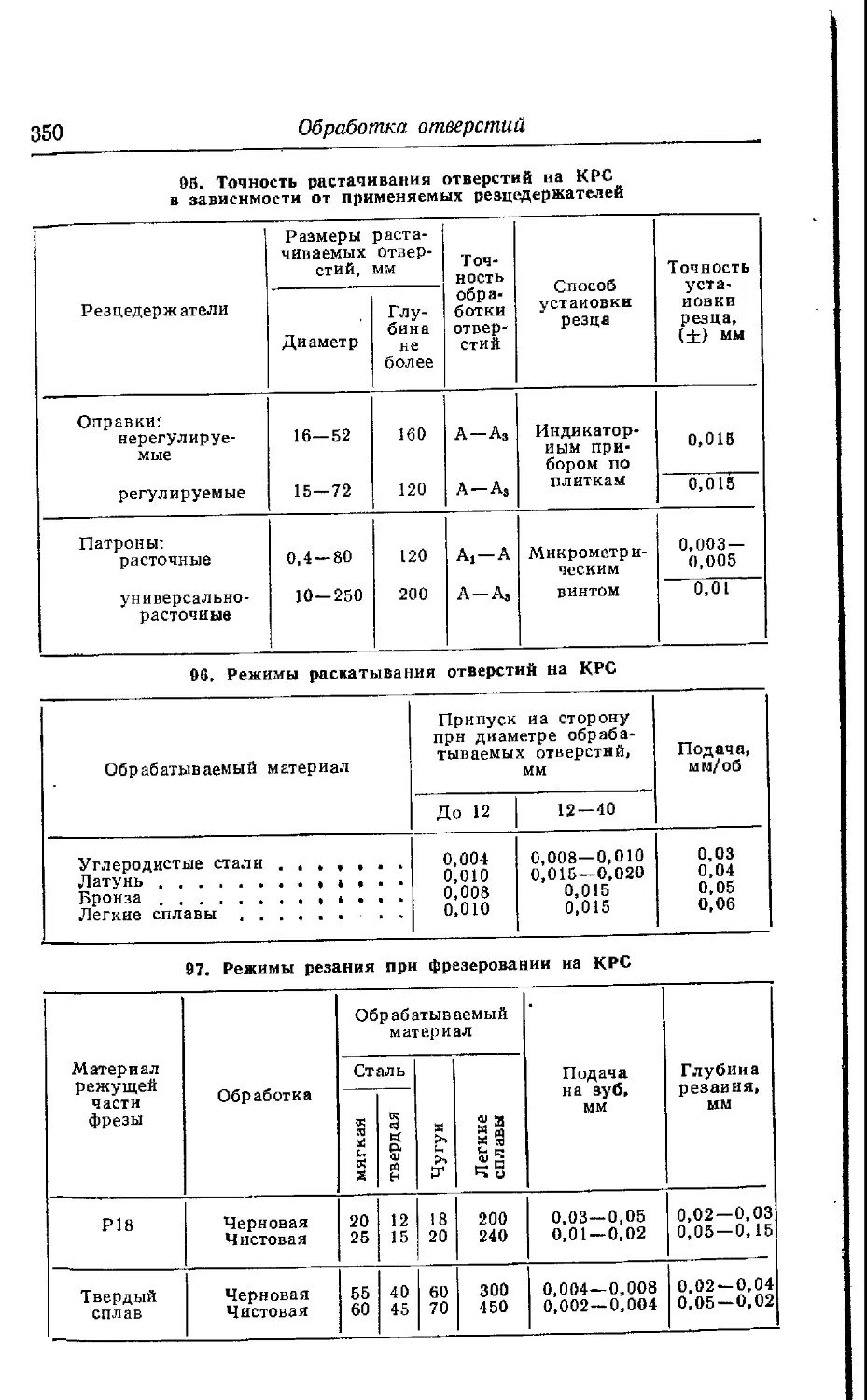
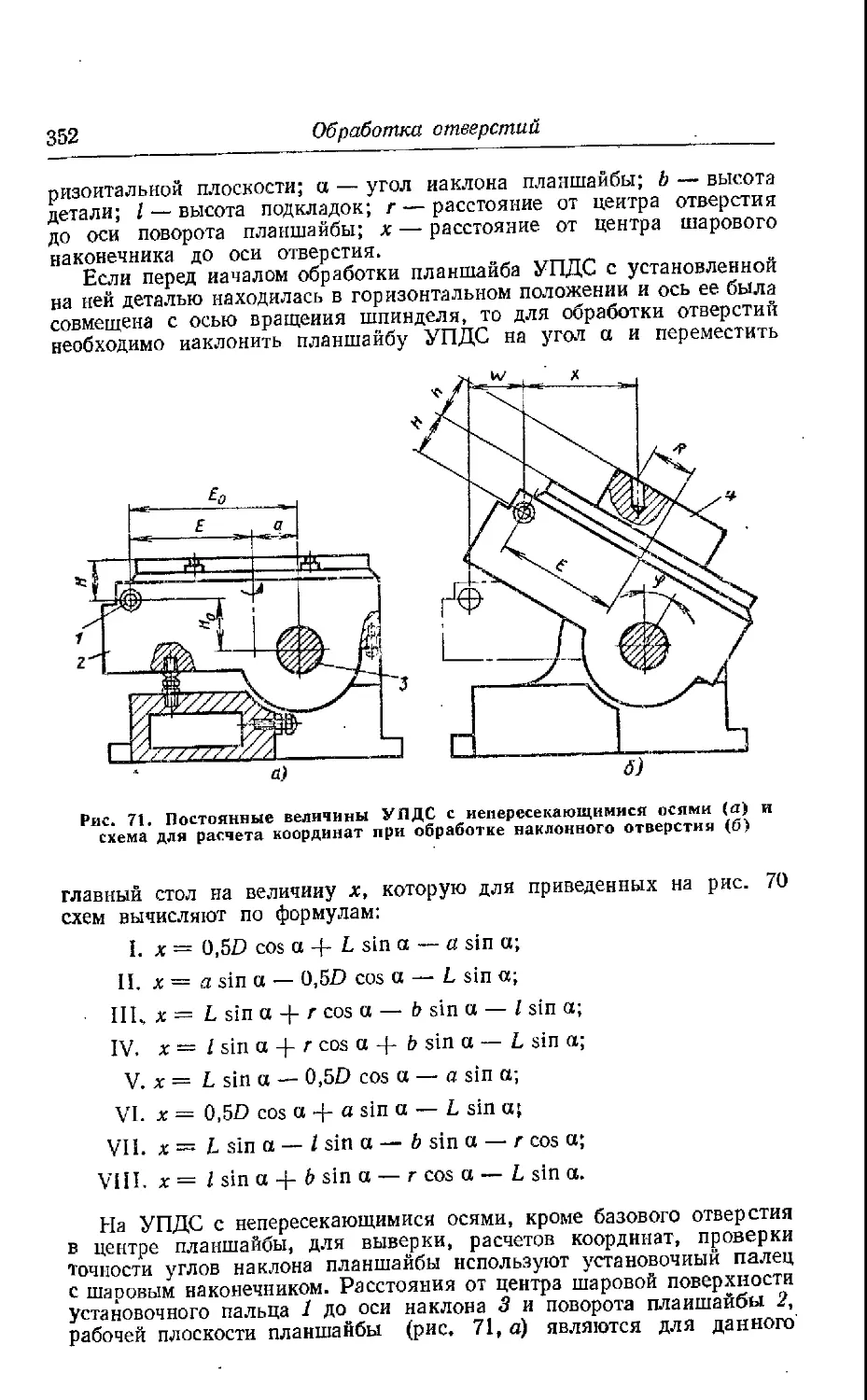
Обработка на координатно-расточных стайках (В. П, Законников) 335
Список литературы............................................ 353
Глава 8
Строгание и долбление (Л. Н> Орлов)
Глава 9
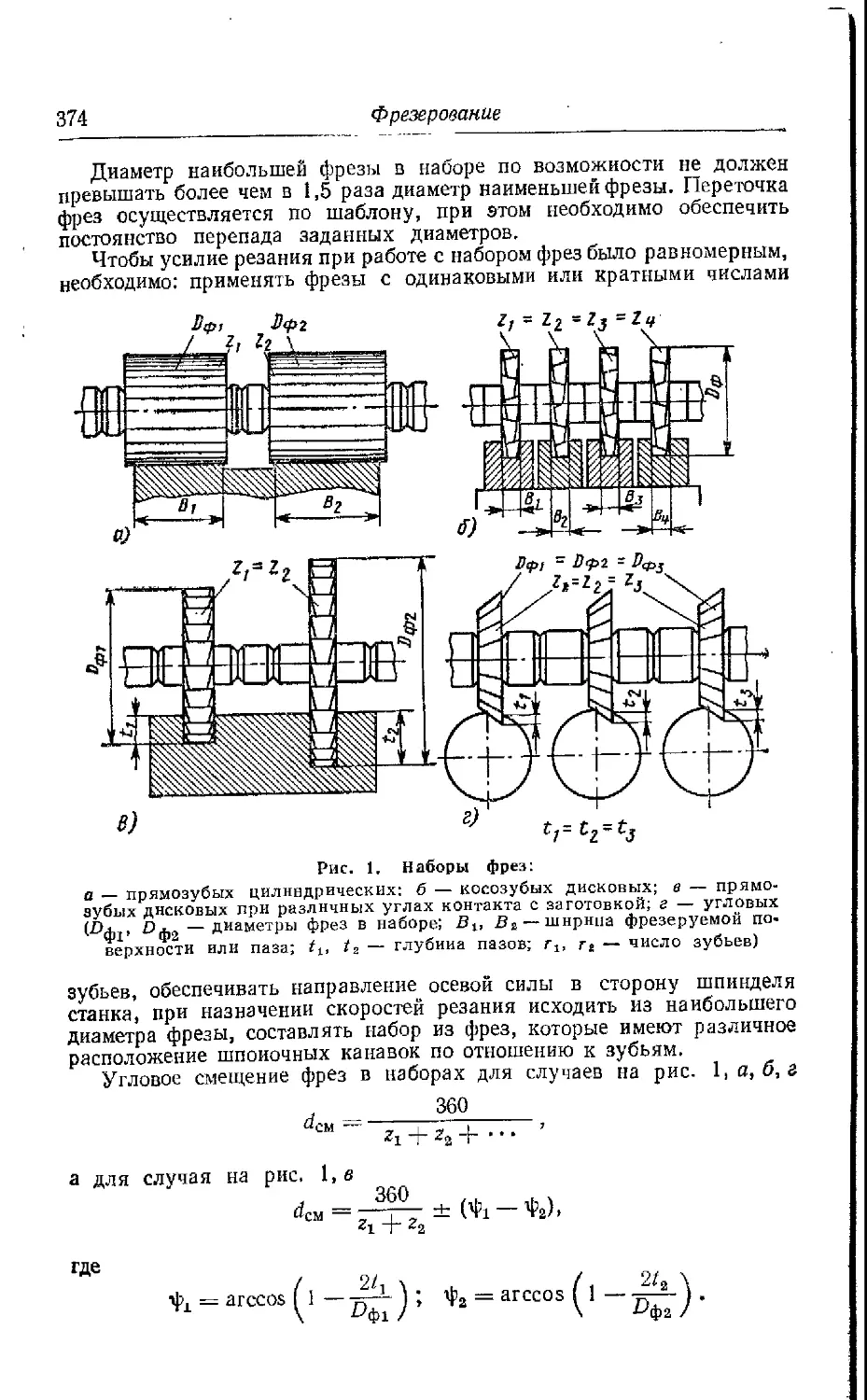
Фрезерование (Л. П. Кумпикас)
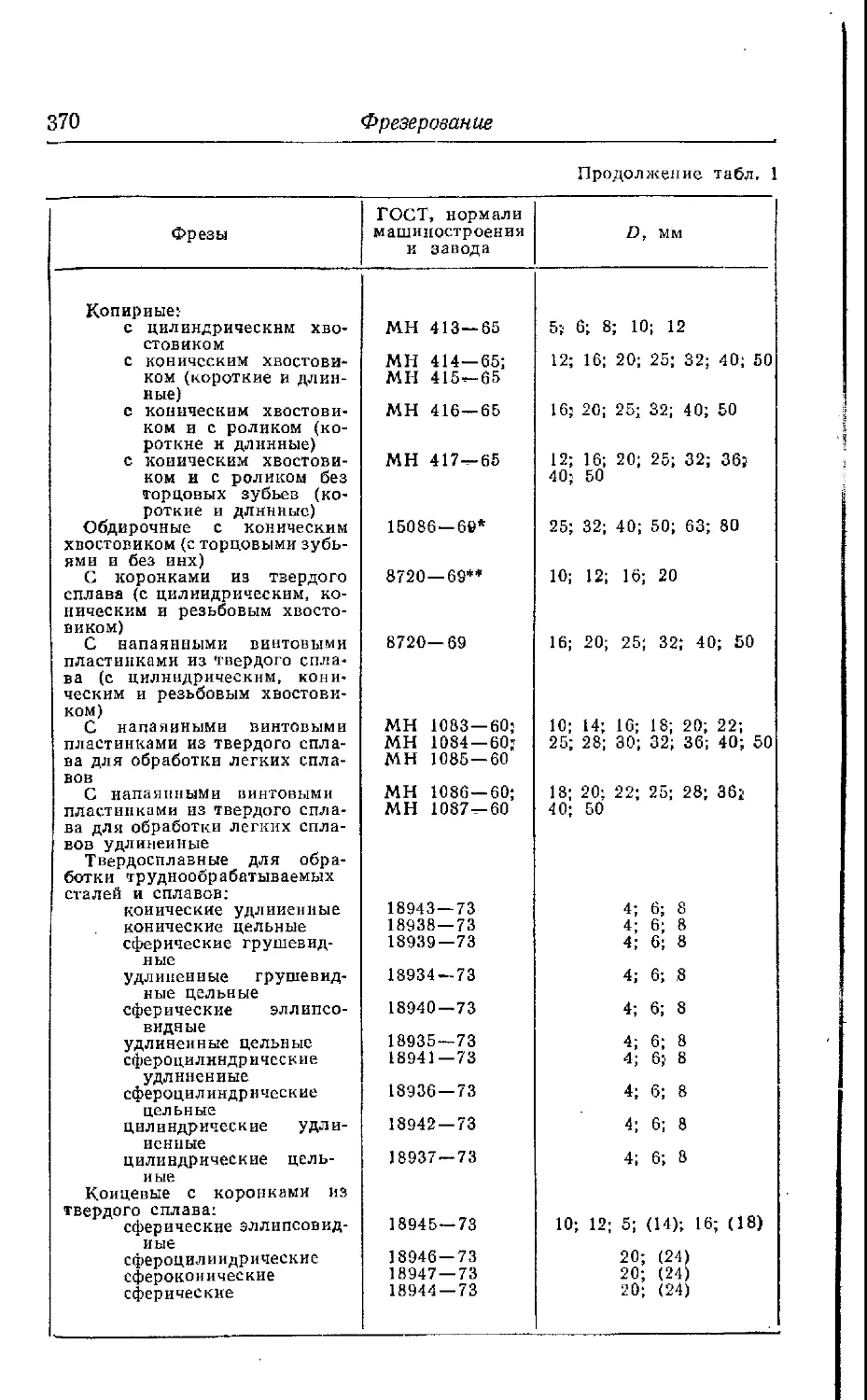
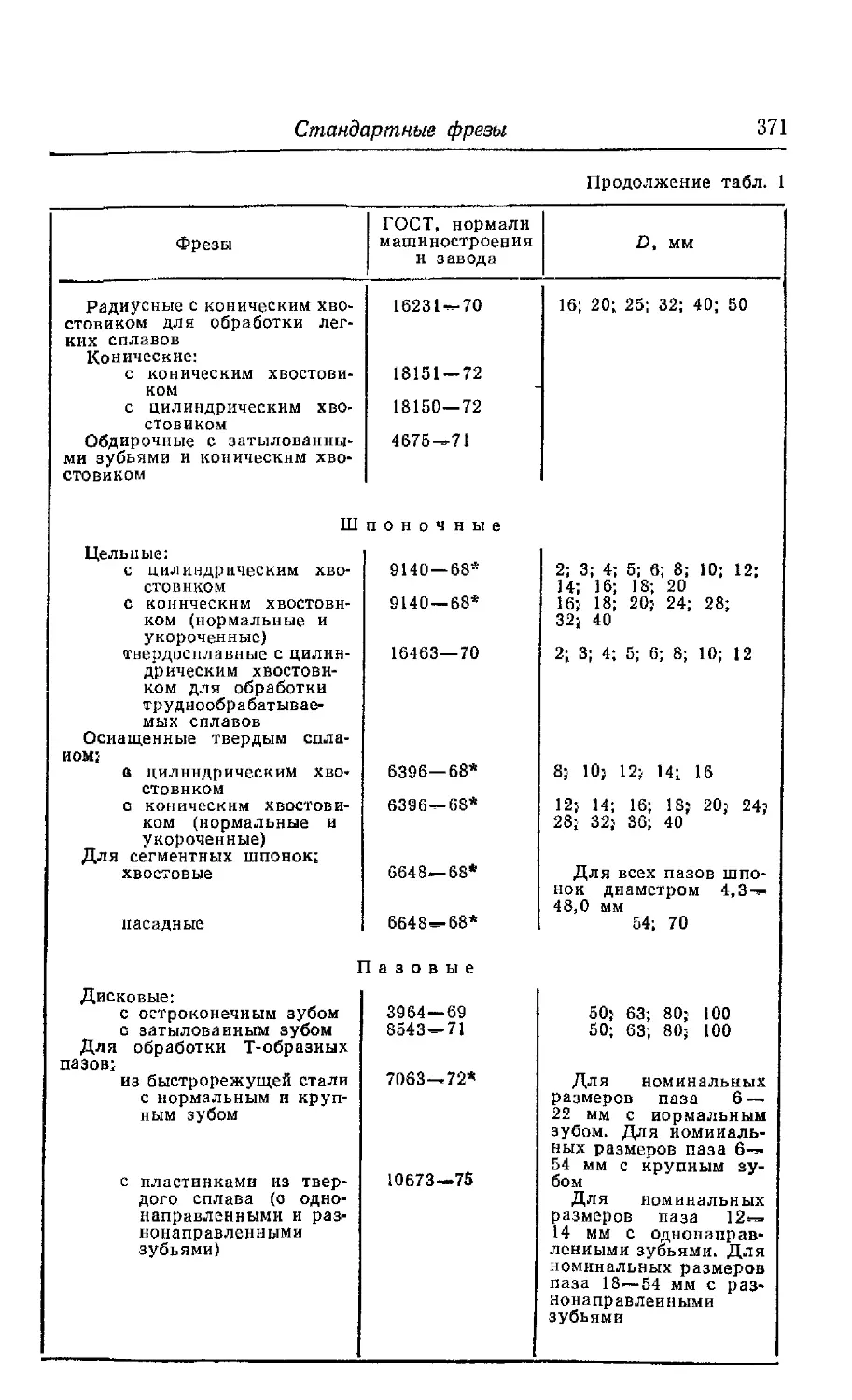
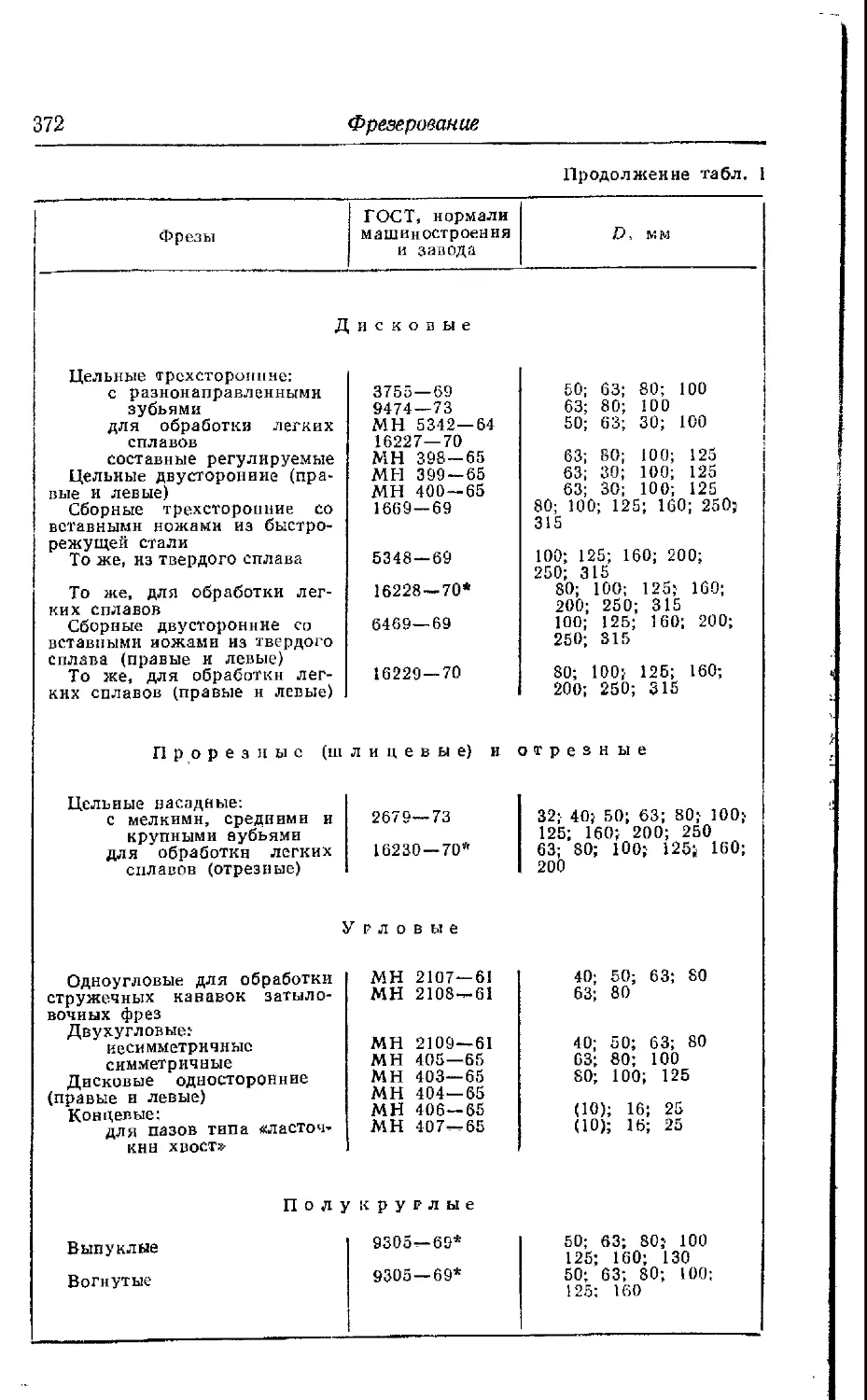
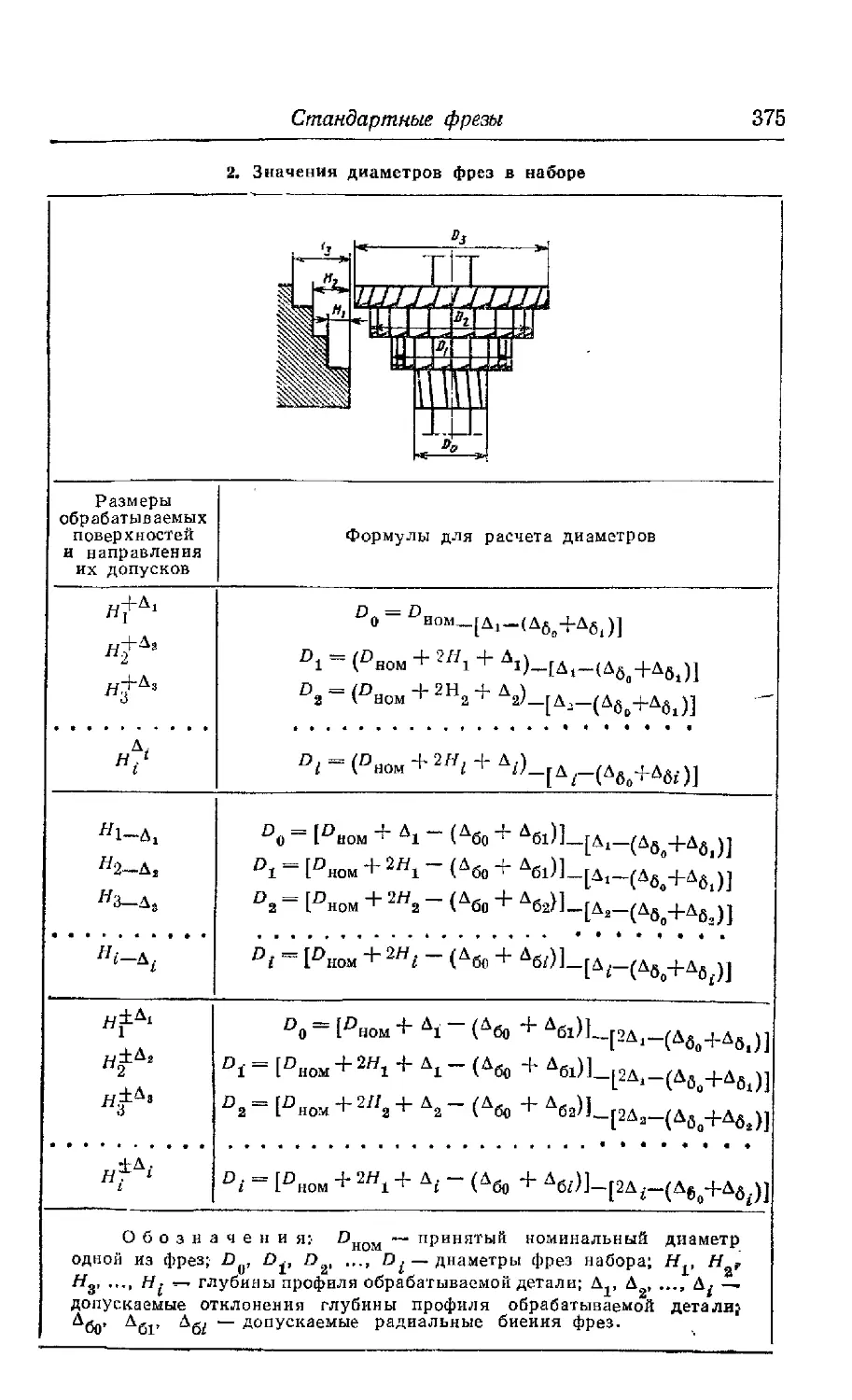
Стандартные фрезы......................................... 368
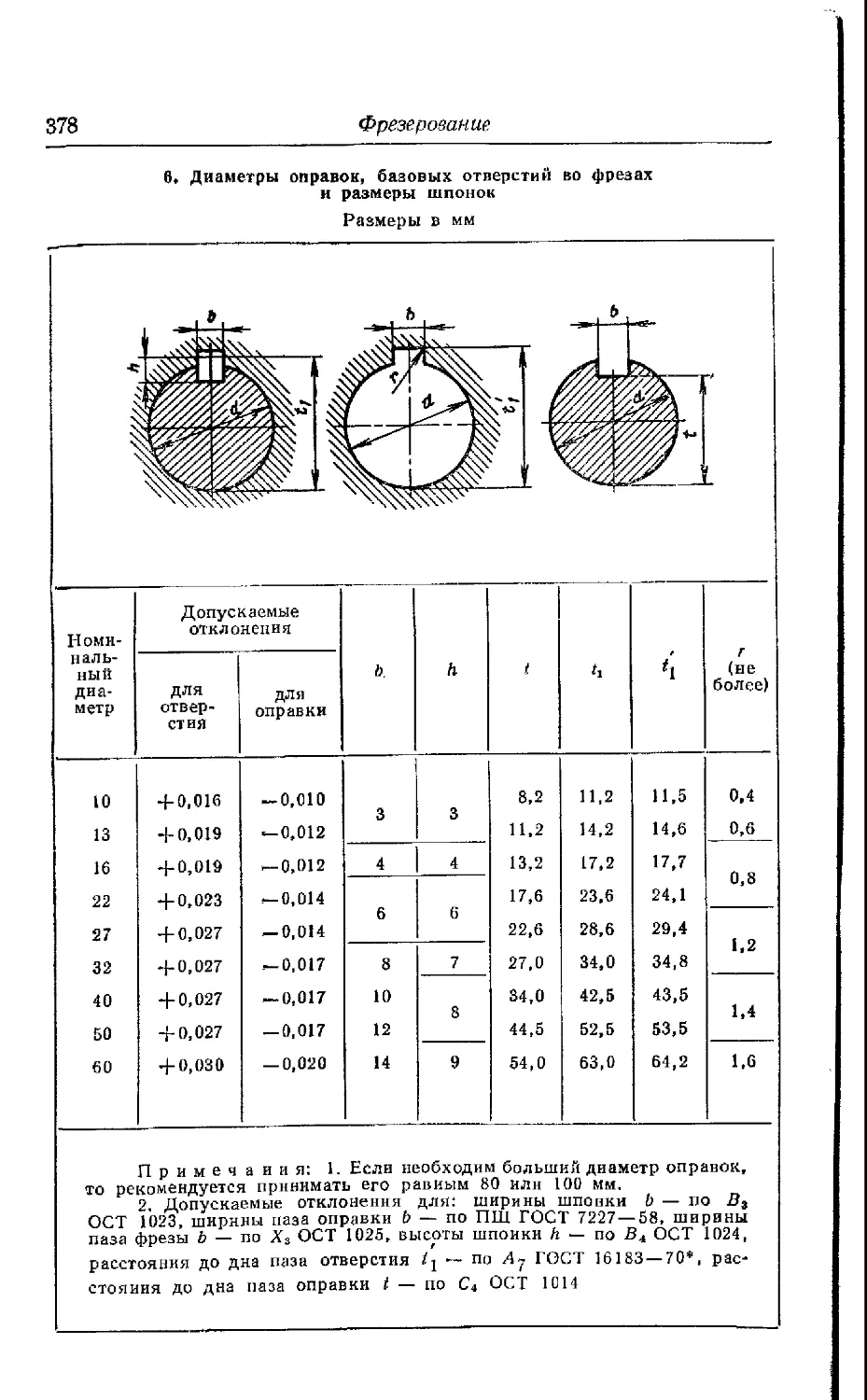
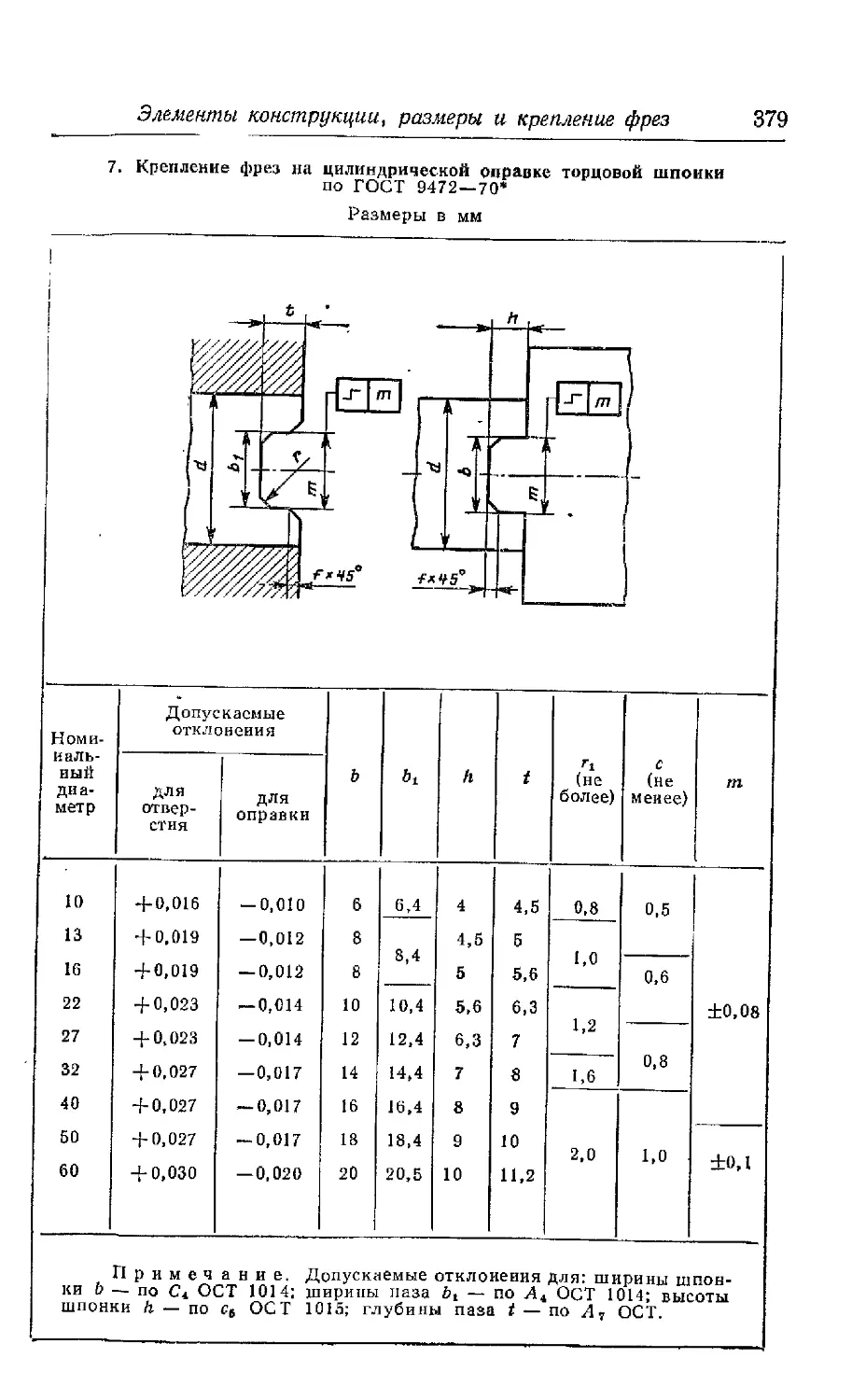
Элементы конструкции, размеры и крепление фрез ............. 376
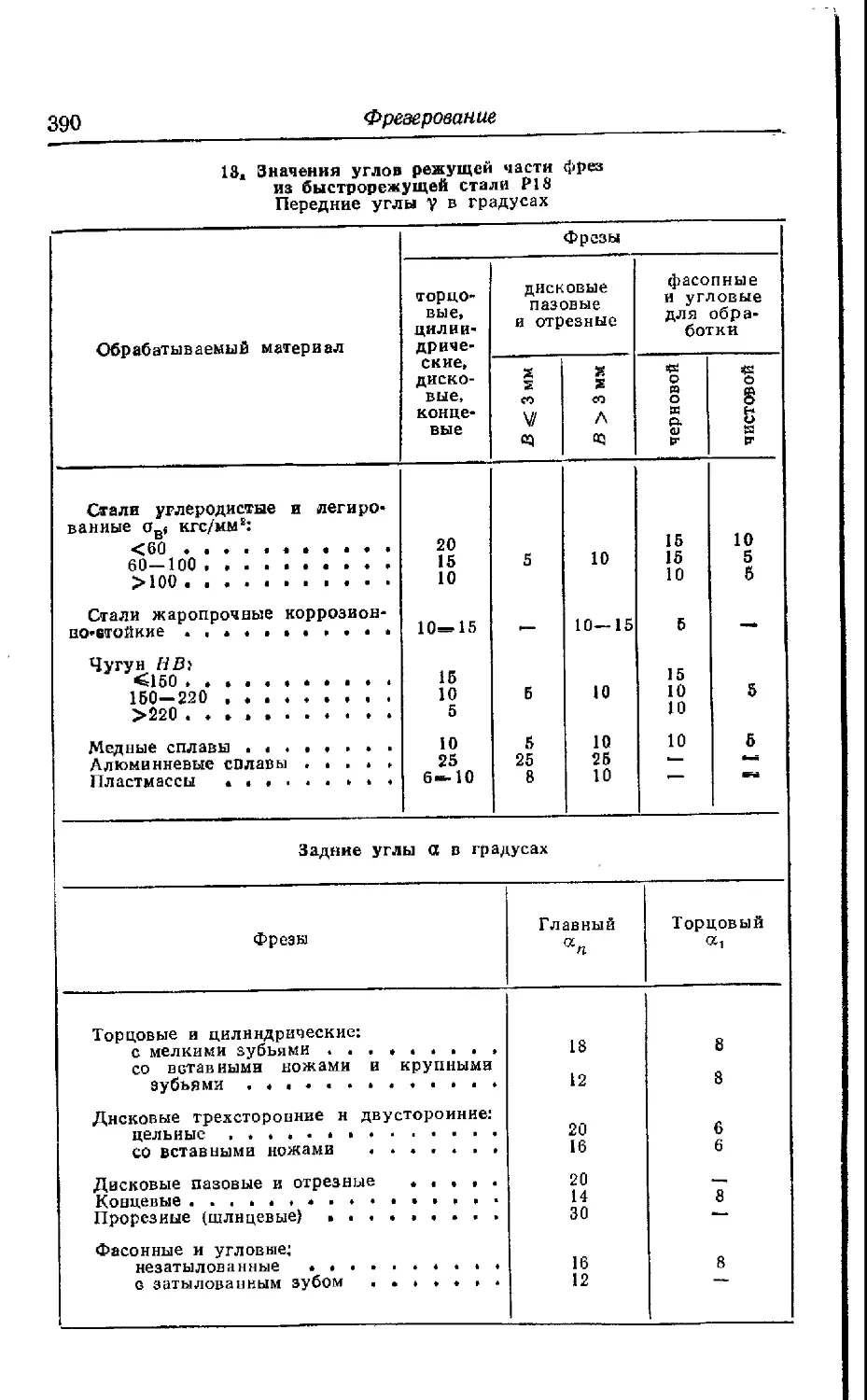
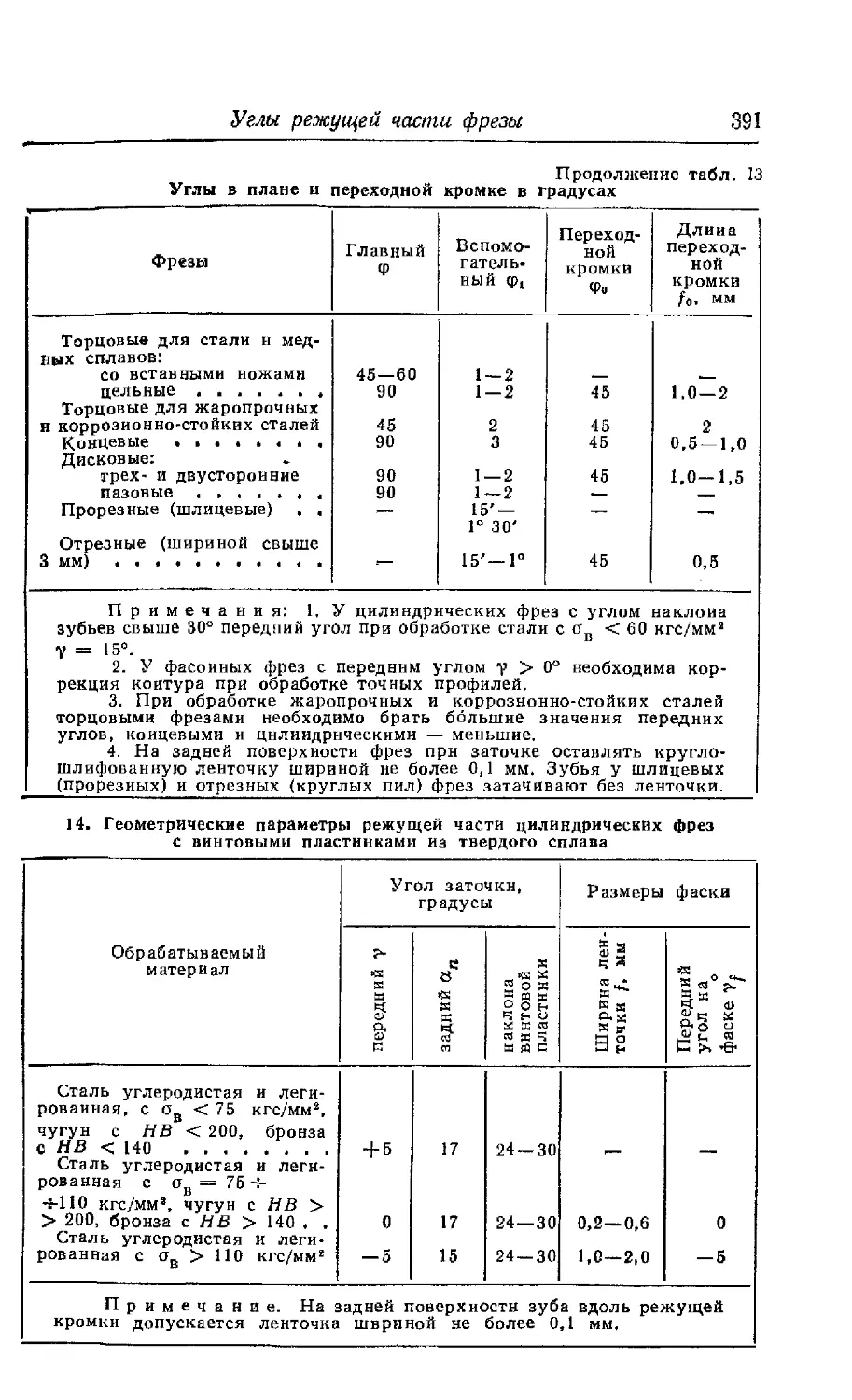
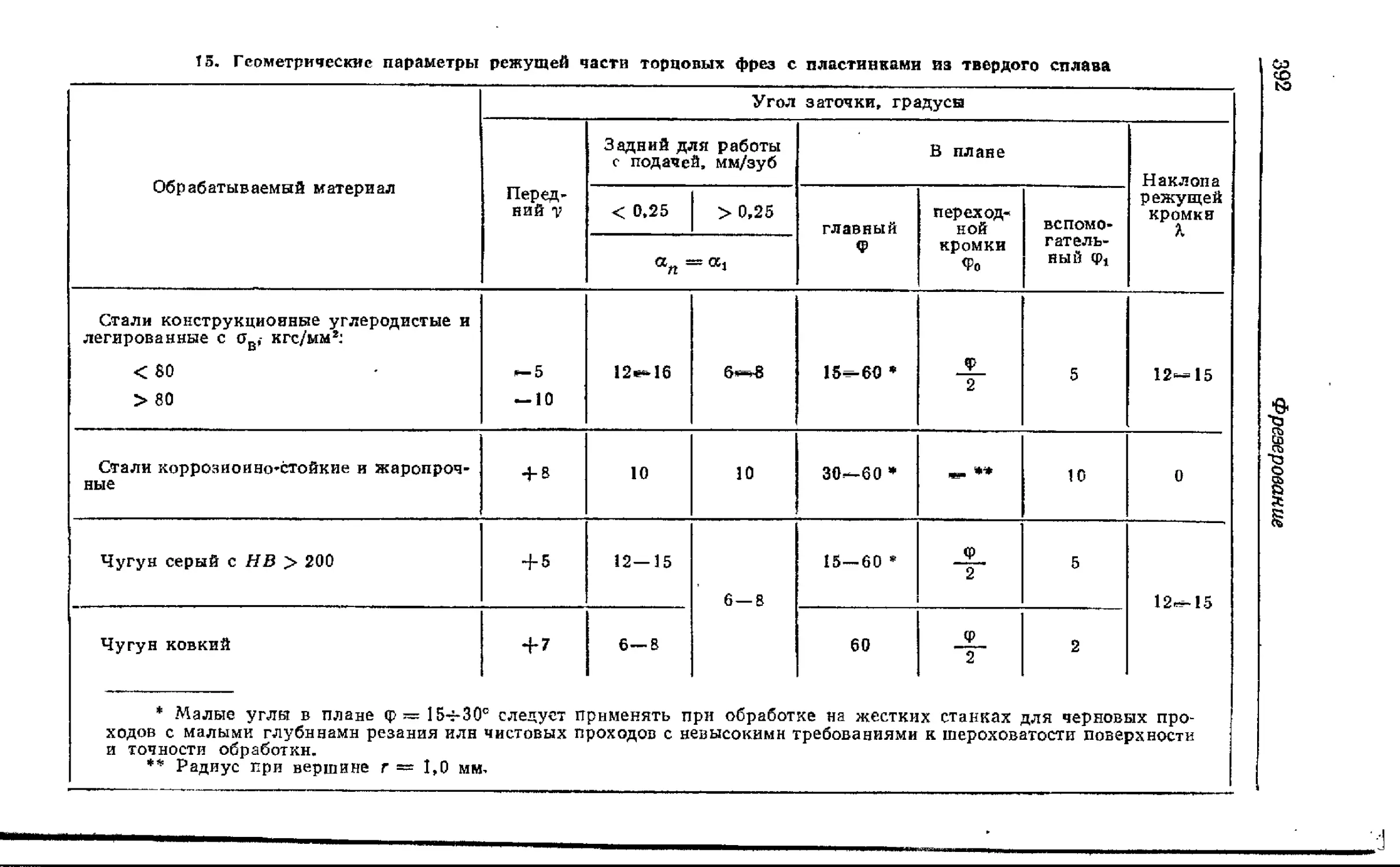
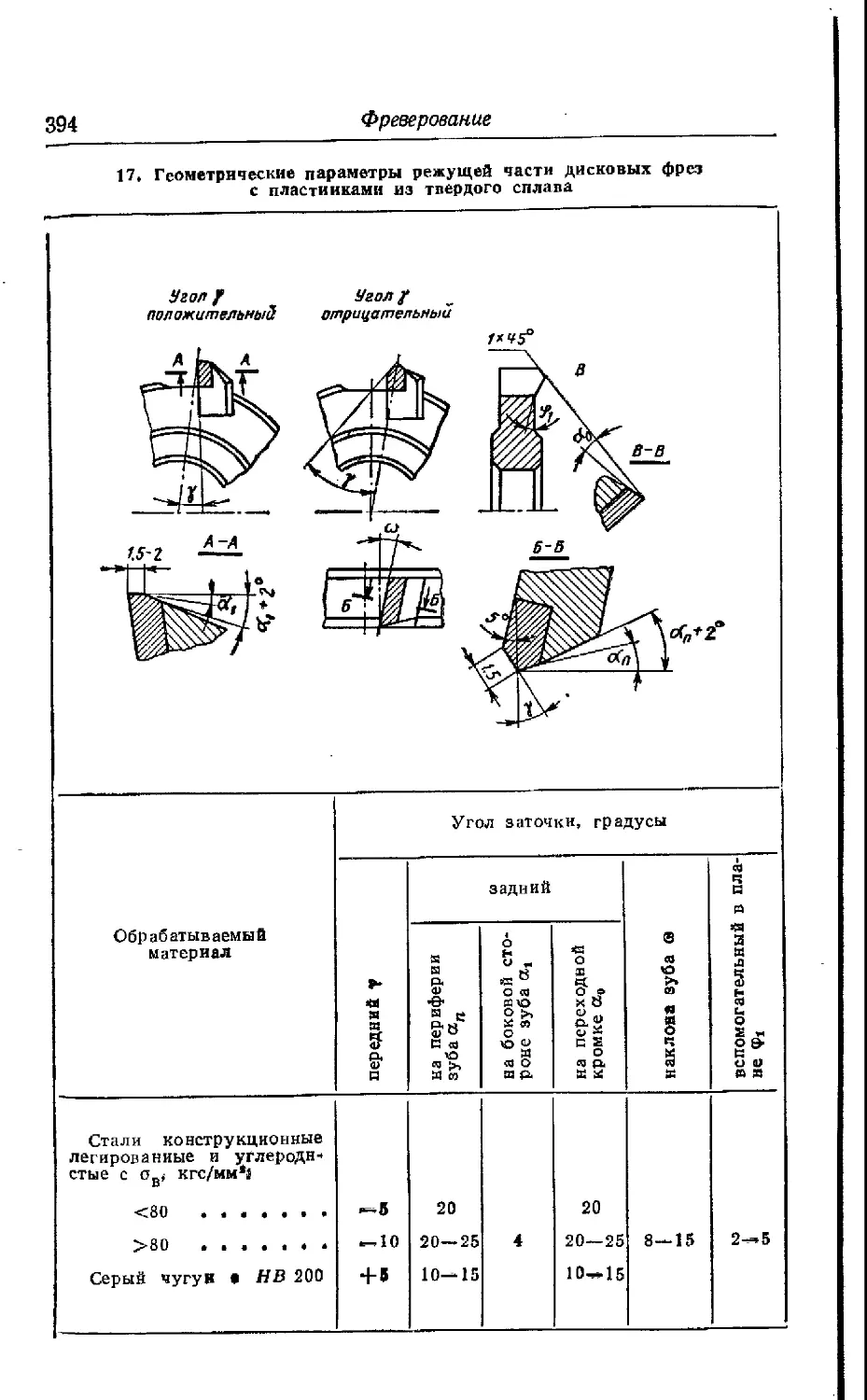
Углы режущей части фрезы ................................... 387
Материал для изготовления фрез............................. 395
Эксплуатация фрез......................................... 396
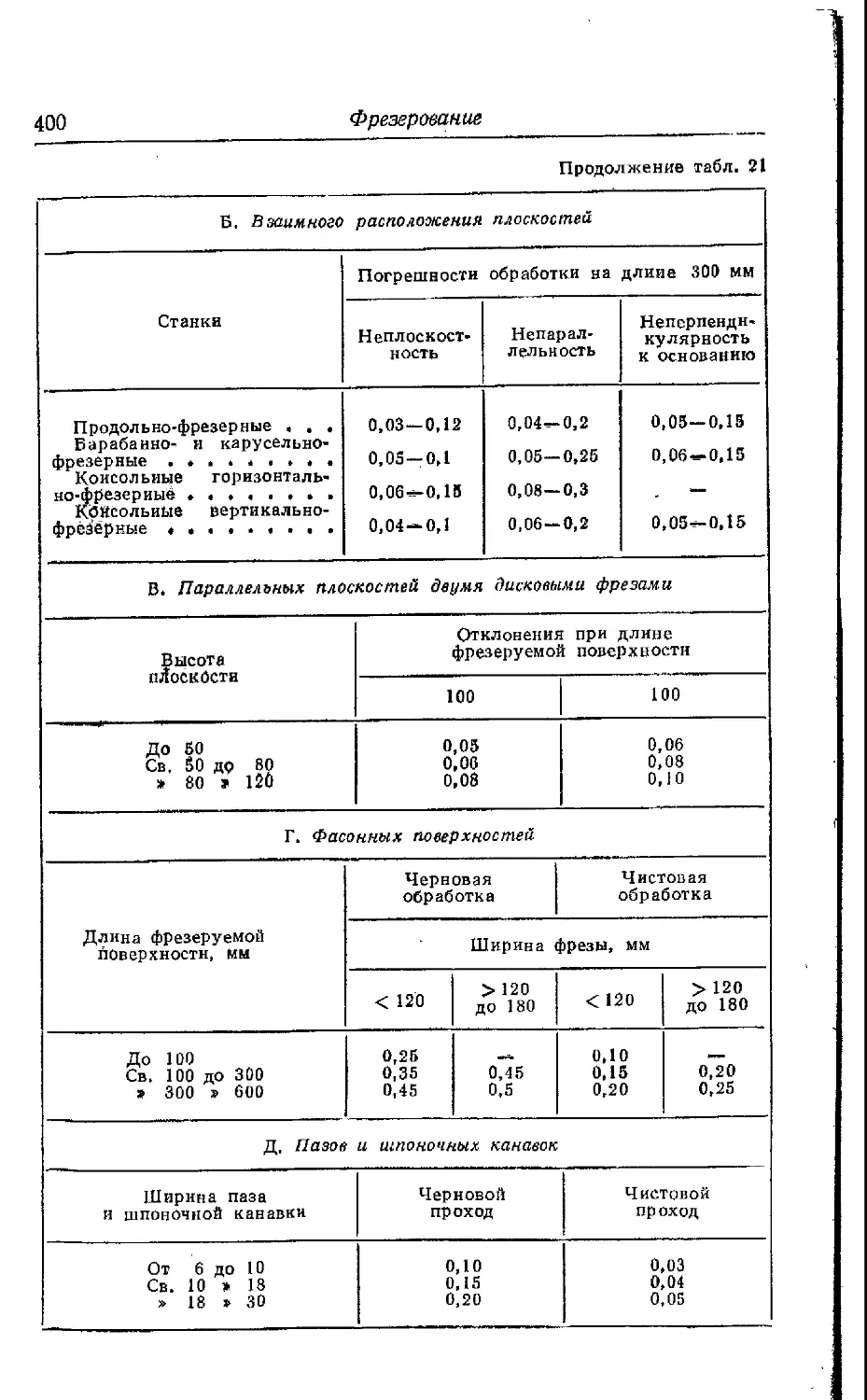
Точность фрез........................................ . . 398
Точность и шероховатость обработки ............. 398
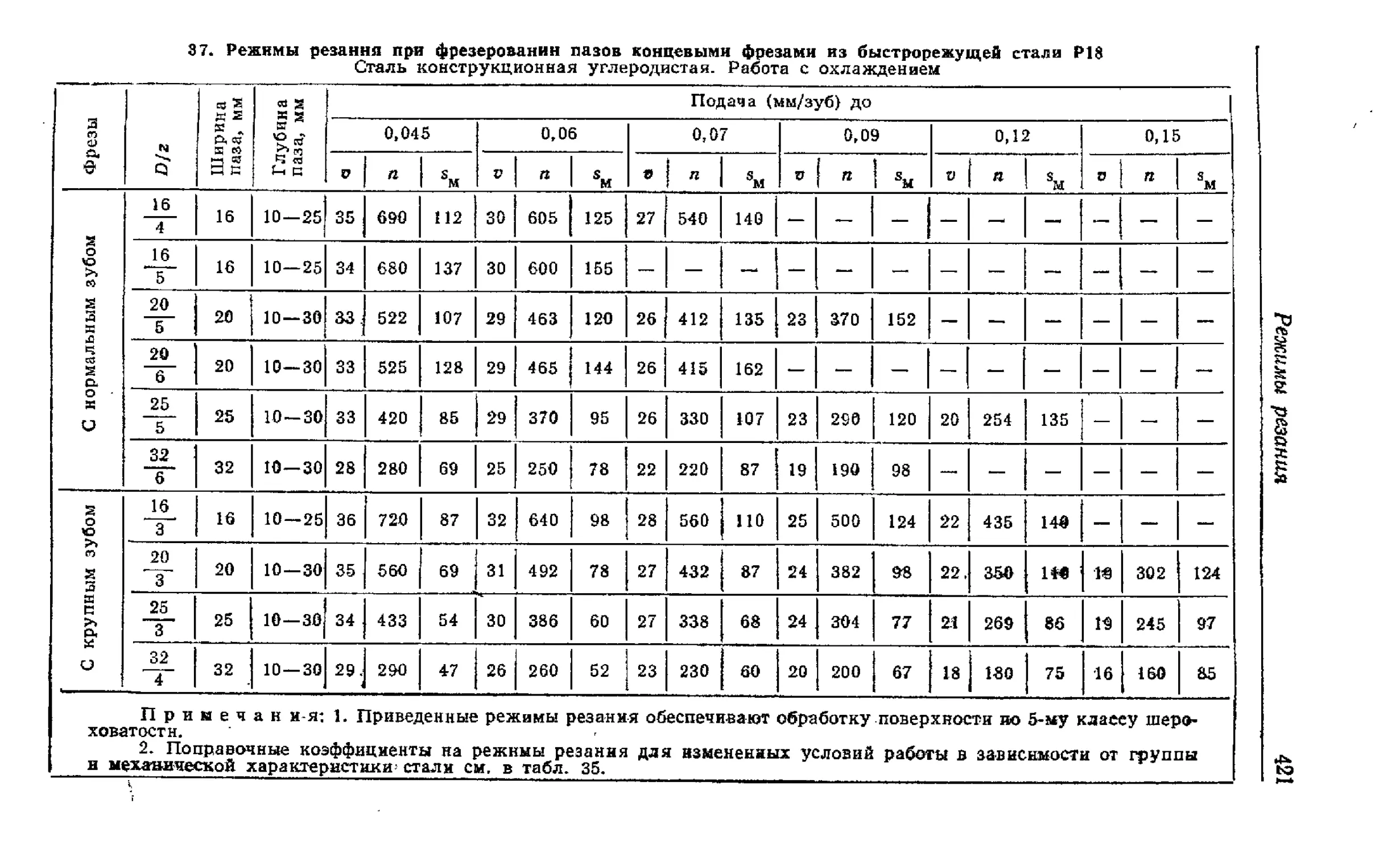
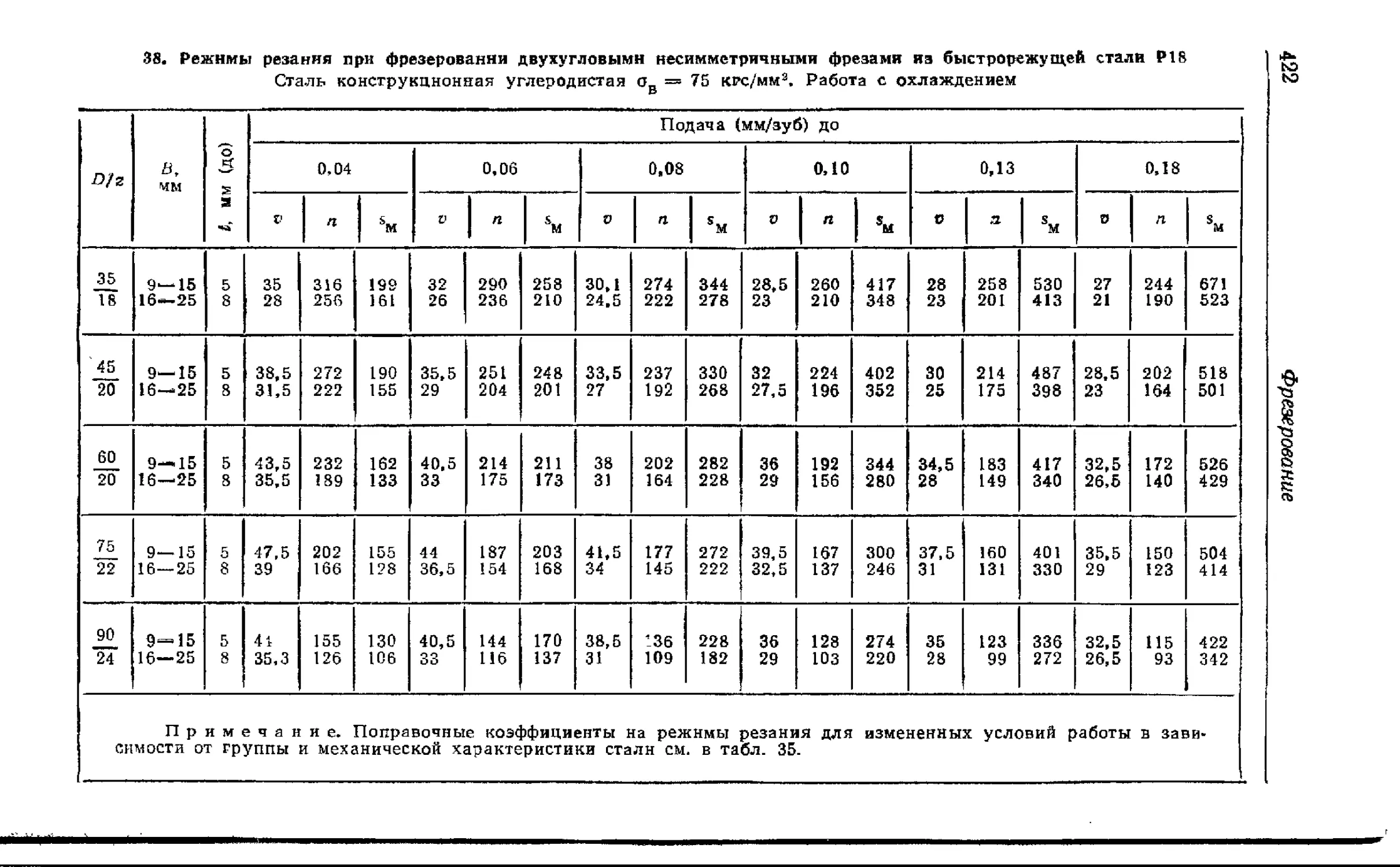
Режимы резания............................................ 398
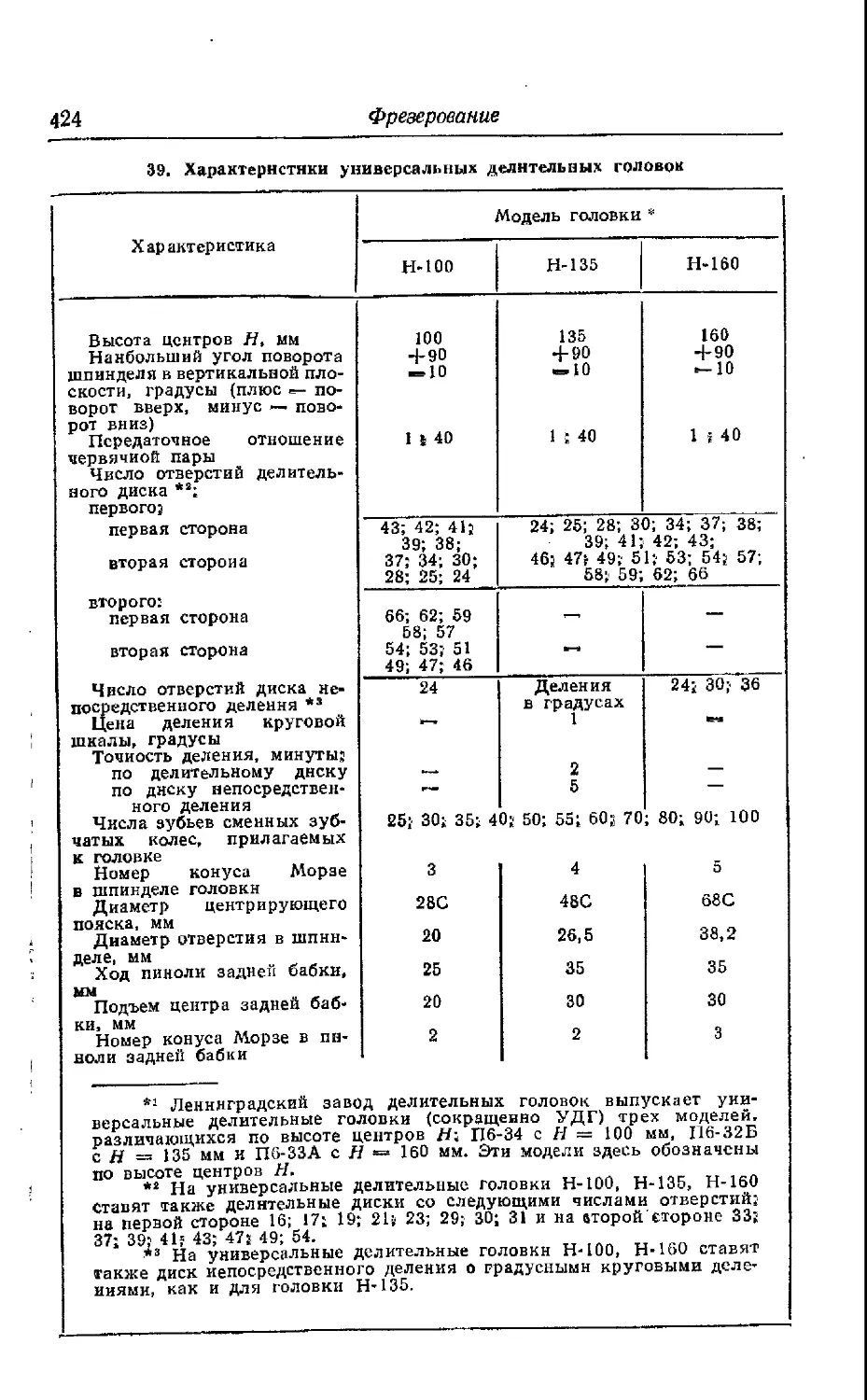
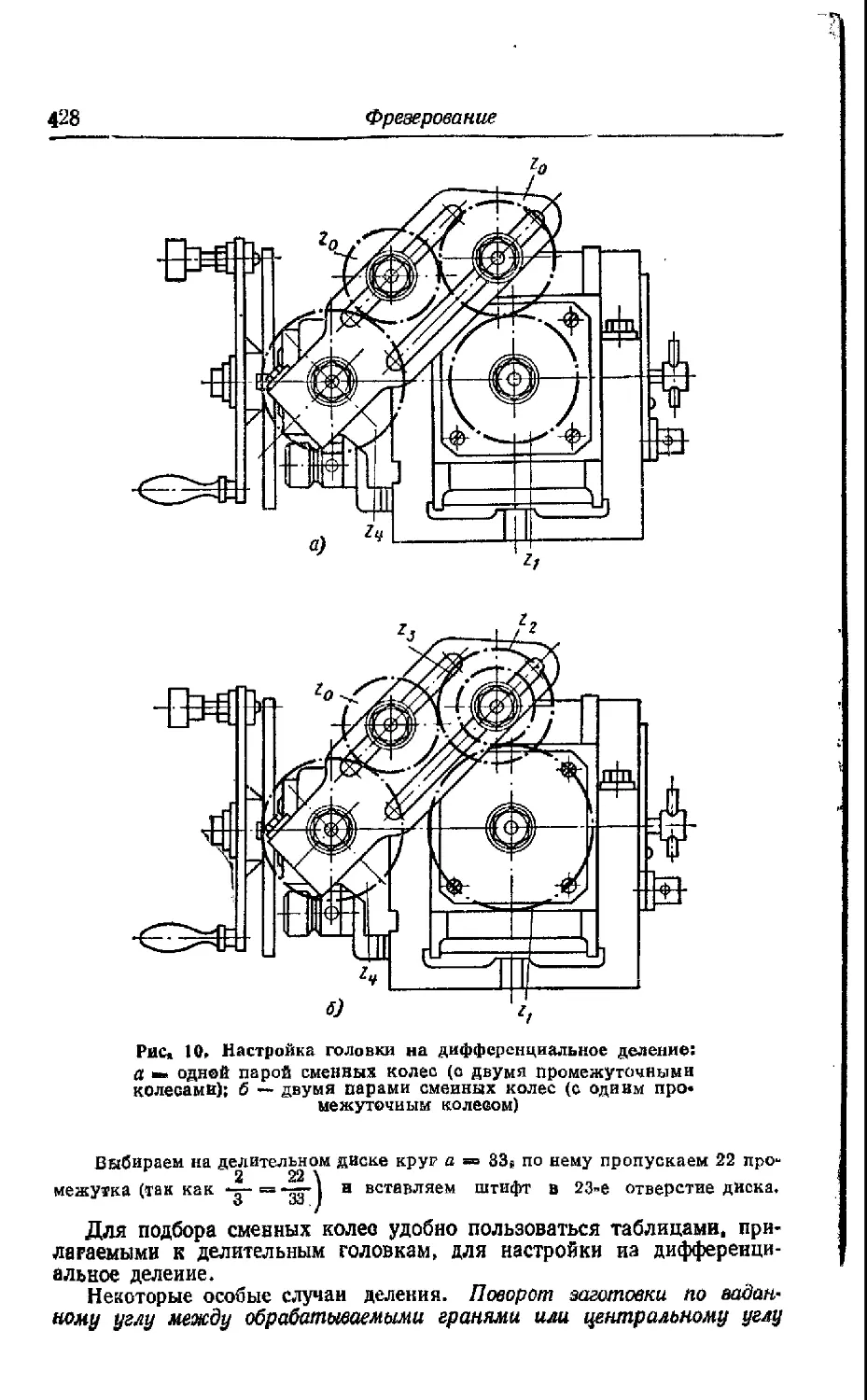
Делительные головки ...................................... 423
Фрезерование канавок и зубьев режущего инструмента .... 435
Фрезерование фасонных контуров............................. 438
Список литературы........................................ 439
Глава 10
Резьбообразование
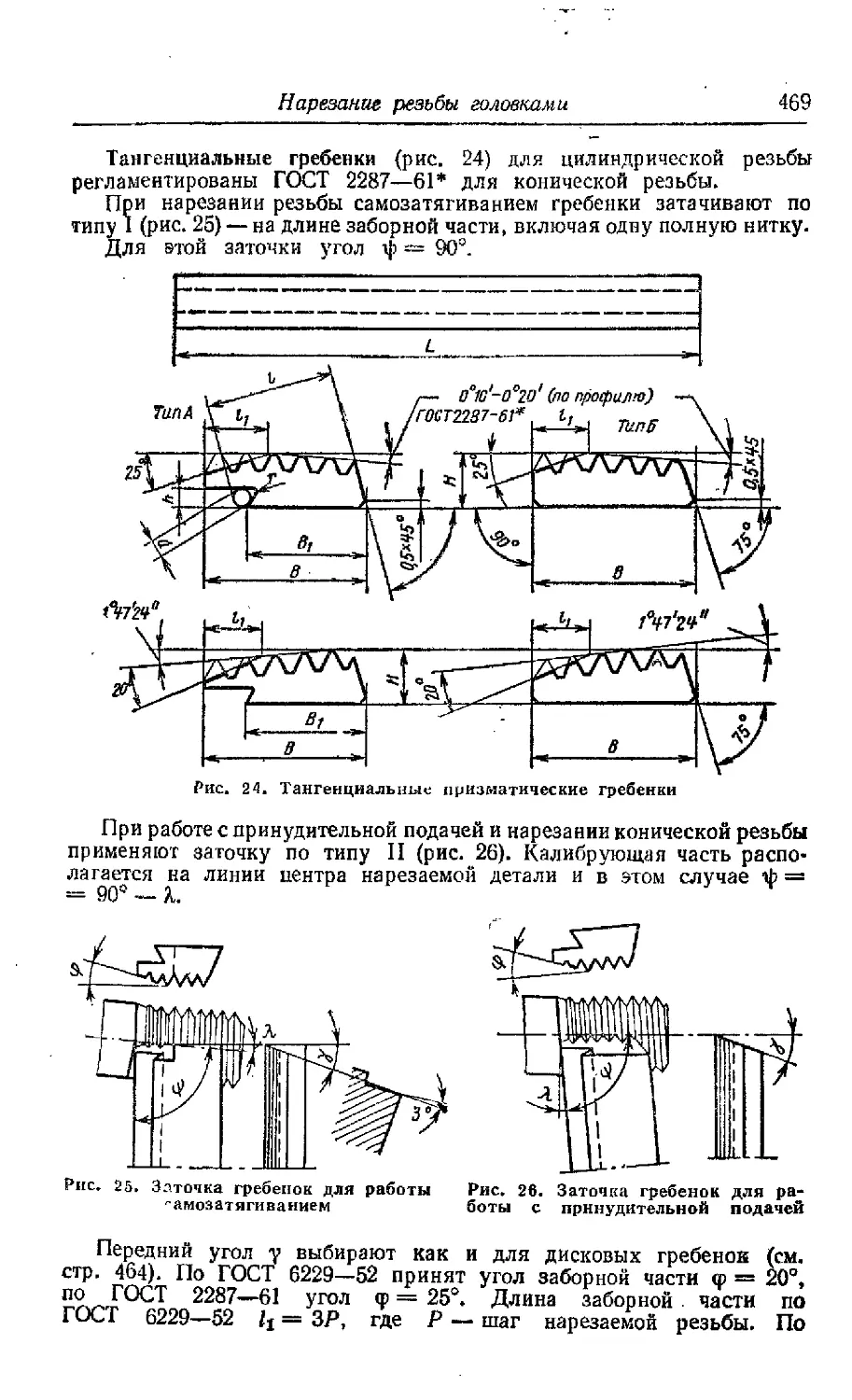
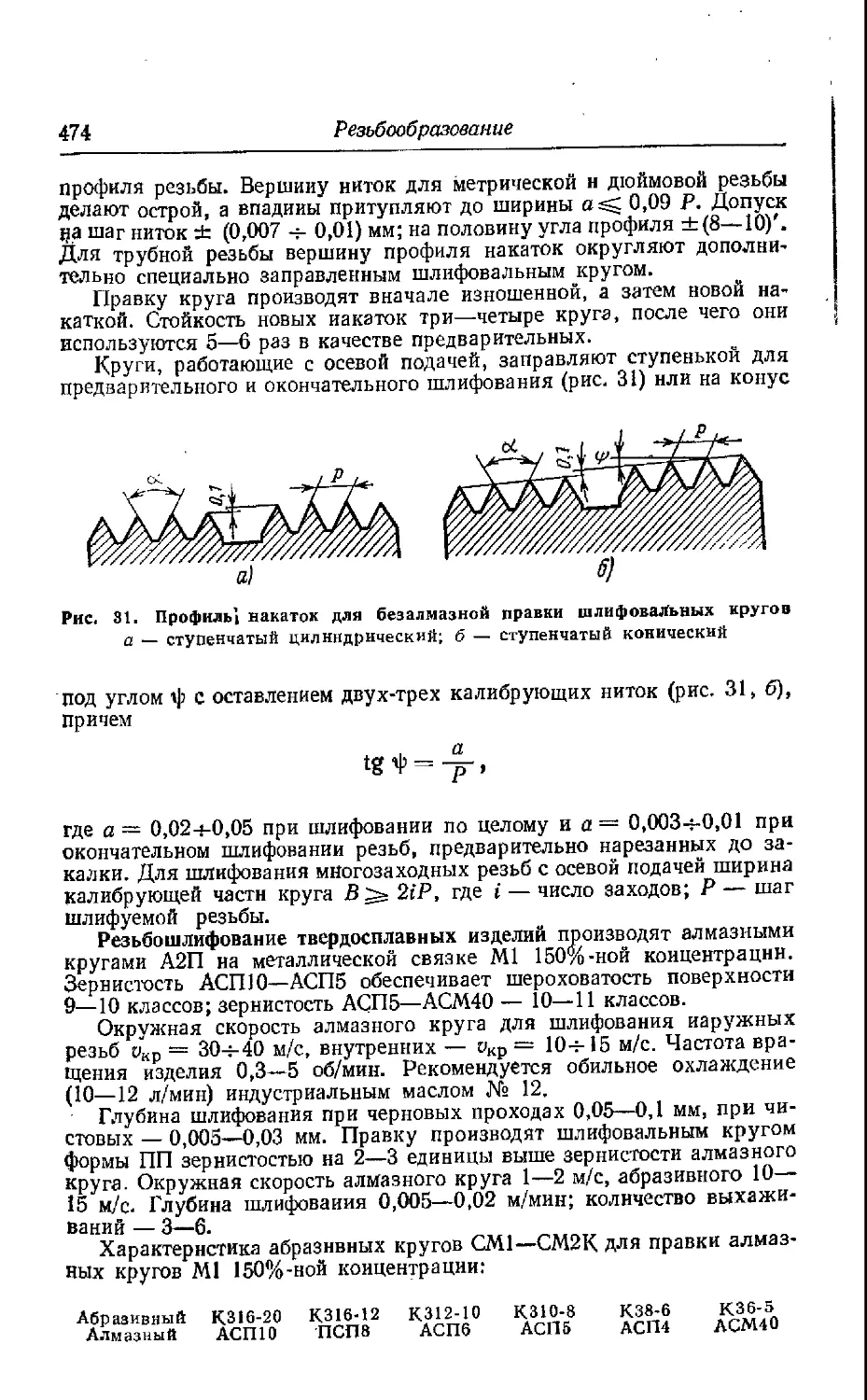
Нарезание резьбы резцами (Ю. Л. Фрумин) .......... 444
Фрезерование резьбы (/О. Л. Фр у мин) ............. 447
Нарезание резьбы плашками (Ю. Л. Фрумин)........... 450
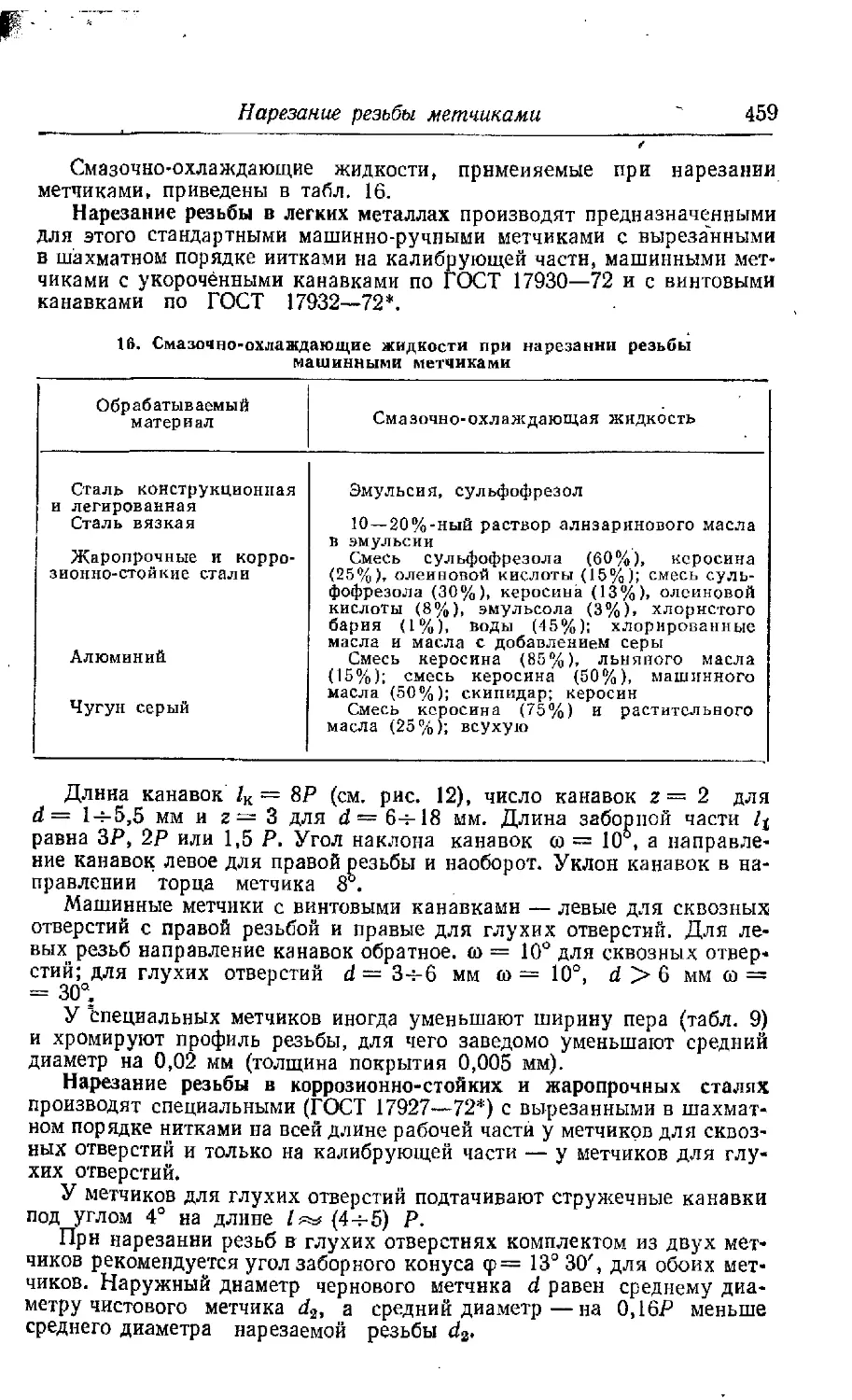
Нарезание резьбы метчиками (Я?. Л. Фрумин)......... 450
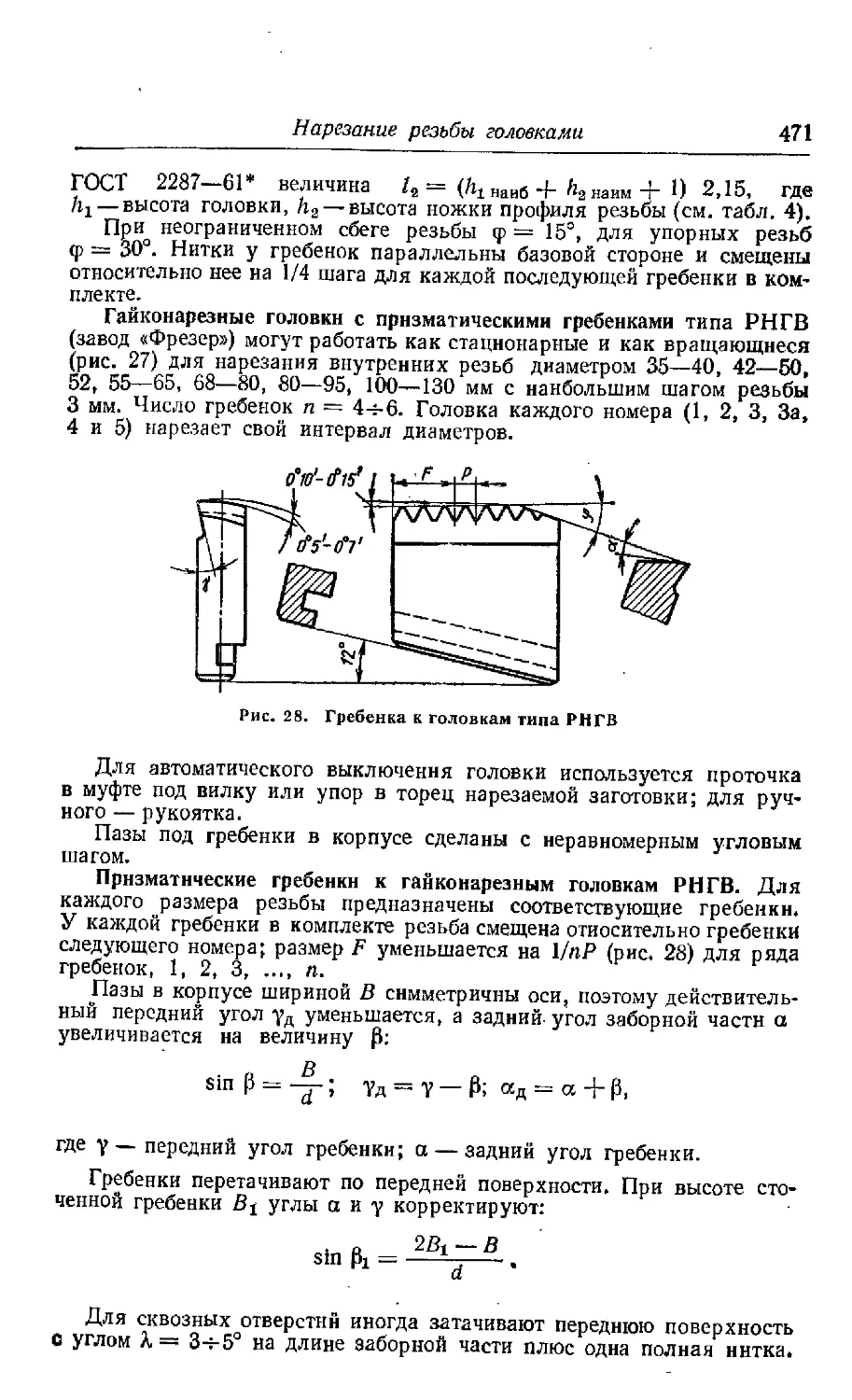
Нарезание резьбы головками (Ю. Л. Фрумин) 461
Оглавление
1
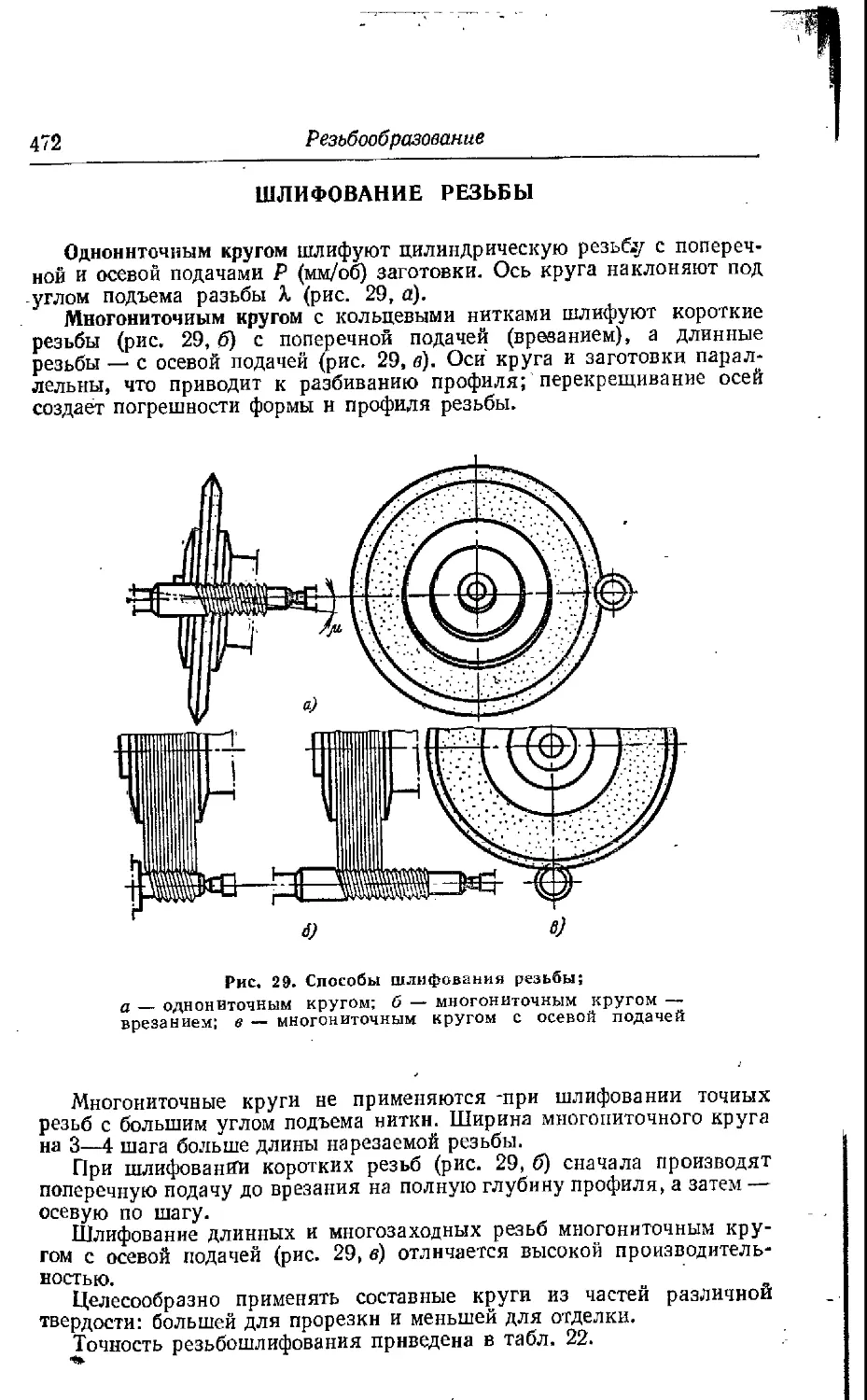
Шлифование резьбы (FO, Л. Фрумин).............................. 472
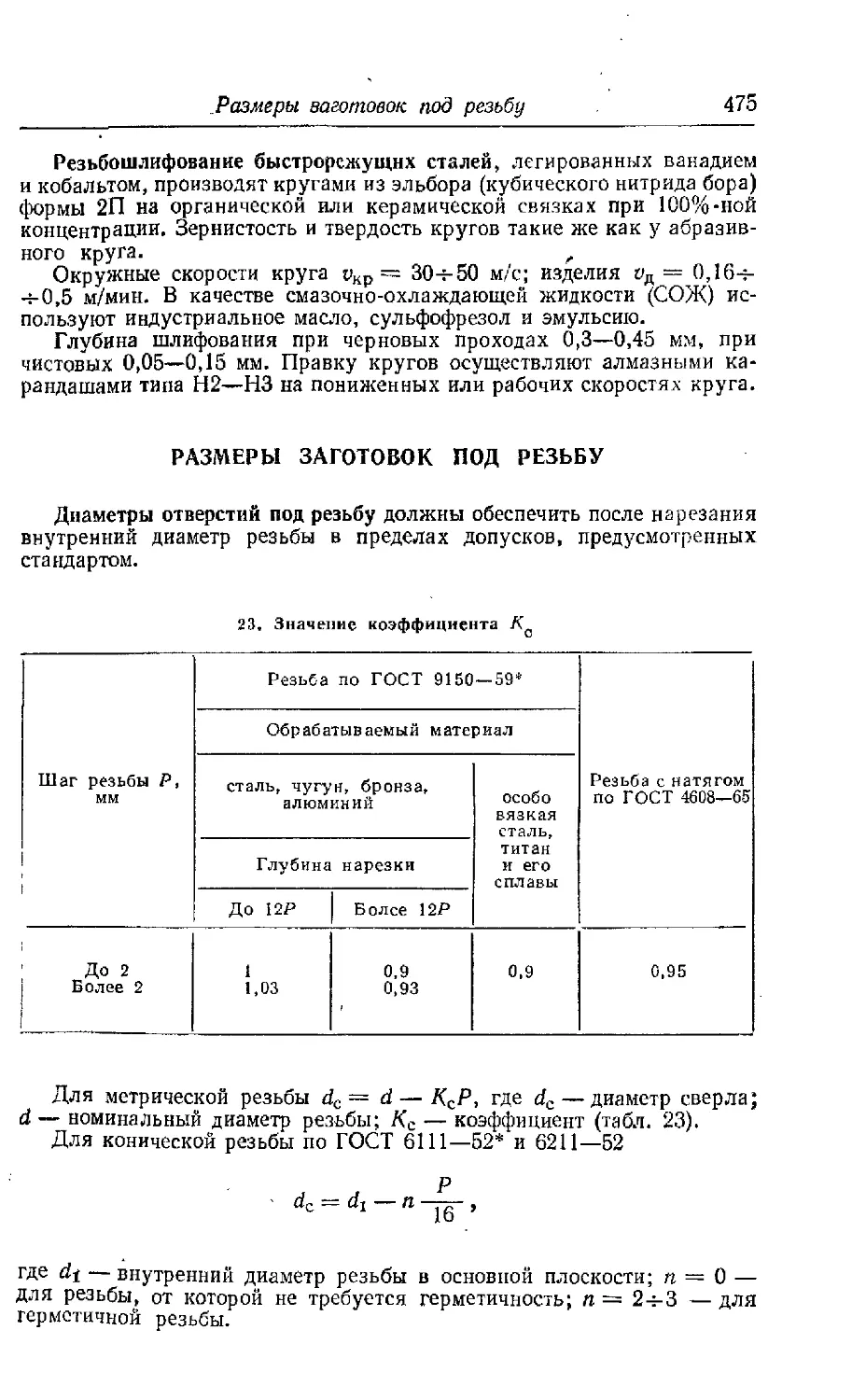
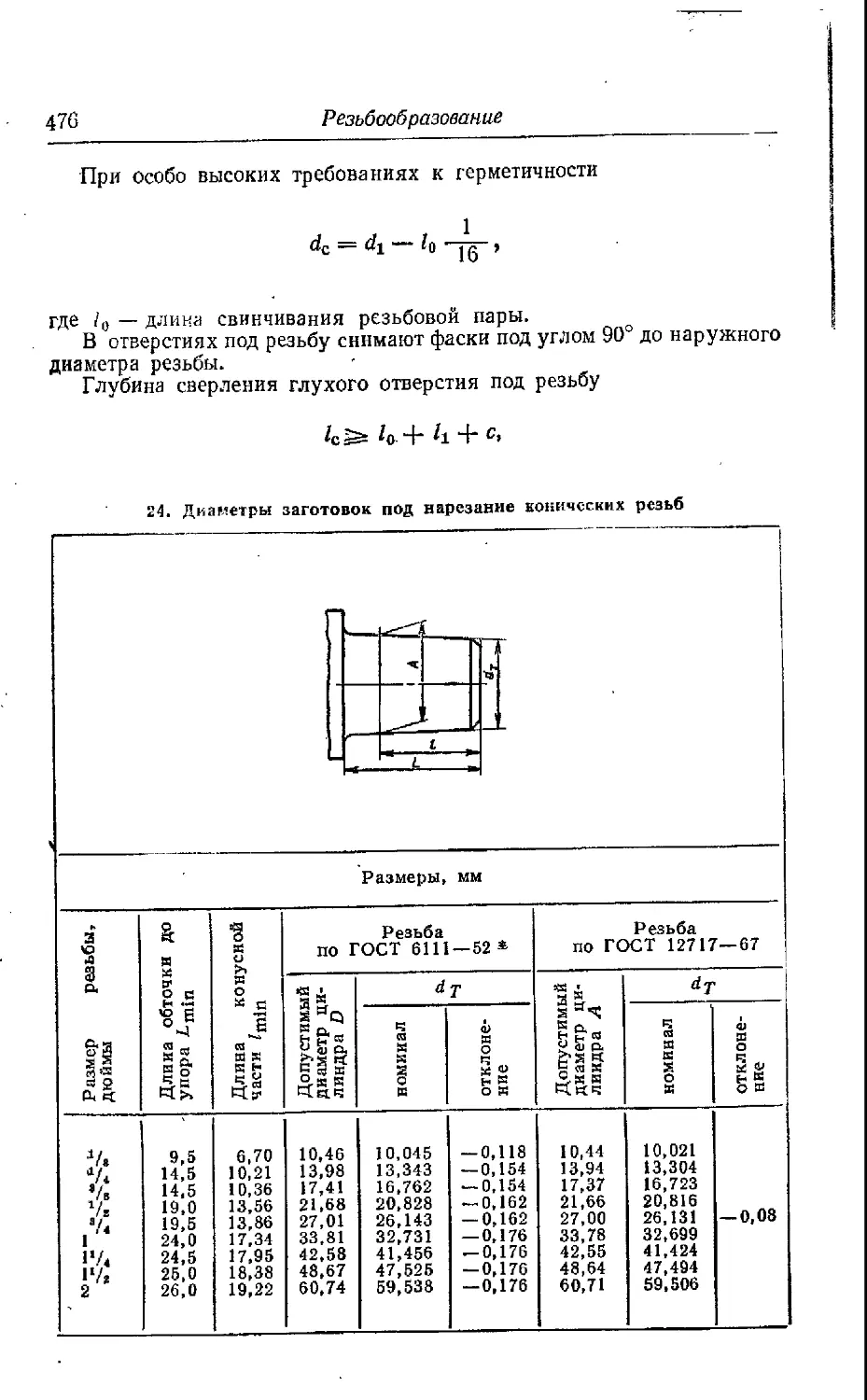
Размеры заготовок под резьбу (Ю. Л. Фрумин).................... 475
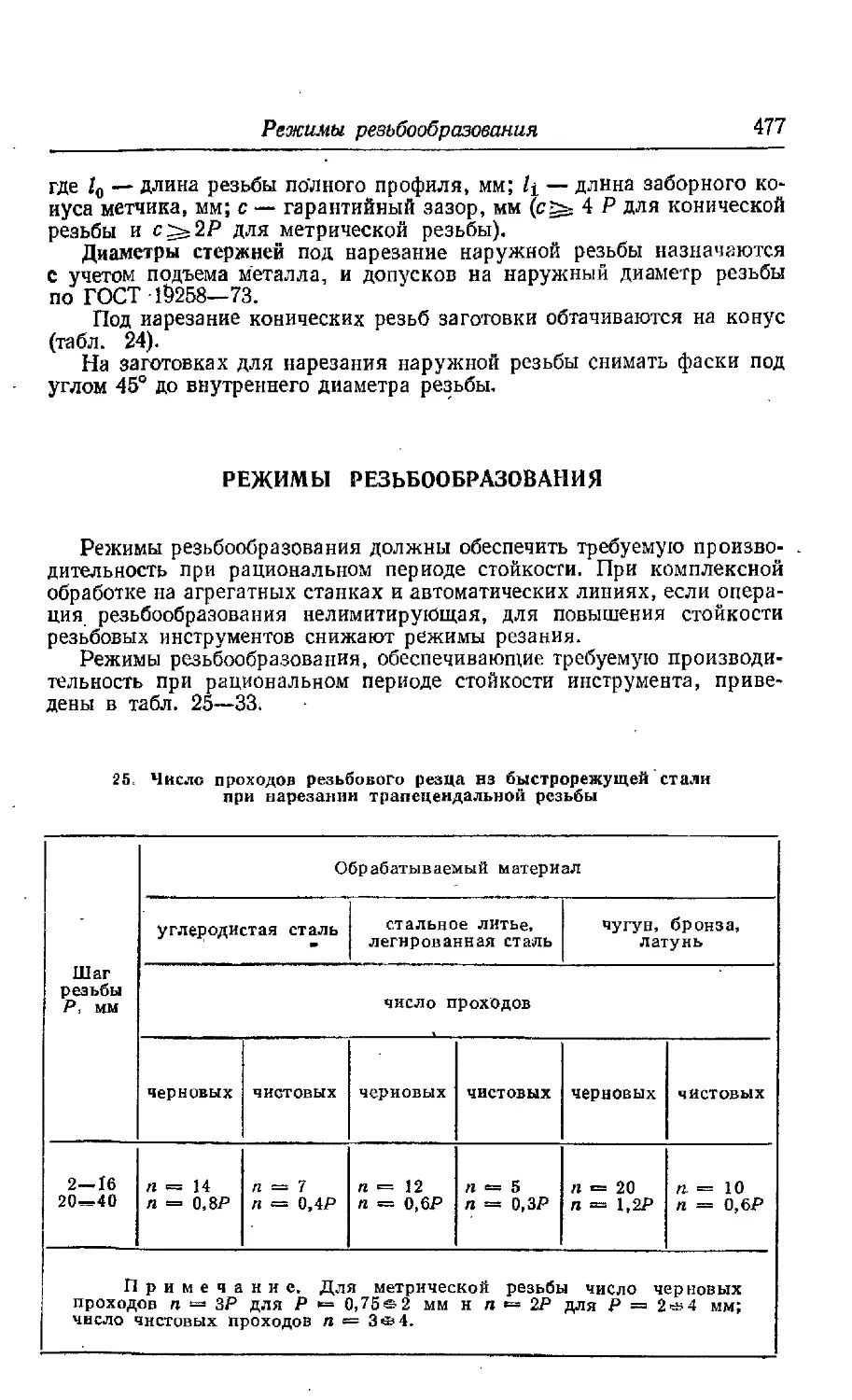
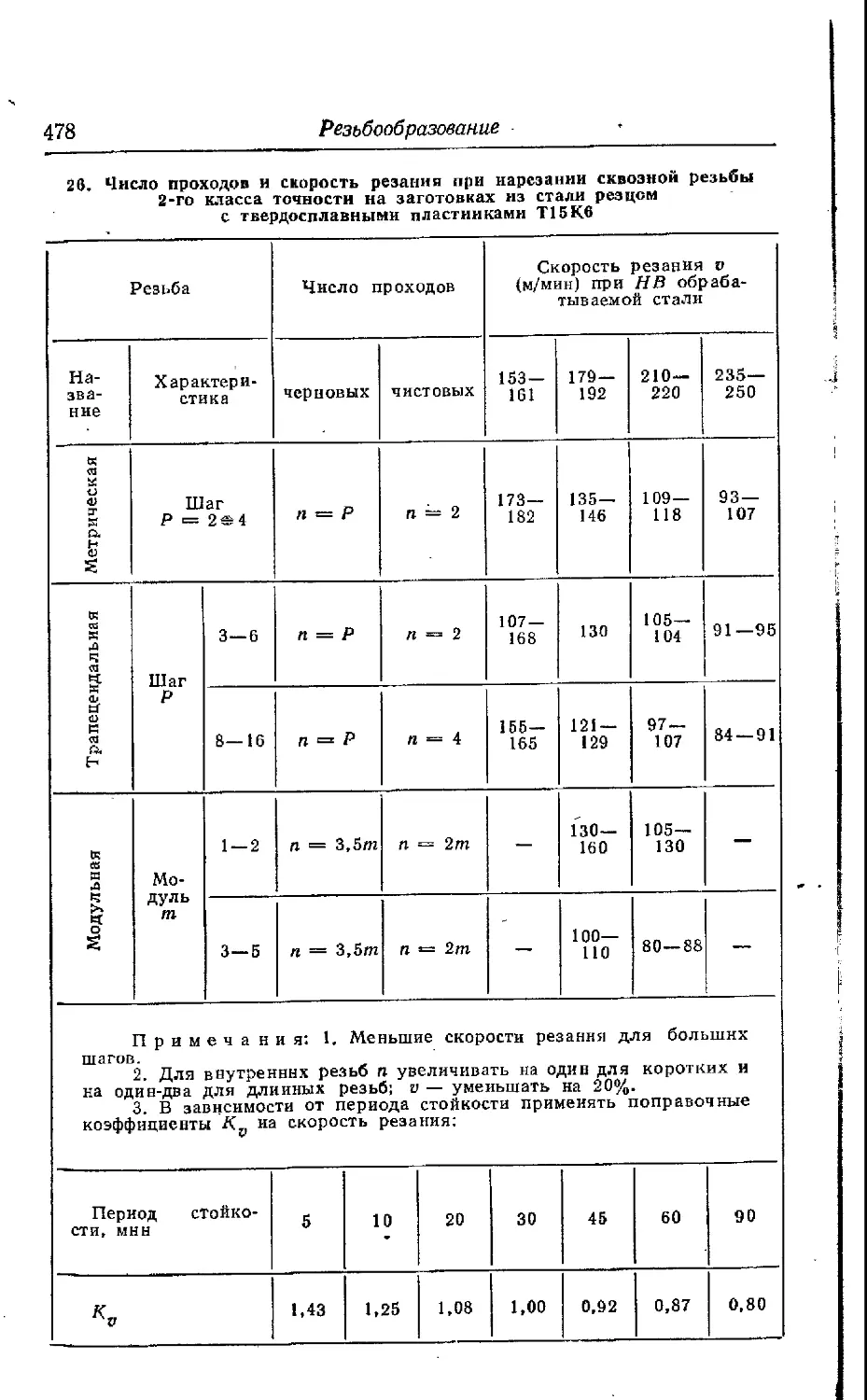
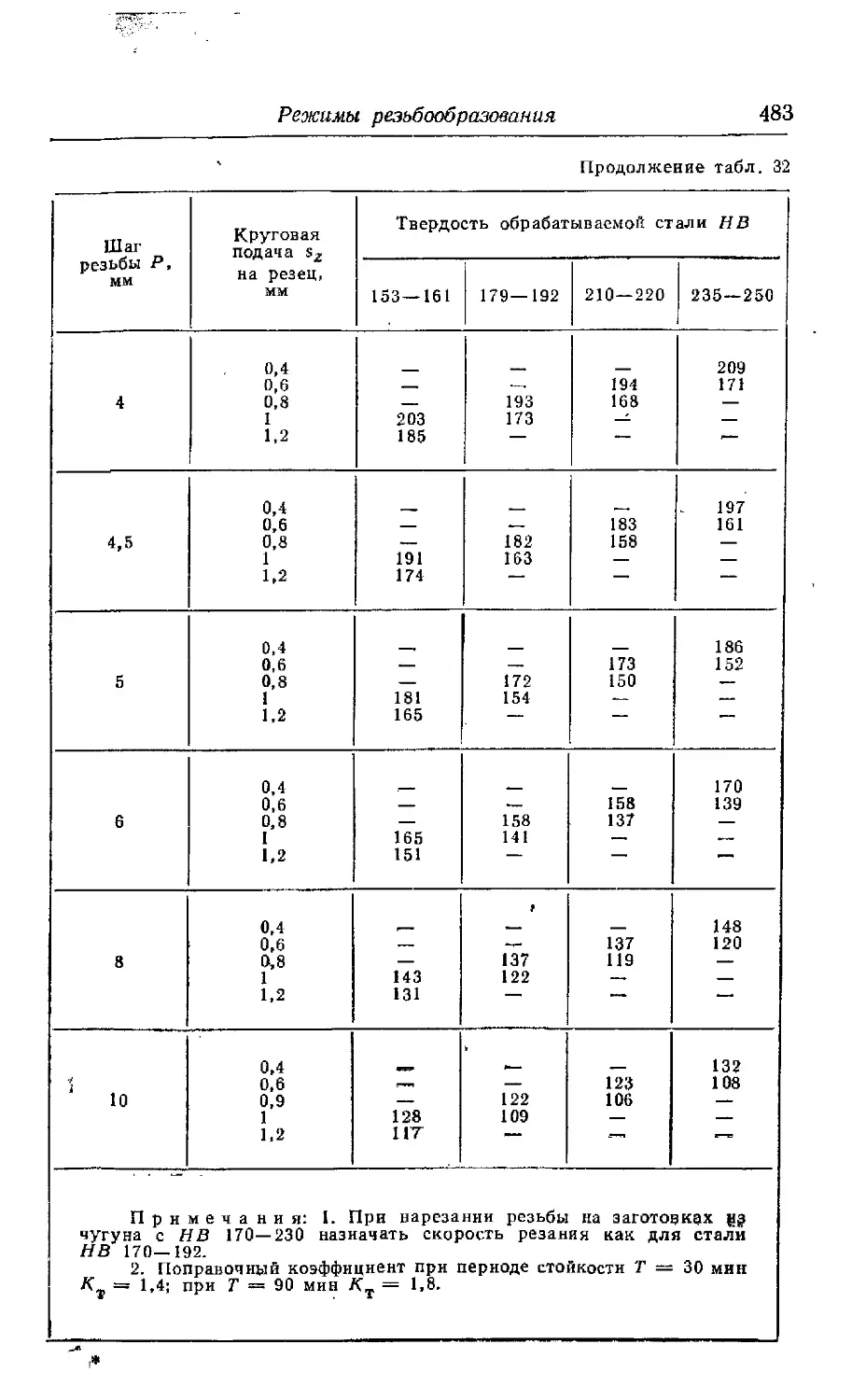
Режимы резьбообразования (FO. Л. Фпумин) . . . ................ 477
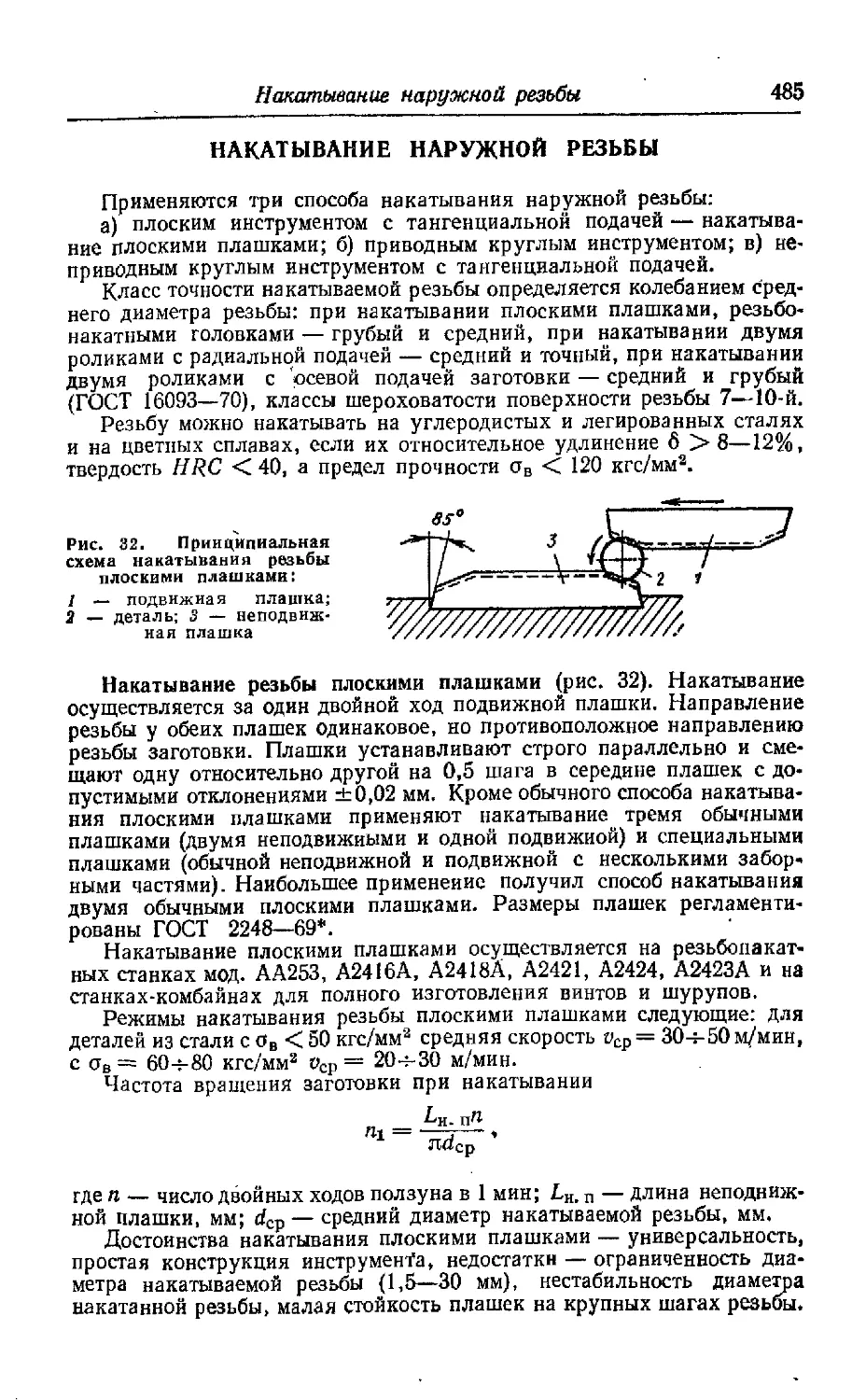
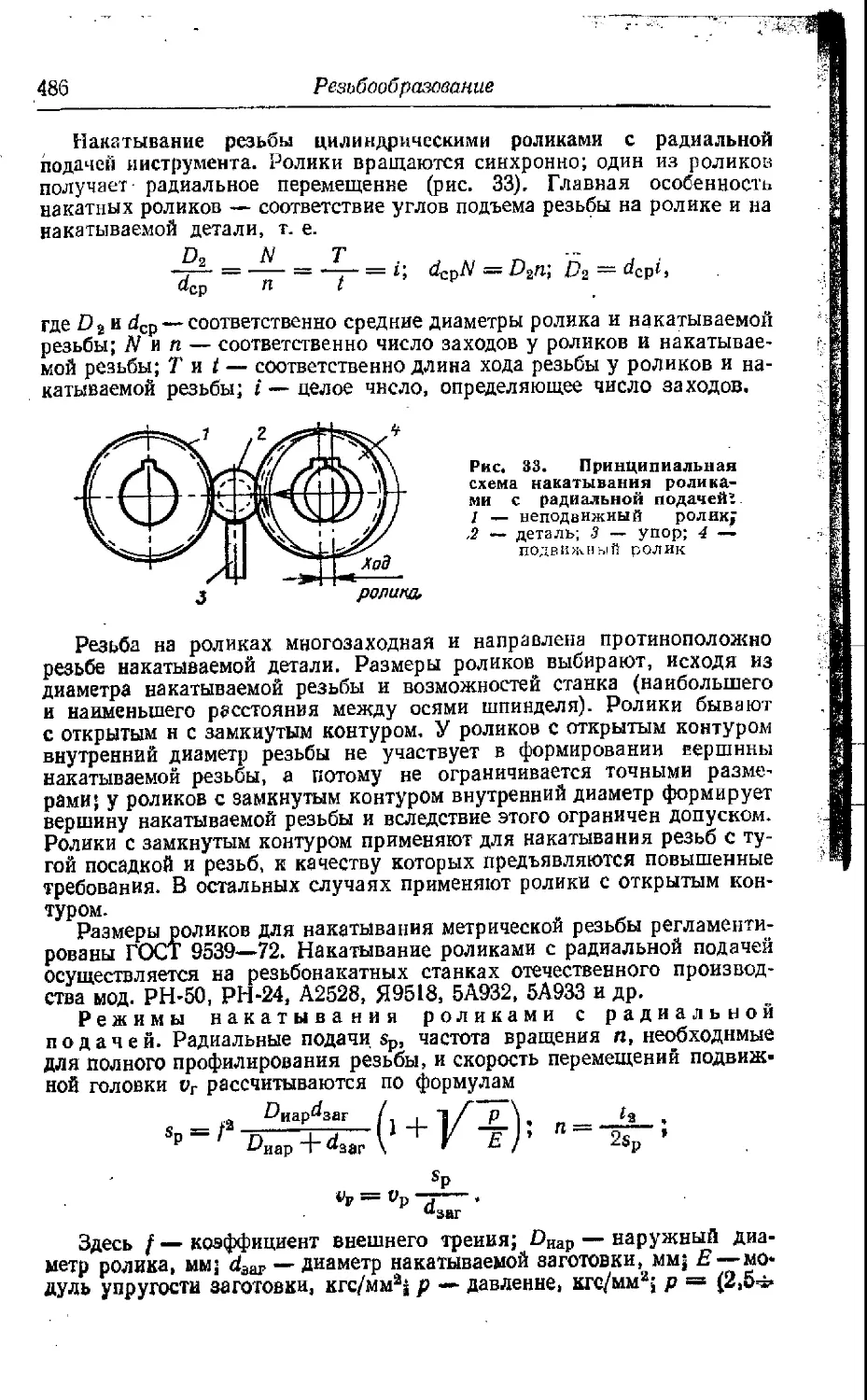
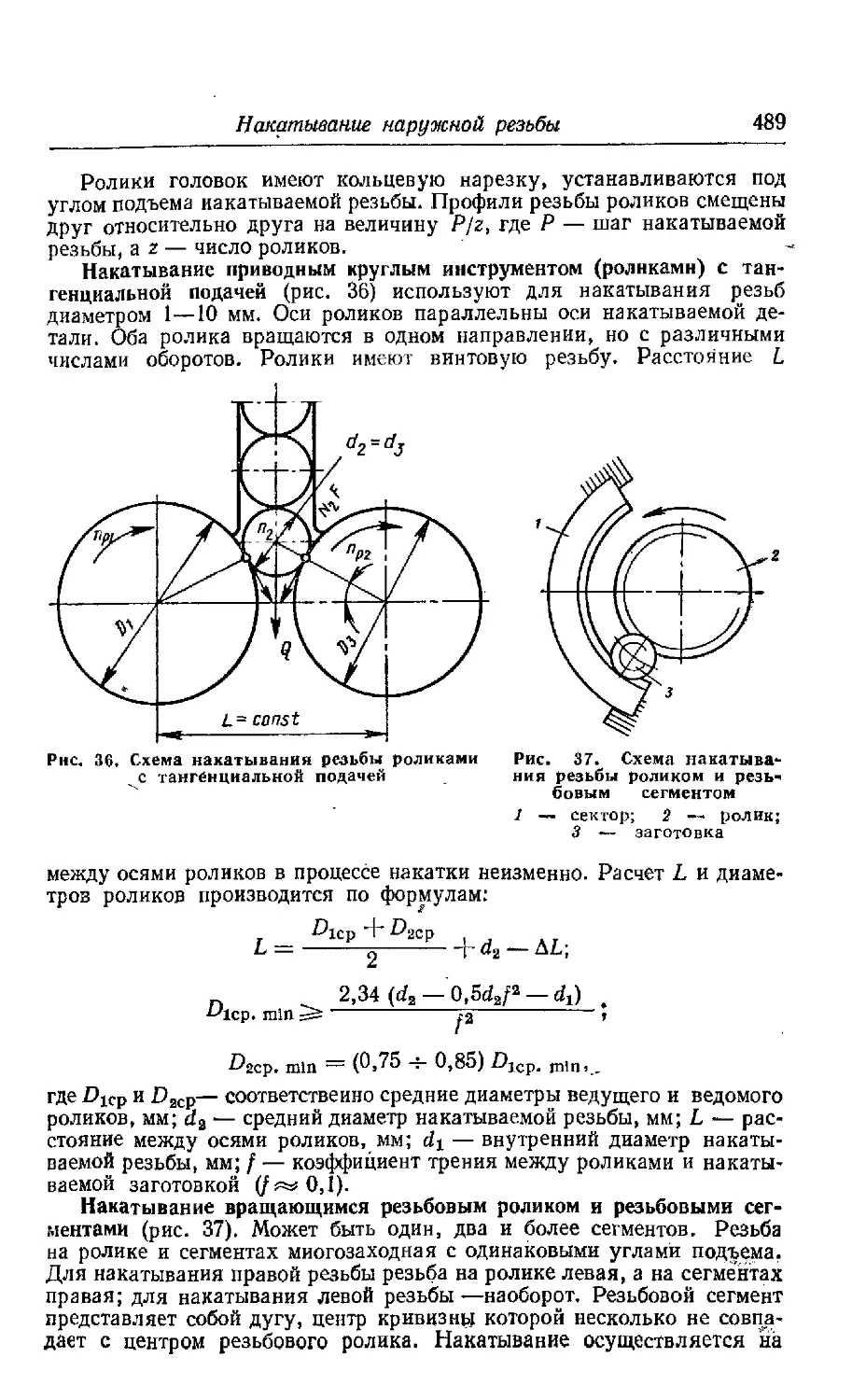
Накатывание наружной резьбы (4. Н. Малов)...................... 485
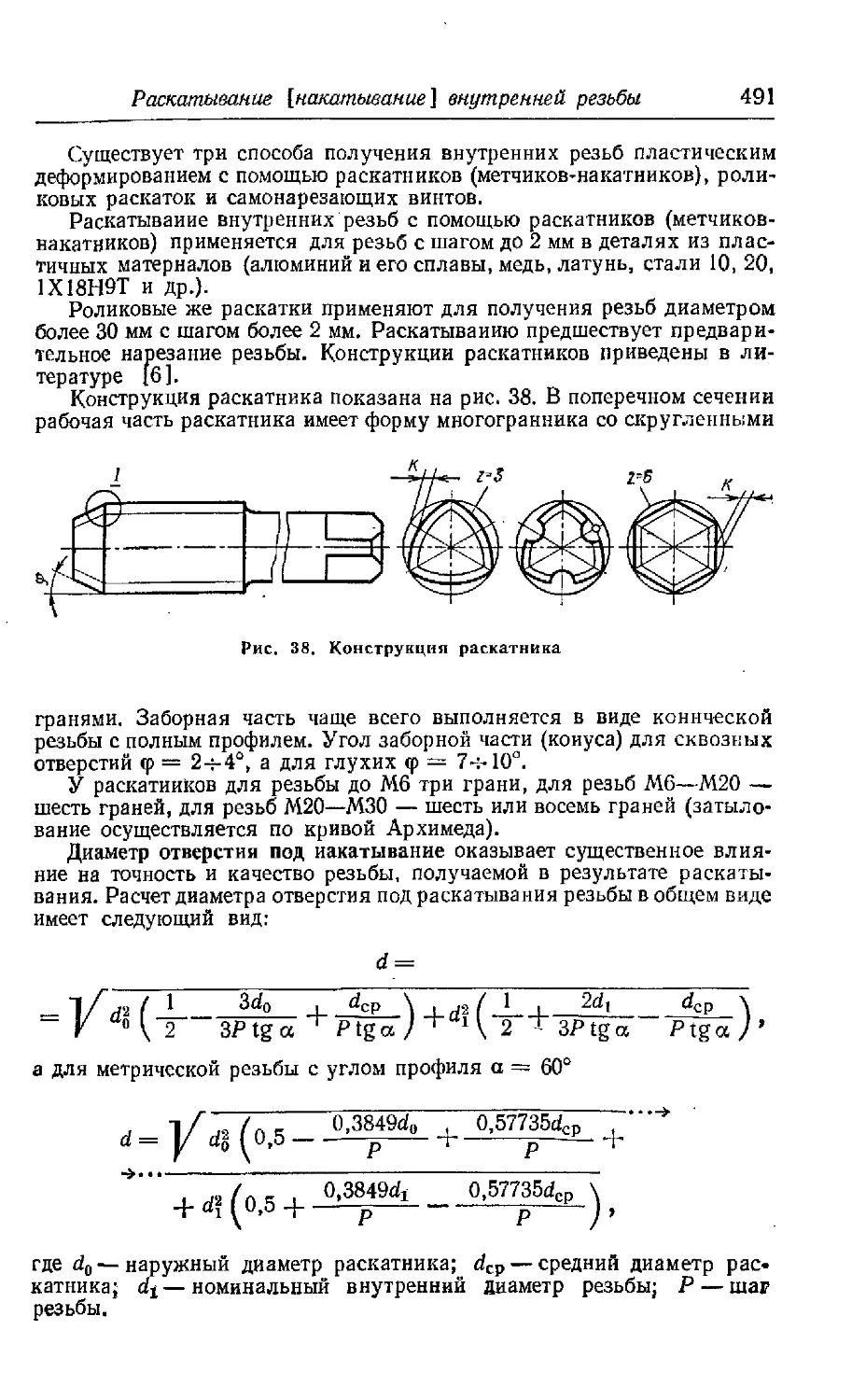
Раскатывание (накатывание) внутренней резьбы (4. Н. Малов) 490
Список литературы ............................................. 492
Глава 11
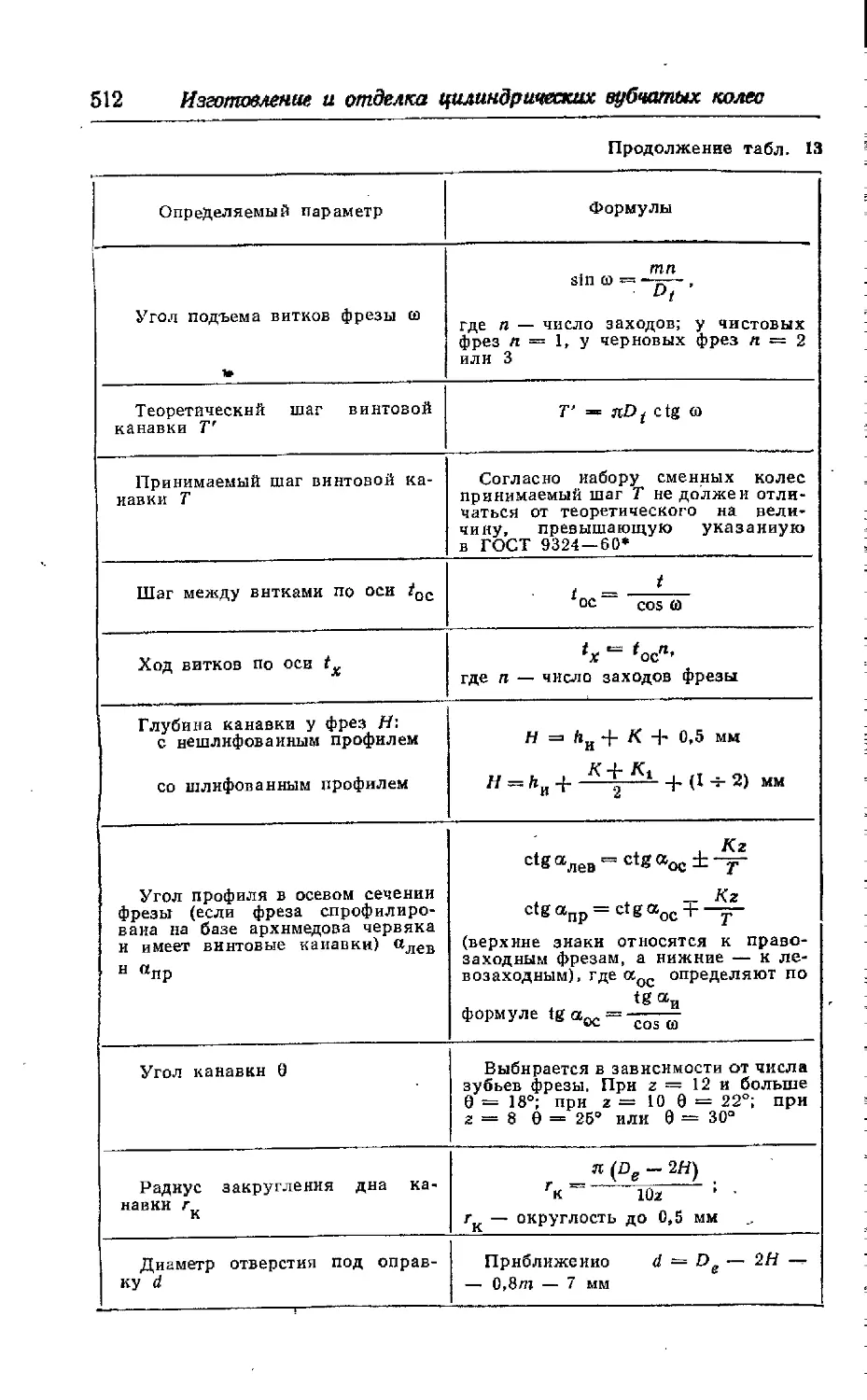
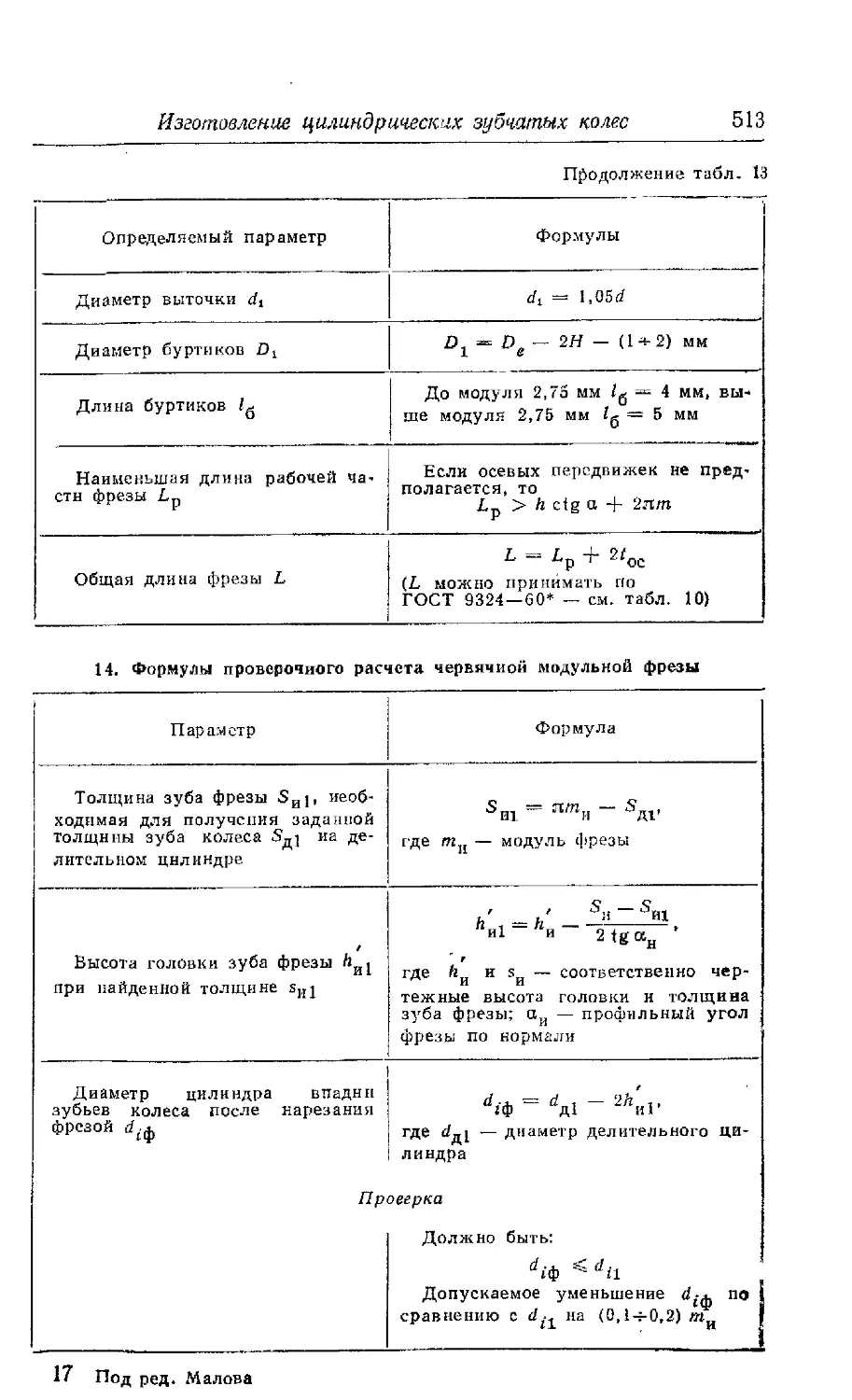
Изготовление и отделка цилиндрических зубчатых колес
(В. Ф. Романов)
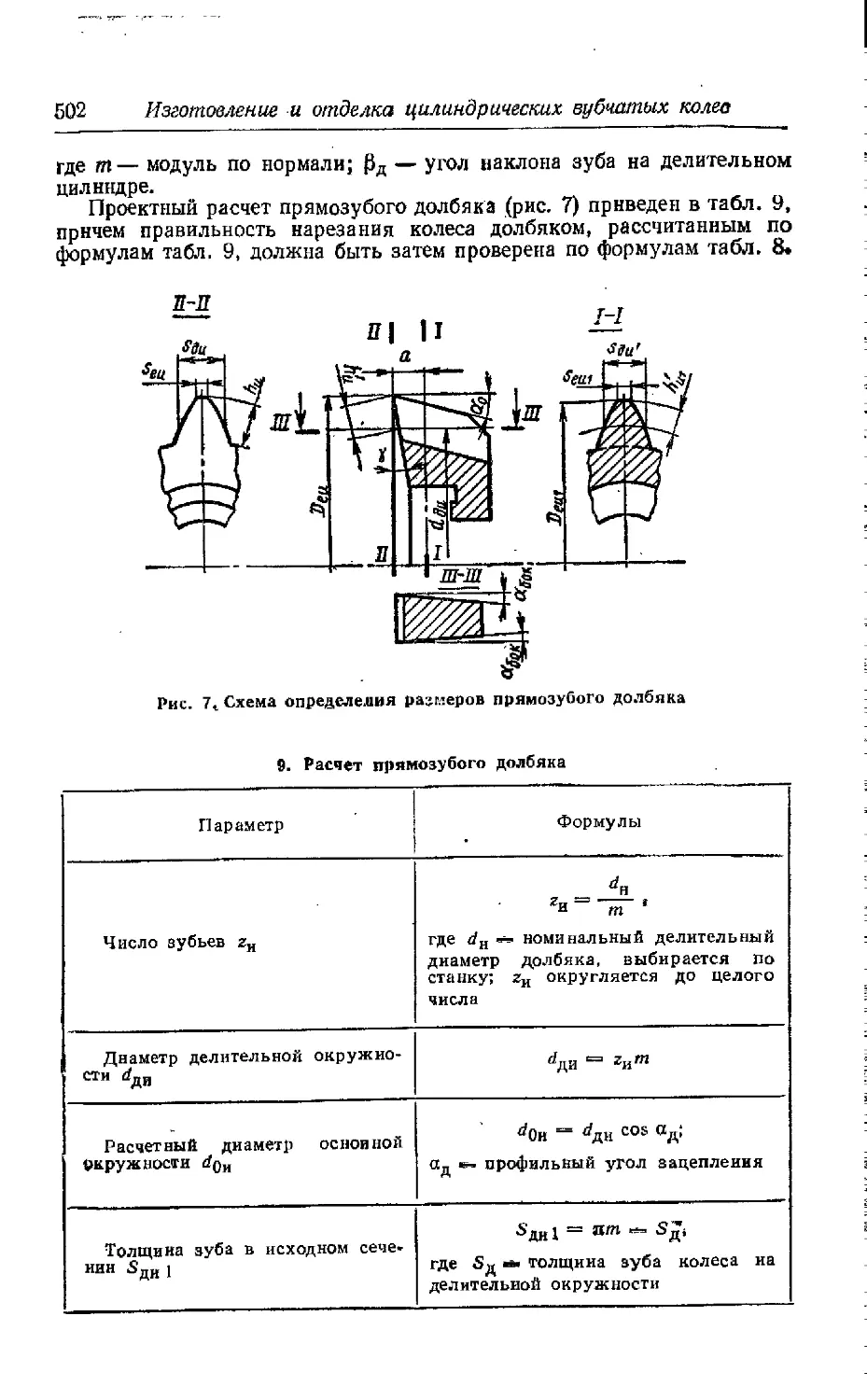
Изготовление цилиндричесинх зубчатых колес.......... , ,
Общие сведения ....................................
Нарезание пальцевыми и дисковыми модульными фрезами и зубо-
долбежными головками , , ........... .............
Зубодолбление................................... , .
Нарезание червячными фрезами...................... * .
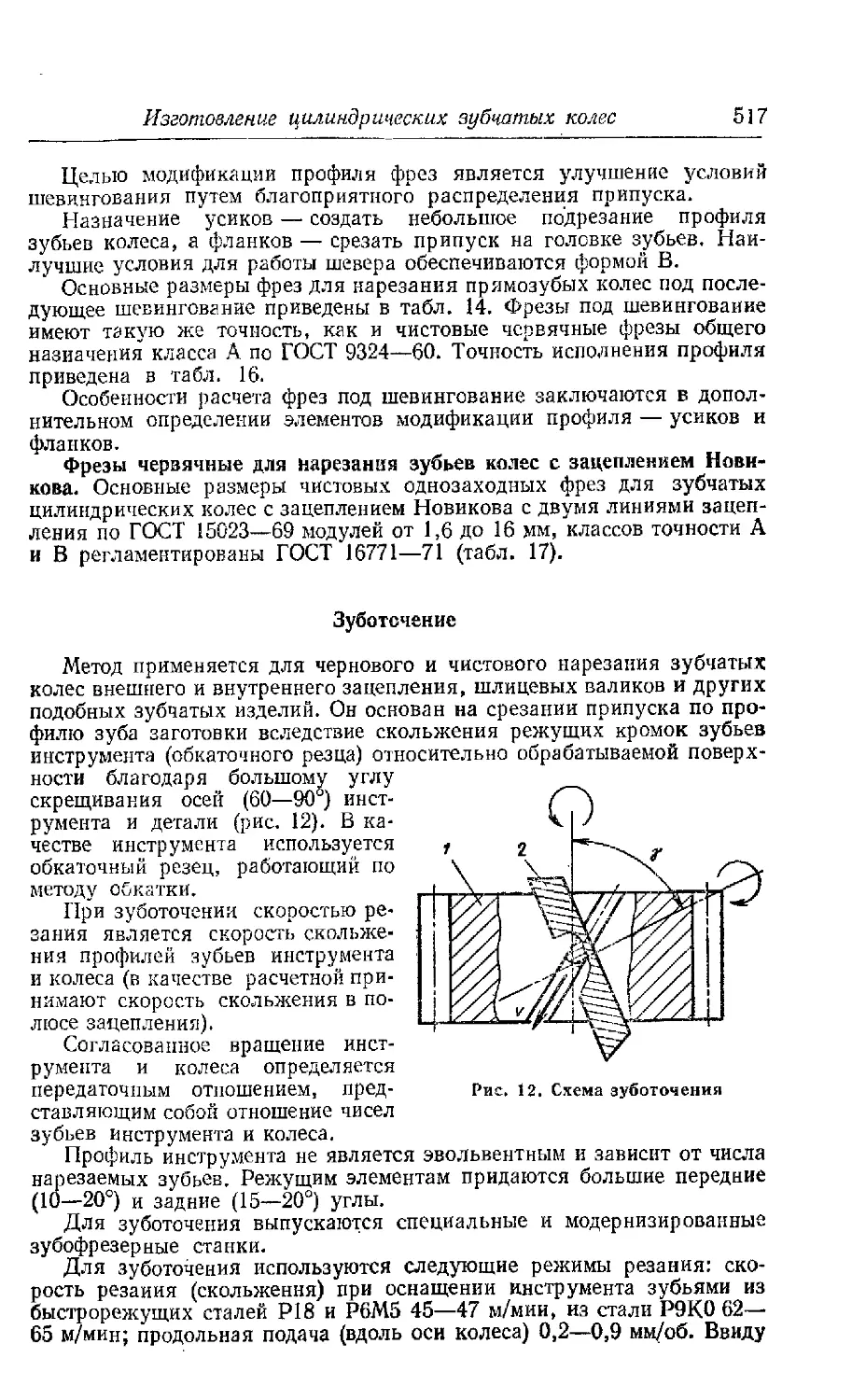
Зуботочение.................................. . , . .
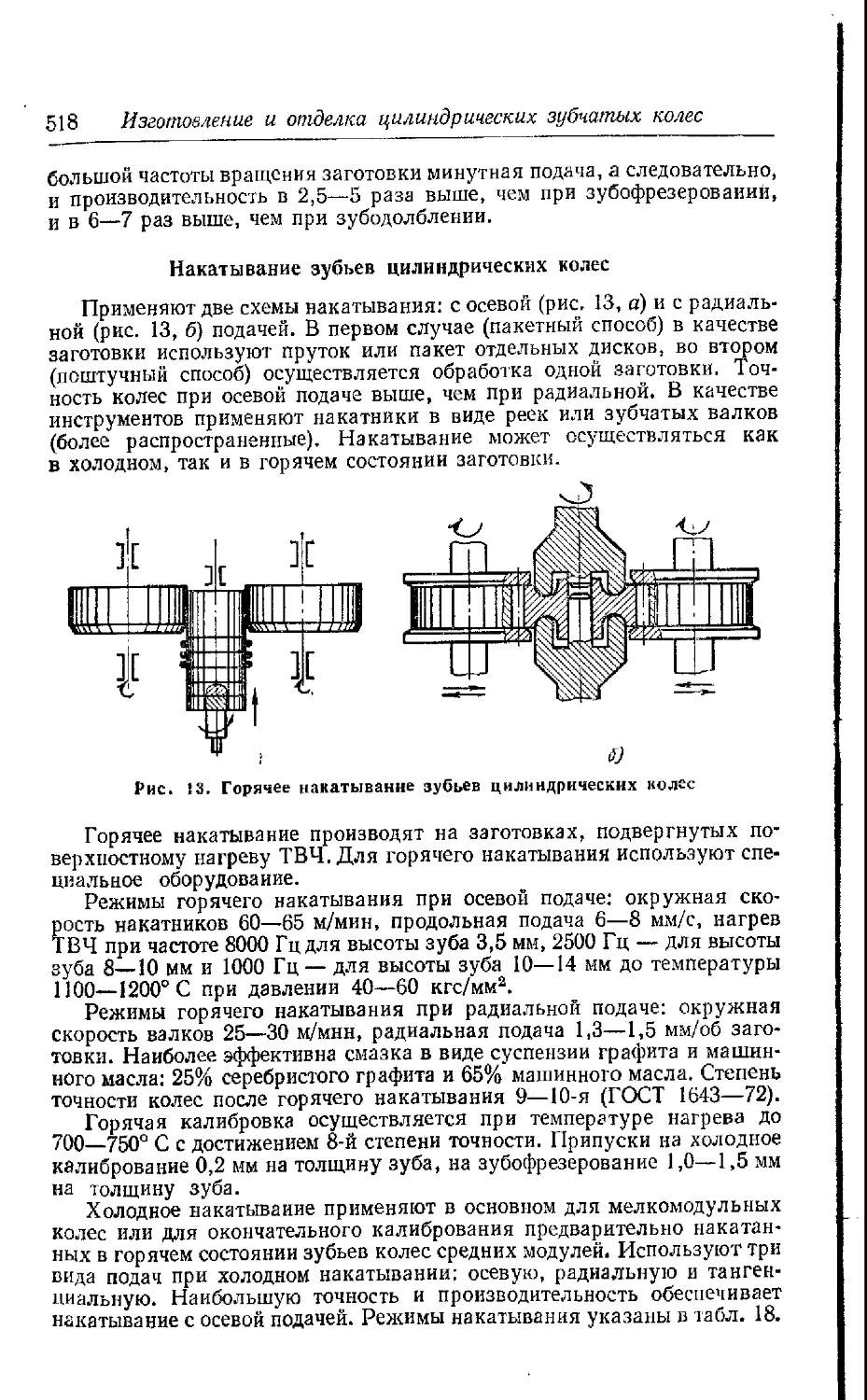
Накатывание зубьев цилиндрических колес .........
Изготовление червячных пар.........................
Нарезание червячных колес .........................
Вубоотделочные процессы...........................
Шевингование.......................................
Зубохониигованне ............................ . . .
Притирка и прикатка ..............»................
Зубошлифование ......................
Список литературы.......................
493
493
494
499
508
517
518
519
52а
524
524
54о
542
54з
547
Глава 12
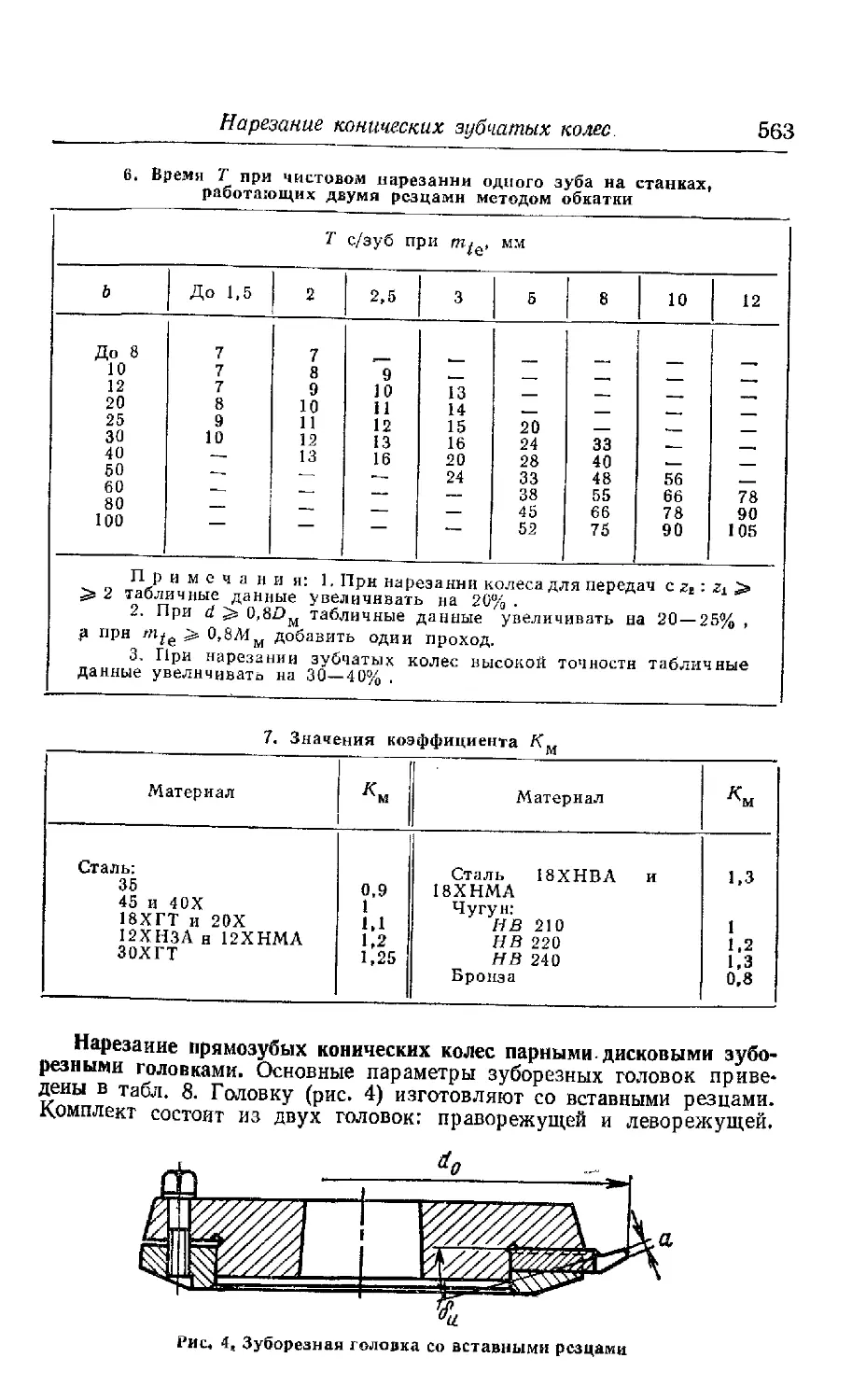
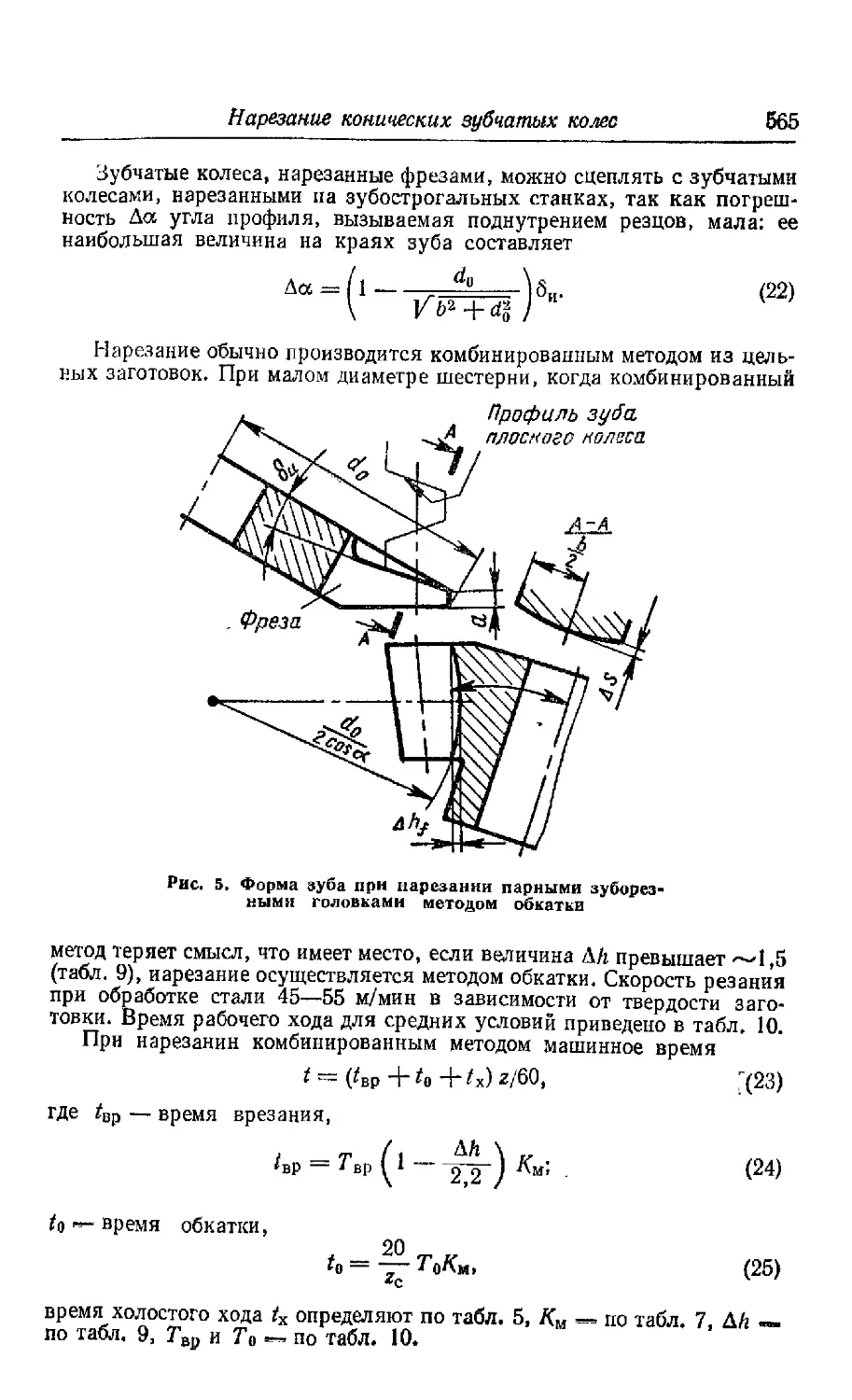
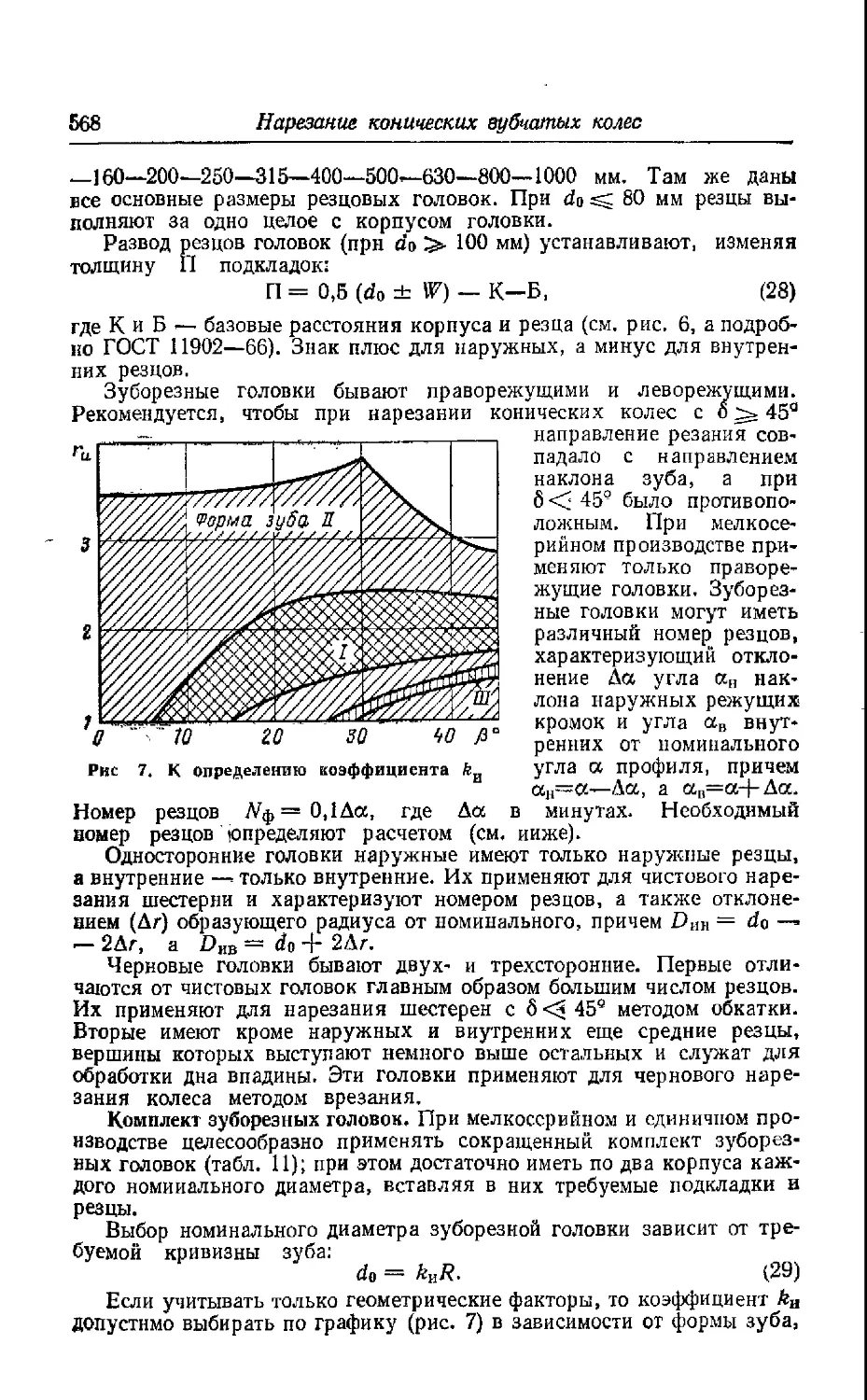
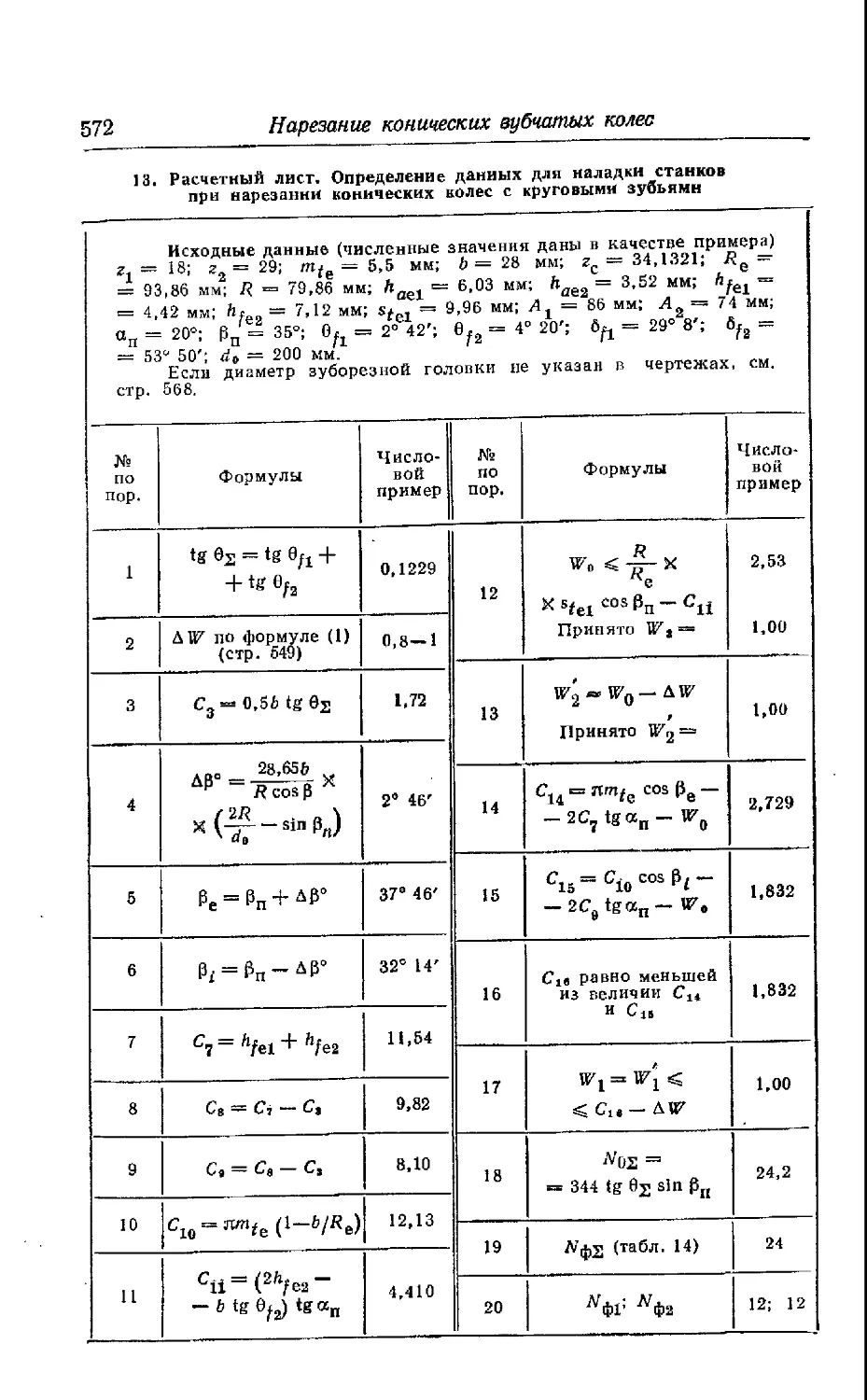
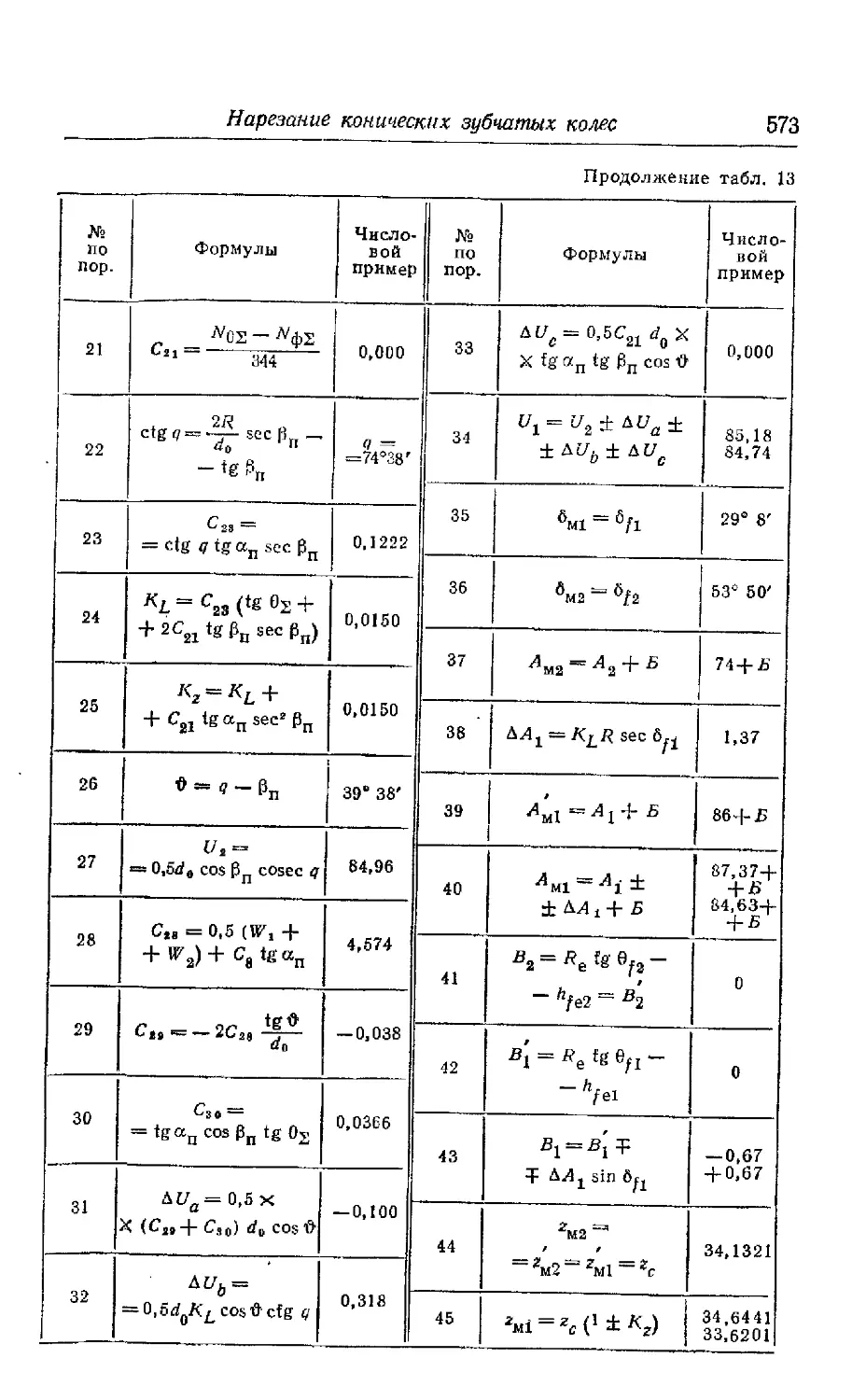
Нарезание конических зубчатых колес (В, Н. Кедринский)
Шлифование и притирка конических зубчатых колес............. 577
Регулирование прилегания зубьев ............................ 577
Горячее накатывание конических зубчатых колее (В. Ф. Романов) 577
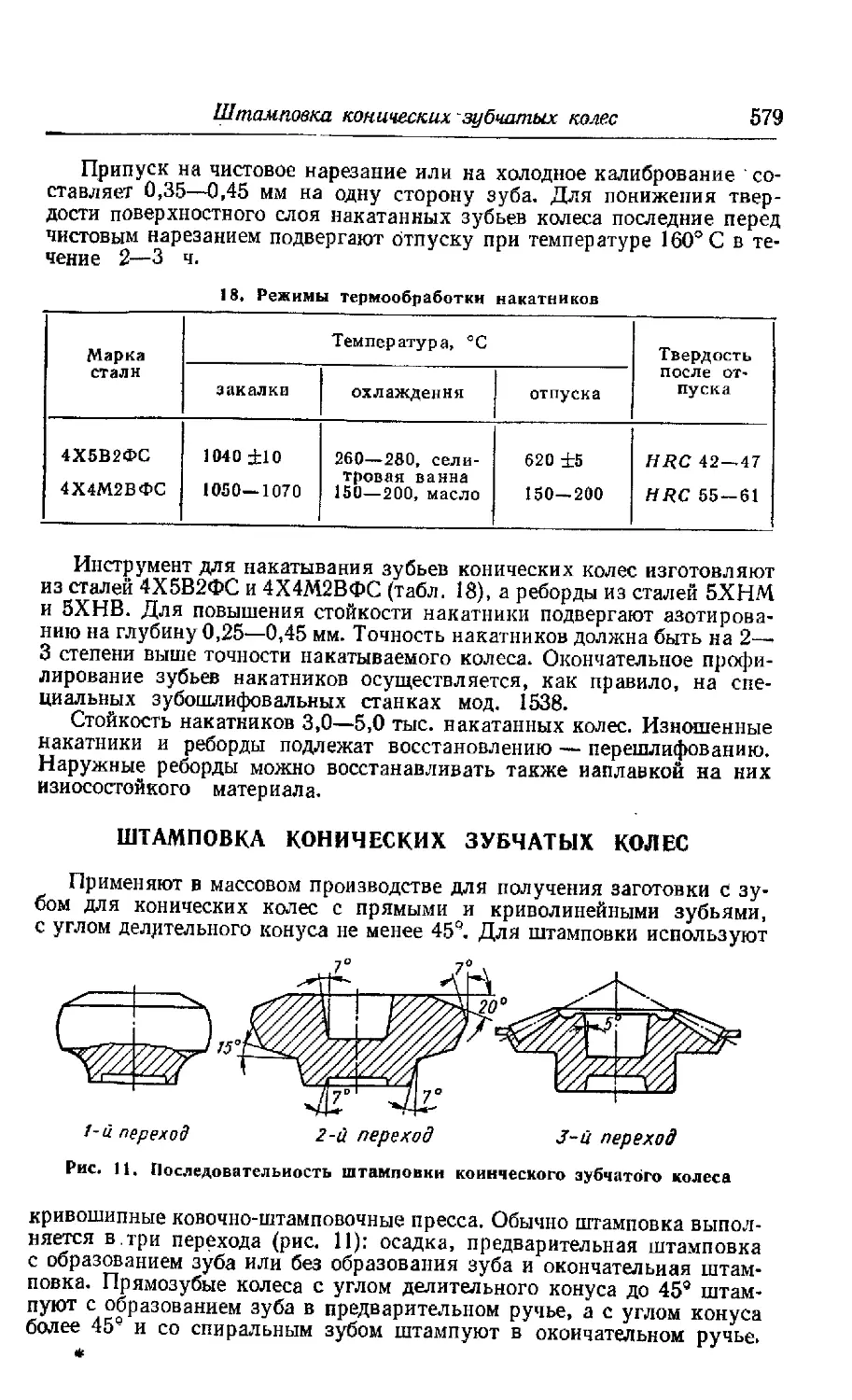
Штамповка конических зубчатых колес (В. Ф. Романов)......... 579
Список литературы ........................................ 580
Глава 13
Обработка пеэвольвептных профилей по методу обкатки
(Г. Н, Сахаров)
Общие сведения ....................................... . 581
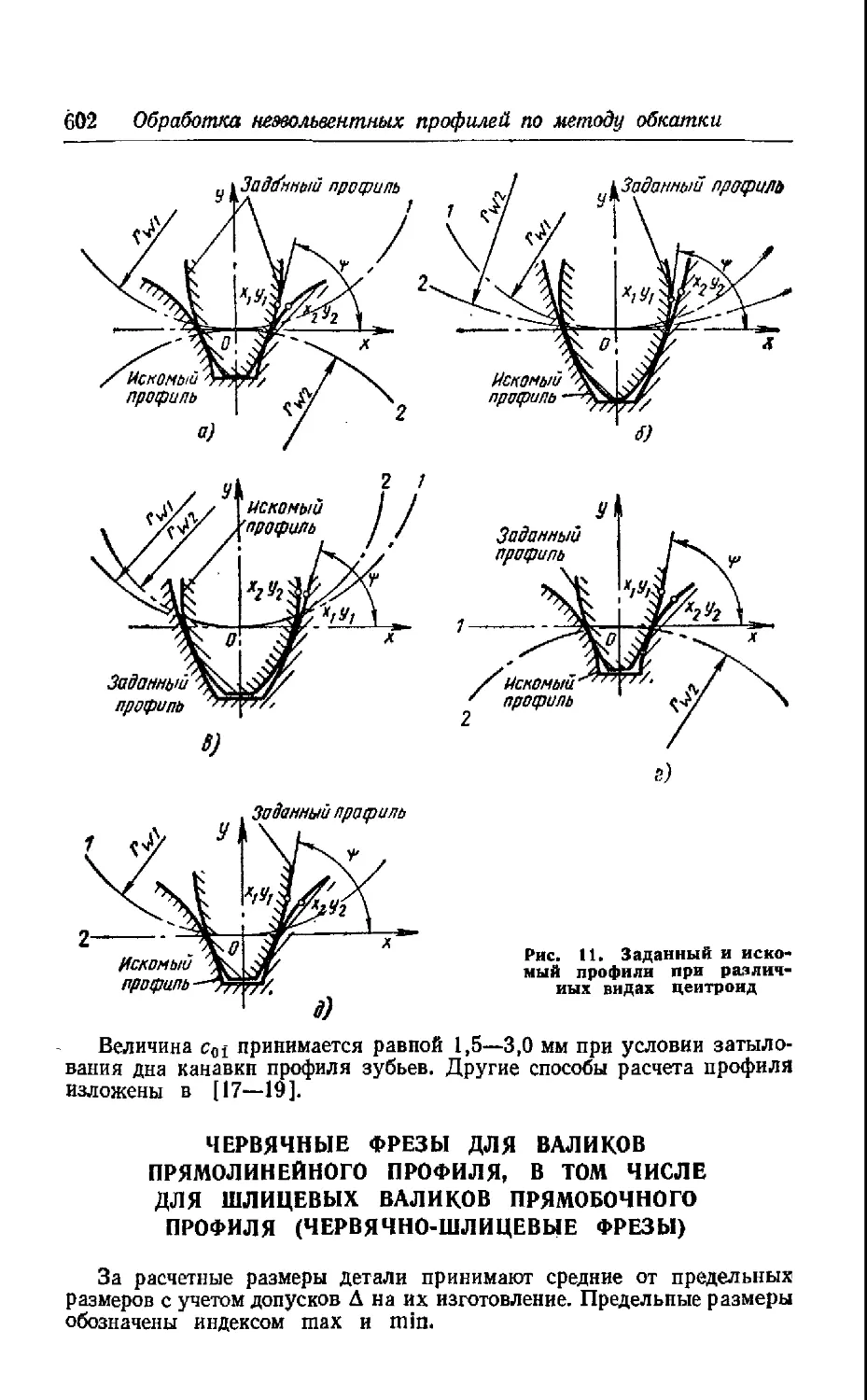
Графические методы определения профиля инструмента , . . 582
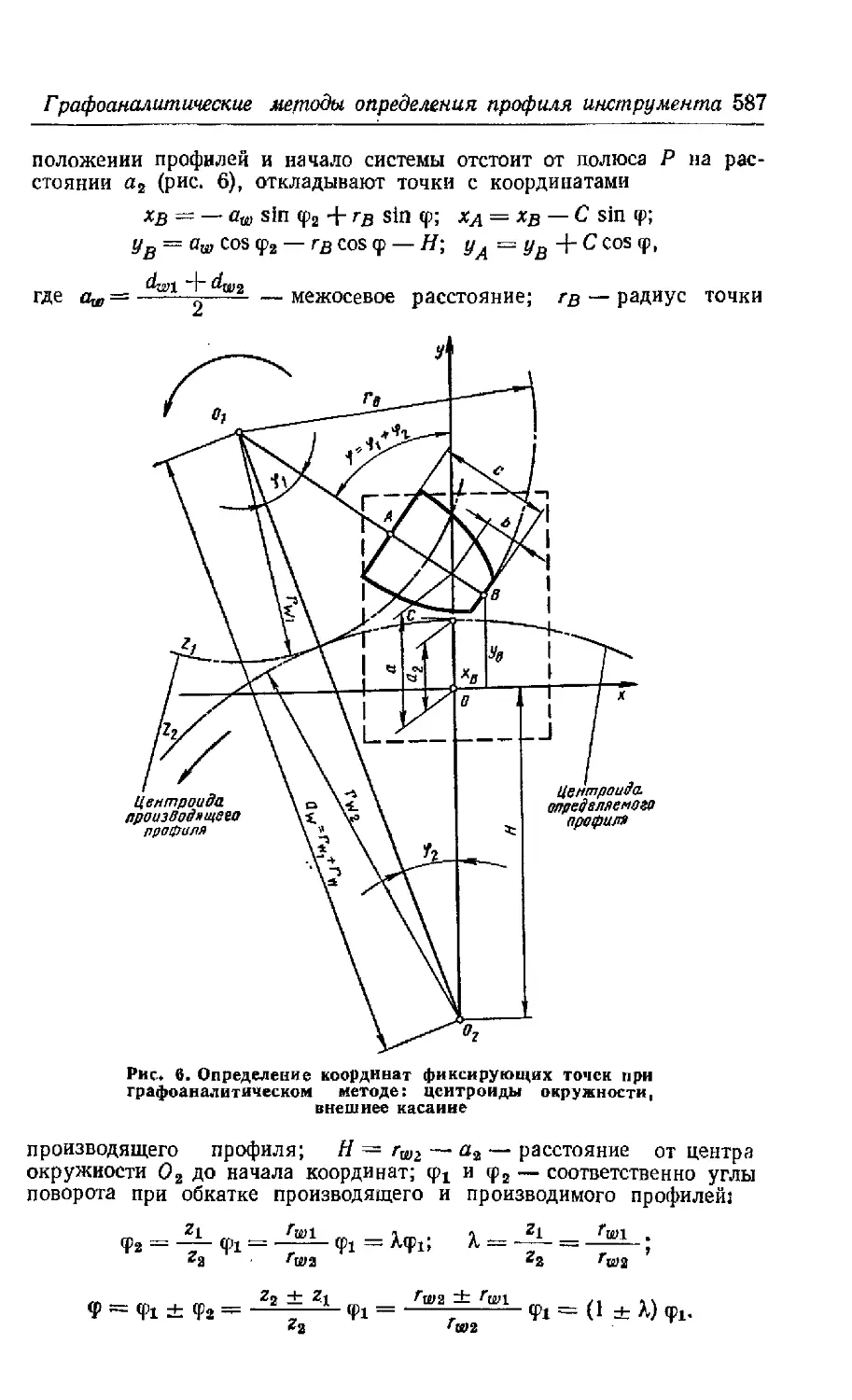
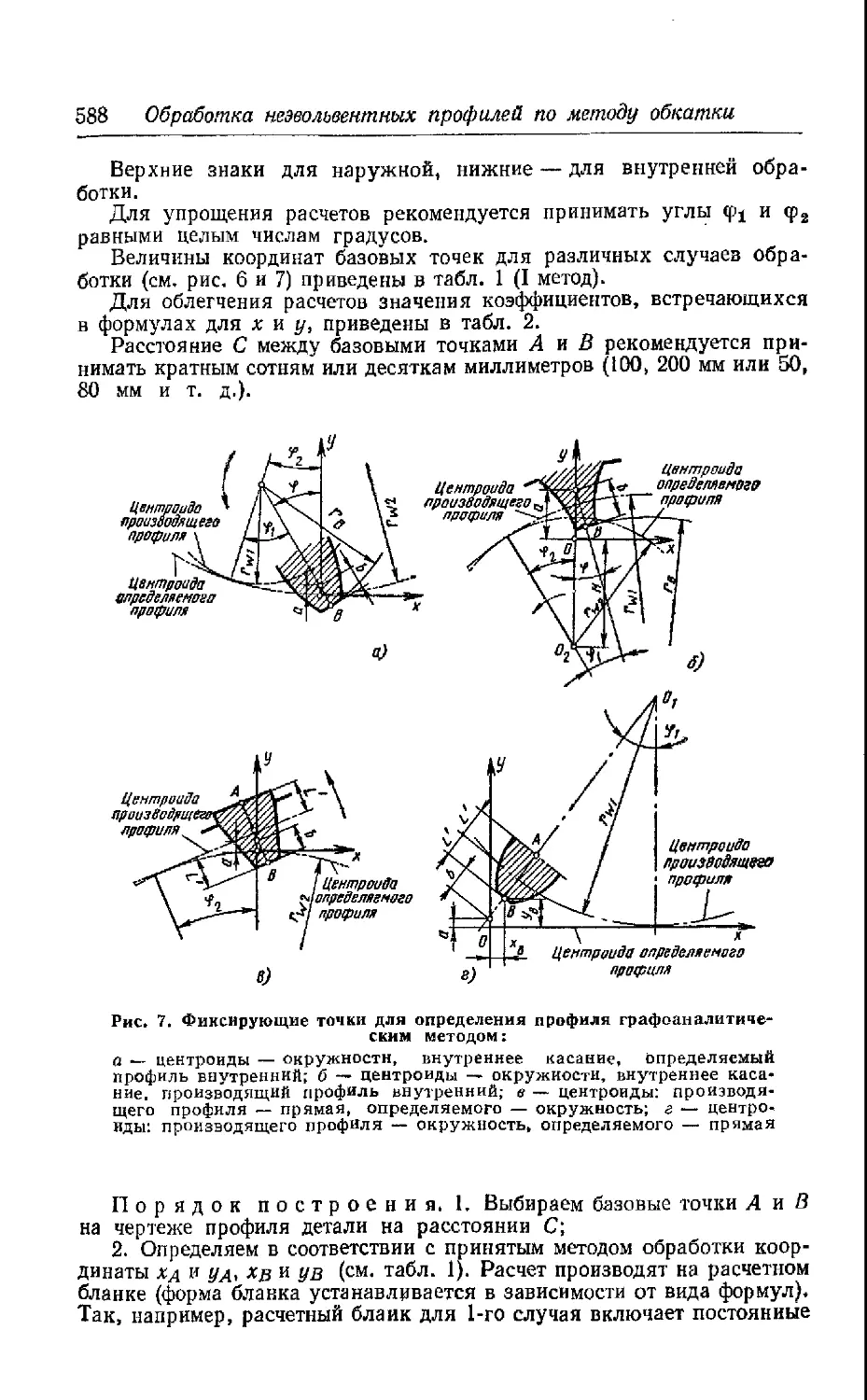
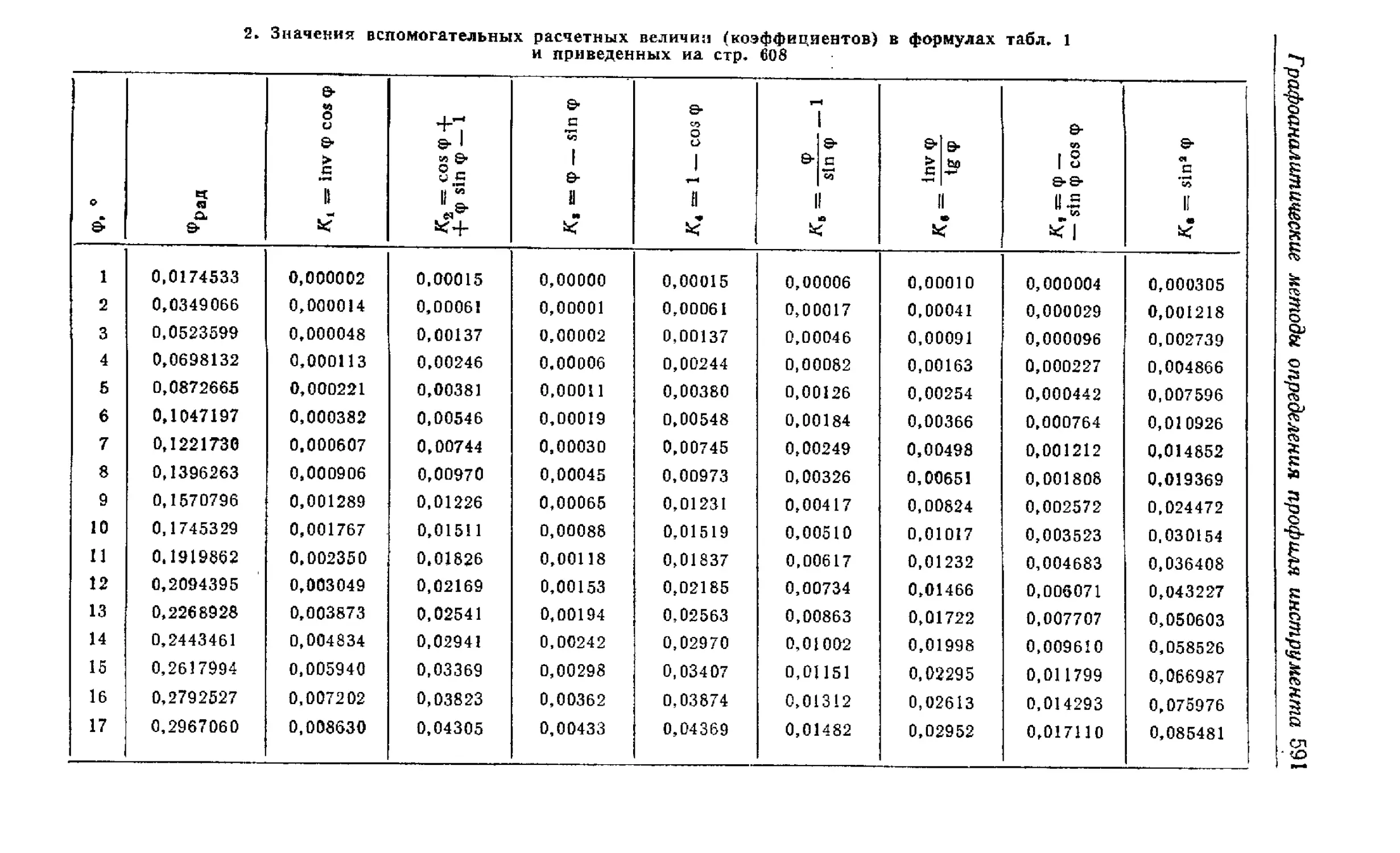
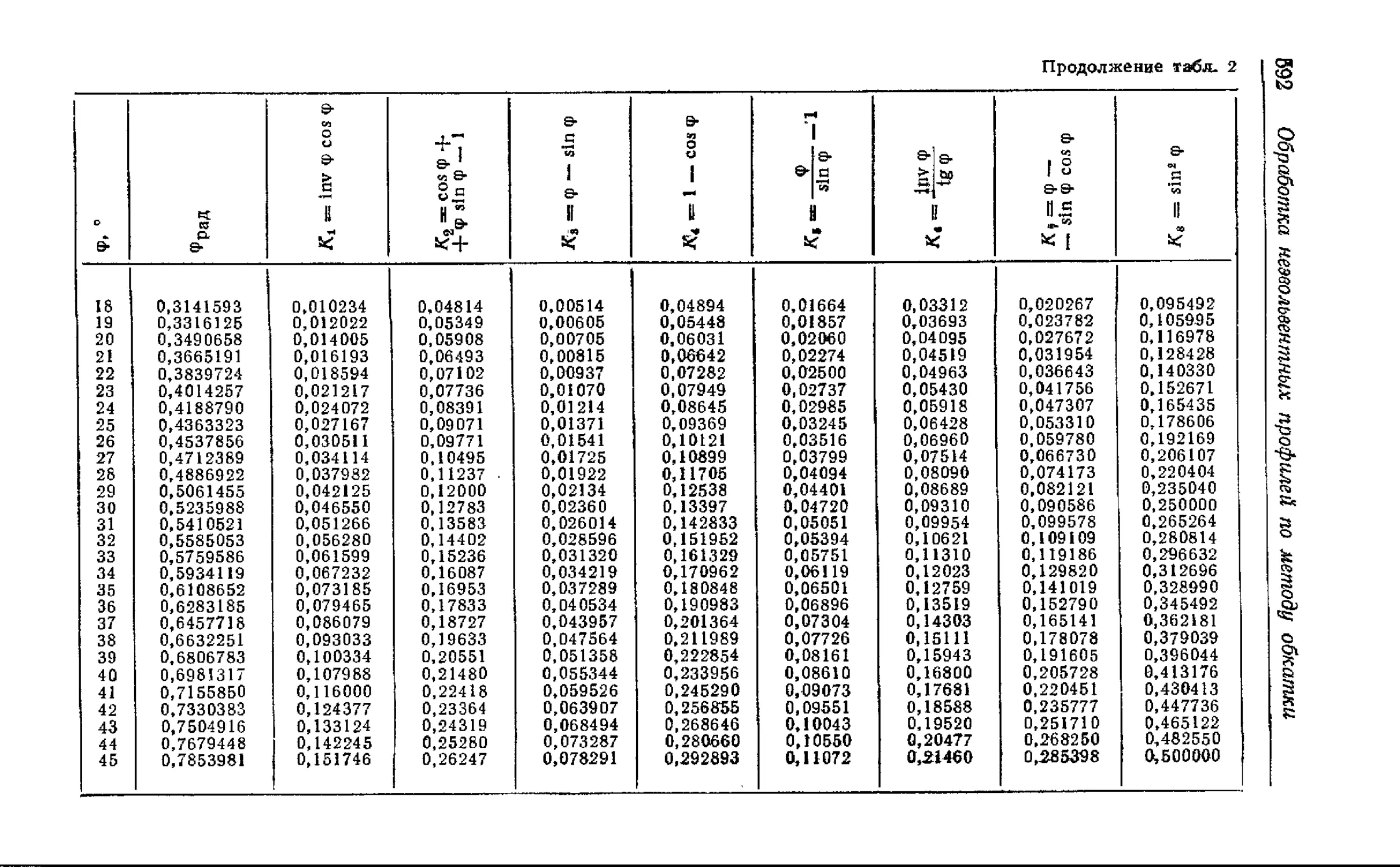
Графоаналитические методы определения профиля инструмента 586
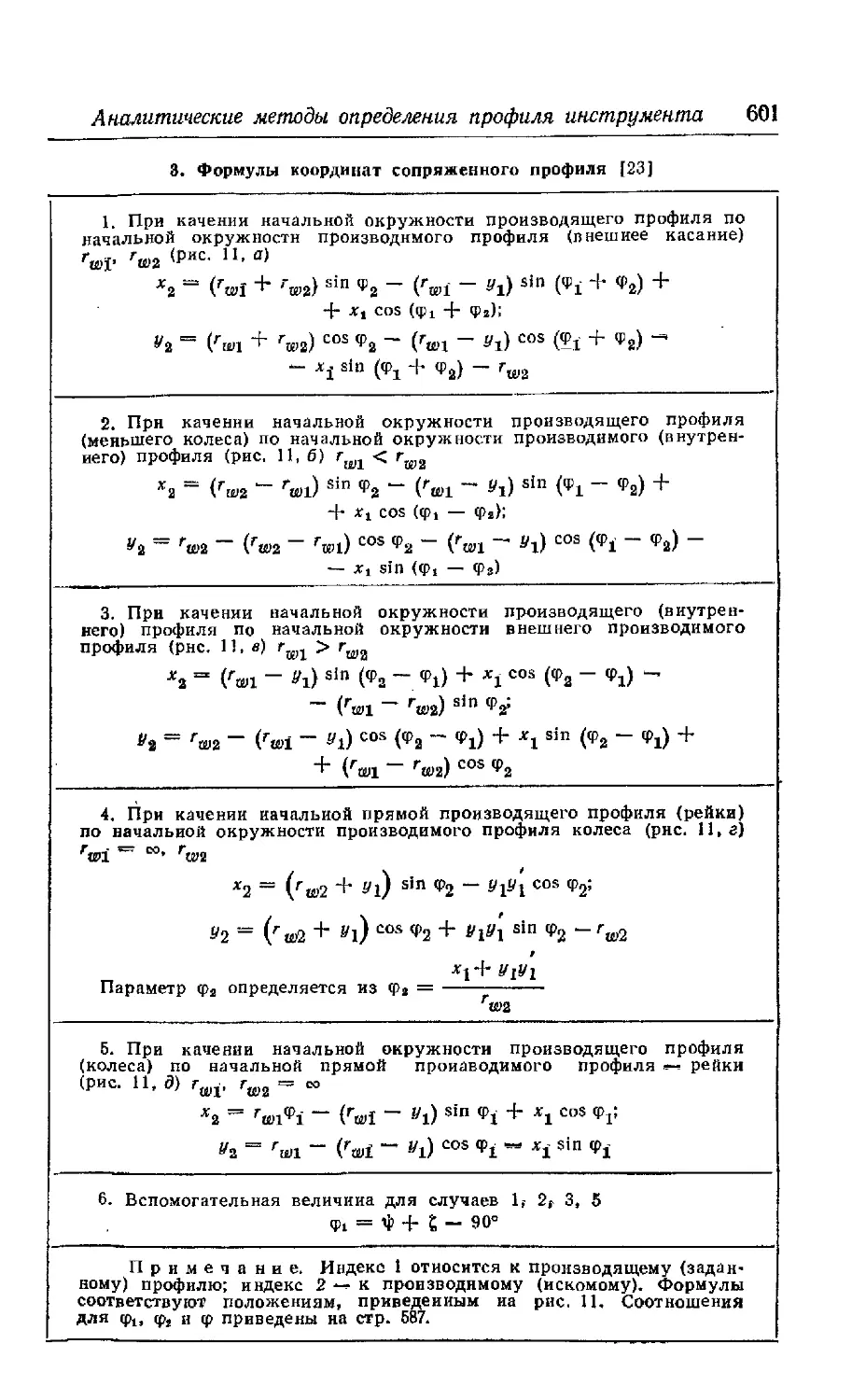
Аналитические методы определения профиля инструмента (сопря-
женного профиля) ...............•........................... 594
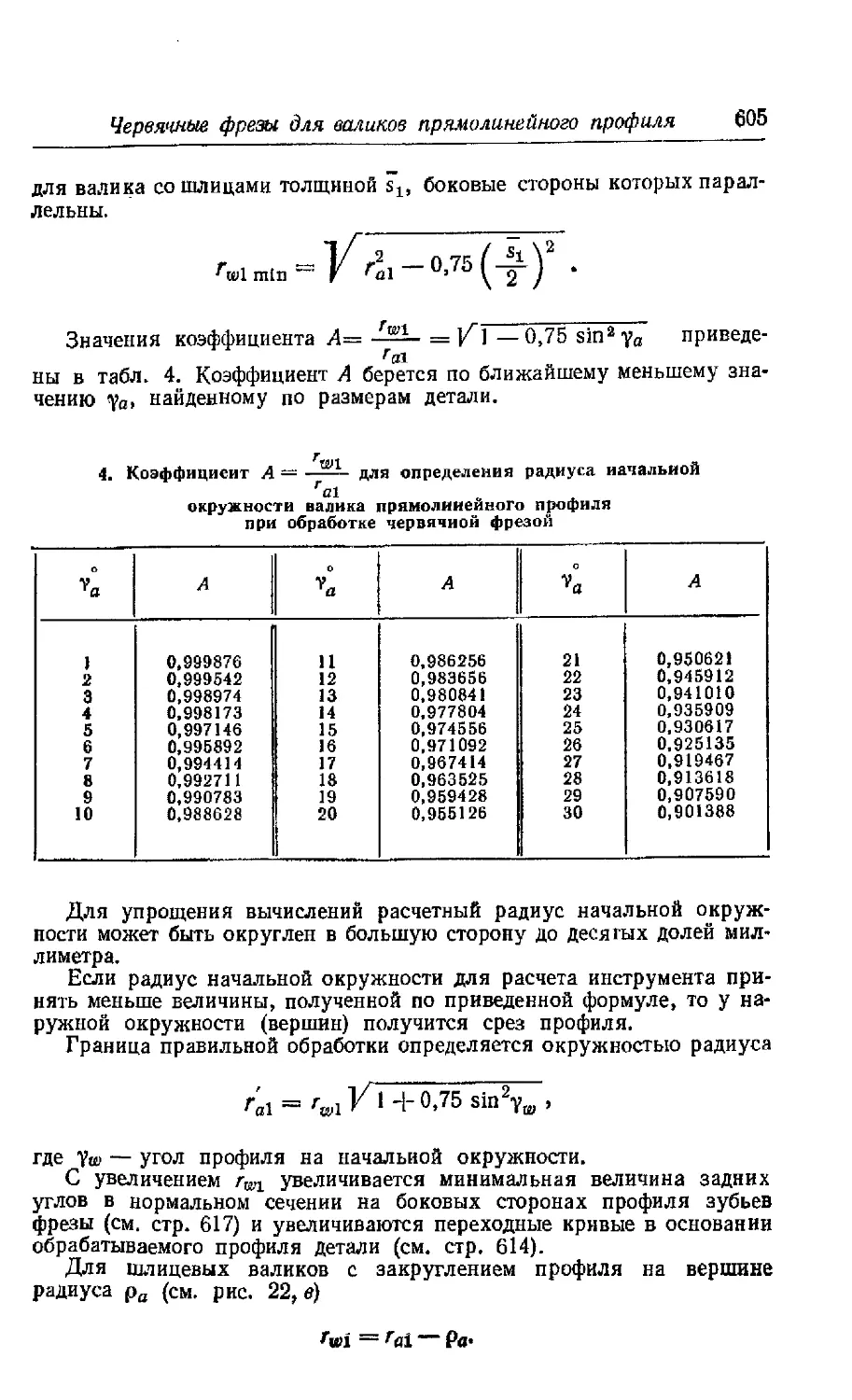
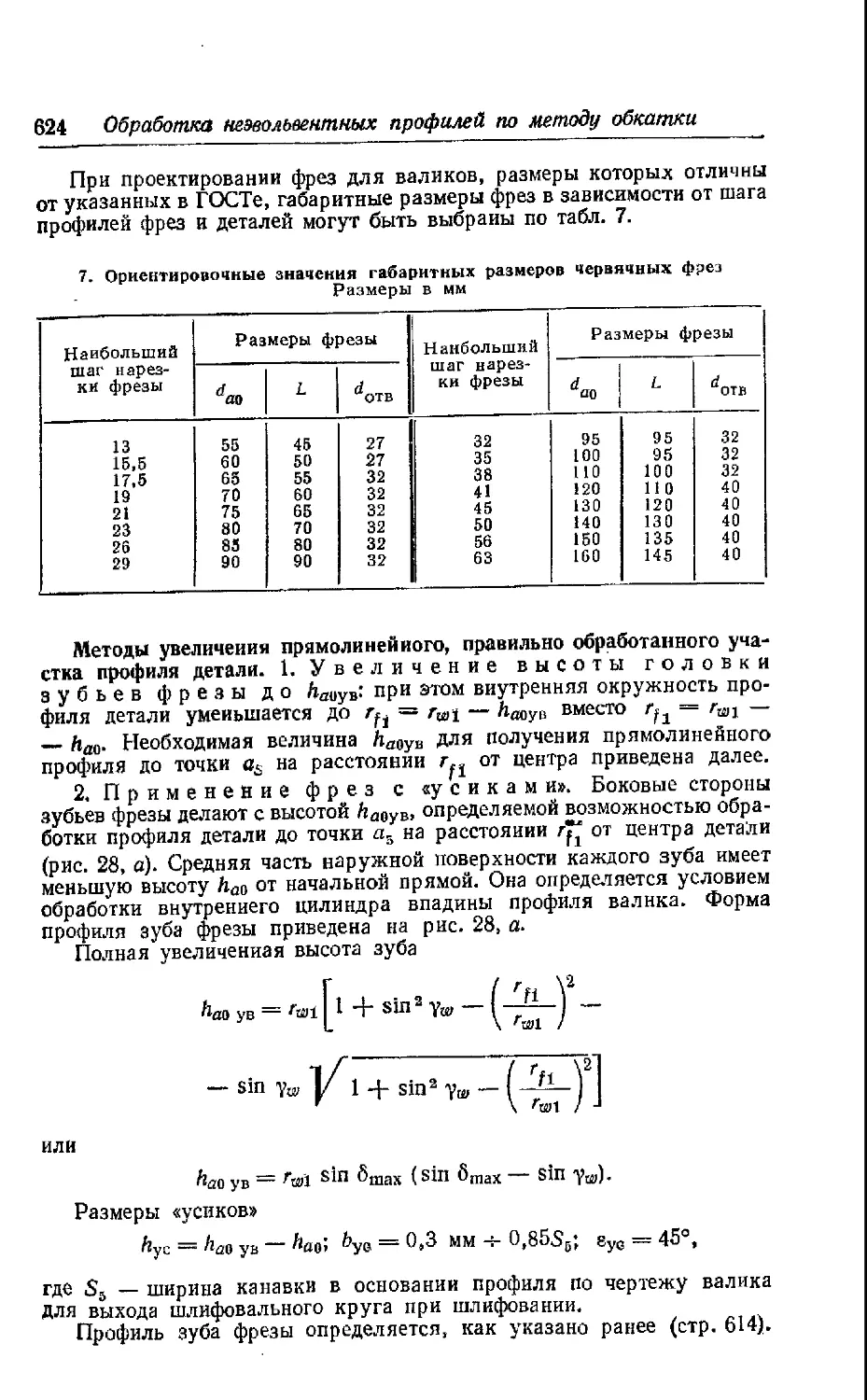
Червячные фрезы для валиков прямолинейного профиля, в том
числе для шлицевых валиков прямобочного профиля (червячно-
шлицевые фрезы) ............................................. 602
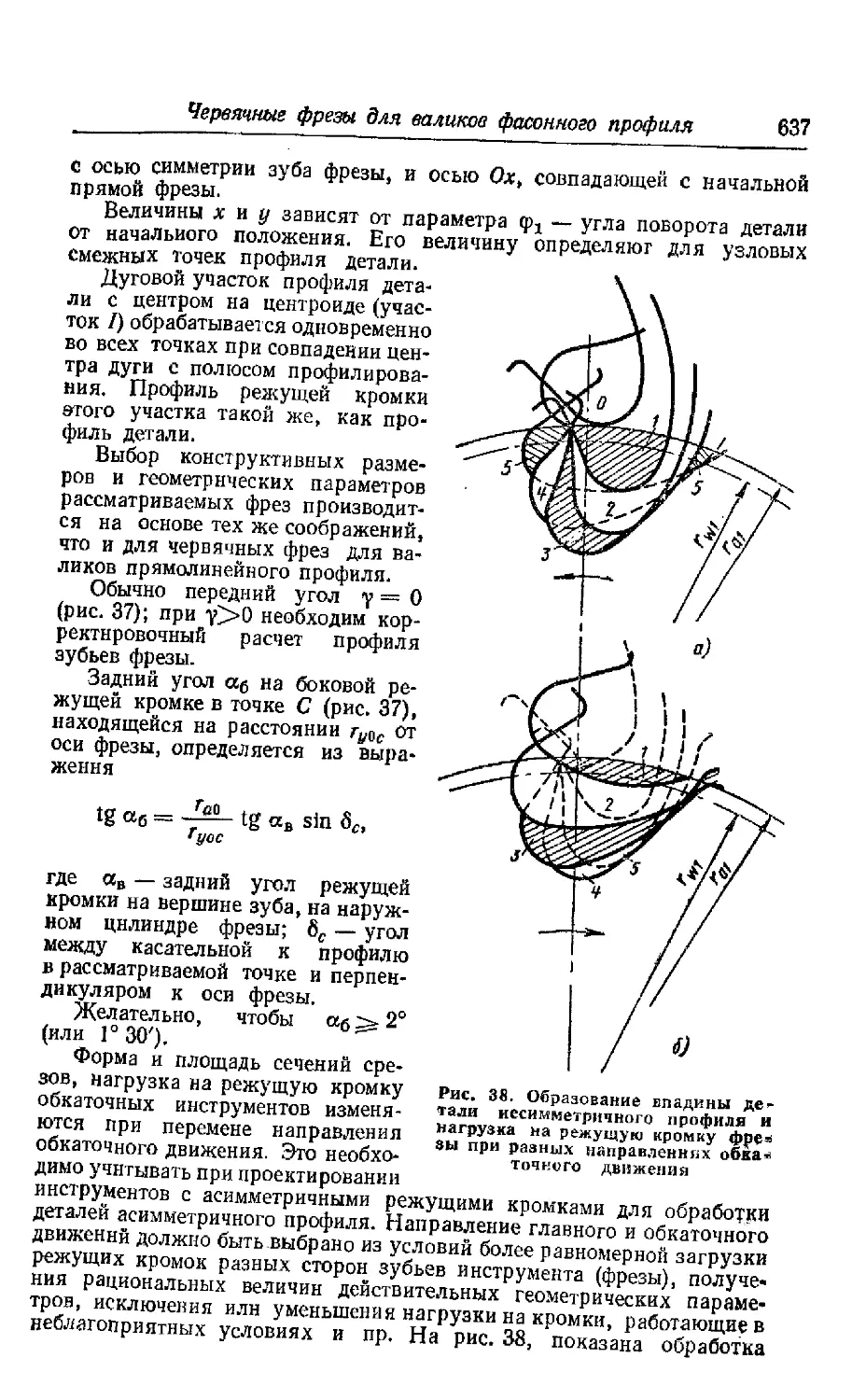
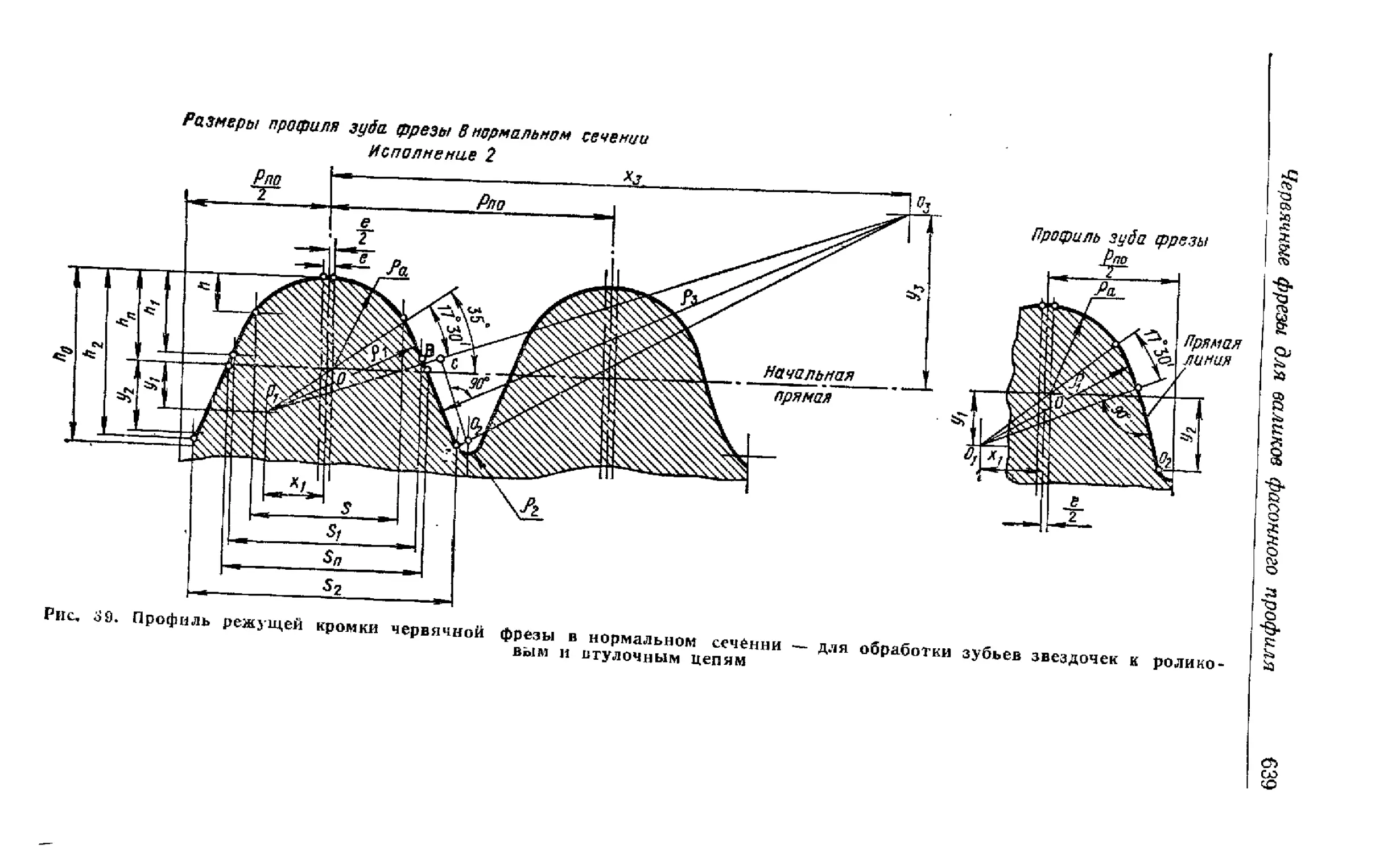
Чераячпые фрезы для валиков фасонного профиля ....... 631
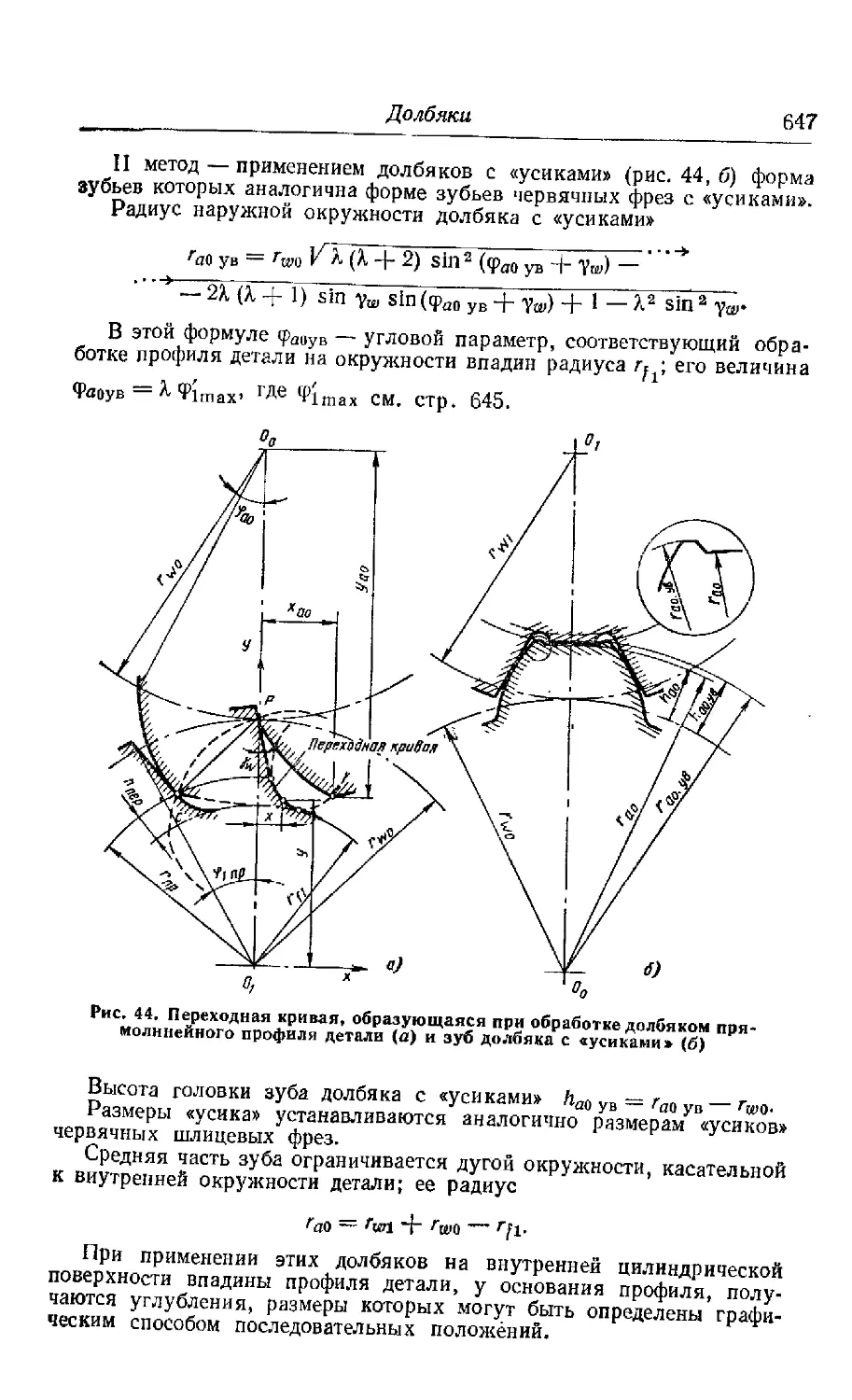
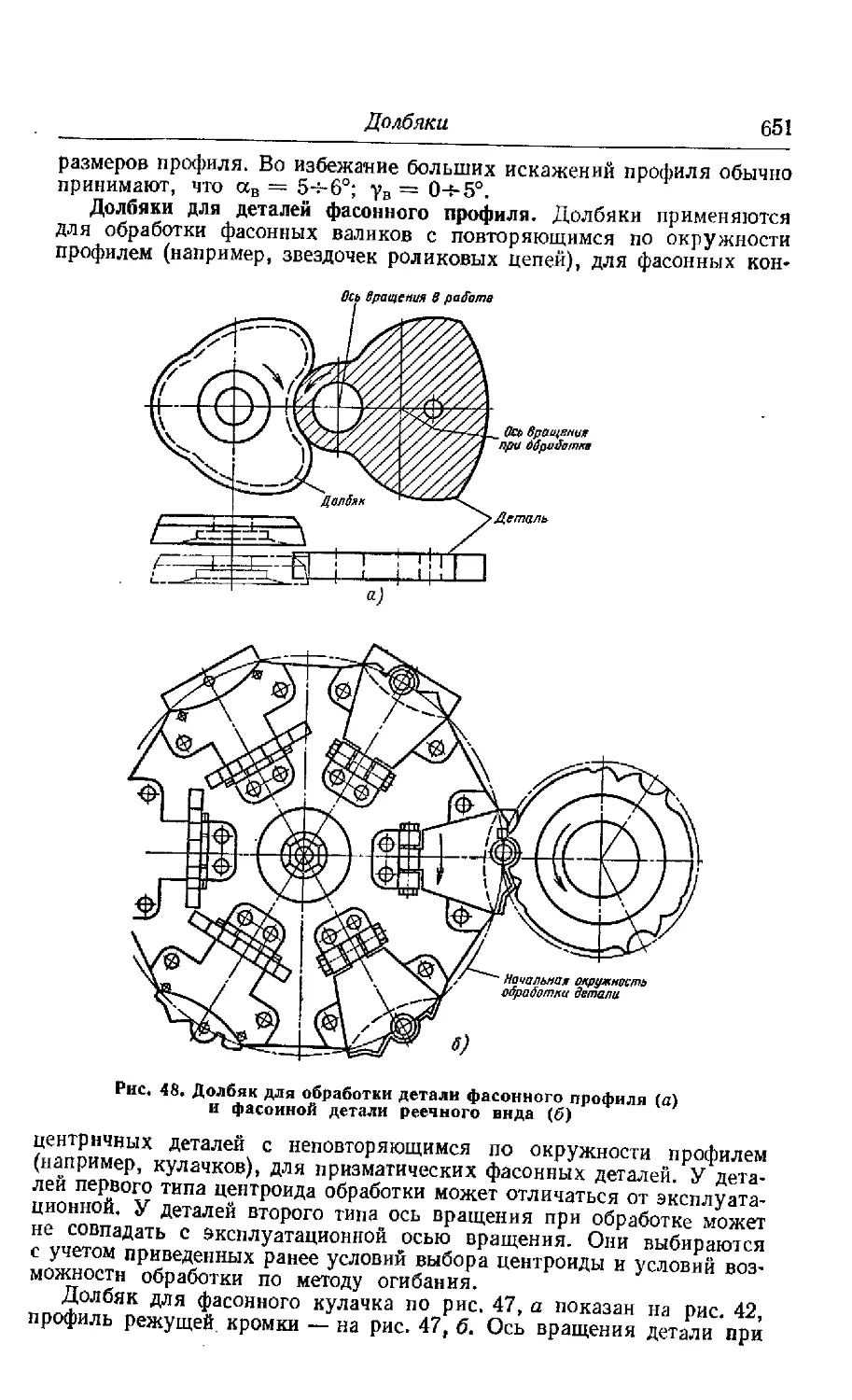
Долбякн...................................................... 643
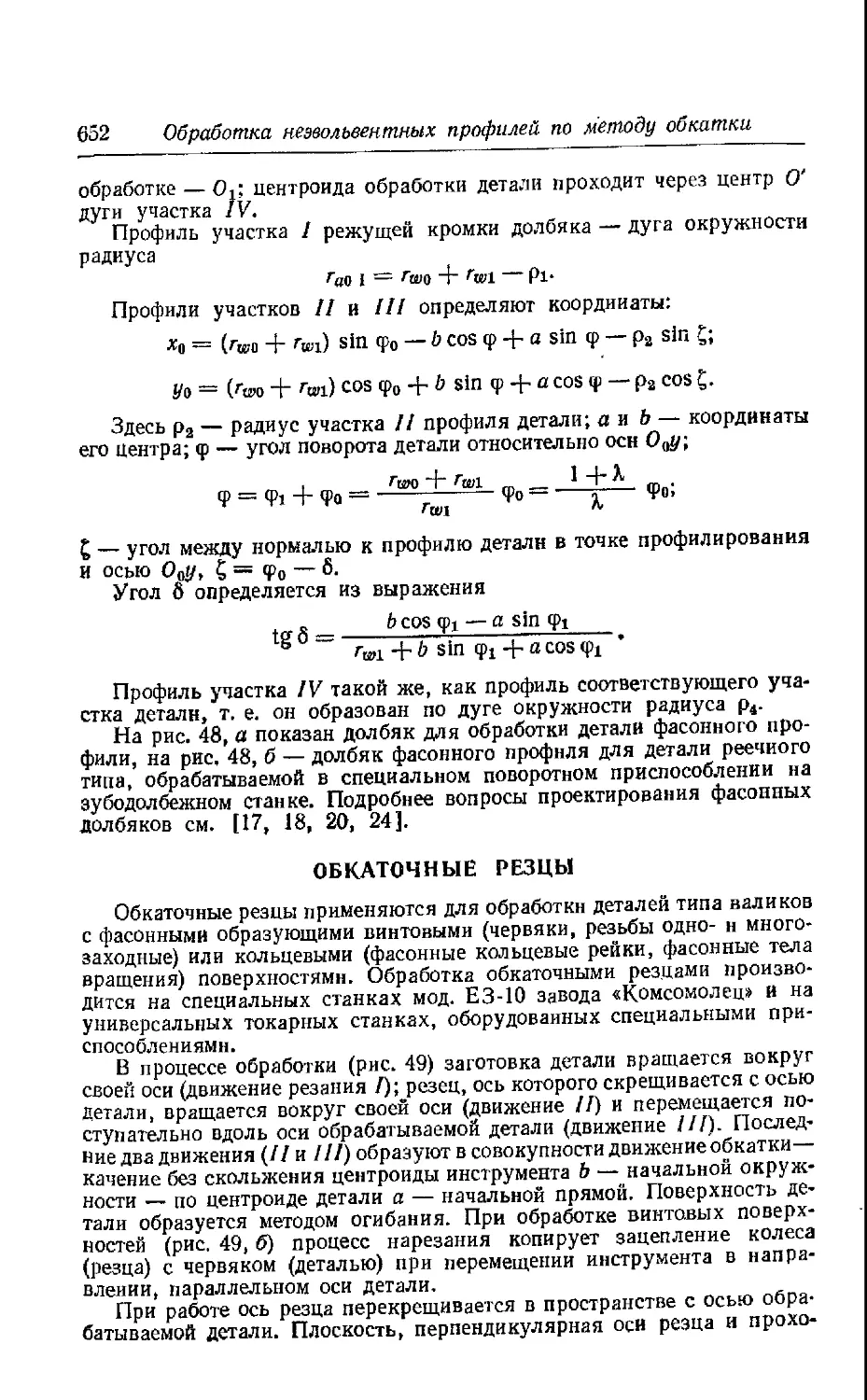
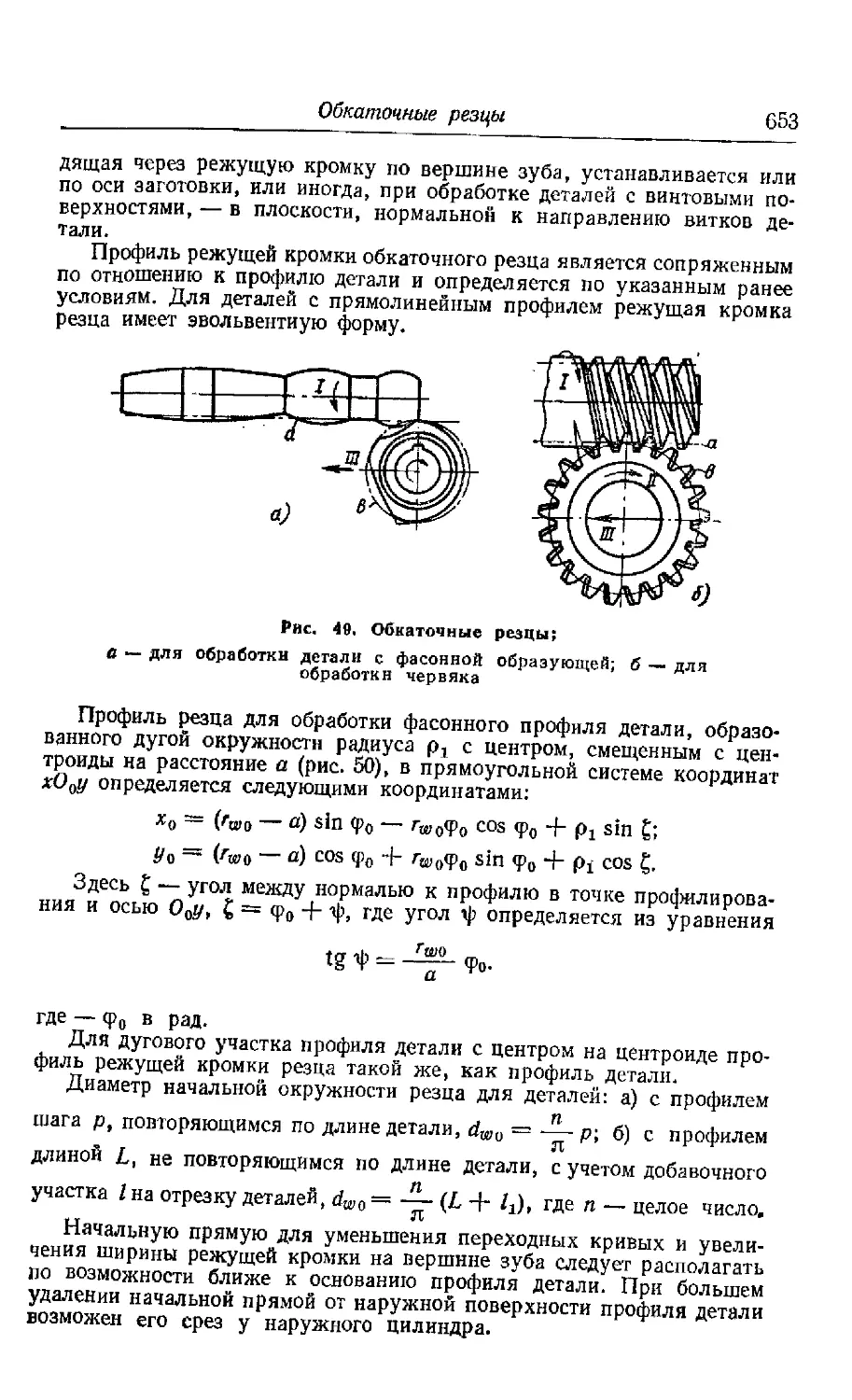
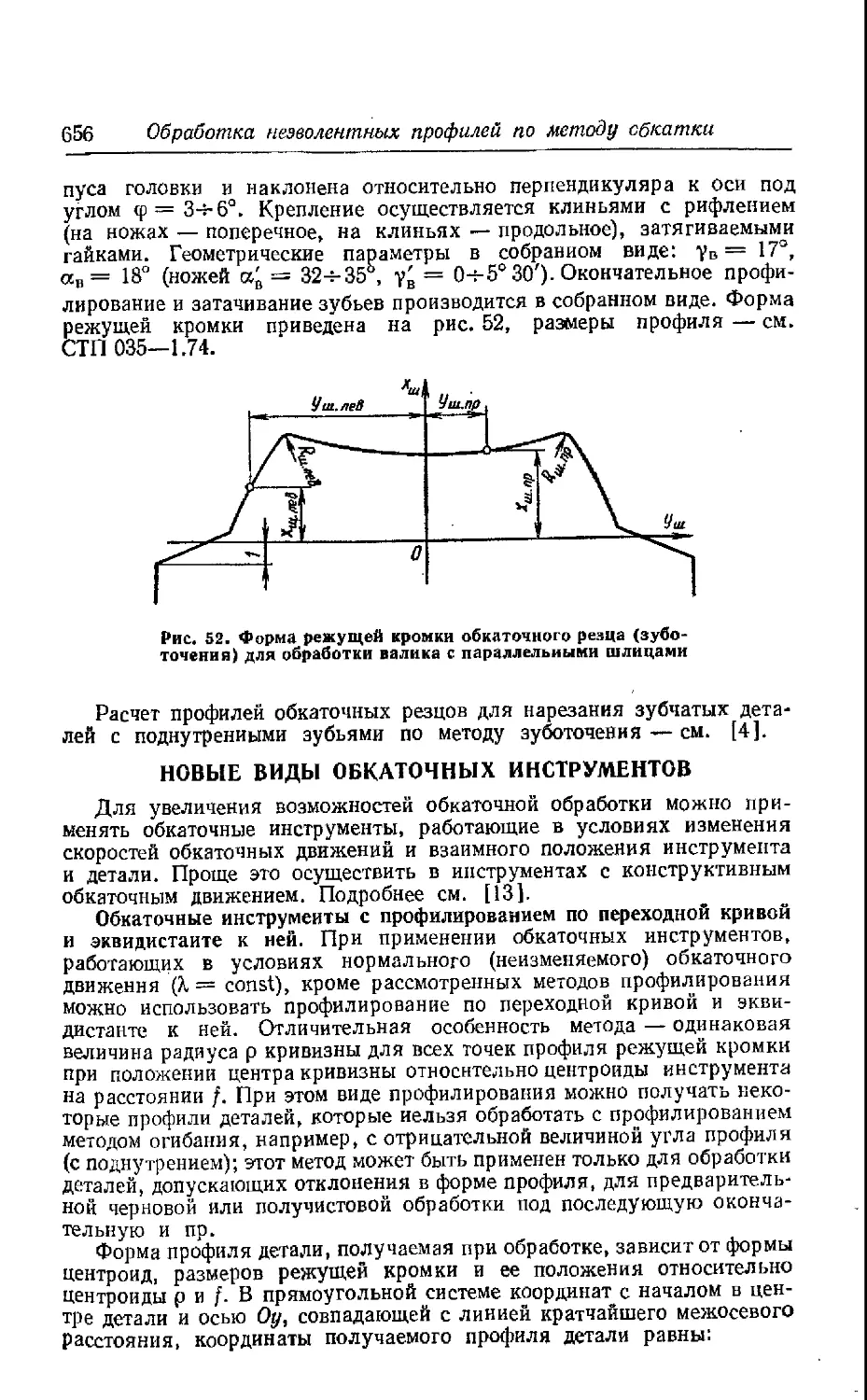
Обкаточные резцы........................................ . 652
Новые виды обкаточных инструментов . ................» , . . 656
Режимы резаиня............................................... 662
Список литературы............................................ 664
Глава 14
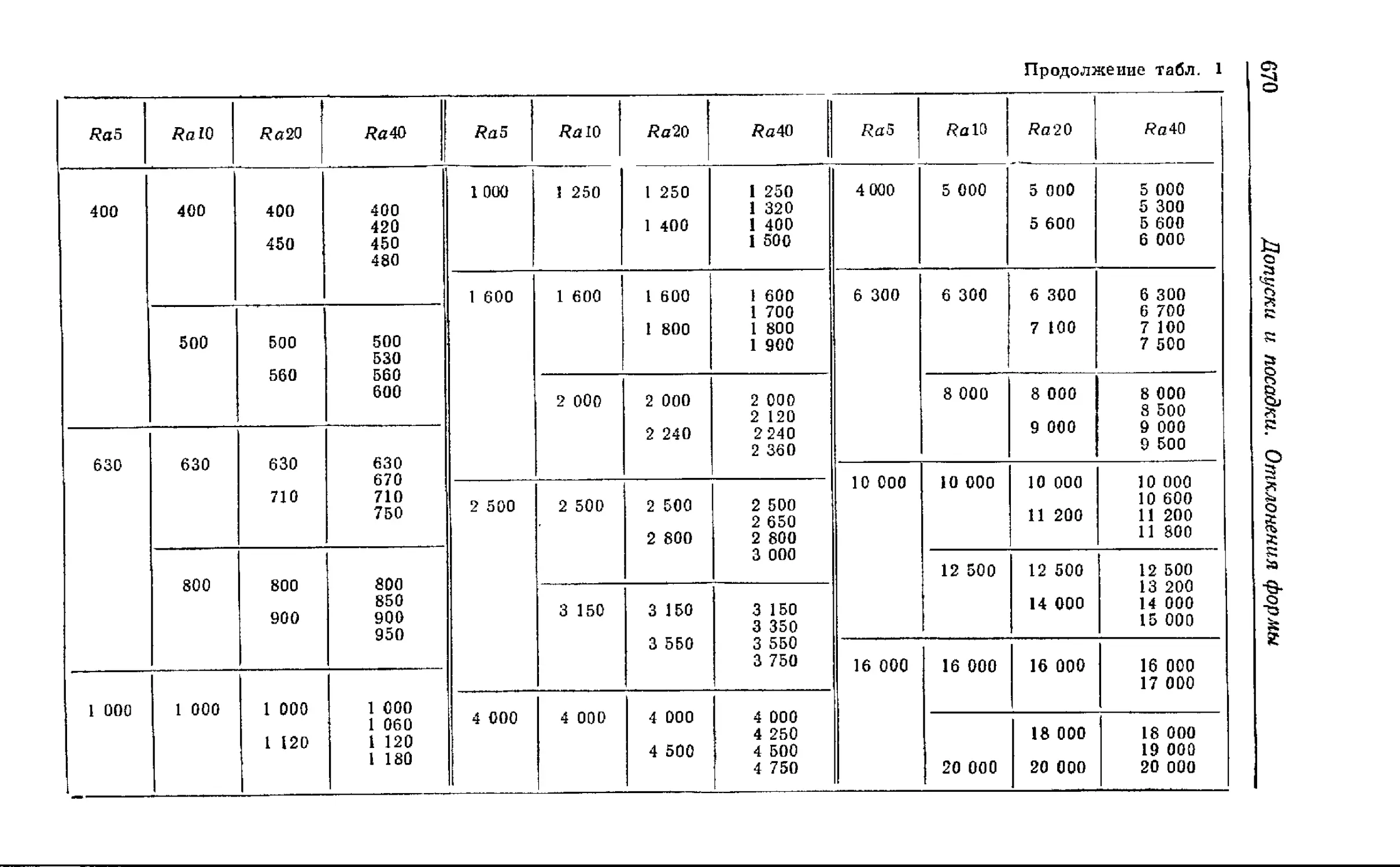
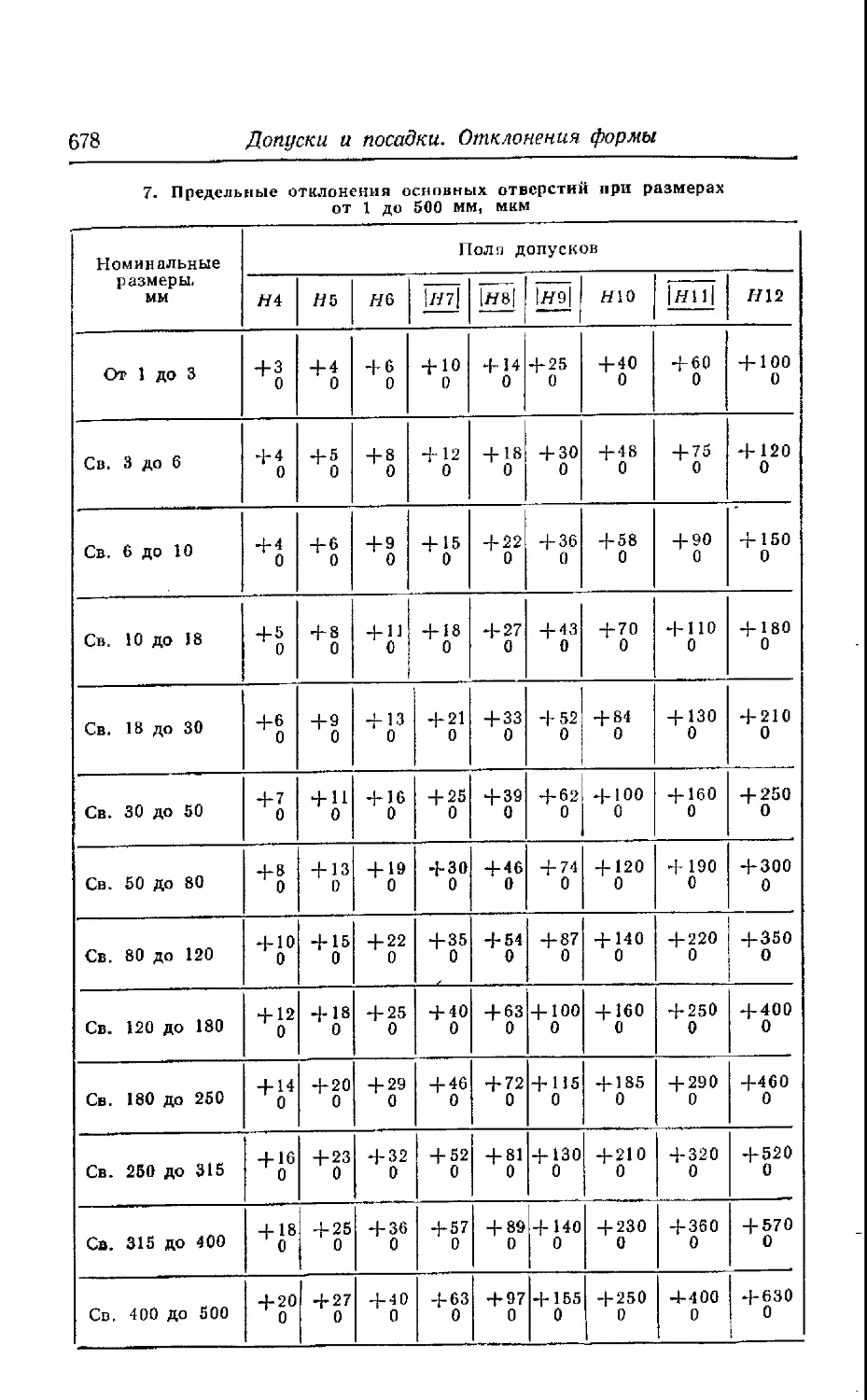
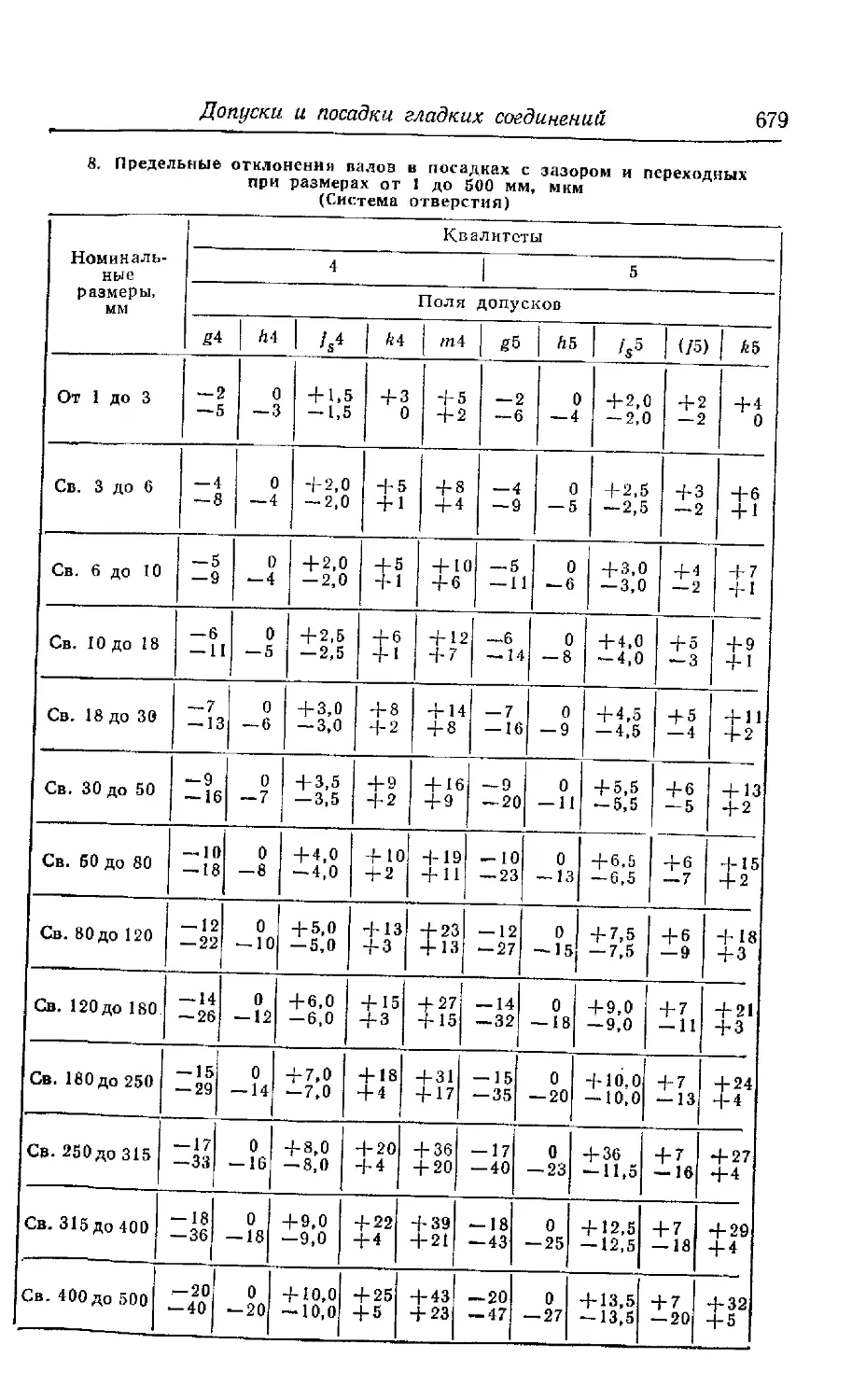
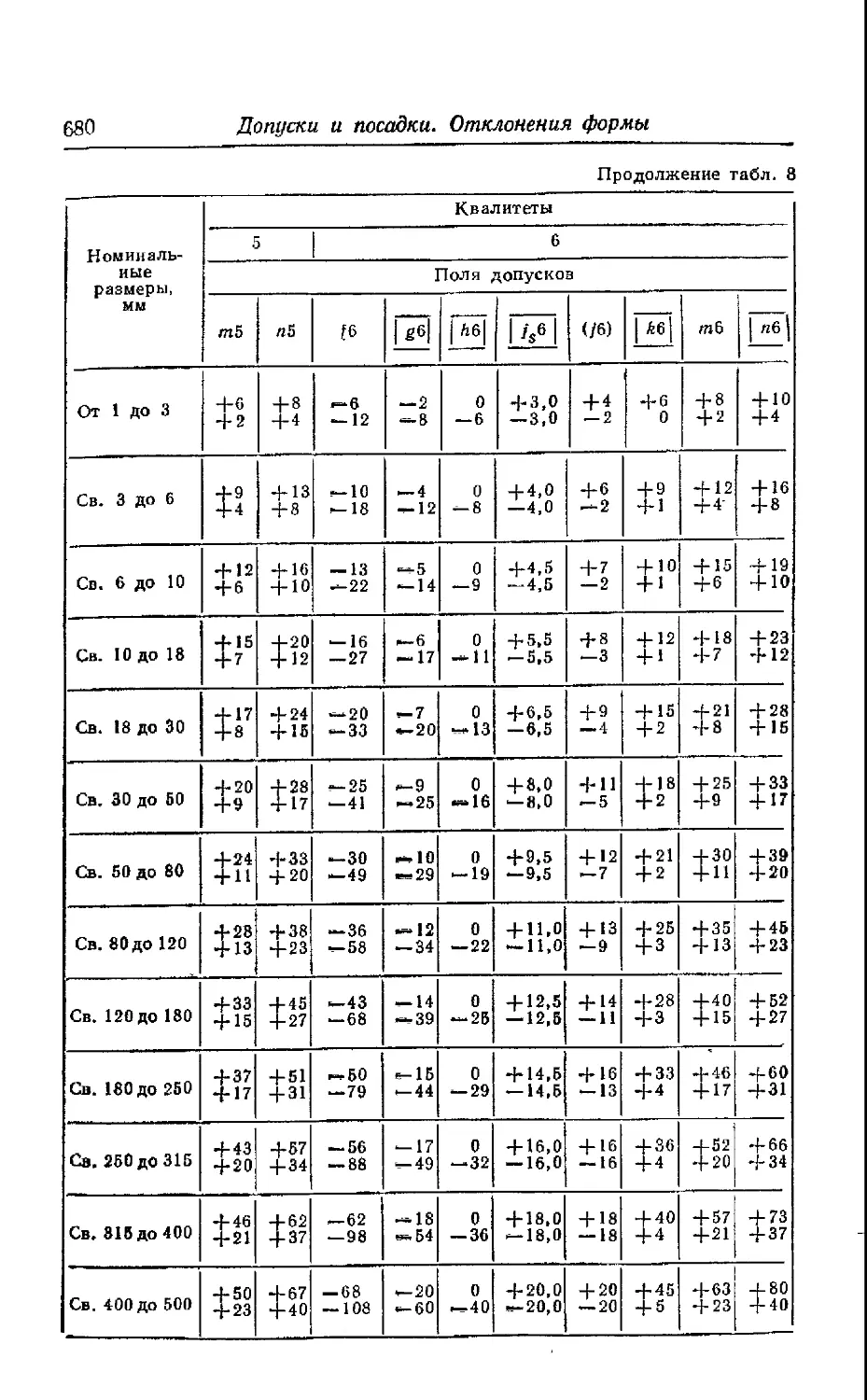
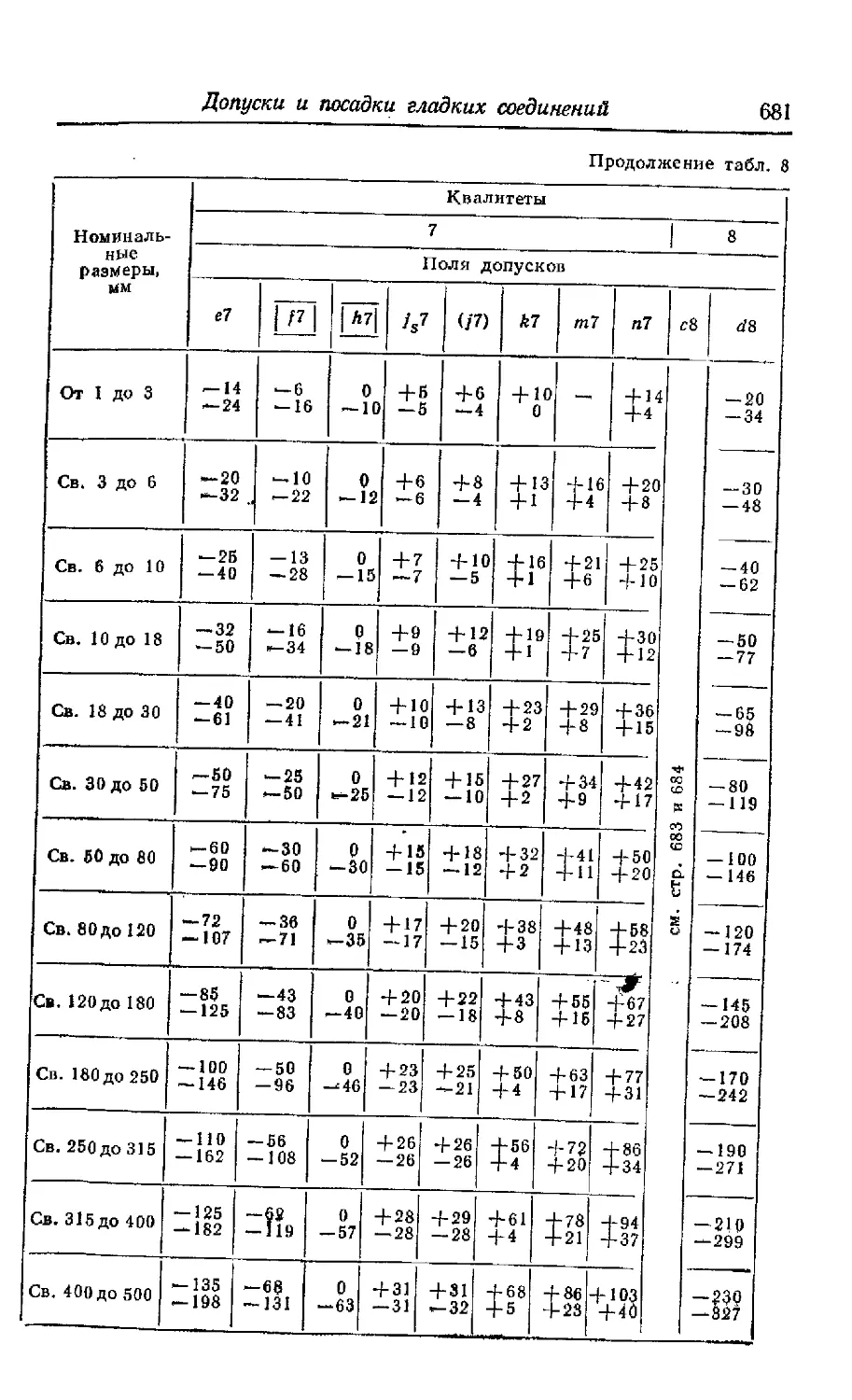
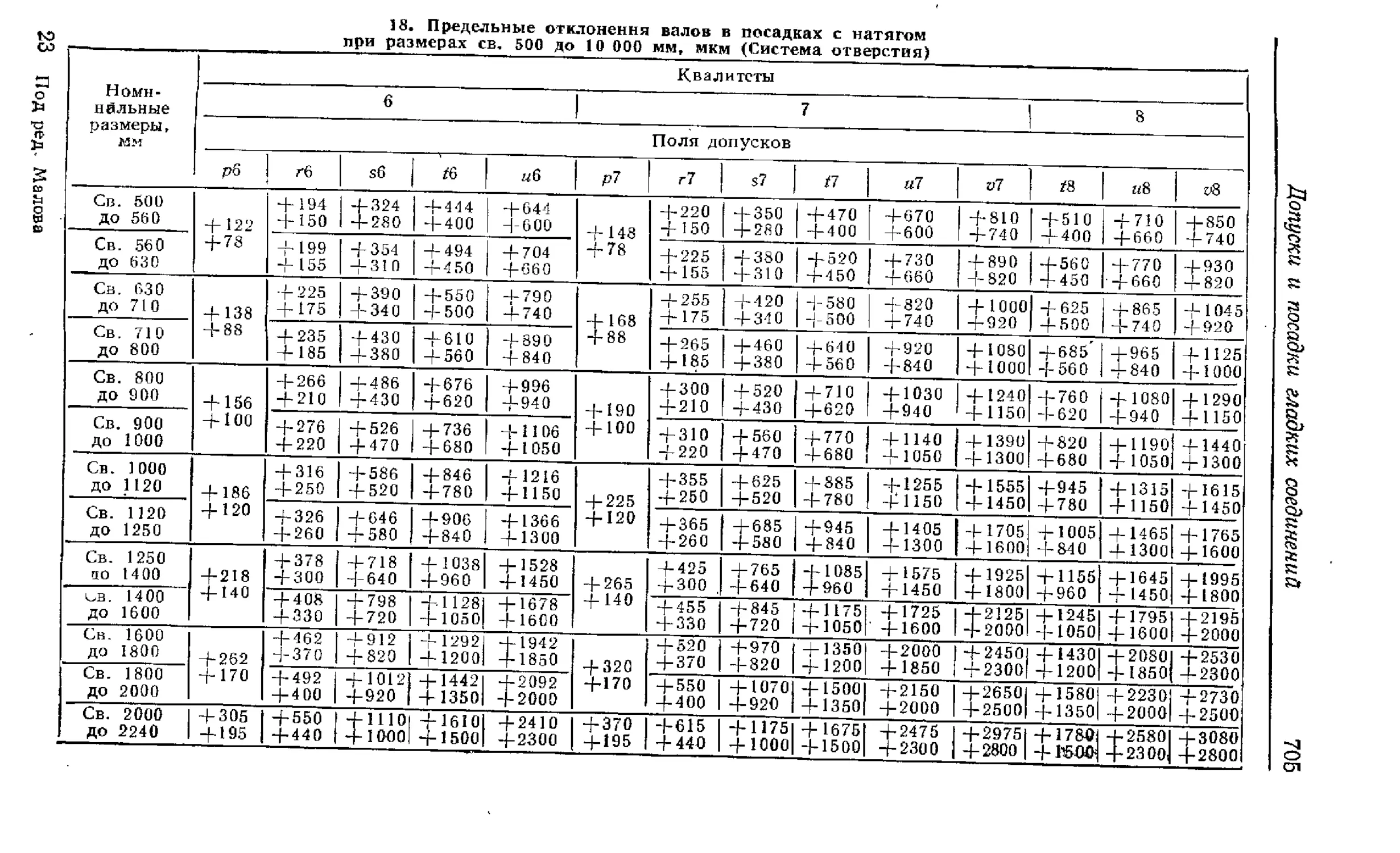
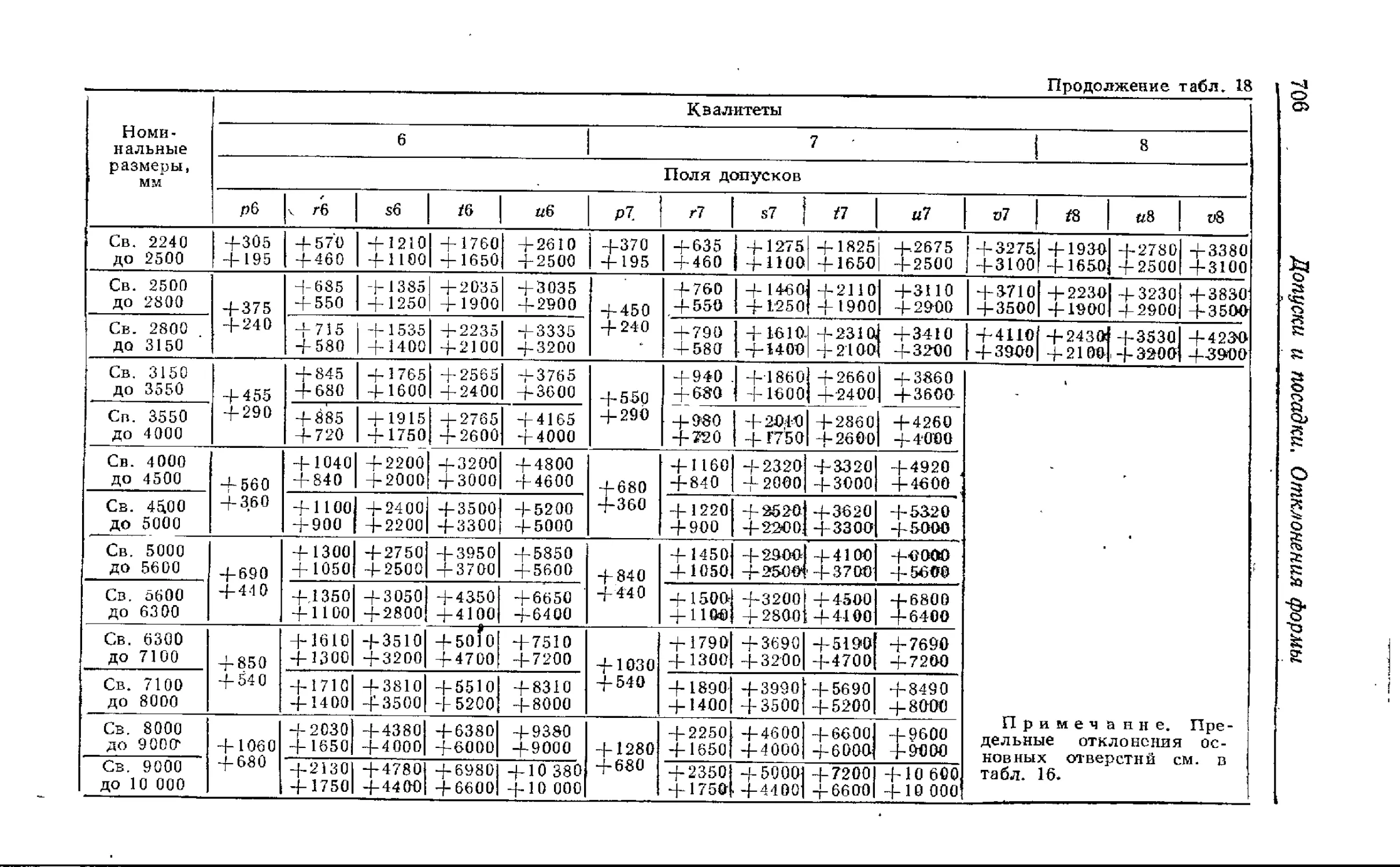
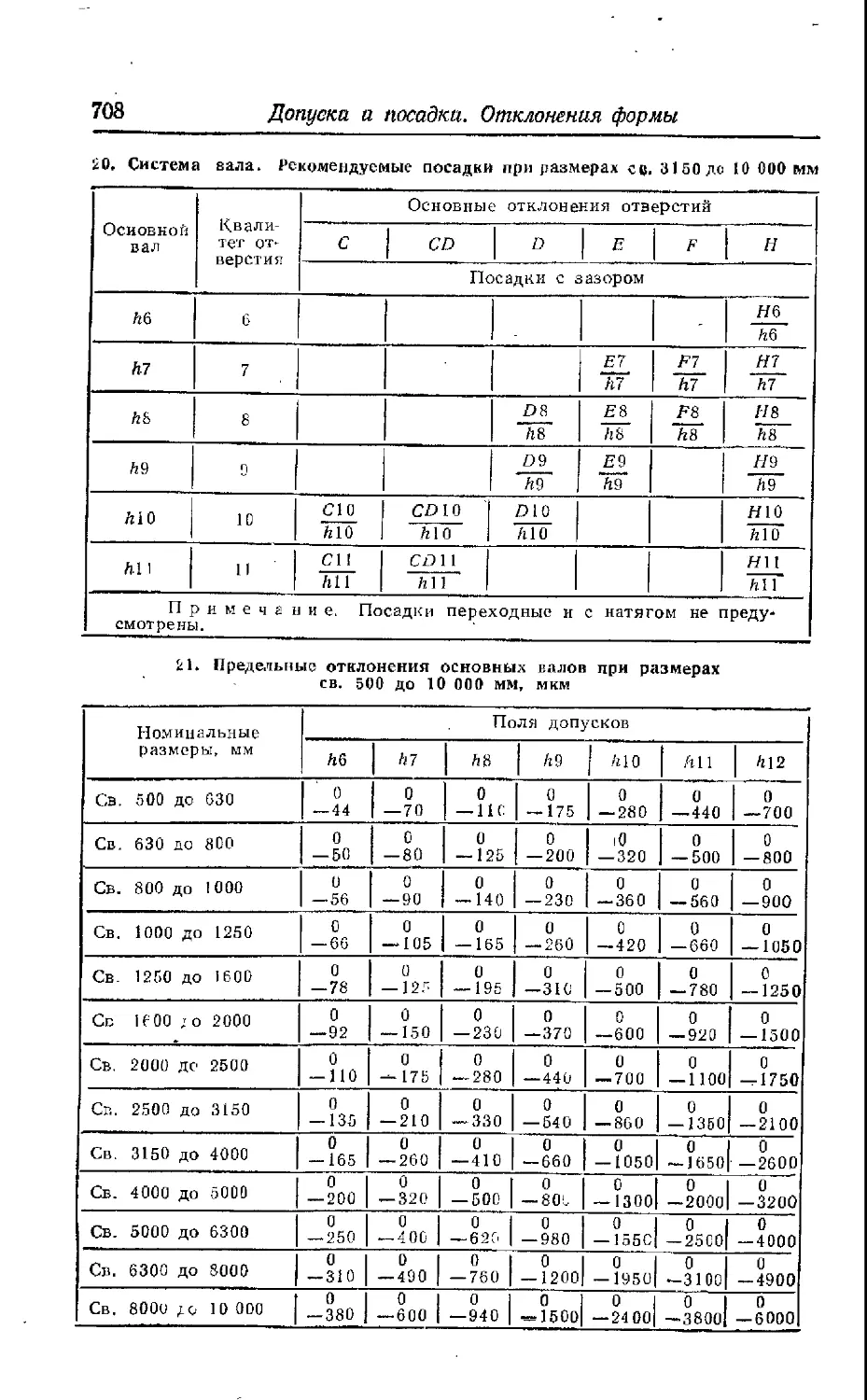
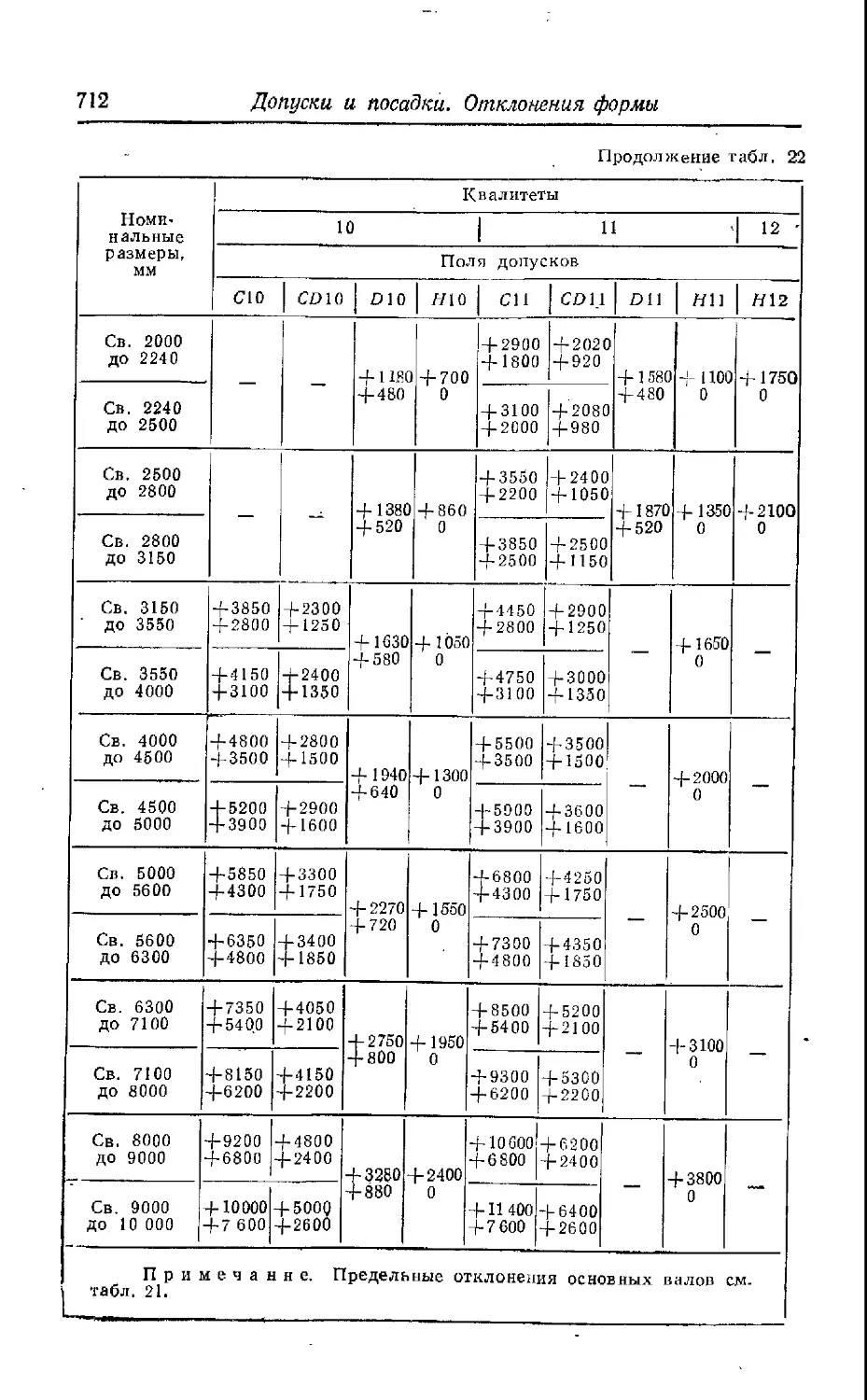
Допуски и посадки. Отклонения формы
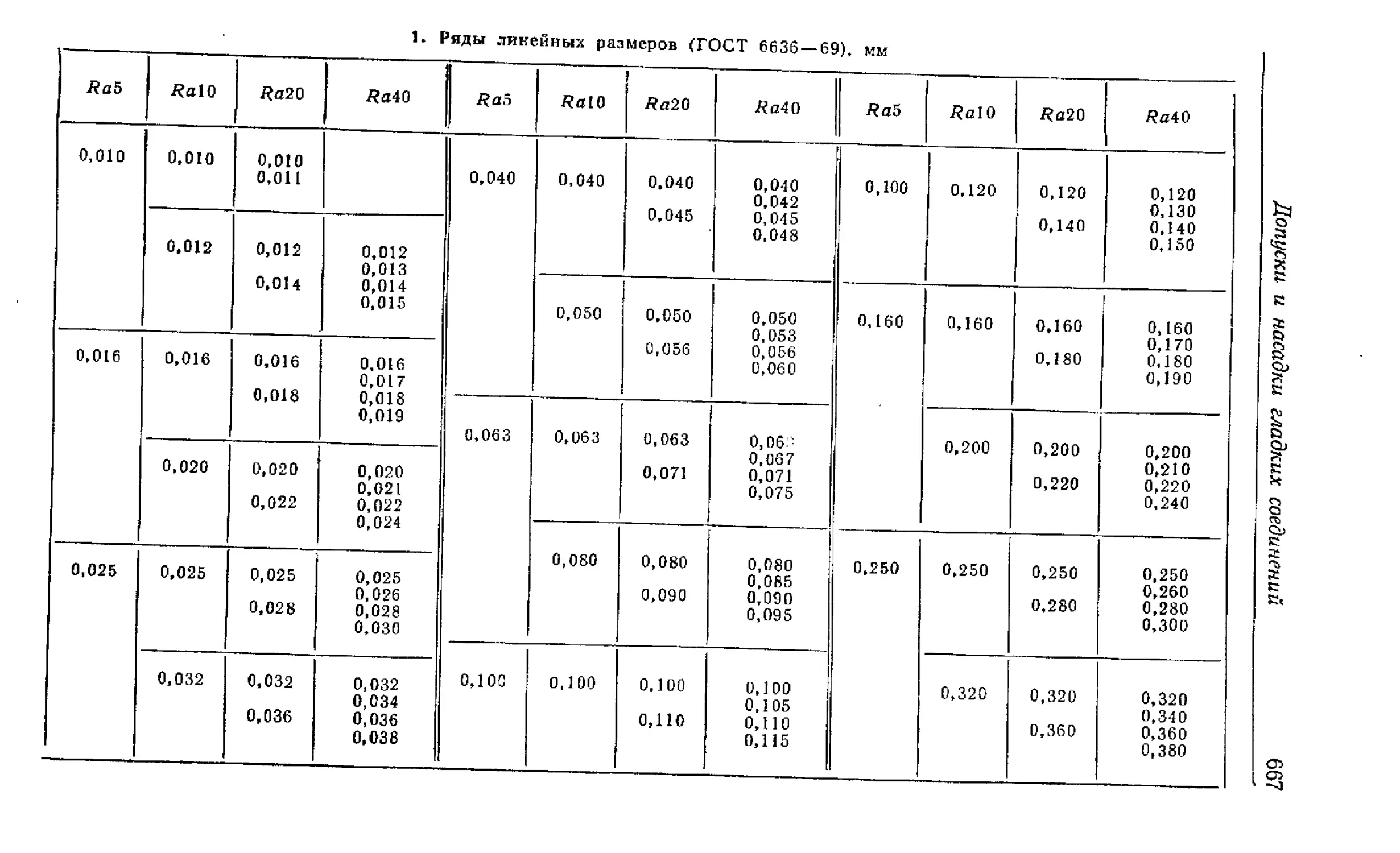
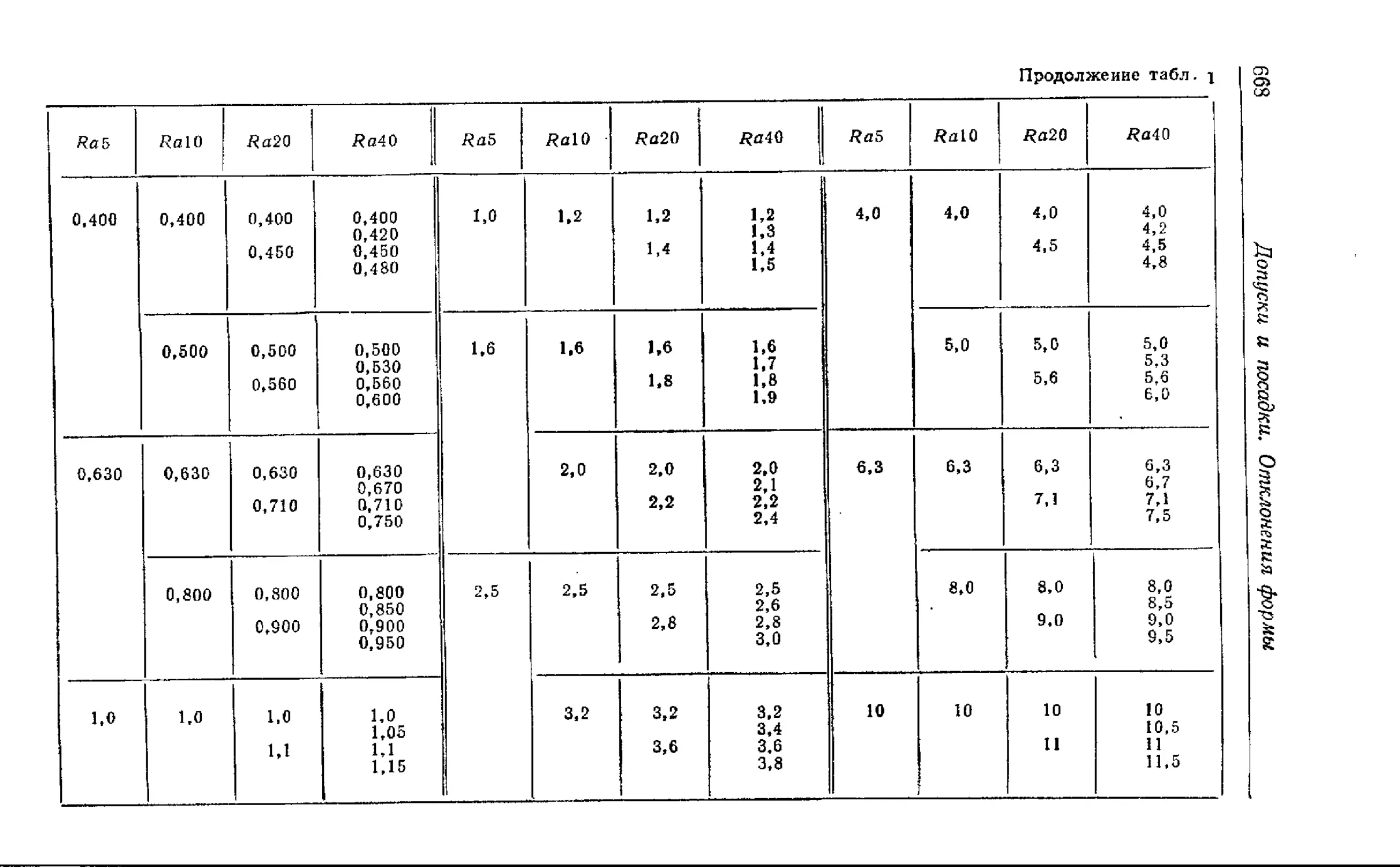
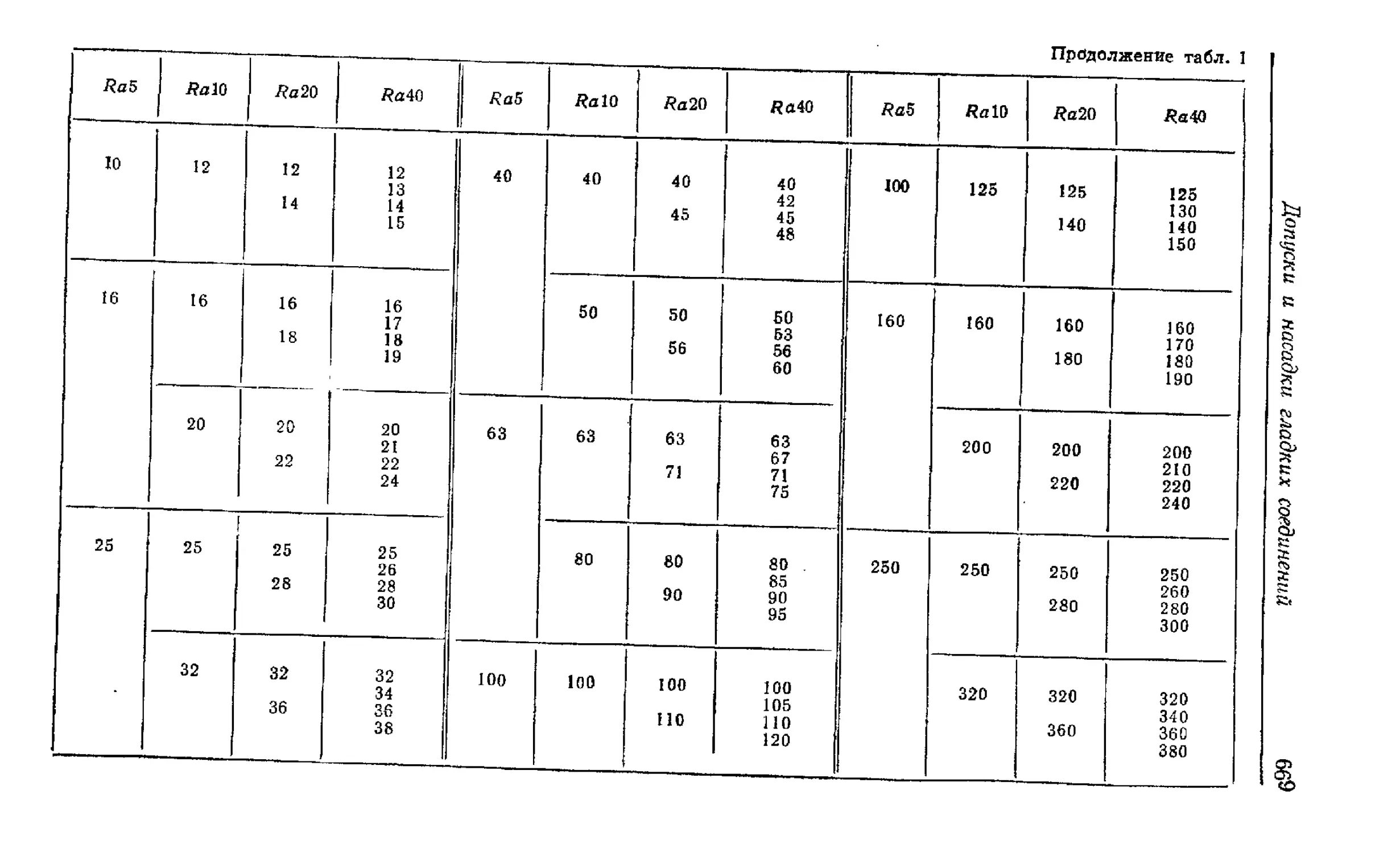
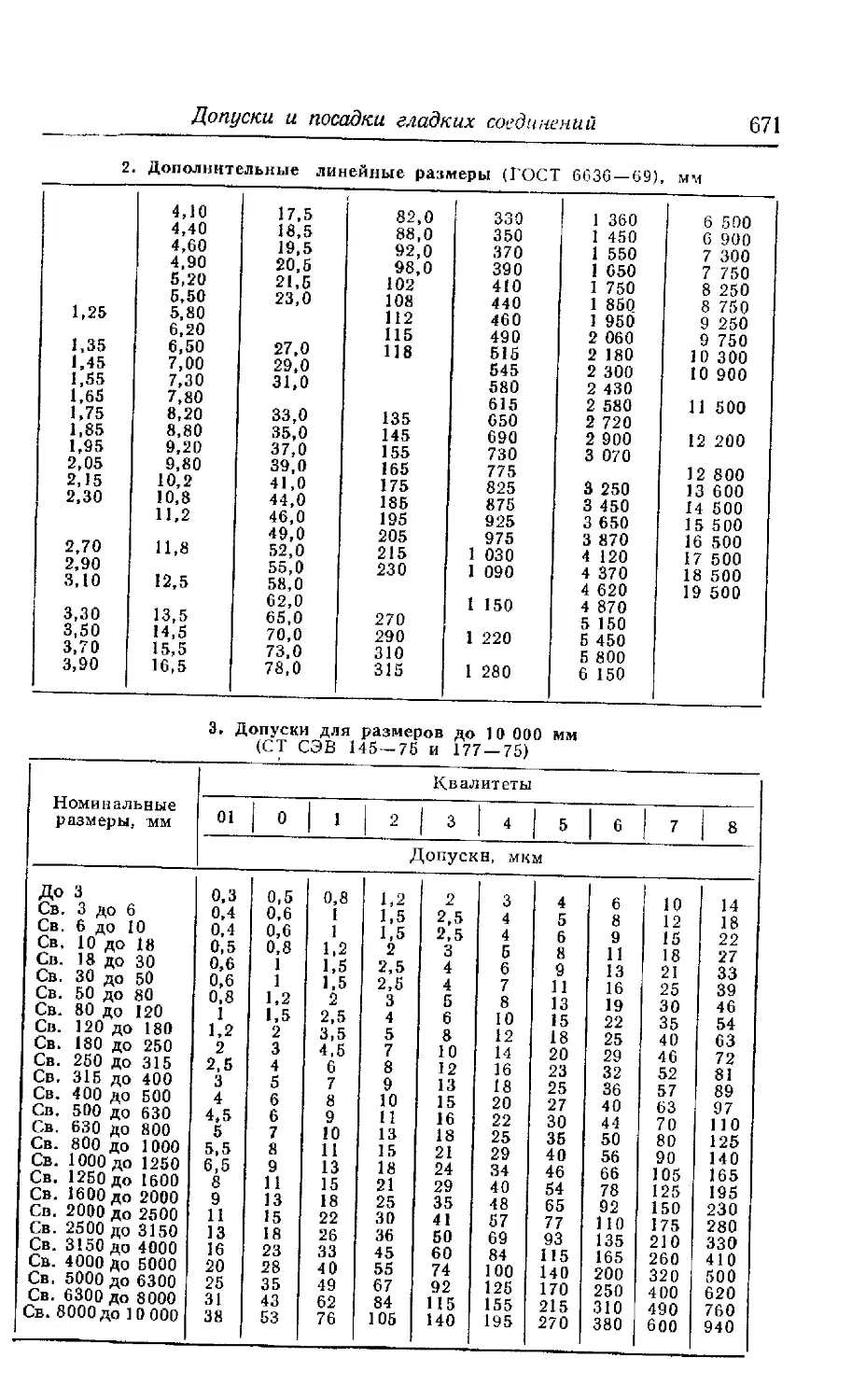
Нормальные линейные размеры (Л1. 4. Палей) .................. 666
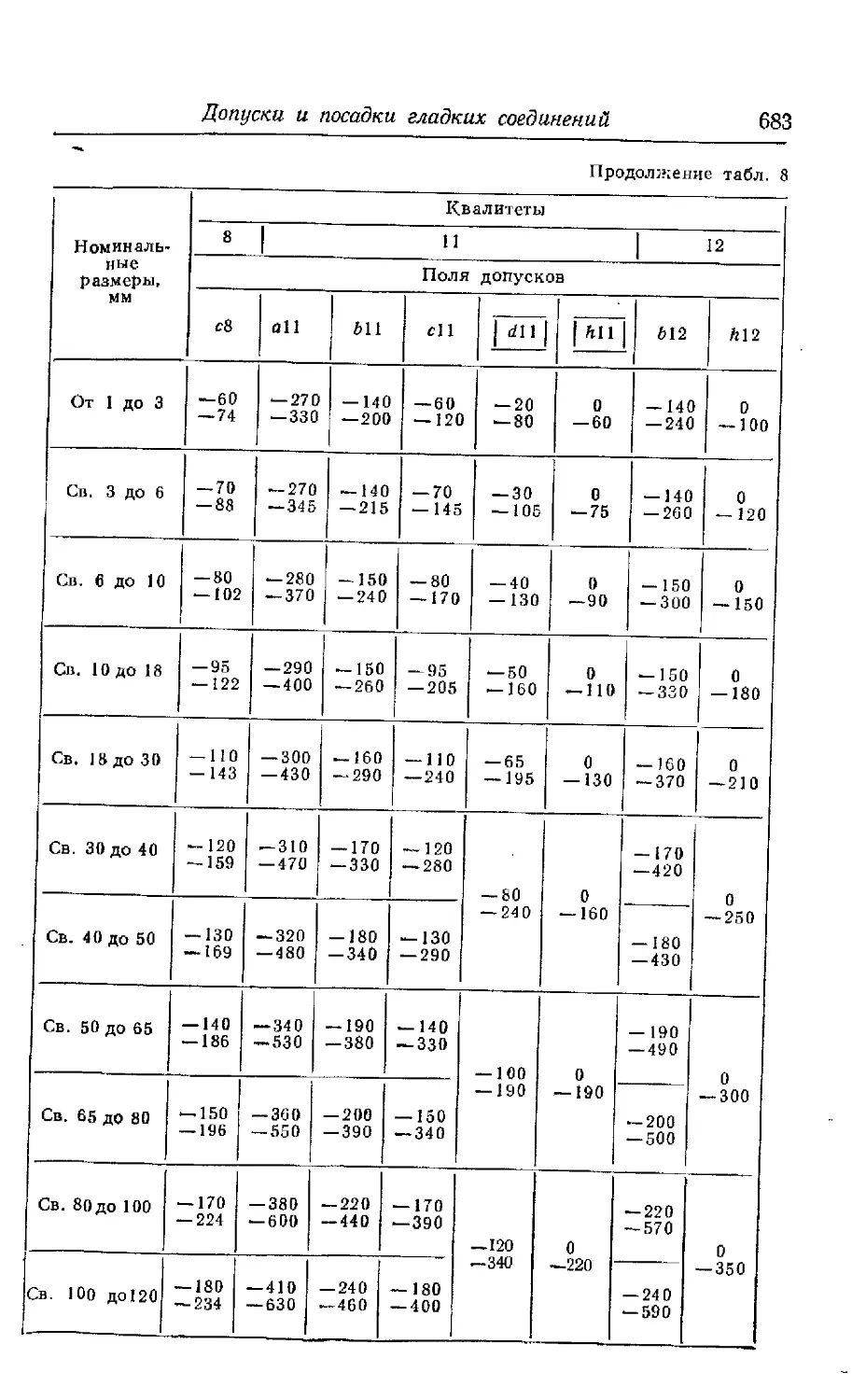
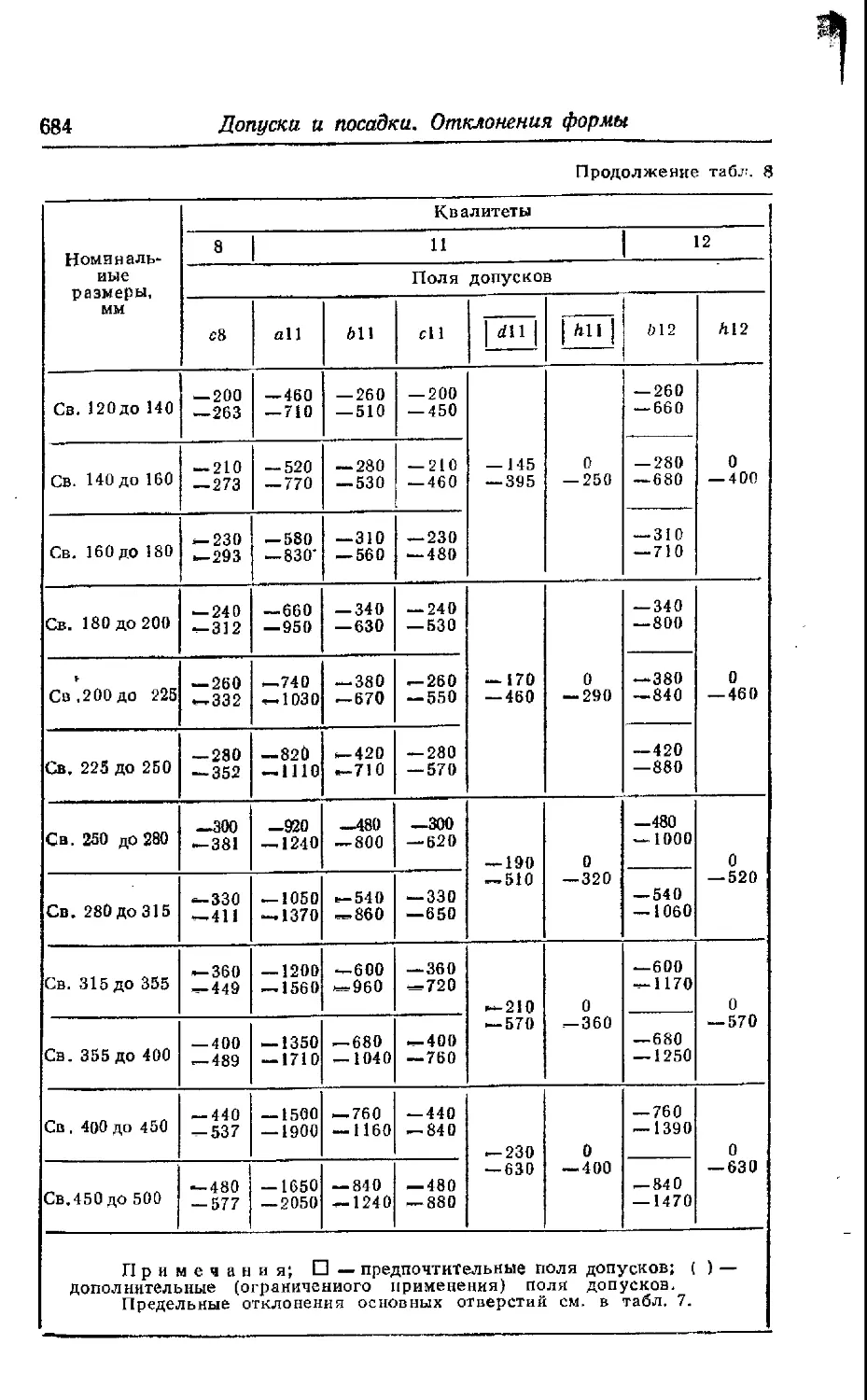
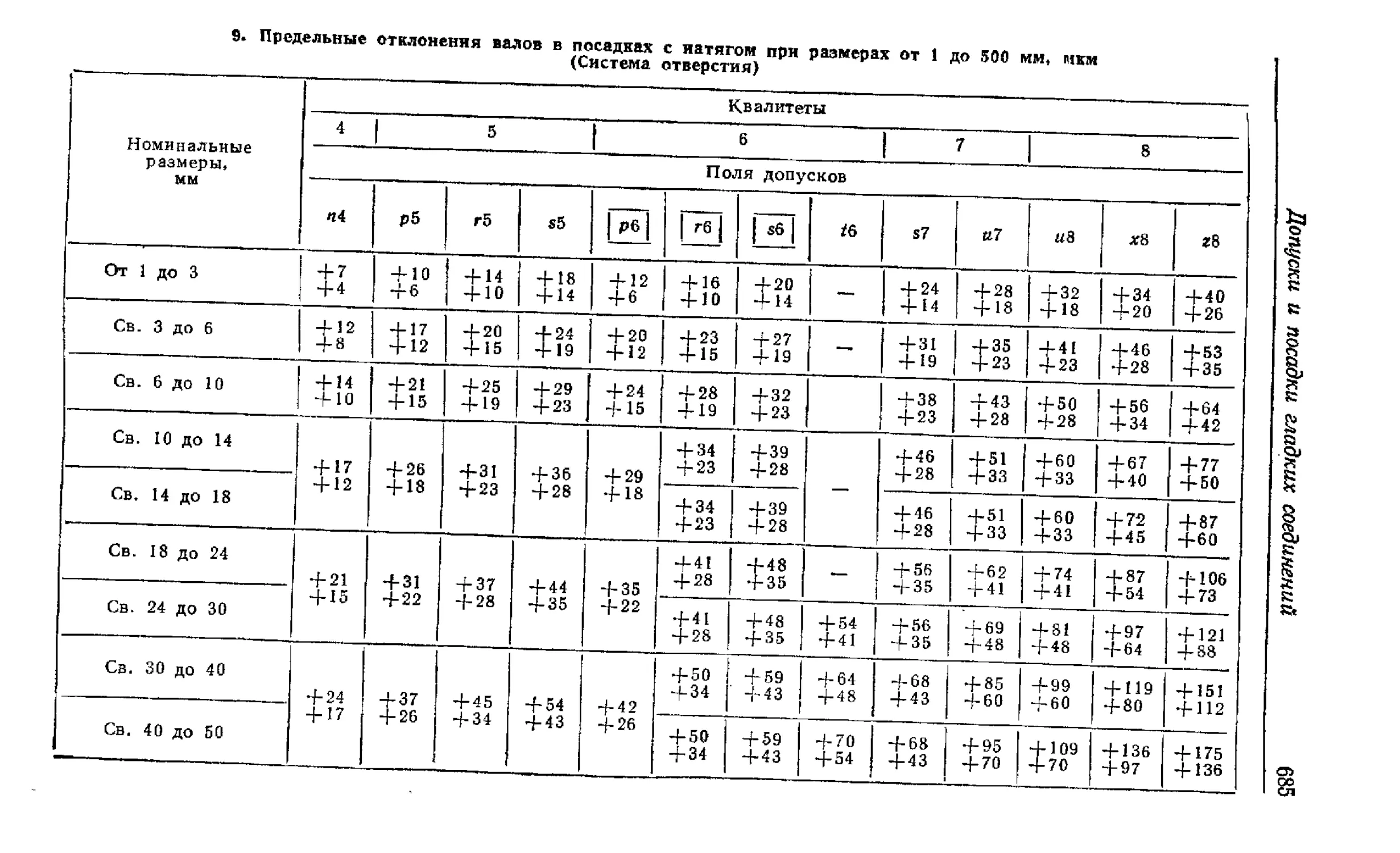
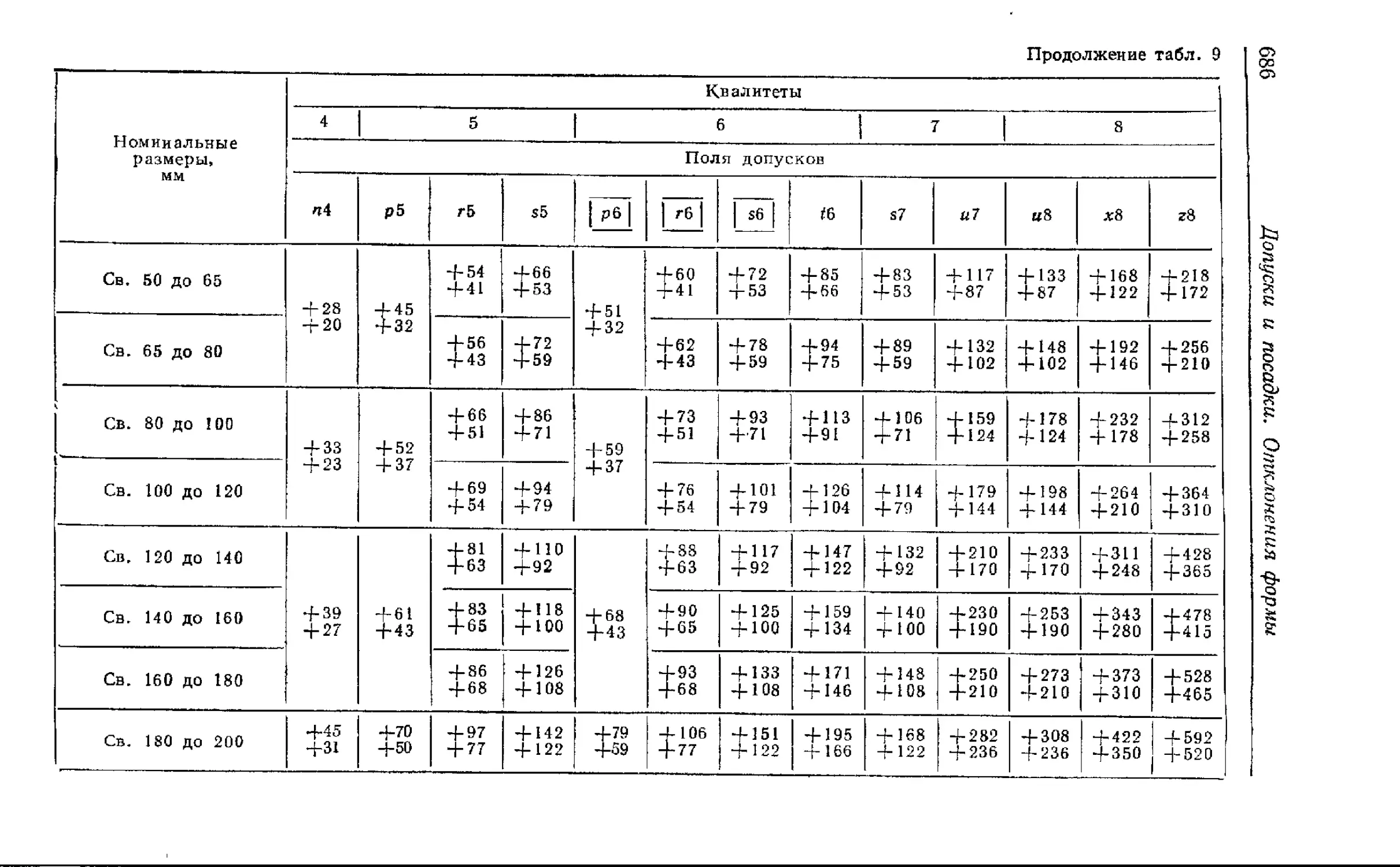
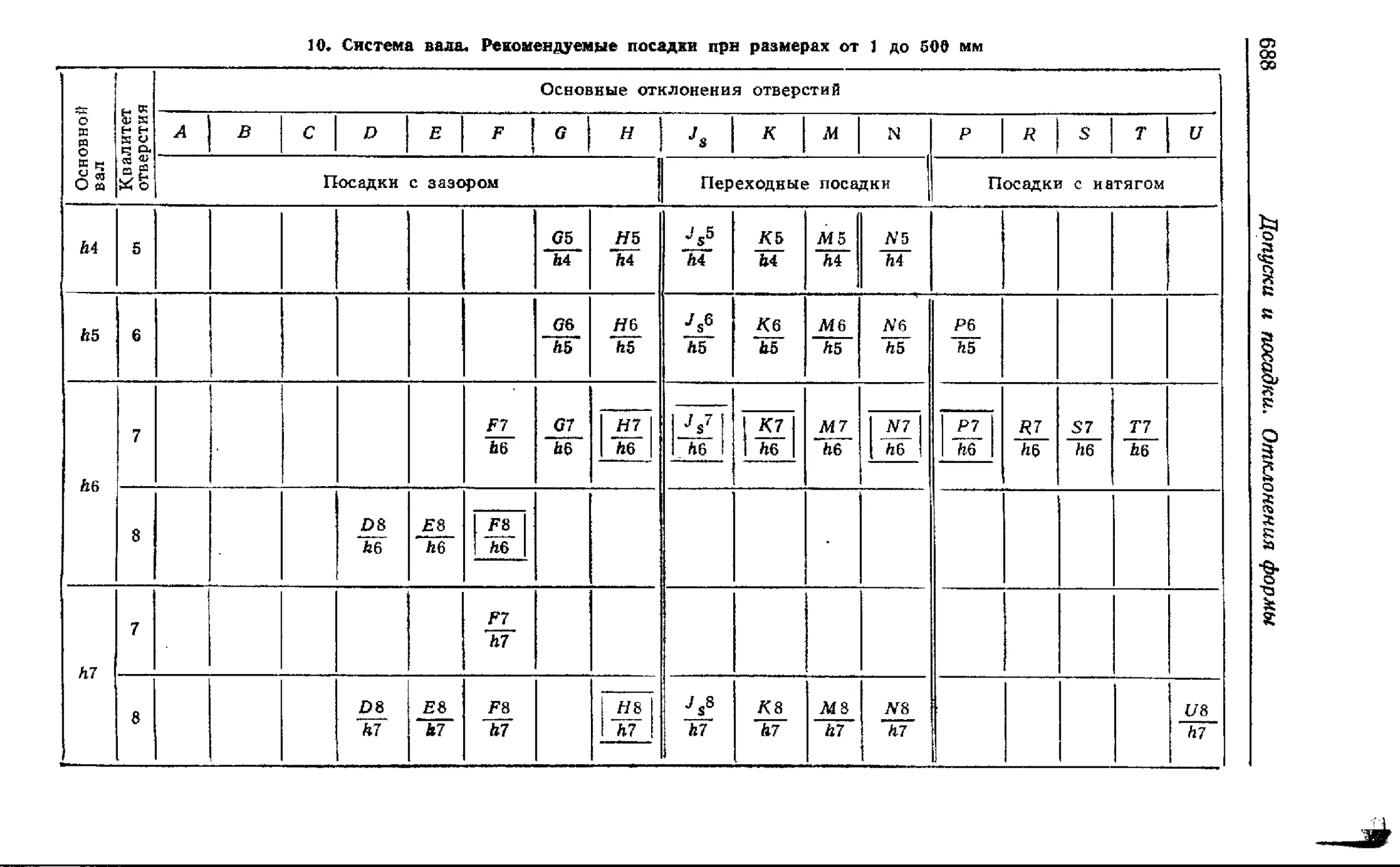
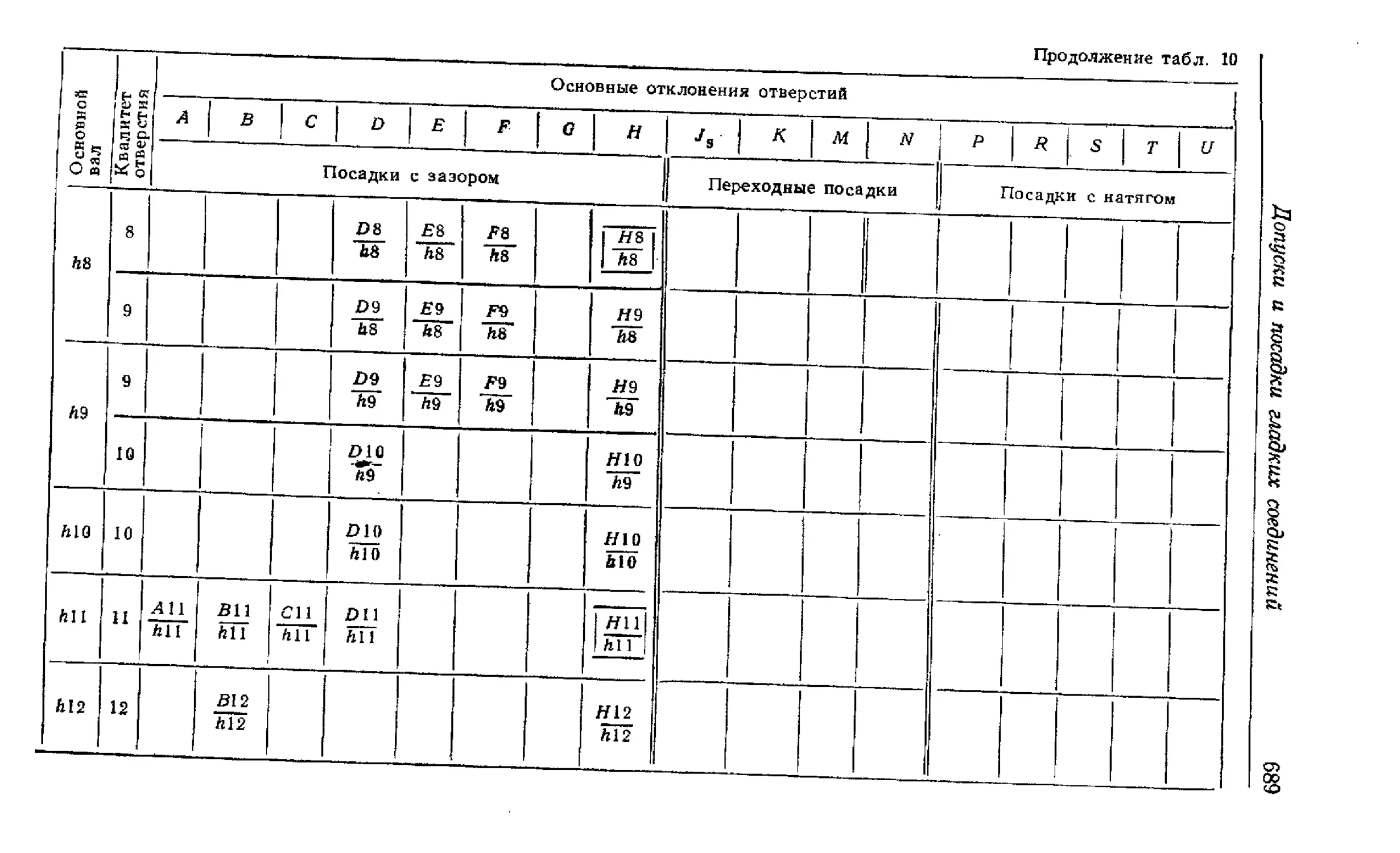
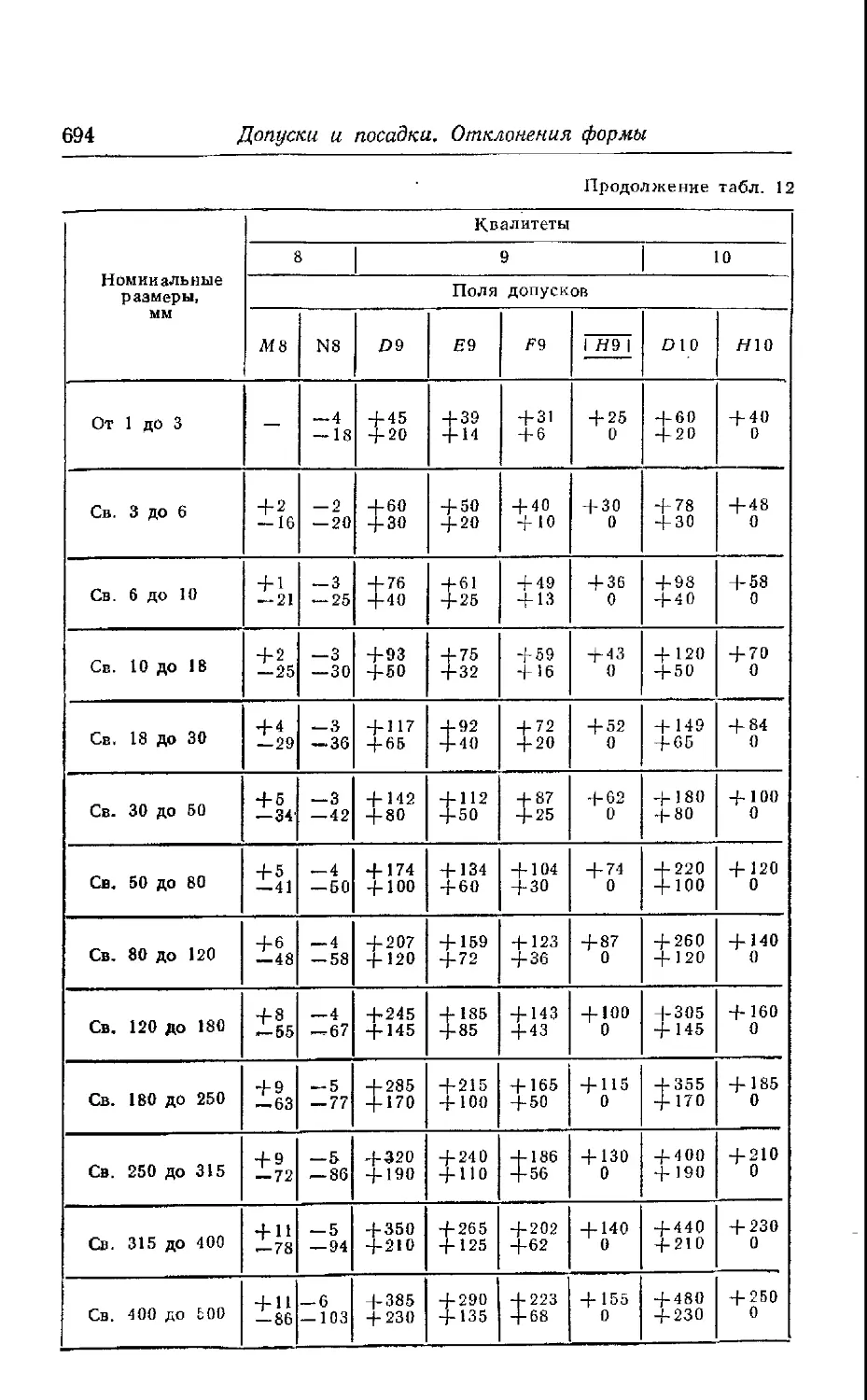
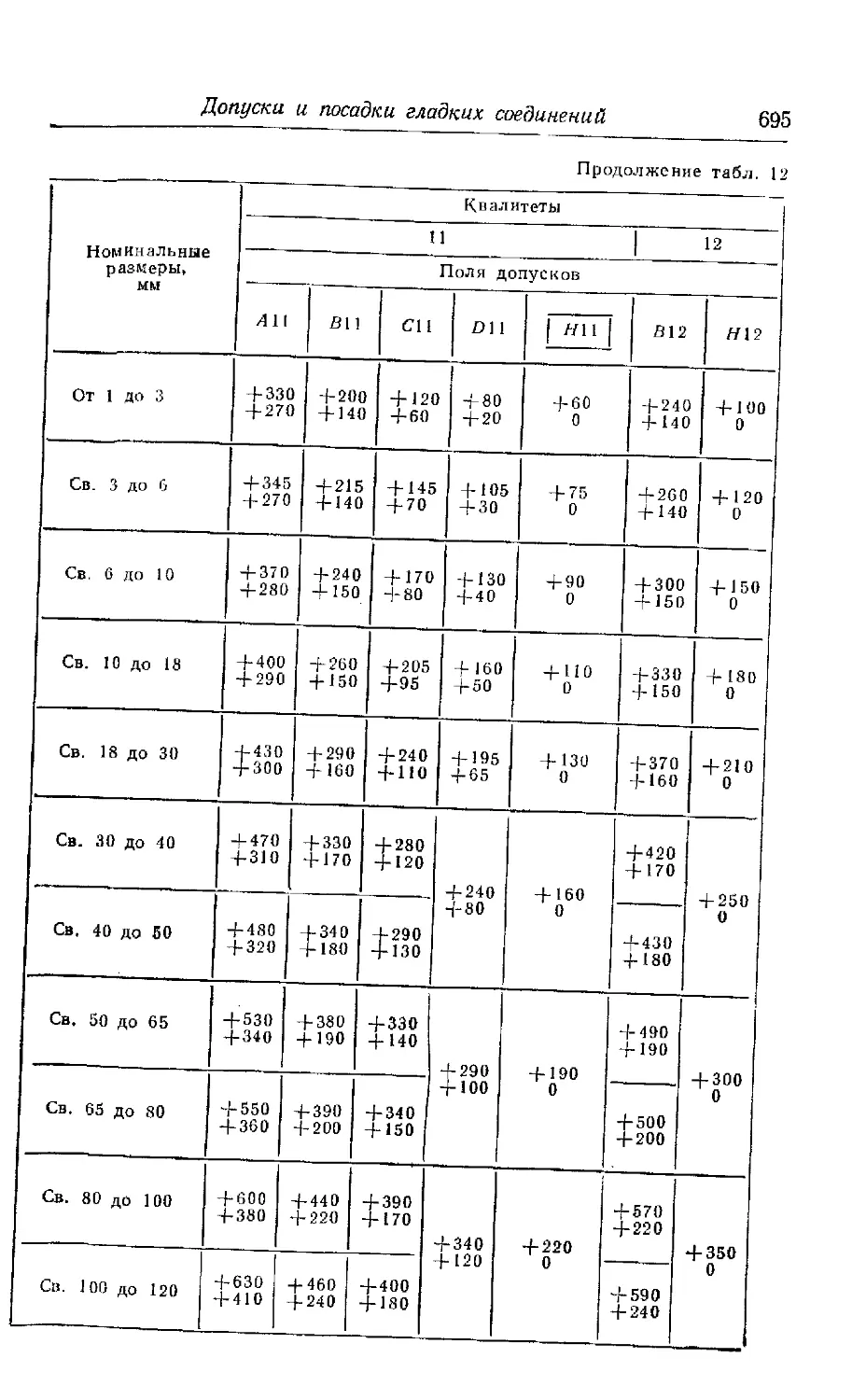
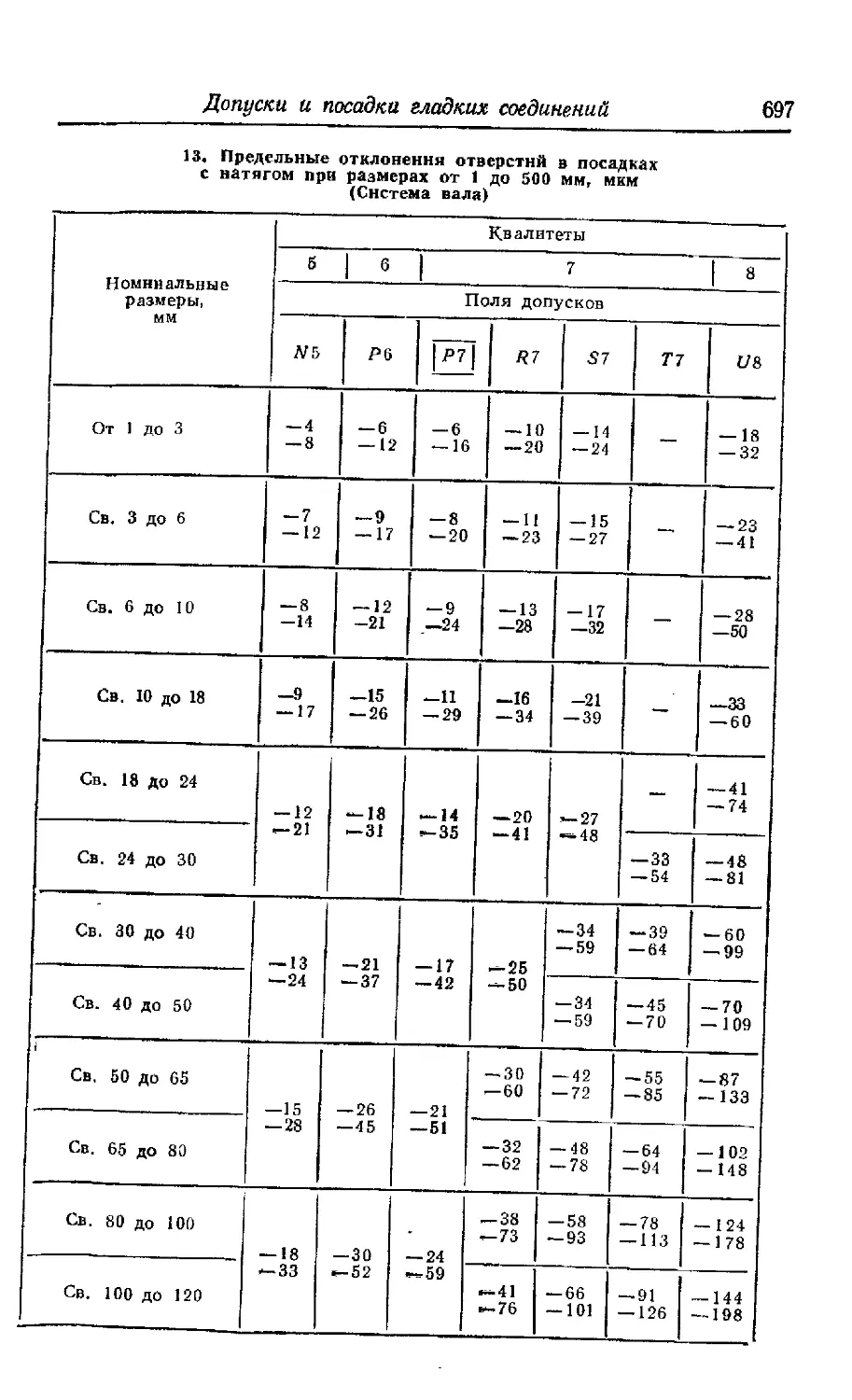
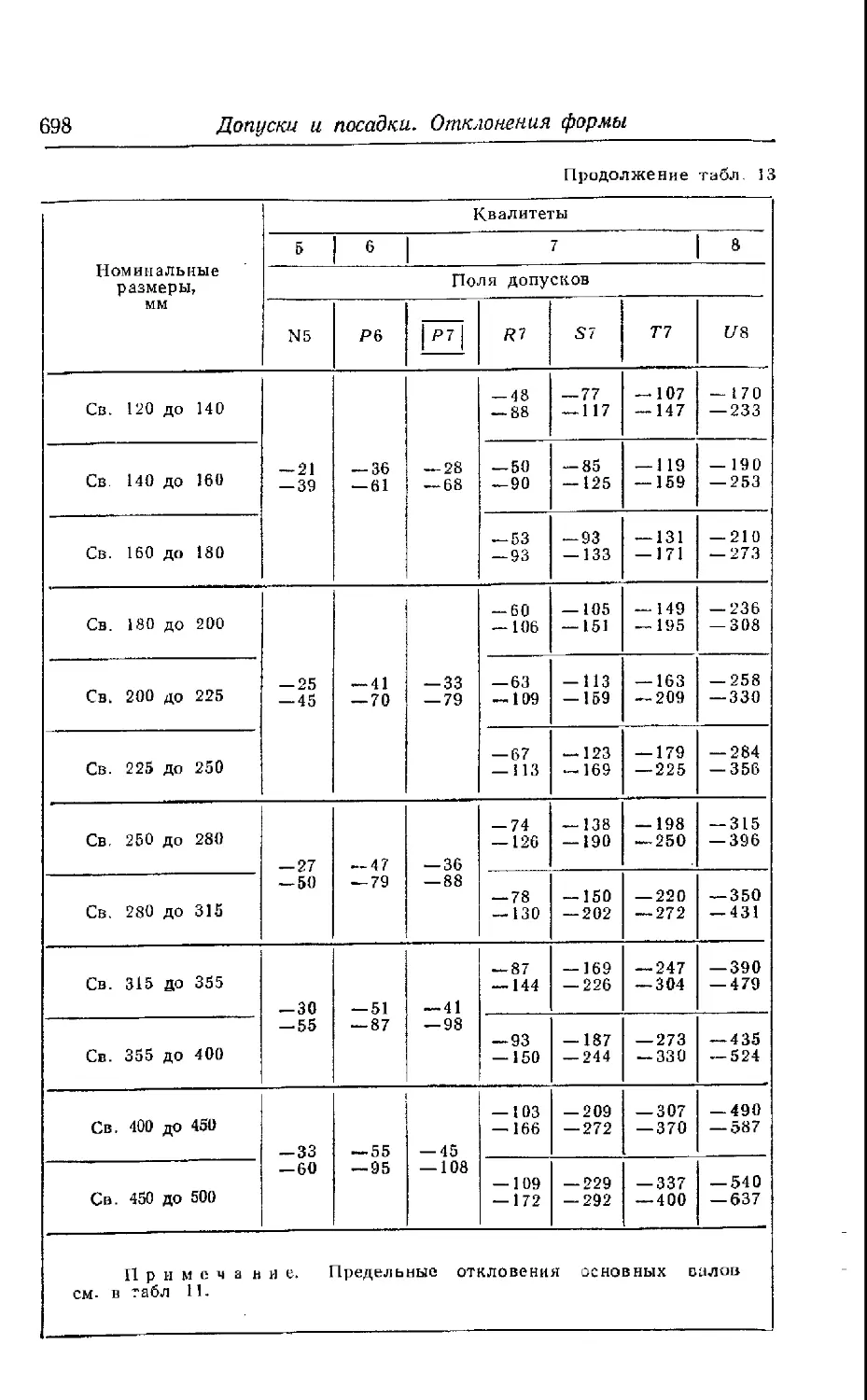
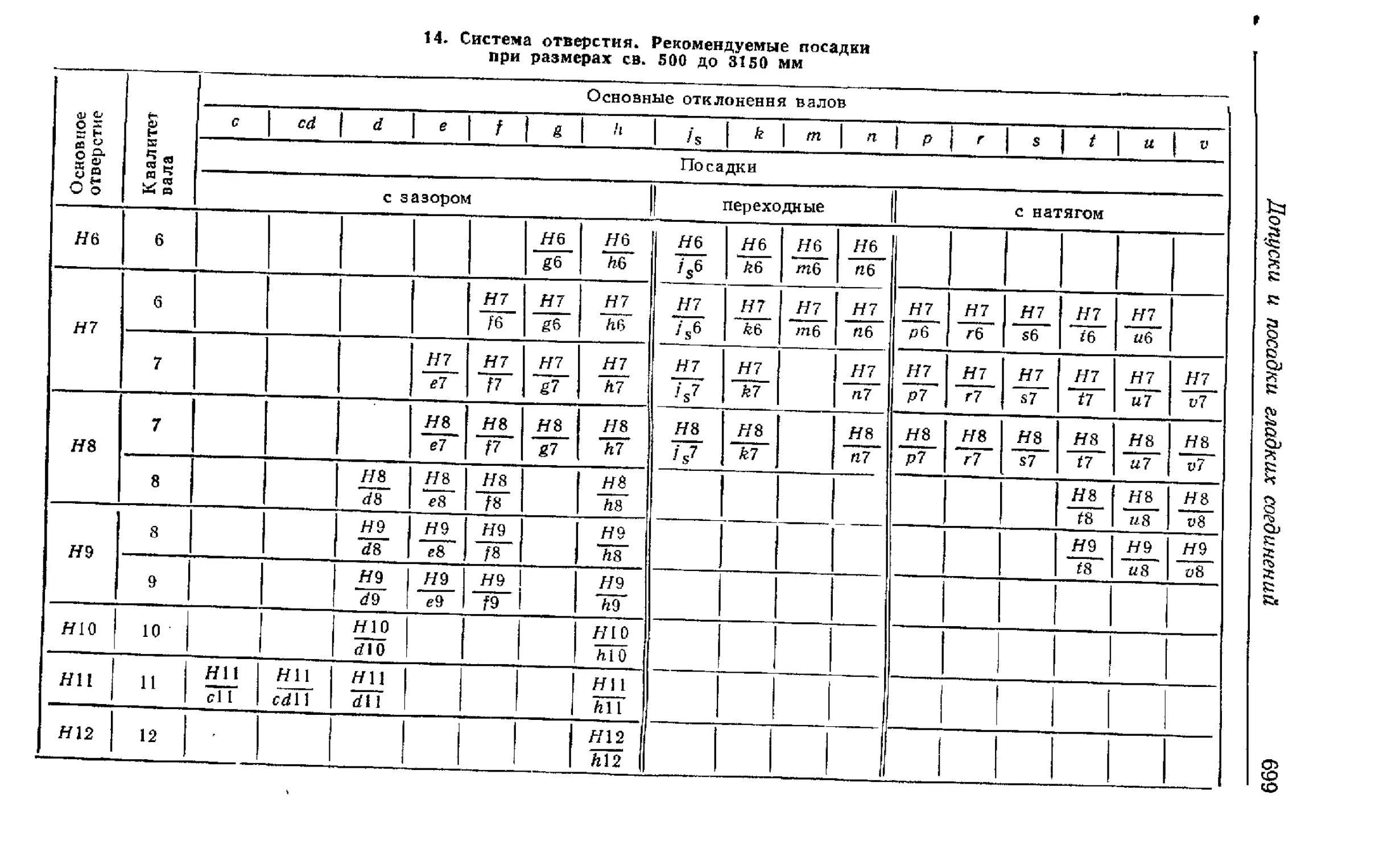
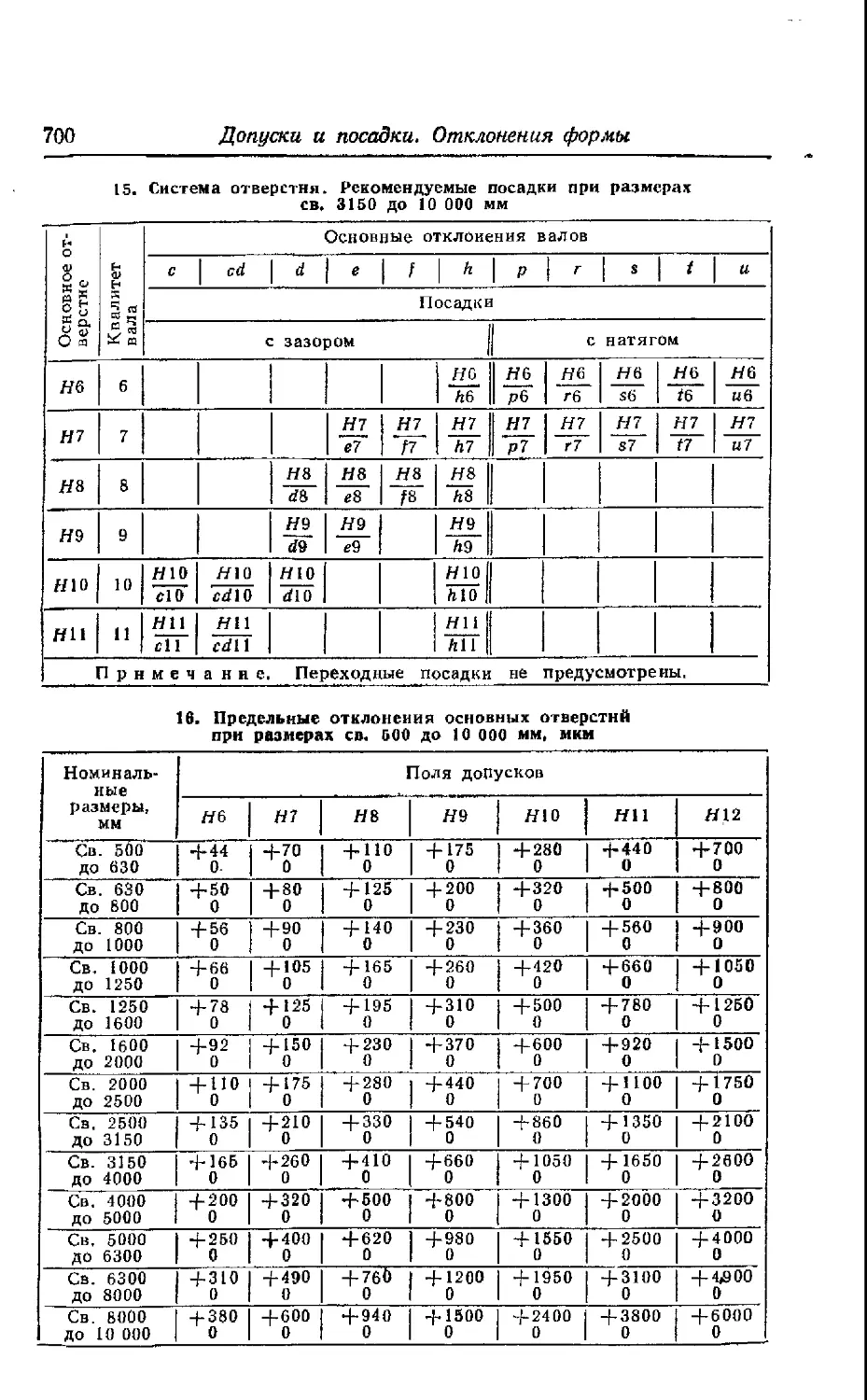
Допуски и посадки гладких соединений (Л4. 4. Палей) ..... 666
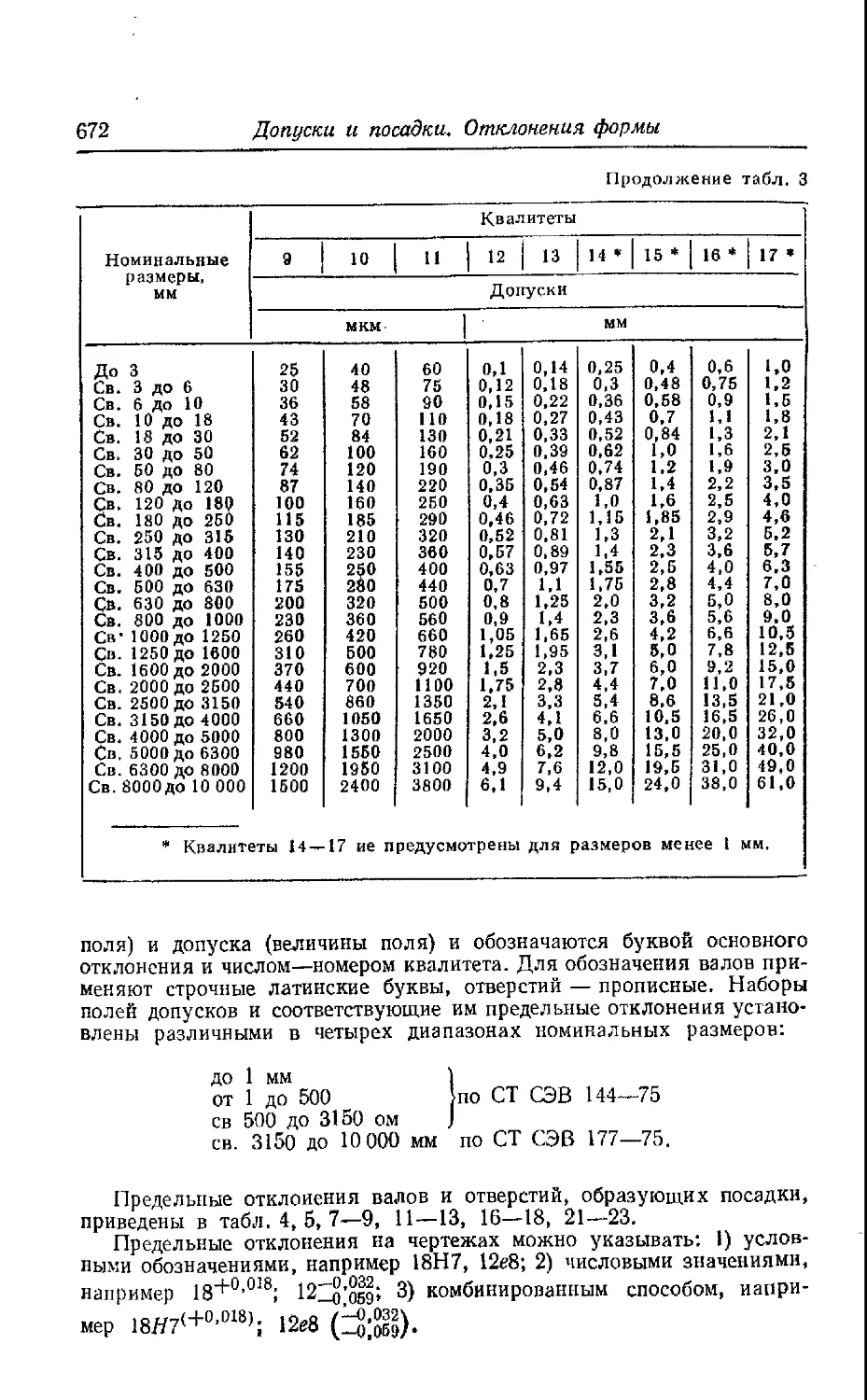
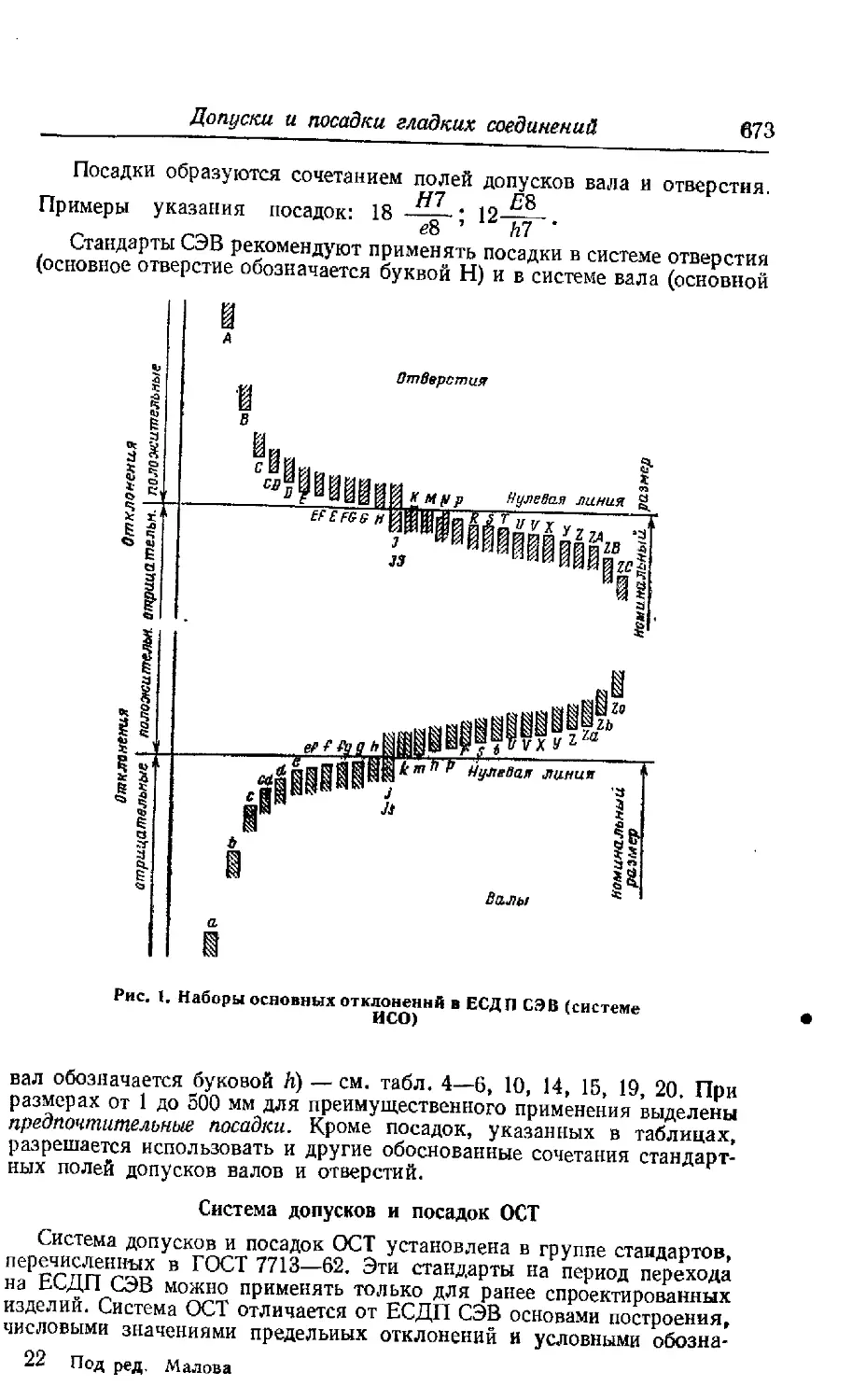
Единая система допусков и посадок СЭВ...................... 666
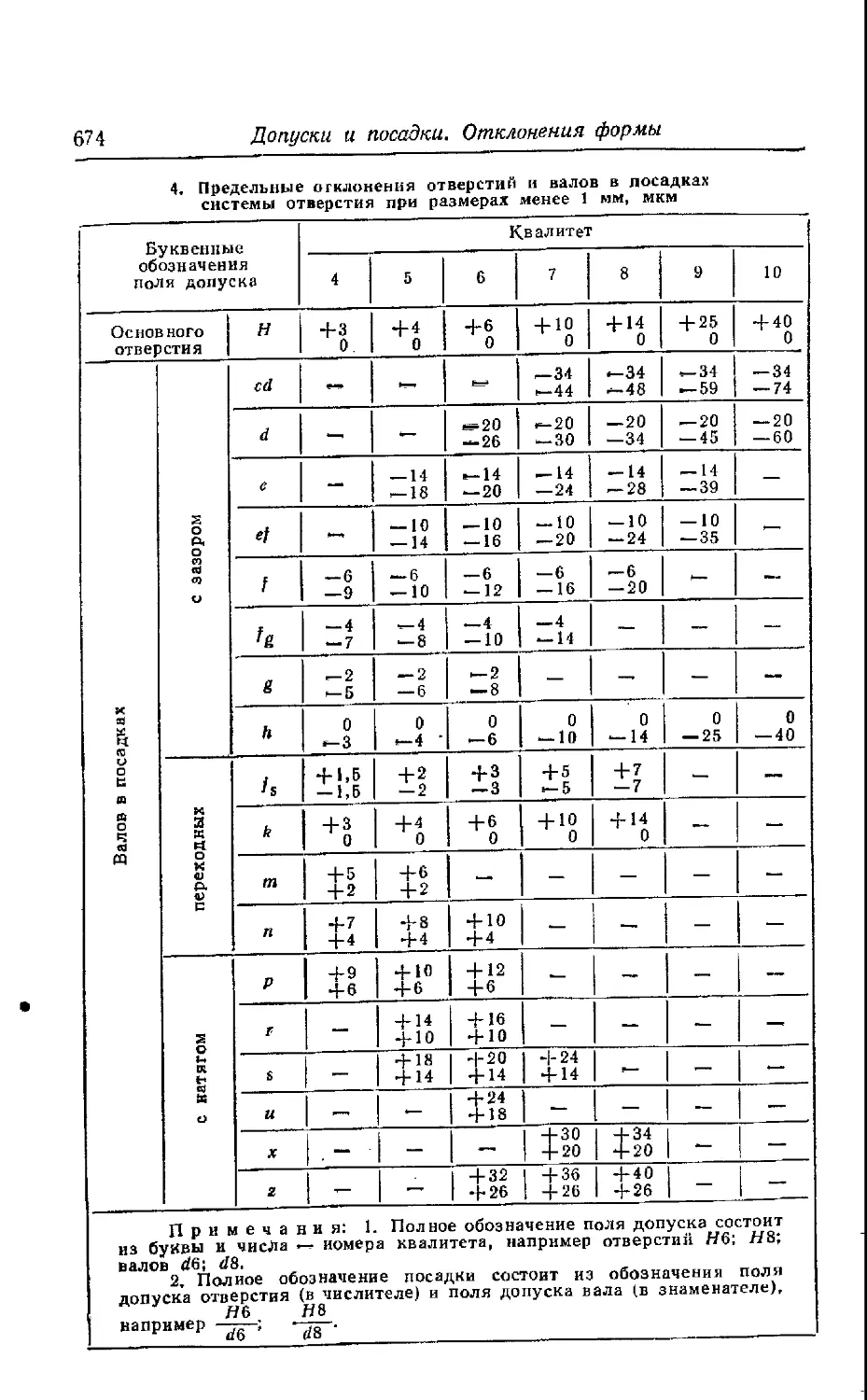
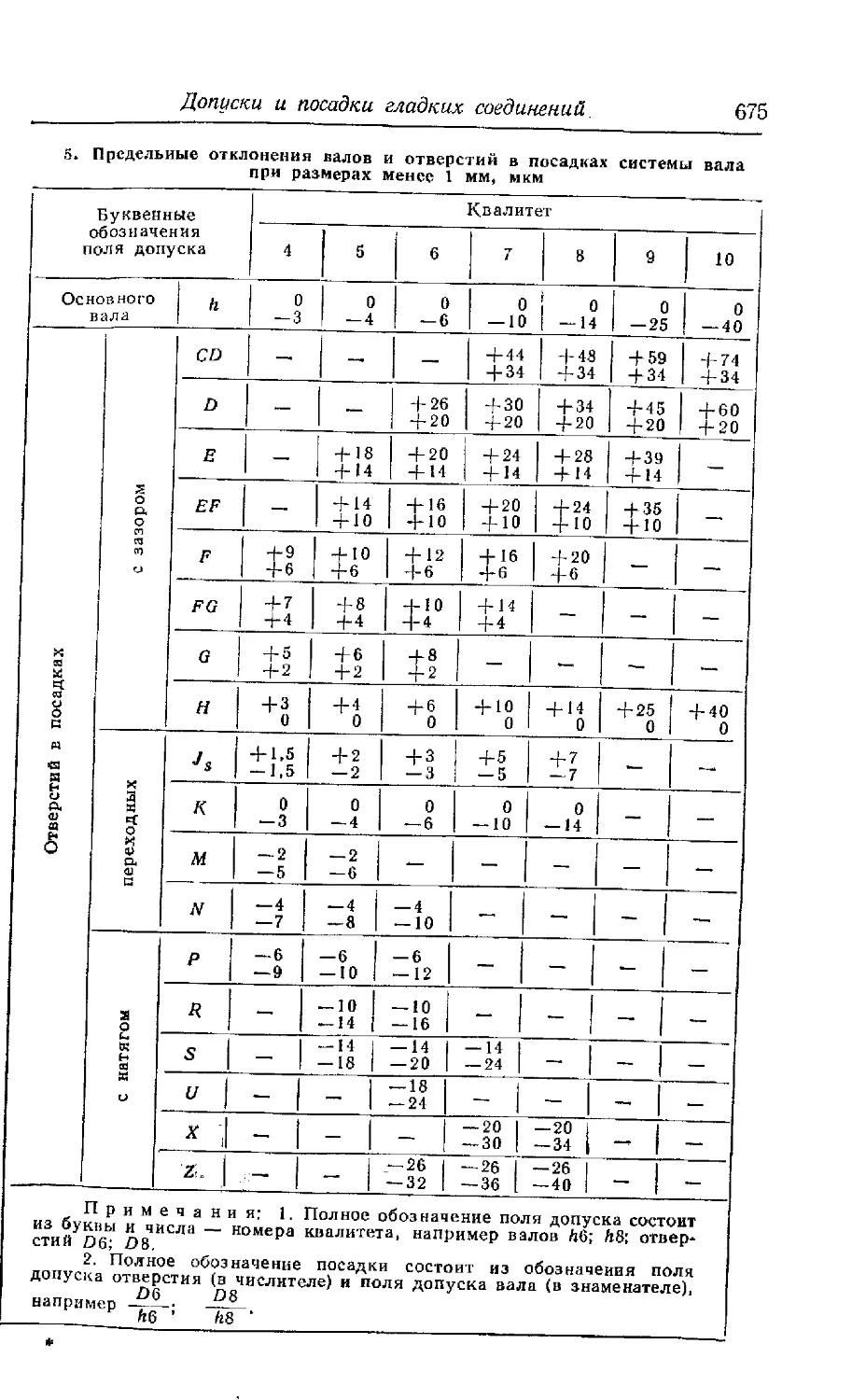
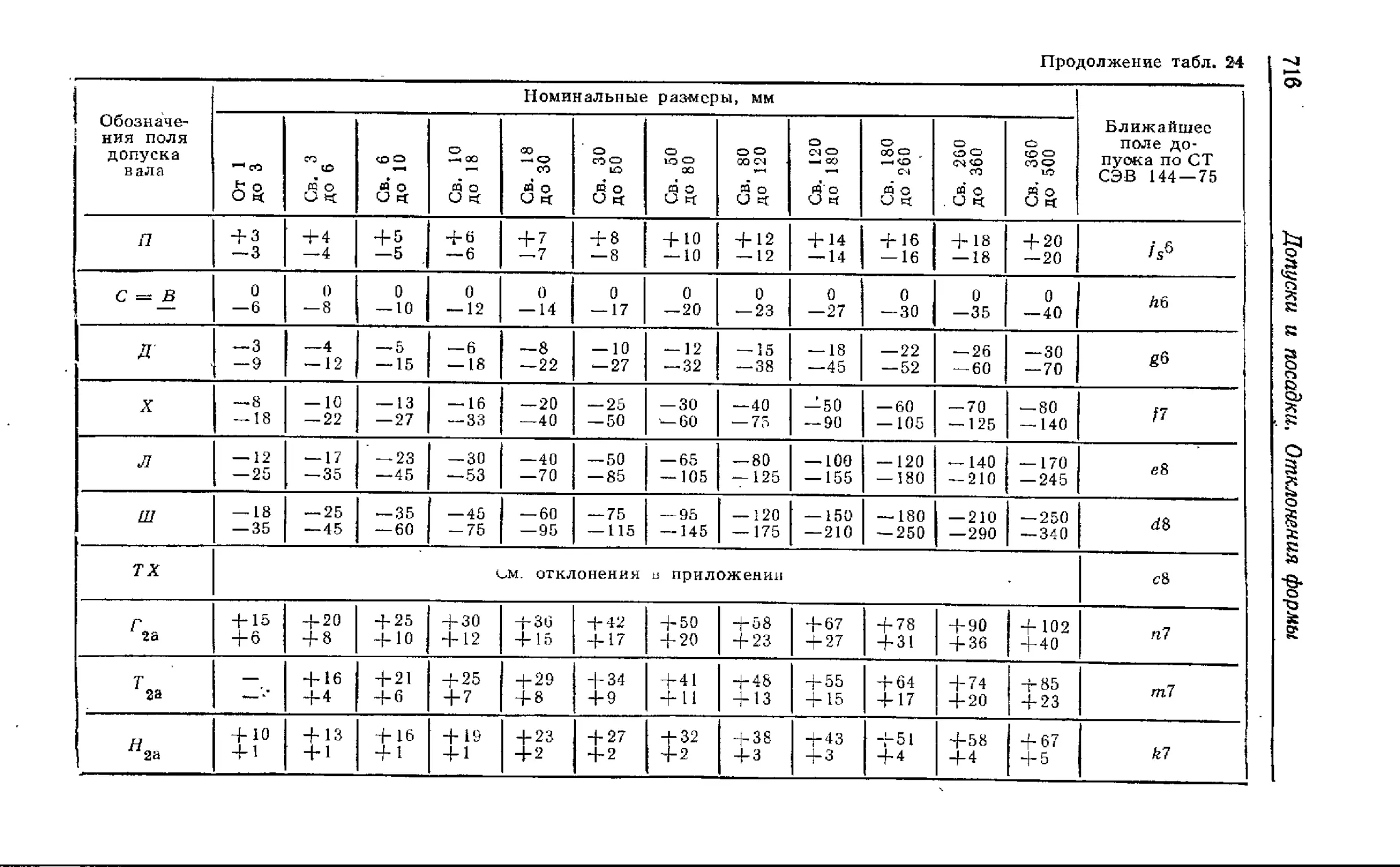
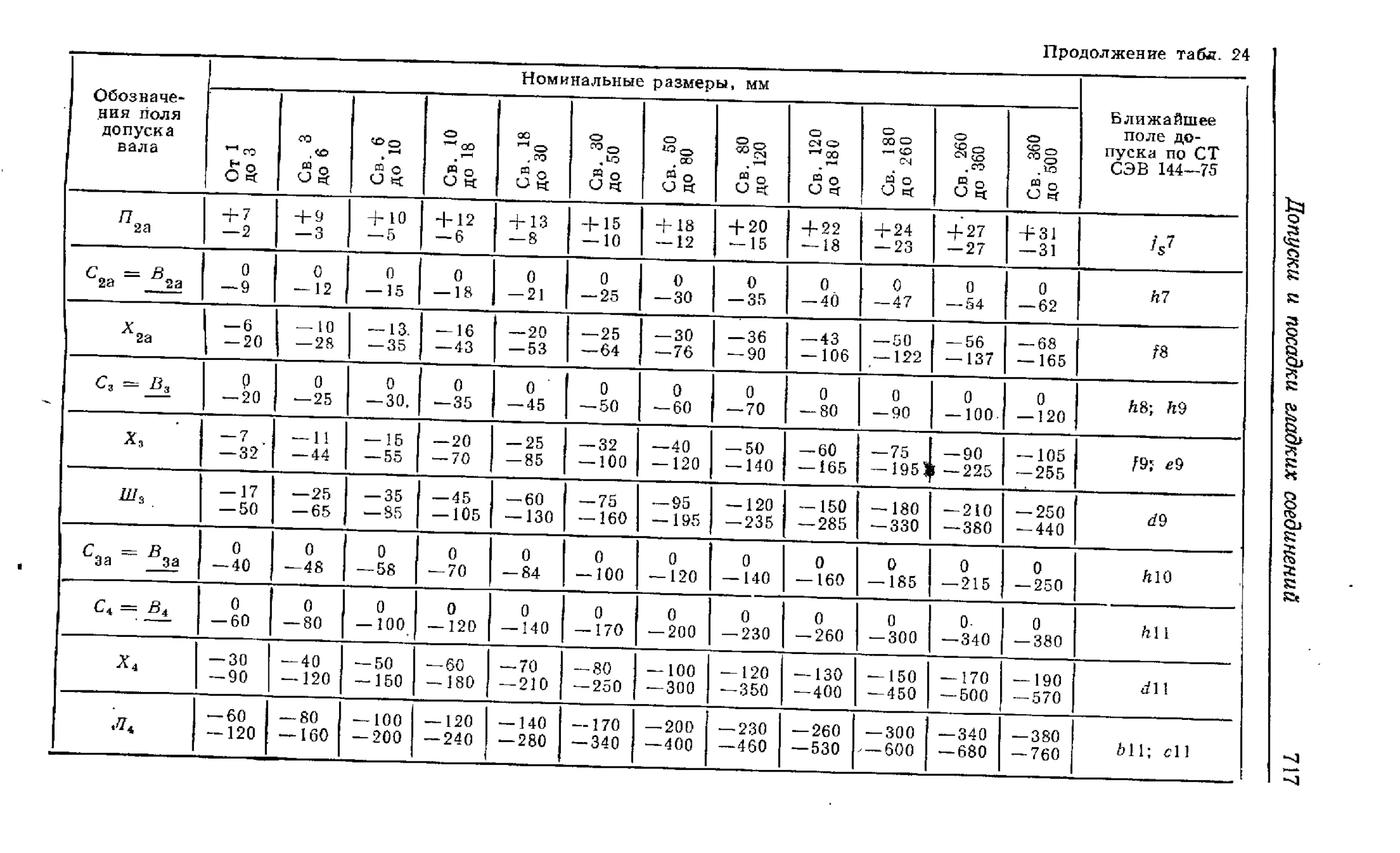
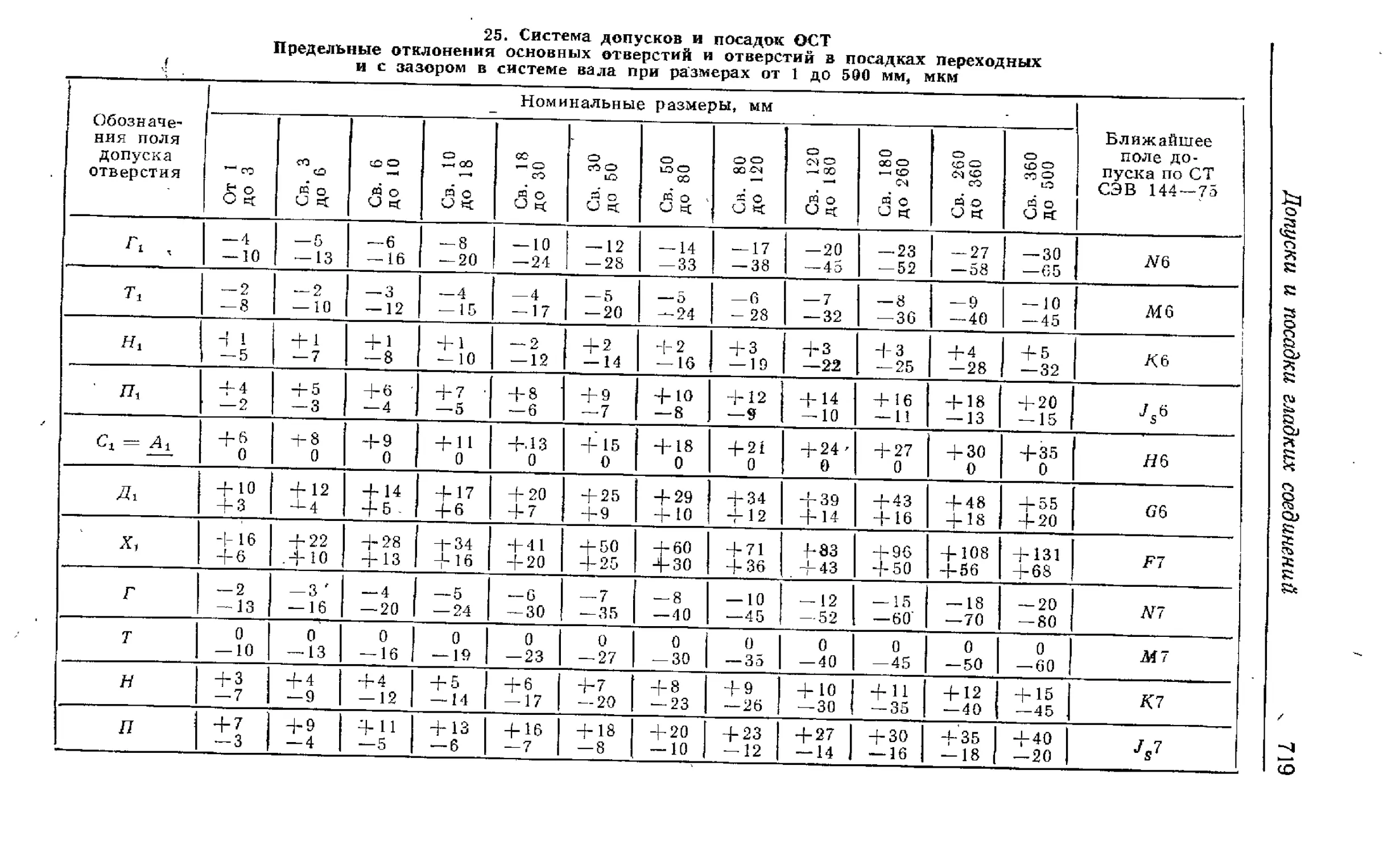
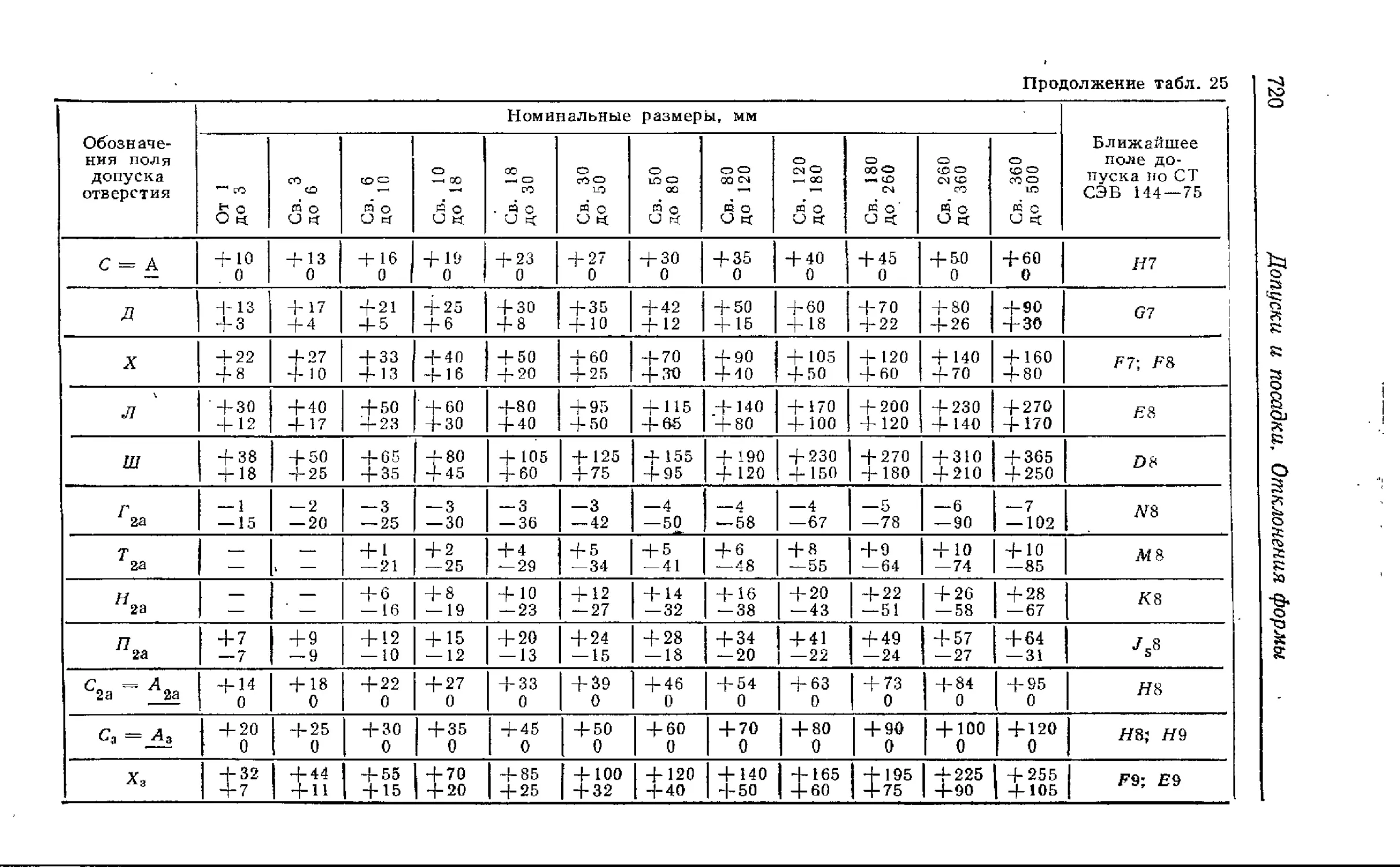
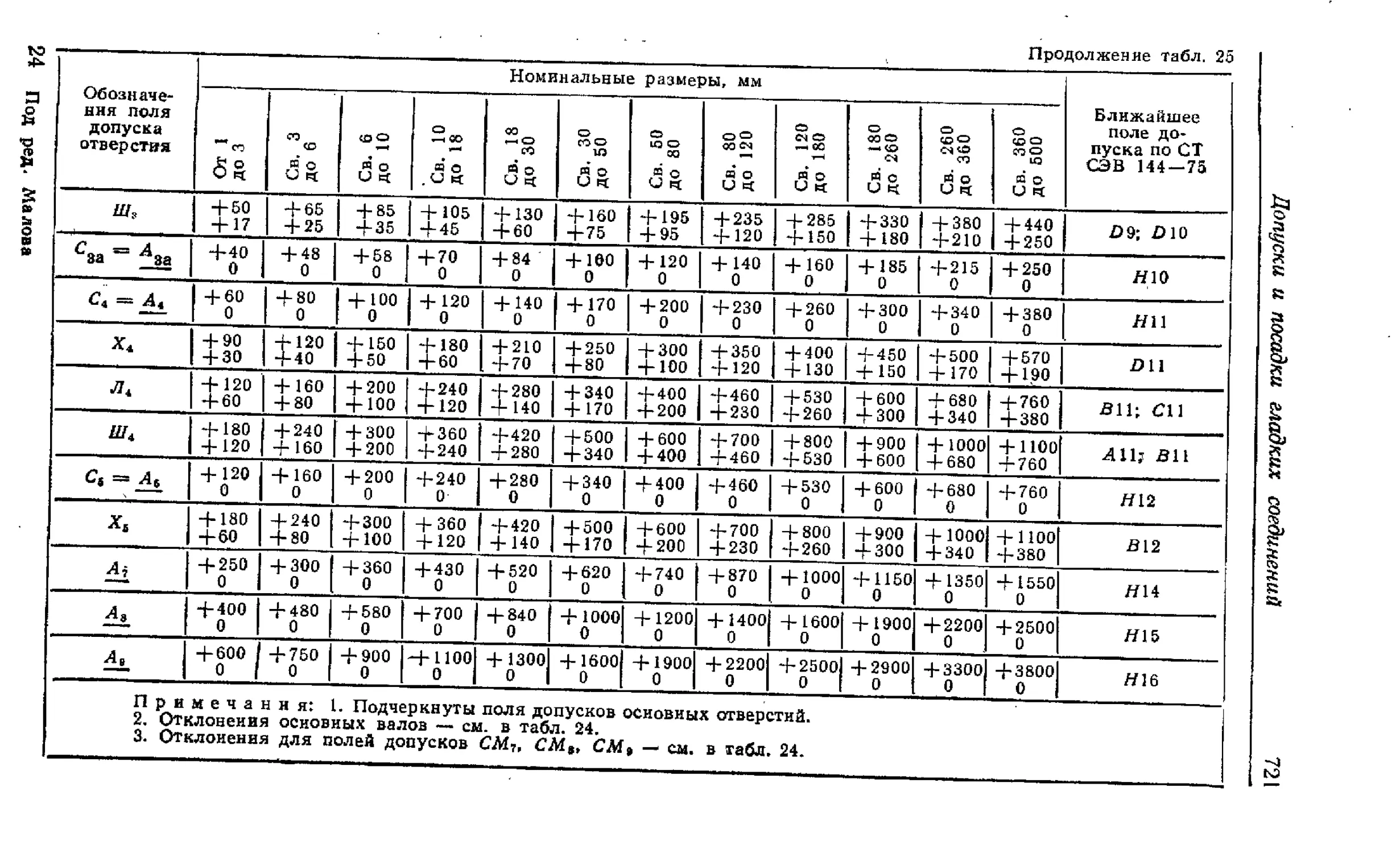
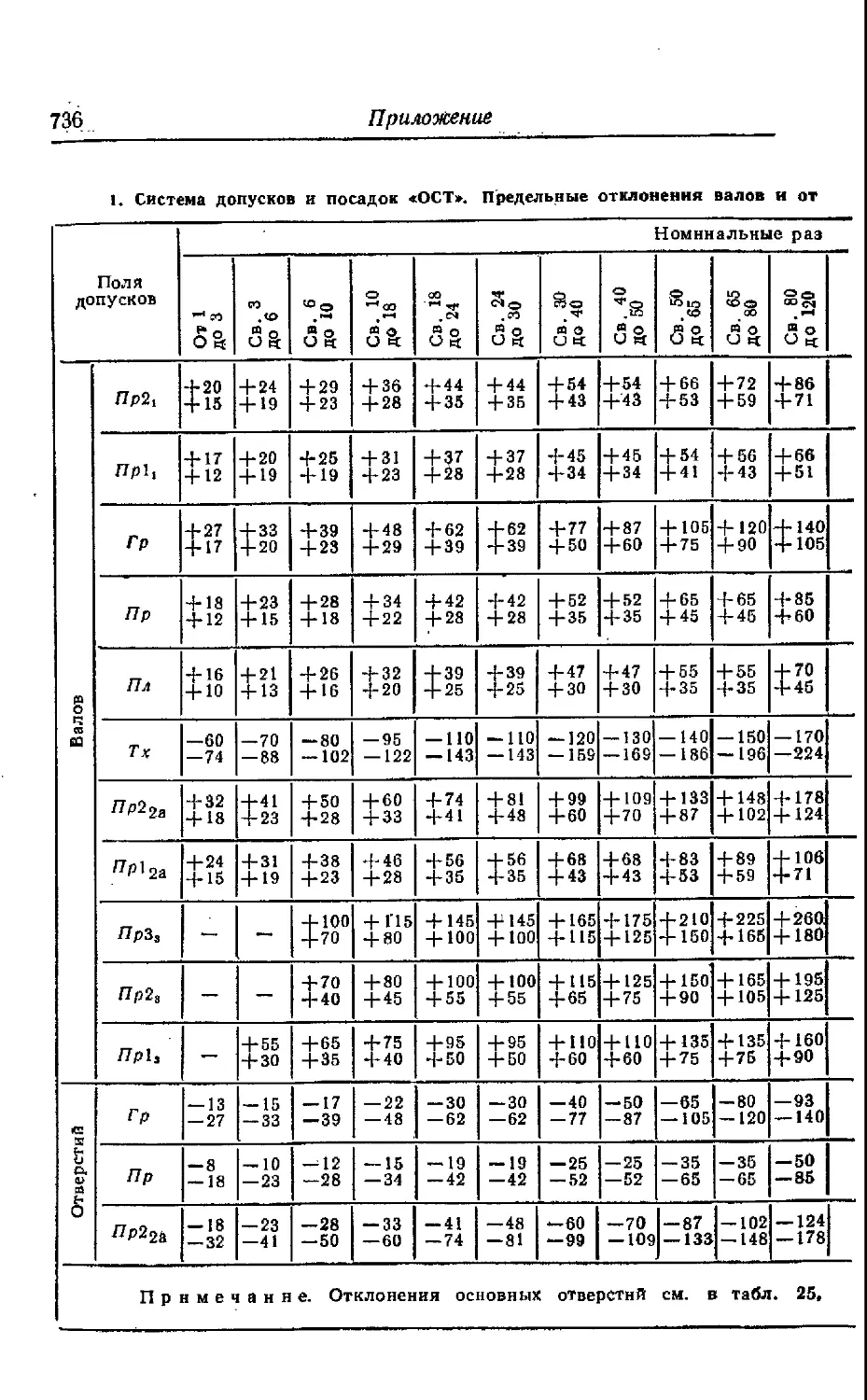
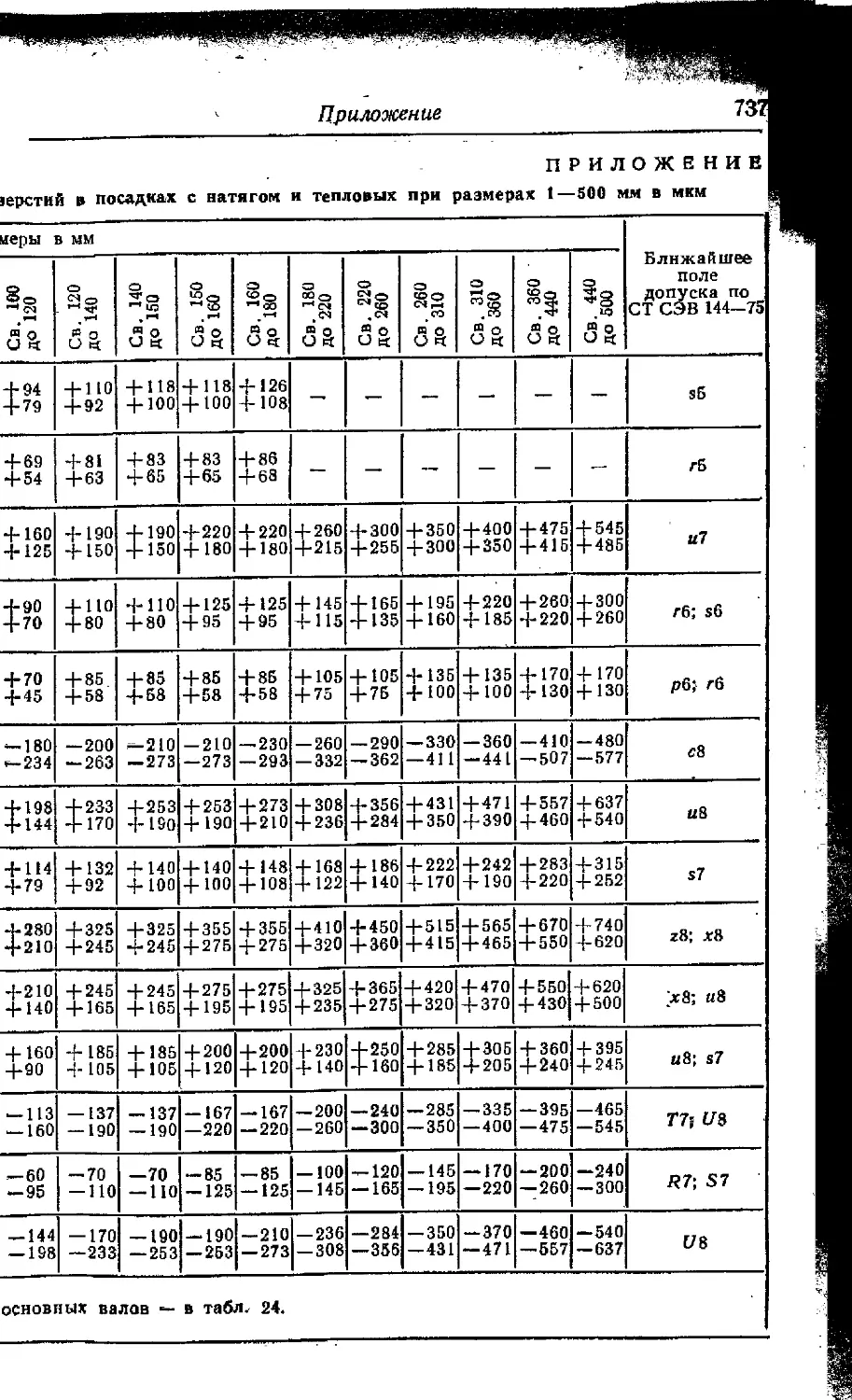
Система допусков и посадок ОСТ............................. 673
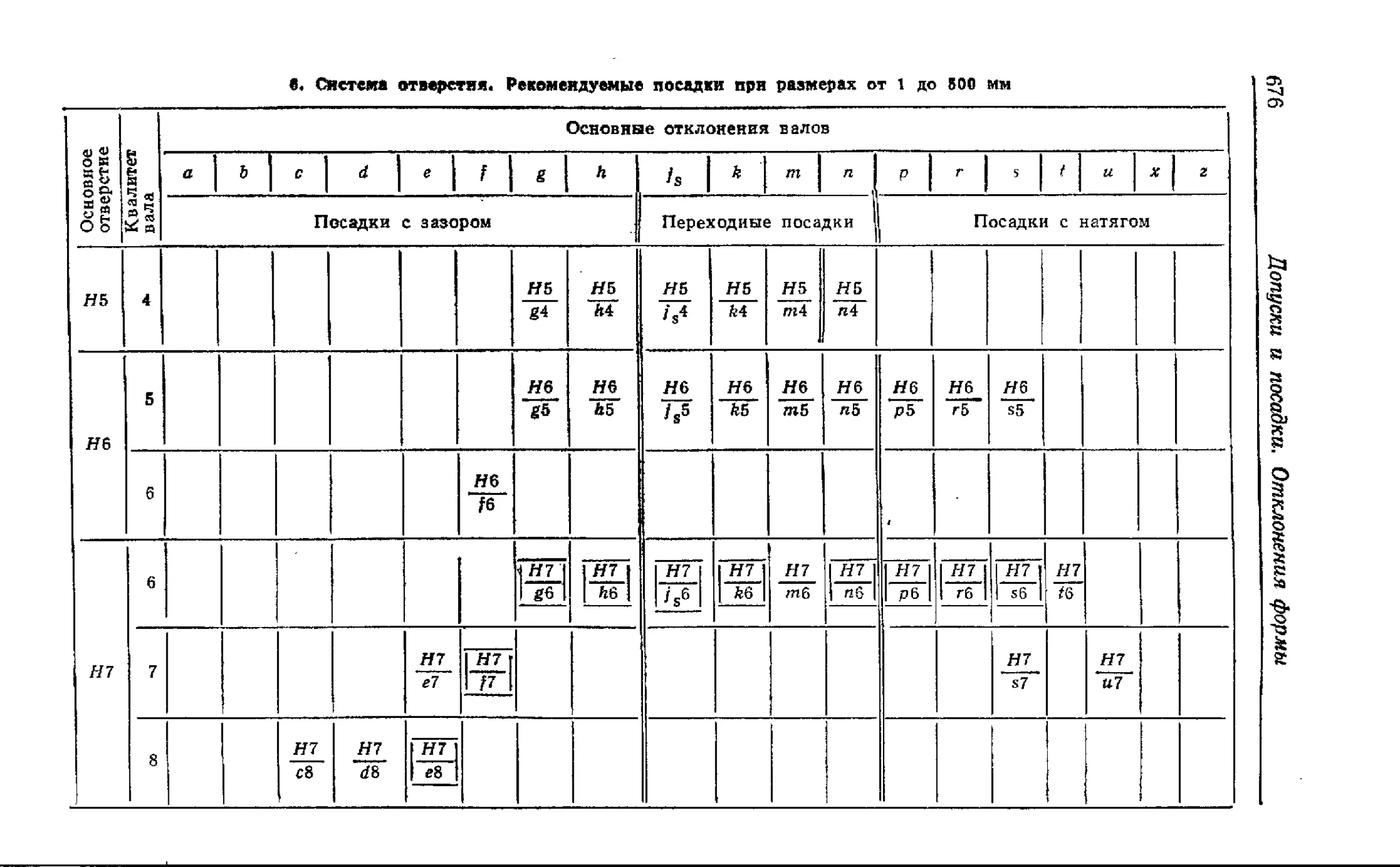
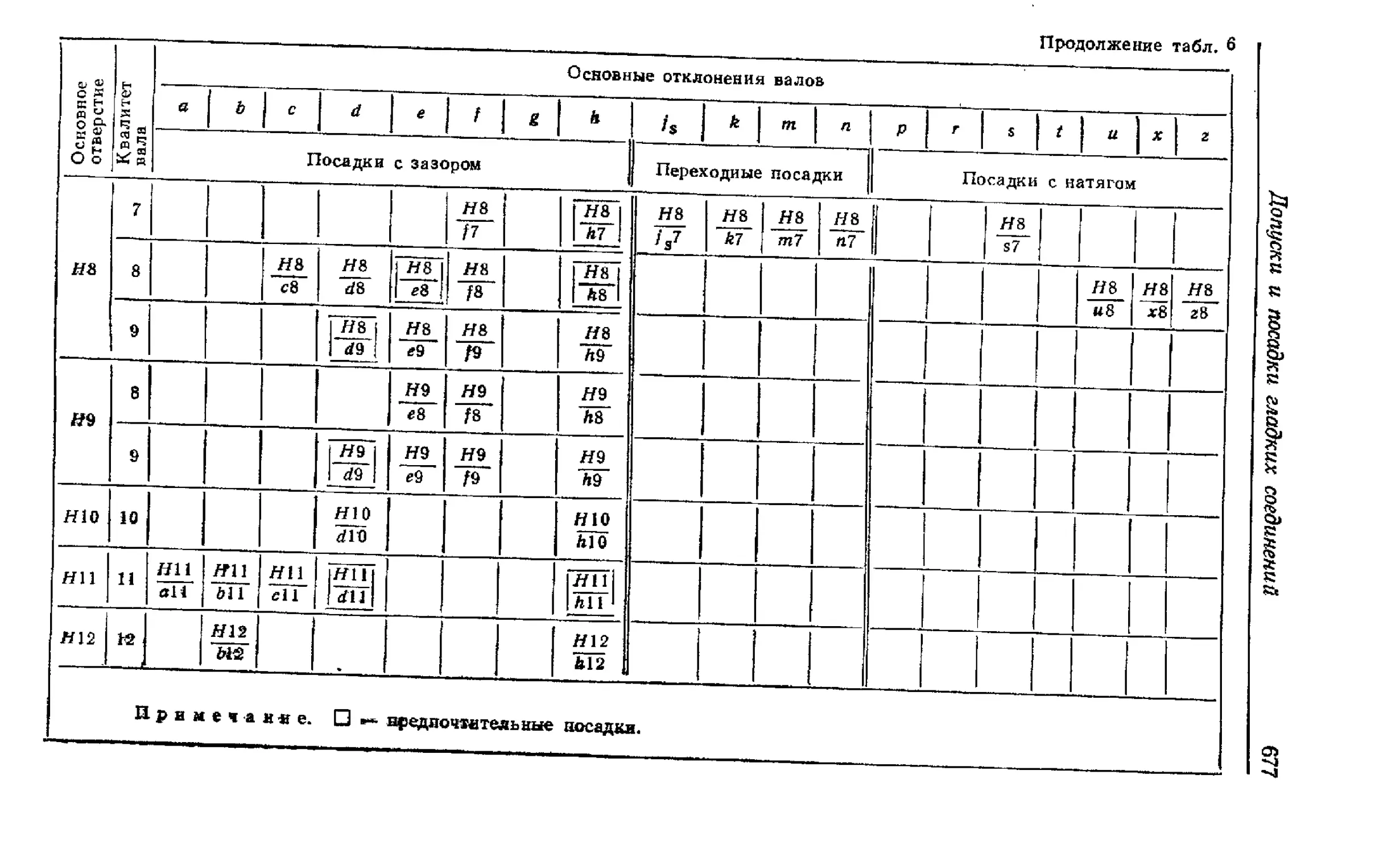
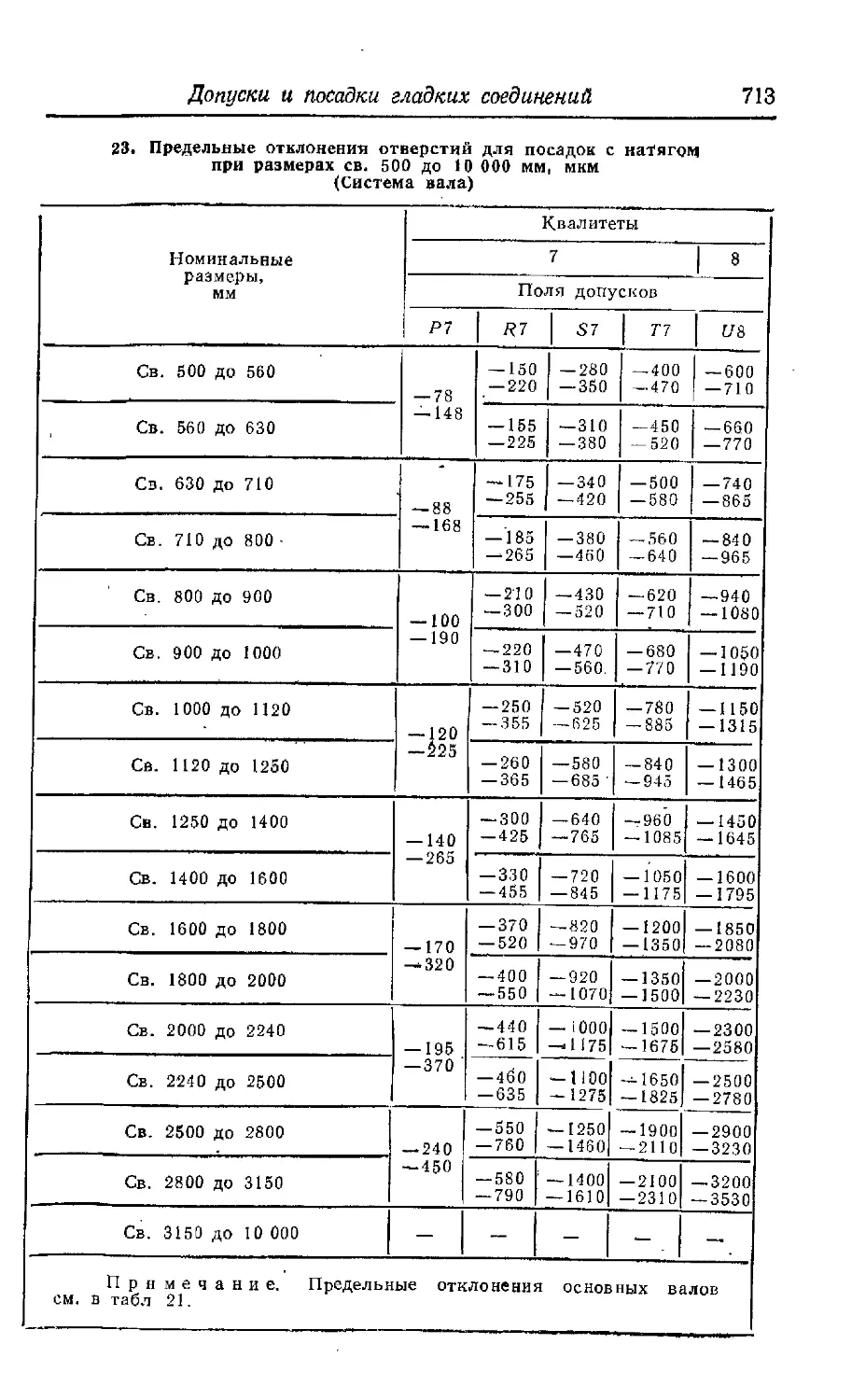
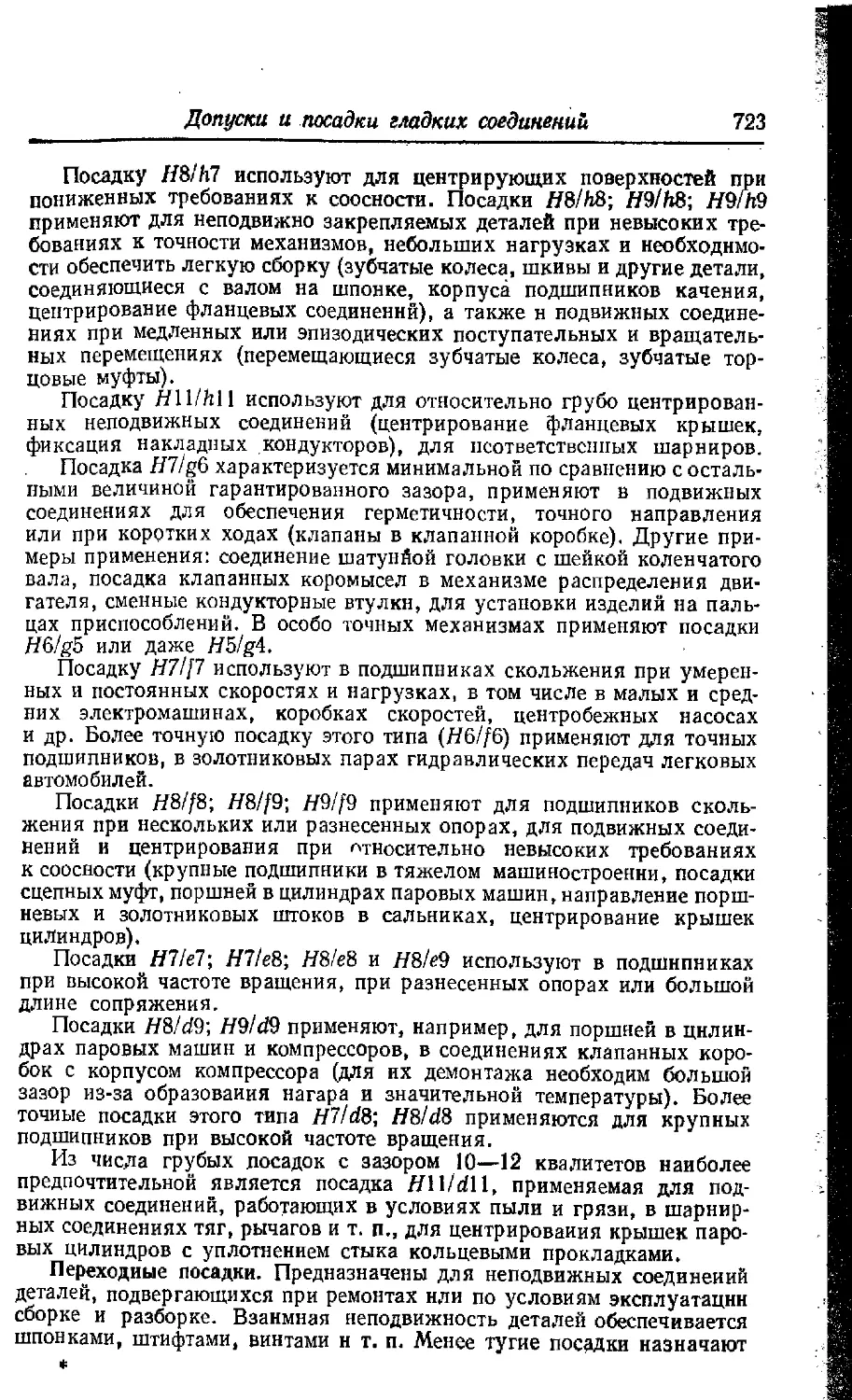
Применение посадок......................................... 714
Допуски несопрягасмых размеров.............................. 725
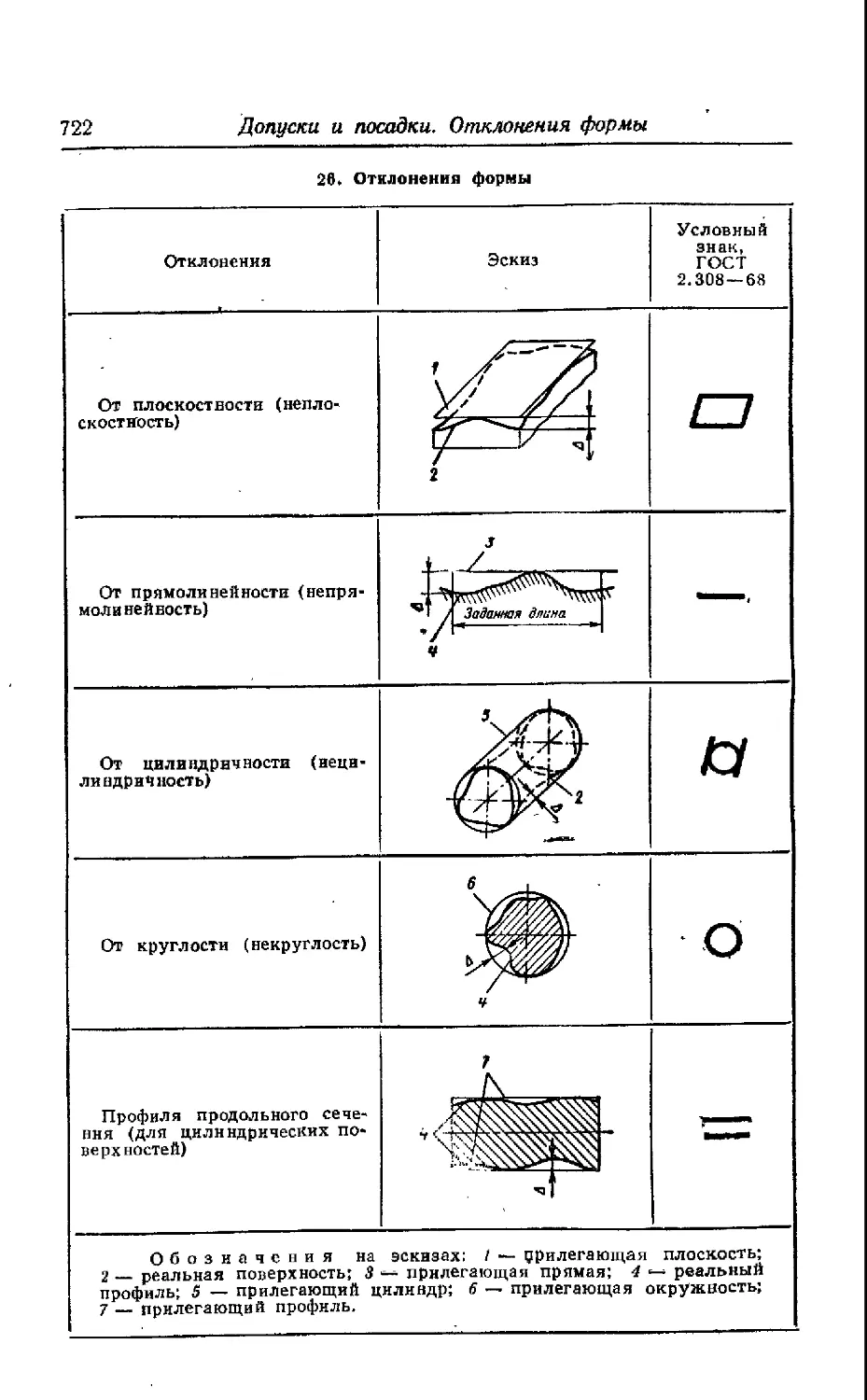
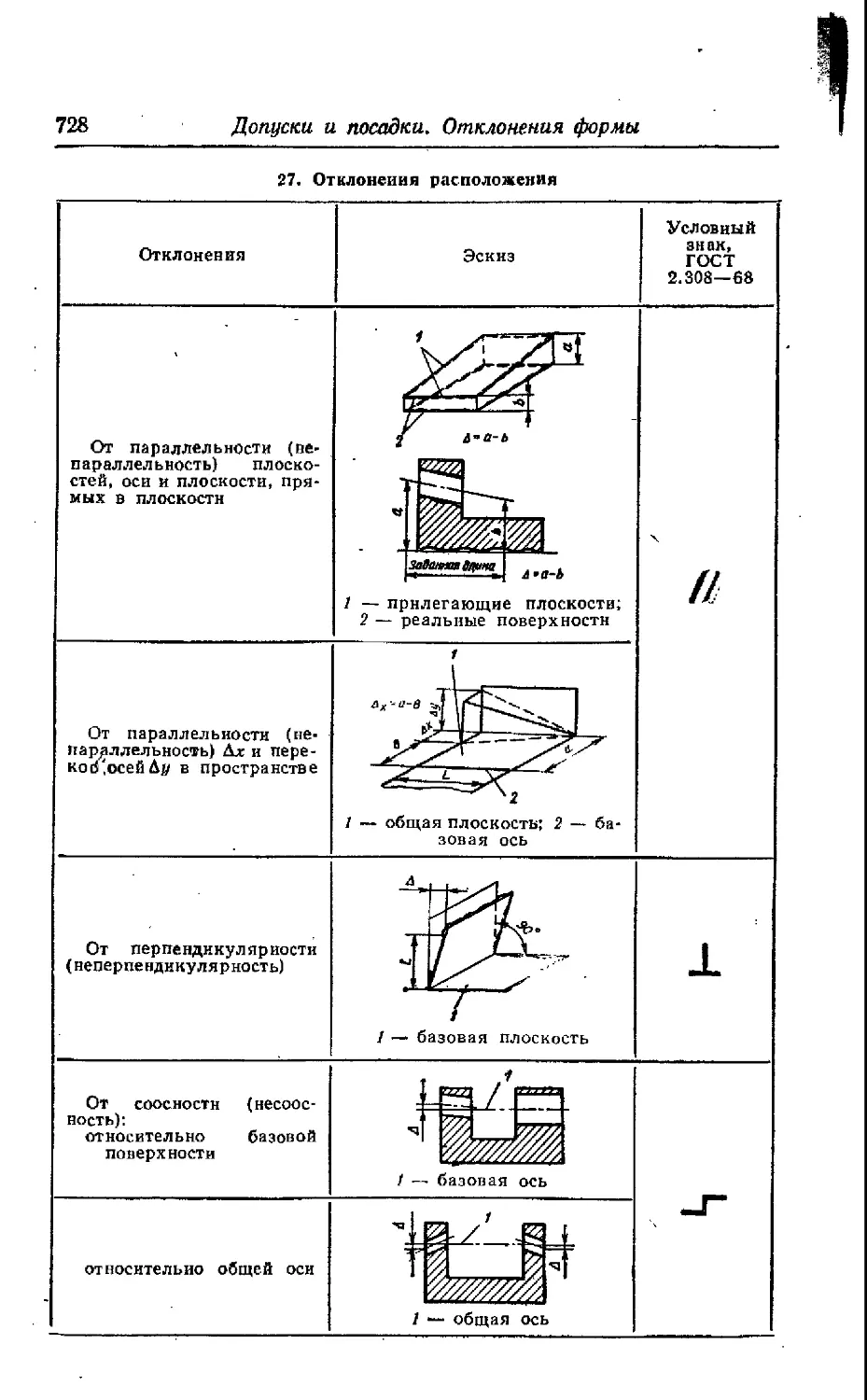
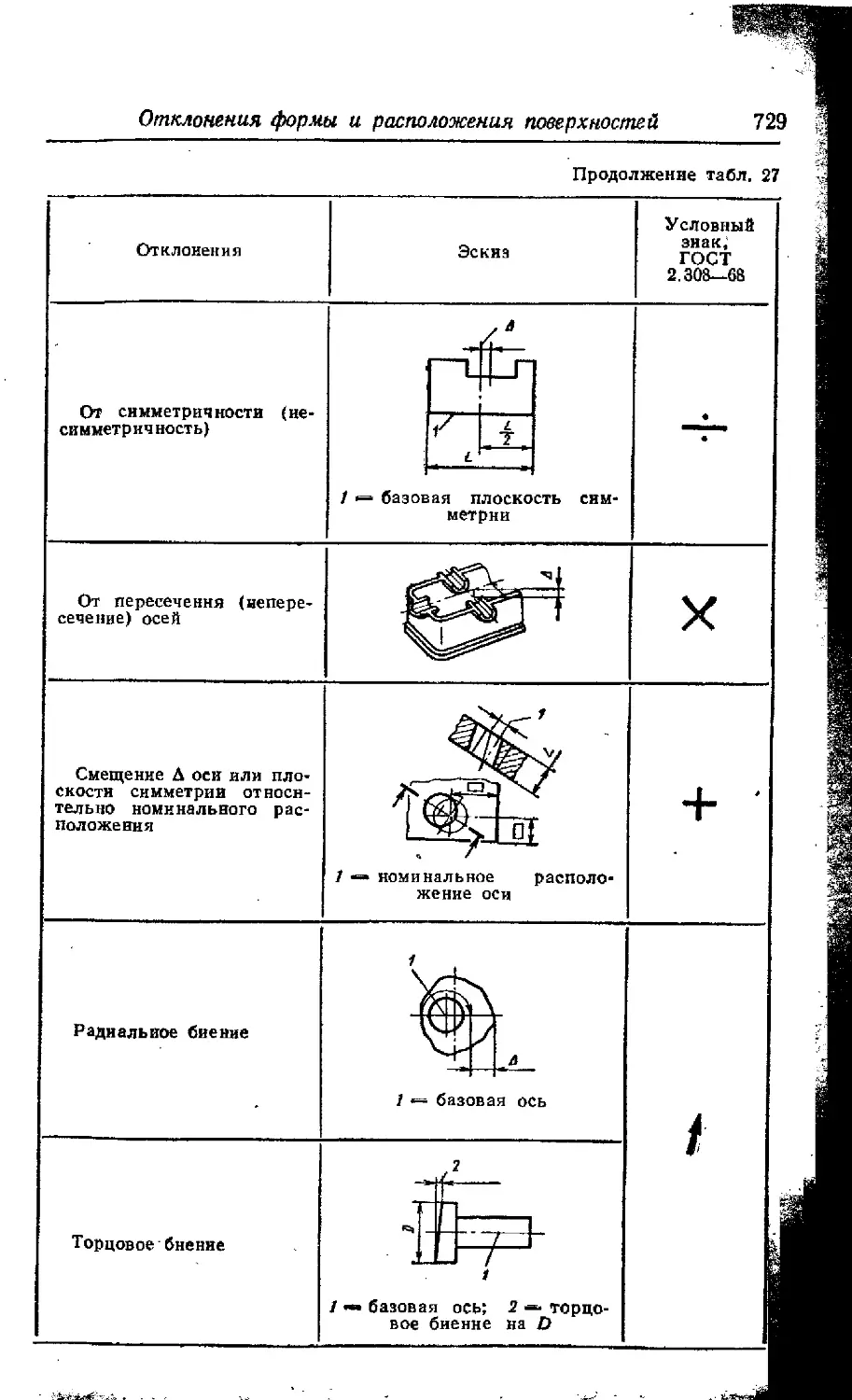
Отклонения формы и расположения поверхностей , . 725
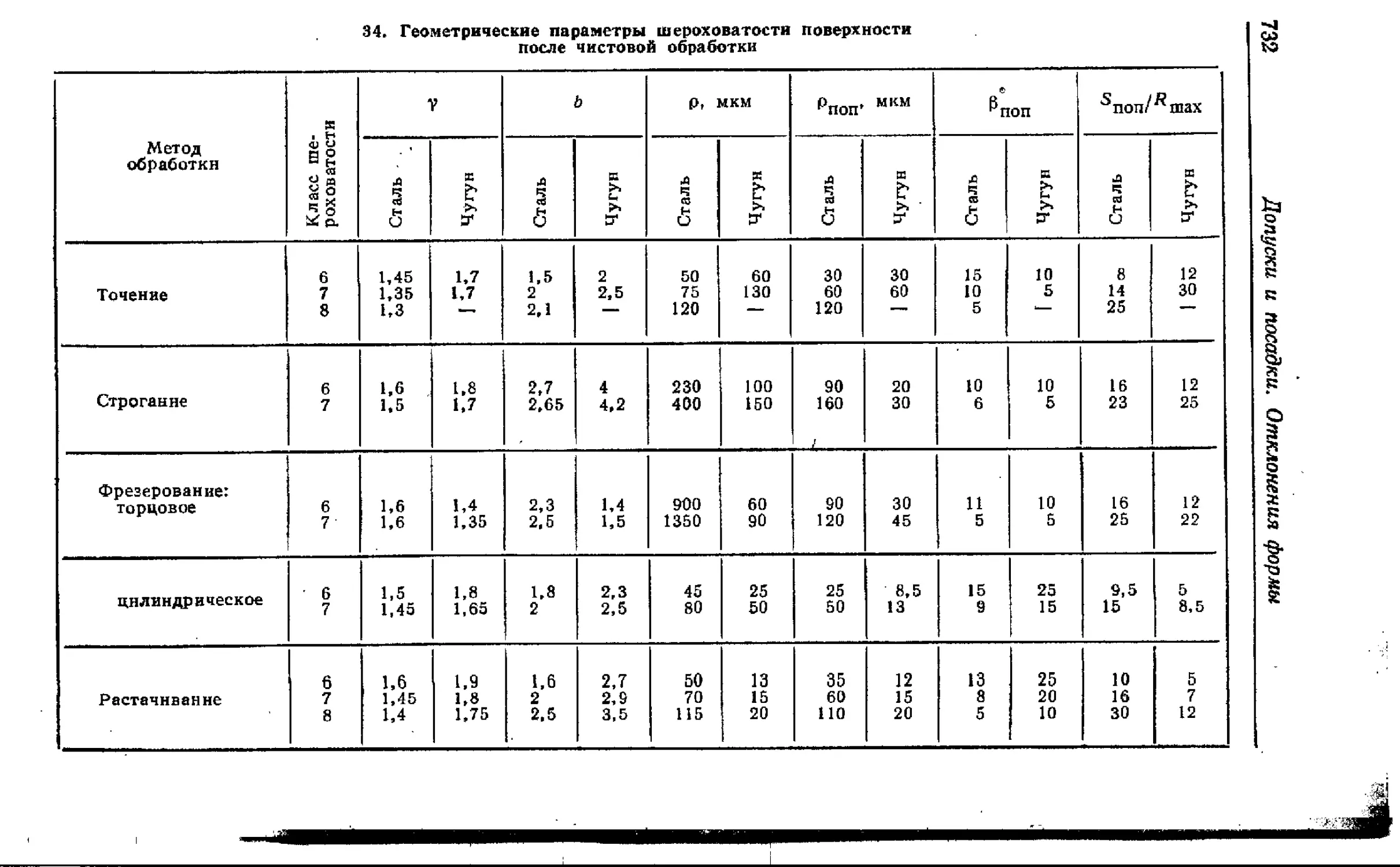
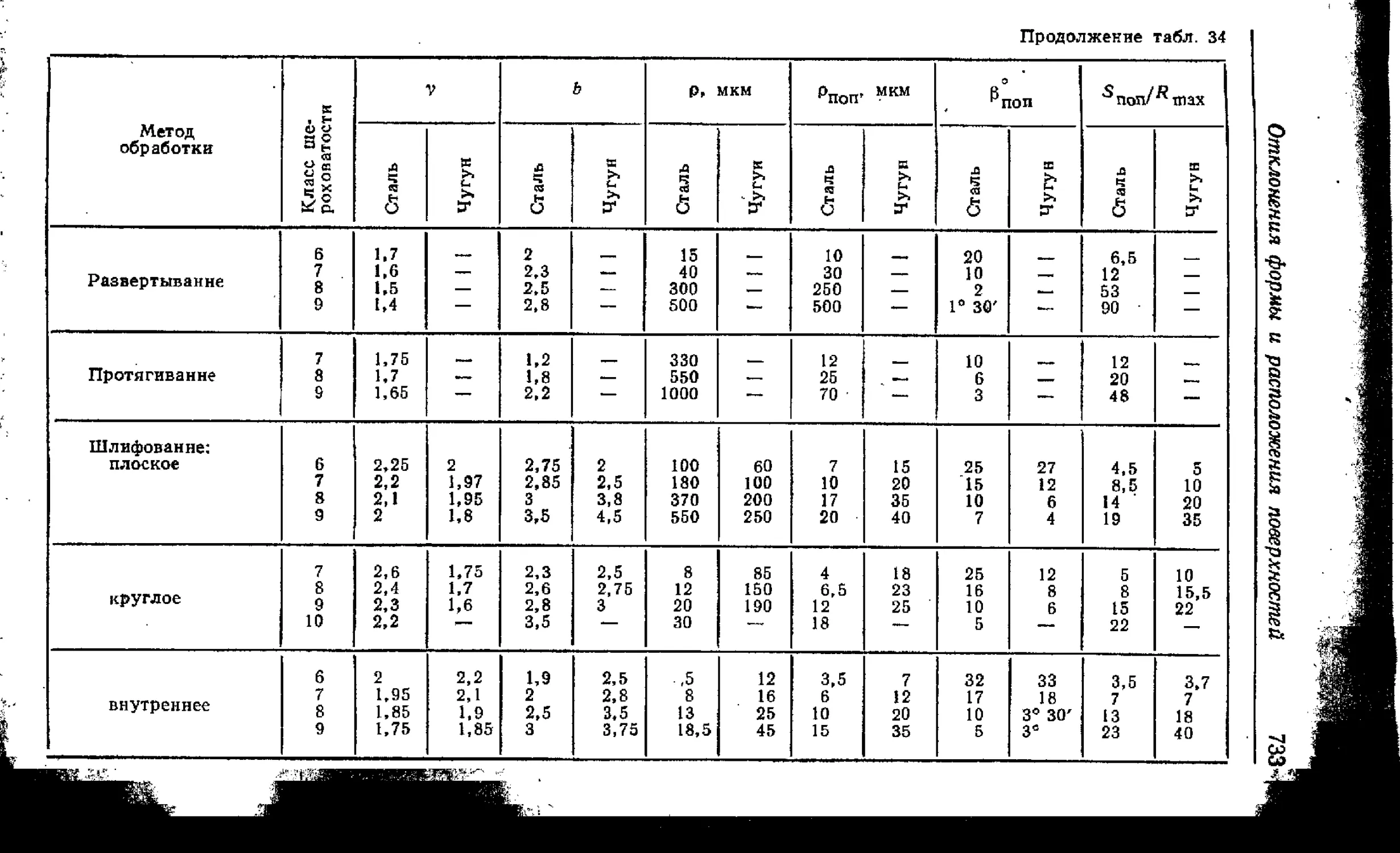
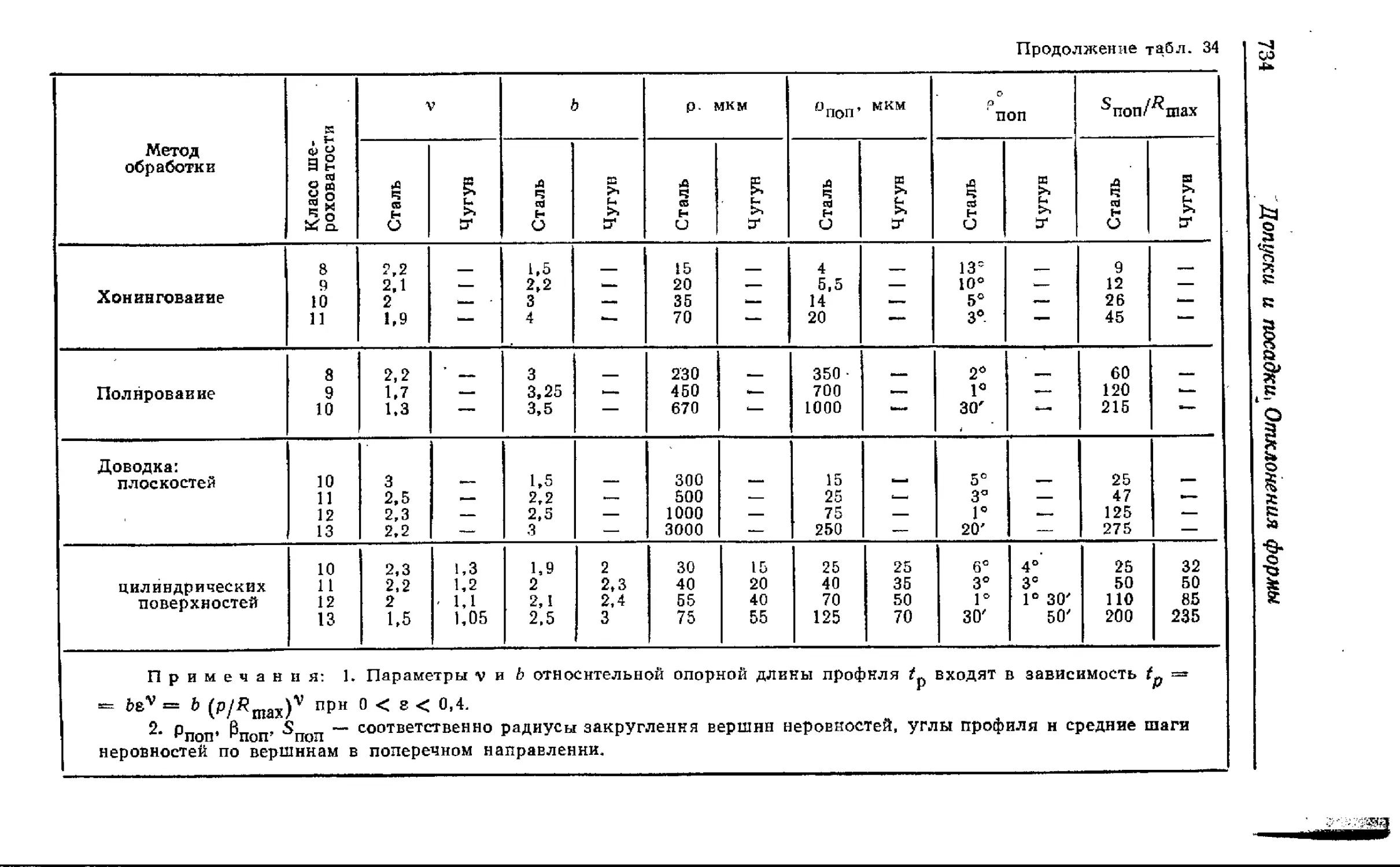
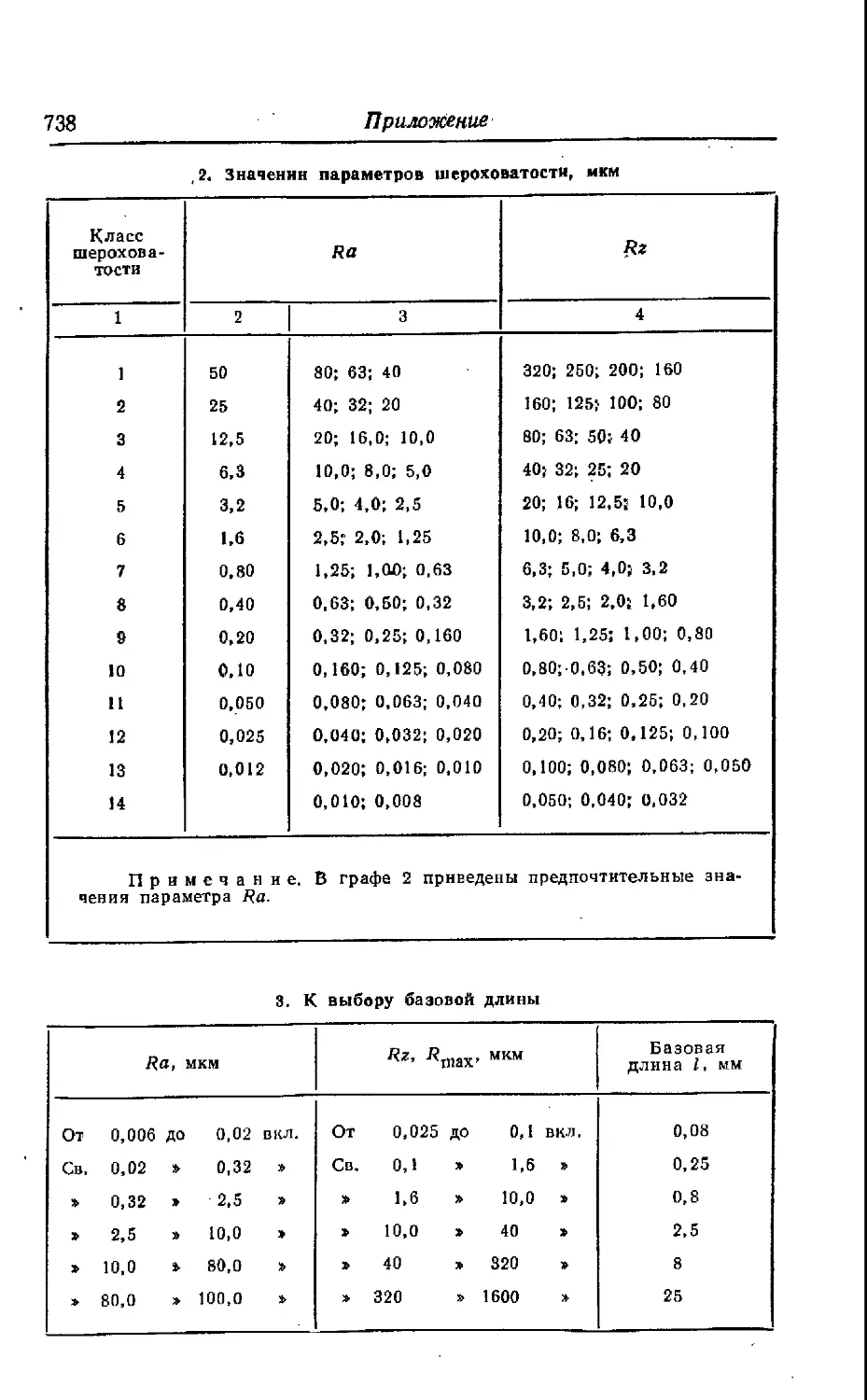
Геометрические параметры шероховатости поверхности детали
О.' В. Рыжов)................................................. 7?о
Приложение................«.................................. 736
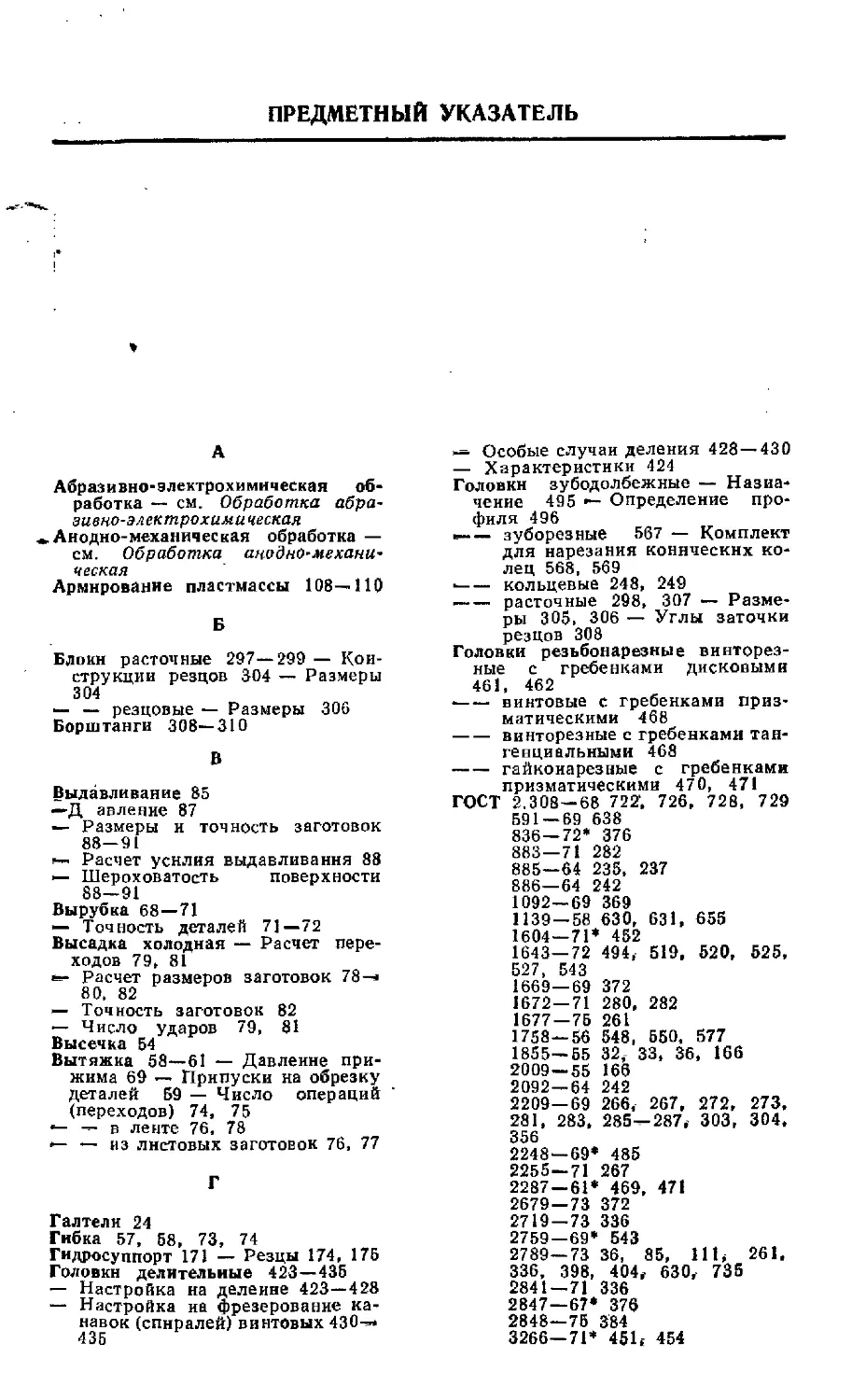
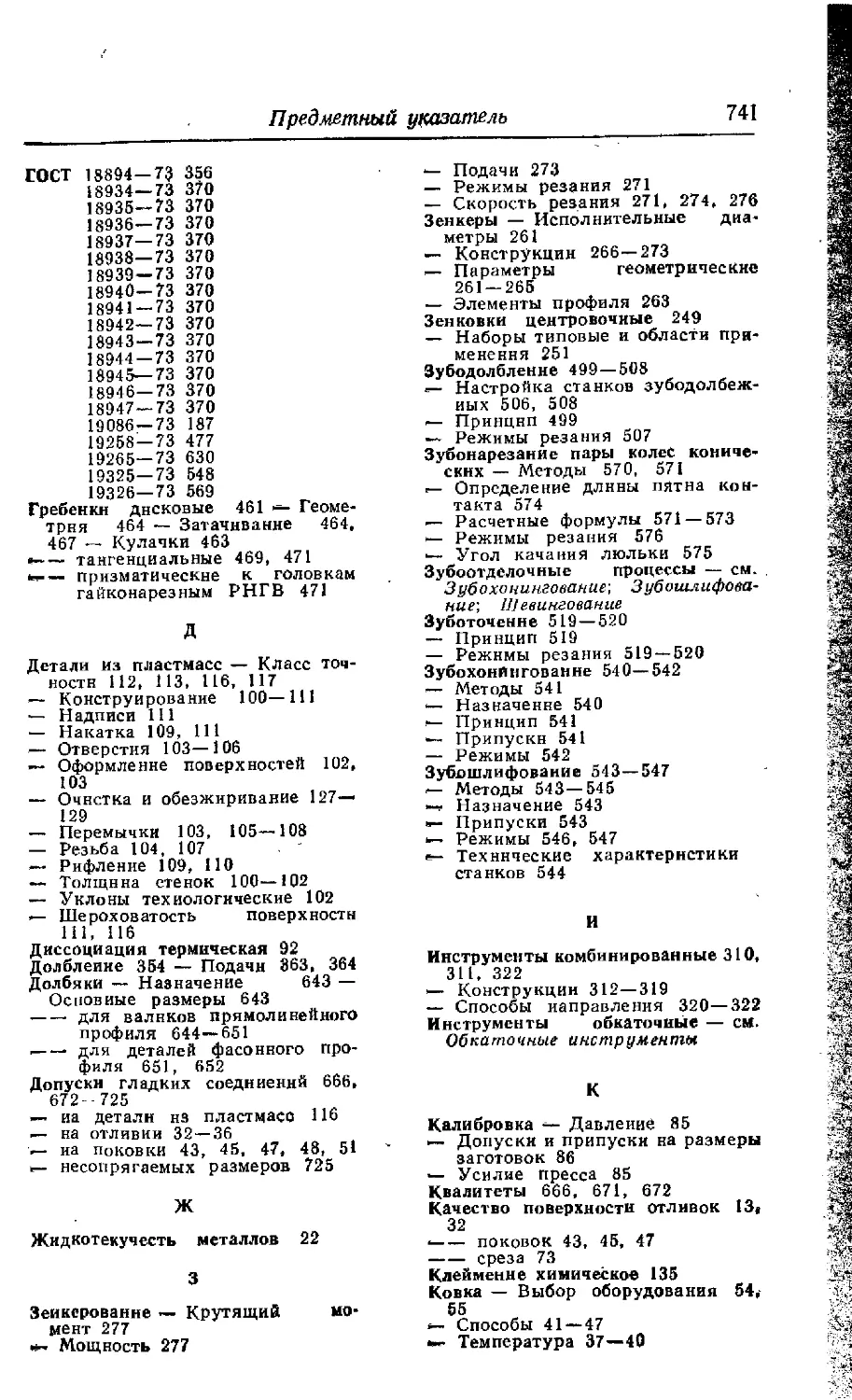
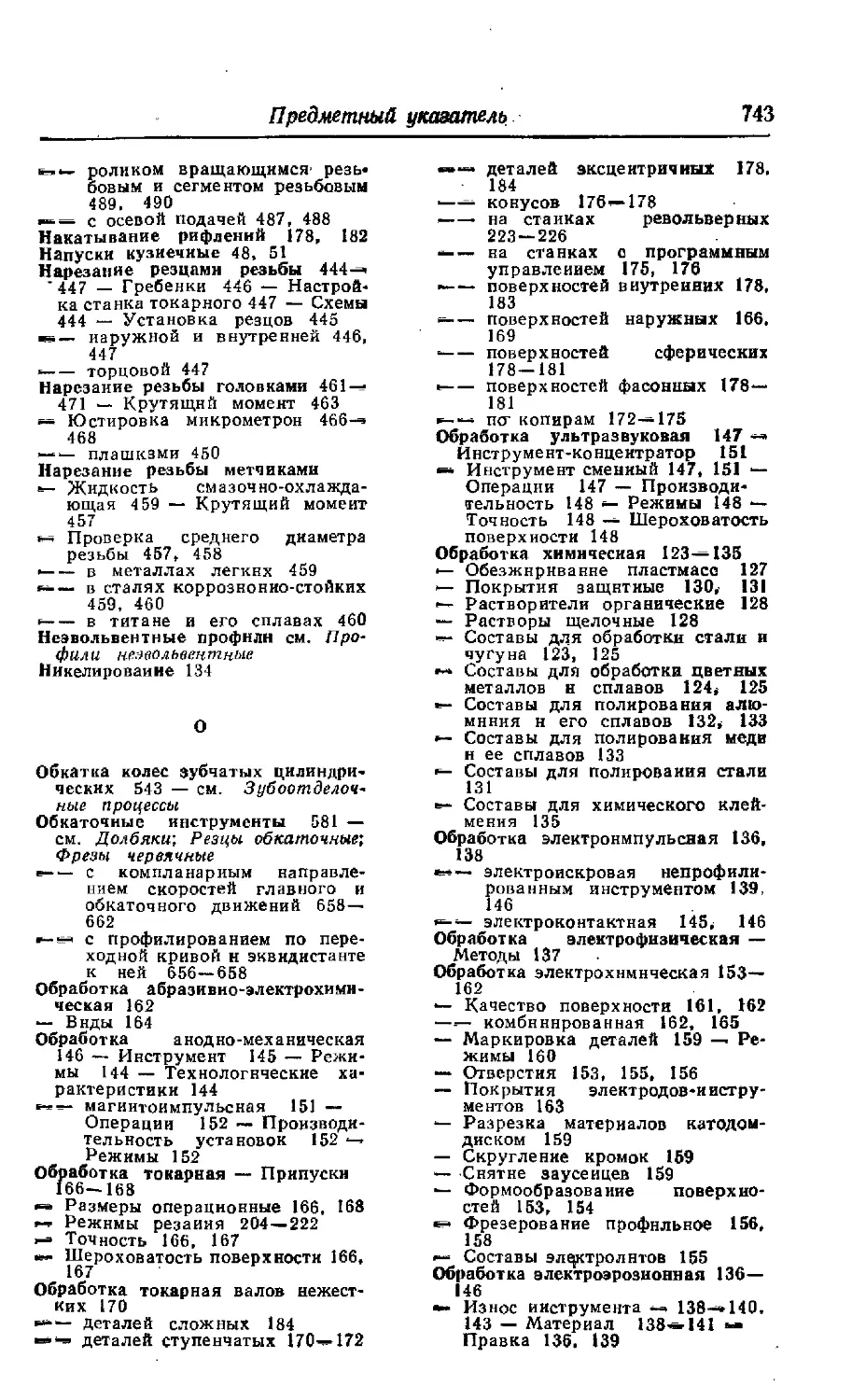
Предметный указатель ........................................ 739
ПРОЦЕССЫ ОБРАБОТКИ
БЕЗ СНЯТИЯ СТРУЖКИ
Глава 1
ОТЛИВКИ
СПОСОБЫ ИЗГОТОВЛЕНИЯ отливок
Наиболее распространены следующие способы литья: в песчаные
разовые формы (сырые, сухие, подсушенные и химически затвердева-
ющие, в том числе на основе жидких (ЖСС) и пластичных (ПСС) само-
твердеющих смесей) и специальные — в кокили (а также в облицовоч-
ные кокили), под давлением, в оболочковые формы, по выплавляемым
моделям и центробежное литье.
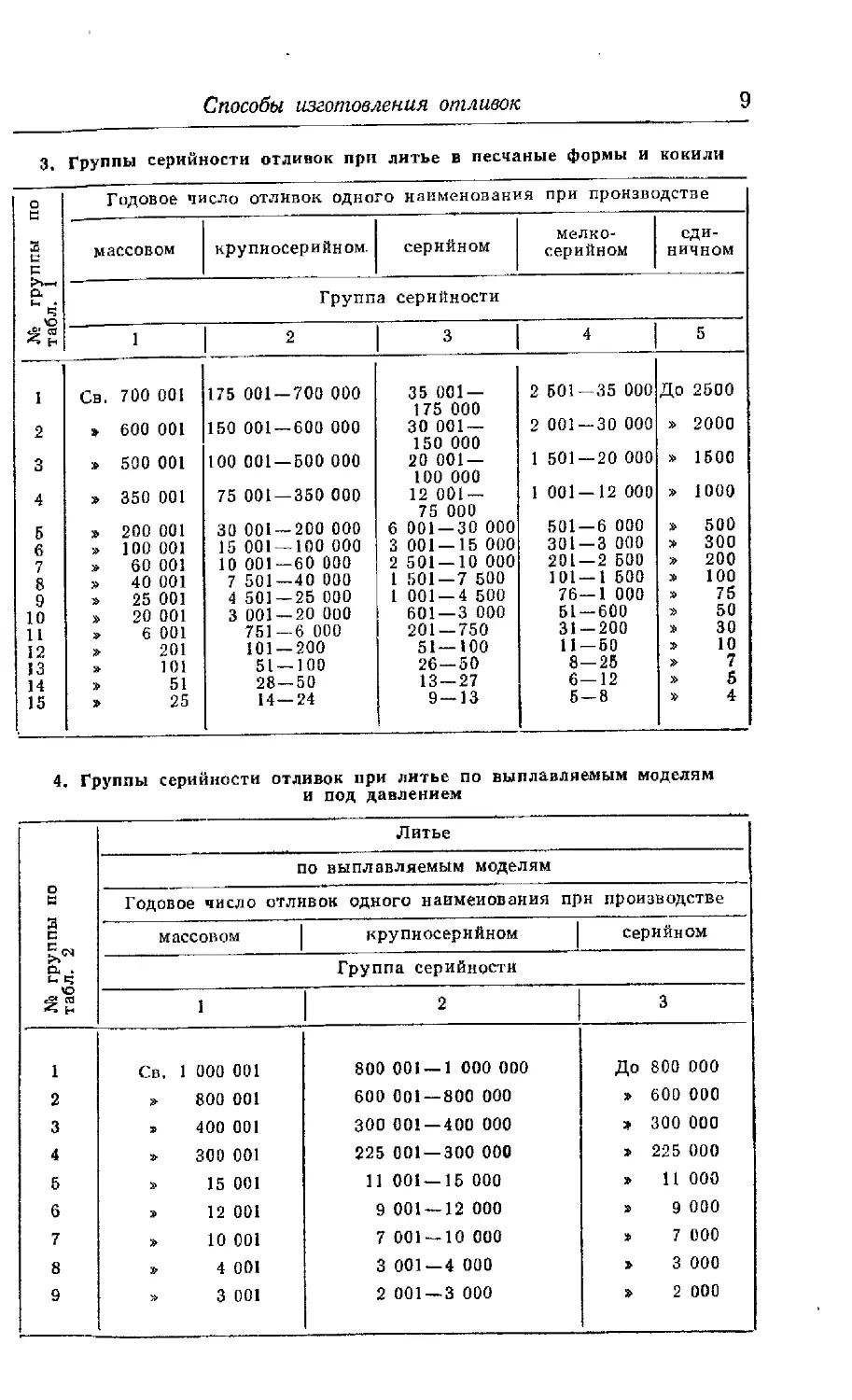
Выбор способа изготовления отливок зависит от их массы, серий-
ности выпуска и сложности. Принятое распределение отливок по массе
приведено в табл. 1 и 2, группы серийности отливок даны в табл. 3 и 4,
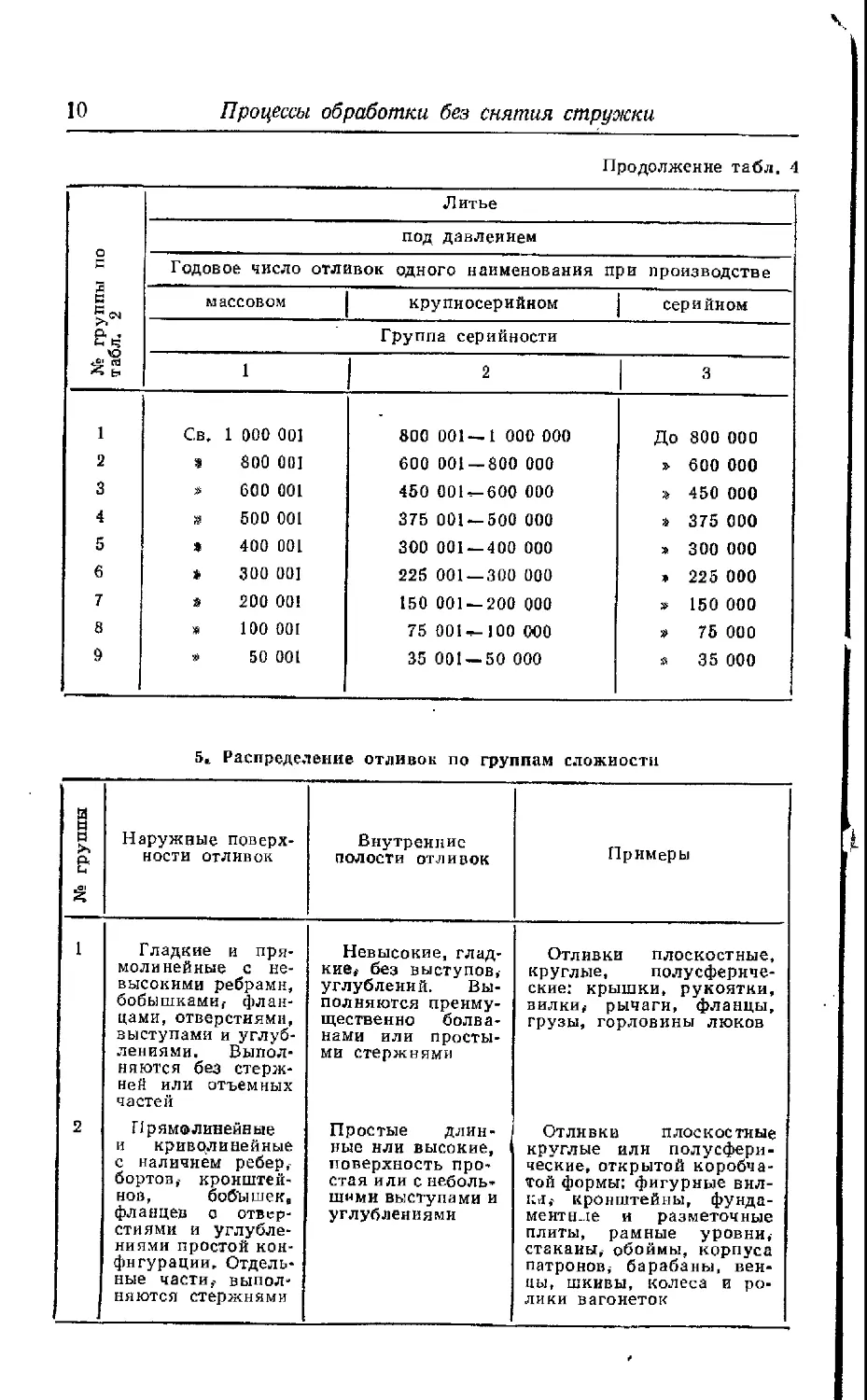
группы сложности — в табл. 5.
1. Распределение отливок по массе
при литье в песчаные формы в кокили
№ группы Масса ОТЛИВКИ, К( № группы Масса отливки, КГ № группы Масса отливки, кг
1 До 0,2 6 10—20 11 1 0^0—3 000
2 0,2—0,5 7 20—50 12 3 000— 10 000
3 0,5—1,0 8 50—200 13 10 000—25 000
4 1,0—3,0 9 200—500 14 25 000—60 000
Б 3,0—10 10 500—1000 15 60 000 и более
2. Распределение отливок по массе при литье
по выплавляемым моделям и под давлением
Xs группы Масса отливки, кг № группы Масса отливки, кг № группы Масса отливки, кг
1 До 0,05 4 0,2 —0,5 7 2—5
2 0,05—0,1 5 0,5-1,0 8 5—10
3 0,1 —0,2 6 1—2 9 10 и более
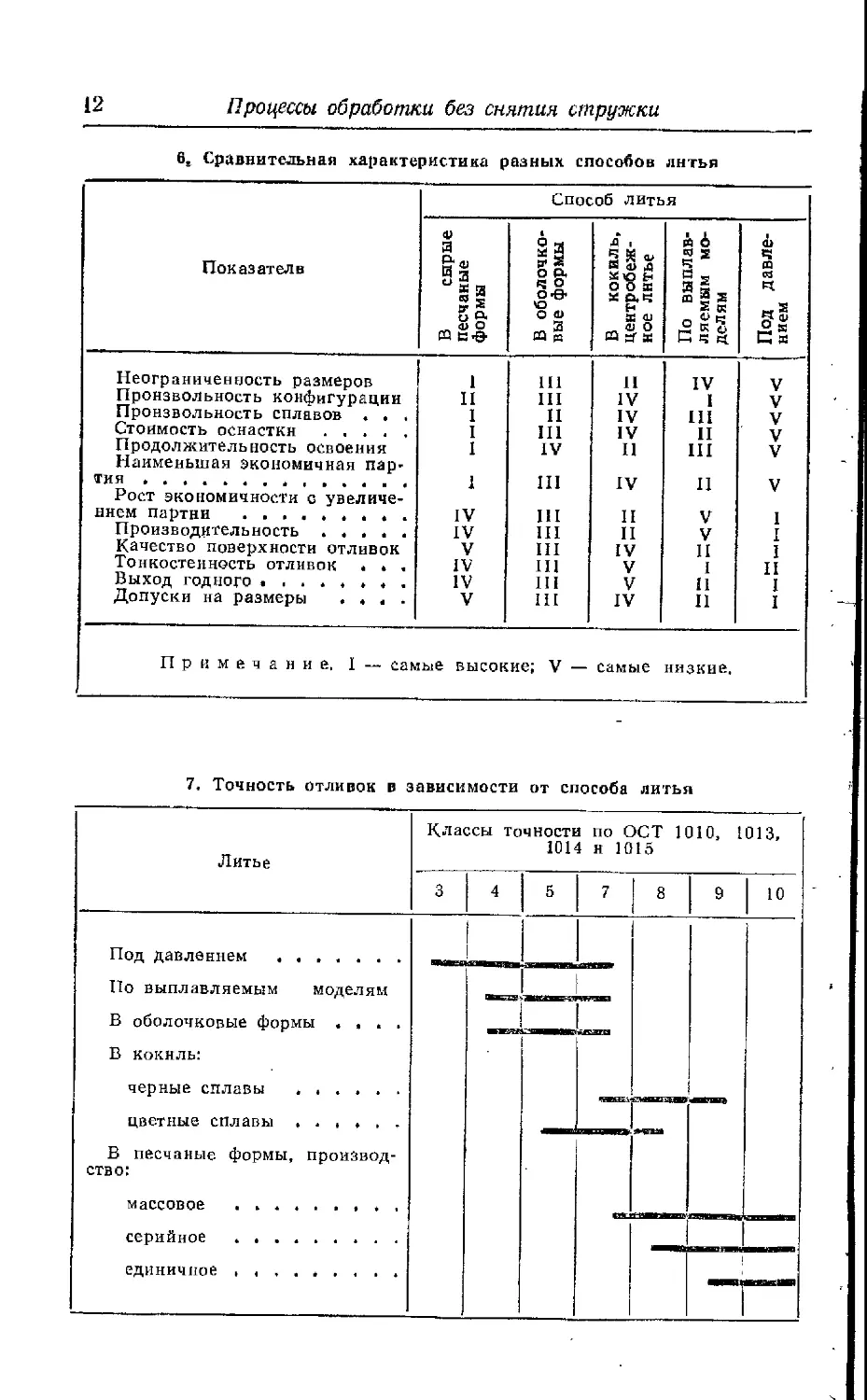
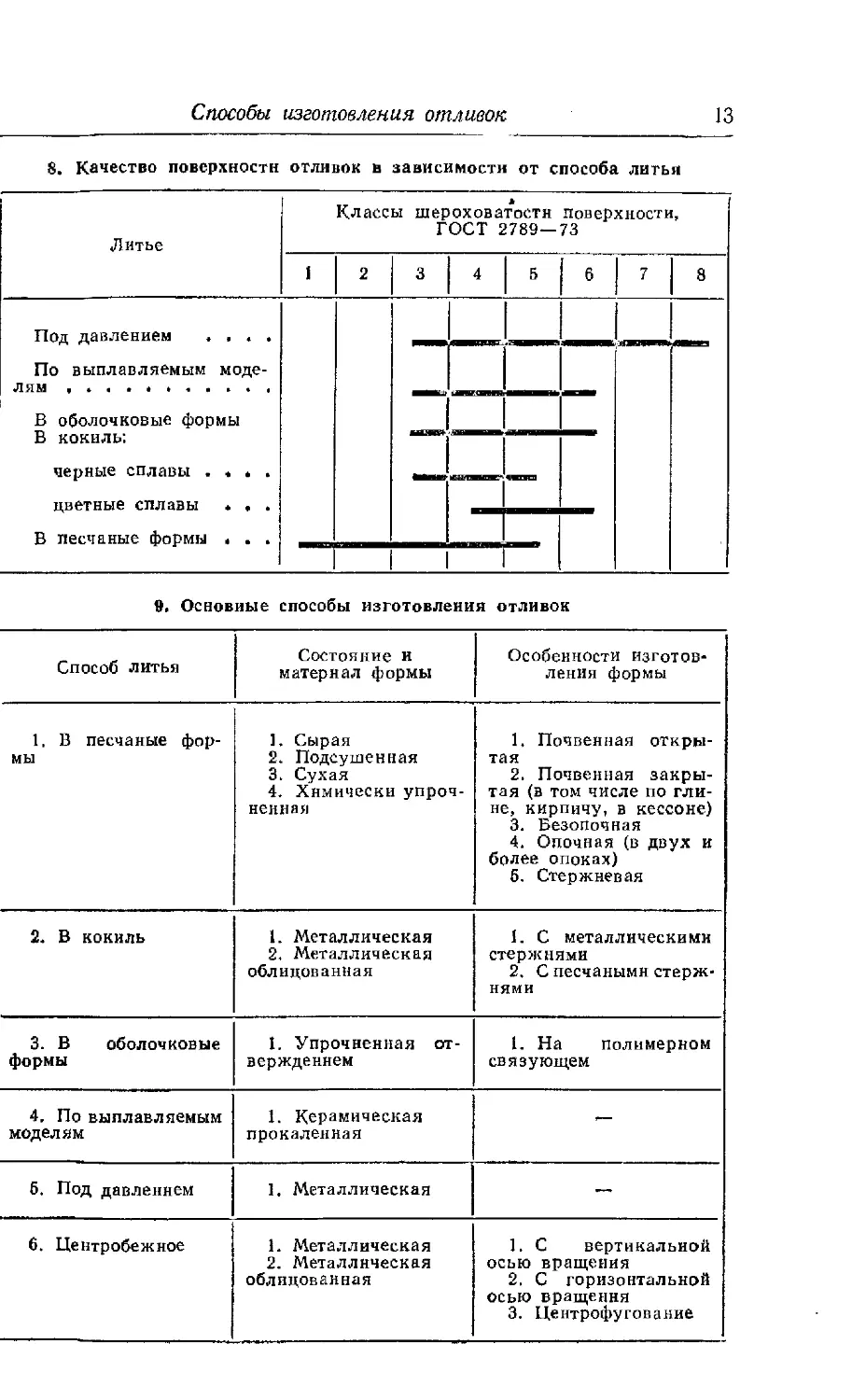
В табл. 6 приведена сравнительная характеристика способов изго-
товления отливок, в табл. 7 и 8 — точность и качество поверхности
отливок, достигаемые при этих способах.
Способы изготовления отливок
9
3. Группы серийности отливок при литье в песчаные формы и кокили
о с с с Годовое число отливок одного наименования при производстве
массовом крупносерийном. серийном мелко- серийном еди- ничном
Группа серийности
«§! «3 1 1 2 1 3 4 5
I Св. 700 001 175 001 — 700 000 35 001 — 2 501-35 000 До 2500
175 000
2 » 600 001 150 001 — 600 000 30 001 — 2 001—30 000 » 2000
150 000
3 » 500 001 100 001 —Б00 000 20 001 — 1 501 — 20 000 » 1500
100 000
4 » 350 001 75 001 — 350 000 12 001 — 1 001 — 12 000 » 1000
75 000
б » 200 001 30 001 — 200 000 6 001 — 30 000 501 — 6 000 » 500
6 » 100 001 15 001 — 100 000 3 001 — 15 000 301 — 3 000 » 300
7 » 60 001 10 001—60 000 2 501 — 10 000 201—2 Б00 » 200
8 » 40 001 7 501—40 000 1 501 — 7 500 101 — 1 500 > 100
9 > 25 001 4 501 — 25 000 1 001 — 4 500 76—1 000 » 75
10 » 20 001 3 001 — 20 000 601 — 3 000 51 — 600 » 50
11 » 6 001 751—6 000 201 — 750 31-200 > 30
12 > 201 101-200 51 — 100 11 — 50 » 10
13 » 101 51 — 100 26 — 50 8-25 » 7
14 » 51 28 — 50 13 — 27 6 — 12 » 5
15 » 25 14—24 9 — 13 5-8 » 4
4. Группы серийности отливок при литье по выплавляемым моделям
и под давлением
№ группы по табл. 2 Литье
по выплавляемым моделям
Годовое число отливок одного наименования при производстве
массовом крупносерийном серийном
Группа серийности
1 1 2 3
1 2 3 4 5 6 7 8 9 Св. 1 000 001 » 800 001 » 400 001 » 300 001 » 15 001 » 12 001 » 10 001 » 4 001 » 3 001 800 001 — 1 000 000 600 001 — 800 000 300 001 — 400 000 225 001 — 300 000 11 001 — 15 000 9 001 — 12 000 7 001 — 10 000 3 001 — 4 000 2 001 — 3 000 До 800 000 » 600 000 » 300 000 » 225 000 » 11 000 s 9 000 » 7 000 » 3 000 » 2 000
10
Процессы обработки без снятия стружки
Продолжение табл. 4
№ группы по т абл. 2 Литье
под давлением
Годовое число отливок одного наименования при производстве
массовом крупносерийном серийном
Группа серийности
1 2 3
1 2 3 4 5 6 7 8 9 Св. 1 000 001 S 800 001 * 600 001 » 500 001 » 400 001 » 300 001 s 200 001 » 100 001 » 50 001 800 001 — 1 000 000 600 001 — 800 000 450 001 — 600 000 375 001 — 500 000 300 001 — 400 000 225 001 — 300 000 150 001 — 200 000 75 001 — 100 000 35 001 — 50 000 До 800 000 » 600 000 s 450 000 * 375 000 > 300 000 » 225 000 » 150 000 » 75 000 й 35 000
5. Распределение отливок по группам сложности
№ группы Наружные поверх- ности ОТЛИВОК Внутренние полости отливок Примеры
1 Гладкие и пря- молинейные с не- высокими ребрами, бобышками? флан- цами, отверстиями, выступами и углуб- лениями. Выпол- няются без стерж- ней или отъемных частей Невысокие, глад- кие? без выступов, углублений. Вы- полняются преиму- щественно болва- нами или просты- ми стержнями Отливки плоскостные, круглые, полусфериче- ские: крышки, рукоятки, вилки? рычаги, фланцы, грузы, горловины люков
2 Прямолинейные и криволинейные с наличием ребер,- бортов? кронштей- нов, бобЫшекв фланцев о отвер- стиями и углубле- ниями простой кон- фигурации, Отдель- ные части,- выпол- няются стержнями Простые длин- ные нли высокие, поверхность про- стая или с неболь- шими выступами и углублениями Отливки плоскостные круглые или полусфери- ческие, открытой коробча- той формы: фигурные вил- кд,- кронштейны, фунда- меитн-ie и разметочные плиты, рамные уровни? стаканы, обоймы, корпуса патронов, барабаны, вен- цы, шкивы, колеса и ро- лики вагонеток
Способы изготовления отливок
11
Продолжение табл. 5
группы Наружные поверх- ности отливок. Внутренние полости отливок Примеры
3 Сравнительно сложной конфигу- рации с наличием нависающих эле- ментов, ребер, бо- бышек, фланцев в отверстиями и углублениями. Многие части по- верхности могут выполняться стержнями Имеют вид от- дельных или сочле- ненных геометриче- ских фигур, длин- ные или высокие с незначительными выступами и углуб- лениями; располо- жены в один и ча- стично в два яруса со свободными и широкими выхода- ми Отливки открытой ко- робчатой, сферической, цилиндрической и других форм: блоки с литыми ка- навками, звездочки, коле- са одноднсковые с литыми зубьями и двухдисковые без литых зубьев, крышки и основания редукторов,- гильзы и поршни цилин- дров, корпуса гидронасо- сов, турбовоздуходувок, дифференциалов
4 Криволинейные и прямолинейные с примыкающими кронштейнами, фланцами, патруб- ками и другими элементами. Мно- гие части поверх- ности или все по- верхности могут выполняться стержнями Сложной конфи- гурации со значи- тельными выступа- ми и углубления- ми; расположены в одни-два яруса; имеют одни илн два свободных вы- хода Отливки закрытой и ча- стично открытой коробча- той и цилиндрической форм: столы, станины ме- таллорежущих станков, ковочных машин, прессов, молотов, барабаны экска- ваторов, мостовых кранов, лебедок, станины н клетн прокатных станов; двух- и трехдисковые звездочки н зубчатые колеса, шквор- невые балки, балансиры, корпуса автосцепки, на- правляющие аппараты и лопасти гидротурбин
5 Криволинейные, сложной конфигу- рации с примыкаю- щими и пересекаю- щимися кронштей- нами, фланцами, патрубками и дру- гими сложными элементами. Вы- полняются с при- менением большого числа стержней Сложной конфи- гурации с криво- линейными поверх- ностями, пересе- кающимися под разными углами, с выемками и вы- ступами, с ленточ- ными и кольцевы- ми каналами, рас- положенными в два и более яруса, с затрудненным выходом Отливки закрытой ко- робчатой, цилиндрической или комбинированной форм: передние бабкн и сложные станины станков; поперечины; стойки, осно- вания, салазки уникаль- ных станков; траверсы, станины, архитравы, ко- ленчатые валы, корпуса сложных гидромеханиз- мов; гидравлические ко- робки нефтебуровых уста- новок; фасонные цилиндры, рубашки цилиндров газо- вых и паровых турбин,- компрессоров; блоки ци- линдров двигателей и ди- зелей
12
Процессы обработки без снятия стружки
6. Сравнительная характеристика разных способов лнтья
Способ литья
ф кокиль, гробеж - литье & 6 <Ь
Показателе В ф и в ° * И S s болочк формь ю s ч О 5 ч л <я — S
5 о. „ Ф к 4*
О и ие ей К _ Ф о й йГ а к о С 33
Неограниченность размеров 1 ш 11 IV V
Произвольность конфигурации II III IV I V
Произвольность сплавов ♦ . . 1 и IV III V
Стоимость оснастки I III IV II V
Продолжительность освоения Наименьшая экономичная пар- I IV 11 III V
ТИЯ .............. 1 III IV II V
Рост экономичности с увеличе- нием партии ......... IV III 11 V I
Производительность ..... IV III II V I
Качество поверхности отливок V III IV 11 1
Тонкостенность отливок . . . IV III V 1 II
Выход годного • IV III V II I
Допуски на размеры .... V Ш IV II I
Примечание. I — самые высокие; V — самые низкие.
1, Точность отливок в зависимости от способа литья
Литье
Классы точности по ОСТ 1010, 1013,
1014 н 1015
3 4 5 7 8 9 10
Под давлением ...............
По выплавляемым моделям
В оболочковые формы • , . .
В кокнлы
черные сплавы ......
цветные сплавы ......
В песчаные формы, производ-
ство:
массовое . » ...... .
серийное . . ..............
единичное
Способы изготовления отливок
13
8. Качество поверхности отливок в зависимости от способа литья
Способ литья Состояние и материал формы Особенности изготов- ления формы
1. В песчаные фор- мы ]. Сырая 2. Подсушенная 3. Сухая 4. Химически упроч- ненная 1. Почвенная откры- тая 2. Почвенная закры- тая (в том числе по гли- не, кирпичу, в кессоне) 3. Безопочная 4. Опочная (в двух и более опоках) б. Стержневая
2. В кокиль 1. Металлическая 2. Металлическая облицованная 1. С металлическими стержнями 2. С песчаными стерж- нями
3. В оболочковые формы 1. Упрочненная от- верждением 1. На полимерном связующем
4. По выплавляемым моделям 1. Керамическая прокаленная —
б. Под давлением 1, Металлическая —
6. Центробежное L Металлическая 2. Металлическая облицованная 1. С вертикальной осью вращения 2. С горизонтальной осью вращения 3. Центрофугование
14
Процессы обработки без снятия стружки
10. Области применения различных способов изготовления отливок5
Группы Техноло- гический процесс (табл. 9) Примечание
по массе (табл. 1) сложности (табл. 5) серийности | (табл. 3)
1 — 5 1 — 3 1 — 5 1.1.3 1.1.4
U5 1-3 1-4 2.1.1. 3.1.1 4.1 5.1— - t Отливки из стали при экономии 1 затрат на механическую обработку Отлнвки из цветных сплавов
5-8 1 4-5 1.1.1 Простые отливки без механической обработки
5-8 1-3 1-5 1.1.4 2.1.1 2.1.2 3.1.1 6.1--- 6.2,3-— Отливки из цветных сплавов Отливки несимметричные оси вра- щения
5—10 1—2 1-4 6.1.1 6.1.2 6.2.1 6.2.2 Отливки тел вращения типа труб, гильз, венцов и пр.
8—10 3—5 1 — 5 1.2.4 1.3.4 1.4.4 1.3.5 1.4.5 —
11—12 3 — 5 1-5 1.3.2 1.3.4 1.3.5 ’ 1.4.2 1.4.4 1.4.5 —
13—15 3-5 1-5 1.3.2 1.3.5 1.4.2 1.4.5 —
1 Технологический процесс обозначается условно цифрами в соответст-
вии с данными табл. 9, например, 1.2.4 — форма песчаная разовая, подсу-
шенная, изготовляемая в опоках; 4.1 формам изготовляемая по выплав*
ляемым моделям и т, д.
Способы изготовления отливок
15
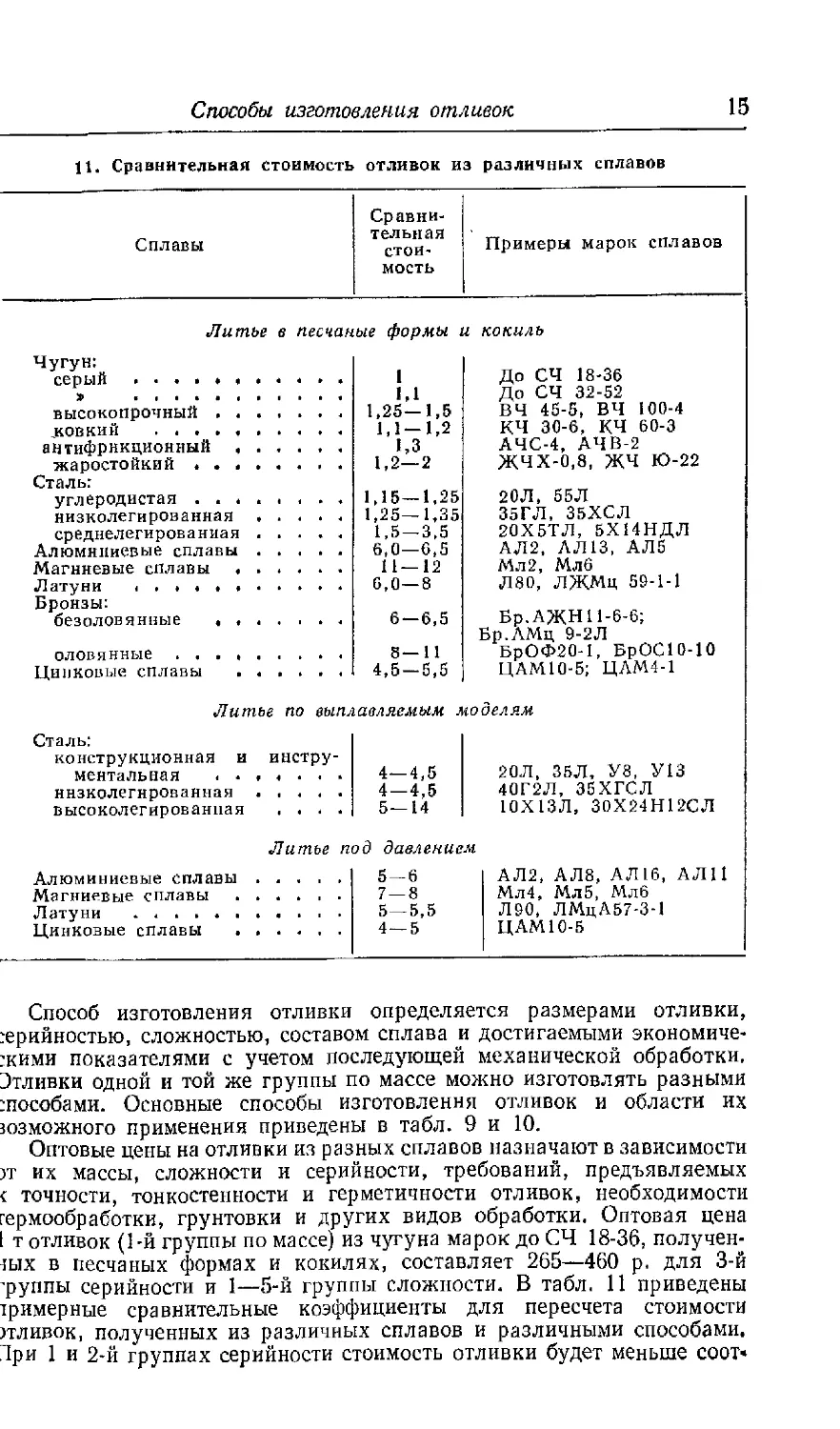
11. Сравнительная стоимость отливок из различных сплавов
Сплавы Сравни- тельная стои- мость Примеры марок сплавов
Литье в песчаные формы л кокиль
Чугун:
серый .... * 1 До СЧ 18-36
» 1.1 До СЧ 32-52
высокопрочный ....... 1,25—1,5 ВЧ 45-5, ВЧ 100-4
ковкий ..... 1,1—1,2 КЧ 30-6, КЧ 60-3
антифрикционный . 1,3 АЧС-4, АЧВ-2
жаростойкий 1,2—2 ЖЧХ-0,8, ЖЧ Ю-22
Сталь:
углеродистая ........ 1,15—1,25 20Л, 55Л
низколегированная ..... 1,25—1,35 35ГЛ, 35ХСЛ
среднелегированиая 1,5 —3,5 20X5TJ1, 5Х14НДЛ
Алюминиевые сплавы 6,0—6,5 АЛ2, АЛ13, АЛ5
Магниевые сплавы 11—12 Мл2, Млб
Латуни 6,0—8 Л80, ЛЖМц 59-1-1
Бронзы:
безоловянные « 6-6,5 Бр.АЖН 11-6-6;
Бр.ЛМц 9-2Л
оловянные 8—11 БрОФ20-1, БрОС10-10
Цинковые сплавы 4,5 —5,5 ЦАМ10-5; ЦАМ4-1
Литье по выплавляемым моделям
Сталь:
конструкционная и инстру-
ментальная ....... 4—4,5 20Л, 35Л, У8, У13
низколегированная 4 — 4,5 40Г2Л, 35ХГСЛ
высоколегированная .... 5—14 10Х13Л, 30Х24Н12СЛ
Литье под давлением
Алюминиевые сплавы 5 — 6 АЛ2, АЛ8, АЛ16, АЛ11
Магниевые сплавы 7 — 8 Мл4, Мл5, Млб
Латуни ..... 5—5,5 Л90, ЛМцА57-3-1
Цинковые сплавы 4—5 ЦАМ10-5
Способ изготовления отливки определяется размерами отливки,
серийностью, сложностью, составом сплава и достигаемыми экономиче-
скими показателями с учетом последующей механической обработки,
Этливки одной и той же группы по массе можно изготовлять разными
способами. Основные способы изготовления отливок и области их
возможного применения приведены в табл. 9 и 10.
Оптовые цены на отливки из разных сплавов назначают в зависимости
зт их массы, сложности и серийности, требований, предъявляемых
< точности, тонкостенности и герметичности отливок, необходимости
гермообработки, грунтовки и других видов обработки. Оптовая цена
1 т отливок (1-й группы по массе) из чугуна марок до СЧ 18-36, получен-
:ых в песчаных формах и кокилях, составляет 265—460 р. для 3-й
'руппы серийности и 1—5-й группы сложности. В табл. 11 приведены
гримерные сравнительные коэффициенты для пересчета стоимости
хгливок, полученных из различных сплавов и различными способами.
Лри 1 и 2-й группах серийности стоимость отливки будет меньше соот-
16
Процессы обработки без снятия стружки
12. К выбору материала для изготовления модельной оснастки
Группа отли- вок по массе (табл. 1) Серийность (см. табл. 3)
1 2 3 4 5
1-5 6—9 10-11 12—15 м м. п. М. И. с М м. п. м. п. с м м. п. м. п. с д м. п. с д д
Обозначения: Д — деревянные; П —? пластмассовые; С —
смешанные; М — металлические.
Примечание, Выбор материала оснастки для отливок
1—9-й групп прн единичном производстве зависит от конкретного
*1исла отливок в партии и определяется расчетом.
13. Литейная усадка некоторых сплавов
Сплавы
Отлнвки Усадка, %
Чугуны: Серые Мелкие 1,0-1,25
Средние 0,75-1,0
Крупные 0,5—0,75
модифицированные н легиро- — 1,0—1,25
ванные
высоколегированные 1,25—1,75
высокопрочные Со структурой:
перлитной 0.75—1,25
ферритной 0,5—1,0
ковкие черносердечные Стенки толщиной,
мм:
до 25 0,75 — 1,0
св. 25 0,5 — 0,75
ковкие белосердечные и белые — 1.5-2,0
Стали углеродистые Мелкие 1,8—2,2
Средние 1,6-2,1
Крупные 1,4—1,8
Бронзы:
оловянные — 1,0—1,2
безоловянные и латуни Мелкие 1,4—1,6
Средние 1,0—1,4
Крупные 0,8—1,2
алюминиевые 1,2—1,8
Алюминиевые и магниевые спла- Мелкие 0,8-1,2
вы Средние 0,5—1,0
Крупные 0,3 —0,8
Примечания: 1. Большие значения усадки относятся к про-
стым отливкам со свободной усадкой, а меньшие — к сложным отлив-
кам с затрудненной усадкой.
2. При массовом и серийном производстве ответственных дета-
лей величину усадки уточняют на пробных отливках.
ветственно на 0,4—0,5 и 0,2—0,3, а при 5 и 4-й группах будет больше
соответственно на 0,4—0,5 и 0,2—0,3 стоимости отливки 3-й группы
Серийности.
Конструирование отливок
17
Оснастка. При выборе материала для изготовления модельной
оснастки учитывают массу отливок и серийность производства (табл. 12)в
а также линейную усадку сплавов (табл. 13).
КОНСТРУИРОВАНИЕ отливок
При конструировании отливок следует стремиться к созданию
технологичных конструкций. Основные задачи получения качественных
Й экономичных отливок определяются приведенными ниже положе-
ниями.
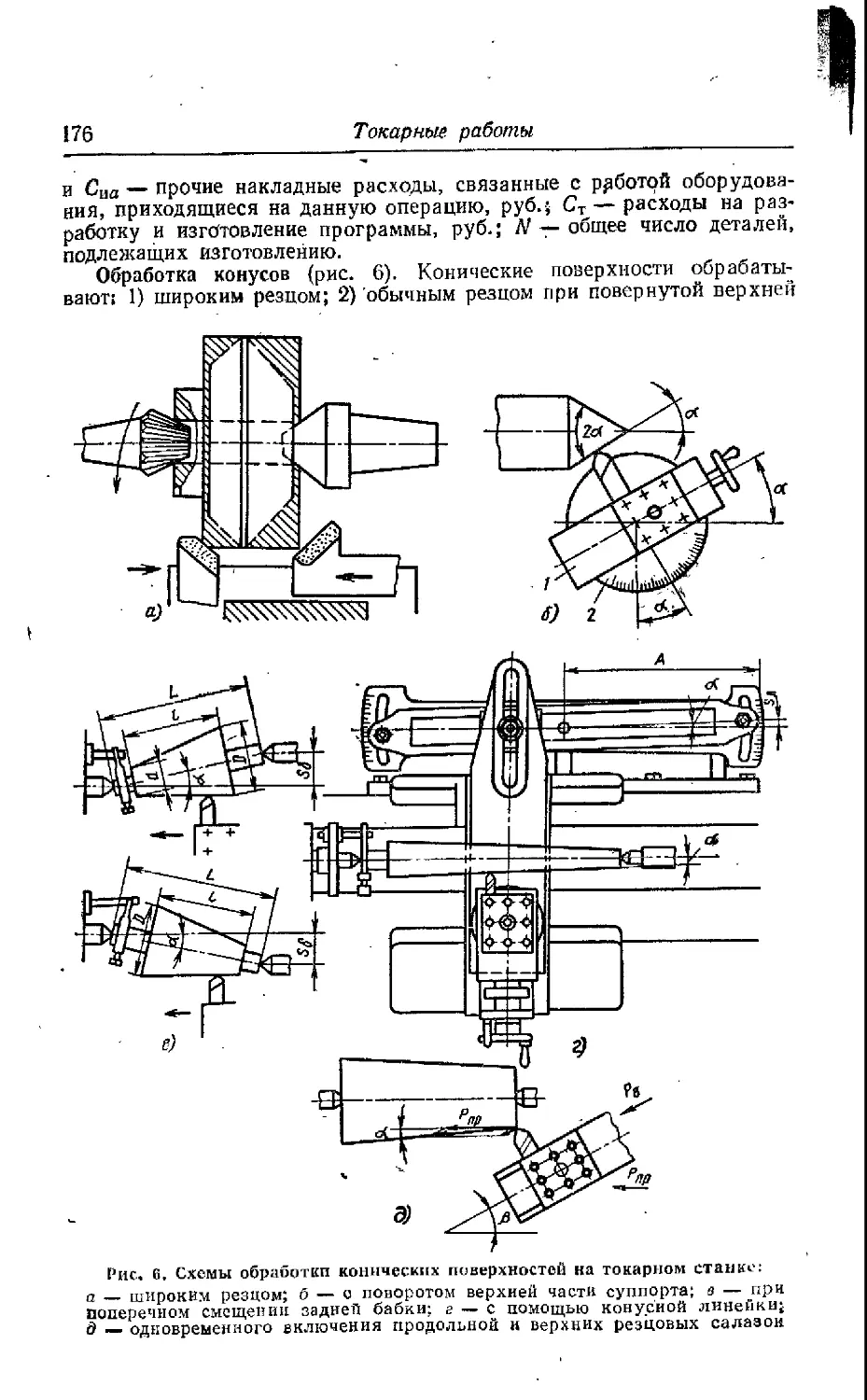
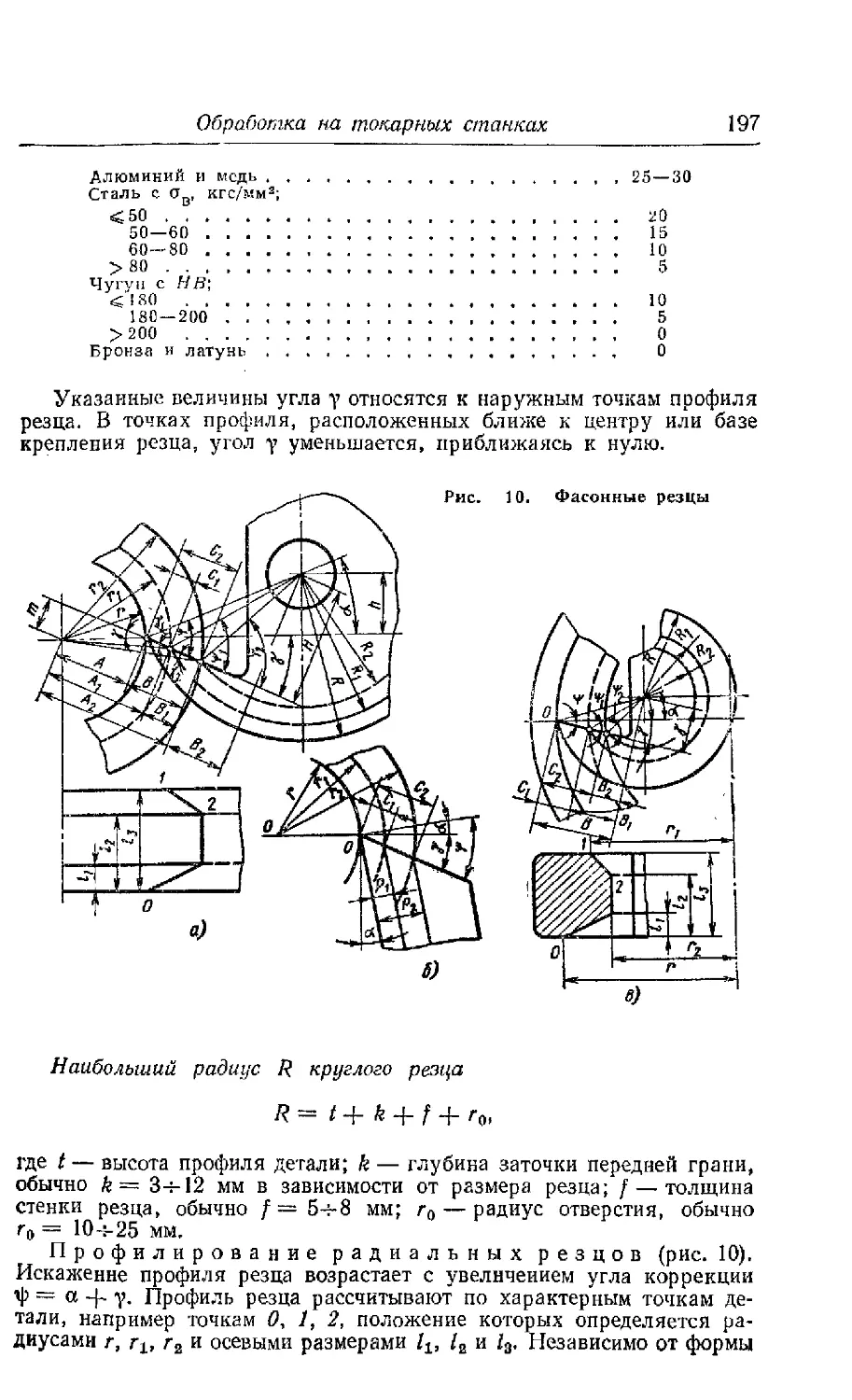
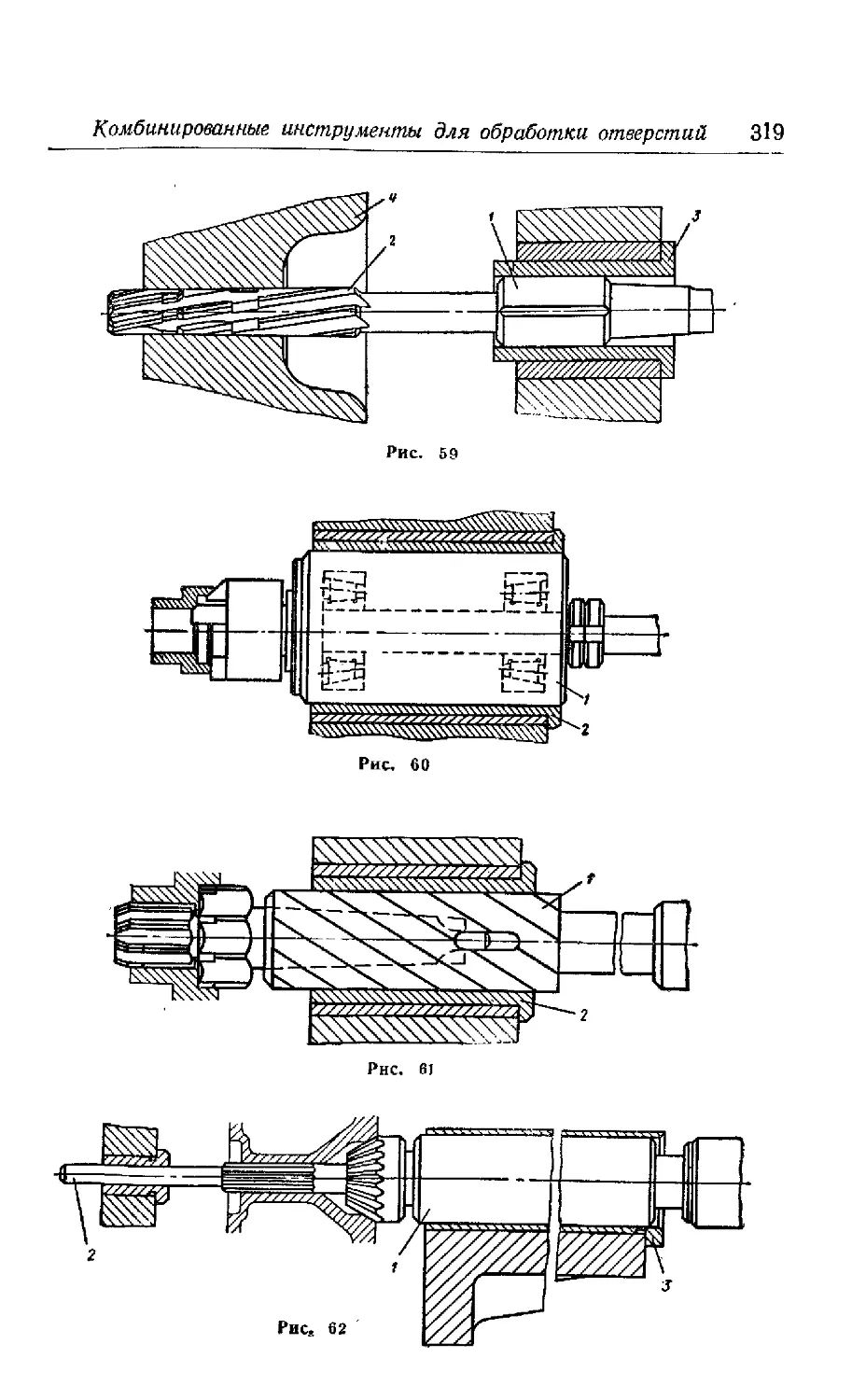
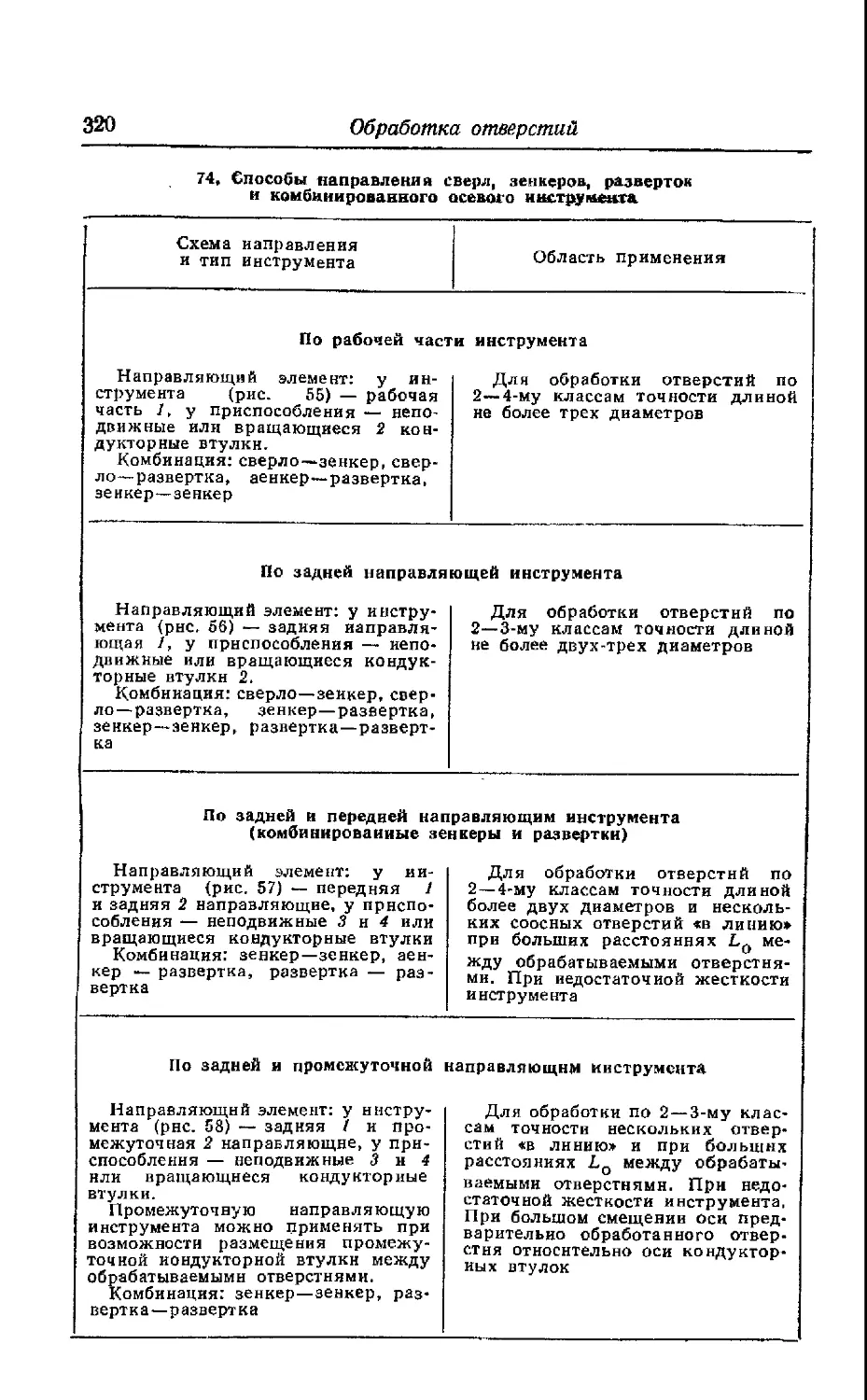
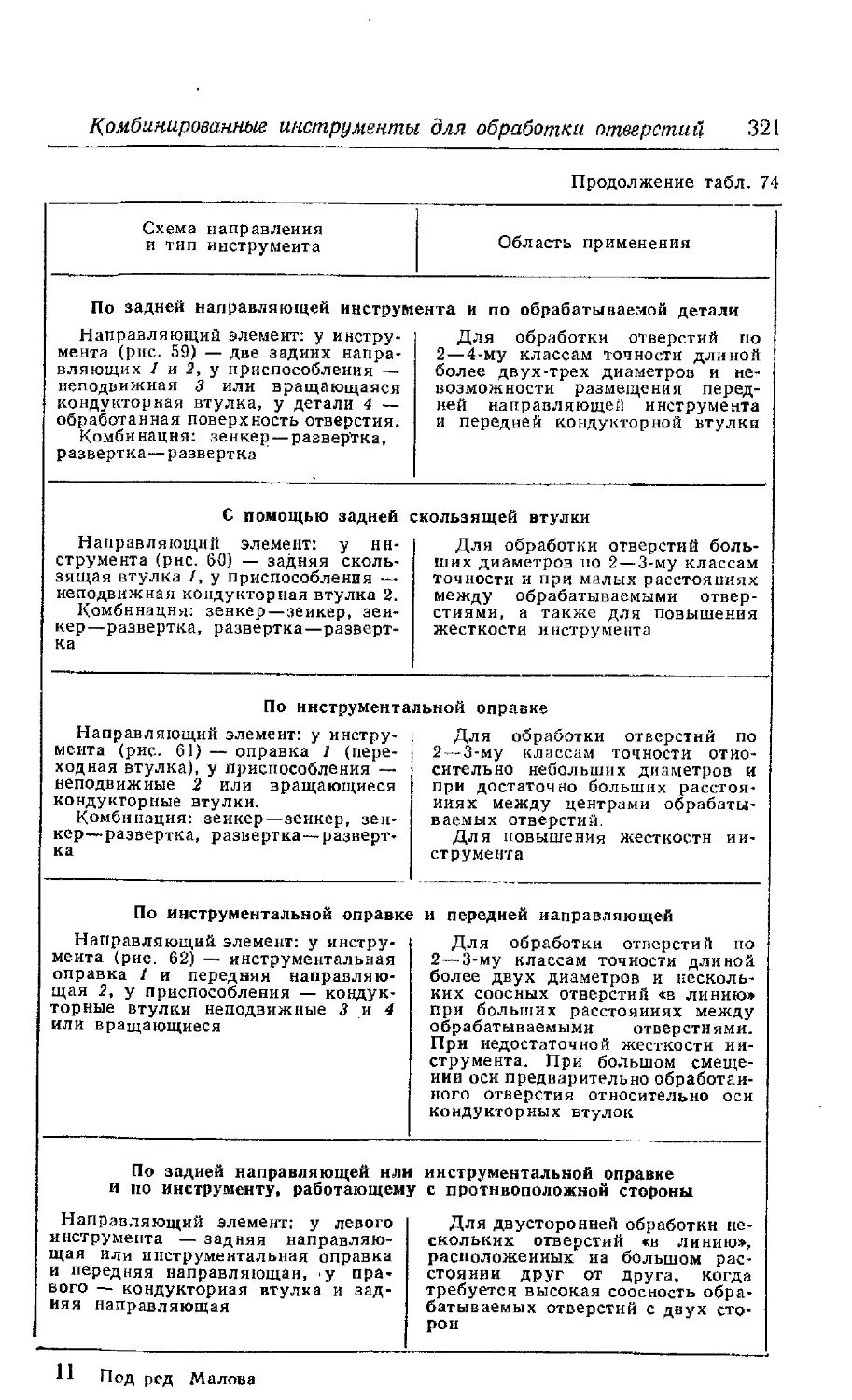
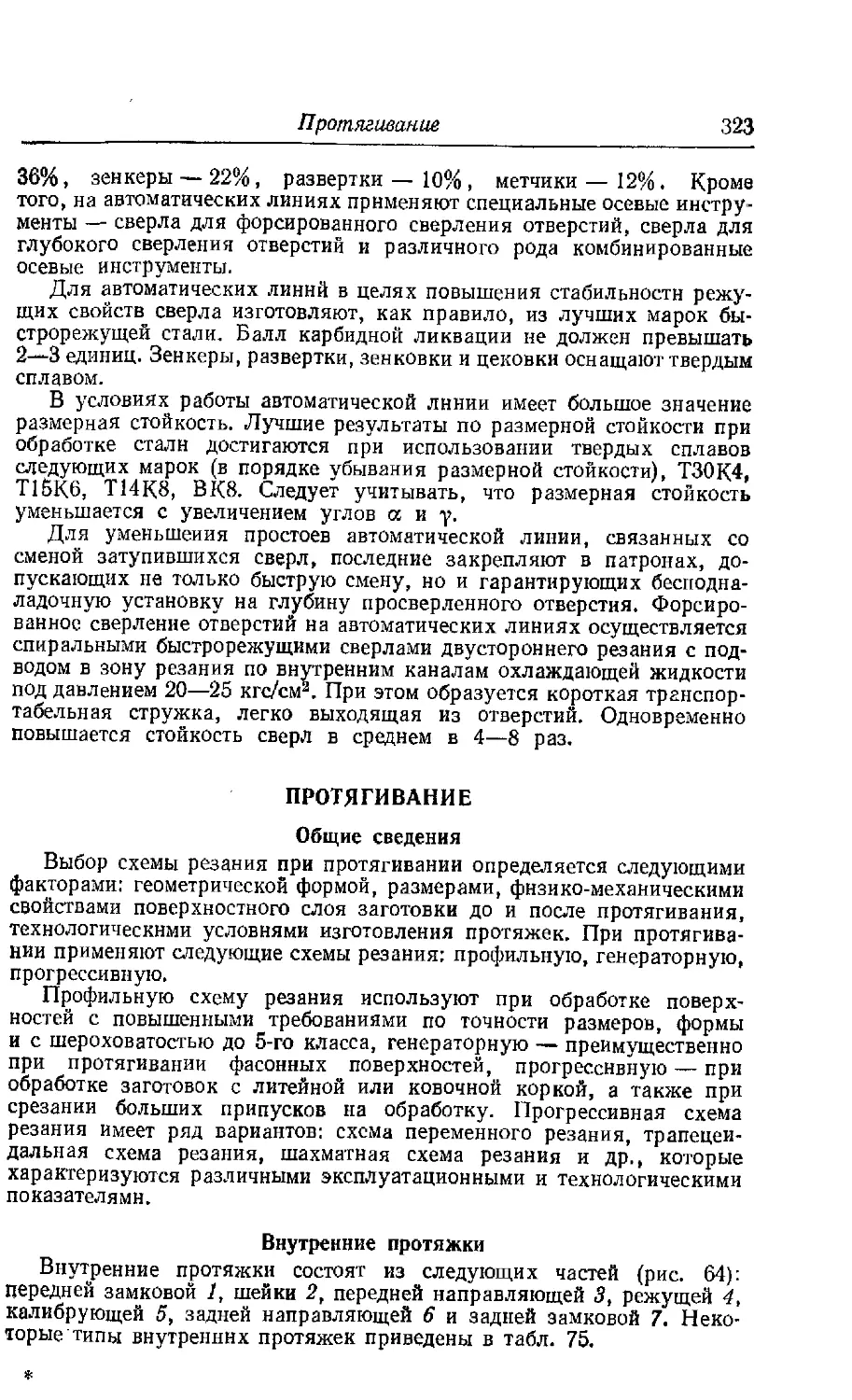
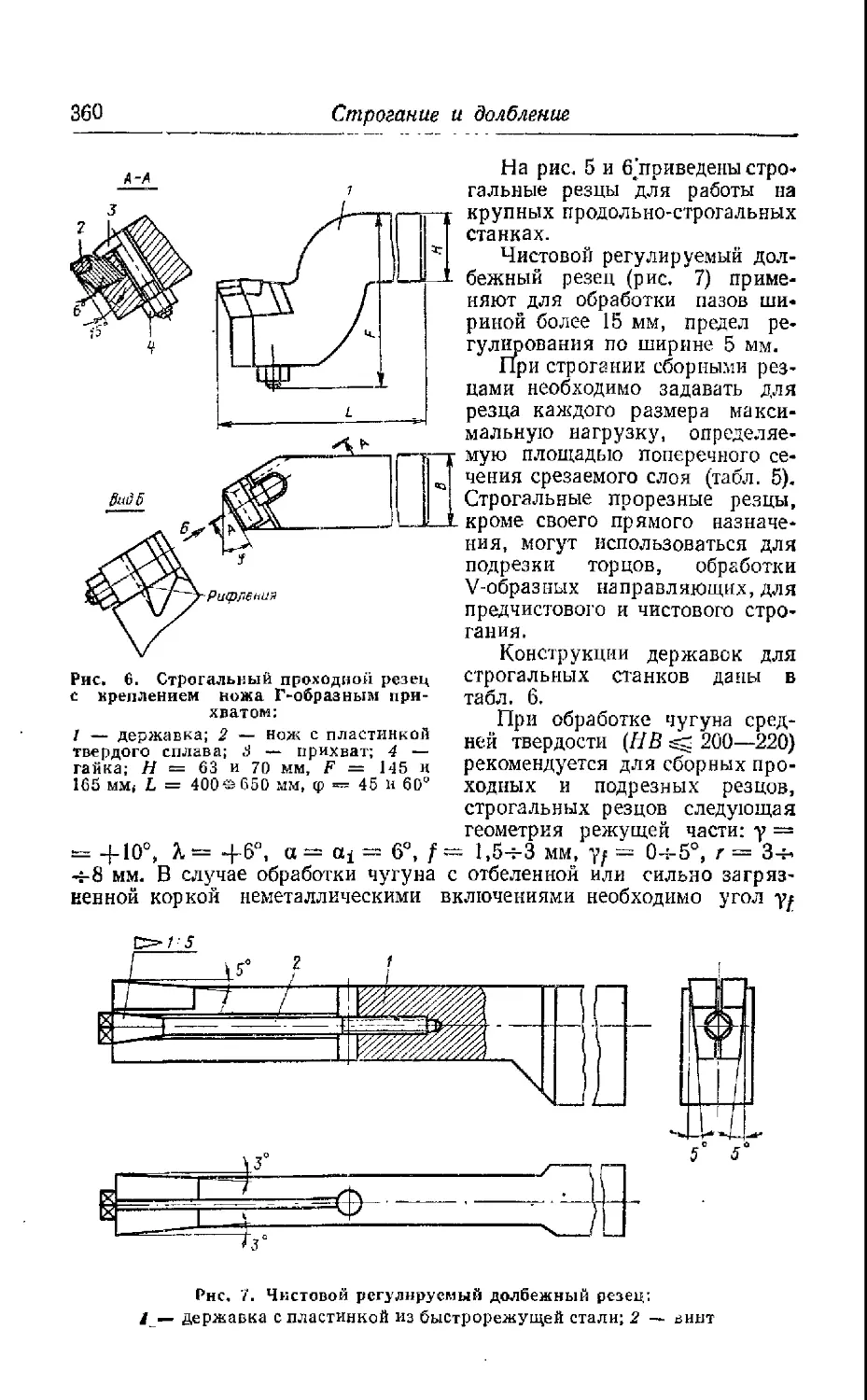
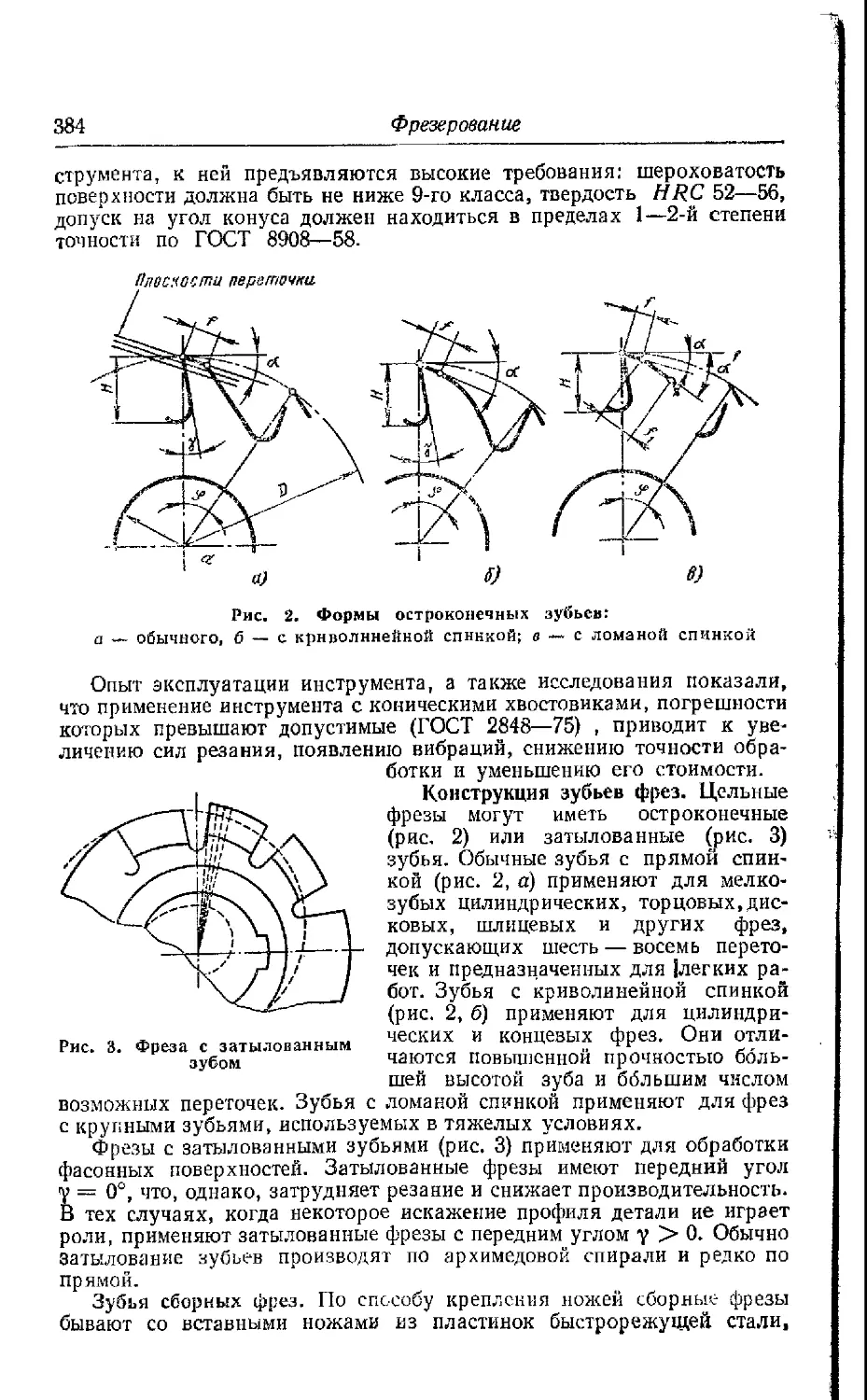
Рнс. 1. Сечение стойки карусельного
стан ка:
а и б — до и после изменения; А —
места образования трещин; / — плав-
ный переход от толстой стенкн к тон-
кой; 2 — увеличенные радиусы; 3 — от-
бортовка стенок по контуру окон; 4 —
ребра жесткости
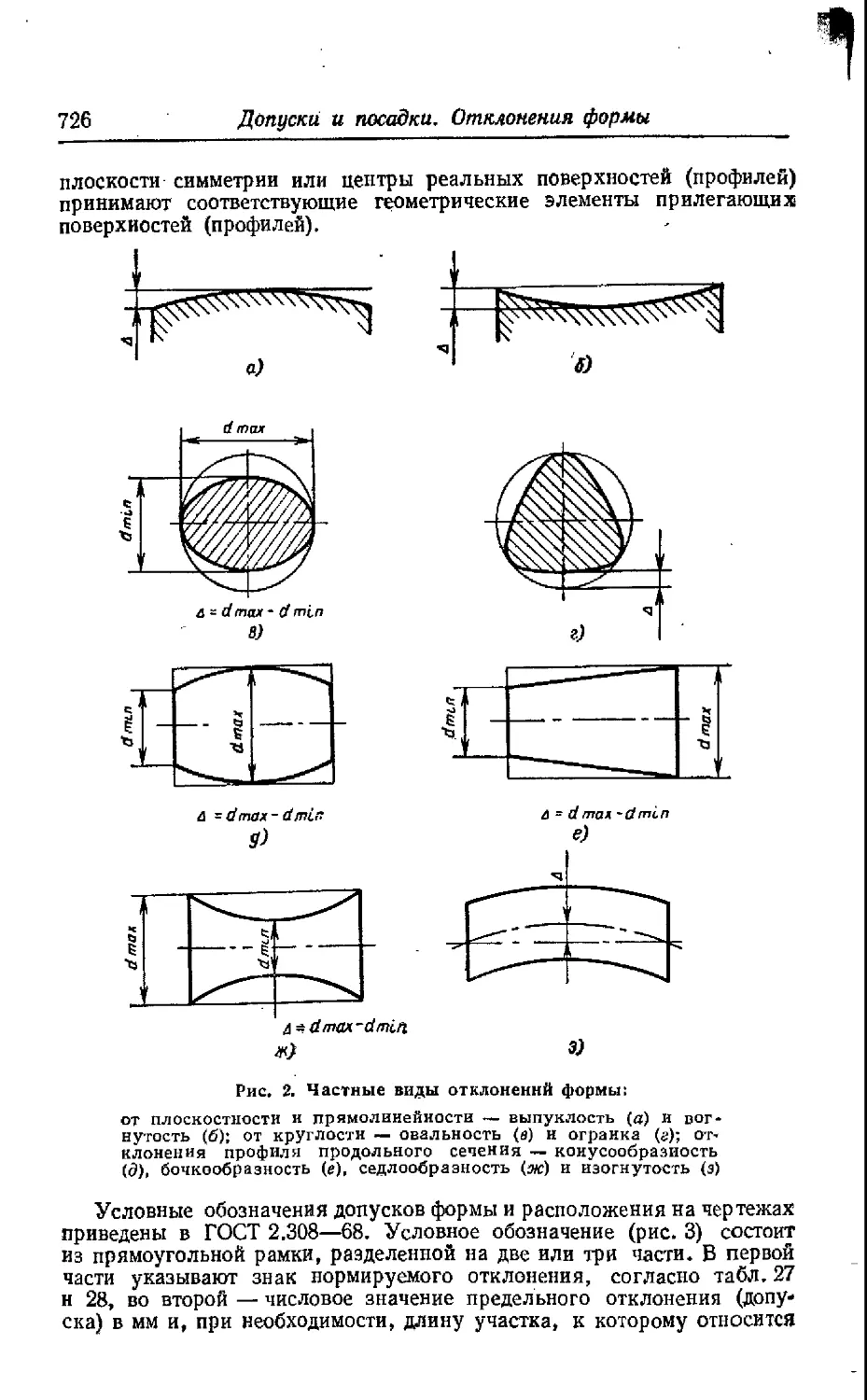
Рис. 2. Принципы затвердевания
отливок:
а — последовательно-направленное;
б — равномерное
6)
Высокое качество отливок. 1. Конструкция отливки должна пред-
отвращатьЪозникновение внутренних напряжений и трещин, для чего
необходимо обеспечивать выравнивание скорости охлаждения отливки
во всех сечениях. Для этого делают плавные переходы между различ-
ными сечениями, а также ребра жесткости в опасных сечениях. Преду-
сматривают утолщение краев отливок и окон отбортовками (рис. 1).
2. Конструкция отливки должна способствовать одновременному
или последовательно направленному затвердеванию металла. В первом
случае необходима наибольшая равномерность сечений, во втором —
постепенное увеличение массивности степок в желательном направ-
лении затвердевания с тем, чтобы было обеспечено постепенное умень-
шение скорости затвердевания по мере приближения к прибыли
(рис. 2).
3. Для уменьшения скоплений металла число элементов, сопрягае-
мых в одной точке, следует сводить к минимуму, так, крестообразные
18 Процессы обработки без снятия стружки
сечения следует заменять Т-образными. В местах скопления металла
рекомендуется выполнять специальные отверстия, уменьшающие массив
металла.
4. Наименьшая толщина стенок отливки должна быть выбрана
с учетом состава сплава, размеров отливки и способа ее изготовления.
5. В конструкции отливки должно быть предусмотрено достаточное
число окон для надежного крепления стержней и вывода из них газов.
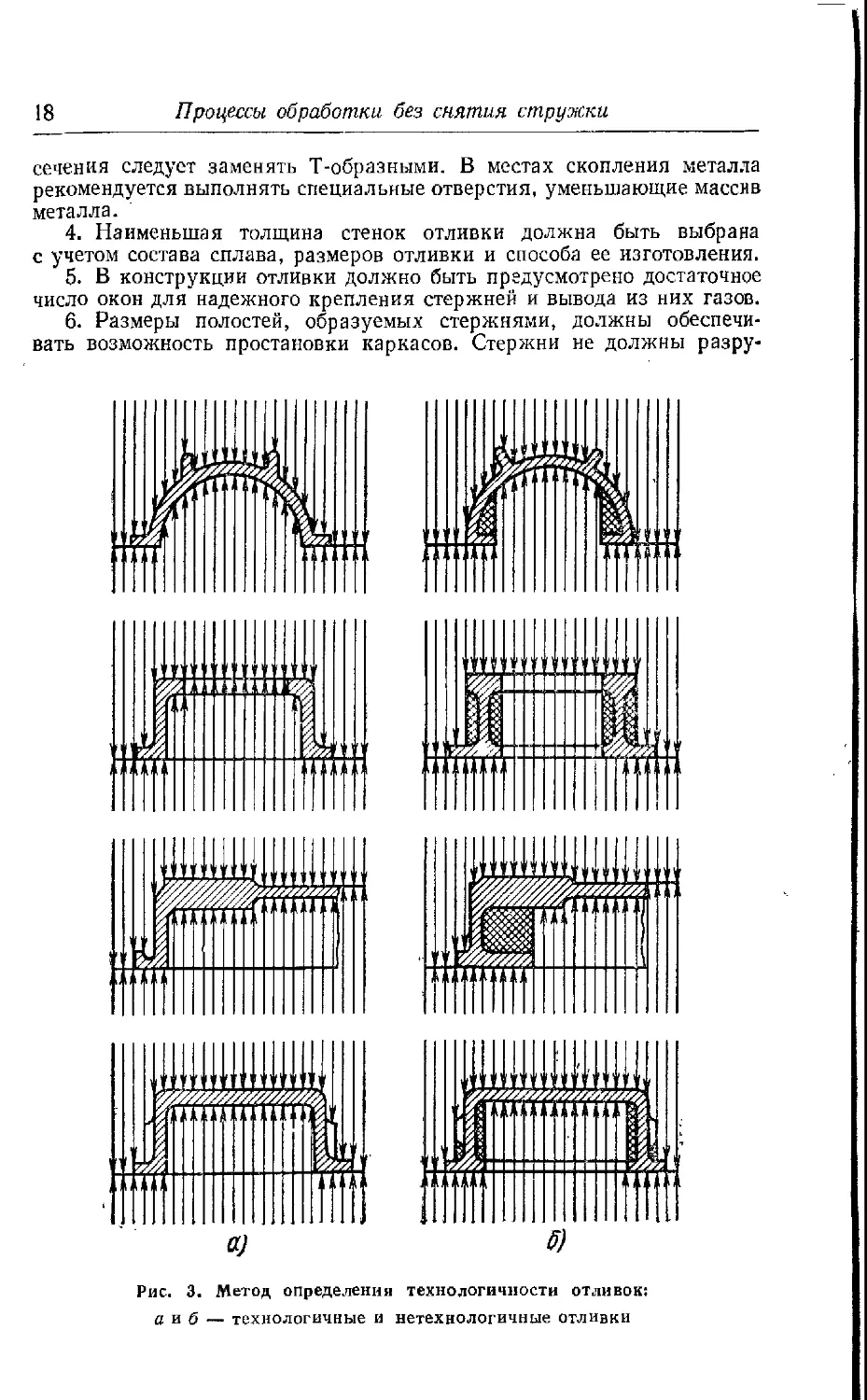
6. Размеры полостей, образуемых стержнями, должны обеспечи-
вать возможность простановки каркасов. Стержни не должны разру-
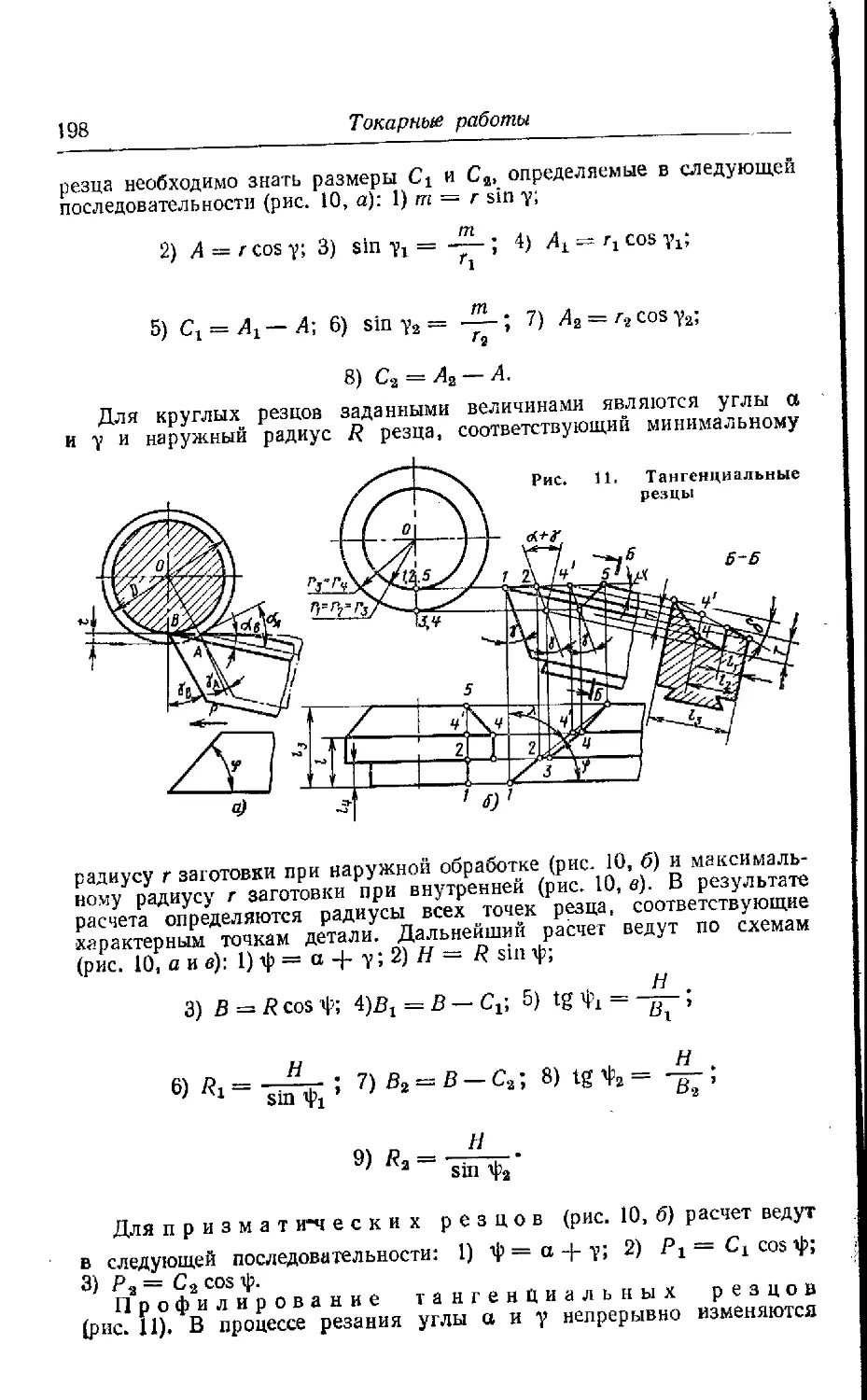
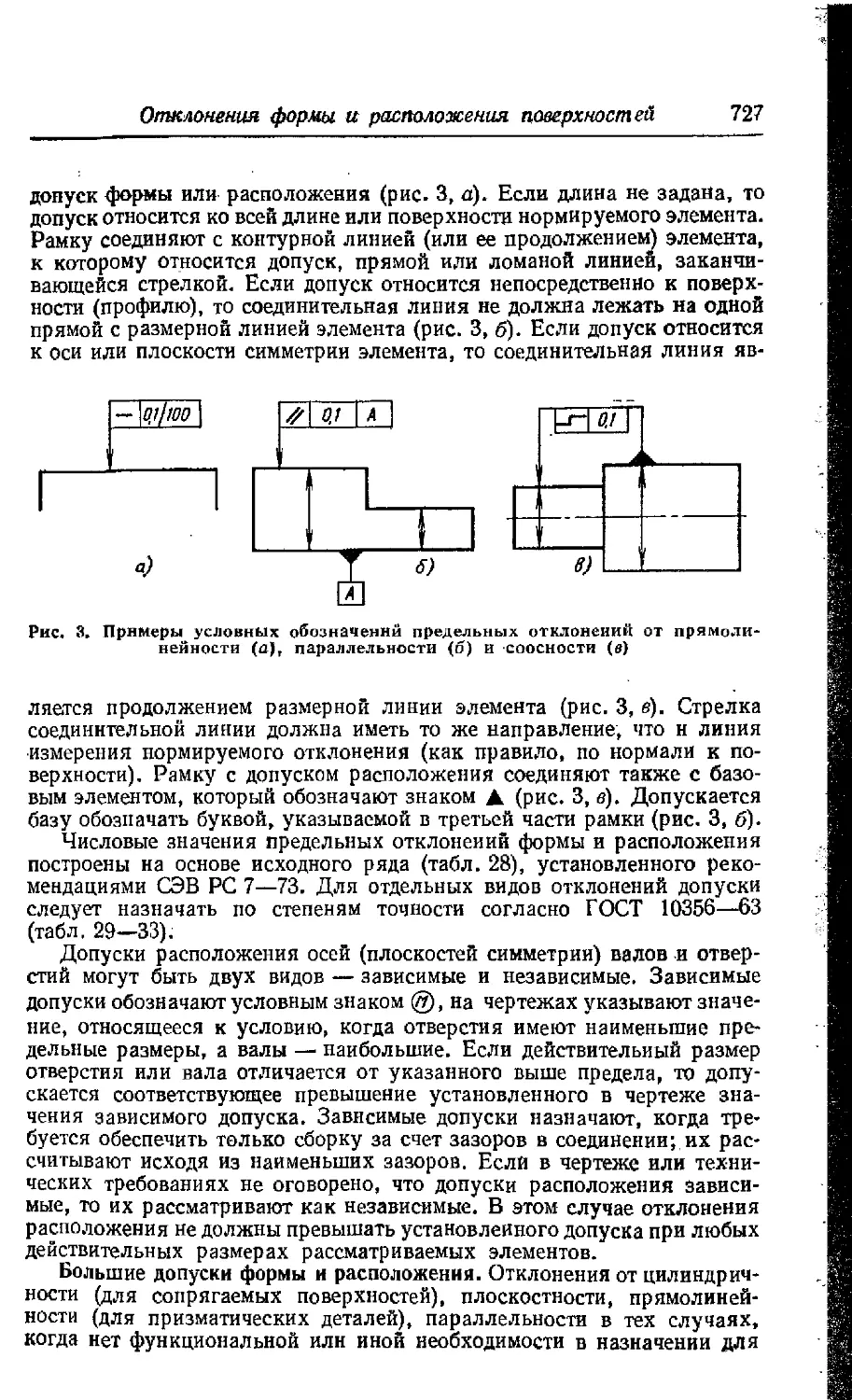
Рис. 3. Метод определения
технологичности отливок:
а и б — технологичные и нетехнологичные отливки
Конструирование отливок
19
шаться при транспортировке и заливке форм металлом. Ширину вну-
тренних полостей следует делать не менее двух толщин стенок, окай-
мляющих эти полости, во избежание сильного перегрева и пригара
стержня к стенкам.
7. В отливках, работающих под давлением, крепление стержней
на жеребейках нежелательно. При необходимости места установки
жеребеек следует делать утолщенными, чтобы масса металла обеспечи-
вала расплавление жеребеек и их сваривание с основным металлом.
8. Отверстия в отливках должны обеспечивать возможность удале-
ния стержневой смеси и каркасов из внутренних полостей и очистки
этих полостей. Если в соответствии с на-
значением детали внутренняя полость
должна быть закрытой (глухой), необ-
ходимо предусмотреть в ней специаль-
ные технологические отверстия для уда-
ления газов из стержней при заливке,
смеси и каркасов при выбивке. Если эти
отверстия по условиям эксплуатации недо-
пустимы, их следует заделать, например
пробками, крышками, заваркой и т. д.
Точность отливок. 1. Конструкция
наружных и внутренних контуров отлив-
ки должна быть как можно более про-
стой, т. е. требовать минимального числа
разъемов и исключать применение отъ-
емных частей на моделях. Соблюдение на-
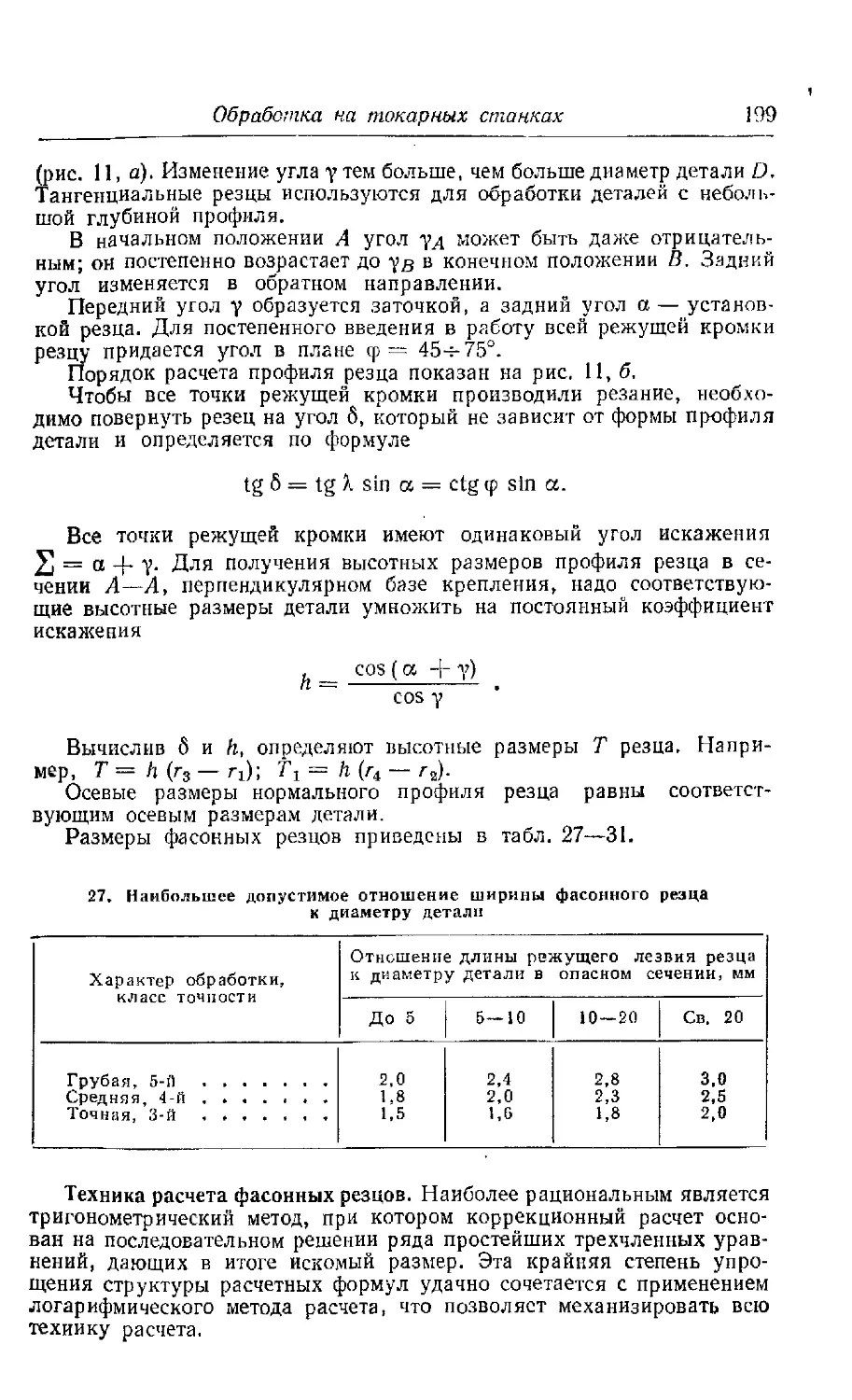
Рис, 4. Размеры внутрен-
них полостей, образуемых
частями формы (болванами)
стоящего правила проверяют методом све-
тотеней: отливку освещают параллельным пучком лучей в напраз-
лении, перпендикулярном плоскости разъема формы или стержневого
ящика, появление теневых участков в отдельных местах отливки сви-
детельствует о нетехнологичности конструкции (рис. 3).
2. Необходимо стремиться к уменьшению чрезмерно выступающих
частей — кронштейнов, ребер, фасонных приливов и пр.
3. Отливка должна располагаться в одно?! (лучше нижней) полу-
форме либо иметь один плоский разъем. Это особенно важно при литье
в кокиль и под давлением.
4. Внутренние контуры полостей отливки должны способствовать
замене стержней песчаными болванами. Допускаемые размеры болва-
нов определяются их прочностью и зависят от положения открытых
полостей в форме (рис. 4). Высота Н полостей, образуемых частями
формы, расположенными в нижией опоке, должна быть меньше или
равняться размеру D основания, т. о. D; высота h полостей, обра-
зуемых частями формы, расположенными в верхней опоке, должна
быть меньше или равняться 0,3d, т. е. h -т' 0,3d. Эти соотношения
рекомендуется применять при машинной формовке; при ручной фор-
мовке их уменьшают на 50%.
5. Поверхности отливок, перпендикулярные плоскости разъема
формы, должны иметь конструктивные уклоны, обеспечивающие сво-
бодное извлечение моделей. Для отливок, получаемых в песчаных
формах, конструктивные уклоны назначают в соответствии с данными
табл. 14 в зависимости от высоты Н расчетного элемента.
При выполнении местных невысоких утолщений стенок (бобышек,
приливов, платиков) уклон увеличивают до 30—50°. Уклон внутрен-
20
Процессы обработки без снятия стружки
14. Конструктивные уклоны на отливках
Эскиз Н, мм а ₽
а До 25 1 5 11° 30'
В и Св. 25 до 500 1 10 1 20 5° 30' 3°
л*” Св. 500 1 50 1°
них поверхностей отливок обычно принимают не меньше 1/20. Для круп-
ных высоких отливок с массивными сечениями и особенно при машин-
ной формовке по металлическим моделям уклон в ряде случаев умень-
1 1 т-т
шают до уэд — —. При литье в кокили уклон внешних стенок при-
нимают — ~j > а внутренних, образуемых металлическими стерж-
1 1
ИЯМИ, —--------— .
10 30
1S. Формовочные уклоны наружных поверхностей моделей
н стержневых ящиков
Тип! Тип II Тип III
Измеряемая высота h, мм Уклоны |3 моделей
выплавляе- мых оболочковых форм металличе- ских деревянных
не более
До 20 0° 20' 0° 45' 1° 30' 3°
20—50 0° 15' 0° 30' Iе 1° 30'
50—100 0° 10' 0° 30' 0° 45' 1°
100—200 0° 20' 0° 30' 0° 45'
200—300 .—. 0° 20' 0° 30' 0° 30'
300—500 • 0° 20' 0° 30'
500—800 «—— 0° 20' 0° 30'
800—2000 ,— 0° 20'
Св. 2000 — — 0° 15'
Конструирование отливок
21
6. При отсутствии конструктивных уклонов предусматривают в мо-
делях и стержневых ящиках формовочные уклоны. Последние в зави-
симости от механической обработки, сопряжении с другими деталями,
допускаемых отклонений размеров отливки и прочих факторов выпол-
няют в соответствии с данными, приведенными в табл. 15.
7. На необрабатываемых поверхностях формовочные уклоны вы-
полняют при толщине стеиок: больше 12 мм ва счет уменьшения тела
отливки, до 8 мм за счет увеличения и с двух сторон при толщине
стенки 8—12 мм.
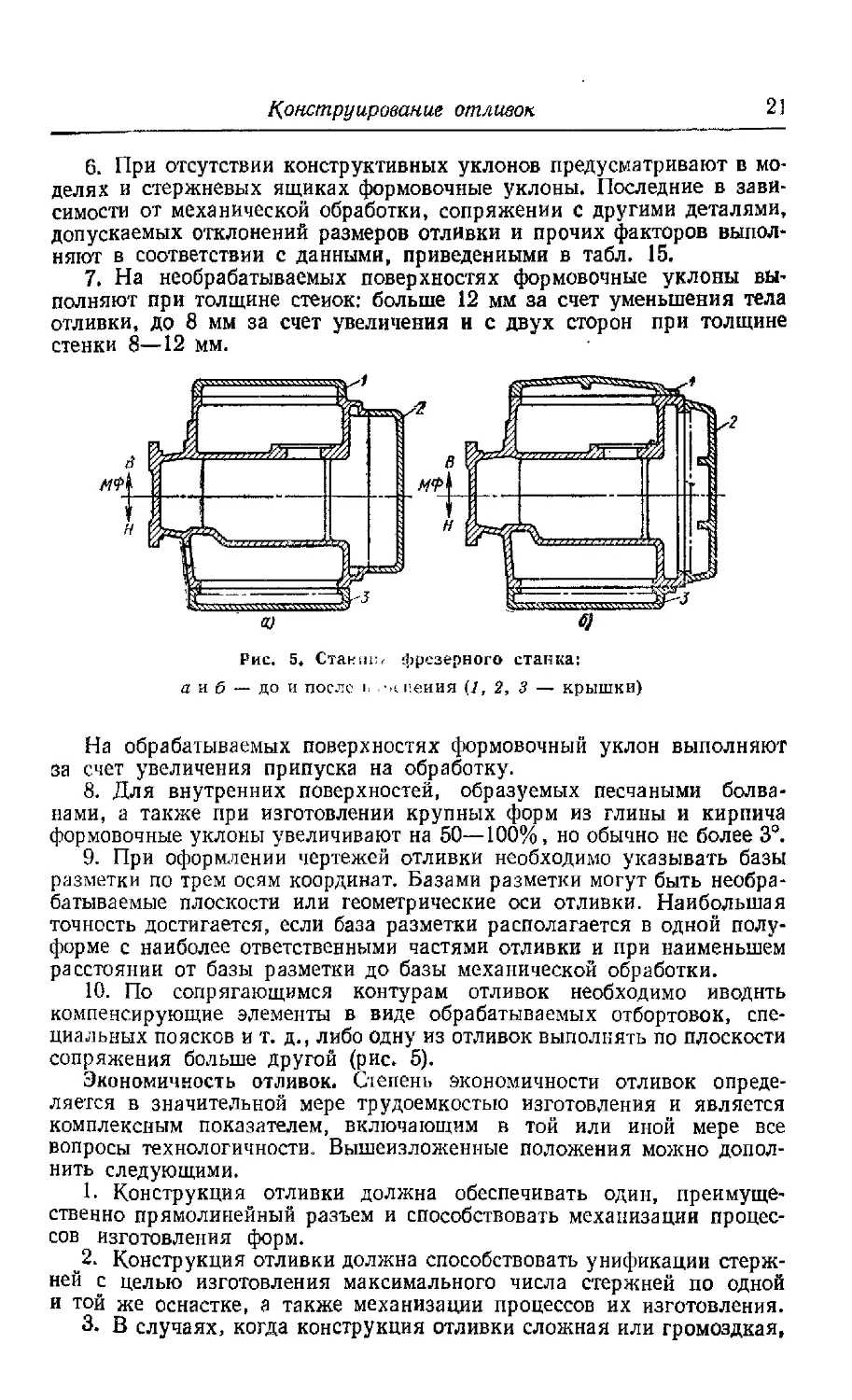
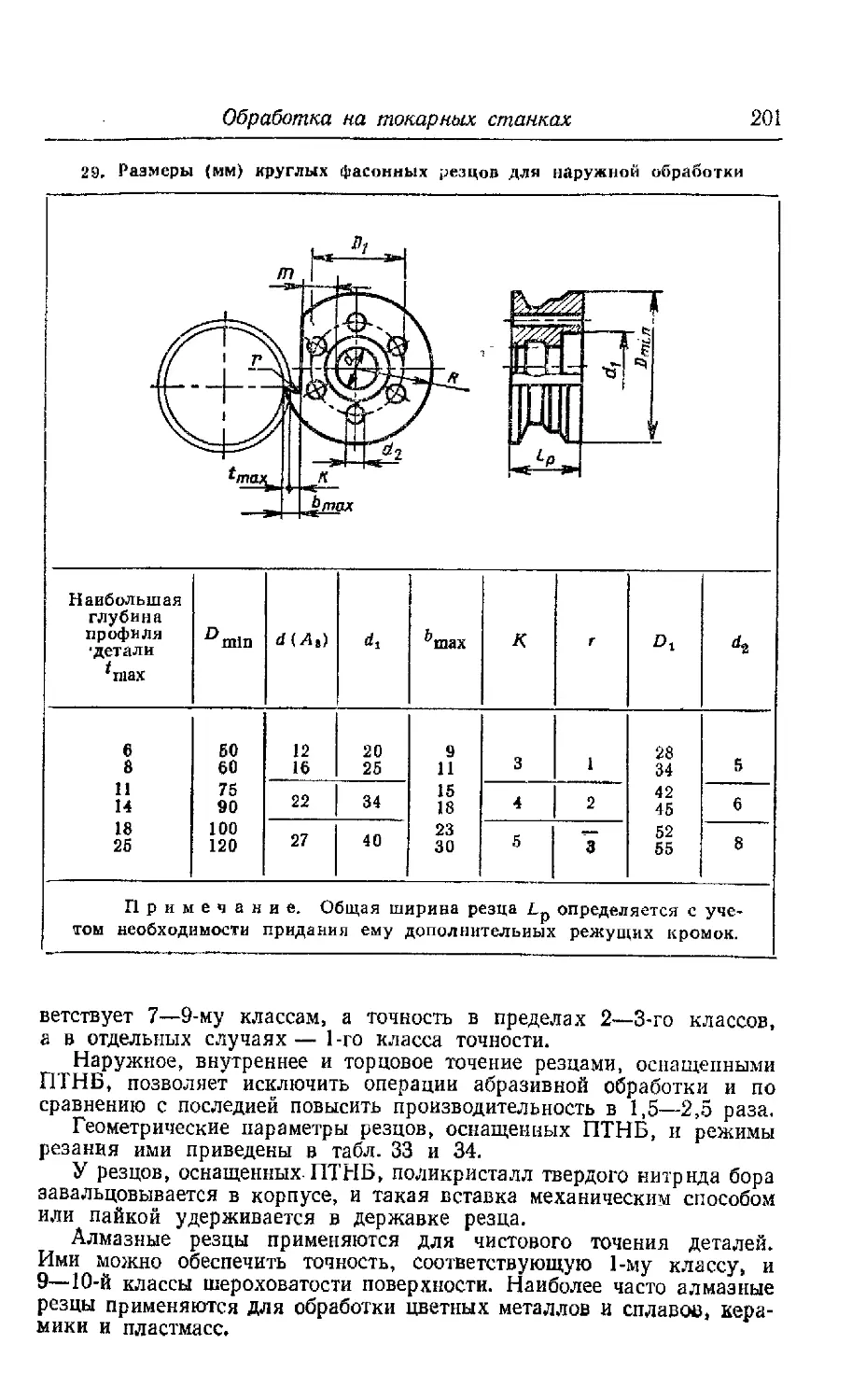
Рис. 5. Стаишь фрезерного станка:
а и б — до и после i. .-ч нения (/, 2,3 — крышки)
На обрабатываемых поверхностях формовочный уклон выполняют
за счет увеличения припуска на обработку.
8. Для внутренних поверхностей, образуемых песчаными болва-
нами, а также при изготовлении крупных форм из глины и кирпича
формовочные уклоны увеличивают на 50—100%, но обычно не более 3°.
9. При оформлении чертежей отливки необходимо указывать базы
разметки по трем осям координат. Базами разметки могут быть необра-
батываемые плоскости или геометрические оси отливки. Наибольшая
точность достигается, если база разметки располагается в одной полу-
форме с наиболее ответственными частями отливки и при наименьшем
расстоянии от базы разметки до базы механической обработки.
10. По сопрягающимся контурам отливок необходимо иводнть
компенсирующие элементы в виде обрабатываемых отбортовок, спе-
циальных поясков ит. д., либо одну из отливок выполнять по плоскости
сопряжения больше другой (рис. 5).
Экономичность отливок. Степень экономичности отливок опреде-
ляется в значительной мере трудоемкостью изготовления и является
комплексным показателем, включающим в той или иной мере все
вопросы технологичности. Вышеизложенные положения можно допол-
нить следующими.
1. Конструкция отливки должна обеспечивать один, преимуще-
ственно прямолинейный разъем и способствовать механизации процес-
сов изготовления форм.
2. Конструкция отливки должна способствовать унификации стерж-
ней с целью изготовления максимального числа стержней по одной
и той же оснастке, а также механизации процессов их изготовления.
3. В случаях, когда конструкция отливки сложная или громоздкая,
22
Процессы обработки бев снятия стружки
что препятствует механизации процессов ее изготовления, ее следует
разделить на более простые (рис. 6).
4. Иногда целесообразно объединять отдельные отливки, если ато
не препятствует механизации процессов и снижает трудоемкость изго-
товления изделия (рис. 7).
Рис. 6. Встряхивающий стол формовочной машины:
а и б — до и после изменения
5. Конструкция отливки должна обеспечивать минимальную про-
тяженность швов, удобство осуществления процессов очистки и об-
рубки отливки.
6. Конструкция отливки должна предусматривать удобство и мини-
мальный объем последующей механической обработки.
Выбор толщины стенки отливки. Толщину стенки отливки уста-
навливают исходя из необходимости обеспечения достаточной жестко-
Рис. 7. Корпус поворотной головки:
а и б — до и после изменения (7$ 2, 8 — отдельные отливки)
сти, прочности, виброустойчивости, герметичности и других служеб-
ных свойств изделия.
Минимальная толщина стенок определяется литейными свойствами
сплавов — жидкотекучестью и усадкой, а также способом изготовле-
ния отливок. Минимальная толщина стенок чугунных отливок опре-
деляется также явлением отбела в тонких сечениях и кромках. Эти
факторы наиболее существенно проявляются как зависимость мини-
мальной толщины стенки от размеров отливки и состава сплава.
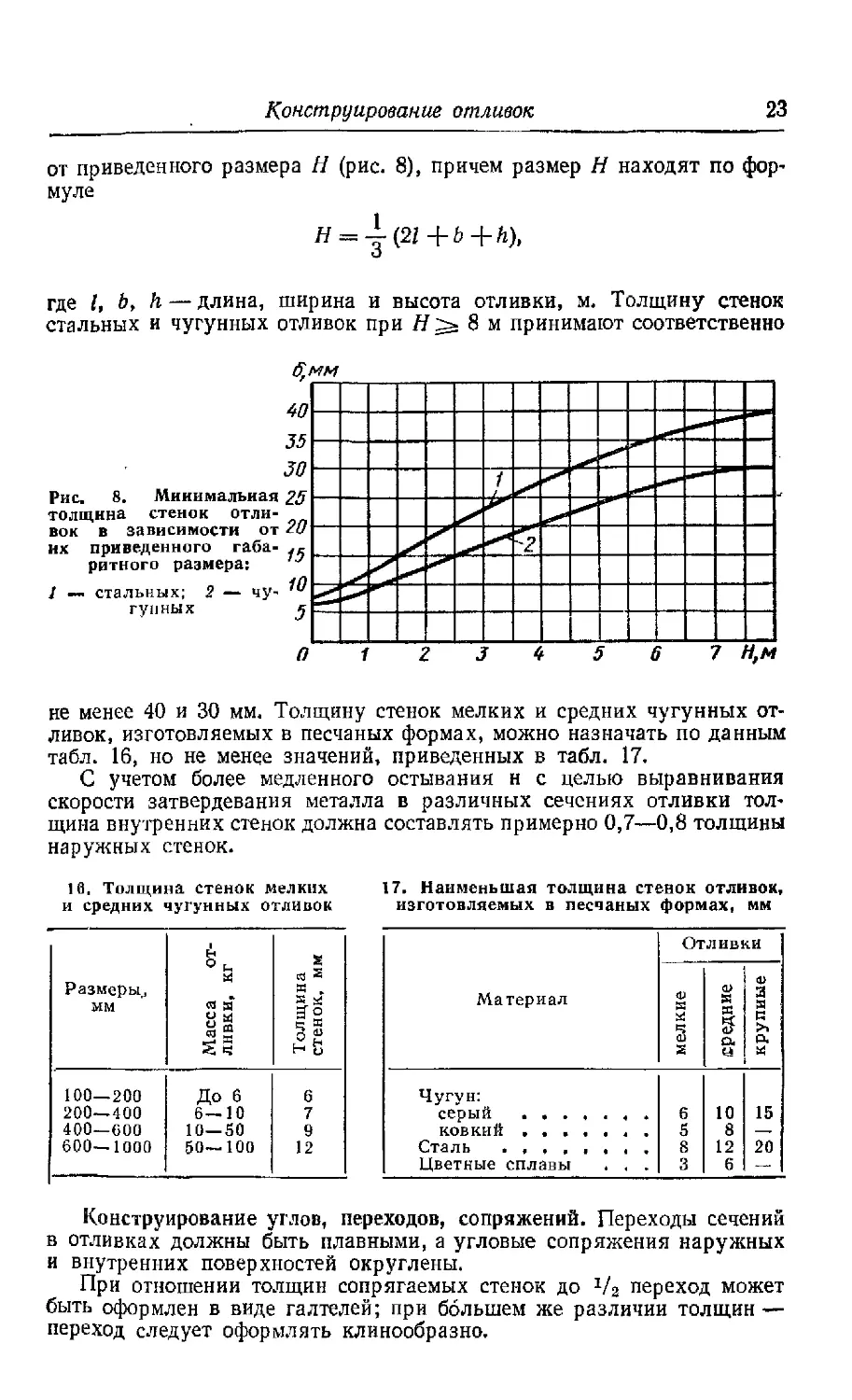
При литье в песчаные формы толщину 6 стенок чугунных и стальных,
преимущественно крупных, отливок можно определить в зависимости
Конструирование отливок
23
от приведенного размера Н (рис. 8), причем размер Н находят по фор-
муле
Н = ^-(2l+b+h),
О
где I, b, h — длина, ширина и высота отливки, м. Толщину стенок
стальных и чугунных отливок при Н 8 м принимают соответственно
не менее 40 и 30 мм. Толщину стенок мелких и средних чугунных от-
ливок, изготовляемых в песчаных формах, можно назначать по данным
табл. 16, но не менее значений, приведенных в табл. 17.
С учетом более медленного остывания н с целью выравнивания
скорости затвердевания металла в различных сечениях отливки тол-
щина внутренних стенок должна составлять примерно 0,7—0,8 толщины
наружных стенок.
16. Толщина стенок мелких
и средних чугунных отливок
Размеры., мм Масса от- ливки, кг Толщина стенок, мм
100—200 До 6 6
200—400 6-10 7
400—600 10—50 9
600—юоо 50—100 12
17. Наименьшая толщина стенок отливок,
изготовляемых в песчаных формах, мм
Отливки
Материал мелкие средние крупные
Чугун:
серый . 6 10 15
ковкий ....... 5 8 —
Сталь . « . 8 12 20
Цветные сплавы . . . 3 6 —
Конструирование углов, переходов, сопряжений. Переходы сечений
в отливках должны быть плавными, а угловые сопряжения наружных
и внутренних поверхностей округлены.
При отношении толщин сопрягаемых стенок до 1/i переход может
быть оформлен в виде галтелей; при большем же различии толщин —
переход следует оформлять клинообразно.
24
Процессы обработки без снятия стружки
РадиусьГгалтелей следует принимать равными --------— средней
арифметической сумме толщин соединяемых сечений. Рекомендуется
следующий ряд радиусов галтелей: 1, 2, 3, 5, 8, 10, 15, 20, 25, 30, 40 мм.
На одной отливке галтели желательно выполнять одним радиусом.
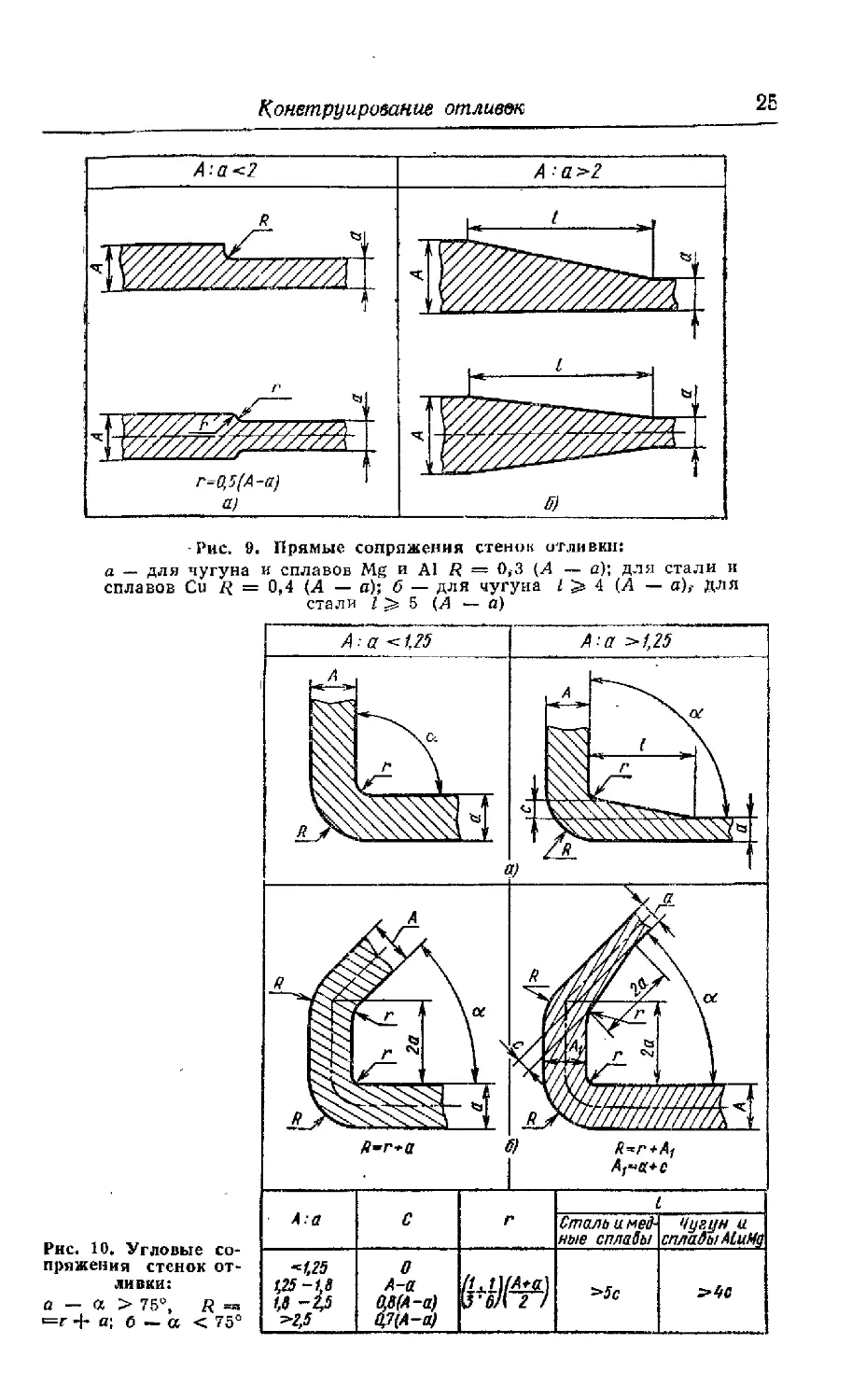
Примеры прямых сопряжений стенок, лежащих в одной плоскости,
показаны на рис. 9; угловых сопряжений — на рис. 10 и Т-образных —
на рис. И.
Для отливок из алюминиевых сплавов в пересечениях двух и трех
стенок рекомендуются соотношения конструктивных элементов, при-
веденные на рис. 12, где h — 2 (Л + а)\ hx = 2,5 (Л + 6); с = 0,75А;
г = d = 0,54 + а; I = 0,5 (Л + а).
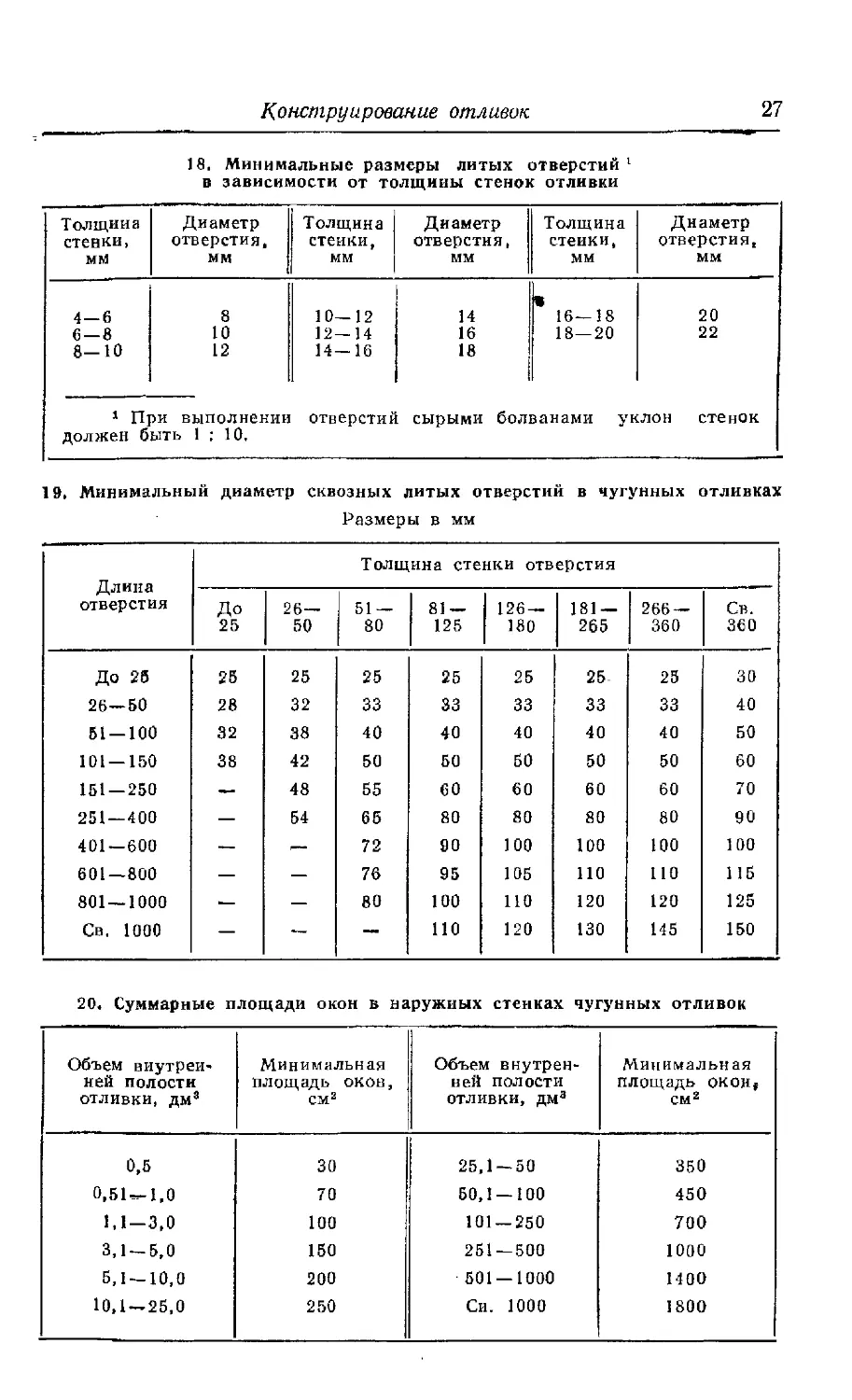
Построение внутренних полостей и отверстий. Рекомендации по
выполнению отверстий минимального размера в зависимости от тол-
щины стенки отливки приведены в табл. 18.
Наименьший диаметр отверстий, выполняемых в кокильных отлив-
ках, из легких сплавов 5 мм и из медных сплавов 8 мм. Обычно в мас-
совом производстве выполняют обрабатываемые литые отверстия
диаметром не менее 20 мм, в серийном — не менее 30 мм и в единичном —
не менее 50 мм.
Рекомендации по выполнению отверстий в крупных чугунных отлив-
ках приведены в табл. 19.
В случае выполнения несквозных или квадратных отверстий, а
также отверстий, закрытых прибылью, данные табл. 19 увеличивают
в 1,2—1,4 раза.
- В прямоугольных отверстиях при соотношении размеров больше
4 минимальный размер можно принимать равным 0,7—0,8 значения,
приведенного в табл. 19.
Площади окон в отливках, выполняемых для вывода стержней
и удаления газов, устанавливают в зависимости от объема внутренней
полости отливки в соответствии с данными табл. 20.
Стеики отливок по контуру окон и отверстий рекомендуется укреп-
лять отбортовками (табл. 21).
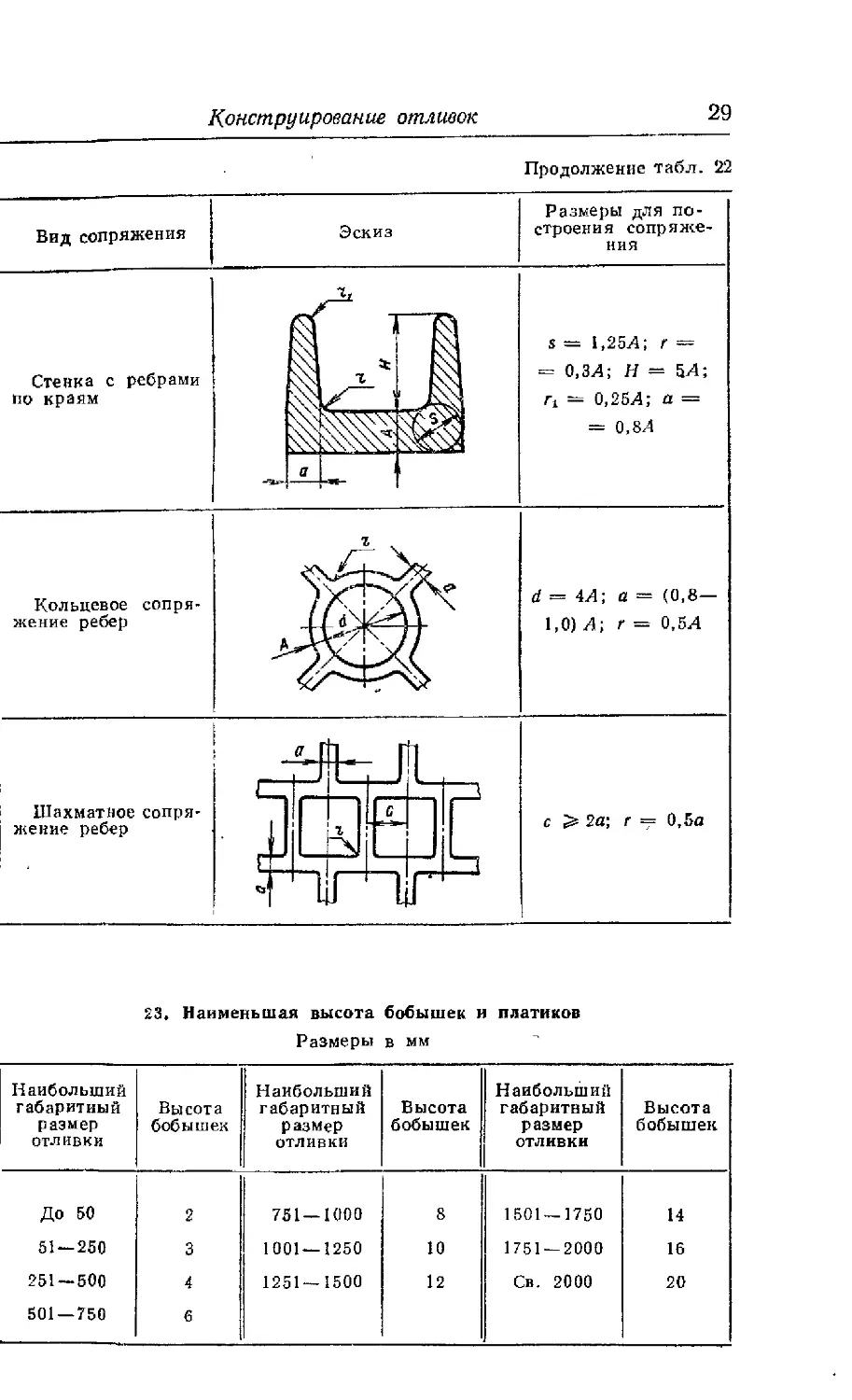
Выполнение ребер, фланцев, бобышек и приливов. Конструкция
ребер не должна вызывать появления на внешних кромках и в углах
опасных местных напряжений, способных привести к разрушению
(трещинам). Толщина ребра у стенки составляет обычно 0,7—0,9 тол-
щины стенки и уменьшается за счет уклона до 0,5 ее толщины. Высоту
ребер рекомендуется принимать не более пятикратной толщины стенки.
Сопряжение ребер с основным телом отливки, а также их пересечение
между собой не должно приводить к большим местным скоплениям
металла. Некоторые варианты соединения ребер приведены в табл. 22.
Примеры построения втулок показаны на рис. 13. Размеры А, Н,
hud определяются конструктором. Для втулок с необрабатываемым
отверстием и фланцем (рис. 13, а) г~ 0,54; г, = 0,254; 1,44;
для втулок с необрабатываемым отверстием и симметрично располо-
женными относительно облегчающей выточки фланцами или ребрами
(рис. 13, б) г = 0,54; = 0,254; R = 1,54; s= 1,254. Для втулок
с обрабатываемым отверстием и несимметрично расположенными
относительно облегчающей выточки ребрами или фланцами (рис. 13, в)
г=-- 0,54; /-!== 0,254; /= 1,24; = 0,34 и s= 1,254.
Фланец рекомендуется выполнять одинаковой толщины с сопрягае-
мым элементом отливки. Если толщина фланца резко отличается от
Конструирование отливок
25
Рис. 9. Прямые сопряжения стенок отливки:
а — для чугуна и сплавов Mg и Al R = 0,-3 (А — а); для стали и
сплавов Си R = 0,4 (А — а); 6 — для чугуна / > 4 (А — о)>- для
стали I > 5 (А — а)
Рис. 10. Угловые со-
пряжения стенок от-
ливки:
а — <Х > 75°, R =»
=г Ч- а; б — а <75°
26
Процессы обработки без снятия стружки
Рис. 11. Т-образные сопряжения стенок отливки:
а — а > 75°; б — а <75°
Рис. 12. Конструкция
сопряжений стенок в
отливках из алюми*
ниевых сплавов
Конструирование отливок.
27
18. Минимальные размеры литых отверстий 1
в зависимости от толщины стенок отливки
Толщина стенки, мм Диаметр отверстия, мм Толщина стеики, мм Диаметр отверстия, мм Толщина стеики, мм Диаметр отверстия, мм
4 — 6 6-8 8—10 1 П] должен б 8 10 12 ?и выполнении ыть 1:10. 10—12 12—14 14—16 отверсти! 14 16 18 сырыми бол 16—18 18—20 занами ук 20 22 лон стенок
19, Минимальный диаметр сквозных литых отверстий в чугунных отливках
Размеры в мм
Длина отверстия Толщина стенки отверстия
До 25 26— 50 51 — 80 81 — 125 126 — 180 181- 265 266 — 360 Св. 360
До 25 25 25 25 25 25 25- 25 30
26—50 28 32 33 33 33 33 33 40
51-100 32 38 40 40 40 40 40 50
101 — 150 38 42 50 50 50 50 50 60
151-250 48 55 60 60 60 60 70
251 — 400 — 54 65 80 80 80 80 90
401 — 600 — — 72 90 100 100 100 100
601—800 — — 76 95 105 110 110 115
801 — 1000 — — 80 100 110 120 120 125
Св. 1000 — '— — 110 120 130 145 150
20* Суммарные площади окон в наружных стенках чугунных отливок
Объем внутрен- ней полости отливки, дм3 Минимальная площадь окон, см2 Объем внутрен- ней полости отливки, дма Минимальная площадь окон# см2
0,5 30 25,1 — 50 350
0,51 — 1.0 70 50,1-100 450
1,1-3,0 100 101 — 250 700
3,1-5,0 150 251 — 500 1000
5,1 — 10,0 200 501 — 1000 1400
10,1 — 25,0 250 Си. 1000 1800
28
Процессы обработки без снятия стружки
21. Размеры отбортовок необрабатываемых отверстий
(Г1 = 0,25s)
22. Сопряжения элементов отливок
Вид сопряжения
Эскиз
Размеры для по-
строения сопряже-
ния
Стенка с цен-
тральным ребром
s = 1,25Д; г ==
— 0,5Л; Н < 5Д;
fj = 0,25Д; а =
= 0.8Л
т.
а
Конструирование отливок
29
Продолжение табл. 22
Вид сопряжения Эскиз Размеры для по- строения сопряже- ния
Стенка с ребрами по краям s = 1.25Л; г = - 0,ЗЛ; И = 5Л; G — 0,25Л; а = = 0.8Л
* Z
I а
Кольцевое сопря-
жение ребер
d = 4Л; а == (0,8—
1,0) Л; г = 0,5Л
Шахматное сопря^
жение ребер
с > 2а; г = 0,5а
23, Наименьшая высота бобышек и платиков
Размеры в мм
Наибольший габаритный размер отливки Высота бобышек Наибольший габаритный размер отливки Высота бобышек Наибольший габаритный размер отливки Высота бобышек
До 50 2 751 — 1000 8 1501 — 1750 14
51 — 250 3 1001 — 1250 10 1751 — 2000 16
251 — 500 4 1251— 1500 12 Св. 2000 20
501 — 750 6
30
Процессы обработки без снятия стружки
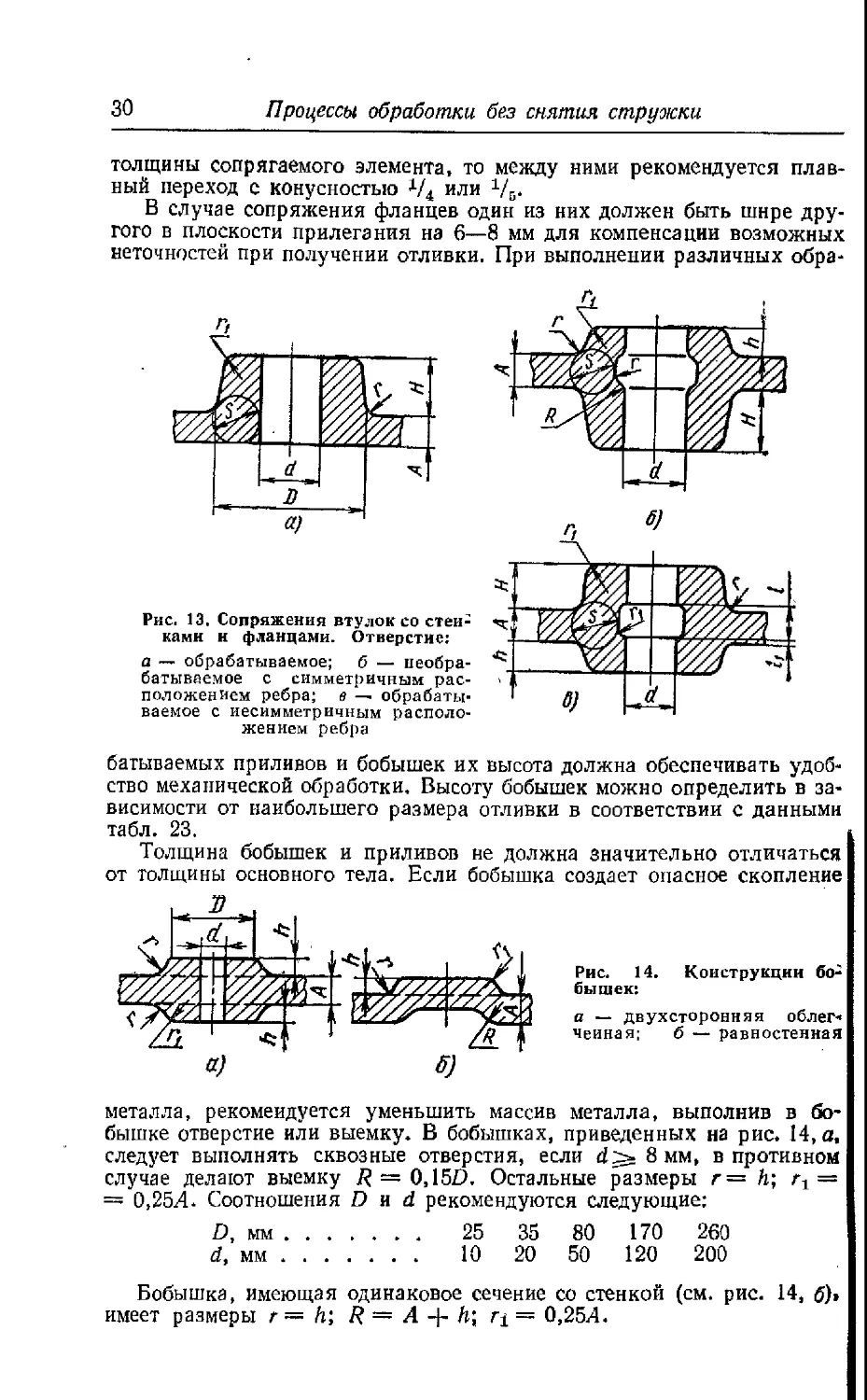
толщины сопрягаемого элемента, то между ними рекомендуется плав-
ный переход с конусностью или
В случае сопряжения фланцев один из них должен быть шире дру-
гого в плоскости прилегания на 6—8 мм для компенсации возможных
неточностей при получении отливки. При выполнении различных обра-
Рис. 13. Сопряжения втулок со стен-
ками и фланцами. Отверстие:
а — обрабатываемое; б — необра-
батываемое с симметричным рас-
положением ребра; в — обрабаты-
ваемое с несимметричным располо-
жением ребра
батываемых приливов и бобышек их высота должна обеспечивать удоб-
ство механической обработки. Высоту бобышек можно определить в за-
висимости от наибольшего размера отливки в соответствии с данными
табл. 23.
Толщина бобышек и приливов не должна значительно отличаться
от толщины основного тела. Если бобышка создает опасное скопление
Рис. 14. Конструкции бо-
бышек:
а — двухсторонняя облег*
чеиная; б — равностенная
металла, рекомендуется уменьшить массив металла, выполнив в бо*
бышке отверстие или выемку. В бобышках, приведенных на рис. 14, а,
следует выполнять сквозные отверстия, если d^ 8 мм, в противном
случае делают выемку R = 0,150. Остальные размеры г= Л; гА =
= 0,25А. Соотношения Dud рекомендуются следующие:
D, мм.................. 25 35 80 170 260
d, мм.................. 10 20 50 120 200
Бобышка, имеющая одинаковое сечение со стенкой (см. рис. 14, б)>
имеет размеры г= Л; R = А -|- h; /7 = 0,25Л.
Конструирование отливок
31
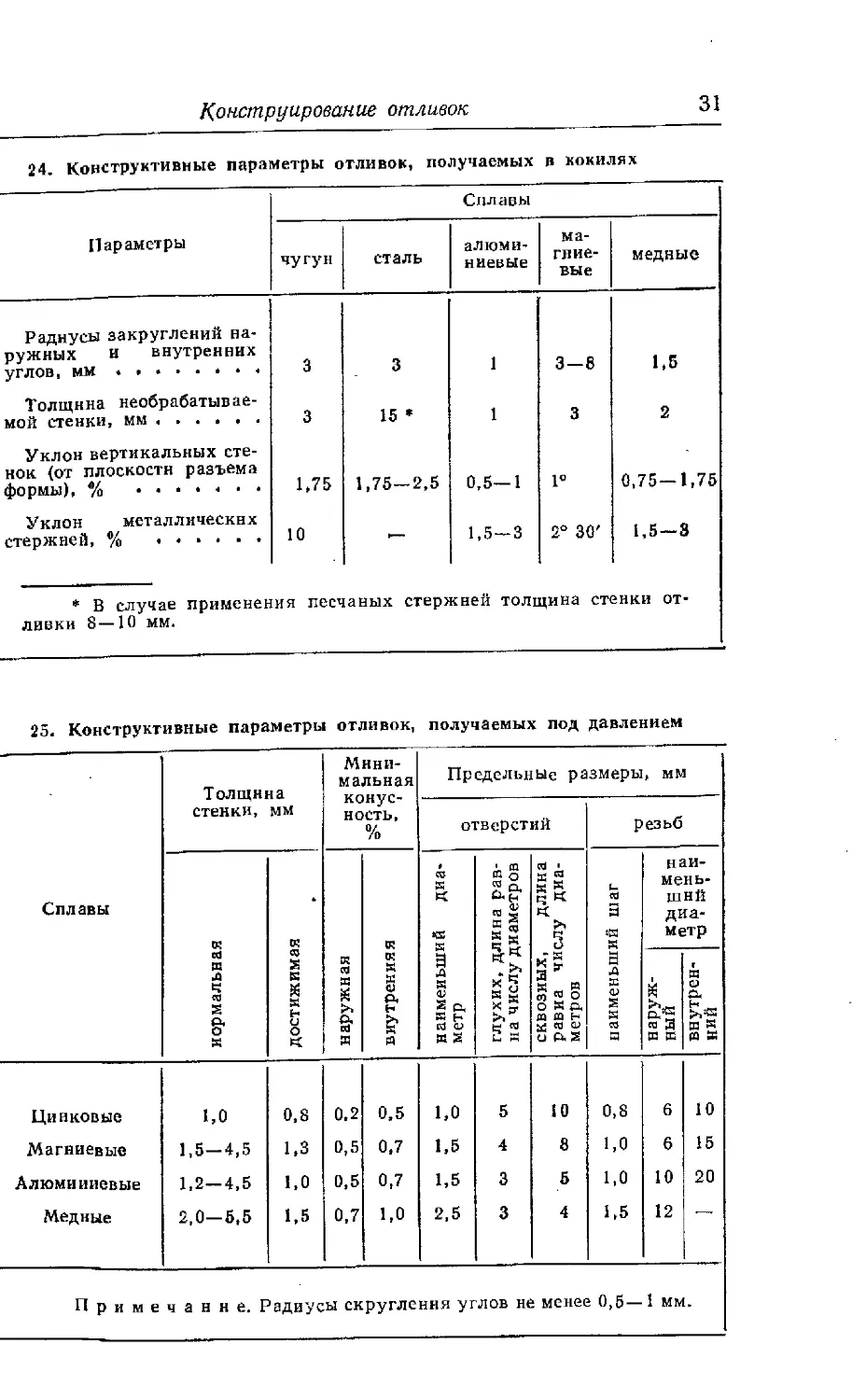
24. Конструктивные параметры отливок, получаемых в кокилях
Параметры Сплавы
чугун сталь алюми- ниевые ма- гние- вые медные
Радиусы закруглений на- ружных и внутренних 1,5
углов, ММ *•••••• 4 Толщина необрабатывае- 3 3 1 3 — 6
мой стеики, мм Уклон вертикальных сте- нок (от плоскости разъема 3 15 * 1 3 2
формы), % ....... Уклон металлических 1,75 1,75-2,5 0,5—1 1° 0,75—1,75
стержней, % 10 '— 1,5 — 3 2° 30' 1,5-3
* В случае применения песчаных стержней толщина стенки от- ливки 8—Ю мм.
25а Конструктивные параметры отливок, получаемых под давлением
Толщина стенки, мм Мини- мальная конус- ность, % Предельные размеры, мм
отверстий резьб
Сплавы № № К ий диа- 1 пина рав- (.иаметров длина слу диа- га S 4S Я наи- мень- ший диа- метр
Я Л I 2 Я й я к я я й № Я 3 р. а А Я 0) к 5 к к А Я - и 01 S ° Н А Я <ъ> й я о л
1 я о к & я & л я ь К] <ы Я 2 са ш ь м га о о Р2 я я Инн Idea я s to а
Цинковые 1,0 0,8 0.2 0,5 1,0 5 10 0,8 6 10
Магниевые 1,5-4,5 1,3 0,5 0,7 1,5 4 8 1,0 6 15
Алюминиевые 1,2-4,5 1,0 0,5 0,7 1,5 3 5 1,0 10 20
Медные 2,0—5,5 1,5 0,7 1,0 2,5 3 4 1,5 12
Приме ч а н н е. Радиусы скругления углов не менее 0,5— 1 мм
32
Процессы обработки без снятия стружки
Конструктивные параметры отливок, получаемых в металлических
формах, приведены в табл. 24 и 25.
При изготовлении отливок по выплавляемым моделям рекомен-
дуется:
а) минимальной толщиной стенки считать 1,5 мм и соответственно
этой толщине диаметр отверстия 1,5 мм; радиус на острых углах не
должен быть меньше 0,25 мм;
Рис. 15. Обеспечение
равномерности тол-
щины стенок отли-
вок:
а — h > 2,5/, =
*= (1^1,5) t; h —
= (4еб) d; б —
^2d; в — В = 2,25d,
Л = 1,5В; г — В =
=== 2.25D, с 0,5В,
Л == 1,5В
б) обеспечивать наибольшую равномерность сечений стенок, для
чего следует выполнять в отливках отверстия с соблюдением соотно-
шений, указанных на рис. 15.
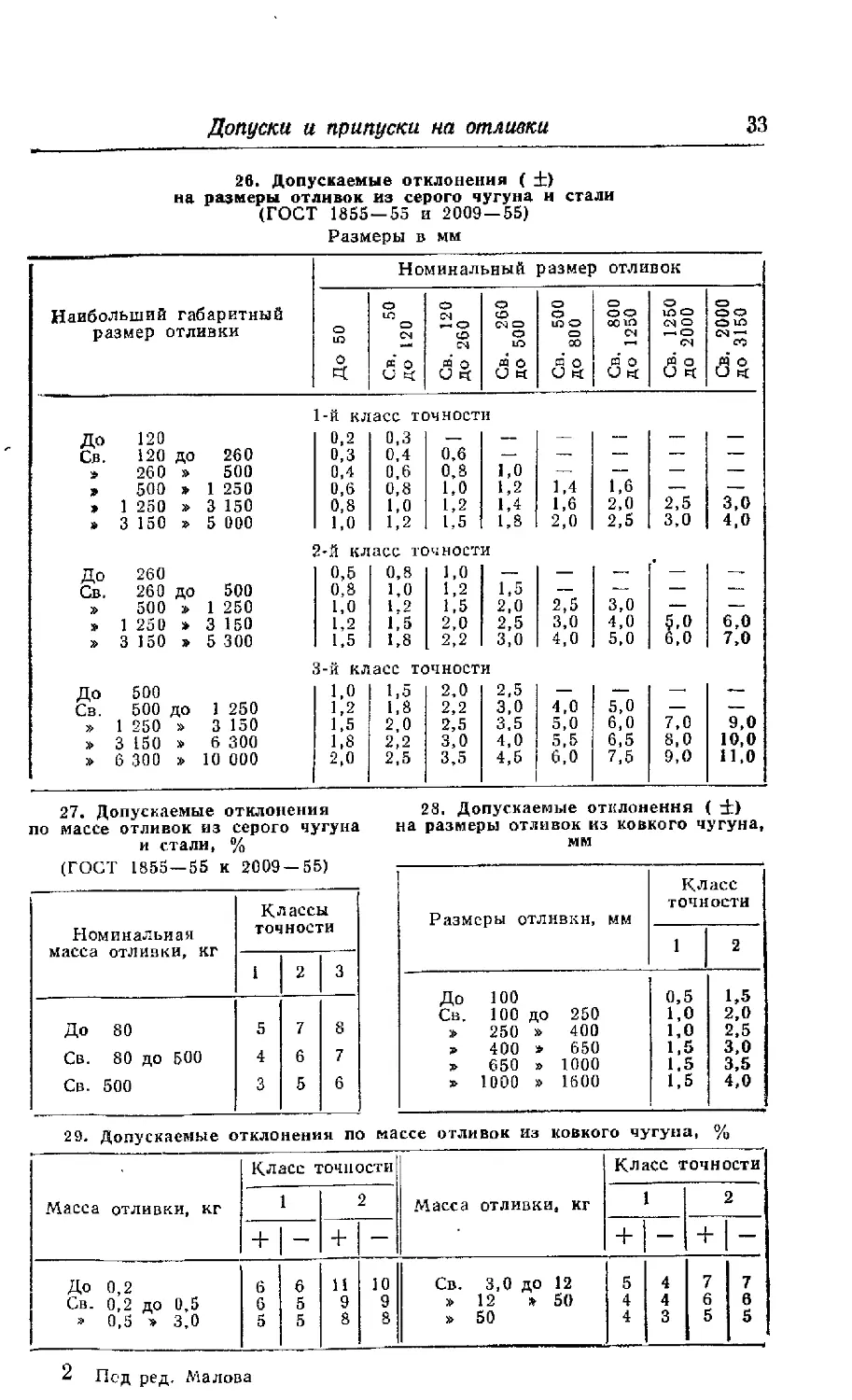
ДОПУСКИ И ПРИПУСКИ НА отливки
Качество поверхности отливок, а также пределы возможных откло-
нений от номинальных размеров зависят от принятого способа их
изготовления. Эти отклонения зависят и от размеров заготовок: чем
заготовка больше, тем больше допускаемые отклонения. Для чугунных
и стальных отливок, получаемых в песчаных формах, наибольшие
допускаемые отклонения по размерам и массе, установленные
ГОСТ 1855—55 и 2009—55, приведены в табл. 26 и 27, а для отливок
из ковкого чугуна — в табл. 28 и 29. Допуски даются для трех классов
точности: 1-й класс точности соответствует массовому производству
(специальные способы литья, машинная формовка по металлическим
моделям), 2-й класс — серийному (машинная формовка по деревянным
моделям) н 3-й класс — единичному — (ручная формовка по деревян-
ным моделям). Принятый класс точности распространяется на всю
отливку, т. е. все ее размеры должны быть выдержаны в допусках одного
класса. Величина допускаемого отклонения определяется для каждого
измеряемого размера (как изменяемого, так и неизменяемого механи-
ческой обработкой) по двум параметрам отливки: наибольшему габа-
ритному размеру и номинальному размеру. Причем под номинальным
размером понимают измеряемый размер отливки, включающий припуск
на механическую обработку и формовочный уклон.
Допуски и припуски на отливки
33
28. Допускаемые отклонения ( ±)
на размеры отливок из серого чугуна и стали
(ГОСТ 1855-55 и 2009-55)
Размеры в мм
Номинальный размер отливок
Наибольший габаритный о 120 3 260 0 500 0 800 50 250 00 О оо О 1Л
размер отливки ю СЧ to СЧ о ю о со СЧ -lO СЧ СЧ СО
О й о Й о й О га о и О Й о И О
с tt О rt О ес О й и « U ГС О к
1-й класс точности
До 120 0,2 0,3 — — — — — —
Св. 120 ДО 260 0,3 0,4 0,6 — —. — — —
260 » 500 0,4 0,6 0,8 1,0 —' —— — —
у 500 » 1 250 0,6 0,8 1,0 1,2 1,4 1,6 — —
» 1 250 3 150 0,8 1,0 1,2 1,4 1,6 2,0 2,5 3,0
» 3 150 » 5 000 1,0 1,2 1,5 1,8 2,0 2,5 3,0 4,0
2-й класс точности
До 260 0,5 0,8 1,0 — — — —-
Св. 260 ДО 500 0,8 1,0 1,2 1,5 — — —
500 1 250 1,0 U2 1,5 2,0 2,5 3,0 — ——
» 1 250 » 3 150 1,2 1,5 2,0 2,5 3,0 4,0 5.0 6,0
3 150 » 5 300 1,5 1,8 2,2 3,0 4,0 5,0 6,0 7,0
3-й класс точности
До 500 1,0 1,5 2,0 2,5 — — — —
Св. 500 ДО 1 250 1,2 1,8 2,2 3,0 4,0 5,0 — —
1 250 » 3 150 1,5 2,0 2,5 3,5 5,0 6,0 7,0 9,0
3 150 » 6 300 1.8 2,2 3,0 4,0 5,5 6,5 8,0 10,0
6 300 10 000 2,0 2,5 3,5 4,5 6,0 7,5 9,0 11,0
27. Допускаемые отклонения по массе отливок из серого чугуна и стали, % 28. Допускаемые отклонения ( i) на размеры отливок из ковкого чугуна, мм
Размеры отливки, мм Класс
Номинальная масса отливки, кг KJ точ 1 lacci НОС! 2 я и 3 точн 1 ОСТИ 2
До 100 Св. 100 до 250 » 250 » 400 » 400 > 650 » 650 » 1000 » 1000 » 1600 0,5 1,0 1,0 1,5 1,5 1,5 1,5 2,0 2.5 3,0 3,5 4,0
До 80 Св. 80 до 500 Св. 500 5 4 7 6 5 8 7 6
29. Допускаемые отклонения по массе отливок из ковкого чугуна, %
Масса отливки, кг Класс точности Масса отливки, кг Класс точности
1 2 1 2
+ + — + — + 1-
До 0,2 6 6 11 10 Св. 3,0 до 12 5 4 7 7
Св. 0,2 до 0,5 6 5 9 9 » 12 » 50 4 4 6 6
» 0,5 > 3,0 5 5 8 8 » 50 4 3 5 5
2 Лсд ред. Малова
34
Процессы обработки без снятия стружки
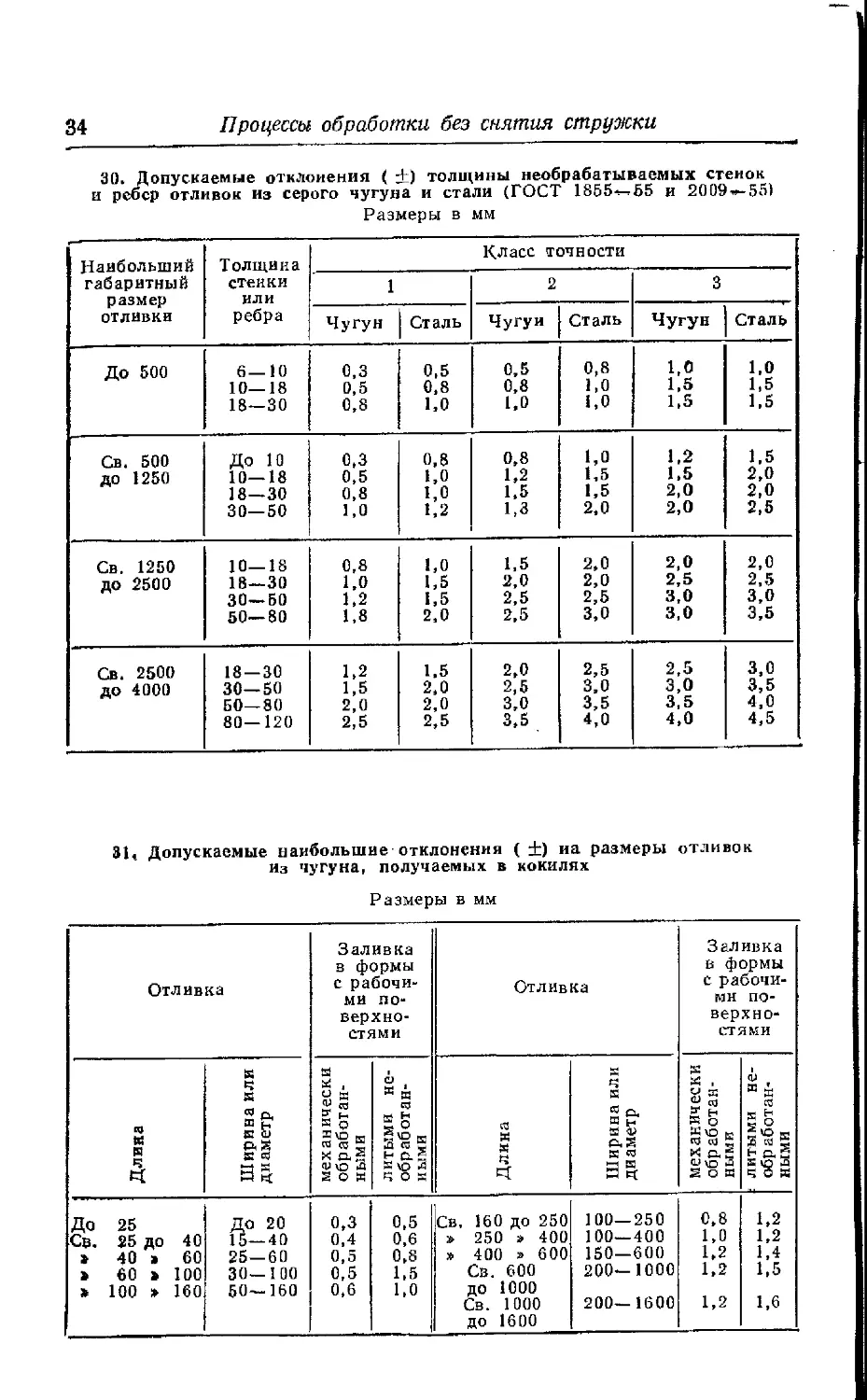
30. Допускаемые отклонения ( +) толщины необрабатываемых стенок
и ребер отливок из серого чугуна и стали (ГОСТ 1855-^55 и 2009«-55)
Размеры в мм
Наибольший габаритный размер отливки Толщина стенки или ребра Класс точности
1 2 3
Чугун Сталь Чугун Сталь Чугун Сталь
До 500 6—10 0,3 0,5 0,5 0,8 1,0 1,0
10—18 0,5 0,8 0,8 1,0 1,5 1.5
18—30 0,8 1,0 1,0 1,0 1.5 1.5
Св. 500 До Ю 0,3 0,8 0,8 1,0 1,2 1.5
ДО 1250 10—18 0,5 1,о 1,2 1,5 1,5 2,0
18—30 0,8 1,0 1,5 1,5 2,0 2,0
30—50 1,0 1,2 1,3 2,0 2,0 2,5
Св. 1250 10—18 0,8 1,0 1,5 2,0 2,0 2,0
ДО 2500 18—30 1,0 1,5 2,0 2,0 2,5 2,5
30—Б0 1,2 1,5 2,5 2,5 3,0 3,0
50—80 1,8 2,0 2,5 3,0 3,0 3,5
Св. 2500 18 — 30 1,2 1,5 2,0 2,5 2,5 3,0
ДО 4000 30—50 1,5 2,0 2,5 3,0 3,0 3,5
50—80 2,0 2,0 3,0 3,5 3,5 4,0
80—120 2,5 2,5 3,5 4,0 4,0 4,5
31< Допускаемые наибольшие отклонения ( ±) иа размеры отливок
из чугуна, получаемых в кокилях
Размеры в мм
Отливка
Заливка
в формы
с рабочи-
ми по-
верхно-
стями
Отливка
Зал ивка
в формы
с рабочи-
ми по-
верхно-
стями
s
ч
я
к
S
ч
я
я 1
£ о
® я
я
ч
Б
£ .
0J
а
о
Р. S
Е «
SOS
= \о з
ЧОЯ
я
я
ч
ag
г
s о
S я |
t a. s
Ею 3
ч о я
До 25 Св. 25 до 40 » 40 > 60 » 60 » 100 » 100 » 160 До 20 15—40 25—60 30—100 50—160 0,3 0,4 0,5 0,5 0,6 0,5 0,6 0,8 1.5 1.0
»
Св, 160 до 250
250 » 400
400 » 600
Св. 600
до 1000
Св. 1000
до 1600
100—250 0,8 1.2
100—400 1.0 1.2
150—600 1.2 1.4
200— 1000 1.2 1.5
200— 1600 1.2 1,6
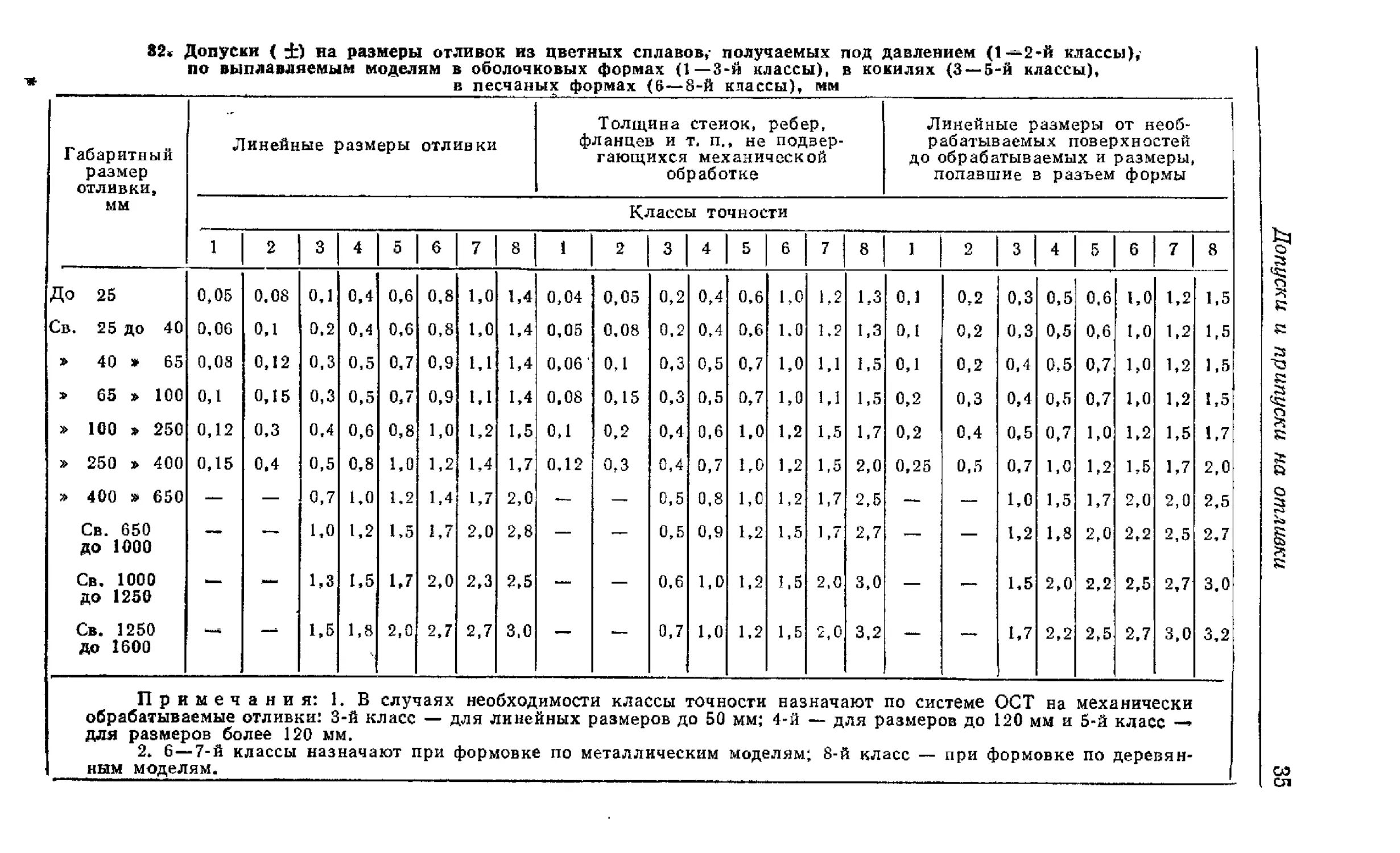
82« Допуски ( i) на размеры отливок из цветных сплавов,- получаемых под давлением (1— 2-й классы),
по выплавляемым моделям в оболочковых формах (1—3-й классы), в кокилях (3—5-й классы),
____________________________в песчаных формах (5—8-й классы), мм
Габаритный размер отливки, Линейные размеры отливки Толщина стеиок, ребер, фланцев и т. п., не подвер- гающихся механической обработке Линейные размеры от необ- раб атыв аемых поверх н остей до обрабатываемых и размеры, попавшие в разъем формы
Классы точности
1 2 3 4 5 6 7 8 1 | 2 3 4 5 6 7 8 1 2 3 4 6 6 7 8
До 25 0,05 0.08 0,1 0.4 0,6 0,8 1,о 1.4 0,04 0,05 0,2 0,4 0,6 1,0 1,2 1,3 0,1 0,2 0,3 0,5 0,6 1,0 1,2 1,5
Св 25 до 40 0,06 0,1 0,2 0,4 0,6 0,8 1,0 1,4 0,05 0,08 0,2 0,4 0,6 1.0 1,2 1,3 0,1 0,2 0,3 0,5 0,6 1,0 1.2 1,5
» 40 » 65 0,08 0,12 0,3 0,5 0,7 0,9 1,1 1,4 0,06 0,1 0,3 0,5 0,7 1,0 1,1 1,5 0,1 0,2 0,4 0,5 0,7 1,0 1.2 1.5
» 65 » 100 0,1 0,15 0,3 0,5 0,7 0,9 1.1 1.4 0.08 0,15 0,3 0,5 0,7 1,0 1,1 1,5 0,2 0,3 0,4 0,5 0,7 1,0 1.2 1,5
» 100 » 250 0,12 0,3 0,4 0,6 0,8 1,0 1,2 1,5 0,1 0,2 0,4 0,6 1.0 1,2 1.5 1,7 0,2 0,4 0,5 0,7 1,0 1,2 1,5 1,7
250 » 400 0,15 0.4 0,5 0,8 1,0 1,2 1,4 1,7 0,12 0,3 0,4 0,7 1,0 1,2 1,5 2,0 0,25 0,5 0,7 1,0 1,2 1,5 1,7 2,0
» 400 » 650 — — 0,7 1.0 1.2 1,4 1,7 2,0 — — 0,5 0,8 1,0 1,2 1,7 2,5 — — 1,0 1,5 1,7 2,0 2,0 2,5
Св. 650 до 1000 — — КО 1,2 1,5 1,7 2,0 2,8 — — 0,5 0,9 1,2 1,5 1,7 2,7 — — 1,2 1,8 2,0 2,2 2,5 2.7
Св. 1000 до 1250 — — 1,3 1,5 1,7 2.0 2,3 2,5 — — 0,6 1,0 1,2 1,5 2,0 3,0 — — 1,5 2,0 2,2 2,5 2.7 3.0
Св. 1250 до 1600 — — 1,5 1,8 2,0 2,7 2,7 3,0 — 0,7 1,0 1,2 1,5 2,0 3,2 — — 1,7 2,2 2,5 2,7 3,0 3,2
Примечания: 1. В случаях необходимости классы точности назначают по системе ОСТ на механически
обрабатываемые отливки: 3-й класс — для линейных размеров до 50 мм; 4-й — для размеров до 120 мм и 5-й класс —*
для размеров более 120 мм.
2. 6—7-й классы назначают при формовке по металлическим моделям; 8-й класс — при формовке по деревян-
ным моделям.
Допуски и припуски на отливки
36
Процессы обработки без снятия стружки
Допускаемые отклонения по толщине стенок и ребер чугунных и
стальных отливок, полученных в песчаных формах, приведены в табл. 30,
допускаемые отклонения размеров заготовок из чугуна, получаемых
в кокилях,— в табл. 31. Литье по выплавляемым моделям позволяет
получать отливки любой конфигурации, повышенных точности и ка-
чества (ГОСТ 2789—73 4—6-го классов), почти или вовсе не требующие
механической обработки.
При выборе допусков на размеры отливок из цветных сплавов реко-
мендуется руководствоваться данными табл. 32.
Назначение припусков на обработку различных поверхностей
отливки зависит от наибольшего и номинального размеров, класса
точности и положения данной поверхности при заливке и опреде-
ляется для отливок из чугуна, полученных в песчаных формах, по
ГОСТ 1855—55, а для отливок из углеродистой стали — по
ГОСТ 2009—55.
Припуски на механическую обработку отливок из цветных сплавов,
полученных разными способами, назначают по ведомственным норма-
лям.
СПИСОК ЛИТЕРАТУРЫ
1. Анисимов Н, Ф.; Благов Б. Н. Проектирование литых деталей. М.
«Машиностроение», 1967, 272 с.
2. Прейскурант 25-01 Государственного комитета цен Совета Мини-
стров СССР. М., 1970, 315 с.
8. Справочник металлиста. Т. 2. М., «Машиностроение», 1965, 1027 с.
Глава 2
ОБРАБОТКА ДАВЛЕНИЕМ
ТЕХНОЛОГИЯ КОВКИ И ОБЪЕМНОЙ ШТАМПОВКИ
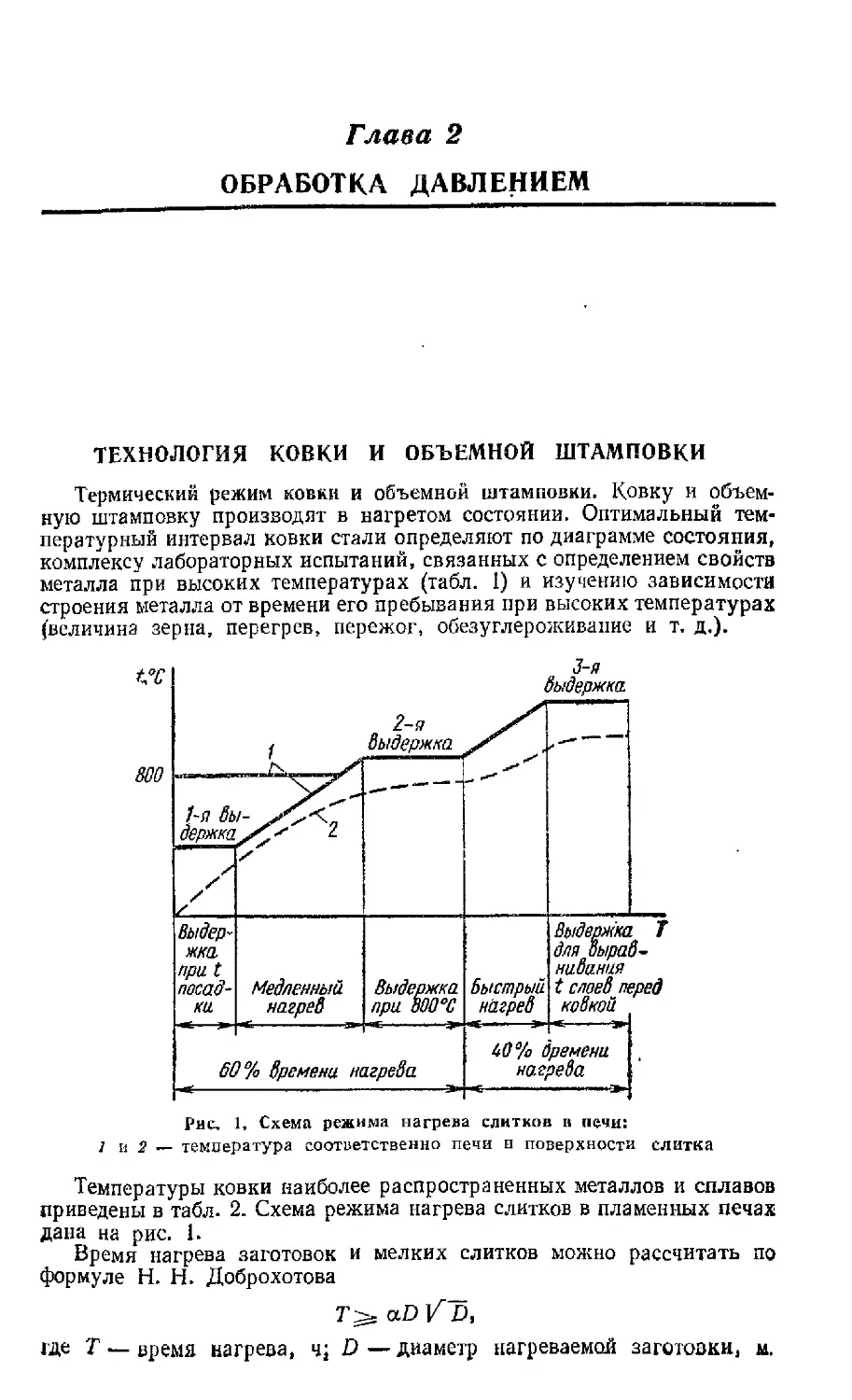
Термический режим ковки и объемной штамповки. Ковку и объем-
ную штамповку производят в нагретом состоянии. Оптимальный тем-
пературный интервал ковки стали определяют по диаграмме состояния,
комплексу лабораторных испытаний, связанных с определением свойств
металла при высоких температурах (табл. 1) и изучению зависимости
строения металла от времени его пребывания при высоких температурах
(величина зерна, перегрев, пережог, обезуглероживание и т. д.).
3-я
выдержка.
выдер-
жка,
при t
посад-
ки
Выдержка Т
для Вырав-
нивания
Выдержка быстрый t слоев перед
при ВОО°С нагрев ковкой
800
Медленный
нагрев
60% времени нагрева
40% времени
нагрева
Рис. 1, Схема режима нагрева слитков в печи:
1 и 2 — температура соответственно печи и поверхности слитка
Температуры ковки наиболее распространенных металлов и сплавов
приведены в табл. 2. Схема режима нагрева слитков в пламенных печах
дана на рис. 1.
Время нагрева заготовок и мелких слитков можно рассчитать по
формуле Н. Н. Доброхотова
T^aD K'S,
где Т — время нагрева, ч; D—диаметр нагреваемой заготовки, м.
38
Обработка давлением
1. Лабораторные испытания для определения температурного интервала
ковки и штамповки по Н. И. Корнееву
Испытание Методика испытания Оценка результата испытания
На пластичность: свободной осадкой Г Замеряют температу- ру через каждые 25— 50° С в исследуемом интервале h < 2,5D; Дй = 30—50% Пластичность определяют по появлению пер« вой трещины в деформируе- мом образце
•с 1 I
( ;
ударным изгибом Определяют работу деформирования, затра- ченную на изгиб удар- ных образцов Менаже при t° С через каждые 25—50° G в исследуе- мом интервале Пластичность определяют по максимумам и минимумам кри- вых, вычерчен- ных в коорди- натах gh— t° G
g S?
Олт анальные пературы кобкит-п- 11 Г1II
кем
□L
t:c
На относительное сопротив- ление деформированию сво- бодной осадкой, % Измеряют степень де- формации Дй через каждые 5% осадки в интервале 0—60% и /°C через каждые 50° С в исследуемом ин- тервале температур; h образцов 10—25 мм; масса падающих частей молота и высота паде- ния постоянные Сопротивление деформированию определяют по величине осадки в % при данной температуре по кривой, вычерченной в координатах Дй — i° С
t,v
На удельное сопротивление деформированию, кгс/мм2 Измеряют сопротив- ление деформированию при осадке или других методах обработки. Из- меряют степень дефор- мации Дй при испыта- нии осадкой через каж- дые 5% осадки в ин- тервале 0—60% (при других методах испыта- ния 5—70%) и /°C че- рез каждые 50° С в ис- следуемом интерв але температур Сопротивление деформированию определяют по его величине при данной температуре на кривой, вычерченной в координатах <7—/° С
§
ъ*
t,°c
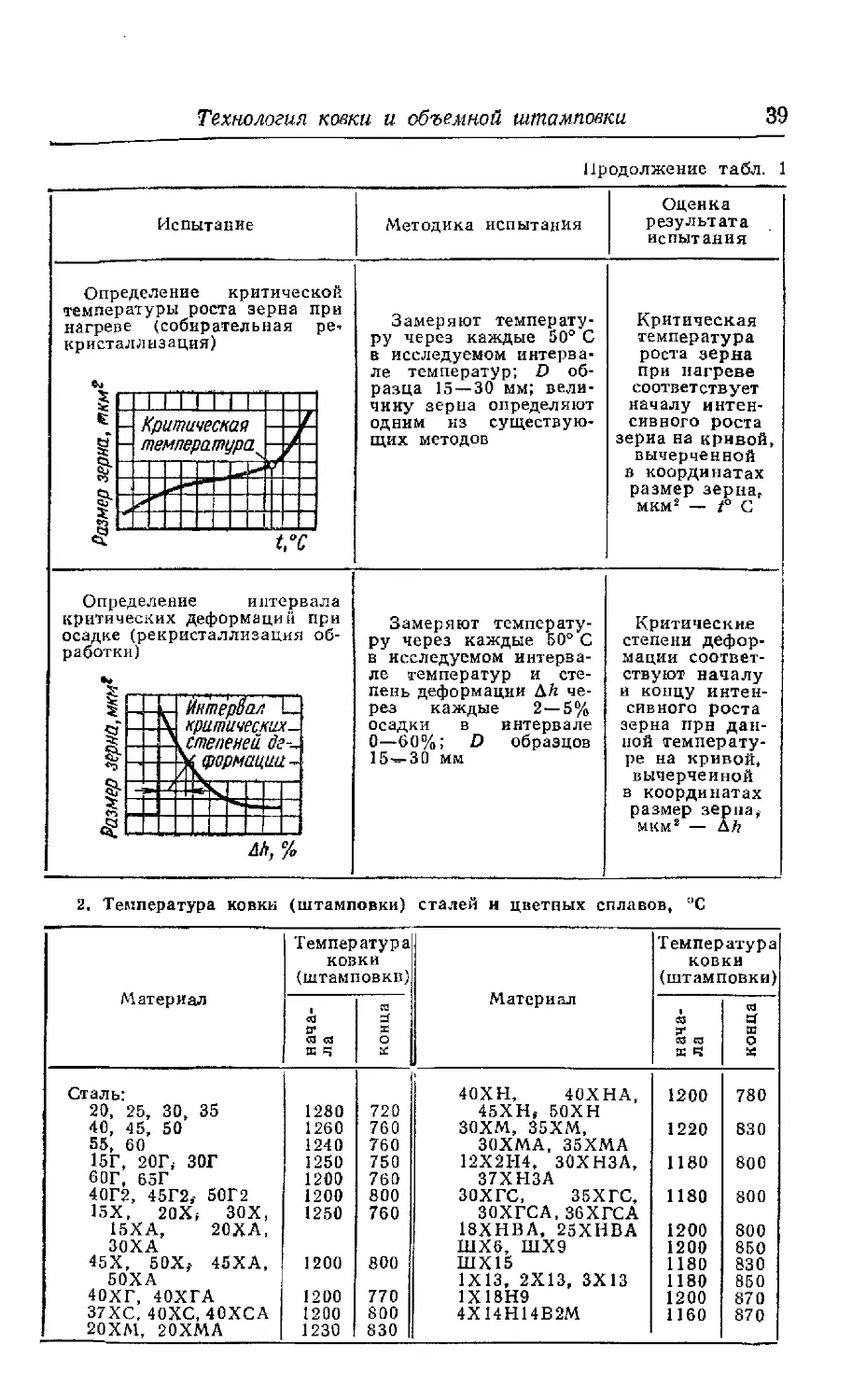
Технология ковки и объемной штамповки
39
Продолжение табл. 1
Испытание
Методика испытания Оценка результата испытания
Определение критической
температуры роста зерна при
нагреве (собирательная ре-
кристаллизация)
Замеряют температу-
ру через каждые 50® С
в исследуемом интерва-
ле температур; D об-
разца 15—30 мм; вели-
чину зерна определяют
одним из существую-
щих методов
Критическая
температура
роста зерна
при нагреве
соответствует
началу интен-
сивного роста
зерна на кривой,
вычерченной
в координатах
размер зерна,
мкм2 — /°C
Определение интервала
критических деформаций при
осадке (рекристаллизация
работки)
об-
Замеряют температу-
ру через каждые 50° С
в исследуемом интерва-
ле температур и сте-
пень деформации Дй че-
рез каждые 2—5%
осадки в интервале
О—60%; D образцов
15^-30 мм
Критические
степени дефор-
мации соответ-
ствуют началу
и концу интен-
сивного роста
зерна прн дан-
ной температу-
ре на кривой,
вычерченной
в координатах
размер зерна,
мкм* — Л/?
2, Температура ковки (штамповки) сталей и цветных сплавов, °C
Материал Температура ковки (штамповки) Материал Температура ковки (штамповки)
«о в* я <я ш ч я X ж о X S3 S3 S3 X Ч конца |
Сталь: 40ХН, 40ХНА, 1200 780
20, 25, 30, 35 1280 720 45ХН, 50ХН
40, 45, 50 1260 760 30ХМ, 35ХМ, 1220 830
55, 60 1240 760 ЗОХМА, 35ХМА
15Г, 20Г,- ЗОГ 1250 750 12Х2Н4, ЗОХНЗА, 1180 800
60Г, 65Г 1200 760 37XH3A
40Г2, 45Г2,- 50Г2 1200 800 ЗОХГС, 35ХГС, 1180 800
15Х, 20Х» ЗОХ, 1250 760 30ХГСА, 36ХГСА
15ХА, 20ХА, 18ХНВА. 25ХНВА 1200 800
ЗОХА ШХ6, ШХ9 1200 850
45Х, 50Х,- 45ХА, 1200 800 ШХ15 1180 830
50ХА 1X13, 2X13, 3X13 1180 850
40ХГ, 40ХГА 1200 770 1Х18Н9 1200 870
37ХС, 40ХС, 40ХСА 1200 800 4Х14Н14В2М 1160 870
20X51, 20ХМА 1230 830
40
Обработка давлением
Продолжение табл. 2
Материал Температура 1 ковки (штамповки) Материал Температура ковки (штамповки)
я (г Я я Я R конца л т я я Я Ч конца
Алюминиевые сила* вы: АМц, АМг Д6, Д16, Д16П АК4-1, АК-8 Магниевые сплавы: МА1 МАЗ МА5 М (техническая медь) 510 460 475 430 370 370 1000 380 380 380 300 340 320 800 Латуни: Л62, ЛАН59-3-2 ЛС59-1 Бронзы: Бр.ОФ 6,5-0,15 Бр.АМц 9-2 Бр.АЖ Мц 10-3-1)5 Бр. Б2 Титановые сплавы: втз ВТ5 ВТ8 800 800 900 950 900 750 1050 1100 1100 600 650 780 850 750 650 850 800 850
8. Время иагрева заготовок из углеродистой конструкционной стали \
мин (по данным В. Ф, Копытова и П. В. Сорокина)
Заготовка
Диаметр D
или сторона
квадрата А
заготовку
мм
круглая квадратная
одиноч- ная на рас- стоянии D на рас- стоянии D/2 вплот- ную одиноч- ная на рас- стоянии А на рас- стоянии А/2 вплот- ную
20 3 3,5 5 7 4,5 6 8 13
40 6,5 8 9,5 13 8 11 14 25
60 10 11,5 14 19,5 12,5 17,5 21,5 38
80 14 15,5 19,5 26 17 23,5 28,5 52
100 18 21.5 27 36 23 32,5 40 72
200 46 55 61 92 60 84 96 184
1 Температура печи 1300° С,- температура нагрева 1200° С при
длине заготовок более 3D.
Формула действительна для температуры печи 1300° С и нагрева
заготовки до 1200° С; для сталей углеродистых а = 10 и легированных
а = 20 при нагреве заготовок, а при нагреве слитков соответственно
а = 12,6 и 25. Время нагрева заготовок из углеродистой конструкцион-
ной стали зависит от расстояния между ними при укладке в печи
(табл. 3).
Влияние ковки и штамповки на структуру металла и механические
характеристики. Исходной заготовкой для обработки давлением
является слиток, который имеет дендритную макроструктуру. В раз-
Технология ковки и объемной штамповки 4!
личных участках слитка наблюдается неравномерность свойств, общие
пониженные механические характеристики, особенно характеристики
пластичности вследствие крупнодендритной структуры.
Слиток чаще всего подвергается деформированию поперек его оси.
При этом поперечные сечения слитка уменьшаются, а длина увеличи-
вается. Степень изменения поперечного сечения определяется отноше-
нием ~ (где р0 и FK — площадь поперечного сечения до и после
Г к
деформации). Это отношение называют уковом или уковкой. Во время
деформации дендриты разрушаются и вытягиваются вдоль оси заго-
товки. При 2—3-кратном укове средняя часть слитка получает волок-
нистое строение, при 4—6-кратном укове увеличивается деформация
и наклон столбчатых дендритов к оси. После 10-кратного укова заго-
товка приобретает волокнистое строение по всему сечению. Такое строе-
ние имеет, в частности, прокат. Эта волокнистость макроструктуры
является стойкой. При последующих операциях меняется лишь на-
правление волокон. Свойства металла зависят от направления волокон.
При ковке микроструктура получается более мелкозернистой.
Ковка стали с содержанием более 0,9% С раздробляет цементитиую
сетку, что улучшает пластичность.
Механические характеристики прочности (<тв, сгт, сгу, од) и пластич-
ности (6, ф, ан) различны вдоль и поперек волокон. Разница между
прочностными характеристиками продольных и поперечных образцов
колеблется в пределах 3—6%. В поперечных образцах механические
характеристики меньше всего снижаются при 3-кратном укове. В се-
редине поковки механические характеристики ниже, чем у периферии:
о на 20%, ф на 20—25% и ан на 10%.
Характеристики пластичности при 10-кратном укове и выше повы-
шаются: б на 10%, ф на 15%, ан на 20%, а предел выносливости ст.*
повышается на 7,5%.
С учетом анизотропии свойств для конструкционной стали рекомен-
дуются уковы 2,5—3,5, когда нельзя обеспечить полное совпадение
направления волокон в детали с направлением наибольших нормаль-
ных напряжений, действующих при ее эксплуатации. Если такое
совпадение имеет место, то уков можно увеличить до 5—6.
Для изготовления поковок высокого качества необходимы следу-
ющие условия:
1) правильный выбор укова; 2) совпадение направления волокон
в детали с направлением действия наибольших нормальных напряже-
ний^) направление волокон должно соответствовать контуру детали —
волокна не должны перерезываться; 4) отсутствие смещения осевой
зоны слитка к поверхности поковки, 5) соблюдение необходимого термо-
механического режима ковки.
Расположение волокон в детали зависит от конструкции поковки
и технологии ее изготовления.
Способы ковки и объемной штамповки
Способы ковки и объемной штамповки делят на три группы: ковка,
штамповка и специализированные процессы. Наиболее распространен-
ные способы даны в табл. 4.
42
Обработка давлением
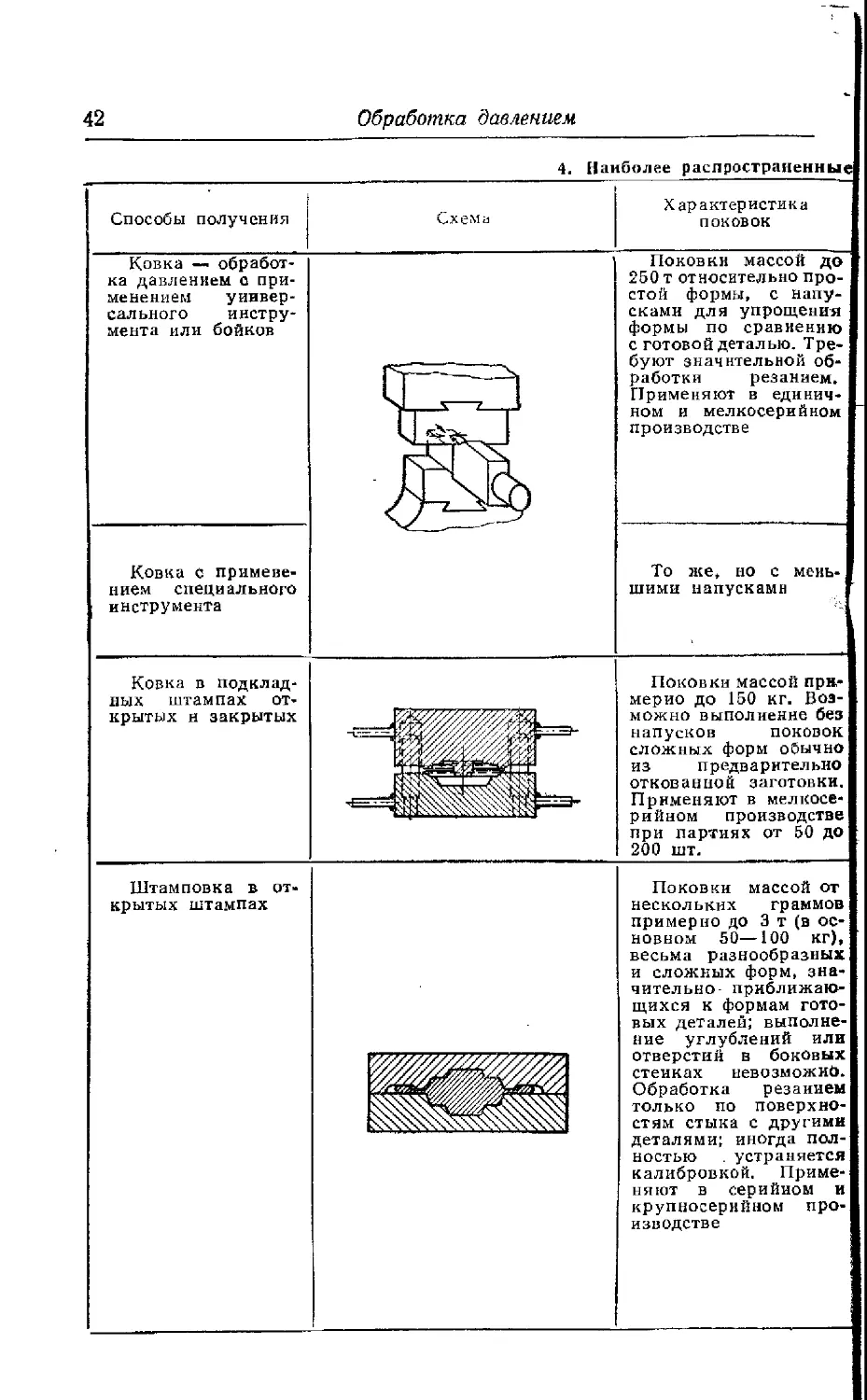
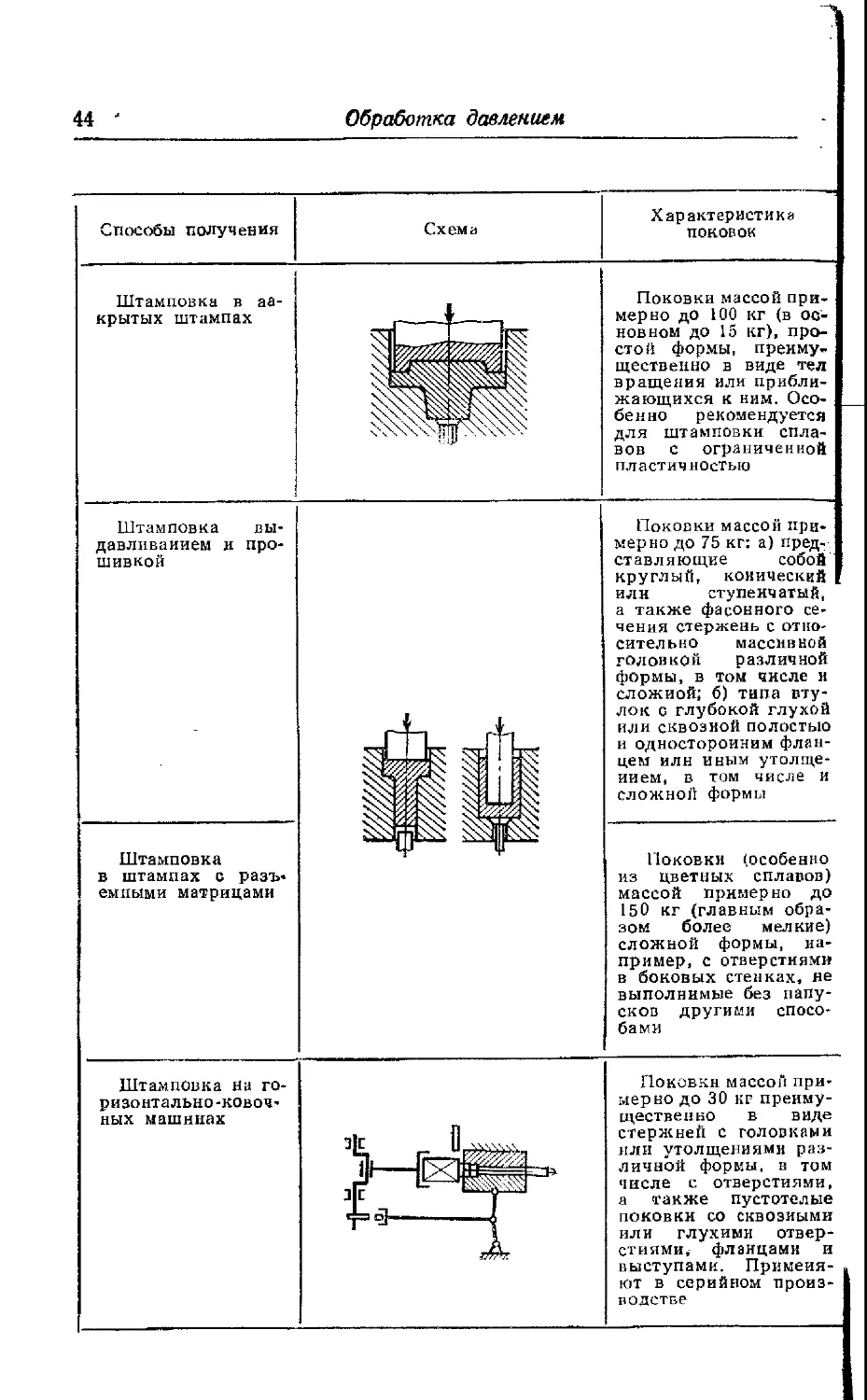
4. Наиболее распространенные
Способы получения Схема Характеристика поковок
Ковка — обработ- ка давлением о при- менением универ- сального инстру- мента или бойков Поковки массой до 250 т относительно про- стой формы, с напу- сками для упрощения формы по сравнению с готовой деталью. Тре- буют значительной об- работки резанием. Применяют в единич- ном и мелкосерийном производстве
Ковка с примеве- нием специального инструмента То же, но с мень- шими напусками
Ковка в подклад- ных штампах от- крытых н закрытых Поковки массой при- мерно до 150 кг. Воз- можно выполнение без напусков поковок сложных форм обычно из предварительно откованной заготовки. Применяют в мелкосе- рийном производстве при партиях от 50 до 200 шт.
Штамповка в от- крытых штампах Поковки массой от нескольких граммов примерно до 3 т (в ос- новном 50—100 кг), весьма разнообразных и сложных форм, зна- чительно приближаю- щихся к формам гото- вых деталей; выполне- ние углублений или отверстий в боковых стенках невозможно. Обработка резанием только по поверхно- стям стыка с другими деталями; иногда пол- ностью . устраняется калибровкой. Приме- няют в серийном и крупносерийном про- изводстве
Технология ковки и объемной штамповки
43
пособы получения поковок
Типовые поковки Припуски, допуски и качество поверхности Используемое оборудование
Максимальные при- пуски и допуски на молотовые поковки по ГОСТ 7829 — 70, на прессовые — по ГОСТ 7062—67. При- пуски и допуски (по поперечным размерам) в зависимости от раз- меров и формы поков- ки: на молотовые по- ковки от 5^2 д0 34 ±10 мм, на прессо- вые поковки от 16 ±6 до 90 ±36 мм. Для не- обрабатываемых поко- вок или участков ве- личина отклонений мо- жет быть снижена иа 20—50%. Качество по- верхности обычно до 1-го класса шерохова- тости Ковочные моло- ты с массой па- дающих частей: паровые — 1,5 т,- пневматические 75—1000 кг. Ко- вочные гидравли- ческие прессы с усилием 500=> 15 000 тс
Припуски примерно от 3 мм и выше, допу- 4- 1 5 ски от _q*5 мм и бо- лее Качество поверхно- сти до 3-го класса ше- роховатости То же
Максимальные при- пуски и допуски по ГОСТ 7505—74. При- пуски на сторону для молотовых поковок массой до 40 кг и раз- мерами до 800 мм в за- висимости от класса точности от 0,6—1,2 до 3,3 — 6,4 мм. Для поковок, штампуемых иа кривошипных горя- чештамповочных прес- сах, припуски на 0,1 — 0,2 мм меньше. Каче- ство поверхности 1 — 4-го классов шерохо- ватости. При холодной калибровке допуски ±0,1 — ±0,25 (кали- бровка обычной точно- сти) и ±0,05— ±0,15 (калибровка повышен- ной точности). Каче- ство поверхности 4-го и даже 8-го классов шероховатости Кривошипные го- рячештамповочные прессы усилием 630—10 000 тс, штамповочные мо- лоты с массой па- дающих частей; двойного действия паровоздушные 0,5—35 т; бесша- ботные (эквива- лентно) до 60 т; простого действия паровоздушные, фрикционные с до- ской, цепные соот- ветственно до 10, 5 и 8 т; фрик- ционные винтовые прессы усилием 40—2000 тс; ги- дравлические штам- повочные прессы усилием до 70 000 тс
44
Обработка давлением
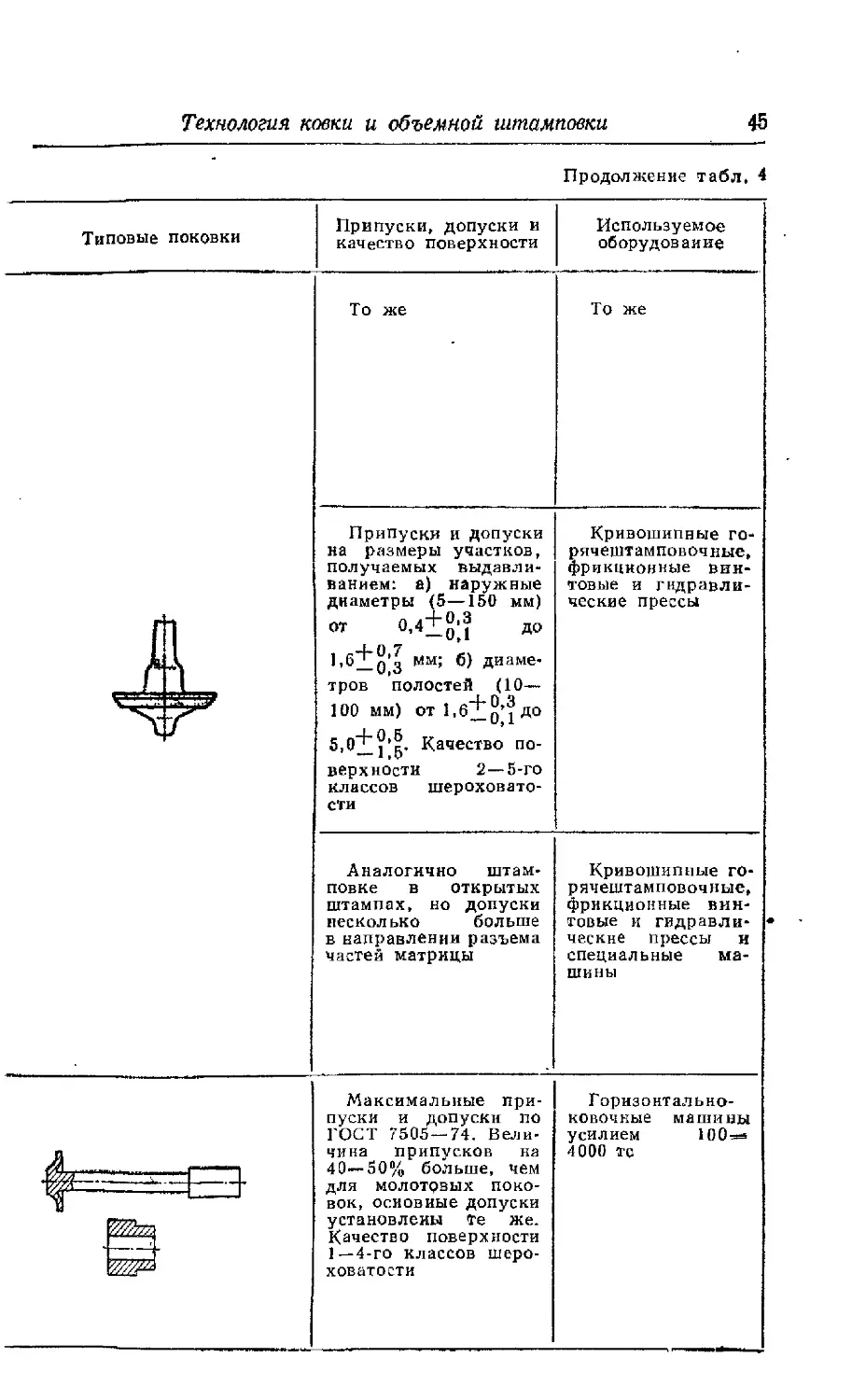
Способы получения Схема Характеристика поковок
Штамповка в за-
крытых штампах
Поковки массой при-
мерно до 100 кг (в ос-
новном до 15 кг), про-
стой формы, преиму-
щественно в виде тел
вращения или прибли-
жающихся к ним. Осо-
бенно рекомендуется
для штамповки спла-
вов с ограниченной
пластичностью
Штамповка вы-
давливанием и про-
шивкой
Штамповка
в штампах с разъ-
емными матрицами
Поковки массой при-
мерно до 75 кг: а) пред-
ставляющие собой
круглый, конический
или ступенчатый,
а также фасонного се-
чения стержень с отно-
сительно массивной
годовкой различной
формы, в том числе н
сложной; б) типа вту-
лок с глубокой глухой
или сквозной полостью
и односторонним флан-
цем или иным утолще-
нием, в том числе и
сложной формы
Поковки (особенно
из цветных сплавов)
массой примерно до
150 кг (главным обра-
зом более мелкие)
сложной формы, на-
пример, с отверстиями
в боковых стенках, не
выполнимые без папу-
сков другими спосо-
бами
Штамповка на го-
ризонтально-ковоч-
ных машинах
Поковки массой при-
мерно до 30 кг преиму-
щественно в виде
стержней с головками
или утолщениями раз-
личной формы, в том
числе с отверстиями,
а также пустотелые
поковки со сквозными
или глухими отвер-
стиями, фланцами и
выступами. Применя-
ют в серийном произ-
водстве
Технология ковки и объемной штамповки
45
Продолжение табл. 4
Типовые поковки Припуски, допуски и качество поверхности Используемое оборудование
То же То же
J L Припуски и допуски на размеры участков, получаемых выдавли- ванием: а) наружные диаметры (5—150 мм) ОТ °’4—0J до 4-0 7 * 1,62_о’з Мм; б) диаме- тров полостей (10— 100 мм) от 1.6^0’3до 5,О^2]*|. Качество по- верхности 2—5-го классов шероховато- сти Кривошипные го- рячештамповочные, фрикционные вин- товые и гидравли- ческие прессы
Аналогично штам- повке в открытых штампах, но допуски несколько больше в направлении разъема частей матрицы Кривошипные го- рячештамповочные, фрикционные вин- товые и гидравли- ческие прессы и специальные ма- шины
—Р~4 Максимальные при- пуски и допуски по ГОСТ 7505 — 74. Вели- чина припусков на 40—50% больше, чем для молотрвых поко- вок, основные допуски установлены Те же. Качество поверхности 1—4-го классов шеро- ховатости Горизонтально- ковочные машины усилием Ю0-=* 4000 тс
46
Обработка давлением
Способы получения Схема Характеристика поковок
Штамповка гиб- кой Поковки деталей, имеющих изогнутые формы в одной или не- скольких плоскостях, получаемые главным образом из проката различных профилей, а иногда из штампо- ванной заготовки. При- меняют в крупносерий- ном производстве
Отжатие иа рота- ционно-ковочных машинах В зависимости от ти- па применяемой ма- шины сплошные и пу- стотелые прямые по- ковки удлиненной сту- пенчатой формы в виде тел вращения с цилин- дрическими или кони- ческими участками (ступенчатые валики, швейные иглы, шпин- дели), а также ступен- чатые или с заостре- ниями поковки ква- дратного или прямо- угольного сечения. Применяют в крупно- серийном производстве
Электровысадка Поковки типа стерж- ня с фланцем н заго- товки под последую- щую формовку фланца диаметром стержня 5—100 мм в зависимо- сти от мощности ма- шины и объемом го- ловки, набираемым от длины прутка до 15 — 20-кратной от его диа- метра. Применяют в крупносерийном про- изводстве
Раскатка Поковки повышен- • ной точности преиму- щественно типа колец, в том числе сложных сечений диаметром 70—700 мм при высоте 20—180 мм (кольца ша- рикоподшипников, ва- терные и т. п.). Приме- няют в крупносерий- ном производстве
Комбинированные процессы Поковки, требую- щие применения раз- ных способов для по- лучения отдельных участков
Технология ковки и объемной штамповки
47
Продолжение табл. 4
Типовые поковки Припуски, допуски и качество поверхности Используемое оборудование
• В зависимости от исходной заготовки. В результате гибки возникают искажения на участках углов, за* гнутых по малому ра- диусу Горизонтально’ гибочные машины усилием 15— 500 тс, кривошип- ные прессы
1 1 — Припуск (в случае надобности) под шли- фовку. Поле допуска при холодном обжатии (заготовка — прутки диаметром до 20 мм) в пределах 0,02—0,10, при горячем — 0,2 — 0,6 мм. Качество по- верхности при холод- ном обжатии 9—10-го классов, при горя- чем — до 6-го класса шероховатости Ротационно-ко- вочные машины для обжатия прут- ков диаметром от 5 до 80 мм
Допуски и припуски по стержню соответ- ствуют допускам и припускам холоднотя- нутого проката или ободранного. Припу- ски и допуски на фла- нец такие же, как и при штамповке на го- ризонтальных ковоч- ных машинах Элсктровысадоч- ные машины, го- ризонтальные и вертикильные
Поле допуска для поковок колец шари- коподшипников диа- метром 80—700 мм по наружному диаметру и высоте 1—6 мм, по внутреннему диаме- тру в 1,5—2 раза больше Раскаточпые ма- шины для ко- лец диаметром до 700 мм
В зависимости от комбинации применен- ных способов Комбинации раз- личных машин: на- пример, молот (или пресс) и горизон- тально-ковочная машина или гори- зонтально-гибочная машина и т. nv-
48
Обработка давлением
Конструирование поковок
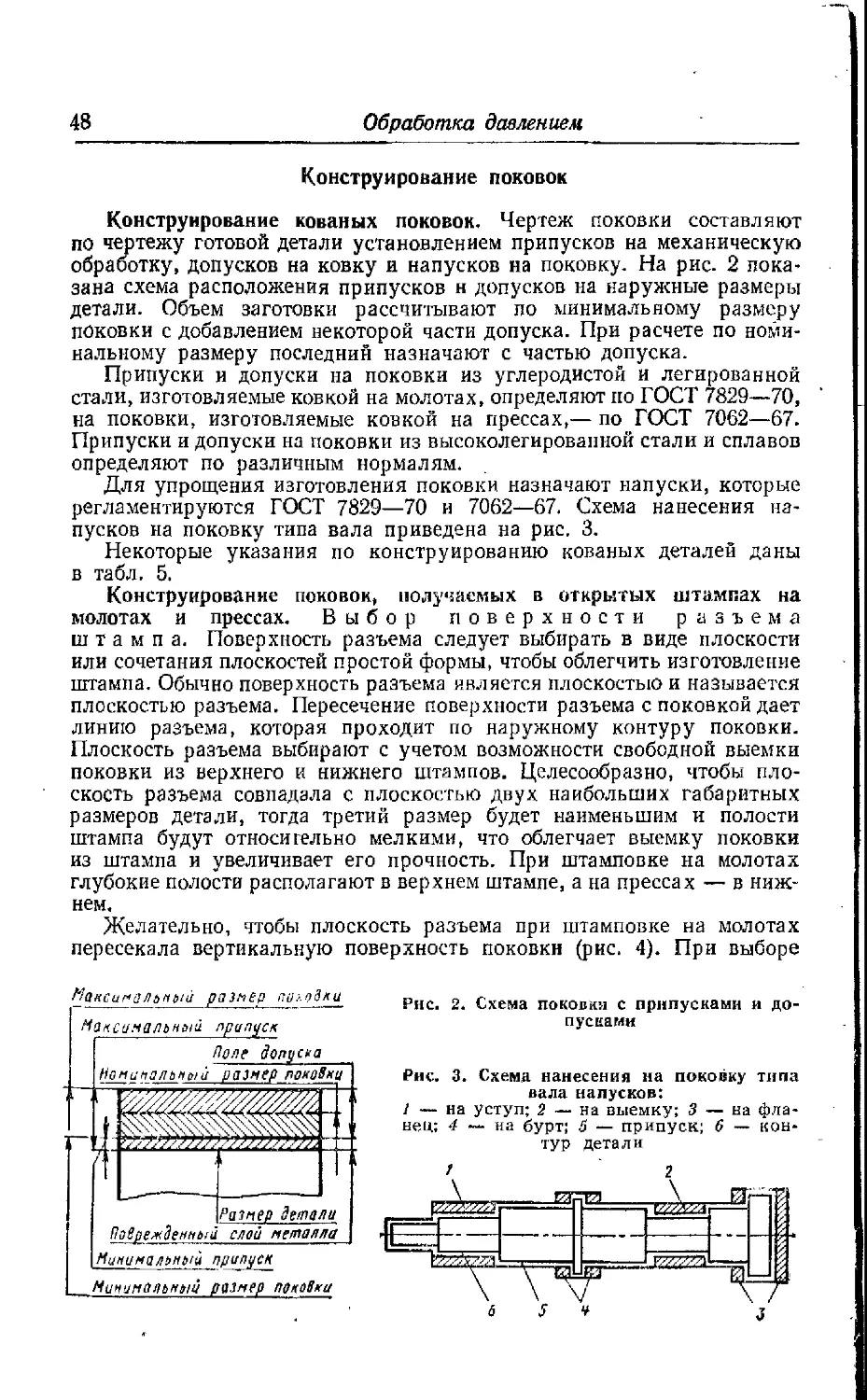
Конструирование кованых поковок. Чертеж поковки составляют
по чертежу готовой детали установлением припусков на механическую
обработку, допусков на ковку и напусков на поковку. На рис. 2 пока-
зана схема расположения припусков н допусков на наружные размеры
детали. Объем заготовки рассчитывают по минимальному размеру
поковки с добавлением некоторой части допуска. При расчете по номи-
нальному размеру последний назначают с частью допуска.
Припуски и допуски на поковки из углеродистой и легированной
стали, изготовляемые ковкой на молотах, определяют по ГОСТ 7829—70,
на поковки, изготовляемые ковкой на прессах,— по ГОСТ 7062—67.
Припуски и допуски на поковки из высоколегированной стали и сплавов
определяют по различным нормалям.
Для упрощения изготовления поковки назначают напуски, которые
регламентируются ГОСТ 7829—70 и 7062—67. Схема нанесения на-
пусков на поковку типа вала приведена на рис. 3.
Некоторые указания по конструированию кованых деталей даны
в табл. 5.
Конструирование поковок, получаемых в открытых штампах на
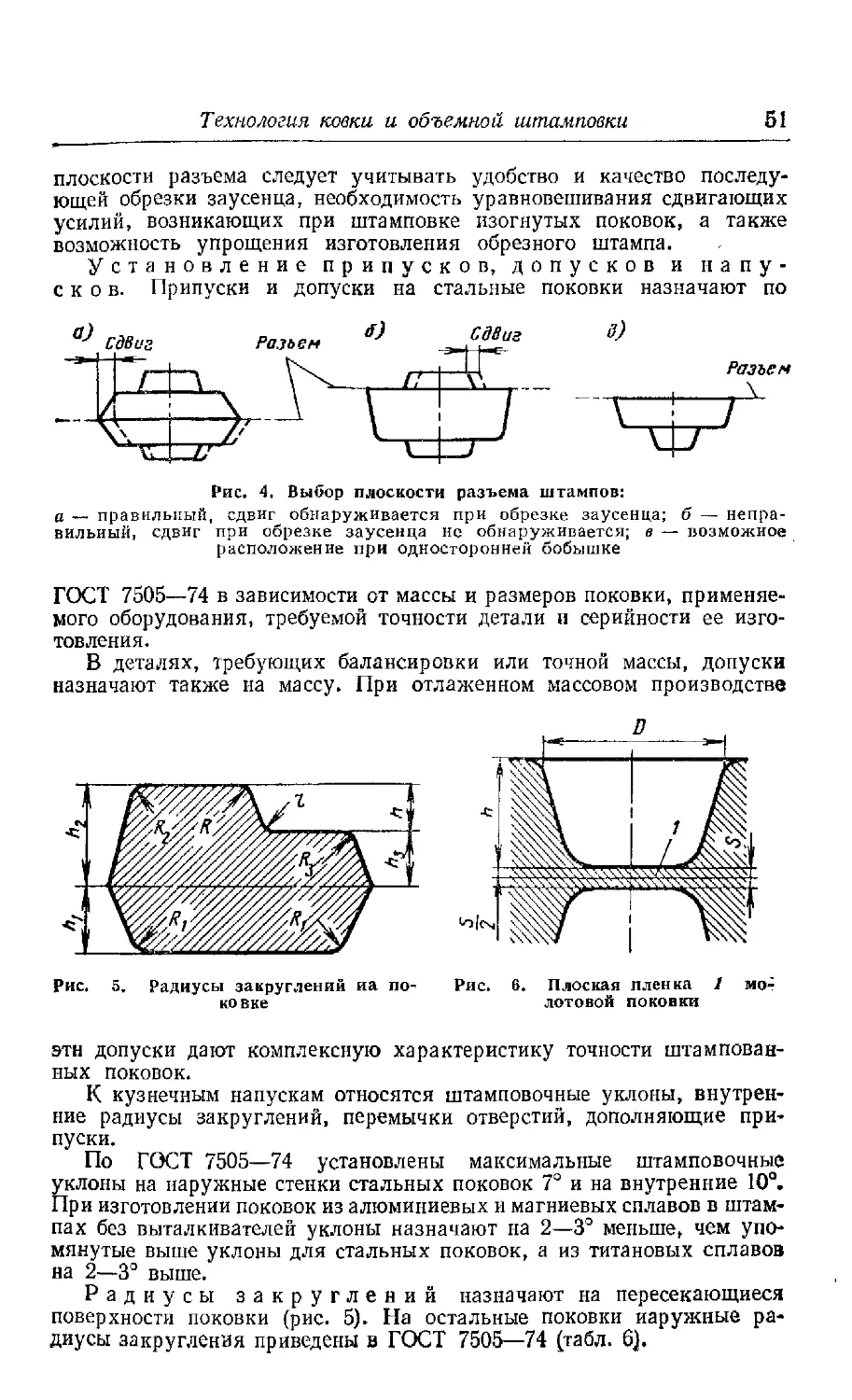
молотах и прессах. Выбор поверхности разъема
штампа. Поверхность разъема следует выбирать в виде плоскости
или сочетания плоскостей простой формы, чтобы облегчить изготовление
штампа. Обычно поверхность разъема является плоскостью и называется
плоскостью разъема. Пересечение поверхности разъема с поковкой дает
линию разъема, которая проходит по наружному контуру поковки.
Плоскость разъема выбирают с учетом возможности свободной выемки
поковки из верхнего и нижнего штампов. Целесообразно, чтобы пло-
скость разъема совпадала с плоскостью двух наибольших габаритных
размеров детали, тогда третий размер будет наименьшим и полости
штампа будут относительно мелкими, что облегчает выемку поковки
из штампа и увеличивает его прочность. При штамповке на молотах
глубокие полости располагают в верхнем штампе, а на прессах — в ниж-
нем.
Желательно, чтобы плоскость разъема при штамповке на молотах
пересекала вертикальную поверхность поковкн (рис. 4). При выборе
Рис. 2. Схема поковка с припусками и до-
пусками
Рис. 3. Схема нанесения на поковку типа
вала напусков:
I — на уступ; 2 — на выемку; 3 — на фла-
нец: 4 — на бурт; S — припуск; 6 — кон-
тур детали
Технология ковки и объемной штамповки
49
б. Указания по конструированию деталей, изготовляемых ковкой
Указания
1. Избегать конических
(а) и клиновых (б) форм, осо-
бенно с малой конусностью
или уклоном
2. Избегать взаимных пере-
сечений цилиндрических по-
верхностей (а), а также пере-
сечений цилиндрических по-
верхностей с призматически-
ми участками деталей (б)
3. Предпочтительнее на-
значать односторонние высту-
пы взамен двусторонних (осо-
бенно для мелких деталей)
Эскиз
Жежипелма Немглателцю
4. Избегать ребристых сече-
ний, так как ребра часто не-
возможно изготовлять ковкой
и приходится назначать на-
пуски. Ребра жесткости в по-
ковках недопустимы
50
Обработка давлением
Продолжение табл. 5
Указания
Эскиз
5. Не следует допускать бо-
бышек,- платиков, выступов
и т, п. иа основном теле по-
ковки (о), а также внутри
вильчатых деталей (б)
6. Детали с резкой разни-
цей размеров поперечных се-
чений (а) или сложной формы
(б) заменять сочетанием не-
скольких более простых кова-
ных деталей
7. Целесообразно детали
сложных форм выполнять
сварными из нескольких по-
ковок или сварными из кова-
ных 1 и литых 2 элементов
Технология ковки и объемной штамповки
51
плоскости разъема следует учитывать удобство и качество последу-
ющей обрезки заусенца, необходимость уравновешивания сдвигающих
усилий, возникающих при штамповке изогнутых поковок, а также
возможность упрощения изготовления обрезного штампа.
Установление припусков, допусков и напу-
сков. Припуски и допуски на стальные поковки назначают по
Рис. 4. Выбор плоскости разъема штампов:
а — правильный, сдвиг обнаруживается при обрезке заусенца; б —- непра-
вильный, сдвиг при обрезке заусенца нс обнаруживается; в — возможное
расположение при односторонней бобышке
в)
ГОСТ 7505—74 в зависимости от массы и размеров поковки, применяе-
мого оборудования, требуемой точности детали и серийности ее изго-
товления.
В деталях, требующих балансировки или точной массы, допуски
назначают также на массу. При отлаженном массовом производстве
Рис. 5. Радиусы закруглений иа по- Рис. 6. Плоская пленка 1 мо--
ковке лотовой поковки
этн допуски дают комплексную характеристику точности штампован-
ных поковок.
К кузнечным напускам относятся штамповочные уклоны, внутрен-
ние радиусы закруглений, перемычки отверстий, дополняющие при-
пуски.
По ГОСТ 7505—74 установлены максимальные штамповочные
уклоны на наружные стенки стальных поковок 7° и на внутренние 10°.
При изготовлении поковок из алюминиевых и магниевых сплавов в штам-
пах без выталкивателей уклоны назначают на 2—3° меньше, чем упо-
мянутые выше уклоны для стальных поковок, а из титановых сплавов
на 2—3° выше.
Радиусы закруглений назначают на пересекающиеся
поверхности поковки (рис. 5). На остальные поковки наружные ра-
диусы закругления приведены в ГОСТ 7505—74 (табл. 6).
52
Обработка давлением
6. Наименьшие радиусы закруглений Ц внешних углов поковок, мм
Масса поковки, кг Глубина полости ручья штампа, мм
До Ю Св, 10 до 25 Св. 25 до 50 Св. 60
До 1,0 Св. 1,0 до 6,0 > 6,0 » 16,0 » 16,0 » 40,0 » 40,0 » 100,0 » 100,0 1,0 1,6 2,0 2,5 3,0 4,0 1.5 2,0 2,5 3,0 4,0 5,0 2,0 2,6 3,0 4,0 6,0 6,0 3,0 3,5 4,0 5,0 7,0 8,0
Внутренние радиусы закруглений г я* 3/?. Минимальная толщина
полотна для поковок из цветных сплавов и радиусы закруглений даны
в табл. 7 и 8.
7. Минимальная толщина полотна поковок из алюминиевых,
магниевых и титановых сплавов (сечения открытые и закрытые), мм
Площадь проекции поковки иа плоскость разъема, см2 Алюминиевые и магниевые сплавы Титановые сплавы, мм
s при расстоянии между ребрами ц, мм
До 60 60— 100 100 — 160 160 — 250 250— 400
До 100 1,5 2,0
100-160 2,0 2,5 3,0 — — 3,5
160—250 2,5 3,0 3,5 — 4,5
250—400 3,0 3,5 4,0 4,5 — 5,0
400—630 3,5 4,0 4,5 5,0 6 5,5
630—1 000 4,0 4,5 5,0 6,0 7,0 7,0
1 000—1 600 4,5 5,0 6,0 7,0 8,0 9,0
1 600-2 500 5,0 6,0 7,0 8,0 9,0 11,0
2 500—4 000 6,0 7,0 8,0 9,0 10,0 »
4 000 — 6 300 7,0 8,0 9,0 10,0 11,0
6 300— 10 000 8,0 9,0 10,0 11,0 12,0 —
Примечание. При отсутствии облегчающих отверстий зна-
чения s брать, как для следующего интервала площадей проекций,
т. е. иа строчку ниже.
Технология ковки и объемной штамповки
53
<. Радиусы закругления поковок из алюминиевых и титановых сплавов
(закрытые сечения см. табл. 7), мм
Высота ребра h, мм Расстояние между ребрами а, мм
До 40 40 — 80 80—125 80—125
Сплавы
алюми- ниевые тита- новые алюми- ниевые тита- новые алюми- ниевые тита- новые
г я г я г r г R г R г
До 5 5—10 10-16 16—25 25—35 35—50 4 5 6 8 10 12 1,5 1,5 2 2,5 3 4 3 4 6 10 1,5 1,5 2 2,5 8 8 10 12,5 15 15 1,5 2,0 2,5 3,0 3,5 4 8 10 12,5 15 15 1,5 2,0 2.5 3 3 4 10 12,5 12,5 15 15 15 2 2 2,5 3 3,5 4 10 12,5 15 15 15 20 2 2.5 3 4 5
Пленки под прошивку. Сквозное отверстие при штам-
повке получить невозможно и оставляют пленку (рис. 6). Толщину
пленки определяют по формуле S = 0,1D, но не менее 4 мм. Кроме
плоской пленки существуют и другие.
В чертеже поковки указывают требования к расположению волокон.
В общем случае расположение волокон должно соответствовать дей-
ствию максимальных сил, возникающих при работе детали.
В качестве базы механической обработки поковки принимают обычно
участки с наибольшим диаметром или участки, удобные для захвата
и фиксации поковки при обработке. Иногда на поковке делают специаль-
ные выступы, служащие в качестве баз механической обработки.
Места клеймения указывают на наиболее видных участках поковки,
которые впоследствии не обрабатываются. Место испытания на твер-
дость выбирают по согласованию с конструкторами на плоских участ-
ках, удобных для зачистки и испытания.
При разработке чертежа поковки следует учитывать возможность
и рациональность: 1) упрощения или улучшения конструкции поковки;
2) унификации поковок для получения из них разных деталей; 3) раз-
бивки детали на две и более поковок для штамповки их порознь с после-
дующей сваркой или иным соединением; 4) штамповки по две и более
деталей в одной поковке с последующей разрезкой; 5) штамповки раз-
вернутой поковки с гибкой после обрезки заусенца на обрезном прессе;
6) применения калибровки или чеканки и др.
Рентабельность конструкции поковки и технологии определяется
следующими факторами: программой производства; насколько ответ-
ственна деталь по назначению; стоимостью изготовления штампов;
производительностью штамповки; стоимостью последующей обработки
резанием.
Конструирование поковок, штампуемых на горизонтально-ковоч-
ных машинах. Припуски и допуски назначают по ГОСТ 7505—74.
По этому же ГОСТу устанавливают следующие максимальные штампо-
вочные уклоны: а) на участках поковки, выполняемых в матрицах,
наружные не более 5“, внутренние не более 7°; б) внутренние в полостях,
выполняемых пуансоном, не более 3“. Радиусы закруглений наружного
54
Обработка давлением
[[переход
Рис. 7. Поковка типа кольца (&) и переходы штамповки (б):
I— штампованная заготовка; 2 — высечка
контура определяют по ГОСТ 7505—74. Радиусы закруглений внутрен-
него контура, а также штамповочные уклоны следует назначать в соот-
ветствии с рекомендациями по РТМ-39-61. Допускаемые отклонения
формы поковок (разностенность, кривизну), а также расположение
и допускаемую величину заусенца определяют по таблицам, приведен-
ным в РТМ-39-61 и в работе [2].
Чертеж поковки типа кольца и переходы штамповки показаны на
рис. 7.
Выбор оборудования
Молот или гидравлический пресс для ковки поковок валов с усту-
пами выбирают по диаграмме, приведенной на рис. 8, штамповочные
молоты и кривошипные горячештамповочные прессы — по табл. 9.
Прокат, и прессование
55
9, Ориентировочная производительность штамповочных молотов
и кривошипных горячештамповочных прессов
: Масса падающих частей молотов, кг. 1 Усилие кривошип- ных горячештампо- вочиых прессов, тс Масса поковки, кг Производи- тельность, кг/ч Масса падающих частей молотов, кг. Усилие кривошип- | ных горячештампо- вочных прессов, тс Масса поковки, кг Производи- тельность, кг/ч
молотов прессов молотов прессов
630 До 2 200 400 4 000 10-30 1250 2500
1000 1 — 2 300 600 5 00С 15-45 1600 3000
1600 2 — 6 500 1000 6 ЗОС 30—65 2000 4000
2000 3 — 9 600 1200 8 ООС 50—100 2500 5000
2500 3150 4-13 7—18 750 1000 1500 2000 10 000 75—150 3200 6000
Ориентировочная производительность горизонтально-ковочных ма-
шин и размеры исходного материала и поковок приведены в табл. 10.
10. Ориентировочная производительность горнзонтально-ковочных машин
и размеры исходного материала н поковок
Параметры Номинальное усилие машины, та
100 160 250 400 630 800
Производительность, кг/ч Наибольший диаметр об- рабатываемого прутка, мм Наибольший диаметр по- ковки, мм 80 20 40 100 40 55 200 50 70 300 80 100 500 100 135 600 120 155
Параметры Номинальное усилие машины, тс
1000 1250 1600 2000 2500 3150
Производительность, кг/ч Наибольший диаметр об- рабатываемого прутка, мм Наибольший диаметр по- ковки, мм . 700 140 175 800 160 195 900 180 225 1000 210 255 1100 240 275 1200 270 315
ПРОКАТ И ПРЕССОВАНИЕ
Виды сортового и специального проката и его назначение даны
в табл. 11, некоторые прессованные профили — в табл. 12.
11. Сортовой и специальный прокат
Эскиз Вид проката Назначение
ЙВ ОМ Сортовой прокат с постоянным по- перечным сечением: круглый квадратный» шестигранный и прямоугольный листовой трубный Гладкие и ступенчатые валы, втулки, стаканы, шестерни, кольца, фланцы и т. д. Болты и гайки, рычаги, тяги, планки Стаканы, фланцы, плоские кольца и другие детали различной формы Ролики, кольца, втулки, цилиндры, гильзы, фланцы, стаканы и т. д.
Профильный сортовой прокат с по- стоянным поперечным сечением: дву- тавр, швеллер, угольник, рельс Балкн, полки, сварные рамы и другие металлические конструкции, рельсы
Фасонный прокат с постоянным поперечным сечением Детали тракторов и автомобилей и дру- гие детали массового производства
А ®о Прокат специальных профилей Напильники и рашпили из сталей У7, У10 и др.
Периодический прокат с перемен- ным поперечным сечением: продольный поперечно-винтовой поперечный Заготовки под штамповку Заготовки под штамповку, детали типа валов и валиков, веретен Шары, велосипедные втулки, заготовки из труб
Обработка давлением
Листовая холодная штамповка
67
1^. Прессованные профили
Профили
Эскиз
Назначение
Постоянного
поперечного
сечения
Различные про*
филн для авиацион-
ной, строительной
промышленности
и т. д. Профили из
цветных металлов и
ст алей
Переменного
поперечного
сечения
Насадки буровых
труб. Профили из
цветных металлов
ЛИСТОВАЯ ХОЛОДНАЯ ШТАМПОВКА
Расчет размеров и форма заготовки
Определение размеров развертки для деталей, получаемых гибкой.
Длина развертки для детали, подвергнутой гибке при г > 0,1s
(рис. 9, а) по нейтральному слою
£=/1 + /2+-Л£. (r+xs),
1 Ov
Рис. 9. Детали, полученные гибкой
при многоугловой гибке
L=
Значения Ц, ц, Щ и <р; — 180° — а/ понятны из рис. 9, а: хг — коэф-
фициент, определяющий положение нейтрального слоя, находят по
табл. 13.
58
Обработка давлением
13. Значение коэффициента х в зависимости от отношения r/s
r/s 0,1 0,2 0,3 0,4 0,5 0,6 0,-7 0,8
X 0,28 0,31 0,34 0,36 0,37 0,385 0,39 0,40
r/S 1 1,2 1,6 2 3 4 5 10
к 0,41 0,42 0,44 0,45 0,46 0,47 0,48 0,50
Длину развертки при г < 0,1s (рис. 9, б) рассчитывают по формуле
L = У li + ks (п — 1),
»=1
где li — длина прямых участков, мм; п — число прямых участков;
й — коэффициент, при закруглении пуансона радиусом г = 0,05s k =
= 0,58+0,40, а при г — 0,1s k — 0,45+0,48 (чем меньше г, тем меньше
и k).
Размеры заготовок для деталей, получаемых вытяжкой. Тела вра-
щения, вытягиваемые без утонения. Форма заготовки — круг. Диа-
метр заготовки рассчитывают исходя из равенства поверхностей заго-
товки и вытягиваемой детали с учетом припуска на обрезку после
вытяжки (табл. 14).
Площадь поверхности F тела вращения определяется:
1) суммированием площадей отдельных составляющих ее поверх-
ностей;
2) на основании правила Гюльдена, т. е. по формуле
F — 2nxcL,
где хс — расстояние от центра тяжести образующей до оси, мм; L —
длина образующей, мм.
Постановка xcL = У xcili и F — —, где D — диаметр заго-
товки, дает
D = у8 У xcili.
Тела вращения, вытягиваемые с утонением. Форма заготовки —
круг. Диаметр заготовки D рассчитывают исходя из равенства объемов
заготовки и детали:
где У3 — объем детали с учетом припуска иа обрезку, мм3; s — тол-
щина исходного материала, равная толщине дна детали, мм.
Припуск на обрезку принимается 8—10% высоты деталей при их
высоте Н 50 мм; 5—6% при Н — 50+150 мс и 4—5% при Н — 150+
+250 мм.
Листовая холодная штамповка
59
14. Припуски на обрезку АЛ
Размеры; мм
Обычная вытяжка цилиндрических деталей без фланца
Эскиз Высота детали Н ДЛ при относительной высоте детали H/d
0,5—0,8 0,8—1,6 1,6—2,5 2,5 — 4
1 — с 10 20 50 100 150 200—300 1.0 1,2 2,0 3,0 4,0 5,0—7 1,2 1.6 2.5 3,8 5,0 6,3 — 8 1,5 2.0 3,3 5,5 6,5 8,0-10 2,0 2,5 4,0 6,0 8,0 10,0—12
Обычная вытяжка цилиндрических деталей с широким фланцем
Эскиз Диаметр фланца £»о ДА при относительном диаметре фланца D^/d
1.5 1,5—2 2 — 2,5 2,5 — 3
Л . . Ah 25 50 100 150 200 250 300 1,6 2,5 3,5 4,3 5,0 5,5 6,0 1,4 2,0 3,0 3,6 4,2 4,6 5,0 1,5 1.8 2,5 3,0 3,5 3,8 4,0 1,0 1,6 2,2 2.5 2,7 2,8 3,0
с 1 *
Квадратные и прямоугольные полые детали (коробки),
уу
I. При < 0,6 и относительно малых радиусах угловых закругле-
ний Гу (рис. 10, а) расчет и построение заготовки ведут следующим
образом (рис. 10, б):
1. Определяют длину отгибаемой части стенок I, включая закругле-
ние у дна (припуск на обрезку),
/ = Я+0,57гд.
2. Определяют радиус Ra условной заготовки как для вытяжки
цилиндрического колпачка диаметром 2гу и высотой И = Ня + ДЯд
(где Ня — высота детали, АЯД — припуск на обрезку), четвертью
которого является угол вытягиваемой коробчатой детали; при НД
едбО мм ДЯд = (0,08—0,1) Яа, а при Я > 50 мм ДЯд = (0,06—
60
Обработка давлением
0,07) НЛ. При гд = гу ~ г /?3 — Vе2rH — dH; в случае разных гя
и гу
+ 2/уЯ - 0,86Гд (гу + 0.16Q,
3. Из центра О проводят две взаимно перпендикулярные прямые
ОЬ и Od, дугу окружности радиусом г, ограничивающую плоскую часть
Рис. 10. Прямоуголь-
ная коробка с малыми ра-
диусами угловых закруг-
лений
У
дна тела вращения (т. е. цилиндра), и дугу АЕ радиусом /?э.
4. Проводят линии, ограничивающие прямолинейную часть за-
готовки, на расстоянии I от центра О.
5. Отрезки АЬ и Ed делят пополам и через их середины проводят
касательные к дуге окружности радиуса /?а. Углы, образованные
касательными и линиями контура заготовки, на прямолинейных участ-
ках закругляют радиусом R3. Полученный контур (обведен жирной
линией на рис. 10) и представляет контур заготовки.
уу
И. Для квадратных коробок с-^->0,6 (рис. 11, а) заготовка
имеет форму круга диаметра
О . 1,13 К (В — 2/д)а + 4 (В - 0,43гу) (Н + 0,57гд).
III. Для прямоугольных коробок с — > 0,6 (рис. 11,6) заготовка
имеет форму овала размерами:
Л3 = О+С = £>+Л-В; В3 = 1,27-^уД,
где
Fnp = (S - 2гд)з + (В - 0,43гу) (Н + 0,57/д) +
+ С (2Н + В — 0,86/д); RB = 0,50;
= лв = о,5(Вз-о),
w/lg
Листовая холодная штамповка
61
Обозначения в формулах см. на рис. 11, б (D —диаметр заготовки
квадратной коробки со стороной В; С — расстояние между центрами
радиусов закруглений 1?в).
Если разность осей заготовки меньше 3%, контур заготовки —
круг с диаметром, равным наибольшему размеру оси расчетной заго-
товки (рис. 11, в). Если разность осей больше 3%, контур заготовки —
овал, описанный двумя полуокружностями радиусом, равным половине
малой оси, с расстоянием между центрами, равным разности между
Рис. 11. Построение заготовок для вытяжки высоких коробок
расчетными осями заготовки и параллельными сторонами против
большой оси (рис. 11, г). Приведенный способ расчета заготовок для
квадратных и прямоугольных коробок выполнен инж. Босым Г. Ф, и
Моснным ф. В. Способы расчета заготовок даны в работе [6].
Фасонные коробчатые детали. Форму и размеры заготовки опреде-
ляют экспериментально.
Определение ширины полосы
вания материала. Рациональность . , , _______
коэффициентом использования материала, определяемым по формулам:
,-<.00;
(ленты) и коэффициента использо-
раскроя полосы (ленты) оценивается
NF
Ни «г
100,
где F — площадь вырубаемой детали (заготовки), мм3; В — ширина
полосы, мм; п — число деталей (заготовок), получаемых нз полосы
(ленты); L — длина полосы (ленты), мм; N — число деталей из листа;
Вл и £л — соответственно ширина и длина листа, мм.
62
Обработка давлением
Рис, 12. Способы раскладки заготовок на полосе
Листовая холодная штамповка
63
В случае использования отходов на другие детали коэффициент
использования материала корректируют.
Величина коэффициента использования материала зависит от спо-
соба раскладки на полосе (ленте). Размеры перемычек при вырубке
металлов с отходом приведены в табл. 15.
Ширину полосы (ленты) в зависимости от способа раскладки опре-
деляют по табл. 16.
Раскрой листа на полосы. Применяют три способа раскроя листа:
продольный, поперечный и комбинированный.
При раскрое листа с целью наиболее рационального использования
материала необходимо; 1) полосу в листе располагать так, чтобы выход
Рис. 13. К расчету отверстия под отбортовку
деталей йз листа был максимальным; 2) предусматривать обрезку
одной из сторон листа для получения прямоугольных полос; 3) учиты-
вать допуски на ширину и длину листов, для чего при расчетах следует
брать не номинальные, а наименьшие предельные размеры листа;
4) при равных коэффициентах использования материала лист отрезать
по длине; 5) при раскрое листа для вырубки заготовок, подвергаемых
в дальнейшем гибке, учитывать направления проката.
Отбортовка. Диаметр отверстия под цилиндрическую отбортовку
(рис. 13) рассчитывается для плоской заготовки по формуле d — D —
— 2{Н — 0,43г — 0,72s), для прямоугольной, квадратной или фасон-
ной — определяется опытным путем. В формуле приняты следующие
обозначения: г—радиус закругления; Н — высота детали; s — тол-
щина заготовки.
Расчет усилий для основных операций холодной
штамповки и выбор пресса
Усилия для основных операций штамповки при выборе пресса можно
ориентировочно рассчитывать по формулам табл. 18.
Выбор пресса. Основными техническими параметрами для выбора
пресса являются давление, величина хода, закрытая высота, размеры
стола пресса, вылет ползуна, частота вращения рабочего вала. Усилие
(давление) пресса должно быть больше усилия, требуемого для штам-
повки, рассчитанного по формулам табл. 18.
При выборе пресса по каталогам необходимо учитывать, что при-
веденные в них данные относятся к положению кривошипного или
эксцентрикового вала на расстоянии 15—25° от нижней мертвой точки.
В среднем положении кривошипного вала развиваемое прессом давле-
ние ниже допускаемого но каталогу. После выбора пресса по давлению
15. Перемычки при штамповке металла в инструментальных штампах
Размеры в мм
2
Для прямоугольных и фасонных деталей
Толщина
матер мала
Для деталей заготовок
круглых и овальных
Е
—t-—' 1 < 50 1 от 50 1 от 100 до 200 1 от 200 до 300 > 300
до tn 100
т тх т mi /га । m-i т тг т ГП1
До 0,5 1,5 2,0 2,0 2,5 2,5 3,0 3,0 3,5 3,5 4,0 4,0 5,0
0,5 — 1 1,0 1,5 1,5 2,0 2,0 2,5 3,0 3,0 3,0 3,5 3,5 4,5
1 1,5 2,0 1,5 2,0 2,0 2,5 2,5 3,0 3,0 3,5 3,5 4,0
1,5 1,5 2,0 1,5 2,0 2,0 2,5 2,5 3,5 3,0 4,0 4,0 5,0
2 1,5 2,0 2,0 2,5 2,5 3,0 з,и 4,0 3,5 4,5 4,5 5,5
3 2,5 3,0 2,5 3,5 3.0 4,0 3,5 4,5 4,0 5,0 5,0 . 6,0
4 2,5 3,0 3,0 4,0 3,5 4,5 4,0 5,0 4,5 5,5 5,5 6,5
5 3,5 4,5 4,0 5,0 4,5 5,5 5,0 6,0 5,5 6,0 6,0 7,5
6 4,0 5,0 4,5 5,5 5,0 6,0 5,5 7,0 6,0 7,5 6,5 8,5
8 5,0 6,5 5,5 7,0 6,0 7,0 6,5 8,0 7,0 9,0 7,5 10,0
10 6.0 8,0 6,5 8,5 7,0 9,0 8,0 9,5 8,5 10,0 9,0 11,0
Примечания: 1. I — длина стороны детали.
2. При штамповке на полосы с поворотом табличные значения тит, следует умеюжить на 1,2.
3. При вырубке на пластинчатых и листовых штампах перемычка больше на 30—80% .
Обработка давлением
Листовая холодная штамповка
65
16. Формулы для расчета ширины полосы (ленты) (рис. 12)
Способ раскладки деталей (заготовок) на полосе (листе) и условия штамповки Формулы
Однорядный обычный и однорядный последовательно- параллельный (рис. 12, а, б, в) С боковым прижимом полосы Без бокового прижима по- С обрезкой кромки полосы: одним ножом ...... двумя ножами ..... М ногорядный параллельный (рис. 12, г, д, е) С боковым прижимом полосы Без бокового прижима по- лосы * . . С обрезкой кромки полосы: одним ножом ...... двумя ножами Многорядный шахматный (рис. 12, д, з, и) С боковым прижимом полосы Без бокового прижима поло- сы С обрезкой кромки полосы: одним ножом ...... двумя ножами ..... Однорядный для последовательной вытяжки в ленте (рис. 12, к, л) Вытяжка в целой ленте и с линейной надрезкой .... Вытяжка в ленте с фасонной вырезкой в = D ч- 2m, + дш В = D + 2 (т, + Дш) + г В = D + 1.5m, + с + 0,5Дщ В = D + 1,5m, + 2й + 0,5Дщ В — nD + (п — 1) т + 2m, + Дш В - nD + (п - 1) m + 2 (m, + Дш) + + г В пВ + (п — 1) т + l,Sm, + с + + О^ш В = nD -f- (и — 1) т 4- l,5Wj -Ь 2с 4- + °.5Лш В = D 4- 2гП1 4- (п 1) (О + «) cos а 4* + дш В — D 4- 2т t 4- Дш -J- 4- г + (п — 1) (D + т) cos а В = D 4- I.5/H1 4- С 4- 0,5Дш 4- 4- (п — 1) (О 4- т) cos а В = D -Н 1.5m, + 2с + 0,5ДП| - Дш 4- 4- (п — 1) (D 4- т) cos а В = 1,1D + 2Ь В — pD 4- ys
Обозначения: В — номинальный размер ширины полосы;
D — размер детали (заготовки) поперек полосы; тх — размер боковой
перемычки по табл. 15; т — размер перемычки между вырубаемыми
деталями (заготовками) по табл. 15; Дш — односторонний (минусовый)
допуск на ширину полосы; г — зазор между направляющими и наи-
большей иозможкой шириной полосы; с •— ширина кромки, срезаемой
иожом; 3 и V — коэффициенты по табл. 17; b — надбавка: при D < 10
b » 1,0 -ь!,5; при D > 10 b — 1.5 -г-2,2 (чем больше D, тем больше ,)).
3
Под род Мзларя
66
Обработка давлением
17, Коэффициенты 0 и у для расчета ширины полосы при вытяжке
с фасонной вырезкой (рис. 12, л)
Толщина материала, мм V Толщина материала, мм ₽ V
0,2—0,3 Св. 0,3 до 0,5 •» 0,5 » 0,8 > 0,8 » 1,2 1,07—1,1 15 10 7 5 Св. 1,2 до 1,5 > 1,5 » 2,0 1,04 — 1,07 1,02— 1,04 4 3
18. Определение усилий для листовой штамповки при различных
технологических операциях
Операции и условия штамповки Формулы для расчета усилий, кгс
Резка на ножницах с парал- лельными ножами или вырубка и пробивка в штампах с парал- лельными режущими кромками Р = l,25Z.socp — LsoB
Резка иа гильотинных ножни- цах 1,25.O,5SMCP Р- tg<P (при (f < 5°)
Резка иа дисковых ножницах l,25.0,4s2a_n Р = £1^ tga
Вырубка или пробивка в штам- пах со скошенными режущими кромками Р == l,25/.s0cpi1 = LsaBk^
Зачистка н калибровка снятием припуска P = La^ 1°'5Д + °’15/!3S]
Гибка: без прижима с прижимом с калибровкой P= ftrBrsoB
p = MrSOB + Pnr
P " «пЛ
Правка p = «Л
Отбортовка '° = 1>lItsaB(OOT-rfOT)
Листовая холодная штамповка
67
Продолжение табл. 18
Операции и условия штамповки Формулы для расчета усилий, кге
Вытяжка тел вращения: без прижима и без фланца без прижима с широким флан- цем с прижимом с утонением стенок Р — л н
Р = 1Г^ф
Р = л <fsaBfeB + PnB
P = ndiayT
Усилие прижима; для первой вытяжки для промежуточной вытяжки ^ = TlD3-(rfl + <>2] ^ПБ
^nB = 4dn-l-(dn + 2rM)2] ’пв
Обозначения: s — толщина обрабатываемого металла, мм; L — длина или периметр реза, мм; оср — предел прочности при срезе (при штамповке, резке), кгс/мм2; ов — предел прочности, кгс/мм2; ф — угол створа ножниц; а — угол захвата дисковыми ножницами; ki — коэффициент, учитывающий величину скосов у пуансонов и матриц (при^общей высоте скоса Н = s kt — 0,4 4-0,6; при Н = 2s ki = 0,2 4-0,4); А — суммарный припуск на зачистку, мм; — коли- чество деталей, одновременно находящихся в зачистной матрице; kr — численный коэффициент (см. ниже); £>г — ширина изгибаемой детали (длина линии гибки), мм; Рпг — усилие прижима при гибке, равное 0,25 — 0,3 усилия гибки без прижима; qr^ — давление гибки с калибровкой, кгс/мм2 (табл. 19); — давление при правке тонких заготоаок в плоских штампах, равное для алюминия 5—10, латуни и дуралюмнпа 10 — 20 и для стали 20—30 кгс/мм2; OQT — диаметр от- бортованного цилиндра, мм; J0T — диаметр отверстия под отбортовку, мм; /гв и &ф — численные коэффициенты (табл. 20); РПБ — усилие прижима при вытяжке, кге; i — величина утонения стенки (разность толщин стенок заготовки и вытянутой детали), мм; — сопротивле- ние деформированию при утонении, кгс/ммэ: для латуни оут = (1,6 4- 4-1,8) оБ; для стали ОуТ — (1,8-=-2,25) ав; гм — радиус закругления вытяжной кромки матрицы, мм; ^ПБ — давление прижима при вы. тяжке, кгс/мм2 (табл. 21)
Значения коэффициента kr
Отношение r/s 0,10 0,25 0,50 1,0 2,0 5,0 10,0
0,55 0,48 0,40 0,30 0,20 0,10 0,06
*
68
Обработка давлением
необходимо проверить, удовлетворяет ли он требованиям по величине
работы, используя для этого, например, приближенные формулы:
при непрерывной работе пресса
<j£)sh2 , . . ।
-gy-jQQ- > Ml + + Л3 + А,):
при прерывной работе пресса (работе на одиночный удар)
GD2ft2 , . . , , , , , ,
35000“ (Л1 1 Аг 1 Лз + Л<)’
где 6'—масса маховика, кг; D — внешний диаметр маховика, м;
п — частота вращения маховика, об/мин; Л1 — работа, затрачиваемая
на данную технологическую операцию, кгс-м; Л2 — работа, затрачи-
ваемая на трение; Ла — работа упругой деформации пружинения пресса
(учитывается только при вырубке и пробивке на прессах с С-образной
станиной), кгс-м; Л4 — работа, затрачиваемая на сжатие буферов,
съемников выталкивателей, кгс-м. Формулы для расчета Л], Л 2, Л3,
Л4 приведены в табл. 22.
Технологические расчеты основных операций штамповки
Вырубка и пробивка. Наименьшие размеры деталей, получаемых
вырубкой (рис. 14, а, б), определяют по формулам: h > 1,56s, b —
— 1,5s; R^ 0,25s (рис. 14, б) при 90° и R^ 0,5s прн а < 90°,
где s — толщина материала, мм; k — коэффициент: для высокоуглеро-
дистых и легированных сталей k~ 1,Зт-1,5; для мягкой стали k— Ц
для меди, латуни и алюминия k = 0,75-5-0,8; R — радиус сопряжения,
мм; а — угол пересечения сторон.
Минимальные размеры отверстий, пробиваемых в обычных штампах,
приведены в табл. 23, а минимальные расстояния между отверстиями,
отверстиями и контуром детали — в табл. 24.
Точность деталей, полученных вырубкой н пробивкой. Ориентиро-
вочные значения допускаемых отклонения размеров деталей, получен-
ных вырубкой и пробивкой, установленные применительно к условиям
серийного производства, приведены в табл. 25.
Листовая холодная штамповка
19. Приближенные значения давления <?Гк гибки с калибровкой,
КГС/ММ2
Материал Толщина материала, мм
До 1 1 — 3 1 3—6 6 — 10
Алюминий 1,5—2,0 2 — 3 3—4 4 — 5
Латунь 2 — 3 3 — 4 4—6 6—8
Сталь:
08, 20 3—4 4—6 6 — 8 8—10
25, 35 4—5 5—7 7—10 10—12
20. Значения коэффициентов &в и йф при вытяжке
dl/D3 £ф при
3,0 2,5 2,0 1,5
0,55 0,60 0,65 0,70 0,75 1,00 0,86 0,72 0,60 0,50 0,45 0,37 0,30 0,23 0,18 0,56 0,46 0,37 0,30 0,22 0,70 0,58 0,47 0,37 0,28 0,90 0,75 0,62 0,50 0,40
Приме стакана, мм; фланца, мм. ч а и и е. dj Z>3 — диаметр — внутренний диаметр вытягиваемого плоской заготовки, мм; — диаметр
21. Давление прижима при вытяжке 7ПБ, кгс/мм2
Материал детали ^ПВ Материал детали ?пв
Сталь мягкая: а < 0,5 мм s > 0,5 мм ..... Латунь ....... 0,25 — 0,30 0,20— 0,25 0,15 — 0,20 Алюминий ..... Дуралюмин отожжем- ный ..... Высоконикелевые и вы- сокомарганцовые стали 0,08 — 0,12 0,12 — 0,18 0,30 — 0,45
22. Формулы (ориентировочные) для расчета работы
Работа Формулы
Затрачиваемая на операции; вырубки, пробивки, отрезки, обрезки гибки, вытяжки, формовки, чеканки At = тР
= Ph
1
Обработка давлением
Продолжение табл. 22
Работа Формулы
Затрачиваемая иа трение 42 = (0,2 +0,4) А,
Упругой деформации пружинения пресса 0 С-образной станиной А, = 0.5РД
Затрачиваемая на сжатие буферов, съемни- ков выталкивателей Л4 = Pth,
Обоз и ачс ни я: т—- коэффициент, равный 0,6—0,65; h — длина рабочего хода, иа которой приложено усилие Р (при вытяжке — длина вытяжки), м; — величина сжатия буфера, м; Pt — усилие буфера, кгс; Р — усилие, требуемое для данной операции, кгс; А —- деформация станины пресса, м; на 1 тс А = 0,025 -*-0,05 мм.
23. Наименьшие размеры отверстий, получаемых пробивкой,
в долях толцмиы s материала
Материал детали Форма отверстия
круглая d S квадрат- ная а прямо- угольная S овальная S
Сталь коррозионно-стойкая Твердая сталь Мягкая сталь и латунь Алюминий 1.5 1.3 1.0 0,8 1.4 1,2 0,9 0,7 1,2 1,0 0,8 0,6 1,1 0,9 0,7 0,5
Для прямоугольных отверстий b — меньшая сторона.
Примечание. Специальные штампы позволяют получать отверстия меньшего диаметра.
24. Наименьшие расстояния между пробиваемыми отверстиями,
а также между контуром детали и отверстиями
Листовая холодная штамповка
*'71
Продолжение табл. 24
Детали Отверстия Минимальные расстояния Эскиз
I Плоские 1 | Прямоугольные Для случая а tn > (1,5—2) s Для случая б т > (0,8—0,9) s ft? rr rSS умл i и i и । т т ewzwxa ^~й у>лша ' и а) 6)
к
ч
Dt > (<Л + 2s +
4- 2г, 4- d*}
25. Точность, достигаемая при вырубке и пробивке в обычных штампах
Размеры в мм #
Отклонение размеров контура плоских деталей
Размеры детали
Толщина материала До 50 Св. 50 до 120 Св. 120 до 260 Св. 260 до 500
От 0,2 до 0,5 Св. 0.5 » I >1 >2 >2 >3 >3 *4 >4 >6 ±0,1 ±0,15 ±0,2 ±0,3 ±0,4 ±0,5 ±0,15 ±0,2 ±0,3 ±0,4 ±0,5 ±0,6 ±0,2 ±0,3 ±0,4 ±0,5 ±0,6 ±0,8 ±0,3 ±0,4 ±0,5 ±0,6 ±0,8 ±1,0
72-
Обработка давлением
Продолжение табл. 25
Отклонения размеров отверстий
Толщина материала Размеры отверстий
До 10 Св, 10 до 50 Св. 50 до 100
До 2 Св. 2 до 4 » 4 4-0,06 4-0,08 4-0Д 4-0,08 4-0,1 4-0,12 . 1 0,1 +0,12 -4-0,14
Отклонения размеров между центрами отверстий
Толщина материала Расстояние между центрами
До 120 Св. 120 до 220 Св. 220 до 360
До 2 Св. 2 до 4 » 4 ±0.15 ±0,2 ±0,25 ±0,2 ±0,25 ±0,3 ±0,25 ±0,3 ±0,4
Отклонения размеров от базовых поверхностей до отверстий
Толщина материала Размеры от базовых поверхностей до отверстий
До 50 Св. 50 до 120 Св. 120 до 220 Св. 220 до 360
До 2 Св. 2 до 4 » 4 ±0,5 ±0,6 ±0,7 ±0,6 ±0,7 ±0,8 ±0,7 ±0,8 ±1,0 ±0,8 ±1,0 ±1,2
Отклонения на смещение отверстий от наружного контура
Размеры детали Штамп
совмещен- ный последова- тельный с ловителем последова- тельный без ловителя пробивной с фиксацией по контуру
Точность изготовления штампов
повы- шен- ная обыч- ная повы- шен- ная обыч- ная повы- шен- ная обыч- ная повы- шен- ная обыч- ная
До 30 Св. 30 до 100 » 100 > 200 ±0,015 ±0,02 ±0,025 ±0,02 ±0,03 ±0,04 ±0,05 ±0,10 ±0,12 ±0,10 ±0,15 ±0,20 ±0,10 +0,15 ±0,25 ±0,20 ±0,30 ±0,40 ±0,08 ±0,12 ±0,18 ±0,15 +0,20 ±0,30
Листовая холодная штамповка
73
Качество поверхности среза. На поверхности среза имеются две
зоны: зона смятия, представляющая блестящую полированную поверх-
ность 7—8-го классов шероховатости, и зона скола 3—4-го классов
шероховатости.
Зачистка снятием припуска. Применяют для деталей толщиной
0,5—10 мм и с размерами в плане меньше 200X200 мм, изготовленных
из латуни, алюминия, стали (марок 08—45). Зачистку деталей из
высокоуглеродистых, жаропрочных и подобных им сталей вследствие
их высокой твердости и склонности к налипанию не производят.
Детали, подвергаемые зачистке, должны быть жесткими. Зачистка
узких и длинных пазов, отделенных от наружного контура узкой пере-
мычкой, не рекомендуется. Перед зачисткой детали необходимо править.
а) В) В)
Рис. 15. Оформление деталей, изготовляемых гибкой
В зависимости от требований к качеству поверхности и точности
размеров детали по контуру (отверстию) применяют зачистку одно-
кратную или многократную: однократную — для деталей с плавным
очертанием контура; многократную в случаях: а) прямых углов без
закруглений или углов <90° при небольших радйусак зйкругления;
б) при толщине детали более 3 мм; в) когда утяжка (завал) недопустима
даже на острых углах.
Для деталей с плавным контуром направление зачистки должно
совпадать с направлением вырубки. При зачистке деталей сложного
контура толщиной до 3 мм направление зачистки противоположно
направлению вырубки. Точность зачистки путем снятия припуска
приведена в табл. 26. Шероховатость поверхности среза деталей сталь-
ных 6—7-го классов, цветных 7—8-го классов.
Гибка. В зависимости от размеров и формы детали, профиля исход-
ной заготовки и характера производства гибка осуществляется в штам-
пах на прессах, на специальных устройствах и на гибочных и профи-
лировочных станках. Гибка на малые радиусы мелких н средних во
размерам деталей осуществляется, как правило, в штампах.
Высота прямой части отгибаемых стенок (полок) детали (рис. 15, а)
должна быть больше двойной толщины полок, т. е. Н — г > 2s при
s < 5 мм. Если Н — г < 2s, то необходимо в заготовке предварительно
выдавить канавки (рис. 15, 6) размерами b':^ s и !г = (0,1-т-0,3) s или
изготовить деталь с полками Н > 2s и затем полки по высоте фрезеро-
вать. Минимально допустимый радиус гибки rmin = ks, где k — коэф-
фициент. Значения минимального радиуса гибки, приведенного
в табл. 27, относятся к радиусам, оформляемым пуансонами.
Если гибку детали, имеющей форму скобы с горизонтальным
полками (рис. 15, в), производят в одном Штампе, то радиус R, обращен-
ный в сторону матрицы, должен быть больше 3s. Если необходим
74
Обработка давлением
26. Точность зачистки снятием припуска
Толщина зачищаемой детали, мм Размеры зачищаемой детали, мм
До 10 Св. 10 до 50 Св. 50 до 180
До 1,0 Св. 1,0 до 2,0 » 2,0 » 4,0 » 4,0 » 6,0 » 6,0 » 10 0,015 0,020 0,025 0,020 0,025 0,030 0,040 0,055 0,025 0,035 0,045 0,055 0,065
Примечание, Приведенные в таблице данные относятся к деталям средней- сложности. Для деталей большей сложности точ- ность ниже 25%.
27, Минимальные радиусы rmllJ гибки листовых заготовок
(для угла гибки >90°)
Направление ребра гиба Материал заготовки
Алюми- ний Л68, медь Сталь 10, 20 Сталь | 55. дур- ! алюмин 1 л . н irt О to Дюраль закален- ный, бронза
Перпендикулярно волокнам про- ката « , « « « »«*«»'« . Параллельно волокнам проката 0,4s 0,1s 0,5s 0,5s 1,5s 1,0s 2,0s 2,0s 3,5s
Примечания: 1. Для гибки под углом дэ 45° к направле-
нию проката следует брать средние промежуточные значения в зави-
симости от угла наклона линий гибки.
2. Для гибки узких заготовок, полученных вырубкой или рез-
кой без последующего отжига, радиусы гибки брать, как для накле-
панного металла.
3, При гибке на угол <90° значения увеличивать в
1,-3 раза,
4, При наличии заусенцев на углах гибки значения увели-
чивать в 1,5^2 раза.
5. При гибке наклепанного материала увеличивать в 1,5—
2 раза.
28. Число операций вытяжки
А. При изготовлении гладких цилиндрических деталей (колпачков)
Н Отношение —?- а 0,6 М 2,5 4 7 12
Число операций вытяжки 1 S 3 4 5 6
Листовая, холодная штамповка
75
Продолжение табл. 28
Б. При изготовлении цилиндрических деталей колпачков (с фланцем)
Отношение — d Число операций вытяжки при Hid
0,5 1.0 2,0
1,5 1 2 3
2,0 2 3 4
3,0 3 4 5
Обозначения: И н d — высота н диаметр детали; — диа-
метр фланца.
29. Число операций при вытяжке коробчатых деталей
в зависимости от размеров детали
Число операций Отношение -Д— прн 100 о о
2—1,3 1,3—0,8 0.8 —0,6 0,5—0,3
1 0,75 0,65 0,58 0,5
2 1.2 1,0 0,8 0,7
3 2,0 1,6 1,3 1,2
4 3,5 2,6 2,2 2,0
5 5,0 4,0 3,4 3,0
6 6,0 5,0 4,5 4,0
30. Пределы применения вытяжки с прижимом и без прижима заготовки
Способ вытяжки Вытяжка
первая последующие
s/D т S/D
С прижимом С прижимом и без прижима Без прижима <0,015 0,015 — 0,02 >0,02 <0,6 0,6 >0,6 <0,01 0,01-0,015 >0,015 V??A ООО СО СО 00
Обозначения: D — диаметр заготовки; т — коэффициент вытяжки; для первой вытяжкн —для любой промежу- di точной вытяжкн: т, — . J а. L-II
76
Обработка давлением
меньший радиус, то гибку производят в одну операцию: а) гибку
в матрице с R > Зз и б) посадку до заданного радиуса.
Число операций при гибке и их последовательность зависят от
конфигурации детали, масштаба производства и способа гибки в штам-
пах или на гибочных автоматах.
Вытяжка. При конструировании полых деталей, изготовляемых
вытяжкой из листовых заготовок, необходимо руководствоваться сле-
дующими соображениями:
I. Форма детали должна быть простой. При глубоких полых дета-
лях с фланцем следует избегать широких фланцев. Наименьший диа-
метр фланца (рис. 16, а)
Оф. mm = d 4- 2гм 4* (4—-5)s.
Если угол наклона боко-
вых стенок а меньше 3°
(рис. 16, б), удаление детали
из штампа облегчается; углы
же а более 3° нежелательны,
так как вытяжка таких де-
талей требует значительного
увеличения числа операций.
2. Расположение и раз-
меры отверстий, если они
табл. 24.
а)
а)
Рис. 16. Оформление деталей, получае-
мых вытяжкой
нужны, определяются по формулам
3. Сопряжения стенок с дном и фланцем следует выполнять по
радиусам. Радиусы сопряжения полых цилиндрических деталей
(рис. 16, а) рекомендуются следующие: радиус сопряжения дна и
стенок r = (2-И ,5) s, а фланца и стенок га— (Зч-2) s; Чем меньше
толщина стенок, тем большим должен быть коэффициент при s. У полых
коробчатых деталей радиус сопряжения стенок гу должен быть больше
3s, а дна и стенки гд > 1,5s.
4. Необходимо стремиться к обеспечению возможности вытяжки
за одну операцию. В табл. 28 и 29 приведены да иные о числе операций
в зависимости от размеров деталей.
Расчет промежуточных размеров вытяжки цилиндрических с флан-
цем и без фланцев, коробчатых деталей изложен в специальной
литературе. Для выбора пресса и конструкции штампа необходимо
знать, как осуществлять вытяжку — с прижимом или без прижима.
При выборе способа вытяжки надлежит руководствоваться данными,
приведенными в табл. 30. Точность деталей по диаметру и высоте,
получаемых вытяжкой, зависит от размеров детали, степени
получаемых вытяжкой, зависит от размеров детали, степени анизотро-
пии материала, неравномерности толщины материала и др. Ориенти-
ровочные значения отклонений приведены в табл. 31, 32.
Вытяжка в ленте. Последовательная вытяжка в ленте, применяе-
мая в массовом производстве деталей различной конфигурации разме-
ром до 60 мм со стенками толщиной 2—2,5 мм, осуществляется двумя
способами: в целой ленте без надрезки и с надрезкой. Второй способ
более рационален с точки зрения условий деформации.
Вытяжку в ленте без надрезки применяют, если < 1 и ~~ <
< 1,2, где h — высота детали; b — ее диаметр; фр ~~ диаметр фланца.
В остальных случаях необходима надрезка.
Число необходимых переходов рассчитывают так же, как и для
вытяжки из штучных заготовок, но коэффициенты вытяжки больше.
Листовая холодная штамповка
77
31, Отклонения по диаметру цилиндрических полых деталей
без фланца (без калибровки) и с фланцем
Размеры в мм
Толщина мате- риала Диаметр вытяжкн Толщина мате- риала Диаметр вытяжкн
До 50 Св. 50 до 120 Св. 120 до 260 До 50 Св. 50 до 120 Св. 120 до 260
0,5 ±0,12 . 2,0 +0,4 ±0,5 +0,7
0,6 ±0.15 +0,2 .— 2,5 +0,45 +0,6 ±0,8
0,8 +0,2 +0,25 +0,3 3,0 +0,5 ±0,7 +0,9
1,0 +0,25 +0,3 +0,4 4,0 +0,6 +0,8 + 1,0
1,2 ±0,3 +0,35 +0,5 5,0 ±0,7 +0,9 +1,1
1,5 ±0,35 ±0,4 ±0,6 6,0 ±0,8 ±1,0 ±1,2
32. Отклонения по высоте цилиндрических полых деталей
Размеры в мм
Высота детали
Толщина стенки со о Св. 18 до 30 Св. 30 до 50 i Св. 50 ДО 80 Св. 80 до 120 7 О 1» со е о С < Св. 180 до 260
э е з ф л а н ц а
До 1 +0,5 +0.6 +0,8 ±1,0 ±1,2 +1,5 +1,8
Св. 1 до 2 +0,6 +0,8 +1,0 +1,2 ±1,5 ±1,8 ±2,0
» 2 » 4 ±0,8 +1,0 + 1,2 ±1,5 ±1,8 ±2,0 ±2,5
» 4 » 6 ±1,0 ±1,2 ±1,5 ±1,8 ±2,0 ±2,5 ±3,0
С ф л а н ц е Л
До 1 ±0,3 +0,4 +0,5 +0,6 +0,8 +1,0 +1,2
Св. 1 до 2 ±0,4 +0,5 ±0.6 ±0,7 ±0,9 + 1,2 ±1,4
» 2 » 4 +0,5 +0,6 ±0,7 +0,8 ±1,0 ±1,4 ±1,6
» 4 » 6 ±0,6 ±0,7 ±0,8 ±0,9 + 1,2 ±1,6 ±1,8
33. Значения коэффициента отбортовки k Т для ниэкоуглеродистой стали
Способ получения отверстий Относительная толщина материала
2 3 5 8 10 12 15
Сверление с зачисткой заусен- Пробивка в штампе 0,82 0,85 0,65 0,7 0,55 0,65 0,5 0,6 0,45 0,52 0,4 0,52 0,38 0,52
Примечания; 1. Значения Лст даны для цилиндрического пуансона; для сферического пуансона коэффициент отбортовки следует уменьшить на 10—15%. 2. При отбортовке латуни и алюминия табличные значения &оТ следует уменьшить на 10—15%.
78
Обработка давлением
Следовательно, и число переходов вытяжки будет больше на один—три.
Общий коэффициент вытяжки для стали тоб>= 0,324-0,4 и латуни
0,294-0,35; при меньших значениях тоб вытяжка без промежу-
точного отжига невозможна.
Отбортовка отверстий. Степень деформации при отбортовке круг-
лых отверстий определяется коэффициентом отбортовки km = — ,
где d и D — диаметры отверстия до и после отбортовки (по средней
линии). Значения коэффициента отбортовки приведены в табл. 33.
Коэффициент отбортовки зависит от материала детали, качества
среза деформируемой кромки, толщины материала и формы рабочей
части пуансона.
Ориентировочную высоту Н детали после отбортовки и толщину
стенки по краю борта рассчитывают по формулам:
Н = ht. + г + s = — ~d- + 0,43г + 0,72s;
Если невозможно получить заданную высоту борта за одну опера-
цию, то отбортовку производят за несколько операций, причем коэф-
фициент отбортовки для последующих операций km = (1,14-1,15) kOT.
Во избежание разрыва в заготовках необходимо снимать заусенцы,
заготовки большой толщины отжигать, направление отбортовки при-
нимать противоположным направлению пробивки.
ХОЛОДНАЯ ВЫСАДКА
Холодной высадкой изготовляют крепежные детали (болты, винты,
заклепки и т. д.) и детали типа ступенчатых и шаровых пальцев, роли-
ков, шариков диаметром до 50 мм и длиной до 200—300 мм.
Для холодной высадки применяют калиброванный материал пре-
имущественно круглого сечения с допусками по За или чаще 4-му
классам точности: углеродистую калиброванную сталь марок от 08
до 45; легированную сталь: 15Г, 20Г, 35Г2, 15Х, 20Х, ЗОХ, 35Х, 40Х,
40ХН, 15ХФ, 20ХФ, 25ХНВА, 40ХФА, 40ХНМ, ШХ15, 1Х18Н9Т,
У10А, У12А; сплавы цветных металлов: дуралюмнн ДЗП, Д1, [латунь
ЛС 59-68, медь, монсль-металл.
Высадку крепежных деталей производят обычно на холодновысадоч-
ных автоматах; а) одноударных или двухударных с цельной матрицей
для деталей со стержнем диаметром 2,5—20 мм; б) двухударных с разъ-
емной матрицей для деталей со стержнем диаметром 6 и 8; 10, 12 и
16 мм; в) многопозиционных для деталей со стержнем диаметром 6—
30 мм.
При отсутствии холодновысадочных автоматов высадку осущест-
вляют в штампах на кривошипных и фрикционных прессах. Высадкой
в штампах изготовляют также детали, требующие значительного числа
переходов (8].
Размер заготовок деталей, получаемых высадкой из прутка на штам-
пах и холодновысадочных автоматах. Длина заготовки (рис. 17)
Холодная высадка
79
L = I + li, здесь — длина стержня; I — длина заготовки на обра^
зование головки;
где V — объем головки, мм3.
Для наиболее распространенных форм головок крепежных деталей
в табл. 34 приведены формулы для расчета Z.
Рис. 17, Деталь, полученная вы}
садкой, и заготовка
Рис. 18. Заготовка для болта с ре-
дуцированным участком стержня
под накатывание резьбы
Длина заготовки для высаживаемой гайки
где G — масса гайки, г; d — диаметр круглой заготовки, см; у — плот-
ность материала, г/см3.
Если стержень детали в процессе редуцируется (рис. 18), следует
длину исходной заготовки L брать меньшей, так как в результате реду-
цирования длина стержня I увеличивается.
Удлинение при редуцировании
3 “ d2
где 12 — редуцированная длина под резьбу; d — начальный диаметр
(диаметр заготовки); d2 — диаметр после редуцирования.
Число ударов (переходов высадки) и расчет заготовительных пере-
ходов. Одиооперационную высадку крепежных деталей осуществляют
в зависимости от формы и размеров головки за один, два или три пере-
хода, Для определения числа переходов рекомендуется пользоваться
данными табл. 35.
Если головка является плоской с > 5, то при — < 2,5 головку
следует высаживать за два, а иногда и три перехода. Если к головке
предъявляют повышенные требования по точности, то кроме переходов
для образования головки следует предусматривать еще один калибро-
М. Формулы для расчета длины заготовок при высадке из прутка
Форма головки
Эскиз
Форма головки
Эскиз
Цилиндрическая
t D-h
Полукруглая
3d*
Коническая (потайная)
& (п2 + Dj 4- OPj)
Шестигранная
' = 1.33 h
Обработка давлением
Обозначения: d — наименьший предельный диаметр заготовки: — радиус сйеоы: — высота конуса:
D — диаметр головки после высадки: * — размер под ключ.
Холодная высадка
8]
35* Выбор числа переходов при высадке головок крепежных деталей
Число пере- ходов Относительные размеры головки Примеры крепежных деталей
i/d Dih D/d
1 2.5 4,5 2,2 Заклепки, шурупы, винты с круглой потайной и полупотайной головками
2 2,5 — 5 4,5 —8,5 2,2—2,6 Заготовки болтов, заклепки, винты, имеющие цилиндрическую головку, го- ловку с усом или квадратным подголов- ком
3 5—8 8,5-10 2,6 — 4 Винты с крестообразными шлицами, болты с наружным или внутренним ше- стигранником
Обозначе н и я: D — диаметр головки; h — высота головки;
£ — длина заготовки, из которой высаживается головка.
вочный переход. При 8 головка образуется за две операции
а
с промежуточным отжигом.
Высадка винтов с полукруглой головкой и шлицем при < 2,5
производится за два перехода. Если головка высаживается за несколько
переходов, промежуточные пе-
реходы осуществляют набор ма-
териала в количестве, достаточ-
ном для образования головки.
Форма головки на промежуточ-
ных переходах — усеченный ко-
нус.
Размеры промежуточных пе-
реходов (рис. 19) рассчитывают
по формулам:
для первого перехода при
а = 6°
Р,(1 = /о,4И+^ — 0,1«;
для 5 второго перехода при
а — 12°'
z<42 = :|/ft8TRK - 0,2n.
Высота рабочей полости пу-
ансона
ff = l(D,<-dK)ctg(-“--6).
Рис, 19. Схема промежуточного пере-
хода при двухударной высадке:
1 — матрица; 2 — пуансон; 3 — упор-
ный палец; 4 — пуансон второго пере-
хода
Здесь иПк2 —диаметры конусов первого и второго переходов;
V — объем деформируемой части заготовки; п — недоход конического
пуансона до основной плоскости; — диаметр цилиндрического
82
Обработка давлением
отверстия конического, чуанеона или наименьший диаметр заготовки
(^лип); а—угол конуса; 6 — половина допуска па угол а конуса.
Если диаметр резьбы должен быть равен или меньше диаметра d
стержня болта (винта), то этот участок подвергают редуцированию до
диаметра d2 (рис. 18). Редуцирование производят одновременно с вы-
садкой, с обрезкой граней или как отдельную операцию. Более подроб-
ные сведения по высадке крепежных и специальных деталей см. в ра-
боте [4 ]. Иногда высадку производят с нагревом (электровысадка),
это позволяет осуществить большую степень деформации за один
переход.
Точность при холодной высадке. Точность размеров, оформляемых
в матрице или в полости пуансона, соответствует 3—4-му классам,
а при тщательном изготовлении инструмента и при несколько меньшей
стойкости его 2-му классу точности. Размеры по длине могут быть полу-
чены по 4—7-му классам точности, качество поверхности — по 5—8-му
классам шероховатости.
ОБЪЕМНАЯ ШТАМПОВКА
К объемной штамповке относятся операции осадки, объемной фор-
мовки, калибровки, чеканки, выдавливания.
Осадка — уменьшение высоты заготовки при увеличении площади
ее поперечного сечения (рис. 20). Предельно допустимые деформации
при осадке приведены в табл. 36.
Рис. 20. Схема осадки
заготовок для
Наибольшая начальная высота цилиндрических
осадки Н 2,5D (D—диаметр заготовки, мм).
При истечении в одну полость приведенные в табл. 36 значения
даны для-j- = 1,5, при больших значениях отношения степень дефор-
мации может быть больше; при истечении в две полости значения даны
для = 1,3, при больших значениях—j-степени деформации исполь-
зуют меньшие.
Объемная формовка отличается от осадки тем, что формоизменение
заготовки происходит в полости штампа полностью или частично за-
крытой. Заготовкой для объемной формовки могут служить полоса
или пруток, причем процесс штамповки может осуществляться непо-
средственно в полосе или прутке или из штучных заготовок.
Для штамповки в полосе или в прутке, а также из штучных заготовок
пластичных материалов обычно используют открытые штампы, в кото-
Объемная штамповка
83
Зв. Значения предельно допустимых деформаций е в холодном состоянии
(по данным С. М. Поляка)
Материал Состояние материала перед осадкой e-HHh 100
при плоских плитах 4- Z с истечением в полость
в одну в две
Сталь: 10 45 12ХНЗА 18ХНВА ЗОХГСА 1Х18Н9Т Латунь Технический алюминий Дуралюмин Д1 Отожженная Закалка: первая — 860° С; вторая — 780° С в масло; отпуск 750° С Закалка 850° С в масло; отпуск 560° С Закалка 880° С в масло; отпуск 520° С Закалка 1050—1100° С в воду Отожженная » Закаленный 70 50 65 65 65 80 60 30 30 82 60 76 76 76 93 70 35 35 80 57 74 74 74 91 68 34 34
Примечания: L Если осадка производится в несколько операций, то наибольшую по величине степень деформации следует брать иа первой операции и постепенно ее уменьшать па каждой из последующих операций. D 2. Приведенные степени деформации соответствуют-- <1, при П. других отношениях значения в таблице необходимо умножить на коэф- фициент k: -А .... 1,5 2,0 4 k ...... 1,05 1 1,15
рых излишек материала вытесняется в виде заусенца. При штамповке
из штучных заготовок малопластичных материалов предпочтение сле-
дует отдавать закрытым штампам. При штамповке с заусенцем размер
заготовки определяют по сечениям. Для этого деталь (рис. 21) по длине
разбивают на участки так, чтобы каждый из них охватывал по возмож-
ности постоянное сечение (/—I, II—II и т. д.). Площадь сечения (в мм-’)
на каждом участке рассчитывают по формуле
Л = ^д+Л>б= (1-15-1,2)
где F3 — сечение исходной заготовки; Ря — сечение штампуемой де-
тали (или полуфабриката) на данном технологическом переходе; Гоб —
сечение заусенца (облоя). Площадь сечения заусенца следует принимать
большей для первых операций и уменьшать для последующих.
Толщина заусенца (облоя) на предварительных операциях для
деталей из стали составляет 2—3 мм, из цветных металлов и сплавов
84
Обработка давлением
1,6—2,2 мм; на окончательных же операциях для деталей из стали 1—
1,5 мм, из цветных металлов —до 1 мм.
Если же штамповку производят в закрытом штампе без отхода, то
размер заготовки рассчитывают по равенству объемов детали и заго-
товки. Размеры заготовки берут только с положительными отклоне-
ниями. Если после объемной штамповки следует механическая обра-
Рис. 21. Расчет заготовки:
1 — заготовка; 2 — исходный пруток
ботка (фрезерование, точение и
т. д.), необходимо при расчете
детали (рабочих полостей штам-
па) и заготовки предусмотреть
припуск на обработку: для фре-
зерования и точения 0,5—1 мм,
шлифования до 0,4 мм и поли-
рования до 0,05 мм.
Объемную штамповку в хо-
лодном состоянии производят
на чеканочных, кривошипных
двухстоечных и гидравлических
прессах. Усилие, потребное для
объемной штамповки, по кото-
рому подбирают пресс, рассчи-
тывают по следующим форму-
лам:
при штамповке в открытых
штампах (осадка плоскими бой-
ками) P=qF h.w с истечением в две полости Р — qFkx; при штамповке
в закрытых штампах Р — qFtrt. В формулах приняты следующие обо-
значения: F — площадь проекции детали, включая заусенец, мм2;
q — давление (табл. 37) с учетом упрочнения, кгс/мм2; k — поправоч-
ный коэффициент, значение которого зависит от отношения и ~ ;
Г) d D ~ И k D d D Н k
2 1 1,25-1,3 2 4 0,8—0,9
2 2 1,05-1,1 4 Любое 0,95-1
D — диаметр заготовки, мм; d — диаметр ручья (полости), мм; Н —
высота (толщина) заготовки, мм; х— коэффициент, при истечении
в одну полость х = 1, а в две полости 0,8—0,9; v коэффициент, учи-
37, Давление q при объемной штамповке, кгс/мм2
Материал Осадка между плоскими плитами Объемная штамповка с истечением в одну или две полости н штампах
открытых закрытых
Алюминий 10—40 60 — 80 100—120
Латунь Л68 60—120 100—160 160 — 200
Сталь 10, *15 ...... . 60—130 120—200 200—300
Объемная штамповка
85
тываюший объемный характер напряженного состояния при штамповке
без заусенца; о= 1,7+2,0; т — коэффициент, учитывающий форму
детали и внешнее трение, т= 1,3+!,5.
Точность объемной штамповки в направлении нажатия составляет
от ±0,05 до ±0,1 мм, а в направлении, перпендикулярном нажатию,
от 4-0,02 до 4-0>05 мм. Качество поверхности соответствует 6—8-му
классам шероховатости по ГОСТ 2789—73.
Калибровка. Различают три вида калибровки: плоскостную, объем-
ную и комбинированную.
При плоскостной калибровке обжатию подвергаются отдельные
плоскости заготовок лишь в одном вертикальном направлении для
получения заданной толщины. Степень осадки по высоте при плоскост-
ной калибровке обычно не превышает 5—10% начального размера
заготовки.
Объемная калибровка заключается во всестороннем обжатии заго-
товки или ее части; при этом излишний материал вытесняется в заусе-
нец, для чего между рабочими плоскостями штампа предусматривается
зазор.
Комбинированная калибровка включает две операции: объемную
калибровку — по отдельным наиболее точно обрабатываемым поверх-
ностям заготовки оставляют припуск, равный 0,2—0,3 мм; плоскостную
калибровку, при которой этот припуск удаляют.
Ориентировочно усилие пресса Р рассчитывают по формуле Р — qF,
где F — площадь поверхности калибровки, мм2; q — давление, кгс/мм2
(табл. 38).
38. Давления при калибровке, кгс/мм!
Материал калибруемой детали Калибровка
плоскостная объемная
Алюминиевые сплавы: АМц, Д1. Д6 . . . Сталь: 100-120 140—170
10, 15Х 130-160 180—200
20, 25 180—220 250—300
35, 40, 45 250 — 300 300—350
30ХГСА, жаропрочная ........ 250 — 300 300—350
В табл. 39, 40 приведены припуски на калибровку и допуски на
размеры заготовок. Припуски на калибровку задаются только в на-
правлении обжатия.
Чеканка — образование рельефных изображений на деформируе-
мом материале. Чеканку производят на чеканочных, фрикционных и
гидравлических прессах в закрытых штампах. Усилие пресса для че-
канки рассчитывают по формуле Р = (120+130) F, где 120+130 —
давление, зависящее от материала детали и сложности рельефа, кгс/мм2;
F — площадь заготовки, иа которой штампуется рельеф, мм2.
Выдавливание применяют для деталей из алюминия А00, А1, АД1,
АД, сплава АМц, дуралюмина Д16, меди Ml, М2, М3, латуни Л61,
Л68, цинка Ц1, Ц2 и ЦЗ, магниевых сплавов и мягкой стали, конструк-
86
Обработка давлением
39. Припуски и допуски на размеры стальных заготовок деталей
типа зубчатых колес, дисков, втулок и т. д., подвергаемых калибровю
Размеры н im
Толщина (в направлении обжатия)
До 18
Диаметр
заго-
товки
Припуск на
калибровку
о;
г
m
Р.
га
и
Припуск на
калибровку
Припуск на
калибровку
До 30 0,3
30—50 0,4
50—80 0,5
80—120 0,6
0.1 0,4 —
0.2 0,5 0,5
0,25 0,6 0,6
0,3 0,8 0,8
0,25 0,6 —
0,3 0,8 0,8
0,4 1,0 1,0
0,4 1,0
0,5 1,2
Примечание. Заготовки получены горячей штамповкой.
40. Припуски и допуски на размеры стальных заготовок деталей
типа шатунов, рычагов, кронштейнов и т. д., подвергаемых калибровке
Размеры в мм
Длина заго- товки Толщина (в направлении обжатия)
До 10 10—30 30 — 80
Припуск на калибровку Допуск на размер (+) Припуск иа калибровку Допуск на размер (+) Припуск на калибровку Допуск на размер (+)
Обычная точность Повышен- ная точ- ность Обычная точность Повышен- ная точ- ность Обычная точность Повышен- ная ТОЧ- ' ность
До 30 30—80 80—120 120—180 0,30 0,40 0,50 0,60 0,10 0,20 0,25 0,30 0,40 0,50 0,60 0,80 0,40 0,50 0,60 0,80 0,20 0,25 0,30 0.40 0,50 0,60 0,80 1,00 0,60 0,80 1,00 0,30 0,40 0,50 0,8 1,0 1,2
Примечание. Заготовки получены горячей штамповкой.
Объемная штамповка
87
41. Давление <?хв для холодного прессования, кгс/мм*
Материал Способ прессования Материал Способ прессования
прямой обратный прямой обратный
Алюминий Медь 40—70 80—100 80—120 150—200 Латунь ЛбВ Сталь 10, 15 100—160 120—200 180—250 200—300
42. Размеры, точность и шероховатость поверхности
штампованных заготовок типа стакана с плоским дном
Узел А
Ж
Материал Отношение • при угле сс° За одну операцию Класс
27 3 0 ^гпах d « ‘’‘'max d точ- ности шеро- хова- тости
Латунь Л62 . . . 0,033 0,039 0,041 1.5 1 3-4 7—10
Сталь; Ю, 15, 15Г( 20, 15Х, 20Х . . . 0,033 0,039 0,041 1 0,75 3-4 5-8
Алюминиевые сплавы:
АД1, АД . . . 0,023 0,023 0,023 2—3 1.5 3—4 6-7
Д1 ...... 0,023 0,025 0,036 1,5 1 3-4 6—10
Примечание. > ,m(n; dt 0,5d; d3 = 0,5rf; 7?m)n =
== 0,03d. d внутренний диаметр детали.
ПР“ I'M'
88
Обработка давлением
ционных сталей, содержащих до 0,45% углерода, и низколегированных
сталей.
Усилие выдавливания для установившейся стадии процесса опреде-
ляют по формуле Р = qXBF, где F — площадь поперечного сечения
заготовки, мм3; <?хв — давление прессования, кгс/мм2 (табл. 41).
Размеры заготовок рассчитывают, исходя из равенства объемов за-
готовки и получаемой детали, с учетом потерь материала на последу-
ющую обработку.
В зависимости от размеров детали исходной заготовкой может быть
листовой или прутковый материал. В тех случаях, когда высота заго-
товки менее 10 мм и отношение -4- = 0,7-i-0,8, она вырезается из ли-
I) ‘
43. Размеры, точность и шероховатость поверхности штампованной
заготовки типа полого цилиндра с фланцем и стержнем на торце
Материал 'mln '‘imax </.2 За одну операцию Класс
a. S М 1 X * ^тах d ^1 пип ^2 min точ- ности шеро- хова- тости
D
D D
Латунь Л62 0,041 5 1,5 1 0,073 0,075 3—4 7—10
Сталь: 10, 0.041 5 1 0,75 0,075 0,075 3—4 5-8
15, 15Г, 20, 15Х, 20Х Алюминие- вые сплавы: АД1, АД 0,03 7 2—3 1,5 0,05 0,05 3 — 4 6 — 7
Д1 0,36 6 1.5 1 0,005 0,005 3—4 6—10
Примечание. Amin > ^min; га’ di — 0,5d; d2 «=
= 0,1660.
* ПРИ 'mln-
44» Размеры, точность и шероховатость поверхности штампованной заготовки типа полого цилиндра с фланцем
Материал D За одну операцию 1 1 to mln D ^2 mln Dt Класс
^шах d н* max Т~ точности шерохо- ватости
Латунь Л62 • Сталь: 10, 15, 15Г, 20, 15Х, 0,075 1 0,75 Кб 0,075 0,075 3-4 7—10
20Х Алюминиевые сплавы: 0,075 0,75 0,5 1,5 0,075 0,075 3 — 4 5 — 8
АД1, АД 0,037 2 1,5 1,7 0,05 0,05 3 — 4 6—7
Д1 0,05 1.5 1 1,6 0,065 0,065 3 — 4 6—10
Примечание. ftmin > J?rain = 0,03d.
* ПРИ «min-
Объемная штамповка
90
Обработка давлением
стового материала, в остальных случаях заготовку отрубают (отрезают)
от прутка. Форма заготовки и ее размеры в плане для полых деталей
без фланца соответствуют наружным размерам деталей; для деталей
с круглым фланцем размер заготовки равен диаметру фланца, а для
деталей с граненым фланцем — диаметру окружности, вписанной во
фланец. Для деталей стержневого типа размер и форма заготовки
соответствуют размерам головки.
После определения параметра и объема заготовки ее высоту рассчи-
тывают по формуле
ft3 =
41А,
где V3 — объем заготовки, мм?; D3 — диаметр заготовки, мм.
Точность изготовления деталей выдавливанием зависит от размеров
детали, свойств материала и точности исполнения штампов. Основные
размеры, точность исполнения и шероховатость поверхности конкрет.
ных деталей, получаемых выдавливанием, приведены в табл. 42—46.
45. Размеры, точность и шероховатость поверхности
штампованных заготовок типа стержня с утолщением
Материал Wmax/rf за одну опера- цию лт1п Класс
D ТОЧНОСТИ шерохо- ватости
Латунь Л62 Сталь: 10, 15, 15Г, 20, 15X, 20X 5 о.Об 3-4 7—10
6 0,06 3-4 5—8
Алюминиевые сплавы: АД1, АД 7 0,04 3-4 6 — 7
Д1 6 0,05 3-4 6—10
Примечание. — 0,166D; /?mjn == 0,05D; Rf mln
= 0,0750; = 0.075D; 7?3 mln = 0,05d,; mln = «,+«,.
Изготовление заготовок и деталей
91
46. Размеры, точность и шероховатость поверхности
штампованных заготовок типа полых деталей со сложным
наружным контуром
л.
Мптер пал /min D За одну операцию *1 а: 1 Dt D Класс
а г а: *4 -JP- ХЕШ 1г. П 1 точности шерохо- I ватости 1
Латунь Л62 . . . Сталь: 10, 15, 15Г, 0,041 1, 5 1,5 1,5 1,5 3 — 4 7—10
20, 15Х, 20Х . . . Алюминиевые сплавы: 0,041 1 1 1 1,5 3—4 5—8
АД1, АД . . . 10,023 2— -3 2-3 2—3 1,6 3-4 6 — 7
Д1 ...... 0,036 1,5 1,5 1,5 1.5 3-4 6 — 10
Примечание, h > ft, > /m(n; d2 = 0,5г/,;
= °-03rf; Л1тщ = mm = °'08°; шт = °’03^
ИЗГОТОВЛЕНИЕ ЗАГОТОВОК И ДЕТАЛЕЙ
МЕТОДАМИ ПОРОШКОВОЙ МЕТАЛЛУРГИИ
Под порошковой металлургией подразумевается технология изго-
товления различных полуфабрикатов и деталей из порошков металлов
и их сплавов путем компактирования (консолидации) последних.
Методы изготовления порошков делят на химико-металлургические и
механические.
Химико-металлургические методы. Восстановление —
воздействие водородом, углеродом, генераторным или природным га-
зом, гидридом кальция, кальцием на окислы (химически чистые или
технические) или же на соответствующие соли (фтористые) при повы-
92
Обработка давлением
шенной температуре (700—1200° С). Процессы протекают по следующим
схемам:
niMexOj, -ф- п2Н3 -> ге3Ме + п4Н2О;
+ «аС -* п3Ме + л4СО + пбСО2;
«хМе^-О^ + п2СаН2 —> п3Ме + п4 СаО -ф- п6Н2О;
niK.sJJ\eyFz + „2Са -♦ п3Ме + п4СаО + п5Кх,Рг,.
Этот метод применяют для получения порошков железа, кобальта,
никеля, вольфрама, титана, молибдена.
Термическая диссоциация — разложение карбони-
лов при повышенной температуре (300—400° С). Метод применяют
для получения порошков железа, никеля, кобальта и тугоплавких
металлов.
Гидрирование — дегидрирование — воздействие
водородом на металлическую губку или отходы при 600—650° С с обра-
зованием гидрида и последующее разложение гидрида путем нагрева
при 750—800° С; применяют в основном для титана.
Плазменное восстановление — воздействие водо-
родной плазмы на пары хлоридов; применяют для получения порошков
железа, никеля, кобальта, вольфрама, молибдена и тугоплавких соеди-
нений.
Электролиз — пропускание постоянного тока через расплав
'солей или водный раствор металла; металл в виде порошка или круп-
ного осадка оседает иа катоде. Применяют для получения порошков
меди, титана и др.
Механические методы. Размол — дробление отходов (стружки,
литников и др.) или гранулированного материала в различных мель-
ницах (шаровых, вихревых, газоструйных, вибрационных); применяют
для получения порошков углеродистых и легированных сталей, жаро-
прочных сплавов, титановых сплавов, бронзы, латуни и других цветных
сплавов.
Распыление расплава — распыление осуществляется
в специальных установках воздухом или нейтральным газом (аргон,
гелий) через форсунку. Газ поступает под давлением 6—8 кге/см3.
Застывающие капли металла охлаждаются либо в той же газовой среде,
либо в воде (для металлов, которым не противопоказано окисление).
В некоторых установках плавка и заливка металла осуществляются
под вакуумом. Этот метод применяют для получения порошков любых
металлов и сплавов.
Ра с-пыление электродов — распылению подвергают
электрод из металла, порошок которого необходимо получить. Электрод
вращается со скоростью 15 000—18 000 об/мин. Распыление осуще-
ствляется гелиевой плазмой или же с помощью электродуги, возбу-
ждаемой между распыляемым вращающимся электродом и неподвиж-
ным, нерасходуемым вольфрамовым электродом. Метод применяют
Для получения порошков любых металлов, которые могут быть полу-
чены в виде электродов.
Порошки легированных сталей, жаропрочных сплавов, титановых
сплавов, полученные распылением электродов или расплавов, плохо
поддаются холодному прессованию и получить из иих более или менее
Изготовление заготовок и деталей
93
прочный брикет обычным холодным прессованием практически невоз-
можно.
Металлические порошки в зависимости от применяемого метода
могут иметь различные размеры и форму частиц (табл. 47),
Методы компактиропания (консолидации) в порошковой металлур-
гии. Под компактированием (консолидацией) подразумеваются пре-
Рис. 22. Форма частиц порошков
цессы превращения порошка в тот или иной полуфабрикат (лист, труба,
пруток, заготовка и др.) или деталь. Применяют холодное компактиро-
ваиие и компандирование с применением нагрева.
Сущность холодного компактирования заключается в том, что поро-
шок подвергается под влиянием соответствующей нагрузки сжатию
(одноосному или объемному) до определенной плотности, не превыша-
ющей обычно 60—70%. Сущность компактирования с применением
нагрева в том, что порошок подвергается одновременному воздействию
давления и температуры, составляющей обычно 50—75% температуры
плавления материала.
Детали, полученные холодным компактированием, не обладают
необходимой прочностью и для ее обеспечения следует брикеты под-
вергнуть дальнейшей обработке с применением нагрева (спеканию,
94
Обработка давлением
47. Влияние метода получения порошков на некоторые их свойства
Метод получения Частицы порошка Степень химической чистоты 1
Форма (рис. 22) Размеры, мкм
Восстановление: угле- родом, водородом, каль- цием, гидридом кальция Осколочная (а) 5-50 94—95
Термическая диссоциа- ция Электролиз Г идрирование—дегидри- рование Размол: в шаровой мельнице в вихревых мельни- цах Сферическая (б) Дендритная (в) Осколочная Осколочная Лепестковая (г) Блюдцеобраз- ная (д) 10—50 10-100 5—30 5-30 5-30 20—100 99—99,5 98,5—99 98,5—99 98,5 — 99 98,5—99 98—99
Распыление расплава с охлаждением} в газе в жидкости Распыление электродов плазмой Плазменное восстанов- ление хлоридов Сферическая Осколочная Сферическая Сферическая 50—400 30—250 50—500 200—500 А 97—99 97 99 97—99 98,5—99,5
1 Минимальное содержание основного компонента.
динамическому горячему прессованию, горячей экструзии и др.).
В табл. 48 приведена характеристика методов компактирования по-
рошков в холодном состоянии, а в табл. 49 — при нагреве.
При компактировании с одновременным применением нагрева про-
цесс уплотнения идет значительно активнее — достигается почти
100%-ная плотность, взаимодейст-
вие между частицами носит более
глубокий (диффузионный) характер,
и изделие имеет значительно более
высокую прочность.
Прокаткой (рис. 24) изготовля-
ют пористые ленты из коррозион-
но-стойкой стали и титана для
различных фильтров. Прокатке
можно подвергать порошки меди,
никеля, железа, твердосплавные
Рис. 23. Схема гидростатического фор-
мования
48. Характеристика холодных методов компактирования порошков
Метод Сущность метода Оборудование Применение Примечание
Одноосное прессование Порошок подвергается одностороннему или дву- стороннему сжатию в сталь- ной пресс-форме Гидравлический пресс ручного управления уси- лием 100 — 500 тс или же механиче- ские пресс-автома- ты усилием 25— 500 тс Мелкие изделия в виде пластин твердых сплавов или различных деталей машин и приборов со средней массой 200— 250 г, различные заготов- ки полуфабрикатов мас- сой 1,5—2 т Давление прессования 1 — 6 тс/см2. Производи- тельность неавтоматизиро- ванного пресса 5—7 шт./ч; ав том а тн чес кого до 40 шт./мин
Гидроста- тическое прессование (рис. 23) Порошок, помещенный в эластичную оболочку, подвергается всесторон- нему сжатию жидкостью под давлением 2000— 5000 кгс/см2. Разновид- ностью гидростатического прессования является изо- статическое, которое осу- ществляется на обычных прессах Гидростаты Для формования раз- личных заготовок полу- фабрикатов простой фор- мы, а также для изделий сложной формы. Масса заготовок до 1 т Давление прессования 10—12 тс/см2. Общее дав- ление до 600 кгс/см2. Про- изводительность гидроста- та 3 — 4 изделия в смену
Прокатка Порошок подвергается прокатке (лист) между двумя стальными валкамн Прокатные станы специальной кон- струкции преиму- щественно с гори- зонтальным распо- ложением валков Лист, лента шириной 50—400 мм, толщиной 0,8 — 2 мм Диаметр валков 250— 900 мм. Длина бочки 200— 600 мм. Частота вращения валков 2 — 20 об/мин. Ско- рость выхода продукции 0,6 — 6,0 м/мии. Произво- дительность 60—150 кг/ч. Давление иа порошок 10— 50 кгс/мм2
Импульсное формование Порошок Подвергается воздействию большой на- грузки ударного типа в те- чение короткого времени Гидродинамиче- ские установки Различные заготовки полуфабрикатов (плиты, трубные заготовки, цилии- дры и др.)
Изготовление заготовок и деталей
Сл
49. Характеристика методов контактирования порошков с применением нагрева
Метод Сущность метода Оборудование Применение
Спекание Сформованный брикет подвер- гается нагреву при температуре, составляющей примерно 2/з темпе- ратуры плавления спекаемого ма- териала. Продолжительность вы- держки 1 —10 ч в зависимости от вида материала и размеров из- делия. Среда — вакуум ]0~а— 10“б мм рт. ст. или защитная атмо- сфера (водород, генераторный газ И др.) Трубчатые печи непрерывного действия с нагревателями из нихрома, молибдена и др. или же печи садочного типа с индук- ционным нагревом или нагрева- телями сопротивления, вакуум- ные печи непрерывного действия со шлюзовыми затворами с тремя камерами (подогревная, рабочая, охладительная) Получение изделий из твердых сплавов, относительно мелких деталей машин и приборов из различных материалов, крупно- габаритные заготовки из туго- плавких металлов
Горячее прессование Порошок насыпается в пресс- форму (из графита или металла), нагревается и в момент достиже- ния температуры, составляющей примерно 2/а температуры плавле- ния, подвергается сжатию под дав- лением, равным примерно 0,1 дав- ления, необходимого для холод- ного формования. Продолжитель- ность выдержки под давлением 15—16 мин. Горячее прессование можно осуществлять иа воздухе, в защитном газе (азот, аргон) или в вакууме Для прессования на воздухе используются пресса типа П-840 усилием 40 тс и мощностью до 200 кВ-А. Для формования в вакууме используют пресс непрерывного действия произво- дительностью до трех изделий в час Получение изделий из различ- ных тугоплавких соединений ти- па карбидов и из порошков ле- гированных сталей и титановых сплавов
Обработка давлением
Под ИД. Малова
Продолжение табл. 49
Метод Сущность метода Оборудование Применение
Динамиче- ское горя- чее прес- сование (ДГП) Сформованное в холодном со- стоянии из порошка изделие на- гревают до 600—1300° С, заклады- вают в соответствующий штамп и подвергают ударному воздействию. В штамп можно закладывать также порошок без предварительного его брикетирования Ковочные молоты. Нагрев за- готовок лучше всего осуще- ствлять в методических печах непрерывного действия. Наибо- лее приемлемой является печь Н-20 конструкции Новочеркас- ского политехнического инсти- тута Для изготовления заготовок полуфабрикатов и готовых изде- лий несложной формы. Метод обеспечивает получение материа- ла со 100% -ной плотностью и высокой прочностью
Электро- искровое спекание (рис. 25) Порошок закладывают в сталь- ную пресс-форму, покрытую вну- три керамикой, и подвергают лег- кому сжатию для создания мини- мального числа контактных уча- стков. Через порошок пропускает- ся электрический (импульсный) ток (до 3500 А) низкого напряже- ния (6—20 В); под воздействием тока на контактных участках воз- никают микроэлектродуги, что и приводит к спеканию и образова- нию прочного тела Пресс-форма с пуансоном, в ко- торый подводится ток, может быть установлена на любом прессе. Импульсный ток создает- ся с помощью специальной уста- новки Для получения заготовок раз- личных полуфабрикатов и гото- вых деталей несложной формы
Изготовление заготовок и деталей
98
Обработка давлением
смеси. Этим способом получают биметаллические полосы (соответ-
ствующий порошок накатывают на стальную подложку). Таким
образом изготовляют, в частности, подшипниковые заготовки.
Рис. 24. Схемы процесса прокатки порошков:
а — стандартный вариант; б — с применением принудительной подачи шне*
ком'(Повернуто); в встречная прокатка (заштрихованы оси приводных вал-
ков); г — прокатка с подогревом
Сформованная продукция должна подвергаться дополнительной
обработке — спеканию в вакууме или атмосфере водорода, причем
этот процесс может быть непрерывным, и продукция, выходящая со
стана, сразу поступает в печь для
спекания. Прокатку можно осуще-
ствлять в холодном состоянии и при
подогреве порошка. С этой целью
между бункером и валками уста-
навливают подогревательное уст-
ройство, проходя которое порошок
нагревается.
Импульсное формование можно
производить несколькими спосо-
бами. Основными из них являются
следующие:
1) формование в металлической
матрице на установках типа «Ко-
пер»; энергоноситель—порох, сжа-
тые газы;
2) формование в закрытых ме-
таллических сосудах на гидродина-
мических установках; энергоноси-
тель — порох;
з) формование бризантными ВВ
по принципу плоской или бегущей
Рис. 25. Схема электроискрового
спекания:
I — токопроводящие пуансоны;
2 — матрица; S — керамическая
вставка; 4 —• порошок;' 5 — кон-
такты
волны;
4) электроимпульсное — либо с помощью электроискрового раз-
ряда в жидкости, либо с помощью магнитоимпульсного поля.
При импульсном формовании наблюдается значительный рост иска-
жений кристаллической решетки — напряжения II рода увеличиваются
В 2—2,5 раза, а плотность дислокаций — в 4—6 раз, что способствует
последующей активизации процесса спекания.
Изготовление заготовок и деталей
99
СПИСОК ЛИТЕРАТУРЫ
1. Кипарисов С. С., Либенсон Г. А, Порошковая металлургия. М., «Метал*
Лургия», 1972, 328 с.
2. Ковка и штамповка цветных металлов. Справочник. М, «Машинострое-
ние», 1972, 230 с.
3. Ковка и объемная штамповка стали. Справочник. Т. II, М., «Машино-
строение», 1968, 448 с.
4. Малов А. И. Технология холодной штамповки. М., «Машиностроение»,
1969, 568 с.
5. Раковский В. С,, Саклинский В. В. Порошковая металлургия в машино-
строении. М., «Машиностроение», 1973.
6. Романовский В. И. Справочник по холодной штамповке. М.—Л., «Ма
шиностроение», 1965, с. 720.
7. Справочник металлиста. Т. 2. М., «Машиностроение», 1965, 1027 с.
8. Холодная объемная штамповка. Справочник, М., «Машиностроение»
1973, 495 с.
Глава 3
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС
КОНСТРУИРОВАНИЕ ДЕТАЛЕЙ
Толщина стенок. При конструировании пластмассовых деталей
необходимо обеспечить равностенность. На рис. 1 приведены примеры
создания равностенных деталей за счет ликвидации локальных утол-
щений и снижения толщины стенок. С увеличением толщины стенок
возрастает продолжительность выдержки и опасность коробления
в процессе прессования. При литье под давлением в толстых сечениях
образуется воздушная и усадочная пористость. Рекомендуемые тол-
щины стенок приведены в табл. 1. При прессовании малогабаритных
деталей из стекловолокнистых материалов и литье под давлением поли-
амидов можно уменьшить толщину стенок до 0,3 мм, так как эти ма-
териалы имеют повышенные механические свойства.
1. Толщина стенок пластмассовых деталей
Размеры в мм
Материал Габаритные размеры детали
До 20 20—50 50—100 100— 250 Св. 250
Пресс-порошки: фенопласты . « « , . 0,8—1,0 1,0—1,5 1,5—3,0 3,0—5,0 5,0—6,0
аминопласты « « , . . 0,5—0,8 0,55— 1,0 1,0—2,5 2,5—4,0 4,0—6,0
Волокнистые пресс-мате* 0,4— 0,5 0,5—1,0 1,0—3,5 3,5—6,0 6,0— 8,0
Термопласты « ♦ « . . 0,4 —0,5 0,5—1,0 1,0-1,5 1.5 —2,0 2,0—3,0
Прочность и жесткость деталей рекомендуется повышать путем
применения ребер жесткости (рис. 2, а, б), толщина которых в наиболь-
шем сечении не должна превышать толщину 6 стенки (рис. 2, в). Не ре-
комендуются концентричные (рис. 3, а) и сплошные радиальные
(рис. 3, б) ребра жесткости, так как они препятствуют усадке.
Радиусы закруглений в местах сопряжения поверхностей улучшают
ваполняемость пресс-форм и внешний вид деталей. Острые кромки
допускаются только на поверхностях, по которым проходит плоскость
разъема. После зачистки заусенца на этих кромках образуются фаски
величиной 0,2—0,3 мм.
Прочность корпусных деталей повышается при плавном утолщении
стенок в местах закругления (рис. 4), которое достигается сопряжением
Рис. 1. Примеры устранения ло-
кальных утолщений и иеравностен-
ностн:
а и б — нетехнологичные и техно-
логичные конструкции
Рис. 2. Повышение прочности деталей с помощью ребер жесткости:
а и б — нетехнологичные н технологичные конструкции; в — рекомендуемая
конфигурация сечения ребер жесткости
а)
S)
Рис. 3. Концентричные (а)
и радиальные (б) ребра жест-
кости
Рис. 4. Примеры оформления радиусов за-
круглений:
а и б — ыетехнологичные и технологичные
конструкции
102
Изготовление деталей из пластмасс.
наружных и внутренних поверхностей равными радиусами И со сме-
щенным центром. Величина радиуса R должна быть больше половины
толщины 6 стенки. Для термореактивных материалов мнимально допу-
стимое значение радиуса закругления 0,5 мм, для термопластичных ма-
териалов с повышенной вязкостью типа полистирола или полиметил-
метакрилата допустимо 0,8 мм.
Рис. 5. Расположение технологических уклонов в зависи-
мости от направления разъема пресс-формы:
£ — внешний уклон; — внутренний уклон
На наружных и внутренних боковых поверхностях следует преду-
сматривать технологические уклоны в направлении разъема (рис. 5),
облегчающие удаление деталей из пресс-формы. Величина уклона
(табл. 2) влияет на размерную точность элементов детали, лежащих
в плоскости разъема или перпендикулярных направлению перемеще-
ния подвижных частей пресс-формы.
2. Рекомендуемые уклоны или конусность для различных поверхностей
пластмассовых деталей
Поверхности Детали
сопрягаемые и тонко- стенные прочие
Наружные Внутренние Отверстия глубиной до 1.54 Ребра жесткости, выступы, бобышки и пр. 151 30' 15' 2°, 3°, СП о W СО 1 1 1 4- ЪО ы- СП о о
Оформление поверхностей. На боковых поверхностях пластмассо-
вых деталей недопустимы поднутрения, препятствующие разъему
Пресс-формы (рис. 6, а). Бобышки на наружных боковых поверхностях
(рис. 6, б) допустимы только при дополнительном вертикальном разъ-
еме, что значительно усложняет конструкцию пресс-формы. Примеры
устранения поднутрений и выступов показаны на рис. 6, в.
Опорные поверхности рекомендуется заменять опорными площад-
ками, буртиками, выступами по периметру (рис. 7), что повышает
жесткость деталей, снижает их коробление и способствует плотному
прилеганию сопрягаемых поверхностей.
Конструирование деталей
103
С целью облегчения удаления заусенца следует уменьшать число
плоскостей разъема и располагать линию образования заусенца 1 на
участках простой конфигурации (рис. 8).
Отверстия. Размеры отверстий в пластмассовых деталях назна-
чают так же, как и для металлических изделий в соответствии
с ГОСТ 6636—69 «Нормальные линейные размеры». При этом необ-
ходимо учитывать возможность появления внутренних напряжений
Рис. 6. Примеры ликвидации внеш-
них и внутренних поднутрений:
а, 6 — нетехнологнчные конструк-
ции; в — технологичные конструк-
ции
Рис. 7. Оформление опорных поверх-
ностей:
а и б — нетехнологичвив и техно-
логичные конструкции
вследствие затрудненной усадки. Примеры расположения и конфигу-
рации сквозных и глухих отверстий показаны на рис. 9. Допустимая
глубина отверстия зависит от метода изготовления деталей (табл. 3).
Более глубокие отверстия делают ступенчатыми (рис. 9, г). Мини-
мальные значения диаметра dmin при глубине отверстия h 2d при-
ведены ниже:
Материал
dmln’ м
Термопластические массы:
полиамиды.......................... 0,5
прочие . ....................... 0,8
Стекловолокниты ................ 1,0
Пресс-порошки....................... 1,5
Текстолиты.......................... 2,5
Минимально допустимые размеры перемычек между отверстиями
и от отверстия до края детали, а также толщина дна глухих отверстий
Приведены в табл. 4.
104
Изготовление деталей из пластмасс
При расположении отверстия перпендикулярно направлению уси-
лия запирания пресс-формы глубина отверстия зависит от способа
закрепления стержня (табл. 5). При использовании стержней прямо-
угольного, трапециевидного или какого-либо другого сечения можно
получить отверстия сложной конфигурации (рис. 10).
Рис. Н. Изменение конфигурации детали с целью
облегчения снятия облоя:
а и б — нетехнологичные и технологичные кон-
струкции
Резьба. Прессованием и литьем можно изготовить резьбовые эле-
менты деталей, не требующие последующей механической обработки.
Не рекомендуются для пластмассовых деталей прямоугольные резьбы
и мелкая резьба с шагом менее 0,4 мм вследствие их недостаточной
прочности. Минимально допустимый диаметр резьбы для деталей из
термопластов и волокнистых пресс-материалов 2 мм, а для деталей из
пресс-порошков 3 мм. Желательно, чтобы длина резьбы не превышала
двух ее диаметров. Минимальный шаг резьбы в зависимости от ее диа-
метра выбирают по табл. 6.
Предельные отношения hid в зависимости от метода
изготовления деталей
Диаметр тверстия d, мм Прямое прессование Литьевое прессова- ние и литье под давлением
Отзе рстня
сквозные глухне сквозные глухие
До 3 2,5 1.2 5 2
Св. 3 до 6 3 >— 6 2,5
» 6 > 10 4 а— 8 3
10 5 1,5 10
Примечание, h — глубина; d диаметр отверстия.
Конструирование деталей
105
4. Минимальные размеры перемычек и толщина дна глухих отверстий
в деталях
Размеры в мм
. А?
4»| 1' . Ь
<Sd > Ьс
Диаметр отверстия d/h для отверстий Размеры перемычки Мини- мальная толщина дна глу- хих от- верстий Й1
по краям детали по цен- тру де- тали bi »2
До 2 Св. 2 до 3 » 3 * 4 » 4 » 6 » 6 » 8 » 8 * 10 » 10 » 14 » 14 » 18 » 18 » 30 » 30 2,0 2,3 2,5 3,0 3,4 3,8 4,6 5,0 3,0 3,5 3,8 4.8 5,0 5,6 0,5 7,0 0,5 0,8 0,8 1.0 1.2 1,5 2,2 2,5 4,0 5,0 1.0 1,25 1,5 2,0 2,3 2,8 4,0 5,0 1,0 1,0 1,2 1,5 2,0 2,5 3,0 3,0 4,0 5,0
5. Отношение глубины к диаметру отверстий,
расположенных перпендикулярно направлению прессования
(дли термореактипных материалов)
Диаметр отверстия, мм Прессование
прямое литьевое
Закрепление стержней
консоль- ное двусто- роннее консоль- ное двусто- роннее
До 2 Св. 2 до 4 » 4 > 6 » 6 » 8 » 8 1,2 1,5 1,8 2,0 2,5 4,0 6,0 6,0 6,5 7,0 2,5 3,0 |,8 6,0 ?,0 Л
106
Изготовление деталей из пластмасс
= 5d .
Рис. 9. Примеры расположения н оформления отвер-
стий:
а и б — нетехнологичпые и технологичные конструк-
ции; в — рекомендуемая конфигурация отверстий;
г — оформление сквозных ступенчатых отверстий;
д — оформление сквозных гладких отверстий: 1 —
односторонних; 2 — с протаскиванием стержня; С —
двусторонних
Конструирование деталей
107
6. Л.инимальный шаг резьбы, мм
Диаметр резьбы Мини- мальный шаг резьбы Диаметр резьбы Мини- мальный шаг резьбы
До 2,5 Св, 2,5 до 6,0 » 6,0 » 10,0 0,45 0,50 0,75 Св. 10,0 до 22,0 » 22,0 1,0 1.5
Для упрочнения резьбы необходимо предусматривать цилиндриче-
ские пояски у захода и выхода витков (рис. 11). Высота пояска у захода
резьбы h — 1 мм при шаге резьбы seg: 0,75 мм, h — 1,5 мм при s =
Рис. 10. Оформление отверстий
прямоугольного сечения
Рис. 11. Оформление резьбы
= 0,75-ь 1,5 мм и 2 мм при s > 1,5 мм. Высота пояска /ix на выходе
резьбы зависит от ее диаметра и шага: при d < 30 мм и 1 мм =
= 2 мм; при d > 30 мм и s > 1 мм = Зч-6 мм.
7. Минимальные размеры перемычек между резьбовыми отверстиями
в пластмассовых деталях и толщины дна при глухой резьбе
Размеры в мм
Диаметр резьбы Размеры перемычек Минималь-
иая толщина диа hi
До 3 Св. 3 до 6 > 6 > 10 » 10 1,3 2,0 2,5 3,8 2.0 2,5 3,0 4.3 2,0 3,0 3.8 5,0
108
Изготовление деталей из пластмасс
Минимальные размеры перемычек между резьбовыми отверстиями
и от резьбового отверстия до края детали, а также толщина дна при
глухой резьбе даны в табл. 7. В пластмассовых деталях с резьбами
разных диаметров рекомендуется брать одинаковый шаг резьбы с целью
упрощения конструкции пресс-формы. Для свинчивания с резьбового
Рис. 12. Арматура и способы ее закрепления:
а — типы арматуры; 1 — штифтовая; 2 — втулочная;
3 — плоская; 4 — проволочная; б — крепление арма-
туры; / — накатка и кольцевая выточка; 2 и 3 — фикса-
ция штифтовой и проволочной арматуры через техноло-
гические отверстия; 4 н 5 — расплющивание и загибание
проволочной арматуры; 6 — крепление лепестков
знака на круглых деталях следует предусматривать рифления или
специальные приливы.
Армирование пластмасс металлическими элементами значительно
повышает область применения пластмассовых изделий.
Наиболее распространенная арматура: штифтовая (гладкие и резь-
бовые шпильки, винты), втулочная (гладкие и резьбовые втулки),
плоская (лепестки, контакты) и проволочная (рис. 12). Для предупре-
ждения проворачивания или вырыва из детали на штифтовой арматуре
делают накатку и кольцевые выточки (рис. 12, б). Для элементов'кре-
нежной части такой арматуры рекомендуются следующие соотношения:
Я = D; а = b = 0,3tf; dx = 0,75D.
Конструирование деталей
109
С целью предупреждения затекания пластмассы накатку не доводят
до торца на высоту 1,0—1,5 мм, а диаметр опрессовываемой части
арматуры D должен быть больше диаметра dj стержня. Шаг t прямой
накатки зависит от диаметра D и имеет следующие значения:
D 8 .....................................Св. 8 до 16 Сб. 16 мм
t == 0,8 ....................... 1,0 1,2 мм
Для предотвращения осевого смещения штифтовой, втулочной и
проволочной арматуры рекомендуется предусматривать на деталях
Рис. 13. Расположение арматуры:
а, б — нетехнологичиые конструкции; а', б' —
технологичные конструкции
технологические отверстия под опорные стержни. Для проволочной
арматуры диаметры отверстий и расстояния между ними выбирают по
табл. 8.
Надежное крепление проволочной арматуры осуществляется ее
расплющиванием или загибанием. Длина расплющивания не менее
3 мм. Плоская арматура крепится при толщине лепестков менее 1 мм
с помощью боковых вырезов глубиной 0,3—0,5 мм (рис. 12, а), а при
толщине арматуры более 1 мм — с помощью отверстий (рис. 12, б).
Арматура не должна быть массивной и не должна располагаться
близко от поверхности изделия (рис. 13).
Толщину слоя пластмассы вокруг арматуры, достаточную для
предотвращения усадочных трещин, назначают по табл. 9. Для умень-
шения толщины слоя пластмассы вокруг арматуры следует подбирать
материалы с одинаковыми коэффициентами линейного расширения.
Накатка, рифление и надписи. При конструировании пластмассо-
вых деталей следует предусматривать вертикальное направление на-
катки и рифлей. При накатке, имеющей конфигурацию, показанную
на рис. 14, а, глубина h рифлей зависит от шага t накатки и имеет следу-
ющие значения:
I, мм........................ 1,0 1,5 2,0
Л, мм ........................ 0,2 —0,3 0,3 —0,5 0,5 —0,8
Если же накатка выполняется так, как показано на рис. 14, б,
ее размеры берут по табл. 10.
по
Изготовление деталей из пластмасс
8. Диаметры D отверстий и расстояния / между их осями
в зависимости от d (рис. 12, б)
Размеры в мм
Параметры Диаметр d проволочной арматуры
До 0,8 Св. 0,8 ДО 1,5 Св. 1,5
D 3 4 5
1 6 10 15
9. Толщина слоя пластмассы вокруг арматуры
А . 1 I ]
Диаметр арматуры, мм Толщина слоя пластмассы, мм
между элементами арматуры bL от арматуры до края детали Ь2 от торца арматуры до поверхности детали
До 3 Св. 3 до 6 » 6 » 10 » 10 » 18 » 18 1,5 2,5 3,5 5,0 6,0 2,0 3,0 4.5 5,5 7,0 2,0 3.0 4.0 5,0 6,0
Примечание. Для стекловолокнитов допускается толщина слоя пластмассы до 0,5 мм.
10. Размеры рифлей в зависимости от диаметра детали
Размеры в мм
Диаметр детали Радиус рифлей Примечание
До Ю Св. 10 до 25 » 25 » 50 » 50 0,3—1,2 0,5—3,0 1,0—4,0 2,0-5,0 Для D < 50 мм шаг рифлей t(4 4-6) г, высота h — 0,75г
Качество деталей
111
Надписи и рисунки на пластмассовых деталях следует делать
выпуклыми, что упрощает изготовление пресс-формы. С целью устра-
нения выкрашивания высота шрифта или рисунка не должна превы-
шать 0,2 мм (рис. 14, в). Если требуется увеличить высоту шрифта,
надпись утапливается ниже поверхности детали (рис. 14, г).
Рис. 14. Оформление накатки, рифлей и букв:
а — накатка; б — рифление; в, г — надписи
КАЧЕСТВО ДЕТАЛЕЙ
Шероховатость поверхности пластмассовых деталей зависит от
качества обработки пресс-форм, вида наполнителя и технологических
режимов формования. Шероховатость поверхности деталей, изготов-
ляемых литьем под давлением и прессованием, соответствует 7—8-му
классам по ГОСТ 2789—73, а в отдельных случаях достигает 9—10-го
классов. На шероховатость поверхности влияет износ оформляющих
элементов пресс-формы (табл. 11).
11. Стойкость пресс-форм н шероховатость поверхности
пластмассовых деталей
Материал пресс-формы — сталь Степень сложности деталей Стойкость пресс-форм, число деталей (в тыс. шт.) из
пресс- порошка Внита' ) термопласта
Клас с шероховатости
7-8 9-10 7-8 7-8 9—10
12ХНЗА, У8А Простая 300 80 250 600 100
Средняя 250 60 200 500 80
Сложная 200 30 150 400 50
10, 20, У7 Простая 175 125 300 15
Средняя 125 — 75 200 8
Сложная 75 25 150 6
12. Достижимые классы точности для деталей из пластмасс, изготовленных литьем под давлением и прессованием
Класс точности Технологический уклон Материал с колебанием расчетной усадки, %
0е 15' | 30'
Наибольшая высота детали в направлении разъема пресс-формы, мм
4 15 30 4 15
Номинальные диаметры, мм
3 1—6 С—120 1 — 150 10—50 — — 1 1 1 1 1 1 До 0,10 Св. 0,!0 до 0,16
4 О о «5 СЮ СЧ »-> LO ем О О — i СЧ ш 50—260 3—80 “— — 6—180 До 0,10 Св. 0,10 до 0,16 * 0,16 > 0,25
4г гтг СП — со ою о о © 1 — 260 1 — 120 1 — 180 1 — 30 1 1 1 1 — 260 1 — 80 1 1 1 До 0,10 Св. 0,10 до 0,16 » 0,16 » 0.25
0 1 — 500 120 1 — 260 1 — 120 1 — 260 1 — 120 1 1 1 1—120 1 — 5 — Св. 0,10 до 0,16 » 0,16 » 0,25 » 0,25 » 0,40
Изготовление деталей из пластмасс
ьэ
Продолжение табл 12
Класс точности Технологический уклон Материал с колебанием расчетной усадки, %
0° 15' | 30'
Наибольшая высота детали в направлении разъема пресс-формы» мм
4 | 15 | 30 | 4 | 15
Номинальные диаметры, мм
7 180—500 80—360 1—120 1—18 360—500 180—500 50—360 1 — 180 1 — 6 360—500 80—50 1 — 180 1—80 3 — 30 120—500 3 — 50 6—180 360—500 120—500 50—180 1 — 80 3 — 30 120—500 3 — 500 6—180 Св. 0,10 до 0,16 » 0,16 » 0,25 0,25 > 0,40 » 0,40 > 0,60 » 0,60 > 1,00
8 360—50 120—360 18—120 1 — 18 360 — 500 80—360 6—120 1 — 18 180—500 80—260 1—120 180—500 1—260 10—800 180—500 80—260 1—120 1-6 180—500 1 — 260 10—80 Св. 0,25 до 0,40 » 0,40 » 0,60 > 0,60 » 1,00 » 1
9 360—500 120—260 18—120 360—500 120— 260 18—120 260—500 120—260 1—80 260 — 500 80—180 1 — 80 260—500 120—260 6 — 80 260—500 80—180 1—80 Св. 0,40 до 0,60 » 0,60 » 1,00 » 1
10 - 260—500 120-260 260 — 500 120—260 260—500 80—260 180—500 80—260 260—500 80—260 180—500 80—260 Св. 0,60 до 1,00 » 1
Примечание. Расчетная усадка при формовании определяется по ГОСТ 5689—66 или по результатам спе- циальных экспериментальных исследований.
Качество деталей
114
Изготовление деталей из пластмасс
6)
Рис, 15. Схемы дозирующего и прессующего устройства
литьевых машин:
о и б - без предварительной и с предварительной пла-
стикацией: i — пресс-форма; 2 — деталь; 3 — сопло;
4 — электрообогрев; 5 — литьевой цилиндр; 6 — дози-
рующий плунжер; 7 — бункер; 8 — плунжер литьевого
цилиндра; 9 — пластикационный шнек
Рис. 16. Четырехгнездная водоохлаждаемая пресс-форма
для литья под давлением:
J — выталкивающая система; 2 — матрица; 3 — деталь;
4 -- пуансон
Качество деталей
115
13. Расчет размеров гладких оформляющих элементов пресс-форм
Размеры в мм
Элемент пресс-формы Эскиз Формула
Элемент матрицы, оформляющий на- ружный контур i-M — ^max ^-max^ + WO °-8Д)
Элемент пуансона или знака, оформ- ляющий отверстие 'Ш& fl 01 = ^min + + wo + °-8AJ_6
Высота оформля- ющего элемента ма- трицы, зависящая от толщины заусен- ца i 1 k — ^max + НтяхК \+6 + Too °’SA c)
Высота оформля- ющего элемента ма- трицы, не завися- щая от толщины заусенца , , I,,. h 1 1% = (^max "b +^-».“)+5
Высота элемента матрицы,- оформля- ющего наружный уступ hM =(hmin + ЛШ1П^ \ + -ТОГ +°-8Л)_б
116
Изготовление деталей из пластмасс
Продолжение табл. 13
Элемент
пресс-формы
Эскиз
Формула
Примечание. В формулах приняты следующие обозначе-
ния: Ljvy — исполнительный размер элемента матрицы, оформляющего
наружный контур детали; Lmax — максимально допускаемый размер
наружного контура детали; К. — расчетная линейная усадка мате-
риала, % ; Д — допуск иа номинальный размер детали; С — толщина
заусенца, С = 0,1 -5-0,2 мм; 6 — допуск на размер оформляющего эле*
мента пресс-формы; /pj — исполнительный размер элемента пуансона
или знака, оформляющего отверстие в детали; fmin “ минимально до-
пускаемый размер отверстия детали; — высота матрицы, завися-
щая от толщины ааусенца; — то же для высоты, не зависящей от
толщины заусенца; Нтах — максимально допускаемая высота детали;
— высота элемента матрицы, оформляющего наружный уступ де-
тали; — минимально допускаемая высота уступа детали; Лэд —
расстояние между осями стержней в пресс-форме; Л — номинальное
расстояние между осями отверстий детали.
Допуск 6 на межосевые расстояния в пресс-форме назначают
в 5 раз меньше допуска на номинальное расстояние между осями от-
верстий.
При механической обработке качество поверхности пластмассовых
изделий ухудшается. Шероховатость поверхностей, обработанных
режущим инструментом, определяется чертежом и обычно соответ-
ствует 4-му классу.
Допуски и посадки на гладкие детали из пластмасс размерами 1—
500 мм, сопрягаемые с металлическими или пластмассовыми деталями,
регламентированы ГОСТ 11710—71. Поля допусков и посадки следует
применять по ГОСТ 7713—62, а дополнительные поля допусков —
по ГОСТ 11710—71. Допуски на неответственные размеры деталей
назначают по 7—10-му классам точности ОСТ 1010.
Следует учитывать, что предельные отклонения и допуски, уста-
новленные ГОСТ 11710—71, относятся к деталям из пластмасс, размеры
которых определены при температуре 20° С и относительной влажности
воздуха 65%.
Точность изготовления деталей. Точность размеров д талей из
пластмасс зависит от колебания усадки материала, усадочной дефор-
мации детали и размерной стабильности материала. При оценке точ-
ности размеров деталей из пластмасс необходимо учитывать допол-
нительно влияние технологических уклонов, которые могут назна-
Переработка пластмасс в изделия
117
чаться на поверхности детали, параллельные направлению замыкания
формы.
В табл. 12 приведены достижимые классы точности для раз-
меров элементов деталей, оформляемых в одной части формы по
ГОСТ 11710—71.
Точность изготовления пресс-форм. При конструировании пласт-
массовых деталей необходимо согласовывать номинальные размеры
изделий и пресс-форм с учетом допусков на их изготовление и усадку
пластмассы. Формулы для расчета исполнительных размеров гладких
оформляющих элементов пресс-форм приведены в табл. 13.
переработка пластмасс в изделия
Основные способы изготовления изделий (деталей) из пластмасс—
литье под давлением и прессование. Детали, полученные этими спо-
собами, имеют гладкую поверхность, точные размеры и не требуют
дальнейшей механической обработки. Наиболее производительным
способом является литье под давлением. Область его применения рас-
ширяется в связи с появлением машин для переработки термопластич-
ных и термореактивных материалов.
Крупногабаритные тонкостенные изделия типа корпусов, фигур-
ных баллонов рекомендуется получать из листовых полуфабрикатов
дутьевым, вакуумным и комбинированным формованием. Профильные,
листовые н пленочные полуфабрикаты изготовляют выдавливанием
на специальных машинах. Способы серийного и массового производства
деталей и полуфабрикатов из пластмасс даны в табл. 14.
14. Способы переработки пластмасс (рис. 15—22)
Способ переработки Перерабатываемые материалы Оборудование и технологическая оснастка
Л Используется ь массовом производстве деталей про* стой н сложной конфигу- рации, Осуществляется на специальных машинах, предназначенных для рас- плавления материала и по- дачи его поршнем (или шнеком) под давлением 500—2500 кгс/см2 в за- крытую охлаждаемую пресс-форму, при раскры- тии которой изделие авто- матически выталкивается итье под давлением Термопластичные материалы без на- полнителя: поли- этилен, полисти- рол, капрон, поли- уретан н др. Литьевые автомати- зированные машины (объем пластмассы, по- даваемой за один ход 10—10 000 см8) без предварительной пла- стикации (рис. 15, а) н с предварительной пластикацией (рис. 15, б) материала. Литьевые пресс-фор- мы — одногнездные и многогнездные с водя- ным охлаждением (рис. 16)
118
Изготовление деталей из пластмасс
Продолжение табл. 14
Способ переработки Перерабатываемые материалы Оборудование и технологическая оснастка
Прямое (i Используется для произ- водства деталей мелких и средних размеров компрессионное) пресс ование Гидравлические прессы с верхним уси- лием 10— 1000 тс и с гидравлическим вы- талкиванием
А. В Осуществляется в пресс- формах, нагретых до 130— 180° С, имеющих загрузоч- ную камеру и пуансон, че- рез который передается дав- ление на пластичный мате- риал. Давление прессова- ния 150—160 кгс/см2 закрытых пресс-форм Термореактивные материалы с по- рошковыми, волок- нистыми и листо- выми наполните- лями ах Съемные (рис. 17, а) и стационарные (рис. 17, б) пресс-формы
Б. В Применяется для невысо- ких деталей (штурвалы, ры- чаги и др.). Детали оформляются в матрице и пуансоне. Из- быток материала отжимает- ся по плоскости разъема и является отходом открытых пресс-форл Термопластичные материалы без на- полнителя ах Съемные обогрев ае- мые и водоохлаждае- мые пресс-формы от- крытого типа (рис, 17, в)
Л1 Используется для дета-. лей сложной конфигурации с тонкими сечениями и ло- кальными утолщениями лтьевое прессование
Переработка пластмасс в изделия
119
Продолжение табл. 14
Способ переработки Перерабатываемые материалы Оборудование и технологическая оснастка
А С верхней заливкой
Закрытие загрузочной камеры и заливка материа- ла в полость матрицы про- исходят при опускании пу- ансона, Применяется для деталей, требующих разъ- ема матрицы при их удале- нии Пресс-порошки н волокниты Гидравлические прессы. Обогреваемые пресс-формы со съем- ными матрицами (рис. 18, а)
Б. С нижней заливкой
Закрытие пресс-формы происходит при опускании верхнего поршня, а залив- ка материала (засыпанного и расплавленного в загру- зочной камере) осуще- ствляется при подъеме ниж- него выталкивающего пор- шня Термореактивные материалы с по- рошковыми и мел- коволокнистыми наполнителями Гидравлические прессы с верхним и иижннм давлением одновременно. Стационарные обо- греваемые пресс-фор- мы (рис. 18, б)
Дутьевое (пневматическое) формование
Используется для произ- водства деталей открытого типа (крышки, корыта и др.)
А. Негативное
Осуществляется давле- нием сжатого воздуха на предварительно разогре- тый до размягчения листо- вой материал. Деталь при- обретает конфигурацию матрицы. Для деталей типа сфер может осуществляться без матрицы Термопластичный листовой материал толщиной 1,5— 2,5 мм Стол с подвижной плитой обогрева. Форма-матрица с прижимной плитой, через которую по- дается сжатый воздух (рис. 19, а)
В, Позитивное
Применяется для глубо- кой вытяжки,' которая осу- ществляется пуансоном с последующей раздувкой сжатым воздухом, подавае- мым через пуансон Термопластичный листовой материал толщиной 2 — 4 мм Стол с поворотной плитой обогрева и пневматическим прес- сом. Форма-матрица с прижимным пуансо- ном (рис. 19, б)
120
Изготовление деталей из пластмасс
Продолжение табл. 14
Способ переработки Перер абатыв аемые материалы Оборудов анне и технологическая оснастка
Ва Используется для неглу- бокой вытяжки крупнога- баритных деталей панель- ного типа. Деталь оформ- ляется вакуумным всасыва- нием предварительно раз- мягченного листа в матри- цу, выталкивается сжатым воздухом куумиое формование Термопластичные листовые материа- лы толщиной 1,5— 3 мм Вакуум-формовочные машины в комплекте с компрессором, ва- куум-насосом, термо- экраном и специаль- ной вакуумной формой (рис. 20)
Комбг Является одновременно негативным и позитивным. Применяется для деталей сложной конфигурации с поднутрениями, а также при глубокой вытяжке {ннрованное формован Термопластичные листовые материа- лы толщиной 2— 4 мм ие Специальные маши- ны с нижним пневма- тическим приводом, имеющие опоку с при- жимным кольцом и пуансон для позитив- ного формования (рис. 21)
Эксл Используется для произ- водства профильного полу- фабриката неограниченной длины, а также для нанесе- ния пластмассовой изоля- ции на проволоку. В процессе экструзии гранулированный материал размягчается в обогревае- мой зоне шиека и выдавли- вается в виде стержня че- рез фасонную фильеру в охлаждаемую калибрую- щую насадку груаия (выдавливание Термопластичные материалы без на- полнителя Различные типы шнековых экструзион- ных машин (экструде- ров), мощность кото- рых определяется дли- ной и диаметром шие- ка
Э Используется для произ- водства пленки и тонко- стенных емкостей. При изготовлении плен- ки экструдер имеет филье- ру, из которой пластмасса выходит в виде цилиндри- ческого рукава, раздувае- мого сжатым воздухом до диаметра 1,5—3 м с после- дующим охлаждением. Пленка складывается вдвое и сматывается в рулоны. Можно получать пленку толщиной до 40 мкм кструзия с раздувом Термопластичные материалы без на- полнителя. Для пленки — полиэтилен высо- кого давления Специальные экстру- зионно-выдувные ма- шины, оборудованные головкам и-фильерам и с подачей воздуха че- рез мундштук (рис. 22)
Переработка пластмасс в изделия
121
Рис. 17. Пресс-формы для прямого прессования:
а — съемная; б — стационарная закрытая; в — открытая; / — матрица;
2 — подвижная матрица; 3 — пуансон; 4 — деталь; 5 — плита обогрева?
6 — выталкивающая система; 7 — каиавка для отходов материала
Рис.
мы
Пресс-фор-
литьевого
18.
для
прессования:
а и б — с верхней и
нижней загрузочной 7
камерой; 1 — кор-
пус матрицы 2; 3 —
загрузочная камера;
4 — луаисои; 5 —
деталь; 6 — вытал-
кивающая система
Сжатый
Воздух
. Сжатый.
| воздух
6)
Рис. 19, Схема дуть-
евого формования:
а — негативного; б —
позитивного; J —
матрица; 2 — деталь
в процессе формОва-<
ния; 3 — прижим-
ная плита; 4 — пу-
ансон
122
Изготовление деталей из пластмасс
Рис. 20. Схема вакуумного формования:
0 — разогрев материала; б — отсос воздуха; в — выталкивание ежа*
тым воздухом; 1 — матрица; 2 — заготовка; 3 — плита разогрева;
4 — прижимная плита; 5 — деталь
Рис. 21. Схема комбинированного формования:
а — разогрев заготовки; б негативное дутьевое формование; в — по-
зитивное формование пуансоном; г — вакуумное формование; / —
опока; 2 — заготовка; 3 — плита разогрева; 4 — прижимное кольцо;
5 — пуансон; 6 — деталь
Рис, 22, Схема экструзионно-выдувной машины с подачей воздуха через цен-
тральное отверстие в мундштуке:
Глава 4
ХИМИЧЕСКАЯ ОБРАБОТКА
Ниже приведены рецепты некоторых составов для выполнения сле-
дующих видов химической обработки: очистки, обезжиривания, трав-
ления поверхностей деталей, размерной химической обработки и поли-
рования.
Очистка моющая — удаление значительных загрязнений с поверх*
ности деталей погружением последних в моющие составы или их'разбрыз-
гиванием (струйная очистка) иа поверхность детали в ваннах, моечных
камерах, специализированных моечных установках.
Очистка протиранием — удаление (химико-механическое) неболь*
щих местных загрязнений и окисных пленок.
Обезжиривание — удаление небольших загрязнений с поверхно-
стей деталей, главным образом масляных и жировых пленок.
Для мойки и обезжиривания применяют водные растворы (табл. 1, 2)
и эмульсии (для сильно загрязненных поверхностей). Некоторые
составы приведены в табл. 3.
1. Составы водных моющих и обезжиривающих растворов
для обработки чугуна и сталей
Компоненты Составы растворов, г/л
1 2 3 4 5 6 7 8
Т ри натри йфосфат Жидкое стекло Едкий натр . . . Контакт Петрова Сода кальциниро- ванная . Метаснликат на- трия , ОП-7 Деталин (трианол) Сульфоиол 100% -ный .... о См [ HI I 1 111 to о 30—40 80—100 40—50 5—10 100— 150 30—50 20—30 2—3 30—50 20—30 15 25 20 10 20 3—4 3 — 4 | III 1 1 l”2 1 20 10 4
Примечание. Составы 1, 2, 3, 4 — для обезжиривания; 5, 6 — для струйной мойки; 7, 8 — для мойки погружением с пере- мешиванием.
124
Химическая обработка
2. Составы водных моющих и обезжиривающих растворов
для обработки цветных металлов и сплавов
Компоненты Составы растворов (г/л) для обработки
медн и ее сплавов алюминия и его сплавов
1 2 3 4 | 5 6
Жидкое стекло .... Тринатрийфосфат . . . Едкий натр Сода кальцинированная Контакт Петрова ♦ , » ОП'7 или ОП-Ю .... 10—20 100 30—40 40—50 40—50 15-20 5—10 30-45 20—25 5—10 20-3Q 30—50 10—20 25 — 30 30-50 10—12 2—5 25 — 50 5—10 5—10 1 — 3
Травление (химическое) — удаление прочно сцепленных пленок
различного состава (окислов, ржавчины, окалины и т. п.) или неболь-
ших по глубине дефектных поверхностных слоев металла (отличных
по структуре или химическому составу от основного материала детали).
Травление осуществляется специальными растворами и пастами.
Составы водных растворов для травления сталей и чу-
гуна приведены в табл. 4. Для травления окалины на деталях из
высококремиистых сталей применяют состав, г/л: кремнефторид натрия
2—3; фторид натрия 35—40; соляная кислота (1,14) * 10—20; тем-
пература травления 70—90° С.
Травильные составы, содержащие фосфорную кислоту, образуют
иа обработанной поверхности тонкую защитную пленку, обеспечиваю-
щую временную защиту металлов от коррозии.
Для удаления ржавчины применяют фосфатную смывку, % ; фосфор-
ная кислота 32—35, бутиловый спирт 2. Поверхность после обработки
промывают водой, затем слабым раствором аммиака (25%-ного 1—2 мл
на 1 л воды). Легкие налеты ржавчины удаляют фосфатным составом,
части по массе: 85%-ная фосфорная кислота 10, бутиловый спирт 83,
вода 7.
Налеты ржавчины и остатки масла удаляют составом, % по массе:
100%-ная фосфорная кислота 30—35, этиловый спирт 20, бутиловый
спирт 5, гидрохинон 1, вода 39—44.
В случаях, когда травление в растворах невозможно, очистку и
травление выполняют пастами. Пасту наносят на обрабатываемую
поверхность, выдерживают на ней заданное время, а затем механически
удаляют или смывают водой. Для травления коррозионно-стойких и
жаростойких сталей применяют пасту следующего состава, % по массе:
алюминий (окись) 16—19, никель (окись) 1—1,8, стекло (порошок)
68—74, глина огнеупорная до 100%. Сварные швы деталей из тита-
новых сплавов очищают пастой, содержащей, % по массе: азотную
кислоту (1,4) 10, плавиковую кислоту (1,13) 25, соляную кислоту
(1,19) 10, двуокись титана 45, воду 10.
* Здесь и далее числа в скобках, стоящие после названия кислот, обозна»
чают плотность в г/см3.
Химическая обработка
125
•3. Некоторые составы д.ш очистки металлических деталей
Составы Содержание компонентов Примечание
Эмульсии для моющей очистки деталей, % по массе Универ- сальные растворы: части по массе мл Универсаль- ные составы для очистки протира- нием, части по массе Для очистки деталей из: стали меди, латуни, части по массе алюминия, части по массе 1 1. Аммиак 25% -ный 3,25, аси- дол 3,25, керосин 66,5, вода 27 2, Керосин 58—78, эмульгатор ОП-4 2, вода 20—40 3. Керосин 60—80, эмульгатор ОП-7 (или ОП-10) 2, вода 18 — 38 1. Керосин 80—89, кислота Олеиновая 7 — 7,2, трикрезол 1, триэтаноламин 3,8—4 2. Вода 40, жидкое стекло 2, масло карболовое 200, сульфо- нат 60, трикрезол 60, трихлор- этилен 500, жидкое мыло 180 3. Вода 85; жидкое стекло 5; масло карболовое 540; кислота олеиновая 6; сульфонат 60; эмульгатор 300 1. Декстрин 120, кальций угле- кислый 400, кремнезем аморф- ный 140, магний углекислый 60 2. Калий винр-окислый кислый 40, кальций углекислый 100, мыло 600, окись магния 60, во- да 100 3. Аммоний углекислый 20, крокус красный 80, мыло 850, вода 100 4 Кремнезем аморфный 380, олеии 500, стеарин 120 1. Скипидар 36 г, масло тал- ловое 36 г, аммиак 38 г, вода 360 мл 1, Гипс жженый 100, кремне- зем аморфный 400, сульфат на- трия 300, трепел 200 2. Калий винк-окнслый кислый 400, кремнезем аморфный 400, крокус красный'200 1, Винная кислота 60, кальций углекислый 60, кремнезем аморф- ный 60, мыло 500, окись магния 60, вода 100 2. Кальций углекислый 80, ли- монная кислота 80, окись магния 70, трепел 60 3. Кальций углекислый 600, окись магния 400 Перед употреблением разбавляют водой до рабочей концентрации Перемешивают с во- дой в отношении 1/10 т-1/50; при концентра- ции 1/10 время очистки 0,5—3 мин Загрязнения уда- ляются за 0,5—1 мин, толстые жировые плен- ки — за 10—20 мин Разбавляют водой в отношении 1/1 -г 1/2, рабочая температура 80—90° С Хорошо перемешан- ный состав растирают со смесью порошков, г; кальция углекислого 120, карбида кремния 200, тонкого стеклянно- го порошка 120, гра- фита 80
126
Химическая обработка
4. Растворы для травления чугуна и сталей
Обр аб атыв аемы й материал Содержание компонентов, г/л Температура раствора, °C Время травле- ния, мин
Кислота Прочие
соляная ' (1,19) * серная (1,84) азотная (1.4)
Чугун 150 — Фосфорная кислота (1,7) 100 50 —
Углеродистая сталь. Травление: толстой окалины окалины и ржав- чины без ухудшения чистоты снятие легкого налета ржав- чины от про- межуточного хранения 75— 100 150 200 180 1 DO- 125 150— 200 80— 100 150 91 Присадка КС 2 — 3 Присадка КС 1-2 Присадка МН 10 Дибензил- сульфоксид 75 Дибензил- сульфоксид 75 Присадка ПБ-5 15—20 Тринатрий- фосфат 50 30—40 25 — 60 25 — 60 80—90 30—35 50—60 30—60 30—60 20—30 15-25 30—40
Коррозионно-стой- кая сталь, тонкостен- ные не сильно окис- ленные детали ** 25—50 5—10 Ингибитор 0,5 10—20 60—70
Коррозионно-стой- кая хромоникелевая сталь: предварительное (черное) трав- ление финишное (свет- лое) травление 250- 300 500— 550 400— 420 70 — 80 Присадка КС 1,5—2,2 Присадка КС 1 — 1,5 40—60 50 60 3-5
Коррозионно-стой- кая хромистая сталь 130 40 90 — 85 —
Жаропрочные сплавы — — 200— 300 Натрий хлористый 20—30, натрий фтористый 20—30 60 30
* Числа, стоящие в скобках после названия кислот, означают их плотность в г/см8. * * Состав приведен в % об. Для повышения блеска детали после промывки декапировать в 30—35% -ной азотной кислоте.
Химическая обработка 127
Составы для травления м е д и приведены в табл. 5. Для травле-
ния магния используют состав; азотная кислота (1,4)25 мл/л,
плавиковая кислота 7,3 мл/л, хромовый ангидрид 280 г/л. Время обра-
ботки 0,5—2 мин при 21—32° С. Для травления магния перед нанесе-
нием гальванических покрытий применяют состав, объемные части:
ацетон 3—1, фосфорная кислота (1,6—1,7) 1—3. Время обработки от
10 с до 3 мин, температура в пределах 25 ± 10° С.
5. Составы для травления меди
Травление Содержание компонентов, г/л Режим обра- ботки
кислота Прочие Температу- 1 ра, °C | Время, мин
серная (1,84) азотная (1,4) соляная | (1,19) 1
Чистовое матовое 25 — 40 — — Хромовый анги- дрид 150—200 25 5—10
160 — — Калия бихромат 50 25 5—10
Предвари- тельное блестящее 48 9 0,5 Вода до 1000 — —
80 '— Натрия бихромат 60; вода до 1000 — —
Оконча- тельное блестящее 1000 мл 1000 мл — Натрин хлористый 10—20 г; сажа — 10—20 г — 3 — 5 с
9с
Для травления алюминия применяют следующие растворы:
1. Едкий натр 10—20% прн 50—80° С, после травления 1—2 мин
можно осветлять в 50%-ном растворе азотной кислоты (1,4) в воде.
2, Едкий натр 25—35 г/л, натрий углекислый 20—30 г/л, темпе-
ратура рабочего раствора 40—55° С, время обработки до 2 мин. Сереб-
ристое травление алюминия ведется в растворе, г/л; едкий натр 150,
натрий хлористый 30. Температура 60° С, время обработки 15—20 с.
Травление алюминия в кислотных растворах дает полублестящую
поверхность, съем меньше, чем в щелочных растворах. Перед травле-
нием необходимо обезжиривание поверхности. Травление ведется прн
65—75° С в растворе: серной кислоты (1,84) 350 г/л и хромового ангид-
рида 65 г/л. Время обработки 0,5—2,0 мин.
Очистка и обезжиривание деталей из пластмасс выполняется орга-
ническими растворителями (табл. 6) или щелочными растворами
(табл. 7). Для обезжиривания щелочноустойчивых пластмасс приме-
гл
Химическая обработка
6. Органические растворители для обезжиривания пластмасс
Пластм асса Рекомен- дуемый растворитель Примечание
Аминопласты ..... Полиакрилаты ..... Полиамиды ....... Поливинилхлорид . , . Поликарбонат ..... Полиметилметакрилат . . Полиолефины ..... Полистирол ...... Полиформальдегид . . . Полиэфиры Сополимеры стирола Фенопласты ...... Фторопласты Эпоксидные смолы . . . з 3 2, 6 1, 3, 6, 10 3, 6 3, 8, 9 1. 4 3, 6, 10 1 1 5, 6, 10 1. 3. 6, 7 1 1. з Органические растворите- ли легко воспламеняются, ядовиты, поэтому при их ис- пользовании необходимо со- блюдать меры предосторожно- сти (специальные закрытые ванны, вытяжные устройства и т. д.)
Обозначения растворителей: 1 — ацетон; 2 — бензин; 3 — метиловый спирт; 4 — ксилол; 5 — петроленный эфир; 6 — трихлорэтилен; 7 — уайт-спирит; 8 — фреоны; 9 — четыреххло- ристый углерод; 10 — этиловый спирт.
7. Щелочные растворы для обезжиривания пластмасс
Растворы Содержание компонентов, г/л Рабочая темпер атура, СС Время обработки, мин
Три- натрий- фосфат Угле- кислый натрий ПАВ
1 20 20 30—40 15
2 . 10 3 G0— 70 10
3 20 20 3 60 15
4 ... — 10 18 — 22 1—10
5 19 2 18—22 2-3
б - —- 2 2 80—90 20—30
7 — 2 2 70 — 80 30—60
При м е ч а н и я: 1. ПАЕ в растворе: 1 некаль; 2 3, 4 и 7 —
ОП-7; 6 — ОП-Ю или аиионоактивное ПАВ
2. Назначение растворов: 5 — для ПХВ; 6 — для полиамидов;
7 — для полиолефинов.
няют состав из 80 г/л едкого натра и 40 г/л контакта Петрова. Время
обработки 2—3 мин при 70—80° С.
Для удаления разделительных смазок (касторового масла, стеарата
цинка) с поверхностей деталей из полистирола используется состав, %
об.: этиловый спирт 50, этилацетат 25, бутиловый спирт 15, целло-
зольв 10. Силиконовые разделительные смазки удаляют в 2%-ном
растворе углекислого натрия в метиловом спирте с небольшой добав-
кой смачивателя.
Химическая обработка
129
Для травления полиэтилена используют состав, % по массе: вода 8,
калия перманганат 0,1, серная кислота 89,8, хромовый ангидрид 2,
ПАВ 0,95. Травление полипропилена перед металлизацией осуще-
ствляют в растворе (части по ма'ссе) 6,5 бихро'мата натрия и 93,5 сер-
ной кислоты (1,84). Время обработки при 20° С 5 мин. Полистирол
травят в составе, содержащем 950 мл серной кислоты, 3 г персульфата
калия, 3 г серебра азотнокислого. Время обработки 0,2—0,5 мин.
Составы для травления полиолефинов приведены в табл. 8, стекло-
пластиков — в табл. 9. Фенопласты травят в составе, содержащем
10 г/л хромового ангидрида и 32 г/л серпой' кислоты, или в водном
растворе 1000 мл серной кислоты, 500 мл азотной кислоты, 3 мл соля-
ной кислоты, 120 мл воды.
8. Составы для травления полиолефинов
Составы Компоненты, г/л Рабочая температура, °C Время обработки, мин
Бихро- мат калия Сериая кислота (1-84) Вода
1 85 915 50 3
2 20 930 50 75 5—15
3. 40 890 70 70 1 — 5
4 75 880 45 50—70 1-5
5 80 800 120 30—70 0,1 — 10
6 20 770 210
7 40 740 250 70—75 До 2
9. Составы для травления эпоксидных стеклопластиков
Составы Компоненты, г/л Рабочая темпе- ратура, °C Время . обра- ботки, с
Вода Плави- ковая кислота (70%-иая) Серная кислота (1,84) Фтор- сул'ьфо- новая кислота
1 16 — 40 8—18 55—75 50—70
2 . 1 2 .—. 57 — 61 15 — 90
3 — 25—31 30—45 14 — 24 40—64 15 — 90
Размерная химическая обработка. Различает три вида размерной
химической, обработки: общее травление, местное травление и сквоз-
ное травление.
При общем травлении металл удаляется равномерно со всей поверх-
ности заготовки. Такую, обработку применяют для уменьшения тол-
щины и массы заготовок. Общим травлением можно получать детали
клиновидной илн ступенчатой формы путем постепенного погружения
или извлечения заготовки из ванны.
При местном травлении части детали, не подлежащие травлению,
изолируют от воздействия травильного раствора. Эту обработку исполь-
5 Под ред. Малова
130
Химическая обработка
зуют в тех случаях, когда требуется удалить равномерный слой ме-
талла с отдельных участков поверхности заготовки.
Сквозное травление применяют для изготовления деталей из тон-
ких листов, полос, фольги и т. п. На заготовку наносят защитное покры-
тие. Контуры будущих деталей тем или Иным способом освобождают
от защитного покрытия. Травление происходит только по незащищен-
ным местам и после сквозного протравливания получают готовые
детали.
При местном и сквозном травлении происходит подтравливание
металла под краем защитного покрытия. Величина подтравливания
зависит от механических и химических свойств защитного покрытия,
его адгезии к металлу и глубины травления.
Основные операции размерной химической обработки деталей:
1 — предварительная обработка заготовки (очистка поверхности от
окислов, загрязнений, обезжиривание);2 — нанесение защитных покры-
тий; 3 — нанесение состава; 4 — травление; 5 — очистка детали после
травления (промывка, удаление защитного покрытия и т. п.); 6 — кон-
троль. При общем травлении операции 2 и 3 отсутствуют.
Составы для очистки и обезжиривания поверхностей заготовок
приведены выше. Для непосредственной обработки (травления) приме-
няют следующие составы (компоненты во'всех составах даны в % по
массе; вода до 100%):
для углеродистых сталей: 1) CuSO4 — 1,7, KJ — 1,8; 2) CuSOt — 8,0,-
NaCl — 16,0, СгН4Ог — 3,0; 3) CuSO4 — 25, K2Cr2Oj — 5, HNO3 — 30;
для легированных сталей: HNO, (1.41)—60, HC1 (1,411 — 40; съем
~12 мкм/мив;
для меди и латуни: КС1ОЭ —5, HCI —2;
для алюминиевых сплавов: 1) NaOH — 45—60; рабочая температура 70—
80° С; съем для сплава Д1 — 4 мм/ч, для силумина 0,8 мм/ч; 2) NaOH — 30;
съем для алюминия 0,8 Мм/ч; 3) НС1 — 30; рабочая температура 40° С, съем
для алюминия 1,2 мм/ч, для дюралюминия 1,8 мм/ч, для силумина 1,4 мм/ч.
При местном и сквозном травлении применяют различные защит-
ные покрытия, составы некоторых из них приведены ниже, % по массе!
Резиновый клей 88 .
50
57
50
50-57
Прочие компоненты
Пылевйдпый кварц 50
Каолии (сито № 200) 43
Фарфор молотый 50
Тальк 43 — 50
Составы применяют для местной защиты деталей из алюминиевых спла-
вов при их химической обработке в сильных- щелочных растворах.
Необходимая вязкость составов достигается добавлением разбавителя—
бутилацетата или смеси этилацетата с бензином (2 : 1). Нанесенное
покрытие высыхает на воздухе за 8—10 ч, при 40° С — за 3—4 ч. По-
крытие наносят окунанием, после высыхания пленка с поверхностей
детали, подлежащих обработке, удаляется - механическим способом.
При изготовлении деталей сквозным травлением из фольги, после
очистки поверхности от окислов, жировых и масляных планок, грязи
и т. п. на нее наносят защитную пленку, контур которой соответствует
контуру обрабатываемой детали. В качестве защитных покрытий
используют лакокрасочные покрытия и пленки на. основе полиамидных
Химическая обработка
131
смол. Защитные покрытия можно наносить на поверхность фольги
через трафарет, печатать на офсетном станке или другими способами.
Хорошие результаты (высокие точность и воспроизводимость рисунка,
производительность) достигаются при нанесении защитных покрытий
фотоспособом: на подготовленную поверхность фольги наносят свето-
чувствительный слой, например, следующего состава: желатин 150 г;
двухромовокислый аммоний 2Q г; аммиак 25%-ный 5—10 мл; вода
дистиллированная 1 л.
Раствор равномерным слоем распределяют по поверхности заго-
товки (например, центрифугированием) и высушивают. После контакт-
ного печатания и проявления в теплой воде эмульсионный слой под-
вергают химическому дублению, сушке и термообработке для придания
ему химической стойкости. Травление осуществляют в растворе хлор-
ного железа плотностью 1,38—1,40 г/см3 для меди и 1,30—1,32 г/см3
для латуни.
При химической обработке деталей из сталей для защиты мест, не
подлежащих травлению, применяют кислотоупорные лаки.
Химическое полирование металлов и сплавов. Химическое полиро-
вание металлов и сплавов представляет собой процесс получения поверх-
ностей высокого качества путем растворения микронеровностей в рас-
творах, подобранных в соответствии с материалом обрабатываемой
детали. Составы для полирования различных материалов приведены
в табл. 10—13.
10. Составы для полирования стали
Компоненты Содержание
% Об. г/л мл об. ч мл/л % ПО массе об. ч
Кислота:
азотная (1,4) 2 — 4 — 500 100— 200 28 — 90 4—5 1
соляная (1,19) 2-5 — 25 45—100 3—4 4
серная (1,84) — 0,1 — 200 — 600 —• — 0,5
фосфорная 15-25 400 45 — 280 20—30
(1,7)
уксусная (1,06) — 25 750 — — 5 г/л
30% -пая пере- кись водорода — 13 — — — —’ —
Калнй желези- стосинеродистый — — — — 2— 15 г/л —
ОП-7 — ——— 3—25
Метилоранж — — — — 1-1,5
Вода — — — — До 1000 —
Рабочая темпе- ратура, °C Время обработ- ки, мин 70-80 — 125 80— 120 — — —
1-10 30—60 0,15 1 — 0,15 — — —
Обрабатываемый материал Углеродистая сталь Коррозноино- стойкая сталь Аусте- нитная сталь
132
Химическая обработка
11. Составы для полирования алюминия
Компоненты Содержание
мл % ПО массе % об. мл % об. % ПО массе
Кислота: азотная (1,4) серная (1,84) фосфорная- (1,7) уксусная (ледя- ная) Медь азотнокис- лая (ЗН2О) Свинец азотнокис- лый Бифторнд аммо- ния Железо сернокис- лое Фторид аммония Хромовый анги- дрид Гуммнрабии 65 870 65 , 1 г/л 13—14 0,02 16 . 10 40 50 100 200 700 1 г 11 11 78 0,8 г/л 10—20 0,03 — 0,8 10—20 0,3 — 0,5 2,9 — 5,8 0,02— 0,2 4,4 — 8,8 0,4—2
Рабочая темпера- тура, °C Время обработки» МИИ — 55—75 0,2 — 0.4 100 0,5—5 100— по 0,5-4 95— 100 0,2—1 55 — 65 0,1 — 0,5 55 — 65 0,1 — 0.5
Алюминий Очень чистый (99,9% ) ЧистыП Технический
12. Составы для полирования алюминиевых сплавов
Компоненты Содержание
мл % Об. % ПО массе мл % по массе г/л мл
Кислота: азотиая (1,4) 65 2—5 11 * 30 500 100
серная <1,84) фосфор иаи (1.7) 870 73—83 90 1000 25 41 100 200 700
плавиковая —— —— ~~
борная •— 4 — **
Медь азотнокис- лая (ЗН2О) 1 г/л F—— 0,9 9»1 — 1 г
Натрий азотно- >— в-- •— —
КИСЛЫЙ 30% -ная пере- кись водорода — 14i—29 — . 50 — — —
Вода
Химическая обработка
133
Продолжение табл. 12
Компоненты Содержание
мл % сб. % по массе мл % по массе г/л мл
Рабочая темпера- тура, °C — 90 90 — 100 18 — 25 90-/-95 20 100— ПО
Время обработки, МИИ — 0,2—15 0,6—1 0,25 2 — 5 — ' 0,5—4
Сплавы алюми- ния: % типа АМг типа АМц, Д1> Д16 силумины + 1 1 1 1 + ++ 1 1+ 1 + 1 + Т 1 + 1 ++
Примечание. Знаком 4- для полирования данного сплава. обозначены составы, применяемые
13. Составы для полирования меди и ее сплавов
Компоненты Содержание
% по массе % об. г/л МЛ
Кислота: азотная. (1,4) сериая (1,84) соляная (1,19) фосфорная (1,7) уксусная (1,06) Калий азотнокислый Натрий хлористый Спирт этиловый Вода 77—79 23-21 20 40 40 15 65 20 (ледяная) 500 250 10 250 150 100 500 65 30 5 1 г 5 20 0,01 40 40
. Рабочая температу- ра, °C Время обработки, мни 13—18 0,5—3 20 2 60—70 1 1 Т 1 18—25 0,1 25—30 0,2—1
Обрабатываемый ма- териал: бронза латунь медь мельхиор, нейзиль- бер 1 1 + 1 .++11 1++I +++ 1, I++I + 1 1 I 1 + 1 1
134
Химическая обработка
Химическое нанесение металлических покрытий. Нанесение метал-
лических покрытий осуществляется в результате химического взаимо-
действия веществ и не требует пропускания электрического тока через
ваниу. Поэтому таким способом можно наносить покрытия на токо-
проводящие и на изоляционные материалы (пластмассы, стекло, кера-
мику и др.). Сведения по нанесению покрытий металлами, в том числе
и драгоценными, и нанесению покрытий на неметаллические материалы
подробно изложены в работе Л. Я. Попнлова «Советы заводскому тех-
нологу» (Справочное пособие. Лениздат, 1975).
Меднение., Поверхность, подлежащая нанесению медного покрытия,
должна быть тщательно очищена от грязи, окислов и обезжирена.
После нанесения покрытие интенсивно промывают и сушат. Составы
для нанесения медных покрытий на металлы приведены в табл. 14.
14. Составы для меднения металлических поверхностей, г/л
Компоненты Составы
• 1 2 3 4
Медь серПокислая 80—100 6—10 14—12 25—35
Едкий натр • . . . 80—100 8—10 9—7 40—50
Натрий углекислый До 30 2 — 4 3-4 25-30
Никель хлористый 2—3 2-4 4 — 3
Сегнетовая соль 150—180 40—50 45—40 150—170
Формалин 40% -пый 30—35 мл/л 8—10 мл/л 40—52 мл/л 20—25 мл/л
Селе и 0,8—1 мг/л
Тиосульфат иатрня —- 1 — 2 мг/л 2 — 3 мг/л
Спирт этиловый — — — 5— 10 мл/л
Показатель pH • . . — 12,2—12,5 — 11,5—12
Никелирование. Для никелирования алюминия и его сплавов при-
меняют следующий состав, г/л: уксуснокислый никель 20—25, гипо-
сульфит натрия 25—30, глицин 15—20 или лейцин 8. На 1 дм2 поверх-
ности расходуется 1 л раствора. При 95—98° С скорость осаждения
18—24 мкм/ч. Раствор корректировать через 4 ч. Для покрытия никелем
деталей из магниевых сплавов используют .следующий состав, г/л:
сернокислый никель 10, пирофосфат натрия 30, гипофосфат натрия 30,
бифторид аммония 20—30. Скорость осаждения при 70—75° С 11—
12 мкм/ч. Ежечасно раствор фильтруют и добавляют 2,5 г/л сернокис-
лого никеля, 8 г/л гипофосфата натрия, 20%-ный раствор едкого на-
тра до pH = 9-1-9,5.
Предварительное обезжиривание поверхности производят составом,
г/л: едкий натр 10, тринатрийфосфат-50—60, жидкое стекло 30, в тече-
ние 3—5 мин при 60—70° С. Затем травят в растворе 200 г/л уксусной
кислоты (ледяной) и 50 г/л азотнокислого натрия.
Лужение. Лужение цинка осуществляют поливом или погружением
в раствор следующего состава, г: олово хлористое 10, кислый винно-
кислый калий 20, вода 100. Детали из алюминия обезжиривают в орга-
ническом растворителе, затем обрабатывают в течение 5 мин при 70° G
в растворе, содержащем по 56 г/л углекислого и фосфорнокислого на-
трия. Далее в течение 30 с обрабатывают в разбавленной (1 : 1) азот-
Химическая обработка
135
15. Составы для химического клеймения изделий
Компоненты Изделия из
латуни и сплавов меди сплавов алюминия
Медь сернокислая 90—100 г 250 г
Серебро азотнокислое .... 8—10- г —
Серная кислота (1,84) » . 6—8 мл 10 мл
Соляная кислота (1,19) . . 50 мл
Ацетон ................ 40—50 мл —
Барий сернокислый .......... — 200 г
Вода —* 1000 мл
ной кислоте и после промывки в течение 20—60 с в растворе следующего
состава, г/л: станат натрия 20—80, пирофосфат калия 30—120, щаве-
левый аммоний 10—20, едкий натр 1,5—7. Кислотность раствора добав-
лением натриевой щелочи доводят до pH = 12,8. Температура рабо-
чего раствора 20—40° С.
Для лужения деталей из различных металлов используют рас-
творы, г; 1) олово хлористое 20, натрий молочнокислый 200, вода
1000; 2) олово хлористое 10, сернокислый алюминий—аммоний (квацы)
300, вода 1000.
Составы для химического клеймения изделий из латуни и алюми-
ниевых сплавов приведены в табл. 1S.
Глава 5
ЭЛ ЕКТРОФИЗИЧ ЕСКИЕ
И ЭЛЕКТРОХИМИЧЕСКИЕ
МЕТОДЫ ОБРАБОТКИ
Характеристика основных электрофизических и электрохимических
(ЭФЭХ) методов приведена в табл. 1.
ЭЛЕКТРОЭРОЗИОННАЯ ОБРАБОТКА
К методам электроэрозионной обработки относится обработка:
электроимпульсная, электроискровая, электроконтактная и анодно-
механическая. Технологические возможности этих методов характе-
ризуются специфическими операциями обработки (табл. 2—20). Целе-
сообразность применения методов во многом определяется себестои-
мостью электрода-инструмента. Материал и профиль рабочей части ин-
струмента можно выбирать по некоторым параметрам, приведенным
в табл. 4—6, 8—10, 14—17, 19, 21.
Электроимпульсная обработка. Некоторые виды работ, выполняе-
мых электроимпульсной обработкой, приведены в табл. 2. Основные
факторы которые необходимо учитывать при выборе электрода-инстру-
мента, даны в табл. 2—9.
Точность при ЭИМ обработке в основном определяется суммарной
погрешностью горизонтальных размеров:
Д — Д -|- Д А 4“ Д * (1)
2 ст 1 т 1 наст пр '
Факторы, влияющие на суммарную погрешность, приведены
в табл. 7.
Величина Д2 зависит также' от материала инструмента, размеров
и материала обрабатываемой детали (табл. 8).
Выбор числа проходов при обработке зависит от ее особенностей.
С целью уменьшения влияния износа инструмента на точность формо-
образования используют различные способы компенсации (табл. 9).
Число обрабатываемых деталей одним инструментом без его восста-
новления (правки)
где 6 — допуск на искажение профиля обработки из-за износа инстру-
мента (обычно 6 0,5 послеоперационного допуска); у — относитель-
ный износ инструмента на наиболее изнашиваемом его участке; Н —
Электроэрозионная обработка
1. Характеристика электрофизических и электрохимических
методов обработки
. Обработка Производи- тельность мм?/мин Класс Глубина дефект- ного слоя, мкм Удельный расход электро- энергии, кВт- ч/см3
шеро- хова- тости точ- ности
Электрокон- тактная (ЭК): обдирка разрезание точение прошивание (0,5-3)- 10“ (1-8)- 10s 1- 103—1- 104 (0,5—1,5)- 10s 1 — 2 1 — 3 5 — 8 2—3 to ЬО 4^. Ill I СО4ь-СЛ 2000 — 5000 200—500 10-50 200—500 0,01 — 0,016 0,008—0,03 0,03—0,04 0,016—0,03
Аиодно-механи- ческая (AM): черновая чистовая отделочная (2-16)- 103 25—150 1 — 20 2—4 4—7 • 8—12 3 — 4 1 — 2 1 — 2 200—500 20—50 0-10 0,024 — 0,04 0,04—0,08 0,08 — 0.16
Электроимпул ьс- ная (ЭИМ): черновая чистовая (2-15)- 10s До 220 (т. с) 50—500 1 — 3 4 — 6 4 — 6 2—4 800—1500 100—200 0,05—0,1 0,07—0,16
Электроискро- вая (ЭИС); черновая чистовая прецизионная 500—600 До 100 (т. с) 50—100 0,1 — 10 2—3 6 — 7 8—Ю 3—4 2—3 1 — 2 200 — 300 20-50 10—20 0,12—0,2 0,4—0,55 0,55—1,0
Ультразвуко- вая (УЗ): прошивание шлифование (1,2—1,8)- 10s (с. т) 6 — 8 8—12 2—4 2—4 Отсут- ствует 0,6 —0,8
Электрохимиче- ская (ЭХ): размерная в проточном электролите 2- 103—5- 10* 5—8 0,02— 0,3 мм — 0,065—0,12
Электрохимиче- ское полирова- ние Электрохимиче- ское анодное травление 0,1-1,0 50—500 8—13 3—7 2—4 0,04 — 0,16 0,08 — 0,25
Примечание. Данные таблицы — для обработки стали; ин- декс т. с — для твердых, сплавов; с. т — для стекла. В этой и во всех последующих таблицах шероховатость поверхности jio ГОСТ 2789—73.
138 Электрофизические и электрохимические методы обработки
2. Некоторые виды работ, выполняемых электроимпульсной обработкой
Виды работ (оборудование) Класс
точности шерохо- ватости
Прошивание полостей и отверстий в деталях штам-
пов, пресс-форм, кокилей (4726, 4Д723) Обработка крепежных отверстий и пазов в твердо* сплавных деталях (4723, 4Б7£2) « . . 2—5 4—6
2—3 5—6
Прорезание каналов сложной формы в рабочих колесах турбин и компрессоров (4А724) 2—4 5
Изготовление сит, решеток, щелей в деталях цен- трифуг и т. п, (МЭ-9, МЭ-27) 2—4 4—6
Прошивание профильных отверстий в деталях га- зовых турбни (МЭ-30) ........ 3—4 2—3
Извлечение сломанного инструмента (4611) . , . — 1 — 2
Примечание, Эффективно обрабатываются металлы, их
сплавы и твердые металлокерамические сплавы.
3, Влияние режима электроимпульсной обработки
на производительность процесса М и шероховатость поверхности
Ча- стота, Гц ^ср> А м, ММ8/МИН Средняя высота микро* неров- ностей, мкм Ча- стота, Гц ZCP’ А м, мм3/ми и Средняя высота микрсг- исров-’е ностей, мкм
50 50 300 1000 790 5 000 15 000 590 1250 1830 7 000 2 10 30 7—8 80 240 (50) 21 25 65 (20)
400 10 50 300 ПО (10) 700 (190) 4 900 150 (35) 280 (110) 530 25 000 2 10 20 2—3 10 50 (20) 15 16 21 (14)
Примечание. Обрабатываемый материал — сталь, в скоб- ках приведены значения для твердого сплава ВК20.
4. Влияние полярности включения и материала инструмента
на производительность обработки шероховатость поверхности
и относительный износ инструмента у
Материал инструмента М, ММ3/МИН Высота микронеровно- стей, МКМ V, %
Медь .......... Латунь ЛС59-1 ...... ЭЭГ Чугун СЧ 15-32 340/153 427/493 168/332 153/33 136/140 139/180 134/232 -/95 0,8/6,85 10,4/11,0 2,15/0,15 5,8/120
Примечания: 1. Генератор МГИ-2М, Режим обработки: /ср ® 30 А, (/ср = 14 В. Материал детали -- алюминиевый сплав. Прошивание отверстия диаметром 10 мм. 2. В числителе приведены данные, полученные при прямой по- лярности инструмента; в знаменателе — прн обратной полярности.
Электроэрозионная обработка
139
5. Зависимость относительного износа у инструмента,
производительности М и шероховатости обработанной поверхности
от материала инструмента
Материал V, % М, мм*/мин Н, мкм
Медь i . ээг '. СЧ 15-32 Латунь ЛС 59-1 6,8/0,85 0,2/2,2 15/5,8 11/10,45 155/345 335/17.0 40/150 490/430 125/120 235/115 95/. 180/125
Примечания: 1. В числителе приведены значения пара- метров для включения инструмента при прямой полярности; в знамена- теле — при обратной полярности. 2. Инструмент сплошной диаметром 10 мм; прошивка сплава Д1 толщиной 10 мм; генератор МГИ-2М; = 30 А, /кз = 60 А, 1/ср — 14 В. 3. Специальная форма рабочих импульсов (широкодиапазониые генераторы) резко снижает величину ? для металлических инструмен- тов (алюминий, медь).
глубина профиля обработки на участке максимального абсолютного
износа инструмента (или максимальная глубина профиля при одина-
ковых величинах износа на всех участках инструмента).
Целесообразна правка инструмента простой формы (периодическая
заточка его рабочей части). Число правок
*-_____Нщ?
~~ утН + 0,3 ’
О)
Ялр — припуск по длине инструмента для его правки, мм.
Электроискровая обработка. Назначение операций электроискро-
вой обработки (ЭИС), зависимость технологических характеристик
от режима обработки, материала инструмента, детали и других пара-
метров приведены в табл. 10—15.
Электроискровой метод наиболее эффективен при обработке поверх-
ностей до 500 мм2.
При изготовлении инструмента необходим припуск на предвари-
тельные расчетные размеры для экспериментальной корректировки
действительных размеров (табличные значения у — средние для ин-
струмента упрощенной геометрической формы). Допуск на размеры
чернового инструмента должен составлять величину 2s (при чистовом
режиме) со знаком «минус», а чистового — должен быть равен допуску
ня заданный размер.
Способ изготовления инструмента зависит от его материала, слож-
ности заданного профиля и серийности обработки (возможно приме-
нение сортового проката). Прогрессивные методы изготовления ин-
струмента приведены в работе [3], а особенности конструирования —
в работе [11].
ЭИС обработка ^профилированным прово-
лочным инструментом (табл. 16). Минимальная шерохо-
ватость поверхности, обработанной непрофилированным проволочным
140 Электрофизические а электрохимические методы обработки
6; Зависимость относительного износа у инструмента
от режима обработки
Материал Величина у, %, при 7ср, А
1-0 20 40 60 80 100
АЛ5 . СЧ 15-32 Медь .......... ээг 39 10 8 0.2 27,3 12 10 0,45 20,5 14,4 13 1,0 19,1 15,3 13,5 1,2 17,7 16,4 14 0,9 16,4 17,3 14,5 0,6
Примечание. Обрабатываемый материал сталь 45; рабочая жидкость масло индустриальное 12; площадь обработки ' 6000 мм2; частота 400 Гц.
7, Зависимость погрешности обработки от инструмента
Составляющие суммарной погрешности Aj Факторы, влияющие на погрешность
Днаст *- погрешность настрой- ки; ДНаст «=» 0,01 4-0,02 мм. Мень- шая величина для оптических от- счетных установочных устройств Установка инструмента относи- тельно детали по специальным бази- рующим элементам. Применение уста- новочной оснастки (шаблонов, пли- ток и т, п.) снижает Диаст
Дст — погрешность из-за попе- речных вибраций инструмента; Дст = 0,01 4-0,05 мм. Меньшая величина для инструмента массой 8—10 кг, большая — 1,2—1,5 кг Амплитуда продольных колебаний, масса, форма и вылет инструмента. Применение кондукторных втулок и ^жесткого направления шпинделя станка снижает Дст
ДПр — погрешность в резуль- тате износа инструмента и обра- зования зазора между ним н де- талью; Дпр «=> 0,25 4-0,48 мм (по- перечные размеры); Дпр == 0,15 4- -т-0,41 мм (продольные размеры). Меньшая величина для инстру- мента из ЭЭГ; большая — из меди Материал обрабатываемой детали и инструмента. Режимы обработки. Износ инструмента. Приведенные ве- личины — обработка стали и твер- дых сплавов; 7ср °® 10 4-80 А (попе- речные размеры), /ср = 25 -5-200 А (продольные). Возрастание ДПр при больших /ср
Дт — погрешность вследствие нагрева инструмента и детали в процессе обработки Материал инструмента и детали, размер детали. Принудительное охла- ждение инструмента и чистовая об- работка снижают величину Л1 до 3 раз
Электроэрозионная обработка
141
8. Зависимость средней величины Д^ от материала инструмента,
размеров и материала обрабатываемой детали
Материал Д^, мм, при размерах детали, мм
детали инструмента 26—100 200 400 800
Сталь Алюминий 0,04 — 0,06 0,11 0,2 0,4
Жаропрочные сплавы Медь 0,04 — 0,045 0,06 0,1 0,16
ээг 0,04 — 0,045 0,1 0,16 0,32
Твердые сплавы ' Медь —
ээг 0,04 — 0,045 0,06
9. Способы компенсации влияния износа инструмента
на точность формообразования
Число проходов Прошивка отверстий Способы компенсации
Одни Много Сквозных простой формы с вертикаль- ными образующими Любых глухих, а' также сквозных сложнофасонных Рабочую часть инструмента удлиняют, например у инструмента из меди на 1,5 — 2 толщины прошиваемой детали. Минимальный износ инструмента дости- гается при обработке последовательно - несколькими инструментами Обработка несколькими инструмента- ми (черновым, получистовым, чистовым). Размеры последовательно сменяемых ин- струментов выбирают без учета износа в процессе обработки
10. Назначение операций ЭИС обработки
Назначение операции Точность обработки, мм i Класс шерохова- тости по- верхности Оборудование
Изготовление пуансонов и матриц штампов Шлифование конических и цилиндрических отверстий Прошивание отверстий диа- метром 0,15—0,35 мм в кон- дукторных плитах, распыли- телях Изготовление тонкостенных деталей, сеток, сит Вырезание спрофилиро- ванной проволокой пуансо- нов и матриц штампов, копи- ров, шаблонов 0,01 Радиальное биение 2—3 мкм 0,01 До 0,002 До 0,005 До 9 До 9 7 6 9 4В721, 4720 МЭ-18 4В721, 4720, 34М2, 159, 162, МЭ-16, МЭ-19 4720, 4В721, 183, 157, МЭ-16, МЭ-17, А207-12 4531, 4531П, 4532, А207-23, СН-144
142 Электрофизические и электрохимические методы обработки
11. Зависимость технологических характеристик от режима обработки,
материала инструмента и детали
Технологическая характеристика С, мкФ Примечания
12 90 210
/ , А КЗ’
5 12 18
Производительность, мм3/мии, прн обработке деталей: из стали У8 из вольфрама из сплава ВК15 8,8 15 2 2,3 5,6 7 х 40 56 9 18 22 31 75 87 18 34 34 51 L /?С-генератор им- пульсов мод. Л КЗ-18, (7ХХ = 220 В 2. В числителе при- ведены значения для инструмента, выпол- ненного из медн, в зна- менателе — из латуни ЛС59
Относительный износ инструмента, % , при об- работке деталей: из стали У8 нз вольфрама из сплава ВК15 35 30 100 244 93 164 45 81 220 285 141 215 52 97 '275 310 195 238
12. Особенности прошивания отверстий малого диаметра
при использовании ЯС-гснераторов импульсов
Отверстие Диаметр инстру- мента, мкм Режим обработки Продолжи- тельность прошивания, с Точность обработ- ки, мкм Материал инстру- мента
Диаметр, мкм Глубина, мм Ч а м С, мкФ стали бронзы
20 30 50 100 0,2 0,3 0,3 1,0 15 25 40 80 0,01 0,01 0,1 0,2Б 0,001 0,001 0,01 0,05 90 120 180 75 15 20 45 2 3 5 10 Вольфрам
200 300 1.0 2,0 170 260 0,3 0,35 0,25 0,25 35 150 — 10 20 Латунь Л62
Примечание. Вибрация инструмента (детали) с амплитудой
до 0,2 мм повышает стабильность процесса обработки. Для микроот-
верстий амплитуда вибраций 5—-7 мкм. Инструмент проволочный.
Обрабатывают детали топливной аппаратуры, прецизионные кондук-
торы н т. л.
Электроэрозианная обработка
143
13. Зависимость производительности обработки, шероховатости
обработанной поверхности и относительного износа инструмента
(широкодиапазонный генератор ШГИ-125-1 00)
от режима и площади обработки
Площадь обра- ботки, мм2 Частота импуль- сов, кГц Рабочий ток, А Напря- жение холосто- го хода, ° Произво- дитель- ность, мм8/мин Класс шерохо- ватости поверх- ности Относи- тельный изиос, %
3000 0.4 120 90 55 85 1000 620 420 1 . 8—20
3000 3000 1000 1 110—115 90 — 95 90 — 95 105 1000 800 400 1 1 2 12 — 30
3000 1000 1000 8 90—95 55 20 135 750 430 120 2 2 3 — 4 25 — 50
1500 10D0 500 22 50 12—13 2 — 3 195 195 200 350 55 6 4 4 5 40 — 60
1000 10DO 5D0 66 20 6 — 7 2-3 250 90 22 4 4 5 5 Л
500 100 12 2-3 1 — 2 260 56 8,0 2,0 5 5-6 6 60 — 80
Примечание. Инструмент — из меди, деталь — из стали. Режим с прямоугольными импульсами. Рабочая жидкость —- смесь 50% масла индустриального 12 с 50% керосина (кроме 0,4 кГц). С уве- личением частоты необходим рост скважности: 0,4 кГц — 1,2; 100 кГц — 3,0.
14. Зависимость относительного износа инструмента
и производительности обработки от материала инструмента
и обрабатываемой детали (стаиок Л КЗ-18; f — 1200 Гц;
тн = 7 мкс; = 1 Дж; Уср = 150 В)
Материал детали Материал инструмента (прямая полярность)
Латунь Медь Чугун
Л1, мм*/мин V. % Л4, мма/мин V. % м, мм3/мин V. %
Твердый сплав ВК8 Углеродистая сталь Медь ..... Латунь .... Алюминий . * . Вольфрам . . . 75 90 210 230 200 40 295 25 46,5 78 9 195 48 80 120 136 220 31 34 0 ПО 60 149 480 300 22,5 7,5 48 1,8 60 7,8 980 1600 220 60 28 2750
144 Электрофизические и электрохимические методы обработки
15. Зависимость межэлектродного зазора s от режима обработки
Режим обработки S, мм (на сторону) Примечания
С, мкФ ^КЗ1
O.OD5 0,3 0,026—0,032 1. При черновых режимах s до 0,45 мм.
0,013 0,5 0,034—0,038 2. Хромирование боковой поверхно-
0,065 0,7 0,05—0,06 сти инструмента (толщина покрытия
0,065 2,5 0,06—0,07 около 0,02 мм) уменьшает з до 2 раз
16. Режим обработки в зависимости от материала и диаметра
проволочного инструмента
Материал инструмента Диаметр* мм Сила тока, А Ч астота импульсов* кГц МинималЬ’ ное натяже- ние инстру- мента, Гс
Медь 0,05 1,23 11—12 15
0,1 0,15 0,2 4,2 8,6 12 6,0 85 125 200
Вольфрам 0,04 1.1 11-12 75
Примечания: 1. Начальное натяжение проволочного ин- струмента (диаметром до 0,3 мм) составляет около 0,25 от разрываю- щего усилия и около 0,5 (диаметром 0,3—0,6 мм). Для латунной про- волоки эта величина приблизительно в 1,5 раза больше, чем для меди, 2. Обработка н керосине.
17г Режимы обработки и технологические характеристики
некоторых операций черновой AM обработки
Операция cd = J .. Я 8g О S хо о; £ ЙЙ Плотность тока, А/см2 : Давление : инструмента, кгс/см2 Производи- тельность, мм3/мин Класс шеро- ховатости
Разрезание стали вра- щающимся диском тол- щиной 0,1 —0,2 мм • ♦ . 20—28 70—500 0,5—2,0 2000—6000 2—4
То же, лентой • • . Разрезание твердых 20—23 50—300 0,5-1,5 3000 — 7000 3 — 5
сплавов вращающимся диском 12—18 40—150 0,5— 1,0 1000 — 2000 3—5
Черновое шлифование Обдирочное затачи- 16 — 20 8—15 0,5—1,5 10—30 6 — 7
вание инструмента . < . 18—22 15 — 25 0,2— 1,5 120—200 4
Электроэрозионная обработка
18. Выбор материала и конфигурации инструмента
для черновой AM обработки
Инструмент Операция обработки
Конфигурация ДЪатериал
Тонкий диск (лента) толщиной 0,1—6,0 мм Массивный диск (работа периферией диска) . Массивный диск (работа торцом диска с канавками для подвода электролита и удаления отходов) Профильный инстру- мент (негатив получаемой полости) Труба толщиной стенки 2 — 3 мм Сталь Чугун, сталь Серый и отбе- ленный чугун, сталь Чугун, сталь, медь, металлокера- мика Сталь, медь Разрезание загото- вок Черновая обдирка. Черновое затачива- ние режущего ин- струмента Фасонное долбление Трепанирующее вы- резание стояков из стальных и цветных отливок
Примечания: 1. При разрезании заготовок подвод рабочей жидкости 'в зону обработки обеспечивается торцовым биением диска (не превышающим 2—3 мм) при его толщине более 1 мм, гофрированием тонких дисков толщиной меньше 1 мм. • 2. Для затачивания режущего инструмента используют диски из>стальной ступицы и сменной рабочей накладки (чугун, сталь). Диски для затачивания быстрорежущего инструмента имеют накладку с твер- досплавными пластинками.
19. Технологические характеристики различных операций ЭК обработки
в зависимости от режима обработки
Операция
Параметр режима и техно- логическая характеристика Фрезеров а- иие Обдирка профильных поверхностей Разрезание
Напряжение, В , ' 30—*38 15-30 8—12
21—30 10—21 7—10
Сила тока, А 400—1000 6 000—10 000 800—1000
200—650 1 000—5 000 250—400
Давление инструмента на заготовку, кгс/сма 0,4 — 0,6 1—2 0,3-0,5
Производительность, см3/мнн 5,0—30 150-900 1 — 2
Класс шероховатости по- верхности . . , До 3 До 3 2-3
Примечали я: I. Значения в числителе — напряжения прн
холостом ходе н тока при коротком замыкании, в знаменателе — при
рабочем режиме.
2. Фрезерование на постоянном токе, обдирка и разрезание на
переменном^
3. Инструмент — диск; прн фрезеровании и обдирке рабочая
среда — вода, при разрезании — воздух. Материал инструмента —
латунь, медь, сталь.
146 Электрофизические и электрохимические методы обработки
инструментом на особо мягких режимах, может достигать 9-го класса
шероховатости. Максимальная точность получаемых размеров не выше а
0,002 мм. На точность обработки значительное влияние оказывает
натяжение проволочного инструмента, определяющее стабильность £
величины межэлектродного зазора. Исходные данные и формулы для £
расчета параметров обработки приведены в работе [10].
Анодно-механическая обработка. На процесс черновой AM обра-
ботки влияют состав и свойства электролита, электрические пара-
метры (табл. 17), относительная скорость перемещения электродов,
а также материал инструмента, его конфигурация и размеры отдель-
ных элементов (табл. 18).
Электроконтактная (ЭК) обработка. ЭК обработка в воздушной
среде характеризуется низким относительным износом инструмента
и значительной толщиной дефектного слоя обрабатываемой детали.
ЭК обработка в жидкой среде ухудшает стойкость инструмента (отно-
сительный износ до 150%) при уменьшении толщины дефектного слоя.
Некоторые материалы и конфигурация инструмента для ЭК обработки
приведены в табл. 19 и 20.
20. Материал и конфигурация инструмента для ЭК обработки
Инструмент Операция
Конфигурация Материал
Массивный диск Сталь, чугун, медь Фрезерование, обдирка, затачивание
Щетка, диаметр Проволоки 2—3 мм Сталь Очистка поверхностей сложного профиля
Труба и т, п.. Латунь, медь Глубокое прошивание, долбление
Роликовый илн ча- шечный инструмент Сталь, твердый сплав к Сглаживание, упрочне- ние
Примечания: 1. При фрезеровании, обдирке подача ин-
струмента не должна превышать ширины торца диска.
2. Прошивание (долбление) цилиндрических отверстий — враще-
ние инструмента; профильных — вибрация инструмента (50—100 Гц).
3. Сглаживание — ширина площади контакта инструмента зна-
чительно больше величины подачи; упрочнение — меньше величины
подачи в 2—3 раза.
Ультразвуковая обработка
147
УЛЬТРАЗВУКОВАЯ ОБРАБОТКА
Технологические возможности метода ультразвуковой (УЗ) обра-
ботки показаны на примерах некоторых 'специфических операций
обработки (табл. 21—23). Данные табл. 24—31 позволяют выбрать
материал и основные конструктивные параметры вспомогательного
инструмента для УЗ обработки.
21. Некоторые характеристики операции УЗ обработки
Опер ация Класс Оборудование
точ- ности шеро- хова- тости
Прошивка отверстий и в деталях твердосплавных полостей штампов 2 — 4 6 — 8 4771, 4772М, 4Б772, Л4Э-22 4773А, 4772
Шлифование твердых сплавов:
свободным абразивом 3-4 8—12 УЗУГ-1-40
связанным абразивом 2 — 3 8—10 ЗБ722
Гравирование твердосплавных де- талей 2—5 4 — 8 УСЗД-1, УЗСН и все прошивочные станки
Снятие заусенцев — — УЗВД-6,МА-4450
При УЗ обработке закаленных сталей, жаропрочных и твердых
сплавов производительность низкая. Поэтому УЗ обработка эффективна
при выполнении чистовых операций удаления припуска (0,1—0,2 мм),
после ЭИМ черновой обработки, при изготовлении твердосплавных
штампов сложной конфигурации для деталей небольших размеров
(черновые и чистовые операции).
Сменный инструмент. Выбор сменного инструмента зависит от вида
обработки, размеров обрабатываемой площади, твердости обрабаты-
ваемого материала и мощности УЗ преобразователя. Ориентировочный
расчет площади торца инструмента при заданной площади обработки
производят по формуле
е _ (1,1-1,15) 5НЗЛ
О ИН — Р7 ,
где 5ИЗЛ — излучающая поверхность торца преобразователя; К —
коэффициент усиления концентратора.
Специальное профилирование инструмента (пустотелый трепани-
рующий, перфорированный, обратноконусный и др.) и изготовление
инструмента из износостойких материалов увеличивают производи-
тельность обработки.
148 Электрофизические и электрохимические методы обработки
22, Производительность и режимы обработки и износ инструмента
Обрабатываемый материал Частота,- кГн Ампли- туда, мм Подача инстру- мента^, мм/мин Износ инстру- мента , %
Закаленная сталь 5ХНВ Твердый сплав Т15К6 17,5 18,8 од 0,053 0,1 0,08 206 100
Примечание. Объемная концентрация абразива Б0% (кар- бид бора № 5); площадь инструмента 22 мм2; статическая удельная нагрузка 68 гс/мм2.
23. Зависимость шероховатости обработанной поверхности
и точности обработан (прошивка отверстий) от применяемого абразива
Средний размер зерна, мкм Средняя точность обработки, мкм Конусность отверстия, узловые минуты Зазор со сто- роны входа инструмента, мкм Класс шерохов а- тости
88—120 ±40 180 280—360 5—6
±25 45 330-380 7
±20 120 220—260 6 — 7
±15 30 240—270 7 — 8
ОЙ ЛА ±15 75 110—140 7—8
20 ЧЧ ±10 20 120—140 9
Примечание. Данные в числителе — подача абразивной
суспензии поливом, в знаменателе — нагнетанием.
24. Характеристика и область применения инструмента для УЗ
размерной обработки
Инструмент Характеристика Область применения
Цельный с кон- центратором (при изготовлении или последующем не- разъемном соедине- нии) Сменный (крепят к концентратору и после износа заме- няют) Надежен в эксплуа- тации. Большие ампли- туды колебаний. Стан- ки бол*ьшой мощности. Высокая точность об- работки Менее надежен в экс- плуатации. Небольшие амплитуды колебаний. Станки малой и сред- ней мощности. Средняя точность обработки Единичное производ- ство. Чистовая обработка твердых сплавов и зака- ленной стали Мелкосерийное, серий- ное и массовое производ- ство (особенно при ис- пользовании фасонного проката и штамповки в ка- честве инструмента)
'Ультразвуковая обработка
149
25. Рекомендуемый инструмент в зависимости от обработки
Обработка Инструмент
Сквозная прошивка цилиндри- ческих. и фасонных отверстий больших-, диаметров. Вырезание дисков больших диаметров ! . Сквозная и глухая прошивка отверстий небольших диаметров и пазов малых размеров Разрезание заготовок больших размеров. Глубина реза до 100 мм (со специальными при- способлениями) Гравирование и маркирование деталей при ограниченной пло- щади Пустотелый однолезвийный (ступен- чатый для небольших толщин обраба- тываемой' заготовки). Оптимальная толщина выступов и стенок 1,0— • 1,5 мм (обработка материалов высокой твердости) Цельный обратноконусный и цель- ный с использованием кондукторов. Расчет конфигурации приведен в ра- боте [6] Одиолезвийный ленточный. Толщи- на леиты 0,15—0.5 мм (определяется износом и устойчивостью ленты). Ши- рина ленты до 40 мм Сменный иепрофнлированный игла- инструмент с трафаретами и пантогра- фами. Инструмент с негативом ри- сунка на торце. Позитивные участки заглублены до 1,5 мм, негативные — полированные
П р и м е ч а н и'е. Наружную поверхность тонкостенного ин- струмента шлифовать для исключения поломок. Равномерный износ пустотелого инструмента обеспечивается при совпадении внешнего и внутреннего контуров.,Шероховатость рабочей поверхности инстру- мента (чистового и доводочного) должна быть меньше, чем у обрабо- танной поверхности, на один класс.
26. Зависимость диаметра, площади и глубины обработки
от выходной мощности УЗ генератора
Параметры Мощность УЗ генератора, кВт
2,0— 2,5 1,0— 1,5 0,5 — 0,7 0,25 0,05— 0,1
Оптимальная площадь обработ- ки, мм2 Наибольший диаметр, мм; 2200— 1000 1000— 500 500— 180 180— 80 60—10
сквозной обработки кольцевым инструментом 90 75 50 25 9
глухой обработки 60—35 35—25 25 — 12 15—10 10— 0,15
Наибольшая глубина обработки, мм 40- -50 30 — 40 25 6—10
Примечание, Допустима обработка инструментом с мень-
шей площадью рабочего торца в несколько проходов (строчками).
27. Продольный износ инструмента при обработке различных материалов, %
Обрабатывае- мый материал Материал инструмента
Сталь Х18Н10 Сталь 45 Латунь ЛС 59-1Л Дур алюми- ний
Т30Ц4 , . . 58 87 210 750
Т5К10 . , . 77 99 240 800
ВК8 . , . . 79 103 242 860
Примечание. Инструмент цилиндрической формы, наруж-
ный диаметр 6 мм, внутренний 4 мм, длительность обработки 2 мни,
частота 18,7 кГц, амплитуда 0,1 мм, абразив — карбид бора № 5.
150 Электрофизические и электрохимические методы обработки
28. Зависимость поперечного износа инструмента и конусности
получаемого отверстия от абразива
Параметр Обозначение зернистости
12 10 8 6 '5 3 М14
Абсолютный износ, мм Конусность отверстия 0,015 — 0,03 3° 0,Ol- О.027 0.01 — 0,018 Is 45' 0,002 — 0,005 1р 45' 40' —50'
Примечание. Обрабатываемый материал — твердый сплав.
Поперечный износ проявляется на торцовой части инструмента, длина
которой приблизительно равна 0,5 глубины обработки.
29. Размеры инструмента в зависимости от заданной точности обработки
и применяемого абразива
Точность обработки, мм Конусность Обозначение зернистости Уменьшение размеров инструмента в мм прн обработке отверстий
цилиндри- ческих конусных сквозных (угол 1° 30')
+0,04 +0,02 +0,01 ±(0,005 — 0,007) 3° 1° 45' 1° 15' 40' —50' 10 5 3. М14 0,33 0,24 0,12 0,07 0,17 ' 0,12 0,05 0,03
Примечание. Для глухих отверстий точность в 2 раза ниже. Обрабатываемый материал — твердый сплав, абразив — карбид бора.
30. Область применения стального инструмента
Область применения Марка стали
Обработка твердых сплавов и закален- ной стали Прошивка заготовок малого диаметра Разрезка заготовок больших размеров ХВГ, У7, У8. У9, У10, Х18Н9Т, 20, 35, 45 70 или У8А, Х18Н9Т У8.А, 65Г, 60С
Примечания: 1. Твердый сплав ВК8 целесообразен для инструмента простой формы с небольшой площадью рабочего торца. 2. Закалка рекомендуется для чернового инструмента простой формы. 3. При обработке твердых сплавов иа небольшую глубину и прн единичном (мелкосерийном) производстве инструмента целесообразны стали 45, У8, У10 без термообработки, при серийном — сталь 45 (за- калка и средний отпуск), сталь У8 (нормализация).
Магнитоимпульсная обработка
151
31. Рекомендации ио выбору материала инструмента-концентратора
Амплитуда колебаний, мм Материал инструмента- концентратора Примечание
До 0,04 Стали 45,- 50 —
До 0,06 Стали 40Х, 65Г, 60С2, ЗОХГСА, 38ХМЮА Рекомендуются при рабо- те на маломощных станкаЯ и для ступенчатых инстру- ментов-концентраторов
Св. 0,06 Титановые сплавы ВТ1# ВТ2, ВТЗ, ВТЗ-1
При обработке глухих отверстий для обеспечения точности до
0,05 мм число смен инструмента составляет
З-НпЯ
" ~ 0,7 ’
где Н — глубина обрабатываемого отверстия, мм.
Обычно точность глухих отверстий (особенно донной части) не выше
0,05 мм. Для сквозных отверстий точность обработки комбинирован-
ными инструментами выше.
Методика расчета и конструирования сменного инструмента при-
ведена в работе [6], выбора режима обработки — в р'аботе [5].
Инструмент-концентратор изготовляют из одной заготовки спосо-
бами механической обработки или раздельно (инструмент и концентра-
тор) с последующим неразъемным соединением их сваркой, технология
которой приведена в работе [7 ], а общая методика и примеры расчета—
в работе [4]. Коробление инструмента в процессе сварки устраняется
дополнительной механической обработкой (необходим припуск 1,5—
2 мм).
Ступенчатые концентраторы целесообразны для УЗ обработки на
специализированных станках при малом износе инструмента и площади
обработки больше 200 мм2. Эти концентраторы обладают невысокой
прочностью и жесткостью при больших амплитудах УЗ колебаний.
Экспоненциальные концентраторы предназначены для обработки
твердых сплавов и закаленных сталей (площадь до 200 мм2) на универ-
сальных станках при значительном износе инструмента.
МАГНИТОИМПУЛЬСНАЯ ОБРАБОТКА
Магнитоимпульсная обработка (МИО) основана на импульсном
пластическом формообразовании токопроводящих металлов и сплавов
в результате непосредственного преобразования электрической энер-
гии в механическую работу в зоне формообразования (табл. 32, 33).
152 Электрофизические и электрохимические методы обработки
82. Некоторые характерные операции МИО
Оснастка Особенности операции
Пробивка отверстий, в пло вырубка Матрицы изготовляют нз тер- мообработаввых инструменталь- ных сталей. Шероховатость ра- бочей поверхности матрицы 7— 8-го классов. Индукторы' пло- ские или цилиндрические много- витковые ских и цилиндрических деталях, заготовок Плотный прижим индуктором заго- товки к матрице. Без образования заусенцев операции выполняются при толщине заготовки 6 — 0,02 4*2,0 мм, расстоянии между пробиваемыми от- верстиями Zmln = (1,5 4-2) 6, диаметре отверстия rfmin = (8 4-10)6, радиусе скругления углов в контуре отверстия = (1 +5) 6
Опрессовка или разд Разъемная или неразъемная оправка из инструментальной стали (термообработка). Шерохо- ватость рабочей поверхности оправки 7в-»8-го классов. Цилин- дрические многовнтковые индук- торы ача трубчатых заготовок Опрессовка — диаметр трубы ^mjn = » 5 4-8 мм (медь, цветные сплавы); d > 10 мм (сталь). Раздача — диаметр трубы dmin — 30 4*35 мм (индуктор внутри трубы) и 5—6 мм (заготовка в полости индуктора, д/D 0,15, где б — толщина стеики, D — диаметр трубы)
Примечание. Максимальный диаметр трубчатых заготовок при опрессовке или раздаче 500 мм.
83. Параметры режима и производительность некоторых установок МИО
^сетн» В ^иом. зар» кВ ^разр* ^зар* КВ'А Производи- тельность (модель установки)
380 , 380/220 220 220 21 20 5 5 60 70 . 30 25 13,5 13,5 1,2 '3,0 360 (МИУ-20/1) До 150 (МИУ-6,5/20) 360 (МИУ—I5/5M) 600 (МИЛ)
Примечание. Производительность оценивается числом оди- наковых операций в 1 ч.; Рзар *— мощность зарядного устройства уста- новки; /ра3р — собственная частота колебаний разрядного контура.
Электрохимическая обработка 153
Давления, необходимые для обработки, возникают при взаимодей-
ствии проводника (обрабатываемая заготовка) с переменным магнит-
ным полем, создаваемым специальным индуктором. Величина давле|
ния зависит от плотности энергии переменного магнитного поля в обы
еме зазора между индуктором и заготовкой:
где В — индукция магнитного поля в зазоре, Гс.
Особенностями МИО являются высокие давления при импульсном
характере деформирующего воздействия; большая технологическая
гибкость процесса при несложной технологической оснастке; широкие
пределы регулирования рабочего давления на заготовку; возможность
формообразования высокопрочных материалов; преимущественная об-
работка давлением тонкостенных заготовок (операции развальцовки,
опрессовки, чеканки, штамповки и т. п.).
ЭЛЕКТРОХИМИЧЕСКАЯ ОБРАБОТКА
Электрохимическая обработкаоснована на принципе локального1
анодного растворения металла при больших (до сотен А/см2) плотно-
стях тока. Образующиеся при электролизе продукты анодного раство-
рения удаляются с обрабатываемой поверхности и эвакуируются из
рабочей зоны потоком электролита, прокачиваемого с высокой скоро-
стью (до 50 м/с) через малый (0,02—0,5 мм) межэлектродный зазор.
В качестве электролитов обычно используют водные растворы неорга-
нических солей (NaCl, NaNO3 и др.), реже кислот и щелочей.
Формообразование поверхностей. Наиболее освоенными опера-
циями электрохимического формообразования являются обработка
поверхностей лопаток (рис. 1) и штампов, режимы изготовления которых
приведены в табл. 34 и 35.
Обработка отверстий (табл. 36, 37). Обработка отверстий электро-
химическим способом осуществляется полыми электродами по схеме
наружного или внутреннего подвода электролита (рис. 2). Наружный
диаметр электрода-инструмента £)э при обработке цилиндрических
отверстий и величину торцового зазора определяют по формулам:
D +4№-2А;
3 V ах(/рт]
xa(7pFK
О =----------£--;
«кР^п
где р — плотность обрабатываемого материала; vK — подача катода^
инструмента; 6 — межэлектродный торцовый зазора D — диаметр
получаемого отверстия; i/p — напряжение иа электродах; т] — выход
по току; а — электрохимический эквивалент вещества; я — удель-
ная электропроводность электролита; FK, Fn— площади попереч-
ного сечения соответственно катода и обрабатываемого отверстия)
К — высота рабочего буртика электрода-инструмента (К — 0,3 4-
4-1,5 мм, при D < 2 мм, К = 0).
34. Режимы обработки поверхностей лопаток и штампов
Изделие Материал изделия Электролит Темпе- ратура электро- лита, °C Напря- жение на элек- тродах, В Скорость подачи катода, мм/мнн Плот- ность тока, А/см8 Давление электро- лита на входе в зазор, кгс/см2
Турбинные лопатки дли- ной до 300 мм Сплавы на ни- келевой основе 5—10% NaCl * 20—30 8—12 0,3—0,4 15 — 25 5—6,5
Титановые сплавы 5—10% КВг. 10% NaCl * 20—30 10 0,15 — 0,2 10 2 — 6
Турбинные лопатки й ло- пасти гидронасосов длиной 1200 мм 12Х18Н9Т 10% NaCl * 28—30 10—22 0,02 — 0,05 1-3 6
Ковочные штампы для лопаток * 4Х5В2ФС. 5ХНВ 5% Na2SO4, 1 — 2% NH,C1 • 18 — 30 9 0,3—0,4 15-20 5—6
Кузнечно-прессовые штампы и пресс-формы * Остальное — вода. 5ХНГ, 5ХНВ, 5ХНМ 15-20% NaCl * 30—35 10-14 0,6-1,4 30—70 6-8
35. Технологические показатели обработки ковочных штампов (по данным ГАЗа)
Штампы для изделий Объем удаляемого металла» см8 Масса удаляемого металла, г Рабочий ток, А Время обра- ботки, мнн Производительность Скорость подачи электрода, мм/мии
г/мин СМ®/МИН
Шестерня заднего моста 225 1755 4800' 35 50 6,4 0,9—1,3
90 702 3600 • 17 41 I 5,3 0,8 —1,3
Крестовина 67 523 3400 16 32,6 | 4,2 0,8—1,3
Вилка 250 1950 4300 30 65 8,3 0,7-1,2
Шатун 65 507 3400 13 39 у- - - 5,0 0,8—1,2
Примечание. Режим: С/р = 10 В, давление электролита 5 — 6 кгс/см®, давление воздуха 7—8 кгс/см®,
I электролит 20% NaCl, остальное вода. ______________________________ •
154 Электрофизические и электрохимические методы обработки
Электрохимическая обработка
155
36. Режимы обработки цилиндрических отверстий
Обрабаты- ваемый материал Диаметр от- верстия, мм Глубина от- верстия, мм Напряжение на электро- дах, В Подача ин- струмента, мм/мин га н ф я s 5 и ° га SfV £ Противодав- ление, кгс/см8 Примечание
12Х18Н9Т, СН2А, 38ХМЮА, БрХ08 0,75 — 2,5 100 — 300 12 — 30 1 — 7 15 2 — 3 Точ ность 0,05 мм, прямо- линейность 0,1 мм на длине 100 мм
12Х18Н9Т 12,5 150 16 0,5—5 10—15 1—4 Точность +0,026 мм
ХБСГ (HRC 58 — 62) 7.6 11 18 4,5 20 — Конусность 0,1 мм на длине 11 мм, шерохо- ватость поверх- ности 5 — 6-го классов
ЮНДК40Т7 ЮНДК42Т8 5—10 До 20 14—15 0,8—3 4-5 — Точность 2 — 3-го классов, шероховатость поверх ности 8— 10-го классов
ЮНДК35Т5 3 — 5 20—30 10 1,15 5 — Овальность 0,03 мм, конус- ность 0,05
37, Составы электролитов для обработки отверстий
в некоторых материалах
Обрабаты- ваемый материал Состав электролита Температура электролита, °C Выход по току,
12Х18Н9Т 09Х15Н8Ю 38ХМЮА 8% NaCl, 7% NaNOa, осталь- ное вода 25 — 35 ±1° С 0,69 0,87 0,85
БрХ08 Водный раствор Na2SO4 (плот- ность 1,11 г/см3) 20—25 0,98
ХВСГ (НИС 58 — 62) 12% NaCl + 12% NaNO, + + 2% NaNO3, остальное вода 25 — 30 —
ЮНДК40Т7 ЮНДК42Т8 (5 4-6)% NaNO, + (4 4-5)% NaNO2 + (2 4-3)% NaF + (14- 4-2)% NaCHjCOO, остальное вода 18 — 30
ЮНДК35Т5 15% NaCl, остальное вода 20-25 0,98
156 Электрофизические и электрохимические методы обработки
Обработка ^профилированным электродом-инструментом (табл. 38,
39) применяется при изготовлении различных фасонных поверхностей
деталей, отверстий, пазов (в том числе и глухих), а также для чисто-
Рис?. 1. Принципиальная
схема обработки пера ло-
патки:
1 — корпус контейнера; 2 —
крышка контейнера; 3 —"
лопатка; 4 — подвижные
электроды- инструменты
Рис. 2. Схема обработки отверстий
с наружным (а) и внутренним (б) под-
водом электролита:
/ — электрод-инструмент; 2 — Дрос-
сель для создания противодавления;
3 — деталь
вых операций разрезки различных труднообрабатываемых материалов
(рис. 3).
Электрохимическое профильное фрезерование (шлифование) произ-
водится вращающимся дисковым электродом-инструментом, иа пери-
Электролит
Рис. 4. Схема электрохими-
ческого профильного фрезе-
рования:
1 — сопло; электрод-
проволока (нлй стержень);
3 — деталь' 4 — стол стан-
ка; 5 — струя электролита;
— подача детали
1 — сопло для подачи элек-
тролита; 2 — электрод-ин-
струмент; 3 — деталь; 4 —
источник тока; — ско-
рость подачи детали; уин—
окружная скорость инстру-
мента
ферийную цилиндрическую поверхность которого нанесен скорректи-
рованный негативный профиль обрабатываемой детали (рис. 4). Про-
цесс осуществляется на переменном или постоянном токе (табл. 40—42).
Электрохимическая обработка
157
38. Зависимость производительности процесса от толщины
' обрабатываемого материала
’ Диаметр сопла, мм Диаметр электрода- инструмента, мм Материал. образца Толщина образца, Мм Скорость истечения электролита, м/с Произво- дитель- ность, мм/мин
0,5 0,3 12Х18Н9Т 1 3 12 36 44 50 10 7,5 3,0
2,3 1,6 Х12М (НRC 56 — 60) 12 30 60 52 56 61 2,5 1,7 0,8
Примечание. Электролит 20% NaCl, температура электро- лита 35—38° С, напряжение на электродах 30 В.
39. Влияние условий обработки на форму паза
Материал образца Диаметр, мм Толщина образца, мм Напряжение на электро- дах, В Скорость обработки, • । мм/мин Параметры паза
сбпла 6 & <и Ч Л Л 12 л я tf Ч ВО Л и х s н Е 3 х ь м s 1 : наклон ! боковых Истенок
Х12М (HRC 58) 0,53 0,3 12 12 16 20 28 1 0,66 0,69 0,73 0,76 1° 5' 0° 50' 0° 48* 0° 44*
12Х18Н9Т . 2,5 2,0 10 18 1 2 2,5 3,01 2,97 2,91 1° 40' 0° 45' 0° 20'
6 18 1 2 3 3,02 2,96 2,87 1? 05' • 0° 12' — 0° 10'
Примечание. Электролит 20% NaCl, температура элек- тролита 25 — 20° С, давление электролита в сопле 10 кгс/см
158 Электрофизические и электрохимические методы обработки
40. Режим обработки на переменном токе промышленной частоты
графитовым электродом [2]
Обраба- тывае- мый ма- териал Электролит Напря- жение на элек- тродах, В Площадь обра- ботки, мм2 Рабочий ток, А Скор ость съема, мм/мин
ВК8 5—6% NaNO„ 1 — 2% NaNO„ 0,4 — 0,5% Nc,to“,, 1 — 2% глицерин, остальное вода 6 — 7 95 200 310 60 120 200 70 140 335
Т30К4 105 70 120
Т15К6 210 290 140 190 260 326
Примечание. Чистовой режим: напряжение 5—6 В, глу-
бина снимаемого припуска 0,1 — 0,2 мм, скорость подачи детали 20 —
30 мм/мин, точность обработки 0,03 — 0,04 мм, гии = 20 4-25'м/с.
41. Зависимость скорости подачи детали от глубины снимаемого
припуска (материал ВК8) при ширине диска 50 мм
Окружная скорость инструмента, м/с Глубина снимае- мого припуска, мм Скорость подачи детали, мм/мин Окружная скорость инструмента, м/с Глубина снимае- мого припуска, мм Скор ость подачи детали, мм/мин
20 1 2 3 3,5 2 1,7 12 1 2 5 3 1,5 . 0.8
42. Обработка на постоянном токе металлическим электродом-диском
Обр абатыв аемы й материал Электролит, водный раствор Напря- жение на элек- тродах, В Глубина снимае- мого припуска, мм Скорость съема, мм/мин
ЭИ893 ЖС6-КП ЭП291 10% NaCl 6 5 3 — 3,4
Постоянные магниты типа ЮНДК 15% NaNOs 7 — 8 1 7
5 2
40Х (И RC 50) ШХ15 (HRC 64) 10—15% NaCl 1 5
4 1.25 .
PI8 (HRC 65) 10% NaCl 2 1
Электрохимическая обработка
159
Переменный ток используется для обработки сплавов на основе карби-
дов вольфрама или титана. В этом случае материалом для инструмента
служит графит.
Разрезка материалов катодом-диском. Схема электрохимической
резки вращающимся катодом-диском и полученный паз представлены
на рис. 5 [12 J. Диаметры (250—500 мм) и толщину (0,6—1,5 мм) като-
дов-дисков выбирают в зависимости от размеров разрезаемых деталей.
Рис. 5. Схема электрохимической резки вращающимся
диском (а) и полученный паз (б):
1 — электрод-диск; 2 — сопло для подачи электролита;
3 — разрезаемый материал; 4 — изоляционный слой
Ширина реза др при электрохимической резке катодом-диском
ftp = а + 2 1/б* + 2СЛ£/Рх—,
г Up
где а — толщина катода-диска; 6 — рабочий зазор; Сл — линейный
электрохимический эквивалент; ир — скорость резания; т — ширина
боковой ленточки диска.
Снятие заусенцев и скругление острых кромок осуществляется при
напряжении на электродах 6—15 В и давлении электролита 0,5—
8 кгс/см2. Плотность анодного тока при данном процессе составляет
5—25 А/см2. Время обработки зависит от выбранных режимов и вели-
чины снимаемых заусенцев или требуемого радиуса скругления. Вели-
чина межэлектродного зазора определяется высотой заусенцев плюс
дополнительный гарантированный зазор 0,1—0,3 мм. В качестве элек-
тролитов обычно используют водные растворы NaNOa и NaCl при
20—30° С.
Процесс снятия заусенцев состоит из следующих этапов: анодного
растворения заусенца (кромки), промывки, пассивирования и сушки
детали.
Маркировка деталей. Процесс электрохимической маркировки осу-
ществляется наложением клейма (катода), предварительно смоченного
электролитом, на поверхность детали (анода). В табл. 43 представлены
режимы маркировки различных сталей и сплавов.
Материалы и изоляционные покрытия электродов-инструментов
приведены в табл. 44 и 45, качество поверхности, получаемой после
электрохимической обработки,— в табл. 46.
160 Электрофизические и электрохимические методы обработки
43. Режимы маркировки
Материал детали Электролит, водный раствор Режим
Напря- жение, В Время, с
Углеродистые и легиро- ванные стали, чугун 10% NaNO, или NaNOb 5 — 7 1—1,5
Коррозионно-стойкие стали 12Х18Н10Т, Х16Н6 и др. 15% Na NO., 0,5—1
Бронза 8% Na„CO3, 20% KaSO4 3 — 5 0,3—0,5
Латунь 4% K„SO4,. 3% Na2SIOa- 10H2O
Алюминий и его спла- вы 8% KBr, 8% NH4NOs 6 — 8 1 — 1,5
Титан и его сплавы H2O или 90% C2H6OH 8—10 0,1—0,2
44. Сравнительная характеристика материалов, применяемых
для изготовления электродов-инструментов
Материал Электропровод- ность Коррозионная стойкость Теплопровод- ность Стойкость При коротком замы- кании Обрабатывае- мость Прочность ‘
Медь, латунь + + — + X
Коррозионно-стойкие ста- ли, жаропрочные, титано- вые сплавы . X + X X — X
Графит — + — + + X
Обозначения: — — не ностью отвечает требования^, X отвечает требовайиям — частично отвечает т -f- —. пол- ребованиям.
Электрохимическая обработка
161
45. Изоляционные покрытия электродов-инструментов
Область применения электродов Материал электрода Покрытия Толщина покры- тия, мм
Прошивка от- верстый, узких щелей, фасон- ных, глубоких полостей Коррозионно- стойкая сталь, жаропрочные, титановые сплавы Керамические эмали ти- па 174Р, 174Т, 405А. 102М и т. п. 0,03 — 0,08
Прошивка глубоких отверстий Коррозионно- стойкая сталь Композиции на основе эпоксидных смол ЭД-5, ЭД-6, ЭП-49А. Фурило- вый лак ФЛ-4С 0,1 —0,4
Удаление заусенцев, об- работка фасон- ных поверхно- стей, отверстий • больших диаметров Коррозионно- стойкая сталь, латунь Полипропилен Эпоксидные смолы Нотакрил Полиуретановая смола ПУ-1 Органическое стекло, эбонит, винипласт и стек- лотекстолит 0,3—0,35 0,1 —0,3 0,2—0,5 0,1 —0,2 0,5—5
Прошивка от- верстий малых диаметров Коррозионно- стойкая сталь, титановый сплав Фторопластовые эмуль- сии Полихлорвинил 0,02— 0,05 0,08 — 0,2
45. Качество поверхности после электрохимической обработки
(плотность тока более 15 А/см8, температура электролита не более 45° С)
Обр аб атыв аемый материал Состав электролита (остальное вода) Глубина растрав- ленного слоя, мкм Класс . шерохо- ватости поверх- ности
Сталы углеродистая 8-15% NaCl — 10
легированная 8-15% NaNO3,- 1-2% 11
NaNO, 8—15% NaCl 10
8% NaCl, 7% NaNO3 — 11
КОррОЗИОННО-СТОЙ- 8—15% NaCl 9
кая 8-15% NaNOs( 1 — 2% ш— 11
NaNO, 8% NaCl, 7% NaNOs — 11
жаропрочная 10—20% NaCl, До 20 7—8
15—20% NaNO, 8—15 6—7
6,
Под ред. Малова
162 Электрофизические и электрохимические методы обработки
Продолжение табл. 46
Обрабатываемый материал Состав электролита (остальное вода) Глубина растрав- ленного слоя, ' мкм Класс шерохо- ватости поверх- ности
Твердые сплавы 8-10% NaCl, 5-6% Na2CO3 20% NaNOs, 5% NaF оо со 1 1
Титановые сплавы 5—15% NaCl 5—15% NaCl, 3-10% KBr До 60 6 — 7 6 — 7
Алюминиевые спла- вы 5—10% NaNO3, 1% ли- монной кислоты До 60 6 — 8
КОМБИНИРОВАННЫЕ МЕТОДЫ ОБРАБОТКИ
Электроэрозионно-химическая обработка основана на сочетании
анодного растворения металла с эрозионным разрушением его под
действием тока в проточном электролите. Процесс осуществляется при
плотностях тока 100—800 А/см2 и среднем рабочем напряжении 17—
36 В. В качестве электролитов используют водные растворы солей.
Рис. 6. Схема электрохи-
мического шлифования:
/ — абразивный (или алмаз-
ный) токопроводящий
круг; 2 — сопло для по-
дачи электролита; 3 — де-
таль; 4 — щетки; 5 — втул-
ки изоляционные; 6 — реле
максимального тока
В табл. 47—49’ даны основные технологические характеристики
операций электроэрозионио-химического метода обработки.
Абразивно-электрохимическая обработка (табл. 50) основана на
сочетании анодного растворения металла с абразивным съемом его,
при этом продукты реакции удаляются с обрабатываемой поверхности
абразивом и уносятся из зоны обработки потоком электролита.
Электрохимическое шлифование (рис. 6) осуществляется по обычным
схемам плоского или круглого шлифования, или заточки (табл. 51).
Комбинированная ультразвуковая (УЗ) н электрохимическая обра-
ботка. Применение УЗ обработки совместно с плодным растворением
повышает производительность процесса, качество обработки и умень-
шает износ инструмента (табл. 52).
Комбинированные ^методы обработки
163
47. Обрабатываемость различных материалов при прошивке отверстий
Материал образСа Скор ость обработ- ки (сред- няя) мм/мин Обраба- тывае- мость Примем ание
Сталь 45, ШХ 15 42 — 45 1,0 Скорость снятия металла 4500 мм*/мин >
12Х18Н9Т, 5ХНВ 36 — 38 0,8—0.9
Сплав ВК8 22 0,5 Переменный ток
Вольфрам 9—13 0,2—0,3 Электролит — водный раствор 10% NaOH
7X3 18—27 0,4 —0,0 Условия обработки: электро- литный раствор хлористого на- трия 200 г/л, температура элек- тролита 25 — 30° С, давление 5 — 6 кгс/см2, двухполупериодное вы- прямление тока, напряжение хо- лостого хода 42 В, рабочее напря- жение 26 — 30 В, рабочий ток 250—500 А, электрод — цилин- дрический, полый из графита ЭЭГ, площадью 0,78 см2, глубина об- работки 5 — 6 мм. Точность обра- ботки i0,1 — 0,3 мм
зохгс 27 — 36 .0,6 —0,8
ЭИ958, ВТ4-1, ХН75ВМЮ 54—58 1,2—1,3
ВТ8, ХН70ВМТЮ 40—45 0,9—1,0
Р18 58 —G3 1,3— 1.4'
Бронза 54 — 58 1,2—1,3
Ниобий, сплав молибдена с цирконием, молибден 22 0,5
48. Зависимость износа электрода-инструмента от площади обработки
и плотности тока (при прошивке)
Площадь обра- ботки, см2 Плот- ность тока, А/сма Износ элек- трода, % Площадь обра- ботки, см2 Плотность тока, А/см2 Износ электрода, %
200 0,4 150 0,5
0 5 300 1,2 1 54 200 1,4
400 1,6 300 3,3
. 600 2,1 400 2,6
200 0,6 100 0,4
0,787 300 1.6 3,14 170 1,6
400 2,2 200 2,0
600 2,8 220 2,2
49. Разрезание твердых сплавов электродом-диском
Концентра- ция элек- . тролита NaCl, г/л Производитель- ность, мм2/мин, при разрезании сплавов Концентр а- цня элек- тролита NaCl, г/л Производитель- ность, мм®/мин, при разрезании сплавов
В К.15 ВК20 ВК15 ВК20
10 22 28,1 40 30,9 48,4
20 28,5 38,0 50 29,0 34,5
30 35,6 49,8
Примечание Источник тока •— машинно-импульсный гене-
ратор МИГ-26.
*
86. Виды абразивно-электрохимической обработки {1]
Вид обработки Инструмент Скорость съема Класс шерохо- ватости поверх- ности Относи- тельный износ инстру- мента. %
мм8/мин мкм/мин
Электроалмазное шлифование Алмазные круги иа металлической связке 2000 10 0,1 —0,2
Электроабразивное шлифова- Графитированные круги 120 - 10 20—40
ние Металлоабразивные круги 4000 — 10 0,05—0,1
Электрохоннигование Абразивные бруски — 20 и 10 — 20
Электрохимический суперфи- ииш Токопроводящие бруски — 10 12 10—20
Анодио-абразивиое полирова- ние Суспензия мелкозернистого абразива — 10 13 —
Анодно-абразивная галтовка Кусковой абразив 20 7 -
51. Режимы и электролиты для электрохимического шлифования различных сталей и сплавов
Обрабатываемый материал Инструмент Электролит Ре Напря- жение иа элек- тродах, В жим обрабс Окруж- ная ско- рость, м/с тки Давление круга, кгс/см3
Твердые сплавы, углероди- стые стали Алмазный круг на ме- таллической связке Водные нитритно-ии- тратные растворы 6- 10 23 — 30 4—6
Жаропрочные и магнитные сплавы Металлоабразивиый круг
Твердые сплавы, углероди- стые коррозионно-стойкие стали и жаропрочные сплавы * Режим черновой обра Графитированный абра- зивный круг ботки. Жидкое стекло Водные растворы буры (1 — 1,5% ) Водные растворы азот- нокислого калия 1 — 2% 4— 10 26 — 28 * 20—40 2 — 3
164 Электрофизические и электрохимические методы обработки
Комбинированные методы обработки
165
52. Режимы обработки и износ инструмента
Обрабатываемый материал Ча- стота , кГц Ампли- туда 2А, мм Подача инстру- мента, мм/мин Износ инстру- мента, % Плот- ность тока, А/см2
Закаленная сталь 5ХНВ Твердый сплав Т15К6 17,3 18,8 0,1 0,053 - 0,3 0,2 46 50 32 30
Примечание. Электролит — 30% -иый водный раствор NaCl, объемная концентрация абразива (карбид бора № 5) — 50%, площадь инструмента 22 мм2, статическая нагрузка 68 гс/мм2.
СПИСОК ЛИТЕРАТУРЫ
1. Вишницкий А. Л., Ясиогорский И,. 3., Григорчук И. П. Электрохими-
ческая и электромеханическая обработка материалов. JL—М., «Машино-
строение», 1971, с. 211.
2. Гродзинский Э. Я., Ломоносов Л. И. Электрохимическое профильное
шлифование твердосплавного инструмента. — В сб.: Электрофизические и
электрохимические методы обработки, НИИМАШ, вып. 1, 1968, 11 —13 с-
3. Левит М. Л., Падалко О. В. Прогрессивные методы изготовления метал-
лических электродов-инструментов для электроэрозноииой обработки. —
В сб.: Электрофизические и электрохимические методы обработки, НИИМАШ,
вып. 6, 1970, 19 — 24 с.
4. Лившиц А. Л,, Мечетпер Б. X., Барке В. Н. Универсальный ультра-
звуковой прошивочный станок модели 4772, — «Станки и инструмент», 1959,
№ 6, 11 —14 с.
5. Марков А. И, Резание труднообрабатываемых материалов при помощи
ультразвуковых и звуковых колебаний. М., Машгиз, 1962, с. 331.
6. Методы расчета и конструирования инструмента для ультразвуковой
обработки. ЭНИМС, 1963, с. 59.
7. Мечетнер Б. X. Концентраторы-инструменты для ультразвуковой об-
работки. НИИМАШ, 1965, с. 54.
8. Попилов Л» Я. Основы электротехнологии и новые ее разновидности.
Л.—М., «Машиностроение», изд. 3, вып. 1, 1971, с. 214.
9. Расчёты при проектировании технологических процессов .электроим-
пульсной обработки металлов. ЭНИМС, 1966, с. 60.
10. Смоленцев В. П. Изготовление инструмента иепрофилированным элек-
тродом, М., «Машиностроение», 1967, с. 159.
11. Справочник технолога-машиностроителя. М., «Машиностроение», т. 2.
1972, 380 — 413 с.
12. Черепанов Ю. П., Самецкий Б. И. Электрохимическая обработка в ма-
шиностроении. М.» «Машиностроение», 1972, с. 117.
13. Электрофизические и электрохимические станки. Каталог-справочник.
НИИМАШ, 1969, с. 223.
ПРОЦЕССЫ ОБРАБОТКИ
СО СНЯТИЕМ СТРУЖКИ
Глава 6
ТОКАРНЫЕ РАБОТЫ
Токарная обработка осуществляется на универсальных токарных,
токарно-винторезных, токарно-карусельных, токарно-револьверных стан-
ках, токарных полуавтоматах, токарно-револьверных одношпиндель-
ных, продольно-токарных автоматах, токарных . многошпиндельных
автоматах.
Технические характеристики •указанных станков приведены в лите-
ратуре [8], а нормы точности регламентированы ГОСТами.
ОБРАБОТКА НА ТОКАРНЫХ СТАНКАХ
Точность и шероховатость поверхностей, обработанных на токар-
ных станках, зависят от многих факторов. Для ориентировочной
оценки точности обработки можно пользоваться данными табл. 1,
Припуски. Опытно-статистические данные определения припусков
приведены в табл. 2—6 *. Расчет операционных размеров производят
по формулам табл. 7 в порядке, противоположном выполнению техно-
логического процесса. Если размер, предшествующий данному, полу-
чается в виде функции других размеров, то при расчетах следует также
исходить из формул табл. 7, но не непосредственно, а путем составле-
ния соответствующих уравнений размерных цепей.
Припуски на шлифование наружное и внутреннее после токарной
обработки приведены в «Справочнике металлиста», т. 4.
Размер заготовки под фрезерование квадратов и шестигранников
рассчитывается по формулам
D= 1,414а, 1,1556,
где О — диаметр заготовки, мм; а — сторона квадрата, мм; b — рас-
стояние между сторонами шестигранника, мм.
Последовательность операций и размеры инструментов, приме-
няемых при обработке о^рерстий 2-го и 3-го классов точности, приведены
на стр. 183.
Припуски на обработку отливок регламентированы ГОСТ 1855—55
и 2009—55, а поковок — ГОСТ 7062—67 и 7505—74 (см. гл. 1).
Обработка наружных поверхностей. Число операций и их последо-
вательность зависят от требований, предъявляемых к шероховатости
поверхности и точности размеров, и в значительной степени опреде-
ляются простановкой размеров, принятой в чертеже детали.
* Расчетно-аналитический способ изложен в работе [7].
Обработка на токарных станках
167
1. Точность обработки на токарных станках
Способ обработки Класс точности Класс ше- роховатости
Обтачивание и растачивание: черновое . , , . . , , . получнетовое или однократное обтачива- ние чистовое повышенной точности ..... тонкое (алмазное) .......... алмазное выглаживание Обтачивание торцов: черновое ........ получнетовое чистовое ...... Обработка фасонных поверхностей: по копиру . .• . фасонным резцом >5 5 — 4 3 —За 3 —2а 2а —2 5 — 7 5—4 4-5 4-5 4 — 5 4—5 5—7 5—7 ч . 7—8 3—11 4—5 5-6 5-6 5—7 5—7
Примечания: 1. Точность обработки отверстий мерным
инструментом определяется точностью изготовления инструмента
я станка.
2. Данные таблицы относятся к стальным деталям, для деталей
из чугуна и цветных сплавов точность н класс шероховатости иа еди-
ницу выше.
2. Припуски по длине иа отрезку прутковых материалов
Размеры в мм
Диаметр заготовки Припуск на черновую подрезку одного торца Диаметр. заготовки Припуск на черновую подрезку одного торца
До 20 20 — 30 30 — 45 1,0 45 — 75 75—100 100 — 250 1,5
1,5 2,0
Примечание. Ширина отрезного резца ориентировочно мо- жет быть определена по формуле а 0,6 J/~D, где- D — диаметр раз- резаемого материала.
3, Припуски на диаметр при обтачивании валов из проката
Размеры в мм
Диаметр вала Длина вала
До 100 Св. 100 до 400 Св. 400 до 800 Св. 800 До 1200 Св. 1200 до 1600
Св. 6 до 18 » 18 » 30 » 30 » 50 > 50 » 80 ‘ » 80 » 120 » 120 » 200 3,0/1,2 3,5/1,5 4,0/1,5 4,0/2.0 5,5/2,0 6.0/2,0 3,5/1,5 3,5/1,5 4,5/1,5 4,5/2,0 6,0/2,0 7,0/2,5 4,0/1,5 4,0/2,0 5,0/2,0 5,5/2,0 7,0/2,5 7,5/2,5 4,5/2,0 5,5/2,0 6,0/2,5. 7,5/2,5 8,5/3,0 5,0/2,5 6,0/2,5 . 6,5/3,0 8,5/3,0 9,0/3,0
Примечани е.. Цифры в числителе — для чернового, в знаме- нателе — для чистового обтачивания валов.
168
Токарные работы
4. Припуски на диаметр под чистовое растачивание отверстиг
Размеры в мм
Номинальный диаметр отверстия Припуск на диаметр при расчетной длине
До 25' Св. 25 до 63 Св. . 63 до 100 Св. 100 до 160 S ш О) Я О О =1 Св. 250 до 400 Св. 400 до 630 1
До 10 Св. 10 до 18 » 18 » 30 » 30 » 50 » 50 » 80 > 80 » 120 » 120 » 180.. > 180 » 260 » 260 » 360 •» 360 -> 500 1,0 1,2 1,3 1,4. 1,5 1,7 1,9 2.0 2,3 2,6 и 1,3 ' 1,3 1,4 1,6 1,7 1,9 2,1 2.3 2.6 1,3 1,4 1,4 1,6 1,8 1,9 2,1 2,4 2,7 1,4 1,5 1,7 1,8 2,0 2,2 2,4 2,7 1.5 1.8 1.9 2,1 2,3 2,5 2,8 1,9 2,1 2,2 2,4 2,7 3,0 ОМЫВ» | | | | | j to со спел со • 1 1 1 1
5» Припуск на диаметр при растачивании резцами
из твердых сплавов и быстрорежущей стали
Размеры в мт>,
Материал Диаметр отверстия
До 30 Св. 30 до 50 Св. 50 до 120 Св. 120 до 180
Алюминий ........ 0,2 0,3 0,4 0,5
-Баббит ......... 0,3 0,4 ‘ 0,5 0,5
. Бронза и чугун . . . ♦ . 0,2 0,3 0,3 0,5
Сталь 0.2 0,2 0,2 0,3
Примечание. Припуски указаны для черновой операции-
Для чистовой операции для всех приведенных материалов и диаметров
до 180 мм припуск равен 0,1 мм.
Я, Припуск иа диаметр
при алмазном растачивании
(предварительный)
Диаметр отвер- стия, мм Припуск на диаметр, мм
До 25 Св, 0,2 до 0,25
Св. 25 до 125 Св, 0,25 до 0,30
125 Св. 0,-35 до 0,3
7. Формулы для расчета операционных
промежуточных размеров
Обр абаты- ваемые поверхности Формула
Наружные цилиндриче- ские по- верхности и торцы Отверстия цилиндриче- ские дП max ~ ^тах "^гт1п ^mln ~ ^min ~ rmln
Примечание. Ап — размер, выдерживаемый иа предшествующей операции; Л — размер, выдерживае- мый на данной операции; ^min — ми- нимальный припуск на данную опера- цию; $п — допуск на выполнение* пре- дыдущей операции.
Обработка на токарных станках .
169
В зависимости от конфигурации, размеров и заданной точности
обрабатываемой детали применяют различные способы токарной обра-
ботки наружных поверхностей (табл. 8—9).
Центровые отверстия должны быть одинаковыми в обоих торцах
вала. В тех случаях, когда диаметры концевых шеек обрабатываемого
8. Способы токарной обработки наружных поверхностей тел вращения
Закрепление заготовки Характеристика заготовок 1
В патроне В центрах без люнета В патроне с неподвиж- ным люнетом В центрах с подвижным люнетом На оправках Жесткие при l/d < 1,5 То же l/d < 12 Нежесткие ступенчатые (l/d > 12) и особо тяжелые Нежесткие гладкие цилиндрические (l/d > 12) Полые после предварительной обработки отверстия
1 1 н d — длина и диаметр обрабатываемой заготовки, мм.
9. Варианты обработки наружных поверхностей тел вращения
Вариант Класс точности Класс шерохо- ватости
5 4 За 3 2а 2
1 Обтачивание однократное — 4
2 Обтачивание предварительное. Обтачивание чистовое 5
3 Обтачивание однократное. Шлифование однократное 6—7
4 — Обтачивание предварительное. Обтачи- вание чистовое. Шлифование 7
Б — Обтачивание предваритель- ное. Обтачивание чистовое. Об- тачиваниа тонкое 8
6 Обтачивание однократное. - Шлифование предварительное. Шлифование чистовое 8
7 — Обтачивание предваритель- ное. Обтачивание чистовое. Шлифование предварительное. Шлифование чистовое 8
170
Токарные работы
вала различны, размер центровых отверстий берется по шейке мень-
шего диаметра. Размеры центровых отверстий регламентированы
ГОСТом.
Если центровые отверстия в детали по условиям эксплуатации
недопустимы, обработку проводят на временных центровых углубле-
ниях, которые затем срезают.
Для изготовления центровых отверстий применяют наборы сверл
и зенковок или комбинированные центровочные сверла.
Центры бывают стандартные и нестандартные. Размеры центров
регламентированы ГОСТом (см? «Справочник металлиста», т. 4).
При работе с частотой вращения свыше 700—900 об/мин следует
применять задние центры с наконечниками из твердого сплава или
вращающиеся центры. При работе иа неподвижных центрах центро-
вые отверстия обрабатываемой детали заполняют смазкой состава, %:
тавот — 65, мел — 25, сера — 5, графит — 5.
- Заготовки с отверстиями устанавливают на грибковые центры (цен-
тры увеличенного диаметра со срезанной вершиной). Детали диаме-
тром менее 5 мм устанавливают на обратные центры.
Обтачивание нежестких валов производится с применением непод-
движиых или подвижных люнетов.
Обработка ступенчатых деталей на токарном станке возможна:
а) без использования специальных устройств, .6) с использованием
многорезцовых державок, в) с использованием механического копи-
ровального устройства, г) с использованием гидрокопировальвого
суппорта, д) на токарном станке с программным управлением.
Обработка ступенчатых деталей без исполь-
3 о в ан и я специальных устройств применяется в мел-
косерийном производстве.
На рис. Г показаны схемы обработки ступенчатых деталей с боль-
шими торцовыми и короткими цилиндрическими поверхностями
(рис. 1, а) и с небольшими торцовыми и длинными цилиндрическими
поверхностями (рис. 1,6; цифрами указан порядок обработки). Поря-
док чистовой обработки ступенчатых валиков показан на рис. 1, в,
г, д. Для выбора варианта обработки необходимо определять общую
длину рабочего и холостого хода резца.
Обработка с использованием многорезцо-
вых державок (державка с резцами устанавливается на месте
снятого резцедержателя) используется редко, главным образом для
деталей с небольшим перепадом ступеней по диаметру, малой длиной
шеек и большим числом ступеней.
Схема наладки резцов многорезцовой державки на заданные раз-
меры показана иа рис. 1, е (в рассматриваемом случае три резца пред-
назначены для обточки по наружному диаметру, а один резец для
подрезки торца). Первый резец устанавливается произвольно и поло-
жение его вершины определяется координатами х и у. Остальные
выверяются по отношению к нему в соответствии с разностью размеров
обрабатываемой детали, например
Резец 12 3 ' 4
Координаты х, у х, — х-|- (а — &), х2= х + (а — с); хв — X 4- а:
I/, = у — а' у = у — W — &') й — у — (а' +
+ 1>' 4- с',1
Указанным способом расчета пользуются и при наладке многорез-
цовых державок револьверных станков и автоматов.
Обработка на токарных станках
171
Обработка с использованием механического
копировального устройства (рис. 2) (устройство укреп-
ляют на месте снятого резцедержателя) используется для обработки
небольших по диаметру валиков, перепад между ступенями которых
Рис. 1. Схемы обработки ступенчатых деталей -на токарных станках без ис-
пользования специальных устройств
менее 5 мм, а разность диаметров крайних шеек меиее 30 мм (конструк-
ция описана в литературе [3].
Обработка с использованием гидросуппорта.
Наибольшее распространение имеют гидросуппорты типов ГС-1 и К.СТ-1.
Если поперечное сечение обрабатываемой поверхности (цилиндри-
ческой, конической или фасонной) возрастает в направлении точения,
ее можно обрабатывать с одной установки. При этом радиус перехода
от одной ступени к другой, углы конусов или радиусы фасонных по-
172
Токарные работы
верхностей могут быть любыми, важно, чтобы перепады диаметров
обрабатываемых поверхностей не выходили за пределы технических
возможностей копировального устройства.
Детали, имеющие криволинейные поверхности спада, могут быть
обработаны, если угол спада в направлении точения меныпё 20—30°.
Коническая поверхность с вершиной конуса, направленной в сторону
передней бабки станка, может быть обработана лишь в том случае,
если угол между образующей конуса и осью центров меньше 30° для
коротких конусов и меньше 20° для длинных. В остальных случаях
детали, имеющие двустороннюю ступенчатость, обрабатывают с двух
установок.
По копиру нельзя обрабатывать канавки для выхода резцов илн
шлифовальных кругов и отверстия сложной конфигурации. Для обра-
ботки по копиру за один проход следует предусмотреть припуск 1,5—
2 мм по цилиндрическим, коническим или фасонным поверхностям и
не более 1,5 мм по торцовым поверхностям. Если обработка разбивается
на черновую и чистовую, то под последнюю оставляют припуск на диа-
метр 0,5 мм и на торец до 1,0 мм.
Копиры. При использовании гидросуппорта типа КСТ-1 обработка
производится по круглым и плоским копирам, а при использовании
устройств типа ГС-1 — по плоским копирам.
Для захода щупа копир (рис. 3) следует снабжать дополнительными
двумя шейками А и Б в случае обработки деталей с двусторонней сту-
пенчатостью и одной шейкой А для деталей с односторонней ступен-
чатостью; длина шеек 25—30 мм. Шейка в начальный момент обработки
исключает возможность врезания резца в задний центр. Если копир
Обработка на токарных станках
173
используется для обработки деталей, имеющих двустороннюю ступен-
чатость, средняя шейка (последняя шейка, обрабатываемая при пер-
вой установке) имеет большую'длину, чем шейка на обрабатываемой
детали. В копирах для деталей с односторонней ступенчатостью в конце
копира и с двусторонней ступенчатостью в конце шейки, обрабатывае-
мой последней при первой установке, предусматривается буртик С,
по торцовой поверхности которого перемещается щуп копировального
устройства при отводе резца от обрабатываемой детали.
В плоских копирах расстояние от базы копира до наименьшего;
уступа не менее 45—60 мм; толщина копира 4—6 мм, рабочий профил:
может иметь толщину 2—3 мм. „ ,
Рис. 3.
Копиры:
а — плоский; б — круглый 'J
Плоские копиры изготовляют из листовой стали СтЗ с последующей
цементацией и термической обработкой; при малых партиях обраба-
тываемых деталей копиры делают из рессорной и пружинной стали
марки 60С2. Копиры, рассчитанные на длительное использование,
изготовляют из стали 45 и закаливаются.
Как плоские, так н круглые копиры по поверхностям контакта
со щупом должны иметь шероховатость поверхности, соответствующую’
7—8-му классам.(Точность размеров рабочей части копира должна быть
на один класс выше, чем точность обрабатываемой детали.
•Проектирование копиров для ступенчатых
деталей (рис. 4). Перепады по профилю копира должны соответ-
ствовать перепадам детали (й3, й2, hi, Da, D3, ...), их рассчитывают
по формулам:
для шеек с Р >De
t Отах — Обтах . __ От]П — Обга1п .
"tnax — -----о------> "mln —---------------
2
2
2
для шеек с D < Д6
г Ogmln Отщ , . Обшах — Отах
"max — 2-------’ "mln — --------2-------’
где hmax и йш1п — соответственно максимальный и ' миниш
перепады на сторону, мм; Отах и Отщ — предельные размеры
тров обработки, мм; D& — диаметр базового размера, мм.
174
Токарные работы
В качестве базовой шейки для расчета по диаметральным размерам
принимают шейку заготовки с наиболее жестким допуском
Dfimax — D •|qq
Рис. 4. К расчету копира
где D — наибольший размер базовой шейки детали, мм; Д — допуск
по диаметру базовой шейки, мм.
При обтачивании ступенчатых деталей по копирам необходимо
соблюдать следующие требования:
1) устанавливать заготовку так, чтобы все детали одной и той же
партии имели постоянное положение в осевом направлении. Для этого
у заготовок нужно подрезать тор-
цы, а для их установки исполь-
зовать плавающие центры, упо-
ры ит. д.;
2) при работе в жестких цент-
рах погрешность в установке сле-
дует компенсировать допуском на
общую длину детали или деталь
должна иметь припуск на следую-
щую подрезку;
3) вершину резца нужно распо-
лагать на линии центров станка.
Проверку правильности уста-
новки осуществляют по риске
на пиноли задней бабки, по вентру
или шаблону.
В противном случае нарушаются все диаметральные размеры, кроме
первого, по которому производилась настройка. Погрешность А будет
зависеть от диаметров обрабатываемых шеек и высоты смещения резца.
Резцы, применяемые при обработке деталей с использованием копи-
ровальных устройств. Резцы, как правило, оснащают пластинками из
твердого сплава. Резцы по рис. б, а, б применяют для обработки дета-
лей, имеющих одностороннюю или двустороннюю ступенчатость.
При обработке конических или фасонных поверхностей резец по рис. 5, а
используют при углах спада до 10°, резец по рис. 5, б — при углах
спада до 30°. Последним можно обрабатывать канавки для выхода
инструмента. Резец по рис. 5, в целесообразно применять для обра-
ботки деталей без уступов с коническими или сферическими поверхно-
стями при угле подъема до 45° н угле спада до 3(г.
Точность обработки с использованием копировальных устройств.
Опыт эксплуатации копировальных устройств показывает, что с их
помощью возможна обработка деталей не выше 3—4-го классов точ-
ности, а обычно достигаемые классы шероховатости поверхности 4—6-й.
Целесообразность применения гидрокопировальной обработки
вместо обработки на обычном токарном станке должна быть подтвер-
ждена расчетом по формулам [6]:
для серийного производства
0,6Ск + (ГпзО^ — Гпзам) К пов
------------------------------4
Обработка на токарных станках
175
для единичного производства
<72s
Ск + ^пХ-Т’пз^м)
Т п _____ ТС
1 шт м 1 шт' м
где q — годовая программа, шт; Ск — стоимость копира; и Тпз —
соответственно подготовительно-заключительное время (мин) при
работе с гидросуппортом и на обычном токарном станке (без гидросуп-
порта); дС и ам — стоимость (руб. за 1 мин работы) станка с гидросуп-
Рис. 5. Резцы для гидросуппортов
портом и обычного токарного станка; 7,‘'|1Т и Тшт — соответственно
штучное время обработки детали на станке с гидросуппортом и на
токарном станке; КПов — коэффициент повторяемости партии, учиты-
вающий увеличение потерь по времени в связи с периодичностью за-
пуска партии в производство.
Обработка на токарных станках с программным управлением харак-
терна для мелкосерийного производства. Экономическая целесооб-
разность обработки на токарном станке с программным управлением
по сравнению с обработкой на обычном токарном станке должна быть
проведена расчетом. Необходимо выполнение условия
в=С,-Са>0.
Здесь
Са~ (ta 4---4----------4-----------F Саа 4" Сна,
где индексы у и а приняты соответственно для обычного токарного
станка и для токарного станка с программным управлением; Су и Са —
себестоимости единичной операции, руб.; ty и ia — штучное время
обработки, мин; Ту и Та — подготовительно-заключительное время,
мин; п — число деталей в партии; b г— себестоимость станко-мипуты,
включающая амортизационные отчисления и расходы на текущий ре-
монт, руб.; z — заработная плата станочника, руб.; р — число одно-
временно обслуживаемых станков; Спу и Сио — расходы по эксплуата-
ции режущих инструментов, приходящиеся на данную операцию; Сяу
176
Токарные, работы
и Сиа — прочие накладные расходы, связанные с работой оборудова-
ния, приходящиеся на данную операцию, руб.; Ст — расходы на раз-
работку и изготовление программы, руб.; /V —общее число деталей,
подлежащих изготовлению.
Обработка конусов (рис. 6). Конические поверхности обрабаты-
вают: 1) широким резцом; 2) обычным резцом при повернутой верхней
Рис. 6. Схемы обработки конических поверхностей на токарном станке:
а — широким резцом; б — о поворотом верхней части суппорта; в — при
Поперечном смещении задней бабки; е — с помощью конусной линейки;
д — одновременного включения продольной и верхних резцовых салазои
Обработка на токарных станках
177
части суппорта; 3) обычным резцом при поперечном смещении корпуса
задней бабки; 4) обычным резцом с использованием конусной линейки;
5) обычным резцом, имеющим продольную и поперечную подачу.
Первый способ (рис. 6, а) применяется при длине образую- .
щей конуса не более 50—60 мм.
Второй способ . (рис. 6, б) применяется при обработке
поверхностей небольшой длины с любым углом уклона конуса. Угол <
поворота верхней части суппорта для усеченного конуса .
а для полного конуса
D — d
tga =
2/
* D
tg « = ~2Г
Третий способ (рис. 6. в) применяется при обрвбэтк
лей с малой конусностью. При обработке конуса по всей ДЛШГС-
смещение задней бабки
$б =
D-d _ LK
—j--- или 5б = —j,—>
где К — конусность;
при. обработке конуса на части длины детали
_ L D — d
$6 = —------g— = L tg a.
Четвертый способ (рис. 6. г) применяется при обработка
конических деталей любой длины с углом уклона не свыше 12°. Смеще-
ние конусной линейки по миллиметровой шкале определяется следую-
щими выражениями (размеры в мм): I
„ Л D — d
Sn — —------— A tg a,
где А — расстояние от оси вращения линейки до ее установочной шкалы.
При градусной шкале угол поворота линейки равен углу а уклона
конуса
D — d
^а^—2Г
Кроме конусных линеек при обработке конических поверхностей
используют специальные устройства с копирами. Конструкции этих
устройств рассмотрены в литературе [3].
Пятый способ обработки конусов с помощью гитары попе-
речной подачи. Резец получает одновременно продольную и попереч-
ную подачу (рис. 6, 5). . t
178
Токарные работы
Угол поворота верхних салазок суппорта при одновременном вклю-
чении продольной подачн и подачи салазок верхнего суппорта рассчи-
тывают по формуле
Для конических поверхностей с большими углами уклона следует
пользоваться формулой
sin £ = sin а (-^Е---1_ у 1------22- sin2 а V
\ SB SB 7
где snp — продольная подача суппорта, мм; sB — подача верхних сала-
зок суппорта, мм.
Конусы можно обрабатывать не только указанными способами,
но и на токарных станках и токарных полуавтоматах с помощью гид-
росуппортов (стр. 173).
Независимо от способа обработки конуса резец следует устанавли-
вать по центру. Неточность установки резца по отношению к линии
центров вызывает искажение геометрической формы детали.
Обработка внутренних конусов производится резцом при повер-
нутых верхних салазках суппорта при помощи конусной линейки при
использовании гидросуппортов н конусным осевым инструментом.
Обработка сферических и фасенных поверхностей. Способы обра-
ботки, а также области применения и характеристики сферических
и фасонных поверхностей приведены в табл. 10.
Профилирование копиров для обработки фасонных поверхностей
приведено в «Справочнике металлиста», т. 4 и в литературе [3].
Накатывание рифлений производят цилиндрическими роликами.
Параметры роликов приведены в табл. II, 12.
Обработка внутренних поверхностей. Варианты обработки вну-
тренних поверхностей приведены в табл. 13, 14.
Сведения по расчету усилий зажима в патронах и на оправках
приведены в «Справочнике металлиста», т. 4.
Кроме обычного растачивания при обработке деталей со ступен-
чатыми отверстиями используют многорезцовые державки или осуще-
ствляют расточку, используя станки, оснащенные гидросуппортами
или станки с программным управлением.
При обработке внутренних поверхностей (отверстий) деталей по-
следние устанавливаются до упора и крепятся в патронах или план-
шайбах (кулачковых). На ставках, снабженных гидросуппортами,
обработку ведут по цилиндрическому или плоскому копиру; при исполь-
зовании гидросуппорта ГС-1 специального инструмента или настройки
станка ие требуется, а при использовании гидросуппорта КСТ-1 необ-
ходимо применять специальные державки для резцов.
Обработка эксцентричных деталей. Особенность обработки таких
Деталей заключается в способе их установки и закрепления их. При
закреплении детали с эксцентрично расположенным отверстием в трех-
кулачковом патроне один из кулачков смещается на величину А:
где е — заданный эксцентриситет; d — диаметр поверхности, за кото-
рую заготовка зажимается в патроне.
Способ обработки, эскиз
Область применения, характеристика
Обработка небольших радиусных сферических поверх-
ностей и фасонных сложного профиля. Длина обрабаты-
ваемой поверхности <60 мм'
Обычными резцами, установленными в приспособлении,
вращающемся вокруг неподвижной оси
Наружные и внутренние сферические поверхности. Резец
крепится в приспособлении, установленном вместо попе-
речного суппорта. Круговая подача резца может быть
ручной или механической
Обработка на токарных станках
Способ обработки, эскиз
Обычными резцами, устанавливаемыми в поводковых
(рычажных) приспособлениях
Специальными кольцеобразными режущими инструмен-
тами й вращающимися головками
Продолжение табл. 10 I
Область применения, характеристика
Наружные и внутренние сферические поверхности. Пере-
мещение режущей кромки резца происходит при его па-
раллельном перемещении. Для устранения искажения
обрабатываемой поверхности вследствие закругления вер-
шины резца необходимо уменьшать нли увеличивать длину
поводка | = ±г. Знак берут при обработке на-
ружных# а знак «—» при обработке внутренних поверх-
ностей
Образование сферической поверхности происходит при
вращении инструмента и обрабатываемой детали.
Шпиндель инструмента устанавливают под углом
а = arcsiti 1^27? (R — й) — arcsln 7/
2/к J" Zzy
D= J/2J? (Я— b),
где /? — радиус обрабатываемой поверхности; D — диа-
метр головки: b— расстояние от центра сферы до торца-
детали
Токарные работы
Продолжение табл. 10
Способ обработки, эскиз
Область применения, характеристика
С использованием механических копировальных
j стройств
С использованием гидросуппорта
С использованием вращающихся копиров
Относительно длинные фасонные поверхности с углом
подъема образующей профиля меньше 30°. В зависимости
от способа контакта ролика с копиром возможны три схемы.
Разнообразные фасонные поверхности. Данные о копирах
и настройке гидросуппорта см. на стр. 173
Обработка деталей с фасонным поперечным сечением.
Копир расположен на одной оси с обрабатываемой деталью
или на дополнительном валике, кинематически связанном
со шпинделем станка
Обработка на токарных станках
182
Токарные работы
И. Основные размеры роликов (мм) при накатывании рифлений.
D
d
В
15 15 20
4 6 6
4 6 6
30
10
12
Примечания: 1. Шаг нарезки t, мм: прямой — 0,5; 0,6; 0,8;
1,0 и 1,2; правой и левой — 0,8; 0,6; 1,2; 1,6.
2. Углы а для деталей из стали 70°, для цветных металлов 90°.
3. Материал роликон сталь ХВГ, закаленная до НRC 62—64.
4. Державки для роликов D регламентированы ГОСТ 13062 — 67
и 13063 — 67.
12. Число зубьев у роликов для накатывания рифлений
Диаметр ролика, мм Шаг накатки tt, мм
0,5 0,6 0,8 1,0 1,2 1.6
15 Ро 94 лики с пря 78 мой нарезк 59 эй 47 39
20 126 105 78 63 52 —
25 157 131 98 78 65
30 188 157 118 94 78 —
15 Ролики с правой г- 68 левой нар 51 езками 41 34 25
20 91 68 54 45 38
25 ИЗ 85 68 57 42
30 — 138 102 82 68 51
Обработка на токарных станках
183
18. Основные способы растачивания отверстий
Закрепление резца Размеры отверстий мм
d / 1 ЦЛ
В суппорте . <70 <150 <5
В консольной оправке ........ >70 >150 <5
В оправке с дополнительной опорой — - >5
1 1 — длина обрабатываемого отверстия; d — его диаметр.
14. Рекомендуемые варианты обработки цилиндрических отверстий
№ варианта Метод обработки Класс точи ости
В сплошном металле
1 Сверление одним сверлом 1 5
1 Соерление и зенкероваиие 4
2 » и протягивание 3
3 » зенкероваиие н развертывание 3
1 Сверление и двукратное развертывание
2 » и протягивание
3 » протягивание и шлифование
4 Сверление, зенкероваиие и двукратное разверты- 2, 2а
вание
5 Сверление, зенкероваиие п шлифование
6 » протягивание и раскатывание
В заготовках с отверстием
1 Зенкероваиие и растачивание 5
2 Рассверливав ие 5
1 Рассверливание 4
2 Двукратное зенкероваиие и двукратное растачн- 4
ванне
1 Зенкероваиие или растачивание и развертывание 3
2 Зенкероваиие или растачивание
3 Двукратное зенкероваиие нлн двукратное раста- чивание и развертывание 3
1 Зенкероваиие илн растачивание и двукратное раз-
вертывание
Зенкероваиие или двукратное растачивание и дву- кратное развертывание
3 Зенкероваиие или двукратное растачивание и тон- кое растачивание
4 Зенкероваиие или двукратное растачивание н хо- 2, 2а
нингованне
5 Зенкероваиие илн растачивание и протягивание
6 Прогрессивное протягивание
7 Зеакерование нлн растачивание, тонкое растачи-
панне и хонингование
Я Двукратное растачивание и шлифование
Прогрессивное протягивание и шлифование
184
Токарные работы
Эксцентрично расположенные-поверхности могут быть обработаны
на смещенных центровых отверстиях (при е >8-^10 мм), заготовки
с отверстиями устанавливают на оправки. При большом эксцентри-
ситете применяют центросмесители (бугели).
Токарная обработка сложных деталей. Сложными деталями назы-
вают детали, не являющиеся телами вращения, но отдельные поверх-
ности которых (наружные и внутренние) подвергаются токарной обра-
ботке. К таким деталям могут быть отнесены корпуса, кронштейны,
опоры, рычаги и т. п. Обработка таких деталей требует применения
специальных приспособлений типа двухкулачковых патронов, план-
шайб с угольниками, планшайб с пальцем и т. п.
Резцы для точения
Основные типы стандартных резцов из быстрорежущей стали и
резцов с пластинками из твердых сплавов регламентированы
ГОСТ 10046—72, 9795—73, а технические требования на резцы —
ГОСТ 10047—62* и 5688—61*. Формы и размеры пластинок для рез-
цов стандартизованы.
Размеры (мм) сечеиия стержней токарных резцов следующие: пря-
моугольного 6 X 10, 8Х 12, 10 X 16, 12 X 20, 16 X 25, 20 X 30,
25 X 40,32 X 45, 40 X 60, 50 X 80; квадратного 6 X 6, 8 X 8, 10 X 10,
12 Х12, 16 X 16, 20 X 20, 25 X 25, 32 X 32 , 40 X 40, 50 X 50;
круглого 6, 8, 10, 12, 16, 20, 25, 32, 40, 50. Рекомендации по выбору
сечеиня резцов в зависимости от сечения снимаемой стружки приве-
дены в табл. 15. При выборе сечения стержня резца следует учитывать
высоту центров и размеры резцедержателя станка.
15. Выбор поперечного сечения резца в зависимости от сечеиия
срезаемого слоя
Сечение срезаемого слоя, мм* Сеченне державки резца Сечение срезаемого слоя, мм* Сечение державки' резца
квадрат- ной Прямо- угольной квадрат- ной прямо- угольной
0,5 6 4,0 20 16X25
0,75 8 —- 6,0 25 20X30
1.0 10 9,0 32 25X40
1*5 12 10Х 16 12,0 40 32X45
2,5 16 12X20 . 16,0 40Х 60
Наряду с обычными твердосплавными резцами широкое применение
имеют резцы с неперётачиваемыми многогранными пластинами. Формы
неперетачиваемых твердосплавных пластин показаны на рис. 7, а ос-
новные размеры — в табл. 16. '
Режущие пластины предусмотрены для различных резцов:
токарных проходных, подрезных и расточных — правильной трех-
гранной формы с отверстием н без него, со стружечными канавками
и без инх, с задним углом 0 и 11°а
Обработка на токарных станках
185
16. Размеры (мм) неперетачиваемых пластинок
Размеры, мм (см. рис. 7) Конфигурация пластинки
Трех- гранная Четы- рехгран- ная Пяти- гранная Шестн- : гранная Круглая (испол- нение I) Круглая (испол- нение II) Ромби- ческая
Оо* 14, 18, 22, 26 14, 18, 22 18, 22, 26 18, 22, 26 8, 10, 12, 16, 20 10, 12, 20 14, 16
d 3,2; 4,2; 5,2; (4,2; 5,2; 6,2) 4,2; 5,2; 6,2 5,2; 6,2; 6.2 5,2; 6,2; 6,2 3,3; 4; 5; 6 —
h ** * д ** д мер А, а 3,5; 5; 5,5; 6,5 ля ромби ля кругл в знамен 3.5; 4,5; 5,5 ческой ш ой пластн ателе ht. 4.5; 5,5; 6,5 1ЭСТИНКИ нкн (испс 4,5; 5,5; 6.5 размер /. лиение I 3,3; 6; 4,5; 5 ) в числи 4,5 £ 3,6 4 5,5 6_ 4,5 5 теле дан 4; 4,5 раз-
работающих по копиру — правильной трехгранпой формы с. отвер-
стием,'со стружечными канавками н без них, а также параллелограмм-
ной формы с углом 55° и стружечными канавками (левые и правые,
без отверстий):
токарных проходных и расточных — неправильной трехграннон
формы с отверстием, со стружечными канавками и без них, а также
квадратной формы, с отверстием и без него (с заданным углом 0 и 11°),
со стружечными канавками н без них, с радиусной режущей кромкой
или фасками;
автоматных — неправильной трехгранной формы с отверстием,
со стружечными канавками’и без них;
токарных резьбовых (для нарезания наружной метрической резьбы) —
ромбической формы с углом 60° и стружечными канавками двух кон-
фигураций;
специальных с ср — 90° — ромбической формы с углом 80°, с от-
верстием и без него, со стружечными канавками и без них;
проходных с <р = 60° — пятигранной формы, с отверстием и без
него, со стружечными канавками и без них, с фасками и без них;
проходных с ср = 45° — шестигранной формы, с отверстием, со
стружечными канавками и без них;
специальных — круглой формы, с отверстием и без него, со стру-
жечными канавками и без.них; с задним углом 0 и 7°.
По допускам на изготовление различают пластинки нормальной точ-
ности, точные (прецизионные), и особо точные (суперпрецизионные).
186
Токарные работы
в?
Рис. 7. Формы и основные размеры
иеперетачиваемых пластинок:
а _ трехгранных; б — четырехгран-
ных- в _ пятигранных; г — шести-
гранных; д — круглых (исполнение 1);
е__круглых (исполнение II); ж — ром-
бических
Обработка на токарных станках
187
Предельные отклонения размеров пластинок регламентированы
ГОСТ 19086—73.
Неперетачиваемые пластинки изготовляют из твердых сплавов
ВКЗМ, ВК4, ВК6, КВ6М, ВК8, Т5К12В, ТТ7К12, ТТ10К8Б, Т5К10,
Т14К8, Т15К6, Т30К4.
Геометрические параметры режущей части резцов. Геометрические
параметры и формы заточки для токарных резцов приведены в табл. 17,
18, а углы заточки — в табл. 19—22. Для работы с большими подачами
используют твердосплавные резцы с дополнительной режущей кром-
кой, формы передней поверхности этих резцов и углы режущей части
приведены в табл. 23 и 24.
Рис. 8. Схема износа резца:
Лл — глубина лунки; ~
величина радиального из-
носа резца; й3 — величина
износа резца на задней по-
верхности
Геометрические параметры резцов с неперетачиваемыми пластин-
ками даны в табл. 25.
Приведенные данные относятся к нормальным резцам. При обра-
ботке конкретных деталей новаторы производства меняют геометри-
ческие параметры резцов.
Износ обычных резцов. Износу подвергаются задняя и передняя
поверхности и вершина резца. Значительный износ по задней поверх-
ности приводит к ухудшению шероховатости и точности размеров обра-
ботанной поверхности. Ориентировочные величины допустимого из-
носа (рис. 8) для обычных резцов приведены в табл. 26.
Установка резцов. В процессе резания в зависимости от ряда факто-
ров углы резца изменяются. Определение действительных углов реза-
ния в движении (кинематических углов резания) производится по фор-
мулам:
для продольного точения
/ S \ / h \
Уд = V + arctg 2^ sin <р arctg (^р==- cos <р j ;
ад = а - arctg sin Ф ) + arctg ( cosф) !
для поперечного точения
Уд = V + arctg sin <р) ± arctg sin <р ) ;
= а - arctg sin ф ) ±arctg sin гр) ,
где уд и ад — действительные углы резания, градусы; s—пода>а,
мм/об; R— радиус рассматриваемой точки режущей кромки, мм;
188
Токарные работы
17. Геометрические параметры и формы заточки режущей части резцов
из быстрорежущей стали
Форма, эскиз, передней поверхности Обрабатываемый материал
Плоская с положительным передним углом J Бронза И' другие хрупкие металлы. Серый чугун с НВ > >220. Сталь си0 >80 кгс/мм2
Плоская с положительным передним углом Г?7... * Сталь с ов < 80 кгс/мм2 и серый чугун с НВ < 220
Криволинейная с фаской j£05^ /м\ 1 Сталь с *ОВ < 80 кгс/мм2. Вязкие цветные металлы и легкие сплавы
Примечание. При работе с ударами угол наклона главной
режущей кромки X = 10°, прн работе без ударов X » 0°.
18. Геометрические параметры и 'форма заточки режущей части резцов
с пластинками твердого сплава
Форма, эскиз передней поверхности Обрабатываемый материал. Условия работы
Плоская с положительным передним углом Бронза н другие хрупкие ме- таллы. Серый чугун с НВ > > 220
Плоская с отрицательной фаской. Ковкий чугун, сталь и сталь- ное литье с ив < 80 кгс/мм2, а также с ив > 80 кгс/мм2 при недостаточной жесткости тех- нологической системы (СПИД). Для отвода и дробления струж- ки применять стружколоматель
Обработка на токарных станках
189
Продолжение табл. 18
Форма, эскиз передней поверхности
Криволинейная с отрицательной фас-
кой
Плоская с отрицательным переднйм-
углом
Обрабатываемый материал.
Условия работы
Сталь с ав < 80 кгс/мм2 (при
необходимости завивания и
дробления стружки)
Сталь и стальные отливки
с ов > 80 кгс/мм2, загрязнен-
ные неметаллическими включе-
ниями. Работа с ударами в уело-
внях жесткой технологической
системы СПИД
Примечание. См. примечание к табл 17.
19. Геометрические параметры режущей части быстрорежущих
и твердосплавных резцов
Задние а, и передние V углы *, градусы
Обрабатываемый материал и состояние заготовки Точение и растачивание резцами
черновое чистовое V
а
Сталь в стальные отливки с о_, кгс/мм2; <80 св. 80 до 100 >100 По корке, загрязненной неметалличе- скими включениями, при работе с уда- рами; стали и сплавы жаропрочные чугун серый чугун ковкий медные сплавы 6 8 8 8 10 8 8 8 . 12 12 8 10 10 10 12 25 . 12—25 20 10 — 10 20 10 5 8 12
190
Токарные работы
Продолжение табл. 19
Главный угол в плане ф, градусы
Ф Условия работы
30 45 60—75 90 Точение с малыми глубинами резания при особо жесткой системе СПИД Точение при жесткой системе СПИД Точение н растачивание пр*и недостаточно жесткой си- стеме СПИД Подрезка, отрезка. Обтачивание и растачивание ступен- чатых поверхностен в упор. Обработка в условиях нежест- кой системы СПИД
Вспомогательный угол в плане фг, градусы
Ф1 Условия работы
0 1-3 5—10 10—15 30 Черновое и чистовое точение резцами с дополнительной режущей кромкой, обработка широкими резцами Прорезка пазов и отрезка Чистовая обработка Черновая обработка Обработка с подачей в обе стороны без перестановки резца с радиальным врезанием
Угол наклона главной режущей кромки К, градусы
к , Условия работы
— 2-г — 4 0 0-5 10 1 2— 15 Чистовое точение и растачивание Точение и растачивание стали и чугуна резцами с ф = =s 90°; точение и растачивание жаропрочных сталей Черновое точение и растачивание стали х Черновое точение и растачивание чугуна Точение прерывистых поверхностей (с ударами:
Обработка на токарных станках
191
Продолжение табл. 19
Радиус при вершине резца, мм **
Резцы : Материал । резцов Вид обра- ботки Радиусы сечения резца, мм
12X20 лф СЧ 04 XX <£3 О СЧ 20Х 30, 25Х 25 оо тГ со XX из о СЧ СО 30X45, 40X40 { 40X60
Проходные, ‘ подрезные и расточные Твердый сплав Черно- вая, чи- стовая 0,5-1 1,0 1.0 1,5 1,5 2— 2,5
Сталь Р18 Черно- вая, чи- стовая 1,5—2 1,5—2 2—3 2-3 — —
Отрезные и прорезные — — 0,2 — 0,5 — —
Ширина фаски, мм
Резцы Материал резцов Вид обра- ботки Размеры сечения резца, мм
12X20 16X25, 20Х 20 20X30, 25Х 25 оо •S' СО XX ю о 04 СО ю ° XX СО TF 40Х 60
Всех типов Угол фа * для рез • * при вер Твердый сплав Р18 ски ?ф = В числите цов с плас При чистс шине резце Черновая Черновая Чистовая -54—10° ле — для рез1 гинками твердс >вом точении и следует брать 0,4 1ОВ из >ГО СП ежест мены 0,4 стал лава, ких д не ук 0,6 1.0 0,2— 0,3 и Р18, в гталей вели ззанных в т 0,6 1,0 намен чины аблиц 0,9 ателе радиу е. 1,2 са
20. Геометрические параметры резцов для точения закаленной стали
„ Углы в градусах
Твердый сплав а V <р <₽1 А г, мм
Т15К6 15 — 15 45 15 0 1,0
в КЗ, Т5КЮ 12-14 — 104-4-25 25 — 20 10 До 45 1 — 1,5
ВК4 12 -15 30 10 — 20
Т30К4 10—12 -104-4-15 30—35 10 15—10 0,5—1,0
вкзм 10 . —6 55 10 -6 0,5
192
Токарные работы
21» Геометрические параметры резцов для точения титановых
сплавов ВТЗ, ВТЗ-1, ВТ5
Углы в градусах
Обработка Мате- риал резца V Ф1 Л г, мм
Обдирка по корке В КЗ 0 +5 10—15 10 10 0,8
Р18 10 8-12 1.0— 15 5 0,8
Прерывистое точение ВК8 0 ±5 8 ' 10 0 0,8
Р18 10 8 10—15 0 1
Получистовое и чисто- В КЗ 0 +5 10-15 10 0 0,5—1
вое точение Р18 15 8—12 10-15 0 1 — 1,5
Растачивание Р18 6 15 15 0 1
Отрезка вкз 5 10 4 0 —
Р18 15 8 4 0 —
Примечание. Для всех указанных в таблице, <р «а 45°. видов обработки и материалов резца,
22. Геометрические параметры резцов для обработки вольфрама
Углы в градусах
Вид обработки V Ф1 к г, мм
Наружное^ продольное и поперечное точение: по корке; черновое без корки; получистовое и чисто- вое 5—10 — 10 — 5 8—10 10—15 10—15 1 — 1,5
10—15 0 5—10 — 0,3- 0,8
Растачивание: по корке; черновое без корки; получистовое и чисто- вое 5—10 10—15 — 10 — 5 0 8—10 15—20 5—10 10—15 1-1,5 0,3- 0,8
Отрезка и прорезка кана* иок 10—15 0 8—10 1-3 —-
Примечание. Обработка осуществляется резцами, оснащен- ными пластинками твердого сплава! для обдирки — ВК8, BK8Bf ВК15, а для получистовой и чистовой обработки — ВК6М, Т30К4, ВК6-Л4 и вкс-лз
Обработка на токарных станках
193
23. Форма передней поверхности резцов с пластинками
из твердых сплавов для работы с большими подачами
Форма передней
поверхности, эскиз
Плоская с отрицатель-
ной фаской и искусствен-
ной луикой:
в форме круга
глу-
в форме сектора; . _
бина лунки 0,13—
0,16 мм
Область применения
Обработка стали
Глубина резания t, в мм От 0,7 до 1,5 Св. 1,5 до 2,5 Св. 2,5 диаметр лувки d (мм) при подаче Sp, мм/об
0,7—1,5 2,5 2,5-3,5 3,5 Св. 1,5 2.5 —3,5 3.5
Массовое и крупносерийное производство
Обработка стали Глубина резания t > 0,7 мм, подача s > 0,7 мм/об Единичное и мелкосерийное производство
Плоская с отрицатель-
ной фаской и порожком
Плоская без луики
порожка
и
Глубина резания
t, мм
Л, мм
1,5
1,5—2,5
2,6—4
4—5
5-6
6—8
Обработка с s < 5 мм/об
Обработки стали и чугуна. При обработке
чугуна f — 0. Для отвода стальной стружки
требуется стружколоматель
Примечание. Лунки образуются электроискровым спосо-
бом. Расположение лунки симметрично углу при вершине.
7
Псд ред. Малова
194
Токарные работы
24. Геометрические параметры режущей части резцов с пластинками
из твердых сплавов для работы с большими подачами
Сечение среза, мм* Обрабатываемый материал & В Q. <<
До 7 Сталь с св 45 10 (7) 0 (-7) 0 — 5
<70 кгс/мм2 Чугуи с НВ < 220 45 8 (5) 8 (-5) 0 —
Vs (s —
подача,
мм/об)
Св. 7
Сталь с ав:
<70 кгс/мм2
>70 кгс/мм2
Чугун с НВ < 220
Для
любых
сече-
ний
Сталь с ов
<70 кгс/мм* и выше
Чугун с НВ <220
90
90
8 (5) 3,5 (0) 3,5 — 5 1,2
8 (3,5) 0 (+3,5) 5 -5 1,2
6 (7) 5 (0) 5 — 1.2
8 (5) 0 (0) 5 — 5 1,2—
8 (3) 0 (0) 3 — 1,2— 1,8
Примечания 1. При заданных ф, уПр и Хд значения у и Л
являются их производными углами.
2. Дополнительная режущая кромка должна быть прямолиней-
ной и установлена строго параллельно подаче. При нежесткой системе
СПИД радиус сопряжения главной и дополнительной кромок ? =
= 1,0-8-1,5 мм, при жесткой г до 3 мм.
Обработка на токарных станках
195
25. Углы (градусы) режущей части резцов с иеперетачиваемыми
пластинками
Пластинки Ф <₽1 vy V ОС “1
Трехгранные 90 10 12 12 7,5 7,5-
45 45 10 10 10 0
Четырехгранные 60 30 10 12 7 7
75 15 10 12 7 7
Пятигранные 60 | 12 10 12 8 8
Шестигранные 45 15 10 ю 10 5
Примечание. Приведенные углы соответствуют пластин-
кам с выкружками вдоль режущих кромок. В массовом производстве
при работе на автоматах и полуавтоматах применяют плоские пла-
стины (без выкружек); — угол наклона пластины.
2d. Допускаемый износ резцов, мм
Резцы Обрабатываемый материал
Сталь, стальное литье, медиые и легкие сплавы Серый и ковкий чугуи
Условия обработки Износ Условия обработки Износ
Ре^ Токарные, проход- ные, подрезные и рас- точные Токарные прорезные и отрезные Резце Токарные, проход- ные, подрезные и рас- точные с пластинками Т15К6, Т5К10, Т14К8, Т15К6Т То же, с пластинка- ми Т30К4 То же, с пластинка- ми ВК6 и ВК8 цы из быстрорезк^ С охлаждением Без охлаждения С охлаждением Без охлаждения с пластинками w Без охлаждения при подаче s = 0,3 мм/об s > 0,3 мм/об Без охлаждения Без охлаждения при подаче $ 0,3 мм/об s > 0,3 мм/об рцей ст 1,5— 2,0 0,3— 0,5 0,8 — 1,0 0,3— 0,5 з тверд 0,8 — 1,0 1,5— 2,0 0,5 — 0,8 0,8— 1,0 0,3 ал и Черновое точение Получнетовое точение ых сплавов s < 0,3 мм/об s > 0,3 мм/об s < 0,3 мм/об $ > 0,3 мм/об 3,0- 4,0 1,5— 2,0 1,5- 2,0 1,4— 1,7 0,8— 1.0 1,4 — 1.7 0,8 — 1,0
196
Токарные работы
<р — главный угол в плане, градусы; й — величина смещения точки
режущей кромки выше или ниже линии центров, мм.
При установке режущей кромки резца выше линии центров третье
слагаемое в этих формулах берут с верхним знаком, а при установке
режущей кромки ниже линии центров — с нижним знаком.
Фасонные резцы для наружного и внутреннего точения небольших
поверхностей разделяются по форме на круглые и призматические,
а по установке относительно обрабатываемой детали — на радиаль-
ные и тангенциальные.
Расчет фасонных резцов проводят следующим образом.
Углы режущей части резцов. Задний угол а (рис. 9)
у круглых резцов образуется смещением передней поверхности резца
ниже его оси на /г =?? sin а, а у призматических — установкой в дер-
жавке.
Угол а назначают для наружных точек режущей кромки резца.
Для любой другой точки к
tg о-х = —- ig a sin tpx,
'X
где 7? и гя — соответственно расстояние наружной и произвольной
точек от центра или базы крепления резца; <рх — угол между каса-
тельной к профилю резца в точке х и прямой, перпендикулярной к оси
аа готовки.
Для самой неблагоприятно расположенной точки профиля необ-
ходимо, чтобы аж5г 2±3°.
Передний угол у (градусы) выбирается в зависимости от обрабаты-
ваемого материала:
Обработка на токарных станках
197
Алюминий и медь....................................25—30
Сталь с ав, кгс/мм2;
<50.............................................. 20
50—60 ........................................ 15
60—80 ........................................ 10
>80............................................ 5
4yrvu с НВ\
< 180 10
180 — 200 ..................................... 5
> 200 0
Бронза и латунь................................. 0
Указанные величины угла у относятся к наружным точкам профиля
резца. В точках профиля, расположенных ближе к центру или базе
крепления резца, угол у уменьшается, приближаясь к нулю.
Наибольший радиус R круглого резца
где t — высота профиля детали; k — глубина заточки передней грани,
обычно k= Зч-12 мм в зависимости от размера резца; f — толщина
стенки резца, обычно f — 54-8 мм; гй — радиус отверстия, обычно
= Ю-:-25 мм.
Профилирование радиальных резцов (рис. 10).
Искажение профиля резца возрастает с увеличением угла коррекции
ф = а у. Профиль резца рассчитывают по характерным точкам де-
тали, например точкам 0, 1, 2, положение которых определяется ра-
диусами г, гх, г2 и осевыми размерами /2 и is. Независимо от формы
198
Токарные работы
резца необходимо знать размеры Cj и С2, определяемые в следующей
последовательности (рис. 10, а): 1) т = г sin у;
2) А = г cos у; 3) sin yj = ; 4) Лх = rr cos ух;
ri
5) = At — А; 6) sin 7) /12 = гг cos у2;
ri
8) С2 = Д2 — А.
Для круглых резцов заданными величинами являются углы а
и у и наружный радиус R резца, соответствующий минимальному
радиусу г заготовки при наружной обработке (рис. 10, б) и максималь-
ному радиусу г заготовки при внутренней (рис. 10, в). В результате
расчета определяются радиусы всех точек резца, соответствующие
характерным точкам детали. Дальнейший расчет ведут по схемам
(рис. 10, а и в): 1) ip = cz у; 2) // = R sin ip;
3) 5 = /?coSip; 4)Д1=5-С1; 5) tgipt=-^-;
61 « 'г*-
’"'"Тг'пь'
Для призматических резцов (рис. 10, б) расчет ведут
в следующей последовательности: 1) ip = а -}- у; 2) Р1=С1 cosip;
3) Р2 = С2 cos ip.
Профилирование тангенциальных резцов
(рис. 11). В процессе резания углы а и у непрерывно изменяются
Обработка на токарных станках
199
(рис. 11, а). Изменение угла у тем больше, чем больше диаметр детали D.
Тангенциальные резцы используются для обработки деталей с неболь-
шой глубиной профиля.
В начальном положении А угол уд может быть даже отрицатель-
ным; он постепенно возрастает до уд в конечном положении В. Задний
угол изменяется в обратном направлении.
Передний угол у образуется заточкой, а задний угол а — установ-
кой резца. Для постепенного введения в работу всей режущей кромки
резцу придается угол в плане <р— 45-ь 75°.
Порядок расчета профиля резца показан на рис. 11, б.
Чтобы все точки режущей кромки производили резание, необхо-
димо повернуть резец на угол б, который не зависит от формы профиля
детали и определяется по формуле
tg 6 = tg X sin а = ctg <р sin а.
Все точки режущей кромки имеют одинаковый угол искажения
2 = а + у. Для получения высотных размеров профиля резца в се-
чении А—А, перпендикулярном базе крепления, надо соответствую-
щие высотные размеры детали умножить на постоянный коэффициент
искажения
h = cos (и +у)
cos у
Вычислив б и h, определяют высотные размеры Т резца. Напри-
мер, Т = h (г3 — н); = /г — г2).
Осевые размеры нормального профиля резца равны соответст-
вующим осевым размерам детали.
Размеры фасонных резцов приведены в табл. 27—31.
27. Наибольшее допустимое отношение ширины фасонного резца
к диаметру детали
Характер обработки, класс точности Отношение длины режущего лезвия резца
к диаметру детали в опасном сечении, мм
До 5 5—10 10-20 Св. 20
Грубая, 5-й 2,0 2,4 2,8 3,0
Средняя, 4-й 1,8 2,0 2,3 2,5
Точная, 3-й . 1,5 1,6 1,8 2,0
Техника расчета фасонных резцов. Наиболее рациональным является
тригонометрический метод, при котором коррекционный расчет осно-
ван на последовательном решении ряда простейших трехчленных урав-
нений, дающих в итоге искомый размер. Эта крайняя степень упро-
щения структуры расчетных формул удачно сочетается с применением
логарифмического метода расчета, что позволяет механизировать всю
технику расчета.
200
Токарные работы
28. Размеры (мм) призматических фасонных резцов
Эскиз
4 До 30
6 » 45
10 » 60
15 » 80
20 До
100
10
15
20
25
35
Примечания: 1. Длина резца принимается от 2 до 4Тр.
2. Призматические резцы, базируемые на переднюю плоскость,
имеют длину ие более (1,2—1,5) Ь, где b — толщина резца.
3. Размер К — 5 + d (1 4- ctg 30°), где d ~ диаметр меритель-
ного ролика.
Расчет следует вести на бланках следующей формы:
Форма
Расчет- ная формула Символиче- ское обо- значение Абсолют- ная ве- личина Логарифм
№ по пор. числа си ну- са угла коси- нуса угла тан- генса угла
Для расчетов используют клавишные и другие ЭВМ. Примеры рас-
чета приведены в литературе [ 1 ].
Более полные сведения о расчете фасонных резцов см. литера-
туру [1].
Резцы для тонкого точения. Для тонкого точения используют твер-
досплавные резцы, резцы на основе поликристаллов нитридов бора
и алмазные резцы. Геометрические параметры твердосплавных резцов
приведены в табл. 32.
Резцы, у которых рабочая часть выполнена на основе поликристал-
лов твердого нитрида бора (ПТНБ), позволяют обрабатывать детали
твердостью HRC 40—65, шероховатость поверхности при этом соот-
Обработка на токарных станках
201
29. Размеры (мм) круглых фасонных резцов для наружной обработки
Ьтах
Наибольшая глубина профиля •детали *пшх ° mln d(A,) d. &шах к г d2
6 50 12 20 9 28
8 60 16 25 11 3 1 34 5
11 75 15 42
14 90 22 34 18 4 2 45 6
18 100 23 __ 52
25 120 27 40 30 5 3 55 8
Примечание. Общая ширина резца /_р определяется с уче-
том необходимости придания ему дополнительных режущих кромок.
ветствует 7—9-му классам, а точность в пределах 2—3-го классов,
а в отдельных случаях — 1-го класса точности.
Наружное, внутреннее и торцовое точение резцами, оснащенными
ПТНБ, позволяет исключить операции абразивной обработки и по
сравнению с последней повысить производительность в 1,5—2,5 раза.
Геометрические параметры резцов, оснащенных ПТНБ, и режимы
резания ими приведены в табл. 33 и 34.
У резцов, оснащенных.ПТНБ, поликристалл твердого нитрида бора
завальцовывается в корпусе, и такая вставка механическим способом
или пайкой удерживается в державке резца.
Алмазные резцы применяются для чистового точения деталей.
Ими можно обеспечить точность, соответствующую 1-му классу, и
9—10-й классы шероховатости поверхности. Наиболее часто алмазные
резцы применяются для обработки цветных металлов и сплавов, кера-
мики и пластмасс.
202
Токарные работы
30, Размеры (мм) круглых фасонных резцоЕ. для внутренней обработки
Для Do < 25 мм Для Do > 25 мм
Диаметр обрабатываемо- го отверстия £>0 D d Диаметр хвостовика dt 5
12—14 8 80
16—24 26 — 36 12 18 15 90
38—45 45—55 24 28 10 12 20 ПО
31. Формулы для расчета углов фасонных резцов
Призматические резцы Круглые резцы
Vf = arcS|n^in Уо~^~ \( = arcsin ^sin v0 j ж v ——
“l = Eo-Vj “i = 90” - ₽/ ~ V(
l’<z = 80 = const p Ho p.« arccos
аН(- я arctg (tg а( sin aHi “ arctS (fe “i sin 9l)
VH( ~ arctg (tg sin <pt) VH( = arctg (tg V(. sin <p0)
Примечание. В формулах приняты следующие обозЕ1аче-
ния: — радиус резца в основной точке профиля; г0 — радиус детали
в основном сечении профиля; — радиус детали в любом сечении, па-
раллельном основному (сечение 0^); у0 передний угол; Vp а^, —
соответственно передний, задний углы и угол заострения в сечениях,
перпендикулярных к проекции режущей кромки на основную плоскость;
— угол в точке I между проекцией режущей кромки на основную
плоскость и направлением подачи резца (угол в плане).
Обработка на токарных станках
203
32. Геометрические параметры твердосплавных резцов, применяемых
при тонком обтачивании
Углы в градусах
Обрабатываемый материал V а Ф Ф1 Л Радиус закруг» ления верши- ны, мм
Сталь От -5 До 4-5 — — 0 — 35 0—1,0
Чугун 0 —— 0—15 0,5—1,0
Твердые бронзы От —7 ДО 0 5—10 45—90 — 0—45 0 0,3 —0,5
Алюминий 5—10 — — — 0—7 0,5—1,5
33. Геометрические параметры резцоа, оснащенных ПТНБ
Углы в градусах
Материал У а мм мм/об о, м/мин
Сталь с HRC;
35—50 . . . , . 5—10 10—12 0,2—0,5 0,05—0,1 70—90
50—65 5—10 12—14 0.2—0,5 0,05—0,1 60—80
Чугуны ...... Металлокерамика иа — 5-=-—10 8—10 0,2 —0,5 0,05 — 0,08 300— 500
основе железа .... Твердые сплавы ВК25, ВК20, ВК15, 0,5 8—10 0,2—0,5 0,05—0,08 120— 140
ВК10, ВК8 Стеклопластики ти- — 20-5- — 25 6 — 8 0,2 — 0,5 0,05—0,1 15-25
па АГ4С, АГ4В . . Цветные сплавы на основе алюминия и ме- 04—5 6 — 8 0,2—1,0 0,05-0,1 Св. 300
ди 10—15 8—10 0,2—1,0 0,07—0,12 Св. 300
Примечанн я. 1. Приведенные в табл. 33 н 34 параметры
резания обеспечивают шероховатость поверхности в пределах 8-го
класса и стойкость 60 мин. При шероховатости по 7-му классу глубину
резания и подачу следует умножить на 2, по 9-му классу — на 0,5.
2. Скорость резания для сталей 18Х2НЧВА, ХВГ и 20Х2НЧА для
сталей 12ХНЗ, ее следует уменьшить на 38ХС - на 30% . 10% , а для сталей Х12Ф1 и
204
Токарные работы
34. Геометрические параметры резцов, оснащенных ПТНБ, в плане
Резей Ф ЧР1 Г, мм
Гра. «усы
Проходной 45—60 10—15 0,8—1,0
Подрезной ........... 45—90 10—15 0,6—1,0
Расточной 45—90 5-15 0,1 —0,5
Для изготовления резцов используются кристаллы алмазов массой
от 0,2 до 2 карат. Размеры кристаллов (2—6 мм) достаточно велики,
поэтому зерна закреплять удобно. Природные алмазы в резцах ориен-
тированы так, чтобы режущие их элементы совпадали с «твердыми»
направлениями в кристалле.
Закрепление алмазов производится припаиванием нли механиче-
ским методом. Преимущество резцов с запаянными алмазами — про-
стота конструкции и малые габариты инструмента. Припаивание
производится серебряным припоем с низкой температурой плавления
(650—700° С).
Механическое закрепление алмазов возможно при их массе более
0,5 карат.
Рекомендуются следующие геометрические параметры алмазных
резцов:
для обработки мягких металлов (медь, латунь, алюминиевые сплавы
и др.) у — Он—3°, для более твердых у = —(Зч-5)°; главный угол
в плане гр = 30ч-90°, вспомогательный угол <рг=0ч-10°.
Для резцов из синтетических алмазов рекомендуются следующие
геометрические параметры: у = 0ч—4°, а = 6ч-8°, <р = 30ч-60°5
<Р]=5ч-15°. Они особенно эффективны при точении полуспечеиной
керамики, пресс-материалов, стеклопластиков, алюминия, когда тре-
буется получение 7—8-го классов шероховатости поверхности. Этими
резцами нельзя обрабатывать черные металлы, титановые сплавы и
ситалл.
Режимы резания
Элементы режима резания при токарной обработке рассчитываются
по следующим формулам:
скорость резания (м/мин)
nDn Dnе
V-1000 “ 318»
глубина резания (мм)
толщина среза (мм)
а = s sin ф?
Обработка на токарных станках
205
ширина среза (мм)
sin <р ’
площадь поперечного сечения стружки (мм2)
f = fs = Ъа.
В формулах приняты обозначения: D — диаметр обрабатываемой
поверхности, мм; d — диаметр обработанной поверхности, мм; п —
частота вращения шпинделя, об/мин; <р — главный угол в плане, гра-
дусы.
Сила резания при точении разлагается на три составляющие: Pz,
Рх, Ру. Составляющая Рг — сила резания, направлена по касательной
к поверхности резания; Рх—сила подачи, действует в направлении
подачи; радиальная сила Ру нормальна к обрабатываемой поверхности.
Ориентировочно Рх(^ (0,125+0,250) Рг и Ру (0,3+0,5) Рг.
Сила резания Рг (кгс) для ориентировочных расчетов может быть
найдена по формуле
Pz =
крутящий момент (кгс-м)
PzD .
Л'к 2-1000 ’
мощность (кВт)
Л/=—
6120т)
В формулах приняты обозначения; Kt — коэффициент, зависящий
от обрабатываемого материала; тип — показатели степеней (значе-
ния Xt, т и п см. в табл. 35); D —диаметр обрабатываемой поверх-
ности, мм; г; — к. п. д. станка. Для станка с коробкой скоростей Т] =
= 0,7+0,8, а для станков со ступенчатым шкивом и перебором Т] ==
= 8+0,9.
Ориентировочные режимы резания * при токарных работах при-
ведены в табл. 36—58.
Режим резания выбирают в следующей последовательности: сна-
чала устанавливают глубину резания и число проходов, затем выбирают
подачу и в зависимости от них определяют скорость резания. Выбран-
ный режим резания должен соответствовать кинематическим и дина-
мическим возможностям станка.
Глубина резания зависит от припуска на обработку.
При черновом точении твердосплавными резцами следует назначать
наибольшую глубину резания, соответствующую срезанию припуска
* Более точные и подробные сведения по режимам см. «Общемашинострои-
тельные нормативы режимов резания для технического нормирования работ
иа металлорежущих станках». Ч. I. М., «Машиностроение», 1967,
206
Токарные работы
35. Значения К,, man
Обрабатываемый материал Материал резца
Название кгс/мм2 НВ Твердый сплав Быстроре- жущая ст аль марки Р18
к, т п К1 т п
Сталь и стальное литье Чугун серый 40—50 50—60 60—70 70—80 80—90 90—100 120— 140 140— 160 160— 180 180— 200 200— 220 220— 240 250 265 285 300 315 325 79 84 88 92 93 94 1,0 1,0 0,75 0.75 120 179 180 200 202 205 1.0 0,75
Значения tm
t, мм 3 4 6 8 10 12
(0,90 (0,95 (1.00 2,69 2,84 3 3,48 3,73 4 5,02 5,49 6 6,50 7,21 8 7,94 8,91 10 12
Значения
S, мм/об <0,65 s0,75 0,3 0,46 0,40 0,5 0,64 0,60 0,6 0,72 0,68 0,8 0,88 0,84 1,0 1,0 1,0 1,2 1,13 1,02 1,5 1,27 1,05
за один проход. При чистовой обработке до 5-го класса глубины реза-
ния назначают в зависимости от степени точности и шероховатости
поверхности в пределах 0,5—2,0 мм иа диаметр, а при обработке с шеро-
ховатостью поверхности 6—7-го классов — в пределах 0,1—0,4 мм.
Количество проходов свыше одного при черновой обработке следует
допускать в исключительных случаях при снятии повышенных при-
пусков и обработке на маломощных станках. Подачу следует назна-
чать наибольшей, так как она непосредственно влияет на величину
основного (технологического) времени. При черновой обработке подачи
Обработка на токарных станках
207
36, Подачи Р (мм/об) при черновом обтачивании проходными резцами
из быстрорежущей стали и с пластинками из твердого сплава
без дополнительной режущей кромки при > 0
Сечение резца, мм Диаметр детали, мм (до) Стали конструкцион- ные углеродистые, легированные и жа- ропрочные Чугун и медные сплавы
Глубина резания, мм (до) Глубина резаиия, мм (до)
3 5 8 3 5 8
16X25 20 40 60 100 400 0,3-0,4 0,4—0,5 0,5-0,7 0,6 —0,9 0,9—1,2 0,3— 0,4 0,4—0,6 0,5—0,7 0,7—1,0 0,3—0,5 0,5—0,6 0,6 —0,8 0,4—0,5 0,6 —0,8 0,8—1,2 1,2—1,4 0,5 —0,8 0,7—1,0 1,0—1,2 0,4 —0,8 0,6 —0,8 0,8-1,0
25X 25, 20X32 20 40 60 100 600 —р ООО оо е/л ел 1 1 1 1 1 ~*-*© о о 4»- О - J Сл Л- 0,3—0,4 0,5—0,7 0,7—0,9 1,0-1,2 0,4—0,6 0,5—0,7 0,8—1,0 0,4—0,5 0,6 —0,9 0,9—1,3 1,2—1,8 0,5— 0,8 0,8—1,2 1,2—1,6 0,4 —0,7 0,7 —1,0 1,0—1,3
25Х 40 60 100 0,6—0,9 0,9—1,2 0,5—0,8 0,8—1,1 0,4 —0,7 0,7 —0,9 0,6 —0,8 1,0—1,4 0,5—0,8 0,9—1,2 0,4-0,7 0,8—1,0
Примечания. 1. При обработке прерывистой поверхности и работе с ударами табличные данные умножать на коэффициент Ks ® = 0,75-^0,85. 2. При обработке жаропрочных сталей подачи свыше 1 мм/об не применять. 3. Прн обработке закаленных сталей табличные данные умножать на коэффициент: для сталей с НРС 44 — 56 на — 0,8; для сталей с HRC 57—62 на 2<s = 0,5.
37, Подачи в зависимости от заданного класса шероховатости
поверхности
Резцы с пластинками из твердого сплава и быстрорежущей стали
Класс ше- роховатости Обрабатываемый м атер н ал Диапазон скоростей рез аиия, м/мин Подача Р (мм/об) при радиусе при вершине г, мм
0,5 1,0 2,0
4 Сталь углероди- стая и легирован- ная Чугун, бронза и алюминиевые спла- вы <50 >50 Весь диапа- зон скоро- стей 0,3 —0,5 0,4 — 0,55 0,25 — 0,4 о оо Л. ЬЛ Ф- О СП СП 1 1 1 О ОО Сл О С- 0,55—0,7 0,65—0,7 0,5 —0,6
208
Токарные работы
Продолжение табл, 37
Класс ше- роховатости Обрабатываемый материал Скорости резания, м/мин Подача Р (мм/об) для радиуса при вершине г, мм
0,5 1,0 2,0
5 Сталь углероди- стая и легирован- ная Чугун, бронза и алюминиевые спла- вы <50 >50 Весь диапа- зон скоро- стей U5 Ю сч л сч о© ©“ 11 1 — СЧ — 0,25—0,3 0,3 — 0,35 0.25—0,4 0,3—0,4 0,35 — 0,5 0,4 —0,6
6 Сталь углероди- стая и легирован- ная Чугун, бронза и алюминиевые спла- вы <50 50—100 >100 Весь диапа- зон скоро- стей 0,10 0,11 — 0,16 0,16 — 0,2 0,1 — 0.15 © О С5 СяМС'. —* 1111 ,©о© © м — о слеп сл 0,15 — 0,22 0,25—0,35 0,25—0,35 0,2—0,35
Поправочный коэффициент на подачу при обработке жаропрочных сталей и титановых сплавов 4 v > 50 м/мин
Марки жаропрочных сталей и сплавов и титановых сплавов Усредненный поправочный коэффициент К на чистовую подачу
ВТЗ, ВТЗ-1, ВТ5, ВТ6, ВТ8, ВТ14, ОТ4, ХН77ТЮ, ХН77ТЮР, ХН70ВМТЮ 12X13, 20X13, 30X13, 40X13, 45Х14Н14В2М, 20Х23Н18, 12Х21Н5Т, ХН78Т 1Х12Н2ВМФ, 30ХН2МФА, 25Х2МФА, 37Х12Н8Г8МФБ, ХН62МВКЮ, 15Х18Н12С4ТЮ, ХН35ВТЮ 10Х11Н20ТЗР, ЭИ696М Х19Н9Т, 12Х18Н9Т 14Х17Н2, ЗХ14НФРА, 20ХЗМВФ 1,0 0,9 0,8 0,7 0,6 0,5
Л р и-м еч а н и е, Ориентировочно следует принимать радиус г
при вершине резца размером 0,5 мм для резцов сечением до 12X20 мм
включительно; 1,0 мм для резцов сечением до 30X30 мм; 2,0 мм для
всех резцов сечением 30X45 мм и более.
38. Скорости резания при черновом обтачивании конструкционной
углеродистой стали резцами из быстрорежущей стали Р18
Глубина реза- ния, мм Скорость резания (м/мин) при подачах, мм/об
0,3 0,5 0,6 0,8 1,0 1.2 1,5
3 56 40 36 30 26
4 52 38 33 28 24 21
Обработка на токарных станках
209
Продолжение табл. 38
Глубина реза- ния» мм Скорость резания (м/мин) при подачах, мм/об
0,3 0,5 0,6 0,8 ко 1,2 1,5
6 8 10 12 47 34 31 30 28 26 25 23 22 21 21 20 19 18 19 18 17 16 16 15 14 14
Примечания, 1. При обработке других материалов таб- личные значения умножить на поправочные коэффициенты (табл. 39). 2. Скорости резания даны для периода стойкости резца 60 мин» при другом периоде стойкости скорости следует умножить на коэффициент;
Период стой- кости» мм 30 45 60 90 130 200 300
Коэффициент 1.1 1,05 1.0 0,9 0,8 0,75 0,65
устанавливают с учетом размеров обрабатываемой поверхности, жест-
кости системы станок — инструмент—деталь и прочности детали,
способа ее крепления (в патроне, в центрах и т. д.), прочности пластинки
из твердого сплава, жесткости державки резца и станка и прочности
его механизма подачи, а также установленной глубины резания.
При чистовом точении назначение подачи необходимо согласовы-
вать с заданным классом шероховатости обработанной поверхности и
классом точности, учитывая при этом возможную величину прогиба
детали и неточность геометрической формы обработанной поверхности.
Подачи, содержащиеся в таблицах, как правило, даются незави-
симо от кинематики станка, на котором должна производиться обра-
ботка. Поэтому выбранная из таблиц подача должна быть уточнена
применительно к станку. При этом принимают ближайшую величину
подачи из имеющихся на станке. Допускается принимать ближайшую
величину, если она превышает нормативную не более чем на 100%.
Выбранную для чернового точения с заданной глубиной резания
подачу проверяют по осевой силе резания и по прочности механизма
подачи станка. При этом определяют для данного обрабатываемого
материала глубину резания и подачи, величину осевой силы и сопо-
ставляют последнюю с силой, допускаемой механизмом подачи станка,
которая указывается в его паспорте. Осевая сила резания должна быть
меньше или в крайнем случае равна силе, допускаемой механизмом
подачи.
При работе с высокими режимами резания или с большим вылетом
резца выбранную подачу проверяют также по прочности державки
резца и пластинки из твердого сплава. Эту проверку производят по
специальным таблицам, в которых приведены подачи, допускаемые
прочностью державки резца и пластинки из твердого сплава и т. п.
Если выбранная подача не удовлетворяет данным условиям, то иеоб-
39. Поправочные коэффициенты на скорость резания для измененных условий работы резцами
из быстрорежущей стали PI8 при обработре стали
Сталь углеродистая (0,6% ) 10, 15, 20, 25, 30, 40. 45, 50 ав, кгс/ммг 38—44 45—51 52 — 59 60 — 70 71 — 80 81 — 93 94—107 108—120
к. 2,22 2,20 1,67 1,28 1,00 0,77 0.59 0,46
Сталь хромоникелевая 12Х2НЗА, 12Х2Н4А, 20ХНМ, 40ХНМА кгс/мм2 38 — 44 45-51 52 — 59 60 — 70 71 — 30 81—93 94—107 108—120
R, 2,07 1,75 1,40 1.11 0,90 0,72 0.57 0,46
Сталь хромистая 150Х, 20Х, ЗОХ, 35Х, 40Х ов, кгс/мм2 38—44 45—51 52—59 60—70 71-80 81— 93 94—108 107—120
К, 2,19 1,74 1,34 1.02 0,80 0.62 0,47 0,37
Сталь хромомаргаицевая, хромо- кремнистая или близкая к ним 35ХГС, 13ХГТ, ЗОХГТ ов, кгс/ммг 38 — 44 45 — 51 52-59 60—70 71-80 81-93 94— 107 103—120
К, 1,66 1,36 1,06 0,86 0,70 0,56 0,44 0,36
Токарные работы
Продолжение табл- 39
Обрабатываемая поверхность Без корки С коркой
к, Прокат или поковка 1,00 Прокат 0.90 Поковка 0,80
Главный угол резца в плане <р градусы, 30 45 60 75 90
к, 1,26 1,00 0,84 0,74 0.60
Радиус прн вершине резца, мм 1 2 3 5
к. 0,94 1,00 1.03 1,13
Наличие охлаждения С охлаждением Без охлаждения
к, 1,00 0,80
Обработка на токарных станках
212
Токарные работы
40г Скорости резания при черновом и чистовом обтачивании
медных сплавов резцами из быстрорежущей стали Р18
Глубина резания, мм Скорость резания (м/мин) при подаче, мм/об
0,3 0,5 0,6 0,8 1,0
1 2 3 4 6 114 105 100 97 89 82 78 75 80 75 71 69 65 70 65 61 59 57 63 58 55 53 50
Примечания: 1. Скорости резания даны для периода стойкости резца 60 мин. При ином периоде стойкости скорости умень- шать. 2. При работе по корке скорости уменьшить умножением на коэффициент 0,9. 3. Скорости даны для твердости обрабатываемого материала НВ 100—140. Прн другой твердости материала табличные значения следует умножить на коэффициент:
НВ 150—200 70—90 60—30
к, 0,7 1,7—2,0 4,0
41. Скорости резания при черновом обтачивании углеродистой,
хромистой, хромоникелевой стали и стальных отливок твердосплавными
резцами Т15К6 при <pt > О
Глубина резания, мм Скорость реааиия (м/мни) при подаче, мм/об
0,3 0,5 0,6 0,8 1.0 1,2 1,5
3 198 166 157 140 127
4 190 160 150 134 122 117 —
6 178 150 141 126 113 112 98
8 144 131 121 по 105 94
10 127 117 106 100 90
12 — — — 113 103 98 88
Примечания: 1. Скорости резания для периода стойкости
резца 60 мин, при ином периоде стойкости скорости уменьшить.
2. Поправочные коэффициенты па условия работы см. в табл. 43.
42. Скорости резания* при черновом обтачивании серого чугуна
твердосплавными резцами В Кб при > 0
Глубина Резания, мм Скорости резания (м/мин) при подаче, мм/об
0,3 0,5 0,6 0,8 1,0 1,2 1,5
3 138 121 111 100 91
4 132 115 107 95 87 80 ——
6 124 109 100 89 82 76 82
8 104 96 86 78 73 78
10 93 83 76 70 76
12 •— —- 80 74 68 73
* См. примечание к.табл. 41.
43. Поправочное коэффициенты к таблицам скоростей резания твердосплавными резцами
Обрабатываемый мате- риал Сталь а3, кгс/мм2 40—50 1.65 50—60 1,35 60—70 1,15 70—80 1.00 80—90 0,8? 90—100 0,75
Чугун НВ К. 120—140 1.60 140—160 1,34 160—180 1,15 180—200 1,00 200—220 0,88 220—250 0,77
Обрабатываемая поверхность Боз корки С коркой С загрязнением
К, 1,00 0,80—0,85 0,50—0,60
Твердый сплав Т30К4 Т15К6Т Т15К6 Т14К8 Т5КЮ
К4 (обработка стали) 1,40 1,15 1,00 0,80 0,65
Твердый сплав ВК2 вкз В Кб В КЗ
К* (обработка чугуна) 1,2 1,15 1,00 0,83 0,83
Главный угол резца в плане в град 30 45 60 75 90
К* (обработка стали) 1,13 1,00 0,92 с,ге 0,81
Кь (обработка чугуна) 1,20 1,00 0,88 0,83 0,79
Обработка на токарных станках 213
44. Скорость резания при обработке закаленных сталей резцами с пластинами нз твердого сплава
Обработка Угол в плане ф, градусы Глубина резания, мм ! Подача, I мм/об Скорость резания о (м/мнн) при твердости обрабатываемого материала
35 39 43 46 49 51 53 56
0,2 157 135 116 107 83
Наружное продоль- 0,3 140 118 100 92 70 . __
0,4 125 104 88 78 60 .
ное точение 45 0,5 116 95 79 71 53 __
0,6 108 88 73 64 48
0,7 102 83 67 59 45 — — —
0,15 136 121 103 99 76 72 62 46
0,2 124 106 92 84 65 60 52 37
Поперечное точение 45 1-2 0,3 0,4 110 99 93 82 79 69 72 61 55 47 50 42 43 36 31 25
0,5 92 75 62 56 42 37
0,6 85 69 57 50 38 34 — —
Ширина лезвия резца, мм (до) 3 0,05 131 ПО 95 83 70 61 54 46
Прорезка пазов 4 6 0,08 0,12 89 65 75 55 65 47 56 41 47 35 41 30 37 27 31 23
12 0,20 43 36 27 23 20
Прнмечаии е. Поправочные коэффициенты на скорость резания для измененных условий работы пенни-
мать по следующей таблице (см. стр. 216). *
Токарные работы
Продолжение табл. 44
Вид точения Наружное продольное точение Растачнваине Поперечное точение при отношении диаметра
0,5 0,5—0,7 0,7
Коэффициент 1; 0 0,83 0,87 1.0 1,17
Угол в плане, градусы 20 30 45 60 90
Коэффициент при HRC 35 — 39 40—49 50—52 1.3 1.4 1,18 1,13 1.19 1,0 1.0 1,0 0,84 0,92 0,84 0.70 0,81 0,72 0,60
Глубина резания, мм 0,4—0,9 1 — 2 2—3
Коэффициент 1,15 1,0 0,91
Класс шероховатости 5 6 7
Износ резца 0,6 —0,7 0,4—0,5 0,2—0,3
Коэффициент К 1,0 0,9 0,7
Твердый сплав Коэффициент K.nV Условия работы Коэффициент Для НР,С 35—49 Для НРС 50—62
Т15К6 1,0 Т30К4 ВК6 1,25 0,85 ВК8 0,83 ВК4 1,0 в кв 0,92 ВК8 0,74
С охлаждением 1,0 Вез охлаждения 0,9
Обработка на токарных станках
‘216
Токарные работы
45. Подачи для наружного точения резцами с пластинками
из твердого сплава с дополнительной кромкой (ср == 0°)
Подачи черновые
Обрабатываемый материал Размеры державки резца, мм Диаметр дет ал и, мм (до) Главный угол резца в плане
Ф = 45° Ф = 90"
Подачи Р (мм/об) при глу- бине резания, мм (до)
3 5 3 5
Сталь конструк- ционная углероди- стая и легированная 16X25 40 40—60 100 и более 1,0- 1,2 1,4 — 1,5 1,8- 2,0 1,0— 1,2 1,3- 1,5 1,0 — 1,2 1,2— 1,4 1,2 — 1,6 1,0— 1,2 1,0— 1,4
25X40 и более 60 100 и более 1,4— 1,8 2,0— 3,0 1,2- 1,6 1,6- 2,5 1,0— 1,4 1,2— 2,0 0,8— 1,2 1,0- 1.5
Чугун серый 16X25 40 40—60 100 н более 1,0- 1,4 1.6— 1,8 2,0— 2,4 1,0— 1,4 1,5- 2,0 1,0— 1,2 1,2— 1,5 1,5— 2,0 1,0— 1,2 1,0— 1,4
20X30 40 60 100 и более 1,0- 1,4 1,5- 1,8 2,0— 2,8 1,0— 1,4 1,5- 2,5 1,0— 1,2 1,2— 1,6 1,5— 2,2 1,0- 1,2 1,2— 1,5
46. Скорости резания при черновом обтачивании углеродистой,
хромистой* хромоникелевой стали и стальных отливок резцами из
твердого сплава Т15К6 с дополнительной режущей кромкой при ф2 =0
Глубина, мм Скорость резания (м/мин) прн подаче, мм/об
1,0 1,5 2,0 2,5
3 4 5 125 120 116 111 106 103 101 97 94 95 91 88
Примечание. Поправочные коэффициенты на условия работы см. в табл. 43.
Обработка на токарных станках
217
47. Скорости резания при черновом обтачивании серого чугуна
резцами из твердого сплава В Кб с дополнительной режущей
кромкой при Ф1 — О
Глубина резания, мм Скорости резания (м/мин) при подаче, мм/об
1,0 1,5 2,0 2.5
3 100 86 76 69
4 94 80 71 65
5 91 78 68 63
Приме ч а н и е. Поправочные коэффициенты на условия ра-
боты см. табл. 43.
48. Подачи при черновом растачивании быстрорежущими
и твердосплавными резцами
Размер резца Вы- Обр абатыв аемы й м ат ер и ал
Сталь н стальное литье Чугун и медные сплавы
илн оп- равки, мм лет, мм Подачн (мм/об) при глубине резания, мм (до)
2 3 5 2 3 5
10 16 20 30 40 50 80 100 150 200 0,08 0,1 —0,2 0,15- 0,3 0,4 —0,7 0,15 0,15— 0,25 0,2 —0,5 0,25 — 0,6 0.1 0,12 0,12 — 0,3 0,15 — 0,4 0,12- 0,16 0,2 —0,3 0,3—0,4 0,6—0,8 0,15 — 0,25 0,25— 0,35 0,4—0,6 0,6 —0,8 0,1- 0,18 0,12— 0,25 0,25— 0,45 0,3—0,6
40X40 150 300 0,6—1,0 0,4 —0,7 0,5 —0,7 0,3 — 0,6 — 0,7—1,2 0,6 —0,9 0,5 —0,9 0,4—0,7
60X60 150 300 — 0,9—1,2 0,7—1,0 0,8—1,0 0,5—0,8 — 1,0—1,5 0,9 —1,2 0,8—1,2 0,7 —0,9
75X75 300 500 800 0,9—1,3 0,7—1,0 0,8—1,1 0,6—0,9 0,4 —0,7 — 1,1 —1,6 0,9-1,3 0,7—1,1 0,6—0,8
Примечания: 1. Верхние пределы подач следует приме- нять прн меньшей глубине резания и при обработке менее прочных сталей и чугуна, а нижние — при большей глубине резання и более прочных материалах. 2, При обработке прерывистых поверхностей табличное значение подачи следует умножать на поправочный коэффициент 0,75—0,85. 3. При обработке жаропрочных сталей н сплавов подачи более 1 мм/об не применять.
218
Токарные работы
49. Скорости резания при чистовом обтачивании и растачивании
углеродистой хромистой, хромоникелевой стали и стальных отливок
резцами из твердого сплава Т15К6 при tpt > О
Глубина Скорости резания (м/мин) при подаче, мм/об
резания, мм 0,15 0,20 0,30 0,40 0,50 0,60
1,0 1,5 2,0 270 253 244 235 220 211 222 208 199 199 191 176 165
Примем работы см. табл. зиме. 43. Поправочные коэффициенты на условия
50. Скорости резания при чистовом обтачивании и растачивании
серого чугуна резцами из твердого сплава В Кб при Ф1 > 0
Глубина Скорости резания (м/мин) при подаче, мм/об
резания, мм 0,16 0,20 0,30 0,40 0,50 0,60
1,00 . 1,5 2,0 187 175 168 176 165 158 162 152 145 144 138 127 118
П р и м е ч работы см. табл. а и и е. 43. Поправочные коэффициенты на условия
51. Скорости резания при чистовом обтачивании стали резцами
из твердого сплава Т15К6 с дополнительной режущей кромкой при (pt ~ О
Глубина резания, мм Скорость резания (м/мии) прн подаче, мм/об
2 3 1 4 5
0,5 1,0 161 153 119 115
Примечание. Поправочные работы см. табл. 43. коэффициенты на условия
52. Подача при отрезании н прорезании канавок
Диаметр обра- батываемой де- тали, мм Ширина резца, мм Подача (мм/об) при обработке
стали и стальных отливок ств, кгс/мм2 чугуна
<80 > 80
До 20 20—30 30 — 40 40—60 60—80 80—100 100—125 125—150 3 3 3-4 4-5 5—6 6 — 7 7-8 8-10 0,08 — 0,10 0,10 — 0,12 0,12—0,14 0,15 — 0,18 0,18 — 0,20 0,20—0,25 0,25—0,30 0,30—0,35 0,06 — 0,08 0,08 — 0,10 0,10—0,12 0,13—0,16 0,16 — 0,18 0,18 — 0,20 0,20—0,22 0,22—0,25 0,11 — 0,14 0,13 — 0,16 0,16—0,19 0,20—0,22 0,22—0,25 0,25—0,30 0,30—0,35 0,35 — 0,40
Примечания. 1. При нежестком закреплении детали и требовании получить шероховатость поверхности 4-го и 5-го классов и работе с ручной подачей табличные значения умножать на 0,7—0,8. 2. При отрезании сплошного материала по мере приближения резца к центру указанные в таблице значения подач следует уменьшить иа 40—50% .
53. Скорости резания при прорезании и отрезании резцами с пластинками из твердого сплава
Обрабатываемый материал Скорость резания (м/мин) при подаче, мм/об
Группа Механическая харак- теристика
0,09 0,10 0,12 0,14 0,16 0,19 0,22 0.25 0,29 0,40
ав, кгс/мм£ НВ
Сталь конструк- ционная угле- родистая и ле- гированная 44 — 49 50—55 56 — 62 63 — 70 71—79 80—89 90—100 126—140 141 — 158 159—177 178 — 200 201 — 226 227—255 256 — 286 245 218 193 172 153 136 120 218 193 172 156 136 120 107 193 172 153 136 120 107 95 172 153 136 120 107 95 85 153 136 120 107 95 85 75 136 120 107 95 85 75 67 120 107 95 85 75 67 59 107 95 85 75 67 59 53 95 85 75 67 59 53 47 75 67 59 53 47 42 37
Чугун ковкий 149—163 До 201 163 — 229 100 84 75 95 79 70 89 75 66 94 70 62 79 66 59 75 62 55 70 59 52 66 55 49 62 52 46 55 46 41
Чугун серый — 143 — 229 170—255 157 — 269 75 66 59 70 62 55 66 59 52 62 55 49 59 52 46 55 49 44 52 46 41 49 44 39 46 41 36 41 36 32
Примечание. Поправочные коэффициенты иа скорость резания для измененных условий работы следующие:
Отношение диаметров d, D Коэффициент 0—0,4 1.0 0.5—0,7 0,96 0,8—1 : 0 0,82
Характер обработки Коэффициент /<0£} Без охлаждения 1,0 С охлаждением 1.4
ьо
Обработка на токарных станках
Продолжение табл. 53
Обрабатываемый материал Сталь Чугун
Твердый сплав Т5КЮ Т15К6 В КО ВК8
Коэффициент Kuv ... 1,54 1,0 0,83
54. Скорость резания при прорезании и отрезании резцами из быстрорежущей стали марки Р18
Сталь конструкционная углеродистая с ов ~ 75 кгс/мм2
Подача, мм/об (до) 0,10 0,13 0,16 0,2 0,25 0,30 0,39 0,49 0,6
Скорость реза- ния, м/мин . * . 41 36 31 27 23 20 17 15 13
Чугун серый и ковкий
НВ Скорость резания (м/мин) при подаче, мм/об (до)
0,06 0,08 0,10 0,14 0,18 0,25 0,33 0,44 0,6
Чугун серый
143-229 36 32 28 25 22 20 17,7 15,7 14
170-225 32 28 25 22 20 17,7 15,7 14 12.4
197—269 28 25 22 20 17,7 15,7 14 12,4 11
Чугун коекий
149—163 79 68 59 51 44 38 33 28 24
До 201 59 51 44 38 33 28 24 21 18
163 — 229 44 38 33 29 24 21 18 15,5 13,5
Токарные работы
Обработка на токарных станках
221
56. Режимы резания стали 45 резцами с многогранными
твердосплавными пластинками
Диаметр окружно- сти пла- стинки, мм Число граней пластин- ки Рабочая высота резца, мм Макси- мальная пло- щадь срезае- мого слоя, мм Режимы резаявя
Глубина резания, мм Подача, мм/об Ско- рость, м/мин
14 3 и 4 16 и 20 1,6 1 — 5 0,2 —0,4 200
18 3, 4, 5 и 6 20 и 26 3-3,5 1 — 6 0,3—0,7 200
22 3, 4, 5 и 6 25 и 32 5—5,6 2 — 3 0,4—0,8 150
26 3» 5 и 6 32 и 40 8—8,5 2 — 9 0,4— 1 150
56. Режимы резания при обработке различных материалов
алмазными резцами
Обрабатываемый материал Режимы резания
Скорость, м/мин Подача, мм/об Глубина резания, мм
Сплавы алюминия ♦ ♦ . . 600 0,01 — 0,05 0,05 — 0,10
Латунь 400—500 0,02—0,07 0,03—0,05
Баббит . . 400—500 0,02—0,05 0,05—0,15
Бронза оловянистая . . . 300—400 0,04 — 0,06 0,05 — 0,025
Бронза свинцовая .... 800 0,02 — 0,04 0,025 — 0,05
Медь , 350—500 0,01 — 0,04 0.1 —0,3
Магний и его сплавы . . 800—1000 0,02—0J 0,1 —0,4
57. Режимы резания при точении титановых сплавов ВТЗ,
ВТЗЧ, ВТЗ-5
Обработка i Материал I резца Режимы резания Класс ше- роховатости поверхности
Ско- рость, м/мин Подача, мм/об J Глубина, мм
Обдирка по корке В КЗ Р18 20—30 8—12 0,3 —0,4 0,2 —0,4 1-3 1 — 2 3—4
Прерывистое точение ВК8 Р18 20—30 8—12 0,2—0,4 0,15—0,4 1-3 1—2 3-4
Получистовое и чистовое точение В КЗ Р18 40—60 15 — 25 0,1 —0,2 0,1 —0,2 0,2—0,4 0,2—0,4 5 — 6
Растачивание Р18 10-15 0,1 —0,2 1 — 2 6
Отрезка вкз Р18 25—30 15—18 0,2—0,3 0.2 »— вч
222
Токарные работы
58. Режимы резания при токарной обработке пластмасс
Материал Глубина резания, в мм Подача, мм/об Скорость резания, м/мин Класс шерохо- ватости поверх- ности
Пресс-порошки (фено- пласты, аминопласты) 1,5 —3,0 0,05 — 0,25 200—600 4—5
0,5—1.5 500—800 5—6
Волокнит 3,0—5,0 0,1 —0,2 300—400 5-7
1,0—2,5 0,05 — 0,1 500—600
Текстолит 3,0—5,0 0,1 —0,5 80— 160 4—6
0,5 —0,1 0,08—0,2 170—300
Стеклотекстолит 2,0— 4,0 0,1 —0,2 90—100 4—6
0,5—0,2 0,06 — 0,1 120—150
Гетинакс 2,0—4,0 0,20—0,35 180—240 5 7
0,5 —0,2 0,10—0,15 240—300
Полиамиды 2,0—4,0 0,2—0,5 100—200 7-8
1.0—2,0 0,1 —0,2 200—250
Винипласт 2,0—5,0 0,4—0,5 100—250 6 — 7
0,5—1,0 0,1 —0,2 250 — 350
Поли метилметакрилат 1,5 —3,0 0,1 —0,2 75—100 6—7
0,5—1,5 0,05—0,1 100—150
Примечание. В числителе данные для « в знаменателе — для чистовой обработки. ерновой обработки,
ходимо понизить ее до величины, допускаемой прочностью механизма
станка или соответственно прочностью державки или пластинки из
твердого сплава.
Скорость резания, допускаемая резцом при определен-
ном периоде его стойкости, зависит от материала режущей части резца
и его геометрических параметров, от обрабатываемого материала,
глубины резания и подачи, вида обработки, охлаждения в процессе
резания и других факторов.
Скорости резания, приведенные в таблицах, рассчитаны для опре-
деленных условий работы. Если конкретные условия отличаются от
тех, для которых составлена данная нормативная таблица, то при
иыборе скорости резания табличные значения умножаются на попра-
вочные коэффициенты, которые приведены в этих же таблицах.
По найденной скорости резания подсчитывают частоту вращения
шпинделя станка и уточняют его по паспорту станка, принимая бли-
жайшую меньшую из имеющихся на станке. Проверка режимов реза-
ния по мощности электродвигателя заключается в определении потреб-
ной мощности N и в сравнении ее с фактической N3, т. е. необходимо
чтобы N еф Л/э.
При работе на малых частотах вращения шпинделя следует про-
верить прочность механизма привода. Двойной крутящий момент при
резании 2Л1 не должен превышать двойного крутящего момента, допу-
Обработка на револьверных станках
223
скаемого прочностью механизма привода станка 2/Ист при данной ча-
стоте вращения шпинделя (определяют по паспорту станка), т. е. необ-
ходимо, чтобы 2М но: 2Л1СТ. Если мощность электродвигателя станка
оказывается недостаточной, то следует уменьшить скорость резания.
ОБРАБОТКА НА РЕВОЛЬВЕРНЫХ СТАНКАХ
В зависимости от расположения револьверной головки станки
бывают с наклонной вертикальной и горизонтальной осями головки.
Наибольшее распространение имеют револьверные станки с верти-
кальной и горизонтальной осями головок.
Параметры револьверных станков и технические условия на них
регламентированы ГОСТом. Точность обработки на револьверных
станках приведена в табл. 59.
59. Точность иа револьверных станках
Тип станка Обработка Класс точ- ности
Диамегг Токарно-револьверный с го- ризонтальной осью вращения револьверной головки ральные размеры Получистовая по лимбу револь- верной головки или поперечному упору 4
Чистовая: при использовании попереч- ных упоров револьверной го- ловки х; при работе по лимбу; при установке резцов на за- данный размер и положе- нии револьверной головки иа фиксаторе (защелке) 2 4 — 3 4 — 3 3 —За
Токарно-револьверные стан- Получистовая 7—5
ки с вертикальной осью вра- щения револьверной головки Чистовая 5-4
Линейные размеры (длины)
Токарно-револьверные стан- ки с горизонтальной осью вра- щения револьверной головки С применением передних упо- ров С применением задних упоров По задним упорам с ручной подачей (по стрелочному указа- телю) Спел -ч 1 1 1 4* СП
Токарно-револьверные стан- ки с вертикальной осью вра- щения револьверной головки По жестким упорам 5
1 Для установки упоров на необходимый размер их доводит до выдвижного пальцевого фиксатора, закрепленного на основании суп- порта револьверной головки. 8 При хорошем состоянии станка детали диаметром менее 30 мм и небольшой длины могут быть обработаны по 2-му классу точности.
224
Токарные работы
Для обработки деталей на револьверных станках при обработке
цилиндрических наружных поверхностей и отверстий используется
нормальный режущий инструмент: для фасонных и конических поверх-
ностен и одновременной обработки многоступенчатых отверстий исполь-
зуется специальный режущий инструмент.
Обычные резцы используются только при установке их в попереч-
ных суппортах. Резцы, устанавливаемые в револьверных головках,
в большинстве случаев закрепляются с помощью державок. Державки
для резцов и другой вспомогательный инструмент (упоры, стойки,
втулки зажимные и др.) нормализованы и их конструкция и размеры
регламентированы нормалями машиностроения и ГОСТами.
При разработке технологического процесса обработки на револь-
верных станках рекомендуется учитывать следующие правила:
1) обработку отверстий следует производить инструментами, уста-
новленными в револьверной головке;
2) при сверлении отверстий в нежестких деталях во избежание
увода сверла необходима предварительная центровка; центровку можно
не производить, если глубина отверстия менее 3d в стальных деталях
и 5d в деталях из цветных сплавов, а диаметр сверла d > 10 мм;
3) при обработке ступенчатых отверстий небольшого диаметра
вначале сверлится большее отверстие, затем меньшие отверстия, а при
обработке отверстий большого диаметра вначале сверлится предвари-
тельно отверстие малого диаметра;
4) при сверлении глубоких отверстий малого диаметра в вязких
материалах необходимо систематически прерывать резание и выводить
сверло из отверстия;
5) процессу сверления отверстий малого диаметра предшествует
подрезка торца и зацентровка, прн обработке же деталей с большими
отверстиями подрезку торца лучше производить после сверления;
6) отверстия с жесткими допусками на радиальное биение относи-
тельно наружной поверхности растачиваются или обрабатываются
зенкерами с передним направлением, а затем развертываются;
7) при обработке деталей с тонкостенными участками вначале обра-
батывают отверстие, а затем наружную поверхность:
8) после окончательной обработки отверстия не следует произво-
дить наружную черновую обработку;
9) гладкие глухие отверстия без канавок под выход режущего
инструмента начисто обрабатываются зенкером или расточным резцом;
10) при зажиме тонкостенных деталей в кулачковых патронах отвер-
стие после обработки искажается (получает овальную или граненую
форму);
11) при обработке отверстий сверлом, зенкером, разверткой наб-
людается увеличение диаметра наружной поверхности, поэтому чисто-
вую обработку в случае необходимости получения точных наружных
размеров следует производить после обработки отверстия;
12) необходимо стремиться к максимально возможному совмещению
переходов. Возможность совмещения обработки определяется мощ-
ностью электродвигателя станка, жесткостью технологической системы
СПИД, надежностью закрепления заготовки и ее конструкцией;
13) при совмещении обточки с расточкой (при черновой обработке)
необходимо обеспечить одновременный подвод и отвод резцов от обра-
батываемых поверхностей детали, что достигается установкой их справа
и слева относительно оси обрабатываемой детали;
Обработка на револьверных станках
225
00. Условные обозначения, применяемые при построении плана
обработки иа револьверных станках с горизонтальной осью вращения
головки
Условные обозначения Наименование обозначений
0 X 1 1 г Ч] Продольный упор револьверной головки Продольный боковой упор Поперечный упор револьверной головки Револьверная головка зафиксирована Фиксатор револьверной головки выключен^ револь* верная головка отключена Продольная обработка по делениям Поперечная обработка по делениям Рабочее движение револьверной головки вперед То же назад То же на себя То же от себя Холостое движение револьверной головки Продольная обработка е зафиксированной реноль* верной головкой Продольная обработка на поперечном упоре Обработка конуса по копиру
8 Под ред. Малова
226
Токарные работы
14) в тех случаях, когда в револьверной головке используется только
часть гнезд, следует устанавливать два и более комплектов инстру-
мента ;
15) прутки из холоднотянутого материала и предварительно обра-
ботанные заготовки следует закреплять в цанговых патронах, а горя-
чекатаные прутки, поковки, отливки — в кулачковых патронах.
Для закрепления штучных заготовок сложной конфигурации исполь-
зуют планшайбы с угольниками и специальные приспособления.
Для закрепления деталей по отверстию применяют различные
оправки.
После разработки технологического процесса операции, осуще-
ствляемой на револьверном станке, производится построение плана
операции. При построении следует придерживаться следующих правил.
Для станков с горизонтальной осью головки:
1) составление эскизов детали по переходам и применяемых режу-
щих и вспомогательных инструментов производить в одном и том же
масштабе;
2) установка режущего и вспомогательного инструмента должна
быть выполнена так, чтобы один инструмент не мешал работе другого;
3) режущий и вспомогательный инструмент следует изображать
в конечном рабочем положении;
4) при последовательном вступлении инструмента в работу допу-
скать вращение револьверной головки только в одну сторону;
5) не допускать поворота головки больше чем на одно отверстие,
чтобы в работу вступал рядом расположенный инструмент;
6) построение плана обработки начинать с отверстия, которое обес-
печивает более рациональное положение инструмента. Нумерация
отверстий головки является условной;
7) изменение расположения инструмента по отношению к детали
производится вращением револьверной головки на себя, вследствие
чего развертка должна строиться снизу вверх;
8) условные обозначения движения и фиксации револьверной го-
ловки по упорам приведены в табл. 60.
Для станков с вертикальной осью револьверной головки правила
по собственно построению переходов аналогично рассмотренным
с учетом особенностей станка.
СПИСОК ЛИТЕРАТУРЫ
1. Грановский Г. И., Панченко К. П. Фасонные резцы. М., «Машинострое-
ние», 1975, 309 с.
2. Краткий справочник металлиста. Под ред. Малова А. Н. М., «Машино-
строение», 1972, 767 с.
3. Малов А. И. Механизация н автоматизация универсальных металло-
режущих ставков. М., «Машиностроение», 1969, 520 с.
4. Митрофанов С. П. Рациональное использование металлорежущих стан-
ков. Л, «Машиностроение», 1967, 344 с.
' 5. Митрофанов С. П., Гутнер Н. Г. Револьверные станки и их рациональ-
ное использование. М., Машгиз, 1962, 350 с.
6, Справочник металлиста. Т. 3. М., «Машиностроение», 1966, 81 1 с.
7. Справочник технолога-машиностроителя. Т. 1. М., «Машиностроение»,
1972, 694 с.
8. Справочник технолога-машиностроителя. Т, 2. М.. «Машиностроение»,
1972, 568 е.
Глава 7
ОБРАБОТКА ОТВЕРСТИЙ
ОБЩИЕ СВЕДЕНИЯ
Последовательность обработки в зависимости от требуемого класса
точности и размеров отверстия приведены в табл. 1.
Значения припусков прн различных способах обработки отверстий
даны в табл. 2, а размеры инструментов при обработке отверстий 2—3-го
классов точности — в табл. 3.
СВЕРЛЕНИЕ И РАССВЕРЛИВАНИЕ
Типы сверл, их назначение и конструкция
Элементы сверл показаны на рис. 1, а.
Углы режущей части сверла. Передний угол ух — угол в пло-
скости измерения У — N (рис. 1,6) между касательной к передней
поверхности в рассматриваемой точке х режущего лезвия и нормалью
в той же точке к поверхности вращения режущего лезвия вокруг оси
сверла. Плоскость измерения проводят нормально к режущему лезвию
в точке х.
Задний угол ах (рис. 2) — угол (в плоскости измерения) между
касательной к задней поверхности в рассматриваемой точке х режу-
щего лезвия и касательной в той же точке к окружности ее вращения
вокруг оси сверла. Плоскость измерения 5 заднего угла ах проводят
через точку х режущего лезвия касательно к цилиндрической поверх-
ности, ось которой совпадает с осью сверла.
Угол при вершине 2<р (см. рис. 1, а) — угол между режущими лез-
виями. У сверл с двойной заточкой режущие лезвия наклонены под
двумя углами 2<р и 2<р0. Угол наклона поперечного лезвия (перемычки) ip
(см. рис. 1, а) —острый угол между проекциями поперечного лезвия
и главного режущего лезвия на плоскость, перпендикулярную к оси
сверла (оба лезвия условно принимаются прямолинейными). Угол
направления сбега стружки Хх (рис. 2) — угол между главным режу-
щим лезвием и перпендикуляром к вектору скорости вращения сверла v.
Задний угол в процессе резания (кинематический задней угол) ах„
(рис. 2) — угол (в плоскости измерения) между касательной к задней
поверхности в рассматриваемой точке режущего лезвия и касательной
к траектории движения (развернутая винтовая линия) в той же точке:
где s — подача сверла, мм/об.
Рнс. 1, Элементы спирального сверла
Рис. 2. Статические и кинематические задние углы спирального сверла:
Л —плоскость, перпендикулярная оси сверла и проходящая через точку X
лезвия 1—2; Б — плоскость измерения заднего угла сс^проходит через точку X
перпендикулярно/^; Ц поверхность цилиндра, проходящая через точку X;
ось цилиндра совпадает с осью сверла;
Обработка отверстий
/ — след пересечения поверхности Ц с плоскостью Л; II — поверхность заднего угла (заштрихована); 111 — след пересе-
чения поверхности Ц с поверхностью; Il IV — винтовая линия-траектория относительного движения точки X режущего
лезвия в процессе резания
1. Последовательность обработки отверстий на сверлильных стайках
Диаметр отвер- стия,. мм Заготовка под отверстие Последовательность переходов [
Классы точности
2 3 1 4
До 10 Сплошной материал Сверление, развертыва- ние получнетовое и чи- стовое Сверление, развертыва- ние Сверление
10—30 Сплошной материал Сверление, зенкерова- ние, развертывание полу- чистовое и чистовое Сверление, зенкерова- иие, развертывание Сверление, зеикеро- вание или разверты- вание
Литое или прошитое отверстие с припуском иа диаметр: до 4 мм Зенкероваиие, развер- тывание получнетовое и чистовое Зенкерование, развер- тывание Зенкероваиие
Св. 4 мм Зенкероваиие черновое н получйстовое, разверты- вание получнетовое н чи- стовое Зенкерование черновое н получнетовое, развер- тывание Зенкероваиие чер- новое н чистовое
30—100 Сплошной материал Сверление, рассверли- вание, развертывание по- лучистовое и чистовое Сверление, рассверли- вание, зенкероваиие, раз- вертывание Сверление, рассвер- ливание
Литое илн прошитое от- верстие с припуском на диаметр: до 6 мм Зенкероваиие, развер- тывание, получнетовое и чистовое Зенкероваиие, развер- тывание Зенкероваиие
Св. 6 мм Зенкероваиие черновое и получнетовое, разверты- вание получнетовое и чи- стовое Зенкероваиие черновое и получнетовое, разверты- вание Зенкероваиие
Сверления- и рассверливание
2» Припуски и допускаемые отклонения на диаметр прн зенкеровакии, растачивании
и развертывании отверстий, мм
Операции Интервалы диаметров, мм (св. — до)
3-6 01—9 10 — 18 18-30 ' 30 — 50 1 1 0S —00 0Е1—08 120—180
Припуски
После сверления:
зеикерование — 0.8 1,2 1,5 __
растачивание —— — 0,8 1,2 1,5 2 2 2
чистовое растачивание . . — — 0,5 0,8 1 1 1,3 1,5
черновое развертывание 0,15 0,2 0,3 0,3 0.5 __
После растачивания или зенкероваиия:
черновое развертывание . . —. 0,2 0,2 0,3 0,3 0,35 0,40 0,5
черновое развертывание * . . 0,15 0,2 0,2 0,2 —- __
чистовое развертывание после чернового . . Отклон 0,05 ’Ния (-Н 0.08 0,09 0,10 0,12 0,14 0,17 —
Сверление1 0,16 0,02 0.24 0.28 0,34 0.4
Сверление по кондуктору ® . . . 0,08 0.1 0,12 0,14 0,17 .
Зеикерование s — 0,12 0,14 0,17 . ,
Черновое растачивание 9 « • — 0,1 0,12 0,14 0.17 0,2 0,2 0,26
Чистовое растачивание • « « « -— — 0,07 0,084 0,1 0,12 0,14 0,16
Черновое развертывание 4 0,025 0,03 0,035 0,045 0,05 — —
1 5-й класс точности; ’ 4-й класс точности; 4 За класс точности;
4 3-й класс точности.
Обработка отверстий
Сверление и рассверливание
231
3. Обработка отверстий 2—3-го классов точности
Л. В сплошном материал?
Диаметр отвер- стия, £>, мм Диаметр, мм
сверла при об- работке отвер- стия класса точности после растачи- вания резцом Зенкера при об- работке отверстия класса точности черновой развертки при об- работке отвер- стия 2-го класса точности
1 2 2 3
3 — 4 5—6 8—10 12-16 18 20—28 30 32—50 D — 0,1 D — 0,2 D — 0,2 D — 1,0 D — 1,0 D — 2,0 D — 2,0 0.5D •“^111111 1 D — 0,2 D — 0,2 D — 0,3 D — 0,15 D — 0,15 D — 0,2 D — 0,2 D — 0,25 О Q&& 1 1 ' 1 1 1 1 1 О ОСО к» Ю •— СП СП 1 1 1 1 1 1 . . о ррррр О о о о о о -ч М О: О СП
Б. В прошитых или литых отверстиях
Диаметр отверстия D, мм Диаметр, мм
Черновое растачивание Чистовое растачивание черновой развертки
1-е ; 2-е Диаметр после рас- тачивания Допуск по Д4
30 D — 2,0 D — 0,2 НО,14 D — 0,07
32—48 D — 2,0 D — 0,3 -0,17 D — 0,07
50 D — 5,0 D — 2,0 D — 0,3 -0,17 D — 0,07
52—58 D — 5,0 D — 2,0 D — 0,5 -0,4*0 D — 0,08
60—65 D — 5,0 D — 2,0 D — 0,5 -0,20 D — 0,08
68—80 D — 5,0 D — 2,0 D — 0,5 -0,20 D — 0,1
82—100 D — 5,0 D — 2,0 D — 0,7 -0,23 D — 0,15
105—150 D — 5,0 D — 2,0 D — 0,7 -0,26 D — 0,2
Передний угол в процессе резания (кинематический передний угол)
ухр (см. рис. 1,6) — угол (в плоскости измерения) между касательной
к передней поверхности в рассматриваемой точке режущего лезвия и
нормалью в той же точке к поверхности резания. Поверхность реза-
ния — поверхность, образуемая главным режущим лезвием при его
винтовом движении в процессе резания,
ter 0
Ухе = т* + 01. tg •
Угол наклона траектории движения точки режущего лезвия в про-
цессе резания 0 — угол между касательной к траектории движения
232
Обработка отверстий
(винтовая линия) рассматриваемой точки режущего лезвия (рис. 2)
и касательной к траектории движения той же точки (окружность)
при вращении сверла без подачн.
Угол наклона винтовой канавки со — угол между осью сверла и
развернутой на плоскость винтовой кромкой ленточки (вспомогатель-
ным режущим лезвием).
Рис. 3. Элементы первого сверла
Перовые сверла. Геометрические параметры перовых сверл (рис. 3)
приведены ниже:
Угол сверла при вершине 2<р для материалов:
мягких................................... 90°
средней твердости..................... . 120°
твердых................................. 140°
Углы:
задний а ...... ...................... 5—6°
передний v..............................0 или до —5°
наклона поперечного лезвия ф ...... 55—60°
наклона бокового среза 6.............. О—2°
Ширина фаски f................................ 0,2 —0,5 мм
Кроме обычных перовых сверл применяют ступенчатые перовые
сверла. Размеры последних выбирают в соответствии с обрабатываемым
отверстием.
Спиральные сверла. Формы заточки спиральных сверл приведены
в табл. 4.
Углы наклона винтовой канавки у сверл из быстрорежущей стали
при обработке латуни, мягкой бронзы со = 84-12°, красной меди и
алюминия со = 354-45°; для стали а> = 184-30°. Меньшие значения
угла со для сверл малых диаметров. Для сверл, оснащенных твердым
сплавом, угол со = 134-20°.
Спиральные сверла изготовляют главным образом с правым напра-
влением винтовой канавки для правого резания. Сверла с левым на-
правлением винтовой канавки изготовляют реже и применяют на то-
карных автоматах.
Значения угла 2<р при вершине сверла приведены в табл, 5.
Сверление и рассверливание
233
4. Форма заточки сверл
Заточка, условное обозначение и диаметр сверл Обрабаты- ваемый материал Заточка, условное обозначение и диа- метр сверл Обрабаты- ваемый материал
Одинарная (нор- мальная) Н d = 0,25 -? 12 мм Сталь, стальные отливки, чугуи Двойная с под- точкой перемычки ДП с-- 12 4-80 мм Отливки с неснятой ли- тейной кор- кой сталь- ные с ов > > 50 кгс/мм2 и чугунные
Одинарная нор- мальная с подточ- кой перемычки НП d « 12 -:- 8() мм Стальные отливки с °в< <50 кгс/мм2 с неснятой литейной коркой
Двойная с под- точкой перемычки и ленточки ДПЛ d» 12 +80 мм Сталь и от- ливки со снятой ли- тейной нор- кой сталь- ные С Ов > > 50 кгс/мма и чугунные
Одинарная с подточкой пере* мычки и ленточки нпл d = 12 -+ 80 мм Сталь н стальные отливки с *в< <50 кгс/мм2 со снятой литейной коркой
Примечание. Двойную заточку, подточку перемычки и ленточки производят у сверл: быстрорежущих диаметром > 12 мм; твер- досплавных диаметром > 5 мм.
5. Значения угла 2<р сверл
Обрабатываемый материал 2<р° Примечание
Сталь (ов < 140 кгс/мм2), корро- зионно-стойкая и марганцовистая ста- ли, чугун [НВ 130—220), цветное литье, твердая бронза « • 118-120 —
Латунь Л62, ЛС59-1, мягкая бронза (НВ < 106) 130
234
Обработка отверстий
Продолжение табл. 5
Обрабатываемый материа «
2<р°
Примечание
Алюминий, легкие сплавы (дюраль,
силумин, электрон), баббит . . . .
130—140
Красная медь . .
Титановые сплавы
125
140
Термореактивные пластмассы:
слоистые ........
волокнистые ..............
порошковые..............
70—80
45 — 50
Стали углеродистые и легирован-
ные:
нетермообработанные е ов = 00 -?
-=- 100 кгс/мм* ........
термообработанные с ов >
> 100 кгс/мм2 ........
Чугун {НВ 220)..............
Баббит, олово .... .........
116—115
130—135
116— 118
140
Сверла с пластинка-
ми из твердого сплава
Угол направления сбега стружки л. Все точки главного режущего
лезвия 1—2 (см. рис. 1, а) смещены относительно оси сверла на вели-
чину /. = (0,075-5-0,1) d. Угол Кх в любой точке х режущего лезвия изме-
ряется между главным режущим
лезвием и вектором скорости
в точке х (рис. 4). Направле-
ние вектора скорости резания
меняется от t>! до о2, поэтому
меняется и угол Л. На рис. 4, а
углы Л, Кх и Х2 для точек 1, х
и 2 режущего лезвия имеют
искаженную величину, так как
главное режущее лезвие изобра-
жено не в натуральную вели-
чину, а как проекция. Действи-
тельные величины углов Л по-
казаны на нижней проекции
(рис. 4, б). Угол находят но
формуле
Кх = arctg(-^- sin <р\
Рис. 4. К расчету действительных
углов направления «.бега струна
ки X
Сверление и рассверливание
235
Передний угол у в различных точках режущего лезвия неодинаков:
у стандартных сверл в наружной точке режущего лезвия у = 25-ь30°,
а у перемычки близок к 0°.
У сверл с пластинками твердого сплава передний угол в наружной
точке режущего лезвия зависит от обрабатываемого материала (табл. 6).
о. Значения переднего угла у в наружной точке режущего лезвия
для сверл с пластинками твердого сплава
Обрабатываемый материал Механические свойства, кгс/мм*
Сталь: конструкционная н легированная инструментальная . . . твердая марганцовистая ......... твердое литье Чугун Бронза, латунь, алюминий и силумин . . . Ковкий чугун Титановые сплавы °в < 100 ов = 1804-200 100 НИ < 200 НИ > 200 0—4 — 3 0 — 3 + 7 0 + 4 0
Задний угол а в различных точках режущего лезвия различен.
В наружной точке а= 8-ь 15°, на стыке главного режущего лезвия
с перемычкой а = 20-=-26° (меньшие значения углов относятся к боль-
шим диаметрам сверл, а большие — к меньшим). У сверл с пластин-
ками твердого сплава в наружной точке режущего лезвия а = 4-ь6°.
К оси сверла задний угол увеличивается до 16—20°.
Угол наклона if поперечного лезвия (см. рис. 1, а). Для сверл диаме-
тром 1—12 мм if = 50°, для сверл диаметром больше 12 мм и для сверл
с пластинками твердого сплава, независимо от диаметра, 55°.
Подточку поперечного лезвия производят у сверл из быстрорежущей
стали диаметром свыше 12 мм (табл. 7), а у сверл с пластинками твердого
сплава при диаметре свыше 5 мм (табл. 8). Подточка уменьшает крутя-
щий момент и осевую силу, улучшает центрирование сверла и умень-
шает опасность поломки пластинки твердого сплава.
Форма заточки сверл для сверления отверстий в жаропрочных
сталях приведена в табл. 9.
Задняя поверхность сверла может быть заточена по поверхности
конуса, винтовой поверхности или плоскости. Сверла, заточенные по
плоскости, имеют большую стойкость, чем сверла, заточенные по кони-
ческой поверхности.
Обратный конус. Для уменьшения трения ленточек сверла по всей
длине просверливаемого отверстия и предотвращения защемления
диаметр сверла по направлению к хвостовику уменьшают на 0,05—
0,1 мм на 100 мм длины.
Размеры сверл. Градация диаметров спиральных сверл должна соот-
ветствовать следующему ряду (ГОСТ 885—64), мм: 0,25—0,8 через
0,05 мм; 0,82; 0,85; 0,9; 0,92; 0,95; 1,0—3,0 через 0,05 мм; 3,1—14,0
через 0,1 мм (отсутствуют размеры 1,4; 11,6; 12,9; 13,4; 13,9 мм); 14,25—
32,5 через 0,25 мм; 33—50,5 через 0,5 мм.
Допуски на диаметры сверл приведены в табл. 10. При их выборе
в зависимости от назначения, следует пользоваться табл. 11.
От 0,25 до 12 Св. 12 до 15 * 15 » 20 » 20 * 25 » 25 * 80 » 30 » 40 » 40 * 50 50 а 60 ,60 » 70 * 70 . 80 Диаметр сверла D, мм
© 1 2<Ро Заточка 2ср => 118ч-120°
сл W ?О сл сл сл со № * Длина вторичного лезвия» В, мм
7 оо I т а*
СЛ О Сп Сл Л СО сл СО К5 Сл СП 1 Длина подточен- ного поперечного лезвия, Д, мм Подточка перемычки
ел Б X <С - © W t Длина подточки /, мм
*• со « ЬЭ м СП О1 1 Длина подточки lit мм
<1,2—0,4 Ширина фаски мм •Подточка ленточки
Л ю I а."
to
53
о
r
3?
Сверление и рассверливание
237
8. Размеры подточки поперечного лезвия у сверл с пластинками
твердого сплава, мм
д Размеры Диаметр сверла, мм
подточки I о 7 40 11 — 14 15 — 21 22—23 24 — 27 0£-8Е
/ — корпус свер- ла, 2 — пластина твердого сплава а b 1,0 1.0 1,0 1,5 1,5 2,0 2,0 2,5 2,2 3,0 2,5 3,5 3,0 4,0
9. Форма заточки сверл для сверления жаропрочных сталей (рис. 5)
Диаметр сверла D, мм fi для стали 2X13, мм Длина вто- ричного ре- жущего лезвия В, мм Размеры стружко- делительной ка- навки, мм
ь t
До 10 0,2 — 0,75 0,3
Св. 10 до 15 0,25 1,0 0,5
» 15 » 20 0,3 3,5
» 20 » 25 0,4 4,5 0,8
» 25 » 35 0,4 5,5
Примечание, Для сталей 2X13 а = 16°; Х18Н9Т, Х23Н18,
Х14Н14В2М, 4Х14Н14В2М а *= 12°, — О»
10. Допуски на диаметры сверл, мм (ГОСТ 885—64)
Диаметры сверл, мм Нижнее отклонение 1 диаметров сверл
точного испол- нения общего назна- чен ИЯ
От 0,25 до 0,5 -0,01
Св. 0,5 ДО 0,75 — 0,009 — 0,015
» 0,75 » 1,0 — 0,011 — 0,020
» 1,0 » 3 — 0,014 — 0,025
» 3 » 6 -0,018 -0,030
» 6 » 10 — 0,022 — 0,036
> 10 » 18 — 0,027 — 0,043
» 18 » 30 — 0,033 — 0,052
» 30 » 50 — 0,039 — 0,062
» 50 » 80 1 Верхнее отклонение равно 0. — 0,046 — 0,074
1 0,9 1 1,1 1,2 1.3 1,4 1/16" 1.5 1,6 1,7 1.8 2 2,2 2,3 2,5 2,6 2,7 2,8 3 1/8" 3,5 3,6 4 4,5 4,6 3/16" 5 5,5 5,6 6 1/4" 7 7,5 6/16" 8 9 9,5 3/8" 10 1 1 7/16" 11,5 12 1/2" Номинальный ряд диаметров 238 Обработка отверстий И Рекомендуемые диаметры d спиральных Размз
1 .1,2 1,4 1,6 1,8 1,9 2,2 2,5 2,7 2,8 3,2 3,7 4,2 5,2 6,3 6,7 7,3 8,3 8,3 9,7 10,5 12,5 1Я 9 Болты, винты, шпильки а Точная сборка Сверление на проход
-5 I Г S1 1 ° 1 Г f Р1 1 > 1Р Г I Р Г Г I * 1IР 1 1.«Т » 1Я 1 г 1 И г 11 г 1 СП СЛ ьз ьэ ЬО — >— О) — "-J .U •— СО СП w »- Заклепки
1,3 1,5 1,7 1,9 2 2,4 2,8 3 3,1 3,5 4 4,5 5^5 6?5 7,2 8?Б 8,5 10,2 11 13 14 Болты, винты, шпильки а
f ST IPI I 1 PI 1 r»f P f IP! 1 IM.“|.“I 1 «1я! 1 сл сл слслслсл сп co со co ел be co cd ►> to Заклепки
1 ?s! Г 1 “| T »□! T£->1 1 =1 И о-П 1 1 1 1 I 1 I И I Г 1 1 If 1 1 И 1 Болты, винты, шпильки а Грубая сборка
r 1 1 s 1 1 P 1 1 1PI 1 > 1 P 1 1 P 1 I 1 .* I < 1If ? 1.« 1.» 1 1 1 I 1 1 1 1 1 1 1 СЛ "j -4 -4 -4 СП СП --ОС-3 Заклепки
15?111»«11я111III 11111111111II1 I 1111111 1 1 1 1 1 I Ci СЛ Cn Ci Болты, винты, шпильки to а
I 1 1 1 1 1 Я I 1 I P T I PI PI Г P IT I £ f 1 1 PI 1 1 1 1 1 1 1 1 1 1 1 I 1 I 1 1 1 Авиационные заклепки
msmisfTieJiioiiTo-Ti^iiiicHTipminiriii- ел ел Шплинты
II111 111111 1111 и 11 1 1 If 11111 1 1 11 1 1 1 1 1 1 1 1 1 1 1 1 1 Сверление под зенкер
1 “ 1 I яя П я.” I J p I p Г1P T 1 IЯII яя I T.«1 я L~ I 11 1 1 II 1 1 M -4 -4-4 '4-4 -4 co 05 «Э A, <0-4 л — -4 л. Сверление под развертку или шлифование
Сверление и рассверливание
239
сверл в зависимости от их назначения
ры, мм
Сверление под резьбу
метрическую, ГОСТ 9150—74 с шагом
кониче-
скую
ГОСТ
6111—70
<п
s
И
2
О
3
2
и
о
2
2
на конус
2
S
«о
Я
0,75 0,8
0,85 0,9
0,95 1 — — — — — — — — — — — —
— — — * -- ——
1.1 1,2 — •—. — •— —. — — — — —— — •—
— — — — •—- — — — — —• 6,3 6
— — —- — — — -— — — —
1,25 1.4
1,45 1,6 — — t—, — — — — — — — •—• — — —
1,6 — 1,75 — — — — — — — — — — —
1,75 — 1,95 — — — — — — — — — — — — —
2,05 — 2, 15 — — — —
— — — — — — *— — — —
2,5 — — 2,65 ' — 8,9 8,7 8.4
2,9 — 3,15 — — —
3,3 — — 3,5 — — — — — — — — — —
3,8 — — — 4 — •— —— — — — —— — — —
— « — — ~— —— .— — — -— —- —
— —— —— —- — — — 3,7 —
4,2 — — — 4,5 — — — — — — — — — — —
5 — — — -— — —— — — —— — —
— — — — -— —— —— — — — — —
5 - 5,5 5,2 -— — —- — — — —— —-
— — 5. 1 11,9 И,2 10,7
6 — — 6,5 6,2 — 6,3
6,7 — 7,5 7,2 7
7,7 — 8,5 8.2 8 — 7,8 15,4 14,7 14
8,5 —- 9,5 9,2 9 8,7 — .— * ~~ — — — —
9,5 - 10,5 10,2 10 — — — •— — .— —
— — 9,2 — — —
10,2 1 1,5 11,2 11 10,7 10,5 __
— 10,4 19,25 18,25 17,5
14 9/16" 15 5/8" 16 17 18 19 3/4* 20 21 22 7/8" 23 24 25 1" 26 27 28 1 1/8" 30 31 1 1/4" 32 33 34 1 3/8" 35 36 37 38 1 1/2" 39 40 16/8" 42 44 1 3/4" 45 46 47 17/8" 48 50 2" 52 - — Номинальный ряд диаметров
14,5 16?5 16,5 iTe 20 20,5 22,5 22,5 24,5 26 28 30 31 33 34 37 39 40 -Z 46 50 53 54 Болты, винты, шпильки
i i 1i т i j m m u f sm smssismgm stsisi т.5т т т т сл Заклепки Сочная ।
gn I ! SI St I i I £1 I T ST “I “SI SI ST SI SSI SSI SI ~“1 is Болты, винты, шпильки 50 :борка О №
i i i i m m i i i msmsh tsst si nsi i tsisi si t.®i i i i сл Заклепки а Л> ►и bi со с
SSI 21 И I gui I ТЙ1 1 1 gl ST SSI SI SI SISSI SSI SI SSI ТЕ Болты, винты, шпильки 5 о Ее 0)
11 и 111 и 111111ism gi 1i ssi oi j i si 11 si i isi tqi i j i Заклепки бая сб 1рОХОД
SSI gm I ST £11 I ST I 1 SI SI ““I SI SI g) SSI SSI SI ESI I 5 Болты, винты, шпильки 50 а орка
1 1 111 1 11 1 1 1 1 1 1 1 1 111 1 1 I 1 1 1 I 1 1 1 П 11 11 1 1J Ш 111 H 1 Авиационные заклепки
11II1 И 111 11111 I I IT T1 I H ] 11 11 1 1 1 11 J 1 1 I П 11 1 I I 1 1 Шплинты
14,25 15,24 16,25 16,5 17,5 18,5 19,5 20,5 21,5 22,5 23,5 24,5 25,5 27,5 29 31 32 33 34 35 37 39 41 42 43 45 47 49 Сверление под зенкер
13,7 14,7 15? 5 16,5 17,5 18,5 19,5 20,5 21,5 22?5 23,5 24,5 25?5 26,5 27,5 29,5 3??5 32.5 33,5 34,5 35,5 36,5 37,5 39,5 41,5 44,5 46?5 47,5 49,5 sT?5 Сверление под шлифование развертку или
Обработка отверстий
Сверление и рассверливание
241
Продолжение табл. 11
Сверление под резьбу
метрическую, ГОСТ 9150—74, с шагом дюймовую трубную, ГОСТ 6357—73 кониче- скую ГОСТ 6111 — 70
крупным еч о SE‘O 0,35 ю 0,75 1,25 ю со без развертыва- ния на конус с развертыванием на конус
12 14 15,4 17,4 19,4 20,9 23,9 26,4 29,4 31,9 34,9 37,4 40,4 1—4 42,8 46,8 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 ! 1 1 1 J 1 I 1 1 1 1 1 1 J 1 II 1 1 11 1 1 1 1 1 Н 1 [1 1 1 И 1 I 1 1 1 I 1 1 I 1 1 1 1 1 1 II II 1 1 1 I I 1 II 1 1 1 1 I 1 1 1 1 1 1 1 1 I 1 1 I I И 1 И 1 1 1 М 1 1 1 1 Н Г 1 1 1 Н 1 1 1 1 Г 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 S । । 1 1 < 1 1 S 1 2- 1 1 1 1 | | | 1 | | | [ | | | | | | 1 1 1 1 1 | | IJ | 1 | 1 ] 1 ] | 13,2 15,25 17,25 19,25 21,5 23,5 26,25 29,25 32,3 47 51 13 14 15 16 17 19 21 23 24 26 27 29 32 35 38 41 44 - 1 1 I I И 1 1 1 II 1 1 1 1 1 1 1 1 1 1 1 I 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 II 12,5 13,5 14,5 15,5 16,5 18,5 20,5 22,5 23,5 24,5 25,5 26,5 28,5 30,5 31,5 33,5 34,5 36,5 37,5 38,5 40,5 43,5 46,5 48,5 50,5 16 18 20 22 23 25 26 28 30 31 34 37 38 40 43 46 48 50 ! К* | | || | ® I F.“ I II1 1 1 £ 1 1 1 “ I 1 I 1 I | 1 1 и 1 1 1 1 и I | | I | <© УЗС0 to СО (£><£> <£> <£ О । । । । । 1 । 1 । 1 । । 1 1 । । । । । । । । । । । н । । 1 । н । । । < । । £ । I I»-115 СО 'С* т}. 121 1111 s । и 111 я 11 j 511 ” । н 11111 з 115 и й 111 11 1 °— — -4 <м oj со со м* 1 >1 111 1 1 S 1 1 1 1 111 । । । В । । । В 1 1 В 1 № 1 1 1 ” 1 1 1 В 1 1 1 1 " 1 1 1 СЛ СП СЛ 23,5 29,6 38,6 44,5 57 22,75 28,5 37,5 43,5 55
242
Обработка отверстий
Сдерла диаметром П< 12мм
Передний угол
фаски ^ = 0°
Профиль стружко-
делительной канадки
Сдерла диаметром П>12мм
•fi
Передний угол
фаски 7^-0°
Профиль стружко-
делительной канадки
к-Ь
К-j о
да
Рис 5. Форма заточки спиральных сверл для сверления отверстий
в жаропрочных сталях
Основные типы спиральных сверл
Спиральные сверла с цилиндрическим хвостовиком выпускают
четырех типов: а) длинной серии, ГОСТ 886—64; б) средней серии,
ГОСТ 10902—64; 4010—64 (табл. 12); г) мелкоразмерные с утолщен-
ным цилиндрическим хвостовиком, ГОСТ 8034—67 (табл. 13).
Спиральные быстрорежущие сверла с коническим хвостовиком
(табл. 14 и 15) выпускают двух типов: а) нормальной длины,
ГОСТ 10903—64 и б) удлиненные, ГОСТ 2092—64.
Рис. 6. Спиральное сверло, оснащенное пластинкой твер-
дого сплава и с двойным углом наклона винтовой
канавки:
w — на пластине, - на корпусе; / — пластина твер«
дого сплава; 2 — корпус
Сверление и рассверливание
243
12. Сверла спиральные с цилиндрическим хвостовиком
Размеры в мм
Исполнение!
ИсполнениеS
Серия
d короткая средняя длинная
L L h L ^0
0,25 — 0,45 20 3-5
0,5 22 6
0.55 — 0,6 — 24 7
0,65 26 8
0,7-0,75 28 9
0,8—0,85 30 10 —
0,9 — 0,95 32 И
1,0—1,05 32 6 34 12
1.10—1,15 32 7 36 14
1.2—1,3 32 8 38 16
1,35—1,5 36 9 40 18
1,55-1,70 36 10 42 20
1,75-1,90 38 11 45 22
1,95—2,10 38 12 50 24 85 55
2,15—2,35 40 13 52 26 90 60
2,4 — 2,65 42 14 55 30 95 60
2,7 —3,0 45 16 60 32 100 65
3,1 —3.3 50 18 65 36 105 70
3,4 — 3,7 52 20 70 40 115 75
3,8—4,2 55 22 75 42 120 80
4,3-4,7 60 24 80 45 125 80
4,8—5,3 63 26 85 52 130 85
Б,4-6,0 65 28 95 60 140 90
6,1-6,7 70 30 100 65 150 100
6,8—-7,5 75 34 110 70 155 100
7,6 —8,5 80 38 115 75 165 но
8.6—9,5 85 40 125 80 175 115
9,6—10,6 90 45 135 90 185 120
10,7—11,8 95 48 145 95 195 130
11,9—13,2 100 50 150 100 205 135
13,3—14,0 105 55 160 по 215 140
14,25—15,0 110 55 170 115 220 145
15,25—16,0 115 60 18С 120 225 150
16,25—17,0 120 60 185 125 235 155
17,25—18,0 125 63 195 130 240 155
18,25—19 125 63 200 135 245 160
19,25—20 130 65 205 140 255 165
244
Обработка отверстий
13. Сверла спиральные мелкоразмерные с утолщенным
цилиндрическим хвостовиком
Размеры в мм
Основной ряд Дополни- тельный ряд Длинные Короткие
L / io найм. L / 4 найм.
0,100; 0,105 0,110; 0,115 0,12; 0,13 0,14 0,125; 0,135; 0,145 14 1,6 1,2 14 1,0 0.6
0,15; 0,16; 0,17; 0,18 0,19 0,155; 0,165; 0,175; 0,185 0,195 16 2,0 1,6 16 1,2 0,8
0,20; 0,21; 0,22; 0,24 0,205; 0,230 18 2,5 * 2,0 18 1,5 1,0
0,25; 0,26; 0,28; 0,30 0,27; 0,29; 0,31 24 6,0 5,0 18 3,0 2,5
0,32; 0,34; 0,36; 0,38; 0,40 0,33; 0,35 0,37; 0,39 0,41 26 8,0 6,0 20 4,0 3,0
0,42; 0,45; 0,48; 0,50 0,52 0,43; 0,44 0,46; 0,47; 0,49; 0,51 0,53 30 10 8 22 5,0 4,0
0,55; 0,58; 0,63; 0,65; 0,70 0,54; 0,56; 0,58; 0,615; 0,67; 0,725; 0,710 30 12 10 22 6,0 5,0
0,75; 0,80; 0,85; 0,90; 0,95; 1,0 0,78; 0.825; 0,875; 0,925; 0,975 32 16 12 25 8,0 6,0
Примечал и е. Дополнительный ряд диаметров допускается применять только для изготовления сверл короткой серии.
Сверление и рассверливание
245
14. Сверла спиральные с коническим хвостовиков
Размеры в мм
1о —“1 —
ts L _
1, I
L
d нс маль 1. р- ные 1, Удли- ненные 1- | 1. d Н мал L эр- ьпые Удли- ненные L |
6 6,2—6,5 6,8 —7,5 7,8—8,5 8,8 —9,5 9,8—10,5 10,8—11,8 12—13,2 13,5—14,0 14,25—15,0 15,25—16,0 16,25—17,0 17,25—18,0 18,25—19,0 19,25—20,0 20,25—21,0 21,25—22,25 22,5—23,0 23,25—23,5 23,75—25,0 25,25 — 26,5 140 145 150 155 160 170 175 180 190 215 220 225 230 235 240 245 250 255 275 280 285 60 65 70 75 80 90 95 100 ПО 115 120 125 130 135 140 145 150 155 155 160 165 230 230 235 240 245 250 255 260 265 290 295 300 305 310 320 330 335 340 360 365 375 150 150 155 160 165 170 175 180 185 190 195 200 205 210 220 230 235 240 240 245 255 26,75—28,0 28,75—30,0 30,25—31,5 31,75—33,5 34—35,5 35,75—37,5 38,0—40,0 40,5—42,5 43,0—45,0 45,5—47,5 48,0-f»50,0 50,5 51 — 53 54 — 56 57—60 61 — 63 65 68—70 72—75 78—80 290 295 300 335 340 345 350 355 360 365 370 375 410 415 420 425 430 435 440 515 170 175 180 185 190 195 200 205 210 215 220 225 225 230 235 240 240 250 225 260 385 395 265 275
Сверла с коническим хвостовиком
а, мм 6—14 14,25—23.0 23,25—31,5 31,75 — 50,5 51 — 75 78—80
Конус Морзе 1 2 3 4 5 6
246
Обработка отверстий
15. Сверла спиральные с коническим хвостовиком для глубокого
сверления с отверстиями для подвода охлаждающей жидкости
Размеры в мм
Материалы сверл. Стандартные сверла изготовляют из быстрорежу-
щей стали РБМЗ, Р9 и Р18. Сверла с коническим хвостовиком диа-
метром 2^6 мм и с цилиндрическим хвостовиком диаметром ^8 мм
выполняют сварными. Хвостовики сварных сверл изготовляют из стали
45 или 40Х. Рабочая часть сверла закаливается на твердость
HRC 62—64, твердость хвостовика на лапке HRC 30—45.
Сверла с пластинками твердого сплава выполняют с прямыми и спи-
ральными канавками, последние обычно имеют два угла наклона
винтовой канавки: со и <О] (рис. 6).
Сверла с пластинками твердых сплавов выпускают с цилиндриче-
бким и коническим хвостовиками, ГОСТ 6647—64. Первые диаметром
5—12 мм, ’вторые диаметром 10—30 мм.
Спиральные сверла с пластинками твердого сплава группы В К
предназначаются для обработки чугуна. Корпуса сверл изготовляют
из стали Р9 или 9ХС, если диаметр корпуса равен диаметру режущей
части, и из сталей 40Х или 45Х, если диаметр корпуса уменьшен по
сравнению с диаметром режущей части. Сверла выпускают в двух
исполнениях: точные и общего назначения.
Сверление и рассверливание
247
Сверла для глубоких отверстий
Сверла для глубокого сверления делят на сверла: двустороннего
резания, одностороннего резания и кольцевые (трепанирующие го-
ловки). Сверла для глубоких отверстий изготовляют по ведомствен-
ным нормалям.
Сверла двустороннего резания изготовляют следующих типов:
а) спиральные удлиненные с подводом охлаждающей жидкости по
Рис. 7. Сверло для глубокого сверления, двухстороннего резания с наружным
подводом охлаждающей жидкости в зону резания и внутренним отводом
стружки и охлаждающей жидкости
каналам имеют два спиральных отверстия по всей длине режущей
части, в хвостовой части эти отверстия соединяются с центрально рас-
положенным отверстием; размеры этих сверл приведены в табл. 15;
б) спиральные составные с внутренним отводом стружки; в) шпин-
дельные (пластинчатые) сверла.
Размеры спиральных сверл двустороннего резания с внутренним
отводом и наружным подводом охлаждающей жидкости приведены
в табл. 16. Эти сверла обеспечивают большую производительность,
чем сверла с внутренним подводом охлаждающей жидкости. Углы
сверла: 2<р = 120°; а = 8°; а5 = 15°; у = 12°; е = 70°; А = 5°.
Шпиндельные (перовые) сверла для глубокого сверления (табл. 17)
применяют для обработки отверстий в шпинделях станков, и(т.-щ. Сверла
одностороннего резания для глубоких отверстий — пушечные,. ложки
с наружным и внутренним отводом стружки, а также ружейные сверла
в общем машиностроении применяют редко.
Сверла одностороннего резания с внутренним отводом стружки
и охлаждающей жидкости. Рабочая часть сверла соединяется со стеблем
двух- или трехзаходной прямоугольной резьбой (рис. 8). Охлаждающая
жидкость в зону резания подводится по наружным каналам, а отво-
248
Обработка отверстий
16. Размеры сверл двухстороннего резания для глубокого сверления
отверстий (рис. 7)
Размеры в мм
d L rf, h m I ^3
30—35 120 4,0 13 32 14,6 22
35—40 130 4,7 15 0 r. 1 0 35 17,1 25,2
40—45 140 5,4 17 40 19,6 29
45—50 150 6,1 19,5 45 22,1 33
50—55 170 6,8 21,5 50 24,6 36
55—60 180 7.4 23,5 52 27,1 40
60—65 190 8,1 26 0,8 1,2 55 29,6 44
65-70 200 8,8 28 58 32,1 47
70—75 210 9,6 30 60 34,6 51
Примечание. Резьба для соединения сверла и державки
прямоугольная для диаметров 30—50 мм двухзаходная с шагом 6—8 мм,
а для диаметров более 50 мм трехзаходная с шагом 18—24 мм.
днтся вместе со стружкой через внутреннюю полость. Смещение вер-
шины сверла относительно оси I = 0,2d. Диаметр нулевого стержня
2Я = 0,Old. Число стружколомов в зависимости от диаметра сверла
составляет 1—6. Задние углы а = 6° и а, = 15°.
Кольцевые головки (рис. 9—11) изготовляют с одним, тремя, че-
тырьмя или шестью ножами 1, вставляемыми в пустотельный корпус 2.
Рис. 8. Сверло для глубокого сверления, одностороннего резания, с вну-
тренним отводом стружки
Сверление и рассверливание
249
Рис. 9. Кольцевая головка
Рис. 10. Кольцевая головка со вставными
регулируемыми ножами
Тип!
Рис. 11. Однозубая кольцевая
головка» оснащенная пластиной
твердого сплава
Тип?
250
Обработка отверстий
17. Размеры режущей части шпиндельных сверл
Размеры в мм
(Г
d L 1 ь dCl
30-35 35 8 5,5 3 9
40 6,5 4 10
45 8 12
50 50 12 16
55 60 10
60
65 70
70 — 75 75 15 5
80—85 12 20
90 90 6
95 15 25
100 100
Сверление и рассверливание
251
Направление головки в отверстии осуществляется планками 3. При
сверлении отверстий в твердых сталях ножи оснащают пластинками
твердого сплава. Охлаждающая жидкость подводится в зазор между
стенками головки и стержнем детали, получаемым в результате сверле-
ния, а отводится через зазор, образуемый стенками обрабатываемого
отверстия и наружной поверхностью корпуса головки.
Центровочные сверла и зенковки
Для обработки центровых отверстий (гнезд) применяют центровоч-
ные сверла и зенковки в виде наборов. ГОСТ 14952—69 предусматри-
вает шесть наборов (табл. 18).
18. Центровочные сверла и зенковки. Область применения и типовые
наборы, ГОСТ 14952—69 (рис. 12)
№ на- бора Наименование н тип инструментов Для центровых от- верстий
1а Сверло спиральное центровочное, тип 1, зенковка 60° центровочная простая, тип IV Тнп A, d — 0,5 4- 4- 1,5 мм
16 Сверло спиральное центровочное, тип I, зенковка 60° центровочная для отвер- стий без предохранительного конуса, тяп V Тип A, d — 0,5 4- 0,6 мм
1в Сверло спиральное центровочное, тип I, зенковка 60° центровочная для отвер- стий с предохранительным конусом, тип VI Тип В, d = 0,5 4- 4- 0,6 мм
2 Сверло спиральное центровочное, тнп 1, зенковка 60° центровочная с кониче- ским хвостовиком, тип VII Тнп A, d = 8 4- 4- 12 мм
За Сверло центровочное комбинированное для отверстий 60° без предохранительно- го конуса, тип 11 Тип A, d = 1,5 4- 4- 6 мм
36 Сверло центровочное комбинированное для отверстий 60° с предохранительным конусом 120°, тип Ill Тип В, d — 1,5 4- 4- 6 ММ
Режимы резания при сверлении и рассверливании
Выбор подачи при сверлении (табл. 19—20). Наибольшие подачи
(1 группа) назначают при сверлении отверстий в жестких заготовках:
а) без допуска или с допуском до 5-го класса точности; б) под после-
дующую обработку несколькими инструментами.
Средние подачи (II группа) назначают при сверлении отверстий в за-
готовках недостаточно жестких (тонкостенных коробчатой формы)
252
Обработка отверстий
19. Подачи при сверлении сверлами из быстрорежущей стали
с двойной заточкой, мм/об
Диаметр сверла d, мм Труп- па по- дачи Обрабатываемый материал
Сталь ов, кгс/мм* Чугун НВ
До 80 Св 80 до 100 Св. 100 До 200 Св. 200
До 5 I II 111 0,08—0,18 0,06—0,11 0,04—0,08 0,06 — 0,14 0,05—0,10 0,03—0,07 0,04—0,10 0,04—0,08 0,02—0,05 0,14—0,33 0,10—0,23 0,07—0,15 0,08—0,20 0,06—0.15 0,04—0,10
Св. 5 до 10 1 II Ш 0,20—0,37 0,12—0,27 0,10—0,18 0,15—0,28 0,12—0,21 0,07 — 0,14 0,11 — 0,23 0,08-0,16 0,05—0,11 0,36—0,72 0,24 — 0,55 0,18—0,35 0,22—0,44 0,16 — 0,33 0,11 — 0,22
Св. 10 До 20 1 II III 0,38—0,64 0,28— 0,45 0,18—0,32 0,30—0,48 0,21 — 0,32 0,13 — 0,21 0,24—0,38 0,16 — 0,26 0,11 — 0,17 0,74-1,2 0,55—0,82 0,36—0,52 0,45—0,77 0,34—0,58 0,23 — 0,37
Св. 20 до 30 1 II III 0,66—0,82 0,46 — 0,58 0,33 — 0,42 0,50 — 0,62 0,32 — 0,40 0,21-0,27 0,39—0,50 0,26 — 0,34 0,17—0,25 1,2— 1,7 0,84—1.0 0,55 — 0,68 0,80—1,05 0,60—0,76 0,38—0,48
Св. 30 до 60 I II HI 0,9-1,0 0,6—0,7 0,5-0,6 0,7—0,8 0,5—0,6 0,3—0,4 0,6—0,7 0,4—0,5 0,3-0,4 1,4—1,8 1,0—1,1 0,70—0,75 1,1 —1,2 0,80—0,90 0,50—0,65
Примечание. При глубине сверления более 3 d подачу (для I группы подач) необходимо уменьшить, умножив табличные данные на коэффициент Кг }
L d 3 5 7 10
Ki ‘s 1 0,9 0,8 0,75
L глубина сверления.
Сверление и рассверливание
253
2 0. Подачи при рассверливании сверлами из быстрорежущей стали
с двойной заточкой* мм/об
Диаметр мм Обрабатываемый материал
к а Сталь и стальное литье Чугун
сверла о о р. U Ф 0> «5 И Группа подач
н о О Й f- I и III 1 п III
До 25 10 15 0,7—1,1 0.8—1,2 0,5—0,7 0,6—0,8 0,3—0,4 0,4—0,5 1,1 —1,5 1,2—1,6 0,7—1,0 0,8—1,1 0,4 —0,5 0,45 — 0,6
Св. 25 до 30 10 15 20 0,7—1,1 0.7—1,1 0,8—1,2 О о о О СП СП 1 1 1 о ое ОО о о’ о 1 1 1 coco | 1 О* О* о 1,0—1,4 1,1 —1,5 1,2—1,6 -- см сч ! ' "7 7 ; ь- оо со до о 0,4 —0,5 0,45 — 0,55 0,5 —0,6
Св. 30 до 40 15 20 30 0,8—1,2 0,9—1,2 0,9—1,3 0,5—0,7 0,6—0,8 0,6—0,8 0.3 —0,4 0,4—0,5 0,4—0.5 1,0—1,6 1,1—1,7 1,2—1,8 0,7—1,1 0,8—1,2 0,8-1,3 0,4 —0,5 0,5 —0,6 0,6—0,7
Св. 40 до 50 20 30 40 0,9—1,2 1,0—1,3 1,0—1,4 0,6—0,8 0,7—0,9 0,8—0,9 0,4 —0,5 0,4—0,5 0,5—0,6 1.2—1,8 1,3—2,0 1,3-2,0 0,9—1,3 1,0—1,4 1,0—1,4 0,5—0,6 0.6—0,7 0,7 — 0,8
Св. 50 до 60 30 40 50 0,9—1,2 1,0—1,3 1,0—1,4 0,7—0,8 0,8—0,9 0,8-0,9 0,4 —0,5 0,4—0,5 0,5—0,6 1,2—1,8 1,3-2,0 1,3—2,0 0,9—1,2 0,9—1,3 1,0—1,4 0,55 — 0,6 0,6 —0,7 0,7 —0,8
Примечание. При выборе группы подач руководствоваться указаниями для сверления, приведенными в табл. 19.
или в тонких выступающих частях заготовок: а) без допуска или
с допуском до 5-го класса точности; б) под последующую обработку
несколькими инструментами; в) под последующее нарезание резьбы
метчиками.
Наименьшие подачи (III группа) назначают при сверлении точ-
ных отверстий при последующей обработке одним зенкером или одной
разверткой, при сверлении в заготовках малой жесткости и с неустой-
чивыми опорными поверхностями.
Подачу, допускаемую прочностью сверла, можно рассчитать по
формулам:
для стали
для чугуна
d0.8!
s=7,34-----
254
Обработка отверстий
По подаче сверла, выбранной из табл. 19, определяют осевую силу
резания, которую сравнивают с усилием, допускаемым прочностью
механизма подачи станка (по паспорту).
21, Подача при сверлении сверлами с пластинками из твердого
сплава ВК8, мм/об
Ди а- метр свер- ла d, мм Углеро- дистая и легиро- ванная незака- ленная сталь, ‘’в = = 55 + + 85 кгс/мм2 Обрабатываемый материал прн работе
с охлаждением эмульсией без охлаждения
Закаленная сталь HRC Чугун НВ
До 40 40 55 64 До 170 Св. 170
10 12 16 20 23 26 29 0,12—0,16 0,14—0,20 0,16—0,22 0,20—0,26 0,22 — 0,28 0,24 — 0,32 0,26—0,35 0,04 — 0,05 0,03 0,025 0,02 ОСО СЛ СЛ СП л. СЛ со СЛ 1 1 II 1 1 1 о о о о о © о О 00 00 -J О СЛ О СП СЛ 0,20—0,35 0,20—0,35 0,25—0,40 0,25 — 0.40 0,30—0,45 0,35—0,50 0,40 — 0,60
Примечание. При глубине сверления более 3d табличные данные необходимо умножить на коэффициент, выбранный из табл. 19
Выбор подачи при рассверливании (табл. 21 и 22). Наибольшие
подачи (I группы) назначают при рассверливании отверстий: а) без
допуска или по 5-му классу точности; б) под последующую обработку
двумя или тремя инструментами (зенкером или резцом и развертками,
или расточной пластиной);
в) под нарезанием резьбы метчиками или резцом при условии
обработки отверстия после сверла зенкером, резцом или расточной
пластиной.
Средние подачи (П группа) назначают при рассверливании отвер-
стий; а) под последующее нарезание резьбы метчиком или резцом;
б) под последующую обработку одним зенкером с нормальной глу-
биной резания или двумя развертками.
Наименьшие подачи (III группа) назначают при обработке отвер-
стий 4-го класса точности при условии последующей обработки одним
зенкером с малой глубиной резаиия или одной разверткой.
Скорость резаиия. Формулы для расчета скорости резания приве-
дены в табл. 23, значения коэффициентов и показателей степени в этих
формулах — в табл. 24 и 26, поправочные коэффициенты на скорость
резания — в табл. 25 и 27.
Скорости резания при сверлении текстолита, органического стекла
и пластмасс сверлами из быстрорежущей стали и твердых сплавов при-
ведены в табл. 27. Формулы для расчета сил резания и крутящих
моментов при сверлении даны в табл. 28—34.
Сверление и рассверливание
255
22. Подачи при рассверливании сверлами с пластинками
из твердого сплава ВК8
Диаметр, мм Обрабатываемый материал при работе
сверла отверстия в заготовке с охлаждением эмульсией без охлаждения
Углеродистая и легированная сталь Чугун НВ
До 170 Св. 170
25 10 0,30 — 0,45 0,60—0,9 0,40—0.60
15 0,30—0,50 0,60—1,0 0,40—0,65
10 0,35—0,55 0,65—1,0 0,50—0,8
30 15 0,35 — 0,55 0,65—1,0 0,50—0,8
20 0,35—0,60 0,65—1,0 0,50—0,9
23. Формулы для расчета скорости резания (м/мин) при
сверлении и рассверливании
Обрабатываемый ма- териал Вид обработки Формулы
Сверла из быстрорежущей стали
Сталь конструкцион- ная и легированная, чугун серый и ковкий Сверление сХ" »т = —
Рассверливание cr/fv °т = ^MV Тт
Сверла с пластинками твердого сплава
Сталь иезакаленная, конструкционная и хромоникелевая. Рабо- та с охлаждением эмульсией Сверление: s < 0,12 мм/об s > 0,12 мм/об 750<А6
1 т0,23 0,3 0,9 ‘ s ав 490d0-6
1 r0,25s0,5o0,9
Рассверливание t _ 675<A6
V 25^0,3,0,2^0,9
Чугун серый и ков- кий. Работа без охла- ждения Сверление Рассверливание 40 000</°>5
T-0,4s0,5 ri _ 52 200d°>5
y0,4s0,45;0,15 (//B)l,5
256
Обработка отверстий
24. Значения коэффициента н показателей степени х&, и т
в формулах скорости (табл. 23)
Об р аб атыв аемы й материал Вид обработки Пода- ча, мм/об Ср Уо 20 хо т
Сталь конструк- ционная углероди- стая и легирован- ная, ов = =5 75 кгс/мм2; НВ 215 Сверление До 0,2 Св. 0,2 8,9 12,4 0.7 0,5 0,4 —* 0,2
Рассверли- вание — — 0,5 0,4 0,2 0,2
Чугун серый НВ 190 Сверление До 0,3 Св.0,3 17г6 20,6 0,55 0,4 0,25 0,125
Рассверли- вание — —- 0,4 0,25 0,1 0,125
Чугун ковкий НВ 150 Сверление До 0,3 Св. 0,3 26,2 30,3 0,55 0,4 0,25 ,125
Рассверли- вание — — 0,4 0,25 0,1 0,125
Сталь коррозион- но-стойкая и жаро- ропрочная Сверление — 0,45 0,5 — 0,125
25. Поправочные коэффициенты иа скорость резания для измененных
условий работы
В зависимости от обрабатываемого материала
Обрабатываемый материал К МО Состояние стали ч
Сталь; автоматная 93 а1.05 Поставка: прокат холоднотя нуты й 1,1
углеродистая ов < 55 кгс/м№ ов > 55 кгс/мм8 0,02<т°’9 горячекатаный 1
48,7 °°в’9 Термообработка: нормализация 0,95
легированная 48,7 отжиг 0,9
Чугун серый и ковкий 917 (НВ)1'3 улучшение 0,8
Сверление и рассверливание
157
Продолжение табл. 25
В зависимости от формы заточки и материала инструмента
Форма заточки Обрабаты- ваемый материал V Материал инструмента
Двойная ДП Сталь 1 Р9 1
Чугун 1
Нормальная Н Сталь 0,87 9ХС 0,6
Чугун 0,84
К Ту в зависимости от стойкости сверла
Обрабатываемый материал Показа- тель от- носи- тельной стой- кости Отношение фактического периода стойкости к нормативному •
0,25 0,5 1,0 2 4 6 8 12
Сталь . . . Чугун . . . 0,20 С,125 1,32 1,20 1,14 1 1,09 1 0,87 0,76 0,91 0,84 0,70 0,79 0,66 0.76 0,61 0,73
В зависимости о tn 4- | 3 глубины сверлен 4 | 5 ия L 6 8 10
lv I 0,85 0,75 0,7 0,6 0,5
26. Значения коэффициента Cv при сверлении коррозионно-стойкой
и жаропрочной стали
Сталь Термообработка Коэффициент Су при форме заточки сверла
двойной Д нор- мальной Н
Копрозионио-стойкая 2X13 Закалка с 1050° С и отпуск с 740° С 6,38 5,8
Жаропрочная: 12Х18Н9Т Х23Н18 1Х14Н14В2М 4Х14Н14В2М Закалка с 1150° С и стабилизация при 750° С 3,57 3,25
3,19 2,9
4,15 3,77
2,55 2,32
9
Под ред. Малова
258
Обработка отверстий
27. Режимы резания пластмасс
Обрабатываемый материал Скорость резания о, м/мин Подача, мм/об Материал сверла
Фенопласт К‘18-7 • . , Аминопласт Волокнит . . Капрой . Винипласт ....... Текстолит ...... Оргстекло ...... 50 — 60 25—50 40 — 80 40 10—80 40 — 60 0.1 —0,2 0,05 — 0.1 0,05—0,2 0,1 —0,2 0,1 —0,6 0.07—0,1 Твердый сплав В Кб В Кб В Кб Сталь Р18 Р9 Р9
28. Формулы для расчета силы резания Р и крутящего момента
при сверлении коррозионно-стойкой и жаропрочной стали сверления
из быстрорежущей стали
Обрабатываемый материал Формулы Значе- ния коэффи- циентов
Сталь Термообработка Ср СМ
Коррозионно- стойкая 2X13 Закалка е 1050° С и отпуск а 740° С Р - Ср ds0'7 Л,к ” СМ rf2s°’7 189 41,6
Жаропрочная: 1Х18Н9Т Х23Н18 1Х14Н14В2М 4Х14Н14В2М Закалка с 1150° С и стабилизация прн 750° С Р •= Ср cfs0'7 Мк “ СМ ^°’7 208 208 208 245 45,8 45,8 45,8 54
29. Формулы для расчета силы резания Р и крутящего момента М*
при сверлении и рассверливании углеродистой и легированной
стали и чугуна сверлами из быстрорежущей стали
Внд обработки Формулы
Сверление ₽“=CprfWpXMp A4K = CMdVMXMM
Рассверливание Р = Cpd2P/Wp кмр
Сверление и рассверливание
259
30. Значения коэффициентов и показателей степени в формулах,
приведенных в табл. 29
Вид обработки Обр абятыв аемы й , материал Форма заточки сверл Формулы для расчета
осевой силы резаиия крутящего момента
СР гр ХР СМ Уы хм
Сверление Сталь углеродистая и легированная, ив = = 75 кгс/мм®; НВ 215 дп ждп 98,8 167 1,0 0,8 0,7 0,9 — 39 0,8 —
Чугун серый НВ 190 ДП 62 1.0 0,8 — 23,6 0,8 —
Чугуи ковкий дп 63 1,0 0.8 — 23,8 0,8 —
Рассверливание | Сталь углеродистая и легированная, ов = ~ 75 кгс/мм2; НВ 215 дп 46 — 0,7 1.3 93,5 0,8 0,9
Чугун серый НВ 190 дп 28,7 — 0,4 1,2 88,0 0,8 0,75
Обозначения форм заточки см. табл. 10.
31, Коэффициенты для расчета силы резания и крутящего
момента в зависимости от обрабатываемого материала
Обрабатываемый материал Коэффициенты
Сталь • • . . / а. \0,75 ^мр — Кмм “ 1ч 75~ j
Чугун . . . к -к - ( нв ^°’6 Лмр Амм — 190 /
Примечание. Формулы, приведенные в табл. 29, пригодны для расчета крутящего момента при зенкероваиии твердосплавными зен- керами конструкционной стали и стального литья с ов = 75 кгс/мм2 при См — 0,943, zM = 0.75, хм = 0,8 и г/гл — 0,95 и серого чугуна НВ 190 при См = 0,196, гм = 0,85, хм = 0,8 и у^ == 0,7
260
Обработка отверстий
32. Коэффициенты для расчета силы резания и крутящего момента
в зависимости от формы заточки сверла
Материал Коэффициент для расчета Форма заточки тт Д,П, Дпл, н I йп, ипл 1
Сталь осевой силы Кфр 1,33 1
Чугун 1,33 1
Сталь крутящего момента Лфм 1,11 1
Чугуи 1,00 1
Примечание. Обозначения формы заточки сверл даны
в табл. 10.
33. Коэффициенты для расчета силы резания и крутящего момента
в зависимости от состояния режущих лезвий сверла
Коэффициенты для расчета Режущие лезвия сверла
острые затупленные
Осевой силы Кфр 0,62 1
Крутящего момента К^м . • 0,77 1
34* Формулы для расчета силы разаиия Рх, крутящего момента
Мк и мощности для сверления и рассверливания сверлами
с пластинками твердого сплава
Вид обработки Обрабатываемый материал
Сталь незакалениая конструкционная угле- родистая, хромистая, хромоникелевая. Работа с охлаждением эмульсией Чугун серый и ковкий. Работа без охлаждения
Сверление Рх = 2d114s0,8a°’75 Мк зАа9’7 Рх = 7,2 d°>9s/7B°-6 Мк = 1,43 rf2s°'94HB°'6
Рассверливание А1к = 30 A75/’,8s0,95a°-75 Мк = 7,3 dO,85t0^sO,7M£p,6
Мп Эффективная мощность резания N = 1Лпп кВт, где п — число У/о•luUU оборотов сверла в 1 мни.
Примечание. Постоянные коэффициенты в формулах для даны с учетом затупления инструмента.
Зенкерование
‘261
ЗЕНКЕРОВАНИЕ
Зенкерованием получают отверстия 4—5-го классов точности с ше-
роховатостью поверхности в пределах 5—6-го классов (ГОСТ 2789—73).
Припуски под зенкерование приведены в стандартах.
Исполнительные диаметры зенкеров в зависимости от их назначе-
ния приведены в табл. 35, исполнительные диаметры стандартных
зенкеров (ГОСТ 1677—75), выпускаемых заводами СССР, — в табл. 36.
35. Исполнительные диаметры зенкеров в зависимости от их
назначения» мм
Номи- нальный диаметр отверстия Назначение зенкера
под развертыва- ние под протя- гивание под шлифова- ние с припус- ком без последую- щей обработки под отверстия
чер- новое чисто- вое умень- шенным увели- ченным X, Л,
От 10 до 18 Св. 18 до 30 Св. 30 до 50 Св. 50 до 80 — 0,150 — 0,200 — 0,250 — 0,300 — 0,100 — 0,120 — 0,150 — 0,180 — 0,840 —1,050 — 1,050 1111 о о о с? cn со со ко Л ф OJ да о © о о — 0,430 — 0,620 -04670 — 0,710 4-0,120 4-0,140 4-0,170 4-0,200 4-0,070 4-0,085 4-0.-100 4-0,120
Примечание. Зенкеры выполняют для отверстий под после-
дующую обработку с отклонением п® бе? последующей обработки
с отклонением по
•?в. Исполнительные диаметры зенкеров, выпускаемых
инструментальными заводами, мм
Номинальный диаметр Отклонение диаметра зенкера
№ 1 (под черновую развертку) № 2 (без последую- щей обработки от- верстия А4)
верхнее нижнее верхнее нижнее
От 10 до 18 Св. 18 30 » 30 » 50 » 50 » 80 » 80 » 120 — 0,210 — 0,245 — 0,290 *-0,350 — 0,420 — 0,245 — 0,290 — 0,340 — 0,410 — 0,490 4-0,070 4-0,085 4-0,100 --0,120 4-0,140 4-0,035 4- 0,040 - -0,050 --0,060 -1-0,070
Конструктивные элементы и геометрические
параметры рабочей части
Главные лезвия т, п, образующие режущую часть If (рис. 13, 14),
располагаются под углом <р, значения которого для стали 60’, для
чугуна у зенкеров из быстрорежущей стали <р — 459, а с пластинками
262
Обработка отверстий
из твердого сплава ф = 60°, у зенкеров для глухих отверстий незави-
симо от обрабатываемого материала и материала зенкера ф> = 90°.
Калибрующая часть 1г зенкеров имеет направляющую ленточку f.
Диаметры зенкеров из быстрорежущей стали и с пластинками из твердого
сплава к концу калибрующей части уменьшают, образуя обратный
конус. У твердосплавных зенкеров обратный конус выполняют надлине
пластинки, а диаметр корпуса уменьшают на 0,2 мм по сравнению
с твердосплавной частью
Рис, 14. Зенкер с пластин-
ками твердого сплава для
сквозных отверстий
Обратная конусность на длине 100 мм составляет у зенкеров из
быстрорежущей стали 0,04—0,08 мм прн D < 18 мм и 0,05—0,10 мм
при D > 18 мм, у зенкеров с пластинками из твердого сплава 0,05—
0,08 мм при D < 30 мм и 0,08—0,10 мм при D > 30 мм.
Число зубьев, их геометрия и расположение. Обычно число зубьен
у зенкеров 3 или 4: 3 — для меньших диаметров и большей глубины
резания, 4 — для ббльших диаметров и меньшей глубины резания.
Профили зубьев приведены на рис. 15; 16, а их размеры — в табл. 37.
Направление зубьев. Угол наклона винтовой канавки со (рис. 17, а)
связан с передним углом у. Его назначают в зависимости от механиче-
ских свойств обрабатываемого материала. У зенкеров из быстрорежу-
щей стали со = 10-1-25°. У зенкеров с пластинками из твердых сплавон
канавку делают наклонной с углом со = 10° на длине пластинки (хво-
стовые зенкеры) или на всей длине зуба (насадные зенкеры), а также
и прямой (со = 0°) при обработке твердых и закаленных сталей. У хво-
стовых зенкеров за пластинкой прямая канавка переходит и винтовую
с углом со = 20°. Зубья располагают наклонно и у зенкеров со встав-
37. Элементы профиля зенкеров в сечении, перпендикулярном к направлению винтовых канавок (см. рис. 15)
Размеры в мм
Номи- нальный диаметр D f t При числе зубьез г = 3 При числе зубьев з = 4
из быстро- режущей ст ал и с пластин- ками из твердого сплава из быстрорежущей стали с пластинками из твердого сплава
0t F 01 F h Ci р g h Ri С1 р е
10 1 0,3 0,50 0,520 — — 2,5 11,5 6,7 0,220 0,21Z5 — — — — —
12-16 1 0,4 — — 11,5 7,3 0,270 — — — — —
18 1,2 0,5 — — 2,5 14,0 8,9 0,270 0,270 — — — — —
20—22 25 1,2 1,5 0,6 0,6 0,40 0,470 0,460 0,560 14,0 17,5 8,9 10,5 0,230 0,230 — — — — —
28 — 30 1,5 0,7 3,5 21,0 11,6 0,230 19,0 10,0 0.14Л 0,25 Л
32 1,8 0,8 0,570 0,41Л 3,5 24,0 14,6 0,240 22,0 11,0 0,15D 0,230
35 1,8 0,8 — — 4,2 24,0 14,6 0,270 0,240 6,0 22,0 11,0 0,160 0,22Л
40 1,8 — — — — 5,1 33,0 19,0 0,240 30,0 13,0 0,18Z> 0,21Л
45 — — — — — 5,4 33,0 19,0 0,230 30,0 13,0 0,190 0,210
50 — — — — — 5,4 22,0 0,230 15,0 0,190 0,210
55 60 2,0 •— — 6,0 6,0 38,5 22,0 24,2 0,270 0,230 0,220 8,0 35,0 17,0 17,0 0,190 0,190 0,200 0,190
65 — 70 — — — — — 6,5 26,1 0,220 20,0 0.20Л 0,18Л
75 — 80 — — — — — 8,0 55,0 31,3 0,270 0,220 10,0 50,0 22,0 0,200 0,180
Зенкеровапш
264
Обработка отверстий
Рис« 17, Элементы режущей части зенкера и поперечное
сечение срезаемого слоя
Зенкерование
265
ними ножами из быстрорежущей стали. Направление наклона канавки
совпадает с направлением вращения зенкера.
Передний угол у (табл. 38) измеряют в сечении плоскостью А—Д,
нормальной к проекции главного лезвия на оскювную плоскость.
38. Значения переднего угла ? у зенкеров
Обрабатывае- мый материал Механические свойства Угол у0 зенкеров
ав, кгс/мм2 НВ г из быст- рорежу- щей ствли о твер- дым сплавом
Сталь До 60 До 180 20
Св. 60 до 75 Св. 180 до 225 15—12 0"
Св. 75 до 90 Св. 225 до 270 10—5 — 5
Св. 90 Св. 270 — — 10
Чугун — До 150 12—10 + 8
— Св. 150 до 200 8—6 + 5
— Св. 200 — 0
Алюминий, латунь — — 30—25 —
Примечание. Отрицательный передний угол у твердосплав- ных зенкеров образуется заточкой фаски шириной 1—Змм на передней поверхности.
Задний угол а находится между следами плоскости, касательной
к задней грани, и плоскости резаиия, проходящими через главное
лезвие. Рекомендуемая величина угла а = 84-10°. На калибрующей
части а = 0° (цилиндрическая ленточка).
Угол наклона главного лезвия % от осевой плоскости, проведенной
через точку т (место перехода главного лезвия во вспомогательное).
Для улучшения отвода стружки (в случае обработки сквозных отвер-
стий) следует принимать л = —5-:—10°, у твердосплавных зенкеров
Х = 10-4-1S0.
Переходное лезвие показано на рис. 18, б. При обработке сталь-
ных деталей f0 = 0,8-:-1 мм располагают под углом <рв = с задним
углом а0 = а.
266
Обработка отверстий
39. Зенкеры цельные с коническим хвостовиком (см. рис. 15)
Размеры в мм
Номи- нальный Диаметр D L 1 отклонение по Вя № конуса Мор- зе хвостовика № пластинки, ГОСТ 2209—69
из быстроре- жущей стали с пластинками из твердого сплава из быстрорежу- щей стали с пластинками из твердого сплава из быстрорежу- щей стали с пластинками из твердого сплава 1
10 160 . 170 — 80 90' D — 0,5 1 2 — —
11 165 175 — 85 95 — — —
12 170 180 90 100 — — —
14 175 190 180 205 95 110 85 ПО D — 1.0 г 2511
ie 200 220 185 215 100 120 90_ 120
18 205 230 190 220 105 130 95 125 2513
20 210 240 218 248 ПО 140 100 130 3
22 220 250 222 258 120 150 105 140
25 245 280 228 268 125 160 ПО 150 3 2515
28 250 290 262 302 130 170 120 160 4
32 285 335 268 312 140 185 125 170 4
36 295 345 272 322 150 195 130 180
40 305 350 282 332 160 200 140 190
45 282 332 — 140 190
50 — 305 355 160 210 — 2517
Примечания. 1. Число зубьев и элементы профиля зуба
брать по табл. 3.
2. В числителе размеры коротких, а в знаменателе длинных
зенкеров.
Зенкерование
267
Конструкции зенкеров
Зенкеры с коническим хвостовиком из быстрорежущей стали (см.
рис. 15) и с пластинками из твердого сплава бывают короткой и длин-
ной серий. Размеры зенкеров регламентированы ГОСТ 12489—71 и
3231—71 (табл. 39). Угол вреза пластинки из твердого сплава делают
на 1—2° меньше угла наклона винтовых канавок.
Зенкеры насадные цельные (рис. 18) и с пластинками из твердого
сплава (рис. 19) изготовляют диаметром 32—80 мм. Размеры цельных
зенкеров регламентированы ГОСТ 12489—71, а с пластинками из
твердого сплава — ГОСТ 3231—71 (табл. 40).
40. Зенкеры насадные (см. рис. 18 и 19)
Номиналь- ный диаметр D L d № пластин- ки, ГОСТ 2209 — 69
из быст- рорежу- щей ста- ли с пла- стинками из твер- дого сплава из быст- рорежу- щей стали с пла- стинками нз твер- дого сплава
32 — 34 30 40 13 13
35—38 34 45 16 16
40—42 38 45 19 16
45-48 38 50 19 19
50—55 42 55 22 22
58—70 48 60 27 27
72—80 52 65 32 32 2519
Приме ч а н и е. Число зубьев и размеры элементов профиля
зуба по табл. 37.
Зенкеры насадные со вставными ножами из быстрорежущей стали
(рис. 20) изготовляют диаметром 50—100 мм, их размеры регламенти-
рованы ГОСТ 2255—71 (табл. 41). Способы крепления ножей показаны
на рис. 21.
Зенкеры со вставными ножами, оснащенные пластинками твердого
сплава, хвостовые (рис. 22, а) изготовляют диаметром 30—50 мм по
ГОСТ 12510—71, а насадные (рис. 22,6)—диаметром 50—100 мм по
ГОСТ 16857—71 (табл. 42).
Зенкеры для цилиндрических углублений, предназначенные для
образования углублений (выемок), изготовляют по ГОСТ 15599—70
и ГОСТ 15600—70. Для обеспечения соосности углубления с ранее
обработанным отверстием зенкеры снабжают направляющей цапфой,
которая может быть изготовлена за одно целое с зенкером (рис. 23, а)
или быть съемной (рис. 23, б). Съемная цапфа имеет хвостовик с конус-
ностью 1 : 50. Зенкер со съемной цапфой, оснащенный пластинками
из твердого сплава, показан на рис. 23, б, а его размеры приведены
в табл. 43.
Зенкеры для конических углублений (рис. 24) предназначены для
образования конических углублений с углом конуса 2<р = 60; 75; 90-
268
Обработка отверстий
Рис. 18. Зенкеры насадные цельные
Рнс. 19. Зенкеры насадные с пластинками твердого сплава
Рис. 20., Зенкер насадной со вставными ножами
Зенкероваиие
269
Рис. 21. Крепление ножей:
а — в рифленом пазу плоским клином; б — в гладком пазу
рифленым клином:
1 — корпус; 2 — нож; 3 — клин
270
Обработка отверстий
Рис, 23. Зенкеры для цилиндрических углублений
Рнс. 24. Зенкер для кониче-
ских углублений
Рис. 25. Торцовый зенкер
Зенкероваиие
271
41. Зенкеры насадные со вставными ножами из быстрорежущей
стали (см. рис. 20)
Размеры в мм
Номи- наль- ный: диа- метр D D1 L d h найм. аГд 1 Число ножей г
50—55 58 60 62—65 68—70 72 75 — 80 85 90—95 100 D — 2 D — 2 D — 2 D — 2 D — 2 D — 2 Л) — 3 D — 4 D — 4 D - 4 60 22 5 34 38 40 40 45 45 48 50 55 60 26 4
65 27 6
35
70 32
76 40 6
и 120° и диаметром 12—60 мм с числом зубьев 6—12. Часть зуба у вер-
шины конуса срезают через один зуб на длине 1г = 1,5ч-5 мм. Диа-
метры иа торце режущей части выбирают по зубьям d = (0,15-<-0,18) D
и по сердцевине dL = O,1D, где D —диаметр зенкера. Угол канавки
определяют по формуле
0 = г, е,
где — угол тела зуба (не менее 30—40°),
360°
е =------------------------------------
z
После расчета угол О округляют до нормального ряда углов угло-
вых фрез. Ширина задней грани зуба р = 0,6-=-1,2 мм.
Торцовые зенкеры (рис. 25) предназначены для образования пло-
ских площадок иа поверхностях деталей вокруг отверстий. Их изго-
товляют из быстрорежущей стали и с пластинками из твердого сплава
по нормалям.
Режимы резаиия при зенкеровании
Глубина резания
, D — d
2 ' (1)
Величину подачи s выбирают в зависимости от диаметра зенкера
и условий зенкерования по табл. 44.
Скорость резания (м/мип) рассчитывают по формуле
С0Ог
v = Tmtx gy Ко- (2)
212
Обработка отверстий
42, Зенкеры со вставными ножами, оснащенными пластинками
из твердого сплава
Размеры в мм
Номи- нальный диаметр D L d й нанм. D, / “1 Чис- ло но- жей г № пла-« стинки ГОСТ 2209—69
Зенкеры насадные (см, рис, 22? б)
50 58 22 3 D — 2 26 34 4 2513
52=*55 2515
58 64 27 4 38 6
60 40
62 — 65 35 2517
68—70 45
72«-80 69 32 D — 3 48
85 74 40 50
90.—95 D — 4 55
100 60
Зенкеры с коническим хвостовиком (см. рис. 22? а)
30 32 — 35 36—38 262,5 267,5 272,5 III 2,5 D - 2 40 — 3 2515
40 283,0 3,0 4
42 45
45—48 50 293,0 308,0
Примечание, Конус Морзе № 4.
Зенкерованме
273
43. Зенкеры для цилиндрических углублений с пластинкам»
из твердого сплава (рис. 23, б)
Размеры б мм
Номи- нальный диаметр D L 1 d di ^0 е 1 № пла- стинки, ГОСТ 2209—69
12 14 16 18 20 22 24 26 28 30 125 22 11 13 14 16 18 20 22 23 25 26 4 32 3,5 25 1.0 1.0 2137
2109
130 135 140 150 160 160 170 175 25 6 38 5,5 28,5
1,5 2111
28 8 44 7.3 35 1,2
2139
2113
2,0
44. Подачи при зенкеровании зенкерами из быстрорежущем стали
и с пластинками из твердого сплава, мм/об
Диаметр зенкера D, мм Обрабатываемый материал
Сталь и стальное лнтье Чугун НВ < 200 и медные сплавы Чугун НВ > 200
До 18 Св. 15 до 20 » 20 » 25 < 25 » 30 » 30 » 35 » 35 » 40 » 40 » 50 » 50 » 60 => 60 » 80 0,5 —0,6 0,6 —0,7 0,7 —0,9 0,8 —1,0 0,9 —1,1 0,9—1,2 1,0—1,3 1,1—1,3 1,2—1,5 0,7 —0,9 0,9 —1,1 1,0-1,2 1,0—1,3 1,2-1,5 1,4 — 1,7 1,6 —2,0 1,8 —2.2 2,0—2,4 0,5 —0,6 0,6 —0,7 0,7 —0,8 0,8 —0,9 0,9—1,0 1,0—1,2 1,2—1,4 1,3—1,5 1,4—1,7
Примечания: 1. Таблица составлена для условий зенкеро- вания сквозных отверстий с допуском ие выше 5-го класса точности или под последующую обработку чистовым зенкером и одной разверт- кой или черновой н чистовой развертками. 2. При зенкеровании отверстий с повышенными требованиями к качеству поверхности табличные данные умножать на коэффициент = 0,7. 3. Верхние пределы подач применять при обработке менее твердых и прочных материалов, инжине — для более твердых и прочных мате- риалов. 4. При зенкеровании глухих отверстий подачи рекомендуется 0,3 — 0,6 мм/об.
4S. Значения коэффициента и показателей степени в формуле скорости резания при зенкеровании
Обрабатываемый материал Материал режущей части С» У т Примечание
Сталь углеродистая, конструк- ционная, ©е=75 кгс/мм8, НВ 215 Р18 16,3 0,3 0,2 0,5 0,3 С охлаждением
Т15К6 18,0 0,6 0,2 0,3 0,25
Сталь конструкционная зака- ленная, 0В = 160 -=- 180 кгс/мм2, HRC 49 — 54 Т15К6 10,0 0,6 0,3 0,6 С,45
Чугун серый НВ 190 Р18 18,8 0,2 0,1 0,4 0,125 Без охлаждения
ВК8 105,0 0,4 0,15 0,45 0,4
Чугун ковкий НВ 150 PI8 27,9 0,2 0,1 0,4 0,125 С охлаждением
ВК8 143,0 0,4 0,15 0,45 0,4
Бронза: средней твердости . твердая Р18 56,0 0,2 0,1 0,4 0,125 Без охлаждения
Р18 28,0 0,2 0,1 0,4 0,125
Латунь Р18 48,0 0,3 0,2 0,5 0,3
Алюминий, алюминиевые сплавы Р18 80,0 0,3 0,2 0,5 0,3
Примечания: 1. Для зенкеров насадных табличные значения коэффициента уменьшать на 10% , 2. При зенкеровании литых отверстий значение коэффициента Cv уменьшать на 20% .
Обработка отверстий
46. Коэффициент К.м * учитывающий влияние механических свойств стали или чугуна на скорость
и
резания при зенкероваиии н развертывании
Обрабатываемый материал для стали при tjfl, кгс/мм®.
30—35 36—40 41—15 46—50 51—55 56—60 61—70 71—80 81—90 91-100 101—120
Стали: углеродистые конструкционные (С 0,6% ) 0,86 1,0 1,07 1,16 1,34 1,25 1,13 1,0 0,9 0,82 —
автоматные — — 2,1 1,89 1,73 1,6 1,4 1,2 1,05 0,95 —
хромистые, никелевые, хромо- никелевые 1,62 1,46 1,33 1,22 1,13 1,02 0,9 0,8 0,73 1,64
углеродистые конструкционные труднообрабатываемые (С > >&0,6% ), хромонмкельволь- фрамовые — — — — — 1,0 0,91 0,81 0,72 0,65 0,56
марганцовистые, хромомолиб- деновые, хромомарганцовнстые — — 1,16 1,05 0,97 0,90 0,81 0,71 0,63 0,58 0,50
Л/д для чугуна при НВ *
1404-152 1104-120 1534-166 1214-131 167 4-181 1324-143 182 4-199 1444-156 2004-217 1574-170 2184-240 1714-180 Св. 180
1,43 | 1,27 * В числителе дроби праве 1,13 | 1,0 | 0,9 дено НВ для серого чугуна^ в знаменателе для ков 0,8 кого. 0,7
Зенкерование
276
Обработка отверстий
Значения коэффициента Со и показателей степени даны в табл. 45,
а рекомендованного периода стойкости Т ниже:
D, мм До 20 Св, 20 до 30 Св. 30 до 40 Св. 40 до 50 Св. 50 до 60 Св. 60 до 80
Т, мнн 30 40 50 60 80 100
Поправочный коэффициент на измененные условия резания
= км£Ди„1 (3)
где — коэффициент, учитывающий группу стали и ее механиче-
ские свойства или механические свойства чугуна (табл. 46); /<и^ —
коэффициент, учитывающий материал режущей части инструмента
(табл. 47).
47. Коэффициент Кц , учитывающий влияние материала режущей
v
части зенкера на скорость резания
Материал режущей части еенкера Обрабатываемый материал Коэффи- циент Кы и
Инструментальные стали: Р18 Сталь и чугун 1,0
9ХС 0,6
Твердые сплавы: Т15К6 Сталь 1,0
Т5К10 0,65
ВК8 Чугун 1.0
В Кб 1.2
ВК4 1,35
Скорость резания при обработке отверстий в закаленных сталях
с ов — 160-J-180 кгс/мм2 (HRC 45—54) зенкерами с пластинками из
твердого сплава Т15К6 может быть рассчитана по формуле
v _ 10D°-s
v ^'0,45^0,3^0,6 * (4)
Развертывание
277
Крутящий момент Л1к приближенно определяют по формуле
r D2 — d2 / s \о,75
^К=СР—8— (Т) г>
(5)
где Ср — коэффициент тангенциальной составляющей силы резания
при точении, г — число зубьев зенкера.
Мощность (кВт), потребная на резание,
е '975.1000’ <6>
где п — число оборотов зенкера в 1 мин.
РАЗВЕРТЫВАНИЕ
Развертывание обеспечивает получение отверстий цилиндрической
и конической форм 3—2-го классов точности с шероховатостью поверх-
ности в пределах 7—8-го классов, а при особо тщательном выполнении
1-го класса точности и 9-го класса шероховатости.
Конструкции разверток
Цилиндрические развертки (рис. 26) предназначены для обработки
сквозных и глухих отверстий. Исполнительные диаметры развертки D
согласно схемы на рис. 27 устанавливают с учетом: а) разбивки отвер-
Рис. 26. Развертка цилиндрическая машинная;
а — для отверстий с повышенными требованиями; б — для обычных работ
н для глухих отверстий
стия (диаметр отверстия обычно больше диаметра развертки); б) запаса
на износ; здесь До — допуск на обрабатываемое отверстие; Д — до-
пуск на изготовление развертки; — разбивка при изготовлении
развертки по максимально допускаемому размеру (верхняя разбивка);
278
Обработка отверстий
Р2 — разбивка, определяющая минимально допускаемый размер диа-
метра изношенной развертки (нижняя разбивка); И — запас на износ.
Исполнительный размер диаметра развертки: АА — верхний; ББ —
нижний, а ВВ — нижний эксплуатационный размер диаметра раз-
вертки.
Величину верхней разбивки Р^ принимают равной 1/3 допуска на
отверстия 1, 2 и 3-го i
Рис, 27. Схема располо-
жения допуска на диа-
метр развертки для от-
верстий с отклонениями
по системе отверстия
классов точности и V4 допуска — на отверстия
4-го класса точности. Величину нижней раз-
бивки Р2, гарантирующей получение отвер-
стия в границах нижнего предельного раз-
мера, берут равной Р± для 1-го класса точ-
ности и меньше Р L для 2, 3 и 4-го классов-
точности.
Поле допуска на изготовление разверт-
ки Д принимают равным допуска на от-
верстия 1, 2 и 3-го классов точности и не бо-
лее х/5 — для отверстий 4-го класса точно-
сти. Размеры элементов допусков на раз-
вертки приведены в табл. 48.
Исполнительные размеры диаметров раз-
верток с припуском под доводку из инстру-
ментальных сталей приведены в ГОСТ
11174—65, с пластинками из твердого спла-
ва — в ГОСТ 11173—65.
Конструктивные элементы и геометрические параметры рабочей
части. Главные лезвия тп образуют режущую часть Zj (см. рис. 26)
под ' ' "" " " ' '
из
углом ср (табл. 49). Длина режущей части может быть найдена
выражения
б
/j = (1,34-1,5) -кт-—,
1 ' ' 2tg <р
где 6 — припуск на диаметр, мм; ф — главный угол в плане.
Машинные развертки для обработки сквозных отверстий, если
к этим отверстиям не предъявляются повышенные требования по точ-
ности и шероховатости поверхности, делают с углом в плане ф = 45°.
На переднем конце развертки с ф = 5° или 15° снимают фаску под
углом 45°, образующую направляющий конус Z5 (см. рис. 26).
Калибрующая часть /а на длине Z3 имеет цилиндрическую форму.
У разверток из инструментальных сталей Z3 = (0,4ч-0,5) Z, а у развер-
ток с пластинками из твердого сплава /3 = (0,5ч-0,7) Z.
На участке /4 диаметр постепенно уменьшается до D±, образуя
обратный конус. Диаметр Dr меньше фактического диаметра калибру-
ющей части D на величину у. Для разверток из инструментальных
сталей;
В, мм . • 3—б 6—18 18—30 30—48 Св. 48 Ручные
У, мм. . 0,02—0,04 0,03—0.08 0,04—0,06 0,05—0,07 0,06—0,08 0,01—0,015
Для разверток с пластинками твердого сплава у — 0,05-4-0,08 мм.
При закреплении машинной развертки в качающемся или плава-
ющем патроне обратную конусность увеличивают в 1,5—2 раза по
сравнению с приведенной. У ручных разверток из-за малой величины
конусности обратный конус допускается на всей длине калибрующей
части.
Развертывание
279
48, Элементы допусков на диаметр развертки
1 ' Класс точности Обозначения элементов до- пусков (рис. 27) Величина допуска, мкм* при диаметре отверстия, мм
со « О О < Св. 3 ДО 6 ей О да о О К о - СО да о О « Св. 18 до 30 Св. 30 до 50 # Св. 50 до 80 Св. 80 до 120
1 До Pt Д Р* И 6 2 2 2 4 8 3 3 2 4 9 3 3 3 6 и 4 4 . 4 7 13 4 5 4 8 15 5 б 5 10 18 6 6 6 12 £1 7 7 7 14
2 Ад Р, А Р. И 10 4 3 3 6 13 Б 4 4 8 16 6 5 4 9 19 7 6 б 11 23 8 8 5 12 27 9 9 6 15 30 10 10 7 17 35 12 12 8 U
3 Ао Р, А Р, И 20 7 7 3 9 26 8 9 4 12 30 10 10 4 14 35 12 12 б 16 45 15 15 5 20 50 17 18 6 21 50 17 18 7 22 60 20 20 & 23
4 До р, А Р, И 60 15 12 3 36 80 20 1Б 4 49 100 25 18 4 61 120 30 20 б 75 140 35 25 5 85 170 43 30 6 103 200 50 35 7 122 230 68 40 8 140
49. Рекомендуемая величина главного угла в плайе <р у разверток
Развертки Отверстие Для стали и вязких металлов Для чугуна, хрупких и твердых металлов
Машинные Сквозное Глухое 15° 45° 5’ 45’
Ручные Сквозное Глухое 1 — 1,5° 45° 1 — 1,5 45°
„Профиль зуба устанавливают в нормальном сечении по калибру-
щей части. У разверток из инструментальных сталей (цельных) диа-
метром <20 мм принята форма с прямолинейной спинкой (рис.28, а),
для диаметров ^,20 мм — с криволинейной спинкой (рис. 28, б).
Форма зуба у разверток с пластинками из твердых сплавов показана
ыа рис. 28, в.
280
Обработка отверстий
Размеры элементов профиля зубьев приведены в табл. 50.
Число зубьев г подсчитывают по формуле и округляют до четного
значения:
2=1,5 КЭ'+G,
где D —диаметр развертки, мм; G = 2 для разверток из инструмен-
тальных сталей, G = 4 для разверток повышенной точности из инстру-
ментальных сталей; G = 0 для разверток с пластинками из твердых
сплавов.
Рис. 28. Форма зуба разверток
Передний угол у обычно принимают равным 0°. У черновых развер-
ток этот угол может быть до 5°. У разверток с пластинками из твердых
сплавов при обработке закаленных сталей Вдоль лезвия затачивают
фаску шириной 1—2 мм под углом у = —10° .
Задний угол а имеется только на режущей части. Он образован сле-
дами плоскостей, касательных к задней грани н к поверхности резания
в сечении плоскостью ББ, нормальной к лезвию тп (см. рис. 2G);
а= 6-5-8°. Меньшие значения рекомендуют для чистовых разверток,
а большие — для черновых.
Задний угол Oj на калибрующей части равен 0°. Здесь оставляют
вдоль лезвия узкую полоску цилиндрической поверхности — лен-
точку f (рис. 28), тщательно прошлифованную или доведенную.
У разверток из инструментальных сталей канавки прямые; при
обработке отверстий с поверхностями, прерывающимися продольными
пазами и кольцевыми выточками, — винтовые. Направление винтовой
канавки при правом вращении — левое, а при левом вращении —
правое с углом <в, имеющим для машинных разверток следующие зна-
чения:
Обрабатываемый материал сос
Сталь твердая и серый чугун ...................... 7 — 8
Сталь средней твердости и мягкая, ковкий чугун . . . 12—20
Алюминий и легкие сплавы..........................35—45
Развертки с пластинками твердого сплава делают с канавками,
наклоненными под углом 3° к образующей в направлении, обратном
вращению развертки.
Шероховатость поверхности рабочей части приведена в табл. 51.
Развертки машинные с цилиндрическим хвостовиком (табл. 52,
рис. 29) цельные изготовляют по ГОСТ 1672—71, а с удлиненной рабо-
чей частью для работы через кондукторные втулки—по ГОСТ 11172—70,
с пластинками твердого сплава — по ГОСТ 11175—71.
50. Размеры элементов профиля зуба разверток (см. рис. 28)
Линейные размеры в мм
Номинальный диаметр D гнаим развер- ток f разверток из инструмен- тальных сталей ft, откло- нение по Да развер- ток |3° раз- верток Я Н г раз- верток к Ха пластинки, ГОСТ 2209—69
из инструменталь- ных сталей с пластинками твердого сплава нз инструменталы । j ных сталей 1 с пластинками твердого сплава 1 нз инструменталь- ных сталей с пластинками твердого сплава из инструменталь- ных сталей с пластинками твердого сплава
От 3 до 5,5 Св. 5,5 до 8 >8 >10 >10 >15 » 15 >20 » 20 >22 • 22 >25 >25 >28 » 28 » 32 * 32 *34 » 34 » 40 » 40 » 42 » 42 » 50 6 — 0,08-0,15 0,3 0,5 0,6 0,8 0,9 1,0 1,0 1,2 1,3 1.3 1.5 1,6 1,7 2,2 2,4 3,0 4,0 5,0 85 85 90 75 80 — 35 30 25 20 0,3 0,6 Д8
4 6 8 10 0,1-0,2 90 75 65 0,5 0,3 260!
8 0,1 — 0,25 0,5 1,0 2617 2619
0,15-0,3 — 25 2,8 —3,1 3,1-3,4 3,4 —3,7 3,0—3,7 3,9 3,0—3,7 3,7 3,9 —4,5
1,0 2621
10 12 0,2—0,4 20 15
1.5 — 2625
0,25—0,5 20
Примечания: 1. Размер С берется по номинальному размеру толщины пластинки твердого сплава.
2. Размер F устанавливают исходя из минимальной высоты пластинки твердого сплава и припуска на ее шли-
фование и заточку, равного 0,3 мм по диаметру развертки.
Развертывание
582
Обработка отверстий
51. Классы шероховатости поверхностей рабочей части разверток
Развертки доведенные
Поверхности
ИЗ ИИ*
струмен-
тальных
сталей
о пластин-
ками твер-
дого сплава
Развертки
с припус-
ком под
доводку
из ин-
струмен-
тальных
сталей н
с пла-
стинками
твердого
сплава
Класс точности отверстий,
обрабатываемых разверткой
Развертки машинные с коническим хвостовиком (табл. 53) цельные
для работы без кондукторной втулки изготовляют по ГОСТ 1672—71,
с удлиненной рабочей частью для работы через кондукторные втулки —
по ГОСТ 11172—70, а с пластинками твердого сплава — по ГОСТ
11175-71.
Развертки машинные насадные (табл. 54) цельные изготовляют диа-
метром 25—50 мм по ГОСТ 1672—71, а с пластинками твердого сплава —
диаметром 32—50 мм по ГОСТ 11175—71.
Развертки машинные со вставными ножами с коническим хвосто-
виком изготовляют с ножами из быстрорежущей стали (табл. 55) диа-
метром 32—50 мм по ГОСТ 883—71, насадные диаметром 40—100 мм —
с ножами из быстрорежущей стали — по ГОСТ 883—71 и с ножами
с пластинками твердого сплава диаметром 52—300 мм — по
ГОСТ 11176—71 (табл. 56).
Ручные развертки бывают цилиндрические (цельные) и разжимные;
Цельные (ГОСТ 7722—70) показаны на рис. 30, а. Развертки ручные
разжимные (рнс. 30, б) по ГОСТ 3509—71 допускают регулирование
по диаметру (от номинального размера) +0,15 мм для О — 6ч-10 мм
До +0,5 мм для D = ЗОн-50 мм, обеспечиваемое продольными пазами
в корпусе, число которых zj = 0,5z, где г — число зубьев.
Конические развертки изготовляют комплектами из двух (черновой
и чистовой) илн трех разверток (черновой, промежуточной н чистовой).
В комплект из двух разверток под конусы Морзе нли метрические
Развертывание
283
62. Развертки машинные с цилиндрическим хвостовиком цельные
(рве. 29, fl) и с пластинками твердого сплава (рис. 29, б)
Размеры в мм
Номинальная диаметр D * | d, отклонения по С? ! d^, отклонения по Въ L, отклонения по j 1, отклонения по В9 о -н № пластинки, ГОСТ 2209—69
Разв ертки
Цельные для рабюты 6 пластинками твердого сплава Цельные для работы С пластинками твердого сплава
без кондук- торной втулки через кон- дукторную 1 втулку без кондук- торной втулки через кон- дукторную втулку
3 3 2,5 60 80 J0 *,R
3,5 3,5 3 70 85 12 28
4 4 3,5 71 90 — 32 — 22 —•
4,5 4,5 4 so 95 14 36
5 6 4 80 100 40
6 6 5 90 110 90 50
7 7 5,5 90 120 55 2617
8 8 6,5 100 12F 100 16 ее 16 26
9 9 7 100 130 70
Примечания, 1. Длина режущей части и длина цилин-
дрического участка на калибрующей части /я **• по данным на стр. 278
с допуском по 9-му классу точности.
2. Число зубьев и размеры элементов профиля зуба-»-см. табл. 50.
284
Обработка отверстий
'азвертки машинные с коническим хвостовиком цельные (а) я с пластинками твердого сплава
Размеры к мм
из
Номинальный диаметр D dit отклонение по В8 L с отклонением по В9 1 с отклонением по Число зубьев z № кону- са Морзе № пластинки, ГОСТ 2209—69
Развертки
цельные для работы с пла- стинка- ми твер- дого сплава цельные для работы с пла- стинка- ми твердо- го спла- ва цель- ные с пла- стинками твердого сплава с пла- стинками твердого сплава
через кон- дукторную втулку без кондук- торной втулки через кон- дукторную втулку без кондук- торной втулки
корот- кие длин- ные корот- кие длин- ные
10 12 14 16 18 20 22 25 28 30 32 1 1 1 1 1 1 1 1 1 1 1 146 156 161 187 193 200 207 242 251 251 293 195 205 215 240 255 265 275 310 320 320 360 140 150 160 170 180 190 200 220 240 240 240 66 76 81 87 93 100 107 115 124 124 133 110 125 130 140 150 160 170 180 190 190 200 16 6 4 1 2617
18 8
6 2 2619
20
22 3 2621
25 10
Примечания: L Длина режущей части н длина цилиндрического участка на калибрующей части /3 — по данным на стр. 278 с допуском по 9-му классу точности. 2. Размеры элементов профиля зуба см. табл. 50. 3. Для цельных разверток диаметром 10 мм конус Морзе № 2, для остальных № 3.
Разаертываяие
286
Обработка отверстий
54. Развертки машинные насадные цельные (а) и с пластинками
твердого сплава (6)
Размеры в мм
отклонение
по В»
I,
отклонение
по В9
Число
зубьев г
Номинальный
диаметр
D
От 25 до 28
Св. 28 » 30
> 30 » 32
> 32 » 34
» 34 » 40
» 40 » 47
> 47 » 48
» 48 » 50
Развертки
10
12
6
8"
10
8
13 D —2 30
Примечания: 1. Развертки с пластинками твердого сплава
делают, начиная с D = 32 мм, № пластинки 2625 — по ГОСТ 2209 — 69.
2. Длина режущей части li и длина цилиндрического участка
калибрующей части /3 — по данным па стр. 278 с допуском по 9-му классу
точности.
3. Размеры элементов профиля зуба — по табл. 50.
Развертывание
287
65. Развертки машинные с коническим хвостовиком
со вставными ножами из быстрорежущей стали
Размеры в мм
KOriuc Мспзе
Номинальный диаметр D L 1 h найм. Di 11 d № конуса Морзе у хво- стовика
отклонение по отклонение по В9
От 32 до 35 » 35 » 33 » 38 » 42 * 42 » 48 > 48 » 50 243 284 304 304 319 32 36 40 45 50 3 4 D-3 D — i 26 29 33 38 43 16 22 22 25 28 3 4
Примечание, Число ножей 6.
конусы входят чистовая развертка и черновая. Размеры чистовой
развертки с коническим хвостовиком установлены ГОСТ 10079—71
(под конусы Морзе) и ГОСТ 10080—71 (под метрические конусы),
а с цилиндрическим хвостовиком — ГОСТ 11182—71 (под конусы
Морзе) и ГОСТ 11183—71 (под метрические конусы). Основные размеры
черновых разверток совпадают с чистовыми развертками (табл. 57).
Профиль зубьев чистовых разверток и размеры элементов их такие
же, как у цилиндрических разверток, но число зубьев может быть
нечетным. Задний угол а =84-12°. Профиль зубьев черновых раз-
верток рассчитан на размещение большого объема металла. Число
зубьев в 2 раза меньше, чем у чистовых разверток (но не менее 3).
Высота зуба в начале режущей части h — (0,2=0,22) Dj, в конце
режущей части Н =h-^-. Угол канавки между зубьями Р = 75-5-95°.
Задний угол такой же, как у чистовых разверток, а передний угол
Y = 10°. На зубьях в шахматном порядке расположены стружкораз-
делительные канавки.
Под конусы Морзе и метрические конусы широко применяют ком-
плекты из трех разверток (табл. 57, 58). Третья — чистовая развертка
(см. табл. 57) такая же, как в комплекте из двух разверток. Первая
развертка — черновая, вторая — промежуточная.
40-45 47 — 50 52 — 55 58-65 68 — 70 72—75 78—80 85—100 105—120 125—145 150— ISO 200 — 225 230—250 260—300 Номиналь- ный диа- метр D
49 54 54 59 64 64 69 74 i из быстрорежу- щей стали 1 Ножи L- отклоне- ние по Bv |
о о. 00 о о о S [ 1 с пластинками твердого сплава
1 1 J 1 1 I SS ю to ю <о о из быстрорежу- щей стали Л.
со о о о О К Г I с пластинками твердого сплава
1 1 1 1 1 1 £ g to со из быстрорежу- щей стали отклоне- । ние по В9 ।
Сл СО W to К 1 I с пластинками твердого сплава
1 1 1 1 1 1 й го 4С to Сл КО из быстрорежу- щей стали г Число ножей 2
1 1 1 1 11 о оо а из быстрорежу- щей стали
я; 91 fl 21 01 оо а. I I с пластинками твердого сплава
| 2625 । 2625 ! 2625 2625 2625 to § 1 1 № пластинки, ГОСТ 2209—69
N3
00
oo
§
8.
О
5
я
Й
J
Развертывание
289
57. Общие конструктивные элементы разверток комплекта
под конусы Морзе и метрические конусы
Размеры в мм
A-А w конусу не 5ояее 0.05мм конус Морзе
а)
Обозна- чения конусов рабочей части разверт- ки D Dlt откло- нение по С, Ог 1, откло- нение по В» /0 Хвостовик
цилиндри- ческий кониче- ский
L> отклоне- ние по d, отклоне- ние по С6 L, отклоне- ние по 89 № конуса Морзе
Ме- три- ческие 4 6 4 6 2.9 4,5 4,5 6,6 32 42 22 30 50 65 4 105 120 0 1
Ю Под ред. Малова
290
Обработка отверстий
Продолжение табл. 57
Хвостовик
Обозна-
чения
конусов
рабочей
части
разверт-
ки
Dit
откло-
нение
по Ся
I,
откло-
нение
по
цилиидри- кониче-
ческий ский
Морзе
0
1
2
3
4
5
6
9,045 6.547 9,878 64
12,065 9,571 12,913 67
17,780 14,733 18,729 80
23,825 20,010 24,879 97
31,267 26,229 32,462 120
44,399 37,873 45,767 150
63,348 54,380 65,069 205
Ме- 80 80
т₽и' 100 100
ческие
70,9 82,0
89,3 102,3
222
260
48
50
61
76
97
124
172
95 8 140
100 10 145
125 14 175
150 20 215
180 24 240
230 34 295
310 45 385
1
1
2
3
3
4
182 340 55 405 5
214 385 70 505 6
D
Примечание; а ** чистовая развертка; б — черновая.
Нис. 30. Развертки ручные
I — корпус; 2 — шарик; 3 — микрометрический винт для регули-
рования размера диаметра развертки
Развертывание
291
58. Элементы первой, второй и третьей конических разверток
под конусы Морзе
Размеры в мм
А-А
Первая черновая развертка (а)
№ конуса Морзе г ₽° Г k р (отклоне- ние по Лв) режущей части S Г1
в на- чале в кон- це
0 1 3 110 0,5 0,75 3,0 4,0 <0 5,0 4 6 0,15 0,2
2 4 90 4,7 5,4 9 0,3
3 5 75 1,о 1,0 5,5 6,5 12
4 6 6,0 6,7 16
5 6 7 3 70 1.5 1.5 7,8 9,0 8,5 9,7 20 24 0.5
292
Обработка отверстий
Продолжение табл. 58
№ конуса Морзе Вторая промежуточная развертка (б)
z ₽° Г f + 0,5 fi + 0.4 b ± 0,12 । 1, отклонение ! ' ПО А; I наиб.
Режущая часть
в начале 1. в конце в начале | в конце
0 1 2 3 4 5 6 5 90 0,5 0.3 0.4 0,5 0,6 1,0 1.0 1.3 1.5 1.8 0,9 1,3 2.0 2,0 2,5 2,8 3,3 1.4 1.8 2,5 2,5 3,0 3,4 4.0 3.0 3,2 1,0 0,5 0,6 0,1
0,8 0,8 0,15
7 30 1,0 4,21 1,5
1.0 5,0 2,0 1,2 0,25
9 11 70 1,5 1,5
6.0 2,5 1,5 0,5
№ конуса Морве Третья чистовая развертка (см, табл. 57)
г Г fi (отклонение по Л,) режущей части
в начале в конце
0 1 2 3 4 5 6 6 85 0.5 0,6 0,7 0,9 1,0 1,4 1,6 1.8 0,8 0,9 1,2 1.3 1,7 2.0 2,2
7
90
9 80 1.0
Н 13 75 1,5
59. Конические развертки различного назначения
Назначение развертки № ГОСТа, определяющего основные размеры разверток с хвостовиком
коническим цилиндри- ческим
Под конические штифты е конусностью 1 4 50 * . . ♦ 10081—71 11177 — 71
Под отверстия насадных инструментов с ко- нусностью 1 * 30 т, 10082—71 11184 — 71
Под укороченные конусы Морзе .... Под гнезда шпинделей станков с конус- 11181 — 71
ИоЕТЬЮЗ
и 10 11179 — 71
1(7 •— 11180—71
Под коническую резьбу с конусностью 1:16 6226—71 —
Развертывание
293
60. Материалы для разверток и зенкеров
Части и детали инструмента Марка стали и твердого сплава Твер- дость HRC
Наименование Характеристика
Рабочая часть хвосто- вого и насадного инстру- мента из инструменталь- ных сталей D 16 мм Быстроре- жущая сталь и сталь 9ХС 61 — 64
D > 16 мм б2*“*6б
Хвостовая часть из ин- струментальных сталей Цельные 9X6 35—65
Сварные с режущей частью на быстроре- жущей стали 45, 40 X 30«№-45
Пластинин Для обработки де- талей: стальных Т5КЮ. Т14К8 Т15К6 —
на чугуна, цвет- ных металлов и неметалли- ческих мате- риалов В Кб, ВК8, ВК6М, ВК8В
Корпуса инструмента с напаянными пластинка- ми твердого сплава Без направляющей ленточки на корпусе 40Х 45Х 35—45
С направляющей ленточкой на корпусе Р9 9ХС 56—62
Корпуса сборных кон- струкций Хвостовые и насад- ные 45. 10Х 35—45
Ножи сборных кон- струкций Цельные Быстроре- жущая сталь 62—64
С пластинками твер- дого сплава 40 X, УТ, У 8 —
Клинья сборных кон- струкций 45, 40Х, У7, У8 35—45
61. Смазочно-охлаждающие жидкости, рекомендуемые при развертывании
для достижения высокого качества поверхности
Материал Смазочно-охлаждающне жидкости
Сталь конструкционная углеро- дистая, легированная коррози- онно-стойкая 1. 25% эмульсола, б*-8% олифы, до 0,5% кальцинированной сода, остальное вода 2. Сульфофрезол
Сталь закаленная 1. 10%-ный раствор эмульсола в содовой воде (0.25% соды) 2, Активизированный 5%-ный сульфофрезол
294
Обработка отверстий
Продолжение табл. 61
Материал Смазочно-охлаждающие жидкости
Чугун серый прв работе раз- вертками; из быстрорежущей стали 1. Керосин 2. Очищенный скипидар
с пластинками твердого сплава 10*“12%-ный раствор амульсола в воде
Чугун ковкйй, латунь 10%«ный раствор эмульеола в воде
Бронза L Сульфсфрезол 2. Масло индустриальное 12
Алюминиевые сплавы L Керосин 2. Раатвор скипидара, змульеола и масла индустриального 20 в воде
62. Подачи при развертывании отверстий sr мм.об
Разверткв
Диаметр развертки D, ММ" из быстрорежущей стали с пластин- ками твер- дого сплава
Сталь, стальное литье Чугун НВ < 200, алюминиевые и медные сплавы Чугун HR >200 Сталь, чугун
До Ю Св. 10 до 15 » 15 » 20 » 20 > 25 > 26 » 30 » 30 > 36 > 35 » 40 » 40 » 50 » 50 » 60 s 60 0,5—0,8 0,6—0,® 0,7-» 1,0 0,8-1,1 0,8—1,2 0, <1—1,3 1.0—1,4 1.2 —1,5 1,4 —1,7 1 5 — 2,0 1,4 —2,2 1,5 —2,4 1.7 —2,6 1.9—2,7 2,0—3,1 2,0 —3.2 2,2— 3.4 2,6—3,8 2,9 —4,3 3.4 — 54) 1,0—1,7 1,2-1,9 1.4 —2,0 1,5 — 2,2 1,5 — 2,4 1,5—2,6 1,7-2,7 1,9 —3.1 2,2—3,4 2.6—3,8 0,8—1 2
1,0— 1,3
1,0—1.6
1,5 —2,0
Примечания? 1 Табличные данные соответствуют обра-
ботке сквозных отверстий. Прн развертывании глухих отверстий
рекомендуются подачи 0,2*^-0,5 мм/об.
2. Верхние значения подач применять при предварительном
(черновом) развертывании под последующий проход чистовой разверт-
кой? ннжнне для развертывания отверстий" по 2-му классу точности
при чистовом проходе; средние при чистовом развертывании отвер-
стий по 3—4-му классу точности.
3. При развертывании отверстий в закаленных сталях разверт-
ками g пластинками твердого сплава рекомендуются подачи 0.2—
0,5 мм/об.
Развертывание
295
Размеры конических разверток различного назначения приведены
в табл. 59, материалы для изготовления цилиндрических и конических
разверток — в табл. 60.
Эксплуатация разверток. Закрепление инструмента может быть
жесткое и свободное. Жесткое применяют при обеспечении точного
совпадения оси развертки с осью предварительно обработанного отвер-
стия. В противном случае применяют самоустанавливающиеся па-
троны.
Смазочно-охлаждающую жидкость в зависимости от обрабатывае-
мого материала выбирают по табл. 61.
Режимы резания
Рис. 31. Подача для конических раз-
верток. Предварительное развертыва-
ние:
I — стали; 2 —чугуна. Чистовое раз-
вертывание: 3 — чугуна; 4 — стали
Глубину резания определяют по формуле t — 0,5 (D — d).
Подачу s устанавливают для разверток цилиндрических в зави-
симости от диаметра развертки D по табл. 62 и для разверток кониче-
ских по кривым на рис. 31 вза-
висимости от диаметра предва-
рительно просверленного отвер-
стия d.
Для разверток из быстроре-
жущей стали при черновом
(предварительном) развертыва-
нии стали (3—4-й классы точ-
ности и 5-й класс шероховато-
сти поверхности) и чугуна (2—
3-й классы точности и 6—7-й
классы шероховатости поверх-
ности) скорость резания рассчи-
тывают по формуле (2) (см.
стр. 271).
Значения коэффициента Со
и показателей степени приве-
дены в табл. 63. Период стой-
кости Т зависит от диаметра
развертки D и рекомендуется
при обработке стали: для D =
= 10ч-20 мм Т = 40 мин, для
D = 21--40 мм Т = 80 мин;
для D ~ 45-:- 80 мм Т = 120
период стойкости увеличивают в 1,5 раза.
Поправочный коэффициент на измененные условия резания имеет
то же значение, что и при зенкеровании (стр. 276, табл. 46 и 47).
Для чистового развертывания цилиндрических отверстий (2—2а
классы точности) развертками из быстрорежущей стали и развертками
с пластинками твердого сплава, а также для предварительного и чисто-
вого развертывания конических отверстий рекомендуемые скорости
резания в зависимости от шероховатости обработанной поверхности
приведены в табл. 64.
Крутящий момент при развертывании, если зуб развертки рассма-
тривать как расточной резец, а также мощность, потребную на резание,
рассчитывают по тем же формулам, что и при зенкеровании, т. е. по
формулам (5) и (6), приведенным на стр. 277.
мин. При развертывании чугуна
296
Обработка отверстий
63* Значения коэффициента С& и показателей степени в формуле (2)
скорости резания при предварительном (черновом) развертывании
развертками из быстрорежущей стали
Обрабатываемый материал СО 2 X У т
Сталь углеродистая конструкци- онная <в «а 75 кгс/мм2» НВ 215. С охлаждением ....... 10,5 0,3 0,2 0,65 0,4
Чугун серый НВ 190. Без охла- ждения ............ Чугун ковкий НВ 150. С охла- ждением , . 15,6 23,2 0,2 0,1 0,5 0,3
34* Скорость резания при чистовом развертывании
цилиндрических отверстий и при предварительном
и чистовом развертывании конических отверстий
Раз- верт- ки Обрабатываемый материал Материал режущей части Класс шероховато- сти обработанной поверхности Условия резання Скорость реза- ния о. м/мин
Цилиндрические Стали конструкци- онные Р18 5—6 6—7 -- 4—5 2-3
Т1БК6 5—6 — 60—80
7--9 D < 20 мм 15
В > 20 мм 10
Чугун серый я ков- кий ВК8, ВК6, ВК4 6—7 60—80
1 Конические Сталь углерода- стая конструкцион- ная, ов = 75 кгс/мм® Р18 — Предвари- тельный проход 6
Чистовой проход 4
Чугун серый НВ 190 Р18 — Предвари- тельный проход 8
Чиетовой про- ход 5
Примечания: 1. При обработке сталей работа с охлажде- нием. 2. Поправочные коэффициенты на скорость резання для пред- варительных проходов коническими развертками а зависимости от Характеристики стали и чугуна см. на стр. 275 и 276 («Зенкерование»).
Растачивание
297
РАСТАЧИВАНИЕ
Инструменты для растачивания отверстий
на горизонтально-расточных станках
Расточные резцы, укрепляемые в борштанге. Конструкции резцов
и способы их крепления в борштанге показаны на рис. 23. При конце-
вом креплении (рис. 32, а, б, г, д) борштанга допускает обработку
отверстий малой длины и близко расположенных от торца шпинделя
станка. При штифтовом (рис. 32, в и ё) или винтовом креплении
(рис. 32, ж) свободный конец оправки может поддерживаться направ-
ляющей втулкой приспособления, поэтому возможна расточка отвер-
стий более длинных или расположенных на большем расстоянии от
торца шпинделя станка. Размеры расточных державочных резцов при-
ведены в табл. 65 и 66.
Пластинчатые резцы применяют для черновой и чистовой расточки
сквозных и глухих отверстий. Способы крепления пластинчатых резцов
в борштанге показаны на рис. 33, а—ж. Для чистовой расточки отвер-
стий применяют пластинчатые регулируемые резцы (рис. 34).
Расточные блоки используют для черновой и чистовой расточки
одного или нескольких ступенчатых отверстий как сквозных, так и
глухих. Блоки с резцами крепят в борштанге (рис. 35). Для чистовой
расточки отверстий диаметром >100 мм и 2—3-го классов точности
применяют однорезцовые блоки с точным регулированием по диаметру
дифференциальным микрометрическим винтом.
Расточные блоки могут быть оснащены пластинами твердого сплава
(рис. 36).
298
Обработка отверстий
Рис. 33. Способы крепления пластинчатых резцов в борштангах
Блоки типа А устанавливают на конце оправки, а типа Б — в сере-
дине оправки (борштанга). Конструкции резцов для блоков типа А
н Б, а также размеры блоков и резцов приведены в табл. 67 и 68.
Расточные головки применяют для предварительной обработки
отверстий диаметром от 150 мм и выше. Расточные головки бывают
цельными н разъемными, с двумя и более резцами из быстрорежущей
стали и с пластинками твердого сплава. Разъемные головки (рис. 37)
предназначаются для работы с борштангой, допускают установку в лю-
бом месте борштанги и регулирование резцов в пределах 30—40 мм.
Размеры расточных разъемных головок под резцовые блоки с обычным
и дифференциальным регулирова-
нием расточных резцов, а также
размеры резцовых блоков приведе-
ны в табл. 69 и 70. .
Расточные резцы (рис. 38) для
крепления в борштангах, расточных
блоках и расточных головках стан-
Рис» 34. Пластинчатый регули-
руемый резец
дартизованы ГОСТ 10044—73 и
9795—73.
Установку расточных резцов
производят выше оси обрабатывае-
мой детали на некоторую величину b
(рис. 39), вследствие этого в про-
Растачивание
299
Рнс« 35* Расточные блоки:
а — с креплением ножей в пазу по форме ласточкина хвоста; б —
с креплением ножей в пазу по форме одностороннего ласточкина
хвоста; в—с креплением с помощью рифлений; е— с креплением кли-
новой планкой; д — двухступенчатый расточной блок
Рис, 36. Расточные блоки с резцами, оснащенными твердым сплавом
300
Обработка отверстий
65. Резвы расточные державоч
ГОСТ
Разме
Тип II
упорные для прямого крепления
Н и 5
Тип
1 II III IV 1 И III IV
6 201 25, 32 —
3 25 32; 40 20 25$ 32 20; 25; 32» 40
10 32 40; 50 40; 50 32» 40» 50
12 40; 50 40; 50 40; 50
63 63
16 63; 80
Растачивание
301
ные из быстрорежущей стали,
10044=73
302
Обработка отверстий
«в. Резцы расточные державой
ГОСТ
Разме
L
упорные 4
eh
И i' Q И Й 1
для Тип I прямого крепле НИЯ Тип II для прямого крепления
Н и В L
Тип
1 II III IV 1 11 III IV
— 6 —* — 25 25; 32
— 8 — 25; 32; 40
10 40; 50 32; 40; 50
12 40; 50; 63
16 63; 80
20 20 70; 80; 100 80; 100 — 80; 100
25 — 25 — 100; 125 — 100; 125
— 32 — 32 — 125; 140 — 140; 160|
— 40 — 40 — 160; 180 — 180; 200
Примечание. Материал пластин: Т15К6, ТбКЮ, ВК8 и для обработки серого и ковкого чугуна.
Растачивание
303
ные с пластинками твердого сплава,
9795—73
ры в мм
Тип III
для крепления под углом 45°
Тип IV
для крепления под углом 60е
tn
Форма пластины
по ГОСТ 2209—69
резца
I II ш IV I II III IV
— — 3,5 10 10 10
— 5 3,5 0,7 10
5 — 7 5,0 0,7
5 — 5,0
6 — 9 8
7 — — 8
7 — — И
— — — 14
— — — 18 10 10
ВК8В — для обработки стали и стального литья, ВК8, ВК8В и ВК6М
304
Обработка отверстий
47. Расточные плавающие блоки (см. рис. 36)
Размеры в мм
D Н L В / Заточка
г 0 (X 0 “1
35—42 D — 5 28 8 5 1.0 0 0
46—65 О — 6 28 9 9 1.5 2 3
65—85 D — 6 38 11 9 1.5 3 4
85—115 0—7 45 14 10 2,0 4 5
115—200 0—7 50 16 10 2,0 5 • 6
68. Резцы с пластинками твердого сплава
к расточным плавающим блокам
Размеры в мм
69, Размеры расточных разъемных головок под резцовые блоки, мм
в н
№ ГОЛОВКИ Диаметр расточек Z?p dA L В Н drA/C Хе блоков Тип I | Тип II
I 200—275 50 156 145 90 40 1 — 3 01—02
2 275—400 60 230 185 90 4-6 03—05
3 400—600 100 330 280 100 6о 7-9 06—08
* 1 600—700 120 420 300 110 10—12 09
Растачивание 3<)5
306
Обработка отверстий
70. Размеры резцовых блоков, мм
Исполнение и Исполнения а
Диаметр расточки ВР Исполнение Сч *4 : № расточ- ной головки Диаметр расточки "р Исполнение и № расточ- ной головки
Тип I Тип II
200—235 Б 40 20 44 1 200—240 Б 40 20 42 1
235 — 255 А 64
240 — 275 А 66
255—275 74
275 — 315 Б 50 2
275 — 325 Б 51 2
325—360 А 74 315—350 А 73
360—400 84
350—400 А 90
400—465 Б 65 30 75 3
400 — 480 Б А 65 30 75 3
465 — 530 А 118
530-600 145 480—560 12514
600—630 140 4
560 — 630 120 4
630 — 660 155
630—700 150
660—700 170
Растачивание
307
Рис. 37. Разъемная
расточная головка
с двумя резцами для
установки на бор-
штанге
Рис. 38. Расточные резцы для
крепления в борштангах, расточ-
ных блоках и расточных головках:
а — упорные к расточным однорез*
цовым блокам с мерными пласти-
нками; б — для расточных блоков
с мерными пластинами и расточ-
ных головок; в — для расточных
блоков с дифференциальным регу-
лированием; а — к однорезцовым
блокам с точным дифференциаль-
ным регулированием
Рис. 39. Схема установки расточ-
ного резца относительно оси раста*
чиваемого отверстия
308
Обработка отверстий
цессе работы действительная величина заднего угла ад больше, а пе-
реднего угла Уд меньше, чем угол заточки, на т, где
. b
т = arcsm —
В плане резцы устанавливают (рис. 40) для черновой расточки под
углом ф = 60°, а для чистовой расточки под углом ip = 45° к оси бор-
штанги. Углы заточки расточных резцов приведены в табл. 71.
71. Углы заточки резцов расточных головок
Резцы Материал резцов “л О Угол ВОЗ" выше- ния Угол в плане
О *Р1
Черновые Быстрорежущая сталь 8 10 4 60 15
Твердые сплавы 3 5 4 60 10
Чистовые Б ыстрорежу щая сталь 12 15 ' 4 90 0° 30'
Твердые сплавы 5 8 4 90 0° 30'
Примечание. Величина затачиваемых углов задних а = = ад t, передних ? — Уд + т-
Для обработки отверстий резцами, расточными пластинами и го-
ловками на расточных станках применяют борштанги и концевые
(консольные) оправки.
Рис. 40. Схема установки расточных резцов в плане отно-
сительно оси борштанги
Борштанга (рис. 41). Для закрепления резцов, расточных пластин
и плавающих разверток по всей длине борштанги расположены окна
круглой или прямоугольной формы в зависимости от конструкции
Растачивание
309
Рис. 41. Двухопорная борштанга для расточки отверстий на расточных станках
Рис. 42. Двухопорная борштанга для одновременной расточки тремя расточными
блоками отверстий разного диаметра
Рис. 43. Специальные расточные оправки ;
а «• для облицовочных зенковок; б — для торцовых фрез; в — для фрезерных
головок
3'10
Обработка отверстий
режущего инструмента. Для измерения диаметра расточенного отвер-
стия без снятия борштанги в ней, перед каждым окном для закрепления
режущего инструмента, сделаны овальные отверстия, через которые
пропускают жесткий или микрометрический штнхмас. Отверстия под
резцы располагают обыкновенно под углом 90° к оси борштанги, реже
под углом 60 или 45°. Пластинчатые резцы в борштанге закрепляют
или непосредственно винтом с конической частью или через сухарь.
Борштанги обыкновенно делают диаметром 40—100 мм. Борштанги
меньшего или большего диаметра считают специальными. Длина бор-
штанги обычно 1000—2500 мм, хотя в отдельных случаях применяют
борштанги 0 до 250 мм н длиной до 6 м. Для установки расточных
головок на всей длине борштанги делают шпоночный паз. Биение
борштанги 0,02—0,04 мм, а конусность и овальность не должны быть
более половины допуска на диаметр. Окна под плавающие развертки
должны быть тщательно притерты и симметричны относительно оси
борштанги. Смещение не более 0,1 мм. Опорные плоскости должны
быть перпендикулярны к осн борштанги. Неперпендикулярность 0,03 мм
на 100 мм длины.
Прн расточке отверстий часто необходимо резцовые блоки или
расточные пластины вставлять в борштангу через отверстия обраба-
тываемой детали, когда борштанга находится в направляющих втулках
приспособления.
На рис. 42 показана борштанга для обработки трех отверстий раз-
ного диаметра с помощью резцовых расточных блоков, которые встав-
ляются в пазы борштанги перед началом резания и вынимаются после
обработки всех отверстий.
В целях уменьшения длины борштанги при обработке ряда отвер-
стий одного и того же диаметра можно применять два расточных блока,
один из которых обрабатывает часть отверстий при подаче борштанги
на шпиндель, другой — в обратном направлении.
Расточные оправки. В отличие от борштанг, имеющих две опоры
(в шпинделе станка н в люнете задней стойки или в специальном лю-
нете), расточная оправка имеет только одну опору в шпинделе станка.
Иногда, чтобы избежать прогиба консольной оправки и вибраций,
второй конец ее может иметь дополнительную направляющую опору
во втулке, вставленной непосредственно в отверстие обрабатываемой
детали.
На рнс. 43 приведены конструкции наиболее распространенных
типов консольных оправок.
КОМБИНИРОВАННЫЕ ИНСТРУМЕНТЫ
ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ
Комбинированные инструменты для обработки отверстий методами
сверления, зенкерования и развертывания в различных их сочетаниях
применяют на сверлильных, токарно-револьверных и агрегатных
станках, многошпиндельных автоматах и полуавтоматах и на автомати-
ческих линиях.
В зависимости от назначения и формы отверстий комбинированные
инструменты, составленные из сверл, зенкеров и разверток, разделяют
на инструменты для обработки: одного отверстия, отверстий «в линию»,
черновой и чистовой за одну операцию (один проход), отверстий и
плоскостей. Ступенчатые зенкеры и развертки применяют для одно-
Комбинированные инструменты для обработки отверстий 311
временной обработки нескольких соосных отверстий или для последо-
вательного совмещения чернового и чистового проходов в один проход.
Конструкция комбинированного инструмента зависит от формы и раз-
меров отверстия, расположения и числа отверстий при обработке
«в линию», требуемой точности и класса шероховатости поверхности
при последовательной обработке одного отверстия и припуска иа
обработку.
Для обработки отверстий в твердых поковках и отливках, когда
требуется повышенная жесткость инструмента, и для уменьшения
трудоемкости изготовления инструмента применяют перовые комбини-
рованные инструменты — сверла, зенкеры. Их также широко исполь-
зуют для обработки фасонных отверстий, особенно малого размера.
К недостаткам этих инструментов следует отнести отрицательные перед-
ние углы вдоль главного режущего лезвия, затрудняющие процесс ре-
зания и отвод стружки. Для создания положительных углов и улучше-
ния процесса стружкообразования у инструментов с большим попереч-
ным сечением подтачивают переднюю грань.
Типовые конструкции комбинированного инструмента для отвер-
стий и плоскостей с различными их сочетаниями приведены в табл. 72,
73, а способы их направления — в табл. 74.
Режимы реззния при обработке комбинированным инструментом
выбирают в той же последовательности, что и для простых инструмен-
тов, рассчитывают по диаметру наибольшей ступени, исходя из периода
стойкости этой ступени или ступени с лимитирующим износом. Режимы
резания выбирают в следующей последовательности: глубина резания t,
подача s, скорость резания v. Подача s для однотипных инструментов
одинакова по длине рабочего хода инструмента и может быть различной
по длине хода для разнотипных инструментов в зависимости от требуе-
мой шероховатости обрабатываемой поверхности.
При назначении скорости резания необходимо учитывать машинное
время работы отдельных ступеней, исходя из оптимальной стойкости.
Точность обработанных поверхностей в основном определяется точ-
ностью формы и взаимного расположения предварительно подготов-
ленных поверхностей, точностью изготовления комбинированного
инструмента и его направления.
Высокая точность обрабатываемого отверстия по профилю и раз-
мерам достигается, если направляющая (или две направляющие)
инструмента в начале и в конце рабочего хода находится в кондуктор-
ной втулке (втулках). Отверстия 2-го класса точности могут быть
обработаны последовательно зенкерами и развертками, направляемыми
по кондукторным вращающимся или скользящим втулкам.
Неподвижные кондукторные втулки для направления сверл, зен-
керов, разверток применяют при скоростях резания до 20 м/мии, при
больших скоростях с целью устранения заедания направляющих
используют вращающиеся втулки.
Вращающиеся втулки приспособлений применяют при относительно
небольших диаметрах обработки, при больших расстояниях между
центрами отверстий, а также при обработке точных отверстий по 2—
3-му классам точности.
При принудительном направлении инструмента по кондукторным
втулкам, скользящей втулке и другими средствами, крепление инстру-
мента, оправки или удлинителя может быть жестким или плавающим.
Жесткое крепление инструмента следует применять в случае пони-
312
Обработка отверстий
72. Типовые конструкции комбинированного инструмента
и область его применения
Отверстие Комбинация инструментов Инструмент и область его применения
Ци л и вдр ическое; в сплошном материа- ле Сверло—зен- кер, сверло- развертка, зен- кер — зенкер, зенкер—разверт- ка, развертка— развертка Сверло—зенкер (рис. 44) составной конструкции с задней направляющей частью, с последователь- ной работой ступеней для обработки отверстий по 4-му классу точности
Сверло—развертка с зад- ней направляющей частью (по кондукторной втулке) с последовательной рабо- той ступеней; для обра- ботки отверстий по 2— 3-му классам точности
прн наличии предва- рительно подгото- вленного отверстия Сверло—зенкер состав- ной конструкции с после- довательной работой сту- пеней; для обработки от- верстий по б-му классу точности (рис. 45)
Зенкер двухступенча- тый с пластинами твер- дого сплава, с последова- тельной работой ступеней; для обработки отверстий по 3—4-му классам точ- ности (рис. 46)
Цилиндрическое (два;
три и т. д.), расположен-
ные «в линию»
Зенкер—зен-
кер, разверт-
ка—развертка
Развертка двухступен-
чатая сборная с одновре-
менной работой ступеней;
для обработки отверстий
по 2—3-му классу точ-
ности (рис. 47)
Развертка—развертка
цельная с передней направ-
ляющей частью; для обработ-
ки отверстий по 2—3-му
классам точности (рис. 48)
Ступенчатое цилиндри- ческое: в сплошном материа- Сверло- сверло, свер- ло—аенкер, зенкер—зенкер, развертка —раз- вертка Сверло—зенкер цельный с последовательной рабо- той ступеней (рис. 49)
л е Сверло—сверло цельное двухступенчатое четырех- кромочное; для обработки отверстий по 4—5-му клас- су точности (рис. 50)
Зенкер двухступенчатый цельный с одновременной работой ступеней; для об- работки отверстий по 4-му классу точности
Комбинированные инструменты для обработки отверстий 313
Отверстие
Комбинация
инструментов
Продолжение табл. 72
Инструмент и область
его применения
При наличии предва-
рительно подгото-
вленного отверстия
Зенкер многоступенча-
тый с последовательной
работой ступеней; для об-
работки отверстий по 4-му
классу точности (рнс. 61)
Зенкер многоступенча-
тый цельный перовой с по-
следовательной работой
ступеней
Цилиндрическое с кони-
ческим отверстием
Цилиндрическое с торцо-
вой плоской поверхностью
Зенкер—зен-
ковка, разверт-
ка—зенковка
Зенкер—зенковка со
вставными ножами с по-
следовательной работой
ступеней (рнс. 52)
Зенкер—це-
ковка, раз
вертка—цеков-
ка
Зенкер—цековка
(рис. 53) составной кон-
струкции, разъемная
часть — цековка, неразъ-
емная часть — зенкер, с
передней съемной напра-
вляющей частью, с после-
довательной работой сту-
пеней
Коническое с торцовой
плоской поверхностью
Цековка-
зенковка
Цековка—зенковка
(рис. 54) с пластинками
твердого сплава с одно-
временной работой сту-
пеней
314
Обработка отверстий
73. Комбинированные инструменты с механическим креплением
режущих многогранных твердосплавных пластинок
для обработки отверстий
Тнп инструмента и схема срезания припуска
для отверстий диаметром 48—85 мм
а)
для сквозной обработки (а)',
для глухой обработки (б):
1,2 — пластинки твердого сплава
комбинированные инструменты для обработки отверстий 315
Продолжение табл. 73
Тип инструмента и схема срезания припуска
ч 5
для отверстий диаметром 91 — 120 мм:
1 — державка; 2 — призматическая неперетачиваемая пластинка твер-
дого сплава; 8 — штифт; 4 — клин; 5 — винт
Применяют для обработки на токарных станках предварительно
полученных отверстий ковкой, литьем илн вверленнем в заготовках.
Возможно регулирование на размер в пределах 3—6 мм за счет по-
перечного смещения каретки суппорта
Резец сверло конструкции ВНИИ для отверстий диаметром 45**
60 мм
/ —державка; 2, 5—
трех-# четырехгран-
ные призматические
неперетачнв аемые
пластинки твердого
сплава; 4, 5 —штифты;
6 — клин; 1 — винт;
8 —специальный вннт
Применяют для свер-
ления отверстий диа-
метром свыше 40 мм
в заготовках На то-
карных стайках. Для
нормальной работы
резца — сверла необ-
ходимо закреплять его
в резцедержателе суп-
порта станка так#
чтобы вершина цен-
тральной пласти нки
была установлена по
центру обрабатывае-
мой детали. Глубина
обработки до 2d
316
Обработка отверстий
Рис, 47
Рис, 48
Комбинированные инструменты для обработки отверстий 317
Рис. 49
Рис, 54
318
Обработка отверстий
Комбинированные инструменты для обработки отверстий 319
Рис. 69
Рис. 60
Рнс. 61
320
Обработка отверстий
74. Способы направления сверл, зенкеров, разверток
и комбинированного осевого инструмента
Схема направления и тип инструмента Область применения
По рабочей части инструмента
Направляющий элемент: у ин- струмента (рис. 55) — рабочая часть 1, у приспособления — непо- движные или вращающиеся 2 кон- дукторные втулки. Комбинация: сверло-зенкер, свер- ло—развертка, аенкер—развертка, зенкер—зенкер Для обработки отверстий по 2—4-му классам точности длиной не более трех диаметров
По задней направляющей инструмента
Направляющий элемент: у инстру- мента (рнс. 56) — задняя направля- ющая 1, у приспособления — непо- движные или вращающиеся кондук- торные втулки 2. Комбинация: сверло—зенкер, свер- ло— развертка, зенкер—развертка, зенкер—зенкер, развертка—разверт- ка Для обработки отверстий по 2—3-му классам точности длиной не более двух-трех диаметров
По задней и передней направляющим инструмента (комбинированные зенкеры и развертки)
Направляющий элемент; у ин- струмента (рис. 57) — передняя / и задняя 2 направляющие, у приспо- собления — неподвижные 3 и 4 или вращающиеся кондукторные втулки Комбинация: зенкер—зенкер, аен- кер — развертка, развертка — раз- вертка Для обработки отверстий по 2 — 4-му классам точности длиной более двух диаметров и несколь- ких соосных отверстий «в линию» при больших расстояниях Lo ме- жду обрабатываемыми отверстия- ми. При недостаточной жесткости инструмента
По задней и промежуточной направляющим инструмента
Направляющий элемент: у инстру- мента (рнс. 58) — задняя / и про- межуточная 2 направляющие, у при- способления — неподвижные 3 и 4 нли вращающиеся кондукторные втулки. Промежуточную направляющую инструмента можно применять при возможности размещения промежу- точной кондукторной втулки между обрабатываемыми отверстиями. Комбинация: зенкер—зенкер, раз- вертка-развертка Для обработки по 2 — 3-му клас- сам точности нескольких отвер- стий «в линию» и при больших расстояниях Lo между обрабаты- ваемыми отверстиями. При недо- статочной жесткости инструмента, При большом смещении оси пред- варительно обработанного отвер- стия относительно оси кондуктор- ных втулок
Комбинированные инструменты для обработки отверстий 321
Продолжение табл. 74
Схема направления и тип инструмента Область применения
По задней направляющей инструмента и по обрабатываемой детали
Направляющий элемент: у инстру- мента (рис. 59) — две задних напра- вляющих I и 2, у приспособления — неподвижная 3 или вращающаяся кондукторная втулка, у детали 4 — обработанная поверхность отверстия, Комбинация: зенкер —развертка, развертка—развертка Для обработки отверстий по 2 — 4-му классам точности длиной более двух-трех диаметров и не- возможности размещения перед- ней направляющей инструмента и передней кондукторной втулки
С помощью задней скользящей втулки
Направляющий элемент: у ин- струмента (рнс. 60) — задняя сколь- зящая втулка /, у приспособления — неподвижная кондукторная втулка 2. Комбинация: зенкер—зенкер, зен- кер—развертка, развертка—разверт- ка Для обработки отверстий боль- ших диаметров по 2 —3-му классам точности и при малых расстояниях между обрабатываемыми отвер- стиями, а также для повышения жесткости инструмента
По инструментальной оправке
Направляющий элемент: у инстру- мента (рнс. 61) — оправка 1 (пере- ходная втулка), у приспособления — неподвижные 2 или вращающиеся кондукторные втулки. Комбинация: зенкер—зенкер, зен- кер-развертка, развертка—-разверт- ка Для обработки отверстий по 2 —3-му классам точности отно- сительно небольших диаметров и при достаточно больших расстоя- ниях между центрами обрабаты- ваемых отверстий. Для повышения жесткости ин- струмента
По инструментальной оправке и передней направляющей
Направляющий элемент: у инстру- мента (рис. 62) — инструментальная оправка 1 и передняя направляю- щая 2, у приспособления — кондук- торные втулки неподвижные 3 и 4 или вращающиеся Для обработки отверстий по 2—-3-му классам точности длиной более двух диаметров и несколь- ких соосных отверстий «в линию» при больших расстояниях между обрабатываемыми отверстиями. При недостаточной жесткости ин- струмента. При большом смеще- нии оси предварительно обработан- ного отверстия относительно оси кондукторных втулок
По задней направляющей или инструментальной оправке и по инструменту, работающему с противоположной стороны
Направляющий элемент: у левого инструмента — задняя направляю- щая или инструментальная оправка и передняя направляющая, -у пра- вого — кондукторная втулка и зад- няя направляющая Для двусторонней обработки не- скольких отверстий «в линию», расположенных иа большом рас- стоянии друг от друга, когда требуется высокая соосность обра- батываемых отверстий с двух сто- рон
П Под ред Малова
322
Обработка отверстий
Продолжение табл. 74
Схема направления
и тип инструмента
Область применения
По ранее обработанному отверстию детали
Направляющий элемент: у ин-
струмента — передняя направляю-
щая, у детали — ранее обработан-
ное отверстие диаметром d0
Для обработки неглубоких от-
верстий по 1 — 3-му классам точ-
ности, фасок, торцов и других
поверхностей при небольшом вы-
лете инструмента из шпинделя
Примеч а н и е. Кроме указанных схем возможно направле-
ние инструмента с помощью передней и задней скользящих втулок
с целью повышения жесткости инструмента при обработке несколь-
ких соосных отверстий, находящихся иа большом расстоянии друг
от друга.
женной жесткости инструмента и шпинделя, при обработке неточных
отверстий, так как при большой жесткости инструмента н шпинделя
вследствие несовпадения осн шпинделя с осью отверстия кондукторной
втулки возникает большое усилие, приводящее к деформации инстру-
Рнс. 63
мента. При развертывании отверстий с направлением инструмента по
кондукторным втулкам, посредством скользящей втулки или по обра-
ботанному отверстию необходимо применять плавающие патроны,
которые позволяют устранить деформацию инструмента и шпинделя,
свободно ориентировать инструмент относительно кондукторных вту-
лок и получать отверстие высокой точности.
ОБРАБОТКА ОТВЕРСТИЙ В УСЛОВИЯХ
АВТОМАТИЗИРОВАННОГО ПРОИЗВОДСТВА
При изготовлении корпусных деталей на автоматических линиях
операции обработки отверстий составляют 70—80% общего числа опе-
раций, поэтому наиболее распространенными инструментами являются
стандартные осевые инструменты. Например, иа автоматических ли-
ниях ЗИЛа при обработке корпусных деталей сверла составляют
Протягивание
323
36%, зенкеры — 22%, развертки — 10% , метчики — 12% . Кроме
того, на автоматических линиях применяют специальные осевые инстру-
менты — сверла для форсированного сверления отверстий, сверла для
глубокого сверления отверстий и различного рода комбинированные
осевые инструменты.
Для автоматических линий в целях повышения стабильности режу-
щих свойств сверла изготовляют, как правило, из лучших марок бы-
строрежущей стали. Балл карбидной ликвации не должен превышать
2—3 единиц. Зенкеры, развертки, зенковки и цековки оснащают твердым
сплавом.
В условиях работы автоматической линии имеет большое значение
размерная стойкость. Лучшие результаты по размерной стойкости при
обработке стали достигаются при использовании твердых сплавов
следующих марок (в порядке убывания размерной стойкости), Т30К4,
Т15К6, Т14К8, ВК8. Следует учитывать, что размерная стойкость
уменьшается с увеличением углов а и у.
Для уменьшения простоев автоматической линии, связанных со
сменой затупившихся сверл, последние закрепляют в патронах, до-
пускающих не только быструю смену, но и гарантирующих бесподна-
ладочную установку на глубину просверленного отверстия. Форсиро-
ванное сверление отверстий на автоматических линиях осуществляется
спиральными быстрорежущими сверлами двустороннего резания с под-
водом в зону резания по внутренним каналам охлаждающей жидкости
под давлением 20—25 кгс/см2. При этом образуется короткая транспор-
табельная стружка, легко выходящая из отверстий. Одновременно
повышается стойкость сверл в среднем в 4—8 раз.
ПРОТЯГИВАНИЕ
Общие сведения
Выбор схемы резания при протягивании определяется следующими
факторами: геометрической формой, размерами, фнзико-механическими
свойствами поверхностного слоя заготовки до и после протягивания,
технологическими условиями изготовления протяжек. При протягива-
нии применяют следующие схемы резания: профильную, генераторную,
прогрессивную.
Профильную схему резания используют при обработке поверх-
ностей с повышенными требованиями по точности размеров, формы
и с шероховатостью до 5-го класса, генераторную — преимущественно
при протягивании фасонных поверхностей, прогрессивную — при
обработке заготовок с литейной или ковочной коркой, а также при
срезании больших припусков на обработку. Прогрессивная схема
резания имеет ряд вариантов: схема переменного резания, трапецеи-
дальная схема резания, шахматная схема резания и др., которые
характеризуются различными эксплуатационными и технологическими
показателями.
Внутренние протяжки
Внутренние протяжки состоят из следующих частей (рис. 64):
передней замковой 7, шейки 2, передней направляющей 3, режущей 4,
калибрующей 5, задней направляющей 6 и задней замковой 7. Неко-
торые типы внутренних протяжек приведены в табл. 75.
*
324
Обработка отверстий
Передняя замковая часть в зависимости от типа внутренних протя-
жек выполняется цилиндрической (табл. 76) и призматической (табл. 77)
форм. Замковую часть цилиндрической формы имеют круглые, шлице-
вые, многогранные протяжки, призматической формы — шпоночные,
прямоугольные и т. п.
Размер D х передней замковой части ориентировочно определяют по
формуле Z)x = D(, — (0,5-г-2), где Do — диаметр отверстия заготовки
до протягивания, мм. При протягивании отверстий диаметром
> 40 мм размер Ох находят из условия обеспечения прочности по
Рис. 84. Внутренние протяжки
опасному сечению протяжки. Размер 1х (рис. 64) передней замковой
части зависит от конструкции патрона.
Форма и размеры шейки в поперечном сечении определяются фор-
мой и размерами передней замковой части. Для протяжек с призмати-
ческой передней замковой частью размер шейки в поперечном сечении
принимают равным размеру передней замковой части.
Размер шейки по длине определяется допустимым расстоянием
между торцом патрона и планшайбой протяжного станка, толщиной
планшайбы протяжного станка и расстоянием между опорными по-
верхностями и планшайбы и приспособления для закрепления заготовки
при протягивании. Окончательно размер устанавливается при расчете
размера, определяющего положение первого режущего зуба протяжки
от торца передней замковой части.
Форма и размеры передней направляющей части в поперечном сече-
нии определяются формой и размерами отверстия заготовки до протя-
гивания с обеспечением по сопрягаемым поверхностям наименьшего
зазора по ходовой посадке 1—2-го классов точности. Длина передней
направляющей части /8 = (1 -i-0,75) 10 + (0,6-ь0,9) где 10 —
длина протягиваемого отверстия.
Расстояние от первого режущего зуба протяжки до торца передней
замковой части I. Минимально необходимое расстояние I рассчитывают
по формуле
I = Lq - Ln + + bn + /„ + (0,6—0,9)
где Lc — минимальное расстояние от переднего торца рабочей каретки
до опорной поверхности стола протяжного станка; Ln — расстояние
от переднего торца рабочей каретки до торца передней замковой части
протяжки в момент захвата патроном; — толщина опорного фланца
планшайбы станка; Ьл — расстояние между опорными поверхностями
планшайбы и приспособления для закрепления заготовки при протя-
гивании.
Протягивание
325
75. Основные ъипы внутренних протя^е^
Тип, характеристика и применение
Круглые для отверстий диаметром 10—70 мм
Профильная схема резания. На режущих зубьях при обработке вяз-
ких материалов выполняют канавки для разделения стружки. Точ-
ность размера отверстия до 2—3-го классов. Отверстия под протя-
гивание обрабатываются сверлением, зенкерованием, растачиванием
Круглые для отверстий диаметром свыше 100 мм
Схема переменного резания. Режущая часть разделяется на черновую,
переходную н чистовую. Переднюю замковую часть выполняют разъ-
емной
Квадратные, размеры сторон квадрата 6—50 мм
Генераторная схема резания. Отверстия до протягивания имеют
f круглую форму
326
Обработка отверстий
Продолжение табл. 75
Тип, характеристика и применение
©лицевые прямобочиые с параллельными сторонами для отверстий
диаметром 15—72 мм, число пазов 4—16
Выполняют по профильной схеме резания и схеме переменного реза-
эекя. При повышенных требованиях к соосности наружного и вну-
цилиндров шлицевой втулки применяют комбинированные
Цилиндрические шлицевые протяжки
Шлицевые эвольвеитиые для отверстий диаметром 10—150 мм, мо-
дуль 0,9^6 мм, число пазов 8—50
Генераторная схема резания. В зависимости от размеров отверстия,
технологических требований иа обработку, состояния отверстия до
протягивания применяют отдельные эвольвентиые шлицевые протяжки,
комбинированные эвольвентные — цилиндрические, комплект протяжек
Протягивание
327
Продолжение табл. 75
Тип. характеристика и применение
Шпоночные, ширина шпоночного паза 3—40 мм
6-5
' В зависимости от размера шпоночного паза и типа производства
применяют для обработки шпоночного паза отдельные протяжки или
Комплект протяжек
Примечание. На эскизах размерные линии указаны так же,
как иа рабочих чертежах протяжек.
76. Основные типы замковой части цилиндрической формы
Исполнение
Применение
В протяжках диаметром до
11 мм. Крепление с патроном
цилиндрическим штифтом
В протяжках диаметром свыше
10 мм при мелкосерийном произ-
водстве. Крепление с патроном
чекой
328
Обработка отверстий
Продолжение табл. 76
Применение
В протяжках диаметром до
18 мм при закреплении протяжек
в определенном положении, ис-
ключающем поворот протяжки
при закреплении и в процессе
Протягивания. Крепление с па-
троном вилкой или кулачками
В протяжках диаметром до
100 мм при автоматическом за-
креплении в патроне кулачками.
Для закрепления протяжки в
определенном положении, а также
для предотвращения поворота
протяжки в процессе протягива-
ния на передней замковой части
выполняют специальную пло-
скость «— лыску
77. Основные типы замковой части призматической формы
Исполнение
Применение
При захвате и освобождении
протяжки вручную. Крепление
в патроне чекой
При xi от 2 до 10 мм, Крепление
в патроне вилкой или кулачками
как вручную, так и автоматически
При 8 от 4 до 50 мм. Крепле-
ние в патроне вилкой или кулач-
ками как вручную, так и автома-
тически
Протягивание
329
Форма и размеры в поперечном сечении задней направляющей части
определяются формой и размерами протянутой поверхности с обеспече-
нием наименьшего зазора по сопрягаемым поверхностям по ходовой
посадке 1-го или легкоходовой посадке 2-го классов точности. Длина
задней замковой части lt = (0,84-0,6) 10. Форму и размеры задней
замковой части принимают такими же, как и передней замковой части.
Режущая часть состоит из определенного числа гр режущих зубьев.
Основные формы зубьев приведены на рис. 65.
Зубья с прямолинейной спинкой (рис. 65, а) применяют преимуще-
ственно при обработке хрупких материалов, с криволинейной
(рис. 65, б) — при обработке вязких материалов с большими толщи-
нами среза.
Значения параметров зубьев определяются следующими зависи-
мостями: t= (2,54-5) h; г = (0,54-0,6) Л; f = (0,34-0,4) t, где I—
шаг зубьев; h — высота зубьев; г—радиус впадины; /—ширина
затылка. Угол наклона прямолинейной спинки т] = 454-50°, радиус
дуги окружности спинки R. = (0,54-0,7) t.
Передний угол у устанавливают в зависимости от свойств обраба-
тываемого материала (табл, 78). Задний угол режущих зубьев внутрен-
них протяжек без компенсации размеров при переточках а — 34-4°,
с компенсацией а = 84-12°.
78. Максимальная толщина среза и величина
переднего угла зубьев протяжек
Обрабатываемый материал Толщина сРеза йтах- мм Передний у 1 ол
Сталь: НВ < 200 „ „ НВ 200—230 НВ > 230 0,07 0,10 0,15 16 — 20 12-15 8—10
Чугун серый НВ < 140, чугун ковкий . . Чугун серый НВ 140 — 180 Чугун серый НВ > 180, латунь, бронза . . Алюминий, его сплавы, красная медь, баб- бит ... . 0,10 0,15 0,20 0,10 ф 1Л — ОО СЧ III 1 00 ю о СЧ
330
Обработка отверстий
Размеры режущей части по длине определяются следующими фак-
торами: толщиной среза, возможностью свободного размещения стружки
во впадине зуба, центрированием и направлением протяжки, ее проч-
ностью по опасному сечению, тяговым усилием станка.
Допустимую толщину среза (подъем на зуб или подача) предвари-
тельно выбирают, исходя из схемы резания, свойств обрабатываемого
материала, шероховатости протянутой поверхности, состояния режу-
щего лезвия. Минимально допустимая толщина среза amln = 0,02 мм.
При повышенных требованиях к затачиванию режущих зубьев amln =
= 0,01 мм. Максимально допустимая толщина среза с обеспечением
6—7-го классов шероховатости протянутой поверхности при обработке
типовых конструкционных материалов по профильной или генератор-
ной схемам резания с прямолинейным режущим периметром приведена
в табл. 78.
Для зубьев с криволинейным режущим периметром максимальную
толщину среза определяют с учетом поправочного коэффициента 0,8—
0,6 в зависимости от кривизны режущего периметра. Для зубьев чер-
новых секций протяжек по прогрессивной схеме резания при обработке
чугуна н стали агаах До 0,3—0,4 мм.
Высота зубьев, необходимая для свободного размещения стружки
в канавке зуба,
Максимально допустимая толщина среза, исходя из свободного
размещения стружки в канавке при принятой форме и размерах зубьев,
с/г2
а —
где /и — длина среза, мм; k — коэффициент плотности укладки стружки
в канавке зуба (табл, 79); о — коэффициент размещения стружки в ка-
навке зуба, при обработке вязких материалов с = 0,785, хрупких
е= 1.
Для зубьев с криволинейной спинкой при протягивании по прогрес-
сивной схеме резания стали с а = 0,07-5-0,10 мм принимают k = 3,
при а~ 0,10-5-0,15 мм k = 2,5; при а = 0,15-5-0,4 k= 2,2.
79. Минимально допустимая величина коэффициента К
для зубьев протяжки с прямолинейной спинкой
Толщина среза, мм Обрабатываемый материал
Сталь НВ Чугун, бронза, латунь Медь, алюминий и его сплавы
до 200 200—230 св. 230
До 0,03 3 2.5 3 2,5 2,5
0,03 — 0,07 4 3 3,5 2,5 3
Св. 0,07 4,5 3,5 4 2 3,5
Протягивание
331
Центрирование и направление протяжки определяется числом зубьев,
одновременно находящихся в контакте с обрабатываемой заготовкой.
Минимальное число зубьев, находящихся в контакте с обрабатываемой
заготовкой,
Для обеспечения достаточных условий центрирования и направле-
ния протяжки, равномерности действия силы резания, подвода сма-
зочно-охлаждающей жидкости в зону резания необходимо выполнять
условие 2<j z0< 6-ь8.
Шаг зубьев из условия центрирования и направления протяжки
t = — -1- 0,4 мм.
г0
Прочность протяжки по опасному сечению. Условие прочности вну-
тренних протяжек
г О
где Р2 — главная составляющая силы резания, кгс; Fa — площадь
поперечного сечения в опасном месте, мм2, [а]р—допускаемое на-
пряжение на растяжение кгс/мм2 (табл. 80).
80. Допускаемое напряжение на растяжение [а]р, кгс/мм2
Материал протяжки — сталь Часть протяжки
замковая режущая
Углеродистая качественная 45 ..... . 25
Инструментальная легированная .... Быстрорежущая диаметром, мм; 25 45
ДО 15 30 55
св. 15 30 40
^Максимально допустимая толщина среза из условия прочности
протяжки
Г Wp 1т
1,15^1 У, ЛпшхКу 9
где Е Птга — наибольший суммарный режущий периметр зубьев,
находящихся в контакте с заготовкой. Величины Ку и х выбирают
по табл. 82.
Тяговое усилие протяжного станка является одним из факторов,
лимитирующих максимально допустимую толщину среза:
- (0,8 ч- 0,9) Р 7~
1,15^ У/ТщахКу
где Р — номинальное тяговое усилие протяжного станка, кгс.
332
Обработка отверстий
Число режущих зубьев гр и длина режущей части /р протяжки;
А
гР = ^- + (14-2); Zp = Hzp-l),
где А — припуск на сторону, срезаемый режущими зубьями, мм;
а — толщина среза, принятая по ограничивающему фактору; / — шаг
режущих зубьев, принятый по лимитирующему фактору.
Переходная часть. Зубья на переходной части имеют толщину среза,
постепенно уменьшающуюся по сравнению с режущими зубьями на
Ла = 0,024-0,01 мм так, чтобы последний зуб на переходной части
имел толщину среза amln = 0,024-0,01 мм.
Форма и размеры зубьев на переходной части такие же, как и
у зубьев режущей части. Число зубьев гп = -£-1; длина переход-
ной части 1а = гп t-
Припуск на сторону, срезаемый зубьями
переходной части, при равномерном уменьше-
нии толщины среза
Лп = гп |а —
Калибрующая часть. Форма и размеры
зубьев на калибрующей части в протяжках
обычной конструкции принимают такими же,
как и на режущей части. Передний угол зубьев
калибрующей части такой же, как и режущих
зубьев, а задний угол без компенсации размера
при перетачивании принимается а. — 14-2°, для
протяжек с подрегулированием а = 34-4°.
Число зубьев гк = 44-8, длина калибрую-
щей части /к =
Длину протяжки рассчитывают по формуле
L = I + /р + 1П + /к + Ц + Ч-
Наружные протяжки
Типовая конструкция наружной протяжки
для вертикальных станков показана на рис..66.
Наружные протяжки состоят из следующих
Рис. ев. Основные частей: секций, корпуса, элементов крепления и
части наружных про- регулирования секций в корпусе, элементов
тяжек: присоединения протяжки к инструментальной
1 — корпус протяж- гтлнкя
ки; 2 — секции про- каретке станка.
тяжки При проектировании сложных наружных
протяжек профиль наружной поверхности раз-
бивают на ряд элементарных простейших участков, для обработки
которых рассчитывают и конструируют секции, входящие в комп-
лект наружной протяжки. Секции наружных протяжек в зависимо-
сти от геометрической формы элементарного участка разделяют на
следующие типы: плоские, угловые, пазовые, фасонные и др.
Протягивание
333
Рабочая часть секций для каждого элементарного участка наружной
поверхности состоит из режущей, переходной и калибрующей частей.
Основные параметры этих частей (форма и размеры зубьев, число
зубьев, длина, число секций и др.) определяют так же, как и внутрен-
них протяжек.
Режим резания
Ширина среза или длина режущего периметра одного зуба про-
тяжки зависит от формы и размеров обрабатываемой поверхности и
принятой схемы резания. Подачу при протягивании или подъем на
зуб определяют при расчете режущей части протяжки.
Скорость резания выбирают в зависимости от свойств обрабатывае-
мого материала, требований по точности и шероховатости протянутых
поверхностей (до 10 м/мин). При скорости резания до 4 м/мин обеспе-
чивается получение 7-го класса шероховатости протянутых поверх-
ностей.
Скорость резания для протяжек из быстрорежущей стали Р18 или
Р9 находят по формуле
Ттау
где Т — стойкость зуба протяжки, мин. Значения коэффициента Cv
и показателей степени may приведены в табл. 81.
Стойкость протяжки (время ее работы между переточками)
То — i/ц,
где (ц — длительность одного цикла операции протягивания, мин;
i — число заготовок, обработанных за период стойкости зуба протяжки:
. 1000 vT
Главная составляющая силы резания при протягивании, действу-
ющая в направлении рабочего хода протяжки,
Pz — 1,15 /7шах (<\ах + с2Лс + c3v — ctf — с6<х),
где Кс — число канавок для разделения стружки; у — передний угол;
а — задний угол.
Наибольший суммарный режущий периметр зубьев, находящихся
в контакте с заготовкой,
У, Пшах = —— (z0 Ц- 1),
zc
где b — ширина протягиваемой поверхности, мм; гс — число зубьев
в секции (при схеме переменного резания) или число секций (при тра-
пецеидальной схеме резания). Для протяжек с профильной или гене-
раторной схемой резания гс = 1. Значения коэффициентов с и пока-
зателя степени х приведены в табл. 82.
81. Значений коэффициента -Сд и показателей степени m и д
Обрабатываемый материал. Применяемое охлаждение Твердость НВ Протяжки
круглые шлицевые шпоночные
Cv т У С0 т У а < 0,07 мм а > 0,07 мм
Сд | «я и- Ж в
Сталь углеродистая кон- струкционная. Охлаждение — сульф офрезол До 200 Св. 200 до 230 Св. 230 16,8 15,5 11,2 0,62 0,62 0,62 0,62 0,62' 0,62 15,5 14,0 10,2 0,60 0,60 0,60 0,75 0,75 0,75 9,8 8,8 6,3 0,87 0,87 0,87 1.4 1,4 1,4 7,7 7,0 5,0 0,87 0,87 0,87 1,4 1,4 1,4
Сталь легированная кон- струкционная. Охлаждение — сульфофрез ол До 200 Св. 200 до 230 Св. 230 15,5 11.2 9,8 0,62 0,62 0,77 0,62 0,62 0,80 14,0 10,2 7,7 0,60 0,60 0,50 0,75 0,75 ол 8,8 6,3 4,8 0,87 0,87 0,&7 1,4 1,4 1.4 7,0 5.0 3,8 0,87 0,87 0,87 1,4 1,4 1,4
Чугун серый. Без охлажде- ния До 200 Св. 200 14,0 11,5 0,5 0,5 0.6 0,6 17,5 14,7" 0,5 0,5 0,6 0,6 6,2 5,1 0,60 0,60 0,95 0,95 6,2 5.1 0,60 0,60 0,95 0,95
Обработка отверстий
Обработка на координатно-расточных станках
335
82. Значения коэффициентов с и показателя степени х
в формуле для силы
Обр аб атыв аемы й материал Ci ^4
Сталь;
20 115 0,060 0,20 0,12
35 160 0,080 0,24 0,13
45 220 0,108 0,32 0,14
40Х 230 0,117 0,34 0,14
20Х 265 0,137 0,40 0,15
20Х, 40Х .... (после улучшения) Чугун: 300 0,158 0,46 0,16
НВ <180 140 0 0,25 0,13
НВ > 180 170 0 0,30 0,14
Примечание. Показатель степени х ент ся — 0,57. — 0,85;' коэффици-
ОБРАБОТКА НА КООРДИНАТНО-РАСТОЧНЫХ
СТАНКАХ
Общие сведения. Технологические возможности координатно-рас-
точных станков (КРС) определяются их техническими характеристи-
ками [3], параметрами главных столов КРС, точностью отсчетно-
измерительных систем, используемыми приспособлениями и принад-
лежностями и т. п.
Для своевременного выявления возможного снижения точности
КРС необходимо проводить периодические проверки станка на техно-
логическую точность в соответствии с требованиями ГОСТ 8—71 и
18098—72.
Технологическая оснастка КРС. В комплект КРС входят поворотно-
делительные столы (табл. 83): горизонтальный (ГПДС) и универсаль-
ный (УПДС), устанавливаемые на главном столе КРС. Планшайба
ГПДС может быть развернута на 360° вокруг вертикальной оси. ГПДС
используют для установки и закрепления деталей, расположение обра-
батываемых поверхностей которых задано в полярной системе координат.
УПДС используют для установки и закрепления деталей, обрабаты-
ваемые поверхности которых расположены под различными углами
к установочным базам. Планшайба УПДС может поворачиваться на
360° вокруг оси, перпендикулярной рабочей плоскости планшайбы,
и наклоняться в пределах угла 90° (от вертикального до горизонталь-
ного положения). В зависимости от взаимного расположения осей
наклона и поворота планшайбы различают два типа УПДС (рис. 67):
с пересекающимися и непересекающимися (перекрещивающимися)
осями. Для измерения и выполнения высокоточных работ на КРС
применяют оптические делительные столы (ОДС) и оптические дели-
тельные головки (ОДГ) различных типов (табл. 84).
Детали на КРС закрепляют с помощью крепежных комплектов
и приспособлений. В крепежный комплект входят шпильки, болты, су-
хари, гайки, различные планки-прихваты, опоры, тяги с резьбой ит. п.
336
Обработка отверстий
S3. Точностные параметры поворотно-делительных столов,
ГОСТ 16163—70 '
Параметры стола Диаметр планшайбы, мм
До 200 200— 320 320— 500 500— 800 800— 1250
Допускаемые отклонения в зави- симости от класса точности стола
А С А с А С Л с л с
Плоскостность рабочей поверх- ности, мкм 4 2,5 5 3 6 4 8 5 10 6
Торцовое биение поверхности планшайбы, мкм 6 4 8 5 10 6 12 8 16 10
Осевое биение планшайбы, мкм 3 2 4 2,5 5 3 6 4 8 5
Радиальное биение центриру- ющего отверстия, мкм ..... 4 2,5 5 3 6 4 8 5 12 8
Сдвиг планшайбы вдоль оси на- клона, мкм 4 2,5 5 3 6 4 8 5 — —
Установка угла поворота, о . . 16 8 12 6 10 5 8 4 6 3
Установка угла наклона при грубой отсчетной системе, о . . 120-60 60 30 — — 60 30
Установка угла наклона при использовании констант стола, с 16—8 12 6 — — 12 6
84. Значения продельной погрешности показаний (—С)
отсчетных устройств при использовании ОДС и ОД Г
СП
Предельная погрешность сч ю со
показаний § и ч ч ч См ч
о о о о о о
При измерениях , . . 15 10 2 5 10 20
При обработке ..... 20 15 *** — 20 30
Гайки следует завертывать специальными ключами (ГОСТ 2839—71
и 2841—71), поставляемыми вместе с КРС. При обработке партии
деталей на KPG для их закрепления целесообразно использовать
приспособления (трехкулачковые патроны, станочные тиски, цанги,
призмы), которые предварительно закрепляют иа главном столе КРС.
Положение деталей и приспособлений на КРС относительно коорди-
натных осей станка и оси вращения шпинделя выверяют с помощью
приспособлений, назначение которых указано в табл. 85.
Обработка на координатно-расточных станках
337
85. Приспособления для выверки положения
обрабатываемых деталей на КРС
Приспособления Выверяемые элементы детали или приспо- собления Предельные размеры вы- веряемого элемента, мм
Заостренный установоч- ный центр Диаметр отверстия Ширина риски 3—25 0,2—0,4
Установочный центр о усеченной вершиной Диаметр отверстия 25—60
Индикаторный цеитро- искатель Диаметр отверстия Диаметр цилиндра Длина плоской поверхности 0,5 — 200 0,8 — 250 3—2000
Визирный микроскоп Центр керна (штриха) Диаметр отверстия .... 0,01 — 0.2 0,1 — 250
Стержневой калибр Положение вертикальной по- верхности 3—250
Установка и закрепление режущего инструмента на КРС осуще-
ствляются вспомогательным инструментом (табл. 86): сверлильным
(ГОСТ 8522—70 и 15935 — 70), цанговыми патронами, оправками,
переходными втулками и удлинительными втулками.
86. Характеристики вспомогательных инструментов КРС
Вспомогательный инструмент Размеры растачивае- мых отвер- стий, мм Класс точно- сти обработ- ки отверстия Способ уста- новки вылета резца Точность уста- новки вылета резца* мм
Дна- метр Дли- на
Державки консольные с ручной регулировкой вылета резца 16-52 До 160 2 Индикаторным прибором по концевым мерам длины 0.015
Державки консольные с регулируемой подачей резца 15—72 До 120 2 То же 0.015
Расточные патроны од- во До 120 1 Микрометр иче- *ским винтом 0.002
Универсальные рас- точные патроны 10— 250 До 200 2 0,010
Расточные резцы для обработки отверстий диаметром 16—52 мм
закрепляют в консольных державках (расточных борштангах). Для
расточки отверстий малого диаметра (ог 0,6 мм) применяют резцы,
закрепляемые в расточных патронах.
338
Обработка отверстий
Рис. 67. Универсальные поворотио-делительные столы с пере-
секающимися (а) и непересекающимися (б) осями:
аа — ось поворота планшайбы; ММ — ось наклона планшайбы;
/ — установочный палец
Для обработки деталей на КРС применяют специальный режущий
инструмент: сверла, резцы, упорно-цилиндрические развертки, фрезы,
центровки и т. п. Значения углов наклона винтовой канавки со и угла
при вершине 2<р для сверл в зависимости от обрабатываемого мате-
риала приведены в табл. 87, угол наклона перемычки ф для сверл
диаметром 1—12 мм равен 50°, а для сверл больших диаметров 55°.
Основные типы расточных резцов, применяемых при обработке
отверстий на КРС, приведены в табл. 88, их геометрические пара-
метры — в табл. 89.
Для обработки отверстий диаметром 4—60 мм на КРС применяют
упорно цилиндрические развертки (рис. 68), имеющие торцовые зубья,
снимающие основной припуск, и зубья на цилиндрической поверх-
ности, калибрующие обрабатываемое отверстие. Раскатка отверстий
производится с помощью специальных пружинных отправок со сфери-
ческим стальным или алмазным наконечником (рис. 69).
Рис. 68. Упорно-цилиндрическая развертка
Обработка на координатно-расточных станках
339
87. Значения углов © и 2<р сверл для обработки отверстий
диаметром более 10 мм на КРС
Материал обрабатываемой детали Угол наклона винтовой канавки © Угол 2(р° прн вершине сверла с режущей частью из
быстро- режущей стали тверды^ сплавов
Сталь:
ов до 70 кгс/мм2 ... .... 30 116—118 116—118
ств = 704-100 кгс/мм’ 25 120 130—135
ов = 1004-140 кгс/мм* . . , . . 20 125 135
коррозионно-стойкая 25 120 125
Чугун 30 120 125
Бронза:
твердая ...... » . □ . . 20 135 135
мягкая . 12 125 120
Латунь 12 140 140
Силумин ....... ...... 35 140 140
Пластмассы , „ 12 90 90
88, Расточные резцы для КРС
Эскиз резца
Назначение резца
Цельные резцы с затыло-
ванной головкой н удлинен-
ной шейкой применяют для
растачивания отверстий диа-
метром 1,5 — 50 мм прн нор-
мальных условиях обработки.
Твердость режущей части
HRC 62—64, материал сталь
Р18
Цельные резцы с затыло-
ванной головкой и короткой
шейкой применяют для рас-
тачивания отверстий диаме-
тром 4—80 мм прн неблаго-
приятных условиях обработки
(большие подачи, неравномер-
ный припуск, вибрации и v. д.)
Резцы с твердосплавной ра-
бочей частью и затылованной
головкой прнмеияют для рас-
тачивания отверстий диаме-
тром 0,8—6 мм прн повышен-
ных скоростях резания
340
Обработка отверстий
Продолжение табл. 88
Эскиз резца
Назначение резца
Резцы с припаянной твер-
досплавной режущей частью
Применяют для растачивания i
Сквозных отверстий диаметром I
6—30 мм
Резцы с твердосплавными
цластинками применяют для |
обработки отверстий днаме- 1
трои 8—30 мм в деталях из
материалов повышенной твер-
дости
Сборные резцы изготовляют
из стали Р18, применяют для
растачивания отверстий диа-
метром >16 мм
Вставные резцы квадратно-
го сечения применяют для
растачивания отверстий диа-
метром >30 мм, закрепляют
в державках или расточных
патронах
89. Геометрические параметры расточных резцов КРС
Материал Обработ- ка а° V» О
режущей части резца обрабатывае- мой детали
Р18 Чугун, сталь мягкая Черновая 8—9 8—10 45 — 75 10—12 0,5
Чистовая 10 12 45-70
Сталь твердая Черновая 6—8 8—10 45—90
Чистовая 10 10 45 — 90 6 — 10
Обработка на координатно-расточных станках
341
Продолжение табл. 8е)
Материал Обработ- ка а° ф° Ф1 к-
режущей части резца обрабатывае- мой детали
Р18 Алюминие- вые сплавы Черновая 15 15 45 45 5—10
Чистовая 5 — 12
Твердые сплавы Чугун, сталь мягкая Черновая 6 8 45 — 90 15—45 0 — 5
Чистовая 8 10
Сталь твердая Черновая 6 8
Чистовая 10 10 10 — 45
Алюминие- вые сплавы Черновая 12 15 20 — 45 —
Чистовая 15 15 20 — 45 —
80. Разметочные инструменты для КРС
Инструмент Разметочные знаки Радиус режущей части раз- меточного инстру- мента, мм Точность разметки, мм (±)
Станочный штангенцир- куль Круговые штрихи 0,1 0,1
Пружинная чертилка 0,04 0,08
Пружинная чертилка со ! сменным стержнем-дер- • жазкой из твердого сплава Прямолинейные штрихи 0,02 0,03
j Пружинный кернер Круглые керны 0,1 0,08
Алмазодержатель Круговые и прямо- линейные штрихи 0,003 0,003
342
Обработка отверстий
Рис. 69. Пружинная
оправка для раскат-
ки отверстий
При выполнении
Для выполнения фрезерных работ на КРС применяют торцовые,
концевые, и фасонные фрезы. Сведения о разметочных инструментах
приведены в табл. 90.
Обработка отверстий на КРС в заиисимости от их диаметра, требо-
ваний к точности размеров и расположения отверстий осуществляется
за несколько переходов (табл. 91, 92). В табл. 93 приведены три типо-
вых схемы обработки отверстий на КРС. По схеме № 1 обрабатывают
отверстия малых диаметров 3-го класса точности. Предварительное
центрирование обеспечивает хорошее направление сверла в начальный
момент сверления. Повторное центрирование перед рассверливанием
выполняется для предупреждения увода сверла. Схему № 2 применяют
для обработки отверстий 2-го класса точности
с невысокими требованиями к точности межцен-
тровых расстояний. Для обработки отверстий
2-го класса точности с высокими требованиями
к межцентровым и базовым расстояниям приме-
няют схему № 3.
Разметка отверстий заключается в предва-
рительном определении и фиксации на поверх-
ности детали положения осей отверстий. Оси
отверстий малых диаметров обычно намечают
разметочными центрами, пружинными чертил-
ками или автоматическими кернами, а также
специальными центровочными сверлами с попе-
речной кромкой не более 0,2 мм. Отверстия
диаметром более 3 мм размечают центровоч-
ными сверлами. Точность разметки существенно
зависит от точности установки сверла в шпин-
деле станка, поэтому рекомендуется перед раз-
меткой тщательно проверить положение сверла
на отсутствие биения.
работ повышенной точности разметку следует
выполнять в два этапа (см. табл. 93): сначала сверлят лункн диаметром
1 мм, контролируют точность разметки и углубляют лунки до заданных
размеров. Диаметр лунки должен быть несколько больше, чем попереч-
ная кромка сверла, но не больше его диаметра. Разметочные лунки
сверлят при частоте вращения шпинделя 1200—1500 об/мин. Режимы
сверления отверстий приведены в табл. 94.
Растачивание отверстий (табл. 94) выполняется после сверления
или рассверливания отверстий для исправления положения осей отвер-
стий, повышения точности диаметров (до 1—2-го класса) и шерохова-
тости поверхности (до 6—7-го класса) и обеспечения точности по меж-
центровым расстояниям обрабатываемых отверстий. Точность раста-
чивания отверстий зависит от различных факторов, в том числе и от
типа применяемого резцедержателя (табл. 95).
Развертывание отверстий выполняют после предварительного рас-
сверливания илн растачивания обычными или упорно-цилиндриче-
скнми развертками. Упорно-цилиндрические развертки позволяют
получать отверстия 2—3-го классов точности с хорошим направле-
нием оси. Скорость резания такими развертками назначают в пределах
5—10 м/мин при подаче 0,1—0,2 мм/об. Припуск на развертывание
отверстий 2-го класса точности 0,05 мм, для 3-го класса 0,10—0,15 мм.
При развертывании отверстий рекомендуется применять смазочно-
Обработка на координатно-расточных станках 343
91. Выверка положения деталей на КРС и совмещения баа деталей
с измерительной системой станка
Назначение н эскиз выверки Способ выверки
Параллельность боковой поверх- ности детали направлению переме- щения стола Деталь устанавливают на парал- лельные подставки н слегка при- тягивают прижимом, боковую сто- рону детали ориентируют парал- лельно пазам стола. Легким посту- киванием по детали добивается одинаковых показаний индикатора центронскателя, укрепленного в шпинделе станка между точ- ками Д и В детали, при продоль- ном перемещении стола. Прн обработке партии деталей удобно устанавливать детали по упорам, предварительно укреплен- ным в пазах стола и проверенным на параллельность направлению его перемещения
- А .
То же, для детали, укрепленной
на поворотном столе
Деталь закрепляют иа поворот*
ном столе, ее положение относи-
тельно перемещения главного сто-
ла станка выверяют описанным
выше способом. Необходимые для
выверкн повороты детали выпол-
няются с помощью поворотного
стола
Добиваются параллельности не-
подвижной губки 2 перемещению
главного стола. В тисках зажи-
мают параллельную пластинку 3
н разворотами тисков добиваются
ее параллельности направлению
перемещения стола. Контроль по-
ложения пластины осуществляется
индикатором / илн центроиска-
телем
344
Обработка отверстий
Продолжение табл. 91
Назначение и эскиз выверки Способ выверки
Ось отверстия детали предвари-
Совмещение оси отверстия детали,-
установленной на главном столе
станка, с осью шпинделя
6)
тельио совмещают с осью шпин-
деля установочным центром (для
отверстий малого диаметра) илн
центроискателем. Центр 1 (а) лег-
ким нажимом вводят в отверстие
детали 2, уложенной на мерные
подставки 3, н закрепляют деталь.
При предварительном совмещении
отверстия большого диаметра цен-
троискатель вводят в соприкосно-
вение с поверхностью отверстия.
Поворотом шпинделя н перемеще-
нием детали добиваются постоян-
ного зазора между лапкой цен-
троискателя и поверхностью от-
верстия.
Для точного совмещения осей
лапку центроискателя / (б) вво-
дят в отверстие детали 2 и в по-
ложении, соответствующем пере-
мещению стола, индикатор при
натяге 0,3 —0,5 мм выставляют
иа нуль. Повернув шпиндель иа
180°, половииу разности показа-
ний индикатора компенсируют пе-
ремещением стола, а индикатор
вновь выставляют на нуль. То же
делают при повороте шпинделя
на 90°. Оси считают совмещен-
ными, если при полном обороте
шпинделя стрелка индикатора не
отклоняется от О
Совмещение оси шпинделя с осью
поворота планшайбы горизонтально-
го илн универсального делительного
стола
Совмещение оси отверстия детали
с осью поворота планшайбы гори-
зонтального или универсального сто-
ла
Поворотный стол закрепляют иа
главном столе станка, планшайбу
универсального поворотного стола
устанавливают в горизонтальное
положение. Оси поворота стола
и шпинделя совмещают описан-
ным выше способом, оси шпин-
деля с осью центрального отвер-
стия планшайбы поворотного стола
Ось шпинделя совмещают с осью
поворота стола. Деталь устанавли-
вают на столе, предварительно
совмещают ось отверстия с осью
шпинделя и слегка закрепляют.
Точное совмещение осей дости-
гается приведенным выше спосо-
бом, только необходимое смещение
оси отверстия вдоль направлений
перемещения стола осуществляют
перемещением самой детали (лег-
ким постукиванием)
Обработка на координатно-расточных станках
345
Продолжение табл. 91
Назначение и эскиз выверки Способ выверки
Совмещение оси наружной цилин- дрической поверхности детали с осью шпинделя или осью поворотного стола Совмещение осей осуществляют описанными выше способами, толь- ко лапку центроискателя приво- дят в соприкосновение о наруж- ной цилиндрической поверхностью детали
Совмещение оси шпицп симметрии плоскопаралл тали , > Т~ V 1и & еля с осью ельной де- ...jfc. Деталь предварительно устана- вливают относительно направле- ния перемещения стола. Каретку центроискателя, укрепленного в шпинделе, смещают по милли- метровой шкале иа половину ши- рины детали, а ось шпинделя с осью симметрии детали. Опустив пиноль, лапку центро- искателя приводят в соприкосно- вение с боковой поверхностью детали (а) или с прижатой к ней плиткой (б), создают небольшой иатяг, легким покачиванием цен- троискателя по минимальному по- казанию индикатора находят точ- ку 1 и выставляют индикатор на нуль; Повернув шпиндель на 180°, аналогичным способом находят точку 2 и снимают отсчет. Поло- вину разности показаний индика- тора в точках 1 и 2 компенси- руют смещением шпинделя. Ось шпивделя будет совмещена с осью симметрии детали, когда показа- ния индикатора в точках / и 2 будут одинаковые. Если сдвигом каретки нельзя обеспечить касание лапки центро- искателя боковых поверхностей детали, применяют способ (е), при котором лапку подводят к боковой поверхности детали в точке 1, создают натяг 0,5 мм и индикатор устанавливают иа нуль, затем перемещением стола центроиска- тель приводят в точку 2 так, чтобы на индикаторе был нулевой от- счет. В обоих этих положениях по измерительным устройствам станка фиксируют координаты Д и Б оси шпинделя. Координату оси симметрии детали определяют как полусумму координат А и Б
a) S) ~Tj—г т!~г jJ? А+Б . I Ч — -—toJ -7‘ —-I в)
Обработка отверстий
Продолжение табл. 91
Назначение и эскиз выверки Способ выверки
Совмещение ос горизонтально у •I. •#**** л шпинделе о осью „тановлеиибгд вала Ь. аКяо ▼ Н Ось шпинделя совмещают с осью симметрии вала, который пред- варительно устанавливают парал- лельно направлению перемещения стола. Каретку центроискателя смещают иа радиус выверяемого вала. Движением шпинделя от руки вверх и вниз находят поло- жение, соответствующее макси- мальному показанию индикатора центроискателя. Покачивая цен- троискатель в этом положении? определяют по наименьшему пока» за ник) индикатора точку 1 н инди- катор при натяге 0,5 мм выста- вляют иа нуль. Повернув шпин- дель на 180 , аналогичным спосо- бом находят точку 2, Смещением стола В направлении, перпенди- кулярном оси вала? показания индикатора уменьшают вдвое, ин- дикатор выставляют на нуль? шпиндель поворачивают иа 180® и иахбДЙ точку /. Выверку счи- тают выполненной, когда Показа- ния индикатора в точках 1 н 2 будут одинаковые
Совмеще симметрии ине Oci уста и шпинделе b осью явочной ярвзмы Й В призму / устанавливают ка- либр 2 в прижимают его к рабочим плоскостям призмы. Описанным выше способом ось вращения шпин- деля совмещают с осью калибра и с осью симметрии призмы. Призма предварительно выстав- ляется параллельно направлению перемещения стола
Совмещение оси шпинделя с боко- вой поверхностью детали ШЖ Й' у Каретку индикаторного центро- искателя устанавливают в нулевое положение н совмещают ось шпин- деля с боковой поверхностью вы- ставленной и закрепленной на столе детали. Лапку центроиска- теля приводят в соприкосновение с боковой поверхностью детали и при натяге 0,5 мм легким пока- чиванием центроискателя находят положение, соответствующее ми- нимальному показанию индика- тора (точка 1 на эск. а). В этом положении индикатор выставляют на нуль. Затем поворачивают шпин- дель на 180°, к боковой поверхно- сти детали прижимают пластинку, опуская пиноль вводят лапку в соприкосновение с пластинкой, и покачиванием центроискателя находят точку 2 (эск, б), соответ- ствующую минимальному показа- нию индикатора. Показания ин- дикатора уменьшают вдвое пере- мещением стола, шпиндель пово- рачивают на 180° и находят точ- ку 1. Выверка считается выпол- ненной, когда показания индика- тора в точках 1 и 2 будут одина- ковые
Обработка на координатно-расточных станках
347
92. Крепление деталей на КРС
Эскиз
Способ крепления
Трехкулачковый патрон I закре-
плен на планшайбе 2, которая при-
жимными планками 4 болтами с гай-
ками 5 и опорами 6 закреплена на
столе станка. Деталь 3 обычным
способом монтируют в патроне. При-
меняют для деталей, имеющих форму
тел вращения
В отверстия детали / вставляют
штыри 2. С помощью прижимной
планки 3t гайкн 4, болта 5 и регули-
руемой опоры 6 деталь закрепляют
на столе станка. Применяют для
деталей, не имеющих на боковой
поверхности окон или выступов, ког-
да верхняя поверхность детали вся
открыта для обработки
Закрепленная на столе деталь 1
струбциной 3 и регулируемой опо-
рой 5 притягивается к угольнику 4.
Возможные при этом деформации де-
тали контролируются индикатором 2.
Применяют для увеличения жесткости
закрепляемых деталей
Деталь 2 насаживают на цилиндри-
ческую часть оправки / и прижимают
к торцу А гайкой 3 через быстро-
съемную шайбу 4. Оправку предва-
рительно устанавливают в централь-
ном отверстии поворотного стола.
Применяют при обработке партии
деталей типа колец, втулок, дисков
и т. п.
Деталь 2 устанавливают иа призму /
и прижимают хомутиком 3 и вин-
том 4. Для обработки отверстий?
расположенных в разных плоскостях?
призму устанавливают на универ-
сальном поворотном столе. Приме-
няют для деталей типа валов, не тре-
бует выверки положения детали
348
Обработка отверстий
Продолжение табл. 92
Эскиз
Способ крепления
Деталь 2 закрепляют в призме 1
хомутиком 3 и винтом 4. Применяют
при обработке отверстий в торцах
деталей типа валов, жестких втулок
и т, п.
Деталь 5 закрепляют в кулачковом
патроне /, установленном на уни-
версальном поворотном столе 4 так,
чтобы ось закрепленного в патроне
валика совпадала с осью поворота
стола. Если деталь длинная и нежест-
кая, то второй ее конец вводят в от-
верстие планкн 2, закрепленной на
угольнике 3. Применяют при обра-
ботке деталей, имеюш,их форму тел
вращения, когда обрабатываемые от-
верстия расположены с разных сто-
рон детали _______________________
Деталь 1 устанавливают на призму 3
и через накладку 2 закрепляют при-
жимом 4, Применяют при обработке
полых цилиндрических деталей типа
втулок, накладка 2 увеличивает обжа-
тия детали и уменьшает ее деформа-
цию
93. Технологические схемы обработки отверстий на КРС
1 Номиналь- ный диаметр отверстия, мь № 1 — чистовое сверление № 2 — чистовое развертыв аиие • № 3 — чистовое растачивание
ц Св1 Ц Св2 ц Св1 Св2 УЦР Ц Св1 Раст 1 Раст
1 ц 0,9 ц 1А, ц 0,9 0,99 IA
2 Ц 1,8 Ц 2А, I— — — ц 1,8 1,98 2А
3 И 2,7 и ЗА, ц 2,5 2,9 ЗА II 2,5 2,98 ЗА
4 TI 3,7 п 4 А$ ц 3,5 3,9 4А II 3,5 3,98 4А
5 и 4, В Ц БА, ц 4,1 4,9 БА ц 4,1 4,98 5А
6 п 5,6 И 6 А, и 5,1 5,9 6А и 5,1 5,98 6А
7 ц 6,6 ц 7А, Ц 6,1 6,9 7А ц 6,1 6,98 7А
8 ц 7,6 ц 8А, ц 7,1 7,9 8А II 7,1 7,98 8А
10 1 11 9,1 9,9 10А и 9,1 9,98 10А
12 Ц 11,0 11,8 12А 11 11,0 11.98 12А
14 —— — U 12,0 13,5 14А и 12,0 13,98 14А
16 — — Ц 12,0 15,5 16А ц 12,0 15,96 16А
18 — .— — —. U 12,0 17,5 1.8А II 16,0 17,96 18А
20 —. — и 16,0 19,5 20А Ц 16,0 19,96 20А
30 — •— — — ц 24,0 29,5 ЗОА ц 16,0 29,95 ЗОА
Обозначения: Ц — центрование; Св1 — сверление; Св2 —
рассверливание; УЦР — развертывание упорно-цилиндрическими раз-
вертками; Раст 1—растачивание черновое; Раст2—растачивание чистовое.
Обработка на координатно-расточных станках
349
94. Режимы обработки при растачивании, сверлении
и рассверливании на КРС
Материал режущей части Обра- ботка Скорость пр резания (м/мнн) i обработке Глубина резания, мм Подача, мм/об
стали чугуна легких сплавов латуни 1
к о 2 « твер- дой
Растачивание
Р18 1 Черновая Чистовая 18 24 15 20 1 i8 | 20 75 150 50 90 0,10 — 2,00 0,05 — 0,09 0,02 — 0*16 0,02 — 0,06
Твердый сплав Черновая Чистовая so 45 55 350 05 0,12—2,00 0,03 — 0,24
Алмаз н эльбор Черновая Чистовая 200 250 150 200 150 200 350 450 200 300 0,02 — 0,10 0,02 — 0,05 0,03 — 0,04 0,02 — 0,03
Сверление
Р18 25 15 25 50 45 — 0,03 — 0,08
Твердый сплав Черновая 60 45 55 350 90 — 0.03 — 0,06
Рассверливание
Р18 24 20 20 । 60 40 — 0.12 — 0,20
Твердый сплав Черновая 45 30 35 . 200 90 — 0,06—0,08
Р18 Чистовая 22 18 20 45 40 — 0,04 — 0,06
охлаждающие жидкости, например смесь керосина и касторового масла
в соотношении 1:1.
Отверстия диаметром 10—30 мм раскатывают после предваритель-
ного растачивания для получения высоких качеств поверхности, точ-
ности диаметров и упрочнения (наклепа) поверхности отверстий.
Режимы раскатывания приведены в табл. 96.
Фрезерование плоскостей, прямолинейных и фигурных пазов,
криволинейных поверхностей н другие виды фасонного фрезерования
выполняют на КРС только в тех случаях, когда требования точности
поверхностей или их расположения не могут быть выполнены на стан-
ках других типов. Для фрезерования на КРС используют торцовые,
концевые и фасонные фрезы из быстрорежущей стали Р18 илн твердых
сплавов. Режимы резания при фрезеровании приведены в табл. 97.
Особенности обработки деталей на КРС с использованием поворот-
ноделительных столов (ГПДС и УПДС). При обработке деталей,
350
Обработка отверстий
95. Точность растачивания отверстий иа КРС
в зависимости от применяемых резцедержателей
Резцедержатели Размеры раста- чиваемых отвер- стий, мм Точ- ность обра- ботки отвер- стий Способ установки резца Точность уста- новки резца, (±) мм
Диаметр Глу- бина не более
Оправки: нерегулируе- мые 16—52 160 А — Аз Индикатор- ным при- бором по 0,01В
регулируемые 15—72 120 А—А3 плиткам 0,015
Патроны: расточные 0,4 — 80 120 А1 —А Микрометр и- ческим 0.003 — 0,005
универсально- расточные 10—250 200 А-А, винтом 0,01
06, Режимы раскатывания отверстий на КРС
Обрабатываемый материал Припуск иа сторону прн диаметре обраба- тываемых отверстий, мм Подача, мм/об
До 12 12 — 40
Углеродистые стали 0,004 0,008—0,010 0,03
Латунь , . . 0,010 0,015—0,020 0,04
Бронза 0,003 0,015 0,05
Легкие сплавы 0,010 0,015 0,06
97. Режимы резания при фрезеровании иа КРС
Материал режущей части фрезы Обработка Обрабатываемый материал Подача на зуб, мм Глубина резания, мм
Сталь Чугуи Легкие сплавы
мягкая твердая |
Р18 Черновая 20 12 18 200 0,03—0,05 0,02 — 0,03
Чистовая 25 15 20 240 0,01 — 0,02 0,05-0,15
Твердый Черновая 55 40 60 300 0,004—0,008 0.02 — 0,04
сплав Чистовая 60 45 70 450 0,002—0,004 0,05 — 0,02
Обработка на координатно-расточных станках
351
поверхности которых заданы в двух или нескольких системах по-
лярных координат или в прямоугольной и полярной, требуется
либо производить перестановку деталей, совмещая начало каждой
системы координат с осью поворота стола, либо пересчитывать за-
данные размеры в одну (рациональную) систему координат. Раз-
меры пересчитывают по формулам перехода от полярных координат
к прямоугольным и обратно.
На рис. 70 показаны схемы для расчета координат центров наклон-
ных отверстий при различных положениях детали и шарового нако-
иечинка, где L — расстояние от рабочей плоскости планшайбы до
центра шарового наконечника; D — наружный диаметр детали; а —
расстояние от основания детали до центра отверстия, измеренное по
наружной поверхности детали; 0— центр вращения планшайбы в го-
352
Обработка отверстий
ризоитальной плоскости; а — угол наклона планшайбы; Ь — высота
детали; I — высота подкладок; г — расстояние от центра отверстия
до оси поворота планшайбы; х — расстояние от центра шарового
наконечника до оси отверстия.
Если перед началом обработки планшайба УПДС с установленной
на ней деталью находилась в горизонтальном положении и ось ее была
совмещена с осью вращения шпинделя, то для обработки отверстий
необходимо наклонить планшайбу УПДС на угол а и переместить
Рис. 71. Постоянные величины УПДС с иепересекающимися осями (а) и
схема для расчета координат при обработке наклонного отверстия (б)
главный стол на величину х, которую для приведенных на рис. 70
схем вычисляют по формулам:
I. х = 0,5D cos а Д- L sin а — a sin а;
II. х = a sin а — 0,50 cos а — L sin а;
III, х = L sin а + г cos а — & sin а — I sin а;
IV. х — I sin а + г cos а Ц- & sin а — L sin а;
V. х = L sin а — 0,5D cos а — a sin а;
VI. х = 0,5D cos а + а sin а — L sin а;
VII. х = L sin а — I sin а — b sin а — г cos а;
VIII. х = I sin а + b sin а — г cos а — L sin а.
На УПДС с непересекающимися осями, кроме базового отверстия
в центре планшайбы, для выверки, расчетов координат, проверки
точности углов наклона планшайбы используют установочный палец
с шаровым наконечником. Расстояния от центра шаровой поверхности
установочного пальца 1 до оси наклона 3 и поворота планшайбы 2,
рабочей плоскости планшайбы (рис, 71, а) являются для данного
Обработка на координатно-расточных станках
353
стола величинами постоянными. Их указывают па корпусе стола и
используют при расчетах координат. Необходимое для обработки отвер-
стия в детали 4 смещение стола X после наклона планшайбы на угол <р
(рис. 71, б) находят по формуле
х = (Н + h) sin <р -f- {Е — R) cos <р.
Точность наклона планшайбы определяют измерением величины W,
вычисляемой по формуле
W = Ео (1 — cos Ф) + Но sin ф.
Подробные сведения по обработке деталей на поворотно-делитель-
ных столах на КРС приведены в работах (2, 3 ].
СПИСОК ЛИТЕРАТУРЫ
1. Глухов И. М. Координатно-расточные станки н работа на ннх. М.,
«Высшая школа», 1969, с. 202.
2. Пономарев В. Ф. Справочник токаря-расточника. М., «Машинострое-
ние», 1969, е. 170.
3. Табаков П. М., Делюкио Л, И, Работа на координатно-расточных стан
ках. Л., Лениздат, 1974, с. 136.
12 Под ред, Малова
Глава 8
СТРОГАНИЕ И ДОЛБЛЕНИЕ
Основные типы стандартных строгальных и долбежных резцов
и их размеры приведены в табл. 1 и 2, геометрические параметры режу-
щей части строгальных резцов — в табл. 3. При обработке с большими
припусками (с загрязненной коркой и раковинами в поверхностном
слое) плоскостей базовых стальных и чугунных заготовок на тяжелых
продольно-строгальных станках целесообразно применять сборные
строгальные резцы.
Нестандартные строгальные и долбежные сборные резцы. Чистовой
строгальный резец с пластинкой твердого сплава (рис. 1) применяют
для обработки крупногабаритных заготовок из стали и чугуна с пло-
щадью обработки 20—60 м“ по 4—8-му классам шероховатости поверх-
ности с отклонением от плоскостности не более 0,03—0,1 мм по длине
и ширине всей обработанной поверхности. Участок режущей кромки
длиной А с ср = 0° должен быть строго прямолинейным, А = (1,3-ы
-т-1,5) s, глубина резания t = 0,06-5-0,08 мм, скорость резания о =
= 6-5-10 м/мин.
Чистовой строгальный чашечный резец (рис. 2) конструкции ВНИИ
предназначен для обработки больших поверхностей на крупных про-
дольно-строгальных станках. Угол наклона главного режущего лез-
вия Л и задний угол а получают разворотом оси чашки в двух взаимно
перпендикулярных плоскостях на углы 0пр = 3° и Рпоп = 1° 30'-5*
-5-1° 40' (угол Рпоп получают разворотом резца в плоскости суппорта
станка). Эти резцы применяют для обработки мягкой стали по 4—
5-му классам шероховатости при глубине резания до 0,25 мм, подаче
4 мм/дв. ход и скорости резания 6—8 м/мин.
Чистовой строгальный вращающийся резец (рис. 3) конструкции
ВНИИ предназначен для обработки больших поверхностей на крупных
продольно-строгальных станках (табл. 4).
Для создания угла наклона главной режущей кромки X и заднего
угла а ось режущей части разворачивают в двух взаимно перпендику-
лярных плоскостях на углы 0пр и рпоп (угол Рпоп создается разво-
ротом в плоскости суппорта станка). Угол Хуст образуется между
направлением движения стола и радиусом, проведенным в точку А
касания режущего лезвия с обрабатываемой поверхностью, движущейся
со скоростью движения стола ост. При окончательном чистовом про-
ходе рекомендуется Хуст = 30-5-40°; при предчистовых проходах
2.уст = 50-5-60°. На рис. 4 приведены схемы направления подачи при
работе вращающимся резцом: а — s± — подача в сторону поперечного
угла наклона оси вращения Pnonl б — s2 — иодача в противоположную
сторону угла ₽поп.
Строгание и долбление
355
Рис. 1. Чистовой строгальный ре-
зец с пластинкой твердого сплава
Рис. 2. Чистовой строгальный чашечный резец:
/ — державка; 2 — чашечная режущая часть из
твердого сплава с цилиндрическим хвостовиком;
3 — клин; 4 — гайка
Рис. 3. Чистовой строгальный вращающийся резец*.
1 — державка; 2 — втулка; 3 — чашечная режу-
щая часть с хвостовиком; 4 — гайка; 5 — пружина
356
Строгание и долбление
1. Основные типы строгальных резцов
Тип резца Размеры, мм ГОСТ
Резцы нз быстрорежущей стали Проходные изогнутые //X В = 20Х 12 —63X 40; L — 190-500; 1 = 40-125; т~ 7 -22 18887—73
Чистовые широкие изо- гнутые H/.I1 = 20Х 12 +63X 40; L = 190 4-500; 1 = 40 4-125; о=12 +40 18888—73
Подрезные прямые и изо- гнутые ИХ В = 20Х 12+63X 40; L* = 190 +500 (450); 1 = = 40 +125; т = 6+20 18889 — 73
Отрезные и прорезные изогнутые ИХ В = 20Х 12+50X 32; L = 190 +400; 1 = 40 +100; h = 24 +45; а = 5 + 15 18390 — 73
Резцы с пластинками из твердого сплава (форма пластинок по ГОСТ 2209 — 69) Проходные прямые и изогнутые. НХВ = 20Х 16+63X50; L* = 190 +500 (450); 1 = 40 + + 125; т — 9+30 18891 — 73
Чистовые широкие изо- гнутые Их В = 20Х 12+G3X 40; L = 190 +500; 1 = 40 + 125; о=12 +35 18892-^-73
Подрезные прямые и изо- гнутые НХВ = 20Х 16 +63Х 50; L* = 190 +500 (450); 1 = 40 + + 125; «1 = 8 +25 18893 — 73
Отрезные н прорезные, изогнутые НХВ = 20X 12+63X 40; L= 190 +500; 1 = 40 +125; h = 25 +50; а = 5+25 18894 — 73
Обозначения: L — длина резца; 1 и — длина рабочей части; т *— расстояние от вершины резца до боковой поверхности дер- жавки резца; а — ширина режущего лезвия; //ХВ — поперечное сече- ние державки резца. * Размеры L в скобках относятся к прямым резцам.
Строгание и долбление
2. Основные типы долбежных резцов из быстрорежущей стали
(ГОСТ 10046—72)
Тип резца Размеры, мм
Проходные двусторонние с углом (р ~ 45° ИХ в = 20Х 12 4-50 X 32; L — 250 4- 4-500; / = 35 4-60; т = 11 4-24
Прорезные НК В = 16Х 10 +63X 40; Л =150 + +600; Z = 40 +260; lt = 20 +60; т = = 6+13; а = 4+28
Для шпоночных пазов: исполнение 1 — держав- ка резца цилиндриче- ская с лыской Диаметр державки D — Н — 6+12; L — 90+110; /, — 40+50; Л = 5,5+11,Si- ft, = 4,5 + 10; т — 2+4; а — 3 +5
исполнение 2 — держав- ка прямоугольного сечения НХ В — 20Х 20 +32Х 32; L = 280 + +400; /= 90 +160; </=16+28; а = = 6 + 14; т = 5+8; h = 15,4+25,7 Диаметр наименьшего обрабатываемо- го отверстия £*т1п = 7+30
исполнение 3 — держав- ка прямоугольного сечения НК В = 20Х 20 +40Х 40; L = 300 + +450; / = 130 +250; /, = 30+65; а = = 10+20; d = 18+35; h = 30+60 Диаметр наименьшего обрабатываемо- го отверстия = 35+70
Обозначения: L — длина резца; Z н Zr — длина рабочей части*, т — величина превышения режущего лезвия над державкой; а — ширина режущего лезвия; ftj — высота державки; d — диаметр тела рабочей части.
3, Геометрические параметры режущей части строгальных резцов
Обр абатыв асмый материал Резцы
с пластинками твердого сплава из быстрорежущей стали Р18
сс° при обработке V’ сс° при обработке V»
чер- новой чисто- вой чер- новой чисто- вой
Сталь и стальные отливки ов, кгс/мм8: до 80 св. 80 — — — 6 6 12 12 20 15
358
Строгание и долбление
Продолжение табл. 3
Обрабатываемый материал Резцы
с пластинками твердого сплава из быстрорежущей стали Р18
а° при обработке V" а° при обработке Vе
чер- новой ЧИСТО- ВОЙ чер- новой чисто- вой
Чугун серый НВ: до 220 св. 220 8 8 10 10 5 5 8 8 12 12 10 5
Медные сплавы 8 12 12
Строгание <р° Строгание 0 Ч>1
С большими подачами (4— 5 мм/дв. ход н более) прн небольших припусках на об- работку 20 — 30 Широкими резцами 0
При системе СПИДг жесткой недостаточно жесткой 45 Пазов 1 — 3
60 — 70 Чистовое' 5— 10
Пазов и ступенчатых по- верхностей в упор; обработ- ка при нежесткой системе СПИД 90 Черновое 10—15
Примечания} 1. Для широких и прорезных резцов Л » «0-5-8°, для проходных и подрезных Л= 124-15°. 2. Для проходных и подрезных резцов сечением ЯХВ- (20 — -Ь63) X (12 4-40) мм с пластинками твердого сплава г = 1,54-2,5 мм нз быстрорежущей стали Р18 г= 24-5 мм (большие значения г бе- рутся при обработке жестких деталей и большей площади поперечного сечения резца). Для прорезных и отрезных резцов г= 0,24-0,5 мм. 3. Переходная режущая кромка при вершине резца 1 = 2 4-4 мм для проходных и подрезных резцов и 1 = 0,54-1 мм для прорезных и отрезных резцов
Строгание и долбление
Рис. 5. Строгальные резцы конструкции ВНИИ для работы на крупных продольно-строгальных станках:
а — проходной, Н ~ 47* 70 мм, В = 40 * 70 мм, L = 400 *650 мм, F = 110 4- 165 мм, ср = 45° и 65°; б — прорезной, Н =
= 45 и 60 мм, В = 40 и 50 мм, jjt = 25 н 32 мм, F = 110 и 145 мм, L — 400 и 500 мм; в — предчнстовой, Н9 = 45*
*70 мм, В ~ 30*50 мм, F = 110* 165 мм, L — 300*500 мм; 1 — державка; 2 — нож с пластинкой твердого сплава; 3 и
4 — винты; 5 — шпонка
360
Строгание и долбление
На рис. 5 и б.’приведены стро-
гальные резцы для работы на
—г крупных продольно-строгальных
станках.
Чистовой регулируемый дол-
бежный резец (рис. 7) приме-
няют для обработки пазов ши-
риной более 15 мм, предел ре-
гулирования по ширине 5 мм.
При строгании сборными рез-
цами необходимо задавать для
резца каждого размера макси-
мальную нагрузку, определяе-
мую площадью поперечного се-
чения срезаемого слоя (табл. 5).
Строгальные прорезные резцы,
кроме своего прямого назначе-
ния, могут использоваться для
подрезки торцов, обработки
V-образных направляющих, для
предчистового и чистового стро-
гания.
Конструкции державок для
строгальных станков даны в
Рис. 6. Строгальный проходной резец
с креплением ножа Г-образным при-
хватом:
I — державка; 2 — нож с пластинкой
твердого сплава; 3 — прихват; 4 —
гайка; Н = 63 и 70 мм, F = 145 и
165 мм; L = 4004: 650 мм, ср — 45 и 60°
табл. 6.
При обработке чугуна сред-
ней твердости (НВ г' 200—220)
рекомендуется для сборных про-
ходных и подрезных резцов,
строгальных резцов следующая
геометрия режущей части: у =
= 4-10°, А = +6°, а — Oj — 6°, / — 1,5-5-3 мм, yf = 0-4-5°, г = 3-ь
-i-8 мм. В случае обработки чугуна с отбеленной или сильно загряз-
ненной коркой неметаллическими включениями необходимо угол yf
Рнс. 7. Чистовой регулируемый долбежный резец;
/ -- державка с пластинкой из быстрорежущей стали; 2 — в нит
Строгание и долбление
361
4. Основные параметры вращающихся резцов
мм мм ₽пр ₽°оп при работе с подачей
чистовой предчнстовой
50X50X450 45 2 1-1,5 2,5—3
60Х 60Х 650 60 3 1,5 — 2,5 3,5—6
70X 70X750 80 5 2,5 —4,5 5,5—7
5. Максимально допустимая нагрузка
для строгальных проходных резцов
Рабочая вы- сота стержня резца Н, мм Нагрузка кгс Максимальное поперечное сечение срезаемого слоя при обработке, мм2 Глубина резания, мм
стали 1 чугуна 2
50 63 * ов <75 2 НВ 170 2000—2200 ’ 3000 — 3200 кгс/мм8. — 190. 15-16 22—25 25 — 30 40 — 45 18 — 20 25 — 28
уменьшить до —5°. При строгании стали резцами с пластинками из
сплавов ВК8В, ВК15, ТТ7К12 и Т5К12В необходимо уменьшить у
до 5°, / до 0,8—1 мм и у до —5°.
Рекомендуемые режимы резания (глубина резания I, подача s
и скорость резания v) для черновой и чистовой обработки плоскостей,
обработки пазов и отрезке на продольно-строгальных, поперечно-
строгальных и долбежных станках приведены в табл. 7—14.
Строгание стали производят с подачами до 3—6 мм/дв. ход
при глубине резания 10—30 мм и скоростью резания до 30 м/мин
для сплава ТТ7К12, понижая ее на 25% для сплава Т5К12В и на 50%
для сплавов ВК15 и ВК8В.
При многорезцовом строгании с делением припуска по глубине
резания подачу следует назначать по максимальной глубине резания
на один резец. При многорезцовом строгании с делением подачи между
отдельными резцами подачу на один двойной ход увеличивают соответ-
ственно числу работающих резцов. Скорость резания назначают в за-
висимости от подачи на один резец.
При чистовом строгании широкими резцами с пластинками твердого
сплава ВК8 плоскостей заготовок из серого чугуна размером 6—22 м3
максимальную скорость резания, обеспечивающую обработку без
смены резца, назначают в пределах v = 15-М м/мин (большие значе-
ния скорости резания соответствуют меньшей площади обрабатываемой
повер хности).
Обрабатываемую поверхность при чистовом строгании рекомен-
дуется смачивать смесью керосина и машинного масла.
362
Строгание и долбление
6. Типы державок к строгальным станкам
Эскиз
Тип державки
Однорезцовая
1 — резец; 2
жавка
универсалъная
— болт; 3 — дер-
двухрезцовая
Регулируемая „ , „
1 и 5 — винты; 2 и 3 — резцы;
4 — державка
Применяют при черновом и полу-
чистовом строгании с делением
снимаемого слоя по глубине реза-
ния и по подаче
Регулируемая трехрезцовая
1 — винт; 2, 3 и 4 « резцы; 5
державка
Применяют при получистовом и
чистовом строгании с делением по-
дачи между отдельными резцами
Строгание и долбление
363
7. Подачи для черновой обработки плоскостей на строгальных
и долбежных станках, мм/д в. ход
Обрабатываемый материал Станки
продольно-строгальные поперечно-строгальные и долбежные
Глубина резания, мм
До 8 Св. 8 до 12 Св. 12 до 20 До 3 Св. 3 ДО 5 Св. 5 ДО 8
Сталь, ов < < 80 кгс/мм2 0,9 —3,5 0,5 —2,2 0,4-1,4 1.0 —2,0 0,5 —1,6 0,3—1,2
Чугуи и мед- ные сплавы 1,6 —4,0 1,1 —3,0 0,8 —2,4 1,2 —2,0 0,9 —2,0 0,6—1,6
Сечение резца Ну. В, мм (40 4-63) X Х(25 4-40) 50Х 32, 63X40 (25 4-40) X (16 -4-25)
Примечание. Меньшие значения подач соответствуют боль- шей глубине резания, более прочным обрабатываемым материалам и большим площадям поперечного сечения резца.
8. Подачи для чистовой обработки плоскостей на строгальных
и долбежных станках_________________________________
Обработка чистовая Продольно-строгальные станки Поперечно-строгальные и долбежные станки
Обрабатываемый материал Вспомогательный угол в плане Глубина резания, мм Подача, мм/дв. ход Обр аб ат ы в аемы й материал Вспомогательный о угол в плане ср* По (мм/д при р или п ном при в резц До 1 дача в. ход) адиусе ереход- тезвии зршине а, мм Св. 1 ДО 3
Проходным резцом из бы- строрежущей стали Р18 н с пластинкой твер- дого сплава ВК8 (4 —5-й классы шероховатости) Сталь 5- 10" До 2 1,5 — 2,5 3,0- 4,0 10 — 20 Сталь, чугуи и мед- ные спла- вы 5—10 3-4 0,7 — 0,8 0,9— 1,0 1,0 — 1,2 1,2—= 1.5
За два прохода (предваритель- ный и оконча- тельный) широ- ким резцом с пла- стинкой твердо- го сплава (6“- 7-н классы ше- роховатости) * Переходг Чу- гун ое лезв 0 ИС с 0,15- 0,30 0,ОБ- ОД Ро = О'. 10 — 20 12—16 Сталь Чу- гун, мед- ные спла- вы 2-3 0,25 — 0,4 0,35 — 0,5 0,5 — 0,9 0,6— 1,0
364
Строгание и долбление
9. Подачи для отрезки и прорезки пазов на строгальных
и долбежных станках, мм./дв. ход
Обрабатываемый материал Ширина реза, мм
До 5 Св. 5 до 10 Св. 10 до 16 Св. 16 до 20
Сталь 0.16—0,18 0,12-0,14 0,20 — 0,27 0,15 — 0,20 0,27 — 0,38 0,13 — 0,22 0,40—0,48 0,18 — 0,22
Чугун, мед- ные сплавы 0,28 — 0,35 0,22—0,27 0,35 — 9,50 0,28 — 0,32 0,50 — 0,70 0,30 — 0,36 0,70 — 0,85 0,35—0,40
Примечания: 1. В числителе приведены подачн при работе на продольно-строгальных станках, в знаменателе — на продольно- строгальных и долбежных. 2. При обработке пазов в отверстиях диаметром до 100 мм на дол- бежных станках и поперечно-строгальных станках резцами в оправке табличные значения подач при длине паза до 100 мм уменьшать иа 20%; до 200 — на 40% и св. 200 мм — иа 60%. 3. При строгании прорезными резцами боковых полок Т-образ- яых пазов подачи уменьшать иа 20—25%.
10, Подача и скорость резания при строгании резцами
с твердыми сплавами Т5К12В, ТТ7К12 и ВК8В
Об р аб ат ы в аем ый материал Глубина резания, мм Подача, мм/дв. ход Скорость резания, м/мин
Конструкционные углеродистые и легированные стали с ов, кгс/мм2: 3 — 20 1,0 —4,0 80—32
55 1 — 4 0,2—1,4 190—50
65 3—20 1,0 —4,0 62 — 25
1—4 0,2—1,4 150 — 40
.75 3 — 20 1.0 —4,0 50 — 20
1—4 0,2-1,4 120—30
85 3—20 1,0 —4,0 42—18
1—4 0,2—1,4 100 — 25
Серый чугун, /75: 170 3 — 20 1,0—4,0 55-18
1—4 0,2-1,4 90—36
190 3 — 20 1,0—4,0 45—15
1—4 0,2—1,4 75 — 30
210 3 — 20 1,0—4,0 38—13
1—4 0,2—1,4 64 — 26
3-20 1,0—4,0 32—11
1 — 4 0,2—1,4 54-22
Бронза 3 — 20 1,0 —4,0 120—50
1 — 4 0,2—1,4 200—75
Примечание. В числителе приведены значения для чер- I новой обработки, в знаменателе — для чистовой. |
Строгание и долбление
365
11. Скорости резания при обработке плоскостей в заготовках из стали
на продольно-строгальных станках резцами из быстрорежущей
стали Р18, м/мин
Предел прочности при растяжении стали,1 кге/мма Подача, мм/дв. ход Глубина резания, мм, не более
0,9 1,6 2,8 4,7 8 14 23
До 70 До 0,34 70 70 — 60 70 — 60 70 — 50 70—45 61 — 40 53 — 36
Св. 0,34 до 1,7 70 — 40 70—25 70—20 70—18 70—16 61—14 53—12
Св. 1,7 » 4,7 — — 36—10 31 — 10 27-8 24 — 7 21—6
Св. 70 До 0,34 70 — 47 60—40 53 — 36 47—30 41 — 27 36—24 31—20
Св. 0,34 до 1,7 70-24 60—14 53—12 47—10 41—10 36 — 8 31—7
Св. 1,7 » 4,7 — — 18 — 6 16 — 6 14 — 5 12 — 4 11—4
Примечания: 1. Значения скорости резания приведены для
обработки проката или поковок без корки резцами (ср — 45° и (pt =
5= 5 4-10а, радиус или площадка при вершине резца г 3 мм) с пода-
чами, не превышающими глубины резання для резца стойкостью 120 мин.
2, Скорости резаиия для резцов с углами ср — 60, 75 и 90° умень-
шать соответственно на 15, 25 и 35%, а для <р — ЗО4 увеличивать на
25%.
3. Скорости резания уменьшать на 10% при обработке отливок
без корки и проката с коркой, а при наличии корки у отливок или
поковок уменьшать на 15—25%.
4. При обработке на поперечно-строгальных и долбежных стан-
ках с глубиной резання до 8 мм скорости резания . уменьшать соот-
ветственно иа 20 и 30%.
5. Для резцов стойкостью 60, 180 и 240 мин скорости резания
при обработке на строгальных и долбежных станках умножать соот-
ветственно па коэффициенты 1,1; 0,95; 0,9.
1 Стали конструкционные, углеродистые, легированные и жаро-
прочные.
12. Скорость резания при обработке плоскостей в заготовках
из серого чугуна на продольно-строгальных стайках, м/мин
Резцы из стали Р18
Серый чугун Подача, мм/дв. ход Глубина резания, мм, не более
1,1 2,7 6,7 16 40
НВ < 180 До 0,28 Св. 0,28 до 2,1 >2,1 » 5,6 45 45—30 45 45—20 20—18 39 39—18 20—12 35 35—16 18—10 30 30—14 16—9
. НВ > 180 До 0,28 Св, 0,28 до 2,1 » 2,1 » 5,6 45-30 45—18 40 — 26 40 — 12 18 — 10 СО О 04 — 1^ 1 1 1 ЮЮО со «о — 30 — 20 30 — 9 14 — 6 QO — СО <О 1 k 1 <£>!£> О» еч сч —«
366
Строгание и солбление
Продолжение табл. 12
Резцы с пластинками твердого сплава ВК.8
Серый чугун Подача, мм/дв. ход Глубина резания, мм, не более
0,8 1,8 4 9 20
НВ < 180 До 0,56 Св. 0,56 до 1,8 » 1,8 » 6 70 70 70 70-57 70 70—50 57 — 38 70 70—45 51 — 28 СЛ о о III ю да ГЛ 4Ь
НВ > 180 До 0,42 Св. 0,42 до 1,8 » 1,8 » 6 70 70 — 57 70 — 64 70—36 1 СП о о <11 ьэ w сл 1 СО Is? 70 — 50 70—28 40—18 64-45 64 — 25 36—18
См. примечая:<я 1, 2, 4 и 5 к табл. 11.
13. Скорость резания при обработке пазов и резке
на продольно-строгальных станках, м/мин
Обр аб атыв аемый материал Мате- риал рабо- чей части резца Подача, мм/дв. ход
До 0,12 Св. 0,12 ДО 0,34 Св. 0,34 ДО 0,77 Св. 0,33 До 0,90
Сталь (конструкционная углеро- дистая, легированная и жаропроч- ная) ств кгс/мм2: до 70 св. 70 Р18 40 — 26 26-15 40-16 23—8 23 — 8 12 — 5 А—
Чугун серый, НВ: до 200 св. 200 до 220 св. 220 30 — 23 20-16 30—16 20—10 21 — 11 14—7
ВК8 42 — 33 28—25 42—22 28—17 *- 28-15 18-10
Примечания; 1. Большие значения скоростей резаиия
соответствуют меньшим значениям подач и менее прочным обрабаты-
ваемым материалам.
2. Скорости резания при обработке стали действительны для заго-
товок из проката и поковок при стойкости резцов 120 мин; для сталь-
ных отливок скорости резания уменьшать на 10%.
3. При обработке пазов и резке на поперечно-строгальных стан-
ках скорости уменьшать на 20%; при обработке пазов на долбежных
станках резцами из стали Р18 •== на 40%.
4. Для резцов стойкостью 60, 180 и 240 мин скорости резания
при обработке стальных заготовок резцами из стали Р18 на строгаль-
ных и долбежных станках умножить соответственно на коэффициенты
1,19; 0,9 и 0,84; при обработке чугуна на строгальных станках рез-
цами из твердых сплавов » на коэффициенты 1,15; 0,92 и 0,87 и рез-
цами из стали Р18 я- на 1,11; 0,94 и 0,9.
Строгание и долбление
?67
14. Режимы резания при строгании сборными проходными резцами
на крупных продольно-строгальных станках
Резцы проходные Сталь, 0 75 кгс/мм2 Чугун, НВ < 90
1, мм S, мм/дв. ход о, м/мин it мм S, мм/дв. ХОД О» м/мин
<р = 45° прн Н, мм: 63 70 До 25 » 35 1,2—1,6 1,6—2,4 25—30 20—25 25 35 1,6-2,0 1,8—2,4 20—25 16—25
ф = 30° при Я, мм; 63 70 15-20 20-25 1,6 — 2,4 2,0 —3,0 20-25 16—20 15 — 20 20—25 1,6 —2,2 2,2 —2,6 16-25 16—25
Обозначения: Я — высота поперечного сечения державки резца; t — глубина резания; s —. подача; о — скорость резания.
Глава 9
ФРЕЗЕРОВАНИЕ
СТАНДАРТНЫЕ ФРЕЗЫ
Сведения о стандартных фрезах даны в табл. 1.
Цилиндрические фрезы применяют для обработки открытых плоско-
стей, параллельных оси фрезы. Ширина фрезы L = В + 10 мм, где В —
ширина фрезерования, мм. Фрезы изготовляют с левыми и правыми
винтовыми канавками (правые только для работы в комплекте). Для
снижения уровня вибраций режущие кромки цилиндрических фрез вы-
полняют со стружкоразделительными канавками, а угловой шаг зубьев
делают неравномерным. Составные цилиндрические фрезы применяют
преимущественно для черновой обработки плоскостей.
Торцовые фрезы применяют для обработки открытых (особенно
длинных и широких) плоскостей, перпендикулярных к оси фрезы. Тор-
цовые фрезы отличаются от цилиндрических более плавной работой
и большей производительностью.
Для обработки широких уступов, когда требуется в сопряжении
получить прямой угол, применяют сборные торцово-цилиндрические
фрезы.
Концевые фрезы используют при фрезеровании плоскостей, уступов,
пазов и криволинейных контуров по разметке и копиру. Концевые
фрезы с нормальными зубьями предназначены для обработки стали раз-
личных марок.н чугуна, а с крупными зубьями — в основном для обра-
ботки алюминиевых, магниевых, медных и других цветных сплавов с хо-
рошей обрабатываемостью. Их целесообразно также применять при фре-
зеровании пазов в вязких сталях, когда применение других фрез при-
водит к запрессовке стружки в канавках. Для малых фрезерных станков
рекомендуются концевые фрезы малого диаметра (3 — 14 мм) с неравно-
мерным шагом. При работе по накладному копиру применяют концевые
фрезы с цилиндрической направляющей частью на хвостовике или на-
правляющим роликом (см. нормали машиностроения МН 413—64;
414—64; 415—64 и 417—64).
Для обдирочных операций, когда снимается значительный по вели-
чине припуск, рекомендуются «кукурузные» концевые фрезы, а для ко-
пировальных работ в массовом и крупносерийном производстве — кон-
цевые фрезы с напаянными винтовыми пластинками или с коронками
из твердого сплава.
Гравюры кузнечных штампов, кокиля, пресс-формы и т. п. на копи-
ровально-фрезерных станках обрабатывают концевыми фрезами со
сферическим режущим концом и конусной периферийной режущей
частью.
Стандартные фрезы
369
1. Стандартные фрезы
Фрезы ГОСТ, нормали машиностроения и завода D, мм
Ц и л Цельные; и в д р и ч с с к н е
с мелкими зубьями 3752 — 71* 50; 63; 80
с крупными зубьями 3752 — 71* 63; 80; 100
Составные со вставными но- жами из быстрорежущей стали МН 3386 — 62 100; 125; 160; 200; 250
С напаянными винтовыми пластинками из твердого сплава I Целы!ые насадные: 8721—69 о р ц о в ы е 63; 60; 100; 125
с мелкими зубьями 9304 — 69 40; 50; 63; 80; 100
с крупными зубьями 9304 — 69 S3; 80; 100
Цельные для легких сплавов 16222 — 70 50; 63; 80
С напаянными винтовыми пластинками из твердого сплава МН 983 — 64 63; 80; 100; 125
Сборные хвостовые со встав- ными ножами из твердого спла- ва МН 993 — 54 80; 100
Сборные со вставными но- жами из быстрорежущей стали 1092 — 69 80; 100; 125; 160? 200; 250
Насадные со вставными но- жами из твердого сплава 8529 — 69* 100; 125; 160; 200; 250; 320; 400; 500; G30
Насадные со вставными но- жами из твердого сплава для обработки легких сплавов 16223 — 70* 100; 125; 160; 200? 250; 315
Насадные со вставными но- жами из твердого сплава (мел- козубые) 9473—71* 80; 100; 125; 160; 200; 250; 315; 400- 500; 630
Сборные со вставными но- жами из твердого сплава (с ци- линдрическим хвостовиком) МН 992 — 60 250; 315; 400; 500; 630
Сборные торцово-цилиндри- ческие со вставными ножами из твердого сплава МН 994—60 МН 995 — 60 125; 160; 200; 250; 315
С яеперетачиваемыдаи круг- лыми пластинками из твердого сплава Чертежи завода «Фрезер» 80; 100; 125; 160
С неперетачиваемыми мно- гогранными пластинками из твердого сплава К Цельные: Чертежи Сестро- рецкого инстру- ментального з-да о и ц е в ы е 80; 100; 125; 160; 200
с цилиндрическим хво- стовиком (с нормаль- ными и крупными зубьями) 17025 — 71* 3; 4; 5; 6; 8; 10; 12; 16
с коническим хвостови- ком (с нормальными и крупными зубьями) 17026—71* 16; 20; 25; 32? 40; 50; 63
с цилиндрическим хво- стовиком для обработ- ки легких сплавов 16225 — 70* 1,5; 2,0; 2,5; 3; 4; 5; 8; 10
с коническим хвостови- ком для обработки легких сплавов (нор- мальные и с укоро- ченным хвостовиком) 16225 — 70* 16; 20; 25; 32г 40; 50
двузубые с резьбовым хвостовиком для об- работки легких сплавов 16226 — 70* 8; 10; 16; 20; 28; 32; 40
370
Фрезерование
Продолжение табл, 1
Фреза ГОСТ, нормали машиностроения и завода D, мм
Копириые: с цилиндрическим хво- МН 413—65 5г 6; 8 10; 12
стовиком с коническим хвостови- МН 414—65; 12; 16; 20; 25; 32; 40; 50
ком (короткие и длин- ные) с коническим хвостови* МН 415—65 МН 416—65 16? 20; 25; 32; 40; 50
ком и с роликом (ко- роткие и длинные) с коническим хвостови- МН 417—65 12; 16; 20; 25; 32; 36;
ком и с роликом без торцовых зубьев (ко- роткие и длинные) Обдирочные с коническим 15086 — 68* 40; 50 25; 32; 40; 50; 63; 80
хвостовиком (с торцовыми зубь- ями и без инх) С коронками из твердого 8720 — 69** 10; 12; 16; 20
сплава (с цилиндрическим, ко- ническим и резьбовым хвосто- виком) С напаянными винтовыми 8720—69 16; 20; 25; 32; 40; 50
пластинками из твердого спла- ва (с цилиндрическим, кони- ческим и резьбовым хвостови- ком) С напаянными винтовыми МН 1083 — 60; 10; 14; 16; 18; 20; 22;
пластинками из твердого спла- МН 1084 — 60; 25; 28; 30; 32; 36; 40; 50
ва для обработки легких спла- вов С напаянными винтовыми МН 1085 — 60 МН 1086 — 60; 18; 20; 22; 25; 28; 36;
пластинками из твердого спла- ва для обработки легких спла- вов удлиненные Твердосплавные для обра- ботки труднообрабатываемых сталей и сплавов: конические удлиненные конические цельные сферические грушевид- ные удлиненные грушевид- ные цельные сферические эллипсо- видные удлиненные цельные сфероцилиндрические удлиненные сфероцилиндрические цельные цилиндрические удли- ненные цилиндрические цель- ные Концевые с коронками из твердого сплава: сферические эллипсовид- МН 1087—60 18943—73 18938 — 73 18939 — 73 18934 — 73 18940 — 73 18935 — 73 18941—73 18936 — 73 18942 — 73 18937—73 18945—73 40; 50 10; 12 4; 6; 8 4; 6; 8 4; 6; 8 4; 6; ,8 4; 6; 8 4; 6; 8 4; 6; 8 4; 6; 8 4; 6; 8 4; 6; 8 5; (14); 16; (18)
иые сфероцилиндрические сфероконические сферические 18946 — 73 18947 — 73 18944 — 73 20; (24) 20; (24) 20; (24)
Стандартные фрезы
371
Продолжение табл. 1
Фрезы ГОСТ, нормали машиностроения и завода D, мм
Радиусные с коническим хво- стовиком для обработки лег- ких сплавов Конические: с коническим хвостови- 16231 — 70 18151-72 16; 20; 25; 32; 40; 50
ком с цилиндрическим хво- стовиком Обдирочные с затылованны- ми зубьями и коническим хво- стовиком Ш Цельные: 18150—72 4675—71 полочные
с цилиндрическим хво- стовиком 9140 — 68й 2; 3; 4; 5; 6; 8; 10; 12; 14; 16; 18; 20
с коническим хвостови- ком (нормальные и укороченные) 9140 — 68* 16; 18; 20; 24; 28; 321 40
твердосплавные с цилин- дрическим хвостови- ком для обработки труднообрабатывае- мых сплавов Оснащенные твердым сила- и ом: 16463 — 70 2; 3; 4; 5; 6; 8; 10; 12
в цилиндрическим хво- стовиком 6396—68* 8; 10) 12; 14; 16
с коническим хвостови- ком (нормальные и укороченные) Для сегментных шпонок; 6396—68* 12; 14; 16; 18; 20; 24; 28; 32; 36; 40
хвостовые 6648—68* Для всех пазов шпо- нок диаметром 4,3-s- 48,0 мм
насадные Дисковые: 6648=-68* I а з ов ы е 54; 70
с остроконечным зубом 3964 — 69 50; 63; 80; 100
с затылованным зубом Для обработки Т-образных пазов; 8543 — 71 50; 63; 80; 100
из быстрорежущей стали с нормальным и круп- ным зубом 7083—72* Для номинальных размеров паза 6 — 22 мм с нормальным зубом. Для номиналь- ных размеров паза 6-= 54 мм с крупным зу-
с пластинками из твер- дого сплава (о одно- направленными и раз- нонаправленными зубьями) 10673—75 бом Для номинальных размеров паза 12«= 14 мм с однонаправ- ленными зубьями. Для номинальных размеров паза 18—54 мм с раз- нонаправленными зубьями
372
Фрезерование
Продолжение табл. I
1 Фрезы ГОСТ, нормали машиностроения и завода D, м м
7 .исковые
Цельные трехсторонние: с разнонаправленными зубьями для обработки легких сплавов составные регулируемые Цельные двусторонние (пра- вые и левые) Сборные трехсторонние со вставными ножами из быстро- режущей стали То же, из твердого сплава То же, для обработки лег- ких сплавов Сборные двусторонние со вставными ножами из твердого сплава (правые и левые) То же, для обработки лег- ких сплавов (правые и левые) 3755 — 69 9474—73 МН 5342 — 64 16227—70 МН 398-65 МН 399 — 65 МН 400-65 1669 — 69 5348 — 69 16228 — 70* 6469—69 16229 — 70 60; 63; 80; 100 63; 80; 100 50; 63; 30; 100 63; 80; 100; 125 63; 30; 100; 125 63; 30; 100; 125 80; 100; 125; 160; 250j 315 100; 125; 160; 200; 250; 315 80; 100; 125; 160; 200; 250; 315 100; 125; 160; 200; 250; 315 80; 100; 125; 160; 200; 250; 315
Прорезные (ш лицевые) и отрезные
Цельные насадные: с мелкими, средними и крупными вубьями для обработки легких сплавов (отрезные) 2679—73 16230 —70я 32; 40; 50; 63; 80; 100; 125; 160; 200; 250 63; 80; 100; 125; 160; 200
Угловые
Одноугловые для обработки стружечных канавок затыло- вочных фрез Двухугловые:' несимметричные симметричные Дисковые односторонние (правые и левые) Концевые: для пазов типа «ласточ- кин хвост»- МН 2107—61 МН 2108 — 61 МН 2109—61 МН 405—65 МН 403—65 МН 404—65 МН 406—65 МН 407—65 40; 50; 63; 80 63; 80 40; 50; 63; 80 63; 80; 100 80; 100; 125 (10); 16; 25 (10); 16; 25
Полу круглые
Выпуклые Вогнутые 9305—69* 9305 — 69* 50; 63; 80; 100 125; 160; 130 50; 63; 80; 100; 125: 160
Стандартные фрезы
373
Дисковые фрезы применяют для фрезерования уступов, пазов,
лысок, многогранников и т. п.
Дисковые фрезы, имеющие зубья только на цилиндрической поверх-
ности (пазовые фрезы), используют при фрезеровании точных шпоноч-
ных канавок и пазов (ГОСТ 3964—69). Особо точные пазы обрабаты-
вают затылованными пазовыми фрезами.
Дисковые трехсторонние сборные фрезы со вставными ножами из
быстрорежущей стали или с пластинками из твердого сплава изготов-
ляют с разнонаправленными зубьями. Их можно изготовить с углом
наклона ножей со = 20°, вдвое меньшим числом зубьев, с неравномер-
ным окружным шагом и большими размерами стружечных канавок.
Неравномерность шага характеризуется разностью 6° в величине цент-
ральных углов между соседними зубьями.
При фрезеровании глубоких и точных пазов применяют трехсторон-
ние дисковые фрезы с регулируемым по ширине паза быстросменным
калибрующим зубом.
Двусторонние цельные и сборные дисковые фрезы изготовляют
с правым и левым направлениями стружечной канавки. Цельные на-
садные двусторонние фрезы выполняют с криволинейной спинкой.
При обработке глубоких пазов и уступов за один проход на фрезер-
ных станках недостаточной мощности применяют ступенчатые дисковые
фрезы.
Прорезные (шлицевые) и отр"езные фрезы с мелкими и средними
зубьями применяют для разрезки тонких заготовок, тонкостенных
труб, для прорезания неглубоких шлицев в головках винтов, а с круп-
ными зубьями — для прорезания глубоких и узких пазов, для обрезки
заготовок и для различных отрезных работ. Для обработки стали и чу-
гуна применяют фрезы с большим числом зубьев, чем для обработки
алюминия и легких сплавов. Дисковые отрезные фрезы (пилы) для обра-
ботки пластмасс отличаются особой формой зубьев, разнонаправленно-
стью их и малым угловым шагом.
Угловые фрезы применяют для фрезерования стружечных канавок
инструментов, а также скосов. Угловые фрезы изготовляют цельными
с остроконечными зубьями.
Фасонные фрезы предназначены для фрезерования стандартных
фасонных поверхностей (полукруглых, выпуклых, вогнутых), а также
стружечных канавок режущих инструментов. Для серийного произ-
водства их изготовляют с зубьями, затылованными по архимедовой спи-
рали. В крупносерийном и массовом производстве все большее распро-
странение находят фасонные фрезы с остроконечными зубьями, с заты-
лованием по прямой. Последние дают более высокую производитель-
ность по сравнению с затылованием по спирали, а повышенные расходы
на изготовление и заточку окупаются большим выпуском деталей.
Фрезы для обработки легких сплавов отличаются малым числом
зубьев (двузубые и трехзубые концевые фрезы, четырех-, восьмизубые
торцовые и дисковые фрезы), а также большими значениями передних
и заднвх углов (у = 15-=-20°, а — 20°).
Наборы фрез подбирают по профилю и размерам обрабатываемой
детали и закрепляют на одной общей оправке. Исходными данными для
установки фрез иа оправке являются размеры, определяющие форму
обрабатываемой поверхности н допуска на них, а также те погрешности,
которыми характеризуется установка фрез на оправке (биение зубьев,
прогиб оправки и т. д.).
374
Фрезерование
Диаметр наибольшей фрезы в наборе по возможности не должен
превышать более чем в 1,5 раза диаметр наименьшей фрезы. Переточка
фрез осуществляется по шаблону, при этом необходимо обеспечить
постоянство перепада заданных диаметров.
Чтобы усилие резания при работе с набором фрез было равномерным,
необходимо: применять фрезы с одинаковыми или кратными числами
Рис. 1. Наборы фрез:
а — прямозубых цилиндрических: б — косозубых дисковых; в — прямо-
зубых дисковых при различных углах контакта с заготовкой; г — угловых
— диаметры фрез в наборе; В,, Bs — ширина фрезеруемой по-
верхности или паза; tlt — глубина пазов; г,, rt — число зубьев)
зубьев, обеспечивать направление осевой силы в сторону шпинделя
станка, при назначении скоростей резания исходить из наибольшего
диаметра фрезы, составлять набор из фрез, которые имеют различное
расположение шпоночных канавок по отношению к зубьям.
Угловое смещение фрез в наборах для случаев на рис. 1, а, б, г
J 360
а для случая на рис. 1, в
j 360 .. . ,
^см — I , — (’4’1 Фа) >
г1 “Г г2
где
= arccos 1 — р-- ) » Уг — arccos 1
2/а \
•Офа /
Стандартные фрезы
375
2. Значения диаметров фрез в наборе
Размеры обрабатываемых поверхностей и направления их допусков Формулы для расчета диаметров
D — D
в HOM_[A1_(A6|)+A6i)]
°1 = (°вом + '2И1 + A1)_[A,_{a6(i+a6i)j
°2 = (ПНОМ + 2Н2 + Д2)_[ Д,_(Дб11+Дб —
Dl = Phom + 2111 + Д/)_[Д .-(д^д^.)]
н1-&, °0 = [°ном + д! — (дбо + ^iJLj-At—(Д&о+Д61)]
"2-Д, D1 = Рном + 2/71 ~ (Дбо + Лб1)]__^дх—(Дб°-|_ДеJJ
"3-Д8 °2 = [пном + 2Н2 ~ (Дбо A62}]_[A2_(A6o+Afijj
Р-д, Di == [°ном + 2Н1 ~ (Дбо + A6z)]_p^_(A6^A6^)j
Й±А‘ Do = Phom + Д1 — (Дбо + ^^-[ЗЛ^^бо+Дб,)]
п2 Dl = Рном + 2Н1 + Л1~ (Дбо + A61)]_[2A1_(-да 4-Д61)]
Д2 = Рном + 2//2 + Д2 - (Дбо + A62)L[2A2_(Aflo+A62)]
4-А. НТ Di = Рном + 2Н1 + А1 ~ (Дбо + АбЛ-[2Дг-(Де(1+Дб^]
Обозначения; DH0M — принятый номинальный диаметр
одной из фрез; £>0, ... —диаметры фрез набора; Н^е
Н3, .... г- глубины профиля обрабатываемой детали; Д*, Д^, .... Д^ —.
допускаемые отклонения глубины профиля обрабатываемой детали;
Agg, ДС1, — допускаемые радиальные биения фрез.
376
Фрезерование
При фх > ф2 перед скобкой (ipt — ipjJ ставят знак плюс, а при
фх < 'Ра — минус.
Определение диаметров фрез в наборе. В табл. 2 приведены формулы
для расчета диаметра типовых дисковых и цилиндрических фрез при
использовании их в наборе.
Размеры диаметров фрез в наборе зависят прежде всего от разме-
тов И взаимного расположения обрабатываемых поверхностей и допус-
ков Л на эти размеры, а также от биения зубьев фрез.
Методика расчета основывается на том, что величина нормального
диаметра одной из фрез (предпочтительно наименьшей) задается, а диа-
метры Других фрез набора определяют расчетами [8].
ЭЛЕМЕНТЫ КОНСТРУКЦИИ, РАЗМЕРЫ
И КРЕПЛЕНИЕ ФРЕЗ
Диаметр и ширина фрез. Диаметр и ширина фрез нормализованы,
их величины образуют геометрический ряд со знаменателем прогрессии
q> = 1,26. Диаметр фрезы выбирают в зависимости от ширины фрезе-
рования В и глубины резания t (табл. 3—5). Допускаемые отклонения
на диаметр по В8, конусность не должна превышать 0,02 мм для фрез
шириной до 50 мм и 0,03 мм для фрез шириной более 50 мм. Диаметры
шпоночных фрез нормализованы в соответствии с размерами шпоноч-
ных соединений в ряд: 3; 4; (5); 6; 8; 10; 12; 14; 16; 18; 20; 22 и т. д.
Допускаемые отклонения на ширину — по В8, биение опорных тор-
цов относительно оси фрезы не должно превышать 0,02 мм для фрез
диаметром 100 мм и 0,03 мм для фрез диаметром более 100 мм.
Посадочные отверстия и хвостовики фрез. Конические отверстия
шпинделей станков отечественного производства регламентированы
ГОСТ 836—72* и имеют конусность 7:24. В шпинделях зарубежных стан-
ков конические отверстия выполняются с конусом Морзе, метричес-
ким и др. Конусом центруется хвостовик фрезы или оправки, крутящий
момент передают поводки. Стандартные диаметры посадочных отвер-
стий в насадных фрезах приведены в табл. 6 и 7. Концевые и шпоночные
фрезы «наметром менее 20 мм выполняют с цилиндрическим хвостови-
ком, Сборные насадные фрезы могут быть закреплены коническим или
цилиндрическим посадочным отверстием.
Размеры хвостовиков оправок и инструмента с конусом 7 : 24
(ГОСТ 836—72) и конусом Морзе (ГОСТ 2847 — 67*) приведены в табл. 8.
Закрепление насадочных фрез. Фрезы малых диаметров, закрепляе-
мые на центровых оправках и работающие при небольших усилиях,
удерживаются на оправке от проворачивания силами трения между
торцами фрезы и торцами установочных колец, возникающими при за-
тяжке гайки. При тяжелых работах фреза удерживается на оправке
при помощи шпонки. Установочные кольца в этом случае также ставят
на шпонке. Свободный конец оправки своей направляющей цилиндри-
ческой цапфой или вращающейся втулкой поддерживается подвесным
подшипником (серьгой), закрепляемым на хоботе станка. При тяжелых
работах используют два подвесных подшипника, которые помещают
по обе стороны фрезы.
В табл. 9 приведены сведения о центровых оправках. Шпонки к ним
стандартизированы ГОСТ 15074—75, а гайки — ГОСТ 15073—75.
Оправки изготовляют из стали 20Х, цементируют н закаливают до
твердости HRC 56—60.
Элементы конструкции, размеры и крепление фрез 377
3. Рекомендуемые диаметры цилиндрических фрез
Размеры в мм
Ширина Диаметр фрезы при глубине резания (ДО)
фрезерова- ния (до) 2 5 8 10
70 100 63 80 80 100 100 100
150 100 125 160
200 125 200
250 125 160
300 160 200 200 250
4. Рекомендуемые диаметры дисковых фрез
Размеры в мм
Ширина фрезерова- ния (до) Диаметр фрезы при глубине резания (до)
5 10 20 30 60 100
10 20 40 60 63 80 63 80 100 80 100 125 100 125 160 160
200 315
5. Рекомендуемые диаметры торцовых фрез
Размеры в мм
Глубина резания Ширина фрезеро- вания Диаметр фрезы Глубина резания Ширина фрезеро- вания Диаметр фрезы
40 50—63 6 180 260
4 60 80 — 100 8 250 315 — 400
6 90 125—160 10 350 400 — 500
120 160—200
378
Фрезерование
6, Диаметры оправок, базовых отверстий во фрезах
и размеры шпонок
Размеры в мм
Номи- Допускаемые отклонения
нал fa- ный диа- метр для отвер- стия Для оправки Ь, h t t'l (не более)
10 13 + 0,016 + 0,019 F 1 ° .р о о ьэ о 3 3 8,2 11,2 11,2 14,2 11,5 14,6 0,4 0,6
16 4-0,019 — 0,012 4 4 13,2 17,2 17,7 0,8
22 + 0,023 — 0,014 17,6 23,6 24,1
27 + 0,027 — 0,014 6 6 22,6 28,6 29,4
32 4-0,027 — 0,017 8 7 27,0 34,0 34,8 1,2
40 50 + 0,027 + 0,027 — 0,017 -0,017 10 12 8 34,0 44,5 42,5 52,5 43,5 53,5 1.4
60 + 0,030 — 0,020 14 9 54,0 63,0 64,2 1,6
Примечания: 1. Если необходим больший диаметр оправок,
то рекомендуется принимать его равным 80 илн 100 мм,
2. Допускаемые отклонения для: ширины шпонки b — по
ОСТ 1023, ширины паза оправки b — по ПШ ГОСТ 7227 — 58, ширины
паза фрезы b — по Х3 ОСТ 1025, высоты шпоики h — по Вл ОСТ 1024,
расстояния до дна паза отверстия — по Л? ГОСТ 16183—70*, рас-
стояния до дна паза оправки t — по Ct ОСТ 1014
Элементы конструкции, размеры и крепление фрез
379
7. Крепление фрез на цилиндрической оправке торцовой шпонки
по ГОСТ 9472 — 70*
Размеры в мм
Номи- наль- ный Диа- метр Допускаемые отклонения ь bi h i (не более) С (не меиее) т
для отвер- стия для оправки
10 + 0,016 — 0,010 б 6,4 4 4,5 0,8 0,5
13 + 0,019 — 0,012 8 8,4 4,5 5 1,0
16 + 0,019 — 0,012 8 5 5,6 0,6
22 + 0,023 — 0,014 10 10,4 5,6 6,3 1.2 ±0,08
27 4-0,023 — 0,014 12 12,4 6,3 7 — 0,8
32 + 0,027 —0,017 14 14,4 7 8 1,6
40 + 0,027 — 0,017 16 16,4 8 9
50 4-0,027 — 0,017 18 18,4 9 10 2,0 1,0 ±0,1
60 + 0,030 — 0,020 20 20,5 10 11,2
Примечание. Допускаемые отклонения для: ширины шпон-
ки b — по С4 ОСТ 1014: ширины лаза bt — по Л4 ОСТ 1014; высоты
шпонки h — по Се ОСТ 1015; глубины паза t — по Л? ОСТ.
380
Фрезерование'
8. Размеры (мм) хвостовиков инструментов
или оправок для фрез
Конусность
Jm? кону- са D 1 Резьба L 1 О. в 6
Номи- нальное ; значение Откло- i нение по
30 31,75 17,40 — 0,24 — 0,36 М12Х 1,75 70 24 — — 15,9
40 14,45 25,32 *—0,28 — 0,42 М16Х 2 95 30 76 15
50 69; 86 39,60 -0,34 — 0,50 М24Х 3 130 45 114 18 25,4
60 107,95 60,20 — 0,40 — 0,60 МЗОХ 3,5 210 56 >— —
Конус
Морзе
Конус Морзе D L 1 Диаметр резьбы Ь
2 17,780 14,583 68 64 мю 24 14 19
3 23,825 19,784 85 80,5 М12 40 17 24
4 31,267 25,933 108 102,7 М14 46 21 32
5 44,399 37,573 136 129,7 М1Й 62 26 45
Примечание. Коническая поверхность имеет шероховатость
по 8—9-му классам, а остальные поверхности—по 5-му классу.
Элементы конструкции, размеры и крепление фрез
381
9. Стандартные фрезерные оправки для насадных фрез
Оправка гост • № конуса шпинделя Диаметры насадочной части, мм
Центровая с цилиндрической цапфой н хвостовиком конус- ностью 7 : 24 15067—69 « 2 3 22; 27; 32 22; 27; 32; 40
Центровая с поддерживаю- щей втулкой н хвостовиком конусностью 7 : 24 15068 — 69 ‘2 2 3 22; 27; 32 27; 32; 40; 50; 60
Центровая с цилиндриче- ской цапфой с хвостовиком конус Морзе 15069 — 69 Морзе 2 Морзе 3 Морзе 4 13 16; 22; 27 16; 22; 27; 32
Консольная с продольной шпрнмой с хвостовиком ко- нусностью 7 : 24- 13786 — 68 * 2 3 16; 22; 27; 32 22; 27; 32
Консольная с продольной шпонкой с хвостовиком ко- нус Морзе 13787—68 * Морзе 2 Морзе 3 Морзе 4 16 22; 27; 32 22; 27; 32; 46
Консольная с торцовыми шпонками с хвостовиком ко- нусностью 7 : 24 13785—68 * 2 3 4 22; 27 22; 27; 32; 40; 50 40; 50
Концевая с торцовыми шпонками с хвостовиком ко- нус Морзе * * С 1.1.77 г. вводит * 2 С 1.1.77 г. вводится * Л С 1.1.77 г. вводится 13788—68 * :я ГОСТ 1506 ГОСТ 15068—7 ГОСТ 15069—7 3 4 7 — 75. 5. 5. 22; 27 22; 27; 32; 40
382
Фрезерование
При фрезеровании набором фрез заданное расстояние между ними
на оправке обеспечивается установкой стандартных колец. При этом
следует стремиться к тому, чтобы набор состоял из возможно меньшего
количества колец, что повышает точность длины набора. На практике
для установки набора фрез на оправках с точным (0,01 мм) расстоянием
между отдельными фрезами применяют регулируемые кольца, размеры
которых приведены в литературе [9]. Там же приводятся схемы креп-
ления фрезерных оправок и их основные размеры.
Для установления расстояния между дисковыми и цилиндричес-
кими фрезами применяют установочные кольца (табл. 10).
10. Размеры (мм) установочных колец к фрезерным оправкам
Внутрен-
ний
диаметр
Наруж-
ный
диаметр
Ширина
Откло-
к нения
От-
кло-
не-
ния
Кольца
Откло-
нения
Точные (тнп 1)
13
16
22
27
32
40
50
0,012
0,012
0,014
0,014
0,017
0,017
0,017
20
25
35
40
48
58
68
1,3
1,3
1.6
1,6
1,6
1,6
1,6
Пониженной точ-
ности (тип 1)
Пониженной точно-
сти (тнп 2)
1,00; 1,02; 1.04;
1,06; 1,08; 1,10
1,20; 1,25; 1,30;
1,40
1,75; 2,00; 2,50;
3,00
1,0; 1.2; 1,3;
1,5; 2,0
5
6
8; 10
14; 18
20; 23; 30
40; 50
±0,01
±0,13
— 0,40
— 0,48
— 0,48
— 0,58
— 0,70
— 0,84
— 1,00
В
Закрепление насадных торцовых фрез преимущественно выпол-
няют на консольных оправках (см. табл. 9), которые устанавливают
в коническом гнезде шпинделя. Фрезу надевают на посадочную часть
Оправки и завинчивают затяжным винтом. Посадочная часть может
быть и конусной.
На консольных оправках с продольными шпонками закрепляют
также и насадные дисковые фрезы.
Закрепление концевых фрез. Торцовые, концевые и шпоночные
фрезы с коническим хвостовиком, размер которого совпадает с раз-
мером конуса гнезда шпинделя, закрепляют непосредственно в гнезде
Элементы конструкции, размеры и крепление фрез 383
шпинделя. Если размер конуса хвостовика фрезы меньше размера
конуса гнезда шпинделя, применяют переходные втулки (табл. 11).
Переходные втулки изготовляют из стали 40Х или 40 с термообработ-
кой до HRC 49—45. Предельное биение конусов втулки 0,01 мм.
11. Стандартные переходные втулки для крепления фрез
Втулка ГОСТ Обозначение втулок наруж- ный (шпин- деля) <онус внутренний
Переходная с ко- нусами Морзе 13789 — 68* 6101 0071 6101-0072 3 1 2
6101-0073 6101-0074 4 2 3
6101-0075 6101-0076 6101-0077 5 2 3 4
6101-0078 6101-0079 6101-0080 6 3 4 5
Переходная с ко- нусностью 7 ; 24 на конус Морзе 13790-68* 6103-0001 6103-0002 2 Морзе 2 Морзе 3
6103-0003 6103-0004 6103-0005 3 Морзе 3 Морзе 4 Морзе 5
6103-0006 6103-0007 6103-0008 4 Морзе 5 Морзе 6
С целью сокращения времени для закрепления концевых фрез при
частой замене их применяют быстродействующие патроны или конце-
вые фрезы с резьбовым хвостовиком. Эти фрезы своим хвостовиком
ввертывают в резьбовую втулку, закрепленную в шпинделе.
Для максимальной унификации, уменьшения стоимости оснастки
и ее универсальности во ВНИИ инструмента разработан отраслевой
стандарт ОСТ 2 П14—2—73 «Концы оправок станков с числовым про-
граммным управлением сверлильно-расточной и фрезерной группы.
Конструкция и размеры», который регламентирует количество типо-
размеров хвостовиков инструмента с конусностью 7 : 24 и обеспечивает
взаимозаменяемость его в станках различных моделей. Поскольку по-
верхность с конусностью 7 : 24 является основной базой крепления ин-
384
Фрезерование
струмента, к ней предъявляются высокие требования; шероховатость
поверхности должна быть не ниже 9-го класса, твердость HRC 52—56,
допуск на угол конуса должен находиться в пределах 1—2-й степени
точности по ГОСТ 8908—58.
Рис. 2. Формы остроконечных зубьев:
а — обычного, б — с криволинейной спннкой; в — с ломаной спинкой
Опыт эксплуатации инструмента, а также исследования показали,
что применение инструмента с коническими хвостовиками, погрешности
которых превышают допустимые (ГОСТ 2848—75) , приводит к уве-
личению сил резания, появлению вибраций, снижению точности обра-
Рис. 3. Фреза с затылованным
зубом
возможных переточек. Зубья
ботки и уменьшению его стоимости.
Конструкция зубьев фрез. Цельные
фрезы могут иметь остроконечные
(рис. 2) или затылованные (рис. 3)
зубья. Обычные зубья с прямой спин-
кой (рис. 2, а) применяют для мелко-
зубых цилиндрических, торцовых,дис-
ковых, шлицевых и других фрез,
допускающих шесть — восемь перето-
чек и предназначенных для [легких ра-
бот. Зубья с криволинейной спинкой
(рис. 2, б) применяют для цилиндри-
ческих и концевых фрез. Они отли-
чаются повышенной прочностью боль-
шей высотой зуба и ббльшим числом
с ломаной спинкой применяют для фрез
с крупными зубьями, используемых в тяжелых условиях.
Фрезы с затылованными зубьями (рис. 3) применяют для обработки
фасонных поверхностей. Затылованные фрезы имеют передний угол
у = 0°, что, однако, затрудняет резание и снижает производительность.
В тех случаях, когда некоторое искажение профиля детали ие играет
роли, применяют затылованные фрезы с передним углом у > 0. Обычно
затылование зубьев производят по архимедовой спирали и редко по
прямой.
Зубья сборных фрез. По способу крепления ножей сборные фрезы
бывают со вставными ножами из пластинок быстрорежущей стали,
Элементы конструкции, размеры и крепление фрез
385
металле- или минералокерамических пластинок, припаянных к дер-
жавку, ? припаянными к корпусу пластинками из твердого сплава,
с механическим креплением металло- и минералокерамических пласти-
нок.
Применяют сборные фрезы с круглыми (рис. 4, (?) иди многогран-
ными (рис, 4, б), неперетачиваемыми пластинками из твёрдого сплава.
Рнс. 4. Фреза торцовая с неперетачиваемыми пластинками:
а — круглыми; б — шестигранными; 1 — кольцо; 2 — корпус;
J ’ пластинки; 4 — штифт; 5 — державка; 6 — винты
После затупления режущей кромки освобождают винт, поворачи-
вают пластинку, образуя новую режущую кромку. Возможное коли-
чество поворотов круглой пластинки зависит от глубины резания:
Глубина резання, мм ................ 1 2 3 4 5
Возможное количество поворотов плй’
стннки............................. 12 8 7 6 5
13 Под ред Малова
386
Фрезерование
Круглые пластинки имеют преимущество при малой глубине ре-
зания. При глубине резания больше 3—4 мм целесообразно применять
фрезы с шести, пяти- и четырехгранными пластинками.
Для чистового фрезерования круглые пластинки шлифуют по наруж-
ному диаметру и толщине с допусками соответственно 0,02 — 0,03
и 0,03—0,05 мм.
Число и шаг зубьев. Число зубьев фрез регламентировано ГОСТами
для каждого типа фрезы в зависимости от ее диаметра. Различают
фрезы с мелким зубом (г > 1,5 К £>) и крупным зубом (z < 1,5 V D).
Число зубьев сборных фрез со вставными ножами для обработки:
стали z— (0,044-0,06) D; чугуна г = (0,084-0,10)0; цветных метал-
лов и пластмасс г= (0,024-0,03) D, где D в мм. В некоторых случаях
целесообразно применять однозубые и двузубые фрезы, иногда назы-
ваемые летучими.
Для уменьшения вибраций, возникающих при работе, угловой шаг
зубьев делают иногда неравномерным с разбивкой в соответствии с дан-
ными, приведенными в табл. 12.
12. Разбивка окружного (углового) шага цельных фрез
Углы в градусах
Число зубьев 9 Ф1 Фз Фз Фз Фе <Р1
3 110 123 127 ....
4 90 85 90 95 >—
Б 68 72 76 68 76 —-
6 57 63 57 63 57 63 —-
3 42 48 42 48 42 48 42
10 33 39 33 39 39 39 33
12 27 33 27 33 27 33 27
Число
зубьев Фа Фо Ф1О Фи Ф12 Ф13 Ф14
г
3
4 —— — — —. — —
Б — —— — — — —
6 — — — — — — —
8 48 .
10 39 33 39 __ —к -
12 33 27 33 27 33 — —
Примечание. При 2=14 углы Фъ <р3, <р5, ф,—<р13 равны
22° 43', а Фг. Фа И ...фи равны 28° 43'.
Стружкоразделительные канавки. Фрезы шириной более 80 мм для
снижения вибрации при снятии значительных припусков снабжают
струкжкоразделительными (стружколомательными) канавками (рис. 5),
которые располагают на зубьях в шахматном порядке.
углы режущей части фрезы
387
А
А
Рис. 5. Стружкоразделительные ка-
навки
Значительное преимущество в этом отношении у фрез с затылован-
ными зубьями и «кукурузных» фрез, режущие кромки которых выпол-
нены в виде резьбовой гребенки с большим радиусом закругления
резьбовых вершин, а зубья имеют наклон под углом ш = 25-г-30°.
Передний угбл у = 15°.
Направление вращения фрез. В соответствии с направлением враще-
ния шпинделя станка различают праворежущие и леворежущие фрезы.
Для определения направления вращения фрезы руководствуются сле-
дующими правилами: а) при ра-
боте на горизонтально-фрезерном
станке, если со стороны заднего
конца шпинделя видно, что
фреза вращается по часовой
стрелке, фрезу называют право-
режущей, а еслй против часо-
вой стрелки, то леворежущей;
б) при работе на вертикально-фре-
зерном станке, если сверху вид-
но, что фреза вращается по часо-
вой стрелке, фрезу называют
праворежущей, а если против
часовой стрелки — леворежу-
щей. Обычно направление вра-
щения шпинделя устанавливают для горизонтально-фрезерных стан-
ков влево, а для вертикально-фрезерных — вправо.
При работе фрезами с винтовыми канавками следует обращать вни-
Притупить
мание на соответствие вращения шпинделя направлению винтовых ка-
навок: фрезы с правыми канавками должны вращаться влево, а с ле-
выми канавками — вправо, чтобы осевая составляющая сил резания
была направлена в сторону шпинделя станка. При работе спаренными
цилиндрическими фрезами, состоящими из левых и правых фрез, на-
правление вращения шпинделя должно способствовать уравновешива-
нию осевых сил между собой (прижатию одной фрезы к другой). При
фрезеровании пазов и уступов концевыми фрезами направление кана-
вок должно совпадать с вращением шпинделя, чтобы удалялась стружка
из паза.
УГЛЫ РЕЖУЩЕЙ ЧАСТИ
ФРЕЗЫ
Цилиндрические и дисковые фрезы (рис. 6, а). Задний угол а—
угол между касательной к задней поверхности зуба фрезы и касатель-
ной к окружности вращения рассматриваемой точки режущей кромки;
измеряется в торцовой плоскости.
Нормальный задний угол ап—угол между касательной
к задней поверхности и нормалью к осевой плоскости; измеряется
в плоскости, нормальной к режущей кромке.
Передиийугол у—угол между касательной к передней поверх-
ности и осевой плоскостью; измеряется в плоскости, нормальной к ре-
жущей кромке и проходящей через данную ее точку.
Поперечный передний угол Ух — угол менаду каса-
тельной к передней поверхности и осевой плоскостью, ПроЖДйщей
388
Фрезеровании
через рассматриваемую точку; измеряется подобно заднему углу а
в торцовой плоскости.
У фрез с прямыми зубьями углы а и ап, у и ух совпадают.
У твердосплавных пластинок (рис. 6, б) делают фаску на передней
поверхности зуба шириной f для возможности заточки его под отрица-
тельный передний угол <fy.
Рис, в, Геометрические параметры режущей части фрез цилиндри веских:
а — цельных; б — со вставными ножами
Торцовые фрезы. На рабочей части торцовой фрезы имеются три
режущие кромки (рис. 7): главная — на цилиндрической поверхности
фрезы, угловая — на переходной части фрезы и вспомогательная — на
торцовой поверхности фрезы.
Углы зубьев главной режущей кромки, относящейся к цилиндри-
ческой поверхности фрезы, подобны углам цилиндрической фрезы
(см. рис. 6). Углы зубьев вспомогательной режущей кромки, относя-
щиеся к торцовой поверхности фрезы, показаны на рис. 7. На торцовых
поверхностях двусторонних и трехсторонних дисковых фрез и на боко-
вых поверхностях угловых и дисковых фрез предусмотрена вспомога-
тельная режущая кромка, зубья которой имеют углы, изображенные на
рис. 7, а. Здесь передним углом служит угол наклона <в винтовой режу-
щей кромки, который в торцовых фрезах называют продольным перед-
ним углом и иногда обозначают у2. Угол ах называют торцовым задним
углом, или задним углом на вспомогательной режущей кромке. Для
Углы режущей части фрезы
389
облегчения резания главную режущую кромку фрезы сошлифовывают
на угол ф, называемый главным углом в плане угловой кромки, или со-
кращенно главным углом в плане, а для уменьшения трения зуба об
обработанную поверхность вспомогательную режущую кромку сошли-
фовывают на угол фх, называемый Вспомогательным углом в плане.
Рнс. 7. Геометрические параметры режущей части торцовой фрезы j
а — цельной, б — вставного ножа
Угол фо — главный угол в плане переходной кромки. Переходную
кромку шириной f9 делают для сглаживания угла, получающегося
при сопряжении угловой и вспомогательной режущей кромки, и уси-
ления зуба.
Элементы режущей части вставного ножа торцовой фрезы пок. заны
на рис. 7, б. Кроме перечисленных углов здесь показан угоД наклона
режущей кромки X, образованной главной режущей кромкой и ее проек-
цией на осевую плоскость, проходящую через верщину угла между
Главной и вспомогательной режущими кромками, и измеряемый в про-
дольной плоскости, проходящей через данную точку режущей кромки.
Угол А может иметь как положительные, так и отрицательные значе-
ния.
390
Фрезерование
18, Значения углов режущей части фрез
из быстрорежущей стали Р18
Передние углы у в градусах
Фрезы
Обрабатываемый материал торцо- вые, ЦИЛИ и- дриче- дисковые пазовые и отрезные фасонные и угловые для обра- ботки
ские, диско- вые, конце- вые В < 3 мм В > 3 мм черновой чистовой
Стали углеродистые и легиро- ванные ов, кгс/ммЕ: <60 60—100 >100 20 15 10 5 10 15 15 10 10 5 5
Стали жаропрочные коррозион- вО'бтойкие 10—15 Н— 10—15 Б —*
Чугун НВ; <150 150-220 >220 ........... 15 10 5 5 10 15 10 10 5
Медные сплавы Алюминиевые сплавы . . , . , Пластмассы 10 25 б*-10 5 25 8 10 25 10 10 б
Задние углы а в градусах
Фреза Главный Торцовый
Торцовые и цилиндрические: с мелкими зубьями * . . . . . . . со вставными ножами и крупными зубьями ............. 18 12 8 8
Дисковые трехсторонние н двусторонние: цельные . , , со вставными ножами 20 16 6
Дисковые пазовые и отрезные Прорезные (шлицевые) .... • « • « • 20 14 30 8
Фасонные и угловые: незатылованные • • . • . G затылованным зубом . • 16 12 8
Углы режущей части фрезы
391
Продолжение табл. 13
Углы в плане и переходной кромке в градусах
Фрезы Главный Ф Вспомо- гатель- ный ф| Переход- ной кромки Фо Длина переход- ной кромки fo, мм
Торцовые для стали и мед- ных сплавов: со вставными ножами 45—60 1 — 2
цельные . 90 1-2 45 1.0—2
Торцовые для жаропрочных н коррозионно-стойких сталей 45 2 45 2
Концевые ........ 90 3 45 0.5 —1,0
Дисковые: трех- и двусторонние 90 1 — 2 45 1.0—1,5
пазовые 90 1 — 2 —
Прорезные (шлицевые) . . — 15' — ——
Отрезные (шириной свыше 3 мм) ........... 1° 30' 15'—1° 45 0,5
Примечания: 1. У цилиндрических фрез с углом наклона
зубьев свыше 30° передний угол при обработке стали с ов <60 кгс/мм2
V = 15°.
2. У фасонных фрез с передним углом у > 0° необходима кор-
рекция контура при обработке точных профилей.
3. При обработке жаропрочных и коррозионно-стойких сталей
торцовыми фрезами необходимо брать большие значения передних
углов, концевыми и цилиндрическими — меньшие.
4. На задней поверхности фрез прн заточке оставлять кругло-
шлифованную ленточку шириной не более 0,1 мм. Зубья у шлицевых
(прорезных) и отрезных (круглых пил) фрез затачивают без ленточки.
14. Геометрические параметры режущей части цилиндрических фрез
с винтовыми пластинками из твердого сплава
Обр аб атыв аемы й материал Угол заточкн, градусы Размеры фаски
передний у задний наклона винтовой пластинки Ширина лен- точки f, мм «S ~ » _ о ***. * «5 > 93 м Я * s С >» -в*
Сталь углеродистая и леги- рованная, с ов < 75 кгс/мм2, чугун с НВ < 200, бронза с НВ < 140 Сталь углеродистая и леги- рованная с сгв = 75 4- 4-110 кгс/мм2, чугун с НВ > > 200, бронза с НВ > 140 . . Сталь углеродистая и леги- рованная с о > ПО кгс/мм2 + 5 0 — 5 17 17 15 24 — 30 24 — 30 24 — 30 о to 1 1 1 to о о 0 — Б
Примечание. На задней поверхности зуба вдоль режущей кромки допускается ленточка швриной не более 0,1 мм,
15. Геометрические параметры режущей части торцовых фрез с пластинками из твердого сплава
Обрабатываемый материал Угол заточки, градусы
Перед- ний v Задний для работы с подачей, мм/зуб В плане Наклона режущей кромки А
< 0,25 > 0,25 главный <₽ переход* ной кромки <Ро вспомо- гатель- ный Ф1
% = “1
Стали конструкционные углеродистые и легированные с ов,- кгс/мм2: < 80 > 80 t т — U1 о 12₽*-16 15—60 • ф 2 5 12—15
Стали коррозионно-стойкие и жаропроч- ные + 8 10 10 30—60 • ** 10 0
Чугун серый с НВ > 200 -]-5 12—15 6—8 ри обработ евысокимн 15—60 * Ф 2 5 12—15 их про- рхности
Чугун ковкий * Малые углы в плане ф — 15-—30 ходов с малыми глубинами резания илн и точности обработки. * * Радиус при вершине г — 1,0 мм -Н ° следует п чистовых п 6—8 рнменять п доходов с н 60 ке на жестки гребованиями Ф 2 х станках к шерохов 2 для Чернов атости пове
Фрезерование
16. Геометрические параметры режущей части концевых фрез с винтовыми пластинками из твердого сплава
Обрабатываемый материал Угол заточки, градусы Размеры фаски
передний у задний а наклона винтовых пластинок й Ширина ленточки f, мм Передний угол на фаске V?, градусы
Сталь углеродистая и легированная с бв < < 75 кгс/мм2, чугун с НВ < 200, бронза с НВ < 140 + 5 17 22—40
Сталь углеродистая и легированная с ов = = ’5-г 100 кгс/мм2, чугун с НВ > 200, бронза с НВ > 140 0 17 22—40 0,2—0,6 0
Сталь углеродистая н легированная с ав > >11© кгс/ммй . . -5 15 22—40 1.0— 2,0 — 5
Углы режущей части фрезы
со
394
Фрезерование
17» Геометрические параметры режущей части дисковых фрез
с пластинками из твердого сплава
Угону
положительный
Угол f
отрицательный
^2
Сбр абатываемый материал Угол заточки, градусы
передний т задний наклона зуба <9 вспомогательный в пла- не Ф1
на периферии зуба ад . на боковой сто- роне зуба ctj на переходной кромке
Стали конструкционные легированные и углеродн* стые с ов, кгс/ммЪ <80 >80 Серый чугун • НВ 200 —5 — 10 + в 20 20—25 10-15 4 20 20—25 10—15 8—15 2—5
Материал для изготовления фрез
395
Значения углов режущей части фрез из быстрорежущей стали при-
ведены в табл. 13.
Значения угла наклона со винтовых канавок для фрез из быстроре-
жущей стали Р18 следующие:
Фрезы а>':
Цилиндрические;
крупнозубые.................................., . , 40
мелкозубые . . ........................, 4 . , 30—45
составные.............. , . ...............20—45
Концевые..........................................30—4 5
Шпоночные ................ . . ...................15—25
Дисковые:
двусторонние............................... 15
трехсторонние.................................. 8—15
трехсторонние с разнонаправленным зубом « • ♦ 10—15
трехсторонние сборные;
при В > 15 мм ............................. 12—15
прн В < 15 мм ..............................В—10
трехсторонние сдвоенные......................... 15
Торцовые;
с цельными зубьями......................... 25—40
со вставными ножами из быстрорежущей стали 10
Значения элементов режущей части фрез с твердосплавными пла-
стинками приведены в табл. 14—17.
МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ ФРЕЗ
Режущая часть фрезы. Основной материал при фрезеровании пло-
скостей, пазов, уступов — металлокерамические твердые сплавы.
Следующий по производительности и стойкости материал — быстро-
режущие стали, легированные ванадием и кобальтом Р14ФЗ, Р18Ф2,
Р9Ф5, Р9К5, Р9КЮ, Р10К5Ф5, Р18К5Ф2 и др. Твердость их после
термообработки достигает HRC 65—67. Разработан ряд новых марок
с повышенным содержанием углерода (1—1,15%) и незначительным
процентом ванадия (до 2%), максимальная твердость которых HRC
69—70.
В основном фрезы в настоящее время изготовляют из быстрорежу-
щих сталей Р18 н Р9. В последние годы находит применение ряд новых
более дешевых, но по своим качествам мало уступающих указанным мар-
кам стали — это Р12, Р6М5 и др.
Для концевых, дисковых, торцово-цилиндрических цельных фрез
с остроконечным профилем при обработке конструкционной стали,
серого и ковкого чугуна в автоматизированном производстве, по опыту
ВАЗа, следует применять стали Р6М5, Р6М5К и Р18, а для фасонных
затылованных фрез при тех же условиях работы — сталь Р18, Р6М5,
Р18К5Ф, Р9КЮ.
Для изготовления фасонных фрез невысокой производительности,
сохраняющих остроту режущих кромок при нормальных скоростях
и малых сечениях, применяют инструментальную легированную сталь
марок 9ХС, ХГ, ХВ9, ХВГ, ХВ5 и др. Сведения о материалах режущей
части фрез в зависимости от обрабатываемого материала приведены
в табл. 18.
Корпусы сборных фрез изготовляют из сталей 40Х, 40 и 45 с после-
дующей термообработкой до твердости HRC 35—42.
396
Фрезерованы
18. Материал режущей части фрез
Обрабатываемый материал Материал фреза при фрезеровании
черновом чистовом
ОСНОВНОЙ замени- тель основной заме* аитель
Углеродистая и легированная конструкционные стали Т15К6 Т14К8 Т5К10 Р18 Т30К4 Т1БК6 Т14К8 Р18
Труднообрабатываемые стали н сплавжаропрочные и корро- зионно-стойкие стали ТТ7К12, Т15К10 Т5К12В, ВК8 ТТ10К8Б В Кб Р18К5Ф2 Р18Ф2 P9KS, Р9Ф5 Р9КЮ Р10КБФ5 Т15К6 Т14К8 Т5К10 Р18
Чугун с НВ < 240 В Кб В Кб ВК8 Р18 В КЗ ТТ7К6 ВК6М В Кб Р18
Цветные металлы и сплавы ВК6М, Р18 В Кб, Р18 ВК8, Р18 ХВ5 хвг 9ХС В К6М, Р18 В Кб. Р18 ВК8, Р18 ХВ5 ХВГ 9ХС
Неметаллические материалы и пластмассы В КЗ в кем ВК6 Р18 В КЗ в кем В Кб P1S
Примечание. В первой строке для каждой группы обра* батываемых материалов указываются марки режущего материала при повышенных жесткости н мощности станка, во второй -* при средних и в третьей строке при пониженных жесткости и мощности станка.
При диаметрах фрез D > 400 мм применяют корпусы из модифици-
рованного чугуна.
Державки ножей изготовляют из стали 45 или У8А без термообра-
ботки, клинья — из сталей 40Х, 45, У7 и У8 с последующей термооб-
работкой до твердости НRC 40—50; хвостовики сварных концевых
фрез — из стали 40Х. Твердость хвостовика должна быть не ниже
HRG 35.
ЭКСПЛУАТАЦИЯ ФРЕЗ
С целью экономической работы и длительной службы фрез необ-
ходимо придерживаться следующих правил: применять только реко-
мендуемые режимы резания, а ие применять слишком больших подач
и скоростей резания, своевременно затачивать фрезу, следить за тем,
чтобы износ режущих кромок не доходил до крайних допустимых
норм (табл. 19), и ориентироваться по допустимой шероховатости обра«
Эксплуатация фрев
397
19. Допустимый износ по задней поверхности зуба фрезы
Фрезы Обраба- тываемый матерная Материал режущей части фрезы Обработка Допу- скаемый износ по задней поверх- ности, мм
Торцовые Сталь Т5К10 T1SK6 Черновая и чистовая 1,0—1,2
Р18 Черновая Чистовай 1,5-2,0 0,3 —0,5
Чугун ВК8 В Кб Черновая и чистовая 1,5 — 2,0
Дисковые Сталь Т15К6 Черновая и чистовая 1,0—1,2
Р18 Черновая Чистовая 0,4 —0,6 0,15—0,25
Чугун Р18 Черновая Чистовая 0,4— 0,6 0,15—0,25
Цили вдрические Сталь Т15К6 Черновая и чистовая 0,5 —0,6
Р18 Черновая Чистовая 0,4—0,6 0.15-0,25
Чугун ВК8 В Кб Черновая и чистовая 0,7—0,8
Р18 Черновая Чистовая 0,5—0,8 0,2—0,3
Кон- цевые с коронками Сталь Т15К6 Черновая Чистовая 0,3 —0.5 0,2—0,3
о напаянны- ми пластивкамн Сталь Р18 Черновая и чистовая 0,3 —0,5
398
Фрезерование
Продолжение табл 19
Фрезы Обраба- тываемый материал Материал режущей части фрезы Обработка Допу- скаемый износ по задней поверх- ности, мм
Прорезные и отрезные Сталь и чугун Р18 — 0,15 — 0,20
Фасон- ные незатылован- ные Сталь Р18 Черновая Чистовая 0,6—0,7 0,2—0,3
затылованные Чистовая Черновая 0,3— 0,4 0,2
батываемой поверхности, при фрезеровании малых деталей небольшими
фрезами малой производительности рекомендуется более часто под-
правлять (доводить) режущие кромки фрез чугунным притиром с па-
стой, не снимая фрез со станка, не останавливать и не включать враще-
ния шпинделя пока фреза находится в контакте с заготовкой, следить,
чтобы станок работал без вибраций.
ТОЧНОСТЬ ФРЕЗ
После заточки и доводки у фрезы контролируют биение режущих
кромок, размеры рабочей части инструмента, геометрические параметры
и чистоту режущих поверхностей. Допустимое радиальное биение зубьев
фрез приведено в табл. 20. Допустимые отклонения углов заточки а,
at и у до 10° находятся в пределах ±1°, а при их значениях, равных
10—20°, ±2°, отклонение угла в плане <р ± (2—3°), <р0 ± 2° и вспомо-
гательного угла в плане <pj ± (0°30'—1°).
ТОЧНОСТЬ И ШЕРОХОВАТОСТЬ ОБРАБОТКИ
Ориентировочные данные о точности при обычных видах фрезерова-
ния иа фрезерных станках общего назначения приведены в табл. 21,
а шероховатость поверхности по ГОСТ 2789—73 при черновом фрезеро-
вании соответствует 3—4-му классам, при чистовом — 5—6-му классам,
при тонком — 7-му классу при чистовом скоростном — 7—8-му
классам.
РЕЖИМЫ РЕЗАНИЯ
Стойкость фрез. При выборе режимов резания следует исходить
из наиболее рациональной стойкости фрез (табл. 22), соответствующей
нормальному износу.
Периоды стойкости фрез Т, указанные в табл. 22, рассчитаны на од-
ноинструментную обработку. В случае многоинструментной обра-
Режимы резания
399
20. Допустимое биение фрез, мм
Фрезы Радиальное Торцовое
между двумя смеж- ными зубьями для двух противо- полож- ных зубьев
Цельные, насадные, торцовые, цилин- дрические и дисковые . . . 0.03 0.06 0,02
Насадные цилиндрические со встав- ными ножами из быстрорежущей стали 0,05 0,10 0,03
Насадные цилиндрические, оснащен- ные пластинками из твердого сплава . , 0,04 0,08 0,04
Сборные насадные торцовые и диско- вые ... 0,05 0,10 0,05
Цельные концевые из быстрорежущей стали и твердого сплава 0,03 0,06 0,03
Концевые шпоночные . — 0,02 0,03
Пазовые затылованные 0,04 0,02
Фасонные 0,03 0,06 0,03
Угловые ...... 0,03 0,07 0,02
Отрезные и про- 1 А 0,05 0,08 0,06
резные классов | АА 0,05 0,08 0,04
21. Точность при фрезеровании
Размеры в мм
А. Плоскостей
Номинальные размеры детали (высота или толщина), мм Фрезерование
черновое получи- стовое чистовое тонкое
Предельные отклонения (мкм) для классов точности
7 5 4 5 4 За 3 2а 2
Св. 10 до 18 > 18 > 30 » 30 » 50 » 50 » 80 > 80 » 120 » 120 » 180 » 180 » 260 » 260 » 360 » 360- » 500 430 520 620 700 870 1000 1150 1350 1550 240 280 340 400 460 530 600 680 760 120 140 170 200 230 260 300 340 380 240 280 340 400 460 530 600 680 760 120 140 170 200 230 260 300 340 380 70 84 100 120 140 160 185 215 250 35 45 50 60 70 80 90 100 120 18 21 25 30 35 40 47 54 62 12 14 17 20 23 27 30 35 40
Примечания: 1. Табличные данные относятся к случаю обработки деталей жесткой конструкции с габаритами менее 1 м прн базировании по чисто обработанной поверхности и использова- нии ее в качестве измерительной базы. 2. Точность обработки торцовыми фрезами при сопоставимых условиях выше, чем цилиндрическими (ориентировочно на один класс). 3. Точность обработки деталей из чугуна н цветных металлов несколько выше обработки стали. 4. Тонкое фрезерование (с малыми глубинами резания и подачами на зуб) производят только торцовыми фрезами.
400
Фрезерование
Продолжение табл. 21
Б. Взаимного расположения плоскостей
Станки Погрешности обработки на длине 300 мм
Неплоскост- ность Непарал- лельность Неперпендн- кулярность к основанию
Продольно-фрезерные , . . Барабанно- и карусельно- Консольные горизонталь- но-фрезерные Консольные вертикально- фрезерные 0,03—0,12 0,03 — 0,1 0,06 — 0,15 0,04 — 0,1 0,04—0,2 0,05—0,26 0,08—0,3 0,06—0,2 0,05-0,15 0,06 — 0,15 0,05—0,15
В. Параллельных плоскостей двумя дисковыми фрезами
Высота пЛоСКОСТИ Отклонения при длине фрезеруемой поверхности
100 100
До 50 Св. 50 др 80 * 80 » 120 0,05 0,00 0,08 0,06 0,08 0,10
Г. Фасонных поверхностей
Длина фрезеруемой поверхности, мм Черновая обработка Чистовая обработка
Ширина фрезы, мм
< 120 > 120 до 180 < 120 > 120 до 180
До 100 Св. 100 до 300 » 300 г 600 0,25 0,35 0,45 0,45 0,5 0,10 0,15 0,20 0,20 0,25
Д, Пазов и шпоночных канавок
Ширина паза и шпоночной канавки Черновой проход Чистовой проход
От 6 до 10 Св. 10 * 18 » 18 » 30 0,10 0,15 0,20 0,03 0,04 0,05
Режимы резания
401
22. Средние значения периода стойкости фрез
Период стойкости Т (мин) при обработке фрезами
Фрезы Ди а- метр фрезы (сред- ний), мм с пла- стинками из твер- дого сплава из стали Р18
Обрабатываемый материал
Сталь Чугун Сталь и ков- кий чугун Серей чугун Медные сплавы
Торцовые 40 60 75 90 ПО 150 200 250 300 400 180 180 240 240 300 420 120 120 180 180 240 300 420 120 180 180 180 180 240 240 1 1 I I 1 1 1 И 120 180 180 180 180 240 240
Цилиндри- ческие с мелким зубом 60 75 е-» 120 180 120 180 120 180
со вставными ножами 90—120 70—150 180 180 180 “т1 180 180
Концевые 20 * 25 40 60 120 90 120 180 — 60 90 120 60 90 120 60 90 120
Дисковые 90 ПО 130 150 200 225 120 180 240 — 120 120 150 150 150 180 120 150 150 180 180 240 120 120 150 150 150 180
Прорезные i отрезные 75 ПО 150 200 1111 1111 60 75 120 150 80 120 180 210 60 75 120 150
Фасонные, полукруглые, выпук- лые, вогнутые и угловые 45 75 90 — — 120 120 180 1—-
* Фрезы с коронками.
23. Смазочно-охлаждающие жидкости
Фре- зеро- вание Обрабатываемый материал Медь, латунь Бронза Алюми- ний Дюралюми- ний
Сталь Стальвое литье Чугунное литье Ковкий чугун
Чер- новое Водный раствор соды. Водный рас- твор соды с добав- лением присадок или их смеси: ни- трита натрия, три- нитрита фосфата, жидкого стекла, хромпика. Эмульсия Эмульсия Всухую. Эмульсия. Водный раствор соды с до- бавлением присадок или их смеси: нитрита натрия, тринитрита фосфата, жидкого стекла, хромпика Всухую. Эмуль- сия Эмульсия Всухую. Эмуль- сия Всухую. Эмуль- сия. Керосин Керосин
Чи- сто- вое Водный раствор масла Эмульсия Водный раствор буры Водный раствор ализаринового ма- сла Эмульсия. Минераль- ное масло в смеси с продук- тами, со- держащими жирные кислоты — Всухую. Масло с добавкой серы Эмульсия. Минераль- ное масло в смеси с продук- тами, со- держащими жирные кислоты — — Минераль- ное масло в смеси с продук- тами, со- держащими жирные кислоты и керосин
Фрезерование
Режимы резания
403
ботки — работы набором фрез или одновременно нескольких шпинде-
лей с подобранным комплектом фрез
Г = К (Тi -|- Т2 -|- ... + Тп) X.
Здесь и т. д. — периоды стойкости первой, второй и т, д.
фрезы данного набора или комплекта; X — коэффициент времени реза-
ния каждого инструмента, равный отношению длины резания этого ин-
струмента к длине рабочего хода стола = А, у- (для станков с круг-
^р. х
лым столом L для каждой фрезы — суммарная длина резания всех
деталей, установленных на столе и обрабатываемых этой фрезой, а за
длину рабочего хода Lp. х принимают длину окружности nd; когда
А, > 0,7, его можно не учитывать; X — коэффициент, учитывающий
число фрез в наборе или комплекте;
При числе фрез 1 2 4 6 в более
Коэффициент к............. 1 0,85 0,7 0,5
Охлаждение фрезы. Составы охлаждающих и охлаждающе-смазоч-
ных жидкостей в зависимости от характера обработки и обрабатывае-
мого материала приведены в табл. 23.
Если охлаждающую и смазочно-охлаждающую жидкости подавать
непосредственно в зону резания распыленной струей в виде тумана,
то при чистовом фрезеровании стойкость увеличивается в 2—4 раза.
Кроме жидкостей для охлаждения фрез применяют газообразные
сжатый воздух, азот и углекислый газ.
Ширина фрезерования В (мм) измеряют в направлении оси фрезы.
Глубину резания при фрезеровании i (мм) измеряют в плоскости,
перпендикулярной оси фрезы. При повышенных требованиях к точно-
сти обработки и классу шероховатости поверхности обработка ведется
в два перехода — один черновой и один чистовой. При снятии боль-
ших припусков возможна обработка в два черновых прохода.
Подача при фрезеровании (табл. 24—33) определяется тремя
взаимосвязанными между собой величинами: s2 — подачей на один
зуб фрезы (мм/об); s0 = szz — подачей на один оборот фрезы
(мм/об) и sM = son — минутной подачей (мм/об). При черновом фре-
зеровании подача зависит от обрабатываемого материала, материала
режущей части фрезы, прочности твердого сплава, мощности оборудо-
вания, жесткости системы станок — приспособление—инструмент—
деталь (СПИД), размеров и углов заточки фрез. При чистовой обработке
подача зависит от требуемого класса шероховатости обрабатываемой
поверхности. Для торцовых фрез на выбор подачи большое влияние
оказывает способ установки фрезы относительно детали, что обусловли-
вает угол встречи зуба фрезы с обрабатываемой деталью и толщину
срезаемой стружки при выходе и входе зуба из зацепления с обрабаты-
ваемым материалом. Наиболее благоприятные условия врезания зуба
в заготовку достигается при таком расположении фрезы относительно
заготовки, как на рис. 8. Величина смещения с = (0,3-s-0,05) D. При
таком расположении фрезы можно увеличить подачу на зуб в два раза
и более по сравнению с подачей при симметричном фрезеровании Ч
1 Рекомендации ЭНИМСа.
404
Фрезерование
24« Подачи при черновой обработке (мм/зуб) плоскостей
торцовыми фрезами с Пластинками из твердого сплава
Мощность етйнка, кВт Схема уста- новки фрезы По рве. 8 Материал обрабатываемой* заготовки
Сталь Чугун
Твердый сплав
Т5К10 Т15К6 BKS В Кб
От б До 10 а б 0.12-0.14 0,24—0,28 0.09—0.14 0,18—0.22 0,20—0,24 0,38—0,45 0,14—0,18 0,28—0,36
Более 10 б 0,12-0,15 0,24—0,30 0,25—0,32 0,50—0,64 0,18—0,24 0,38—0,48
Примечание. Подачи при обработке жаропрочных сталей следует выбирать в пределах 0,10,35 мм/зуб.
Подачи при чистовой обработке (мм/об) плоскостей торцовыми фрезами с пластинками из твердого сплава
Обрабаты- ваемый материал Вспомогатель- ный угол в плайе, град Класс шероховатости по ГОСТ 2789—73
5 6 7 8
Сталь ° ов, кго/мм! <70 5 2 0,80—0,50 1,6— 1,0 0,55—0,40 1,1 — 0,80 0,25-0,20 0,50—0,40 0,10 0,80
>70 5 2 1,0—0,7 2,0—1.4 0,60—0,45 1,2—0,90 0,30—0,20 0.60—0,40 0,20—0,15 0,40 — 0,30
Примечания: 1. Приведенные значения подач рассчитаны для работы стандартными фрезами. При работе нестандартными фре- зами с увеличенным числом зубьев значения подач следует уменьшить на 15—25% , 2. В первоначальный период работы фрезы до износа 0,2—0,3 мм класс шероховатости обработанной поверхности при чистовом фрезеро- вании снижается примерно на 1. 3. Подачи рассчитаны на фрезы с (р »= 60 4-45°. Уменьшение ф до 30° позволяет увеличить подачу в 1.5 раза, а увеличение ф до 90° требует снижения подачи на 30% .
Режимы резания
405
25» Подачи при фрезеровании плоскостей цилиндрическими фрезами
с пластинками из твердого сплава
Подача * 8г (мм/зуб) при ширине фрезерова- ния В. мм Область применения
<30 > 30
0,20—0,30 0,25—0,35 0,15 0,15—0,20 0,20—0,25 0,13 Прн достаточной жесткости системы СПИД и достаточной мощности станка Прн недостаточной жесткости системы СПИД,- особенно при работе с многозубыми фрезами и большими глубинами резания. При обработке стали глубину резания t < 3 мм применять не рекомендуется
0,12—0,2 0,03-0,12
Примечания. 1. Приведенные значения подач обеспечивают шероховатость обработанной поверхности в пределах 6*-7-го классов шероховатости. При этом фрезерование по подаче по сравнению с фре- зерованием против подачи дает во всех случаях меньшую шерохова- тость обработанной поверхности, 2. Применение верхних пределов значений подач, указанных в таблице, не приводит к увеличению шероховатости обработанной поверхности, 3. Работать по стали с < 0,15 мм не рекомендуется. * В числителе значения подачи при обработке стали,- в знаме- нателе при обработке чугуна.
26. Подачи при обработке плоскостей и уступов концевыми фрезами
из твердого сплава
Фреза Дна- метр, мм Число зубьев Подача (мм/зуб) при глубине резаиия t (мм) до
1—3 5 8 12
G корон» 10—12 6 0,025—0,03
камн 14—16 6 0,04—0,06 0,03 — 0,04 а—_ —
18—22 8 0,05—0,08 0,04 — 0,06 0,03 — 0,04
С винто- До 20 3 0,07—0,10 0,05—0,08 0,03 — 0,05 «=^
выми 25 4 0,08—0,12 0,06—0,10 0,05 — 0,10 0,05—0,08
пластин- 30 4 0,10—0,15 0,08—0,12 0,06 — 0,10 0,05—0,09
ками 40 6 0,10—0,18 0,08—0,12 ;о,об—о.ю 0,05—0,10
50 6 0,10—0,20 0,10—0,15 0,03—0,12 0,08—0,10
60 ?.« 0,12—0,20 0,10—0,16 0,10—0,12 0,08—0,12
п р и м е 4 а н и я. 1. Верх ние пределы подач при черновом
фрезеровании следует применять прн работе на мощных станках и малой
ширине фрезерования нижиие — прн большей ширине фрезерования
и иа станках средней 2. Приведенные мощности. значения подач обеспечивают получение шеро-
ховатости обработанной поверхности в пределах 5^6-го классов.
27. Подачи при обработке дисковыми фрезами из твердого сплава пазов, плоскостей и уступов
Мощность станка (шпиндельной головки), кВт Жесткость системы СПИД Предел прочности стали при растяжении ов, кгс/мм*
90 Более 90
Подача * (мм/зуб) при глубине резання, мм
<30 > 30 <30 >30
5-10 Повышенная 0,10—0,12 0,03—0,10 0,06 — 0,08 0,05—0,06
0,18 — 0,22 0,15—0,20 0,12—0,15 ОДО—0.12
Средняя 0,08 — 0,10 0,05—0,08 0,05 — 0,08 0,04—0,05
0,15 — 0,20 0,10—0,15 0,10-0,12 0.08—0,10
>10 Повышенная 0,12—0,15 0,10—0,12 0,08—0,10 0,06 — 0,08
0,20-0,25 0,18—0,22 0,15-0,20 0.12 — 0,15
Средняя 0,10—0,12 0,08—0,10 0,06—0,08 0,05 — 0,06
0,18—0,22 0,15 — 0,20 0,12—0,15 0,10—0,12
Примечания. I. Верхние пределы подачи применять для пазов меныцей ширины, инжние — для пазов
большей ширины.
2. Приведенные значения подач обеспечивают получение шероховатости поверхностей в пределах 6 — 7-го
классов.
* В числителе значения при фрезеровании пазов,- в знаменателе — плоскостей и уступов.
Фрезерование
28. Подачи при черновом фрезеровании плоскостей фрезами из быстрорежущей стали Pt8
Мощность станка (шпиндельной головки)* кВт Жесткость системы СПИД Фрезы цилиндрические Фрезы торцовые
с крупным зубом и вставными ножами с мелким зубом с крупным зубом и вставными ножами
Подача (мм/зуб) при обработке
стали чугуна и медных сплавов стали чугуна и медных сплавов стали медных и алюминие- вых сплавов
До 5 Средняя Пониженная 0,1-0,15 0,06-0,1 0,12—0,2 0,1 — 0,15 0,05—0,08 0,03 — 0,06 0,06—0,12 : 0,05—0,1 0,4—0,6 0,4—0,06 0,15—0,3 0,1 — 0,2
Более 5 До Ю Повышенная Средняя Пониженная 0,02—0,3 0,12—0,2 0,1—0,15 0,25-0,4 0,2 —0,3 0,12—0,2 0,1 — 0,15 0,06—0,1 0,06—0,08 0,12 — 0,2 0,1 — 0,15 0,08 — 0,12 0,12—0,2 0,08—0,15 0,06 — 0,1 0,3—0,5 0,2—0,4 0,15—0,25
Более 10 Повышенная Средняя Пониженная о м* гз О О О 1 1 1 •? « ООО 0,6—0,8 0,4—0,8 0,25 — 0,4 ф р р *- ст м 1 1 1 р G ф "• W W СТ ст р ф о м w 1 1 1 р р р со ст ст
Режимы резания
Продолжение табл. 28
Мощность станка (шпиндельной головки), кВт Жесткость системы СПИД Фрезы торцовые Фрезы дисковые трехсторонние
с мелким зубом ео вставными ножами с мелким зубом
Подача (мм/зуб) при обработке
стали медных и алюминие- вых сплавов стали чугуна и медных сплавов стали чугуна и медных сплавов
До 5 Средняя Пониженная 0,4—0,06 0,04 — 0,06 0,12 — 0,2 0,08—0,15 0,04—0,06 0,04—0,06 0,15 — 0,25 0,1 —0,2 0,04 — 0,06 0,04 — 0,06 0,12 — 0,2 0,08—0,15
Более 5 До ю Повышенная Средняя Пониженная 0,08—0,12 0,06 — 0,1 0,04 — 0,08 0,2—0,3 . 0,15 — 0,3 0,1—0,2 0,1 — 0,18 0,08 — 0,15 0,06—0,1 0,25—0,4 0,2 —0,3 0,15 — 0,25 0,08—0,12 0,06—0,1 0,04 — 0,08 0,2—0,3 0,15—0,25 0,1 —0,2
Более 10 Повышенная Средняя Пониженная — 0.15 — 0,25 0,12—0,2 0,1 — 0,18 0,8—0,5 0,25-0,4 0,2—0,3 — 1 I 1
Примечания: 1. Большие значения подач брать для меньшей глубины резання и ширины обработки, мень- шие — для больших значений глубины и ширины. 2. При фрезеровании жаропрочных сталей брать те же подачи, что и для стали, но не выше 0,3 мм/зуб.
Фрезерование
Режимы резания
409
29Б Подачи * (мм/об) при чистовом фрезеровании плоскостей
цилиндрическими фрезами из быстрорежущей стали Р18
Класс шерохова- тости Прн диаметре фрезы, мм
40 63 80 90 100 12S 160 200
5 1,8- 1,0 2,3 — 1.3 2,7— 1,5 3,0 — 1.7 3,4— 1,9 3,8 — 2.1 4.1 — 2,3 5,0 — 2.8
1,6— 1.0 2,0 — 1.2 2,3 — 1.3 2,5 — 1,4 2,7 — 1,6 3,0 — 1.7 3,2— 1,9 ' 3,7 — 2,1
6 1,0— 0,6 1.3 — 0,7 1,5— 0,8 1,7 — 1,0 1,9 — 1.1 2,1 — 1,2 ' 2,3 — 1,3 2,8 — 1,6
1,0 — 0,6 1.2 — 0,7 1,3 — 0.7 1,4— 0,8 1,6 — 0,9 1,7 — 1,0 1,9— Ы 2,1 — 1,2
Примечай ие. Подачи даны для жесткой системы СПИД. * В числителе значения при обработке стали, в знаменателе ** чугуна и медных сплавов.
30, Подачи (мм/об) при чистовом фрезеровании плоскостей фрезами
из быстрорежущей стали Р18
Кл асе шерохова- тости Обрабатываемая сталь
45 (прокат) 40Х (прокат) 45Х (норма- лизованная) 35 45 (улучшен- ная) 10, 20, 20Х
Торцовые фрезы
4 2,7—1,2 3,1—1,4 5,6—2,6 3,9—1,8
5 1,2 —0,5 1,4 —0,5 2,6—1,0 1,8—0,7
6 0,5—0,23 0,5—? 0,3 1,0-0,4 0,7 —0,3
Дисковые фрезы
5 1,2—0,5 1,4—0,5 2,6—1,0 1,8—0,7
6 0,5—0,23 0,5 —0,3 1,0—0,4 0,7 —0,3
Примечание. Подачи для жесткой системы СПИД при об-
работке фрезами с вспомогательным углом в плайе <рх — 29. Для фрез
Сф1 = 0° подачи можно увеличить иа 50—80%.
410
Фрезерование
3L Подачи при фрезеровании плоскостей концевыми фрезами
из быстрорежущей стали Р18
Обрабаты- ваемый материал Диаметр фрезы D> мм Ч исло зубьев фрезы г Подача (мм/зуб) при глубине резания, мм
3 5 8
Сталь 16 4 3 0,08—0,05 0,10—0,07 0,04 0,05
20 5 3 0,10 — 0,06 0,13 — 0,09 0,07 — 0.04 0,09 — 0,05 —
25 5 3 0,12 — 0,07 0,16 — 0,10 0,09 — 0,05 0,12—0,08
32 6 4 0,16—0,10 0,20—0,15 0,12—0,07 0,15—0,10 в
40 6 4 0,20 — 0,12 0,25 —0,18 0,14 — 0,08 0,18 — 0,12 0,08—0,05 0,12 — 0,08
50 6 4 0,25 — 0,15 0,30 — 0,20 0,15 — 0,10 0,20 — 0,14 0,10—0,07 0,12—0,10
ЧуГуН, медные и алюминие- вые сплавы 16 4 3 0,12 — 0,10 0,18—0,13 0,06 0,08 —
20 5 3 0,15—0,12 0,20 — 0,15 0,10—0,07 0,13 — 0,10
25 5 3 0,18—0,14 0,25 — 0,18 0,12—0,08 0,15—0,12 —
32 6 4 0,22—0,14 0,32 — 0,20 0,15—0,10 0,20—0.14
40 6 4 0,25—0,16 0,35—0,25 0,18—0,12 0,25 — 0,16 0,12—0,08 0,15—0,10
50 6 4 0,30 — 0,16 0,40 — 0,25 0,20—0,12 0,30—0,18 0,15—0,10 0,20—0,12
Примечание, Приведенные подачи рассчитаны для обра-
ботки плоскостей с механической подачей. В случаях обработки по-
верхностей криволинейного профиля с ручной подачей приведенные
значения подач следует уменьшить на 20 — 30%.
Режимы- резания
411
32. Подачи при фрезеровании лазов дисковыми трехсторонними фрезами
из быстрорежущей стали Р18
D мм Z В, мм Глубина резания (мм) до
6 10 15 20 30
Подача (мм/зуб) при обработке
стали
60 16 6—12 0.08 — 0,05 0,06— 0,03 0,05 — 0,03 — —
75 18 12 10—20 0,08— 0,05 0.12 — 0,08 0,06— 0,03 0,10 — 0,06 0.05 — 0,03 0,OS- fl,05 —
90 20 12 10—20 0,08— 0.05 0,12 — 0,08 0, OS- fl, 03 0,10 — 0,06 0,05 — 0,03 0,OS- О.05 — —
110 22 14 12—24 0,io- о.05 0,12 — 0,08 0,08 — 0,04 0,10 — 0,05 0,06— 0,03 0,08— 0,04 0,06— 0.03 —
150 14 18—30 — 0,12 — 0,06 0.Io- О.05 0.OS- О.04 0,05 — 0,03
200 18 20 — 40 0,15— 0,08 0,12 — 0.06 0.08 — 0,04 0,05 — 0,03
D мм Z В, мм Глубина резания (мм) до
5 10 15 20 30
Подача (мм/зуб) при обработке
чугуна
60 16 6—12 0,12— 0,08 0,io- о.06 0.08 — 0,05 -
75 18 12 10—20 0,12 — 0,08 0,18— 0,12 0,io- о.05 0,15 — 0.10 0,08 — 0,05 0,12— 0,08 — —
90 20 12 10 — 20 0,12 — 0,08 0,18 — 0,12 0,10 — 0,05 0,15 — 0,10 0,08 — 0,05 0,12 — 0,08 — —
110 22 14 12 — 24 0,12 — 0,08 0,18— 0,12 0,10 — 0,05 0,15 — 0,08 0,08 — 0,05 0,12— 0,08 0,10 — 0,05
150 14 18-30 — о,is- о. 10 0,15 — 0,08 0,12 — 0,06 0,08 — 0,05
200 18 20 — 40 — 0,20 — 0,10 0,18— 0,10 0,15 — 0,08 0,08 — 0,05
412
Фрезерование
33. Подачи при фрезеровании стали фасонными
(полукруглыми, двухугловыми) фрезами из быстрорежущей стали Р18
Глубина резания (мм) до
D мм Z В, мм 3 3 8 12 20
Подача (мм/зуб)
Фрезы полукруглые выпуклые
45 18 3—4 0,10— 0,08— 0,06-
0,07 0.05 0,04
60 12 10 0,10— 0,07— 0,06— к»
0.07 0.05 0,04
75 10 16 0,12— 0.08— 0,07— 0,06—
0,08 0,06 0,05 о.оз
90 10 24 0,12— 0,08— 0,08— 0,06— и. Оь—•
0,07 0,05 0,05 0,04 0,03
Фрезы полукруглые вогнутые
45 18 8 0,08— 0,05— . 0,05 —
0.05 0,04 0,03
60 14 18 0,08— 0,05— 0,04 — 0,04— >—
0,05 0,03 0,03 0,02
75 10 26 0,08— 0,06— 0,05— 0,04 — 0,03 —
0,05 0,04 0,03 0,02 0,02
90 10 38 0,06— 0,06— 0,05 — 0,04— 0,03 —
0,04 0,04 0,03 0,03 0,02
Фрезы двухугловые несимметричные
35 18 6—13 0,08— 0,07—
0,04 0,06
45 20 8—16 0,10 — 0,08— 0,05—
0,06 0,05 0.03
во 20 10-16 0,10— 0,08 — 0,06— .
0,06 0,05 0,04
75 22 13 — 24 ь_ 0,10 — 0,07 — 0,05- 0,04 —
0,07 0,05 0.03 0,02
90 24 20 — 30 0,12— 0,10 — 0,08 — 0,05 —
0,08 0,06 0,04 0,03
Режимы резания
413
На величину допускаемой подачи при торцовом фрезеровании влияет
также главный угол в плане <р. Работа фрезами с малыми углами ср
рекомендуется при снятии небольших припусков при повышенной жест-
кости системы СПИД. Следует иметь в виду, что работа с подачами, ука-
ванными в табл. 24—33, ставит непременным условием минимальное бие-
ние зубьев фрез (см. табл. 20).
Скорость резания обычно назначают по нормативам (6) в зависимости
от выбранной ширины, глубины и подачи и корректируют по паспорту
станка, выбирая ближайшую меньшую частоту вращения. В табл. 34—
Рис. 8. Схема резания торцовой фрезой:
а — при симметричном фрезеровании, б — при несимметричном фрезе-
ровании
38 приведены рекомендуемые режимы резания при обработке торцо-
выми фрезами с пластинками из Т15К6 и другими фрезами из быстро-
режущей стали Р18. Режимы резания, приведенные в таблицах, рас-
считаны на одноинструментную обработку с заданным периодом стой-
кости фрезы при нормальном ее затуплении.
Расчет режимов резаиия для случая многоинструментной обработки
и применения многостаночного обслуживания следует производить
в соответствии с условиями, приведенными в нормативах, с примене-
нием поправочных коэффициентов.
Проверка выбранного режима по мощности. На работу, потребную
для резания, расходуется при обычном фрезеровании 0,75—0,85, а при
скоростных режимах 0,65—0,75 мощности Ns электродвигателя. Эф-
фективную мощность Ne, потребную на фрезерование, определяют либо
расчетом по методу, излагаемому в литературе [1, 2], либо по иарте
нормативов в зависимости от выбранного режима. Определенная эф-
фективная мощность должна удовлетворять следующей зависимости:
Л'е < Nsi], где г| — КПД станка. Если выбранный режим не отвечает
этой зависимости, необходимо установленную минутную подачу sM
снизить до величины, допускаемой мощностью электродвигателя станка,
н соответственно уменьшить частоту вращения шпинделя.
Производительность выбранного режима резания (мм®/мин) можно
определить в виде минутного объема снимаемой стружкн:
U7 == Bis*.
414
Фрезерование
34. Режимы резания торцовыми фрезами с пластинками из Т15К6
Сталь конструкционная углеродистая и легированная *
D/2 t (мм) ДО Подача (мм/зуб) до
0,07 0,10 0,13
ник/к ‘а п, об/мин s , мм/мии V, м/мин п, об/мин s„, мм/мин м о, м/мин нии/go ‘и ' нии/ии ,ws 1
80 1,5 398 1580 505 352 1400 605 316 1255 730
5 5,0 352 1400 450 316 1255 545 282 1120 650
ПО 1.5 398 1150 295 352 1020 355 316 915 425
4 5,0 352 1020 260 316 915 315 282 815 380
150 5 352 745 285 316 670 350 282 600 415
6 16 316 670 260 282 600 310 249 530 370
200 5 336 535 275 298 475 330 266 420 390
8 16 298 475 245 266 420 290 236 375 350
250 5 336 425 220 298 380 260 266 340 315
8 16 298 380 195 266 340 235 236 300 280
320 5 322 320 205 286 285 245 252 250 290
10 16 286 285 182 252 250 215 226 225 260
400 5 298 235 180 266 210 210 236 188 260
12 16 266 210 161 236 188 195 209 166 230
Подача (мм/зуб) до
0,18 0.24 0,33
t л X я
D/г (мм) х ЕС в
До ЕС а s S м/м ж S S /ми 2 2 мин /ми Я*
г 1 2 2
2 о 2 о 2
2 * 2
D е W а е С4 й
80 1.5 282 1120 875 249 990 1040 220 875 1220
5 5,0 249 990 770 220 875 920 196 780 1090
110 1,5 282 815 510 249 720 600 220 635 710
4 5,0 249 720 450 220 635 535 196 565 630
150 5 249 530 495 220 465 585 196 415 695
6 16 220 465 435 196 415 526 174 370 620
200 5 236 375 465 209 330 560 186 295 660
8 16 209 330 420 186 295 495 166 265 595
250 5 236 300 375 209 265 445 186 235 525
8 16 209 265 330 186 235 395 166 210 476
320 226 225 350 199 198 415 178 177 495
10 16 199 198 310 178 177 370 158 157 440
400 5 209 166 310 186 148 370 166 132 445
12 16 186 148 275 166 132 330 146 116 390
* Конструкционная, хромистая и хромоникелевая,
Режимы резания
415
Продолжение табл. 34
Поправочные коэффициенты иа режимы резаиия для измененных условий работы
Сталь ов> кгс/мм2 До 56 66—61 63 — 70 71—79 80 — 89 90—100
НВ До 160 160 — 177 178 — 200 201 — 226 227 — 255 256—1 285
Коэффициент К = Мр = Км = Л\. мп MSM 1,42 1,26 1,12 i.O 0,89 0,79
Состояние поверхности Без корки и прокат С коркой
Поковка или штамповка Отливка
Коэффициент /< — = Кп = Кп пп "sM 1,0 0,9 0,8
Отношение В//)ф До 0,45 0,45 — 0.8 >0,8
Коэффициент Kt = Ру = к'>п “ % п $м 1,13 1,0 0,89
Главный угол в плане Ф, ° 90 60 45
Коэффи- циенты 0,7 1,0 1,0
(с учетом увели- чения подачи) 1,0 1,0 1,1
K<PS SM 0,7 1,0 1,1
Твердый сплав Т14К8 ТТ7К12 Т5К12В
Коэффициент К, Ug 0,94 0,45 0,42
35. Режимы резания торцовыми фрезами со вставными ножами из быстрорежущей стали Р18
Сталь конструкционная углеродистая. Работа с охлаждением
D/г (мм) До Подача (мм/зуб) до
0,05 0,10 0,13 0,18 3,24 0,33
0 П‘ sm V п SM 0 а SM 9 л SM V п sm п “м
. 75 3 54 230 95 48 204 153 43 183 212 38 163 252
10 10 49 207 86 43,5 184 138 38,5 164 190 34 145 224 — — — — — —
90 3 55 196 81 49,5 175 13! 44 156 181 39 138 214
10 10 49,5 175 72 44 156 117 39,5 139 161 35 123 191 — 1— — — — —
110 3 53,5 160 79 49,5 143 129 44 123 178 39 113 212 34,5 100 255
12 10 49 142 71 44 127 115 39,5 114 159 35 101 188 31 90 226 — — —
150 3 56 1 18 78 49,5 105 126 44,5 94 174 39 83 206 35 74 248
16 10 49,5 105 70 44,5 94 ИЗ 39,5 34 156 35 74 183 31 66 222 — — —
200 3 53 84 69 47 75 112 42 67 155 37,5 60 186 33,5 53 222 29 47 263
20 10 47 75 62 42 67 101 37,5 60 139 33,5 53 164 29,5 47 197 26 42 235
225 3 53 75 68 46,5 66 109 42,5 60 153 37,5 53 181 33 47 218 29 42 258
22 10 47,5 67 61 41,5 59 97 36,5 52 133 33 47 160 29 42 194 26 37 228
Фрезерование
Продолжение табл. 35
Поправочные коэффициенты на режимы резания для измененных условий работы
14 Под ред. Матова
Группа сталей Углеродистые (С <0,6%) Хромоникелевые
Типовые марки сталей 10; 15; 20; 25 30, 35, 40 40, 50 12Х2НЗА 12Х2Н4А 20ХНМ 40ХНМА
Предел прочности ов, кгс/мм2 56 51—75 61 — 83 75—98 56-75 61—83 75-98 97— НО 102 — 116 53—74 61 — 86 53 — 70 67 — 91
Твердость НВ 156 143 — 207 170 — 229 207— 269 156— 207 170 — 229 197 — 269 269— 302 285 — 321 156—217 179—255 156 — 207 197—269
Коэффициент мг MSM 1,6 1,3 1,1 0,8 1,2 1,0 0,8 0,6 0,5 0,9 0,7 1,1 0.7
Группа сталей Углеродистые, труднообрабатываемые (С >0,6%) хромистые, хромоникельвольфрамовые, инструментальные Хромомарганцовистая, хромокремии- стые, хромокремний-марганцовистые и близкие к ним Автомат- ные
Типовые марки сталей ЗОХ, 35Х, 38ХА, 4ОХ 15Х, 20Х 45Г2, 50Г 35ХГС 18ХГТ ЗОХ ГТ ЗОХ ГТ А12, А20 А40Г
Предел прочности <JB, кгс/мм' 54—72 1 60- 7б) 72—89 89— 100 100— 117 48—63 60—80 80-94 94— 100 56—82 94— 113 113— 134 49—62 56-65 — — —
Твердость НВ 156- 207 170— 217 207— 255 255— 285 285— 331 137— 179 170— 229 229— 269 269— 285 170— 241 269— 321 321— 375 149— 187 170- 197 — —
Коэффициент ис MSM 1.0 0,90 0,7 0.6 0,5 1,3 0,8 0,6 0.5 0,6 0,5 0,4 1.1 0,7 1,2 1,10 1,0
Режимы резания
Продолжение табл. 35
Поверхность Ьвэ жврки и Прокат С коркой
Поковка или штамповка ов Отливка
<60 60—70 >70 <60 60—70 >70
Коэффициент К„ = К„ = Пр «п 1.0 0,8 0,85 0,9 0,75 0,8 0,85
Главный угол в плане ф, градусы 90 60 45 30
Коэффициент Кфв = = «ф 0.89 1,0 1,05 1,18
Отношение ширины фрезерования к диа- метру фрезы В : D < 0,4 >0,40
Коэффициент = ^вп = l<'Bs 1,12 1,0
Вид обработки Черновая Чистовая
Коэффициент Ко = К» = KR ап 1,0 0.8
Фрезерование
36. Режимы резаиия при фрезеровании пазов дисковыми фрезами из быстрорежущей стали Р18
Сталь конструкционная углеродистая. Работа с охлаждением
Diz в, мм t, мм (ДО) Подача (мм/зуб) до
0,03 0,05 0,10 0,13 0,18
0 п SM и п Sm М 0 п S“ 0 п SM V П SM
60 6—12 12 48 256 94 42 227 148 38 201 240 34 183 340
16 18 43 229 84 38 202 132 34 180 216 31 164 304 — — —
75 12 49 208 86 43 184 136 39 165 222 35 149 312
18 18 44 186 77 39 165 122 34 147 198 31 134 280 — — —
75 12 24 12 54 232 53 48 206 84 43 183 137 39 165 194
10 18 48 206 47 43 183 75 38 163 121 35 148 171 — — —
90 20 10—16 12 18 50 44 178 157 82 72 44 39 158 139 130 114 40 35 141 124 211 186 36 31 128 112 297 260 34 30 121 106 374 331
27 39 140 64 35 124 102 31 110 165 28 101 233 27 95 297
SO 12 И—24 12 18 27 57 50 44 202 178 152 56 49 - 43 50 44 39 178 158 139 88 78 68 45 39 35 159 140 124 143 126 113 40 36 31 143 127 111 198 176 155 35 31 27 126 1И 98 234 208 1'83
Режимы резания
4*.
ю
tc
Продолжение табл. 36
D/г В» мм ММ <ДО) Подача (мм/зуб) до
0.03 0,05 ОДО 0,13 ода
D п s« V п SM D п SM О п SM О п SM
18 51 124 46 45 но 72 40 98 119 36 88 163 32 73 194
12«=28 27 45 по 40 40 98 64 35 87 104 32 78 145 28 69 171
16 40 40 98 36 35 87 57 31 77 92 28 69 128 25 61 153
150 18 52 по 40 46 46 98 64 41 87 104 37 148 33 70 174
12—34 27 46 99 36 41 87 57 36 78 94 33 70 130 29 62 153
16 40 41 88 32 36 78 51 32 69 83 29 63 117 26 55 136
ОПП 18 54 87 40 48 77 63 42 68 102 38 62 144 34 55 170
12—40 27 48 77 35 42 68 56 37 60 90 34 65 127 30 48 149
20 40 42 68 31 37 60 49 34 54 81 30 48 111 27 43 133
29^ 18 54 77 39 48 68 61 42 60 99 38 54 137 34 48 164
12—40 27 48 68 34 42 60 54 38 54 89 34 48 122 30 42 143
22 40 42 60 30 37 53 48 33 47 77 30 43 по 26 38 130
Примечание. Поправочные коэффициенты на режимы резания для измененных условий работы в зависи-
мости от группы и механической характеристики см. в табл. 35.
Фрезерование
37. Режимы резания при фрезеровании пазов концевыми фрезами из быстрорежущей стали Р18
Сталь конструкционная углеродистая. Работа с охлаждением
Фрезы I N S' Ширина паза, мм 1 : Глубина паза, мм Подача (мм/зуб) до
0,045 0,06 0,07 0,09 0,12 0,15
° п SM V п SM 9 SM ° п SM V я sm V п нм
С нормальным зубом | 16 4 16 10—25 35 690 112 30 605 125 27 540 140 —
16 5 16 10—25 34 680 137 30 600 155 —
20 5 20 10—30 33 522 107 29 463 120 26 412 135 23 370 152 — — — — — —
20 6 20 10—30 33 525 128 29 465 144 26 415 162 —
25 5 25 10-30 33 420 85 29 370 95 26 330 107 23 290 120 20 254 135 — — —
32 6 32 10—30 28 280 69 25 250 78 22 220 87 19 190 98 — — — — — —
С крупным зубом | 16 3 16 10 — 25 36 720 87 32 640 98 28 560 но 25 500 124 22 435 140 — — —
20 20 10 — 30 35 560 69 31 492 78 27 432 87 24 382 98 22 350 13 302 124
25 3 25 10—30 34 433 54 30 386 60 27 338 68 24 304 77 21 269 86 19 245 97
32 4 32 10 — 30 29. 200 47 26 260 52 23 230 60 20 200 67 18 180 75 •16 160 85
Примечав и-я: 1. Приведенные режимы резания обеспечивают обработку поверхности по 5-му классу шеро- ховатости. 2. Поправочные коэффициенты на режимы резания для измененных условий работы в зависимости от группы н механической характеристики- стали см. в табл. 35.
Режимы резания
38. Режимы резання при фрезеровании двухугловымн несимметричными фрезами из быстрорежущей стали Р18
Сталь конструкционная углеродистая ов => 75 крс/мм2. Работа с охлаждением
Подача (мм/зуб) до
D/г в, мм -I (до) 0,04 0,06 0,08 0,10 0,13 0,18
3 с п SM V п SM О п SM О п SM 0 а SM о п SM
35 18 9—15 16—25 5 8 35 28 316 256 199 161 32 26 290 236 258 210 30,1 24.5 274 222 344 278 28,5 23 260 210 417 348 28 23 258 201 530 413 27 21 244 190 671 523
45 20 9—15 16—25 5 8 38,5 31,5 272 222 190 155 35,5 29 251 204 248 201 33,5 27 237 192 330 268 32 27,5 224 196 402 352 30 25 214 175 487 398 28,5 23 202 164 518 501
60 20 9—15 16—25 5 8 43,5 35,5 232 189 162 133 40,5 33 214 175 211 173 38 31 202 164 282 228 36 29 192 156 344 280 34,5 28 183 149 417 340 32,5 26,5 172 140 526 429
75 22 9—15 16—25 5 8 47,5 39 202 166 155 128 44 36,5 187 154 203 168 41,5 34 177 145 272 222 39,5 32,5 167 137 300 246 37,5 31 160 131 401 330 35,5 29 150 123 504 414
90 24 9=15 16—25 5 8 41 35,3 155 126 130 106 40,5 33 144 116 170 137 38,5 31 136 109 228 182 36 29 128 103 274 220 35 28 123 99 336 272 32,5 26,5 115 93 422 342
Примечай сим ости от группы и е. Поправочные коэффициенты на режимы резания для и механической характеристики стали см. в табл. 35. измененных условий работы в зави*
Фрезерование
Делительные головки
423
ДЕЛИТЕЛЬНЫЕ ГОЛОВКИ
Делительные головки бывают универсальные и упрощенные. Обычно
делительные головки выполняют одношпиндельными. Однако в усло-
виях крупносерийного производства, главным образом на заводах,
производящих инструмент, находят применение двух- и трехшпиндель-
ные головки.
Универсальные делительные головки изготовляют двух типов —
с делительным диском (лимбом) (табл. 39) и без делительного диска
(безлимбовые).
Рис. 9. Кинематическая схема настройки делительной головки;
а — на простое деление; б — на дифференциальное деление; / —
шпиндель делительной головки; 2 — лобовой делительный диск;
3 — червячное колесо (40 зубьев); 4 — однозаходный червяк; 5 —
делительный диск; 6 — рукоятка делительного диска с фиксатором
и защелка; zt, z2. za, z4 — сменные колеса гитары
Настройка иа деление. Универсальные делительные головки допу-
скают четыре способа деления: непосредственное, простое, комбини-
рованное, дифференциальное.
Непосредственное деление на головках Н-100, Н-135, Н-160 совре-
менного исполнения осуществляют при помощи лобового делительного
диска. Угол поворота шпинделя головки
360°
где 2 — заданное число делений (т. е. число равных частей, на которое
требуется разделить заготовку).
При каждом следующем повороте шпинделя к отсчету, соответствую-
щему положению шпинделя до поворота, следует прибавить величину а.
Простое деление осуществляют при помощи рукоятки 6 (рис. 9),
вращаемой относительно неподвижно закрепленного делительного
диска, 5 с несколькими концентричными рядами отверстий, располо-
женными по обеим его сторонам. Передвижной фиксатор рукоятки 6
устанавливают против выбранного круга делительного диска с числом
424
Фрезерование
39. Характеристики универсальных делительных головок
X ар актер истина Модель головки *
н-юо Н-135 Н-160
Высота центров Л, мм Наибольший угол поворота шпинделя в вертикальной пло- скости, градусы (плюс по- ворот вверх, минус — пово- рот вниз) Передают ное отноше и и е червячной пары Число отверстий делитель- ного диска *8; первого; 100 + 90 — 10 1 С 40 135 + 90 — 10 1 £ 40 160 + 90 — 10 1 , 40
первая сторона вторая сторона 43; 42; 41; 39; 38; 37; 34; 30; 28; 25; 24 24; 25; 28; 30; 34; 37; 38; 39; 41; 42; 43; 46; 47; 49; 51; 53; 54; 57; 58; 59; 62; 66
второго: первая сторона вторая сторона 66; 62; 59 58; 57 54; 53; 51 49; 47; 46 >— 1 1
Число отверстий диска не- посредственного деления *® Цена деления круговой шкалы, градусы Точность деления, минуты; по делительному диску по диску непосредствен- ного деления Числа зубьев сменных зуб- чатых колес, прилагаемых к головке Номер конуса Морзе в шпинделе головки Диаметр центрирующего пояска, мм Диаметр отверстия в шпин- деле, мм Ход пиноли задней бабки, мм Подъем центра задней баб- ки, мм Номер конуса Морзе в пн- ноли задней бабки 24 25; 30; 35; 4 3 28С 20 25 20 2 Деления в градусах 1 2 5 ); 50; 55; 60; 70 4 48С 26,5 35 30 2 24; 30; 36 80; 90; 100 5 68С 38,2 35 30 3
Ленинградский завод делительных головок выпускает уни- версальные делительные головки (сокращенно УДГ) трех моделей, различающихся по высоте центров П6-34 с Н — 100 мм, П6-32Б с Н = 135 мм и П6-ЗЗА с Н «= 160 мм. Эти модели здесь обозначены по высоте центров Н.
*2 На универсальные делительные головки Н-100, Н-135. Н-160
Ставят также делительные диски со следующими числами отверстий!
на первой стороне 16; 17; 19; 21; 23; 29; 30; 31 и на второй стороне 33;
37; 39; 41? 43; 47; 49; 54.
*3 На универсальные делительные головки Н-100, Н-160 ставят
также диск непосредственного деления о градусными круговыми деле-
ниями, как и для головки Н-135.
Делительные головки
425
отверстий а. Вращение рукоятки на определенное количество проме-
жутков (шагов) Ь повыбранному кругу а через зубчатую передачу (1:1)
и червячную передачу передается на шпиндель 1, на котором закреп-
лена обрабатываемая заготовка.
Для облегчения отсчета числа промежутков Ь по выбранному кругу
применяют раздвижной сектор, ножки (радиальные линейки) которого
устанавливают так, чтобы между ними было необходимое число проме-
жутков b выбранного круга, т. е. (Ь 1) отверстий.
Необходимое число оборотов рукоятки при простом делении
определяют по табл. 40.
Пример, Определить число оборотов рукоятки делительной головки Н-160
при фрезеровании диска с.(12 прорезями:
здесь
£ = 3 и
Я 3 .
Для выполнения этой работы необходим делительный диск с числом от-
верстий а, кратным 3. По табл. 39 находим, что можно принять а — 24; 30; 39
и т. д.» в зависимости от типа (старого или современного исполнения) головки.
l а 1 24
Если взять, например, а === 24, то о = р -~-==1-—=г8, следовательно, число
Ч О
полных оборотов рукоятки равно 3, а число промежутков между отверстиями
круга, пропускаемых при дополнительном повороте рукоятки, равно 8 (число
отверстий между иожками сектора b + 1 “ В -J- 1 == 9).
Делительные диски универсальных делительных головок Н-100,
Н-135 и Н-160 (см. табл. 39) допускают деление иа все числа частей от
2 до 60; от 60 до 120 — только на все четные числа и числа, кратные 5,
свыше 120 и 540 — только на некоторые числа.
В делительных головках Других типов иностранные фирмы (Броун
и Шарп, Л. Леве, Вандерер, Бернацки) применяют комплект, состоя-
щий их трех односторонних делительных дисков, имеющих 15; 16; 17;
18 и 20 отверстий (1-й диск); 21; 23; 27; 29; 31 и 33 отверстий (2-й диск);
37; 39; 41; 43 и 49 отверстий (3-й диск). Эти диски допускают деление на
все числа частей от 2 до 50, от 50 до 95 — только на все четные и кратные
5, свыше 95 и до 360 — только на некоторые числа.
Комбинированное деление (деление в два приема) осуществляется
после расчленения расчетного поворота рукоятки на два составляющих
поворота, каждый из которых производится простым делением. Для
комбинированного деления необходимо иметь специальное устройство,
чтобы застопорить делительный диск подвижным штифтом с тыльной
стороны, и делительные диски с отверстиями с обеих сторон.
Пример. Настроить головку с характеристикой ^ =? 40 на фрезерование
зубчатого колеса с числом зубьев z = 77.
Расчетная формула простого деления
N 40
п = •— —
г 77 •
40
Дробь-у^- несократима, представим ее в виде суммы двух, дробей!
40 33 4-7 33 , 7 3,1
' П~ 77 ~ 77 ~ 77 + 77 ~ 7 + ТГ.
426
Фрезерование
40. Формулы для расчета настройки делительных головок
Определяемая величина Порядок расчета или выбора
Простое деление
Заданное число делений, отне- сенное к полной окружности г Если заданное число делений не может быть получено методом про- стого деления, прибегают к диффе- ренциальному делению (см. стр. 427)
Число оборотов рукоятки для одного деления п N V 1 Г С- ! Р п = = Е Н • = Е Ч , z 1 q где Е — целое число (может быть равно пулю), р н q — взаимно про- стые числа
Число отверстий выбранного де- лительного круга а Число а должно быть кратным числу q
Число промежутков в круге а, на которое надо дополнительно повернуть рукоятку после полных оборотов ее b . а
Дифференциальное деление
Заданное число делений, отне- сенное к полной окружности 2 Может быть любым числом
Выбранное число делений, кото- рое может быть осуществлено прн помощи имеющихся делительных дисков X Значение х надо выбрать таким об- разом, чтобы разность х —» г была небольшой, деление иа части возмож- но методом простого деления, переда-
Число промежутков (шагов) в круге для осуществления за- данного деления Ь точное отношение могло быть осу- ществлено с помощью сменных зуб- чатых колес, имеющихся у данной головки. Для головок Н-100, Н-135,
Число отверстий выбранного делительного диска для деления на х частей а Н-160 сменные колеса указаны в табл, 41
Число оборотов рукоятки дели- тельной головки для одного деле- ния п W 40 П г= = • X X
Передаточное отношение смен- ных зубчатых колес гитары дели- тельной головки / , __ N (х — г) 40 (х — г) Д х х
Примечание. Характеристика делительной головки (число оборотов рукоятки для одного полного оборота шпинделя) .V — 40 . для головок Н-100, Н-135, Н-160. *
Делительные головки
427
Подбираем с одной стороны диска круг с числом отверстий, кратным 7,
например круг 28, а с другой стороны —круг с числом отверстий, крат-
ным П. например круг 66:
_ 3 1 _ 12 6
п — —-Н п — — 4- бб
Для поворота заготовки на часть окружности необходимо произвести
последовательно одно деление на диске с а = 28 н другое деление на диске
с а = 66. Сначала вращают рукоятку головки вокруг неподвижного делитель-
ного диска на 12 промежутков (шагов) а затем, ие освобождая штифт фикса-
тора, рукоятку вместе с диском поворачивают еще на шесть промежутков в ту же
сторону (знак «+>), ведя отсчет от тыльного штифта.
Дробь можно представить также в виде разности, тогда поворот делитель-
ного диска на угол, соответствующий знаку минус, должен быть сделан в обрат-
ную сторону.
Дифференциальное деление. Необходимый поворот шпинделя осу-
ществляется в результате вращения: рукоятки на Ь промежутков отно-
сительно делительного диска с а делениями, самого делительного
диска, которому это движение принудительно сообщается от шпинделя
головки через гитару сменных зубчатых колес (рис. 9 и 10). При этом
нужно освободить защелку делительного диска.
Для дифференциального деления необходимо определить (по фор-
мулам табл. 40); число оборотов рукоятки п; передаточное отношение !д
сменных зубчатых колес; направление вращения диска. Вместо задан-
ного числа делений г, которое нельзя осуществить методом простого
деления, задаются таким произвольным числом делений х, на которое
деление этим способом возможно, и ведут расчет на это число делений.
Настройку передаточного отношения /д осуществляют (см. рис. 10)
одной либо двумя парами сменных зубчатых колес, с применением
одного или двух промежуточных колес, либо без них. Число промежу-
точных колес (табл. 41) зависит от знака 1д, т. е. от знака разности
х — z, и от числа пар сменных колес гитары. При /д > 0, т. е. когда
х > г, делительный диск и рукоятку вращают в одну сторону (по часо-
вой стрелке), при 1д < 0, т. е. когда х < г, — в противоположные сто-
роны (рукоятку по часовой стрелке, диск против часовой стрелки).
Для настройки передаточного отношения 1д к головкам прилагается
комплект сменных зубчатых колес с числами зубьев 25; 30; 35; 40; 50;
55; 60; 70; 80; 90 и 100, а также гитара и валик, закрепляемый в заднем
конце шпинделя головки.
Пример, Определить число оборотов рукоятки универсальной делитель-
ной головки Н-160 современного исполнения и подобрать сменные зубчатые
колеса для деления окружности на 61 часть.
Принимаем х = 60. Тогда
N (х — z) 40 (60 — 61) 40
" X 60 «Г '
Устанавливаем на шпиндельный валик зубчатое колесо — 40 (ведущее)
и на валик привода делительного диска колеса z4 == 60 (ведомое). Так как
передаточное отношение получилось отрицательным (х < г) и осуществляется
одной парой сменных колес, то необходимо поставить два промежуточных ко-
леса по схеме П табл. 41 (рнс. 10).
Рукоятку делительной головки надо поворачивать иа
N 40 2 .
п = ^ = -бо- = Т °борота-
428
Фрезерование
Рис. 10. Настройка головки на дифференциальное деление:
а — одной парой сменных колее (с двумя промежуточными
колесами); б — двумя парами сменных колес (с одним про.
межуточным колесом)
Выбираем на делительном диске круг а = 33s по нему пропускаем 22 про-
межутка (так как -5-=-57-1 и вставляем штифт в 23-е отверстие диска.
Для подбора сменных колео удобно пользоваться таблицами, при-
лагаемыми к делительным головкам, для настройки иа дифференци-
альное деление.
Некоторые особые случаи деления. Поворот заготовки по задан-
ному углу между обрабатываемыми гранями или центральному углу
Делительные головка
429
41s Число промежуточных колес в гитаре делительной головки
при настройке передаточного отношения
JV (х - г)
‘д х
Число пар сменных зубчатых колес Число промежуточных колес при
С > 0, т, е. х > г Д *д < 0, т. с, х < z
1 1 (схема /) 2 (схема II)
2 0 (схема III) 2 (схема IV)
Примечание. На схемах I^-I V промежуточные зубчатые
Г **
колеса обозначены Zq; 2q и г .
между осями фрезеруемых канавок. Если задан угол между плоскостями
АВ и ВС (рис. 11, а), то при обработке этих граней заготовка должна
быть повернута иа угол а = 180° — 0. Число оборотов рукоятки де-
лительной головки для последовательной обработки плоскостей АВ
и BG и для фрезерования канавок (рис. 11,6) определяют по формуле
Na 40а а ,
П = "Збб5- = W = оборотов,
где а — в градусах.
Если угол а выражен в
а в угловых секундах, то
угловых минутах, то п==*54о-»а если
” 32 400 ’
Поворот ваготовки по ваданному шагу между осями фрезеруемых
канавок. Если задай шаг t между осями канавок (рис. 11, в), измеренный
по дуге окружности диаметра D, число оборотов рукоятки делительной
головкн находят по формуле
Nt _ 40/
и— л£> ~~ aD *
430
Фрезерование
Настройка на фрезерование винтовых канавок (спиралей). Для обра-
зования на цилиндрической или конической поверхности винтовой ка-
навки (спирали) нужного шага (рис. 12, а) необходимо сообщить заго-
товке одновременно вращение и перемещение вдоль оси. Движения
должны быть взаимно согласованы так, чтобы за один полный оборот
заготовки фреза переместилась вдоль ее оси на величину шага. Для
этой цели шпиндель универсальной головки связывают при помощи
сменных зубчатых колес с ходовым винтом подачи стола (рис. 12, б).
Если необходимо нарезать иа заготовке z винтовых канавок, равно-
мерно расположенных по окружности заготовки, следует после обра-
ботки каждой канавки повернуть заготовку относительно фрезы на
Рис. И, Особые случаи деления:
а — по углу между гранями; б — по центральному углу; е — по
шагу
— долю оборота и обработать следующую канавку. Это производится
поворотом шпинделя делительной головки при помощи делительного
диска и рукоятки по методу простого деления.
Винтовые канавки фрезеруют концевой фрезой на вертикально-фре-
зерном станке или дисковой фрезой на горизонтально-фрезерном станке.
Фрезеруемая канавка получает профиль фрезы. При фрезеровании
винтовых канавок дисковой фрезой стол станка надо повернуть на
угол <в наклона винтовой линии, учитывая при этом направление вин-
товой канавки фрезеруемой детали. При фрезеровании концевой фре-
зой стол не поворачивают.
Формулы для расчета настройки делительной головки при фрезе-
ровании винтовых канавок следующие:
Угол винтовой линии (спирали) со „ , »
Угол подъема винтовой линии (спира-
ли) <р ................................
Шаг винтовой линии (спирали) s мм
Диаметр детали £>, мм
Число оборотов рукоятки делительной
головки п
. nD
tg<0 = —
ф = 90° — 0)
ъ , л£>
5 = nD ctg £0= '
ь tg со
Задает^ чертежом
Л
п — —- (см. табл. 44)
Число винтовых канавок г ....
Характеристика фрезерного станка Л
. Задается чертежом .
А « Nt, где N — характеристика
делительной головки; / — шаг хо-
Передаточное отношение сменных колес
дового винта подачи стола, мм
( = А = Л tg m = г3
b nD г2 г4
Подбор зубчатых колес для настройки производят по таблицам,
прилагаемым к паспорту делительной головки» В табл. 42 приведены
Делительные головки
432
Фрезерование
42. Установка сменных зубчатых колее при фрезеровании
винтовых канавок на делительных головках Н-100, Н-135 и Н-160
на станке с шагом винта продольной подачи, равным 6 мм
Модель
головки
Винтовая канавка
леван правая
Н-135
Н-160
Современная
Н-135
Н-160
Прежнего
исполнения
Целительные головки
433
Продолжение табл. 42
Шаг винто- вой канавки, мм Сменные зубчатые колеса Шаг винтовой канавки, мм Сменные зубчатые колеса
21 2з 24 Z1 22 г# г.
25,00 100 25 60 25 196,00 100 35 30 70
35,00 100 25 60 35 200,00 90 60 80 100
43,60 100 25 55 40 202,50 80 30 40 90
51,00 100 25 70 60 206,25 80 50 40 55
54,00 100 30 80 60 210,00 100 50 40 70
58,20 90 30 55 35 215,50 70 40 35 55
64,00 100 40 90 60 220,00 90 55 40 60
. 70,00 80 35 60 40 225,00 80 50 60 90
73,50 100 35 80 70 231,00 100 55 40 70
70,20 90 25 70 80 235,70 80 55 70 J00
81,00 100 30 80 90 240,00 80 40 25 50
86,40 100 30 50 60 245,00 80 35 30 70
88,90 90 25 60 80 250,00 90 60 50 80
90,00 100 50 80 60 256,00 90 60 50 80
98,00 100 35 60 70 259,20 100 60 50 90
юз.оо 80 25 40 55 262,50 80 35 40 100
108,00 100 40 80 90 264,00 100 55 40 80
112,00 100 60 90 70 264,50 70 30 35 90
117,90 80 50 70 55 270,00 100 50 40 90
120,00 90 30 40 60 275,00 80 55 60 100
122,50 80 35 60 70 280,00 90 60 40 70
123,75 80 30 40 55 288,00 100 80 60 90
125,00 80 25 60 100 294,55 80 60 55 90
128,00 100 60 90 80 300,00 80 50 35 70
132,00 100 25 25 55 308,00 100 55 30 70
136,40 80 25 55 100 311,10 100 70 40 80
137,50 80 50 60 55 315,00 80 70 60 90
144,00 100 40 60 90 320,00 90 60 50 100
147,00 90 50 70 55 326,70 60 35 30 70
151.00 90 30 35 70 330,00 80 55 35 70
155,00 90 35 60 100 336,00 100 70 40 80
160,00 100 50 60 80 337,50 80 50 40 90
163,33 90 35 40 70 345,60 100 80 50 90
165,00 100 50 40 55 350,00 80 70 60 100
168,00 100 35 40 80 355,60 90 80 60 100
172,80 100 40 50 90 360,00 80 60 35 70
176,00 90 55 50 60 375,00 80 50 40 100
180,00 80 40 60 90 387,90 90 80 55 100
187,00 70 30 55 100 392,00 60 35 2$ 70
192,00 100 40 35 70 396,00 100 55 30 90
434
Фрезерование
Продолжение табл. 42
Сменные зубчатые Сменные зубчатые
Шаг винто- колеса Шаг винто- колеса
вой канавки, вой канавки,
мм Zi Zs г* мм 21 ч
400,00 90 60 40 100 586,70 90] 55 25 100
408,00 60 70 55 80 588,00 40 35 25 100
412,50 80 55 40 100 600,00 80 70 35 100
420,00 80 60 30 70 648,00 80 60 25 90
432,00 100 80 40 90 685,70 40 60 30 100
440,00 60 50 25 55 704,00 60 55 25 80
448,00 100 70 30 80 783,10 70 80 35 100
460,80 100 60 25 80 880,00 60 55 25 100
469,30 90 55 25 80 1056,00 50 55 25 100
471,40 80 55 35 100 1080,00 80 90 25 100
480,00 80 40 25 100 1131,40 35 55 30 90
490,00 40 35 30 70 1188,00 40 55 25 90
500,00 80 50 30 100 1200,00 40 70 35 100
512,00 90 60 25 80 1320,00 40 55 25 100
518,00 100 60 25 90 1396,40 55 80 25 100
525,00 80 70 40 100 1478,40 25 55 25 70
529,00 70 60 35 90 1542,90 40 90 35 100
540,00 80 70 35 90 1600,00 40 80 30 100
550,00 60 35 25 100
560,00 60 35 25 100
При меч а и и я: Г, Промежуточное колесо z0 вводится допОл-
иительно в набор сменных зубчатых колес при фрезеровании правых
винтовых канавок на универсальных делительных головках Н- 13b
и Н-160 современного исполнения а также при фрезеровании левых
канавок на универсальных делительных головках Н-135 н Н-lbU пр еж-
него исполнения и на универсальной делнтелькои головке Н 1U0.
2. Зубчатое колесо Zi устанавливают при работе с головками
Н-135 и Н- 160 на постоянном пальце гитары, а при работе с ГОЛОВКОЙ
Н-100 — на вннте продольной подачи стола; зубчатые колеса za, Za
и zo —' на гитаре > *4 - - на валике привода головки.
3. Зубчатые колеса г - = 501 н г — 50я на современных универ-
сальных делительных головках Н-135 и Н-160, а также колеса 2 = 24,
г = 38, и 2=3 2а иа головках Н 135 и Н-160 прежнего исполнения
постоянные.
Фрезерование канавок и вубьев режущего инструмента
435
данные для подбора сменных зубчатых колес при настройке на фре-
зерование винтовых канавок для наиболее часто встречающихся углов
при изготовлении фрез с наклоном винтовых зубьев. Таблица состав-
лена для значения А = 240 мм делительных головок Н-100, Н-135
и Н-160 прежнего и современного исполнения (рис. 12, в).
Пример. Произвести расчеты для настройки делительной головки Н-160
при фрезеровании винтовых зубьев левой цилиндрической фрезы диаметром
75 мм с числом зубьев 2=8, углом 6) = 30° на фрезерном станке с характери-
стикой А — 240 мм. Шаг винтовой канавки
nD п-75 235,62
s ----= т—~А ~ 403 мм.
tg<o tg 30° 0,577
Для фрезерования винтовой канавкн с шагом около 408 мм передаточное
отношение сменных колес
Л 240
408
‘4 =
может быть осуществлено с достаточной для практики точностью посредством
набора
. 21 2а 60 55
ь z2 Z. 70 ’ 80
Стол надо повернуть на угол б> = 30°. Для деления г = 8 число оборотов
рукоятки делительной головкн
40 „ ,
п — — = 5 оборотов.
о
Оптические делительные головки применяют для точных угловых
делений и делительных работ.
В зависимости от цели деления и характера отсчета устанавливают
следующие типы оптических делительных головок: ОДГ-2 — с ценой
деления 2" и с двусторонним (совмещенным в поле зрения) отсчетом;
ОДГ-5 — с ценой деления 5" и с двусторонним отсчетом; ОЖГ-Ю—
с ценой деления 10" и с односторонним или двусторонним отсчетом;
ОДГ-60 — с ценой деления 60" и с односторонним отсчетом.
ФРЕЗЕРОВАНИЕ КАНАВОК И ЗУБЬЕВ
РЕЖУЩЕГО ИНСТРУМЕНТА
Установка угловых фрез при обработке канавок на цилиндрических
заготовках. При прорезании канавок положение фрезы определяется
величинами: х — смещение фрезы от вертикальной плоскости по оси
ваготовки и у — углубление фрезы в тело заготовки.
При фрезеровании канавок иногда необходимо получить зубья обра-
батываемого изделия постоянной заданной высоты h (рис. 13).
В табл. 43 приведены формулы для определения величин х и у при
фрезеровании канавок на цилиндрической поверхности одноугловыми
и двухугловыми фрезами для получения переднего угла у = 0 и у =^= О
(рис. 14). Иногда при фрезеровании канавок необходимо получить на
зубе небольшую полоску (фаску) / (рис. 14). В этом случае в расчет ве-
личин координат установки фрез вводят ширину f фаски, учитываемую
при определении центрального угла е, рад:
где г — число зубьев заготовки; R — радиус заготовки.
436
Фрезерование
43. Формулы для определения координат установки угловых фрез
при фрезеровании канавок на цилиндрической поверхности заготовок
(см. рис. 13 и 14)
Перед- ний угол у на зубе заго- товки Координаты установки угловых фрез при фрезеровании
иа высоту h фаскн f
При работе двухугловыми фрезами с углами <р и ф,
V 0 х 8« R sin (<рх у) — h sin cos v ’ У - I? - — [r cos (tp, 4- у) — h cos (pi [ cos v J x >= Я |sin (Ф1 4- y) — 2 sin x 8 L , у 8 1 sin фД X-2 cos[(4> + ?)~-5-]-^|! у — R |1 — cos (<p, 4- v) + 2 sin X . Г, , . a 1 cos ф, 1 Xcos[«₽ + V) TjsinqjJ
V = 0 x = (R — h) sin Фх; у — R (1 X. cos <P1) + 4- h cos <Pj X = R £sln <Pi — 2 sin (<P — 8 И sin <pi — 2 /] sin ф ’ у = R p — cos <₽, 4- 2 sin 4 К „ / в’ll cos <p, К cos(<p- J] sln(p
V чЬ о При работе с одноуглси х •= R sin vs у = R (1 — cos T) + + _A_ cos V тми фрезами (<pt = 0) X •= R sin y; у = R |1 — cos у 4- 2 sin 4 cos pq> 4- V) — 4] I sin у J
у === 0 О «С (1 II x = 0; 2R sin 4 cos L u e ; L Sin Ф
Примечание. Если работа выполняется двухугловой сим- метричной фрезой, то в приведенных формулах вместо tpj ставится Ф = -г.
Фреверование канавок а вубьев режущего инструмента
437
При этом координаты величин х и у определяют по табл. 43. В ука-
занных выражениях не учтена величина радиуса закругления г канавки
у основания зуба. Фактические координаты установки фрезы Хф и уф,
соответствующие условиям в связи с наличием радиуса г, будут:
Рис. 13. Установка угло-
вой фрезы при фрезеровании
канавки на высоту h
Уф = у — Ду.
Величины Дх и Ду определяют:
при работе с двухугловыми фрезами с углами <р и <р^ по формулам:
&у — г
<р 1
c°s-f- —Ф1
sin -2- ’
при работе с одноугловыми фрезами (<pj == 0) по формулам:
Дх = г;
Ду = г ctg-2-— 1,
Установка заготовки при фрезеровании канавок на торцовой поверх-
ности заготовки. Для получения фаски постоянной ширины Д заго-
товку устанавливают в делительной головке под углом | (рис. 15),
который определяют по формуле
cos & = tg ₽ ctg q>.
438
Фрезерование
Здесь g — угол наклона делительной головки; — центральный
угол зубьев обрабатываемой детали (Р == 360/г; где а — число зубьев);
Ф — угол профиля применяемой одноугловой фрезы.
Установка заготовки при фрезеровании канавок на конусной поверх-
ности инструмента. Для получения фаски постоянной ширины f на
Рис. 15. Установка заготовки Рис. 16. Установка заготовки при
лрм фрезеровании зубьев на фрезеровании зубьев на кониче-
торцовой поверхности ской поверхности
конической поверхности заготовку устанавливают в делительной го-
ловке под углом, который находят как разность двух вспомогательных
углов (рис. 16);
Здесь gi— первый вспомогательный угол, tg gi== cos (J ctg 6; g2—
второй вспомогательный угол, sin g3 = tg 0 ctg <p sin g1( где 0 — цент-
ральный угол между смежными зубьями на конической поверхности
фрезеруемой детали; <р — угол профиля применяемой одноугловой фре-
зы; 6 — угол профиля фрезеруемой детали (фрезы).
ФРЕЗЕРОВАНИЕ ФАСОННЫХ КОНТУРОВ *
Обрабатывать фасонные поверхности можно путем разметки или ме-
тодом копирования, применяют также кинематический метод фрезеро-
вания и метод программного управления движением фрезы. Большое
распространение для обработки профилен кулачков получило копиро-
вальное фрезерование
* См. «Справочник металлиста», т. 4.
Фрезерование фасонных контуров 439
СПИСОК ЛИТЕРАТУРЫ
1. Аврутин С, В. Рациональная работа фрезеровщика. Изд. 7-е. М., «Ма-
шиностроение», 1967, с. 9.
2. Аврутин С. В» Фрезерное дело. Изд. 5-е М., «Высшая школа», 1964, 5 с.
3. Блюмберг В. А. Справочник фрезеровщика. Л., «Машиностроение»,
1972, с. 14.
4. Краткий справочник металлиста. Под ред. д-ра техн, наук проф. Ма-
лова А. Н. М., «Машиностроение», 1972, 767 с.
5. Ларин Н. М. Высокопроизводительные конструкции фрез я их рацио-
нальная эксплуатация. М., Машгиз, 1957, с. 2.
6. Общемашиностронтельные нормативы режимов резания. Для техни-
ческого нормирования работ на металлорежущих станках. Ч. I. Токарные
карусельные, токарно-револьверные, алмазно-расточные, сверлильные, стро-
гальные, долбежные и фрезерные станки. М., «Машиностроение», 1967, с. 15.
7. Оглоблин А. Н. Делительные головки и их настройки. М., «Машино-
строение», 1964, с. 6.
8. Плотицын В. Г. Расчеты настроек и наладок фрезерных станков. М.,
«Машиностроение», 1969, с. 5.
9. Шатин В, П., Денисов П. С. Режущий и вспомогательный инструмент.
Справочник. М., «Машиностроение», 1968, с. 418.
Глава 10
РЕЗЬБООБРАЗОВАНИЕ
Способ изготовления, резьбы выбирают в зависимости от параме-
тров, точности, допустимой шероховатости поверхности (табл. I),
материала, конфигурации детали и требуемой производительности.
1. Точность резьбы в зависимости от способа резьбообразования
Способ резьбо- образовавия Резьбообразующнй инструмент Резьба
Вид Состояние профиля резьбы Класс точности Классы hi ерох ов атости поверхности по ГОСТ 2789—73
Нарезание Резец Плашка Фреза Резьбо- нарезная головка То же Метчик Абразив Шлифованный Нешлифованный Шлифованный Нешл ифова ин ый Шлифованный Нешл ифованный Шлифованный 2-3 3 3 1—2 2—3 1 — 2 3 1-2 1 и точнее 6 — 7 4 — 6 4 — 6 5-7 5—6 6-7 5—6 5—6 7-9
Накатыва- ние нешли- фованной заготовки Плашка и ролик Нешлифованный Шлифованный 2—3 2 6-8 7—10
Накатыва- ние шлифо- ванной за- готовки То же Нешлифованный Шлифованный 2 1 п точнее 6—8 7—10
Технологичность конструкции резьбовых деталей существенно влияет
на процесс резьбообразования.
Интервалы шагов резьб, рекомендуемые из соображения технологич-
ности, приведены в табл. 2. Для унификации следует принять для ка-
ждого диаметра только один шаг резьбы Ру.
Редьбообразование
441
Из рис. 1 следует, что недорез резьбы т ~ f + с, где / — длина
сбега резьбы (длина активной части заборного конуса); с— гарантий-
ный зазор. Уменьшение значений f и с (табл. 3) снижает стойкость ин-
струмента, увеличивает шероховатость поверхности резьбы, приводит
к выкрашиванию режущих кромок, а иногда и к поломкам инстру-
мента.
Во всех случаях, кроме нарезания резьбы резцами, выточки и про-
точки под резьбу являются излишними, если они не обеспечивают свин-
чиваемость резьбовой пары до упора.
Рис. 1. Недорез
резьбы
Рис. 2. Рабочая высота витка резьбы
в процентах
Наименьшая длина ввинчивания I стального болта в стальной кор-
пус равна Id. в чугунный — 1,5d, в алюминиевый — 2d, где d — номи-
нальный диаметр резьбы.
Косые выходы резьбовых отверстий приводят к поломкам сверл
и метчиков.
В крупносерийном и массовом производстве не рекомендуется при-
менять резьбы точнее 2-го класса (6 g и 6//).
Уменьшение высоты профиля резьбы h повышает производительность
резьбообразовання и стойкость инструмента. За 100%-ную прини-
мается резьба (рис. 2) с верхним и нижним притуплением профиля
1/8 Н (h = 0,75Н). По ГОСТ 9150—59* резьба 83 1/3% (а = 1/4/7;
h — 0,625Я). Для резьб, нарезаемых в титане, а также для тяжело-
нагруженных резьбовых соединений применяют 75%-ную резьбу с вы-
сотой притупления впадииы болта и вершины гайки а = 5/16/7 и обя-
зательным радиусом скругления г = 0,18р. При накатывании допус-
кают 66 1/3%-ную резьбу с высотой притупления а~ 3/8/7. Предель-
ной является 55%-ная резьба с притуплением профиля а= Q/20H и
радиусом скругления г = 0,26 Р.
Для неответственных резьбовых соединений допустимо применять
плоскосрезанный профиль резьбы.
Притупление профиля инструмента для наружной резьбы приведено
в табл. 4.
442
Резъбообразование
2. Сортамент метрических резьб
Размеры в мм
Диаметр Шаг наибольший р max Шаг наименьший ^mlo Шаг унифици- рованный Ру
3 0,50 — 0,50
4 0,70 — 0,70
5 0,80 — 0,80
6 1,00 0,75 1,00
8 1,25 1,00 1,25
10 1,50
12 1,75 1,50
14—16 2,00
18 — 22 2,50 2,00
24 — 200 3,00 1,50
3. Сбег резьбы и гарантированный зазор
Способ изготовления резьбы Сбег резьбы Гарантий- ный зазор С, мм
ф° Л мм
Фрезерование, шлифование . . . 60 0,5Р 0,5Р
Резьбонарезиой головкой; на гладкой заготовке 20 2Р
до упора 20 2Р 1,5
Накатывание: на гладкой заготовке 20 1Р
до упора 20 1Р 1Р
до заплечика, редуцированного в наружный диаметр резьбы 20 1Р 0,5Р
Метчиком и глухом отверстии . . . 13 ЗР 2Р
Примечание, ср — угол сбега резьбы (угол заборного ко-
нуса или фаски на инструменте); Р — шаг резьбы.
4, Профиль резьбообразующих инструментов для наружной метрической резьбы по ГОСТ 9150—59
Размеры в мм
. 60* Исполнение/ Исполнение S
Для контроля * Для расчета Для контроля **
р W н т Л1 Cj = г С1 С2
наи- мень- ший наи- боль- ший изно- шен- ный наи- боль- ший наи- мень- ший изно- шен- ный наи- мень- ший наи- меи ь- ший наи- боль- ший изно- шен- ный нано- шен- ный наи- боль- ший
0,5 0,291 0,433 0,057 0,075 0,084 0,162 0,144 0,135 0,162 0,054 0,072 0,081 0,108 0,054
0,6 0,343 0,520 0,059 0,081 0,091 0,195 0,173 0,163 0,195 0,065 0,087 0,097 0,130 0,065
0,7 0,402 0,606 0,073 0,098 0,110 0,227 0,202 0,190 0,227 0,076 0,101 0,113 0,151 0,076
0,75 0,433 0,649 0,081 0,108 0,121 0,244 0,217 0,204 0,244 0,081 0,108 0,121 0,162 0,081
0,8 0,461 0,693 0,085 0,113 0,127 0,259 0,231 0,217 0,259 0,087 0,115 0,129 0,173 0,087
1 0,572 0,866 0,100 0,136 0,154 0,325 0,289 0,271 0,325 0,108 0,144 0,162 0,216 0,108
1,25 0,724 1,082 0,139 0,184 0,206 0,406 0,361 0,339 0,406 0,135 0,188 0,202 0,271 0,135
1,5 0,866 1,299 0,162 0.216 0,243 0,487 0,433 0,406 0,487 0,162 0,216 0,243 0,325 0.162
1,75 1,008 - 1,515 0,186 0,250 0,280 0,569 0,505 0,475 0,569 0,189 0,253 0,283 0,379 0,189
2 1,157 1,732 0,219 0,292 0,326 0,650 0,577 0,543 0,650 0,216 0,289 0,323 0,433 0,216
2,5 1,441 2,165 0,268 0,357 0,400 0,81 1 0,721 0,678 0,811 0,271 0,362 0,404 0,541 0,271
3 1,732 2,598 0,325 0,433 0,485 0,974 0,866 0,814 0,974 0,325 0,433 0,485 0,649 0,325
3,5 2,020 3,031 0,378 0,504 0,565 1.136 1,010 0,949 1,136 0,379 0,505 0.566 0,758 0,379
4 2,311 3,464 0,435 0,579 0,649 1,299 1,155 1,085 1,299 0,433 0,577 0,647 0,866 0,433
Примечание. По вершинам профиля инструмента «Исполнение I» допускается закругление в пределах
поля допуска. Профиль изношенного инструмента между линиями АВ и CD должен быть прямолинейным, выше и
ниже — произвольным.
* При проверке по проволочкам.
** При проверке на микроскопе.
Резьбообразование
444
Резьбообразование
НАРЕЗАНИЕ РЕЗЬБЫ РЕЗЦАМИ
Резьбу нарезают однониточными или многониточными резцами (гре-
бенками) с открытым (рис. 3) или замкнутым (рис. 4) профилями при
двух относительных движениях инструмента и заготовки; враТцатель-
ном вокруг ее оси и продольном вдоль оси.
Рис. 8. Схема нарезания резьбы:
S' — радиальная подача; Р — осевое перемещение резца; So —
осевая подача
Однониточными резцами нарезают резьбу по многопроходной
(«челночной») профильной схеме с радиальной (рис. 3, а) и радиально-
осевой (рис. 3, б) подачами или по генераторной схеме (рис. 3, в).
При шаге Р > 3 мм применяют черновые проходы резцами, профиль
которых совпадает (рис. 3, г—д) или отличается (рис. 3, е—в) от чисто-
вых. Черновые резцы работают по генераторной (рис. 3, г) и профильной
схемам с радиально-осевой (рис. 3, д, ж) или радиальной (рис. 3, е, в)
подачами. Для черновых проходов s' = 0,4+0,7 мм, s0 = 0,1+0,15 мм)
Нарезание резьбы резцами
445
для чистовых — s' = 0,25-=-0,4 мм, s0 = 0. Обработка вязких, жаро-
прочных и коррозионно-стойких сталей рекомендуется по схемам
рис. 3, г, д, ж. Однониточными резцами с замкнутым профилем наре-
зают резьбу на заготовках до окончательного обтачивания наружного
диаметра d (рис. 4) с числом ходов п ~ (5-S-6) Р.
Резьбовые резцы бывают призматические (пластинчатые, стержне-
вые, с механическим креплением твердосплавных пластинок) и диско-
вые. Дисковые резцы диамет- г—гт—т-’п—т—________
ром Р 25 мм монолитные, —кА Т/\ /\ ^.1
диаметром О >25 мм— сборные. \ / т
Для нарезания сквозных / —--=£^
(трапецеидальных и модуль- /
ных) резьб применяют наборы ‘
из чернового И ЧИСТОВОГО рез- Рис- 4. Резьбовой резец с замкнутым
цов, установленных на различ- профилем
ную глубину.
Профиль резьбовых резцов в плоскости передней поверхности при
у = 0® соответствует профилю впадины нарезаемой резьбы в осевом се-
чении. Вершина резьбовых резцов может быть притуплена или скруг-
лена (см. табл. 4). Передний угол у ф 0° вносит искажение в профиль
и поэтому для точных резьб не рекомендуется.
Рис. Б. Положение резца при нарезании наружной резьбы
Установку резцов производят по центру нарезаемой детали. Центр
дискового резца располагается выше центра детали на
h = R sin а,
где/?— радиус резца; а — задний угол, равный 10—12°.
При установке резца по рис. 5, а действительные боковые задние
углы ад =£ ад, что допустимо при углах подъема резьбы [i < 4°.
Установка резца с наклоном р (рис. 5, б) создает благоприятные усло-
вия резания (ад = ад = as), но приводит к искажению профиля
резьбы и допустима только для черновых резцов. Чаще применяют уста-
новку чистовых резцов по рис. 5, в, когда ад — ад.
446
Резьбообразование
Гребенки — многониточные призматические и дисковые, снабжен-
ные заборным конусом (рис. 6), предназначены для нарезания резьбы
за один проход прн толщине среза а' = 0,14-0,4 мм и за несколько
проходов при а' > 0,4 мм, а' — Р sin ф. Обычно ф = 10-г-20о, а длина
заборной части F = (2->4) Р.
При числе полных ниток гребенки п > i возможно непрерывное
нарезание г-заходных резьб без последовательного деления. Заборная
Рис. 6. Гребенки многоннточные
часть по рис. 6, а наиболее проста в изготовлении; заборная часть по
рис. 6, б—в обеспечивает меньшую шероховатость поверхности рёзьбы.
Наличие угла ф' (рис. 6, б—в) создаст толщину бокового среза аБ =
= Р tg ф Sin -у .
Дисковые гребенки изготовляют с кольцевыми или винтовыми
нитками. Направление винтовых ниток гребенки противоположно
направлению ниток наружной резьбы н совпадает с направлением
ниток для внутренней резьбы.
Совпадение угла подъема винтовой линии гребенок т и угла подъема
винтовой линии нарезаемой резьбы pi с точностью ±0,2р. достигается
подбором диаметра гребенки и числа заходов резьбы.
Настройка токарного стайка. Нарезание наружной и внутренней
резьб. Станок без коробки подач. В пятковом наборе
колес (числа зубьев кратны пяти) и тройчатом (числе зубьев кратны
трем) имеется зубчатое колесо г — 127.
Фрезерование резьбы
447
При двух парах сменных колес
Zi___Zg_
Z2 z4
следует выдерживать условия
Zi 4" z2 > z3; z3 4- z4 > z2.
Сумма z, -j- z5 должна быть больше z3, а сумма г3 4- z4 больше г,
на 15—20.
Станок с коробкой подач. В таблице, имеющейся на
станке, указаны положения рукояток для каждого шага нарезаемой
резьбы. Подбор сменных колец при нарезании резьбы по ходовому винту
производят так же, как для станка без коробки подач.
Нарезание торцовой резьбы. При нарезании торцовой ревьбы (пло-
ской спирали)
, Р
в
где 1 — передаточное отношение сменных зубчатых колес; Р — шаг
нарезаемой спирали; /с—передаточное отношение всех передач, рас-
положенных в фартуке суппорта; iK — передаточное отношение зуб-
чатых колес, связывающих шпиндель станка с ходовым валиком (трен-
зеля, коробки подач и т. д.); Рв — шаг винта поперечной подачи суп-
порта.
ФРЕЗЕРОВАНИЕ РЕЗЬБЫ
Резьба фрезеруется дисковыми и гребенчатыми резьбовыми фрезами
(рис. 7).
Вихревое фрезерование наружной резьбы цельными или сборными
фрезами — головками, оснащенными твердым сплавом, производится
Рис» 7. Фрезерование:
а — наружной резьбы дис-
ковой фрезой; б — наруж-
ной резьбы гребенчатой фре-
зой; в — внутренней резьбы
гребенчатой фрезой
И-
448
Резьбообразование
по методу внешнего (рис. 8, а) или внутреннего касания (рис. 8, б),
а внутренней резьбы — однорезцовой головкой (рис. 8, в) или много-
зубой фрезой.
Многозаходиые резьбы фрезеруют дисковыми фрезами последова-
тельно, путем деления и гребенчатыми фрезами — непрерывно. Осевая
подача за один оборот заготовки равна величине хода (шаг, умножен-
ный на число заходов).
Гребенчатые резьбовые фрезы обеспечивают производительность
и плавность фрезерования с увеличением их диаметра D.
При D 53 40 мм фрезы хвостовые, при О > 40 мм — насадные (мо-
нолитные, биметаллические или сборные со вставными рейками).
Предпочтительно фрезеровать резьбу с осевой подачей от фрезы
(см, рис. 7, б~в) навстречу круговой подаче заготовки.
Ширина насадной фрезы
В = L + (2ч-3) Pli
ширина концевой фрезы
1= L + (2-ьЗ) Pi,
где L — длина фрезеруемой резьбы; i — число заходов фрезеруемой
резьбы.
Для уменьшения вибраций рекомендуются фрезы с винтовыми
канавками с углом подъема примерно 5°. Направление винтовых кана-
вок праворежущих фрез — левое и наоборот.
При шаге нарезки Р^ 1 мм применяют фрезы с шахматным профи-
лем нарезки. Передний угол у = О'1 для чугуна, твердой стали и латуни,
а также бронзы; у — 5’ для стали средней твердости и у = 10° для мяг-
Фрезерование резьбы
449
кой стали и легких сплавов. При у > 5° необходимо корректировать
профиль витков (рис. 9):
sin р = ^Sin 2 ; h’ — R cos у — (R — h) cos fl;
I\ —~ fl
trp R — радиус фрезы, мм; у — передний угол; ------угол профиля
резьбы; h = li t -|- й2; Р и А — вспомогательные углы; h' — высота
профиля; а'/2 — угол профиля в плоскости передней грани; а0/2 —
угол профиля в радиальном сечении; h0 — высота профиля в радиаль-
- ном сечении, мм; К — величина затылования, мм; z — число зубьев
фрезы. Размеры профиля нарезки (у = 0°) приведены в табл. 4.
Фрезерование наружных резьб гребенчатыми фрезами внутреннего
касания обеспечивает более высокую производительность, но требует
модернизации резьбофрезерных станков. Эти фрезы состоят из корпуса
и радиально закрепленных на немдисковых гребенок по ГОСТ 3307—61*.
Внутренний диаметр фрезы на 3—10 мм больше диаметра фрезеруемой
резьбы.
Дисковые резьбовые фрезы изготовляют с острозаточенными пере-
менно срезанными (раскошенными) зубьями. Для контроля профиля
фрезы снабжают одним полным зубом. Наружный диаметр дисковых
фрез 60—1.15 мм, толщина (в зависимости от шага резьбы) 8—18 мм.
Дисковые фрезы подрезают профиль резьбы. С увеличением угла
подъема резьбы и диаметра фрезы, а также с уменьшением угла про-
филя резьбы величина разбивания возрастает.
15 Под ред, Малова
450
Резьбообразование
Для резьб с углом подъема pi < 12° можно пренебречь подрезанием
профиля и применять дисковые фрезы с корригированным прямолиней-
ным профилем
• е . а
tg-y- =tg —cosp,
где-g---половина угла профиля фрезы; -----половина угла профиля
резьбы.
Ширина профиля на линии среднего диаметра резьбы
Сф = с cos р,
где с — ширина впадины на среднем диаметре резьбы.
Для вихревого фрезерования наружной резьбы применяют дисковые
фрезы — головки со вставными резцами, оснащенными твердым спла-
вом. Число зубьев (резцов) г < —-—, гдеф—угол контакта, градусы.
НАРЕЗАНИЕ РЕЗЬБЫ ПЛАШКАМИ
ГОСТ 9740—71* предусматривает круглые плашки для нарезания
метрической резьбы диаметром от 1 до 76 мм и трубной резьбы по
ГОСТ 6357—73 от 1/8 до 1 1/2".
Угол заборного конуса ф — 30° при диаметре резьбы 2,5 мм,
<р = 25° при d > 2,5 мм и крупном шаге, ф = 204 при d > 2,5 мм и
мелком шаге, а также для трубной резьбы. Централизованно круглые
плашки изготовляют с передним углом у = 30 ± 10° — для d
5g 6 мм; у = 25 ± 10° — для d > 6 мм и трубной резьбы. Задний
угол а = 64-8°.
Резьбу на плашках нарезают до термообработки плашечными и
маточными метчиками или шлифуют после термообработки.
Допуски на резьбу плашек по ГОСТ 17587—72* предусматривают
возможность нарезания метрических резьб степеней точности 6/г,
6g, бе, 6d, 8ft, 6ft, 8ft по ГОСТ 16093—70*.
Плашки круглые для конической резьбы по
ГОСТ 6111—52* и 6211—69* регламентированы ГОСТ 6228—71 и имеют
угол ф = 25°.
НАРЕЗАНИЕ РЕЗЬБЫ МЕТЧИКАМИ
Ручные метчнки бывают одно-, двух- и трехкомплектные. Номер
метчика в комплекте обозначают количеством круговых рисок на хво-
стовике. Назначение метчиков указано в табл. 5, а формулы для расчета
диаметров рабочей части — в табл. 6.
Машинные метчики. Назначение метчиков приведено в табл. 5.
Для лучшего отвода стружки и для прерывистых отверстий применяют
Метчики с винтовыми канавками (ГОСТ 17933—72*): левые для сквоз-
ных отверстий, правые для глухих отверстий с правой резьбой (для
левых резьб — направление канавок противоположное). Угол наклона
канавок <в = 10° для сквозных отверстий. Для глухих отверстий d =
= З4-6 мм, ш = 10°, d > 6, ы = 304.
При нарезании резьбы d 10 мм в листовой стали и силумине,
а также в отверстиях с косым выходом применяют метчики с укорочен-
Нарезание резьбы метчиками
451
5. Назначение ручных метчиков с накатанной резьбой
н машинно-ручных метчиков по ГОСТ 3266—71*
со шлифованным профилем резьбы
Ручной с накатанной резьбой Машинно-ручной
Тип метчика Длина заборной части Назначение Назначение
Одинарный 2Р—5Р Калибрование. Прогонка резьб Нврезание глухой резьбы Р < 3
Одинарный 6Р Нарезание резьбы Р <2 мм Нарезание сквозной резьбы Р < 3 мм
Черновой Чистовой &р 2Р Нарезание резьбы Р <3 мм Нарезание резьбы Р < 3 мм в труднооб- рабатываемых мате- риалах
Черновой Средний Чистовой 6Р 4₽ 2Р Нарезание резьбы Р <3 мм н резьбы в труднообрабатывае- мых материалах Нарезание резьбы Р <5 мм в труднооб- рабатываемых мате- риалах Р 3
П р н ГОСТ 9160 м е ч а и и -59*; 1/8- е. Размеры нарезаемых 2" по ГОСТ 6357 — 73. резьб Ml—М52 по
6, Данные для расчета диаметров резьбовой части
двух- и трехкомплектных метчнков по ГОСТ 17039—71*
Параметр Метчики двух- комплектные Метчики трехкомплектныс
черно- вой чи- сто- вой черно- вой средний чи- сто- вой
Наружный диаметр, мм ... d—0,2Р d* d—0,5P d—0.15P d »
Средний диаметр, мм d2 —0, IP * d2 d2—0,15P rf2—0,07P d2
Внутренний диаметр, мм * dl dl № dl * dl
Распределение на- грузки, % 75 25 50 35 15
Примечания» 1. Обозначения: d и ds — соответственно но- минальный наружный и средний диаметры резЬбы по ГОСТ 9150—59*. 2. Отклонение наружного диаметра черновых и средних метчн- ков по С4, а среднего диаметра 39 VP + С мкм, где Р — шаг резьбы, мм; С — отклонение скользящей посадки по ОСТ.
* По ГОСТ 17039- ”71*.
462
Ревъбообравование
ними канавками (ГОСТ 17930—72*) /к = 8Р (рис. 10). Направление
канавок такое же, как у метчиков с винтовыми канавками, <о = 10-г-
<-150.- Сердцевина метчика утолщается в направлении хвостовика
с уклоном 5—8°. Число канавок г = 2-=-3.
Гаечные метчики служат для нарезания сквозных резьб без ревер-
сирования путем нанизывания нарезанных гаек на прямой или изогну-
тый хвостовик инструмента.
Рис. 10. Метчнк с укороченными канавками
Гаечные метчики с прямым хвостовиком по ГОСТ 1604—71* снаб-
жают лыскамн для быстросменного крепления, квадратом нли лапками.
У стандартных метчиков длина заборной части Zt = 12Р, длина рабо-
чей части / = 20Р.
Гаечные метчнки с изогнутым хвостовиком по ГОСТ 6961—71* на
гайкорезных автоматах нарезают гайки непрерывным циклом.
Конические метчики по ГОСТ 6227—71* являются машинными.
У конических метчиков участвует в работе заборная часть и все витки
профиля с малой толщиной среза.
Рис. И. Метчик-сверло
Плашечные метчики служат для предварительного нарезания круг-
лых плашек до сверления стружечных отверстий. Заборная часть Zj *=*
= (46<-48) Р. На длине Z«=> 16Р от торца заборная часть выполняется
конусной по всему профилю с уклоном 0Q40'.
Маточные метчики служат для калибрования резьбы круглых пла-
шек после сверления стружечных отверстий. Заборная часть маточных
метчиков коническая по всему профилю с уклоном 0°12'; калибрующая
часть цилиндрическая.
Для нарезания резьбы в плашках за один проход после сверления
стружечных отверстий служат плашечно-маточные метчнки. Число
перьев метчика на 1—2 больше нлн меньше числа стружечных отверстий
в плашке.
Комбинированные метчики (рис. 11) служат для выполнения не-
скольких переходов обработки. Сверление отверстия и нарезание резьбы
в сквозных отверстиях без принудительной подачи возможно, если мет-
чнк вступает в работу после выхода вершины сверла из отверстия.
Перья метчиков. Сведения о них приведены в табл. 7—9.
Нарезание резьбы метчиками.
453
7. Число перьев (канавок) метчнков
Тип метчиков Интервалы диаметров резьбы, мм
3-6 8—16 18-24 27 — 39 42 — 52
ручные 2-3 3—4 4 4—6 4—6
Машинные 2 — 3 3 — 4 4 4—6 4—6
Гаечные . 4 , 3 3 — 4 3-4 4 4-6
Калибровочные . . . 3 3—4 4-6 6-8 6—8
6. Диаметр сердцевины и ширина Ь пера метчиков
для различных обрабатываемых материалов
Число перьев z Обрабатываемые материалы
Сталь и чугун Алюминий
de Ь dc b
3 4 6 (0,4 — 0,45) d 0,5d 0,64d (0,38-0,4) d (0,24—0,3) d 0,2d (0,4 — 0,45) d (0,45-0,5) d (0,3 — 0,38) d (0,22—0,24) d
9. Элементы профиля канавок двухперых метчиков
Размеры в мм
454
Резьбообразование
10. Толщина среза прн работе однопроходных метчиков
для метрической резьбы Р = 1 мм
Заборная часть Толщина среза 6 (мм) при г
ф» Число ниток п 2 3 4 6
45 0.7 0,353 0,236 0,177 0,118
35 1 0,287 0,191 0,143 0,096
30 1*2 0,250 0,167 0,125 0,083
25 1,5 0,211 0,141 0,106 0,070
19 2 0,163 0,108 0,081 0,054
16 2,5 0,138 0,092 0,069 0,046
13 3 0,112 0,075 0,056 0,037
10 4 0,087 0,058 0,043 0,029
8 5 0,070 0,046 0,034 0,023
6“ 30' 6 0,057 0,038 0,028 0,019
5 8 0,043 0,029 0,022 0,014
4 10 0,035 0,023 0,018 0,012
3° 30' 12 0,030 0,020 0,015 0,010
Элементы профиля и число канавок стандартных метчиков см.
ГОСТ 3266—71*.
Заборная часть по рис. 6, а, служит для ручных, машинных и гаеч-
ных метчиков; по рис. 6, б — для зачистки боковых поверхностей про-
филя (плашечные метчики); по рис. 6, в — для калибрования резьбы
й снятия незначительного припуска (маточные метчнки). Толщина сре-
заемого слоя
Р . Р , , . а
_ Sln ф; аб = — tg ф sin -у- .
Следует избегать работы метчиками с углом <р > 30° (фшах = 60°).
Предел уменьшения угла <р определяется толщиной среза д', при кото-
рой радиус скругления режущей кромки р > а'.
Толщина среза а' для стали 0,02—0,05 мм; для чугуна — 0,04—
0,07 мм. Предельные значения: 0,02 < а' < 0,15.
Толщина среза а' — ёР (значения 6 при Р — 1 см. табл. 10).
Длина заборной части lt = пР, где п — число ниток (шагов) на
длине заборной части.
Приближенно
40°
ф =-------
v п
Начальный диаметр заборной части d' — dlBaau—(0,1-=-0,3) мм.
Точное значение угла ф определяют по формуле
, d — d'
^ = -2/Г”-
Для сквозных отверстий иногда применяют подточку под углом
5-1-15° (рис. 12).
Для стандартных гаечных метчиков ф = 3°30'.
Нарезание резьбы метчиками
455
11, Значения (град) переднего у и заднего а углов
на заборной части метанна
Обрабатываемый материал V а для метчиков
ручных и машинных калибровоч- ных н гаеч- ных
Латунь, бронза , , чугун, твердая сталь .... Сталь средняя и вязкая1 , . . Алюминий, магний, медь . , 0 — 4 4 — 8 10—14 16 — 20 СЧ ФХХ- ill «* Чр СО <Й 3-4
Гаечные метчики, как правило, работают без принудительной по-
дачи. Для облегчения самозатягивания заборную часть на половине
ее длины иногда выполняют с уклоном по профилю (см. рис. 6, б, в)
или применяют ступенчатые метчики с двумя заборными частями.
Заборную часть затылуют доостра под углом с (рис. 13, табл. 11).
Рис. 12. Способ подточки метчика Рис, 13. Затылование заборной части
Геометрия резьбовой части метчиков. Метчики изготовляют без
затылования по профилю резьбы, с затылованием на 2/3 ширины пера
или с затылованием доостра на всей ширине пера. Величина затылова-
ния С = 0,014-0,015 мм у конца пера (рис. 14).
Рис. 14. Нарезание резьбы метчиков:
а — без затылования профиля; б — с затылованием на
2/„ ширины пера; в — с затылованием до остра
456
Резьбообразование
Метчики с d < 10 мм н Р < 1,5 мм могут быть незатылова иными.
Такие метчики разбивают резьбу меньше, чем затылованные.
Цилиндрические метчики имеют обратную конусность по профилю
резьбы 0,04—0,08 мм на 100 мм длины.
Обычно метчнки для конической резьбы затылуют по профилю на
величину Ci» 4Р tgср, где <р — угол уклона конуса резьбы. Рекомен-
дуется двойное затылование профиля резьбы конических метчиков:
в начале пера на ширине 0,5Р на величину 0,015Р, а далее на величину С.
У метчиков для пластичных и вязких материалов нитки резьбы выре-
зают в шахматном порядке на калибрующей или всей длине рабочей
части.
Для герметической конической резьбы по ГОСТ 12717—67 верхнее
притупление профиля резьбы метчика с$ назначают по табл. 12.
12. Притупление вершины профиля резьбы метчнков
для Герметической конической резьбы по ГОСТ 12717-—67
(см, эск. к табл, 4)
Число ниток На 1" 27 18 14 1Г/2
0,087 0,104 0,104 0,130
с1шах 0,104 0,130 0,130 0,173
Допуски метчиков. Часто метчики «разбивают» резьбовое отвер-
стие, т. е. делают его больше фактических размеров метчика, а в неко-
торых вязких материалах (меди, пластмассах) происходит усадка на-
резанного отверстия.
Степень точности метчнков для нарезания резьбы в обычных кон-
струкционных материалах выбирают по табл. 13.
13. Рекомендуемая степень точности метчнков
в зависимости от степени точности нарезаемой метрической резьбы
Нарезаемая резьба Метчик
гост Степень точности ГОСТ Степень точности
16093 =<70 4Н5Н, 5Н6Н 5Н6Н, 6Н 6Н, 7Н 7Н 6G 6G; 7G 16925-71* Н1 Н2 НЗ Н4 01 G2
4608—65* До» Д02; 412 11188 — 65 Я *
* По "ОСТ 11188—65 не имеет обозначения.
Нарезание резьбы метчиками
457
Система допусков на средний диаметр резьбы метчиков по ГОСТ
16925—71* предусматривает ряд отклонений (рис. 15), позволяющих
выбрать размеры метчика, соответствующие требованиям эксплуатации.
Проверка среднего диаметра
резьбы с помощью трех проволочек,
закладываемых во впадины нарез-
ки, является наиболее распростра-
ненной. Диаметр проволочки W
выбирают по табл. 14.
Рис. 16. График зависимости удель-
ной снлы резания от толщины
* среза:
/ — для углеродистой стали; 2 —
для легированной стали
Рис. 15. Расположение полей допусков
на средний диаметр резьбы метчиков:
Н — соответствует ГОСТ 11188—65
Расчет размера М поверх трех проволочек приведен в табл. 15.
При углах подъема нитки резьбы р > 8° корректируют размер
Мк = М + tg3 рс,
где
с = 0,5 cos -2- ctg W.
Значения с даны в табл. 15.
Крутящий момент при нарезании резьбы (кгс-мм)
Л1кр = 0,25/j.z/w.
Мощность станка (кВт)
/V = 0,0001/хгри,
где v — скорость резания, м/мин.
По графику (рис. 16) находят значение р в зависимости от а'.
Для серого чугуна р = 0,9, а для ковкого чугуна р = 0,8 от значе-
ния р для углеродистой стали.
458
Резьбообразование
14. Значения IF и Размеры в мм
ot -
=с AzSZVvT ' \ф/ “М Z р
р W к А 0,5 0,291 0,4400 . Для метрической резьбы са = 0,6 I 0,7 I 0,75 0,343 0,402 0,433 0,5094 0,5998 0,6495 60° I 0,8 0,461 1 0,6902 1 0,572’- 0,8500
р W k 1,25 0,724 1,0895 1.5 0,866 1,2990 1,75 1,008 1,5084 2 1,157 1,7389 2,5 1,411 2,0679 3 1,732 2,5979
р W k 3,5 2,020 3,0289 4 2,311 3,4689 4,5 2,595 3,8879 5 2,866 4,3278 5,5 3,177 4,7678' 6 3,468 5.2078
р W k Б. 2 1,047 1,3602 Для т panel 1,553 1,9552 \ейдальной 4 2,071 2,6086 резьбы с а 5 2,595 3,2912 = 30° 1 6 3,106 3,9105 8 4,141 5,2124
р W k 10 5,176 6,5143 12 6,212 7,8210 16 8,282 10,4248 20 10,353 13,0334 24 12,423 15,6371 32 16,565 20,8444
15. Расчетные формулы, используемые прн проверке
среднего диаметра резьбы по проволочкам (см. эск. к табл. 14)
29 30 40 55 60
Н, мм 2 А, мм с, мм 1.93336Р 4,99391F 1.871781F 1.86603Р 4,8637117 1,80241 IP 1.37374Р 3,9238117 1.290891Г 0.96049Р 3.16571Г 0.851971F 0.86603Р 3U7 0,7 5 IP
Примечания; 1. Расчетные формулы: М — dt + Л; k = = 2А — Н. 2. Значения k см. в табл. 14.
Нарезание резьбы метчиками
459
Смазочно-охлаждающие жидкости, применяемые при нарезании
метчиками, приведены в табл. 16.
Нарезание резьбы в легких металлах производят предназначенными
для этого стандартными машинно-ручными метчиками с вырезанными
в шахматном порядке нитками на калибрующей части, машинными мет-
чиками с укороченными канавками по ГОСТ 17930—72 и с винтовыми
канавками по ГОСТ 17932—72*.
1в. Смазочно-охлаждающие жидкости при нарезании резьбы
машинными метчиками
Обрабатываемый материал Смазочно-охлаждающая жидкость
Сталь конструкционная и легированная Сталь вязкая Жаропрочные и корро- зионно-стойкие стали Алюминий Чугун серый Эмульсия, сульфофрезол 10—20%-ный раствор ализаринового масла в эмульсии Смесь сульфофрезола (60%), керосина (25%), олеиновой кислоты (15%); смесь суль- фофрезола (30%), керосина (13%), олеиновой кислоты (8%), эмульсола (3%), хлористого бария (1%), воды (45%); хлорированные масла и масла с добавлением серы Смесь керосина (85%), льняного масла (15%); смесь керосина (50%), машинного масла (50%); скипидар; керосин Смесь керосина (75%) и растительного масла (25%); всухую
Длина канавок lK = 8Р (см. рис. 12), число канавок z = 2 для
d = 1-^5,5 мм и z — 3 для d — 6т-18 мм. Длина заборной части /j
равна ЗР, 2Р или 1,5 Р. Угол наклона канавок <в = 10°, а направле-
ние канавок левое для правой резьбы и наоборот. Уклон канавок в на-
правлении торца метчика 8°.
Машинные метчики с винтовыми канавками — левые для сквозных
отверстий с правой резьбой и правые для глухих отверстий. Для ле-
вых резьб направление канавок обратное. © — 10° для сквозных отвер-
стий;^ для глухих отверстий d — Зч-б мм о) - 10°, d > 6 мм а =
У 'специальных метчиков иногда уменьшают ширину пера (табл. 9)
и хромируют профиль резьбы, для чего заведомо уменьшают средний
диаметр на 0,02 мм (толщина покрытия 0,005 мм).
Нарезание резьбы в коррозионно-стойких и жаропрочных сталях
производят специальными (ГОСТ 17927—72*) с вырезанными в шахмат-
ном порядке нитками на всей длине рабочей части у метчиков для сквоз-
ных отверстий и только на калибрующей части — у метчиков для глу-
хих отверстий.
У метчиков для глухих отверстий подтачивают стружечные канавки
под углом 4° на длине (4-ь5) Р.
Прн нарезании резьб в глухих отверстиях комплектом из двух мет-
чиков рекомендуется угол заборного конуса <р= 13° 30', для обоих мет-
чиков. Наружный диаметр чернового метчика d равен среднему диа-
метру чистового метчика d2, а средний диаметр—на 0,16Р меньше
среднего диаметра нарезаемой резьбы с/2.
460
Ревьбообрааование
У гаечных метчиков вырезают ннтки в шахматном порядке на всей
длине рабочей части.
Нарезание резьбы в титане и его сплавах. Следует избегать нареза-
ния глухих и длинных резьб. Процесс резьбонарезания облегчается
с увеличением диаметра отверстия под резьбу. Для сквозных отверстий
длиной I > 2d широко применяют метчики с подточкой зубьев под
углом Х= 15®. Для d^6 мм рекомендуются двухканавочные мет-
чики, для d > 6 мм — трехканавочные с уменьшенной шириной перьев,
чисто шлифованным и затылованным профилем резьбы.
Нарезание резьбы в труднообрабатываемых материалах и закален-
ных сталях производят также твердосплавными метчиками. Метчики
двухкомплектные: черновые с длиной заборной части ~ 6Р, чисто-
вые — с /j = 2Р. Твердый сплав ВК6—ВК8.
Рис. 17. Метчик-протяжка
Применяют способы вибрационного нарезания резьбы метчиками,
с ультразвуковыми колебаниями СОЖ и др.
Нарезание крупных и многозаходных резьб на станках производят
без принудительной подачи комплектом из нескольких метчиков.
У первого метчнка уменьшают притупление ниток резьбы путем умень-
шения среднего диаметра или подточкой. У последующих метчиков
комплекта предусматривают переднее резьбовое направление.
Резьба крупного шага может быть нарезана за один проход с прину-
дительной подачей, если толщина среза а' = 0,03-4-0,05 мм. Нарезание
рекомендуется производить без реверсирования метчиком-протяжкой
(рис. 17) на токарном станке при обратном ходе с подачей инструмента
слева направо. Заготовку закрепляют в патроне, а метчик — в державке,
установленной на суппорте. Метчик предварительно вставляется в на-
резаемую заготовку, как при протягивании. При нарезании резьб
в твердой стали смазывают метчик-протяжку составом, %; сульфо-
фрезол — 50, керосин — 40, олеиновая кислота — 10. Для диаметров
До 20 мм 2 = 3, свыше 20 мм г = 4. Диаметр сердцевины метчика-про-
тяжки dc = 0,5d. При г=3 ширина пера Ь — (0,15*0,25) d; при
2=4 b — (0,25*0,35) d. Профиль резьбы не затылуется, поэтому
по диаметру оставляется ленточка а = 0,5*0,8 мм, затачивается зад-
ний угол а = 12* 15° на ширине 3—5 мм и дополнительный задний угол
а' = 30* 60° (см. рнс. 17). Канавки винтовые: для правой резьбы левые
и наоборот. Угол подъема канавки <в в 2 раза больше угла подъема
нарезаемой резьбы. Для длинных резьб заборная часть прерывистая.
Угол профиля канавок ф= 80* 90° при 2=4 и ф= 110*125°
при z=3. Длина хвоста I = /дет + 50 мм.
Нарезание резьбы головками
461 -
Длина заборной части
где t — глубина резьбы.
Длина калибрующей части /8 = 4Р
<4Х = <1ц = dg,
где d0 — наименьший диаметр отверстия под резьбу.
НАРЕЗАНИЕ РЕЗЬБЫ ГОЛОВКАМИ
Резьбонарезные головки с убирающимися в конце рабочего хода
гребенками не требуют реверсирования при обратном ходе. Существуют
вращающиеся н невращающиеся головки.
Для наружной резьбы применяют винторезные головки с радиаль-
ным и тангенциальным расположевием гребенок. В первом случае гре-
бенки дисковые или призматические, во втором — только призмати-
ческие.
Для внутренней резьбы применяют гайконарезные головки с призма-
тическими или дисковыми гребенками.
Заменив резьбовые гребенки гладкими, можно приспособить головки
для обтачивания или растачивания.
Гребенки резьбонарезных головок имеют заборный конус под уг-
лом ф=15, 20, 30 или 45°. Предпочтительно ф = 15т-20°, а при
ограниченном выходе для инструмента <р = 30°. Угол <р = 45° при-
меняют при весьма малом выходе для инструмента.
Винторезные головки с дисковыми гребенками по ГОСТ 3307—61*
существуют следующих типов (табл. 17): невращающиеся (К) — для
работы на револьверных и токарных станках и вращающиеся (КА) —
для работы на сверлильных станках и многошпиндельных токарных
автоматах.
Завод «Фрезер» выпускает также невращающиеся головки 1КИ-
19МА для работы на токарных автоматах мод. 1112, 1118 и т. д. для
резьб М3—М10 и головки 1КИ-25А к автоматам 1124 и 1136 для резьб
М4—Ml 4.
Для каждого размера резьбы служит свой кулачок, гребенки же
зависят только от шага резьбы.
Дисковые гребенки. Стандартный угол заборного конуса <р — 20°.
Витки резьбы кольцевые, смещены на каждой гребенке комплекта на
1/л шага, резьбы • (п — число гребенок).
Для нарезания конических резьб с конусностью k -jg- целесо-
образно применять гребенки с неравномерным смещением нарезкн.
При п = 4 условное расстояние (мм) от торца гребенки до оси в па-
р
дины резьбы: для гребенки № 1 — F; для гребенки № 2 — F + +
р
-|-0,05; для гребенки №3 — F Н—; для гребенки № 4 — F +
ЗР
+ ^-+0,05.
462
Резьбообразование
17. Характеристики (мм) невращающихся (а) и вращающихся (б)
винторезных головок но ГОСТ 3307—61 *
S)
Нарезаемая резьба А Головки не- вращающиеся Головки вращающиеся
Диаметр Наиболь- ший шаг Тип d Тип d £?1 h
4—10 1,5 28,92 1К 20 — — — —
25 1КА 25 35 9
6-14 2 31,09 2К 25 -Г *- —
30 2 КА 30 50 13
9—24 3 45,57 ЗК 30 ЗКА 30 55 15
38 — — — —
40 ЗКА 40 55 20
12—42 3 53,35 4К 45 4 КА 45 90 20
70 70
24 — 60 4 65,83 5К 45 5КА 45 105 20
70 — -- —
80 5КА 80 105 20
Примечания: 1. А = расстояние от середины скоса обоймы до оси. 2. Число гребенок = 4. 3. Остальные размеры см. ГОСТ 3307—61*.
Нарезание резьбы головками
463
Кулачки характеризуются (рис. 18) размером
_______________________ Л Оср ' I ^2
где А— постоянная головки (см. табл. 19); £>ср — средний диаметр
гребенки; d2 — средний диаметр нарезаемой резьбы.
Рис. 18. Кулачок для нарезания правой резьбы
Угол наклона опорной плоскости кулачки под гребенку
1= Ц ± (104-15)',
где
tg Н —
Гребенка центрируется на кулачке и закрепляется винтом с левой
резьбой. Крутящий момент воспринимает звездочка. Снос центра пу-
говки Ко относительно оси кулачка создает задний угол на гребенках.
Для левой резьбы применяют специальные кулачки с правой нарез-
кой под крепежный винт.
Для конической резьбы рекомендуются кулачки с угловым пояском
под нажимное кольцо. Угол уклона пояска 0 равен углу уклона наре-
заемой резьбы.
464
Резьбообразование
Геометрия дисковых гребенок. Углы заточкн гребенок задают отно-
сительно оси кулачка (рис. 19).
Для обработки черных металлов передний угол у = 20°; для бронзы
и латуни у = —5ч-0°; для алюминия у — 25°.
Осевой угол % обеспечивает в процессе резания положительный зад-
ний угол Яд у первых витков заборной части и создает нулевой задний
угол на калибрующей части гребенки. Угол А = 1°30'-^7 , а для кони-
ческой резьбы А = 0°. При А = 1°30' адт = 0°30'4-1°, при к = 7е
ааТ = г30'т-2°30'.
Рис. 19, Параметры заточки гребенок и их контроль
Затачивание гребенок производят в сборе с кулачками, звездочками
и винтами на специальных приспособлениях (рис. 20). Державка уста-
навливается под углом 0 — 10° для гребенок к головкам 1К—ЗК и под
углом 0 = 12° к головкам 4К—5К- Угол поворота гребенкодержателя
tg Y1 = ‘cos + А)~ ~ Sin 6 tg
сиэ Л/
Угол поворота стойки
tg со = cos ух (sin 0 tg у cos 0 sin (ц к) ].
Углы заточки у и к проверяют универсальным инструментом. Для
проверки размера адт служит контрольное приспособление с микромет-
рами А и Б (рис. 21), на котором измеряется размер Ь. Положение
микрометра А определяет расстояние а от наружного диаметра гре-
бенки до оси микрометра Б (рис. 19).
Микрометр 5 упирают в переднюю поверхность гребенки ниже вы-
соты вит1й нарезки, иа расстоянии Н от торца прибора: Б = Qx + &-
Для стабилизации размеров заточки необходимо зафиксировать вы-
соту Н (табл. 18); Q и Qx — постоянные микрометров. Показания микро-
метра А приведены в табл. 19, а микрометра Б — в табл, 20. В обозна-
Нарезание резьбы головками
465
18. Параметры прибора (рис. 19) и кулачка, мм
Тип головки по ГОСТ 3307—61 1К 2К ЗК 4К 5К
Н * 0,05 14 16 16 20 25
К. 3,5 5,5 7 12
0,9 1,5
19. Показания микрометра А
Размеры в мм
Р 0,5; 0,6 0,7j 0,75 0,8 1 1,25 1.5 1,75 2 2,5 3 3,5 4
А 11,0 11,1 11,2 11,3 11,5 11,7 11,8 12,0 12,4 12,7 13,1 13,4
20. Параметры заточки дисковых гребенок по ГОСТ 3307-^-61*
при V = 20°, Н и Д по табл. 18. 19
I Диаметр резьбы d Обозначение Микрометр Б , Диаметр резьбы d Обозначение Микрометр Б
гребенки кулач- ка к == =1° 30' к 7° гребенки кулач- ка . к = = 1° 30' к = 7"
адГ = = 0°30' II й S 0 II й ё И II й 1 1 ° И
4 1-0,7 1-Б 9,96 10,32 14 2-2 2-Г 9,99 10,29
5 1-0,8 1-В' 9,96 10,31 9 3-1 3-И 10,10 10,42
6 1-1А 1-С 9,96 10,31 10 3-1,5 3-Б 10,06 10,37
8 1-1 1-Е 10,04 10,37 и 3-1,5 з-г 10,08 10,39
8 1-1,25 ЬВ 9,97 10,30 12 3-1,25 з-н 10,16 10,47
9 1-1 1-Ж 10,04 10,37 12 3-1,75 3-Б 10,11 10,42
10 1-1,5 1-В 9,97 10,29 14 3-1,5 з-л 10,15 10,44
6 2-1А 2-ТА 9,94 10,29 14 3-2 з-в 10,16 10,60
8 2-1 2-Д 10,01 10,35 16 3-1,5 3-М 10,19 10,48
8 2-1,25 2-Б 9,95 10,28 16 3-2 3-Е 10,21 10,64
9 2-1 2-Е . 10,02 10,35 18 3-1,5 з-д 10,23 10,51
10 2-1,5 2-Б 9,94 10,26 18 3-2,5 З-В 10,19 10,62
11 2-1,5 2-Г 9,96 10,27 20 3-1,5А 3-У 10,32 10,59
12 2-1,25 2-П 10,02 10,33 20 3-2,5 3-Е 10,25 10,67
12 2-1,5 2-У 10,00 10,41 22 3-1,5 3-Ф 10,35 10,62
12 2-1,75 2-Г 9,99 10,30 22 3-2,5 з-ж 10,29 10,70
14 2-1,5 2-П 10,03 10,33 24 3-1,5А з-х 10,39 10,65
466
Резьбообразование
Продолжение табл. 20
Диаметр резьбы d Обозначение Микрометр Б Диаметр резьбы d Обозначение Микрометр Б
гребенки кулач- ка % = = 1° 30' Я, = 7° гр ебенки кулач- ка V II о А = 7°
адГ= = 0°30' II 9 S II —0° 30- II й "Ч о В
24 3-2 3-С 10,27 10,77 27 5-2 5-Д 5,25 5,57
24 3-3 3-Э 10,29 10,69 27 5-3 5-Б 5,26 5,79
12 4-1,25 4-0 10,06 10,26 30 5-1,5 5-0 5,31 5,63
12 4-1,БА 4-В 10,03 10,24 30 5-2 5-Е 5,28 5,59
12 4-1,75 4-Б 10,04 10,25 30 5-3,5 5-СС 5,23 5,74
]4 4-1,БА 4-0 10,07 10,27 33 5-1,5 5-П 5,35 5,65
14 4-2А 4-Б 10,05 10,24 33 5-2 5-Ж 5,31 5,61
16 4-1,5 4-Е 10,14 10,33 33 5-3,5 5-ТТ 5,26 5,76
16 4-2А 4-В 10,09 10,28 36 5-1,5 5-Р 5,37 5,66
18 4-1,5 4-Ж 10,18 10,36 36 5-2А 5-М 5,42 5,72
18 4-2,5 4-3 10,10 10,48 36 5-3 5-В 5,39 5,90
20 4-1,5 4-Л 10,21 10,38 36 5-4 5-СС 5,30 5,80
20 4-2,5 4-В 10,15 10,51 39 5-1,5 5-У 5,41 5,69
22 4-1,5 4-Р 10,24 10,40 39 5-2А 5-0 5,45 5,75
22 4-2,5 4-Д 10,18 10,54 39 5-3 5-Г 5,41 5,90
24 4-1,5 4-С 10,27 10,42 39 5-4 5-ТТ 5,34 5,83
24 4-2 4-Ж 10,29 10,45 42 5-1,5А 5-Х 5,52 5,81
24 4-3 4-Г 10,21 10,56 42 5-2А 5-П 5,49 5,78
27 4-1,5 4-Т 10,31 10,45 42 5-3 5-Д 5,45 5,94
27 4-2 4-М 10,34 10,49 45 5-1,5А 5-4 5,55 5,84
27 4-3 4-Д 10,26 10,60 45 5-2А 5-Р 5,51 5,79
30 4-1,5 4-Х 10,34 10,48 45 5-3 5-Е 5,49 5,97
30 4-2 4-С . 10,39 10,53 48 5-1,БА 5-Ш 5,57 5,85
33 4-1,5 4-Ш 10,39 10,52 48 5-2Б 5-П 5,55 5,83
33 4-2 4-Т 10,42 10,56 48 5-3 5-Ж 5,52 6,00
36 4-2 4-Х 10,46 10,59 52 5-1.5А 5-Ю 5,61 5,88
36 4-3 4-И 10,41 10,72 52 5-2Б 5-Т 5,60 5,89
39 4-2 4-Ю 10,49 10,61 52 5-3 5-ИИ 5,57 6,03
39 4-3 4-Н 10,44 10,75 56 5-1,5А 5-АА 5,63 5,90
40 4-2 4-Ю 10,50 10,62 56 5-2Б 5-Ф 5,62 5,88
42 4-2 4-Я 10,52 10,64 56 5-3 5-Л 5,58 6,04
42 4-3 4-П 10,48 10,78 56 5-4 5-УУ 5,51 5,96
24 5-1,5 5-И 5,24 5,58 60 5-1,5А 5-ББ 5,71 6,00
24 5-2 5-Г 5,21 5,54 60 5-2Б 5-Ц 5,65 5,91
24 5-3 5-А 5,20 5,74 60 5-3 5-Н 5,62 6,07
27 5-1,5 5-М 5,28 5,60 60 5-4 5-ХХ 5,55 6,00
чении гребенок (табл. 20) первая цифра характеризует тип головки,
а вторая — шаг нарезаемой резьбы Р в мм.
Для увеличения заднего угла адГ показания микрометра Б сле-
дует уменьшать на 0,002d для X = 1°30' и на 0,004d для X — 7°. Для
уменьшения свдг следует увеличивать показания микрометра Б>
Юстировка микрометров. Для проверки микрометр А приводят
в положение, указанное на рис. 22. Микрометр А должен показывать
размер Q + j (d — диаметр стержня микрометра).
Шкала микрометра Б показывает размер Qi- Для проверки уста-
новки микрометра Б пользуются эталоном (рис, 23). На приспособле-
ниях завода «Фрезер» Q= Qi = Ю мм, а для головок 5К Qi = 5 мм.
Нарезание резьбы головками
467
Рис. 20. Приспособление
для затачивания дисковых
гребенок:
1 — поворотная стойка;
2 — плита; 3 — державка;
4 — поворотный гребеико-
держатель; 5 — ось; 6 —
винт
Рис. 23. Схема юстировки микрометра Б
468
Резьбообразование
Разница показаний микрометра Б при проверке заточки гребенок
одного комплекта ±0,015 мм, а разных комплектов ±0,025 мм. Допу-
стимые отклонения угла ±15' при X < 4° и —30' при X > 4°.
Крутящий момент (кге-мм) при нарезании резьбы (сталь)
Л1кр = 3QdP.
При нарезании конической резьбы по ГОСТ
6111—52* значения
крутящего момента следующие:
Размеры. коничес-
кой резьбы , . *
М р, кге.мм • . >
1/4" 3/8"
2800 3500
1/2" 3/4" 1" I 1/4" 1 1/2" 2"
5500 7000 12 500 16 000 19 500 28 000
Винторезные головки с призматическими гребенками благодаря
небольшим габаритам применяют на одношпиндельных автоматах и на
агрегатных станках. По количеству переточек призматические гребенки
уступают дисковым и поэтому менее экономичны.
Винторезные головки с тангенциальными гребенками. Вращаю-
щиеся головки типа РГТ (табл. 21) применяют на болторезных стан-
ках для цилиндрических и конических резьб. Головка РГТ-1 — хво-
стовая, остальные — насадные.
21. Характеристика вращающихся головок типа РГТ
Тип головки Размеры нарезаемых резьб Размеры головки, мм
метри- ческой трубной конической Диаметр го- 1 ловки ' Диаметр хво- | стовика 1 Общая длина с установленны- ми гребенками Диаметр поса- дочного отвер- ‘ стия
^3 згеш , а дюймы
мм
РГТ-1 РГТ-2Б РГТ-ЗА С225-2Б 6—20 12—42 24-76 2,5 3 3 4 1111 ьэ ю — •— «Г” Ч Ч 5 4 ’/в-1/," а/в—V." »/S-2Vi’ 100 260 310 •260 31,75 й—9 172 150 230 150 177 190 165
Нарезание резьбы головками
469
Тангенциальные гребенки {рис. 24) для цилиндрической резьбы
регламентированы ГОСТ 2287—61* для конической резьбы.
При нарезании резьбы самозатягиванием гребенки затачивают по
типу I (рис. 25) — на длине заборной части, включая одну полную нитку.
Для этой заточки угол ф — 90°.
Рис. 24. Тангенциальные призматические гребенки
При работе с принудительной подачей и нарезании конической резьбы
применяют заточку по типу II (рис. 26). Калибрующая часть распо-
лагается на линии центра нарезаемой детали и в этом случае ф =
Рис. 25. Заточка гребенок для работы
''амозатягиванием
Рис. 26. Заточка гребенок для ра-
боты с принудительной подачей
Передний угол у выбирают как и для дисковых гребенок (см.
стр. 464). По ГОСТ 6229—52 принят угол заборной части <р = 20°,
2287—61 угол qp = 25°. Длина заборной . части по
ГОС Г 6229—52 = ЗР, где Р — шаг нарезаемой резьбы. По
Рис. 27. Гайконарезная головка типа РНГВ завода <Фрезер>
Нарезание резьбы головками
471
ГОСТ 2287—61* величина = (Лх навб + Лаваим + 0 2,15, где
— высота головки, h2 — высота ножки профиля резьбы (см. табл. 4).
При неограниченном сбеге резьбы ф = 15°, для упорных резьб
<р = 30°. Нитки у гребенок параллельны базовой стороне и смещены
относительно нее на 1/4 шага для каждой последующей гребенки в ком-
плекте.
Гайконарезные головкн с призматическими гребенками типа РНГВ
(завод «Фрезер») могут работать как стационарные и как вращающиеся
(рис. 27) для нарезания внутренних резьб диаметром 35—40, 42—50,
52, 55—65, 68—80, 80—95, 100—130 мм с наибольшим шагом резьбы
3 мм. Число гребенок п = 4-S-6. Головка каждого номера (1, 2, 3, За,
4 и 5) нарезает свой интервал диаметров.
Рис. 28. Гребенка к головкам типа РНГВ
Для автоматического выключения головки используется проточка
в муфте под вилку или упор в торец нарезаемой заготовки; для руч-
ного — рукоятка.
Пазы под гребенки в корпусе сделаны с неравномерным угловым
шагом.
Призматические гребенки к гайконарезным головкам РНГВ. Для
каждого размера резьбы предназначены соответствующие гребенки.
У каждой гребенки в комплекте резьба смещена относительно гребенки
следующего номера; размер F уменьшается на 1/пР (рис. 28) для ряда
гребенок, 1, 2, 3, .... п.
Пазы в корпусе шириной В симметричны оси, поэтому действитель-
ный передний угол уд уменьшается, а задний- угол заборной части а
увеличивается на величину р;
«1п ₽ = -f-; 7д = У — Р; «д = а + Р,
где у — передний угол гребенки; а — задний угол гребенки.
Гребенки перетачивают по передней поверхности. При высоте сто-
ченной гребенки Bi углы а и у корректируют:
2Bi — В
sin Pi
Для сквозных отверстий иногда затачивают переднюю поверхность
С углом Л = 34-5° на длине заборной части плюс одна полная ннтка.
472
Резьбообразованм
ШЛИФОВАНИЕ РЕЗЬБЫ
Одноннточвым кругом шлифуют цилиндрическую резьбу с попереч-
ной и осевой подачами Р (мм/об) заготовки. Ось круга наклоняют под
углом подъема разьбы X (рис. 29, а).
Многониточиым кругом с кольцевыми нитками шлифуют короткие
резьбы (рис. 29, б) с поперечной подачей (врезанием), а длинные
резьбы — с осевой подачей (рис. 29, в). Оси круга и заготовки парал-
лельны, что приводит к разбиванию профиля; перекрещивание осей
создает погрешности формы н профиля резьбы.
Рис. 29. Способы шлифования резьбы;
а — однониточным кругом; б — многониточным кругом —
врезанием; в — многониточным кругом с осевой подачей
Многониточные круги не применяются -при шлифовании точных
резьб с большим углом подъема ниткн. Ширина многопиточного круга
на 3—4 шага больше длины нарезаемой резьбы.
При шлифований коротких резьб (рис. 29, б) сначала производят
поперечную подачу до врезания на полную глубину профиля, а затем —
осевую по шагу.
Шлифование длинных и многозаходных резьб многониточным кру-
гом с осевой подачей (рис. 29, в) отличается высокой производитель-
ностью.
Целесообразно применять составные круги из частей различной
твердости: большей для прорезки и меньшей для отделки.
Точность резьбошлифования приведена в табл. 22.
Шлифование резьбы
473
22. Точность резьбошлифовамия
Круг Отклонение шага на длине, мм Отклонение среднего диаметра, мм, при d2 = = 10-г40 мм Отклонение половины угла про- филя, угло- вых минут
25 1000
Однониточный ...... 0,003 0,005 +0,0025 ±3
М.НОГОНИТОЧНЫЙ ..... 0,008 0,012 ±0,010 ±6
Бесцентровое шлифование резьбы многониточным абразивным кру-
гом с кольцевыми нитками производится на проход или врезанием [2 J,
Охлаждающие жидкости для шлифования следующие:
а) разведенный в горячей воде двухромкалий (хромпик К2С2О7,
обладающий ;большой прозрачностью, что облегчает наблюдение за
обработкой;
б) техническое растительное масло (подсолнечное, льняное) — 19%;
минеральное масло (вазелиновое, веретенное № 2 — велосит) — 78%;
сера — 3%.
Рис. 30. Накатка для безалмазной правки многони-
точпых шлифовальных кругов
Правка шлифовального круга производится: однониточного — алма-
зом с помощью ручных или автоматических приспособлений; многонн-
точного — алмазом, накаткой (рис. 30) или алмазным роликом.
Накатки изготовляют из стали У12, ХВГ нли Х12М, закаленной до
твердости HRG 60—62. На поверхности накаток прорезают канавки
с неравномерным шагом под углом 10—15° к оси (применяют также на-
катки без канавок). На накатках шлифуют кольцевые нитки нужного
474
Резьбообразование
профиля резьбы. Вершину ниток для метрической н дюймовой резьбы
делают острой, а впадины притупляют до ширины а 0,09 Р. Допуск
ра шаг ниток ± (0,007 + 0,01) мм; на половину угла профиля ±(8—10)'.
Для трубной резьбы вершину профиля накаток округляют дополни-
тельно специально заправленным шлифовальным кругом.
Правку круга производят вначале изношенной, а затем новой на-
каткой. Стойкость новых иакаток три—четыре круга, после чего они
используются 5—6 раз в качестве предварительных.
Круги, работающие с осевой подачей, заправляют ступенькой для
предварительного и окончательного шлифования (рис. 31) нли на конус
Рис. 31. Профиль! накаток для безалмазной правки шлифовальных кругов
а — ступенчатый цилиндрический; б — ступенчатый конический
под углом ф с оставлением двух-трех калибрующих ниток (рис. 31, б),
причем
а
tg'P=-p-,
где а — 0,02+0,05 при шлифовании по целому и а = 0,003 +0,01 при
окончательном шлифовании резьб, предварительно нарезанных до за-
калки. Для шлифования многозаходных резьб с осевой подачей ширина
Калибрующей части круга В 2iP, где i — число заходов; Р — шаг
шлифуемой резьбы.
Резьбошлифование твердосплавных изделий производят алмазными
кругами А2П на металлической связке Ml 150%-ной коицентрацнн.
Зернистость АСП10—АСП5 обеспечивает шероховатость поверхности
9—10 классов; зернистость АСП5—АСМ40 — 10—11 классов.
Окружная скорость алмазного круга для шлифования наружных
резьб окр ~ 30+40 м/с, внутренних — пкр = 10+15 м/с. Частота вра-
щения изделия 0,3—5 об/мин. Рекомендуется обильное охлаждение
(10—12 л/мин) индустриальным маслом № 12.
Глубина шлифования при черновых проходах 0,05—0,1 мм, при чи-
стовых — 0,005—0,03 мм. Правку производят шлифовальным кругом
формы ПП зернистостью на 2—3 единицы выше зернистости алмазного
круга. Окружная скорость алмазного круга 1—2 м/с, абразивного 10—
15 м/с. Глубина шлифования 0,005—0,02 м/мин; количество выхажи-
ваний — 3—6.
Характеристика абразивных кругов СМ1—СМ2К для правки алмаз-
ных кругов Ml 150%-ной концентрации:
Абразивный К316-20 К316-12 К.312-10 К310-8 К38-6 К36-5
Алмазный АСП10 ПСП8 АСПб АСП5 АСП4 АСМ40
Размеры заготовок под резьбу
475
Резьбошлифование быстрорежущих сталей, легированных ванадием
и кобальтом, производят кругами из эльбора (кубического нитрида бора)
формы 2П на органической или керамической связках при 100%-ной
концентрации. Зернистость и твердость кругов такие же как у абразив-
ного круга. ,
Окружные скорости круга икр = 304-50 м/с; изделия = 0,16-^-
4-0,5 м/мин. В качестве смазочно-охлаждающей жидкости (СОЖ) ис-
пользуют индустриальное масло, сульфофрезол и эмульсию.
Глубина шлифования при черновых проходах 0,3—0,45 мм, при
чистовых 0,05—0,15 мм. Правку кругов осуществляют алмазными ка-
рандашами типа Н2—НЗ на пониженных или рабочих скоростях круга.
РАЗМЕРЫ ЗАГОТОВОК ПОД РЕЗЬБУ
Диаметры отверстий под резьбу должны обеспечить после нарезания
внутренний диаметр резьбы в пределах допусков, предусмотренных
стандартом.
23. Значение коэффициента
Шаг резьбы Р, мм Резьба по ГОСТ 9150 — 59* Резьба с натягом по ГОСТ 4608—65
Обрабатываемый материал
сталь, чугун, бронза, алюминий особо вязкая сталь, титан и его сплавы
Глубина нарезки
До I2P Более 12Р
До 2 Более 2 1 1,03 0,9 0,93 0,9 0.95
Для метрической резьбы dc = d— КСР, где dc—диаметр сверла;
d — номинальный диаметр резьбы; Кс — коэффициент (табл. 23).
Для конической резьбы по ГОСТ 6111—52* и 6211—52
dc = dj — п -jg- ,
где di — внутренний диаметр резьбы в основной плоскости; п = 0 —
для резьбы, от которой не требуется герметичность; п — 24-3 — для
герметичной резьбы.
476
Резьбооб разование
При особо высоких требованиях к герметичности
dc — di ~ jg »
где /0 — длина свинчивания резьбовой пары.
В отверстиях под резьбу снимают фаски под углом 90° до наружного
диаметра резьбы.
Глубина сверления глухого отверстия под резьбу
1с ^0 + Л + С.
24. Диаметры заготовок под нарезание конических резьб
Размеры ММ
3 g Резьба Резьба
о ПО ГОСТ 6111 — 52 * по ГОСТ 12717—67
3 о. >>
ТОЧ1 in кон 1 •и 4< d т 48 д a S-
'g Е Я s я,ч:
£ В о. к о. R
змер ймы [ииа ора гина :ти 1 Допуст днамет] линдра К S 2 КЛОН' е шуст амет] идра К а S КЛОН' е
« 2 Ск J5. Л С № н в о я к о ж ь 5 Q S
1/. 9,5 6,70 10,46 10,045 — 0,118 10,44 10,021
14,5 10,21 13,98 13,343 — 0,154 13,94 13,304
•/. 14,5 10,36 17,41 16,762 — 0,154 17,37 16,723
19,0 13,56 21,68 20,828 — 0,162 21,66 20,816
“/< 19,5 13,86 27,01 26,143 — 0,162 27,00 26,131 — 0,08
1 24,0 17,34 33,81 32,731 — 0,176 33,78 32,699
1*/4 24,5 17,95 42,58 41,456 >—0,176 42,55 41,424
1*/. 25,0 18,38 48,67 47,525 — 0,176 48,64 47,494
2 26,0 19,22 60,74 59,538 — 0,176 60,71 59,506
Режимы резьбообразования
477
где 10 — длина резьбы полного профиля, мм; 1± — длина заборного ко-
нуса метчика, мм; с— гарантийный зазор, мм (с^ 4 Р для конической
резьбы и с^2Р для метрической резьбы).
Диаметры стержней под нарезание наружной резьбы назначаются
с учетом подъема металла, и допусков на наружный диаметр резьбы
по ГОСТ 16258—73.
Под нарезание конических резьб заготовки обтачиваются на конус
(табл. 24).
На заготовках для нарезания наружной резьбы снимать фаски под
углом 45° до внутреннего диаметра резьбы.
РЕЖИМЫ РЕЗЬБООБРАЗОВАНИЯ
Режимы резьбообразования должны обеспечить требуемую произво- .
дительность при рациональном периоде стойкости. При комплексной
обработке на агрегатных станках и автоматических линиях, если опера-
ция резьбообразования нелимитирующая, для повышения стойкости
резьбовых инструментов снижают режимы резания.
Режимы резьбообразования, обеспечивающие требуемую производи-
тельность при рациональном периоде стойкости инструмента, приве-
дены в табл. 25—33.
25, Число проходов резьбового резца нз быстрорежущей стали
при нарезании трапецеидальной резьбы
Шаг резьбы Р, мм Обрабатываемый материал
углеродистая сталь стальное литье, легированная сталь чугун, бронза, латунь
число проходов
черновых чистовых черновых чистовых черновых чистовых
2—16 20—40 п =з 14 п = 0,8Р /2 = 7 п == 0,4Р п = 12 п «= 0,6Р п = 5 п — 0,ЗР п = 20 п = 1.2Р п. = 10 П = О,6Р
Примечание, Для метрической резьбы число черновых проходов п *=* ЗР для Р •= 0,75^2 мм н п «== 2Р для Р = 2^4 мм; число чистовых проходов п «= 3^4.
478
Резьбообразование
26. Число проходов и скорость резания при нарезании сквозной резьбы
2-го класса точности на заготовках из стали резцом
с твердосплавными пластинками Т15К6
Резьба Число проходов Скорость резания р (м/мин) при НВ обраба- тываемой стали
На- зва- ние Характери- стика черновых чистовых 153 — 161 179— 192 210— 220 235— 250
Метрическая Шаг Р = 2Ф4 л = Р п — 2 173— 182 135— 146 109— 118 93 — 107
Трапецеидальная 1 .... Шаг Р 3—6 п = Р п = 2 107 — 168 130 105— 104 91—95
8—16 п = Р п = 4 155 — 165 121 — 129 97 — 107 84 — 91
1 Модульная Мо- дуль т 1 — 2 п = 3,5/п п = 2т — 130— 160 105— 130 —
3—5 п = 3,5т п 2т — 100— 110 80—88 —
Примечания: 1. Меньшие скорости резания для больших шагов. 2. Для внутренних резьб п увеличивать на один для коротких и на один-два для длинных резьб; v — уменьшать на 20%. 3. В зависимости от периода стойкости применять поправочные коэффициенты К на скорость резания;
Период стойко- сти, мнн 5 10 20 30 45 60 90
к. 1,43 1,25 1,08 1,00 0,92 0,87 0,80
Режимы резьбообразования
479
27. Число проходов резьбового резца
при нарезании метрической резьбы 3-го класса точности
иа заготовках из жаропрочной и коррозионно-стойкой стали
групп I — VII
Группа стали
I и II III, IV, VII V, VI
Шаг резьбы Р, мм Число проходов а при схеме обработки *
генератор- ной 'черно- вых профильной генератор- ной черно- вых профильной генератор- | ной черно- : вых профильной
6 о 3 ЕГ М о £ к s 3 0" М черно- вых о о * s 3 сг л черно- вых 6 о X 5 3 в* са
0.75— 2,5 и —4 п — = 2Р п — = 2Р а а В II в “TS п = = 2.3Р п = = 2Р п. = Р п = = 0,8/’ п = == 2,5Р п = = ЗР п = Р п = = 0,7Р
Примечания: 1. Для резцов из быстрорежущей стали
п увеличивать на один-два.
2. Для резьб 1 — 2-го классов точности добавлять один-три за-
чистных прохода.
3. Для внутренних резьб п увеличивать на 25% .
4. Черновые проходы по профильной схеме производить с ра-
диальной и осевой подачами.
5, Характеристики групп стали следующие: I — теплостойкие
хромистые, хромокремнистые и х’ромокремнемолнбденовые стали пер-
литного класса (Сг 8; Si; Ni; Mo); II — коррозионно-стойкие высоко-
хромистые стали ферритного и полуферритиого классов (Сг 13); Ill —
коррозионно-стойкие — кислотоупорные и жаропрочные стали аусте-
нитного класса п переходного аустенитно-мартенситного класса (Сг 18,
Ni > 9); IV — жаропрочные и окалнностойкие хромоникелевые и
хромоникелемарганцовистые с лож полети рова иные стали аустенитного
класса (Сг > 18; Ni > 10; Мп > 10; Si; Mo); V — жаропрочные де-
формируемые сплавы на никелевой основе; VI — жаропрочные литей-
ные сплавы на никелевой основе; VII — сплавы на титановой основе.
* Число проходов округлять до целых чисел.
480
Резьбообразование
28, Скорости резания v при нарезании резьбы твердосплавными резцами
на заготовках из жаропрочной и коррозионно-стойкой стали
(группы I—VII)
I Шаг резьбы Р, мм и (м/мин) для стали группы
I | И ; 111 1 IV 1 V VI VII
с <тв, кгс/мм2
<85 80— 100 70 — 90 100— 120 120— 130 80— 100 45— 70 80— 112
1 а 3 4 75—90 66—80 56—68 48—64 60—70 55—66 46-55 36 — 52 45-55 40—50 34—42 28—40 24 — 30 22—27 16 — 24 15—22 13-15 12—14 10-12 9-10 8—10 7 — 8 6-7 5-6 5—6 4—4,5 3,5-5 3—4 40—50 36 — 45 30—38 25 — 36 20—25 18—23 15—19 13—18
Примечания: 1. Большие значения скоростей принимать
для чистовых проходов; меньшие — для черновых.
2. Для материалов групп III—VII скорости резания даны для
работы с СОЖ состава, % : 60 сульфофрезола; 25 керосина; 15 олеино-
вой кислоты. При работе всухую для групп III, IV и VII скорости *
резания снижать на 10—15% .
3. Поправочные коэффициенты см, табл. 29
29. Поправочные коэффициенты на скорость резания
В зависимости от материала режущей части
Группы обрабатываемых материалов и ств, кгс/мм® Материал режущей части
Т30К4 Т15К6 в кем ВК8 Р9К.5, Р10К5Ф5 Р18Ф2
Коэффициент Kv
I II II <120 >120 0,75 1 0,6 — 0,35 0,32
III и IV V VI — — 1 1 1 0,85 0,8 0,8 0,33 0,28 0,3 0,24
VII <120 >120 — 1 0,8 0,85 0,68 0,33 0,3
Режимы резьбообразования
481
Продолжение табл, 29
В зависимости от периода стойкости
Период стойкости, мин
Гр уппа обрабатываемых материал ов 10 | 20 30 | 45 60
Коэффициент КТ
I и II III, IV и VII V и VI 1,36 1.5 1,94 1,1 1,16 1,28 1 1 1 0,9 0,86 0,78 0,82 0,77 0,66
В зависимости от износа по задней поверхности В зависимости от вида резьбы
Величина износа (ширина ленточки), мм Коэффи- циент Резьба Коэффи- циент
Наружная сквозная в упор 1.00 0,90
0,20 0,30 0,40 0,50 0.60 0,80 0,75 0,90 1,00 1,07 1,15 1,40
Внутренняя d < 100 мм: сквозная в упор 0,85 0,80
d > 100 мм: сквозная в упор 1.00 0,90
Примечание. При работе быстрорежущими резцами сма-
зывающе-охлаждающую жидкость применять для всех групп мате-
риалов.
30. Скорость резаиия при резьбонарезании метчиками
из быстрорежущей стали и винторезными головками
Диаметр нарезаемой резьбы, мм Машинные метчики Винторезные головки по ГОСТ 3307—61 *-
Р (м/мин) при шаге резьбы Р, мм
ю о 0,75 н 1,25 1,75 сч СО ю о 0,75 1 1 — 1,25 ю
3—10 12-21 27 и более | coca 7 9 11 8 10 12 9 11 10 13 14 13 13 12 13 9 11 10 12 14 11 13 15 12 14 13 15 16 16 17 16 16
Примечание. Для гаечных метчиков d <10 мм при Р <
< I мм; о = 8& 10 м/мин, для других размеров метчике» о '« 12-ь
4-14 м/мин.
16 Под ред, Малова
482
Резьбообразование
31. Поправочные коэффициенты Л’с на скорость резания (к табл. ?Л1)
В зависимости от ка
класса точности 1 0,8
2 1,0
3 1 — 1,2
типа метчика Конический, машинный 0,8— 0,9
1 <ЗР
угла (градусы) заборного конуса 20 1.0
гребенки винторезной головки 30 0,9
45 0,75
группы жаропрочных и коррозионио-стой- 1 0,65—0,8
ких сталей II 0,55—0,7
III 0,4—0,55
IV 0,25—0,35
V 0,1 — 0,3
VI 0,1—0,15
VII 0,25—0,45
32. Скорость резания v (м/мин) при вихревом фрезеровании
метрической и трапецеидальной резьбы иа стальных заготовках
резцами TI5K6 без охлаждения с периодом стойкости Т = 60 мин
Шаг резьбы Р, мм Круговая подача 8г на резец, мм Твердость обрабатываемой стали НВ
153—161 179—192 210—220 235 — 250
0,4 241
0,6 —— 224 197
3 0,8 1 223 194 —
1 234 199
1,2 213 •— — —
0,4 223
0,6 —— 207 182
3,5 0,8 206 179
1 216 184 м> — —
1,2 198 — — —
Режимы резьбообразования
483
Продолжение табл. 32
Шаг резьбы Р, мм Круговая подача s2 на резец, мм Твердость обрабатываемой стали НВ
153—161 179—192 210—220 235—250
4 0,4 0,6 0,8 I 1,2 203 185 193 173 194 168 = Б 1 1 1
4,5 0,4 0,6 0,8 1 1,2 191 174 182 163 183 158 197 161
5 0,4 0,6 0,8 1 1,2 181 165 172 154 173 150 186 152
6 0,4 0,6 0,8 I L2 165 151 158 141 158 137 170 139
8 0,4 0,6 0,8 1 1,2 143 131 t 137 122 137 119 148 120
‘ 10 0,4 0,6 0,9 1 1,2 128 117 122 109 123 106 132 108
Примечания: I. При нарезании резьбы на заготовках чугуна с НВ 170—230 назначать скорость резания как для стали НВ 170—192. 2. Поправочный коэффициент при периоде стойкости Т — 30 мин К ~ 1,4; при Т = 90 мин Кт = 1,8.
I*
484
Резьбообразование
33. Режим шлифования резьбы однониточиым кругом
на закаленных заготовках
Шаг резьбы Р, мм Окружная ско- рость о, м/с Частота вращения заго- товки п (об/мин) при диаметре, мм Число прохо- дов Глубина шлифова- ния иа проход, мм
5—9 91—01 ! 17—29 30—50 52 — 80 82—90 100—120 j Л"
До 0,5 42 — 55 35 11,-3 6,8 5.1 4J 2,5 2,0 1,7 3 0,15 0,05 0,025
0,5.» 0,7 42г—55 35 8,6 5,2 3,8 3,2 1,9 1,5 1?3 3 0,28 0,08— 0,15 0,03
0,75—0,9 42^55 35 7,8 4,6 3,5 2,9 1.7 1,4 1,1 3 0,35 0,12— 0,19 0,05
1,0» 1,25 42—55 35 7.2 4.3 3,2 2,7 1.6 1,3 ы 3 0,43 0,17~ 0,33 0,05
1,5 42—55 35 6,9 4.1 3,1 2,6 1,5 1,2 1,0 3 0,55 0,30 0,12
1,5 42-55 35 9,4 5,6 4,3 3,5 2?1 1,7 1,4 2 0,20 0,05
1,75» 2,5 42—55; 35 10„8 6,5 4,9 4.1 2.4 2,0 1,6 3 0,20 0,10 0,05
Примечания: 1. При шлифовании резьбы иа изделиях нз стали Р9 частота вращения изделия снижается иа 10^15% по сравне- нию о указанными в таблице. 2. Окружная скорость о в числителе дана при шлифовании кру- гами на органической связке? в знаменателе при шлифовании кру- гами на керамической связке. 3. Резьба шлифуется по целому при Р <1,5; после предвари- тельной нарезки до закалки при Р > 1,5 мм.
Накатывание наружной резьбы
485
НАКАТЫВАНИЕ НАРУЖНОЙ РЕЗЬБЫ
Применяются три способа накатывания наружной резьбы:
а) плоским инструментом с тангенциальной подачей — накатыва-
ние плоскими плашками; б) приводным круглым инструментом; в) не-
приводным круглым инструментом с тангенциальной подачей.
Класс точности накатываемой резьбы определяется колебанием сред-
него диаметра резьбы: при накатывании плоскими плашками, резьбо-
накатными головками — грубый и средний, при накатывании двумя
роликами с радиальной подачей — средний и точный, при накатывании
двумя роликами с осевой подачей заготовки — средний и грубый
(ГОСТ 16093—70), классы шероховатости поверхности резьбы 7—10-й.
Резьбу можно накатывать на углеродистых и легированных сталях
и на цветных сплавах, если их относительное удлинение 6 > 8—12%,
твердость HRC < 40, а предел прочности ов < 120 кгс/мма.
Рис. 32. Принципиальная
схема накатывания резьбы
плоскими плашками:
1 — подвижная плашка;
2 — деталь; 3 — неподвиж-
ная плашка
Накатывание резьбы плоскими плашками (рис. 32). Накатывание
осуществляется за один двойной ход подвижной плашки. Направление
резьбы у обеих плашек одинаковое, но противоположное направлению
резьбы заготовки. Плашки устанавливают строго параллельно и сме-
щают одну относительно другой на 0,5 шага в середине плашек с до-
пустимыми отклонениями ±0,02 мм. Кроме обычного способа накатыва-
ния плоскими плашками применяют накатывание тремя обычными
плашками (двумя неподвижными и одной подвижной) и специальными
плашками (обычной неподвижной и подвижной с несколькими забор-
ными частями). Наибольшее применение получил способ накатывания
двумя обычными плоскими плашками. Размеры плашек регламенти-
рованы ГОСТ 2248—69*.
Накатывание плоскими плашками осуществляется на резьбопакат-
ных станках мод. АА253, А2416А, А2418А, А2421, А2424, А2423А и на
станках-комбайнах для полного изготовления винтов и шурупов.
Режимы накатывания резьбы плоскими плашками следующие: для
деталей из стали с ов < 50 кгс/мм2 средняя скорость ь'ср = 30-5-50 м/мин,
сав = 604-80 кгс/мм2 оср = 20-4-30 м/мин.
Частота вращения заготовки при накатывании
Lh. П«
П1 = —J—~»
ЗТиср
где п — число двойных ходов ползуна в 1 мин; Аи. п — длина неподвиж-
ной плашки, мм; dcp — средний диаметр накатываемой резьбы, мм.
Достоинства накатывания плоскими плашками — универсальность,
простая конструкция инструмента, недостатки — ограниченность диа-
метра накатываемой резьбы (1,5—30 мм), нестабильность диаметра
накатанной резьбы, малая стойкость плашек на крупных шагах резьбы.
486
Резьбообразование
Накатывание резьбы цилиндрическими роликами с радиальной
подачей инструмента. Ролики вращаются синхронно; один из роликов
получает радиальное перемещение (рис. 33). Главная особенность
накатных роликов — соответствие углов подъема резьбы на ролике и на
накатываемой детали, т. е.
D, N Т
—7 — —— — ~-т— — г, dcpN — Dtfi', D2 — dcpi,
«ср rt с
где D2 и dcp — соответственно средние диаметры ролика и накатываемой
резьбы; N и п — соответственно число заходов у роликов и накатывае-
мой резьбы; Т и t — соответственно длина хода резьбы у роликов и на-
катываемой резьбы; i — целое число, определяющее число заходов.
Рис. 33. Принципиальная
схема накатывания ролика-
ми с радиальной подачей!
1 — неподвижный ролик;
2 — деталь; 3 — упор; 4 —
подвижный ролик
Резьба на роликах многозаходная и направлена противоположно
резьбе накатываемой детали. Размеры роликов выбирают, исходя из
диаметра накатываемой резьбы и возможностей станка (наибольшего
и наименьшего расстояния между осями шпинделя). Ролики бывают
с открытым н с замкнутым контуром. У роликов с открытым контуром
внутренний диаметр резьбы не участвует в формировании вершины
накатываемой резьбы, а потому не ограничивается точными разме-
рами; у роликов с замкнутым контуром внутренний диаметр формирует
вершину накатываемой резьбы и вследствие этого ограничен допуском.
Ролики с замкнутым контуром применяют для накатывания резьб с ту-
гой посадкой и резьб, к качеству которых предъявляются повышенные
требования. В остальных случаях применяют ролики с открытым кон-
туром.
Размеры роликов для накатывания метрической резьбы регламенти-
рованы ГОСТ 9539—72. Накатывание роликами с радиальной подачей
осуществляется на резьбонакатных станках отечественного производ-
ства мод. PH-50, PH-24, А2528, Я9518, 5А932, 5А933 и др.
Режимы накатывания роликами с радиальной
подачей. Радиальные подачи sp, частота вращения п, необходимые
для полного профилирования резьбы, и скорость перемещений подвиж-
ной головки 1>г рассчитываются по формулам
Ь'иар “г “заг \ ' £ / +Sp
SP
**=^-3-----*
“заг
Здесь / — коэффициент внешнего треиия; £>иар — наружный диа-
метр ролика, мм; daaP— диаметр накатываемой заготовки, мм; Е—мо-
дуль упругости заготовки, кгс/мма; р — давление, кгс/ммг; р = (2,5==>
Накатывание наружной резьбы.
487
-:-3) ст,, где от — предел текучести материала заготовки, кгс/мм2;
fs — полная величина углубления ролика в тело заготовки, мм; vp —
окружная скорость роликов м/мин.
Радиальные подачи при накатывании резьбы круглыми роликами
приведены в табл. 34.
34. Радиальные подачи при накатывании резьбы круглыми роликами,
мм на оборот детали
Шаг резьбы, мм Алю- ми- ний Бронза, латунь Сталь с пределом прочности ав> кгс/мм1
<50 70 90 100
1 0,085 0,06 — 0,17 0,06 — 0,1 0,035 — 0,09 0,025 0,018
1,5-1,75 0,1 0,08 — 0,2 0,08—0,15 6,05—0,12 0,035 0,02
2 0,1 0,1 —0,2 0,1 —0,2 0,05—0,17 0,045 0,02
3 0,13 0,10 — 0,3 0,10—0,25 0,06 — 0,2 0,045 0,025
Для сталей с ов < 60 кгс/мм2 окружная скорость накатывания 20—
25 м/мин, для легированных сталей — 10—12 м/мип, для медных спла-
вов— 15—18 м/мин.
Формулы для расчета усилий при накатывании резьб приведены
в литературе [3, 4].
Накатывание резьбы с осевой подачей. Общее для всех способов
накатывания — наличие осевого перемещения заготовки при образова-
Рис. 34. Схема накатывания резьбы роликами со скрещивающимися осями:
а — ролики с кольцевой нарезкой; б, в — ролики с винтовой нарезкой
нии на ней резьбы. Различают накатывание роликами с винтовой нарез-
кой и с кольцевым профилем резьбы.
На рис. 34 показаны возможные схемы накатывания резьбы роликами
со скрещивающимися осями. Угол скрещивания осей а имеет следую-
щие значения; на рис. 34, а а = со, на рис. 34, б а = со — фр, на
рис. 34, в а = фр — со, где со — угол подъема резьбы на накатываемой
детали по среднему диаметру; фр — угол подъема винтовой нарезки на
роликах по среднему диаметру.
Ролики с кольцевой нарезкой получили широкое применение для
рбычных резьб. Одним и тем же комплектом роликов можно накатывать
резьбу данного шага — правую и левую.
488
Резъбообразование
Ролики с винтовой нарезкой используют при накатывании много-
заходных резьб. Ролики для накатывания с осевой подачей имеют забор,
ную и коническую части. Угол заборного конуса 3—5°.
Накатывание резьбоиакатными головками (рис. 35) позволяет нака-
тывать резьбу на универсальных станках. Головки делятся на две
Рис. 35. Резьбоиакатиые головки
а — регулируемая и нерегулируемая; б — схема расчета размеров
головки
группы — нераскрывающиеся (реверсивные головки) обычно называе-
мые резьбонакатными головками. Устройство головок приведено в лите-
ратуре. Основные характеристики резьбонакатных головок приведены
в табл. 35.
35. Основные характеристики резьбонакатных головок (рис. 35)
Тип головки Размеры накатываемых резьб, мм
Диапазон диаметров Шаг Р
Нераскрывающиеся головки
НП-1 ....... 4—7 0,7; 0,9; 1,0
НП-2 ....... 8-*16 0,75; 1,0; 1,25; 1,5; 1,75; 2,0
НП-3 18—24 1,0; 1,5; 2,0
НП-4 27—33 Раскрывающиеся головки
ВНГН-2 4-6 0,7—1,0
ВНГН-3 8—16 0,70—2,0
ВНГН-4 16—27 1,5—3,0
Накатывание наружной резьбы
489
Ролики головок имеют кольцевую нарезку, устанавливаются под
углом подъема накатываемой резьбы. Профили резьбы роликов смещены
друг относительно друга на величину Р/г, где Р — шаг накатываемой
резьбы, az — число роликов.
Накатывание приводным круглым инструментом (роликами) с тан-
генциальной подачей (рис. 36) используют для накатывания резьб
диаметром 1—10 мм. Оси роликов параллельны оси накатываемой де-
тали. Оба ролика вращаются в одном направлении, но с различными
числами оборотов. Ролики имеют винтовую резьбу. Расстояние L
Рис. 36. Схема накатывания резьбы роликами
мс тангенциальной подачей
Рис. 37. Схема накатыва-
ния резьбы роликом и резь-
бовым сегментом
1 — сектор; 2 — ролик;
3 *— заготовка
между осями роликов в процессе накатки неизменно. Расчет L и диаме-
тров роликов производится по формулам:
Diep + £*2Ср
L — 2 г d2 —
2,34 (d2 — 0,5d2/2 — dj) t
c'lcp. mln 7-^ J2 ’
^2cp. mln = (0,^5 4- 0,85) /)jCp. min,.
где D1Cp и D2cp— соответственно средние диаметры ведущего и ведомого
роликов, мм; d2 — средний диаметр накатываемой резьбы, мм; L — рас-
стояние между осями роликов, мм; di — внутренний диаметр накаты-
ваемой резьбы, мм; / — коэффициент трения между роликами и накаты-
ваемой заготовкой (/s=«0,l).
Накатывание вращающимся резьбовым роликом и резьбовыми сег-
ментами (рис. 37). Может быть один, два и более сегментов. Резьба
на ролике и сегментах миогозаходная с одинаковыми углами подъема,
Для накатывания правой резьбы резьба на ролике левая, а на сегментах
правая; для накатывания левой резьбы —наоборот. Резьбовой сегмент
представляет собой дугу, центр кривизну которой несколько не совпа-
дает с центром резьбового ролика. Накатывание осуществляется на
490
Резьбообразование
резьбонакатных автоматах мод. А2516, А2519, А2521 и др. и на специаль-
ных приспособлениях, устанавливаемых на токарных станках. Накаты-
вают обычно резьбу на винтах и болтах диаметром до 10—12 мм и дли-
ной не более 60 мм. Размеры ролика и сегментов рассчитываются по
формулам:
^Р. ср ” ” ^Р “Ь
©С. ср = ^2^с» Р ~ Pkp'f РС ”
^нар = ^р. ср 2Й^,
где d2, Dp. ср и Dc, ср — соответственно средние диаметры резьб нака-
тываемой детали, ролика и сегмента, мм; Р, Рр, Рс — шаги резьб детали,
ролика и сегмента, мм; kp и ka — число заходов резьб ролика и сегмен-
тов. Более полные сведения по рассматриваемому способу накатывания
можно получить в литературе [7 ].
Диаметр заготовки под накатывание резьбы зависит от вида резьбы,
свойств материала заготовки н определяется по формулам;
для метрических резьб
d3ar = И d2 — l,3dP +0,6Р2,
<и.нб=]А^Щ^- [3dc (rf2-4) -2 (d3 —d?)] +4-(rf2 + <4 )>
причем при накатывании метрических резьб с симметричным профилем
эта формула запишется так:
d3ar = 4” /(d2+d‘D— 0.2109Р2;
для трапецеидальных резьб
^заг. иб =
+ [3dt (h + d2 + H-d)+h(2h + 3d2 + 3H-3d),
г Oil CUo ф
где d, dlr d2 — соответственно наружный, внутренний и средний диа-
метры резьбы, мм; а — угол при вершине резьбы; Р — шаг резьбы, мм;
Н—постоянная величина для" каждого шага резьбы, Н = 1.866Р;
tp — угол наклона винтовой линии; h — высота профиля трапецеидаль-
ной резьбы, мм.
Размеры заготовок могут быть взяты и из таблиц в [4]. Незавнснмо
от того, определен ли размер заготовки расчетом или взят из таблицы,
его рекомендуется уточнить экспериментальным порядком. Допуск на
диаметр заготовки в завнснмости от точности резьбы — 3—4-й классы.
РАСКАТЫВАНИЕ (НАКАТЫВАНИЕ)
ВНУТРЕННЕЙ РЕЗЬБЫ
Раскатывание внутренних резьб по сравнению с нарезанием метчи-
ками обладает следующими преимуществами: стойкость инструмента
Значительно выше, точность резьбы, прочность резьбы на срез и скорость
раскрывания выше.
Раскатывание [накатывание] внутренней резьбы 491
Существует три способа получения внутренних резьб пластическим
деформированием с помощью раскатников (метчиков-накатников), роли-
ковых раскаток и самонарезающих винтов.
Раскатывание внутренних резьб с помощью раскатников (метчиков-
накатников) применяется для резьб с шагом до 2 мм в деталях из плас-
тичных материалов (алюминий и его сплавы, медь, латунь, стали 10, 20,
1Х18Н9Т и др.).
Роликовые же раскатки применяют для получения резьб диаметром
более 30 мм с шагом более 2 мм. Раскатыванию предшествует предвари-
тельное нарезание резьбы. Конструкции раскатников приведены в ли-
тературе (б].
Конструкция раскатника показана на рис. 38. В поперечном сечении
рабочая часть раскатника имеет форму многогранника со скругленными
Рис. 38. Конструкция раскатника
гранями. Заборная часть чаще всего выполняется в виде конической
резьбы с полным профилем. Угол заборной части (конуса) для сквозных
отверстий <р = 2-=-4°, а для глухих <р — 7->10°.
У раскатников для резьбы до Мб три грани, для резьб Мб—М20 —
шесть граней, для резьб М20—МЗО — шесть или восемь граней (затыло-
вание осуществляется по кривой Архимеда).
Диаметр отверстия под накатывание оказывает существенное влия-
ние на точность и качество резьбы, получаемой в результате раскаты-
вания. Расчет диаметра отверстия под раскатывания резьбы в общем виде
имеет следующий вид:
____________34_ i 4p \ , »/ 1 I 4p \
'° \ 2 3P tg a ~ P tg a / 1 \ 2 T 3P tg a P tg a )
а для метрической резьбы с углом профиля a — 60°
d= (о 5 _ 0.38494 + 0,577354р +
' , 0,38494 0,577354р \ ,°’5+ Р Р )’
где d0—наружный диаметр раскатника; rfcp — средний диаметр рас-
катника; di—номинальный внутренний диаметр резьбы; Р — шаг
резьбы.
492
Резьбообразование
СПИСОК ЛИТЕРАТУРЫ
1. Глясс В* Д. Реоьбошлифованис. М,, Машгиз, I960, 64 с.
2. Мерперт М. П. Прецизионные резьбошлифовальиые станки. М., Мащ*
рив. 1962, 303 с.
3. Миропольский Ю. A.J Луговой Э. И. Накатывание резьб и профилей.
М„ «Машиностроением, 1976, 176 с.
4. Пнсаревскнй М. И. Накатывание точных резьб и шлицев. М., «Машино**
строение», 1973, с. 222.
5. Режимы резания металлов. НИИТАВТОПРОМ. М., «Машиностроением,
1972, 407 с.
6. Рыжов Э. в. г Андрейчиков О. C.J Стеш ков А. В, Раскатывание резьб
М„ «Машиностроение», 1974, 120 с.
7. Справочник металлиста. Т. 3. М.» «Машиностроение», 1966, с. 811.
8. Султанов ВТ. А. Резьбонакатные ^головки. М., «Машиностроение»,
1966, с. 135.
9. Фрумин Ю. Л, Вспомогательный инструмент к агрегатным станкам
и автоматическим линиям. М., «Машиностроение», 1970, 136 с.
10. Фрумнн ю* Л. Высокопроизводительный резьбообразукнцнй инстру-
мент. М., Машгнз, 1963, 161 с.
Глава 11
ИЗГОТОВЛЕНИЕ И ОТДЕЛКА
ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
ИЗГОТОВЛЕНИЕ ЦИЛИНДРИЧЕСКИХ
ЗУБЧАТЫХ КОЛЕС
Общие сведения
Размеры зубьев цилиндрических колес определяются размерами
исходной инструментальной рейки (рис. 1). Элементы инструментальной
рейки пропорциональны модулю т, который стандартизован н равен
где t — шаг зубьев по нормали на делительной окружности, мм.
Высота головки и ножки инструментальной рейки
йи = йи = (/ 4- с) т,
где f — коэффициент высоты, равный 1 или 0,8; с' = 0,25 или 0,3 —
коэффициент радиального зазора.
Толщина зуба инструментальной рейки предусматривает обеспече-
ние бокового зазора в сопряженных зубьях:
с __ пт । до
^д. и----2----г и,
где Д5д. и — утолщение зуба инструментальной рейки. Величина ASfl. и,
а также допуски 65д. и на толщину зубьев для инструментов классов
точности А и Б приведены в табл. 1.
1. Утолщение зуба инструментальной рейки и допуски на толщину
зуба инструмента, в мм
Модуль Утолще- ние зуба Д3ди Допуск 65ди Модуль Утол- щение А5ДИ Допуск 63ДИ
Класс А Класс Б Класс А Класс Б
1,25—2,0 0,145 0,03 0,04 6,5—8,0 0,26 0,04 0,05
2,25—2,5 0,160 0,03 0,04 9,0—10,0 0.28 0,04 0,05
2,75—3,0 0,175 0,04 0,05 11,0—12,0 0,31 0,05 0,06
3,25—4,0 0,200 0,04 0,05 13,0—16,0 0,35 0,05 0,06
4,25—5,0 0,200 0,04 0,05 18,0—20,0 0,38 0,05 0,06
5,5 — 6,0 0,230 0,04 0,05
494 Изготовление и отделка цилиндрических зубчатых колее
Для черновых и получистовых инструментов толщину зубьев умень-
шают на величину припуска на последующую чистовую обработку, а вы-
соту головки зуба увеличивают примерно на величину 0,1 Кт для
разгрузки от работы резания вершины зубьев чистовых инструментов,
T. е‘ йи. мер= К + с')т Ч-ОД/йТ
Кроме модульной системы зубчатых зацеплений существует питчевая
система. Различают диаметральный питч р и окружной питч Р.
%
Рис,. 1& Исходный контур инструментальной рейки
Питч р и модуль связаны зависимостями
где т — в мм; р — в дюймах.
Окружной пнтч Р — шаг между зубьями на делительной окруж-
ности, в дюймах. Между окружным питчем Р, диаметральным питчем р
и модулем существуют зависимости:
Р = —; Р=-^-; т = 8,09Р,
р ’ 25,4 ’
где Р в дюймах, т в мм.
Нарезание пальцевыми и дисковыми модульными
фрезами и зубодолбежиыми головками
Нарезание зубьев колес осуществляется по методу копирования.
Дисковые зуборезные модульные фрезы (рис. 2) предназначаются
для нарезания зубьев цилиндрических колес наружного зацепления
с точностью не выше 9-й степени по ГОСТ 1643—72, а также для предва-
рительного нарезания прямых зубьев конических колес. Мелкомодуль-
ные дисковые фрезы выпускают по ГОСТ 13838—68* с модулем от 0,2 до
1,0 мм в виде наборов (комплектов) из 8 фрез для одного определенного
модуля. В отдельных случаях модульные фрезы поставляются наборами
из 15фрез. Материал фрез—быстрорежущая и легированная сталь 9XG.
Изготовление цилиндрических зубчатых колес
495
Модульные фрезы изготовляют и из твердого сплава ВК6М
ГОСТ 13839—68.
Для модулей свыше 1 мм дисковые модульные фрезы выпускаются
по ГОСТ 10996—64 наборами нз 8 фрез, а для модулей свыше 8 мм —из
15 фрез. Каждая фреза из набора предназначена для нарезания колеса
в определенном диапазоне чисел зубьев (табл. 2).
2. Наборы дисковых зуборезных (модульных) фрез
(по ГОСТ 10996 — 64*)
№ фрезы 1 >‘/2 2 2‘/а 3 372 4
Число зубьев 1 нарезаемых колес| для ком- плекта из 8 шт. 12 — 14-16 — 17 — 20 — 21—25 —
для ком- плекта из 15 шт. 12 13 14 15—1G 17—18 19-20 21 — 22 23-25
№ фрезы 5 5‘/а 6. 6>/2 7 7>/2 8
1 Число зубьев нарезаемых колес для ком- плекта из 8 шт. 26—34 — 35—54 55—134 — 135 —“
для ком- плекта из 15 шт. 26—29 30 — 34 35-41 42—54 55 — 79 80-134 135—оо
Зубодолбежные головки используют в крупносерийном и массовом
производстве для нарезания колес с модулем свыше 4 мм. Головкой на-
резаются все зубья колеса одновременно за несколько рабочих ходов.
Головки используются на специальных станках мод. 5110 и 5120.
Рис. 2, Дисковая модуль-
ная фреза
вис. 3, Хвостовая пальцевая мо-
дульная фреза
Пальцевые модульные фрезы предназначаются для нарезания шев-
ронных колес, крупномодульных прямозубых и косозубых колес, круп-
номодульных червяков. Могут изготовляться хвостовыми (рис. 3) и
свыше модуля 8 мм — насадными.
496 Изготовление и отделка цилиндрических зубчатых колес
Профиль дисковых и пальцевых модульных фрез для нарезания
прямозубых колес совпадает с профилем впадины зубьев колеса (при
условии, что передний угол инструментов равен нулю). Профиль вклю-
чает в себя эвольвентную (рабочую) часть, неэвольвентный участок (для
колес с z < 17) и закругление (рис. 4) и зависит от числа нарезаемых
зубьев колеса.
Расчет эвольвентной (рабочей) части профиля дисковых, пальцевых
модульных фрез и резцов зубодолбежных головок для заданного числа
z зубьев прямозубого колеса ведут по формулам, приведенным в табл. 3.
3» Расчет эвольвентной части профиля пальцевых, дисковых фрез
и резцов зубодолбежных головок для прямозубых колес (рис. 7)
Параметр
Ширина впадины зубьев колеса
на делительной окружности Гвп
Формула
2"вп ~ ^д
Угол давления в заданных точ-
ках профиля колеса ах
Dx диаметр окружностей
ваемых точек <DX <De
зада-
Вспомогательиый угол фх
Координаты заданных точек
профиля инструмента х и у
Ф = —-— 4-inv av — inv a
X dR X
x »=s 0,5Dx sin <px
у « 0,5Dx cos фх
Неэвольвентный участок профиля этих инструментов (только при z
колеса меньше 17) профилируют в виде отрезка прямой, касательной
к удлиненной эвольвенте, которую описывает вершина рейкн прн зацеп-
лении с колесом. Касательная наклонена к оси симметрии впадины
зубьев под углом 5°. Координаты этого участка профиля, а также раз-
меры закруглений на вершине зубьев инструментов рекомендуется при-
нимать по ГОСТ 10996—64.
Профили дисковых и пальцевых фрез для нарезания косозубых колес
различаются между собой н не совпадают с профилем нарезаемых зубьев
ни в торцовом, ни в нормальном сечениях косозубого колеса. Стандарт-
ными дисковыми фрезами можно нарезать косозубые колеса лишь при-
ближенно. В этом случае номер фрезы из набора выбирают по приведен-
ному числу зубьев условного прямозубого колеса:
_ Z
Znp — COS3 Р ’
где г — число зубьев нарезаемого косозубого колеса; р — угол наклона
зубьев колеса.
Модуль и угол зацепления прямозубого колеса с приведенным числом
зубьев сПр принимают равными модулю и углу зацепления по нормали
косозубого колеса.
Изготовление цилиндрических зубчатых колес
497
Точный расчет профиля пальцевой модульной фрезы для нарезания
косозубого колеса (или эвольвентного червяка) приведен в табл. 4, при-
чем профиль фрезы задается параметрами: Гф (радиусом фрезы в торцо-
вом сечеиин) и уф — расстоянием этого сечения от оси колеса (рис. 5).
Точный расчет профиля диско-
вой модульной фрезы для нарезания
косозубого колеса (или эвольвент-
ного червяка) приведен в табл. 5,
Рис. 4. Расчетная схема для опре-
деления профиля пальцевой и дис-
ковой фрез
Рис. 5» Схема для определения про-
филя пальцевой модульной фрезы для
косозубого колеса и эвольвентного
червяка
4. Формулы для определения профиля пальцевых модульных фрез
для косозубых колес и эвольвентных червяков (рис. 5)
Радиус основной окружности колеса r9 го ~ гд eos аД5
Угол подъема винтовой линии на основном цилиндре колеса COS 0 — cos <Хд sin Рд
Ширина впадины зубьев по торцу на делительном цилиндре S ~ *^Д5
Задаваемый переменный пара- метр а < а < ае + 10°
Длина нормали к профилю до оси фрезы а /Г \ as=r„sina 1 inva-l — invawC I ° \ <*д . Д5/
Угол между нормалью к про- филю и торцем фрезы (о sin to = sin о sin а
Радиус фрезы в торцовом сече- нии гф Гф = a cos to
498
Изготовление и отделка цилиндрических зубчатых колес
Продолжение табл. 4
расстояние от оси колеса до тор- цового сечения г/ф Г0 1 у. = .— a sin со УФ cos а
Высота профиля фрезы по шаб- лону Йф Лф = - '{
5» Формулы для определения профиля дисковых модульных фрез
для косозубых колес и эвольвентиых червяков (рис. 6)
Наименование параметра Формула
Вспомогательный параметр b . L cos а — Го о , > sin а где L — расстояние между осями колеса и фрезы L = г(. + №,,и
Длина нормали до оси фрезы а а = r0 sin2 0 [ inv <х + Ь X /tgg + tgpa cos к \ р cos а ' ! ^ВП S . "I + •"*“</«] > где р — винтовой параметр колеса, р = ——; S — шаг по оси винтовой 2л поверхности колеса
Вспомогательный угол (a cos а — 6) tg а cos а tgS“ а cos а s— Ь д®
F Расстояние от плоскости симме- трии фрезы до профилирующего сечения Лф (а cos а — Ь) sin (Р 4- е) АФ sin е Tsn s + (2 - 4 ««)
Угол между нормалью и торцом фрезы у (a cos а — b) cos (В е) tg V = * a sin е sin а
Радиус профилирующей окруж- ности в торцовом сечении фрезы Гф __ a sin а Ф cos у
Примечание. Параметры rQ, о, Гвп s и а рассчитывают по формулам табл. 4.
Изготовление цилиндрических зубчатых колее
499
о. Режимы резания при нарезании дисковыми зуборезными фрезами
Модуль, мм Диаметр фре- зы, мм Подача Скорость и. м/мин
So. мм/об sM, мм/мин
4 80 134 . 32
5 90 __ 120 32
6 100 109 32
8 110 ~~ 109 32
Модуль, мм Диаметр фре- зы, мм Подача Скорость о, м/мин
о о * 3 о W нии/ии ,MS
14 195 2 16
18 225 1,7 17
22 240 1.5 17,5
26 260 1.4 18
Примечания: 1. При обработке чугунных колес табличные
данные для s умножать на 1,6 н для у — на 0,8.
2. При учете наклона зуба более 30° значения для s умножать на
коэффициент 0,85—0,6.
причем профиль будет задаваться радиусом Гф фрезы в ее торцовом се-
чении и расстоянием Аф этого сечения от оси симметрии фрезы (рис. 6).
Режимы резания для нареза-
ния зубьев цилиндрических ко-
лес дисковыми модульными фре-
зами приведены в табл. 6.
Зубодолбление
В процессе нарезания ось
долбяка параллельна оси наре-
ваемого колеса, поэтому для
прямозубых колес долбяк дол-
жен быть прямозубым, а для
косозубых — косозубым. Прн
этом направление наклона
зубьев должно быть разноимен-
ным с наклоном нарезаемых
зубьев, если колесо внешнего
вацепления, и одноименным,
если колесо внутреннего заце-
пления.
Долбяки зуборезные чисто-
вые. Размеры и точность пря-
мозубых и косозубых долбяков
для колес с углом исходного
контура 20е регламентированы
ГОСТ 9323—60*. Долбяки по это-
Рис. 6. Схема для определения про-
филя дисковой модульной фрезы для'
косозубогО колеса и эвольвентного чер-
вяка
му стандарту выпускаются пяти
типов и трех классов точности.
Тип I — долбяки дисковые прямозубые классов точности АА,
А и В с номинальными делительными диаметрами 75; 100; 125; 160
и 200 мм.
500 Изготовление и отделка цилиндрических зубчатых колес
Тип II — долбяки дисковые косозубые класса точности А и В, с но-
минальным делительным диаметром 100 мм и углами наклона зубьев 15
и 23°.
Тип III — долбяки чашечные прямозубые классов точности АА, А
и В с номинальными делительными диаметрами 50; 75; 100 и 125 мм.
Тип IV — долбяки хвостовые прямозубые классов точности В с но-
минальными делительными диаметрами 25 и 38 мм.
Тип V — долбяки хвостовые косозубые класса точности В с номи-
нальным делительным диаметром 38 мм и углами наклона зубьев 15 и 23°.
Долбяки типов I и II предназначаются для колес с открытыми зубча-
тыми венцами; типа III — для блочных колес и колес с закрытыми вен-
цами; типов IV н V — для колес с внутренним зацеплением.
Рекомендуемые назначения долбяков: класса АА — для колес 6-й
степени точности; А — 7-й степени точности и В — 8-й степени точности.
Долбяки для мелкомодульных колес (модули от 0,1 до 1 мм) регла-
ментированы ГОСТ 10059—62*. Они выпускаются двух типов и трех
классов точности: I тип — дисковые прямозубые с номинальными дели-
тельными диаметрами 40 и 64 мм, классов точности АА, А и В; тип II —
хвостовые прямозубые с номинальными делительными диаметрами 12,
16 и 25 мм, классов точности А и В.
Возможность использования стандартного долбяка для нарезания
зубьев корригированного зубчатого колеса определяется проверочным
расчетом, приведенным в табл. 8, причем предварительно необходимо
определить ряд технологических параметров нарезаемого колеса по фор-
мулам, приведенным в табл. 7.
7. Формулы для определения технологических параметров
нарезаемых колес
Параметр Формула
Торцовый профильный угол и модуль нарезаемого колеса (толь- ко для косозубых колес) a&s * tsaA где 0д « угол наклона зуба на де- лительном цилиндре; » профиль- ный угол и модуль по нормали
Действительный угол зацепле- ния в передаче а8 (dAl ± йда) cos “да cos ас л. s 2Л1,а где 2 межосевое расстояние в зубчатой передаче; и йд2 *- соответственно диаметры делитель- ных цилиндров нарезаемого и сопря- женного с ним колеса
Диаметры основных цилиндров колее dnl в d02 d01 “ cos “дя> d02 = йд2 cos “as
Радиус кривизны в точке на- чала активной части профиля на- резаемых зубьев колеса pt 2pt = 2 sin as T ]/ Z>|2 — где Z>e2 H ^02^ соответственно диа- метры наружного и основного ци- линдров сопряженного колеса
Изготовление цилиндрических вубчатых колее
501
S. Формулы для проверочного расчета долбяков
Параметр Формула
Станочный угол зацепления долбяка н нарезаемого колеса aHS S„i + S — пт inv а„. = inv а„. ± —-—-—=: — : HS дз т (2! ± гн) ’ 5д1 и 5дИ — толщины зубьев на де- лительных цилиндрах
Межосевое расстояние долбяка и колеса Л । п 2Л Ad^d^C0Sa^ i’ и cos aHS
Диаметр цилиндра впадин зубьев колеса после нарезания долбяком (?г-ф Пр Раднус кривизны в точке на- чала профиля зуба колеса после нарезания долбяком ри Пр ~ 2^ 1, и "J" где Dea — наружный диаметр дол- бяка сверка Должно быть < dц. Допу- скаемая величина уменьшения d^ против <1ц не более (0,1 — 0,2) т
2рн - 2Л1, и sin аи$ J ]/ зверка Должно быть ри < для колеса внешнего зацепления и рн > р* для колеса внутреннего зацепления; pt — см. табл. 7
Примечания: 1. Верхние знаки относятся к внешнему зацеплению,- а инжнне <» к внутреннему. 2. Для прямозубых колес принимать 0; ms т; аД8 — ад.
Для проверочного и проектного расчетов должны быть известны сле-
дующие параметры нарезаемого колеса и сопряженного с ним колеса
в зубчатой передаче; профильный угол ад и модуль по нормали т; число
зубьев zt; толщина зуба по нормали на делительном-цилиндре 5Д1; диа-
метр окружности головок Del; диаметр окружности впади»’число
зубьев сопряженного колеса za; диаметр окружности головок 1)е2 и
основного цилиндра d,, сопряженного колеса; межосевое расстояние
Л 1,2 в зубчатой передаче.
При выборе долбяка для косозубого колеса необходимым условием
помимо равенства нормальных модулей и профильных углов является
равенство углов наклона зубьев. Число зубьев долбяка должно соответ-
ствовать шагу винтового копира Тк0„ вубодолбежного станка:
ТКоп sin Рд
502 Изготовление и отделка цилиндрических вубчатых колее
где т— модуль по нормали; — угол наклона зуба на делительном
цилиндре.
Проектный расчет прямозубого долбяка (рис. 7) приведен в табл. 9,
причем правильность нарезания колеса долбяком, рассчитанным по
формулам табл. 9, должна быть затем проверена по формулам табл. 8*
9. Расчет прямозубого долбяка
Параметр Формулы
Число зубьев ги ги т ’ где dH « номинальный делительный диаметр долбяка, выбирается по станку; хИ округляется до целого числа
Диаметр делительной окружио- СТи ^ди ^ди гкт
Расчетный диаметр основной Окружности dQ„ d$YL “ ^ди C0S Яд! ад профильный угол зацепления
Толщина зуба в исходном сече* иин Здн ! Здн1 = и = где толщина зуба колеса иа делительной окружности
Изготовление цилиндрических зубчатых колес
503
Продолжение табл. 9
Параметр Формулы
Высота головки зуба йи| лн1 = л', где h" — высота ножки зуба колеса
Диаметр окружности выступов в исходном сеченин Deal = ^ди "Ь 2^н1
Толщина головки зуба долбяка в исходном сеченин i=De« i (ir1+inv “д-inv ; \ ади “ / ^0Н cosae«- D ^ек1
tn 5еи
Допустимая толщина головки зуба нового долбяка SeH 1 — 1,5 1,75 — 2,75 3,0 —4,0 4,25—6,0 7,0—9,0 (0,45—0,4) т (0,4-0,3) т (0,3—0,25) т (0,4—0,2) т (0,2-0,1) т
Боковой задний угол на дели- тельном цилиндре в()ОК *8 “бок = ‘В hb *g “д> где aB — задний угол у вершины зубьев; для стандартных долбяков «В = Ь°
Возможная величина исходного расстояния Оц обеспечивающая за- данную толщину зуба на вер- шине а _ (seal ~ $ги) реи1 2 tgaBDeI11 tgaeH — Senl 0^1 f ~~d tgaA ДН
Принимаемая величина исход- ного расстояния а a — ait если aL < 0,5/7 a = 0,5/7, если 0,5/7,' где /7 — высота долбяка по стан- дарту
Диаметр окружности выступов нового долбяка &еи “ &ен! "Ь ।
504
Изготовление и отделка цилиндрических зубчатых колес
Продолжение табл. 9
Параметр Формулы
Толщина зуба 5ДН долбяка на делительной окружности по пе- редней окружности •^ди ~ ^ди! 'г- tg абок
Высота головки зуба по перед- ней поверхности hu , ЛИ1 + g tg ав 11 cos у ’ где у — передний угол; у = 5° для чистовых долбяков и у — 10° для черновых долбяков
Полная высота зуба долбяка йи йи — ft -J- 0,3m, где h — высота зуба колеса
Принимаемый угол зацепления ан с учетом уменьшения искаже- ния от наличия переднего и задне- го углов tga„ — - г— И 1 - tgv tgaB
Действительный диаметр основной окружности долбяка ^0и “ ^ди cos «и
Долбяки для колес с внутренним зацеплением* Число зубьев ги дол-
бяка должно быть меньше числа зубьев нарезаемого колеса на 18—20.
Если разность в числах зубьев колеса н долбяка (г — ги) меньше, то
производят проверку на срезание вершин зубьев колеса при врезании
ьолбяка. Срезания не произойдет, если расстояние у (рис. 8) в любой
момент времени будет больше расстояния х. Эго условие выполняется
только при определенной толщине зуба долбяка SeB на вершине. При
проверке предварительно находят углы 0И головки зуба долбяка и 0 —
впадины зубьев колеса:
би = ..^лм + inv ад5 — inv aeHS;
аДи
0 —-7’B"'-AS +inv«fls —inv«es,
“д
где Т’вп.дз и SflIls — соответственно ширина впадины и толщина зубьев
колеса и долбяка; aes и aeHS — соответственно углы давления на окруХ-
d01
постах головок колеса и долбяка; cos aes = ; cos aejjs =
I^el
__ u ^0и
£>еи ’
Изготовление цилиндрических зубчатых колес Б05
колеса:
Затем определяют углы поворота (9„. кр + еи) долбяка и (0 -ф- ен<)
колеса, при которых может произойти срезание вершин кромок зубьев
sin (0И, Кр + еи) = jZ;
sin (0 + eHi) = -?{Н-<?н;«р + 8и).,
— •
Из этих формул находят критическую величину угла 0И1Кр, опреде-
ляющую начало срезания.
Срезания не произойдет, если 0И. кр 0И. Если 0И, кр < 0И, то
срезание произойдет и, следовательно, долбяк непригоден для наре-
зания данного колеса. Уменьшить нли в ряде случаев устранить
Рис, 8. Схема проверки
долбяка при нарезании ко-
леса внутреннего зацеп-
ления
Рис. 9, Профиль зуба дол-
бяка под шевингование
срезание возможно, Соответственно уменьшая величину положитель-
ного смещения исходного сечения долбяка, т. е. нарезание сточенным
долбяком уменьшает опасность срезания.
Долбяки для нарезания зубьев колес под шевингование отличаются
от долбяков общего назначения модифицированным профилем зубьев,
заключающегося в наличии на головке зуба утолщения — усиков
(рис. 9).
Назначение усика — создать благоприятные распределения припу-
ска на шевингование по высоте зуба, исключающее из работы вершин-
ные кромки зубьев шевера.
506 Изготовление и отделка цилиндрических зубчатых колес
По отраслевым нормалям выпускаются прямозубые долбяки под ше-
вингование с модулем от 1 до 6,5 мм и номинальными диаметрами дели-
тельной окружности 75 и 100 мм, точность долбяков этого типа соответ-
ствует классам А н В по ГОСТ 9323—60*.
Режимы резания при зубодолблении приведены в табл. 10.
Настройка зубодолбежных станков. Заключается в подборе сменных
зубчатых колес гитар деления н подач, кулачка для радиальной подачи
н частоты вращения приводного вала в зависимости от заданного числа
двойных ходов долбяка.
Кулачок для радиальной подачи обычно выбирают однопроходным
для колес с модулем до 3 мм, двухпроходным для колес с модулем до
5 мм и трехпроходным для колес с модулем свыше 5 мм.
П1С1
bidi ’
Формулы настройки
Для гитары деления
; _ л Za
‘дел — 74
где.А — постоянный коэффициент цепи деления (берется из паспорта
3}бодолбежного станка); г н ги — соответственно числа зубьев нарезае-
мого колеса н долбяка; Ъ^ сг и — сменные зубчатые колеса гитары
деления.
Для гитары круговой подачи
где В — постоянный коэффициент цепи круговых подач; s—подача,
мм/дв. ход долбяка; аг и Ь2 — соответственно числа сменных зубчатых
колес гитары круговых подач.
Для гитары радиальной подачи
• _ «к________«3.
‘рад- 360о Ьз »
где ак — угол рабочей кривой кулачка
или ,
«рад а3
‘рад — Ь / ~ »
‘к и3
где «рад — радиальная подача в мм/дв. ход; tK— шаг кривой подъема
кулачка, в см; а3 я Ь3 — соответственно числа зубьев зубчатых колес
гитары (обычно а3 и Ь3 являются зубчатыми колесами переключаемого
блока);
С — постоянный коэффициент (берется из паспорта зубодолбежного
станка);
для гитары скоростей
Изготовление цилиндрических зубчатых колес
607
10» Режимы резания при зубодолбленни
Нарезание зубьев А Модуль т, мм Подача круговая S, мм/дв. ход Скорость резания vt м/мин
Черновое До 3 0,40 — 0,45 20 — 24
3,5—4,5 0,35—0,40 18—22
5,0—7,0 0,30—0,35 18—20
Чистовое по сплошному ме- До 3 0,20—0,25 22 — 25
таллу 3,5—4,5 0,20—0,25 20—23
5,0—7,0 0,15—0,20 18—22
i Чистовое предварительно До 3 ] 30
| прорезанных зубьев 3,5-4,5 } 0,22—0,25 28
5,0 —7,0 J 26
Под шевингование после До 3 0,32—0,36
предварительного нарезания 3,5—4,5 0,30—0,32 1 30
5,0—7,0 0,24 — 0,30 ।
Под шевингование по До 3 0,25—0,30 24—26
сплошному металлу 3,5—4,5 0,25—0,30 23—26
5,0—7,0 0,20—0,25 22—23
Примечания: 1. Режимы даны для нарезания колес в один
проход долбяками из стали Р18. При нарезании в два прохода и более
подача может быть увеличена на 20% .
2. При нарезании косозубых колес величины подач скоростей
должны быть умножены на поправочные коэффициенты и К :
Угол наклона зуба, градусы Kv
15 30 45 0,90 0,85 0,70 0,95 0,90 0,70
3. В зависимости от обрабатываемого материала значения подач и скоростей умножить яа коэффициенты Ksi и
Материал Ksl к01
Сталь: 18ХГТ зохгт 40Х 1 0,9 1,05 1
35, 45 Чугун 1,3 1,2 1.1 1.4
4. Режимы рассчитаны на стойкость 300 мин машинного времени
при предварительном зубодолбленни и иа 400 мин при окончательном.
508 Изготовление и отделка цилиндрических зубчатых колео
где v — скорость резания при зубодолбленин; L — длина хода долбяка;
L = b 4- А (Ь — высота нарезаемого колеса); Д — величина врезания
и перебега); а4 и — соответственно сменные зубчатые колеса гитары
скоростей; D — постоянный коэффициент гитары скоростей (берется из
паспорта станка).
Нарезание червячными фрезами
Червячные фрезы работают по методу обкатки. Одной фрезой дан-
ного модуля можно нарезать прямозубые и косозубые колеса с любым
числом зубьев. В процессе нарезания ось червячной фрезы устанавли-
вается по отношению к торцу колеса под углом ф = ₽ + о, где р —угол
наклона зубья колеса; о — угол подъема витков червячной фрезы’(знак
Рис. 10. Червячная фреза с незатылованными поворотными рей-
ками
минус при одноименном направлении зубьёв колеса и витков фрезы,
а плюс — при разноименном), причем для колеса с правым направле-
нием зубьев и прямозубых предпочтительнее применять фрезы с пра-
вым направлением витков.
Червячные фрезы для цилиндрических колес модуля до 5,5 мм изго-
товляются цельными, модуля 6—15 мм цельными и со вставными ножами
а от модуля 16 мм и выше — со вставными ножами.
По роду обработки червячные фрезы разделяются на чистовые, чер-
новые и под шевингование.
Чистовые червячные фрезы для некорригированных зубчатых колес
модуля 1—20 мм регламентированы ГОСТ 9324—60*, а для мелкомо-
дульных колес с модулем от 0,1 до 1 мм — ГОСТ 10331—63*
Червячные фрезы изготовляются из быстрорежущих сталей одно-
заходными четырех классов точности: АА — для колес 7-й степени точ-
ности, А — 8-й степени точности, В — 9-й степени и С — 10-й степени
точности. Их размеры приведены в табл. 11.
Размеры сборных червячных фрез приведены в табл. 12.
По отраслевым нормалям выпускают сборные фрезы с незатылов эн-
ным зубом, сборные твердосплавные фрезы и др. На рис. 10 показана
червячная фреза с незатылованными поворотными рейками.
Изготовление цилиндрических зубчатых колес
509
11. Фрезы червячные однозаходные
для эвольвентных цилиндрических колес по ГОСТ 9324-^60*
Размеры в мм
Модуль т
~rn?Vr \_г V/ W \
эГ Мм»
=? wl
z-число зубьей
Прецизионные Общего назначения
d L г De d L г
короткие длинные
1 1,125 1.25 1,375 70 32 70 16 63 27 40 63 12
1,5 1,75 80 40 80 50 80
2,0 2,25 90 90 14 70 63 90
2,5 2,75 100 100 80 32 70 100 10
3,0 3,25 3,5 3,75 112 112 90 80 112
4.0 4,2 4,5 125 50 125 100 90 125
5,0 5,5 140 140 Ц2 40 100 140
6,0 6,5 7,0 160 60 155 12 125 112 160 9
8,0 180 175 140 125 180
9,0 200 195
10,0 225 215 160 50 140 200
11,0 - —
12,0 14,0 — 180 160 225
510 Изготовление и отделка цилиндрических зубчатых колес
12. Размеры сборных червячных фрез общего назначения
по ГОСТ 9324 — 60*
Размеры в мм
Модуль De d ^наим
10—11 180 40 180
12—14 200 50 200
16-18 225 50 225
20 250 60 250
П р и м е ч а н н е. Число зубьев г = 8.
На рис. 11 показана червячная фреза со вставными острозаточен-
ными зубьями. Заточка ножей производится вне корпуса в приспособ-
лении. Такие фрезы изготовляются с модулем до 20 мм.
Червячные мелкомодульные фрезы выпускаются по ГОСТ 10331—63
четырех классов точности: ААА — для колес 5-й степени точности;
АА — 7-й; А — 8-й и В — 9-й степени точности.
Рис. 11. Червячная фреза с вставными острозаточенными
зубьями
Для нарезания мелкомодульных зубчатых колес выпускаются твер-
досплавные цельные червячные фрезы с модулем от 0,3 до 0,8 мм класса
точности А. Они изготовляются из твердых сплавов ВК10М и ВК15М.
Размеры этих фрез регламентированы ГОСТ 10331—63.
Формулы для расчета чистовых червячных фрез приведены в табл. 13,
а формулы проверочного расчета для определения пригодности имею-
щейся фрезы — в табл. 14.
Фрезы червячные под шевингование. Фрезы этого типа имеют моди-
фицированные профили зубьев, показанные в табл. 15. Форма А преду-
сматривает уменьшение профильного угла фрезы на эскизе 1—1° 20' и
используется для нарезания колес модуля от 1 до 2 мм; форма Б —
характеризуется наличием утолщения на головке зуба — усиков и ис-
пользуется для колес модуля до 6 мм; форма В характеризуется нали-
чием утолщения на головке — усиков и у ножки — фланков, исполь-
зуется для колес модуля от 2 до 12 мм.
Изготовление цилиндрических зубчатых колес 511
13, Формулы для расчета червячных зуборезных фрез
| Определяемый параметр Формулы
। Профильный угол по нормали “н = “д
Шаг по нормали . t = агп
Толщина зуба по нормали Зи 5И = * ~ 5Д’ где Зд — толщина зуба колеса на делительной окружности
Вырота головки зуба &и л' = hs где h" *— высота ножки зуба колеса
Полная высота профиля /?и = h -f- 0,3w, где h — высота зуба колеса
Радиус закругления у головки г\ н ножки rt зуба Г. = г, = 0,3m
Наружный диаметр фрезы Dg Выбирается в зависимости от типа станка и по табл. 11 и 15
Число зубьев z 360° , л я. mf' z = ; cos ф — 1 -5-4,0 —-~— Ф De можно брать ’по табл. 11 и 15
Величина затылования К л£>. К = _£tg6; где б — заданный угол на вершине зуба. Прн 6—10° падение затылка De К = 0,55—^
Величина дополнительного за- тылования (у фрез со шлифован- ным профилем) Ki Kt = (1,2*1,5) К
Средний расчетный диаметр фре- зы Dt‘. с нешлифованным профилем со шлифованным профилем D( = De~ 26* 0,5К Dt = De - 2h№ - 0,2К
Шлнфоваииаи часть зуба Р Р ~ окружного шага
512 Изготовление и отделка цилиндрических вдбчатых колес
Продолжение табл. 13
Определяемый параметр Формулы
Угол подъема витков фрезы со 1» , тп sin со » , где п — число заходов; у чистовых фрез п = 1» у черновых фрез п = 2 или 3
Теоретический шаг винтовой канавки Тг Т' — aD( ctg <о
Принимаемый шаг винтовой ка- навки Т Согласно набору сменных колес принимаемый шаг Т не должен отли- чаться от теоретического на вели- чину, превышающую указанную в ГОСТ 9324 — 60*
Шаг между витками по осн /ос *ОС COS Q
Ход витков по оси tx *х “ ‘сеп- где п — число заходов фрезы
Глубина канавки у фрез Н: с нешлифованным профилем со шлифованным профилем Я =< йи 4- К + 0,5 мм Н = *я + +(1^-2) мм
Угол профиля в осевом сечении фрезы (если фреза спрофилиро- вана на базе архимедова червяка и имеет винтовые канавки) алев н «пр . х , К* с‘®алев“с1йвос±~г- , . —г" Кг с‘8 “пр = с‘8%с Т ~ (верхние знаки относятся к право- заходным фрезам, а нижние — к ле- возаходным), где aQC определяют по tg а формуле tgOec = —-
Угол канавки 0 Выбирается в зависимости от числа зубьев фрезы. При г — 12 и больше 0 = 18°; при z — 10 0 = 22°; при 2 = 8 G = 25’ или 0 = 30°
Радиус закругления дна ка- навки гк г n(De-2H) . К Юг гк — округлость до 0,5 мм
Диаметр отверстия под оправ- ку d Приближенно d — De — 2Н — — 0,8/п — 7 мм
Изготовление цилиндрических зубчатых колес
513
Продолжение табл. 13
Определяемый параметр Формулы
Диаметр выточки = l.OSd
Диаметр буртиков - De - 2H - (1*2) мм
Длина буртиков До модуля 2,75 мм /g = 4 мм, вы- ше модуля 2,75 мм Zg — 5 мм
Наименьшая длина рабочей ча- стн фрезы Lp Если осевых передвижек не пред- полагается, то Lp > h etg а + 2лт
Общая длина фрезы L L = Lp + 2ZOC (L можно принимать по ГОСТ 9324 —GO* — см. табл. 10)
14. Формулы проверочного расчета червячной модульной фрезы
Пар амстр Формула
Толщина зуба фрезы SHj, необ- ходимая для получения заданной толщины зуба колеса иа де- лительном цилиндре Sin = “ 5Д1- где ти — модуль фрезы
Высота головки зуба фрезы h при найденной толщине sHj h' -h 5,1 ~ ‘Уи1 %!-%- 2tgaH 1 где йи и зи — соответственно чер- тежные высота головки и толщина зуба фрезы; аи — профильный угол фрезы по нормали
Диаметр цилиндра впадин зубьев колеса после нарезания фрезой (/.ф :ф д1 и! где е/д| — диаметр делительного ци- линдра эеерка Должно быть: ^'Ф аи ( Допускаемое уменьшение d-^ по | сравнению с d на (0,14-0,2) | 9
17 Под ред. Малова
15. Фрезы червячные под шевер однозаходные для некорригированиых прямозубых колес
Размеры в мм
Нормально в сеч ем и е
Модуль# tn Наружный диа- метр Dg Длина фрезы L Число зубьев г 1 Угол подъема винтовой линии Шаг винтовых ! стружечных ка- j навок Т Шаг по оси /ос Форма зуба Размеры профиля по нормали
короткие длинные t 5И Ли ht НУ п rL d
1 63 40 12 0° 58' 11 161 | 3,142 А 3,142 1,62 1,35 2,6 — — 0,2 27"i~0,013
1,125 1° 05' 9 827 3,534 3,534 1,82 1,52 2,92
1,25 1° 13' 8 697 3,928 3,927 2,02 1,69 3,25 0,3
1,375 1° 21' 7 793 4,320 4,320 2,22 1,86 3,57
1,5 50 1° 23' 7 089 4,714 4,712 2,42 2,02 3,9
1,75 1° 45' 5 947 5,501 5,498 2,82 2,36 4,55
Изготовление и отделка цилиндрических зубчатых колес
Продолжение табл. 15
Модуль, т Наружный дна- мётр De Длина фрезы L Число зубьев 2 Угол подъема винтовой линии Шаг винтовых стружечных ка- навок Т Шаг по оси /ос Форма зуба Размеры профиля по нормали
короткие длинные i sH Л'и Ли Л, hy R d
2,0 70 63 80 10 1° 48' 6 421 | 6,206 Б Б, В 6,283 1 3,18 | 2,7 5,20 — 1,2 0,052 0,4 2 у-}- 0,013
2,25 2° 02' 5 596 1 7,072 7,069 3,58 3,04 5,85 1,35 0,055
2,5 80 70 90 1° 59' 2° 12' 6 554 7,859 7,854 3,98 3,37 6,50 1,5 | 0,059 1,65 | 0,062 0,5 32+0,15
2,75 5 855 | 8,645 8,639 4,37 3,71 3,15
3 90 80 90 2° 08' 6 815 | 9,432 9,425 4,76 4,05 | 7,8 6,2 1,80 | 0,064 0,6
3,25 2° 20' 6 194 | 10,218 10.2Ю| 5,16 4,39 8,45 6,8 1,95| 0,067
3.5 2° 32' 5 659 | 11,007 10,996 | 5,56 4,72 9,10 9,75 7,3 7,8 2,1 | 0,069 2,25| 0,072 0,7
3,75 2° 44' 5 199 | 11,794 11,781 5,95 5,06
4 100 90 100 2° 36' 6 082 | 12,579 12,556 6,34 5,4 10,4 8,5 2,4 0,074 0,8
4,25 2° 47' 5 644 | 13,368 13,352 | 6,74 5,74 10,058 9,0 2,55, 0,077 0,9
4,5 2° 58' 5 252 | 14,156 14,137 7,13 6,07 11,7 9,5 2,7 0,079
5 112 100 112 2° 57' 5 916 | 15,729 15,708 1 7,92 6,75 13 | 10,6| 3 0,083 1 4о+0-15
5,5 2° 17' 5 238 _17,307 1 87879 17.279| 8,71 7,42 14,3 11,7 ”12,8 3,3 0,087 41
6 125 112 125 9 3° 12'- 6 019 18,849 1 9,5 | 8,1 | 15,6 3,5 0,092 1,2
6,6 3° 31' 5 494 |20,459 2О,420| 10,29 8,7 16,9 | 14 3,9 0,095 1,3
7 3° 50' 4 918 | 22,040 21,991 11,08 9,45 18,2 | 15 4,2 0,099 1,4
8 140 125 140 3° 55' 5 363 | 25,192 25,133| 12,65 | 10,9 | 20,8 | 17,3| 4,9 | 0,105 | 1,6
9 4° 30' 4 562 | 28,362 В 28,274| 14,23 | 12,15 | 23,4 | 19,6J 5,4 | 0,112 1 1,8
10 160 140 160 2° 21' 5 458 | 31,507 31,416 1 15,80 | 13,5 | 26 | 21,9| 6.0 0,117 | 2,1 50+0,15
и 4» 52' 4 772 | 34,683 34,557 1 17,38 [ 14,85 | 28,5 | 24 6,6 | 0,128 2,2
12 180 160 180 4° 42' 5 592 1 37,826 37,699 1 18,95 | 16,20 1 31,2 | 26,3| 7,2 0,129 2,2
Изготовление цилиндрических зубчатых колес 515
516 Изготовление и отделка цилиндрических зубчатых колес
16. Допускаемые отклонения профиля червячных фрез под шевингование
(см. эскиз к табл. 15)
Элементы профиля Допускаемое отклонение (мм) при модуле, мм
1 — 2,5 2,75—4 4,25—6 6,5—10 11 — 12
Шаг по нормали . • , ±0,012 +0,016 ±0,02 ±0,025 +0,032
Толщина зуба Sfr . • • ±0,02 ±0,025 ±0,032 ±0,040 ±0,050
Профильный зуб «н . « ' ±9' ±8' ±7' ±6* ±5'
Длина усика Лу .... ±0,16 ±0,20 ±0,25 ±0,32 ±0,40
Высота усика п . . . « ±0,016 ±0,02 ±0,025 ±0,032 ±0,04 0
Расстояние до начала
фланка , « +0,2 ±0,25 ±0,32 ±0,40
Угол фланка . . « » • •— 4-з° ±3° + 3° ±3°
17. Фрезы цельные общего назначения для зацепления Новикова
Ряды модулей °. d L Ряды модулей d L
1 2 1 1 2
1,6 1,8 70 27 50 7,1 140
2 8 126
2,8 2,25 80 63 10 9 50 140
(3) 3,15 2,8 3,55 90 32 80 12 12,5 II,2 180 160
4 100 90 200 180
4,5 112
8 5,6 125 40 100 16 225 60 220
(6) 6,3 112 200
Изготовление цилиндрических зубчатых колес
517
Целью модификации профиля фрез является улучшение условий
шевингования путем благоприятного распределения припуска.
Назначение усиков — создать небольшое подрезание профиля
зубьев колеса, а фланков — срезать припуск на головке зубьев. Наи-
лучшие условия для работы шевера обеспечиваются формой В.
Основные размеры фрез для нарезания прямозубых колес под после-
дующее шевингование приведены в табл. 14. Фрезы под шевингование
имеют такую же точность, как и чистовые червячные фрезы общего
назначения класса А по ГОСТ 9324—60. Точность исполнения профиля
приведена в табл. 16.
Особенности расчета фрез под шевингование заключаются в допол-
нительном определении элементов модификации профиля — усиков и
фланков.
Фрезы червячные для нарезания зубьев колес с зацеплением Нови-
кова. Основные размеры чистовых однозаходных фрез для зубчатых
цилиндрических колес с зацеплением Новикова с двумя линиями зацеп-
ления по ГОСТ 15023—69 модулей от 1,6 до 16 мм, классов точности А
и В регламентированы ГОСТ 16771—71 (табл. 17).
Зуботочение
Метод применяется для чернового и чистового нарезания зубчатых
колес внешнего и внутреннего зацепления, шлицевых валиков и других
подобных зубчатых изделий. Он основан на срезании припуска по про-
филю зуба заготовки вследствие скольжения режущих кромок зубьев
инструмента (обкаточного резца) относительно обрабатываемой поверх-
ности благодаря большому углу
скрещивания осей (60—90й) инст-
румента и детали (рис. 12). В ка-
честве инструмента используется
обкаточный резец, работающий по
методу обкатки.
При зуботоченин скоростью ре-
зания является скорость скольже-
ния профилей зубьев инструмента
и колеса (в качестве расчетной при-
нимают скорость скольжения в по-
люсе зацепления).
Согласованное вращение инст-
румента и колеса определяется
передаточным отношением, пред-
ставляющим собой отношение чисел
Рис. 12. Схема зуботоченин
зубьев инструмента и колеса.
Профиль инструмента не является эвольвентным и зависит от числа
нарезаемых зубьев. Режущим элементам придаются большие передние
(10—20°) и задние (15—20°) углы.
Для зуботочения выпускаются специальные и модернизированные
зубофрезерные станки.
Для зуботочения используются следующие режимы резания: ско-
рость резаиия (скольжения) при оснащении инструмента зубьями из
быстрорежущих сталей Р18 и Р6М5 45—47 м/мии, из стали Р9К0 62—
65 м/мин; продольная подача (вдоль оси колеса) 0,2—0,9 мм/об. Ввиду
518 Изготовление и отделка цилиндрических зубчатых колес
большой частоты вращения заготовки минутная подача, а следовательно,
и производительность в 2,5—5 раза выше, чем при зубофрезероваиий,
и в 6—7 раз выше, чем при зубодолблении.
Накатывание зубьев цилиндрических колес
Применяют две схемы накатывания: с осевой (рис. 13, а) и с радиаль-
ной (рис. 13, б) подачей. В первом случае (пакетный способ) в качестве
заготовки используют пруток или пакет отдельных дисков, во втором
(поштучный способ) осуществляется обработка одной заготовки. Точ-
ность колес при осевой подаче выше, чем при радиальной. В качестве
инструментов применяют накатники в виде реек или зубчатых валков
(более распространенные). Накатывание может осуществляться как
в холодном, так и в горячем состоянии заготовки.
Рис. 13. Горячее накатывание зубьев цилиндрических колес
Горячее накатывание производят на заготовках, подвергнутых по-
верхностному нагреву ТВЧ. Для горячего накатывания используют спе-
циальное оборудование.
Режимы горячего накатывания при осевой подаче: окружная ско-
рость накатников 60—65 м/мин, продольная подача 6—8 мм/с, нагрев
ТВЧ при частоте 8000 Гцдля высоты зуба 3,5 мм, 2500 Гц — для высоты
зуба 8—10 мм и 1000 Гц — для высоты зуба 10—14 мм до температуры
1100—1200° С при давлении 40—60 кгс/мм2.
Режимы горячего накатывания при радиальной подаче: окружная
скорость валков 25—30 м/мнн, радиальная подача 1,3—1,5 мм/об заго-
товки. Наиболее эффективна смазка в виде суспензии графита и машин-
ного масла: 25% серебристого графита и 65% машинного масла. Степень
точности колес после горячего накатывания 9—10-я (ГОСТ 1643—72).
Горячая калибровка осуществляется при температуре нагрева до
700—750° С с достижением 8-й степени точности. Припуски на холодное
калибрование 0,2 мм на толщину зуба, на зубофрезерование 1,0—1,5 мм
на толщину зуба.
Холодное накатывание применяют в основном для мелкомодульных
колес или для окончательного калибрования предварительно накатан-
ных в горячем состоянии зубьев колес средних модулей. Используют три
вида подач при холодном накатывании: осевую, радиальную и танген-
циальную. Наибольшую точность и производительность обеспечивает
накатывание с осевой подачей. Режимы накатывания указаны в табл. 18.
Изготовление червячных пар
519
18. Режимы холодного накатывания зубьев мелкомодульных колес
Обрабатываемый материал Продольная подача (мм/об) заготовки при модуле, мм Окружная скорость, м/мин
До 0,5 0,8—1,0
Латунь Л62 «*«»»*) 0,16 0,12 80—100
Сталь 10, 30 , 0,12 0,10 60—70
Коррозионно-стойкая сталь
1X13: 2X13 0,10 0,08 50—60
Сталь 40, 50 , 0,08 0,05 50
В качестве смазочно-охлаждающей жидкости применяют машинное
масло или смесь машинного масла с эмульсией в соотношении 3:1.
Накатники для работы с осевой подачей должны иметь заборный конус,
калибрующую часть и обратный конус. Угол заборного конуса равен
5—7° при накатывании колес из латуни и дюралюминия, 10—12° —
из малоуглеродистых сталей и 15° — из коррозионно-стойких сталей.
Степень точности колес после холодного накатывания 7—8-я по
ГОСТ 1643—72.
Изготовление червячных пар
Нарезание червяков. Геометрическая форма витков червяков обычно
определяется профилем торцового, осевого или нормального сечения
червяка, соответственно которому различают архимедову, эвольвент-
ную> конволютную, глобоидную (тороидную), нелинейчатую и другие
винтовые поверхности.
Архимедова винтовая поверхность характеризуется прямолинейным
профилем в осевом сечении (рис. 14, а), эвольвентная — прямолиней-
ным профилем в плоскости, касательной к основному цилиндру, и кри-
вой — эвольвептной в торцовом сечении (рис. 14, б). Конволютная по-
верхность характеризуется прямолинейным трапециевидным профилем
в нормальном сечении или по витку (рис. 13, а), или по впадине витков
(рис. 13, г). Нелинейчатая винтовая поверхность во всех сечениях имеет
криволинейный профиль.
Нарезание червяков, имеющих линейчатую винтовую поверхность,
может производиться резцом с прямолинейным профилем. При этом пря-
молинейное лезвие резца должно точно устанавливаться по тому сече-
нию червяка, которое характеризуется прямолинейным профилем.
Чистовое нарезание архимедовых, глобоидных и конволютных (с прямо-
линейным профилем по впадине витков) червяков можно вести резцом
с двумя режущими кромками — двустороннее резание (рис. 13, а, а),
в то время как чистовое нарезание эвольвентных и конволютных с пря-
молинейным профилем по витку возможно лишь резцами с одной режу-
щей кромкой — одностороннее резание (рис. 13, б, г).
Нарезание червяков дисковыми и пальцевыми фрезами более произ-
водительно, чем резцами. Они обеспечивают точное профилирование
червяков с нелинейчатой поверхностью, однако для точного профилиро-
вания архимедовых и эвольвентных червяков их профиль должен быть
криволинейным, что представляет большие трудности при изготовлении
и расчете фрез, поэтому фрезы с прямолинейным профилем используют
лишь для чернового нарезания. Расчет фрез для чистового нарезания
архимедовых и эвольвентных червяков изложен в литературе [3].
Б20 Изготовление и отделка цилиндрических зубчатых колес
Рис. 14. Типы червячков и схемы их нарезания:
fl _ архимедовы; б — эвольвентвые; в — конволютные с прямоли.
вейным профилем по впадине витков; г — конволютные с прямо-
линейным профилем по витку
Червяки т S3 10 мм фрезеруют в один проход, а с т > 10 мм —
в два прохода.
Припуски на чистовое фрезерование и шлифование приведены
в табл. 19, а режимы резания фрезами из быстрорежущей стали —
в табл. 20 (Результаты рассчитаны на стойкость Т = 180 мм).
19. Припуски на обработку боковых сторон витков червяка
Модуль, мм Припуск по тол- щине витка, мм Модуль, мм Припуск по тол- щине витка, мм
на чи- стовое нареза- ние после предва- ритель- ного фрезе- рования на шли- фование после чисто- вого нареза- ния на чи- стовое нареза- ние после предва- ритель- ного фрезе* рования * на шли- фование после чисто- вого нареза- ния
До 2 0,7—0,8 0,2—0,3 Св. 5 до 7 1,4—1,6 0,5—0,6
Св. 2 до 3 1,0—1,2 0,3—0,4 » 7 » 10 1,6—1,8 0,6—0,7
> 3 » б Г,2- 1,4 0,4—0,5 » 10 » 12 1,8—2,0 0,7—0,8
Изготовление червячных пар
521
20, Режимы резания при фрезеровании червяков дисковыми фрезами
Материал обрабатываемого червяка Скорость резания vt м/мин Подача на зуб фрезы S„ ММ 2>
Углеродистая сталь с ав: 40—60 кгс/мм2 .... . 70—80 кгс/мм2 ............ Хромоникелевая сталь с иБ == 80 кгс/мм3 СЛ О Ш 1 1 1 to КЗ ОСЛО 0,06 — 0,12 0,04—0,08 0,03 — 0,05
Производителен метод нарезания червяков охватывающими или
вихревыми головками, используемыми на токарных станках с само-
стоятельным приводом для вращения головки.
Архимедовы и глобоидные червяки с большой точностью могут наре-
заться специальными обкаточными резцами, которые по конструкции
аналогичны долбякам (рис. 15).
Шлифование червяков производится, если червяки подвергаются
термической обработке. Для шлифования витков червяка могут исполь-
зоваться дисковые, чашечные или пальцевые круги (последние для круп-
Рис. 15. Нарезание чер-
вяка обкаточным резцом
Рис. 16. Шлифование эвольвентиого чер-
вяка
номодульных червяков с т > 15 мм). Кругами конической формы
(дисковыми или пальцевыми) могут точно профилироваться червяки
только с нелинейчатой винтовой поверхностью и приближенно — архи-
медовы и эвольвентные червяки; для точного профилирования эти круги
должны иметь криволинейный профиль. Точное профилирование эволь-
вентных червяков возможно при использовании круга тарельчатой
формы. При этом круг должен устанавливаться таким образом, чтобы его
плоская образующая рабочая поверхность была касательна к основному
цилиндру (рис. 16).
Круги для шлифования червяков (из белого электрокорунда) должны
иметь точность по классу А и характеристики: для предварительных
проходов зернистость 25—32, твердость СМ1—СМ3; для чистовых про-
ходов зернистость 16—25, твердость Ml—М3, структура 6—7.
522 Изготовление и отделка цилиндрических зубчатых колес
Правка кругов алмазная с поперечной подачей не более
0,005 мм/дв.ход.
Режимы шлифования точных червяков: частота вращения червяка
при получистовых проходах 2,5—3 об/мин, а при чистовых 1,5—2 об/мин
(чем больше модуль, тем меньше частота вращения); число проходов
при выхаживании на получистовых проходах — 2, на чистовых — 4,
скорость круга 25—35 м/с.
Притирка червяков ведется обычно на специальных станках прити-
рами, выполненными в виде чугунного или деревянного зубчатого ко-
леса. Для интенсификации процесса в рабочую зону вводят притироч-
ную жидкость состава, %: 90 машинного маелд, 4 электрокорундного
порошка, 2 парафина и 4 крокуса.
Полировка червяков осуществляется войлочными или тканевыми
кругами с пастой, состоящей из керосина, стеарина, вазелина и абра-
зивного микропорошка. Скорость кругов 20—40 м/с.
Нарезание червячных колес
Зубья червячных колес нарезают на зубофрезериых станках червяч-
ными фрезами или резцом-летучкой.
Для точных червячных передач в качестве зубоотделочной операции
используют шевингование червячными шеверами.
Нарезание червячных колес червячными фрезами может произво-
диться по двум схемам (рис. 17): с радиальной (рис. 17, а) или танген-
Подача S
Рис. 17. Нарезание червячных колес червячными фрезами:
а — с радиальной подачей; б —* с тангенциальной подачей
циальной (рис. 17, б) подачами. Более точное профилирование дости-
гается при нарезании с тангенциальной подачей.
В индивидуальном производстве возможно нарезание резцом-летуч-
кой, представляющим собой однозубую червячную фрезу при наличии
протяжного суппорта на зубофрезерном станке.
Особенность червячных фрез для нарезания червячных колес—совпа-
дение ее основных параметров (типа винтовой поверхности, числа захо-
дов, диаметра делительной окружности, профильного угла) с соответ-
ствующими параметрами червяка, сопрягаемого с червячным колесом,
подлежащим нарезанию.
У червячных фрез, работающих при радиальной подаче, число зубьев
ги должно быть не меньше: га > 12 для колес 6-й степени точности;
Изготовление червячных пар
523
?и > Ю для колес 7-й степени точности; гя > 8 для колес 8—9-й степе-
ней точности. Число зубьев также целесообразно брать некратным числу
заходов фрезы.
Наружный диаметр чистовых фрез (рис. 18)
Dei, = de + 2с + (0,15 ч- 0,2) т,
где de— наружный диаметр червяка; с— радиальный зазор в червячной
паре.
„ , 360° 4,4m
Число зубьев ги = ; cos <р = 1-----—.
Ф ’ т Dea
Рис. 18, Червячные фрезы для нарезания червячных колес:
а — для работы с радиальной подачей; 6 — для работы с тан-
генциальной подачей
Задний угол по верху принимается равным 8°.
Шаг винтовых канавок
Т = л dActg X,
где Л — угол подъема витков фрезы, равный углу подъема витков чер-
вяка.
Угол профиля фрезы в осевом сечении при винтовых канавках для
правой и левой сторон профиля находят по формулам
ctg «пр = ctg а + -у2-; ctg алев = ctg а ± ,
где а — угол профиля в осевом сечении червяка; К — падение затылка
фрезы.
Верхний знак в формулах для правозаходной фрезы, нижний — для
левозаходной.
Наименьшая длина рабочей части фрезы
1и min — 1
где I — длина рабочей части червяка.
524 Изготовление и отделка цилиндрических зубчатых колес
Червячные фрезы, работающие с тангенциальной подачей, имеют
заборный конус. Длина заборной части принимается равной 2,5—3 шага,
а угол 10—12°. Калибрующая (цилиндрическая) часть — до 1,5—2 шага.
Направление тангенциальной подачи должно быть противоположным
направлению вращения червячного колеса.
Режимы нарезания червячных колес фрезами приведены в табл. 21.
21. Режимы резания при нарезании червячных колес
с чугунными и бронзовыми венцами
Модуль, мм 1 Диаметр фрезы, мм Скорость резания, м/мин Подача, мм/об
Метод ра- диальной подачи Метод тан- генциальной подачн
3 70 27 0,9 1,6
4 80 25 0,85 1,5
5 90 23 0,8 1.4
6 125 23 0,75 1.4
8 145 22 0,68 1,3
Модуль, мм 1. . . i Диаметр фрезы, мм i ... Скорость резания, м/мин Подача, мм/об
Метод ра- диальной подачи Метод тан- генциальной 1 подачи
10 164 20 0,64 1,2
12 171 20 0,6 1,1
14 171 20 0,5 1,0
16 200 19 0,45 0,8
Для окончательной обработки червячных колес используют червяч-
ные шеверы *.
Нарезание червячных колес может производиться на обычных зубо-
фрезерных станках, если передаточное число i 8-4-10. При меньшем
передаточном числе нарезание следует вести на специальных зубофре-
зерных станках.
При нарезании колес червячными фрезами с радиальной подачей
настройке подлежат гитара деления и гитара подачи, а с тангенциаль-
ной подачей дополнительно настраивают гитару дифференциала. Ги-
тары деления и подач настраиваются так же, как и при нарезании зубча-
тых колес, а гитара дифференциала — по формуле
, л. — СднФ
1диф ~ ’
где СдИф — постоянная гитары дифференциала; т.п — соответственно
осевой модуль и число заходов червяка, сопряженного с нарезаемым
червячным колесом.
ЗУБООТДЕЛОЧНЫЕ ПРОЦЕССЫ
Шевингование
Шевингованию подвергаются зубчатые колеса наружного и внутрен-
него зацепления твердостью не выше HRC 30—32. Шевингование повы-
шает точность зубчатых колес по профилю, шагу, направлению зубьев,
См, раздел «Зубоотделочные процессы»,
Зубоотделочные процессы
525
радиальному биению зубчатого венца, а также уменьшает шерохова-
тость поверхности зубьев.
Шевингованием возможно повысить точность колес до 5—6-й сте-
пени (ГОСТ 1643—72). Возможности исправления погрешностей зубча-
ных колес шевингованием показаны в табл. 22.
22. Возможности исправления зубчатых колес шевингованием
Проверяемый элемент зубчатого колеса Отклонения до шевинго- вания Отклонения после шевингования
Прямозубые колеса Косозубые колеса
мм
Профиль зубьев ..... Колебание мерительного межцентрового расстояния при повороте: на один оборот . * « > на один зуб ...... Направление зубьев . . , Окружной шаг между зубь- ЯМИ Параметры шероховатости обработанной боковой по- верхности зубьев ...... 0,02 — 0,07 0,06 — 0,08 0,02—0,03 0,02—0,05 0,03—0,04 7?г10—Да20 0,008 — 0,02 0,04 — 0,05 0,01 — 0,02 0,01 — 0,02 0,015—0,02 Да0,50- 0,005-0,01 0,02-0,04 0,005-0,01 0,01 — 0,015 0,008 — 0,015 -йаО,25
В качестве инструментов для шевингования применяют шереры
дисковые (рис. 19, а) и реечные (рис. 19, б) для обработки цилиндриче-
ских зубчатых колес и червячные (рис. 1, в) для обработки червячных
колес.
Процесс обработки заключается в соскабливании с боковых сторон
обрабатываемых зубьев очень тонкой стружки вследствие наличия взаим-
ного скольжения сопряженных зубьев инструмента и колеса.
Рис, 19. Шейеры
526 Изготовление и отделка цилиндрических зубчатых колес
Припуски на шевингование приведены в табл. 23.
Точность зубчатых колес, подвергнутых шевингованию, зависит от
точности, достигнутой на предварительной зубообрабатывающей опера-
ции, и характера распределения припуска на шевингование по профилю
зуба.
23. Ориентировочные припуски на шевингование
по толщине зуба колеса
Размеры в мм
Модуль колеса Начальный диаметр колеса
До 50 Св. 50 до 100 Св. 100 до 200
ел со к* 1 1 1 со сл со 0,06 — 0,08 0,08—0,1 сч да о’о’о’ 1 1 1 да сч о о дадасч -1 —< сч ООО 1 1 1 сч сч сч "-о* о о
Примечание. Для определения припуска по межцентро- вому расстоянию можно пользоваться зависимостью Н = 1,37Л (при 20°-иом зацеплении), где h — припуск на толщину зуба.
зубьев колеса под шевинго-
вание
Целесообразная форма впадины зубьев колеса под шевингование
показана на рис. 20. Она достигается применением при нарезании колеса
под шевингование инструмента (червячной фрезы или долбяка) с моди-
фицированным профилем зуба *. Небольшое подрезание профиля зубьев
колеса необходимо для исключения из ра-
боты вершинных кромок зубьев шевера, а
срез профиля на головке — для предо-
твращения появления на головке зуба
колеса заусенцев после шевингования.
Дисковые шеверы представляют собой
закаленные эвольвентные зубчатые ко-
леса, на боковых сторонах зубьев кото-
рых прорезаны канавкн, образующие ре-
жущие лезвия. Канавки прорезаются
параллельно торцу шевера (рис. 21, а)
или перпендикулярно направлению зуба
шевера (рис. 21, б). В первом случае зуб-
чики имеют на одной стороне положи-
тельный, а на другой стороне отрицательный передние углы, а во вто-
ром случае передние углы режущих зубчиков на левой и правой сторо-
нах зуба шевера имеют нулевые передние углы. У мелкомодульных
шеверов (т < 1 мм) режущие лезвия получаются прорезанием пазов на
всю высоту зуба шевера (рис. 21, в).
Скоростью резания при шевинговании является скорость продоль-
ного скольжения сопряженных зубьев шевера и колеса, которое возни-
кает при скрещивании их осей.
См, разделы «Нарезание червячными фрезами», «Зубодолбление».
Зубоотделочные процессы
627
В качестве расчетной принимают скорость скольжения (м/мин)
в полюсе зацепления (рис. 22).
__ л d„n„ sin у
V — 1000 cos р ’
где пя — частота вращения шевера; — диаметр начального цилиндра
шевера; Р — угол наклона зубьев на начальном цилиндре колеса; у —
угол скрещивания осей шевера н колеса.
Дисковые шеверы для некорригированных зубчатых колес выпус-
скаются по ГОСТ 8570—57* (табл. 24) с номинальными делительными
Рис. 21. Оформление режущих элемен- Рис. 22 Схема для определе-
тов у дисковых шеверов ния скорости резания при
шевинговании колес
диаметрами: 85 мм для модулей 1,125—1,5 мм; 180 мм для моделей 1,25—
6 мм и 240 мм для модулей 2—8 мм. Для мелкомодульных колес (модуля
от 0,2 — до 1 мм) дисковые шеверы выпускаются по ГОСТ 10222—62 *
с номинальным делительным диаметром 85 мм.
Дисковые шеверы изготовляются двух классов точности А и В:
А — для колес 6-й степени точности, В — для колес 7-й степени точно-
сти (по ГОСТ 1643-72 и 9178-72).
Для особо точных колес турборедукторов 3—5-й степеней точности
модулей 2—8 мм по отраслевым нормалям выпускаются прецизионные
дисковые шеверы с делительными окружностями 240, 280 и 320 мм,
с углами наклона зуба 5, 15, 20 и 25° класса точности АА.
Возможность использования имеющегося дискового шевера для
обработки конкретного колеса определяются проверочным расчетом по
формулам, приведенным в табл. 25. Проектный расчет дискового шевера
приведен в табл. 26. Как для проектного, так и для проверочного расче-
тов необходимо знать следующие параметры обрабатываемого и сопря-
женного с ним колес: профильный угол ад, модуль по нормали т, числа
зубьев zt и г2, диаметры окружностей головок Ье1 и высоту зуба h,
угол наклона зубьев ₽д и межосевое расстояние в передаче А,,.,. Кроме
того, предварительно должны быть найдены дополнительные параметры,
указанные в табл. 27.
628 Изготовление и отделка цилиндрических зубчатых колес
24. Дисковые шеверы (ГОСТ 8570—57)
Линейные размеры в мм
Модуль нор- маль- ный т Число зубьев шевеог Диаметр окружности Угол накло- Шири- на вин- на ше- товой вера линии Вп Рди Диаметр отвер- стия под оправку d
высту- дели- осиов- пов тель« ной Г) НОЙ rfn„ иен л 0и ади
Номинальный делительный диаметр шевера d& ном « 85 мм
1 1,125 1,25 1,375 1,5 86 89,53 87,327 81,912 76 89,27 86,819 81,435 67 87,79 85,042 79,769 62 89,59 86,565 81,197 58 9.1,64 88,342 82,864 10° 16 81,743
Модуль нор маль- ный tn Число зубь- ев ше- вера ги Угол наклона винтовой линии
15° 5°
Диаметр окружности
вы- сту- пов дели- тельной ЙДИ основной ^н вы- сту- пов «ей дели- тельной ^Ди основной ^ои
н 1,25 1,375 1,5 1,75 2 2,25 2,5 (2,75) 3 (3,25) 3,5 (3,75) 4 (4,25) 4,5 Б 5,5 6 F 2 2,25 2,5 2,75 3 (3,25) 3,5 (3,75) 4 оминал 115 115 115 100 88 78 67 61 53 53 47 43 41 37 37 31 29 27 оминал 115 103 91 83 73 67 61 61 53 □ный де 153,77 168,93 184,09 187,23 176,26 174,99 179,6 180,41 172,31 186,58 179,76 178,16 181,88 176,39 186,4 177,36 183,82 187,85 ьный де 243,05 244,87 241,71 243,04 234,43 233,67 229,83 246,16 229,38 лнтельный 148,822 168,702 178,585 181,174 171,857 170,045 173,41 173,668 164,61 178,327 170,304 166,939 169,786 162,798 172,374 160,469 165,127 167,716 лнтельный 238,114 239,925 235,526 236,302 226,726 225,431 221,031 236,819 219,479 диаметр ше 139,262 153,189 167,114 169,537 160,818 159,122 162,271 162,513 154,036 166,872 159,365 156,216 158,88 152,341 161,302 150,161 154,52 156,940 диаметр ш< 222,82 224,514 220,398 221,125 212,164 210,952 206,834 221,608 205,382 вера 149,25 163,95 178,66 181,73 171,72 170,51 174,33 175,13 168,51 181,96 175,73 174,01 177,73 172,3 182,14 173,49 179,71 184,32 вера 235,82 237,58 234,56 235,89 227,54 226,83 223,11 238,97 222,71 ,ном = 18С 144,3 158,729 173,159 175,67 166,634 164,878 168,14 168,391 159,607 172,908 165,128 161,866 164,626 157,85! 167,136 155,592 160,109 162,619 = 24( . ном 230,877 232,635 228,369 229,122 219,836 218,582 214,315 229,624 212.81 мм 135,537 149,090 162,643 165,0 156,515 154,865 157,929 158,165 149,914 162,408 155,1 152,036 154,629 148,265 156,985 146,143 150,386 152,743 мм 216,858 218,507 214,501 215,208 206,486 205,308 201,301 215,679 199,886
Зуо091пделочныг процессы
529
Продолжение табл. 24
Модуль нор- маль- ный т Число зубь- ев ше- вера ги Угол наклона винтовой линии
15° 5°
Диаметр окружности
вы- сту- пов дели- тельной dA« основной ^ОИ вы- сту- пов дели- тельной основной d0H
(4,25) 4,5 5 5,5 6 (6,5) 7 8 53 51 43 41 37 35 31 27 243,64 248,60 234,68 246,65 246,47 253,89 245,81 249,05 233,196 237,596 222,584 233,458 229,831 238.625 224,655 223.620 218,218 222,335 208,288 218,460 215,069 220,397 210,226 209,255 236,56 241,38 229,91 241,91 240,71 248,0 240,2 243,45 226,111 230,377 215,821 226,361 222,848 228,369 217,829 216,825 212,379 216,387 202.715 212,615 209,315 214,501 204,601 203,657
Примечание. Йрн яом = 180 мм ширина шевера 20 мм» прн поы = 240 мм ширина шевера 25 мм. Диаметр посадочного от- верстия d = 63,5 мм.
25. Формулы для определения пригодности дискового шевера
Пар аметр Формула
Вспомогательные величины К, М X = да f. tnv а_. + \ ^ди cos Рди дан/ , 1 5Д , , Л \ 2 Ч- 1 — 4" inv 0&__ — ] —“ \ dn cos ₽д Д г / ги (5Д и 5 ди’ ад5 и “flSH’ Рд и рди — тол‘ щины зубьев, профильные углы и углы наклона зуба па делительных цилин- драх колеса и шевера) Л1_.1пуида * inv«ASH гн
Торцовый угол зацепления шевера на начальном цилии- ДРе %и д К inv ag « , .r ьи 1 -f- Af
Диаметр начального цилин- дра шевера d d°a И cos aSH (<40Я — диаметр основного цилиндра ше- вера)
530 Изготовление и отделка цилиндрических зубчатых колес
Продолжение табл. $6
Параметр Формула
Угол наклона зуба на на- чальном цилиндре шевера (ес- ли шевер косозубый) ри , я аи tg^BH ‘еРИ = d ° ди
Углы подъема винтовых ли- ний на основных цилиндрах шевера и колеса ои и о cos Он «= cos Од sin (5ДИ cos о = cos <1д sin (5 д
Угол зацепления по нормали иа начальных цилиндрах ше- вера и колеса ан cos аи «““a-sinfj;
Угол наклона зубьев на на- чальном цилиндре колеса (если колесо косоэубое) 0 . гч cos а sin 0 « cos ан
Диаметр начального цилин- дра колеса d ig ₽ - «Рд (если колесо косозубое); d = —d'1 — cos аи (если колесо прямозубое)
Пер Величина радиального зазо- ра Аг еая проверка = 0,5 (d + da- Dea - d,.) df- диаметр окружности впадин колеса Должно быть Ar > 0,1m, в против- ном случае шевер необходимо прошли- фовать по наружному диаметру
Длина линии зацепления ше- вера и колеса L L = — к — 2 sin аи 2 sin ст
Наибольший радиус кривиз- ны эвольвенты профиля ше- вера ри Ри = °’5 j/ ^ен ~ й0и
В то Перекрытие обработкой ак- тивной части профиля зуба колеса А/ рая проверка / Ри \ А/ = pi — 1 L : ) sin о; \ 51П р! — по тэбл. 7. Должно быть А/ > 0
Зубоотделочные процессы
531
26. Формулы для расчета дискового шевера
Параметр Формулы
Угол скрещивания осей ше- вера и колеса у 7 = 10* 15°
Угол наклона зубьев на де- лительном цилиндре ₽ди Число зубьев шевера ли ₽ди = Рд — ? _ (Д.пах ~ Sm) cos Рди 2и т где Z>max — наибольший наружный диа- метр шевера (принимается в зависимости от модели станка и табл. 3) ги не должно быть кратным и не должно иметь общих множителей с числом зубьев колеса
Диаметр делительного ци- линдра 4ДИ стги ди cos рди
Торцовый профильный угол “sh t *8“д g“SH ™^дИ
Диаметр основного цилии- ДР* df;K ^ОИ ~ ЙДИ C0S aSH
Угол подъема винтовой ли- нии на основном цилиндре ои cos аи = cos ад sin рдп
Принимаемый угол зацепле- ния нового шевера иа началь- ном цилиндре а1н а1и = “д + ад 20° 15° Да 1° 1° 30'
Угол наклона зубьев на на- чальном цилиндре шевера 0И cos а„ sin Р.. = 5— , « созаи1
Угол наклона зубьев колеса иа начальном цилиндре 0 . о COS (I sin fl — , cosaHi где a — угол подъема винтовой линии иа основном цилиндре — см. табл. 7
Торцовый угол давления про- филя иа начальном цилиндре шевера а„„ и»
То же, колеса afi
$Й Изготовление и отделка цилиндрических зубчатых колес
Продолжение табл. 26
Параметр Формулы
Диаметр начального цилин- дра шевера . ^ОИ И cos aSI1
То же, колеса d d = , cos где do диаметр основного цилиндра колеса — см. табл. 7
Длина линии зацепления ше- вера и колеса L l/4-ri02H , У “ 2 sin аи ' 2 sin а
Наибольший радиус кри- визны профиля зуба шевера с учетом перекрытия обработ- кой активной части профиля колеса ри (r Pt — \ . Р„ = 1 L Sin <7 ги \ sin а / н Pi *— наименьший радиус кривизны про- филя зубьев колеса и Ы — перекрытие обработкой — см. табл. 27
Диаметр окружности высту- пов шевера Deu “ ]Л(Ч)2 + 4
Проверка величины радиаль- ного зазора в сопряженных зубьях шевера и колеса Дг 2Дг - d + da - DCH - d- где dj — диаметр окружности впадин ; колеса Должно быть 2Дг 0,2 т.
Шаг зубьев по нормали на начальных цилиндрах шевера и колеса t . ad л^исогри t = cos 0 z ZB
Толщина зуба колеса по нормали иа начальном цилин- дре S s = d ( H \ dai cos Рд + inv a„ — inv a,) cos ₽, Д» a f где 5Д1 — толщина ауба на делитель- ном диаметре zf колеса; |5Д — угол наклона зуба колеса на делительном цилиндре
Толщина зуба шевера по нормали на начальном цилин- W» SH sH = /-s
Высота головки зуба ше- вера йи А* — ~ "и 2
Зубоотделочные процессы 533
Продолжение табл, 26
Параметр Формулы
Проверка толщины головки зубьев шевера: торцовый угол давления на головке аеи угол наклона зуба на ок- ружности головок (толь- ко для косозубого ше- вера) ₽ен толщина головки зуба по нормали 5еи ^еи ,я .Реи tg ‘8 d ДИ s _ D ( Sn 1 ей иеи у йн cos ри + inv aSH-invaeK) cos ₽M Должно быть $еи>1,8*2 мм для шеверов модуля выше 2 мм
Диаметр окружности ножек шевера D-в 2К O,K-OeH * о; К — глубина канавки (рис. 21); а увеличение высоты зуба шевера для обеспечения перекрытия обработкой;
т, мм До 3 3-5 Св. б
а 2 3 4
Необходимое условие D > dQa; в противном случае уменьшить а
Торцовый угол давления на ножке зуба а,„_ J 4HS cosalH3=-^- la
Торцовая толщина ножки зуба S —D ( S<1 1 il1s ‘и \ dB cos ри + inv“HS-invrazHS)
Ширина впадииы по окруж- ности ножек Т 7> tH _ q z ^^lns Ла Должно быть > 1,5® 2 мм. в про* тивном случае уменьшить а
Диаметр сверла для сверле- ния отверстий в ножке зуба шевера d ^св = г(и + (2®2,5) мм
534 Изготовление и отделка цилиндрических зубчатых колес
Продолжение табл, 26
Параметр Формулы
Диаметр окружности цен- тров отверстия I) = d^-T^
Угол наклона оси сверла ср Яди
Полная высота зуба шеве- ра ан . _ деи ~~ Diu и 2
Ширина шевера Ви ВИ = (20 ^730) мм (по ГОСТ 8570—57)
27. Определение технологических параметров колес
для расчета шеверов
Параметры Формула
Угол подъема винтовой ли- нии на основном цилиндре ко- леса о cos а — cos Од sin Рд
Диаметры основных цилин- дров колеса и сопряженной с ним шестерни (iQi, d02 V = "fl! C0S ans d02 “ “to C0S "»>
Угол зацепления в передаче а S if 01 “F dos cosas= 2Л * i»2
Зубоотделочные процессы
535
Продолжение табл. 27
Параметры Формула
Длина активной линии за- цепления сопряженных колес 1 i = 0.s(]/ D2el-d201+y - Al,2 sin “s
Наименьший радиус кри- визны профиля зубьев наре- заемого колеса Pl = °’5 ]/~Del ~d0l~l
Необходимое перекрытие об- работкой активной линии А/ 0,15m AZ = —; sm ад5 Коэффициент 0,15 — рекомендуемый
Коэффициент перекрытия при зацеплении с шевером е l £ s= sm anm cos ад При e< 1,1 шевингование невоз- можно
Точность изготовления дисковых шеверов приведена в табл. 28.
Шеверы изготовляются из быстрорежущей стали. Твердость режущей
части HRC 62—65, а с содержанием 3% ванадия, 5% и более кобальта
должна быть HRC 63—67.
Заточка шевера производится по профилю зубьев и наружному диа-
метру. В процессе шлифования зубьев их профиль часто корригируют,
т. е. осуществляют отклонение его от теоретической эвольвенты. Про-
филь зуба обработанного колеса в этом случае получает соответствующее
искажение, являющееся примерно зеркальным отображением отклоне-
ний профиля зуба шевера. Характер корригирования профиля зуба
шевера находится опытным путем.
Методы шевингования. В зависимости от направления продольной
подачи различают три метода шевингования (рис. 23): параллельный
(рис. 23, а), диагональный (рис. 23, б) и касательный (рис. 23, в). При
Рис. 23. Схемы шевингования
28. Точность (мкм) дисковых (Неверов
Проверяемый параметр Классы точности по ГОСТ 8570 — 57 Классы точ- ности по ГОСТ 10222—62
А в
Модул и» мм А В
1 — 2 2,25- 3,5 Св. 3,5 1-2 2,25 — 3,5 Св. 3,5 0,2 —1,0 0,2 —1,0
Накопленная погрешность окружного ша-
га 12 12 12 17 17 17 12 18
Разность окружных шагов ....... 3 3 3 5 5 5 3 4
Радиальное биение зубчатого венца .... 10 10 10 t8 18 18 10 14
Отклонение основного шага ±3 ±3 ±3 ±5 ±5 ±5 — —
Погрешность профиля 4 5 6 5 6 8 4 5
Отклонение высоты головки зуба .... +15 ±25 ±35 ±15 ±25 ±35 +10 ±16
Погрешность направления зуба +9 ±9 ±9 ±11 ±11 +11 ±6 ±8
Торцовое биение относительно оси отвер-
стия 7 7 7 8 8 8 б 5
Отклонение диаметра окружности высту-
пов . +300 ±300 ±300 +300 +300 ±300 ±160 +200
Отклонение посадочного отверстия ... + 0,005 4-0,008 + 0,005
Изготовление и отделка цилиндрических зубчатых колес
Зубоотделочные процессы 537
параллельном методе (обычный) подача направлена вдоль оси заготовки.
Наименьшая длина хода стола (без врезания и перебега) при этом методе
равна ширине В обрабатываемого колеса:
£-р. х ~ В.
При диагональном методе
. _ В sin -у
Р-х “ sin (у + е) *
При касательном методе
Lp. х = В tg у.
Здесь у — угол скрещивания осей шевера и колеса; е — угол на-
правления продольной подачи при диагональном методе; В — ширина
зубчатого венца.
При параллельном методе ширина шевера Ви не зависит от ширины В
венца обрабатываемого колеса.
Ширина шевера связана с шириной зубчатого венца зависимостями:
для диагонального метода
— B/Slnr-1 +АВИ;
cosfy + e) *
для касательного метода
в„ = ——+дви.
cos у
Здесь
Дйи = cos «эй s’n г.
где ази — торцовый угол зацепления шевера.
С другой стороны, если ширина шевера Ви и ширина колеса В за-
даны, то максимально возможный угол е направления подачи при диа»
тональном методе находят по формуле
tap- (Д» ~ Дйи) Sin у
ё В - (Ва — ДВИ) COS у •
Шевер для работы касательным методом должен иметь канавки, распо-
ложенные по винтовой линии на боковых сторонах зубьев.
538 Изготовление и отделка цилиндрических зубчатых колес
Ввиду сложности изготовления шеверов с большой шириной зубча-
того венца диагональное и касательное шевингование выгодно приме-
нять для обработки сравнительно узких зубчатых колес.
Получение бочкообразной формы зубьев колес. Для локализации
контакта сопряженных зубьев колес в передаче последним в процессе
шевингования придается бочкообразная форма. Получение бочкооб-
разного зуба осуществляется при шевинговании с помощью спе-
циального качающегося стола зубошевинговального станка.
Шевер-рейки обычно изготовляются сборными. Для обработки пря-
мозубых колес шевер-рейка делается косозубой, а для косозубых, с уг-
лом наклона зуба до 30°, — прямозубой.
В процессе шевингования стол шевинговального станка вместе с ше-
вер-рейкой получает возвратно-поступательное перемещение, а обра-
батываемое колесо (заготовка) приводится во вращение шевером.
Скорость резания при шевинговании (см. рис. 23) прямозубых колес
Зуб шевера
Рис. 24. Форма зуба шевера для
внутреннего шевингования
о — oKsin у,
косозубых
V„tgy.
Здесь иа — скорость возвратно-
поступательного перемещения' ше-
вера; у — угол скрещивания осей;
Ри — угол наклона зубьев шевер-
рейки.
₽и = Р - У,
где у — угол скрещивания осей,
принимаемый в пределах 20—25°.
Длина L и ширина ВИ шевер-
рейки принимаются равными;
. лт
L =-----а— Zifl;
cos ри
Вп = (3-4) В,
где т — модуль по нормали; — число зубьев колеса;
В— ширина зубчатого колеса, «^2—3.
Шеверы для колес внутреннего зацепления. Боковая поверхность
зубьев этих шеверов неэвольвентная, бочкообразной формы (рис. 24).
В зависимости от величины бочкообразности контакт зубьев шевера
и колеса может быть линейным или точечным. Шеверы с линейным кон-
тактом целесообразно использовать для колес с закрытыми зубчатых;и
венцами, так как выхода точки скрещивания осей за пределы торцов
колеса в этом случае не требуется. Однако шеверы с точечным характе-
ром контакта обеспечивают более высокую точность по профилю.
При расчете шеверов для колес внутреннего зацепления должны
быть известны те же параметры обрабатываемого колеса, что и при рас-
чете дисковых шеверов для колес внешнего зацепления.
Проектный расчет шеверов этого типа и данные для шлифования
бочкообразных зубьев шевера — приведены в [3].
Режимы шевингования приведены в табл. 29, а технические харак-
теристики зубошевинговальных станков — в табл. 30.
Зубоотделочные процессы
539
29. Режимы зубошебингования
Подачи
Угол скрещивания осей, градусы Продольная подача (мм/об заго- товки) при числе зубьев колеса Радиальная подача, мм/ход стола
17—20 25 — 40 40 — 50 50—100
7-10 0,15-0,2 0,22—0,3 0,35 — 0,40 0,45 — 0,5 0,02 — 0,03
10—15 0,2 — 0,25 0,3—0,4 0,4 —0,5 0,5 —0,6 0,035 — 0,04
Св. 15 0,25—0,3 0,4—0,5 0,5—0,6 0,6—0,7 0,05—0,06
Частота вращения шевера
Угол Частота вращения шевера при угле наклона зуба
скрещивания колеса, градусы
осей,
градусы 0 10 15 20 25 30 35 40
10 290 280 280 270 260 250 240 220
15 260 250 250 240 230 220 21С 200
20 220 220 210 210 200 190 180 170
30» Технические характеристики зубошевинговалъных
и зубохонинговальных станков
Размеры в мм
Характеристика Станки
зубошевинговальные зубохонии- повальные
5701 5702 5А703 5В913
। Наибольший модуль . । Наибольший наружный диаметр колеса t Наибольшая длина обрабатывае- : мого зуба ; Диаметр посадочного отверстия инструмента Возможность обработки бочкооб- разных зубьев 1,5 125 40 31,743 Нет 6,0 320 100 63,5 Нет 8,0 500 150 63,5 Есть 6,0 320 ПО 63,5 Есть
Формулы для настройки шевинговальных станков
Для гитары скоростей
_ _ Aj
а!"'5Г_Л>Г’
где А — постоянный коэффициент цепи скоростей; «и — число оборотов
шевера; ах и — сменные зубчатые колеса гитары скоростей.
640 Изготовление и отделка цилиндрических зубчатых колес
Для гитары продольных подач
__ s _ а3
где В — постоянный коэффициент цепи подач; s—минутная подача;
а4 и Ь2 — сменные зубчатые колеса гитары подач;
2И
S - ЭпрЦ - ЭпрПи ~ ,
где Snp — продольная подача, мм/об. заготовки; п — частота вращения
заготовки об/мин; п„ — частота вращения шевера об/мин; г и ги — со-
ответственно число зубьев заготовки и шевера.
Гитара радиальных подач настраивается по sp—ради-
альной подаче, мм/ход. стола.
Число зубьев храповика, захватываемых собачкой,
Q —
где С — постоянный коэффициент подач.
Червячные шеверы представляют собой червяк, имеющий насечку
на боковых сторонах витков. Они используются для окончательной обра-
ботки червячных колес при угле подъема витков не более 10°. Геометрия
червячных шеверов полностью совпадает с соответствующими пара-
метрами червяка, который сопрягается с подлежащим обработке червяч-
ным колесом.
В процессе шевингования рабочим движением является вращение
шевера. При этом зацепление может быть беззазорным, когда в процессе
шевингования имеет место радиальная подача (сближение осей шевера
и колеса), или с боковым зазором, когда снятие припуска осуществляется
при торможении вращения колеса. Однако во всех случаях в момент
завершения обработки межосевое расстояние шевера и колеса должно
точно совпадать с межосевым расстоянием в червячной передаче, эле-
ментом которой является обрабатываемое червячное колесо.
Толщина витков шевера, работающего с радиальной подачей, при-
нимается равной ширине впадины зубьев червячного колеса, а шевера,
работающего при постоянном межосевом расстоянии, — уменьшается
на величину, превышающую припуск на обработку зуба колеса. Наруж-
ный диаметр червячных шеверов всех типов принимается большим, чем
наружный диаметр червяка, но меньшим, чем наружный диаметр черно-
вой червячной фрезы.
При насечке зубьев на витках червячного шевера оставляются узкие
ленточки шириной 0,2—0,6 мм, расположенные точно на винтовой по-
верхности витков теоретического червяка шевера. Материал шевера
быстрорежущая сталь Р18, твердость HRC 62. Шеверы снабжаются ино-
гда поясками и ненасеченными витками для точной проверки и наладки.
Припуски на шевингование 0,1—0,12 мм на толщину зубьев колеса.
Режим шевингования червячными шеверами: скорость 2—4 м/мин,
подача 0,01—0,04 мм/об. В качестве охлаждающе-смазывающей жидко-
сти (СОЖ) используют керосин.
Зубохонинговаиие
Зубохонингование, или абразивное шевингование, — процесс окон-
чательной обработки зубьев цилиндрических колес после термической
обработки. В качестве инструментов используют цилиндрические ше-
Зубоотделочные процессы
541
стерни, у которых зубчатый венец выполнен из абразивной массы или
армирован синтетическими алмазами. По кинематике процесс зубо-
хонингования аналогичен процессу шевингования, а по характеру съема
припуска — процессу хонингования. Процесс зубохонингования может
осуществляться по двум схемам: при беззазорном зацеплении зубьев
колеса и хона (работа «в распор») или при наличии боковых зазоров в со-
пряженных зубьях (усилие резання создается вследствие торможения
вращения обрабатываемого колеса). Первая схема наиболее распростра-
нена, так как она позволяет лучше исправлять погрешности зубчатого
венца колеса.
Время обработки колес средних размеров составляет 25—30 с. Ос-
новное назначение процесса — снять заусенцы и забоины по профилю
зубьев, уменьшить параметры шероховатости поверхности, исправить
небольшие погрешности по профилю, шагу и направлению зубьев, вы-
званные термической обработкой. Припуск на зубохонингование 0,01—
0,02 мм на сторону зуба. Зубохонингование не исключает применения
шевингования зубьев колес до термической обработки, но значительно
эффективнее прикатки и притирки зубьев колес.
В результате зубохонингования повышается точность: по шагу на
0,01—0,03 мм, по колебанию мерительного межцентрового расстояния
иа 0,05—0,03 мм. Шум обработанных зубчатых колес в передаче умень-
шается на 1—3 дБ. Класс шероховатости обработанной поверхности
увеличивается на два. Процесс используется в крупносерийном и массо-
вом производстве.
В процессе обработки зубчатый хон устанавливается под углом
15—20° к оси обрабатываемого колеса. Для зубохонингования выпуска-
ются специальные станки мод. 5913 (см. табл. 30). Зубохонингование
может осуществляться и на модернизированных зубошевинговальных
станках. Для алмазного зубохонингования по отраслевым нормалям вы-
пускаются алмазные зубчатые хоны: прямозубые для обработки косо-
зубых колес и косозубые с углом наклона зуба 15° — для обработки
прямозубых колес. Основные размеры алмазных хонов представлены
в табл. 31.
31. Алмазные хоны с углом профиля 20° (по отраслевой нормали)
Модуль нор- маль- ный т Размеры зуба Хоны
прямозубые косозубые
Высота головки Ли Толщи- на по норма- ЛИ 5ДИ Полная высота Н Число зубьев ги *Диамстр дели- тельной окруж- ности ^Ди Число зубьев ги Диаметр делитель- ной ок- ружности d ди
2,5 3,1 3,9 6,2 87 217,5 85 215,0
3,0 3,8 4,7 7,6 73 219,0 69 214,6
3,5 4,4 5,5 8,8 61 213,5 61 220,8
4,0 5,0 6,3 10,0 53 212,0 53 219,4
4.25 5,3 6,7 10,6 53 225,3 51 224,4
4,5 5,6 7,0 11,2 51 229,5 47 219,5
5.0 6,3 7,9 12,6 43 215,0 43 222.7
6,0 7,5 9,4 15,0 37 222,0 37 229,5
6,5 8,1 10,2 16,2 33 214,5 35 235,0
7,0 8,7 10,9 17,4 31 217,0 31 224,2
542 Изготовление и отделка цилиндрических зубчатых колес
Режимы зубохонингования: скорость резания (скорость продольного
скольжения сопряженных зубьев) — 2—4 м/с; продольная подача —
60—90 мм/мин; число двойных ходов — 1—2; усилие прижима обраба-
тываемого колеса к инструменту 20—50 кг. В качестве СОЖ используют
керосин или легкое машинное масло.
Притирка и прикатка
Притирке подвергаются зубчатые колеса после термической обра-
ботки для уменьшения погрешностей зубчатого венца, вызванных тер-
мической обработкой, или для увеличения поверхности контакта в со-
пряженных зубьях или уменьшения шероховатости поверхности зубьев.
В качестве инструмента при притирке служит притир — чугунное
зубчатое колесо, которое в процессе обработки вращается и возвратно-
поступательно перемещается
вдоль оси обрабатываемого зуб-
чатого колеса. Для интенсифи-
кации процесса между зубьями
инструмента и колеса вводят
абразивную пасту.
Притирка может произво-
диться по двум схемам: при па-
раллельных осях инструмента и
заготовки (рис. 25, а) и при скре-
щивающихся осях (рис. 25, б).
Число притиров может быть от
одного до трех. Наибольшее рас-
пространение получила притир-
ка с помощью трех притиров;
первый пригир устанавливается
параллельно оси обрабатывае-
мого колеса, второй — со скре-
щиванием осей и со станочным
углом больше номинальною
профильного угла, третий — со скрещиванием осей, но другого на-
правления и со станочным углом, меньшим номинального. Диапазон
углов скрещивания осей притиров и колеса 10—20°. Для создания уси-
лий резания притиры притормаживаются гидравлическими тормозами
с окружным усилием 1,5—2,0 кге на 1 см длины зубчатого круга, а вра-
щение их реверсируется. В других случаях усилие притирки достигается
радиальным прижимом с усилием 20—32 кге;
Прнтир изготовляется из серого чугуна СЧ 32 или СЧ 40 примерно
следующего химического состава, %: 3,1—3,5С; 1,7—2,5Si; 0,24;
0,IS (max); 0,13—0,18Cr; 0,1—0,5Ni; Твердость НВ 160.
Число.зубьев выбирается некратным числу зубьев обрабатываемого
колеса, а ширина зубчатого венца шире зубчатого венца колеса на
2—10 мм. Для обеспечения ввода абразивной смеси нли пасты толщина
зуба берется с расчетом образования бокового зазора в сопряженных
зубьях в пределах 0,05—0,07 модуля.
Точность притиров, мм: по профилю — 0,02, по шагу — 0,05 и ра-
диальному биению зубчатого венца — 0,01—0,03.
Путем притирки возможно повысить точность зубчатого венца ко-
леса; по профилю — на 0,005—0,01 мм; по радиальному биению зубча-
Зубоотделочные процессы
543
того венца — на 0,01—0,015 мм, по шагу — на 0,01—0,02 мм; по на-
правлению зуба — на 0,015—0,020 мм; параметры шероховатости по-
верхности до Ra 0,40—0,32.
Для интенсификации процесса притирки в сопряженные зубья прити-
ров и колеса вводится абразивная смазка или паста, состоящая из смеси
машинного масла и абразивного порошка. Примерный состав притироч-
ной смазки, %: 70—75 машинного масла (по массе); 30—25 абразивного
порошка (размер зерна 5—8). Состав притирочной пасты, %: 30 соли-
дола; 2 олеиновой кислоты; 10 стеарина; 58 абразивного порошка.
Припуски на притирку составляют 0,02—0,03 мм на сторону. При
этих припусках цикл обработки колеса средних размеров (z = 30, т =
= 2,5 мм) составляет 2—4 мин, а при съеме 0,05 мм на сторону— 10 мин.
Режимы притирки: окружная скорость вращения притира 0,7—
2,5 м/с; число двойных ходов головки или стола 70—100 в 1 мин. Отно-
шение окружной скорости заготовки к скорости осевого перемещения
примерно 10 : 1.
Обкатка зубьев цилиндрических колес производится после термо-
обработки для того, чтобы сбить окалину, примять небольшие заусенцы
и забоины. Припуск на обкатку зубьев ие предусматривается, поэтому
исправления погрешностей зубчатого венца колеса практически не про-
исходит.
В процессе обкатки обрабатываемое колесо помещается между тремя
эталонными обкатывающими шестернями и имеет плотное зацепление
с их зубьями. Окружная скорость вращения обрабатываемого колеса
16—20 м/мин, причем вращение осуществляется с реверсированием под
радиальной нагрузкой до 130—150 кгс в течение 6—15 с. Увеличение
времени обкатки может привести к ухудшению точности обрабатываемой
шестерни. Обработка осуществляется с применением смеси керосина и
машинного масла (3 : 1 в объемных частях) или всухую.
В качестве инструмента применяется стальное зубчатое колесо со
шлифованным зубом, изготовленное из быстрорежущей или легирован-
ной сталей. Ширина обкаточного колеса больше на 2—5 мм ширины
обрабатываемого колеса.
Стойкость обкаточных зубчатых колес до перешлифовки по профилю
6—7 тыс. обработанных колес.
Зубошлифование
Процесс зубошлифования используется для отделки зубьев термиче-
ски обработанных колес. При этом достигается точность в пределах
4—5-й степеней точности по ГОСТ 1643—72 и шероховатости поверхно-
сти до 9-го класса (ГОСТ 2759—69*).
Шлифование эвольвентного профиля зубьев осуществляется двумя
методами: копирования и обкатки. Последний, в свою очередь, может
производиться путем деления на зуб и непрерывного шлифования.
Характеристики станков для зубошлифования даны в табл. 32.
Методы шлифования зубьев цилиндрических колес приведены
в табл. 33.
Припуски на шлифование применяют в пределах 0,15—0,3 мм на
сторону зуба. Рекомендуемые режимы шлифования приведены в табл. 34
и 35.
644 Изготовление и отделка цилиндрических зубчатых колес
32. Технические характеристики зубошлифовальных станков
Размеры в мм
Модель станка
Характеристика о со 3 ю со со СО сп
00 <39 со ю <50 СО
И СО и сО СО СО ОС
ю Ю ю 10 1О ю ю ю ю
Методы шли- Червячным Двумя та- Кониче- Плоским
фования и де- кругом I— рельчатыми ским кругом с
ле нн я непрерывное кругами с кругом с единич-
деление единичным делением единич- ным де- лением ным де- лением, для шеве- ров и дол- бяков
Модули 0,2- 1,5 0,5- 4,0 5—6 3—16 2 — 10 2—12 1,6- 6 1,5— 8 1—6 2—16
Наружные 5- 40— 50— 80— 35- 150 — 30— 30— 10— 40 —
диаметры колес 125 320 500 1250 320 800 320 320 170 400
Диаметр шли- 330— 330— 330- 400- 165- 165 — 170— 350 175 — 400 —
фовального круга 400 400 400 500 225 275 250 250 500
33. Методы шлифования зубьев цилиндрических колес
Метод и схема
профилирования
Фасонным кругом без обкатки
Коническим кругом с обкаткой
Область применения
и сущность метода
Прямозубые колеса
внешнего и внутреннего
зацепления. Заготовка при
обработке неподвижна
Прямозубые и косозу-
бые колеса внешнего заце-
пления. Заготовка в про-
цессе шлифования совер-
шает движение обкатки
Зубоотделочные процессы
545
Продолжение табл. 3J
Метод и схема
профилирования
Двумя тарельчатыми кругами с обкаткой
Область применения
и сущность метода
Прямозубые н косозу-
бые колеса внешнего за-
цепления. Заготовка со-
вершает движение обкатки
Долбяки, шеверы, эта-
лонные колеса. Заготовка
совершает движение об-
катки
Червячным абразивом о обкаткой
Прямозубые и косозу-
бые колеса внешнего заце-
пления. Заготовка совер-
шает движение обкатки
18 Под ред. Малова
546 Изготовление и отделка цилиндрических зубчатых колес
34. Режимы шлифования двумя тарельчатыми кругами
Продольные и поперечные подачи
Припуск на сто- рону, мм Проход № про- хода Подача на глу- бину за один проход, мм Длина зуба, мм
6—20 20 и выше
Класс шероховатости
7 8 7 8
Продольная подача, мм, на один обкат
0,2 Черновой 1 2 3 0,08 0,065 0,04 4*7 4,7 3,75 3,75
Чистовой 4 0,015 1,33 1,08 1,33 1,08
0,25 Черновой 1 2 3 4 0,07 0,065 0,05 0,05 5,8 5,8 4,7 4,7
Чистовой 5 0,015 1,33 1,08 1,33 1,08
0.3 Черновой 1 2 3 4 0,09 0,08 0,076 0,04 4,7 4,7 3,75 3,75
Чистовой 5 0,015 1,33 1,08 1,33 1,08
Число обкатов при шлифовании зубьев тарельчатыми кругами
Модуль, мм Число обкатов в 1 мин при диаметре делительной окружности колеса, мм
40 60 80 100 120 150 220 св. 220
оо СО V Л <£> [ 184 200 164 220 184 164 164 244 200 184 164 120 244 220 200 184 120 244 220 200 114 120 220 220 184 164 120 200 200 184 120 120
Зубоотделочные процессы
547
36, Режимы резаиия при зубошлифованни методом копирования
Припуск на сто- рону, мм Скорость движения стола, м/мин Глубина резания (мм) при проходах - Число проходов
черновых полу- чистовых чистовых чер- но- вых полу- чисто- вых
4,0 0,04 — 0,045 0,017 0,006 2 2
5,0 0,03 0,015 0,005 3 2
6,3 0,02—0,025 0,013 0,004 4 2
0,125 8,0 0,02 — 0,022 0,010 0,004 4 3
10,0 0,018 — 0,025 0,010 0,003 5 3
12,5 0,017 — 0,023 0,009 0,003 5 3
4,6 0,035 — 0,045 0,017 0,006 3 2
5.0 0,038 — 0,045 0,015 0,005 3 2
6,3 0,03 — 0,035 0,013 0,004 4 2
0,16 8,0 0,028 — 0,033 0,010 0,004 4 3
10,0 0,022—0,029 0,010 0,003 5 3
12,5 0,010—0,024 0,009 0,003 6 3
4,0 0,05—0,06 0,D17 0,006 3 2
5,0 0,038 — 0,044 0,015 0,005 4 2
6,3 0,03—0,038 0,013 0,004 5 2
0,2 8,0 0,03 — 0,038 0,010 0,004 5 3
10,0 0,025—0,032 0,010 0,003 6 3
12,5 0,021 — 0,028 0,009 0,003 7 3
4,0 0,048 — 0,055 0.017 0,006 4 2
5,0 0,048 — 0,056 0,015 0,005 4 2
0,25 6,3 0,042 — 0,048 0,013 0,004 5 2
8,0 0,042 — 0,048 0,010 0,004 5 3
10,0 0,031 — 0,044 0,010 0,003 6 3
12,5 0,026 — 0,036 0,009 0,003 7 3
4.0 0,06 — 0,07 0,017 0,006 4 2
5,0 0,048—0,056 0,015 0,005 5 2
0,32 6,3 0,04 — 0,050 0,013 0,004 6 2
8,0 0,04 — 0,050 0,010 0,004 6 3
10,0 0,035—0,04 0,010 0,003 7 3
12,5 0,032 — 0,037 0,009 0,003 8 3
П ) и м е ч а [ и е. Число чистовых проходов равно 1.
СПИСОК ЛИТЕРАТУРЫ
1. Адам Я. И., Овумян Г, Г, Справочник зубореза-фрезеровщика. М.,
Машгнз, 1961, 181 с.
2. Краткий справочник металлиста. Под ред. А. Н. Малова. М., «Машино-
строение», 1972, 707 с.
3. Романов В. Ф. Расчеты зуборезных инструментов. М., «Машинострое-
ние», 1969, 178 с.
4. Производство зубчатых колес. Под ред. Б, А. Танца, М., «Машинострое-
ние», 1975, 728 с.
Глава 12
НАРЕЗАНИЕ КОНИЧЕСКИХ
ЗУБЧАТЫХ КОЛЕС
Нарезание конических колес производят методом копирования или
методом обкатки. У некоторых передач колеса обрабатывают методом
копирования, а сопряженные с ними шестерни — методом обкатки. Та-
кие передачи называют полуобкатными. Передачи, у которых оба эле-
мента обработаны методом обкатки, называются обкаточными. Полу-
обкатные передачи возможны при передаточном числе 2,5 и большем.
Способы нарезания конических зубчатых колес приведены в табл. 1.
Точность конических зубчатых колес, обрабатываемых на высоко-
точных станках, соответствует 5—6-й степени по ГОСТ 1758—56 (т. е.
5-й степени по кинематической точности и 6-й по плавности), а на стай-
ках повышенной точности 6—7-й степени. Станки нормальной точности
выпускаются только для грубой обработки.
Принятые обозначения
А — базовое расстояние (от вершины делительного конуса до опор-
ного торца, рис. 1).
d0 — номинальный диаметр инструмента;
£>м — наибольший диаметр колес, обрабатываемых на данном станке;
йа (й/) — высота головки (ножки);
/? — среднее конусное расстояние, /? = 7?е---у-J
/?с — внешнее конусное расстояние (рис. 1);
тп — нормальный модуль (модуль в среднем нормальном сечении),
R д
тп = т(е cos рл;
Хе
mte — внешний окружной модуль;
А1М — наибольший модуль зубчатых колес, обрабатываемых на
данном станке;
s — расчетная толщина зуба исходного контура (толщина зуба
по дуге делительной окружности);
W — развод резцов зуборезной головки;
Уф — номер резцов;
хп — коэффициент смещения исходного контура;
Хх — коэффициент изменения толщины зуба;
гс — число зубьев плоского колеса,
Kz?+zB + 2Z1z2cos2;
bill z_i
1 Основные термины и обозначения по ГОСТ 19325—73.
Нарезание конических зубчатых колес
549
гк — число зубьев производящего колеса;
0а> &f — угол головки (ножки) зуба;
6 — угол делительного конуса;
6а(6/) — угол наружного (внутреннего) конуса;
2 — межосевой угол;
— средний угол наклона зуба.
Индексы: 1 (2) — величины, относящиеся к шестерне (колесу);
е (!) — к внешнему (внутреннему) торцу; t (п) — в торцовом (нормаль-
ном) сечении; геометрические параметры без индексов е, i относятся
Рис. 1. Коническая зубчатая передача. Основные обозна-
чения
к среднему сечению зуба, а также к делительному конусу и окружности;
О — величины, относящиеся к зуборезному инструменту.
Нарезание дисковыми модульными фрезами (см. табл. 1, п. 1). Чер-
новое нарезание обычно производят фрезами с прямолинейным рабочим
профилем. Ширина вершины зуба фрезы не должна превышать ширины
впадины у внутреннего торца колеса минус припуск ДЖ на чистовую
обработку:
ДЖ = (0,354-0,4) Ут1е,
(О
Чистовое нарезание в один проход можно производить при Ъ
0,25^?е, причем применяют заготовки формы, соответствующей
рис. 1. Средний модуль
тп — — 0,5 ) mte
(2)
необходимо округлить до стандартного, но не более чем на 10%
550
Нарезание конических зубчатых колес
1. Основные способы нарезания конических зубчатых колес
Название и область
применения способа,
схема образования
профиля зубьев
1. Фрезерование диско-
вой фасонной фрезой
а) черновое, применя-
ют преимуществен-
но фрезы прямобоч-
ного профиля;
б) чистовое в один или
в два прохода.
Зубчатые колеса низкой
точности ГОСТ 1758 — 56.
Прямые зубья с профи-
лем, соответствующим про-
филю инструмента
Схема н описание процесса
нарезания, модели станков
Д — вращение фрезы (движение реза-
ния); Б1 — рабочая подача; Б 2 — быстрый
обратный ход; В — периодическое деление
(поворот), на время которого подача вы-
ключается.
При массовом и крупносерийном про-
изводстве — многошпиндельные станки ти-
па ЕЗ завода «Комсомолец*; при единич-
ном производстве — универсально-фрезер-
ный станок с делительной головкой
2. Круговое протягива-
ние дисковой резцовой го-
ловкой-протяжкой
Черновое, чистовое или
комплексное нарезание зуб-
чатых колес при массовом
производстве передач низ-
кой точности. Одновремен-
но могут сниматься фаскн
иа кромках зубьев
Прямые зубья, профиль
которых зависит от про-
филя инструмента. Обычно
это Дуга окружности. Про-
дольная форма зуба бочко-
образная
Комплексное нарезание
А — вращение инструмента. В начале
обработки центр инструмента занимает по-
ложение Со; Б1 подача при черновом
нарезании.
Нарезание конических зубчатых колес
551
Продолжение табл. 1
Название и область применения способа, схема образования профиля зубьев Схема и описание процесса нарезания, модели станков
Центр инструмента перемещается из Со в Ct и находится здесь до тех пор, пока ие будет достигнута полная глубина впа- дины. Затем центр инструмента переме- щается в положение где заканчивается черновое нарезание. К этому моменту ин- струмент поворачивается на дугу ab, после которой следует дуга Ьс, где расположен фасочный резец. Б2 — подача при чистовом нарезании резцами, расположенными на дуге cd. Центр инструмента перемещается из С2 в С3, где обработка заканчивается. В — деление во время поворота инстру- мента на дугу da. По окончании деления центр инструмента быстро перемещается из Са в Со. Станки: 5245 (DM =« 200), 5С268 (DM - 320)
3. Строгание по шаблону: а — одним резцом; б — двумя резцами eJ — <9 1 Единичное и серийное производство прямозубых конических колес больших размеров. Прямые зубья с профи- лем, соответствующим про- филю шаблона ff'| 5 cis А X ° 5 £ \1 Il А О' А — движение резания, осуществляемое движением суппорта 1 по кронштейну 2; Б — подача (медленное вращение крон- штейна 2 относительно оси О' — О', прохо- дящей через вершину 0 делительного ко- нуса нарезаемого колеса). Кронштейн 2 имеет ролик илн палец 3 перемещающийся по шаблону 4, вследствие чего кронштейн 2 поворачивается относи- тельно осн ОС. При этом резец 5 копирует профиль шаблона в масштабе, пропорцио- нальном расстоянию зуба заготовки от вершины 0. Станки, работающие днумя резцами, име- ют один шаблон н два кронштейна 2, свя- занные зубчатой передачей так, что пово- рачиваются в разные стороны относительно общей оси ОС. Станки; 52ТМ2 (один резец) £>м = 5000, 5А283 (два резца) £> — 1600
552
Нарезание конических вубчатых колес
Продолжение табл. 1
Название и область
применения способа,
схема образования
профиля зубьев
Схема и описание процесса
нарезания, модели станков
4, Строгание двумя ох-
ввтывающими зуб резцами
методом обкатки
Лезвия резцов воспроиз-
водят собой боковые сто-
роны впадины зуба вообра-
жаемого плоского произво-
дящего колеса, с которым
сцепляется нарезаемое
Чистовое или комплекс-
вое нарезание зубчатых ко-
лее Диаметром от —5 до
1200 мм.
Черновое нарезание пред-
почтительно производить
цутСм зубофрезероваиия за
яскдючением колес с вы-
ступающей вперед ступицей
Прямые зубья октоидаль-
вого профиля (близкого к
рвольве нт ному),
Тангенциальные зубья
При наличии иа стайке
Соответствующего устрой-
ства
Л — возвратно-поступательное движение
резцов. Б1 и Б2 •— обкатка, состоящая
из вращении Б1 люльки с резцами и враще-
ния Б2 заготовки вокруг своей оси. Движе-
ния Б! и Б2 согласованы между собой
так, что при нарезании воспроизводится
зацепление нарезаемого колеса с воображае-
мым плоским производящим колесом. Де-
ление осуществляется периодически.
При нарезании прямозубых колес (схе-
ма а) линии ОС движения вершни резцов
проходят через центр производящего ко-
леса (люлькн).
При нарезании колес с тангенциальными
зубьями (схема б)драектории OiC вершин
резцов касательны к окружности радиуса е,
величина которого зависит от угла наклона
зуба.
На станках, работающих данным мето-
дом, можно выполнять черновое нарезание
без обкатки — простым врезанием инстру-
мента в заготовку.
Станки для прямозубых колес: 5П23БП;
5236П (Ом = 125), 5А250П (£>м = 500),
52«2П; 5С286П (£»м = 800).
Станки для колес с прямыми и танген-
циальными зубьями (DM до 1200) изгото-
вляет зввод «Модуль» (ГДР)
Нарезание конических зубчатых колес
563
Продолжение табл. 1
Название и область
Применения способа,
схема образования
профиля зубьев
Схема и описание процесса
нарезания, модели станков
б. Строгание методом об-
катки двумя резцами, дей-
ствующими в одной впа-
дине нарезаемого колеса
Нарезание прецизион-
ных зубчатых колес т
< 2.
Лезвия резцов воспроиз-
водят боковые стороны зуба
производящего колеса, т. е.
работают в одной впаднне
нарезаемого колеса. Обес-
печиваются благоприятные
условия реааиия и их иден-
тичность при обработке
всех впадин.
Пря мые зубья, как в п. 4
Схема обработки отличается от схемы
п. 4 тем, что резцы располагаются внутри
zcoc.
Резец во время обратного хода выводится
из впадины нарезаемого колеса в направле-
нии q, параллельном режущей кромке
(см. рис слева); одновременно другой
резец, подводится в направлении р в рабо-
чее положение и занимает место, освобо-
дившееся при отводе первого резца.
При нарезании из цельных заготовок
(без предварительного нарезания) может
применяться «комбинированный» метод: вре-
зание с последующей обкаткой.
Станок (высокоточный) 5Т23В, D = 125
6. Фрезерование двумя
дисковыми зуборезными
головками методом обкатки
Профилирующие лезвия
резцов лежат в плоскостях,
совпадающих с боковыми
поверхностями зубьев во-
ображаемого плоского про-
изводящего колеса, сцепля-
ющегося с нарезаемым
Нарезание (преимуще-
ственно из цельных заго-
товок) конических зубча-
тых колес диаметром 10—
500 мм и модулем до 12
в условиях серийного и
массового производства,
Прямые зубья простой илн
бочкообразной формы
А — вращение инструмента; Б1 и Б2 —
движение обкатки, осуществляемое как
в п. 4. При нарезании из цельных заготовок
обработка может Производиться комбиниро-
ванным методом (врезание с последующей
обкаткой).
Зуборезные головки не перемещаются
вдоль обрабатываемого зуба; поэтому дио
впадины приобретает вогнутую форму f.
Станки: 5П23 (DM 125), 5230 (DM
= 320), 5С277П (D„ «= 500)
м
554
Нарезание конических зубчатых колес
Продолжение табл. 1
Название и область
применения способа,
схема образования
профиля зубьев
Схема и описание процесса
нарезания, модели станков
7. Фрезерование торцо-
вой зуборезной головкой
методом врезания
а — черновое нарезание
колес с углом 6 > 45°.
б — чистовое нарезание
колес (бблыиих из пары)
полуобкатных передач при
нарезании нз цельных за-
готовок. Угол б > 65°,
Круговые зубья с углом
наклона зуба > 0.
Профиль впадин совпа-
дает с профилем инстру-
мента
Л — вращение инструмента; Б — подача
врезания, осуществляемая осевым переме-
щением инструмента (или перемещением
заготовки в направлении обратном Б).
После врезания на глубину впадины инстру-
мент (илн заготовка) отводится и произво-
дится деление на следующий зуб.
□п — положение центра инструмента при
правом направлении зуба нарезаемого ко-
леса (над осью заготовки); Ол — то же,
при левом (под осью заготовки).
Нарезание можно производить на стан-
ках, указанных в п. 9. Специализирован-
ные станки для крупносерийного и массо-
вого производства: 5Б231 (£>м = 500),
5С282 (DM = 800)
8. Круговое протягива-
ние торцовой зуборезной
головкой-протяжкой
Чистовое нарезание пред-
варительно нарезанных ко-
лес для полуобкатных пере-
дач (угол 6 > 65°) в усло-
виях массового и крупно-
серийного производства.
Круговые зубья с профи-
лем, совпадающим с про-
филем инструмента.
Нарезание сопряженной
шестерни производится ме-
тодом обкатки (см, п. 9)
на станках, имеющих уст-
ройство для наклона ин-
струментального шпинде-
ля или механизм модифи-
кации обкатки
Нарезание конических зубчатых колес
555
Продолжение табл. 1
Название и область применения способа, схема образования профиля зубьев Схема и описание процесса нарезания, модели станков
получнетовых резцов, обрабатывающих со- ответственно вогнутую н выпуклую стороны зуба. Резцы расставлены так, что посте- пенно расширяют впадину. Затем после промежутка Ьс следует последний наружный получистовой резец с, а за ним калибрующие резцы: внутренний d и наружный е, и, наконец, свободный от резцов промежу- ток еа для деления заготовки на следующий зуб. Одному обороту инструмента соответству- ет обработка одного зуба. Промежутки Ьс, cd и de делаются для того, чтобы при работе соответствующего резца на инструмент и заготовку не действовали силы резання остальных резцов. Станки: 5В232 (£>м — 500) и 5281Б = 800). Станок 5Б232 может рабо- тать в паре со станком 5Б231 (см. п. 7)
9. Фрезерование торцо- вой зуборезной головкой методом обкатки а — чистовое или ком- плексное нарезание зуб- чатых колес диаметром до 1600 мм и модулем до 20; б — нарезание шестерен для полуобкатных пере- дач. Режущие кромки рез- цов воспроизводят поверх- ность зуба воображаемого производящего колеса, сце- пляющегося с нареза^ым. Круговые зубья с углом наклона зуба > 0. Про- филь зубьев — октоидаль- ный ¥ /С/ д 3 Г7 / \ ((И/Г I — резцовая’головка; 2— заютовка; 5 — производящее колесо; 4 — люлька. Л — вращение инструмента; Б1 и Б2 — движе- ние обкатки, аналогичное описанному в п. 4. Большинство станков, работающих дан- ным способом, может работать также спосо- бом врезания (см. п, 7) или комбинированным. Станки универсальные: 5П23А (£>м = 1?5), 525П (DM = 500), 528СП (DM = = 600), 5А284 (£>м — 1600); новые модели; 5С26В (Ом - 320), 527В (Z>M = 500), 5С280П (DM = 800). Станки для чернового нарезания: 5С263 (£>м = 320), 5С273 (£>м = 500)
556
Нарезание конических зубчатых колес
Продолжение табл. 1
Название и область
применения способа,
схема образования
профиля зубьев
10. Фрезерование мно-
гозаходной торцовой зубо-
резной головкой с непре-
рывным делением
Нарезание зубчатых ко-
лес из цельных заготовок
комбинированным методом
(врезание с последующей
обкаткой) при любом про-
изводстве.
Зубья постоянной высоты
(равновысокие), очерчен-,
иые в продольном направле-
нии по удлиненным эпици-
клоидам. Профиль зубьев
октоидальный
Схема и описание процесса
нарезания, модели станков
1 — многозаходиая резцовая головка, име-
ющая несколько (на эскизе — пять) групп
из трех резцов каждая; первый резец дву-
сторонний (черновой), второй — внутрен-
ний и третий — наружный; 2 — заготовка;
3 — производящее колесо; 4 — удлиненная
эпициклоида; 6 — основная окружность.
А — вращение инструмента; Б — враще-
ние заготовки, согласованное с Д; В —>
обкатное вращение производящего колеса
(люльки); Г — обкатное вращение заготов-
ки, согласованное с В и суммирующееся
с Б с помощью дифференциального меха-
низма.
Станки «Спироматик» фирмы Эрликои
Примечание. Номера моделей высокоточных станков Окан-
чиваются буквой В.
Угол ножки, высоту головки йае и ножки hfe у внешнего торца оп-
ределяют по формулам
tgef=~;
4С
hae = тп + Re (1 — ) tg 0/сопр; ft/e = l,2m„ +
+ Re(1-----—) tg 0fconp,
x »»не /
где R — no табл. 2; 0f СОцР — угол ножки зубчатого колеса, сопряжен-
ного с нарезаемым.
Нарезание конических вубчатых колес
Б57
Остальные размеры определяют обычным способом. При нарезании
заготовку устанавливают на станке под углом 6М = б/ (см. табл. 1, п. 1).
Номер модульной фрезы — по табл. 2, причем надо применять фрезы,
предназначенные для цилиндрических зубчатых колес.
2. К определению номера модульной фрезы для нарезания
прямозубых конических колес
Номер фрезы z/cos 6 К Номер фрезы z/cos 6 к.
Св. До Св. До
I 12 14 3,07 5 25 34 3,64
о 14 17 3,21 6 34 54 3,78
3 17 20 3,37 7 54 134 3,97
4 20 25 3,51 8 134 00 4,16
Чистовое нарезание в два прохода дает зубья нормальной продоль-
ной формы, допускается Ь 0,3Re. Геометрический расчет производят
обычным способом (см. т. 1) — без смещений хп и хх; выбор номера фре-
зы — по табл. 2. Фреза должна свободно проходить во впадину зуба
у внутреннего торца (поэтому модульные фрезы для нарезания кониче-
ских зубчатых колес имеют уменьшенную толщину зуба). Ось заготовки
при нарезании располагают под углом
бм==6-А^-, (3)
zc
а затем приближают заготовку к фрезе так, чтобы получить впадину
требуемой глубины h — 2,2mte.
Сначала делают предварительный проход, при котором плоскость
симметрии зуба фрезы проходит через ось заготовки; затем ось заготовки
смещают по стрелке |х на величину Т и поворачивают заготовку вокруг
ее оси на угол 0, причем
т SA SA~ SB . М)
~ 2 2 Ь ’
0==("-----57,3, (5)
\ 2г 2& sm о /
где 8Д в sfl — хордальные толщины зуба фрезы, определяемые непосред.
ственным обмером фрезы или по ее чертежу на расстояниях h& и hg от
вершины профиля,
hA = mie; hB = mte . (6)
После нарезания одной стороны всех ?убьев заготовку смещают
на величину Т и поворачивают на угол 0 в другую сторону от исходного
положения, после чего нарезают вторую сторону зубьев.
558
Нарезание конических зубчатых колес
Нарезание строганием по шаблону (см. табл. 1 п. 3). Этот способ
применяют сравнительно редко — при нарезании прямозубых кониче-
ских колес больших размеров. Подробные сведения о нем см. в рабо-
тах [3, 4].
Нарезание двумя резцами методом обкатки (см. табл. 1, п. 4, 5).
Зубострогальные резцы (рис. 2) изготовляют по ГОСТ 5392—64
четырех типов;
тип 1 mie = 0,3-5-3,25 — к станкам мод. 5П23Б (5П23БП), 523,
Г. — Гарбек 12Н, Глисон 3';
тип 2 т;г = 0,5ч-5,5 к станкам Г. — Гарбек 15КН, 26Н;
тип 3 пце — 1,0ч-10 к станкам 526, 5А26, 5А250, Г. — Гарбек 25
и 50 КН и KHS, 60Н, Глисон 12, 12В, № 710;
mun4mte = Зч-20 к станкам 5282, 5С286, Г. — Гарбек ЭОН и 75KHS.
Рис. 2. Зубострогальиый резец
На большинстве станков черновое нарезание можно производить
методом врезания. В этом случае целесообразно настраивать станок так,
чтобы каждый из двух резцов полностью обрабатывал впадину, а деле-
ние производилось на два зуба. Производительность повышается на
30—40%, но необходимы специальные резцы несимметричного профиля.
Подробнее об этом см. в работе [6]. При черновом нарезании приме-
няются также ступенчатые резцы.
Ширина вершины (носика) чистовых резцов (при а0 =. 20°) не должна
превышать величины
а = (Л — ~ У (0,7 ± хт) т1е, (7)
знак плюс для колеса, минус для шестерни, а черновых — величины
а' = а — Д1Г,
(8)
где Д1Г определяют по формуле (1).
Нарезание конических зубчатых колес
559
3, Резцы, работающие в одной впадине нарезаемого колеса
(к станку мод. 5Т23В)
Размеры, мм
На станках мод. 5Т23В применяют резцы, приведенные в табл. 3;
они работают в одной и той же впадине нарезаемого колеса (см. табл. 1,
и. 5).
Заточку резцов производят так, чтобы главная режущая кромка
была перпендикулярна к направлению движения резца (рис. 2), т. е.
чтобы она была заточена под углом Ги = 90 — Гм, где Гы — угол
наклона резцедержателя. У станков Г. — Гарбек (кроме 12Н) он ра-
вен 10°, у всех остальных 12°. Иногда для получения лучших условий
резания затачивают резцы под углом Ги = 60°; это, однако, вызывает
искажение угла профиля резцов, который становится равныма". причем
t„ »_______tg а0 sin Ги
ё 0 cos Гм sin (Гм + Гн) •
(9)
В связи с этим при наладке станка необходимо ввести поправку в на-
бор сменных колес обкатки, как сказано ниже, — см. формулу (14).
Переднюю грань резцов при обработке стали затачивают под углом
= 20° (при вязкой стали f>H = 25°), для бронзы и латуни ри=
— 5-> 10°. Черновые резцы, а также резцы для комплексного нарезания
целесообразно затачивать лункой [3, 7].
Зубострогальные станки предназначены преимущественно для чисто-
вого нарезания, так как черновое нарезание предпочитают производить
методом фрезерования, если позволяет форма заготовки. При малом
модуле нарезание осуществляют на цельных заготовках, так как трудно
ввести чистовые резцы в прорезанную заранее впадину.
Наиболее универсальны станки мод. 5А250, 5282, к которым в ка-
честве принадлежности поставляется простая накладная головка для на-
резания конических колес с круговыми зубьями с помощью качающе-
гося резца. Подробно см. работу (3 ]. Нарезание зубчатых колес модуля
mie^2 и de 125 мм целесообразно производить на станке
мод. 5Т23В, который является наиболее производительным и точным
по сравнению с другими станками данного размера.
На многих современных станках можно осуществлять резание от
внешнего конца зуба к внутреннему и наоборот. Последний способ це-
лесообразно применять при S > 60°, так как сила резания направлена
более благоприятно, при этом можно работать с большей подачей, не
опасаясь вибраций.
660
Нарезание конических зубчатых колес
Наладка зубострогального станка заключается в установке резцов,
заготовки и в настройке гитар скорости резания, подачи, деления
и обкатки. Резцы устанавливают по калибрам так, чтобы их вершины
лежали в плоскости 0'0' (рис. 3), перпендикулярной к оси люльки и
проходящей через ось поворота бабки изделия, а также двигались по
траекториям С (см. табл. 1, пп. 4 и 5). Поворотные сегменты люльки
поворачивают на угол
и> = 28,648
S;e ± I'fye tg «
^eCOS0j:
(Ю)
(знак плюс при работе по методу табл. 1 п. 4 и минус при работе по ме-
тоду табл. I п. 5. В последнем случае вместо s^B следует подставлять
толщину зуба колеса, сопряженного с нарезаемым).
Рис. 3. Схема установки бабки обрабатывае-
мого колеса иа направляющих поворотной
плиты зубострогальных станков
Заготовку устанавливают
на оправке так, чтобы вер-
шина делительного конуса
лежала на оси поворота баб-
ки. Это достигается установ-
кой бабки по шкале Лм на
размер Лм = А Б, где
А— базовое расстояние (см.
рис. 1), а 5 — ширина бурта
оправки. Угол установки
бабки 6М = 6/.
Некоторые станки (обыч-
но фирмы Г.—Гарбек) име-
ют устройство для нареза-
ния зубчатых колес с тан-
генциальными зубьями, ко-
торые в отечественной про-
мышленности применяют ред-
ко. Описание наладки станка
при их нарезании см. в ра-
боте [7 ].
Для наладки станка и определения машинного времени следует
знать необходимый для обкатки угол качания люльки, который можно
рассчитать по формулам:
при нарезании прямых зубьев на цельных заготовках
<н)
2С
COS 6' =
cos 6Д
COS ’
(На)
при чистовом нарезании предварительно прорезанных заготовок
6
Л
(12)
При нарезании охватывающими резцами (табл. 1, п. 4) К' — 740;
К — 1040; при нарезании инструментами, работающими в одной впа-
дине (табл. 1, п. 5 и 6) К' = 380; К = 800.
Нарезание конических зубчатых колес
561
По способу настройки станки можно разделить на три группы.
К группе I относятся станки с групповым делением, у которых за-
готовка за время цикла поворачивается на число зубьев
(13)
где 0Л — определяют по формуле (11) или (12), а С по табл. 4, Полу-
ченное значение с, округляют до большего целого числа, не имеющего
общих множителей с г.
4. Формулы настройки гитар и постоянные характеристики станков
для обработки конических зубчатых колес
Модели станков * Труп- па Передаточ- ное отноше- ние гитары Постоянные
деле- ния обкат- КН ** с сд с.
5П23; 5П23А; 5П23В I СДг1 Сог1 гм 180 2 3
5Т23В I 160 3 3,5
X
525; 5А250; 5230; 528; 528С; 5282; 5872; 5А872 I 160 2 3,5
526; 5А26; 5А27С1; Гли- сон 12; 12В; 16; 16R; 24; 26 11 сд Z гм Со 30 75
Г,—Гарбек 15КН; 25 КН; 25KHS; 50RH; 50RHS; 75КН; 75KHS; 26Н; 60Н ш Z Со — 80 80 ***
к к
Примечание. Приближенный подбор сменных колес деле- ния не допускается. Подбор сменных колес обкатки с точностью до 0,0002. * Номера моделей отечественных станков повышенной точно- сти оканчиваются буквой П, Здесь эта буква опущена. * * При нарезании прямозубых колес zM == zc. **' Прн 2^41 К == 1; при Z = 10^40 К а== 2; при z <9 & — 4.
К группам II и III относятся станки с единичным делением, которые
отличаются между собой положением гитары обкатки в кинематической
цепи. Формулы кинематической настройки наиболее распространенных
станков при работе методом обкатки даны в табл. 4.
На станках рассматриваемого типа можно нарезать зубчатые колеса
с углом профиля, отличающимся от профильного угла резцов. Для
этого достаточно изменить набор сменных колес гитары обкатки, под-
бираемых в зависимости от г0. Если требуется нарезать зубчатое колесо
562
Нарезание конических зубчатых колес
с углом профиля а резцами с профильным углом а'р, то при определении
передаточного отношения гитары обкатки вместо величины гЛ! ~ гс
следует взять величину гм = гсКо, причем
„ COS CCj
Л о = ----
cos а
(14)
Нарезание зубчатых колес при 1,5 мм обычно производят
за один-два прохода из цельных заготовок. При большем модуле, как и
указывалось выше, требуется предварительная прорезка на фрезерном
станке или черновое врезание.
Скорость резания v обычно лимитируется возможностями станка и
составляет в среднем 15—25 м/мип. Число двойных ходов в минуту
500v
П~ li+b-He ’
(15)
где It ((е) — перебег резца у внутреннего (внешнего) горца (см.табл. 5).
5. Перебег резцов и время холостого хода
для станков различных размеров
11 'е 'х Ч 'е ‘х
125 * 2 3 5.0 500 5 8 6,0
250 3 5 5,5 800 8 10 7.5
* Для станка мод. 5Т23В = = е = 0,21 1 с/зуб.
Машинное время (в минутах) при чистовом нарезании
(= (*Р -Нх) г/60, (16)
где (р — время рабочего хода; /х — время холостого хода, с/зуб,
определяемое по табл. 5.
Для станков группы I (табл. 4)
(р = 0,6ТХм; (17)
Т определяют по табл. 6, Хм — по табл. 7.
Для станков группы II (табл. 4)
tp + (х = ТКМ 4- 2. (18)
Машинное время при черновом нарезании методом врезания
t=(t'p 4-(х)г/60, (19)
где ip = 1,2/р. При двойном делении tp 1,4(р, вместо г следует взять
0,5г. При нарезании методом обкатки из цельных заготовок
tp = t0 в-” где 0л и 0Д определяют по формулам (11) и (12).
Нарезание конических зубчатых колес
563
6. Время Т при чистовом нарезании одного зуба на станках,
работающих двумя резцами методом обкатки
Т с/зуб при мм
b До 1,5 2 2,5 3 5 8 10 12
До 8 10 12 20 25 30 40 50 60 80 100 7 7 7 8 9 10 7 8 9 10 11 12 13 10 11 12 13 16 13 14 15 16 20 24 20 24 28 33 38 45 52 33 40 48 55 66 75 56 66 78 90 78 90 105
Примечания: 1. Прн нарезании колеса для передач с гв : Zi > 2 табличные данные увеличивать на 20% . 2. При d 0,8£>м табличные данные увеличивать на 20 — 25% , Я прн rnte 0,8Л1м Добавить одни проход. 3. При нарезании зубчатых колес высокой точности табличные данные увеличивать на 30—40% .
7. Значения коэффициента
Материал Материал
Сталь: 35 45 и 40Х 18ХГТ и 20Х I2XH3A н 12ХНМА ЗОХГТ 0,9 1 1.1 1,2 1 1,25 Сталь 18ХНВА 18ХНМ.А Чугун: НВ 210 НВ 220 НВ 240 Бронза и 1,3 1 1,2 1,3 0,8
Нарезание прямозубых конических колес парными, дисковыми зубо-
резными головками. Основные параметры зуборезных головок приве-
дены в табл. 8. Головку (рис. 4) изготовляют со вставными резцами.
Комплект состоит из двух головок: праворежущей и леворежущей.
Рис. 4. Зуборезная головка со вставными резцами
564
Нарезание конических зубчатых колес
8. Основные параметры парных зуборезных головок для нарезания
конических колес у прямыми зубьями
Станки моделей
Модуль мм 5П23 5230 | 5С277
Угол поднутрения 6И при d0, мм
150 278 450
0,5-0,6 0,7 —0,8 1,0-1,25 1,25—1,5 1,5-1,75 2,0-2,25 2,5—2,75 3,0—3,25 3,5-3,75 3,75-4,0 4,0—4,5 4,5 —5,0 5—5,5 6—6,5 7-8 9 10 11 12 0 — —
0; 5°
0; 3°; 5°
0; 1° 30'; 3°
0; 5°
— 0; 1° 30' 3°
0; 3°; 5°
0; 1° 30' 3°
0; 1° 30' 2°
0; 1° 30'
Число резцов в каждой головке 12 18 28
Если леворежущая головка установлена на нижнем шпинделе, а право-
режущая на верхнем, то резание происходит от внешнего конца зуба
К внутреннему. Для того, чтобы изменить направление резания рез-
цовых головок, достаточно поменять их местами; рекомендации в этом
отношении такие же, как при зубострогаиии. Для заказа головок до-
статочно указать значения do, sa и 6И (рис. 4). Ширина вершины рез-
цов не должна превышать максимального значения, определяемого
по формуле (10), причем значения sa следует выбирать из ряда:
при </(, = 150 мм . . . s =. 0.2—0,28—0,4—0,5—...0,9—1,10—1,25 мм;
при «= 275 мм . . . sa = 0,5—0,6—0,8—...2,2—2,5—2,8 — 3 — 3,5 — 4 мм;
при da = 450 мм . . . sa= 1,3—1,5—1,7 —2—2,4—2,8—3,2 —...4,8 мм.
Величину ДА^. стрелки вогнустости дна впадины нарезаемых зубьев
(рис. 5) рассчитывают по формуле
., A2 cos а /ОПЧ
rfF1 <20)
Зубья могут иметь простую или бочкообразную форму в зависи-
мости от угла би поднутрения режущих кромок резцов. Наибольший
отвод поверхностей на краях зуба
* A2 sin б„
As = —-—«
4о0
(21)
Нарезание конических зубчатых колес
565
Зубчатые колеса, нарезанные фрезами, можно сцеплять с зубчатыми
колесами, нарезанными па зубострогальных станках, так как погреш-
ность Да угла профиля, вызываемая поднутрением резцов, мала: ее
наибольшая величина на краях зуба составляет
Да = /1
_________d» .Л §
/ И’
(22)
Нарезание обычно производится комбинированным методом из цель-
ных заготовок. При малом диаметре шестерни, когда комбинированный
Рис. 5. Форма зуба при нарезании парными зуборез-
ными головками методом обкатки
метод теряет смысл, что имеет место, если величина Дй превышает —1,5
(табл. 9), нарезание осуществляется методом обкатки. Скорость резания
при обработке стали 45—55 м/мин в зависимости от твердости заго-
товки. Время рабочего хода для средних условий приведено в табл. 10.
Прн нарезании комбинированным методом машинное время
f = (^вр + to 4*/х) z/60, '(23)
где ZBp — время врезания,
(вр = 7”вр 1 22) ^м’ (24)
to время обкатки,
20
to — ~z~ Т'о^м» (25)
гс
время холостого хода /х определяют по табл. 5, Км — по табл. 7, Дй —
по табл. 9, Тав и То — по табл. 10.
566
Нарезание конических зубчатых колес
9. Значения ДА, мм
гс ёа
10° 20° 30° 40° 50° 60° 70° 80° 90°
20 1,19 0,76 0,53 0,36 0,21 0,11 0
30 1,28 0,74 0,49 0,35 0,23 0,15 0,07 0
40 а 0,89 0,54 0,37 0,24 0,18 0,11 0,05 0
50 1,72 0,70 0,44 0,30 0,21 0,14 0,09 0,04 0
60 1,32 0,58 0,37 0,25 0,17 0,12 0,08 0,04 0
70 1,10 0,49 0,31 0,21 0,15 0,10 0,07 0,03 0
80 0,94 0,42 0,27 0,18 0,13 0,09 0,06 0,03 О
90 0,82 0,38 0,25 0,16 0,11 0,08 0,05 0,03 0
100 0,73 0,34 0,22 0,14 0,10 0,07 0,05 0,02 0
Примечание. Данные приведены для зацепления без сме-
щения исходного контура. При наличии смещения можно пользоваться
общими формулами:
5
ДА = Q (1 — cos о), где Q — 0,5г tg 6 ; sin о — (1 + 0,8х
10. Время рабочего хода при нарезании прямозубых конических колес
парными дисковыми резцовыми головками, с
Модуль mte То Т вр Модуль mte То Т вр Модуль mto То т вр
1,5 5 3 4 10 6 8 24 18
2 6 4 5 13 9 10 34 25
3 9 5 6 16 12 12 50 30
п b + 6т римеча ни е. Данные их надо умножить на действительны при Ъ = b и разделить на 6т^е. 6т(е. При
При работе с переменной подачей машинное время сокращается
на 30—40%.
При нарезании методом обкатки из цельных заготовок в формуле (23)
величина ?вр = 0, величина tx по табл. 6, а величина
А'
to = T9Ku-^~, (26)
Ол
где То определяют по табл. 10, Км — по табл. 7, 0Л и 0л — по форму-
лам (11) и (12).
При нарезании с дополнительным чистовым проходом к времени t
следует прибавить
/ч == (ij) +tx) z/60, (27)
где to определяют по формуле (25). Такой чистовой проход требуется
при нарезании зубчатых колес, модуль которых :> 0,75Л4м-
Нарезание конических зубчатых колес
567
Производительность нарезания парными зуборезными головками
в 3—4 раза выше, чем при зубострогании.
Нарезание конических колес с круговыми зубьями. Нарезание зуб-
чатых колес обкаточных передач производится с помощью зуборезных
головок, которые разделяют на односторонние, двухсторонние и трех-
сторонние, а также на черновые и чистовые.
Рис. 6. Двусторонняя зуборезная головка
Двухсторонние зуборезные головки (рис. 6) применяют в основном
для чистового нарезания колеса (при мелкосерийном производстве —
для всех операций). Наружные резцы обрабатывают вогнутую, а вну-
тренние выпуклую сторону зубьев. Под каждым резцом имеется под-
кладка и клин, причем у одного наружного и одного внутреннего
резца клинья закреплены штифтами, а у остальных их можно переме-
щать винтами для выверки резцов: наружных — по неподвижному
наружному, в внутренних — по неподвижному внутреннему так, чтобы
биение режущих кромок не превышало 0,0025 мм (при высокоточных
головках 0,001 мм). Полуразность диаметров и £>ив по вершинам
режущих кромок (образующие диаметры) называют разводом резцов W.
Средний диаметр do = 0,5 (Дин+ Оив) называют номинальным диа-
метром резцовой головки. Согласно ГОСТ 11902—66, диаметр do вы-
бирают из следующего ряда: 20—25—32—40.—50—60— 80—100—125—
568
Нарезания конических зубчатых колес
—160—200—250—315—400—500—630—800—1000 мм. Там же даны
все основные размеры резцовых головок. При do cj 80 мм резцы вы-
полняют за одно целое с корпусом головки.
Развод резцов головок (прн do :> 100 мм) устанавливают, изменяя
толщину П подкладок:
П = 0,5 (do ± W) — К—Б, (28)
где К и Б I— базовые расстояния корпуса и резца (см. рис. 6, а подроб-
но ГОСТ 11902—66). Знак плюс для наружных, а минус для внутрен-
них резцов.
Зуборезные головки бывают праворежущими и леворежущими.
Рекомендуется, чтобы при нарезании конических колес с o 45°
Рис 7. К определению коэффициента 1гИ
направление резания сов-
падало с направлением
наклона зуба, а при
6 <• 459 было противопо-
ложным. При мелкосе-
рийном производстве при-
меняют только праворе-
жущие головки. Зуборез-
ные головки могут иметь
различный номер резцов,
характеризующий откло-
нение Да угла ан нак-
лона наружных режущих
кромок и угла ав внут-
ренних от номинального
угла а профиля, причем
аь—а—Да, а ав=а+Да.
Номер резцов #ф=0,1Да, где Да в минутах. Необходимый
номер резцов (Определяют расчетом (см. ниже).
Односторонние головки наружные имеют только наружные резцы,
а внутренние — только внутренние. Их применяют для чистового наре-
зания шестерни и характеризуют номером резцов, а также отклоне-
нием (Дг) образующего радиуса от номинального, причем £>Ин = do —
— 2Дг, а £>ив = do + 2Дл
Черновые головки бывают двух- и трехсторонние. Первые отли-
чаются от чистовых головок главным образом большим числом резцов.
Их применяют для нарезания шестерен с 6 <; 45° методом обкатки.
Вторые имеют кроме наружных и внутренних еще средние резцы,
вершины которых выступают немного выше остальных и служат для
обработки дна впадины. Эти головки применяют для чернового наре-
зания колеса методом врезания.
Комплект зуборезных головок. При мелкосерийном и единичном про-
изводстве целесообразно применять сокращенный комплект зуборез-
ных головок (табл. 11); при этом достаточно иметь по два корпуса каж-
дого номинального диаметра, вставляя в них требуемые подкладки и
резцы.
Выбор номинального диаметра зуборезной головки зависит от тре-
буемой кривизны зуба:
do = /гиЯ. (29)
Если учитывать только геометрические факторы, то коэффициент йи
допустимо выбирать по графику (рис. 7) в зависимости от формы зуба,
Нарезание конических зубчатых колес
569
11. Сокращенный комплект зуборезных головок
для нарезания колес с круговыми зубьями
А, Зуборезные головки
основные дополнительные
W "ф W
100 0,5 0; 12; 24; 36 1,0 12
(125) и 160 0,8 1,6
(200) и 250 1,0 2,0
315 1,6 3,2
400 2,0 4,0
Примечания: 1. Все головки двусторонние, чистовые, праворежущие, ав «» 20°. 2, Применение дополнительных головок повышает производи- тельность нарезания колеса. 3. Диаметры, заключенные в скобки» по возможности не приме- нять.
которая должна быть указана в чертеже или определена при геометри-
ческом расчете пары (ГОСТ 19326—73). Наиболее целесообразное очер-
тание с точки зрения геометрии и работоспособности при формах зуба I
и II зубья приобретают, если ka 2, причем обе формы приблизительно
совпадают. При изготовлении силовых передач, монтируемых в корпу-
сах невысокой жесткости, имеется тенденция применять резцовые
головки меньшего диаметра, что можно выразить формулой:
ku ж 0,001 (₽„ — 28°)3 + 1,5. (30)
Окончательное значение do надо выбрать из приведенного выше
стандартного ряда или из имеющегося комплекта. При /ги<3 1,6 й
6 >• 45s необходимо проверять do по графику (рис, 8) на отсутствие
570
Нарезание конических зубчатых колес
вторичного резания. Оно отсутствует, когда угол 0О > 0. Если 0« 9,
нарезание колеса можно производить только на станке, имеющем устрой-
ство для наклона инструментального шпинделя, причем требуется осо-
бый расчет наладочных данных.
Методы нарезания. Существуют три основных метода: 1) односто-
ронний (рис. 9, а) — инструмент при нарезании выпуклой и вогнутой
сторон зуба вращается вокруг различных центров 0ъ и <7П; 2) двусто-
ронний (рис. 9, б) — обе стороны зуба нарезаются одновременно одним
а? 5) в)
Рис. 9. Методы нарезания пары конических колес
и тем же инструментом; 3) поворотный (разновидность одностороннего
метода) обрабатывается одна сторона зуба (рис. 9, в), а затем другая,
причем переход от обработки одной стороны к другой осуществляется
поворотом обрабатываемого зубчатого колеса вокруг оси. В соответствии
со сказанным можно выделить пять основных методов обработки пары
(т. е. колеса и шестерни), приведенных в табл. 12.
12. Методы нарезания лары сопряженных конических колес
Метод Метод нарезания Рекомендуемая об-nасть применения
колеса шестерни
1. Двойной одно- сторонний Односто- ронний Односто- ронний Передачи с < 25
2. Двойной дву- сторонний Двусто- ронний Двусто- ронний Передачи с < 2 мм. Неответственные, неревер- сивные передачи, т^е <4 мм
3. Двусторонне- односторонний Двусто- ронний Односто- ронний Передачи при серийном и массовом производстве
4. Поворотно-од- носторонний Поворот- ный Односто- ронний Вместо метода (3) в единич- ном и мелкосерийном произ- водстве
5. Двойной по- воротный Поворот- ный Поворот- ный То же, вместо метода (2) при от/е 2’5 мм
Нарезание конических зубчатых колес
571
При массовом- производстве пар с г2/гх >- 2,5 : 1 рекомендуется
применять полуобкатные передачи и соответствующие методы наре-
зания (табл. 1, п. 8). При освоении массового или крупносерийного
производства конических передач рекомендуется рассчитывать нала-
дочные данные на ЭВМ, чтобы получить наилучшие показатели работы
передачи. При единичном и мелкосерийном производстве передач удов-
летворительного качества можно пользоваться сокращенным комплек-
том инструмента (табл. 11) и рассчитывать наладочные данные по
табл. 13, составленной по данным работы [5]. После выполнения этого
расчета следует определить
„ „ IVZ2 + (2Afe3 — b tg 0ta) tg <%„
dp = tg an tg 0/2 cos pn-----------------------------tg i) . (31)
«о
Величины для подстановки в эту формулу определяют по табл. 13.
Если dp 0,0051, то можно применять поворотно-односторонний
метод (или двусторонне-односторонний, если при расчете выбран соот-
ветствующий развод резцов W %} и оставить без изменения Рее рас-
считанные установки. При dP > 10,0051 следует применяв менее
производительный двойной односторонний метод, рассчитав новые ра-
диальные установки для нарезания выпуклой и вогнутой сторон зубьев
колеса и шестерни. Изменение радиальной установки
AU = O,5dpdo cosO. (32)
Новые радиальные установки для шестерни и колеса:
Ух = Нг Т ЛИ, U'i = U2± ЛИ. (33)
Верхний знак для выпуклой, нижний для вогнутой стороны зуба.
Значения (J\ и U2 см. табл. 13, пп. 27 и 34.
Приблизительную длину пятна контакта можно рассчитать по
табл. 15. Угол качания люльки для всех операций можно определить
по табл. 16. Этим заканчивается расчет наладочных данных, общих
для станков всех моделей. На основании этих данных можно определить
наладочные установки станка определенной модели, пользуясь руковод-
ством к станку.
Пояснения к расчетному листу (табл. 13);
пп. 7—30. С7, С8 и т. д. — промежуточные расчетные величины,
определяемые в соответствующем пункте расчета.
п. 12. 1Г2 — развод инструмента при чистовом нарезании колеса.
Если принять (ГОСТ 11902—66) равным расчетному значению Wo
с точностью до 0,25 мм, то при нарезании колеса будет применен про-
изводительный двусторонний метод; при меньшем значении 1У2 приме'
няют поворотный метод;
пп. 14 и 15. 1Г0 — расчетная величина развода; отношение С14 :
: С15 должно быть в пределах 0,7—1,5, а при двойном одностороннем
методе до 2;
п. 17. UJ'j и Ц7Х — развод резцов при чистовом и черновом нареза-
нии шестерни;
п. 18. Л'<,\ — расчетная сумма номеров резцов при нарезании
шестерни и колеса;
572
Нарезание конических зубчатых колес
13. Расчетный лист. Определение данных для наладки станков
при нарезании конических колес с круговыми зубьями
Исходные данные (численные значения даны в качестве примера)
“ 18; г2 = 29; — 5,5 мм; b = 28 мм; ?с — 34,1321; 7?е —
— 93,86 мм; 7? = 79,86 мм; Лае1 ~ 6.03 мм; Лдеа ~ 3,52 мм; =
= 4,42 мм; hr == 7,12 мм; s^el == 9,96 мм; = 86 мм; = 74 мм;
ап = 20°; ₽п = 35°; 0- =* 2° 42'; 0 ₽2 = 4° 20'; б^ == 29° 8'; б^ =
= 53* 50'; d» = 200 мм'
Если диаметр зуборезной головки не указан в чертежах, см.
стр. 568.
№ по Пор. Формулы Число- вой пример № по пор. Формулы Число- вой пример
1 tg 0V - tg Од + + *« efa 0,1229 12 D X’tel cos₽n —СН Принято 2,53 1,00
2 Д HZ по формуле (1) (стр. 549) 0,8—1
3 £?3 = 0,56 tg в£ 1,72 13 w'2« №0 — Д W Принято UZ2 — 1,00
4 _ 28,656 Р ЯСО8 0 Х х(^-з1пРп) 2° 46'
14 С14 = nmts cos ре — - 2С7 tgan - Р70 2,729
5 ₽е = ₽п+ДР° 37° 46' 15 С15 = С10 C0S ₽( ~ — 2Ce tgan — IF, 1,832
6 Р; = РП- Д₽° 32° 14' 16 С,, равно меныпей из величии С14 и С„ 1,832
7 С1 = hfel + hfe2 11,54
17 = UZj С < С,, — AW 1.00
8 Сй (?7 — Cj 9,82
9 с# ~~ с$ — 8,10 18 TVoz = = 344 tg 0j sin pn 24,2
10 12,13
19 (табл. 14) 24
11 СЦ = (2ft/62 “ -6tg 0?2) tgan 4.410
20 "ф!= "ф2 12; 12
Нарезание конических зубчатых колес
573
Продолжение табл. 13
№ по лор. Формулы Число- вой пример № no nop. Формулы Число- вой пример
21 _ "02 — "ф2 Clt 344 0,000 33 ДУе=0,5С21 d0X X tg «п tg Pn COS 0 0,000
22 ctg<7 = ~ secpn — - <7 = =74°38' 34 ± AUb ± &UC 85,18 84,74
35 6M1 = 6 fl 29° 8'
23 C2a = = ctg tftg an sec ₽n 0,1222
36 ®M2 ~ 53° 50'
24 KL = C23 (tg 02 + + 2C21 *8 ₽n sec ₽n) 0,0150
37 ^M2 ~ ^2 + 74+ Б
25 Kz ~kl + + C21tgansee* Pn 0,0150
38 ДЛХ = Kj_H sec bfi 1,37
26 39" 38'
39 4!"=^l+£ 86+ Б
27 « 0,5do cos cosec q 84,96
40 ДМ1 = ± ± ДЛ i + Б 87,37+ + 5 84,63+ + ь
28 C„ = 0,5 (tT, + + r2) + C8 tg an 4,574
41 B2 = "etgef3- — ^e2 = B2 0
29 p — 2f tg 01 c 29 = •— ЛС-28 — — 0,038
42 B'i = Re tg efI- -% 0
30 C30 — = tgan cos Pn tg 02 0,0366
43 T ДЛХ sin 6^ — 0,67 + 0,67
31 &ua= 0,5 X X (Сдд-рСдо) cos “O’ — 0,100
44 2M2 ~ = zm2 “ гм1 = гс 34,1321
32 до/й = = О,5<гоКд cost! ctg q 0,318
45 2м1 = zc (' i ^г) 34,6441 33,62011
574
Нарезание, конических зубчатых колес
14. Рекомендуемые пределы значения Лф^;
Рп dp R Форма зуба I Форма зуба II
Число зубьев плоского колеса
25 40 70 25 40 70
3 0—36 0—24 - 0—12 0—12
2,5 0—36 0—24 0—12 0—12
0 2 12—60 12—36 0—12 0—12
1,7 24 — 48 — 0—24 0—24
1.5 — — 36 — 60 — 12—36 0—24 ! 1
3 0 — 24 0—12 0—24 0—24
2,5 0—36 0—24 0—24 0 — 24 0—24
25е 2 24 — 48 12 — 36 0—24 36 — 48 12—24 12 — 24
1,7 24 —G0 24—36 12—24 36 — 48 12 — 36 12—24
1,5 36 — 60 24 — 36 12 — 24 24 — 48 12 — 36 12—24
3 0—24 0—24 0—12 12—24 0—24 0—12
2,5 12 — 36 0—24 0—12 24—36 12 — 36 0—24
35° 2 24 — 48 12—36 12—24 24 — 48 12—36 12 — 24
1,7 36 — 48 24 — 36 12—24 24 — 48 24 — 36 12 — 24
1,5 36 — 48 35 — 48 24 — 36 24 — 36 24 — 36 12 — 24
1 р и м е ч а н и е. При нижнем пределе Л'ф£ длина пятна
контакта (без нагрузки) ~ 0,4 — 0,5, а при верхнем 0,7— 0,8 длины зуба.
При форме зуба 111ЛФ1 = = "ф2 = 0.
15. Определение длины пятна контакта (исходные данные из табл. 13)
КЛ ~ С21 Лв ='„ (1--^- sin&n) х X-34Ttg“n
'О Рп Л2— д х К (A'l + 2Kx ctg?ctg23n tg osn) К, = /Ka+Ks-K.-Ks+U.SUfi
Лз = О,51Г2 + C8 tg <хп ; = ОД4
„ Л'фЕ \ = -34ГГо'8“п 1 cos рп F= b
Примечание. r0= 0,5rfo; I — ожидаемая длина пятна
контакта, мм; F — отношение длины пятна к длине зуба. Рекомен-
дуется F = 0,5^0,7; допустимо F = 0,3d? 0,8.
Нарезание конических зубчатых колес
575
16. Определение угла качания люльки (исходные данные см. табл. 13)
С, cos а, cos а — с2 + ^е
tgaz = tgan : cos рп Сд = tg ае - tg at
с2 = йе ig6 C4 = tga; + ctgtt^
Чистовое нарезание обеих сторон зуба Чистовое нарезание одной сто- роны зуба
, пт, — 'е C^CgtgS
bf~ Re ' ' hfe
ел = б7,з (c; + e) 0 «s большему из значений 0^ и 6^ ол=57,.з(с;+с'4-с;)
Черновое нарезание с обкаткой 9Л — 6 -Ь 380 : zc 4- 57,ЗСр где 0 по формуле (11 д)
п. 19. N<№ — фактическая сумма номеров резцов; если доступ-
ные согласно табл. 15 параметры пятна контакта не удовлетворяют
техническим условиям чертежа, необходимо применить более сложный
метод обработки — с односторонними зуборезными головками [5];
п. 20. и Мф2 — номера резцов для нарезания шестерни и ко-
леса соответственно; их следует выбирать из табл. 11 или из имеющихся
в наличии так, чтобы сумма была в пределах, указанных в табл. 14.
Для нарезания колеса предпочтительно принимать при pn = 0-4-20°
или при 02 = 0 величину Л'ф, — 0, а в остальных случаях = 12;
п. 22, q — полярный угол, который наряду с радиальной установ-
кой определяет положение зуборезной головки на станке;
пп. 24 и 25. Kl и К.г не должны превышать 0,06—0,10 (меньшее
значение при fjn = 35°, больше при рп ~ 0);
п. 27. U2 — радиальная установка при черновом и чистовом наре-
зании колеса и при черновом нарезании шестерни;
п. 28. ITj и W'z — принятые величины развода;
п. 34.— радиальная установка при чистовом нарезании
шестерни; здесь и в дальнейшем верхний знак (а в численном примере
верхняя величина) для выпуклой стороны зуба а нижний (нижняя)
для вогнутой;
пп. 35 и 36. бм — угол установки бабки изделия;
576
Нарезание конических зубчатых колеа
пп. 37—39—40, ЛМ1 и ЛМ2 — осевая установка бабки изделия при
нарезании шестерни и колеса; ЛМ1 и Лм2 —то же, при черновом наре-
зании; Б — ширина бурта оправки (рис. 3);
пп. 41—42—43. и В2 — смещения стола (положительное
назад, отрицательное — вперед) при чистовом нарезании шестерни и
колеса; В( и В’. — то же, при черновом нарезании;
пп. 44—45. гМ1 и гМ2 — число зубьев производящего колеса при
чистовом, а 2м1 и zM2 —то же, при черновом нарезании шестерни и колеса
Режимы резания. Приведенные данные по режимам резания приме-
нимы в единичном и серийном производствах. Режимы, применяемые
в массовом производстве, см. в работе [4]. Скорость резания v —
= (40-:-50) Хм м/мин, где Ки по табл. 7,
Число проходов при серийном производстве — по одному на каж-
дую из пяти операций: 1) черновое нарезание колеса; 2) то же, шес-
терни; 3) чистовое нарезание колеса; 4) то же, выпуклой стороны
зубьев шестерни; 5) то же вогнутой. При поворотном методе нарезания
число черновых проходов равно Й7р/й7ф, где W'p — расчетная, а —
фактическая величина развода резцов. Результат округлить до целого
числа.
Машинное время обработки зубчатого колеса (на один проход) для
станков группы I (см. табл. 4)
t^(tp+h)z/W. (34)
Время рабочего хода
/р = 0,14—^— ТКк sec (35)
и mte
Т — определяют по табл. 17, Кы — по табл. 7. При нарезании высоко-
точных зубчатых колес время рабочего хода чистовых операций увели-
чить tp иа 30—40%. При нарезании колес диаметром :>0,8Он увеличи-
вать /р на 20%.
Время холостого хода tx по табл. 6.
Для станков группы II (табл. 4)
< = l,67/pz/60. (36)
17. Время Т рабочего хода при нарезании конических колес
с круговыми зубьями (для средних условий), с/зуб__________
Элемент пары Характер обработки Метод нареза- ния (рис. 9) Резцовая головка Модуль торцо- вой ГПл , ММ
3 4 6 8 10 12
к Чистовая б Двусто- ронняя 10 12 18 23 40 60
к Чистовая в То же 12 15 20 22 36 55
к Черновая б, вреза- ние * 6 8 12 18 23 38
к Черновая б, вреза- ние Трехсто- ронняя 5 6 10 18 30
к или 1И Черновая б, обкат- ка Двусто- ронняя 11 14 20 28 35 55
Ш Чистовая а То же 15 18 24 30 50 60
ш Чистовая а Односто- ронняя 10 12 14 18 25 40
Примечание. При нарезании колес с б > 65° увеличнват ь время на 20% . Сокращения: К — колесо, Ш — шестерня.
Горячее накатывание конических зубчатых колес
577
ШЛИФОВАНИЕ И ПРИТИРКА КОНИЧЕСКИХ
ЗУБЧАТЫХ КОЛЕС
Получение передач высокого качества с твердой поверхностью
зубьев при единичном и серийном производстве возможно только при
зубошлифовании, Для обработки прямозубых колес применяют зубо-
шлифовальные станки мод. 587В (£>м = 125 мм) и 5870М (Рм = 200 мм),
первый может вышлифовывать зубья модулем до 1 мм на цельных за-
каленных заготовках, а при т/е == 1ч-2 мм на предварительно проре-
занных. При шлифовании на станке мод. 5870М зубчатого колеса т/е =
= 4,5 мм, z = 25 отклонение окружного шага не превышает 3 мкм,
наибольшая разность соседних шагов 4 мкм, накопленная погрешность
шага 11 мкм, качество обработки 8—9-й классы шероховатости. Обычно
необходимы 3 прохода по 15—20 с/зуб.
Наиболее универсальным станком для шлифования конических колес
с круговыми зубьями является станок мод. 5А872 (Рм = 800 мм, do =
— 1504-460 мм). Выпускается также станок мод. 5871 (£>м = 500 мм,
do — 150-Т-315 мм). Точность обработки 6-я степень, ГОСТ 1758—56.
Для притирки конических и гипоидных пар выпускают зубопри-
тирочный станок мод. 5П725М (DM = 500 мм). Зубопритиркой можно
значительно снизить шумовую характеристику пары, но нельзя испра-
вить неправильно нарезанные или сильно покоробленные при термо-
обработке зубчатые колеса. Притирка наиболее эффективна при гипоид-
ных передачах и наименее эффективна при = 0. Наилучшие резуль-
таты достигаются при некратном передаточном отношении пары.
РЕГУЛИРОВАНИЕ ПРИЛЕГАНИЯ ЗУБЬЕВ
Все конические передачи независимо' от их точности необходимо
проверять на контрольно-обкатном станке по пятну контакта. Если
контактное пятно не соответствует техническим условиям чертежа,
в наладку зубообрабатывающих станков вносят соответствующие изме-
нения, причем исправляют шестерню, а колесо обычно оставляют без
изменений. В связи с этим на наладку станков расходуется по крайней
мере одна пробная заготовка шестерни. Подробнее см. в работе [3].
ГОРЯЧЕЕ НАКАТЫВАНИЕ КОНИЧЕСКИХ
ЗУБЧАТЫХ КОЛЕС
Горячее накатывание зубьев конических колес производят взамен
чернового и получистового нарезания зубьев с целью достижения эко-
номии металла, упрочнения зубьев колес и повышения производитель-
ности формообразования зубьев. Процесс накатывания используют для
получения прямых и спиральных зубьев колес с углом начального
конуса более 60s. Накатывание зубьев выполняют накатником в про-
цессе непрерывного вращения с заданным передаточным отношением
заготовки и инструмента при постоянном угле пересечения осей инстру-
мента и заготовки.
Процесс накатывания заключается в последовательном деформиро-
вании нагретого до пластического состояния токами высокой частоты
поверхностного слоя заготовки конического колеса. Схема иакатыва-
19 Под ред. Малова
578
Нарезание конических зубчатых колес
иия показана на рис. 10. Кинематическая связь инструмента и заго-
товки достигается с помощью зацепления пары конических колес-
синхронизаторов. На верхнем синхронизаторе крепят инструмент, на
иижнем — заготовку. Зубчатый конец конического колеса образуется
зубьями инструмента и его ребордами, расстояние между которыми
равно ширине зубчатого венца колеса. Заготовка нагревается от ге-
нератора частотой 2500 Гц,
температура 1100—1150° С.
Время нагрева колеса сред-
них размеров (г =40, т =
== 8 мм) около 40 с.
5
4
3
Рис. 10. Схема накатывания зубьев конических колес:
1 и 5 — синхронизирующие колеса соответственно нижнее и верхнее; 2 —
заготовка; 3 — инструмент-накатник; 4 и б — соответственно нижняя
и верхняя реборды
При накатывании колес применяют смазку, состоящую из 10%
коллоидного графита и 90% воды. Форму заготовки под накатывание
выбирают с учетом конфигурации конического колеса, его размеров,
а также закономерностей пластического деформирования металлов.
Угол наружного конуса заготовки берется больше наружного конуса
колеса, а ширина заготовки меньше ширины венца колеса. Наружная
поверхность заготовки имеет фасонную вогнутую форму в соответствии
с условием выравнивания скоростей течения металла во всех сечениях
по ширине зубчатого венца. Оптимальная форма заготовки опреде-
ляется практическим путем при отладке процесса накатывания.
Для накатывания зубьев конических колес используют накатные
станки мод. 535, 569, 2008М.
Точность колес, полученных накатыванием, вполне допустима для
последующего чистового нарезания, а именно: разность соседних окруж-
ных шагов в пределах до 0,03 мм, а накопленная ошибка ~0,13 мм-
Штамповка конических зубчатых колес
579
Припуск на чистовое нарезание или на холодное калибрование со-
ставляет 0,35—0,45 мм на одну сторону зуба. Для понижения твер-
дости поверхностного слоя накатанных зубьев колеса последние перед
чистовым нарезанием подвергают отпуску при температуре 160° С в те-
чение 2—3 ч.
18. Режимы термообработки накатников
Марка стали Температура, °C Твердость после ОТ’ пуска
закалки охлаждения отпуска
4Х5В2ФС 4Х4М2ВФС 1040 ±10 1050—1070 260—280, сели- тровая ванна 150—200, масло 620 ±5 150-200 НЦС 42 — 47 HRC 55-61
Инструмент для накатывания зубьев конических колес изготовляют
из сталей 4Х5В2ФС и 4Х4М2ВФС (табл. 18), а реборды из сталей 5ХНМ
и 5ХНВ. Для повышения стойкости накатники подвергают азотирова-
нию на глубину 0,25—0,45 мм. Точность накатников должна быть на 2—-
3 степени выше точности накатываемого колеса. Окончательное профи-
лирование зубьев накатников осуществляется, как правило, на спе-
циальных зубошлифовальных станках мод. 1538.
Стойкость накатников 3,0—5,0 тыс. накатанных колес. Изношенные
накатники и реборды подлежат восстановлению — перешлифованию.
Наружные реборды можно восстанавливать также наплавкой на них
износостойкого материала.
ШТАМПОВКА КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
Применяют в массовом производстве для получения заготовки С зу-
бом для конических колес с прямыми и криволинейными зубьями,
с углом делительного конуса не менее 459. Для штамповки используют
Рис. И. Последовательность штамповки конического зубчатого колеса
кривошипные ковочно-штамповочные пресса. Обычно штамповка выпол-
няется в.три перехода (рис. 11): осадка, предварительная штамповка
с образованием зуба или без образования зуба и окончательная штам-
повка. Прямозубые колеса с углом делительного конуса до 459 штам-
пуют с образованием зуба в предварительном ручье, а с углом конуса
более 45Q и со спиральным зубом штампуют в окончательном ручье.
580
Нарезание конических зубчатых колес
Маршрутная технология штамповки следующая: а) резка заготовки
по массе; 6) нагрев до температуры штамповки (в зависимости от ма-
териала t — 1100ч- 1250е* С;) в) штамповка; г) обрезка заусенцев и
промывка отверстия (горячая или холодная); д) термообработка (нор-
мализация), t= 8501 2 3 4 s 6 7 С; е) контроль твердости (диаметр отпечатка
4,2—4,8 мм); ж) очистка поверхности травлением в 20%-ном растворе
серной кислоты (предварительная) и мелкой дробью (окончательная).
После штамповки колеса подвергаются окончательной механи-
ческой обработке по базовым поверхностям с центрированием по зубу
и боковым поверхностям зубьев. Припуск на окончательную обработку
зависит от модуля т в пределах: по зубу иа сторону (0,06ч-0,1) т\
по наружному конусу (0,1ч-0,2) т и по впадине (0,06ч-0,08) т. Напуск
по длине зуба со стороны большого торца до 1 мм.
Точность, достигаемая при штамповке, — биение делительного
конуса 0,2—0,35 мм.
После штамповки производят следующую механическую обработку;
1) растачивание или зенкерование отверстия; 2) протягивание отвер-
стия или шпоночного паза; 3) обтачивание переднего и заднего конусов}
4) подрезку большого торца; 5) подрезку малого торца; 6) чистовое
нарезание зубьев.
СПИСОК ЛИТЕРАТУРЫ
1. Детали машин. Справочник, т. 3. М., «Машиностроение», 2969. 472 с.
2. Калашников С. К. Зуборезные резцовые головки. М„ «Машинострое-
ние»# 1972, 161 с.
3. Кедрииский В* Н. и Писманик К. М. Станки для обработки конических
вубчатых колес. М. «Машиностроение», 1967. 584 с.
4. Производство зубчатых колес. Справочник. М., «Машиностроение»,
1975, 728 с.
5. Расчет наладочных установок станков для нарезания конических ко*
дес с круговыми зубьями. ЭНИМС» 1975, 210 с.
6. Справочник металлиста. Т. 3. М., «Машиностроение», 1966, ИЗО с.
7. Справочник металлиста, Т. 5. М., Машгиз, 1961, 1184 с.
Глава 13
ОБРАБОТКА НЕЭВОЛЬВЕНТНЫХ
ПРОФИЛЕЙ ПО МЕТОДУ ОБКАТКИ
ОБЩИЕ СВЕДЕНИЯ
Для обработки деталей неэвольвентных профилей применяют обка-
точные инструменты, их особенность — наличие обкаточного движения
инструмента и детали, в общем случае вращательного вокруг их осей.
Обкаточное движение осуществляется механизмами станка (станочное
обкаточное движение) или конструкцией инструмента (конструктивное
обкаточное движение).
Неэвольвентные профили обрабатывают червячными фрезами, дол-
бяками, обкаточными резцами, Эту обработку применяют для следую-
щих деталей: фасонного сечения в плоскости, перпендикулярной оси
детали с профилем, повторяющимся и не повторяющимся по окруж-
ности, с образующими прямыми, параллельными оси, и винтовыми,
цилиндрической и конической формы с профилем наружным (валики)
и внутренним (втулки); валиков с прямолинейными и фасонными обра-
зующими, с кольцевыми и винтовыми поверхностями (круглые коль-
цевые рейки, фасонные тела вращения, резьба, червяки); призмати-
ческих деталей с профилем повторяющимся и не повторяющимся по их
длине (рейки и фасонные призматические детали) и др.
Окончательное образование поверхности детали — профилирова-
ние — при обкаточной обработке может осуществляться методами:
огибания, копирования, по переходной кривой и эквидистанте к ней,
отдельными точками или участками режущей кромки и пр. Применяют
как отдельные методы, так и их сочетания.
Наибольшее распространение получили обкаточные инструменты
с профилированием методом огибания.
Обработка по методу огибания возможна при выполнении следую-
щих условий:
1. Нормали к профилю обрабатываемой детали: а) пересекают
центроиду детали, б) пересекают ее в последовательном порядке и
в) не пересекаются между собой на участке между профилем и центрои-
дой во впадине детали. Пункт в) обязателен для отдельных участков
профиля; для различных участков профиля детали, обрабатываемых
разными участками режущей кромки инструмента, это условие иногда
может не соблюдаться.
2. Зуб — профиль режущей кромки инструмента — имеет доста-
точную высоту для обработки детали на требуемую глубину до внутрен-
ней границы, и на окружности вершин зуб (режущая кромка) имеет
достаточную ширину.
3. Переходные кривые, получающиеся при обработке в основании
профиля детали, не превосходят допустимой величины.
582 Обработка неэвольвентных профилей по методу обкатки
4. Через все точки активного участка линии профилирования, соот-
ветствующего обрабатываемому профилю детали, можно провести линии,
эквидистантные центроиде инструмента.
Возможность обработки по методу огибания зависит от формы и раз-
меров профиля детали, положения центроиды на профиле детали, типа
и размера инструмента и расположения центроиды на профиле инстру-
мента. Построенный профиль режущей кромки инструмента для дета-
лей сложного профиля следует проверить обратной обкаткой (графи-
ческим методом).
Положение центроиды в профиле детали выбирают с таким расчетом,
чтобы выполнялись условия для возможности обработки всего профиля.
Определение формы профиля режущих кромок обкаточных инстру-
ментов осуществляют;
графическими, графюаналитическими, аналитическими, механи-
ческими (при помощи специальных приборов) и экспериментальными
методами.
Механические методы имеют ограниченное применение, а поэтому
ве рассматриваются.
Экспериментальный метод (метод обратной обработки) применяют
при определении профиля инструмента для сложных профилей. Инстру-
мент, выполненный по размерам и профилю детали, устанавливают
на станок, на котором предполагается производить обработку, на место
заготовки. На место же инструмента устанавливают заготовку и при
соответствующей настройке станка производят ее обработку инстру-
ментом с профилем детали. Профиль, полученный на заготовке, соот-
ветствует сопряженному профилю инструмента для обработки детали.
Сняв с полученного профиля шаблон, изготовляют по нему профиль
рабочего инструмента. Этим методом не всегда возможно учесть необ-
ходимую корректировку профиля инструмента в связи с наличием пе-
редних и задних углов.
Для определения профиля режущих кромок обкаточных инстру-
ментов, работающих с профилированием методом огибания, применяют
методы, рассматривающие образование профиля детали и определение
формы профиля режущих кромок инструмента в пространстве [5, 20] и
в плоскости (17, 19 и др.]. Приводимые далее графические и графо-
аналитические методы — плоскостные, а аналитические — плоскостные
и пространственные. Последние учитывают условия образования по-
верхности детали в пространстве.
ГРАФИЧЕСКИЕ МЕТОДЫ ОПРЕДЕЛЕНИЯ
ПРОФИЛЯ ИНСТРУМЕНТА
В этом разделе приводятся способы построения профиля режущей
кромки инструмента для наиболее распространенных конкретных слу-
чаев обработки.
1. Определение профиля по точкам с помощью общих нормалей.
Профиль долбяка для детали дугового про-
филя. Вычерчивают в возможно большом масштабе начальные окруж-
ности детали н долбяка с радиусами гт и (рис. 1), касающиеся в по-
люсе Р, и наносят профиль детали (точки а1г аг, а3, . . .), проходящий
через полюс Р. На начальной окружности долбяка от полюса Р откла-
дывают равные дуги Реъ = е5ев = • • .«= Ре3 = = • •, а по
Графические методы определения профиля инструмента 583
начальной окружности детали — равные им дуги Pd3 ~ d3d3 = • • •
. .. — Pd3 = d3d2 ~ • • • (в дальнейшем точки указываются без
индекса). Через точки е начальной окружности долбяка проводят ра-
диусы 0(>е. Через точки d проводят радиусы детали 0xd и нормали ad
к профилю детали, т. е. для детали дугового профиля — прямые через
точки d и центр дуги профиля О. Через точки а профиля детали про-
водят дуги окружностей с центром в соответствующих точках d началь-
ной окружности детали и отмечают точки / пересечения проведенной
Рис. 1. Графический метод определения профиля
режущей кромки долбяка для детали дугового
профиля
дуги с соответствующим радиусом O^d или его продолжением (на рис, I
приведено построение для точек d2, d3 и da). Этими же радиусами ad =
— df проводят дуги из соответствующих точек е начальной окружности
долбяка. От точек g пересечения этих дуг с соответствующими радиусами
О0е долбяка или их продолжением откладывают на проведенных дугах
расстояние gb$ соответственно равное расстоянию [а по вспомогатель-
ной дуге от радиуса детали до соответствующей точки профиля детали.
Полученные точки b являются точками профиля зуба долбяка.
2. Определение сопряженного профиля режущих кромок червячной
фрезы для детали прямолинейного профиля при помощи линии профи-
лирования. Вычерчивают в масштабе профиль детали, проводят началь-
ную окружность радиуса и касательно к ней начальную прямую
фрезы (рис. 2). Отточки касания Р по начальной прямой откладывают
равные отрезки (точки ег, е2, е3, . . .) и равные им дуги по начальной
Окружности детали (точки dlt d2, d3, . . .) : = е1е2 = еае3 = • • =
== Pdi — = d2d3 = • • • Из центра детали Oj проводят вспомо-
684 Обработка неэвольвентных профилей по методу обкатки
гательиую окружность, касательную к продолжению профиля детали.
Из точек d начальной окружности проводят касательные к вспомога-
тельной окружности и опускают на них перпендикуляры из полюса Р.
Точки их пересечения — точки с — определяют линию профилирова-
ния (зацепления). Через точки е начальной прямой проводят прямые
еЬЦРо и через точки с линии профилирования — прямые cb, парал-
лельные начальной прямой. Точки b пересечения соответствующих
Рис, 2. Графическое определение профиля режущей
кромки червячной фрезы для обработки детали
прямолинейного профиля с использованием линии
профилирования;
а — порядок определения профиля; б — пример
определения точки
прямых cb и eb являются точками профиля зуба фрезы. Соединяя их
плавной кривой, получают профиль режущей кромки зуба фрезы.
При dan < dal, гДе dwi — диаметр начальной окружности и dal —
диаметр окружности вершин, указанное построение следует провести
в обоих направлениях относительно полюса Р. Пример определения
точки Ь8 профиля режущей кромки фрезы показан на рис. 2, б. Поря-
док построения остается тот же.
Необходимая высота профиля режущей кромки (точка Ьа на рис. 2, а)
определяется касательной к внутренней окружности (окружности впа-
ди и) профиля детали, параллельной начальной прямой.
Графические методы определения профиля инструмента 585
3. Определение профиля инструмента путем построения последо-
вательных положений профиля детали. Этот способ, дающий наглядное
представление о процессе обработки, применяют также и для обратной
обкатки с целью выяснения правильности обработки профиля детали
полученным профилем инструмента.
Определение профиля режущих кромок
зубьев червячной фрезы. На листе бумаги Б (рис. 3)
вычерчивают в масштабе профиль детали и ее начальную окружность
радиуса га1. По начальной окружности откладывают равные дуги и
через полученные точки d (dlt d2, . . .) проводят радиусы. На листе
кальки К проводят начальную прямую фрезы и на ней откладывают
Рис. 3. Определение профиля режущей кромки зуба червячной фрезы графи-
ческим методом последовательных положений
отрезки (точки е2, . . равные длинам дуг (точки d), отложенным
по начальной окружности: dxd2 = d2d3 = d3dt =...== exg2 =
= е^3 — = • •
Через полученные точки на кальке К проводят перпендикуляры ef
к начальной прямой. Накладывают кальку К на бумагу Б и совмещают
крайнюю прямую ef на кальке с крайним радиусом Od на бумаге так,
чтобы точка е совместилась с точкой d. При этом начальная прямая
на кальке является касательной к начальной окружности на бумаге.
Копируют на кальку данное положение профиля детали. Перемещая
кальку по бумаге и последовательно совмещая указанным способом
прямые на кальке с соответствующими радиусами на бумаге, копируют
на кальку все полученные положения профиля детали с бумаги. Оги-
бающая к полученным последовательным положениям профиля на
кальке определяет профиль режущей кромки инструмента.
Определение профиля режущей кромки дол-
бяка (рис. 4). Отличием от приведенного выше является то, что иа
кальке К проводят начальную окружность долбяка и откладывают
на ией точки е так, что дуги exe2 = е2е3 = • • = dxd2 = d2d3 = • • •
Порядок определения профиля сохраняется тот же: радиусы Оое на
кальке К совмещают при ее наложении на чертеже Б с продолжением
соответствующих радиусов Oxd на бумаге. В каждом положении’копи-
руют иа кальку К заданный профиль. Огибающая ко всем положениям
заданного профиля на кальке образует профиль режущей кромки
долбяка.
586 Обработка неэвольвентных профилей по методу обкатки
Рис. 4. Определение профиля режущей кромки долбяка графическим методом
последовательных положений
ГРАФОАНАЛИТИЧЕСКИЕ МЕТОДЫ ОПРЕДЕЛЕНИЯ
ПРОФИЛЯ ИНСТРУМЕНТА
Профиль определяется графическим путем, а перемещение задан-
ного профиля относительно искомого производится с использованием
расчетов без проведения на чертеже центроид (начальных окружностей).
Рис, S. Определение сопряженного про-
филя графоаналитическим методом
по двум фиксирующим точкам:
что позволяет увеличить мас-
штаб до 50—100 и более, а сле-
довательно, и точность опреде-
ления профиля. Построение
проводится на бумаге с по-
мощью шаблона или на бумаге
и листе кальки.
Общим случаем является
определение профиля при цен-
троидах детали и инструмента
в форме окружностей, например,
обработка валика долбяком.
Построение по двум фикси-
рующим точкам — способ В. А.
Шишкова (I метод) 123]. Вы-
черчивают (или изготовляют)
в большом масштабе профиль
детали (рис. 5, а). На чертеже
а — заданный профиль — шаблон; на нормали к центроиде иаме-
б — определение искомого профиля чают две базовые точки А И В.
У валика с центроидой в виде
окружности точки располагаются по радиусу. Расстояние С
между ними выбирается возможно большим.
На листе бумаги или кальки в прямоугольной системе координат
хОу, ось Оу которой совпадает с межосевым расстоянием Оа в начальном
Графоаналшпические методы определения профиля инструмента 587
положении профилей и начало системы отстоит от полюса Р на рас-
стоянии д2 (рис. 6), откладывают точки с координатами
хв = — aw sin <p2 + rB sin <р; Ха = хв — С sin ф;
Ув = aw cos ф2 — гв cos q> — Н; уА =ув +Ссо5ф,
I Фй1я
где Дц, = — — межосевое расстояние; гв — радиус точки
Рис. в. Определение координат фиксирующих точек при
графоаналитическом методе: центроиды окружности,
внешнее касание
производящего профиля; Н = гШ2 — д2 — расстояние от центра
окружности О2 до начала координат; Фх и ф2 — соответственно углы
поворота при обкатке производящего и производимого профилей:
ф2 = —фх = —фх = Хфь Л, = = Гт ;
Z2 /щ2 ^2 Гц, 2
_ Zn + Zi
Ф ~ <Р1 ± = \ Ф1 =
fw2 zt
<Р1 = (1 ± X) Ф1.
ГО>2
588 Обработка неэвольвентных профилей по методу обкатки
Верхние знаки для наружной, нижние — для внутренней обра-
ботки.
Для упрощения расчетов рекомендуется принимать углы <pj и <р2
равными целым числам градусов.
Величины координат базовых точек для различных случаев обра-
ботки (см. рис. 6 и 7) приведены в табл. 1 (I метод).
Для облегчения расчетов значения коэффициентов, встречающихся
в формулах для х и у, приведены в табл. 2.
Расстояние С между базовыми точками А и В рекомендуется при-
нимать кратным сотням или десяткам миллиметров (100, 200 мм или 50,
80 мм и т. д.).
Рис. 7. Фиксирующие точки для определения профиля графоаналитиче-
ским методом:
а — центроиды — окружности, внутреннее касание, определяемый
профиль внутренний; б — центроиды — окружности, внутреннее каса-
ние, производящий профиль внутренний; в — центроиды: производя-
щего профиля — прямая, определяемого — окружность; г — центро-
иды: производящего профиля — окружность, определяемого — прямая
Порядок построения. 1. Выбираем базовые точки А и В
на чертеже профиля детали на расстоянии С;
2. Определяем в соответствии с принятым методом обработки коор-
динаты хд и уд, хв и ув (см. табл. 1). Расчет производят на расчетном
бланке (форма бланка устанавливается в зависимости от вида формул).
Так, например, расчетный бланк для 1-го случая включает постоянные
Грдфоаналитические методы определения профиля инструмента 589
1. Формулы координат базовых точек графоаналитических методов
определения сопряженного профиля [23]
I метод II метод
1. Центроида заданного проф ружность (внешнее^касание) гЮ1, rw^ *В = rB sin (Фх + Ф2) - - (rwi + rws) sin 42 У В = “ rB cos (’’1 + 'Ps) + + (%1 + rw2) COS <₽2 — H XA = XB~C sin (r₽i +<₽2) УА = yB + c cos (lpl + 42) иля — окружность, искомого — ок- (рнс. 6). а- г»л-н (Гш1 + Га>^ sln ф1 “ +" З.ЖФ.+Ф^ . _ , Sin ф, ь — гВ V ш + га>2) sin (Ф1 4- Фа)
2. Центроида заданного профн ружность (внутренний профиль) гю1 xB = rB sin (Ф1-Ф8)_ - (ГШ2 - ГШ1) Sin «>2 У В = ГП>2 ~ (ГШ2 ~ ГТО1) COS ф 2 ~ " - 'в cos ('Pl - 4а) ХА ~ ХВ ~ С sin ('Pi ~ Фа) УА=ув + С cos (Ч>1 — Ч>2) ля — окружность, ИСКОМОГО — ок- < ^а (Рис. 7, а) а- (rw»~rw1)*ln(|>l Sin (ф! — фя) Л—г /г г - Sit] rB \'W2 rU>l) sin (Ф1 _ ф,)
3. Центроида заданного профил филь), искомого — окружность (нару ХВ = (rWl — rw2) sin Ф2 “ — 'В sin (Ч|2_'Р1) J/B = rs cos (Фа-Ф1)- - (rwl ~ rW2) C0S <Pa - W XA = XB~C sin (4>2 “ 41) У A = У В + c cos ('Pa ~ 'Pl) я — окружность (внутренний про- ясный профиль) rwl > rwa (рнс. 7, б) а' = L" + Н - ~ Si° sin (Фа —ф,) j> \ sin (jpj V»1 rwa) sin (фв — (pj “ ГВ
4. Центроида заданного профи ность; = «; гШ2 (рис. 7, в) ХВ = ~ rw2 inv 4*2 C0S + L' Si" 42 у В = rw2 (cos fa + Фа sin <Pa -!) - — Lf cos ф2 XA = - rw2 inv 4a cos 4a - L' sin 4a yA “ rw2 (cos 4g + 4a sin <Pa - 1) + + L' cos фг пя — прямая, искомого — окруж- °' = L" - г,т (“^ 0 ьуз \ S1n фд / b=L._r J2I4L tea tg фа
590 Обработка неэвольвентных профилей по методу обкатки
Продолжение табл. 1
I метод II метод
5. Центроида заданного профил мая; гж1; гт = со (рис. 7, е) ХВ = rwl (*₽1 ~ sin 4>х) ~ L' sin Ч>1 У В “ rtel (* ~ cos "Pl) — L' cos 4>i хд ~ rwl (4>1 ~ 5in 4>1) + L' sin 4>x Уд “ rt«l (* “ cos 4>1) + cos Ф1 Я -W окружность, искомого — пря- а' = L“ — г --nV 4,1 tgT> b~L — 'wl ( sin <₽, ~ *)
Примечание. Индекс 1 относится к производящему (задан- ному) профилю» индекс 2 — к производимому (искомому). В пп. 4 и 5 формулы относятся к точкам Д и В, отстоящим на расстоянии +L' и — L’ от начальной прямой или начальной окружности.
величины rm rW2, а^, гв, С, Н, zlt г2, X и следующие позиции для опре-
деления изменяемых величии (алгоритм):
1) фц 7) гв sin <р; 13) ув = «11»— «12» — Н;
2) <ра = А,<р1; 8) хв = «7» — «6»; 14) С sin ф;
3) ф = ф1+фа; 9) cos<p2; 15) хд = «8» — «14»;
4) sin ф2; 10) совф; 16) Ссозф;
5) sin ф; 11) ощсоЗф2; 17) уд = «13» «16»
6) aw sin ф2; 12) гвсозф;
В кавычках указаны номера позиций.
3) На кальке в прямоугольной системе координат хОу по получен-
ным значениям координат х » у строят точки А и В при различных зна-
чениях ф (см. рис. 5, б). Точки, вычисленные при одинаковых ф, соеди-
няют прямыми. Накладывают кальку на бумагу, совмещая положение
базовой линии на кальке с положениями их на бумаге, и копирую!
иа кальку заданный профиль с бумаги. Повторяя это совмещение, копи-
руют все последовательные положения профиля с бумаги на кальку.
Огибающая к полученным положениям профиля на кальке является
сопряженным профилем режущей кромки инструмента.
Построение по точкам центроиды [16]. За базовые точки принимают
точки центроиды и относительно них ориентируют заданный и опреде-
ляемый профили. Количество базовых точек сокращается. Порядок
определения аналогичен описанному для предыдущего построения.
Для случая обработки с центроидами в виде начальных окружностей
координаты базовых точек в прямоугольной системе координат с нача-
лом в полюсе Р и осью, совпадающей с линией кратчайшего межосевого
расстояния, равны:
для искомого профиля
= ± raisin Пф1 yt = гШ1 (1 — cos Лфх);
для заданного профиля
Xg = 1ЬЛц,281П ф2 у2 = Гц,2 (1 COS фз).
2. Значения вспомогательных расчетных величии (коэффициентов) в формулах табл. 1
и приведенных иа стр. 608
э ч со Л, & е- «4 О и © > с т ь? К2 — cos <р 4- + <р sin ф — 1 К, = <р — sin <р К4 = 1 — cos Ф 5 |@- & G со II к &|е- 1 - II ь? е- । © 1 о && 115 (Л i< 1 е- п II !<
1 0,0174533 0,000002 0,00015 0,00000 0,00015 0,00006 0,00010 0,000004 0,000305
2 0,0349066 0,000014 0,00061 0,00001 0,00061 0,00017 0,00041 0,000029 0,001218
3 0,0523599 0,000048 0,00137 0,00002 0,00137 0,00046 0,00091 0,000096 0,002739
4 0,0698132 0,000113 0,00246 0.00006 0,00244 0,00082 0,00163 0,000227 0,004866
5 0,0872665 0,000221 0,00381 0,00011 0,00380 0,00126 0,00254 0,000442 0,007596
6 0,1047197 0,000382 0,00546 0,00019 0,00548 0,00184 0,00366 0,000764 0,010926
7 0,1221730 0,000607 0,00744 0,00030 0,00745 0,00249 0,00498 0,001212 0,014852
8 0,1396263 0,000906 0,00970 0,00045 0,00973 0,00326 0,00651 0,001808 0,019369
9 0,1570796 0,001289 0,01226 0,00065 0,01231 0,00417 0,00824 0,002572 0,024472
10 0,1745329 0,001767 0,015! 1 0,00088 0,01519 0,00510 0,01017 0,003523 0,030154
и 0.1919862 0.002350 0,01826 0,00118 0,01837 0,00617 0,01232 0,004683 0,036408
12 0,2094395 0,003049 0,02169 0,00153 0,02185 0,00734 0,01466 0,006071 0,043227
13 0,2268928 0,003873 0,02541 0,00194 0,02563 0,00863 0,01722 0,007707 0,050603
14 0,2443461 0,004834 0,02941 0,00242 0,02970 0,01002 0,01998 0,009610 0,058526
15 0,2617994 0,005940 0,03369 0,00298 0,03407 0,01151 0,02295 0,011799 0,066987
16 0,2792527 0,007202 0,03823 0,00362 0,03874 0,01312 0,02613 0,014293 0,075976
17 0,2967060 0,008630 0,04305 0,00433 0,04369 0,01482 0,02952 0,017110 0,085481
Графоаналитические методы определения профиля инструмента 591
Продолжение табл- 2
&• фРаД я= inv <p cos <р = cos ф 4* -|- Ф sin Ф — 1 Ki = Ф — sin Ф Х!< К= 1 — COS ф (b ins г—Т— И- inv ф К, = Ф — — sin Ф cos ф d> rins =
18 0,3141593 0,010234 0,04814 0.00514 0,04894 0,01664 0,03312 0,020267 0,095492
19 0,3316125 0,012022 0,05349 0,00605 0,05448 0,01857 0,03693 0,023782 0,105995
20 0,3490658 0,014005 0,05908 0,00705 0,06031 0,02060 0,04095 0,027672 0,116978
21 0,3665191 0,016193 0,06493 0,00815 0,06642 0,02274 0,04519 0.031954 0,128428
22 0,3839724 0,018594 0,07102 0,00937 0,07282 0,02500 0,04963 0,036643 0,140330
23 0,4014257 0,021217 0,07736 0,01070 0,07949 0,02737 0,05430 0,041756 0,152671
24 0,4188790 0,024072 0,08391 0,01214 0,08645 0,02985 0,05918 0,047307 0,165435
25 0,4363323 0,027167 0,09071 0,01371 0,09369 0,03245 0,06428 0,053310 0,178606
26 0,4537856 0,030511 0,09771 0,01541 0,10121 0,03516 0,06960 0,059780 0,192169
27 0,4712389 0,034114 0,10495 0,01725 0,10899 0,03799 0,07514 0,066730 0,206107
28 0,4886922 0,037982 0,11237 . 0,01922 0,11705 0,04094 0,08090 0,074173 0,220404
29 0,5061455 0,042125 0,12000 0,02134 0,12538 0,04401 0,08689 0,082121 0,235040
30 0,5235988 0,046550 0,12783 0,02360 0,13397 0,04720 0,09310 0,090586 0,250000
31 0,5410521 0,051266 0,13583 0,026014 0,142833 0,05051 0,09954 0,099578 0,265264
32 0,5585053 0,056280 0,14402 0,028596 0,151952 0,05394 0,10621 0,109109 0,280814
33 0,5759586 0,061599 0,15236 0,031320 0,161329 0,05751 0,11310 0,119186 0,296632
34 0,5934119 0,067232 0,16087 0,034219 0,170962 0,06119 0,12023 0,129820 0,312696
35 0,6108652 0,073185 0,16953 0,037289 0,180848 0,06501 0,12759 0,141019 0,328990
36 0,6283185 0,079465 0,17833 0,040534 0,190983 0,06896 0,13519 0,152790 0,345492
37 0,6457718 0,086079 0,18727 0,043957 0,201364 0,07304 0,14303 0,165141 0,362181
38 0,6632251 0,093033 0,19633 0,047564 0,211989 0,07726 0,15111 0,178078 0,379039
39 0,6806783 0,100334 0,20551 0,051358 0,222854 0,08161 0,15943 0,191605 0,396044
40 0,6981317 0,107988 0,21480 0,055344 0,233956 0,08610 0,16800 0,205728 0,413176
41 0,7155850 0,116000 0,22418 0,059526 0,245290 0,09073 0,17681 0,220451 0,430413
42 0,7330383 0,124377 0,23364 0,063907 0,256855 0,09551 0,18588 0,235777 0,447736
43 0,7504916 0,133124 0,24319 0,068494 0,268646 0,10043 0,19520 0,251710 0,465122
44 0,7679448 0,142245 0,25280 0,073287 0,280660 0,10550 0,20477 0,268250 0,482550
45 0,7853981 0,151746 0,26247 0,078291 0,292893 0,11072 0,21460 0,285398 0,500000
Обработка неэвольвентных профилей по методу обкатки
Графоаналитические методы определения профиля инструмента 593
Построение по отрезкам симметрии — способ А. П. Лапина (II ме-
тод).
Проводят две взаимно перпендикулярные прямые I n II. Прямая I
совпадает с осью Оу системы координат (рис. 8), II — параллельна
оси Ох и отстоит от нее на расстояние L", определяемое возможными
размерами чертежа.
На линиях I и II намечаются базовые (фиксирующие) точки Q и К
на следующих расстояниях от точки О' —пересечения линий / и II:
точка Qjia линии I на расстоянии а',точка К на линии II на расстоянии
с' = (L" — a) tg <р = a' tg <р.
Базовая прямая заданного профиля, на-
пример ось шаблона, проходит через точ-
ки К н Q. Базовая точка заданного профиля
(шаблона) помещается на расстоянии b от
точки Q. Величины а' н Ь определяют по
формулам табл. 1 (II метод); вид формул за-
висит от формы центроид (вида обработки).
Расстояние между базовыми точками А н В
заданного профиля (шаблона) равно С для
1—3-го случаев и 2L' для 4 и 5-го случаев
Обработки.
Величины а' и b откладывают с учетом зна-
ка, полученного при вычислении; положи-
тельное направление для Ь принято от точ-
ки Q вниз на продолжение линии KQ и
отрицательное вверх от точки Q к точке К.
Для упрощения вычислений параметр <р
следует задавать в соответствии с указан-
ии» сопряженного про-
филя по отрезкам сим-
метрии
ными ранее условиями.
Порядок определения профиля следующий: проводят две взаимно
перпендикулярные линии I и II. Подсчитывают вспомогательные вели-
чины а', Ь, с'. Подсчет рекомендуется производить на расчетном бланке.
Для 1-го случая расчетный бланк включает постоянные величины:
rwl, rWi> aw, гр, zt, za, X, Н, L', L", L" -|- Н и следующие позиции для
определения изменяемых величин (алгоритм):
1) <pi; 6) Ю) «6» X sin ф2;
2) ф3 = 2,фх; 7) «6»Х81Пфх; П) b = гв—«10»;
3) Ф = ф1 4- ф2; 8)а'= (£" + #) —«7»; 12) tg ф;
4) sin 9) sin ф2; 13) с' = «8» х «12».
5) sin ф;
Откладывают по полученным величинам вспомогательные точки Q
и К и нумеруют их. Соединяют прямой соответствующие точки, вычис-
ленные при одинаковой величине ф, н откладывают от точки Q вычис-
ленное расстояние Ь, отмечая полученную точку соответствующим номе-
ром. Последовательно совмещают базовую линию и точки шаблона
с базовыми линиями и точками на чертеже и обводят каждое положение
594 Обработка неэвольвентных профилей по методу обкатки
заданного профиля детали с чертежа, получают последовательное пере-
мещение производящего профиля относительно образуемого.
Проводя огибающую к полученным последовательным положениям,
получают сопряженный профиль режущей кромки инструмента.
АНАЛИТИЧЕСКИЕ МЕТОДЫ ОПРЕДЕЛЕНИЯ
ПРОФИЛЯ ИНСТРУМЕНТА (СОПРЯЖЕННОГО
ПРОФИЛЯ)
Аналитические методы делятся на пространственные и плоскостные.
Пространственные методы. Порядок определения формы режущей
кромки инструмента, работающего с профилированием методом огиба-
ния с учетом пространственного способа профилирования, разработан-
ный Ю. В. Цвисом [20].
Рис. 9. Пространственный метод определения точки касания
сопряженных поверхностей
Требуемая поверхность Д детали в общем виде винтовая, образован-
ная кривой 0 = f (r^i), расположенной в плоскости перпендикулярной
„ Pt
оси детали, совершающей винтовое движение с параметром pt = -~
(Pi — ход винтовой поверхности). Координаты поверхности Д в пря-
моугольной системе координат с осью Ог' совпадающей с осью детали
(рис. 9), следующие:
х' = ryt cos (ав + 0 + ft); у'—ryt sin (о» +0 +6); (1)
Аналитические методы определения профиля инструмента 595
где fyi — радиус рассматриваемой точки производящего профиля;
а0 — угол между осью Ох' и радиусом-вектором точки пересечения
кривой с центроидой; 6 — угол, определяющий положение точки М
на кривой, между радиусами-векторами начальной (на центроиде) и
рассматриваемой точек кривой; S — угол поворота точки М в винто-
вом движении образования поверхности.
Поверхность профилирования (зацепления) — геометрическое место
точек контакта поверхности Д и ее огибающей (геометрическое место
характеристик поверхности Д), рассматриваемое в неподвижном про-
странстве, связанном с деталью. С учетом движений, свойственных
инструменту и детали в процессе обработки в прямоугольной системе
координат с осью Ог, совпадающей с осью детали, и осью Ох — линией
кратчайшего расстояния между осями детали и инструмента, коорди-
наты точек поверхности профилирования определяются следующими
уравнениями:
X = Гу! cos (т + <р); у = Гу! sin (т + <р); z — рД (2)
Здесь т — угол, определяющий положение точки М профиля детали
т = (о0 -f- 6 + 5); Ф— угол поворота детали — системы х’Оу' отно-
сительно неподвижной системы хОу (оси Ог этих систем совпадают),
необходимый для того, чтобы рассматриваемая точка М поверхности Д
стала точкой касания этой поверхности с поверхностью ее огибающей,
т. е. попала на поверхность профилирования; <р определяется из урав-
нения
(гС sin w + D cos w — Bryi cos а^) pi — Cryi cos ayi (x — aw), (3)
где В, С и D — постоянные величины, В = 1 -|- A, cos 2, С = X sin 2,
D = iaw cos 2; 2 — угол скрещивания осей инструмента и детали;
ада — кратчайшее расстояние между ними; w = т + <т1у1 -j- ф — угол
между касательной к профилю в рассматриваемой точке М и осью Ох;
ayi — угол между касательной к профилю детали в рассматриваемой
.. . dQ
точке М и ее радиусом-вектором tg = rvl -=----------.
arj,!
Поверхность О, огибающая поверхности детали, определяется путем
подстановки координат точек поверхности профилирования в уравне-
ние, выражающее связь координат хуг неподвижной системы (в которой
определяется поверхность профилирования) с координатами системы
инструмента Хвуага (в которых определяется уравнение поверхности О—
огибающей поверхность изделия):
хи = (х — aw) cos ф0 — (у cos £ — z sin £) sin <p0;
Уч = (х — aw) sin фо + (у cos £ — г sin £) cos ф0; (4)
2и = у sin £ -|-zcos£.
Оси Ох системы хуг и хИуИгИ совпадают с линией кратчайшего меж-
осевого расстояния детали и инструмента, ось 0ги системы хИуИгЙ сов-
падает с осью инструмента.
Угол поворота инструмента <р0 (системы хиуиги) в процессе обработки
относительно неподвижной системы хуг определяется как
Z1
Фо = “Ф1 = —— Ф11
20
896 Обработка неэвольвентных профилей по методу обкатки
где zx и z0 — соответственно числа зубьев обрабатываемой детали и
инструмента.
Форма режущей кромки определяется одним из следующих спосо-
бов:
1. Определяем линию — след сечення поверхности О передней
поверхностью инструмента и принимаем ее за режущую кромку,
или
2. Выбрав определенную линию на поверхности профилирования,
находим соответствующую ей линию контакта на поверхности огибаю-
щей поверхность детали и, перемещая ее (в соответствии с конструкцией
инструмента) в винтовом движении с осью, совпадающей с осью инстру-
мента, образуем инструментальную поверхность. Полученную инстру-
ментальную поверхность рассекаем передней поверхностью инстру-
мента. След их пересечения определяет форму режущей кромки инстру-
мента, например червячной фрезы. Прн некоторых конструкциях
инструмента, выбранная линия на поверхности профилирования соот-
ветствует режущей кромке и сообщать ей винтовое движение для опре-
деления режущей кромки не требуется (например, долбяки).
Уравнение передней поверхности инструмента зависит от ее кон-
струкции; передней поверхностью могут быть:
плоскость, перпендикулярная оси инструмента,
zH = 0; (5)
плоскость, перпендикулярная направлению зуба на начальном ци-
линдре (угол наклона рк);
~ Уи Рк! (6)
плоскость, проходящая через ось инструмента,
J/a=0; ' (7)
винтовая поверхность с углом подъема иа расчетном цилиндре тк =
= 90 — рк и параметром Рк;
коническая поверхность с осью, совпадающей с осью инструмента,
ги = (''ао-’|А2и+гфйт. (8)
где у — передний угол инструмента — угол между прямолинейной
образующей конической поверхности и плоскостью, перпендикуляр-
ной ее оси;
фасонные и другие поверхности.
Винтовая передняя поверхность может быть: перпендикулярна
винтовой линии зубьев инструмента по среднему расчетному ци-
линдру рк = 90 — Р (где Р — угол наклона витков фрезы на этом
цилиндре), совпадать с осевой плоскостью Рк = 0 (уИ = 0) или
располагаться иначе.
Для наиболее употребительных обкаточных инструментов, рабо-
тающих с профилированием методом огибания и применяемых при обра-
ботке деталей неэвольвентных профилей, уравнения принимают сле-
дующую форму.
При обработке детали зубчатого типа (в сече-
нии, перпендикулярном ее оси). Для червячной фрезы, обкаточного резца
и долбяка уравнения координат поверхности П (профилирования) ода-
Аналитические методы определения профиля инструмента 597
каковы и соответствуют уравнениям (2). Угловой параметр <р точки
профилирования определяется по уравнению (3).
Для черемшой фрезы и обкаточного резца (зуботочение) уравнения
координат поверхности О (огибающей поверхности детали) следующие:
хи = (гуЛ cos ф — aw) cos ф0 — (r;/1 sin ф cos У — z sin У,) sin <р0;
уИ = (ryi cos ф — аш) sin ф0 + (fyi sin ф cos У, — z sin У ) cos ф0;
(9)
ги = ryl sin ф sin У + г cos У
и
ryi cos a,yi (гуг cos ф — аш) Srfilcosa;/i
Z = ------------:------------------~=r~.-------Ош ctg У ctg W,
Pi sin w 1 C sin w
(10)
параметр <p0 определяется по формуле (3) с подстановкой соответ-
ствующих величин: ф — т ф ~ au -|- 0 -|- 6 -j- ф.
Уравнения профиля режущей кромки:
1) для червячной фрезы
= К(гу1 cos ф — aw)2 + r2yl sin2 ф cos2 £ cos (V + р) ;
Уф = К(ryi cos ф — aw)2 + г*у1 sin2 ф cos2 £ sin (/ + p);
(Н)
?Ф = ryi sin ф sin У, + P„V.
Здесь 7.' — угол поворота системы ХфРфХф относительно системы хиуигн
, _ -РкИ + rz/i sin Ф sin у
“ - Ри + Рк ’
где Ри — параметр винтовой поверхности, образованной винтовым
движением режущей кромки при номинальном угле наклона зуба;
Рк — параметр винтовой поверхности стружечной канавки; угол р
определяется из выражения
W =
а угловой параметр ф определяется из выражения
(D cos w — Bryl cos ау1) рЛ = СгуЛ cos ayl (ryl cos ф — аш); (12)
2) для обкаточного резца (зуботочения)
Хф“-Хп, Уф — Ун, Зф = ZH,
гдехи, уИ, ги — см. формулы (9), а угловой параметр ф0 должен удовлет-
ворять условию (10).
598 Обработка неэвольвентных профилей по методу обкатки
Прн режущей кромке, расположенной в плоскости, перпендикуляр-
ной оси резца, zB = 0; в плоскости, нормальной направлению зуба,
zB Ун tg Рв>
Для долбяка уравнения поверхности О (огибающей поверхность
детали):
хи = ryl cos (ф + <ро) — “a> со® фо;
Ун = fyi sin (гр + фо) — о® sin <ро; (13)
zH = Р16;
угловой параметр <р0 определяется из выражения
D cos а> = Вгуг cos ау- (14)
формулы координат режущей кромки х0 и у0 и параметра tp0 ана-
логичны формулам (13) и (14); формула координаты ги зависит от кон-
струкции инструмента — положения режущей кромки;
а) при режущей кромке, расположенной в плоскости, перпендику-
лярной оси долбяка,
2И = 0; (15)
б) при режущей кромке, расположенной в плоскости, нормальной
направлению зуба, и наклонной под углом ув к плоскости нормальной
оси добяка,
еи = Рд,
(zB cos ри — y„ sin ри) cos ув — (хв -ф rw0) sin у„ = 0; (16)
в) при режущей кромке, расположенной на конической поверх*
ности с передним углом ув,
2И = (rwo-y^i —2^ia«,cosil> + 4 )tgyB. (17)
При обработке детали с прямолинейной
центроидой (рейки или детали призматического типа) дол-
бя к о м. Уравнения поверхности профилирования:
х = г у! cos Т| = Гу! cos (а0 -ф 0);
у = Ту! sin Т1 -ф z' tg Р -ф Гдаофо =
= г у! sin (а0 + 6) + z' tg р -ф гшоф0; (18)
z = г';
Ту! cos а,У! — (г' tg Р + г^офо) sin т; — rwa cos т) = 0, (19)
где Р — угол наклона зуба детали (рейки); г' — аппликата рассматри-
ваемой точки поверхности зуба рейки; = а0 -ф 0; т] = <т0 0 -ф ttyl-
Уравнения поверхности О (огибающей поверхность детали)
хи = ryl cos ф! -ф (z' tg р -ф гшофо) sin <р0;
Ун = Гу! sin Ф1 + (z' tg р + гш0ф0) cos ф0; (20)
zH = г'.
Параметр <р0 определяют по уравнению (19), где г^о и <р0 — соответ-
ственно радиус начальной окружности долбяка и угол его поворота
в обкаточном движении; ф1 = о0 -ф 0 — <р0; ?] = а0 -ф 0 -ф Byt-
Аналитические методы определения профиля инструмента 599
В уравнениях режущей кромки, уравнения для хИ и уя аналогичны
уравнениям (20), для координаты ги уравнения определяются в зави-
симости от положения передней поверхности. При режущей кромке,
расположенной;
а) в плоскости перпендикулярной оси долбяка, уравнения
г" = г'-°; „ <21)
ryi cos ау1 — rw0 cos т| + г^фо sin i] = 0;
б) в плоскости, нормальной к направлению зуба н расположенной
под углом у к плоскости, нормальной к оси долбяка, уравнения
(ги cos Ри — уя sin ₽и) cos у — (х„ + Га,о) sin у = 0;
гУ1 cos ау1 + (г' tg Р + л^офо) sin 1] — rw0 cos т) = 0; ' >
в) в конической поверхности, образующей передний угол ув, (3 = 0:
ги = (r«io — У t^yi + 2гцi/WPo sin Ti + 4офо) V»?
ryi cos ау1 — гш0 cos г] + Лщофо sin т] = 0. (23)
Порядок и алгоритмы расчета для конкретных случаев обработки
Описаны в работе [20].
Плоскостные методы. Определение профиля производится в прямо-
угольной системе координат х2О"у2, связанной с профилем инструмента
и его центроидой; профиль детали задается также в прямоугольной
системе координат х^О'у^, связанной с профилем н центроидой детали.
Начало координат может быть расположено на центроиде, в центре
детали или в центре инструмента прн концентричной нх форме. Чаще
всего одну из осей принимают проходящей через точку пересечения
профиля с центроидой или при симметричном профиле — совпадающей
с осью симметрии профиля.
Перемещение одной системы координат относительно другой опре-
деляется характером и видом центроид и углом ф поворота от началь-
ного положения. Угол для одной системы, например детали, может
быть выбран произвольно. В зависимости от него перемещение второй
системы координат (инструмента) определяется характером центроид
и их размерами; так, например, для случая центроид в виде окруж-
ностей соотношение углов поворота определяется зависимостью /ицфх =
= ГщаФа1
Точка касания профилей определяется общей нормалью к иим,
проходящей через полюс профилирования (зацепления).
Определение координат профиля производится на основе геометри-
ческих соображений. Для упрощения решения образуют замкнутую
ломаную линию из искомых и известных или легко определяемых
величин.
На рис. 10 замкнутая ломаная линия CD0"02010'ЕО3С составлена
из искомых координат х2 и у2 произвольной точки С профиля режущей
кромки инструмента, радиуса начальной окружности инструмента гт
(искомого профиля), межцентрового расстояния О1О2 — rwl + rwi
радиуса начальной окружности заданного профиля гю1, координат а
и Ь центра О3 дугового участка заданного профиля и его радиуса р.
Проектируя эту линию поочередно на оси координат инструмента —
искомого профиля О"ха и О"у2 и приравнивая нулю проекции замкну-
600 Обработка неэвольвентных профилей по методу обкатки
того контура, получаем координаты точек профиля режущей кромки
инструмента х2 и у2. из 2прх — 0 определяем х2 и из 2}Пру = 0 опре-
деляем у2.
Формулы для определения координат сопряженных точек искомого
профиля по координатам точек заданного профиля (рис. 11) приведены
в табл. 3 [23].
В приведенных формулах ф — угол между касательной к заданному
профилю детали в рассматриваемой точке и осью О'х^ Он отсчитывается
Рис. 10. Аналитический метод опре-
деления координат точек сопряжен-
ного профиля (центроиды — окруж-
ности)
от положительного направле-
ния оси O'xj против часовой
стрелки; определяется из выра-
жения tgip = y' при задании
профиля уравнением и графи-
чески или аналитически при за-
дании профиля точками.
Вспомогательный угол t, для
1—3-го и 5-го случаев обработки
определяется по формуле
cosg =
__ (гш1 — У1) sin ф — Xi cos ф
rwl
При определении угла
угол £ принимается со знаком
«+», если при приближении
точки профилирования к цен-
тру производящего колеса (де-
тали) его начальная окружность
должна перекатиться вправо по
центроиде искомого (определяе-
мого) профиля, и со знаком
«—», если влево.
По центроидам шаги профи-
лей детали и инструмента равны
Ра — Ро< и толщина ашо зуба
инструмента равна ширине
впадины j детали по дуге ее
центроиды;
s&yo = е@п pti —
где swl — толщина зуба детали по центроиде.
Во всех других сечениях, отстоящих от центроид, это соотношение
не соблюдается.
Высота hat> головки зуба инструмента от центроиды до окружности
илн прямой вершин равна высоте ножки профиля детали от цент-
роиды до окружности или прямой впадин:
Лоо = Л^.
Высота hfQ ножки профиля инструмента от центроиды до окруж-
ности или прямой впадин равна сумме высоты hai головки детали от
центроиды до окружности или прямой вершин и радиального зазора c01t
Л/о = + coj.
Аналитические методы определения профиля инструмента 601
8. Формулы координат сопряженного профиля [23]
1, При качении начальной окружности производящего профиля по
начальной окружности производимого профиля (внешнее касание)
rWi- Ги>2 (рис- и- а>
*2 == Cwi + W £i" ”2 ~ (Г®1 - ^1) Si" (Ф1 + Фг) +
4- лг, cos (ф! 4- Фз);
у2 = Cm + r®a) cos ф2 ~ (rwi ~ pi) cos ®i + фг)
- X* sin (Ф1 4- <P2) - rw2
2. При качении начальной окружности производящего профиля
(меньшего колеса) по начальной окружности производимого (внутрен-
него) профиля (рис. 11, б) < rw2
*2 = Cm ~ rm) sin ф2 - Cm ~ *1) sin (Ф1 - ф2> +
4- х. cos (ср. — <р2);
Vt = гт “ Ст - rm) cos ф2 ~ (гш1 - pi) cos (Ф1 ~ фа) “
— sin (Ф1 — Фг)
3. Прн качении начальной окружности производящего (внутрен-
него) профиля по начальной окружности внешнего производимого
профиля (рнс. 11, в) rwl> rw;s
*2 = Ст - ^1)sin (ф2 - ф1) + *1 cos (фа - ф1) -
~ Ст ~ rwi) sin ф2:
= Г®2 - Ст - «1) C0S (ф2 - ф1) + Х1 sin (ф2 - ф1) +
_________________________+ Сот - rW2> C0S ф2__________________________
4, При качении начальной прямой производящего профиля (рейки)
по начальной окружности производимого профиля колеса (рнс. П»г)
rwi ~ ю* ГИ2
х2 = (rw2 + »1) sin ф2 ~ cos ф2;
»2 = Сий + й1) cos ф2 + Wl sitl ф2 “ га>2
*1+ У1У1
Параметр фа определяется из Фа = ---------------
га?2
5. При качении начальной окружности производящего профиля
(колеса) по начальной прямой производимого профиля рейки
(рис. 11. 3) rwi, ГШ2 = со
х2 ” гтч>1 ~ Ст ~ yi)sin ф1 + xicoS фг
у2 “ гт - Ст ~ yi)cos фх - sitl ф1
6. Вспомогательная величина для случаев 1? 2Г 3, 5
Ф1 = - 90°
Примечание. Индекс 1 относится к производящему (задан-
ному) профилю; индекс 2 к производимому (искомому). Формулы
соответствуют положениям, приведенным иа рис. 11. Соотношения
для ф1, фя и ф приведены на стр. 587.
602 Обработка неэвольвентных профилей по методу обкатки
8)
Рис. 11. Заданный и иско-
мый профили при различ-
ных видах центроид
Величина со1 принимается равной 1,5—3,0 мм при условии затыло-
вания дна канавкн профиля зубьев. Другие способы расчета профиля
изложены в [17—19].
ЧЕРВЯЧНЫЕ ФРЕЗЫ ДЛЯ ВАЛИКОВ
ПРЯМОЛИНЕЙНОГО ПРОФИЛЯ, В ТОМ ЧИСЛЕ
ДЛЯ ШЛИЦЕВЫХ ВАЛИКОВ ПРЯМОБОЧНОГО
ПРОФИЛЯ (ЧЕРВЯЧНО-ШЛИЦЕВЫЕ ФРЕЗЫ)
За расчетные размеры детали принимают средние от предельных
размеров с учетом допусков Д на их изготовление. Предельные размеры
обозначены индексом шах и min.
Червячные фрезы для валиков прямолинейного профиля
603
Диаметры наружной (вершин) и внутренней окружностей
dal = dal max — 2Лф щщ! ^/1 — ^fi mln 4“ 0,25 &df,
где йф — величина фаски на профиле у наружного цилиндра (вершин).
Толщина шлица для валиков с параллельными сторонами шлицев
si = Si mm + 0,25
yyq — угол профиля, угол между профилем и нормалью к центроиде,
для точки Cuq определяется из выражения (рис. 12, а)
g
sin yyq = ,
ГУ19
где rylq — радиус рассматривае-
мой точки профиля; g — длина
перпендикуляра из центра ва-
лика на профиль или на его
продолжение.
Углы профиля для разных
точек различны (рис. 12, а),
причем
iq sin Yyq = Гу lrl sin yyn =
= g = const
и
Гу iq Ууп
Рис. 12. Угол профиля V валика пря-
нелинейного профиля (а); прямоли-
нейный профиль с закруглением у ос=
новация (6)
Гущ sin yyq
У валика прямолинейного
профиля, имеющего сопряже-
ние с внутренней окружностью
впадин по дуге радиуса р3 (рис. 12, б),
этого профиля с дугой закругления
радиус в точке касания
Тпр - Кгд + 2р3 (/д — rwi sin ую1) .
Для валиков со шлицами трапецеидального симметричного профиля
при известных толщине зуба Sqq (рис. 13, а) на окружности радиуса ryiq
и угле впадины 26' радиус точки пересечения боковых сторон профиля
впадины
Гу iq Sin (6' — 09)
sin 6'
где 6® = -1^- — 57,29578;
— число профилей (зубьев) по окружности детали.
604 Обработка неэвольвентных. профилей по методу обкатки
Если задан радиус Дуги закругления профиля в основании впа»
дины р3, то радиус точки пересечения сторон профиля
Рз
Гг ~ + Рз “ 5')1У *
Вели заданы гт, и 26', то
(rfi — гт) sin б'
Рз “ 1 — sin 6'
Рис, 13. Треугольный шлицевый профиль детали с закругленным дном впа-
дины (а) и с прямолинейным дном впадины (б)
Высота впадины профиля до граничной точки прямолинейного
участка h3 (рис. 13, а):
cos3 б'
Лз =rat COS 0О рз ---------Гт,
где 0О — половина центрального угла впадины валика; 0а = 6' — уа.
У валика с прямолинейным профилем дна впадины (рис. 13, б)
высота Л4 впадины профиля до граничной точки прямолинейного участка
при радиусе закругления р4 равна
= гЛ cos 0Й — г fi — р4 (1 — sin 6').
Радиус начальной окружности детали. Минимально допустимая
величина радиуса начальной окружности гш1т1п валика прямолиней-
ного профиля (в том числе со шлицами прямобочного профиля) при
обработке червячными фрезами
rwl min = rai К1 -°>75 sin2 Vai = Aral = у Г34 — O,75ga ,
Червячные фрезы для валиков прямолинейного профиля 605
для валика со шлицами толщиной s1( боковые стороны которых парал-
лельны.
Ло! mln = - 0,75 (-J-)2 •
Значения коэффициента Л= = К1 — 0,75 sin2 уа приведе-
r al
ны в табл» 4. Коэффициент А берется по ближайшему меньшему зна-
чению Vat найденному по размерам детали.
4. Коэффициент А —----- для определения радиуса начальной
Га1
окружности валика прямолинейного профиля
при обработке червячной фрезой
А О А 7a А
1 2 3 4 5 6 7 8 9 10 0,999876 0,999542 0,998974 0,998173 0,997146 0,995892 0,994414 0,992711 0,990783 0,988628 11 12 13 14 15 16 17 18 19 20 0,986256 0,983656 0,980841 0,977804 0,974556 0,971092 0,967414 0,963525 0,959428 0,955126 21 22 23 24 25 26 27 28 29 30 0,950621 0,945912 0,941010 0,935909 0,930617 0,925135 0,919467 0,913618 0,907590 0,901388
Для упрощения вычислений расчетный радиус начальной окруж-
ности может быть округлен в большую сторону до десятых долей мил-
лиметра.
Если радиус начальной окружности для расчета инструмента при-
нять меньше величины, полученной по приведенной формуле, то у на-
ружной окружности (вершин) получится срез профиля.
Граница правильной обработки определяется окружностью радиуса
f'ai = I + 0,75 8Ш2уш ,
где fw — угол профиля на начальной окружности.
С увеличением гт увеличивается минимальная величина задних
углов в нормальном сечении на боковых сторонах профиля зубьев
фрезы (см. стр. 617) и увеличиваются переходные кривые в основании
обрабатываемого профиля детали (см. стр. 614).
Для шлицевых валиков с закруглением профиля на вершине
радиуса ро (см. рис. 22, в)
ru>i — rai — Pa-
606 Обработка неэвольвентных профилей по методу обкатки
Если при расчете по формуле получается rwl<6. Гц, как, например,
это возможно у валиков со шлицами трапецеидального или треуголь-
ного профиля, то принимают — г^; у профилей с закруглением впа-
дины по внутренней окружности (впадин) при начальную
окружность принимают проходящей через центр дуги закругления.
Для валиков со шлицами треугольного профиля часто принимают
Гд1 + г fl
rwi= g •
При этом необходимо проверить получающуюся при обработке вели-
чину прямолинейного участка профиля детали.
Рис. 14. Валики прямолинейного несимметричного про-
филя (о) и ломаного профиля (б)
Для валиков сложного профиля, как, например, несимметричного
прямобочного (рис. 14, а) илн ломаного (рис. 14, б), радиус г(И1 опреде-
ляется отдельно для каждого участка; для проектирования инстру-
мента берется большая из полученных минимально допустимых вели-
чин и проверяется возможность обработки всего профиля.
Точка профилирования С находится на линии профилирования и
определяется перпендикуляром из полюса на данное положение про-
филя.
Уравнения линии профилирования в прямоугольной системе коор-
динат с началом, совпадающим с центром валика, и осью Оу, проходя-
щей через точку пересечения начальной окружности с профилем (рис. 15):
х = rWi [ sin (<р + yw) — sin ую] cos (<р + уц,);
У = rwl {1 — [Sin (<р +?«,) — sin уи,] sin (<р + уа,)},
где уга — угол профиля на начальной окружности; <р — параметри-
ческий угол, соответствующий углу поворота профиля валика от началь-
ного до рассматриваемого положения.
Червячные фрезы для валиков прямолинейного профиля 607
Радиус окружности, проходящей через точку профилирования,
= У*2 + *'2' = rwi 1 ~ sin2 (Ф + Yw) + sln2 Уш =
= rwl Vcos2 (<p 4- yw) 4- sin2 Уш,.
Длина нормали PC из полюса Р на данное положение прямолиней-
ного профиля детали, определяемое углом <р,
PC = rwl [ sin (<р 4- ую) — sin ую].
Рис. 15. Линия профилирования валика прямоли-
нейного профиля
Угловой параметр <р* при обработке точки профиля валика на окруж-
ности радиуса ruk (рис. 16) определяется из уравнения
COS(<Pfc4-Tw) = 1/ )2— 5Ш2?и, = ^-COSy^,
Г x'wi / чм
где yyk — угол профиля в точке Суь определяется по формуле
sin yyk = — sin уш.
ryk
Если точка профиля задана расстоянием от начальной окружности
валика hy - rw — ruk, то _______________________________
cos (<pft 4- уш) = j/ ^1 — — sin2 уш .
Расстояние между двумя точками прямолинейного профиля
и СуЧ определяется по угловым параметрам этих точек Фд. и ф9 или
по радиусам этих точек Гуу и г^:
Cyffiyq — ГШ1 [COS (ф£ -|- уда) — COS ((pq 4" УаО] =
608 Обработка неэвольвентных профилей по методу обкатки
Профиль зубьев червячной фрезы. Координаты точек профиля режу-
щих кромок зубьев фрезы в прямоугольной системе координат хОу
(ось Ох совпадает с начальной прямой, начало координат совмещается
с точкой пересечения профиля с начальной прямой, рис. 17):
х = rwl {ср — [sin (tp 4- у») — sin cos (tp + уда);
У = rwi [ sin (<p + Уш) — Sin Уш] Sin (<p + Уш),
где ср — угловой параметр, характеризующий поворот детали от началь-
ного положения, при котором профиль проходит через начало коорди
нат (х = 0, у = 0).
Рис. 16. К определению расстояния
между двумя точками С,.ь и С,.„ прямо**
„ . Ук УЧ
линейного профиля и угловые пара-
метры этих точек
Рис. 17. координаты точек про-
филя режущей кромки зуба чер*
вячной фрезы
Для упрощения расчетов и возможности использования вспомога-
тельной табл. 2 принимают Ф + у® = 6, и тогда
х = Гш1 [6 — sin 6 cos 6 — уш] 4- g cos б;
у = rwisin2 б — g sin б,
где значения б и у„ — в радианах и g — r^sin yw.
Определение координат производят для крайних точек рабочего
участка профиля и нескольких промежуточных.
Крайние значения углового параметра б:
для обработки точки на наружной поверхности валика при гш1, опре-
деленном по приведенной ранее формуле (см. стр. 604),
sin б0 = -|- sin уш;
для обработки точки на внутренней окружности профиля
8т2уш
cosSfi = _J,
где
Червячные фрезы для валиков прямолинейного профиля
609
для валика с параллельными шлицами толщиной sx
Фрезами нормальной конструкции эта точка на внутренней окруж-
ности профиля не обрабатывается; она может быть обработана только
фрезами специальной конструкции — с «усиками» или определенной
установки (см. стр, 624, 627). Для нормальных фрез без «усиков»
угловой параметр, соответствующий последней точке профиля зуба
фрезы,
sm 6max = + T/'I^+АГ,
4 т 4 fwi
где hm — высота головки зуба фрезы от начальной прямой до прямой
выступов Лао = ru>i — rf1 (см. стр. 600).
Угловой параметр для промежуточных точек выбирается равным
целому числу градусов — примерно среднему между и 6шах- Макси-
мальная величина углового параметра бшах, рассчитанная по формулам,
округляется в меньшую сторону до целого числа градусов. Для упро-
щения расчетов величины 6 — sin б cos 6 = Х7; sin3 8 = Ks и
inv 6 cos 6 = sin 6 — 6 cos 6 = Л1 приведены в табл. 2.
Расчет производят с точностью до 6-го знака, а тригонометрические
величины вычисляются с точностью до угловых секунд. Расчет про-
изводят на расчетном бланке, постоянные величины rwi,
Уи)(в рад), sin у®; изменяемые величины определяют по следующим
позициям (алгоритм):
1) б"; 7) g X «3»;
2) sin б; 8) х = «6» -ф «7»;
3) cos 6; 9) /С8 = sin2 б;
4) Ki = б — sin б cos б; 10) гш1 X «9»;
5) «4» — yw, рад; 11) g X «2»;
6) rwl X «5»; 12) у = «10»—«11».
В кавычках указаны номера позиций алгоритма.
Для упрощения изготовления фрез, шаблонов и контршаблонов тео-
ретическую точную кривую а (рис. 18), определяемую координатами
точек хну, или заменяют обычно одной дугой окружности б, или сопря-
женными дугами двух (рис. 19) и реже более окружностей. Радиус
дуги, заменяющей окружности и координаты ее центра определяются
по следующим формулам:
1-й метод (см. рис. 18):
+ Уа) - (Х1 + У1) .
Х° ~ 2 (х2уг — х#,) ’
(х2 + У2) Х1 (Х1 4" !/)) х2
Уй ~ 2 («21/1 — ада)
20 Под ред. Малова
610 Обработка неэвольвентных профилей по методу обкатки
и радиус заменяющей окружности
Ро = V 4 + Уо ’
где Xi, i/i и х2, у2 — координаты точек теоретической кривой профиля
фрезы, определяемые по формулам (стр. 608).
2-й метод
р _ У2—У1
™ 2 sin о3 sin <0i — а2) ’
Хо — хг 4* Ро sin (ffs Н- а2 — ni)> Уо — Уг — Ро cos (о3 4* о2 ffi)>
где tg о, = ; tg о2 = ; tg о3 =
*1 Х2
Рис. 18. Теоретическая кривая профиля зуба
режущей кромки червячной фрезы (а) и заменя-
ющая ее дуга окружности (б)
Отклонение заменяющей окружности от теоретической кривой про-
филя (неточность замены)
др = (sin 6m — sin yw)-----------рв.
£ ЬШ От
Наибольшие отклонения определяются при значениях 6mj и дт21
соответствующих корням , уравнения
6т = Л1±^4?4-Вг
, 0,5дацу‘а, 4" хо . п Уо
где Д) =---------g-----, Bi -------------1----.
dwi + -q~ Уо у0
Величина у0 берется со своим знаком.
Червячные фрезы для валиков прямолинейного профиля
611
Положительное значение Др соответствует уменьшению ширины
зуба фрезы и ведет к местному увеличению ширины выступа профиля
детали. Отрицательное значение Др, наоборот, соответствует увели-
чению ширины зуба фрезы по хорде и ведет к местному уменьшению
ширины профиля детали. Неточность профиля детали равна сумме
абсолютных величин Дрх и Др2, определяющих неточность профиля;
для шлицевых червячных фрез она не должна превышать 2/3 величины
допуска на ширину шлипа.
Рис. 19. Замена теоретической кривой профиля
режущей кромки червячной фрезы дугами двух
окружностей
Кроме этого, необходимо, чтобы для всех проверяемых точек
si max 2 Др 4 2> sx mXn;
Др берется здесь с учетом полученного знака.
При получении погрешности, превышающей допустимую, произво-
дят новый расчет, изменив исходные величины угловых параметров
6Х и б2 и соответственно величины координат xlt уг и х2, i/2. При неудо-
влетворительных результатах последующих расчетов теоретический
профиль заменяют дугами двух окружностей. Обычно при йх > 0,12гаХ
заменить профиль дугой одной окружности не удается.
Возможная достижимая точность замены теоретической кривой
профиля дугой одной окружности может быть определена при помощи
номограммы рис. 20 [22 ]. По оси ординат отложен .угол профиля детали
Y®, по оси абсцисс — угловой параметр 6тах. Неточность замены Д
показана по отношению к радиусу начальной окружности детали. Поря-
док пользования показан стрелками.
Угловые параметры б| и бц, обеспечивающие наилучшую замену
теоретической кривой профиля дугой одной окружности, определяются
по следующим формулам:
= -ф Ki (6тах Yu>); — Yw 4" К2 0тах — Ycw)i
*
612 Обработка неэвольвентных профилей по методу обкатки
где ёщах — угловой параметр крайней точки профиля зуба фрезы,
соответствующий минимальной величине радиуса-вектора точек про-
филя детали. Коэффициенты и приведены в табл. 5 [22].
Большая точность получаемого профиля фрезы по сравнению с тре-
буемой теоретической обеспечивается при замене теоретической расчет-
ной кривой сопряженными дугами двух окружностей — двухрадиусиой
кривой.
Замена кривой профиля дугами двух окружностей (см. рис. 19)
теоретической кривой профиля дугой одной окружности
Наибольший угловой параметр первого участка — точки Л3 —
может быть определен по формуле
cos= "|Лsin27ffi .
Для валика с параллельными шлицами
где — диаметр точки на профиле изделия, соответствующей
Точке сопряжения заменяющих дуг профиля зуба фрезы,
^12 = — 2 (0,3 -т- 0,4) /ijj
diol — диаметр начальной окружности детали; — полная высота
профиля детали.
Угловой параметр точки Ах (xj, уг) выбирается примерно по сред-
нему значению между и 62.
Радиус Ро и координаты центра и у0 первой дуги определяются
по указанным ранее формулам.
Б. Коэ ффнциенты Kt и Ка расчета профиля режущих кромок червячных фрез
для шлицевых прямобочмых валиков [22]
Значения коэффициента при 6тах» градусы
12 14 16 18 20 22 24 26 28 30 34 38 42 50
2 0,372 0,377 0,380 0,383 0,386 0,387 0,389 0,390 0,391 0,391 0,392 0,392 0,392 0,390
4 - 0,346 0,353 0,358 0,362 0,366 0,368 0,371 0,373 0,374 0,377 0,378 0,379 0,379
6 0,329 0,336 0,342 0,346 0,350 0,354 0,357 0,359 0,363 0,365 0,367 0,369
8 — 0,317 0,324 0,329 0,334 0,338 0,342 0,345 0,350 0,354 0,356 0,359
10 0,308 0,315 0,320 0,325 0,329 0,332 0,338 0,343 0,346 0,350
12 0,301 0,307 0,312 0,317 0,321 0,327 0,332 0,336 0,341
14 - — __ 0,296 0,301 0,306 0,310 0,317 0,323 0,327 0,333
16 - —_ 0,291 0,296 0,301 0,308 0,314 0,319 0,326
18 __ —_ 0,287 0,292 0,300 0,306 0,311 0,318
20 — — — — — — — — — 0,284 0,292 0,299 0,304 0,312
О Значения коэффициента ПРИ 6ПИХ’ градусы
Тщ 12 14 16 18 20 22 24 26 28 30 34 38 42 50
2 0,814 0,816 0,817 0,818 0,818 0,819 0,819 0,819 0,819 0,819 0,819 0,818 0,817 0,814
4 0,805 0,807 0,809 0,811 0,813 0,813 0,814 0,814 0,814 0,814 0,814 0,813 0,811
6 __ 0,798 0,801 0.803 0,805 0,806 0,807 0,808 0,809 0,809 0,810 0,809 0,808
8 — 0,793 0,796 0,798 0,800 0,802 0,803 0,804 0,805 0,806 0,806 0,805
10 __ — 0,788 0,792 0,794 0,796 0,798 0,799 0,801 0,802 0,802 0,801
12 — — 0,785 0,788 0,790 0,793 0,794 0,796 0,798 0,799 0,798
14 __ ,— __ —- 0,782 0,785 0,787 0,789 0,792 0,794 0,795 0,796
16 0,779 0,782 0,785 0,788 0,790 0,792 0,793
18 —- ,1 0,777 0,780 0,784 0,787 0,789 0,790
20 — —- — — — — — — — 0,775 0,780 0,783 0,785 0,787
Червячные фрезы для валиков прямолинейного профиля
614 Обработка неэвольвентных профилей по методу обкатки
Радиус и координаты центра дуги второй заменяющей окружности
следующие:
"° 2 cos о4 cos (<т4 4- е2) ’
ха = х2 4- ро cos б2; y'Q = у2 — ро sin е2,
где tg о4 = ;
*3 — х2
tg 62
У 2 — Уа
х0 — х2 ’
Координаты точки А3 (рис. 19) определяются при 63 = 6п,ах с округ-
лением до целых градусов.
Проверка неточностей замены производится приведенным выше
способом.
При правке шлифовального круга иными методами (при помощи
копирных приспособлений, приспособлений, обеспечивающих теорети-
Рнс. 21. Переходная кривая, по»
Лучаемая при обработке валика
прямолинейного профиля
чески точный профиль, нли ина-
че) определения параметров заме-
няющей окружности не требуется.
Для упрощения расчета про-
филя фрез используют:
1) таблицы величин, входящих в
расчетные формулы (см. табл. 2, 4);
2) условия подобия: расчетные
величины профиля зуба фрезы
зависят от угла профиля и
пропорциональны rwl детали; поэ-
тому для валиков с равными на
начальных окружностях расчетные
величины профиля зуба фрезы про-
порциональны отношению радиусов
начальных окружностей деталей;
если известен профиль зуба фрезы
для обработки валика А с радиу-
сом начальной окружности гшд, то
профиль зуба фрезы для обработки
валика В с тем же углом профиля
(?®4 = ?шв) и радиусом начальной
окружности rwB определяется по
формулам:
ХВ — ХА
rwB .
rwA
Ув = Уа
rwA
также и для остальных расчетных величин;
изменяя в допустимых пределах величину радиуса начальной окруж-
ности, можно в некоторых пределах варьировать величину угла про-
филя на начальной окружности детали;
3) специальные таблицы размеров профиля червячных фрез, рассчи-
танных для определенного интервала значений угла профиля уда [ 19 ].
Переходная кривая. При обработке по методу огибания в основании
профиля валика образуется переходной участок — переходная кривая,
сопрягающаяся с профилем и внутренней окружностью валика и умень-
шающая участок правильной обработки профиля детали (рис. 21).
Червячные фрезы для валиков прямолинейного профиля 615
Переходная кривая образуется в процессе обработки детали точкой
Ь4 профиля зуба фрезы (хм, уа0) — точкой сопряжения режущих кро-
мок по вершине зуба и боковой.
При обработке валика червячной фрезой переходная кривая имеет
форму удлиненной эвольвенты, а при учете закругления вершины зуба
фрезы — форму эквидистанты к удлиненной эвольвенте. Координаты
точек переходной кривой х и у без учета закругления вершины профиля
зуба фрезы в прямоугольной системе координат с началом, совпадаю-
щим с центром детали и осью Оу, проходящей через точку пересечения
профиля детали с его начальной окружностью, определяются следую,
щими формулами:
X = (Гдаг — Ум) Sin <р — (Гоцф — ха0) cos <р;
У = (rwl — уаа) COS ф + (гщхф — Хав) Sin ф,
где ха0 и уао — координаты вершинной точки профиля зуба фрезы
в системе координат, связанной с начальной прямой фрезы. Координаты
и Уао определяются формулами (см. стр. 608) при значении углового
параметра фтах или 6шах, соответствующем вершинной точке профиля
зуба фрезы.
Радиус внутренней границы прямолинейного участка профиля де-
тали — точки а4 при обработке червячной фрезой
/rfi . sin2YOT . 1/ sin2yffl . 'wi — rfi
-----I----— sin Та, у ----------т-^ H----------- .
Высота переходной кривой
^пер = Гпр Г fl-
Ширина переходной кривой по дуге окружности радиуса гпр
5пер = (^пер + rfl) И,
где р. определяется из формулы
, V^nep (2^1 + ftnep) l^/lnep (2rf4 + йпер)
p = arctg---------------------------------------.
rfl rWl
При уменьшении угла профиля детали высота переходной кривой
увеличивается; у валика с радиальным профилем при у = 0 переходная
кривая занимает значительную часть профиля валика:
Гпр — V rwirfi , ЙПер — Vr&irfi — rfl-
При уменьшении радиуса начальной окружности переходная кри-
вая уменьшается. При гт1 = переходная кривая отсутствует.
Необходимо, чтобы /inep или соответственно гПр не превышали вели-
чин, допускаемых конструкцией детали и условиями ее работы. Методы
увеличения прямолинейного правильно обработанного участка профиля
валика приведены далее. Наиболее часто применяют фрезы с «усиками».
Размеры зубьев фрезы задаются на чертеже в сечении, нормальном
к направлению витков фрезы (рис. 22).
Шаг зубьев фрезы р/1£и0 = dwl.
616 Обработка неэвольвентных профилей по методу обкатки
Толщина зуба по начальной прямой snta0 = Рпшо — %i, где ==
ss £1Ш1Р и Р определяется из выражения sin р = — толщина
зуба детали по дуге и %-, — по хорде ее начальной окружности; п —.
количество зубьев (повторяющихся профилей по окружности детали).
<Г) в)
режущей кромки зуба червячной
Рис. 22. Профиль . _ , . ___
фрезы (а) форма впадины зуба фрезы в зависимости
от формы вершины профиля детали (б и в)
Для валика с параллельными шлицами
/л \ .
$пмо — I ------------------------Уда 1 “да!-
Для валика типа острошлицсвого (см. рис. 13)
snt»o — 0 — Уда) ^а»1-
Углы Р, уш и 6' — в радианах.
Толщина зуба фрезы на расстоянии h4= yq от начальной прямой
= SW0 —
Точки берут от начальной прямой иа расстоянии hqt =(0,3-г-0,5) 1ц
и hq2 = h-t — (0,4ч-0,7) мм из числа точек, координаты которых были
определены при расчете профиля.
Червячные фрезы, для валиков прямолинейного профиля
617
В основании профиль зуба фрезы обычно заканчивается фаской
(рис. 22, б) или закруглением (рис. 22, в) в зависимости от требуемой
формы вершины профиля детали.
Если начальная окружность детали проходит через центр закругле-
ния вершины профиля детали, то центр закругления профиля режущей
кромки в основании зуба фрезы берется на начальной прямой и радиус
закругления профиля зуба фрезы принимается равным радиусу закруг-
ления профиля детали.
Размеры фаски:
а) угол фаски еф:
п-.. 4—6 10—14 16—20
Еф... 35 45 45—50
б) высота фаски
йф = 2с = 1 -=-2 мм.
Необходимо, чтобы h^> ~al ПрИ , определенном
по формуле (см. стр. 604); при этом фаска у фрезы для валика с парал-
лельными шлицами смещается от начальной прямой на величину
s?
Гф = . Если начальная окружность детали, принятая при проек-
О<1щ1
тировании фрезы, проходит по основанию фаски детали, то Сф = 0.
Ширина канавки по дну впадины профиля фрезы
Ц = рпшо — (Здшо "V 4с) = Ртао snwo (2 + 4) мм.
Глубина канавки (при условии ее затылования)
и = (1,5+3,0) мм.
Полная высота зуба фрезы
Йо = Йдо + Йф + U + Гф,
где йа0 — высота «головки» профиля режущей кромки зуба фрезы,
равная высоте «ножки» профиля детали,
dwi — dfi
had = Й/1 ------2---.
Геометрические параметры. Передний угол у обычно равен 0°
(рис. 23). При у 0 требуется корректировочный расчет профцлд.
Задний угол режущей кромки на вершине зуба ав = 10+ 1йч>
Фрезы делают с затылованными зубьями. Величина падения кривЬй
затылования К определяется по формуле
K = -^-tgaB.
Zu
Задний угол ао на боковых режущих кромках в нормальном сече-
нии в точке С на окружности радиуса гис определяется по формуле
tg ag = tg ав sin бе;
r£fC
угол фс-|- (см. стр. 608)5 угол «б Должен быть не менее 1° 80'.
618 Обработка неэвольвентных профилей по методу обкатки
Минимальное значение заднего угла в нормальном сечении полу-
чается на режущей кромке в основании ножки зуба фрезы. Он увели-
чивается при увеличении расчетного диаметра начальной окружности
Йщ,! обрабатываемой детали.
Число и форма зубьев. При диаметре dao ~ 554-120 мм
число зубьев фрезы г0 = 104-14.
Глубина канавки (рис. 24)
н h _ц Л+к1 > г
лк = ----2-----" rs>
где ha — высота профиля режущей кромки фрезы; к и кг — величины
затылования.
Угол канавки 0 — не менее 20°.
Радиус закругления канавки гь — 14-4 мм, причем ге >
> 0,6 , где — радиус окружности, проходящей через центр
го
дуги закругления канавки.
У фрез со шлифованным профилем на задней поверхности делается
второй затылок для выхода шлифовального круга. Второй затылок
образуется резцом до термообработки; величина спада /с* =(1,24-
-i-1,75) k.
Форма зуба, возможность шлифования и величина шлифованной
части профиля зуба проверяются вычерчиванием (рис. 24). Диаметр
шлифовального круга 7)Кр = 804-100 мм. Круг в крайнем положении
в момент начала отбоя не должен задевать соответствующей поверхно-
сти следующего зуба (точки W). Длина шлифованной части задней
поверхности зубьев фрезы должна быть не менее длины задней
поверхности по вершине зуба фрезы или Vg окружного шага по на-
ружной поверхности фрезы.
Габаритные и конструктивные размеры фрезы. Наружный диаметр
фрезы (рис. 25)
^ = 2(<--^+p'+WB),
Червячные фрезы для валиков прямолинейного профиля 619
где t'l — размер заделки шпонки по ГОСТ 9472—70*; d0TB—диаметр
отверстия фрезы (см. стр. 621); размер р' должен быть не менее 0,3dOTB,
в зависимости от диаметра фрезы р’ — 8,5ч-22 мм.
Рис. 24. Зуб фрезы со шлифованным профилем и по-
строение второго затылка
Желательно, чтобы угол ти подъема витков фрезы был не более 6—7°;
иногда допускается до 10°. Этот угол определяется из выражения
Л ^0 расч
откуда
4 расч —
Рпо
л sin тв
Для облегчения выбора диаметра фрезы на рис. 26 приведена зави-
симость расчетного диаметра фрезы d0 расч от угла тв подъема витков
фрезы и шага рП1 профилей детали.
620 Обработка неэволъвентных профилей по методу обкатки
дм
Рис. 25. Габаритные размеры
червячной шлицевой фрезы
Шие профилей детали $ьт
Рис. 26. Зависимость диаметра Дп червячной фрезы
и угла подъема ее витков от шага рп* профилем обраба-
тываемой детали
Червячные фрезы для валиков прямолинейного профиля
621
Диаметр червячной шлицевой фрезы со шлифованным профилем
может быть определен по формуле
d 2 (*□+/?«)
а0 1—0J tg ав — 62 tg «1 ’
здесь Ло — высота профиля режущей кромки; — радиус окружности,
проходящей через центр дуги радиуса ге закругления дна канавки,
Яв = -у" + rt’
dj — диаметр окружности, про-
ходящей по дну канавки,
dj = l,75doTB;
d0TB — диаметр отверстия фрезы,
d0TB = 14,21Л§'373^ 15,5/гО-333;
0Х и 02 — центральные углы
шлифованной и нешлифованной
частей задней поверхности зуба
фрезы (/ и II затылка), имеющих
задние углы в радиальном на-
правлении, соответственно ав на
вершине зуба и ах — у затыл-
ка II; углы ав и dj определя-
ются из выражений
Рис. 27. Определение длины фрезы
tgat
iidal) *
0Х 02 — 0,80, эти углы устанавливаются в соответствии с требуе-
мой длиной шлифованной части зуба. У фрез с нешлифованным профи-
лем 02 = 0; 0 = 36° — угловой шаг зубьев (канавок) фрезы.
го
Шаг витков фрезы в осевом сечении
Рха —
Рт
cos тв
Длина L' рабочей нарезанной части фрезы определяется длиной /вр
(рис. 27) и дополнительной длиной I = (2+0,5) рх0 на перестановки
фрезы с целью увеличения периода ее стойкости:
L’ = 2 + (2+0,5) рхо.
Для контроля правильности установки фрезы на зубофрезерном
станке по ее торцам делаются буртики (см. рис. 25), каждый длиной
1б~ (3+3,5) мм и диаметром
D6 = da® — 2ЯК — (2 + 4) мм.
622 Обработка неэвольвентных профилей по методу обкатки
Полная длина фрезы
L = L' + 21б,
обычно L — (3 ч- 4) рхо.
Диаметр <4тв отверстия фрезы определяется по приведенной выше
формуле или по формуле
dOTB = СО (0,55 ч- 0,625) (do0 - 2ДК)
с последующим округлением до нормального диаметра по
ГОСТ 9472—70*, где Нк — глубина стружечной канавки фрезы.
Продольные стружечные каиавки для образования передних поверх-
ностей зубьев обычно прорезаются нормально к направлению витков
фрезы. Угол наклона передней поверхности винтовой стружечной ка-
навки равен углу подъема витков фрезы (по среднему расчетному ци-
линдру диаметра da расч): тв = ркан,
sin₽KaH = -^—.
« “0 расч
Средний расчетный диаметр
^врасч “ da0 — Ло — (0,2 ч~ 0,5) fe,
иногда
do расч = dao — 2Ла0 — (0,2 ч- 0,5) й.
Ход винтовой поверхности канавок (клеймится на торце фрезы)
РгОкан = 51 do расч ctg 0ка!1.
Если для вычисленной таким образом величины рг0 расч не удается
подобрать сменные колеса для настройки станка, на котором должна
быть изготовлена фреза, то выбирают другое, близкое значение р расч
и по нему находят новый угол Ркан по формуле
sinp;aH=1/
V Ргв расч
Значения Р^ан и расч клеймятся на торце фрезы.
Фрезы обычно изготовляются правозаходными, винтовые каиавки —
левые.
Основные размеры фрез червячных чистовых по ГОСТ 8027—60*
для шлицевых валов с прямобочным профилем приведены в табл. 6.
6. Основные размеры червячных шлицевых фрез (по ГОСТ 8027—60*)
Размеры в мм
dfl Номинальные размеры валов Размеры фрез
для серий общие для валов серий
легкой средней тяжелой L гб rfOTB D6 (не менее) легкой средней и тяжелой
~гЛ г1 ^7 г1 dai г1 г0 k г« k
16 18 21 23 26 28 32 36 42 46 52 56 62 72 82 92 102 112 30 32 36 40 46 50 58 62 68 78 88 98 108 120 6 20 22 25 28 32 34 38 42 48 54 60 65 72 82 92 102 112 125 6 20 23 26 29 32 35 40 45 52 56 60 65 72 82 92 102 115 125 10 50 4 22 34 — — — 63 10 4
56 27 40 70 4,5
63 5 70 12 4 80 5,5
8 8
то 32 50 80 4,5 90 6
80 90 14 100 112 12 5,5
16
90 40 60 100 112 5 6 7
10 10
20
100
5.5 6 125
112 125 140 8
Червячные фрезы для валиков прямолинейного профиля 623
624 Обработка неэвольвентных профилей по методу обкатки
При проектировании фрез для валиков, размеры которых отличны
от указанных в ГОСТе, габаритные размеры фрез в зависимости от шага
профилей фрез и деталей могут быть выбраны по табл. 7.
7. Ориентировочные значения габаритных размеров червячных фрез
Размеры в мм
Наибольший шаг нарез- ки фрезы Размеры фрезы Наибольший ; шаг нарез- 1 кн фрезы Размеры фрезы
ао L ^ОТВ “ао L “'□ТВ
13 55 45 27 32 95 95 32
15,5 60 50 27 35 100 95 32
17,5 65 55 32 38 110 100 32
19 70 60 32 41 120 110 40
21 75 65 32 45 130 120 40
23 80 70 32 50 140 130 40
26 85 80 32 56 150 135 40
29 90 90 32 63 160 145 40
Методы увеличения прямолинейного, правильно обработанного уча-
стка профиля детали. 1. Увеличение высоты головки
зубьев фрезы до при этом внутренняя окружность про-
филя детали уменьшается до = га1 — Лдоув вместо /у = —
— йдо. Необходимая величина haoyB для получения прямолинейного
профиля до точки as на расстоянии от центра приведена далее.
2. Применение фрез с «усиками». Боковые стороны
зубьев фрезы делают с высотой йаОуВ, определяемой возможностью обра-
ботки профиля детали до точки а- на расстоянии от центра детали
(рис. 28, а). Средняя часть наружной поверхности каждого зуба имеет
меньшую высоту haa от начальной прямой. Она определяется условием
обработки внутреннего цилиндра впадины профиля валика. Форма
профиля зуба фрезы приведена на рис. 28, а.
Полная увеличенная высота зуба
[! гн
I + sin 2 уда— —
\ rwl
— sin уда 1/ 1 Sin2 уш — (—£1—
г \ rw1
или
ув = би! Sin Smax (Sin бщах Sin Уда).
Размеры «усиков»
йус = Лдо ув йдо^ йу^ = 0,3 мм -i- 0,85Sgi Syc — 45°,
где S5 — ширина канавки в основании профиля по чертежу валика
Для выхода шлифовального круга при шлифовании.
Профиль зуба фрезы определяется, как указано ранее (стр. 614).
Рис, 28. Зуб фрезы с «усиками» (а) н схема обработки про*
филя валика фрезой с «усиками» (6)
Угловой параметр <р5> обеспечивающий образование прямолиней-
ного участка профиля детали до внутренней окружности (поверхности
впадин) радиуса определяется из выражения
sin (tp6 + Уш)
1/"1 + sin2 yw — (-^-У
У \ гил /
или
cos (<р6 + yw) =
626 Обработка незвольвентных профилей по методу обкатки
При применении этих фрез на внутреннем цилиндре детали у осно-
вания профиля валика получается углубление, вырезаемое «усиками
(рис. 28, б). Глубина этого углубления б6 (рис. 28, а) равна высоте
«усика» бус; ширина впадины зависит от размеров «усика» и может быть
определена графическим способом последовательных положений или
по формуле
ss = 2зпер + Ьув = 2гмц + бус,
Vбус (2гfl бус) ]/~бус (2гfl бус)
где р = arctg----- —-v--------------------—----------.
Ifl - Пус 'и>1
Фрезы с «усиками» применяют для обработки валиков с жестким
допуском по внутреннему цилиндру (с центрированием по внутреннему
диаметру). При расчете следует проверить
достаточность получающейся внутренней
цилиндрической поверхности для центри-
рования, определив ее ширину графиче-
ски способом последовательных положе-
ний или по формуле
Qnrfi
«ц = —---------sfi — 2s5,
где 5^ — ширина шлица валика по окруж-
ности впадин, Sfi = — угол
.
профиля на окружности радиуса z^, sin у/ = —— sin у®.
Аналитический расчет размеров усиков в зависимости от требуемых
размеров детали приведен в работах [5, 6].
Иногда эти фрезы находят применение и для обработки валиков
с центрированием и по наружному диаметру (с широким допуском по
внутреннему диаметру), у которых при обработке нормальными червяч-
ными фрезами прямолинейный участок профиля получается меньше
требуемой величины.
3. Применение фрез определенной уста-
новки. Форма профиля боковых режущих кромок определяется
по рассмотренному ранее методу. Высота боковых сторон профиля опре-
деляется высотой бдаув по приведенной формуле. Во избежание умень-
шения внутреннего цилиндра валика наружная поверхность части
зубьев фрезы, участвующих в обработке, ограничивается не прямой
линией, а дугой окружности, радиус которой равен радиусу внутренней
окружности детали (рис. 29). Все профилирующие зубья имеют разную
высоту и форму (рис. 30, в—з). Для работы фреза устанавливается во
вполне определенное положение по отношению к оси нарезаемой детали,
передвижение фрезы вдоль оси недопустимо. Установка производится
по шаблону или по риске, которая наносится с задней стороны централь-
ного зуба фрезы. Ось фрезы при обработке на станке, как и у нормальных
червячных фрез, устанавливается под углом тв к торцу детали.
Применяются также фрезы, профилирующие боковые стороны про-
филя детали смешанным методом: часть профиля — методом огибания,
а часть — методом копирования.
Червячные фрезы для валиков прямолинейного профиля 627
4. Применение фрез определенной уста-
новки, профилирующих впадины по методу
копирования — фасонной обработки. У этих фрез
профилирует впадину только один (последний) калибрующий зуб.
Его размеры равны размерам впадины детали (рис. 31). Форма и раз-
меры остальных зубьев фрезы устанавливаются из условия несреза-
ния профиля обрабатываемой детали.
Рис. 30. Схема работы зубьев фрезы определенной установки
Эти фрезы являются фрезами определенной установки; для работы
они устанавливаются во вполне определенном положении относительно
оси детали (центров станка); перемещение их вдоль оси недопустимо.
На рис. 32 изображены типовые детали, обрабатываемые фрезами
определенной установки.
Шаги винтовой нарезки для правой и левой сторон профиля зубьев
этих фрез различны и отличаются от шага профиля детали:
для одной стороны
Рх от = дРх 01*0 + (°> 1 °.3) мм;
для другой стороны
Рх 02 = ДРх 02z0 (0,1 = 0,3) ММ,
628
Обработка неэвольвентных профилей по методу обкатки
где 2в — число зубьев фрезы по окружности; дополнительная величина
(0,1—0,3) мм компенсирует неточности изготовления.
Допускается округление полученных величин шага рх01 в большую
и Рхоз в меньшую стороны в соответствии с возможностями настройки
станков (в пределах до 0,2 мм).
Величины &.pxoi и Архоа, характеризующие шаги зубьев фрез, опре-
деляются по следующим формулам [19 J:
для обработки храпового колеса с поднутрением зуба (рис. 32, а)
&Рхо1 = rai sin в;
л „ ^rai
Арх02^'со?¥
. 0 . 0 х . о,
sm -g- cos I о + у---------g- \ sin о
sin (6' + е)
. 0 — в
sm-2~
Sin
ral
Рис. 31. Схема образования
профиля детали фрезой
определенной установки,
профилирующей впадину
детали методом копирова-
ния
для обработки шлицевого валика со
шлицами, стороны которых параллельны
(рис. 32, б):
Архи = SH1 COS (ja +~2-) ;
2rfi sin -g- cos ----gj
APX 02 = ,
Si «i
180° .
о =---------;
Z1
Для обработки шлицевого валика со шлицами треугольного профиля
(рис, 32, в)
. 2га1 .в / . е \
*рх « = Sm - 2" C0S к'Ь 2~ ) -
2ral sin
Арх 02 =
sin yfi cos ^26' + sin (yo + e) cos
cos 5' sin (26' -fej
Sin уa ;
Червячные фрезы для валиков прямолинейного профиля 629
для обработки прямолинейного профиля зубьев цепного колеса
с дуговым профилем впадины (рис. 32, г):
. 2rfll ,е I , е \ .
01 = -етsin -гcos (j*+~г) -
ДДсОг = r [tg (6' +е)
sin S'
cos (6' -г е)
г sin б — р
sm уа =----------------
Га1
Здесь гх — число зубьев (повторяющихся профилей) по окружности
детали; z0 — число зубьев по окружности фрезы; у,_, — угол профиля
Червячная фреза
Рнс. 32. Профили деталей, обрабатываемые червячными фрезами опре-
деленной установки, работающими с профилированием методом копиро-
вания
детали на окружности выступов; 8— угол поворота детали при повороте
фрезы на один зуб, 8=-----; б — центральный угол впадины детали.
Обычно у фрез этого типа все зубья за калибрующим удаляются.
У фрез для шлицевых валиков со шлицами, стороны которых парад-
дельны, предварительные зубья располагают с обеих сторон от кали-
брующего зуба (рис. 32,б).Существуют и другие конструкции фрез [19].
630 Обработка неэволъвентных профилей по методу обкатки
Конструктивные размеры фрез могут быть найдены из приведенных
ранее соотношений, в которых известны высота профиля ha и средний
шаг Рхо с? = • Требуемое количество витков определяется
размерами детали, оно меньше чем у фрез нормальной конструкции.
Детали одинакового профиля с разными числами зубьев могут быть
в определенном интервале чисел зубьев нарезаны одной фрезой.
Для улучшения условий резания и повышения стойкости фрезы
всех рассмотренных конструкций могут быть спроектированы с поло-
жительным передним углом у > 0, но в этом случае необходим коррек-
тировочный расчет их профиля.
Технические требования и допуски на изготовления червячных шли-
цевых фрез для окончательной обработки профиля валиков
(ГОСТ 1139—58) установлены ГОСТ 8027—60*. Фрезы изготовляются
из быстрорежущей стали (ГОСТ 19265—73). Карбидная неоднородность
не должна превышать балла 4. Твердость фрез должна быть в преде-
лах HRC 62—65; твердость фрез из быстрорежущей стали с содержа-
нием ванадия 3% и более, а также кобальта 5% и более должна быть
выше на 1—2 единицы IIRC.
Неточности изготовления отдельных элементов фрез не должны
превышать величин, приведенных в табл. 8.
Допускаемое отклонение диаметра отверстия — A, (ОСТ НКМ 1011),
наружного диаметра и общей длины фрезы — В8 (ОСТ 1010).
8. Допуски на изготовление чистовых червячных шлицевых фрез
(по ГОСТ 8027—60 *)
Проверяемый параметр Допускаемое отклонение (мм) при нормальном шаге витков фрезы, мм
До 10 Более 10 до 16 Более 16 до 25 Более 25
Погрешность шага ........ Накопленная ошибка шага на ±0,010 ±0,012 ±0,016 ±0,020
длине любых двух витков . . . « . Радиальное биение по наружному ±0,016 ±0,020 ±0,025 ±0,032
диаметру ...» Отклонение шага винтовых стру- жечных канавок в % от шага вин- 0,020 0,025 0,032 0,040
товой канавки Рк расчетного .... Накопленная ошибка окружного ±3 ±2,5 ±2,5 ±2
шага канавок Наибольшая разность окружных 0,063 0,080 0,100 0,125
шагов канавок в- пределах оборота Конусность по наружному диаме- 0,040 0,050 0,063 0,080
тру по’ длине фрезы 0,032 0,040 0,050 0,063
Радиальное биение буртиков . • • 0,016 0,020 0,020 0,020
Торцовое бненне буртиков • * • . 0,010 0,012 0,016 0,020
Пр и меч а ине. Отклонение передней поверхности от ради-
альности допускается только в сторону поднутрения или отклонение
от номинального значения переднего угла в переделах до 30'.
Червячные фрезы для валиков фасонного профиля
631
Шероховатость поверхностей фрез ио ГОСТ 2789—73 должна
быть: передних, задних на боковых сторонах зубьев и на их вер-
шине, торцовых поверхностей, центрирующих буртиков не грубее
8-го класса, цилиндрической поверхности буртиков — не грубее 7-го
класса, поверхности посадочного отверстия — не грубее 9-го класса.
Толщина вершины зубьев неполных витков должна быть не менее
половины толщины вершины цельных зубьев. Шлифованная часть зад-
них поверхностей зубьев, обеспечивающая требуемую точность про-
филя, должна быть не менее 1/3 длины зуба.
Точность фрезы но элементам профиля зубьев определяется измере-
нием пробного кольца, нарезанного фрезой на специальной заготовке.
Отклонение толщины зубьев пробного кольца должно соответствовать
отклонению на толщину зубьев вала по ГОСТ 1139—58 на протяжении
не менее */3 высоты зуба, считая от наружного диаметра. На остальном
участке допускается отклонение только в сторону поднутрения, вели-
чина .которого на каждой из боковых сторон не должна превышать а/3
величины допуска на толщину зубьев вала.
При центрировании по внутреннему диаметру отклонение внутрен-
него диаметра пробного кольца должно соответствовать отклонению
внутреннего диаметра вала по ГОСТ 1139—58, посадка Лга. При цен-
трировании по наружному диаметру фактический размер внутреннего
диаметра пробного кольца приблизительно должен соответствовать
внутреннему диаметру шлицевого валика по ГОСТ 1139—58.
Радиальное биение фрезы при нарезании пробного кольца не должно
превышать 0,03 мм.
Размеры и технические требования на пробные кольца определены
приложением к ГОСТ 8027—60*.
Кроме червячных фрез цельной конструкции для обработки шлице-
вых валиков изготовляются также червячные фрезы сборной конструк-
ции с режущими элементами как из быстрорежущей стали, так и твер-
дого сплава.
Червячные фрезы для шлицевых валиков также проектируются и
изготовляются с незатылованиыми зубьями. Эти фрезы сборной конструк-
ции с вставными рейками (зубьями). Обработка их профиля произво-
дится в смещенном положении зубьев (реек) относительно рабочего
положения последних, благодаря чему возможно образование профиля
методами круглого шлифования без применения операции затылования.
Конструкция, принципы работы и расчет профиля см. [3J.
ЧЕРВЯЧНЫЕ ФРЕЗЫ ДЛЯ ВАЛИКОВ
ФАСОННОГО ПРОФИЛЯ
Для сложных профилей, состоящих из. различных криволинейных
и прямолинейных участков, положение центроиды и возможность обра-
ботки профиля определяются с учетом всех "участков профиля. При
выборе центроиды обработки следует исходить из условий возможности
обработки (см. стр, 581). Если в сложный профиль входит прямолиней-
ный участок, как, например, участок а2а3 на рис. 33, то минимально
допустимый радиус начальной окружности для этого участка определя-
ется по формуле для r^irain (см. стр. 604), причем гд1 и в формуле
принимаются для крайней точки участка, наиболее удаленной от центра
детали,— точки о3 (см. на рис. 33, a rs и уд).
632 Обработка неввольвентных профилей по методу обкатки
Червячные фрезы для валиков фасонного профиля 633
В общем виде сложный фасонный профиль детали может быть пред-
ставлен как сочетание элементарных круговых профилей, образованных
дугами окружностей соответствующих радиусов кривизны. Общим
видом центроид детали и инструмента также являются начальные ок-
ружности.
Для детали кругового профиля радиуса р линия профилирования
в прямоугольной системе координат с началом, совпадающим с центром
кривизны центроиды, опреде-
ляется следующими координа-
тами (рис. 34):
xc=rwi [(!+/') sin фт±р' sind];
Ус—rwi К1 +/') cos Ф1±р' cosd],
где фх — угол поворота профиля
в обкаточном движении, за на-
чальное принято положение
профиля с центром его кривизны
иа оси О^у; d — угол профиль-
ной нормали между нормалью
к профилю и осью Охр, опре-
деляется из выражения
ctgd =
= cig q>i---cosec <Pi;
Рис. 34. Круговой профиль детали,^
определение координат точки С профит
лировапия
р' и /' — соответственно относи-
тельные величины р — радиуса
кривизны профиля и / — сме-
щения центра его кривизны
с центроиды по отношению к ра-
диусу Гц> кривизны центронды(вне
центроиды f и внутри — /).
Линия профилирования кругового профиля детали в зависимости
от положения полюса Р относительно профиля (величины /), соотно-
шения величин радиусов центроиды обработки детали и гц центра
кривизны профиля приведены иа рис. 35. Линии профилирования кру-
гового профиля можно разделить на следующие: нулевая — 0 при
rwi ~ Гц (f — 0), вида а при гц > rwi (f > 0, положение полюса
Р-i', Р-ъ • • .)> вида Р при гц < Гш1 (/ < 0, Ръ Р2. . .), вида у при
Гц >rwl(f > 0, P.lt Р-г), вида б при гц < rwl (f < 0, Plt Р2, . . .).
Критические экстремальные точки линий профилирования относи-
тельно центроид детали и инструмента ограничивают возможности обра-
ботки профиля детали, получения сопряженного профиля режущей
кромки (влияют иа выбор положения центроиды обработки).
Критические точки по отношению к центроиде детали лежат на пер-
пендикуляре к линии кратчайшего межобевого расстояния в полюсе Р;
соответствующий угол <pj определяется из формулы
СОЗ ф1 =
_____1
1 +
634 Обработка неэвольвентных профилей по методу обкатки.
Обработка наружного кругового профиля радиуса р при профилиро-
вании методом огибания может быть выполнена; выпуклого профиля
детали—выпуклой режущей кромкой инструмента при линиях профили-
рования П вида у (f~> 0) и 6 (/< 0) при сравнительно больших <рх, или
вогнутой режущей кромкой при линии профилирования вида a (f > 0) и
6 (f < 0) при малых cpj; вогнутого профиля детали — выпуклой режу-
щей кромкой при линиях профилирования вида у (/ > 0) и ₽ (/ <0) при
малых <pi.
Рис. 35. Виды линий профилирования кругового профиля
в зависимости от положения относительно профиля по-
люса Р и центроиды обработки
Приведенные условия, учитывающие влияние положения центроиды
и формы линии профилирования, не учитывают ограничений возможно-
сти обработки по другим условиям: условиям взаимного положения
профилей, величине переходной кривой, образуемой граничной точкой
профиля, заострению профиля режущей кромки инструмента и пр.
Размеры профиля режущей кромки червячной фрезы могут быть
определены любым приведенным ранее способом.
Аналитическое определение производится в прямоугольной системе
координат с осью абсцисс, совпадающей с начальной прямой фрезы,
и осью ординат, проходящей через точку пересечения профиля с началь-
ной прямой или совпадающей с осью симметрии зуба фрезы при симме-
Червячные фрезы для валиков фасонного профиля
635
тричном его профиле. Определение координат производится на основе
положений, изложенных на стр. 594. Для этого вычерчивают взаимное
расположение центроид, профиль детали в произвольном положении,
находят точку касания профилей как точку пересечения профиля
детали с нормалью к нему, проходящей через полюс профилирования Р
(см. рис. 33, б). Проводят оси координат и откладывают координаты
х и у точки С профиля зуба фрезы в вычерченном положении профили-
рования. Из искомых и известных величин — радиуса начальной ок-
ружности—rwi, перемещения начала координат — r№i<pi, величин,
определяющих профиль детали, составляют замкнутую ломаную линию
Рис, 36. Определение координат профиля
режущей кромки зуба фрезы для обра-
ботки детали кругового профиля
Рис. 37. Задние углы зуба червячной фрезы
фасонного профиля
(на рис. 33, б для участка — линия CDOPO^FEO^C), которую про
ецируют аналитически поочередно на оси координат, и определяют
значения координат х и у указанной произвольной точки С данного
участка профиля зуба фрезы. *
Профиль режущей кромки червячной фрезы для обработки детали
кругового профиля радиуса р определяют в прямоугольной системе
координат хОу (рис. 36) с осью Ох, совпадающей с начальной прямой
и началом координат на линии центров в исходном положении профилей
<р = О (центр профиля детали также лежит на линии центров), следую-
щими уравнениями:
х = (rwl + /) sin (pl ± р cos £ — Гццф!;
У = (/-иа + Л cos <Р1 ± Р sin £ — гЮ1.
Знак плюс для внешнего выпуклого профиля детали, минус — для
внутреннего вогнутого.
Угол £ профильной нормали с осью Ох определяют из выражения
_ (rWl Л C0S <Р1 ---
К Ь (rwl + /) sin фх
Формулы координат точек профиля зуба фрезы для обработки
детали сложного профиля (см. рис. 33, а), составленного из дуг окруж-
ностей и прямой, приведены в табл. 9. Профиль определяют (см.
рис. 33, в) в прямоугольной системе координат с осью Оу, совпадающей
636 Обработка неэвольвентных профилей по методу обкатки
i. Координаты профиля режущей кромки червячной фрезы для обрабокки
профиля детали, приведенной на рис. 33, а
Примечание, р — угол между нормалью к профилю в точке профилировании,определяемой углом (рг и на-
чальной прямой фрезы.___________________________________________________________________________________________________
Червячные фрезы для валиков фасонного профиля
637
Рис. 38. Образование впадины де-
тали несимметричного профиля и
нагрузка на режущую кромку фре-
зы при разных направленнох обка-
точного движения
с осью симметрии зуба фрезы, и осью Ох, совпадающей с начальной
прямой фрезы.
Величины х и у зависят от параметра <рх — угла поворота детали
от начального положения. Его величину определяют для узловых
смежных точек профиля детали.
Дуговой участок профиля дета-
ли с центром на центроиде (учас-
ток /) обрабатывается одновременно
во всех точках при совпадении цен-
тра дуги с полюсом профилирова-
ния. Профиль режущей кромки
этого участка такой же, как про-
филь детали.
Выбор конструктивных разме-
ров и геометрических параметров
рассматриваемых фрез производит-
ся на основе тех же соображений,
что и для червячных фрез для ва-
ликов прямолинейного профиля.
Обычно передний угол у = О
(рис. 37); при у>0 необходим кор-
ректировочный расчет профиля
зубьев фрезы.
Задний угол ае на боковой ре-
жущей кромке в точке С (рис. 37),
находящейся на расстоянии туОс от
оси фрезы, определяется из выра-
жения
tg «б = tg «в sin
Туес
где ав — задний угол режущей
кромки на вершине зуба, на наруж-
ном цилиндре фрезы; — угол
между касательной к профилю
в рассматриваемой точке и перпен-
дикуляром к оси фрезы.
Желательно, чтобы ctg й? 2°
(или 1° 30').
Форма и площадь сечений сре-
зов, нагрузка на режущую кромку
обкаточных инструментов изменя-
ются при перемене направления
обкаточного движения. Это необхо-
димо учитывать при проектировании
инструментов с асимметричными режущими кромками для обработки
деталей асимметричного профиля. Направление главного и обкаточного
движений должно быть.выбрано из условий более равномерной загрузки
режущих кромок разных сторон зубьев инструмента (фрезы), получе-
ния рациональных величин действительных геометрических параме-
тров, исключения илн уменьшения нагрузки на кромки, работающие в
неблагоприятных условиях и пр. На рис. 38, показана обработка
638 Обработка неэвольвентных профилей по методу обкатки
впадины детали при разных направлениях обкаточного движения.
При обкаточном движении по часовой стрелке (рис. 38,6) большая
нагрузка приходится на плавную часть кромки, которая может быть
обеспечена лучшими геометрическими параметрами, толщйны срезов
на нее меньше по сравнению с толщинами срезов при противоположном
направлении обкаточного движения, облегчаются условия работы на
неблагоприятной части режущей кромки.
Червячные фрезы для обработки деталей неэвольвентных профи-
лей, кроме фрез для шлицевых прямобочных валов, стандартизованы
(для нарезания зубьев звездочек к приводным роликовым цепям
ГОСТ 15127—69, червячные чистовые однозаходные фрезы для зубча-
тых колес зацепления Новикова с двумя линиями зацепления —
ГОСТ 16771—71 и ГОСТ 18692—73).
Конструкция и размеры червячных фрез для нарезания зубьев
звездочек к приводным роликовым втулочным цепям (однорядным и
многорядным типа ПР, 2ПР, ЗПР, 4ПР, ПРУ, ПВ и 2ПВ по
ГОСТ 10947—64) с шагом р = 8,0; 9,525; 12,7; 15,875; 19,05; 25,4;
31,75; 38,1; 44,45; 50,8 мм установлены ГОСТ 15127—69. Фрезы изго-
товляются в двух исполнениях: исполнение 1 — профиль зуба без
смещения центров дуг впадины; исполнение 2 — профиль зуба со сме-
щением центров дуг впадины в соответствии с профилем зубьев звездо-
чек (ГОСТ 591—69).
Профиль зубьев в нормальном сечении червячных фрез при изго-
товлении зубьев звездочек обкаткой по делительной окружности по-
следней для звездочек с числом зубьев гх 9 (профиль основной рейки)
приведен на рис. 39.
Размеры профиля (основной рейки) в зависимости от размеров про-
филя звездочки шага р^ и диаметра ролика или диаметра втулки D
определяются по ГОСТ 591—69 следующим образом.
Шаг основной рейки (зубьев фрезы) в нормальном сечении
Рпо = 1.011р(1.
Радиус головки зуба
ра = 0,5025.0 + 0,05 мм.
Радиус выпуклости зуба
Pj = 0,5D + ра = 1,00250 + 0,05 мм.
При р > 10 мм радиус впадины зуба р2 = 0,03р, высота ножки
зуба hf = 0,28р + р2 = 0,31р.
При р 10 мм р2 = 0,05р, hf — 0,23р + р2 = 0,28р.
Смещение центров дуг радиуса ра е = 0,03 р; при расчете фрез для
звездочек 1-го исполнения е — 0.
Центр Оэ дуги радиуса р3 лежит на пересечении перпендикуляра,
восстановленного на середине отрезка О2С с продолжением линии
ОхВСс. Величина ВС = р2.
Профиль зуба звездочек, получаемый методом огибания, отличается
от теоретического (исходного) профиля. Величина отклонения зависит
от числа зубьев и не превышает в нормальном направлении к теорети-
ческому профилю (0,01—0,015) р.
Рис. о9. Профиль режущей кромки червячной
Червячные фрезы для валиков фасонного профиля
фрезы в нормальном сечении — для обработки зубьев звездочек к ролико-
вым и втулочным цепям
640 Обработка неэвольвентных профилей по методу обкатка
10. Основные габаритные размеры червячных фрез
ПО ГОСТ 15127—09
для нарезания зубьев звездочек к приводным
роликовым втулочным цепям
Параметр цепи Параметр фрезы
Шаг р РР Наруж- ный диаметр dao- Диаметр отверстия ^отв’ Общая длина L, В9 Число зубьев z0
8,0 5,0 70 27 63 12
9,525 5; 6; 6,35 80 32 70 12
12,7 7,75; 8,51 90 32 80 12
15,875 10,16 100 32 90 12
19,05 11,91 112 40 100 12
25,4 15,88 125 40 125 10
31,75 19,05 140 40 140 10
38,1 22,23 160 50 160 10
44,45 25,4 180 50 180 9
50,8 28,58 180 50 180 9
Размеры профиля зубьев фрез приведены в ГОСТ 15127—69. Основ-
ные габаритные размеры фрез (рис. 40) приведены в табл. 10.
Фрезы изготовляются правые однозаходные, направление винтовой
канавки — левое, с нешлифованным профилем (допускается изготовле-
ние со шлифованным профилем). Шероховатость поверхностей фрез
Рис. 40. Конструкция и основные габаритные размеры цельных червячных
фрез для образования зубьев звездочек к приводным роликовым и втулочным
цепям
должна быть не ниже следующих классов: передней поверхности зубьев
и цилиндрической поверхности буртиков — 7-го; поверхности посадоч-
ного отверстия и опорных торцов — 8-го, задних поверхностей зубьев
и боковых поверхностей шпоночного паза — 6-го.
Предельные отклонения размеров фрез не должны превышать вели-
чин, приведенных в табл. 11 и 12.
Предельные отклонения размеров, не ограниченных допусками:
охватывающих — по А7, прочих 1/2 (Д8 = В8), предельные откло-
Червячные фрезы для валиков фасонного профиля
641
11. Предельные отклонения (мкм) размеров червячных фрез
для нарезания зубьев звездочек приводных цепей
(по ГОСТ 15127 — 69)
Наименование Шаг цепи, мм
8—12,7 15,875 10.ПК— 31.7Б— 60,8
25,4 44,45
Наибольшая погрешность шага ±40 ±45 ±50 ±63 ±80
Наибольшая накопленная по- грешность шага на длине любых трех соседних шагов ±63 ±70 ±80 ±90 ±120
Просвет (зазор) между профи- лем и шаблоном на участке ра- диусов: ря - Р1 40 50 63 80 80
Р2 “ Рл • • - 63 80 100 120 120
Отклонение от радиальности пе- редней поверхности зуба в сто- рону поднутрения на высоте . 100 160 200 250 320
12. Предельные отклонения (мкм) размеров червячных фрез
для нарезания зубьев звездочек приводных цепей
Наименование Наружный диаметр фрезы, мм
От 70 до 80 Св. 80 до 100 Св. 100 до 125 Св. 125 до 160 Св. 160
Радиальное биение фрезы по наружному диаметру . * , * . . 70 80 100 125 160
Конусность по наружному диа- метру по длине фрезы 100 120 150 180 220
Радиальное биение буртиков фрезы ....... 32 32 32 40 40
Торцовое биение буртиков фре- зы . . 25 25 32 32 40
нения на отверстие doTE по А должны быть выдержаны не менее, чем
на половине длины каждого посадочного пояска отверстия; в зоне шпо-
ночного паза допускается увеличение размера отверстия на центральном
угле, не превышающем 30° от оси симметрии шпоночного паза в обе
стороны. Толщина верхней части неполного зуба фрезы по всей его
длине должна быть не менее 0,4 номинальной толщины по делительному
цилиндру.
Размеры червячных чистовых фрез для зубчатых цилиндрических
колес передач Новикова с двумя линиями зацепления стандартизованы
ГОСТ 16771—71 для модулей 1,6—16 мм (цельная конструкция) и
ГОСТ 18692—73 для модулей 18—28 мм (сборная конструкция). Число
зубьев фрез Должно быть при т = 1,6+2,5 мм не менее 12 и при т —
= 3,15+16 мм — не менее 10. Длина шлифованной части задней по-
верхности зуба у фрез цельной конструкции ие менее V2 длины зуба
по наружной поверхности. Передний угол у == 0, задний угол на вер-
шине зуба аЕ = 13°. Фрезы больших модулей сборной конструкции
21 Под ред. Малова
642 Обработка неэвольвентных профилей по методу обкатки
(ГОСТ 18692—73) имеют прямые стружечные канавки и могут быть
праворежущими и леворежущими; они могут изготовляться с забор-
ным конусом.
Рис. 41. Профиль режущей кромки зубьев червячных фрез для обработки
зубчатых колес передач Новикова с двумя линиями зацепления: Л В и CD
рабочие участки профиля
Размеры профиля зубьев фрез (рис. 41) приведены в приложениях
к соответствующим ГОСТам, там же приведены предельные отклоне-
ния размеров и допускаемая шероховатость поверхностей. Основные
габаритные размеры приведены в табл. 13.
13 Основные габаритные размеры фрез червячных чистовых
однозаходных для зубчатых цилиндрических колес
передач зацепления Новикова с двумя линиями зацепления
по ГОСТ 16771 — 71 и 18692—73
(предпочтительный ряд модулей)
Размеры в мм
Мо- дуль т Наруж- ный диаметр Диаметр отверстия ^отв Общая длина L Мо- дуль т Наруж- ный диаметр daa Диаметр отверстия ^отв Общая длина L
1,6 70 27 63 8,0 140 40 125
2,0 70 27 63 10,0 160 50 140
2,5 80 32 70 12,5 180 50 160
3,15 90 32 80 16 225 60 200
4,0 100 32 90 20 250 60 224
5.0 112 40 100 25 315 70 375
6,3 125 40 112
Долбяки
643
ДОЛБЯКИ
— число его зубьев — целое число.
а
Рис. 42. Долбяк для обработки детали
фасонного профиля
Долбяки применяются для обработки валиков и втулок (внутренних
поверхностей) с прямолинейным и фасонным профилем в сечении, пер-
пендикулярном к оси детали, для обработки деталей фасонного профиля,
реек и других деталей.
Основной размер долбяка — диаметр начальной окружности dwo.
Необходимо, чтобы
— Л4о,
где Ptwu — шаг зубьев долбяка;
Так как ptwt = Pziajo» ^го
dust г1 _____ ri»i __ Фо а.
1 • " " " -- * А*}
г<> Гцд) ф1
Фо = ^Ф1> ги>1 — ХГщо,
где dwl и 4,0 (rwl и гшо) — соот-
ветственно диаметры (радиусы)
начальных окружностей детали
и долбяка; гх и г0 — соответст-
венно числа их зубьев; фх и
фо — углы их поворота в про-
цессе обработки (обкаточного
движения); X, — коэффициент
соотношения размеров цен-
троид — начальных окружно-
стей детали и долбяка.
Общие методы определения профиля режущих кромок лезвия дол-
бяка приведены на стр. 582, 599. Для образования задних углов размеры
профиля и диаметральные рассматриваемых долбяков, как и зуборез-
ных, изменяются по толщине долбяка от переднего торца к заднему.
Расчетные размеры профиля соответствуют расчетному (исходному)
сечению.
В других сечениях, перпендикулярных оси долбяка, фактические
размеры его профиля Е получаются отличными от размеров исходного
сечения Срасч и изменяются в зависимости от величины заднего угла а
и расстояния от расчетного сечения Да:
Е £расч ± До tg я.
Изменение размеров профиля долбяка может вносить искажения
в профиль детали.
Обычно для увеличения общего допустимого слоя переточек расчет-
ное сечение при конструировании долбяка принимается на некотором
расстоянии а от переднего торца (рис. 42). Величина а зависит от формы
и требуемой точности профиля детали (допустимых отклонений) и от
величины заднего угла долбяка. Получающиеся отклонения профиля,
кроме указанных величин, зависят от метода образования задних
поверхностей долбяка.
Искажения профиля детали в результате переточки долбяка можно
уменьшить: 1) путем шлифования профиля их зубьев червячным шли-
фовальным кругом при одновременной продольной и радиальной пода-
чах для образования заднего угла [2]; 2) путем применения долбяков
*
644 Обработка неаволъвентных профилей по методу обкатки
с цилиндрической задней поверхностью, которые для образования зад-
них углов работают при наклонном положении оси долбяка относительно
оси детали — направления продольного перемещения долбяка в про-
цессе его работы. При переточках таких долбяков размеры режущей
кромки и ее положение относительно оси вращения долбяка не изме-
няются [12].
Приведенное определение размеров долбяка относится к исходному
(расчетному) сечению. Во избежание больших искажений размеров про-
филя обрабатываемой детали при проектировании долбяка принимают
размер а небольшим или даже равным нулю.
Для плоскости переднего торца размеры профиля должны быть соот-
ветственно пересчитаны.
Конструктивные и габаритные размеры долбяка назначаются анало-
гично размерам зуборезных долбяков.
Долбяки для валиков прямолинейного профиля (шлицевых). Расчет-
ные размеры детали те же, что и при проектировании червячных фрез
(см. стр. 603).
Минимально допустимая величина радиуса начальной окружности
детали при обработке долбяком
ТаЦ дни —
з + z
(А +2)»
sinaya = Ага1.
Долбяки
645
Уравнения профиля зубьев долбяка в прямоугольной системе коор-
динат (рис. 43) с началом в центре долбяка Ои и осью Оау, проходящей
через точку пересечения профиля с его начальной окружностью,
х0 — rw0 { sin фо — X sin
фо
X
+- Ти
Уо = Ляо {cos фо + % sin
( 1 v \ —
— sin Ywj sin ( -1 Фо+Va^j,
где фо — параметр, соответствующий углу поворота долбяка от на-
чального положения.
Минимальное значение ф0
фо пип = Хф1 min >
где Ф1тт — соответствует углу поворота детали, необходимому для
обработки точки профиля, наиболее удаленной от центра. При rwl =
“ гЮ1пип. найденном по приведенной ранее формуле (см. стр. 644),
sin (ф! пип + V®) = sin V» = -р j? jT~ sin уда,
а при rwl = ral фотш = Фотах = Хф11пах-
При условии, что наружная поверхность зубьев долбяка касается
внутренней поверхности детали,
<Ф, „ + т.) = .< L+>> ?»-?. ±и + Ч <> + 2> ? -w?,
£ -f- Л
где т) — коэффициент высоты ножки профиля детали,
rwi — rfi , rfi
Т] = -------- = 1-----.
Гщп Г^1
При необходимости правильной обработки профиля валика до вну-
тренней его окружности радиуса наружная окружность зубьев
долбяка радиуса га0 должна пересекать внутреннюю окружность де-
тали, и в этом случае
C°S (ф^ max + Tai) = 1/ -----------I — Sin2 у® =-------COS ум,
у \ Iwl 1 ги>1
где yfl определяется из выражения sin у/1 = Sin уда.
646 Обработка неэвольвентных профилей по методу обкатки
Полученный теоретический профиль режущей кромки долбяка
иногда для упрощения изготовления заменяется дугой окружности,
как было указано ранее (см. стр. 609).
Размеры зуба долбяка (рис. 43, б) определяются аналогично при-
веденным на стр. 616.
Ширина зуба по прямой (хорде начальной окружности) долбяка
для обработки валика симметричного профиля
8ио — wo sin
где 2фи,0 — центральный угол зуба долбяка по начальной окружности,
рад; 2ife,0 = .
'СИ
Расстояние этой хорды от вершины зуба долбяка
йдо = haQ и? -f- fu>o (i — cos ’t'tMi) •
Ширина зуба по прямой в других точках профиля, для которых
определены величины и в принятой системе координат (для
построения шаблона на профиль зуба):
syo k — — 2 txi/o k cos ’Itou "F (Ууо n — rw.,) sin Ф®о]-
Расстояние хорды от хорды s^o (хорды начальной окружности)
hyo k = {Ууи k — rwo) cos фдао -j- Хуа sin фшо-
В основании профиля детали у внутренней окружности при обра-
ботке долбяком образуется переходная кривая (рис. 44, а).
Радиус границы прямолинейного участка профиля детали (начала
Переходной кривой) при обработке долбяком
У, о *4" 1
— 2р" S п X
X (Уsin2 -у® + 1] (2 4- X) (2 + тр.) — sin уш) — трА'.•
4 -f- А
Угловой параметр <р1пр последней точки прямолинейного участка
профиля детали при обработке долбяком — точки начала переходной
кривой — равен ф1Шах и определяется по формуле sin (<piniax + Yw)
(см. стр. 645, там же г])-
Угловой параметр фа0 последней точки профиля зуба долбяка, рас-
положенной на окружности выступов <ра0 = Х<р11]р.
Высота переходной кривой
йпер = Гпр — fft-
Переходная кривая имеет форму удлиненной эпициклоиды.
Увеличение прямолинейного участка профиля детали при обра-
ботке долбяком может быть достигнуто методами, аналогичными ука-
занным для случая обработки валиков червячными шлицевыми фрезами!
I метод — увеличением высоты головки зуба долбяка до йдоув»
т. е. увеличением радиуса окружности выступов долбяка до гаау0
при той же величине радиуса начальной окружности. Это повлечет
уменьшение внутренней окружности профиля детали.
Долбяки
647
II метод — применением долбяков с «усиками» (рис. 44, б) форма
зубьев которых аналогична форме зубьев червячных фрез с «усиками».
Радиус наружной окружности долбяка с «усиками»
га0 ув = rwo (А, —J— 2) Sin2 (фдо ув + Уна) —
— 2А (А, 4- 1~Гsin Уш sin (<ра0 ув + У®) + 1 — sin 2 Там*
В этой формуле фаоув — угловой параметр, соответствующий обра-
ботке профиля детали на окружности впадин радиуса г^; его величина
Фаоув = A, <P'imax, где Ф1тах см. стр. 645.
Рис. 44. Переходная кривая, образующаяся при обработке долбяком пря-
молинейного профиля детали (а) и зуб долбяка с «усиками* (б)
Высота головки зуба долбяка с «усиками» ha() ув — гаа ув — rwa.
Размеры «усика» устанавливаются аналогично размерам «усиков»
червячных шлицевых фрез.
Средняя часть зуба ограничивается дугой окружности, касательной
к внутренней окружности детали; ее радиус
<ао = rwi + rwo — rfi-
При применении этих долбяков на внутренней цилиндрической
поверхности впадины профиля детали, у основания профиля, полу-
чаются углубления, размеры которых могут быть определены графи-
ческим способом последовательных положений.
648 Обработка неэвольвентных профилей по методу обкатки
III метод — применением долбяков определенной установки, рабо-
тающих по смешанному методу обкатки (огибания) и фасонной обра-
ботки и по методу фасонной обработки. Для их применения требуется
соответствующее изменение кинематической цепи зубодолбежного
станка.
Вспомогательные расчетные размеры для
контроля зубьев долбяков для валиков с па-
Рис. 45. Вспомогательные размеры контроля толщины зубьев
долбяков для валиков с параллельными шлицами: зубомером
(а), трапециевидной скобой (б), шариком (в), по общей нор-
мали (г)
раллельными шлицами. Размеры для контроля толщины
зуба зубомером (рис. 45, а) равны приведенным ранее (стр. 646) разме-
рам s^o и hao хорды, или
о / . 180° . \ 180=
sc = 2гац ( sm----sinyo, cos---;
\ /21
- Г, ( . 180° . \ . 180° 1
= Гиц 1 — 1 sm-----sin у® I sin-- — гц.
L \ г1 / г1 J
Размеры трапециевидной скобы для контроля толщины зуба
(рис. 45, б) определяются по этим же формулам или принимаются
равными «сК = (по начальной окружности), /1СК — haai угол про-
360°
филя скобы ₽ск =---------.
г1
Долбяки
649
Размеры для контроля зуба долбяка роликом или шариком
(рис. 45, в):
диаметр шарика
— 2/шо
sin (фр + М’и)
— sin yw
расстояние от центра долбяка до наружной поверхности шарика,
cos-^-
2“ = ~Г + ГТ+х-------------- . Л’
cos (-£---Фо + A-Yu, J
При выбранном значении ф0 определяются dm и М. Необходимо,
чтобы шарик размещался во впадине, опираясь на боковые стороны
зуба долбяка, не касаясь окруж-
ности впадин, т. е. необходимо,
чтобы
М л
—-**ш rfo-
Размер по общей нормали
(рис. 45, г)
^=2^ Г (1+Л) sin—^^
L * (1 л)
Рис. 46. Задние и передние углы
зуба долбяка
— Л sin yw J ,
где Тх — угловой шаг детали
(шлицевого валика); гп — це-
лое число зубьев долбяка в длине общей нормали.
Углы резания долбяка. На зубьях долбяка должны
быть образованы передние и задние углы (рис. 46), на вершинной кромке
(на окружности выступов) — задний угол аЕ. Величина заднего угла
на боковых режущих кромках аб зависит от угла ав и от способа обра-
зования задних поверхностей зубьев долбяка. При образовании боковых
задних поверхностей параллельно линии симметрии зуба путем шлифо-
вания обеих сторон каждого зуба при одном наклоне оси долбяка зад-
ний угол на боковых сторонах профиля в нормальном сечении, перпен-
дикулярном к опорному торцу, определяется соотношением
tg «бд = tg «в s»n «ft.
650 Обработка неэвольвентных профилей по методу обкатки
Здесь в* — угол между касательной к профилю в рассматривае-
мой точке К (рис. 46) и осью симметрии зуба;
I -f- % , .
-------- Фо + У — Ч’дао.
е* =
где 2ф'и0 — центральный угол, соответствующий толщине зуба долбяка
по начальной окружности.
Величину бокового заднего угла желательно получить по возмож-
ности большей и не менее = 1° 30' (минимальное значение).
Рис. 47. Определение размеров профиля режущей кромки
долбяка для обработки кулачка:
а — профиль детали; б — определение координат профиля
режущей кромки долбяка для обработки участка II про-
филя детали
Передний угол образуется заточкой передней поверхности по конусу
аналогично эвольвентным долбякам. Наибольший передний угол —
на вершинной режущей кромке ув, расположенной по окружности
выступов. На боковых режущих кромках величина переднего угла
Убк определяется по формуле
tg Тб* = tg Th sin ek.
Наличие углов а и у вносит искажения в профиль режущей кромки
по сравнению с профилем зуба в расчетном сечеиии, перпендикулярном
к оси долбяка, и поэтому требуется соответствующая корректировка
Долбяки
651
размеров профиля. Во избежание больших искажений профиля обычно
принимают, что ав = 5<-6°; ув — 04-5°.
Долбяки для деталей фасонного профиля. Долбяки применяются
для обработки фасонных валиков с повторяющимся по окружности
профилем (например, звездочек роликовых цепей), для фасонных кон-
Рис. 48. Долбяк для обработки детали фасонного профиля (а)
и фасонной детали реечного вида (б)
центрнчных деталей с неповторяющимся по окружности профилем
(например, кулачков), для призматических фасонных деталей. У дета-
лей первого типа центроида обработки может отличаться от эксплуата-
ционной. У деталей второго типа ось вращения при обработке может
не совпадать с эксплуатационной осью вращения. Они выбираются
с учетом приведенных ранее условий выбора центроиды и условий воз-
можности обработки по методу огибания.
Долбяк для фасонного кулачка по рис. 47, а показан на рис. 42,
профиль режущей кромки — на рис. 47, б. Ось вращения детали при
652 Обработка неэвольвентных профилей по методу обкатки
обработке — О,; центроида обработки детали проходит через центр О'
дуги участка IV.
Профиль участка I режущей кромки долбяка — дуга окружности
радиуса
rao I — гах> 4- — pi-
Профили участков Пн III определяют координаты:
х0 = {гт 4- гЮ1) sin ф0 — б cos q> 4- я sin q> — ра sin £;
Уо — (сшо 4“ би)cos Фо 4- * sin ф + я cos <р — ра cos £.
Здесь р2 — радиус участка II профиля детали; ан Ь — координаты
его центра; <р — угол поворота детали относительно осн Оду;
t Про 4“ бщ 1 4* Л,
ф = ф, 4- ф0 =----------фо-------=--- фо,
'WI ™
£ — угол между нормалью к профилю детали в точке профилирования
и осью O0f/» £ = Фо — 8.
Угол 6 определяется из выражения
о______b cos фх — a sin ф1
ё ~~ rwi 4- b sin Ф1 4-а cos Ф1
Профиль участка IV такой же, как профиль соответствующего уча-
стка детали, т. е. он образован по дуге окружности радиуса р4.
На рис. 48, а показан долбяк для обработки детали фасонного про-
фили, на рис. 48, б — долбяк фасонного профиля для детали реечного
типа, обрабатываемой в специальном поворотном приспособлении на
зубодолбежном станке. Подробнее вопросы проектирования фасонных
долбяков см. [17, 18, 20, 24J.
ОБКАТОЧНЫЕ РЕЗЦЫ
Обкаточные резцы применяются для обработки деталей типа валиков
с фасонными образующими винтовыми (червяки, резьбы одно- н много-
заходные) или кольцевыми (фасонные кольцевые рейки, фасонные тела
вращения) поверхностями. Обработка обкаточными резцами произво-
дится на специальных станках мод. ЕЗ-10 завода «Комсомолец» и на
универсальных токарных станках, оборудованных специальными при-
способлениями.
В процессе обработки (рис. 49) заготовка детали вращается вокруг
своей оси (движение резания /); резец, ось которого скрещивается с осью
Детали, вращается вокруг своей оси (движение //) и перемещается по-
ступательно вдоль оси обрабатываемой детали (движение III). Послед-
ние два движения (II и ///) образуют в совокупности движение обкатки—
качение без скольжения центроиды инструмента Ь — начальной окруж-
ности — по центроиде детали а — начальной прямой. Поверхность де-
тали образуется методом огибания. При обработке винтовых поверх-
ностей (рис. 49, б) процесс нарезания копирует зацепление колеса
(резца) с червяком (деталью) при перемещении инструмента в напра-
влении, параллельном оси детали.
При работе ось резца перекрещивается в пространстве с осью обра-
батываемой детали. Плоскость, перпендикулярная оси резца и прохо-
Обкаточные резцы
653
дящая через режущую кромку по вершине зуба, устанавливается или
по оси заготовки, или иногда, при обработке деталей с винтовыми по-
верхностями, — в плоскости, нормальной к направлению витков де-
тали.
Профиль режущей кромки обкаточного резца является сопряженным
по отношению к профилю детали и определяется по указанным ранее
условиям. Для деталей с прямолинейным профилем режущая кромка
резца имеет эвольвентиую форму.
Рис. 43. Обкаточные резцы;
а — для обработки детали с фасонной образующей; б — для
обработки червяка
Профиль резца для обработки фасонного профиля детали, образо-
ванного дугой окружности радиуса р, с центром, смещенным с цен-
троиды на расстояние а (рис. 50), в прямоугольной системе координат
хО0у определяется следующими координатами:
Хц — (бао — а) sin <Ро — ГдаоФо COS ф0 + pj Sltl
Уч — (б»о — ц) cos Фо + г^офо sin ф0 + рх cos
Здесь £ — угол между нормалью к профилю в точке профилирова-
ния и осью Ойу, £ == фо + ф, где угол ф определяется из уравнения
tg Ф = фо-
где — Фо в рад.
Для дугового участка профиля детали с центром на центроиде про-
филь режущей кромки резца такой же, как профиль детали.
Диаметр начальной окружности резца для деталей: а) с профилем
, п
шага р, повторяющимся по длине детали, awo = — р; б) с профилем
длиной L, не повторяющимся по длине детали, с учетом добавочного
участка I на отрезку деталей, dwo= — {L -f- 12), где п — целое число.
Начальную прямую для уменьшения переходных кривых и увели-
чения ширины режущей кромки на вершине зуба следует располагать
по возможности ближе к основанию профиля детали. При большем
удалении начальной прямой от наружной поверхности профиля детали
возможен его срез у наружного цилиндра.
654
Обработка неэвольвентных профилей по методу обкатки
У деталей плавного профиля небольшой глубины, у которых при
обработке не получаются переходные кривые и не срезаются вершины
профиля, начальную прямую располагают посередине высоты профиля
детали.
Выбор положения начальной прямой при обработке деталей прямо-
линейного профиля см. [14, 17, 19].
Рис 50. Определение координат профиля режущей
кромки обкаточного резца для обработки детали
кругового профиля
По своей конструкции обкаточные резцы аналогичны долбякам
с эвольвентным или фасонным профилем. При проектировании резцов
для винтовых поверхностей необходимо учитывать угол подъема винто-
вой поверхности обрабатываемой детали и изменение заднего и перед-
него углов в процессе резания. Ввиду сложности движения режущих
кромок резца, в особенности при обработке винтовых поверхностей,
изменение действительных углов резания может достигнуть значитель-
ной величины.
Резцы для обработки винтовых поверхностей изготовляют с пря-
мыми или винтовыми зубьями. Передняя поверхность выполняется
или конической, аналогично прямозубым долбякам, или наклонной
для каждого зуба, аналогично косозубым долбякам для колес с винто-
выми зубьями.
Проектирование и исследование работы обкаточных резцов для
деталей типа тел вращения с фасонными образующими винтовых поверх-
ностей и резьбы см. также [14, 21].
Обкаточные резцы для зубчатых деталей
(з у б о т о ч е н и е). Обкаточные резцы для шлицевых валов н других
Обкаточные резцы
655
деталей зубчатого типа могут быть цельной и сборной конструкции.
Резцы для обработки шлицевых прямобочных валов по ГОСТ 1139—58
сборной конструкции, разработанные ВНИИ МСиИП (СТП 035—1.74)
показаны на рис. 51, а их основные размеры — в табл. 14.
Рис. 51. Обкаточные резцы сборной конструкции для обработки шлицевых
валиков по методу зуботочения
Направление винтовой линии зубьев левое, угол наклона [) =>
= 10-ь 18°. Вставные зубья (ножи) резцов сборной конструкции кре-
пятся цилиндрическим хвостовиком (0 12, 14, 16, 18 и 20 мм). Ось
резцов для образования заднего угла смещена с осевой плоскости кор-
14. Основные размеры (мм) обкаточных резцов для шлицевых валов
по ГОСТ 1139 — 58
Размеры вала Параметры инструмента
dai’ мм серия Лл, мм оо* *0 ^отв> мм вх5, мм
14—48 Легкая Средняя 124 — 130 7 50 60
20-35 Тяжелая 129-135 9 50 60
40—102 Тяжелая 132—137 7 50
54—68 Легкая Средняя 141 — 150 5 60 70
72—98 Легкая Средняя 165—168 6 60 70
656 Обработка пеэволентных профилей по методу обкатки
пуса головки и наклонена относительно перпендикуляра к оси под
углом <р =3-г-6°. Крепление осуществляется клиньями с рифлением
(на ножах — поперечное, на клиньях — продольное), затягиваемыми
гайками. Геометрические параметры в собранном виде: ув = 17°,
ctB = 18° (ножей а', = 32-s-35b, у' = 0-f-5°30')-Окончательное профи-
лирование и затачивание зубьев производится в собранном виде. Форма
режущей кромки приведена на рис. 52, размеры профиля — см.
СТП 035—1.74.
Рис. 52. Форма режущей кромки обкаточного резца (зубо-
точения) для обработки валика с параллельными шлицами
Расчет профилей обкаточных резцов для нарезания зубчатых дета-
лей с поднутрениыми зубьями по методу зуботочения — см. [4].
НОВЫЕ ВИДЫ ОБКАТОЧНЫХ ИНСТРУМЕНТОВ
Для увеличения возможностей обкаточной обработки можно при-
менять обкаточные инструменты, работающие в условиях изменения
скоростей обкаточных движений и взаимного положения инструмента
и детали. Проще это осуществить в инструментах с конструктивным
обкаточным движением. Подробнее см. [13].
Обкаточные инструменты с профилированием по переходной кривой
и эквидистанте к ней. При применении обкаточных инструментов,
работающих в условиях нормального (неизменяемого) обкаточного
движения (X = const), кроме рассмотренных методов профилирования
можно использовать профилирование по переходной кривой и экви-
дистанте к ней. Отличительная особенность метода — одинаковая
величина радиуса р кривизны для всех точек профиля режущей кромки
при положении центра кривизны относительно центроиды инструмента
на расстоянии /. При этом виде профилирования можно получать неко-
торые профили деталей, которые нельзя обработать с профилированием
методом огибания, например, с отрицательной величиной угла профиля
(с поднутрением); этот метод может быть применен только для обработки
деталей, допускающих отклонения в форме профиля, для предваритель-
ной черновой или получистовой обработки под последующую оконча-
тельную и пр.
Форма профиля детали, получаемая при обработке, зависит от формы
центроид, размеров режущей кромки и ее положения относительно
центроиды р и f. В прямоугольной системе координат с началом в цен-
тре детали и осью Оу, совпадающей с линией кратчайшего межосевого
расстояния, координаты получаемого профиля детали равны:
Новые виды обкаточных инструментов
657
а) если центроиды — начальные окружности (рис. 53, а), то полу-
чаемый профиль — эквидистанта к удлиненной гипоциклоиде и
х! = rwQ [ (! + Q Sin - Фо — (! + V sin ~V- + Po Sto v];
Vi = rw0 [ — 0 + fo) COS -'t A фо + (1 + X) cos — p('cos V j ,
где v — угол между профильной нормалью и осью С\у;
v = + Ф;
р«с’я53’ Определение формы профиля детали, получаемой при обкаточной
обработке с профилированием по переходной кривой и эквидистанте к ней при
центроидах:
а детали и инструмента — окружности; б — детали — окружность,
инструмента — прямая; « — детали — прямая, инструмента — окружность
6) если центроиды детали — окружность, инструмента — прямая
(инструмент реечного типа X, = 0) (рис. 53, б), то получаемый профиль —
эквидистанта к удлиненной эвольвенте и
*1 = Г®1 [Ч>1 cos Ф1 — 0 + Л) sin Ф1 + Pi sin (Ф1 + ft)];
У\ = rwi [Ф1 s“ Ф1 + 0 + fl) cos Ф1 - Pi cos (Ф1 + ft)],
658
Обработка неэвольвентных профилей по методу обкатки
угол & профильной нормали определяется из выражения
tgO =
м
в) при обработке рейки — центроиды детали — прямая, центроиды
инструмента — начальная окружность (X = со) (рис. 53, в), тогда
получаемый профиль — эквидистанта к удлиненной циклоиде:
Х1 = гм К1 + /') sin Фо + Ро sin ® — Фо];
= Г№0 [(1+Г) cos Фо + Ро cos О - М,
угол профильной нормали О определяется из выражения
cig й = ctg фо---. * cosec <р0.
1 -Г /о
В приведенных формулах р(, и fg — соответственно относительные
величины радиуса кривизны профиля режущей кромки р0 и расстояния
центра кривизны профиля f 0 от центроиды инструмента по отношению
к радиусу кривизны центроиды инструмента г№|).
Определять параметры инструмента следует из условия обеспечения
правильной формы требуемого профиля детали на его точных участках
с возможно меньшими отклонениями на неточных. Размеры профиля
режущей кромки /0 и р0 должны удовлетворять условиям: /о + Ро =
= /iao с= Л/i, pao^gPfi, где hao и /ipj—соответственно высоты го-
ловки профиля инструмента и ножки профиля детали; рао и Pfi — со-
ответственно радиусы кривизны профиля режущей кромки инстру-
мента и впадины детали; р, и — по отношению к радиусу кри-
визны центроиды детали.
Положение центроиды обработки детали может быть определено
путем подбора или с использованием графоаналитического способа [15].
Максимальный радиус возможной обработки профиля детали огра-
ничивается точкой Ег, Ед самопересечения траекторий движения про-
филя режущей кромки (рис. 54).
Возможность получения отрицательной величины угла профиля
обработанной детали увеличивается с увеличением р,', и <р0.
Обкаточные инструменты с компланарным направлением скоростей
главного и обкаточного движений. Векторы скорости главного движе-
ния инструмента огл и скорости движения подачи vs (продольно-посту-
пательной или вращательной) детали или инструмента, обеспечивающей
обкаточное движение побв, находятся в параллельных плоскостях
(рис. 55). Скорость движения резания урез создается из суммы или раз-
ности скоростей огл и vs:
През = Г'гл ± Г'Ь-
Обработанная поверхность образуется методом огибания ее инстру-
ментальной (производящей) поверхностью, создаваемой режущими
кромками инструмента в движении резания (рис. 56, а).
Профиль производящей поверхности определяется из условия, что
суммарная относительная скорость движения режущей кромки в точке
Новые виды обкаточных инструментов
659
профилирования нормальна к радиус-вектору этой точки режущей
кромки из соответствующего положения полюса Р.
При обработке детали с прямолинейной центроидой инструментом
с центроидой в виде окружности (рис. 56, б) радиус центроиды инстру-
мента может быть определен из выражения [1 ]
где — наибольшая величина отрезка между точками пересечения
центроиды с нормалями к крайним точкам кривой обрабатываемой по-
Рис. 54. К определению точки самопересечения траектории
движения профиля режущей кромки, ограничивающей
максимальный диаметр возможной обработки
верхности в рассматриваемом сечении; Л — необходимый технологиче-
ский припуск; при назначении его величины необходимо учитывать
условия работы инструмента, в том числе обеспечить несрезание обра-
ботанной поверхности первым зубом инструмента при его дальнейшем
вращении.
Профиль сопряженного беззубого диска (инструментальной поверх-
ности) определяется величинами координат х и у в прямоугольной
системе, связанной с инструментом. Начало этой системы на оси 09
инструмента. В начальном положении <р = 0 и ось О0у нормальна к на-
чальной прямой [1].
Координаты
х = (гм — Ууи) sin <рг — Уу-ц tg cos ф,,
У = <Ууи — rwt>) cos ф,- — yelt tg sin <р,.
660 Обработка неэвольвентных профилей по методу обкатки
Здесь куц и yv\i — координаты точек сечения требуемой поверх-
ности детали в неподвижной системе координат, ось OjXj которой
совпадает с начальной прямой, и ось Огу — с осью О(,у подвижной си-
стемы при q> — 0; tg Р/ — значение производной в этих точках; <р(- —
параметр, угол поворота инструмента (рад), необходимый для профили-
Рис. 56. Образование обработанной поверхности (а) и
кромки
Новые виды обкаточных инструментов
определение размеров и геометрических параметров режущей
инструмента (б)
662
Обработка неэвольвентных профилей по методу обкатки
ровання данной точки i сечения поверхности детали, определяемый из
условия
_ «О 4- ХуИ И- УуЦ tg Pi
Ф1----------------------->
Чио
где а0 — величина, определяющая расстояние между осями ординат
подвижной и неподвижной систем в начальном положении, — устано-
вочный размер инструмента относительно обрабатываемой заготовки.
Передние поверхности, образующие режущие кромки, расположены
в плоскостях, параллельных оси инструмента.
Задниеаод и передние уод углы зубьев инструмента изменяются в про-
цессе обработки и определяются следующими зависимостями:
t„ „ _ (tg «ст—tgT) sin фр .
ё од 1 + tg аст tg т sin2 фр ’
= tg Уст+tgT Sin2 Фр .
ь Тод (1 _ tg уст tg т) sin фр ’
здесь аст и уст — конструктивные задний и передний углы; <рр — угол
между касательной к профилю режущей кромки и перпендикуляром
к оси инструмента; измеряется в плоскости, перпендикулярной пло-
скости чертежа (рис. 56, б); т — угол между вектором скорости резания
и главного движения инструмента, определяется из выражения
е tg ти
sin т = & ;
/1 + tg2 ти
угЛ
е—отношение скоростей движений главного и подачи, е=-------;
Vs
ти — угол, характеризующий рассматриваемое положение режущей
кромки относительно плоскости, проходящей через ось инструмента
и перпендикулярной скорости поступательного движения детали.
Инструменты данного типа могут применяться для получении по-
верхностей двоякой кривизны — деталей фасонной формы (типа тур-
бинных лопаток) в двух взаимно перпендикулярных направлениях
см. рис. 56, а). При этом радиальные размеры профиля режущих кро-
мок инструмента определяются приведенным способом в ряде плоских
параллельных сечеиий, перпендикулярных оси инструмента. Формы
режущих кромок различны и определяются с учетом их радиальных
размеров в каждом из этих сечений. При определении величины rwo
следует учитывать /ц в целом для всего профиля обрабатываемой детали
(по крайним точкам пересечения центроиды нормалями ко всей обраба-
тываемой поверхности детали). Расчет инструмента см. работу [1].
РЕЖИМЫ РЕЗАНИЯ
Червячные шлицевые фрезы см. [9]. Значения подач приведены
в табл. 15. Табличные величины следует умножить на коэффициент ks,
определяющий влияние материала обрабатываемой детали (см. табл. 16).
Режимы резания
663
15. Рекомендуемые величины подачи S в мм/об (9]
Размеры обрабатываемого Предварительная обработка фрезами под шлифование Чистовая обработка по сплошному материалу
вала ММ
Диаметр Высота шлицев без «усиков» с «усиками»
14-28 1.5—2,5 1,8 1,6 0,6
30—52 2—3 2,0 1.7 0,6
54—70 3-4 2.2 1.9 0,8
72 — 82 5 2,2 1.9 0,8
90—100 5—6 2,4 2,0 П2
105—125 5—6,5 2,5 2,1 1,2
10. Поправочные коэффициенты feg и ky,
учитывающие материал обрабатываемой детали [9]
Сталь НВ ks fey
35 45; 35Х, 40Х . 45 зохгт 50 12ХН4Л; 20ХНМ; 18ХГТ; I2XH3; 20Х . . . 18ХНВА; ЗОХМЮА; 5ХНМ; 6ХНМ; ОХНЗМ 18ХНВА; ЗОХМЮА; 5ХНМ; 6ХНМ; ОХНЗМ 156—187 170—207 207—241 156—207 170—229 156—207 158 — 229 229—285 1,0 1,0 0,9 0,9 0,9 0.9 0.8 0,7 1,1 1,0 0,8 0,8 0,9 0,9 0,8 0,6
Примечания: 1. Значения feg и ky приведены для фрез без «усиков». 2. Поправочные коэффициенты на скорости резаиия и мощности следующие: А. У фрез с «усиками» . . 0,85 Б. Количество шлицев , . 4 6 8 10 16 20 Коэффициент 0,85 1,0 1,1 1,2 1,4 1,5 В. Количество осевых перемещений фрезы 0 12 3 и более Коэффициент , 1,0 1,1 1,2 1,3
Скорость резания v (м/мин) определяется по формуле
Сг?’37
v ~ 70^0^28-^’
где Т — период стойкости фрезы (при чистовой обработке 300 мин,
при черновой — 600 мин); Zi, kj — соответственно число и высота
шлицев, мм; S — подача фрезы, мм/об; С — коэффициент, при чистовой
обработке равный 390, при черновой — 780; йа — коэффициент, опре-
деляющий влияние материала обрабатываемой детали (табл. 16).
664 Обработка неэвольвентных профилей по методу обкатки
17. Рекомендуемые скорости резания V (м/мин)
при обработке валов диаметром 14 — 125 мм с шестью шлицами
фрезами без «усиков» из стали PI8 (9]
Обр аботка По- дача SOr мм/об фрезы Высота шлицев hlt мм Мощ- ность N, кВт
2 з 4 5 6 6,5
Скорость резания V, м/мии
Черновое нареза- ние (под шлифова- ние) 1,0 1,3 1.6 2,0 2.6 3,2 48 42 38 34 30 26 29 25 22,5 20,5 18 16 20 17,5 15,7 14,1 12,3 11,1 15 13,2 12 10,6 9,3 8,4- 12 10,3 9,3 8,4 7,3 6,6 10,5 9,4 8,4 7,6 6,6 6,0 0,4—0,9 0,4—1,0 0,4—1,0 0,4—1,0 0,5—1,0 0,5—1,1
Чистовое нареза- ние 0,6 0,6 0,8 1,0 1,3 1,6 45 41,5 36 32 28 25 27 24,5 21,5 19 16,7 15 18,7 17 14,8 13,2 11,6 10,4 14 12,8 11,1 10 8.7 7,8 11 10,1 8,8 7,8 6,8 6,2 10 9,2 8 7,1 6,2 5,6 0,2—0,5 0,3 —0,6 0,3 —0,6 0,3—0,6 0,3 —0,6 0,3—0,6
Рекомендуемые скорости резания червячными фрезами при обра-
ботке шлицевых валов приведены в табл. 17.
Режим работы червячными шлицевыми фрезами (сборной конструк-
ции) с ножами из твердого сплава Т15К6 при обработке деталей из
стали 40Г (НВ 170—229): скорость резания V = 180 м/мин, продольная
подача Snp== 1,2 мм/об заг. При обработке фрезами из стали Р6М5:
V = 27 м/мин, S = 1,2 мм/об заг. [8].
Обкаточные резцы. Обработку червяков и деталей фасонного про-
филя из стали 45 производят при и — 36+38 м/мин и подаче Snp =
— 0,2+0,4 мм/об детали (21].
Для обработки червяков т = 1+5,0 мм из быстрорежущей стали
станкостроительный завод «Комсомолец» г. Егорьевск рекомендует
при работе на станке ЕЗ-10А V = 22+26 м/мин, Snp = 0,1 +
+0,125 мм/об. заг. для т — 1+2,75 мм и — 0,05+0,075 для т =
== 3+5 мм.
При обработке шлицевых валов из сталей 40Х и 45 методом зубото-
чения обкаточными резцами из стали Р18 скорость резания V — 35+
+ 50 м/мин; при обработке валов повышенной твердости (НВ 280—340)
V = 28 м/мин при подаче Snp = 0,5 мм/об.
СПИСОК ЛИТЕРАТУРЫ
1, Антонова М. П. Применение принципов обкатки для обработки поверх-
ностей двойной кривизны, В кн.: Усовершенствование зубообрабатываю-
щего инструмента. М.» Изд. НИИМАШ» 1969, с. 425—437.
2. Гуревич С, И. Повышение точности обработки шлицевых валов долбя-
ками. ». В ки. Исследование процессов обработки металлов резанием. [Труды
МАТи]. Вып. 45, М.» Оборонгиз, 1960. с. 5—26.
3. Иноземцев Г. Г.» Иванов И, И. Незатылованные шлицевые червячные
фрезы. М,, «Машиностроение», 1973» 150 с.
4. Котельников Ю. В.» Волков И. И. Расчет профилей обкаточных резцов
Для нарезания вубчатых деталей с поднутреииыми зубьями по методу зубо*
Режимы резания
665
точения. В кн.: Технология производства, научная организация труда и управ-
ления», вып. 10. М., Изд. НИИМАШ. 1974, с. 14 — 21.
5. Лашнев С. И. Формообразование зубчатых деталей реечными и червяч-
ными инструментами. М., «Машиностроение», 1971, 215 с.
6. Дашиев С. И., Юликов М. И. Расчет и конструирование металлорежу-
щего инструмента с применением ЭВМ. М., «Машиностроение», 1975, 386 с.
7. Люкшин В. С. Теория винтовых поверхностей в проектировании режу-
щих инструментов. М., «Машиностроение», 1968, 371 с.
8. МойсенкоО. И., Мастный Л. Е. Нарезание прямобочных шлицев твердо-
сплавными червячными фрезами. В кн.: Синтетические алмазы, вып. 1, Киев
«Наумова думка», 1973, с. 35—37.
9, Общемашиностроительные нормативы режимов резания и времени для
технического нормирования работ на металлорежущих стайках. Ч, 2. Зубо-
FeSHHie, горизонтально-расточные, резьбоиакатиые и отрезные станки. Изд. 2.
Центральное бюро промышленных нормативов по труду при НИИ Труда
Госкомитета СМ СССР по вопросам труда и заработной платы]. М., «Машино-
строение», 1974, 198 с.
10. Павлюк В. П.г Трепано Ю. М. Нарезание зубьев шлицевых валов трак-
тора К-700 по методу зуботочения. В ки.: Технология производства, научная
организация труда и управления. Вып. 10. М., Изд. НИИМАШ, 1974, с. 21 — 26.
11. Резцы обкаточные для нарезания гаммы зубчатых (шлицевых) валов
по ГОСТ 1139 — 58. Конструкция и размеры. СТП 035-1 — 74». М. ВНИИ МСИП,
1974. 32 с.
12. Родин П. Р., Самохин Г. И., Бурьяи В. А. Долбяки с наклонной осью,
работающие методом обкатки. — В кн.: Усовершенствование зубообрабаты-
вающего инструмента. М., Изд. НИИМАШ, 1969, с. 117—147.
13. СахаровГ, Н. Некоторые вопросы теории обкаточных инструментов. —•>
В кн.: Усовершенствование зубообрабатывающего инструмента. М., Изд.
НИИМАШ, 1969, с. 85 — 105.
14. Сахаров Г. Н. Проектирование круглых обкаточных резцов. — В кн.:
Новое в конструировании металлорежущего инструмента. М., Машгиз, 1958.
с. 7—58.
15. Сахаров Г. Н. Определение параметров обкаточных инструментов, ра-
ботающих с профилированием по переходной кривой. М., изд. Станкин,
1972, 45 с.
16. Сахаров Г. Н., Кирсанов Г. Н. Проектирование инструмента для наре-
еаиия зубчатых колес с зацеплением Новикова. «Передовой иаучио-техиическнй
и производственный опыт» № 6-64-270/10. М.» Изд. ГОСИНТИ, 1964, 36 с.
17. Семенченко И. И,, Матюшин В. М., Сахаров Г. И. Проектирование
металлорежущего инструмента. М.» Машгиз, 1963, 952 с.
18. Справочник металлиста. М., Т. 3. М., «Машиностроение», 1966, с. 508—»
19. Фрайфельд И. А. Расчет н конструирование специального металло-
режущего инструмента. М.—Л., Машгиз, 1957, 196 с.
20. Цвис Ю. В. Профилирование режущего обкатного инструмента. М..
Машгиз, 1961, 154 с.
21. Цвис Ю. В. Исследование точеиия по методу обкатки. М., ВНИИ
ЦБТИ станкостроения, 1950, 141 с.
22, Шараев Д. Я., Климов В. И»> Ивлева Л. Ф. Расчет окружности, наи-
более близкой к профилю червячных шлицевых фрез. — «Станки и инстру-
мент», 1966, № 1, с. 34—36.
23. Шишков В. А. Образование поверхностей резанием по методу обкатки.
М., Машгиз. 1951, 152 с.
24. Юликов М. И. Расчет долбяков фасонных профилей. М, изд. ВНИИ
ЦБТИ станкостроения. 1951, 114 с.
Глава 14
ДОПУСКИ И ПОСАДКИ. ОТКЛОНЕНИЯ ФОРМЫ
НОРМАЛЬНЫЕ ЛИНЕЙНЫЕ РАЗМЕРЫ
Ряды нормальных линейных размеров (табл. 1 и 2) служат основа-
нием для выбора номинальных значений размеров изделий и их эле-
ментов.
Использование нормальных линейных размеров позволяет унифи-
цировать изделия, сократить номенклатуру режущих и измерительных
инструментов, штампов и другой технологической оснастки.
Ряды размеров по табл. 1, начиная с размера 0,012 мм, представляют
собой геометрические прогрессии со знаменателями:
/Тб (5-й ряд): (10-й ряд);
2/’Тб (20-й ряд); ’/Тб'(40-й ряд);
При выборе рядов или отдельных размеров предпочтение следует
отдавать рядам с более крупной градацией (5-й ряд предпочитать 10-му,
10-й ряд — 20-му, 20-й ряд — 40-му). В отдельных технически или эко-
номически обоснованных случаях, при невозможности использовать
размеры по табл. 1, допускается применять дополнительные размеры
по табл. 2.
Применение размеров из табл. 1 и 2 необязательно: а) для производ-
ных размеров, точно зависящих от принятых исходных размеров; б) при
выборе технологических межоперационных размеров; в) в тех случаях,
когда размеры уже установлены стандартами на конкретные изделия.
ДОПУСКИ И ПОСАДКИ ГЛАДКИХ СОЕДИНЕНИЙ
Единая система допусков и посадок СЭВ
Стандарты СЭВ: СТ СЭВ 144—75, СТ СЭВ 145—75 и СТ 177—75
определяют Единую систему допусков и посадок СЭВ для гладких
соединений (цилиндрических и плоских по параллельным плоскостям),
а также допуски и предельные отклонения для несопрягаемых эле-
ментов. Стандарты СЭВ основаны на международной системе допу-
сков и посадок (системе ИСО) и к 1980 г. должны заменить приме-
нявшуюся в СССР систему допусков и посадок ОСТ (см. стр. 673).
Основу ЕСДП СЭВ составляют ряды допусков, называемые квали-
тетами (табл. 3), и ряды основных отклонений, которыми определяется
положение полей допусков относительно нулевой линии (рис. 1). Поля
допусков образуются сочетанием основного отклонения (положения
1. Ряды линейных размеров (ГОСТ 6636 — 69). мм
Rab ДаЮ 7?а20 7?а40 Яа5 RfllO Ra20 ^а40 НаЪ 7?а10 Ra20 1?а40
0,010 0,010 0,010 0,011 0,040 0,040 0,040 0,045 0,040 0,042 0,045 0.048 0,100 0,120 0,120 0,140 0,120 0,130 0.140 0,150
0,012 0,012 0,014 0,012 0,013 0,014 0,015
0,050 0,050 0,056 0,050 0,053 0,056 0,060 0,160 0,160 0,160 0,180 0,160 0,170 0,180 0,190
0.016 0,016 0,016 0,018 0,016 0,017 0,018 0,019
0,063 0,063 0,063 0,071 0,06' 0,067 0,071 0,075 0,200 0,200 0,220 0,200 0,210 0,220 0,240
0,020 0,020 0,022 0,020 0,021 0,022 0,024
0,080 0,080 0,090 0,080 0,085 0,090 0,095 0,250 0,250 0,250 0,280 0,250 0,260 0,280 0,300
0,025 0,025 0,025 0,028 0,025 0,026 0,028 0,030
0,032 0,032 0,036 0,032 0,034 0,036 0,038 0,100 0,100 0,100 0,110 0,100 0,105 0,110 0,115 0,320 0,320 0,360 0,320 0,340 0,360 0,380
Допуски и насадки гладких соединений
668
Допуски и посадки. Отклонения формы
родолжеиие табл.
Допуски и насадки гладких соединений
669
Продолжение табл.
в 123 130 140 150 160 170 180 ! 190 I 200 210 I 220 ! 240 1 250 260 280 300 320 340 360 380
о сч а ю о СЧ с о о со о © о сч сч сч о о ю со сч сч © о СЧ со С*Э 03
Да 10 ю сч о чо о о сч о СО сч о сч ОЗ
ю а ft! 8 и* о о о ю сч
о»» а о счизсо *»• Ч’ т tt* о со <о о ю io из <е соь. —«ю сс? <е г- ь- О ю Q из СО 00 05 01 О 10 о о о о — сч
О сч а ftr О Л О CD 10 to 2 г- о о СО 05 о о О г-.
01 иЦ о о to со о со о
ю а се сэ *г <D © о
а * СЧСО'Ч'Ю «01>-сОО5 О — СЧ ’О СЧ СЧ OI сч ю се оо о сч сч сч со сч-чкеоо СО 03 ОЗ 03
о сч а * СЧ Т <£> СО 1 <М сч to со сч сч 03 03
о а Q; сч О о еч ю сч еч 03
1Л а а о 2 ю <м
Продолжение табл. 1
RaS RalO Яа20 Яа40 Ra5 RalO Ra20 7?а40 Ка5 RolO Да 20 Да40
400 400 400 450 400 420 450 480 1 000 1 250 1 250 1 400 I 250 1 320 1 400 1 500 4 000 5 000 5 600 5 600 5 000 5 300 5 600 6 000
1 600 1 600 1 600 1 800 1 600 1 700 1 800 1 900 6 300 6 300 6 300 7 100 6 300 6 700 7 100 7 500
500 500 560 500 530 560 600
2 000 2 000 2 240 2 000 2 120 2 240 2 360 8 000 8 000 9 000 8 000 8 500 9 000 9 500
630 630 630 710 630 670 710 750
10 000 10 000 10 000 11 200 10 000 10 600 11 200 11 800
2 500 2 500 2 500 2 800 2 500 2 650 2 800 3 000
800 800 900 800 850 900 950 12 500 12 500 14 000 12 500 13 200 14 000 15 000
3 150 3 150 3 550 3 150 3 350 3 550 3 750
16 000 16 000 16 000 16 000 17 000
1 000 1 000 1 000 1 120 1 000 1 060 1 120 1 180
4 000 4 000 4 000 4 500 4 000 4 250 4 500 4 750
20 000 18 000 20 000 18 000 19 000 20 000
Допуски и посадки. Отклонения формы
О
О
Допуски и посадки гладких соединений
671
2. Дополнительные линейные размеры (ГОСТ G636— 69), мм
4,10 17,5 82,0 330 1 360 6 500
4,40 18,5 88,0 350 1 450 6 900
4,60 19,5 92,0 370 1 550 7 300
4,90 20,5 98,0 390 1 650 7 750
5,20 21,5 102 410 1 750 8 250
5,50 23,0 108 440 1 850 8 750
1,25 5,80 112 460 1 950 9 250
6,20 115 490 2 060 9 750
1,35 6,50 27,0 118 515 2 180 10 300
1,45 7,00 29,0 545 2 300 10 900
1,55 7,30 31,0 580 2 430
1,65 7,80 615 2 580 И 500
1,75 8t20 33,0 135 650 2 720
1,85 8,80 35,0 145 690 2 900 12 200
1,95 9,20 37,0 155 730 3 070
2,05 9,80 39,0 165 775 12 800
2,15 10,2 41,0 175 825 3 250 13 600
2,30 10,8 44,0 185 875 3 450 14 500
11,2 46,0 195 925 3 650 15 500
49,0 205 975 3 870 16 500
2,70 11,8 52,0 215 1 030 4 120 17 500
2,90 55,0 230 1 090 4 370 18 500
3,10 12,5 58,0 4 620 19 500
62,0 1 150 4 870
3,30 13,5 65,0 270 5 150
3,50 14,5 70,0 290 1 220 Б 450
3,70 15,5 73,0 310 5 800
3,90 16,5 78,0 315 1 280 6 150
3. Допуски для размеров до 10 ООО мм
(СТ СЭВ 145—75 и 177 — 75)
Номинальные размеры, мм Квалитеты
01 0 1 2 3 4 5 6 7 8
Допуски, мкм
До 3 0,3 0,5 0,8 1,2 2 3 4 6 10 14
Св. 3 до 6 0,4 0,6 1 1,5 2,5 4 5 8 12 18
Св. 6 до 10 0,4 0,6 1 1,5 2,5 4 6 9 15 22
Св. 10 до 18 0,5 0,8 1.2 2 3 Б 8 11 18 27
Св. 18 до 30 0,6 1 1,5 2,5 4 6 9 13 21 33
Св. 30 до 50 0,6 1 1.5 2,5 4 7 11 16 25 39
Св. 50 до 80 0,8 1,2 2 3 5 8 13 19 30 46
Св. 80 до 120 1 1,5 2,5 4 6 10 15 22 35 54
Св. 120 до 180 1,2 2 3,5 5 8 12 18 25 40 63
Св. 180 до 250 2 3 4,5 7 10 14 20 29 46 72
Св. 250 до 315 2,5 4 6 8 12 16 23 32 52 81
СВ. 315 ДО 400 3 5 7 9 13 18 25 36 57 89
Св. 400 до 500 4 6 8 10 15 20 27 40 63 97
Св. 500 до 630 4,5 6 9 п 16 22 30 44 70 110
Св. 630 до 800 5 7 10 13 18 25 35 50 80 125
Св. 800 до 1000 5,5 8 11 15 21 29 40 56 90 140
Св. 1000 до 1250 6,5 9 13 18 24 34 46 66 105 165
Св. 1250 до 1600 8 11 15 21 29 40 54 78 125 195
Св. 1600 до 2000 9 13 18 25 35 48 65 92 150 230
Св. 2000 до 2500 11 15 22 30 41 57 77 110 175 280
Св. 2500 до 3150 13 18 26 36 50 69 93 135 210 330
Св. 3150 до 4000 16 23 33 45 60 84 115 165 260 410
Св. 4000 до 5000 20 28 40 55 74 100 140 200 320 500
Св. 5000 до 6300 25 35 49 67 92 125 170 250 400 620
Св. 6300 до 8000 31 43 62 84 115 155 215 310 490 760
Св. 8000 до 10 000 38 53 76 105 140 195 270 380 600 940
672
Допуски и посадки. Отклонения формы
Продолжение табл. 3
Квалитеты
Номинальные 9 10 11 12 13 14’ 15- 16- 17 •
мм Допуски
МКМ 1 ММ
До 3 Св. 3 до 6 Св. 6 до 10 Св. 10 до 18 Св. 18 до 30 Св. 30 до 50 Св. 50 до 80 Св. 80 до 120 Св. 120 до 180 Св. 180 до 250 Св. 250 до 315 Св. 315 до 400 Св. 400 до 500 Св. 500 до 630 Св. 630 до 800 Св. 800 до 1000 Св- 1000 до 1250 Св. 1250 до 1600 Св. 1600 до 2000 Св. 2000 до 2500 Св. 2500 до 3150 Св. 3150 до 4000 Св. 4000 до 5000 Св. 5000 до 6300 Св. 6300 до 8000 Св. 8000 до 10 000 25 30 36 43 52 62 74 87 100 115 130 140 155 175 200 230 260 310 370 440 540 660 800 980 1200 1500 40 48 58 70 84 100 120 140 160 185 210 230 250 280 320 360 420 500 600 700 860 1050 1300 1550 1950 2400 60 75 90 110 130 160 190 220 250 290 320 360 400 440 500 560 660 780 920 1100 1350 1650 2000 2500 3100 3800 0,1 0,12 0,15 0,18 0,21 0,25 0,3 0,35 0,4 0,46 0,52 0,57 0,63 0,7 0,8 0,9 1,05 1,25 1,5 1,75 2,1 2,6 3,2 4,0 4,9 6,1 0,14 0,18 0,22 0,27 0,33 0,39 0,46 0,54 0,63 0,72 0,81 0,89 0,97 1.1 1,25 1,4 1,65 1,95 2,3 2,8 3,3 4,1 5,0 6,2 7,6 9,4 0,25 0,3 0,36 0,43 0,52 0,62 0,74 0,87 1,0 1,15 1,3 1,4 1,55 1,75 2,0 2,3 2,6 3,1 3,7 4,4 5,4 6,6 8,0 9,8 12,0 15,0 0,4 0,48 0,58 0,7 0,84 1,0 1.2 1,4 1,6 1,85 2,1 2,3 2,5 2,8 3,2 3,6 4,2 5,0 6,0 7.0 8.6 10,5 13,0 15,5 19,5 24,0 0,6 0,76 0,9 1,1 1,3 1,6 1,9 2,2 2,5 2,9 3,2 3,6 4,0 4,4 5,0 5,6 6,6 7,8 9,2 11,0 13,5 16,5 20,0 25,0 31,0 38,0 1.0 1,2 1,5 1,8 2,1 2,5 3,0 3,5 4,0 4,6 5,2 5,7 6,3 7,0 8,0 9.0 10,5 12,5 15,0 17,5 21,0 26,0 32,0 40,0 49,0 61,0
* Квалнтеты 14 — 17 ие предусмотрены для размеров менее 1 мм.
поля) и допуска (величины поля) и обозначаются буквой основного
отклонения и числом—номером квалитета. Для обозначения валов при-
меняют строчные латинские буквы, отверстий — прописные. Наборы
полей допусков и соответствующие им предельные отклонения устано-
влены различными в четырех диапазонах номинальных размеров:
до 1 мм
от 1 до 500
св 500 до 3150 ом
св. 3150 до 10 000 мм
по СТ СЭВ 144—75
по СТ СЭВ 177—75.
Предельные отклонения валов и отверстий, образующих посадки,
приведены в табл. 4, 5, 7—9, И—13, 16—18, 21—23.
Предельные отклонения на чертежах можно указывать: 1) услов-
ными обозначениями, например 18Н7, 12е8; 2) числовыми значениями,
например 18+°'018; 12Z2o’os<h комбинированным способом, напри-
мер 18Я7<+0-018*; 12е8 (Z®.
Допуски и посадки гладких соединений
673
Посадки образуются сочетанием полей допусков вала и отверстия.
PR
Примеры указания посадок: 18 —12-==—.
е8 п.7
Стандарты СЭВ рекомендуют применять посадки в системе отверстия
(основное отверстие обозначается буквой Н) и в системе вала (основной
В
А
Отверстия
Рис. I. Наборы основных отклонений в ЕСДП СЭВ (системе
ИСО)
вал обозначается буковой h) — см. табл. 4—6, 10, 14, 15, 19, 20. При
размерах от 1 до 500 мм для преимущественного применения выделены
предпочтительные посадки. Кроме посадок, указанных в таблицах,
разрешается использовать и другие обоснованные сочетания стандарт-
ных полей допусков валов и отверстий.
Система допусков и посадок ОСТ
Система допусков и посадок ОСТ установлена в группе стандартов,
перечисленных в ГОСТ 7713—62. Эти стандарты на период перехода
на ЕСДП СЭВ можно применять только для ранее спроектированных
изделий. Система ОСТ отличается от ЕСДП СЭВ основами построения,
числовыми значениями предельных отклонений и условными обозна-
22 Под ред. Малова
674
Попуски и посадки. Отклонения формы
4« Предельные отклонения отверстий и валов в посадках
системы отверстия при размерах менее 1 мм, мкм
Буквенные обозначения поля допуска Кв алитет
4 5 6 7 8 9 10
Основного отверстия Н 1 +3 1 0 4-4 0 +6 0 +1S + 14 0 + 25 0 + 40 0
Валов в посадках с зазором cd —34 —44 -34 —48 — 34 — 59 — 34 — 74
d — — ^20 — 26 —20 — 30 —20 —34 — 20 — 45 — 20 — 60
е — — 14 — 18 — 14 — 20 — 14 — 24 — 14 — 28 — 14 — 39 —
et •—* — 10 — 14 — 10 — 16 — 10 — 20 — 10 — 24 — 10 — 35 —
I —6 —9 —6 — 10 —6 — 12 — 6 -16 — 6 -20 —
fg „4 — 7 — 4 — 8 — 4 — ID — 4 — 14 — — —
g — 2 — 5 — 2 — 6 — 2 — 8 — — — —
h 0 — 3 0 — 4 ' 0 — 6 0 — 10 0 — 14 0 — 25 0 — 40
। переходных 1 is + 1,5 -1,5 + 5 — 5 + 7 — 7 — —
k +3 0 + 0 +6 0 + 12 + 14 0 — —
m + 5 + 2 +6 + 2 — — — —
n +? +< + 8 + 4 + 10 + 4 — — — —
| с натягом P + 9 + 6 + 10 + 6 + 12 + 6 — — — —
r — + 14 + 10 + 16 + 10 — — — —
s — + 18 + 14 + 20 + 14 + 24 + 14 — — | —
и - 1 — | + 24 + 18 — — — | —
X — - — 1 t3281 ФГо 1 — | —
2 - 1 - + 32 I + 26 | + 36 I + 26 1 + 40 I + 26 | — | —
Примечания: 1. Полное обозначение поля допуска состоит из буквы и числа номера квалитета, например отверстий Н6; /78; валов dfy 2. Полное обозначение посадки состоит из обозначения поля допуска отверстия (в числителе) и поля допуска вала (в знаменателе), Н6 Н8 например —;
Допуски и посадки гладких соединений.
675
5» Предельные отклонения валов и отверстий в посадках системы вала
при размерах менее 1 мм, мкм
Буквенные обозначения поля допуска Квалитет
4 5 6 7 8 9 10
Отверстий в посадках
... с зазором CD — — — 4-44 4-34 + 48 + 34 + 59 + 34 + 74 + 34
D — — 4-26 4-20 4-30 4-20 4-34 4-20 + 45 + 20 + 60 + 20
Е - +•18 + 14 + 20 + 14 4-24 4-14 4-28 + 14 + 39 + 14 —
EF — + 14 + 10 4-16 4-Ю + 20 + 10 + 24 + ю + 35 + 10 —
F + 9 + 6 + ю + 6 4-12 4-6 4-16 +б + 20 + 6 —
FG + 7 + 4 + 8 + 4 41° 4-14 4-4 —
с 4-5 4-2 + 6 + 2 — — —
н + 3 0 +4о +6 0 4-Ю 0 + 14 0 + 25 0 + 40 0
переходных Л + 1,5 — 1,5 4-2 — 2 + 3 — 3 + 5 -5 ±; —
к 0 — 3 0 — 4 0 —6 0 — 10 0 — 14 —
м — 2 -5 — 2 — 6 — — — — —
N — 4 — 7 — 4 —8 — 4 — 10 — — —
с натягом Р — 6 — 9 — 6 -10 — 6 — 12 — — — —
R — — 10 — 14 — 10 — 16 — — —
S — -14 -18 -14 — 20 — 14 — 24
и — - — 18 — 24 - -
X — — 20 — 30 -% —
X. — 26 — 32 — 26 — 36 —26 — 40 —
Примечания: 1. Полное обозначение поля допуска состоит
из буквы и числа — номера квалитета, например валов h6; h&, отвер-
стий Об; £>8. .
2. Полное обозначение посадки состоит из обозначения поля
допуска отверстия (в числителе) и поля допуска вала (в знаменателе),
D6 D8
например -г; —.
Попуски и посадки. Отклонения формы
Продолжение табл. 6
Основное отверстие Квалитет вала Основные отклонения валов
а b 1 с /1 е f | < 4 | /» k т п Р г $ t и X г
Посадки с зазором | Переходные посадки Посадки с натягам
И8 7 | из f7 НВ I 87 1 Н8 /з7 НВ *7 Н8 т7 ИЗ п7 Я 8 S7
8 нв с8 Я& d8 НВ Н8 /8 НВ | kB 1 нз ив нз хЗ НВ гЗ
9 j Н8~| 1 <*9 | НВ е9 ИЗ НВ 49
Й9 8 Н9 е8 Н9 /8 НЗ 48
9 Н9 е9 Н9 /9 Я9 49
1 HS 1 d'j
НЮ 10 НЮ аю НЮ ню
НИ 11 ни аИ ЯП 811 ЯП сП
[ЯП 1 rflJ Я111 fell1
Я12 1 Н12 MS Н12 Ы2
Примечание. □ предпочтительные посадки.
Допуски и посадки гладких соединений
678
Допуски и посадки. Отклонения формы
7. Предельные отклонения основных отверстий при размерах
от 1 до 500 мм, мкм
Номинальные размеры. мм Поля допусков
Н4 Н5 /76 |/77| |Н8| 1/79| Н10 1/7111 /712
От 1 до 3 + 3 0 4-4 0 4-6 0 4-ю 0 4-14 0 4-25 0 4-40 0 + 60 0 4-юо 0
Св. 3 до 6 4-4 0 4-5 0 4-12 0 4-18 0 4-30 0 4-48 0 4-75 0 4-120 0
Св, 6 до 10 4-4 0 4-6 0 4-9 0 + 15 0 4-22 0 4~ 36 0 4-58 0 4-90 0 4-150 0
Св. 10 до 18 + 5 0 4-8 0 4-18 0 4-27 0 4-43 0 4-70 0 4-1Ю 0 4-180 0
Св. 18 до 30 4-6 0 +9о 4-13 0 4-21 0 4-зз 0 4-52 0 4-84 0 4-130 0 4-210 0
Св. 30 до 50 4-7 0 4-11 0 + 16 0 4-25 0 4-39 0 4-62 0 4-100 0 4-160 0 4-250 0
Св. 50 до 80 4-13 0 4-19 0 4-зо 0 4-46 0 4-74 0 4-120 0 + 190 0 4-300 0
Св. 80 до 120 4-10 0 + 15 0 4-22 0 4-35 0 4-54 0 4-87 0 4-140 0 4-220 0 4-350 0
Св. 120 до 180 + 12 0 4-18 0 4-25 0 4-40 0 + 63 0 4-юо 0 4-160 0 + 250 0 4-400 0
Св. 180 до 250 4-14 0 4-20 0 4-29 0 4-46 0 + 72 0 4-Н5 0 4-185 0 4-290 0 4-460 0
Св. 250 до 315 + 1о6 + 23 0 + 32 0 4-52 0 + 81 0 4-130 0 4-210 0 4-320 0 4-520 0
Св. 315 до 400 +J8 4-25 0 4-36 0 4-57 0 4-89 0 4-140 0 4-230 0 4-360 0 4-570 0
Св. 400 до 500 4-20 0 4-27 0 4-40 0 4-63 0 4-97 0 4-155 0 4-250 0 4-400 0 4-630 0
Допуски и посадки гладких соединений
679
8, Предельные отклонения валов в посадках с зазором и переходных
при размерах от 1 до 500 мм, мкм
(Система отверстия)
Квалитсты
Номиналь- ные 4 1 5
размеры, мм Поля допусков
«4 Й4 1 /? 1 ki | т4 g5 | 05 1 +5 | </5) 05
От 1 до 3 — 2 — 5 0 -3 + 1.5 -1,5 +30 + 5 + 2 — 2 — 6 0 — 4 + 2,0 — 2,0 + 2 — 2 + 4 0
Св. 3 до 6 — 4 — 8 0 — 4 4-2,0 — 2,0 + 5 + 1 + 8 + 4 — 4 — 9 0 — 5 + 2,5 -2,5 + 3 — 2 +6 + 1
Св. 6 до 10 -5 -а 0 — 4 + 2,0 — 2,0 + 5 + 1 + 10 + 6 — 5 — 11 0 — 6 + 3,0 -3,0 + 4 — 2 +7 1 +1
Св. 10 до 18 —6 — 11 0 — 5 + 2,5 -2,5 + 6 + 1 + 12 + 7 —6 — 14 0 -8 + 4,0 -4,0 + 5 — 3 + 9 + 1
Св. 18 до 30 — 7 — 13 0 — 6 + 3,0 — 3,0 4~ 8 + 2 + 14 4-8 — 7 — 16 0 -9 + 4,5 — 4,5 + 5 —4 + 11 + 2
Св. 30 до 50 -9 -16 0 — 7 + 3,5 — 3,5 + 9 + 2 + 16 + 9 — 9 -20 0 — 11 + 5,5 -5,5 +6 — 5 + 13 + 2
Св. 50 до 80 — 10 -18 0 -8 + 4,0 -4,0 + 10 + 2 + 19 + 11 — 10 — 23 0 — 13 + 6,5 — 6,5 +6 — 7 + 15 + 2
Св. 80 до 120 -12 — 22 0 — 10 4-5,0 -5,0 + 13 + 3 + 23 + 13 — 12 — 27 0 — 15 + 7,5 — 7,5 + 6 — 9 + 18 + 3
Св. 120 до 180 — 14 — 26 0 -12 4-6,0 — 6,0 + 15 + 3 + 27 +15 — 14 — 32 0 — 18 + 9,0 — 9,0 + 7 -11 + 21 + 3
Св. 180 до 250 -15 — 29 0 — 14 + 7,0 —7,0 + 18 + 4 +31 + 17 -15 — 35 0 — 20 + 10,0 -10.0 + 7 — 13
Св. 250 до 315 — 17 -33 — 16 4-8,0 — 8,0 + 20 + 4 + 36 + 20 -17 — 40 0 — 23 + 36 -11,5 + 7 — 16 + 27 + 4
Св. 315 до 400 — 18 — 36 0 — 18 + 9,0 — 9,0 + 22 + 4 + 39 + 21 — 18 — 43 0 — 25 + 12,5 — 12,5 + 7 — 18 + 29 + 4
Св. 400 до 500 -20 — 40 0 -20 + 10,0 — 10,0 + 25 + 5 + 43 + 23 — 20 -47 0 — 27 + 13,5 -13,5 + 7 — 20 tl2
680
Допуски и посадки. Отклонения формы
Продолжение табл. 8
Номиналь- ные размеры, мм Квалитеты
5 1 6
Поля допусков
т5 п5 f6 м м 1 461 (/6) 1 /i6i /пб 1 n6i
От 1 до 3 +6 + 2 + 8 + 4 — 12 — 2 — 8 0 —6 4* з,о -3,0 4-4 — 2 4-6 0 + 8 + 2 + 10 + 4
Св. 3 до 6 + 13 + 8 — 10 — 18 — 4 — 12 0 — 8 + 4,0 —4,0 4-6 — 2 i? + 12 + 4' 4-16 4-8
Св. 6 до 10 4'12 4-6 + 16 4-ю — 13 — 22 — 5 — 14 0 — 9 4-4,5 — 4,5 4-7 — 2 4“ 1 с 4-1 + 15 + 6 + 19 + 10
Св. Ю до 18 4-15 + ? + 20 + 12 — 16 — 27 —6 -17 0 — 1 1 + 5,5 — 5,5 4- 8 —3 + 12 + 1 + 18 + 7 + 23 + 12
Св. 18 до 30 tr + 24 + 15 — 20 — 33 — 7 *-20 0 — 13 + 6,5 — 6,5 4-9 — 4 + 15 + 2 tr + 28 + 15
Св, 30 до 50 4-20 4-9 + 28 + 17 — 25 — 41 —9 — 25 0 **16 4-8,0 — 8,0 4-11 — 5 + 18 + 2 + 25 +9 + 33 + 17
Св. 50 до 80 4-33 4-20 —30 — 49 — 10 — 29 0 «—19 + 9,5 — 9,5 4-12 — 7 + 21 + 2 tf? 4-39 4-20
Св. 80 до 120 4-28 4-13 + 38 + 23 — 36 — 58 — 12 — 34 0 — 22 + 11,0 — 11,0 4-13 — 9 + 25 + 3 + 35 + 13 + 45 + 23
Св. 120 до 180 4-зз 4-15 4-45 -1-27 —43 —68 **—14 •—39 0 — 25 + 12,5 — 12,6 + 14 — И + 28 + 3 + 40 + 15 + 52 + 27
Св. 180 до 250 4-37 + 17 + 51 + 31 -50 —79 -15 — 44 0 — 29 + 14,5 — 14,5 + 16 — 13 4" зз 4-4 4-46 4-17 + 60 +31
Св, 250 до 315 + 43 4-20 4-67 + 34 — 56 — 88 — 17 — 49 0 — 32 + 16,0 — 16,0 4-16 — 16 + 36 + 4 4-52 4-20 + 66 + 34
Св. 816 до 400 4-46 4-21 4-62 4-37 —62 —98 — 18 «- 64 0 -36 + 18,0 — 18,0 + 18 — 18 + 40 + 4 + 57 + 21 4-73 4-37
Св. 400 до 500 4-50 4-23 + 67 + 40 -68 — 108 *-20 — 60 0 **40 4-20,0 *>20,0 4-20 — 20 4-45 4-5 1 + 631 + 23 4-80 -1-40
Допуски и посадки гладких соединений
681
Продолжение табл. 8
Номиналь- ное размеры» ММ Квалитеты
7 1 8
Поля допусков
el | LzJ и (/7) kl ml П1 с8 <78
От I до 3 — 14 — 24 —6 -16 0 -10 + 5 — 5 +б — 4 + 10 0 — Ф14 ; см. стр. 683 в 684 -20 -34
Св. 3 до 6 — 20 —32 — 10 — 22 0 — 12 +6 —6 + 8 — 4 + 13 +1 ФГ + 20 + 8 — 30 — 48
Св. 6 до 10 — 2Б — 40 -13 — 28 0 — 15 + 7 — 7 + 10 — 5 ФГ + 21 + 6 + 25 + 10 -40 — 62
Св. 10 до 18 —32 — 50 — 16 — 34 0 — 18 + 9 — 9 + 12 — 6 фг + 25 + 7 Ф?2° -50 —77
Св. 18 до 30 -40 — 61 — 20 — 41 0 -21 + 10 — 10 4" 13 —8 + 23 + 2 + 29 + 8 + 36 + 15 -65 -98 -80 -119 — 100 -146
Св. 30 до 30 — SO — 75 -25 — 50 0 —25 + 12 — 12 + 15 — 10 + 27 + 2 + 34 + 9 + 42 + 17 + 50 + 20
Св. 60 до 80 — 60 — 90 —30 —60 0 -30 + 15 -15 4* 18 — 12 + 32 + 2 + 41 + 4
Св. 80 до 120 — 72 — 107 — 36 — 71 0 -35 + 17 — 17 + 20 -15 + 38 + 3 + 48 + 13 + 58 + 23 -120 -174 — 145 — 208
Св. 120 до 180 -85 — 125 —43 — 83 0 <—40 + 20 — 20 + 22 — 18 фг + 55 + 16 + 27
Св. 180 до 250 — 100 — 146 — 50 -96 0 — 46 4-23 — 23 + 25 — 21 + 50 + 4 + 63 + 17 + 77 + 31 -170 — 242
Св. 250 до 315 -110 — 162 — 56 -108 0 -52 4-26 — 26 + 26 — 26 ФГ + 72 + 20| + 86 + 34 — 190 — 271
Св. 315до 400 -125 — 182 -62 -119 0 -57 + 28 — 28 + 29 — 28 + 61 + 4 + 78 + 21 +94 + 37 + 103 + 40 — 210 — 299
Св. 400 до 500 — 135 — 198 -68 -131 0 -63 + 31 — 31 + 31 — 32 — ФГ + 86 + 23 -ре — 827
682
Допуски и посадки. Отклонения формы
Продолжение табл. 8
Номиналь- ные размеры, мм Квалитеты
8 1 9 1 10
Поля допусков
1 е8 1 /8 м 1 d9 1 е9 м dlO мо
От 1 до 3 — 14 — 28 —6 — 20 0 — 14 — 20 — 45 — 14 — 39 —6 —31 0 — 25 — 20 — 60 0 — 40
Св. 3 до 6 — 20 — 38 — 10 — 28 0 — 18 — 30 — 60 — 20 -50 — 10 — 40 0 — 30 — 30 — 78 0 — 48
Св, 6 до 10 — 25 — 47 — 13 -35 0 — 22 — 40 — 76 — 25 — 61 — 13 -49 0 — 36 — 40 — 98 0 — 58
Св. 10 до 18 — 32 — 59 — 16 — 43 0 — 27 — 50 — 93 — 32 — 75 — 16 — 59 0 — 43 — 50 — 120 0 — 70
Св, 18 до 30 — 40 -73 — 20 — 53 0 — 33 — 65 — 117 — 40 — 92 — 20 — 72 0 — 52 — 65 — 149 0 — 84
Св. 30 до 50 — 50 — 89 — 25 — 64 0 — 39 — 80 — 142 — 50 — 112 — 25 — 87 0 — 62 — 80 — 180 0 — 100
Св. 50 до 80 — 60 — 106 — 30 — 76 0 — 46 — 100 — 174 — 60 -134 — 30 — 104 0 —74 — 100 — 220 0 — 120
Св. 80 до 120 — 72 — 126 — 36 -90 0 — 54 — 120 —207 -72 — 159 — 36 — 123 0 — 87 — 120 — 260 0 — 140
Св. 120 до 180 — 85 — 148 -43 — 106 0 — 63 — 145 — 245 — 85 -185 -43 — 143 0 — 100 — 145 — 305 0 — 160
Св. 180до 250 — 100 — 172 -50 — 122 0 — 72 — 170 — 285 — 100 — 215 — 50 — 165 0 -115 — 170 — 255 0 — 185
Св. 250до 315 — 110 — 191 — 56 — 137 0 — 81 — 190 — 320 — НО — 240 — 56 — 186 0 — 130 — 190 — 400 0 — 210
Св. 315 до 400 — 125 — 214 -62 -151 0 — 89 — 210 — 350 -125 — 265 — 62 — 202 0 — 140 — 210 — 440 0 — 230
Св. 400до 500 — 135 — 232 — 68 — 165 0 -97 — 230 — 385 — 135 — 290 — 68 — 223 0 — 155 — 230 — 480 0 — 250
Допуски и посадки гладких соединений
683
Продолжение табл. 8
Номиналь- ные размеры, мм Квалитеты
8 1 11 1 12
Поля допусков
с8 all 511 ell р>'| I ЛИ | 012 Л12
От 1 до 3 —60 — 74 — 270 — 330 — 140 — 200 — 60 — 120 — 20 — 80 0 -60 — 140 — 240 0 — 100
Св. 3 до 6 — 70 -88 — 270 — 345 — 140 — 215 — 70 — 145 -30 — 105 0 — 75 — 140 — 260 0 -120
Св. 6 до 10 — 80 — 102 — 280 — 370 — 150 — 240 — 80 — 170 — 40 — 130 0 — 90 — 150 — 300 0 — 150
Св. 10 до 18 — 95 — 122 — 290 — 400 — 150 — 260 -95 — 205 — 50 — 160 0 — НО — 150 — 330 0 — 180
Св. ] 8 до 30 — ПО — 143 — 300 — 430 — 160 — 290 — ПО — 240 — 65 — 195 0 — 130 — 160 — 370 0 — 210
Св. 30 до 40 -120 — 159 — 310 — 470 — 170 — 330 — 120 — 280 — 80 — 24 0 0 — 160 — 170 — 420 0 — 250
Св. 40 до 50 — 130 — 169 — 320 -480 -180 -340 — 130 — 290 — 180 — 430
Св. 50 до 65 — 140 — 186 — 340 — 530 — 190 — 380 — 140 — 330 — 100 — 190 0 — 190 — 190 — 490 — 200 — 500 0 — 300
Св. 65 до 80 — 150 — 196 — 3G0 — 550 — 200 — 390 — 150 — 340
Св. 80до 100 — 170 — 224 — 380 — 600 — 220 — 440 — 170 — 390 —120 —340 0 —220 — 220 — 570 — 24 0 -590 0 — 350
Св. 100 до 120 — 180 — 234 — 410 — 630 — 240 — 460 — 180 — 400
684
Допуска а посадки. Отклонения формы
Продолжение табл, в
Номиналь- ные размеры, мм Квалитеты
8 1 “ 1 12
Поля допусков
с8 all 011 cl 1 И11! | All | । £12 Al 2
Св. 120до 140 —200 —263 — 460 — 710 — 260 — 510 — 200 — 450 — 145 — 395 0 — 250 — 260 — 660 0 — 400
Св. 140 до 160 — 210 — 273 — 520 — 770 — 280 — 530 — 210 — 460 — 280 — 680
Св. 160 до 180 — 230 — 293 -580 — 830' — 310 — 560 — 230 — 480 — 310 — 710
Св. 180 до 200 — 240 — 312 — 660 — 950 — 340 —630 — 240 — 530 — 170 — 460 0 — 290 — 340 — 800 0 — 460
Св,200до 225 — 260 — 332 —740 — 1030 — 380 —670 — 260 — 550 — 380 — 840
Св. 225 до 250 — 280 — 352 — 820 — 1110 — 420 —710 — 280 — 570 — 420 — 880
Св. 250 до 280 —300 — 381 —920 — 1240 —480 — 800 —300 — 620 — 190 — 510 0 — 320 —480 — 1000 0 — 520
Св. 280до315 — 330 — 411 — 1050 — 1370 — 540 — 860 — 330 — 650 — 540 — 1060
Св. 315 до 355 — 360 — 449 — 1200 — 1560 —600 _ 960 — 360 ^720 — 210 — 570 0 .— 360 — 600 — 1170 0 — 570
Св. 355 до 400 — 400 — 489 — 1350 — 1710 — 680 — 1040 — 400 — 760 — 680 — 1250
Св , 400 до 450 — 440 — 537 — 1500 — 1900 — 760 — 1160 — 440 — 840 — 230 — 630 0 — 400 — 760 — 1390 0 — 630
Св.450 до 500 — 480 — 577 -1650 — 2050 — 840 — 1240 — 480 — 880 — 840 — 1470
Примечания; □ — предпочтительные поля допусков; ( ) — дополнительные (ограниченного применения) поля допусков. Предельные отклонения основных отверстий см. в табл. 7.
9. Предельные отклонения валов в посадках с натягом при размерах от 1 до 500 мм, мкм
(Система отверстия)
Квалитеты
Номинальные размеры, 4 5 6 7 8
Поля допусков
л4 р5 г5 s5 1 рб| Ы 1 56 1 /6 s7 й7 W8 *8 г8
От 1 до 3 + 7 4-4 + 10 4*6 + 14 + 10 + 18 + 14 + 12 + 6 + 16 + 10 + 20 + 14 — + 24 + 14 + 28 + 18 + 32 + 18 + 34 + 20 + 40 + 26
Св. 3 до 6 + 12 + 8 + 17 + 12 + 20 + 15 + 24 + 19 + 20 + 12 + 23 + 15 + 27 + 19 — + 31 + 19 + 35 + 23 + 4! + 23 + 46 + 28 + 53 + 35
Св. 6 до 10 + 14 + 10 + 21 + 15 + 25 + 19 + 29 + 23 + 24 + 15 + 28 + 19 + 32 + 23 + 38 + 23 + 43 + 28 + 50 + 28 + 56 + 34 +64 + 42
Св. 10 до 14 + 17 + 26 + 31 + 36 + 29 + 34 + 23 + 39 + 28 + 46 + 28 + 51 + 33 + 60 + 33 + 67 + 40 + 77 + 50
Св. 14 до 18 + 12 + 18 + 23 + 28 + 18 + 34 + 23 + 39 + 28 + 46 + 28 + 51 + зз + 60 + 33 + 72 +45 + 87 +60
Св. 18 до 24 + 21 + 31 + 37 + 44 + 35 + 41 4-28 + 48 + 35 — + 55 + 35 + 62 + 41 + 74 + 4! + 87 + 54 + 106 + 73
Св. 24 до 30 + 15 + 22 + 28 + 35 + 22 + 41 + 28 + 48 + 35 + 54 + 41 + 56 + 35 + 69 -f-48 + 81 + 48 + 97 + 64 + 121 + 88
Св. 30 до 40 + 24 + 37 + 45 + 54 + 42 + 50 4-34 + 59 + 43 + 64 + 48 + 68 + 43 + 85 + 60 + 99 + 60 + 119 + 80 + 151 + 112
Св. 40 до 50 + 17 + 26 + 34 + 43 + 26 + 50 + 34 + 59 + 43 + 70 + 54 + 68 + 43 + 95 + 70 + 109 + 70 + 136 + 97 + 175 + 136
Допуски и посадки гладких соединений
со
Продолжение табл. 9
Номинальные размеры» мм Квалитеты
4 5 6 i 7 I 8
Поля допусков
п4 ₽5 г5 $5 1 р6 1 1 + 1 s6 1 <6 s7 й7 и8 *8 z8
Св. 50 до 65 + 28 + 20 + 45 4-32 + 54 + 41 + 66 + 53 + 51 + 32 + 60 + 41 + 72 + 53 + 85 + 66 + 83 +117 + 53 +87 + 133 + 87 +168 + 122 + 218 + 172
Св. 65 до 80 + 56 + 43 + 72 4-59 + 62 + 43 + 78 + 59 + 94 + 75 + 89 + 59 + 132 + 102 + 148 + 102 + 192 + 146 + 256 4-210
Св. 80 до 100 + 33 + 23 + 52 + 37 + 66 + 51 + 86 + 71 + 59 + 37 + 73 + 51 + 93 +71 + 113 +91 + 106 + 71 + 159 4-124 + 178 + 124 + 232 + 178 + 312 + 258
Св. 100 до 120 + 69 + 54 + 94 + 79 + 76 + 54 + 101 + 79 + 126 + 104 + 114 + 79 + 179 + 144 + 198 + 144 + 264 + 210 + 364 + 310
Св. 120 до 140 + 39 + 27 +61 + 43 +81 + 63 + 110 + 92 + 68 -НЗ + 88 + 63 + 117 + 92 + 147 + 122 + 132 + 92 + 210 + 170 + 233 + 170 + 311 + 248 + 428 4-365
Св. 140 до 160 + 83 4-65 + 118 + 100 + 90 + 65 + 125 + 100 + 159 + 134 + 140 + 100 + 230 4-190 + 253 + 190 + 343 + 280 4-415
Св. 160 до 180 + 86 + 68 + 126 + 108 + 93 4-68 + 133 + 108 + 171 + 146 + 148 + 108 + 250 4-210 + 273 + 210 + 373 + 310 + 528 +465
Св. 180 до 200 +45 +31 +70 +50 + 97 + 77 + 142 + 122 +79 +59 + 106 4-77 + 151 + 122 + 195 + 166 + 168 + 122 + 282 + 236 + 308 + 236 + 422 + 350 + 592 + 520
Допуски и посадки. Отклонения формы
Продолжение табл. 9
Номинальные размеры, мм Квалитеты
4 5 | 6 7 1 8
Поля допусков
п4 р5 г5 s5 1 р6 | ы | S6 | | 76 s7 «7 uS xS z8
Св. 200 до 225 Св, 225 до 250 + 45 + 31 + 70 + 50 + 100 + 80 + 150 + 130 + ?9 + 50 + 109 + 80 + 159 + 130 + 209 + 180 + 176 + 130 + 304 + 258 + 330 + 258 + 457 + 385 + 647 + 575
+ 104 + 84 + 160 + 140 + 113 + 84 + 169 +140 + 225 + 196 + 186 + 140 + 330 + 284 + 356 + 284 + 497 + 425 + 712 + 640
Св. 250 до 280 + 50 + 34 + 79 + 56 + 117 + 94 + 181 + 158 + 88 + 56 + 126 + 94 + 190 + 158 + 250 + 218 + 210 + 158 + 367 + 315 + 396 + 315 + 556 + 475 + 791 + 710
Св. 280 до 315 + 121 + 98 + 193 + 170 + 130 + 98 + 202 + 170 + 272 + 240 + 222 + 170 + 402 + 350 + 431 + 350 + 606 + 525 + 871 + 790
Св. 315 до 355 Св. 355 до 400 + 55 + 37 + 87 + 62 + 133 + 108 + 215 + 190 + 98 + 62 + 144 + 108 + 226 + 190 + 304 + 268 + 247 + 190 + 447 + 390 + 479 + 390 + 679 + 590 + 989 + 900
+ 139 + 114 + 233 + 208 + 150 + 114 + 244 + 208 + 330 + 294 + 265 + 208 + 492 + 435 + 524 + 435 + 749 + 660 + 1089 + 1000
Св. 400 до 450 Св. 450 до 500 + 60 4-40 + 95 + 68 + 153 + 126 + 259 + 232 + 108 + 68 + 166 + 126 + 272 + 232 + 370 + 330 + 295 + 232 + 553 + 490 + 587 + 400 + 837 + 740 + 1197 + 1100
+ 159 + 132 + 279 + 252 + 172 + 132 + 292 + 252 + 400 + 360 + 315 + 252 + 603 + 540 + 637 + 540 + 917 + 820 + 1347 + 1250
см. вПтГбл V4 а Н И е: П ~ предпочтитеЛьнме поля допусков. Предельные отклонения основных отверстий
Допуски и посадки гладких соединений
10. Система вала. Рекомендуемые посадки при размерах от 1 до 500 мм
Основной вал Квалитет отверстия Основные отклонения отверстий
А В с D Е F j G H Js К М N р R S Т и
Посадки с зазором Переходные посадки | Посадки с иатягом
44 S 65 44 ffS M -'s5 44 K5 44 М5 М К5 44
45 6 G6 45 не 45 Js6 45 Кб 45 MG 45 Й5 Р6 ’h5"
he 7 F7 48 G7 46 М7 46 К7 he S7 46 Т7 *6
H7 he V . 46 1 К7 1 1 46 | N7 Й6 Р7 'taT
8 D& he Е8 h6
IZ?L ' 46
h7 7 F7 47
8 D8 47 Е& 47 F8 ii7 Л8 47 К8 47 448 47 Лг8 k.7 U8 47
H8 47
688 Допуски и посадки. Отклонения формы
Продолжение табл. 10
Основные отклонения отверстий
О я Г- Б а я & Й с. А в С о Е F G Я к м N Р 1 5 г \ и
и Ч о S Ква. отве Посадки с зазором 1 Переходные посадки Посадки с натягом
№ 8 D8 *8 Е& *8 F8 *8 Н8 Й8
9 09 *8 £9 *8 F9 fi8 Н9 Й8
*9 9 b‘i м £9 *9 £9 *9 Я9 £9
10 D10 *9 Я10 Л9
*10 10 ДИ) *10 Я10 *10
*11 11 ЛИ *и ЯП Й11 СИ *11 ©11 foil I Я11| 1 fell 1
*12 12 В! 2 *12 Я12 *12
Допуски и посадки гладких соединений
690
Допуски и посадки. Отклонения формы
11. Предельные отклонения основных валов при размерах
от 1 до 500 мм, мкм
Номиналь- ные размеры, мм Поля допусков
h4 85 1 Л6| 1 Л7| 1 *»8| 1 h9 | /НО Л12
1 ЛИ 1
От 1 до 3 0 — 3 0 — 4 0 —6 О4 — 10 0 — 14 0 — 25 0 — 40 0 — 60 0 — 100
Св. 3 до 6 0 —4 0 — 5 0 — 8 0 — 12 0 — 18 0 — 30 0 — 48 0 — 75 0 — 120
Св. 6 до 10 0 — 4 0 — 6 0 -9 0 — 15 0 — 22 0 -36 0 — 58 0 — 90 0 — 150
Св. 10 до 18 0 -5 0 — 8 0 — и 0 -18 0 — 27 Р — 43 0 — 70 0 — 110 0 — 180
Св. 1,8 до 30 0 — 6 0 — 9 0 — 13 0 — 21 0 — 33 0 — 52 0 — 84 0 — 130 0 — 210
Св. 30 до 50 0 — 7 0 — И 0 — 16 0 — 25 0 — 39 0 — 62 0 — 100 0 — 160 0 — 250
Св. 50 до 80 0 — 8 0 — 13 0 — 19 0 — 30 0 — 46 0 -74 0 — 120 0 — 190 0 — 300
Св. 80 до 120 0 — 10 0 -15 0 — 22 0 — 35 0 -54 0 —87 0 — 140 0 — 220 0 — 350
Св. 120 до 180 0 — 12 0 — 18 0 -25 0 — 40 0 —63 0 — 100 0 — 160 е — 250 0 — 400
Св. 180 до 250 0 — 14 0 — 20 0 — 29 0 — 46 0 — 72 0 -115 0 — 185 0 — 290 0 — 460
Св. 250 до 315 0 -16 0 — 23 0 — 32 0 -Ч 52 0 — 81 0 — 130 0 -210 0 — 320 0 — 520
Св. 315до 400 0 — 18 0 — 25 0 -36 0 — 57 0 — 89 0 — 140 0 — 230 0 — 360 0 — 570
Св. 400 до 500 0 — 20 0 — 27 0 —40 0 — 63 0 — 97 0 — 155 0 — 250 0 — 400 0 — 630
Допуски и посадки гладких соединений
691
12. Предельные отклонения отверстий в посадках
с зазором и переходных прн размерах от 1 до 500 мм, мкм
(Система вала)
Номинальные Квалитеты
5 1 6
размеры, мм Поля допусков
(75 I.W5 Л5 К5 Л15 G6 । Н6 (J6) Js6
От I ДО 3 +6 + 2 4-4 0 4-2,0 — 2,0 0 — 4 — 2 -6 + 8 + 2 + 6 0 + 2 — 4 + 3.0 — 3,0
Св. 3 до 0 + 9 4-4 + 0 4-2,5 — 2,5 0 — 5 — 3 — 8 + 12 + * + 8 0 + 5 — 3 4-4,0 — 4,0
Св. 6 до 10 + 11 + 5 +6 0 4-3,0 — 3,0 +1 — 4 — 10 + 14 + 5 + 9 0 + 5 — 4 + 4,5 — 4,5
Св. 10 до 18 4-U 4-6 4-8 0 + 4,0 — 4,0 + 2 — 6 — 4 — 12 + 17 + 6 + U 0 +6 -5 + 5,5 — 5,5
Св. 18 до 30 + 16 + 7 4-9 0 + 4,5 -4,5 — 8 — 5 — 14 + 20 + 7 + 13 0 + 8 — 5 + 6,5 — 6,5
Св. 30 до 50 + 20 + 9 4-И 0 + 5,5 -5,5 + 2 — 9 — 5 — 16 + 25 + 9 + 16 0 + 10 —6 + 8,0 — 8,0
Св. 50 до 80 + 23 + 10 4-13 0 + 6,5 — 6,5 + з --10 — 6 — 19 + 29 + 10 + 19 0 + 13 —6 + 9,5 — 9,5
Св. 80 до 120 + 27 + 12 4-15 0 +7,5 -7,5 + 2 — 13 — 8 — 23 + 34 + 12 + 22 0 + 16 —6 + и,о — 11,0
Св. 120 до 180 + 32 + 14 + 18 0 + 9,0 — 9,0 + 3 — 15 — 9 — 27 + 39 + И + 25 0 + 18 — 7 + 12,5 — 12,5
Св. 180 до 250 + 35 + 15 4-20 0 + 10,0 — 10,0 + 2 -18 — 11 — 31 + 44 + 15 + 29 0 + 22 — 7 + 14,5 — 14 5
Св. 250 до 315 4-40 4-17 4-23 0 + 11.5 -11,5 + 3 — 20 -13 — 36 + 49 + 17 + 32 0 + 25 — 7 + 16,0 — 16,0
Св. 315 до 400 4-43 4-18 4-25 0 + 12,5 -12,5 + 3 — 22 — 14 — 39 + 54 + 18 + 36 0 + 29 — 7 + 18,0 — 18,0
Св. 400 до 500 4-47 4-20 4-27 0 + 13,5 — 13,5 + 2 — 25 — 16 -43 + 60 + 20 + 40 0 + 33 — 7 + 20,0 — 20.0
692
Допуски и посадки. Отклонения формы
Продолжение табл. 12
Номинальные размеры, мм Квалитеты
0 1 7
Поля допусков
Кб Мб N6 F7 С7 |//7, W7) 1 VI м
От 1 до 3 0 —6 — 2 — 8 — 4 — 10 + 16 + 6 + 12 + 2 + ю 0 + < — 6 + 5 — 5 0 — 10
Св. 3 до 6 + 2 —6 — 1 — 9 — 5 — 13 + 22 + 10 + 16 + 4 + 12 0 + 6 — 6 + 6 — 6 й
Св. в до 10 + 2 — 7 — 3 -12 — 7 — 16 4-28 4-13 + 20 + 5 + 15 0 + 8 — 7 + 7 — 7 + 5 — 10
Св. 10 до 18 + 2 — 9 — 4 — 15 — 9 — 20 + 34 + 16 + 24 + 6 + 18 0 + 10 — 8 + 9 — 9 + 6 — 12
Св. 18 до 30 + 2 — 11 — 4 -17 — 11 — 24 + 41 4-20 + 28 + 7 + 21 0 + 12 — 9 + ю — 10 +6 -15
Св. 30 до 60 + 3 — 13 — 4 — 20 — 12 — 28 + 50 + 25 + 34 +9 4-25 0 ±11 + 12 — 12 + 7 — 18
Св. 50 до 80 4-4 f—15 — 5 — 24 — 14 — 33 + 60 + 30 + 40 + 10 4-зо 0 + 18 — 12 + 15 — 15 + 9 — 21
Св. 80 до 120 + < — 18 — 6 — 28 —16 —38 + 71 + 36 + 47 + 12 + 35 — 0 + 22 -13 + 17 — 17 + 10 -25
Св. 120 до 180 + 4 — 21 -8 -33 — 20 — 45 + 83 + 43 + 54 + 14 + 40 0 + 26 — 14 + 20 — 20 + 12 — 28
Св. 180 до 250 + 5 -24 — 8 — 37 — 22 — 51 + 96 + 50 + 61 + 15 + 46 0 + 30 — 16 + 23 — 23 + 13 -зз
Св. 250 до 315 + 5 -27 — 9 — 41 — 25 — 57 + 108 + 56 + 69 + 17 + 52 0 + 36 — 16 + 26 — 26 + 16 — 36
Св. 315 до 400 + 7 — 29 — 10 —46 — 26 — 62 + 119 + 62 4-75 + 18 + 57 0 + 39 — 18 + 28 — 28 + 17 — 40
Св. 400 до 500 4-8 — 32 -10 — 50 — 27 — 67 4-131 4-68 + 83 + 20 + 63 0 + 43 — 20 +31 — 31 + 18 — 45
Допуска и посадка гладких соединений
693
Продолжение табл. 12
Номинальные размеры- мм Квалитеты
7 1 3
Поля допусков
М7 ||N7| D8 £8 1F81 I"8! (J8) Л8 К8
От 1 до 3 — 2 — 12 — 4 — 14 + 34 + 20 + 28 + 14 + 20 + 6 + 14 0 +6 — 8 + 7 — 7 0 — 14
Си. 3 До 6 0 — 12 — 4 — 16 + 48 + 30 + 38 + 20 + 28 + 10 + 18 0 + ю — 8 + 9 — 9 + 5 — 13
Св. 6 до 10 0 — 15 — 4 — 19 + 62 + 40 + 47 + 25 + 35 + 13 + 22 0 + 12 — 10 + 11 —и + 0 — 16
Св. 10 до 1В 0 — 18 —5 — 23 + 77 + 50 + 59 + 32 + 43 + 16 + 27 0 + 15 — 12 + 13 — 13 + 8 — 19
Св. 18 до 30 0 — 21 — 7 — 28 +98 +•65 + 73 + 40 + 53 + 20 + 33 0 + 20 — 13 + 16 — 16 + 10 — 23
Св. 30 до 50 0 — 25 — 8 — 33 + 119 + 80 + 89 + 50 + 64 + 25 + 39 0 + 24 — 15 + 19 — 19 + 12 — 27
Св. 50 до 80 0 — 30 —9 -39 + 146 + 100 + 106 + 60 + 76 + 30 + 46 0 + 28 — 18 + 23 — 23 + 14 — 32
Св 80 до 120 0 — 35 -10 — 45 + 174 + 120 + 126 +72 +90 + 36 + 54 0 + 34 — 20 + 27 — 27 + 16 — 38
Св. 120 до 180 0 — 40 -12 — 52 + 208 + 145 + 148 + 85 + 106 + 43 + 63 0 + 41 — 22 + 31 —31 + 20 — 43
Св. 180 до 250 0 —46 — 14 — 60 + 242 + 170 + 172 + 100 + 122 + 50 + 72 0 + 47 — 25 + 36 — 36 + 22 — 50
Св. 250 до 315 0 — 52 — 14 — 66 + 271 + 190 + 191 + 110 + 137 4-56 + 81 0 + 55 — 26 + 40 — 40 + 25 — 56
Св. 315 400 0 — 57 — 16 — 73 + 299 + 210 + 214 + 125 + 151 + 62 + 89 0 + 60 — 29 + 44 — 44 + 28 — 61
Сз. 400 до 500 0 — 63 — 17 — 80 + 327 + 230 + 232 + 13* + 165 + 68 + 97 0 + 66 -31 + 48 — 48 + 29 — 68
694
Допуски и посадки. Отклонения формы
Продолжение табл. 12
Номинальные размеры, мм Квалитеты
8 1 9 1 10
Поля допусков
MS N8 09 Е9 F9 DID НЮ
1 Н9 1
От 1 до 3 — —4 — 18 4-45 4-20 + 39 + 14 + 31 +6 + 25 0 + 60 + 20 + 40 0
Св. 3 до 6 + 2 -16 — 2 — 20 4-60 4-зо + 50 4-20 + 40 + 10 + 30 0 + 78 + 30 + 48 0
Св. 6 до 10 4-1 — 21 — 3 — 25 + 76 4-40 +61 + 25 + 49 + 13 + 36 0 + 98 + 40 + 58 0
Св. 10 до 1В + 2 — 25 — 3 — 30 + 93 + 50 + 75 4-32 + 59 + 16 + 43 0 + 120 + 50 + 70 0
Св. 18 до 30 4-4 — 29 — 3 — 36 + 117 + 65 + 92 4-40 + 72 + 20 + 52 0 + 149 + 65 + 84 0
Св. 30 до 50 + 5 —34 — 3 — 42 + 142 + 80 + 112 4-50 + 87 + 25 + 62 0 + 180 + 80 + 100 0
Св. 50 до 80 + 5 — 41 — 4 — 50 + 174 + 100 + 134 + 60 + 104 + 30 + 74 0 + 220 + 100 + 120 0
Св. 80 до 120 4-6 — 48 — 4 — 58 + 207 + 120 + 159 + 72 + 123 + 36 + 87 0 + 260 4-120 + 140 0
Св. 120 до 180 + 8 — 55 —4 -67 + 245 + 145 + 185 + 85 + 143 + 43 + 100 0 + 305 + 145 + 160 0
Св. 180 до 250 + 9 — 63 — 5 — 77 + 285 + 170 + 215 + 100 + 165 + 50 + 115 0 + 355 + 170 + 185 0
Св. 250 до 315 + 9 -72 — 5 — 86 + 320 + 190 + 240 + 110 + 186 4-56 + 130 0 + 400 + 190 + 210 0
Св. 315 до 400 +11 — 78 — 5 — 94 + 350 + 210 + 265 4-125 + 202 +62 + 140 0 + 440 + 210 + 230 0
Св. -400 до 500 +11 -86 — 6 — 103 + 385 + 230 + 290 4-135 + 223 4-68 + 155 0 + 480 + 230 + 250 0
Допуски и посадки гладких соединений
695
Продолжение табл. 12
Номинальные размеры, мм Квалитеты
11 1 12
Поля допусков
ли ВИ СИ D\ 1 1 | В12 Н12
От 1 до 3 4-330 4-270 + 200 + 140 + 120 + 60 + 80 + 20 + 60 0 + 240 + 140 + 100 0
Св. 3 до 6 4-345 4-270 + 215 + 140 + 145 + 70 + 105 + 30 + 75 0 + 260 + 140 + 120 0
Св. 6 до 10 4-370 4-280 + 240 + 150 + 170 4-80 + 130 + 40 + 90 0 + 300 + 150 + СЭ — СП ° 1
Св. 10 до 18 4-400 + 290 + 260 + 150 + 205 +95 + 160 + 50 + ио 0 + 330 + 150 + 180 0
Св. 18 до 30 + 430 + 300 + 290 + 160 + 240 + 110 + 195 + 65 + 130 0 + 370 + 160 + 210 0
Св. 30 до 40 + 470 + 310 + 330 + 170 + 280 + 120 + 240 + 80 + 160 0 + 420 + 170 + 250 0
Св. 40 до 50 + 480 + 320 + 340 + 180 + 290 + 130 + 430 + 180
Св, 50 до 65 + 530 + 340 + 380 + 190 + 330 + 140 + 290 + 100 + 190 0 + 490 + 190 + 300 0
Св. 65 до 80 + 550 + 360 + 390 + 200 + 340 + 150 + 500 + 200
Св. 80 до 100 + 600 + 380 + 440 + 220 + 390 + 170 + 340 + 120 + 220 0 + 570 + 220 + 350 0
Св. 100 до 120 + 630 + 410 + 460 + 240 + 400 + 180 + 590 + 240
696
Допуски и посадки. Отклонения формы
Продолжение табл. 12
Номинальные размеры, мм Квалитеты
11 1 12
Поля допусков
ЯП £11 СП D11 1 1 В12 Н12
Св. 120 до 140 + 710 + 460 + 510 + 260 + 450 +200 + 395 + 145 + 250 0 + 660 + 260 + 400 0
Св. 140 до 160 + 770 + 520 + 530 + 280 + 460 + 210 + 680 + 280
Св. 160 до 180 + 830 + 580 + 560 + 310 + 480 + 230 + 710 + 310
Св. 180 до 200 + 950 + 660 + 630 + 340 + 630 + 240 + 460 + 170 + 290 0 + 800 + 340 + 460 0
Св. 200 до 225 + 1030 + 740 +670 + 380 + 550 +260 + 840 + 380
Св. 22Б до 2Б0 4-ию + 820 + 710 + 420 +Б70 + 280 + 880 + 420
Св. 250 до 280 + 1240 + 920 + 800 + 480 + 620 + 300 + 510 + 190 + 320 0 + 1000 + 480 + 520 0
Св. 280 до 31Б + 1370 + 1050 + 860 + 540 +650 +330 + 1060 + 540
Св. 315 до 355 + 1560 + 1200 + 960 + 600 + 720 +360 + 570 + 210 + 360 0 + 1170 + 600 + 570 0
Св. 35Б до 400 + 1710 + 13Б0 + 1040 + 680 + 760 + 400 + 1250 + 680
Св. 400 до 450 + 1900 + 1500 + 1160 + 760 + 840 +440 +630 + 230 + 400 0 + 1390 + 760 + 630 0
Св. 450 до 500 + 2050 + 1650 + 1240 + 840 + 880 + 480 + 1470 + 840
Примечания; □ — предпочтительные поля допусков; ( ) — Дополнительные (ограниченного применения) поля допусков. Предельные отклонения основных валов см. в табл. И.
Допуски и посадка гладких соединений р°7
13. Предельные отклонения отверстий в посадках
с натягом при размерах от 1 до 500 мм, мкм
(Система вала)
Номинальные размеры, мм Квалитеты
5 6 I 7 8
Поля допусков
N5 Р6 м «7 S7 Т7 U&
От 1 до 3 — 4 — 8 — G — 12 —6 — 16 — 10 —20 — 14 — 24 — — 18 — 32
Св. 3 до 6 — 7 — 12 — 9 — 17 -8 — 20 — 11 -23 — 15 — 27 — — 23 — 41
Св. 6 до 10 — 8 -14 — 12 -21 — 9 —24 — 13 -28 — 17 —32 — — 28 —50
Св. Ю до 18 —15 — 26 ^11 — 29 —16 — 34 -21 — 39 — —33 — 60
Св. 18 до 24 -12 — 21 — 18 —31 — 14 -35 — 20 — 41 — 27 — 48 — — 41 — 74
Св, 24 до 30 — 33 — 54 — 48 — 81
Св. 30 до 40 — 13 — 24 — 21 — 37 — 17 — 42 — 25 — 50 — 34 — 59 — 39 — 64 — 60 — 99
Св. 40 до 50 — 34 — 59 —45 — 70 — 70 — 109
Св, 50 до 65 —15 — 28 — 26 — 45 — 21 — 51 — 30 — 60 — 42 — 72 — 55 — 85 — 87 -133
Св, 65 до 80 — 32 — 62 — 48 -78 — 64 — 94 — 102 — 148
Св. 80 до 100 — 18 — 33 — 30 — 52 — 24 ^59 — 38 —73 — 58 — 93 — 78 — 113 — 124 -178
Св. 100 до 120 #—41 — 76 —66 -101 — 91 — 126 — 144 — 198
698
Допуски и посадки. Отклонения формы
Продолжение табл. 13
Номинальные размеры, мм Квалитеты
5 1 6 1 1 8
Поля допусков
N5 Р6 м R7 S7 Т7 1/8
Св. 120 до 140 -21 — 39 — 36 —61 — 28 — 68 — 48 — 88 — 77 — 117 — 107 — 147 — 170 — 233
Св. 140 до 160 — 50 — 90 — 85 — 125 — 119 — 159 — 190 — 253
Св. 160 до 180 — 53 -93 -93 — 133 — 131 — 171 — 210 — 273
Св. 180 до 200 — 25 -45 — 41 — 70 — 33 — 79 — 60 — 106 — 105 — 151 — 149 — 195 — 236 — 308
Св. 200 до 225 — 63 — 109 -113 -159 — 163 — 209 — 258 — 330
Св. 225 до 250 — 67 — ИЗ — 123 — 169 — 179 — 225 — 284 — 356
Св. 250 до 280 — 27 -50 — 47 — 79 — 36 — 88 — 74 — 126 — 138 — 190 — 198 — 250 — 315 — 396
Св. 280 до 315 — 78 — 130 -150 — 202 — 220 — 272 — 350 — 431
Св. 315 до 355 -30 -55 — 51 — 87 — 41 — 98 — 87 — 144 — 169 — 226 — 247 — 304 — 390 — 479
Св. 355 до 400 — 93 — 150 -187 — 244 — 273 — 330 — 435 — 524
Св. 400 до 450 — 33 — 60 — 55 — 95 — 45 — 108 — 103 — 166 — 209 — 272 — 307 — 370 — 490 — 587
Св. 450 до 500 — 109 — 172 — 229 — 292 — 337 — 400 — 540 — 637
Примсча вне. Предельные откловения основных валов см- в табл 11-
14. Система отверстия. Рекомендуемые посадки
при размерах св. 500 до 8150 мм
Основное отверстие К валите? вала Основные отклонения валов
с erf d 1 е И & is k т п р s и
Посадки
с зазором । переходные с натягом
не 6 Н6 «6 Н6 Wj Н6 77 не Л6 Н6 тб Н6 пб
Н7 6 Н7 /6 Н7 ge Н7 Н6 Н7 is6 Н7 k€> Я7 т 6 Н7 пв Н7 рб Н7 гб Н7 S6 Н7 /6 Н7 ив
7 Н7 е7 Н7 Г? Н7 fi? Н7 Л7 Н7 77 Н7 k7 Н7 п7 Н7 Р7 Н7 г7 Н7 я7 Н7 п Н7 и7 Н7 v7
Н8 7 Н8 е7 Н8 /7 Н8 «7 Н8 Л7 Н8 is7 нз k7 Н8 П7 нз Р7 Н8 г7 нз S7 нз t7 Н8 U7 Н8 v7
8 Н8 <78 Я 8 г8 Н8 f8 Я8 /18 Н8 /8 Н8 и8 Н8 v8
Н9 8 Н9 <78 Н9 й8 Н9 /8 Н9 /28 Н9 18 Н9 U8 Н9 о8
9 Н9 <79 Н9 е9 Н9 /9 Я9 /29
НЮ 10 яю (ПО ню МО
НИ и НИ al I ни cdl 1 ни rfil НИ /211
Н12 12 j Н12 h!2
Допуски и посадки гладких соединений
700
Допуски и посадки. Отклонения формы.
15. Система отверстия. Рекомендуемые посадки при размерах
св. 3150 до 10 000 мм
Основное от-1 верстие 1 Квалитет вала Основные отклонения валов
с | cd d е , f \ h | р | г | s 1 * и
Посадки
с зазором с натягом
Я6 6 he Н6 Гб не S6 Н6 *6 Н6 uQ
Н7 7 Н7 е7 Я7 f7 Н7 Л7 Я7 Р7 Н7 Г7 Н7 S7 Н7 t7 Н7 и7
НЗ 8 Н8 d8 Я8 е8 НЗ fs Я8 Л8
Н9 9 Я9 (ГО Н9 е9 Я9 Л9
ИЮ 10 НЮ сЮ НЮ cd\0 НЮ <по Я10 ИЮ 1
НИ и ЯП сП НИ cdll НИ ли
Примечание. Переходные посадки не предусмотрены.
16. Предельные отклонения основных отверстий
при размерах св. 500 до 10 000 мм, мкм
Номиналь- ные размеры, мм Поля допусков
Я6 1 Я8 Я9 яю НИ Я12
Св. 500 до 630 4-44 0- -4° 1 + 110 0 + 175 0 + 280 0 + 440 0 + 700 0
Св. 630 до 800 + 50 0 +g° 1 + 125 0 + 200 0 + 320 0 + 500 0 + 800 0
Св. 800 до 1000 + 56 0 + 90 1 0 1 + 140 0 + 230 0 + 360 0 + 560 0 + 900 0
Св. Ю00 до 1250 + 66 0 + Ю5( + 165 0 + 260 0 + 420 0 +660 + 1050 0
Св. 1250 ДО 1600 + 78 0 + >25 j + 195 0 + 310 0 + 500 0 + 780 + 1250 0
Св. 1600 до 2000 +92 + 150 | + 230 0 + 370 0 + 600 0 + 920 + 1500 0
Св. 2000 до 2500 + по №1 + 280 0 + 440 0 + 700 + 1Ю0 + 1750 0
Св. 2500 ДО 3150 + 135 + 2Ю| + 330 + 540 + 860 + 1350 + 2100 0
Св. 3150 до 4000 + 165 0 + 260 I 0 1 + 410 0 +660 0 + 1050 0 + 1650 + 2600 0
Св. 4000 до 5000 + 200 0 + 320 I 0 1 + 500 0 + 800 0 + 1300 0 + 2000 0 + 3200 0
Св, 5000 до 6300 + 250 0 + 400 I 0 1 + 620 0 + 980 0 + 1550 0 + 2500 0 + 4000 0
Св. 6300 до 8000 + 310 + 490 | + 760 0 + 1200 + 1950 + 3100 + 4,900 0
Св. 8000 до 10 000 + 380 0 + 600 0 1 + 940 0 + 1500 + 2400 + 3800 0 + 6000 0
Допуски и посадки гладких соединений
701
17. Предельные отклонения валов в посадках с зазором и переходных
при размерах св. 500 до 10 000 мм, мкм
(Система отверстия)
Квалитет
Номиналь- ные 6
размеры, мм Поля допусков
/6 | £6 | /гб /S6 fee | фб 1 «6
Св. 500 до 630 -76 — 120 — 22 -66 0 — 44 + 22,0 — 22,0 + 44 0 + 70 + 26 + 88 + 44
Св. 630 до 800 — 80 — 130 — 24 — 74 0 — 50 + 25,0 — 25,0 + 50 0 + 80 + 30 + 100 + 50
Св. 800 до 1000 — 86 — 142 — 26 — 82 0 — 56 + 28,0 — 28,0 + 56 0 + 90 + 34 + 112 + 56
Св. 1000 ДО 1250 — 98 — 164 — 28 ! —94 0 — 66 + 33,0 — 33,0 + 66 0 + 106 + 40 + 132 + 66
Св. 1250 до 1600 — 110 — 188 — 30 — 108 0 — 78 + 39,0 — 39,0 + 78 0 + 126 + 48 + 156 + 78
Св. 1600 до 2000 — 120 — 212 — 32 — 124 0 — 92 + 46,0 —46,0 + 92 0 + 150 + 58 + 184 + 92
Св. 2000 до 2500 — 130 —240 — 34 — 144 0 -110 + 55,0 — 55,0 + 110 0 + 178 + 68 + 220 + 110
Св. 2500 до 3150 — 145 — 280 — 38 — 173 0 — 135 +67,5 — 67,5 + 135 0 + 211 + 76 + 270 + 135
Св. 3150 до 4000 — — 0 —
Св. 4000 до 5000 — — 0 — 200 — •— —
Св. 5000 до 6300 — 0 — 250 — —
Св. 6300 до 8000 — — 0 — 310 — — —
Св. 8000 до 10 000 — 0 — 380 — —
Квалнтет
Номин аль- иые 7
размеры, мм Поля допусков
е7 П «7 Л7 'V fe7 | п7
Св. 500 До 630 -145 — 215 — 76 — 146 — 22 — 92 0 -70 + 35 — 35 + 70 0 + 114 + 44
Св. 630 До 800 — 160 — 240 — 80 — 160 — 24 — 104 0 -80 + 40 — 40 + 80 0 + 130 + 50
Св. 800 до 1000 -170 — 260 — 86 — 176 — 26 — 116 0 -90 + 45 — 45 + 90 0 + 148 + 50
Св. 1000 до 1250 — 195 | — 300 1 — 98 — 203 — 28 — 133 0 -105 + 52 1 -52 | + Ю5 1 0 1 + 171 + 66
702
Допуски и посадки. Отклонения формы
Продолжение табл 17
Номиналь- ные размеры, мм Квалитет
7
Поля допусков
е7 /7 «7 Л7 is7 *7 «7
Св. 1250 до 1600 — 220 — 345 — ПО — 235 -30 -155 0 — 125 + 62 — 62 + 125 0 + 203 + 78
Св. 1600 до 2000 — 240 — 390 — 120 — 270 — 32 — 182 0 — 150 + 75 — 75 + 150 0 + 242 + 92
Св. 2000 до 2500 — 260 —435 — 130 — 305 — 3-1 — 209 0 — 175 + 87 — 87 + 175 0 + 285 + 110
Св. 2500 до 3150 — 290 — 500 — 145 — 355 —38 — 248 0 — 210 + 105 — 105 + 210 0 + 345 + 135
Св. 3150 до 4000 — 320 — 580 — 160 — 420 — 0 — 260 - —
Св. 4000 до 5000 — 350 — 670 -175 — 495 — 0 — 320 — — —
Св. 5000 до 6300 — 380 — 780 -190 — 590 — 0 — 400 — — —
Св. 6300 до 8000 — 420 — 910 — 210 — 700 — 0 — 490 — —
Св. 8000 до 10 000 — 460 — 1060 — 230 — 830 । — 0 — 600 — — —
Номиналь- ные размеры мм Квалитеты
8 9
Поля допусков
da £8 /8 Л8 d9 е9 f9 А9
Св. 500 до 630 — 260 —370 — 145 — 255 — 76 — 186 0 — по — 260 — 435 — 145 — 320 — 76 — 251 0 — 175
Св. 630 до 800 —290 —415 — 160 -285 — 80 — 205 0 — 125 — 290 — 490 — 160 — 360 — 80 — 280 0 — 200
Св. 800 до 1000 — 320 — 460 — 170 — 310 — 86 — 226 0 — 140 — 320 — 550 — 170 — 400 — 86 — 316 0 — 230
Св. 1000 до 1250 —350 — 515 — 195 — 360 —98 — 263 0 — 165 -350 — 610 — 195 — 455 — 98 — 358 0 — 260
Св. 1250 до 1600 — 390 -585 — 220 — 415 — 110 — 305 0 — 195 — 390 — 700 — 220 — 530 — 110 — 420 0 -310
Св. 1600 до 2000 — 430 — 660 — 240 — 470 — 120 — 350 0 — 230 — 430 — 800 — 240 — 610 — 120 — 490 0 — 370
Св. 2000 до 2500 — 480 — 760 — 260 — 540 — 130 — 410 0 — 280 — 480 — 920 — 260 — 700 — 130 — 570 0 — 440
Св. 2500 до 3150 — 520 — 850 — 290 — 620 — 145 — 475 0 -330 — 520 — 1060 — 290 — 830 — 145 — 685 0 — 540
Допуски и посадки гладких соединений
703
Продолжение габл. 17
НомИн аль- ные размеры, ММ Квалитеты
8 9
Поля допусков
tZS | е8 /8 Л8 </9 е9 /9 Л9
Св. 3150 до 4000 — 580 — 990 — 320 — 730 — 160 — 570 0 — 410 — 580 — 1240 — 320 —980 0 — 660
Св. 4000 до 5000 — 640 — 1140 — 350 — 850 — 175 — 675 0 — 500 — 640 — 1440 — 350 — 1150 — 0 — 800
Св. 5000 до 6300 — 720 — 1340 — 380 — 1000 — 190 — 810 0 — 620 — 720 — 1700 —380 — 1360 — — 0 — 980
Св, 6300 до 8000 -800 — 1560 —420 — 1180 — 210 — 970 0 — 760 — 800 — 2000 — 420 — 1620 — 0 — 1200
Св. 8000 до 10 000 — 880 — 1820 1 —460 1 —1400 — 230 — 1170 0 — 940 — 880 — 2380 — 460 —1960 0 — 1500
Номиналь- иые размеры, мм Квалитеты
10 1 11 1 12
Поля допусков
с10 с </10 <110 МО С1 1 cdll dll /111 | Л12
Св. 500 до 560 — — —260 —540 0 —280 —520 —960 —370 —810 —260 —700 —0 —440 0 —700
Св. 560 до 630 —580 —1020 —390 —830
Св. 630 до 710 — — —290 —610 0 —320 —640 —1140 —430 —930 —290 —790 —0 —500 0 —800
Св. 710 до 800 —700 -1200 —450 —950
Св. 800 до 900 Св. 900 до 1000 — — — 320 —680 0 — 360 —780 —1340 —500 -1060 320 —880 0 —560 0 —900
—860 —1420 —520 — 1080
Св. 1000 до 1120 — — — 350 —770 0 — 420 —940 — 1600 —580 — 1240 —350 — 1010 0 —660 0 — 1 050
Св. 1120 до 1250 — 1050 —1710 —600 — 1260
Св. 1250 до 1400 — - -390 — 890 0 — 500 — 1150 —1930 — 1300 —2080 —660 — 1440 —390 — 1170 0 —780 0 — 1250
Св. 1400 до 1600 —720 — 1500
Св. 1600 до 1800 1 — 430 — 1030 0 — 6.00 — 1450 —2370 —780 —1700 —820 — 1740 —430 — 1350 0 —920 0 — 1500
Св. 1800 до 2000 — 1600 —2520
704
Допуски и посадки. Отклонения формы
Продолжение табл. 17
Номиналь- ные размеры, мм Квалитеты
10 11 12
Поля допусков
с! 0 cd 10 <110 ЛЮ сП cdll dll ЛИ Л12
Св. 2000 до 2240 — — —480 —1180 0 —700 — 1800 —2900 —920 —2020 —480 — 1580 0 -1100 0 — 1750
Св. 2240 до 2500 —2000 —3100 —980 —20Е0
Св. 2500 до 2800 — — —520 — 1380 0 —860 —2200 —3550 — 1050 —2400 —520 — 1870 0 —1350 0 —2100
Св. 2800 до 3150 —2500 —3850 — 1150 —2500
Св.-3150 до 3550 —2800 —3850 -1250 —2300 —580 — 1630 0 —1050 —2800 —4450 —1250 —2900 0 — 1650 —
Св. 3550 до 4000 —3100 —4150 —1350 —2400 —3100 —4750 — 1350 —3000
Св. 4000 до 4500 —3500 —4800 -1500 -2800 —640 —1940 0 — 1300 —3500 -5500 — 1500 —3500 — 0 —2000 —
Св. 4500 до 5000 —3900 —5200 — 1600 —2900 —3900 —5900 — 1600 —3600
Св. 5000 до 5600 —4300 —5850 —1750 —3300 —720 —2270 0 — 1550 —4300 —6800 — 1750 —4250 — 0 —2500 —
Св. 5600 до 6300 —4800 —6350 —1850 —3400 —4800 —7300 — 1850 —4350
Св. 6300 до 7100 —5400 —7350 —2100 —4050 —800 —2750 0 — 1950 —5400 —8500 —2100 —5200 — 0 —3100 —
Св. 7100 до 8000 —6200 —8150 —2200 —4150 —6200 —9300 —2200 —5300
Св. 8000 до 9000 —5800 —9200 —2400 —4800 —880 —3280 0 —2400 — 6800 —10600 —2400 —6200 — 0 —3800 —
Св. 9000 до 10 000 — 7600 —10000 —2600 —5000 — 7600 —11400 -2600 —6400
Примеча ние. Предельные отклонения основных отверстий см. в табл. 16.
18. Предельные отклонения валов в посадках с натягом
при размерах св, 500 до 10 000 мм, мкм (Система отверстия)
23 Под ред. Малова
Номи- нальные Квалитеты
6 । 7 8
размеры, мм Поля допусков
рб Гб s6 № w6 р7 г7 s7 | Я «7 □7 а и 8
Св. 500 до 560 + 122 + 194 + 150 4-324 4-280 4-444 + 400 + 644 4-600 + 148 + 220 + 150 + 350 + 280 + 470 + 400 +670 + 600 + 810 + 740 + 510 + 400 + 710 + 660 + 850 + 740
Св. 560 до 630 4-78 + 199 + 155 4-354 4-зю + 494 + 450 + 704 + 660 + 78 + 225 + 155 + 380 +310 + 520 + 450 + 730 + 660 + 890 + 820 + 560 + 450 + 770 + 660 + 930 4-820
Св. 630 до 710 + 138 + 225 + 175 + 390 + 340 + 550 + 500 + 790 + 740 + 168 + 255 + 175 + 420 + 340 + 580 4-500 + 820 + 740 + 1000 + 920 + 625 + 500 + 865 + 740 + 1045 + 920
Св. 710 до 800 + 88 + 235 + 185 4-430 4-380 + 610 + 560 + 890 + 840 + 88 + 265 + 185 + 460 + 380 + 640 + 560 + 920 + 840 + 1080 + 1000 + 685' + 560 + 965 + 840 + 1125 + 1000
Св. 800 до 900 + 156 + 266 + 210 4-486 4-430 + 676 + 620 + 996 + 940 + 190 + 300 + 210 + 520 + 430 + 710 + 620 + 1030 + 940 + 1240 + 1150 + 760 + 620 + 1080 + 940 + 1290 + 1150
Св. 900 до 1000 + 100 4-276 4-220 + 526 + 470 + 736 + 680 + 1106 + 1050 + 100 + 310 + 220 + 560 + 470 + 770 + 680 + 1140 + 1050 + 1390 + 1300 + 820 + 680 + 1190 + 1050 + 1440 + 1300
Св. 1000 до 1120 + 186 4-316 4-250 4-586 + 520 + 846 + 780 + 1216 + 1150 + 225 + 355 + 250 + 625 + 520 + 885 + 780 + 1255 + 1150 + 1555 + 1450 + 945 + 780 + 1315 + 1150 + 1615 + 1450
Св. 1120 до 1250 + 120 4-326 4-260 + 646 + 580 + 906 + 840 + 1366 + 1300 + 120 + 365 + 260 + 685 + 580 + 945 + 840 + 1405 + 1300 + 1705 + 1600 + 1005 + 840 + 1465 + 1300 + 1765 + 1600
Св. 1250 go 1400 + 218 4-140 + 378 + 300 4-718 4-640 + 1038 + 960 + 1528 + 1450 + 265 + 140 + 425 + 300 . + 765 + 640 + 1085 4-960 + 1575 + 1450 + 1925 + 1800 + 1155 + 960 + 1645 + 1450 + 1995 + 1800
ов. 1400 до 1600 4-408 4-330 + 798 + 720 + 1128 + 1050 + 1678 + 1600 + 455 + 330 + 845 + 720 + 1175 + 1050 + 1725 + 1600 + 2125 + 2000 + 1245 + 1050 + 1795 + 1600 + 2195 + 2000
Св. 1600 до 1800 4-262 4-170 + 462 + 370 4-912 4-820 + 1292 + 1200 + 1942 4-1850 + 320 + 520 + 370 + 970 + 820 + 1350 + 1200 + 2000 + 1850 + 2450 + 2300 + 1430 + 1200 + 2080 + 1850 + 2530 + 2300
Св. 1800 ДО 2000 4-492 4-400 + 1012 + 920 + 1442 + 1350 + 2092 + 2000 + 170 + 550 + 400 + 1070 + 920 + 1500 + 1350 + 2150 + 2000 + 2650 + 2500 + 1580 + 1350 + 2230 -4-2000 + 2730 + 2500
Св. 2000 до 2240 4-305 4-195 + 550 + 440 4-ню 4-1000 + 1610 + 1500 + 2410 + 2300 + 370 + 195 + 615 + 440 + 1175 + 1000 + 1675 + 1500 + 2475 + 2300 + 2975 + 2800 + 17801 +2580 + 0500] +2300 + 3080 + 2800
Допуски и посадки гладких соединений
706
Допуски и посадки. Отклонения формы
Продолжение табл. 18
к
Квалитеты ОО Поля допусков 0018 + 0SES + + 3830 + 3500 В! ++ Примечание. Пре- дельные отклонения ОС- НОВНЫХ отверстий см. в табл. 16.
ОО а 0095 + 'oszs-f- I + 32301 1 + 2900| + 24301 +35301 + 21 00|,+ 3200]
'а I + 1930 +165-0. 10061 + 0855 +
+ 32751 + 31001 I +3-710 1 +3500 + 41101 + 3900|
0095 + 9Z95 + I +3110 | +2&00 | +3410 | +3200 CD © ЩС СФ to со сП ++ © о т ® СЧ о ++ о о СЧ© ©© ++ 0009 1- 0599 + 0099 + оооо+ + 6800 + 6400 + 7690 + 7200 со со ++ SS © © ©О) ++ [ООО 01 + [009 01 +
0391 + SS9I+ I 006I+ |0S2l+ I 0115 + fol+I + | +1610.1 +2310J + 1400 +2100^ 1 +2660 1 +2400 + 2860 + 2600 + 3320 + 3000 | +3620 [ +3300 S§ ++ +3200I +4500 + 28001+4100 сэ о +4- 0059 + 0699 +. о с5 О О © о С£> СО ++ + 72001 + 6600,
*и U5O S2 ++ 0091+ 1 0981+ 1 + ЖД) + Г750 о о см© СЧ см ++ [0055 + [0595 + toose+ |006б + о © «7>О .£> СЧ + + + 3990 + 3500 + 4600 + 4000 (00Pf+ ‘ 10009 +
4-635 4-460 j О о © Ш г~- щ ++ + 790 + 580 о© © <0 ++ оо Ф сч о в* ++ ots+ 0911 + 006 + 0551 + оо т т о ++ +15оа| +1 ioe| © О СП ++ о о со -ч- ++ 0991 + 0955 + о © тт ++
Q. О in ++ о о . m -Ч- ++ + 550 + 290 + 680 +360 о о СО 4J1 ++ © СО © о -ч* т ++ 099 + 0851 +
© © а О© —< о <О Ю сч сч ++ m © со© О © ГО СЧ ++ т о со а СО 04 СО СО ++ + 3765 + 3600 т о о о -м о ++ оо оо СО СО 0009+ (00ES + 0009+ [00SS + © о т о СО сП т т ++ © © т о tO сП ++ + 7510 + 7200 + 8310 + 8000 0006 + 0896 + 000 01 + 08g 01 +
о I 4-1760 1 +1650 Ш о ГО О О © ++ т о со о СЧ —> 04 04 + + СО о in 'f СМ 04 + + + 2765 + 2600 I +3200 ' +3000 т © СП СП ++ О © т © т-’ ++ © © с т тг ++ + 5510 + 5200 0009 + 0899 + О © СО © © © СО сП ++
to v> 0011+ I 0121+ | 0321+ I S8EI+ | 1 +1535 | +1400 то Г- со ++ т о — т о в-. ++ + 1040| +2200 + 840 | +2000 1 +2400 ' +2200 + 2750 + 2500 о о то О СО си СЧ ++ + 3510 + 3200 + 1710| +3810 +1400| +3500 О © со © ++ + 47801 + 44001
ч © .© о ш ++ 4-685 + 550 § г- т ++ т о •Ф 30 00 со ++ то СО СМ -СО 1-~ ++ + 1100 + 900 О о о т СПО ++ о © т © 4+ |ooei + |019i + + 20301 + 1650| о © со т ++
со in m о © ++ то ++ т о сч ++ О о со © т со* ++ о о со 4* ++ т оот ++ 089 + 0901 +
19. Система вала. Рекомендуемые посадки при размерах св. 500 до 3150 мм
' Основной вал 1 тл Квалитет отверстия Основные отклонения отверстий .
с CD D в p 0 11 J-s K M N p H S T и
Посадки
с зазором переходные с натягом
Лб 6 Ge h6 не he Js6 he hb M6 he N6 he |
7 Е7 Л6 F7 hr2< G7 he Н7 he he K7 ЛЬ M7 he, N7 he P7 he R7 h6 37 h6 T7 he
h7 7 . £7 h7 F7 fi7 G7 h7 H7 h7 h7 K7 Л7 M7 in N7 । h7 | P7 h7 _R7 Л7 37 h7 T7 h7
8 D8 Л 7 ES М F8 h7 Н8 h.7 U8 /17
h8 8 08 h8 Е8 h8 F8 h8 H8 h8 D8 Л8
9 DS hi EQ h.8 F9 he H9 hS
№ 9 D9 Л9 £9 F9 h 9 HQ hQ
Л.10 10 DIP ~h]Q~ H10 Й10
/111- 11 си ЛИ CDW ЛИ Dll "ИТ ЛГ11 ЛИ
Л12 12 H\2 h\‘l
Допуски а посадки гладких соединений
708
Допуска а посадки. Отклонения формы
20. Система вала. Рекомендуемые посадки при размерах св, 3150 до 10 000 мм
Основной вал Квали- тег от- верстия Основные отклонения отверстий
с CD ° Е F H
Посадки с зазором
Л6 6 не he
Л7 7 Е7 А7 F7 h7 Hl hl
hb 8 Л8 Е8 Л8 FS hS H8 h8
h9 9 09 Л 9 £9 h9 H9 he
ЛЮ 10 СЮ МО СРЮ МО £>10 лю НЮ hlO
hl 1 И СИ ли CD 11 hl 1 Hl 1 ли
Примечание. Посадки переходные и с натягом не преду- смотрены.
21. Предельные отклонения основных валов при размерах
св. 500 до 10 000 мм, мкм
Номинальные размеры, мм Поля допусков
Л6 Л 7 Л8 А 9 лю All hl 2
Св. 500 до 630 0 — 44 0 — 70 0 — ПС 0 — 175 0 — 280 0 — 440 0 — 700
Св. 630 до 800 0 — 50 0 -80 0 — 125 0 — 200 |0 — 320 0 — 500 0 — 800
Св. 800 до 1000 0 — 56 0 — 90 0 — 140 0 — 230 0 — 360 0 — 560 0 — 900
Св. 1000 до 1250 0 — 66 0 — 105 0 — 165 0 — 260 0 — 420 0 — 660 0 — 1050
Св. 1250 до 1600 0 -78 0 -125 0 — 195 0 —310 0 -500 0 — 780 0 — 1250
Сс If00 / о 2000 0 — 92 0 — 150 0 — 239 0 —370 0 — 600 0 — 920 0 — 1500
Св. 2000 до 2500 0 -ПО 0 — 175 0 — 280 0 — 440 0 — 700 0 — 1100 0 — 1750
Св. 2500 до 3150 0 — 135 0 — 210 0 — 330 0 — 540 0 — 860 0 — 1350 0 — 2100
Св. 3150 до 4000 0 — 165 0 — 260 0 — 410 0 — 660 0 — 1050 0 — J 650 0 — 2600
Св. 4000 до 5000 0 — 200 0 — 320 0 — 500 0 — 806 0 — 1300 0 — 2000 0 — 3200
Св. 5000 до 6300 0 — 250 0 — 400 0 — 620 0 — 980 0 — 155С 0 — 25С0 0 -4000
Св. 6300 до 8000 0 — 310 0 — 490 -760 0 -1200 0 — 1950 0 -3100 0 -4900
Св. 800U ло Ю 000 0 — 380 0 — 600 — 940 0 ^1500 о — 2400 0 — 38001 0 — 6000
Допуски а посадки гладких соединений
709
22. Предельные отклонения отверстий в посадках
с зазором и переходных при размерах св. 500 до 10 000 мм, мкм
(Система вала)
Номи- нальные размеры, ' мм Квалитет
6
Поля допусков
G6 Н6 А6 . Кб Мб | N6
Св. 500 до 630 +66 +22 + 44 0 + 22,0 — 22,0 0 — 44 -26 — 70 — 44 — 88
Св. 630 до §00 + 74 + 24 + 50 0 + 25,0 •—25,0 0 -50 — 30 — 80 -50 — 100
Св. 800 до 1000 4-82 4-26 + 56 0 + 28,0 — 28,0 0 — 56 — 34 -90 — 56 — 112
Св. 1000 до 1250 4-94 4-28 + 66 0 + 33,0 . — 33,0 0 — 66 — 40 — 106 — 66 — 132
Св. 1250 до 1600 + 108 + 30 + 78 0 + 39,0 — 39,0 0 —78 — 48 — 126 — 78 -156
Св. 1600 до 2000 + 124 + 32 +92 0 + 46,0 — 46,0 0 — 92 -58 — 150 — 92 -184
Св. 2000 до 2500 4-1-14 4-34 + 110 0 4-55,0 — 55,0 0 — ПО -68 — 178 -110 — 220
Св. 2500 до 3150 4-173 4-38 + 135 0 + 67,5 — 67,5 0 — 135 — 76 — 211 — 135 — 270
Св. 3150 до 4000 - + 165 0 — —- — —
Св. 4000 до 5000 — + 200 0 — — — —
Св. 5000 до 6300 - 4-250 0 — - —
Св. 6300 до 8000 — + 310 0 — — — —
Св. 8000 до 10 000 — + 380 0 — — , — —
Номи- нальные размеры, мм Квалитет
7
Поля допусков
Е7 F7 G7 I Н7 V | К7 М7 N7
Св. 500 до 630 4-215 4-145 + 146 + 76 ^22 + 70 0 4-35 — 35 0 — 70 — 26 — 96 -44 -114
Св. 630 ДО 800 + 240 + 160 + 166 + 80 + 104 + 24 + 80 0 + 40 — 40 0 — 80 —30 —по —50 — 130
Св. 800 до 1000 4-260 4-170 4-176 4-86 + 1 16 + 26 + 90 0 4-45 — 45 0 -90 -34 — 124 —56 — 146
Св. 1000 до 1250 +3 00 + 195 + 203 + 98 + 133 + 28 + 105 0 + 52 — 52 0 *->105 —40 — 145 —66 -171
710 Допуски и посадки. Отклонения формы
Продолжение табл. 22
Квалнтет
Номи- нальные 7
размеры, мм Поля допусков
£7 FT <77 НТ Js7 КТ М7 N7
, Св. ДО 1250 1600 + 345 + 220 + 235 + 110 + 155 + 30 + 125 0 + 62 —62 0 •—125 — 48 — 173 — 78 — 203
Сй. ДО 1600 2000 + 390 + 240 + 270 -+120 + 182 + 32 + 150 0 + 75 — 75 0 — 150 — 58 — 208 — 92 — 242
Св. До 2000 2500 + 435 + 260. + 305 + 130 + 201 + 34 + 175 0 + 87 — 87 0 — 175 — 68 — 243 — ПО — 285
Св. ДО 2500 3150 + 500 + 290 + 355 + 145 + 248 + 38 + 210 0 + 105 — 105 0 — 210 — 7ъ — 286 — 135 — 345
Св. ДО 3150 4000 + 580 + 320 + 420 + 160 — + 260 0 — — —
Св. ДО 4000 5000 + 670 + 350 + 495 + 175 '— + 320 0 — — — —
Св. ДО 5000 6300 + 780 + 380 + 590 + 190 + 400 0 — — - —
Св. ДО 6300 8000 + 910 + 420 + 700 + 210 - — + 490 0 — — — -
Се. До 8000 0 000 + 1060 + 460 + 830 + 230 — + 600 0 — — - —
Квалитеты
Номи- нальные .8'
размеры, мм Поля допусков
D8 £8 £8 778 D9 £9 £9 7/9
Си ДО 500 630 +370 + 260 + 255 + 145 + 186 + 76 + 110 0 + 435 + 260 4-320 4-145 + 251 + 76 + 175 0
Св До 630 800 + 41;; + 290 + 285 + 160 + 205 + 80 + 125 0 + 490 + 290 + 360 + 160 + 280 + 80 + 200 0
Св ДО 800 1000 • + 460 + 320 + 310 + 170 + 226 + 86. + 140 0 + 550 + 320 + 400 + 170 + 316 + 86 + 230 0
Св, ДО 1000 1250 + 515 + 350 + 360 + 195 + 263 + 98 + 165 0 + 610 + 350 + 455 + 195 + 358 + 98 + 260 0
Св. ДО 1250 1600 + 585 + 390 +415 + 220 + 305 + 110 + 195 0 + 700 + 390 + 530 + 220 + 420 + 110 + 310 0
Св, ДО 1600 2000 + 660 + 430 + 470 + 240 + 350 + 120 + 230 0 + 800 + 430 + 610 + 240 + 490 + 120 + 370 0
Св. ДО 2000 2500 + 760 + 480 + 540 + 260 + 410 + 130 + 280 0 + 920 + 480 + 700 + 260 + 570 4-130 + 440 С
Св. ДО 2500 3150 + 850 + 520 + 620 + 296 + 475 + 145 + 330 0 + 1060 + 520 + 830 4-290 + 685 + 145 + 640 0
Допуски и посадки гладких соединений
711
Продолжение табл. 22
Номи- нальные размеры, мм Квалитеты
8 1 9
Поля допусков
D8 £8 F8 Н8 D9 Е9 F9 Н9
Св. 3150 до 4000 -1-990 + 580 + 730 + 330 + 570 + 160 + 410 0 + 1240 + 580 + 980 + 320 — + 660 0
Св. 4000 до 5000 + 1140 + 640' + 850 + 350 + 675 + 175 4-500 0 + 1440 + 640 + 1150 + 350 — 4-800 0
Св. 5000 до 6300 Ч- 1340 4-720 + 1000 + 380 + 810 + 190 4-620 0 + 1700 + 720 + 1360 + 380 — + 980 0
'Св. 6300 до 8000 + 1560 4-800 + 1180 + 420 + 970 + 210 4-760 0 + 2000 + 800 4-1620 4-420 — 4-1200 0
Св. 8000 до 10 000 + 1820 + 880 4-1400 4-460 + 1170 + 230 4-940 0 + 2380 + 880 4-1960 4- 460 — + 1500 0
Квалитеты
Номи- нальные 10 11 12
ра'змеры, мм Поля допусков
сю сою то шо СП CD 11 Dll //11 //12
Св. 500 до 560 +540 + 280 4-960 + 520 4-810 4-370 + 700 + 44С 4-700
Св. 560 до 630 +260 0 + 1020 + 580 + 830 + 390 + 260 0 0
Св 630 до 710 + 610 + 320 4-1140 4-640 + 930 + 430 4-790 4-500 4-800
Св. 710 до 800 + 290 0 + 1200 + 700 + 950 + 450 + 290 0 0
Св. 800 до 900 + 680 + 360 + 1340 + 780 + 1060 + 500 + 880 + 320 4-560 + 900 0
Св. 900 до 1000 4-320 0 + 1420 + 860 + 1080 + 520 0
Св. 1000 до 1120 4-770 4-420 4-1600 4-940 + 1240 + 580 + 1010 + 350 -1-АйО 4-1050 0
Св. 1120 до 1250 + 350 0 + 1710 + 1050 + 1260 + 600 0
Св. 1250 до 1400 + 890 + 500 + 1930 + 1150 + 1440 + 660 + 1170 + 390 4-780 4-1250 0
Св. 1400 до 1600 + 390 0 4-2080 4-1зоо + 1500 + 720 0
Св. 1600 до 1800 + 1030 + 130 4-600 4-2370 4-1450 4-1700 4-780 4- 1Я5П 4-990 4-1500 0
Св. 1800 до 2000 0 + 2520 + 1600 + 1740 + 820 + 43 0 0
712
Допуски и посадки. Отклонения формы
Продолжение табл. 22
Номи- нальные размеры, мм Квалитеты
10 1 11 | 12 '
Поля допусков
сю СОЮ ою | 7710 СП CD 1.1 | Dll ни Н12
Св. 2000 до 2240 — — + 1180 + 480 + 700 0 + 2900 + 1800 + 2020 + 920 4-1580 4-480 4- 1100 0 + 1750 0
Св. 2240 до 2500 4-зюо 4-2000 4-2080 4-980
Св. 2500 до 2800 — -- + 1380 + 520 4-860 0 4-3550 4-2200 + 2400 + 1050 + 1870 + 520 4-1350 0 4-2100 0
Св. 2800 до 3150 4-3850 4-2500 + 2500 + 1150
Св. 3150 до 3550 4-3850 4-2800 + 2300 + 1250 + 1630 + 580 4-1050 0 + 1450 + 2800 + 2900 + 1250 — 4-1650 0 —
Св. 3550 до 4000 + 4150 + 3100 4-2400 4-1350 4-4750 4-зюо + 3000 + 1350
Св. 4000 до 4500 + 4800 + 3500 4-2800 4-1500 + 1940 + 640 + 1300 0 + 5500 + 3500 + 3500 + 1500 — 4-2000 0
Св. 4500 до 5000 4-5200 4-3900 4-2900 4-1600 4-5900 4-3900 4-3600 4-1боо
Св. 5000 до 5600 + 5850 + 4300 4-ззоо 4-1750 4-2270 4-720 + 1550 0 + 6800 + 4300 + 4250 + 1750 — 4-2500 0 —
Св. 5600 до 6300 + 6350 + 4800 4-3400 4-1850 + 7300 + 4800 4-4350 4-1850
Св. 6300 до 7100 4-7350 4-5400 + 4050 + 2100 + 2750 4~ 800 4-1950 0 + 8500 + 5400 4-5200 4-2100 — 4-ЗЮО 0 —
Св. 7100 до 8000 + 8150 +6200 + 4150 + 2200 4-9300 4-6200 4-5300 4-2200
Св. 8000 до 9000 + 9200 + 6800 + 4800 + 2400 + 3280 + 880 + 2400 0 + 10600 + 6800 + 6200 + 2400 — 4-3800 0 —
Св. 9000 до 10 000 + 10000 + 7 600 + 5000 + 2600 + И 400 + 7 600 -1-6400 4-2600
Примечание. Предельные отклонения основных валов см- табл. 21.
Допуски и посадки гладких соединений
713
23. Предельные отклонения отверстий для посадок с натягом
при размерах св. 500 до 10 000 мм, мкм
(Система вала)
Номинальные размеры, мм Квалитеты
7 1 8
Поля допусков
Р7 «7 ST | 7'7 US
Св. 500 до 560 — 78 — 148 — 150 — 220 — 280 — 350 — 400 — 470 — 600 — 710
Св. 560 до 630 — 155 — 225 — 310 — 380 —450 — 520 — 660 — 770
Св. 630 до 710 — 88 — 168 — 175 — 255 — 340 — 420 — 500 — 580 — 740 — 865
Св. 710 до 800 — 185 — 265 — 380 — 460 — 560 — 640 -840 — 965
Св. 800 до 900 — 100 — 190 — 210 — 300 — 430 — 520 — 620 — 710 — 940 — 1080
Св. 900 до 1000 — 220 — 310 — 470 — 560. — 680 — 770 — 1050 — 1190
Св. 1000 до 1120 — 120 -525 — 250 -355 — 520 — 625 — 780 — 885 — 1150 -1315
Св. 1120 до 1250 — 260 — 365 — 580 — 685 • — 840 — 945 — 1300 — 1465
Св. 1250 до 1400 — 140 — 265 — 300 — 425 — 640 -765 — 960 — 1085 — 1450 — 1645
Св. 1400 до 1600 — 330 — 455 -720 — 845 — 1050 — 1175 — 1600 — 1795
Св. 1600 до 1800 — 170 — 320 — 370 — 520 — 820 — 970 — 1200 — 1350 — 1850 — 2080
Св. 1800 до 2000 — 400 — 550 — 920 — 1070 — 1350 — 1500 — 2000 — 2230
Св. 2000 до 2240 — 195 — 370 —440 — 615 И 111 СЛ О 1 СЛ Q — 1500 -1675 — 2300 — 2580
Св. 2240 до 2500 — 460 — 635 — 1650 -1825 — 2500 — 2780
Св. 2500 до 2800 — 240 — 450 — 550 — 760 — 1250 — 1460 — 1900 — 2110 — 2900 — 3230
Св. 2800 до 3150 — 580 — 790 —1400 — 1610 — 2100 — 2310 — 3200 -3530
Св. 3150 до 10 000 — — — —
Примечание. Предельные отклонения основных валов см. в табл 21.
.714 Допуски и посадки. Отклонения формы
чениями полей допусков и посадок. Однако практически каждому полю
допуска в системе ОСТ можно подобрать близкую замену из ЕСДП
СЭВ, что обеспечивает переход на новую систему без нарушения взаи-
мозаменяемости. Предельные отклонения по ОСТ для наиболее распро-
страненных размеров от 1 до 500 мм н классов точности 1—9 приведены
в табл. 24—25 и в приложении 1, указаны ближайшие замены полями
допусков по СТ СЭВ 144—75. Подробные сведения о замене допусков и
посадок системы ОСТ для размеров до 3150 мм, о возможностях исполь-
зования предельных калибров системы ОСТ при изготовлении изделий
по ЕСДП СЭВ и другие сведения о порядке перехода с системы ОСТ
на ЕСДП СЭВ приведены в работе «Рекомендации по внедрению СТ СЭВ
144—75 и СТ СЭВ 145—75 на допуски и посадки гладких соединений
с размерами до 3150 мм» (разработаны Бюро взаимозаменяемости М.,
изд. «Стандарты», 1976).
Применение посадок
Посадки выбирают, исходя из условий работы машин и механиз-
мов, их точности, условий сборки. Необходимо учитывать и достижимую
точность при различных видах обработки.
В первую очередь следует использовать предпочтительные посадки.
В основном применяют посадки в системе отверстия (сокращается
номенклатура размерного' инструмента и калибров для отверстий).
Посадки системы вала имеют преимущества при использовании неко-
торых стандартных деталей типа валов (подшипники качения, штифты),
калиброванных валов без дополнительной обработки, валов постоян-
ного диаметра по всей длине.
Допуски отверстия и вала в посадке не должны отличаться более,
чем на 1—2 квалитета (больший допуск, как правило, назначают для
отверстия).
Зазоры и натяги следует рассчитывать для всех типов соединен-ий,
в особенности для посадок с натягом, подшипников жидкостного тре-
ния, тепловых посадок, Во многих случаях посадки назначают по ана-
логии с ранее спроектированными изделиями и узлами, сходными по
условиям работы. Ниже приведены рекомендации, относящиеся глав-
ным образом к предпочтительным посадкам в системе отверстия для
размеров 1—500 мм.
Посадки с зазором. Так называемые скользящие посадки (сочета-
ние отверстия Н с валом h) применяют в неподвижных соединениях
при необходимости частой разборки (сменные детали), если требуется
передвигать или поворачивать одну деталь относительно другой при
настройке или регулировании, для центрирования неподвижно скре-
пляемых деталей.
Посадку Я6/Л5 применяют для особо точного центрирования, на-
пример, для пиноли в корпусе бабки станка.
Посадку HllhQ применяют: 1) для сменных зубчатых колес в стан-
ках; 2) в соединениях с короткими рабочими ходами, например, для
хвостовиков пружинных клапанов в направляющих втулках (пригодна
также посадка HllgSy, 3) для1 соединения деталей, которые должны
легко передвигаться при затяжке (посадка коллекторной шайбы элек-
тродвигателя); 4) для точного направления при возвратно-поступа-
тельных перемещениях (поршневой шток в направляющих втулках
насосов высокого давления); 5) для центрирования корпусов под
подшипники качения в станках, автомобилях и других машинах.
24. Система допусков й посадок ОСТ
Предельные отклонения основных валов и валов в посадках переходных
и с зазором в системе отверстия для диаметров от 1 до 500 мм, мкм
Обозначе- ния поля допуска вала Номинальные размеры, мм Ближайшее поле до- пуска по СТ СЭВ 144 — 75
—’ СО О и Св. 3 до 6 03 о О st Св. 10 До 18 Св. 18 до 30 ГО с »л из О и =1 Св. 50 до 80 t Св. 80 до 120 S о —|<Ю со о О с? Св, 180 до 260 Св. 260 до 360 Св. 360 до 500
f\ + 10 + 13 + 16 4-20 + 24 + 28 + 33 + 38 4-45 4-52 + 58 4-65 '
+6 + 8 + 9 4-11 + 13 + 16 + 19 + 23 4-2G 4-30 4-35 4-40
Ti ' + 8 + 10 4-12 + 15 + 17 + 20 + 24 4-28 + 32 4-36 + 40 4-45
+ 4 + 5 +6 + 7 4- 8 + 9 + 10 + 12 + 14 + 16 + 18 4-20
Hi + 5 4-6 + 8 + 10 + 12 + 14 + 16 + 19 4-22 + 25 4-28 -г 32 k5
+ 1 + 1 + 2 + 2 + 2 + 2 + 3 + 3 + 4 + 4 + 4 + 5
Hi + 2 + 3 + 4 + 6 + 6 + 7 + 8 + 9 + 10 + И + 13 4-15
— 2 — 2 — 3 -3 —3 — 4 —5 —6 —7 -8 — 9 — 10 's
0 0 0 0 0 0 0 0 0 0 0 0 h5
—4 — 5 —6 — 8 — 9 — 11 — 13 — 15 — 18 -20 — 22 -25
Л, — 3 — 4 —6 — 6 — 7 —9 — 10 — 12 — 14 — 1G — 18 —20
— 8 — 9 —11 — 14 — 16 . — 20 — 23 —27 —32 — 36 — 40 — 45 go
— G — 10 — 13 — 16 — 20 — 25 — 30 —36 —43 -50 -56 — 68 ' f6
-12 — 18 —22 -27 — 33 — 41 — 49 —58 —68 —79 — 88 — 108
г + 13 + 16 4-20 + 24 + 30 3S + 40 + 45 4-52 + 60 + 70 + 80
4-6 + 8 4-10 + 12 + 15 + 18 + 20 + 23 + 25 4-зо + 35 + 40
т + 10 + 13 +16 + 19 4-23 + 27 + 30 + 35 + 40 + 45 + 50 +-60 m6
+ 4 4- 5 +6 + 7 + 8 + 9 4- 1и + 12 '4-1 з + 15- + 15 + 20
И, ' +7 + 9 + 12 + 14 + 17 + 20 + 23 + 26:/ + 30 + 35' 4-40 + 45
4-1 4-1 + 2 + 2 + 2 + 3 + 3 +3 + 4 + 4 + 4 + 5
Допуски и посадки гладких соединений
Продолжение табл. 24
Обозначе- ния поля допуска вала Номинальные размеры, мм Ближайшее поле до- пуска по СТ СЭВ 144 — 75
о & со с£> к о О < Св. 6 ДО 10 2 02 й О О st Св. 18 до 30 ю Б о ft 10 02 й О О Ct Св. 80 до 120 Св. 120 до 180 Св. 180 до 260 Св. 2G0 1 до 360 Св. 360 . до 500
П + 3 —3 + 4 —4 + 5 —5 4- б —6 + ? — 7 4-8 — 8 + 10 — 10 + 12 — 12 + 14 — 14 + 16 — 16 + 18 — 18 + 20 — 20 Л6
С = В 0 —6 0 — 8 0 -10 0 — 12 0 — 14 0 — 17 0 —20 0 — 23 0 —27 0 — 30 0 —35 0 — 40 Л6
Д —з “9 —4 — 12 — 15 —6 — 18 —8 — 22 — 10 — 27 — 12 — 32 — 15 — 38 — 18 —45 — 22 — 52 — 26 — 60 — 30 — 70 «6
X — 8 — 18 — 10 — 22 — 13 — 27 — 16 — 33 —20 —40 — 25 — 50 — 30 — 60 — 40 — 75 — 50 — 90 — 60 — 105 — 70 — 125 — 80 — 140 77
Л — 12 — 25 — 17 — 35 — 23 —45 — 30 —53 —40 —70 — 50 — 85 — 65 — 105 — 80 — 125 — 100 155 — 120 — 180 — 140 — 210 — 170 — 245 е8
Ш — 18 — 35 — 25 —45 — 35 — 60 — 45 -75 — 60 — 95 — 75 — 115 — 95 — 145 — 120 — 175 — 150 — 210 — 180 — 250 — 210 — 290 — 250 — 340 <18
ТХ см. отклонения и приложении с8
Гга + 15 + 6 4-20 + 8 + 25 + 10 4-30 4-12 4-36 + 15 + 42 + 17 + 50 + 20 + 58 + 23 + 67 + 27 + 78 + 31 + 90 + 36 + 102 + 40 п7
— 4-16 4-4 + 21 + 6 + 25 + 7 + 29 + 8 + 34 + 9 + 41 + 11 + 48 + 13 + 55 + 15 + 64 + 17 + 74 + 20 + 85 + 23 т.7
Д2а + 10 + 1 + 13 + 1 + 16 + 1 + 19 + 1 4-23 4"2 + 27 + 2 + 32 + 2 + 38 +з + 43 + 3 + 51 + 4 + 58 + 4 + 67 + 5 k7
Допуски и посадки. Отклонения формы
Продолжение табл. 24
Обозначе- ния поля допуска вала Номинальные размеры, мм Ближайшее поле до- пуска по СТ СЭВ 144-75
оз о S ,<о 5g Св. 6 До Ю О оо я О О ч ОО 1-4 о . fO « О о ч О СОо , LO Л о о ч и О О Ч S с* w од “ о о ч £*00 5g со о г-. «О и о О Ч о «О а ® о О ч О «3 Q Л о О ч
П + 7 + 9 + 10 + 12 + 13 + 15 + 18 + 20 + 22 4-24 4-27 + 31 i 7
2а —2 — 3 — О —6 — 8 — 10 — 12 -15 — 18 — 23 — 27 — 31 {s
С — В 0 0 0 0 0 0 0 0 0 0 0 0 h7
2а 2а — 9 — 12 — 15 — 18 — 21 — 25 — 30 — 35 — 40 — 47 — 54 — 62
X — 6 — 10 -13. — 16 — 20 — 25 — 30 — 36 — 43 — 50 — 56 — 68 f8
2а — 20 -28 — 35 — 43 -53 —64 — 76 — 90 — 106 — 122 — 137 — 165
О3 — В3 0 0 0 0 0 0 0 0 0 0 0 0
— 20 — 25 — 30. — 35 — 45 — 50 — 60 — 70 — 80 — 90 — 100 — 120
х3 — 7 — 11 — 16 — 20 — 25 — 32 —40 — 50 — 60 — 75 — 90 — 105 +; г9
— 32 — 44 — 55 — 70 — 85 — 100 — 120 — 140 — 165 —1955 Г — 225 — 255
Д/а — 17 —25 — 35 — 45 — 60 — 75 —95 — 120 — 150 — 180 — 210 — 250
— 50 — 65 — 85 — 105 — 130 — 160 — 195 — 235 — 285 — 330 — 380 — 440
С — В 0 0 0 0 0 0 0 0 0 0 0 0 ftlO
За за — 40 —48 — 58 — 70 — 84 — 100 — 120 — 140 — 160 — 185 — 215 — 250
С4 — В4 0 0 0 0 0 0 0 0 0 0 0- 0 hl 1
-60 — 80 — 100 — 120 — 140 -170 — 200 — 230 — 260 — 300 — 340 — 380
Х4 — 30 — 40 — 50 — 60 — 70 — 80 — 100 — 120 — 130 — 150 — 170 — 190 d 11
-90 — 120 -150 — 180 — 210 — 250 — 300 — 350 — 400 — 450 — 500 — 570
л4 -60 — 80 — 100 — 120 — 140 — 170 — 200 — 230 — 260 — 300 — 340 — 380 *11; ell
— 120 — 160 -200 — 240 — 280 — 340 — 400 —460 — 530 ~ 600 — 680 — 760
Допуски и посадки гладких соединений
Продолжение табл. 24
Обозн ач е- ния поля допуска вала Номинальные размеры, мм Ближайшее поле до- пуска по СТ СЭВ 144 — 75
• ГО «£> со о О Ct Св. 6 до 10 2 СО И о О ci оо Я о и ст со о 1Л ш о О Й о оо к о U =t Св. 80 до 120 Св. 120 до 180 Св. 180 до 260 Св. 260 до 360 Св. 360 | до 500
— 120 — 180 — 160 ' —240 — 200 — 300 — 240 — 360 — 280 — 420 — 340 — 500 — 400 — 600 — 460 —700 — 530 — 800 — 600 — 900 — 680 — 1000 — 760 -1100 all; 611
С, — 0 ’. — 120 0 — 160 0 — 200 0 — 240 0 — 280 0 — 340 0 —400 0 —460 0 — 530 0 — 600 0 — 680 0 — 760 /212
Х„ — 60 — 180 — 80 — 240 — 100 — 300 — 120 — 360 — 140 — 420 — 170 — 500 — 200 — 600 — 230 — 700 — 260 — 800 — 300 — 900 —340 — 1000 — 380 — 1100 612
i В? 0 — 250 0 — 300 0 — 360 0 —430 0 —520 0 — 620 0 — 740 0 — 870 0 — 1000 0 — 1150 0 — 1350 0 — 1550 614
СЛ4, 4-120 — 120 4-150 — 150 4-200 — 200 4-200 —200 4-300 —300 + 300 —300 + 400 — 400 + 400 — 400 + 500 — 500 + 600 — 600 + 700 — 700 + 800 — 800 ls14 (± —)
в, 0 — 400 0 — 480 0 — 580 0 —700 0 — 840 0 — 1000 — 1200 0 — 1400 0 — 1600 0 — 1900 0 — 2200 0 —2500 Zil5 ’
СМ, + 200 — 200 4-200 — 200 4-зоо — 300 4-зоо —300 4-400 . —400 + 500 — 500 + 600 — 600 + 700 — 700 + 800 — 800 + 1000 — 1000 + 1100 — 1100 + 1200 — 1200 ls15 {±~2~)
в, 0 —вой 0 , — 750 0 — 900 0 — 1100 0 -1300 0 -1600. 0 — 1900 0 — 2200 0 — 2500 0 — 2900 0 — 3300 0 — 3800 615
СМ, 4-зоо 4-зоо 4-400 4-400 4-500 + 500 4-500 4-500 4-600 + 600 + 800 + 800 + 1000 + 1000 + 1100 + 1100 + 1200 + 1200 + 1500 + 1500 + 1700 + 1700 + 2000 + 2000 /Х±Т)
Примечания: Подчеркнуты поля допусков основных валов. 2. Отклонения основных отверстий — см. в табл. 25. . .
Допуски и посадки. Отклонения формы
25. Система допусков и посадок ОСТ
Предельные отклонения основных отверстий и отверстий в посадках переходных
и с зазором в системе вала при размерах от 1 до 590 мм, мкм
Обозначе- ния поля допуска отверстия Номинальные размеры, мм Ближайшее поле до- пуска по СТ СЭВ 144 — 75
Св. 3 до 6 Св. 6 до ю i сэ оо д О О К S3 о О < Я О Св. 50 до 80 оо ° <3 < +1 о —• 00 я о О =£ Св. 180 до 260 Св. 260 до 360 Й о О Р4
rt — 4 — 10 — 13 —6 — 16 — 8 — 20 — 10 — 24 — 12 — 28 — 14 -33 — 17 — 38 — 20 — 45 — 23 — 52 — 27 — 58 — 30 —65 2V6
Tt — 2 — 8 — 2 — 10 — 3 — 12 — 4 — 15 — 4 — 17 — 5 — 20 — 24 — 6 - 28 — 7 — 32 — 8 — 36 — 9 — 40 — 10 — 45 Мб
-i 1 — 5 + 1 — 7 + 1 — 10 — 12 4-2 — 14 + 2 — 16 4-3 — 19 4~з —22 4-3 — 25 + 4 — 28 + 5 — 32 Л6
П, + 4 — 2 + 5 — 3 +6 ' — 4 4-7 — 5 4-8 — 6 4-9 — 7 + 10 — 8 + 12 —9 + 14 — 10 + 16 — 11 4-18 — 13 + 20 -15 Л6
Ct = + 6 0 т-8 0 4-9 0 4-п 0 + 13 0 4“ 15 0 + 18 0 + 21 0 + 24' 0 + 27 0 + 30 0 + 35 0 Д6
+ 10 + 3 + 12 и-4 + 14 + 5- + 17 + в + 20 4-7 + 25 4-9 + 29 + 10 + 34 4-12 + 39 + 14 + 43 + 16 + 48 + 18 + 55 + 20 CG
X, -1-16 +6 + 22 .+ 10 + 28 4-13 + 34 4-16 + 41 + 20 + 50 + 60 + 30 4-71 + 36 к83 + 43 + 96 + 50 + 108 + 56 + 131 + 68
Г — 2 — 13 — 3 ' — 16 — 4 — 20 — 24 — 6 — 30 — 7 -35 — 8 — 40 — 10 —45 — 12 — 52 — 15 — 60' — 18 —70 — 20 — 80 ЛГ7
т 0 — 10 0 — 13 0 — 16 0 — 19 0 — 23 0 — 27 0 — 30 0 — 35 0 — 40 0 — 45 0 — 50 0 — 60 М7
Н +3 — 7 4-4 — 9 + 4 — 12 4-5 — 14 4-6 — 17 + 7 — 20 4-8 — 23 + 9 — 26 4-ю — 30 ±и + 12 — 40 4-15 —45 к?
п + 7 -3 4-9 — 4 + 11 —5 4-13 — 6 -416 — 7 4-18 — 8 + 20 — 10 + 23 — 12 + 27 — 14 + 30 —16 + 35 — 18 + 40 -20 Л7
Допуски и посадки гладких соединений
Продолжение табл. 25
Обозначе- ния поля допуска отверстия Номинальные размеры, мм Ближайшее поле до- пуска по СТ СЭВ 144 — 75
о & 170 О а о О к ©О а о О ef Св. 10 ДО 18 Св. 18 до 30 Св. 30 до 50 S о 02 а о и н: со СЧ а о О ef Св, 120 до 180 Св. 180 до 260 Св. 260 до 360 Св. 360 до 500
С = А 4-10 0 + 13 0 + 16 0 + 19 0 + 23 0 + 27 0 + 30 0 + 35 0 + 40 0 + 45 0 + 50 0 + 60 0 Н7
Л + 17 + 4 + 21 + 5 + 25 + 6 + 30 + 8 + 35 + ю + 42 + 12 + 50 + 16 + 60 + 18 + 70 + 22 + 80 + 26 + 90 + 30 G7
X -4-22 + 8 + 27 + 10 + 33 + 13 С со ++ + 50 4-20 + 60 + 25 + 70 4-зо + 90 4-40 + 105 4-50 + 120 + 60 + 140 + 70 + 160 + 80 FT, F&
л + 30 + 12 + 40 + 17 + 50 + 23 + 60 + 30 +80 + 40 + 95 + 50 + 115 + 66 + 140 ‘+80 + 170 + 100 + 200 + 120 + 230 + 140 + 270 + 170 Е8
ш + 38 + 18 + 50 + 25 + 65 + 35 + 80 4-45 + 105 + 60 + 125 + 75 + 155 + 95 + 190 4- 120 + 230 + 150 + 270 + 180 + 310 + 210 + 365 + 250 DS
— 1 — 15 — 2 — 20 — 3 — 25 — 3 — 30 — 3 — 36 —3 — 42 —4 — 50 —4 — 58 —4 —67 —78 — 6 — 90 — 7 — 102 N8
— — + 1 — 21 + 2 — 25 + 4 — 29 + 5 — 34 + 5 — 41 + 6 —48 + « — 55 + 9 — 64 + 10 — 74 +10 —85 Л48
Н2Э — — + 6 — 16 + S — 19 + 10 — 23 + 12 — 27 + 14 — 32 + 16 — 38 + 20 — 43 + 22 — 51 + 20 — 58 + 28 — 67 К8
Л2а + 7 — 7 + 9 — 9 + 12 — 10 + 15 — 12 + 20 — 13 + 24 — 15 + 28 — 18 + 34 — 20 + 41 — 22 + 49 — 24 + 57 — 27 + 64 — 31 Л8
С2а = 712а + П 0 + 18 0 + 22 0 + 27 0 + 33 0 + 39 0 + 46 0 + 54 0 + 63 0 |+? + 84 0 + 95 0 н&
<+ — А3 + 20 0 + 25 0 + 30 0 + 35 0 + 45 0 + 50 0 + 60 0 + 70 0 + 80 0 + 90 0 + 100 0 + 120 0 /78; HQ
Х3 + 32 + 7 + 44 + 11 + 55 + 15 + 70 + 20 + 85 + 25 + 100 + 32 + 120 + 40 + 140 + 50 + 165 + 60 + 195 4-75 + 225 +90 + 255 4-105 | F9; £9
Допуски и посадки. Отклонения формы
24 под ред. Малова
Продолжение табл. 25
Обозначе- ния поля допуска отверстия Номинальные размеры, мм Ближайшее поле до- пуска по СТ СЭВ 144-75
От 1 до 3 1 Св, 3 до 6 1 Св. 6 до 10 о —|СО а е . и ч Св. 18 до 30 о со о Ю я о и Ч о ю о 0Q я о и Ч Св. 80 ДО 120 Св. 120 ! до 180 1 Св. 180 । до 260 Св. 260 до 360 I Св. 360 1 до 500
ш. + 50 + 17 + 65 + 25 4-85 4“ 35 + 105 + 45 + 130 + 60 4-160 4-75 4-195 4-95 4-235 4-120 4-285 4-150 + 330 + 180 + 380 + 210 4-440 4-250 D9; D10
Сза = Лза 4-40 0 4-48 0 4-58 0 4-70 0 4-84 0 4-100 0 4-120 0 4-140 0 4-160 0 4-185 0 4-215 0 4-250 0 Я10
С, = А, 4-60 0 4-80 0 4-100 0 4-120 0 4-140 0 4-170 0 4-200 0 4-230 0 4-260 0 4-зоо 0 4-340 0 4-380 0 НИ
+ 90 + 30 4-120 4-40 + 150 + 50 + 180 + 60 4-210 4-70 + 250 + 80 4-300 4-юо + 350 + 120 4-400 4-130 4-450 4-150 + 500 + 170 4-570 4-190 НИ
+ 120 4~ 60 4-160 4-80 4-200 4-юо 4-240 4-120 + 280 + 140 4-340 4-170 4-400 4-200 + 460 + 230 4-530 4-260 + 600 + 300 + 680 + 340 + 760 + 380 В11; СИ
+ 180 + 120 4-240 4-160 + 300 + 200 4-360 4-240 4-420 4-280 + 500 + 340 4-600 4-400 + 700 + 460 + 800 + 530 + 900 + 600 + 1000 + 680 + 1100 + 760 ДИ; ВИ
= Л $ 4-120 0 4-160 0 4-200 0 4-240 0 4-280 0 4-340 0 4-400 0 4-460 0 + 530 0 4-600 0 4-680 0 4-760 0 Н12
X. + 180 + 60 4-240 4-80 + 300 + 100 4-360 4-120 4-420 4-140 + 500 + 170 + 600 + 200 + 700 + 230 4-800 4-260 + 900 + 300 + 1000 + 340 4-Поо 4-380 Н12
^7 4-250 0 4-300 0 4-360 0 4-430 0 4-520 0 4-620 0 4-740 0 4-870 0 4-юоо 0 4-1150 0 4-1350 0 4-1550 0 Ш4
^8 4-400 0 4" 480 0 4-580 0 4-700 0 4-840 0 + 1000 0 4- 1200 0 4-1400 0 4-1600 0 4-1900 0 4-2200 0 4-2500 0 Н15
А, + 600 0 |+Г 4-900 0 -4-1100 0 4-1300 0 4-1600 0 4-1900 0 4-2200 0 4-2500 0 4-2900 0 4-ззоо 0 + 3800 0 Н16
Примечания: I. Подчеркнуты поля допусков основных отверстий.
2. Отклонения основных валов — см. в табл. 24.
3. Отклонения для полей допусков СМ7, СМ®» СМ9 — см. в табл. 24.
Допуски и посадки гладких соединении
722
Допуски и посадки. Отклонения формы
26. Отклонения формы
Отклонения Эскиз Условный знак, ГОСТ 2.308 — 68
От плоскостности (непло- скостность) 2 / /
От прямолинейности (непря- молинейвость) J Заданная длина
От цилиндричности (иеци- линдричность) 2 а
От круглости (некруглость) 6 ч О
Профиля продольного сече- ния (для цилиндрических по- верхностей) 1 №МЧИ
Обозначения на эскизах: / — прилегающая плоскость; 2 — реальная поверхность; 3 — прилегающая прямая; 4 « реальный профиль; 5 — прилегающий цилиндр; 6 —. прилегающая окружность; 7 — прилегающий профиль.
Допуски и посадки гладких соединений 723
Посадку Я8/Й7 используют для центрирующих поверхностей при
пониженных требованиях к соосности. Посадки H8/h8; H9/h8-, H9/h,9
применяют для неподвижно закрепляемых деталей при невысоких тре-
бованиях к точности механизмов, небольших нагрузках и необходимо-
сти обеспечить легкую сборку (зубчатые колеса, шкивы и другие детали,
соединяющиеся с валом на шпонке, корпуса подшипников качения,
центрирование фланцевых соединений), а также н подвижных соедине-
ниях при медленных или эпизодических поступательных и вращатель-
ных перемещениях (перемещающиеся зубчатые колеса, зубчатые тор-
цовые муфты).
Посадку /711/7111 используют для относительно грубо центрирован-
ных неподвижных соединений (центрирование фланцевых крышек,
фиксация накладных кондукторов), для неответственных шарниров.
Посадка Hllyfi характеризуется минимальной по сравнению с осталь-
ными величиной гарантированного зазора, применяют в подвижных
соединениях для обеспечения герметичности, точного направления
или при коротких ходах (клапаны в клапанной коробке). Другие при-
меры применения: соединение шатунйой головки с шейкой коленчатого
вала, посадка клапанных коромысел в механизме распределения дви-
гателя, сменные кондукторные втулки, для установки изделий на паль-
цах приспособлений. В особо точных механизмах применяют посадки
H6/g5 или даже Hb/gb.
Посадку H7IJ7 используют в подшипниках скольжения при умерен-
ных и постоянных скоростях и нагрузках, в том числе в малых и сред-
них электромашинах, коробках скоростей, центробежных насосах
и др. Более точную посадку этого типа (Н6//6) применяют для точных
подшипников, в золотниковых парах гидравлических передач легковых
автомобилей.
Посадки /78/(9; Н9/[9 применяют для подшипников сколь-
жения при нескольких или разнесенных опорах, для подвижных соеди-
нений и центрирования при относительно невысоких требованиях
к соосности (крупные подшипники в тяжелом машиностроении, посадки
сцепных муфт, поршней в цилиндрах паровых машин, направление порш-
невых и золотниковых штоков в сальниках, центрирование крышек
цилиндров).
Посадки Л77/е7; 7/7/е8; Н8/е8 и Н8/е9 используют в подшипниках
при высокой частоте вращения, при разнесенных опорах или большой
длине сопряжения.
Посадки Я8/сЙ; H9ld9 применяют, например, для поршней в цилин-
драх паровых машин и компрессоров, в соединениях клапанных коро-
бок с корпусом компрессора (для их демонтажа необходим большой
зазор из-за образования нагара и значительной температуры). Более
точные посадки этого типа H7ld8‘, H8/d8 применяются для крупных
подшипников при высокой частоте вращения.
Из числа грубых посадок с зазором 10—12 квалитетов наиболее
предпочтительной является посадка ЯН/dll, применяемая для под-
вижных соединений, работающих в условиях пыли и грязи, в шарнир-
ных соединениях тяг, рычагов и т. п., для центрирования крышек паро-
вых цилиндров с уплотнением стыка кольцевыми прокладками.
Переходные посадки. Предназначены для неподвижных соединений
деталей, подвергающихся при ремонтах нлн по условиям эксплуатации
сборке и разборке. Взаимная неподвижность деталей обеспечивается
шпонками, штифтами, винтами н т. п. Менее тугие посадки назначают
*
TH
Допуски, и посадки. Отклонения формы
при необходимости в частых разборках соединения, при неудобствах
разборки и возможности повреждения соседних деталей; более тугие —
если требуется высокая точность центрирования, при ударных нагруз-
ках и вибрациях.
Посадка Н7!п8 (типа глухой) дает наиболее прочные соединения.
Примеры применения: 1) для зубчатых колес, муфт, кривошипов и дру-
гих деталей при больших нагрузках, ударах или вибрациях в соедине-
ниях, разбираемых обычно только при капитальном ремонте; 2) по-
садка установочных колец на валах малых и средних электромашин;
3) иосадка кондукторных втулок, установочных пальцев, штифтов.
В приборостроении используется для передачи небольших нагру-
зок без дополнительного крепления. Сборка производится под
прессом.
Посадка Н7!т8 (типа тугой) несколько слабее (меньше натяги, по-
вышается вероятность получения зазора), применяют при необходи-
мости изредка разбирать соединение. С предельными отклонениями по
тб выполняют посадочные места под подшипники качения в тяжелом
машиностроении, цилиндрические штифты, однако поле допуска тб
не вошло в число предпочтительных, так как перекрывается соседними
полями пб и Аб.
Посадка Hllkd (типа напряженной) в среднем дает незначительный
зазор (1—5 мкм) и обеспечивает хорошее центрирование, не требуя
значительных усилий для сборки и разборки, применяют чаще других
переходных посадок: для посадки шкивов, зубчатых колес, муфт, махо-
виков (на шпонках), для втулок подшипников и вращающихся на
валах зубчатых колес и др.
Посадка HTljfi (типа плотной) имеет большие средние зазоры, чем
предыдущая, и применяется взамен нее при необходимости облегчить
сборку.
Более точные или грубые переходные посадки имеют примерно
тот же характер, что и описанные одноименные посадки и используются
соответственно при высоких или пониженных требованиях к точности
центрирования.
Посадки с натягом. Посадки выбирают из условия, чтобы при наи-
меньшем натяге была обеспечена прочность соединения и передача
нагрузки, а при наибольшем натяге — прочность деталей. Для приме-
нения посадок с натягом, особенно в массовом производстве, рекомен-
дуется предварительная опытная проверка.
Посадку Н7/рб применяют при сравнительно небольших нагрузках
(например, посадка на вал уплотнительного кольца, фиксирующего
положение внутреннего кольца подшипника у крановых и тяговых
Двигателей). Посадки H7ir8\ H7ls6‘ H8/s7 используют в соединениях
без крепежных деталей при небольших нагрузках (например, втулка
в головке шатуна пневматического двигателя) и с крепежными деталями
при больших нагрузках (посадка на шпонке зубчатых колес и муфт
в прокатных станах, нефтебуровом оборудовании и др.).
Посадки Н7/и7 и Н8/и8 применяются в соединениях без крепежных
Деталей при значительных нагрузках, в том числе знакопеременных
(например, соединение пальца с эксцентриком в режущем аппарате
уборочных машин); с крепежными деталями при очень больших нагруз-
ках (посадка крупных муфт в приводах прокатных станов), при неболь-
ших нагрузках, но малой длине сопряжения (седло клапана в головке
блока цилиндров грузового автомобиля).
Отклонения формы и расположения поверхностей 725
Посадки Н8/х8 и H&Iz8 характеризуются относительно большими
натягами и допусками натяга, применяют в тяжелонагруженных соеди-
нениях или для материалов с относительно небольшим модулем упру-
гости.
Посадки с натягом высокой точности 116/р5\ H6/r5-, Н6/15 применяют
относительно редко и в соединениях особо чувствительных к колеба-
ниям натягов, например посадка двухступенчатой втулки на вал якоря
тягового электродвигателя.
Допуски несопрягаемых размеров
Для несопрягаемых размеров допуски назначают по табл. 3 в зави-
симости от функциональных требований. Поля допусков обычно рас-
полагают в плюс для отверстий (обозначают буквой Н и номером квали-
тета, например, НЗ, Н9, //14), в минус для валов (обозначают буквой h
и номером квалитета например, ЙЗ, Й9, /114) и симметрично относительно
нулевой линии (плюс—минус половина допуска, обозначают, например,
. JT3 JT9 JT14 \ _
— —2— ; — —g—; — —g— ) Симметричные поля допусков для от-
верстий могут быть обозначены буквами Js (например, 7S3, Js9, /$14),
а для валов — буквами (например, js3; Д9; js14).
Допуски по 12—17-му квалитетам характеризуют несопрягаемые
или сопрягаемые размеры относительно низкой точности. Многократно
повторяющиеся предельные отклонения в этих квалитетах разрешается
не указывать у размеров, а оговаривать общей записью.
ОТКЛОНЕНИЯ ФОРМЫ И РАСПОЛОЖЕНИЯ
ПОВЕРХНОСТЕЙ
Отклонения формы и расположения поверхностей и профилей по
ГОСТ 10356—63 приведены в табл. 26 и 27. Отклонения ^юрмы опре-
деляются наибольшим расстоянием точек реальной поверхности или
профиля от прилегающей поверхности (профиля), имеющей номинальную
форму. Прилегающая плоскость (прямая) соприкасается с реальной
поверхностью (профилем) и располагается вне материала детали так,
чтобы отклонение формы было наименьшим. Прилегающим цилиндром
(окружностью) называют для отверстия вписанный цилиндр (окруж-
ность) наибольшего возможного диаметра, для вала — описанный ци-
линдр (окружность) наименьшего возможного диаметра.
Комплексные показатели в табл. 26 определяют совокупность откло-
нений формы поверхности (профиля) независимо от геометрического ха-
рактера этих отклонений. Различают частные виды отклонений формы
(рис. 2). Условные знаки для их обозначения в чертежах не предусмо-
трены. Количественно выпуклость, вогнутость, огранка и изогнутость
оценивают так же, как соответствующие комплексные показатели откло-
нения формы, а овальность, конусообразность, бочкообразность, сед-
лообразность — разностью диаметров в сечении, т. е. удвоенным откло-
нением формы.
Отклонения расположения чаще всего оцениваются относительно
заданных баз. При этом, если не сделано особых оговорок, отклонения
формы заданных и базовых элементов исключают из рассмотрения путем
замены реальных поверхностей (профилей) прилегающими. За оси,
1
726
Допуски и посадки. Отклонения формы
плоскости симметрии или центры реальных поверхностей (профилей)
принимают соответствующие геометрические элементы прилегающих
поверхностей (профилей).
Рис. 2. Частные виды отклонений формы;
от плоскостности и прямолинейности — выпуклость (а) и вог-
нутость (б); от круглости — овальность (в) и огранка (г); от-
клонения профиля продольного сечения — коиусообразиость
(д), бочкообразность (е), седлообразность (ж) и изогнутость (з)
Условные обозначения допусков формы и расположения на чертежах
приведены в ГОСТ 2.308—68. Условное обозначение (рис. 3) состоит
из прямоугольной рамки, разделенной на две или три части. В первой
части указывают знак нормируемого отклонения, согласно табл. 27
н 28, во второй — числовое значение предельного отклонения (допу-
ска) в мм и, при необходимости, длину участка, к которому относится
Отклонения формы и расположения поверхностей
727
допуск формы или расположения (рис. 3, а). Если длина не задана, то
допуск относится ко всей длине или поверхности нормируемого элемента.
Рамку соединяют с контурной линией (или ее продолжением) элемента,
к которому относится допуск, прямой или ломаной линией, заканчи-
вающейся стрелкой. Если допуск относится непосредственно к поверх-
ности (профилю), то соединительная линия не должна лежать на одной
прямой с размерной линией элемента (рис. 3, б). Если допуск относится
к оси или плоскости симметрии элемента, то соединительная линия яв-
Рис. 3. Примеры условных обозначений предельных отклонений от прямоли-
нейности (d)r параллельности (о) и соосности (я)
ляется продолжением размерной линии элемента (рис. 3, в). Стрелка
соединительной линии должна иметь то же направление, что н линия
измерения нормируемого отклонения (как правило, по нормали к по-
верхности). Рамку с допуском расположения соединяют также с базо-
вым элементом, который обозначают знаком Д (рис. 3, в). Допускается
базу обозначать буквой, указываемой в третьей части рамки (рис. 3, б).
Числовые значения предельных отклонений формы и расположения
построены на основе исходного ряда (табл. 28), установленного реко-
мендациями СЭВ PC 7—73. Для отдельных видов отклонений допуски
следует назначать по степеням точности согласно ГОСТ 10356—63
(табл. 29—33).
Допуски расположения осей (плоскостей симметрии) валов и отвер-
стий могут быть двух видов — зависимые и независимые. Зависимые
допуски обозначают условным знаком @, на чертежах указывают значе-
ние, относящееся к условию, когда отверстия имеют наименьшие пре-
дельные размеры, а валы — наибольшие. Если действительный размер
отверстия или вала отличается от указанного выше предела, то допу-
скается соответствующее превышение установленного в чертеже зна-
чения зависимого допуска. Зависимые допуски назначают, когда тре-
буется обеспечить только сборку за счет зазоров в соединении; их рас-
считывают исходя из наименьших зазоров. Если в чертеже или техни-
ческих требованиях не оговорено, что допуски расположения зависи-
мые, то их рассматривают как независимые. В этом случае отклонения
расположения не должны превышать установленного допуска при любых
действительных размерах рассматриваемых элементов.
Большие допуски формы и расположения. Отклонения от цилиндрич-
ности (для сопрягаемых поверхностей), плоскостности, прямолиней-
ности (для призматических деталей), параллельности в тех случаях,
когда нет функциональной илн иной необходимости в назначении для
728
Допуски и посадки. Отклонения формы
27. Отклонения расположения
Эскиз
Отклонения
Условный
знак,
ГОСТ
2.308—68
От параллельности (ве- параллельность) плоско- стей, оси и плоскости, пря- мых в плоскости
/
fl
1а0а№яя^№па л^а~Ь е плоскости; оверхностн
1 — Пр 2- р нлегающи еальные г
От параллельности (не- параллельность) Дх и пере- коб'осейД# в пространстве Аж'-а- 1
I
L носкость; 2 — ба- ая ось
1 — общая п 301
От перпендикулярности (неперпендикулярность) плоскость I
•kJ / — баз ова
От соосности (несоос-
ность):
относительно базовой
поверхности
1 — базовая ось
относительно общей оси
1 — общая ось
Отклонения формы и расположения поверхностей
729
Продолжение табл, 27
Отклонения Эскиз Условный знак, ГОСТ 2. ЗОВ—68
От симметричности (не- симметричность) / «= базов Z а ая плоско метрни сть СИМ- • •
От пересечения (непере- сечение) осей X
Смещение А оси или пло- скости симметрии относи- тельно номинального рас- положения 1 -=» номинальное располо- жение оси
Радиальное биение
базовая ось
Торцовое биение
1
/««•базовая ось; 2 — торцо-
вое биение на D
730
Допуски и посадки. Отклонения формы
28. Исходный ряд числовых значений предельных отклонений формы
и расположения поверхностей, мкм (PC 7—73)
0,1 0,12 0,16 0,2 0,25 0,3 0,4 0,5 0,6 0,8
1 1,2 1,6 2 2,5 3 4 5 6 8
10 12 16 20 25 30 40 50 60 80
100 120 160 200 250 300 400 500 600 800
1000 1200 1600 20j0 2500 3000 4000 5000 6000 8000
29. Предельные отклонения от плоскостности
и прямолинейности, мкм
Интервалы длин, мм Степени точности
I II III IV V VI VII VIII IX X
До Ю 0,25 0,4 0,6 1 1.6 2,5 4 6 10 16
Св. Ю до 25 0,4 0,6 1 1.6 2,5 4 6 10 16 25
» 25 * 60 0,6 1 1.6 2,5 4 6 10 16 25 40
» 60 * 160 1 1,6 2,5 4 6 10 16 25 40 60
* 160 « 400 1,6 2,5 4 6 10 16 25 40 60 100
» 400 » 1 000 2,5 4 6 10 16 25 40 60 100 160
> 1 000 » 2 500 4 6 10 16 25 40 60 100 160 250
» 2 500 » 6 300 6 10 16 25 40 60 100 160 250 400
» 6 300 » 10 000 10 16 25 40 60 100 160 250 400 600
30. Предельные отклонения от круглости, цилиндрнчности и профиля
продольного сечения цилиндрических поверхностей, мкм
Интервалы диаметров, мм Степени точности
I II Ш IV v VI VII VIII IX X
До 6 0,3 0,5 0,8 1,2 2 3 5 8 12 20
Св 6 до 18 0,5 0,8 1,2 2 3 5 8 12 20 30
» 18 50 0,6 1 1,6 2,5 4 6 10 16 25 40
» 50 120 0,8 1.2 2 3 5 8 12 20 30 50
120 * 250 1 1,6 2,5 4 6 10 16 25 40 60
» 250 500 1.2 2 3 5 8 12 20 30 50 80
» 500 > 800 1,6 2,5 4 6 10 16 25 40 60 100
» 800 > 1250 2 3 5 8 12 20 30 50 80 120
» 1250 » 2000 2,5 4 6 10 16 25 40 60 100 160
31. Предельные отклонения от параллельности, перпендикулярности
и торцового биения, мкм
Интервалы размеров, мм ♦- Степени точности
I II Ш IV V VI
До ю ; Св, 10 до 25 » 25 » 60 » 60 » 160 » 160 » 400 » 400 » 1 000 » 1 000 » 2 500 » 2 500 » 6 300 » 6 300 » 10 000 0.4 0,6 1 1.6 2,5 4 6 10 16 0,6 1 1,6 2,5 4 6 10 16 25 1 1,6 2,5 4 6 10 16 25 40 1.6 2,5 4 6 10 16 25 40 60 2,5 4 6 10 16 25 40 60 100 4 6 10 16 25 40 60 100 160
Отклонения формы и расположения поверхностей 731
Продолжение табл. 31
Интервалы размеров. Степени точности
VII VIII IX X XI XII
До 10 6 10 16 25 40 60
Св. 10 до 25 10 16 25 40 60 100
25 » 60 16 25 40 60 100 160
£ 60 » 160 25 40 60 100 160 250
160 » 400 40 60 100 160 250 400
400 » 1 000 60 100 160 250 400 600
1 000 » 2 500 100 160 250 400 600 1000
2 500 » 6 300 160 250 400 600 1000 1600
6 гоо » ю ооо 250 400 600 1000 1600 2500
* Под размером понимается .задаются предельные отклонения. длина или диаметр, иа которые
32. Предельные значения радиального биения, мкм
Интервалы диаметров, мм Степени точности
I II III IV V VI VII VIII IX X
До 6 3 5 8 12 20 30 50 80
Св. 6 до 18 1.6 2,5 4 6 10 16 25 40 60 100
» 18 » 50 2 3 5 8 12 20 30 50 80 120
» 50 » 120 2,5 4 6 10 16 25 40 60 100 160
> 120 » 260 3 5 8 12 20 30 50 80 120 200
» 260 » 500 4 6 10 16 25 40 60 100 160 250
» 500 » 800 5 8 12 20 30 50 80 120 200 300
» 800 » 1250 6 10 16 25 40 60 100 160 250 400
» 1250 » 2t>00 8 12 20 30 50 80 120 200 300 500
33. Предельные отклонения от соосности, симметричности
н пересечения осей, мкм
Интервалы размеров, мм Степени точности
I 11 Ill IV V VI VII VIII IX X
До 6 1,6 2,5 4 6 10 16 25 40
Св, 6 до 18 0,8 1,2 2 3 5 8 12 20 30 50
» 18 » 50 1 1,6 2,5 4 6 10 16 25 40 60
» 50 » 120 1,2 2 3 5 8 12 20 30 50 80
» 120 » 260 1,6 2.5 4 6 10 16 25 40 60 100
» 260 > 500 2 3 5 8 12 20 30 50 80 120
> 500 » 800 2,5 4 6 10 16 25 40 60 100 160
» 800 » 1250 3 5 8 12 20 30 50 80 120 200
» 1250 » 2000 4 6 10 16 25 40 60 100 160 250
34. Геометрические параметры шероховатости поверхности
после чистовой обработки
S V ъ Р, мкм рпоп мкм е ^ПОП 5поп/ Я шах
Метод обработки Класс шв' роховатос* Сталь - Чугун Сталь Чугун Сталь Чугун Сталь Чугун 1 Сталь Чугун Сталь Чугун
Точение 6 7 8 1,45 1,35 ЬЗ 1,7 1,7 1,5 2 2,1 2 2,5 50 75 120 60 130 30 60 120 30 60 15 10 5 10 5 8 14 25 12 30
Строгание 6 7 1,6 1,5 1,8 1,7 2,7 2,65 4 4,2 230 400 100 150 90 160 ! 20 30 10 6 10 5 16 23 12 25
Фрезерование: торцовое 6 7 1,6 1,6 1,4 1,35 2,3 2,5 1,4 1,5 900 1350 60 90 90 120 30 45 11 5 10 5 16 25 12 22
цилиндрическое 6 7 1,5 1,45 1,8 1,65 1.8 2 2,3 2,5 45 80 25 50 25 50 8,5 13 15 9 23 15 9,5 15 5 8,5
Растачивание 6 7 8 1,6 1,45 1,4 1.9 1,8 1,75 1.6 2 2.5 2,7 2,9 3,5 50 70 115 13 15 20 35 60 110 12 15 20 13 8 5 25 20 10 10 16 30 5 7 12
Допуски и посадки. Отклонения формы
•ШЗ
Продолжение табл. 34
Метод обработки Класс ше- роховатости V b Р' мкм рпоп МКМ О , ^поп ^поп/^тпах
Сталь Чугун Сталь Чугун Сталь 1 Чугун Сталь Чугун Сталь Чугун Сталь Чугун
6 1.7 — 2 15 10 20 6,5
Развертывание 7 8 1.6 1,5 — 2,3 2,5 — 40 300 30 250 10 2 .. . 12 53 —
9 1.4 — 2,8 — 500 — 500 — 1° 30' — 90 —
7 1,75 1.2 330 . 12 10 12
Протягивание 8 1,7 1,8 — 550 25 6 20
9 1,65 — 2,2 — 1000 — 70 — 3 — 48 —
Шлифование:
плоское 6 2,25 2 2,75 2 100 60 7 15 25 27 4,5 5
7 2,2 1,97 2,85 2,5 180 100 10 20 15 12 8,5 10
8 2,1 1,95 3 3,8 370 200 17 35 10 6 14 20
9 2 1,8 3,5 4,5 550 250 20 40 7 4 19 35
7 2,6 1,75 2,3 2,5 8 85 4 18 25 12 5 10
круглое 8 2,4 1,7 2,6 2,75 12 150 6,5 23 16 8 8 15,5
9 2,3 1,6 2,8 3 20 190 12 25 10 6 15 22’
10 2,2 — 3,5 — 30 — 18 — 5 22
6 2 2,2 1,9 2,5 ,5 12 3,5 7 32 33 3,5 3,7
внутреннее 7 1,95 2,1 2 2,8 8 16 6 12 17 18 7 7
8 1,85 1,9 2,5 3,5 13 25 10 20 10 3° 30х 13 18
9 1,75 1,85 3 3,75 18,5 45 15 35 5 3° 23 40
Отклонения формы и расположения поверхностей
Продолжение табл. 34
Метод обработки Класс ше- роховатости V ь р. мкм °ПОП- мкм ‘ поп ^поп/^шах
Сталь Чугун | Сталь Чугув Сталь Чугун Сталь Чугун Сталь Чугун Сталь Чугуи !
Хонингование 8 9 10 11 2,2 2,1 2 1,9 1,5 2,2 3 4 — 15 20 35 70 — 4 5,5 14 20 — 13 = 10° 5° з°. — 9 12 26 45 —
Полирование 8 9 10 2,2 1,7 1.3 — 3 3,25 3,5 — 230 450 670 — 350 700 1000 2° 1° 30' 60 120 215 —
Доводка: плоскостей 10 11 12 13 3 2,5 2,3 2,2 — 1,5 2,2 2,5 3 — 300 500 1000 3000 15 25 75 250 5° 3° 1° 20' — 25 47 125 275 —
цилиндрических поверхностей 10 И 12 13 2,3 2,2 2 1,5 1,3 1,2 ' 1,1 1,05 1,9 2 2,1 2,5 2 2,3 2,4 3 30 40 55 75 15 20 40 55 25 40 70 125 25 35 50 70 6° 3° 1° 30' 4° 3е 1° 30' 50' 25 50 ПО 200 32 Б0 85 235
Примечания: 1. Параметры v и b относительной опорной длины профиля входят в зависимость = == ЬеУ — Ь (P/^max)V ПРН 0 < е < 0,4. 2* Рпоп’ ₽поп’ ^пол “ соответственно радиусы закругления вершин неровностей, углы профиля н средние шаги неровностей по вершинам в поперечном направлении.
Допуски и посадки. Отклонения формы
Геометрические параметры шероховатости поверхности детали 735
них отдельных допусков, ограничивают полем допуска размера (диа-
метра, расстояния между плоскостями или осями). В этих случаях
никаких специальных указаний в чертежах не делают. Правило об
ограничении допуском размера не распространяется на отклонения от
соосности, симметричности, пересечения осей, перпендикулярности,
торцовое и радиальное биение. При необходимости в ограничении этих
отклонений по технологическим соображениям для них следует назна-
чать специальные допуски, как правило, по степеням точности грубее
установленных в ГОСТ 10356—63. Рекомендации по выбору таких
допусков с увязкой с допусками размеров нормируемых элементов при-
ведены в руководящих технических материалах Бюро взаимозаменяе-
мости БВ-РТМ-62—71 «Соотношения между допусками размер, формы,
расположения и шероховатости поверхностей» (М., НИИМАШ, 1973).
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ШЕРОХОВАТОСТИ
ПОВЕРХНОСТИ ДЕТАЛИ
Повышение долговечности машин, приборов и их эксплуатационные
показатели — износостойкость, контактная жесткость, герметичность,
электро- и теплопроводность, надежность соединений с неподвижными
и переходными посадками и т. д. — зависят от геометрии деталей,
в частности от геометрии шероховатости поверхности. Шероховатость
поверхности необходимо оценивать по комплексу параметров: Ra,
Rz, Rmax — высотным параметрам (см. приложение, табл. 2); tp —
относительной опорной длине профиля, где р — числовое значение
уровня сеЧения профиля; Sm — среднему шагу неровностей; S —
среднему шагу неровностей по вершинам; р — радиусу закругления
вершин неровностей и 0-углу наклона боковых сторон неровностей
(углов профиля).
Ряд этих параметров вошел в ГОСТ 2789—73 (Ra, Rz, Rmax, tp,
Sm, S). При одинаковой высоте неровностей поверхности могут иметь
разные эксплуатационные показатели — сопротивление действующим
нагрузкам при трении, износе, запрессовке, обеспечению заданной кон-
тактной жесткости соединений и т. д. Поверхности с меньшей высотой
неровностей далеко не всегда имеют лучшие эксплуатационные показа-
тели, чем поверхности с большей высотой неровностей. Во всех этих
случаях важную роль играют форма и закон распределения вершин
неровностей по высоте.
При выборе базовых длин можно руководствоваться данными,
приведенными в приложении (табл. 3).
Геометрические параметры шероховатости в значительной степени
зависят от технологического метода обработки поверхности детали.
В табл. 34 приведены значения параметров для оценки геометрии шеро-
ховатости наиболее часто используемые в инженерных расчетах при
оценке износостойкости, контактной жесткости и др.
736
Приложение
1. Система допусков и посадок «ОСТ». Предельные отклонения валов и от
Поля допусков Номинальные раз
*"* ГО ой ГО .© 00 о О & <00 за © •-*00 ® Л О Я 00 « о О Et <Мф . го ® О О й сЗ© ffl о О tc © Й о и « Св. 50 до 65 ю ©о 00 ® о о ЕС Св. 80 до 120
1 Валов 1 Пр21 + 20 + 15 + 24 + Ю + 29 + 23 + 36 + 28 + 44 + 35 + 44 + 35 + 54 + 43 +54 + 43 + 66 + 53 + 72 + 59 + 86 + 71
при + 17 + 12 + 20 + 19 + 25 + 19 + 31 + 23 + 37 + 28 + 37 + 28 + 45 + 34 + 45 + 34 + 54 + 41 + 56 + 43 + 66 + 51
Гр + 27 + 17 +зз -1-20 + 39 + 23 + 48 + 29 + 62 + 39 + 62 + 39 + 77 + 50 + 87 + 60 + 105 + 75 + 120 + 90 + 140 + 105
Пр + 18 + 12 + 23 + 15 + 28 + 18 + 34 + 22 + 42 + 28 + 42 + 28 + 52 + 35 + 52 + 35 + 65 + 45 + 65 + 45 + 85 + 60
Пл 16 + ю + 21 + 13 + 26 + 16 + 32 + 20 + 39 + 25 + 39 + 25 + 47 + 30 + 47 + 30 + 55 + 35 + 55 + 35 + 70 + 45
Тх —60 — 74 — 70 —88 — 80 — 102 — 95 — 122 — ПО — 143 -110 — 143 -120 — 159 — 130 — 169 — 140 — 186 — 150 — 196 — 170 —224
Пр12а + 32 + 18 + 41 + 23 + 50 + 28 + 60 + 33 + 74 + 41 + 81 + 48 + 99 + 60 + 109 + 70 + 133 + 87 + 148 + 102 + 178 + 124
/Tplja + 24 + 15 + 31 + 19 + 38 + 23 + 46 + 28 + 56 + 35 + 56 + 35 + 68 + 43 + 68 + 43 + 83 + 53 + 89 + 59 + 106 + 71
ПрЗа — — + 100 + 70 + 1’15 + 80 + 145 + 100 +145 + 100 + 165 + 115 + 175 + 125 + 210 + 150 + 225 +165 + 260 + 180
/7р2з — — + 70 + 40 + 80 + 45 + 100 + 55 + 100 + 55 + 115 + 65 + 125 + 75 + 150 + 90 + 165 + 105 + 195 + 125
Пр1, — + 55 + 30 + 65 + 35 + 75 + 40 + 95 + 50 + 95 + 50 + 110 + 60 + 110 + 60 + 135 + 75 + 135 + 75 + 160 + 90
1 Отверстий Гр — 13 — 27 -15 — 33 — 17 — 39 — 22 — 48 — 30 — 62 — 30 — 62 — 40 -77 — 50 -87 —65 — 105 -80 -120 — 93 — 140
Пр — 8 — 18 — 10 — 23 — 12 -28 — 15 — 34 -19 -42 -19 -42 — 25 — 52 -25 — 52 —35 -65 — 35 -65 — 50 — 85
Пр22& -18 — 32 -23 -41 —28 —50 — 33 — 60 — 41 — 74 —48 — 81 -60 —99 — 70 — 109 -87 — 133 -102 — 148 — 124 -178
Примечание. Отклонения основных отверстий см. в табл. 25»
Приложение 731
ПРИЛОЖЕНИЕ
lepCTHfi в посадках с натягом и тепловых при размерах 1—500 мм в мкм
меры в мм Ближайшее поле допуска по СТ СЭВ 144-75
i св. ио до 120 О к* Св. 140 до 150 о 28 « о U Е( Св. 160 до 180 Св. 180 до 220 ”8 Св. 260 до 310 Св. 310 до 360 Св. 360 до 440 tg со о ug
+ 94 + 79 + 110 + 92 + 118 + 100 + 118 + 100 + 126 + 108 — — — — — s5
+ 69 + 54 + 81 + 63 + 83 + 65 + 83 + 65 + 86 + 68 — — — — — — гБ
+ 160 + 125 + 190 + 150 + 190 + 150 + 220 + 180 + 220 + 180 + 260 + 21Е + 300 + 255 + 350 + 300 + 400 + 350 + 475 + 415 + 545 + 485 и7
+ 90 4-70 + 110 + 80 + 110 + 80 + 125 + 95 + 125 + 95 + 145 + 115 + 165 4-135 + 195 + 160 + 220 + 185 + 260 + 220 + 300 + 260 гб; s6
+ 70 + 45 + 85 + 58 + 85 + 58 + 85 + 58 + 85 + 58 +105 + 75 + 105 + 75 + 135 + 100 + 135 + 100 + 170 + 130 + 170 + 130 рб; гб
— 180 — 234 — 200 — 263 — 210 — 273 — 210 —273 — 230 — 293 — 260 — 332 — 290 — 362 — 330 — 411 — 360 — 441 — 410 — 507 — 480 — 577 с8
+ 198 4-144 + 233 + 170 + 253 + 190 + 253 + 190 + 273 + 210 + 308 + 236 + 356 + 284 + 431 + 350 + 471 + 390 + 557 + 460 + 637 + 540 и8
+ 114 + 79 + 132 + 92 + 140 + 100 + 140 + 100 + 148 + 108 + 168 + 122 + 186 + 140 + 222 + 170 + 242 + 190 + 283 + 220 + 315 + 252 s7
+ 280 + 210 + 325 + 245 + 325 + 245 + 355 + 275 + 355 + 275 + 410 + 320 + 450 + 360 + 515 + 415 + 565 + 465 + 670 + 550 + 740 + 620 z8; х8
+ 210 + 140 + 245 + 165 + 245 + 165 + 275 + 195 +275 + 195 + 325 + 235 + 365 + 275 + 420 + 320 + 470 + 370 + 550 + 430 + 620 + 500 >8; ив
+ 160 + 90 + 185 + 105 + 185 + 105 + 200 + 120 + 200 + 120 + 230 + 140 +250 + 160 + 285 + 185 + 305 + 205 + 360 + 240 + 395 + 245 и8; s7
— 113 — 160 — 137 — 190 — 137 — 190 -167 —220 — 167 —220 — 200 — 260 — 240 —300 — 285 — 350 — 335 — 400 — 395 —475 -465 -545 T7| U3
— 60 -95 -70 -110 —70 — ПО -85 -125 — 85 — 125 — 100 — 145 — 120 — 165 — 145 -195 — 170 — 220 — 200 — 260 —240 — 300 R7-, S7
— 144 — 198 -170 —233 — 190 — 253 — 190 -253 -210 — 273 -236 — 308 —284 —356 — 350 -431 —370 -471 —460 —557 —540 -637 U3
основных валов — в табл. 24.
738
Приложение
, 2. Значении параметров шероховатости, мкм
Класс шерохова- тости На Rz
1 2 3 4
1 50 80: 63; 40 320; 250; 200; 160
2 25 40; 32; 20 160; 125; 100; 80
3 12,5 20; 16,0; 10,0 80; 63; 50; 40
4 6,3 10,0; 8,0; 5,0 40; 32; 25; 20
5 3,2 5.0; 4,0; 2,5 20; 16; 12,5а Ю,0
6 1,6 2,5; 2,0; 1,25 10,0; 8,0; 6,3
7 0,80 1,25; 1,00; 0,63 6,3; 5,0; 4,0; 3,2
8 0,40 0,63; 0,50; 0,32 3,2; 2,5; 2,0; 1,60
9 0,20 0,32; 0,25; 0,160 1,60; 1,25; 1,00; 0,80
10 0,10 0,160; 0,125; 0,080 0,80; 0,63; 0,50; 0,40
11 0,050 0,080; 0,063; 0,040 0,40; 0,32; 0,25; 0,20
12 0,025 0,040; 0,032; 0,020 0,20; 0,16; 0,125; 0,100
13 0,012 0,020; 0,016; 0,010 0,100; 0,080; 0,063; 0,050
14 0,010; 0,008 0,050; 0,040; 0,032
Примечание. В графе 2 приведены предпочтительные зна-
чения параметра Ra.
3. К выбору базовой длины
н а, мкм мкм Базовая длина 1, мм
От 0,006 ДО 0,02 вкл. От 0,025 до 0,1 вкл. 0,08
Св. 0,02 0,32 » Св, 0,1 1,6 0,25
0,32 > 2,5 1.6 10,0 » 0,8
> 2,5 10,0 > 10,0 » 40 > 2,5
> 10,0 80,0 40 320 » 8
» 80,0 » 100,0 320 1600 25
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А
Абразивно-электрохимическая об-
работка — см. Обработка абра-
зивно-электрохимическая
.Анодно-механическая обработка —
см. Обработка анодно-механи-
ческая
Армирование пластмассы 108—110
Б
Блоки расточные 297—299 — Кон-
струкции резцов 304 — Размеры
304
— — резцовые — Размеры 300
Борштанги 308—310
В
Вылавливание 85
—Д авление 87
— Размеры и точность заготовок
88—91
I— Расчет усилия выдавливания 88
• — Шероховатость поверхности
88-91
Вырубка 68—71
— Точность деталей 71—72
Высадка холодная — Расчет пере-
ходов 79, 81
— Расчет размеров заготовок УЗ-
КО. 82
— Точность заготовок 82
— Число ударов 79, 81
Высечка 54
Вытяжка 58—61 — Давление при-
жима 69 — Припуски на обрезку
деталей 59 — Число операций
(переходов) 74, 75
— — в ленте 76, 78
— — из листовых заготовок 76, 77
Г
Галтели 24
Гибка 57, 58, 73, 74
Гидросуппорт 171 — Резцы 174, 175
Головин делительные 423—435
— Настройка иа деление 423—428
— Настройка иа фрезерование ка-
навок (спиралей) винтовых 430—
— Особые случаи деления 428 — 430
— Характеристики 424
Головин зубодолбежные — Назна-
чение 495 •— Определение про-
филя 496
---зуборезные 567 — Комплект
для нарезания конических ко-
лец 568, 569
кольцевые 248, 249
— — расточные 298, 307 — Разме-
ры 305, 306 — Углы заточки
резцов 308
Головки резьбонарезные винторез-
ные с гребенками дисковыми
461, 462
•--винтовые с гребенками приз-
матическими 468
---винторезные с гребенками тан-
генциальными 468
--- гайконарезные с гребенками
призматическими 470, 471
ГОСТ 2.308—68 722, 726, 728, 729
591 — 69 638
836 — 72* 376
883 — 71 282
885—64 235, 237
886—64 242
1092 — 69 369
1139-58 630, 631, 655
1604 — 71* 452
1643—72 494, 519, 520, 525,
527, 543
1669 — 69 372
1672 — 71 280, 282
1677 — 75 261
1758 — 56 548, 550, 577
1855—55 32, 33, 36, 166
2009 — 55 166
2092 — 64 242
2209—69 266, 267, 272, 273,
281, 283, 285—287, 303, 304.
356
2248 — 69* 485
2255-71 267
2287-61* 469, 471
2679 — 73 372
2719 — 73 336
2759 — 69» 543
2789—73 36, 85, 111, 261,
336, 398, 404, 630, 735
2841 — 71 336
2847—67* 376
2848—75 384
3266—71* 451, 454
740
Предметный указатель
ГОСТ 3307—61 461, 462, 465
3231 — 71 267
3307—61* 465
3509-71 282
3752—71* 369
3755—69 372
3964—69 371, 373
4010—62 242
4608—65* 456, 475
5348—69 372
5392—64 558
5688-61* 184
6111 — 52* 450, 468, 475, 476
6211-69* 450, 475
6226 — 71 292
6227-71* 452
6228—71 450
6357 — 73 239, 241, 450, 451
6396—68* 371
6469—69 372
6636-69 103, 667, 671
6647—64 246
6648—68* 371
7062—67 43, 48, 166
7063 — 72* 371
7227—58 378
7505—74 43, 45, 51, 53, 54,
166
7713-62 116, 673
7722—70 282
7829—70 43, 48
8027—60* 622, 623, 630, 631
8034—67 242
8522 — 70 337
8529-69* 369
8543-71 371
8570—57* 527, 528, 534, 536
8720—69** 370
8721 — 69 369
8908—58 384
9140—68* 371
9150—59* 441, 443, 451, 475
9178—72 527
9304—69 369
9305—69* 372
9323—60* 499, 506
9324—60* 508, 509, 510, 512,
513
9472-70* 379, 619, 622
9473—71* 369
9474—73 372
9539—72 486
9740—71* 450
9795—73 184. 298
10044—73 298, 300—303
10046—72 184, 357
10047—62* 184
10059—62* 500
10079—71 287
10080—71 287
10081 — 71 292
10082—72 292
10222—62 527
10331 — 63* 508, 510
10673 — 75 371
10902 — 64 242
10903 — 64 242
10956 — 63 725, 727, 735
10996—64* 495, 496
11172—70 280, 282
11173 — 65 278
ГОСТ 11174—65 278
11175—71 280, 282
11177—71 292
11179—71 292
11180—71 292
11181 — 71 292
11182—71 287
11183—71 287
11184-71 292
11188—65 456, 457
11710-71 116, 117
11902—66 567, 568
12489—71 267
12510-71 267
12717-67 456, 476
13062—67 182
13063-67 182
13568—75 638
13785—68' > 381
13786—68* 381
13787 — 68* 381
13788—68* 381
13789—68* 383
13790—68* 383
13838—68* 494
13839—68 495
14952—69 251
15023—69 519
15067—75 381
15068—75 381
15069—75 381
15073—75 376
15074—75 376
15086—69* 370
15127—69 638, 640, 641
15599—70 267
15600—70 267
15935—70 337
16093—70’ 450, 456, 485
16163—70 336
16222—70 369
16223—70* 369
16225—70* 369
16226—70* 369
16227—70 372
16228—70* 372
16229—70 372
16230—70* 372
16231 — 70 371
16463—70 371
16771—71 519, 638, 641, 642
16857—71 267
16925—71* 456, 457
17025—71* 369
17026—71* 369
17039—71* 451
17587—72* 450
17927—72* 459
17930—72* 452, 459
17932—72* 459
17933—72* 450
18150—72 371
18151 — 72 371
18692—73 638, 641, 642
18887—73 356
18888—73 356
18889—73 356
18890—73 356
18891—73 356
18892—73 356
18893—73 356
Предметный указатель
741
ГОСТ 18894 — 73 356
18934—73 370
18935—73 370
18936—73 370
18937—73 370
18938—73 370
18939—73 370
18940—73 370
18941 — 73 370
18942—73 370
18943 — 73 370
18944 — 73 370
18945—73 370
18946—73 370
18947 — 73 370
19086-73 187
19258 — 73 477
19265—73 630
19325—73 548
19326—73 569
Гребенки дисковые 461 — Геоме-
трня 464 — Затачивание 464,
467 — Кулачки 463
— тангенциальные 469, 471
•е-— призматические к головкам
гайконарезным РНГВ 471
Д
Детали из пластмасс — Класс точ-
ности И2, 113, 116, 117
— Конструирование 100—111
— Надписи 111
— Накатка 109, 111
— Отверстия 103—106
— Оформление поверхностей 102,
ЮЗ
— Очистка и обезжиривание 127—
129
— Перемычки 103, 105—108
— Резьба 104, 107
— Рифление 109, ПО
— Толщина стенок 100—102
— Уклоны технологические 102
— Шероховатость поверхности
111, 116
Диссоциация термическая 92
Долбление 354 — Подачи 363, 364
Долбяки — Назначение 643 —
Основные размеры 643
--- для валиков прямолинейного
профиля 644—651
— — для деталей фасонного про-
филя 651, 652
Допуски гладких соединений 666,
672- 725
— иа детали нз пластмасс 116
— на отливки 32—36
•— иа поковки 43, 45, 47, 48, 51
несопрягаемых размеров 725
Ж
Жидкотекучесть металлов 22
3
Зеикерованне — Крутящий мо-
мент 277
Мощность 277
— Подачи 273
— Режимы резания 271
— Скорость резания 271, 274, 276
Зенкеры — Исполнительные диа-
метры 261
— Конструкции 266 — 273
— Параметры геометрические
261 — 265
— Элементы профиля 263
Зенковки центровочные 249
— Наборы типовые и области при-
менения 251
Зубодолбленне 499 — 508
«— Настройка станков зубодолбеж-
иых 506, 508
— Принцип 499
— Режимы резания 507
Зубонарезание пары колес кониче-
ских — Методы 570, 571
«— Определение длины пятна кон-
такта 574
— Расчетные формулы 571 — 573
— Режимы резания 576
— Угол качания люлька 575
Зубоотделочные процессы — см.
Зубохонингование; Зубошлифова-
ние; Шевингование
Зуботоченне 519—520
— Принцип 519
— Режимы резания 519 — 520
Зубохонйнгованне 540—542
— Методы 541
— Назначение 540
Принцип 541
— Припуски 541
— Режимы 542
Зубяшлифование 543—547
— Методы 543—545
— ! Назначение 543
- Припуски 543
Режимы 546, 547
Технические характеристики
станков 544
И
Инструменты комбинированные 310,
311, 322
— Конструкции 312—319
— Способы направления 320—322
Инструменты обкаточные — см.
Обкаточные инструменты
К
Калибровка — Давление 85
• — Допуски и припуски на размеры
заготовок 86
— Усилие пресса 85
Квалитеты 666, 671, 672
Качество поверхности отливок 13<
32
•--поковок 43, 45, 47
--- среза 73
Клеймение химическое 135
Ковка — Выбор оборудования 54,
55
Способы 41 — 47
Температура 37—40
742
Предметный указатель
<— Термический режим 37—40
Колеса зубчатые конические — Гео-
метрический расчет 557
*• Горячее накатывание 577—579
— Контроль на обкатном станке
577
— Машинное время 565, 566
— Нарезание головками парными
дисковыми зуборезными 563*-»
567
— Нарезание строганием по ша-
блону и двумя резцами методом
обкатки 558, 559
— Нарезание фрезами дисковыми
модульными 549, 550
— Обозначения 548
— Притирка 577
— Способы нарезания 550—556
— Форма зуба 565
— Штамповка 579, 580
— Элементы и их обозначения 548*
549
Колеса зубчатые цилиндрические »
Зуботочевие 519—520
—• Изготовление 493 — 524
— Накатывание зубьев — см. На-
катывание зубьев колес зубча-
тых цилин дри ческах
** Нарезание долбякамн — см. 3g-
бодолбление
— Нарезание резцом обкаточным «
см. Зуботочение
— Нарезание фрезами модульными
и головками зубодолбежными
494—499
м Нарезание фрезами червячными
508—519
— Размеры зубьев 493, 494
— Формулы для определения тех*
иологическнх параметров 500
Колеса червячные — Нарезание
522—524
Компактирование (консолидация)
порошков 93
Копиры для станков токарных
172—174
— Материал 173
— Проектирование 173, 174
Точность обработки при нх
применении 174, 175
Коэффициент времени резания нн«
струмеита 403
• *-— вытяжки 78
— — использования материала 61
— — отбортовки низкоуглероди»
стой стали 77, 78
Л
Литье — Способы 8—13
Лужение 134
М
Масса падающих частей молота
54, 55
Машины горизонтально-ковочные»
Производительность 55
•- литьевые 114
Меднение 134
Метчики — Геометрия резьбовой
части 455, 456
— Допуски 456, 457
— Заборная часть 454^ 455
— Перья 452, 453
Метчики гаечные 452
— — комбинированные 452
— — маточные 452
* машинные 450, 452
Метчики-протяжки 456
МН 398—65 372
399—65 372
400—65 372
403 — 65 372
404—65 372
405—65 372
406 — 65 372
407—65 372
413—65 370
414 — 65 370
415—65 370
416—65 370
417—65 370
983—64 369
992—60 369
993—54 369
994—60 369
995—60 369
1083—60 370
1084 — 60 370
1085—60 370
1086—60 370
1087—60 370
2107—61 372
2108—61 372
2109—61 372
3386—62 369
5342—64 372
Модели — Формовочные уклоны
20, 21
Молоты штамповочные Произвол
дительность 55
Н
Накатки для правки кругов шли*
фовальных 473, 474
Накатывание зубьев колес зубча-
тых цилиндрических — Жидкость
смазочно-охлаждающая 521
— Назначение 520
— Режимы 519, 520
— Способы 518, 520
— Схемы 518
Накатывание резьбы внутренней •=•
см. Раскатывание резьбы вну-
тренней
Накатывание резьбы наружной —s
Диаметр заготовки 490 — Спо-
собы 485
--головками резьбонакатнымн
488. 489
---- плашками плоскими 485
—— роликами с тангенциальной
подачей 489
— роликами цилиндрическими
с радиальной подачей 486й
487
Предметный указатель
743
роликом вращающимся резь*
бовым и сегментом резьбовым
489. 490
с осевой подачей 487, 488
Накатывание рифлений 178, 182
Напуски кузнечные 48, 51
Нарезание резцами резьбы 444—*
* 447 _ Гребенки 446 — Настрой-
ка станка токарного 447 — Схема
444 _ Установка резцов 445
а— наружной и внутренней 446,
447
----торцовой 447
Нарезание резьбы головками 461 —
471 — Крутящий момент 463
Юстировка микрометров 466—
468
— — плашками 450
Нарезание резьбы метчиками
Жидкость смазочно-охлажда-
ющая 4 59 — Крутящий момент
457
Проверка среднего диаметра
резьбы 457, 458
• в металлах легких 459
- в сталях коррозионно-стойких
459, 460
*---в титане и его сплавах 460
Неэвольвентные профили см. Про-
фили не э во ль вен т н ые
Никелирование 134
О
Обкатка колес зубчатых цилиндри-
ческих 543 — см. Зубоотделоч-
ные процессы
Обкаточные инструменты 581 —
см. Долбяки; Резцы обкаточные;
Фрезы червячные
•-> — с компланарным направле-
нием скоростей главного и
обкаточного движений 658—
662
г-— с профилированием по пере-
ходной кривой н эквидистанте
к ней 656—658
Обработка абразивно-электрохими-
ческая 162
— Виды 164
Обработка анодно-механическая
146 — Инструмент 145 — Режи-
мы 144 — Технологические ха-
рактеристики 144
магинтоимпульсная 151 —
Операции 152 — Производи-
тельность установок 152 —
Режимы 152
Обработка токарная — Припуски
166-168
*=» Размеры операционные 166, 168
— Режимы резаиия 204—222
— Точность 166, 167
Шероховатость поверхности 166,
Обработка токарная валов нежест-
ких 170
- деталей сложных 184
деталей ступенчатых 170—172
• =•»— деталей эксцентричных 178.
184
— — конусов 176—178
— — на станках револьверных
223 — 226
— — на станках о программным
управлением 175, 176
поверхностей внутренних 178,
183
- — поверхностей наружных 166,
169
• поверхностей сферических
178—181
* поверхностей фасонных 178—
181
— по' копирам 172—175
Обработка ультразвуковая 147 —
Инструмент-концентратор 151
» Инструмент сменный 147, 151 —
Операции 147 — Производи-
тельность 148 — Режимы 148 —
Точность 148 — Шероховатость
поверхности 148
Обработка химическая 123—135
• — Обезжиривание пластмасс 127
<— Покрытия защитные 130, 131
• — Растворители органические 128
— Растворы щелочные 128
— Составы для обработки стали и
чугуна 123, 125
*-* Составы для обработки цветных
металлов н сплавов 124« 125
— Составы для полирования алю-
миния и его сплавов 132» 133
*— Составы для полирования меди
и ее сплавов 133
Составы для полирования стали
131
Составы для химического клей-
мения 135
Обработка электронмпульсяая 136,
138
электроискровая непрофилн-
рованным инструментом 139,
146
*=-— электроконтактная 14S» 146
Обработка электрофизическая —
Методы 137
Обработка электрохимическая 153—
162
— Качество поверхности 161, 162
—— комбинированная 162, 165
— Маркировка деталей 159 — Ре-
жимы 160
— Отверстия 153, 155, 156
— Покрытия электродов-инстру-
ментов 163
— Разрезка материалов катодом-
диском 159
— Скругление кромок 159
— Снятие заусенцев 159
— Формообразование поверхно-
стей 153, 154
* =• Фрезерование профильное 156,
158
— Составы электролитов 155
Обработка электроэрозионная 136—
146
• - Износ инструмента — 138-•140.
143 — Материал 138—141 *—
Правка 136, 139
744
Предметный указатель
— Зазор межэлектродиый 144'
— Погрешность обработки 140
<— Производительность 137—139,
142
— Проширка отверстий малого диа-
метре 142
— Режимы 142—144
•и» Способы компенсации влияния
износа инструмента 141
-и Шероховатость поверхности
137—139
Оправим пружинные 338, 342
----расточные 309, 310
Определение профиля долбяка для
детали дугового профиля по точ-
кам с помощью общих нормалей
682, 583
режущих кромок фрезы чер-
вячной для детали прямоли-
нейного профиля с помощью
линии профилирования 583;
584
Определение профиля инструмента
методами плоскостными 599—602
•»»— методами пространственными
594 — 599
построением по двум точкам
фиксирующим 586, 590
pw— построением по отрезкам сим-
метричным 593, 594
— построением по точкам цен-
троиды 590
Осадка 82 —• Деформации допусти-
мые 83
Оснастка модельная 17 — Выбор
материала 16
ОСТ 1010 116
1014 378/ 379
1015 379
1023 378
1024 378
Отбортовка 63
Отверстия ~ Допуски и припуски
230
— Обработка в автоматизирован-
ном производстве 322, 323
** Отбортовка 78
— Размеры инструментов 231
Отклонения расположения поверх-
ностей 725 — Значения предель-
ные 731 Обозначения услов-
ные 728, 729-
- формы 722, 725 -- Значения
предельные 730, 731 — Обо-
значения условные 722, 726;
727
Отливки — Базы разметки 21
— Выбор толщины стенки 22, 23
** Группы серийности 9, 10
—‘ Группы сложности 10, 11
Жидкотекучесть 22
— Затвердевание 17
Определение технологичности
18, 19
Точность 12, 32
— Уклоны конструктивные 19, 20
Отливки из ковкого чугуна — От-
клонения по массе 33 — Откло-
нения размеров 33
и---из серого чугуна и стали =•
Отклонения по массе 33 м»
Отклонения размеров 33
— — из цветных сплавов — До-
пуски на размеры 35
— Качество поверхности 13, 32
— Классы точности 12
— Конструирование 17—32
— Построение внутренних поло-
стей и отверстий 24, 27
— Припуски на обработку 36
— распределение по массе 8
— Сопряжения элементов 28—30
— Способы изготовления 8—16
— Стоимость сравнительная 1Т
— Толщина стеиок 32
— Уклоны конструктивные 19, 20
— Экономичность 21, 22
Очистка моющая 123
--- протиранием 123
П
Питч 494
Пластмасса — Способы переработ-
ки 117—122
Поверхности опорные 102, 103
Подтравливанне металла 130
Поковки — Допуски 43, 45—47
— Качество поверхности 41, 43»
45, 47
— Конструирование 48—55
— Механические свойства 41
— Припуски 43, 45, 47, 48, 51# 53
— Радиусы закруглений 51 — 53
— Способы получения 42—47
Поковки из цветных сплавов —
Минимальная толщина полотна
52
—— кованые — Конструирование
48-50
—— получаемые в открытых штам-
пах на молотах и прессах
48. 51
—— стальные — Припуски, до-
пуски 51
*---штампуемые на горнзонталь-
ио-ковочных машинах — Кон-
струирование 53« 54
Покрытия металлические
Нанесение 134
Порошки металлические —• Методы
получения 94
— Свойства 94
•— Форма частиц 93, 94
Порошковая металлургия « Мето-
ды компактироваиия 93—97
— Методы механические, размол*
распыление расплавов, распыле-
ние электродов 92
Методы химико-металлургиче-
ские, восстановление 91, 92
— Термическая диссоциация, ги-
дрирование, дегидрирование*
плазменное восстановление,'
электролиз 92
Посадки — Применение 714, 723—*
725
*---предпочтительные 673
Пресс-формы для пластмасс 114*
121
Материал 111
Предметный указатель
745
«— расчет размеров элементов 115,
116
— Стойкость 111
— Точность изготовления 117
Прессы кривошипные — Произво-
дительность 55
Припуски на обработку отливок 36
Притирка колес зубчатых цилиндри-
ческих 542, 543 см. Зубоотде*
лочные процессы — Методы 542
— Назначение 542, 543
— Режимы 542, 543
Притиры 542
Пробивка 68—71
Точность деталей 71, 72
Прокат — Виды, назначение 55, 56
Прокатка порошка 94, 95, 98
Протягивание — Режим резания 33 •
— Схемы резання 329, 333
<— Усилие тяговое станка 331
Протяжки — Режущий периметр
зубьев 333
— Стойкость 333
Протяжки внутренние — Длина 332
— Калибрующая часть 332
— Основные типы 325
— Передняя замковая часть 324,'
327, 328
— Передняя направляющая часть
324
— Переходная часть 332
— • Расчетные формулы 331
— Режущая часть 329, 332
— Толщива среза 329, 330
— Условия прочности 331
— Форма зубьев 329
— - Форма и размеры шейкн’ 324
— Центрирование и направление
331
— Число зубьев 331, 332
— Шаг зубьев 331
Протяжки наружные 332, 333
Профили неэвольвентные
— Обработка по методу обкатки
581—664
• —- прессованные 57
Профилирование 581
Процессы зубоотделочные см. Эу-
боотделочные процессы
Р
Радиусы закруглений иа поковки 54
Развертки — Исполнительные раз-
меры 278
— Конструкции 277—295
— Материалы 293
— Назначение 292
— Размеры 288
— Размеры элементов профиля зу*
ба 281
— Параметры геометрические 278#
— Эксплуатация 295
— Элементы конструктивные 278#
279, 289 — 292
— Шероховатость поверхности 282
Развертки с пластинами из твердого
сплава 283—285
—— упорио-цилиндрические 338,
342
Развертывавие 277
— Жидкости смазочно-охлажда-
ющие 293, 294
Момент крутящий 295
— Подача 294, 295
— Режимы резания 295, 296
Размеры линейные Допуски
671 — Ряды 666—670
----дополнительные 671
Раскатннк 491
Раскатывание резьбы внутренней
490, 491
— отверстий 338 — Режимы 350
Раскрой листа на полосы 61, 62*
65 — Размеры перемычек 63, 64
•---полосы 61, 62, 65
Рассверливание — Выбор подачи
254, 255
— Режимы резаиия 251 — 253, 255
— Формулы для расчета силы ре-
заиия 258, 260
Растачивание 297 — Инструменты
297 — 310
Резцы долбежные — Типы 357
— — регулируемые 360
Резцы зубострогальные 558, 559
Резцы обкаточные — Конструкция
654 — Назначение 652
— Применение при зуботоченни
519 — Принцип действия 652,
653
— Режимы резания 664
----для зубчатых деталей 654—656
Резцы расточные 297, 298, 307 —
Размеры 300—303 — Способы
крепления 297 — Установка 298
----для КРС 339—341
Резцы резьбовые 444, 445
Резцы строгальные — Геометриче-
ские параметры 357, 358
— Геометрия режущей части 360
Типы 356
•---вращающиеся — Основные па-
раметры 361
— — нестандартные 354, 355
•---чистовые вращающиеся 354,
355
Резцы токарные 184—204
— Выбор сечения стержня 184
*— Геометрические параметры 187—»
192
— Износ 187, 195
— Пластины 184, 185
— Стержни 184
— Установка 187, 196
Резцы токарные державки много-
резцовой 170
для гидросуппортов 174, 197
----для обработки вольфрама 192
----- для обработки деталей с ис-
пользованием копиров 174,-
175
----"178 °®Ра®0ТКи КОНУСОВ 176—’
----- для обработки поверхностей
сферических и фасонных 178,
179
— —• для точения сплавов титано-
вых 192
746
Предметный указатель
•—-« для точения стали закаленное
191
— для точения тонкого 200
*« — нз стали быстрорежущей 184/
188, 189
с пластинами иеперетачнвае-
мыми 184—186, 195
в»*-. с пластинами твердосплавны-
ми 184, 188, 189, 193, 194, 203
Резьба — Выбор метода изготовле-
ния 440
Интервал шагов 440, 442
*-• Недорез 441
*** Сбег и зазор гарантированный
* =' Сортамент 442
ъ- Точность 440, 441
Резьбообразование 440—491
— Выбор метода 440
Профиль инструментов резьбо-
образующих 443
Размеры заготовок под резьбу
475 — 477
* - Режимы 477—484
Ролики цилиндрические Пара-
метры 178, 182
С
Сверла 228 Диаметры рекомен-
дуемые 238—241
& Допуски на диаметры 237
Конус обратный 23о
Направление сбега стружки 234
— перовые 232 — Подточка по-
перечного лезвия 235—237 —
Размеры 235
в<>-а спиральные 232, 242, 244-*
246, — Форма заточки 233 —
Угол при вершине 233, 234 —•
Типы 242—246 — Углы ре-
жущей части 227, 231, 232,-
235 — Форма заточки 242
— центровочные 249 — Наборы
типовые и области применения
251
Сверла для глубоких отверстий 247/
248
, двустороннего резания — Раз-
меры 246 — 248 — Типы 247
— одностороннего резания 247/
248
— шпиндельные (перовые) 247 —
Размеры 250
Сверление — Подачи 253—254
<— Режимы резания 251 — 254
>— Режимы резания пластмасс 258
Силы резания 258, 260
— Скорость резания 254, 255
Система допусков и посадок ОСТ
673, 714, 715—721
Система единая допусков и посадок
СЭВ (ЕСДП СЭВ) 666, 671, 673
и— Квалитеты 666, 671, 672
*— Наборы основных отклонений
673
•— Отклонения предельные валов
н отверстий 674 — 687, 690—698,
700 — 713 .
— Отклонения основные 666
• «* Посадки рекомендуемые 676-*
707
Слитки — Схема и время нагрева 37
Смазка разделительная 128
Сплавы цветные — Температура
ковки (штамповки) 40
Сталь — Температура ковки (штам-
повки) 39
Стандарты СЭВ 666, 673
Станки зубодолбежные 506, 508
зубострогальные 559 — Время
машинное 562, 563 — Наладка
560 — Скорость резания 562—*
Способы настройки 561 —»
Формы кинематической на-
стройки 561
зубохонииговальные 541
зубошлифовальные 544
Станки координатно-расточные
(КРС) 335
Выверка положения деталей 337/
343 — 346
Инструмент вспомогательный
337, 338, 341
Обработка отверстий 342
и- Оснастка технологическая 335,
336
Режимы обработки 349, 350
* — Способы крепления деталей 347/
348
* — Столы поворотно-делительные
336, 349—353
* — Точность растачивания отвер-
стий 350
Станки строгальные — Типы дер-
жавок 360, 362
* —*— шевинговальные 539, 540
Стержни литейные 18, 19
Строгание 354 — Нагрузка макси-
мальная 360, 361
* — Подачн 363, 364
• — Режимы резания 361
* — Скорость резания 364—366
СТ СЭВ 144—75 666, 672
145—75 666
177—75 666, 672
Т
Травление — Пасты 124 — Раство-
ры 124, 126, 127
в-— местное 129, 130
— — общее 129
— полиэтилена и стеклопласти-
ков — Составы 129
Токарная обработка — см. Обра-
ботка токарная
У
Уклоны конструктивные в отливках
19, 20
• -*— технологические деталей из
пластмасс 102, 112, 113
* =•— формовочные 20, 21
> —— штамповочные 51
Ультразвуковая обработка — см.
Обработка ультразвуковая
Усадка литейная 16
* — — пластмассы 112, 113
в.» сплавов 16
Предметный указатель
747
Ф
Форма — Особенности изготовле-
ния 13
Формование гидростатическое 94, 95
---импульсное 95, 98
Формовка объемная 82, 83
— Давление 89
— Качество поверхности 85
— Размеры заготовки 84
— Точность 85
— Усилие 89
Фрезерование — Глубина резания
403
— Подача 403—413
— Проверка режима по мощности
413
— Режимы резання 398, 401—422
— Скорость резання 413
«— Смазочно-охлаждающая жид-
кость 402, 403
— Стойкость фрез 398, 401
— Точность обработки 398—400
— Шероховатость поверхности 398
Фрезерование канавок и зубьев ин-
струмента режущего 435—438
•— Установка заготовки при обра-
ботке канавок на концевой по-
верхности инструмента 438 —
Установка заготовки при об-
работке канавок на торцовой
поверхности инструмента 437—
438 — Установка фрез угловых
при обработке канавок на ци-
линдрических заготовках 435—
437
— — контуров фасонных 438
--- резьбы 447, 448
Фрезы — Диаметр и ширина 376#
377
— Закрепление 376, 381—384
— Зубья 384—386
— Канавки стружкоразделнтель-
ные 386, 387
— Конструкция зубьев 384
— Материал 395, 396
— Наборы 373—376
— Направление вращения 387
— Отверстия посадочные 376, 378
— Точность 398
— Углы режущей части 387—395
— Эксплуатация 396—398
Фрезы дисковые 372, 373, 387# 388
*--концевые 368, 369
‘--отрезные 372, 373
---прорезные (шлицевые) 372, 373
---торцовые 368, 369
— — угловые 372, 373
---фасонные 373
— — цилиндрические 368, 369
Фрезы модульные зуборезные ди-
сковые — Назначение, материал
494, 495 — Определение профиля
496, 498 — Режимы резания для
нарезания колес зубчатых ци-
линдрических 498
— Пальцевые — Назначение 495
— Определение профиля 496 —
498
Фрезы резьбовые гребенчатые 448«
.449
----дисковые 449, 450
Фрезы червячно-шлицевые 602—
631
• — Габаритные и конструктивные
размеры 618—624
— Геометрические параметры 617#
618
— Методы увеличения прямоуголь-
ного участка профиля детали
624-630
• — Обработка неэвольвентных про-
филей 602—607
— Профиль зубьев 608—614
— Размеры зубьев 615—617
— Режимы резання 662—664
— Технические требования и до-
пуски на изготовление 630—631
Фрезы червячно-шлицевые опре-
деленной установки 626, 627
•---определенной установки, про*
филирующие впадины по ме-
тоду копирования 627 — 630
*---с усиками 624—626
Фрезы червячные — Виды, мате-
риал 508
> — Принцип работы 508
• — Размеры 509, 510
— Формулы для расчета 511 — 513
Фрезы червячные для валиков пря-
молинейного профиля — см.
Фрезы червячно-шлицевые
•---для валиков фасонного про-
филя — Обработка неэволь-
вентных профилей 631 —
634 — Определение размеров
профиля режущей кромки
634—638 — Основные габа-
ритные размеры 640 — 642 —
Типы 638—640 — Шерохова-
тость поверхности 640
•---шлицевые — см. Фрезы, чер-
вячко-шлицевые
X
Хоиы зубчатые 541
Химическая обработка — см. Обра-
ботка химическая
Ч
Чеканка 85
Червяки — Геометрическая форма
519
— Нарезание 519—521
— Полировка 522
— Притирка 522
— Шлифование 521-=-522
Червячные пары см. Червяки; Ко-
леса червячные
Ш
Шевер-рейки 538 см. Шеверы
Шеверы — Определение технологи-
ческих параметров колес для рас-
чета 534, 535
748
Предметный указатель
—— дисковые 526—535
— — для колес внутреннего за-
цепления 538
--- червячные 540
Шевингование 524—540
— Методы 535, 537
— Назначение 525
— Получение бочкообразной фор-
мы зубьев 538
— Принцип 525
— Припуски 526
— Режимы 539
— Технические характеристики
станков 539
— Формулы настройки станков 539,
540
Шероховатость поверхности — Гео-
метрические параметры 735
— Параметры после чистовой обра-
ботки 732—734
Шлифование резьбы 472—475
— Жидкости охлаждающие 473 —
Правка шлифовального круга
473, 474 — Точность 473
— — бесцентровое 473
— — изделий твердосплавных 474
•--кругом миогоннточиым 472
----- кругом однониточным 472
---сталей быстрорежущих 475
Шлифование электрохимическое
162, 164
Штамп — Переходы 54
— Пленка под прошивку 53
— Поверхность разъема 48
— Расчеты основных операций 68—
78
Штамповка листовая холодная —
Выбор пресса 63, 68 — Расчет
размеров н форма заготовки 57—
63 — Расчет усилий 63, 66, 67 •—
Термический режим 37—40
---объемная 41 — Способы 42—
47
Э
Экструзия 120, 122
Электроды — инструменты 136, 138,
139
— Покрытия изоляционные 163
Электролиз 92
Электрофизическая обработка —
см. Обработка электрофизическая
Электрохимическая обработка см.
Обработка электрохимическая
Эмульсия для очистки деталей 125
Я
Ящики стержневые — Уклоны фор-
мовочные 20, 21
ИБ 1335
Евгений Дмитриевич Баклунов, Андаитми Константинович Белопухов, Мои-
сей Исаакович УКебин, Владимир Павлович Законников, Владимир Кирил-
лович Исаченко, Василий Николаевич Кедринский, Леопольдас Пранович
Кумпикас, Алексей Николаевич Малов, Петр Николаевич Орлов, Марк Абра-
мович Палей, Константин Петрович Панченко, Валентина Даниловна Прок*
лова, Валентин Сергеевич Раковский, Леонид Александрович Рождественский*
ВладимЩ) Федорович Романов, Эдуард Вячеславович Рыжов, Георгий Нико-
лаевич Сахаров, Евгений Иванович Семенов, Ю$нй Львович Фрумин, Вик-
тор Михайлович Шестопал
СПРАВОЧНИК
МЕТАЛЛИСТА .
Том 3
Под ред. А. Н. Малова
Редакторы издательства: И. И. Жесткова, И. С. Трещалина
Технический редактор Л. А. Макарова
Корректор В» А. Воробьева
Переплет художника А, Я. Михайлова
Сдано в набор 8/IX 1976 г. Подписано к печати 24/ХП 1976 р. Т-20864
Формат 84x108/32. Бумага типографская Кв 3» Усл. печ. л. 39,48-
Уч.-изд. л. 49,1. Тираж 125 000 (3-н а-д 80 001—125 000) экэ. Заказ 1457
Цена -2 р. 62 к.
Издательство «Машиностроение»,
107885, Москва, Б-78, I-й Басманный пер., 3
Ленинградская типография № 6 Союзгсолиграфпрома
при Государственном комитете Совета Министров СССР
по делам издательств, полиграфии и книжной торговли
193144, Ленинград» С-144, ул. Моисеенко, 10
замеченные опечатки
Справочник металлиста, том I
Стра- ница Строка Напечатано Должно быть
30 9-я сверху Ев = Па + 2да Нв = 1л+Ёвл
32 16-я сверху + ^‘вА +?ва
35 2-я сверху = ОА
179 3-я сверху
1/ V (^ЧЧ2 +
9-я сверху = 58° 10' = 53° 10'
215 11-я снизу + ТГ f Мх <г/?> rf2 C.J' * л +’Ёт;Н1'их<'г)а!г
24 8 9-я снизу, в знамена- теле I1
252 13-я сверху, в знамена- теле /3(1- ц)! /3(1 - На)
253 16-я снизу, в числителе п /2Ё л
293 2-я снизу в табл. 14 в табл. 13
352 5-я снизу Ь = 3,175 ДР, 5= Д<У2 + 3,175 ДР + + 0.46Р (ДР + 0,75 Д?),
4-я снизу где ДР — отклонение где Ad2 — допуск средне- го диаметра резьбы, мкм; ДР — предельное откло- нение
2-я снизу ДР — отклонение др — предельное откло- нение
Продолжение
Стра- ница Строка Напечатано Должно быть
352 l-я снизу Ду — отклонение Ду — предельное откло- нение
359 Табл. 3, графа 1, 14-я снизу 48 451 48
450 21-я сверху = (12+А -(-г
452 14-я снизу, & знамена- теле (-£) /, К>2 V 1 1 —» — 1 \ ря /
538 7-я снизу по табл. 42 по табл. 43
554 16-я снизу Ср... - .
676 Табл. 43, графа 10, 8-н сверху 420 340
Справочник металлиста, том 2
Стра- ница Строка Напечатано Должно быть
12 Рно. 1 руп, Оуп Р о ОЛб’ 0»05
19 5-я снизу кгс/мм КГС’мм
20 !5-я сверху кгс/мм кгс* мм
20 3-я снизу рад рад/ым
133 Табл. 28, графа 9, 1-я сверху Т1 5, С 0,8 Т1 5-С — 0,8
139 Рио. 4 О 6
Продолжен
Стра- B'-J}* Строка Напечатано Должно быть
140 Табл. 34, графа 11, 3-я сверху У-И У-П
189 Табл. 65, графа 2, 4-я сверху 5,4 <5,4
195 14-я снизу небольшом нагреве. Поэтому она непри- годна небольшом нагреве она непригодна
209 Табл. 77, графа 2, 6-я сверху 0,8 0,12
225 11-я сверху рис. 4 рис. 24
246 15-я снизу 96. характеристики 96 (по нижнему пре- делу), характеристики
250 7-я снизу свойств сортового свойств (по нижнему пределу) сортового
295 19-я снизу (рис. 29) (рис. 1)
325 Табл. 162, ' графа 1, 2-н сверху 6-8% (6-8)% S1C
424 Табл. 18, графа 1, 3, 4, 5-я саерху ЛО64-2 ЛО60-1 ЛО59-1 ЛС64-2 ЛС60-1 Л С5 9-1
433 Рис. 12 °0Ц Япц
570 Табл. 152, графа 3, 7 н 8-я сверху 2S1F ВС1, 2SIF, ЗВС1,
571 Табл. 152, графа 3. 7-я сверху GeCl. + Н, GeCl, + 2Н,